Сварочный шов – неразъемное соединение, получаемое в результате сварки. Задача каждого сварщика – получение качественного сварного шва, которое гарантирует надежное соединение элементов. Для выполнения поставленной задачи нужно знать виды сварочных швов и техники их выполнения.
Основные виды сварочных швов
В первую очередь все швы делят по способу соединения деталей. По данному признаку выделяют следующие виды швов:
стыковые – получаемые между заготовками, примыкающими торцевыми поверхностями друг к другу,
нахлесточные – получаемые за счет наложения деталей друг на друга с частичным перекрытием,
тавровые – получаемые за счет приваривания торцевой поверхности одной заготовки к плоскости другой заготовки,
угловые – получаемые между заготовками, расположенными под углом друг к другу, шов получается в месте примыкания деталей,
торцевые – получаемые за счет сваривания торцов заготовок.
Стыковые швы
Стыковые швы являются самыми распространенным видом швов. Они используются при сварке металлических листов или труб различной толщины. Для сварки заготовки должны быть надежно зафиксированы. Между деталями остается небольшой зазор – около 1-2мм. В процессе сварки он заполняется расплавленным металлом заготовок или присадочным материалом.
Различают односторонние и двухсторонние швы. При односторонней сварке шов формируется только на одной стороне деталей. В случае двухстороннего шва сварка проводится на обеих сторонах заготовок.
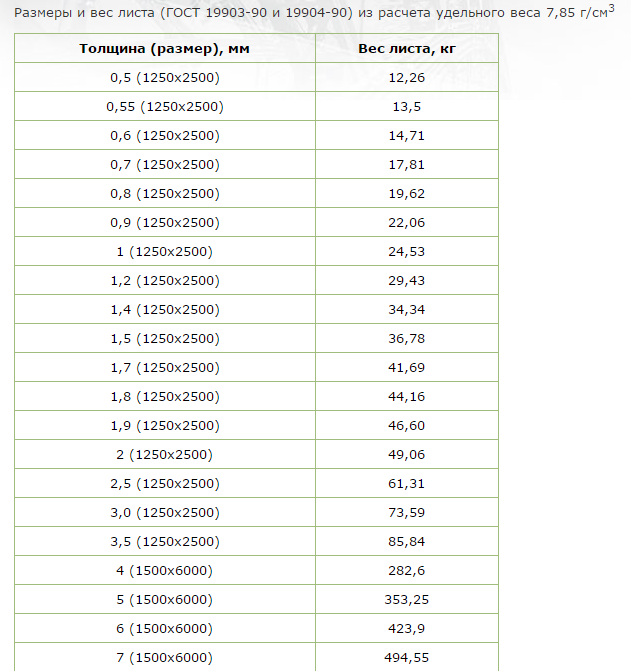
В зависимости от толщины свариваемых деталей для стыковых швов по-разному готовят сварочные кромки. Соответственно этому различают формы:
с отбортовкой – для деталей толщиной до 4мм,
без скоса – для деталей толщиной до 8мм,
с V-образным скосом – для деталей толщиной от 3 до 60мм,
с X-образным скосом – для деталей толщиной от 8 до 120мм,
с K-образным скосом – для деталей толщиной от 8 до 100мм,
с криволинейным скосом – для деталей толщиной от 15 до 100мм.
Для тонких деталей возможна стыковая сварка без обработки кромок или с обработкой только на одной стороне.
Нахлесточные швы
При выполнении швов внахлест поверхности свариваемых деталей параллельны друг другу и частично друг друга перекрывают. Такие швы считаются самыми простыми и удобными для практики неопытных сварщиков.
Сварка швами внахлест всегда выполняется с двух сторон. Кромка каждой заготовки должна быть приварена к поверхности другой. Кромки подготавливаются без скоса. Угол наклона электрода при выполнении сварки должен быть в пределах 15o-45o. Если угол наклона будет выходить за эти пределы, то шов «заползет» на одну и сторон стыка.
Тавровые швы
Тавровые швы выполняются привариванием торца одной заготовки к боковой поверхности другой заготовки и в разрезе напоминают букву Т. Чаще всего сварка проводится под прямым углом, но возможно и другие варианты. В процессе сварки заполняется угол, образованный между деталями. Поэтому важно обеспечить глубокое проплавление деталей. Обычно это достигается за счет использования методов автоматической сварки.
Тавровые швы всегда двухсторонние. Форма подготовленных кромок возможна без скоса и с одним или двумя скосами одной кромки. Обрабатывается только привариваемый торец. Как правило, без скоса свариваются детали небольшой толщины – от 2 до 40мм. Для деталей толщиной от 8 до 100мм производится обработка кромки.
При сваривании тавровых швов важно знать их особенность: получаемые швы в итоге прочнее основного металла. Поэтому перед сварочными работами нужно проводить расчеты по получаемому сопротивлению материалов. Это необходимо, чтобы избежать неравномерной прочности деталей, разной стойкости к нагреву и охлаждению и другим скрытым дефектам.
Угловые швы
Угловые швы часто относят к подвиду тавровых швов. Но при этом угловые швы больше распространены, чем тавровые. По форме угловые швы напоминают букву Г. Угол между деталями может быть любой, но чаще всего – прямой. В работе необходимо выполнять правила геометрии шва: ширину, изогнутость, выпуклость шва и корень стыка.
При работе с угловыми швами главной проблемой является стекание металла по углу или с вертикальной поверхности на горизонтальную. Поэтому важно контролировать ровное ведение электрода, соблюдая углы наклона. Так для сварки листов разной толщины нужно держать электрод под углом 60o по отношению к более толстой заготовке. В результате основное тепло придется на более толстую деталь, а более тонкая не перегреется и не прогорит.
Угловые швы бывают односторонние и двухсторонние. Для двухстороннего шва сварка выполняется и на внутреннем, и на внешнем угле. Возможна сварка без обработки кромок или скосами. Скос может выполняться с одной или с двух сторон одной кромки. Вторая кромка при этом не обрабатывается.
Прочность угловых швов ниже прочности основного металла. Этот момент нужно учитывать при проектировании и проведении работ.
Торцевые швы
Торцевые швы используются для сваривания деталей разной формы, прилегающими друг к другу боковыми поверхностями. Угол прилегания может находиться в пределах от 0o до 30o. Такая сварка подходит для работы как с тонкими, так и с толстыми металлами, а также для сварки деталей разной толщины. Перед сваркой выполняется разделка кромок под односторонние скосы.
Торцевые швы отличаются высокой выносливостью к нагрузкам. Но при этом возможно попадание влаги или загрязнений между поверхностями деталей, что в будущем приведет к коррозии. Особенно это вероятно при наличии непроваров.
Другие критерии классификации сварных соединений
Кроме способа соединения деталей швы различаются по другим параметрам:
по форме шва различают выпуклые и плоские швы,
по протяженности бывают сплошные и прерывистые швы,
по положению свариваемых поверхностей в пространстве бывают горизонтальные, вертикальные, потолочные и нижние швы и другие классификации.
Перед началом работ важно определить вид сварочного шва по всем параметрам. Это поможет подобрать оптимальную технику выполнения сварки в каждом конкретном случае. Например, сварка углового соединения в вертикальном положении потребует более тщательной подготовки, чем сварка стыкового шва в нижнем положении.
Основные типы сварных соединений и виды сварных швов
Соединение металлических деталей сварки давно и прочно вошло в производство, широко применяется в быту и продолжает развиваться в направлениях повышения качества и снижения себестоимости. У этой популярности есть свои плюсы и минусы. Плюс в доступности технологии для широких народных масс. Минус в том, что большое количество непрофессионалов вносит неопределенности в терминологию и описание сварочных процессов. Действующий ныне ГОСТ 5264 – 80 говорит о характеристиках и типах сварных соединений, а также видах сварных швов.
1 / 1
Содержание:
Назначение кислородного редуктора
Что представляет собой сварочное соединение
Типы сварных соединений
Классификация сварных швов
Требования к сварным швам
Что влияет на качество сваривания
Что представляет собой сварочное соединение
Прежде всего, это неразъемное соединение, которое выполняется сваркой. Существует множество способов выполнения таких работ. Их популярность легко объясняется отличным качеством и высокой прочностью. Низкая стоимость и высокая скорость выполнения позволили этой технологии проникнуть во все сферы народного хозяйства. При этом интерес к сварке не снижается и множество ученых и инженеров продолжают работать над усовершенствованием процесса.
Типы сварных соединений
В сварочной технологии рассматривают следующие типы:
стыковое – этот тип соединения предполагает сваривание торцевых поверхностей деталей;
нахлесточное – в этом случае детали располагают параллельно, с частичным заходом одной на другую;
угловое – детали устанавливают под углом и сваривают вдоль линии примыкания;
тавровое – торец одной детали приваривают к боковой поверхности другой детали;
торцевое – сваривание производится по примыкающим боковым поверхностям.
Наибольшее распространение имеет стыковое. Оно не требуют высокой квалификации сварщика, отличается надежностью и качеством. Выполняются с разделкой кромок или без, в зависимости от толщины металла.
Преимущество нахлесточного соединения состоит в том, что отпадает необходимость подготовки свариваемой поверхности. Этот тип наиболее актуален для листов толщиной 8 – 12 мм. Чаще всего встречается при точечной, контактной и роликовой сварке.
При необходимости сваривания деталей под некоторым углом применяют угловые соединения. Надежный провар соединения возможен только при наличии скосов кромок. Выполнение скосов более трудоёмкая операция, чем сама сварка.
Тавровое соединение требует выполнения скосов и большого количества наплавляемого металла, что увеличивает расход электродов и себестоимость изделия. Его форма повторяет литеру «Т». Без разделки торцов можно выполнять односторонние швы на металле толщиной не более 4 мм.
Классификация сварных швов
Чаще всего встречается следующая классификация сварных швов:
по положению в пространстве;
по конфигурации;
по степени выпуклости;
по количеству проходов;
по направлению действующего усилия и вектору действия внешних сил;
по виду сварки;
по протяженности.
От пространственного положения шва зависит технология и сложность его выполнения. По этому признаку выделяют следующие виды сварных швов:
нижние,
горизонтальные,
вертикальные,
потолочные.
Нижние – это азбука всех сварщиков. Они наиболее просты в исполнении и не требуют высокой квалификации сварщика. Самый сложный вид – потолочный. Кроме сложности он неудобен и опасен, возможностью попадания на сварщика капель расплавленного металла.
Разделение по конфигурации не требует особых разъяснений и не отличается особыми приемами. По этому признаку их делят на следующие виды:
прямолинейные,
криволинейные,
кольцевые.
Сварные швы получаются вогнутыми, выпуклыми или плоскими. На этом признаке создали еще одно разделение: по степени выпуклости. Этот признак имеет существенное значение потому, что от него зависят физико-механические свойства. Плоские и вогнутые более гибкие и экономные, по сравнению с выпуклыми. А выпуклые более прочные, но при чрезмерной выпуклости склонны к концентрации напряжений.
С количеством проходов и вектором действия внешних сил все понятно, а вот по виду сварки сварные соединения разделяют по методу:
дуговой сварки;
автоматической и полуавтоматической сварки под флюсом;
дуговой сварки в защитных газах;
электрошлаковой сварки;
электрозаклепочные;
контактной электросварки;
паяных соединений.
По признаку протяженности различают сплошные и прерывистые швы. У прерывистых есть свои преимущества – сниженное тепловложение и низкая стоимость. Они, в свою очередь, делятся на цепные и шахматные. Встречаются крайне редко в связи с тем, что не имеют должной прочности и непроницаемости. На стороне сплошных главные козыри – качество, прочность и непроницаемость.
Требования к сварным швам
К разным швам предъявляют разные требования, но есть и общие положения, применимые ко всем. Швы должны обладать определенными механическими свойствами и соответствовать их основным показателям:
относительное удлинение в пределах 14 – 16%;
предел прочности не менее чем у свариваемого металла;
показатель твердости не менее чем у свариваемого металла.
Технологические требования сводятся, в основном, к обеспечению полного провара. Иначе трудно гарантировать надежную работу изделия. От внешнего вида шва требуется отсутствие прожогов, наплывов, непроваров и подрезов. Также требуют наличие плавных переходов к основному металлу.
Что влияет на качество сваривания
На этот вопрос можно ответить легко и сложно одновременно. Простым ответом может быть слово «всё». Возьмите любой из множества параметров технологического процесса сваривания, нарушьте его и вы не получите приемлемого качества.
Единственно верным подходом для получения надежной сварки можно считать следующий: технологи готовят полноценное технологическое описание процесса, менеджеры обеспечивают условия, материалы, специалистов, в соответствии с описанием; а сварщики выполняют работу без отклонения от техпроцесса. Только так можно получить изделие, которому можно доверять.
Типы сварных швов и соединений
Любое обсуждение типов сварных швов начинается с идеи, что важно различать соединение и сварной шов.
Каждый из них должен быть описан для полного описания сварного соединения.
Существует множество различных типов сварных швов, которые лучше всего описываются их формой, когда они показаны в поперечном сечении.
Наиболее популярным является угловой шов, названный в честь формы поперечного сечения.
Другие типы сварных швов включают фланцевые сварные швы, сварные швы, швы с прорезями, шовные швы, наплавочные швы и подварочные швы.
Соединения в сочетании со сварными швами образуют сварные соединения.
Если вы новичок в сварке MIG и хотели бы получить простое обучение, чтобы научиться быстро и без головной боли, загрузите мое БЕСПЛАТНОЕ руководство для начинающих по сварке MIG.
Типы соединений
При сварке используются 5 основных соединений. Это:
Стыковое соединение
Угловое соединение
Краевое соединение
Соединение внахлестку
Тройник
Иллюстрации различных типов сварных соединений
Типы сварных швов
Угловые сварные швы
Угловой сварной шов соединяет две поверхности приблизительно под прямым углом друг к другу. Существует несколько типов углового шва:
Полный угловой шов – это сварной шов, размер которого равен толщине более тонкого объекта, соединяемого вместе.
Ступенчатый прерывистый угловой шов – относится к двум линиям прерывистой сварки на стыке. Примером может служить тройниковое соединение (см. ниже), в котором приращения скругления на одной линии расположены в шахматном порядке по сравнению с другой линией.
Цепной прерывистый угловой шов – относится к двум линиям прерывистого углового шва в соединении внахлестку или Т-образному соединению, где сварные швы в одной линии приблизительно противоположны сварным швам в другой линии.
Другие термины, связанные с угловыми сварными швами, включают:
Бокс : который относится к продолжению углового сварного шва вокруг угла элемента. Является продолжением основного сварного шва.
Выпуклость : Относится к максимальному перпендикулярному расстоянию от поверхности выпуклого углового шва до линии, соединяющей выступы сварного шва.
Иллюстрации, изображающие типы угловых швов
Сварные швы с разделкой
Вторым по популярности типом сварного шва является сварка с разделкой кромок. Существует семь основных типов сварных швов с разделкой кромок, которые показаны на рис. 6-25.
Сварной шов с канавкой относится к валикам, которые наносятся в канавку между двумя соединяемыми элементами.
Иллюстрации основных сварных швов с разделкой кромок
Дополнительные примеры показаны на рис. 6-26 выше.
Тип используемого сварного шва определяет способ подготовки шва, соединения или поверхности.
Стандартные типы сварных швов с разделкой кромок см. на рис. 6-27.
Иллюстрации типов сварных швов с разделкой кромок
Наплавочный сварной шов
Это сварные швы, состоящие из одной или нескольких нитей или плетеных валиков, нанесенных на сплошную поверхность для получения желаемых свойств или размеров.
Этот тип сварки используется для наращивания поверхностей или замены металла на изношенных поверхностях. Он также используется с квадратными стыковыми соединениями.
См. примеры на рис. 6-28 ниже.
Сварка пробкой
Пробковые сварные швы представляют собой круговые сварные швы, выполненные через один элемент соединения внахлестку или таврового соединения, соединяющего этот элемент с другим.
Сварка может выполняться или не выполняться через отверстие в первом элементе; если используется отверстие, стенки могут быть или не быть параллельными, и отверстие может быть частично или полностью заполнено металлом сварного шва.
Такие сварные швы часто используются вместо заклепок.
ПРИМЕЧАНИЕ. Отверстие, сваренное угловым швом, или точечная сварка не соответствуют этому определению.
См. примеры на рис. 6-28 ниже.
Если вы новичок в сварке MIG и хотели бы получить простое обучение, чтобы научиться быстро и без головной боли, загрузите мое БЕСПЛАТНОЕ руководство для начинающих по сварке MIG.
Сварной шов с прорезью
Это сварной шов, выполненный в удлиненном отверстии в одном элементе соединения внахлестку или таврового соединения, соединяющего этот элемент с поверхностью другого элемента, которая видна через отверстие.
Это отверстие может быть открытым с одной стороны и может быть частично или полностью заполнено наплавленным металлом.
ПРИМЕЧАНИЕ. Паз с угловым сварным швом не соответствует этому определению.
Иллюстрации поверхностных, пробочных и щелевых сварных швов
Сварка оплавлением
Сварка оплавлением относится к процессу контактной сварки, при котором плавление производится по всей стыкуемой поверхности.
Тепло создается сопротивлением току, протекающему между двумя поверхностями, и приложением давления после того, как нагрев в основном завершен.
Оплавление сопровождается выбросом металла из соединения.
См. Рисунок 6-29 ниже, где показан пример сварки оплавлением.
Подробнее : Символы сварки оплавлением и фланцем
Шовная сварка
Сварка, выполненная дуговой шовной сваркой или контактной шовной сваркой, где процесс сварки не указан.
Этот термин подразумевает контактную шовную сварку.
На рис. 6-29 ниже показан пример сварного шва.
Точечная сварка
Точечная сварка — это сварка, выполненная дуговой точечной сваркой или контактной точечной сваркой, где процесс сварки не указан.
Этот термин означает контактную точечную сварку.
Подробнее : Символы точечной и дуговой сварки
Сварка с осадкой
Сварка с осадкой — это процесс контактной сварки, при котором сплавление происходит постепенно вдоль стыка или по всей поверхности стыка.
Приложение давления перед нагревом требуется и происходит во время отопительного периода.
Тепло возникает за счет сопротивления протеканию электрического тока в зоне контакта между поверхностями.
Иллюстрации оплавлением, стыковыми, точечными и высадочными сварными швами
Сварочные позиции
Сварка часто выполняется на конструкциях в том положении, в котором они находятся.
Были разработаны методы, позволяющие выполнять сварку в любом положении.
Некоторые процессы сварки могут выполняться во всех положениях, в то время как другие могут использоваться только в одном или двух положениях.
Все виды сварки можно классифицировать в соответствии с положением заготовки или положением сварного соединения на свариваемых листах или профилях.
Существует четыре основных положения сварки, которые показаны на рисунках 6-30 и 6-31.
Иллюстрации положений сварки разделки Угловой шов, сварка разделки и поверхностный шов могут выполняться во всех положениях, показанных на рис. 6-31 выше.
Узнайте больше о различных положениях сварки.
Если вы новичок в сварке MIG и хотели бы получить простое обучение, чтобы научиться быстро и без головной боли, загрузите мое БЕСПЛАТНОЕ руководство для начинающих по сварке MIG.
Типы сварных швов
Итан Бэйл
При сварке важно различать типы соединений и типы сварных швов. Оба не одинаковы. Мы увидим разницу в этой статье. Для полного описания сварного соединения необходимо указать как сварной шов, так и соединение. Существует множество различных типов сварных швов, которые лучше всего описываются их формой, когда они показаны в поперечном сечении. В этой статье мы увидим о различных типах сварных швов.
Типы сварных швов
Угловой шов
Канавочный сварной шов
Наплавка сварного шва
Штепсельная сварка
Сварной шов
Сварка оплавлением
Сварной шов
Точечная сварка
Расстроенный сварной шов
Какой тип сварки подходит для данного типа сварного соединения?
Типы сварных швов
Существуют различные типы сварных швов: угловой шов, шов с разделкой кромок, наплавочный шов, сварной шов, шов с оплавлением, сварной шов, точечная сварка и сварка с высадкой. Давайте посмотрим вкратце о каждом из них.
Угловой сварной шов
Наиболее популярным является угловой шов, названный в честь формы поперечного сечения. Угловые сварные швы показаны на рисунке ниже.
Сварка с разделкой кромок
Вторым по популярности является сварка с разделкой кромок. Существует семь основных типов сварных швов с разделкой кромок , которые показаны на рисунке ниже.
Ниже представлен изометрический вид различных типов разделочных швов.
Поверхностный сварной шов
Как следует из названия, эти сварные швы представляют собой простое наплавление металла шва на поверхность основного металла. Этот вид наплавки обычно делается для получения коррозионностойкой поверхности на металлической поверхности или для получения твердосплавной поверхности, устойчивой к износу.
Иногда наплавка выполняется в виде смазывания, чтобы сделать одну поверхность совместимой для сварки с другой деталью. Иногда наплавку делают, чтобы нарастить поверхность и восстановить ее толщину.
Сварной штекер
См. рисунок выше. Как следует из названия, эти сварные швы предназначены для 90 226 закрытия 90 227 отверстия. Одна пластина держится над другой, и в одной из пластин имеется отверстие. Сварной шов наплавляется в это отверстие, чтобы закрыть его. Стенки отверстия прямые. Хотя, это не обязательно. Стены тоже могут быть наклонными.
Отверстие обычно заполняется полностью, хотя в этом нет необходимости. Отверстие также может быть частично заполнено по желанию дизайнера. Пробковые сварные швы иногда рассматривают как замену заклепочным соединениям.
Сварка с прорезью
Сварка с прорезью также показана на рисунке выше. Он очень похож на пробочный шов, за исключением того, что отверстие не круглое, а вытянутое в форме эллипса. Это удлиненное отверстие заполняется металлом сварного шва, таким образом соединяя часть, содержащую отверстие, со второй частью, которая видна через отверстие.
Как и при сварке пробкой, отверстие может быть частично или полностью заполнено.
Сварка оплавлением
При этом типе сварки две соединяемые детали удерживаются на заданном расстоянии друг от друга, и через них проходит электрический ток. Небольшой зазор между частями ионизируется из-за высокой разницы напряжений и оказывает сопротивление протеканию тока. Из-за этого сопротивления выделяется тепло, и поверхность обеих частей расплавляется.
Когда это происходит, обе части с силой прижимаются друг к другу. Это обеспечивает сварку.
Сварной шов
Это тип сварного шва, полученный контактной сваркой. Два листа прижаты друг к другу между двумя колесами. Во время сварки заготовки катятся между двумя колесами. Между колесами течет ток.
Электрическое сопротивление, создаваемое заготовками, создает тепло между двумя частями. Это тепло расплавляет обращенные друг к другу поверхности деталей внутри в месте соприкосновения колес, и образуется сварной шов.
По мере того, как колеса катятся, образуется сварной шов по всей длине. Отсюда и название шовный шов.
Точечная сварка
Точечная сварка является разновидностью шовной контактной сварки. Вместо длины сварной шов имеет форму самородка, локализованного в точке.
Схема сварочного инвертора Fubag IN 160: ремонт своими руками
Екатерина
Время чтения: 3 минуты
Сварочный инвертор – это хороший помощник в быту и в хозяйстве. Мы рассказали вам уже о многих инверторных аппаратах, в том числе об устройствах Фубаг (Fubag). Сегодня мы расскажем о модели Fubag IN 160, а в частности о ремонте этого недорого аппарата.
Содержание статьи
Общая информация
Распространенные неисправности
Прежде чем вы начнете…
При включении аппарат автоматически выключается
Аппарат работает, но дуга не поджигается
Аппарат функционирует, но вентилятор не работает
Вместо заключения
Общая информация
Fubag IN 160 — это компактный инверторный аппарат, предназначенный для ручной дуговой сварки и сварки в среде аргона с применением неплавящегося электрода. Аппарат отлично справляется со сваркой всех типов сталей: от низкоуглеродистой до антикоррозийной. Данная модель очень экономична и мобильна, без проблем транспортируется.
Fubag IN 160 может похвастаться не только доступной ценой, но и наличие дополнительного функционала. Здесь есть и горячий старт, и форсаж дуги и антизалипание. Все эти функции понравятся новичкам и домашним умельцам, которые не хотят подробно разбираться в сварочном деле. Даже если вы установите неправильные настройки, аппарат сможет улучшить качество швов именно благодаря этим функциям. Для сварки можно использовать любые типы электродов.
Читайте также: Принцип работы сварочного инвертора и правила эксплуатации
У аппарата очень простая схема, так что вполне реально выполнить ремонт Fubag IN 160 своими руками в домашних условиях. Схемы этого аппарата нет в открытых источниках. Но ниже вы можете посмотреть на схему от похожего по функционалу аппарата. Отличия есть, но они незначительные.
Распространенные неисправности
Мы не рекомендуем проводить сложный ремонт сварочного инвертора Fubag (и любого другого аппарата) в домашних условиях, если у вас нет навыков и опыта. К сожалению, многие серьезные поломки может диагностировать только профессиональный мастер. А новичок в силу своей неопытности просто не поймет причину неисправности. Тем не менее, некоторые базовые проблемы все же можно исправить самому. Далее мы расскажем о самых частых неисправностях и способах их исправления.
Прежде чем вы начнете…
Перед выполнением ремонта вам необходимо сделать несколько простых действие. Первое и самое очевидное — отключить аппарат от сети. При разборке аппарата его необходимо положить платой вверх. «начинка» аппарата скрыта за металлической крышкой, которая прикручена на 10 шурупов. Их нужно открутить и снять крышку. При сборке после ремонта аппарат нудно собирать в той же последовательности. Также в ходе работ вам понадобится мультиметр.
При включении аппарат автоматически выключается
Это самая частая проблема. Чтобы понять причину, вам необходимо взять мультиметр и настроить у него режим сопротивления. С помощью мультиметра измерьте это самое сопротивление между заземлением и контактами. Если сопротивление неопределенное, значит все хорошо и причина кроется в другом. А если нет, то скорее всего необходимо заменить IMS-модуль на новый.
Также рекомендуем дополнительно проверить диодный мост. Для этого установите режим диода на мультиметре. С помощью прибора проверьте диоды моста. Если вы заметите, что один из диодов в коротком замыкании, то IMS-модуль точно нужно заменить на новый.
Аппарат работает, но дуга не поджигается
Это вторая самая распространенная проблема. Рекомендуем проверить, насколько правильно закручены шурупы, которые видны сразу после трансформатора. Также проверьте контакты штекеров. Чаще всего пригорают именно контакты штекеров, и дуга перестает поджигаться. В таком случае нужно зачистить штекера и поменять шурупы.
Аппарат функционирует, но вентилятор не работает
Скорее всего, дело в самом вентиляторе. Вам необходимо проверить его целостность и возможно почистить от загрязнений. Также рекомендуем полностью снять вентилятор и напрямую подключить его к питаю, чтобы проверить работоспособность.
Вместо заключения
Похожие публикации
Инвертор сварочный fubag in 170 схема
В данном разделе вы можете бесплатно скачать схемы сварочных полуавтоматов российского и импортного производства. В данном разделе вы можете бесплатно скачать схемы инверторов TIG российского и импортного производства. В данном разделе вы можете бесплатно скачать схемы плазмотронов — портативных плазменных аппаратов для сварки, пайки и резки металлов и неметаллов. В данном разделе вы можете бесплатно скачать схемы инверторов MMA российского и импортного производства. В данном разделе вы можете бесплатно скачать схемы сварочных генераторов российского и импортного производства. Схема сварочного инвертора Микро СВИ
Поиск данных по Вашему запросу:
Инвертор сварочный fubag in 170 схема
Схемы, справочники, даташиты:
Прайс-листы, цены:
Обсуждения, статьи, мануалы:
Дождитесь окончания поиска во всех базах.
По завершению появится ссылка для доступа к найденным материалам.
Содержание:
Power Electronics
Inverter fubag in 160 схема. Inverter fubag in 160 схема
Сварочный инвертор FUBAG IN 206 LV
Ремонт сварочных инверторов своими руками – как подступиться?
Схема сварочного инвертора fubag ir 200 ремонт своими руками
Fubag IN 170
ПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: обзор fubag in176 сварочный инвертор
Дежурка завелась, крутится вентилятор. Снимал силу, распаял гребенку, битых элементов не нашел. Нет ли у кого схемы силовой части? В основном аппараты с дефектными микросхемами никак не реагируют на попытки включения, но бывали нечастые случаи когда инвертор Fubag IN отключался с прогревом , через несколько секунд включался, затем опять отключался, так и щелкал.
В этом случае получилось проверить микросхему включив аппарат и во время щелкания аккуратно прислонив к ней ватку смоченную спиртом, щелканье сразу прекращалось и инвертор нормально работал пока не высыхал спирт.
Иногда после вскрытия аппарата и внешнего осмотра такие дефекты микросхемы NCPB видны, можно сказать, невооруженным глазом. Часто микросхема выходит из строя, сама по себе, не затрагивая жизненно важные окружающие элементы.
Какие то у нее личные проблемы с герметичностью корпуса. В таких случаях достаточно заменить только микросхему. Этот вариант и рассмотрим. Ставить опять в корпусе SOT не имеет смысла, поскольку ненадежные они. Лучше как то исхитриться. Если все сделано правильно и окружающие компоненты целы, в чем лучше убедиться заранее воспользовавшись схемой и проверив их, то аппарат включается сразу и прекрасно работает.
Из другого форума. В общем это г. На маленькую макетку ее запаял, и короткими проводниками подключил в схему. Как это сделать,- ясно из сопоставления документации на эти 2е микрухи. Кандер байпаса 10мк меняем на 0,1мк. Будьте аккуратны выполняя ремонт сварочного инвертора своими руками, ответственность ложится на вас. В большинстве случаев отгорают стойки идущие от вторичной обмотки силового трансформатора.
Вот чтобы ток появился необходимо восстановить соединение стойки с платой силового блока, проще говоря припаять ее. Вот теперь мы получили доступ ко всем оторванным и отгоревшим стойкам, можно приступать к восстановлению. Чтобы не возникло осложнений при ремонте сварочного инвертора своими руками — будьте аккуратны, вся ответственность на вас. Прогорел участок под стойкой силового блока.
Белый слой под фольгой уцелевшее теплопроводное покрытие, темный участок прогорел до радиатора. Место прогара намазано прозрачным силиконом и сверху приклеен кусочек слюды.
Силикон обычный герметик, он не горит и не плавится от высокой температуры когда будем припаивать стойку. Я использовал силикон который идет в ремкомплекте для восстановления TV пультов , что-то типа того. После того как все это высохнет к уцелевшей фольге припаиваем заплатку из меди и уже к ней стойку.
Транзистор пришлось немного сдвинуть, благо место позволяло. А это Fubag IN , вот здесь ситуация безвыходная — теплопроводный слой выгорел не только под стойкой но и под транзисторами, это уже в мусор. Что предшествовало поломке: внезапно, бахнул во время работы, ремонт в стороннем сц и кратковременная работа, воткнули в розетку щелкнул и перестал работать. В разное время были выявлены следующие проблемы : неисправность выпрямительных цепей сварочного тока.
Выполнялись работы : ремонт выпрямительных цепей сварочного тока; ремонт схемы управления силовой части; замена вентилятора; ремонт цепей питания силовой части;. Будьте внимательны! Приведенная информация не должна восприниматься как руководство к действию, поскольку, в случае попытки ремонта сложных электронных устройств неквалифицированным персоналом, могут наступать различные негативные последствия.
Сегодня в магазинах представлен широкий ассортимент инверторных сварочных аппаратов. Одним из наиболее популярных является схема inverter in fubag. Данное устройство представляет собой однофазный сварочный инвертер, приспособленный к переноске и вентиляции.
Посредством данного сварочного аппарата можно сваривать все виды электродов от рутиловых до электродов из нержавеющей стали. Для того, чтобы аппарат мог выполнять свои непосредственные функции, его необходимо подключить к розетке 16, 20 или 25 А с напряжением в вольт.
Затем следует присоединить зажим массы и электродержатель к инвертору, руководствуясь сведениями о полярности, которая соответствует применяемому виду электрода.
Применяя первый режим, не забывайте следовать существующим правилам сварки. Кроме того, не выключайте устройство сразу по прекращении сварки, оставьте его включенным с целью дать ему достаточно охладиться. Когда загорится индикатор желтого цвета, это означает, что сработала термическая защита. Учитывайте, что период охлаждения инструмента составляет около 5 минут. Используя режим TIG, необходимо подсоединить зажим кабеля массы к гнезду, имеющему положительную полярность, и вставить вентильную горелку в гнездо, имеющее отрицательную полярность.
Затем следует присоединить отходящий от баллона газовый шланг к инструменту и установить необходимое давление. После этого, приступайте к регулировке желаемой интенсивности при помощи потенциометра.
Помните, что в процессе эксплуатации сварочного аппарата схема inverter in fubag смотреть на работу нельзя. Необходимо соблюдать определенные правила безопасности. Во время использования инструмента обязательно надевайте защитную одежду, маску или очки и другие средства защиты во избежание нанесения вреда коже и глазам. Кроме того, ни в коем случае не контактируйте с открытыми кабелями инвентора, проводящими ток, а также с электродержателем и поверхностью, которая подлежит сварке.
Более того, не допускайте контактов с водой во время использования инструмента, а также дыма и газа, возникающих в процессе сварки, так как они способны нанести вред вашему здоровью. Помимо всего прочего, позаботьтесь не только о своей безопасности, но и о безопасности окружающих вас людей, поэтому проконтролируйте, чтобы на рабочей площадке не было других людей.
Это основные правила безопасности. Более подробно ознакомиться со всеми существующими нормами вы сможете, внимательно изучив инструкцию к данному сварочному аппарату. Бюджетные модели сварочных инверторов отличаются ограниченным периодом бесперебойной работы и достаточно узкой спецификацией токов.
Поэтому выбирая такой сварочный аппарат, необходимо взвесить все за и против. Рассмотрим модель от немецкого производителя Fubag IN Делать вывод, основываясь только на отзывах нельзя, поэтому внимательно остановимся на возможностях инвертора:. Если с основными характеристиками все понятно, то о классе защиты поговорим подробнее. Маркировка IP является единым мировым стандартом. Первая цифра подразумевает защиту от механического воздействия, вторая — от проникновения воды.
Учитывая навороченность Fubag IN при относительно недорогой стоимости, очевидно, что производитель должен был сэкономить.
Второй класс механической защиты подразумевает, что основные рабочие элементы инвертора защищены от воздействия предметов диаметром от 12 мм и выше. Первый класс влагозащиты подразумевает, что прибор выдержит несколько вертикальных капель, следовательно работать нужно в хорошо проветриваемых помещениях, подальше от источников воды.
Сразу же стоит отметить, что кабеля очень короткие, как питание, так и заземление. Поэтому их либо придется заменить, либо провести определенный апгрейд оборудования. Еще одна серьезная проблема — отсутствие предохранителя. Решит ее использование удленителя с автоматическим отключением.
УЗО лучше ставить на 25 А, стандартные 16 А не выдержат и в случае перегрева аппарата или сильного скачка напряжения катушки инвертора выгорят до основания. Средний сварочный ток — это А, в таком режиме инвертор Fubag IN работает минут.
После этого устройство в обязательном порядке должно остыть. Летом это не менее 15 минут, зимой минут. Аппарат должен остывать природно, никакие вентиляторы, кондиционеры и еще более экстравагантные средства использовать нельзя. Инверторный сварочный аппарат Fubag IN широко применяется в строительстве для ремонта и монтажа конструкций из чугуна, нержавеющей, средне- и низкоуглеродистой стали.
Это средний по характеристикам и цене инвертор с током 10— А. Длительная работа с перегрузками может привести к поломке аппарата. Если ваш инвертор поврежден, не дожидайтесь его полного выхода из строя или несчастных случаев на стройке, закажите ремонт сварочного оборудования.
Компания Welding Zone проведет бесплатную диагностику неисправностей и выполнит ремонт сварочного аппарата Fubag IN Наши мастера — опытные профессионалы, которые обнаружат любую поломку и предложат оптимальный по срокам и стоимости вариант ремонта инверторного сварочного аппарата. Большая часть необходимых для ремонта запчастей имеется в наличии.
Если нужной детали в настоящее время нет на складе мы можем быстро заказать все необходимое для ремонта инверторных сварочных аппаратов у надежных поставщиков. Очень часто после ремонта аппарат работает лучше и дольше, чем до него. Если ваш сварочный инвертор вышел из строя, обращайтесь в наш сервисный центр Fubag. Также вы можете приехать в наш сервисный центр в Москве по адресу: Волгоградский проспект, или оформить заявку на сайте.
Мы выполняем гарантийный и постгарантийный ремонт с оформлением всех необходимых документов. В программе статичная выставка лучших аппаратов и демонстрационные показы.
Ждем Вас. Компания Зона-Сварки. В конкурсе были разыграны две номинации: техническая и художественная. Выбор из представленных работ был очень непростым. РФ благодарит всех, кто принял участие в конкурсе.
Все победители получили заслуженные награды. Следите за нашими новостями, чтобы не пропустить следующий конкурс! Уважаемые клиенты! Наша компания постоянно развиваемся для Вас. И у нас есть приятная новость.
Inverter fubag in 160 схема. Inverter fubag in 160 схема
Подробно: ремонт инвертора fubag in своими руками от настоящего мастера для сайта olenord. Дежурка завелась, крутится вентилятор. Снимал силу, распаял гребенку, битых элементов не нашел. Нет ли у кого схемы силовой части? Слезно просил отремотировать — начался сезон дачь.
Ремонт сварочного инвертора Fubag IN (часть 1) Поиск схем сварочного оборудования Добавленные схемы сварочного оборудования.
Сварочный инвертор FUBAG IN 206 LV
Дежурка завелась, крутится вентилятор. Снимал силу, распаял гребенку, битых элементов не нашел. Нет ли у кого схемы силовой части? В основном аппараты с дефектными микросхемами никак не реагируют на попытки включения, но бывали нечастые случаи когда инвертор Fubag IN отключался с прогревом , через несколько секунд включался, затем опять отключался, так и щелкал. В этом случае получилось проверить микросхему включив аппарат и во время щелкания аккуратно прислонив к ней ватку смоченную спиртом, щелканье сразу прекращалось и инвертор нормально работал пока не высыхал спирт. Иногда после вскрытия аппарата и внешнего осмотра такие дефекты микросхемы NCPB видны, можно сказать, невооруженным глазом. Часто микросхема выходит из строя, сама по себе, не затрагивая жизненно важные окружающие элементы. Какие то у нее личные проблемы с герметичностью корпуса. В таких случаях достаточно заменить только микросхему. Этот вариант и рассмотрим.
Ремонт сварочных инверторов своими руками – как подступиться?
Switch to English регистрация. Телефон или email. Чужой компьютер. Ремонт сварочного оборудования, инверторов.
Ребята у меня фубаг ин мне нужен резистор на выход 2 20 в Только не знаю какой к ом подойдёт помогите пожалуйста!!!!
Схема сварочного инвертора fubag ir 200 ремонт своими руками
Иногда после вскрытия аппарата и внешнего осмотра такие дефекты микросхемы NCPB видны, можно сказать, невооруженным глазом. Будьте аккуратны выполняя ремонт сварочного инвертора своими руками, ответственность ложится на вас. Ваш опыт и знания о том как работает этот сварочный инвертор, а также отзывы оставленные вами помогут другим сделать выбор. Сегодня в магазинах представлен широкий ассортимент инверторных сварочных аппаратов. Одним из наиболее популярных является схема inverter in fubag.
Fubag IN 170
Здесь вы можете посмотреть видео обзор Fubag IN Узнать характеристики, прочитать отзывы о Fubag IN Спасибо, ваш отзыв скоро появится на сайте. Опишите ваш опыт использования товара. Описание Видео Характеристики Отзывы Задать вопрос. Магазины, в которых можно купить этот товар и его аналоги.
Всем привет! не пинайте если повторяю тему. КАК ОТВЕТ БУДЕТ НАЙДЕН, Я СКАЖУ и тему можно будет удалить! в общем варили Fubag IN
Ваш опыт и знания о том как работает этот сварочный инвертор, а также отзывы оставленные вами помогут другим сделать выбор. Порядок вывода комментариев: По умолчанию Сначала новые Сначала старые. Большое спасибо!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!! После включения в розетку начинается сильный свист, на выходе примерно 20 вольт.
Тема в разделе » Сварочные аппараты «, создана пользователем orca , Искать только в заголовках Сообщения пользователя: Имена участников разделяйте запятой. Новее чем: Искать только в этой теме Искать только в этом разделе Отображать результаты в виде тем. Быстрый поиск. Ремонт сварочных аппаратов Тема в разделе » Сварочные аппараты «, создана пользователем orca , Метки: ремонт сварочного аппарата ремонт сварочного инвертора ремонт электроинструмента сварка сварочник сварочный инвертор своими руками электроинструмент.
Сварочный инвертор Fubag IN предназначен для выполнения периодических работ в строительстве, монтажных и автомастерских, а также индивидуальном хозяйстве. Высококачественная сварка низкоуглеродистых и среднеуглеродистых сталей, низколегированных нержавеющих сталей и чугуна.
Приветствую всех! Выбирал из двух имеющихся в магазине одноклассников, вторым был какой-то Lincoln на А и на 2тыс. На низком напряжении фубаг понравился чуть больше, да и наличие регулируемых функций тоже есть гуд, поэтому его и взял. Повторять его ТТХ не буду, их в инете навалом. Отмечу только работу на пониженном напряжении.
Fubag — Сварочные полуавтоматы инверторного типа Fubag — сварочные трансформаторы Инверторная сварка Fubag Сварочный полуавтомат — Fubag. Тепловые пушки газовые Тепловые электрические пушки. Инструкция камнерезные станки Инструкция компрессорное оборудование Инструкция сварочное оборудование Инструкция тепловые пушки Инструкция электростанции. Подписка на новости.
Купить Электрика — товары и инструменты для переоборудования фургона и кемпинга своими руками с aliexpress
Зарядное устройство DC-DC 12V 30A
Хит
113.31 $
Зарядное устройство для дополнительных аккумуляторов от автомобильного генератора (12В). Мощность 30 А, работает с жидкими, гелевыми/атомными или литиевыми батареями (Lifepo4)
Измеритель мощности/мощности беспроводной батареи
Hit
34,50 $
Подсчитывает заряд и разряд батареи и показывает количество оставшихся процентов. Нет необходимости в сложной проводке, просто подключите отрицательный провод, который вы хотите измерить, через измерительное кольцо этого устройства
Легкая солнечная панель 150Вт
Хит
109. 18 $
Доставка РФ
Солнечная панель 150Вт с алюминиевым каркасом и фотоэлектрической крышкой сверху. Не такое прочное, как закаленное стекло, но весит в 3 раза меньше. Самый популярный тип солнечных батарей для использования на автофургоне. Просто добавьте контроллер PWM или mppt и аккумулятор для базовой солнечной системы.
Зарядное устройство инвертора 1500 Вт
Hit
1330,20 ¥
Усовершенствованный инвертор с источником бесперебойного питания мощностью 3500 Вт с чистой синусоидой, зарядным устройством и сквозной сетью переменного тока
MPPT Контроллер заряда солнечной батареи
Hit
56,74 $
Один из лучших бюджетных контроллеров mppt. Работает отлично и легко. Plug and play типа установки. Просто подключите его к аккумуляторам и подключите к нему солнечные батареи. Сделанный. Вы заряжаетесь. Доступны модели от 10А до 40А. Многие аксессуары можно было приобрести отдельно.
Очень полезный инструмент для создания двух аккумуляторных систем с автоматическим подключением и отключением в нужной ситуации. Автоматически разделяет аккумуляторы во время стоянки и соединяет все аккумуляторы вместе при работающем двигателе для зарядки
Четырехсторонняя шина для тяжелых условий эксплуатации, 300 А
Hit
23,19 $
Четырехсторонняя шина для тяжелых условий эксплуатации/распределительная коробка с винтовой крышкой — 300 А. Для правильной организации подключения проводки и устройств
Литиевая батарея 100/200Ач
Hit
369.14 $
Доставка РФ
Литиевая батарея LiFePo4 емкостью 100 или 200Ач. Со всеми защитами, подключениями и балансировочной платой (BMS). Непрерывный ток разряда 100А, Мгновенный ток разряда 200А. Хорошая альтернатива свинцово-кислотным/AGM/гелевым аккумуляторам. Принимает полный разряд без повреждений и намного легче.
Панель переключателей с usb, вольтметром и розеткой 12В
12.22 $
Доставка РФ
Панель с 5 переключателями и зарядным устройством 2xUSB для управления всеми устройствами в вашем фургоне. Также есть розетка для прикуривателя на 12 В и вольтметр.
Зарядное устройство DC-DC 12В 60А
154.20 $
Зарядное устройство для дополнительных аккумуляторов от автомобильного генератора (12В). Мощность 60 А, работает с жидкими, гелевыми/атомными или литиевыми батареями (Lifepo4)
Чистый синусоидальный инвертор 1500 Вт
143. 50 $
Доставка РФ
Хороший бюджетный 1500Вт чистый синусоидальный инвертор. Нет функции зарядки аккумулятора. Для этого вам необходимо приобрести модель с инверторной зарядкой или отдельное зарядное устройство.
Блок предохранителей на 12 болтов
4.41 $
Доставка РФ
Блок предохранителей с 12 болтами и держателями предохранителей на каждое соединение. Также имеет соединения без предохранителей для отрицательного провода. Все в одном типе коробки. Общий предел 100А, 30А на каждый выход.
Выключатель питания 600 А
15,03 $
Очень мощный выключатель питания. Подходит для установки прямо на силовой провод от аккумуляторов для аварийного отключения и отключения питания
Переносной электрогенератор 50Ач
498. 79 $
Доставка РФ
Универсальный источник питания для удобного использования в фургоне. Литиевая батарея 50А. Выход переменного тока 500 Вт (чистый синус), выход постоянного тока и USB. Зарядка от переменного тока, автомобильного постоянного тока или солнечных батарей. Легко носить с собой и использовать
Инверторное зарядное устройство 3500 Вт
2179,80 ¥
Усовершенствованный инверторный источник бесперебойного питания с чистой синусоидой мощностью 3500 Вт, зарядное устройство и сквозная сеть переменного тока
Инверторное зарядное устройство мощностью 3000 Вт
70006-7008,03 Один из самых мощных инверторов зарядные устройства вокруг. С настройкой типа батареи и скоростью заряда 75А. Подходит для аккумуляторной системы 400A+. Чистый синус 3кВт (с броском 6кВт). При подключении к сети переменного тока подача питания через сеть на ваши устройства и активация зарядного устройства
Автомобильный предохранитель 12 В, номинал 20–150 А
5,40 $
Специальный автомобильный предохранитель для системы 12/24 В. На странице продукта вы можете выбрать номинал от 20 до 150А. Его также удобно использовать в качестве простого выключателя для ручного отключения цепи нажатием кнопки
Зарядное устройство инвертора 2500 Вт
1740,00 ¥
Усовершенствованный инвертор с чистой синусоидой мощностью 2500 Вт, зарядное устройство и сквозная сеть переменного тока
Портативная солнечная панель 200 Вт
184,87 $
Доставка РФ
Портативная солнечная панель с мягким складным чехлом. Не такая эффективная, как обычная панель мощностью 200 Вт, но ее легко использовать и ставить прямо под солнце или переносить с одного места на другое.
Портативная солнечная панель 100Вт
110.09 $
Доставка РФ
Портативная солнечная панель с мягким складным чехлом. Не такая эффективная, как обычная 100-ваттная панель, но ее легко использовать и ставить прямо под солнце или переносить с одного места на другое.
Кнопки/переключатели с кольцом подсветки
0.97 $
Очень красивые металлические кнопки со светящимися кольцами разных цветов. Очень мягкое светлое кольцо. Вы можете выбрать разные цвета и размеры на странице товара
Литиевая батарея 200Ач
552.00 $
Аккумулятор LiFePO4 емкостью 200Ач. Может обеспечить непрерывную мощность до 200 А (пиковая мощность 320 А). Внутри есть все защитные и балансировочные платы. Весит всего 18 кг
12 В / USB / Панель вольтметра
9,88 $
Простая в установке панель с 3 модулями: зарядное устройство 2xUSB, гнездо прикуривателя 12 В и вольтметр (с выбором цвета)
Простое реле 100/120/200А
4,90 $
Простое управляемое реле на 100/120 или 200А (можно выбрать на странице товара) на 12 или 24В. Может использоваться для ручного выключателя с системой основных и резервных батарей
Ваттметр
9.60 $
Бюджетный ваттметр с шунтом. Подсчитывает ампер, напряжение и мощность, проходит через шунт и отображает эти данные. Подсчет мощности идет только в одну сторону.
Тонкое зарядное устройство с двумя разъемами USB
56,37 ¥
Тонкий разъем USB для зарядки с 2 разъемами. МОЖЕТ размещаться в любом месте и не требует специальной подготовки внутри места установки.
Предохранитель ANL с коробкой
2,10 $
Коробка/держатель предохранителя с предохранителем. Очень распространенный тип предохранителей для проводки большой мощности. Вы можете выбрать силу тока предохранителя на странице товара или получить только коробку
Европейский походный адаптер
13,85 $
Европейский походный адаптер для подключения переменного тока к специальной розетке для кемпинга
Зажимы Fast mound для аккумуляторных проводов
2. 54 $
Доставка РФ
Удобный способ подключения основных проводов к аккумуляторам. Зажимы быстрого соединения с винтовыми клеммами AWG большого сечения
Стеклянная солнечная панель 100Вт
73.14 $
Доставка РФ
Солнечная панель 100Вт с алюминиевой рамой и закаленным стеклом сверху. Самый популярный тип солнечных батарей для использования на автофургоне. Просто добавьте контроллер PWM или mppt и аккумулятор для базовой солнечной системы.
Двойной ввод солнечного кабеля
3,93 $
Двойной ввод для установки солнечных панелей. С резиновыми круглыми входами вы защитите свою крышу от протечек и пыли.
Пластина для солнечных панелей Монтажный кронштейн
Прочная боковая опора для малых и больших солнечных панелей Отлично подходит для автодомов, кемперов. Кабельный ввод в комплекте
Автомобильный предохранитель 12 В, ток 60–300 А
5,57 $
Специальный автомобильный предохранитель для системы 12/24 В. На странице продукта вы можете выбрать номинал от 60 до 300А. Также удобно использовать как простой выключатель для разрыва цепи вручную кнопкой
Внешний дисплей контроллера mppt
24,72 $
Основной аксессуар для контроллера заряда mppt. Внешний дисплей и панель управления. Легко подключается с помощью прилагаемого кабеля. Контроллер Mppt продается отдельно https://vantourist.com/item/mppt-controller
Европейская кемпинговая розетка
9,68 $
Стандартная розетка для европейского кемпинга. Защищен от воды и дождя. Доступны черный и белый цвета + розетки
Зарядное устройство 20A AGM/GEL
34,40 $
Популярное зарядное устройство для аккумуляторов AGM/GEL от сети переменного тока, оптимальное для аккумуляторов емкостью около 200 Ач. Полностью автоматический пошаговый процесс с различными настройками для зарядки аккумулятора и длительного срока службы.
Литиевая батарея 300Ач
822.00 $
LiFePO4 батарея чудовищной емкости 300Ач. Может обеспечить непрерывную мощность до 200 А (пик 360 А). Внутри есть все защитные и балансировочные платы. Весит всего 24 кг
Гибкая солнечная панель 150 Вт
89.08 $
Доставка РФ
Гибкая солнечная панель мощностью 150 Вт с пластиковой крышкой сверху. Немного менее эффективна, чем солнечная панель из твердого стекла, и менее долговечна, но тоже работает. Используйте его, когда вы не можете установить жесткие панели вместо этого
2 разъема для зарядки USB
4,37 $
Красивый разъем для зарядки 2xUSB (1 A + 2,4 A), который подключается непосредственно к автомобильной сети 12 В. Имеет резиновый колпачок для защиты от воды и пыли, но его можно снять. Асы для монтажа и подключения
Разъемы Fast wago
12.99 $
Доставка РФ
Быстрые и простые в использовании соединители проводов. Большой выбор различных вариантов типа и количества терминалов на странице товара. Один из самых популярных способов подключения проводов в автофургоне для начинающих
Инвертор 300/600Вт чистый синус
34.00 $
Чистый синусоидальный инвертор 300 или 600Вт. Выбор переменного напряжения и мощности на странице товара. Модель мощностью 600 Вт может запускать небольшие холодильники переменного тока
Реле 25/40/60/80 А
7,35 $
Небольшое реле с различными усилителями. Хорошо подходит для управления силовой проводкой в вашей системе
Стабилизатор постоянного тока 12 В (3 А)
9,09 $
Если вашим устройствам требуется более точное напряжение, этот стабилизатор может обеспечить стабильное напряжение 12 В при входном напряжении 8-40 В. Это модель 3А (36Вт)
Автоматическое реле 140А с ручным режимом
16.37 $
Автоматическое реле для установки двух аккумуляторов в автофургоне с определением работы генератора для зарядки вторичных аккумуляторов. Есть кнопка для ручного закрытия реально
Очень полезный инструмент для настройки двух аккумуляторных батарей с автоматическим подключением и отключением в нужной ситуации. Автоматически разделяет батареи во время стоянки и соединяет все батареи вместе при работающем двигателе для зарядки
Инвертор с чистой синусоидой 600 Вт
56,21 $
Небольшой инвертор с чистой синусоидой мощностью 600 Вт. Может покрыть все ваши небольшие потребности в электроэнергии, такие как ноутбуки, зарядные устройства, телевизоры или даже небольшие холодильники переменного тока
Высокие переключатели/выключатели с 50-200A. Может быть установлен в качестве аварийного выключателя или главного выключателя питания.
Простой индикатор заряда аккумулятора 12В
2,09 $
Простой индикатор заряда аккумулятора со шкалой и цифровым вольтметром. Для лучших результатов рекомендуется использовать в состоянии покоя. Зарядка или разрядка аккумулятора может привести к смещению показаний счетчика.
Разъем USB зарядного устройства 60Вт
8.94 $
Доставка РФ
Мощный 60Вт с зарядным устройством typeC и USB. Поддержка форматов быстрой зарядки
Переключатель на 10 групп с управлением через приложение
85,98 $
Набор из 10 кнопок-переключателей для управления оборудованием. Управление через приложение для телефона
Портативный генератор 12Ач
128.56 $
Доставка РФ
Универсальный источник питания для удобства использования в фургоне. Литиевая батарея 12 Ач. Выход переменного тока 200 Вт, выход постоянного тока и USB. Зарядка от переменного тока, автомобильного постоянного тока или солнечных батарей. Легко носить с собой и использовать
Быстрые соединители wago
12,99 $
Быстрые и простые в использовании соединители проводов. Большой выбор различных вариантов типа и количества терминалов на странице товара. Один из самых популярных способов подключения проводов в автофургоне для начинающих
ШИМ-контроллер заряда солнечной батареи
16,29 $
Простой и дешевый ШИМ-контроллер заряда солнечной батареи. Не так эффективно, как контроллер MPPT, но намного дешевле и работает. Если у вас есть строгий бюджет солнечной энергии, это ваш продукт.
Таймер переменного тока
3,00 $
Электрический выключатель с механическим таймером на 30, 60 или 120 мин. Хороший переключатель для размещения с устройствами, которые вы используете только время от времени с ограничением по времени (водонагреватель)
Зарядное устройство для аккумуляторов LiFePo4 — 40A
119.99 $
Мощное зарядное устройство на 40А для аккумуляторов LiFePo4 Зарядное устройство на 20А. Работает от сети переменного тока
BMS для банка литиевых батарей lifepo4
36.56 $
Литиевые батареи BMS с номиналом 50-500А. Непрерывный разряд 30-120А
Держатель предохранителя с ножевым предохранителем
0,75 $
Удобный способ добавить предохранитель в уже проложенную проводку. Просто вставьте этот предохранитель между ними. Держатель предохранителя и предохранитель на 10 А входят в комплект, но вы можете установить любой автомобильный предохранитель, который вам нужен. Может обеспечить непрерывную мощность до 60 А (пик 120 А). Внутри есть все защитные и балансировочные платы. Весит всего 5 кг
Аккумулятор LiFePO4 40/100 Ач
244.44 $
Аккумулятор LiFePO4 чудовищной емкости 300Ач. Может обеспечить непрерывную мощность до 200 А (пик 360 А). Внутри есть все защитные и балансировочные платы. Весит всего 24 кг
Литиевая батарея 100 Ач
339,50 $
Аккумулятор LiFePO4 емкостью 100 Ач. Может обеспечить непрерывную мощность до 100 А (пик 200 А). Внутри есть все защитные и балансировочные платы. Весит всего 9кг
Гибкая солнечная панель 100Вт
74.88 $
Доставка РФ
Гибкая солнечная панель мощностью 100 Вт с пластиковой крышкой сверху. Немного менее эффективна, чем солнечная панель из твердого стекла, и менее долговечна, но тоже работает. Используйте его, когда вы не можете установить жесткие панели вместо этого.
Реле отключения батареи 250 А, автоматическое
89,99 $
Очень полезный инструмент для создания двух батарей с автоматическим подключением и отключением в нужной ситуации. Автоматически разделяет аккумуляторы во время стоянки и соединяет все аккумуляторы вместе при работающем двигателе для зарядки
Литиевая батарея 150 Ач
490.00 $
Аккумулятор LiFepo4 емкостью 150 Ач. Может обеспечить непрерывную мощность до 120 А (пиковая мощность 200 А). Внутри есть все защитные и балансировочные платы. Весит всего 8 кг.
Прямоугольник 2 разъема USB 12 В
26,84 ¥
Редкий прямоугольный формат 2 разъема USB для подключения 12 В. Максимальный ток зарядки 3,1 А для обоих портов
Мини-инвертор 200 Вт
33,20 $
Небольшой инвертор для основных нужд, таких как зарядка ноутбуков, камер и дронов. Мощность 200 Вт с парой портов USB
6-клавишный переключатель с реле
63,47 $
Мощный набор из 6 кнопок для управления оборудованием. С помощью реле до 40 А вы можете управлять оборудованием с большой силой тока, например световыми панелями.
Зарядное устройство для аккумуляторов LiFePo4 — 20 А
46,33 $
Зарядное устройство для литиевых аккумуляторов LiFePo4 на 20 А. Работает от сети переменного тока
Переносной электрогенератор 24Ач
201.30 $
Доставка РФ
Универсальный источник питания для удобного использования в жизни фургона. Литиевая батарея 24 Ач. Выход переменного тока 350 Вт, выход постоянного тока и USB. Зарядка от переменного тока, автомобильного постоянного тока или солнечных батарей. Легко носить с собой и использовать
Зарядное устройство для аккумуляторов LiFePo4 — 6А
21.59 $
Простое не очень мощное зарядное устройство на 6А для литиевых аккумуляторов LiFePo4. Работает и с кислотными аккумуляторами. Работает от сети переменного тока
Портативная солнечная панель 21 Вт с USB
53.31 $
Доставка РФ
Складная компактная солнечная панель 21 Вт с разъемом USB для зарядки небольших устройств, таких как телефоны, планшеты или внешние аккумуляторы. Имеет карман для него внутри и максимальную мощность 2,1 А
Зарядное устройство для фотокамеры 12 В
47. 13 $
Зарядное устройство на два аккумулятора от прикуривателя 12В. Имеет разные адаптеры для разных моделей аккумуляторов. Просто напишите продавцу модель вашей камеры, и продавец предоставит нужные адаптеры.
Портативный электрогенератор 15Ач
187.02 $
Доставка РФ
Универсальный источник питания для удобного использования в фургоне. Литиевая батарея 15Ач. Выход переменного тока 200 Вт, выход постоянного тока и USB. Зарядка от переменного тока, автомобильного постоянного тока или солнечных батарей. Легко носить с собой и использовать
Бензиновый генератор fubag Ti 800
29210 ₽
Переносной электрогенератор 12Ач
136.49 $
Доставка РФ
Универсальный источник питания для удобного использования в фургоне. Литиевая батарея 12 Ач. Выход переменного тока 100 Вт, выход постоянного тока и USB. Зарядка от переменного тока, автомобильного постоянного тока или солнечных батарей. Легко носить с собой и использовать схему
. Nhọrọ nke ịgbado ọkụ na ngwá
Старый трансформатор ịgbado ọkụ igwe si a oge инвертор ngwaọrụ nwere a кама сири ike. abụọ nhọrọ bụ ihe kọmpat, na iji ya eme ihe ná ndụ kwa ụbọchị bụ мара mma dị mfe. Угбу на usoro bụ mgbe mụ, на колебания voltaji на-hụrụ. Все на-эме ка ọ dị nnọọ mfe imezu ịgbado ọkụ ọrụ. Ọzọkwa, netwọk dịghị akpa nnyonye Anya.
Ịgbado ọkụ DC -enye gị ohere na-arụ ọrụ ọbụna na-anaghị agba nchara. Ịgbazi usoro a rụrụ nnọọ были. Металл n’oge ịgbado ọkụ abụghị ike распыляется. Nke a n’ụzọ dị ukwuu-enweta n’ihi na ala ripple. Ọtụtụ ụdị na-onwem na ịgbado ọkụ инверторы pụrụ ịdabere na-echebe usoro. Na nke a, na ọ na-enye ohere iji zere obere sekit na sekit. Ke adianade do, n’oge электрод ga-nnyapade. Ọ na-adabere kpam na стабилизация nke aak. Инверторы arụmọrụ nke na ịgbado ọkụ составляют 80%. Ike oriri nke ọtụtụ obere ụdị. Ọ bụ omume na-eji nkịtị ezinụlọ netwok.
Olee otú ime ka a ịgbado ọkụ инвертор?
Инвертор ịgbado ọkụ igwe na aka ha na-eme dị ka o kwere. Ị ga mkpa iji nweta a iyo na-egbochikwa сетевой выпрямитель. Ka obi jụrụ usoro eji a ot oyi. Ọzọkwa chọrọ ugbu a mmetụta na nzọụkwụ-ala трансформатор. Сетевой выпрямитель и инверторный сварочный аппарат. Ya mgbanwe emee диод n’aka.
Ọzọkwa, усоро-агонные конденсаторы. Na nke a, ihe nwetụ ugbu a na a elu ugboro na-aghọ mgbe nile. Мониторы nnyonye anya nyo na ngwa. Инвертор Iji ịgbado ọkụ igwe na aka ha na-eme nke oma, na mmepụta выпрямители ga-emecha-akawanye AC. Na nke a, ha na-chọrọ a ga-emeghe ma na-emechi ngwa ngwa.
Nhọrọ nke elu-edu ngwá
Ịhọrọ ezi инвертор ịgbado ọkụ igwe, kwesịrị mbụ anya na ngwaọrụ mmepụta. На нкэзи, ọnụ ọgụgụ dị n’ógbè nke 8 кВт. Oke ịgbado ọkụ ugbu a ekwesịghị ịbụ ihe na-erughị 200 A. N’aka nke ya, na-voltaji na 220 gbara ume. Диаметры nke ịgbado ọkụ электродов iche iche kwere. Na nke a, na-emepụta na-emepụta dị iche iche ụdị. Электрод кача нта n’obosara kwesịrị ukwuu karịa 1,6 мм. Na nke a, i nwere ike na-atụ anya ka jide ọ bụla mwute ịgbado ọkụ nke na-achọ nkenke. Электроды Na niile ndị ọzọ, ị nwere ike n’enweghị eji ruo 4 мм.
Компактность инверторов ịgbado ọkụ na-arụkwa ọrụ dị mkpa. Ke ofụri ofụri, ọtụtụ nke ụdị anya obere, ma ha ibu dị iche iche. Размер инвертора nkezi nke nke ịgbado ọkụ bụ: оголога 320 мм, обосары — 210 мм на ịdị elu — 200 мм. Na nke a nlereanya uka ga gafere 7 n’arọ. ịdị ukwuu nke ịgbado ọkụ ugbu a n’ozuzu àmà site 10 ruo 200 A. ikpeazụ nzọụkwụ bụ iji chọpụta ihe ndị na-achịkwa nke ngwaọrụr. Power akara ga-ke a adaba ọnọdụ. Na nke a, na njikwa na iwu ji ịkwaga были были. Горячий ммалит ọrụ a gbara ume. Все ga-ngwa ngwa na-arụ ọrụ. На-эринке на нгва на-адабере на эмепута. Цена nkezi maka ezi инвертор ịgbado ọkụ igwe bụ 9000 руб.
инверторы gbado «Kaiser»
инверторы gbado «kaiser» na-akwanyere ya ugwù site ha ala nke iji. Na nke a, nwere ike mgbe niile bulie a ala-na-eri nlereanya. Агва ха на-ọtụtụ мгбе на-анабата. Ịgbado ọkụ инверторы «Kaiser» na-adịkarịghị eji kachamara. Otú ọ dị, anụ ụlọ na gburugburu ebe obibi ha, ha dị oké ina.
Горячий старт ọrụ na-efu, ma na ha bụ ndị kọmpat na itu obere. All na-eme ya nkasi obi dị ukwuu ibufe ha. Ke adianade do, na ha dị mma, na ike ga-wara-enweghị ihe ize ndụ nye ahụ ike. Iji meen nke a, na emeputa nyere a usoro nchedo obere sekit na sekit. Ọ ga n’ihu-kwuru ala ngwaọrụ единица акара. Gbanwee ike pụrụ nnọ были были. Na nke a, naanị ihe ndị kasị mkpa na-egosi na-emi odude na n’ihu панель. Mmezi ịgbado ọkụ na ngwá «Kaiser» nwere ike mere na-eje ozi ebe a.
Модель «NBC-200 Kaiser»
Нлереаня в бу ихе в нке в компате в гбадо на инверторе. Ogologo ya bụ 330 мм, elu 210 мм, obosara nke naanị 200 мм. Na nke a, na unit ji 6,5 n’arọ. Voltaji ngwaọrụ na-enye 220 V. Nke a-enye gị ohere jikọọ ya netwok enweghị nsogbu ọ bụla. Орири ике не были нта. Кача ике 8,2 кВт. Na nke a na ọnụ ọgụgụ na ịgbado ọkụ ugbu a bụ na gburugburu 150 A. dịkarịa ala, ọ bụ omume na-ekpughe na 10 A. Защита megide ekpo oke ọkụa-eputa nand-ahụ
Ịgbado ọkụ электроды ike ga-eji nke dị iche iche n’obosara. Размер kasị nta na nwere ike ịtọ bụ 1,6 мм. Электрод kacha dayameta nke maka nlereanya a b 4 мм. N’etiti adịghị kwuru na-adịghị ike ahụ. Na nke a, nwetụrụ n’ibu mmebi pụrụ ịkpata oké njọ mmebi nke akụrụngwa. Ịgbado ọkụ инверторы dị nnọọ egwu nke ájá. Arụ ọrụ na ha na a apịt ewu na saịt ruo ogologo oge bụghị na-achọsi ike. Данные бụ инвертора ịgbado ọkụ igwe (ahịa ahịa) 9000 руб.
Gịnị bụ ihe dị iche, «Kaiser NBC-300»?
Ndị a инвертор ịgbado ọkụ igwe (схема ngwaọrụ egosi n’okpuru) si aga nlereanya ndị ọzọ ike. Nke a oke dị ukwuu dị ka 8,8 кВт. ịgbado ọkụ ugbu a nwere ike ịtọ ka a kacha nke 250 A. kacha nta uru maka nke a voltaji bụ hà 20 A na 220 V. Устройство kacha nta dayameta nke электрод мее — 1,6 мм, karịa n’obosara — 5 мм.
Перегрев nchebe nyere, na ọ na-amasị. Нлереанья дзи 4,5 н’ар. Ọkọlọtọ ngwugwu na-agụnye инвертор ịgbado ọkụ nkpuchi-echebe, hama na ola kọpa Gịnị. Ha na-bu n’obi n’ala ma jide электроды. Кабель заземления Na ogologo nke ọla kọpa bụ 1,5 м maka njide -. 0,5 м огол. Ga jikwaa ịgbado ọkụ инвертор aswo banyere 9200 руб.
инверторы gbado «Интерскол»
инверторы gbado nke el ọrụ на сайте etozu. Fọrọ nke nta niile ụdị amanyewo aak mode. На нке сжигание usoro a rụrụ zọ стабильно. Ke adianade do, ọ bụ omume na-eji a ọrụ nke na-ekpo ọkụ mmalite. All a ukwuu mmemmem ọrụ na mmalite nke ịgbado ọkụ.
Автоматический Mbelata nke ịgbado ọkụ ugbu a na-dịnụ. Na nke a na электрод mgbe arapara n’elu. N’ihi ya, ihe ize ndụ nke obere sekit na sekit na-ebelata ka a kacha nta. Ọzọkwa, ruru ka a nwere ike ịzọpụta mmadụ na-anya si apa ọkụ. Usoro nchedo voltaji всплески arụnyere. Mgbe esi ugbu ke netwọk agbanyere ngwaọrụ стабилизация ngọngọ. Ke adianade do, mgbe nile na-arụ ọrụ термальный nchedo usoro. Ọ na-ekwu na nọdụ okpomọkụ bụ nnọọ niile ọcha. Все на-энье охере ани на-аро ор нагидере мака нно оголого оге.
Atụmatụ «Interskol WFI 160»
Arụpụtara site «Interskol» inverter ịgbado ọkụ igwe «WFI 160» nwere a elu ọnụ voltaji nke 220 V. The ugbu a ịgba ngosi bụ 160 A. Na nke a, na kacha kwa iru 215 А. voltaji àmà site 170 na 260 V. Ndị ọrụ Hotstart arụ ọrụ в автономном режиме. Na nke a, aak afterburner nwere ike rụọ ọrụ aka. электрод антиприлипания ọrụ a na-nyere.
N’etiti adịghị bụ enweghị voltaji Mbelata unit. Ọ bụ ya kpatara, dị ka na-achị, n’ihi na стабилизация nke ịgbado ọkụ инвертор на холостом ходу. Напряжение дуги 120В. Эгоси бо наан на-абагхо уру 96 VA elu ọnụ ike oriri — 4,4 кВт. Ị nwere ike ịtọ a kacha na panel 5,9 кВт. Arụmọrụ bụ 92%. Iji ajụkwa niile ọcha nyere maka ofufe. Akụkụ nke a nlereanya ndị dị ka ndị: оголого — 302 мм, элу — 110 мм, Обосара — 250 мм. Uka nke ngwá bụ 6 n’arọ. Данные бụ инвертор ịgbado ọkụ igwe (ahịa ahịa) nke banyere 8200 руб.
ISI «Interskol Wfi 120»
Elu ọnụ Ugbu a oriri nkeneanya a 15 A. voltaji nwere nyere ịgbado ọkụ ngwa (Inverter) 220 V. nkezi ugbu a ọnụego -120 A. , Mgbe загрузка na-nọgidere na-enwe na 45% ibu nke 120 A. Пределы напряжения — si 170 na 260 V. ịgbado ọkụ ugbu a nwere ike mfe gbanwee. Kacha nta ya uru bụ 5 A. Na nke a, ị nwere ike ịtọ a kacha nke 120 Горячий ммалит ọrụ na-ahụ ndị na-emeputa. A ka nwere na-arụ ọrụ ka arcforcing ka nụ voltaji na usoro. Na nlereanya a, e nwere otu ọrụ антиприливания.
voltaji Mbelata unit, dị ka na aga na ngwa offline. Arc mgbanye ugbu a bụ 120 V. Na nke a, na-emeghe Circuit voltaji na gburugburu 96 V. Ике ọsọ ọsọ nke ndị инвертор ịgbado ọkụ igwe (цепь ngwaọrụ egosi n’okpuru) nwere 3,2 кВт. Кача ọnụego — 4,4 кВА. Arụmọrụ bụ 92%. Fan jụrụ usoro dị. Akụkụ nke nlereanya a bụ nnọọ kọmpat. единица оголога — 280 мм, элю — 110 мм, обосара — 250 мм на а ар нке 5,4 н’ар. Стоимость инверторного сварочного аппарата n’ahịa banyere 9300 руб.
Ịgbado ọkụ unit ika «Rainbow»
Инверторы gbado ọkụ «Rainbow» na-nkewa dị ka kara kachamara. Ha nwere ike na-arụ ọrụ site na bere генератор. Mee ndị a ngwaọrụ ịrụ a dịgasị iche iche nke ịgbado ọkụ. Электроды na-adabara dị iche iche диаметры, nke dị приветствуются. Ике нке нду а нгваро на-адабере на нлереанья. ugbu a akara na-ewe ebe a dịgasị iche iche. Akụkụ nke kasị ụdị кама оби умала. N’otu oge ha itu-ntà, nke a na-eme ka ha mfe ibufe karịrị anya. Iji mezuo nke a, na emeputa na-enye a siri ike ahụ. Ọzọkwa, e nwere a belt maka iburu ngwaọrụ. Ịgbado ọkụ инверторы rụọ ọrụ на dị iche iche na-ebupụta. N’otu oge ahụ fesa bụ ntakiri. N’ihi ya, nkwonkwo na-nwetara nnọọ ezi. N’etiti adịghị nwere ike mata bara uru karị nke a nkeji.
Модель «Радуга Эммануэль 277»
Ịgbado ọkụ nkesa «Rainbow Emmanuel 277» не было электрического напряжения на 190 В. Ọzọkwa, dị iche iche вибрации на-эбелата ка кача нта. Ике орири до 3,6 кВт. Оке ịgbado ọkụ ugbu a — 277 A. Кача нта nụego bụ gburugburu 20 A. Аромо ба 60%. Ọ na-arụ ọrụ na ịgbado ọkụ инвертор na otu na-adọ. Fuuz usoro ke nlereanya adịghị. Mkpuchi na klas nwere «H» usoro. Na nke a nchedo usoro arụnyere «IP21». Ibu ibu nke nchịkọta bụ 4.7 n’arọ. Ke ofụri ofụri, ndị инвертор ịgbado ọkụ igwe (цепь ngwaọrụ egosi n’okpuru) nwere ike kọwara dị ka ala ma na-arụpụta. ha na ahịa nkezi nke 8000 руб.
Gịnị bụ ihe dị ich «Радуга Эммануэль 255»?
Серия nke Emmanuel ịgbado ọkụ igwe (инвертор) «Rainbow 255» nwere nnukwu voltaji netwọk. Ike oriri bụ na a larịị nke 3 кВт. Кача ịgbado ọkụ ugbu a bụ 255 A. Arụmọrụ bụ 60%. Adọ ndị dị na ngwaọrụ a na-nyere naanị. Arọ nke a unit bụ naanị 3 n’arọ. Горячий ммалит ọrụ ọ kọrọ. Ke ofụri ofụri, ọ bụ nnọọ vasatail na kwesịrị ekwesị n’ihi na dị iche iche na-arụ ọrụ. Стоимость инвертора asịwo banyere 9500 рублей.
Инверторы фирмы «Фубаг»
Компания «Fubag» mmepụta ịgbado ọkụ инвертор kemgbe a nnọọ ogologo oge. Na nke a, ha nwere a dịgasị iche iche nke kachamara ụdị ke nso. ha na-ji nnukwu arụpụtaghị na oma e ji mara. Ebe akara nkeji na-arụnyere nnọọ elu mma. Показатели ọtụtụ ndị ọkachamara na-arụ ọrụ комфортно. Ọtụtụ mgbe ha na-eji dị iche iche na ewu na saịtị. Инверторы ọrụ ịgbado ọkụ bụ mara mma dị mfe. N’oge ruo n’oge ọcha ájá, ma-eme ka ọ dị nnọọ mfe. Единица оби дзёру ареньере на нгваро пуру дабере на.
Нчедо usoro a на-arụ ọrụ nke oma. Ọdịda ndị a ịgbado ọkụ инверторы, dị ka a na-achị, bụ oké ụkọ. Ke adianade do, ọ ga-kwuru na компактность nke ụdị. Все просто на ха ду мфе ига. Dị ka ọkọlọtọ, na unit nwere ihe niile ị chọrọ maka ọrụ. Диаметры электродов были ике ареньере ду ннто иче. ugbu стабилизация n’otu oge bụ мара ezigbo mma. Mmezi ịgbado ọkụ na ngwá «Fubag» nwere ike mere na-eje ozi ebe a.
Njirimara Fubag Emmanuel 300
Ọ na nkewa na инвертор ịgbado ọkụ igwe Fubag dị ka a kachamara. N’otu oge ahụ ọ ga-eji ihe ga nke oma na anụ ụlọ na gburugburu ebe obibi. Напряжение сети 220 В. Напряжение в сети 50 Гц. Elu ọnụ ike oriri ngwá — 5,7 кВт. Н’ихи я арамро бо 85%. Kacha nta ịgbado ọkụ ugbu a — 20 A. Kacha nwere ike ịtọ na panel 300 A. mkpuchi klas nwere a usoro nke «H».
Akụkụ nke инвертор данных ịgbado ọkụ igwe (схема ngwaọrụ egosi n’okpuru) bụ dị ka ndị a: obosara — 500 мм Obosara — 210 мм, elu — 335 мм. Электрод качания n’obosara bụ 1,6 мм. Электрическая цепь voltaji bụ na gburugburu 65 V. Электронный набор nnye nlereanya. Степень защиты «IP21». Общая единица ibu kpọmkwem 7 n’arọ. Ọkọlọtọ набор инверторов ịgbado ọkụ nwere hama, enyoanya, nakwa dị ka Gịnị na ala электроды. Ebu ikpe, dị mwute ikwu na, na set dịghị. Ọ bụ ihe nlereanya a na ahịa nke banyere 12 500 руб.
N’ịchịkọta
Ịgbado ọkụ инверторы bụ nnọọ dị iche iche onye ọ bụla ọzọ. Ụfọdụ n’ime ha na-e nanị maka ojiji na a anụ ụlọ na gburugburu ebe obibi, ndị ezọ ụdị na-mere kpọmkwem maka ọrụ nwere nkà. N’ihi na ụlọ eji bụ mma ịnọ na ika «Радуга». Модель Эммануэль 277, ụkpụrụ dị na ya nwere ezigbo ịrụ ọrụ na n’otu oge ahụ bụ ọnụ ala. N’ihi Professionals nwere ike nye ndụmọdụ ịgbado ọkụ инверторы «Kaiser». Блок NBC-300 ике Нагиде я просто ọtụtụ ихе Ома ака. Ke ofụri ofụri, ọ bụ vasatail na mfe iji.
Идея заменить трудоёмкую ковку прокатом металла возникла в начале XVI в., и тогда же появились первые прокатные станы, придающие металлу форму обжатием его между вращающимися вальками. Мощности водяных колёс, приводивших в движение прокатные станы, хватало только на обработку мягких металлов — олова, свинца, меди. Появление парового двигателя позволило прокатывать твёрдую сталь. Развитие железных дорог повысило спрос на прокатную продукцию — стальные рельсы. Первый стан, прокатывавший стальные рельсы, заработал в 1828 г. в английском Бедлингтоне.
1. Украшения из золотой проволоки. Северная Европа. II — I тыс. до н. э.
2. Русская скань: золотой браслет XIII в. и серебряная пуговица XVI в.
Ювелирная мысль
Проволочные украшения в II тыс. до н. э. подтверждают, что уже тогда древние мастера помимо ковки — простейшего способа обработки металлов давлением — использовали волочение — протаскивание литых стержней мягких металлов через узкие отверстия волочильных дощечек, для их утончения и превращения в проволоку.
В Византии и на Руси выкладывание узоров из проволоки — скань — было особенно популярно. Проволоку для скани часто плющили, и, возможно, ещё в XV в. для этого стали использовать плющильные вальцы. Позднее, сделав в вальцах ручьи — выемки разной ширины и формы, нашли новый способ волочения проволоки: ручей обжимал заготовку, придавая ей нужную толщину и профиль. Плющильные ювелирные вальцы могли стать прообразом листового прокатного стана (для прокатки плоских металлических листов), а вальцы для волочения проволоки подсказали идею формовочного прокатного стана (для прокатки балок разного профиля).
Прокатный стан Леонардо да Винчи: рисунок 1495 г. и современный макет.
Ручкой (1) вращался верхний валец (2), а через зубчатую передачу (3) из нескольких шестерёнок (для облегчения вращения) движение сообщалось и нижнему вальцу (4). Между вальцами прокатывалась литая оловянная плита, вальцы её сдавливали и утончали, превращая в лист.
Скалки для металла
Ручной прокатный стан для получения тонких листов мягкого металла придумал Леонардо да Винчи в 1495 г. В XVI в. на таких станах с гладкими оббитыми железом вальцами, вращаемыми зубчатой, или червячной, передачей, стали прокатывать оловянные, свинцовые и медные полосы и листы для пивоваренных чанов, водосточных труб и желобов, бочарных ободов и других изделий. Вальцы, вращаемые водяным колесом, раскатывали эти мягкие металлы, как скалка тесто.
Осилить железо
В Швеции в 1707 г. прокатный стан с мощным гидравлическим двигателем прокатывал размягчённые в печи литые железные плиты 2 см толщиной, превращая их в тонкое листовое железо. В 1710-х гг. в Саксонии работали плющильные станы для прокатки полосового железа из литых прутков. Вальцы станов выдавливали из железа оставшиеся шлаки, повышая качество металла в изделии. В 1719 г. саксонский опыт перенял немецкий инженер на русской службе Г.В. де Геннин и наладил подобное производство на уральских заводах, заменив хрупкий чугун в вальцах кованым железом.
Прокатный стан де Геннина на уральских заводах. Рисунок XVIII в. Размягчённую в печи заготовку — железный прут (1) — рабочий (2) вставлял меж железными вальцами стана. Вальцы сжимались винтами (3), сдавливая заготовку. Водяное колесо (4) вращало нижний валец (5), который посредством зубчатой передачи (6) передавал вращение верхнему вальцу (7). Прут прокатывался, равномерно уплощаясь и утончаясь, и другой рабочий (8) вытаскивал из вальцов ровную тонкую полосу железа.
Становление металлопроката
Становление металлопроката связано с самой быстроразвивающейся отраслью XIX в. — железнодорожным транспортом. В 1828 г. по заказу Дж. Стефенсона для железной дороги Ливерпуль-Манчестер на паровых формовочных прокатных станах Бедлингтонского завода начали прокатывать стальные рельсы. Делать рельсы целиком из пудлинговой стали было слишком дорого, поэтому заготовкой рельсов стал пакет (набор) разных видов железа: на подошву рельса шло кованое железо, а грибовидный выступ, по которому катились паровозные колёса, делался из пудлинговой стали.
Превратить этот пакет в монолитное изделие строго стандартной формы можно было только прокатом. Пакет раскаляли и несколько раз прокатывали в стане профильными ручьями: с каждым прокатом форма заготовки становилась ближе к заданной. После последней прокатки в ручье чистового стана получался гладкий стандартный рельс. На прокатных станах изготавливались и стальные листы для паровозных корпусов и паровых котлов.
Развитие идеи
Г. Бессемер, в 1856 г. открывший дешёвый способ получения качественной стали — бессемеровский процесс, вытеснивший пудлингование, совершил революцию и в металлопрокате, в 1857 г. запатентовав литейно-прокатные станы. Для бессемеровского стана не требовалась заготовка — выплавленная сталь сразу заливалась между прокатными вальцами, металл быстро застывал на вальцах, но, будучи совсем мягким, легко деформировался — так удавалось получить очень прочные стальные листы толщиной от 2 см до 1 мм.
Производство тонколистовой стали сразу произвело переворот в судостроении. К этому времени военный флот из парусного уже превратился в паровой. Но если парусному судну небольшая пробоина в борту не мешала продолжать бой, то пароход полностью обездвиживало любое повреждение паровой машины, а от снарядов двигатель защищала только деревянная обшивка борта. Обшивка из лёгкой и прочной листовой стали оказалась отличной бронёй для двигателя. Так появился новый класс кораблей — броненосцы. Вскоре и гражданские пароходы стали строить из металла.
Поделиться ссылкой
Презентация по История нового времени 8 класс презентация
Слайд 1
Глава № 1
Становление индустриального общества.
труда, массовое производство товаров, машинизация и автоматизация производства, высокий уровень миграции населения, бурный рост городов, возрастание государственного регулирования.
Слайд 3
Модернизация
изменение в соответствии с требованиями
современности: придание современного характера чему-либо, приспособление к современным взглядам, идеям, потребностям.
Слайд 4
Англия
наиболее развитая страна в области
промышленного производства в Европе в первой половине девятнадцатого века. Широко использовались паровые машины, возникали новые индустриальные центры, особенно на северо-западе страны.
Слайд 5
Лондон
В середине девятнадцатого века в
Лондоне и ряде других городов появились заводы современного типа – огромные застекленные помещения, оборудованные станками. Это была революция в производстве – станки заменили кустарей.
Слайд 6
Машиностроение
новая отрасль промышленности. увеличилась скорость
обработки металла, с помощью станков изготовляли различные механизмы.
Слайд 7
Генри Модсли
(1771 – 1831)
изобрел
первый токарный современный станок из металла в 1800ю Станок заменил ручной труд в трех операциях, требовавших обработки металла с большой точностью.
Слайд 9
Отрасли промышленности успешно развивающиеся
судостроение добыча
каменного угля текстильное производство
Слайд 10
Жозеф Мари Жаккар
(1752 – 1834)
создал автоматический станок в текстильной промышленности.
Слайд 12
Железнодорожное строительство в Англии
30-40 гг
XIX века — время быстрого железнодорожного строительства. К середине века железнодорожная сеть в основных чертах была создана и обслуживала быстро развивающийся внутренний рынок и внешнюю торговлю.
Слайд 13
Сельское хозяйство
на смену деревянным пришли
орудия труда из железа и стали. 1825 в Англии завершилась аграрная революция. в стране стали преобладать фермерские хозяйства, где применялись прогрессивные способы земледелия и новая техника – сеялки, молотилки.
Слайд 14
Генри Бессемер
(1813 – 1898)
изобрел
для выплавки стали вращающуюся печь – конвертер.
Слайд 15
Эмиль и Пьер Мартены
сконструировали специальную
печь, позволявшую выплавлять сталь более высокого качества печь была названа мартеновской создан прокатный стан, позволявший производить листовую сталь.
Слайд 17
Джордж Стефенсон
в 1825 году построил
первую железную дорогу.
Слайд 18
XIX век
время становления и
развития в Европе и США индустриального общества. век великих технических изобретений и научных открытий, направленных на практические цели, без которых не смогла бы победить промышленная революция.
Слайд 19
XIX век
Капитализм свободной конкуренции
сменился капитализмом монополистическим, или империализмом.
Historical Development of Rolling Mills – IspatGuru
Historical Development of Rolling Mills
satyendra
January 24, 2021
0 Comments
Belgian wire rod mill, Hydlrauic driven mill, Ingot rolling, Leonard da Vinci эскиз, Ручной стан, Листовой стан, Продукция прокатного стана, Структура прокатного стана, Прокатные станы, Стан с паровым приводом,
Историческое развитие прокатных станов
В металлообработке прокатка – это процесс формовки металла, при котором металл пропускается через одну или несколько пар валков для уменьшения толщины, придания ему одинаковой толщины, придания ему желаемой формы и/или придания желаемого механического имущество. При прокатке рабочий материал деформируется сжимающими силами между постоянно вращающимися валками. Другими словами, металл проходит между прядильными валками, и прикладываемая сила уменьшает толщину материала. Изменяются как формы металлов, так и внутренняя структура. Процесс прокатки металла можно сравнить с прокаткой теста булавкой. Прокатка является одним из важнейших производственных процессов в современном мире. Подавляющее большинство всех производимых сегодня металлических изделий подвергается прокатке в какой-то момент их изготовления.
Современные прокатные станы представляют собой полностью автоматизированные, высокоскоростные и высокопроизводительные станы, которые часто включают металлургическую обработку прокатываемых материалов для достижения требуемой микроструктуры и/или механических свойств прокатываемого материала. Этот уровень совершенства в процессе прокатки и в прокатных станах не был достигнут за счет одного изобретения, а является плодом большого количества небольших непрерывных улучшений, осуществляемых с течением времени.
Прокат существует сотни лет. Первые валки были маленькими, с ручным приводом, и их использовали для выравнивания золота и серебра при изготовлении ювелирных изделий и предметов искусства. Прокатные станы были найдены на Ближнем Востоке и в Южной Азии еще в 600 г. до н.э. (до нашей эры). Эти мельницы были грубой формы, но они использовали те же основные принципы, которые связаны с процессом прокатки. Первая известная конструкция прокатного стана в Европе датируется 1485 годом и приписывается Леонардо да Винчи. На одном из своих рисунков он впервые описал возможность «прохождения материала» между двумя цилиндрическими роликами с параллельными осями для изменения его толщины. Также в этом случае он был предусмотрен для холодной прокатки пластичных материалов, особенно свинца, олова и т. Д. Эта конструкция была очень продвинутой для того времени, и неизвестно, был ли когда-либо построен какой-либо стан на основе этой конструкции.
Энергия, используемая для привода прокатных станов, прошла четыре фазы. Первый этап был ручным этапом. На этом этапе источник энергии, необходимый для ранней прокатки, был небольшим, и валки с ручным приводом использовались для выравнивания металлов для ювелирных изделий и произведений искусства. В более поздних машинах мужчины крутили регулируемую крестовину или кривошип, которые крепились к валкам. Ручная сила могла катать только более мягкие металлы, такие как золото, серебро, олово и свинец.
На втором этапе прокатные станы использовали гидравлическую энергию. Использование энергии движущейся воды из реки давало бесплатную энергию, достаточно сильную, чтобы катать более твердые металлы, такие как железо. Гидроэнергетика имела серьезные недостатки. Засухи и низкие температуры могут уменьшить сток воды. Кроме того, валки, использующие гидравлическую энергию, двигались только в одном направлении.
На третьем этапе прокатные станы использовали энергию пара. Паровая энергия впервые появилась в конце 1700-х годов благодаря изобретению Джеймса Уатта. Паровая машина создала физическую силу, которая заменила ручную/животную силу. Прокатные станы этой эпохи использовали мощность, создаваемую паровыми двигателями. Паровые двигатели обычно использовались для привода мельниц в 1800-х годах, а к концу 1800-х годов паровые двигатели были самым популярным источником энергии. Несмотря на свою мощь в обеспечении энергией, паровые двигатели были в значительной степени неэффективны.
На четвертом этапе прокатные станы использовали электроэнергию. Преимущество заключалось в том, что выработка электроэнергии могла быть отделена от прокатных станов, поскольку электроэнергия удобно передавалась от удаленных генераторов к двигателям, непосредственно подключенным к прокатным станам. Прокатный стан с электрическим приводом впервые появился примерно в 1900 году. Электроэнергия по-прежнему остается предпочтительным вариантом для эксплуатации.
Раньше толстолистовое железо в Европе производилось ковкой, а не прокатными станами. Настоящий поворотный момент в производстве листового металла произошел с появлением прокатного стана. К 1600-м годам было известно, что прокатные станы, а не маленькие валки с ручным приводом, работали, и железо только появилось как металл, способный прокатываться. Есть сообщения о двух прокатных станах около 1501 года. Один использовался для получения золотых листов одинаковой толщины, из которых можно было вытягивать монеты, а второй — для резки предварительно сформированных листов на полосы. Оба больше использовались как «отделочные устройства», а не для уменьшения толщины.
Первыми прокатными станами были продольно-резательные станы, которые были представлены в 1590 году. Они пропускали плоские прутки между валками для формирования листа железа, который затем пропускали между рифлеными валками (режущими станками) для производства прутков из железа. В 1590 году прокатный стан Леонардо да Винчи был запущен, используя два тяжелых цилиндра для прессования различных типов металла, изменяя их толщину. Первое промышленное предприятие, для которого есть определенные свидетельства, было здесь в 1615 году для получения свинца и оловянных пластин. За ними последовали другие, приводимые в движение вручную или гидравлически.
Раньше прокатные станы также использовались для прокатки черных листов для производства белой жести. Белая жесть была изготовлена путем прокатки стали (ранее железа) на прокатном стане, удаления любой прокатной окалины путем травления ее в кислоте, а затем покрытия ее тонким слоем олова. Когда-то черные листы производились индивидуально или небольшими группами на так называемом «пакетном прокатном стане». Первые эксперименты по прокатке железа для белой жести были проведены примерно в 1670 году. В 1697 году майор Джон Хэнбери построил мельницу в Понтипуле для прокатки «пластин Понтипула», также называемых «черными пластинами». Позже эти пластины стали перекатывать и лужить для изготовления белой жести.
К концу 1700-х годов появились первые станы горячей прокатки, благодаря чему железо стало более популярным прокатываемым материалом. Промышленная революция (примерно с 1760-х по 1840-е годы) создала беспрецедентный спрос на железо. Были изобретены новые технологии для производства железа и, в конечном итоге, стали, а металлы использовались в новых продуктах, таких как машины, железные дороги и пароходы. В связи с увеличением возможности получения черного материала одновременно начинается холодная прокатка стали. В 1682 г. в Ньюкасле в Англии находился стан холодной прокатки значительных размеров. Первое подробное описание датируется несколькими годами позже. Это завод в Галлесе, который перерабатывал прутки длиной 700 мм и шириной 100 мм, из которых можно было получить листы размером 1500 мм × 700 мм. Это первое достоверное свидетельство процесса прокатки стали для производства листового металла, движущей силой которого были водяные колеса. Галлес оставался главным европейским производителем тонких листов до конца 1700 г.
Уже в то время было понятно, что прокатка является очень производительным процессом, способным удовлетворить огромный спрос на полуфабрикаты, среди которых, очевидно, был металлический лист. Однако в то время прокатные станы все еще нуждались в значительном объеме ручного труда.
Размеры продукции постоянно увеличивались с течением времени, и на «Большой британской выставке» в 1851 году был представлен листовой металл длиной более 6 метров, шириной 1 метр и толщиной 11 мм и весом более 500 кг.
Прогресс в прокатных станах соответствовал требованиям того времени для производства необходимых материалов. В 1600 г. остро требовались свинцовые листы для крыш, и эта возможность затем была развита, в конце 1700 г., в середине промышленной революции, стали нужны рельсы и стальные полуфабрикаты, а значит, и прокатные станы. были разработаны, чтобы удовлетворить этот спрос. В начале девятнадцатого века конструкция прокатного стана была в основном современной: прочная чугунная прокатная клеть с двумя стальными валками и возможностью регулировки расстояния между валками с помощью винта.
Современную практику прокатки можно отнести к новаторским усилиям Генри Корта из Funtley Iron Mills, недалеко от Фархема в Хэмпшире, Англия. В 1783 году Генри Корту был выдан патент на использование им желобчатых валков для прокатки пруткового железа. В желобчатых валках желобок необходимых размеров позволял прокатывать прутки круглого, квадратного и плоского сечения или других сечений. Хотя Корт не был первым, кто использовал желобчатые валки, он был первым, кто объединил многие из лучших особенностей различных процессов производства чугуна и формовки, известных в то время. Поэтому современные писатели называют его «отцом современной прокатки». Начиная с первых прокатных станов Cort процесс и размер станов постоянно совершенствовались. В восемнадцатом веке началась прокатка более сложных форм, таких как круги, квадраты, рельсы, двутавровые балки и т. д.
С этой новой конструкцией прокатные станы могли производить в 15 раз больше продукции в день, чем то, что производилось с помощью кузнечного молота. С изобретением Генри Корта небольшая мельница в Фантли смогла производить более 10 000 тонн слитков в год (что эквивалентно 200 тоннам в неделю). С этого момента выпуск прокатных станов рос до тех пор, пока только в США количество материала, прокатанного в 1890 году (за исключением всех плоских валков), не составило около 5 миллионов тонн железа и стали (что эквивалентно 100 000 тонн). тонн в неделю), а в 1899, более 8 миллионов тонн (что эквивалентно 167 000 тонн в неделю) было прокатано с каждым фунтом, прошедшим через желобчатые валки, подобные тем, которые впервые использовались на «маленькой мельнице в Фантли».
В 1810 году в США была основана компания Brandywine Iron Works and Nail Factory, которая управляла прокатным станом. Brandywine Iron Works добилась успеха благодаря производству востребованной котельной плиты и качественной продукции. В 1867 году Джордж Фриц, в то время главный инженер компании Cambria Iron Company, Джонсон, Пенсильвания, США, изобрел блюминг, на котором прокатывали стальные слитки вместо того, чтобы уменьшать их ковкой, как это было на практике.
Стан, используемый Cort, конечно же, был обычным двухвалковым прокатным станом. Модификация за модификацией следовала за 2-валковой мельницей Корта, вызывая всевозможные типы, виды и классы, среди которых знакомые реверсивные и 3-валковые мельницы. больше и лучше, длиннее и сильнее. Г-н Фриц построил свою первую обычную трехвалковую мельницу в 1871 году. Этот отход от старой практики очень помог увеличить производство. Появились станы с трехвалковой конфигурацией, в которых промежуточный валок был гораздо меньшего диаметра, чтобы снизить требуемую мощность и обеспечить прокатку в двух направлениях без реверсирования движения двигателя. Вплоть до четырехвалковой конфигурации (уже выдвинутой Леонардо да Винчи) с двумя внешними валками, выступающими в качестве опоры для двух внутренних для прокатки квартир. Другие станы с большим количеством валков (даже с 20 валками) также были разработаны для прокатки.
Еще одним усовершенствованием процесса прокатки стало использование механических приспособлений, добавленных к валкам. Ранее подвижной состав подавался вручную с помощью крюков и клещей. Ряд изобретателей до того времени стремились выполнить эту работу с помощью машин, которые были бы автоматическими в своем действии, но на самом деле ни одна из них не была построена. В 1884 году перед чистовыми валками рельсового стана компании Albany and Rensselaer Iron and Steel Company в Трое, штат Нью-Йорк, были введены приводные рольганги. Это сработало настолько хорошо, что перед черновыми валками была установлена автоматическая установка.
В 1766 году Ричарду Форду из Англии был выдан патент на мельницу-тандем. Стан-тандем представляет собой стан, в котором металл прокатывается в последовательных клетях. Стан-тандем Форда предназначался для горячей прокатки катанки.
Дальнейшим развитием прокатных станов стало создание непрерывного стана и большого семейства вспомогательных устройств, которые выросли вместе с ним. Как и у всех изобретений, у него был свой день с маленьких начинаний. Есть следы предварительных попыток его использования во Франции. Первый зарегистрированный патент и первое фактическое использование мельницы непрерывного действия, по-видимому, принадлежит американцу Дж. Э. Серреллу в 1842–1843 годах. Однако его использование ограничивалось прокаткой свинцовых труб и меди. Другой американец, Генри Б. Комер, в 1859 году., получил патент на мельницу непрерывного действия, но мельница такого типа так и не была построена. По всем соображениям, заслуга в создании первого непрерывного прокатного стана принадлежит г-ну Джорджу Бедсону из Манчестера, Англия, за ввод в эксплуатацию такого стана для прокатки железа и стали, за успешное сочетание его основных элементов и за то, что он приобрел преимущество. широкое применение, которым он пользовался.
Эта мельница, как следует из названия, непрерывно работает с металлом. Валки располагаются вплотную друг к другу, и металл перемещается с помощью направляющих непосредственно от прохода к проходу без участия человека. Нет никаких перерывов, никакого захвата или образования петель, а есть непрерывный поступательный переход металла от захвата черновых валков к разгрузке чистовой прокатной клети. Каждая пара валков с помощью тщательно подобранной зубчатой передачи ускоряется в соответствии с уменьшением каждого последующего прохода, чтобы принять соответствующее удлинение. С явлениями, характерными для этой мельницы, нужно было бороться, но дверь сразу же открылась для значительного увеличения длины, веса и скорости. Европа в то время легко прокатывала 50-фунтовые заготовки по бельгийской или петлевой системе, в то время как станы в Соединенных Штатах прокатывали 15 фунтов на обычных 2-валковых и 3-валковых станах. Стан Бедсона сразу перерабатывал заготовки весом от 70 до 80 фунтов, которые быстро увеличивались до 300 фунтов, которые обычно прокатывались. На непрерывных станах, изобретенных Джорджем Бедсоном, из одной заготовки прокатывали мотки катанки весом 281 фунт и длиной 530 ярдов.
«Первая из этих непрерывных станов в США, спроектированная и построенная Бедсоном, возведенная и введенная в эксплуатацию весной 1869 года, показана на рис. 1. Стан состоял из 16 клетей валков, расположенных тандемно, и Заготовки размером 1 и 1/8 дюйма весом от 70 до 80 фунтов. Непрерывная прокатка заготовки в плоскости всегда под одним и тем же углом к ее оси производит только сплющивание массы. Для получения удлинения необходимо сжатие в плоскостях, изменяющихся под углом к оси, подобно вращению металла кузнецом на роге наковальни между каждым последующим ударом. В мельнице Бедсона это достигалось размещением каждой пары валков (на манер универсальной мельницы) под углом 9°.0 градусов по сравнению с предшественником. Это идеально обеспечило желаемый результат, но повлекло за собой огромное раздражение при уходе за прокатным станом и управлении им. Это потребовало использования одной системы зубчатых передач над линией пола, а другой — в яме под ней. Доступ к ним, как и к самим валкам, при замене и регулировке был серьезно затруднен. В следующей непрерывной мельнице, спроектированной в 1878 г., все валки располагались в горизонтальной плоскости, все зубчатые передачи находились в одной плоскости, а самое существенное условие изменения плоскости сжатия обеспечивалось применением поворотных направляющих, благодаря чему металл был повернут 90 градусов при перемещении между каждым последующим проходом, который был устройством, получившим повсеместное распространение на этих мельницах.
Рис. 1 Непрерывная стержневая мельница Bedson
Совершенно невозможно проследить каждую минуту развития. Как и во всех новых вещах, неожиданности постоянно приходилось встречать и преодолевать. Регулировка стала неотъемлемой чертой непрерывных прокатных станов. Точное согласование соответствующих скоростей и проходов валков было затруднено. Без него одно из двух было бы неизбежным: доставка к проходу быстрее, чем его способность его принять, вызывая боковую петлю, или медленнее, чем его способность принимать его, вызывая растяжение. Из двух вариантов последний был предпочтительнее, так как облегчению за счет петли мешали направляющие. Он имел кумулятивный эффект и создавал серьезную угрозу безопасности завода и его операторов. Однако растяжение предъявляло к нагретому металлу более высокие требования, чем могли выдержать многие сорта хорошего железа из-за их низкой прочности на растяжение и недостаточной однородности. По этой причине использование непрерывного стана в том виде, в каком он был первоначально установлен, было значительно сокращено при прокатке обычных сортов железа, настолько, что следующий стан, построенный компанией Washburn & Moen Company в 1877 году, был трехвалковым станом, приспособленным для бельгийская система. Однако с улучшением бессемеровской и мартеновской сталей, с их большей прочностью на растяжение и однородностью, в конечном итоге был получен продукт для прокатки, для которого непрерывный стан был хорошо приспособлен.
С увеличением веса и уменьшением сечения готового изделия возникла практика непрерывной или одновременной прокатки металла в 3-х валковых станах серпантинным витком с каждой стороны стана. Это отличалось от качения «туда-сюда». В этом случае металл сбрасывался с валков при каждом проходе. Этот тип мельницы использовался в Европе, предположительно сначала в Бельгии, и, следовательно, название «бельгийская» стало пониматься как значение петлевой мельницы. Именно использование этих станов в течение некоторого времени позволяло европейским производителям прокатывать 30-фунтовые и 50-фунтовые заготовки против 15- и 20-фунтовых заготовок на трехвалковых станах «туда-сюда». План непрерывного прокатного стана этого типа показан на рис. 2. В таком стане черновая обработка производилась на 2-валковом стане, способном обрабатывать 4-дюймовые заготовки с обжатием до 1 и 1/8 дюйма. От этого размера она шла на петлевую или бельгийскую мельницу, а прокатывалась на обычную катанку. Эта система использовалась на ряде станов для прокатки катанки и товарной продукции.
Рис. 2 Бельгийская стержневая мельница
Комбинация или совместная бельгийская мельница непрерывного действия (рис. 3) была результатом усилий, предпринятых в то время для обеспечения консолидации достоинств обоих типов мельниц. Мельница этого типа была введена в эксплуатацию в 1881 году на заводе фирмы «Уошберн и Моэн». Он производил черновую заготовку весом около 100 фунтов от 1 и 3/16 дюйма до 3/8 дюйма на непрерывном стане и чистовую обработку от 3/8 дюйма на бельгийском стане до обычной катанки. Это была первая мельница такого типа. Одним из главных достоинств этой мельницы было то, что она прокатывала обыкновенное железо так же хорошо, как петлевая или бельгийская система, и при этом с меньшими трудозатратами. С увеличением размеров и веса заготовок комплектующие стана стали расти, хотя вскоре возникла потребность в чем-то новом на приемном конце стана. Переход от заготовок и рулонов в 15 и 20 фунтов к заготовкам в 70 и 80 фунтов вызвал «политику расширения». Сама мельница имела неразвитую мощность с ограничением, заключающимся в нагреве и намотке, двух побочных функциях мельницы, которые быстро и интересно развивались.
Рис. 3 Комбинированный непрерывный бельгийский стан
В 1880-х и 1890-х годах две разработки изменили национальный ландшафт прокатных станов в США. Во-первых, рос спрос на сталь, а не на железо. Предпочтение отдавалось стали, так как она была прочнее железа. Во-вторых, наметившееся предпочтение более широких пластин, что уменьшило количество клепаных швов в сосудах. Заклепки создавали слабые места, источники отказов котлов и кораблей. Компании использовали более крупные прокатные станы для производства более широких листов, что уменьшило количество заклепочных швов.
В 1882 году компания Worth Brothers Company начала эксплуатацию 90-дюймового прокатного стана в Коутсвилле, что значительно усилило конкуренцию в США. В течение следующих трех десятилетий Worth Brothers и Lukens Iron and Steel Company боролись за самый широкий прокатный стан. В 1890 году компания Lukens ввела в эксплуатацию 120-дюймовый толстолистовой стан, братья Уорт ввели в эксплуатацию 132-дюймовый толстолистовой стан в 1896 году. Lukens ввела в эксплуатацию 134-дюймовый толстолистовой стан в 1900 году и 140-дюймовый толстолистовой стан в 1903 году. 1903. Конкуренция закончилась в 1915 году, когда Midvale Steel and Ordnance Company приобрела Worth Brothers. Затем, в 1918 году, Lukens ввела в эксплуатацию крупнейший в мире листопрокатный стан.
Первоначальные планы Lukens заключались в том, чтобы построить 180-дюймовую трехвалковую мельницу, достаточно большую, чтобы претендовать на звание самой широкой мельницы в мире. Однако ни один производитель валков не мог изготовить необходимые для этого стана валки требуемых размеров и веса. Вместо этого Lukens сотрудничала с United Engineering and Foundry Company (UE&F) из Питтсбурга. Lukens и инженеры UE&F работали вместе над созданием четырехвалкового прокатного стана шириной 204 дюйма. Этот стан выпустил свои первые листы 22 мая 19 года.18 и был увеличен до 206 дюймов в ширину в 1919 году. Этот стан более сорока лет удерживал звание крупнейшего в мире толстолистового стана. Стан имел рабочие валки диаметром 34 дюйма (3 тонны каждый) и опорные валки диаметром 50 дюймов (60 тонн каждый). Он был способен прокатывать слитки весом до 90 000 фунтов и листы шириной до 192 дюймов. Еженедельная прокатная мощность составляла до 4000 тонн. Энергию мельнице обеспечивала двойная тандемная паровая машина мощностью 20 000 лошадиных сил. Корпус мельницы был сделан из стали, состоящей из четырех частей, и имел высоту более 42 футов, а в нем использовались передаточные столы, что уменьшало количество ручного труда.
В этот период на слиток бросали каменную соль и мешки из мешковины, чтобы отделить окалину снаружи, когда он проходит через валки стана. Англии в 1820 году, где он производил рельсы из кованого железа длиной от 15 до 18 футов. В 1853 году были введены три высоких стана для прокатки тяжелых профилей.
Способ производства двутавровой балки, прокатанной из цельного куска стали, был запатентован Альфонсом Хальбоу Т. из компании Forges de la Providence в 1849 году.. Bethlehem Steel была ведущим поставщиком проката из конструкционной стали различного поперечного сечения для американских мостов и небоскребов середины двадцатого века.
Станы горячей прокатки были разработаны в первой половине ХХ века. Стан горячей прокатки был крупным нововведением в сталепрокатном производстве, и первый из них был построен в Ашленде, штат Кентукки, в 1923 году. Это обеспечило непрерывный процесс, избавив от необходимости пропускания листов через валки и их удвоения, как в пакете. мельница В конце полоса разрезалась гильотинными ножницами или скручивалась в рулон. Первые станы горячей прокатки не производили полосу, пригодную для производства белой жести, но в 1929 холодная прокатка начала использоваться для дальнейшего уменьшения толщины. Первый прокатный стан горячей прокатки в Соединенном Королевстве был открыт в Эббв-Вейл в 1938 году с годовой производительностью 200 000 тонн. К 1961 году ранние станы горячей прокатки были модернизированы или заменены полунепрерывными и непрерывными станами горячей прокатки большей производительности с производительностью от 400 000 тонн в год до 3 миллионов тонн в год.
С коммерциализацией непрерывного литья в 1950-х годах слябинговые и блюминговые станы постепенно исчезли с прокатного стана. В настоящее время ведется непрерывная разливка слябов, блюмов и заготовок для дальнейшей прокатки в готовый прокат (рис. 4. В октябре 19 г.89, процесс литья и прокатки тонких слябов был коммерциализирован. Этот процесс даже устранил черновую линию стана горячей прокатки.
Рис. 4 Продукция прокатного производства
Прокатные заводы продолжали развиваться, и развитие продолжается. Современные мельницы представляют собой мельницы непрерывного действия, которые имеют большую производительность и работают на высоких скоростях. Станы способны прокатывать более тяжелые материалы и большие размеры. Станы способны прокатывать более тонкие секции. Далее современные станы не только прокатывают, но и выполняют металлургические функции за счет термической обработки проката в режиме реального времени. Современные мельницы полностью автоматизированы. Мельницы отличаются высокой производительностью и высоким выходом. Также сократилась рабочая сила, необходимая для работы мельниц. Прокат также имеет лучшие допуски по размерам. Тем не менее, стоит отметить, что прокатка в том виде, в каком она существует сегодня, не может быть приписана одному изобретателю, а является результатом нескольких небольших непрерывных улучшений, которые сделали ее наиболее часто используемым процессом в металлообработке. процесс прокатки. В настоящее время около 90 % металлов, используемых в промышленности, рано или поздно подвергаются процессу прокатки.
Краткая история металлопроката для листового и толстолистового проката
Опубликовано: 16 января 2017, Кайл Смит
В первый день нашего курса по технологии алюминиевого проката я провожу занятие под названием «Обзор оборудования и процессов». Часть этого охватывает историю металлопроката от первых известных чертежей стана до современного прокатного оборудования, доступного сегодня. Металлопрокат имеет интересную историю, и я поделюсь ею в блоге на этой неделе.
Более простой способ формовать металл
Первые мастера по металлу обнаружили, что ковка формы с помощью молотков из более простой литой формы позволяет создавать объекты намного прочнее, чем те, которые формируются только путем литья. Однако ручная ковка была трудоемкой даже для мягких металлов, поэтому росло давление на создание машин, помогающих в процессе формовки.
Раннее оборудование для прокатки металлов
Рис. 1. Проект Да Винчи для прокатного стана с опорными валками (авторские права Музей науки/Библиотека изображений науки и общества)
Оборудование, которое последовало за изготовлением листовых изделий, оказалось очень простым по конструкции.
Неизвестно, кто создал первый прокатный стан. Однако один из самых ранних рисунков принадлежит Леонардо да Винчи. Это даже показывает необходимость опорных валков большего диаметра для поддержки более длинных рабочих валков меньшего диаметра, рис. 1.
15-й – 17-й век
металлы.
Однако по мере того, как эти технологии становились все более широко известными, возрастал спрос на продукцию металлопроката. Имеются сведения о прокатке свинца и олова на простых двухвалковых мельницах с чугунными валками в начале XVII века.
На тот момент прокатные станы не перерабатывали большие объемы металла, которые мы видим сегодня. Кроме того, требуемое качество этих ранних продуктов было «плохим», если мы измеряем его по сегодняшним строгим стандартам. Однако никто не разрабатывал приложения, требующие более качественного материала. Энергия также была важным фактором для дальнейшего расширения этой технологии.
К концу семнадцатого века стало возможным отливать большие железные валки и, следовательно, строить более тяжелые мельницы. Эти мельницы приводили в движение лошади, а затем водяные колеса.
18-й – 20-й века
В течение восемнадцатого века появились 4-высокие конструкции (через 300 лет после да Винчи). Это произошло потому, что люди обнаружили, что валки меньшего диаметра требуют меньшей нагрузки для уменьшения толщины металла. Следовательно, можно было использовать более легкую раму.
В конце восемнадцатого века, с появлением паровой энергии, мельницы стали напоминать свои современные аналоги. В течение девятнадцатого века и в начале двадцатого века размер и мощность мельниц увеличивались с небольшими изменениями в основной конструкции. Паровые двигатели были способны развивать мощность свыше 10 000 л.с. Одним из примеров этого является двигатель мощностью 12 000 л.с. (8,9MW) Двигатель реки Дон, построенный Davy Brothers в 1905 году для катания броневых листов. Однако более эффективная технология электродвигателей постепенно вытесняла паровую энергию в двадцатом веке.
Интересно, что здесь, в Innoval, у нас есть своя связь с металлопрокатом восемнадцатого века. Наш бывший управляющий директор, прадед доктора Тома Фарли, Рубен Фарли, в 1861 году основал компанию по производству прокатных станов и валков в Уэст-Бромидже, Великобритания. Компания была «Тейлор и Фарли».
Том Фарли — наш эксперт по вибрации прокатных станов. Я уверен, что Рубен Фарли был бы очень горд узнать, что в семье Фарли до сих пор существует опыт в области металлопроката.
Рисунок 2. Плакат, рекламирующий фабрику Taylor & Farley, 1888 г. (www.gracesguide.co.uk)
Сегодняшние прокатные станы
Основа конструкции современного оборудования не слишком отличается от ранних конструкций, особенно если рассматривать базовые 2 -Высокая мельница. Он просто использует разные типы материалов и конструкций рулонных штабелей. Однако сегодняшние мельницы теперь предназначены для обработки множества металлов для широкого применения конечными пользователями. В некоторых случаях в стопке рулонов более 20 рулонов. Это ясно демонстрирует, что конструкции мельниц и их требования существенно изменились по сравнению с ранними базовыми конструкциями.
Сегодня мы производим продукцию гораздо более высокого качества, которая соответствует строгим стандартам точности размеров, свойств поверхности и материала. Все это необходимо учитывать при проектировании новых станов, будь то листовой или рулонный прокат.
Рис. 3. «Простой» комбинированный черновой и чистовой прокатный стан с 4 реверсами от Danieli
. Стан на рис. 3 способен производить высококачественные толстые и тонкие листы и листы (рулоны). Ленточные обмотчики в этом случае расположены как на входе, так и на выходе из мельницы. Эти ленточные упаковщики предназначены для перемещения внутрь и наружу по мере необходимости для производства листового или рулонного проката. С производительностью более 200 тыс. тонн в год эта конструкция представляет собой значительный технологический скачок по сравнению с тем, с чего все началось еще во времена Леонардо да Винчи.
Курс по технологии прокатки алюминия
Наш курс по технологии прокатки алюминия охватывает все ключевые аспекты горячей и холодной прокатки алюминиевых плоских изделий.
HSS.in.ua интернет магазин деревообрабатывающего инструмента
Набор фрез по дереву 50 шт. в кейсе
На складе
Доставка по Украине
3 650 грн
Купить
Дом торговли «Feller»
Фреза ГЛОБУС 1008 h3 кромочная фальцевая
На складе
Доставка по Украине
166 грн
Купить
Інтернет-магазин «Lew-74»
Фреза ГЛОБУС 1008 h4 кромочная фальцевая
На складе
Доставка по Украине
166 грн
Купить
Інтернет-магазин «Lew-74»
Смотрите также
Фреза ГЛОБУС 1008 h5 кромочная фальцевая
На складе
Доставка по Украине
130 — 166 грн
от 2 продавцов
166 грн
Купить
Інтернет-магазин «Lew-74»
Фреза ГЛОБУС 1008 h6 кромочная фальцевая
На складе
Доставка по Украине
130 — 166 грн
от 2 продавцов
166 грн
Купить
Інтернет-магазин «Lew-74»
Фреза ГЛОБУС 1008 h22 кромочная фальцевая
На складе
Доставка по Украине
224 грн
Купить
Інтернет-магазин «Lew-74»
Фрезы по Дереву Для Ручного Фрезера Набор(Комплект)5шт VOREL 22550
На складе
Доставка по Украине
по 1 089 грн
от 2 продавцов
1 089 грн
Купить
РУКОЯТКА
Фреза Форстнера по дереву 15 мм. Фреза мебельная TCCN
На складе
Доставка по Украине
85 грн
Купить
Дом торговли «Feller»
Фреза Форстнера по дереву 20 мм. Фреза мебельная TCCN
На складе
Доставка по Украине
95 грн
Купить
Дом торговли «Feller»
Фреза Форстнера по дереву 25 мм. Фреза мебельная TCCN
На складе
Доставка по Украине
110 грн
Купить
Дом торговли «Feller»
Фреза Форстнера по дереву 30 мм. Фреза мебельная TCCN
На складе
Доставка по Украине
125 грн
Купить
Дом торговли «Feller»
Фреза-микрошип для сращивания по дереву, 8 мм, для ручного фрезера
Заканчивается
Доставка по Украине
570 — 1 000 грн
от 4 продавцов
660 грн
570 грн
Купить
MegaMag
Набор фрез по дереву Marpol 12 шт
На складе
Доставка по Украине
600 грн
520 грн
Купить
HOME EXPERT
Фрезы по дереву, диаметр хвостовика 6 мм, набор из 15 шт. YATO YT-68007
Под заказ
Доставка по Украине
1 350 — 1 450 грн
от 2 продавцов
1 350 грн
Купить
EliteShop
Набор корончатых фрез по дереву и гипсокартону Polax 11 ед. 19mm 22mm 29mm 32mm 38mm 44mm 51m ES, КОД: 5539062
На складе
Доставка по Украине
360 грн
248.98 грн
Купить
Интернет-каталог скидок «ElenaShop»
Фреза микрошип Drillpro RB27 для сращивания по дереву для ручного фрезера
На складе в г. Киев
Доставка по Украине
491.3 — 608.6 грн
от 2 продавцов
716 грн
608.60 грн
Купить
Оптовичек — Одесса
Фрезы по дереву
На складе
Доставка по Украине
от 100 грн
Купить
ЧП «Интер Плюс»
Разновидности фрез для ручного фрезера
Сегодня я постарался разобраться с классификацией фрез (в первую очередь, для себя, естественно, про вас я тоже не забыл).
Действительно, фрез на рынке просто огромное количество. Они различаются по диаметру хвостовика, наличию/отсутствию подшипников, форме, а, значит, и функции.
Итак, основных диаметров хвостовика (на фрезере — размер цанги) сравнительно немного. Самые распространенные размеры 6 мм, 8мм, 12 мм) встречаются так же такие размеры, как 6,35 мм, 12,7 мм но встречаются они у нас достаточно редко, да и далеко не на каждом фрезере имеются такие цанги.
Фрезы кромочные (как правило не имеют ножей на конце — вместо них устанавливается подшипник) — служат для обработки кромки детали. При работе такой фрезой, подшипник перемещаясь по поверхности заготовки (или шаблона), не дает фрезе врезаться в материал глубже, чем это необходимо, поэтому их применение возможно без использования направляющих и пр девайсов.
Прямая фреза с подшипником часто называется копировальной.
Копировальная фреза (она же прямая кромочная) — подшипник идет по шаблону, вырезая точно такую же деталь из заготовки.
Профильная фреза (она же фигурная) — в процессе обработки кромки получается фигурный профиль, который, как правило, имеет декоративное значение.
Фигрейная фреза —служит для формирования филенчатых панелей (деревянные двери, разные крышки сундуков и пр). Отличаются большими размерами и направленностью реза в большей степени на пласть заготовки.
Конусная фреза — служит для подрезания кромок под определенным углом (см параметры фрезы).
Калевочная фреза — отличается от предыдущей тем, что скошенные ножи имеют форму округлую форму. В материале они формируют профиль, соответствующий четверти окружности. То есть она закругляет край кромки.
Полустержневая фреза —по профилю соответствует двум калевочным фрезам, применяемым одновременно. Так же может снабжаться подшипником. Применяется для выбора профиля, соответствующего половине окружности.
Галтельная фреза —является антагонистом калевочной, то есть ножи имеют так же полукруглую форму, но радиус направлен в противоположную сторону, то есть они выпуклые. Можно комбинировать с калевочными фрезами подходящей формы для формирования более плотных соединений.
Фальцевая фреза — напоминает прямую копировальную фрезу, но ее режущая часть по диаметру значительно больше подшипника, поэтому она применяется для выбора четверти или паза прямоугольной формы.
Дисковая фреза — является плоской разновидностью фальцевой фрезы, то есть представляет собой диск с закрепленными на нем ножами. Служит для вырезания пазов в торцах заготовок, например, под врезной кант
Конусная кромочная фреза — имеет на разрезе форму ромба, а, значит, выбирают соответствующие пазы.
Фреза микрошиповая — служит для прочного соединения заготовок друг с другом, значительно увеличивая площадь склеиваемой поверхности за счет вырезания множества мелких шипов/пазов.
Пазовые фрезы — имеют рабочую кромку на торце и боковых поверхностях, то есть могут выбирать пазы различного профиля в любом месте, а не только на торцах. Обычно для их применения требуются дополнительные приспособления (шины, шаблоны, упоры и пр.) По форме они бывают такими же, как и кромочные, то есть:
Прямые пазовые фрезы: — служат для выбирания пазов прямоугольной формы различной глубины, иногда дополняются подшипником в верхней части фрезы, что позволяет совмещать преимущества обоих классов фрез.
Фасонные пазовые фрезы — могут быть совершенно разнообразной формы и так же дополняться подшипниками.
Фреза типа «ласточкин хвост» —пазовая фреза служащая для формирования одноименного шипового соединения.
Конструкционная пазовая фреза —фреза, позволяющая формировать паз, который на разрезе имеет Т-образную форму.
Галтельная пазовая фреза — для получения полукруглых канавок — галтелей.
V-образная фреза — формирует канавку с дном треугольной формы
Конечно, рассмотреть в одной статье все конфигурации фрез, какие существуют невозможно, но я хотя бы попытался это сделать. Надеюсь, данный материал окажется вам полезным.
Ну и наконец, так сказать, групповое фото на память))
В завершение материала я приведу пару ссылок, где все это разнообразие можно приобрести.
Дешевые фрезы с АлиЭкспресс
Фрезы с Всеинструменты
Фреза для фрезы — Фрезы и фрезы — Инструменты
Переключить навигацию
Поиск
Поиск
Меню
Счет
Настройки
Валюта
GBP — Британский фунт
AUD — австралийский доллар
CAD — канадский доллар
евро — евро
KES — Кенийский шиллинг
NZD — новозеландский доллар
USD — доллар США
Посетите наш выставочный зал недалеко от Лондона
Связаться со специалистом +44 (0) 1403 273000
Доступны финансовые пакеты
Посмотрите видеообзор нашего выставочного зала
(106 товаров)
I
Посмотреть как Сетка
Список
Позиции 1–48 из 106
Страница
Вы сейчас читаете страницу 1
Страница 2
Страница 3
Страница Следующий
Показывать
48 96 120 Все
на страницу
Фильтровать по
Сортировать по
Должность наименование товара номер части Цена Производитель Диаметр D= [мм] Установить нисходящее направление
Посмотреть как Сетка
Список
Позиции 1–48 из 106
Страница
Вы сейчас читаете страницу 1
Страница 2
Страница 3
Страница Следующий
Показывать
48 96 120 Все
на страницу
Фильтровать по
Сортировать по
Должность наименование товара номер части Цена Производитель Диаметр D= [мм] Установить нисходящее направление
Фильтр по
Варианты покупки
Категория
Размер хвостовика
Радиус
Производитель
Длина (мм)
Диаметр D= [мм]
Длина резания (мм)
Фрезы 3
Технология Trend Tool
Существуют сотни различных профилей и размеров фрез, многие из которых выполняют более одной функции. Поэтому сложно точно классифицировать их, но следующее руководство познакомит вас с наиболее популярными формами.
Click Below To Learn More
Straight
Round Over and Ovolo
Cove & Corebox
Rebate
Edge & Decorative
Trimming
Бусины и язычки
Фаски, фаски и V-образные канавки
Ласточкин хвост и соединение
Панель
Profile & Scribe
Slotting & Grooving
Miniatures
Cornice
Drill & Hinge
Burrs & Rasps
Aluminium
Plastic
Твердая поверхность
Все типы фрез
Прямые фрезы
Они в основном используются для прорезания канавок, параллельных пазов, пазов, канавок и фрез, но используются обрезка кромок и, в сочетании с направляющими подшипниками и втулками, для работы с шаблонами. Это самые простые фрезы, размеры которых сильно различаются: от крошечных диаметром 1,5 мм для деликатной работы до массивных моделей диаметром 50 мм. Длина фрез варьируется от 5 мм до 65 мм, поэтому диапазон огромен.
Прямозубые однолезвийные фрезы используются там, где важнее быстрота резания, чем качество отделки. Поскольку они имеют только одну режущую канавку, они позволяют легко очищать отходы и обладают хорошими характеристиками врезного резания, что делает их идеальными для операций грубой резки и для резки перед обрезкой кромок или профилированием. Позволяет поддерживать более высокие скорости подачи, но, как правило, в ущерб обработанной режущей кромке.
Прямые фрезы с двумя канавками используются для большинства операций по фрезерованию, включая обрезку кромок, нарезку канавок и пазов. Хотя они обеспечивают превосходную чистоту поверхности по сравнению с фрезами с одной канавкой, удаление отходов происходит намного медленнее, что требует более низкой скорости подачи. Фрезы без «нижнего выреза» следует вводить в материал только горизонтально, с края изделия или из предварительно просверленного направляющего отверстия.
Прямые фрезы диаметром 6,3 мм и 12,7 мм подходят для обработки канавок и фальца. Фреза 1/4 дюйма (6,35 мм) можно вонзить по центру от края доски.
Шпунт и паз Используйте прямую фрезу для фрезерования квадратного шпунта на краю доски. Вырежьте соответствующий паз по центру другого компонента, используя деревянную планку, закрепленную с обеих сторон, чтобы обеспечить широкую поверхность заподлицо для поддержки основания фрезера.
Соединения с фальцом и пазами Соединения внахлестку, корпуса без покрытия и половинные соединения — все это вариации основной темы. Зажав несколько компонентов вместе на верстаке, вы можете разрезать любой из этих стыков с помощью прямой фрезы на фрезерном станке вдоль направляющей рейки.
Всегда сопротивляйтесь искушению фрезеровать пазы и стыки за один проход фрезера, поэтому делайте несколько неглубоких проходов. Это обеспечит лучшую отделку и снизит нагрузку на маршрутизатор. Установка ненужной детали на конце компонентов, зажатых и готовых к обработке, гарантирует, что торцевая панель не расколется (разрез проходит в ненужную деталь).
Ножницы с режущей кромкой имеют режущее действие, при котором верхняя кромка остается свободной от сколов. Они быстро режут и поэтому идеально подходят для нарезания канавок и обрезки шпонированных и ламинатных поверхностей.
Ножницы с режущей кромкой вверх/вниз имеют противолежащие верхнюю и нижнюю режущие кромки, которые предотвращают проламывание как верхней, так и нижней кромки, что делает их идеальными для резки и обрезки шпона и двусторонних плит из ламината. Все насадки для флейты можно заточить вручную, потому что стороны флейты все еще плоские.
Спиральные фрезы подходят для небольших долбежных и карманных операций по дереву. Доступные как с прямым, так и с прямым резом, их действие заключается в том, чтобы либо вытягивать стружку из реза, либо проталкивать ее вниз через заготовку. Режущее действие спиралей оставляет аккуратный чистый край, который даже лучше, чем ножницы, потому что они делают один непрерывный непрерывный разрез с каждым оборотом.
Их недостаток в том, что их трудно правильно заточить вручную. Они также широко используются для прорезания пазов и резки профилей из алюминиевого сплава в оконной промышленности, но в этих ситуациях требуется смазка для резки, чтобы предотвратить плавление материала и его прилипание к канавкам.
Фрезы со ступенчатыми зубьями используются для более тяжелых работ по вырубке пазов или при вырезании глубоких карманов для замков и другой дверной и столярной фурнитуры. Дополнительные зазоры и жесткость фрезы со ступенчатыми зубьями полезны.
Тем не менее, вам все равно придется сделать несколько проходов, чтобы получить требуемую глубину, а большие размеры могут затруднить фиксацию фрезера из-за сильной вибрации, которую они производят. . Хотя для обработки жестких пластиковых и акриловых материалов можно использовать стандартные прямые, спиральные и двухлезвийные фрезы, для этой цели доступны фрезы со специальной шлифовкой.
Всегда используйте спрей из ПТФЭ, чтобы предотвратить «приваривание» при фрезеровании мягких пластиков, склонных к плавлению во время резки, нанося его как за разрезом, так и на саму фрезу. Выберите подходящую скорость резки, чтобы поддерживать низкую температуру кромки и свести к минимуму вибрацию по краям реза.
Магазин Все прямые маршрутизаторы ниже:
Круглый и оволовые резаки
Это один из наиболее полезных формовых формовок, как вы можете производить оба профили с помощью с помощью с помощью тот же фрезер. Они обычно используются для смягчения внешнего вида столешниц, оконных досок и мебели с прямоугольными краями. Опуская фрезу, можно обработать верхнюю ступеньку. Выполняя второй проход на обратной стороне заготовки, можно получить полный закругленный конец. Закругление говорит само за себя, в то время как у оволо есть два небольших плеча на концах радиуса. Чтобы использовать одну и ту же фрезу для обоих профилей, вы должны варьировать как глубину резания, так и размер нижней опоры, или вы можете комбинировать их и получить закругление только с одним уступом.
Скругление края рамы с помощью сверла с малым радиусом имеет огромное значение для конечного эффекта, особенно если это делается после сборки. Доступные в огромном диапазоне размеров до самого большого радиуса 38 мм, эти фрезы являются важным профилем для вашего комплекта фрез.
Они также сделаны с направляющими штифтами, а не с подшипниками, но они, очевидно, не настолько универсальны, поскольку не взаимозаменяемы, но в более узкие углы они попадут. Для резки панелей используются варианты с нижним резом, с направляющим подшипником или без него.
Ниже представлены фрезы для скругления и фрезерования Ovolo:
Фрезы для стержней и стержневых ящиков
Фрезы, обычно используемые в качестве декоративных фрез, могут использоваться для фрезерования декоративной кромки, для гофрирования или производства трубы и кабельные каналы. При изготовлении галтели небольшого сечения сначала вырежьте молдинг на обоих краях широкого куска древесины, а затем разделите их, распилив по центру. Это позволяет безопасно удерживать заготовку.
Эти фрезы производят эффект, противоположный закруглению, и иногда используются в сочетании с ними для создания линейного соединения.
Фрезы для стержневых ящиков малого диаметра также называются рифлеными насадками. Фреза для стержневого ящика не имеет нижней опоры, поэтому ее можно использовать для вырезания канавок внутри панели, в то время как фреза для выемки обычно имеет направляющую внизу и предназначена только для обработки кромок.
Эти фрезы на самом деле удаляют значительно больше материала, чем фреза оволо, поэтому их следует использовать с осторожностью и всегда небольшими шагами, чтобы избежать перегрузки как фрезы, так и фрезера. Остановленные резы стержневым резаком могут очень легко сжечь древесину, если вы слишком долго остаетесь на одном месте, поэтому будьте осторожны и при необходимости уменьшите скорость.
Приобрести все фрезы Cove & Corebox, представленные ниже:
Фрезы для фальца
Фреза для фальца является распространенным применением, и вам понадобится по крайней мере одна фреза в вашей коллекции. Хорошей новостью является то, что вы можете купить полные комплекты с набором взаимозаменяемых подшипников, которые обеспечивают широкий диапазон уступов с помощью всего одной фрезы. Вы изменяете ширину разреза, изменяя диаметр подшипника.
Хотя вы можете вырезать фальц с помощью прямой фрезы и бокового упора фрезера, использование фрез с направляющими подшипниками проще и позволяет формировать фальц вокруг криволинейной кромки или внутри уже собранной рамы.
Как и многие другие профильные фрезы, они также доступны с направляющими штифтами и подшипниками, но они имеют тенденцию оставлять следы на работе.
Самонаводящиеся фрезы для фальца можно использовать как для прямых, так и для криволинейных работ. Хотя ширина фальца определяется диаметром направляющего подшипника, для изменения размера фальца можно установить подшипники разного диаметра.
Все фрезы для фрез
Обрезные фрезы
Они используются для обрезки одной поверхности, чтобы она соответствовала другой, т. е. при облицовке досок ламинатом или шпоном. Гораздо проще разрезать ламинат большего размера, а затем обрезать его заподлицо с заготовкой после того, как он был приклеен. Фрезер оставит квадратную или фигурную кромку в зависимости от используемой фрезы. Хотя есть некоторые триммеры, которые требуют использования бокового ограждения, большинство из них самонаправляющие с подшипниками.
Когда подшипник имеет тот же диаметр, что и фреза, такой триммер называется заподлицо и доступен в различных конфигурациях, позволяющих обрезать одну или две поверхности одновременно. Они особенно полезны для работы с шаблонами. Фрезы для прокалывания и обрезки используются для формирования внутренних вырезов для раковин, варочных панелей и других встроенных фитингов. Для этого перед нанесением лицевого ламината или шпона в сердцевине столешницы вырезается отверстие.
Область ламината в отверстии затем протыкается острием сверла резака, позволяя направляющей штифта проходить по внутреннему краю отверстия, идеально обрезая ламинат. Прежде чем использовать фрезы с направляющими подшипниками, убедитесь, что клей, используемый для нанесения ламината или шпона, полностью высох. В противном случае он может засорить подшипник и помешать ему вращаться. Кроме того, удалите любые остатки клея с края основного материала и выступающего края ламината, так как это приведет к тому, что подшипник или боковая направляющая будут приподняты, оставив неровный край готовой работы.
Купить все фрезы для фрезерования ниже:
Кромочные и декоративные формочки
Существует широкий ассортимент фрез для декоративной лепнины, включая классические и современные стили, а также некоторые из уже охваченных фрез. Они позволяют воспроизводить многие традиционные формы и профили для изготовления мебели и столярных изделий и предлагают множество возможностей для создания привлекательных и инновационных изделий из дерева. Их можно использовать либо как чистое украшение, либо для изменения пропорций, либо для маскировки или акцентирования определенных деталей. Погонажные изделия широко используются как в мебельном, так и в столярном строительстве. Для обработки некоторых больших сложных профилей требуется фрезер с цангой 1/2 дюйма, но часто можно создать более сложные профили, сделав несколько проходов фрезами разной формы.
Вы также можете изменить профиль формовочной фрезы с направляющими подшипниками, просто изменив диаметр подшипника. Подобранные пары погонажных ножей можно использовать для резки как самого погонажа, так и его обратного профиля, например, при формировании стыка между рельсами и стойками в помещении или стыка линейки на столе. Другим примером является изготовление окон, где резак для остекления и его противоположный резак для разметки быстро справляются со стойками и перекладинами для оконных рам.
Поскольку ассортимент декоративных профилей настолько широк, лучше всего собирать свою коллекцию по мере необходимости, но некоторые базовые элементы, такие как Roman Ogee, будут полезным началом. Это один из самых популярных традиционных резцов для декоративной лепнины. Оги-резак подходит для обработки краев столов и столешниц шкафов, а также зеркал и рам для картин.
Приобрести все фрезы для кромок и декоративных форм ниже:
Бусины и язычки
Хотя это еще одна форма декоративной формы, они заслуживают отдельного описания, поскольку они особенно универсальны.
Бортик представляет собой единый полукруглый профиль, который обычно проходит по углу рамы и часто используется для маскировки соединения двух компонентов. Используемый отдельно, в качестве декоративного краевого молдинга с выступами по обеим сторонам, он называется бортиком для посоха, одним из классических профилей прошлого. Иногда несколько бусин комбинируются на плоской поверхности, эффект, называемый тростником, который полезен для добавления деталей к простым краям.
Все фрезы для фасок и язычков можно приобрести ниже:
Фаски, скосы и V-образные канавки работа. В частности, остановленная фаска является очень эффективной и практичной деталью. Скосы не всегда составляют 45°, хотя это самый популярный угол.
Фаски можно использовать в качестве декоративной кромки на деревянных столешницах, ножках мебели и поручнях. Их также можно использовать для снятия решеток на столбах и перилах, таких как заборы, ворота и садовая мебель. При соединении досок кромка к кромке стыкуемые кромки могут быть скошены, чтобы получился V-образный паз для маскировки клеевого соединения.
Используя другие углы, вы можете вырезать более глубокие или мелкие конусы или даже точные углы, необходимые для бондарной или ламинированной работы. Фрезы с V-образными канавками в основном неуправляемые и имеют угол наклона от 25 до 60°.
V-образный резак в основном используется для создания декоративных канавок, гофрирования, имитации стыковой подкладки на плитных материалах, а также для вырезания букв от руки или по шаблону. С помощью этого резака также можно выполнять легкое снятие фасок как на древесине, так и на ламинате.
Они используются для различных целей, от декоративных канавок до рельефной резьбы и гравировки букв от руки или с использованием шаблонов. Маленькие V-образные долота часто называют вейнерами.
Приобрести все фрезы для снятия фасок, фасок и V-образных канавок ниже:
Фрезы типа «ласточкин хвост»
Фрезы типа «ласточкин хвост» в основном используются в специальных приспособлениях, позволяющих очень быстро вырезать это трудоемкое соединение.
Но в настоящее время существует такое огромное разнообразие размеров и углов, что вы также можете использовать их для резки направляющих, корпусов и траншей для лестниц.
Несмотря на то, что профиль «ласточкин хвост» используется для резки корпусов концов полок, в отличие от прямых фрез, его необходимо резать только за один проход. Всегда обрезайте корпус перед язычком типа «ласточкин хвост» и регулируйте ширину язычка в соответствии с требованиями. Для простоты и безопасности стоит рассмотреть возможность использования фрезера, установленного на перевернутом столе, для обрезки язычков.
Купить здесь:
Фрезы для расшивки швов
С помощью подходящих фрез вы можете использовать фрезер для соединения древесины в различных направлениях. Идея всех этих резаков состоит в том, чтобы увеличить площадь склейки, чтобы добавить прочности. №
Для усиления стыковых соединений плоской древесины классическим вариантом является шиповое соединение, доступное в вариантах с одним или несколькими пальцами.
В идеале, для точной работы эти фрезы нужно использовать в фрезерном столе, но и древесина должна быть очень аккуратно подготовлена.
Для соединения деталей под прямым углом, например, при изготовлении ящиков, имеются специальные наборы для изготовления очень прочных и точных углов.
Купить здесь:
Профиль и разметчик
В настоящее время существуют однопрофильные фрезы с тем преимуществом, что они разрезают весь стык за один раз. Они идеально подходят для дверей легких шкафов с внутренней панелью и доступны с различными профилями. Первоначально фрезы производились парами; один резак формирует форму по краю всех компонентов, а другой вырезает соответствующую черту, которая образует соединение.
Однако новые фрезы объединяют оба необходимых профиля в одном; вы просто меняете высоту резака, чтобы получить правильную. В качестве альтернативы можно использовать одну оправку и переставить фрезы в соответствии с профилем или разметочной операцией. Это все большие фрезы, и обычно они доступны только с хвостовиками диаметром 8 мм и 1/2 дюйма.
Купить здесь:
Фрезы для поднятия панелей
Они используются для производства традиционных фальшпанелей и панелей, обычно в сочетании с фрезами для профилирования. Доступные в двух формах, они могут быть либо очень большого диаметра, что требует горизонтальной обработки панели, либо меньшего диаметра, которые используются с панелью, удерживаемой вертикально.
Поскольку они такие большие, важно, чтобы они использовались с мощным фрезерным станком с регулируемой скоростью, который может снизить скорость примерно до 10 000 об/мин. Большинство горизонтальных фрез имеют направляющие на подшипниках, поэтому они могут работать с изогнутыми панелями или панелями с арочным верхом.
ЗДЕСЬ:
Резжание плесени
Они отличаются от подъем панели, которые используются для нарезания декоративных пробирков на простые. . Они идеально подходят для быстрого добавления деталей с эффектом панели к плоской двери или фасадам ящиков, но, поскольку все вырезы внутренние, углы обязательно закругляются.
Обычно они используются в сочетании с шаблоном и толкателем направляющей втулки, хотя некоторые из них имеют установленный сверху подшипник в качестве направляющей.
Шах выбор различных лезвий для вырезания очень точных пазов или канавок. Эти фрезы можно использовать по отдельности или складывать друг на друга в различных комбинациях для создания специальных профилей. Вы можете чередовать подшипники, прокладки и прокладки, чтобы контролировать как глубину, так и ширину готового реза.
Прорезные фрезы состоят из плоского стального лезвия толщиной от 1,5 мм до 20 мм и диаметром до 50 мм. Обычно диск имеет по крайней мере два зуба ТСТ, каждый из которых заточен для точных углов резания и зазора, чтобы обеспечить быстрое и свободное удаление отходов. Специализированные версии позволяют нарезать канавки разной ширины одной и той же фрезой.
Купить здесь:
В других версиях на панелях и рамах делаются декоративные вырезы для маскировки клеевых швов или для создания эффекта гофрирования. Вы также можете использовать их для резки традиционных профилей с шипами и канавками. Есть несколько резьбовых фрез, которые навинчиваются на вал, не оставляя выступа, которые затем можно использовать для резки заподлицо с внутренней частью рамы, если, например, вы пытаетесь углубить углубление для установки стеклопакетов. Специальные желобки не используют оправку, а имеют специальную форму, чтобы прорезать пазы для труб, реечных стенок и выдвижных ящиков или для вставки вспучивающихся полос или атмосферостойкого уплотнения. Один очень полезный вариант желобореза позволяет вам разрезать простые соединения бисквита, не тратя средства на специальную машину для соединения бисквита.
Миниатюры
Для работы в кукольных домиках теперь имеется полный набор ножей, все точно рассчитанные для изготовления миниатюрных молдингов на плинтусах, цапфах и карнизах. Они имеют стандартные хвостовики 1/4 дюйма и могут использоваться в обычном фрезерном станке, хотя для этой деликатной работы легче использовать меньший.
Купить здесь:
Фрезы для карнизов
Несмотря на то, что форму для карниза можно построить с помощью серии различных надрезов на отдельных кусках дерева, гораздо проще использовать специальный резак. Этот довольно большой инструмент позволяет сформировать профиль за один проход, а затем срезать заднюю фаску отдельной фрезой под углом 45°. 9№ 0003
Купить здесь:
Фрезы Solid Surface
Многие новые кухни используют материал Solid Surface, полимерный композит для изготовления столешниц и фартуков. Хотя с ним можно работать стандартными фрезами, существует целый ряд специальных профилей, разработанных именно для этого материала. Помимо более эффективного угла зазора, фрезы имеют подшипники с пластиковым покрытием, предотвращающие образование следов на поверхности.
Магазин здесь:
Фрезы для пластмассы и алюминия
Опять же, имеется специализированный ассортимент, предназначенный для врезания и фрезерования пазов как в пластике, так и в цветных металлах, но особенно в алюминии. Изготовленные из быстрорежущей стали, эти фрезы следует использовать только с охлаждающей жидкостью, а также с надежно зажатой заготовкой для предотвращения отдачи. Также рекомендуется более низкий диапазон скоростей.
Купить здесь:
Сверла и заглубление петель
Многие пользователи упускают из виду использование погружного фрезера для сверления, что очень обидно, потому что они делают это превосходно. Они имеют достаточную мощность и позволяют прямоугольным фрезам погружаться в работу идеально ровно, с минимальными разрывами или прорывами.
Марки стали для труб, ст. 13хфа, 09г2с, 17г1с, 12х1мф, 12х18н10т, 10г2, 09гсф
На сегодняшний день существует огромнейшее разнообразие марок сталей трубной продукции ( ▶ весь перечень стальных круглых труб можно изучить в этом разделе ).Компания, которая нередко приобретает изделия из металла, должна хорошо разбираться в марках стали. Так как это помогает подобрать именно те свойства, которые больше всего подходят для данного вида производства.
Виды марок стали
Быстрорежущие инструментальные марки стали. Обозначаются они обычно буквой «Р» и указывают на содержание вольфрама. Например, это может быть Р12.
Конструкционные легированные стали. Здесь идет обозначение легирующих элементов Cr (хром), Si (никель), Мо (молибден), Ti (титан). Перечисленные химэлементы повышают показатели коррозионной устойчивости и соответственно обеспечивают бесперебойную эксплуатацию.
Конструкционные качественные углеродистые стали.
Сталь обыкновенного качества. Обычно имеет значок Ст. Например, Ст.10, Ст.30. В первом случае содержание углерода составляет 0,10%, во втором 0,30%.
Литейные конструкционные стали. На них обычно устанавливается индекс «Л».
Стали нержавеющие.
Также необходимо отметить, что существуют следующие категории: Сп — спокойные стали, Кп — кипящие и Пс — сталь полуспокойного типа.
Расшифровка химэлементов
Ai (Ю) алюминий.
B (Р) бор.
Мо (М) молибден.
С (У) углерод.
Cr (Х) хром.
Ni (Н) никель.
V (В) вольфрам.
Cu (Д) медь.
Si (С) кремний.
Со (К) кобальт.
Pb (АС) свинец.
Ti (Т) титан.
Se (Е) селен.
Mn (Г) марганец.
Ga (Гл) галлий.
Следует отметить, что некоторые химэлементы усиливают показатели коррозионной стойкости, к ним в первую очередь относится никель, хром, титан и медь. Некоторые химэлементы усиливают показатели пластичности, способность труб выдерживать высокое гидравлическое давление. К таким элементам относится никель, ванадий. За показатели жаропрочности жаростойкости отвечают следующие элементы: кобальт, вольфрам, молибден. А усиливают кислотостойкость стальной продукции ниобий и титан.
Широко распространенные марки стали
Хромникелевые: 12х2н4а, 12хн3а.
Хромистые: 15ха, 30х, 40х.
Хромомарганцовые: 20хгт, 30хга.
Хромомолибденовые: 15х5н.
Марганцовистые: 10г2, 20г и 09г2с.
Применение
В повышенно агрессивной среде используют следующую категорию марок стали: 08х18н12т, 08х18н10т. Данный химический состав обладает безупречной межкристаллической коррозионной устойчивостью и имеет высокоэффективные показатели жаропрочности. Используют для производства бесшовных высокопрочных труб в нефтегазодобыче, авиа- и судостроении.
В среднеагрессивной среде применяют следующие виды сталей: 08х22н6т, 09х16н4б. Их в основном используют в нефтяной промышленности, химпереработке, энергетике.
В слабоагрессивной среде используют следующие сплавы: 20х13, 08х13. В основном данная категория подходит для водопровода, горячего и холодного водоснабжения.
Жаропрочные стали. Способны выдерживать температуру до 800 градусов. Марки 12Х18н12т, 15х5м.
Жаро- и кислотостойкие стали. К ним относятся трубы, которые соприкасаются с агрессивными кислотами и солями при температуре около 1000 градусов. К ним относятся следующие категории: 10х23н18, 15х25т.
Понимание всех этих обозначений позволит быстро и эффективно подобрать соответствующую группу свойств. Если вам требуется надежный партнер, который не только предоставит стальную продукцию, но также даст и полную консультацию по различным видам обозначений, тогда закажите трубы в Трубпром!
Сталь конструкционная низколегированная для сварных конструкций
Ст. 08Г2С
Ст. 12ГН2МФАЮ
Ст. 16Г2АФД
Ст. 22Х2Г2АЮ
Ст. 10Г2Б
Ст. 14Г2АФД
Ст. 18Г2АФ
Ст. 25С2Р
Ст. 10ГТ
Ст. 15Г2СФД
Ст. 1х2м1
Ст. 80С
Ст. 12Г2СМФ
Ст. 16Г2АФ
Ст. 20ХГС2
Ст. 09Г2СД
Ст. 14Г2АФ
Ст. 17ГС
Ст. 25ГС
Ст. 10ГС2
Ст. 15Г2СФ
Ст. 18Г2С
Ст. 35ГС
Ст. 12Г2Б
Ст. 15ХСНД
Ст. 20ХГ2Ц
Ст. 09Г2С
Ст. 14Г2
Ст. 17Г1С
Ст. 25Г2С
Ст. 10Г2С1Д
Ст. 15Г2АФДпс
Ст. 18Г2АФпс
Ст. 32Г2Рпс
Ст. 10ХСНД
Ст. 15ГФД
Ст. 20Х2Г2СР
Ст. 09Г2Д
Ст. 12ХГН2МФБАЮ
Ст. 16Д
Ст. 23Х2Г2Т
Ст. 10Г2С1
Ст. 15Г2АФД
Ст. 18Г2АФДпс
Ст. 30ХС2
Ст. 10ХНДП
Ст. 15ГФ
Ст. 20ГС2
Ст. 09Г2
Ст. 12ГС
Ст. 16ГС
Ст. 22Х2Г2Р
Ст. 10Г2БД
Ст. 14ХГС
Ст. 18Г2АФД
Ст. 28С
Ст. 10ХГСН1Д
Ст. 15ГС
Ст. 20ГС
Сталь конструкционная углеродистая качественная
Ст. 18К
Ст. 18кп
Ст. 05кп
Ст. 20 (ст 20)
Ст. 20К
Ст. 08кп (8кп)
Ст. 20кп
Ст. 08пс (8пс)
Ст. 20пс
Ст. 08Ю
Ст. 22К
Cталь 10
Ст. 25
Ст. 10кп
Ст. 30
Ст. 10пс
Ст. 35
Ст. 11кп
Ст. 40
Ст. 12к
Ст. 45
Ст. 15
Ст. 50
Ст. 15К
Ст. 55
Ст. 15кп
Ст. 58
Ст. 15пс
Ст. 60
Ст. 16К
Ст. ОсВ
РАСШИФРОВКА ЕВРОПЕЙСКИХ МАРОК СТАЛИ ООО «Еврометалл»
Часто мы сталкиваемся с тем, что наши клиенты до конца не понимают европейской маркировки конструкционных сталей, так как она кардинально отличается от привычной в нашей стране маркировки согласно стандартов ГОСТ. Это неудивительно, ведь в Украине, как и в остальных странах бывшего СССР использовались преимущественно марки стали согласно ГОСТ и только в последнее время даже отечественные производители стали начали делать двойную сертификацию своей продукции (согласно ГОСТ и EN/DIN).
Поэтому очень часто мы слышим от наших Заказчиков такую фразу: «Нам нужен металлопрокат из 235-ой или 355-ой стали» Но указанная маркировка – это лишь часть полного названия марки стали и очень часто в последних знаках могут быть спрятаны важные для заказчика свойства и характеристики стали. Конечно, мы всегда выясняем детали и объясняем клиенту все отличия и особенности, но здесь хотим предложить Вам простую и понятную расшифровку конструкционных марок стали, наиболее популярных в Украине:
Итак, рассмотрим что же означают символы в маркировке сталей S235 и S355 согласно EN 10025:2004 (части 1-5)
S
конструкционные стали
235/275/355
минимальный предел текучести (Reh) в МПа (1 МПа = 1 Н/мм2) для толщин ≤ 16 мм
JR
минимальная величина работы удара 27 Дж/см² (ударная вязкость V-вырез) при температуре +20°C
J0
минимальная величина работы удара 27 Дж/см² (ударная вязкость V-вырез) при температуре 0°C
J2
минимальная величина работы удара 27 Дж/см² (ударная вязкость V-вырез) при температуре -20°C
К2
минимальная величина работы удара 40 Дж/см² (ударная вязкость V-вырез) при температуре -20°
W
улучшенная стойкость к атмосферной коррозии
P
большое содержание фосфора (только 355 марка стали)
+ AR
поставляется как прокат
+ N
нормализованная, нормализованная катаная сталь
ПРИМЕРЫ: S235JR + AR, S355J0WP + N
Теперь становится понятно, что, например, сталь S355 может быть с набором абсолютно разных характеристик и последние буквы, на которые редко кто обращает внимание, не менее важны. Кроме того, важно, чтобы заказчик понимал это не хуже продавца, так как нередкими бывают случаи, когда продавцы либо в силу своей некомпетентности, либо сознательно в силу непорядочности, недоговаривают клиенту эти важные моменты, которые в свою очередь могут влиять и на стоимость металлопроката и на сроки поставки.
Если вам нужна более полная информация относительно маркировки и свойств сталей европейского металлопроката, вы всегда можете скачать полные тексты европейских стандартов EN и DIN у нас на сайте в разделе «Скачать техническую документацию» или обратится к нашим специалистам, которые предоставят быструю и профессиональную консультацию.
ЕВРОМЕТАЛЛ. Работайте с лучшими. Работайте с профессионалами.
Различные марки стали
29 июня 2017 г. Обновлено: 10 декабря 2020 г. автор: ИМС
Свяжитесь с нами
Нержавеющая сталь , углеродистая сталь
Время чтения: 1 м 59 с
Требования вашего проекта часто определяют, с каким типом стали вам следует работать. Как обычный металлический материал, сталь классифицируется на основе химических и физических свойств стали. Четыре типа стали, используемые в широком спектре отраслей промышленности, включают углеродистую сталь, нержавеющую сталь, легированную сталь и инструментальную сталь.
Ознакомьтесь с нашим выбором стали в IMS!
Углеродистая сталь
С содержанием углерода от 0,04% до 1,5% углеродистая сталь составляет около 90% производства стали. Углеродистая сталь часто классифицируется по содержанию углерода: мягкая, среднеуглеродистая или высокоуглеродистая сталь.
Посмотреть изделия из углеродистой стали
Мягкая углеродистая сталь
Мягкая углеродистая сталь включает углеродистую сталь с содержанием углерода от 0,04% до 0,30%. Ее также называют «низкоуглеродистой сталью».
Свойства мягкой углеродистой стали
Высокая обрабатываемость
Высокая пластичность
Высокая свариваемость
Экономичный
Применения для мягкой углеродистой стали
Автомобильные компоненты
Конструкционная сталь
Проводка
Бытовые приборы
Машины
Поковки
Трубка
Среднеуглеродистая сталь
Среднеуглеродистая сталь включает сталь с содержанием углерода от 0,30% до 0,60%.
Свойства среднеуглеродистой стали
Средняя прочность
Средняя пластичность
Низкая прокаливаемость
Термообрабатываемый
Применение для среднеуглеродистой стали
Компоненты автомобилей, такие как оси или шестерни
Детали машин
Высокоуглеродистая сталь
Высокоуглеродистая сталь включает сталь с содержанием углерода от 0,60% до 1,50%.
Свойства высокоуглеродистой стали
Высокая твердость
Высокая прочность
Низкая обрабатываемость
Низкая пластичность
Применение высокоуглеродистой стали
Инструменты
Литье под давлением
Стальные стержни
Железные дороги
Для защиты от ржавчины и коррозионной стойкости углеродистые стали обычно обрабатывают горячим цинкованием.
Нержавеющая сталь
Свойства нержавеющей стали включают не менее 10,5% хрома, что помогает предотвратить коррозию и образование пятен. В то время как углеродистая сталь, как правило, подвержена ржавчине, нержавеющая сталь имеет хромовую пленку, которая блокирует окисление.
Посмотреть изделия из нержавеющей стали Свойства нержавеющей стали
Высокая прочность на растяжение
Легко формуется
Стойкий к коррозии
Экологичный
Типы нержавеющей стали
Аустенитная сталь
Мартенситный
Ферритный
Дуплекс
Упрочненный атмосферными осадками
Применения из нержавеющей стали
Хирургическое оборудование
Конструктивные детали
Применение в пищевой промышленности
Аэрокосмические компоненты
Автомобильные клапаны и фитинги
Легированная сталь
Свойства легированной стали должны включать другие элементы в стандартную смесь железа и углерода.
Распространенными элементами являются марганец, хром, молибден, кремний и никель.
К ним относятся повышенная твердость, коррозионная стойкость, термостойкость и общая прочность.
В зависимости от состава некоторые специальные легированные стали используются в аэрокосмической промышленности и компонентах самолетов.
Инструментальные стали содержат большую долю вольфрама, молибдена, хрома и ванадия.
Посмотреть изделия из инструментальной стали
Благодаря таким химическим свойствам, как твердость и износостойкость, инструментальная сталь сохраняет остроту даже в самых жарких условиях.
Идеально подходит для изготовления инструментов или приложений, требующих резки, экструзии и литья других металлов.
Изделия из инструментальной стали включают стальной пруток или стальные плиты и листы.
Найдите подходящую марку стали для вашего проекта
Если вам нужны изделия из углеродистой или нержавеющей стали, у IMS есть подходящее решение для вас. Зайдите в один из наших офисов или закажите металл онлайн и заберите его.
Нержавеющая сталь , Углеродистая сталь
Предыдущий пост: Латунь против бронзы
Следующая запись: Типы нержавеющей стали
Избранные категории
Защита от ржавчины Основы работы с металлом Как работать с серией Металлические профили Отраслевые справочники Металлы
Другие категории
Свяжитесь с нами
Получайте ежемесячные обновления от IMS! Войдите в систему или используйте форму ниже, чтобы начать получать обновления.
Имя *
Фамилия *
Электронная почта *
Компания
Получать обновления
Типы и марки стали
СОДЕРЖАНИЕ
Типы и сорта стали Углеродочная сталь Сплав Сталь Нестандартная сталь Инструментальная сталь Марки стали
Сталь намного сложнее, чем вы думаете. Базовое понимание стали и ее многочисленных форм очень поможет вам в ваших начинаниях по металлообработке. Американский институт чугуна и стали (AISI) разделяет сталь на четыре типа. Популярная аббревиатура для запоминания типов — CAST.
Углерод Сплав Нержавеющая сталь Инструмент
Каковы различия в марках стали?
Существуют две основные системы, используемые для классификации стали на основе ее состава, обработки и конечного использования:
Система классификации ASTM присваивает буквенный префикс на основе ее общей категории, а также последовательно присваиваемый номер, который напрямую связано с конкретными свойствами этого металла. «А» — это обозначение для материалов из железа и стали.
Система классификации SAE использует четырехзначное число для классификации различных металлов. Первые две цифры обозначают тип стали и концентрацию легирующего элемента, а последние две цифры указывают на концентрацию углерода в металле.
Давайте копать! У нас есть видео высокого уровня ниже для тех, кто более визуален.
Углеродистая сталь
Как видно из названия, основным легирующим компонентом стали этого типа является углерод. Углеродистая сталь очень универсальна, и ее использование и свойства могут варьироваться в зависимости от содержания углерода. С увеличением содержания углерода сталь становится тверже и прочнее. Однако он становится менее пластичным, более хрупким и труднее сваривается. Кроме того, чем выше содержание углерода, тем ниже температура плавления стали.
Углеродистая сталь подразделяется на четыре группы в зависимости от содержания углерода: низкое, среднее, высокое и сверхвысокое.
Низкоуглеродистая сталь
Низкоуглеродистая сталь, также называемая мягкой сталью, содержит примерно 0,04–0,3% углерода. Из-за этого он податлив, пластичен, прочен и очень легко сваривается. Но он плохо закаляется и имеет относительно низкую прочность на растяжение.
Мягкая сталь также очень универсальна и может быть изменена в зависимости от проекта. Например, конструкционная сталь часто имеет более высокий уровень углерода и для прочности добавляется больше марганца. С другой стороны, низкоуглеродистая сталь с качеством вытяжки (DQ) имеет более низкое содержание углерода и вместо этого содержит алюминий. Это также одна из самых дешевых форм стали, что делает ее чрезвычайно популярной и распространенной.
Среднеуглеродистая сталь
Содержание углерода в этом металле колеблется в пределах 0,31–0,6%. Кроме того, среднеуглеродистая сталь также имеет содержание марганца от 0,6 до 1,65%. Благодаря этому этот сорт обладает пластичностью, прочностью и хорошей износостойкостью. Он прочнее и тверже, чем мягкая сталь, но его труднее сваривать и формовать.
Среднеуглеродистая сталь широко используется в крупных деталях, кованых деталях и автомобильных компонентах. Обычно его также закаляют или термообрабатывают для еще большей прочности.
Высокоуглеродистая сталь
Этот материал также известен как углеродистая инструментальная сталь и обычно содержит 0,61–1,5% углерода. Высокоуглеродистая сталь чрезвычайно твердая и хрупкая. Но из-за этого его очень сложно сгибать, сваривать или резать.
Сверхмощные пружины, режущие инструменты и высокопрочная проволока часто изготавливаются из высокоуглеродистой стали.
Сверхвысокоуглеродистая сталь
При содержании углерода от 1,51 до 2% этот металл можно подвергать термообработке до исключительной твердости. Специальные ножи, оси и штампы обычно изготавливаются из сверхвысокоуглеродистой стали.
Некоторые виды стали содержат более 2,5% углерода. Но они настолько сложны в работе, что обычно изготавливаются из порошковых металлов .
Магазин Углеродистая сталь
Легированная сталь
Строго говоря, любая сталь является сплавом, но не все стали называются «легированными сталями». Однако этот термин относится к сталям, легированным элементами помимо углерода. Наиболее распространенные элементы включают марганец, хром, никель, кремний, бор, молибден и ванадий. Менее распространенные сплавы включают алюминий, кобальт, медь, церий, ниобий, титан, вольфрам, олово, цинк, свинец и цирконий.
Добавление других элементов к железу и углероду может улучшить ряд свойств. Обычно желаемыми улучшениями являются прочность, твердость, ударная вязкость, износостойкость, коррозионная стойкость и прокаливаемость.
Легированные стали подразделяются на две группы: низколегированные и высоколегированные.
Низколегированные стали
При общем содержании легирующих элементов 1-5% они легко поддаются сварке, если принимаются соответствующие меры предосторожности для предотвращения дефектов. Низколегированные стали могут содержать до четырех или пяти сплавов в различных количествах.
Высокопрочная низколегированная сталь (HSLA) представляет собой тип легированной стали, которая обеспечивает лучшие механические свойства или большую устойчивость к коррозии, чем углеродистая сталь. Стали HSLA отличаются от других сталей тем, что они изготавливаются не в соответствии с определенным химическим составом, а в соответствии с определенными механическими свойствами.
Наиболее известным типом низколегированной стали является хромомолибденовая сталь. Этот сплав имеет большое количество хрома и молибдена, отсюда и название. Это высокопрочная сталь, которая часто механически похожа на низкоуглеродистую сталь, за исключением значительно большей прочности. Хроммолибден, также известный как хромомолибден, обычно используется для штифтов, высокопрочных труб, пресс-форм, инструментов, валов, звеньев цепи и печного оборудования.
Высоколегированная сталь
Обычно более дорогая, этот тип стали более специализирован. Высоколегированная сталь часто содержит более 10% легирующих элементов, что придает ей выдающиеся свойства.
Shop Легированная сталь
Нержавеющая сталь
Нержавеющая сталь, менее известная как нержавеющая сталь, содержит не менее 10,5% хрома. Высокое содержание хрома и углерода придает нержавеющей стали ее легендарную коррозионную стойкость, твердость и прочность.
Существует шесть основных типов нержавеющей стали: аустенитная, супераустенитная, ферритная, дуплексная сталь, мартенситная и мартенситная дисперсионно-твердеющая. Эти различия носят исключительно технический характер и часто не имеют большого значения за пределами сварки. По этой причине мы не будем углубляться в различия здесь. Если вам интересно, мы углубимся в различия в наших 9Сообщение в блоге 0004 о свариваемости нержавеющей стали
.
Существует также сплав нержавеющей стали для любого проекта, который вы можете себе представить. В настоящее время существует более 150 конкретных сплавов нержавеющей стали. Вот почему нержавеющая сталь используется во всем: от медицинского оборудования, дешевых ножей в киосках торговых центров до корпусов космических кораблей и самолетов.
Магазинная нержавеющая сталь
Инструментальная сталь
Как видно из названия, инструментальная сталь особенно хорошо подходит для изготовления инструментов благодаря своей особой твердости, стойкости к истиранию и способности удерживать режущую кромку при повышенных температурах. Четыре основных легирующих элемента в инструментальной стали – это вольфрам, хром, ванадий и молибден. Инструментальная сталь часто используется кузнецами для изготовления ножей, топоров, мечей и многого другого.
Согласно спецификациям AISI и SAE существует шесть основных типов инструментальной стали в зависимости от того, как они закалены или для чего они используются. Этим классам также присваивается буквенное обозначение, чтобы было легче понять, что они из себя представляют.
Сталь, закаливаемая в воде
W – Этот сорт в основном представляет собой простую высокоуглеродистую сталь, подвергнутую закалке в воде. Однако ванадий также добавляется для повышения ударной вязкости.
Холодная обработка давлением
O – закаленная в масле A – закаленная на воздухе D – с высоким содержанием хрома, высоким содержанием углерода Эти марки обладают высокой прокаливаемостью и износостойкостью, но средней ударной вязкостью. Сплавы O и A имеют меньшую деформацию и вероятность поломки во время закалки по сравнению с марками, закаливаемыми в воде. Марка Д содержит 10-13% хрома и сохраняет твердость при высоких температурах.
Ударопрочный
S – Этот сорт предназначен для защиты от ударов при очень высоких и низких температурах. Они обладают высокой ударной вязкостью, но низкой стойкостью к истиранию.
High Speed
M – на основе молибдена T – на основе вольфрама Эти сплавы предназначены для использования в высокоскоростных режущих инструментах. Они обладают очень высокой прочностью и твердостью даже при высоких температурах.
Горячая обработка
H – Все марки стали для горячей обработки имеют буквенный префикс H, но за ним следуют две цифры, которые содержат более подробную информацию. h29 – на основе хрома h30-39 – на основе вольфрама h50-59 – на основе молибдена Все эти марки обладают высокой прочностью и твердостью при длительном воздействии высоких температур.
Special Purpose
P – Сталь для форм для пластмасс, эта марка предназначена для очень специфических нужд, связанных с литьем цинка под давлением и штампами для литья пластмасс под давлением. L — низколегированный F — на основе углерода и вольфрама, этот сорт закаливается в воде, но обладает большей износостойкостью, чем тип W.
Инструментальная сталь для мастерских
Прошлое, настоящее и будущее стали
По любым меркам сталь является наиболее используемым металлом в мире. Он очень универсален, прочен и относительно недорог в производстве. Его можно найти, скрепляя самые высокие небоскребы или самые маленькие кухонные столовые приборы. Сталь играет неоценимую роль практически во всех аспектах жизни современного общества.
История стали
Сталь удивительно древняя. По мере того, как люди начинают использовать больше железных инструментов и оружия, они обнаружили, что сильные стороны железа могут быть усилены, а недостатки уменьшены путем сплавления его с другими ингредиентами. Где-то вдоль линии люди натыкались на сталь. Стальные инструменты и оружие были найдены на месте, которому 4000 лет, в современной Турции. Гораций упоминает, что римляне использовали стальное оружие чуть более 2000 лет назад, а раскопки показали, что китайцы использовали сталь как минимум 2400 лет.
В 1855 году английский химик Генри Бессемер разработал более эффективный метод выплавки стали, теперь известный как бессемеровский процесс. Это необходимо для начала современной сталелитейной промышленности. Хотя Бессемеровский процесс больше не используется, он помог сделать сталь достаточно дешевой, чтобы впервые в истории заменить железо, и был основным методом производства стали до середины 1900-х годов.
Сталь в цифрах
Производство стали продолжает расти ошеломляющими темпами. По оценкам, в 2018 году в мире было произведено почти 4 ТРИЛЛИОНА фунтов стали. Китай является крупнейшим в мире поставщиком с 9Произведено 28,3 миллиона метрических тонн. Это почти половина мирового производства стали. Индия занимает второе место с объемом производства 106,5 млн метрических тонн. Япония занимает третье место с 104,3 млн метрических тонн, а США — четвертое с 86,7 млн метрических тонн.
Будущее стали
Несмотря на то, что производство стали остается массовым, в наши дни производится гораздо больше специальных изделий из специального алюминия, углеродного волокна и пластика. Сталелитейная промышленность прилагает все усилия, чтобы вернуться в эти области.
Самым большим препятствием для сталелитейной промышленности является разработка новых процессов производства стали для сокращения и устранения выбросов CO2. Вторичная переработка имеет решающее значение для будущего металлов, и сталь не является исключением. Переработка стали в новых и улучшенных проектах не только принесет пользу окружающей среде, но и может привести к снижению затрат и более широкой доступности. В то время как многие считают переработанную сталь «металлическим ломом» или обесценившимся материалом, достижения в области переработки стали приводят к радикальным экономическим и экологическим улучшениям.
Кроме того, экстремальные погодные условия в 2017 и 2018 годах оказали серьезное влияние на глобальные поставки стали. У нашей материнской компании ThyssenKrupp были серьезные проблемы с доставкой из-за исторически низкого уровня воды в реке Рейн. По этой причине многие сталелитейные гиганты стремятся уменьшить свое воздействие и противодействовать ущербу, наносимому окружающей среде.
Обвязка фундамента стеклопластиковой арматурой: как правильно, фото, видео
Содержание
Характеристики стеклопластиковой арматуры
Стеклопластик и сталь – сравнение характеристик
Особенности использования арматуры
Для плитного фундамента
При вязке проволокой
Хомутами
Для ленточного фундамента
Для столбчатого фундамента
Инструкция по вязке арматуры
Нюансы вязки проволокой
Заключение
Новые строительные материалы, в числе которых и стеклопластиковая арматура (СПА), очень медленно вытесняют старые, проверенные десятилетиями материалы. Все привыкли, что в железобетоне должная быть стальная арматура, о полной замене которой в масштабном строительстве речь пока не идёт. Однако для строительства фундаментов малоэтажных зданий гораздо выгоднее использовать композитные стержни, так как при меньшей цене и весе они могут выдерживать те же самые нагрузки. В чём достоинства такой замены, и как вязать стеклопластиковую арматуру для фундамента, будет рассказано в этой статье.
Стеклопластиком называется вид композиционного материала из термопластичного полимера, наполненного волокнами стекла или кварца. Основными преимуществами являются:
малый удельный вес;
высокая коррозионная стойкость;
прочность на разрыв, не уступающая стали.
До недавних пор стеклопластики использовались преимущественно в космической и авиационной технике, но теперь, когда создана технология пултрузии (формирование неметаллической рельефной арматуры методом протяжки), появилась возможность и для широкого применения в строительстве.
Бетонный цоколь по монолитной плите
Существуют различные вариации композитов, в том числе и комбинированных, но одним из самых доступных является стеклопластик. По сравнению с металлом он дороже, это если сравнивать цену за тонну. Но учитывая малый вес, погонных метров композитной арматуры в этой тонне (если сравнивать одинаковые диаметры) будет в пять раз больше. А значит, и по цене выгоднее.
Как и стальная, арматура из стеклопластика предлагается в виде тонких и толстых стержней, стержневых карт и кладочных сеток. Для подбора арматуры по диаметру производятся такие же расчёты, как и для стальной, но всегда получается, что диаметр СПА может быть на одну ступень ниже. То есть, вместо металлической арматуры АIIID12 можно использовать стеклопластиковые стержни диаметром 10 мм – и вот почему.
Модуль упругости, это усилие, которое надо приложить, чтобы растянуть материал на определённое расстояние. У композитной арматуры модуль ниже почти в 5 раз, чем у стальных стержней. Но величина эта постоянна, тогда как у стали она зависит от нагрузок и температуры окружающей среды.
Есть ещё такой показатель, как предел прочности. Это предельная нагрузка, после которой материал полностью разрушается. У стальной арматуры он равен 400 Мпа, а вот у композиционной – не менее 1200 Мпа. У самого бетона эти цифры несопоставимо меньше, поэтому при пиковых нагрузках он разрушается первым, после чего в работу включается предел прочности арматуры.
Чем он выше, тем большую нагрузку сможет выдержать тот же фундамент. Выходит, что конструкция, армированная стеклопластиком, будет держаться в три раза дольше. Но учитывая большую эластичность стеклополимерного композита, конструкция при этом существенно провиснет, из-за чего бетон будет сильнее растрескиваться.
Чтобы найти золотую серединку, расчёт арматуры для фундамента должен производиться специалистом. При условии правильного подбора диаметров и шага элементов каркаса, стеклопластик может служить гораздо дольше из-за отсутствия коррозии.
В случае с фундаментами способность стеклопластика к более сильному прогибу особого значения не имеет, так как лента или плита всей площадью опирается на грунт. Это не то, что плита перекрытия или балка, которая имеет всего две точки опоры. Фундамент должен продемонстрировать высокую прочность, а с этим у армированной стеклопластиком фундаментной конструкции проблем точно не будет.
Самые популярные проекты серии FH:
Проект FH-90 Windows
Общая площадь:
90 м²
Подробнее
Проект FH-114 Optimus
Общая площадь:
114 м²
Подробнее
Проект дома FH-115 Status
Общая площадь:
115 м²
Подробнее
Главным конкурентом стеклопластиковой арматуры является стальная, поэтому именно с ней и надо сравнивать технические характеристики:
Характеристика арматуры
Ед. изм.
Стеклопластик
Металл
Максимальная прочность на разрыв (чем больше, тем лучше)
МПа
1600
690
Модуль упругости (чем больше, тем лучше)
МПа
56000
200000
Относительное удлинение (чем меньше, тем лучше)
%
2,2
25
Коэффициент теплопроводности (чем меньше, тем лучше)
Вт/м*С
0,35
46
Коррозионная устойчивость
Не подвержен коррозии
Подвержен коррозии
Коэффициент теплового расширения (чем меньше, тем лучше)
10-6 С продольно
8-10
11,7
Коэффициент теплового расширения (чем меньше, тем лучше)
10-6 С поперечно
22
11,7
Устойчивость к излому
Низкая
Высокая
Электропроводность
Диэлектрик
Проводник
Оптимальное восприятие температур
Градус Цельсия
-60…. .+90
-200…..+750
Способы вязки арматуры
Хомуты, вязальная проволока, фиксаторы
Сварка, вязальная проволока
Возможность изготовления гнутых элементов в условиях стройки
нет
есть
Способность пропускать электромагнитные волны
Да
Нет
Экологичность
Малый процент токсичности
Нетоксичен
Композитная арматура может иметь различное назначение, и в том числе бывает специально предназначена для усиления бетонных конструкций. Как и стальная, она изготавливается гладкой и рифлёной, и продаётся в виде стержней или сетчатых карт. Для конструкций ленточного типа можно приобрести и готовый каркас для фундамента из стеклопластиковой арматуры.
Чтобы не нарваться на дешёвую подделку, покупать всё это нужно либо непосредственно у производителя, либо у официального дилера. У контрафактной арматуры может быть некачественная заливка витков, бывает более низкая или неравномерная плотность навивки стекловолоконного жгута (ровинга).
Но прежде, чем купить материал, нужно правильно его рассчитать, поэтому рассмотрим, как это делается на примере небольшого фундамента размером 6*6 м.
В плитном фундаменте не может использоваться арматура диаметром меньше 6 мм, если она стеклопластиковая, и она должна быть только профилированная. Ориентироваться надо на плотность грунта и вес строения. Минимальный диаметр арматуры можно взять, если постройка, к примеру, лёгкая каркасная, а грунт прочный. Если же дачный дом или гараж строится из каменных материалов, лучше взять пруты или сетку диаметром 10 мм.
При размере ячейки сетки 200 мм, количество прутков, укладываемых в одном направлении, составит 31 штуку — соответственно, 62 стержня на один уровень. Всего уровней два, поэтому нам понадобится 124 шестиметровых прутка, в метрах это будет 744.
Для соединения верхних и нижних сеток можно использовать обрезки той же арматуры. Учитывая, что пруты укладываются 31 на 31, всего получится 961 соединение. При толщине плиты 200 мм, за минусом толщины защитных слоёв (по 50 мм с каждой стороны), длина соединительных прутков составит 100 мм, или 0,1 м. Умножив её на количество соединений, получим 96,1 метр. Чтобы получить общую длину арматуры на плиту, надо суммировать 744 и 96,1. Округляем до целого числа, и в итоге получаем 841 м.
Теперь посчитаем количество необходимой проволоки, что может зависеть от схемы вязки. Обычно сначала связывают прутки нижнего пояса, после чего к ним присоединяют вертикальные элементы, которые будут соединять нижнюю сетку с верхней.
Схемы вязки арматуры
Чтобы произвести одно соединение, в среднем требуется 0,3 м проволоки. В одном уровне у нас 961 соединение, а в двух (снизу и сверху) – 1922. Путём умножения длины одного куска проволоки на их количество, получаем общую длину 576,6 м.
Стеклопластиковую арматуру можно – и даже более удобно, вязать не проволокой, а пластиковыми стяжками, используемыми обычно для связки проводов. Так как они продаются штучно, их количество будет соответствовать количеству соединений на каркасе.
Вязка пластиковыми стяжками
Как вариант, можно использовать специальные соединительные хомуты. Есть и такие, которые одновременно выполняют функцию подставки, обеспечивающей нужную толщину защитного слоя бетона.
Хомуты для соединения композитной арматуры
Отличительным свойством ленточной конструкции является её высота, которая всегда больше ширины. Лента лучше, чем плита работает на изгиб, поэтому диаметр арматуры здесь может быть меньше. В ней тоже делается два пояса армирования, только соединяются уровни чаще не короткими прутками как в плите, а гнутыми П-образными элементами.
Расчёт армирования производится в таком порядке (просчитаем всё тот же фундамент 6х6 м с одной внутренней стеной):
На подставки продольно укладывают более толстые рифлёные стержни (для одноэтажного дома можно брать диаметром 8 мм). Их при ширине ленты в 30-40 см будет всего по паре снизу и сверху.
Соединяющие их вертикальные стержни нагрузку не несут, а потому могут быть гладкими, без спиральной навивки – диаметр 6 мм.
При общей длине ленты 30 м, армируемой в 4 ряда, расход основной (продольной) арматуры составит 120 м.
Хомуты или вертикально-поперечные прутки устанавливаются через 0,5 м. Допустим, сечение ленты составляет 0,3*0,7 м, при котором на одно соединение будет уходить 1,6 м арматуры диаметром 6 мм. Всего секций перевязки образуется 61 — умножив эту цифру на 1,6, мы получим общую длину арматуры 97,6 м.
Каждая секция каркаса, связанная поперечной арматурой, имеет 4 соединения. Всего 4х61=244 соединения. Столько нужно хомутов или стяжек, если использовать для вязки их.
Если 244 умножить на 0,3 м, мы получим расход проволоки — 73,2 м.
Обвязка фундамента стеклопластиковой арматурой
Мнение эксперта Виталий Кудряшов
строитель, начинающий автор
Задать вопрос
При вязке каркаса можно уменьшить диаметр арматуры, но при этом придётся увеличить количество продольных стержней. Можете просчитать оба варианта по цене и выбрать тот, который окажется наиболее выгодным.
Столбчатый фундамент работает не на изгиб, а на сжатие, так как рабочая арматура располагается не горизонтально, а вертикально. В таком положении она работает в облегчённом режиме, поэтому брать ребристые стержни можно диаметром 6 мм. По горизонтали монтируются гладкие прутки диаметром 4-5 мм, которые должны связать рабочую арматуру в пространственный каркас.
Форма каркасов для бетонного фундаментного столба
В зависимости от формы и размеров сечения столба, в каркасе могут присутствовать 2, 3 или 4 пояса рабочей арматуры. Для армирования столбов длиной 2 м и диаметром 0,2 м, обычно делают каркас прямоугольной формы из 4-х, связанных поперечной арматурой продольных прутков. Диаметры – 10 и 6 мм, с перевязкой в четырёх местах.
В таком случае, на один столб уйдёт 2*4=8 м основной арматуры, и 0,4*4=1,2 м перевязочной арматуры. Останется только умножить эти цифры на количество столбов, и вы получите общую длину стержней. На каркасе столба 4 пояса, в которых имеется по 4 соединения. Перемножив эти цифры, получаем 16 точек перевязки. Если вязать будете не стяжками, а проволокой, умножьте её расход 0,3 м на 16. Всего получится 4,8 м вязальной проволоки на один столб.
Мнение эксперта Виталий Кудряшов
строитель, начинающий автор
Задать вопрос
На заметку: Арматура для ростверка считается по аналогии с конструкцией ленточного типа.
Каркас ростверка, обвязывающего столбы
Речь о том, как правильно вязать пластиковую арматуру для фундамента, пойдёт в следующей главе.
Перед тем, как вязать пластиковую арматуру для фундамента, желательно посмотреть видео. Однако это не отменяет наличия чертежа, в котором будут чётко обозначены все элементы каркаса и указаны расстояния между ними. Соответственно, на основании этого чертежа и должны отрезаться пруты рабочей и поперечной арматуры.
Вязать каркас для фундаментной ленты удобнее укрупнёнными блоками, которые затем опускаются в опалубку и привязываются друг к другу. При структурировании каркаса плиты, вяжут сначала сетку нижнего уровня, к ней фиксируют вертикальные перемычки, а затем уже приступают к формированию верхнего ряда.
Самые популярные проекты серии FH:
Проект Windows Villa FH-90WV
Общая площадь:
90 м²
Подробнее
Проект Master Dom FH-144 c мастер-спальней
Общая площадь:
144 м²
Подробнее
Проект FH-150 Full HDom
Общая площадь:
150 м²
Подробнее
Угловое соединение
В последнее десятилетие композитная арматура стала весьма востребованной в малоэтажном строительстве. Она отлично подходит для армирования фундаментов, так как расчётное сопротивление растяжению у СПА в 3 раза выше, чем у стальных стержней. Композит лучше сохраняет свою форму при повышении температуры и практически не поддаётся деформированию, а благодаря меньшему весу стержней снижается и масса монолита. Полимеры не способны увлажняться, а потому не подвержены коррозии. Вывод напрашивается сам: конструкция, армированная стеклопластиком, прослужит гораздо дольше металлической.
Подойдет ли композитная арматура для ленточного фундамента
Возведение загородного коттеджа, частного дома начинается с укладки опоры. Арматура для ленточного фундамента является основой, на которой затем выстраивают здание. Каждое строение предварительно рассчитывается, подбирают толщину стержней, их количество.
Арматура для фундамента, цена на большие оптовые заказы уточняется у менеджеров нашей компании «Сетка Плюс».
Особенности композитной арматуры
Композитная арматура в ленточном фундаменте представлена изделиями, созданными из стеклянных или базальтовых волокон, пропитанных для связки полимерной основой. Их также изготавливают из углеродных и арамидных волокон.
Материалы стержней влияют на состав, их изготавливают из стекло -, базальто- и углепластика. Он легко определяется по внешним признакам:
Базальтовая и углепластиковая окрашена в чёрный тон.
Изделие имеет сечение, которое обеспечивает нужный режим работы армированных бетонных конструкций. Для визуального отличия стрежней с разными диаметрами, улучшения их вида, некоторыми производителями в состав сырья добавляются цветные пигменты.
Строительный материал выполняется:
Из стеклопластика (АСП). Стекловолокно смешивают с термореактивными смолами, выполняющих роль связующих элементов. Отличительной особенностью является маленький вес и высокая прочность;
Из базальтопластика. В основе – базальтовые волокна, связующий элемент из органической смолы. Преимущества — высокая стойкость к воздействиям щелочей, кислот, газов, солей.
Прочную основу стержня производят из элементов с вяжущими свойствами. Они придают изделиям необходимую прочность. Применение — жилое и промышленное строительство. Стеклопластик обладает преимуществами перед бетонными конструкциями, используется для укрепления:
Наибольшую популярность среди опорных конструкций, которые возводятся под здание для строительства загородных коттеджей, имеют ленточные опоры. Они способны выдерживать нагрузки деревянных и кирпичных построек, незаменимы для зданий, у которых массивные стены, они:
Просты в возведении;
Обходятся сравнительно не дорого;
Подходят для разных типов строения.
Имеют разновидности монолитной и сборной конструкции.
Для опор присущи следующие особенности:
Соблюдение температурного режима;
Чёткое исполнение технологического процесса;
Подготовка опалубки;
Дополнительное уплотнение бетонного слоя;
Надёжность, долговечность.
Чтобы сделать расчет арматуры для ленточного фундамента, требуется руководствоваться правилами СП по бетонным и железобетонным конструкциям. Расчёт выполняют поэтапно:
Определяют несущую способность конструкции и оценку управляться с нагрузкой.
Определяют показатель жесткости (учитывают деформацию и величину трещин изделия на железобетонной основе).
Совместимость композитной арматуры и ленточного фундамента
Композитный материал применяют при строительстве домов до 4 этажей. Он лёгкий, поставляется в бухтах до 100 метров.
Нарезка прутков из бухты не составляет труда, а вязка делается без швов. Толщина арматуры для ленточного фундамента выбирается согласно требуемым правилам использования материалов. Каркас монтируют с помощью вязки. Тоненькие прутики связывают в прямоугольники, выполняя установленные требования, как вязать арматуру для ленточного фундамента.
Узнать, сколько арматуры для ленточного фундамента нужно, можно при помощи специального калькулятора.
Преимущества использования стеклопластиковой арматуры для ленточного фундамента
Ленточные опоры очень прочные и надёжные. В строительстве применяют стеклопластиковые и базальтопластиковые материалы, у которых имеются положительные качества:
Отсутствуют коррозийные процессы;
Обладают малым весом и небольшими габаритами;
Доступная цена;
Повышенная прочность, превышающая в 2 раза металлические стержни соответствующего сечения;
Низкая теплопроводность;
Не проводят электричество.
К недостаткам композиционных материалов относят невозможность проведения сварочных работ во время обустройства каркаса опоры.
Изделия производят из стержней толщиной от 4 до 18 мм. Поверхность имеет насечку или навивку. Изготавливают из материалов:
Волокон неорганического сырья;
Полимерной добавки, в состав которой входят термопластичные или термореактивные структуры.
Для строительства домов, коттеджей предварительно определяют, какая арматура нужна для ленточного фундамента. Композиционные прутики для закладки используют аналогично стальным стержням. Из прутов собирается каркас с определённым шагом. Места пересечений крепят стяжками, вязальной проволокой.
Производителями не предоставлены рекомендации, запрещающие применение композитного армирования при возведении любого вида фундамента. Для малоэтажных построек опоры выполняют с учётом, сколько арматуры на ленточный фундамент будет использовано.
Армирование ленточного фундамента композитной арматурой из стеклопластика
В зависимости от сечения опора бывает прямоугольной и Т-образной:
При выполнении Т-образной конструкции стенка работает на сжатие. Стеклопластик в стену можно закладывать без предварительных расчётов. Подошва воспринимает изгиб, поэтому для неё нужно рассчитать, сколько нужно материала для ленточного фундамента.
Для прямоугольного сечения применяют композитные стержни. Это связано с работой конструкции на сжатие.
Стеклопластиковые изделия активно используются для постройки опоры жилого дома, являющегося самой главной частью сооружения. Неправильно уложенная опора приводит к быстрому разрушению и деформации строения. Композитный материал используют для поддержки и увеличения крепости фундамента. Стеклопластиковую арматуру для ленточного фундамента скрепляют в единый каркас и заливают бетонной смесью для получения единой монолитной плиты.
Для получения качественного каркаса необходим специальный инструмент, помогающий выгибать прутья и стержни. Чтобы построить ленточный фундамент из композитного материала, необходимо определить, какую арматуру используют для ленточного фундамента. Затем требуется:
Прорыть траншею длиной;
Рассчитать закладочную глубину;
В созданную прослойку добавляют гравий, который улучшает укладку. Её обильно поливают;
Создают стеклопластиковую арматуру для ленточного фундамента;
Монтаж проводят на кирпиче или другую опору;
Определяют, какой диаметр арматуры нужен для ленточного фундамента (обычно используют прутья диаметром 8 мм), шаг арматуры в ленточном фундаменте;
Прутья монтируют равными промежутками и закрепляют их вертикальными и поперечными стойками с промежутками в 40 см. На них затем фиксируют первые верхние прутики арматуры и связывают между собой поперечными прутиками.
Перед тем, как вязать арматуру, продольные прутья раскладывают на земле, делают отметки в местах фиксации поперечных элементов, следя за тем, чтобы углы арматуры ленточного фундамента находились под прямым углом;
Шаг арматуры может составлять от 15 до 30 см:
Определяют, сколько нужно арматуры для ленточного фундамента.
Далее подготавливают опалубку опоры из доски, сколачивая прямоугольник нужного размера. Подготовленные прямоугольники собирают в коробку и устанавливают на место, где установят ленточный фундамент, пластиковая арматура совместно с распорными брусками будет посыпана грунтом, а готовую форму зальют бетоном.
Строительные площадки не обходятся без композиционных материалов, которые удешевляет постройку, сохраняя при этом высокое качество и надёжность опоры строения.
«Сетка Плюс» — завод стеклопластиковой арматуры, лидер на рынке металлической сетки и композитной арматуры. На нашем сайте вы также можете приобрести арматурную сетку для фундамента и сетку кладочную по выгодной цене.
GFRC – Бетон, армированный стекловолокном
Как использовать GFRC для улучшения декоративных панелей и столешниц Билл Палмер, обозреватель ConcreteNetwork.com Обновлено 21 августа 2020 г.
Когда кто-то говорит о стекловолокне, мы думаем об изоляции, лодках или корветах, но, возможно, нам следует думать о бетоне. Технически стекловолокно — это просто очень тонкое стекловолокно. Материал, используемый для изготовления лодок или других изделий, хотя и называется стекловолокном, на самом деле представляет собой стекловолокно, армированное пластиком и стекловолокном в полимерной матрице. Если вместо полимера мы используем портландцемент и песок, в результате получается бетон, армированный стекловолокном, или иногда GRC (британцы называют его армированным стекловолокном бетоном). 9№ 0004
GFRC можно использовать для создания прочного и изысканно детализированного декоративного бетона. NEG America
Столешницы со встроенными раковинами остаются без трещин при изготовлении из стеклопластика. Concast Studios в Океано, Калифорния
Искусственные камни, изготовленные из стеклопластика, выглядят настоящими, несмотря на небольшой вес. Innovative Rock & Water
Проблема с использованием стекловолокна в качестве армирующего материала для бетона заключается в том, что стекло разрушается в щелочной среде, а более щелочной среды, чем бетон, практически не существует. Возможно, вы слышали о повреждении бетона из-за реактивности щелочи и кремнезема (ASR), когда в заполнителе присутствует реактивный кремнезем. Стекло – это прежде всего кремнезем. Оригинальный GFRC в 1940-х быстро теряли прочность, так как стекло разрушалось в щелочной среде. В 1970-х годах Owens-Corning и Nippon Electric Glass (NEG) усовершенствовали щелочестойкие (AR) стеклянные волокна, что привело к быстрому увеличению их применения.
Найдите расходные материалы: Смеси GFRC
GFRC в течение последних 30 лет использовался для производства многих бетонных изделий, особенно тонких архитектурных облицовочных панелей, а также для декоративного бетона, такого как купола, статуи, цветочные горшки и фонтаны. Недавно мастера по декоративному бетону открыли для себя преимущества GFRC для декоративных панелей (таких как облицовка камина), бетонных столешниц и изделий из искусственного камня.
Бетон, армированный стекловолокном
Смеси и материалы для стеклопластика
Стекловолокно для стеклопластика
Преимущества стеклофибробетона
ПРОИЗВОДСТВО ИЗДЕЛИЙ СКФ
Каменные панели изготавливаются с использованием напыления стеклопластика. Eldorado Wall Co.
Крупные архитектурные элементы создаются путем непосредственного распыления предварительно смешанного стеклопластика в форму. NEGAmerica
Существует три метода изготовления бетонных элементов с использованием стеклопластика: традиционное ручное напыление, вибрационное литье и распыление премиксов.
Традиционный и, возможно, все еще лучший способ изготовления сборных элементов из стеклопластика – это ручное напыление стеклопластика в форму. Именно так изготавливаются большинство сборных архитектурных облицовочных панелей из стеклопластика, а также большинство декоративных сборных стеклопластиков. При методе прямого распыления вам понадобится концентрический измельчитель, который подается из катушки со волокнистой волокнистой волокнистой волокном, втянутой в измельчитель и перемешиваемой на сопле. Эта смесь имеет более высокое содержание клетчатки (от 4 до 6%), чем может быть достигнута с премиксом, и является рекомендуемым методом для больших панелей. Однако для этого требуются опытные работники, дорогостоящее оборудование и строгий контроль качества.
В вибрационном литье используется предварительно смешанный GFRC, заливаемый в форму и подвергаемый вибрации для достижения уплотнения. Это гораздо более простой метод, но он требует водонепроницаемых форм и плохо работает с каменными формами.
Распыляемый предварительно смешанный стеклопластик с рублеными волокнами в смеси требует перистальтического насоса и специальной распылительной головки. Этот метод требует меньше опыта, чем метод ручного напыления, и обеспечивает более высокую прочность, чем при вибрационном литье.
Найдите рядом со мной подрядчиков, которые работают с GFRC.
Столешницы лучше всего наносить в два слоя. Concast Studios в Oceano, CA
Ручной электрический миксер хорошо подходит для GFRC. Collomix
Большинство декоративных изделий из стеклопластика, особенно столешницы или облицовка камина, изготавливаются с использованием двухслойного подхода. Лицевой слой представляет собой тонкий декоративный слой, а подкладочный слой более толстый и содержит стекловолокно.
Лицевой слой обычно распыляется в форму с помощью пистолета с воронкой для гипсокартона. Этот слой имеет толщину от 1/8 до 3/16 дюйма.
«На один квадратный фут столешницы требуется всего около 2 фунтов бетонной смеси для лицевого слоя, — сказал Майк Веллман, Concast Studios, Oceana, Калифорния. работа — это самая большая кухня. Это позволяет мне делать все за одну партию, чтобы обеспечить постоянство цвета».
«Мы даем маске застыть, пока она влажная, но не двигается — от ½ до 1 часа», — сказал Веллман.
Затем укладывается защитное покрытие из стеклопластика. Большинство декоративных подрядчиков либо заливают этот слой, либо затирают его вручную. Толщина этого слоя находится в диапазоне от ¾ до 1 дюйма, в зависимости от размера панели и нагрузки, которую она будет нести.
Слой GFRC обычно укладывают в два слоя толщиной около 3/8 дюйма и уплотняют с помощью катков или вибростола.
Смесители для GFRC должны обеспечивать большой сдвиг как при низкой, так и при высокой скорости смешивания — высокой для бетонной смеси с низким водоцементным отношением, а затем низкой, чтобы предотвратить разрушение при добавлении стекловолокна. Power-Sprays — британская компания, представленная в США компанией NEG America, которая специализируется на оборудовании из стеклопластика. Из них получится отличный вертикальный миксер. Вы также можете использовать ручной миксер, например, от Collomix, или даже лезвие миксера на электродрели. «Ограничением для большинства парней является наличие микшера, который может смешивать достаточный объем и имеет мощность, чтобы хорошо смешивать стекловолокно», — сказал Веллман.
С добавлением полимера стеклопластик схватывается довольно быстро. В зависимости от условий, панели можно снять и отполировать в течение 24 часов, хотя Wellman ждет 3 дня, пока бетон наберет почти полную прочность
Рекомендуемые продукты
Чистая литая смесь GFRC Доступен в белом или сером цвете, в мешках по 50 фунтов.
Пистолет с бункером Бункер большой емкости вмещает 2,5 галлона
Ручной миксер Однолопастной миксер профессионального уровня.
Найти местных поставщиков: Магазины декоративного бетона
ИЗГОТОВЛЕНИЕ ДЕКОРАТИВНОГО СТРОИТЕЛЬНОГО СТЕКЛА
Панелям из стеклофибробетона можно придать почти любую декоративную обработку, как и обычному бетону. Приложение определяет, что работает лучше всего:
Декоративные архитектурные акценты могут быть созданы с помощью GFRC. J&M Lifestyles в Рэндольфе, Нью-Джерси
Архитектурные панели часто отливают с использованием различных вкладышей формы. Поверхность может быть подвергнута пескоструйной обработке, травлению кислотой или полировке. Различные оттенки серого, белого и желтовато-коричневого цветов могут быть достигнуты с помощью цветных цементов или пигментов.
Многие декоративные элементы из стеклопластика отлиты или отлиты с использованием белого цемента и светлых тонов. Кусочки камня или глиняного кирпича могут быть встроены в панели, хотя следует учитывать различные характеристики усадки различных материалов. Многие различные архитектурные элементы лучше всего создаются с использованием GFRC.
Столешницы из GFRC
могут быть отделаны практически любым декоративным бетоном. Absolute ConcreteWorks в Сиэтле, WA
Столешницы обычно изготавливаются с использованием лицевого покрытия, и часто предпочтительным методом является сплошной сплошной цвет. «Мы используем неотъемлемый цвет в облицовке», — сказал Майк Веллман, Concast Studios, Океана, Калифорния, которая производит столешницы и камины. «Иногда мы делаем кислотное окрашивание, но большинство наших клиентов придерживаются прямого интегрального цвета». Wellman обычно полирует столешницу до глянцевого блеска, но предлагает множество вариантов. Узнайте больше о работе Concast Studios.
Несмотря на то, что конструкция этой стены для скалолазания полностью напоминает настоящий камень, к ней прикреплены модульные поручни для лазания. Эльдорадо Уолл Ко.
Столешницы могут изготавливаться без облицовочного покрытия, хотя при полировке волокна будут видны. «Некоторым из наших клиентов нравится, чтобы волокна были на виду», — сказал Майк Веллман из NEG America. «Если это вытравлено кислотой или промыто кислотой, они не возражают против волокон, и они фактически сливаются с цветом».
С наружными покрытиями, вещевым заполнителем или встроенными декоративными элементами — хороший выбор. «Поскольку я наношу первоначальный слой для лица, я могу наносить заполнитель, который позволяет мне добиться плавного движения», — сказал Веллман. «Я могу посыпать стеклом или ракушками, и когда они отполированы и экспонированы, это создает иллюзию движения. С мокрым слепком сложнее получить это движение и сделать так, чтобы оно хорошо выглядело».
Искусственные камни требуют художественного нанесения цвета для получения реалистичного вида. Решения для синтетических пород в Амити, штат Орегон,
В каменных элементах
обычно используются панели из стеклопластика, которые напыляются на формы, изготовленные с использованием настоящих каменных элементов. Стив Холмс, вице-президент компании Eldorado Wall Company, производителя стен для скалолазания в Боулдере, штат Колорадо, говорит, что первый слой, который они наносят, не содержит стекловолокна. «Пистолет для рубки имеет спусковые механизмы только для грязи и грязи и стекла. В первом тонком слое нет волокон, затем мы доводим толщину до номинальной толщины ¾ дюйма с помощью смеси GFRC».
Для создания камней панели GFRC монтируются на каркас из конструкционной стали. «Панели можно ориентировать в разных направлениях, — сказал президент Eldorado Wall Джон МакГоуэн, — затем мы замазываем швы и лепим их, чтобы панели сливались в каменную деталь». По словам Холмса, чтобы создать заплатки, «мы помещаем планки и арматуру в швы, затем начинаем с покрытия для царапин, а затем наносим слой для лепки. Это делается с помощью полевой смеси на основе рецепта торкретирования». Окрашивание камней осуществляется с помощью различных техник, разработанных Эльдорадо на протяжении многих лет.
Джим Дженкинс из JPJ Technologies преподает искусственный камень. В его методе, однако, НЕ используется GFRC, а используется композитный армированный волокном полимербетонный материал, который он изобрел и усовершенствовал. «Наши панели имеют толщину от ¼ до ½ дюйма, — сказал Дженкинс, — тогда как панель из стеклопластика будет иметь толщину 1-1/2 дюйма. Наш материал легко режется циркулярной пилой, но он прочнее, чем стеклопластик. Швы между панелями исправлены тем же материалом, который использовался для изготовления панелей, поэтому они ведут себя, выглядят и окрашиваются одинаково». Дочерняя компания Synthetic Rock Solutions продает предварительно изготовленные каменные панели, которые можно использовать для сборки каменных элементов.
Окантовка камина — идеальное применение для GFRC. Sierra Concrete Designs
Раскрашивание камней и водных объектов требует большого мастерства. Несколько цветов и техник смешиваются для получения реалистичного цвета, как описано в «Geo-Illusions» в выпуске Concrete Décor за декабрь 2007 г. / январь 2008 г. .
Декоративные камины из стеклопластика
стали очень популярными благодаря своему легкому весу и долговечности. Узнайте, что Sierra Concrete Designs делает с этим приложением, в статье «Окружающие камины с красивой декоративной бетонной работой».
СВЯЗАННЫЕ: Армирование бетона для плит
Как производится FRP (5 шагов к изготовлению пластика, армированного стекловолокном)
Армированный волокном пластик (FRP) гражданское строительство и строительство по всему миру. Прочный и легкий материал создается с помощью процесса, называемого пултрузией, который включает в себя множество этапов, в результате чего готовое изделие может быть таким же прочным, как сталь, но без веса.
Существует 5 шагов для создания непрерывной длины FRP с помощью пултрузии, не беспокойтесь, если вы не знаете, как это делается — мы разберем шаги для вас.
Арматура
Процесс пултрузии обычно начинается с протягивания двух типов арматуры из стекловолокна через тянущий механизм.
Первый тип армирования из стекловолокна состоит из ровинга из стекловолокна, который укрепляет FRP с однонаправленной прочностью по всей длине профиля. Во время этого процесса рулоны тканых матов из стекловолокна придают готовому FRP прочность в разных направлениях.
Армирующие волокна идеально позиционируются шпулярниками для непрерывной подачи на направляющую пластину. Точность важна при подаче ровинга и рулонов волокнистого армирования, чтобы обеспечить прочность и качество готовых профилей FRP.
Смачивание или ванна со смолой
На этапе «смачивания» или в ванне со смолой процесса пултрузии используется пропитка из смолы оптимальной конструкции для полного погружения армирующих волокон в ванну с термореактивной смолой. Обычно используемые смолы представляют собой эпоксидную смолу, полиэфир, виниловый эфир и полиуретан.
Добавки вводятся в арматуру во время процесса смачивания для достижения желаемого результата FRP. В зависимости от того, где будут использоваться готовые изделия, могут быть включены такие добавки, как пигменты для изменения цвета, наполнители, ингибиторы горения и УФ-защиты.
Поверхностная вуаль
Перед подачей в нагретую стальную форму для затвердевания термореактивной смолы композитный материал пропускают через инструменты для предварительного формования, чтобы удалить избыток смолы и начать процесс формирования арматуры.
Непрерывные пряди и защита от коррозии включены для улучшения долговечности и структуры готового композита.
Насосы вибрационные: основные характеристики и параметры
Вибрационный насос — бытовой насосный агрегат, это очень простая конструкция по изготовлению, элементарная при сборке. Насос вибрационный при соблюдении инструкции по эксплуатации не доставляет особых проблем и хлопот потребителю.
Конструкция вибрационных насосов на протяжении десятилетий не меняется и для всех вибрационных агрегатов стандартная. Однако, вибрационные насосы изготавливаются на разных предприятиях в России и за рубежом и имеют отличия, иной раз очень существенные.
Следовательно, надо знать как сделать правильный выбор вибрационного насоса, который должен оптимально отвечать Вашим ожиданиям и потребностям. Среди многообразия вибрационных насосов присутствующих на рынке бытовых насосов кажется сделать это трудно. Однако попробуем разобраться.
Какие основные технические и эксплуатационные параметры вибрационным насосам присущи:
• номинальный напор подъема воды,
• максимальная подъем воды,
• номинальная подача вибрационного насоса,
• максимальная подача вибрационным насосом,
• потребляемая мощность насоса,
• рабочее напряжение для вибрационного насоса,
• режим работы для вибрационного насоса,
• глубина погружения вибрационного насоса.
Номинальный напор подъема вибрационным насосом воды, означает, что насос подымает воду с глубины при условии эксплуатации в оптимальном режиме. Данный показатель почти для всех вибрационных насосов составляет 40 метров. Учитывая высоту от погруженного вибрационного агрегата до начала уровня земли, протяженность шланга, потерю в трудах напор, то 40 метров напора для вибрационного насоса не так и мало.
Максимальный подъем вибрационным насосом воды, характеризуется максимальным напором. И здесь вибрационные насосы отличаются друг от друга. Обычный стандарт данного параметра — 60 метров. Если Вам говорят что вибрационный насос дает напор максимально больший, то с трудом вериться. Конструкция вибрационного насоса этого не позволяет теоретически. Параметры вибрационного насоса лучше визуально смотреть на гидравлической характеристике насоса.
Номинальная подача вибрационного насоса — способность вибрационного насоса перекачивать объем воды в минуту или в час, Стандартный показатель для вибрационных насосов составляет 0,43 м3/час.
Стандартная максимальная подача вибрационным насосом воды — 1,5 м3/ч.
Мощность вибрационного насоса — это показатель производительности к потреблению электроэнергии насосом вибрационным. Чем выше мощность вибрационного насоса, тем больше объема воды Вы должны получить от его работы, одгнако это бывает не всегда так. Часть производителей не выдерживают на производстве стандарты. Однако, с большой мощностью погружной вибрационный насос по обслуживанию и затратам будет дороже в эксплуатации обходиться. Обычная мощность бытовых вибрационных насосов составляет от 200 до 250 Вт, с потреблением тока в пределах 2 Ампер.
Из всех вибрационных насосов по подачи выделяется насос «Полив». Мощность насоса — 220 Вт. Объем подачи — 0,9 м3/ч, напор — 20 метров. Например, подача двух вибрационных насосов Малыш — будет равна подаче одному насосу «Полив».
Рабочее напряжение для вибрационного насоса обязательно должно составлять 220 Вольт (+10 или -10 процентов). Все вибрационные насосы очень требовательны к устойчивому переменному напряжению. Понижение напряжение для вибрационного насоса в зависимости от индивидуальных условий эксплуатации ведет к понижению напора, но увеличивается подача насоса. Увеличение напряжения для вибрационного насоса выше требуемого, оказывает влияние на плохую работу насоса. Возникают незапланированные дополнительные соударения в электроприводе вибрационного насоса, и это может привести к выходу из строя погружного насоса. Могут срывать винты крепления корпуса насоса с электроприводом, ломаться штоки в вибрационных насосах, включая и иные неисправности.
Поэтому, в случае нестабильного напряжения у Вас на дачном участке, в саду или в загородном доме, когда имеются случаи скачков напряжения питания или напряжение не доходить до обязательного 220 Вольт, специалисты рекомендуют обязательно устанавливать стабилизатор напряжения к вибрационному насосу.
Режима работы вибрационного насоса — параметр продолжительности работы погружного вибрационного насоса, показывает возможность бытового насоса работать непрерывно. С возможностью перерыва для остывания насоса вибрационного. Стандартный режим работы насоса вибрационного составляет 60 минут и 20 минут перерыва.
Глубина погружения вибрационного насоса показывает, на какую глубину от зеркала воды, потребитель может опустить бытовой погружной насос. Обычно глубина погружения насоса вибрационного составляет 2 или 3 метра.
Итого, из вышесказанного следует, что выбор вибрационного насоса по техническим характеристикам не очень сложное дело.
Однако, имеются дополнительные параметры вибрационных насосов, о которых обязательно сообщим ниже.
— Необходимо обратить внимание, что вибрационные насосы бывают разных диаметров. На это стоит обязательно обратить внимание, если у Вас имеется скважина с определенным диаметром. Если Вы купите вибрационный насос с внешним диаметром корпуса 98 мм, а у Вас скважина с обсадными трубами 80 мм, то естественно насос вибрационный не подойдет. Погружные вибрационные насосы производятся по внешнему диаметру — 76 мм, (например, насос «Малыш-3»), 98 мм (например, насос Ручеек или насос Малыш), 165 мм ( насос «Полив»). Вибрационные насосы для колодца можно использовать с любым внешним диаметром, т.к. обычно у колодцев большой входной диаметр.
— Вибрационные насосы имеют небольшой вес около 4 или 4,5 кг, они очень мобильны и компактны, что является небольшим преимуществом перед другими погружными скважинными насосами, поверхностными центробежными или вихревыми насосами.
— Учитывая разные индивидуальные условия эксплуатации вибрационных насосов, производители выпускают насосы вибрационные с токоведущим кабелем разной длины — 6, 10, 15, 25, 32, 40, 50 метров. Рекомендуем Вам учитывать длину провода при совершении покупки вибрационного насоса. При этом надо обязательно знать, что многие производители категорически запрещают отрезать вилку насоса на кабеле насоса, для наращивания длины провода. Так как это нарушает целостность насоса и при наступлении гарантийного случая, такой вибрационный насос не попадает под гарантийный ремонт.
— Корпус и электропривод вибрационного насоса многие заводы-изготовители насосов производят из традиционного алюминия (силумин). Свойства алюминия для использования в вибрационном насосы общеизвестны. Алюминий не коррозирует в воде и обладает Важной характеристикой — теплопроводностью. Погружной вибрационный насос из алюминия, в процессе работы прекрасно передает тепло окружающей среде — воде. Остужая насос вибрационный и алюминий предохраняет его избыточного тепла и выхода из строя. (силумин).
— Некоторые заводы-изготовители пытаются частично производить вибрационный насос из пластика. Пытаясь сэкономить на дорогом материале как алюминий. Тем самым быть конкурентоспособным на рынке бытовых насосов путем снижения производственных затрат. Но испытывают определенные трудности при производстве вибрационных насосов из пластика. Пластик очень плохо передает тепло. В процессе эксплуатации имеются случаи трещин корпуса вибрационных насосов. Резиновый обратный клапан погружного насоса работает не стабильно, в виду создания выработки на пластиковом стакане корпуса вибрационного насоса.
Учитывая, что технология производства вибрационных насосов в пластиковом корпусе еще до конца не отработана на некоторых предприятиях, имеет смысл воздержаться от совершения покупки.
— Необходимо обращать пристальное внимание на предприятие выпустивший вибрационный насос. От этого много зависит. Если это солидное предприятие, имеющий большой опыт производства вибрационных насосов, то следует обратить пристальное внимание на данную продукцию. И наоборот, если вибрационные насосы изготовило и пытается продавать неизвестное ранее предприятие — относитесь к этому осторожно. При отсутствии должного опыта такие вибрационные насосы могут преподнести определенный сюрприз — в виду короткого срока эксплуатации.
Купить вибрационный насос в наше современное время не составляет особого труда, их в магазинах с избытком. Но если Вы будете обладать должной информацией по бытовым насосам, то мы надеемся, Вы совершите правильный выбор и купите самый лучший вибрационный насос. Если Вы испытываете затруднения при покупке и выборе вибрационного насоса, то Вы всегда можете обратиться в «ХозОптТорг» (Ливны) и мы постараемся учитывая Ваши пожелания и требования оказать помощь.
Обзор по вибрационному насосу
предоставлен «ХозОптТорг» (Ливны)
Еще по теме: История создание конструкции вибрационного насоса … Обзор и выбор вибрационного насоса … Основные характеристики и параметры вибрационного насоса … Использование вибрационных насосов Ручеек и Малыш в зимнее время … Схема сборки конструкции вибрационного насоса … Насос Малыш — главный помощник на даче в саду и огороде! … Универсальный солдат насос «Малыш»! …
Вибрационный насос: описание, особенности выбора
Выбор насоса для водозабора определяется такими требованиями, как глубина уровня воды, производительность и, что немаловажно, стоимость. Наименьшей стоимостью обладают погружные вибрационные насосы. Их существенным недостатком является низкая надежность, которая, впрочем сглаживается высокой ремонтопригодностью данного типа насосов.
Принцип действия вибрационных насосов.
По принципу действия вибрационный насос представляет собой систему из неподвижного электромагнита и подвижного якоря, который через систему резинового подвеса передает колебания резиновому же поршню. Поршень установлен на границе двух камер – всасывающей и нагнетающей. Всасывающая камера сообщается с наружной водой через обратный клапан. Вода из нагнетающей камеры полается в трубопровод. Частота колебаний поршня составляет 100 Гц (сто раз в секунду), а не 50, как думают многие. Как известно, частота колебаний напряжения сети составляет 50 Гц, но в течение одного колебания переменный ток имеет два максимума – положительный и отрицательный. В обоих случаях якорь притягивается к электромагниту, а становится в нейтральное положение только при переходе напряжения через 0. Таким образом и имеем частоту 100 Гц.
Рис. 2. Устройство вибрационного насоса.
Причины поломок
Низкая надежность обусловлена влиянием вибраций в первую очередь на саму электромагнитную систему. Катушка электромагнита, хотя и выполнена из изолированного провода, но при воздействии колебаний изоляция довольно легко разрушается и происходит замыкание некоторых витков между собой. Поэтому главнейшим требованием при изготовлении насоса является тщательное проклеивание обмотки электромагнита специальными составами и последующая герметизация катушки в корпусе насоса. Замена катушки является самым трудоемким видом ремонта вибрационного насоса, однако при некотором навыке его вполне возможно осуществить самостоятельно.
Более часто встречаются повреждения резиновых частей подвижной системы и, в первую очередь, поршня. Наиболее часто поршень выходит из строя при наличии в воде твердых частиц или при работе без воды в случае насоса с верхним расположением клапана. Заменить порванный поршень в насосе совсем не трудно. Главное, выполнить регулировку положения поршня на оси якоря по высоте с помощью регулировочных шайб. Даже не зная точных данных по положению поршня, после нескольких попыток нужное положение наверняка будет найдено. Замена обратного клапана никаких регулировок не требует.
Кроме всего прочего, под действием вибрации ослабляется надежность резьбовых соединений корпуса насоса и его подвижных частей, поэтому совсем не лишней будет регулярная проверка и затяжка болтов и гаек корпуса и поршня.
Вибрационные насосы бывают двух видов – с верхним и нижним расположением всасывающих отверстий. Первый тип предпочтителен во многих отношениях. В первую очередь, поршневая система гораздо меньше страдает от воздействия твердых взвешенных частиц, а, во-вторых, при снижении уровня воды, полностью устраняется риск перегрева насоса и, как следствие, перегорания обмоток электромагнита. Возможен только выход из строя резинового поршня, однако, как было сказано выше, его замена существенных трудностей не представляет.
Рис. 3. Насосы с нижним и верхним расположением клапанов.
Бытует мнение, что вибрационные насосы оснащены термодатчиком, устраняющим возникновение перегрева, однако это справедливо только для надежных производителей оборудования. Как свидетельствует практика ремонтов, в большинстве недорогих вибрационных насосов защита от перегрева отсутствует.
Области применения.
Вибрационный насос способен поднимать воду с глубины порядка 40 – 60 м. При отсутствии необходимости в большой производительности их применение является самым оптимальным вариантом, поскольку центробежные погружные насосы имеют гораздо большую стоимость. Наиболее часто такие насосы применяют для подачи питьевой воды из колодцев в дом, для забора воды из водоемов, для выкачки из воды из затопленных помещений. Отдельным пунктом стоит вопрос использования вибронасосов для подачи воды из скважин. Здесь точки зрения абсолютно противоположны, хотя противники такого применения насосов, в большинстве случаев все-таки правы. Объяснение этому довольно простое. Скважина в нормальном своем состоянии имеет в нижней части естественный фильтр из твердых частиц грунта. При воздействии вибраций, частицы перемещаются, более мелкие заполняют промежутки между крупными и пропускная способность фильтра падает, вплоть до полного прекращения пропускания воды. Происходит заиливание скважины. Даже если насос расположен высоко над нижней границей скважины, вибрации туда доходят без помех, поскольку вода практически не сжимаемая среда. Единственный вариант применения вибронасоса в скважине – это выкачка воды после бурения или ремонта, когда в ней очень много взвешенных частиц. В таком случае, промывку скважины выполняют появления чистой воды вибрационным насосом и немедленно меняют его на центробежный для дальнейшего пользования скважиной. Изначально применять дорогой центробежный насос для промывки не целесообразно ввиду его высокой стоимости и большой вероятностью поломки.
Опасность и причины «сухого хода»
Еще на один момент следует обратить внимание. Как уже было сказано, работа без воды приводит к перегреву электромагнита и насосы с верхним расположением всасывающей системы свободны от этого недостатка. Однако, отсутствие воды в камерах насоса приводит также к так называемому сухому ходу. Не испытывая противодействия со стороны жидкости, подвижная система насоса резко увеличивает амплитуду (размах) колебаний, что приводит к ударам якоря о неподвижный электромагнит. Это проявляется возникновением резкого звенящего звука со стороны насоса. К такому же явлению может привести отсутствие нагрузки на выходе, например, при коротком шланге и расположении насоса близко к уровню земли.
Ключевые слова: вибрационные насосы, насосы для колодца, дренажные насосы
Какие распространенные проблемы вызывают чрезмерную вибрацию насосной системы?
Перейти к основному содержанию
Гидравлического института
14.08.2020
Какие распространенные проблемы вызывают чрезмерную вибрацию насосной системы?
Вибрация насоса связана с вращательными и гидравлическими силами насоса, а также с динамикой ротора и конструкции насоса. Типичная вынужденная вибрация насоса связана со скоростью вращения в оборотах в минуту (об/мин) и кратными оборотам, например:
1 об/мин
2 x об/мин
количество лопастей рабочего колеса (N) x об/мин
ИЗОБРАЖЕНИЕ 1: Иллюстрация вынужденной вибрации из-за дисбаланса и прохода лопастей при 1 x об/мин и N x об/мин
Некоторые причины этих вынужденных вибраций: несоосность насоса и приводного вала, дисбаланс, погнутые валы и поврежденные лопасти рабочего колеса. . Источниками вибрации могут быть проблемы, связанные с системой, такие как взведенные или поврежденные подшипники, а также неподходящие опоры трубопроводов и другие источники чрезмерной нагрузки на форсунки.
Вибрация может усилиться при неправильной установке и наличии фундамента, например, при неправильной заливке цементным раствором, неподходящих крепежных болтах, неподходящем материале опорной плиты, недостаточной жесткости опорной плиты и отсутствии надлежащего внутреннего крепления опорной плиты к фундаменту.
Еще одно соображение заключается в том, что может возникнуть резонанс. Резонанс — это состояние, при котором частота вынужденной вибрации совпадает с собственной частотой конструкции или ротора, что приводит к усилению вибрации. Даже низкая вынужденная вибрация может привести к усилению вибрации, что недопустимо.
Когда резонанс вызывает нежелательную вибрацию, необходимо изменить или исключить частоту вынужденной вибрации или изменить собственную частоту системы.
Для получения дополнительной информации см. Руководство HI по оптимизации насосной системы, ANSI/HI 9.6.8 Ротодинамические насосы — Руководство по динамике насосного оборудования и ANSI/HI 9.6.4 Ротодинамические насосы для измерения вибрации и допустимых значений на сайте pumps.org .
Дополнительные ответы на часто задаваемые вопросы о насосах HI см. здесь.
Часто задаваемые вопросы о насосах HI выпускаются Институтом гидравлики в качестве услуги для пользователей насосов, подрядчиков, дистрибьюторов, торговых представителей и OEM-производителей. Для получения дополнительной информации посетите www.pumps.org.
Выпуск
Август 2020 г.
Дом
Темы
Насосы
Уплотнения
Подшипники
Клапаны
Двигатели и приводы
Инструментарий
Инсайдер индустрии насосов
Компрессоры
Фильтры
Трубопровод
Журнал
Поиск по выпуску
Цифровое издание
Анализ рынка
Столбцы
Амин Алмаси
Гэри Дайсон
Джим Элси
Джо Эванс
Доминик Фрай
Рэй Харди
Уильям Ливоти
Лев Нелик
Департаменты
Вернуться к основам
Эффективность имеет значение
Расходомеры
Техническое обслуживание
Двигатели и приводы
Чувство уплотнения
Часто задаваемые вопросы о насосе HI
Подготовка
Ресурсы
Цифровое издание
Подкасты
Справочник производителя
От наших партнеров
Белые бумаги
Вебинары
электронные книги
Рекламные видео
Видеопрезентация продукции WEFTEC 2021
Новости
События
Учебный центр Гидравлического института
Учебный центр SWPA
Подписывайся
Обслуживание клиентов
О нас
Редакционные правила
Рекламировать
Подписывайся
Свяжитесь с нами
Конфиденциальность данных
Шесть основных проблем с вибрацией насосов — Houston Dynamic Services
Технические специалисты Houston Dynamic Service привержены качеству и обучены новейшим методам ремонта вращающегося оборудования. Учитывая наш совокупный многолетний опыт, мы видели ряд вещей, которые могут выйти из строя в большом количестве насосов. Мы хотели бы поделиться некоторыми знаниями, полученными благодаря этому опыту.
В большом проценте насосов, доставленных к нам на ремонт, возникают проблемы с вибрацией. Существует шесть основных причин проблем с вибрацией насоса, и любая из них может вывести насос из строя из-за незапланированного и дорогостоящего ремонта. Ознакомьтесь с советами, которые помогут вам определить, вызвана ли низкая производительность вашего насоса одной из этих проблем с вибрацией.
#1: Кавитация в насосе
Кавитация в насосе является признаком недостаточного кавитационного запаса. Это происходит, когда абсолютное давление жидкости на входе в рабочее колесо приближается к давлению паров жидкости, что приводит к образованию и схлопыванию карманов при прохождении через рабочее колесо.
Кавитацию в насосе часто можно распознать по звуку работы насоса — похожему на грохот камней в насосе или по характерному хлопку. Помимо избыточного шума, может наблюдаться повышенное потребление энергии и повреждение насоса.
Вы можете предотвратить кавитацию следующим образом:
Проверка фильтров и сетчатых фильтров на чистоту
Использование манометра или расходомера для определения кривой насоса
Пересмотрите конструкцию насоса, если путь перекачиваемой среды не идеален
#2: Изогнутый вал насоса
Насос с изогнутым валом может вызывать сильную осевую вибрацию с осевой разницей фаз, которая имеет тенденцию к 180° на одном и том же роторе. Доминирующая вибрация обычно имеет место при 1X об/мин, если изгиб находится вблизи центра вала. Это может произойти при 2X об/мин, если он погнут рядом с муфтой. Погнутые валы насоса чаще всего возникают на муфте или рядом с ней.
Погнутый вал насоса можно определить с помощью циферблатных индикаторов.
#3: Пульсация потока насоса
Это состояние возникает, когда насос работает вблизи своего запорного напора. Манометры на нагнетательном трубопроводе насоса будут колебаться. Если в насосе используется поворотный обратный клапан нагнетания, противовес и рычаг клапана будут перемещаться, указывая на нестабильный поток.
Одной из основных причин пульсации является отсутствие правильного питания. Перекачиваемая среда должна поддерживать контакт с поверхностью плунжера, когда плунжер втянут и насос заполнен. В противном случае поршень движется вперед и воздействует на жидкость, вызывая нежелательную пульсацию. Вы можете помочь предотвратить пульсацию потока насоса, используя стабилизатор всасывания, чтобы поддерживать постоянный контакт жидкости с плунжером.
К другим причинам пульсации потока насоса относятся:
Неправильная жесткость пружины
Негерметичные клапаны
Несколько насосов на общем коллекторе
Конструкции трубопроводов, ограничивающие поток
Изношенное уплотнение
#4: Дисбаланс крыльчатки насоса
Иногда может показаться, что насосы смещены, имеют неисправные подшипники или перегреваются, но причиной часто является дисбаланс узла насоса или другого компонента. Дисбаланс также вызывает вибрацию и накопление тепла. Рабочие колеса должны быть точно сбалансированы, что оказывает огромное влияние на срок службы подшипников насоса.
Если рабочее колесо насоса центрально подвешено, дисбаланс сил встречается чаще, чем дисбаланс пары. В этом случае наибольшая вибрация, скорее всего, будет в радиальном направлении с наибольшей амплитудой при рабочей скорости насоса (1X об/мин). Рабочие колеса с центральной подвеской используют сбалансированные осевые силы на внутреннем и внешнем подшипниках. Сильная осевая вибрация крыльчатки указывает на засорение посторонним предметом.
Опасности дисбаланса рабочего колеса насоса включают:
Отклонение вала – погнутый вал или неконтролируемый резонанс, который может привести к отклонению и повреждению всей системы
Выход из строя подшипника
Чрезмерная вибрация, повреждающая насос или систему
Выход из строя механических уплотнений или набивки
Заедание насоса
#5: Проблемы с подшипниками насоса
Одной из основных причин проблем с вибрацией насоса является выход из строя подшипника. Это связано с тем, что примерно от 10% до 30% шарикоподшипников используются достаточно долго, чтобы испытать нормальное усталостное разрушение. Например, ожидается, что насос ANSI проработает 20 000 часов; а вот подшипники могут и не быть. Подшипники насоса могут выйти из строя из-за перегрузки, чрезмерного износа, коррозии, вызванной погодными условиями или веществами, выхода из строя смазки, перегрева или загрязнения.
Проблемы с подшипниками насоса также могут быть результатом неправильного выбора подшипника для насоса. Если известны производитель подшипника и номер модели, можно определить частоту отказов наружного и внутреннего кольца, тел качения и сепаратора.
Эту проблему можно предотвратить, регулярно смазывая подшипники масляным туманом, специальными маслами или консистентной смазкой.
#6: Несоосность вала
Поскольку некоторая вибрация является нормальным явлением для насосов, лучше всего обратиться к профессиональному специалисту по ремонту для определения того, вызвана ли чрезмерная вибрация насоса несоосностью вала. Они также могут сказать вам, достаточно ли это серьезно, чтобы повлиять на производительность и надежность насоса.
Несоосность вала нелегко обнаружить и измерить внешне. Нет никаких датчиков, которые можно было бы разместить на насосе для измерения используемой силы. Насосы со смещенным валом могут иметь следующие признаки:
Чрезмерная осевая или радиальная вибрация
Высокие температуры в корпусе или вблизи подшипников
Высокие температуры масла нагнетания
Чрезмерные утечки масла через уплотнения подшипников
Ослабление соединения или фундаментных болтов
Чрезмерные отказы сцепления
Поломка или растрескивание валов вблизи ступиц муфт или внутренних подшипников
Заключение
Своевременное обнаружение проблемы с вибрацией поможет избежать незапланированных простоев и позволит провести плановый ремонт насоса. Если у вас возникла одна из этих проблем с вибрацией или другая проблема с насосом, вращающимся оборудованием или системой, свяжитесь с нами.
какой выбрать цемент для кладки, пропорции цементного раствора
Кладочный раствор – вид строительных растворов, состав и технологию приготовления которых регламентирует ГОСТ 28013-98, а также СП и СНиПы. Кладочные растворы могут изготавливаться на базе различных вяжущих. Для кладки кирпича в частном жилом строительстве чаще всего используются материалы на основе портландцемента марок М400 и М500.
Основные требования к кладочным растворам
Чтобы кладка была надежной и долговечной, кладочная смесь должна соответствовать нормативным требованиям по составу и характеристикам, среди которых:
Пластичность. Только пластичный материал может заполнить все пустоты между кирпичами в горизонтальных и вертикальных швах. При ведении кладки в условиях высоких температур лучше использовать смесь с повышенной подвижностью.
Высокий уровень адгезии с кирпичом. Хорошее сцепление раствора с элементами кладки обеспечивает прочность и длительный рабочий период всей строительной конструкции.
Оптимальное время схватывания. И слишком быстрое, и слишком длительное схватывание осложняют строительные работы. Оптимальный период сохранения раствором пластичности – 1,5-2 часа.
Высокая прочность после застывания, отсутствие трещин, способных вызвать деформацию кладки, вплоть до ее полного разрушения.
Водонепроницаемость. Швы должны быть устойчивы к проникновению атмосферной влаги.
Для цветных смесей – стабильность и долговечность цвета.
Какой цемент нужен для изготовления раствора для кладки кирпича?
Для приготовления кладочных смесей функции вяжущего чаще всего выполняют:
Портландцемент марки М400 Д0 и М400 Д5. Это вяжущее содержит минеральные добавки в количестве до 5 %. По новому стандарту этот материал обозначается как ЦЕМ I 32,5. Прочность на сжатие – до 40 МПа. При решении вопроса о том, какая марка цемента нужна для кладки кирпича, для строительства небольших домов чаще всего приобретают портландцемент М400.
Портландцемент марки М500 Д0. По новому стандарту – ЦЕМ I 42,5. Прочность на сжатие – до 50 МПа. Смеси, изготовленные на основе этого цемента, имеют незначительную усадку при затвердевании, что снижает риск появления трещин. Портландцемент М500 используется в основном при строительстве зданий, испытывающих повышенные нагрузки.
Компоненты и пропорции кладочных растворов
Помимо вяжущего, в кладочных растворах присутствуют:
Песок. Для этой цели может применяться только песок, соответствующий требованиям ГОСТа 8736-2014. Это может быть карьерный песок – мытый или сеяный, речной, очищенный от илистых включений. Применение песка, загрязненного глинистыми, илистыми включениями, имеющего в составе пыль, приводит к значительному снижению качества кладочного раствора. В соответствии с нормативом максимальная крупность зерен составляет 2,5 мм.
Вода. Для изготовления кладочных смесей можно применять воду из питьевого водопровода. Если такой возможности нет, то при использовании воды технической или из природных водоемов ее необходимо проверить в лаборатории на наличие примесей, которые смогут негативно повлиять на качество готового продукта. Вода должна иметь комнатную температуру.
Красящие пигменты. Для получения определенного цвета смеси используют красящие компоненты. Составы темного оттенка изготавливают с помощью добавления графита, сажи.
Пластификаторы. Улучшают удобоукладываемость, облегчают ведение строительных работ, повышают характеристики готового продукта. Для повышения пластичности смеси можно использовать покупные вещества или моющие средства – шампунь, стиральный порошок, жидкость для мытья посуды.
Противоморозные компоненты. Используются в условиях пониженных температур для обеспечения нормальной гидратации цемента.
Таблица пропорций цемента и песка для приготовления раствора для кладки кирпича
Марка раствора
Марка цемента
Соотношение компонентов, Ц:П
М50
М400
1:7,4
М75
М400
1:5,4
М500
1:6,7
М100
М400
1:4,3
М500
1:5,3
М150
М400
1:3,25
М500
1:3,9
Как определить, какая марка кладочного раствора необходима?
Области применения кладочных растворов разных марок прочности:
М50. Востребован для ведения кирпичной кладки в малоэтажном строительстве, заделки трещин. Рекомендуется применение пластификаторов.
М75. Универсальный материал, используемый для кирпичной и блочной кладки внутренних перегородок и наружных стен.
М100. Пригоден для строительства многоэтажных жилых зданий и объектов производственного назначения. Используется для возведения колонн, арок.
М150. Материал отличается высокой прочностью, востребован для ведения каменной кладки.
Технология изготовления кладочного раствора на основе цемента
Этапы изготовления смеси вручную:
Готовят инструменты и оборудование – крупногабаритную емкость для замешивания, лопату, мастерок, а также все компоненты смеси.
В емкости смешивают сухие компоненты – цемент, песок, пигменты, если они находятся в сухом виде, и только потом добавляют постепенно воду. В среднем принимают, что количество воды на 1 кг цементного вяжущего должно составлять 0,8 л.
Для приготовления больших объемов раствора используют бетономешалку.
Порядок работ в этом случае несколько иной:
В барабан заливают примерно 2/3 от требуемого количества воды, вводят добавки.
Всыпают примерно половину песка, цемент, перемешивают.
Засыпают оставшийся песок, перемешивают.
Добавляют необходимое количество воды.
Как примерно рассчитать требуемое количество компонентов кладочной смеси?
Для планирования закупок строительных материалов необходимо хотя бы приблизительно рассчитать требуемое количество кладочного раствора. Для этого можно воспользоваться таблицей, в которой указывается количество кладочного раствора (м3), расходуемое на 1 м3 кладки.
Вид кирпича
Толщина стены, в кирпичах (мм)
0,5 (120)
1 (250)
1,5 (380)
2 (510)
Обычный
0,189
0,221
0,234
0,24
Полуторный
0,16
0,2
0,216
0,222
Как рассчитать требуемое количество цемента и песка:
Определите объем кладки. Для этого периметр строения умножают на толщину и высоту стен. Далее вычисляют суммарную площадь оконных и дверных проемов, умножают ее на толщину стен. Из общего объема кладки вычитают суммарный объем оконных и дверных проемов.
Полученный объем кладки умножают на количество смеси, необходимое для устройства 1 м3 кладки (данные берут из представленной выше таблицы). Например, нам необходимо рассчитать количество раствора, необходимое для кладки 12 м3 одинарного кирпича, толщина – в 1,5 кирпича. Расчет: 12*0,234 = 2,8 м3. Переводим объем смеси (2,8 м3) в кг. Для этого объем умножаем на среднюю плотность, которая примерно равна 1700 кг/м3: 2,8*1700 = 4760 кг.
Далее необходимо рассчитать количество цемента и песка. Например, мы планируем изготовить цементно-песчаный раствор марки М75 с использованием цемента марки М400. Ц:П составляет в этом случае 1:5,4. Это означает, что в растворе всего содержится 6,4 части сухих компонентов. То есть, если мы разделим 4760 кг на 6,4, получим количество цемента – 743 кг. Простые расчеты показывают, что нам понадобится 15 мешков цемента по 50 кг каждый. Но, поскольку расчеты примерные, лучше приобрести материал с небольшим запасом. Далее вычисляем необходимое количество песка, которого в нашем случае содержится 5,4 части. Если одна часть составляет 743 кг, то всего нам понадобится 743*5,4 = 4012 кг песка.
Ускорить ведение строительных работ и повысить качество результата помогает использование сухих смесей, составленных в заводских условиях, что обеспечивает точность пропорций компонентов.
В строймагазинах можно приобрести такие смеси для кладки всех видов кирпича – керамического, силикатного, рядового и облицовочного. В продаже также есть материалы белого и других цветов.
Правила приготовления раствора для кладки кирпича: пластификаторы, рецепты и пропорции
При возведении сооружений применяют разные виды кладочных растворов. Использование определенного состава зависит от сезона работы, высоты здания, типа стройматериалов и прочих критериев. Ниже разберем, как правильно готовить раствор для кладки, из чего он состоит.
Раствор для кладки — состав из заполнителя и вяжущего вещества, где последним может выступать известь или цемент. Заполнителем будет песок без примесей и мусора.
В зависимости от типа вяжущего вещества различают:
Цементный
Делают из песка и цемента. Главный минус полученного раствора − низкая пластичность, но прочной хорошая. Чтобы сделать раствор более качественным, опытные каменщики добавляют стиральный порошок. Но делать это нужно по правилам, а не на глаз.
Если сравнить порошок с какао, то при добавлении воды появятся комки. Такие же процессы проходят с цементом из-за его плохой смачиваемости. Поэтому следует смешать для начала песок с цементом, а после аккуратно добавлять в состав воду.
Известковый
Используется редко из-за низких показателей прочности. Но это раствор берут для улучшения качество составов с портландцементом.
Цементно-известковый
Состоит из погашенной извести, песка и вяжущего элемента. Для гашения применяют обычно воду, которую добавляют до тех пор, пока раствор не примет консистенцию молока. После этого полученный состав заливают в песок и связующее вещество.
В последнем случае раствор для кирпича получается намного пластичнее, чем классические составы с портландцементом, имеет повышенный уровень прочности. Это делает цементно-известковый раствор оптимальным вариантом для ведения любой кладки кирпича.
Требования к растворам для кирпичной кладки
Для построения прочной стены в здании кладочная масса должна отвечать таким критериям:
Высокой пластичностью. Это позволит заполнить отверстия и швы в кирпичах.
Хорошим показателем прочности. После застывания состав не должен деформировать стены.
Быстрым схватыванием. Время застывания влияет на расход раствора. Нужно успеть использовать весь объем до застывания.
При приготовлении замеса важно не забывать про соблюдения пропорций, о качестве стройматериалов, которые применяют для приготовления массы, и тщательном перемешивании всех веществ.
Из чего состоит раствор для кладки
Приобрести массу можно в готовом виде или сделать самостоятельно, но он включает в себя такие компоненты:
Вяжущий элемент. К нему относят известь, цемент или оба этих вещества. Обычно используют цемент, так как он отличается более высокой прочностью. Его технические характеристики зависят от марки. Чем выше показатель, тем лучше прочность и больше идет усадка.
Наполнитель. Это песок мелкой фракции — не более 2 мм. Чем меньше там будет примесей, тем выше будет качество раствора. Чтобы избавиться от мусора, материал перед использованием просеивают. Убрать химические примеси намного сложнее, так что делают это только в производственных условиях. Белый песок считается самым чистым, а в желтом встречается больше включений.
Вода. От ее количества зависит пластичность готовой массы. В воде не должны быть примеси в большом количестве, поэтому желательно предварительно профильтруйте ее от крупных частиц и ржавчины. Брать жидкость из водоемов или стоков нельзя.
Используют часто добавки, которые помогают улучшить качество готового раствора. Но готовить сложные составы в домашних условиях не нужно, подойдут проверенные способы. Допустим, повысить удобоукладываемость, адгезию массы до нужного уровня поможет глина. Чтобы высчитать нужный расход материала на 1м3, важно понимать характеристики глины. Адгезию увеличивает обычный ПВА.
Маркировка компонентов
Все составы для кладки кирпича и портландцемент получили свою маркировку. Она необходима для определения пропорций в сочетании цемента и песка.
Также обозначение раствора показывает на его прочность:
М50 используют для заливки швов, исправления трещин во время ремонта на объекте.
М75 необходим для возведения стен, которые не несут большой нагрузки. К ним можно отнести межкомнатные перегородки. Но для наружной кладки этот состав не подойдет. Если его используют в таких целях, то это на временных объектах.
М100 — популярная маркировка раствора. Она позволяет заделать швы между стройпанелями, залить стяжку на полу, провести кладку строительных блоков, полнотелых, пустотелых крупноформатных кирпичей. Смесь активно применяется для сооружения фундамента под землей.
М150 представляет собой надежный и крепкий состав, которые имеет высокую прочность. Его используют для обустройства стяжек, заливки тех же швов в строениях из бетона тяжелого типа. Эту массу чаще используют на ответственных объектах, поэтому в состав не добавляют вещества, которые повышают ее эластичность. К ним можно отнести гипс, известь и другие строительные материалы.
М250 — не используется для кладки. Главное использование — изготовление стяжек, монолитный перекрытий, которые не несут большой нагрузки.
Из всех видов растворов чаще всего используется М100.
Какие применяют пропорции во время изготовления раствора
Перед тем как замешивать раствор, важно определить для себя ряд составляющих — тип грунта на площадке, тип строения, его этажность.
За основу можно взять такие пропорции:
Цементная смесь. Классический вариант 1 к 3 в соотношении цемента к песку. Можно увеличить пропорции до 1 к 6, если взять во внимание условия использования раствора, нагрузке на строение. Чем меньше будут нагрузки, тем выше будет пропорция. Далее учитывайте влажность песка, марку цемента. Чем выше последний показатель, тем больше будет соотношение 2-х материалов.
Известковая масса предполагает пропорцию элементов от 1 к 2 до 1 к 5.
Если используется цементно-известковый, то тут соотношение цемента, извести и песка друг друга строится на пропорции 1 к 1 к 6 и повышается до 1 к 3 к 15.
Для глиняной массы можно использовать соотношение глины к песку от 1 к 1 до 1 к 2.
Как проконтролировать качество раствора и его готовность к применению
Для определения готовности массы для кладки кирпича можно использовать несколько методов. Самый простой — ручной или визуальный. В последнем случае мастер определяет качество прилипания приготовленного раствора к кирпичу на глаз, его текучесть.
Для этого можно сделать в составе небольшую вмятину, и если она не изменит свой вид, то можно начать работу. Можно небольшую емкость с раствором наклонить на 45°, а после проверить подвижность массы. Хорошо приготовленная смесь не вытекает из кадки.
В качестве профессионального средства можно применить конус с размерами по высоте и окружности в 15 см, но вес изделия не должен быть выше 300 г. Элемент опускают в состав, а благодаря его весу можно увидеть глубину проникновения граней.
В зависимости от вида раствора, конус может утопать на разную глубину:
Для состава, который будут использоваться для кладки полного кирпича, глубина будет 10 см.
Если используется масса для пустотелого кирпича, то элемент погрузится в него не более чем на 7-8 см.
При приготовлении кладочных смесей нужно делать оптимальные пропорции, в особенности это касается воды. Если ее будет мало, то состав будет сухим, что снизит адгезию со стройматериалами. Большое количество влаги приведет к растеканию смеси на поверхности кирпича, а это даст некачественный шов. Подвижность раствора зависит от фракции применяемого песка. Чем крупнее он, тем будет подвижнее раствор. Если при заборе масса липнет к кельме, то нужно больше добавить больше сухих компонентов, а после — снова хорошо перемешать состав.
Использование пластификаторов
Выше была информация для приготовления классических растворов для кладки кирпичей. Но домашние мастера знают способы улучшения качества смеси. Для начала можно использовать пластификаторы. К самым древним материалам относят известь. Но гашеная известь стала использоваться в 20 веке, а до этого брали белок от куриных яиц.
В продаже много готовых пластификаторов, но можно использовать народные рецепты. Сейчас не нужно использовать белок от яйца курицы, так как это дорогая затея, ведь есть более хорошие варианты.
Рассмотрим 4 популярных рецепта
С применением шампуня или мыла
Для работы подойдет любое мыло, включая жидкую форму, можно брать и шампунь. Достаточно 250 мл на цемент весом в 50 кг.
Ввести это пластификатор можно таким образом:
Смешивает воду с шампунем или мылом.
Перемешиваем отдельно песок и цемент.
Добавляем воду с пластификатором в подготовленную смесь.
Ввод в смесь любого пластификатора, пусть даже из домашних рецептов, замедляет схватывание массы. Но задача добавки как раз продлить срок жизни раствора, повысить его пластичность.
Использование стирального порошка
Для этого нужно брать рецепт с использованием 150 г порошка на 1 мешок цемента в 50 кг. Использует эти ингредиенты таким же образом, как и в первом случае. Сначала растворяют порошок, а после добавляют его в подготовленный сухой раствор.
Применение в работе гашеной извести
Такая технология ранее упоминалась, но важно еще раз отметить ее плюсы. Известь в разных пропорциях использовали еще в советское время, так что и сейчас этот рецепт не потерял популярности.
Материал позволяет повысить эластичность и клейкость раствора, дополнительно появляется стойкость к плесени и грибкам. Вводить этот пластификатор необходимо также, как и предыдущие материалы. Важно помнить, что участие гашеной извести в растворе не должно быть выше 25% от веса цемента.
Использование клея ПВА
Пластификатор обычно используют гаражные строители и дачники, так как он доступен, позволяет придать прочность готовой массе. Дополнительно повышается водостойкость шва, хотя сам ПВА следует развести водой. При этом на 1 ведро воды используем 200 г клея.
Краткий вывод
Приготовление раствора для кладки кирпича — простая задача, но важно соблюдать все пропорции ингредиентов. Экономия на любом компоненте приведет к падению качества состава. Любая рецептура перед началом работы обязательность проходит проверку на схватываемость смеси. Для этого компоненты замешиваются в нескольких вариантах состава и разных пропорциях, а после раствор на сутки оставляют на сухом темном месте. После проверки застывшего шва на усадку и прочность, опытный мастер дает добро на работу с составом.
Соотношение компонентов раствора и типы раствора
Раствор является важным материалом при работе с кирпичом, камнем и блоками. В своей самой простой форме раствор изготавливается путем смешивания цемента и песка с водой. Но большинство каменщиков также добавляют гашеную известь. Изменяя количество каждого ингредиента в смеси, вы можете изменить свойства раствора. Это называется соотношением растворной смеси. Различные типы раствора, которые вы можете создать, обозначаются буквой. Наиболее распространены растворы типа N, O, S, M и K. Вы можете купить раствор разных типов в мешках или смешать самостоятельно.
Цемент — серый порошок, используемый в качестве вяжущего материала в строительстве. Он гидравлический, что означает, что при смешивании с водой он реагирует с образованием пасты. Затем паста высыхает, затвердевает и становится все прочнее во время процесса, называемого отверждением. Обычно этот процесс занимает около 28 дней. Если смешать цемент с песком и водой, получится раствор. Добавьте немного гравия, и раствор превратится в бетон.
Раствор наносится тонкими слоями для кладки кирпича, камня и блоков. Или как ложе для укладки камня и плитки. Он также используется для крепления кирпича, плитки и каменной облицовки к стенам и в качестве заполнителя швов. Он прочный, липкий и с ним легко работать.
Поскольку раствор представляет собой композитный материал, его свойства во многом зависят от ингредиентов, используемых для его изготовления. Очень важно купить правильный раствор для проекта, над которым вы работаете, или использовать правильное соотношение смеси раствора, если вы делаете свой собственный.
В этой статье мы обсудим наиболее распространенные типы строительных растворов, как их смешивать и как использовать в вашем следующем проекте.
Что такое пропорция растворной смеси?
Строительный раствор состоит из трех основных ингредиентов: цементного порошка (обычно портландцемента), извести и песка.
Хотя большинство строительных растворов содержат все три ингредиента, количество каждого ингредиента в растворной смеси варьируется. Изменяя соотношение ингредиентов, вы также существенно меняете раствор.
Соотношение растворной смеси гарантирует, что смесь может быть надежно воссоздана в любое время, снова и снова. Соотношение растворных смесей — это, по сути, рецепт, который говорит вам, как приготовить определенный тип раствора.
Как и в рецепте, пропорции растворной смеси записываются в частях. Например, обычная растворная смесь состоит из 1 части цемента, 1 части извести и 6 частей песка.
Части ингредиентов можно измерять контейнерами разного размера. Например, 1 часть может равняться лопате, галлону, ведру или полной тачке. Но что бы вы ни выбрали в качестве измерительного инструмента, его нужно использовать для каждого ингредиента.
Например, если вы используете ведро на 1 галлон для измерения ингредиента, то соотношение смеси раствора 1,1,6 означает 1 галлон цемента, 1 галлон извести и 6 галлонов песка.
Зачем в раствор добавляют известь?
Самые основные растворные смеси состоят только из песка и цемента. Но известь также используется большинством каменщиков и производителей готовых строительных смесей, потому что она дает раствору некоторые преимущества.
Добавление гашеной извести к песку и цементу делает раствор более эластичным и устойчивым к растрескиванию. Это также облегчает работу с раствором и делает его более водонепроницаемым. Известь помогает предотвратить разделение песка и цемента, что создает более однородный продукт.
В целом, растворные смеси, содержащие известь, работают лучше и с ними легче работать, чем растворы, приготовленные только из цемента и песка.
Общие типы пропорций растворных смесей и их применение
Существует большое разнообразие пропорций растворных смесей для различных целей. Чаще всего используются четыре основных типа: N, O, S и M.
Каждый из этих основных типов имеет немного различную долговечность, липкость, трещиностойкость и прочность на растяжение, что делает их лучше для одних применений, чем для других. Важно знать, что делает каждый тип и как его сделать, чтобы вы могли использовать правильный раствор для своего проекта.
Раствор типа N
Тип N – это наиболее распространенная растворная смесь, используемая в строительстве. Это стандартный рецепт, прочный, долговечный, устойчивый к растрескиванию и липкий. Мы используем его практически для каждого проекта выше класса, включая кладку кирпича и камня, укладку блоков и установку шпона.
Тип N — универсальный раствор, потому что он прочный, долговечный, с ним легко работать и его можно использовать внутри и снаружи.
Раствор типа N обладает высокой устойчивостью к жаре и атмосферным воздействиям.
Используется для первоклассных внешних и внутренних проектов.
Может использоваться в проектах по кирпичной кладке и кладке из мягкого камня, поскольку он не слишком жесткий.
Высокая прочность на сжатие
типа N, составляющая около 750 фунтов на квадратный дюйм, позволяет использовать его в проектах, несущих нагрузку.
Наиболее распространенное соотношение смеси строительного раствора Типа N: 1 часть цемента, 1 часть извести и 5-6 частей песка.
Quikrete продает растворную смесь типа N в мешках, которую можно купить в любом магазине Home Depot или Lowes примерно по 7 долларов за мешок. Продается в мешках по 60 фунтов. Quikrete также производит специальный тип N, который разработан специально для укладки облицовочного кирпича и камня. Он продается в мешках по 80 фунтов по цене около 10 долларов за мешок.
Раствор типа O
Тип O — это обычный тип раствора, используемый внутри помещений для ненесущих конструкций. Он слабее и менее долговечен, чем тип N, и не выдерживает перепадов температур или погодных условий. Тип O также немного мягче и более хрупкий, чем большинство других строительных растворов.
Раствор типа О используется внутри помещений.
Имеет низкую прочность на сжатие 350 фунтов на квадратный дюйм, что слишком мало для несущих конструкций.
Используется выше класса.
Более мягкий раствор, чем тип N.
Используется для перенаведения или аналогичных ремонтных работ.
Соотношение растворной смеси для изготовления типа О: 1 часть цемента, 2 части извести и 8-9 частей песка.
Тип O содержит то же количество цемента, что и тип N, но содержит больше извести и песка. Это немного ослабляет раствор и делает его более хрупким. Тем не менее, это все еще отличная смесь для использования внутри помещений, например, для укладки кирпича и камня или ремонта.
Flexebrick производит строительный раствор типа O в предварительно смешанных емкостях емкостью 11 и 45 фунтов. Это стоит около 30 долларов за 11-фунтовую ванну и около 70 долларов за 45-фунтовый контейнер. Но это не входит в готовый мешок смешивания.
Раствор типа S
Раствор типа S используется в основном для строительных работ, таких как канализация и шахты люков. Это строительный раствор профессионального уровня, а не то, что обычно используется в домашних условиях.
Растворный раствор Once типа S имеет высокую прочность на растяжение и высокую прочность на сжатие 1800 фунтов на квадратный дюйм. Этого достаточно для применения ниже уровня грунта и некоторых несущих конструкций. Хотя он все еще слишком слаб для какой-то несущей работы.
Строительный раствор типа S достаточно прочен, чтобы противостоять давлению грунта и воде. Это делает его отличным выбором для патио и каменной кладки. Если вы планируете укладывать каменную или кирпичную облицовку на фундамент ниже уровня земли, вам следует использовать раствор типа S.
Соотношение растворной смеси для изготовления типа S: 2 части цемента, 1 часть извести и 8-9 частей песка.
Соотношение растворов типа S очень похоже на тип O, за исключением того, что в нем меньше извести и больше цемента. Это небольшое изменение придает типу S высокую прочность на сжатие и растяжение.
Sakrete продает растворную смесь типа S в мешках по 60 фунтов примерно по 7 долларов за мешок. Quikrete продает смесь для каменщика типа S в 80-фунтовых мешках по цене около 10 долларов за мешок.
Раствор типа M
Тип M — последний из 4 наиболее распространенных типов раствора. Это самый прочный раствор с прочностью на сжатие около 2500 фунтов на квадратный дюйм. Это делает его достаточно прочным для низкоуровневых проектов и некоторых несущих работ.
Строительная смесь типа М считается товарной.
Он используется для таких вещей, как подъездные пути, подпорные стены и фундаменты ниже уровня земли. Если вам нужен крепкий раствор для работ под землей, хорошим выбором будет тип М. Но он имеет плохую адгезию и создает плохое уплотнение. Это связано с высоким соотношением цемента и песка и низким содержанием извести.
Раствор типа М используется, когда конструкция должна выдерживать большую силу тяжести и/или боковые нагрузки. Это также хороший выбор для проектов из настоящего камня, где прочность камня на сжатие превышает 2500 фунтов на квадратный дюйм.
Из-за свойств типа M его не следует использовать выше уровня земли в местах, подверженных воздействию погодных условий.
Соотношение растворной смеси для изготовления типа О: 4 части цемента, 1 часть извести и 12-15 частей песка.
Коммерческая растворная смесь Quikrete типа M продается в 80-фунтовых мешках по цене около 10 долларов США за мешок.
Раствор типа К
Раствор типа К — еще один тип, который в основном используется в реставрационных работах. Это очень мягкий и хрупкий раствор, что делает его безопасным для использования на исторической кладке, такой как кирпич и камень. Он имеет очень низкую прочность на сжатие и имитирует ощущение древнего раствора, хотя это новый продукт.
Благодаря своей мягкости тип K не повреждает старый кирпич и камень. Он имеет только около 75 фунтов на квадратный дюйм.
Соотношение растворной смеси для изготовления типа O: 1 часть цемента, 3 части извести и 10-12 частей песка.
Раствор типа К не продается в готовом виде или в мешках, поэтому каменщики, выполняющие реставрационные работы, смешивают его на месте.
Какой тип раствора следует использовать для блочных стен, кирпича, плитки и камня?
Тип раствора, который вы используете, должен соответствовать проекту и местоположению. Некоторые минометы можно использовать только снаружи, некоторые внутри, а некоторые работают и там, и там.
Для кирпичных, блочных и каменных стен чаще всего используется тип N . Однако, если камни тяжелые, вы также можете использовать тип S. Он похож на тип N, но имеет большую прочность на сжатие. Но если стена находится ниже уровня земли, вы можете использовать тип М для секций ниже уровня земли.
Если вы укладываете облицовку кирпичом или камнем, используйте смесь облицовки типа N от Quikrete . Он прочный, долговечный, липкий и устойчивый к элементам. Но стандартный тип N также хорошо подходит для работы со шпоном.
Если вам нужна большая прочность на сжатие для проезжей части, рассмотрите возможность использования типа S . Он имеет более высокую прочность на сжатие, чем тип N. Подъездная дорога может выдерживать тяжелые грузовики, которым требуется более высокая прочность на сжатие, чтобы противостоять трещинам.
Если вы укладываете традиционные кирпичи или камни, используйте тип N . Он обладает достаточной прочностью на сжатие, атмосферостойкостью и устойчивостью к растрескиванию. Это отличный универсальный раствор, с которым легко работать.
Лучшая растворная смесь для выравнивания стен
Стандартная смесь для выравнивания стен: 5 частей песка, 1 часть цемента и 1 часть извести . Это соотношение смеси раствора создает раствор типа N с прочностью 750 фунтов на квадратный дюйм. Если вам нужно больше прочности, добавьте больше цемента и песка.
Из 8 частей песка, 2 частей цемента и 1 части извести получается раствор типа S с давлением 1800 фунтов на квадратный дюйм. Обычно это слишком сильно для указывания, поэтому я использую смесь где-то посередине. 6 частей песка, 1 1/2 части цемента и 1 часть извести дадут вам около 1000 фунтов на квадратный дюйм.
Как приготовить сухой раствор для затирки швов
В некоторых случаях вам может понадобиться сухой раствор для заделки швов в плитке, кирпиче или каменном полу. Наилучшее соотношение растворной смеси для сухой шпаклевки: 3 части песка на 1 часть цемента. Не добавляйте воду в смесь. Просто тщательно перемешайте песок и цемент, а затем протолкните их в швы. Со временем он затвердеет естественным путем от влаги воздуха и земли.
Лучший раствор для кирпичной кладки
Лучший раствор для кирпичной кладки — соотношение раствора 1:1:6 (1 часть цемента, 1 часть извести и 1 часть песка).
Соотношение может быть изменено в зависимости от назначения стены. Для внутренней кирпичной стены, которая не является несущей, используйте пропорцию смеси раствора 1:2:9. Но если кирпич несущий или наружный, используйте соотношение 1:0,5:4,5. Уменьшая количество извести и песка в смеси, вы также увеличиваете количество цемента, укрепляющего раствор.
Лучший раствор для каменных стен
Лучший раствор для швов каменных стен – это раствор с соотношением 1:1:6 (1 часть цемента, 1 часть извести и 1 часть песка).
Соотношение может быть изменено в зависимости от назначения стены. Для внутренней каменной стены, которая не является несущей, используйте пропорцию смеси раствора 1:2:9. Но если камень несет нагрузку или находится снаружи, используйте соотношение 1:0,5:4,5. Уменьшая количество извести и песка в смеси, вы также увеличиваете количество цемента, укрепляющего раствор.
Соотношения раствора и вода
Конечным ингредиентом в каждом соотношении растворной смеси является вода.
Если вы не установите правильный уровень воды, ваш раствор может быть испорчен. Вам нужно ровно столько воды, чтобы активировать весь цемент, и ни капли больше. Добавьте слишком много воды в растворную смесь, и она будет слишком водянистой, чтобы прилипать или выдерживать вес кирпичей и камня. Какой бы водянистый раствор вам ни удалось установить, он будет слабым и хрупким.
С другой стороны, если вы добавите слишком мало воды, раствор будет слишком сухим, и часть цемента не активируется. Раствор легко трескается и/или дает усадку. Оба из них очень плохи в долгосрочной перспективе.
Правильно замешанная растворная смесь должна быть жидкой, но не водянистой. Он должен выдерживать вес кирпича, камня и блоков, сохраняя при этом соединение, когда вы укладываете материал и наращиваете вес. Если ваши швы начинают прогибаться под тяжестью укладываемого сверху нового материала, раствор слишком влажный.
Если раствор слишком сухой для правильного распределения, вам нужно немного больше воды.
Добавки к раствору
Независимо от того, какой тип раствора вы используете или какое соотношение растворной смеси, добавки также могут использоваться для придания смеси особых свойств.
Вот несколько добавок, которые можно использовать с любой растворной смесью:
Цвет: Краска для каменной кладки выпускается в виде порошка, который добавляется во влажную растворную смесь.
Защита от замерзания: Если вы работаете при низких температурах, используйте средство против замерзания, чтобы предотвратить замерзание раствора.
Ускоритель: Ускоритель ускоряет время действия вашей мортиры. Но это также может ослабить его, поэтому используйте их с осторожностью.
Прочность: Химические добавки могут повысить прочность растворной смеси.
Эластичность: Некоторые добавки могут повышать эластичность раствора, что помогает ему сопротивляться растрескиванию.
Оборудование для смешивания растворов
Большинство каменщиков самостоятельно смешивают раствор для крупных строительных работ. Расфасованный раствор отлично подходит для небольших и средних работ, но он может стать дорогим, если вам нужно его много. И даже когда вы используете раствор в мешках, вам все равно придется добавлять воду и смешивать его самостоятельно.
Для смешивания раствора вам потребуется следующее оборудование:
Мешалка: Это может быть тачка, пластиковая ванна, доска для смешивания или механическая бетономешалка.
Лопата или совок: Используется для смешивания раствора в тачке или ванне. Это также отлично подходит для перемешивания ингредиентов в правильных пропорциях.
Полотенце для кирпича: Используется для измерения и смешивания небольшого количества раствора.
Ведро: Ведро на 5 галлонов отлично подходит для отмеривания ингредиентов.
Универсальный нож: Вам понадобится острый нож, чтобы разрезать мешки с раствором, если вы их используете.
Оборудование для обеспечения безопасности
Смешивание строительного раствора или любого другого продукта на основе цемента может быть опасным. Цемент является едким веществом с высоким балансом pH, поэтому его вдыхание и прикосновение к нему могут нанести вред вашему здоровью.
Перед тем, как приступить к замешиванию раствора, убедитесь, что у вас есть следующие защитные средства:
Маска
Очки
Перчатки
Что следует учитывать при смешивании строительного раствора
Есть несколько моментов, которые следует учитывать при смешивании строительного раствора или работе с ним.
Температура : Никогда не смешивайте и не наносите раствор, если температура равна или ниже точки замерзания.
Смеси в мешках: Если у вас нет опыта работы с пропорциями смеси, используйте раствор в мешках. Все ингредиенты уже отмерены в правильных количествах и смешаны для вас.
Смешивание вручную по сравнению с оборудованием: Использование миксера с электроприводом позволяет получить гораздо более однородный и однородный микс. Смешивание небольших порций вручную — это хорошо, но миксер с электроприводом намного лучше. Особенно для крупных проектов.
Вода: Правильный уровень воды имеет решающее значение при работе с раствором. Как слишком много, так и слишком мало воды ослабит раствор и приведет к его преждевременному разрушению.
Заключительные мысли
Есть довольно много минометов на выбор для вашего следующего проекта. Потратьте время, чтобы выбрать правильное соотношение компонентов для проекта, которым вы занимаетесь. Тип N — лучшая универсальная растворная смесь, которая работает в большинстве случаев. Но другие миксы хороши в определенных ситуациях.
Использование неподходящего раствора может привести к его порче или разрушению под давлением веса, воды или погодных условий.
Очень важно определить, подходит ли тип N, O, S, M или K для вашего следующего проекта по благоустройству дома.
В случае сомнений позвоните опытному каменщику. Они должны знать о различных типах растворов, о том, как они изготавливаются и когда их использовать.
Резюме: Соотношения растворов и типы растворов
Раствор является важным материалом при работе с кирпичом, камнем и блоками. В своей самой простой форме раствор изготавливается путем смешивания цемента и песка с водой. Но большинство каменщиков также добавляют гашеную известь. Изменяя количество каждого ингредиента в смеси, вы можете изменить свойства раствора. Это называется соотношением растворной смеси. Различные типы раствора, которые вы можете создать, обозначаются буквой. Наиболее распространены растворы типа N, O, S, M и K. Вы можете купить раствор разных типов в мешках или смешать самостоятельно.
Цемент — серый порошок, используемый в качестве вяжущего материала в строительстве. Он гидравлический, что означает, что при смешивании с водой он реагирует с образованием пасты. Затем паста высыхает, затвердевает и становится все прочнее во время процесса, называемого отверждением. Обычно этот процесс занимает около 28 дней. Если смешать цемент с песком и водой, получится раствор. Добавьте немного гравия, и раствор превратится в бетон.
Раствор наносится тонкими слоями для кладки кирпича, камня и блоков. Или как ложе для укладки камня и плитки. Он также используется для крепления кирпича, плитки и каменной облицовки к стенам и в качестве заполнителя швов. Он прочный, липкий и с ним легко работать.
Поскольку раствор представляет собой композитный материал, его свойства во многом зависят от ингредиентов, используемых для его изготовления. Очень важно купить правильный раствор для проекта, над которым вы работаете, или использовать правильное соотношение смеси раствора, если вы делаете свой собственный.
Если у вас есть какие-либо вопросы о растворе, напишите в любое время.
Дозировка, приготовление и использование!
Раствор представляет собой гомогенную смесь цемента, песка и воды. В кладочном строительстве используются различные типы растворов в зависимости от их применения, вяжущих материалов, прочности, объемной плотности и их назначения.
В настоящее время цементные растворы чаще всего используются в качестве строительных растворов. Цементный раствор используется во всех видах строительных работ благодаря своим прочным и долговечным свойствам.
Что такое цементный раствор?
По словам Фредерика С. Мерритта (автора справочника по проектированию и строительству зданий), строительные растворы состоят из вяжущего материала, мелкого заполнителя, песка и определенного количества воды. Раствор можно использовать для ряда целей, таких как штукатурка кирпичей или других форм каменной кладки, для полов и т. Д., А с добавлением крупного заполнителя его также можно использовать для изготовления бетона. Цементный раствор также обеспечивает превосходную среду для создания гладкой поверхности на стенах из кирпича или других форм каменной кладки.
Приготовление цементного раствора
По словам Сатиша Гопи (автора книги «Основы гражданского строительства»), приготовление цементного раствора включает следующие этапы:
Выбор сырья
Доля цементного раствора ингредиентов
(a) Выбор сырья
Несмотря на то, что для приготовления цементного раствора доступны различные типы материалов, необходимо убедиться, что выбраны правильные материалы в зависимости от типа конструкции и ее назначения. Портландцемент используется для приготовления раствора. Обычный портландцемент наиболее подходит для обычных строительных целей. Для приготовления композитных растворов также используется известь.
Бетон
Процесс производства обычного портландцемента (OPC)
Песок должен быть хорошего качества и не содержать примесей, таких как глина, пыль, оксиды железа и т. д. Он должен быть полностью очищен перед смешиванием с цементом.
Бетон
Способы проверки качества песка на месте!
Песок обеспечивает прочность, устойчивость к усадке и растрескиванию. Он обеспечивает объем растворов, следовательно, делает его экономичным. Использование только цемента сделало бы это не только чрезвычайно дорогостоящим, но и непрактичным.
Бетон
Трещины от усадки пластика: все, что вы хотели знать
(b) Доля цементного раствора
Пропорция означает относительное количество различных компонентов, которые необходимо смешать для получения хорошего раствора, или просто соотношение между различными материалами. Ниже приведены пропорции цементного раствора, которые обычно рекомендуются для различных работ:
01. Кирпичная кладка:
Для обычных кладочных работ с кирпичом/камнем в качестве структурной единицы. – 1:3 до 1:6
Для армированной кирпичной кладки – 1:2 до 1:3 .
Для всех работ во влажных условиях – 1:3
Для архитектурных работ – 1:6
Для несущих конструкций – 1:3 или 1:4
2 0: Штукатурка
Для наружной и потолочной штукатурки – 1:4
Внутренняя штукатурка (если песок не мелкий, т.е. модуль крупности> 3) – 1:5
Для внутренней штукатурки (при наличии мелкого песка) – 1:6
Для наружных штукатурных работ в соответствии с Правительством Индии, «СПЕЦИФИКАЦИИ CPWD (ТОМ-2)» (Центральное управление общественных работ) , нижний слой должен состоять из цементного раствора 1:5 (1 цемент: 5 грубых песок), а верхний слой должен состоять из цементного раствора 1:4 (1 цемент: 4 мелкозернистого песка), если не указано иное.
03. Работы по укладке полов:
Соотношение растворов от 1:4 до 1:8 (цемент:песок, вода оценивается), в 5-7 раз превышающая толщину проверенной плитки, следует укладывать в качестве подстилающего слоя между железобетонным полом. и плитка.
04. Расшивочные работы:
Для расшивочных работ соотношение цементного раствора должно быть от 1:1 до 1:3
(c) Смешивание ингредиентов
Для приготовления цементного раствора, цемента и песка правильно перемешаны в сухом состоянии. Затем постепенно добавляют воду и перемешивают лопатой. В воде не должно быть глины и других примесей. Цементный раствор можно замешивать вручную (ручное замешивание) или механическим способом (машинное замешивание). Для небольшого строительства обычно используется ручное перемешивание. Механическое перемешивание требуется, когда раствор требуется в больших количествах и его необходимо использовать в непрерывном порядке.
Отверждение цементного раствора
Цемент становится прочнее при гидратации. Итак, необходимо следить, чтобы раствор оставался влажным, пока не произойдет гидратация. После укладки раствора/бетона процесс обеспечения достаточной влажности для гидратации называется отверждением. Отверждение обеспечивается распылением воды. Как правило, отверждение начинается через 6–24 часа после использования раствора. Первоначально для гидратации требуется больше воды, которую можно постепенно уменьшать. Выдерживание цементного раствора рекомендуется в течение 7 дней.
Бетон
Различные методы отверждения бетона: знать перед отверждением
Свойства цементного раствора
Важными свойствами цементного раствора являются:
Хорошо уложенная и непроницаемая поверхность раствора.
При добавлении воды в сухую смесь цемента и песка происходит гидратация цемента и его связывание с частицами песка и окружающими поверхностями каменной кладки и бетона.
Богатый раствор более 1:3 склонен к усадке.
Более бедная смесь не способна закрыть пустоты в песке, поэтому оштукатуренная поверхность останется пористой.
Согласно IS: 2260-1981 (Индийский стандарт), прочность раствора зависит от соотношения цемента и песка. Прочность, полученная при различных соотношениях цемента и песка, следующая.
Использование цементного раствора
Его применение следующее:
Для соединения каменных блоков, таких как камень, кирпич, блоки, цемент
Для штукатурки стен и плит, чтобы сделать их непроницаемыми.
В качестве наполнителя в железоцементных заводах и каменной кладке.
Для заполнения трещин и швов в стене.
Использование цементного раствора обеспечивает аккуратную отделку стен и бетонных работ.
Для разметки стыков кирпичной кладки.
Для подготовки строительных блоков.
Меры предосторожности при использовании цементного раствора
После добавления воды в смесь раствор следует использовать в течение 30 минут, так как процесс схватывания начинается сразу после добавления воды.
Как только вы достигнете второго уровня дерева технологий в Icarus, вы начнете видеть стальные инструменты и оружие. Сталь — очень прочный материал, но для ее изготовления требуется несколько отдельных шагов. В этом руководстве мы рассмотрим, как сделать сталь, а также что можно с ней делать.
Важно знать, что для изготовления стали вам потребуется 20 уровень. Хотя стальные инструменты технически находятся на втором уровне, который требует десятого уровня, вам понадобится оборудование, которое разблокируется на третьем уровне. Если вы еще не достигли 20-го уровня, обязательно ознакомьтесь с нашим руководством о том, как быстро повысить уровень.
Прежде чем приступить к изготовлению стали, вам понадобится бетонная печь и ступка с пестиком. Кроме того, для изготовления стальных инструментов вам понадобится скамья с наковальней. Ниже приведены необходимые материалы для каждого предмета.
Элемент
Необходимые материалы
Где создать
Скамья с наковальней
40 железных слитков
20 единиц дерева
10 стоун
Верстак
Бетонная печь
12 железных слитков
8 веревок
12 эпоксидная смола
Бетонная смесь 20
Обрабатывающий стенд
Ступка и пестик
4 кремнеземной руды
12 камней
Верстак
Как сделать железо
Выше вы могли заметить, что для изготовления бетонной печи и скамьи для наковальни требуется железо. Железо — это простой металл, который можно получить, выплавив две железные руды в каменной печи. В результате получится один железный слиток.
Железная руда — распространенный ресурс, ее можно найти в пещерах, а также на скалистых обрывах. Чтобы сделать каменную печь для производства железных слитков, вам понадобятся следующие материалы.
4 палки;
12 дерева;
80 камня;
12 кожт.
Изготовление стали
Теперь, когда у вас есть бетонная печь и железо, пришло время делать сталь. Ниже вы можете ознакомиться со всеми шагами по изготовлению одного стального слитка.
Соберите не менее шести железных руд. Вы можете либо переработать ее в слитки, либо оставить их в виде сырой руды;
Соедините три железных слитка (или шесть железных руд) и одну угольную руду в ступке и пестике. Получится одна стальная болванка;
Переплавьте стальную смесь в бетонной печи, чтобы получить один стальной слиток.
После выполнения этих шагов у вас будет один стальной слиток. В целом, один стальной слиток получается из шести железных руд и одного куска угля. Изготовить чертеж очень просто; самое сложное — собрать необходимое оборудование.
Изготовление изделий из стали
Сталь используется в нескольких продвинутых чертежах, а также в стальных инструментах. Для изготовления стальных инструментов вам понадобится наковальня, о которой говорилось ранее. Ниже вы можете ознакомиться с каждым стальным инструментом и материалами, необходимыми для его изготовления.
Элемент
Необходимые материалы
Стальной топор
5 дерева
4 эпоксидной смолы
6 стальных слитков
2 стальных винта
Стальная кирка
5 дерева
4 эпоксидной смолы
6 стальных слитков
Стальной нож
5 дерева
4 эпоксидной смолы
6 стальных слитков
2 стальных винта
Стальное копье
5 дерева
6 Эпоксидная смола
24 стальных слитка
Ремонтный молоток из стали
5 дерева
4 эпоксидной смолы
6 стальных слитков
2 стальных винта
Стальной болт
1 дерево
2 стальных слитка
Наряду с этими инструментами, сталь — это материал, используемый в нескольких предметах поздней игры, например, в Фабрикаторе. Как только вы впервые изготовите сталь, вы сразу же сможете сделать ее огромное количество.
Вот и все, что нужно знать о стальных слитках. Не забудьте сходить в пещеру и добыть железную руду. Только не забывайте избегать пещерных червей!
Напишите комментарий =)
Ещё по Icarus
как сделать сталь — Гайды и обзоры игр
Вот все, что вам нужно знать о создании стальных слитков в Icarus и о том, что с ними можно делать.
Как сделать железо
Изготовить сталь
Создание изделий из стали
Как только вы достигнете второго уровня в дереве технологий в Икар , вы начнете видеть стальные инструменты и оружие. Сталь — очень прочный материал, но для его изготовления требуется несколько отдельных шагов. В этом руководстве мы рассмотрим как делать сталь , а также что с ней можно делать.
Важно знать, что перед изготовлением стали вам необходимо иметь 20-й уровень. Хотя стальные инструменты технически находятся на втором уровне, для которого требуется десятый уровень, вам понадобится оборудование, которое разблокирует на третьем ярусе. Если вы еще не достигли 20-го уровня, обязательно ознакомьтесь с нашим руководством по быстрому повышению уровня.
Содержание
Оборудование, необходимое для изготовления стали
Как сделать железо
Производство стали
Crafting With Steel
Оборудование, необходимое для изготовления стали
Прежде чем делать сталь, вам понадобится бетонная печь, ступка и пестик. Кроме того, чтобы Сделайте стальные инструменты, вам понадобится скамья с наковальней. Ниже вы можете найти необходимые материалы для каждого элемента.
Элемент
Необходимые материалы
Где создать
Скамья с наковальней
40 железных слитков
20 дерева
10 камня
Верстак
Бетонная печь
12 Железный слиток
8 Веревка
12 Эпоксидная смола
20 Concrete Mix
Станок для механической обработки
Строительный раствор и пестик
Кремнеземная руда 4
Камень 12
Верстак
Как сделать железо
через Z1 Gaming. /YouTube
Вы, возможно, заметили, что железо требуется для изготовления бетонной печи и скамьи с наковальней. Железо — это простой металл, который можно получить, выплавив две железные руды в каменной печи. В результате будет получен один железный слиток.
Железная руда является обычным ресурсом и может быть можно найти внутри пещер, а также вдоль скалистых утесов. Чтобы сделать каменную печь для изготовления железных слитков, вам понадобятся следующие материалы.
4 палки
12 дерева
80 камня
12 кожи
Производство стали
через Iceberg Gaming/YouTube
Теперь, когда у вас есть бетонная печь и железо, пора делать сталь. Ниже вы можете ознакомиться со всеми этапами изготовления одного стального слитка.
Рекомендуем ознакомится с другими гайдами на популярные игры tattoo-mall. ru. Расскажем про секреты и хитрости, которые можно использовать в играх со своей выгодой. А также про полезные и интересные историй в видеоиграх.
Соберите как минимум шесть железных руд . Вы можете переработать их в слитки или оставить их. сырая руда.
Соедините три железных слитка (или шесть железных руд) и одну угольную руду в ступке и пестике. Это создаст один стальной блюм.
Расплавьте стальной блюм в бетонной печи для создания одного стального слитка.
После выполнения этих шагов у вас будет один стальной слиток. Всего один стальной слиток состоит из шести железных руд и одного куска угля. План прост в изготовлении; самое сложное — собрать необходимое оборудование.
Crafting With Steel
Сталь используется в нескольких сложных чертежах, а также в стальных инструментах. Для изготовления стальных инструментов вам понадобится скамья с наковальней , о которой упоминалось ранее. Ниже вы можете ознакомиться с каждым стальным инструментом и материалами, необходимыми для его изготовления.
Предмет
Необходимые материалы
Стальной топор
5 дерева
4 эпоксидной смолы
6 стальных слитков
2 стальных винта
Стальная кирка
5 дерева
4 эпоксидная смола
6 стальных слитков
Стальной нож
5 Дерево
4 Эпоксидная смола
6 Стальной слиток
2 Стальные винты
Стальное копье
5 дерева
6 эпоксидной смолы
24 стальных слитка
Ремонтный молоток для стали
5 дерева
4 эпоксидной смолы
6 стальных слитков
2 стальных винта
Стальной болт
1 дерево
2 стальных слитка
Наряду с этими инструментами сталь — это материал, который используется в нескольких элементах поздней игры, таких как Изготовитель . Как только вы сделаете сталь впервые, вы сможете сделать ее в кратчайшие сроки.
Это все, что нужно знать о стальных слитках. Не забывайте заниматься спелеологией и добывать железную руду. Только избегайте пещерных червей!
Создание стали | Как работает
Сталь – это железо, из которого удалено большинство примесей. Сталь также имеет постоянную концентрацию углерода (от 0,5 до 1,5%). Такие примеси, как кремнезем, фосфор и сера, сильно ослабляют сталь, поэтому их необходимо удалять. Преимущество стали перед железом заключается в значительно улучшенной прочности.
Мартеновская печь — один из способов создания стали из чугуна. Чугун, известняк и железная руда поступают в мартеновскую печь. Он нагревается примерно до 1600 градусов по Фаренгейту (871 градус С). Известняк и руда образуют шлак, всплывающий на поверхность. Примеси, в том числе углерод, окисляются и всплывают из чугуна в шлак. Когда содержание углерода правильное, у вас есть углеродистая сталь.
Реклама
Другим способом получения стали из чугуна является бессемеровский процесс , который включает окисление примесей в чугуне путем продувки расплавленного чугуна воздухом в бессемеровском конвертере . Теплота окисления повышает температуру и удерживает железо в расплавленном состоянии. Когда воздух проходит через расплавленный чугун, примеси соединяются с кислородом, образуя оксиды. Угарный газ сгорает, а остальные примеси образуют шлак.
Однако большинство современных сталелитейных заводов используют для производства стали так называемую кислородную печь. Преимуществом является скорость, так как процесс примерно в 10 раз быстрее, чем в мартеновской печи. В этих печах через расплавленный чугун продувается кислород высокой чистоты, что снижает уровень углерода, кремния, марганца и фосфора. Добавление химических чистящих средств под названием 9Флюсы 0005 помогают снизить уровень серы и фосфора.
В этот момент сталь может быть легирована различными металлами для придания различных свойств. Например, добавление от 10 до 30 процентов хрома создает нержавеющую сталь, очень устойчивую к ржавчине. Добавление хрома и молибдена позволяет получить прочную и легкую хромомолибденовую сталь.
Если подумать, есть два природных явления, которые значительно облегчили развитие и процветание человеческих технологий. Во-первых, это огромные запасы железной руды. Во-вторых, доступность огромного количества нефти и угля для производства железа. Без железа и энергии мы, вероятно, не достигли бы того, чего достигли сегодня.
Перейдите по ссылкам ниже, чтобы узнать больше о железе и стали.
Похожие статьи HowStuffWorks
Другие полезные ссылки
Статистический сборник по железной руде
Железнорудный рудник Алегриа, Бразилия
Источники
«Ручной инструмент». Британская онлайн-энциклопедия. 2008. (22 декабря 2008 г.) http://www.britannica.com/EBchecked/topic/254115/hand-tool
Rickard, T.A. «Использование метеоритного железа». Королевский антропологический институт Великобритании и Ирландии. 1941. (6 января 2009 г.) http://www.jstor.org/pss/2844401
«Глоссарий сталелитейных заводов». Американский институт железа и стали. 2008. (22 декабря 2008 г.) http://www.steel.org/Content/NavigationMenu/LearningCenter/SteelGlossary/Steel_Glossary.htm
Tripathi, Vibha. «Технология железа и ее наследие в Индии (с древнейших времен до раннего средневековья)». Фонд Бесконечности. (6 января 2009 г.) http://www.infinityfoundation.com/mandala/t_pr/t_pr_tripa_iron_frameset.htm
Янг, Сюзанна М.М. и другие. «Самое раннее использование железа в Китае». Металлы в древности. 1999. (6 января 2009 г.) http://donwagner.dk/
Процитируйте это!
Пожалуйста, скопируйте/вставьте следующий текст, чтобы правильно цитировать эту статью HowStuffWorks.com:
Marshall Brain & Robert Lamb «Как работает железо и сталь» 1 апреля 2000 г. HowStuffWorks. com. 28 октября 2022 г.
Conan Exiles Руководство — Как сделать сталь
В Conan Exiles сталь является следующим уровнем предметов после железа, но это также утомительно, потому что игрокам нужно получить несколько ресурсов, чтобы сделать это. К счастью, в этом руководстве мы рассмотрим все, как делать стальные стержни.
Чтобы сделать Сталь, вам нужно объединить смолу и серу в котле, чтобы создать элемент ресурса под названием SteelFire. Затем вам нужно будет объединить Steelfire с железными стержнями в печи, чтобы создать стальные стержни. Но прежде чем вы сможете начать делать стальные стержни в свое удовольствие, вы должны сначала собрать все необходимые материалы, все из которых мы рассмотрим ниже. Первый ресурс, который вам понадобится для изготовления стальных слитков, — это сера, и ее можно найти в нескольких избранных местах на карте. Если вы проверите список ниже, вы найдете эти места в списке для вас.
Убежище грешника: -3155, 1704
Гробница Галламана: -3174, 1900
Пещера палача: -2872, 2184
Оазис к северо-востоку от Крепости Кель: -2256, 721
Акватория дальнего востока карты: -2872, 2184
Перед тем, как отправиться в первые три локации, обратите внимание, что все они охраняются опасными врагами, поэтому было бы разумно подготовиться, прежде чем идти к кому-либо. Однако, если у вас есть достойная броня для ранней игры, такая как оружие среднего и железного уровня, все будет в порядке. Первые три также расположены относительно недалеко от стартовой зоны в Conan Exiles , в то время как до остальных вам придется далеко добираться, так что в конечном итоге вам лучше выбрать первые три. Мы также рекомендуем проверить интерактивную карту на conanexilesmap.com, чтобы точно узнать, где найти всю серу в игре.
Двигаемся дальше, следующим ресурсом является смола, и ее легко получить, так как все, что вам нужно сделать, это построить кожевенный завод, а затем выдувать в нем обычную или толстую шкуру. При этом вы создадите смолу, так как это побочный продукт дубления шкур. Тем не менее, вам нужно будет сначала разблокировать кожевенный завод, прежде чем вы сможете даже это сделать, и вы можете сделать это, разблокировав умение кожевника, когда достигнете уровня 10. Затем, после разблокировки, вы можете создать кожевенный завод со следующими материалами, перечисленными ниже.
240 Камень
160 Дерево
38 Кора
20 Шпагат
Теперь, когда вы знаете, как получить серу и смолу, следующим шагом будет получение котла Firebowl. Котлы открываются с помощью рецепта торговца скобяными изделиями на уровне 40, при условии, что вы уже разблокировали умение Изготовитель мебели на уровне 10.
АО «Металлоторг» имеет в наличии листы размеров 1250х2500 мм толщиной от 0,5 до 3,0 мм
Теоретический расчёт количества квадратных метров в тонне листа оцинкованного, вес 1м2 листа стального оцинкованного.
Толщинаоцинкованного листа, мм
Количество кв метров в 1тн
Вес м2 оцинкованного листа
Лист оцинкованный 0,5 мм
242,42
4,13
Лист оцинкованный 0,55 мм
221,36
4,52
Лист оцинкованный 0,7 мм
175,59
5,70
Лист оцинкованный 0,8мм
154,32
6,48
Лист оцинкованный 1 мм
124,22
8,05
Лист оцинкованный 1,2 мм
103,95
9,62
Лист оцинкованный 1,5 мм
83,51
11,97
Лист оцинкованный 2,0 мм
62,89
15,90
Лист оцинкованный 2,5 мм
50,45
19,82
Лист оцинкованный 3,0 мм
42,46
23,68
ЗАО «Металлоторг» реализует лист оцинкованный, купить в Казани можно продукцию таких предприятий, как ОАО «Новолипецкий металлургический комбинат» и ОАО «Магнитогорский металлургический комбинат». Оцинкованная сталь изготавливается по сортаменту Межгосударственных стандартов: 14918-80, Р 52246-2004, Р 52146-2003, Р 54301-2011, 24982-81, 17066-94, а также в соответствии с Техническими условиями 14-1-4695-89, 14-1-4766-90, 14-1-4792-90.
Лист оцинкованный: цена, размеры
Согласно сортаменту ГОСТ 14918-80 лист оцинкованный купить можно как в листах, так и в рулонах шириной 710-1800 мм (длина не нормирована). Толщина проката составляет 0,5-2,5 мм. Производство предусматривает термообработку и обезжиривание холоднокатаной стали, после чего следует травление, промывка и собственно оцинковка. Покрытие металла ферро-цинковым слоем осуществляется в гальваническом цинкосодержащем растворе. Применяется цинк марок Ц0 и Ц1 по ГОСТу 3640-94. На лист оцинкованный цена выше, чем на обычный прокат, так как оцинковка надежно защищает сталь от воздействия ультрафиолета и коррозии.
Толщина покрытия делится на три класса:
— П (лист оцинкованный с покрытием повышенного класса): 40-60 мкм;
— 1: 18-40 мкм;
— 2: 10-18 мкм.
Классы толщины цинкового покрытия ГОСТ 14918-80
Класс толщины
Масса 1 кв м слоя покрытия с двух сторон, г
Толщина покрытия, мкм
П(повышенный)
Более 570 до 855 включит-но
Свыше 40 до 60 включит-но
1
Более 258 до 570 включит-но
Свыше 18 до 40 включит-но
2
От 142,5 до 258 включит-но
От 10 до 18 включит-но
Теоретический расчёт количества квадратных метров в тонне листа оцинкованного, вес 1м2 листа стального оцинкованного.
Толщинаоцинкованного листа, мм
Количество кв метров в 1тн
Вес м2 оцинкованного листа
Лист оцинкованный 0,5 мм
242,42
4,13
Лист оцинкованный 0,55 мм
221,36
4,52
Лист оцинкованный 0,7 мм
175,59
5,70
Лист оцинкованный 0,8мм
154,32
6,48
Лист оцинкованный 1 мм
124,22
8,05
Лист оцинкованный 1,2 мм
103,95
9,62
Лист оцинкованный 1,5 мм
83,51
11,97
Лист оцинкованный 2,0 мм
62,89
15,90
Лист оцинкованный 2,5 мм
50,45
19,82
Лист оцинкованный 3,0 мм
42,46
23,68
Межгосстандарт Р 52246-2004: лист оцинкованный (Казань)
Сортамент стандарта Р 52246-2004 определяет требования к горячеоцинкованному прокату толщиной 0,3-4,9 мм в листах шириной 700-1800 мм и рулонах – 500-1800 мм.
Лист оцинкованный купить для следующих целей
1. Массовое, индивидуальное строительство, лист оцинкованный Казань использует для кровли жилых/нежилых зданий, сооружений, в качестве наружной отделки фасадов. 2. Машиностроение, судостроение, авиастроение, автомобилестроение. 3. Производство бытовой техники (стиральные, посудомоечные машины, холодильники и пр.), различного оборудования. 4. Изготовление тары, емкостей для воды, в том числе питьевой (баки, ведра), посуды, элементов вентиляционных каналов, водосточных систем, козырьков, отливов. 5. Лист стальной оцинкованный также идет на декорирование помещений и многое другое.
Чтобы купить лист оцинкованный, воспользуйтесь удобным для вас способом заявки: — позвоните по телефонам: +7 (843) 239-53-86 — отправьте запрос на email [email protected] или [email protected]; — сделайте он-лайн заказ через контактную форму прямо на сайте.
Работаем как с юридическими (безналичный расчет), так и с физическими лицами (оплата наличными по факту отгрузки продукции).
Вес оцинкованного листа и профнастила: таблицы и формулы
Стальной оцинкованный лист – металлопродукция, применяемая в качестве полуфабриката для изготовления изделий способами холодного профилирования, штамповки с последующим окрашиванием. В качестве исходного материала используются тонкие (обычно толщиной до 2 мм) горячее- и холоднокатаные листы из углеродистой стали обыкновенного качества и качественной, различных степеней раскисления.
Особенности производства оцинкованного листа
Изготовление этой металлопродукции регламентируется ГОСТом 14918-80. Существует несколько способов цинкования:
Горячее. Осуществляется в специальных ваннах с расплавленным цинком. После обработки изделие обдувают сжатым воздухом для удаления лишнего цинка и просушивания. Для такого покрытия характерны: значительная толщина, прочность, недостаточные декоративные характеристики.
Гальваническое (электрохимическое). Этот способ позволяет получать равномерный декоративный цинковый слой, обладающий высокой адгезией к основе.
Холодное. Производится с использованием цинкосодержащих составов. Такое покрытие обладает невысокой устойчивостью к внешним воздействиям.
В результате цинкования получают листы с различной толщиной покрытия:
повышенной – 40-60 мкм;
1 класса – 18-40 мкм;
2 класса – 10-18 мкм.
Расчет массы оцинкованного листа
Для определения массы оцинкованного листа, зависящей от его площади и толщины, можно воспользоваться одним из трех способов.
Онлайн-калькулятор
Это наиболее простой вариант, позволяющий определить по размерам листа его массу, площадь, количество листов в тонне.
Определение веса стального оцинкованного листа по формуле
Формула M = A*B*h*ρ, в которой:
M – масса, кг;
A – длина, м;
B – ширина, м;
h – толщина, мм;
ρ – средняя плотность стали, равная 7,85 кг/дм3.
Определение массы оцинкованного проката по таблице
Таблица весов оцинкованных листов в кг, имеющих наиболее распространенные размеры
Толщина, мм
Масса 1 м2, кг
Масса листа, кг
1,0х2,0 м
1,25х2,5 м
0,5
3,9
7,8
12,2
0,55
4,3
8,58
13,4
0,6
4,7
9,36
14,6
0,7
5,45
10,9
17,1
0,8
6,25
12,5
19,5
0,9
7,0
14,0
21,9
1,0
7,8
15,6
24,4
1,1
8,6
17,2
27,0
1,2
9,35
18,7
29,4
1,3
10,15
20,3
31,7
1,4
10,9
21,8
34,1
1,5
11,7
23,4
36,6
1,6
12,5
25,0
39,0
1,7
13,25
26,5
41,4
1,8
14,05
28,1
43,9
2,0
15,6
31,2
48,8
Все перечисленные выше варианты позволяют определить теоретическую массу оцинкованного листа, которая может несколько отличаться от фактической.
Расчет массы профнастила
Масса 1 м2 профилированного оцинкованного листа зависит от толщины проката и геометрии профиля. В таблице представлены веса профнастила наиболее популярных марок.
Марка профнастила
Толщина, мм
Масса 1 м2, кг
Марка профнастила
Толщина, мм
Масса 1 м2, кг
Для кровель и несущий
Универсальный
Н 57
0,55
7,4
НС 35
0,55
6,3
0,7
8,6
0,7
7,4
0,8
9,8
0,8
8,4
Н 60
0,7
8,8
НС 44
0,7
8,3
0,8
9,9
0,8
9,4
0,9
11,1
Стеновой
Н 75
0,7
9,8
С 15
0,55
5,4
0,8
11,2
0,7
6,8
0,9
12,5
С 18
0,55
6,3
Н 114
0,8
13,0
0,7
7,4
0,9
15,6
С 21
0,55
6,3
1,0
17,2
0,7
7,4
Для определения массы листа вес 1 м2 умножают на его длину и ширину.
Весовая таблица JSW Vishwas GC Sheets
Размер (толщина)
Размер (Ширина)
Приблизительный вес по цене для листа различной длины (в кг)
(мм)
(мм)
1,8288 Метр
2.1336 Метр
2,4384 Метр
2,7432 Метр
3,048 метра
3,6576 Метр
4. 2672 Счетчик
4,8768 Метр
(1829 мм)
(2134 мм)
(2438 мм)
(2743 мм)
(3048 мм)
(3658мм)
(4267 мм)
(4877мм)
0,10
720
1,24
1,45
1,66
1,87
2,07
2,49
2,90
3,32
0,11
720
1,34
1,57
1,79
2,02
2,24
2,69
3,14
3,58
0,12
720
1,47
1,72
1,96
2,21
2,45
2,94
3,43
3,92
0,13
720
1,60
1,87
2,13
2,40
2,67
3,20
3,73
4,26
0,14
720
1,73
2. 01
2,30
2,59
2,88
3,45
4,03
4,60
0,16
720/740/760/780/800
1,92
2,24
2,56
2,88
3,20
3,84
4,48
5. 12
0,18
720/740/760/780/800
2,14
2,50
2,85
3,21
3,56
4,28
4,99
5,70
0,20
720/740/760/780/800
2,33
2,72
3.11
3,49
3,88
4,66
5,44
6,21
0,22
720/740/760/780/800
2,56
2,98
3,41
3,83
4,26
5. 11
5,96
6,82
0,25
740/760/780/800
2,88
3,36
3,84
4,32
4,79
5,75
6,71
7,67
0,30
740/760/780/800
3,59
4,19
4,79
5,39
5,99
7,19
8,38
9,58
0,35
800
4,20
4,90
5,60
6,30
7,00
8,40
9,80
11. 20
0,40
800
4,81
5,62
6,42
7,22
8.02
9,63
11.23
12,84
0,45
800
5,40
6,30
7,20
8. 09
8,99
10,79
12,59
14,39
0,50
800
5,98
6,97
7,97
8,97
9,96
11,96
13,95
15,94
0,60
800
7,32
8,54
9. 77
10,99
12.21
14,65
17.09
19,53
0,63
800
7,83
9.13
10,44
11,74
13.05
15,66
18,27
20,88
0,80
800
9,96
11,62
13,29
14,95
16,61
19. 93
23,25
26,57
0,18
875
2,38
2,77
3,17
3,56
3,96
4,75
5,54
6,34
0,20
875
2,59
3,02
3,45
3,88
4,31
5,18
6. 04
6,90
0,22
875
2,84
3,31
3,79
4,26
4,73
5,68
6,63
7,57
0,25
900
3,20
3,73
4,26
4,79
5,33
6,39
7,46
8,52
0,30
900
3,99
4,66
5,32
5,99
6,65
7,99
9,31
10,65
0,35
900
4,67
5,45
6,22
7,00
7,78
9,34
10,89
12,45
0,40
900
5,35
6,24
7,13
8. 02
8,92
10,70
12,48
14,27
0,45
900
6,00
7,00
7,99
8,99
9,99
11,99
13,99
15,99
0,50
900
6,64
7,75
8,86
9,96
11. 07
13,28
15,50
17,71
0,60
900
8.14
9,49
10,85
12.21
13,56
16,28
18,99
21,70
0,63
900
8,70
10,15
11,60
13. 05
14,50
17,40
20.30
23.20
0,25
1220
4,27
4,98
5,69
6,40
7.11
8,54
9,96
11,38
0,30
1220
5,33
6,22
7. 10
7,99
8,88
10,66
12,43
14.21
0,35
1220
6,23
7,27
8,31
9,35
10,39
12,46
14,54
16,62
0,40
1220
7,14
8,33
9,52
10,71
11,90
14,28
16,67
19. 05
0,45
1220
8,00
9,34
10,67
12.01
13,34
16.01
18,68
21.35
0,50
1220
8,87
10,34
11,82
13. 30
14,78
17,73
20,69
23,65
0,60
1220
10,86
12,67
14,49
16.30
18.11
21,73
25,35
28,97
Настил из оцинкованной стали | Профнастил для крыш и полов
Настил из оцинкованной стали идеально подходит для полов, крыш, мостов, лестниц и многого другого. Wanzhi Steel предлагает широкий ассортимент настила из гофрированной стали с различными пролетами, размерами и длиной, а также профили настила для удовлетворения ваших требований. Наша продукция изготовлена из оцинкованного стального листа, который является прочным, устойчивым к коррозии, легким и простым в установке. Кроме того, его можно заказать в окрашенной отделке. Пожалуйста, свяжитесь с нами для получения более подробной информации!
Профнастил крыши
Оцинкованный настил пола
Технические характеристики оцинкованного настила
Артикул
Профнастил из гофрированного металла
Материал
Оцинкованная сталь
Толщина
0,7–1,2 мм (калибр 22–18)
Толщина цинкового покрытия
60 г/м 2 – 275 г/м 2
Общая ширина
1000–1250 мм
Эффективная ширина
600 мм – 1025 мм
Предел текучести
250 МПа – 550 МПа
Общие типы
Колода A, дека B, дека F, дека N
Металлические листы настила крыши
Листы настила пола
Особенности и применение настила из оцинкованной стали
1. Высокое соотношение прочности к весу;
2. Привлекательный внешний вид;
3. Отличная устойчивость к коррозии, огню и атмосферным воздействиям;
4. Скрытые крепления;
5. Малый вес, простая и быстрая установка;
6. Меньший расход бетона и высокая эффективность.
Благодаря этим замечательным свойствам оцинкованный металлический настил широко используется во многих строительных проектах, например,
1. Высотные здания, такие как бизнес-центры, гостиницы, здания банков, торговые центры и т. д.
2. Многоэтажные здания, например, крупные супермаркеты, школы, виллы, автомагазины 4S и т. д.
3. Общественные здания, такие как стадионы, театры, библиотеки, пассажирские станции, выставочные залы, терминалы аэропортов, концертные залы и т. д.
4. Промышленные здания, такие как склады, логистические центры, электростанции, атомные электростанции, металлоконструкции мастерские и т. д.
Оцинкованный листовой настил
Металлический настил
Что такое оцинкованный стальной настил?
Настил из оцинкованной стали подходит для стальных конструкций для повышения их жесткости. Он изготовлен из оцинкованных листов с высоким содержанием цинка и профилирован путем прокатки и холодной гибки, что обеспечивает превосходную коррозионную стойкость и большую долговечность. Профнастил из гофрированного металла используется для поддержки бетона пола, в том числе конструкционного настила крыши или композитного настила пола.
Оцинкованный кровельный настил
Кровельные настилы используются в качестве прочного основания при строительстве крыш. Самый популярный из них — тип B-Deck с широкими ребрами. Другие распространенные типы включают настил A (узкая ребристая кровельная панель), настил F (промежуточное ребро), настил N (глубокое ребро).
Оцинкованный настил для пола
Настил для пола представляет собой разновидность гофрированной металлической панели для укладки на пол. Его также называют композитным настилом, потому что он представляет собой комбинацию бетонных и металлических кровельных панелей. Настил пола служит растяжимой арматурой для повышения жесткости панели пола и сокращения использования арматуры и бетона.
Основное различие между настилом крыши и настилом пола заключается в рисунках тиснения. В первом используется гладкая панель без рельефного рисунка. В то время как последний имеет специальные рисунки тиснения для создания механических и химических связей между настилом и бетоном.
Настил крыши
Настил пола
Требования к композитному настилу пола
(1) Материалом композитного настила являются гофрированные оцинкованные листы с высоким слоем цинка, так что срок службы настила пола может составлять более 20 лет.
(2) Средняя ширина канавки для заливки бетона должна быть не менее 50 мм. При наличии соединителей в канавке композитная дека не должна быть больше 80 мм в высоту.
(3) Толщина композитного настила должна быть не менее 90 мм. Также толщина бетона над поверхностью гофрированного листа должна быть не менее 50 мм.
(4) Конец композитного настила должен быть закреплен анкерными болтами. Шпилька должна быть установлена на вогнутом ребре гофрированного листа, проникая в стальной лист, а затем прочно приварена к стальной балке.
(5) Опорная длина гофрированного металлического листа на балке должна быть не менее 50 мм и не менее 75 мм на кирпичной кладке.
Стальной настил
Композитный настил
Советы по выбору оцинкованного настила
1. Узнайте, что такое тип и модель оцинкованного настила. Существуют настилы крыши и настилы пола разных размеров, пролетов, высоты ребер, толщины и дизайна.
2. Выберите подходящий тип в соответствии с вашими проектами и особенностями каждой колоды.
3. Выберите подходящую модель, включая высоту ребра, пролет, конструкцию и т. д. На самом деле, высота ребра и расстояние между ребрами влияют на момент инерции и пролет опоры. Вообще говоря, чем выше высота ребер настила пола, тем больше несущая способность. И чем меньше расстояние между ребрами, тем больше несущая способность. Однако высота ребра не является ни чем ниже, тем лучше, ни чем выше, тем лучше. Например, при возведении перегородок высокоребристый настил будет занимать больше места. Поэтому важно выбрать подходящие типы и модели.
4. Обратите внимание на толщину настила из гофрированной стали и расстояние между второстепенными балками. Наиболее часто используемые листы гофрированного металлического настила имеют толщину 0,75 мм, 0,8 мм, 1,0 мм, 1,2 мм. Для полов с большими нагрузками мы рекомендуем клиентам использовать более толстые листы террасной доски.
5. Учитывайте предел текучести, несущую способность и толщину слоя цинка.
6. Покупайте у надежного производителя настила из оцинкованного металла.
Профнастил из гофрированной стали
Настил из оцинкованной стали
Настил из гофрированной стали Цена
На цену настила из оцинкованной стали влияет множество факторов. Он включает в себя материал (прочность стали, толщина стального листа, толщина слоя цинка), дизайн или тип и т. д. При покупке необходимо определить качество стального настила. Вот на что нужно обратить внимание:
1. Толщина. Если стальной лист толстый, значит, потребуется больше сырья, и цена будет выше. Поэтому некоторые поставщики будут использовать стальную деку толщиной 0,8 мм, чтобы притвориться декой толщиной 1,0 мм. В этом случае можно проверить штангенциркулем или на весах.
2. Толщина слоя цинка. Слой цинка в основном играет роль антикоррозионной защиты. Как правило, чем толще цинковое покрытие, тем выше цена. Некоторые поставщики будут использовать оцинкованный настил 60 г/м2 вместо листа 180 г/м2. Чаще всего для строительства используются оцинкованные стальные листы Z275 и Z450. Мы рекомендуем приобретать оцинкованные настилы от надежных производителей.
3. Прочность стали. Например, вам требуются стальные листы с прочностью 410 МПа, в то время как прочность листа, который вы покупаете, может составлять 345 МПа или 235 МПа. Wanzhi Steel обещает использовать в качестве материала горячеоцинкованные листы с высоким содержанием цинка. Допускается стороннее тестирование.
Настил из оцинкованной стали
Настил из гофрированной стали
Купить Настил из оцинкованной стали от Wanzhi Steel
Wanzhi Steel предлагает широкий ассортимент листов настила из оцинкованной стали для удовлетворения различных потребностей.



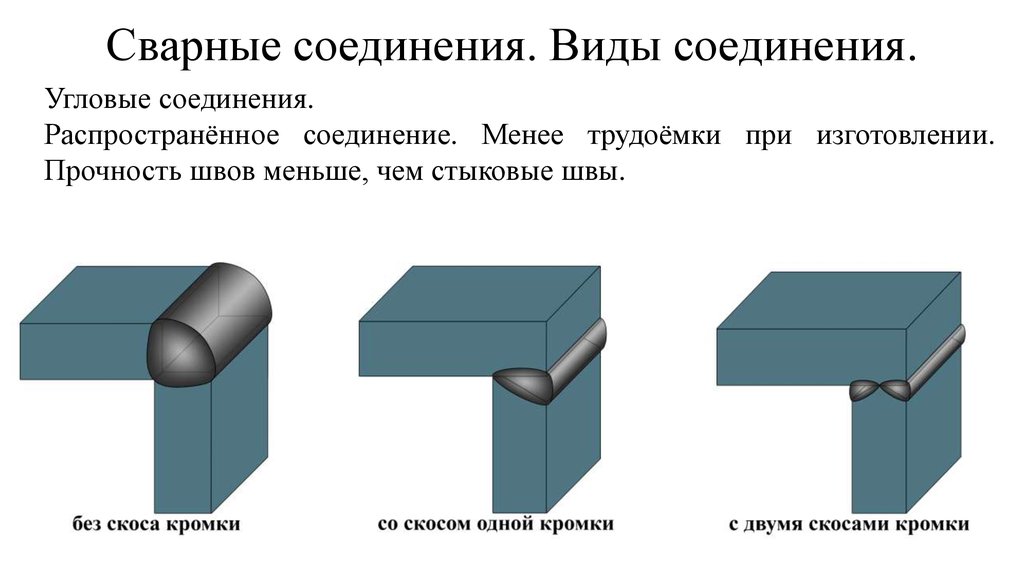 В процессе сварки заполняется угол, образованный между деталями. Поэтому важно обеспечить глубокое проплавление деталей. Обычно это достигается за счет использования методов автоматической сварки.
В процессе сварки заполняется угол, образованный между деталями. Поэтому важно обеспечить глубокое проплавление деталей. Обычно это достигается за счет использования методов автоматической сварки.
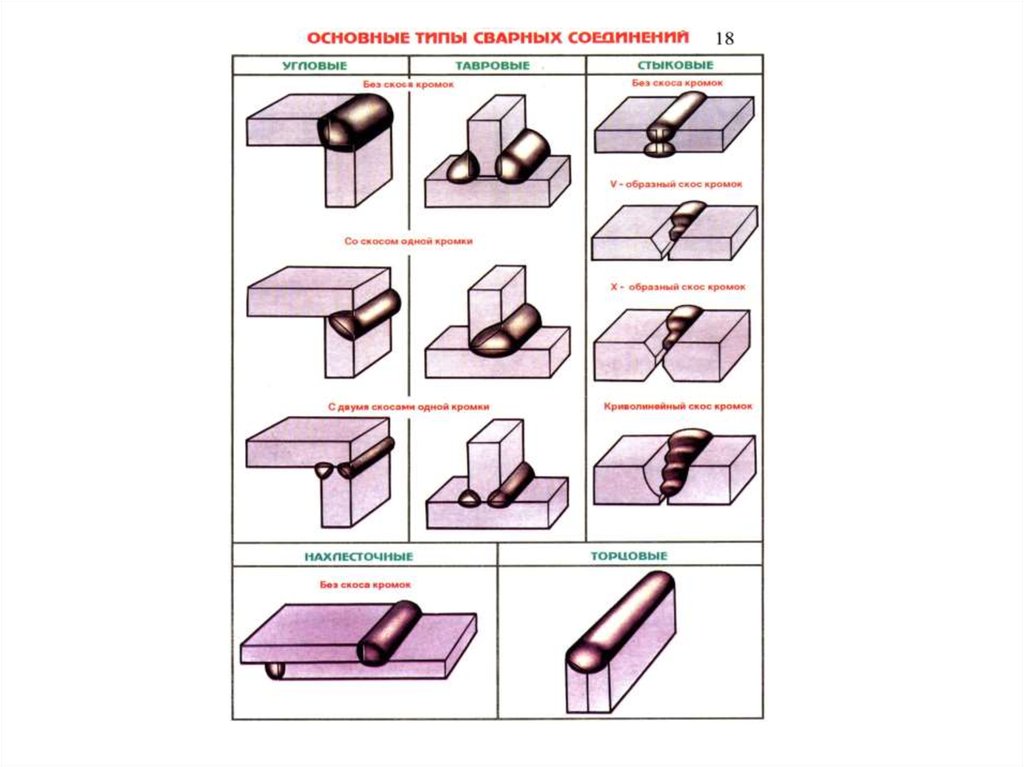 По форме угловые швы напоминают букву Г. Угол между деталями может быть любой, но чаще всего – прямой. В работе необходимо выполнять правила геометрии шва: ширину, изогнутость, выпуклость шва и корень стыка.
По форме угловые швы напоминают букву Г. Угол между деталями может быть любой, но чаще всего – прямой. В работе необходимо выполнять правила геометрии шва: ширину, изогнутость, выпуклость шва и корень стыка.
 Этот момент нужно учитывать при проектировании и проведении работ.
Этот момент нужно учитывать при проектировании и проведении работ.

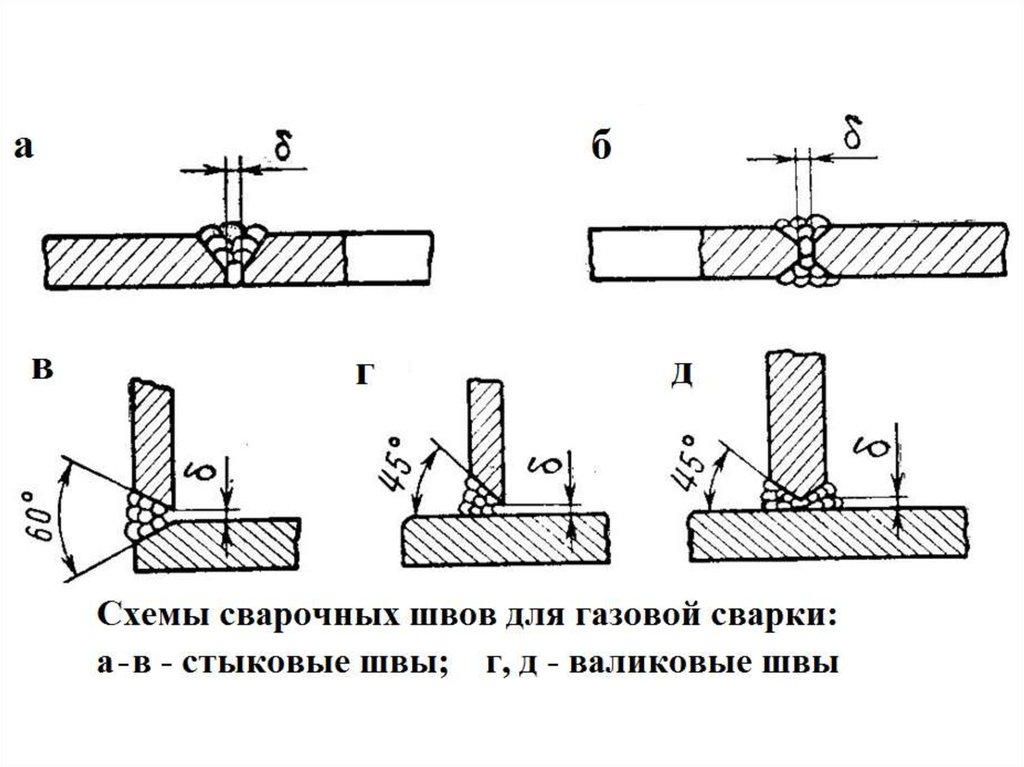 Существует множество способов выполнения таких работ. Их популярность легко объясняется отличным качеством и высокой прочностью. Низкая стоимость и высокая скорость выполнения позволили этой технологии проникнуть во все сферы народного хозяйства. При этом интерес к сварке не снижается и множество ученых и инженеров продолжают работать над усовершенствованием процесса.
Существует множество способов выполнения таких работ. Их популярность легко объясняется отличным качеством и высокой прочностью. Низкая стоимость и высокая скорость выполнения позволили этой технологии проникнуть во все сферы народного хозяйства. При этом интерес к сварке не снижается и множество ученых и инженеров продолжают работать над усовершенствованием процесса.

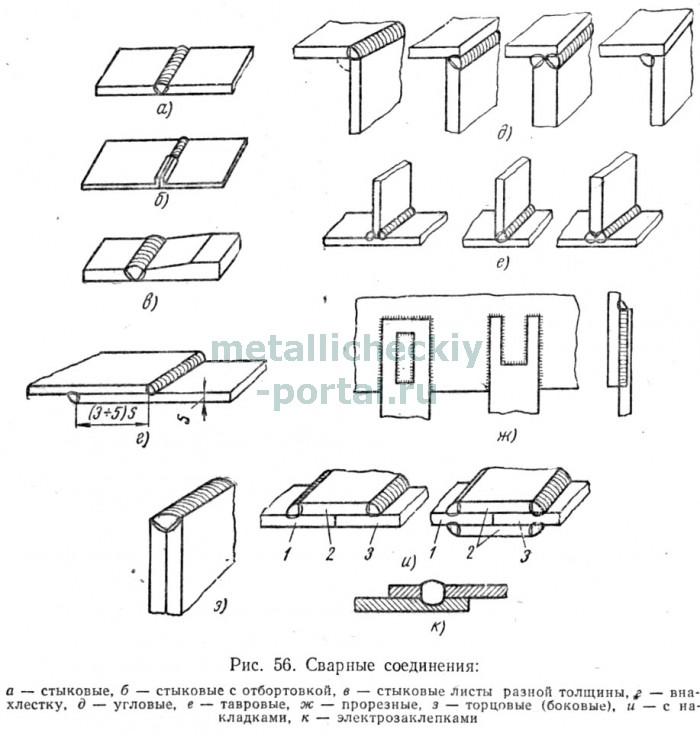

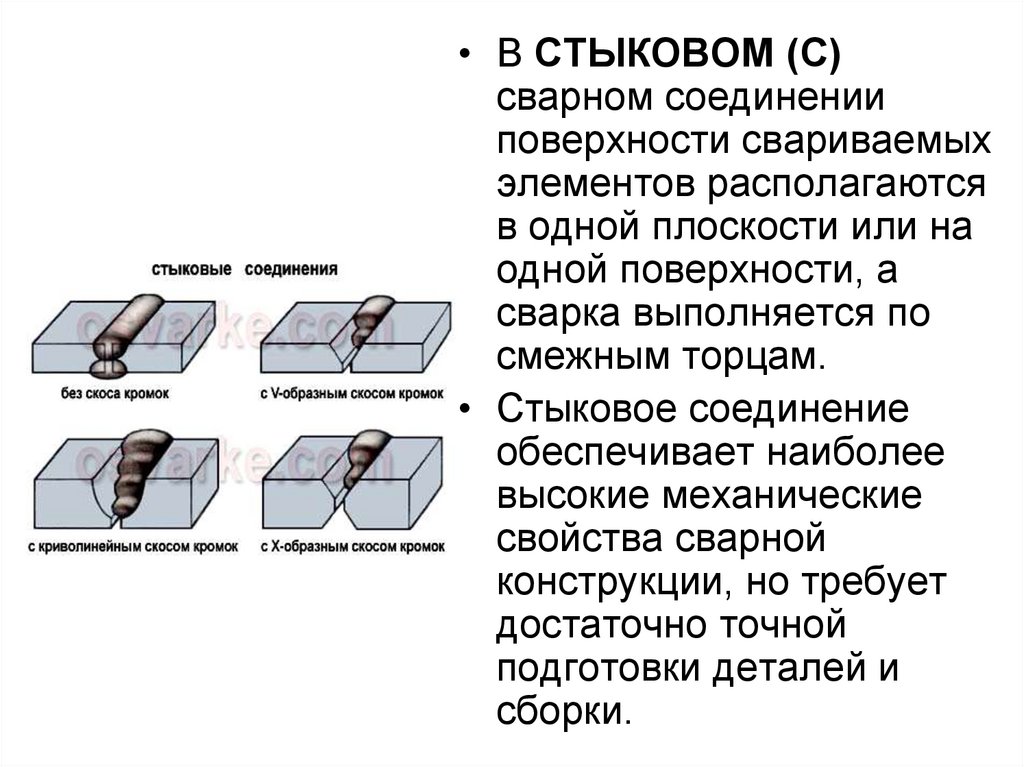
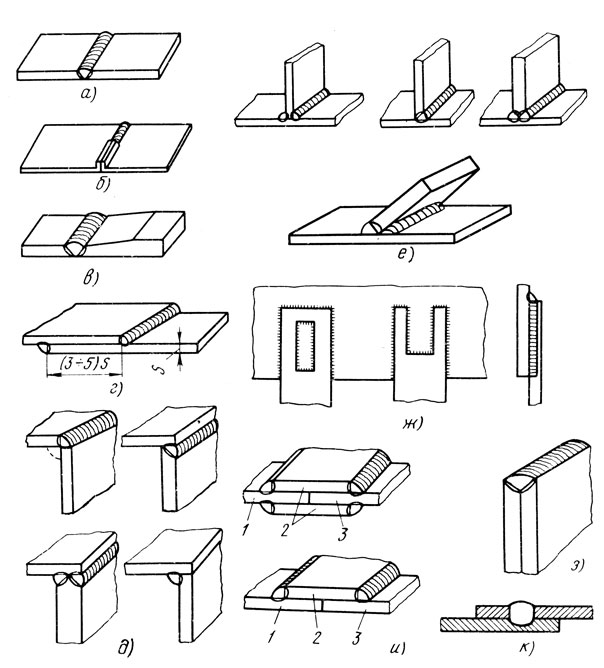 На стороне сплошных главные козыри – качество, прочность и непроницаемость.
На стороне сплошных главные козыри – качество, прочность и непроницаемость.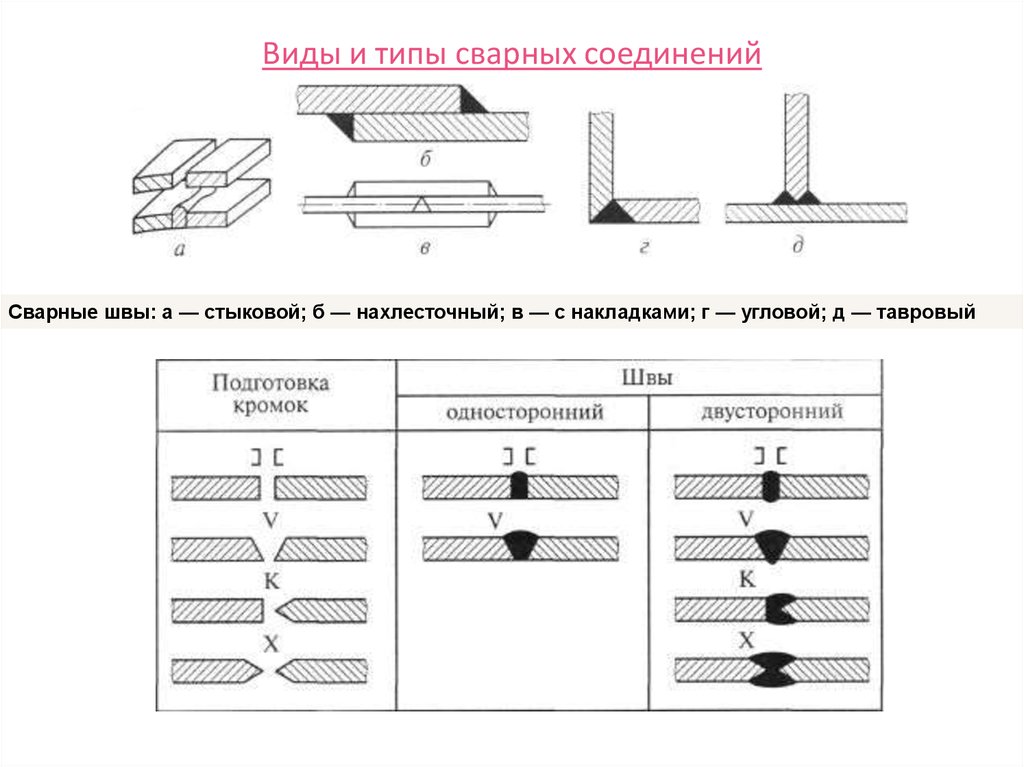 Простым ответом может быть слово «всё». Возьмите любой из множества параметров технологического процесса сваривания, нарушьте его и вы не получите приемлемого качества.
Простым ответом может быть слово «всё». Возьмите любой из множества параметров технологического процесса сваривания, нарушьте его и вы не получите приемлемого качества.
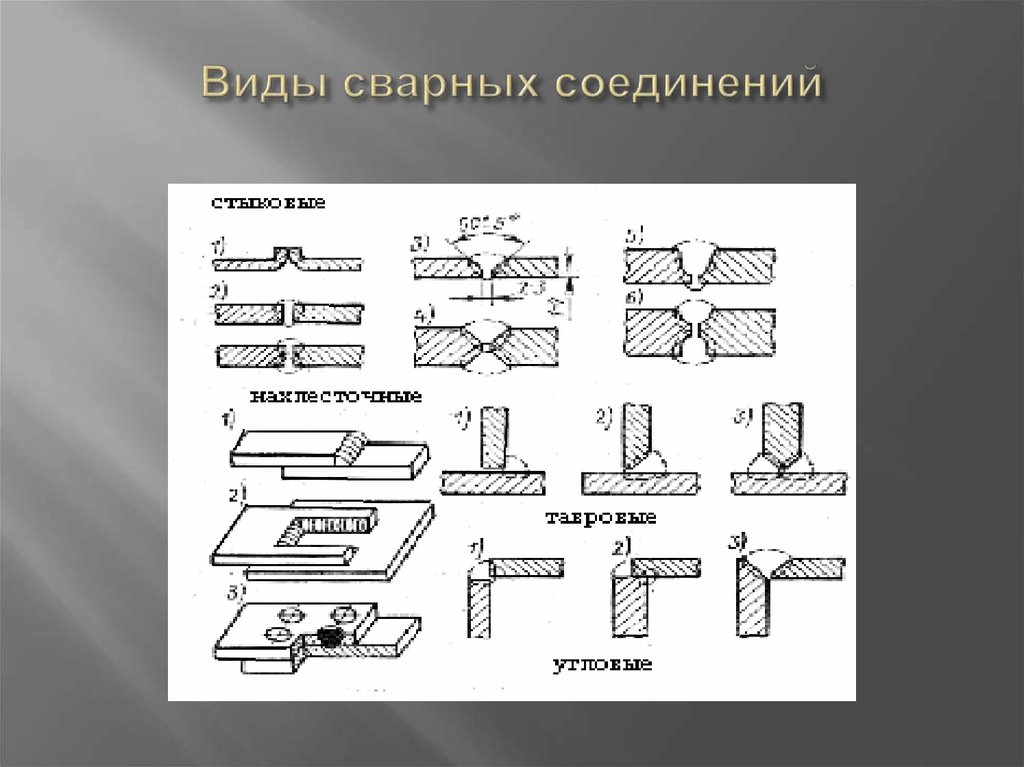
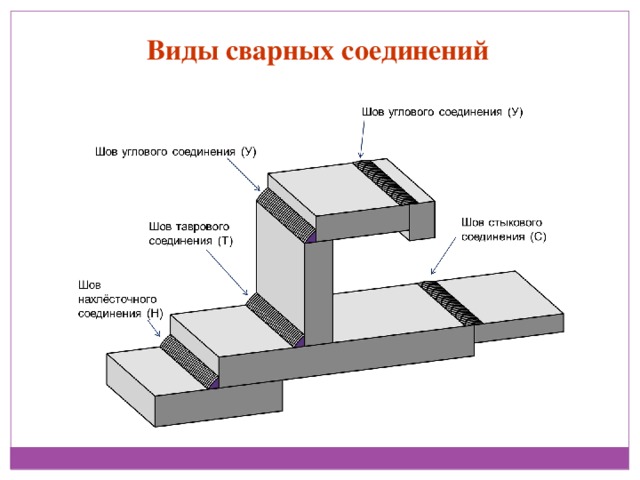
 Существует семь основных типов сварных швов с разделкой кромок, которые показаны на рис. 6-25.
Существует семь основных типов сварных швов с разделкой кромок, которые показаны на рис. 6-25.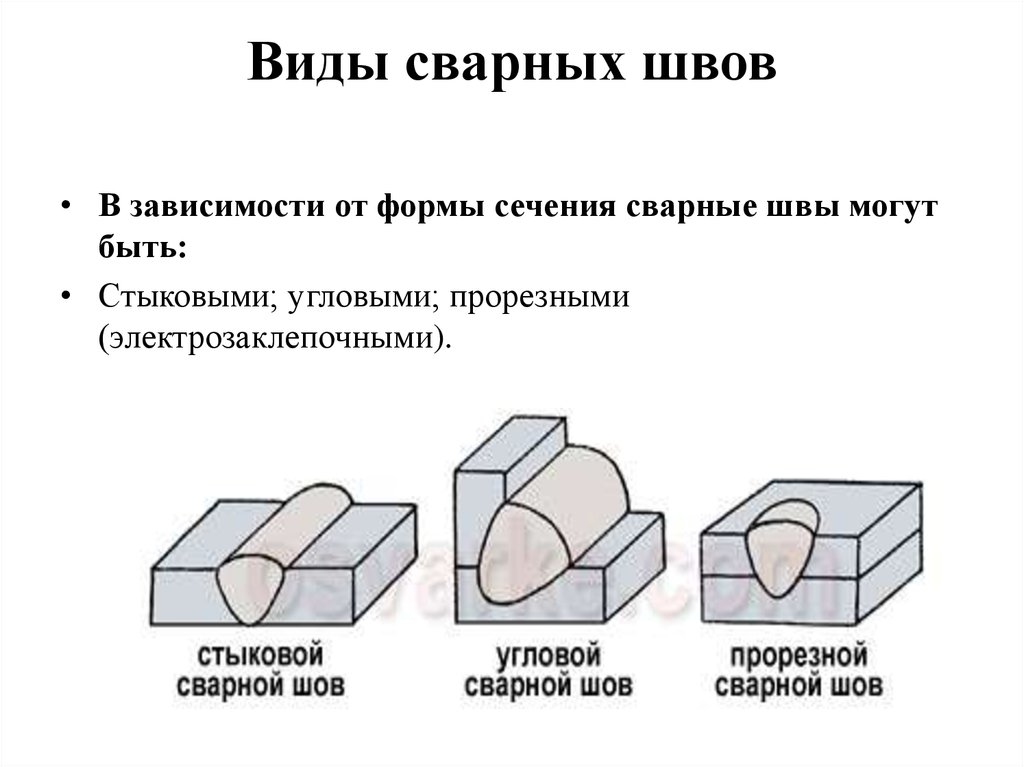
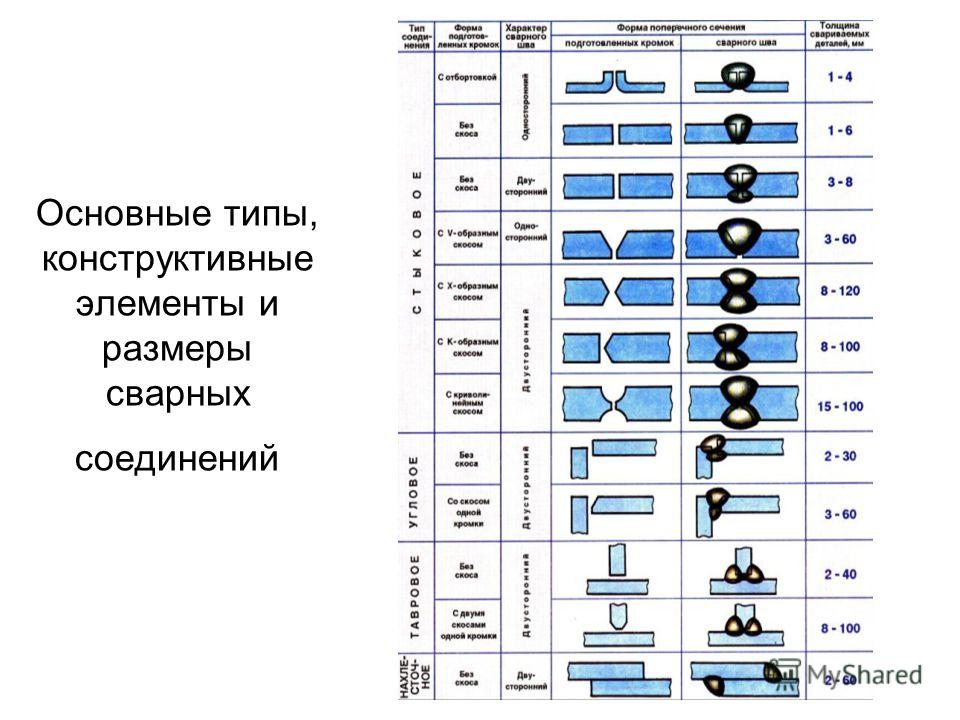


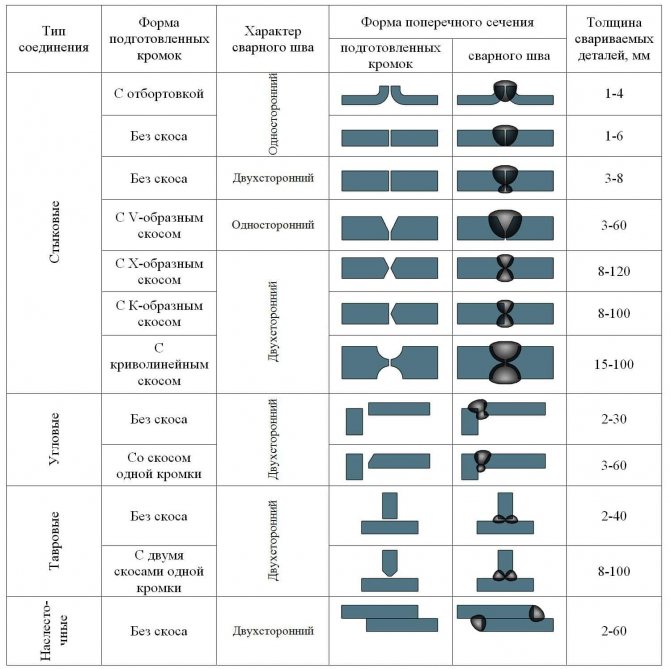 В этой статье мы увидим о различных типах сварных швов.
В этой статье мы увидим о различных типах сварных швов. Угловые сварные швы показаны на рисунке ниже.
Угловые сварные швы показаны на рисунке ниже.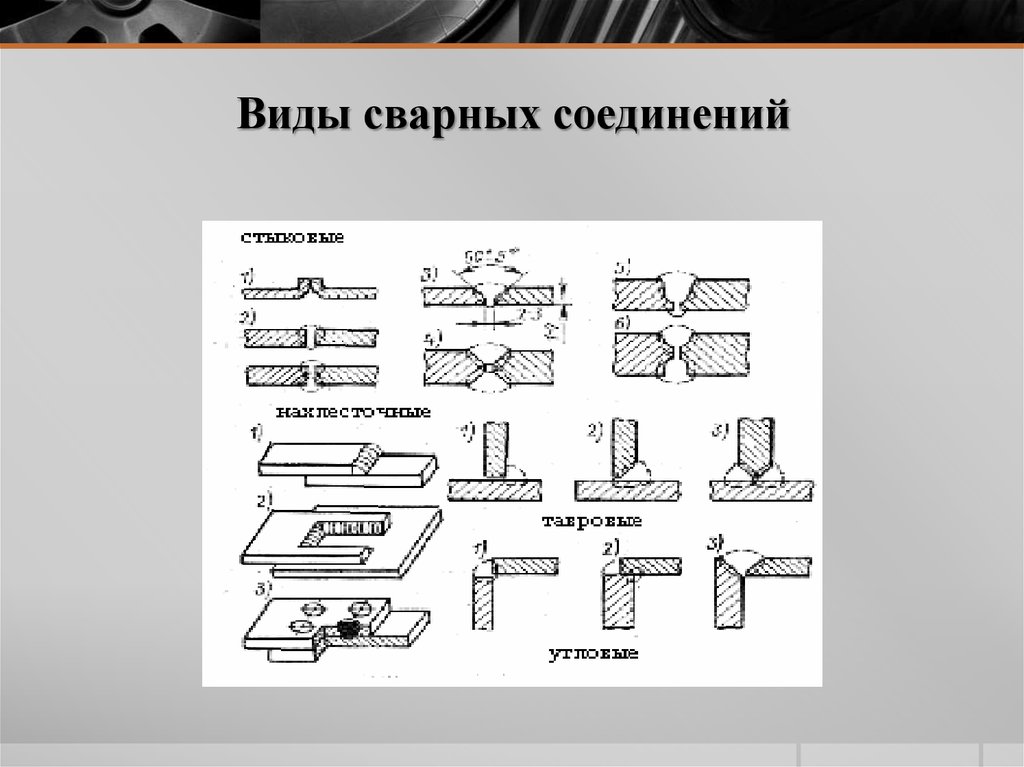 Одна пластина держится над другой, и в одной из пластин имеется отверстие. Сварной шов наплавляется в это отверстие, чтобы закрыть его. Стенки отверстия прямые. Хотя, это не обязательно. Стены тоже могут быть наклонными.
Одна пластина держится над другой, и в одной из пластин имеется отверстие. Сварной шов наплавляется в это отверстие, чтобы закрыть его. Стенки отверстия прямые. Хотя, это не обязательно. Стены тоже могут быть наклонными.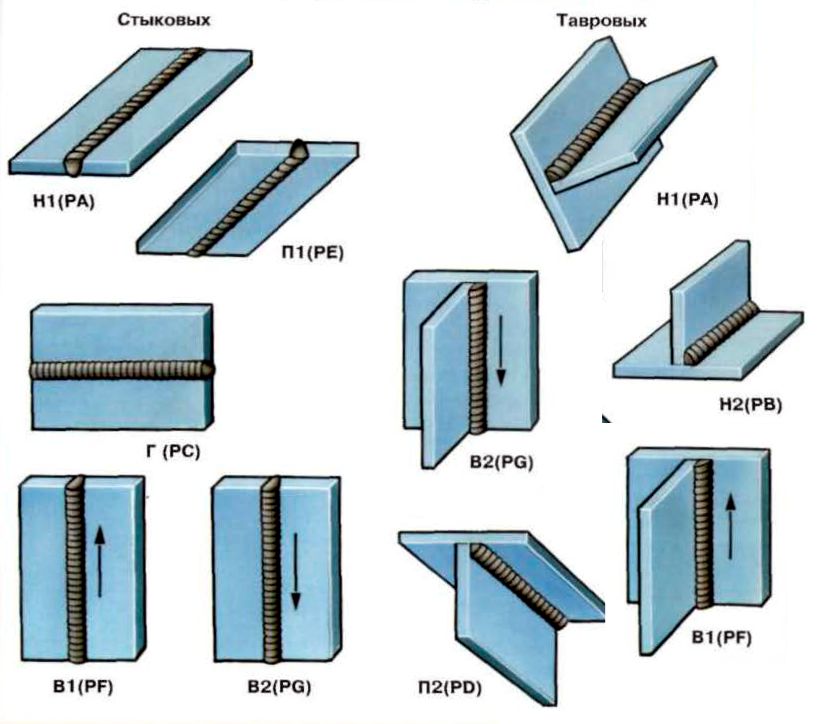 Небольшой зазор между частями ионизируется из-за высокой разницы напряжений и оказывает сопротивление протеканию тока. Из-за этого сопротивления выделяется тепло, и поверхность обеих частей расплавляется.
Небольшой зазор между частями ионизируется из-за высокой разницы напряжений и оказывает сопротивление протеканию тока. Из-за этого сопротивления выделяется тепло, и поверхность обеих частей расплавляется.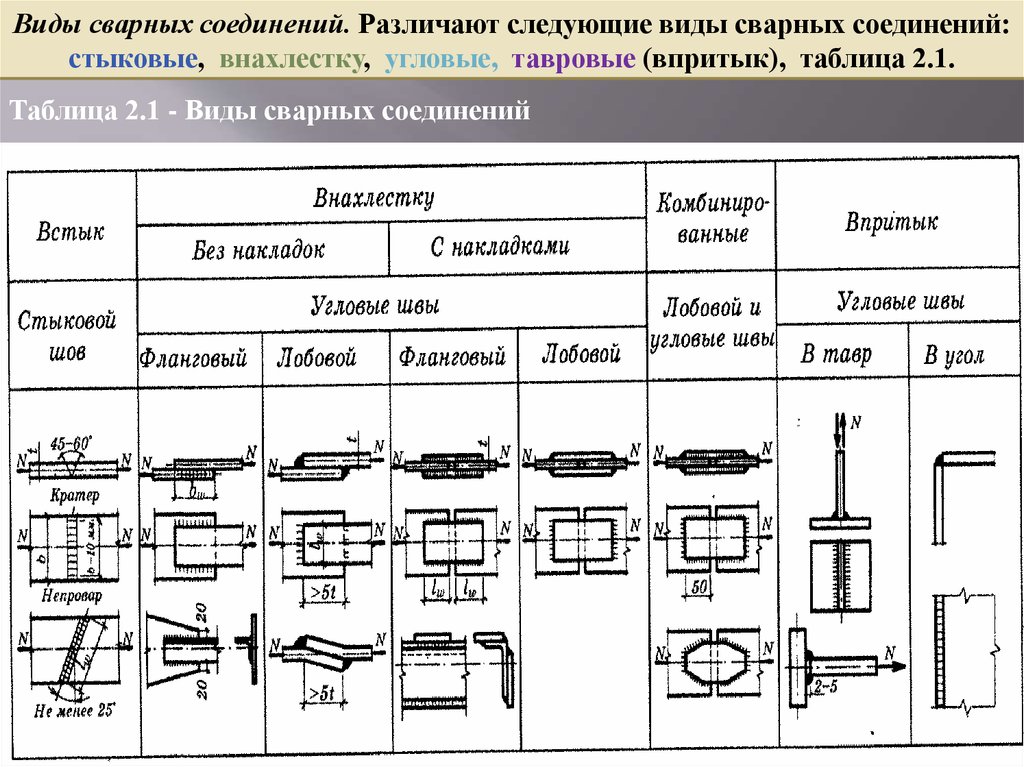
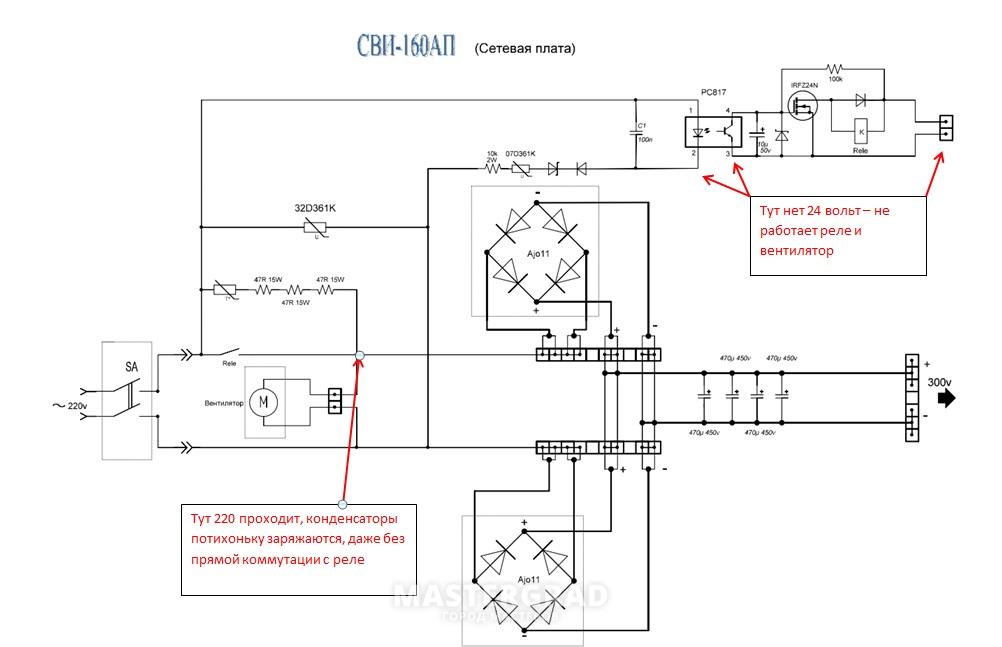
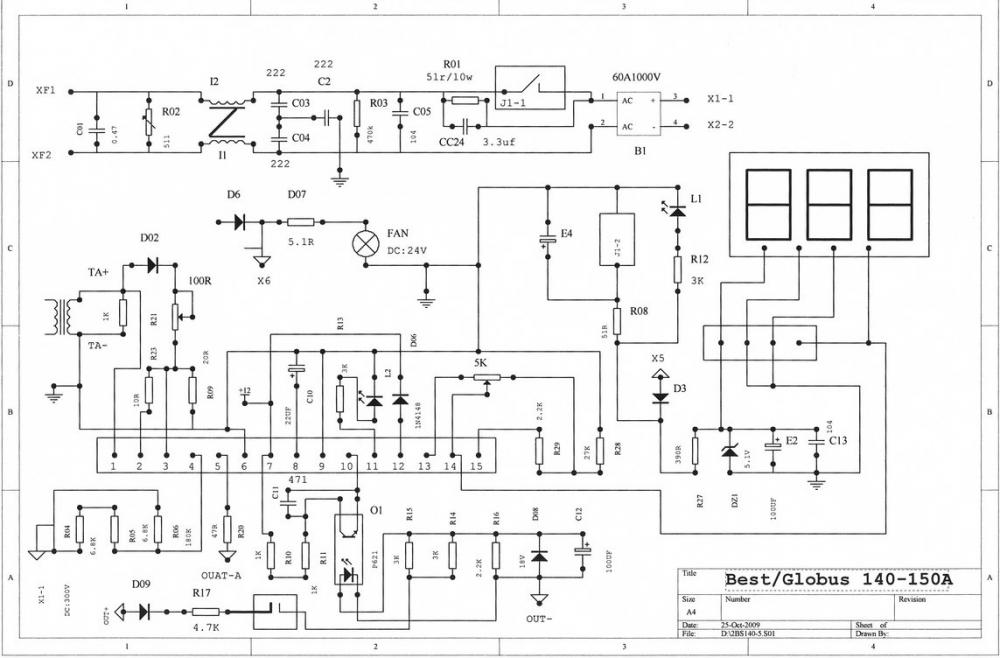 Чтобы понять причину, вам необходимо взять мультиметр и настроить у него режим сопротивления. С помощью мультиметра измерьте это самое сопротивление между заземлением и контактами. Если сопротивление неопределенное, значит все хорошо и причина кроется в другом. А если нет, то скорее всего необходимо заменить IMS-модуль на новый.
Чтобы понять причину, вам необходимо взять мультиметр и настроить у него режим сопротивления. С помощью мультиметра измерьте это самое сопротивление между заземлением и контактами. Если сопротивление неопределенное, значит все хорошо и причина кроется в другом. А если нет, то скорее всего необходимо заменить IMS-модуль на новый. Вам необходимо проверить его целостность и возможно почистить от загрязнений. Также рекомендуем полностью снять вентилятор и напрямую подключить его к питаю, чтобы проверить работоспособность.
Вам необходимо проверить его целостность и возможно почистить от загрязнений. Также рекомендуем полностью снять вентилятор и напрямую подключить его к питаю, чтобы проверить работоспособность.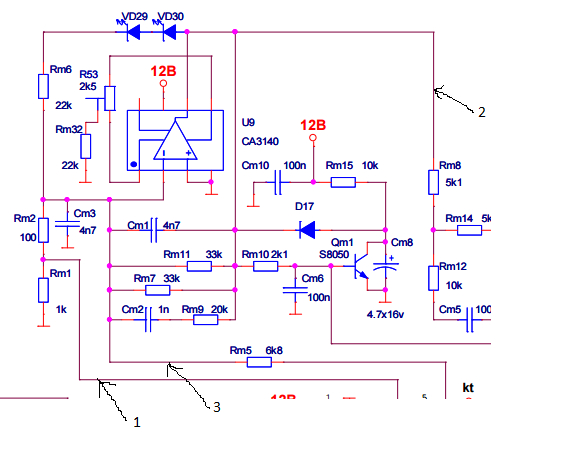 Схема сварочного инвертора Микро СВИ
Схема сварочного инвертора Микро СВИ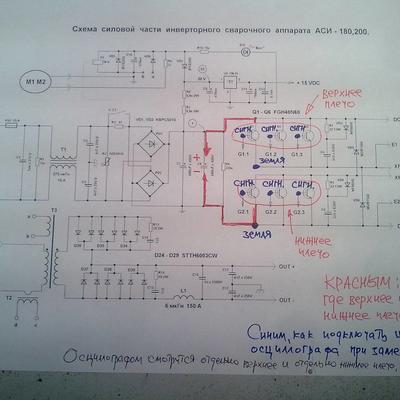 youtube.com/embed/SwpELTw75rc» frameborder=»0″ allowfullscreen=»»/>
youtube.com/embed/SwpELTw75rc» frameborder=»0″ allowfullscreen=»»/>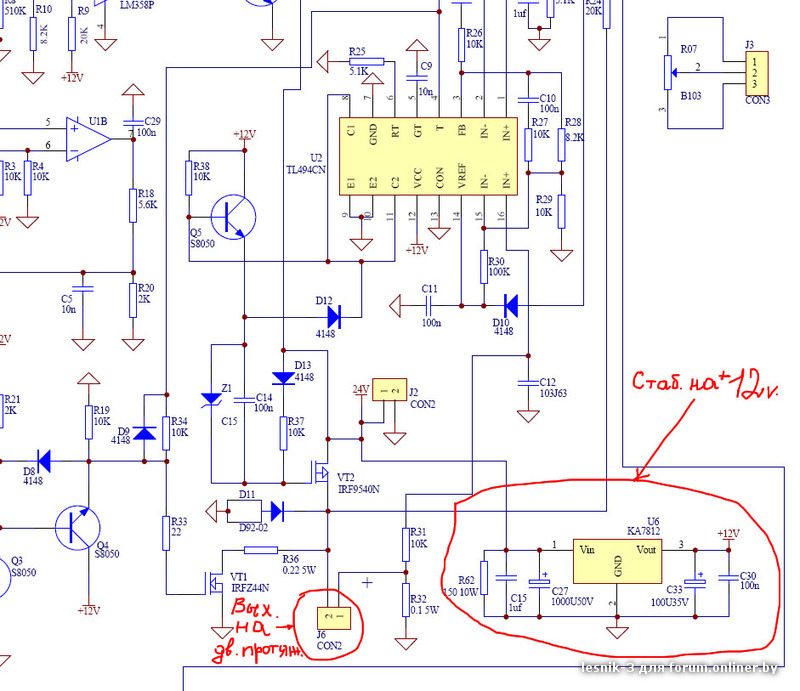 В таких случаях достаточно заменить только микросхему. Этот вариант и рассмотрим. Ставить опять в корпусе SOT не имеет смысла, поскольку ненадежные они. Лучше как то исхитриться. Если все сделано правильно и окружающие компоненты целы, в чем лучше убедиться заранее воспользовавшись схемой и проверив их, то аппарат включается сразу и прекрасно работает.
В таких случаях достаточно заменить только микросхему. Этот вариант и рассмотрим. Ставить опять в корпусе SOT не имеет смысла, поскольку ненадежные они. Лучше как то исхитриться. Если все сделано правильно и окружающие компоненты целы, в чем лучше убедиться заранее воспользовавшись схемой и проверив их, то аппарат включается сразу и прекрасно работает. Прогорел участок под стойкой силового блока.
Прогорел участок под стойкой силового блока.
 Кроме того, ни в коем случае не контактируйте с открытыми кабелями инвентора, проводящими ток, а также с электродержателем и поверхностью, которая подлежит сварке.
Кроме того, ни в коем случае не контактируйте с открытыми кабелями инвентора, проводящими ток, а также с электродержателем и поверхностью, которая подлежит сварке. Если с основными характеристиками все понятно, то о классе защиты поговорим подробнее. Маркировка IP является единым мировым стандартом. Первая цифра подразумевает защиту от механического воздействия, вторая — от проникновения воды.
Если с основными характеристиками все понятно, то о классе защиты поговорим подробнее. Маркировка IP является единым мировым стандартом. Первая цифра подразумевает защиту от механического воздействия, вторая — от проникновения воды. Средний сварочный ток — это А, в таком режиме инвертор Fubag IN работает минут.
Средний сварочный ток — это А, в таком режиме инвертор Fubag IN работает минут. Большая часть необходимых для ремонта запчастей имеется в наличии.
Большая часть необходимых для ремонта запчастей имеется в наличии.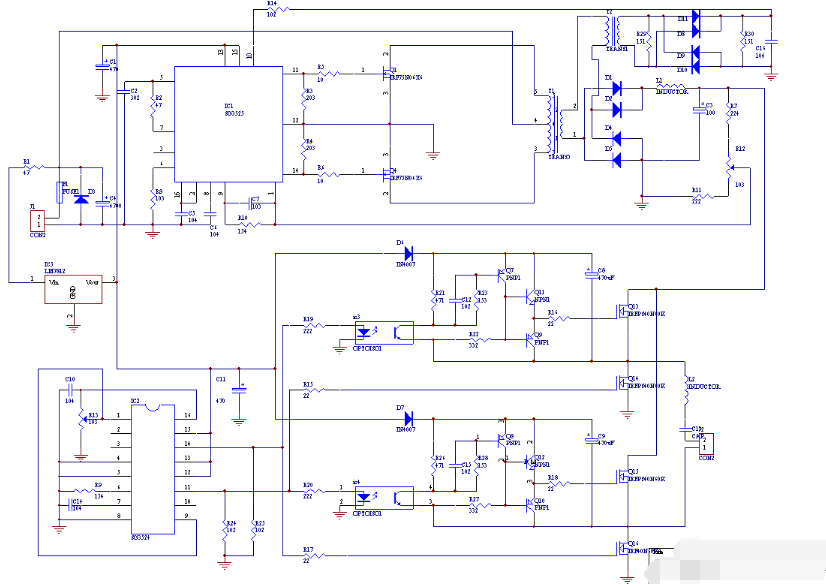 И у нас есть приятная новость.
И у нас есть приятная новость. Иногда после вскрытия аппарата и внешнего осмотра такие дефекты микросхемы NCPB видны, можно сказать, невооруженным глазом. Часто микросхема выходит из строя, сама по себе, не затрагивая жизненно важные окружающие элементы. Какие то у нее личные проблемы с герметичностью корпуса. В таких случаях достаточно заменить только микросхему. Этот вариант и рассмотрим.
Иногда после вскрытия аппарата и внешнего осмотра такие дефекты микросхемы NCPB видны, можно сказать, невооруженным глазом. Часто микросхема выходит из строя, сама по себе, не затрагивая жизненно важные окружающие элементы. Какие то у нее личные проблемы с герметичностью корпуса. В таких случаях достаточно заменить только микросхему. Этот вариант и рассмотрим.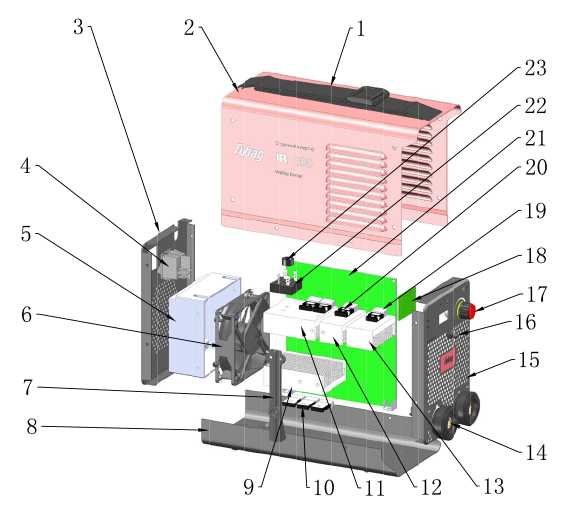 Сегодня в магазинах представлен широкий ассортимент инверторных сварочных аппаратов. Одним из наиболее популярных является схема inverter in fubag.
Сегодня в магазинах представлен широкий ассортимент инверторных сварочных аппаратов. Одним из наиболее популярных является схема inverter in fubag.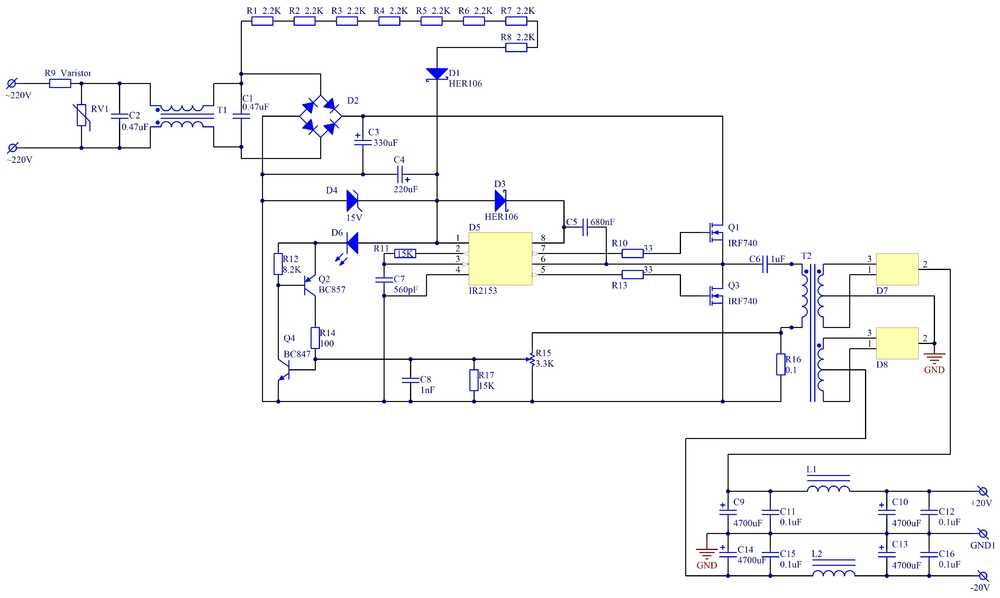 Новее чем: Искать только в этой теме Искать только в этом разделе Отображать результаты в виде тем. Быстрый поиск. Ремонт сварочных аппаратов Тема в разделе » Сварочные аппараты «, создана пользователем orca , Метки: ремонт сварочного аппарата ремонт сварочного инвертора ремонт электроинструмента сварка сварочник сварочный инвертор своими руками электроинструмент.
Новее чем: Искать только в этой теме Искать только в этом разделе Отображать результаты в виде тем. Быстрый поиск. Ремонт сварочных аппаратов Тема в разделе » Сварочные аппараты «, создана пользователем orca , Метки: ремонт сварочного аппарата ремонт сварочного инвертора ремонт электроинструмента сварка сварочник сварочный инвертор своими руками электроинструмент. Тепловые пушки газовые Тепловые электрические пушки. Инструкция камнерезные станки Инструкция компрессорное оборудование Инструкция сварочное оборудование Инструкция тепловые пушки Инструкция электростанции. Подписка на новости.
Тепловые пушки газовые Тепловые электрические пушки. Инструкция камнерезные станки Инструкция компрессорное оборудование Инструкция сварочное оборудование Инструкция тепловые пушки Инструкция электростанции. Подписка на новости. 18 $
18 $ Сделанный. Вы заряжаетесь. Доступны модели от 10А до 40А. Многие аксессуары можно было приобрести отдельно.
Сделанный. Вы заряжаетесь. Доступны модели от 10А до 40А. Многие аксессуары можно было приобрести отдельно. Со всеми защитами, подключениями и балансировочной платой (BMS). Непрерывный ток разряда 100А, Мгновенный ток разряда 200А. Хорошая альтернатива свинцово-кислотным/AGM/гелевым аккумуляторам. Принимает полный разряд без повреждений и намного легче.
Со всеми защитами, подключениями и балансировочной платой (BMS). Непрерывный ток разряда 100А, Мгновенный ток разряда 200А. Хорошая альтернатива свинцово-кислотным/AGM/гелевым аккумуляторам. Принимает полный разряд без повреждений и намного легче.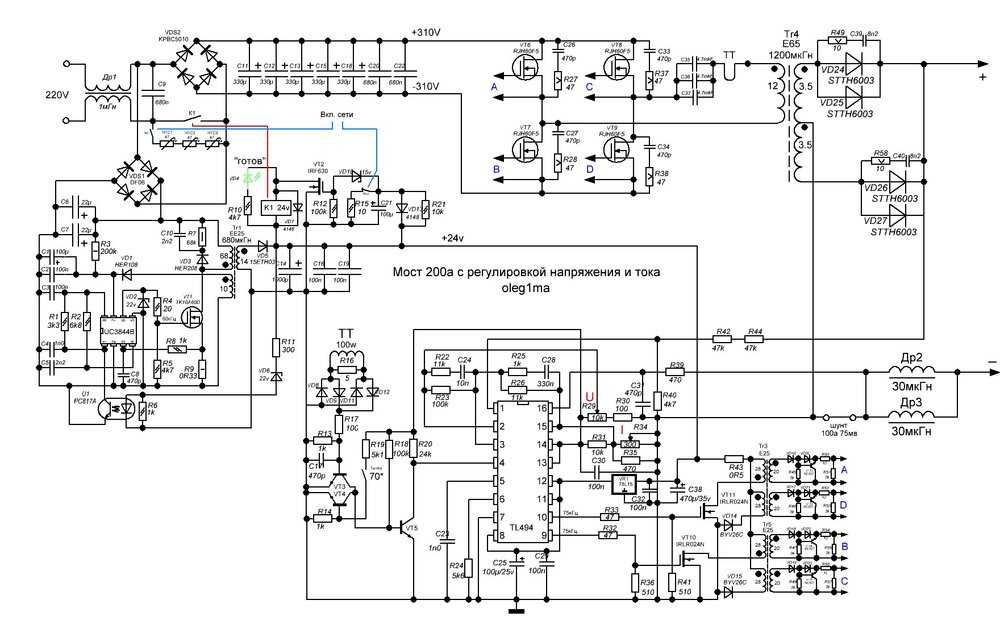 50 $
50 $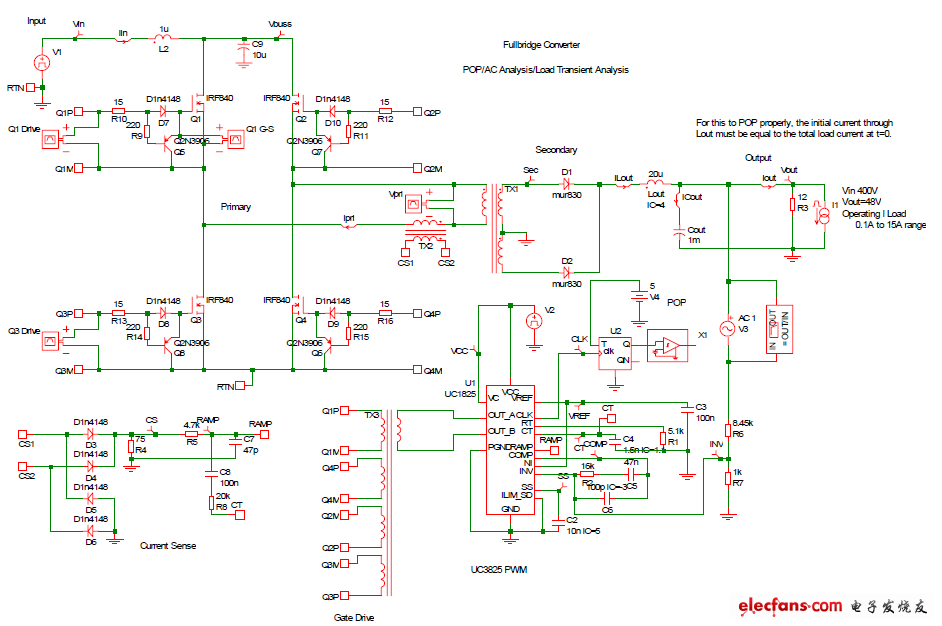 79 $
79 $ На странице продукта вы можете выбрать номинал от 20 до 150А. Его также удобно использовать в качестве простого выключателя для ручного отключения цепи нажатием кнопки
На странице продукта вы можете выбрать номинал от 20 до 150А. Его также удобно использовать в качестве простого выключателя для ручного отключения цепи нажатием кнопки Не такая эффективная, как обычная 100-ваттная панель, но ее легко использовать и ставить прямо под солнце или переносить с одного места на другое.
Не такая эффективная, как обычная 100-ваттная панель, но ее легко использовать и ставить прямо под солнце или переносить с одного места на другое. Может использоваться для ручного выключателя с системой основных и резервных батарей
Может использоваться для ручного выключателя с системой основных и резервных батарей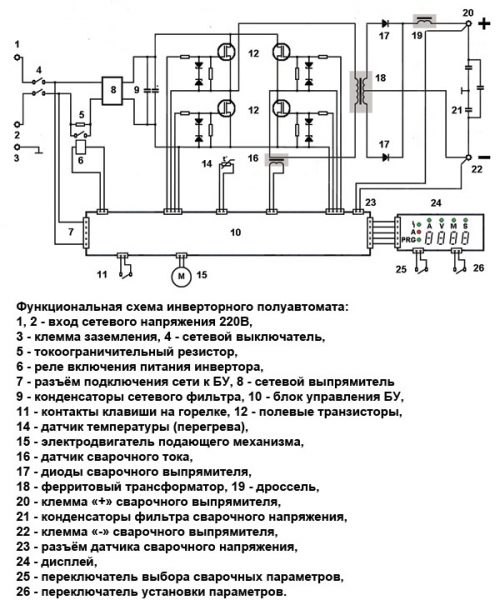 54 $
54 $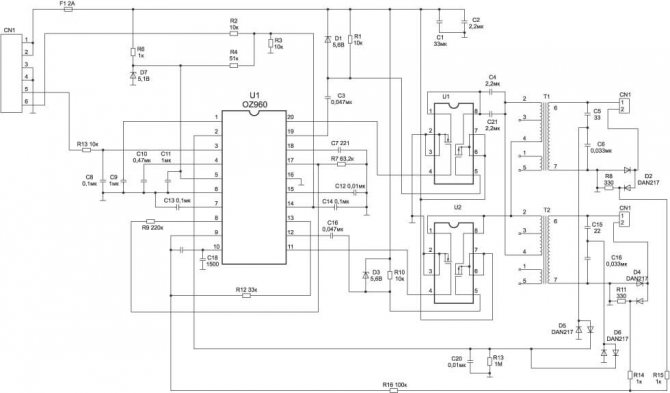 Кабельный ввод в комплекте
Кабельный ввод в комплекте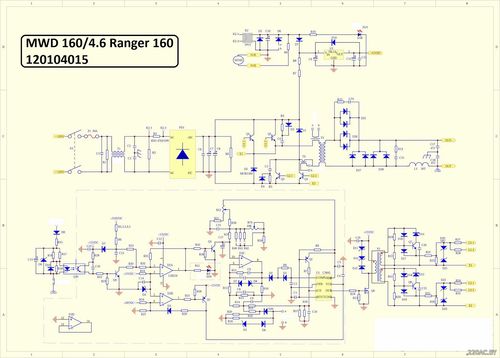 Полностью автоматический пошаговый процесс с различными настройками для зарядки аккумулятора и длительного срока службы.
Полностью автоматический пошаговый процесс с различными настройками для зарядки аккумулятора и длительного срока службы. Имеет резиновый колпачок для защиты от воды и пыли, но его можно снять. Асы для монтажа и подключения
Имеет резиновый колпачок для защиты от воды и пыли, но его можно снять. Асы для монтажа и подключения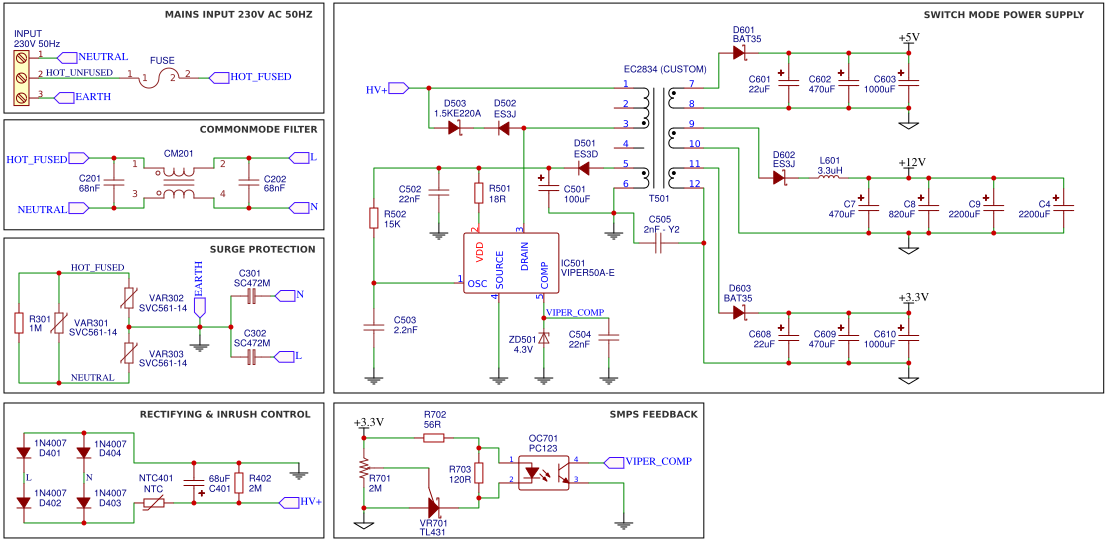 Это модель 3А (36Вт)
Это модель 3А (36Вт)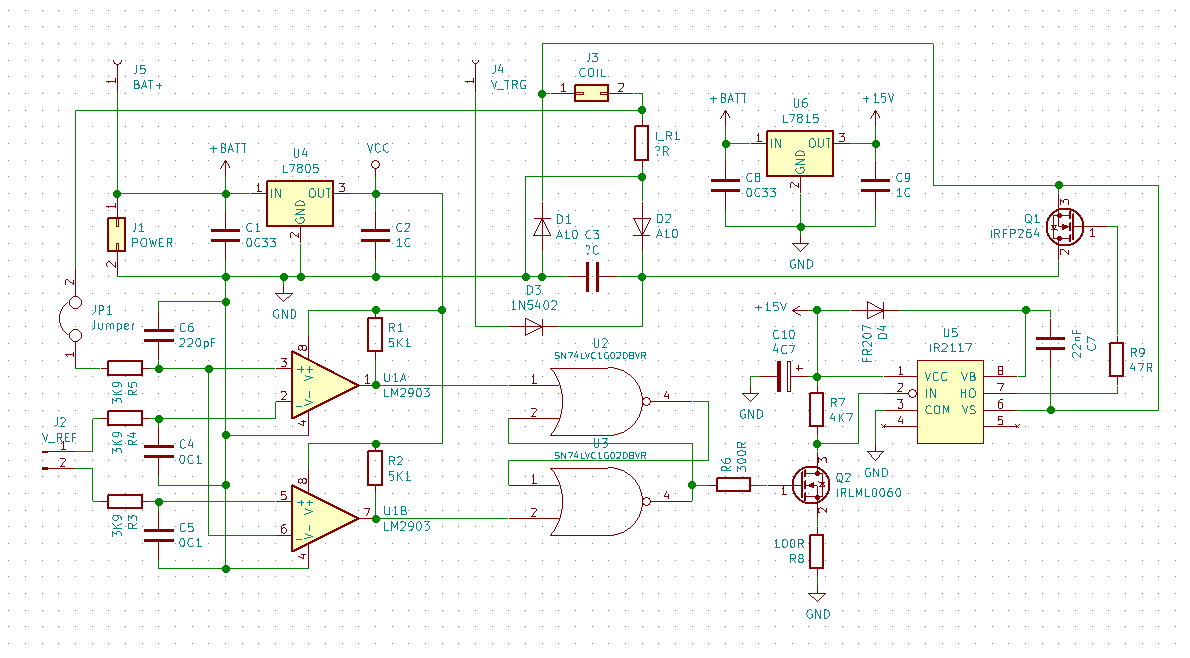 29 $
29 $ Управление через приложение для телефона
Управление через приложение для телефона Не так эффективно, как контроллер MPPT, но намного дешевле и работает. Если у вас есть строгий бюджет солнечной энергии, это ваш продукт.
Не так эффективно, как контроллер MPPT, но намного дешевле и работает. Если у вас есть строгий бюджет солнечной энергии, это ваш продукт. Просто вставьте этот предохранитель между ними. Держатель предохранителя и предохранитель на 10 А входят в комплект, но вы можете установить любой автомобильный предохранитель, который вам нужен. Может обеспечить непрерывную мощность до 60 А (пик 120 А). Внутри есть все защитные и балансировочные платы. Весит всего 5 кг
Просто вставьте этот предохранитель между ними. Держатель предохранителя и предохранитель на 10 А входят в комплект, но вы можете установить любой автомобильный предохранитель, который вам нужен. Может обеспечить непрерывную мощность до 60 А (пик 120 А). Внутри есть все защитные и балансировочные платы. Весит всего 5 кг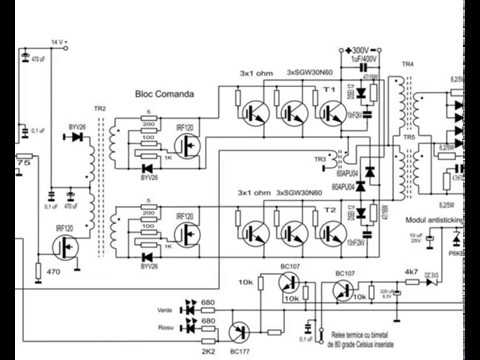 Немного менее эффективна, чем солнечная панель из твердого стекла, и менее долговечна, но тоже работает. Используйте его, когда вы не можете установить жесткие панели вместо этого.
Немного менее эффективна, чем солнечная панель из твердого стекла, и менее долговечна, но тоже работает. Используйте его, когда вы не можете установить жесткие панели вместо этого. Между вальцами прокатывалась литая оловянная плита, вальцы её сдавливали и утончали, превращая в лист.
Между вальцами прокатывалась литая оловянная плита, вальцы её сдавливали и утончали, превращая в лист. Вальцы станов выдавливали из железа оставшиеся шлаки, повышая качество металла в изделии. В 1719 г. саксонский опыт перенял немецкий инженер на русской службе Г.В. де Геннин и наладил подобное производство на уральских заводах, заменив хрупкий чугун в вальцах кованым железом.
Вальцы станов выдавливали из железа оставшиеся шлаки, повышая качество металла в изделии. В 1719 г. саксонский опыт перенял немецкий инженер на русской службе Г.В. де Геннин и наладил подобное производство на уральских заводах, заменив хрупкий чугун в вальцах кованым железом.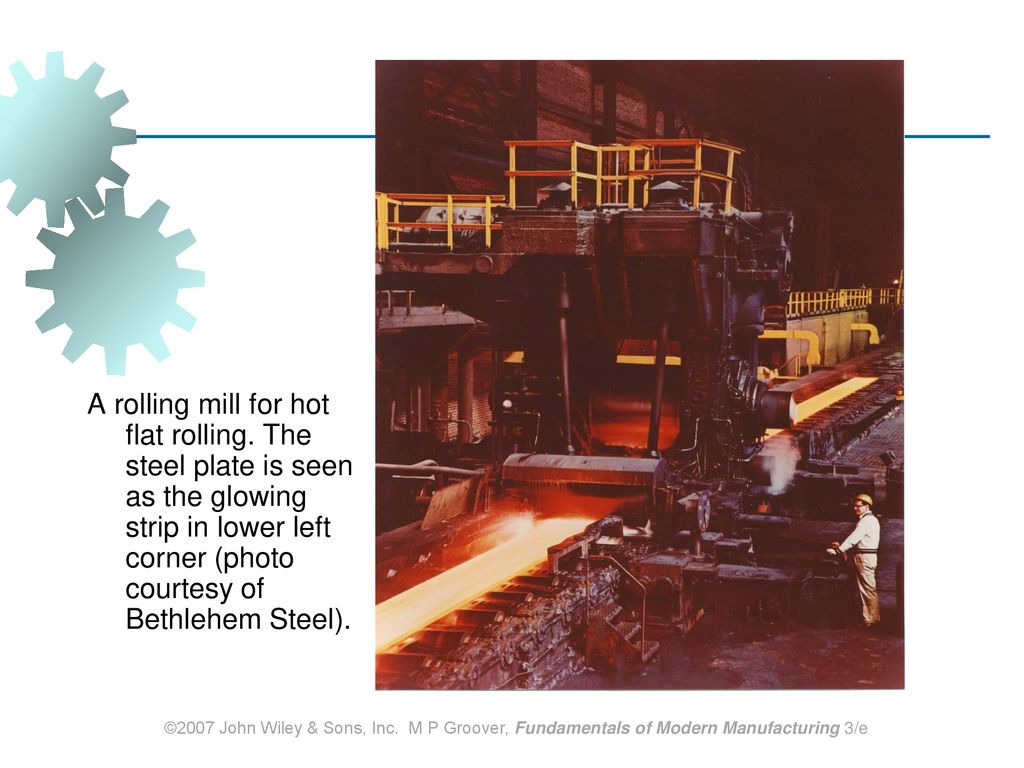 Делать рельсы целиком из пудлинговой стали было слишком дорого, поэтому заготовкой рельсов стал пакет (набор) разных видов железа: на подошву рельса шло кованое железо, а грибовидный выступ, по которому катились паровозные колёса, делался из пудлинговой стали.
Делать рельсы целиком из пудлинговой стали было слишком дорого, поэтому заготовкой рельсов стал пакет (набор) разных видов железа: на подошву рельса шло кованое железо, а грибовидный выступ, по которому катились паровозные колёса, делался из пудлинговой стали. Для бессемеровского стана не требовалась заготовка — выплавленная сталь сразу заливалась между прокатными вальцами, металл быстро застывал на вальцах, но, будучи совсем мягким, легко деформировался — так удавалось получить очень прочные стальные листы толщиной от 2 см до 1 мм.
Для бессемеровского стана не требовалась заготовка — выплавленная сталь сразу заливалась между прокатными вальцами, металл быстро застывал на вальцах, но, будучи совсем мягким, легко деформировался — так удавалось получить очень прочные стальные листы толщиной от 2 см до 1 мм.
 Широко использовались паровые машины, возникали новые индустриальные центры, особенно на северо-западе страны.
Широко использовались паровые машины, возникали новые индустриальные центры, особенно на северо-западе страны.


 При прокатке рабочий материал деформируется сжимающими силами между постоянно вращающимися валками. Другими словами, металл проходит между прядильными валками, и прикладываемая сила уменьшает толщину материала. Изменяются как формы металлов, так и внутренняя структура. Процесс прокатки металла можно сравнить с прокаткой теста булавкой. Прокатка является одним из важнейших производственных процессов в современном мире. Подавляющее большинство всех производимых сегодня металлических изделий подвергается прокатке в какой-то момент их изготовления.
При прокатке рабочий материал деформируется сжимающими силами между постоянно вращающимися валками. Другими словами, металл проходит между прядильными валками, и прикладываемая сила уменьшает толщину материала. Изменяются как формы металлов, так и внутренняя структура. Процесс прокатки металла можно сравнить с прокаткой теста булавкой. Прокатка является одним из важнейших производственных процессов в современном мире. Подавляющее большинство всех производимых сегодня металлических изделий подвергается прокатке в какой-то момент их изготовления.
 Первый этап был ручным этапом. На этом этапе источник энергии, необходимый для ранней прокатки, был небольшим, и валки с ручным приводом использовались для выравнивания металлов для ювелирных изделий и произведений искусства. В более поздних машинах мужчины крутили регулируемую крестовину или кривошип, которые крепились к валкам. Ручная сила могла катать только более мягкие металлы, такие как золото, серебро, олово и свинец.
Первый этап был ручным этапом. На этом этапе источник энергии, необходимый для ранней прокатки, был небольшим, и валки с ручным приводом использовались для выравнивания металлов для ювелирных изделий и произведений искусства. В более поздних машинах мужчины крутили регулируемую крестовину или кривошип, которые крепились к валкам. Ручная сила могла катать только более мягкие металлы, такие как золото, серебро, олово и свинец. Паровая машина создала физическую силу, которая заменила ручную/животную силу. Прокатные станы этой эпохи использовали мощность, создаваемую паровыми двигателями. Паровые двигатели обычно использовались для привода мельниц в 1800-х годах, а к концу 1800-х годов паровые двигатели были самым популярным источником энергии. Несмотря на свою мощь в обеспечении энергией, паровые двигатели были в значительной степени неэффективны.
Паровая машина создала физическую силу, которая заменила ручную/животную силу. Прокатные станы этой эпохи использовали мощность, создаваемую паровыми двигателями. Паровые двигатели обычно использовались для привода мельниц в 1800-х годах, а к концу 1800-х годов паровые двигатели были самым популярным источником энергии. Несмотря на свою мощь в обеспечении энергией, паровые двигатели были в значительной степени неэффективны. К 1600-м годам было известно, что прокатные станы, а не маленькие валки с ручным приводом, работали, и железо только появилось как металл, способный прокатываться. Есть сообщения о двух прокатных станах около 1501 года. Один использовался для получения золотых листов одинаковой толщины, из которых можно было вытягивать монеты, а второй — для резки предварительно сформированных листов на полосы. Оба больше использовались как «отделочные устройства», а не для уменьшения толщины.
К 1600-м годам было известно, что прокатные станы, а не маленькие валки с ручным приводом, работали, и железо только появилось как металл, способный прокатываться. Есть сообщения о двух прокатных станах около 1501 года. Один использовался для получения золотых листов одинаковой толщины, из которых можно было вытягивать монеты, а второй — для резки предварительно сформированных листов на полосы. Оба больше использовались как «отделочные устройства», а не для уменьшения толщины. За ними последовали другие, приводимые в движение вручную или гидравлически.
За ними последовали другие, приводимые в движение вручную или гидравлически. Были изобретены новые технологии для производства железа и, в конечном итоге, стали, а металлы использовались в новых продуктах, таких как машины, железные дороги и пароходы. В связи с увеличением возможности получения черного материала одновременно начинается холодная прокатка стали. В 1682 г. в Ньюкасле в Англии находился стан холодной прокатки значительных размеров. Первое подробное описание датируется несколькими годами позже. Это завод в Галлесе, который перерабатывал прутки длиной 700 мм и шириной 100 мм, из которых можно было получить листы размером 1500 мм × 700 мм. Это первое достоверное свидетельство процесса прокатки стали для производства листового металла, движущей силой которого были водяные колеса. Галлес оставался главным европейским производителем тонких листов до конца 1700 г.
Были изобретены новые технологии для производства железа и, в конечном итоге, стали, а металлы использовались в новых продуктах, таких как машины, железные дороги и пароходы. В связи с увеличением возможности получения черного материала одновременно начинается холодная прокатка стали. В 1682 г. в Ньюкасле в Англии находился стан холодной прокатки значительных размеров. Первое подробное описание датируется несколькими годами позже. Это завод в Галлесе, который перерабатывал прутки длиной 700 мм и шириной 100 мм, из которых можно было получить листы размером 1500 мм × 700 мм. Это первое достоверное свидетельство процесса прокатки стали для производства листового металла, движущей силой которого были водяные колеса. Галлес оставался главным европейским производителем тонких листов до конца 1700 г. Однако в то время прокатные станы все еще нуждались в значительном объеме ручного труда.
Однако в то время прокатные станы все еще нуждались в значительном объеме ручного труда. В 1783 году Генри Корту был выдан патент на использование им желобчатых валков для прокатки пруткового железа. В желобчатых валках желобок необходимых размеров позволял прокатывать прутки круглого, квадратного и плоского сечения или других сечений. Хотя Корт не был первым, кто использовал желобчатые валки, он был первым, кто объединил многие из лучших особенностей различных процессов производства чугуна и формовки, известных в то время. Поэтому современные писатели называют его «отцом современной прокатки». Начиная с первых прокатных станов Cort процесс и размер станов постоянно совершенствовались. В восемнадцатом веке началась прокатка более сложных форм, таких как круги, квадраты, рельсы, двутавровые балки и т. д.
В 1783 году Генри Корту был выдан патент на использование им желобчатых валков для прокатки пруткового железа. В желобчатых валках желобок необходимых размеров позволял прокатывать прутки круглого, квадратного и плоского сечения или других сечений. Хотя Корт не был первым, кто использовал желобчатые валки, он был первым, кто объединил многие из лучших особенностей различных процессов производства чугуна и формовки, известных в то время. Поэтому современные писатели называют его «отцом современной прокатки». Начиная с первых прокатных станов Cort процесс и размер станов постоянно совершенствовались. В восемнадцатом веке началась прокатка более сложных форм, таких как круги, квадраты, рельсы, двутавровые балки и т. д. С этого момента выпуск прокатных станов рос до тех пор, пока только в США количество материала, прокатанного в 1890 году (за исключением всех плоских валков), не составило около 5 миллионов тонн железа и стали (что эквивалентно 100 000 тонн). тонн в неделю), а в 1899, более 8 миллионов тонн (что эквивалентно 167 000 тонн в неделю) было прокатано с каждым фунтом, прошедшим через желобчатые валки, подобные тем, которые впервые использовались на «маленькой мельнице в Фантли».
С этого момента выпуск прокатных станов рос до тех пор, пока только в США количество материала, прокатанного в 1890 году (за исключением всех плоских валков), не составило около 5 миллионов тонн железа и стали (что эквивалентно 100 000 тонн). тонн в неделю), а в 1899, более 8 миллионов тонн (что эквивалентно 167 000 тонн в неделю) было прокатано с каждым фунтом, прошедшим через желобчатые валки, подобные тем, которые впервые использовались на «маленькой мельнице в Фантли». Модификация за модификацией следовала за 2-валковой мельницей Корта, вызывая всевозможные типы, виды и классы, среди которых знакомые реверсивные и 3-валковые мельницы. больше и лучше, длиннее и сильнее. Г-н Фриц построил свою первую обычную трехвалковую мельницу в 1871 году. Этот отход от старой практики очень помог увеличить производство. Появились станы с трехвалковой конфигурацией, в которых промежуточный валок был гораздо меньшего диаметра, чтобы снизить требуемую мощность и обеспечить прокатку в двух направлениях без реверсирования движения двигателя. Вплоть до четырехвалковой конфигурации (уже выдвинутой Леонардо да Винчи) с двумя внешними валками, выступающими в качестве опоры для двух внутренних для прокатки квартир. Другие станы с большим количеством валков (даже с 20 валками) также были разработаны для прокатки.
Модификация за модификацией следовала за 2-валковой мельницей Корта, вызывая всевозможные типы, виды и классы, среди которых знакомые реверсивные и 3-валковые мельницы. больше и лучше, длиннее и сильнее. Г-н Фриц построил свою первую обычную трехвалковую мельницу в 1871 году. Этот отход от старой практики очень помог увеличить производство. Появились станы с трехвалковой конфигурацией, в которых промежуточный валок был гораздо меньшего диаметра, чтобы снизить требуемую мощность и обеспечить прокатку в двух направлениях без реверсирования движения двигателя. Вплоть до четырехвалковой конфигурации (уже выдвинутой Леонардо да Винчи) с двумя внешними валками, выступающими в качестве опоры для двух внутренних для прокатки квартир. Другие станы с большим количеством валков (даже с 20 валками) также были разработаны для прокатки. Ряд изобретателей до того времени стремились выполнить эту работу с помощью машин, которые были бы автоматическими в своем действии, но на самом деле ни одна из них не была построена. В 1884 году перед чистовыми валками рельсового стана компании Albany and Rensselaer Iron and Steel Company в Трое, штат Нью-Йорк, были введены приводные рольганги. Это сработало настолько хорошо, что перед черновыми валками была установлена автоматическая установка.
Ряд изобретателей до того времени стремились выполнить эту работу с помощью машин, которые были бы автоматическими в своем действии, но на самом деле ни одна из них не была построена. В 1884 году перед чистовыми валками рельсового стана компании Albany and Rensselaer Iron and Steel Company в Трое, штат Нью-Йорк, были введены приводные рольганги. Это сработало настолько хорошо, что перед черновыми валками была установлена автоматическая установка. Э. Серреллу в 1842–1843 годах. Однако его использование ограничивалось прокаткой свинцовых труб и меди. Другой американец, Генри Б. Комер, в 1859 году., получил патент на мельницу непрерывного действия, но мельница такого типа так и не была построена. По всем соображениям, заслуга в создании первого непрерывного прокатного стана принадлежит г-ну Джорджу Бедсону из Манчестера, Англия, за ввод в эксплуатацию такого стана для прокатки железа и стали, за успешное сочетание его основных элементов и за то, что он приобрел преимущество. широкое применение, которым он пользовался.
Э. Серреллу в 1842–1843 годах. Однако его использование ограничивалось прокаткой свинцовых труб и меди. Другой американец, Генри Б. Комер, в 1859 году., получил патент на мельницу непрерывного действия, но мельница такого типа так и не была построена. По всем соображениям, заслуга в создании первого непрерывного прокатного стана принадлежит г-ну Джорджу Бедсону из Манчестера, Англия, за ввод в эксплуатацию такого стана для прокатки железа и стали, за успешное сочетание его основных элементов и за то, что он приобрел преимущество. широкое применение, которым он пользовался. С явлениями, характерными для этой мельницы, нужно было бороться, но дверь сразу же открылась для значительного увеличения длины, веса и скорости. Европа в то время легко прокатывала 50-фунтовые заготовки по бельгийской или петлевой системе, в то время как станы в Соединенных Штатах прокатывали 15 фунтов на обычных 2-валковых и 3-валковых станах. Стан Бедсона сразу перерабатывал заготовки весом от 70 до 80 фунтов, которые быстро увеличивались до 300 фунтов, которые обычно прокатывались. На непрерывных станах, изобретенных Джорджем Бедсоном, из одной заготовки прокатывали мотки катанки весом 281 фунт и длиной 530 ярдов.
С явлениями, характерными для этой мельницы, нужно было бороться, но дверь сразу же открылась для значительного увеличения длины, веса и скорости. Европа в то время легко прокатывала 50-фунтовые заготовки по бельгийской или петлевой системе, в то время как станы в Соединенных Штатах прокатывали 15 фунтов на обычных 2-валковых и 3-валковых станах. Стан Бедсона сразу перерабатывал заготовки весом от 70 до 80 фунтов, которые быстро увеличивались до 300 фунтов, которые обычно прокатывались. На непрерывных станах, изобретенных Джорджем Бедсоном, из одной заготовки прокатывали мотки катанки весом 281 фунт и длиной 530 ярдов. Для получения удлинения необходимо сжатие в плоскостях, изменяющихся под углом к оси, подобно вращению металла кузнецом на роге наковальни между каждым последующим ударом. В мельнице Бедсона это достигалось размещением каждой пары валков (на манер универсальной мельницы) под углом 9°.0 градусов по сравнению с предшественником. Это идеально обеспечило желаемый результат, но повлекло за собой огромное раздражение при уходе за прокатным станом и управлении им. Это потребовало использования одной системы зубчатых передач над линией пола, а другой — в яме под ней. Доступ к ним, как и к самим валкам, при замене и регулировке был серьезно затруднен. В следующей непрерывной мельнице, спроектированной в 1878 г., все валки располагались в горизонтальной плоскости, все зубчатые передачи находились в одной плоскости, а самое существенное условие изменения плоскости сжатия обеспечивалось применением поворотных направляющих, благодаря чему металл был повернут 90 градусов при перемещении между каждым последующим проходом, который был устройством, получившим повсеместное распространение на этих мельницах.
Для получения удлинения необходимо сжатие в плоскостях, изменяющихся под углом к оси, подобно вращению металла кузнецом на роге наковальни между каждым последующим ударом. В мельнице Бедсона это достигалось размещением каждой пары валков (на манер универсальной мельницы) под углом 9°.0 градусов по сравнению с предшественником. Это идеально обеспечило желаемый результат, но повлекло за собой огромное раздражение при уходе за прокатным станом и управлении им. Это потребовало использования одной системы зубчатых передач над линией пола, а другой — в яме под ней. Доступ к ним, как и к самим валкам, при замене и регулировке был серьезно затруднен. В следующей непрерывной мельнице, спроектированной в 1878 г., все валки располагались в горизонтальной плоскости, все зубчатые передачи находились в одной плоскости, а самое существенное условие изменения плоскости сжатия обеспечивалось применением поворотных направляющих, благодаря чему металл был повернут 90 градусов при перемещении между каждым последующим проходом, который был устройством, получившим повсеместное распространение на этих мельницах.
 Однако с улучшением бессемеровской и мартеновской сталей, с их большей прочностью на растяжение и однородностью, в конечном итоге был получен продукт для прокатки, для которого непрерывный стан был хорошо приспособлен.
Однако с улучшением бессемеровской и мартеновской сталей, с их большей прочностью на растяжение и однородностью, в конечном итоге был получен продукт для прокатки, для которого непрерывный стан был хорошо приспособлен.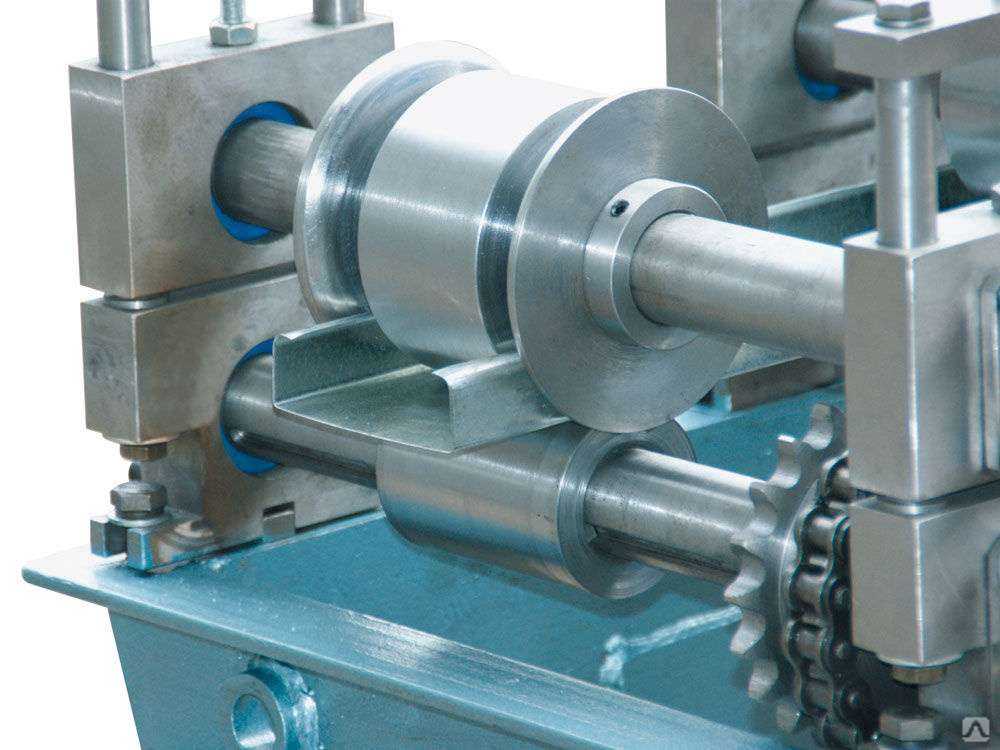 От этого размера она шла на петлевую или бельгийскую мельницу, а прокатывалась на обычную катанку. Эта система использовалась на ряде станов для прокатки катанки и товарной продукции.
От этого размера она шла на петлевую или бельгийскую мельницу, а прокатывалась на обычную катанку. Эта система использовалась на ряде станов для прокатки катанки и товарной продукции. Переход от заготовок и рулонов в 15 и 20 фунтов к заготовкам в 70 и 80 фунтов вызвал «политику расширения». Сама мельница имела неразвитую мощность с ограничением, заключающимся в нагреве и намотке, двух побочных функциях мельницы, которые быстро и интересно развивались.
Переход от заготовок и рулонов в 15 и 20 фунтов к заготовкам в 70 и 80 фунтов вызвал «политику расширения». Сама мельница имела неразвитую мощность с ограничением, заключающимся в нагреве и намотке, двух побочных функциях мельницы, которые быстро и интересно развивались. В течение следующих трех десятилетий Worth Brothers и Lukens Iron and Steel Company боролись за самый широкий прокатный стан. В 1890 году компания Lukens ввела в эксплуатацию 120-дюймовый толстолистовой стан, братья Уорт ввели в эксплуатацию 132-дюймовый толстолистовой стан в 1896 году. Lukens ввела в эксплуатацию 134-дюймовый толстолистовой стан в 1900 году и 140-дюймовый толстолистовой стан в 1903 году. 1903. Конкуренция закончилась в 1915 году, когда Midvale Steel and Ordnance Company приобрела Worth Brothers. Затем, в 1918 году, Lukens ввела в эксплуатацию крупнейший в мире листопрокатный стан.
В течение следующих трех десятилетий Worth Brothers и Lukens Iron and Steel Company боролись за самый широкий прокатный стан. В 1890 году компания Lukens ввела в эксплуатацию 120-дюймовый толстолистовой стан, братья Уорт ввели в эксплуатацию 132-дюймовый толстолистовой стан в 1896 году. Lukens ввела в эксплуатацию 134-дюймовый толстолистовой стан в 1900 году и 140-дюймовый толстолистовой стан в 1903 году. 1903. Конкуренция закончилась в 1915 году, когда Midvale Steel and Ordnance Company приобрела Worth Brothers. Затем, в 1918 году, Lukens ввела в эксплуатацию крупнейший в мире листопрокатный стан. Lukens и инженеры UE&F работали вместе над созданием четырехвалкового прокатного стана шириной 204 дюйма. Этот стан выпустил свои первые листы 22 мая 19 года.18 и был увеличен до 206 дюймов в ширину в 1919 году. Этот стан более сорока лет удерживал звание крупнейшего в мире толстолистового стана. Стан имел рабочие валки диаметром 34 дюйма (3 тонны каждый) и опорные валки диаметром 50 дюймов (60 тонн каждый). Он был способен прокатывать слитки весом до 90 000 фунтов и листы шириной до 192 дюймов. Еженедельная прокатная мощность составляла до 4000 тонн. Энергию мельнице обеспечивала двойная тандемная паровая машина мощностью 20 000 лошадиных сил. Корпус мельницы был сделан из стали, состоящей из четырех частей, и имел высоту более 42 футов, а в нем использовались передаточные столы, что уменьшало количество ручного труда.
Lukens и инженеры UE&F работали вместе над созданием четырехвалкового прокатного стана шириной 204 дюйма. Этот стан выпустил свои первые листы 22 мая 19 года.18 и был увеличен до 206 дюймов в ширину в 1919 году. Этот стан более сорока лет удерживал звание крупнейшего в мире толстолистового стана. Стан имел рабочие валки диаметром 34 дюйма (3 тонны каждый) и опорные валки диаметром 50 дюймов (60 тонн каждый). Он был способен прокатывать слитки весом до 90 000 фунтов и листы шириной до 192 дюймов. Еженедельная прокатная мощность составляла до 4000 тонн. Энергию мельнице обеспечивала двойная тандемная паровая машина мощностью 20 000 лошадиных сил. Корпус мельницы был сделан из стали, состоящей из четырех частей, и имел высоту более 42 футов, а в нем использовались передаточные столы, что уменьшало количество ручного труда.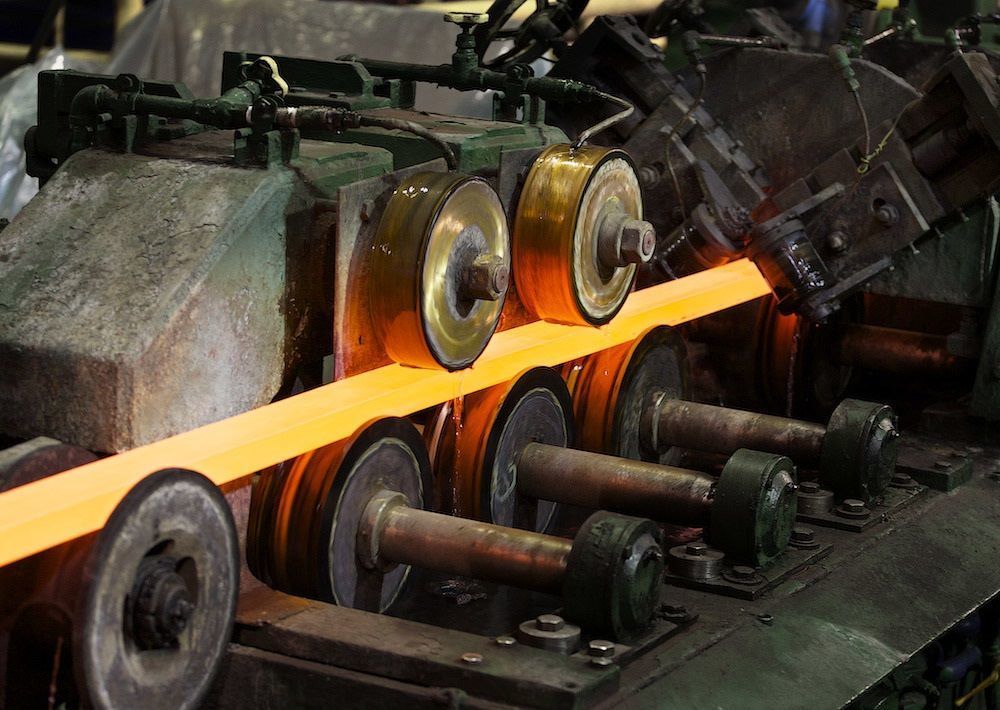 В 1853 году были введены три высоких стана для прокатки тяжелых профилей.
В 1853 году были введены три высоких стана для прокатки тяжелых профилей. Первый прокатный стан горячей прокатки в Соединенном Королевстве был открыт в Эббв-Вейл в 1938 году с годовой производительностью 200 000 тонн. К 1961 году ранние станы горячей прокатки были модернизированы или заменены полунепрерывными и непрерывными станами горячей прокатки большей производительности с производительностью от 400 000 тонн в год до 3 миллионов тонн в год.
Первый прокатный стан горячей прокатки в Соединенном Королевстве был открыт в Эббв-Вейл в 1938 году с годовой производительностью 200 000 тонн. К 1961 году ранние станы горячей прокатки были модернизированы или заменены полунепрерывными и непрерывными станами горячей прокатки большей производительности с производительностью от 400 000 тонн в год до 3 миллионов тонн в год. Станы способны прокатывать более тяжелые материалы и большие размеры. Станы способны прокатывать более тонкие секции. Далее современные станы не только прокатывают, но и выполняют металлургические функции за счет термической обработки проката в режиме реального времени. Современные мельницы полностью автоматизированы. Мельницы отличаются высокой производительностью и высоким выходом. Также сократилась рабочая сила, необходимая для работы мельниц. Прокат также имеет лучшие допуски по размерам. Тем не менее, стоит отметить, что прокатка в том виде, в каком она существует сегодня, не может быть приписана одному изобретателю, а является результатом нескольких небольших непрерывных улучшений, которые сделали ее наиболее часто используемым процессом в металлообработке. процесс прокатки. В настоящее время около 90 % металлов, используемых в промышленности, рано или поздно подвергаются процессу прокатки.
Станы способны прокатывать более тяжелые материалы и большие размеры. Станы способны прокатывать более тонкие секции. Далее современные станы не только прокатывают, но и выполняют металлургические функции за счет термической обработки проката в режиме реального времени. Современные мельницы полностью автоматизированы. Мельницы отличаются высокой производительностью и высоким выходом. Также сократилась рабочая сила, необходимая для работы мельниц. Прокат также имеет лучшие допуски по размерам. Тем не менее, стоит отметить, что прокатка в том виде, в каком она существует сегодня, не может быть приписана одному изобретателю, а является результатом нескольких небольших непрерывных улучшений, которые сделали ее наиболее часто используемым процессом в металлообработке. процесс прокатки. В настоящее время около 90 % металлов, используемых в промышленности, рано или поздно подвергаются процессу прокатки. Часть этого охватывает историю металлопроката от первых известных чертежей стана до современного прокатного оборудования, доступного сегодня. Металлопрокат имеет интересную историю, и я поделюсь ею в блоге на этой неделе.
Часть этого охватывает историю металлопроката от первых известных чертежей стана до современного прокатного оборудования, доступного сегодня. Металлопрокат имеет интересную историю, и я поделюсь ею в блоге на этой неделе. Это даже показывает необходимость опорных валков большего диаметра для поддержки более длинных рабочих валков меньшего диаметра, рис. 1.
Это даже показывает необходимость опорных валков большего диаметра для поддержки более длинных рабочих валков меньшего диаметра, рис. 1.
 Наш бывший управляющий директор, прадед доктора Тома Фарли, Рубен Фарли, в 1861 году основал компанию по производству прокатных станов и валков в Уэст-Бромидже, Великобритания. Компания была «Тейлор и Фарли».
Наш бывший управляющий директор, прадед доктора Тома Фарли, Рубен Фарли, в 1861 году основал компанию по производству прокатных станов и валков в Уэст-Бромидже, Великобритания. Компания была «Тейлор и Фарли».
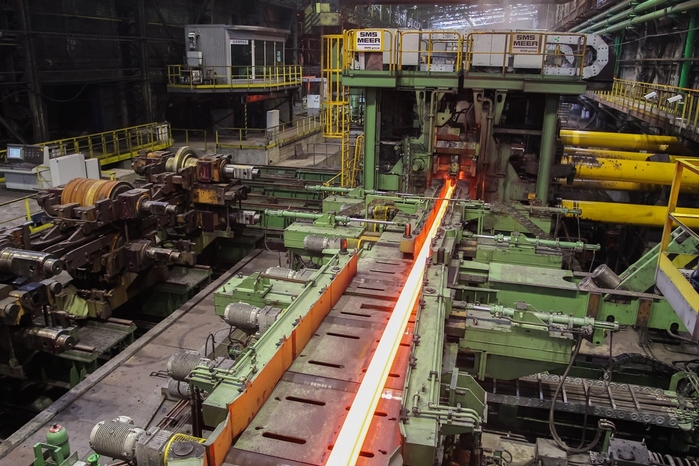
 75 грн
75 грн Фреза мебельная TCCN
Фреза мебельная TCCN YATO YT-68007
YATO YT-68007




 Поэтому сложно точно классифицировать их, но следующее руководство познакомит вас с наиболее популярными формами.
Поэтому сложно точно классифицировать их, но следующее руководство познакомит вас с наиболее популярными формами. Это самые простые фрезы, размеры которых сильно различаются: от крошечных диаметром 1,5 мм для деликатной работы до массивных моделей диаметром 50 мм. Длина фрез варьируется от 5 мм до 65 мм, поэтому диапазон огромен.
Это самые простые фрезы, размеры которых сильно различаются: от крошечных диаметром 1,5 мм для деликатной работы до массивных моделей диаметром 50 мм. Длина фрез варьируется от 5 мм до 65 мм, поэтому диапазон огромен. Фрезы без «нижнего выреза» следует вводить в материал только горизонтально, с края изделия или из предварительно просверленного направляющего отверстия.
Фрезы без «нижнего выреза» следует вводить в материал только горизонтально, с края изделия или из предварительно просверленного направляющего отверстия.
 Режущее действие спиралей оставляет аккуратный чистый край, который даже лучше, чем ножницы, потому что они делают один непрерывный непрерывный разрез с каждым оборотом.
Режущее действие спиралей оставляет аккуратный чистый край, который даже лучше, чем ножницы, потому что они делают один непрерывный непрерывный разрез с каждым оборотом.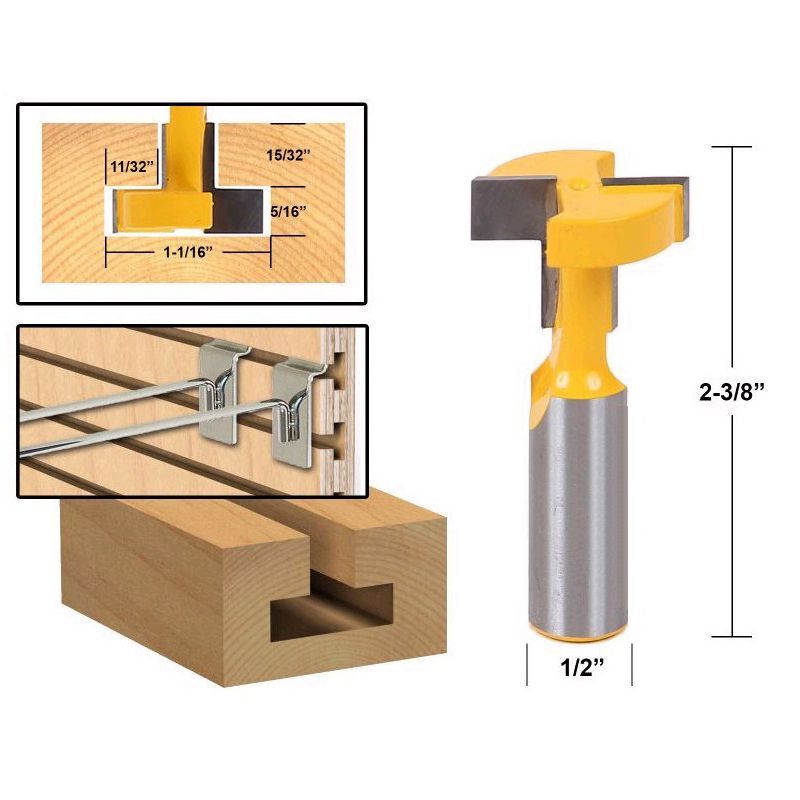
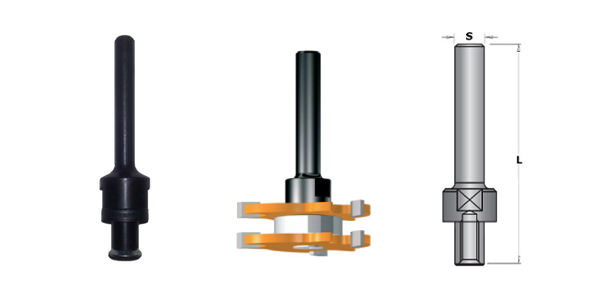
 Это позволяет безопасно удерживать заготовку.
Это позволяет безопасно удерживать заготовку. Хорошей новостью является то, что вы можете купить полные комплекты с набором взаимозаменяемых подшипников, которые обеспечивают широкий диапазон уступов с помощью всего одной фрезы. Вы изменяете ширину разреза, изменяя диаметр подшипника.
Хорошей новостью является то, что вы можете купить полные комплекты с набором взаимозаменяемых подшипников, которые обеспечивают широкий диапазон уступов с помощью всего одной фрезы. Вы изменяете ширину разреза, изменяя диаметр подшипника. е. при облицовке досок ламинатом или шпоном. Гораздо проще разрезать ламинат большего размера, а затем обрезать его заподлицо с заготовкой после того, как он был приклеен. Фрезер оставит квадратную или фигурную кромку в зависимости от используемой фрезы. Хотя есть некоторые триммеры, которые требуют использования бокового ограждения, большинство из них самонаправляющие с подшипниками.
е. при облицовке досок ламинатом или шпоном. Гораздо проще разрезать ламинат большего размера, а затем обрезать его заподлицо с заготовкой после того, как он был приклеен. Фрезер оставит квадратную или фигурную кромку в зависимости от используемой фрезы. Хотя есть некоторые триммеры, которые требуют использования бокового ограждения, большинство из них самонаправляющие с подшипниками.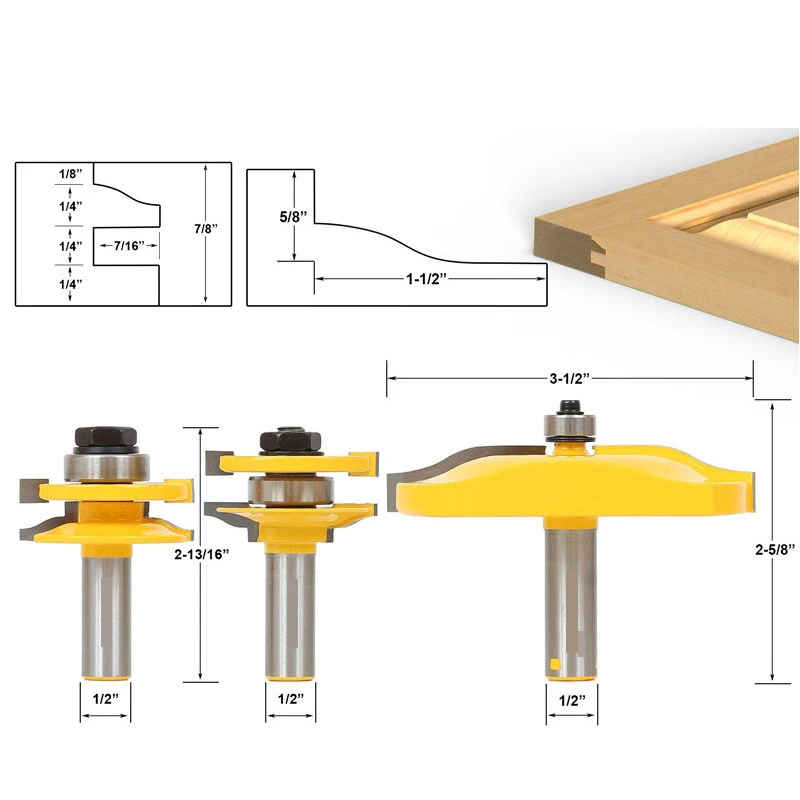 Прежде чем использовать фрезы с направляющими подшипниками, убедитесь, что клей, используемый для нанесения ламината или шпона, полностью высох. В противном случае он может засорить подшипник и помешать ему вращаться. Кроме того, удалите любые остатки клея с края основного материала и выступающего края ламината, так как это приведет к тому, что подшипник или боковая направляющая будут приподняты, оставив неровный край готовой работы.
Прежде чем использовать фрезы с направляющими подшипниками, убедитесь, что клей, используемый для нанесения ламината или шпона, полностью высох. В противном случае он может засорить подшипник и помешать ему вращаться. Кроме того, удалите любые остатки клея с края основного материала и выступающего края ламината, так как это приведет к тому, что подшипник или боковая направляющая будут приподняты, оставив неровный край готовой работы.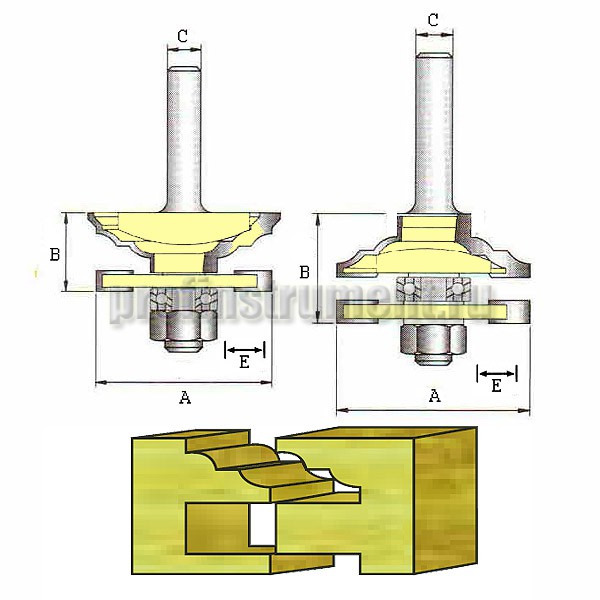 Погонажные изделия широко используются как в мебельном, так и в столярном строительстве. Для обработки некоторых больших сложных профилей требуется фрезер с цангой 1/2 дюйма, но часто можно создать более сложные профили, сделав несколько проходов фрезами разной формы.
Погонажные изделия широко используются как в мебельном, так и в столярном строительстве. Для обработки некоторых больших сложных профилей требуется фрезер с цангой 1/2 дюйма, но часто можно создать более сложные профили, сделав несколько проходов фрезами разной формы. Оги-резак подходит для обработки краев столов и столешниц шкафов, а также зеркал и рам для картин.
Оги-резак подходит для обработки краев столов и столешниц шкафов, а также зеркал и рам для картин.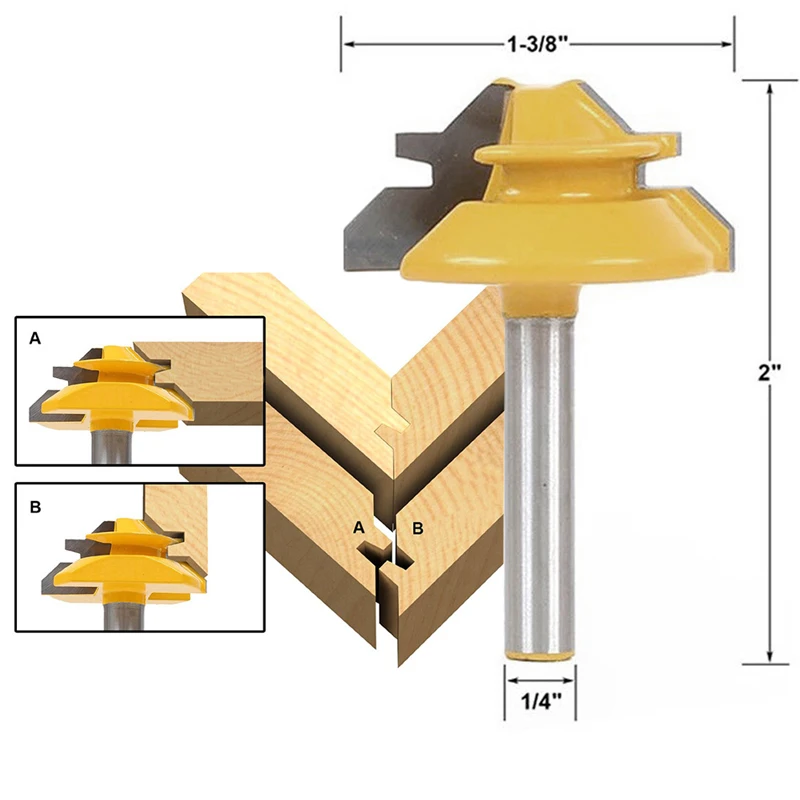 Скосы не всегда составляют 45°, хотя это самый популярный угол.
Скосы не всегда составляют 45°, хотя это самый популярный угол. Маленькие V-образные долота часто называют вейнерами.
Маленькие V-образные долота часто называют вейнерами. Идея всех этих резаков состоит в том, чтобы увеличить площадь склейки, чтобы добавить прочности. №
Идея всех этих резаков состоит в том, чтобы увеличить площадь склейки, чтобы добавить прочности. №

 Обычно диск имеет по крайней мере два зуба ТСТ, каждый из которых заточен для точных углов резания и зазора, чтобы обеспечить быстрое и свободное удаление отходов. Специализированные версии позволяют нарезать канавки разной ширины одной и той же фрезой.
Обычно диск имеет по крайней мере два зуба ТСТ, каждый из которых заточен для точных углов резания и зазора, чтобы обеспечить быстрое и свободное удаление отходов. Специализированные версии позволяют нарезать канавки разной ширины одной и той же фрезой.
 Помимо более эффективного угла зазора, фрезы имеют подшипники с пластиковым покрытием, предотвращающие образование следов на поверхности.
Помимо более эффективного угла зазора, фрезы имеют подшипники с пластиковым покрытием, предотвращающие образование следов на поверхности.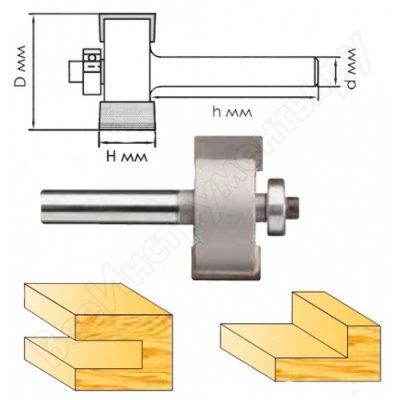
 Некоторые химэлементы усиливают показатели пластичности, способность труб выдерживать высокое гидравлическое давление. К таким элементам относится никель, ванадий. За показатели жаропрочности жаростойкости отвечают следующие элементы: кобальт, вольфрам, молибден. А усиливают кислотостойкость стальной продукции ниобий и титан.
Некоторые химэлементы усиливают показатели пластичности, способность труб выдерживать высокое гидравлическое давление. К таким элементам относится никель, ванадий. За показатели жаропрочности жаростойкости отвечают следующие элементы: кобальт, вольфрам, молибден. А усиливают кислотостойкость стальной продукции ниобий и титан. Их в основном используют в нефтяной промышленности, химпереработке, энергетике.
Их в основном используют в нефтяной промышленности, химпереработке, энергетике. 22Х2Г2АЮ
22Х2Г2АЮ 18К
18К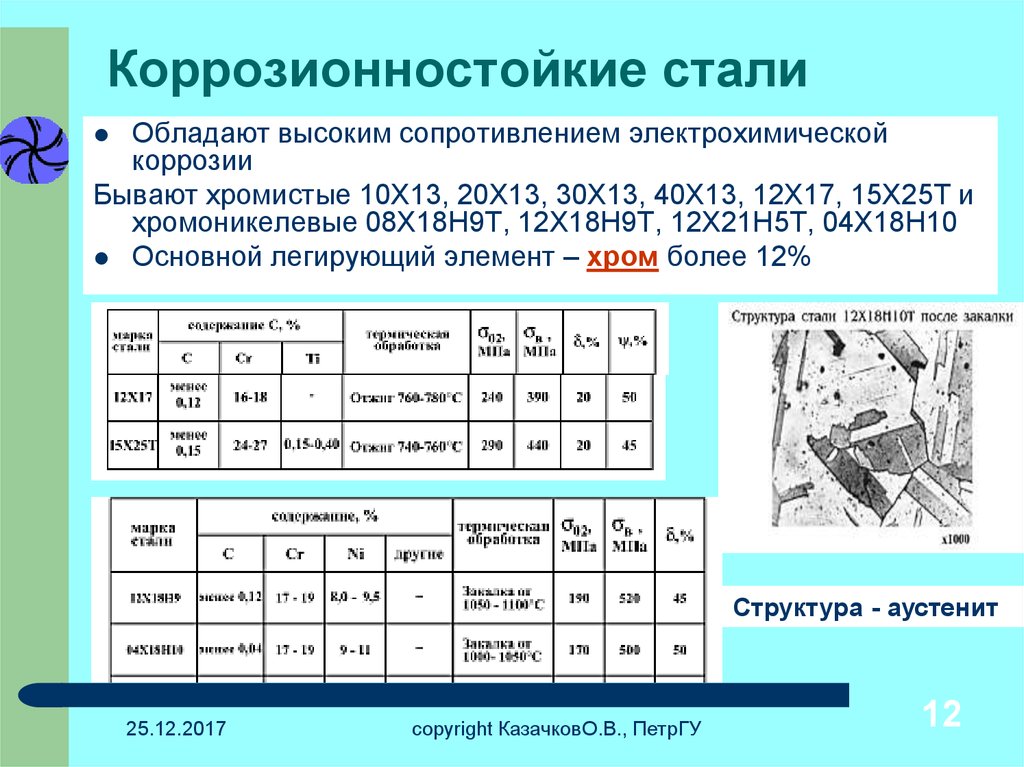
 Кроме того, важно, чтобы заказчик понимал это не хуже продавца, так как нередкими бывают случаи, когда продавцы либо в силу своей некомпетентности, либо сознательно в силу непорядочности, недоговаривают клиенту эти важные моменты, которые в свою очередь могут влиять и на стоимость металлопроката и на сроки поставки.
Кроме того, важно, чтобы заказчик понимал это не хуже продавца, так как нередкими бывают случаи, когда продавцы либо в силу своей некомпетентности, либо сознательно в силу непорядочности, недоговаривают клиенту эти важные моменты, которые в свою очередь могут влиять и на стоимость металлопроката и на сроки поставки. Как обычный металлический материал, сталь классифицируется на основе химических и физических свойств стали. Четыре типа стали, используемые в широком спектре отраслей промышленности, включают углеродистую сталь, нержавеющую сталь, легированную сталь и инструментальную сталь.
Как обычный металлический материал, сталь классифицируется на основе химических и физических свойств стали. Четыре типа стали, используемые в широком спектре отраслей промышленности, включают углеродистую сталь, нержавеющую сталь, легированную сталь и инструментальную сталь.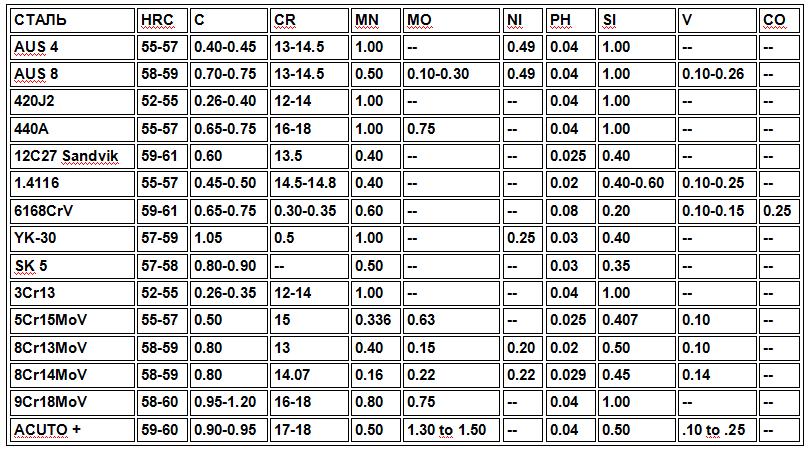
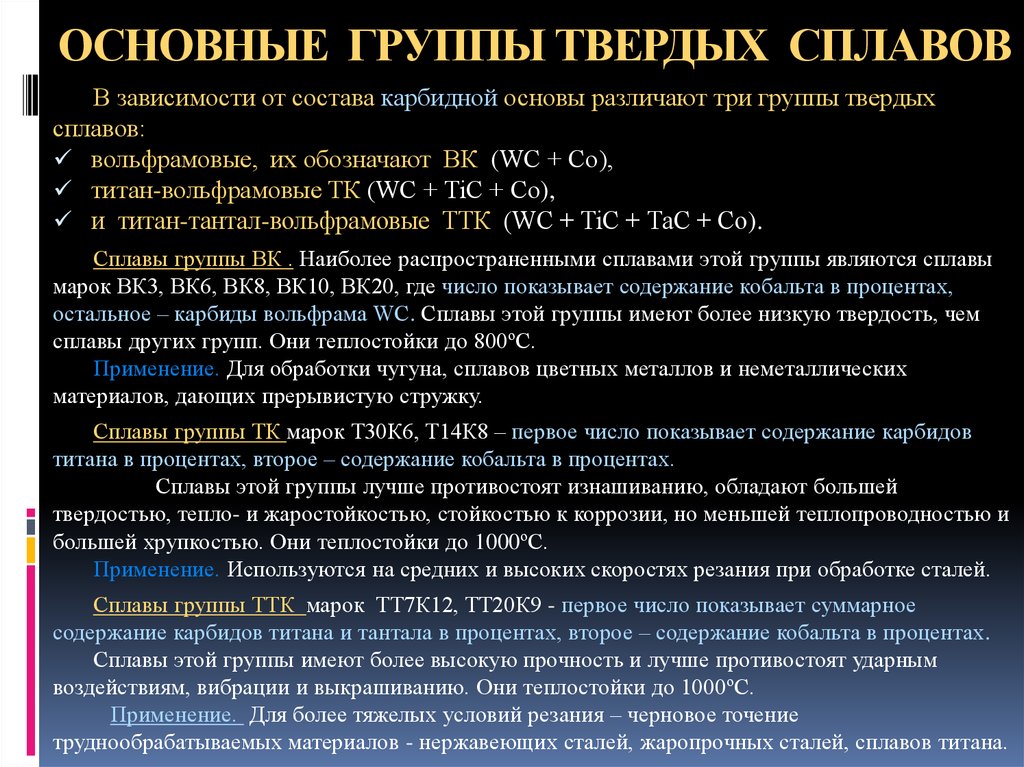
 Зайдите в один из наших офисов или закажите металл онлайн и заберите его.
Зайдите в один из наших офисов или закажите металл онлайн и заберите его. Базовое понимание стали и ее многочисленных форм очень поможет вам в ваших начинаниях по металлообработке.
Базовое понимание стали и ее многочисленных форм очень поможет вам в ваших начинаниях по металлообработке. 

 Наиболее распространенные элементы включают марганец, хром, никель, кремний, бор, молибден и ванадий. Менее распространенные сплавы включают алюминий, кобальт, медь, церий, ниобий, титан, вольфрам, олово, цинк, свинец и цирконий.
Наиболее распространенные элементы включают марганец, хром, никель, кремний, бор, молибден и ванадий. Менее распространенные сплавы включают алюминий, кобальт, медь, церий, ниобий, титан, вольфрам, олово, цинк, свинец и цирконий. Стали HSLA отличаются от других сталей тем, что они изготавливаются не в соответствии с определенным химическим составом, а в соответствии с определенными механическими свойствами.
Стали HSLA отличаются от других сталей тем, что они изготавливаются не в соответствии с определенным химическим составом, а в соответствии с определенными механическими свойствами. Высокое содержание хрома и углерода придает нержавеющей стали ее легендарную коррозионную стойкость, твердость и прочность.
Высокое содержание хрома и углерода придает нержавеющей стали ее легендарную коррозионную стойкость, твердость и прочность.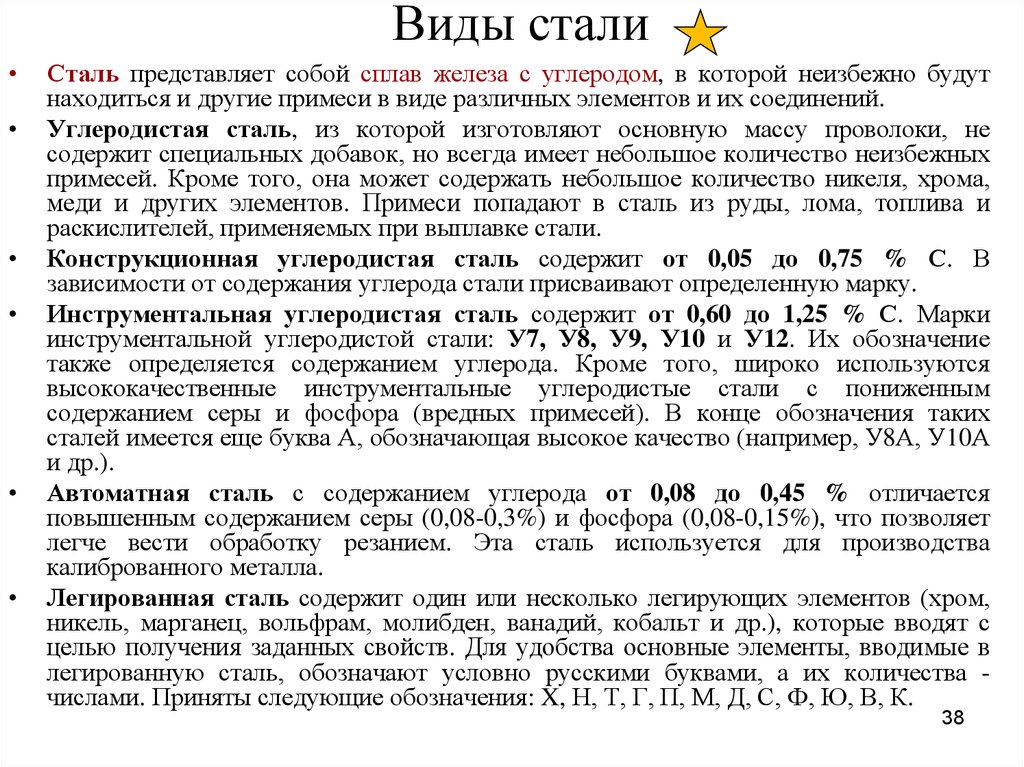
 Марка
Марка 

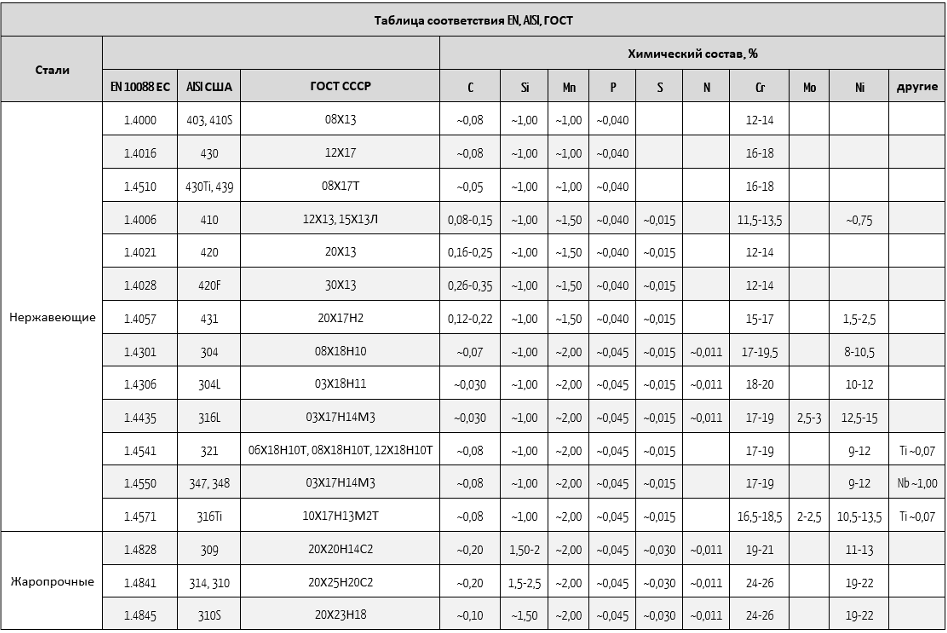 Сталелитейная промышленность прилагает все усилия, чтобы вернуться в эти области.
Сталелитейная промышленность прилагает все усилия, чтобы вернуться в эти области.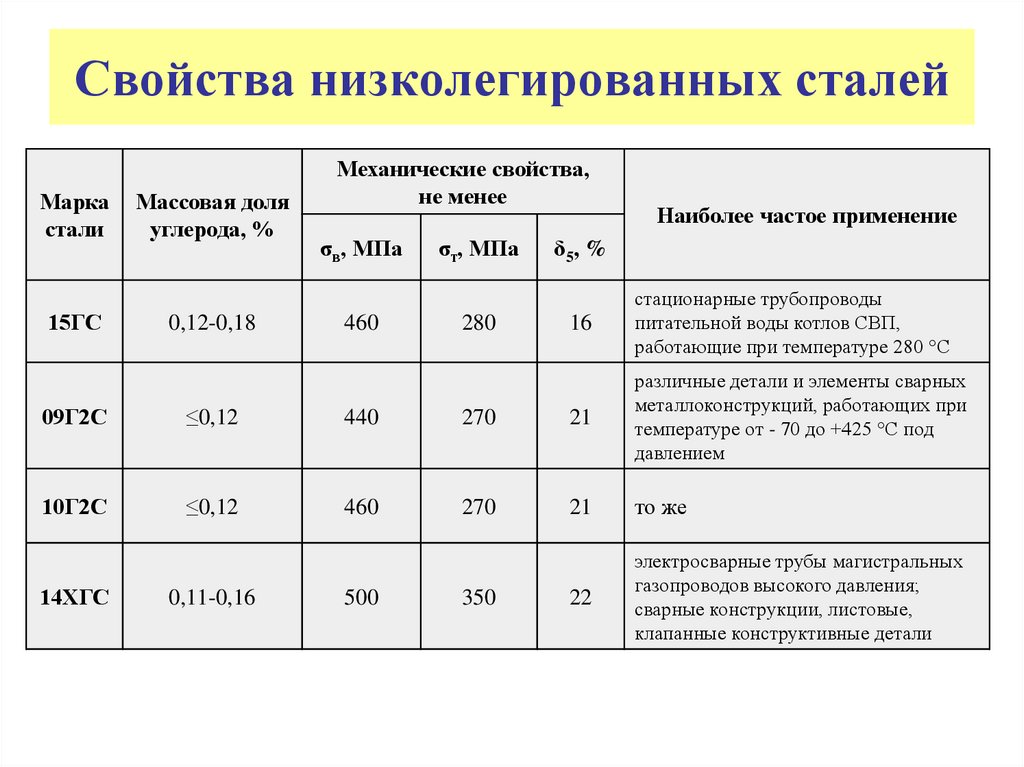
 А значит, и по цене выгоднее.
А значит, и по цене выгоднее.
 изм.
изм. .+90
.+90
 Умножив её на количество соединений, получим 96,1 метр. Чтобы получить общую длину арматуры на плиту, надо суммировать 744 и 96,1. Округляем до целого числа, и в итоге получаем 841 м.
Умножив её на количество соединений, получим 96,1 метр. Чтобы получить общую длину арматуры на плиту, надо суммировать 744 и 96,1. Округляем до целого числа, и в итоге получаем 841 м. Есть и такие, которые одновременно выполняют функцию подставки, обеспечивающей нужную толщину защитного слоя бетона.
Есть и такие, которые одновременно выполняют функцию подставки, обеспечивающей нужную толщину защитного слоя бетона.

 Перемножив эти цифры, получаем 16 точек перевязки. Если вязать будете не стяжками, а проволокой, умножьте её расход 0,3 м на 16. Всего получится 4,8 м вязальной проволоки на один столб.
Перемножив эти цифры, получаем 16 точек перевязки. Если вязать будете не стяжками, а проволокой, умножьте её расход 0,3 м на 16. Всего получится 4,8 м вязальной проволоки на один столб. При структурировании каркаса плиты, вяжут сначала сетку нижнего уровня, к ней фиксируют вертикальные перемычки, а затем уже приступают к формированию верхнего ряда.
При структурировании каркаса плиты, вяжут сначала сетку нижнего уровня, к ней фиксируют вертикальные перемычки, а затем уже приступают к формированию верхнего ряда. Композит лучше сохраняет свою форму при повышении температуры и практически не поддаётся деформированию, а благодаря меньшему весу стержней снижается и масса монолита. Полимеры не способны увлажняться, а потому не подвержены коррозии. Вывод напрашивается сам: конструкция, армированная стеклопластиком, прослужит гораздо дольше металлической.
Композит лучше сохраняет свою форму при повышении температуры и практически не поддаётся деформированию, а благодаря меньшему весу стержней снижается и масса монолита. Полимеры не способны увлажняться, а потому не подвержены коррозии. Вывод напрашивается сам: конструкция, армированная стеклопластиком, прослужит гораздо дольше металлической.
 Они придают изделиям необходимую прочность. Применение — жилое и промышленное строительство. Стеклопластик обладает преимуществами перед бетонными конструкциями, используется для укрепления:
Они придают изделиям необходимую прочность. Применение — жилое и промышленное строительство. Стеклопластик обладает преимуществами перед бетонными конструкциями, используется для укрепления:

 Композиционные прутики для закладки используют аналогично стальным стержням. Из прутов собирается каркас с определённым шагом. Места пересечений крепят стяжками, вязальной проволокой.
Композиционные прутики для закладки используют аналогично стальным стержням. Из прутов собирается каркас с определённым шагом. Места пересечений крепят стяжками, вязальной проволокой. Неправильно уложенная опора приводит к быстрому разрушению и деформации строения. Композитный материал используют для поддержки и увеличения крепости фундамента. Стеклопластиковую арматуру для ленточного фундамента скрепляют в единый каркас и заливают бетонной смесью для получения единой монолитной плиты.
Неправильно уложенная опора приводит к быстрому разрушению и деформации строения. Композитный материал используют для поддержки и увеличения крепости фундамента. Стеклопластиковую арматуру для ленточного фундамента скрепляют в единый каркас и заливают бетонной смесью для получения единой монолитной плиты. На них затем фиксируют первые верхние прутики арматуры и связывают между собой поперечными прутиками.
На них затем фиксируют первые верхние прутики арматуры и связывают между собой поперечными прутиками. На нашем сайте вы также можете приобрести арматурную сетку для фундамента и сетку кладочную по выгодной цене.
На нашем сайте вы также можете приобрести арматурную сетку для фундамента и сетку кладочную по выгодной цене. NEG America
NEG America Недавно мастера по декоративному бетону открыли для себя преимущества GFRC для декоративных панелей (таких как облицовка камина), бетонных столешниц и изделий из искусственного камня.
Недавно мастера по декоративному бетону открыли для себя преимущества GFRC для декоративных панелей (таких как облицовка камина), бетонных столешниц и изделий из искусственного камня. Именно так изготавливаются большинство сборных архитектурных облицовочных панелей из стеклопластика, а также большинство декоративных сборных стеклопластиков. При методе прямого распыления вам понадобится концентрический измельчитель, который подается из катушки со волокнистой волокнистой волокнистой волокном, втянутой в измельчитель и перемешиваемой на сопле. Эта смесь имеет более высокое содержание клетчатки (от 4 до 6%), чем может быть достигнута с премиксом, и является рекомендуемым методом для больших панелей. Однако для этого требуются опытные работники, дорогостоящее оборудование и строгий контроль качества.
Именно так изготавливаются большинство сборных архитектурных облицовочных панелей из стеклопластика, а также большинство декоративных сборных стеклопластиков. При методе прямого распыления вам понадобится концентрический измельчитель, который подается из катушки со волокнистой волокнистой волокнистой волокном, втянутой в измельчитель и перемешиваемой на сопле. Эта смесь имеет более высокое содержание клетчатки (от 4 до 6%), чем может быть достигнута с премиксом, и является рекомендуемым методом для больших панелей. Однако для этого требуются опытные работники, дорогостоящее оборудование и строгий контроль качества. Этот метод требует меньше опыта, чем метод ручного напыления, и обеспечивает более высокую прочность, чем при вибрационном литье.
Этот метод требует меньше опыта, чем метод ручного напыления, и обеспечивает более высокую прочность, чем при вибрационном литье. Это позволяет мне делать все за одну партию, чтобы обеспечить постоянство цвета».
Это позволяет мне делать все за одну партию, чтобы обеспечить постоянство цвета». Вы также можете использовать ручной миксер, например, от Collomix, или даже лезвие миксера на электродрели. «Ограничением для большинства парней является наличие микшера, который может смешивать достаточный объем и имеет мощность, чтобы хорошо смешивать стекловолокно», — сказал Веллман.
Вы также можете использовать ручной миксер, например, от Collomix, или даже лезвие миксера на электродрели. «Ограничением для большинства парней является наличие микшера, который может смешивать достаточный объем и имеет мощность, чтобы хорошо смешивать стекловолокно», — сказал Веллман. Приложение определяет, что работает лучше всего:
Приложение определяет, что работает лучше всего: «Мы используем неотъемлемый цвет в облицовке», — сказал Майк Веллман, Concast Studios, Океана, Калифорния, которая производит столешницы и камины. «Иногда мы делаем кислотное окрашивание, но большинство наших клиентов придерживаются прямого интегрального цвета». Wellman обычно полирует столешницу до глянцевого блеска, но предлагает множество вариантов. Узнайте больше о работе Concast Studios.
«Мы используем неотъемлемый цвет в облицовке», — сказал Майк Веллман, Concast Studios, Океана, Калифорния, которая производит столешницы и камины. «Иногда мы делаем кислотное окрашивание, но большинство наших клиентов придерживаются прямого интегрального цвета». Wellman обычно полирует столешницу до глянцевого блеска, но предлагает множество вариантов. Узнайте больше о работе Concast Studios. «Поскольку я наношу первоначальный слой для лица, я могу наносить заполнитель, который позволяет мне добиться плавного движения», — сказал Веллман. «Я могу посыпать стеклом или ракушками, и когда они отполированы и экспонированы, это создает иллюзию движения. С мокрым слепком сложнее получить это движение и сделать так, чтобы оно хорошо выглядело».
«Поскольку я наношу первоначальный слой для лица, я могу наносить заполнитель, который позволяет мне добиться плавного движения», — сказал Веллман. «Я могу посыпать стеклом или ракушками, и когда они отполированы и экспонированы, это создает иллюзию движения. С мокрым слепком сложнее получить это движение и сделать так, чтобы оно хорошо выглядело».
 Швы между панелями исправлены тем же материалом, который использовался для изготовления панелей, поэтому они ведут себя, выглядят и окрашиваются одинаково». Дочерняя компания Synthetic Rock Solutions продает предварительно изготовленные каменные панели, которые можно использовать для сборки каменных элементов.
Швы между панелями исправлены тем же материалом, который использовался для изготовления панелей, поэтому они ведут себя, выглядят и окрашиваются одинаково». Дочерняя компания Synthetic Rock Solutions продает предварительно изготовленные каменные панели, которые можно использовать для сборки каменных элементов. Прочный и легкий материал создается с помощью процесса, называемого пултрузией, который включает в себя множество этапов, в результате чего готовое изделие может быть таким же прочным, как сталь, но без веса.
Прочный и легкий материал создается с помощью процесса, называемого пултрузией, который включает в себя множество этапов, в результате чего готовое изделие может быть таким же прочным, как сталь, но без веса.


 Все вибрационные насосы очень требовательны к устойчивому переменному напряжению. Понижение напряжение для вибрационного насоса в зависимости от индивидуальных условий эксплуатации ведет к понижению напора, но увеличивается подача насоса. Увеличение напряжения для вибрационного насоса выше требуемого, оказывает влияние на плохую работу насоса. Возникают незапланированные дополнительные соударения в электроприводе вибрационного насоса, и это может привести к выходу из строя погружного насоса. Могут срывать винты крепления корпуса насоса с электроприводом, ломаться штоки в вибрационных насосах, включая и иные неисправности.
Все вибрационные насосы очень требовательны к устойчивому переменному напряжению. Понижение напряжение для вибрационного насоса в зависимости от индивидуальных условий эксплуатации ведет к понижению напора, но увеличивается подача насоса. Увеличение напряжения для вибрационного насоса выше требуемого, оказывает влияние на плохую работу насоса. Возникают незапланированные дополнительные соударения в электроприводе вибрационного насоса, и это может привести к выходу из строя погружного насоса. Могут срывать винты крепления корпуса насоса с электроприводом, ломаться штоки в вибрационных насосах, включая и иные неисправности.  С возможностью перерыва для остывания насоса вибрационного. Стандартный режим работы насоса вибрационного составляет 60 минут и 20 минут перерыва.
С возможностью перерыва для остывания насоса вибрационного. Стандартный режим работы насоса вибрационного составляет 60 минут и 20 минут перерыва. Погружные вибрационные насосы производятся по внешнему диаметру — 76 мм, (например, насос «Малыш-3»), 98 мм (например, насос Ручеек или насос Малыш), 165 мм ( насос «Полив»). Вибрационные насосы для колодца можно использовать с любым внешним диаметром, т.к. обычно у колодцев большой входной диаметр.
Погружные вибрационные насосы производятся по внешнему диаметру — 76 мм, (например, насос «Малыш-3»), 98 мм (например, насос Ручеек или насос Малыш), 165 мм ( насос «Полив»). Вибрационные насосы для колодца можно использовать с любым внешним диаметром, т.к. обычно у колодцев большой входной диаметр.
 Резиновый обратный клапан погружного насоса работает не стабильно, в виду создания выработки на пластиковом стакане корпуса вибрационного насоса.
Резиновый обратный клапан погружного насоса работает не стабильно, в виду создания выработки на пластиковом стакане корпуса вибрационного насоса.  Но если Вы будете обладать должной информацией по бытовым насосам, то мы надеемся, Вы совершите правильный выбор и купите самый лучший вибрационный насос.
Но если Вы будете обладать должной информацией по бытовым насосам, то мы надеемся, Вы совершите правильный выбор и купите самый лучший вибрационный насос. Наименьшей стоимостью обладают погружные вибрационные насосы. Их существенным недостатком является низкая надежность, которая, впрочем сглаживается высокой ремонтопригодностью данного типа насосов.
Наименьшей стоимостью обладают погружные вибрационные насосы. Их существенным недостатком является низкая надежность, которая, впрочем сглаживается высокой ремонтопригодностью данного типа насосов. Таким образом и имеем частоту 100 Гц.
Таким образом и имеем частоту 100 Гц. Заменить порванный поршень в насосе совсем не трудно. Главное, выполнить регулировку положения поршня на оси якоря по высоте с помощью регулировочных шайб. Даже не зная точных данных по положению поршня, после нескольких попыток нужное положение наверняка будет найдено.
Заменить порванный поршень в насосе совсем не трудно. Главное, выполнить регулировку положения поршня на оси якоря по высоте с помощью регулировочных шайб. Даже не зная точных данных по положению поршня, после нескольких попыток нужное положение наверняка будет найдено.
 Объяснение этому довольно простое. Скважина в нормальном своем состоянии имеет в нижней части естественный фильтр из твердых частиц грунта. При воздействии вибраций, частицы перемещаются, более мелкие заполняют промежутки между крупными и пропускная способность фильтра падает, вплоть до полного прекращения пропускания воды. Происходит заиливание скважины. Даже если насос расположен высоко над нижней границей скважины, вибрации туда доходят без помех, поскольку вода практически не сжимаемая среда. Единственный вариант применения вибронасоса в скважине – это выкачка воды после бурения или ремонта, когда в ней очень много взвешенных частиц. В таком случае, промывку скважины выполняют появления чистой воды вибрационным насосом и немедленно меняют его на центробежный для дальнейшего пользования скважиной. Изначально применять дорогой центробежный насос для промывки не целесообразно ввиду его высокой стоимости и большой вероятностью поломки.
Объяснение этому довольно простое. Скважина в нормальном своем состоянии имеет в нижней части естественный фильтр из твердых частиц грунта. При воздействии вибраций, частицы перемещаются, более мелкие заполняют промежутки между крупными и пропускная способность фильтра падает, вплоть до полного прекращения пропускания воды. Происходит заиливание скважины. Даже если насос расположен высоко над нижней границей скважины, вибрации туда доходят без помех, поскольку вода практически не сжимаемая среда. Единственный вариант применения вибронасоса в скважине – это выкачка воды после бурения или ремонта, когда в ней очень много взвешенных частиц. В таком случае, промывку скважины выполняют появления чистой воды вибрационным насосом и немедленно меняют его на центробежный для дальнейшего пользования скважиной. Изначально применять дорогой центробежный насос для промывки не целесообразно ввиду его высокой стоимости и большой вероятностью поломки. Как уже было сказано, работа без воды приводит к перегреву электромагнита и насосы с верхним расположением всасывающей системы свободны от этого недостатка. Однако, отсутствие воды в камерах насоса приводит также к так называемому сухому ходу. Не испытывая противодействия со стороны жидкости, подвижная система насоса резко увеличивает амплитуду (размах) колебаний, что приводит к ударам якоря о неподвижный электромагнит. Это проявляется возникновением резкого звенящего звука со стороны насоса. К такому же явлению может привести отсутствие нагрузки на выходе, например, при коротком шланге и расположении насоса близко к уровню земли.
Как уже было сказано, работа без воды приводит к перегреву электромагнита и насосы с верхним расположением всасывающей системы свободны от этого недостатка. Однако, отсутствие воды в камерах насоса приводит также к так называемому сухому ходу. Не испытывая противодействия со стороны жидкости, подвижная система насоса резко увеличивает амплитуду (размах) колебаний, что приводит к ударам якоря о неподвижный электромагнит. Это проявляется возникновением резкого звенящего звука со стороны насоса. К такому же явлению может привести отсутствие нагрузки на выходе, например, при коротком шланге и расположении насоса близко к уровню земли. Типичная вынужденная вибрация насоса связана со скоростью вращения в оборотах в минуту (об/мин) и кратными оборотам, например:
Типичная вынужденная вибрация насоса связана со скоростью вращения в оборотах в минуту (об/мин) и кратными оборотам, например: 
 Для получения дополнительной информации посетите www.pumps.org.
Для получения дополнительной информации посетите www.pumps.org. Учитывая наш совокупный многолетний опыт, мы видели ряд вещей, которые могут выйти из строя в большом количестве насосов. Мы хотели бы поделиться некоторыми знаниями, полученными благодаря этому опыту.
Учитывая наш совокупный многолетний опыт, мы видели ряд вещей, которые могут выйти из строя в большом количестве насосов. Мы хотели бы поделиться некоторыми знаниями, полученными благодаря этому опыту. Помимо избыточного шума, может наблюдаться повышенное потребление энергии и повреждение насоса.
Помимо избыточного шума, может наблюдаться повышенное потребление энергии и повреждение насоса. Манометры на нагнетательном трубопроводе насоса будут колебаться. Если в насосе используется поворотный обратный клапан нагнетания, противовес и рычаг клапана будут перемещаться, указывая на нестабильный поток.
Манометры на нагнетательном трубопроводе насоса будут колебаться. Если в насосе используется поворотный обратный клапан нагнетания, противовес и рычаг клапана будут перемещаться, указывая на нестабильный поток. Дисбаланс также вызывает вибрацию и накопление тепла. Рабочие колеса должны быть точно сбалансированы, что оказывает огромное влияние на срок службы подшипников насоса.
Дисбаланс также вызывает вибрацию и накопление тепла. Рабочие колеса должны быть точно сбалансированы, что оказывает огромное влияние на срок службы подшипников насоса. Это связано с тем, что примерно от 10% до 30% шарикоподшипников используются достаточно долго, чтобы испытать нормальное усталостное разрушение. Например, ожидается, что насос ANSI проработает 20 000 часов; а вот подшипники могут и не быть. Подшипники насоса могут выйти из строя из-за перегрузки, чрезмерного износа, коррозии, вызванной погодными условиями или веществами, выхода из строя смазки, перегрева или загрязнения.
Это связано с тем, что примерно от 10% до 30% шарикоподшипников используются достаточно долго, чтобы испытать нормальное усталостное разрушение. Например, ожидается, что насос ANSI проработает 20 000 часов; а вот подшипники могут и не быть. Подшипники насоса могут выйти из строя из-за перегрузки, чрезмерного износа, коррозии, вызванной погодными условиями или веществами, выхода из строя смазки, перегрева или загрязнения. Они также могут сказать вам, достаточно ли это серьезно, чтобы повлиять на производительность и надежность насоса.
Они также могут сказать вам, достаточно ли это серьезно, чтобы повлиять на производительность и надежность насоса.

 Если такой возможности нет, то при использовании воды технической или из природных водоемов ее необходимо проверить в лаборатории на наличие примесей, которые смогут негативно повлиять на качество готового продукта. Вода должна иметь комнатную температуру.
Если такой возможности нет, то при использовании воды технической или из природных водоемов ее необходимо проверить в лаборатории на наличие примесей, которые смогут негативно повлиять на качество готового продукта. Вода должна иметь комнатную температуру. Востребован для ведения кирпичной кладки в малоэтажном строительстве, заделки трещин. Рекомендуется применение пластификаторов.
Востребован для ведения кирпичной кладки в малоэтажном строительстве, заделки трещин. Рекомендуется применение пластификаторов.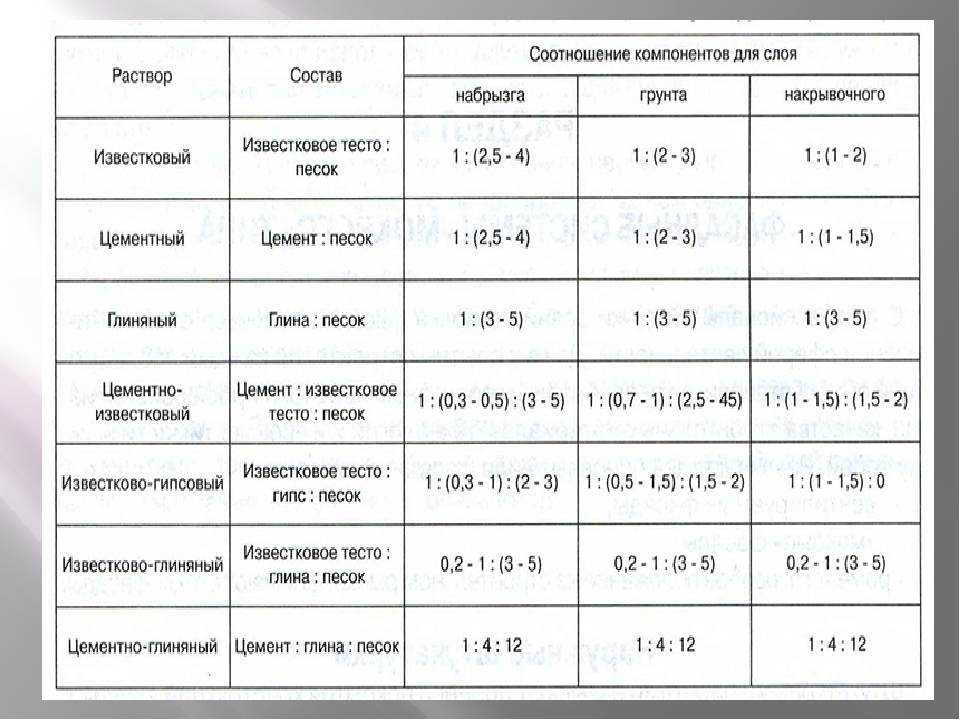
 Для этого периметр строения умножают на толщину и высоту стен. Далее вычисляют суммарную площадь оконных и дверных проемов, умножают ее на толщину стен. Из общего объема кладки вычитают суммарный объем оконных и дверных проемов.
Для этого периметр строения умножают на толщину и высоту стен. Далее вычисляют суммарную площадь оконных и дверных проемов, умножают ее на толщину стен. Из общего объема кладки вычитают суммарный объем оконных и дверных проемов.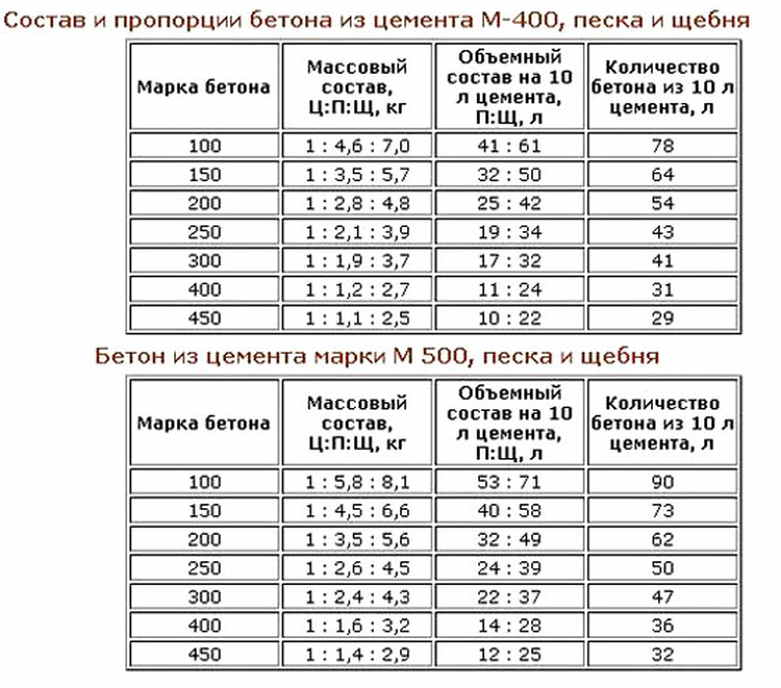 То есть, если мы разделим 4760 кг на 6,4, получим количество цемента – 743 кг. Простые расчеты показывают, что нам понадобится 15 мешков цемента по 50 кг каждый. Но, поскольку расчеты примерные, лучше приобрести материал с небольшим запасом. Далее вычисляем необходимое количество песка, которого в нашем случае содержится 5,4 части. Если одна часть составляет 743 кг, то всего нам понадобится 743*5,4 = 4012 кг песка.
То есть, если мы разделим 4760 кг на 6,4, получим количество цемента – 743 кг. Простые расчеты показывают, что нам понадобится 15 мешков цемента по 50 кг каждый. Но, поскольку расчеты примерные, лучше приобрести материал с небольшим запасом. Далее вычисляем необходимое количество песка, которого в нашем случае содержится 5,4 части. Если одна часть составляет 743 кг, то всего нам понадобится 743*5,4 = 4012 кг песка.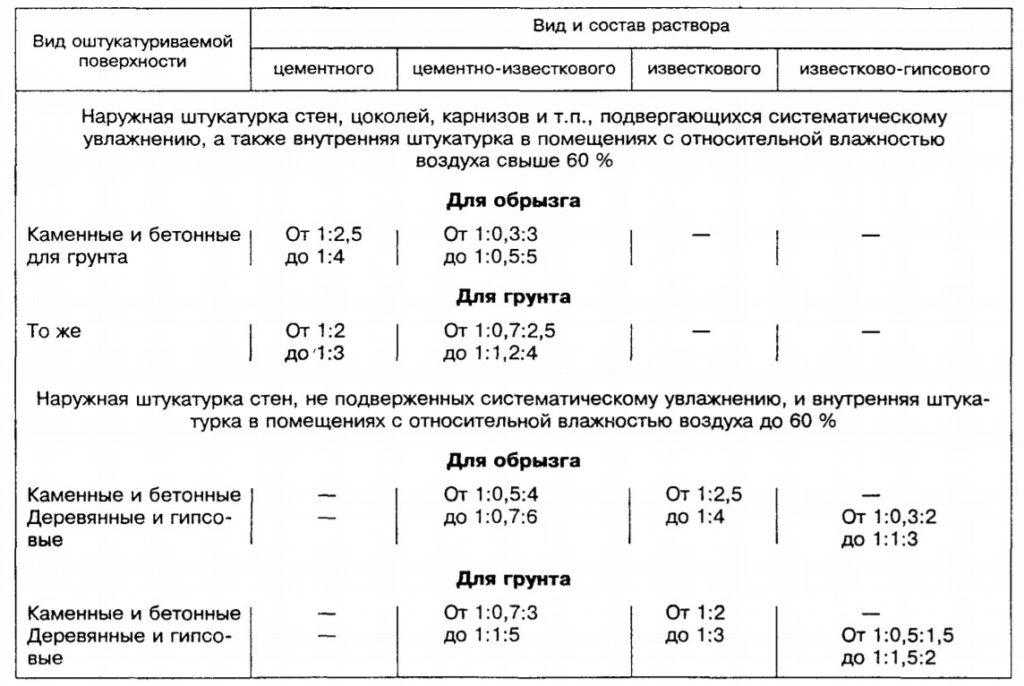 Ниже разберем, как правильно готовить раствор для кладки, из чего он состоит.
Ниже разберем, как правильно готовить раствор для кладки, из чего он состоит.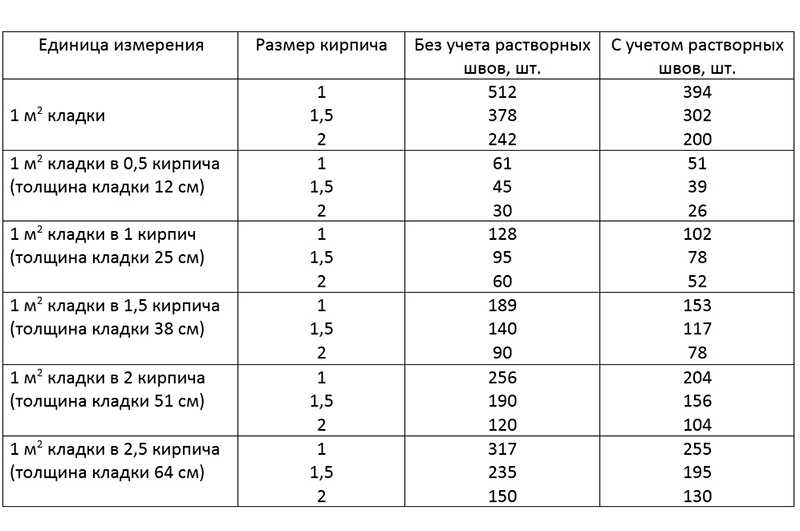 Для гашения применяют обычно воду, которую добавляют до тех пор, пока раствор не примет консистенцию молока. После этого полученный состав заливают в песок и связующее вещество.
Для гашения применяют обычно воду, которую добавляют до тех пор, пока раствор не примет консистенцию молока. После этого полученный состав заливают в песок и связующее вещество.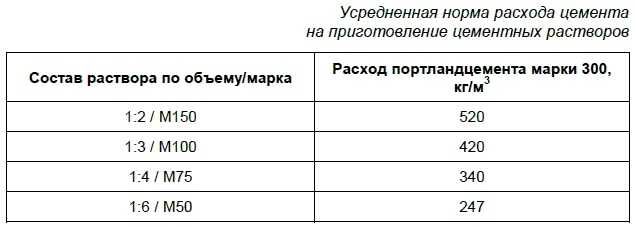

 Она позволяет заделать швы между стройпанелями, залить стяжку на полу, провести кладку строительных блоков, полнотелых, пустотелых крупноформатных кирпичей. Смесь активно применяется для сооружения фундамента под землей.
Она позволяет заделать швы между стройпанелями, залить стяжку на полу, провести кладку строительных блоков, полнотелых, пустотелых крупноформатных кирпичей. Смесь активно применяется для сооружения фундамента под землей.

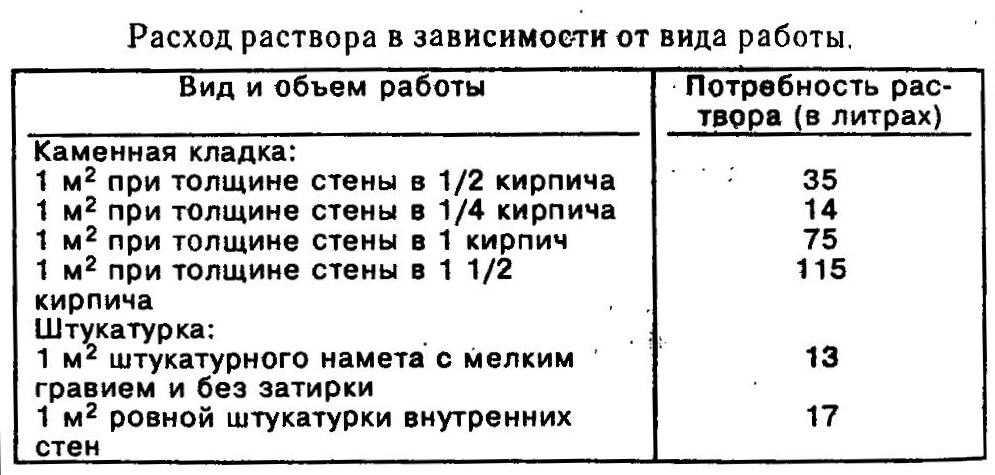 Подвижность раствора зависит от фракции применяемого песка. Чем крупнее он, тем будет подвижнее раствор. Если при заборе масса липнет к кельме, то нужно больше добавить больше сухих компонентов, а после — снова хорошо перемешать состав.
Подвижность раствора зависит от фракции применяемого песка. Чем крупнее он, тем будет подвижнее раствор. Если при заборе масса липнет к кельме, то нужно больше добавить больше сухих компонентов, а после — снова хорошо перемешать состав.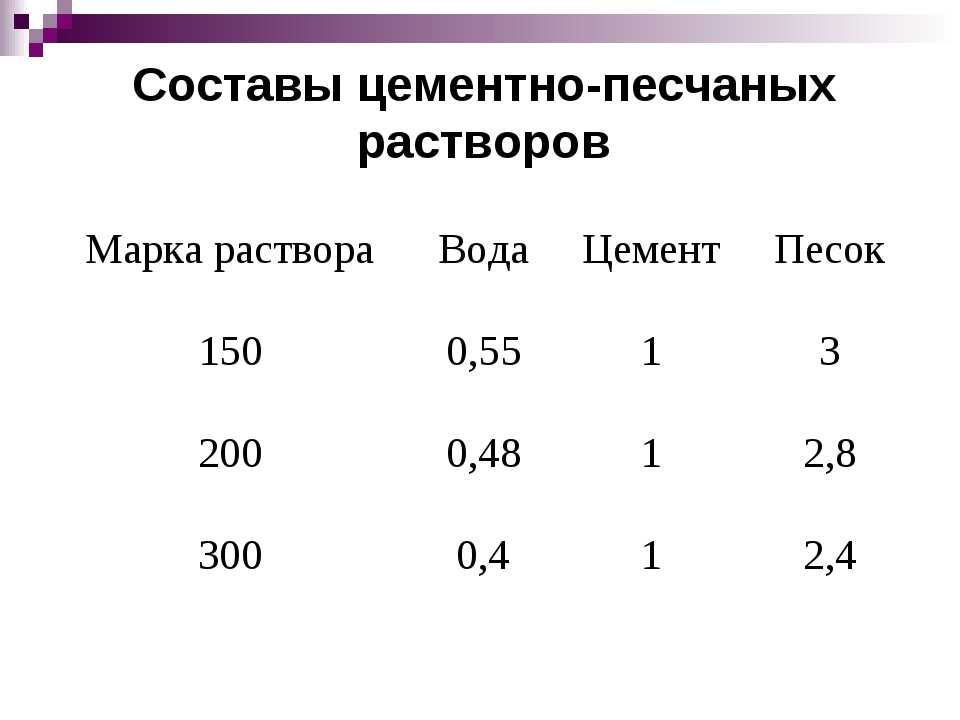
 Вводить этот пластификатор необходимо также, как и предыдущие материалы. Важно помнить, что участие гашеной извести в растворе не должно быть выше 25% от веса цемента.
Вводить этот пластификатор необходимо также, как и предыдущие материалы. Важно помнить, что участие гашеной извести в растворе не должно быть выше 25% от веса цемента.
 Добавьте немного гравия, и раствор превратится в бетон.
Добавьте немного гравия, и раствор превратится в бетон. Изменяя соотношение ингредиентов, вы также существенно меняете раствор.
Изменяя соотношение ингредиентов, вы также существенно меняете раствор. Но известь также используется большинством каменщиков и производителей готовых строительных смесей, потому что она дает раствору некоторые преимущества.
Но известь также используется большинством каменщиков и производителей готовых строительных смесей, потому что она дает раствору некоторые преимущества. Важно знать, что делает каждый тип и как его сделать, чтобы вы могли использовать правильный раствор для своего проекта.
Важно знать, что делает каждый тип и как его сделать, чтобы вы могли использовать правильный раствор для своего проекта.


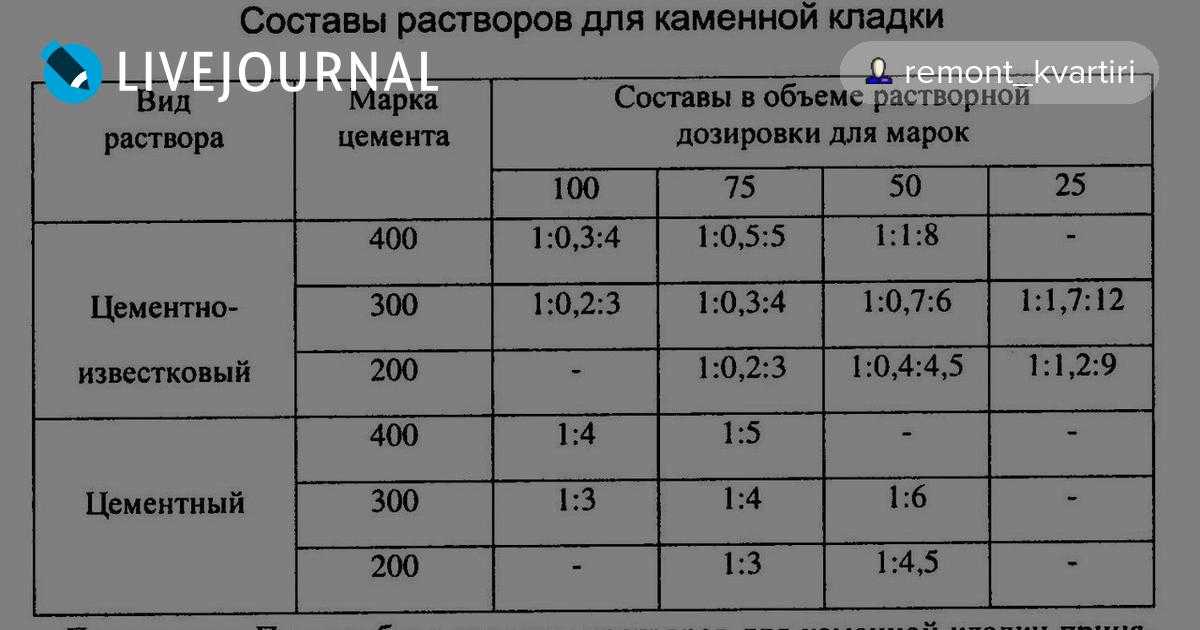 Quikrete продает смесь для каменщика типа S в 80-фунтовых мешках по цене около 10 долларов за мешок.
Quikrete продает смесь для каменщика типа S в 80-фунтовых мешках по цене около 10 долларов за мешок.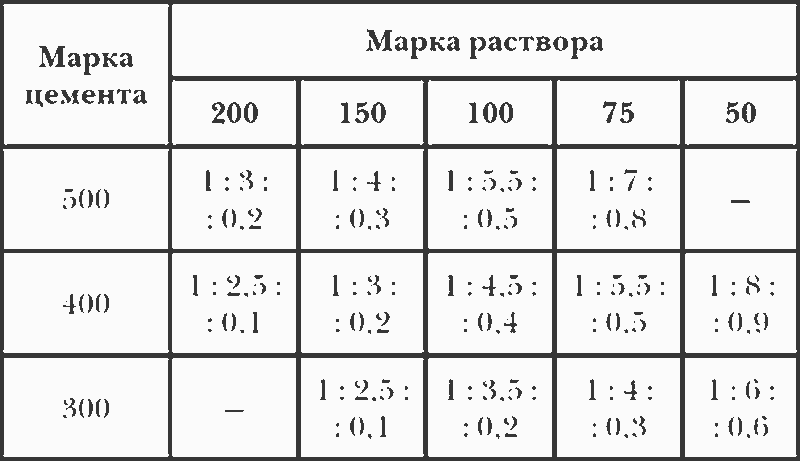


 Обычно это слишком сильно для указывания, поэтому я использую смесь где-то посередине. 6 частей песка, 1 1/2 части цемента и 1 часть извести дадут вам около 1000 фунтов на квадратный дюйм.
Обычно это слишком сильно для указывания, поэтому я использую смесь где-то посередине. 6 частей песка, 1 1/2 части цемента и 1 часть извести дадут вам около 1000 фунтов на квадратный дюйм. Но если кирпич несущий или наружный, используйте соотношение 1:0,5:4,5. Уменьшая количество извести и песка в смеси, вы также увеличиваете количество цемента, укрепляющего раствор.
Но если кирпич несущий или наружный, используйте соотношение 1:0,5:4,5. Уменьшая количество извести и песка в смеси, вы также увеличиваете количество цемента, укрепляющего раствор. Добавьте слишком много воды в растворную смесь, и она будет слишком водянистой, чтобы прилипать или выдерживать вес кирпичей и камня. Какой бы водянистый раствор вам ни удалось установить, он будет слабым и хрупким.
Добавьте слишком много воды в растворную смесь, и она будет слишком водянистой, чтобы прилипать или выдерживать вес кирпичей и камня. Какой бы водянистый раствор вам ни удалось установить, он будет слабым и хрупким.
 И даже когда вы используете раствор в мешках, вам все равно придется добавлять воду и смешивать его самостоятельно.
И даже когда вы используете раствор в мешках, вам все равно придется добавлять воду и смешивать его самостоятельно. Цемент является едким веществом с высоким балансом pH, поэтому его вдыхание и прикосновение к нему могут нанести вред вашему здоровью.
Цемент является едким веществом с высоким балансом pH, поэтому его вдыхание и прикосновение к нему могут нанести вред вашему здоровью. Смешивание небольших порций вручную — это хорошо, но миксер с электроприводом намного лучше. Особенно для крупных проектов.
Смешивание небольших порций вручную — это хорошо, но миксер с электроприводом намного лучше. Особенно для крупных проектов. Они должны знать о различных типах растворов, о том, как они изготавливаются и когда их использовать.
Они должны знать о различных типах растворов, о том, как они изготавливаются и когда их использовать. Обычно этот процесс занимает около 28 дней. Если смешать цемент с песком и водой, получится раствор. Добавьте немного гравия, и раствор превратится в бетон.
Обычно этот процесс занимает около 28 дней. Если смешать цемент с песком и водой, получится раствор. Добавьте немного гравия, и раствор превратится в бетон.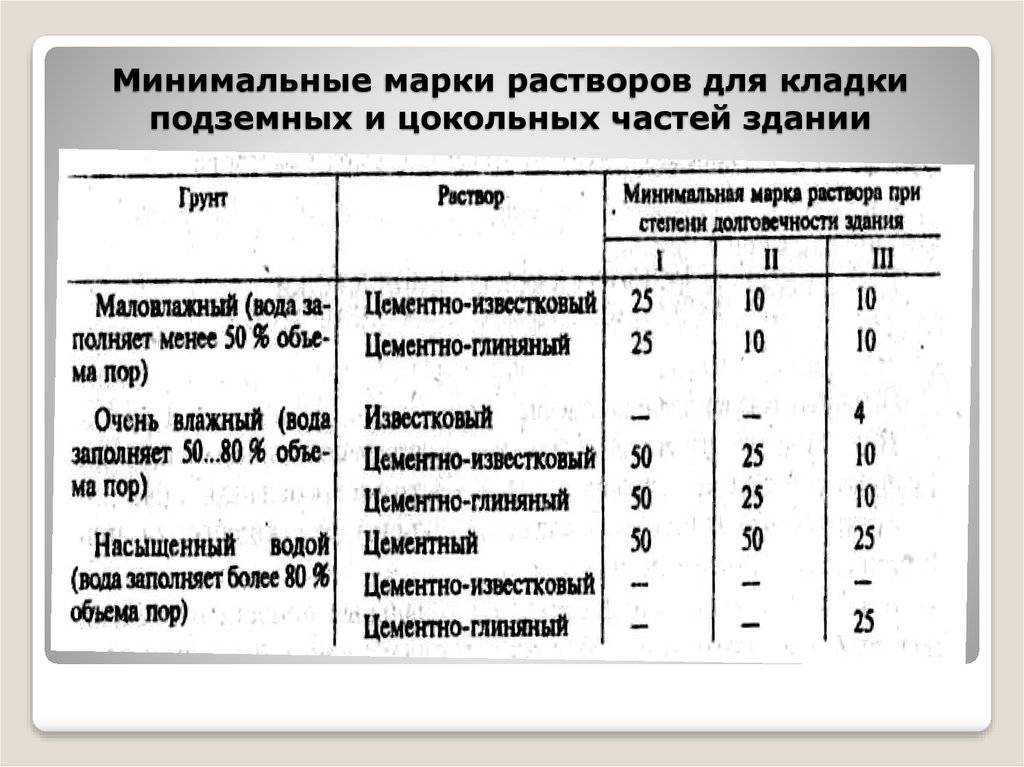


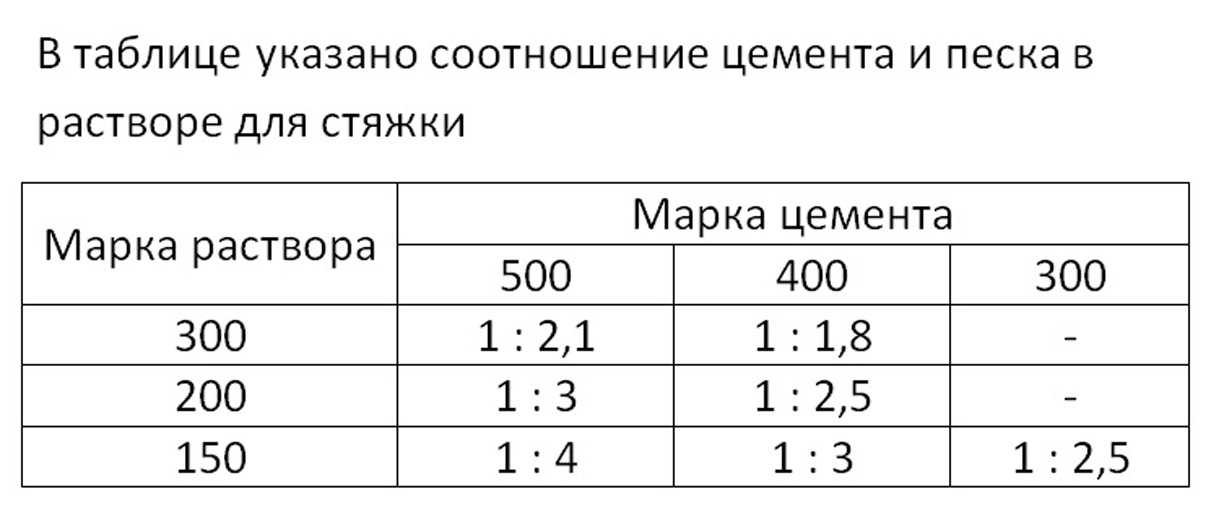

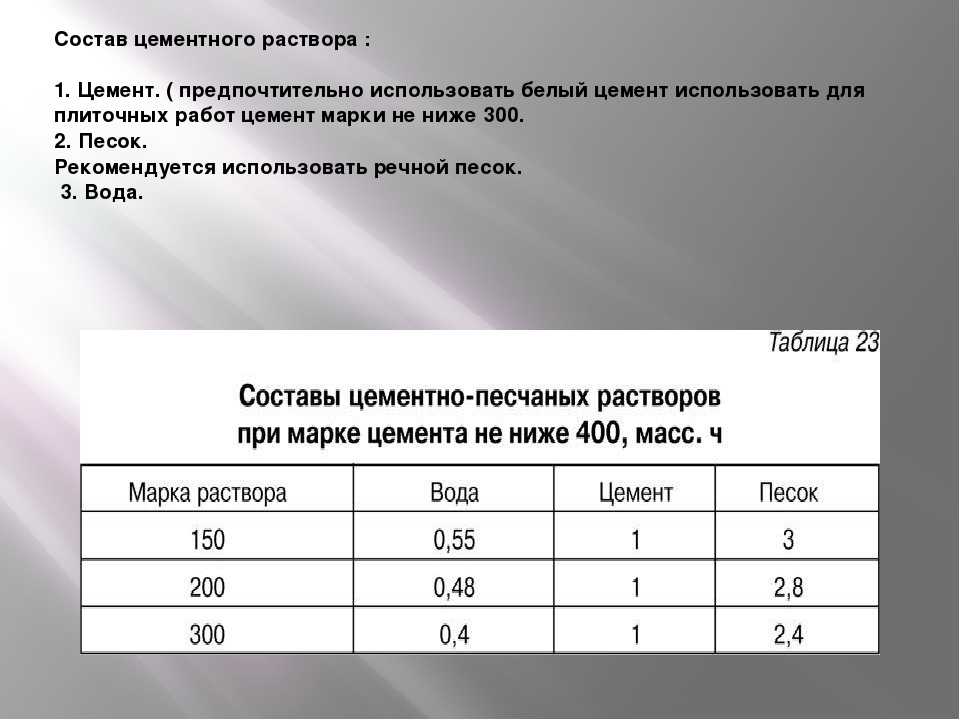

 Чтобы сделать каменную печь для производства железных слитков, вам понадобятся следующие материалы.
Чтобы сделать каменную печь для производства железных слитков, вам понадобятся следующие материалы. Для изготовления стальных инструментов вам понадобится наковальня, о которой говорилось ранее. Ниже вы можете ознакомиться с каждым стальным инструментом и материалами, необходимыми для его изготовления.
Для изготовления стальных инструментов вам понадобится наковальня, о которой говорилось ранее. Ниже вы можете ознакомиться с каждым стальным инструментом и материалами, необходимыми для его изготовления. Как только вы впервые изготовите сталь, вы сразу же сможете сделать ее огромное количество.
Как только вы впервые изготовите сталь, вы сразу же сможете сделать ее огромное количество. Хотя стальные инструменты технически находятся на втором уровне, для которого требуется десятый уровень, вам понадобится оборудование, которое разблокирует на третьем ярусе. Если вы еще не достигли 20-го уровня, обязательно ознакомьтесь с нашим руководством по быстрому повышению уровня.
Хотя стальные инструменты технически находятся на втором уровне, для которого требуется десятый уровень, вам понадобится оборудование, которое разблокирует на третьем ярусе. Если вы еще не достигли 20-го уровня, обязательно ознакомьтесь с нашим руководством по быстрому повышению уровня. /YouTube
/YouTube ru. Расскажем про секреты и хитрости, которые можно использовать в играх со своей выгодой. А также про полезные и интересные историй в видеоиграх.
ru. Расскажем про секреты и хитрости, которые можно использовать в играх со своей выгодой. А также про полезные и интересные историй в видеоиграх. Ниже вы можете ознакомиться с каждым стальным инструментом и материалами, необходимыми для его изготовления.
Ниже вы можете ознакомиться с каждым стальным инструментом и материалами, необходимыми для его изготовления. Как только вы сделаете сталь впервые, вы сможете сделать ее в кратчайшие сроки.
Как только вы сделаете сталь впервые, вы сможете сделать ее в кратчайшие сроки.
 Например, добавление от 10 до 30 процентов хрома создает нержавеющую сталь, очень устойчивую к ржавчине. Добавление хрома и молибдена позволяет получить прочную и легкую хромомолибденовую сталь.
Например, добавление от 10 до 30 процентов хрома создает нержавеющую сталь, очень устойчивую к ржавчине. Добавление хрома и молибдена позволяет получить прочную и легкую хромомолибденовую сталь. Королевский антропологический институт Великобритании и Ирландии. 1941. (6 января 2009 г.) http://www.jstor.org/pss/2844401
Королевский антропологический институт Великобритании и Ирландии. 1941. (6 января 2009 г.) http://www.jstor.org/pss/2844401 com.
com. 
 При этом вы создадите смолу, так как это побочный продукт дубления шкур. Тем не менее, вам нужно будет сначала разблокировать кожевенный завод, прежде чем вы сможете даже это сделать, и вы можете сделать это, разблокировав умение кожевника, когда достигнете уровня 10. Затем, после разблокировки, вы можете создать кожевенный завод со следующими материалами, перечисленными ниже.
При этом вы создадите смолу, так как это побочный продукт дубления шкур. Тем не менее, вам нужно будет сначала разблокировать кожевенный завод, прежде чем вы сможете даже это сделать, и вы можете сделать это, разблокировав умение кожевника, когда достигнете уровня 10. Затем, после разблокировки, вы можете создать кожевенный завод со следующими материалами, перечисленными ниже.

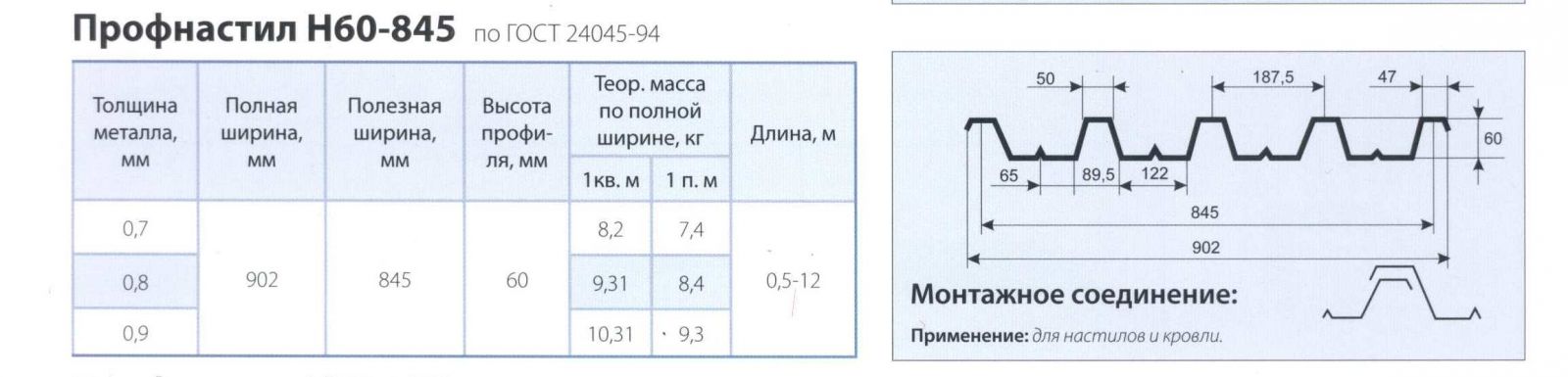


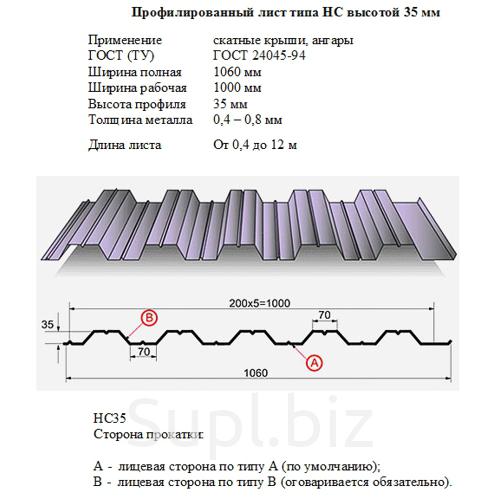
 2672 Счетчик
2672 Счетчик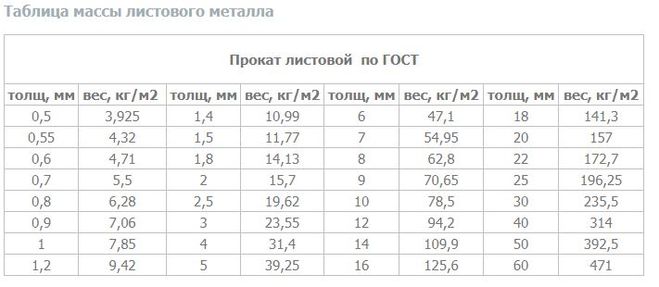 01
01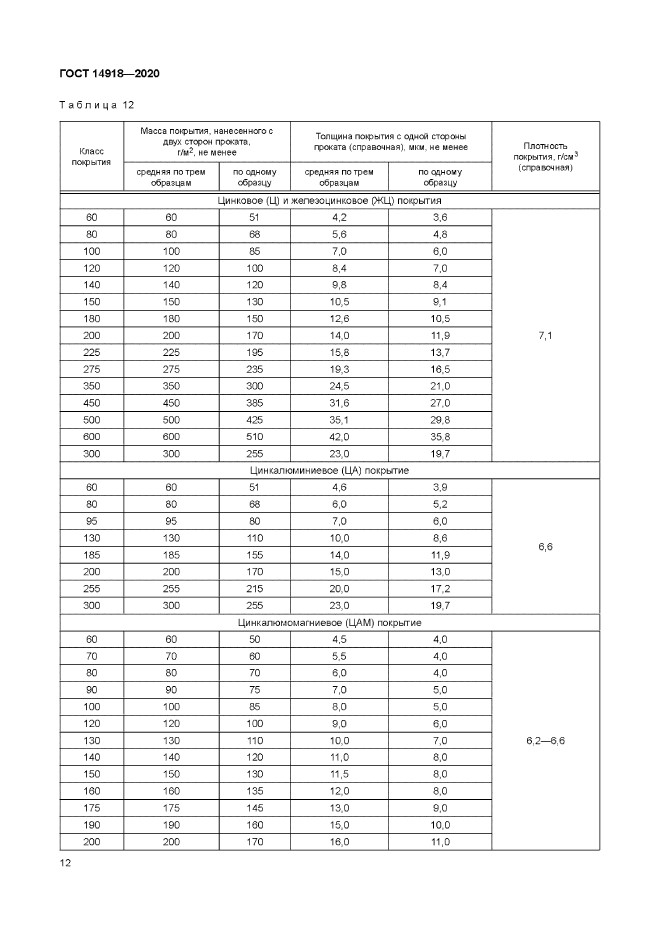 12
12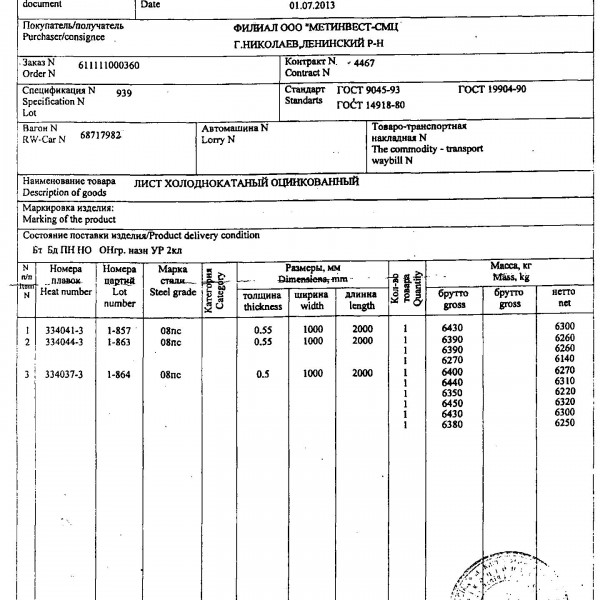 11
11 20
20 09
09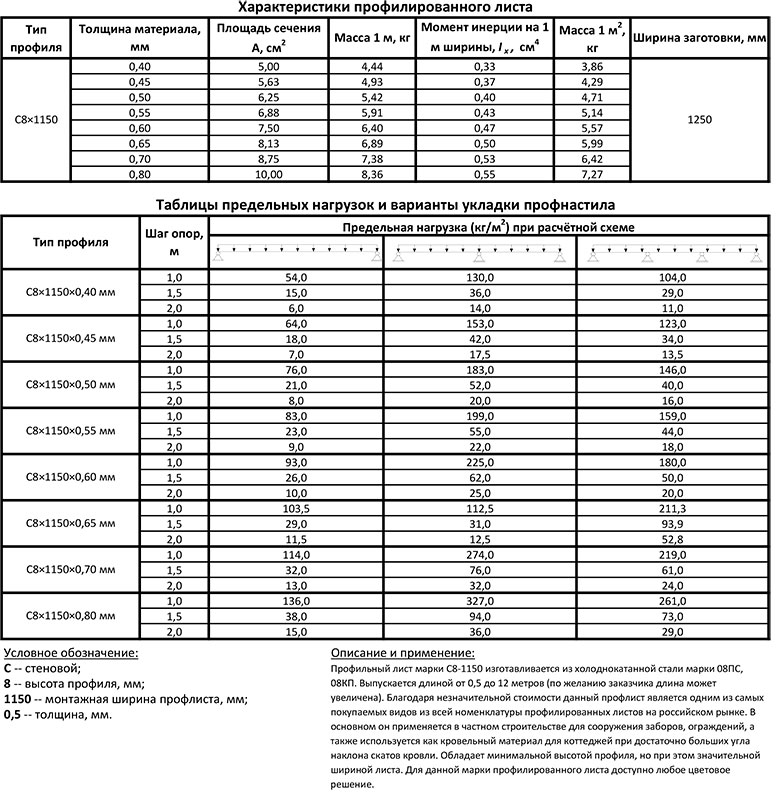 77
77 93
93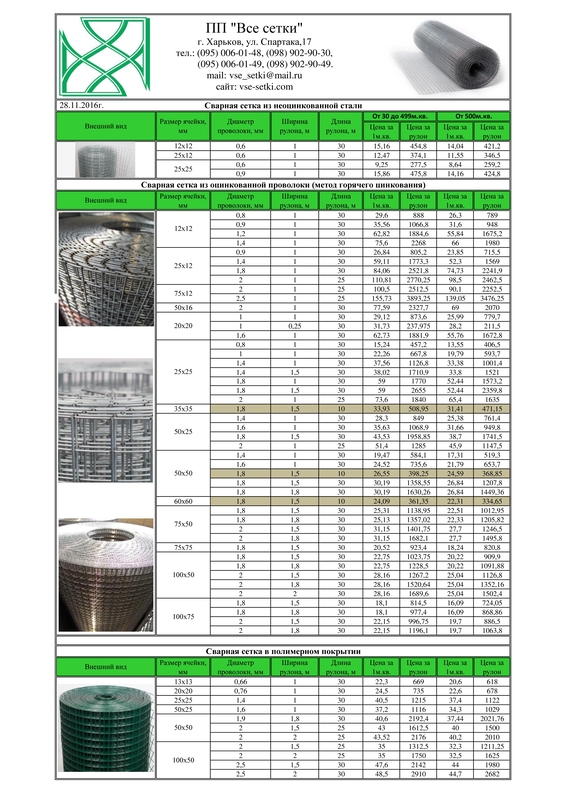 04
04 02
02 07
07 05
05 10
10 05
05 30
30 Wanzhi Steel предлагает широкий ассортимент настила из гофрированной стали с различными пролетами, размерами и длиной, а также профили настила для удовлетворения ваших требований. Наша продукция изготовлена из оцинкованного стального листа, который является прочным, устойчивым к коррозии, легким и простым в установке. Кроме того, его можно заказать в окрашенной отделке. Пожалуйста, свяжитесь с нами для получения более подробной информации!
Wanzhi Steel предлагает широкий ассортимент настила из гофрированной стали с различными пролетами, размерами и длиной, а также профили настила для удовлетворения ваших требований. Наша продукция изготовлена из оцинкованного стального листа, который является прочным, устойчивым к коррозии, легким и простым в установке. Кроме того, его можно заказать в окрашенной отделке. Пожалуйста, свяжитесь с нами для получения более подробной информации! Высокое соотношение прочности к весу;
Высокое соотношение прочности к весу; Он изготовлен из оцинкованных листов с высоким содержанием цинка и профилирован путем прокатки и холодной гибки, что обеспечивает превосходную коррозионную стойкость и большую долговечность. Профнастил из гофрированного металла используется для поддержки бетона пола, в том числе конструкционного настила крыши или композитного настила пола.
Он изготовлен из оцинкованных листов с высоким содержанием цинка и профилирован путем прокатки и холодной гибки, что обеспечивает превосходную коррозионную стойкость и большую долговечность. Профнастил из гофрированного металла используется для поддержки бетона пола, в том числе конструкционного настила крыши или композитного настила пола.

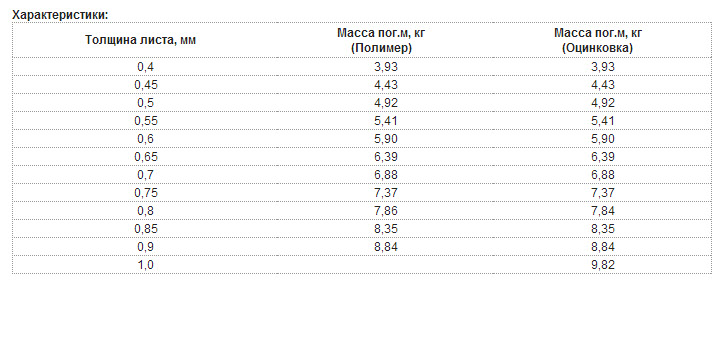 Поэтому важно выбрать подходящие типы и модели.
Поэтому важно выбрать подходящие типы и модели.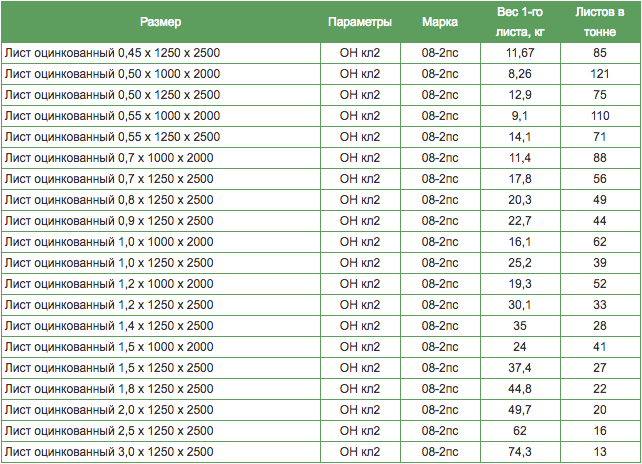 Поэтому некоторые поставщики будут использовать стальную деку толщиной 0,8 мм, чтобы притвориться декой толщиной 1,0 мм. В этом случае можно проверить штангенциркулем или на весах.
Поэтому некоторые поставщики будут использовать стальную деку толщиной 0,8 мм, чтобы притвориться декой толщиной 1,0 мм. В этом случае можно проверить штангенциркулем или на весах.