Большинство хозяев загородной недвижимости для обеспечения потребности в воде бурят скважину и устанавливают насосную станцию, хотя некоторые для запитывания системы пользуются водой из колодца. Такое оборудование автоматизирует процесс подачи жидкости по трубопроводам к конечному пользователю, но иногда автономный водопровод ломается. Часто во время работы не отключается насосная станция: причины, почему не набирает давление, будут описаны в нашей статье.
Устройство насосной станции
Основными причинами постоянно работающего насоса считаются:
Опускание уровня воды;
Засорения фильтра, который устанавливают на входящем патрубке;
Нарушение герметичности системы;
Засорение эжектора;
Поломка деталей насоса;
Засорение входящего отверстия реле давления или выход прибора из строя.
Указанные причины поломки насосной станции рассмотрим более подробно.
Содержание
Упал уровень воды
Забит фильтр на входе
Воздух в насосе или подсос воздуха
Неполадки эжектора или прокладки
Износ рабочего колеса
Забился штуцер реле
Упал уровень воды
Одной из самых популярных причин работающего насоса и отсутствия давления в системе трубопроводов считается падение уровня грунтовых вод, а особенно, когда жидкость берётся из неглубокой скважины или колодца. Это естественное явление, связанное с изменением климата. При отсутствии или недостаточном количестве жидкости в систему будет подаваться воздух. В последние годы нарушился кругооборот воды в природе, реки мелеют, озёра высыхают, поэтому такое явление как понижение уровня грунтовых вод случается часто.
Водоснабжение дома из скважины
Особенно эта проблема актуальна при неглубоком водосборе, когда жидкость поступает в систему из колодца или скважины глубиной 6-8 метров. Если насосу неоткуда брать воду, то нужно будет пробурить более глубокую скважину, или опустить ниже всасывающий трубопровод.
При падении уровня жидкости в самом насосе, необходимо открутить специальный болт и долить воду. После этого запускаем насос и дожидаемся набора давления. Для ускорения процесса запуска нужно ещё раз отключить станцию и обратно долить жидкости.
Забит фильтр на входе
В воде автономной системы водоснабжения содержится огромное количество механических частиц (песок, ил, глина), присутствие которых приведёт к износу деталей насосной станции. Специальный фильтр, установленный на подающем патрубке, скапливает в себе весь этот мусор, что в конечном итоге увеличивает срок службы системы.
Насосная станция с установленным фильтром
Постоянную работу насосной станции можно связать с изломом подводящего трубопровода или забивкой фильтра мелкими частицами мусора. В данном случае жидкость не будет поступать в необходимом объёме на насос. Всё что нужно сделать – прочистить фильтр или устранить другие неисправности, долить воды через специальную пробку, и обратно запустить насос.
Воздух в насосе или подсос воздуха
Уровень воды может падать и в самой насосной станции. В данном случае жидкость попросту подтекает в одном из критических мест. Конечно, трудно не заметить лужу возле подтекающего крана, но вода может выходить из системы и на других участках.
Важно! При постоянно работающем насосе проверьте трубопровод на наличие подтеканий.
Чтобы не было сбоев в работе насосной станции, необходимо ликвидировать все протечки
Здесь нужно быть особенно внимательным. После обследования мест соединения патрубков возле насосной станции, переходите к другим местам. Трещины, обнаруженные на трубах, тщательно герметизируют специальным скотчем. Это только временный ремонт, в дальнейшем повреждённый участок нужно будет заменить.
При появлении течи на резьбовых соединениях, необходимо отключить насос и добавить пакли на резьбу, при необходимости заменить резиновое кольцо или прокладку. Особенно это актуально при использовании некачественных труб, когда диаметр резинового уплотнительного кольца немного больший, чем диаметр трубы. В некоторых случаях вода может вытекать из трещины фланца, примыкающего к гидроаккумулятору. Тогда деталь снимают, заваривают дырку и устанавливают обратно.
Обратите внимание! Герметизацию резьбовых соединений рекомендовано проводить с использованием специальной нити под названием Тангит Унилок. Таким герметиком может пользоваться даже новичок, ведь небольшая передозировка нити не приведёт к разрушению детали при накручивании на резьбу.
Причиной появления течи может быть и обратный клапан, который устанавливают на подающем трубопроводе. Это приспособление не будет удерживать жидкость через накопившуюся грязь. В данной ситуации насосная станция накачивает воду до нижнего уровня давления и опять включается. Постоянная работа насосной станции часто наблюдается в ночное время суток, когда кранами или душем никто не пользовался.
Важно! Беспрерывно работающий насос может быстро выйти из строя.
Неполадки эжектора или прокладки
Если обычные всасывающие насосы могут доставать воду с максимальной глубины 8,9 метров, то насосная станция с внешним эжектором служит для подачи жидкости из больших глубин (до 45 метров). В данном случае для водоснабжения используется два насоса, при этом КПД насосной станции увеличивается на 30-35%.
Насосная станция с эжектором
Неполадки эжектора считаются более серьёзной проблемой, чем выход из строя приборов, находящихся на поверхности. После замены вышедших из строя деталей и очистки эжектора от песка и других вредных примесей, очистки сопла от грязи его опускают обратно в скважину.
Износ рабочего колеса
Непрерывная работа насоса часто вызывается износом деталей. Внутри силового блока находится специальная крыльчатка, которая может разрушаться под воздействием песка или других абразивных частиц.
Обратите внимание! В некоторых моделях насоса рабочее колесо делают из пластика, но будет лучше, если эта деталь выполнена из металла.
Крыльчатка двигателя насосной станции
Как мы уже говорили, материал крыльчатки разрушается под воздействием песка. Попадание абразивных частиц в систему – это вина бурильщика скважины, который неправильно подобрал сетку для улавливания песка или отсутствие фильтра на входе в насосную станцию. Дело в том, что абразивные частицы имеют различный размер, некоторые из них могут всасываться с водозаборного горизонта вместе с общим потоком жидкости.
Забился штуцер реле
Двигатель насосной станции может не выключаться через неправильно работающее реле. Первоначальные настройки автоматики могут сбиться после уменьшения уровня воды в колодце или скважине, после чего некоторый объём воздуха попадёт во всасывающую магистраль. В данном случае необходимо переместить всасывающую трубу, чуть ниже первоначального уровня, залить воду в систему и запустить насос.
Схема реле
Кроме этого причиной поломки станции может быть само реле. Двигатель не включится или будет работать постоянно через повреждение пружины, которая используется для регулирования работы групп контактов, включающих и отключающих насос. Пружина может заржаветь и перестать выполнять свои функции, а контакты могут попросту сомкнуться. Во время разборки реле, при условии его правильной настройки, необходимо почистить контакты, при необходимости заменить пружину кусочком шпильки.
Настройка давления проводится путём вращения специальных гаек в нужную сторону. Превышение или уменьшение давления проводится по обозначениям на приборе «+» или «-». Засорение штуцера тоже приводит к неправильной работе реле. В последнем случае необходимо снять прибор и тщательно прочистить входное отверстие от накопившейся грязи.
основные причины, почему не срабатывает на выключение
Содержание
Почему отсутствие выключения – проблема для насосной станции?
Причины, почему не срабатывает на отключение
Утечка h3O
Низкое напряжение питания
Недостаточное разряжение во всасывающем трубопроводе домашней скважины
Неисправность крыльчатки или других элементов
Неисправная работа отключающего устройства и контактов
Как предупредить появление проблемы?
Видео по теме статьи
Заключение
Почему отсутствие выключения – проблема для насосной станции?
Во время работы насоса происходит естественный износ деталей станции, электрической части и расход электроэнергии. Для продления ресурса насоса и сокращения расхода электроэнергии, управление станцией осуществляет реле давления воды.
Его задача включить электродвигатель при минимальном давлении воды или его отсутствии и отключить при достижении установленного верхнего значения напора.
Длительная работа станции без отключения приводит к:
ускоренному износу насоса,
контактов реле,
перерасходу электроэнергии.
А работа при высоком давлении, то есть под большой нагрузкой, может привести к перегреву электродвигателя и повреждению изоляции обмотки статора. Ресурс насосной станции, при непрерывной работе, значительно сократится.
Если насос не отключается, когда расхода h3O нет, или расход незначительный, это свидетельствует о наличии неисправности в системе водопровода, либо в работе реле.
Причины, почему не срабатывает на отключение
Для выявления причины, по которой система не отключается, необходимо проверить показания манометра станции. Если установлен дополнительный контрольный манометр, то и его показания тоже.
Если манометры показывают давление меньше, чем установлено для отключения, то причины нужно искать в работе системы водопровода или насоса. В случае, когда показания манометров выше значения отключения, то неисправность, скорее всего, в самом реле.
Поиск неисправности стоит начинать с наиболее вероятных причин, продвигаясь от простых ситуаций к более сложным.
Для начала нужно проверить работу насосной станции при отключенном водопроводе. Если он быстро создает давление и отключается, станция исправна: проблема в водопроводе – где-то происходит утечка воды.
Если насос долгое время работает, и не может создать давление, либо напор растет крайне медленно, причина в работе станции.
Утечка h3O
Что делать:
проверить все водоразборные точки, выявить расход воды, обратить внимание на оборудование, подключенное к водопроводу и канализации, перекрыть все водоразборные краны;
проверить водопровод на утечку воды, для чего перекрыть все водоразборные краны, отключить насос и осуществить контроль за давлением воды — при снижении давления воды приступить к выявлению утечки путем осмотра;
если утечка не обнаружена, но имеется подземная часть трубопровода, отключить подземную часть от дома или объекта, куда он подведен, и опрессовать существующим давлением, при снижении давления — утечка в подземной части трубопровода.
Низкое напряжение питания
Как поступить:
Проверить напряжение питания насоса во время его работы. Просадка напряжения не должна быть ниже 200 – 190 Вольт. При низком напряжении, электродвигатель не сможет развить заявленную мощность и обеспечить достаточные обороты крыльчатки. При этом возрастет рабочий ток, что не желательно и даже может быть опасно для электродвигателя.
Величину низкого напряжения сравнить с уровнем напряжения на вводе в дом. Если разница свыше 10 Вольт, следует увеличить сечение проводов питающего станцию кабеля. Если напряжение низкое и на вводе в дом, то проблему можно решить, установив стабилизатор напряжения, равный или больший мощности насоса.
Если температура корпуса электродвигателя превышает 60 – 70 0С, следует проверить величину тока при работе насоса. При значениях тока выше паспортных параметров, электродвигатель нужно проверить на межвитковое замыкание. Выполнить это можно только в электротехнической лаборатории.
Недостаточное разряжение во всасывающем трубопроводе домашней скважины
Что делать:
Проверить состояние фильтра на всасывающем тракте, если он установлен. Очистить от отложений и промыть.
Проверить состояние уплотняющей прокладки, при необходимости заменить. Собрать фильтр в соответствии с инструкцией.
Как вариант, произвести пуск насоса, без установки фильтрующего элемента в корпус фильтра. Корпус фильтра при этом должен быть собран. Если отключение произошло, значит, насос не может создать необходимое разрежение для всасывания.
И даже небольшое препятствие, в виде фильтрующего элемента, приводит к длительной работе станции. Выявить причину не достаточного разрежения на всасывающем тракте.
Если насос не создает давление совсем, причина в отсутствии воды во всасывающем тракте. Необходимо его заполнить водой, не забывая выпустить воздух из самого насоса, и произвести повторное включение. При повторении ситуации, проверить причины отсутствия воды.
Проверить исправность обратного клапана на всасывающем тракте. Залитая во всасывающий трубопровод вода, не должна уходить.
Проверить глубину до зеркала воды в домашней скважине или колодце, если насосная станция работает от этих источников. В том числе и при работающем насосе, так как уровень во время работы понижается. Фактическая глубина всасывания, при работающем насосе, должна быть меньше, чем предельная высота всасывания, указаная в паспорте на насосную станцию. Проверить можно капроновой веревкой с привязанным грузом.
У насосных станций с эжектором, проверить исправность и герметичность эжектора. А так же поступление воды в нагнетающий трубопровод эжектора.
Проверить герметичность всех соединений на всасывающем трубопроводе. Как вариант, наложить временный бандаж из полосок ткани, пропитанной вязким составом. Лучше всего подойдет медицинский лейкопластырь.
Неисправность крыльчатки или других элементов
Пошаговая инструкция:
проверить работоспособность насоса, для чего перекрыть или отсоединить всасывающий трубопровод, и подключить насос на забор воды из емкости равной половине или несколько больше, емкости гидроаккумулятора, если давление не достигает установленного верхнего порога отключения, причина неисправности кроется в насосе;
разобрать корпус насоса, проверить крыльчатку и состояние сальника — из-за износа лопастей, насос может не обеспечивать необходимого верхнего значения давления, износ всасывающего патрубка крыльчатки в части, прилегающей к корпусу, так же может привести к снижению давления — в этом случае следует заменить изношенную крыльчатку;
как временный вариант, можно снизить верхний уровень давления в реле до значения, при котором насос будет стабильно и достаточно быстро, не более 10 секунд, отключаться, при отсутствии расхода воды;
заменить сальник на валу или уплотнить сальниковую набивку в корпусе насоса, если имеются следы потеков.
Неисправная работа отключающего устройства и контактов
Если реле не отключает насос при давлении выше порога отключения, то неисправность в самом реле.
Причиной может быть:
Залипание контактов. При осмотре видно на поверхности контактов множество следов искрения, с черными пятнами. Сама поверхность имеет бугорки от наплыва металла и углубления, в местах выгорания контактов. В этом случае следует зачистить мелкой наждачной бумагой плоскости прилегания контактов. Не рекомендуется снимать значительный слой металла с контактов, так как их поверхность, для снижения сопротивления, покрывается серебром.
Забитое грязью отверстие входного штуцера может препятствовать прохождению воды в рабочую камеру реле и не создавать реальное давление на мембрану. Требуется прочистить отверстие.
Повреждение мембраны реле. При этом из реле может сочиться вода. Может привести к короткому замыканию. Снять крышку мембраны, осмотреть состояние мембраны. При необходимости, произвести замену мембраны.
В некоторых случаях, возможно повреждение регулировочных механизмов коррозией. По этой причине может не произойти срабатывание отключающей пластины, на которую давит малая пружина, ответственная за верхнее значение давления. Нужно восстановить работоспособность механизма. Для этого очистить пластину от коррозии, трущиеся места и со следами коррозии, покрыть консистентной смазкой литол или подобной. После сборки механизма произвести настройку реле по уровням давления включения и отключения.
Если неисправности отключающего устройства не выявлены:
Произвести перенастройку верхнего отключающего значения давления малой пружиной. Ослабить пружину, возможно, полностью.
В таком состоянии малой пружины разница в давлении верхнего значения будет отличаться от нижнего уровня примерно на 1,0 бар.
Так же можно ослабить большую пружину, понизив уровень давления, при котором реле включит насос. При этом одновременно произойдет снижение и верхнего уровня напора, при котором станция должна отключиться.
После проверки работы насоса, если он начал отключаться, произвести окончательную регулировку верхнего и нижнего уровней давления.
Если обслуживание и перенастройка реле не дало результата, такое реле следует заменить.
Если насос по-прежнему не будет отключаться, то следует продолжить поиск других возможных причин. Возможна ситуация, когда несколько факторов повлияли на сбой в работе насоса.
Как предупредить появление проблемы?
Своевременное обслуживание насоса, автоматики, гидроаккумулятора, других элементов защиты, обеспечение необходимого уровня напряжения питания, все эти меры позволят продлить рабочий ресурс насосной станции.
Обязательно выполнение рекомендаций производителей, изложенных в руководствах по эксплуатации и инструкциях.
Важное значение имеет наблюдение за работой насосной станции. Когда в ее работе происходят повторяющиеся изменения — это повод выяснить причины происходящих перемен. А для этого необходимо знать рабочие параметры у исправно работающей станции.
Видео по теме статьи
О работе реле давления воды для насоса расскажет видео:
Заключение
Насосная станция не является сложным агрегатом, требующим инженерных знаний и уровня для обслуживания и ремонта. Это по силам любому владельцу, немного разбирающемуся в технике и водоснабжении на бытовом уровне. Данные советы призваны в этом помочь.
А какова Ваша оценка данной статье?
Загрузка…
Правильное размещение реле давления Ограничители «подпрыгивают или телеграфируют» — Cycle Stop Valves, Inc
Многие инструкции и схемы по расположению реле давления при использовании одного или нескольких баков-дозаторов просто неверны. Размещение крана для реле давления в любом месте на основной линии является неправильным. Ниже приведены примеры размещения реле давления.
#1 Небольшая трубка, идущая к баку-дозатору от основного трубопровода, никогда не должна быть больше, чем изготовленный вход в бак. Большинство этих баков-дозаторов имеют впускное колено 1 дюйм или 1 1/4 дюйма. Вы можете использовать трубу диаметром 1 дюйм или 1 1/4 дюйма для подсоединения основной линии к баку-дозатору 1 1/4 дюйма. трубу большего диаметра на любом расстоянии, а затем перед баком переключитесь на трубу меньшего размера. Всегда имейте не менее 12 дюймов трубы от основной линии до бака. Установите кран реле давления на тройник на конце этого отрезка трубы как можно ближе к резервуару. Вы можете привинтить реле давления непосредственно к этому крану, или отрезок медной трубки или полилинии может соединить этот кран с реле или переключателями давления. Если используется несколько резервуаров, вы должны выбрать один из них и установить реле давления, как указано на этом резервуаре. Используемый резервуар всегда должен находиться в конце малой ватерлинии или вода не должна протекать мимо него или через него. Когда переключатель находится в этом месте, объем воды внутри бака-дозатора должен измениться, прежде чем реле давления увидит разницу в давлении. Это устраняет гидравлический удар, который испытал бы переключатель, если бы он был подключен непосредственно к основной линии.
В магистрали наблюдаются значительные провалы и скачки давления при запуске или остановке насосов. Только скорость потока, проходящего через кран на главной линии, может вызвать турбулентные колебания давления. Это то, что заставляет насос гудеть, так как реле давления отключает его почти сразу после запуска. Реле давления на главной линии увидит снижение давления до того, как бак успеет слить воду. Это приводит к тому, что насос включается до того, как вода из бака будет использована. Демпфер давления не должен быть необходим. Размещение переключателя в правильном месте с баком-дозатором полностью устранит удар.
#2 Более крупные системы, которые никогда не достигают состояния нулевого расхода, называются «постоянными требованиями». Поскольку небольшой насос будет работать непрерывно, может потребоваться очень маленький напорный бак. При использовании запорного клапана цикла системы можно настроить таким образом, чтобы самый маленький насос в системе работал непрерывно. Потребность есть всегда, поэтому запорный клапан на маленьком насосе поддерживает постоянное давление. В этой ситуации даже не требуется реле давления для небольшого насоса. Небольшой предохранительный клапан в целях безопасности установлен для сброса минимального расхода из небольшого насоса, если потребность падает до нулевого расхода, а давление когда-либо превышало настройку стопорного клапана цикла.
Реле давления на основных насосах по-прежнему нуждаются в подушке. В этих больших системах, где нет необходимости в гидроаккумуляторе. Крошечный резервуар-дозатор объемом от 1/4 до 1/2 галлона можно использовать в качестве амортизатора. Соедините этот резервуар с реле давления, затем используйте маленькую линию для подключения к крану основной линии. Небольшая линия может иметь диаметр 1/8 дюйма или 1/4 дюйма или может иметь регулируемое ограничительное устройство, такое как игольчатый клапан. Управление объемом потока в этот небольшой резервуар и из него с помощью переключателей давления осуществляется с помощью механического таймера. Это дает несколько секунд между различными давлениями реле давления, даже если давление в магистрали быстро меняется. Это хороший способ устранить дребезг реле давления в системах с несколькими насосами.
#3 Некоторые напорные баки баллонного типа могут иметь слишком маленькое отверстие. Это происходит, когда есть колено или впускное отверстие на 1 дюйм или 1 1/4 дюйма, но фактическое отверстие, ведущее в резервуар, меньше. В этих ситуациях бак не может принимать воду так быстро, как подается линия 1 дюйм или 1 1/4 дюйма, что приводит к дребезгу реле давления. Мы не рекомендуем использовать баки с такими маленькими отверстиями. Тем не менее, вы можете заставить его работать следующим образом. Подсоедините к входному колену бака ниппель того же размера, что и соединение бака. Прямо на краю резервуара подсоедините тройник того же размера, что и входное соединение резервуара. Уменьшите верхнюю часть этого тройника до 1/4 дюйма и поместите реле давления прямо на верхнюю часть тройника. Вы можете использовать длинную медную или полиэтиленовую трубку для подключения реле давления, если хотите повесить переключатель на стене или в другом месте. .Однако медная или полипропиленовая трубка должна ощущать давление от тройника сразу за баком.Для подсоединения этого тройника к магистрали используйте трубу меньшего диаметра, чем фактическое отверстие внутри бака.Это означает, что вам может понадобиться использовать Труба 3/4″ от тройника 1″ или 1 1/4″ с реле давления до магистрали.
#4 Большие гидропневматические баки уже много лет используются с реле давления на насосных станциях. Установка реле давления сверху или со стороны воздуха этих гидробаков является нормой. Размещение реле давления на воздушной стороне бака исключает любую возможность гидравлического удара по реле давления. В более новых системах, использующих баки баллонного типа, такая возможность редко имеется. При использовании баков-дозаторов размещение реле давления на воздушной стороне бака-дозатора может создать проблемы.
Мембрана реле давления не позволяет легко проходить молекулам воды. Однако молекулы воздуха намного меньше и проходят через большинство материалов. Когда реле давления установлено на воздушной стороне бака баллонного типа, в конечном итоге весь воздух выйдет из бака через реле давления. Возникает ситуация заболачивания, и насосная система выходит из строя.
БЕСПЛАТНАЯ ДОСТАВКА ПО США (кроме AK и HI) *
Мы отправляем в Канаду через UPS International или USPS. Перевозчик выбирается в зависимости от заказанного товара. Мы отправляем на Аляску и Гавайи через USPS. Клиенты также могут выбрать DHL International для любого продукта. * Стоимость доставки будет применяться к международным отправлениям и не включает таможенные сборы.
5 быстрых действий по устранению неисправности погружного насоса — MWI Pumps
5 быстрых действий по устранению неисправности погружного насоса
Сообщение опубликовано: 27 апреля 2016 г.
Категория сообщения: Насосы
У этой помпы может быть очень простое решение.
Они тихие и имеют низкий профиль. Вы можете настроить их для вертикального или горизонтального использования или под любым промежуточным углом. Погружные электронасосы — это настоящие рабочие лошадки, которые хорошо работают для борьбы с наводнениями и отвода ливневых вод. А если что-то пойдет не так, их конфигурация позволяет легко ремонтировать и обслуживать их.
Используйте это руководство по устранению неполадок, чтобы узнать, есть ли быстрое решение проблемы с вашим погружным насосом.
1. Двигатель не запускается
Начните с очевидного. Проверьте наличие перегоревших плавких предохранителей или сработавших автоматических выключателей . Если проблема носит периодический характер, это может быть связано с загрязнением или коррозией гнезд предохранителей.
Далее проверьте напряжение на контактах реле давления . Мусор или коррозия могут вызвать скачки напряжения. Электродвигателям это не нравится.
Посмотрите, не ограничивает ли что-нибудь насос . Песок может быть виной. Вы получите показания усилителя в шесть раз выше, чем обычно, прежде чем сработает защита от перегрузки. Очистите его и расслабьтесь.
2. Двигатель работает постоянно или слишком часто
Утечка в вашей системе вызовет обе эти проблемы. Замените все протекающие или поврежденные трубы и проверьте уровень воды, чтобы убедиться, что ваш насос не превысил пропускную способность скважины.
А неисправно реле давления также приводит к тому, что двигатель остается включенным или работает слишком быстро. Дважды проверьте настройки и почистите контакты.
Двигатель, который никогда не выключается, также может указывать на то, что экран вашего насоса заблокирован или что ваш обратный клапан застрял . Осмотрите оба.
3. Устройство защиты от перегрузки продолжает срабатывать
Есть ли у вас устройства защиты от перегрузки под прямыми солнечными лучами ? Этого достаточно, чтобы заставить их споткнуться. Затеняйте или проветривайте ящик. Если вы находитесь на строительной площадке и временно используете электропитание, помпа может потреблять неправильное напряжение . Проверьте клеммы линии, чтобы определить, не является ли это источником проблемы.
4. Через насосную систему проходит недостаточное количество воды
Возможно, ваш обратный клапан вышел из строя или был неправильно установлен. Если ни одна из этих причин не является причиной, возможно, ваша помпа просто связана с воздухом . Или он может быть связан чем-то, что застряло в крыльчатке. Ответ на этот вопрос может дать визуальный осмотр.
Правильное размещение необходимо для оптимальной работы насоса. Недостаточный поток воды может указывать на то, что ваш насос не полностью погружен в воду , или ваши требования к подъему слишком высоки .
5. Чрезмерный шум
Это может быть так же легко исправить, как проверка всех клапанов на линии к насосу. Возможно, что-то изменило поток. Это снизит давление на головке.
Большая часть шума насоса вызвана кавитацией . Ваш насос вызывает или реагирует на образование пузырьков в перекачиваемой воде.
Гравировка по камню применяется, главным образом, при изготовлении памятников, а этой работой, как правило, занимаются профессионально. Поэтому гравер по камню чаще всего выбирают среди профессионального электроинструмента. Также в работе понадобятся различные насадки, расширяющие функциональные возможности инструмента, и химия для натурального камня, с помощью которой можно придать изделию более эстетичный вид и долговечность.
Что такое гравер
По своей сути гравер – это небольшая шлифовальная машина, которой можно выполнять различные работы – резать, сверлить, фрезеровать, щлифовать, полировать. Конструкция включает в себя электродвигатель с редуктором, передающим вращение на гибкий вал или цанговый патрон, в котором крепятся различные виды насадок. От их количества зависит число и параметры выполняемых операций. В комплектах может содержаться до сотни и более насадок.
Поскольку мастеру гравировки приходится работать с мелкими деталями, требующими высокой точности, размеры насадок и самого инструмента небольшие, а вес – легкий, чтобы его было удобно держать одной рукой. Чтобы в работе не мешал электрический провод и инструмент можно было использовать вне наличия электросети, выпускаются модели, питающиеся от аккумулятора.
Принцип действия гравера аналогичен работе электродрели. Этот инструмент часто называют мини-дрелью. Работа в режиме дрели позволяет при помощи сменных насадок выполнять множество операций – от сверления до шлифовки. И точно так же, как существуют ударные электродрели, имеются граверы с функцией удара. Такой инструмент особенно хорош при гравировке на твердом камне, он позволяет удалять лишний материал гораздо быстрее, но его функции ограничены только гравировкой.
Критерии выбора
Гравер – инструмент не дешевый, поэтому к его выбору нужно подойти со всей серьезностью. Как и большинство видов электроинструмента, граверы делятся на три класса – бытовые, полупрофессиональные и профессиональные. Если гравировка по камню – ваше хобби и вы не работаете с такими твердыми породами, как гранит, то можно остановить свой выбор на бытовой или полупрофессиональной модели. А если вы занимаетесь гравировкой на памятниках, то покупка качественного профессионального инструмента станет для вас выгодным вложением.
Характеристики
Главное, на что следует обращать внимание при выборе гравера – это:
мощность;
скорость вращения;
вес;
наличие нужных насадок в комплекте.
Также важна эргономика – модель должно быть удобно держать в руке.
Мощность граверов сравнительно небольшая – 35-300 Вт. Чем она выше, тем производительнее и дороже инструмент. Профессиональные модели имеют мощность 200-300 Вт, они могут работать долгое время и гравировать твердые породы камня, их рекомендуется использовать профессионалам. Для тех, кто гравером пользуется нечасто, подойдут более дешевые бытовые модели.
Скорость вращения вала, в отличие от мощности, у граверов значительно выше, чем у других видов электроинструмента – 15000-35000 об/мин. При работе с твердыми породами камня скорость вращения должна быть 30000-35000 об/мин. Для моделей ударного действия вместо скорости вращения указывается число ударов в минуту, этот показатель может достигать 6 тысяч. Профессиональные граверы оснащаются регуляторами скорости вращения, позволяющими инструменту работать в разных режимах. В ударных моделях предусмотрена регулировка амплитуды удара.
Вес граверов колеблется в пределах 0,5-2,5 кг. Обычно, чем мощнее инструмент, тем он тяжелее. Кроме того, профессиональные модели оборудуются кулером, что создает дополнительный шум. Тем, кто не работает с гранитом и для кого не важна производительность этого инструмента, лучше не подвергать себя таким неудобствам, а купить более дешевый, легкий и тихий гравер небольшой мощности.
Некоторые модели граверов комплектуются гибким валом, использование которого повышает удобство пользования и позволяет вести обработку в труднодоступных местах. Особенно он хорош для мелкой и точной гравировки.
Насадки
Граверы могут комплектоваться наборами из ста и более насадок, большинство из которых в работе может и не понадобиться, а стоят они недешево. Поэтому лучше купить гравер с базовым набором насадок, включающим те, которые необходимы в работе. Все равно, насадки – это расходный материал, со временем они изнашиваются и их приходится заменять. При покупке насадок важно обратить внимание, чтобы их хвостовик подходил к патрону гравера.
Основной вид насадок для гравера – это боры, также применяются насадки для резьбы, фрезерования, шлифовки, чистки, полировки. Для работы по твердому камню применяются насадки с алмазным напылением. Шлифовку выполняют вулканитовыми или резиновыми насадками с абразивной поверхностью, полировку – войлочными и фетровыми дисками, чистку и состаривание камня – металлическими щетками.
Определившись с необходимыми характеристиками и насадками, можно переходить к выбору производителя. Качественный профессиональный электроинструмент выпускают такие производители, как Bosch, Proxxon,, Makita, Dremel, Foredom. Неплохие бюджетные модели можно найти среди продукции компаний Sturm, Hammer, Bort, Einhell, Skil . Не забудьте также купить пропитку для камня, которая потребуется для обработки поверхности после гравировки.
Особенности гравировки на камне | Фортуна КаменьФортуна Камень
Особенности гравировки на камне
Гравировка на камне может выполняться одним из 2–х основных способов — ручным или механическим. Они отличаются по видам выполняемых работ, для которых применяются, а также по используемым инструментам и оборудованию. Это обуславливает особенности каждого из этих способов и гравировки по камню в целом.
Гравирование надписей
Нанесение текста на поверхность камня посредством гравировки — более простая операция по сравнению с гравированием изображений (рисунков и портретов). Во всяком случае, так считается из–за того, что буквы имеют равномерный цвет по всей площади, без теней и полутонов. И, если текст рубится скарпелью или наносится гравировальным станком, то с «закрашиванием» действительно никаких сложностей не возникает. Но иногда шрифт выбивается гравировальной машинкой или пучками победитовых спиц, и тогда равномерность выделения букв полностью зависит лишь от навыков и умений мастера.
Гравирование изображений
Сложность гравирования изображений объясняется небольшим количеством прямых линий, а также необходимостью в создании множества оттенков черного и белого цветов. При этом, различные элементы рисунка могут не иметь четких границ и для их выделения требуется выполнение более или менее плавных переходов.
В отличие от художника, имеющего под рукой различные краски, гравировщик может получить нужные оттенки/полутона/светотени и пр. только одним методом — регулируя количество ударов алмазной иглы или металлических спиц по поверхности камня. В результате, чем больше ударов сделано, тем светлее тон. При этом опытные мастера–гравёры даже для цветных портретов выполняют черно–белую гравировку в полном объеме. Это делается в расчете на то, что портрет будет оставаться полноценным, даже когда со временем краска с него « сойдет».
Ручная гравировка
Ручная гравировка выполняется без помощи автоматического гравировального оборудования, поэтому ее качество полностью зависит от профессионализма мастера. Гравировщик должен не только добиться максимального сходства портрета с оригиналом, но и точно передать все пропорции. Ведь в качестве исходника часто имеется лишь небольшое фото, с которого нужно сделать портрет, превосходящий размеры исходника в десятки раз. А это значит, что конечный результат закладывается еще на этапе разметки и во многом зависит от тщательности ее выполнения.
Инструменты для гравировки на камне:
Гравер — электрическая или пневматическая машинка ударного типа с алмазной гравировальной иглой. Используется для прорисовки контуров, тонких линий и мелкой детализации рисунка. Все модели граверов, хоть и различаются по силе удара иглы, все же пробивают поверхность камня неглубоко. Поэтому для «уличных» изделий желательно делать основные контуры портрета в несколько проходов, чтобы он через год–два не исчез под разрушительным воздействием атмосферных явлений.
Спицы победитовые — заостренные металлические прутки, цельнопобедитовые или с напаянной победитовой ударной частью. Их увязывают в пучки (чаще всего шестигранные), которыми и пробивают фон, а также сплошные участки изображений. Таким способом наносятся оттенки и полутона.
Обычно спицы затачивают по отдельности, но многие мастера упорно (и вполне успешно) экспериментируют над заточкой целых пучков победитовых спиц. Это дает возможность менять текстуру пробиваемых участков и улучшать общий вид портрета.
Скарпели — твердосплавные долота с прямой, фигурной или зубчатой режущей частью. С их помощью высекают шрифт и наносят рельефные орнаменты. Скарпели малых размеров часто используют для углубления основных линий рисунка, что придает ему некоторой объемности. Некоторые мастера настолько оттачивают свои навыки в работе скарпелями, что могут создавать изображения с частичным 3D–эффектом.
Чертилки — острый твердосплавный инструмент, предназначенный для нанесения разметки. Но на этапе гравировки их тоже довольно регулярно используют — в основном, для детальной прорисовки волос на портретах. Если же речь идет о максимально реалистичном изображении пышной прически, то чертилка оказывается чуть ли ни единственным подходящим для этого инструментом.
Механическая гравировка
«Механической» называется гравировка, выполняемая на станочном оборудовании. Применение подобного оборудования дает высокую скорость гравировки и ее точное соответствие исходнику. Бо́льшая часть гравировальных станков оснащена блоками ЧПУ (числового программного управления/компьютерами) и способна работать со сканированными цифровыми исходниками, прошедшими предварительное редактирование, увеличение и т. п. При этом разные типы станков кардинально отличаются друг от друга по способу воздействия на поверхность камня.
Оборудование для гравировки на камне:
Лазерный гравировальный станок — станок, который создает изображение путем прожига верхнего слоя камня на определенную глубину. Гравировка, сделанная на лазерных станках, отличается высокой четкостью, однако при ее выполнении в камне образуется множество микротрещин. Поэтому каменные изделия с лазерной гравировкой малопригодны для наружного размещения, т.к. вскоре под воздействием влаги и перепада температур изображение с них «осыпается».
Лазерная гравировка наносится только на гранит, на мраморе и травертине лазер четкого изображения также не сделает. Граниты с высокой «колкостью» для этого также не подходят, т.к. при прожиге в них образуются лишние миниатюрные сколы, ухудшающие качество портрета.
Игольчатый гравировальный станок — станок, выбивающий изображение на камне при помощи алмазных или твердосплавных иголок. Этим способом хорошо передаются оттенки, светотени и общий контраст. Скорость гравирования на таком станке достаточно высокая, но при этом нужно часто производить перезаточку игл, т.к. они быстро тупятся. Также имеются особые требования к материалу — каменная плита должна шлифоваться не вручную, а на станке и иметь идеально ровную плоскость поверхности. Но даже на такой плите игольчатый станок не всегда хорошо пробивает сложные элементы портрета. Поэтому портрет нужно тщательно проверять и, при необходимости, дорабатывать вручную.
Фрезерно–гравировальный станок — станок, выполняющий гравировку посредством срезания тонкого полированного слоя камня небольшой борфрезой. С его помощью возможно создавать довольно сложные изображения, в том числе и портреты. Качество выполняемой гравировки в этом случае также во многом зависит от того, насколько ровной является поверхность камня. Но относительная простота конструкции станка позволяет его модернизировать, делая менее требовательным к параметрам плоскости плиты.
Пескоструйный аппарат — агрегат, не имеющий прямого отношения к гравировальному оборудованию, но часто используемый для выполнения различных несложных элементов (текстов, простых рисунков и орнаментов). Для этого готовят соответствующие шаблоны, вырезанные на специальной прочной пленке при помощи плоттера — аппарата для изготовления шаблонов. Шаблон наклеивают на поверхность камня или фиксируют его малярным скотчем, после чего направляют на него воздушно–абразивную струю. Получаемый таким способом текст или орнамент хорошо выделяется на темной полированной поверхности плиты и имеет четкие границы. Однако изображение выходит однотонным, поэтому изготовление полноценных портретов с применением пескоструйной технологии невозможно.
На главную страницу
Камень для лазерной гравировки | Trotec Laser
Trotec Laser
org/ListItem»> Лазерные материалы
Камень
Все, что вам нужно знать об обработке и персонализации гранита, мрамора или керамики.
Шифер
Персонализация сланцевых плит.
Как использовать лазер для гравировки камня.
Лазерная гравировка на камне предлагает невероятные возможности дизайна. Вы можете навсегда выгравировать имена, узоры, структуры или логотипы. Даже детализированные фотографии и графика могут быть реализованы с помощью лазерного гравировального станка. Это равносильно своеобразному «матированию» материала. Бесконтактная и, следовательно, неизнашиваемая обработка без давления на материал позволяет снизить эксплуатационные расходы на инструменты. Материал удаляется в небольшом количестве или вообще не удаляется, что обеспечивает чистый и безотходный процесс.
Вам нужна дополнительная информация о лазерной гравировке камня?
Консультируем бесплатно.
Мы будем рады проконсультировать вас с самого начала. Свяжитесь с нами сейчас.
Свяжитесь с нами
Почему лазерный станок является правильным инструментом для гравировки камня. Сравнение технологий.
Что можно делать с камнем и лазерным станком Trotec.
Что говорят наши клиенты о камне для лазерной гравировки.
«Благодаря лазерному станку Trotec у меня есть гибкость в производстве, и я могу в любое время изготавливать специальные детали, например, шаблоны. Я ценю австрийское качество лазерной обработки и программного обеспечения. Я полностью очарован сервисом и прекрасным сотрудничеством с Trotec».
Heinz Dissauer
Владелец — Stein:werk
Какой лазерный станок вам нужен для гравировки камня.
Высокопроизводительный лазерный гравер и резак: серия Speedy
Самый быстрый лазерный гравер на рынке поможет вам сделать вашу повседневную работу более прибыльной. Если вы только начинаете свой бизнес или хотите увеличить производственные мощности.
Подробнее
Читать далее
Широкоформатный станок для лазерной резки: серия SP
Лазерные станки серии SP представляют собой комплексное решение для резки крупноформатных материалов. Быстрая и надежная лазерная резка вывесок и дисплеев или пластиковых изделий.
Подробнее
Читать далее
Можно ли лазером на камне?
Можно ли лазером гравировать керамику?
Какой лазерный станок может гравировать гранит?
Может ли волоконный лазер гравировать камень?
Что нужно для успешной лазерной гравировки камня?
Консультируем бесплатно.
Запросите 30-минутную встречу прямо сейчас.
Запрос на прием
Все, что вам нужно знать о маркировке и гравировке на камне
Полное руководство по маркировке и гравировке на камне
Маркировка и гравировка на камне — это процессы, включающие гравировку изображений или сообщений на камнях с помощью лазерной технологии. Это уникальная, современная и стильная концепция маркировки камня, которая широко используется для подарков и других декоративных целей. Гравировка по камню выполняется с помощью специализированных гравировальных станков по камню на основе различных видов камней и материалов, таких как дерево, полимер, стекло, мрамор, акрил, которые вырезаются с помощью специальных техник.
Зачем использовать лазерную технологию для маркировки камня?
Лазерная гравировка — это распространенный метод, который используется в различных отраслях промышленности. Он часто используется для добавления небольших подробных рисунков на объект.
Существует множество применений лазерной гравировки на камнях. Одним из способов использования лазерной гравировки на камнях является их идентификация. Организации могут использовать эту технику, чтобы добавить свой логотип на камень, а затем найти его во время чрезвычайной ситуации, если он потерян или украден.
Лазерная гравировка на камне также используется в маркетинговых целях. Компания может нанять резчика для создания камня с логотипом своей компании и контактной информацией, выгравированной на камне, чтобы клиенты могли легко найти их, когда им понадобятся дополнительные продукты или услуги от компании.
Маркировка камнем является одним из старейших видов искусства, которые все еще можно увидеть сегодня. Это особая форма искусства, восходящая к зарождению цивилизации. Существует множество различных форм гравировки по камню, каждая со своими уникальными характеристиками и историей.
Лазерная технология используется для гравировки камня на протяжении многих десятилетий. Эта технология использует источник лазерного излучения и зеркало с оптическим приводом для создания изображений рисунков на камне или других материалах. Ожидание того, что ваше выгравированное каменное изделие будет вырезано, огранено, окрашено и отполировано, подошло к концу!
В какой области лучшие станки для гравировки камня?
Выбор подходящего станка для гравировки по камню может быть трудным. Выбирайте с умом, так как у каждого гравера свои предпочтения. Если вы ищете большой объект поблизости, не обманывайте себя, думая, что все граверы по камню созданы равными. На самом деле, есть много факторов, которые влияют на выбор лучшего станка для гравировки камня для вашего бизнеса или дома.
Одно дело знать, что искать, но теперь, когда вы знаете, что искать, вы сэкономили себе много времени и денег, выбрав правильную компанию для гравировки камня!
Существует три типа станков для лазерной гравировки по камню:
1. Портативный
Портативные устройства предназначены для работы только дома и на небольших площадках.
2. Фиксированные
Стационарные блоки дороги и предназначены для больших объемов работ.
3. Специализированные
Специализированные машины стоят дорого, но могут давать высококачественные результаты, особенно при использовании с высококачественными произведениями искусства.
Сегодня на рынке представлено несколько станков для гравировки камня, каждый из которых имеет свои преимущества и недостатки. Например, некоторые из них легко настроить и использовать, в то время как для правильного использования других требуются специальные инструменты и обучение. Некоторые из них имеют высокую цену, в то время как другие могут быть непрактичными для некоторых людей или предприятий.
В конечном счете, все зависит от того, чего вы хотите от своего проекта по гравировке камня. С учетом сказанного, вот мой выбор лучших станков для лазерной гравировки камня, представленных в настоящее время на рынке.
1. УФ-лазерная маркировочная машина
УФ-лазерная маркировочная машина использует самую передовую технологию УФ-лазера, длина волны лазера составляет 355 нм, что обеспечивает более высокую точность маркировки и стабильную работу. Он применим для маркировки, травления камней и других материалов и т. д. УФ-лазерный маркер может четко гравировать знаки, рисунки и узоры на различных деталях в различных условиях.
УФ-лазерный гравер HeatSign идеально подходит для лазерной гравировки и маркировки мелких деталей, таких как пластик, камни, некоторые металлы, стекло. Использование технологии прямолинейного луча для достижения стабильной и эффективной работы.
Узнать больше об УФ-лазерном маркере
2. Гравировальный станок для лазера CO2
Гравировальный станок для лазера CO2 — это профессиональный инструмент для гравировки на камне, дереве, коже, акриле, полиуретане и других неметаллических материалах. Его можно использовать в искусстве и ремеслах, рекламе, продвижении по службе и других областях.
Этот лазерный гравировальный станок CO2 отличается компактным и элегантным дизайном. Благодаря надежной работе и низким эксплуатационным расходам он подходит для удовлетворения промышленных и коммерческих потребностей.
Он использует источник инфракрасного нагрева и CO2 высокого давления в качестве рабочего газа. Машина работает, перемещая лазерный луч по заданной траектории вдоль выгравированных частей изображений или слов. Таким образом, площадь лазерной гравировки достаточно велика для маркировки камня большого размера.
Узнайте больше о CO2-лазерном гравере
Каковы основные причины каменной маркировки?
Когда люди думают о гравировке на камне, они чаще всего думают о красоте и изысканности. Тем не менее, есть несколько причин, по которым вы можете рассмотреть возможность гравировки на камне вместо того, чтобы просто вырезать рисунок на натуральном материале.
Несмотря на то, что и то, и другое — красивая и доставляющая удовольствие ручная работа, использование природных материалов для создания произведений искусства дает множество преимуществ. По правде говоря, нет правильного или неправильного ответа, когда речь идет о том, почему вы должны или не должны гравировать на камне. Все зависит от личных предпочтений и вкуса.
Какие виды камней используются для гравировки по камню?
Гранит – это очень прочный камень, который стоит не так дорого, как мрамор, и имеет шероховатую поверхность. Он очень популярен, потому что на нем можно выгравировать что угодно. Гравировка гранита дает привлекательные результаты, которые помогут удовлетворить ваши желания.
Найти подходящий камень для резьбы — все равно, что найти иголку в стоге сена. Знаете ли вы разницу между настоящим камнем, синтетическим камнем и фарфором? Или что означают различные названия «камня» (сланец, мрамор, восковой камень и т. д.). Самые популярные камни, используемые в каменной маркировке, включают в себя;
1. Керамическая гравировка
Керамическая плитка бывает разных форм, таких как квадраты, круги, ромбы и треугольники. Они не так прочны, как гранит, но более доступны по цене, чем мрамор. Вы можете выгравировать их стандартными шрифтами, что может быть сложно с гранитом из-за шероховатой поверхности.
Керамическая гравировка обеспечивает гибкость, и существует несколько вариантов гравировки для керамики.
2. Гравировка по мрамору
Мрамор бывает разных цветов и имеет полированную поверхность, поэтому любая гравировка будет очень заметна. Вы также можете выгравировать поверхность мрамора, что придаст ему старинный вид, которого нет у керамической плитки.
Мрамор также является наиболее часто используемым материалом для травления камней.
Каковы точные шаги для гравировки по камню?
Процесс создания гравюры на камне может быть сложным и трудоемким. Однако, если научиться этому творческому процессу, он может принести большую награду. Обучение гравировке камней дает продвинутым резчикам по камню навыки, которые позволяют им создавать самые разнообразные произведения искусства.
В этом разделе вы найдете подробные инструкции по гравировке камней с использованием материалов, которые есть у вас дома
1. Подготовьте камень
Это первое, что вам нужно сделать. Обратитесь к вышеупомянутым материалам, чтобы начать выбор лучшего камня для использования.
2. Найдите рисунок
Существует множество рисунков, которые можно выгравировать на камне. Это зависит от типа гравера, который вы собираетесь использовать. Вы также можете провести онлайн-исследование, чтобы определить лучший дизайн для вашего проекта.
3. Подготовьте инструменты
Основным инструментом, необходимым для вашего проекта, является лазерный гравер. Доступно несколько типов, которые зависят от типа проекта, который вы будете запускать. Существуют мелкосерийные и крупномасштабные лазерные граверы.
4.Гравировка!
Процесс гравировки очень прост, потому что вам просто нужно загрузить рисунок на лазерный гравер, а все остальное оставить ему.
5.Полировка и окончательная обработка
Некоторые лазерные граверы могут не доводить результат до совершенства, и это требует ручной доводки конечного продукта.
Как выбрать станки для лазерной гравировки камня?
Лазерные станки для гравировки камня – отличный вариант для создания изображений на каменных поверхностях. Благодаря новейшим лазерным технологиям это оборудование может создавать сложные узоры, которые идеально подходят для гравировки камня, каменных столбов, металла, дерева, стекла и многого другого. Гравировальные станки по камню популярны и надежны.
Они просты в использовании и прекрасно работают со многими типами камней. Сегодня на рынке можно найти множество станков для лазерной гравировки по камню. Все они делают одно и то же — превращают грубый камень в детализированные узоры, которые идеально подходят для гравировки на предметах декора или предметов роскоши. Хотя большинство из них предлагают на выбор множество шаблонов и материалов, важно знать, какие материалы и размер лучше всего подходят для вашего проекта.
Маркировка по камню Советы эксперта
Гравировка по камню — любимое занятие многих. Вы можете делать подарки для тех, кого любите, дарить причудливые личные вещи на память или просто вспоминать любимого человека, рисуя его на специальном камне.
Гравировка требует небольшого планирования и подготовительных работ, но конечный результат того стоит. Советы экспертов по лазерной гравировке камней важны в процессе лазерной гравировки камней, именно на этом этапе рисунки будут вырезаны на камне.
Существует множество факторов, которые необходимо учитывать при выборе дизайна, в том числе:
Размер камня
Глубина рисунка
Тип используемого станка для резьбы по дереву
Стоимость машины
Уровень сложности, необходимый для лазерной гравировки
Если у вас есть проект, требующий уникального внешнего вида, вы можете положиться на опыт эксперта по гравировке камня. Поручите гравировку специалисту, который создаст дизайн с использованием высококачественных камней и материалов справедливой торговли — и все это по доступным ценам.
Заключение Для каменной маркировки
Существует множество способов персонализировать свой дом, будь то добавление каменной скамьи или настенной подвески или нанесение рисунков на камень. Эти методы не только полезны для украшения вашего пространства, но и повышения его ценности.
Прошу помощи! У кого есть схемка подобного аппарата? БП собран на 3843 и К3878 Не запускается. Питание 3843 5 В! Где-то садит? Без схемы не выходит. Сбросьте пожалуйста на электронку [email protected] Можно и сюда Спасибо!
_________________ хочешь казаться умнее — меньше спрашивай 🙂
Вернуться к началу
dva000
Заголовок сообщения: Re: Инвертер сварочный Чемпион ММА250 нужна схема дежурного
Проверь напряжение +310в, которое поступает на блок питания Был аппарат у которого лопнул позистор РТС-18 ( в цепи терморезисторов, ограничивающих зарядный ток конденсаторов), напряжение было занижено и блок не стартовал
Вернуться к началу
solo-62
Заголовок сообщения: Re: Инвертер сварочный Чемпион ММА250 нужна схема дежурного
Добавлено: 05-08, 19:41
Новичок
Зарегистрирован: 05-12, 18:30 Сообщения: 26
Схема сдесь: http://s017. radikal.ru/i424/1305/98/6b0235c8d27f.gif Все пережовано в предидущих темах. На 7 ноге 3843 садить нечему, так как питание +310 через 2 резистора 100 ком 2 Вт подается на 7 ногу. Усли у тебя резисторы целы, то проблема в 3843, меняй ее смело и все будет ОК. Не забудь проверить транзистор К3878 (К2611), стабилитрон 20 в, резистор 2,2 ома. Желаю творческих успехов.
Вернуться к началу
Andy61
Заголовок сообщения: Re: Инвертер сварочный Чемпион ММА250 нужна схема дежурного
Только что «вылечил» такой-же, желтенький маленький. .. Пришел с мертвым питальником, после замены полевика, ШИМки , 2.2 Ом в истоке и резюка с истока в 3843 — запуска нет, как у Хютер. При подаче на ШИМку 15 В — она генерит, потребляет 15,7 мА. Оказалась «спекшаяся» первичка транса. Перемотчик сказал, что такой «качественной » намотки еще не видел. ЗЫ. И качество платы,и сборка девайса — ужас… ЗЫ1. Вдобавок термистор 16Р на нижней плате был дохлый …
Вернуться к началу
solo-62
Заголовок сообщения: Re: Инвертер сварочный Чемпион ММА250 нужна схема дежурного
Добавлено: 06-08, 07:30
Новичок
Зарегистрирован: 05-12, 18:30 Сообщения: 26
Согласен,часто бывает, что первичка транса спекается, но думаю, что человек обратившийся в форум как минимум потыкал мультиметром по основным элементам блока. Трансформатор в данной схеме обычно проверяется элементарно замером сопротивления. Сопротивление первички должно быть в районе 3,2-4 ома, остальные три обмотки по 0.3-0,4 ома. Если это так, то можно просто подать питание от дополнительного источника 15 вольт 3-5 ампер на 5 и 7 ногу 3843. Если какойто элемент садит питание, то 3-5 ампера поможет ему догореть или значительно нагреет. Включаем, смотрим , нюхаем. Находим проблему, думаем, меняем.Если все ОК смотрим осцилограммы на 6 ноге 3843 , если ничего не видим, смотриь на 8 ноге наличие сигнала ВРЕФ 5 вольт, если его нет, для самоуспокения смотрим наличие пилы на 4 ноге, естественно ее нет, т.к. нет 5 вольт на ноге 8 и тогда со спокойной душой выпаеваем и меняем 3843. Все просто как грабли.
Вернуться к началу
shelf22
Заголовок сообщения: Re: Инвертер сварочный Чемпион ММА250 нужна схема дежурного
Господа! Ну Очень подробно! Воспользуюсь при случае. Мой метод проще: В выходном каскаде между 5-й и 6-й ногой стоит диод. Если не ошибаюсь — анодом на 5-й. Если он прошит — тоды ОЙ! Правда больше приходилось работать с 3842. Но и 43-я такая же. спасибо.
PSы: есть ли там диод или нет — тема отдельная, но звониться именно так.
_________________ хочешь казаться умнее — меньше спрашивай 🙂
Вернуться к началу
Andy61
Заголовок сообщения: Re: Инвертер сварочный Чемпион ММА250 нужна схема дежурного
Трансформатор в данной схеме обычно проверяется элементарно замером сопротивления. Сопротивление первички должно быть в районе 3,2-4 ома…
В том то и дело, что R первички было не «0» , а что-то около пары Ом. Только замер индуктивности помог отдефектить.
solo-62 писал(а):
то можно просто подать питание от дополнительного источника 15 вольт 3-5 ампер на 5 и 7 ногу 3843. Если какойто элемент садит питание, то 3-5 ампера поможет ему догореть или значительно нагреет….
Andy61 писал(а):
При подаче на ШИМку 15 В — она генерит, потребляет 15,7 мА. …
Вернуться к началу
Показать сообщения за: Все сообщения1 день7 дней2 недели1 месяц3 месяца6 месяцев1 год Поле сортировки АвторВремя размещенияЗаголовокпо возрастаниюпо убыванию
Страница 1 из 1
[ Сообщений: 7 ]
| |
Как проверить транзистор мультиметром: инструкции, видео
Полупроводниковые элементы используются практически во всех электронных схемах. Те, кто называют их наиболее важными и самыми распространенными радиодеталями абсолютно правы. Но любые компоненты не вечны, перегрузка по напряжению и току, нарушение температурного режима и другие факторы могут вывести их из строя. Расскажем (не перегружая теорией), как проверить работоспособность различных типов транзисторов (npn, pnp, полярных и составных) пользуясь тестером или мультиметром.
С чего начать?
Прежде, чем проверить мультиметром любой элемент на исправность, будь то транзистор, тиристор, конденсатор или резистор, необходимо определить его тип и характеристики. Сделать это можно по маркировке. Узнав ее, не составит труда найти техническое описание (даташит) на тематических сайтах. С его помощью мы узнаем тип, цоколевку, основные характеристики и другую полезную информацию, включая аналоги для замены.
Например, в телевизоре перестала работать развертка. Подозрение вызывает строчный транзистор с маркировкой D2499 (кстати, довольно распространенный случай). Найдя в интернете спецификацию (ее фрагмент показан на рисунке 2), мы получаем всю необходимую для тестирования информацию.
Рисунок 2. Фрагмент спецификации на 2SD2499
Большая вероятность, что найденный даташит будет на английском, ничего страшного, технический текст легко воспринимается даже без знания языка.
Определив тип и цоколевку, выпаиваем деталь и приступаем к проверке. Ниже приведены инструкции, с помощью которых мы будем тестировать наиболее распространенные полупроводниковые элементы.
Проверка биполярного транзистора мультиметром
Это наиболее распространенный компонент, например серии КТ315, КТ361 и т.д.
С тестированием данного типа проблем не возникнет, достаточно представить pn переход в как диод. Тогда структуры pnp и npn будут иметь вид двух встречно или обратно подключенных диодов со средней точкой (см. рис.3).
Рисунок 3. «Диодные аналоги» переходов pnp и npn
Присоединяем к мультиметру щупы, черный к «СОМ» (это будет минус), а красный к гнезду «VΩmA» (плюс). Включаем тестирующее устройство, переводим его в режим прозвонки или измерения сопротивления (достаточно установить предел 2кОм), и приступаем к тестированию. Начнем с pnp проводимости:
Присоединяем черный щуп к выводу «Б», а красный (от гнезда «VΩmA») к ножке «Э». Смотрим на показания мультиметра, он должен отобразить величину сопротивления перехода. Нормальным считается диапазон от 0,6 кОм до 1,3 кОм.
Таким же образом проводим измерения между выводами «Б» и «К». Показания должны быть в том же диапазоне.
Если при первом и/или втором измерении мультиметр отобразит минимальное сопротивление, значит в переходе(ах) пробой и деталь требует замены.
Меняем полярность (красный и черный щуп) местами и повторяем измерения. Если электронный компонент исправный, отобразится сопротивление, стремящееся к минимальному значению. При показании «1» (измеряемая величина превышает возможности устройства), можно констатировать внутренний обрыв в цепи, следовательно, потребуется замена радиоэлемента.
Тестирование устройства обратной проводимости производится по такому же принципу, с небольшим изменением:
Красный щуп подключаем к ножке «Б» и проверяем сопротивление черным щупом (прикасаясь к выводам «К» и «Э», поочередно), оно должно быть минимальным.
Меняем полярность и повторяем измерения, мультиметр покажет сопротивление в диапазоне 0,6-1,3 кОм.
Отклонения от этих значений говорят о неисправности компонента.
Проверка работоспособности полевого транзистора
Этот тип полупроводниковых элементов также называют mosfet и моп компонентами. На рисунке 4 показано графическое обозначение n- и p-канальных полевиков в принципиальных схемах.
Рис 4. Полевые транзисторы (N- и P-канальный)
Для проверки этих устройств подключаем щупы к мультиметру, таким же образом, как и при тестировании биполярных полупроводников, и устанавливаем тип тестирования «прозвонка».Далее действуем по следующему алгоритму (для n-канального элемента):
Касаемся черным проводом ножки «с», а красным – вывода «и». Отобразится сопротивление на встроенном диоде, запоминаем показание.
Теперь необходимо «открыть» переход (получится только частично), для этого щуп с красным проводом соединяем с выводом «з».
Повторяем измерение, проведенное в п. 1, показание изменится в меньшую сторону, что говорит о частичном «открытии» полевика.
Теперь необходимо «закрыть» компонент, с этой целью соединяем отрицательный щуп (провод черного цвета) с ножкой «з».
Повторяем действия п. 1, отобразится исходное значение, следовательно, произошло «закрытие», что говорит об исправности компонента.
Для тестирования элементов p-канального типа последовательность действий остается той же, за исключением полярности щупов, ее нужно поменять на противоположную.
Заметим, что биполярные элементы, у которых изолированный затвор (IGBT), тестируются также, как описано выше. На рисунке 5 показан компонент SC12850, относящийся к этому классу.
Рис 5. IGBT транзистор SC12850
Для тестирования необходимо выполнить те же действия, что и для полевого полупроводникового элемента, с учетом, что сток и исток последнего будут соответствовать коллектору и эмиттеру.
В некоторых случаях потенциала на щупах мультиметра может быть недостаточно (например, чтобы «открыть» мощный силовой транзистор), в такой ситуации понадобится дополнительное питание (хватит 12 вольт). Подключать его нужно через сопротивление 1500-2000 Ом.
Проверка составного транзистора
Такой полупроводниковый элемент еще называют «транзистор Дарлингтона», по сути это два элемента, собранные в одном корпусе. Для примера, на рисунке 6 показан фрагмент спецификации к КТ827А, где отображена эквивалентная схема его устройства.
Рис 6. Эквивалентная схема транзистора КТ827А
Проверить такой элемент мультиметром не получится, потребуется сделать простейший пробник, его схема показана на рисунке 7.
Рис. 7. Схема для проверки составного транзистора
Обозначение:
Т – тестируемый элемент, в нашем случае КТ827А.
Л – лампочка.
R – резистор, его номинал рассчитываем по формуле h31Э*U/I, то есть, умножаем величину входящего напряжения на минимальное значение коэффициента усиления (для КТ827A – 750), полученный результат делим на ток нагрузки. Допустим, мы используем лампочку от габаритных огней автомобиля мощностью 5 Вт, ток нагрузки составит 0,42 А (5/12). Следовательно, нам понадобится резистор на 21 кОм (750*12/0,42).
Тестирование производится следующим образом:
Подключаем к базе плюс от источника, в результате должна засветиться лампочка.
Подаем минус – лампочка гаснет.
Такой результат говорит о работоспособности радиодетали, при других результатах потребуется замена.
Как проверить однопереходной транзистор
В качестве примера приведем КТ117, фрагмент из его спецификации показан на рисунке 8.
Рис 8. КТ117, графическое изображение и эквивалентная схема
Проверка элемента осуществляется следующим образом:
Переводим мультиметр в режим прозвонки и проверяем сопротивление между ножками «Б1» и «Б2», если оно незначительное, можно констатировать пробой.
Как проверить транзистор мультиметром, не выпаивая их схемы?
Этот вопрос довольно актуальный, особенно в тех случаях, если необходимо тестировать целостность smd элементов. К сожалению, только биполярные транзисторы можно проверить мультиметром не выпаивая из платы. Но даже в этом случае нельзя быть уверенным в результате, поскольку не редки случаи, когда p-n переход элемента зашунтирован низкоомным сопротивлением.
Точное измерение деталей и размеров с помощью четкого цифрового дисплея. Очень полезно при проектировании печатных плат для создания посадочных мест и проверки компонентов и размеров отверстий.
Цифровой штангенциркуль, 150 мм (6 дюймов), нержавеющая сталь
APM32F103CBT6 LQFP48 Geehy ARM Cortex-M3 Замена для: STM32F103C8
Код продукта: 1437
3 009,00 рупий/-
Считывает артериальное давление и частоту сердечных сокращений со скоростью 9600 бод
Датчик артериального давления — серийный выход
Код продукта: 1307
1 711,00 рупий/-
Простое управление записью, чтением файлов и каталогов на USB-накопителе с помощью простых в использовании команд, подобных DOS, с последовательным интерфейсом.
Последовательный UART к USB-накопителю
Код продукта: 1435
1 650,00 рупий/-
Подключается к ПК через порт USB и обеспечивает новый изолированный UART уровня TTL от 3 до 5 В для взаимодействия с внешними устройствами. Промышленный класс, светодиодные индикаторы, настенный и панельный монтаж, USB 2.0
Изолированный преобразователь USB-UART промышленного класса
Код продукта: 6551
925,00 рупий/-
Большой (диагональ 2,8), яркий и красочный TFT-дисплей! 240×320 пикселей с индивидуальным управлением пикселями RGB, это гораздо большее разрешение, чем черно-белый дисплей 12864. Он хорошо работает с Arduino и другими платами микроконтроллеров.
2,8-дюймовый цветной сенсорный TFT-дисплей с интерфейсом SPI 240×320
Код продукта: 1113
1 925,00 рупий/-
Последовательный вход UART, простой в использовании для статических и прокручиваемых сообщений.
Подвижный светодиодный дисплей для сообщений 362×72 мм
Код продукта: 1430
1 650,00 рупий/-
Промышленный класс, светодиодные индикаторы, настенный и панельный монтаж, USB 2.0, EMI, EMC, спецификации соответствия IEC
USB — изолированный конвертер RS485 промышленного класса
Сварочный Мосфет | Форум Электроники
Перейти к основному содержанию
Перейти к объекту
Добро пожаловать на EDAboard.
com
Добро пожаловать на наш сайт! EDAboard.com — это международный дискуссионный форум по электронике, посвященный программному обеспечению EDA, схемам, схемам, книгам, теории, документам, asic, pld, 8051, DSP, сети, радиочастотам, аналоговому дизайну, печатным платам, руководствам по обслуживанию… и многому другому. более! Для участия необходимо зарегистрироваться. Регистрация бесплатна. Нажмите здесь для регистрации.
Регистрация
Авторизоваться
JavaScript отключен. Для лучшего опыта, пожалуйста, включите JavaScript в вашем браузере, прежде чем продолжить.
Автор темы neal.iweb
Дата начала
neal.
iweb
Уровень новичка 4
У меня есть проект. Я НОВИЧОК. Я был бы очень признателен за получение руководства. Ниже я нахожусь со своим проектом. Мне подарили многопроцессорный сварочный аппарат. У него жареная верхняя силовая плата. Есть (2) два жареных мосфета с номером детали K2837. Есть также (2) два жареных резистора. Цветовая маркировка резистора 5 означает, что он равен 1,9.резисторы с допуском 1/4 Вт +/-0,25 Ом. Я считаю, что когда MOSFET взорвались, они также вызвали каскадное разрушение компонентов платы инвертора размером 66 мм x 30 мм. Был сожжен один из резисторов 3к 1/4Вт +/-1% допуска, вместе со стабилитроном 1N48 с маркировкой «С2», и я полагаю (2) два корректирующих конденсатора с маркировкой 220нДж100 также были повреждены (но я еще не вытащил эти компоненты) и, возможно, трансформатор с маркировкой Ei28 15:7. (Позвольте мне вернуться к трансформатору внизу.) Возможно, мне не придется восстанавливать плату инвертора, поскольку, кажется, есть доступные платы для замены, которые соответствуют точкам пайки и размерам.
Резистор К2837 через отверстие мосфета, очень запутанная деталь. Похоже, что таблицы данных, которые я нашел, — ну, многие из опубликованных результатов, которые я нашел после обширного поиска в Google, путают этот номер детали с мосфетом 2SK2837. Я определил только одну запасную часть MOSFET, которая, по-видимому, почти точно совпадает со значениями, которые я нашел в таблицах данных K2837. Правда, я не знаю, в каких даташитах правильно указаны значения для деталей K2837. Из таблиц данных, которые я нашел, которые НЕ относились к спецификациям деталей 2SK2837, K2837 имеет более высокие ватты, амперы и другие аспекты, из-за которых мне кажется, что он НЕ подходит или несовместим для использования в моем сварочном аппарате.
Совместимая часть, которая, как я полагаю, является подходящей заменой MOSFET для K2837, имеет номер детали FQA24N50. Пожалуйста, скажите мне, если это так. Я могу найти только то, что кажется очень незначительным при сравнении двух таблиц данных, но опять же, я новичок и не знаю, что считать незначительным, а что нет. Различия в таблицах данных, которые я нашел, показывают, что K2837 имеет рассеиваемую мощность 271 Вт, а FQA24N50 имеет рассеиваемую мощность 290 Вт. Лучше ли выше, или может быть вредно для использования в сварочном аппарате? Меня беспокоит то, что если я куплю часть FQA24N50, я не знаю, нужно ли мне получить 2 Ом или 1,9Омные резисторы, и я не знаю, как дополнительная мощность повлияет на другие компоненты. Другие отличия этих двух полевых МОП-транзисторов заключаются в том, что K2837 имеет коэффициент снижения выше 25 ° C при 2,22 Вт / ° C, а FQA составляет 2,33 Вт / ° C. Напоминаем, что текущая верхняя плата имеет резисторы на 1,9 Ом.
Для других различий между двумя MOSFET, тепловыми характеристиками, является то, что 2837 имеет 0,46C/Вт, а FQA имеет 0,43C/Вт, и, поскольку это сварочный аппарат, я не уверен, что этот коэффициент теплового сопротивления значительным или нет. Единственное другое последнее различие между двумя МОП-транзисторами касается сопротивления источника статического стока во включенном состоянии. Модель 2837 показывает типичное сопротивление как 0,16 Ом по сравнению с FQA как 0,156 Ом, а максимальное значение для модели 2837 составляет 0,19.Ом, а FQA составляет 0,2 Ом. За исключением того, что указано, таблицы данных идентичны во всех остальных значениях.
Можно ли с уверенностью сказать, что FQA является адекватной заменой?
Трансформатор инверторной платы… замена ему, точного нигде я не искал. Я могу купить новые сменные инверторные платы, но все, что я нашел с трансформатором E128, имеют ТОЛЬКО маркировку 16:8. Компоненты платы инвертора также имеют корректирующие конденсаторы, обозначенные как часть 224J100. Я НЕ ЗНАЮ, что это за детали по сравнению с трансформатором 15:7 и корректирующими конденсаторами на моей плате инвертора. Я не вижу стабилитронов, но все они помечены как серия 1N48. Некоторые платы инвертора, которые я нашел, имеют маркировку печатной платы рядом с стабилитронами на разных платах как 3v3 или 5v1, что, как я знаю, означает, что соответствующая плата указывает на стабилитрон 3,3 В против 5,1 В. Я не знаю номинального напряжения на стабилитронах на моей плате инвертора, потому что мне еще предстоит определить источник питания постоянного тока, который я могу использовать для проверки напряжений на оставшихся рабочих стабилитронах этой платы. Если я смогу определить сменную инверторную плату, которая выдает такое же напряжение на переднюю панель контроллера сварочного аппарата (которое, как я полагаю, составляет 24 В, потому что все верхние платы, которые я могу найти для каждой машины, выдает 24 В на соответствующую плату контроллера передней панели). ), тогда мне не придется переделывать плату инвертора, а просто заменить ее. Однако, если мне придется его перестраивать, мне интересно, указывает ли маркировка «C2», которую я вижу на сгоревшем стабилитроне, на 2 В? Другие стабилитроны на плате инвертора помечены цифрой «5», но я еще не снимал их с платы, чтобы увидеть маркировку на других диодах или проверить их.
Мое решение — пойти на aliexpress и найти плату для сбора компонентов, которые мне нужны. Я определил несколько, которые определенно имеют одинаковые синие резисторы из металлической фольги 1,9 Ом. Опять же, хотя инверторные платы на этих сменных верхних платах имеют точно такую же распиновку и, вероятно, такого же размера, что я мог бы просто перепаять их на свою плату или использовать детали для восстановления моих обжаренных частей, я не знаю напряжения от инвертора, которые у меня есть, или то, что я получил бы в заготовленной плате.
Кроме того, сменные верхние платы поставляются с различными мосфетами. Ни у одного из них нет спецификаций с такими же характеристиками, как у FQA24N50. Варианты, которые я видел, — это K2837 (которые, как я считаю, все поддельные и, вероятно, являются «приманкой и переключателем» MOSFET 2SK2837, помеченным как K2837, после того, как один продавец признал, что его MOSFET K2837 на самом деле был 2SK2837.) Итак, я хочу держаться подальше от них из любого источника. Другими MOSFET были K3878, 23N50, 11N90 и 18N50. Некоторые из этих плат используют резисторы 2 Ом вместо резисторов 1,9 Ом. Ом, которые в настоящее время находятся на моей плате. Я не считаю, что есть большая разница в использовании резисторов на 1,9 и 2 Ом… но, пожалуйста, поправьте меня, если какое-либо из моих предположений неверно.
Я думал купить плату с резисторами 1,9 Ом, собрать их и плату инвертора и восстановить мою плату с этими частями. Мне нужен совет, если для MOSFET FQA24N50 требуется определенный резистор, или я могу использовать 1,9 Ом или получить плату с резисторами 2 Ом, поэтому мне не нужно искать отдельные компоненты. Если для FQA больше подходит резистор другого типа, то какой?
Если я могу добавлять изображения, мне придется редактировать это с моего телефона, чтобы иметь возможность добавлять их оттуда.
Я был бы признателен за любое руководство, которое поможет мне заставить мой сварочный аппарат работать.
ТИА.
С уважением, Нил.
Последнее редактирование:
KlausST
Супер модератор
Привет,
Слишком много текста для чтения…
Клаус
данадакк
Расширенный член уровня 5
Похоже, производитель столкнулся с трудностями при пайке. вокруг стекла диоды.
Как можно получить схему?
У вас есть крупный план незагоревшего мосфета с обеих сторон?
попробуйте опубликовать на веб-сайте Toshiba Semiconductor маркировку MOSFET и посмотрите, сможете ли вы получить рекомендации по замене. Или свяжитесь с Представитель Toshiba или FAE в вашем регионе…..
Если не повезло, свяжитесь с их конкурентами, On Semi, Infineon, ST, Vishay…….для замены совета.
С уважением, Дана.
Барри
Расширенный член уровня 5
Я читал более короткие учебники. Я с Клаусом, ооооочень много слов. Краткость — душа остроумия. А картинки вообще ни к чему. Выложи схему. .
neal.iweb
Уровень новичка 4
КлаусСТ сказал:
Привет,
Слишком много текста для чтения…
Клаус
Нажмите, чтобы развернуть…
Мне нужно время, чтобы отредактировать. Может быть, удастся добраться до него на этих выходных?
Н
K2837 Mosfet, замена для использования в многопроцессорном сварочном аппарате
Автор: neal.iweb
Ответов: 5
Схемы хобби и проблемы с небольшими проектами
Н
Сварщик, верхняя плата SUPER-200P — плата инвертора Field Tube, ремонт или замена?
Болт с шестигранной головкой М24х110 ГОСТ 7805-70, ИСО 4014-2013, ГОСТ 7798-70, ТУ 14-4-1760-94 новый, б/у, резерв, восстановленный
Болт М24х110
92₽
В корзину
Технические характеристики:
Характеристика
Значение
Масса
508,7 г
Количество болтов в 1 кг
1,97
Вес 1000 болтов
508,7 кг
Диаметр
24 мм
Диаметр описанной окружности, не менее
40 мм
Длина
110 мм
Длина резьбы
54 мм
Высота головки
15 мм
Размер используемой насадки (ключа)
36 мм
Метрическая резьба, шаг резьбы
3 мм
Размер резьбы
М24
Форма головки
шестигранная
Диаметр резьбы
24 мм
Шлиц (бит)
Hex
Класс прочности
8,8
Поле допуска резьбы
6g, 8g — для болтов по ТУ 14-4-1760-94
Класс точности болта
A
Покрытие
без покрытия / покрытие из цинка (оцинкованный)
Вид резьбы
неполная
Диаметр резьбы
24 мм
ГОСТ
ГОСТ 7805-70, ГОСТ Р ИСО 4014-2013, ГОСТ 7798-70, ТУ 14-4-1760-94
Материал
углеродистая сталь марки 10
Количество болтов в 1 тонне
1 965 шт
Область применения
Болт М24х110 ГОСТ 7805-70 применяется при сборке автомобилей, сельскохозяйственной техники и практически во всех областях народного хозяйства. Широко используется на мебельных фабриках и на строительных площадках.
При производстве болтов M24х100 использована высококачественная сталь 10 стойкая к деформациям и коррозии. Изделие изготовлено согласно нормам 7805-70, 7798-70.
Данная модель болта может быть изготовлена как из оцинкованной стали с покрытием 09 (цинковое) толщиной 6 мкм, либо без покрытия. Болт М24х110 ГОСТ 7805-70, ИСО 4014-2013, ГОСТ 7798-70 обладает неполной резьбой. а так же имеет шестигранную головку. Класс точности А – легкой точности, подразумевает, что при монтаже не важны расчетные усилия. Он имеет большую прочность, соответствующую классу 4,8; 5,8;. Поле допуска его резьбы составляет 6g; 8g — для болтов по ТУ 14-4-1760-94.
Чтобы купить болт M24*110 по доступной цене с доставкой по Москве и в другие города России, Вы можете позвонить по указанным номерам +7 (49234) 333-78, +7 (49234) 218-67, +7 (910) 778-23-77 или отправить заявку в на электронную почту tm377@mail. ru.
Чертёж / схема
Цены
Наименование товара
Цена, руб
Болты М24х110 ГОСТ 7805-70, ИСО 4014-2013, ГОСТ 7798-70, ТУ 14-4-1760-94 неполная резьба, новые
Доставим в короткие сроки в любой регион на Ваш объект или производство. Перевезем собственным автотранспортом. Также оформляем ж/д грузоперевозки. При необходимости груз страхуем и сопровождаем.
Внимание! Обратитесь к менеджеру и получите ИНДИВИДУАЛЬНОЕ и ВЫГОДНОЕ предложение по телефонам: +7 (499) 70-44-377 +7 (49234) 333-78 +7 (49234) 218-67 +7 (910) 778-23-77
Болт с гайкой м16 вес в категории «Материалы для ремонта»
Болт М10 с гайкой для Набора для замены втулок 4704JTC
Доставка по Украине
по 1 667 грн
от 4 продавцов
1 667 грн
Купить
ООО «ПРОФЛАЙН 2000»
Гайка М16шестигранная зубчатая с буртиком (фланцем) DIN 6923 оцинкованная
Штанга реактивная с гайками (4 болта м33мм) 1630-2919013-20
Доставка по Украине
4 401 грн
Купить
Запчасти Урал
Болт М16х1,5-42 кардана ср/моста с гайкой и гровером (АКмаш)
На складе
Доставка по Украине
41. 16 грн/комплект
Купить
Автокомпоненти АВТЕК
Болт М16*50*1,5 крепления тормозного барабана КамАЗ с гайкой 853028 / г. Белебей
Доставка из г. Умань
75 грн
Купить
Інтернет маркет GRUZ tochka.UA — це відправна точка Ваших автозапчастин 24/7
Гантели наборные 2 по 16 кг с покрытием металлический гриф комплект (гантели домашние общий вес 32 кг)
На складе
Доставка по Украине
1 100 грн
Купить
Интернет-магазин «MARKETGO.COM.UA»
Комплект гантели 2 по 8 кг для дома наборные (Общий вес 16 кг)
На складе
Доставка по Украине
по 830 грн
от 2 продавцов
830 грн
Купить
Интернет-магазин «MARKETGO.COM.UA»
Болт крепления балансира КрАЗ М16*1,5х65 (с гайкой) 348532-П29
Доставка по Украине
по 80 грн
от 3 продавцов
80 грн
Купить
Интернет-магазин «Деталион»
Болт рамный М16*1,5х60 (с гайкой) 1/13905/219
Доставка по Украине
по 66 грн
от 2 продавцов
66 грн
Купить
Интернет-магазин «Деталион»
Ручка гайка с болтом М8х25 RZ KE 50 0825, звездочка, D 50
Доставка из г. Хмельницкий
25.74 грн
Купить
RZ – Интернет-магазин промышленной и электромонтажной фурнитуры
Стремянка рессоры передней Газель М16х1,5 (с высокой гайкой и гров., L=90 ) 3302-2902408
На складе
Доставка по Украине
215 грн
150.50 грн
Купить
Автосвет
Стремянка рессоры передней ГАЗ 53,3307 М16х1,5 (с высокой гайкой и гров., L=140) 53А-2902408-05
На складе
Доставка по Украине
252 грн
176.40 грн
Купить
Автосвет
Стремянка рессоры передней ГАЗ 53,3307 М16х1,5 L=140 (с гайкой и гровером) пр-во Украина 53А-2902408-05
На складе
Доставка по Украине
245 грн
171.50 грн
Купить
Автосвет
BS 3692 Болты Производитель и экспортер в Индии | BigBoltNut
Номинальная длина болта l
Длина резьбыb
До 125 мм включительно
2d + 6 мм
Свыше 125 мм до 200 мм включительно
2d + 12 мм
Более 200 мм
2d + 25 мм
Длина сбега резьбы не должна превышать значений, указанных в графе 3 таблицы 5.
Болты, которые слишком короткие для минимальной длины резьбы, должны иметь резьбу как винты и обозначаться как винты. Руководство в этом отношении приведено в Приложении D.
Допуски
Допуски на длину резьбы болтов должны составлять плюс два шага для всех диаметров, как указано в таблице D.2.
Эксцентриситет резьбы относительно стержня болтов не должен превышать значений, указанных в графе 19 таблицы 5.
Винты
Винты должны иметь резьбу, чтобы можно было завинтить калибр-кольцо вручную на расстоянии от нижняя сторона головки не более чем в два с половиной раза больше шага для диаметров до 52 мм включительно и в три с половиной раза больше шага для диаметров более 52 мм в соответствии с графой 3 таблицы 5.
Угловатость и эксцентриситет болтов, винтов и гаек
Ось резьбы гайки должна быть перпендикулярна поверхности гайки с учетом «допуска прямоугольности», указанного В столбце 9Таблицы 6, что эквивалентно отклонению от прямоугольности ±1º.
Гайка навинчивается вручную на калибр с усеченной конической резьбой до тех пор, пока резьба гайки не будет затянута. на резьбе манометра. Втулка, скользящая по параллельному выступу калибра и имеющая диаметр поверхности, равный минимальному расстоянию между гранями гайки и точно под углом 90º к оси калибра, должна быть доведена до соприкасаться с передней поверхностью гайки.
Втулка должна находиться в таком положении, чтобы щуп с толщиной, равной допуску на прямоугольность, не мог попасть где-либо между передней поверхностью гайки и поверхностью втулки. (см. Приложение А).
Шестигранники болтов, винтов и гаек должны быть перпендикулярны опорной поверхности, а угловатость головки должен находиться в пределах 90º ± 1º (см. Приложение E).
Эксцентриситет граней шестигранника гаек относительно диаметра резьбы не должен превышать значений, указанных в графе 10 таблицы 6.
Эксцентриситет головки относительно ширины под ключ и эксцентриситет между хвостовиком и резьбой болты и винты не должны превышать значений, указанных в колонках 18 и 19 соответственно таблицы 5.
Снятие фасок, накладывание шайб и зенкерование
Болты и винты
Головки болтов и винтов должны иметь фаску приблизительно 30º на верхней стороне и, по выбору изготовителя, поверхность под шайбу или сплошную опорную поверхность на нижней стороне, если покупатель в своем запросе или заказе специально не указывает, что ему требуется одна из доступные альтернативы.
Гайки
Гайки должны иметь фаску приблизительно 30º с обеих сторон.
Гайки должны быть утоплены под углом 120º ± 10º на обоих концах резьбы. Диаметр зенковки должен соответствовать требованиям ISO/FDIS 4759-1:2000, рисунок 69, следующим образом:
d ≤ 5 мм:d amax = 1,15d 5 мм amax = d + 0,75 d> 8 мм:d amax = 1,08d для всех размеров:d амин = д
Требования распространяются на обе стороны симметричных деталей.
Система обозначения класса прочности для стальных болтов и винтов
В соответствии с BS EN ISO 898-1 система обозначения класса прочности (символ класса прочности) для стальных болтов и винтов состоит из двух фигур. Первая составляет одну сотую от минимального предела прочности. прочность в Н/мм2, а вторая – одна сотая отношение между минимальным пределом текучести (или напряжение на пределе постоянной деформации, R0.2) и минимальный предел прочности на растяжение, выраженный в процентах, как показано ниже, для класса прочности 8.8 в соответствии с таблицей 2.
Таблица 2 — Обозначения классов прочности стальных болтов и винтов
Обозначение класса прочности
4,6
4,8
5,6
5,8
6,8
8,8
10,9
12,9
Прочность на растяжение R м мин. Н/мм2
400
400
500
500
600
800
1000
1200
Предел текучести R e мин. Н/мм2
240
320
300
400
480
—
—
—
Напряжение на постоянном пределе усадки R 0,2 Н/мм2
—
—
—
—
—
640
900
1080
Материал и производство стальных болтов и винтов
Способ производства
Стальные болты и винты могут изготавливаться методом холодной ковки, горячей ковки или точением из прутка. Выбор метод должен быть оставлен на усмотрение производителя.
Химический состав
Химические составы сталей, приведенные в таблице 2 стандарта BS EN ISO 898-1, приведены только для справки. Выбор стали на усмотрение изготовителя. Используемая сталь должна быть такой, чтобы готовая продукт обладает механическими свойствами, соответствующими указанному классу прочности.
Термическая обработка
Марки, обозначенные как 8.8, 10.9 и 12.9, должны подвергаться термической обработке для придания заданных механических свойств. в БС ЕН ИСО 898-1.
Другие марки могут подвергаться термической обработке, если это необходимо для получения механических свойств, указанных в п. БС ЕН ИСО 898-1.
Обезуглероживание
Обезуглероживание поверхности резьбы не должно превышать указанное ниже для болтов и винтов. марок марок 8.8, 10.9и 12.9.
Глубина необезуглероженной зоны должна быть не менее двух третей глубины основной нить. В корне резьбы обезуглероживание не должно превышать одной десятой глубины основного нить.
Метод измерения степени обезуглероживания должен соответствовать стандарту BS EN ISO 898-1.
Прокатные круги
ПРИМЕЧАНИЕ. . Когда резьбу изготавливают накаткой, небольшие нахлесты обычно присутствуют на гребнях и обычно имеют величину, которая не влияет на работу болта.
Нахлест, образованный на вершине резьбы перпендикулярно оси болта, не считается. основанием для браковки, если глубина нахлеста не превышает 33 % глубины резьбы.
Болты классов прочности 10.9 и 12.9 не должны иметь нахлестов на боковой поверхности резьбы ниже эффективный диаметр. Нахлесты на боковых сторонах выше эффективного диаметра не должны иметь глубину более 33 %. от глубины резьбы.
Механические свойства стальных болтов и винтов
Стальные болты и винты должны соответствовать требованиям к механическим свойствам, приведенным в BS EN ISO 898-1.
Система обозначения классов прочности для стальных гаек
Система обозначения класса прочности для стальных гаек должна представлять собой число, которое составляет одну сотую от указанное испытательное напряжение нагрузки в Н/мм2. Испытательное напряжение нагрузки соответствует минимальной прочности на растяжение самый высокий класс болта или винта, с которым можно использовать гайку (см. Таблицу 3).
Таблица 3 — Обозначения классов прочности стальных гаек
Обозначение классов прочности
4
5
6
8
10
12
Пробная нагрузка Н/мм2
400
500
600
800
1000
1200
Механические свойства стальных гаек приведены в таблице 9.
Рекомендуется, чтобы сорта гаек, которые будут использоваться с каждым типом болта и винта, были такими, как показано в таблице 4.
Таблица 4 — Рекомендуемые комбинации болтов и гаек
Марка болта
4,6
4,8
5,6
5,8
6,8
8,8
10,9
12,9
Рекомендуемая марка
4
4
5
5
6
8
10
12
Материал и изготовление стальных гаек
Способ производства
Стальные гайки могут быть изготовлены методом холодной ковки, горячей ковки или точением из прутка. Выбор метода должен оставить производителю.
Химический состав
Химический состав сталей, из которых изготавливаются гайки, должен соответствовать приведенным в приложении В Примечание: Использование автоматных сталей при температурах выше 250 ºC не рекомендуется. Автоматическая сталь может использоваться, если это разрешено Приложением В, или иным образом по специальному соглашению между покупателем и поставщиком.
Термическая обработка
Гайки должны подвергаться термообработке, если это необходимо для получения механических свойств, указанных в разделе 14.
Механические свойства стальных гаек (кроме тонких гаек)
Стальные гайки (кроме тонких) должны соответствовать требованиям по механическим свойствам, приведенным в таблице 9. Гайки должны выдерживать пробную нагрузку, указанную в таблице 9, при испытании в соответствии с приложением С. Гайки, прошедшие испытание пробной нагрузкой, должны иметь твердость, не превышающую максимальное значение, указанное в таблице 9. Гайка, не испытанная пробной нагрузкой, должна иметь твердость не менее минимальной, согласованной между покупателем и поставщиком и не более максимальной, указанной в таблице 9.. Испытания должны быть в в соответствии с Приложением С.
Болты с просверленными отверстиями под шплинты
Болты с отверстиями под шплинт поставляются только по специальному заказу. Покупатель должен указать, в его запрос и заказ, размер lp, как показано на рисунке 2. Допустимый допуск –0 + 0,8 мм по указанному размеру lp.
Отверстия под шплинты должны быть просверлены через центр болта, как указано в BS EN ISO 1234.
Маркировка и идентификация (см. также Приложение E)
Общий
Требования настоящего стандарта к маркировке и идентификации обязательны только для стальных болтов, винтов. и гайки диаметром 6 мм и больше; изготавливается по классу прочности 8.8 (для болтов или винты) и 8 (для гаек) или выше.
Болты и винты
Маркировка болтов и винтов должна соответствовать пункту 9 стандарта BS EN 2089.8-2:1994.
Осмотр и испытания
Изготовитель должен принять необходимые меры для обеспечения соблюдения требований настоящего стандарта. выполнено, но если, кроме того, покупатель желает, чтобы изготовитель удостоверил или продемонстрировал, что болты, винты и гайки соответствуют настоящему стандарту, подробности и стоимость любых дальнейших проверок должны быть предметом по соглашению между покупателем и производителем.
Испытания на механические свойства должны проводиться в соответствии с Приложением C и BS EN ISO 89.8-1.
Таблица 9 — Механические свойства стальных гаек
Обозначение класса прочности
4
5
6
8
10
12
Пробная нагрузка, Н/мм 2
400
500
600
800
1000
1200
Твердость по Бринеллю (HB) макс.
302
302
302
302
353
375
Все гайки
Твердость по Роквеллу b (HRC) макс.
30
30
30
30
36
39
Все гайки
Твердость по Виккерсу (HV) макс.
310
310
310
310
370
395
Все гайки
Примечание:
Испытательная нагрузка рассчитывается путем умножения напряжения пробной нагрузки на площадь растягивающего напряжения болта.
Преобразование твердости по Бринеллю в твердость по Роквеллу было рассчитано в соответствии со стандартами BS EN ISO 6506-1,2 и 3 и БС ЕН 10109-1.
Все гайки, кроме исключенных по соглашению между покупателем и изготовителем. Гайки с установленной пробной нагрузкой свыше 500 000 Н (см. таблицу 10) могут быть освобождены от испытаний пробной нагрузкой. Такие гайки должны иметь минимальную твердость, согласованную между покупателем и изготовителем.
Химический состав стальных гаек
Химический состав материалов, из которых должны быть изготовлены стальные гайки, приведен в таблице Б.1.
Обозначение класса прочности
Пределы химического состава (проверить анализ)
Углерод
макс. %
Марганец
мин. %
Фосформакс. %
Сера
Макс. %
4, 5 и 6 (см. примечания)
0,50
—
0,110
0,150
8
0,58
0,30
0,060
0,150
10 и 12 (см. примечания)
0,58
0,45
0,048
0,058
ПРИМЕЧАНИЕ 1 Легкорежущая сталь может использоваться только по специальному соглашению между покупателем и поставщиком. В таких случаях допускается следующее максимальное содержание фосфора, серы и свинца:
Фосфор, 0,12 %; Сера 0,34 %; Свинец, 0,35 %.
ПРИМЕЧАНИЕ 2 Легирующие элементы могут быть добавлены, если это необходимо для улучшения механических свойств гаек, указанных в разделе 15.
Испытание механических свойств стальных гаек (см. разделы 16 и 19)
Пробная нагрузка
Испытание пробной нагрузкой состоит из приложения соответствующей пробной нагрузки, указанной в таблице 10, которая была получена из напряжения пробной нагрузки, указанного в таблице 9..
Соберите испытуемую гайку на закаленной и отпущенной оправке, как показано на рисунке С.1, и приложите указанную нагрузку в осевом направлении.
Гайка должна выдерживать эту нагрузку без разрушения в результате зачистки или разрыва и должна сниматься пальцами после снятия нагрузки. Если резьба оправки повреждена во время испытания, испытание не принимается.
Может потребоваться использование ручного ключа, чтобы привести гайку в движение. Такое отворачивание допустимо при условии, что оно ограничено половиной оборота, а затем гайка снимается пальцами после первоначального ослабления.
Закаленная оправка
Оправка должна иметь твердость не менее Rockwell C45. Резьба должна иметь класс допуска 5 He, за исключением того, что допуск на большой диаметр должен составлять последнюю четверть диапазона 6g на стороне минимального материала.
Закаленная тестовая пластина
Испытательная плита должна иметь твердость не менее Rockwell C38.
Испытание на твердость гаек
Можно определить твердость по Бринеллю, Роквеллу и Виккерсу. Нанесите слепок на верх и низ лицевой стороной гайки, в противном случае сбоку от гайки.
Проведите тест на твердость по Бринеллю в соответствии с требованиями BS EN ISO 6506-1 до -3. Проведите испытание на твердость по Роквеллу в соответствии с требованиями BS EN 10109-1. Выполните испытание на твердость по Виккерсу в соответствии с требованиями BS EN ISO 6507-1 до -3.
Маркировка болтов
Болты с шестигранной головкой в соответствии с этим документом должны иметь маркировку ISO 898-1.
а) Маркировка класса прочности в соответствии с EN ISO 898-1.
виды и особенности самостоятельного изготовления в домашних условиях
Специальное устройство, предназначенное для разогрева рабочих заготовок до температуры ковки во время металлообработки, известно как кузнечный горн. Существует несколько видов горна, каждый из которых имеет свои особенности.
Конструкция и предназначение устройства
Горны на угле
Устройства, работающие на газе
Самостоятельное изготовление
Особенности работы с горном
Не исключена возможность того, что кузнечный горн своими руками можно сделать несколькими простыми способами.
Конструкция и предназначение устройства
Первый кузнечный горн своими руками был изобретен еще древними халибами. В наше время существует несколько вариантов конструкций этого устройства. При их классификации ориентируются на такие факторы горнов:
Топливо, которое используется для розжига (уголь, газ, кокс, мазут).
Конструкция горна.
Размеры устройства.
Цель, с которой предполагается его использование (нагрев под ковку, термообработка заготовки).
В качестве топлива может использоваться мазут, газ или уголь. Как правило, чаще всего применяется уголь. Этот вариант топлива отличается безопасностью и невысокой стоимостью. Что касается мазута или кокса, эти виды топлива относятся к дорогостоящим, а также загрязняющим окружающую среду.
Использование газа обеспечивает высокий уровень коэффициента полезного действия, но в то же время требует более тщательного обслуживания установки.
Горны на угле
Горны, которые в качестве топлива используют уголь, отличаются простым устройством и практичностью использования. Конструкция устройства этого вида состоит из таких рабочих частей:
Крыша и стенки. Для их возведения применяют кирпич, обладающий огнеустойчивыми свойствами. Это может быть шамот или динас.
Гнездо. Именно в нем и происходит нагревание рабочих заготовок.
Зонт. Состоит из шторок, откидного типа. Его основное предназначение заключается в улучшении естественной тяги рабочего пространства.
Задняя стенка. В ней проделываются специальные отверстия, через которые обеспечивается подача исходящего потока воздуха.
Воздушный кран. Посредством его использования выполняется подача воздуха в гнездо горна.
Короб. Для его выполнения используется жаропрочная сталь. С его помощью происходит соединение входного отверстия и гнезда.
Закаленная емкость. Она может быть выполнена как из кирпича, так и из стали. Основное ее предназначение заключается в понижении температуры рабочих заготовок после их термической обработки. Благодаря этому можно исключить процесс образования на них термотрещин.
Дымоход. Через него выводятся продукты сгорания топлива.
Если говорить о недостатках твердотопливного горна, следует отметить сложность процесса его розжига. Усложняется розжиг особенно в том случае, когда горн на протяжении длительного времени стоял неиспользованным. Для этого кузнецу необходимо обладать определенными навыками.
Подготовку горна к использованию нужно проводить в такой последовательности:
очистить гнездо от остатков золы и сгоревших углей;
продуть дымоход и каналы, по которым проходит воздух посредством использования сжатого воздуха. Для этого можно использовать обычный пылесос;
насыпать на дно гнезда горна немного угля. При этом следует обратить внимание на то, что отверстие, расположенное на дне короба, должно остаться открытым;
для облегчения процесса розжига рекомендуется на поверхность угля положить немного ветоши, смоченной жидкостью для розжига костров. Вместо ветоши можно использовать древесные опилки;
когда уголь хорошо разгорится, можно понемногу подсыпать уголь небольшими порциями;
теперь необходимо открыть кран подачи воздуха и установить его посредине положения;
как только уголь станет прогорать, можно повысить интенсивность подачи потока воздуха;
при образовании на поверхности угля корки можно приступать к прогреву рабочей заготовки и подготовки ее для работы.
Так как температура под коркой выше, чем на ее поверхности, заготовка помещается непосредственно под корку. Если толщина корки достигает больше 5−10 мм, ее рекомендуется разрушить. В противном случае уровень теплопроводности становится меньшей.
Для того чтобы заготовка прогрелась равномерно по всей площади, ее необходимо периодически переворачивать. Стоит также обратить внимание на цвет огня. Он должен быть равномерный, а также иметь одинаковый цвет.
Ни в коем случае нельзя допустить перегрева металла. При этом он будет намного сложнее поддаваться обработке.
Устройства, работающие на газе
Отличительной чертой данного вида горнов является то, что подготовить их к работе намного проще, чем кузнечные горны, работающие на твердом топливе.
Если говорить о конструкции горнов газового типа, она состоит из таких элементов:
Камера. Для ее изготовления используется материал, обладающий огнеупорными свойствами. С внешней стороны камера обкладывается сталью с жаростойкими свойствами.
Заслонка передняя. Ее открывание обеспечивается посредством использования противовеса или шарниров. Для того чтобы имеет возможность наблюдать за тем, что происходит внутри камеры, в одной из ее стен монтируется небольшое смотровое окно.
Под. Для его изготовления используется шамотный кирпич, обладающий жаростойкими свойствами.
Горелка. Возможно использование горелок нескольких типов. При определении типа горелки главным фактором является разновидность газа, который используется. Например, если в качестве топлива применяется смесь пропан-бутана, используется горелка диффузного типа. Горелки этого типа гарантируют равномерность нагрева рабочей заготовки, а также образование минимального количества угара.
Редуктор смесительный. Воздух входит в газовую смесь, которая находится в баллоне.
Сопло. Его форма имеет непосредственную зависимость от формы заготовок, которые будут использоваться в процессе работы.
Решетка колосников. Ее предназначение заключается в повышении показателя тяги, а также в обеспечении сбора окалин.
Вентилятор. С его помощью воздух нагнетается к горелке.
Для обеспечения работы газовых кузнечных горнов необходимо обязательное присутствие источника энергии. В связи с этим горны этого вида применяются для нагрева до температуры ковки заготовок большой длины. В таких горнах процесс их нагрева происходит намного быстрее.
Использование газовых горнов возможно при соблюдении таких правил безопасности:
помещение кузнецы необходимо периодически проветривать, дабы предотвратить скопление газа;
возле горна не допускается располагать устройства, в которых находится кислород или смеси, содержащие его;
посредством использования газоанализатора необходимо проверить окончательное сжигание газа перед новым запуском горна.
Только при условии соблюдения правил использования и безопасности горна газового типа его применение будет оправдано.
Самостоятельное изготовление
Перед тем как сделать горн, необходимо определиться с типов устройства. Самодельные горны могут быть двух видов:
Закрытый. Его конструкция оборудована специальной камерой, в которой заготовка разогревается до необходимой температуры. Следует обратить внимание, что в горнах закрытого типа можно работать с заготовками, размер которых не превышает размеров самой камеры.
Открытый. Засыпание топлива на колосники в нем проводится с ее верхней части. С нижней части происходит подача воздуха. Рабочая заготовка для ее нагрева помещается непосредственно на поверхность топлива. Благодаря этому можно использовать заготовки довольно больших размеров.
Для начала необходимо взять пластину из стали и просверлить в ней отверстия. После этого ее можно вставить в центральную часть стола, который выступает в качестве основы горна.
Для того чтобы изготовить стол, рекомендуется взять металлическую пластину, толщина которой колеблется в пределах 3−5 мм. Следует учитывать габариты стола: 700 мм — высота стола. Столешница имеет размеры 80 Х 100 см.
Не исключена возможность того, что из уголка варится рама, в которую помещаются решетка колосника и огнеупорный кирпич. Для изготовления решетки можно использовать обычную старую сковороду из чугуна, в днище которой просверливаются отверстия. Следует учесть то, что при определении высоты стола необходимо ориентироваться на рост кузнеца.
Теперь можно приступить к монтажу механизма подачи воздуха. Есть возможность создания такого механизма, работающего от ножного привода.
Оптимальным вариантом создания механизма является использование электровентилятора из ненужного пылесоса. Его мощности хватит для того, чтобы подать поток воздуха необходимой силы. Нелишним будет оборудовать конструкция регулятором мощности.
Не исключена возможность использовать вместо пылесоса привод от ручной сирены.
После этого все части конструкции собираются в одно целое устройство. Теперь можно приступить к проведению первого испытательного запуска. Самодельный горн для ковки можно дополнять разного вида дополнительными приспособлениями, которые повышают показатель удобства работы с ним.
Особенности работы с горном
После изготовления кузнечного горна необходимо научиться им пользоваться. Для этого рекомендуется придерживаться таких правил:
Началом работы с устройством заключается в загрузке топлива на колосниковую решетку. Некоторые кузнецы рекомендуют на разогретый слой угля положить рабочую заготовку, а сверху на нее насыпать еще один слой угля. Таким образом удается добиться максимально высокой температуры в камере.
Если в качестве топлива используется древесина, на колосниковую решетку необходимо положить дополнительное кольцо (диаметром 21 см).
Для обеспечения хорошей тяги над самодельным горном необходимо смонтировать специальную вытяжку. Ее также можно выполнить самостоятельно.
Для того чтобы разогреть заготовку до необходимой для ковки температуры, ее нужно держать в средине раскаленного угля. При этом важно не передержать заготовку. Это может ухудшить свойства металла, что осложнит процесс работы с заготовкой или сделает металл очень хрупким.
Для проведения ковки рекомендуется использовать специальный молоток, вес которого не больше 1 кг. В процессе работы глаза необходимо защитить очками. Это поможет предотвратить попадание в глаза раскаленного металла.
Большая металлическая вещь может быть использована в качестве наковальни. Это может быть рельса или кувалда.
Самодельный кузнечный горн имеет существенные преимущества перед приобретенным. Он намного дешевле, проще в использовании и обслуживании.
Кузнечный горн на пропане, сделанный своими руками
В этой статье я расскажу вам как сделать кузнечный горн, работающий на пропане.
Самодельный кузнечный горн можно использовать для ковки ножей, мечей, работ со стеклом или любой другой работы, требующей разогрева какой-либо вещи до очень высокой температуры.
Некоторые части мини горна сварены сварочным аппаратом, но если у вас нет навыков сварки, проявите смекалку – можно скрепить конструкцию болтами или спаять ее.
Предупреждение! Не начинайте делать горн в домашних условиях на пропановом топливе если у вас нет опыта работы с пропаном. Хотя пропан при правильном использовании не представляет угрозы, опасность все равно сохраняется. Горелка большая и взрыв может повредить ваше имущество и навредить вашему здоровью. Я вас предупредил и ответственности за ваши дальнейшие действия я не несу.
Всегда используйте защитную экипировку при зажигании горелки и работе с ней. Минимум, что на вас должно быть надето – защитные очки или маска для лица, хлопковые или кожаные защитные перчатки. Не надевайте одежду из синтетических материалов, если собираетесь работать с горелкой, так как они моментально вспыхивают.
Шаг 1: Видео со сборкой печи
Настоятельно рекомендую просмотреть видео, чтобы увидеть сборку горна.
Шаг 2: Материалы и инструменты
Каолиновую вату и огнеупорные материалы я заказал онлайн, остальные материалы я купил в местном скобяном магазине.
Материалы:
Баллон – газовый, воздушный или из-под фреона, диаметром минимум 25 см.
Каолиновая вата (одеяло из керамического огнеупорного волокна).
Огнеупорная плита.
Керамическое покрытие, наносимое кистью.
Огнеупорный цемент.
Огнеупорная краска для грилей.
Стальной или железный резьбовой бочонок, подходящий по размеру к горелке.
Кусок стального листа 14го калибра или похожий по толщине.
Отрезок стальной полосы 0,32х1,9 см.
Отрезок стального профиля 2,5х2,5 см.
Болты 5 смх10–32.
Винты с крупной резьбой 1,9 см.
Список инструментов, в основном в нем есть все инструменты, что я использовал:
Болгарка с отрезным диском.
Напильники.
Дрель.
Набор метчиков 10-32.
Шпатель.
Качественный респиратор.
Одноразовые перчатки.
Пылесос.
Сварочный аппарат или горелка на пропане для пайки.
Кисть для краски 2,5 см.
Пропановая горелка будет нужна для разогрева горна, посмотрите видео об этом:
Шаг 3: Корпус горна
Корпус горна сделан из воздушного баллона с приваренной опорой. Если бы ее не было, то я включил бы в инструкцию пункт по ее изготовлению. Можно что-то придумать из сваренных труб или на болты что-нибудь прикрутить.
Контур отверстия на дне баллона я обвел по краю кастрюли подходящего размера. Отверстия делаем с обоих концов баллона с помощью болгарки с отрезным диском.
Шаг 4: Ниппель для крепления горелки
Показать еще 10 изображений
Для монтажа горелки на корпусе горна приварен резьбовой бочонок.
На поверхности баллона отмечена окружность, куда будет установлен бочонок. У меня не было отрезного диска подходящего диаметра, поэтому я просверлил по кругу отверстия и соединил их между собой гравером с насадкой-диском.
Затем в бочонке делаем отверстия и нарезаем в них метчиком 10-32 резьбу для болтов. Болты будут фиксировать горелку.
Затем привариваем бочонок к краям отверстия. Если у вас нет сварочного аппарата, вы можете припаять бочонок. Если вы смогли найти фланец подходящего размера, то можно закрепить бочонок болтами.
Шаг 5: Дно горна
Показать еще 3 изображения
Днище горна нужно выложить огнеупорными кирпичами. Если вы будете проводить горновую сварку, флюс будет разъедать кирпичи, но их можно заменить.
Чтобы кирпичи помещались в баллон, их нужно обрезать. Один кирпич разрезаем на бруски шириной 2,5 см, чтобы поднять кирпичное дно горна над стенкой баллона.
Кирпичи обрезаем влажной пилой. Если кирпичи не очень хрупкие и не крошатся, можно обрезать их долотом и молотком. Укладываем кирпичи на место и скрепляем между собой огнеупорным цементом.
Шаг 6: Каолиновая вата и огнеупорная плита
Основные материалы для теплоизоляции горна – каолиновая вата (керамическое одеяло) и огнеупорная (керамоволокнистая) плита. Вата продается разной толщины, я рекомендую использовать 2,5 см вату, с ней проще работать, чем с более толстой ватой. В этом горне я уложил два слоя каолиновой ваты 2,5 см толщины.
Огнеупорная плита, также толщиной 2,5 см, используется для задней и передней стенок горна.
Предупреждение: при работе с этими огнеупорными волокнистыми материалами обязательно используйте хороший респиратор и обязательно пропылесосьте рабочее место по завершении работы с ними, они не должны оказаться в ваших легких.
Шаг 7: Укладываем каолиновую вату
Показать еще 3 изображения
Измерьте окружность стенки баллона с внутренней стороны и отрежьте кусок ваты нужного размера. Отрезать лучше с запасом, чтобы при укладывании отрезать излишек, если он останется. Резать вату можно универсальным, она режется также, как и обычная изоляция.
Уложите два слоя ваты внутри баллона. Также заполните ватой расстояние между кирпичами-опорами дна горна. В вате прорежьте отверстие для горелки.
Шаг 8: Задняя стенка
В задней стенке сделано выпускное отверстие, которое также позволяет помещать в горн длинные предметы. Задняя стенка сделана из керамической плиты.
Чтобы сделать шаблон отверстия, обтягиваем заднюю стенку прозрачной пленкой и на ней обводим края отверстия. Затем снимаем пленку, переносим рисунок на пенопласт или картон, и этот шаблон обводим на керамической плите. Деталь вырезаем универсальным ножом.
Вдавливаем деталь во внутренний слой ваты так, чтобы она держалась там за счет силы трения.
Шаг 9: Передняя стенка с устьем
Показать еще 7 изображений
Чтобы сохранился доступ к внутренней части горна, переднюю стенку сделаем съемной. На корпус баллона привариваем отрезок профиля 2,5х2,5 см с отверстиями под болты, в этих отверстиях сделайте резьбу метчиком. Опять же, сварка может быть заменена пайкой.
Из стального листа 14 калибра делаем подковообразную деталь (шаблон нарисуйте от руки), к ней приварена согнутая стальная полоска.
Из керамической плиты вырежьте деталь большую по размеру, чем проем горна. Размер устья сделайте по своему усмотрению. Я сделал достаточно большое, чтобы туда проходили щипцы. К стальной подковообразной детали прикрепите стенку винтами с крупной резьбой.
Собранная передняя стенка фиксируется на месте болтами, вкрученными в отверстия профиля на корпусе баллона, и прижимающими стальную полосу к стенке баллона.
Шаг 10: Огнеупорное покрытие
Показать еще 4 изображения
Края керамического одеяла и плиты нужно покрыть защитным составом, чтобы микроволокна не разносились горячим воздухом по помещению. Продаются специальные огнеупорные составы, которые надо разводить с водой до консистенции пасты, их можно наносить кистью.
Покрытие наносите медленно, внутри горна и снаружи, на все видимые поверхности керамоволокнистых материалов. Прежде чем использовать горн по назначению, дайте составу высохнуть.
Шаг 11: Прочее
Показать еще 3 изображения
Покройте краской для гриля все места, где есть сталь.
Прилагаю фотографии с рулеткой, чтобы вы лучше ориентировались в размерах.
Вставьте трубку горелки в отверстие для него и зажмите болтами. Нужно, чтобы край трубки был вровень со стенкой камеры.
Шаг 12: Использование горна
Показать еще 3 изображения
Наденьте защитные очки и поставьте рядом огнетушитель. Чтобы разжечь пламя, используйте специальную длинную зажигалку для гриля и поднесите огонек прямо к отверстию с трубкой горелки. Медленно открывайте вентиль подачи газа, в горне должно появиться пламя. Пока оставьте маленькое пламя.
Высохшее керамическое покрытие необходимо запечь. 15-20 минут дайте горну постоять на низкой температуре, чтобы керамический состав и волокна огнеупорных материалов «устоялись».
Горн готов к использованию. Поднимите температуру, чтобы проверить работоспособность горна.
8 Самодельная кузница Планы по созданию собственной кузницы своими руками Бесплатно
Работа с металлом будет неполной без кузнечной кузницы , которая подчинит металл вашей воле! Мы собрали 8 эффективных и действенных чертежей самодельных кузниц , чтобы вы могли свободно и легко работать с металлом. Имея дома собственную кузницу DIY , вы можете свободно обрабатывать металл любой формы и делать из него красивые вещи! Вместо того, чтобы покупать здоровенные металлические вещи на рынке и тратить на них столько денег, вы можете воплотить свои идеи в реальность, используя любой из этих самодельных чертежей кузницы!
Для работы с металлом или сталью необходимы в основном три вещи. Они включают наковальню , молот и кузницу . В основном есть два типа кузниц, которые вы можете сделать, они могут быть либо кузницами, работающими на газе, либо кузницами, работающими на древесном угле. Если вы собираетесь практиковать это в городской местности, газовая или, если быть более точным, газовая кузница пропана более уместна. Это позволяет вам запускать довольно простую установку с минимальной опасностью возгорания. Наряду с кузницей, мы также добавили кузнечную горелку своими руками! Итак, соберите свои идеи, связанные с металлом или сталью, или кузнечные проекты, поскольку у нас есть список самодельных кузниц, готовых начать работу над ними!
1. Построить самодельную пропановую кузню
Построить самодельную кузницу намного дешевле, чем купить ее! Но прежде чем строить свою кузницу, тщательно проанализируйте свои потребности, а затем выберите тип танка. В учебнике представлена 14-дюймовая кузница диаметром 9,5 дюймов. arscives
2. Простая атмосферная газовая кузница своими руками
Эта простая атмосферная газовая кузня изготавливается без использования режущего или сварочного оборудования. Он просто строится с использованием ручных инструментов, которые у вас уже могут быть. Единственное, что вам может понадобиться, это 2-дюймовая кольцевая пила для сверления отверстия и установки держателя горелки. Зеллерфордж
3. Как сделать пропановую кузницу
Самодельная пропановая кузница, описанная в этом руководстве, может использоваться для изготовления ножей, кузнечного дела, изготовления стекла или любых других самодельных путешествий, которые, по вашему мнению, потребуют нагревания материала при довольно высокой температуре. температура. Совет: для этой кузницы «Сделай сам» сначала тщательно изучите работу с пропаном и кузнечным горном. План здесь: инструкции и эта самодельная кузница — наш выбор из всех других планов кузнечной кузницы!
4. Мини самодельная кузница
Как сделать самодельный горн своими руками при небольшом бюджете? Эта самодельная мини-горн может стать для вас отличным источником тепла, если вы хотите делать украшения дома или нагревать и смешивать мелкие кусочки металла. Однако имейте в виду, что температура в этой мини-кузнице может достигать 2500 градусов по Фаренгейту. thegeekpub
5. Кузница для паяльной лампы из огнеупорного кирпича своими руками
Если у вас нет обширной кузни, то эта небольшая пропановая кузня идеально подходит для нагревания и смешивания вещей. Но просто внимательно проанализируйте и сосредоточьтесь на расходе топлива. Возьмите несколько огнеупорных кирпичей, вермикулитовую изоляцию, перфорированный стальной ангел, резьбовой стержень, паяльную лампу и топливо. рукоделие
6. Очаровательная самодельная пропановая кузня
Как дешево построить пропановую кузницу в домашних условиях? Возьмите в руки старый баллон с пропаном и начните с удаления манжеты с помощью молотка. Как только вы это сделаете, обязательно наполните его водой и не вдыхайте этот газ. Нажмите на учебник DIY , и он проведет вас через шаги для идеальной кузницы DIY. imgur
7. Как построить горн (газ)
Для этой сверхбезопасной и эффективной кузни вам понадобятся огнеупорные кирпичи, горелка и медные наконечники для факелов. Вы можете выбрать один из двух вариантов кузницы, включая газ или уголь. Тем не менее, для жилого района кузнечная кузница, работающая на пропане, является лучшей идеей. инструкции
8. Как сделать газовую кузнечную горелку
Для изготовления этой кузнечной горелки своими руками вам понадобится дрель, набор насадок и пара напильников. Для того, чтобы запустить эту горелку, вам потребуется газовый регулятор. Вы можете приобрести этот регулятор в любом местном магазине сварочных материалов. instructables
Заключение:
Как вы, должно быть, видели, все бесплатных самодельных кузнечных планов , представленные выше, работают на пропане. Это связано с тем, что пропан является очень эффективным и действенным топливом для кузницы для работы на минимальном уровне в начале.
Все, что нужно для создания домашней кузницы
Конечно, на начальных этапах вам нужно решить, с какого типа кузнечного дела вы хотите начать. Хотя между каждым типом металлоконструкций есть сходства, они различаются в зависимости от того, что вы производите. Кузнечное дело — самый популярный вид кузнечного дела, и оно предлагает обширный список возможных кованых изделий. После того, как вы решили, вам нужно будет начать собирать все необходимое для создания домашней кузницы.
Рабочая зона
Приступая к обустройству рабочей зоны, подумайте о том, чтобы найти место, где вы сможете работать без перерыва. Вам понадобятся ровные поверхности, открытое пространство, и оно должно быть чистым. Обязательно уберите с нового рабочего места все легковоспламеняющиеся предметы.
Не оставляйте рядом предметы и материалы, которые могут загромождать пол и привести к тому, что кто-то споткнется или упадет. Вы же не хотите, чтобы в вашей новой кузнице возникали какие-либо опасности. Убедитесь, что место, которое вы обустроили, также оснащено чистящими средствами, такими как тряпки для протирания вещей, метла и совок для подметания мусора. Кроме того, вам понадобится место для вентиляции вашего оборудования. Кузница должна иметь возможность всасывать воздух и выпускать его.
Сбор инструментов
Для начала вам понадобится несколько инструментов. Начните с основных требований, а по мере оттачивания навыков вы сможете выковать себе дополнительные инструменты. Эти типы материалов могут быть получены из нескольких различных источников. Некоторые инструменты можно найти в магазинах инструментов, а предметы, необходимые для ковки, можно найти в Cast Master Elite.
Наковальня
Стальные наковальни, также известные как кузнечные наковальни, в основном используются в кузнечном деле. Их вес может варьироваться от менее десяти фунтов до пары сотен. Наковальни бывают разных форм и размеров. Наковальни, используемые в этом виде кузнечного дела, обычно имеют наибольшую концентрацию массы под забоем. Однако они не обязательно должны быть изготовлены из стали. Некоторые изготовлены из чугуна.
Тиски
Тиски предназначены для удержания нагретых металлов во время ковки или манипулирования ими. Они предназначены для интенсивного использования и выдерживают большие нагрузки. При кузнечном деле этот инструмент является одним из наиболее важных для приобретения и называется прочными коробчатыми тисками или кузнечными тисками. Они могут прослужить более двухсот лет и передаваться из поколения в поколение, если тиски хорошего качества.
Молоток
Как правило, в кузнечном деле и во многих других видах работы с металлом используется молот с поперечным закалыванием (также называемый поперечным штифтом). У него есть клин на конце головки, который наклонен горизонтально к рукоятке молотка. Это молот, с которого вы должны начать, но со временем вы можете выковать свои собственные молоты, чтобы использовать их в зависимости от ваших потребностей.
Зажимы
Зажимы используются в кузнечном деле, они похожи на тиски, только меньше по размеру. Они используются для крепления любого предмета, который вы кузнеете, к наковальне и могут удерживать его на месте. Зажимы можно легко перенастроить, они бывают разных размеров и форм в зависимости от выполняемой работы.
Щипцы
Щипцы позволяют кузнецам захватывать, перемещать и вращать металл в раскаленной кузнице. При использовании коксовой горнилы, где используется уголь, щипцы могут помещать металл глубоко в угли, которые быстро сгорают, чтобы нагреть предмет, который вы поместили в угли. Это еще один инструмент, который вы можете начать создавать дополнительные наборы по мере роста вашего мастерства. Однако для начала рассмотрим щипцы для тиглей Cast Master Elite, которые рассчитаны на экстремально высокие температуры.
Кузница
Кузня является неотъемлемой частью всего процесса ковки — она нагревает металл, который вы хотите отлить; ты вообще не мог бы заниматься ковкой, если бы у тебя ее не было. Существуют различные типы кузниц. И уголь, и пропан являются жизнеспособными источниками топлива для горна, но пропан обеспечивает больший контроль.
Инвестиции в нашу газовую кузницу для продажи обеспечивают больше удобства и чистоты во время работы. Как упоминалось ранее, кузницам нужно много воздуха и топлива для правильной работы. При работе с пропаном у вас есть вентилятор, а не сильфон, в сопровождении коксовой печи.
Обучение
Обучение кузнечному делу — это непрерывный процесс. Вы всегда будете совершенствовать свои методы и находить способы быть более эффективными. Как только вы освоите кузнечное дело, вы сможете даже учить других или хотя бы наставлять их. Об этой сделке можно многое узнать, и все же, учитывая, как долго она существует, в ней мало что изменилось. Этот тип металлоконструкций установлен, а используемые инструменты и методы подтверждены веками успеха.
Пройдите курс обучения
В начале пройдите курс обучения, чтобы убедиться, что вы полностью понимаете все, что нужно для создания домашней кузницы. Следуя указаниям профессионала и наблюдая за динамикой и структурой лучшего магазина, вы сможете получить полное представление о том, как создать магазин, чтобы он был безопасным и эффективным. Понимание причин порядка оборудования и операций станет более ясным. Вы также сможете освоить основные принципы безопасной работы в домашних условиях.
Найти наставника
Наставник не связан с вашим учителем. Когда вы берете урок, ваш учитель должен сосредоточиться на нескольких людях и их методах. Вы хотите иметь возможность получить поддержку один на один, чтобы убедиться, что вы работаете тщательно и что ваши развивающиеся навыки не нуждаются в корректировке. (Или, если они нуждаются в настройке, наставник может помочь вам сделать это.)
Проведение времени с опытным кузнецом может помочь вам установить методы и протоколы для обслуживания и правил области кузницы. Кроме того, вы можете наблюдать друг за другом, чтобы определить навыки, которые необходимо улучшить с вашей стороны, и эффективные способы выполнения задач. Если вы не можете найти наставника, спросите своего классного руководителя, не знает ли он кого-нибудь, кто мог бы помочь. Прежде чем отнимать чужое время, убедитесь, что вы серьезно относитесь к изучению всего этого.
Практика
Старая поговорка «Практика делает совершенным» всегда будет верна.
Электроды э42а в категории «Промышленное оборудование и станки»
Сварочные электроды Э42А — SF6013 — ø1,6 — УД
Доставка по Украине
300 грн
Купить
СВАРМАСТЕР
Электроды УОНИ 13/45 тип Э-42А упаковка 5кг
На складе
Доставка по Украине
от 450 грн/упаковка
Купить
ТОВ «Торговий Дім Експловелд-Б»
Сварочный инвертор Искра MMA-285G, 220 в, 4.2 кВт, сварочный ток 285 А, диаметр электрода 1.6-4.0 мм, кейс
Доставка по Украине
по 3 142 грн
от 2 продавцов
3 142 грн
Купить
Интернет-магазин электрооборудования ALT-SHOP
Электроды 3 мм, 2.5 кг для стали Monolith УОНИ-13/55 Плазма (Тип Э 50А)
Доставка по Украине
288 — 290 грн
от 3 продавцов
362.50 грн/упаковка
290 грн/упаковка
Купить
Интернет-магазин ELEKTROMAG
Электроды 4 мм, 5 кг для стали Monolith УОНИ-13/55 Плазма (Тип Э 50А)
Доставка по Украине
558 — 560 грн
от 3 продавцов
700 грн/упаковка
560 грн/упаковка
Купить
Интернет-магазин ELEKTROMAG
Электрод Патон Elite (АНО 36) 3 мм (1 кг) (Э42)
Доставка по Украине
97 грн/упаковка
Купить
Мир Ремонта
Электрод «ПАТОН» ELITE (АНО 21) 3 мм (1 кг) (Э42)
Заканчивается
Доставка по Украине
83. 04 грн/упаковка
Купить
Мир Ремонта
Электрод «ПАТОН» ELITE (АНО 21) 3 мм (2,5 кг) (Э42)
Доставка по Украине
213.50 грн/упаковка
181.07 грн/упаковка
Купить
Мир Ремонта
Электрод «ПАТОН» ELITE (АНО 21) 3 мм (5 кг) (Э42)
Доставка по Украине
358.19 грн/упаковка
Купить
Мир Ремонта
Электрод «ПАТОН» ELITE (АНО 21) 4 мм (5 кг) (Э42)
Доставка по Украине
415 грн/упаковка
344.83 грн/упаковка
Купить
Мир Ремонта
Электроды УОНИ 13/55 тип Э-50А упаковка 5кг
На складе
Доставка по Украине
от 425 грн/упаковка
Купить
ТОВ «Торговий Дім Експловелд-Б»
Электроды ОЗЛ-9А для сварки жаростойких аустенитных сталей и сплавов (Тип Э-28Х24Н16Г6)
На складе
Доставка по Украине
1 000 грн
Купить
ТОВ «Торговий Дім Експловелд-Б»
Электроды Монолит диаметр 2 мм 1 кг.
Доставка из г. Павлоград
по 200 грн
от 2 продавцов
200 грн
Купить
100 мелочей
Электроды ЦУ-5 для сварки теплоустойчивых сталей (Тип Э-50А)
Доставка по Украине
179 грн/кг
Купить
ТОВ «Торговий Дім Експловелд-Б»
Электроды ТМУ-21У для сварки теплоустойчивых сталей (Тип Э-50А)
Доставка по Украине
от 145 грн/кг
Купить
ТОВ «Торговий Дім Експловелд-Б»
Смотрите также
Электрод «ПАТОН» ELITE (АНО 36) 3 мм (2,5 кг) (Э42)
Доставка по Украине
226.07 грн/упаковка
Купить
Мир Ремонта
Угольные электроды KRIC-G Trafimet
Под заказ
Доставка по Украине
7.20 грн
Купить
ООО «ТОРГОВЫЙ ДОМ «НИСА»
Электрод «ПАТОН» ELITE (АНО 36) 3 мм (5 кг) (Э42)
Доставка по Украине
424.08 грн/упаковка
Купить
Мир Ремонта
Электрод «ПАТОН» ELITE (АНО 36) 4 мм (5 кг) (Э42)
Доставка по Украине
438.60 грн/упаковка
Купить
Мир Ремонта
Сварочные Электроды ПЛАЗМАТЕК УОНИ-13/55 (Э50А) 3мм 2. 5 кг
Доставка по Украине
321.76 грн
Купить
Укрпромсвит
Угольные электроды KRIC-G Trafimet 6
Под заказ
Доставка по Украине
12.80 грн
Купить
ООО «ТОРГОВЫЙ ДОМ «НИСА»
Угольные электроды KRIC-G Trafimet 8
Под заказ
Доставка по Украине
20 грн
Купить
ООО «ТОРГОВЫЙ ДОМ «НИСА»
Cварочные электроды OK 61.81 AWS E347-16 ESAB 0.7, 2.5, 300 мм
Доставка по Украине
1 127.20 грн/кг
Купить
ООО «ТОРГОВЫЙ ДОМ «НИСА»
Cварочные электроды OK 61.81 AWS E347-16 ESAB 2, 3.2, 350 мм
Доставка по Украине
1 003.60 грн/кг
Купить
ООО «ТОРГОВЫЙ ДОМ «НИСА»
Cварочные электроды OK 61.81 AWS E347-16 ESAB 2, 4.0, 350 мм
Доставка по Украине
1 042.40 грн/кг
Купить
ООО «ТОРГОВЫЙ ДОМ «НИСА»
Cварочные электроды OK 61.81 AWS E347-16 ESAB 1.7, 5.0, 350 мм
Под заказ
Доставка по Украине
1 005. 60 грн/кг
Купить
ООО «ТОРГОВЫЙ ДОМ «НИСА»
Электроды производство «Фрунзе-Электрод» (Сумы) УОНИИ 13/45 (Э42А)
Недоступен
от 56 грн/кг
Смотреть
ТД Метал Импорт
Электроды производство «Фрунзе-Электрод» (Сумы) УОНИИ 13/45 (Э42А)
Недоступен
380 грн/упаковка
Смотреть
ООО «Металл Импорт «
Электроды Сварка постоянным током УОНИ-13/45 (Э42А)
Недоступен
380 грн/упаковка
Смотреть
ООО «Металл Импорт «
Электроды для сварки высокопрочных сталей в Ташкенте
Товары
Оборудование
Сварочное оборудование
Газосварочное оборудование
Электроды для сварки высокопрочных сталей
На этой странице представлен товар из категории Электроды для сварки высокопрочных сталей в Ташкенте, купить который предлагают надежные и проверенные продавцы. На Glotr.uz представлены все лучшие предложения продать такую продукцию, как Электроды для сварки высокопрочных сталей в Ташкенте. Выгодные цены, удобный интерфейс, надежные партнеры и реальные отзывы клиентов, которые уже приобрели продукцию из категории Электроды для сварки высокопрочных сталей в Ташкенте — все это Вы найдете на этой странице нашего каталога.
Узбекистан
Андижанская область
Наманганская область
Хорезмская область
Ташкентская область
город Ташкент
Бухарская область
Самаркандская область
Джизакская область
Навоийская область
Республика Каракалпакстан
Сырдарьинская область
Сурхандарьинская область
Кашкадарьинская область
Ферганская область
По рейтингу
Дешевые
Дорогие
Электроды Монолит Professional (E50) TM MONOLITH д.3мм.
STROY KONTINENT
В розницу
В наличии
+998
(показать номер)
Сообщите поставщику, что вы нашли товар на Glotr.uz
Электрод УОНИ 13/55 Ø3мм
OOO «UNITED BUILD GROUP»
В розницу
В наличии
+998
(показать номер)
Сообщите поставщику, что вы нашли товар на Glotr. uz
Электрод ЦТ-15 4,0-мм
ООО «MAP»
с НДС В розницу
В наличии
+998
(показать номер)
Сообщите поставщику, что вы нашли товар на Glotr.uz
Электрод ЦЛ-11 Ø3-4мм
OOO «ENTER TRADE»
с НДС Оптом и розница
В наличии
Оптовые цены
+998
(показать номер)
Сообщите поставщику, что вы нашли товар на Glotr.uz
Электрод сварочный МР-3С Премиум Oliver
ЧП AUTO PARTS
В розницу
В наличии
+998
(показать номер)
Сообщите поставщику, что вы нашли товар на Glotr.uz
Электроды МЭЗ Т-590
Imex Group
с НДС Оптом и розница
В наличии
Оптовые цены
+998
(показать номер)
Сообщите поставщику, что вы нашли товар на Glotr. uz
электроды
Mir Stroy Inc
В розницу
В наличии
+998
(показать номер)
Сообщите поставщику, что вы нашли товар на Glotr.uz
Электроды Монолит РЦ (Э46) TM MONOLITH д.3мм.
STROY KONTINENT
В розницу
В наличии
+998
(показать номер)
Сообщите поставщику, что вы нашли товар на Glotr.uz
Электрод НЖ Ø4мм
OOO «UNITED BUILD GROUP»
В розницу
В наличии
+998
(показать номер)
Сообщите поставщику, что вы нашли товар на Glotr.uz
Электрод УОНИ 13/55 4мм
ООО «MAP»
В розницу
В наличии
+998
(показать номер)
Сообщите поставщику, что вы нашли товар на Glotr. uz
Электрод ОЗЛ-6 Ø3-4мм
OOO «ENTER TRADE»
с НДС Оптом и розница
В наличии
Оптовые цены
+998
(показать номер)
Сообщите поставщику, что вы нашли товар на Glotr.uz
Электрод сварочный МР-3С Премиум Oliver
ЧП AUTO PARTS
В розницу
В наличии
+998
(показать номер)
Сообщите поставщику, что вы нашли товар на Glotr.uz
Электроды Спецэлектрод МР-3 (Д3)
Imex Group
с НДС Оптом и розница
В наличии
Оптовые цены
+998
(показать номер)
Сообщите поставщику, что вы нашли товар на Glotr.uz
Электроды Монолит Professional (E50) TM MONOLITH д. 4-5мм.
STROY KONTINENT
В розницу
В наличии
+998
(показать номер)
Сообщите поставщику, что вы нашли товар на Glotr.uz
Электрод НЖ Ø3мм
OOO «UNITED BUILD GROUP»
В розницу
В наличии
+998
(показать номер)
Сообщите поставщику, что вы нашли товар на Glotr.uz
Электрод ЦЛ-11 3,0-мм
ООО «MAP»
с НДС В розницу
В наличии
+998
(показать номер)
Сообщите поставщику, что вы нашли товар на Glotr.uz
Электрод МР-3 Ø4мм
OOO «ENTER TRADE»
с НДС В розницу
В наличии
+998
(показать номер)
Сообщите поставщику, что вы нашли товар на Glotr.uz
Электрод сварочный УОНИ 13/55 Oliver д=3мм
ЧП AUTO PARTS
В розницу
В наличии
+998
(показать номер)
Сообщите поставщику, что вы нашли товар на Glotr. uz
Электроды Спецэлектрод УОНИ 13/55 (Д3)
Imex Group
с НДС Оптом и розница
В наличии
Оптовые цены
+998
(показать номер)
Сообщите поставщику, что вы нашли товар на Glotr.uz
Сварочные электроды J422 золотой мост d-2,5mm
STROY KONTINENT
В розницу
В наличии
+998
(показать номер)
Сообщите поставщику, что вы нашли товар на Glotr.uz
Электрод УОНИ 13/55 Ø5мм
OOO «UNITED BUILD GROUP»
В розницу
В наличии
+998
(показать номер)
Сообщите поставщику, что вы нашли товар на Glotr.uz
Электрод ЦЛ-11 4,0-мм
ООО «MAP»
с НДС В розницу
В наличии
+998
(показать номер)
Сообщите поставщику, что вы нашли товар на Glotr. uz
Электрод АНО-4 Ø4мм
OOO «ENTER TRADE»
с НДС В розницу
В наличии
+998
(показать номер)
Сообщите поставщику, что вы нашли товар на Glotr.uz
Электрод сварочный УОНИ 13/55 Oliver д=4мм
ЧП AUTO PARTS
В розницу
В наличии
+998
(показать номер)
Сообщите поставщику, что вы нашли товар на Glotr.uz
Электроды MP-3 APMO (Э-46) ТМ MONOLITH д.3мм.
STROY KONTINENT
В розницу
В наличии
+998
(показать номер)
Сообщите поставщику, что вы нашли товар на Glotr.uz
Электрод УОНИ 13/55 Ø4мм
OOO «UNITED BUILD GROUP»
В розницу
В наличии
+998
(показать номер)
Сообщите поставщику, что вы нашли товар на Glotr. uz
Электрод УОНИ 13/55 3мм
ООО «MAP»
с НДС В розницу
В наличии
+998
(показать номер)
Сообщите поставщику, что вы нашли товар на Glotr.uz
Электрод УОНИ 13/55 Ø3мм
OOO «ENTER TRADE»
с НДС В розницу
В наличии
+998
(показать номер)
Сообщите поставщику, что вы нашли товар на Glotr.uz
Проволока Сварочная Oliver
ЧП AUTO PARTS
В розницу
В наличии
+998
(показать номер)
Сообщите поставщику, что вы нашли товар на Glotr.uz
Сварочные электроды MP-3 Россия ЛЭЗ d-4mm
STROY KONTINENT
В розницу
В наличии
+998
(показать номер)
Сообщите поставщику, что вы нашли товар на Glotr. uz
Электрод ОЗЛ-6 3,0-мм
ООО «MAP»
с НДС В розницу
В наличии
+998
(показать номер)
Сообщите поставщику, что вы нашли товар на Glotr.uz
Электрод МР-3 Ø2мм
OOO «ENTER TRADE»
с НДС В розницу
В наличии
+998
(показать номер)
Сообщите поставщику, что вы нашли товар на Glotr.uz
Сварочные электроды MP-3 Россия МЭЗ d-4mm
STROY KONTINENT
В розницу
В наличии
+998
(показать номер)
Сообщите поставщику, что вы нашли товар на Glotr.uz
Электрод АНО-4 Ø3мм
OOO «ENTER TRADE»
с НДС В розницу
В наличии
+998
(показать номер)
Сообщите поставщику, что вы нашли товар на Glotr. uz
Электроды для сварки ГОСТ 9466-75, 9467-75
STROY KONTINENT
без НДС В розницу
В наличии
+998
(показать номер)
Сообщите поставщику, что вы нашли товар на Glotr.uz
Электрод ЦЛ-11 Ø4мм
OOO «ENTER TRADE»
с НДС В розницу
В наличии
+998
(показать номер)
Сообщите поставщику, что вы нашли товар на Glotr.uz
Электроды Патон ГОСТ 9466-75, 9467-75
STROY KONTINENT
без НДС В розницу
В наличии
+998
(показать номер)
Сообщите поставщику, что вы нашли товар на Glotr.uz
Электрод МР-3 Ø5мм
OOO «ENTER TRADE»
с НДС В розницу
В наличии
+998
(показать номер)
Сообщите поставщику, что вы нашли товар на Glotr. uz
Электроды для сварки ЛЭЗ УОНИ 13/55 и МР-3
STROY KONTINENT
с НДС Оптом
В наличии
Оптовые цены
+998
(показать номер)
Сообщите поставщику, что вы нашли товар на Glotr.uz
Электрод НЖ Ø3мм
OOO «ENTER TRADE»
с НДС В розницу
В наличии
+998
(показать номер)
Сообщите поставщику, что вы нашли товар на Glotr.uz
Сварочные электроды
STROY KONTINENT
без НДС Оптом
В наличии
Оптовые цены
+998
(показать номер)
Сообщите поставщику, что вы нашли товар на Glotr.uz
Электрод ЦЛ-11 Ø3мм
OOO «ENTER TRADE»
с НДС В розницу
В наличии
+998
(показать номер)
Сообщите поставщику, что вы нашли товар на Glotr. uz
Электроды MONOLITH Пром д.2,8мм.
STROY KONTINENT
В розницу
В наличии
+998
(показать номер)
Сообщите поставщику, что вы нашли товар на Glotr.uz
Электрод УОНИ 13/55 Ø5мм
OOO «ENTER TRADE»
с НДС В розницу
В наличии
+998
(показать номер)
Сообщите поставщику, что вы нашли товар на Glotr.uz
Электроды Монолит РЦ (Э46) аналог ESAB OK TM MONOLITH д.2,5мм.
STROY KONTINENT
В розницу
В наличии
+998
(показать номер)
Сообщите поставщику, что вы нашли товар на Glotr.uz
Электрод МР-3 Ø3мм
OOO «ENTER TRADE»
с НДС В розницу
В наличии
+998
(показать номер)
Сообщите поставщику, что вы нашли товар на Glotr. uz
Электроды Монолит РЦ (Э46) TM MONOLITH д.4мм.
STROY KONTINENT
В розницу
В наличии
+998
(показать номер)
Сообщите поставщику, что вы нашли товар на Glotr.uz
Электрод ОЗЛ-6 Ø3мм
OOO «ENTER TRADE»
с НДС В розницу
В наличии
+998
(показать номер)
Сообщите поставщику, что вы нашли товар на Glotr.uz
электроды
STROY KONTINENT
с НДС Оптом и розница
В наличии
Оптовые цены
+998
(показать номер)
Сообщите поставщику, что вы нашли товар на Glotr.uz
Электрод сварочный ОЗЛ-6 3мм
OOO «ENTER TRADE»
с НДС Оптом
В наличии
Оптовые цены
+998
(показать номер)
Сообщите поставщику, что вы нашли товар на Glotr. uz
Сварочные электроды УОНИ 13/55 Россия ЛЭЗ d-4mm
STROY KONTINENT
В розницу
В наличии
+998
(показать номер)
Сообщите поставщику, что вы нашли товар на Glotr.uz
Электрод сварочный АНО-4 4мм
OOO «ENTER TRADE»
с НДС Оптом
В наличии
Оптовые цены
+998
(показать номер)
Сообщите поставщику, что вы нашли товар на Glotr.uz
Электроды MONOLITH Пром д.4мм.
STROY KONTINENT
В розницу
В наличии
+998
(показать номер)
Сообщите поставщику, что вы нашли товар на Glotr.uz
Электрод УОНИ 13/55 Ø4мм
OOO «ENTER TRADE»
с НДС В розницу
В наличии
+998
(показать номер)
Сообщите поставщику, что вы нашли товар на Glotr. uz
Электроды
STROY KONTINENT
с НДС Оптом
В наличии
Оптовые цены
+998
(показать номер)
Сообщите поставщику, что вы нашли товар на Glotr.uz
Электрод НЖ-13 Ø3-4мм
OOO «ENTER TRADE»
с НДС Оптом и розница
В наличии
Оптовые цены
+998
(показать номер)
Сообщите поставщику, что вы нашли товар на Glotr.uz
Сварочные электроды УОНИ 13/55 Россия ЛЭЗ d-3mm
STROY KONTINENT
В розницу
В наличии
+998
(показать номер)
Сообщите поставщику, что вы нашли товар на Glotr.uz
Электрод НЖ Ø4мм
OOO «ENTER TRADE»
с НДС В розницу
В наличии
+998
(показать номер)
Сообщите поставщику, что вы нашли товар на Glotr. uz
Электроды УОНИ 13/55 Плазма ТМ MONOLITH д.3мм.
STROY KONTINENT
В розницу
В наличии
+998
(показать номер)
Сообщите поставщику, что вы нашли товар на Glotr.uz
Электрод ОЗЛ-6 Ø4мм
OOO «ENTER TRADE»
с НДС В розницу
В наличии
+998
(показать номер)
Сообщите поставщику, что вы нашли товар на Glotr.uz
Электроды Монолит РЦ (Э46) аналог ESAB OK TM MONOLITH д.2,5мм.
STROY KONTINENT
В розницу
В наличии
+998
(показать номер)
Сообщите поставщику, что вы нашли товар на Glotr.uz
Электрод сварочный НЖ-13 4мм
OOO «ENTER TRADE»
с НДС Оптом
В наличии
Оптовые цены
+998
(показать номер)
Сообщите поставщику, что вы нашли товар на Glotr. uz
Сварочные электроды УОНИ 13/55 Россия МЭЗ d-3mm
STROY KONTINENT
В розницу
В наличии
+998
(показать номер)
Сообщите поставщику, что вы нашли товар на Glotr.uz
Электроды УОНИ 13/55 оптом со склада в Ташкенте
STROY KONTINENT
с НДС Оптом
В наличии
Оптовые цены
+998
(показать номер)
Сообщите поставщику, что вы нашли товар на Glotr.uz
Сообщите поставщику, что вы нашли товар на Glotr.uz
Электроды УОНИ 13/55 Плазма ТМ MONOLITH д.2,5мм.
STROY KONTINENT
В розницу
В наличии
+998
(показать номер)
Сообщите поставщику, что вы нашли товар на Glotr.uz
Электроды MP-3 Арсенал д.2,5мм.
STROY KONTINENT
В розницу
В наличии
+998
(показать номер)
Сообщите поставщику, что вы нашли товар на Glotr.uz
Электрод сварочный «ЛЭЗ» АНО-4 Д3мм (пр-во Россия 5кг)
СТРОЙ ТОРГ
с НДС Оптом
В наличии
Оптовые цены
+998
(показать номер)
Сообщите поставщику, что вы нашли товар на Glotr. uz
Электрод
OOO»Karuida Group»
В розницу
В наличии
+998
(показать номер)
Сообщите поставщику, что вы нашли товар на Glotr.uz
Электроды
Stroymix Abrorbek
с НДС Оптом и розница
В наличии
Оптовые цены
+998
(показать номер)
Сообщите поставщику, что вы нашли товар на Glotr.uz
Пластиковый электрод с интегрированным термодатчиком, pH 3-в-1
ООО «Lab & Production Solutions»
без НДС В розницу
В наличии
+998
(показать номер)
Сообщите поставщику, что вы нашли товар на Glotr.uz
Электрод
Dexin Smart
В розницу
В наличии
+998
(показать номер)
Сообщите поставщику, что вы нашли товар на Glotr. uz
Электрод
OOO Lufthansa Group
В розницу
В наличии
+998
(показать номер)
Сообщите поставщику, что вы нашли товар на Glotr.uz
Электроды
ЧП»ЦУНАМИ-савдо»
без НДС Оптом
В наличии
Оптовые цены
+998
(показать номер)
Сообщите поставщику, что вы нашли товар на Glotr.uz
Электроды
ЧП «Cмарт-СТРОЙ»
с НДС Оптом
В наличии
Оптовые цены
+998
(показать номер)
Сообщите поставщику, что вы нашли товар на Glotr.uz
Электроды
Stroymix Abdusaid
с НДС Оптом
В наличии
Оптовые цены
+998
(показать номер)
Сообщите поставщику, что вы нашли товар на Glotr. uz
Электроды mp-3 д-3 мм (п-во Россия)
ООО “MASSY TRADE”
без НДС Оптом и розница
В наличии
Оптовые цены
+998
(показать номер)
Сообщите поставщику, что вы нашли товар на Glotr.uz
Электроды
Honest Stroymix Dav
с НДС Оптом и розница
В наличии
Оптовые цены
+998
(показать номер)
Сообщите поставщику, что вы нашли товар на Glotr.uz
Электроды
Stroymix Abdu
с НДС Оптом и розница
В наличии
Оптовые цены
+998
(показать номер)
Сообщите поставщику, что вы нашли товар на Glotr. uz
Электроды
Honest Nosir
с НДС Оптом и розница
В наличии
Оптовые цены
+998
(показать номер)
Сообщите поставщику, что вы нашли товар на Glotr.uz
электрод сварочный электрод
Honest StroyMix
с НДС Оптом и розница
В наличии
Оптовые цены
+998
(показать номер)
Сообщите поставщику, что вы нашли товар на Glotr.uz
Электрод J422 (аналог МР 3) д 3,2 Большой мост
ООО Asia Bridge
с НДС Оптом и розница
В наличии
Оптовые цены
+998
(показать номер)
Сообщите поставщику, что вы нашли товар на Glotr. uz
«
1
2
»
Сообщите поставщику, что вы нашли товар на Glotr.uz
Сообщите поставщику, что вы нашли услугу на Glotr.uz
Сварочные электроды — Сварочные материалы
Домашняя страница
Сварочные материалы
Сварочные электроды
КАТЕГОРИИ
Сварочные электроды
Рутиловые и основные электроды
Целлюлозные электроды
Низколегированный и сопротивление ползучести
Электроды из нержавеющей стали
Алюминиевые сплавы
Чугунные электроды
Никелевые сплавы
Медные сплавы
Электроды для наплавки
Электроды для резки и строжки
TIG-провода
Нелегированные стали
Низколегированные стали
Нержавеющая сталь
Алюминий и алюминиевые сплавы
Никелевые сплавы
Медь и медные сплавы
Наплавка
Проволока MIG/MAG
Нелегированные стали
Низколегированные стали
Нержавеющая сталь
Алюминий и алюминиевые сплавы
Никелевые сплавы
Медь и медные сплавы
Наплавка
Порошковая проволока
Нелегированные стали
Низколегированные стали
Нержавеющая сталь
Наплавка
Subarc Wires & Fluss
Нелегированные и низколегированные стали
Нержавеющая сталь
Наплавка
Продукты для наплавки
Сварочные электроды
TIG-провода
Проволока MIG/MAG
Порошковая проволока
Проволока и флюсы Subarc
Продукты для пайки
Медно-цинковые сплавы
Медно-фосфорные сплавы
Серебряные сплавы
Алюминиевые сплавы
Флюсы
ПРОДУКТ
СТАНДАРТ
ПРИМЕНЕНИЕ
СРАВНИВАТЬ
AWS/ASME SFA — 5. 1
E6013
EN ISO 2560 — A
E 38 0 RC 11
TS EN ISO 2560 — A
E 38 0 RC 11
Особенно подходит для сварки листов толщиной менее 5 мм, оцинкованных листов и труб, грунтованных, окрашенных и слегка ржавых сталей, а также в производстве. резервуаров и котлов, трубных установок. Очень легко эксплуатируется при позиционной сварке, в том числе вертикально-вниз. Хорошее восполнение пробелов. Плавная дуга, хорошо подходящая для прихватки благодаря легкому зажиганию и повторному зажиганию дуги. Можно одинаково хорошо использовать как с переменным, так и с постоянным током. Сварные швы гладкие, слегка вогнутые и сливаются с основным металлом без подрезов. Шлак самовыделяющийся. 
Сравнивать
Дополнительная информация
Хызлы Аль
AWS/ASME SFA — 5. 1
E6012
EN ISO 2560 — A
E 38 0 RC 11
TS EN ISO 2560 — A
E 38 0 RC 11
, особенно для сварки в Sheets Thinner Thinner. 5 мм, оцинкованные листы и трубы, окрашенные грунтовкой, окрашенные и слегка ржавые стали, а также в производстве резервуаров и котлов, трубных установок. Очень легко эксплуатируется при позиционной сварке, в том числе вертикально-вниз. Хорошее перекрытие зазоров даже при широком раскрытии корней. Плавная дуга, хорошо подходящая для прихватки благодаря легкому зажиганию и повторному зажиганию дуги. Можно одинаково хорошо использовать как с переменным, так и с постоянным током. Сварные швы гладкие и сливаются с основным металлом без подрезов.
Сравнивать
Дополнительная информация
Хызлы Аль
AWS/ASME SFA — 5. 1
E6013
EN ISO 2560 — A
E 42 0 RR 12
TS EN ISO 2560 — A
E 42 0 RR 12
STITABLE для присоединения LIGHT OR LIGHT и ROSTIR металлоконструкции, железоделательные работы, кованые изделия, сельскохозяйственные машины, котлы, шасси транспортных средств. Используется во всех положениях, кроме вертикального вниз. Особенно подходит для сварки горизонтальных галтелей. Очень гладкий внешний вид сварочного валика, легкое зажигание и повторное зажигание дуги, тихая и стабильная дуга с мелкокапельным переносом металла. Можно одинаково хорошо использовать как с переменным, так и с постоянным током. Шлак полностью самовыделяется.
Сравнивать
Дополнительная информация
Хызлы Аль
AWS/ASME SFA — 5. 1
E7014
EN ISO 2560 — A
E 42 0 RR 12
TS EN ISO 2560 — A
E 42 0 RR 12
Предпочтение. Предпочтительственно. металл и декоративное железо работают на плохо подогнанных соединениях. Благодаря добавлению железного порошка в покрытие особенно подходит для сварки горизонтальных угловых канавок с высокой скоростью. Подходит для сварки во всех положениях, кроме вертикального. Высокая пропускная способность по току, низкое разбрызгивание. Достаточно стабильные характеристики дуги с мелким и быстрым переносом капель металла. Очень легкое зажигание и повторное зажигание дуги. Очень гладкие сварные швы, плавно переходящие в основной металл, без подрезов. Шлак полностью самовыделяется. Можно одинаково хорошо использовать как с переменным, так и с постоянным током.
Сравнивать
Дополнительная информация
Хызлы Аль
AWS/ASME SFA — 5. 1
E6027
EN ISO 2560 — A
E 38 2 RA 73
TS EN ISO 2560 — A
E 38 2 RA 73
AID -Rutileipity Coatdiality, ATPATILITION COTEDITION с металлом шва около 165 %. Специально разработан для сварки галтелей и узких угловых канавок. Обеспечивает полное сплавление корней и равнополочные угловые швы. Подходит для сварки оцинкованных, окрашенных грунтовкой и слегка ржавых компонентов. Благодаря низкому содержанию кремния (Si) наплавленный металл также подходит для последующего цинкования, эмали и резинового покрытия после сварки. Обеспечивает очень гладкие сварные швы без подрезов. Шлак легко отделяется даже от узких углов. Сварные швы рентгеновского качества.
Сравнивать
Дополнительная информация
Хызлы Аль
AWS/ASME SFA — 5. 1
E6013
EN ISO 2560 — A
E 38 A RR 12
TS EN ISO 2560 — A
E 38 A RR 12
RUTO используется при изготовлении и ремонте сварных швов ванны расплавленного цинка из армко-железа и сталей с очень низким содержанием углерода. Наплавленный металл обеспечивает высокую трещиностойкость от воздействия расплавленного цинка. Можно одинаково хорошо использовать как с переменным, так и с постоянным током.
Сравнивать
Дополнительная информация
Хызлы Аль
AWS/ASME SFA — 5. 1
E6013
EN ISO 2560 — A
E 38 2 RB 12
TS EN ISO 2560 — A
E 38 2 RB 12
Rutile-basic type coated electrode, particularly подходит для сварки корневых швов и позиционной сварки при изготовлении труб, котлов и резервуаров. Также подходит для наплавки подкладочных валиков при дуговой сварке под флюсом. Благодаря низкому содержанию кремния наплавленный металл пригоден для последующего цинкования и эмалирования.
Сравнивать
Дополнительная информация
Хызлы Аль
AWS/ASME SFA — 5. 1
E7016
EN ISO 2560 — A
E 42 3 B 32 H20
TS EN ISO 2560 — A
E 42 3 B 32 H20
СТАРИТЕЛЬНОСТЬ для ремонта для восстановления для ремонта для ремонта для ремонта для восстановления для восстановления для ремонта для ремонта для ремонта для восстановления для ремонта для ремонта
E 42 3 B 32 H20
— A
E 42 3 B 32 H20
— A
E 42 3 B 32 H20
— A для сварки сталей и ремонтной сварки стали неизвестного состава. Основной электрод с толстым покрытием обеспечивает сварной шов с высокой прочностью на растяжение и превосходными значениями ударной вязкости, что делает этот электрод подходящим для сварки ограниченных элементов конструкции и больших поперечных сечений сварного шва. Также предпочтителен для нанесения буферного слоя на стали перед наплавкой и для сварки чугуна с высоким предварительным подогревом.
Сравнивать
Дополнительная информация
Хызлы Аль
AWS/ASME SFA — 5. 1
E7016 H8
EN ISO 2560 — A
E 42 4 B 12 H20
TS EN ISO 2560 — A
E 42 4 B 12 H20
MULTI -PURPOP монтажные работы, мастерская и ремонтная сварка. В частности, используется для ремонтной сварки стрел землеройной техники и одобрен для сварки стыков рельсов. Подходит для корневых проходов, а также для позиционной сварки. Гладкие и чистые сварные швы, сливающиеся с основным металлом без подрезов. Хорошие свойства перекрытия зазоров. Сварные швы рентгеновского качества.
Сравнивать
Дополнительная информация
Хызлы Аль
AWS/ASME SFA — 5. 1
E7016 H8
EN ISO 2560 —
E 38 2 B 12 H20
TS EN ISO 2560 — A
E 38 2 B 12 H20
. ОТДЕЛИТЕ ФАЗИЧЕСКИЙ И ОБОЖАТЕЛЬСТВО И ОБЯЗАТЕЛЬСТВА И ОБЯЗАТЕЛЬСТВА И ОБРАЗОВАЯ ИЗОБРАЖЕНИЯ. сварка динамически нагруженных металлоконструкций, машин и сельскохозяйственного оборудования, ремонтная и ремонтная сварка. Гладкие и чистые сварные швы, плавно переходящие в основной металл без подрезов. Отличные свойства перекрытия зазоров. Двойное покрытие этого электрода обеспечивает стабильную, концентрированную и направленную дугу, поэтому он идеально подходит для корневого прохода и позиционной сварки, а также подходит для сварки переменным током. Сварные швы рентгеновского качества.
Сравнивать
Дополнительная информация
Хызлы Аль
122 продукта найдено
Продуктов на странице:
1020304050100
СРАВНИВАТЬ
Стержневой электрод E6013 с допуском ABS
Зарегистрируйтесь сейчас и получите скидку 5%! Нажмите здесь
Артикул
Стержневой электрод – нелегированная сталь
HILCO RED EXTRA
АМС А5. 1: Е 6013
ЕН ИСО 2560-А: Е 42 0 РК 11
Тип: Приклеиваемые электроды
Одобрение: АБС, ДНВ, ЛР, ТюВ
Ток:
Позиция сварки:
Перейти в конец галереи изображений
Перейти к началу галереи изображений
Сгруппированные товарные позиции
Артикул:
Размер и единица продажи (SU)
Цены
Единицы
Цена (в упаковке)
Цена (кг)
Единицы
Итого
25056
Ø (мм) 2,0 x 300
SU: Коробка = 4 коробки x 4,1 кг
Единиц: 1
За единицу: 147,51 фунтов стерлингов
За кг: 8,99 фунтов стерлингов
147,51 фунтов стерлингов
8,9 фунтов стерлингов9
Итого: 0 кг
0,00 фунтов стерлингов
Единиц: 2 +
На единицу: £131,55
За кг: 8,02 фунтов стерлингов
£131,55
8,02 фунтов стерлингов
19028
Ø (мм) 2,5 x 350
SU: Коробка = 20 кг
Единиц: 1
За единицу: 95,75 фунтов стерлингов
За кг: 4,79 фунта стерлингов
95,75 фунтов стерлингов
4,79 фунта стерлингов
Итого: 0 кг
0,00 фунтов стерлингов
Единиц: 2 +
За единицу: 85,39 фунтов стерлингов
За кг: 4,27 фунта стерлингов
85,39 фунтов стерлингов
4,27 фунта стерлингов
19029
Ø (мм) 3,2 x 350
SU: Коробка = 4 коробки x 5,0 кг
Единиц: 1
За единицу: 92,54 фунта стерлингов
За кг: 4,63 фунта стерлингов
92,54 фунта стерлингов
4,63 фунта стерлингов
Итого: 0 кг
0,00 фунтов стерлингов
Единиц: 2 +
За единицу: £82,53
За кг: 4,13 фунта стерлингов
82,53 фунта стерлингов
4,13 фунта стерлингов
19030
Ø (мм) 4,0 x 350
SU: Коробка = 4 коробки x 5,0 кг
Единиц: 1
За единицу: £102,19
За кг: 5,11 фунтов стерлингов
102,19 фунтов стерлингов
£5,11
Итого: 0 кг
0,00 фунтов стерлингов
Единиц: 2 +
За единицу: £91,11
За кг: 4,56 фунта стерлингов
91,11 фунтов стерлингов
4,56 фунта стерлингов
19064
Ø (мм) 5,0 x 350
SU: Коробка = 4 коробки x 5,0 кг
Единиц: 1
За единицу: 117,73 фунтов стерлингов
За кг: 5,89 фунтов стерлингов
£117,73
£ 5,89
Итого: 0 кг
0,00 фунтов стерлингов
Единиц: 2 +
На единицу: 105,04 фунтов стерлингов
За кг: 5,25 фунтов стерлингов
105,04 фунтов стерлингов
5,25 фунтов стерлингов
Стержневой электрод – нелегированная сталь
HILCO RED EXTRA
Red Extra – наш универсальный электрод для всех положений сварки, включая положение вертикально вниз.
Механические свойства сплавов цветных металлов :: HighExpert.RU
Основные характеристики механических свойств сплавов цветных металлов
E — модуль упругости — коэффициент пропорциональности между нормальным напряжением и относительным удлинением;
G — модуль сдвига (модуль касательной упругусти) — коэффициент пропорциональности между касательным напряжением и относительным сдвигом;
μ — коэффициент Пуассона — абсолютное значение отношения поперечной деформации к продолной в упругой области;
σт — предел текучести (условный) — напряжение при котором остаточная деформация после снятия нагрузки составляет 0,2%;
σв — временное сопротивление (предел прочности) — прочность на разрыв;
δ — относительное удлинение — отношение абсолютного остаточного удлинения образца после разрыва к начальной расчётной длине;
твёрдость (HB, HRC, HV).
Механический свойства алюминиевых сплавов
Для обозначения состояний деформируемых сплавов приняты следующие обозначения: М — мягкий, отожжённый; П — полунагартованный; Н — нагартованный; Т — закалённый и естественно состаренный; Т1 — закалённый и искусственно состаренный на высокую прочность; Т2 — закалённый и искусственно состаренный по режиму, обеспечивающему по сравнению с режимом Т1 более высокие значения вязкости разрешения и сопротивления коррозии под напряжением; Т3 — аналогично Т2 с улучшенными свойствами. Буква «ч» в обозначении марки сплава указывает на повышенную чистоту сплава (по содержанию примесей). Деформируемые алюминиевые сплавы подразделяются на не упрочняемые и упрочняемые термической обработкой.
Механические свойства алюминиевых деформируемых сплавов
E = 70…72 ГПа, G = 27…28 ГПа, коэффициент Пуассона μ = 0,31…0,33.
Система легирования
Сплав, состояние
Полуфабрикат
Предел прочности σв, МПа
Предел текучести σт, МПа
Твёрдость HB, МПа
Al — Mg
АМг5М
Пруток, штамповка
300
160
HB 650
Al — Mg
АМг6М
Поковка
300
150
—
Al — Mg
АМг6Н
Лист
400
300
—
Al — Cu
Д16 и Д16П
Лист
440
290
—
Al — Cu
Д16 и Д16П
Профили
420-500
400-440
—
Механические свойства титановых сплавов
Титан имеет следующие преимущества по сравнению с другими конструкционными металлами: малый удельный вес, высокие механические свойства в широком диапазоне температур, отсутствие хладноломкости и хорошую коррозионную стойкость. Прочностные и пластические свойства нелегированного титана определяются содержанием в нём примесей кислорода, азота и в меньшей степени углерода, железа и кремния. Особо прочный титан имеет предел прочности 251 МПа, предел текучести 104 МПа, относительное удлинение 72% (на расчетной длине 13 мм) при поперечном сужении 86,2%. По структуре титановые сплавы можно разделить на четыре группы. 1) Сплавы с α-структурой, к которым относится технический титан и сплавы на его основе системы титан — алюминий. Кроме алюминия эти сплавы могут содержать нейтральные элементы, такие как, олово и цирконий. Достоинствами этих титановых сплавов является их отличная свариваемость плавлением, хорошая пластичность и высокая прочность при криогенных температурах. 2) Двухфазные сплавы с преобладанием α-структуры, содержащие примерно 2% элементов из группы β-стабилизаторов; данные сплавы имеют более высокую технологическую пластичность. 3) Двухфазные сплавы, содержащие более 2% β-стабилизаторов, обладают хорошей пластичностью после отжига или закалки и высокой прочностью после закалки и старения. Свариваются хуже, чем сплавы первых двух групп, после сварки необходим отжиг, который можно совместить с режимом старения. Эти титановые сплавы имеют более высокую прочность при комнатной и повышенных температурах, чем сплавы первых двух групп. 4) Сплавы с преобладанием β-структуры благодаря кубической решётке очень пластичны при комнатной температуре, мало уступая техническому титану. Другим преимуществом сплавов этой группы является возможность достижения чрезвычайно высокого уровня прочности путём термической обработки.
E = 110…120 ГПа, G = 42…45 ГПа, коэффициент Пуассона μ = 0,31…0,34.
Система легирования
Сплав
Полуфабрикат
Предел прочности σв, МПа
Предел текучести σт, МПа
ВТ1-1
99,04% Ti
Сплав малой прочности после отжига.
450-600
380-500
Ti — Al
ВТ5
Среднепрочный сплав после отжига.
750-950
650-700
Ti — Al — V
ВТ6
Высокопрочный сплав после закалки и старения.
1150
1050
Механический свойства медных сплавов
Медные сплавы разделяются на две основные группы: латуни и бронзы. Латуни — сплавы, легированные цинком. Различают простые и специальные латуни. Простые латуни (двойные сплавы) маркируют буквой Л, за которой следует содержание меди в процентах. В обозначении специальных латуней после буквы Л следуют заглавные буквы легирующих элементов и содержание меди в процентах, затем через тире — процентное содержание каждого легирующего элемента. Бронзы — сплавы, легированные различными элементами за исключением цинка. Маркируют бронзы буквой Бр, в остальном повторяется система маркировки латуней. Сплавы, в которых основным легирующим элементом является никель, именуются медно-никелевыми и имеют специальные названия. Деформируемые медные сплавы поставляются в мягком (отожженном и закаленном), полутвердом (обжатие 10-30%), твердом (обжатие 30-50%) и особо твердом (обжатие более 60%) состояниях. Сплавы на основе олова или свинца — баббиты, маркируются буквой Б, за которой следует цифра, обозначающая содержание олова в сплаве.
Механические свойства деформируемых латуней
E = 105…115 ГПа.
Тип латуни
Марка латуни
Состояние
Предел прочности σв, МПа
Предел текучести σт, МПа
Относительное удлинение δ, %
Твёрдость HB, МПа
Простая
Л96, Л90
Мягкое состояние
240-260
120
50
HB 550
Простая
Л96, Л90
Твёрдое состояние
450-470
400
2,5
HB 1350
Алюминиевая
ЛАЖ60-1-1
Мягкое состояние
450
200
50
HB 550
Алюминиевая
ЛАЖ60-1-1
Твёрдое состояние
700
—
8
HB 1700
Оловянистая
ЛО90-1
Мягкое состояние
240-260
85
45
HB 570
Оловянистая
ЛО90-1
Твёрдое состояние
520
450
4,5
HB 1450
Свинцовая
ЛС74-3, ЛС64-2, ЛС63-3
Мягкое состояние
300-400
120
40-60
HB 500-700
Свинцовая
ЛС74-3, ЛС64-2, ЛС63-3
Твёрдое состояние
550-700
500
2-6
HB 1000-1200
Свинцовая
ЛС59-1
Мягкое состояние
400
140
45
HB 900
Свинцовая
ЛС59-1
Твёрдое состояние
650
450
16
HB 1400
Механические свойства деформируемых бронз
E = 92. ..130 ГПа.
Бронза
Состояние
Предел прочности σв, МПа
Предел текучести σт, МПа
Относительное удлинение δ, %
Твёрдость HB, МПа
БрАМц9-2
Мягкое состояние
450
200
30
HB 1100
БрАМц9-2
Твёрдое состояние
800
500
4
HB 1800
БрАЖ9-4
Мягкое состояние
450
220
40
HB 1100
БрАЖ9-4
Твёрдое состояние
700
350
4
HB 2000
Механические свойства медно-никелевых сплавов
E = 120…145 ГПа.
Название
Сплав
Состояние
Предел прочности σв, МПа
Относительное удлинение δ, %
Мельхиор
МНЖМц30-0,8-1
Мягкое состояние
400
45
Мельхиор
МНЖМц30-0,8-1
Твёрдое состояние
600
4
Мельхиор
МН19
Мягкое состояние
350
40
Мельхиор
МН19
Твёрдое состояние
550
4
Копель
МНМц43-0,5
Мягкое состояние
420
38
Копель
МНМц43-0,5
Твёрдое состояние
650
3,5
Константант
МНМц40-1,5
Мягкое состояние
430
28
Константант
МНМц40-1,5
Твёрдое состояние
670
2,5
Бериллиевая бронза БрБ2
БрБ2 — это безоловянная бериллиевая бронза, обрабатываемая давлением. Химический состав сплава БрБ2 описан в ГОСТ 18175-78 и включает в себя следующие компоненты: медь 96,9-98,0 %, бериллий 1,8-2,1 %, никель 0,2-0,5 % и до 0,5 % примесей. Сплав выделяется среди прочих бронз высокой износостойкостью и стойкостью к коррозионной усталости. Наряду с другими бронзами БрБ2 обладает хорошими антифрикционными и пружинящими свойствами, а также средними тепло и электропроводностью, что обуславливает применение ленты и проволоки БрБ2. Кроме того можно улучшить механические качества этого сплава, если подвергнуть его процедурам закалки и старения. Так, например, широко используют пруток БрБ2Т.
Свойства БрБ2
Рассмотрим свойства бериллиевой бронзы марки БрБ2 — химические, технологические, механические, физические.
Химический состав БрБ2
Химсостав сплава БрБ2 по ГОСТ 18175 — 78
Fe
Si
Ni
Al
Cu
Pb
Be
Примесей
до 0. 15
до 0.15
0.2 — 0.5
до 0.15
96.9 — 98
до 0.005
1.8 — 2.1
всего 0.5
Примечание: Cu — основа; процентное содержание Cu дано приблизительно
Литейно-технологические свойства бронзы БрБ2
Температура плавления БрБ2
955 °C
Температура горячей обработки БрБ2:
750 — 800 °C
Температура отжига БрБ2:
530 — 650 °C
Механические свойства БрБ2
Сортамент
Предел кратковременной прочности sв
Предел пропорциональности (предел текучести дляостаточной деформации) sT
Относительное удлинение при разрыве d5
—
МПа
МПа
%
Проволока мягк. , ГОСТ15834 — 77
343-686
15-60
Проволока тверд.,ГОСТ 15834 — 77
735-1372
Полоса мягк., ГОСТ1789-70
390-590
20-30
Полоса твердая, ГОСТ1789-70
590-930
2.5
Сплав мягкий , ГОСТ1789-70
400-600
196-344
40-50
Сплав твердый, ГОСТ1789-70
600-950
588-930
2-4
Твердость прутков из БрБ2 прописана в ГОСТ 15835-2013 (взамен ГОСТ 15835-70)
Твердость БрБ2
Твердость БрБ2, Пруток мягкий ГОСТ 15835-2013
HB 10 -1= 100 — 150 МПа
Твердость БрБ2, Пруток твердый ГОСТ 15835-2013
HB 10 -1= 150 МПа
HB — Твердость по Бринеллю бериллиевой бронзы
Физические свойства БрБ2 (бронзы бериллиевой)
Температура T
Модуль упругости первого рода E 10-5
Коэффициент температурного (линейного) расширения a10 6
Теплоемкость l
Плотность
Удельная теплоемкость C
Удельное электросопротивление R 109
Град
МПа
1/Град
Вт/(м·град)
кг/м3
Дж/(кг·град)
Ом·м
20
1. 31
84
8200
70
100
16.6
419
Аналоги БрБ2
США
Германия
Япония
DIN,WNr
JIS
C17200 Alloy25
2.1447
CuBe2
Применение бериллиевой бронзы БрБ2
Прутки из бронзы БрБ2 применяются в приборостроении и автомобилестроении. Ленты БрБ2 также применяются в приборостроении и производстве упругих и пружинящих деталей. Аналогичное применение нашла проволока в машиностроении и приборостроении. Бронза БрБ2 используется в различных областях производства. Из неё изготавливают антифрикционные детали и пружинящие детали: пружинящие детали и пружины. Из неё изготавливают детали ответственного назначения. Также из неё изготавливают неискрящие инструменты.
Технологические характеристики позволяют изготавливать из бериллиевых бронз сложные отливки высокого качества, но обычно детали из них производят из заготовок, подвергнутых предварительной пластической деформации (листы и полосы, проволока, ленты и др). Широкое применение сплавов бериллиевой группы обусловлено еще и тем, что они хорошо поддаются различным видам обработки, а для соединения деталей из них можно использовать все известные способы (сварка и пайка).
Пайка и сварка БрБ2
Пайку бериллиевых бронз следует выполнять сразу же, как была выполнена тщательная механическая зачистка соединяемых элементов. В качестве припоя при выполнении такой технологической операции используются сплавы на основе серебра, а в защитном флюсе, использование которого необходимо, должны в обязательном порядке содержаться фтористые соли. Высокое качество пайки деталей из данных сплавов обеспечивает технология, предполагающая выполнение соединения в вакууме и использование слоя защитного флюса.
Детали из бериллиевых бронз не соединяют при помощи электродуговой сварки, для этого успешно используют другие технологии: точечную, шовную, роликовую и сварку в среде инертных газов. Такое ограничение в применении электродуговой сварки обусловлено тем, что сплавы данной группы обладают большим температурным интервалом кристаллизации. Кроме этого, сварку бронз бериллиевой группы нельзя выполнять после термической обработки, что обусловлено их особыми механическими свойствами.
Износостойкость и коррозионной устойчивость бронзы БрБ2
Детали из бериллиевой бронзы не истираются и в то же время бережно воздействуют на сопрягаемые механизмы, хорошо сопрягаются с друг другом, полируются и идеальным образом взаимодействуют в механизмах при заданных параметрах. Но даже если условия эксплуатации нарушены, детали из БрБ2 способны выдерживать большие нагрузки трения и других механических воздействий. При работе механизмов в ходе изнашивания БрБ2 не откалывается большими кусками, а истирается постепенно, давая очень мелкую стружку.
Коррозионная усталость – это один из показателей коррозионной стойкости металлов. Когда детали работают под воздействием большой массы, циклических динамических нагрузок в коррозионной среде, велика вероятность выхода из строя конструкций, в которых они используются. Сплав БрБ2 хорошо проявляет себя в различных коррозионных средах и может быть использован для изготовления ответственных деталей, так как коррозия проявляется достаточно медленно и не оказывает значительного воздействия на механические и физические свойства деталей из этого материала долгое время. Однако, под действием влажных паров аммиака и воздуха бериллиевые бронзы склонны к межкристаллизационной коррозии и растрескиванию. В газовой среде, насыщенной галогенами (фтором, бромом, хлором и йодом), на их поверхности образуются галогениды бериллия, из-за чего происходят уменьшение его концентрации в сплаве. Особенно активно процесс взаимодействия с галогенами происходит при повышенных температурах. В связи с этим, бериллиевую бронзу БрБ2 не рекомендуют использовать для изготовления деталей, эксплуатируемых в указанных газах.
Облагораживание и закалка БрБ2
Путём облагораживания изделия из БрБ2 получаются более твёрдыми и более пластичными. Соответственно выпускаются полуфабрикаты в мягком (М) и твёрдом (Т) состоянии. В ходе процедуры закалки металл нагревают до некоторой температуры, после чего остужают в воде. В результате пластичные свойства металла повышаются и его применяют для изготовления деталей путём прокатки, ковки, вытяжки и гибки в холодном состоянии. Также выпускаются полуфабрикаты из БрБ2 с закалкой и холодной деформацией. БрБ2 закаливают при температуре 750-790 °C, после чего сплав отпускают при температуре в пределах 300-350 °C. После холодной деформации механические качества твёрдости, прочности и текучести улучшаются. БрБ2 Т выделяется среди прочих бронз самым высоким показателем прочности на растяжение. Медно-бериллиевый сплав БрБ2, подвергаемый термическому закаливанию, становится более прочным, упругим и пластичным. Первоначально его приводят в мягкое состояние, нагревая до 760-780°С, а затем подвергают старению в воде при температуре 310-330°С в течение 3 часов. При нагревании и последующем охлаждении сплава до комнатной температуры бериллий растворяется в меди с образованием насыщенного твердого раствора. Последующая закалка приводит к его осаждению, в результате чего бронза БрБ2 приобретает высокую твердость до 350 — 400 НВ.
Характеристики и применение бронзы
Медь высокой чистоты представляет собой мягкий, ковкий и пластичный металл с высокой тепло- и электропроводностью. Свежая открытая поверхность чистой меди имеет красновато-оранжевый цвет. Медь используется в качестве проводника тепла и электричества в качестве строительного материала. Входит в состав различных металлических сплавов, таких как стерлинговое серебро, используемое в ювелирных изделиях, мельхиор, используемый для изготовления морского оборудования и монет, и константан, используемый в тензодатчиках и термопарах для измерения температуры. Медь высокой чистоты имеет предел прочности около 210 МПа и предел текучести 33 МПа, что ограничивает ее использование в промышленности. Но так же, как и для других сплавов, медь может быть упрочнена. Основной механизм усиления легирование в сплавы на основе меди .
Медные сплавы основаны на меди, в которой основными легирующими элементами являются Zn, Sn, Si, Al и Ni. Сплавы на основе меди представляют собой в основном твердые растворы замещения, в которых растворенные или примесные атомы замещают или замещают атомы-хозяева. Несколько особенностей атомов растворенного вещества и растворителя определяют степень, в которой первый растворяется во втором. Они выражены в виде правил Юма-Розери . Их целых 400 различных медных и медных сплавов составы свободно сгруппированные по категориям: медь, сплав с высоким содержанием меди, латунь, бронза, медно-никелевый сплав, медь-никель-цинк (нейзильбер), освинцованная медь и специальные сплавы. Кроме того, ограниченное количество медных сплавов можно упрочнить термической обработкой; следовательно, для улучшения этих механических свойств необходимо использовать холодную обработку давлением и/или легирование в твердом растворе.
Свойства меди
Медь — мягкий, прочный, пластичный и ковкий материал, и эти свойства делают медь чрезвычайно подходящей для формовки труб, волочения проволоки, прядения и глубокой вытяжки. К другим ключевым свойствам меди и ее сплавов относятся:
Отличная теплопроводность . Медь имеет показатель теплопроводности на 60% выше, чем алюминий, поэтому лучше уменьшить точки перегрева в системах электропроводки. Электрическая и теплопроводность металлов возникает из-за того, что их внешних электронов делокализованы .
Отличная электропроводность . Электропроводность меди составляет 97% от проводимости серебра. Из-за своей гораздо более низкой стоимости и большей распространенности медь традиционно была стандартным материалом для передачи электроэнергии. Однако алюминий обычно используется в воздушных высоковольтных линиях электропередачи, потому что он имеет примерно половину веса и снижает стоимость медного кабеля с сопоставимым сопротивлением. При данной температуре металлы’ тепловая и электрическая проводимости пропорциональны , но повышение температуры увеличивает теплопроводность при уменьшении электропроводности. Это поведение количественно выражено в законе Видемана-Франца .
Хорошая коррозионная стойкость . Медь не реагирует с водой, но медленно реагирует с кислородом воздуха, образуя слой коричнево-черного оксида меди. В отличие от ржавчины, которая образуется на железе во влажном воздухе, она защищает основной металл от дальнейшей коррозии (пассивация). Медно-никелевые сплавы, алюминиевая латунь и алюминий демонстрируют превосходную стойкость к коррозии в морской воде.
Хорошая стойкость к биообрастанию
Хорошая обрабатываемость . Возможна механическая обработка меди, хотя сплавы предпочтительнее из-за хорошей обрабатываемости при создании сложных деталей.
Сохранение механических и электрических свойств при криогенных температурах
Диамагнитный
Бронза
, кремний и никель). Бронза несколько прочнее латуни, но при этом обладает высокой степенью коррозионной стойкости. Как правило, они используются, когда помимо коррозионной стойкости требуются хорошие свойства при растяжении. Например, бериллиевая медь достигает наибольшей прочности среди сплавов на основе меди (1400 МПа).
Исторически сложилось так, что сплав меди с другим металлом, например, оловом, для получения бронзы впервые начали практиковать примерно через 4000 лет после открытия выплавки меди и примерно через 2000 лет после того, как «природная бронза» стала широко использоваться. Древняя цивилизация определяется в бронзовом веке как производство бронзы путем плавки меди и сплавления ее с оловом, мышьяком или другими металлами. Бронза или бронзоподобные сплавы и смеси использовались для изготовления монет в течение более длительного периода. Бронзы по-прежнему широко используются для изготовления пружин, подшипников, втулок, опорных подшипников автомобильных трансмиссий и аналогичных фитингов, особенно в подшипниках небольших электродвигателей. Латунь и бронза являются распространенными конструкционными материалами в современной архитектуре и в основном используются для кровли и облицовки фасадов из-за их внешнего вида.
Типы бронзы
Как уже было сказано, бронза представляет собой семейство сплавов на основе меди, традиционно легированных оловом, но может относиться к сплавам меди и других элементов (например, алюминия, кремния и никеля).
Оловянная и фосфористая бронза. Бронзы представляют собой семейство сплавов на основе меди, традиционно легированных оловом, обычно с содержанием олова около 12–12,5%. Добавление небольшого количества (0,01–0,45) фосфора дополнительно повышает твердость, сопротивление усталости и износостойкость. Добавление этих сплавов приводит к таким применениям, как пружины, крепежные детали, крепления для каменной кладки, валы, шпиндели клапанов, шестерни и подшипники. Бронза также является предпочтительным металлом для колоколов в виде бронзового сплава с высоким содержанием олова, известного в просторечии как колокольный металл, который содержит около 23% олова. Сплавы с высоким содержанием оловянной бронзы обычно используются в зубчатых передачах и высокопрочных втулках и подшипниках, где присутствуют высокая прочность и большие нагрузки. Другими областями применения этих сплавов являются рабочие колеса насосов, поршневые кольца и паровые фитинги. Например, медный литейный сплав UNS C9.0500 — литейный сплав меди с оловом, также известный как бронза. Первоначально использовавшийся в основном для изготовления оружия, он был в значительной степени заменен сталью.
Кремниевая бронза. Кремниевая бронза обычно содержит около 96 процентов меди. Кремниевая бронза имеет состав Si: 2,80–3,80%, Mn: 0,50–1,30%, Fe: макс. 0,80%, Zn: макс. 1,50%, Pb: макс. 0,05%. Кремниевые бронзы обладают хорошим сочетанием прочности и пластичности, хорошей коррозионной стойкостью и легкой свариваемостью. Кремниевые бронзы изначально были разработаны для химической промышленности из-за их исключительной устойчивости к коррозии во многих жидкостях. Они используются в приложениях архитектурных продуктов, таких как:
Дверная фурнитура
Перила
Церковные двери
Оконные рамы
Алюминий Бронза. Алюминиевые бронзы представляют собой семейство сплавов на основе меди, которые сочетают в себе механические и химические свойства, не имеющие себе равных ни в одной другой серии сплавов. Они содержат от 5 до 12% алюминия. Кроме того, алюминиевые бронзы также содержат никель, кремний, марганец и железо. Они обладают превосходной прочностью, аналогичной низколегированным сталям, и отличной коррозионной стойкостью, особенно в морской воде и подобных средах, где сплавы часто превосходят многие нержавеющие стали. Их превосходная коррозионная стойкость обусловлена алюминием в сплавах, который вступает в реакцию с кислородом воздуха с образованием тонкого прочного поверхностного слоя оксида алюминия (оксида алюминия), который действует как барьер против коррозии богатого медью сплава. Встречаются в кованом и литом виде. Алюминиевые бронзы обычно имеют золотистый цвет. Алюминиевые бронзы используются в морской воде, в том числе:
Общие услуги, связанные с морской водой
Подшипники
Трубная арматура
Компоненты насосов и клапанов
Теплообменники
Бериллиевая бронза. Медно-бериллий, также известный как бериллиевая бронза, представляет собой сплав меди с содержанием бериллия 0,5—3%. Медный бериллий является самым твердым и прочным медным сплавом (UTS до 1400 МПа) в условиях полной термической обработки и наклепа. Он сочетает в себе высокую прочность с немагнитными и искробезопасными свойствами. По механическим свойствам он близок ко многим высокопрочным легированным сталям, но по сравнению со сталями обладает лучшей коррозионной стойкостью. Обладает хорошей теплопроводностью (210 Вт/м°С) в 3-5 раз больше, чем инструментальная сталь. Эти высокоэффективные сплавы уже давно используются для искробезопасного инструмента в горнодобывающей (угольные шахты), газовой и нефтехимической промышленности (нефтяные вышки). Для этих сред доступны отвертки из бериллиевой меди, плоскогубцы, гаечные ключи, холодные долота, ножи и молотки. Из-за отличной усталостной прочности бериллий-медь широко используется для изготовления пружин, пружинной проволоки, тензодатчиков и других деталей, которые должны сохранять свою форму при циклических нагрузках.
Bell Metal (бронза с высоким содержанием олова). В общем, колокольные металлы обычно относятся к бронзам с высоким содержанием олова, которые представляют собой семейство сплавов на основе меди, традиционно легированных оловом, обычно с более чем 20% олова (обычно 78% меди, 22% олова по массе). Колокольный металл используется для литья высококачественных колоколов. Более высокое содержание олова увеличивает жесткость металла и резонанс. Было обнаружено, что увеличение содержания олова увеличивает время затухания удара колокола, что делает колокол более звонким. Бронзы с высоким содержанием олова также используются в зубчатых передачах и высокопрочных втулках и подшипниках, где присутствуют высокая прочность и большие нагрузки.
Использование и применение бронзы
Исторически сложилось так, что сплав меди с другим металлом, например, оловом, для получения бронзы впервые начали практиковать примерно через 4000 лет после открытия плавки меди и примерно через 2000 лет после того, как «природная бронза» войти во всеобщее употребление. Древняя цивилизация определяется в бронзовом веке года как производящая бронзу путем плавки меди и сплавления ее с оловом, мышьяком или другими металлами. Основными областями применения меди являются электрические провода (60%), кровля и водопровод (20%), а также промышленное оборудование (15%). Бронзовый подшипник
Медь используется в основном как чистый металл, но когда требуется большая твердость, ее добавляют в такие сплавы, как латунь и бронза (5% от общего использования). Медь и сплавы на ее основе, в том числе латуни (Cu-Zn) и бронзы (Cu-Sn), широко используются в промышленности и обществе. Некоторые латунные сплавы включают в себя бижутерию, замки, петли, шестерни, подшипники, гильзы для боеприпасов, автомобильные радиаторы, музыкальные инструменты, электронную упаковку и монеты. Бронза или бронзоподобные сплавы и смеси использовались для изготовления монет в течение более длительного периода. Он по-прежнему широко используется для изготовления пружин, подшипников, втулок, направляющих подшипников автомобильных трансмиссий и аналогичных фитингов, и сегодня он особенно распространен в подшипниках небольших электродвигателей. Латунь и бронза являются распространенными конструкционными материалами в современной архитектуре и в основном используются для кровли и облицовки фасадов из-за их внешнего вида.
Свойства бронзы
Свойства материала являются интенсивными свойствами , что означает, что они не зависят от количества массы и могут варьироваться от места к месту в системе в любой момент. Материаловедение включает в себя изучение структуры материалов и связывание их с их свойствами (механическими, электрическими и т. д.). Как только материаловед узнает об этой корреляции структура-свойство, он может приступить к изучению относительных характеристик материала в данном приложении. Основными факторами, определяющими структуру материала и, следовательно, его свойства, являются входящие в его состав химические элементы и то, как он был обработан до конечной формы.
Механические свойства бронзы
Материалы часто выбирают для различных применений, потому что они имеют желаемое сочетание механических характеристик. Для конструкционных приложений свойства материалов имеют решающее значение, и инженеры должны их учитывать.
Прочность бронзы
В механике материалов прочность материала — это его способность выдерживать приложенную нагрузку без разрушения или пластической деформации. Прочность материалов рассматривает взаимосвязь между внешними нагрузками , приложенными к материалу, и результирующей деформацией или изменением размеров материала. Прочность материала – это его способность выдерживать приложенную нагрузку без разрушения или пластической деформации.
Предел прочности при растяжении
Предел прочности при растяжении алюминиевой бронзы – UNS C95400 составляет около 550 МПа.
Предел прочности на растяжение оловянной бронзы – UNS C
– оружейный металл
около 310 МПа.
Предел прочности при растяжении меди бериллия – UNS C17200 составляет около 1380 МПа.
Предел прочности при растяжении является максимальным на инженерной кривой напряжения-деформации. Это соответствует максимальному напряжению , выдерживаемому растянутой конструкцией. Предельная прочность на растяжение часто сокращается до «предельной прочности» или «предела прочности». Если это напряжение применяется и поддерживается, в результате произойдет перелом. Часто это значение значительно превышает предел текучести (на 50–60 % превышает предел текучести для некоторых типов металлов). Когда пластичный материал достигает предела прочности, он испытывает сужение, когда площадь поперечного сечения локально уменьшается. Кривая напряжение-деформация не содержит более высокого напряжения, чем предел прочности. Несмотря на то, что деформации могут продолжать увеличиваться, напряжение обычно уменьшается после достижения предела прочности. Это интенсивное свойство; следовательно, его значение не зависит от размеров испытуемого образца. Однако это зависит от других факторов, таких как подготовка образца, наличие или отсутствие поверхностных дефектов, температура тестовой среды и материала. Предел прочности при растяжении варьируется от 50 МПа для алюминия до 3000 МПа для очень высокопрочной стали.
Предел текучести
Предел текучести алюминиевой бронзы – UNS C95400 составляет около 250 МПа.
Предел текучести оловянной бронзы – UNS C
– оружейного металла
составляет около 150 МПа.
Предел текучести медно-бериллиевой стали марки – UNS C17200 составляет около 1100 МПа.
Точка текучести — это точка на кривой напряжения-деформации, которая указывает предел упругого поведения и начало пластического поведения. Предел текучести или предел текучести — это свойство материала, определяемое как напряжение, при котором материал начинает пластически деформироваться. Напротив, предел текучести — это точка, в которой начинается нелинейная (упругая + пластическая) деформация. Перед пределом текучести материал упруго деформируется и возвращается к своей первоначальной форме после снятия приложенного напряжения. Как только предел текучести пройден, некоторая часть деформации будет постоянной и необратимой. Некоторые стали и другие материалы демонстрируют явление, называемое явлением предела текучести. Пределы текучести варьируются от 35 МПа для низкопрочного алюминия до более 1400 МПа для высокопрочной стали.
Модуль упругости Юнга
Модуль упругости Юнга алюминиевой бронзы – UNS C95400 составляет около 110 ГПа.
Модуль упругости Юнга оловянной бронзы – UNS C
– оружейного металла
составляет около 103 ГПа.
Модуль упругости Юнга меди бериллия – UNS C17200 составляет около 131 ГПа.
Модуль упругости Юнга представляет собой модуль упругости при растяжении и сжатии в режиме линейной упругости при одноосной деформации и обычно оценивается испытаниями на растяжение. Вплоть до предельного напряжения тело сможет восстановить свои размеры при снятии нагрузки. Приложенные напряжения заставляют атомы в кристалле перемещаться из своего положения равновесия, и все атомы смещаются на одинаковую величину и сохраняют свою относительную геометрию. Когда напряжения снимаются, все атомы возвращаются в исходное положение, и никакой остаточной деформации не происходит. Согласно Закон Гука, напряжение пропорционально деформации (в упругой области), а наклон модуль Юнга . Модуль Юнга равен продольному напряжению, деленному на деформацию.
Твердость бронз
Твердость по Бринеллю алюминиевой бронзы – UNS C95400 составляет примерно 170 МПа. Твердость алюминиевых бронз увеличивается с содержанием алюминия (и других сплавов) и напряжениями, вызванными холодной обработкой.
твердость по Бринеллю оловянная бронза — UNS C
— оружейный металл
примерно 75 BHN.
Твердость по Роквеллу меди бериллия – UNS C17200 составляет примерно 82 HRB.
Испытание на твердость по Роквеллу является одним из наиболее распространенных испытаний на твердость при вдавливании, разработанных для определения твердости. В отличие от теста Бринелля, тестер Роквелла измеряет глубину проникновения индентора при большой нагрузке (большая нагрузка) по сравнению с проникновением, достигнутым при предварительном нагружении (незначительная нагрузка). Незначительная нагрузка устанавливает нулевое положение, а большая нагрузка прикладывается и снимается при сохранении второстепенной нагрузки. Разница между глубиной проникновения до и после приложения основной нагрузки используется для расчета Число твердости по Роквеллу . То есть глубина проникновения и твердость обратно пропорциональны. Главным преимуществом твердости по Роквеллу является ее способность отображать значения твердости напрямую . Результатом является безразмерное число, обозначаемое как HRA, HRB, HRC и т. д., где последняя буква соответствует соответствующей шкале Роквелла.
Испытание Rockwell C выполняется с пенетратором Brale ( алмазный конус 120° ) и основной нагрузкой 150 кг.
Термические свойства бронзы
Термические свойства материалов относятся к реакции материалов на изменения их температуры и приложение тепла. Когда твердое тело поглощает энергию в виде тепла, его температура повышается, а его размеры увеличиваются. Но различных материалов реагируют на приложение тепла по-разному .
Теплоемкость, тепловое расширение и теплопроводность часто имеют решающее значение при практическом использовании твердых тел.
Температура плавления бронзы
Температура плавления алюминиевой бронзы – UNS C95400 составляет около 1030°C.
Температура плавления оловянной бронзы – UNS C
– оружейного металла
составляет около 1000°C.
Температура плавления меди бериллия – UNS C17200 составляет около 866°C.
В общем, плавление является фазовым переходом вещества из твердой фазы в жидкую. Точка плавления вещества — это температура, при которой происходит это фазовое превращение. точка плавления также определяет состояние, при котором твердое тело и жидкость могут существовать в равновесии.
Теплопроводность бронз
Теплопроводность алюминиевой бронзы – UNS C95400 составляет 59 Вт/(м·К).
Теплопроводность оловянной бронзы – UNS C
– оружейного металла
составляет 75 Вт/(м·К).
Теплопроводность меди бериллия – UNS C17200 составляет 115 Вт/(м·К).
Характеристики теплопередачи твердого материала измеряются с помощью свойства, называемого теплопроводность , k (или λ), измеренная в Вт/м.K . Он измеряет способность вещества передавать тепло через материал за счет теплопроводности. Обратите внимание, что закон Фурье применим ко всем веществам, независимо от их состояния (твердое, жидкое или газообразное). Поэтому он также определен для жидкостей и газов.
Теплопроводность большинства жидкостей и твердых тел зависит от температуры, а для паров она также зависит от давления. В общем:
Большинство материалов практически однородны. Поэтому обычно мы можем написать k = k (T) . Аналогичные определения связаны с теплопроводностью в направлениях y и z (ky, kz). Однако для изотропного материала теплопроводность не зависит от направления переноса, kx = ky = kz = k.
Ссылки:
Материаловедение:
Министерство энергетики США, Материаловедение. Справочник по основам Министерства энергетики, том 1 и 2. Январь 1993 г. Министерство энергетики США, материаловедение. Справочник по основам Министерства энергетики, том 2 и 2. Январь 1993 г. Уильям Д. Каллистер, Дэвид Г. Ретвиш. Материаловедение и инженерия: введение, 9-е издание, Wiley; 9 издание (4 декабря 2013 г.), ISBN-13: 978-1118324578. Эберхарт, Марк (2003). Почему все ломается: понимание мира по тому, как он разваливается. Гармония. ISBN 978-1-4000-4760-4. Гаскелл, Дэвид Р. (1995). Введение в термодинамику материалов (4-е изд.). Издательство Тейлор и Фрэнсис. ISBN 978-1-56032-992-3. Гонсалес-Виньяс, В. и Манчини, Х.Л. (2004). Введение в материаловедение. Издательство Принстонского университета. ISBN 978-0-691-07097-1. Эшби, Майкл; Хью Шерклифф; Дэвид Себон (2007). Материалы: инженерия, наука, обработка и дизайн (1-е изд.). Баттерворт-Хайнеманн. ISBN 978-0-7506-8391-3. Дж. Р. Ламарш, А. Дж. Баратта, Введение в ядерную технику, 3-е изд., Prentice-Hall, 2001, ISBN: 0-201-82498-1.
Все о подшипниковой бронзе — прочность, свойства и применение
Бронза становится все более важным материалом благодаря ее разнообразию на протяжении 20 , и 21 , веков. Есть много видов бронзы, доступных для покупки, каждый со своими ценными свойствами, но на первый взгляд может быть сложно выбрать какой-то один. Чтобы получить представление о широких категориях бронзы и медных сплавов, мы предлагаем просмотреть нашу статью о типах бронзы; в этой статье мы более подробно рассмотрим подшипниковую бронзу, более популярный медный сплав. В этой статье обсуждаются ее физические, химические и механические свойства, а также ее общие области применения, и она должна помочь любому потенциальному покупателю решить, подходит ли подшипниковая бронза для их работы.
Физические свойства подшипниковой бронзы
Рисунок 1: Качественный анализ подшипниковой бронзы. Обратите внимание, насколько многочисленны и разнообразны легирующие элементы.
На рис. 1 представлена диаграмма, показывающая относительные соотношения основного металла (меди) и легирующих элементов. Если к этим пропорциям приложить числа, номинальная разбивка подшипниковой бронзы также показана ниже:
81-85 % Медь
6-8% свинца
6,3-7,5 % Олово
2-4 % Цинк
1,5% Фосфор
макс. 1,00 % никеля
макс. 0,35% сурьмы
макс. 0,2% железа
макс. 0,08% серы
макс. 0,005% Алюминий
макс. 0,005 % кремния
В подшипниковой бронзе присутствует много элементов, что свидетельствует о том, что она сильно варьируется в зависимости от выбранного сплава. Однако его плотность остается относительно постоянной и составляет 8,93 г/см 3 , и обычно он имеет медно-золотой цвет. Подшипниковая бронза не поддается термической обработке и часто используется в виде литейного сплава (хотя для деформируемых целей могут быть выбраны специальные сплавы). Лучше всего соединить пайкой, но также можно припаивать и не рекомендуется сваривать. Он немагнитен и имеет электрическую проводимость, которая на 20% выше, чем у стандартной меди IACS. Это бронза общего назначения для стандартных и легких применений, и, несмотря на то, что она не выделяется ни в одной категории, это популярный выбор для многих дизайнеров.
Сопротивления и слабости
Бронза для подшипников
устойчива к коррозии в морской воде, как и большинство других бронз, что делает ее полезной для морских и подводных применений, особенно в насосах и цилиндрах. Он также устойчив к износу и его не нужно смазывать так часто, как другие бронзы (например, марганцевую бронзу), поскольку он смазывается сам. Он сравнительно слабее, чем некоторые другие сплавы, но имеет хорошее сочетание пластичности, прочности и отличной обрабатываемости. Его посредственность в определенных категориях можно считать недостатком, поскольку он не так прочен, устойчив или поддается соединению, как другие медные сплавы, но подшипниковые бронзы по-прежнему полезны в качестве основного, легкого сплава, который легко обрабатывать. форма.
Механические свойства
Таблица 1: Сводка механических свойств подшипниковой бронзы — обратите внимание, что эти значения могут изменяться в зависимости от типа сплава и производителя.
Механические свойства
Метрическая система
Английский
Предел текучести при растяжении
125 МПа
18100 фунтов на кв. дюйм
Модуль упругости
100 ГПа
14500 тысяч фунтов на квадратный дюйм
Усталостная прочность
110 МПа
16000 фунтов на кв. дюйм
Твердость (по Бринеллю)
65
Обрабатываемость
70-80%
Предел текучести материала при растяжении описывает, насколько он прочен, предоставляя значение напряжения, при котором он начнет постоянно деформироваться при растяжении. Это означает, что до этого значения материал сможет идеально вернуться к своей первоначальной форме (или «упруго» деформироваться). Бронза для подшипников имеет гораздо более низкий предел текучести, чем другие бронзы, а это означает, что ее прочность не часто указывается. Это не означает, что он слабый, но этот материал подвержен деформации при использовании в условиях средней и высокой нагрузки. В результате подшипниковая бронза должна быть зарезервирована для более легких условий эксплуатации.
Модуль упругости металла представляет собой его внутреннюю прочность; другими словами, насколько сильно каждый атом связан друг с другом и насколько вероятно, что эти связи будут растягиваться. Например, более высокий модуль упругости означает, что, несмотря на увеличивающиеся напряжения, материал останется в своей первоначальной форме (некоторые считают это жесткостью материала). Подшипниковая бронза имеет сравнимый, но все же более низкий модуль упругости, чем другие бронзы, что делает ее более податливой, чем другие медные сплавы. В некоторых случаях это может быть преимуществом, как мы увидим при обсуждении превосходной обрабатываемости подшипниковой бронзы.
Подшипниковая бронза отлично реагирует на циклические нагрузки, то есть может сохранять свою прочность перед лицом многих повторяющихся одинаковых сил. Материалы иногда могут быть ослаблены ниже их предела текучести, поскольку повторяющаяся нагрузка вызывает микро- (и, в конечном итоге, макро) трещины в металле, снижая его общую прочность. Способность противостоять этим силам описывается усталостной прочностью и часто намного ниже предела текучести; это не относится к подшипниковой бронзе. Хотя его предел текучести низок, его усталостная прочность сравнима с другими бронзами, а это означает, что, хотя он и не особенно прочен, он постоянен. Это делает подшипниковые бронзы подходящими для деталей, которые должны служить долго и сохранять свои рабочие характеристики.
Подшипниковая бронза имеет твердость ниже, чем у меди, что означает, что она «более мягкая» и легче царапается, чем медь (для справки, твердость чистой меди по Бринеллю составляет около 89). Число, указанное в Таблице 1, определяется на основе того, как металл ведет себя в стандартной инденторной машине (в данном случае в тесте индентора Бринелля) по сравнению с другими испытанными металлами. Если материал ниже по шкале, чем другой, то это предполагает, что один материал сможет поцарапать более мягкий материал. Это означает, что подшипниковые бронзы подвержены легкой деформации поверхности, но это можно компенсировать хорошими самосмазывающимися свойствами, которые смягчают эту слабость.
Основным преимуществом подшипниковой бронзы является простота механической обработки. Некоторым материалам трудно справляться с механическими нагрузками, такими как фрезерование, токарная обработка и сверление, поскольку материал либо слишком твердый, либо слишком хрупкий для обработки. Рейтинг обрабатываемости металла дается в процентах и относится к стандартному обрабатываемому материалу (для бронзы этот материал представляет собой латунь для свободной резки UNS C36000 и получает оценку 100% обрабатываемости). Любой процент, близкий к 100%, предполагает, что металл сравним с этим легко обрабатываемым стандартом, и так обстоит дело с подшипниковой бронзой. Они не изнашивают инструменты быстро и упрощают работу вашего слесаря благодаря добавленному свинцу и низкому пределу текучести. Если обрабатываемость имеет первостепенное значение для вашего применения, настоятельно рекомендуется использовать бронзу для подшипников.
Применение подшипниковой бронзы
Несмотря на то, что подшипниковая бронза не является выдающейся ни в одной категории, это один из самых популярных медных сплавов на рынке. Он находит множество применений и все еще разрабатывается, чтобы соответствовать большему количеству. Ниже приведен список лишь нескольких его приложений, но знайте, что их намного больше:
.
Некоторые распространенные приложения включают:
подшипники и втулки
рабочие колеса
плиты
шайбы
подшипники для станков
и многие другие приложения общего назначения.
Резюме
В этой статье представлен краткий обзор свойств, прочности и областей применения подшипниковой бронзы. Для получения информации о других продуктах обратитесь к нашим дополнительным руководствам или посетите платформу поиска поставщиков Thomas, чтобы найти потенциальные источники поставок или просмотреть подробную информацию о конкретных продуктах.
Алюминиевый сварочный пруток ALSi ER4043 применяется для аргонодуговой сварки литейных Al Si ; Al Si Mg сплавов типа АД31, АД33, АД35 (блоки ДВС, опорные плиты, рамы и т. п. ) на переменном токе AC. Присадка по алюминию ER4043 не рекомендуется для толщин более 20 мм. При толщинах 10 мм и более необходим предварительный прогрев до 150-200 С для снижения вероятности образования пор. Защитный газ: Ar, смесь Ar/He, He. Ток: АС.
Присадочный алюминиевый пруток ER 4043 широко применяется для сварки литейных Al — Si; Al-Si-Mg сплавов типа АД31, АД33, АД35 (блоки ДВС, опорные плиты, рамы и т.п.). Это наиболее часто применяемый алюминиевый пруток ER 4043, используемый для сварки изделий из алюминиевых сплавов 6ХХХ группы с суммарным содержанием легирующих элементов до 2% и кремний содержащих алюминиевых сплавов с содержанием Si до 7%. Присадка по алюминию ER 4043 применяется для сварки Al-Si-Cu литейных сплавов с другими алюминиевыми сплавами. Высокое содержание кремния в присадочном прутке ER 4043 обеспечивает хорошую смачиваемость свариваемых кромок, позволяя получить плавный переход от шва к основному металлу и гладкую блестящую поверхность. При этом наплавленный металл обладает отличной коррозионной стойкостью, не склонен к образованию горячих трещин и коррозионному растрескиванию под напряжением при температурах эксплуатации выше 65°С. Однако изделия, для сварки которых применялась присадка ER 4043, не подлежат последующему анодированию из-за разности получаемых цветов на основном и наплавленном металле.
Химический состав, %:
Al
Cu
Mg
Mn
Si
Zn
Ti
Fe
Ост.
0,2
0.02
0,008
4,5-6,0
≤0,1
0,01
0,1-0,25
Типичные механические свойства металла шва:
Предел текучести
Предел прочности
Удлинение
55 МПа
165 МПа
18%
Положение при сварке:
https://nsksvarka.ru/, Электроды, Редукторы, ручная дуговая сварка, Рукава на полуавтомат, аксессуары для сварки, Маски, плазменная резка, https://154svarka.ru/, Всё для сварки, http://www.welding54.ru/, керамика, керамическое сопло, сопло из керамики, тиг сопло, TIG сопло, 4043 присадка, сопло для тиг сварки, сопло для TIG сварки, Welding54, MIG, MIG/MAG аппараты, полуавтомат, MIG аппарат, TIG сварка, аргонные аппараты, аргонник, расходники для полуавтомата, наконечники М6, наконечники для полуавтомата, плазмарез, присадка 4043 купить, купить CUT 40, Редукторы, запасные части для плазмареза, запчасти для CUT 60, Электроды, Резак, купить резаки Новосибирск, пропановый резак, купить ацетиленовый резак, пруток присадочный алюминиевый, регуляторы сварочные, mig аппараты, Электроды, аргонный аппарат, сварочные маски интернет магазин, маскиИнтернет-магазин Дом Сварки, Резак, купить резаки Новосибирск, пропановый резак, купить ацетиленовый резак, Редуктор, регулятор, кислородный регулятор, ручная дуговая сварка, кислородный редуктор, купить редуктор Новосибирск, Редукторы, tig 200p ac dc, купить сварку Новосибирск, аргон, jasic, присадка, присадочный пруток, проволока, проволка, дом сварки, сварочный аппарат, аппарат сварочный, импульсный сварочный аппарат, купить сварочные аппараты постоянного тока, продажа сварочных аппаратов, малогабаритный сварочный аппарат, сварочный аппарат цена, Рукава на полуавтомат, куплю сварочный аппарат, сварочный аппарат для дома, сварочные аппараты бытовые для дачи, сварочные аппараты италия, какой сварочный аппарат выбрать, многофункциональные сварочные аппараты, типы сварочных аппаратов, портативный сварочный аппарат, где купить сварочный аппарат, присадка по алюминию, расходные материалы к mma mig tig cut сварке, плазменная резка, лучший сварочный аппарат, сварог, сварочные полуавтоматы купить, присадка по аллюминию, редуктор кислород, регулятор давления, присадочный пруток для сварки, сварочные маски интернет магазин, сварка алюминия, Маски, аксессуары для сварки, лайнер тефлоновый, торус, Аквамаркет, Мир-сварки, 220 вольт, АрМиг, armig, сварочное оборудование, мир сварки, Сварог, купить сварог новосибирск, все для сварки новосибирск, присадка 4043, пруток er 4043, tig 315p, присадка для сварки, присадка по алюминию, тиг прутки по нержавейке, пруток 4043, пруток присадочный 308, купить, новосибирск, er-308, алюминиевый пруток er 4043, Маски, сопло для аргона, сопло для сварки аргоном, сопло для аргонодуговой сварки, сопло для аргонной сварки, недорогое сопло для аргона, качественная керамика, качественное керамическое сопло, надежное керамическое сопло, сопло под газовую линзу, Рукав MB 15, булден, купить булден новосибирск, булден недорого, качественный булден, гусак MB 36, гусак MB 24, сварочный наконечник, Колпачок, Хвостовик, пистолет WP 18, наконечник, токосъемный наконечник, держатель наконечника, полуавтомат, сварочный полуавтомат, купить полуавтомат новосибирск, купить присадку, купить 4043, 154Сварка, НСКсварка, нск сварка, 54-сварка, купить сварку в новосибирске, купить сварочник в нск, купить полуавтомат новосибирск, купить сварку, сварка полуавтомат, сварка аргоном, сварка цена, супер сварка, ручная сварка, сварка алюминия, сварочный аппарат, сварка полуавтомат, полуавтомат цена, полуавтомат 200, полуавтомат 250, какой полуавтомат, сварка проволока, инверторный сварочный аппарат, купить сварочный, полуавтомат ресанта, полуавтомат сварог, сварки, сварку, сварки полуавтоматом, сопла, наконечник для полуавтомата, наконечник М6, наконечник 08, наконечник медный, медный наконечник, наконечник под, какие наконечники, вольфрам, вольфрам альфа, какой вольфрам, цена вольфрам, вольфрам купить, сварка, сварки, сварку, пруток присадочный 308, er-308, алюминиевый пруток er 4043, сопло для аргона, сопло для сварки аргоном, Расходники CUT, сопло для аргонодуговой сварки, сопло для аргонной сварки, недорогое сопло для аргона, качественная керамика, качественное керамическое сопло, надежное керамическое сопло, сопло под газовую линзу, Проволока, Рукав MB 15, булден, купить булден новосибирск, булден недорого, качественный булден, гусак MB 36, гусак MB 24, сварочный наконечник, Колпачок, Хвостовик, пистолет WP 18, 54-сварка, Дом сварки
Присадка CuZn40 ф 2.
5 мм (Латунь)
Присадочный пруток для латуни CuZn40 ф 2.5 мм активно применим для сварки латуни. Отличительная особенность данной марки присадочного прутка состоит в том, что им можно сваривать только при низкой температуре в режиме TIG.
Каждый сварщик знает, что латунь представляет собой сплав меди с цинком. Температура плавления латуни равна 1060-1100 градусам. В это время происходит активное испарение цинка из латуни, а также поглощение водорода. Для того чтобы получить эффективный результат, очень важно грамотно подобрать присадочный пруток. В этом плане латунный пруток CuZn40 д.2.5 мм идеален при низкотемпературной сварке.
Купить пруток для сварки латуни вы всегда можете в нашем интернет-магазине в любом количестве по доступной цене.
Классификации:
DIN 1733: L-CuZn40Si
EN 14640: ~S Cu 6810 (CuZn40SnSi)
DIN EN 1044: B-Cu60Zn(Si)(Mn)
W.Nr: 2.0366
AWS-Bezeichung: RB CuZn – A
Положение при сварке:
НСК сварка, https://nsksvarka. ru/, купить, новосибирск, Электроды, Редукторы, ручная дуговая сварка, Рукава на полуавтомат, аксессуары для сварки, Маски, плазменная резка, https://154svarka.ru/, Всё для сварки, http://www.welding54.ru/, керамика, керамическое сопло, сопло из керамики, тиг сопло, TIG сопло, 4043 присадка, сопло для тиг сварки, сопло для TIG сварки, Welding54, MIG, MIG/MAG аппараты, полуавтомат, MIG аппарат, TIG сварка, аргонные аппараты, аргонник, ресанта, аврора, aurora, расходники для полуавтомата, наконечники М6, наконечники для полуавтомата, плазмарез, присадка 4043 купить, купить CUT 40, Редукторы, запасные части для плазмареза, запчасти для CUT 60, Электроды, Резак, купить резаки Новосибирск, пропановый резак, купить ацетиленовый резак, пруток присадочный алюминиевый, регуляторы сварочные, mig аппараты, Электроды, аргонный аппарат, сварочные маски интернет магазин, маски, Интернет-магазин Дом Сварки, Резак, купить резаки Новосибирск, пропановый резак, купить ацетиленовый резак, Редуктор, регулятор, кислородный регулятор, ручная дуговая сварка, кислородный редуктор, купить редуктор Новосибирск, Редукторы, tig 200p ac dc, купить сварку Новосибирск, аргон, jasic, ресанта, аврора, aurora, присадка, присадочный пруток, проволока, проволока, дом сварки, сварочный аппарат, аппарат сварочный, импульсный сварочный аппарат, купить сварочные аппараты постоянного тока, продажа сварочных аппаратов, малогабаритный сварочный аппарат, сварочный аппарат цена, Рукава на полуавтомат, куплю сварочный аппарат, сварочный аппарат для дома, сварочные аппараты бытовые для дачи, сварочные аппараты Италия, какой сварочный аппарат выбрать, многофункциональные сварочные аппараты, типы сварочных аппаратов, портативный сварочный аппарат, где купить сварочный аппарат, расходные материалы к mma mig tig cut сварке, плазменная резка, лучший сварочный аппарат, сварог, сварочные полуавтоматы купить, присадка по алюминию, редуктор кислород, регулятор давления, присадочный пруток для сварки, сварочные маски интернет магазин, сварка алюминия, Маски, аксессуары для сварки, лайнер тефлоновый, торус, Аквамаркет, Мир-сварки, 220 вольт, АрМиг, armig, сварочное оборудование, мир сварки, Сварог, купить сварог новосибирск, все для сварки Новосибирск, присадка 4043, пруток er 4043, tig 315p, присадка для сварки, тиг прутки по нержавейке, пруток 4043, пруток присадочный 308, er-308, алюминиевый пруток er 4043, Маски, сопло для аргона, сопло для сварки аргоном, сопло для аргонодуговой сварки, сопло для аргонной сварки, недорогое сопло для аргона, качественная керамика, качественное керамическое сопло, надежное керамическое сопло, сопло под газовую линзу, Рукав MB 15, булден, купить булден новосибирск, булден недорого, качественный булден, гусак MB 36, гусак MB 24, сварочный наконечник, Колпачок, Хвостовик, пистолет WP 18, наконечник, токосъемный наконечник, держатель наконечника, полуавтомат, сварочный полуавтомат, ресанта, купить полуавтомат новосибирск, купить присадку, купить 4043, 154Сварка, НСКсварка, нск сварка, 54-сварка, купить сварку в новосибирске, купить сварочник в нск, купить полуавтомат новосибирск, купить сварку, сварка полуавтомат, сварка аргоном, сварка цена, супер сварка, аврора, ручная сварка, сварка алюминия, сварочный аппарат, сварка полуавтомат, полуавтомат цена, полуавтомат 200, полуавтомат 250, какой полуавтомат, сварка проволока, инверторный сварочный аппарат, купить сварочный, полуавтомат ресанта, полуавтомат сварог, сварки, сварку, сварки полуавтоматом, сопла, наконечник для полуавтомата, наконечник М6, наконечник 08, купить, Новосибирск, наконечник медный, медный наконечник, наконечник под, какие наконечники, вольфрам, вольфрам альфа, какой вольфрам, цена вольфрам, вольфрам купить, сварка, сварки, сварку, пруток присадочный 308, er-308, алюминиевый пруток er 4043, сопло для аргона, сопло для сварки аргоном, Расходники CUT, сопло для аргонодуговой сварки, сопло для аргонной сварки, недорогое сопло для аргона, ресанта, аврора, качественная керамика, качественное керамическое сопло, надежное керамическое сопло, сопло под газовую линзу, Проволока, присадка 347lsi, сварочное оборудование в новосибирске, seller электроды по нержавейке, присадка 308lsi для каких сталей, aisi 316 ti присадка для аргонной сварки, Рукав MB 15, булден, купить булден новосибирск, булден недорого, цанга, качественный булден, гусак MB 36, гусак MB 24, присадка 347lsi, сварочный наконечник, Колпачок, Хвостовик, пистолет WP 18, 54-сварка, Дом сварки
Управление аргоном для аддитивного производства
10 ppm недостаточно.
Системы управления аргоном компании Inert создают
Загрузить руководство для производителей систем 3D-печати и сварки по системам управления аргоном
Ищете способы экономии газа и материалов, а также решение растущих проблем безопасности и отслеживаемости? Узнайте, как легко их доставить с помощью новой системы управления аргоном от Inert с болтовым креплением.
Усовершенствованные системы Inert легко интегрируются с кожухами различных размеров для безопасной очистки и рециркуляции аргона (или азота), совершенствуя ваш технологический процесс и снижая текущее общее потребление.
Руководство по загрузке >>
Производители присадок знают о важности поддержания среды < 1 ppm O 2 и H 2 O .
Системы управления аргоном Inert можно найти по всему миру, контролируя и контролируя атмосферу для ведущих компаний, работающих с титаном. Эти компании знают, что постоянная продувка не является приемлемым решением для поддержания инертной атмосферы. Поскольку аддитивное производство все больше и больше внедряется в аэрокосмической и медицинской промышленности, только самые безопасные и строгие системы управления газом аргона обеспечивают эффективность, безопасность и отслеживаемость, которые обеспечивают структурно прочные титановые детали.
В инертной атмосфере титану необходимо преодолеть три препятствия: окисление, азотирование и растворенный кислород. Окисление наиболее распространено при уровнях O 2 > 1000 частей на миллион, а азотирование происходит при уровнях азота с аналогичной величиной концентрации. Однако растворенный кислород может возникать при всех уровнях выше 0 частей на миллион и наиболее распространен при 5 частях на миллион и выше. Некоторые предполагают, что их процесс протекает при низком уровне ppm, тогда как на самом деле их порошки (подвергающиеся воздействию остаточного тепла) поглощают эти элементы. Вот почему очень важно поддерживать < 1 ppm O 2 и H 2 O технологическая концентрация.
Системы управления аргоном компании Inert разработаны как модульные решения, которые легко добавляются к существующему оборудованию, повышая экономию средств и конечные результаты.
Посмотрите наше видео об управлении аргоном, чтобы узнать, как они работают и как легко работать с ПЛК. Посмотреть >>
Экономия
Окупаемость очевидна. При объединении с герметичным корпусом эти системы аргона и азота будут восстановить примерно 98 % газа. При среднем использовании система управления инертным газом может оправданно окупиться всего за несколько лет.
Безопасность
Последствия неправильного управления атмосферой буквально взрывоопасны. Система управления аргоном или азотом обеспечивает систематический и автоматический контроль над атмосферными условиями, помогая предотвратить катастрофические события.
Прослеживаемость
Многие процессы Q/A требуют документирования атмосферных условий во время производства. Система управления газом предлагает простой и эффективный способ регистрации и записи уровней кислорода и влаги.
Системы управления газом аргона для производителей присадок
Как правильно выбрать защитный газ для сварки TIG? Существует ли газ, подходящий для любого материала, который можно сваривать методом TIG?
Наиболее распространенный защитный газ для сварки TIG
Термин сварка TIG (вольфрамовый инертный газ) подразумевает, что защитный газ для сварки TIG должен быть инертным и не должен содержать никаких активных компонентов. Таким образом, два разных газа, аргон (Ar) и гелий (He) , могут использоваться в качестве основных газовых компонентов. Наиболее распространенным защитным газом для сварки TIG является чистый аргон, поскольку он подходит для любого типа материала, который можно сваривать методом TIG. Чистый аргон обеспечивает стабильную и узкую сварочную дугу, отличное зажигание дуги и относительно низкое тепловложение и проплавление. Эти характеристики делают чистый аргон пригодным для большинства видов сварки TIG, и, как правило, это единственный защитный газ, который необходим сварщикам-любителям и профессиональным сварщикам.
Смесь аргона и гелия с 30, 50 или 70 % гелия используется, когда для сварки требуется большое тепловложение. Чистый гелий можно использовать даже тогда, когда требуется особенно высокая погонная энергия, например, при сварке толстого медного материала. Гелий также делает профиль проникновения шире и глубже. Таким образом, смесь аргона и гелия или даже чистого гелия подходит для эффективной сварки с большим проплавлением. Однако характеристики зажигания дуги с гелием не так хороши, как с аргоном, и это следует учитывать при выборе аппаратов для сварки ВИГ. При использовании чистого гелия очень выгодна мощная высокочастотная искра и регулируемые параметры зажигания.
Сварка ВИГ
Смесь аргона и газовых присадок; водород, азот и оксид азота
В дополнение к этим двум основным компонентам защитные газы для сварки ВИГ могут содержать:
водород (H 2 )
азот (N 2
22 )
22
2
22
22 оксид (NO)
Небольшое количество водорода (например, 2-6 %) можно использовать для улучшения текучести сварочной ванны для увеличения проплавления или восстановительной реакции. На практике при сварке аустенитных нержавеющих сталей более яркие цвета сварного шва могут быть получены при использовании водорода в качестве защитного газа. Однако водород нельзя использовать с ферритными или феррито-аустенитными сталями из-за водородного охрупчивания.
При сварке высоколегированных аустенитных сталей или супердуплексных сталей довольно часто происходит реакция потери азота. При использовании присадочной проволоки эта реакция учитывается за счет использования проволоки с идеальным химическим составом. Сварка ВИГ высоколегированных сталей также может выполняться без присадочной проволоки, а потери азота можно компенсировать за счет небольшого количества азота (около 1,8 %) в защитном газе. Оксид азота предназначен для улучшения рабочей среды за счет удаления озона. В некоторых случаях это также может улучшить стабильность дуги. Типичное количество оксида азота довольно мало (например, 0,03%).
Качество потока защитного газа имеет значение
Поток защитного газа оказывает значительное влияние на качество сварки. Сильно турбулентный поток обеспечивает плохую защиту и повышенный расход газа, в то время как плавный ламинарный поток газа обеспечивает превосходную защиту сварочной ванны и экономичное использование газа.
В предыдущей статье мы рассмотрели под микроскопом углы заточки ножа, толщину режущей кромки и посмотрели несколько примеров острых лезвий. Давайте еще раз посмотрим на одном снимке с увеличением 10 000 крат человеческий волос и режущую кромку. На снимке видно несколько слоёв кутикулы волоса и режущую кромку одноразового лезвия Olfa. Надеюсь, эта визуализация даёт представление о том, что без качественной заточки разрезать волос не получится.
Также давайте определим, что может быть 2 варианта движения абразива по отношению к режущей кромке
От кромки (edge trailing).
На кромку (edge leading)
Заточка на коже производится от кромки. Заточка камнями чаще всего осуществляется обоими вариантами движения абразива.
Отличие при заточке от кромки и на кромку.
Заточка абразивными камнями на кромку не вызывает образования заусенца на режущей кромке, однако камень не только стирает металл, но и вырывает небольшие кусочки. Режущая кромка становится более неравномерной по высоте и более широкой. Этот эффект ограничивает остроту ножа при данном способе движения абразива при заточке.
Заточка от кромки вызывает образование заусенца на обратной стороне кромки, однако не оказывает излишних повреждений режущей кромки зернами выкрошившегося металла. Минус этого способа только в образовании заусенца на обратной стороне, однако от заусенца вполне можно избавиться в дальнейшем.
Применительно к набору для заточки ножей Almaz Knife рекомендуем для быстрого снятия металла принять возвратно поступательные движения (на кромку + от кромки). Например. При первоначальном формировании угла заточки грубым камнем или при исправлении видимых дефектов и сколов.
Выше пример 10 000 кратного увеличения режущей кромки, заточенной камнем зернистостью 1000 единиц в направлении на кромку. Видны выщерблины металла.
Как видим на рисунке выше, при заточке режущей кромки ножа по направлению от кромки образуется заусенец или «фольга». Однако достигаемая острота лезвия в этом случае будет выше. Заточка также производилась камнем 1000 единиц.
При заточке на кромку камнем зернистостью 16 000 единиц наблюдаются такие же эффекты — большой разброс высоты пиков кромки и соответственно снижение остроты ножей.
При увеличении в 10 000 крат заточка от кромки камнем зернистостью 16 000 единиц показывает лучшие результаты, чем на кромку. Увеличим еще больше это изображение:
На увеличении 50 000 крат можно также видеть образование заусенца при заточке от кромки. Можно сделать вывод, что при данном способе заточки заусенец всегда образуется и необходимо производить действия для его удаления.
Анализ кромки при заточке разной зернистостью
Давайте проанализируем, как будет меняться кромка при заточке последовательно разными камнями.
Заточка ножа бруском 1000 единиц
Заточка бруском 2000 единиц
Заточка бруском 4000 единиц
Углы идентичны результату 16000
Заточка бруском 8000 единиц
Заточка бруском 16000 единиц
Произведя анализ фотографий с микроскопа с увеличением от 5000 до 10 000 крат можно сделать следующие выводы:
Боковой обзор кромки демонстрирует уменьшение риски при повышении зернистости бруска. Также перепад высоты вершин становится более равномерным.
Вид самой кромки демонстрирует уменьшение ширины режущей кромки. Она менялась с повышением зернистости 1к-2к-4к-8к-16к на соответствующие значения в микронах: 0,7-0,4-0,3-0,15-0,10 мкм.
Анализ поперечного сечения на высоте 3 микрона от вершины: 1,4 микрона — 1,2 микрона и 1,05 микрона на камне зернистостью 4000 единиц .
Обратите внимание, что с увеличением зернистости с 4000 до 8000 и 16000практически не менялась ширина поперечного сечения режущей кромки.
Можно сделать вывод, что до уровня 4000 единиц окончательно формируется профиль режущей кромки, а после 4000 единиц вершина окончательно заостряется. В нашем случае с 0,3 мкм до 0,1 мкм!
Анализ результата при заточке от кромки и на кромку
Используя набор для заточки Almaz Knife возможна заточка, как на кромку, так и от кромки. Давайте проанализируем разницу и попробуем объяснить результаты.
Ниже фото при небольшом увеличении 150х заточенной кромки на бруске зернистостью 320 единиц с движениями на кромку. Видно явную зубастость режущей кромки. В том числе виден огромный скол в центре фото. Царапины на сторонах кромки также присутствуют, однако обратите внимание, что есть отдельные очень глубокие борозды.
Объяснение этого результата следующее: Алмазный камень (см. фото ниже) имеет достаточно крупные зёрна алмазов, порядка 20-30 микрон и даже больше. При этом вершина режущей кромки имеет толщину 1-2 микрона. При движении на вершину алмазный камень вырывает куски металла из кромки.
Для примера из нашего макромира представьте листовой пластик толщиной 1 мм. Вы заводите за него на 2-3 см ниже пластины пластика камень и резко тянете вверх. Искромсанная кромка гарантирована.
Движение на кромку позволяет очень быстро снимать слой металла и не формирует заусенец.
Давайте оценим глубина нашего самого большого скола — это порядка 23 микрон. Также сильно выступающие из алмазного камня частицы не только рвут кромку, но и оставляют более глубокие царапины (риски) на сторонах кромки.
В данном эксперименте провели еще один важный показательный элемент. После зернистости 320 единиц продолжили заточку на зернистости 16000 единиц. Было произведено около 100 циклов на каждой стороне. Движением производилось от кромки.
Глубина скола уменьшилась с 23 до 14 микрон. Боковая кромка стала более гладкой, однако единичные глубокие царапины остались.
Можно сделать вывод, что вывести кромку в идеал возможно, но потребует огромной неэффективной работы. Поэтому разумнее применять промежуточные значения зернистости камней. Америка этим выводом не открыта. Но! Важно понять, что применение более мелких камней влияет не столько на полировку кромки, как принято думать, сколько необходимо для избавления от микросколов, появившихся в результате заточки на кромку!
Благодарим блог Todd Science of Sharp за предоставленные материалы для статьи
как геометрия влияет на рез
3 Марта 2021
Просмотров:3270
Главная задача любого ножа — резать. Однако один экземпляр может легко справиться даже с самой тонкой нарезкой, а другой – кромсает продукт, требует усилий со стороны повара. Все дело в качестве режущей кромки ножа. В зависимости от ее вида, степени износа и типа заточки, находятся режущие свойства всего ножа. Для клинков разного назначения добросовестные производители кропотливо подбирают форму и геометрию ножа, угол заточки, чтобы изделие в полной мере справлялось со своим функционалом и имело долгий срок службы.
Виды режущей кромки ножа по форме
Чтобы определить, какая форма у режущей кромки, на нее необходимо взглянуть вооруженным глазом с торца. В зависимости от того, какой формы поперечное сечение клинка, удастся определить и вид используемой производителем заточки. Спуски могут быть прямыми, вогнутыми, выпуклыми, толщина сведения спусков напрямую влияет на режущие свойства ножа — чем этот показатель меньше, тем лучше. Профессионалы различают десятки видов форм режущей кромки, все они являются производными следующих типов сечения:
Клиновидное. Боковые спуски выглядят как прямые, сходятся вместе в верхней точке. Получается заострённая кромка в виде равнобедренного прямоугольника. Если такой тип лезвия сочетается с минимальным углом острейшей заточки, то нож обладает великолепными режущими свойствами – площадь соприкосновения с продуктом минимальна, он легко прорезает его структуру. Важное значение здесь имеет качество и определенная твердость закалки стали. При использовании слишком мягких сортов (нержавейки) такая режущая кромка будет подгибаться и тупиться очень быстро. Поэтому в ножах из нержавейки клиновидную форму режущей кромки не используют. А вот для ножей из высокоуглеродистой стали — это оптимальный вариант.
Вогнутое. Боковые спуски вогнуты посередине, расширяются в верхней части. Режущая кромка также тонкая с минимальным углом. Однако из-за того, что в высоту она также слишком тонкая, лезвие становится хрупким и не подходит для создания кухонных или других видов ножей для больших нагрузок. Такое лезвие может раскрошиться при попытке нарезать твердый продукт. По этой причине вогнутую режущую кромку используют преимущественно в бритвенном инструменте. Адаптированный вариант такой кромки используют многие европейские производители ножей. Они пошли на хитрость – сделали более прямоугольное сечение верхней части лезвия, что добавило ему прочности.
Выпуклое. Сделав режущую кромку выпуклой формы, удается значительно укрепить ее, сделать устойчивой к ударам и высоким нагрузками. Правда, в ущерб остроте. Зато такая форма сечения актуальна для хозяйственного инструмента и оружия, ее используют в производстве топоров, тесаков, мечей, кинжалов.
Угол режущей кромки ножа — возможные варианты
Геометрия клинка очевидна — это длинный клин (и его вариации) с тонкой режущей кромкой. Чем тоньше это полотно и меньше угол заточки, тем успешнее нож раздвигает слои материала, тем меньше усилий для этого необходимо. Существует такая примерная классификация клинков по величине угла заточки:
до 20 градусов — хирургический инструмент, бритвы, лезвия для деликатного реза;
30-40 градусов — ножи и инструмент, рассчитанные на удары.
По внешним особенностям и заточке лезвия выделяют такие виды режущей кромки ножа:
С односторонней заточкой. Другое название — стамесочные. Применяется в производстве рабочего инструмента, мечей самураев и японских кухонных ножей. Клинок затачивается с одной стороны, а другая остается плоской, что обеспечивает идеальную тонкость и остроту режущей кромки.
С двусторонней заточкой. Может быть симметричной (кухонные ножи) и ассиметричной (охотничьи разновидности). Наиболее привычна для рядового пользователя симметричная двусторонняя заточка поварских ножей.
С серрейторной заточкой. Эта режущая кромка состоит из мелких заточенных зубцов. Чаще всего применяется на овощных и разновидностях кухонных ножей.
С волнообразной заточкой. В отличие от серрейторной, зубья большего размера, как и расстояние между ними. Такую заточку имеют хлебные ножи, туристические и охотничьи модели.
С комбинированной заточкой. В этом случае часть лезвия имеет гладкую режущую кромку, а другая – серрейторную или волнообразную.
Геометрия кухонных ножей японских и европейских брендов
Европейские производители применяют автоматическое производство. Это выгодно с точки зрения расходов, однако при этом страдает геометрия клинка. В сечении режущая кромка выглядит как треугольник с вогнутыми сторонами. Такой нож тоже острый, но недолговечный — угол схождения острия увеличивается еще больше при активной нарезке, с каждым разом требуя все больше усилий со стороны повара. А из-за постоянных правок и заточек клинок быстро выходит из строя и требует замены. Это удобно для производителей, ведь таким образом увеличивается сбыт продукции.
Японские бренды изготавливают ножи по особой технологии. После закалки сталь обрабатывает мастер вручную, обеспечивая режущей кромке идеальную клиновидную форму. С торца режущая кромка выглядит как треугольник с прямыми сторонами. Вкупе с использованием высокоуглеродистой стали, такой подход обеспечивает максимально долгое удержание остроты режущей кромки.
Японцы относятся к ножам с уважением и трепетом. Для них неприемлемо выпускать недоработанные или некачественные экземпляры на рынок. Заботясь об удобстве потребителя, они выпускают меньше клинков, но каждый из них — качественный, прочный и долговечный.
Связанные статьи
Товары по акционным ценам
Sale
Новинка
Нож Samura ARNY азиатский кухонный топорик, 209 мм, коралловый
SNY-0040BC
В наличии
Главные отличительные черты этого ножа Самура — яркий дизайн ручки и особая текстура лезвия «под камень». Такой эффект достигается благодаря методу галтовки. Заготовка лезвия из японской стали AUS-8 проходит специальную обработку различными абразивам..
3 528 р.5 040 р.
Sale
Новинка
Нож Samura ARNY азиатский кухонный топорик, 209 мм, серый
SNY-0040BG
В наличии
У азиатского ножа-топорика из коллекции Samura Arny есть несколько особенностей, выгодно отличающих его от других моделей — они и стали залогом его популярности у потребителей. Во-первых, это коррозиестойкое лезвие из японской стали AUS-8, закаленное..
3 528 р.5 040 р.
Sale
Новинка
Нож Samura ARNY азиатский кухонный топорик, 209 мм, черный
SNY-0040B
В наличии
Стильный топорик для рубки мяса и костей из коллекции Samura Arny изготовлен из японской молибден-ванадиевой стали AUS-8, одной из самых популярных в мировой ножевой индустрии. Основное преимущество материла – коррозиестойкость в сочетании с твердо..
3 528 р.5 040 р.
Sale
Новинка
Детский шеф нож Samura My Little Chef SKD-0085, 125мм
SKD-0085
В наличии
Удобный, короткий кухонный нож для маленьких любителей готовки. My Little Chef оснащен коротким лезвием (125мм) из белой циркониевой керамики с закругленным углами.
Рукоять ножа My Little Chef изготовлена из ультрасовременного экологического чисто..
1 618 р.2 490 р.
Последние статьи
Фартук: история от древности до современности
30 Июня 2021
История фартука уходит в древние века, а его назначение в разные годы значительно отличалось. Это сейчас фартук — неизменный аксессуар повара, официанта и представителей других профессий, а в прошлом ..
Подробнее
Обзор набора стейковых ножей Samura
30 Июня 2021
Приготовление стейков — особенный ритуал, в котором важны любые мелочи. От качества мяса и степени прожарки зависят вкус и консистенция блюда, а от продуманной подачи — удобство употребления и эстетик..
Подробнее
Обзор серии Joker
30 Июня 2021
Компания Samura представляет новинку — серию Joker с дерзким дизайном и достойными практическими характеристиками. Изделия выпускаются с рукоятями в белом и черном цвете, позволяя потребителю подобрат..
Подробнее
Инструкция по уходу за кухонными ножами
30 Июня 2021
Как любой профессиональный инструмент, кухонные ножи требуют соблюдения рекомендаций по эксплуатации, уходу и хранению. Если вы хотите, чтобы клинок долгое время оставался острым, сохранял презентабел..
См. больше передовых видео о доме с привидениями ЗДЕСЬ !
Cutting Edge Haunted House, Форт-Уэрт, штат Техас Аттракцион с привидениями, настоящий дом с привидениями. Cutting Edge — мрачный аттракцион, наполненный ужасающими живыми актерами, потрясающими спецэффектами и невероятными монстрами. Cutting Edge Haunted House — это захватывающий, многоэтажный, многотематический аттракцион с привидениями, который считается одним из лучших домов с привидениями в стране, полный леденящих душу деталей и невероятных пугающих моментов!
Дом с привидениями Cutting Edge, расположенный на заброшенном мясокомбинате, построенном 100 лет назад, в районе Форт-Уэрта, исторически известном как «Половина акра ада», основан на страхе. Оборудование для упаковки мяса со Старого Запада все еще используется, но теперь это двухэтажное помещение для обработки людей. Реалистичные человеческие манекены поднимаются на второй уровень и проходят через весь процесс упаковки мяса, пока конвейерная система не вернет разделанных трупов на первый уровень. Старый мясокомбинат в центре Форт-Уэрта — отличное место для фантастических спецэффектов, которых ожидают наши постоянные клиенты.
Посетителям требуется в среднем 55 минут, чтобы осмотреть дом с привидениями Cutting Edge. Этот проходной дом с привидениями пугающе реалистичен.
Передний край Дом с привидениями заработал репутацию одного из лучших домов с привидениями в стране. Дом с привидениями Cutting Edge, обладатель мирового рекорда Гиннеса, является одним из лучших и крупнейших домов с привидениями в Америке. Приходите посмотреть, какие новые ужасы таятся в извилистых коридорах дома с привидениями Форт-Уэрта.
Награды и награды
Обязательно посетите
Обзоры
Читайте больше рельефных повелей дома!
Передовой дом с привидениями в Форт-Уэрте, штат Техас, признан одним из пяти самых страшных домов с привидениями в стране!
Передовой дом с привидениями в Форт-Уэрте, штат Техас, признан одним из самых страшных аттракционов с привидениями в стране!
Пятерка самых страшных достопримечательностей страны с привидениями:
13-е ворота
Проклятие Беннета
Кошмар 13 числа
Всадник без головы
Передовой дом с привидениями – Форт-Уэрт, Техас
Передовой дом с привидениями в Форт-Уэрте, штат Техас, признан лучшим аттракционом с привидениями в стране в 2021 году по версии USA TODAY!
Десять победителей в категории «Лучший аттракцион с привидениями»:
Передовой дом с привидениями – Форт-Уэрт, Техас
Аттракцион с привидениями в Эребе – Понтиак, штат Мичиган,
Шоктоберфест – Тонущий источник, Пенсильвания
Поле криков – Маунтвилль, Пенсильвания.
Призрачная перегрузка — Ли, Нью-Хэмпшир
Здание школы Дент – Цинциннати, Огайо,
Ярмарка страха – Сеймур, Индиана
Призрачный лес Керси-Вэлли – Арчдейл, Северная Каролина,
Всадник без головы Hayrides и дома с привидениями – Ольстер Парк, Нью-Йорк
Wisconsin Feargrounds – Вокеша, Висконсин
Группа экспертов объединилась с редакторами 10Best, чтобы выбрать первоначальных 20 номинантов, а 10 лучших победителей были определены путем всенародного голосования.
Поздравляем всех победителей аттракционов с привидениями!
Передний край (1992) — IMDb0121 PGPG
1h 41m
IMDb RATING
6.9/10
21K
YOUR RATING
Play trailer2
:
03
1 Video
99+ Photos
ComedyDramaRomance
A temperamental figure фигурист и бывший хоккеист пытаются выиграть олимпийское золото в парном катании. Темпераментный фигурист и бывший хоккеист пытаются выиграть олимпийское золото в парном катании. Темпераментный фигурист и бывший хоккеист пытаются выиграть олимпийское золото в парном катании.
IMDb RATING
6.9/10
21K
YOUR RATING
Director
Paul Michael Glaser
Writer
Tony Gilroy
Stars
D.B. Sweeney
Moira Kelly
Roy Dotrice
Director
Paul Michael Glaser
Writer
Tony Gilroy
Stars
D. B. Суини
Moira Kelly
Roy Dotrice
See production, box office & company info
161User reviews
33Critic reviews
53Metascore
See more at IMDbPro
Videos1
Trailer 2:03
Watch The Cutting Edge
Photos357
Лучшие актеры
D.B. Суини
Дуг Дорси
Мойра Келли
Кейт Мозли
Roy Dotrice
Anton Pamchenko
Terry O’Quinn
Jack Moseley
Dwier Brown
Hale Forrest
Chris Benson
Walter Dorsey
Kevin Peeks
Брайан Ньюман
Барри Флэтман
Рик Таттл
Рашель Оттли
Лори Пекаровски
Стив Сирс
Spindler
Nahanni Johnstone
Michael Hogan
Doctor
R. D. Reid
Calgary Cop
Dick Grant
Olympic Commentator
Melanie Miller
Olympic Commentator
Джуди Блумберг
Комментатор Олимпийских игр
Робин Казинс
Комментатор национальных сборных
Чик Робертс
Режиссер
Пол Майкл Глазер
Писатель
Tony Gilroy
All Cast & Crew
Производство
.
9.
1111116. All All All Cast & Crew
. Я
К лучшему и к худшему
Крайние меры
Ледяные замки
Дыши
Собственная лига
Свадебный переполох
Сабрина
Школьные галстуки
Правда о кошках и собаках
Необходимая грубость
Сюжетная линия
Знаете ли вы
Цитаты
Kick1 9:0013 [повторяющаяся строка]
Connections
Featured in MGM/UA Home Video Laserdisc Sampler (1990)
User reviews161
Review
Featured review
10/
10
Excellent Coming of Age Romantic Comedy
Мне очень понравилось смотреть этот фильм. Химия между Мойрой Келли и Д.Б. Суини очень реалистичен. Даже их споры друг с другом кажутся искренними. Каждый из них ранен предыдущим опытом, не желает открываться друг другу. Все это происходит в тот момент их жизни, когда каждый из них изо всех сил пытается найти что-то большее в жизни и в конечном итоге открывает себя и друг друга. В конце концов, выведя их обоих за рамки поиска золотой медали.
Сцены с фигурным катанием замечательны, а музыка (особенно партитура Патрика Уильямса) просто невероятна.
Это фильм, от которого я никогда не устаю, и он продолжает возвращать меня к нему.
Наше предприятие производит дорожные знаки, парковочные конструкции (шлагбаумы, парковочные столбики, барьеры) и средства организации дорожного движения (лежачие полицейские, светофоры, аварийные ограждения) — производство организовано в г. Нижний-Новгород.
22.03.2013 я закупил ножницы гильотинные НГ600/3 (пневматический привод) для применения в производстве рыболовных блесен. Ножницы гильотинные, как и заявлялось на сайте завода-производителя ООО «Техно-центр» (г. Рыбинск) действительно просты в обслуживании и экономичны по энергозатратам (что особенно важно, т.к. у меня серийное производство).
ООО «Метлес-1» производит товары для дачи и сада: шатры, качели, скамейки, гамаки, парники и теплицы, умывальники и автомобильные навесы.
Учитывая специфику нашего производства (серийное производство), мы заинтересованы в применении экономичного, простого в работе и в обслуживании, надежного оборудования.
В 2013г ОАО «Досчатинский Завод Медицинского Оборудования» заключил договор с ООО «Техно-центр» на изготовление пневматического пресса ПУ-20 (усилием 20 тс) и комплекта специальной штамповой оснастки для пробивки отверстий в стальных трубах.
Оборудование, разработанное и изготовленное ООО «Техноцентр»:
Машина листогибочная ЛГ-800/3 (привод от 2-х пневмоцилиндров)
Пресс листогибочный ЛПК-800/3 для коробов
Ножницы угловые НУ 160/3
Ножницы гильотинные НГ-800/3
Уважаемый Сергей Евгеньевич! В 2015 году мы заказали в ООО «Техно-центр» угловырубной пресс модели НУ100/1,5 с пневматическим приводом. Сообщаем Вам, что мы довольны работой данного оборудования.
Наша компания ООО «Бизнес-Основа» производит противоскользящие напольные покрытия.
В 2013 г мы заказывали в ООО «Техно-центр» гильотину с пневматическим приводом НГ1000/3. Нас привлек большой опыт (более 20 лет) Вашего предприятия в создании станков для обработки листа, широкий модельный ряд выпускаемого оборудования и доступные цены. Консультацию Ваших специалистов по подбору оборудования мы получили своевременно.
Компания «КМК Калуга» занимается изготовлением проволочных лотков и различных аксессуаров к ним.
В связи с расширением производства в 2012 году было принято решение приобрести листогибочный пресс. Учитывая тот факт, что длина основного количества деталей (подлежащих гибке) не превышала 900 мм, нам требовался малогабаритный листогибочный пресс.
В 2009 году наш завод приобрел в ООО «Техно-центр» пневматический листогибочный пресс ЛПК800/3. Станок работает в испытательной лаборатории нашего завода. На нем успешно производятся опытные работы по гибке листовых заготовок, а также запрессовке и подобным операциям. Значительный период времени листогиб был задействован в нашем серийном производстве.
Предприятие ООО «НПП «Техноприбор» более 20 лет разрабатывает и серийно производит широкий спектр переносных и стационарных измерительных приборов для контроля параметров водно-химического режима основного оборудования тепловых электростанций.
Наше предприятие ООО «Техносфера» занимается производством откатных ворот, гаражных ворот, металлических заборов и других изделий из металла.
В 2007 году мы заказывали в ООО «Техно-центр» (г.Рыбинск) листогибочную машину ЛГ1250/3 и пресс угловырубной НУ160/3 с пневматическим приводом.
За 8 лет эксплуатации в жестких температурных условиях (т.е. работа в холодном боксе) оборудование позволило вести работы без срыва производственных сроков и зарекомендовало себя неприхотливое и надежное.
Российская производственная компания ООО «ТРЕЛАКС», созданная в 2008 году, разрабатывает и выпускает медицинские ортопедические изделия под собственной торговой маркой TRELAX.
Продукция TRELAX — это ортопедические подушки и матрацы, предназначенные для профилактики и лечения заболеваний позвоночника, а также для улучшения качества сна и отдыха у взрослых и детей.
Наше предприятие производит авто-аксессуары.
В 2010 году мы заказывали в ООО «Техно-центр» листогибочную машину с пневматическим приводом серии ЛГ (ЛГ1250/3).
ООО «РАДИАЛ» с 1992 г. выпускает базовые антенны на гражданский диапазон и базовое оборудование УКВ диапазона (применяется в системах связи УВД и пожарной охраны, леспромхозах, управлениях электросвязи, подразделениях МЧС, на речном и железнодорожном транспорте, у энергетиков и нефтяников)
В 2013 году нам потребовались ножницы гильотинные для прямолинейной резки листового металла толщиной до 6 мм включительно (максимальная ширина разрезаемого листа – не более 800 мм).
Главными критериями в нашем выборе являлись:
1. Компактность
Оборудование должно обеспечивать максимальную экономию производственных площадей.
ООО «Ярус» производит металлические стеллажи, предназначенные для хранения архивных и офисных документов, литературы, предметов изобразительного искусства в стационарном и передвижном вариантах исполнения. Нашей организацией у ООО «Техно-центр» были приобретены два малогабаритных пневматических пресса ПН-20 для пробивки отверстий и пазов в листовом материале, деталях сложной конфигурации, а также для гибочных работ и несложных вытяжек.
Штамповая оснастка — изготовление, изготовление и проектирование
Холодная штамповка — это передовой метод механической обработки металла путём давления. Такой тип работ позволяет получить изделия всевозможных размеров и форм. Процесс разделения проходит без снятия стружки и деформации краёв.
При холодной штамповке металл подвергают дополнительному уплотнению, размещают в специальных технологических оснастках (штампах) и путём сильного прессования (выдавливания) придают ему нужную форму. Готовый элемент, в следствие снижения веса, становится более жестким и прочным, чем аналоги полученные другими методами обработки металла.
Изготовленная деталь имеет идеальные геометрические параметры и высокое качество поверхности. На ней отсутствуют заусеницы, трещины, царапины. Она не требует дополнительной термической или другой специализированной обработки, а готова к использованию сразу после снятия со штамповочного станка.
Виды холодной штамповки
Существует два вида холодной штамповки: объёмная и листовая. Первый вариант позволяет получить объёмные детали сложной формы из цельного металлического слитка.
Особенностью листового штампа является использование в качестве расходного сырья металлической ленты, листа или полосы. В этом случае толщина изделия будет равна толщине листа. Благодаря этому методу можно изготовить различные детали весом от 2-3 грамм до нескольких килограмм.
Любой из указанных процессов можно легко автоматизировать. Этот аспект позволяет получить высокую производительность и отличное качество готовой продукции при небольших финансовых и временных затратах.
Основные преимущества штамповки металла
Минимальное количество отходов производства.
Высокая производительность автоматизированного оборудования.
Идеальное качество готовой продукции.
Низкая себестоимость готовых деталей.
Холодную штамповку можно выгодно использовать как в мелкосерийном, так и в массовом производстве. Процесс не требует применения большого количества оборудования и производственных площадей, предназначенных для выполнения особых работ.
От чего зависит качество процесса холодной штамповки?
Качество процесса холодной штамповки напрямую зависит от грамотно спроектированных штампов оснастки. Именно они позволяют сформировать идеальные по геометрии детали с точными техническими характеристиками и параметрами.
Правильно разработанная и изготовленная штамповая оснастка позволит свести к нулю производственный брак, обеспечит возможность быстро изготовить методом холодной штамповки неограниченное количество металлических изделий нужного формата.
Если в следствии высокого уровня эксплуатации штамп повредился или износился не спешите менять его на новый. Кроме полного цикла производственных работ мы готовы предоставить ремонт и обслуживание штамповой оснастки, которые сэкономят ваши финансы.
Мастера быстро определят причину дефекта, проведут разборку и восстановительные работы с заменой комплектующих, проверят отремонтированный штамп на прочность. Порекомендуют оптимальные условия использования и технического обслуживания штамповой оснастки. В случае невозможности ремонта спроектируют и изготовят новый штамп нужной конфигурации.
Мы ремонтируем и обслуживаем: мелкие, средние и крупные штампы, пуансоны и матрицы предназначенные для холодной штамповки металла. В индивидуальном порядке просчитываем стоимость ремонтных работ, предлагая клиенту стоимость сервиса, доступную для его персонального бюджета. Выдаем длительную гарантию на все виды ремонта и новые комплектующие детали.
Проведение своевременного технического обслуживания штампов, а также быстро выполненный профессиональный ремонт обеспечат стабильную бесперебойную работу производственных линий. Минимизируют возможность простоев производства, приводящих к финансовым потерям.
Если вам нужно изготовить высококачественную технологическую оснастку для процесса холодной штамповки металла, или в срочном порядке понадобился ремонт штампов, то наши специалисты к вашим услугам. Позвоните по указанному на сайте телефону и оставьте заявку. Мы бесплатно проконсультируем вас относительно технической и финансовой стороны вопроса, предложим лучшие условия сотрудничества и безотлагательно примем заказ в работу.
изготовление инструментов и штампов | технология
Изготовление штампов
Просмотреть все материалы
Связанные темы:
пресс-форма механический цех
Просмотреть весь связанный контент →
Резюме
Прочтите краткий обзор этой темы
Изготовление инструментов и штампов Промышленное искусство изготовления штампов, пластиковых форм, приспособлений и приспособлений для использования в массовом производстве твердых предметов.
Изготовление штампов для штамповки составляет основную часть работы, выполняемой в инструментальных и штамповых мастерских. Большинство штампов для штамповки используются при изготовлении деталей из листового металла, размер которых варьируется от упора для пальцев на телефоне с наборным номером до панелей кузова автомобиля. Каждая пресс-форма состоит из двух секций, называемых пуансоном и матрицей, или охватываемой и охватывающей. Обе секции прочно закреплены в прессе с электрическим или гидравлическим приводом. В рабочем цикле ползун пресса, на котором смонтирована охватываемая секция, опускается в неподвижную охватывающую секцию. Любой металл, помещенный между секциями, вырезается или придается заданная форма. Как и штампы, размеры прессов варьируются от очень маленьких до гигантских. Жим лежа часто достаточно мал, чтобы его можно было поднять вручную; но пресс, который штампует крышу автомобиля, обычно имеет высоту около трех этажей и способен прилагать тонны силы.
Инструменты для литья пластмасс очень похожи на штампы для штамповки. Принципиальное отличие состоит в том, что для штамповки требуется сила, а для формовки — нет. При литье пластмасс требуются два узла, конструкция которых такова, что при соединении они образуют систему замкнутых полостей, соединенных с центральным отверстием. Жидкий пластик проталкивается через отверстие в полости или формы, и когда пластик затвердевает, формы открываются, и готовые детали выбрасываются.
Развитие современных инструментов и штампов можно проследить до американского изобретателя и производителя Эли Уитни, который впервые реализовал концепцию планомерного производства взаимозаменяемых деталей. Каждая деталь изготавливалась по заданным размерам с помощью оснастки, так что высококвалифицированные мастера, ранее требовавшиеся для изготовления, больше не требовались, так как не требовалась дополнительная подгонка или выборочная сборка деталей. Инструменты Уитни состояли из шаблонов (образцов, направляющих инструмент) и элементарных приспособлений — предшественников сегодняшних инструментов и штампов, — и он успешно продемонстрировал возможность изготовления взаимозаменяемых частей путем массового производства огнестрельного оружия для войны 1812 года. 0003
Успешное внедрение взаимозаменяемых деталей и развитие станков в 19 веке привели к появлению современного механического цеха. Тогда, как и сейчас, независимый механический цех назывался мастерской, что означало, что он не производил собственной продукции, а обслуживал крупные промышленные объекты, изготавливая инструменты, машины и замену деталей машин. В конце концов, некоторые механические мастерские стали специализироваться на инструментах, исключая другую работу.
Развитие механизированного пресса вызвало спрос на другую форму оснастки, пресс-штамп, функция которого заключается в резке и формовании листового металла в заданные формы и конфигурации. Работа по изготовлению штампов для прессов аналогична, но не идентична работе по производству приспособлений, приспособлений и других инструментов, что привело к тому, что многие специализированные механические мастерские стали маркировать себя мастерскими по производству инструментов и штампов. Развитие литья под давлением и литья под давлением в 20-м веке вызвало спрос на другие формы инструментов — штампы, используемые при литье под давлением и литье пластмасс. Изготовление этих инструментов также было передано в мастерские инструментов и штампов.
Оформите подписку Britannica Premium и получите доступ к эксклюзивному контенту. Подпишитесь сейчас
Во второй половине 20-го века, однако, традиционные мастерские по изготовлению инструментов и штампов были постепенно заменены специализированными мастерскими, которые производят только один вид инструментов. Эту тенденцию можно объяснить растущей сложностью инструментов, поскольку мастерские с навыками и оборудованием, необходимыми для изготовления одного вида инструментов, редко бывают оборудованы для другого. Даже единственная форма изготовления инструментов, называемая изготовлением штампов, становится специализированной; некоторые магазины теперь ограничиваются штампами для специальных применений, таких как штампы для автомобильных кузовов.
Эта статья была недавно пересмотрена и обновлена Чарли Римсой.
В чем разница между инструментом и матрицей?
Опубликовано Роном Дельфини
Термины «инструмент» и «матрица» используются взаимозаменяемо до такой степени, что многие машинисты относятся к этой области в широком смысле как «инструмент и штамп», независимо от своей конкретной экспертизы. В общем, эта практика вполне уместна — между инструментом и матрицей практически нет функциональной разницы, если она вообще есть, и большинство машинистов, которые изготавливают инструменты, также создают матрицы. Тем не менее, есть некоторые нюансы в терминах в отрасли, поэтому стоит разбить небольшие различия.
Простейший способ понять разницу между инструментом и штампом состоит в том, что штампы — это подмножество инструментов: все штампы являются инструментами, но не все инструменты являются штампами. При штамповке металлов инструментом может быть практически любое механическое устройство, используемое для резки, формовки, поддержки или формовки металлов. По этому определению приспособления и приспособления являются такими же инструментами, как сверла и режущие лезвия. С другой стороны, штампы — это только те инструменты, которые функционально изменяют форму металла. Матрицы обычно являются женскими компонентами более крупного инструмента или пресса.
Еще больше сбивает с толку тот факт, что многие заинтересованные лица отрасли также называют мужчину-партнера женского компонента штампа штампом. В этом распространенном использовании пуансон называется матрицей, как и пуансон или пресс, но структурные компоненты, такие как приспособления, по-прежнему являются инструментами. Третьи считают любой инструмент, содержащий штамп, самим штампом.
Работая в соответствии со второй структурой, где штамп считается формирующей частью как мужского, так и женского пола, становится более полезным классифицировать штампы по функциям, а не обсуждать несколько расплывчатое различие между терминами.
Типы штампов
Существует обширный словарь терминов, используемых для классификации штампов, некоторые шире, чем другие. На самом высоком уровне штампы можно разделить по их функциям либо резки, либо формирования исходного материала. Любая матрица, которая удаляет, режет или срезает материал, может быть названа режущей матрицей, независимо от ее механизма, а матрица, которая ничего не удаляет, называется формовочной матрицей.
Эта классификация несколько упрощена, так как некоторые штампы совмещают функции резки и формовки. Также можно пойти дальше с этими типами группировок — например, рассматривать штампы для чеканки отдельно от штампов для штамповки, — но эти различия основаны на самом процессе и могут рассматриваться как несколько избыточные.
Другой полезный способ классификации штампов состоит в том, чтобы рассматривать то, что происходит с каждым ходом пресса, как часть всего процесса обработки.
Читать блог: Прогрессивная матрица, передаточная матрица и составная штамповка
Простые штампы
Простые штампы, как следует из названия, выполняют только одно действие резки или формовки за ход. Эти специализированные машины могут быть рентабельными для простых конструкций, но они гораздо менее эффективны, когда необходимо несколько операций формования.
Составные штампы
Составные штампы сконструированы таким образом, что за один ход выполняется несколько операций резки и формовки. Хотя комбинирование операций может замедлить ход, составные штампы более эффективны в процессе изготовления инструмента и сводят к минимуму вероятность ошибок при перемещении заготовки между несколькими станциями. Эти штампы, как правило, дешевле, чем прогрессивные штампы.
Progressive Dies
Progressive dies offer one of the most efficient methods of accomplishing multiple operations on один пробел. Однако вместо того, чтобы выполнять операции одновременно, модификации происходят на отдельных станциях, поскольку подающий механизм непрерывно проталкивает металл в матрицу.
Таким образом, каждый ход инициирует несколько действий по резке или формовке, но они применяются к разным сегментам заготовки, каждый из которых становится отдельным готовым компонентом. Конечная станция удаляет готовый компонент из более длинной заготовки, а это означает, что каждый ход дает одну или несколько деталей, даже когда другие находятся в процессе.
Передаточные штампы
Передаточные штампы напоминают прогрессивные штампы, но они начинаются с предварительно вырезанных заготовок, которые необходимо механически перемещать между станциями, а не использовать одну непрерывно подаваемую полосу металла. Конвейерные ленты или передаточные пальцы часто обеспечивают перемещение. Передаточная матрица обеспечивает повышенную эффективность даже при работе с более крупными деталями или более сложными деталями, которые несовместимы с прогрессивной высечкой.
Несколько штампов
Многоштамповый пресс или пресс с несколькими штампами уникален тем, что он создает несколько компонентов при каждом ходе пресса. Как правило, для этого требуется, чтобы несколько идентичных штампов были связаны с одним и тем же механизмом управления, чтобы они могли работать синхронно друг с другом.
Части штампа
Несмотря на различия между категориями, особенно между режущими и штамповочными штампами, большинство штампов состоят из аналогичного набора компонентов:
Матричный блок. Штамповочный блок сравним с пресс-формой в том, что он имеет отверстия и углубления, которые соответствуют желаемой форме компонента. Пуансон или пресс вдавливают деталь в блок матрицы для достижения желаемой формы. В большинстве случаев это женская часть штампа.
Держатель матрицы. Держатель штампа поддерживает блок штампа, а сам держатель опирается на опорную плиту. Эти детали крепятся к верхней или нижней колодке штампа.
Пробойник. Пробивная пластина прикрепляет собственно пробойник к плунжеру, который обеспечивает его движение.
Пробойник. Пуансон — это охватываемая часть матрицы, которая фактически опускается на заготовку, вызывая конформационные изменения.
Съемник. Съемник помогает отделить заготовку от пуансона после каждого хода.
Направляющий штифт. Направляющие штифты необходимы для точного выравнивания верхней и нижней половин матрицы.
Прижимные/опорные пластины. В штампе установлены различные прижимные пластины для распределения экстремального давления, оказываемого пуансоном.
Разница между мужскими и женскими штампами
Мы неоднократно говорили о мужских и женских штампах, но может быть полезно пояснить, что именно это означает, тем более что штампы демонстрируют такое разнообразие.
Как и в электронике, вилка представляет собой выступающий компонент, а розетка — углубление или углубление.
— При штамповке металла охватываемый пуансон вводится в штамповочный блок для резки или формирования заготовки (или того и другого, как обсуждалось выше).
— Соответствующая охватывающая часть определяет форму компонента и включает в себя углубления штампового блока, в которые вдавливается заготовка. Однако охватывающая часть не всегда состоит из сплошных полостей, и отверстия могут быть полезны для облегчения очистки отрезанного или просверленного металла.
За исключением случаев, когда в операции используется только простая матрица, охватываемая часть, скорее всего, будет состоять из нескольких штампов для резки или формовки стали, а охватывающая часть соответствует охватываемой схеме.
Услуги по изготовлению инструментов «под ключ» от ESI
Компания Engineering Specialties, Inc. специализируется на разработке и производстве очень сложных штампов и инструментов. Наша команда опытных мастеров-инструменталистов следит за каждым проектом, начиная с визуализации в САПР и заканчивая производством, используя самое передовое доступное оборудование с ЧПУ. Наше внимание к деталям на каждом из этих этапов позволяет нам достигать допусков 0,0002 дюйма на нестандартных штампах, гарантируя, что ваши компоненты будут сформированы с максимальной точностью.
Возможности и оборудование ESI позволяют нам справляться с большими объемами производства и решать сложные технические задачи, сохраняя короткие сроки выполнения заказов и доступные цены.
 Это естественное явление, связанное с изменением климата. При отсутствии или недостаточном количестве жидкости в систему будет подаваться воздух. В последние годы нарушился кругооборот воды в природе, реки мелеют, озёра высыхают, поэтому такое явление как понижение уровня грунтовых вод случается часто.
Это естественное явление, связанное с изменением климата. При отсутствии или недостаточном количестве жидкости в систему будет подаваться воздух. В последние годы нарушился кругооборот воды в природе, реки мелеют, озёра высыхают, поэтому такое явление как понижение уровня грунтовых вод случается часто. Специальный фильтр, установленный на подающем патрубке, скапливает в себе весь этот мусор, что в конечном итоге увеличивает срок службы системы.
Специальный фильтр, установленный на подающем патрубке, скапливает в себе весь этот мусор, что в конечном итоге увеличивает срок службы системы. После обследования мест соединения патрубков возле насосной станции, переходите к другим местам. Трещины, обнаруженные на трубах, тщательно герметизируют специальным скотчем. Это только временный ремонт, в дальнейшем повреждённый участок нужно будет заменить.
После обследования мест соединения патрубков возле насосной станции, переходите к другим местам. Трещины, обнаруженные на трубах, тщательно герметизируют специальным скотчем. Это только временный ремонт, в дальнейшем повреждённый участок нужно будет заменить.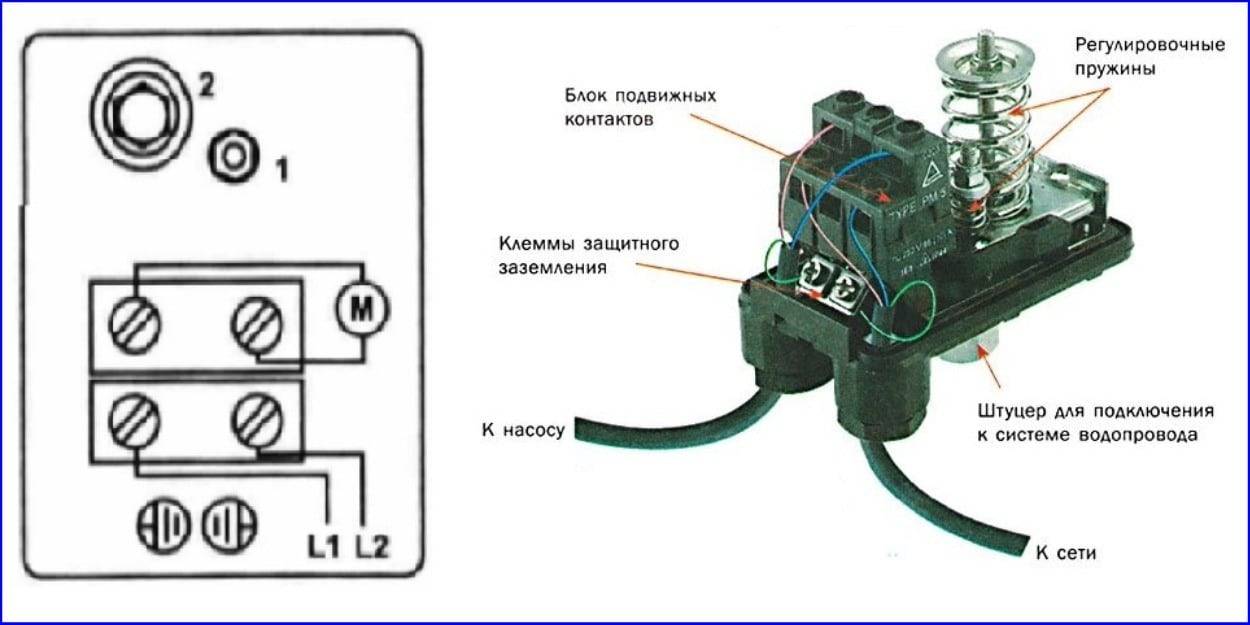
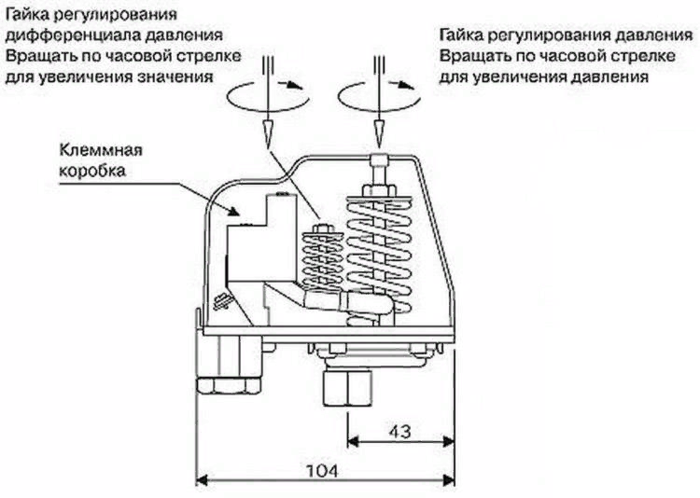
 В данном случае необходимо переместить всасывающую трубу, чуть ниже первоначального уровня, залить воду в систему и запустить насос.
В данном случае необходимо переместить всасывающую трубу, чуть ниже первоначального уровня, залить воду в систему и запустить насос.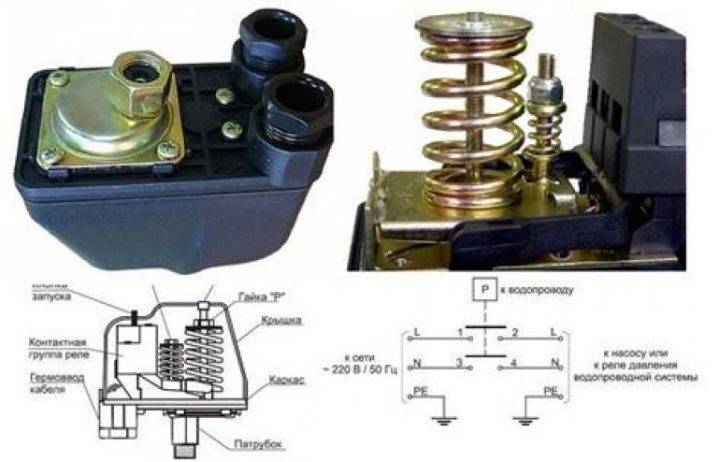 youtube.com/embed/jHxivT-Tk80?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/jHxivT-Tk80?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> 






 При необходимости, произвести замену мембраны.
При необходимости, произвести замену мембраны. При этом одновременно произойдет снижение и верхнего уровня напора, при котором станция должна отключиться.
При этом одновременно произойдет снижение и верхнего уровня напора, при котором станция должна отключиться. Когда в ее работе происходят повторяющиеся изменения — это повод выяснить причины происходящих перемен. А для этого необходимо знать рабочие параметры у исправно работающей станции.
Когда в ее работе происходят повторяющиеся изменения — это повод выяснить причины происходящих перемен. А для этого необходимо знать рабочие параметры у исправно работающей станции. Размещение крана для реле давления в любом месте на основной линии является неправильным. Ниже приведены примеры размещения реле давления.
Размещение крана для реле давления в любом месте на основной линии является неправильным. Ниже приведены примеры размещения реле давления. Используемый резервуар всегда должен находиться в конце малой ватерлинии или вода не должна протекать мимо него или через него. Когда переключатель находится в этом месте, объем воды внутри бака-дозатора должен измениться, прежде чем реле давления увидит разницу в давлении. Это устраняет гидравлический удар, который испытал бы переключатель, если бы он был подключен непосредственно к основной линии.
Используемый резервуар всегда должен находиться в конце малой ватерлинии или вода не должна протекать мимо него или через него. Когда переключатель находится в этом месте, объем воды внутри бака-дозатора должен измениться, прежде чем реле давления увидит разницу в давлении. Это устраняет гидравлический удар, который испытал бы переключатель, если бы он был подключен непосредственно к основной линии.
 Соедините этот резервуар с реле давления, затем используйте маленькую линию для подключения к крану основной линии. Небольшая линия может иметь диаметр 1/8 дюйма или 1/4 дюйма или может иметь регулируемое ограничительное устройство, такое как игольчатый клапан. Управление объемом потока в этот небольшой резервуар и из него с помощью переключателей давления осуществляется с помощью механического таймера. Это дает несколько секунд между различными давлениями реле давления, даже если давление в магистрали быстро меняется. Это хороший способ устранить дребезг реле давления в системах с несколькими насосами.
Соедините этот резервуар с реле давления, затем используйте маленькую линию для подключения к крану основной линии. Небольшая линия может иметь диаметр 1/8 дюйма или 1/4 дюйма или может иметь регулируемое ограничительное устройство, такое как игольчатый клапан. Управление объемом потока в этот небольшой резервуар и из него с помощью переключателей давления осуществляется с помощью механического таймера. Это дает несколько секунд между различными давлениями реле давления, даже если давление в магистрали быстро меняется. Это хороший способ устранить дребезг реле давления в системах с несколькими насосами. Мы не рекомендуем использовать баки с такими маленькими отверстиями. Тем не менее, вы можете заставить его работать следующим образом. Подсоедините к входному колену бака ниппель того же размера, что и соединение бака. Прямо на краю резервуара подсоедините тройник того же размера, что и входное соединение резервуара. Уменьшите верхнюю часть этого тройника до 1/4 дюйма и поместите реле давления прямо на верхнюю часть тройника. Вы можете использовать длинную медную или полиэтиленовую трубку для подключения реле давления, если хотите повесить переключатель на стене или в другом месте. .Однако медная или полипропиленовая трубка должна ощущать давление от тройника сразу за баком.Для подсоединения этого тройника к магистрали используйте трубу меньшего диаметра, чем фактическое отверстие внутри бака.Это означает, что вам может понадобиться использовать Труба 3/4″ от тройника 1″ или 1 1/4″ с реле давления до магистрали.
Мы не рекомендуем использовать баки с такими маленькими отверстиями. Тем не менее, вы можете заставить его работать следующим образом. Подсоедините к входному колену бака ниппель того же размера, что и соединение бака. Прямо на краю резервуара подсоедините тройник того же размера, что и входное соединение резервуара. Уменьшите верхнюю часть этого тройника до 1/4 дюйма и поместите реле давления прямо на верхнюю часть тройника. Вы можете использовать длинную медную или полиэтиленовую трубку для подключения реле давления, если хотите повесить переключатель на стене или в другом месте. .Однако медная или полипропиленовая трубка должна ощущать давление от тройника сразу за баком.Для подсоединения этого тройника к магистрали используйте трубу меньшего диаметра, чем фактическое отверстие внутри бака.Это означает, что вам может понадобиться использовать Труба 3/4″ от тройника 1″ или 1 1/4″ с реле давления до магистрали. Установка реле давления сверху или со стороны воздуха этих гидробаков является нормой. Размещение реле давления на воздушной стороне бака исключает любую возможность гидравлического удара по реле давления. В более новых системах, использующих баки баллонного типа, такая возможность редко имеется. При использовании баков-дозаторов размещение реле давления на воздушной стороне бака-дозатора может создать проблемы.
Установка реле давления сверху или со стороны воздуха этих гидробаков является нормой. Размещение реле давления на воздушной стороне бака исключает любую возможность гидравлического удара по реле давления. В более новых системах, использующих баки баллонного типа, такая возможность редко имеется. При использовании баков-дозаторов размещение реле давления на воздушной стороне бака-дозатора может создать проблемы. Как и большинство видов электроинструмента, граверы делятся на три класса – бытовые, полупрофессиональные и профессиональные. Если гравировка по камню – ваше хобби и вы не работаете с такими твердыми породами, как гранит, то можно остановить свой выбор на бытовой или полупрофессиональной модели. А если вы занимаетесь гравировкой на памятниках, то покупка качественного профессионального инструмента станет для вас выгодным вложением.
Как и большинство видов электроинструмента, граверы делятся на три класса – бытовые, полупрофессиональные и профессиональные. Если гравировка по камню – ваше хобби и вы не работаете с такими твердыми породами, как гранит, то можно остановить свой выбор на бытовой или полупрофессиональной модели. А если вы занимаетесь гравировкой на памятниках, то покупка качественного профессионального инструмента станет для вас выгодным вложением.
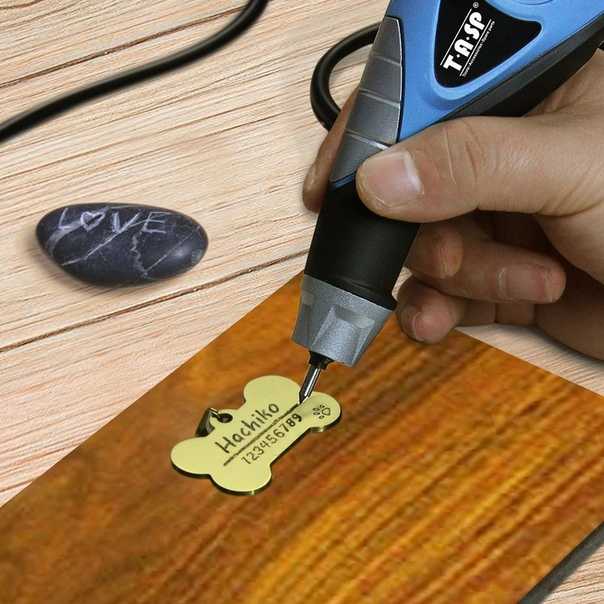 Для тех, кто гравером пользуется нечасто, подойдут более дешевые бытовые модели.
Для тех, кто гравером пользуется нечасто, подойдут более дешевые бытовые модели.


 Во всяком случае, так считается из–за того, что буквы имеют равномерный цвет по всей площади, без теней и полутонов. И, если текст рубится скарпелью или наносится гравировальным станком, то с «закрашиванием» действительно никаких сложностей не возникает. Но иногда шрифт выбивается гравировальной машинкой или пучками победитовых спиц, и тогда равномерность выделения букв полностью зависит лишь от навыков и умений мастера.
Во всяком случае, так считается из–за того, что буквы имеют равномерный цвет по всей площади, без теней и полутонов. И, если текст рубится скарпелью или наносится гравировальным станком, то с «закрашиванием» действительно никаких сложностей не возникает. Но иногда шрифт выбивается гравировальной машинкой или пучками победитовых спиц, и тогда равномерность выделения букв полностью зависит лишь от навыков и умений мастера. В результате, чем больше ударов сделано, тем светлее тон. При этом опытные мастера–гравёры даже для цветных портретов выполняют черно–белую гравировку в полном объеме. Это делается в расчете на то, что портрет будет оставаться полноценным, даже когда со временем краска с него « сойдет».
В результате, чем больше ударов сделано, тем светлее тон. При этом опытные мастера–гравёры даже для цветных портретов выполняют черно–белую гравировку в полном объеме. Это делается в расчете на то, что портрет будет оставаться полноценным, даже когда со временем краска с него « сойдет». Используется для прорисовки контуров, тонких линий и мелкой детализации рисунка. Все модели граверов, хоть и различаются по силе удара иглы, все же пробивают поверхность камня неглубоко. Поэтому для «уличных» изделий желательно делать основные контуры портрета в несколько проходов, чтобы он через год–два не исчез под разрушительным воздействием атмосферных явлений.
Используется для прорисовки контуров, тонких линий и мелкой детализации рисунка. Все модели граверов, хоть и различаются по силе удара иглы, все же пробивают поверхность камня неглубоко. Поэтому для «уличных» изделий желательно делать основные контуры портрета в несколько проходов, чтобы он через год–два не исчез под разрушительным воздействием атмосферных явлений. С их помощью высекают шрифт и наносят рельефные орнаменты. Скарпели малых размеров часто используют для углубления основных линий рисунка, что придает ему некоторой объемности. Некоторые мастера настолько оттачивают свои навыки в работе скарпелями, что могут создавать изображения с частичным 3D–эффектом.
С их помощью высекают шрифт и наносят рельефные орнаменты. Скарпели малых размеров часто используют для углубления основных линий рисунка, что придает ему некоторой объемности. Некоторые мастера настолько оттачивают свои навыки в работе скарпелями, что могут создавать изображения с частичным 3D–эффектом. п. При этом разные типы станков кардинально отличаются друг от друга по способу воздействия на поверхность камня.
п. При этом разные типы станков кардинально отличаются друг от друга по способу воздействия на поверхность камня. Этим способом хорошо передаются оттенки, светотени и общий контраст. Скорость гравирования на таком станке достаточно высокая, но при этом нужно часто производить перезаточку игл, т.к. они быстро тупятся. Также имеются особые требования к материалу — каменная плита должна шлифоваться не вручную, а на станке и иметь идеально ровную плоскость поверхности. Но даже на такой плите игольчатый станок не всегда хорошо пробивает сложные элементы портрета. Поэтому портрет нужно тщательно проверять и, при необходимости, дорабатывать вручную.
Этим способом хорошо передаются оттенки, светотени и общий контраст. Скорость гравирования на таком станке достаточно высокая, но при этом нужно часто производить перезаточку игл, т.к. они быстро тупятся. Также имеются особые требования к материалу — каменная плита должна шлифоваться не вручную, а на станке и иметь идеально ровную плоскость поверхности. Но даже на такой плите игольчатый станок не всегда хорошо пробивает сложные элементы портрета. Поэтому портрет нужно тщательно проверять и, при необходимости, дорабатывать вручную.
 org/ListItem»> Лазерные материалы
org/ListItem»> Лазерные материалы
 Если вы только начинаете свой бизнес или хотите увеличить производственные мощности.
Если вы только начинаете свой бизнес или хотите увеличить производственные мощности. Это уникальная, современная и стильная концепция маркировки камня, которая широко используется для подарков и других декоративных целей. Гравировка по камню выполняется с помощью специализированных гравировальных станков по камню на основе различных видов камней и материалов, таких как дерево, полимер, стекло, мрамор, акрил, которые вырезаются с помощью специальных техник.
Это уникальная, современная и стильная концепция маркировки камня, которая широко используется для подарков и других декоративных целей. Гравировка по камню выполняется с помощью специализированных гравировальных станков по камню на основе различных видов камней и материалов, таких как дерево, полимер, стекло, мрамор, акрил, которые вырезаются с помощью специальных техник. Компания может нанять резчика для создания камня с логотипом своей компании и контактной информацией, выгравированной на камне, чтобы клиенты могли легко найти их, когда им понадобятся дополнительные продукты или услуги от компании.
Компания может нанять резчика для создания камня с логотипом своей компании и контактной информацией, выгравированной на камне, чтобы клиенты могли легко найти их, когда им понадобятся дополнительные продукты или услуги от компании. Выбирайте с умом, так как у каждого гравера свои предпочтения. Если вы ищете большой объект поблизости, не обманывайте себя, думая, что все граверы по камню созданы равными. На самом деле, есть много факторов, которые влияют на выбор лучшего станка для гравировки камня для вашего бизнеса или дома.
Выбирайте с умом, так как у каждого гравера свои предпочтения. Если вы ищете большой объект поблизости, не обманывайте себя, думая, что все граверы по камню созданы равными. На самом деле, есть много факторов, которые влияют на выбор лучшего станка для гравировки камня для вашего бизнеса или дома.

 Таким образом, площадь лазерной гравировки достаточно велика для маркировки камня большого размера.
Таким образом, площадь лазерной гравировки достаточно велика для маркировки камня большого размера. Он очень популярен, потому что на нем можно выгравировать что угодно. Гравировка гранита дает привлекательные результаты, которые помогут удовлетворить ваши желания.
Он очень популярен, потому что на нем можно выгравировать что угодно. Гравировка гранита дает привлекательные результаты, которые помогут удовлетворить ваши желания. Вы также можете выгравировать поверхность мрамора, что придаст ему старинный вид, которого нет у керамической плитки.
Вы также можете выгравировать поверхность мрамора, что придаст ему старинный вид, которого нет у керамической плитки. Это зависит от типа гравера, который вы собираетесь использовать. Вы также можете провести онлайн-исследование, чтобы определить лучший дизайн для вашего проекта.
Это зависит от типа гравера, который вы собираетесь использовать. Вы также можете провести онлайн-исследование, чтобы определить лучший дизайн для вашего проекта. Благодаря новейшим лазерным технологиям это оборудование может создавать сложные узоры, которые идеально подходят для гравировки камня, каменных столбов, металла, дерева, стекла и многого другого. Гравировальные станки по камню популярны и надежны.
Благодаря новейшим лазерным технологиям это оборудование может создавать сложные узоры, которые идеально подходят для гравировки камня, каменных столбов, металла, дерева, стекла и многого другого. Гравировальные станки по камню популярны и надежны. Советы экспертов по лазерной гравировке камней важны в процессе лазерной гравировки камней, именно на этом этапе рисунки будут вырезаны на камне.
Советы экспертов по лазерной гравировке камней важны в процессе лазерной гравировки камней, именно на этом этапе рисунки будут вырезаны на камне.
 radikal.ru/i424/1305/98/6b0235c8d27f.gif
radikal.ru/i424/1305/98/6b0235c8d27f.gif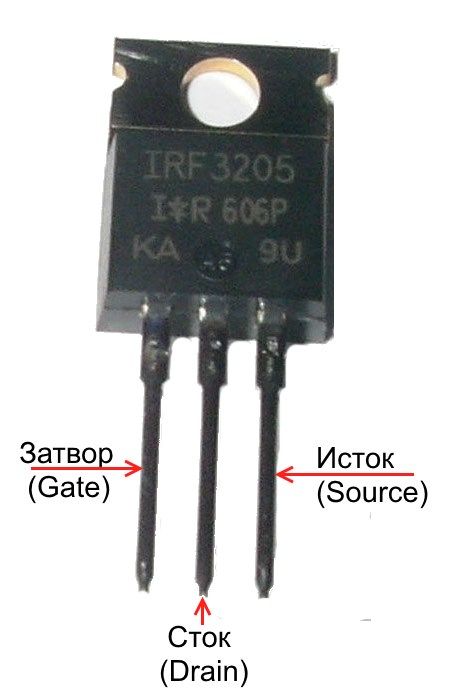 ..
..  Трансформатор в данной схеме обычно проверяется элементарно замером сопротивления. Сопротивление первички должно быть в районе 3,2-4 ома, остальные три обмотки по 0.3-0,4 ома. Если это так, то можно просто подать питание от дополнительного источника 15 вольт 3-5 ампер на 5 и 7 ногу 3843. Если какойто элемент садит питание, то 3-5 ампера поможет ему догореть или значительно нагреет. Включаем, смотрим , нюхаем. Находим проблему, думаем, меняем.Если все ОК смотрим осцилограммы на 6 ноге 3843 , если ничего не видим, смотриь на 8 ноге наличие сигнала ВРЕФ 5 вольт, если его нет, для самоуспокения смотрим наличие пилы на 4 ноге, естественно ее нет, т.к. нет 5 вольт на ноге 8 и тогда со спокойной душой выпаеваем и меняем 3843. Все просто как грабли.
Трансформатор в данной схеме обычно проверяется элементарно замером сопротивления. Сопротивление первички должно быть в районе 3,2-4 ома, остальные три обмотки по 0.3-0,4 ома. Если это так, то можно просто подать питание от дополнительного источника 15 вольт 3-5 ампер на 5 и 7 ногу 3843. Если какойто элемент садит питание, то 3-5 ампера поможет ему догореть или значительно нагреет. Включаем, смотрим , нюхаем. Находим проблему, думаем, меняем.Если все ОК смотрим осцилограммы на 6 ноге 3843 , если ничего не видим, смотриь на 8 ноге наличие сигнала ВРЕФ 5 вольт, если его нет, для самоуспокения смотрим наличие пилы на 4 ноге, естественно ее нет, т.к. нет 5 вольт на ноге 8 и тогда со спокойной душой выпаеваем и меняем 3843. Все просто как грабли.
 Сопротивление первички должно быть в районе 3,2-4 ома…
Сопротивление первички должно быть в районе 3,2-4 ома…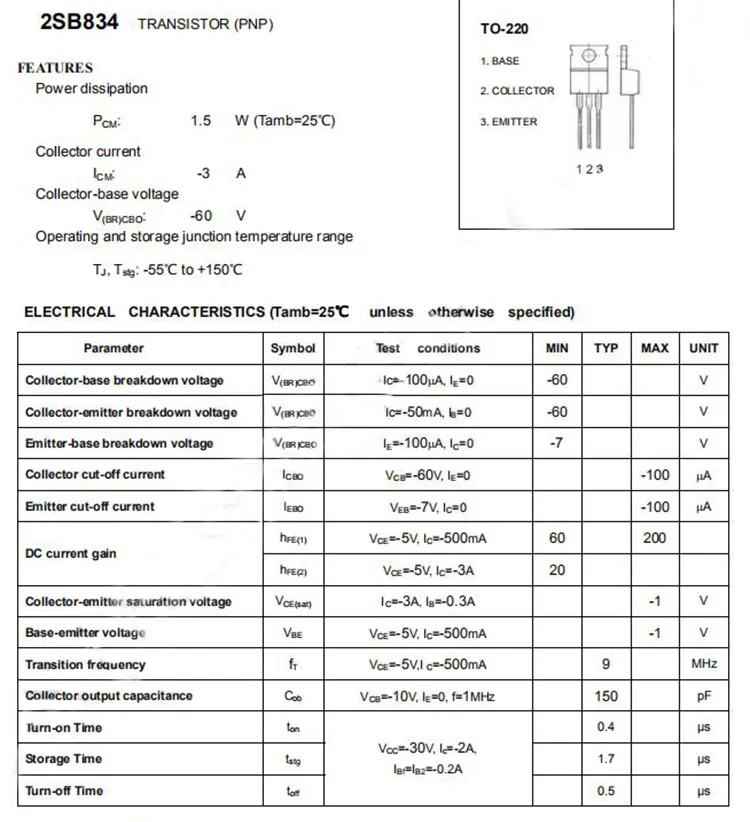 Те, кто называют их наиболее важными и самыми распространенными радиодеталями абсолютно правы. Но любые компоненты не вечны, перегрузка по напряжению и току, нарушение температурного режима и другие факторы могут вывести их из строя. Расскажем (не перегружая теорией), как проверить работоспособность различных типов транзисторов (npn, pnp, полярных и составных) пользуясь тестером или мультиметром.
Те, кто называют их наиболее важными и самыми распространенными радиодеталями абсолютно правы. Но любые компоненты не вечны, перегрузка по напряжению и току, нарушение температурного режима и другие факторы могут вывести их из строя. Расскажем (не перегружая теорией), как проверить работоспособность различных типов транзисторов (npn, pnp, полярных и составных) пользуясь тестером или мультиметром. Найдя в интернете спецификацию (ее фрагмент показан на рисунке 2), мы получаем всю необходимую для тестирования информацию.
Найдя в интернете спецификацию (ее фрагмент показан на рисунке 2), мы получаем всю необходимую для тестирования информацию.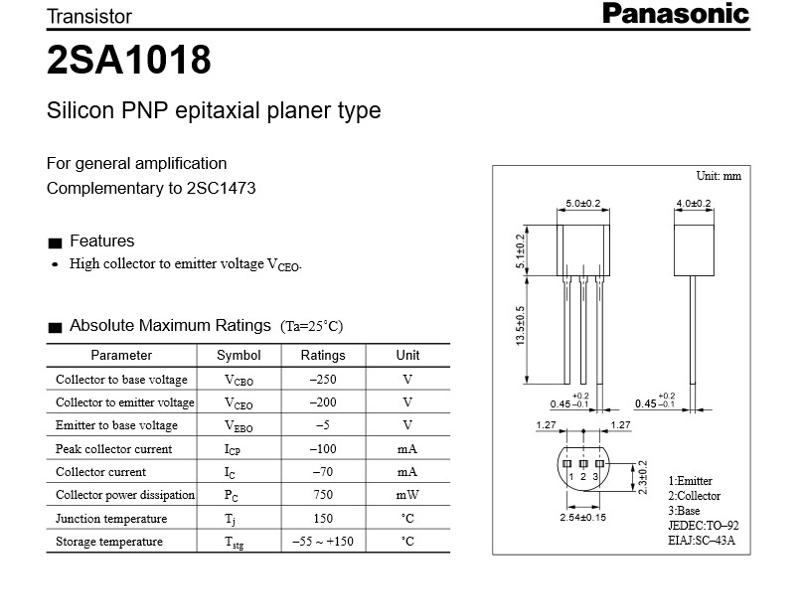 Включаем тестирующее устройство, переводим его в режим прозвонки или измерения сопротивления (достаточно установить предел 2кОм), и приступаем к тестированию. Начнем с pnp проводимости:
Включаем тестирующее устройство, переводим его в режим прозвонки или измерения сопротивления (достаточно установить предел 2кОм), и приступаем к тестированию. Начнем с pnp проводимости:
 Далее действуем по следующему алгоритму (для n-канального элемента):
Далее действуем по следующему алгоритму (для n-канального элемента): На рисунке 5 показан компонент SC12850, относящийся к этому классу.
На рисунке 5 показан компонент SC12850, относящийся к этому классу.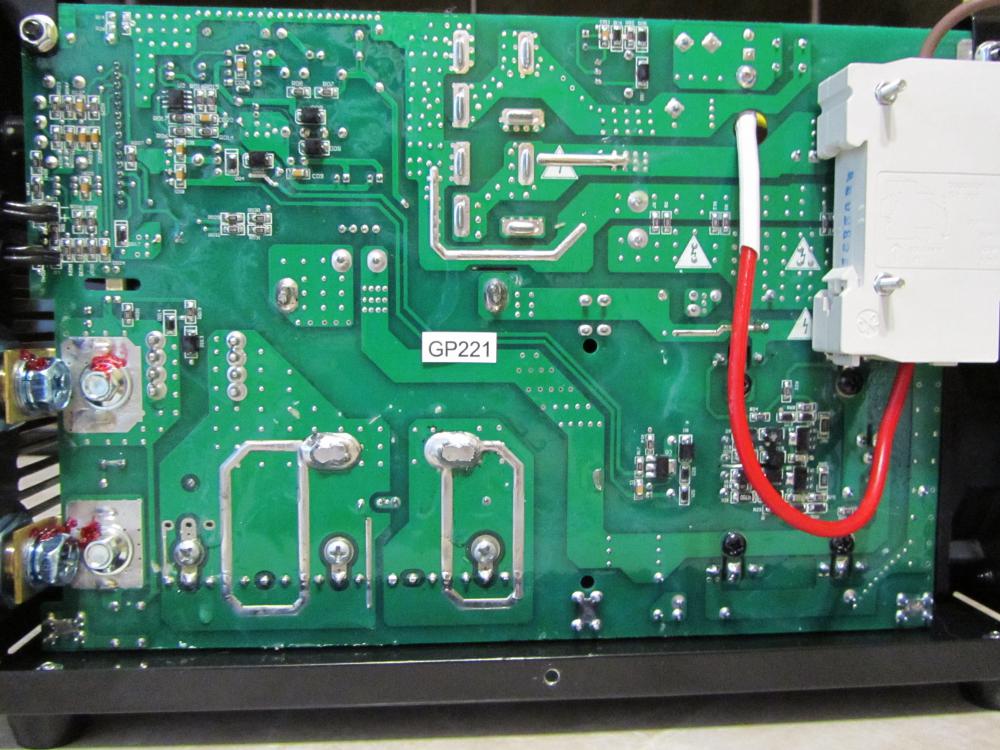
 Очень полезно при проектировании печатных плат для создания посадочных мест и проверки компонентов и размеров отверстий.
Очень полезно при проектировании печатных плат для создания посадочных мест и проверки компонентов и размеров отверстий. Промышленный класс, светодиодные индикаторы, настенный и панельный монтаж, USB 2.0
Промышленный класс, светодиодные индикаторы, настенный и панельный монтаж, USB 2.0 com
com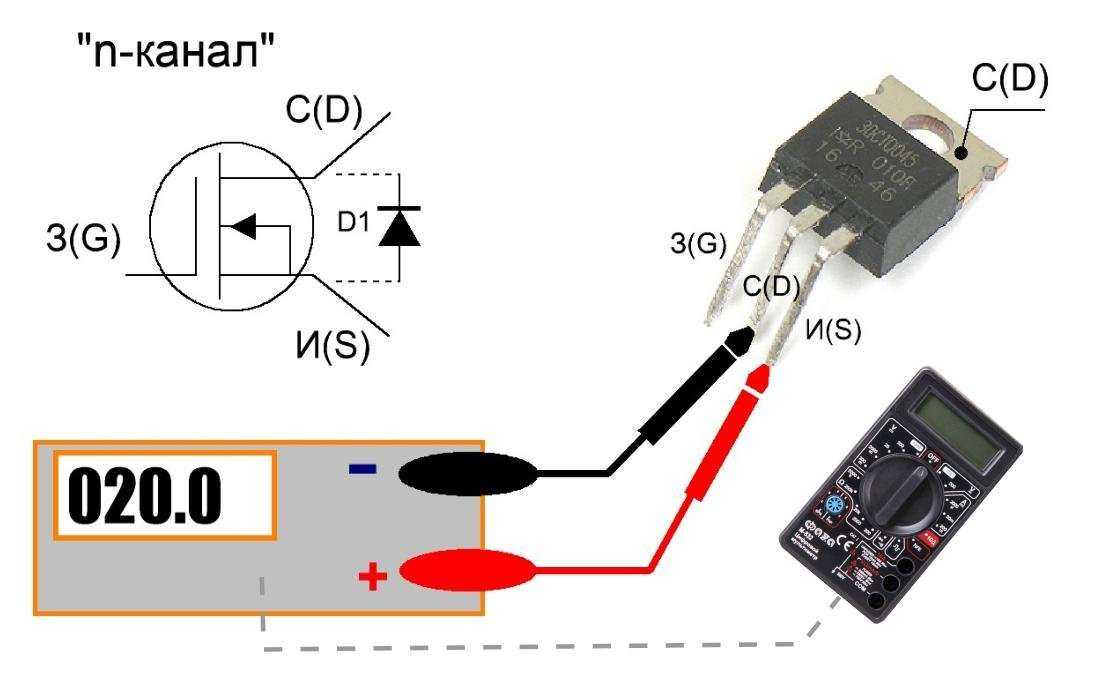 iweb
iweb
 Различия в таблицах данных, которые я нашел, показывают, что K2837 имеет рассеиваемую мощность 271 Вт, а FQA24N50 имеет рассеиваемую мощность 290 Вт. Лучше ли выше, или может быть вредно для использования в сварочном аппарате? Меня беспокоит то, что если я куплю часть FQA24N50, я не знаю, нужно ли мне получить 2 Ом или 1,9Омные резисторы, и я не знаю, как дополнительная мощность повлияет на другие компоненты. Другие отличия этих двух полевых МОП-транзисторов заключаются в том, что K2837 имеет коэффициент снижения выше 25 ° C при 2,22 Вт / ° C, а FQA составляет 2,33 Вт / ° C. Напоминаем, что текущая верхняя плата имеет резисторы на 1,9 Ом.
Различия в таблицах данных, которые я нашел, показывают, что K2837 имеет рассеиваемую мощность 271 Вт, а FQA24N50 имеет рассеиваемую мощность 290 Вт. Лучше ли выше, или может быть вредно для использования в сварочном аппарате? Меня беспокоит то, что если я куплю часть FQA24N50, я не знаю, нужно ли мне получить 2 Ом или 1,9Омные резисторы, и я не знаю, как дополнительная мощность повлияет на другие компоненты. Другие отличия этих двух полевых МОП-транзисторов заключаются в том, что K2837 имеет коэффициент снижения выше 25 ° C при 2,22 Вт / ° C, а FQA составляет 2,33 Вт / ° C. Напоминаем, что текущая верхняя плата имеет резисторы на 1,9 Ом. Модель 2837 показывает типичное сопротивление как 0,16 Ом по сравнению с FQA как 0,156 Ом, а максимальное значение для модели 2837 составляет 0,19.Ом, а FQA составляет 0,2 Ом. За исключением того, что указано, таблицы данных идентичны во всех остальных значениях.
Модель 2837 показывает типичное сопротивление как 0,16 Ом по сравнению с FQA как 0,156 Ом, а максимальное значение для модели 2837 составляет 0,19.Ом, а FQA составляет 0,2 Ом. За исключением того, что указано, таблицы данных идентичны во всех остальных значениях. Я не знаю номинального напряжения на стабилитронах на моей плате инвертора, потому что мне еще предстоит определить источник питания постоянного тока, который я могу использовать для проверки напряжений на оставшихся рабочих стабилитронах этой платы. Если я смогу определить сменную инверторную плату, которая выдает такое же напряжение на переднюю панель контроллера сварочного аппарата (которое, как я полагаю, составляет 24 В, потому что все верхние платы, которые я могу найти для каждой машины, выдает 24 В на соответствующую плату контроллера передней панели). ), тогда мне не придется переделывать плату инвертора, а просто заменить ее. Однако, если мне придется его перестраивать, мне интересно, указывает ли маркировка «C2», которую я вижу на сгоревшем стабилитроне, на 2 В? Другие стабилитроны на плате инвертора помечены цифрой «5», но я еще не снимал их с платы, чтобы увидеть маркировку на других диодах или проверить их.
Я не знаю номинального напряжения на стабилитронах на моей плате инвертора, потому что мне еще предстоит определить источник питания постоянного тока, который я могу использовать для проверки напряжений на оставшихся рабочих стабилитронах этой платы. Если я смогу определить сменную инверторную плату, которая выдает такое же напряжение на переднюю панель контроллера сварочного аппарата (которое, как я полагаю, составляет 24 В, потому что все верхние платы, которые я могу найти для каждой машины, выдает 24 В на соответствующую плату контроллера передней панели). ), тогда мне не придется переделывать плату инвертора, а просто заменить ее. Однако, если мне придется его перестраивать, мне интересно, указывает ли маркировка «C2», которую я вижу на сгоревшем стабилитроне, на 2 В? Другие стабилитроны на плате инвертора помечены цифрой «5», но я еще не снимал их с платы, чтобы увидеть маркировку на других диодах или проверить их. Я определил несколько, которые определенно имеют одинаковые синие резисторы из металлической фольги 1,9 Ом. Опять же, хотя инверторные платы на этих сменных верхних платах имеют точно такую же распиновку и, вероятно, такого же размера, что я мог бы просто перепаять их на свою плату или использовать детали для восстановления моих обжаренных частей, я не знаю напряжения от инвертора, которые у меня есть, или то, что я получил бы в заготовленной плате.
Я определил несколько, которые определенно имеют одинаковые синие резисторы из металлической фольги 1,9 Ом. Опять же, хотя инверторные платы на этих сменных верхних платах имеют точно такую же распиновку и, вероятно, такого же размера, что я мог бы просто перепаять их на свою плату или использовать детали для восстановления моих обжаренных частей, я не знаю напряжения от инвертора, которые у меня есть, или то, что я получил бы в заготовленной плате.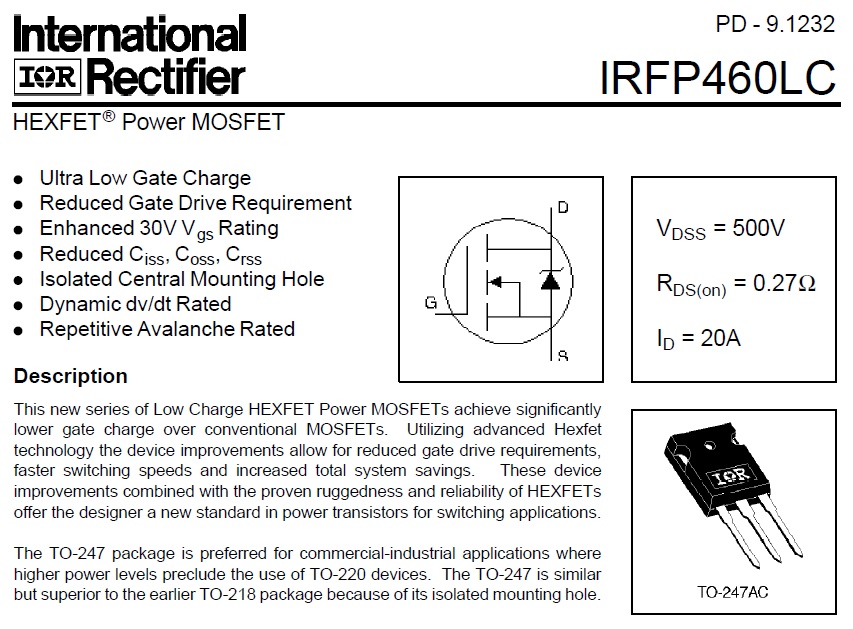 Ом, которые в настоящее время находятся на моей плате. Я не считаю, что есть большая разница в использовании резисторов на 1,9 и 2 Ом… но, пожалуйста, поправьте меня, если какое-либо из моих предположений неверно.
Ом, которые в настоящее время находятся на моей плате. Я не считаю, что есть большая разница в использовании резисторов на 1,9 и 2 Ом… но, пожалуйста, поправьте меня, если какое-либо из моих предположений неверно.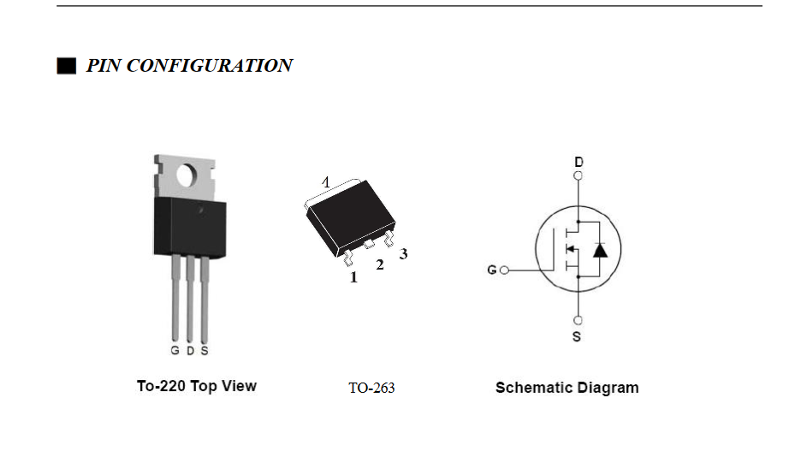 Я с Клаусом, ооооочень много слов. Краткость — душа остроумия.
Я с Клаусом, ооооочень много слов. Краткость — душа остроумия. 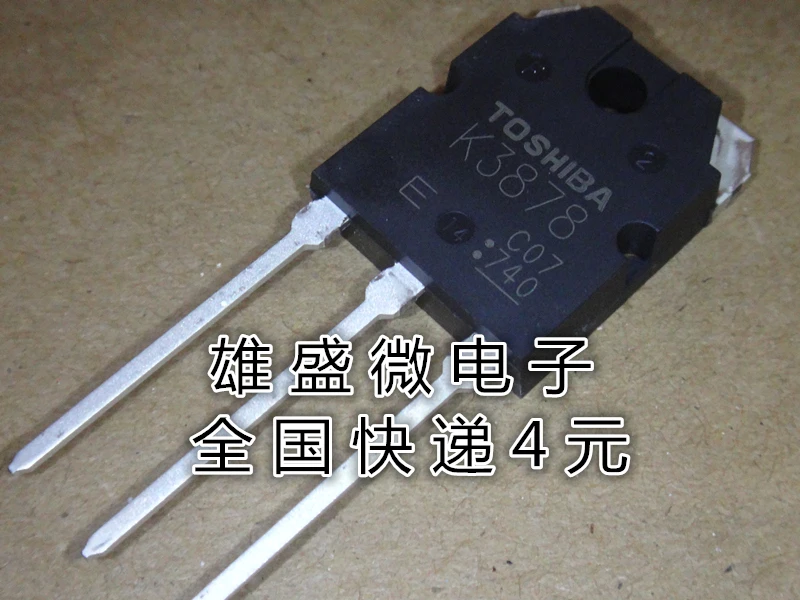
 ru.
ru. Перевезем собственным автотранспортом. Также оформляем ж/д грузоперевозки. При необходимости груз страхуем и сопровождаем.
Перевезем собственным автотранспортом. Также оформляем ж/д грузоперевозки. При необходимости груз страхуем и сопровождаем..jpg) Цена за 16гаек + 1ключ
Цена за 16гаек + 1ключ 90 грн
90 грн 7) М16*1,5 (производство Белебей)
7) М16*1,5 (производство Белебей)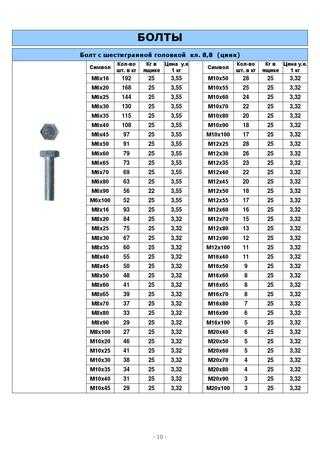 16 грн/комплект
16 грн/комплект Хмельницкий
Хмельницкий
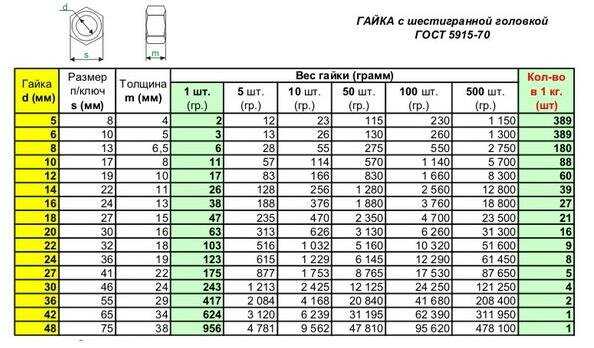

 Первая составляет одну сотую от минимального предела прочности.
Первая составляет одну сотую от минимального предела прочности.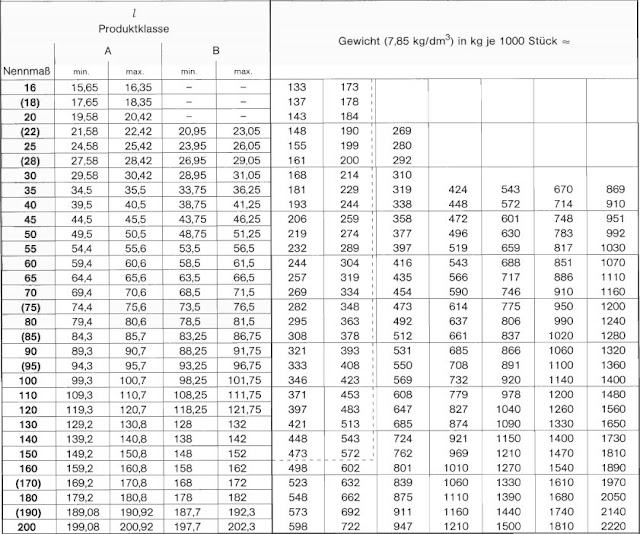 Н/мм2
Н/мм2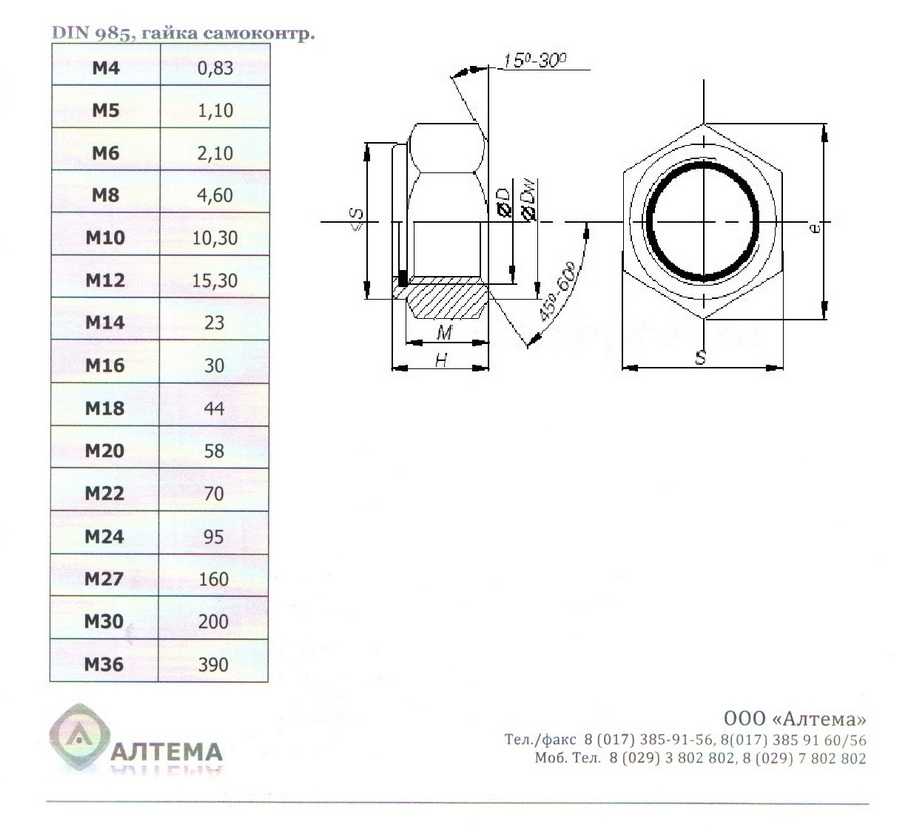 Выбор
Выбор В корне резьбы обезуглероживание не должно превышать одной десятой глубины основного
В корне резьбы обезуглероживание не должно превышать одной десятой глубины основного


 Допустимый допуск –0 + 0,8 мм
Допустимый допуск –0 + 0,8 мм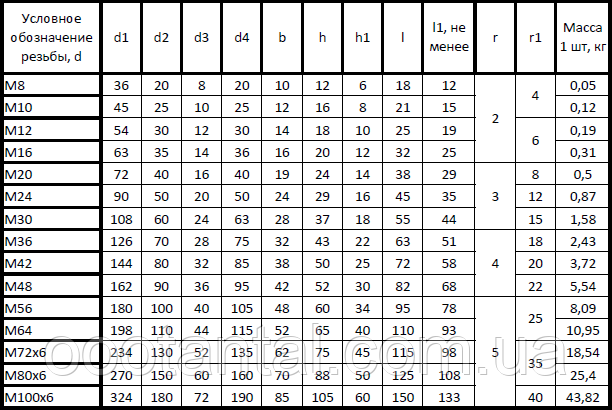


 Гайки с установленной пробной нагрузкой свыше 500 000 Н (см. таблицу 10) могут быть освобождены от испытаний пробной нагрузкой. Такие гайки должны иметь минимальную твердость, согласованную между покупателем и изготовителем.
Гайки с установленной пробной нагрузкой свыше 500 000 Н (см. таблицу 10) могут быть освобождены от испытаний пробной нагрузкой. Такие гайки должны иметь минимальную твердость, согласованную между покупателем и изготовителем. %
%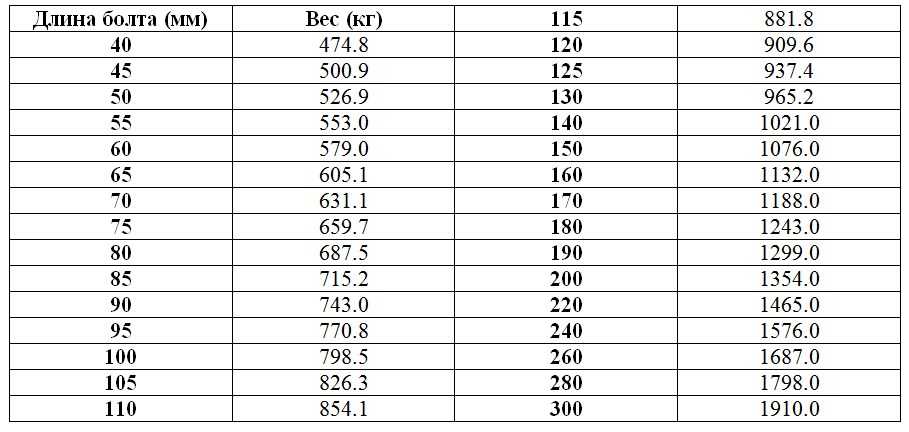 примечания)
примечания) разделы 16 и 19)
разделы 16 и 19)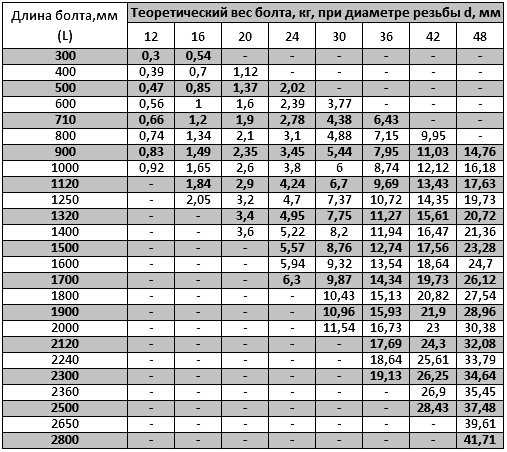
 №
№ 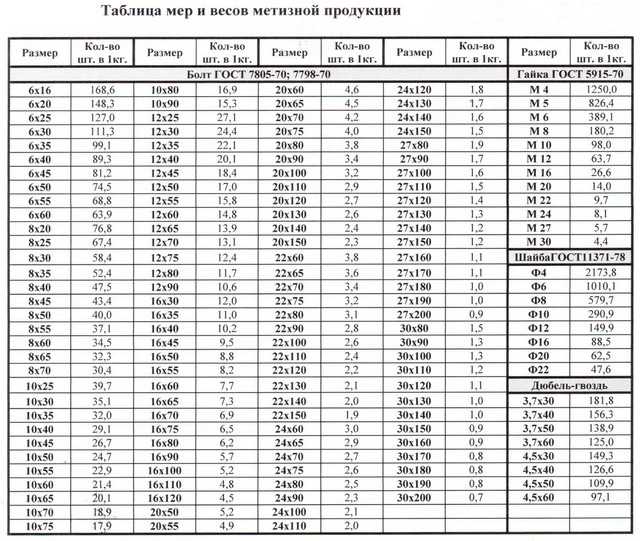
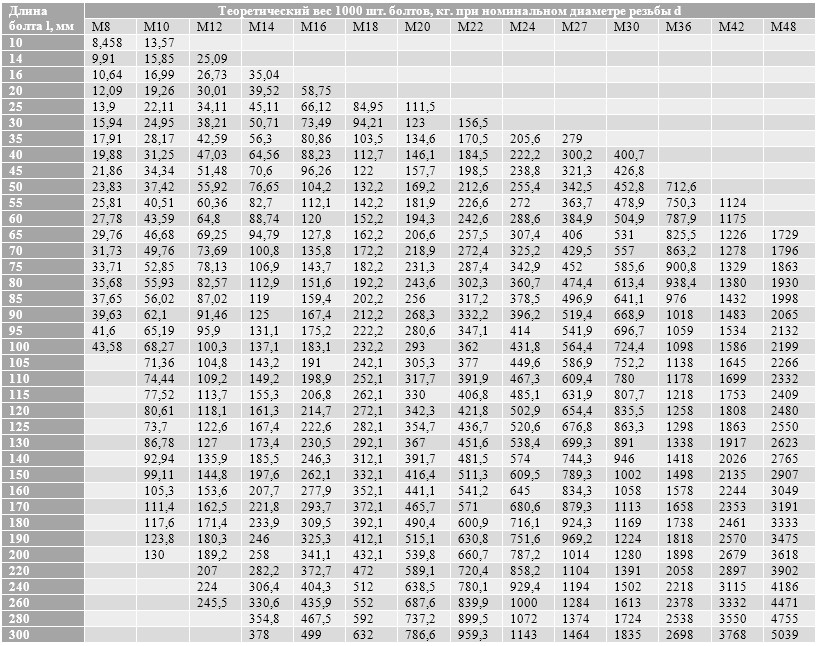
 21
21 00
00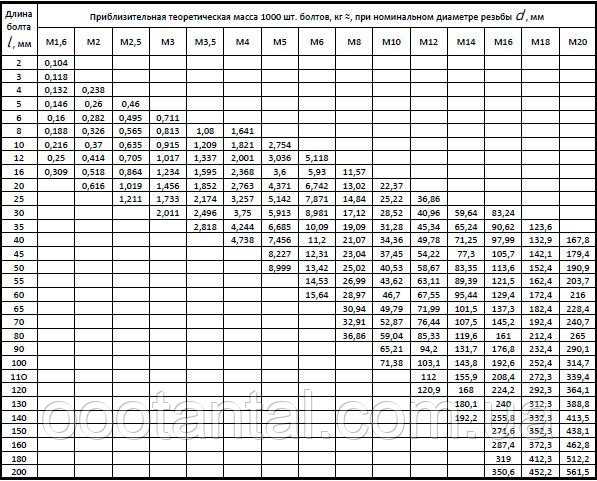 00
00 00
00 00
00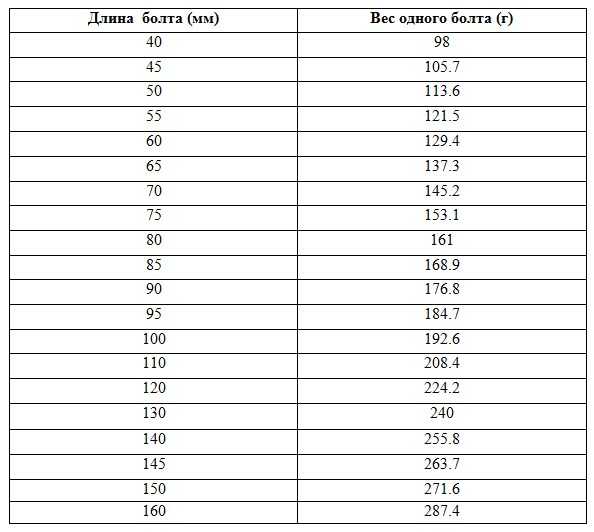 00
00 00
00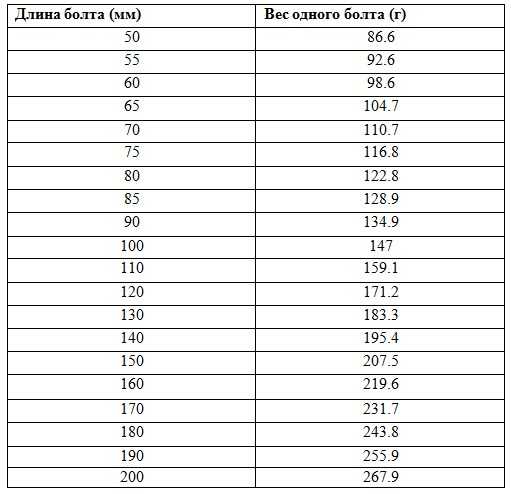 00
00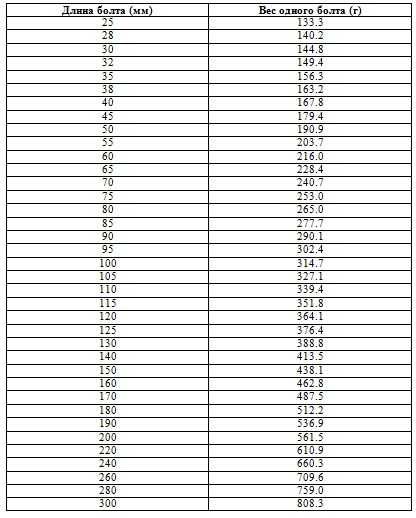 00
00 00
00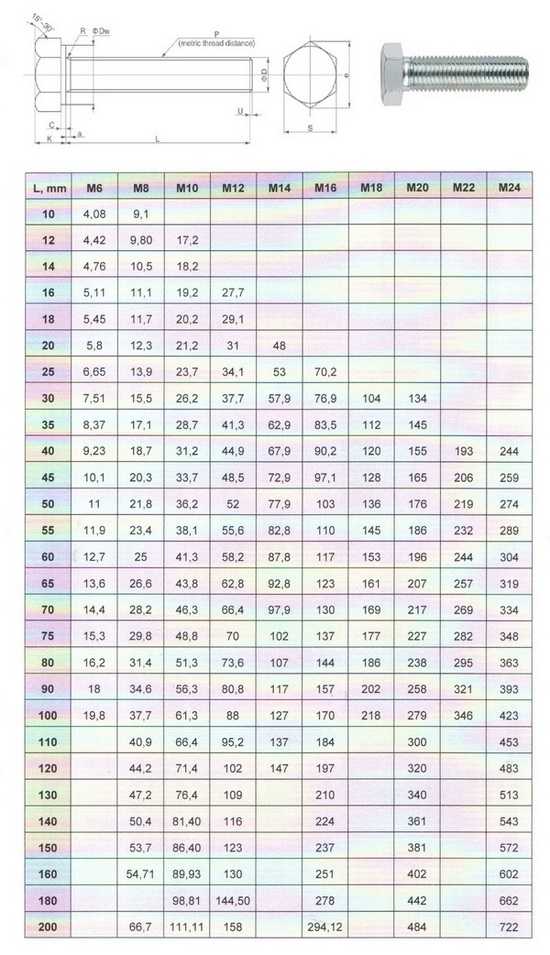 08
08 00
00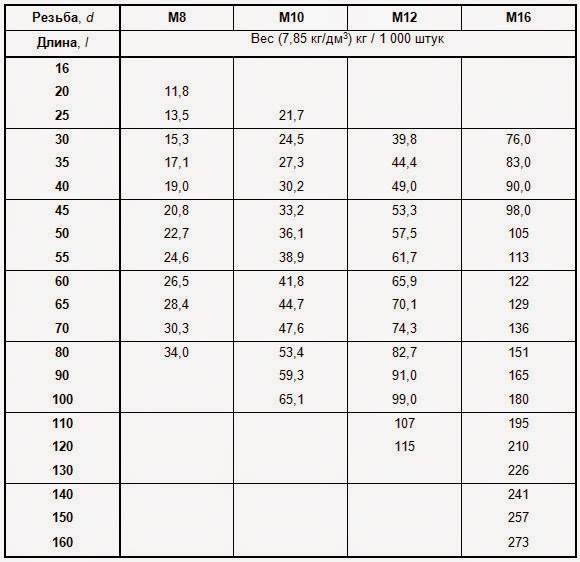 00
00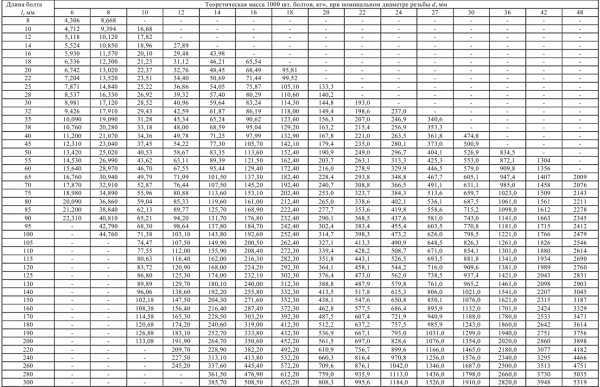 13
13 13
13
 Это может быть шамот или динас.
Это может быть шамот или динас. Усложняется розжиг особенно в том случае, когда горн на протяжении длительного времени стоял неиспользованным. Для этого кузнецу необходимо обладать определенными навыками.
Усложняется розжиг особенно в том случае, когда горн на протяжении длительного времени стоял неиспользованным. Для этого кузнецу необходимо обладать определенными навыками.
 Для ее изготовления используется материал, обладающий огнеупорными свойствами. С внешней стороны камера обкладывается сталью с жаростойкими свойствами.
Для ее изготовления используется материал, обладающий огнеупорными свойствами. С внешней стороны камера обкладывается сталью с жаростойкими свойствами. Его форма имеет непосредственную зависимость от формы заготовок, которые будут использоваться в процессе работы.
Его форма имеет непосредственную зависимость от формы заготовок, которые будут использоваться в процессе работы.


 Ее также можно выполнить самостоятельно.
Ее также можно выполнить самостоятельно.




 Отрезать лучше с запасом, чтобы при укладывании отрезать излишек, если он останется. Резать вату можно универсальным, она режется также, как и обычная изоляция.
Отрезать лучше с запасом, чтобы при укладывании отрезать излишек, если он останется. Резать вату можно универсальным, она режется также, как и обычная изоляция. На корпус баллона привариваем отрезок профиля 2,5х2,5 см с отверстиями под болты, в этих отверстиях сделайте резьбу метчиком. Опять же, сварка может быть заменена пайкой.
На корпус баллона привариваем отрезок профиля 2,5х2,5 см с отверстиями под болты, в этих отверстиях сделайте резьбу метчиком. Опять же, сварка может быть заменена пайкой.

 Если вы собираетесь практиковать это в городской местности, газовая или, если быть более точным, газовая кузница пропана более уместна. Это позволяет вам запускать довольно простую установку с минимальной опасностью возгорания. Наряду с кузницей, мы также добавили кузнечную горелку своими руками! Итак, соберите свои идеи, связанные с металлом или сталью, или кузнечные проекты, поскольку у нас есть список самодельных кузниц, готовых начать работу над ними!
Если вы собираетесь практиковать это в городской местности, газовая или, если быть более точным, газовая кузница пропана более уместна. Это позволяет вам запускать довольно простую установку с минимальной опасностью возгорания. Наряду с кузницей, мы также добавили кузнечную горелку своими руками! Итак, соберите свои идеи, связанные с металлом или сталью, или кузнечные проекты, поскольку у нас есть список самодельных кузниц, готовых начать работу над ними! Единственное, что вам может понадобиться, это 2-дюймовая кольцевая пила для сверления отверстия и установки держателя горелки. Зеллерфордж
Единственное, что вам может понадобиться, это 2-дюймовая кольцевая пила для сверления отверстия и установки держателя горелки. Зеллерфордж thegeekpub
thegeekpub Вы можете выбрать один из двух вариантов кузницы, включая газ или уголь. Тем не менее, для жилого района кузнечная кузница, работающая на пропане, является лучшей идеей. инструкции
Вы можете выбрать один из двух вариантов кузницы, включая газ или уголь. Тем не менее, для жилого района кузнечная кузница, работающая на пропане, является лучшей идеей. инструкции Кузнечное дело — самый популярный вид кузнечного дела, и оно предлагает обширный список возможных кованых изделий. После того, как вы решили, вам нужно будет начать собирать все необходимое для создания домашней кузницы.
Кузнечное дело — самый популярный вид кузнечного дела, и оно предлагает обширный список возможных кованых изделий. После того, как вы решили, вам нужно будет начать собирать все необходимое для создания домашней кузницы.
 При кузнечном деле этот инструмент является одним из наиболее важных для приобретения и называется прочными коробчатыми тисками или кузнечными тисками. Они могут прослужить более двухсот лет и передаваться из поколения в поколение, если тиски хорошего качества.
При кузнечном деле этот инструмент является одним из наиболее важных для приобретения и называется прочными коробчатыми тисками или кузнечными тисками. Они могут прослужить более двухсот лет и передаваться из поколения в поколение, если тиски хорошего качества.
 При работе с пропаном у вас есть вентилятор, а не сильфон, в сопровождении коксовой печи.
При работе с пропаном у вас есть вентилятор, а не сильфон, в сопровождении коксовой печи.

 Павлоград
Павлоград 5 кг
5 кг 60 грн/кг
60 грн/кг
 uz
uz uz
uz uz
uz 4-5мм.
4-5мм. uz
uz uz
uz uz
uz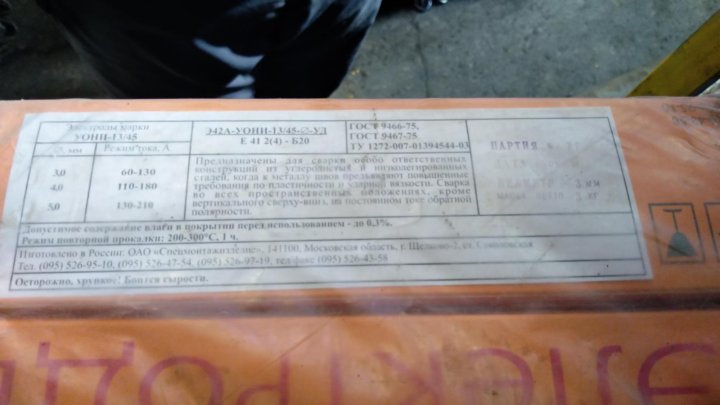 uz
uz uz
uz uz
uz uz
uz uz
uz uz
uz uz
uz uz
uz uz
uz uz
uz uz
uz uz
uz uz
uz uz
uz uz
uz uz
uz uz
uz uz
uz 1
1 1
1 1
1 1
1 1
1 1
1 1
1 1
1 1
1 1
1 1: Е 6013
1: Е 6013
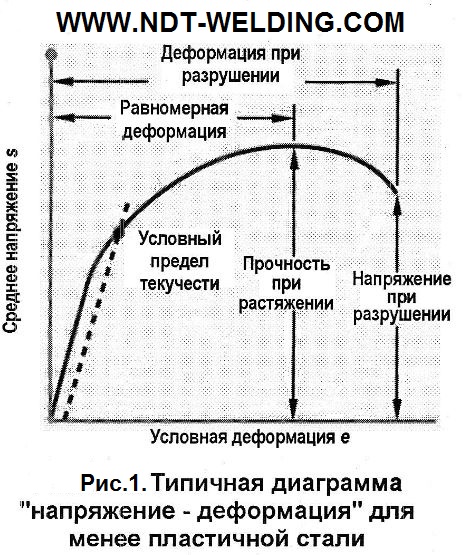 Прочностные и пластические свойства нелегированного титана определяются содержанием в нём примесей кислорода, азота и в меньшей степени углерода, железа и кремния. Особо прочный титан имеет предел прочности 251 МПа, предел текучести 104 МПа, относительное удлинение 72% (на расчетной длине 13 мм) при поперечном сужении 86,2%.
Прочностные и пластические свойства нелегированного титана определяются содержанием в нём примесей кислорода, азота и в меньшей степени углерода, железа и кремния. Особо прочный титан имеет предел прочности 251 МПа, предел текучести 104 МПа, относительное удлинение 72% (на расчетной длине 13 мм) при поперечном сужении 86,2%.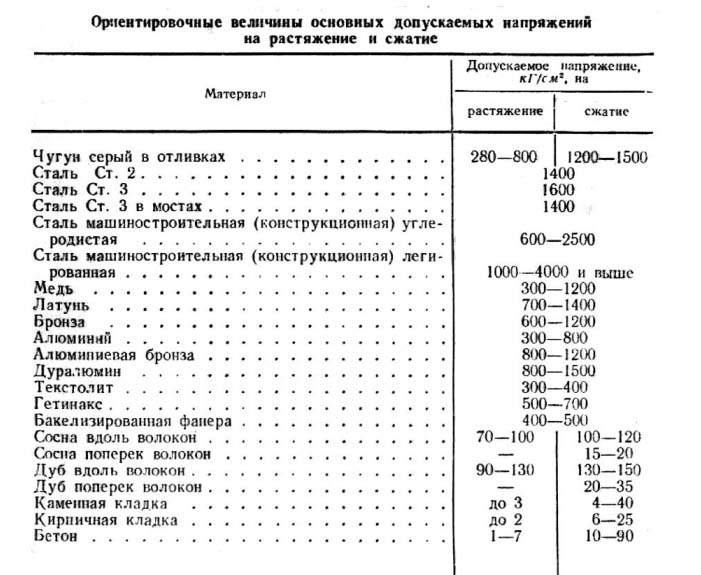 Свариваются хуже, чем сплавы первых двух групп, после сварки необходим отжиг, который можно совместить с режимом старения. Эти титановые сплавы имеют более высокую прочность при комнатной и повышенных температурах, чем сплавы первых двух групп. 4) Сплавы с преобладанием β-структуры благодаря кубической решётке очень пластичны при комнатной температуре, мало уступая техническому титану. Другим преимуществом сплавов этой группы является возможность достижения чрезвычайно высокого уровня прочности путём термической обработки.
Свариваются хуже, чем сплавы первых двух групп, после сварки необходим отжиг, который можно совместить с режимом старения. Эти титановые сплавы имеют более высокую прочность при комнатной и повышенных температурах, чем сплавы первых двух групп. 4) Сплавы с преобладанием β-структуры благодаря кубической решётке очень пластичны при комнатной температуре, мало уступая техническому титану. Другим преимуществом сплавов этой группы является возможность достижения чрезвычайно высокого уровня прочности путём термической обработки.
 Деформируемые медные сплавы поставляются в мягком (отожженном и закаленном), полутвердом (обжатие 10-30%), твердом (обжатие 30-50%) и особо твердом (обжатие более 60%) состояниях.
Деформируемые медные сплавы поставляются в мягком (отожженном и закаленном), полутвердом (обжатие 10-30%), твердом (обжатие 30-50%) и особо твердом (обжатие более 60%) состояниях.  ..130 ГПа.
..130 ГПа. Химический состав сплава БрБ2 описан в ГОСТ 18175-78 и включает в себя следующие компоненты: медь 96,9-98,0 %, бериллий 1,8-2,1 %, никель 0,2-0,5 % и до 0,5 % примесей.
Химический состав сплава БрБ2 описан в ГОСТ 18175-78 и включает в себя следующие компоненты: медь 96,9-98,0 %, бериллий 1,8-2,1 %, никель 0,2-0,5 % и до 0,5 % примесей.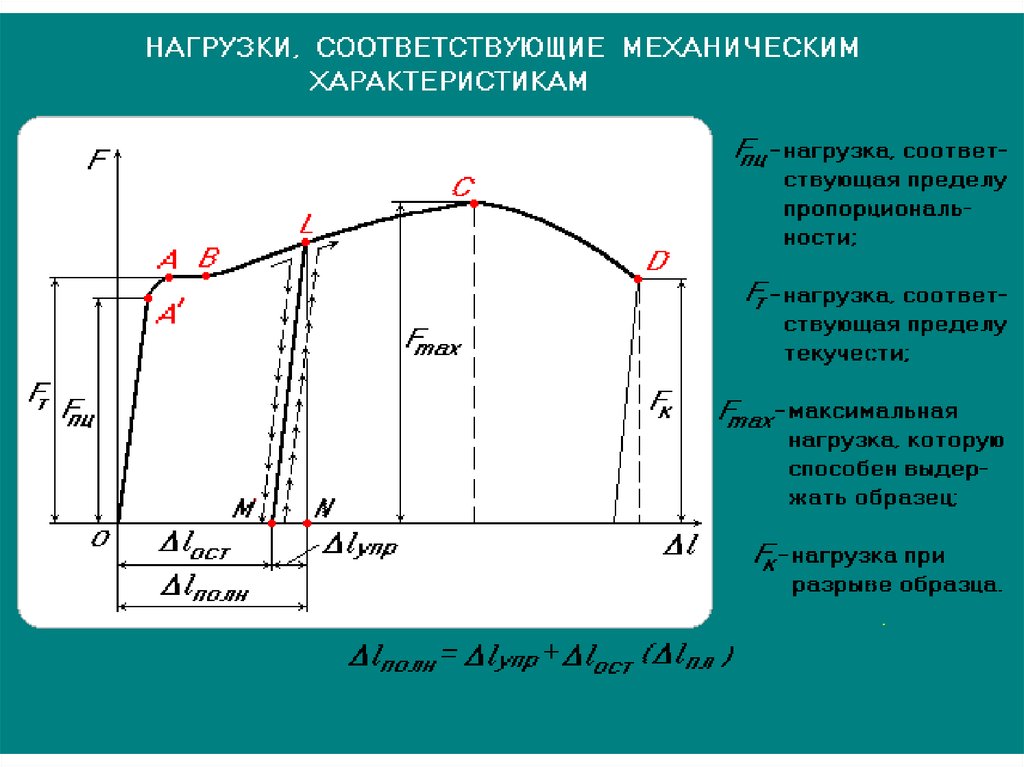 15
15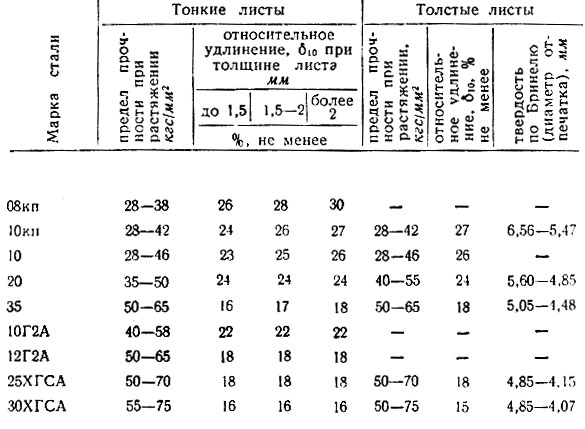 , ГОСТ15834 — 77
, ГОСТ15834 — 77 31
31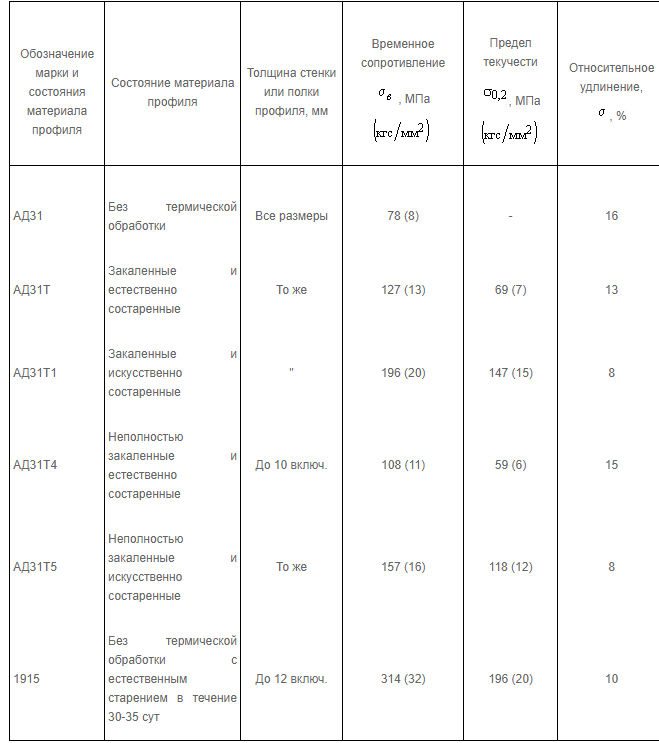 Ленты БрБ2 также применяются в приборостроении и производстве упругих и пружинящих деталей. Аналогичное применение нашла проволока в машиностроении и приборостроении. Бронза БрБ2 используется в различных областях производства. Из неё изготавливают антифрикционные детали и пружинящие детали: пружинящие детали и пружины. Из неё изготавливают детали ответственного назначения. Также из неё изготавливают неискрящие инструменты.
Ленты БрБ2 также применяются в приборостроении и производстве упругих и пружинящих деталей. Аналогичное применение нашла проволока в машиностроении и приборостроении. Бронза БрБ2 используется в различных областях производства. Из неё изготавливают антифрикционные детали и пружинящие детали: пружинящие детали и пружины. Из неё изготавливают детали ответственного назначения. Также из неё изготавливают неискрящие инструменты. В качестве припоя при выполнении такой технологической операции используются сплавы на основе серебра, а в защитном флюсе, использование которого необходимо, должны в обязательном порядке содержаться фтористые соли. Высокое качество пайки деталей из данных сплавов обеспечивает технология, предполагающая выполнение соединения в вакууме и использование слоя защитного флюса.
В качестве припоя при выполнении такой технологической операции используются сплавы на основе серебра, а в защитном флюсе, использование которого необходимо, должны в обязательном порядке содержаться фтористые соли. Высокое качество пайки деталей из данных сплавов обеспечивает технология, предполагающая выполнение соединения в вакууме и использование слоя защитного флюса. Но даже если условия эксплуатации нарушены, детали из БрБ2 способны выдерживать большие нагрузки трения и других механических воздействий. При работе механизмов в ходе изнашивания БрБ2 не откалывается большими кусками, а истирается постепенно, давая очень мелкую стружку.
Но даже если условия эксплуатации нарушены, детали из БрБ2 способны выдерживать большие нагрузки трения и других механических воздействий. При работе механизмов в ходе изнашивания БрБ2 не откалывается большими кусками, а истирается постепенно, давая очень мелкую стружку. Особенно активно процесс взаимодействия с галогенами происходит при повышенных температурах. В связи с этим, бериллиевую бронзу БрБ2 не рекомендуют использовать для изготовления деталей, эксплуатируемых в указанных газах.
Особенно активно процесс взаимодействия с галогенами происходит при повышенных температурах. В связи с этим, бериллиевую бронзу БрБ2 не рекомендуют использовать для изготовления деталей, эксплуатируемых в указанных газах. Медно-бериллиевый сплав БрБ2, подвергаемый термическому закаливанию, становится более прочным, упругим и пластичным. Первоначально его приводят в мягкое состояние, нагревая до 760-780°С, а затем подвергают старению в воде при температуре 310-330°С в течение 3 часов. При нагревании и последующем охлаждении сплава до комнатной температуры бериллий растворяется в меди с образованием насыщенного твердого раствора. Последующая закалка приводит к его осаждению, в результате чего бронза БрБ2 приобретает высокую твердость до 350 — 400 НВ.
Медно-бериллиевый сплав БрБ2, подвергаемый термическому закаливанию, становится более прочным, упругим и пластичным. Первоначально его приводят в мягкое состояние, нагревая до 760-780°С, а затем подвергают старению в воде при температуре 310-330°С в течение 3 часов. При нагревании и последующем охлаждении сплава до комнатной температуры бериллий растворяется в меди с образованием насыщенного твердого раствора. Последующая закалка приводит к его осаждению, в результате чего бронза БрБ2 приобретает высокую твердость до 350 — 400 НВ.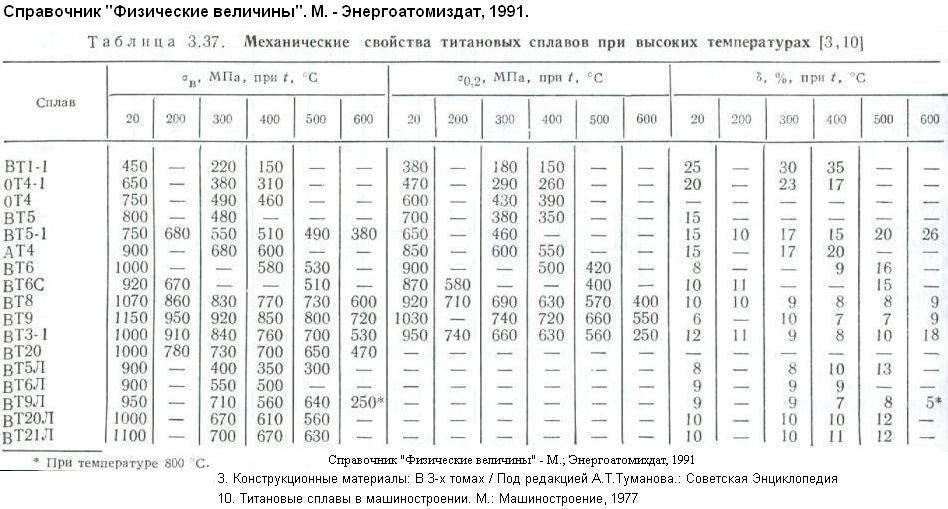 Медь высокой чистоты имеет предел прочности около 210 МПа и предел текучести 33 МПа, что ограничивает ее использование в промышленности. Но так же, как и для других сплавов, медь может быть упрочнена. Основной механизм усиления легирование в сплавы на основе меди .
Медь высокой чистоты имеет предел прочности около 210 МПа и предел текучести 33 МПа, что ограничивает ее использование в промышленности. Но так же, как и для других сплавов, медь может быть упрочнена. Основной механизм усиления легирование в сплавы на основе меди .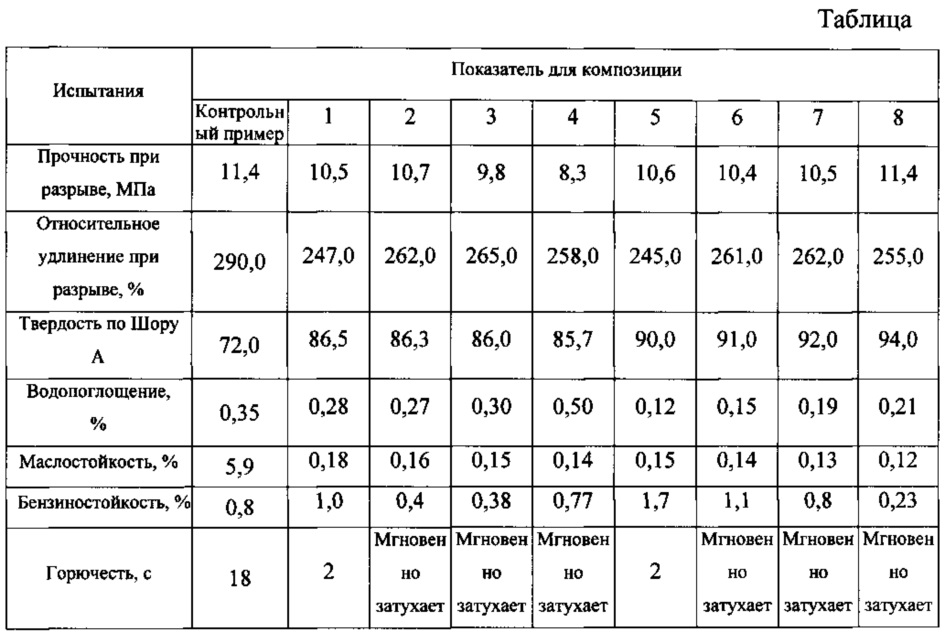 Кроме того, ограниченное количество медных сплавов можно упрочнить термической обработкой; следовательно, для улучшения этих механических свойств необходимо использовать холодную обработку давлением и/или легирование в твердом растворе.
Кроме того, ограниченное количество медных сплавов можно упрочнить термической обработкой; следовательно, для улучшения этих механических свойств необходимо использовать холодную обработку давлением и/или легирование в твердом растворе. Однако алюминий обычно используется в воздушных высоковольтных линиях электропередачи, потому что он имеет примерно половину веса и снижает стоимость медного кабеля с сопоставимым сопротивлением. При данной температуре металлы’ тепловая и электрическая проводимости пропорциональны , но повышение температуры увеличивает теплопроводность при уменьшении электропроводности. Это поведение количественно выражено в законе Видемана-Франца .
Однако алюминий обычно используется в воздушных высоковольтных линиях электропередачи, потому что он имеет примерно половину веса и снижает стоимость медного кабеля с сопоставимым сопротивлением. При данной температуре металлы’ тепловая и электрическая проводимости пропорциональны , но повышение температуры увеличивает теплопроводность при уменьшении электропроводности. Это поведение количественно выражено в законе Видемана-Франца . Возможна механическая обработка меди, хотя сплавы предпочтительнее из-за хорошей обрабатываемости при создании сложных деталей.
Возможна механическая обработка меди, хотя сплавы предпочтительнее из-за хорошей обрабатываемости при создании сложных деталей. Бронза или бронзоподобные сплавы и смеси использовались для изготовления монет в течение более длительного периода. Бронзы по-прежнему широко используются для изготовления пружин, подшипников, втулок, опорных подшипников автомобильных трансмиссий и аналогичных фитингов, особенно в подшипниках небольших электродвигателей. Латунь и бронза являются распространенными конструкционными материалами в современной архитектуре и в основном используются для кровли и облицовки фасадов из-за их внешнего вида.
Бронза или бронзоподобные сплавы и смеси использовались для изготовления монет в течение более длительного периода. Бронзы по-прежнему широко используются для изготовления пружин, подшипников, втулок, опорных подшипников автомобильных трансмиссий и аналогичных фитингов, особенно в подшипниках небольших электродвигателей. Латунь и бронза являются распространенными конструкционными материалами в современной архитектуре и в основном используются для кровли и облицовки фасадов из-за их внешнего вида.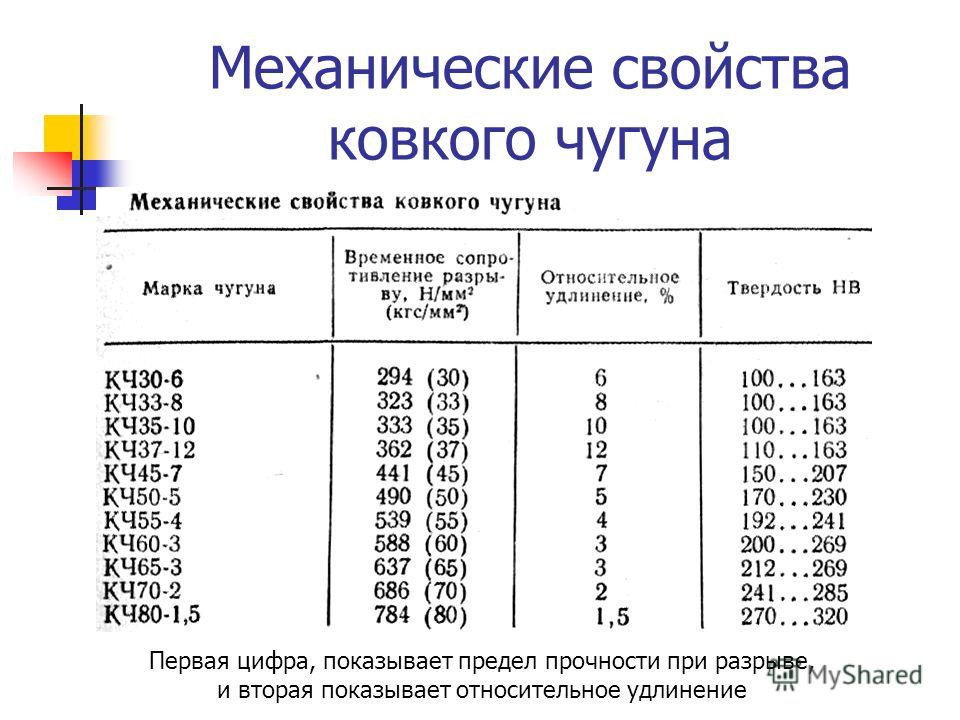 Добавление этих сплавов приводит к таким применениям, как пружины, крепежные детали, крепления для каменной кладки, валы, шпиндели клапанов, шестерни и подшипники. Бронза также является предпочтительным металлом для колоколов в виде бронзового сплава с высоким содержанием олова, известного в просторечии как колокольный металл, который содержит около 23% олова. Сплавы с высоким содержанием оловянной бронзы обычно используются в зубчатых передачах и высокопрочных втулках и подшипниках, где присутствуют высокая прочность и большие нагрузки. Другими областями применения этих сплавов являются рабочие колеса насосов, поршневые кольца и паровые фитинги. Например, медный литейный сплав UNS C9.0500 — литейный сплав меди с оловом, также известный как бронза. Первоначально использовавшийся в основном для изготовления оружия, он был в значительной степени заменен сталью.
Добавление этих сплавов приводит к таким применениям, как пружины, крепежные детали, крепления для каменной кладки, валы, шпиндели клапанов, шестерни и подшипники. Бронза также является предпочтительным металлом для колоколов в виде бронзового сплава с высоким содержанием олова, известного в просторечии как колокольный металл, который содержит около 23% олова. Сплавы с высоким содержанием оловянной бронзы обычно используются в зубчатых передачах и высокопрочных втулках и подшипниках, где присутствуют высокая прочность и большие нагрузки. Другими областями применения этих сплавов являются рабочие колеса насосов, поршневые кольца и паровые фитинги. Например, медный литейный сплав UNS C9.0500 — литейный сплав меди с оловом, также известный как бронза. Первоначально использовавшийся в основном для изготовления оружия, он был в значительной степени заменен сталью. 0,80%, Zn: макс. 1,50%, Pb: макс. 0,05%. Кремниевые бронзы обладают хорошим сочетанием прочности и пластичности, хорошей коррозионной стойкостью и легкой свариваемостью. Кремниевые бронзы изначально были разработаны для химической промышленности из-за их исключительной устойчивости к коррозии во многих жидкостях. Они используются в приложениях архитектурных продуктов, таких как:
0,80%, Zn: макс. 1,50%, Pb: макс. 0,05%. Кремниевые бронзы обладают хорошим сочетанием прочности и пластичности, хорошей коррозионной стойкостью и легкой свариваемостью. Кремниевые бронзы изначально были разработаны для химической промышленности из-за их исключительной устойчивости к коррозии во многих жидкостях. Они используются в приложениях архитектурных продуктов, таких как: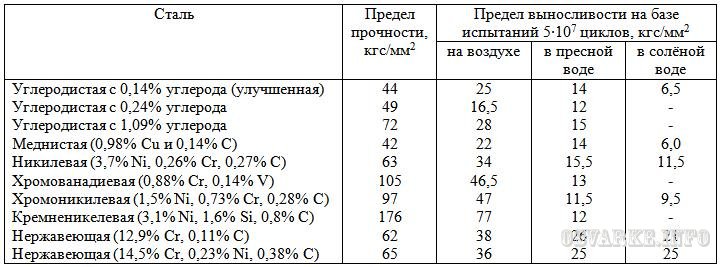 Их превосходная коррозионная стойкость обусловлена алюминием в сплавах, который вступает в реакцию с кислородом воздуха с образованием тонкого прочного поверхностного слоя оксида алюминия (оксида алюминия), который действует как барьер против коррозии богатого медью сплава. Встречаются в кованом и литом виде. Алюминиевые бронзы обычно имеют золотистый цвет. Алюминиевые бронзы используются в морской воде, в том числе:
Их превосходная коррозионная стойкость обусловлена алюминием в сплавах, который вступает в реакцию с кислородом воздуха с образованием тонкого прочного поверхностного слоя оксида алюминия (оксида алюминия), который действует как барьер против коррозии богатого медью сплава. Встречаются в кованом и литом виде. Алюминиевые бронзы обычно имеют золотистый цвет. Алюминиевые бронзы используются в морской воде, в том числе: Обладает хорошей теплопроводностью (210 Вт/м°С) в 3-5 раз больше, чем инструментальная сталь. Эти высокоэффективные сплавы уже давно используются для искробезопасного инструмента в горнодобывающей (угольные шахты), газовой и нефтехимической промышленности (нефтяные вышки). Для этих сред доступны отвертки из бериллиевой меди, плоскогубцы, гаечные ключи, холодные долота, ножи и молотки. Из-за отличной усталостной прочности бериллий-медь широко используется для изготовления пружин, пружинной проволоки, тензодатчиков и других деталей, которые должны сохранять свою форму при циклических нагрузках.
Обладает хорошей теплопроводностью (210 Вт/м°С) в 3-5 раз больше, чем инструментальная сталь. Эти высокоэффективные сплавы уже давно используются для искробезопасного инструмента в горнодобывающей (угольные шахты), газовой и нефтехимической промышленности (нефтяные вышки). Для этих сред доступны отвертки из бериллиевой меди, плоскогубцы, гаечные ключи, холодные долота, ножи и молотки. Из-за отличной усталостной прочности бериллий-медь широко используется для изготовления пружин, пружинной проволоки, тензодатчиков и других деталей, которые должны сохранять свою форму при циклических нагрузках. Было обнаружено, что увеличение содержания олова увеличивает время затухания удара колокола, что делает колокол более звонким. Бронзы с высоким содержанием олова также используются в зубчатых передачах и высокопрочных втулках и подшипниках, где присутствуют высокая прочность и большие нагрузки.
Было обнаружено, что увеличение содержания олова увеличивает время затухания удара колокола, что делает колокол более звонким. Бронзы с высоким содержанием олова также используются в зубчатых передачах и высокопрочных втулках и подшипниках, где присутствуют высокая прочность и большие нагрузки. Медь и сплавы на ее основе, в том числе латуни (Cu-Zn) и бронзы (Cu-Sn), широко используются в промышленности и обществе. Некоторые латунные сплавы включают в себя бижутерию, замки, петли, шестерни, подшипники, гильзы для боеприпасов, автомобильные радиаторы, музыкальные инструменты, электронную упаковку и монеты. Бронза или бронзоподобные сплавы и смеси использовались для изготовления монет в течение более длительного периода. Он по-прежнему широко используется для изготовления пружин, подшипников, втулок, направляющих подшипников автомобильных трансмиссий и аналогичных фитингов, и сегодня он особенно распространен в подшипниках небольших электродвигателей. Латунь и бронза являются распространенными конструкционными материалами в современной архитектуре и в основном используются для кровли и облицовки фасадов из-за их внешнего вида.
Медь и сплавы на ее основе, в том числе латуни (Cu-Zn) и бронзы (Cu-Sn), широко используются в промышленности и обществе. Некоторые латунные сплавы включают в себя бижутерию, замки, петли, шестерни, подшипники, гильзы для боеприпасов, автомобильные радиаторы, музыкальные инструменты, электронную упаковку и монеты. Бронза или бронзоподобные сплавы и смеси использовались для изготовления монет в течение более длительного периода. Он по-прежнему широко используется для изготовления пружин, подшипников, втулок, направляющих подшипников автомобильных трансмиссий и аналогичных фитингов, и сегодня он особенно распространен в подшипниках небольших электродвигателей. Латунь и бронза являются распространенными конструкционными материалами в современной архитектуре и в основном используются для кровли и облицовки фасадов из-за их внешнего вида. Материаловедение включает в себя изучение структуры материалов и связывание их с их свойствами (механическими, электрическими и т. д.). Как только материаловед узнает об этой корреляции структура-свойство, он может приступить к изучению относительных характеристик материала в данном приложении. Основными факторами, определяющими структуру материала и, следовательно, его свойства, являются входящие в его состав химические элементы и то, как он был обработан до конечной формы.
Материаловедение включает в себя изучение структуры материалов и связывание их с их свойствами (механическими, электрическими и т. д.). Как только материаловед узнает об этой корреляции структура-свойство, он может приступить к изучению относительных характеристик материала в данном приложении. Основными факторами, определяющими структуру материала и, следовательно, его свойства, являются входящие в его состав химические элементы и то, как он был обработан до конечной формы. Прочность материала – это его способность выдерживать приложенную нагрузку без разрушения или пластической деформации.
Прочность материала – это его способность выдерживать приложенную нагрузку без разрушения или пластической деформации. Когда пластичный материал достигает предела прочности, он испытывает сужение, когда площадь поперечного сечения локально уменьшается. Кривая напряжение-деформация не содержит более высокого напряжения, чем предел прочности. Несмотря на то, что деформации могут продолжать увеличиваться, напряжение обычно уменьшается после достижения предела прочности. Это интенсивное свойство; следовательно, его значение не зависит от размеров испытуемого образца. Однако это зависит от других факторов, таких как подготовка образца, наличие или отсутствие поверхностных дефектов, температура тестовой среды и материала. Предел прочности при растяжении варьируется от 50 МПа для алюминия до 3000 МПа для очень высокопрочной стали.
Когда пластичный материал достигает предела прочности, он испытывает сужение, когда площадь поперечного сечения локально уменьшается. Кривая напряжение-деформация не содержит более высокого напряжения, чем предел прочности. Несмотря на то, что деформации могут продолжать увеличиваться, напряжение обычно уменьшается после достижения предела прочности. Это интенсивное свойство; следовательно, его значение не зависит от размеров испытуемого образца. Однако это зависит от других факторов, таких как подготовка образца, наличие или отсутствие поверхностных дефектов, температура тестовой среды и материала. Предел прочности при растяжении варьируется от 50 МПа для алюминия до 3000 МПа для очень высокопрочной стали.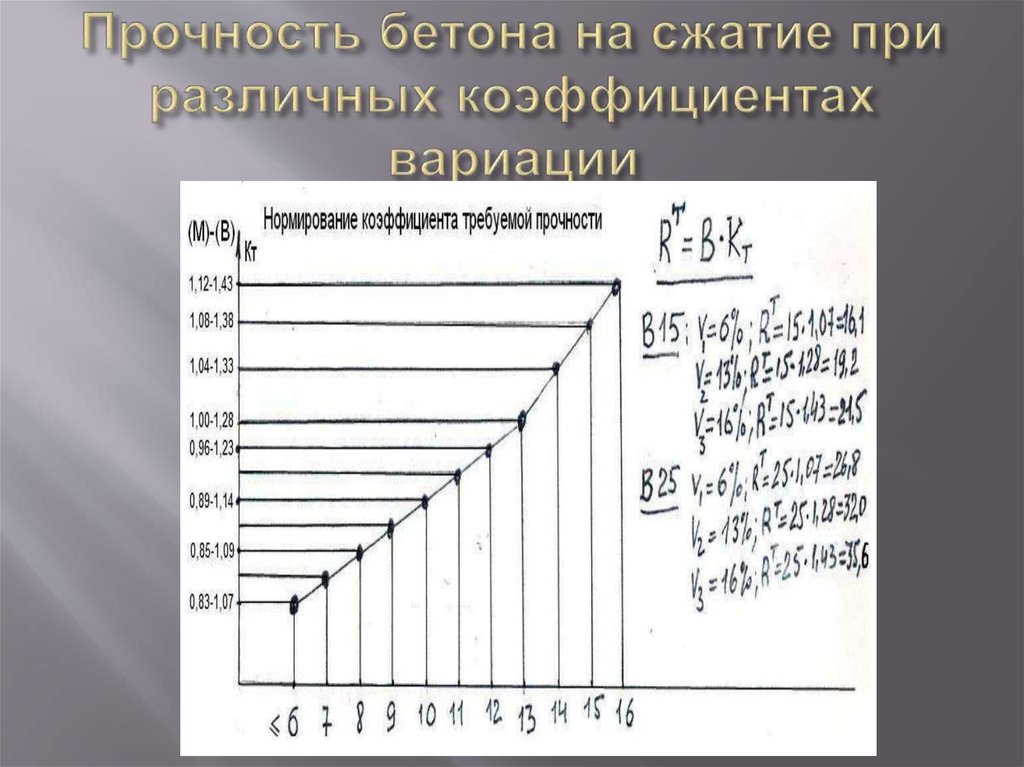
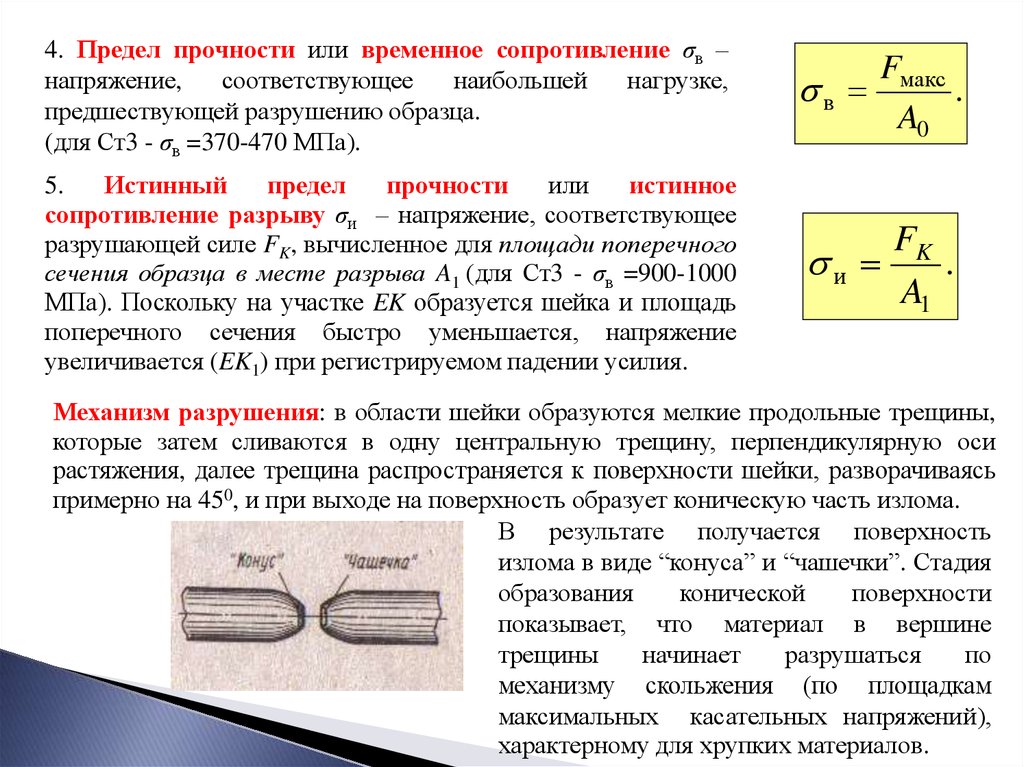
 Модуль Юнга равен продольному напряжению, деленному на деформацию.
Модуль Юнга равен продольному напряжению, деленному на деформацию. Незначительная нагрузка устанавливает нулевое положение, а большая нагрузка прикладывается и снимается при сохранении второстепенной нагрузки. Разница между глубиной проникновения до и после приложения основной нагрузки используется для расчета Число твердости по Роквеллу . То есть глубина проникновения и твердость обратно пропорциональны. Главным преимуществом твердости по Роквеллу является ее способность отображать значения твердости напрямую . Результатом является безразмерное число, обозначаемое как HRA, HRB, HRC и т. д., где последняя буква соответствует соответствующей шкале Роквелла.
Незначительная нагрузка устанавливает нулевое положение, а большая нагрузка прикладывается и снимается при сохранении второстепенной нагрузки. Разница между глубиной проникновения до и после приложения основной нагрузки используется для расчета Число твердости по Роквеллу . То есть глубина проникновения и твердость обратно пропорциональны. Главным преимуществом твердости по Роквеллу является ее способность отображать значения твердости напрямую . Результатом является безразмерное число, обозначаемое как HRA, HRB, HRC и т. д., где последняя буква соответствует соответствующей шкале Роквелла.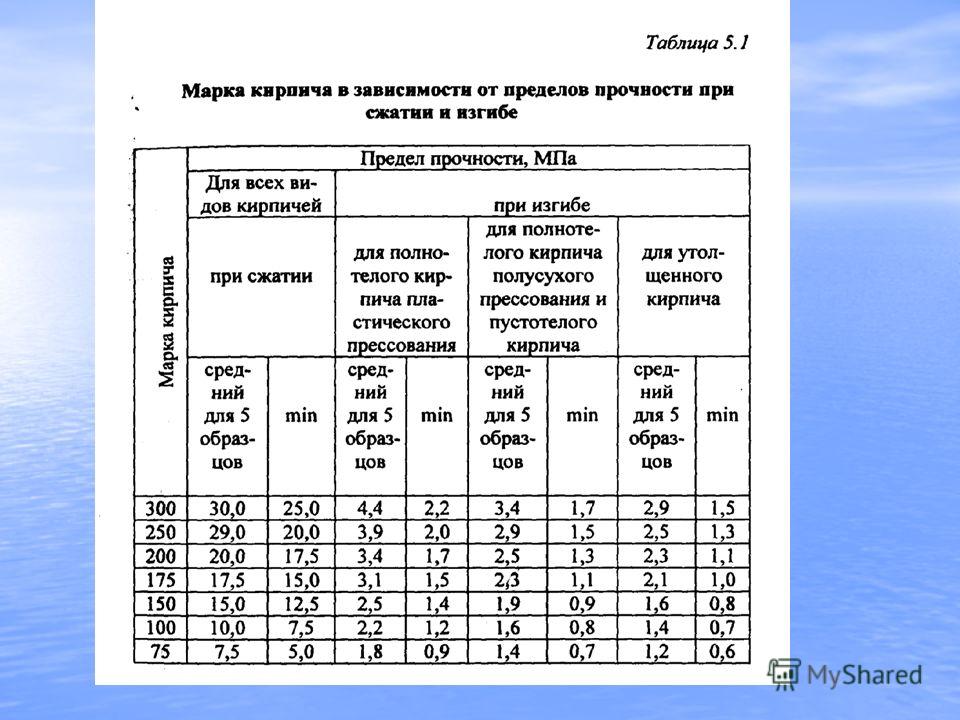 Но различных материалов реагируют на приложение тепла по-разному .
Но различных материалов реагируют на приложение тепла по-разному .
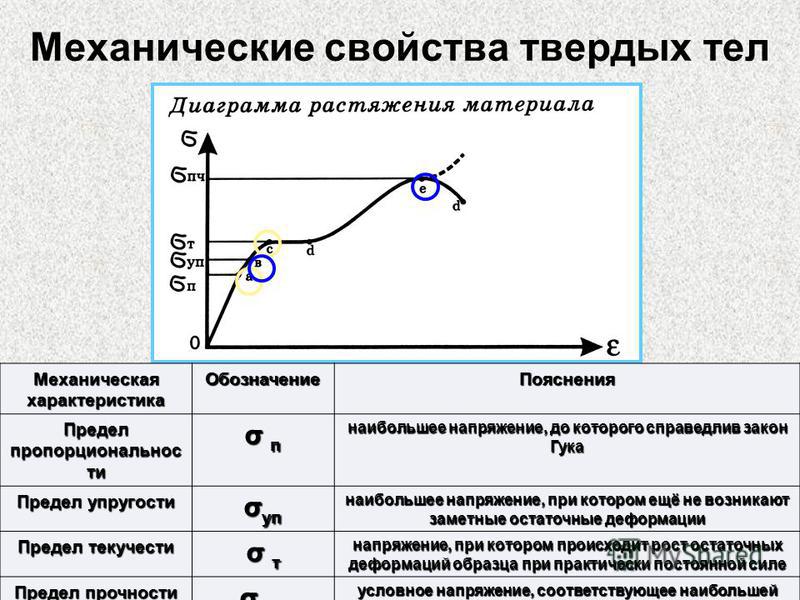 Поэтому обычно мы можем написать k = k (T) . Аналогичные определения связаны с теплопроводностью в направлениях y и z (ky, kz). Однако для изотропного материала теплопроводность не зависит от направления переноса, kx = ky = kz = k.
Поэтому обычно мы можем написать k = k (T) . Аналогичные определения связаны с теплопроводностью в направлениях y и z (ky, kz). Однако для изотропного материала теплопроводность не зависит от направления переноса, kx = ky = kz = k.
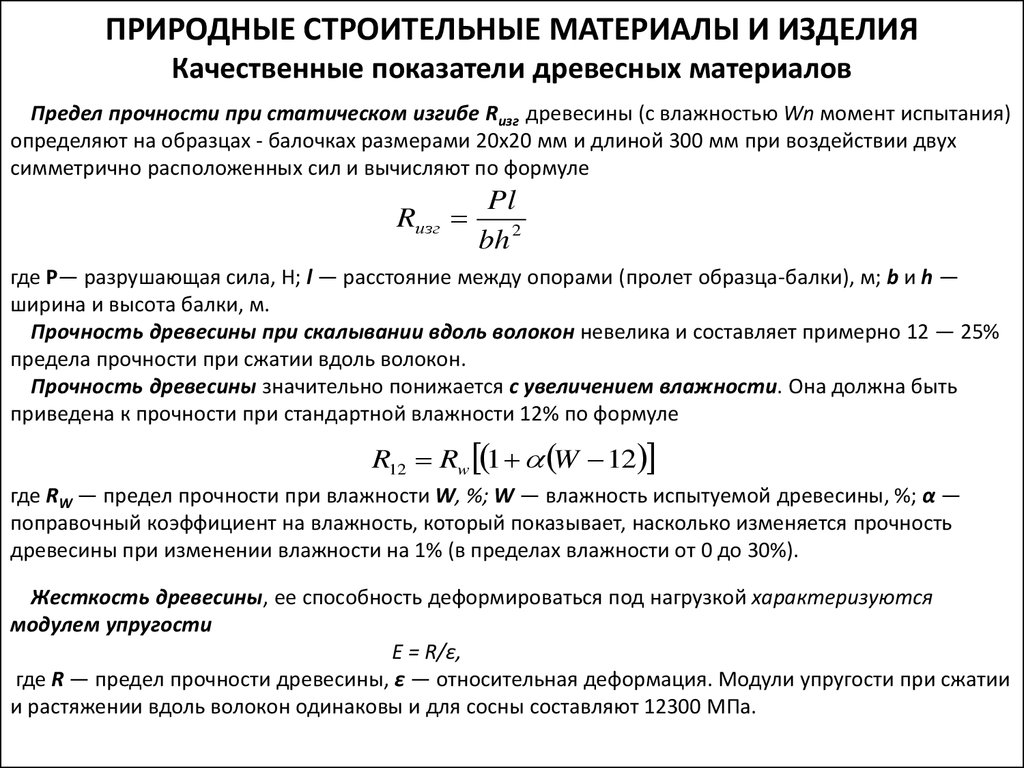 В этой статье обсуждаются ее физические, химические и механические свойства, а также ее общие области применения, и она должна помочь любому потенциальному покупателю решить, подходит ли подшипниковая бронза для их работы.
В этой статье обсуждаются ее физические, химические и механические свойства, а также ее общие области применения, и она должна помочь любому потенциальному покупателю решить, подходит ли подшипниковая бронза для их работы.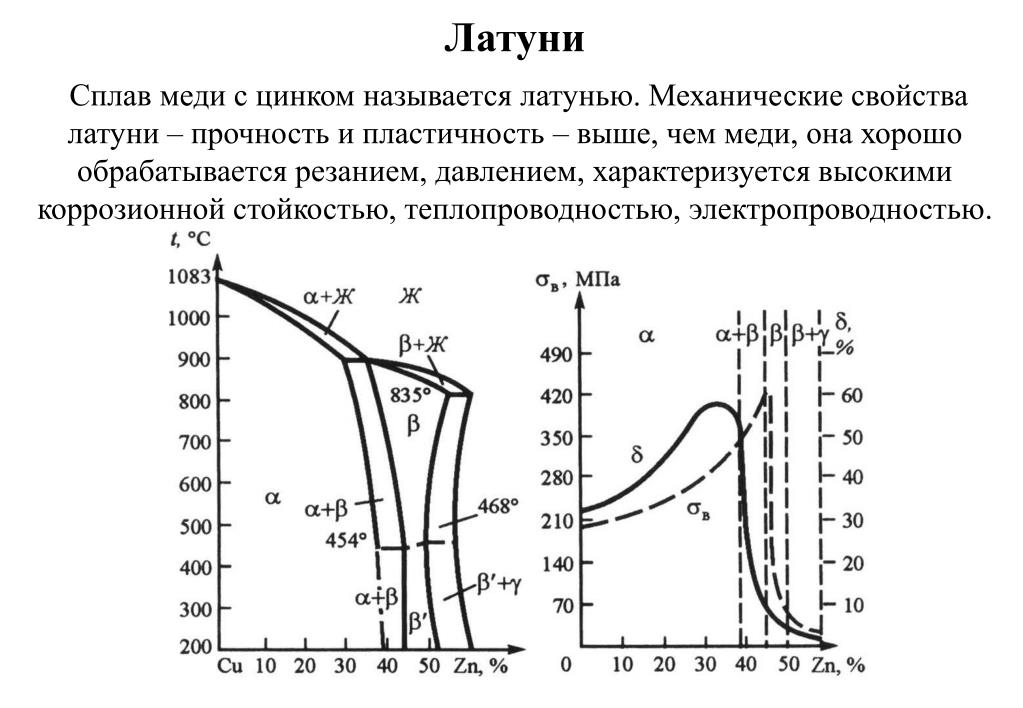 0,005 % кремния
0,005 % кремния Он также устойчив к износу и его не нужно смазывать так часто, как другие бронзы (например, марганцевую бронзу), поскольку он смазывается сам. Он сравнительно слабее, чем некоторые другие сплавы, но имеет хорошее сочетание пластичности, прочности и отличной обрабатываемости. Его посредственность в определенных категориях можно считать недостатком, поскольку он не так прочен, устойчив или поддается соединению, как другие медные сплавы, но подшипниковые бронзы по-прежнему полезны в качестве основного, легкого сплава, который легко обрабатывать. форма.
Он также устойчив к износу и его не нужно смазывать так часто, как другие бронзы (например, марганцевую бронзу), поскольку он смазывается сам. Он сравнительно слабее, чем некоторые другие сплавы, но имеет хорошее сочетание пластичности, прочности и отличной обрабатываемости. Его посредственность в определенных категориях можно считать недостатком, поскольку он не так прочен, устойчив или поддается соединению, как другие медные сплавы, но подшипниковые бронзы по-прежнему полезны в качестве основного, легкого сплава, который легко обрабатывать. форма.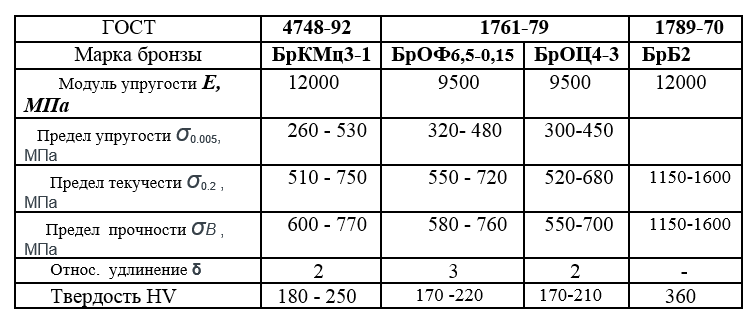 дюйм
дюйм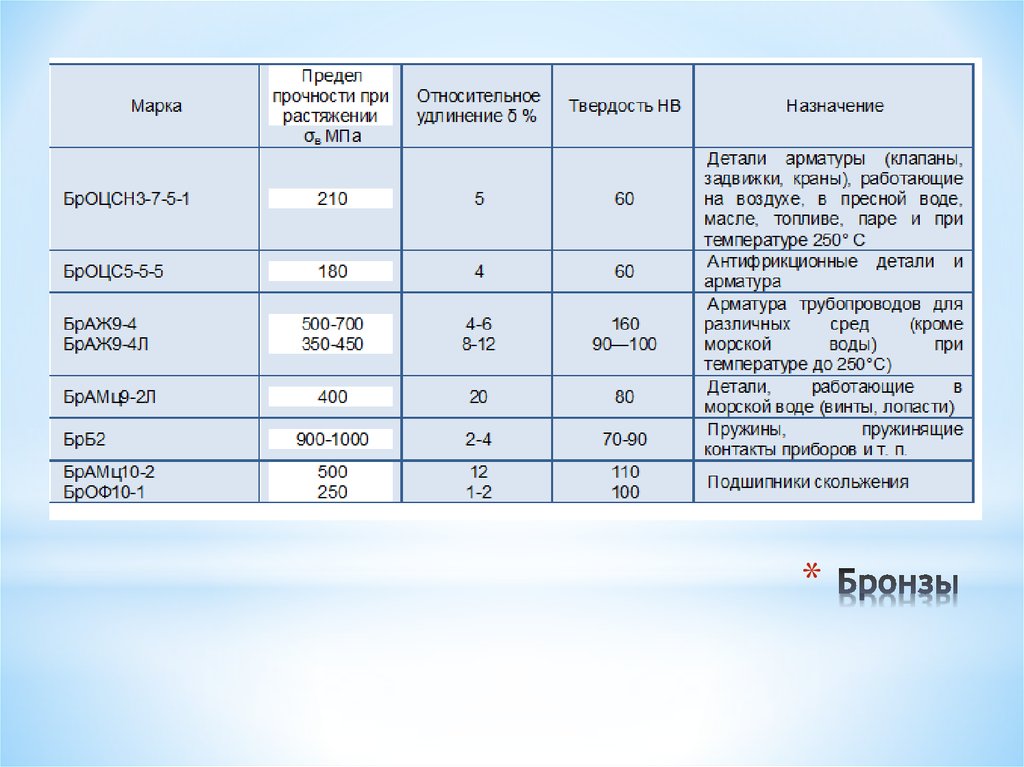 Бронза для подшипников имеет гораздо более низкий предел текучести, чем другие бронзы, а это означает, что ее прочность не часто указывается. Это не означает, что он слабый, но этот материал подвержен деформации при использовании в условиях средней и высокой нагрузки. В результате подшипниковая бронза должна быть зарезервирована для более легких условий эксплуатации.
Бронза для подшипников имеет гораздо более низкий предел текучести, чем другие бронзы, а это означает, что ее прочность не часто указывается. Это не означает, что он слабый, но этот материал подвержен деформации при использовании в условиях средней и высокой нагрузки. В результате подшипниковая бронза должна быть зарезервирована для более легких условий эксплуатации.
 Если материал ниже по шкале, чем другой, то это предполагает, что один материал сможет поцарапать более мягкий материал. Это означает, что подшипниковые бронзы подвержены легкой деформации поверхности, но это можно компенсировать хорошими самосмазывающимися свойствами, которые смягчают эту слабость.
Если материал ниже по шкале, чем другой, то это предполагает, что один материал сможет поцарапать более мягкий материал. Это означает, что подшипниковые бронзы подвержены легкой деформации поверхности, но это можно компенсировать хорошими самосмазывающимися свойствами, которые смягчают эту слабость. Если обрабатываемость имеет первостепенное значение для вашего применения, настоятельно рекомендуется использовать бронзу для подшипников.
Если обрабатываемость имеет первостепенное значение для вашего применения, настоятельно рекомендуется использовать бронзу для подшипников.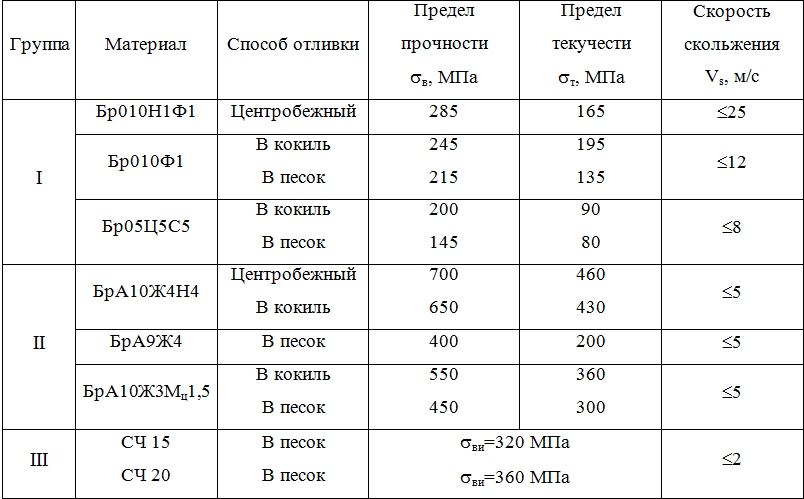

 5 мм (Латунь)
5 мм (Латунь) ru/, купить, новосибирск, Электроды, Редукторы, ручная дуговая сварка, Рукава на полуавтомат, аксессуары для сварки, Маски, плазменная резка, https://154svarka.ru/, Всё для сварки, http://www.welding54.ru/, керамика, керамическое сопло, сопло из керамики, тиг сопло, TIG сопло, 4043 присадка, сопло для тиг сварки, сопло для TIG сварки, Welding54, MIG, MIG/MAG аппараты, полуавтомат, MIG аппарат, TIG сварка, аргонные аппараты, аргонник, ресанта, аврора, aurora, расходники для полуавтомата, наконечники М6, наконечники для полуавтомата, плазмарез, присадка 4043 купить, купить CUT 40, Редукторы, запасные части для плазмареза, запчасти для CUT 60, Электроды, Резак, купить резаки Новосибирск, пропановый резак, купить ацетиленовый резак, пруток присадочный алюминиевый, регуляторы сварочные, mig аппараты, Электроды, аргонный аппарат, сварочные маски интернет магазин, маски, Интернет-магазин Дом Сварки, Резак, купить резаки Новосибирск, пропановый резак, купить ацетиленовый резак, Редуктор, регулятор, кислородный регулятор, ручная дуговая сварка, кислородный редуктор, купить редуктор Новосибирск, Редукторы, tig 200p ac dc, купить сварку Новосибирск, аргон, jasic, ресанта, аврора, aurora, присадка, присадочный пруток, проволока, проволока, дом сварки, сварочный аппарат, аппарат сварочный, импульсный сварочный аппарат, купить сварочные аппараты постоянного тока, продажа сварочных аппаратов, малогабаритный сварочный аппарат, сварочный аппарат цена, Рукава на полуавтомат, куплю сварочный аппарат, сварочный аппарат для дома, сварочные аппараты бытовые для дачи, сварочные аппараты Италия, какой сварочный аппарат выбрать, многофункциональные сварочные аппараты, типы сварочных аппаратов, портативный сварочный аппарат, где купить сварочный аппарат, расходные материалы к mma mig tig cut сварке, плазменная резка, лучший сварочный аппарат, сварог, сварочные полуавтоматы купить, присадка по алюминию, редуктор кислород, регулятор давления, присадочный пруток для сварки, сварочные маски интернет магазин, сварка алюминия, Маски, аксессуары для сварки, лайнер тефлоновый, торус, Аквамаркет, Мир-сварки, 220 вольт, АрМиг, armig, сварочное оборудование, мир сварки, Сварог, купить сварог новосибирск, все для сварки Новосибирск, присадка 4043, пруток er 4043, tig 315p, присадка для сварки, тиг прутки по нержавейке, пруток 4043, пруток присадочный 308, er-308, алюминиевый пруток er 4043, Маски, сопло для аргона, сопло для сварки аргоном, сопло для аргонодуговой сварки, сопло для аргонной сварки, недорогое сопло для аргона, качественная керамика, качественное керамическое сопло, надежное керамическое сопло, сопло под газовую линзу, Рукав MB 15, булден, купить булден новосибирск, булден недорого, качественный булден, гусак MB 36, гусак MB 24, сварочный наконечник, Колпачок, Хвостовик, пистолет WP 18, наконечник, токосъемный наконечник, держатель наконечника, полуавтомат, сварочный полуавтомат, ресанта, купить полуавтомат новосибирск, купить присадку, купить 4043, 154Сварка, НСКсварка, нск сварка, 54-сварка, купить сварку в новосибирске, купить сварочник в нск, купить полуавтомат новосибирск, купить сварку, сварка полуавтомат, сварка аргоном, сварка цена, супер сварка, аврора, ручная сварка, сварка алюминия, сварочный аппарат, сварка полуавтомат, полуавтомат цена, полуавтомат 200, полуавтомат 250, какой полуавтомат, сварка проволока, инверторный сварочный аппарат, купить сварочный, полуавтомат ресанта, полуавтомат сварог, сварки, сварку, сварки полуавтоматом, сопла, наконечник для полуавтомата, наконечник М6, наконечник 08, купить, Новосибирск, наконечник медный, медный наконечник, наконечник под, какие наконечники, вольфрам, вольфрам альфа, какой вольфрам, цена вольфрам, вольфрам купить, сварка, сварки, сварку, пруток присадочный 308, er-308, алюминиевый пруток er 4043, сопло для аргона, сопло для сварки аргоном, Расходники CUT, сопло для аргонодуговой сварки, сопло для аргонной сварки, недорогое сопло для аргона, ресанта, аврора, качественная керамика, качественное керамическое сопло, надежное керамическое сопло, сопло под газовую линзу, Проволока, присадка 347lsi, сварочное оборудование в новосибирске, seller электроды по нержавейке, присадка 308lsi для каких сталей, aisi 316 ti присадка для аргонной сварки, Рукав MB 15, булден, купить булден новосибирск, булден недорого, цанга, качественный булден, гусак MB 36, гусак MB 24, присадка 347lsi, сварочный наконечник, Колпачок, Хвостовик, пистолет WP 18, 54-сварка, Дом сварки
ru/, купить, новосибирск, Электроды, Редукторы, ручная дуговая сварка, Рукава на полуавтомат, аксессуары для сварки, Маски, плазменная резка, https://154svarka.ru/, Всё для сварки, http://www.welding54.ru/, керамика, керамическое сопло, сопло из керамики, тиг сопло, TIG сопло, 4043 присадка, сопло для тиг сварки, сопло для TIG сварки, Welding54, MIG, MIG/MAG аппараты, полуавтомат, MIG аппарат, TIG сварка, аргонные аппараты, аргонник, ресанта, аврора, aurora, расходники для полуавтомата, наконечники М6, наконечники для полуавтомата, плазмарез, присадка 4043 купить, купить CUT 40, Редукторы, запасные части для плазмареза, запчасти для CUT 60, Электроды, Резак, купить резаки Новосибирск, пропановый резак, купить ацетиленовый резак, пруток присадочный алюминиевый, регуляторы сварочные, mig аппараты, Электроды, аргонный аппарат, сварочные маски интернет магазин, маски, Интернет-магазин Дом Сварки, Резак, купить резаки Новосибирск, пропановый резак, купить ацетиленовый резак, Редуктор, регулятор, кислородный регулятор, ручная дуговая сварка, кислородный редуктор, купить редуктор Новосибирск, Редукторы, tig 200p ac dc, купить сварку Новосибирск, аргон, jasic, ресанта, аврора, aurora, присадка, присадочный пруток, проволока, проволока, дом сварки, сварочный аппарат, аппарат сварочный, импульсный сварочный аппарат, купить сварочные аппараты постоянного тока, продажа сварочных аппаратов, малогабаритный сварочный аппарат, сварочный аппарат цена, Рукава на полуавтомат, куплю сварочный аппарат, сварочный аппарат для дома, сварочные аппараты бытовые для дачи, сварочные аппараты Италия, какой сварочный аппарат выбрать, многофункциональные сварочные аппараты, типы сварочных аппаратов, портативный сварочный аппарат, где купить сварочный аппарат, расходные материалы к mma mig tig cut сварке, плазменная резка, лучший сварочный аппарат, сварог, сварочные полуавтоматы купить, присадка по алюминию, редуктор кислород, регулятор давления, присадочный пруток для сварки, сварочные маски интернет магазин, сварка алюминия, Маски, аксессуары для сварки, лайнер тефлоновый, торус, Аквамаркет, Мир-сварки, 220 вольт, АрМиг, armig, сварочное оборудование, мир сварки, Сварог, купить сварог новосибирск, все для сварки Новосибирск, присадка 4043, пруток er 4043, tig 315p, присадка для сварки, тиг прутки по нержавейке, пруток 4043, пруток присадочный 308, er-308, алюминиевый пруток er 4043, Маски, сопло для аргона, сопло для сварки аргоном, сопло для аргонодуговой сварки, сопло для аргонной сварки, недорогое сопло для аргона, качественная керамика, качественное керамическое сопло, надежное керамическое сопло, сопло под газовую линзу, Рукав MB 15, булден, купить булден новосибирск, булден недорого, качественный булден, гусак MB 36, гусак MB 24, сварочный наконечник, Колпачок, Хвостовик, пистолет WP 18, наконечник, токосъемный наконечник, держатель наконечника, полуавтомат, сварочный полуавтомат, ресанта, купить полуавтомат новосибирск, купить присадку, купить 4043, 154Сварка, НСКсварка, нск сварка, 54-сварка, купить сварку в новосибирске, купить сварочник в нск, купить полуавтомат новосибирск, купить сварку, сварка полуавтомат, сварка аргоном, сварка цена, супер сварка, аврора, ручная сварка, сварка алюминия, сварочный аппарат, сварка полуавтомат, полуавтомат цена, полуавтомат 200, полуавтомат 250, какой полуавтомат, сварка проволока, инверторный сварочный аппарат, купить сварочный, полуавтомат ресанта, полуавтомат сварог, сварки, сварку, сварки полуавтоматом, сопла, наконечник для полуавтомата, наконечник М6, наконечник 08, купить, Новосибирск, наконечник медный, медный наконечник, наконечник под, какие наконечники, вольфрам, вольфрам альфа, какой вольфрам, цена вольфрам, вольфрам купить, сварка, сварки, сварку, пруток присадочный 308, er-308, алюминиевый пруток er 4043, сопло для аргона, сопло для сварки аргоном, Расходники CUT, сопло для аргонодуговой сварки, сопло для аргонной сварки, недорогое сопло для аргона, ресанта, аврора, качественная керамика, качественное керамическое сопло, надежное керамическое сопло, сопло под газовую линзу, Проволока, присадка 347lsi, сварочное оборудование в новосибирске, seller электроды по нержавейке, присадка 308lsi для каких сталей, aisi 316 ti присадка для аргонной сварки, Рукав MB 15, булден, купить булден новосибирск, булден недорого, цанга, качественный булден, гусак MB 36, гусак MB 24, присадка 347lsi, сварочный наконечник, Колпачок, Хвостовик, пистолет WP 18, 54-сварка, Дом сварки
 Поскольку аддитивное производство все больше и больше внедряется в аэрокосмической и медицинской промышленности, только самые безопасные и строгие системы управления газом аргона обеспечивают эффективность, безопасность и отслеживаемость, которые обеспечивают структурно прочные титановые детали.
Поскольку аддитивное производство все больше и больше внедряется в аэрокосмической и медицинской промышленности, только самые безопасные и строгие системы управления газом аргона обеспечивают эффективность, безопасность и отслеживаемость, которые обеспечивают структурно прочные титановые детали.

 Таким образом, два разных газа, аргон (Ar) и гелий (He) , могут использоваться в качестве основных газовых компонентов. Наиболее распространенным защитным газом для сварки TIG является чистый аргон, поскольку он подходит для любого типа материала, который можно сваривать методом TIG. Чистый аргон обеспечивает стабильную и узкую сварочную дугу, отличное зажигание дуги и относительно низкое тепловложение и проплавление. Эти характеристики делают чистый аргон пригодным для большинства видов сварки TIG, и, как правило, это единственный защитный газ, который необходим сварщикам-любителям и профессиональным сварщикам.
Таким образом, два разных газа, аргон (Ar) и гелий (He) , могут использоваться в качестве основных газовых компонентов. Наиболее распространенным защитным газом для сварки TIG является чистый аргон, поскольку он подходит для любого типа материала, который можно сваривать методом TIG. Чистый аргон обеспечивает стабильную и узкую сварочную дугу, отличное зажигание дуги и относительно низкое тепловложение и проплавление. Эти характеристики делают чистый аргон пригодным для большинства видов сварки TIG, и, как правило, это единственный защитный газ, который необходим сварщикам-любителям и профессиональным сварщикам. Однако характеристики зажигания дуги с гелием не так хороши, как с аргоном, и это следует учитывать при выборе аппаратов для сварки ВИГ. При использовании чистого гелия очень выгодна мощная высокочастотная искра и регулируемые параметры зажигания.
Однако характеристики зажигания дуги с гелием не так хороши, как с аргоном, и это следует учитывать при выборе аппаратов для сварки ВИГ. При использовании чистого гелия очень выгодна мощная высокочастотная искра и регулируемые параметры зажигания.

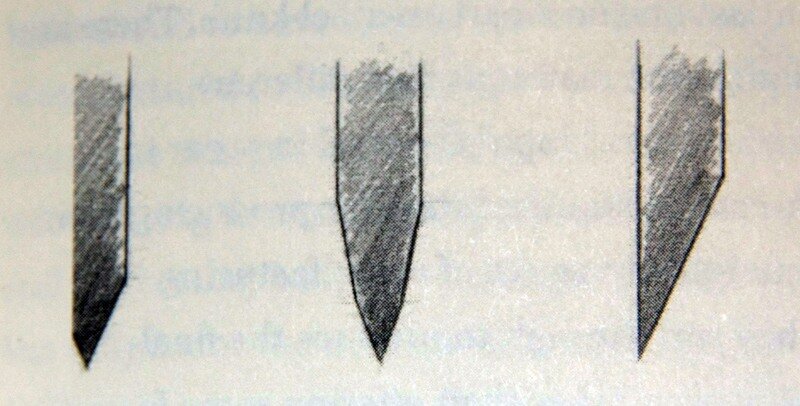 Однако достигаемая острота лезвия в этом случае будет выше. Заточка также производилась камнем 1000 единиц.
Однако достигаемая острота лезвия в этом случае будет выше. Заточка также производилась камнем 1000 единиц.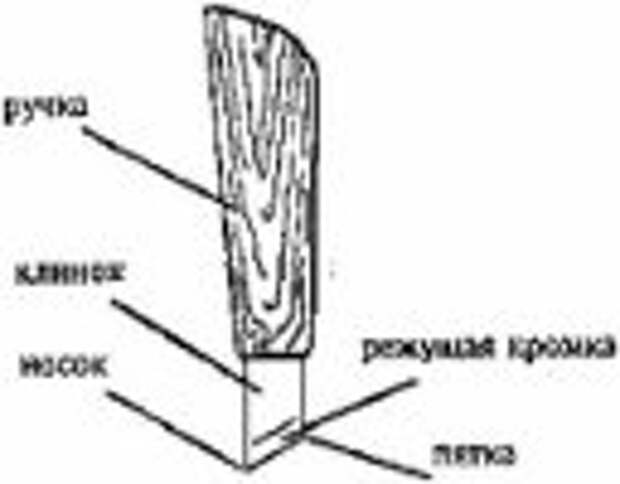 Также перепад высоты вершин становится более равномерным.
Также перепад высоты вершин становится более равномерным. Давайте проанализируем разницу и попробуем объяснить результаты.
Давайте проанализируем разницу и попробуем объяснить результаты.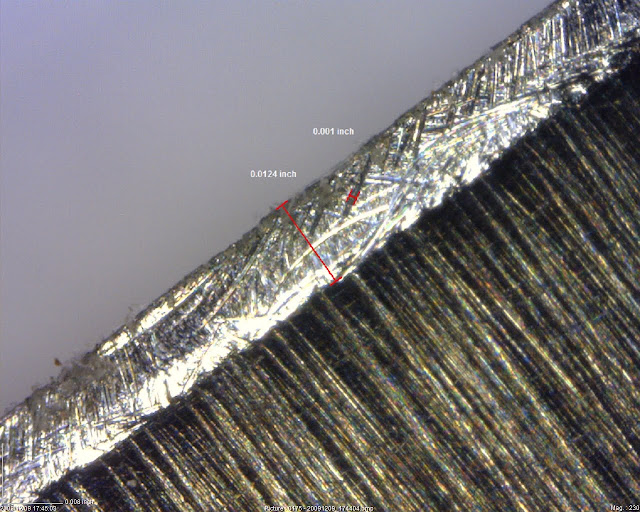
 Однако один экземпляр может легко справиться даже с самой тонкой нарезкой, а другой – кромсает продукт, требует усилий со стороны повара. Все дело в качестве режущей кромки ножа. В зависимости от ее вида, степени износа и типа заточки, находятся режущие свойства всего ножа. Для клинков разного назначения добросовестные производители кропотливо подбирают форму и геометрию ножа, угол заточки, чтобы изделие в полной мере справлялось со своим функционалом и имело долгий срок службы.
Однако один экземпляр может легко справиться даже с самой тонкой нарезкой, а другой – кромсает продукт, требует усилий со стороны повара. Все дело в качестве режущей кромки ножа. В зависимости от ее вида, степени износа и типа заточки, находятся режущие свойства всего ножа. Для клинков разного назначения добросовестные производители кропотливо подбирают форму и геометрию ножа, угол заточки, чтобы изделие в полной мере справлялось со своим функционалом и имело долгий срок службы. Боковые спуски выглядят как прямые, сходятся вместе в верхней точке. Получается заострённая кромка в виде равнобедренного прямоугольника. Если такой тип лезвия сочетается с минимальным углом острейшей заточки, то нож обладает великолепными режущими свойствами – площадь соприкосновения с продуктом минимальна, он легко прорезает его структуру. Важное значение здесь имеет качество и определенная твердость закалки стали. При использовании слишком мягких сортов (нержавейки) такая режущая кромка будет подгибаться и тупиться очень быстро. Поэтому в ножах из нержавейки клиновидную форму режущей кромки не используют. А вот для ножей из высокоуглеродистой стали — это оптимальный вариант.
Боковые спуски выглядят как прямые, сходятся вместе в верхней точке. Получается заострённая кромка в виде равнобедренного прямоугольника. Если такой тип лезвия сочетается с минимальным углом острейшей заточки, то нож обладает великолепными режущими свойствами – площадь соприкосновения с продуктом минимальна, он легко прорезает его структуру. Важное значение здесь имеет качество и определенная твердость закалки стали. При использовании слишком мягких сортов (нержавейки) такая режущая кромка будет подгибаться и тупиться очень быстро. Поэтому в ножах из нержавейки клиновидную форму режущей кромки не используют. А вот для ножей из высокоуглеродистой стали — это оптимальный вариант. Такое лезвие может раскрошиться при попытке нарезать твердый продукт. По этой причине вогнутую режущую кромку используют преимущественно в бритвенном инструменте. Адаптированный вариант такой кромки используют многие европейские производители ножей. Они пошли на хитрость – сделали более прямоугольное сечение верхней части лезвия, что добавило ему прочности.
Такое лезвие может раскрошиться при попытке нарезать твердый продукт. По этой причине вогнутую режущую кромку используют преимущественно в бритвенном инструменте. Адаптированный вариант такой кромки используют многие европейские производители ножей. Они пошли на хитрость – сделали более прямоугольное сечение верхней части лезвия, что добавило ему прочности. Существует такая примерная классификация клинков по величине угла заточки:
Существует такая примерная классификация клинков по величине угла заточки: Эта режущая кромка состоит из мелких заточенных зубцов. Чаще всего применяется на овощных и разновидностях кухонных ножей.
Эта режущая кромка состоит из мелких заточенных зубцов. Чаще всего применяется на овощных и разновидностях кухонных ножей. Это удобно для производителей, ведь таким образом увеличивается сбыт продукции.
Это удобно для производителей, ведь таким образом увеличивается сбыт продукции. Такой эффект достигается благодаря методу галтовки. Заготовка лезвия из японской стали AUS-8 проходит специальную обработку различными абразивам..
Такой эффект достигается благодаря методу галтовки. Заготовка лезвия из японской стали AUS-8 проходит специальную обработку различными абразивам.. Основное преимущество материла – коррозиестойкость в сочетании с твердо..
Основное преимущество материла – коррозиестойкость в сочетании с твердо.. Это сейчас фартук — неизменный аксессуар повара, официанта и представителей других профессий, а в прошлом ..
Это сейчас фартук — неизменный аксессуар повара, официанта и представителей других профессий, а в прошлом .. youtube.com/embed/2BekwSJ2Koc?rel=0″ frameborder=»0″ allowfullscreen=»allowfullscreen»>
youtube.com/embed/2BekwSJ2Koc?rel=0″ frameborder=»0″ allowfullscreen=»allowfullscreen»>  Старый мясокомбинат в центре Форт-Уэрта — отличное место для фантастических спецэффектов, которых ожидают наши постоянные клиенты.
Старый мясокомбинат в центре Форт-Уэрта — отличное место для фантастических спецэффектов, которых ожидают наши постоянные клиенты.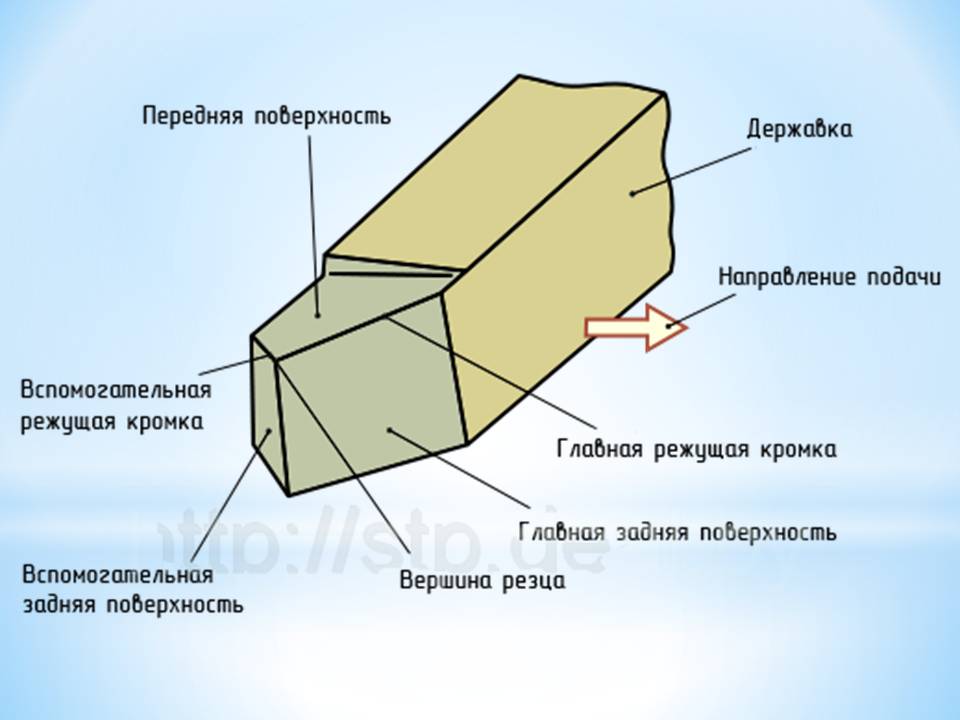
 Темпераментный фигурист и бывший хоккеист пытаются выиграть олимпийское золото в парном катании. Темпераментный фигурист и бывший хоккеист пытаются выиграть олимпийское золото в парном катании.
Темпераментный фигурист и бывший хоккеист пытаются выиграть олимпийское золото в парном катании. Темпераментный фигурист и бывший хоккеист пытаются выиграть олимпийское золото в парном катании. B. Суини
B. Суини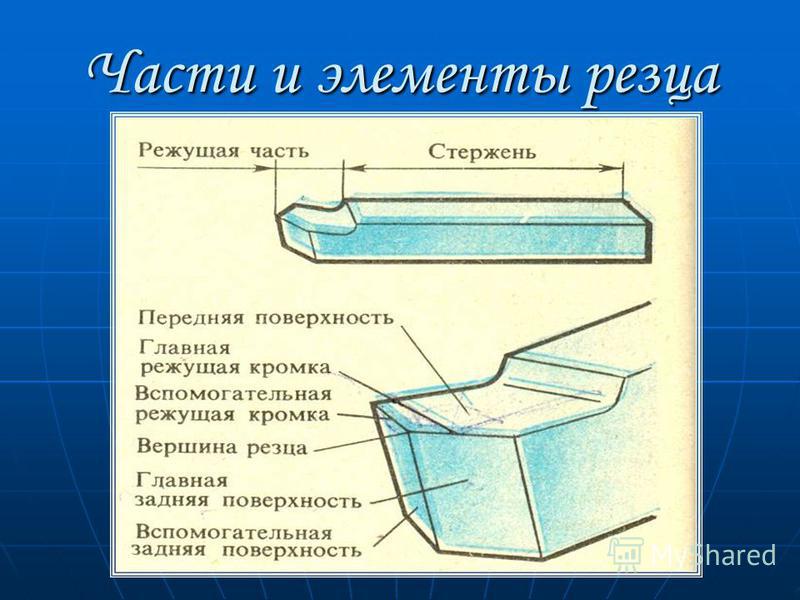 D. Reid
D. Reid
 Химия между Мойрой Келли и Д.Б. Суини очень реалистичен. Даже их споры друг с другом кажутся искренними. Каждый из них ранен предыдущим опытом, не желает открываться друг другу. Все это происходит в тот момент их жизни, когда каждый из них изо всех сил пытается найти что-то большее в жизни и в конечном итоге открывает себя и друг друга. В конце концов, выведя их обоих за рамки поиска золотой медали.
Химия между Мойрой Келли и Д.Б. Суини очень реалистичен. Даже их споры друг с другом кажутся искренними. Каждый из них ранен предыдущим опытом, не желает открываться друг другу. Все это происходит в тот момент их жизни, когда каждый из них изо всех сил пытается найти что-то большее в жизни и в конечном итоге открывает себя и друг друга. В конце концов, выведя их обоих за рамки поиска золотой медали.
 Сообщаем Вам, что мы довольны работой данного оборудования.
Сообщаем Вам, что мы довольны работой данного оборудования.



 Готовый элемент, в следствие снижения веса, становится более жестким и прочным, чем аналоги полученные другими методами обработки металла.
Готовый элемент, в следствие снижения веса, становится более жестким и прочным, чем аналоги полученные другими методами обработки металла.
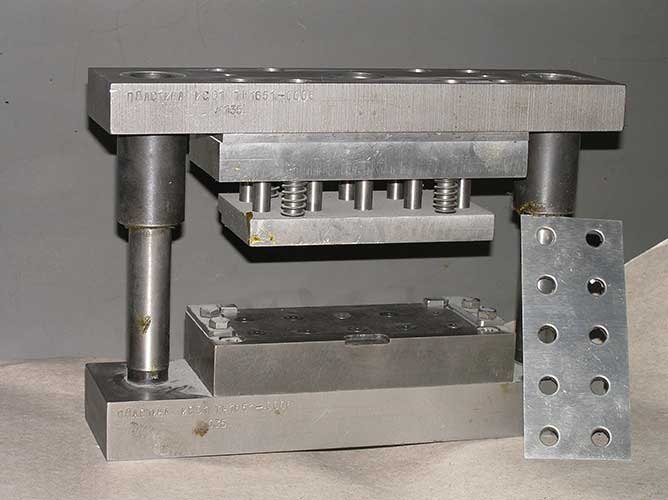
 Минимизируют возможность простоев производства, приводящих к финансовым потерям.
Минимизируют возможность простоев производства, приводящих к финансовым потерям.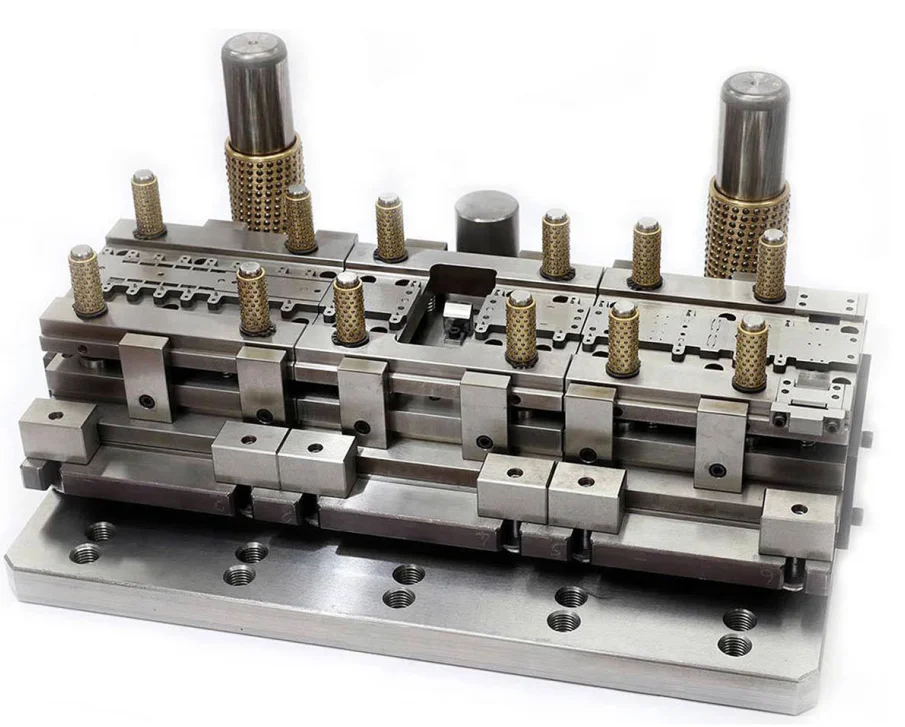
 Принципиальное отличие состоит в том, что для штамповки требуется сила, а для формовки — нет. При литье пластмасс требуются два узла, конструкция которых такова, что при соединении они образуют систему замкнутых полостей, соединенных с центральным отверстием. Жидкий пластик проталкивается через отверстие в полости или формы, и когда пластик затвердевает, формы открываются, и готовые детали выбрасываются.
Принципиальное отличие состоит в том, что для штамповки требуется сила, а для формовки — нет. При литье пластмасс требуются два узла, конструкция которых такова, что при соединении они образуют систему замкнутых полостей, соединенных с центральным отверстием. Жидкий пластик проталкивается через отверстие в полости или формы, и когда пластик затвердевает, формы открываются, и готовые детали выбрасываются.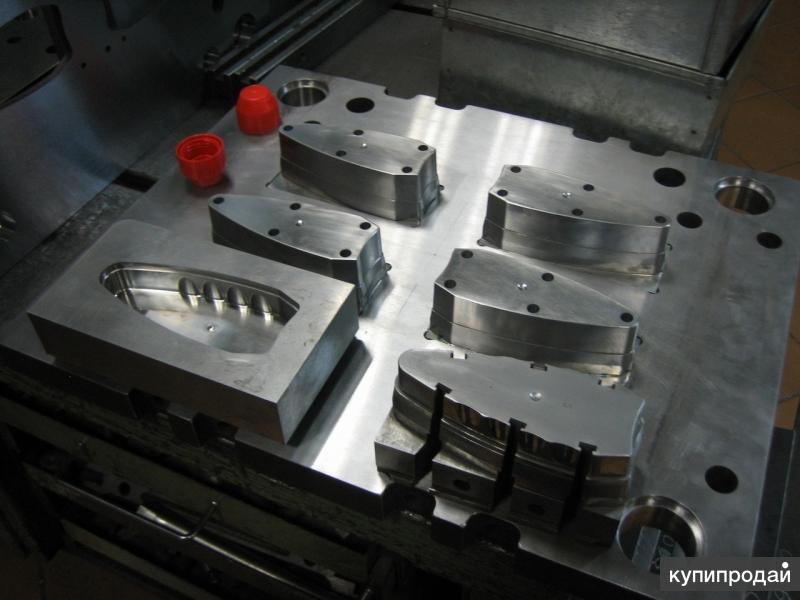 0003
0003 Изготовление этих инструментов также было передано в мастерские инструментов и штампов.
Изготовление этих инструментов также было передано в мастерские инструментов и штампов.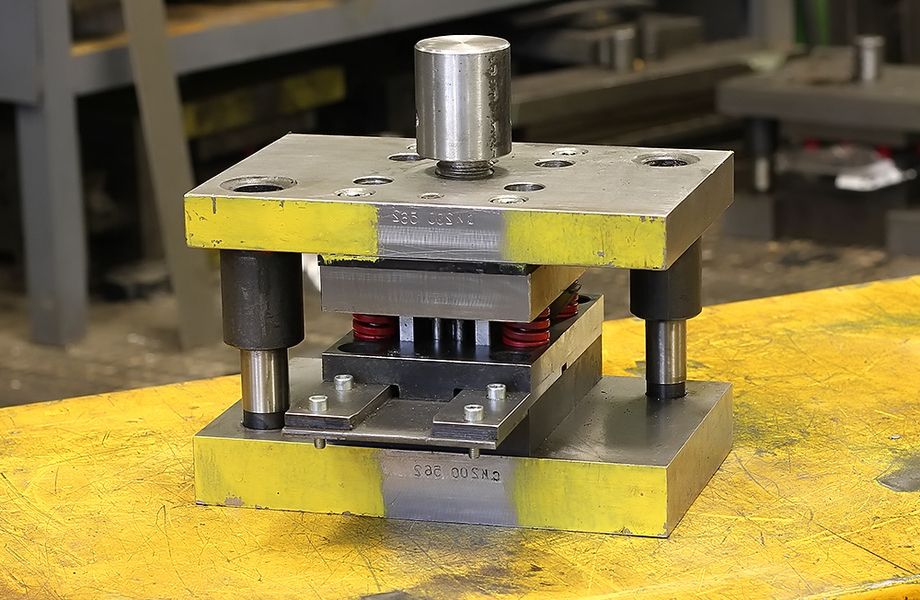 С другой стороны, штампы — это только те инструменты, которые функционально изменяют форму металла. Матрицы обычно являются женскими компонентами более крупного инструмента или пресса.
С другой стороны, штампы — это только те инструменты, которые функционально изменяют форму металла. Матрицы обычно являются женскими компонентами более крупного инструмента или пресса. Любая матрица, которая удаляет, режет или срезает материал, может быть названа режущей матрицей, независимо от ее механизма, а матрица, которая ничего не удаляет, называется формовочной матрицей.
Любая матрица, которая удаляет, режет или срезает материал, может быть названа режущей матрицей, независимо от ее механизма, а матрица, которая ничего не удаляет, называется формовочной матрицей.
 Конечная станция удаляет готовый компонент из более длинной заготовки, а это означает, что каждый ход дает одну или несколько деталей, даже когда другие находятся в процессе.
Конечная станция удаляет готовый компонент из более длинной заготовки, а это означает, что каждый ход дает одну или несколько деталей, даже когда другие находятся в процессе.
 Съемник помогает отделить заготовку от пуансона после каждого хода.
Съемник помогает отделить заготовку от пуансона после каждого хода. Однако охватывающая часть не всегда состоит из сплошных полостей, и отверстия могут быть полезны для облегчения очистки отрезанного или просверленного металла.
Однако охватывающая часть не всегда состоит из сплошных полостей, и отверстия могут быть полезны для облегчения очистки отрезанного или просверленного металла.