Насадка на дрель для удаления наклеек скотча клея 100мм, резиновая WL
Доставка по Украине
704.26 грн
352.13 грн
Купить
WebLine
Насадка на дрель для снятия фаски заусенцев 3-гранная, нержавейка WL
Доставка по Украине
412.76 грн
206.38 грн
Купить
WebLine
Насадка на дрель для снятия фаски заусенцев 6-гранная, нержавейка WL
Доставка по Украине
412.76 грн
206.38 грн
Купить
WebLine
Насадка на дрель для заточки садового инвентаря, 2 камня, 55мм WL
Доставка по Украине
564.34 грн
282.17 грн
Купить
WebLine
Угловой адаптер для шуруповерта 105°, насадка для дрели 1/4, магнитная WL
Доставка по Украине
342.80 грн
171.40 грн
Купить
WebLine
Насадка на дрель для закручивания изоляторов
На складе в г. Харьков
Доставка по Украине
75 грн
Купить
ГОНТАГРО
Насадка угловая для дрели и шуруповерта, макс. 150 Нм Intertool VT-0115
На складе
Доставка по Украине
369 — 507.31 грн
от 11 продавцов
449 грн
Купить
Tools Prostor
Насадка на дрель для фигурной резки металла Re2ls — насадка для дрели «Сверчок»
На складе в г. Киев
Доставка по Украине
699 грн
Купить
Торговая компания LOSSO
Насадка кутова для дриля і шурупокрута INTERTOOL VT-0116
На складе
Доставка по Украине
899.1 — 999 грн
от 12 продавцов
959 грн
Купить
Интернет-магазин «Willoas»
Насадка на дрель для заточки садового инвентаря, 2 камня, 55мм
На складе в г. Ровно
Доставка по Украине
200 — 255 грн
от 11 продавцов
200 грн
Купить
Магазин «Панас»
Угловой адаптер для шуруповерта 105°, насадка для дрели 1/4, магнитная
На складе в г. Ровно
Доставка по Украине
по 105 грн
от 8 продавцов
105 грн
Купить
Магазин «Панас»
Насадка на дрель для удаления наклеек скотча клея 100мм, резиновая
На складе в г. Ровно
Доставка по Украине
260 — 357 грн
от 10 продавцов
260 грн
Купить
Магазин «Панас»
Насадка на дрель для снятия фаски заусенцев 3-гранная, нержавейка
На складе в г. Ровно
Доставка по Украине
135 — 178 грн
от 12 продавцов
135 грн
Купить
Магазин «Панас»
Насадка на дрель для снятия фаски заусенцев 6-гранная, нержавейка
На складе в г. Ровно
Доставка по Украине
по 135 грн
от 11 продавцов
135 грн
Купить
Магазин «Панас»
Насадка угловая для дрели и шуруповерта 57 Nm INTERTOOL VT-0116
На складе
Доставка по Украине
849 — 959 грн
от 5 продавцов
959 грн
Купить
Tools Prostor
Смотрите также
Насадка-насос на дрель для перекачки жидкости 7719
На складе в г. Киев
Доставка по Украине
по 300 грн
от 4 продавцов
345 грн
300 грн
Купить
MegaMag
Набор насадок на дрель для полировки авто 12,5см с шлифовальным диском (4 штуки)
На складе в г. Днепр
Доставка по Украине
340 грн
249 грн
Купить
ПриДБАЙ
Насадки на дрель для полировки авто 8 см + шлифовальный диск (4 штуки)
На складе в г. Днепр
Доставка по Украине
220 грн/набор
199 грн/набор
Купить
ПриДБАЙ
Насадка-ножницы для дрели удлиненная Sturm SN-160 L Оригинал! Для любой дрели и шуруповерта!!!
Доставка по Украине
1 070 грн
Купить
Інтернет Магазин TehnoPuls
Щетка-насадка для химчистки на дрель шуруповерт 5 шт 2007-05763
На складе в г. Ровно
Доставка по Украине
495 грн
Купить
ПОЛЕЗНЫЕ МЕЛОЧИ
Набор насадок на дрель для полировки авто 10 см и шлифовальный диск (6 шт)
На складе в г. Днепр
Доставка по Украине
300 грн/набор
259 грн/набор
Купить
ПриДБАЙ
Насадки для полировки авто на дрель 12,5см + шлифовальный диск (6 штук)
На складе в г. Днепр
Доставка по Украине
400 грн
329 грн
Купить
LisaSHOP
Насадка на дрель для заточки сверл Sparta D 3.5-10 мм OB, КОД: 7525901
Доставка по Украине
470 грн
331.98 грн
Купить
Интернет-каталог скидок «OBNOVKA»
Насадка на дрель для заточки садового инвентаря, 2 камня, 55мм
Заканчивается
Доставка по Украине
200 — 210 грн
от 5 продавцов
255 грн
210 грн
Купить
MegaMag
Набор из 3 БЕЛЫХ щеток-насадок на шуруповерт дрель, щетки для химчистки салона автомобиля (мягкие)
На складе в г. Днепр
Доставка по Украине
449 грн
399 грн
Купить
Интернет-магазин DoubleMix
Отвертка Snake Bit с гибкой насадкой-удлинителем для отвертки или дрели + 6 бит (7167) WL
Доставка по Украине
482.70 грн
241.35 грн
Купить
WebLine
Насадки на дрель для полировки авто 100 мм и шлифовальный диск (6 шт)
На складе в г. Днепр
Доставка по Украине
300 грн/набор
259 грн/набор
Купить
LisaSHOP
Заклепочник, заклепочный пистолет головка (насадка на дрель)
На складе
Доставка по Украине
565 грн
Купить
Гибкий магнитный удлинитель для отвертки и дрели Snake Bit| Отвертка с гибкой удлиняющей битой и 6-ю насадками
На складе в г. Киев
Доставка по Украине
по 193 грн
от 2 продавцов
193 грн
Купить
Интернет-магазин «PROFIT-SHOP.com.ua»
Насадки, инструменты и приспособления для электродрели
Электродрель — незаменимый инструмент, который можно найти едва ли не в каждом доме, представляет собой нечто большее, чем мотор с патроном и удобной ручкой. Именно патрон дрели является тем приспособлением, что позволяет использовать ее с расширенными функциями. Исключение составляют только упоры, предназначенные для фиксации дрели и точного задания позиции и направления перемещения.
Классификация насадок и приспособлений
Дополнительные приспособления и насадки на дрель можно разделить на несколько групп — по функциональности.
Группы насадок и приспособлений для дрели:
упоры и фиксаторы, позволяющие точно позиционировать инструмент и ограничивать глубину отверстий;
насадки-упоры для формирования отверстий под разными углами и точно выверенным прямым углом;
насадки с функциями резки металлов, древесины, пластиков, плитных материалов;
полирующие и шлифующие насадки, круги, щетки, абразивные инструменты;
венчики для перемешивания растворов, красок, штукатурных смесей, клеев;
насосы с приводом от электродрели.
В этом списке могут оказаться не все категории насадок и приспособлений, поскольку выбор их огромен, а новые устройства появляются постоянно. Их выпускают не только промышленные предприятия, но и мастера-умельцы.
Упоры, рамы, направляющие, станки
В этой категории можно встретить несколько видов устройств, задача которых либо ограничить смещение дрели относительно оси сверления, либо сделать ее поступательное движение как можно более точным по направлению.
Конструкция большинства упоров состоит из двух направляющих, фиксаторов положения дрели, непосредственно рамы или гнезда для установки инструмента.
Направляющие могут дополняться пружинами возвратного действия, которые отталкивают инструмент при отсутствии усилия со стороны человека. Некоторые упоры имеют червячные механизмы перемещения и фиксации, рассчитанные на медленное продвижение инструмента или его установку на определенной позиции.
Упоры имеют две четко разделенные категории — фиксируемые на дрели и фиксирующие саму дрель. Вторые, установленные на столе или верстаке, придают дрели функцию подвижной части, каретки сверлильного или шлифовального станка. Умельцы умудряются сделать и токарные станки. Это весьма специфические приспособления, которые далеко не всегда находят применение в повседневной практике использования дрели. Их приобретение должно быть ясно мотивировано — либо вы мастер, извлекающий из инструмента определенную прибыль, либо вы коллекционер или любитель слесарных и токарных работ.
Стоимость упоров варьируется в широких пределах, поскольку существует множество вариантов их конструкций, уровня сложности и функциональности. Самое простое приспособление в этом классе — параллельный упор, ограничивающий глубину проникновения сверла в материал. Фиксированные станки — наиболее дорогая часть этого раздела, рассчитанная на профессиональное применение.
Сверла с расширенными возможностями
Главная задача электродрели — сверление отверстий, и набор инструментов для этого весьма широк. Помимо обычных наборов и единичных сверл в этом классе приспособлений можно найти и использовать:
сверло Форстнера, имеющее острие для центровки и широкие боковые режущие поверхности. Инструмент позволяет проделывать в дереве отверстия малого и среднего диаметра, не проходя материал насквозь. Благодаря острию, этим сверлом можно сделать отверстия под установку петель, очень точно расположенные по отношению к краям доски;
перьевые сверла для работы с деревом позволяют проделывать широкие, до 60 мм отверстия под установку фурнитуры в массиве и плитных материалах. Центрирующее острие и широкие боковые перья рассчитаны на точное позиционирование выемки и ограниченную глубину. Сверла имеют характерную плоскую конфигурацию;
коронка-насадка — сложный по форме инструмент для выборки материала из массива древесины и плит ДСП, ДВП, бетона и металла. Прочная широкая режущая поверхность с характерным профилем работает как резец или группа резцов, выбирающих отверстие диаметром до 100 мм. В центре насадки располагается сверло, задающее первое, центрирующее отверстие и направляющее всю насадку;
сверла по дереву, бетону, металлу — широкий спектр различных конфигураций, в том числе и особо прочные победитовые сверла для работы с бетоном. В этой группе можно встретить и насадки для вибрационных и ударных машин, которые по функциональности близки к перфораторам.
Относительно стоимости и необходимости иметь в наличие инструменты из этого списка можно сказать, что выбор вариантов очень велик. Самой дорогой в категории окажется сложная насадка для выборки широких отверстий — это профессиональный инструмент, который подойдет не ко всякой дрели.
Сверла для дрели — домашние или профессиональные
Сверла перьевые и инструмент Форстнера относятся к полупрофессиональной категории — их можно приобрести и держать в наборе, но стоит учитывать, что в повседневной практике применять такие специфические приспособления не приходится. Они пригодятся любителям поработать с мебелью, специалистам по столярному плотницкому делу, для сборки дверей.
Набор обычных и победитовых сверл стоит иметь в доме постоянно, причем, чем больше будет вариантов диаметра, тем лучше. В квартире с бетонными стенами без победитового сверла обойтись крайне тяжело. Насадки для перфораторов и ударных дрелей рассматриваются в двух вариантах — профессиональные для строителей и ремонтников с мощными перфораторами и для домашнего применения, рассчитанные на работу с дрелью расширенной функциональности.
Угловые адаптеры для сверления в труднодоступных местах
В этой группе приспособлений чаще всего встречаются редукторы — шестереночные и фрикционные узлы, изменяющие угол вращения за счет использования дополнительного механизма и собственного патрона под сверло. Это своего рода удлинители, которые устанавливаются на дрель и удерживают сверло в своем патроне, давая возможность пробраться в узкие места.
Тут стоит задуматься о выборе приспособления по возможностям.
Оптимальным вариантом будет насадка с переменным углом, практически универсальная, которая стоит несколько дороже фиксированной, но дает возможность пробраться куда угодно. Для пользования таким редуктором потребуется дрель повышенной мощности и хорошим крутящим моментом, но для человека, который все домашние работы выполняет сам, приспособление может стать хорошим помощником.
Режущие насадки на электродрель
В этой категории можно найти как минимум два варианта конструкции и возможностей использования приспособлений для электродрели — классические ножницы для работы с листовыми материалами и так называемые “сверчки”, позволяющие делать ровные разрезы и сверлить широкие отверстия.
Насадка-ножницы
Ножницы уверенно работают со сталью до 3 мм толщиной, ими можно кроить листы поликарбоната, алюминиевые профили, пластик, кровельные материалы. Насадку выбирают по усилию, диапазон для выбора широк, причем инструмент может быть приспособлен к профессиональной мощной дрели и к домашней машине.
В частном доме или гараже такое приспособление не помешает мастеру-любителю, потому что работа с листовыми материалами всегда актуальна. Мощные ножницы потребуют приобретения и дрели с соответствующими параметрами.
Насадка-сверчок или высечные ножницы
Профессиональное приспособление для работы с листовыми и кровельными материалами, способное резать листовую сталь толщиной в 1,5 мм, нержавейку до 1,2 мм, пластик, алюминий и медь до 2 мм. Главное достоинство вырубных ножниц типа “сверчок” — возможность точного раскроя листа и сверления отверстий среднего и большого диаметров.
Инструмент незаменим для мастеров-кровельщиков, которым важна не только точно и аккуратность, но и высокая скорость работы. Для использования сверчка нужны определенные навыки.
Стоит ли покупать или держать в домашней мастерской такое приспособление?
Только при условии, что вы умеете им пользоваться, и сам инструмент — качественный и дорогой. Сверчок низкого качества не даст эффекта хорошей резки, а пользоваться им придется лишь время от времени. Сверчок дает возможность выполнять художественную резку листовых материалов.
Полировочные и шлифовочные инструменты для электродрели
Эта категория состоит из двух больших разделов — инструменты для полировки и шлифовки. По форме эти инструменты могут быть разными, поскольку могут применяться для работы по поверхности, обработки отверстий и доводки швов. В зависимости от назначения выбирается и материал инструмента.
Оснастка для полирования
Изготавливается из войлока, фетра, шерсти и поролона, наждачной бумаги. Предназначен для приведения поверхностей, отверстий и швов в конечное гладкое состояние, придания эффекта блеска.
К профессиональным инструментам следует отнести насадки для обработки отверстий и полировки дисков — самые дорогие, позволяющие доводить до технологически необходимого состояния различные отверстия, в том числе и в деталях корпуса автомобиля.
Насадки этого типа выбирают по основному назначению и размерам. Для домашней мастерской вполне достаточно полировочной щетки для обработки поверхностей и швов. Стоит приобрести щетки трех размеров и степеней жесткости, чтобы иметь возможность обрабатывать поверхности из разного материала. Наиболее распространенная насадка для полировки делается из фетра средней жесткости.
Оснастка для шлифовки
Эти насадки различаются по конструкции и основному материалу на:
абразивные фибровые диски с установкой на опорную тарелку;
лепестковые головки из наждачной бумаги;
твердосплавные фрезы для работы по особо прочным материалам с высокой точностью;
шлифовальные камни для обработки кромок, швов, отверстий;
абразивно-полимерные щетки для удаления загрязнений с поверхности металла, дерева, камня и других материалов.
Можно заметить, что в группе инструментов есть исключительно профессиональные изделия — это фрезы из специальных твердых сплавов (они же шарошки) и штоковые шлифовальные камни. Их применение на бытовом уровне практически бессмысленно.
В домашней мастерской и гараже стоит иметь набор из лепестковой и нескольких нейлоновых щеток, абразивные круги с несколькими размерами зерна. Очень важная деталь — приобретая такие приспособления нельзя забывать, что они подвержены быстрому износу. Стоимость их как правило невысока.
Насадки-венчики
Представлены всегда в широком выборе. Эти инструменты имеют разнообразную форму и размеры, так как предназначены для перемешивания сухих, жидких и вязких смесей. Венчики как правило недороги, но выбирать их следует с учетом предстоящей работы — сломать насадку можно, применив к излишне вязкому раствору.
Инструменты с характерными вертикальными деталями подходят для работы с сухими смесями, спиралевидные и сложные насадки рассчитаны на перемешивание растворов различной плотности.
Для масштабных строительных работ лишь дрелью с венчиком будет не обойтись, в таком случае лучше использовать строительный миксер.
Насадки-насосы для электродрели
Это наиболее специфичная группа приспособлений — такой насадкой можно пользоваться для перекачки жидкостей и растворов, но при условии, что вы располагаете мощной дрелью. Производительность насоса выбирают по ситуации, поэтому говорить о конкретном применении крайне сложно.
Ценовой разброс в этой группе очень широк, потому что насосы выпускаются и российскими, и китайскими, и европейскими производителями. Покупать ли насос-насадку для дрели в домашнюю мастерскую, сказать сложно. В частном доме и на даче он может понадобиться в аварийных ситуациях, но нельзя забывать о том, что время непрерывной работы мотора дрели ограничено, и насос придется периодически останавливать.
В завершение обзора обязательно отметим, что при выборе насадок необходимо учитывать конструкцию, мощность и функциональность дрели, собственные навыки обращения с инструментом и необходимость строго соблюдать меры безопасности!
Купить буровой пресс -пыли для коллекционера круглосуточного сопла от Peachtree Woodworking PW346 от Peachtree Woodworking Online на Desertcart Bahamas
Бренд: Peachtre Woodwork
Бренд: Peachtree Woodshing
Описание
. на основе рынка США).
Эта дополнительная насадка для вас Комплект пылесборника для сверлильного станка (КОМПЛЕКТ ПРОДАЕТСЯ ОТДЕЛЬНО) необходим для шлифования с вашим барабанный шлифовальный станок для сверлильного станка или любой другой шлифовальный станок или сверление. Просто поместите насадку в рабочую зону на сверлильном станке. Это сохранит ваше рабочее место в чистоте и улучшит вашу видимость.
Показать больше
Количество
Связанные страницы
Промышленные и научные
Промышленные и научные › Промышленные электроинструменты и ручные инструменты › Промышленные электроинструменты › Сверлильные станки
Отказ от ответственности: указанная выше цена включает все применимые налоги и сборы. Информация, представленная выше, предназначена только для справочных целей. Продуктов может не быть на складе, а расчеты доставки могут измениться в любое время. Desertcart не подтверждает никаких утверждений, сделанных в приведенных выше описаниях продуктов. Для получения дополнительной информации обратитесь к производителю или в службу поддержки клиентов Desertcart. Хотя Desertcart прилагает разумные усилия, чтобы показывать только товары, доступные в вашей стране, некоторые товары могут быть отменены, если они запрещены к ввозу на Багамы. Для получения более подробной информации посетите нашу страницу поддержки.
Часто задаваемые вопросы о Пылеуловителе с круглым соплом Peachtree Woodworking PW 346 By Peachtree Woodworking на Багамах
Где я могу купить Пылеуловитель с круглым соплом Peachtree Woodworking PW 346 By Peachtree Woodworking онлайн по лучшей цене на Багамах ?
Desertcart — лучшая платформа для покупок в Интернете, где вы можете купить Пылеуловитель для сверлильного станка с круглым соплом от Peachtree Woodworking PW 346 от Peachtree Woodworking от известных брендов. Desertcart поставляет самый уникальный и самый большой выбор товаров со всего мира, особенно из США, Великобритании и Индии, по лучшим ценам и в кратчайшие сроки.
Есть ли Пылесборник для сверлильного станка с круглым соплом Peachtree Woodworking PW 346 от Peachtree Woodworking и готов ли он к доставке на Багамы?
Desertcart отправляет пылеуловитель сверлильного станка с круглым соплом от Peachtree Woodworking PW 346 от Peachtree Woodworking в другие города Багамских островов. Получите неограниченную бесплатную доставку в более чем 164 странах с членством в Desertcart Plus. Мы можем доставить Пылеуловитель с круглым соплом для сверлильного станка Peachtree Woodworking PW 346 By Peachtree Woodworking быстро, без хлопот с доставкой, таможней или пошлинами.
Безопасно ли покупать Пылеуловитель для сверлильного станка с круглым соплом от Peachtree Woodworking PW 346 от Peachtree Woodworking на тележке для пустыни?
Да, абсолютно безопасно покупать Пылесборник для сверлильных станков с круглым соплом от Peachtree Woodworking PW 346 от Peachtree Woodworking на сайте desertcart, который является 100% законным сайтом, работающим в 164 странах. С 2014 года Desertcart поставляет клиентам широкий ассортимент товаров и выполняет их желания. Вы найдете несколько положительных отзывов от клиентов Desertcart на таких порталах, как Trustpilot и т. д. Веб-сайт использует систему HTTPS для защиты всех клиентов и защиты финансовых данных и транзакций, совершаемых в Интернете. Компания использует новейшие модернизированные технологии и программные системы для обеспечения честных и безопасных покупок для всех клиентов. Ваши данные надежно защищены и охраняются компанией с использованием шифрования и других новейших программ и технологий.
Отбойный молоток Ingersoll Rand W4A2 серии «W» с круглым соплом 0,680 дюйма | длина хода 4 дюйма
Рекомендуемая производителем розничная цена:
1129,00 долларов США
В настоящее время:
$719. 16
(Вы сэкономили
409,84 доллара США
)
(пока отзывов нет)
Написать рецензию
Ingersoll Rand
Ingersoll Rand Отбойный молоток серии W4A2 «W» с круглым соплом 0,680 дюйма | Длина хода 4 дюйма | 1480 ударов в минуту
Рейтинг Обязательно
Выберите рейтинг1 звезда (худший)2 звезды3 звезды (средний)4 звезды5 звезд (лучший)
Имя Обязательно
Электронная почта Обязательно
Тема отзыва Требуется
комментариев Обязательно
Изображения продуктов могут не соответствовать реальному продукту. Пожалуйста, проверьте описание ниже для технических характеристик.
Артикул:
W4A2
СКП:
663023014746
Состояние:
Новый
Наличие:
Обычно отправляется в течение 10–15 рабочих дней
Вес:
17,50 фунтов
Максимальная покупка:
4 шт.
Доставка:
Рассчитывается на кассе
Текущий запас:
Количество:
Добавление в корзину… Товар добавлен
Описание
Информация о гарантии
Характеристики
Предупреждение о законопроекте 65 штата Калифорния
Уже более 100 лет профессионалы полагаются на Ingersoll Rand в плане качества и производительности при выполнении самых тяжелых работ. Мощный отбойный молоток Ingersoll Rand серии W4A2 «W» — отличный инструмент для большинства задач, связанных со строительством и сносом. Это один из самых мощных отбойных молотков производства Ingersoll Rand. Корпус из литого под давлением алюминия и рукоятка в форме лебединой шейки делают эти инструменты эргономичными и мощными, а также имеют превосходное соотношение мощности и веса, что упрощает работу с ними. Этот молоток имеет прочную переднюю часть с резьбовым стволом и резиновым амортизирующим фиксатором для увеличения срока службы стали и фиксатора, что делает его долговечным. Он поставляется с 0,680″ круглая длинная насадка , позволяющая вращать долото. Каждый раз при использовании этих молотков можно ожидать одного и того же результата. Инструменты серии W совместимы с аксессуарами с круглым кольцом.
Характеристики: Отбойный молоток для тяжелых условий эксплуатации
Рукоятка «лебединая шея» с внешним спусковым крючком
Резьбовой стержень для тяжелых условий эксплуатации
Резьбовой амортизирующий винт на держателе
С круглым соплом 0,680″
Для использования с круглым хвостовиком (X4) и круглыми кольцеобразными принадлежностями
Технический совет: Чтобы повысить производительность инструмента, продлить срок его службы и снизить затраты на ремонт, используйте его вместе с фильтром-регулятором-лубрикатором (FRL)
Ищете дополнительную информацию о Ingersoll 91 Rand4 Construction Tools? Нажмите здесь , чтобы просмотреть Каталог
Для получения помощи в выборе подходящей модели также звоните (800) 608-5210 или пишите по электронной почте info@intlairtool. com
Один год гарантии от производителя на дефекты материалов и изготовления.
ПРЕДУПРЕЖДЕНИЕ. Эти или другие продукты, продаваемые на этом веб-сайте, могут подвергать вас воздействию химических веществ, которые в штате Калифорния считаются вызывающими рак и врожденные дефекты или другие нарушения репродуктивной функции.
Для получения дополнительной информации посетите сайт www.P65Warnings.ca.gov
Пассивация (пассивирование) металлов: технология и методы
Чем обусловлена высокая коррозионная устойчивость нержавеющих сталей
Причины возникновения коррозии
Виды коррозии
Пассивирование нержавейки
Несмотря на то, что нержавеющая сталь отличается высокой устойчивостью к коррозии, дополнительная защита, которую позволяет получить такая технологическая операция, как пассивация, для нее желательна. В отдельных случаях, когда большому риску развития коррозии подвержены даже изделия, изготовленные из нержавеющей стали, необходимость в выполнении такой процедуры не вызывает сомнений.
Примеры нержавеющих поверхностей, подвергнутых коррозии, и результаты проведенной пассивации
Чем обусловлена высокая коррозионная устойчивость нержавеющих сталей
Суть такого явления, как коррозия, состоит в том, что поверхность металла под воздействием негативных внешних факторов и окружающей среды начинает разрушаться. Что характерно, коррозия из-за постоянного окисления поражает металл слой за слоем, постепенно разрушая внутреннюю структуру стали. Во многих случаях локализовать пораженные участки внутренней структуры металла уже не имеет смысла, поэтому стальные изделия приходится заменять на новые.
Пассивирование (или пассивация) как технология, позволяющая обеспечить надежную защиту стали от коррозии, лежит в основе создания такого уникального металла, каким является нержавеющая сталь. В химическом составе преимущественного большинства сталей, относящихся к нержавеющей категории, могут содержаться различные элементы:
никель;
молибден;
кобальт;
ниобий;
марганец.
Однако основным легирующим элементом таких сталей, количество которого в их составе может варьироваться в пределах 12–20%, является хром. Добавление различных легирующих элементов в состав нержавеющих сталей позволяет придать им требуемые физико-химические характеристики, но именно хром отвечает за коррозионную устойчивость стального сплава.
Влияние хрома на свойства нержавеющей стали
Нержавеющие стальные сплавы, в составе которых содержится 12% хрома, проявляют высокую коррозионную устойчивость только при взаимодействии с окружающим воздухом. Если количество хрома в химическом составе нержавеющей стали увеличить до 17%, то изделия из нее смогут спокойно взаимодействовать с азотной кислотой, не утрачивая при этом своих эксплуатационных характеристик.
Чтобы сделать металл устойчивым к еще более агрессивным средам, к числу которых относятся соляная, серная и другие кислоты, в нем не только увеличивают количественное содержание хрома, но и добавляют в его состав такие элементы, как медь, молибден, никель и др. Иными словами, выполняют пассивирование металла, то есть увеличивают его пассивность к коррозионным процессам.
В процессе пассивации зоны сварочного шва образуется прочная пленка
Пассивация, при которой в химический состав нержавеющей стали добавляют соответствующие легирующие элементы, – это не единственное условие высокой коррозионной устойчивости металла. Чтобы защитные свойства нержавеющей стали оставались на высоком уровне, оксидная пленка на ее поверхности, состоящая преимущественно из оксида хрома, должна быть целой, иметь однородный химический состав и толщину.
Причины возникновения коррозии
Несмотря на то, что в химическом составе нержавеющей стали должны содержаться пассиваторы, значительно повышающие ее коррозионную устойчивость, ее поверхность и внутренняя структура могут подвергаться коррозии.
Основной причиной, по которой нержавеющая сталь начинает разрушаться, является недостаточное или неравномерное содержание в ее химическом составе хрома. Вызвать коррозию также может контакт с металлом, который отличается значительно меньшей устойчивостью к окислению. Часто подвергаются разрушению изделия из нержавейки, которые были соединены между собой по технологии сварки.
Коррозия труб полотенцесушителя, возникшая по причине недобросовестного исполнения сварочного шва производителем
Что характерно, даже если нержавеющая сталь отличается очень высоким качеством, после сварки она может покрыться слоем ржавчины. Чтобы избежать таких негативных явлений, сварные швы, при помощи которых выполнено соединение изделий из нержавейки, необходимо тщательно зачищать и полировать. Такая процедура позволяет удалить с поверхности сварного шва и самих изделий из нержавейки остатки менее устойчивого к коррозии металла, который был использован для выполнения сварочных работ.
Очень часто на поверхность нержавейки частички менее устойчивого к коррозии металла попадают и в тех случаях, когда его обработка выполняется в непосредственной близости от стальных изделий. Так, если рядом пилят, шлифуют или выполняют другие виды обработки обычного металла, то его частички, попав на нержавеющую сталь, обязательно станут источниками ее коррозии. На нержавейке они могут появиться и в том случае, если вы решите выполнить ее обработку инструментом, который до этого взаимодействовал с обычным металлом. Именно поэтому инструменты, особенно относящиеся к режущему типу, желательно использовать для выполнения обработки только однотипных материалов.
Коррозия вытяжки из нержавеющей стали, произошедшая вследствие чистки изделия железной щеткой
Однако, конечно, наиболее критичным местом на поверхности изделий из нержавейки с точки зрения возникновения и развития коррозионных процессов является сварной шов. Именно поэтому важны не только тщательная зачистка, шлифовка и полировка места сформированного сварного соединения, но и его пассивация, для чего используются различные кислотные растворы.
Пассивация (химическое пассивирование), как правило, выполняется с применением раствора, основу которого составляет азотная кислота. Обработка таким раствором тщательно подготовленного участка изделия из нержавеющей стали позволяет сформировать оксидную пленку, отличающуюся высокой пассивностью к коррозионным процессам.
Обработка сварных соединений на нержавейке, после которой и выполняется химическое пассивирование, осуществляется при помощи металлической щетки и шлифовальной машинки. При этом, как уже говорилось выше, важно следить за тем, чтобы используемые при пассивации инструменты не реагировали до этого с обычным металлом, частички которого могут стать источником развития коррозионных процессов.
Чтобы проверить, не присутствует ли на поверхности нержавейки включений обычного металла, можно воспользоваться двумя способами.
Обработка водным раствором азотной кислоты и ферроцианида калия
Места на поверхности изделия, на которых присутствуют включения свободного железа, после выполнения такой обработки сразу окрасятся в синий цвет. Следует отметить, что такой способ проверки используют преимущественно в условиях производственных лабораторий.
Смачивание обычной водой
Изделие выдерживают в таком состоянии на протяжении нескольких часов. Если на нержавейке присутствуют включения свободного железа, то участки с такими включениями начнут покрываться ржавчиной.
Виды коррозии
Несмотря на то, что коррозионный процесс приводит практически к одинаковым последствиям, причины, ее вызывающие, могут быть различными. Наиболее частой причиной коррозии изделий из нержавейки, используемых в бытовых условиях, является применение для их чистки средств, содержащих в своем химическом составе значительное количество хлора. Такие средства активно способствуют разрушению оксидной пленки на металле, что приводит к развитию коррозионного процесса на всей его поверхности (т.е. общей коррозии).
Щелевая коррозия нержавейки возникает в тех случаях, когда детали из такого металла длительное время соприкасаются между собой. Коррозия данного типа, что характерно, часто начинает развиваться в местах крепежа. Различают также точечную коррозию, которую часто называют питтинговой. Она возникает в тех случаях, когда оксидная пленка на нержавейке повреждена механическим способом.
Коррозия нержавейки под водой проявляется в большей степени в местах соединения деталей
Если нержавейка контактирует с разнородным для нее металлом в токопроводящей среде, начинает развиваться коррозия, которая получила название гальванической. Этому процессу наиболее подвержены изделия из нержавеющих сталей, эксплуатируемые в морской воде и при этом контактирующие с металлами, отличающимися меньшей степенью легирования.
Межкристаллитная коррозия – очень распространенное явление, возникающее в тех случаях, когда изделие из нержавеющей стали было подвергнуто значительному перегреву. При сильном нагреве (свыше 500°) на границах кристаллической решетки нержавеющей стали формируются карбиды хрома и железа, которые и становятся причиной снижения прочности металла.
Коррозия нержавеющей стали может возникать из-за применения хлоросодержащих чистящих составов
Различают также эрозивную коррозию, которая возникает, если нержавейка постоянно находится под воздействием абразивной среды. Постоянно воздействуя на поверхность металла, частички такой среды разрушают защитную оксидную пленку, которая не успевает восстанавливаться.
Пассивирование нержавейки
Обеспечить такие условия эксплуатации изделий из нержавеющей стали, чтобы они не контактировали с другими металлами и агрессивными средами, а также не подвергались механическим повреждениям, практически невозможно. Именно поэтому необходима упомянутая выше технологическая операция – пассивирование. Дополнительную степень защиты, которую обеспечивает пассивирование (пассивация), часто стараются обеспечить:
трубным конструкциям из нержавейки;
крепежным элементам;
корпусным элементам конструкций и механизмов, эксплуатируемых в морской воде.
Между тем пассивация не всегда целесообразна даже для изделий подобного назначения.
Пассивирование сварочного шва нержавейки
Пассивирование, хотя и является методом обработки нержавеющей стали, способным обеспечить ее дополнительной защитой от коррозии, во многих случаях является нецелесообразным и даже может ухудшить защитные свойства стали. Поэтому прежде чем выполнять пассивацию, следует проанализировать условия, в которых будет эксплуатироваться изделие, чтобы однозначно решить, нужна ли его поверхности дополнительная защита.
Пассивация, если решение о ее выполнении принято, должна обеспечивать получение цельного и равномерного по толщине защитного слоя, что достигается строгим соблюдением технологического процесса. Как правило, пассивацию выполняют в тех случаях, когда дополнительная защита необходима внешней, а не внутренней поверхности изделия из нержавеющей стали.
Суть такого процесса, как пассивация, заключается в том, что поверхность изделия из нержавеющей стали обрабатывают специальным раствором, основу которого составляет азотная, а в некоторых случаях и лимонная кислота. Иногда такой раствор могут дополнять незначительным количеством (2-6%) бихромата натрия. Химический состав такого раствора, а также такие параметры, как температура нагрева и время выдержки, зависят от марки обрабатываемой нержавеющей стали.
Пассивация нержавеющих сталей | Inoxgrup
ПОЧЕМУ ПАССИВАЦИЯ
Процесс пассивации возвращает нержавеющую сталь или другие металлы обратно к своим первоначальным спецификациям, удаляя ненужные вкрапления и масла с поверхности. При механической обработки детали из нержавеющих сталей, различные частицы могут проникать в поверхность основного металла, ослабляя его устойчивость к коррозии и делая деталь более восприимчивой к факторам окружающей среды. Искры, грязь и другие частицы и остатки, такие как свободное железо, смазка и обрабатывающие масла, влияют на прочность естественной поверхности и могут проникать в поверхность в процессе обработки. Они остаются невидимыми для человеческого глаза и часто являются причиной коррозии. «Пассивный» определяется — как менее подверженный влиянию факторов окружающей среды. Процесс улучшает и очищает поверхность детали. Восстановленная поверхность действует как защитное покрытие для таких факторов окружающей среды, как воздух, вода и другие экстремальные условия. Важно отметить, что пассивация не меняет внешний вид основного металла.
Преимущества пассивации
Улучшенное сопротивление коррозии
Равномерное сглаживание
Удаление заусенцев
Чистота
Долгий срок службы изделий
Пассивация остается важным этапом в максимизации коррозионной стойкости деталей и компонентов из нержавеющей стали. Процесс позволяет существенно увеличить срок эксплуатации деталей. Неправильно выполненная пассивация может фактически вызвать коррозию.
Пассивация представляет собой метод позволяющий максимизировать присущую коррозионную стойкость нержавеющего сплава, из которого изготовлена заготовка
Нет универсального способа относительно точной механики работы пассивации. Но несомненно, что на поверхности пассивной нержавеющей стали присутствует защитная оксидная пленка. Эта невидимая пленка считается чрезвычайно тонкой, толщиной менее 0,0000001 дюйма, что составляет около 1/100 000 толщины человеческого волоса!
На практике загрязняющие вещества, такие как грязь или частицы железа из режущих инструментов, могут быть перенесены на поверхность деталей из нержавеющей стали во время обработки. Если их не удалить, эти посторонние частицы могут снизить эффективность исходной защитной пленки.
Во время процесса обработки микроскопическое количество свободного железа может быть стерто с режущего инструмента и перенесено на поверхность заготовки из нержавеющей стали. При определенных условиях на этих частицах может появиться тонкое покрытие ржавчины. Это фактически коррозия стали из инструмента, а не основного металла. Иногда частицы стали из режущего инструмента или продуктов его коррозии может вызвать повреждение самой детали.
Точно так же мелкие частицы железосодержащей грязи могут прилипать к поверхности детали. Несмотря на то, что металл может выглядеть блестящим в условиях механической обработки, невидимые частицы свободного железа могут привести к ржавлению на поверхности после воздействия воздуха.
Проблемой могут быть и открытые сульфиды. Они исходят от добавления серы к нержавеющим сталям для улучшения обрабатываемости. Если деталь не будет правильно пассивирована, сульфиды могут выступать в качестве центров инициации для коррозии на поверхности продукта.
В всех случаях требуется пассивация, чтобы максимизировать естественную коррозионную стойкость нержавеющей стали. Она поможет удалить поверхностное загрязнение, такие как частицы железосодержащей цельной грязи и частиц железа из режущих инструментов, которые могут образовывать ржавчину или действовать как места инициации для коррозии. Пассивация также может удалять сульфиды, открытые на поверхности нержавеющих сплавов без механической обработки.
Двухступенчатая процедура может обеспечить наилучшую коррозионную стойкость: 1. чистка, (обезжиривание, травление), но в некоторых случаях не выполняемая процедура 2. кислотная ванна или пассивирующая обработка.
Первая очистка
Смазка, охлаждающая жидкость или другие загрязнения должны быть тщательно удалены от поверхности, чтобы получить наилучшую коррозионную стойкость.. Коммерческий обезжириватель или моющее средство можно использовать для очистки механических масел или охлаждающих жидкостей. Посторонние вещества, такие как термические оксиды, возможно, должны быть удалены путем измельчения или такими методами, как кислотное травление.
Иногда оператор может пропустить основную очистку, предполагая ошибочно, что просто погружая смазку в кислотную ванну, одновременно чистка и пассивирование будут происходить одновременно. Этого не происходит. Вместо этого загрязняющая жир реагирует с кислотой с образованием пузырьков газа. Эти пузырьки собираются на поверхности заготовки и мешают пассивации.
Хуже того, загрязнение пассивирующего раствора, иногда высоким содержанием хлоридов, может вызвать «вспышку» коррозии. Вместо того, чтобы получить желаемую оксидную пленку с блестящей, чистой, коррозионностойкой поверхностью, вспышка вызывает сильно протравленную или затемненную поверхность — ухудшает саму поверхности, что пассивация предназначена для оптимизации.
Части, изготовленные из мартенситных нержавеющих сталей [которые являются магнитными, с умеренной коррозионной стойкостью и с пределом текучести до (1930 МПа)], на квадратный дюйм затвердевают при высокой температуре и затем отжигаются для обеспечения требуемой твердости и механических свойств. Осаждающие упрочняемые сплавы (которые обеспечивают лучшее сочетание прочности и коррозионной стойкости, чем мартенситные сорта) могут обрабатываться в растворе, частично обрабатываться, выдерживаться при более низких температурах, а затем заканчиваться механической обработкой.
В таких случаях детали необходимо тщательно очистить обезжиривающим или очищающим средством для удаления следов режущей жидкости перед термообработкой. В противном случае режущая жидкость, остающаяся на деталях, вызовет чрезмерное окисление. Это условие может привести к тому, что нижние слои остаются с крапчатой да же после удаления окалины кислотными или абразивными методами. Разрезающие жидкости могут оставаться на деталях и затвердевать в вакуумной печи или защитной атмосфере, может произойти науглероживание поверхности, что приведет к потере коррозионной стойкости.
Травление
Травление — это удаление смежного низко хромистого слоя металла с поверхности нержавеющей стали химическими средствами.
Там, где сталь нагревается путем сварки, термической обработки или других средств, до такой степени, что можно увидеть цветной слой оксида, на поверхности стали под оксидным слоем имеется обедненный хромом слой.Более низкое содержание хрома дает более низкую коррозионную стойкость. Чтобы восстановить наилучшую коррозионную стойкость, необходимо удалить поврежденный металлический слой, обнажив полностью легированную поверхность из нержавеющей стали. Механическое удаление может привести к образованию абразивных или других частиц (препятствующих коррозии) или может быть непрактичным, поэтому обычно используются химические средства.
Процедуры, включающие травильные растворы азотной (HNO 3) и фтористоводородной (HF) кислот, удаляют масштаб и нижний слой, обедненный хромом, и восстанавливают коррозионную стойкость. Растворы травления также удаляют загрязняющие вещества, такие как частицы железа и железа. Растворы травления, отличные от смесей азотной и фтористоводородной кислот, существуют и могут использоваться для специализированных применений.
Травильные пасты, где раствор смешивают с инертным носителем, обычно используются для обработки выбранных областей, таких как сварные швы.
Травление включает удаление металла и изменение в визуальной яркости металла.
Электрополирование — полезная альтернатива травлению.Металлическое удаление достигается, но обычно приводит к яркой, гладкой и более стойкой к коррозии поверхности.
Пассивные ванны
После тщательной очистки деталь из нержавеющей стали готова для погружения в пассивирующую кислотную ванну. Можно использовать любой из трех методов — пассивацию азотной кислоты, азотную кислоту с пассивацией дихромата натрия и пассивацию лимонной кислоты. Какой метод к использованию зависит от класса нержавеющей стали и заданных параметров.
Более устойчивые хромоникелевые марки могут пассивироваться в ванне с азотной кислотой (20% по объему) . Менее стойкие марки нержавеющей стали могут быть пассивированы путем добавления дихромата натрия в ванну с азотной кислотой, чтобы сделать раствор более окисленным и способным образовывать пассивную пленку на поверхности. Другой вариант, используемый вместо азотной кислоты плюс дихромат натрия, заключается в увеличении концентрации азотной кислоты до 50% по объему. Добавление дихромата натрия, и более высокая концентрация азотной кислоты снижают вероятность нежелательной коррозии.
Исторически сложилось, что азотная кислота использовалась для пассивации нержавеющей стали, но в последнее время распространение получило более безопасное и эффективное средство с использованием лимонной кислоты. В отличие от азотной кислоты, составы для пассивирования лимонной кислотой имеет много преимуществ:
Лимонная кислота НЕ удаляет другие элементы в сплаве, эффективно ограничивая глубину конечного слоя оксида хрома
Лимонная кислота НЕ вводит тяжелые металлы (опасные отходы) в ванну
Лимонная кислота удаляет только железо
Лимонная кислота намного безопаснее и безвредна для окружающей среды
По материалам зарубежных изданий TERRY A. DEBOLD AND JAMES W. MARTIN
Что такое пассивация? Как работает пассивация из нержавеющей стали?
Зачем пассивировать?
Как пассивировать
Этапы процесса пассивации
Типы оборудования
Стандарты и спецификации
Что такое пассивация и как работает процесс пассивации? Как пассивировать детали из нержавеющей стали после механической обработки? Эти вопросы часто задают механические мастерские и производители деталей из таких материалов, как нержавеющая сталь, титан и тантал.
Что такое пассивация нержавеющей стали?
Пассивирование — это широко используемый процесс отделки металлов для предотвращения коррозии. В процессе пассивации нержавеющей стали используется азотная или лимонная кислота для удаления свободного железа с поверхности. Химическая обработка приводит к образованию защитного оксидного слоя или пассивирующей пленки, которая с меньшей вероятностью вступает в химическую реакцию с воздухом и не вызывает коррозии. Пассивированная нержавеющая сталь устойчива к ржавчине.
Пассивирование предотвращает ржавление нержавеющей стали
Что означает пассивированная нержавеющая сталь?
Для производителей отраслевые стандарты ASTM A967 и AMS 2700 представляют собой наиболее широко используемые стандарты пассивации нержавеющей стали. Согласно ASTM A967, пассивация определяется следующим образом:
химическая обработка нержавеющей стали мягким окислителем, таким как раствор азотной кислоты, с целью удаления свободного железа или других посторонних веществ».
Кроме того, ASTM A380 утверждает, что пассивация:
удаление экзогенного железа или соединений железа с поверхности нержавеющей стали посредством химического растворения, чаще всего путем обработки раствором кислоты, который удаляет поверхностное загрязнение, но не оказывает существенного влияния на саму нержавеющую сталь … для с целью усиления самопроизвольного образования защитной пассивной пленки».
История процесса пассивации
В середине 1800-х годов химик Кристиан Фридрих Шёнбейн открыл эффект пассивации. После погружения железа в концентрированную азотную кислоту он обнаружил, что железо практически не имеет химической активности по сравнению с железом, которое не подвергалось обработке концентрированной азотной кислотой. Он назвал это отсутствие химической реактивности «пассивным» состоянием.
Поскольку пассивация нержавеющей стали азотной кислотой стала широко распространенной практикой в 1900-х годах, проблемы экологии и безопасности при использовании азотной кислоты стали более очевидными. Исследования, проведенные пивоваренной компанией Adolf Coors в Германии, показали, что лимонная кислота является эффективной альтернативой. В 1990-х годах многие производители начали использовать лимонную кислоту как более безопасную и экологически чистую альтернативу азотной кислоте.
Типы пассивации
В настоящее время отраслевые стандарты пассивации поверхности предлагают три типа пассивации. Каждый тип основан на том, какое химическое вещество используется для пассивации. Три типа пассивации:
Азотная кислота
Азотная кислота с дихроматом натрия
Лимонная кислота.
Выбор химического вещества для пассивации часто зависит от требований заказчика. Каждый тип пассивации имеет свои преимущества и недостатки. Подробнее см. в нашей статье «Азотная и лимонная кислотная пассивация».
Зачем пассивировать нержавеющую сталь?
Пассивирование является передовой практикой после изготовления вновь обработанных деталей и компонентов из нержавеющей стали. Преимущества включают в себя:
Химическая пленка для защиты от ржавчины
Увеличенный срок службы изделия
Удаление загрязнения с поверхности продукта
Снижение потребности в обслуживании.
Как работает пассивация?
Нержавеющая сталь — это сплав на основе железа, обычно состоящий из железа, никеля и хрома. Нержавеющая сталь получает свои коррозионно-стойкие свойства благодаря содержанию хрома. Хром при контакте с кислородом (воздухом) образует тонкую пленку оксида хрома, которая покрывает поверхность нержавеющей стали и защищает подстилающий слой железа от ржавчины. Целью пассивации является увеличение и оптимизация формирования слоя оксида хрома.
Погружение нержавеющей стали в ванну с кислотой растворяет свободное железо с поверхности, оставляя хром нетронутым. Кислота химически удаляет свободное железо, оставляя после себя однородную поверхность с более высоким содержанием хрома, чем основной материал.
Под воздействием кислорода воздуха после кислотной ванны нержавеющая сталь образует слой оксида хрома в течение следующих 24–48 часов. Более высокая доля хрома на поверхности позволяет формировать более толстый и более защитный слой оксида хрома. Удаление свободного железа с поверхности устраняет возможность возникновения коррозии.
Полученный пассивный слой образует химически неактивную поверхность, защищающую от ржавчины.
Пассивирующий слой на нержавеющей стали
Пассивирующий слой – вид под микроскопом. Источник: Астро Пак. Используется с разрешения.
Когда требуется пассивация нержавеющей стали?
Пассивирование — это постобрабатывающий процесс, который выполняется после шлифовки, сварки, резки и других операций механической обработки, связанных с манипулированием нержавеющей сталью. В идеальных условиях нержавеющая сталь естественным образом сопротивляется коррозии, что может свидетельствовать о том, что пассивация не требуется.
Однако в нормальных, реальных условиях любое из следующего может препятствовать образованию оксидной пленки, защищающей от коррозии:
посторонний материал в производственной среде (цеховая грязь, шлифовальная стружка)
Добавление сульфидов в нержавеющую сталь для улучшения обрабатываемости
частицы железа от режущих инструментов, внедренные в поверхность деталей из нержавеющей стали.
Такие загрязнения должны быть удалены до границ зерен поверхности, чтобы восстановить однородную коррозионно-стойкую поверхность. Процесс пассивации исправляет эти проблемы.
Какая пассивация НЕ является
Не электролитической. Пассивация — это химическая обработка, а не электролитический процесс . Пассивация не зависит от электрохимических реакций, в отличие от электрополировки или анодирования.
Не для удаления накипи. Пассивирование не является методом удаления окалины с обработанных деталей после термической обработки или сварки.
Без слоя краски. Пассивированная нержавеющая сталь не меняет цвет или внешний вид металла. Пассивирование не требуется для изделий, которые будут окрашены или покрыты порошковой краской.
Как пассивировать нержавеющую сталь
Существует множество спецификаций пассивации (ASTM A967, AMS 2700), которые содержат инструкции по правильному процессу пассивации нержавеющей стали, титана и других материалов. Следующие этапы химической очистки и пассивации являются общими почти для всех спецификаций:
Очистка — удаление любых загрязнений с поверхности, таких как жир и масла.
Пассивация – Выполнение химической обработки путем погружения в ванну с кислотой, обычно азотной или лимонной кислотой.
Испытание . Испытание недавно пассивированной поверхности из нержавеющей стали для обеспечения эффективности этапов процесса.
В некоторых спецификациях по пассивации нержавеющей стали требуется добавление дихромата натрия в ванну с азотной кислотой, чтобы обеспечить более быстрое образование оксидного слоя или пассивирующей пленки. Однако дихромат натрия является высокотоксичным соединением шестивалентного хрома. Альтернативные методы включают использование ультразвуковых аппаратов и лимонной кислоты, такой как CitriSurf®, для стимулирования образования кислорода на поверхности металла, пока материал все еще погружен в ванну с кислотой.
Продолжительность погружения в резервуар с кислотой обычно составляет 20–30 минут. Температурные характеристики кислоты могут варьироваться в зависимости от марки нержавеющей стали и химического состава кислоты, но обычно составляют от 120 до 150 °F.
Видео: Полностью автоматизированная система пассивации лимонной кислотой
Этапы процесса пассивации деталей из нержавеющей стали
Что такое процесс пассивации? Для сборки линии пассивации требуется процесс, который одновременно очищает и пассивирует нержавеющую сталь. Общие этапы процесса пассивации нержавеющей стали следующие:
Щелочная очистка материалов для удаления всех загрязнений, масел и посторонних материалов. Обычно использует моющие средства, такие как гидроксид натрия, Micro-90 или Simple Green.
Промывка водой – Обычно деионизированной (деионизированной) водой или водой обратного осмоса (RO) в высокоточных отраслях промышленности
Иммерсионная ванна с азотной или лимонной кислотой (CitriSurf) для полного растворения любого свободного железа и сульфидов и ускорения образования пассивной пленки или оксидного слоя
Промывка водой – обычно деионизированной водой в высокоточных отраслях промышленности
Вторая промывка водой – обычно с деионизированной водой в высокоточных отраслях промышленности
Сухие детали
Испытание образцов деталей в соответствии со стандартами спецификаций с использованием соляного тумана, воздействия камеры с высокой влажностью или испытаний с сульфатом меди.
Он пассивирован? Варианты проверки пассивации
В зависимости от используемого стандарта пассивации доступны различные варианты проверки пассивации для проверки правильности пассивации нержавеющей стали. Следующие тесты на пассивацию доступны в ASTM A9.67 стандарт:
Испытание на погружение в воду – требуется не менее 24 часов и использование резервуара с дистиллированной водой.
Испытание на повышенную влажность — требуется минимум 24 часа в камере влажности.
Испытание в солевом тумане — требуется минимум 2 часа в испытательной камере в соляном тумане.
Тест на сульфат меди — этот быстрый тест занимает всего 6 минут, но его нельзя использовать для марок стали с содержанием хрома менее 16% или для деталей, используемых в пищевой промышленности.
Испытание на феррицианид калия и азотную кислоту – Также называется испытанием на ферроксил. Быстрый и высокоточный тест, требующий ежедневной подготовки тестового раствора и пристального внимания к безопасному обращению с химическими веществами. Испытание нельзя использовать для некоторых марок стали или деталей, используемых в пищевой промышленности.
Испытание на свободное железо – альтернатива испытаниям на погружение в воду и испытание на высокую влажность, особенно подходящее для крупных деталей, которые не помещаются в резервуар или шкаф.
На что обратить внимание при пассивации металлов
Пассивацию можно рассматривать как контролируемую коррозию. Кислотная ванна растворяет или разъедает свободное железо на поверхности однородным контролируемым образом. При неправильном контроле неконтролируемая коррозия может привести к явлению, известному как «взрывная атака». При внезапной атаке на металле появляется темная, сильно протравленная поверхность — именно та коррозия, которую должен предотвратить пассивный слой.
Очистка раствора кислоты от загрязнений имеет решающее значение для предотвращения флэш-атаки. Часто средство так же просто, как повторное наполнение кислотной ванны свежим раствором. Рекомендуется регулярно заменять раствор кислоты, чтобы предотвратить накопление загрязняющих веществ в растворе. Использование воды более высокого качества (вода обратного осмоса или деионизированная вода) с меньшим содержанием хлоридов, чем водопроводная вода, также может решить проблемы с мгновенной атакой.
Тщательная очистка деталей из нержавеющей стали ПЕРЕД кислотной ванной также имеет решающее значение. Любая смазка или смазочно-охлаждающая жидкость, оставшиеся на деталях, имеют тенденцию образовывать пузырьки, которые мешают процессу. В этих случаях рассмотрите возможность использования обезжиривателя или замены моющих средств, чтобы убедиться, что деталь полностью свободна от загрязнений. В некоторых случаях термические оксиды от термической обработки или сварки могут потребовать шлифовки или травления для удаления перед пассивацией.
Избегайте одновременного смешивания марок нержавеющей стали (например, серии 300 и серии 400) в кислотной ванне, так как это может привести к гальванической коррозии. В этой ситуации менее благородный металл корродирует быстрее, чем это было бы, если бы разнородные металлы не находились в контакте в растворе.
Какое оборудование для пассивации мне нужно?
Компания Best Technology признана лидером отрасли в области оборудования для пассивации, резервуаров, систем и линий. Наши эксперты знают, как тщательно сбалансировать химию, температуру и время погружения, чтобы соответствовать требованиям пассивации и избежать дорогостоящих ошибок. Мы предлагаем широкий спектр оборудования от настольных машин до интегрированных мокрых столов и полностью автоматизированных систем. Наши инженеры по применению могут разработать оборудование, отвечающее вашим требованиям и спецификациям.
Собирая информацию о запуске новой линии пассивации, обязательно ознакомьтесь с нашим контрольным списком процесса пассивации. Когда вы будете готовы, свяжитесь с нами, чтобы поговорить с нашими экспертами по процессам пассивации.
Типы оборудования для пассивации
Доступно оборудование для пассивации с резервуарами различных размеров. Самые маленькие системы начинаются с размера бака 1,25 галлона, а самые большие системы работают до 500+ галлонов. Система пассивации обеспечивает интегрированное удобство упрощения нескольких этапов процесса (например, промывка, полоскание, пассивация, полоскание и сушка) в одном унифицированном оборудовании.
Типы систем включают:
Небольшое настольное оборудование для пассивации
Оборудование для пассивации мокрого стола
Автоматизированные системы пассивации
Системы иммерсионной пассивации с мешалкой
Щелкните любое из следующих изображений, чтобы узнать больше об этом типе оборудования.
Малое настольное оборудование для пассивации
Оборудование для мокрой пассивации
Автоматизированные системы пассивации
Системы иммерсионной пассивации с мешалкой
Стандарты и спецификации пассивации
их продукты. Одной из таких аккредитаций является NADCAP, или Национальная программа аккредитации подрядчиков в области аэрокосмической и оборонной промышленности. Использование автоматизированной системы пассивации обеспечивает строгие документированные параметры управления технологическим процессом в соответствии с требованиями валидации.
Часто задаваемые вопросы о проверке процесса
Что входит в процесс проверки пассивации?
В мире медицинских устройств необходимо проверить процесс пассивации. Но что это значит и как это работает?
Валидация — это процесс, гарантирующий, что используемый вами процесс пассивации будет воспроизводить воспроизводимые и предсказуемые результаты каждый раз, когда партия деталей проходит через этот процесс. Утверждая процесс, вы можете отказаться от тестирования каждой детали, чтобы доказать, что она правильно пассивирована.
Как правило, процесс проверки разбит на три отдельные части: IQ, OQ и PQ. Давайте посмотрим на каждую часть.
IQ или квалификация по установке — это первая часть. Он разработан с описанием машины — что это такое? Что это делает? и т. д. Он также рассматривает компоненты машины, датчики, переключатели, ПЛК и т. д. Он содержит описание машины и ее частей — что это такое и как оно работает?
OQ или операционная квалификация является второй частью. По сути, это помогает вам проверить IQ — работает ли машина так, как предполагается? Делают ли компоненты то, для чего они предназначены? и т.д. – все ли работает так, как задумано?
PQ или квалификация процесса — это третья часть пассивационного теста. Если IQ — это теория того, как вещи ДОЛЖНЫ работать, а OQ — это практика того, как вещи ДЕЙСТВИТЕЛЬНО работают, то PQ определяет, как ПОСЛЕДОВАТЕЛЬНО работает машина. Вы создаете DOE (план экспериментов), который тестирует оборудование в верхней и нижней части допустимых диапазонов и запускает части для проверки результатов по всему диапазону переменных. Теперь, когда машина работает в указанном диапазоне времени, температуры и/или концентрации кислоты, вы знаете, что ваши детали будут соответствовать спецификациям. Это цель процесса проверки пассивации.
Почему автоматизированные системы легче обрабатывать, чем ручное оборудование?
Контроль и стабильность процесса являются критически важными аспектами регулируемых медицинских устройств и аэрокосмических процессов. Важно обеспечить, чтобы у процесса были пределы входных и выходных переменных, которые определены и полностью протестированы во время проектирования процесса, аттестации оборудования (IQ), эксплуатационной квалификации (OQ) и квалификации процесса (PQ). Настройка надлежащего DOE (дизайна экспериментов) для проверки этих пределов также важна, поскольку результаты DOE дадут статистические доверительные интервалы пределов.
Поскольку операторы и сотрудники выполняют различные технологические операции по-разному, независимо от того, как указано в рабочих инструкциях, различия между операторами также должны быть зафиксированы во время проверки квалификации процесса (PQ). Автоматизированная система, как правило, устраняет большую часть вариативности оператора в производственном процессе, и это устранение «входных» данных процесса также позволяет более жестко контролировать выходной процесс.
Например, в нашей автоматизированной системе пассивации устранение необходимости полагаться на оператора для перемещения корзины с деталями от этапа к этапу гарантирует, что детали остаются в соответствующих растворах (промывка, ополаскивание, кислотная пассивация и т. д.) для определенного процесса. раз и в соответствии с надлежащим ASTM A967, AMS2700 и т. д. спецификации. Если корзина для деталей погружается в кислотный пассивирующий раствор на слишком короткое или длительное время, пассивация, скорее всего, не удастся и выйдет за пределы спецификации.
Нет вопросов, соответствующий текущему фильтру
Отраслевые стандарты – Спецификации пассивации
Ищете спецификацию пассивации нержавеющей стали ? Существует множество отраслевых стандартов, дающих определение «как пассивировать». Наиболее часто используемыми стандартами являются ASTM A9.67 и AMS 2700.
Стандарт
Название/Описание
ASTM A967
Стандартные технические условия для химической пассивации деталей из нержавеющей стали
На основе стандарта Министерства обороны США QQ-P-35
Одна из наиболее распространенных спецификаций пассивации
АМС 2700
Пассивация коррозионностойких сталей
Спецификация аэрокосмических материалов
ASTM A380
Стандартная практика очистки, удаления накипи и пассивации деталей, оборудования и систем из нержавеющей стали
Относится к ASTM A967 в отношении особенностей проведения пассивации
АМС-QQ-P-35
(заменено) Пассивирующая обработка коррозионностойкой стали
Заменяет MIL-QQ-P-35, но с тех пор был заменен на AMS 2700
.
ASTM F86
Стандартная практика подготовки поверхности и маркировки металлических хирургических имплантатов
ASTM F983
Стандартная практика постоянной маркировки компонентов ортопедических имплантатов
ASTM B600
Стандартное руководство по удалению накипи и очистке поверхностей из титана и титановых сплавов
Пассивирование титана и титановых сплавов теперь признано стандартом ASTM.
АМС-СТД-753
Детали из коррозионностойкой стали: отбор проб, проверка и испытание на поверхностную пассивацию
BS (британский стандарт) EN 2516
Аэрокосмическая серия: Пассивация коррозионностойких сталей и обеззараживание сплавов на основе никеля
Военные спецификации и стандарты
Стандарт
Относится к
Название/Описание
MIL-HDBK-808
QQ-P-35 MIL-STD-753
Отделка, защита и коды для схем отделки наземного и вспомогательного оборудования:
Раздел 5. 3.2.4.1
Таблица II, Кодовые номера отделки F-200, F-201, F-202, F-203, F-204
Таблица VIII, Кодовый номер отделки D-200
Относится к QQ-P-35 для пассивации нержавеющей стали, который с тех пор был заменен на ASTM A967 и AMS 2700.
Относится к стандарту MIL-STD-753 для тестирования пассивации, который с тех пор был заменен на AMS-STD-753
.
MIL-DTL-14072
АСТМ А380
Отделка для наземного электронного оборудования:
Таблица IV, номер отделки E300
MIL-DTL-5002
АСТМ А967 АМС 2700
Обработка поверхности и неорганические покрытия для металлических поверхностей оружейных систем:
Раздел 3.8.6
MIL-STD-171
ASTM A967 AMS 2700 ASTM A380
Отделка металлических и деревянных поверхностей:
Раздел 5. 1.4.2
Таблица V, номера отделки 5.4.1 и 5.5.1
Ведущий в отрасли опыт
Производители аэрокосмического и медицинского оборудования полагаются на опыт компании Best Technology в области проектирования и разработки оборудования и процессов. Запросите сегодня для получения дополнительной информации о том, как ваша компания может извлечь выгоду из нашего оборудования для пассивации и технологического процесса.
Что это такое и как это работает?
Пассивирование нержавеющей стали
Многие производители сантехники знают, что нержавеющие стали, такие как 304 и 316, являются «нержавеющими» и устойчивы к коррозии, поскольку они представляют собой сплавы с некоторыми ключевыми компонентами. Некоторые даже знают, что оборудование для обработки нержавеющей стали образует внутренний слой, защищающий металл от разрушительной коррозии. Но что трудно представить, так это то, что этот защитный слой имеет толщину всего от одного до трех нанометров . Глубина всего в несколько атомов, но этого достаточно, чтобы обеспечить необходимую защиту, если условия подходящие и остаются стабильными.
Это невообразимо тонкое внутреннее покрытие известно как пассивный слой, а пассивация — это процесс его формирования.
Уязвимость железа к коррозии
Железо является основным компонентом нержавеющей стали, но все видели, что для того, чтобы оно ржавело и разрушалось, требуется только вода или влажный воздух. Это происходит, когда железо химически реагирует с водой и кислородом, и происходит это самопроизвольно из-за химической структуры этих материалов .
Пока присутствуют железо, вода и кислород, ржавление будет продолжаться до тех пор, пока все железо не будет израсходовано и не превратится в хлопьевидное или порошкообразное ярко-оранжевое вещество, с которым мы все знакомы. Это вещество технически состоит из одного или нескольких составов оксида железа (атомы железа, кислорода и водорода).
Поскольку существует очень мало сред, не содержащих воды и кислорода, железо, как правило, всегда будет ржаветь, если не будут приняты меры для его защиты. Одним из таких способов является сплав железа с другими металлами, что люди делали и постоянно совершенствовали на протяжении тысячелетий. Во время железного века, который закончился примерно за 500 лет до н. э., железо сплавляли с углеродом для получения стали, а за тысячи лет до этого его впервые сплавили с никелем.
Отличие хрома
Перенесемся на несколько тысячелетий вперед, в середину 1800-х годов, и металлурги обнаружили, что добавление хрома в железо делает его более прочным и пластичным для изготовления инструментов, инструментов и других предметов. Хром был выделен как материал всего около 50 лет назад. Вплоть до начала 20 века хром добавляли к железу только в количестве менее 5%.
Только когда металлурги добавили более 5%, они обнаружили, что хром предотвращает ржавление железа. Вскоре после этого формула 18% хрома и 8% никеля, добавленного к железу, стала повсеместно использоваться в качестве нержавеющей стали 18/8 для столовых приборов и кухонного оборудования. 18/8 фактически входит в современную серию нержавеющих сталей 300 наряду с нержавеющими сталями 304 и 316.
Так как же хром предотвращает коррозию?
В результате химической реакции, называемой пассивацией. «Пассивный» в основном означает нереактивный, , и это то, что хром делает со сталью — защищает ее от химической активности и, следовательно, от коррозии. Хром соединяется с кислородом с образованием оксида хрома (Cr2O3 — два атома хрома и три кислорода, хотя существует и другая форма оксида хрома с одним атомом хрома и одним атомом кислорода).
Хотя пассивный слой естественным образом образуется в сплавах с содержанием хрома от 10,5% до 12%, 9Оборудование из нержавеющей стали 0021 должно быть обработано с помощью процесса, называемого химической пассивацией, чтобы обеспечить его немедленную и надлежащую защиту.
Процесс пассивации
При химической пассивации происходят два процесса, но необходимость двух шагов зависит от того, как они выполняются.
Первым шагом является нанесение кислоты на внутреннюю часть оборудования . Кислота реагирует с железом, удаляя его с поверхности. Если его не удалить с самого начала, оставшиеся места могут превратиться в локальные очаги коррозии, которые со временем разрастутся.
При использовании азотной кислоты она также вступает в реакцию с хромом с образованием пассивного слоя оксида хрома, предотвращая попадание корродирующих веществ на железо под ним.
И хотя азотная кислота является отраслевым стандартом для пассивации, у нее есть недостатки: очень токсичен и опасен в обращении, может привести к взрыву, а ее использование и утилизация строго регламентированы.
Лимонная кислота превосходит азотную кислоту для пассивации по нескольким причинам:
Он может пассивировать больше видов сплавов нержавеющей стали, поэтому его можно использовать для систем, состоящих из различных сплавов
Он гораздо менее токсичен и опасен, а также подвержен биологическому разложению, поэтому его утилизация намного проще
Поскольку он используется в качестве пищевой добавки и находится в списке GRAS (общепризнанных безопасными) Управления по санитарному надзору за качеством пищевых продуктов и медикаментов США (FDA), он хорошо подходит для использования в производстве продуктов питания и напитков
Некоторые процессы пассивации удаляют некоторое количество никеля и хрома из сплавов, а также удаляют железо, которое утончает сплавы. пассивный слой. Использование лимонной кислоты сводит к минимуму возможность такого вредного удаления, способствуя образованию более толстого оксидного слоя
Следует отметить, однако, что лимонная кислота сама по себе не пассивирует, но она превосходно подготавливает поверхности к самопроизвольной пассивации в окружающем воздухе.
Важность тщательной предварительной очистки
Также важно подчеркнуть, что важнейший первый шаг — очистка — необходим для устранения загрязнений, которые могут нарушить процесс пассивации. В процессе обработки частицы железа могут стираться с режущего инструмента и переходить на поверхность заготовки из нержавеющей стали. На детали из нержавеющей стали могут попасть другие вещества, такие как смазка и охлаждающая жидкость из цеховой среды. Если их не удалить, эти частицы могут нарушить процесс пассивации и посеять семена коррозии.
Хотя может показаться разумным предположить, что кислотная ванна удалит жир и другие загрязняющие вещества, все это возвращается к химии на микроуровне с коррозией. Жиры реагируют с кислотами с образованием пузырьков газа, которые прилипают к поверхности металла, препятствуя пассивации. Обезжириватели или другие подходящие коммерческие чистящие средства следует использовать для первоначального процесса очистки.
Обслуживание пассивного слоя — когда он самовосстанавливается и когда он не восстанавливается отопление и охлаждение.
Если в сплаве присутствует достаточное количество кислорода, чтобы соединиться с хромом (и другие условия соблюдены), пассивный слой «самовосстанавливается», что является одним из основных преимуществ нержавеющей стали.
Однако химические реакции также могут повредить пассивный слой и/или помешать его успешному формированию или преобразованию. Предположим, в ваших процессах используются определенные химические вещества при определенных обстоятельствах, например при высоких температурах. В этом случае вы не сможете полагаться на пассивный слой для защиты ваших инвестиций в оборудование, потому что коррозия будет неизбежной.
Процессы, которые являются более требовательными из-за используемых химикатов, условий обработки или того и другого, означают, что вам следует рассмотреть возможность перехода с нержавеющей стали на коррозионно-стойкие сплавы.
Эти сплавы, в том числе Hastelloy® C-22® и AL-6XN®, содержат больше никеля, хрома и молибдена, чем нержавеющие стали 304 и 316, и включают вольфрам .
Эти добавки обеспечивают значительное повышение коррозионной стойкости и предназначены для работы в очень сложных условиях, связанных с хлоридами, редуцирующими кислотами и солями.
Даже если пассивный слой системы обработки успешно справляется с ежедневными потребностями, рекомендуется регулярная повторная пассивация системы в рамках текущего обслуживания.
Как часто проводить повторную пассивацию, которая обычно выполняется путем пропускания пассивирующей кислоты через систему, зависит от того, насколько сложны условия обработки и насколько агрессивны обрабатываемые химические вещества.
Некоторые переработчики повторно пассивируют один раз в год, другие могут делать это чаще, потому что их продукты, например, из помидоров, содержат много хлоридов и едких кислот. Некоторая вода, используемая для обработки, имеет естественное высокое содержание хлоридов и является жесткой для пассивного слоя. В фирмах, занимающихся поставками химикатов, можно приобрести наборы для тестирования, которые будут проверять железо на свободной поверхности. : Если обнаружен высокий уровень, возможно, пришло время пассивировать.
Пассивация нержавеющей сталью и травление
Травление — это процесс, который часто путают с пассивацией, но они служат разным целям. Оба они направлены на улучшение коррозионной стойкости нержавеющей стали и других сплавов за счет создания эффективного пассивного слоя оксида хрома.
В то время как недогрев во время сварки может привести к плохому проплавлению сварного шва, перегрев может негативно повлиять на физические свойства и химический состав нержавеющих сталей и других сплавов. Он может окислять составные металлы, в результате чего металл приобретает диапазон цветов от желтого до коричневого и синего в зависимости от температуры, которой он подвергался, и толщины окисленного слоя. Это обесцвечивание называется «тепловым оттенком».
В нержавеющих сталях и других сплавах, где хром играет центральную роль в коррозионной стойкости, область теплового оттенка означает, что хром был удален с поверхности металла и не может образовывать пассивный слой. Следовательно, поврежденный, окисленный слой должен быть удален, чтобы вновь обнажить сплав в его первоначальном коррозионно-стойком виде.
Таким образом, при пассивации создается новый слой, а при травлении удаляется поврежденный слой, после чего можно проводить пассивацию.
Как и при пассивации, травление производится химическими веществами, обычно растворами азотной или плавиковой кислоты, причем кислоты гораздо более агрессивны. Травление также может быть выполнено путем электрополировки (когда металл погружается в раствор, по которому течет электрический ток, удаляющий очень тонкий слой поверхности металла) или путем механического удаления, , которые могут оставить мелкие загрязняющие частицы.
Отраслевые стандарты пассивации
ASTM — международная организация, которая разрабатывает стандарты качества и практики для промышленных материалов, продуктов, услуг и процессов. В настоящее время существует около 12 000 стандартов.
Новые создаются, когда заинтересованные стороны, в том числе торговые ассоциации, государственные учреждения, профессиональные общества, производители и группы потребителей, запрашивают разработку новых по мере необходимости. Новые стандарты разрабатываются одним из более чем 140 технических комитетов, занимающихся конкретными областями знаний.
Технический комитет ASTM G01 по коррозии металлов продвигает знания и исследования, собирает данные и разрабатывает стандартные методы испытаний, практики, руководства, классификации, спецификации и терминологию, относящиеся к коррозии и методам защиты металлов от коррозии.
Однако существует другой комитет, Комитет A01 по стали, нержавеющей стали и родственным сплавам, сфера деятельности которого такая же, как у комитета G01. Разница заключается в том, что касается литых или кованых сталей, нержавеющих сталей и связанных с ними сплавов, а также ферросплавов, и именно этот комитет разработал два стандарта, связанных с пассивацией:
A380/A380M-17 — Стандартная практика очистки , Удаление накипи и пассивация деталей, оборудования и систем из нержавеющей стали Подкомитет A01.14 по методам испытаний на коррозию
ASTM A967 / A967M-17 — Стандартные технические условия для химической пассивации деталей из нержавеющей стали
A380/A380M-17 содержит стандартные рекомендации и меры предосторожности по очистке, удалению накипи и пассивации новых деталей, узлов, оборудования и установленных систем из нержавеющей стали, включая: участки, в которых может попасть грязь или чистящие растворы
Предварительная очистка, обезжиривание и удаление окалины перед пассивацией
Обработка мест сварки
Контроль и стандарты чистоты
Меры предосторожности во избежание конкретных проблем.
ASTM A967 / A967M-17 охватывает пассивацию путем обработки погружением с использованием растворов азотной и лимонной кислоты и электрополировки. В нем указаны этапы технологического процесса, то, как должна выглядеть пассивированная поверхность, и тесты, которые следует провести, чтобы показать, что пассивация прошла успешно.
Следующие шаги
Всегда следует соблюдать осторожность при выборе материала для вашей гигиенической системы обработки. Однако со всеми доступными вариантами сделать правильный выбор может оказаться затруднительным. Партнерство с надежной компанией, имеющей большой опыт работы с супераустенитными нержавеющими сталями и никелевыми сплавами, — отличный первый шаг!
CSI является мировым поставщиком санитарных труб и компонентов из суперсплава для производства продуктов питания, напитков, средств личной гигиены, ухода за домом и фармацевтической промышленности. Если у вас есть вопросы о том, как AL-6XN и Hastelloy C-22 могут улучшить ваши технологические системы или сварку суперсплавов, , свяжитесь с CSI по телефону 1-417-831-1411.
Цоколь – это часть лампы, с помощью которой к ней подводится электрический ток и лампа крепится в плафоне светильника. В разных светильниках используются разные типы цоколей, а в каждый патрон можно установить только лампу с тем цоколем, который указан в сопроводительной документации. Лампа с неправильно подобранным цоколем просто не установится в светильник и не будет работать.
Две основные группы, на которые можно разделить все многообразие цоколей, это резьбовые и штырьковые. Резьбовые более популярны среди потребителей, в лампах светильников в большинстве домов можно встретить именно такой тип.
Первая буква в названии цоколя определяет его тип. Согласно буквенной маркировке, к типам цоколей относятся:
— E – резьбовой цоколь Эдисона;
— G – штырьковой цоколь;
— R – цоколь с утопленными контактами;
— B – штифтовой цоколь (байонет).
После буквы следует число, означающее размер цоколя или расстояние между контактами. Например, E27 означает, что диаметр вкручиваемой части составляет 27 мм. Помимо этого, в маркировке могут присутствовать и строчные буквы, которые указывают количество соединительных контактов или пластин: — s – 1 контакт;
— d – 2 контакта;
— t – 3 контакта;
— q – 4 контакта;
— p – 5 контактов.
Резьбовой цоколь Эдисона E. Как следует из названия, этот вид цоколя был изобретен Томасом Эдисоном в 1909 году. Его удобство заключается в быстрой установке лампы в светильник путем вкручивания в патрон. Маркировка Exx указывает на размер в миллиметрах. Наиболее часто встречающимися моделями являются E27 и E14, называемый «миньоном». В силу своей популярности, сейчас эти цоколи находят применение не только в лампах накаливания, но и в таких, как люминесцентные, энергосберегающие и другие.
Таблица размеров и названий цоколей резьбового типа.
Штырьковой цоколь G. В штырьковом цоколе лампа соединяется с патроном путем вставления специальных штырьков в предназначенные для них разъемы. Цифры в маркировке после буквы указывают расстояние между центрами штырьков, если их два, или диаметр окружности, на которой штырьки расположены, если их три и более. Дополнительные буквы U, X, Y, Z определяют модификацию всей конструкции. Буква U ставится в энергосберегающих лампах, буква X – в точечных светильниках с направленным светом. Цоколи GY и GZ встречаются редко и только в лампах специального назначения. Все эти цоколи не взаимозаменяемы.
Цоколь G4 используется в маленьких галогеновых лампах с напряжением 12В или 24В. Цоколь G5 используется в люминесцентных трубчатых лампах, диаметр колбы которых составляет 16 мм. Цоколь GU5.3 (MR16) используется в бытовых светильниках для встраиваемого освещения. Лампы с таким цоколем можно устанавливать в том числе в патроны, предназначенные для GX5.3. Но лампы GX5.3 нельзя установить в патрон GU5.3.
Цоколь GU10 имеет утолщения на концах контактов для поворотной установки в патрон. У этого цоколя существуют две другие разновидности – GZ10 и GX10. GZ10 имеет прямое цилиндрическое основание. У GX10 основание имеет ступенчатое уменьшение диаметра и два выступа-ключа. Лампы GX10 и GZ10 невозможно вставить в патрон для GU10. Самый универсальный вариант – GZ10, в него можно установить лампы с цоколями всех трех типов.
Расстояние между контактами у цоколей штырькового типа.
Цоколь с утопленным контактом R. Такой цоколь используется достаточно редко, в основном в некоторых видах кварцевых галогенных ламп и в светильниках с ярким световым потоком. Цифры в маркировке указывают полную длину лампы в миллиметрах, а строчная буква после – количество контактов. Параметры цоколя R7s означают, что длина лампы составляет 7 мм и она имеет 1 контакт.
Штифтовой цоколь (байонет) B. Корпус данного цоколя оснащен специальными штифтами для установки в патрон. Цифры в маркировке указывают наружный размер цоколя в миллиметрах. Его особенностью является наличие несимметричных боковых контактов, которые фиксируют лампу в патроне строго заданным образом для фокусировки светового потока. В некоторых странах вместо размеров в миллиметрах используются аббревиатуры:
— BC — Bayonet Cap (Байонетный цоколь) = B22d, Русскоязычное обозначение 2Ш22;
— SBC — Small Bayonet Cap (Маленький Байонетный цоколь) = B15d, Русскоязычное обозначение 2Ш15;
— MBC или MBB — Miniature Bayonet Cap / Base (Миниатюрный Байонетный цоколь) = Ba9s, Русскоязычное обозначение 1Ш9.
Типы цоколей
При выборе светодиодной лампы или светильника всегда необходимо обращать внимание на тип ее цоколя, иначе она может не подходить патрону светильника. При проектировании светодиодных ламп, учитываются уже существующие виды цоколей. Поэтому для замены традиционной лампы на светодиодную нужно всего лишь подобрать лампу с подходящим цоколем.
У цоколей своя система обозначений. Она состоит из нескольких элементов:
Первая буква указывает на тип цоколя:
E — резьбовой цоколь (Эдисона)
G — штырьковый цоколь
R — цоколь с утопленным контактом
B — штифтовой цоколь (байонет)
S — софитный цоколь
P — фокусирующий цоколь
Число указывает диаметр соединительной части цоколя или расстояние между штырьками.
Строчные буквы показывают количество контактных пластин, штырьков или гибких соединений:
s — один контакт
d — два контакта
t — три контакта
q — четыре контакта
p — пять контактов
Типы цоколей и их обозначения
E 27 IEC 7004-21 DIN 49620
E 14 IEC 7004-21 DIN 49615
G 13 IEC 7004-51 DIN 49653 T1
G 12 IEC 61(7004-63)
2 G11 IEC 7004-82
2 G 10 IEC 7004-118
GU 5. 3 IEC 7004-109
B 15 d IEC 7004-11 DIN 49721
R7s-7 IEC 7004-92 DIN 49750
RX 7 s RX 7 s-24 IEC 61-1 DIN 49640
G 23 IEC 7004-69
G 24 d-1 IEC 7004-78
G 24 d-2 IEC 7004-78
G 24 d-3 IEC 7004-78
GX 24 d-3 IEC 7004-78
GX 24 d-2 IEC 7004-78
GX 24 q-3 IEC 7004-78
GX 24 q-4 IEC 7004-78
Социальные кнопки для Joomla
Какие типы плинтусов доступны? — Кухни своими руками
Какие типы плинтусов существуют? — Кухни своими руками — Советы
При проектировании кухни нельзя упускать из виду плинтуса, так как они закрывают ножки шкафов и создают аккуратный и аккуратный вид под шкафами. Говоря о плинтусах, стоит отметить, что у нас есть 3 различных типа плинтусов, которые подробно описаны ниже. Если вы хотите узнать, как рассчитать необходимое количество плинтуса, нажмите здесь.
Цоколи из материала модуля
Эти цоколи изготовлены из того же материала, что и кухонные тумбы (МФЦ), и имеют такую же отделку. Хорошим примером использования цоколей из модульного материала является кухня Luca, окрашенная в белый матовый цвет.
Хотя эти постаменты прекрасно справятся со своей задачей и большую часть времени будут скрыты от объекта, у постаментов будет текстура юнитов (МФЦ), а не дверей. Материал плинтусов также дешевле, около 7 фунтов стерлингов за длину 2770 мм , а также они доступны с высотой 150 мм или 100 мм.
Цоколь для дверей
Цоколь для дверей, как следует из названия, изготавливается из того же материала и отделки, что и двери. Итак, если вы выберете нашу серию дверей Luca Gloss белого цвета, вы получите красивый глянцевый белый плинтус, который будет идеально сочетаться с дверью во всех отношениях.
Цоколь из материала двери немного длиннее, чем цоколь из материала шкафа (длина 3000 мм) и выше 29 фунтов стерлингов за длину , в зависимости от выбранного стиля двери. Высота цоколя дверного материала 150мм .
Зеркальные плинтуса *
Если вы хотите придать своей кухне изюминку, вы можете выбрать зеркальные плинтуса. Отражение света вокруг немного больше и создаст впечатление, что ваш пол продолжается под вашими блоками и за его пределами.
Зеркальный цоколь поставляется в 3 метра длины (высота 150 мм) и они стоят около 45 фунтов стерлингов за каждую длину и могут быть найдены на нашем основном сайте, выполнив поиск 90PM005 .
Доступно только в сериях Altino и Gloss
Плинтусы
Возможно, вы видели на кухнях некоторых наших клиентов, что их плинтусы более богато украшены и не утоплены. Это связано с тем, что заказчик использовал настоящие плинтусы из основной кухни и установил их перед кухонным гарнитуром и островом, если он у него есть. Однако купить плинтуса у нас невозможно.
Вы можете начать покупать плинтуса на нашем основном сайте здесь.
Бесплатный планировщик кухни онлайн
Загрузите наше мобильное приложение
Ищете вдохновение для кухни? Взгляните на некоторые из кухонь наших реальных клиентов, видеообзоры, а также советы в нашем мобильном приложении. Мы также будем держать вас в курсе всех новых ассортиментов и предложений, которые у нас есть.
Скидка до 50% на кухни конкурентов
В DIY Kitchens вы не только получаете качественную жесткую встроенную кухню, но и получаете ее по невероятной цене! Оцените свою кухню на нашем сайте, и вы сможете сэкономить до 50% по сравнению с другими ценами на кухню, которые у вас были.
Взгляните на нашу страницу сравнения цен на кухню здесь.
Кухни реальных клиентов
Получите вдохновение для создания собственной новой кухни с более чем 3000 фотографий кухонь наших клиентов, которые они заказали у нас.
Различия между стяжной балкой и цокольной балкой в строительстве
🕑 Время чтения: 1 минута
Балка — это горизонтальный конструктивный элемент, устанавливаемый в зданиях для передачи нагрузок от вышележащих конструкций на колонны, стены и фундамент. Среди различных типов балок, используемых в строительстве, поперечные балки и цокольные балки являются двумя распространенными типами.
Рисунок-1: Цокольная балка и анкерная балка
Цокольная балка строится на уровне цоколя, а анкерная балка строится над уровнем цоколя.
В этой статье объясняются различия между цокольными балками и стяжками, используемыми в строительстве.
Различия между плинтусом и связкой
Плинт-луча
Tie-Beam
PLINT здания.
Анкерная балка представляет собой элемент балки, установленный на высоте выше уровня пола для связывания или соединения двух элементов колонн или стропил.
Основная функция цокольной балки – удерживать вместе все колонны и стены для равномерной передачи нагрузок на фундамент.
Основная функция анкерной балки состоит в том, чтобы действовать как прерыватель длины колонны, когда высота потолка превышает нормальную высоту. В таких ситуациях к колоннам присоединяется поперечная балка, чтобы уменьшить их эффективный размер и коэффициент гибкости.
Цокольные балки участвуют во всех видах передачи нагрузки.
Анкерные балки не участвуют в передаче вертикальной нагрузки, но воспринимают осевую сжимающую нагрузку. Они используются для увеличения жесткости конструкции.
Цокольные балки изготавливаются только на уровне цоколя.
Анкерные балки устанавливаются в любом месте между уровнем цоколя и уровнем пола для колонн высотой более 4-5 метров.
Цокольная балка уменьшает дифференциальную осадку, предотвращает выход трещин на стену и проникновение влаги.
Анкерная балка эффективно предотвращает коробление колонны или скрепляет стропила и колонны в ферменной системе.
Цокольные балки изготавливаются из армированного цементобетона в конструкциях.
Анкерные балки могут быть изготовлены из стали, дерева или железобетона в зависимости от типа конструкции здания.
Цокольные балки представляют собой тип анкерных балок, устанавливаемых на уровне цоколя.
В прошлой статье мы обсуждали вопрос «Что такое бериллиевая медь», а также мы знаем, что бериллиевая медь, также известная как бериллиевая бронза, представляет собой тип осажденного твердого медного сплава с бериллием в качестве основного легирующего элемента. Его плотность составляет 8.3 г / см³, содержание бериллия составляет 0.2 ~ 2.75%, что в два раза превышает прочность других медных сплавов. Бериллиево-медный сплав — это почти идеальный сплав с таким же пределом прочности, пределом упругости, пределом текучести и пределом выносливости, что и специальная сталь по механическим, физическим, химическим и механическим свойствам и коррозионной стойкости. В то же время он обладает высокой теплопроводностью, электропроводностью, твердостью, стойкостью к истиранию, температурной стабильностью и сопротивлением ползучести. Он также имеет преимущества: хорошие характеристики литья, немагнитные свойства и отсутствие искр при ударе.
Существуют различные формы классификации для бериллиевого медного сплава. Его можно разделить на деформируемый бериллиево-медный сплав и литой бериллиево-медный сплав в соответствии с формой обработки окончательной формы. Он также может быть разделен на высокопрочный и высокоэластичный медно-бериллиевый сплав (C17000, C17200, C17300) и медно-бериллиевый сплав с высокой проводимостью (C17500, C17510) в зависимости от содержания бериллия и его характеристик. Бериллиевая медь обеспечивает хорошую производительность обработки, твердость после обработки старением твердого раствора может достигать HRC38 ~ 43, широкий спектр применения и более 70% потребления бериллия в мире используется для производства бериллиевой меди. Он в основном используется в пресс-форме, автомобилестроении, атомной энергетике, компьютерной промышленности, электронной промышленности, контроллере температуры, батарее сотового телефона, компьютере, автомобильных деталях, микромоторе, игольчатой щетке, усовершенствованном подшипнике, контактных частях, шестерне, штампе, всех видах. безискрового выключателя, всех видов сварочных электродов и прецизионной литейной формы:
Разработан новый медный сплав без токсичных компонентов
Достижения науки
Ученые НИТУ «МИСиС» совместно с коллегами из Института структурной макрокинетики и проблем материаловедения им. А.Г. Мержанова РАН разработали технологию, которая позволит отказаться от использования токсичного порошка бериллия в производстве бронзы для применения в устройствах микроэлектроники и высокоточной сенсорики, таких как датчики движения и вибрации. Статья опубликована в журнале Journal of Alloys and Compounds.
На сегодняшний день для изготовления проводящих контактов в микроэлектронике и высокоточной сенсорике широко применяется бериллиевая бронза (сплав медь-бериллий). Медь обладает отличной электропроводностью, а добавка бериллия повышает пластичность материала, он становится более ковким и устойчивым к износу. Однако порошок бериллия токсичен в производстве — при вдыхании он может вызывать отравление и хронические болезни. В качестве альтернативы используют титановую бронзу (сплав медь-титан) — этот сплав не токсичен, также износоустойчив, но имеет низкую электропроводность.
Коллектив ученых НИТУ «МИСиС» совместно с коллегами из Института структурной макрокинетики и проблем материаловедения им. А.Г. Мержанова РАН предложили способ повышения электропроводности титановой бронзы при сохранении ее высоких механических свойств.
«Медно-титановые бронзы даже прочнее бериллиевых. Эта прочность обусловлена старением пересыщенного твердого раствора титана в меди. Но остаточный титан, растворенный в медной матрице, существенно снижает электрическую проводимость материала. Поэтому нашей задачей было исключить титан из медной матрицы, сохранив при этом механические свойства материала. Мы знали, что многие научные коллективы пытались добиться такого эффекта, обжигая сплав в атмосфере водорода. Однако проводимость была все равно недостаточно высокой», — рассказывает автор работы, инженер научно-учебного центра самораспространяющегося высокотемпературного синтеза НИТУ «МИСиС» Степан Воротыло.
На этот раз ученые пошли другим путем: они добавляли водород сразу, а не в процессе отжига. В планетарной мельнице вводили в порошок меди частицы гидрида титана Tih3. Далее проводилось горячее прессование смеси, при котором происходило разложение Tih3 на титан и водород с образованием упрочняющих керамических наночастиц медно-титанового оксида Cu3Ti3O. В результате получился материал с довольно высоким уровнем прочности (920 МПа; в два раза выше, чем у нержавеющей стали; в 1,5 раза выше, чем у алюминиевой бронзы) и электропроводности (42% от электропроводности чистой меди). Для сравнения, в работах других коллективов результат не превышал 30%.
Кроме того, благодаря низкой теплопроводности разработанный материал особенно перспективен для использования в термоэлектрических приборах и установках, таких как холодильные элементы и высокотемпературные солнечные концентраторы (солнечные башни).
Поделиться
Разработан новый медный сплав без токсичных компонентов
Одним из наиболее прочных сплавов на основе меди, доступных сегодня на рынке, является бериллиевая медь, также известная как пружинная медь или бериллиевая бронза. Товарные сорта бериллиевой меди содержат от 0,4 до 2,0% бериллия. Небольшое соотношение бериллия к меди создает семейство сплавов с высоким содержанием меди с такой же высокой прочностью, как легированная сталь. Первое из двух семейств, C17200 и C17300, включает в себя высокую прочность при умеренной проводимости, тогда как второе семейство, C17500 и C17510, предлагает высокую проводимость при умеренной прочности. Основными характеристиками этих сплавов являются их превосходная реакция на дисперсионно-упрочняющие обработки, отличная теплопроводность и устойчивость к релаксации напряжений.
Области применения бериллиевой меди
Бериллиевая медь и различные ее сплавы используются в очень специфических и часто индивидуальных приложениях, таких как нефтепромысловые инструменты, аэрокосмические шасси, роботизированная сварка и изготовление пресс-форм. Дополнительные немагнитные свойства делают его идеальным для скважинных канатных инструментов. Эти специфические применения являются причиной того, что эта медь известна как пружинная медь и имеет другие названия.
Просмотрите наши продукты ниже или обратитесь за помощью к торговому представителю.
Выбор продукции из бериллиевой меди
AMS 4533 Медь
Просмотр продукта
AMS 4534 Медь
Просмотр продукта
C11000 Электро.
..
Посмотреть продукт
C17200 Медь …
Просмотр продукта
C17500 Медь …
Просмотр продукта
C17510 Медь
Просмотр продукта
↓ Больше
Латунные сплавы
Красная латунь
Желтая латунь
Бессвинцовая латунь
Освинцованная латунь
Морская латунь
Бесплатная обработка латуни
Сплавы бронзы
Никель Алюминий Бронза
Кремний Алюминий Бронза
Кремниевая бронза
Никель-кремниевая бронза
Никель Серебро Бронза
Никель Олово Бронза
Алюминий Бронза
Освинцованная бронза
Фосфорная бронза
Марганцевая бронза
Оловянная бронза
Бессвинцовая бронза
Медные сплавы
Бериллиевая медь
Бескислородная медь
Кадмий Медь
Освинцованная медь
Хром Медь
Медь никель
Другие медные изделия
Сплавы непрерывного литья
Обработка
Список всех сплавов
Подпишитесь на нашу рассылку новостей
Обычное использование бериллиевой меди
Бериллиевая медь имеет немало распространенных названий. Вы можете услышать, что он упоминается как BeCu, медный бериллий, бериллиевая бронза, сплав 172 и пружинная медь. Каждый раз, когда вы слышите эти термины, они относятся к бериллиевой меди.
Бериллиевую медь можно найти в самых разных отраслях и сферах применения. Это в первую очередь связано с его прочностью, электро- и теплопроводностью, а также отсутствием искр и немагнитными свойствами. Сегодня я расскажу об уникальных характеристиках бериллиевой меди, которые делают ее столь популярной.
Обычные изделия из бериллиевой меди
Возможно, бериллиевая медь чаще всего используется в электронных разъемах, телекоммуникационных продуктах, компьютерных компонентах и небольших пружинах. Бериллиевая медь исключительно универсальна и известна:
Высокая электро- и теплопроводность и высокая пластичность
Возможность штамповки сложных форм с жесткими допусками
Хорошая стойкость к коррозии и окислению
Отличные качества для металлообработки, формовки и механической обработки
БЕРИЛЛИЕВАЯ МЕДЬ И ОПАСНЫЕ СРЕДЫ
В таких средах, как нефтяные вышки и угольные шахты, одной искры может быть достаточно, чтобы поставить под угрозу жизни и имущество. В этой ситуации неискрящие и немагнитные свойства бериллиевой меди действительно могут спасти жизнь.
Такие инструменты, как гаечные ключи, отвертки и молотки, используемые на нефтяных вышках и угольных шахтах, часто имеют на себе буквы BeCu, указывающие на то, что они сделаны из бериллиевой меди и безопасны для использования в этих условиях.
Бериллий Медь и профессиональные инструменты
В отличие от популярного материала для искробезопасных инструментов, медный бериллий также используется для изготовления профессиональных музыкальных инструментов. И бубны, и треугольники традиционно изготавливаются из медного бериллия.
Эти перкуссионные инструменты издают ровный тон и резонанс, если они изготовлены из медного бериллия, что делает его популярным материалом для высококачественных перкуссионных инструментов высокого класса.
Бериллий Медь и различные температуры
BeCu сохраняет свою прочность и теплопроводность при низких температурах. В результате он используется в криогенном оборудовании.
В качестве альтернативы бериллиевая медь используется в седлах клапанов и направляющих в высокопроизводительных четырехтактных двигателях с титановыми клапанами с покрытием из-за ее способности отводить тепло от клапана быстрее, чем порошковая сталь или железо.
ВЫБЕРИТЕ МЕТАЛЛЫ MEAD ДЛЯ ВАШИХ ПОТРЕБНОСТЕЙ В БЕРИЛЛИЕВОЙ МЕДИ
Как видите, характеристики бериллиевой меди делают ее идеальным материалом для различных отраслей промышленности и областей применения. Mead Metals поставляет бериллиевую медь в отожженном, четвертьтвердом и полутвердом состояниях от 0,003 до 0,060. Полная твердая и прокатная закалка имеются на складе в ограниченном количестве.
Мы предлагаем множество дополнительных услуг для упрощения производственных процессов наших клиентов. Не говоря уже о том, что мы обеспечиваем прецизионную резку от 0,250 до 12 000 дюймов, прокатку кромок, резку по длине и услуги по удалению заусенцев на наших изделиях из бериллиевой меди.
Как правильно осуществлять сварочные работы: руководство для начинающих
Сварка — это метод, используемый для соединения, усиления или удлинения двух или более элементов из конструкционной стали. В сварных соединениях используется металлический стержень или электрод, нагретый до 6500 градусов по Фаренгейту, для плавления деталей на сварном шве.
Сварочные работы
Сначала создайте дугу, а затем примените сварку вдоль шва. Краткое описание процедуры электродуговой сварки приведено ниже для начинающих. Убедитесь, что вы должным образом готовы приступить к сварочным проектам, потому что работа может быть опасной.
Содержание:
Шаг 1: Создайте дугу
Шаг 2: нанесите шов вдоль шва
Шаг 3: Удалите шлак
Шаг 1: Создайте дугу
Дуга возникает, когда одна клемма мотор-генератора прикреплена к конструктивному элементу, а другая клемма соединена с электродом кабелем. Электрод содержит покрытие, которое создает газовый экран, который защищает сварной шов от загрязнений в атмосфере при его испарении.
Материал электрода выбирается так, чтобы иметь свойства, аналогичные свойствам основного металла, в частности его минимальную прочность на растяжение. Сами электроды можно купить по адресу: https://eaunioncn.com/grafit/grafitirovannye-elektrody/
Различные типы сварных швов включают в себя щелевой шов, пробковый шов и паз.
Сварочные работы
Вам понадобится шлем сварщика с линзой фильтра для защиты глаз и термостойкой одежды и перчаток. Чтобы ударить дугу, приведите электрод в контакт с основным металлом и слегка отведите его. Держите электрод достаточно близко к стальному элементу, чтобы создать непрерывную дугу между основным металлом и электродом. Бассейн жидкого металла на поверхности стального элемента сплавляется с плавящимся электродом.
Сварные швы обычно используются для соединения соседних пластин вдоль скошенной кромки. Наиболее распространенный тип сварного шва — угловое соединение — имеет приблизительно треугольное поперечное сечение и обычно используется для соединения стальных пластин в кольцевом, стыковом, угловом или тройном соединении. Поперечное сечение углового шва можно сравнить с прямоугольным треугольником. Равные стороны называются «ножками», а гипотенуза — «лицом» сварного шва. Вершина треугольника считается «корнем», а линия от корня, перпендикулярного грани, называется «горлом».
Сварка
Размер горловины важен, потому что его площадь в пределах проецируемого треугольника умножается на допустимое напряжение сдвига для определения прочности сварного шва. Прочность угловых сварных швов выражается в фунтах (1000 фунтов) на линейный дюйм в зависимости от размера ноги или размера горла. Сохраняйте то же расстояние, пока вы медленно вытягиваете электрод вперед, чтобы по шву оставался шарик расплавленного металла.
ЧИТАЙТЕ ТАКЖЕ: Сварочные аппараты Кемпи: сильные и слабые стороны, популярные модели и отзывы
Когда температура сварного шва быстро падает ниже точки плавления стали, валик охлаждается и затвердевает, образуя соединение, более прочное, чем сам материал. Иногда необходимо выполнить несколько проходов с электродом для создания сварного шва достаточной глубины.
Шаг 3: Удалите шлак
Когда электрод с покрытием подается в шов, он создает флюс, который образует защитное покрытие из шлака поверх сварного шва. После того, как сварка завершена, покрытие из шлака можно оторвать от шва, осторожно постукивая молотком. Сварной шов может быть затем отшлифован до гладкой поверхности.
основные виды (по месту, методу, форме, воздействию) и их свойства
Шов, создаваемый сваркой – это место объединения двух элементов в одно целое, приводит в действие процесс плавления под действием повышенной температуры и далее к появлению кристаллов.
Более сотни соединений существуют сегодня. Все они имеют свои способности, характеристики, как результат существует много группировок.
Содержание статьиПоказать
Группировка по виду
Группировка по месту соединения
Группировка по форме
Группировка по методу сварки
Группировка по ходу действия силы
Группировка по форме поверхности
Группировка по воздействию сварочного агрегата
Группировка по виду
По виду группируют стежки на стыковочные, а также угловые. Выбор делает мастер-профессионал, анализируя ситуацию рабочего места, применяя свои знания, а также — опыт.
Угловые используют, когда детали формируют угол между собой.
Стыковые — создаются путем примыкания двух элементов, которые размещаются на одной поверхности концами друг к другу. Это создает: вогнутые дорожки, выпуклые дорожки, плоские дорожки.
Плоские более незаметны так как им не присущ яркий стыковой переход и имеют вид куда более естественный. Для того, чтобы не прогорели детали используйте электродуговую сварку с низким током.
Листы тонкой стали – безусловно подходят для такого вида сварочных работ. Отдельно выделяют, заклепочный или прорезной стежок(электрозаклепочный). Из названия имеем внешне последовательные точки-заклепки на деталях, которые служат соединением заготовок, в заранее подготовленных пазах. При этом нет как такового цельного шва.
Группировка по месту соединения
Данная группировка исходит из расположения заготовок в пространстве. К примеру, когда ведутся сварочные работы по месту конструкции. К примеру, работы по свариванию проводят с конструкциями выше пола, их нет возможности разобрать/снять/положить.
Соответственно группируют на вертикальные стежки, горизонтальные стежки, потолочные и нижние стежки. Мастер сам будет выбирать шов, которым будет выполнять работы по свариванию или комбинировать их.
Вертикальный метод создания стыковочных строчек делают на вертикально размещенных конструкциях. Шов выполнят с верхней точки к нижней или наоборот, снизу вверх. Расплавленный метал под действием притяжения стекает вниз, создавая сложности и портя вид свариваемых элементов.
Рекомендуем для выполнения такой работы привлечь мастера с практическим опытом таких работ. Подробнее о том, как выполняется данный вид шва можно прочитать в интернете.
Горизонтальные швы выполняют с лева направо либо с права налево на вертикальном сооружении. Нужная скорость и ампераж сваривания, горелкой/электродом, поможет избежать стекания расплавленного материала вниз. Такие параметры подбирает сварщик в конкретном случае.
Потолочные – стежки, выполняемые выше головы, это и утяжеляет рабочий процесс со сваркой. Важно в таком виде работ следовать четким правилам безопасности и технологическим рекомендациям. В работе с такими стежками горячая масса стремится вниз и создает опасную ситуацию для мастера.
Комфортным в применении является нижний сварочный шов. Металл не «разбегается», не стремиться на сварщика, а остается в кратере. Есть свободный выход шлакам, а также газам.
Данный вид сварочного шва напоминает валик, который располагается по всей длине стыка элементов. Для красивой дорожки достаточно вести горелку либо электрод – ровно или зигзагом, что создаст надежное соединение.
Группировка по форме
Данная группировка используется с применением электродов в дуговой сварке руками. Можно выделить 3 типа – кольцевые, их еще называю спиральные, криво- , прямолинейные. Что бы выполнить данные стежки — не влияет размещение изделия. Сваривать можно встык, а можно внахлест. Группировка по длине
Тут существуют три вида – сплошной, прерывающийся, точечный.
Среди сплошных шовчиков, можно выделить узкие дорожки, а также широкие проходящие по всей детали.
Прерывающийся шовчик создаётся с конкретной длинной с одинаковыми интервалами между сварочными местами. Его можно поделить:
цепочную дорожку;
шахматный шов.
К примеру, точки сваривания в шахматных стежках чередуются. Такая сцепка может быть с двух сторон, а можно сцепить с одной. То есть, заготовки сливаются с обеих сторон. Интервал между сварочными промежутками называется «сварочный шаг».
Точечный способ сварки не формирует сварочную ванночку и дорожку. Такой способ применим к спаиванию плоского металла или аккумуляторов.
В итоге получаем больше двух видов швов по длине: первый, сплошной; второй, прерывающийся; третий – точечный; четвертый – прерывающийся шахматный; пятый – прерывающийся сплошной, так называемый цепной.
Группировка по методу сварки
Группировка от потребности в методе скрепления, выделяют 4-е типа:
Для избегания прожигов при дальнейшей сварке, заранее выполняют сварку меньшего двухстороннего стежка, данный тип называется подварочный.
Для фиксации элементов используют – шов-прихватку.
Для закрепления деталей на время, после работ удаляют наметки, такой стежок называется – временным.
Производя монтаж, используют монтажный шов.
Группировка по ходу действия силы
Не мало важной группировкой сварочного стежка является зависимость от направления действия силы.
Фланговый или продольный – усилие параллельно оси строчки.
Лобовой или поперечный – когда сварочный стежок и сила создают угол 90о.
Комбинированный – одновременно применяют продольный и лобовой швы.
Косой — когда свариваемый шов и сила создают угол не равняющийся 90о.
Группировка по форме поверхности
Есть три типа швов:
Выпуклые или усиленные – много шаровые стежки. Например, для сцепления величина, направление и точка приложения нагрузки изменяются во времени незначительно. Экономично не обоснован в связи с чрезмерным расходом электродов.
Вогнутые или ослабленные — применяются, что бы соединить/сварить элементы из тоненькой стали.
Обычные или сплюснутые— прибегают в динамике, в связи с наличием между тропой и сталью небольшого перепада.
Группировка по воздействию сварочного агрегата
Такая группировка стежков зависти от типа работы сварного агрегата. Например, проводя работы в аргоновой или другого вида внешней среды, слияние будет «газовым», с электродом – «электродуговым». А основными будут швы такой сварке:
ручной дуговой – встык, а также нахлестное, используя руки и электроды. В таком случае скрепляют разнообразные металлы толщиной 0,01 — 10 см;
автоматической, предполагает использование в работе электроинвентаря;
в инертном газе — разные виды сцепки будут самыми крепкими. Данная среда защищает шов от окисления. Преимуществом такой сцепки – внешний вид и отсутствие мусора;
газовой – тропа формируется под влиянием температуры, выделяемая в процессе горения газа.
Отдельно выделяют паяные швы, названия походит от инструмента — паяльника.
Помимо указанных, можно привести еще много видов/типов связки заготовок, обычные и необычные, применимы для работ по свариванию элементов в неудобных местах. К примеру, стежки состоящие из одного слоя или из нескольких слоев, при которых используют некоторое количество валиков, расположенных на одном уровне поперечного сечения шва.
6 Советы и рекомендации по сварке – как правильно сваривать
Группа разработчиков Media Platforms
Если вы никогда раньше не занимались сваркой, современные простые в использовании устройства подачи проволоки ускорят процесс обучения. Время, чтобы зажечь ваше творчество.
1
Прежде чем ты начнешь
Группа разработчиков мультимедийных платформ
Сначала потренируйтесь обращаться с пистолетом без сварки. Положите его ствол в одну руку и положите эту руку на стол. Другая рука воздействует на спусковой крючок пистолета. Встаньте в удобное положение и плавно перемещайте пистолет по рабочей поверхности. Отрегулируйте свою позу и движение оружия так, чтобы они казались естественными.
Подсоедините рабочий провод к заготовке и держите пистолет так, чтобы проволока соприкасалась с поверхностью сварного шва под углом примерно 30 градусов. Слегка прикоснитесь проволокой к поверхности, нажмите на спусковой крючок и осторожно потяните сварочный пистолет на себя, чтобы выполнить первый пробный сварной шов. Проволока должна плавиться в сварочной ванне с равномерной скоростью и издавать устойчивый потрескивающий звук. При необходимости отрегулируйте настройки сварочного аппарата.
2
Подготовьте металл
Группа разработчиков медиаплатформ
Наметьте линию твердосплавной чертилкой или столярным шилом и отрежьте ножовкой по металлу или ножовкой. Для прочного сварного шва очистите металл обезжиривателем.
3
Подготовьте металл (продолжение)
Команда разработчиков медиаплатформ
Затем отшлифуйте или напильником сделайте небольшой скос вдоль свариваемых краев. Это гарантирует, что сварной шов проникнет как можно глубже и зенкует его, чтобы вы могли зашлифовать его заподлицо. Не переусердствуйте, иначе вы прожжете металл при сварке.
4
Расположите части
Группа разработчиков медиа-платформ
При создании проекта, подобного нашему C-таблице, вам необходимо сформировать точные углы в 90 градусов. Сожмите скошенные поверхности вместе, оставив достаточно места для прихватки. Детали должны лежать ровно и аккуратно, без металлических заусенцев.
Проверьте положение узла угольником. Используйте плотницкий алюминиевый треугольный угольник внутри соединения или стальной столярный угольник снаружи.
5
Прихваточный шов
Группа разработчиков медиаплатформ
Соедините детали вместе в нескольких местах вдоль каждого стыка. Снова проверьте наличие прямых углов; если что-то смещается и выводит сборку из квадратной формы, сошлифуйте прихваточный шов, переместите детали и повторите попытку.
6
Завершить сварку
Команда разработчиков мультимедийных платформ
После того, как вы все прикрепите на место, наложите последние сварные швы. Как бы ни было приятно создавать красивые, гладкие сварные швы, не поддавайтесь искушению переусердствовать. Чем больше металла вы откладываете, тем больше вам нужно будет шлифовать.
7
Очистка после сварки
Группа разработчиков медиа-платформ
Сколоть шлак сварочным молотком, а затем использовать шлифовальный круг с зернистостью 36, чтобы сбить валики до окружающего металла. Чтобы получить ровную, гладкую поверхность, перемещайте шлифовальную машину вдоль сварного шва, а не поперек него. Удалите все следы лепестковым диском из циркония зернистостью 60.
Наконечник для окончательной обработки
Загрунтуйте и покрасьте сталь, отполируйте ее прозрачным воском или распылите на покрытие из прозрачного акрила. Но лучше сделать это раньше, чем позже. Вы же не хотите, чтобы образовался слой ржавчины.
8
Сделай этот металлический стол C
Команда разработчиков медиа-платформ
Наш стол C представляет собой элегантное преобразование мебели в промышленную форму. Две 16-дюймовые квадратные рамы соединены двумя 15-дюймовыми стойками. Используйте конструкцию для поддержки столешницы из дерева, камня, стекла или металла.
Идеальный проект для начинающего сварщика. Все 10 стальных деталей вырезаны из стальных труб площадью 1 дюйм и толщиной стенки 1/16 дюйма. Детали верхней и нижней рам соединяются под углом 45 градусов. Две стойки соединяются с рамами стыковыми соединениями. И сварка не может быть проще: дуговая сварка флюсовой проволокой с низкой настройкой силы тока и медленной скоростью подачи проволоки является настолько простым и щадящим процессом, насколько вы можете себе представить.
Как работает сварка. Основы процесса сварки
Преимущества сварки
По сравнению с другими методами соединения сварка имеет ряд преимуществ. Вот лишь несколько причин, по которым многие промышленные строительные процессы сваривают материалы вместе:
• Прочное соединение • Безупречный шов • Превосходная температура плавления • Эффективная и универсальная система
Эти преимущества делают сварку востребованным навыком в автомобилестроении и строительстве. и промышленных компаний. Любите ли вы работать руками или заинтересованы в востребованной, высокооплачиваемой карьере, узнайте, подходит ли вам техник-сварщик.
Ремесленные инструменты
Узнайте, что вам нужно, чтобы подготовиться к карьере сварщика. Вот некоторые основные приспособления и оборудование, которые вам понадобятся, чтобы начать работу сварщиком. Ознакомьтесь со всеми этими вариантами сварочных инструментов и узнайте больше о плюсах и минусах каждого варианта.
Перед запуском любого сварочного аппарата необходимо правильное защитное оборудование и место. При сварке выделяется огромное количество тепла, искр и металлического шлака. Защитная одежда необходима для защиты от ожогов во время работы. Сварочная маска защищает глаза от яркого света сварщика. Экстремальные температуры создают настолько яркий свет, что он может повредить ваши глаза.
Разнообразие сварочных инструментов может быть ошеломляющим. Внимательно сравните их и используйте желаемое приложение, чтобы найти наилучший тип сварочного аппарата. Если вы обучаетесь сварщику, спросите у своего инструктора о лучшем сварочном аппарате для начинающих. Вот некоторые распространенные типы сварочных аппаратов, которые следует учитывать:
• Дуговая сварка металлическим электродом в среде защитного газа (SMAW) или сварка электродом • Дуговая сварка металлическим электродом в среде защитного газа (GMAW) или сварка MIG • Дуговая сварка под флюсом (SAW) • Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW). ) или сварка ВИГ
Ваш металл и тип сварного шва, который вы надеетесь получить, определяют лучшего сварщика для ваших целей. Некоторые сварочные аппараты лучше подходят для больших структурных сварных швов, в то время как другие лучше всего подходят для детальных поверхностных сварных швов, которые легко полировать до безупречной поверхности.
Как стать сварщиком
Если вы готовы стать сварщиком, вам нужно научиться безопасно и эффективно сваривать сталь. Чтобы стать сварщиком, требуется много технических навыков, поэтому самостоятельно пробиться в эту отрасль может быть сложно. Присоединяйтесь к программе сварки в Калифорнии, чтобы подготовиться к захватывающей карьере сварщика.
В колледже Summit по всей Калифорнии есть места, где вас обучат новейшим технологиям сварочной промышленности. Сравните популярные торговые программы Summit, чтобы найти лучший вариант для ваших интересов и карьерных целей. После курса обучения вы можете рассчитывать на прибыльную и успешную карьеру техника-сварщика в строительной, автомобильной, металлургической или заводской отраслях.
Сопло для пескоструйного аппарата: характеристики, параметры
Главная » Обработка металла » Абразивная » Виды сопел для пескоструйного аппарата
Содержание
Конструкция и характеристики
Сопло Вентури
Преимущества и недостатки
Особенности выбора
Производители
Принципы эксплуатации
Пескоструйка очищает поверхности металлических деталей от грязи и покрытий разных видов. При этом абразивы разрушают детали оборудования. Разрушаются в основном сопла для пескоструйных аппаратов, их регулярно приходится менять. Форма и размеры отверстия насадки влияют на скорость движения воздуха и силу воздействия песка на очищаемую поверхность. Большое количество моделей сменных деталей позволяют выбрать оптимальную конструкцию сопла.
Керамическое сопло для пескоструя
Конструкция и характеристики
Назначение сопла — увеличение скорости потока воздуха с песком и формирование пятна обработки. Прямолинейная насадка имеет основные элементы:
корпус;
резьба для крепления к соплодержателю;
конфузор;
диффузор.
Корпус предохраняет человека от травм в случае разрушения внутреннего сопла. Оно быстро стирается проходящими через него абразивными частицами. Одновременно на задней части его располагается резьба для накидной гайки или хомута, которым он крепится к рукоятке — соплодержателю.
Конфузор представляет собой длинное коническое отверстие во вставке, регулирующее скорость подаваемой смеси. Имеет стандартные отверстия диаметром 6–16 мм, с шагом 2 мм. Выбор его зависит от производительности установки.
Диффузор конический, короткий, расширяется под углом 7–15⁰. Благодаря ему устраняются завихрения, песок равномерно распределяется по рабочему пятну. Выходное отверстие насадки может быть круглым и продолговатым, в зависимости от размера обрабатываемой детали и ее формы.
Между конфузором и диффузором располагается участок с равномерным сечением. Пройдя по сужающемуся конусу насадки, воздух и песок образуют равномерную по составу смесь.
Сопло Вентури
Сложное по конструкции высокопроизводительное сопло Вентури имеет внутренний диаметр со ступенчатым переменным сечением, состоящим из ряда цилиндров. Диаметр отверстия на входе почти в 2 раза больше выходного. Это изменяет параметры сопла, и увеличивает скорость потока при работе в одном режиме. Например, из классического сопла воздушно-песочная смесь выходит примерно 320–350 км/час. При установке насадки Benturi, скорость выходящего потока увеличивается до 700 км/час.
Сопло имеет сложную конструкцию. В дополнение к стандартным элементам, наконечник защищает противоударная резиновая оболочка. Под ней алюминиевая втулка для прочности. Вставка из прочного и устойчивого к стиранию вольфрам-карбидного сплава.
Сопло конструкции Вентури невозможно сделать самостоятельно. Внутри него сечение изменяется ступенчато. Каждый переход имеет выступ. Его целостность зависит от правильно подобранного радиуса, который рассчитывается в зависимости от разницы диаметров перехода. Закругление выполняется с точностью до 0,005 мм. Сопла типа Benturi изготавливаются по современным технологиям на оборудовании, управляемом компьютером.
Работа пескоструем с соплом Вентури
Пескоструйное оборудование позволяет быстро очистить поверхность от различных загрязнений и устаревшей отделки:
грязь;
масло;
окалина;
жир;
краска;
грунтовка;
шпатлевка.
На подготовку детали к дальнейшей обработке и покраске времени уходит в несколько раз меньше, чем с применением моющих веществ и растворителей.
Песок легко приобрести. При постоянной работе он может использоваться несколько раз. Его необходимо просеивать и прокаливать.
Поток воздуха с песком и другими абразивами проникает в узкие щели и небольшие отверстия. Скорость очистки не зависит от сложности конструкции.
Пескоструйные аппараты имеют простую конструкцию. Достаточно соединить шлангами компрессор и емкость с песком.
К недостаткам относится работа оборудования под большим давлением. При прорыве шланга или попадании в рабочую зону, человек может получить серьезную травму.
Насадки быстро изнашиваются. Металлического сопла из стойкой к стиранию стали хватает на 1 – 2 часа работы.
Особенности выбора
Основной параметр для выбора сопла — диаметр отверстия насадки. Он зависит от режима работы пескоструйного аппарата. В таблице приведены примерные значения производительности и давления в зависимости от диаметра сопла для бытового пескоструйного аппарата.
Диаметр сопла, мм
Производительность, куб. м/час
Давление в системе, атм
Расход песка, кг/час
6
8–10
5
200–250
8
10–12
5–6
350–400
10
12–22
6–7
600–900
12
более 20
7–8
1000–1200
На промышленных установках используются насадки более 12 мм.
От материала вставки зависит срок работы сопла. Сделанная из свечи зажигания насадка продержится не более часа. Для ремонтных работ в гараже этого достаточно. Срок службы сопла из стали в пределах 2 часов непрерывной работы. Твердая керамика разрушается при пуске установки от динамического воздействия и неравномерной нагрузки. Кроме прочности, материалу сопла требуется высокая вязкость и сопротивление стиранию.
Вставки насадок изготавливаются из разных материалов:
высоколегированной стали;
чугуна;
керамики;
карбида вольфрама.
Чугунная вставка может работать до 12 часов. Изготовленные промышленным способом насадки из карбида вольфрама подходят для работы в мастерских. Срок их службы зависит от производительности и давления, составляет в среднем 350 час.
Наиболее долговечные вставки из карбида фтора, способные работать до 1000 час. При максимальных нагрузках сопло выдерживает 750 час.
Промышленный пескоструйный аппарат
Производители
Специалисты рекомендуют сопла следующих фирм:
Contracor — Россия;
CLEMCO — Германия;
ВМЗ — Великолукский механический завод.
Немецкие изделия известны своей надежной работой, долгим сроком службы. Наилучшими считаются сопла фирмы CLEMCO. Компания производит в основном керамические и карбид вольфрамовые вставки.
Не уступают им по качеству насадки для пескоструйки Российской фирмы Contracor. Основная продукция из карбида бора, имеются вольфрамовые и керамические вставки.
На ВМЗ изготавливают обычные сопла с бюджетной стоимостью. Любители могут приобрести разнообразные насадки — металлические, керамические и чугунные для разового ремонта.
Принципы эксплуатации
Сопло для пескоструя крепится к держателю — концу шланга, накидной гайкой или хомутом. Поток воздуха, проходя через емкость с песком, захватывает его и по шлангу подает на сопло. Проходя через насадку, смесь выравнивается в своем составе, увеличивает скорость. Выходя из диффузора, частички песка с большой скоростью ударяются о поверхность детали, выбивая частицы грязи и старой отделки.
При установке китайских сопел надо обращать внимание на диаметр и способ крепления. На них в основном стоят хомуты. Подходят они в основном к оборудованию, изготовленному в Поднебесной. На аппараты других производителей сопло устанавливается через переходник.
Самодельное устройство недолговечно. Его можно использовать при давлении менее 6 Атм. Делаются вставки керамические из свеч, высверливанием электрода. Чугунные и стальные сверлятся. Поверхность отверстия шероховатая, тормозит песок и одновременно быстро изнашивается.
В пескоструйном оборудовании кроме песка используются и другие абразивные элементы: толченое стекло, металлические шарики, керамика.
Сопло пескоструя в категории «Промышленное оборудование и станки»
Сопло для пескоструя Ø6мм;Ø8мм;Ø10мм Карбид бора B4C.
Доставка по Украине
1 900 грн
Купить
ООО «РАЗРАБОТКА И ВНЕДРЕНИЕ НОВЫХ МАТЕРИАЛОВ»
Керамическое сопло для пескоструя
На складе в г. Киев
Доставка по Украине
499 грн
399 грн
Купить
TOP MASTER
Керамическое сопло для пескоструя
На складе в г. Киев
Доставка по Украине
399 грн
Купить
«PROFINSTRUMENT UA»
Соплодержатель сопло пескоструй
Доставка по Украине
120 грн
Купить
Металлообрабатывающая мануфактура Голуба
Сопло для пескоструя 6,5 мм
Доставка по Украине
от 4 450 грн
Купить
ООО «ТПК Велес»
Сопло для пескоструя №22 т/с ВК8
На складе в г. Кременчуг
Доставка по Украине
185 грн
Купить
СТАНОЧНИК Интернет-магазин
Сопло керамическое к пескострую (SA-3379), d=3,6 мм (SUMAKE 3379-27A)
Доставка по Украине
123 грн
Купить
ТОВ «ФОРС МАРКЕТ»
Сопло керамическое к пескострую (SA-3379), d=3,2 мм (SUMAKE 3379-27B)
Доставка по Украине
123 грн
Купить
ТОВ «ФОРС МАРКЕТ»
Сопло керамическое к пескострую (SA-3379), d=2,7 мм (SUMAKE 3379-27C)
Доставка по Украине
123 грн
Купить
ТОВ «ФОРС МАРКЕТ»
Сопло керамическое к пескострую (SA-3379), d=2,4 мм (SUMAKE 3379-27D)
Доставка по Украине
123 грн
Купить
ТОВ «ФОРС МАРКЕТ»
Сопло и трубка для пескоструя карбид-бор IDROBASE, сопло 045
Доставка по Украине
2 406. 45 грн
Купить
Интернет магазин Startool
Товар для взрослых. Вам есть 18 лет?
Сопло пескоструйное из Карбид Бора 6мм (028328)
На складе в г. Коломыя
Доставка по Украине
875 грн
✅ Интернет-магазин оборудования «BORO»
Товар для взрослых. Вам есть 18 лет?
Сопло пескоструйное из Карбид Бора 8мм (028328)
На складе в г. Коломыя
Доставка по Украине
875 грн
✅ Интернет-магазин оборудования «BORO»
Набор держателей магнитных для сварки 4 шт, 45°, 90°,135°, 4 кг, 53х37х47х7 мм INTERTOOL MW-0008
На складе
Доставка по Украине
по 179 грн
от 6 продавцов
179 грн
Купить
Powertools
Подставка магнитная для сварки Ø50 мм, высота 140 мм INTERTOOL MW-0011
На складе
Доставка по Украине
по 175 грн
от 5 продавцов
175 грн
Купить
Powertools
Смотрите также
Товар для взрослых. Вам есть 18 лет?
Пескоструйное Сопло из Карбид Бора 4мм BRI (028321)
На складе
Доставка по Украине
875 грн
✅ Интернет-магазин оборудования «BORO»
Пескоструйный пистолет-смеситель Boro (для сопел из карбид бора). Инжекторного типа.
На складе в г. Коломыя
Доставка по Украине
925 грн
Купить
✅ Интернет-магазин оборудования «BORO»
Держатель магнитный для сварки трапеция, 30°, 45°, 60°, 75°, 90°, 135°, 34 кг, 145×110×25 мм Intertool MW-0003
На складе
Доставка по Украине
по 229 грн
от 5 продавцов
229 грн
Купить
Tools Prostor
Держатель магнитный для сварки трапеция, 30°, 45°, 60°, 75°, 90°, 135°, 11 кг, 100×68×14 мм INTERTOOL MW-0001
На складе
Доставка по Украине
по 85 грн
от 5 продавцов
85 грн
Купить
Tools Prostor
Держатель магнитный для сварки трапеция, 30°, 45°, 60°, 75°, 90°, 135°, 22 кг, 115×90×17 мм INTERTOOL MW-0002
На складе
Доставка по Украине
по 139 грн
от 5 продавцов
139 грн
Купить
Tools Prostor
Держатель магнитный для сварки стрела, 45°, 90°,135°, 11 кг, 70×80×14 мм INTERTOOL MW-0004
На складе
Доставка по Украине
по 79 грн
от 5 продавцов
79 грн
Купить
Tools Prostor
Сопло карбид бора B4C
Доставка по Украине
800 грн
Купить
ООО «РАЗРАБОТКА И ВНЕДРЕНИЕ НОВЫХ МАТЕРИАЛОВ»
Держатель магнитный для сварки стрела, 45°, 90°,135°, 35 кг, 110×120×25 мм INTERTOOL MW-0006
На складе
Доставка по Украине
по 225 грн
от 5 продавцов
225 грн
Купить
Prostor
Сопло для пескоструйного пистолета карбид бора, Сопло-насадка пескоструйная
На складе в г. Киев
Доставка по Украине
949 грн
849 грн
Купить
TOP MASTER
Держатель магнитный для сварки стрела, 45°, 90°,135°, 23 кг, 90×100×17 мм INTERTOOL MW-0005
На складе
Доставка по Украине
по 139 грн
от 5 продавцов
139 грн
Купить
Roza Shop
Сопло карбид бора
Доставка по Украине
1 800 грн
Купить
ТД «Пневмо-комплект»
Сопло для пескоструйного пистолета SSP 1000 METABO
Доставка по Украине
240 грн
Купить
УкрПневмо
Пескоструй пневматический Hammer BD-1497
Доставка из г. Одесса
по 1 029 грн
от 2 продавцов
1 029 грн
Купить
КристалАвто
Сопло пескоструйное RTC-6.5 мм, карбид вольфрама
Доставка по Украине
3 950 грн
Купить
Пневмо-Альянс
Как выбрать правильную струйную насадку
Выбор струйной насадки
При выборе насадки необходимо соблюдать баланс, и он начинается с вашего воздушного компрессора . Как только вы поймете, как размер вашего компрессора влияет на производственные возможности, вы захотите обратить внимание на сопло с размером . Выберите насадку со слишком маленьким диаметром отверстия, и вы оставите на столе некоторую мощность струйной обработки. Слишком большое отверстие, и вам не хватит давления для продуктивного взрыва.
Далее следует форма сопла . Двумя основными формами сопла являются с прямым отверстием и Вентури с различными размерами и конфигурацией. Наконец, вы должны рассмотреть материал , из которого сделано сопло. Точнее, материал, из которого изготовлена облицовка внутри канала ствола. Тремя основными факторами при выборе идеального материала отверстия сопла являются долговечность, ударопрочность и цена.
Воздушный компрессор
Правильный выбор сопла может существенно повлиять на рентабельность как небольших, так и крупных взрывных работ, и он начинается с вашего воздушного компрессора.
Ротационный компрессор
Всасывает более 185 кубических футов воздуха в минуту при атмосферном давлении
Сжимает воздух в меньший объем под высоким давлением
Сопло
сжимает воздух до еще меньшего объема (внутренний диаметр 3/8–3/4 дюйма) при чрезвычайно высоком давлении
Чем больший объем воздуха вы можете сжать в минуту, тем выше давление, производимое на сопле. Это повышает производительность двумя способами:
Высокое давление увеличивает скорость абразивных частиц, обеспечивая большую кинетическую энергию при ударе, создавая более глубокий рисунок якоря. Это позволяет использовать более мелкий абразив, который производит больше ударов на единицу объема.
Большее количество воздуха позволяет использовать сопло большего диаметра, что позволяет наносить больше абразива на цель.
Предполагая, что производительность воздушного компрессора не безгранична, вам необходимо выбрать сопло с отверстием , достаточно маленьким, чтобы поддерживать продуктивное давление воздуха при любом объеме, который может обеспечить ваш компрессор.
Размер сопла
Для пароабразивной очистки наиболее часто используемые размеры отверстий сопла варьируются от 3/8 дюйма внутреннего диаметра до 3/4 дюйма, увеличиваясь с шагом 1/16 дюйма. Сопло 3/8 дюйма достаточно сужено для обеспечения эффективного давление струи с компрессором 185 CFM. Форсунки диаметром 1/2 дюйма достаточно для создания эффективного давления струи с помощью компрессора мощностью 375 кубических футов в минуту.
Важно отметить, что когда вы удваиваете диаметр отверстия, вы увеличиваете в четыре раза размер отверстия и объем воздуха и абразива, который может пройти через сопло.
Чтобы подобрать оптимально производительную форсунку, определите, какое давление в форсунке (PSI) необходимо поддерживать для производительной струйной очистки, и какой объем воздуха может подавать имеющийся у вас компрессор в минуту (куб. размер, соответствующий этим параметрам.
Объемная производительность (куб.
фут/мин), необходимая для давления, по патрубку
Имейте в виду, что ваш компрессор будет создавать меньшее давление на сопле, чем указано в таблице, в зависимости от состояния и конфигурации вашего оборудования.
Диаметр отверстия
Давление сопла
Минимум
CFM
Обязательно
Размер сопла
дюймов
мм
50
60
70
80
90
100
125
#6
3/8″
9,5
110
124
145
160
175
200
275
#7
7/16″
11
150
170
200
215
240
255
315
#8
1/2 дюйма
12,7
200
225
250
275
300
340
430
#9
5/8″
16
300
350
400
450
500
550
700
#10
3/4 дюйма
19
430
500
575
650
700
800
1100
Абразивы влияют на давление струи с течением времени
Форсунки изнашиваются. Абразив, проходящий через сопло, изнашивает футеровку, увеличивая отверстие. Изношенному соплу требуется больший объем в минуту для поддержания целевого давления.
Например, если вы купили сопло № 8 (1/2 дюйма), чтобы получить 100 фунтов на квадратный дюйм с вашим компрессором 375 куб. /8″), вам повезет, если вы будете поддерживать давление 65 PSI, используя тот же компрессор (на #9компрессор 375 CFM падает между 350 и 400 CFM, поэтому вы можете поддерживать только 65 фунтов на квадратный дюйм), потому что объем воздуха, проходящий через увеличенное отверстие, будет недостаточным для поддержания давления.
Однако, если вы приобрели #7 (7/16″), все еще используя компрессор 375 и рассчитанный на 100 PSI, после того, как он износится до следующего размера (#8 – 1/2″), вы бы по-прежнему можно достичь давления 100 фунтов/кв. будет меньше, чем может обеспечить ваш компрессор.0005
Давление между компрессором и соплом может значительно падать, до одного фунта на квадратный дюйм на 50 футов шланга (внутренний диаметр 1 дюйм). Кроме того, давление будет падать с каждым изгибом шланга или изменением направления: лучше всего использовать самую короткую и прямую конфигурацию шланга. Кроме того, если в шланге есть плохо подогнанные муфты или утечки, падение давления может быть полным.
Размер отверстия сопла влияет не только на объем и давление, но и на размер струи. При каждом увеличении размера сопла ожидайте до 10% увеличения размера вашей схемы струйной очистки. Но форма сопла, а не размер отверстия, больше всего влияет на размер вашей струи.
Форма сопла
Форсунки
бывают двух основных форм: с прямым отверстием и Вентури с несколькими вариантами форсунок Вентури.
Прямое отверстие
Когда сжатый воздух поступает в сужающийся (левый) конец прямоточного сопла, он ускоряется, ускоряя взвешенные в потоке абразивные частицы. Частицы выходят из сопла плотным потоком и при ударе производят узкую, концентрированную струю.
Длинный Вентури
Схема взрыва: 3 дюйма на расстоянии 18 дюймов Производительность: 4,5/5
Форсунки Вентури имеют сужающийся вход и расходящийся выход. Эта форма предназначена для создания эффекта значительного ускорения воздушного потока и частиц, но это не эффект Вентури.
Эффект Вентури заключается в том, что при ускорении воздушного потока при прохождении через сужение происходит соответствующее падение давления.
Это не является ключевым принципом работы сопла Вентури. Технически эти сопла являются соплами Лаваля, той же конструкции, что и реактивные выхлопы. Быстрое ускорение воздушного потока и частиц в сопле Лаваля обусловлено с эффектом, который возникает, когда поток превышает скорость звука
Помимо создания огромного ускорения, угловая форма расширяющегося конца расширяет поток, создавая большую форму струи и более равномерное распределение частиц, чем сопло стандартного диаметра.
Длинные форсунки Вентури обеспечивают до 40 % более высокую производительность и потребляют меньше абразива по сравнению с форсунками с прямым каналом.
Двойной Вентури
Схема взрыва: 3 дюйма на расстоянии 18 дюймов Производительность: 4/5
Двойное сопло Вентури представляет собой сопло Лаваля с очень широким выходным отверстием и отверстиями на расширяющемся конце.
Согласно эффекту Вентури, по мере увеличения скорости потока давление падает, создавая вакуум между ударной волной и горловиной, уменьшая скорость абразива. С двойным соплом Вентури атмосферный воздух всасывается через отверстия в зону низкого давления, расширяя воздушный поток для создания более широкой струи.
Широкое горлышко
Схема взрыва: 3 дюйма на расстоянии 18 дюймов Производительность: 5/5
Широкогорлые сопла — это сопла де Лаваля с широким горлом и сужающейся частью шириной 1/4 дюйма. При использовании в В сочетании со шлангом с соответствующим внутренним диаметром (и с соответствующим увеличением объема воздуха) насадка с широким горлом может повысить производительность на 15 % по сравнению с трубкой Вентури.
XL Performance
Схема взрыва: 5 дюймов на расстоянии 48 дюймов Производительность: 3/5
Эти сверхдлинные насадки ускоряют частицы на более длинном расстоянии, достигая более высоких выходных скоростей, что позволяет струйной очистке стоять дальше от поверхности подвергается взрыву и производит более крупную схему взрыва и более высокую производительность.
Материал сопла
Третьим соображением при выборе насадки является состав футеровки внутри канала ствола. Более твердые материалы более устойчивы к износу, но их замена дороже и они склонны к растрескиванию при грубом обращении. Существует три основных типа твердосплавных форсунок.
Карбид вольфрама
Прочность: 1/5 Ударопрочность: 5/5 Цена: Низкая
Это наименее долговечная из твердосплавных насадок, но относительно дешевая и ударопрочная. Подходит для дробеструйной обработки шлака, стекла и минеральных абразивов.
Карбид кремния
Прочность: 1/5 Ударопрочность: 5/5 Цена: Низкая
Ударопрочность и долговечность, как у карбида вольфрама, но легче. Вызывает меньшую нагрузку на оператора.
Карбид бора
Прочность: 3/5 Ударопрочность: 1/5 Цена: Высокая
Чрезвычайно твердый и прочный, но хрупкий. Срок службы в десять раз выше, чем у карбида вольфрама.
Композитный карбид
Прочность: 5/5 Ударопрочность: 3/5 Цена: Высокий
Некоторые производители производят собственные сопла из композитного карбида, которые даже прочнее карбида бора.
Замена форсунок недешева. Одним из преимуществ пароабразивной очистки является то, что ваши сопла будут служить в 3 раза дольше, чем сопла для сухой очистки, потому что частицы заключены в смазывающую водяную рубашку, которая снижает трение между абразивом и облицовкой сопла.
Другим важным преимуществом является то, что пароабразивно-струйный аппарат точно контролирует скорость подачи абразива. С пескоструйной регулировкой сложнее, с меньшим диапазоном. Переход от сопла № 6 к соплу № 8 с помощью пескоструйной установки почти удвоит количество потребляемого абразива.
Исследования показали, что производительность дробеструйной обработки постепенно увеличивается с увеличением скорости подачи абразива до тех пор, пока не будет достигнуто критическое значение, после чего производительность остается постоянной. Таким образом, после того, как это значение было превышено, потребление большего количества среды фактически снижает скорость частиц, расход абразива и снижает эффективность.
Поскольку пароструйный аппарат может легко регулировать расход абразива, чтобы найти критическое значение, он может достичь оптимальной производительности при более низких давлениях, чем при сухой струйной очистке.
Заключительные мысли
Большой воздух и большие сопла ведут к высокой производительности, но именно форма отверстия сопла определяет ускорение частиц и размер струйной струи.
Чтобы максимизировать свою производительность, выберите самый большой диаметр сопла, который будет поддерживать ваш компрессор при давлении, которое будет производительным , с учетом характеристик поверхности и спецификаций задачи, принимая во внимание, что будет значительное снижение давление по мере износа сопла до большего диаметра. Поиск оптимального места, в котором ваше сопло может быть продуктивным в течение всего срока службы, является ключом к получению максимальной отдачи от вашего сопла.
Набор керамических сопел из 4 шт.
Описание
Набор керамических сопел из 4 шт.
Набор керамических сопел из 4 шт. Кабинет дробеструйной очистки – это метод абразивно-струйной очистки, используемый для удаления отложений с поверхностей без повреждения исходных поверхностей. Как правило, пескоструйная камера используется для удаления отложений кальция с плитки бассейна или отложений грибка, а также для осветления раствора, выцветшего из-за скопления грязи или загрязняющих веществ. Кроме того, дробеструйную очистку можно использовать для очистки бассейнов, и многие автомастерские используют ее для удаления старой краски с автомобиля. Веб-сайт BADBOY Blasters даст онлайн-покупателям возможность найти индивидуальный шкаф для дробеструйной очистки или любой другой тип абразивно-струйной камеры, такой как шкаф для размещения оборудования для гидроструйной очистки, дробеструйного оборудования или оборудования для микроабразивной очистки. Поскольку камера дробеструйной очистки разработана по индивидуальному заказу, наша компания может учесть требования наших клиентов к дробеструйной очистке и создать камеру, которая улучшит дробеструйную очистку. Помимо дробеструйного шкафа, онлайн-покупатель может найти несколько других абразивно-струйных устройств и аксессуаров, таких как абразивно-струйные материалы, а также запасные части для струйных аппаратов. К общим характеристикам камеры дробеструйной очистки относятся стальные ножки 14 калибра, внутренняя флуоресцентная система освещения, прочный и долговечный узел нижнего клапана, а также двойные регуляторы подачи воздуха или измерительные панели. BADBOY Blasters — это семейная компания, и мы стремимся предоставить нашим клиентам доступ к лучшим камерам для дробеструйной обработки на рынке, а также к экспертным техническим консультациям и послепродажной поддержке. Покупатели, которые хотят приобрести дробеструйный шкаф, будут более чем впечатлены огромным ассортиментом дробеструйных аппаратов и корпусов, изготовленных по индивидуальному заказу, а также нашими стоматологическими и ювелирными струйными аппаратами, вакуумными струйными аппаратами, абразивными материалами и абразивами. Абразивоструйная обработка, такая как дробеструйная очистка, представляет собой использование силы, которая перемещает абразивный материал, который в случае дробеструйной обработки представляет собой стеклянные шарики, на определенной поверхности. Несмотря на то, что дробеструйная обработка используется как средство для удаления отложений кальция или краски, дробеструйная обработка может использоваться для сглаживания поверхности или придания ей шероховатости. Другие абразивно-струйные методы, такие как пескоструйная обработка, используются в качестве средства для травления изображений на стекле. Наш ассортимент дробеструйных шкафов можно увидеть на нашем веб-сайте, и, поскольку мы изготавливаем дробеструйные шкафы на заказ, наши онлайн-покупатели могут быть уверены, что найдут дробеструйный шкаф, который наилучшим образом удовлетворит их потребности.
Абразивоструйная обработка не нова, и на самом деле абразивоструйная обработка проводилась более ста лет назад, в 1870 году. используется при дробеструйной очистке, и оксид алюминия, который используется для общего ремонта или технического обслуживания, а также абразивно-струйный материал, который используется для удаления краски и ржавчины. Не стесняйтесь узнать больше о дробеструйном шкафу, созданном BADBOY Blasters, на нашем веб-сайте www.
Для хорошей сварки нужен качественный источник питания дуги, который будет поддерживать ее в стабильном состоянии даже при неподходящих параметрах тока в сети. Это обязательный аппарат как для домашнего, так и для профессионального применения, и для таких целей нужно покупать только одни из лучших сварочных инверторов. Правда, для этого не надо гнаться за самым дорогим сварочным аппаратом в мире, а вот присмотреться к нашему рейтингу профессиональных инверторных сварочных аппаратов с подробным анализом всех возможных достоинств и недостатков каждой модели, все же потребуется. Давайте же поспешим к разбору этих устройств!
Содержание:
1. ТОП 10 лучших профессиональных сварочных аппаратов
1.1 Aurora INTER TIG 200 AC/DC Pulse
1.2 Торус 200с Супер
1.3 Сварог TECH ARC 205 B (Z203)
1.4 Quattro Elementi MultiPro 2100
1.5 Форсаж-161
1.6 Кедр MIG-160GDM
1.7 BLUEWELD Prestige 186 PRO
1. 8 FUBAG IR 200
1.9 Wester MMA-VRD 200
1.10 ELITECH АИС 200
2. Лучший профессиональный инверторный сварочный аппарат
ТОП 10 лучших профессиональных сварочных аппаратов
При выборе надежного оборудования для этой статьи и вас, мы принимали во внимание его эффективность, универсальность, функциональность, простоту использования, безопасность и прочие подобные параметры.
Aurora INTER TIG 200 AC/DC Pulse
Фото:https://beru.ru
Открывает наш рейтинг инверторов мма Aurora INTER TIG 200 AC/DC Pulse. Это весьма функциональный прибор, гордо несущий на себе отметку о сертификации НАКС. Поддерживается работа штучными электродами и сварка в среде защитного газа, максимальный ток, отдаваемый инверторным преобразователем, в обоих режимах составляет 200 ампер. В режиме Pulse сварщик может настраивать и частоту, и баланс, и нижний уровень тока пульсаций, в режиме TIG, как вы уже поняли, доступна сварка и на переменном, и на постоянном токе. При этом можно подстраивать и стартовый ток отдельно от рабочего, регулировать баланс в режиме TIG AC, переключаться между двухтактным и четырехтактным режимами, причем в последнем также доступна настройка заварки кратера. Одним словом, это отличный по универсальности сварочный аппарат, способный работать в самых разных условиях – от ювелирной сварки тонкостенных деталей аргоном до резки металла электродом.
Сварочный аппарат INTER TIG 200 AC/DC Pulse (TIG, MMA)
Достоинства:
богатство настроек
универсальность
Недостатки:
солидные габариты и вес
цена
Торус 200с Супер
Фото:https://beru.ru
Марка «Торус» хорошо известна среди профессиональных сварщиков. Инверторы этой московской компании, возможно, не самые мощные инверторы мма, но они без проблем переживают гарантийный срок даже при самой жесткой эксплуатации, не преподнося неприятных «сюрпризов» и после окончания гарантии. MMA/TIG-инвертор «200с Супер» позволит владельцу работать на токе до 200 А при ПВ 100 – а это означает возможность полноценной длительной работы с электродами до 5 мм диаметром. Важно, что этот инвертор может иметь сертификацию НАКС (такой вариант будет дороже несертифицированного в среднем на 2 тысячи), что является наилучшим доказательством высокого качества сварочных швов, создаваемых аппаратом. Заслуга этого – в микропроцессорной схеме формирования кривой тока – это обеспечивает не только ее оптимальную форму, но и стабильность характеристик при сильном падении напряжения. Инвертор будет одинаково удобен и сварщику с многолетним стажем, и новичку – разжечь и держать дугу на нем крайне просто, причем в режиме TIG точно так же, как и при сварке штучным электродом. Минимальный ток – 20А, благодаря чему возможно использование инвертора «200с Супер» для аргоновой сварки самых тонких деталей.
Сварочный аппарат 200с Супер (MMA)
Достоинства:
легок при использовании
неограниченная длительность постоянной работы
работа при просадках напряжения до 165 В
Недостатки:
как и у всех других марок, сертификация НАКС требует доплаты
Сварог TECH ARC 205 B (Z203)
Фото:https://beru.ru
Наш рейтинг профессиональных сварочных инверторов продолжает модель Сварог TECH ARC 205 B (Z203). Этот инвертор в режимах ММА и TIG позволяет использовать сварочный ток до 200 А, при этом ПВ достигает 80%. При токах меньше 160 А эффективная система охлаждения позволяет использовать инвертор без обязательных пауз на охлаждение. При работе с аппаратом Tech Arc 205 B стоит учитывать, что потребляемая им мощность в режиме ММА доходит до 9 кВт, и возможны большие просадки питающего напряжения. Однако, благодаря встроенному цифровому индикатору сварочного тока, в определенной мере их можно компенсировать – на аппаратах, где ток задается по шкале у регулятора, подстройку тока до нужной величины приходится проводить «на глаз». Если задаетесь вопросом, какой профессиональный сварочный аппарат лучше, то мы с уверенность можем сказать — Сварог TECH ARC 205 B (Z203)!
Сварочный аппарат TECH ARC 205 B (Z203) (TIG, MMA)
Достоинства:
надежность
возможность длительной работы
легкий розжиг дуги в обоих режимах сварки
удобная настройка тока
Недостатки:
невозможность сварки алюминия
Quattro Elementi MultiPro 2100
Фото:https://beru. ru
Если вы не гонитесь за новинками сварочных инверторов, то этот сварочный аппарат создан специально для вас. В него заложена практически максимально возможная универсальность: «итальянец» способен работать и как полуавтомат, и варить в ММА- и TIG-режимах. Конечно, при максимальном токе в 160 А и низком ПВ его при всем желании не отнести к профессиональным, зато в личной мастерской его возможностей будет достаточно. С учетом того, что в конструкцию аппарата введены форсаж дуги, антиприлипание и «горячий старт», то для режима ММА чего-то еще трудно и требовать, если Вы работаете электродами диаметром 2-3 мм. Нужно сварить тонкое железо? Что ж, поставьте катушку с проволокой и подсоедините горелку. В MIG-режиме аппарат способен работать по двухтактной или четырехтактной схеме, хотя это не отнести к настолько уж серьезным преимуществам – лучше бы производитель расширил регулировки режима TIG.
Сварочный аппарат инверторного типа Quattro Elementi MultiPro 2100
Достоинства:
совмещение сварки ММА, MIG, TIG DC
удобство работы
цифровая индикация
Недостатки:
ограниченная мощность
ограниченная транспортабельность
Форсаж-161
Фото:https://beru. ru
В наш обзор профессиональных сварочных аппаратов инверторов вошла модель Форсаж-161. Это сварочный инвертор производства Рязанского приборного завода хотя и не потрясает заявленными характеристиками или сверхсовременным дизайном, зато даст профессионалу именно то, что ему нужно – надежность и точность формирования вольтамперной характеристики сварочного тока в режимах MMA и TIG. В обоих случаях максимальный сварочный ток – 160А, но непрерывная работа возможна при токе не более 100А. Следовательно, этот инвертор наиболее пригоден для работы с достаточно тонким металлом, не требующим глубокого провара на высоком токе. К числу достоинств аппарата нужно отнести возможность работы при сильных просадках напряжения – заявленная производителем работоспособность при 140В в розетке прекрасно подтверждается на практике. «Мягкая» дуга легко разжигается и горит без сильного разбрызгивания металла. Примененное в инверторе автоматическое управление вентилятором по сигналу от датчика температуры ощутимо снижает количество засасываемой в корпус пыли, соответственно делая более редкой и необходимость чистки радиаторов выходного каскада.
Сварочный аппарат 161 (TIG, MMA)
Достоинства:
стабильность характеристик при просадках напряжения
высокая надежность
автоматическое включение «антизалипания» удобно для начинающих сварщиков
Недостатки:
в комплекте нет проводов
ориентированность аппарата на работу на малых токах
Кедр MIG-160GDM
Фото:https://beru.ru
Наиболее универсальный аппарат в обзоре – он позволяет своему хозяину работать как со сварочной проволокой в режиме MIG/MAG, так и со штучными электродами и аргоновой горелкой (правда, исключительно в режиме TIG DC – для сварки алюминиевых сплавов его использовать не получится). Этот инвертор относится к семейству сварочных аппаратов с микропроцессорным синергетическим управлением: он имеет всего два органа управления – сенсорную кнопку выбора режима и многофункциональный регулятор. Большинство параметров горения дуги задается автоматически в зависимости от выбранного режима. Это удобно для новичков, профессиональный же сварщик скорее выберет аппарат с большим количеством ручных настроек. Кроме того, полноценную работу на высоких токах ограничивает низкое значение ПВ: длительно варить электродом можно лишь при его диаметре до 3 мм, что с учетом высокой цены самого инвертора привело к ощутимому снижению балла в рейтинге лучших сварочных аппаратов. Так что если вы ищите хороший инверторный сварочный аппарат для производства, то обратите внимание на данный образец.
Сварочный аппарат MIG-160GDM (MIG/MAG, MMA)
Достоинства:
удобен для начинающих
многофункционален
Недостатки:
ориентированность на малые токи
чувствительность к просадкам напряжения
BLUEWELD Prestige 186 PRO
Фото:https://beru.ru
Этот «универсал», рассчитанный на ММА и TIG-сварку, достаточно прост (зато и дешев для этого класса): основной в нем все же режим работы со штучными электродами, работать под аргоном из-за минимума настроек не всегда удобно. Так что перед нами сварочный аппарат скорее для «гаражных умельцев», либо только осваивающих аргон в дополнение к работе уже привычными электродами, либо нуждающихся в TIG-сварке от случая к случаю и без высоких требований к качеству шва. Инвертор компактен и довольно легок, что вновь плюс для гаража – там обычно лишнего места не бывает. Просадки напряжения он переносит неплохо, хотя при небольшой мощности это неудивительно: потребляет сварочник только 4 кВт, развивая ток на выходе до 160 А при ПВ 60%.
Сварочный аппарат Prestige 186 PRO (TIG, MMA)
Достоинства:
качество сборки
удобство розжига и работы
Недостатки:
ограниченные возможности TIG-сварки
FUBAG IR 200
Фото:https://beru.ru
Этот сварочный инвертор может похвастать не только высоким максимальным током в 200 ампер, который позволяет использовать его для сварки и резки металла электродами всех типов с диаметром до 5 миллиметров, но и широким диапазоном рабочих напряжений. Работоспособность сварочного аппарата сохраняется при падении напряжения в розетке до 150 В, что оценят владельцы гаражей и жители сельской местности. Для облегчения работы предусмотрены функции антизалипания, форсажа дуги и горячего старта, благодаря чему эффективно работать с IR 200 может даже новичок.
Сварочный аппарат IR 200 (MMA)
Достоинства:
приличный запас по току
работоспособность при больших просадках напряжения
облегчающие розжиг и ведение дуги режимы
Недостатки:
недостаточная длительность беспрерывной работы
Wester MMA-VRD 200
Фото:https://beru.ru
Этот компактный сварочный инвертор по своим характеристикам весьма привлекателен: при максимальном сварочном токе в 200 А непрерывная работа возможна уже на 126 А, то есть в большинстве случаев перерывов для охлаждения он требовать не будет: вы же не варите постоянно массивные конструкции пятимиллиметровыми электродами? Все функции, которые «положено» иметь современному инвертору для ММА-сварки, здесь тоже присутствуют – и «антиприлипание», и «горячий старт», и форсаж дуги. Поскольку напряжение холостого хода здесь составляет 65 В, для безопасности работы при высокой влажности производитель ввел в схему контур VRD, автоматически снижающий напряжение на клеммах, когда сварка не ведется, но аппарат не отключен.
Сварочный аппарат MMA-VRD 200 (MMA)
Достоинства:
функциональность
возможность непрерывной работы на токах до 126 А
Недостатки:
короткие штатные провода
ELITECH АИС 200
Фото:https://beru.ru
Хотя маркировка сварочного аппарата аис 200 и подталкивает к мысли о том, что максимальный сварочный ток здесь составляет 200 ампер, на самом деле реальность немного скромнее: «выжать» из себя он может только 180 А, причем при ПВ лишь в 60%. Таким образом, оптимальный выбор для него – это сварка электродами 2-3 мм, с «четверкой» потребуются уже плановые перекуры, если не стремиться проверить на практике запас прочности сварочника. Что до запаса прочности, то здесь этот термин можно понимать почти буквально: по сравнению со многими представителями своего класса elitech аис 200д с экраном покажется настоящим «кирпичом», ибо весит 8 кг – в полтора раза больше, чем многие инверторы с тем же максимальным током. Схема у него вполне удовлетворяет современным представлениям о сварочном инверторе: предусмотрен форсаж дуги, токопотребление вполне приемлемое.
Сварочный аппарат АИС 200Prof (TIG, MMA)
Достоинства:
надежность
качественные кабели в комплекте
наличие форсирования дуги
Недостатки:
большой вес
большие габариты
сравнительно низкое значение коэффициента ПВ
Лучший профессиональный инверторный сварочный аппарат
Фото:http://www.spectrumweldingsupplies.co.uk
Самой покупаемой моделью и лучшей по отзывам, становится модель — BLUEWELD Starmig 210 Dual Synergic. Если абстрагироваться от цены, которую здесь точно не назвать демократичной, то этот полуавтомат весьма интересен. Уже чисто внешне он выделяется из ряда себе подобных большим жидкокристаллическим экраном, который весьма и весьма информативен. Однако главное здесь – это не внешность, а «начинка»: под фирменным термином «синергетическое управление» подразумевается полностью программная настройка характеристик сварочного аппарата, подбираемая под конкретную функцию. Даже сварочный ток аппарат способен рассчитать сам, исходя из толщины свариваемых деталей и типа проволоки. Если же Вы – настолько брутальный сварщик, что все эти «свистелки» не нужны вовсе, то синергетический режим можно отключить полностью и крутить регулировки по старинке. Так что впечатления от этого полуавтомата, конечно, спорные. С одной стороны, для начинающего сварщика он станет настоящим открытием, позволив с максимальной легкостью освоить различные способы полуавтоматической сварки. Но, с другой стороны, не всякий сварщик-самоучка сможет себе позволить раскошелиться на немалую сумму, которой хватит на два неплохих сварочника. Определенно, советуем к покупке!
А на этом наш рейтинг сварочных инверторов мма подходит к концу. Надеемся, что предоставили вам достаточно информации, для совершения верной покупки. Удачи!
Добавить комментарий
Необходимо включить JavaScript, чтобы функции работали правильно
* Обязательные поля
Сообщать мне о новых комментариях по электронной почте
Запомнить мои ответы для этой формы на этом компьютере
5 лучших сварочных инверторов 2021.
Обзор от BestAdvisor.ru
Что такое сварочный инвертор
Совершенно неважно, являетесь ли вы новичком без опыта или уже имеете большой стаж в выполнении сварочных работ, если вы попали на эту страницу, значит наверняка вам нужен хороший сварочный аппарат. На сегодняшний день существует два основных типа сварочных аппаратов: трансформаторный и инверторный. Второй пользуется все большей популярностью в последнее время за счет сравнительно небольших размеров корпуса и малого веса, высокой производительности и хорошего качества получаемого сварного шва. А еще инверторные модели относительно просты в работе (по сравнению с трансформаторными).
Сварочный инверторный аппарат — это прибор, в котором переменный ток от электросети при поступлении на выпрямитель преобразуется в постоянный, после чего еще раз преобразуется в переменный, но уже с высокой частотой (до 50 кГц). Затем происходит понижение переменного напряжения (в пределах 50 — 90 В) и повышение силы тока, необходимой для качественной сварки. Имея лучший сварочный инвертор в своем арсенале, вы сможете осуществлять ремонт автомобильного кузова, сваривать стальные трубы, сооружать металлоконструкции и многое другое.
Также рекомендуем обратить внимание на споттеры, если вы периодически сталкиваетесь с точечной сваркой.
Характеристики для сравнения
Источник питания
Сварочные инверторы работают на базе электроники, позволяющей плавно регулировать напряжение на выходе, которое не зависит от скачков в сети и не падает при нагрузке. Конечно, в любом электрическом инструменте главное — это его мощность. В данном случае мощность аппарата зависит от максимально выдаваемой силы тока, а точнее — его диапазона. Именно от него зависит сфера применения аппарата: более мощные модели могут применяться на небольших строительных площадках или в автомобильных мастерских, а модели послабее можно смело использовать дома. Например, для бытовых задач подойдут модели с максимальной силой тока до 200 А, а при частой эксплуатации и при выполнении сложных сварочных работ лучше использовать аппарат до 300 А. Если вы ищете модель для ежедневного использования в цеху по производству металлоконструкций, то тут не обойтись без модели с силой тока от 300 А. Одно из главных преимуществ бытовых инверторов заключается в том, что они работают от одной фазы и напряжения 220 В: такое решение позволяет подключать их в обычную розетку. Единственное, перед этим следует изучить документацию, где должна быть указана максимальная потребляемая мощность аппарата: она не должна превышать мощность автоматического выключателя, установленного в помещении.
Производительность
На производительность сварочного аппарата влияют несколько параметров. Одним из главных является ПВ, или продолжительность включения. ПВ — это цикл работы аппарата на протяжении 10 минут. Если указано, например, «60% при 180 А», то это значит, что при токе в 180 А аппарат может работать непрерывно в течение 6 минут, а затем должен остывать минимум 4 минуты.
Говоря о максимальной толщине материала, который способен обработать аппарат, то данный показатель будет зависеть от диапазона тока и диаметра электрода. Сегодня можно отыскать в интернете таблицы со стандартами, по которым можно примерно подобрать лучший сварочный инвертор и электроды к нему, исходя из толщины свариваемого металла. Тем не менее, точные параметры нужно смотреть непосредственно в инструкции сварочного устройства и технической документации к приобретаемым электродам. Ниже приведены параметры толщины металла, диаметра электрода, необходимой силы тока:
1-2 мм (металл) — 1.5-2 мм (электрод) — 30 — 45 А (ток)
3 мм (металл) — 3 мм (электрод) — 65 — 100 А (ток)
4-5 мм (металл) — 3-4 мм (электрод) — 100 — 160 А (ток)
6-8 мм (металл) — 4 мм (электрод) — 120 — 200 А (ток)
Удобство и дополнительные возможности
Главным удобством в современных сварочных аппаратах является функция защиты от перегрева, которая автоматически отключает аппарат при достижении определенного уровня температуры. Также большинство производителей внедряют технологии по упрощению процесса сварки, такие как антизалипание электрода, ускорение дуги и горячий запуск: их наличие в инверторном аппарате существенно облегчает работу. Если приобретаемая вами модель будет не только производительной, но еще и легкой, то пользоваться ею будет намного приятнее. Особенно небольшие габариты ценятся среди строительных бригад, часто перемещающихся по объектам, а также среди профессиональных сварщиков, которые оказывают платные выездные услуги. Ну и, конечно, стоит обращать внимание на комплектацию: некоторые производители могут прилагать в наборе защитный шлем, катушки с проволокой, насадку для порошковой сварки, молоток и щетку, чтоб избавить вас от дополнительных финансовых затрат.
Знаете ли Вы
Как появилась сварка?
Сама суть сварки металлов применялась задолго до появления электричества путем многочасовой ковки нагретой заготовки — кузнечная сварка. Но 1802 году произошло главное открытие, которое значительно продвинуло человечество вперед — открытие русским физиком и электротехником Петровым Василием Владимировичем электрического дугового разряда. Спустя 80 лет Н.Н. Бенардос внедрил угольный электрод в сварку, а затем последовал ряд нововведений, среди которых были методы сварки с применением защитного газа, а также точечная сварка. Современный тип сварки с помощью плавящегося электрода, внедрил Н.Г. Славянов в 1988 году. Большой вклад в развитие новых методов сварки (порошковая, плазменная, сварка под водой и в космосе) внес институт электросварки им. Е.О. Патона — советского ученого-механика и инженера.
Для сварочного аппарата не подойдет обычный удлинитель.
В зависимости от нужной длины провода, сечение кабелей внутри должно быть достаточным для того, чтобы сопротивление было как можно меньше. Используя формулу, определите для себя нужное сечение и купите удлинитель именно с таким проводом. Но проблема может быть еще и в том, что не в каждом магазине вы найдете такой удлинитель и как вариант, можно воспользоваться услугами квалифицированного электрика. Он не только подсчитает вам нужное сечение кабеля, но и сможет сам изготовить удлинитель, используя кабель определенной длины и нужные комплектующие.
Электроды имеют “срок годности”
Если быть точнее, то открытую упаковку электродов лучше использовать как можно быстрее. Дело в том, что чаще всего сварочный аппарат и электроды хранятся в кладовке, гараже, мастерской и т.д., где уровень влаги может быть достаточно высок (особенно во время дождей и в зимний период). Сама влага отрицательно влияет на покрытие электродов, ведь во время сварки “сырым” электродом могут быть его частые прилипания к заготовке. Как вариант, можно использовать шкафы для прокалки и хранения электродов или же специальные контейнеры просто для хранения.
Инверторные аппараты используют разную полярность тока при сварке.
Если аппарат выдает постоянный ток на выходе (смотрите инструкцию), то при подключении сварочных кабелей к разъемам, вы можете использовать разную полярность: прямую и обратную. При прямой полярности, зажим с “плюсом” подключается к заготовке, а электрод к зажиму “минус”. Такой вариант отлично подходит при сварке толстых и массивных заготовок, ведь такой метод подключения вызывает больший нагрев на заготовке. Именно поэтому, во избежание перегрева или прожога заготовки, варить тонкие листы металла или высоколегированную сталь лучше при обратной полярности: зажим с “минусом” подключается к заготовке, а в зажим с “плюсом” вставляется электрод.
Существует оптимальный набор характеристик для бытового использования.
Если говорить про использование сварочного аппарата для дома/дачи, то есть картина того, как должен выглядеть оптимальный аппарат для бытового использования. Например, во время строительства на даче беседки или ремонта забора, домовладельцы сталкиваются с примитивным “черным” металлом (железо и сплавы на его основе), для которого нужны электроды МР-3, АНО или OK 46.00 ESAB (Россия). При этом в народе часто используют “тройку”, то есть электрод диаметром 3 мм, которого хватит для сварки металла толщиной до 3 мм. Сварочный ток в таком случае может быть в диапазоне от 70А до 120А, не больше. При таких параметрах потребление аппарата будет от 3 до 4 кВт, что стандартные предохранительные автоматы в сети могут выдержать без проблем.
FAQ:
Вопрос: Почему инвертор так мало весит при своих возможностях?
Ответ: Начнем с того, что сварочный аппарат — это, по сути, блок питания, который понижает переменное напряжение в сети, за счет чего на выходе можно получить высокий ток — от десятков до сотен ампер. Но для этого требовались трансформаторы с обмоткой из толстого провода, следовательно — это большой вес и большие габариты. Инверторные же модели работают на основе транзисторов и инверторной схемы. Работает это так: от выпрямителя на связку мощных транзисторов подается постоянное напряжение, где его частота повышается со стандартных 50 Гц до невероятных 60-80 кГц. За счет этого удалось уменьшить габариты трансформатора примерно в два раза как, собственно, и его вес.
Вопрос: Возможно ли использовать сварочный аппарат от бензинового генератора и какой мощности он должен быть?
Ответ: Да, можно и идеальным аппаратом для этого будет как раз сварочный инвертор. Дело в том, что потребляемая мощность обычного сварочного аппарата может резко возрастать во время “залипания” электрода, а, значит, нужно брать генератор с запасом мощности. В инверторах, как правило, есть защита от “залипания”, которая снижает ток или вовсе отключает его подачу — в этом случае, никакой нагрузки на бензогенератор не будет. Мощность же последнего стоит выбирать, исходя из потребляемой мощности вашего аппарата, которую можно найти в инструкции.
Вопрос: Какой сварочный аппарат нужен для сварки алюминия?
Ответ: Поскольку это один из самых сложных металлов для сварки, то аппарат для ММА-сварки тут не справится. Дело в том, что для сварки алюминия нужен повышенный ток, а также защита сварочной ванны инертным газом, который используется только в аппаратах типа MIG (Metal Inert Gas) и TIG (Tungsten Inert Gas). К примеру, для сварки низкоуглеродистой стали нужен ток в среднем на 100-120 А, то для сварки алюминия может потребоваться ток до 250 А.
Вопрос: Можно ли использовать удлинитель для подключения сварочного аппарата?
Ответ: Можно, но удлинитель нужно грамотно выбрать. Стандартные бытовые удлинители имеют провод с сечением 0,75 кв.мм и чем больше его длина, тем больше будет сопротивление. Например, сопротивление на пятиметровом удлинителе будет равно 0,23 Ома (суммируем два провода по 5 метров, умножаем на 0,0175 мкОм-м и делим на сечение). При работе аппарата на 20 А падение напряжения будет достигать 4,6 В (20А*0,23 Ом). Казалось бы — немного, но мощность, рассеиваемая на всем участке кабеля, будет равна 100 ваттам, что приведет к сильному нагреву проводов и даже их возгоранию. Поэтому на такую длину сечение проводов должно быть не менее 2,5 кв. мм.
Вопрос: Как подготовить металл к сварке?
Ответ: Первым делом, необходимо очистить поверхность заготовки от ржавчины, влаги, масла, окалин и других загрязнений, которые не являются металлическими. Если этого не сделать, то в сварном шве могут появиться трещины и поры, что в свою очередь на порядок снижает качество и прочность такого шва. Также не забудьте зачистить и то место на заготовке, к которому будет присоединен кабель массы — если будет плохой контакт, то кабель может сильно перегреваться, что может привести к возгоранию.
Источники:
Большой спор: трансформаторы или инверторы
Если вы хотите начать гражданскую войну в области сварки, просто спросите у группы специалистов по сварке, что лучше инверторный или трансформаторный аппарат. Короткий ответ на этот вопрос: «Это зависит». Однако длинный ответ — это оживленные дебаты о плюсах, минусах и конкретных областях применения машин.
Первые трансформаторы были разработаны, когда электричество стало обычным явлением в конце 1800-х годов. Вскоре, в начале 1900-х годов было обнаружено, что трансформаторы можно использовать в процессе дуговой сварки, который в то время находился в зачаточном состоянии. Потребовалось несколько лет, чтобы проработать различные электрические конструкции, чтобы иметь возможность управлять дугой, что также привело к необходимости создания покрытых (или покрытых) электродов для дуговой сварки, процесса, который обычно называют дуговой сваркой защищенным металлом. SMAW) или сварка электродами.
Во время Первой мировой войны сварка подверглась значительным исследованиям и разработкам, поскольку она широко использовалась при строительстве стальных кораблей и танков. Учтите, что перед сваркой сталь соединяли заклепками, ковкой, газовой сваркой. В течение 19В 20-х и 30-х годах дуговая сварка и источники питания для трансформаторной сварки стали обычным явлением, а по мере роста электросети росла и дуговая сварка. К концу Второй мировой войны в США наблюдался бум сварки и производства. С 1930-х по 1980-е годы почти все производимые аппараты для дуговой сварки были трансформаторными, что дало инженерам и производителям более 50 лет на совершенствование конструкции и создание невероятно надежных аппаратов для дуговой сварки.
1980-е годы открыли новую эру технологий, сосредоточенную на электронике, что совпало с растущей популярностью персональных компьютеров. По мере роста индустрии электроники и программного обеспечения инженеры вскоре поняли, что инверторы с программным управлением можно использовать для сварки, открыв новый мир возможностей. Как и в случае с большинством новых технологий, источники сварочного тока на основе инверторов испытали свои трудности в течение 19-го века.90-е. Многие ранние машины страдали от проблем с надежностью и были в центре горячих споров относительно пользовательских интерфейсов, элементов управления, рассеивания тепла и проблем с влажностью. Эти вопросы по-прежнему лежат в основе дебатов о внедрении инверторов. Но к началу 2000-х эти агрегаты стали популярными из-за своей универсальности и способности контролировать дугу.
Итак, чем отличаются друг от друга трансформаторы и инверторы? Конечно, в настоящее время инверторы считаются отраслевым стандартом, но некоторые сварщики по-прежнему предпочитают трансформаторы. Давайте сравним.
Надежность. Это горячо спорный вопрос для тех, кто участвует в дебатах между трансформатором и инвертором. В течение почти столетия трансформаторные машины подвергались обширным исследованиям и разработкам для создания надежных и прочных машин. Для сравнения, инверторные машины прожили лишь небольшую часть этого времени — примерно 30 лет, плюс-минус. Можно привести аргумент, что трансформаторные машины более надежны, чем лучшие инверторные машины, но стоит отметить, что разрыв между ними значительно сократился в последние годы. Прошли дни 1990-е годы, когда отказы инверторов были кошмаром.
Универсальность. Было время, когда трансформаторная технология сочеталась с инверторной технологией, чтобы создать то, что считалось совершенным сварочным аппаратом. Однако эта технология была слишком сложной и дорогой. Вскоре инженерам стало очевидно, что достижения в области программного обеспечения и электроники открывают новые возможности в мире сварки. Если у вас есть сомнения по этому поводу, вспомните свой первый компьютер или мобильный телефон и сравните его с тем, что у вас есть сегодня. Такой же переход произошел в эволюции сварочных аппаратов. Теперь вы можете купить инверторные сварочные аппараты, на которых вы можете настроить практически любую электрическую переменную, которую только можно вообразить, с помощью программного обеспечения, чтобы создать непревзойденную универсальность. Инверторные машины также намного легче и портативнее, чем трансформаторные. Преимущество принадлежит инверторам в плане универсальности.
Качество дуги. При обсуждении сварочных аппаратов мы не можем игнорировать характеристики дуги и производимые сварные швы. Если вы относитесь к тому типу сварщиков, которые целыми днями сваривают только мягкую сталь, каждый день, вам не нужно смотреть дальше трансформаторного аппарата. Однако мы живем в мире сварки, который требует безупречной сварки в любом положении и на любом материале. В этом требовательном мире инверторы действительно блестят.
Поскольку инверторы можно запрограммировать практически на что угодно, теперь мы видим усовершенствованную импульсную дуговую сварку в среде защитного газа (GMAW), а также высококвалифицированную дуговую сварку вольфрамовым электродом в среде защитного газа (GTAW). Перед нами открывается мир с программным обеспечением и передовой электроникой, которые действительно изменили возможности сварочного аппарата. Иногда даже такой посредственный сварщик, как я, выглядит неплохо. Я высоко оцениваю инверторные машины за качество сварки и инновации, но мне по-прежнему нравится, чтобы они были простыми для стали.
Стоимость. Последней обычно обсуждаемой переменной является цена. В прошлом инверторные машины были невероятно дорогими. Высокая цена была обусловлена стоимостью компонентов, затратами на специализированное производство и инженерными затратами. Эти затраты сильно изменились за последние 15 лет, когда инверторы вошли в мир крупносерийного производства электроники. Инверторы становятся менее дорогими, чем машины на основе трансформаторов, хотя они значительно сложнее.
Инверторный источник питания является одним из самых важных в сварочной промышленности. технологические достижения последних двух десятилетий. Но до этого сварку правили на трансформаторных машинах. Итак, как они сравниваются? Есть ли еще место старому среди нового?
При расчете стоимости машины обязательно учитывайте следующее:
Первоначальная стоимость покупки. В настоящее время первоначальные затраты на двоих, вероятно, примерно равны.
Мощность (потребление электроэнергии). В целом инверторы потребляют меньше электроэнергии, чем трансформаторы.
Расходы на техническое обслуживание. После окончания гарантийного срока обслуживание инвертора обходится дороже, чем трансформатора.
Стоимость простоя. Это подлежит обсуждению, потому что эти затраты действительно зависят от того, как используется машина. Некоторые приложения и условия эксплуатации более проблематичны для инверторных машин и способствуют поломкам машин или необходимости ремонта. Например, строжка с инвертором, хотя и возможна, обычно не рекомендуется и создает значительную нагрузку на определенные компоненты инвертора, что может привести к сбоям. Грязная, пыльная и влажная среда также может привести к выходу из строя платы инвертора. Хотя определенные производственные и конструктивные изменения помогают инверторам работать в неоптимальных условиях, они по-прежнему не так надежны, как трансформаторные машины для определенных приложений.
Затраты на качество сварки. Ведутся споры о том, реальны ли некоторые улучшения качества и производительности, приписываемые инверторным машинам. Например, многие утверждают, что пульсация повышает производительность, но другие утверждают, что пульсация может привести к отсутствию слияния. В споре есть правда для обеих сторон. Некоторые утверждают, что импульсный GMAW может заменить GTAW, и, возможно, это верно для определенных областей применения, но высококвалифицированный сварщик TIG по-прежнему является золотым стандартом для высококачественных сварных швов. Во многих случаях программное обеспечение и количество переменных, которые можно изменить с помощью инверторных машин, опережают общие знания о сварке и способы наилучшего внедрения технологических усовершенствований.
Все это сводится к тому, какие трансформаторные или инверторные машины больше подходят для конкретного применения. Следующая диаграмма представляет собой обобщенное мнение, основанное на опыте и большом количестве дискуссий.
Инверторные сварочные аппараты сильно изменились за последние 15 лет. Они продолжают улучшаться как по производительности, так и по стоимости, но это не означает, что нам нужно рыть могилу для трансформаторных сварочных аппаратов, поскольку они по-прежнему занимают важное место в нашей отрасли. В конце концов, все сводится к личному взвешенному решению, основанному на многих факторах. В конце концов, выбор за вами.
Фотографии предоставлены Forney Industries, Форт-Коллинз, Колорадо.
Сварочный аппарат с инвертором или трансформатором | expondo.co.uk
Выбор подходящего сварочного аппарата может быть сложным для новичков, поскольку на выбор предлагается множество различных моделей, отличающихся не только ценой, но также функциями и способами использования. Сварочные аппараты также можно разделить по их технологическим признакам, то есть инверторные или трансформаторные сварочные аппараты. Но каковы их особенности? И чем они отличаются друг от друга? Давайте посмотрим поближе.
Инверторные сварочные аппараты
В настоящее время этот тип является стандартным в сварочной промышленности. Инверторный сварочный аппарат — это современная машина с технологически продвинутой электронной системой, задачей которой является повышение частоты электрического тока из сети и преобразование его в ток, пригодный для сварки. Это, конечно, только общий обзор, потому что весь процесс происходит в несколько этапов.
В первую очередь фильтруется и выпрямляется переменное напряжение из сети. Затем инвертор меняет его обратно на переменный ток, но значительно увеличивает его частоту. Это позволяет пользователю определить точные параметры сварочного аппарата в любой момент. На следующем этапе напряжение направляется на трансформатор, где оно снова снижается до уровня, позволяющего зажечь дугу. Это позволяет устанавливать сварочный ток с точностью до 1 А, что идеально подходит для склеивания небольших элементов.
Благодаря своей конструкции инверторные сварочные аппараты обычно небольшие и относительно легкие, что делает их очень мобильными. Таким образом, они идеально подходят для использования на ходу или когда вам нужно изменить положение сварки.
ЧЧЕС ЗОБАЧИЧ ВЕЧЕЙ?
ХОТИТЕ УЗНАТЬ БОЛЬШЕ?
Инверторные сварочные аппараты также имеют то преимущество, что их можно подключать к стандартным розеткам с напряжением 230 В, которые есть в каждом доме. По этой причине инверторные сварочные аппараты популярны как среди профессиональных сварщиков, так и среди любителей.
Инверторные сварочные аппараты также имеют ряд полезных функций, которые значительно упрощают использование. Точный список функций зависит от конкретной модели.
Благодаря использованию электронных систем инверторные сварочные аппараты также устойчивы к скачкам напряжения. Их можно использовать с генераторами электроэнергии, а также можно подключить к длинному удлинительному кабелю. Генерируемая дуга стабильна, что гарантирует точные и чистые сварные швы.
Сварочные аппараты инверторного типа также потребляют относительно мало электроэнергии. Кроме того, что они потребляют меньше энергии, это также означает, что они не перегреваются. Это делает их экономичными и эффективными, обеспечивая рабочий цикл от 60 до 100%.
Как правило, это очень надежное оборудование. Однако это не означает, что они никогда не ломаются, а когда это происходит, ремонт может быть довольно дорогим. Кроме того, инверторные сварочные аппараты чувствительны к погодным условиям, а также подвержены механическим повреждениям. Поэтому при использовании рекомендуется соблюдать осторожность, что является самым большим недостатком этого типа сварочного аппарата.
Трансформаторные сварочные аппараты
Второй тип — трансформаторные сварочные аппараты. У них очень простая конструкция, что делает их относительно дешевыми и, следовательно, более популярными среди любителей, которым нужен сварочный аппарат для частного использования. Благодаря ограниченному количеству сложных компонентов их легко ремонтировать в случае каких-либо технических сбоев.
Большой трансформатор означает, что этот тип машины имеет тенденцию нагреваться довольно быстро. Поэтому необходимы короткие, но частые перерывы для охлаждения устройства. Рабочий цикл в этом случае составляет от 25 до 35%, а трансформаторные сварщики используют ток 160А с защитой 25А.
Сварочные аппараты трансформатора также обладают высокой устойчивостью к погодным условиям и механическим повреждениям. Поэтому они подходят для использования в суровых условиях работы и могут эксплуатироваться при низких температурах, а также в местах с высоким уровнем запыленности и даже влажностью.
Трансформаторные сварочные аппараты также обычно очень большие и поэтому обычно используются как стационарные устройства. Для их перевозки используются специальные тележки из-за их чрезмерного веса. По некоторым мнениям, трансформаторные сварщики не дадут качественно сварить сварные швы. Однако качество сварного шва в этом случае зависит от качества электродов и опыта сварщика.
Различия между инверторными и трансформаторными сварочными аппаратами
Обладая базовыми знаниями об основных характеристиках каждого типа сварочного аппарата, определить различия между инверторным и трансформаторным сварочным аппаратом относительно легко. Первое отличие, заметное с первого взгляда, это их габариты. Сварочные аппараты-трансформеры намного крупнее и поэтому менее мобильны, чем сварочные аппараты, оснащенные инвертором.
Второе отличие заключается в дизайне. Трансформаторные сварочные аппараты значительно менее технологически сложны, чем инверторные сварочные аппараты, в которых используются передовые электронные системы. В результате последние позволяют более точно установить сварочный ток, а также предлагают ряд очень полезных функций, облегчающих сварку.
Еще одним отличием инверторных сварочных аппаратов от трансформаторных является их устойчивость к механическим повреждениям и погодным условиям, таким как перепад температур, влажность воздуха или запыленность. Сварщики-трансформеры в этих случаях намного лучше. В отличие от инверторных сварочных аппаратов, они охватывают все эти функции. Кроме того, в случае выхода из строя, ремонт трансформаторных сварочных аппаратов намного проще и дешевле.
Четвертое отличие, о котором стоит упомянуть, это рабочий цикл. В случае трансформаторных сварочных аппаратов он составляет от 25 до 35 %, в то время как инверторные сварочные аппараты предлагают рабочий цикл в диапазоне от 60 до 100 %. Это связано с тем, что инверторные сварочные аппараты не перегреваются во время использования, что позволяет вести сварку в течение длительного времени без остановки. При использовании трансформаторных сварочных аппаратов необходимо соответствующее планирование работ, чтобы часто охлаждать аппарат, так как этот тип аппарата очень быстро нагревается.
Последнее отличие, но не менее важное, это цена. Инверторные сварочные аппараты намного дороже трансформаторных сварочных аппаратов. Благодаря этому последние пользуются большей популярностью у сварщиков-любителей, которые планируют использовать их только в личных целях.
Плазменная резка CUT нашла широкое применение в строительной и производственной сферах. Её используют не только для обычного разрезания металлических изделий, но и для выполнения фигурного реза. Основывается данный вид обработки материалов на применении воздушно-плазменной дуги. Аппарат плазменной резки позволяет выполнить работу быстро и качественно, получив аккуратный срез без окалин и заусениц.
1 / 1
Используя плазменный резак CUT, можно обработать любой металл – сталь, медь, алюминий, чугун, сплавы и т.д. Необходимо только подобрать подходящую силу тока. Также немаловажно, что предварительно подготавливать разрезаемые изделия не требуется. Следы ржавчины или грязи не будут мешать процессу. Место среза в процессе разрезания нагревается в узком диапазоне, что позволяет избежать больших деформаций.
Подробнее о плазменной резке CUT
Ключевая особенность процесса – это расплавление и выдувание материала с формированием полости реза. Сама плазма представляет собой ионизированный газ, способный проводить ток – его ионизация осуществляется при помощи нагрева.
Чтобы возбудить рабочую дугу, зажигается дежурная дуга. Она выдувается в виде факела, который соприкасаясь с поверхностью металла, образует рабочую дугу.
Воздушно-плазменная резка может осуществляться не только в цеховых, но и полевых условиях. Резка выполняется в любом пространственном положении. Расстояние между поверхностью разрезаемого изделия и срезом сопла плазмотрона должно поддерживаться на уровне 10-15 мм. Скорость процесса зависит от тока резки, типа и толщины материала.
Об устройстве оборудования
Комплект оборудования состоит из плазмотрона (плазменного резака), компрессора и источника питания. Для соединения всех этих элементов используется кабель-шланговый пакет. Подробнее о компонентах:
Плазмотрон (резак для плазмы). Рабочий элемент, с помощью которого выполняется основная работа. Состоит из электрода, сопла, канала для подачи воздуха и изолятора (охладителя).
Источник питания. Трансформаторный или инверторный. Первый более громоздкий и менее экономичный, но порог чувствительности к перепадам напряжения у него низкий. Второй обладает меньшим весом и доступной стоимостью. С точки зрения энергопотребления инверторный источник экономичный, но он подходит только для разрезания тонкостенных заготовок.
Компрессор. Основная задача – подача воздуха. Если небольшой аппарат довольствуется обычным сжатым воздухом, то промышленное оборудование требует гелия, азота или других газов.
Основные критерии выбора
Аппарат воздушно-плазменной резки CUT (резак) должен соответствовать объёму предстоящей работы, а также типу и толщине материала, из которого выполнены заготовки. Чтобы не ошибиться с выбором, примите во внимание следующие критерии:
Бытовой или промышленный аппарат. Первые работают от сети 220В, вторые – 380В. При этом нужно учитывать, что любой плазморез имеет колоссальную мощностью, и не каждая сеть в частной мастерской выдержит такую нагрузку.
Контактный или бесконтактный. В первом случае для начала работы требуется прикосновение к металлу, во втором – нет. Контактным поджигом оснащены модели, которые используются для обработки заготовок толщиной 10-15 мм.
Сила тока. Подбирается в соответствии с материалом, из которого выполнена заготовка, и его толщиной. Для резки изделия толщиной 1 мм из меди, латуни, алюминия и медных сплавов необходимо 6А, из нержавеющей стали и чёрных металлов – 4А.
Продолжительность включения. За основу берётся цикл в 10 минут, к примеру, если ПВ = 80%, то время работы составляет 8 минут, отдыха – 2 минуты.
Найти широкий выбор плазмотронов CUT
и сварочных аппаратов вы можете в каталоге. Для покупки достаточно заполнить форму заявки и дождаться звонка нашего менеджера. Он уточнит ваши пожелания, расскажет о способах оплаты и времени доставки.
Читайте также
Особенности сварки чугуна
Кровельная горелка – устройство, виды, характеристики, применение
Редуктор углекислотный – устройство, принцип работы, как выбрать
Выбор редуктора для сварки
Устройство и принцип работы плазменного резака
Плазмотрон – базовый элемент аппарата плазменной резки
Плазменная резка давно зарекомендовала себя как высокопроизводительный, безопасный и скоростной метод обработки металлов, позволяющий получить чистую и ровную поверхность без дополнительной обработки. Главным «участником» этого процесса является резак – базовый рабочий орган плазмореза. Несмотря на растущий интерес к технологии, путаница в терминологии остается до сих пор: иногда под «плазмотроном» ошибочно подразумевают всю установку для резки. Что же представляет собой этот аппарат и как именно он устроен?
Составляющие плазмотрона
Сопло, формирующее плазменную струю. Размер реза, характеристики дуги и скорость охлаждения оборудования во многом зависят от диаметра комплектующей и ее длины: чем она длиннее, тем аккуратнее получается разрез, но вместе с тем и сокращается срок эксплуатации.
Самыми лучшими считаются сопла из чистой меди, поскольку этот материал удачно сочетает высокую теплопроводность и малую стоимость.
Электрододержатель с катодом (электродом), изготовленным чаще всего из гафния, реже – из циркония, бериллия или тория (оксиды последних могут быть токсичными или радиоактивными и наносят вред здоровью оператора, поэтому их применяют не так часто).
Дуговая камера для подачи воздушного потока.
Изоляционная втулка, разделяющая электродный и сопловый узлы.
Кожух с внешней стороны.
Кабель-шланговый пакет, соединяющий устройство с источником питания. Кабель служит для передачи тока от инвертора или трансформатора, а шланг – для транспортировки сжатого воздуха.
Роликовые упоры, головка резака, защитный колпачок также входят в конструкцию прибора, хоть и не принимают непосредственного участия в процессе.
В комплектации может быть также завихритель, например выполненный в виде керамических колец или шайб. Размещенные перед входом в сопловый узел подобные приспособления обеспечивают вихревую подачу газа в дуговую камеру и способствуют более эффективному сжатию дуги и ее стабилизации.
При обработке металла толщиной до 10 мм одного комплекта «сопло + электрод» хватает примерно на 8 рабочих часов
Принцип работы
Сигналом к началу работы становится нажатие кнопки «розжиг» или «старт», в ответ на которое от источника питания в плазмотрон поступают токи высокой частоты. Под их воздействием внутри аппарата между наконечником сопла и электродом образуется дежурная электрическая дуга температурой 6000 – 8000 °С, столб которой заполняет собой весь канал.
Следующий этап – в камеру по шлангу поступает сжатый воздух. Проходя через электродугу, он нагревается и ионизируется, приобретая токопроводящие свойства, а объем увеличивается в 50-100 раз. Сопло, суженное книзу, формирует воздушный поток, готовый вырваться наружу на большой скорости. Именно этот нагретый до 25000-30000 °С ионизированный воздух и называют плазмой, выполняющей разрез.
Плазмообразующими газами выступают кислород, смесь водорода с аргоном, азот. В промышленности, кроме них, используют ряд защитных газов (гелий, аргон) и их смеси.
В момент, когда плазма соприкасается с поверхностью металла, дежурная дуга гаснет, а вместо нее зажигается рабочая, или режущая. Под ее действием металл плавится, образуя рез, а расплавленные частицы удаляются струей под высоким давлением.
Охлаждение плазмотронов осуществляется воздушным или водяным способом. Первый вариант с применением потоков газа актуален для маломощных установок. Второй – с циркулирующей водой – практикуют в аппаратах высокой мощности на крупном производстве. «Жидкая» технология более эффективна, однако утяжеляет конструкцию устройства и повышает стоимость его эксплуатации.
Использование этого незамысловатого с виду аппарата позволяет не только выполнять прямые, но и делать фигурные резы, проемы и отверстия, выравнивать кромки и т.д. – как в небольших мастерских, так и в промышленных масштабах.
Плазменная резка – процесс, области применения, безопасность, варианты и выбор
31 мая, 19 4:51 · Оставить комментарий · Colin Brown
Плазменные резаки способны резать металлы простых и сложных форм, включая создание отверстий, скошенных кромок, строжку и маркировку. Плазменная резка является экономичной и практичной альтернативой газокислородной, лазерной и гидроабразивной резке и используется в промышленности, торговле и домашнем хозяйстве. Плазменные резаки используются во всех отраслях промышленности, включая обрабатывающую, фармацевтическую, нефтегазовую и военную промышленность.
Когда газ нагревается до чрезвычайно высоких температур, электроны в молекулах газа отрываются от ядра, превращая газ в плазму. Плазменная резка осуществляется путем направления плазменной струи через металл.
Преимущества и недостатки плазменной резки по сравнению с другими процессами резки:
«Обязательно соблюдайте рекомендации производителей и все стандартные правила техники безопасности при работе с электрическим оборудованием»
Возможность резки всех электропроводящих материалов, включая нержавеющие стали и сплавы цветных металлов (алюминий, латунь, медь и т. д.). Примечание. Нержавеющую сталь и сплавы цветных металлов нельзя резать кислородно-ацетиленовой резкой
.
Резка хорошего качества
Может использоваться на рабочем месте для ручной резки, так как оборудование портативное и легкое.
Автоматизация легко достижима, как и в других процессах резки. Станки плазменной резки с ЧПУ способны вырезать сложные формы на высоких скоростях. Эффективен при резке металлов толщиной до 6 дюймов.
Недостатки:
Не подходит для резки непроводящих материалов. Примечание. Процессы гидроабразивной и лазерной резки являются лучшей альтернативой для этих типов материалов.
Соображения безопасности!
Следующее содержание предназначено только для общей информации и не должно рассматриваться как полное руководство по безопасности плазменной резки. Обязательно соблюдайте рекомендации производителей и все стандартные меры безопасности, применяемые при работе с электрическим оборудованием.
Поражение электрическим током: Высокая выходная мощность и напряжение (от 110 до 150 В постоянного тока), необходимые для плазменной резки, создают потенциально смертельный риск поражения электрическим током. Некоторые меры предосторожности во избежание поражения электрическим током включают в себя: электрическое заземление плазменного резака, необходимо носить соответствующие средства индивидуальной защиты (СИЗ, например, резиновые перчатки в дополнение к сварочным перчаткам), проверять все кабели перед началом работы, обеспечивать сухость рабочей зоны и т. д.
Защита глаз и кожи: В процессе плазменной резки испускаются сильные инфракрасные и ультрафиолетовые лучи, вредные для глаз и кожи. Необходимо носить защитную маску или защитные очки с правильным затемнением линз. Для защиты кожи от расплавленного металла и паров необходимы средства индивидуальной защиты (защитная одежда, защитная обувь, сварочные перчатки, сварочный фартук, при необходимости и т. д.), закрывающие все тело.
Токсичные пары и газы: В процессе плазменной резки выделяются дым и потенциально вредные газы (как в случае лазерной и кислородно-ацетиленовой резки). Для отвода паров от оператора требуется соответствующая вентиляция. Это может быть достигнуто с помощью систем удаления дыма. В некоторых ситуациях также может потребоваться сварочная маска с защитой от дыма.
Пожароопасность: Убедитесь, что рядом с рабочим местом нет легковоспламеняющихся материалов. Шум: При уровне шума до 120 децибел оператору и персоналу рядом с плазменным резаком требуются средства защиты органов слуха. Риски, связанные с газами под давлением: Закрепите баллоны, закрепите/проверьте шланги и соединения.
Варианты плазменной резки
Газы: В зависимости от разрезаемого металла используются различные газы. Сжатый воздух или кислород обычно используются для резки углеродистых сталей, тогда как инертные газы, такие как аргон или азот, используются для резки нержавеющих сталей. Двойная газовая система (плазма и защитный газ) позволяет работать с отдельными плазмой и защитным газом, чтобы оптимизировать производительность, например. Воздух/Воздух, O2/Воздух, N2/Воздух, N2/CO2, Ar-h3/N2 или другие комбинации. Защитные газы также способствуют охлаждению горелки. Кроме того, для мощных приложений доступны горелки с жидкостным охлаждением, которые обеспечивают максимальное охлаждение и длительный срок службы расходных материалов.
Бортовые компрессоры: Плазменные резаки доступны со встроенным воздушным компрессором для переносных устройств и подходят для более легких операций резки. С Big Blue Air Pak от Miller вы получаете электроэнергию и сжатый воздух в одном пакете, что облегчает плазменную резку на удаленных работах.
Станки с ЧПУ с водяным слоем: В качестве альтернативы системам дымоудаления плазменная резка на станках с ЧПУ выполняется с водой под или полностью покрывающей заготовку. Это обеспечивает более экономичный вариант удаления дыма. Водяная кровать также подавляет шум, создаваемый процессом плазменной резки. При резке водой дополнительно минимизирует искажения, что особенно полезно при резке тонких материалов.
Запуск дуги/плазмы: Доступны два типа запуска дуги – пилотная дуга или касание. При запуске дуги касанием сопло должно коснуться заготовки, чтобы зажечь дугу, тогда как при вспомогательной дуге дуга присутствует в плазменном сопле, и контакт между соплом и заготовкой не требуется. Высокочастотный пуск зависит от мощности высокой частоты и напряжения для ионизации газа. Его можно использовать с пилотной дуговой горелкой или контактным пуском для инициирования плазмы. Недостатком высокочастотного пуска является то, что он может создавать помехи для электронных схем поблизости. При инициировании плазмы с обратной продувкой пламя зажигается внутри горелки движением поршня, зажигая дугу и ионизируя газ. Эта дуга образует вспомогательную дугу и остается независимо от того, соприкасается ли сопло с заготовкой или нет.
Как выбрать плазменный резак?
При выборе плазменной резки необходимо учитывать следующее:
Ручной или механизированный?
Вы хотите резать вручную или использовать станок с ЧПУ? – учитывать наличие сигналов интерфейса ЧПУ и делителя напряжения (для обеспечения безопасных уровней напряжения от резака для автоматического управления высотой резака).
Обязательно Толщина и качество резки
Толщина материала должна соответствовать возможностям плазменной резки. Возможности резки указываются производителями в качестве ограничений по толщине следующим образом:
Резка с резким разрезом – возможна только резка этой толщины с осадком и шлаком Номинальная резка – это номинальная толщина резки, указанная производителем плазменного резака Качественный рез – качественный рез достигается для материалов до этой толщины Прорезь (ширина реза) — более качественные системы плазменной резки могут делать более узкие пропилы Рабочий цикл
Стоимость расходных материалов и срок службы — срок службы расходных материалов определяется количеством резов или запусков
Red-d-Arc предлагает широкий выбор оборудования для плазменной резки от ведущего производителя Hypertherm, включая:
Диапазон силы тока: от 15 до 200 А Диапазон резки: толщина от 5/16 до 2 дюймов Однофазные и трехфазные системы Одно- и двухгазовые системы Доступны комплекты плазменной резки с генераторами. Также доступны для аренды мобильные компрессоры, работающие на дизельном топливе до 450 CFM.
Ознакомьтесь с нашим полным ассортиментом оборудования для плазменной резки.
Плазменная резка — Назначение, преимущества и недостатки
Редактор: Штеффен Донат
Заготовки из электропроводящих материалов разрезаются с помощью ускоренной струи горячей плазмы. Это эффективный способ резки толстолистового металла.
Связанные поставщики
ХАСКО Хазенклевер ГмбХ + Ко КГ
AMETEK GmbH Подразделение Creaform Deutschland
Мейсбургер Георг ГмбХ & Ко. КГ
Hypertherm также разработала систему резки X-Definition, которая предлагается с системой XPR300. Этот процесс повышает качество и функциональность плазменной резки.
(Источник: Hypertherm)
Независимо от того, создаете ли вы произведение искусства или производите готовые детали, плазменная резка предлагает неограниченные возможности для резки алюминия, нержавеющей стали и других материалов. Но что именно стоит за этой относительно новой технологией? Мы разъясняем самые важные вопросы в нашем кратком обзоре с наиболее важными фактами о плазменных резаках и плазменной резке.
Как работает плазменная резка
Плазменная резка — это процесс, при котором электропроводящие материалы разрезаются с помощью ускоренной струи горячей плазмы . Типичными материалами, которые можно резать с помощью плазменной горелки, являются сталь, нержавеющая сталь, алюминий, латунь, медь и другие проводящие металлы. Плазменная резка широко используется в производстве , ремонте и восстановлении автомобилей, промышленном строительстве, утилизации и утилизации . Благодаря высокой скорости и точности резов при низких затратах плазменная резка широко используется от крупных промышленных приложений с ЧПУ до небольших любительских компаний, где материалы впоследствии используются для сварки. Плазменная резка — Токопроводящий газ с температурой до 30 000°C делает плазменную резку особенной.
Основной процесс плазменной резки и сварки заключается в том, чтобы создать электрический канал перегретого, электрически ионизированного газа, т. е. плазмы, от самого плазменного резака через обрабатываемую заготовку, таким образом формируя законченную цепь обратно к плазменному резаку. через клемму заземления . Это достигается за счет сжатого газа (кислород, воздух, инертный газ и др. в зависимости от разрезаемого материала), который с высокой скоростью обдувается заготовкой через сфокусированное сопло. В газе дуга образуется между электродом возле газового сопла и самой заготовкой . Эта электрическая дуга ионизирует часть газа и создает электропроводящий плазменный канал. Поскольку ток от резака плазменной резки протекает через эту плазму, она выделяет достаточно тепла, чтобы проплавить заготовку . В то же время большая часть высокоскоростной плазмы и сжатого газа выдувает горячий расплавленный металл, разделяя заготовку.
Плазменная резка — эффективный способ резки тонких и толстых материалов. Ручные резаки обычно могут резать стальной лист толщиной до 38 мм , более мощные резаки с компьютерным управлением могут резать стальной лист толщиной до 150 мм . Поскольку плазменные резаки создают очень горячий и очень локализованный «конус» для резки, они очень полезны для резки и сварки листов изогнутой или угловой формы.
Преимущества и недостатки плазменной резки
Преимущества:
работа одной или нескольких горелок в зависимости от серии
резка всех электропроводящих материалов
резка высоколегированных сталей и алюминиевых материалов средней и большой толщины
отличная производительность при резке низкоуглеродистой стали малой и средней толщины
высокопрочная 900 конструкционная сталь с меньшей тепловложением
высокие скорости резки (до 10 раз выше, чем при кислородной резке)
любая обработка высококачественных заготовок для средних и толстых листов металла
плазменная резка гарантирует автоматизацию
плазменная резка под водой обеспечивает очень низкое тепловое воздействие и низкий уровень шума на рабочем месте
для сухой резки и 120 мм для резки под водой
немного более широкий пропил
относительно высокое энергопотребление
лазеры обеспечивают еще более высокое качество резки
дороже, чем системы кислородно-ацетиленовой резки
возможно образование шума при сухой резке центры сварочного ремонта, центры обслуживания металлов (лом, сварка и демонтаж), строительные работы (например, здания и мосты), коммерческое судостроение, производство трейлеров, ремонт автомобилей и произведения искусства (производство и сварка).
Резка низкоуглеродистой стали с помощью Flash 101.
(Источник: Kjellberg)
Механизированные плазменные резаки обычно намного крупнее ручных плазменных резаков и используются вместе со столами для резки. Механизированные плазменные резаки могут быть интегрированы в систему штамповки, лазерной или роботизированной резки. Размер механизированного плазменного резака зависит от используемого стола и портала. Эти системы не просты в управлении, поэтому перед установкой следует рассмотреть все их компоненты, а также компоновку системы.
Между тем, производители также предлагают комбинированные устройства, которые подходят как для плазменной резки, так и для сварки. В промышленном секторе действует эмпирическое правило: чем сложнее требования к плазменной резке, тем выше затраты.
Когда были разработаны первые плазменные резаки?
Плазменная резка возникла из плазменной сварки в 1960-х и превратилась в очень продуктивный процесс резки листового металла и пластин в 1980-х . По сравнению с традиционной резкой «металл против металла», плазменная резка не дает металлической стружки и обеспечивает точные разрезы. Первые плазменные резаки были большими, медленными и дорогими. Поэтому они в основном использовались для повторения рисунков раскроя в режиме массового производства. Как и другие станки, Технология ЧПУ (ЧПУ) использовалась в плазменном резаке с конца 1980-х по 1990-е годы . Благодаря технологии ЧПУ плазменные резаки получили большую гибкость при резке различных форм на основе ряда различных инструкций, запрограммированных в числовом программном управлении станка . Однако станки плазменной резки с ЧПУ обычно ограничивались вырезанием шаблонов и деталей из плоских стальных листов только с двумя осями движения.
Подпишитесь на рассылку новостей
Не пропустите наш лучший контент
Деловой адрес электронной почты
Нажимая «Подписаться на рассылку новостей», я даю согласие на обработку и использование моих данных в соответствии с формой согласия (пожалуйста, разверните для подробностей) и принимаю Условия использования. Для получения дополнительной информации ознакомьтесь с нашей Политикой конфиденциальности.
Развернуть для подробностей вашего согласия
За последние десять лет производители различных плазменных резаков полностью разработали новые модели с меньшим соплом и более тонкой плазменной дугой . Это обеспечивает лазерную точность на кромках плазменной резки. Несколько производителей объединили прецизионное управление с ЧПУ с этими резаками для производства деталей, которые практически не требуют доработки , что упрощает другие процессы, такие как сварка.
Что такое термическое разделение?
Термин «термическая сепарация» используется в качестве общего термина для процессов, в которых материалы разрезаются или формируются под действием тепла с отключением потока кислорода или без него таким образом, что при дальнейшей обработке не требуется доработка. Три доминирующих процесса Газокислородная, плазменная и лазерная резка .
Плазменный резак с узлом скоса.
(Источник: Lind)
Газокислородная резка
Когда углеводороды окисляются, они выделяют тепло. Как и в случае других процессов горения, газокислородная резка не требует дорогостоящего оборудования, источник энергии легко транспортировать, а для большинства процессов не требуется ни электричества, ни охлаждающей воды. Обычно достаточно горелки и газового баллона. Газокислородная резка является преобладающим процессом для резка тяжелой, нелегированной и низколегированной стали , а также применяется для подготовки материала к последующей сварке . После того, как автогенное пламя довело материал до температуры воспламенения, включается кислородная струя, которая вызывает горение материала. Скорость достижения температуры воспламенения зависит от топливного газа. Скорость правильной резки зависит от чистоты кислорода и скорости газовой струи кислорода. Кислород высокой чистоты, оптимизированная конструкция сопла и правильно подобранный топливный газ гарантируют высокую производительность и минимизируют общие технологические затраты.
Плазменная резка
Плазменная резка была разработана в 1950-х годах для резки металлов, которые нельзя обжигать (например, нержавеющая сталь, алюминий и медь). При плазменной резке газ в сопле ионизируется и фокусируется специальной конструкцией сопла. Только с помощью этого потока горячей плазмы можно резать такие материалы, как пластмассы (без переноса дуги). При плазменной резке металлических материалов также зажигается дуга между электродом и заготовкой для увеличения передачи энергии. Очень узкое отверстие сопла фокусирует дугу и ток плазмы. Дополнительную шнуровку разрядного тракта можно обеспечить вторичным газом (защитным газом). правильный выбор комбинации плазмы и защитного газа может значительно снизить общие затраты на процесс.
Лазерная резка
Система Esab Autorex — это первый шаг к автоматизации плазменной резки. Его можно легко интегрировать в существующие производственные линии.
(Источник: Esab Cutting Systems)
Лазерная резка — новейшая технология термической резки, разработанная после плазменной резки. Лазерный луч генерируется в полости резонатора системы лазерной резки 9.0142 . Хотя расход резонаторного газа невелик, решающее значение имеют его чистота и правильный состав. Специальные резонаторные газы защищают устройства от попадания цилиндра в полость резонатора и оптимизируют режущую способность. Для резки и сварки лазерный луч направляется от резонатора к режущей головке через систему прохождения луча. Необходимо убедиться, что в системе нет растворителей, частиц и паров. Особенно для высокопроизводительных систем (> 4 кВт) рекомендуется азот из жидкого источника. При лазерной резке кислород или азот могут служить режущим газом. Кислород используется для нелегированной и низколегированной стали , хотя процесс аналогичен газокислородной резке. Здесь также важную роль играет чистота кислорода. Азот используется для обработки нержавеющей стали, алюминия и никелевых сплавов для получения чистой кромки и сохранения основных свойств основного материала.
Впрыск воды для плазменной резки и сварки
Вода используется в качестве хладагента во многих промышленных процессах, в которых используются высокие температуры. То же самое относится к впрыску воды при плазменной резке. Вода впрыскивается через инжектор в плазменную дугу плазмореза. Плазменная дуга обычно создается при использовании азота в качестве плазмообразующего газа, как это имеет место в большинстве плазменных резаков. Как только вода впрыскивается в плазменную дугу , это приводит к высокому сужению . В этом специальном процессе температура значительно повышается до 90 141 30 000°C и выше 90 142 . Если сравнить упомянутые выше преимущества процесса с обычной плазмой, то можно увидеть, что как качество резки , так и прямоугольность реза значительно улучшены , и материалы идеально подготовлены для сварки. Помимо улучшения качества резки при плазменной резке, также можно наблюдать увеличение скорости резания, меньший риск двойной кривизны и уменьшение эрозии сопла .
Плазменная резка с повышенным сужающим эффектом
Вихревой газ часто используется в плазменной резке для лучшего удерживания плазменного столба и более стабильной дуги сужения.
Воздушные клапаны вентиляции — описание и разновидности
Воздушные клапаны в системах вентиляции
Современный жилой или промышленный объект невозможно принять в эксплуатацию без наличия системы вентиляции. Небольшие воздушные клапаны для установки в квартирах и огромные агрегаты с подогревом и электроприводом для промышленных и административных зданий выполняют важную задачу – они регулируют объём подачи и вывода воздушного потока.
Вне зависимости от размера, все воздушные заслонки имеют простую конструкцию: металлический корпус круглого или прямоугольного сечения и вал, на который установлена алюминиевая заслонка. Привод, приводящий в действие вал и заслонку или жалюзи, также является составляющим элементом данного механизма. Он может быть ручным или электрическим.
Конструкция воздушного клапана на примере клапана АВК
Воздушный обратный клапан для вентиляции
Во многих случаях устанавливают такую модификацию, как обратный клапан. Это оптимальное решение, если существует необходимость удаления отработанного воздуха из помещения или же для устройства круглогодичной вентиляции. Специфическая особенность этого вида воздушных клапанов для вентиляции – наличие пружины, посредством которой заслонка перекрывает доступ воздуху в противоположном направлении. Элемент может быть выполнен как в обычном формате (для общего назначения), так и во взрывозащищенном варианте. При производстве последних защиту от огня и искр делают более высокой.
Обратные клапаны типа «бабочка»
Для оптимальной циркуляции воздушного потока в квартирах и жилых домах устанавливают обратные клапаны типа «бабочка», которые получили свое название благодаря центрально расположенной оси и размещенным на ней двум заслонкам. Эти лепестки установлены таким образом, что под напором нагнетаемого воздуха они складываются вместе, открывая тем самым доступ воздушному потоку. При неработающем же вентиляторе лопасти полностью перекрывают пространство внутри корпуса, препятствуя движению воздуха в обратном направлении.
Дроссель-клапаны вентиляции
Дроссель клапан, напротив, оборудован цельной металлической заслонкой, круглой или квадратной, закрепленной на оси в вентиляционном канале. Лопасть данной модели зафиксирована и не имеет свободного вращения оси, в отличие от других модификаций. Регулировать поток воздуха можно поворотом рукоятки, закрепленной на внешней стороне клапана, устанавливая заслонку от горизонтального до вертикального положения. Однако, для полного перекрытия потока воздуха данная модель не предназначена, поскольку даже через вертикально зафиксированную лопасть проходит около 10% воздушного потока.
Вентиляционные Клапаны КВК, АВК, УВК, КВУ и КВА
Особенности и назначение каждого воздуховода определяют конструкцию, размер и диаметр сечения самих клапанов. Для промышленных объектов, как правило, изготавливают крупногабаритные модели, отличающиеся высокой производительностью. Это могут быть установки прямоугольного сечения, позволяющие максимально экономично использовать площадь используемой поверхности для монтажа всей вентсистемы, или магистрали круглого сечения, обладающие повышенными аэродинамическими, шумопоглощающими характеристиками. К наиболее распространенным моделям относятся следующие:
Клапаны КВК имеют цельную заслонку и предназначены для круглых воздуховодов систем вентиляции и кондиционирования. Модификация КВК-М имеет заслонку с резиновым уплотнением для полной герметизации корпуса, версия КВК-Р отличается усеченной лопастью, предоставляющей больше вариаций регулировки потока воздуха.
Клапаны АВК устанавливаются на воздуховоды систем вентиляции и кондиционирования прямоугольного сечения. Угол наклона жалюзи регулируется через систему зубчатых колес.
Клапаны УВК предназначены для систем вентиляции, кондиционирования, воздушного отопления прямоугольного сечения. Используются также в других санитарно-технических системах низкого давления. Имеют несколько рядов алюминиевых заслонок с уплотнителями для лучшей герметизации короба.
Клапаны КВУ устанавливаются на вентсистемах в местах забора наружного воздуха. Поворотные лопасти в местах стыка снабжены трубчатыми электронагревателями для быстрого устранения наледи в зимнее время.
Клапаны КВА прямоугольного сечения относятся к воздухорегулирующим и отсечным устройствам в системах вентиляции и кондиционирования. Также может применяться в отопительных системах низкого давления. Створчатые лопатки снабжены силиконовым уплотнителем для достижения высокого уровня герметичности короба. Изготавливаются одно- и многосекционными.
Управление воздушными клапанами (ручные и электро приводы)
Управление вышеперечисленными заслонками может быть ручным или электрическим. В первом случае механизм оборудуется рычагом или вентилем, в последнем – устанавливается электромеханический привод. Как правило, электрический клапан работает в схеме с механическими агрегатами (вентиляторами, вытяжками) и управление скоростью и объемом воздушного потока происходит автоматически, через сигналы сенсоров положения заслонки воздушного клапана. Выбор привода воздушной заслонки должен производиться в строгом соответствии с типом и моделью канального клапана, во избежание несоответствия или быстрого выхода его из строя.
Кроме того, привод воздушной заслонки должен быть сертифицирован и соответствовать всем требованиям международных стандартов, что могут обеспечить только ведущие производители. Они предлагают потребителям два направления в этой области: электромеханический привод с возвратной пружиной (его задача – вернуть заслонку клапана в защитное положение при прекращении подачи электроэнергии) и привод без возвратной пружины (прямая функция которого – при отключении электропитания оставить заслонку в исходном положении). Пружинные приводы являются универсальным оборудованием практически для всех вентсистем, в то время как реверсивный привод имеет ограниченную область использования.
Пример воздушных электроприводов: 1. Привод с возвратной пружиной (на фото Dastech AR-05N220S). 2. Привод без возвратной пружины (реверсивный) (на фото Dastech DA-04N220).
Обратившись в компанию «Панорамавент», вы получите консультацию у наших сотрудников. Вам будут представлены модификации воздушных клапанов с учетом таких важных параметров, как материал изделия, его назначения, диаметр сечения и пропускная способность, и других нюансов, которые послужат гарантией качественной работы вентсистемы.
Обратный клапан компрессора в категории «Промышленное оборудование и станки»
Обратный клапан для компрессора PT-0014 INTERTOOL PT-5005
На складе
Доставка по Украине
по 139 грн
от 6 продавцов
139 грн
Купить
Roza Shop
Обратный клапан компрессора 3090 (32 мм)
На складе в г. Киев
Доставка по Украине
599 грн
Купить
«PROFINSTRUMENT UA»
Обратный клапан компрессора 2065 (20 мм)
На складе в г. Киев
Доставка по Украине
249 грн
Купить
«PROFINSTRUMENT UA»
Обратный клапан компрессора 3080 (27 мм)
На складе
Доставка по Украине
599 грн
Купить
«PROFINSTRUMENT UA»
Обратный клапан KW Zone AIM для воздушного компрессора, 25 шт.
Доставка из г. Харьков
686 грн
Купить
Zoosale
Обратный клапан на компрессор СО-7Б, У43102, СО-243
Доставка по Украине
950 грн
Купить
ПромБудМаш
Обратный клапан для компрессора PT-0014 INTERTOOL PT-5005
Обратный клапан к компрессору 1.5 » прямой (2090/3090) Profline 7501B15
Доставка по Украине
по 550 грн
от 2 продавцов
550 грн
Купить
ООО «ПРОФЛАЙН 2000»
Обратный клапан в компрессор прямой 1,5″x1,5″ (железный) Profline 7501B15
Доставка по Украине
449 грн
Купить
Toolsline — Твоя линия инструмента
Смотрите также
Обратный клапан к компрессору изогнутый 1″x1″ (железный) Profline 7501C1
Доставка по Украине
531 грн
Купить
Toolsline — Твоя линия инструмента
Обратный клапан компрессора 4ВУ1-5/9 и 4ВУ1-7/11
Доставка из г. Запорожье
от 2 850 грн
Купить
ЮА Компрессор
Обратный клапан для компрессора, резьба наружная
На складе в г. Днепр
Доставка по Украине
132 грн
Купить
TOOLDNEPR
Обратный клапан для компрессора, резьба наружная, большой
На складе
Доставка по Украине
176 грн
Купить
TOOLDNEPR
Обратный клапан для компрессора хром
На складе
Доставка по Украине
по 220 грн
от 2 продавцов
220 грн
Купить
TOOLDNEPR
Обратный клапан на компрессор наружный (медный)
Доставка по Украине
194 — 198 грн
от 2 продавцов
198 грн
Купить
Интернет магазин Бензоград
Обратный клапан компрессора (внутренняя)
Доставка по Украине
95 — 141 грн
от 2 продавцов
141 грн
Купить
Интернет магазин Бензоград
Обратный клапан на компрессор медный (внутренняя)
Доставка по Украине
172 — 176 грн
от 2 продавцов
176 грн
Купить
Интернет магазин Бензоград
Обратный клапан для компрессора Forte VFL-50 (1/2*19мм*1/8)
Доставка по Украине
172 — 176 грн
от 2 продавцов
176 грн
Купить
Интернет магазин Бензоград
Обратный клапан на компрессор медный (1/2*19мм*1/8)
Доставка по Украине
258 — 264 грн
от 2 продавцов
264 грн
Купить
Интернет магазин Бензоград
Обратный клапан для компрессоров №1
На складе в г. Одесса
Доставка по Украине
по 21 грн
от 2 продавцов
20 грн
Купить
Oasis Sale
Обратный клапан для компрессоров №2
На складе в г. Одесса
Доставка по Украине
по 21 грн
от 2 продавцов
20 грн
Купить
Oasis Sale
Обратный клапан компрессора (вн. резьба)
На складе в г. Мукачево
Доставка по Украине
108 грн
Купить
интернет-магазин «MK»
Обратный клапан компрессора (наружняя резьба)
На складе в г. Мукачево
Доставка по Украине
129 грн
Купить
интернет-магазин «MK»
Воздушные обратные клапаны для аквариума
— спасите свой аквариум!
Возможно, вас удивит, что ваш воздушный насос может высосать всю воду из вашего резервуара.
Если ваш воздушный насос расположен ниже уровня воздушной трубки или аэростата в вашем аквариуме, вы подвергаетесь риску.
Допустим, ваш насос перестал работать или воздушная трубка отсоединилась от насоса. Это когда ваш дружелюбный воздушный насос превращается в водососущего монстра.
Давление воды может привести к срабатыванию сифона – подобно тому, как вы выполняете подмену воды или используете гравийный пылесос.
Как только это начнется, оно не остановится, пока из вашего аквариума не вытечет вся вода до последней капли. И это плохие новости для вашей рыбы!
К счастью, это можно предотвратить…
Все, что вам нужно, это простое маленькое устройство, называемое обратным клапаном для аквариума .
И сегодня я научу вас всему этому.
Содержание
Что такое обратный клапан и для чего он нужен?
Иногда упоминается как обратные клапаны , обратный клапан представляет собой небольшой фитинг, который устанавливается на вашей воздушной или любой другой трубке аквариума.
Может показаться, что это не так уж и много, но у обратного клапана есть очень важное назначение:
Препятствовать вытеканию воды из бака обратно в воздуховод.
Воздух или вода могут свободно проходить через клапан в одном направлении. Но если вода стекает по трубе, она не сможет стекать дальше обратного клапана, который остановит поток воды на своем пути — никогда больше не беспокойтесь о обратном подтоке!
Самое лучшее в обратных клапанах? После установки они не требуют никаких усилий с вашей стороны. Просто поместите обратный клапан на воздушную трубу, и ваш аквариум будет защищен от эффекта сифона, независимо от того, находитесь вы там или нет.
Хотя обратные клапаны наиболее известны своей ролью в воздушных насосах, их также можно использовать для трубопроводов и отстойников CO2. Тем не менее, общее мнение в сообществе заключается в том, что если вам нужно использовать обратный клапан для поддона , вам следует перепроектировать свою систему — вместо этого используйте сифонный предохранитель! [1]
Вам
нужен обратный клапан?
Ну… №
Ваш воздушный насос будет прекрасно работать и без него.
Обратный клапан здесь только как предохранитель на случай, если что-то пойдет не так.
Думайте об обратном клапане как о ремне безопасности. 99,9% времени он будет сидеть и ничего не делать. Но если произойдет авария, вы будете рады этому.
Кроме того, учитывая, что обратный клапан будет стоить всего несколько долларов и может сэкономить вам сотни или даже тысячи долларов в случае аварии, нет особых причин не устанавливать его на воздушный насос.
Кроме того, вы всегда можете разместить воздушный насос над аквариумом, например, на крышке. Это также предотвращает появление эффекта сифона, поскольку авиакомпания проходит вверх по к воздушному насосу вместо вниз по .
Но все же я бы рекомендовал поставить обратный клапан на всякий случай – случаются аварии, и ваш воздушный насос может свалиться на землю!
Кроме того, установка обратного клапана занимает всего минуту…
Где вы размещаете обратный клапан на вашей авиакомпании?
Наилучшее место для размещения обратного клапана полностью зависит от различных фитингов, которые вы уже установили на воздуховод.
1. Установка обратного клапана на простой воздуховод
Если нет ничего, кроме воздуховода, идущего от насоса к вашему аквариуму, вы можете установить обратный клапан в любом месте, где сочтете нужным.
Это может показаться очевидным, но этот момент легко упустить из виду:
Установите обратный клапан в легкодоступном месте .
Не нужно усложнять себе жизнь – в будущем вам может понадобиться легкий доступ к обратному клапану, например, для замены трубки или клапана.
Будущее «я» скажет вам спасибо, если вы установите его в легкодоступном месте.
2. Установка обратного клапана на линию с другими фитингами
Более сложная установка? Не волнуйся — я прикрою твою спину!
В приведенной ниже таблице указано, где разместить обратный клапан.
Отверстие в трубе
После
Выпускной клапан
После
Клапан управления воздуховодом
До
Соединитель воздуховода
До или после
3-х или 4-х контактные разъемы
До или по одному на каждую пробирку после
Клапан
До или по одной на каждую пробирку после
Как установить обратный клапан?
Просто выберите место на воздушной трубе, куда вы хотите вставить обратный клапан.
Затем острыми ножницами перережьте воздуховод.
Теперь все, что осталось сделать, это вставить обе части трубы в любой конец обратного клапана, и все готово.
Несмотря на то, что весь процесс прост, многие новички совершают одну ошибку – устанавливают обратный клапан не той стороной вверх.
Обратный клапан пропускает воздух через только в одном направлении .
Если вы установили обратный клапан вверх дном, через него не будет проходить воздух.
Так что, если вы обнаружите, что ваш обратный клапан не работает, просто снимите трубы и переверните обратный клапан — никакого вреда не будет.
Вы можете проверить направление обратного клапана, дунув в него ртом. Вы сможете дуть только в один конец. Какой бы конец вы ни продули, это конец, который идет со стороны воздушного насоса вашей авиакомпании.
Когда закончите, нарисуйте стрелку на обратном клапане, чтобы указать направление потока воздуха. Таким образом, если вам когда-нибудь понадобится снять обратный клапан в будущем, вы будете знать правильное направление, когда снова установите его.
Какой обратный клапан лучше всего подходит для вашего аквариума?
Убеждены, что вам нужен обратный клапан на воздушном насосе?
Хорошо. Теперь все, что вам нужно сделать, это купить один.
Но как выбрать правильный клапан для своего аквариума, имея в наличии так много различных обратных клапанов?
Итак, давайте взглянем на поля, которые нужно проверить, чтобы найти лучший обратный клапан:
Шаг 1: Убедитесь, что он подходит!
Во-первых, вы хотите выбрать обратный клапан, подходящий для вашей авиакомпании.
Трубка воздуховода стандартного размера для аквариума имеет диаметр 3/16 дюйма (5 мм). Если вы купили авиакомпанию в зоомагазине, то, скорее всего, у вас именно такой размер. Аквариумные обратные клапаны специально разработаны для труб такого размера.
При этом нередко можно встретить воздушные насосы с трубками разного размера. Вот почему вы всегда должны…
Измерьте воздуховод!
Для этого измерьте внутреннюю часть вашей авиакомпании. Это внутренний диаметр (ID). Используйте это измерение, чтобы найти подходящий обратный клапан.
Обратные клапаны бывают разных размеров, чтобы соответствовать различным трубкам, поэтому даже если ваша авиакомпания нестандартного размера, у вас не возникнет проблем с поиском обратного клапана.
Если вы не уверены в своих силах, отрежьте небольшой кусок от вашей авиакомпании и возьмите его с собой, когда будете покупать обратный клапан.
Шаг 2: Выберите подходящий обратный клапан
Теперь, когда у вас есть правильный размер, пришло время выбрать из множества доступных обратных клапанов различных стилей, форм и марок….
Кто бы мог подумать, что у обратного клапана столько возможностей?
Я немного упрощу для вас. Когда дело доходит до обратных клапанов, я рекомендую United States Plastic Corp.
. Они продают те же обратные клапаны, которые вы найдете в местном или интернет-магазине рыбы, за небольшую часть стоимости.
Серьезно, я видел такие же обратные клапаны, которые можно купить здесь всего за несколько долларов, но в специализированных магазинах для рифов они продаются за 20 долларов.
Зачем переплачивать за то же самое?
Теперь я должен добавить, что эти дешевые пластиковые обратные клапаны на Amazon — мусор. Избежать их!
Вот почему я рекомендую United States Plastic Corp. Недорогие, но качественные обратные клапаны.
Ниже приведены четыре наиболее распространенных применения обратных клапанов для аквариумов…
Воздушный обратный клапан
Дешевый и эффективный — этот обратный клапан затмит все обратные клапаны, которые можно найти на Amazon и eBay.
Я рекомендую купить второй в качестве запасного на тот случай, если вам понадобится замена в будущем. По такой цене, почему бы и нет?
Обратный клапан для озона
Если вы вводите в аквариум озон, используйте обратный клапан Kynar .
Высокая концентрация озона может расплавить стандартный или нейлоновый обратный клапан всего за несколько дней. Kynar устойчив к озону и легко формуется, что делает его идеальным материалом для обратного клапана в аквариуме.
Обратный клапан CO2
Если вам нужен недорогой обратный клапан CO2, любой из двух предыдущих вариантов более чем уместен.
Обратный клапан, безопасный для морской воды
Самая большая проблема с обратными клапанами заключается в том, что их работа часто зависит от стального шарика или пружины.
Если у вас есть резервуар с морской водой, вы знаете, как быстро корродирует металл. А в случае с обратным клапаном он действительно может заржаветь в открытом положении. Это означает, что обратный клапан не защищает ваш бак.
Хотя вы можете просто купить дешевые обратные клапаны и заменять их каждые шесть месяцев, это зависит от того, не забываете ли вы их менять.
К счастью, существует обратный клапан, который обещает быть более устойчивым к коррозии, чем нержавеющая сталь. И хотя мой опыт работы с ним ограничен всего несколькими месяцами, на самом деле я очень впечатлен продуктом.
Проверьте это здесь!
Если вы ищете высококачественный обратный клапан для вашего резервуара с морской водой, это стоит изучить.
Заключение
Кто знал, что можно так много узнать о таком маленьком клапане, который по большей части останется незамеченным в вашем аквариуме?
Как видите, за исключением отстойников, обратный клапан необходим, если вы подключаете любой тип трубки или шланга к своему аквариуму.
Я настоятельно рекомендую потратить несколько долларов на защиту вашего аквариума от слива. Это может сэкономить вам много денег и хлопот в будущем.
Используете ли вы в своем аквариуме обратный клапан? Позвольте мне знать в комментариях ниже!
Проходные и внутрибаковые обратные клапаны
Проходные и внутрибаковые обратные клапаны | Компрессор Мир
Магазин не будет работать корректно в случае, если куки отключены.
Похоже, в вашем браузере отключен JavaScript. Для наилучшего взаимодействия с нашим сайтом обязательно включите Javascript в своем браузере.
Сварочный инвертор Ресанта САИ 220К в Екатеринбурге
Категории
Главная » Ручные инверторы » Сварочный инвертор Ресанта САИ 220К
ВНИМАНИЕ!
По техническим причинам работа магазина на ул. Новостроя 1А, оф 104,
с 28.10.2022 по 07.11.2022 — ПРИОСТАНОВЛЕНА.
По вопросам сервисного обслуживания — ул. Новинская 12, тел: +7 343 384 57 25
Заказы и заявки будут обработаны 07.11.2022.
Сварочный аппарат РЕСАНТА САИ-220К используется для ручной дуговой сварки штучным электродом диаметром до 5 мм. Прибор подойдет для работы дома, в гараже или на даче, а также на производстве.
Разобраться с принципом действия будет легко, так как аппарат имеет простое управление. Для безопасной и более эффективной работы он оснащен различными полезными функциями, к примеру, «горячий старт» и «анти залипание».
Особенности:
— Аппарат компактный по сравнению с другими инверторами.
— Плавная регулировка силы тока от 10 до 220А обеспечивает точность работ и высокое качество сварного шва.
— С 5-миллиметровыми электродами можно сваривать конструкции толщиной 6-14 мм.
— Функция «ARC FORCE» (форсаж дуги) помогает улучшить результат, повышая устойчивость сварочной дуги.
Преимущества:
— Благодаря небольшому весу и плечевому ремню аппарат легче переносить.
— Индикаторы сети и перегрева позволяют контролировать весь процесс работы.
— Металлический корпус защищает аппарат от внешних воздействий и попадания вертикально падающих капель.
— Малое потребление электроэнергии дает возможность работать даже при низком напряжении сети, что нередко выручает на даче, за городом.
— Функция «ANTI STICK» (анти залипание) поможет улучшить процесс сварки и сделать работу максимально эффективной и безопасной.
— Удобный регулятор сварочного тока и надежные клеммы.
— Функция горячего старта («HOT START») позволит легко начать работу. Благодаря этой опции инвертор автоматически повышает сварочный ток для лучшего поджига дуги в начале сварки.
Сварочный инвертор Ресанта САИ 220К – один из множества товаров, которые представлены в ассортименте интернет-магазина «Ресанта». Здесь представлены основное описание товара и его характеристики, но если у вас возникают вопросы или вы хотите узнать дополнительную информацию, то звоните нам по телефону: 8 (343) 382-19-61. Также на нашем сайте есть онлайн-консультанты, которые помогут в поиске ответа. Специалисты нашего магазина обязательно Вас проконсультируют!
Склад, магазин и сервисный центр компании «Ресанта» находятся в одном месте, что удобно для пользователя, если вы захотите забрать товар, купленный в интернет магазине, сами и подобрать к нему дополнительные товары или проконсультироваться с продавцами. Мы даем гарантии на продукт. Вы лично можете открыть, запустить и проверить купленный товар.
Предоставляем скидки ветеранам, именинникам и постоянным покупателям (кроме акционных товаров с подарками). Всю нашу продукцию (Сварочный инвертор Ресанта САИ 220К, в том числе) можно оплачивать по безналичному расчёту (НДС учтено), если Вы являетесь юридическим лицом.
Общие характеристики
Мощность, Вт
6600
Тип
Инверторный
Тип сварки
дуговая (электродом, MMA)
Диапазон сварочного тока, А
10 — 220
Максимальный диаметр электрода, мм
5
Максимальный потребляемый ток, А
36,5
Напряжение сети, В
220
Допустимое входное напряжение, В
140 — 240
Напряжение холостого хода, В
80
Продолжительность нагружения, %
70% 220А
Рабочий диапазон температуры окружающей среды, °C
от -20 до +50
Класс защиты
IP21
Функции
Возможности
Горячий старт, Легкий поджиг дуги, Антизалипание электрода, работа при низком напряжении в сети, работа при отрицательных температурах, Автоматический форсаж дуги
Наличие сетевой вилки
Да
Защита
Защита от перегрева, защита от перегрузки, защита от залипания электрода. Беречь — От воды! От снега! От жидкой грязи! От металлических брызг или стружки!
Охлаждение
Активное, продувка корпуса
Технология транзисторов
IGBT
Комплектация
Кейс
Нет
Комплектация
Сварочный аппарат, Кабель с электрододержателем, Кабель с клеммой заземления, Паспорт (инструкция), Упаковка.
Производитель
Серия
САИ
Гарантия, мес.
24
Размеры и вес
Вес без упаковки, кг
3,89
Вес в упаковке, кг
4,5
Габариты, см
31,0 x 13,5 x 25,0
Размеры в коробке, см
31 x 13,5 x 25
Написать отзыв
Ваше Имя:
Ваш отзыв:
Внимание: HTML не поддерживается! Используйте обычный текст.
Дорогой покупатель! Время от времени мы встречаемся с контрафактом нашей продукции.
Каждая единица оборудования в нашей компании имеет идентификационные данные, они регистрируются на всех этапах: при производстве, продаже и даже ремонте в СЦ.
Покупая у нас продукцию Ресанта, Huter и Вихрь, Вы можете быть уверены в её 100% подлинности!
Даем гарантию на все агрегаты и оборудование на этом сайте! Покупая у нас Вы можете быть уверены в том что получите 100% оригинальный товар, гарантию и обслуживание в нашем Сервисном центре
+ маска «Хамелеон» ** только для физ. лиц при покупке сварочного аппарата с этим стикером за наличный расчет или по карте в офисе магазина.
+ Перчатки сварщика ** только для физ. лиц при покупке сварочного аппарата с этим стикером за наличный расчет или по карте в офисе магазина.
Мы на карте. Как нас найти.
Подпишитесь на нашу группу! Будьте в теме!
Преимущества сотрудничества с нами
Мы рады представить Вам весь ассортимент продукции торговых марок РЕСАНТА, HUTER, ВИХРЬ — это стабилизаторы напряжения, тепловая техника, сварочное оборудование, а так же измерительный инструмент и электротехническая продукция очень хорошо известная своим качеством среди профессионалов и любителей. Бензотехника и техника для сада HUTER — это неоспоримо идеальные по цене и качеству бензогенераторы, триммеры, мотокосы, газонокосилки и мотопомпы, модельный ряд которых не оставит равнодушным даже самого искушенного потребителя.
Подписка на новости
Успей купить!
Вступи в нашу группу ВКОНТАКТЕ,
Назови промокод #РЕСАНТРЕСАНТОВИЧ
Получи преимущество!
ООО «РЕСАНТА-УРАЛ»
ОГРН 1146679029749
Копирование материалов на этом сайте
для коммерческих целей запрещено!
Ресанта-Урал — зарегистрированная
торговая марка.
Авторские права защищены.
Сварочный инвертор Ресанта САИ-220К по отличной цене
Основным отличием линейки с индексом К, является облегченный вес за счет пластиковой лицевой панели аппарата и уменьшенные размеры, это увеличивает комфорт работы при использовании на высоте. Данная модель рассчитана на максимальный сварочный ток до 220 ампер, что позволяет использование электродов до 5 мм диаметром. Отлично подходит для бытовых и несложных профессиональных работ по свариванию черных и цветных металлов плавящимися рутиловыми электродами. За счет инверторной технологии имеет небольшую потребляемую мощность, тем самым уменьшая нагрузку на электросеть, это особенно актуально при бытовом использовании в гаражах, на даче или в местах с слабой и старой проводкой. Модель выполнена в удобном дизайне, металлический корпус придает жесткость конструкции, пластиковая передняя панель уменьшает вес, использование IGBT транзисторов позволило уменьшить размеры, а наплечный ремень позволяет комфортно работать на весу. Аппарат оснащен системой принудительного охлаждения, защитой от перегрева, защитой от залипания электрода и системой “Горячий старт” которая упрощает поджиг электрода. Из дополнительных преимуществ можно отметить, увеличенный класс защиты предотвращающий замыкание платы при попадании на нее пыли, сниженный порог входного напряжения позволяет работать даже при падении до 140 вольт. Еще одним плюсом можно считать доступную стоимость аппарата при высоком качестве сборки и комплектующих. В стандартную комплектацию входят: провода с массовым зажимом и держателем электрода,наплечный ремень и инструкция по эксплуатации.
Основные преимущества:
Низкое энергопотребление и нагрузка на сеть
Нижний порог напряжения 140 вольт
Простая регулировка сварочного тока
Класс защиты IP21
Лакировка плат для защиты от пыли и короткого замыкания
Улучшенное охлаждение за счет туннельного расположения
Высокое качество сварочных швов
Защита от залипания электрода — «ANTI STICK»
Защита от перегрева со светодиодным индикатором
Функция горячий старт для легкого поджига электрода — «HOT START»
Компактные размеры и небольшой вес
Металлический корпус для жесткости конструкции
Параметры сети питания
Напряжение и частота электросети
220В, 50 Гц
Диапазон изменения напряжения электросети
140 — 260В
Максимальная потребляемая мощность (Вт)
8. 0 кВт
Максимальный потребляемый ток в сети 220В (А)
36.5
Характеристики сварочных аппаратов
Регулируемый сварочный ток
20 — 220А
ПН — 100% при выходном токе (А)
—
ПН при максимальном токе (%)
70%
Cos φ
0,7
Выходное напряжение холостого хода
85В
Диаметр используемых электродов
1,6 — 5,0
Функции сварочных аппаратов
Защита от перегрева
Да
Принудительное охлаждение
Да
Защита от залипания
Да
Защита от скачков напряжения
Нет
Форсаж дуги
Нет
Цифровой дисплей
Нет
Условия эксплуатации
Температура эксплуатации (°C)
-20/+40
Габариты и вес
Габаритные размеры,мм (дл. , шир., выс.)
—
Вес инструмента без аксессуаров (кг.)
4.5
Комплектация
Стандартная комплектация
собранные с ответными разъемами, электрододержателем и зажимом массы, ремень для переноски, коробка упаковочная
Гарантия
Гарантия производителя
12 месяца
Расширенная гарантия
Нет
Гарантия магазина
2 недели
Написать отзыв
Ваше имя:
Ваш отзыв:
Примечание: HTML разметка не поддерживается! Используйте обычный текст.
Оценка: Плохо
Хорошо
Защита от роботов
Введите код в поле ниже
115 Fox Creek Ct, Travellers Rest, Южная Каролина 29690 | MLS# 1212510
Об этом доме
Реклама
Скрыть это объявление
Факты дома
Статус
Проданный
Property Typesingly Family
Год. Acres
MLS#1212510
Информация о ценах
Redfin Оценка
$390,175
Цена/кв.фут $198
Street View
направления
Реклама
Скрыть это объявление
Парковка
Интерьер
Информация о спальне
имеет главную спальню
ванна (полная), ванна/душ, шкафа для прогулок
Gaster
ванна (полная), ванна/душ, шкафа для прогулок
Gaster
. Размер спальни: 14 x 18
Имеет вторую спальню
Размер второй спальни: 12 x 11
Размер третьей спальни
Размер третьей спальни: 12 x 11
0 Особенности интерьера
Кабель в наличии, Потолок (гладкий), Многоканальные телефонные линии, Детектор дыма, Некоторые виды отделки окон, Гардеробная, Столешницы (Другое)
Палуба, крыльцо (спереди), разбрызгиватель в земле (частичный двор), откидные окна, тепловые окна
Имеет настил
Крыша 905 Размер палубы:
Крыша 9056: 1,41
Наружная отделка: Виниловый сайдинг
Информация об лоте
Юридический номер лота: 24
Описание лота: Куль-де-Сак, ровный, с небольшим уклоном, несколько деревьев
Приблизительные размеры лота: 62x483x665x178
Название оценщика: Val Smith
Financial
Информация о налоге
Итого налога: 2,023 долл. США
Налоговый год: 2011
Налоговые ставки (4%/6%): 6
ID. ID.
Коммунальные услуги
Информация о коммунальных услугах
Вода: Общественная
Водонагреватель: Электрический
Канализация: Септик
Система отопления: Электрическая
Вывоз мусора: Частный
90 Гараж
Система охлаждения: Центральный принудительный, электрический
Местоположение
Информация о школе
Начальная школа: Heritage
Начальная школа: Heritage
Средняя школа: Северо -запад
Средняя школа: Северо -запад
Travel School. информация предоставлена Greater Greenville MLS при последнем листинге в 2010 году. Эти данные могут не соответствовать общедоступным записям. Учить больше.
История продаж
История налогов
1038 долл. США в месяц
30 -летний фиксированный, 3,56% процентов
Платеж по ипотеке 769
Налог на недвижимость 183
Взносы HOA
Страхование домов.
Непогашенная ипотека
Продажа через традиционного агентаПродажа через агента Redfin
+$5,853
Общая выручка от продажи
$255,792$261,645
Seller Agent Commission
3% ($11,705)1.5% ($5,853)
Full Service Agent
Premium Placement on Redfin
Free Professional Photos
Free 3D Walkthrough
Buyer Agent Commission
$11,705$11,705
Акцизный налог
2 185 долл. США 2 185 долл. США
Страхование титула
1 157 долл. США 1 157 долл. США
Плата за условное депонирование
702 долл. США 702 долл. США
Разное. Сборы
$928 $928
Указанные налоги и сборы являются средними по стране. Проконсультируйтесь с агентом по недвижимости для получения информации о конкретных сборах в вашем районе.
$2,144 / мес.
Объявление
Скрыть объявление
Этот дом находится в школьном округе Гринвилл 01.
Политика зачисления в Travelers Rest основывается не только на географическом положении. Пожалуйста, посетите веб-сайт школьного округа, чтобы увидеть все школы, обслуживающие этот дом.
Сводный рейтинг GreatSchools
Данные о школах предоставлены некоммерческой организацией GreatSchools. Redfin рекомендует покупателям и арендаторам использовать информацию и рейтинги GreatSchools в качестве первого шага, а также провести собственное расследование, чтобы определить желаемые школы или школьные округа, в том числе связавшись с самими школами и посетив их. Redfin не подтверждает и не гарантирует эту информацию. Границы школьных услуг предназначены только для справки; они могут измениться, и их точность не гарантируется. Чтобы проверить право на зачисление в школу, свяжитесь напрямую со школьным округом.
0 / 100
Зависимость от автомобиля
Walk Score®
Информация о климатических рисках
Большинство домов подвергаются риску стихийных бедствий и могут пострадать от изменения климата из-за повышения температуры и уровня моря.
Данные о климатических рисках предоставляются только в информационных целях. Если у вас есть вопросы или отзывы об этих данных, обратитесь за помощью на Riskfactor.com и Climatecheck.com.
Redfin не подтверждает и не гарантирует эту информацию. Предоставляя эту информацию, Redfin и ее агенты не дают советов или рекомендаций по рискам наводнений, страхованию от наводнений или другим климатическим рискам. Redfin настоятельно рекомендует потребителям самостоятельно исследовать климатические риски недвижимости для собственного удовлетворения.
Продажи односемейных домов (последние 30 дней)
Односемейные дома Тенденции в 29690
Односемейные дома
Все типы домовОдносемейные домаТаунхаусыКвартиры/кооперативы
Средняя цена продажи
Медиана продажных цен# Дней на рынкеДома на одну семью
Все типы домовДома на одну семьюТаунхаусыКвартиры/Кооперативы
Средняя цена продажи
(Дома на одну семью)
392 500 $ 392 500
+3,3% г/г | сен 2022
На основе расчетов Redfin данных о домах из MLS и/или общедоступных записей.
$ 392 500
+3,3%
См. Больше рыночных тенденций в 29690
Рыночная конкуренция в 29690
Рассчитано по последним 3 месяцам
9000 46
. Соревнование
Redfin Compete
01010104
9000.9000 9000. 9000.
1101010101010101010101010101010101010101, Оценка показывает, насколько конкурентоспособна область, по шкале от 0 до 100, где 100 — самая высокая конкуренция.
Рассчитано за последние 3 месяца
Некоторые дома получают несколько предложений.
В среднем дома продаются примерно за 1% ниже прейскурантной цены и ожидают рассмотрения примерно через 51 день .
Теплые дома
могут быть проданы примерно за 1% выше прейскурантной цены и ожидают рассмотрения примерно через 30 дней .
Сравните с ближайшими почтовыми индексами
Что нужно, чтобы выиграть предложение рядом с 29690
Предложение ~$400K
11 недель назад
3 спальни, 2 ванные комнаты, ~1750 кв. м. футов House
Предложение не принято- Продано за 375 тыс. Долл. США
по цене списка
2%
Дни на рынке
7
Соревновательные предложения
Down Pulate
—
недавно проданный Homes
—
Рядом. Дома, подобные 115 Fox Creek Ct, недавно были проданы по цене от 314 до 480 тысяч долларов, в среднем по 190 долларов за квадратный фут.
1 / 31
ПРОДАНО 24 МАЯ 2022 ГОДА
1 /36
Продано 24 мая 2022 г.
1/25
Продано 16 мая 2022 г.
Видео
Посмотреть Недавно проданные дома
Дома
36 Fox Creek Court, Travellers Rest, SC
4 кровати | 2,5 Ванны | 3141 кв. футов
423 205 $
34 Fox Creek Court, Travellers Rest, SC
3 кровати | 2,5 Ванны | 2200 кв.м. футов
480 295 $
103 Fox Creek Court, Travellers Rest, SC
3 кровати | 2 ванны | 1375 кв. футов
316 651 $
105 Fox Creek Court, Travellers Rest, SC
3 кровати | 2,5 Ванны | 2097 кв. футов
374 383 $
40 Fox Creek Court, Travellers Rest, SC
2 кровати | 2 ванны | 1456 кв. футов
341 985 долл. США
46 Fox Creek Court, Travellers Rest, SC
— Кровати | — Ванны | — кв. футов
27 161 $
31 Fox Creek Court, Travellers Rest, SC
3 кровати | 2 ванны | 1374 кв. футов
294 059 $
11 Fox Creek Circle, Travellers Rest, SC
3 кровати | 2,5 Ванны | 2012 кв. футов
433 130 долларов США
101 Fox Creek Court, Travellers Rest, SC
4 кровати | 4 ванны | 2485 кв. футов
312 067 $
9 Fox Creek Circle, Travellers Rest, SC
— Кровати | — Ванны | — кв. футов
27 307 $
5 Fox Creek Circle, Travellers Rest, SC
— Кровати | — Ванны | — кв. футов
68 642 $
42 Fox Creek Court, Travellers Rest, SC
— Кровати | — Ванны | — кв. футов
27 161 $
4 Fox Creek Circle, Travelers Rest, SC
3 кровати | 2 ванны | 1746 кв. футов
330 561 $
48 Fox Creek Court, Travellers Rest, SC
— Кровати | — Ванны | — кв. футов
85 192 $
107 Fox Creek Court, Travelers Rest, SC
3 кровати | 2,5 Ванны | 2309 кв. футов
433 905 $
39Fox Creek Court Lot 39, Travellers Rest, SC
— Кровати | — Ванны | — кв. футов
85 065 $
6 Fox Creek Court, Travellers Rest, SC
3 кровати | 2 ванны | 1397 кв. футов
303 672 $
38 Fox Creek Court, Travellers Rest, SC
4 кровати | 3 ванны | 4059 кв. футов
436 648 $
44 Fox Creek Court, Travellers Rest, SC
— Кровати | — Ванны | — кв. футов
26 981 $
7 Fox Creek Circle, Travellers Rest, SC
— Кровати | — Ванны | — кв. футов
91 789 $
13 Fox Creek Circle, Travellers Rest, SC
3 кровати | 2,5 Ванны | 2071 кв. футов
377 386 $
Показать больше
Часто задаваемые вопросы для 115 Fox Creek Ct
Что такое 115 Fox Creek Ct?
115 Fox Creek Ct 1,9Дом 66 квадратных футов на участке 0,5 акра с 3 спальнями и 2,5 ванными комнатами. Этот дом в настоящее время не продается — последний раз он был продан 11 июля 2012 года за 169 900 долларов США
Сколько фотографий доступно для этого дома?
Redfin имеет 1 фотографии 115 Fox Creek Ct.
Сколько стоит этот дом?
Основываясь на данных Travelers Rest компании Redfin, мы оцениваем стоимость дома в $390 175
Когда этот дом был построен и продан в последний раз?
115 Fox Creek Ct был построен в 1995 году и последний раз продан 11 июля 2012 года за 169 долларов. ,900.
Какова примерная стоимость аренды этого дома?
По нашим оценкам, 115 Fox Creek Ct будет стоить от 1869 до 2492 долларов.
Насколько конкурентоспособен рынок этого дома?
Основываясь на рыночных данных Redfin, мы подсчитали, что рыночная конкуренция в районе 29690, где находится этот дом, несколько конкурентна. Дома продаются примерно на 1% ниже прейскурантной цены и ожидают рассмотрения примерно через 51 день.
Какие похожие дома находятся рядом с этим домом?
Сопоставимые близлежащие дома включают 23 Hunt St, 422 Dogwood Lane Ext и 8 Judge Looper Ct.
Какой полный адрес этого дома?
Полный адрес этого дома: 115 Fox Creek Court, Travellers Rest, South Carolina 29690.
Органическое вещество в водородный процесс получил государственное финансирование в размере 220 000 фунтов стерлингов
Правительство Великобритании предоставило Инженерной школе Университета Абердина 220 000 фунтов стерлингов. для превращения органического вещества в водородный процесс.
В процессе будут задействованы четыре основные стадии реакции – темное брожение, анаэробное сбраживание, плазменный риформинг и паровая газификация. За счет «расширения масштабов и интеграции» этих четырех стадий выход водорода из органических отходов будет максимальным.
Финансирование осуществляется в рамках портфеля инноваций Net Zero (NZIP) Департамента бизнеса, энергетики и промышленной стратегии. Эта финансовая поддержка будет способствовать проведению исследований, которые позволят увидеть, как органические вещества в «пищевых отходах, навозе, сточных водах и других биоразлагаемых отходах превращаются в водород и используются для питания домов и предприятий».
Профессор инженерной школы Давиде Диониси возглавит проект вместе с несколькими ведущими учеными, в том числе с химического факультета университета. В состав группы также войдут представители Университета Крэнфилда в Англии и Университета Вероны в Италии, выступающие в качестве партнеров проекта.
Подобные проекты по превращению отходов в водород были запущены в Великобритании в попытке получить возобновляемую энергию с помощью низкоуглеродного и недорогостоящего процесса.
В июле ученые из университетов Оксфорда и Кардиффа объявили о планах совместной работы с CarbonMeta Technologies с целью преобразования пластиковых отходов в «чистое водородное топливо и ценные углеродные наноматериалы». Этот процесс включает использование технологии «микроволнового катализа» для получения «ценных продуктов для промышленности» — графита, водорода, графена и углеродных нанотрубок.
Ранее в этом году совет Западного Данбартоншира утвердил планы по строительству объекта стоимостью 20 миллионов фунтов стерлингов, предназначенного для преобразования неперерабатываемых пластиковых отходов в электричество и водород – второго в своем роде в Великобритании. Объект, управляемый Peel NRE, будет использовать технологию Powerhouse Energy Plc (AIM:PHE).
Говоря о финансируемом исследовании, профессор Диониси, известный специалист в области исследований биомассы, прокомментировал: «Водород является ключевым вектором энергии в энергетическом переходе, и производство водорода из органических отходов принесет совместные преимущества сокращения загрязнения окружающей среды и производства энергии. зеленая устойчивая энергия.
«Пока не существует коммерческого процесса производства водорода из органических отходов, но предлагаемый нами процесс сочетает очистку отходов с выработкой энергии и может полностью питаться от возобновляемой электроэнергии, тем самым обеспечивая более устойчивую альтернативу другим процессам производства водорода из неорганических отходов. -возобновляемые и возобновляемые ресурсы.
«Я рад, что наше исследование было признано правительством Великобритании одним из самых многообещающих в Великобритании с точки зрения обеспечения устойчивого процесса производства водорода в промышленных масштабах.
«Проект может приблизить предлагаемый процесс к коммерциализации, что в конечном итоге приведет к снижению потребления энергии, потребности в земле и воде для производства зеленого водорода в Великобритании и во всем мире».
Грег Хэндс, министр энергетики Великобритании, добавил: «Ускорение производства возобновляемых источников энергии в домашних условиях, таких как биомасса, является ключевой частью прекращения нашей зависимости от дорогих и нестабильных ископаемых видов топлива.
 150 Нм Intertool VT-0115
150 Нм Intertool VT-0115 Ровно
Ровно Днепр
Днепр Днепр
Днепр Днепр
Днепр


 Центрирующее острие и широкие боковые перья рассчитаны на точное позиционирование выемки и ограниченную глубину. Сверла имеют характерную плоскую конфигурацию;
Центрирующее острие и широкие боковые перья рассчитаны на точное позиционирование выемки и ограниченную глубину. Сверла имеют характерную плоскую конфигурацию; Центрирующее острие и широкие боковые перья рассчитаны на точное позиционирование выемки и ограниченную глубину. Сверла имеют характерную плоскую конфигурацию;
Центрирующее острие и широкие боковые перья рассчитаны на точное позиционирование выемки и ограниченную глубину. Сверла имеют характерную плоскую конфигурацию; Самой дорогой в категории окажется сложная насадка для выборки широких отверстий — это профессиональный инструмент, который подойдет не ко всякой дрели.
Самой дорогой в категории окажется сложная насадка для выборки широких отверстий — это профессиональный инструмент, который подойдет не ко всякой дрели.

 Главное достоинство вырубных ножниц типа “сверчок” — возможность точного раскроя листа и сверления отверстий среднего и большого диаметров.
Главное достоинство вырубных ножниц типа “сверчок” — возможность точного раскроя листа и сверления отверстий среднего и большого диаметров. В зависимости от назначения выбирается и материал инструмента.
В зависимости от назначения выбирается и материал инструмента.

 на основе рынка США).
на основе рынка США). Для получения дополнительной информации обратитесь к производителю или в службу поддержки клиентов Desertcart. Хотя Desertcart прилагает разумные усилия, чтобы показывать только товары, доступные в вашей стране, некоторые товары могут быть отменены, если они запрещены к ввозу на Багамы. Для получения более подробной информации посетите нашу страницу поддержки.
Для получения дополнительной информации обратитесь к производителю или в службу поддержки клиентов Desertcart. Хотя Desertcart прилагает разумные усилия, чтобы показывать только товары, доступные в вашей стране, некоторые товары могут быть отменены, если они запрещены к ввозу на Багамы. Для получения более подробной информации посетите нашу страницу поддержки.
 С 2014 года Desertcart поставляет клиентам широкий ассортимент товаров и выполняет их желания. Вы найдете несколько положительных отзывов от клиентов Desertcart на таких порталах, как Trustpilot и т. д. Веб-сайт использует систему HTTPS для защиты всех клиентов и защиты финансовых данных и транзакций, совершаемых в Интернете. Компания использует новейшие модернизированные технологии и программные системы для обеспечения честных и безопасных покупок для всех клиентов. Ваши данные надежно защищены и охраняются компанией с использованием шифрования и других новейших программ и технологий.
С 2014 года Desertcart поставляет клиентам широкий ассортимент товаров и выполняет их желания. Вы найдете несколько положительных отзывов от клиентов Desertcart на таких порталах, как Trustpilot и т. д. Веб-сайт использует систему HTTPS для защиты всех клиентов и защиты финансовых данных и транзакций, совершаемых в Интернете. Компания использует новейшие модернизированные технологии и программные системы для обеспечения честных и безопасных покупок для всех клиентов. Ваши данные надежно защищены и охраняются компанией с использованием шифрования и других новейших программ и технологий. 16
16 Пожалуйста, проверьте описание ниже для технических характеристик.
Пожалуйста, проверьте описание ниже для технических характеристик. Мощный отбойный молоток Ingersoll Rand серии W4A2 «W» — отличный инструмент для большинства задач, связанных со строительством и сносом. Это один из самых мощных отбойных молотков производства Ingersoll Rand. Корпус из литого под давлением алюминия и рукоятка в форме лебединой шейки делают эти инструменты эргономичными и мощными, а также имеют превосходное соотношение мощности и веса, что упрощает работу с ними. Этот молоток имеет прочную переднюю часть с резьбовым стволом и резиновым амортизирующим фиксатором для увеличения срока службы стали и фиксатора, что делает его долговечным. Он поставляется с 0,680″ круглая длинная насадка , позволяющая вращать долото. Каждый раз при использовании этих молотков можно ожидать одного и того же результата. Инструменты серии W совместимы с аксессуарами с круглым кольцом.
Мощный отбойный молоток Ingersoll Rand серии W4A2 «W» — отличный инструмент для большинства задач, связанных со строительством и сносом. Это один из самых мощных отбойных молотков производства Ingersoll Rand. Корпус из литого под давлением алюминия и рукоятка в форме лебединой шейки делают эти инструменты эргономичными и мощными, а также имеют превосходное соотношение мощности и веса, что упрощает работу с ними. Этот молоток имеет прочную переднюю часть с резьбовым стволом и резиновым амортизирующим фиксатором для увеличения срока службы стали и фиксатора, что делает его долговечным. Он поставляется с 0,680″ круглая длинная насадка , позволяющая вращать долото. Каждый раз при использовании этих молотков можно ожидать одного и того же результата. Инструменты серии W совместимы с аксессуарами с круглым кольцом. com
com фут/мин):
фут/мин): 16
16 16
16 16
16
 Добавление различных легирующих элементов в состав нержавеющих сталей позволяет придать им требуемые физико-химические характеристики, но именно хром отвечает за коррозионную устойчивость стального сплава.
Добавление различных легирующих элементов в состав нержавеющих сталей позволяет придать им требуемые физико-химические характеристики, но именно хром отвечает за коррозионную устойчивость стального сплава.
 Часто подвергаются разрушению изделия из нержавейки, которые были соединены между собой по технологии сварки.
Часто подвергаются разрушению изделия из нержавейки, которые были соединены между собой по технологии сварки. На нержавейке они могут появиться и в том случае, если вы решите выполнить ее обработку инструментом, который до этого взаимодействовал с обычным металлом. Именно поэтому инструменты, особенно относящиеся к режущему типу, желательно использовать для выполнения обработки только однотипных материалов.
На нержавейке они могут появиться и в том случае, если вы решите выполнить ее обработку инструментом, который до этого взаимодействовал с обычным металлом. Именно поэтому инструменты, особенно относящиеся к режущему типу, желательно использовать для выполнения обработки только однотипных материалов.

 Коррозия данного типа, что характерно, часто начинает развиваться в местах крепежа. Различают также точечную коррозию, которую часто называют питтинговой. Она возникает в тех случаях, когда оксидная пленка на нержавейке повреждена механическим способом.
Коррозия данного типа, что характерно, часто начинает развиваться в местах крепежа. Различают также точечную коррозию, которую часто называют питтинговой. Она возникает в тех случаях, когда оксидная пленка на нержавейке повреждена механическим способом.

 Иногда такой раствор могут дополнять незначительным количеством (2-6%) бихромата натрия. Химический состав такого раствора, а также такие параметры, как температура нагрева и время выдержки, зависят от марки обрабатываемой нержавеющей стали.
Иногда такой раствор могут дополнять незначительным количеством (2-6%) бихромата натрия. Химический состав такого раствора, а также такие параметры, как температура нагрева и время выдержки, зависят от марки обрабатываемой нержавеющей стали. Они остаются невидимыми для человеческого глаза и часто являются причиной коррозии. «Пассивный» определяется — как менее подверженный влиянию факторов окружающей среды. Процесс улучшает и очищает поверхность детали. Восстановленная поверхность действует как защитное покрытие для таких факторов окружающей среды, как воздух, вода и другие экстремальные условия. Важно отметить, что пассивация не меняет внешний вид основного металла.
Они остаются невидимыми для человеческого глаза и часто являются причиной коррозии. «Пассивный» определяется — как менее подверженный влиянию факторов окружающей среды. Процесс улучшает и очищает поверхность детали. Восстановленная поверхность действует как защитное покрытие для таких факторов окружающей среды, как воздух, вода и другие экстремальные условия. Важно отметить, что пассивация не меняет внешний вид основного металла. Но несомненно, что на поверхности пассивной нержавеющей стали присутствует защитная оксидная пленка. Эта невидимая пленка считается чрезвычайно тонкой, толщиной менее 0,0000001 дюйма, что составляет около 1/100 000 толщины человеческого волоса!
Но несомненно, что на поверхности пассивной нержавеющей стали присутствует защитная оксидная пленка. Эта невидимая пленка считается чрезвычайно тонкой, толщиной менее 0,0000001 дюйма, что составляет около 1/100 000 толщины человеческого волоса! Несмотря на то, что металл может выглядеть блестящим в условиях механической обработки, невидимые частицы свободного железа могут привести к ржавлению на поверхности после воздействия воздуха.
Несмотря на то, что металл может выглядеть блестящим в условиях механической обработки, невидимые частицы свободного железа могут привести к ржавлению на поверхности после воздействия воздуха. чистка, (обезжиривание, травление), но в некоторых случаях не выполняемая процедура 2. кислотная ванна или пассивирующая обработка.
чистка, (обезжиривание, травление), но в некоторых случаях не выполняемая процедура 2. кислотная ванна или пассивирующая обработка. Вместо того, чтобы получить желаемую оксидную пленку с блестящей, чистой, коррозионностойкой поверхностью, вспышка вызывает сильно протравленную или затемненную поверхность — ухудшает саму поверхности, что пассивация предназначена для оптимизации.
Вместо того, чтобы получить желаемую оксидную пленку с блестящей, чистой, коррозионностойкой поверхностью, вспышка вызывает сильно протравленную или затемненную поверхность — ухудшает саму поверхности, что пассивация предназначена для оптимизации. Это условие может привести к тому, что нижние слои остаются с крапчатой да же после удаления окалины кислотными или абразивными методами. Разрезающие жидкости могут оставаться на деталях и затвердевать в вакуумной печи или защитной атмосфере, может произойти науглероживание поверхности, что приведет к потере коррозионной стойкости.
Это условие может привести к тому, что нижние слои остаются с крапчатой да же после удаления окалины кислотными или абразивными методами. Разрезающие жидкости могут оставаться на деталях и затвердевать в вакуумной печи или защитной атмосфере, может произойти науглероживание поверхности, что приведет к потере коррозионной стойкости.
 Можно использовать любой из трех методов — пассивацию азотной кислоты, азотную кислоту с пассивацией дихромата натрия и пассивацию лимонной кислоты. Какой метод к использованию зависит от класса нержавеющей стали и заданных параметров.
Можно использовать любой из трех методов — пассивацию азотной кислоты, азотную кислоту с пассивацией дихромата натрия и пассивацию лимонной кислоты. Какой метод к использованию зависит от класса нержавеющей стали и заданных параметров. В отличие от азотной кислоты, составы для пассивирования лимонной кислотой имеет много преимуществ:
В отличие от азотной кислоты, составы для пассивирования лимонной кислотой имеет много преимуществ:

 Исследования, проведенные пивоваренной компанией Adolf Coors в Германии, показали, что лимонная кислота является эффективной альтернативой. В 1990-х годах многие производители начали использовать лимонную кислоту как более безопасную и экологически чистую альтернативу азотной кислоте.
Исследования, проведенные пивоваренной компанией Adolf Coors в Германии, показали, что лимонная кислота является эффективной альтернативой. В 1990-х годах многие производители начали использовать лимонную кислоту как более безопасную и экологически чистую альтернативу азотной кислоте. Преимущества включают в себя:
Преимущества включают в себя: Более высокая доля хрома на поверхности позволяет формировать более толстый и более защитный слой оксида хрома. Удаление свободного железа с поверхности устраняет возможность возникновения коррозии.
Более высокая доля хрома на поверхности позволяет формировать более толстый и более защитный слой оксида хрома. Удаление свободного железа с поверхности устраняет возможность возникновения коррозии.
 Следующие этапы химической очистки и пассивации являются общими почти для всех спецификаций:
Следующие этапы химической очистки и пассивации являются общими почти для всех спецификаций:

 Быстрый и высокоточный тест, требующий ежедневной подготовки тестового раствора и пристального внимания к безопасному обращению с химическими веществами. Испытание нельзя использовать для некоторых марок стали или деталей, используемых в пищевой промышленности.
Быстрый и высокоточный тест, требующий ежедневной подготовки тестового раствора и пристального внимания к безопасному обращению с химическими веществами. Испытание нельзя использовать для некоторых марок стали или деталей, используемых в пищевой промышленности. Часто средство так же просто, как повторное наполнение кислотной ванны свежим раствором. Рекомендуется регулярно заменять раствор кислоты, чтобы предотвратить накопление загрязняющих веществ в растворе. Использование воды более высокого качества (вода обратного осмоса или деионизированная вода) с меньшим содержанием хлоридов, чем водопроводная вода, также может решить проблемы с мгновенной атакой.
Часто средство так же просто, как повторное наполнение кислотной ванны свежим раствором. Рекомендуется регулярно заменять раствор кислоты, чтобы предотвратить накопление загрязняющих веществ в растворе. Использование воды более высокого качества (вода обратного осмоса или деионизированная вода) с меньшим содержанием хлоридов, чем водопроводная вода, также может решить проблемы с мгновенной атакой. В этой ситуации менее благородный металл корродирует быстрее, чем это было бы, если бы разнородные металлы не находились в контакте в растворе.
В этой ситуации менее благородный металл корродирует быстрее, чем это было бы, если бы разнородные металлы не находились в контакте в растворе. Самые маленькие системы начинаются с размера бака 1,25 галлона, а самые большие системы работают до 500+ галлонов. Система пассивации обеспечивает интегрированное удобство упрощения нескольких этапов процесса (например, промывка, полоскание, пассивация, полоскание и сушка) в одном унифицированном оборудовании.
Самые маленькие системы начинаются с размера бака 1,25 галлона, а самые большие системы работают до 500+ галлонов. Система пассивации обеспечивает интегрированное удобство упрощения нескольких этапов процесса (например, промывка, полоскание, пассивация, полоскание и сушка) в одном унифицированном оборудовании. Одной из таких аккредитаций является NADCAP, или Национальная программа аккредитации подрядчиков в области аэрокосмической и оборонной промышленности. Использование автоматизированной системы пассивации обеспечивает строгие документированные параметры управления технологическим процессом в соответствии с требованиями валидации.
Одной из таких аккредитаций является NADCAP, или Национальная программа аккредитации подрядчиков в области аэрокосмической и оборонной промышленности. Использование автоматизированной системы пассивации обеспечивает строгие документированные параметры управления технологическим процессом в соответствии с требованиями валидации.
 Это цель процесса проверки пассивации.
Это цель процесса проверки пассивации.

 3.2.4.1
3.2.4.1 1.4.2
1.4.2 Глубина всего в несколько атомов, но этого достаточно, чтобы обеспечить необходимую защиту, если условия подходящие и остаются стабильными.
Глубина всего в несколько атомов, но этого достаточно, чтобы обеспечить необходимую защиту, если условия подходящие и остаются стабильными.
 Вскоре после этого формула 18% хрома и 8% никеля, добавленного к железу, стала повсеместно использоваться в качестве нержавеющей стали 18/8 для столовых приборов и кухонного оборудования. 18/8 фактически входит в современную серию нержавеющих сталей 300 наряду с нержавеющими сталями 304 и 316.
Вскоре после этого формула 18% хрома и 8% никеля, добавленного к железу, стала повсеместно использоваться в качестве нержавеющей стали 18/8 для столовых приборов и кухонного оборудования. 18/8 фактически входит в современную серию нержавеющих сталей 300 наряду с нержавеющими сталями 304 и 316.
 пассивный слой. Использование лимонной кислоты сводит к минимуму возможность такого вредного удаления, способствуя образованию более толстого оксидного слоя
пассивный слой. Использование лимонной кислоты сводит к минимуму возможность такого вредного удаления, способствуя образованию более толстого оксидного слоя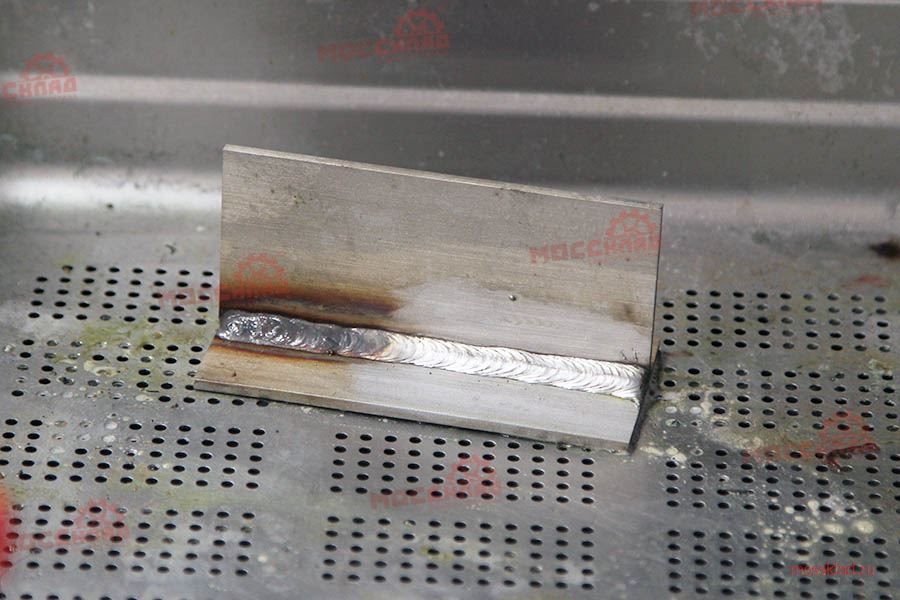 Жиры реагируют с кислотами с образованием пузырьков газа, которые прилипают к поверхности металла, препятствуя пассивации. Обезжириватели или другие подходящие коммерческие чистящие средства следует использовать для первоначального процесса очистки.
Жиры реагируют с кислотами с образованием пузырьков газа, которые прилипают к поверхности металла, препятствуя пассивации. Обезжириватели или другие подходящие коммерческие чистящие средства следует использовать для первоначального процесса очистки.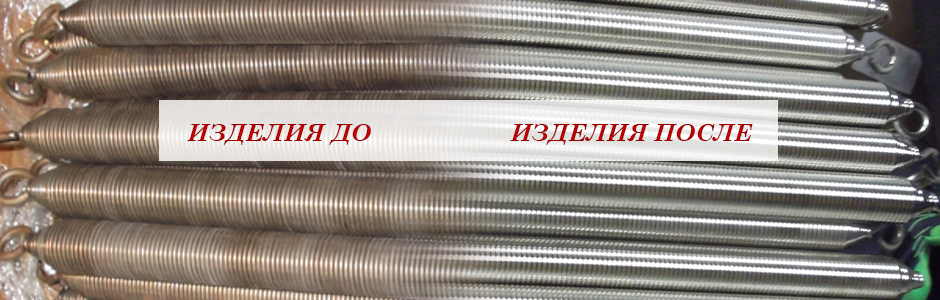

 Он может окислять составные металлы, в результате чего металл приобретает диапазон цветов от желтого до коричневого и синего в зависимости от температуры, которой он подвергался, и толщины окисленного слоя. Это обесцвечивание называется «тепловым оттенком».
Он может окислять составные металлы, в результате чего металл приобретает диапазон цветов от желтого до коричневого и синего в зависимости от температуры, которой он подвергался, и толщины окисленного слоя. Это обесцвечивание называется «тепловым оттенком».  Травление также может быть выполнено путем электрополировки (когда металл погружается в раствор, по которому течет электрический ток, удаляющий очень тонкий слой поверхности металла) или путем механического удаления, , которые могут оставить мелкие загрязняющие частицы.
Травление также может быть выполнено путем электрополировки (когда металл погружается в раствор, по которому течет электрический ток, удаляющий очень тонкий слой поверхности металла) или путем механического удаления, , которые могут оставить мелкие загрязняющие частицы. 


 Цифры в маркировке после буквы указывают расстояние между центрами штырьков, если их два, или диаметр окружности, на которой штырьки расположены, если их три и более. Дополнительные буквы U, X, Y, Z определяют модификацию всей конструкции. Буква U ставится в энергосберегающих лампах, буква X – в точечных светильниках с направленным светом. Цоколи GY и GZ встречаются редко и только в лампах специального назначения. Все эти цоколи не взаимозаменяемы.
Цифры в маркировке после буквы указывают расстояние между центрами штырьков, если их два, или диаметр окружности, на которой штырьки расположены, если их три и более. Дополнительные буквы U, X, Y, Z определяют модификацию всей конструкции. Буква U ставится в энергосберегающих лампах, буква X – в точечных светильниках с направленным светом. Цоколи GY и GZ встречаются редко и только в лампах специального назначения. Все эти цоколи не взаимозаменяемы.  GZ10 имеет прямое цилиндрическое основание. У GX10 основание имеет ступенчатое уменьшение диаметра и два выступа-ключа. Лампы GX10 и GZ10 невозможно вставить в патрон для GU10. Самый универсальный вариант – GZ10, в него можно установить лампы с цоколями всех трех типов.
GZ10 имеет прямое цилиндрическое основание. У GX10 основание имеет ступенчатое уменьшение диаметра и два выступа-ключа. Лампы GX10 и GZ10 невозможно вставить в патрон для GU10. Самый универсальный вариант – GZ10, в него можно установить лампы с цоколями всех трех типов. В некоторых странах вместо размеров в миллиметрах используются аббревиатуры:
В некоторых странах вместо размеров в миллиметрах используются аббревиатуры:
 3
3 Говоря о плинтусах, стоит отметить, что у нас есть 3 различных типа плинтусов, которые подробно описаны ниже. Если вы хотите узнать, как рассчитать необходимое количество плинтуса, нажмите здесь.
Говоря о плинтусах, стоит отметить, что у нас есть 3 различных типа плинтусов, которые подробно описаны ниже. Если вы хотите узнать, как рассчитать необходимое количество плинтуса, нажмите здесь. Итак, если вы выберете нашу серию дверей Luca Gloss белого цвета, вы получите красивый глянцевый белый плинтус, который будет идеально сочетаться с дверью во всех отношениях.
Итак, если вы выберете нашу серию дверей Luca Gloss белого цвета, вы получите красивый глянцевый белый плинтус, который будет идеально сочетаться с дверью во всех отношениях.



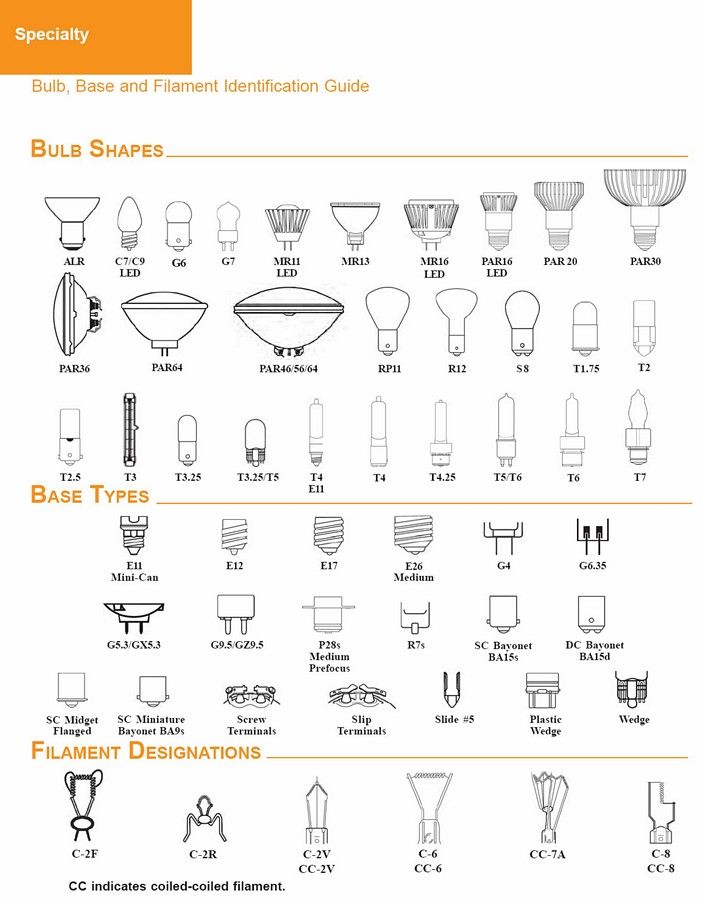
 безискрового выключателя, всех видов сварочных электродов и прецизионной литейной формы:
безискрового выключателя, всех видов сварочных электродов и прецизионной литейной формы: Общие стандарты для бериллиевой меди
Общие стандарты для бериллиевой меди 2
2 Статья опубликована в журнале Journal of Alloys and Compounds.
Статья опубликована в журнале Journal of Alloys and Compounds. Но остаточный титан, растворенный в медной матрице, существенно снижает электрическую проводимость материала. Поэтому нашей задачей было исключить титан из медной матрицы, сохранив при этом механические свойства материала. Мы знали, что многие научные коллективы пытались добиться такого эффекта, обжигая сплав в атмосфере водорода. Однако проводимость была все равно недостаточно высокой», — рассказывает автор работы, инженер научно-учебного центра самораспространяющегося высокотемпературного синтеза НИТУ «МИСиС» Степан Воротыло.
Но остаточный титан, растворенный в медной матрице, существенно снижает электрическую проводимость материала. Поэтому нашей задачей было исключить титан из медной матрицы, сохранив при этом механические свойства материала. Мы знали, что многие научные коллективы пытались добиться такого эффекта, обжигая сплав в атмосфере водорода. Однако проводимость была все равно недостаточно высокой», — рассказывает автор работы, инженер научно-учебного центра самораспространяющегося высокотемпературного синтеза НИТУ «МИСиС» Степан Воротыло. Для сравнения, в работах других коллективов результат не превышал 30%.
Для сравнения, в работах других коллективов результат не превышал 30%. Основными характеристиками этих сплавов являются их превосходная реакция на дисперсионно-упрочняющие обработки, отличная теплопроводность и устойчивость к релаксации напряжений.
Основными характеристиками этих сплавов являются их превосходная реакция на дисперсионно-упрочняющие обработки, отличная теплопроводность и устойчивость к релаксации напряжений. ..
.. Вы можете услышать, что он упоминается как BeCu, медный бериллий, бериллиевая бронза, сплав 172 и пружинная медь. Каждый раз, когда вы слышите эти термины, они относятся к бериллиевой меди.
Вы можете услышать, что он упоминается как BeCu, медный бериллий, бериллиевая бронза, сплав 172 и пружинная медь. Каждый раз, когда вы слышите эти термины, они относятся к бериллиевой меди. В этой ситуации неискрящие и немагнитные свойства бериллиевой меди действительно могут спасти жизнь.
В этой ситуации неискрящие и немагнитные свойства бериллиевой меди действительно могут спасти жизнь. В результате он используется в криогенном оборудовании.
В результате он используется в криогенном оборудовании.
 youtube.com/embed/15n9mYtDqaw?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/15n9mYtDqaw?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> 



 Важно в таком виде работ следовать четким правилам безопасности и технологическим рекомендациям. В работе с такими стежками горячая масса стремится вниз и создает опасную ситуацию для мастера.
Важно в таком виде работ следовать четким правилам безопасности и технологическим рекомендациям. В работе с такими стежками горячая масса стремится вниз и создает опасную ситуацию для мастера.



 Другая рука воздействует на спусковой крючок пистолета. Встаньте в удобное положение и плавно перемещайте пистолет по рабочей поверхности. Отрегулируйте свою позу и движение оружия так, чтобы они казались естественными.
Другая рука воздействует на спусковой крючок пистолета. Встаньте в удобное положение и плавно перемещайте пистолет по рабочей поверхности. Отрегулируйте свою позу и движение оружия так, чтобы они казались естественными.
 Снова проверьте наличие прямых углов; если что-то смещается и выводит сборку из квадратной формы, сошлифуйте прихваточный шов, переместите детали и повторите попытку.
Снова проверьте наличие прямых углов; если что-то смещается и выводит сборку из квадратной формы, сошлифуйте прихваточный шов, переместите детали и повторите попытку.
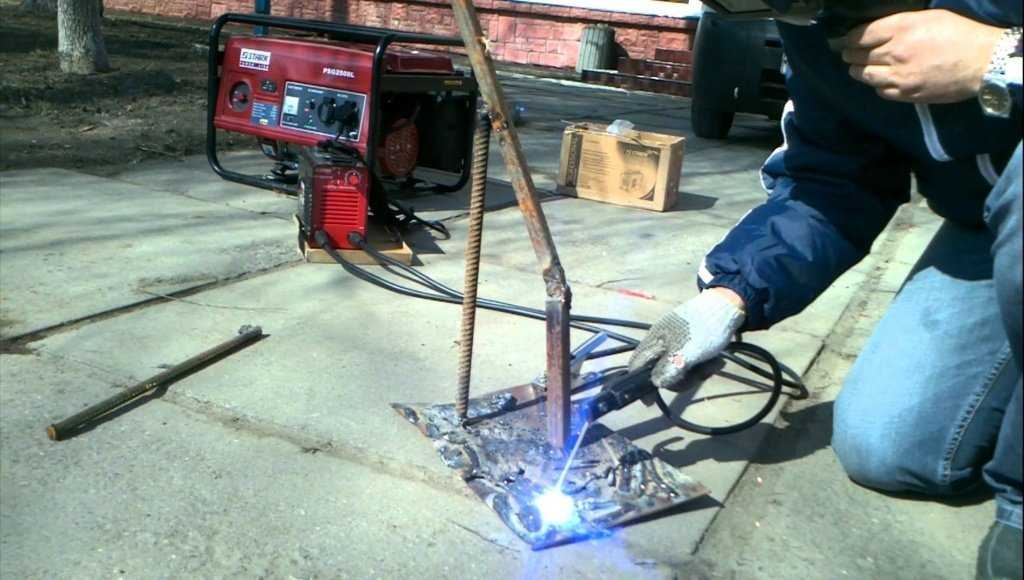

 ) или сварка ВИГ
) или сварка ВИГ
 Диаметр отверстия на входе почти в 2 раза больше выходного. Это изменяет параметры сопла, и увеличивает скорость потока при работе в одном режиме. Например, из классического сопла воздушно-песочная смесь выходит примерно 320–350 км/час. При установке насадки Benturi, скорость выходящего потока увеличивается до 700 км/час.
Диаметр отверстия на входе почти в 2 раза больше выходного. Это изменяет параметры сопла, и увеличивает скорость потока при работе в одном режиме. Например, из классического сопла воздушно-песочная смесь выходит примерно 320–350 км/час. При установке насадки Benturi, скорость выходящего потока увеличивается до 700 км/час.

 Для ремонтных работ в гараже этого достаточно. Срок службы сопла из стали в пределах 2 часов непрерывной работы. Твердая керамика разрушается при пуске установки от динамического воздействия и неравномерной нагрузки. Кроме прочности, материалу сопла требуется высокая вязкость и сопротивление стиранию.
Для ремонтных работ в гараже этого достаточно. Срок службы сопла из стали в пределах 2 часов непрерывной работы. Твердая керамика разрушается при пуске установки от динамического воздействия и неравномерной нагрузки. Кроме прочности, материалу сопла требуется высокая вязкость и сопротивление стиранию.
 На них в основном стоят хомуты. Подходят они в основном к оборудованию, изготовленному в Поднебесной. На аппараты других производителей сопло устанавливается через переходник.
На них в основном стоят хомуты. Подходят они в основном к оборудованию, изготовленному в Поднебесной. На аппараты других производителей сопло устанавливается через переходник. Киев
Киев 45 грн
45 грн
 Киев
Киев Как только вы поймете, как размер вашего компрессора влияет на производственные возможности, вы захотите обратить внимание на сопло с размером . Выберите насадку со слишком маленьким диаметром отверстия, и вы оставите на столе некоторую мощность струйной обработки. Слишком большое отверстие, и вам не хватит давления для продуктивного взрыва.
Как только вы поймете, как размер вашего компрессора влияет на производственные возможности, вы захотите обратить внимание на сопло с размером . Выберите насадку со слишком маленьким диаметром отверстия, и вы оставите на столе некоторую мощность струйной обработки. Слишком большое отверстие, и вам не хватит давления для продуктивного взрыва.

 фут/мин), необходимая для давления, по патрубку
фут/мин), необходимая для давления, по патрубку Абразив, проходящий через сопло, изнашивает футеровку, увеличивая отверстие. Изношенному соплу требуется больший объем в минуту для поддержания целевого давления.
Абразив, проходящий через сопло, изнашивает футеровку, увеличивая отверстие. Изношенному соплу требуется больший объем в минуту для поддержания целевого давления. Кроме того, давление будет падать с каждым изгибом шланга или изменением направления: лучше всего использовать самую короткую и прямую конфигурацию шланга. Кроме того, если в шланге есть плохо подогнанные муфты или утечки, падение давления может быть полным.
Кроме того, давление будет падать с каждым изгибом шланга или изменением направления: лучше всего использовать самую короткую и прямую конфигурацию шланга. Кроме того, если в шланге есть плохо подогнанные муфты или утечки, падение давления может быть полным.

 При использовании в В сочетании со шлангом с соответствующим внутренним диаметром (и с соответствующим увеличением объема воздуха) насадка с широким горлом может повысить производительность на 15 % по сравнению с трубкой Вентури.
При использовании в В сочетании со шлангом с соответствующим внутренним диаметром (и с соответствующим увеличением объема воздуха) насадка с широким горлом может повысить производительность на 15 % по сравнению с трубкой Вентури. Существует три основных типа твердосплавных форсунок.
Существует три основных типа твердосплавных форсунок.


 Помимо дробеструйного шкафа, онлайн-покупатель может найти несколько других абразивно-струйных устройств и аксессуаров, таких как абразивно-струйные материалы, а также запасные части для струйных аппаратов. К общим характеристикам камеры дробеструйной очистки относятся стальные ножки 14 калибра, внутренняя флуоресцентная система освещения, прочный и долговечный узел нижнего клапана, а также двойные регуляторы подачи воздуха или измерительные панели.
Помимо дробеструйного шкафа, онлайн-покупатель может найти несколько других абразивно-струйных устройств и аксессуаров, таких как абразивно-струйные материалы, а также запасные части для струйных аппаратов. К общим характеристикам камеры дробеструйной очистки относятся стальные ножки 14 калибра, внутренняя флуоресцентная система освещения, прочный и долговечный узел нижнего клапана, а также двойные регуляторы подачи воздуха или измерительные панели. Несмотря на то, что дробеструйная обработка используется как средство для удаления отложений кальция или краски, дробеструйная обработка может использоваться для сглаживания поверхности или придания ей шероховатости. Другие абразивно-струйные методы, такие как пескоструйная обработка, используются в качестве средства для травления изображений на стекле. Наш ассортимент дробеструйных шкафов можно увидеть на нашем веб-сайте, и, поскольку мы изготавливаем дробеструйные шкафы на заказ, наши онлайн-покупатели могут быть уверены, что найдут дробеструйный шкаф, который наилучшим образом удовлетворит их потребности.
Несмотря на то, что дробеструйная обработка используется как средство для удаления отложений кальция или краски, дробеструйная обработка может использоваться для сглаживания поверхности или придания ей шероховатости. Другие абразивно-струйные методы, такие как пескоструйная обработка, используются в качестве средства для травления изображений на стекле. Наш ассортимент дробеструйных шкафов можно увидеть на нашем веб-сайте, и, поскольку мы изготавливаем дробеструйные шкафы на заказ, наши онлайн-покупатели могут быть уверены, что найдут дробеструйный шкаф, который наилучшим образом удовлетворит их потребности.
 Одним словом, это отличный по универсальности сварочный аппарат, способный работать в самых разных условиях – от ювелирной сварки тонкостенных деталей аргоном до резки металла электродом.
Одним словом, это отличный по универсальности сварочный аппарат, способный работать в самых разных условиях – от ювелирной сварки тонкостенных деталей аргоном до резки металла электродом. Заслуга этого – в микропроцессорной схеме формирования кривой тока – это обеспечивает не только ее оптимальную форму, но и стабильность характеристик при сильном падении напряжения. Инвертор будет одинаково удобен и сварщику с многолетним стажем, и новичку – разжечь и держать дугу на нем крайне просто, причем в режиме TIG точно так же, как и при сварке штучным электродом. Минимальный ток – 20А, благодаря чему возможно использование инвертора «200с Супер» для аргоновой сварки самых тонких деталей.
Заслуга этого – в микропроцессорной схеме формирования кривой тока – это обеспечивает не только ее оптимальную форму, но и стабильность характеристик при сильном падении напряжения. Инвертор будет одинаково удобен и сварщику с многолетним стажем, и новичку – разжечь и держать дугу на нем крайне просто, причем в режиме TIG точно так же, как и при сварке штучным электродом. Минимальный ток – 20А, благодаря чему возможно использование инвертора «200с Супер» для аргоновой сварки самых тонких деталей. Этот инвертор в режимах ММА и TIG позволяет использовать сварочный ток до 200 А, при этом ПВ достигает 80%. При токах меньше 160 А эффективная система охлаждения позволяет использовать инвертор без обязательных пауз на охлаждение. При работе с аппаратом Tech Arc 205 B стоит учитывать, что потребляемая им мощность в режиме ММА доходит до 9 кВт, и возможны большие просадки питающего напряжения. Однако, благодаря встроенному цифровому индикатору сварочного тока, в определенной мере их можно компенсировать – на аппаратах, где ток задается по шкале у регулятора, подстройку тока до нужной величины приходится проводить «на глаз». Если задаетесь вопросом, какой профессиональный сварочный аппарат лучше, то мы с уверенность можем сказать — Сварог TECH ARC 205 B (Z203)!
Этот инвертор в режимах ММА и TIG позволяет использовать сварочный ток до 200 А, при этом ПВ достигает 80%. При токах меньше 160 А эффективная система охлаждения позволяет использовать инвертор без обязательных пауз на охлаждение. При работе с аппаратом Tech Arc 205 B стоит учитывать, что потребляемая им мощность в режиме ММА доходит до 9 кВт, и возможны большие просадки питающего напряжения. Однако, благодаря встроенному цифровому индикатору сварочного тока, в определенной мере их можно компенсировать – на аппаратах, где ток задается по шкале у регулятора, подстройку тока до нужной величины приходится проводить «на глаз». Если задаетесь вопросом, какой профессиональный сварочный аппарат лучше, то мы с уверенность можем сказать — Сварог TECH ARC 205 B (Z203)! ru
ru ru
ru
 Это удобно для новичков, профессиональный же сварщик скорее выберет аппарат с большим количеством ручных настроек. Кроме того, полноценную работу на высоких токах ограничивает низкое значение ПВ: длительно варить электродом можно лишь при его диаметре до 3 мм, что с учетом высокой цены самого инвертора привело к ощутимому снижению балла в рейтинге лучших сварочных аппаратов. Так что если вы ищите хороший инверторный сварочный аппарат для производства, то обратите внимание на данный образец.
Это удобно для новичков, профессиональный же сварщик скорее выберет аппарат с большим количеством ручных настроек. Кроме того, полноценную работу на высоких токах ограничивает низкое значение ПВ: длительно варить электродом можно лишь при его диаметре до 3 мм, что с учетом высокой цены самого инвертора привело к ощутимому снижению балла в рейтинге лучших сварочных аппаратов. Так что если вы ищите хороший инверторный сварочный аппарат для производства, то обратите внимание на данный образец. Так что перед нами сварочный аппарат скорее для «гаражных умельцев», либо только осваивающих аргон в дополнение к работе уже привычными электродами, либо нуждающихся в TIG-сварке от случая к случаю и без высоких требований к качеству шва. Инвертор компактен и довольно легок, что вновь плюс для гаража – там обычно лишнего места не бывает. Просадки напряжения он переносит неплохо, хотя при небольшой мощности это неудивительно: потребляет сварочник только 4 кВт, развивая ток на выходе до 160 А при ПВ 60%.
Так что перед нами сварочный аппарат скорее для «гаражных умельцев», либо только осваивающих аргон в дополнение к работе уже привычными электродами, либо нуждающихся в TIG-сварке от случая к случаю и без высоких требований к качеству шва. Инвертор компактен и довольно легок, что вновь плюс для гаража – там обычно лишнего места не бывает. Просадки напряжения он переносит неплохо, хотя при небольшой мощности это неудивительно: потребляет сварочник только 4 кВт, развивая ток на выходе до 160 А при ПВ 60%. Работоспособность сварочного аппарата сохраняется при падении напряжения в розетке до 150 В, что оценят владельцы гаражей и жители сельской местности. Для облегчения работы предусмотрены функции антизалипания, форсажа дуги и горячего старта, благодаря чему эффективно работать с IR 200 может даже новичок.
Работоспособность сварочного аппарата сохраняется при падении напряжения в розетке до 150 В, что оценят владельцы гаражей и жители сельской местности. Для облегчения работы предусмотрены функции антизалипания, форсажа дуги и горячего старта, благодаря чему эффективно работать с IR 200 может даже новичок. Поскольку напряжение холостого хода здесь составляет 65 В, для безопасности работы при высокой влажности производитель ввел в схему контур VRD, автоматически снижающий напряжение на клеммах, когда сварка не ведется, но аппарат не отключен.
Поскольку напряжение холостого хода здесь составляет 65 В, для безопасности работы при высокой влажности производитель ввел в схему контур VRD, автоматически снижающий напряжение на клеммах, когда сварка не ведется, но аппарат не отключен. Схема у него вполне удовлетворяет современным представлениям о сварочном инверторе: предусмотрен форсаж дуги, токопотребление вполне приемлемое.
Схема у него вполне удовлетворяет современным представлениям о сварочном инверторе: предусмотрен форсаж дуги, токопотребление вполне приемлемое. Даже сварочный ток аппарат способен рассчитать сам, исходя из толщины свариваемых деталей и типа проволоки. Если же Вы – настолько брутальный сварщик, что все эти «свистелки» не нужны вовсе, то синергетический режим можно отключить полностью и крутить регулировки по старинке. Так что впечатления от этого полуавтомата, конечно, спорные. С одной стороны, для начинающего сварщика он станет настоящим открытием, позволив с максимальной легкостью освоить различные способы полуавтоматической сварки. Но, с другой стороны, не всякий сварщик-самоучка сможет себе позволить раскошелиться на немалую сумму, которой хватит на два неплохих сварочника. Определенно, советуем к покупке!
Даже сварочный ток аппарат способен рассчитать сам, исходя из толщины свариваемых деталей и типа проволоки. Если же Вы – настолько брутальный сварщик, что все эти «свистелки» не нужны вовсе, то синергетический режим можно отключить полностью и крутить регулировки по старинке. Так что впечатления от этого полуавтомата, конечно, спорные. С одной стороны, для начинающего сварщика он станет настоящим открытием, позволив с максимальной легкостью освоить различные способы полуавтоматической сварки. Но, с другой стороны, не всякий сварщик-самоучка сможет себе позволить раскошелиться на немалую сумму, которой хватит на два неплохих сварочника. Определенно, советуем к покупке! Обзор от BestAdvisor.ru
Обзор от BestAdvisor.ru Имея лучший сварочный инвертор в своем арсенале, вы сможете осуществлять ремонт автомобильного кузова, сваривать стальные трубы, сооружать металлоконструкции и многое другое.
Имея лучший сварочный инвертор в своем арсенале, вы сможете осуществлять ремонт автомобильного кузова, сваривать стальные трубы, сооружать металлоконструкции и многое другое. Если вы ищете модель для ежедневного использования в цеху по производству металлоконструкций, то тут не обойтись без модели с силой тока от 300 А. Одно из главных преимуществ бытовых инверторов заключается в том, что они работают от одной фазы и напряжения 220 В: такое решение позволяет подключать их в обычную розетку. Единственное, перед этим следует изучить документацию, где должна быть указана максимальная потребляемая мощность аппарата: она не должна превышать мощность автоматического выключателя, установленного в помещении.
Если вы ищете модель для ежедневного использования в цеху по производству металлоконструкций, то тут не обойтись без модели с силой тока от 300 А. Одно из главных преимуществ бытовых инверторов заключается в том, что они работают от одной фазы и напряжения 220 В: такое решение позволяет подключать их в обычную розетку. Единственное, перед этим следует изучить документацию, где должна быть указана максимальная потребляемая мощность аппарата: она не должна превышать мощность автоматического выключателя, установленного в помещении. Сегодня можно отыскать в интернете таблицы со стандартами, по которым можно примерно подобрать лучший сварочный инвертор и электроды к нему, исходя из толщины свариваемого металла. Тем не менее, точные параметры нужно смотреть непосредственно в инструкции сварочного устройства и технической документации к приобретаемым электродам. Ниже приведены параметры толщины металла, диаметра электрода, необходимой силы тока:
Сегодня можно отыскать в интернете таблицы со стандартами, по которым можно примерно подобрать лучший сварочный инвертор и электроды к нему, исходя из толщины свариваемого металла. Тем не менее, точные параметры нужно смотреть непосредственно в инструкции сварочного устройства и технической документации к приобретаемым электродам. Ниже приведены параметры толщины металла, диаметра электрода, необходимой силы тока: Если приобретаемая вами модель будет не только производительной, но еще и легкой, то пользоваться ею будет намного приятнее. Особенно небольшие габариты ценятся среди строительных бригад, часто перемещающихся по объектам, а также среди профессиональных сварщиков, которые оказывают платные выездные услуги. Ну и, конечно, стоит обращать внимание на комплектацию: некоторые производители могут прилагать в наборе защитный шлем, катушки с проволокой, насадку для порошковой сварки, молоток и щетку, чтоб избавить вас от дополнительных финансовых затрат.
Если приобретаемая вами модель будет не только производительной, но еще и легкой, то пользоваться ею будет намного приятнее. Особенно небольшие габариты ценятся среди строительных бригад, часто перемещающихся по объектам, а также среди профессиональных сварщиков, которые оказывают платные выездные услуги. Ну и, конечно, стоит обращать внимание на комплектацию: некоторые производители могут прилагать в наборе защитный шлем, катушки с проволокой, насадку для порошковой сварки, молоток и щетку, чтоб избавить вас от дополнительных финансовых затрат. Спустя 80 лет Н.Н. Бенардос внедрил угольный электрод в сварку, а затем последовал ряд нововведений, среди которых были методы сварки с применением защитного газа, а также точечная сварка. Современный тип сварки с помощью плавящегося электрода, внедрил Н.Г. Славянов в 1988 году. Большой вклад в развитие новых методов сварки (порошковая, плазменная, сварка под водой и в космосе) внес институт электросварки им. Е.О. Патона — советского ученого-механика и инженера.
Спустя 80 лет Н.Н. Бенардос внедрил угольный электрод в сварку, а затем последовал ряд нововведений, среди которых были методы сварки с применением защитного газа, а также точечная сварка. Современный тип сварки с помощью плавящегося электрода, внедрил Н.Г. Славянов в 1988 году. Большой вклад в развитие новых методов сварки (порошковая, плазменная, сварка под водой и в космосе) внес институт электросварки им. Е.О. Патона — советского ученого-механика и инженера.
 Именно поэтому, во избежание перегрева или прожога заготовки, варить тонкие листы металла или высоколегированную сталь лучше при обратной полярности: зажим с “минусом” подключается к заготовке, а в зажим с “плюсом” вставляется электрод.
Именно поэтому, во избежание перегрева или прожога заготовки, варить тонкие листы металла или высоколегированную сталь лучше при обратной полярности: зажим с “минусом” подключается к заготовке, а в зажим с “плюсом” вставляется электрод.
 Дело в том, что потребляемая мощность обычного сварочного аппарата может резко возрастать во время “залипания” электрода, а, значит, нужно брать генератор с запасом мощности. В инверторах, как правило, есть защита от “залипания”, которая снижает ток или вовсе отключает его подачу — в этом случае, никакой нагрузки на бензогенератор не будет. Мощность же последнего стоит выбирать, исходя из потребляемой мощности вашего аппарата, которую можно найти в инструкции.
Дело в том, что потребляемая мощность обычного сварочного аппарата может резко возрастать во время “залипания” электрода, а, значит, нужно брать генератор с запасом мощности. В инверторах, как правило, есть защита от “залипания”, которая снижает ток или вовсе отключает его подачу — в этом случае, никакой нагрузки на бензогенератор не будет. Мощность же последнего стоит выбирать, исходя из потребляемой мощности вашего аппарата, которую можно найти в инструкции. Стандартные бытовые удлинители имеют провод с сечением 0,75 кв.мм и чем больше его длина, тем больше будет сопротивление. Например, сопротивление на пятиметровом удлинителе будет равно 0,23 Ома (суммируем два провода по 5 метров, умножаем на 0,0175 мкОм-м и делим на сечение). При работе аппарата на 20 А падение напряжения будет достигать 4,6 В (20А*0,23 Ом). Казалось бы — немного, но мощность, рассеиваемая на всем участке кабеля, будет равна 100 ваттам, что приведет к сильному нагреву проводов и даже их возгоранию. Поэтому на такую длину сечение проводов должно быть не менее 2,5 кв. мм.
Стандартные бытовые удлинители имеют провод с сечением 0,75 кв.мм и чем больше его длина, тем больше будет сопротивление. Например, сопротивление на пятиметровом удлинителе будет равно 0,23 Ома (суммируем два провода по 5 метров, умножаем на 0,0175 мкОм-м и делим на сечение). При работе аппарата на 20 А падение напряжения будет достигать 4,6 В (20А*0,23 Ом). Казалось бы — немного, но мощность, рассеиваемая на всем участке кабеля, будет равна 100 ваттам, что приведет к сильному нагреву проводов и даже их возгоранию. Поэтому на такую длину сечение проводов должно быть не менее 2,5 кв. мм.
 SMAW) или сварка электродами.
SMAW) или сварка электродами. Как и в случае с большинством новых технологий, источники сварочного тока на основе инверторов испытали свои трудности в течение 19-го века.90-е. Многие ранние машины страдали от проблем с надежностью и были в центре горячих споров относительно пользовательских интерфейсов, элементов управления, рассеивания тепла и проблем с влажностью. Эти вопросы по-прежнему лежат в основе дебатов о внедрении инверторов. Но к началу 2000-х эти агрегаты стали популярными из-за своей универсальности и способности контролировать дугу.
Как и в случае с большинством новых технологий, источники сварочного тока на основе инверторов испытали свои трудности в течение 19-го века.90-е. Многие ранние машины страдали от проблем с надежностью и были в центре горячих споров относительно пользовательских интерфейсов, элементов управления, рассеивания тепла и проблем с влажностью. Эти вопросы по-прежнему лежат в основе дебатов о внедрении инверторов. Но к началу 2000-х эти агрегаты стали популярными из-за своей универсальности и способности контролировать дугу. Для сравнения, инверторные машины прожили лишь небольшую часть этого времени — примерно 30 лет, плюс-минус. Можно привести аргумент, что трансформаторные машины более надежны, чем лучшие инверторные машины, но стоит отметить, что разрыв между ними значительно сократился в последние годы. Прошли дни 1990-е годы, когда отказы инверторов были кошмаром.
Для сравнения, инверторные машины прожили лишь небольшую часть этого времени — примерно 30 лет, плюс-минус. Можно привести аргумент, что трансформаторные машины более надежны, чем лучшие инверторные машины, но стоит отметить, что разрыв между ними значительно сократился в последние годы. Прошли дни 1990-е годы, когда отказы инверторов были кошмаром. Инверторные машины также намного легче и портативнее, чем трансформаторные. Преимущество принадлежит инверторам в плане универсальности.
Инверторные машины также намного легче и портативнее, чем трансформаторные. Преимущество принадлежит инверторам в плане универсальности. Иногда даже такой посредственный сварщик, как я, выглядит неплохо. Я высоко оцениваю инверторные машины за качество сварки и инновации, но мне по-прежнему нравится, чтобы они были простыми для стали.
Иногда даже такой посредственный сварщик, как я, выглядит неплохо. Я высоко оцениваю инверторные машины за качество сварки и инновации, но мне по-прежнему нравится, чтобы они были простыми для стали. В настоящее время первоначальные затраты на двоих, вероятно, примерно равны.
В настоящее время первоначальные затраты на двоих, вероятно, примерно равны.


 Таким образом, они идеально подходят для использования на ходу или когда вам нужно изменить положение сварки.
Таким образом, они идеально подходят для использования на ходу или когда вам нужно изменить положение сварки. Кроме того, что они потребляют меньше энергии, это также означает, что они не перегреваются. Это делает их экономичными и эффективными, обеспечивая рабочий цикл от 60 до 100%.
Кроме того, что они потребляют меньше энергии, это также означает, что они не перегреваются. Это делает их экономичными и эффективными, обеспечивая рабочий цикл от 60 до 100%.
 youtube.com/embed/4tKghHEvizQ?list=PLdt0HdJTyeSWMKNtpVhkaUB9rAIHRZUvN» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/4tKghHEvizQ?list=PLdt0HdJTyeSWMKNtpVhkaUB9rAIHRZUvN» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>  Сварщики-трансформеры в этих случаях намного лучше. В отличие от инверторных сварочных аппаратов, они охватывают все эти функции. Кроме того, в случае выхода из строя, ремонт трансформаторных сварочных аппаратов намного проще и дешевле.
Сварщики-трансформеры в этих случаях намного лучше. В отличие от инверторных сварочных аппаратов, они охватывают все эти функции. Кроме того, в случае выхода из строя, ремонт трансформаторных сварочных аппаратов намного проще и дешевле.
 Состоит из электрода, сопла, канала для подачи воздуха и изолятора (охладителя).
Состоит из электрода, сопла, канала для подачи воздуха и изолятора (охладителя).
 Первые работают от сети 220В, вторые – 380В. При этом нужно учитывать, что любой плазморез имеет колоссальную мощностью, и не каждая сеть в частной мастерской выдержит такую нагрузку.
Первые работают от сети 220В, вторые – 380В. При этом нужно учитывать, что любой плазморез имеет колоссальную мощностью, и не каждая сеть в частной мастерской выдержит такую нагрузку.
 Для покупки достаточно заполнить форму заявки и дождаться звонка нашего менеджера. Он уточнит ваши пожелания, расскажет о способах оплаты и времени доставки.
Для покупки достаточно заполнить форму заявки и дождаться звонка нашего менеджера. Он уточнит ваши пожелания, расскажет о способах оплаты и времени доставки.
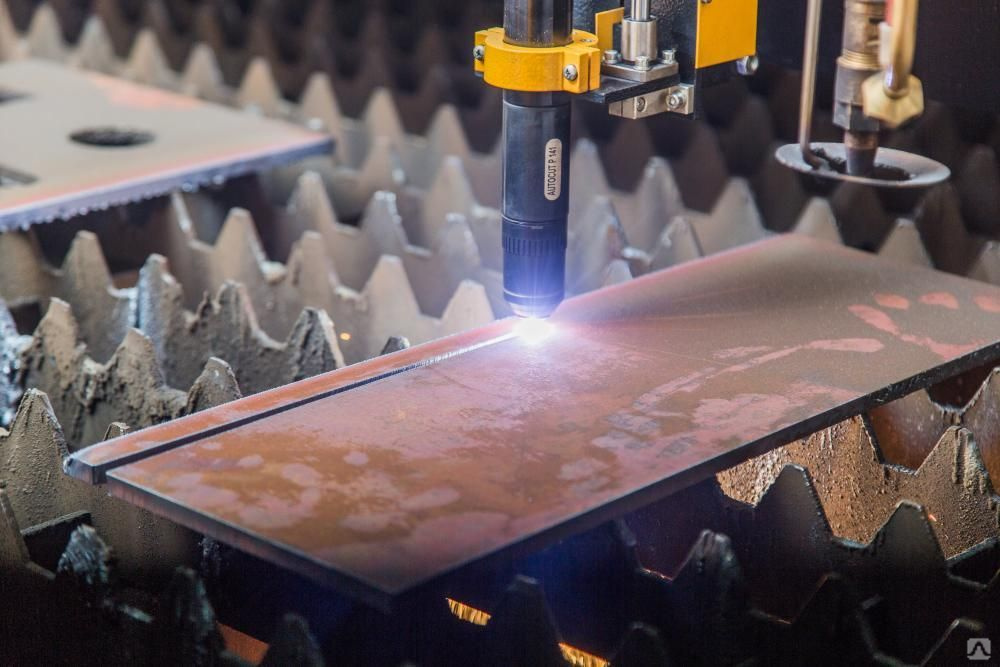 Несмотря на растущий интерес к технологии, путаница в терминологии остается до сих пор: иногда под «плазмотроном» ошибочно подразумевают всю установку для резки. Что же представляет собой этот аппарат и как именно он устроен?
Несмотря на растущий интерес к технологии, путаница в терминологии остается до сих пор: иногда под «плазмотроном» ошибочно подразумевают всю установку для резки. Что же представляет собой этот аппарат и как именно он устроен?
 Под их воздействием внутри аппарата между наконечником сопла и электродом образуется дежурная электрическая дуга температурой 6000 – 8000 °С, столб которой заполняет собой весь канал.
Под их воздействием внутри аппарата между наконечником сопла и электродом образуется дежурная электрическая дуга температурой 6000 – 8000 °С, столб которой заполняет собой весь канал.
 Плазменные резаки используются во всех отраслях промышленности, включая обрабатывающую, фармацевтическую, нефтегазовую и военную промышленность.
Плазменные резаки используются во всех отраслях промышленности, включая обрабатывающую, фармацевтическую, нефтегазовую и военную промышленность.
 Некоторые меры предосторожности во избежание поражения электрическим током включают в себя: электрическое заземление плазменного резака, необходимо носить соответствующие средства индивидуальной защиты (СИЗ, например, резиновые перчатки в дополнение к сварочным перчаткам), проверять все кабели перед началом работы, обеспечивать сухость рабочей зоны и т. д.
Некоторые меры предосторожности во избежание поражения электрическим током включают в себя: электрическое заземление плазменного резака, необходимо носить соответствующие средства индивидуальной защиты (СИЗ, например, резиновые перчатки в дополнение к сварочным перчаткам), проверять все кабели перед началом работы, обеспечивать сухость рабочей зоны и т. д. Это может быть достигнуто с помощью систем удаления дыма. В некоторых ситуациях также может потребоваться сварочная маска с защитой от дыма.
Это может быть достигнуто с помощью систем удаления дыма. В некоторых ситуациях также может потребоваться сварочная маска с защитой от дыма. Защитные газы также способствуют охлаждению горелки. Кроме того, для мощных приложений доступны горелки с жидкостным охлаждением, которые обеспечивают максимальное охлаждение и длительный срок службы расходных материалов.
Защитные газы также способствуют охлаждению горелки. Кроме того, для мощных приложений доступны горелки с жидкостным охлаждением, которые обеспечивают максимальное охлаждение и длительный срок службы расходных материалов. При запуске дуги касанием сопло должно коснуться заготовки, чтобы зажечь дугу, тогда как при вспомогательной дуге дуга присутствует в плазменном сопле, и контакт между соплом и заготовкой не требуется.
При запуске дуги касанием сопло должно коснуться заготовки, чтобы зажечь дугу, тогда как при вспомогательной дуге дуга присутствует в плазменном сопле, и контакт между соплом и заготовкой не требуется. 

 Но что именно стоит за этой относительно новой технологией? Мы разъясняем самые важные вопросы в нашем кратком обзоре с наиболее важными фактами о плазменных резаках и плазменной резке.
Но что именно стоит за этой относительно новой технологией? Мы разъясняем самые важные вопросы в нашем кратком обзоре с наиболее важными фактами о плазменных резаках и плазменной резке.
 Ручные резаки обычно могут резать стальной лист толщиной до 38 мм , более мощные резаки с компьютерным управлением могут резать стальной лист толщиной до 150 мм . Поскольку плазменные резаки создают очень горячий и очень локализованный «конус» для резки, они очень полезны для резки и сварки листов изогнутой или угловой формы.
Ручные резаки обычно могут резать стальной лист толщиной до 38 мм , более мощные резаки с компьютерным управлением могут резать стальной лист толщиной до 150 мм . Поскольку плазменные резаки создают очень горячий и очень локализованный «конус» для резки, они очень полезны для резки и сварки листов изогнутой или угловой формы.
 По сравнению с традиционной резкой «металл против металла», плазменная резка не дает металлической стружки и обеспечивает точные разрезы. Первые плазменные резаки были большими, медленными и дорогими. Поэтому они в основном использовались для повторения рисунков раскроя в режиме массового производства. Как и другие станки, Технология ЧПУ (ЧПУ) использовалась в плазменном резаке с конца 1980-х по 1990-е годы . Благодаря технологии ЧПУ плазменные резаки получили большую гибкость при резке различных форм на основе ряда различных инструкций, запрограммированных в числовом программном управлении станка . Однако станки плазменной резки с ЧПУ обычно ограничивались вырезанием шаблонов и деталей из плоских стальных листов только с двумя осями движения.
По сравнению с традиционной резкой «металл против металла», плазменная резка не дает металлической стружки и обеспечивает точные разрезы. Первые плазменные резаки были большими, медленными и дорогими. Поэтому они в основном использовались для повторения рисунков раскроя в режиме массового производства. Как и другие станки, Технология ЧПУ (ЧПУ) использовалась в плазменном резаке с конца 1980-х по 1990-е годы . Благодаря технологии ЧПУ плазменные резаки получили большую гибкость при резке различных форм на основе ряда различных инструкций, запрограммированных в числовом программном управлении станка . Однако станки плазменной резки с ЧПУ обычно ограничивались вырезанием шаблонов и деталей из плоских стальных листов только с двумя осями движения. Для получения дополнительной информации ознакомьтесь с нашей Политикой конфиденциальности.
Для получения дополнительной информации ознакомьтесь с нашей Политикой конфиденциальности.

 Лазерный луч генерируется в полости резонатора системы лазерной резки 9.0142 . Хотя расход резонаторного газа невелик, решающее значение имеют его чистота и правильный состав. Специальные резонаторные газы защищают устройства от попадания цилиндра в полость резонатора и оптимизируют режущую способность. Для резки и сварки лазерный луч направляется от резонатора к режущей головке через систему прохождения луча. Необходимо убедиться, что в системе нет растворителей, частиц и паров. Особенно для высокопроизводительных систем (> 4 кВт) рекомендуется азот из жидкого источника. При лазерной резке кислород или азот могут служить режущим газом. Кислород используется для нелегированной и низколегированной стали , хотя процесс аналогичен газокислородной резке. Здесь также важную роль играет чистота кислорода. Азот используется для обработки нержавеющей стали, алюминия и никелевых сплавов для получения чистой кромки и сохранения основных свойств основного материала.
Лазерный луч генерируется в полости резонатора системы лазерной резки 9.0142 . Хотя расход резонаторного газа невелик, решающее значение имеют его чистота и правильный состав. Специальные резонаторные газы защищают устройства от попадания цилиндра в полость резонатора и оптимизируют режущую способность. Для резки и сварки лазерный луч направляется от резонатора к режущей головке через систему прохождения луча. Необходимо убедиться, что в системе нет растворителей, частиц и паров. Особенно для высокопроизводительных систем (> 4 кВт) рекомендуется азот из жидкого источника. При лазерной резке кислород или азот могут служить режущим газом. Кислород используется для нелегированной и низколегированной стали , хотя процесс аналогичен газокислородной резке. Здесь также важную роль играет чистота кислорода. Азот используется для обработки нержавеющей стали, алюминия и никелевых сплавов для получения чистой кромки и сохранения основных свойств основного материала. То же самое относится к впрыску воды при плазменной резке. Вода впрыскивается через инжектор в плазменную дугу плазмореза. Плазменная дуга обычно создается при использовании азота в качестве плазмообразующего газа, как это имеет место в большинстве плазменных резаков. Как только вода впрыскивается в плазменную дугу , это приводит к высокому сужению . В этом специальном процессе температура значительно повышается до 90 141 30 000°C и выше 90 142 . Если сравнить упомянутые выше преимущества процесса с обычной плазмой, то можно увидеть, что как качество резки , так и прямоугольность реза значительно улучшены , и материалы идеально подготовлены для сварки. Помимо улучшения качества резки при плазменной резке, также можно наблюдать увеличение скорости резания, меньший риск двойной кривизны и уменьшение эрозии сопла .
То же самое относится к впрыску воды при плазменной резке. Вода впрыскивается через инжектор в плазменную дугу плазмореза. Плазменная дуга обычно создается при использовании азота в качестве плазмообразующего газа, как это имеет место в большинстве плазменных резаков. Как только вода впрыскивается в плазменную дугу , это приводит к высокому сужению . В этом специальном процессе температура значительно повышается до 90 141 30 000°C и выше 90 142 . Если сравнить упомянутые выше преимущества процесса с обычной плазмой, то можно увидеть, что как качество резки , так и прямоугольность реза значительно улучшены , и материалы идеально подготовлены для сварки. Помимо улучшения качества резки при плазменной резке, также можно наблюдать увеличение скорости резания, меньший риск двойной кривизны и уменьшение эрозии сопла .

 К наиболее распространенным моделям относятся следующие:
К наиболее распространенным моделям относятся следующие:

 Вам будут представлены модификации воздушных клапанов с учетом таких важных параметров, как материал изделия, его назначения, диаметр сечения и пропускная способность, и других нюансов, которые послужат гарантией качественной работы вентсистемы.
Вам будут представлены модификации воздушных клапанов с учетом таких важных параметров, как материал изделия, его назначения, диаметр сечения и пропускная способность, и других нюансов, которые послужат гарантией качественной работы вентсистемы.
 9мм*нар16мм*20,5мм) 59 грамм
9мм*нар16мм*20,5мм) 59 грамм Запорожье
Запорожье Одесса
Одесса





 Это внутренний диаметр (ID). Используйте это измерение, чтобы найти подходящий обратный клапан.
Это внутренний диаметр (ID). Используйте это измерение, чтобы найти подходящий обратный клапан.





 Специалисты нашего магазина обязательно Вас проконсультируют!
Специалисты нашего магазина обязательно Вас проконсультируют! Беречь — От воды! От снега! От жидкой грязи! От металлических брызг или стружки!
Беречь — От воды! От снега! От жидкой грязи! От металлических брызг или стружки!
 лиц при покупке сварочного аппарата с этим стикером за наличный расчет или по карте в офисе магазина.
лиц при покупке сварочного аппарата с этим стикером за наличный расчет или по карте в офисе магазина.
 Отлично подходит для бытовых и несложных профессиональных работ по свариванию черных и цветных металлов плавящимися рутиловыми электродами. За счет инверторной технологии имеет небольшую потребляемую мощность, тем самым уменьшая нагрузку на электросеть, это особенно актуально при бытовом использовании в гаражах, на даче или в местах с слабой и старой проводкой. Модель выполнена в удобном дизайне, металлический корпус придает жесткость конструкции, пластиковая передняя панель уменьшает вес, использование IGBT транзисторов позволило уменьшить размеры, а наплечный ремень позволяет комфортно работать на весу. Аппарат оснащен системой принудительного охлаждения, защитой от перегрева, защитой от залипания электрода и системой “Горячий старт” которая упрощает поджиг электрода. Из дополнительных преимуществ можно отметить, увеличенный класс защиты предотвращающий замыкание платы при попадании на нее пыли, сниженный порог входного напряжения позволяет работать даже при падении до 140 вольт. Еще одним плюсом можно считать доступную стоимость аппарата при высоком качестве сборки и комплектующих.
Отлично подходит для бытовых и несложных профессиональных работ по свариванию черных и цветных металлов плавящимися рутиловыми электродами. За счет инверторной технологии имеет небольшую потребляемую мощность, тем самым уменьшая нагрузку на электросеть, это особенно актуально при бытовом использовании в гаражах, на даче или в местах с слабой и старой проводкой. Модель выполнена в удобном дизайне, металлический корпус придает жесткость конструкции, пластиковая передняя панель уменьшает вес, использование IGBT транзисторов позволило уменьшить размеры, а наплечный ремень позволяет комфортно работать на весу. Аппарат оснащен системой принудительного охлаждения, защитой от перегрева, защитой от залипания электрода и системой “Горячий старт” которая упрощает поджиг электрода. Из дополнительных преимуществ можно отметить, увеличенный класс защиты предотвращающий замыкание платы при попадании на нее пыли, сниженный порог входного напряжения позволяет работать даже при падении до 140 вольт. Еще одним плюсом можно считать доступную стоимость аппарата при высоком качестве сборки и комплектующих. В стандартную комплектацию входят: провода с массовым зажимом и держателем электрода,наплечный ремень и инструкция по эксплуатации.
В стандартную комплектацию входят: провода с массовым зажимом и держателем электрода,наплечный ремень и инструкция по эксплуатации.  0 кВт
0 кВт , шир., выс.)
, шир., выс.)
 Размер спальни: 14 x 18
Размер спальни: 14 x 18 США
США
 Проконсультируйтесь с агентом по недвижимости для получения информации о конкретных сборах в вашем районе.
Проконсультируйтесь с агентом по недвижимости для получения информации о конкретных сборах в вашем районе. Чтобы проверить право на зачисление в школу, свяжитесь напрямую со школьным округом.
Чтобы проверить право на зачисление в школу, свяжитесь напрямую со школьным округом.
 м. футов House
м. футов House футов
футов футов
футов футов
футов ,900.
,900.

 зеленая устойчивая энергия.
зеленая устойчивая энергия.