Пеноблоки: что это такое, плюсы и минусы, стандартные размеры
09.01.2019
1 звезда2 звезды3 звезды4 звезды5 звезд
В малоэтажном строительстве особую востребованность получили блоки из пенобетона. Мы расскажем, что это такое и как их правильно использовать.
Instagram penoblok_okt
Для индивидуального строительства каждый старается выбрать максимально эффективную технологию, чтобы можно было возвести прочное теплое здание в самые короткие сроки и с минимальными затратами. О нюансах строительства из данного материала, таких как размер пеноблока по стандарту, и недостатках метода мы и поговорим сегодня.
Что такое пеноблок
Так называются строительные элементы, которые изготавливаются из пористого пенобетона. Внешне он похож на еще одну вариацию ячеистого материала под названием газобетон. Однако коренное отличие кроется в методике производства, что, собственно, и определяет его свойства. Для получения вспененной разновидности в смесь из цемента, воды, песка добавляется специальная пена.
Внешне он похож на еще одну вариацию ячеистого материала под названием газобетон. Однако коренное отличие кроется в методике производства, что, собственно, и определяет его свойства. Для получения вспененной разновидности в смесь из цемента, воды, песка добавляется специальная пена.
Последняя может быть образована двумя способами. Если используется органический пенообразователь на основе белка, в результате получается максимально прочный и экологически чистый элемент. Но эта методика дороже. Более дешевый и не менее эффективный синтетический пенообразователь. Правда, работать с ним нужно осторожно, поскольку веществу присвоен 4 класс опасности. Готовые же блоки совершенно безопасны.
Instagram penoblok
После того, как делается замес любым из описанных способов, раствор заливается в небольшие стандартные формы, где он высушивается в естественных условиях. Как вариант может использоваться одна большая общая форма. Тогда после отвердевания массу разрезают на детали нужного размера. Технология производства настолько проста, что часто кирпичи из вспененного бетона изготавливают прямо на стройплощадке.
Тогда после отвердевания массу разрезают на детали нужного размера. Технология производства настолько проста, что часто кирпичи из вспененного бетона изготавливают прямо на стройплощадке.
Виды и размеры пеноблока: стандарт и вариации
Для нужд строительства выпускается широкий ассортимент «кирпичей» из вспененного бетона. Их можно разделить на несколько групп.
Типы материала
Если при замешивании в состав вводится глина, зола или другие мелкофракционные вещества, в готовом изделии уменьшается количество пор. Это увеличивает его прочность и теплопроводность, а также снижает себестоимость. Исходя из назначения и плотности различают три вида строительных изделий:
- Конструкционные. Отличаются высокой плотностью. Имеют максимальную прочность и невысокие изоляционные характеристики. Предназначены для возведения стен, межкомнатных перегородок и т.п.
- Теплоизоляционные. Обладают минимальной плотностью и низкой теплопроводностью. Прочность минимальна.
 Используются в качестве утеплителя.
Используются в качестве утеплителя. - Конструкционно-теплоизоляционные. Сочетают достоинства обоих предыдущих вариантов. Применяются в качестве «теплого» стройматериала. Запас прочности ограничен, в некоторых случаях требуется дополнительное армирование.
 Используются в качестве утеплителя.
Используются в качестве утеплителя.
Instagram artstroy.tlt
Разновидности габаритов
Различаются и размеры блоков. Основные вариации мы представили в виде таблицы.
| Размер, мм | Штук на 1 куб. м | Штук в кладке на 1 кв. м |
| 600х300х250 | 22 | 6,7 |
| 600х300х200 | 27 | 8,4 |
| 600х300х150 | 37 | 11,2 |
| 600х300х120 | 46 | 13,8 |
| 600х300х100 | 55 | 16,7 |
Пеноблоки маркируются буквами и цифрами. Прочность обозначается В и цифрой в пределах от 0,5 до 60. Она показывает нагрузку, которую выдерживает элемент при сжатии. Буква F с цифрами от 15 до 75 обозначает морозостойкость. Детали с числом до 25 могут быть использованы только для строительства внутренних стен или перегородок, остальные пригодны для наружных работ.
Прочность обозначается В и цифрой в пределах от 0,5 до 60. Она показывает нагрузку, которую выдерживает элемент при сжатии. Буква F с цифрами от 15 до 75 обозначает морозостойкость. Детали с числом до 25 могут быть использованы только для строительства внутренних стен или перегородок, остальные пригодны для наружных работ.
Пеноблоки: плюсы и минусы
Качество стройматериала во многом зависит от места его производства. Изготовленное кустарным способом или недобросовестным производителем изделие вряд ли будет иметь хорошие эксплуатационные характеристики. Это нужно учесть при выборе. Рассмотрим основные минусы и плюсы дома из пеноблоков.
Instagram penoblok_okt
Плюсы
Их востребованность можно объяснить большим количеством значимых достоинств, к которым относят:
- Низкую теплопроводность, причем даже у конструкционных деталей. Если сравнить вспененный бетон средней плотности с кирпичом, то первый будет «теплее» примерно в 2-2,5 раза. Таким образом, для аналогичного результата можно выложить стену в два раза тоньше, что позволит существенно сэкономить. Кроме того, пористая структура дает хорошие звукоизоляционные свойства. Это используется при возведении перегородок и наружных стен.
- Морозостойкость. Строение материала и добавление определенных компонентов в процессе изготовления позволяет ему с легкостью выдерживать множество циклов размораживания/замораживания. Свойства деталей при этом не изменяются.
- Огнестойкость. Блоки полностью пожаробезопасны. Они не тлеют, не горят и под воздействием пламени не выделяют токсичных веществ. Это свойство особенно ценно, если из них решено возводить баню.
- Удобство в монтаже. Изделия легко обрабатывать. Они хорошо распиливаются, сверлятся и фрезеруются. Это позволяет реализовывать любые дизайнерские решения, без проблем прокладывать инженерные коммуникации.
- Высокую скорость укладки. Размеры блока больше, чем у кирпича по стандарту. Таким образом, для возведения определенного объема их потребуется намного меньше. Соответственно, и уложить блоки можно быстрее. Также экономится и клей или цементный раствор для кладки, его потребуется на порядок меньше.
- Экономичность. Малый вес детали, который объясняется ее пористой структурой, позволяет делать облегченные фундаменты. Это невозможно, например, для кирпича. Ниже транспортные расходы, меньше расход клея и стоимость работ. Последнее обусловлено тем, что оплатить укладку одного вспененного блока дешевле, чем 18 кирпичей. А объем они займут примерно одинаковый.
- Низкая стоимость. Безусловно, цена материала разнится. Она зависит от производителя, марки и т.п., но в целом дом из вспененного бетона обойдется дешевле, чем из кирпича любого типа, бруса, бревна или газосиликата.
 Таким образом, для аналогичного результата можно выложить стену в два раза тоньше, что позволит существенно сэкономить. Кроме того, пористая структура дает хорошие звукоизоляционные свойства. Это используется при возведении перегородок и наружных стен.
Таким образом, для аналогичного результата можно выложить стену в два раза тоньше, что позволит существенно сэкономить. Кроме того, пористая структура дает хорошие звукоизоляционные свойства. Это используется при возведении перегородок и наружных стен.
 Таким образом, для возведения определенного объема их потребуется намного меньше. Соответственно, и уложить блоки можно быстрее. Также экономится и клей или цементный раствор для кладки, его потребуется на порядок меньше.
Таким образом, для возведения определенного объема их потребуется намного меньше. Соответственно, и уложить блоки можно быстрее. Также экономится и клей или цементный раствор для кладки, его потребуется на порядок меньше.
Instagram remont_pod_klyuch_krd
Есть у пеноблоков два свойства, которые сложно однозначно отнести к преимуществам или к недостаткам. Первое это относительно низкое влагопоглощение. Благодаря тому, что поры материала закрытые, он слабо впитывает влагу. Производители любят демонстрировать, как изделие несколько часов плавает в емкости с водой. Тем не менее, оно способно впитать порядка 5-10% влаги. Правда, сохнет пенобетон намного быстрее, чем, например, кирпич.
Первое это относительно низкое влагопоглощение. Благодаря тому, что поры материала закрытые, он слабо впитывает влагу. Производители любят демонстрировать, как изделие несколько часов плавает в емкости с водой. Тем не менее, оно способно впитать порядка 5-10% влаги. Правда, сохнет пенобетон намного быстрее, чем, например, кирпич.
Второе спорное свойство — экологичность. Понятно, что если приобретается продукция от неизвестного производителя, гарантировать ее полную безопасность невозможно. Для уменьшения себестоимости в сырье могут добавлять отходы металлургического или строительного производства. Если такая возможность полностью исключена, можно быть уверенным в безопасности пенобетона.
Instagram penoblokiaktobe_
Недостатки и как их нивелировать
К значимым минусам нужно отнести следующее:
- Усадка постройки. Это естественный процесс, который протекает в течение двух месяцев после монтажа. Бетон набирает прочность, что приводит к равномерной усадке. Она составляет примерно 1-4 мм на каждый метр высоты. Таким образом, с окончательной отделкой придется подождать до окончания этого процесса.
- Хрупкость. В некоторых случаях блоки могут деформироваться, трескаться и даже разделяться на несколько фрагментов. Это возможно, если изделие низкого качества или произошла ошибка в расчетах и плотности пенобетона недостаточно. Во избежание таких проблем нужно грамотно рассчитывать конструкцию и не приобретать продукцию недобросовестных производителей.
- Непривлекательный вид. Пеноблоки представляют собой большие кирпичи темного серого цвета. Возведенное из них по любому, даже самому интересному проекту, здание выглядит некрасиво. По этой причине требуется декоративная отделка. Под нее желательно выполнить дополнительную гидроизоляцию, чтобы защитить постройку от влаги.
 Бетон набирает прочность, что приводит к равномерной усадке. Она составляет примерно 1-4 мм на каждый метр высоты. Таким образом, с окончательной отделкой придется подождать до окончания этого процесса.
Бетон набирает прочность, что приводит к равномерной усадке. Она составляет примерно 1-4 мм на каждый метр высоты. Таким образом, с окончательной отделкой придется подождать до окончания этого процесса.
Instagram stroim_dom.spb
Где используются изделия
Область применения пенобетона очень широка. Наиболее востребован он для:
Наиболее востребован он для:
- строительства индивидуальных домов, дач, хоз. построек;
- возведения малоэтажных офисных и жилых зданий;
- при реконструкции и перестройке строений.
Блоки используются как стеновые и перегородочные. Из них возводятся комбинированные и несущие стены, перегородки. Могут применяться для утепления и звукоизоляции.
Instagram osnovit
Что учесть при выборе
Перед тем, как отправиться в магазин, нужно точно рассчитать нужное количество материала. Проще всего это сделать на специальном калькуляторе, которых много в интернете. Определившись с количеством, можно приступать к выбору. Специалисты уверены, что изделие хорошего качества можно отличить по внешнему виду. Нужно только обратить внимание на:
- Цвет. Он должен быть равномерно серый, ближе к темному. Слишком светлый тон говорит о недостатке цемента.
- Точность геометрии. Достаточно положить один блок на другой, чтобы увидеть погрешности, если они есть.
- Структуру. Она должна быть однородной. Так, чтобы количество пор внутри элемента и на его поверхности было примерно одинаковым.
- Вес. Уточните массу изделия, а потом попросите взвесить любую деталь. Если есть отличие, значит заявленная плотность не соответствует действительности.
 Достаточно положить один блок на другой, чтобы увидеть погрешности, если они есть.
Достаточно положить один блок на другой, чтобы увидеть погрешности, если они есть.
Instagram _business_trade
Пенобетон — практичный и недорогой строительный материал, который становится все более востребованным. И это не удивительно, если учесть все реальные плюсы и минусы стен из пеноблоков. На возведение такого дома в среднем уходит около полугода, что не может не привлекать застройщиков.
Материал подготовила
Инна Ясиновская
Была ли статья интересна?
Поделиться ссылкой
Нажимая на кнопку «Подписаться»,
Вы даете согласие на обработку персональных данных
Рекомендуем
8 полезных и красивых идей для интерьера, которые стоят того
Монтаж снегозадержателей своими руками: инструкция для работы с профлистом и металлочерепицей
В Канаде продается ранчо с городом из вестерна «Непрощенный» Клинта Иствуда
7 секретов выбора дивана, о которых мало кто знает
В Англии продается 800-летнее поместье, которым владела семья Черчиллей
Уход за фикусом в домашних условиях: полив, размножение, лечение болезней
Архитекторы превратили старый дом шириной 3,5 м в испанском городе в комфортное жилье
«Бабушкин» интерьер или вернувшийся тренд? Ковры на стене и варианты их использования (48 фото)
Полезный рейтинг: 12 лучших парогенераторов 2022 года
Реклама на IVD. ru
ru
размеры, плюсы и минусы пенобетонных блоков для строительства дома
Среди иных видов стройматериалов, используемых при возведении коробки частного дома, пенобетонные блоки выделяются дешевизной, низкой теплопроводностью и малым весом. Благодаря предельной простоте технологии изготовления их можно делать прямо на участке в подсобном помещении.
Однако для строительства своего личного коттеджа пеноблоки лучше приобретать в заводском исполнении со стандартными размерами и той марки, которая требуется для конкретного случая. Для внешних стен рекомендуется брать одни изделия из пенобетона, а для внутренних перегородок иные.
Содержание
- Что это такое?
- Виды и размеры
- Плюсы и минусы
- Фото домов
Что такое пенобетонный блок?
Пеноблок – пористый стройматериал, изготавливаемый из смеси цемента, воды с песком и пенообразователя. Это одна из разновидностей ячеистого бетона (пенобетона). Но в отличие от схожего по структуре газобетона пустоты в нем формируется не за счет химических реакций внутри блока в процессе застывания, а благодаря смешиванию бетонной смеси с заранее подготовленной пеной.
Пенообразователь используется органический либо синтетический. Первый вариант на белковой основе дороже, но блок с ним получается более прочным и экологически чистым. Синтетика дешева, однако имеет 4-й класс опасности. Сами пеноблоки из нее получаются безопасными, но работать с исходной смесью при замешивании раствора приходится с большей осторожностью.
Формы для заливки пенобетонной смеси
Производится такой материал для строительства домов двумя способами:
Процесс распиливания массива застывшего пенобетона на блоки
Чтобы сэкономить на сырье и увеличить плотность блоков, при замешивании в смесь нередко добавляют золу, глину и иные сыпучие мелкофракционные материалы. С одной стороны это позволяет немало сократить расход цемента, а с другой приводит к утолщению межпоровых перегородок внутри пеноблока, делая изделие более прочным. Причем размер внутренних пустот в этом случае уменьшается, повышая теплопроводность материала.
Внешний вид
Виды и размеры пеноблоков
Одна из основных характеристик пенобетонного блока в его маркировке обозначается буквой «В» и цифрой от 0,5 до 60. Это показатель прочности, т.е. нагрузки в кг/см2, которую данный пеноблок в состоянии выдержать при сжатии. Чем выше этот индекс, тем больший вес способен удержать рассматриваемый стройматериал на себе без разрушения целостности. Если дом строится двухэтажный, то лучше всего для первого этажа взять блоки с максимально высокой прочностью, а для второго с более низкой.
Это показатель прочности, т.е. нагрузки в кг/см2, которую данный пеноблок в состоянии выдержать при сжатии. Чем выше этот индекс, тем больший вес способен удержать рассматриваемый стройматериал на себе без разрушения целостности. Если дом строится двухэтажный, то лучше всего для первого этажа взять блоки с максимально высокой прочностью, а для второго с более низкой.
С первым параметром напрямую связана марка пенобетона «М» в той же маркировке. Цифра в ее обозначении вычисляется по формуле «значение прочности В»*10/0,7 с округлением до целого числа. Второй критерий в классификации – это их средняя плотность (МПа), которая выражена в наименовании изделия буквой «D» и величиной от 300 до 1200.
По плотности и предназначению они делятся на три группы:
Теплоизоляционные – D300 (В0,35 или В0,75), D400 (В0,75; В1 или В2) и D500 (В1,5; В2; В2,5 или В3,5).
Конструкционно-теплоизоляционные – D600 (В2; В2,5; В3,5 или В5), D700 (В2; В2,5; В3,5 или В5), D800 (В2,5, В3,5, В5 или В7,5) и D900 (В2,5; В3,5; В5 или В7,5).
Конструкционные– D1000 (В5 или В7,5), D1100 (В7,5 или В10) и D1200 (В10 или В12,5).

Морозостойкость пеноблока обозначается от F15 до F75. Изделия с маркировкой F15–F25 предназначены для возведения внутренних перегородок дома, а от F25 и выше уже рекомендованы для строительства наружных стен.
В зависимости от средней плотности и размеров пенобетонные блоки делятся на 10 типов с обозначением в маркировке от I до X. Например, у пеноблока типа «I» следующие габариты: высота 188 мм, ширина 300 мм и длина 588 мм. По плотности он может быть выполнен с маркой D500, D600 либо D700. Для блока типа «V» ГОСТом установлены размеры 288х250х288 мм и любой класс D от 300 до 1200. А пенобетонное изделие «X» имеет габаритные величины 88х200х398 мм и плотность только D1200.
Размеры пеноблоков
Таблица размеров пеноблока
| Размеры, мм | Штук в 1 куб м | Кол-во на поддоне | Кол-во в кладке на 1 кв м |
|---|---|---|---|
| 600х300х100 | 55 | 80 | 16,7 |
| 600х300х120 | 46 | 64 | 13,8 |
| 600х300х150 | 37 | 48 | 11,2 |
| 600х300х200 | 27 | 40 | 8,4 |
| 600х300х250 | 22 | 32 | 6,7 |
Плюсы и минусы домов из пенобетонных блоков
Плюсы следующие:
Стандартизованные ГОСТом размеры пеноблоков – упрощает расчеты сметы и работу каменщикам;
Дешевизна – пенобетон является одним из наиболее выгодных по цене материалов для строительства дома за городом;
Простота в обработке – для резки под нужный размер достаточно обычной ножовки;
Прочность – из них можно возвести надежный и долговечный коттедж высотой в три этажа, не используя при этом железобетонного армирующего каркаса;
Легкость по весу – работать даже самыми большими по размерам блоками можно в одиночку без применения спецтехники;
Превосходные показатели теплоизоляции – дома из пеноблоков считаются одними из самых теплых, у того же полнотелого керамического кирпича они по теплопередаче выигрывают вчистую.

Блоки из пенобетона относятся к экологически чистым и пожароустойчивым материалам. Стены домов из них естественным образов «дышат», что сильно упрощает поддержание в жилище комфортного микроклимата. Здесь с подобными коттеджами могут конкурировать лишь бревенчатые дома. Однако по огнестойкости древесина вспененному бетону точно не конкурент.
Минусы у пеноблоков тоже есть, но их всего два:
Основной недостаток пенобетона – это его предрасположенность к поглощению влаги. Без защитной отделки кладку оставлять нельзя никак. Это касается как внутреннего декора, так и внешнего фасадного.
Внимательно проверяйте качество пеноблоков: некачественный материал может растрескаться
Сравнивая плюсы и минусы этого стройматериала, не стоит забывать о фундаменте под ним. Для домов из пеноблоков основу придется делать надежную и дорогую. Сами по себе эти бетонные “кирпичи” достаточно легкие. Однако кладка из них должна лежать на ровной монолитной опоре, чтобы из-за движения грунта под одним из углов строения не пойти трещиной снизу и до крыши.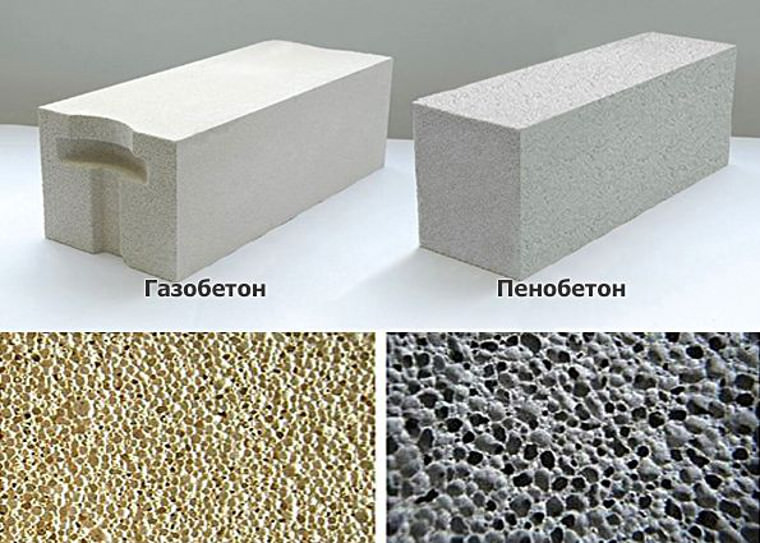
Пенобетонные блоки в современном строительстве частных домов
Из этого материала малоэтажные дома строить можно практически по всей России. Не рекомендуется этот материал использовать только в местностях со слишком высокой влажностью. Без качественной гидроизоляции пенобетонным стенам не обойтись. Но и она не в состоянии полностью защитить их от воды.
В сравнении с обычным кирпичом 1НФ размер пеноблока больше, а по весу он легче. Дом из рассматриваемого стройматериала возводится гораздо быстрее. Однако по прочности он уступает кирпичу и тем более бетону. Зато сильно выигрывает у них по теплоэффективности и стоимости.
Выбирая пеноблок, основное внимание следует уделить его средней плотности и марке пенобетона. Здесь все достаточно просто. Это при выборе материала для каркасного коттеджа надо уделить много времени разбору, что такое СИП-панели с их различными типами утеплителей.
В составе и характеристиках пенобетонных блоков ничего экзотического нет. Нужно лишь внимательно смотреть на их маркировку и помнить, что автоклавный вариант прочнее и долговечней неавтоклавного.
Так выглядит дома из пеноблоков
Комбинированный вариант с СИП-Панелями
Еще один комбинированный вариант: пеноблок и брус
Двухэтажный дом из пеноблока
Так выглядит оштукатуренная стена
Внешний вид еще не отделанного дома
Еще один вариант отделки стен
Дом из блоков с трубой для камина
Отделанный фасад дома из пенблоков
Вот так выглядит кладка из качественных материалов
Читайте также про другие материалы для стен:
Смотрите также видео во сколько обойдётся дом из пеноблоков:
Читайте про другие материалы для дома:
5 Различия между пенополистироловыми блоками и пенополистироловыми блоками
В сфере строительства из пеноблоков, независимо от того, используются ли они для изоляции, дорог, озеленения или коммерческих зданий, термин «пенополистирол» часто используется и неправильно используется, когда речь идет о пенополистироле (EPS). ) пеноблоки. Пенополистирол на самом деле является торговой маркой Dow Chemical Company, которая технически относится к экструдированному пенополистиролу с закрытыми порами (вспомните пенопластовые кофейные чашки, контейнеры для еды на вынос и упаковочный материал). Однако этот экструдированный пенополистирол часто ошибочно используют, когда говорят о пенополистироле, который во многом похож, но отличается. Если вы обратитесь к пенополистиролу, когда на самом деле ищете материал для строительных проектов, известный как пенополистирольные блоки, вы определенно не получите то, за что платите.
) пеноблоки. Пенополистирол на самом деле является торговой маркой Dow Chemical Company, которая технически относится к экструдированному пенополистиролу с закрытыми порами (вспомните пенопластовые кофейные чашки, контейнеры для еды на вынос и упаковочный материал). Однако этот экструдированный пенополистирол часто ошибочно используют, когда говорят о пенополистироле, который во многом похож, но отличается. Если вы обратитесь к пенополистиролу, когда на самом деле ищете материал для строительных проектов, известный как пенополистирольные блоки, вы определенно не получите то, за что платите.
Как эксперты по строительству пенополистирола, мы здесь, чтобы установить рекорд по сравнению экструдированного и пенополистирола, чтобы вы как потребитель могли быть лучше информированы о типах материалов, в которые вы инвестируете для своего следующего проекта. Вот 5 различий между блоками из пенополистирола и блоками из пенополистирола.
Экструдированный и пенополистирол
Основное различие между пенополистиролом и блоками из пенополистирола заключается в том, что пенополистирол изготавливается из экструдированного полистирола (XPS), а пенополистирол изготавливается из пенополистирола. Итак, в чем реальная разница между экструдированным и расширенным? Оба являются пенополистироловыми изделиями, изготовленными из полистирольных смол, но изготавливаются в виде листов и блоков совершенно по-разному. Для пенополистирольных блоков вспенивающий агент, который используется для формирования конечного продукта, быстро покидает шарики полистирола, что создает тысячи крошечных ячеек, заполненных воздухом. Вспенивающий агент, используемый для изготовления продуктов из XPS или пенополистирола, остается в гранулах в течение длительного времени, тем самым предотвращая и уменьшая поток воздуха через материал. Это дает пене XPS более низкий рейтинг влагопоглощения по сравнению с EPS. Чтобы добавить, XPS производится с использованием процесса непрерывной экструзии, который создает форму с закрытыми порами, в то время как EPS производится с помощью процесса расширения, который формирует сферические шарики и использует тепло и давление для сплавления продукта из пенопласта.
Итак, в чем реальная разница между экструдированным и расширенным? Оба являются пенополистироловыми изделиями, изготовленными из полистирольных смол, но изготавливаются в виде листов и блоков совершенно по-разному. Для пенополистирольных блоков вспенивающий агент, который используется для формирования конечного продукта, быстро покидает шарики полистирола, что создает тысячи крошечных ячеек, заполненных воздухом. Вспенивающий агент, используемый для изготовления продуктов из XPS или пенополистирола, остается в гранулах в течение длительного времени, тем самым предотвращая и уменьшая поток воздуха через материал. Это дает пене XPS более низкий рейтинг влагопоглощения по сравнению с EPS. Чтобы добавить, XPS производится с использованием процесса непрерывной экструзии, который создает форму с закрытыми порами, в то время как EPS производится с помощью процесса расширения, который формирует сферические шарики и использует тепло и давление для сплавления продукта из пенопласта.
Физические характеристики
Физические характеристики блоков из пенополистирола и пенополистирола сильно различаются. У одного цвет другой. Вы часто будете видеть оригинальные листы пенополистирола синего цвета, в то время как пенополистирольные блоки имеют белый цвет, если только они не окрашены по индивидуальному заказу. Пенополистирол легкий, но имеет высокую плотность, что делает его более прочным и долговечным, чем пенополистирол. Многие рассматривают пенополистирол в качестве наполнителя благодаря его прочности на сжатие и способности выдерживать большие нагрузки в течение длительных периодов времени. Его рейтинг проницаемости выше, чем у пенополистирола, что делает его более оптимальным для защиты от воды и плесени.
У одного цвет другой. Вы часто будете видеть оригинальные листы пенополистирола синего цвета, в то время как пенополистирольные блоки имеют белый цвет, если только они не окрашены по индивидуальному заказу. Пенополистирол легкий, но имеет высокую плотность, что делает его более прочным и долговечным, чем пенополистирол. Многие рассматривают пенополистирол в качестве наполнителя благодаря его прочности на сжатие и способности выдерживать большие нагрузки в течение длительных периодов времени. Его рейтинг проницаемости выше, чем у пенополистирола, что делает его более оптимальным для защиты от воды и плесени.
Воздействие на окружающую среду
Пригодность к вторичной переработке — еще один важный фактор, отличающий пенополистирол от пенополистирола. В то время как пенополистирол не подлежит вторичной переработке, пенополистирол чрезвычайно пригоден для вторичной переработки. Он считается очень зеленым, что хорошо сочетается с постоянно растущей тенденцией к зеленому строительству. Пенополистирол состоит из органических элементов, что означает, что он не содержит токсичных химических веществ, таких как хлорфторуглероды (ХФУ) или гидрохлорфторуглероды (ГХФУ). И последнее, но не менее важное: пенообразователи, используемые для производства пенополистирола, экспоненциально менее вредны для окружающей среды, чем те, которые используются для производства пенополистирола.
Пенополистирол состоит из органических элементов, что означает, что он не содержит токсичных химических веществ, таких как хлорфторуглероды (ХФУ) или гидрохлорфторуглероды (ГХФУ). И последнее, но не менее важное: пенообразователи, используемые для производства пенополистирола, экспоненциально менее вредны для окружающей среды, чем те, которые используются для производства пенополистирола.
Применение
Когда речь идет об использовании блоков и листов пенополистирола или пенополистирола, пенополистирол является более идеальным вариантом для строительных проектов, требующих долговечности и устойчивости к суровым внешним условиям. Его применение включает в себя стабилизацию грунта, насыпи дорог, обшивку, укладку под землю, изоляцию, изоляцию конических крыш, бассейны и ландшафтный дизайн.
Характеристики
Блоки из пенополистирола, как правило, превосходят блоки из пенополистирола XPS. Материалы также немного различаются по значению R, которое является мерой сопротивления тепловому потоку, также известной как эффективность теплоизоляции. EPS имеет тенденцию превосходить XPS с точки зрения долгосрочного R-значения, что означает, что это лучший изоляционный продукт. Потенциал высыхания геопены EPS в суровых условиях позволяет ей сохранять термостойкость с течением времени. Кроме того, цена пенополистирола EPS, как правило, ниже по себестоимости, что дает более высокую ценность при оценке его долговечности и эффективности в качестве наполнителя.
EPS имеет тенденцию превосходить XPS с точки зрения долгосрочного R-значения, что означает, что это лучший изоляционный продукт. Потенциал высыхания геопены EPS в суровых условиях позволяет ей сохранять термостойкость с течением времени. Кроме того, цена пенополистирола EPS, как правило, ниже по себестоимости, что дает более высокую ценность при оценке его долговечности и эффективности в качестве наполнителя.
В следующий раз, когда вы услышите, что слово «пенополистирол» используется для обозначения геопены EPS, вы поймете конкретные различия между ними. Различия в конечном итоге связаны с тем, как они производятся: пенополистирол формируется в процессе экструзии, а пенополистирол формируется путем расширения. Уникальная форма придает пенополистиролу и пенополистиролу различные свойства. Хотя листы и блоки из пенополистирола и пенополистирола часто используются взаимозаменяемо в качестве строительного наполнителя и изоляционного материала, использование пенополистирола в определенных ситуациях имеет ряд больших преимуществ. Для тех, кто ищет недорогой изоляционный материал, более устойчивый к повреждениям от влаги и более устойчивый к более суровым внешним факторам, таким как погода и сжатие, блоки из геопены EPS являются лучшим вариантом.
Для тех, кто ищет недорогой изоляционный материал, более устойчивый к повреждениям от влаги и более устойчивый к более суровым внешним факторам, таким как погода и сжатие, блоки из геопены EPS являются лучшим вариантом.
Компания Geofoam International готова помочь вам со всеми вашими потребностями в строительстве блоков из пенополистирола. От обучения вас точным различиям и преимуществам EPS geofoam по сравнению с другими типами строительных материалов до предоставления вам индивидуальных пеноблоков и услуг для удовлетворения ваших потребностей, обратитесь к Geofoam International.
Пенопластовый блок Eva | Блок из мягкого пеноматериала EVA для тренировок
Масса тела
/
Мобильность
/
Блоки для йоги
Масса тела
/
Мобильность
/
Блоки для йоги
(*)
★
★
(*)
★
★
(*)
★
★
(*)
★
★
(*)
★
★
(2)
В наличии
НДС включен (22%)
arrow_drop_up
arrow_drop_down
favourite_border
Eva Foam Block — это продукт, полностью изготовленный из пены EVA, которая представляет собой плотную высокопрочную пену. Блок из пеноматериала мягкий, а его поверхность не скользит, что делает его идеальным для многих упражнений йоги, упражнений на подвижность и изучающих отжимания в стойке на руках.
Блок из пеноматериала мягкий, а его поверхность не скользит, что делает его идеальным для многих упражнений йоги, упражнений на подвижность и изучающих отжимания в стойке на руках.
Королевская семья
Партнер
Стать дистрибьютором
Шоу рум
О нас
Наша команда
Карьера
ПОМОЩЬ
Контакт
Часто задаваемые вопросы
Статус заказов
Возвращает
Руководство по сборке
Условия
СПЕЦИАЛЬНЫЕ ПРЕДЛОЖЕНИЯ
Наборы
Выход
Использовал
Подарочные карты
СОЕДИНЯТЬ
Подпишитесь на наши информационные бюллетени с новостями и выпусками продуктов Kingsbox.

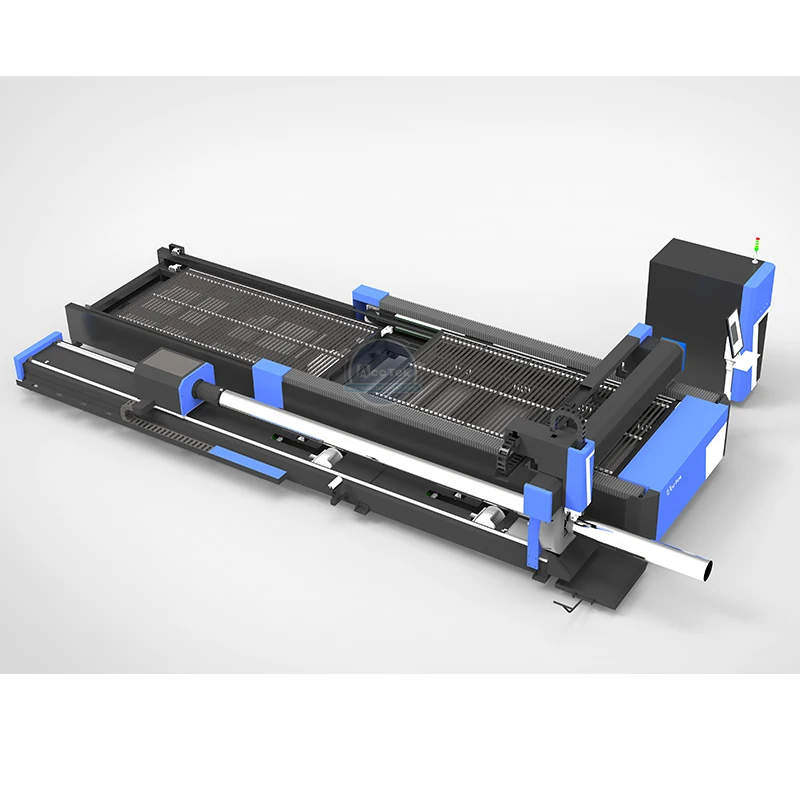
 Бесконечно много возможностей для гравировки и резки благодаря сочетанию CO2 и волоконного излучателей в одном устройстве.
Бесконечно много возможностей для гравировки и резки благодаря сочетанию CO2 и волоконного излучателей в одном устройстве. С помощью лазерного станка из бумаги или картона можно за короткое время вырезать массу абсолютно идентичных изделий. При этом не имеет значения ни сложность формы, ни толщина и плотность материала.
С помощью лазерного станка из бумаги или картона можно за короткое время вырезать массу абсолютно идентичных изделий. При этом не имеет значения ни сложность формы, ни толщина и плотность материала.
 Оператор вносит в память станка параметры резки — начальные координаты, мощность излучения и скорость движения инструмента. Далее аппарат готов работать по алгоритму без вмешательства человека. Кроме облегчения работы оператора программное управление позволяет свести к минимуму потери материала за счет точности раскроя и обработки.
Оператор вносит в память станка параметры резки — начальные координаты, мощность излучения и скорость движения инструмента. Далее аппарат готов работать по алгоритму без вмешательства человека. Кроме облегчения работы оператора программное управление позволяет свести к минимуму потери материала за счет точности раскроя и обработки.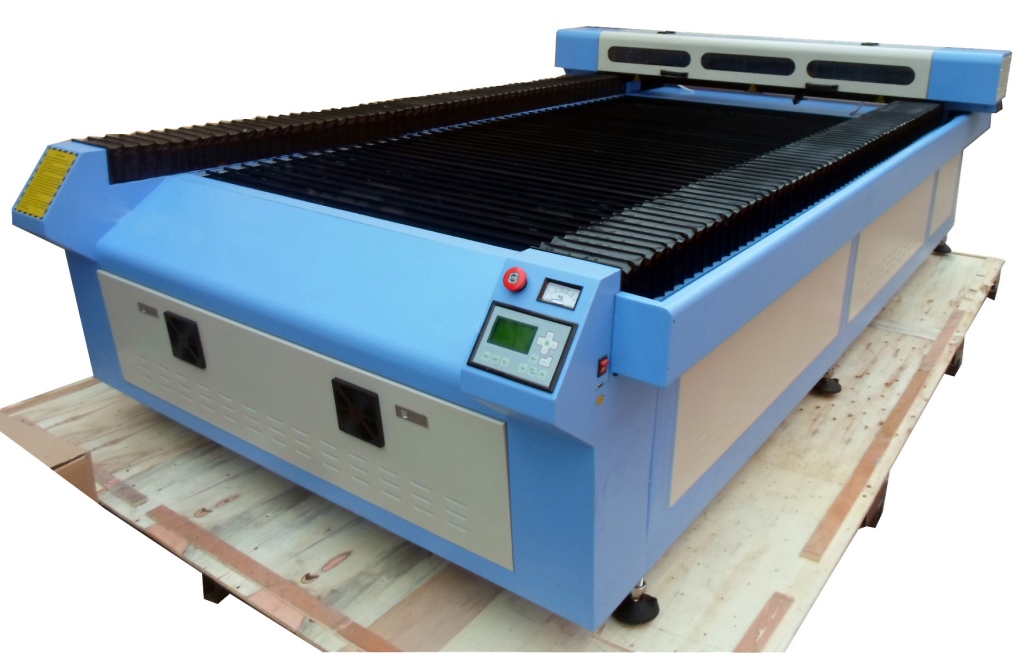 00$
00$ Но он отлично подойдет для выпуска небольших объемов продукции.
Но он отлично подойдет для выпуска небольших объемов продукции. А если ваша работа связана с изготовлением ростовых фигур, больших декораций, упаковок для крупных изделий, стоит выбирать соответствующие размеры рабочего стола.
А если ваша работа связана с изготовлением ростовых фигур, больших декораций, упаковок для крупных изделий, стоит выбирать соответствующие размеры рабочего стола. Наши станки имеют полную комплектацию, понятное сертифицированное программное обеспечение. Купленный станок мы доставим по вашему адресу, произведем пуско-наладочные работы. Для персонала, который будет обслуживать оборудование, наши специалисты проведут мастер-класс. При возникновении вопросов в период эксплуатации станка вы можете обратиться за консультацией по телефону ☎ 0504488339.
Наши станки имеют полную комплектацию, понятное сертифицированное программное обеспечение. Купленный станок мы доставим по вашему адресу, произведем пуско-наладочные работы. Для персонала, который будет обслуживать оборудование, наши специалисты проведут мастер-класс. При возникновении вопросов в период эксплуатации станка вы можете обратиться за консультацией по телефону ☎ 0504488339. Лазерная резка обеспечивает точные края, которые придают продуктам профессиональный вид и заставляют клиентов возвращаться в вашу компанию. Технология ЧПУ гарантирует, что вы сможете производить несколько копий одного и того же изделия, чтобы обеспечить согласованность для ваших клиентов.
Лазерная резка обеспечивает точные края, которые придают продуктам профессиональный вид и заставляют клиентов возвращаться в вашу компанию. Технология ЧПУ гарантирует, что вы сможете производить несколько копий одного и того же изделия, чтобы обеспечить согласованность для ваших клиентов.

 . Мы можем обсудить потребности вашей компании и помочь вам выбрать машину, которая может их удовлетворить.
. Мы можем обсудить потребности вашей компании и помочь вам выбрать машину, которая может их удовлетворить.
 Благодаря большему рабочему пространству с нашими лазерными граверами и резаками ваша компания может предложить клиентам более широкий ассортимент продукции.
Благодаря большему рабочему пространству с нашими лазерными граверами и резаками ваша компания может предложить клиентам более широкий ассортимент продукции. Мы можем изготовить для вас станок для лазерной резки бумаги, специально предназначенный для вашей компании. Вы получаете функции и дополнительные возможности, необходимые для вашего производственного процесса — ни больше, ни меньше. При таком подходе мы предлагаем вам высокоэффективный станок для лазерной резки и травления, который стоит вдвое меньше, чем вы найдете на рынке.
Мы можем изготовить для вас станок для лазерной резки бумаги, специально предназначенный для вашей компании. Вы получаете функции и дополнительные возможности, необходимые для вашего производственного процесса — ни больше, ни меньше. При таком подходе мы предлагаем вам высокоэффективный станок для лазерной резки и травления, который стоит вдвое меньше, чем вы найдете на рынке.



 %D0%BC%D0%BE%D1%81%D0%BA%D0%B2%D0%B0/wp-content/plugins/woocommerce/assets/css/prettyPhoto.css» type=»text/css» media=»all»><link data-wpacu-style-handle=»yith-wcwl-main» rel=»stylesheet» href=»https://%D0%B0%D1%80%D0%B5%D0%BD%D0%B4%D0%B0-%D0%BF%D0%B5%D1%80%D1%84%D0%BE%D1%80%D0%B0%D1%82%D0%BE%D1%80%D0%B0.%D0%BC%D0%BE%D1%81%D0%BA%D0%B2%D0%B0/wp-content/plugins/yith-woocommerce-wishlist/assets/css/style.css» type=»text/css» media=»all»><link data-wpacu-style-handle=»woocommerce-layout» rel=»stylesheet» href=»https://%D0%B0%D1%80%D0%B5%D0%BD%D0%B4%D0%B0-%D0%BF%D0%B5%D1%80%D1%84%D0%BE%D1%80%D0%B0%D1%82%D0%BE%D1%80%D0%B0.%D0%BC%D0%BE%D1%81%D0%BA%D0%B2%D0%B0/wp-content/plugins/woocommerce/assets/css/woocommerce-layout.css» type=»text/css» media=»all»><link data-wpacu-style-handle=»woocommerce-smallscreen» rel=»stylesheet» href=»https://%D0%B0%D1%80%D0%B5%D0%BD%D0%B4%D0%B0-%D0%BF%D0%B5%D1%80%D1%84%D0%BE%D1%80%D0%B0%D1%82%D0%BE%D1%80%D0%B0.%D0%BC%D0%BE%D1%81%D0%BA%D0%B2%D0%B0/wp-content/plugins/woocommerce/assets/css/woocommerce-smallscreen.
%D0%BC%D0%BE%D1%81%D0%BA%D0%B2%D0%B0/wp-content/plugins/woocommerce/assets/css/prettyPhoto.css» type=»text/css» media=»all»><link data-wpacu-style-handle=»yith-wcwl-main» rel=»stylesheet» href=»https://%D0%B0%D1%80%D0%B5%D0%BD%D0%B4%D0%B0-%D0%BF%D0%B5%D1%80%D1%84%D0%BE%D1%80%D0%B0%D1%82%D0%BE%D1%80%D0%B0.%D0%BC%D0%BE%D1%81%D0%BA%D0%B2%D0%B0/wp-content/plugins/yith-woocommerce-wishlist/assets/css/style.css» type=»text/css» media=»all»><link data-wpacu-style-handle=»woocommerce-layout» rel=»stylesheet» href=»https://%D0%B0%D1%80%D0%B5%D0%BD%D0%B4%D0%B0-%D0%BF%D0%B5%D1%80%D1%84%D0%BE%D1%80%D0%B0%D1%82%D0%BE%D1%80%D0%B0.%D0%BC%D0%BE%D1%81%D0%BA%D0%B2%D0%B0/wp-content/plugins/woocommerce/assets/css/woocommerce-layout.css» type=»text/css» media=»all»><link data-wpacu-style-handle=»woocommerce-smallscreen» rel=»stylesheet» href=»https://%D0%B0%D1%80%D0%B5%D0%BD%D0%B4%D0%B0-%D0%BF%D0%B5%D1%80%D1%84%D0%BE%D1%80%D0%B0%D1%82%D0%BE%D1%80%D0%B0.%D0%BC%D0%BE%D1%81%D0%BA%D0%B2%D0%B0/wp-content/plugins/woocommerce/assets/css/woocommerce-smallscreen.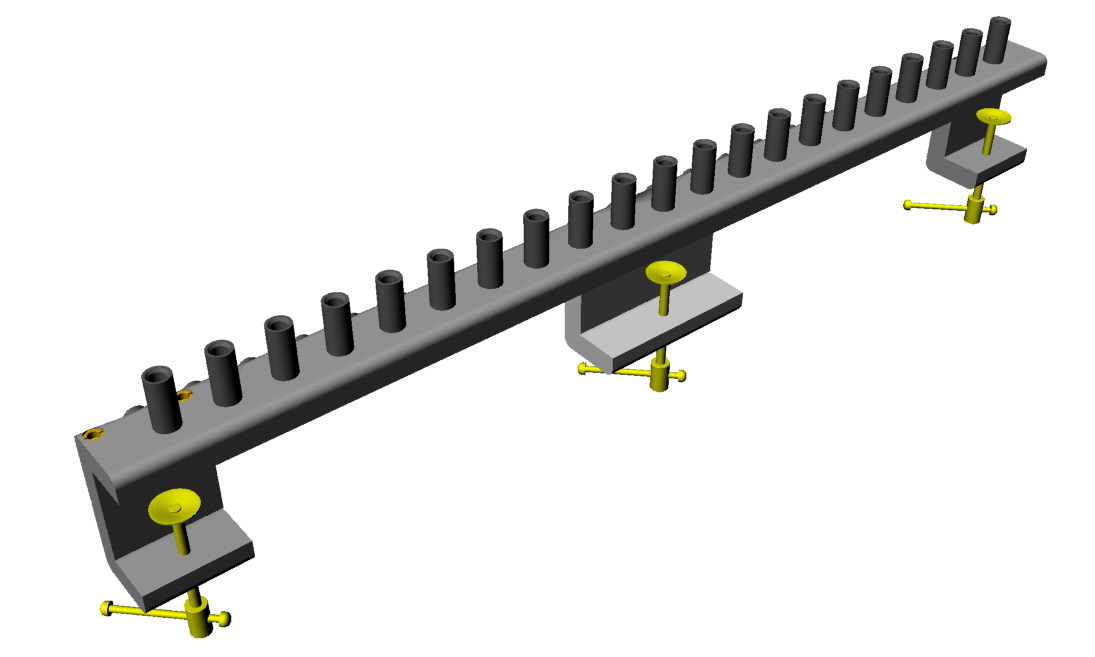 css» type=»text/css» media=»only screen and (max-width: 768px)»><link data-wpacu-style-handle=»woocommerce-general» rel=»stylesheet» href=»https://%D0%B0%D1%80%D0%B5%D0%BD%D0%B4%D0%B0-%D0%BF%D0%B5%D1%80%D1%84%D0%BE%D1%80%D0%B0%D1%82%D0%BE%D1%80%D0%B0.%D0%BC%D0%BE%D1%81%D0%BA%D0%B2%D0%B0/wp-content/plugins/woocommerce/assets/css/woocommerce.css» type=»text/css» media=»all»><link data-wpacu-style-handle=»maxstore-style» rel=»stylesheet» href=»https://%D0%B0%D1%80%D0%B5%D0%BD%D0%B4%D0%B0-%D0%BF%D0%B5%D1%80%D1%84%D0%BE%D1%80%D0%B0%D1%82%D0%BE%D1%80%D0%B0.%D0%BC%D0%BE%D1%81%D0%BA%D0%B2%D0%B0/wp-content/themes/maxstore/style.css» type=»text/css» media=»all»><link data-wpacu-style-handle=»child-style» rel=»stylesheet» href=»https://%D0%B0%D1%80%D0%B5%D0%BD%D0%B4%D0%B0-%D0%BF%D0%B5%D1%80%D1%84%D0%BE%D1%80%D0%B0%D1%82%D0%BE%D1%80%D0%B0.%D0%BC%D0%BE%D1%81%D0%BA%D0%B2%D0%B0/wp-content/themes/sedoviko-maxstore/style.css» type=»text/css» media=»all»><link data-wpacu-style-handle=»bootstrap» rel=»stylesheet» href=»https://%D0%B0%D1%80%D0%B5%D0%BD%D0%B4%D0%B0-%D0%BF%D0%B5%D1%80%D1%84%D0%BE%D1%80%D0%B0%D1%82%D0%BE%D1%80%D0%B0.
css» type=»text/css» media=»only screen and (max-width: 768px)»><link data-wpacu-style-handle=»woocommerce-general» rel=»stylesheet» href=»https://%D0%B0%D1%80%D0%B5%D0%BD%D0%B4%D0%B0-%D0%BF%D0%B5%D1%80%D1%84%D0%BE%D1%80%D0%B0%D1%82%D0%BE%D1%80%D0%B0.%D0%BC%D0%BE%D1%81%D0%BA%D0%B2%D0%B0/wp-content/plugins/woocommerce/assets/css/woocommerce.css» type=»text/css» media=»all»><link data-wpacu-style-handle=»maxstore-style» rel=»stylesheet» href=»https://%D0%B0%D1%80%D0%B5%D0%BD%D0%B4%D0%B0-%D0%BF%D0%B5%D1%80%D1%84%D0%BE%D1%80%D0%B0%D1%82%D0%BE%D1%80%D0%B0.%D0%BC%D0%BE%D1%81%D0%BA%D0%B2%D0%B0/wp-content/themes/maxstore/style.css» type=»text/css» media=»all»><link data-wpacu-style-handle=»child-style» rel=»stylesheet» href=»https://%D0%B0%D1%80%D0%B5%D0%BD%D0%B4%D0%B0-%D0%BF%D0%B5%D1%80%D1%84%D0%BE%D1%80%D0%B0%D1%82%D0%BE%D1%80%D0%B0.%D0%BC%D0%BE%D1%81%D0%BA%D0%B2%D0%B0/wp-content/themes/sedoviko-maxstore/style.css» type=»text/css» media=»all»><link data-wpacu-style-handle=»bootstrap» rel=»stylesheet» href=»https://%D0%B0%D1%80%D0%B5%D0%BD%D0%B4%D0%B0-%D0%BF%D0%B5%D1%80%D1%84%D0%BE%D1%80%D0%B0%D1%82%D0%BE%D1%80%D0%B0.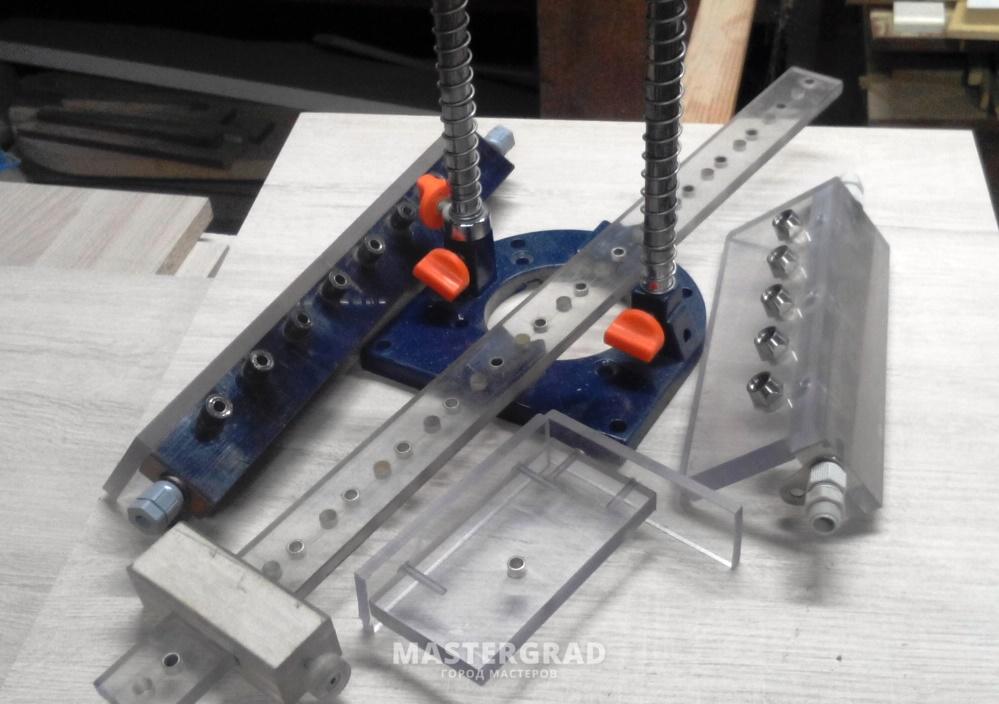 %D0%BC%D0%BE%D1%81%D0%BA%D0%B2%D0%B0/wp-content/themes/maxstore/css/bootstrap.css» type=»text/css» media=»all»><link data-wpacu-style-handle=»maxstore-stylesheet» rel=»stylesheet» href=»https://%D0%B0%D1%80%D0%B5%D0%BD%D0%B4%D0%B0-%D0%BF%D0%B5%D1%80%D1%84%D0%BE%D1%80%D0%B0%D1%82%D0%BE%D1%80%D0%B0.%D0%BC%D0%BE%D1%81%D0%BA%D0%B2%D0%B0/wp-content/themes/sedoviko-maxstore/style.css» type=»text/css» media=»all»><link data-wpacu-style-handle=»wpdreams-asl-basic» rel=»stylesheet» href=»https://%D0%B0%D1%80%D0%B5%D0%BD%D0%B4%D0%B0-%D0%BF%D0%B5%D1%80%D1%84%D0%BE%D1%80%D0%B0%D1%82%D0%BE%D1%80%D0%B0.%D0%BC%D0%BE%D1%81%D0%BA%D0%B2%D0%B0/wp-content/plugins/ajax-search-lite/css/style.basic.css» type=»text/css» media=»all»><link data-wpacu-style-handle=»wpdreams-ajaxsearchlite» rel=»stylesheet» href=»https://%D0%B0%D1%80%D0%B5%D0%BD%D0%B4%D0%B0-%D0%BF%D0%B5%D1%80%D1%84%D0%BE%D1%80%D0%B0%D1%82%D0%BE%D1%80%D0%B0.%D0%BC%D0%BE%D1%81%D0%BA%D0%B2%D0%B0/wp-content/plugins/ajax-search-lite/css/style-underline.
%D0%BC%D0%BE%D1%81%D0%BA%D0%B2%D0%B0/wp-content/themes/maxstore/css/bootstrap.css» type=»text/css» media=»all»><link data-wpacu-style-handle=»maxstore-stylesheet» rel=»stylesheet» href=»https://%D0%B0%D1%80%D0%B5%D0%BD%D0%B4%D0%B0-%D0%BF%D0%B5%D1%80%D1%84%D0%BE%D1%80%D0%B0%D1%82%D0%BE%D1%80%D0%B0.%D0%BC%D0%BE%D1%81%D0%BA%D0%B2%D0%B0/wp-content/themes/sedoviko-maxstore/style.css» type=»text/css» media=»all»><link data-wpacu-style-handle=»wpdreams-asl-basic» rel=»stylesheet» href=»https://%D0%B0%D1%80%D0%B5%D0%BD%D0%B4%D0%B0-%D0%BF%D0%B5%D1%80%D1%84%D0%BE%D1%80%D0%B0%D1%82%D0%BE%D1%80%D0%B0.%D0%BC%D0%BE%D1%81%D0%BA%D0%B2%D0%B0/wp-content/plugins/ajax-search-lite/css/style.basic.css» type=»text/css» media=»all»><link data-wpacu-style-handle=»wpdreams-ajaxsearchlite» rel=»stylesheet» href=»https://%D0%B0%D1%80%D0%B5%D0%BD%D0%B4%D0%B0-%D0%BF%D0%B5%D1%80%D1%84%D0%BE%D1%80%D0%B0%D1%82%D0%BE%D1%80%D0%B0.%D0%BC%D0%BE%D1%81%D0%BA%D0%B2%D0%B0/wp-content/plugins/ajax-search-lite/css/style-underline. css» type=»text/css» media=»all»><link data-wpacu-style-handle=»jquery-lazyloadxt-spinner-css» rel=»stylesheet» href=»//%D0%B0%D1%80%D0%B5%D0%BD%D0%B4%D0%B0-%D0%BF%D0%B5%D1%80%D1%84%D0%BE%D1%80%D0%B0%D1%82%D0%BE%D1%80%D0%B0.%D0%BC%D0%BE%D1%81%D0%BA%D0%B2%D0%B0/wp-content/plugins/a3-lazy-load/assets/css/jquery.lazyloadxt.spinner.css» type=»text/css» media=»all»><link data-wpacu-style-handle=»a3a3_lazy_load» rel=»stylesheet» href=»//%D0%B0%D1%80%D0%B5%D0%BD%D0%B4%D0%B0-%D0%BF%D0%B5%D1%80%D1%84%D0%BE%D1%80%D0%B0%D1%82%D0%BE%D1%80%D0%B0.%D0%BC%D0%BE%D1%81%D0%BA%D0%B2%D0%B0/wp-content/uploads/sass/a3_lazy_load.min.css» type=»text/css» media=»all»><link data-wpacu-style-handle=»picker» rel=»stylesheet» href=»https://%D0%B0%D1%80%D0%B5%D0%BD%D0%B4%D0%B0-%D0%BF%D0%B5%D1%80%D1%84%D0%BE%D1%80%D0%B0%D1%82%D0%BE%D1%80%D0%B0.%D0%BC%D0%BE%D1%81%D0%BA%D0%B2%D0%B0/wp-content/plugins/woocommerce-easy-booking-system/assets/css/default.min.css» type=»text/css» media=»all»>Skip to the content
css» type=»text/css» media=»all»><link data-wpacu-style-handle=»jquery-lazyloadxt-spinner-css» rel=»stylesheet» href=»//%D0%B0%D1%80%D0%B5%D0%BD%D0%B4%D0%B0-%D0%BF%D0%B5%D1%80%D1%84%D0%BE%D1%80%D0%B0%D1%82%D0%BE%D1%80%D0%B0.%D0%BC%D0%BE%D1%81%D0%BA%D0%B2%D0%B0/wp-content/plugins/a3-lazy-load/assets/css/jquery.lazyloadxt.spinner.css» type=»text/css» media=»all»><link data-wpacu-style-handle=»a3a3_lazy_load» rel=»stylesheet» href=»//%D0%B0%D1%80%D0%B5%D0%BD%D0%B4%D0%B0-%D0%BF%D0%B5%D1%80%D1%84%D0%BE%D1%80%D0%B0%D1%82%D0%BE%D1%80%D0%B0.%D0%BC%D0%BE%D1%81%D0%BA%D0%B2%D0%B0/wp-content/uploads/sass/a3_lazy_load.min.css» type=»text/css» media=»all»><link data-wpacu-style-handle=»picker» rel=»stylesheet» href=»https://%D0%B0%D1%80%D0%B5%D0%BD%D0%B4%D0%B0-%D0%BF%D0%B5%D1%80%D1%84%D0%BE%D1%80%D0%B0%D1%82%D0%BE%D1%80%D0%B0.%D0%BC%D0%BE%D1%81%D0%BA%D0%B2%D0%B0/wp-content/plugins/woocommerce-easy-booking-system/assets/css/default.min.css» type=»text/css» media=»all»>Skip to the content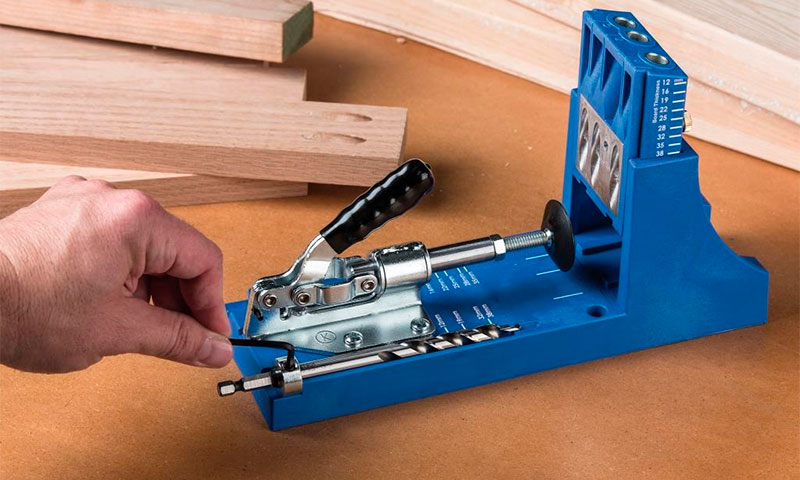 москва
москва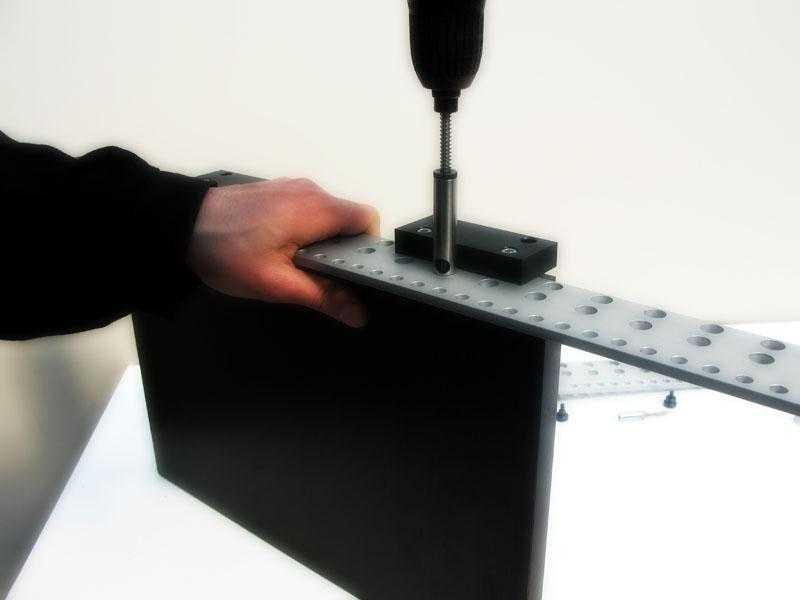
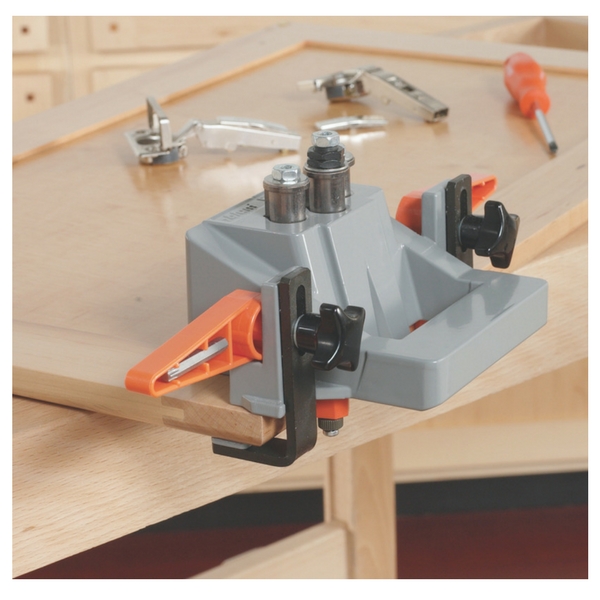
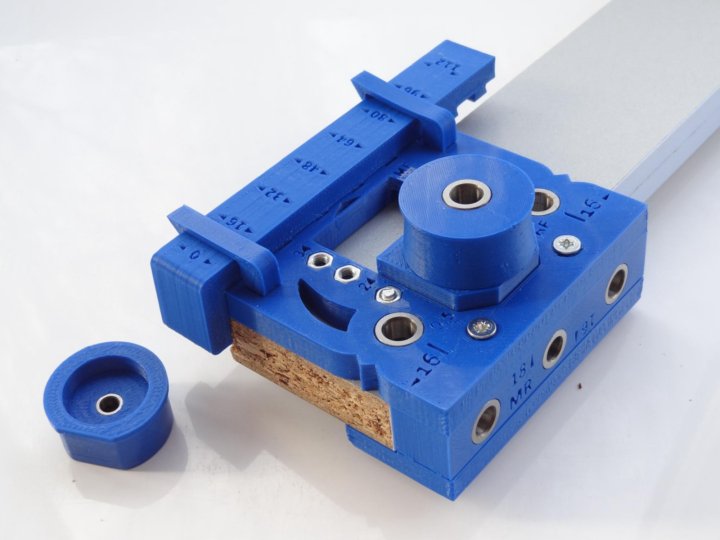
 Bosch PBS75A
Bosch PBS75A Работа ускорилась в разы, да и точность разметки стала выше, что положительно сказалось на качестве производимой мебели.
Работа ускорилась в разы, да и точность разметки стала выше, что положительно сказалось на качестве производимой мебели.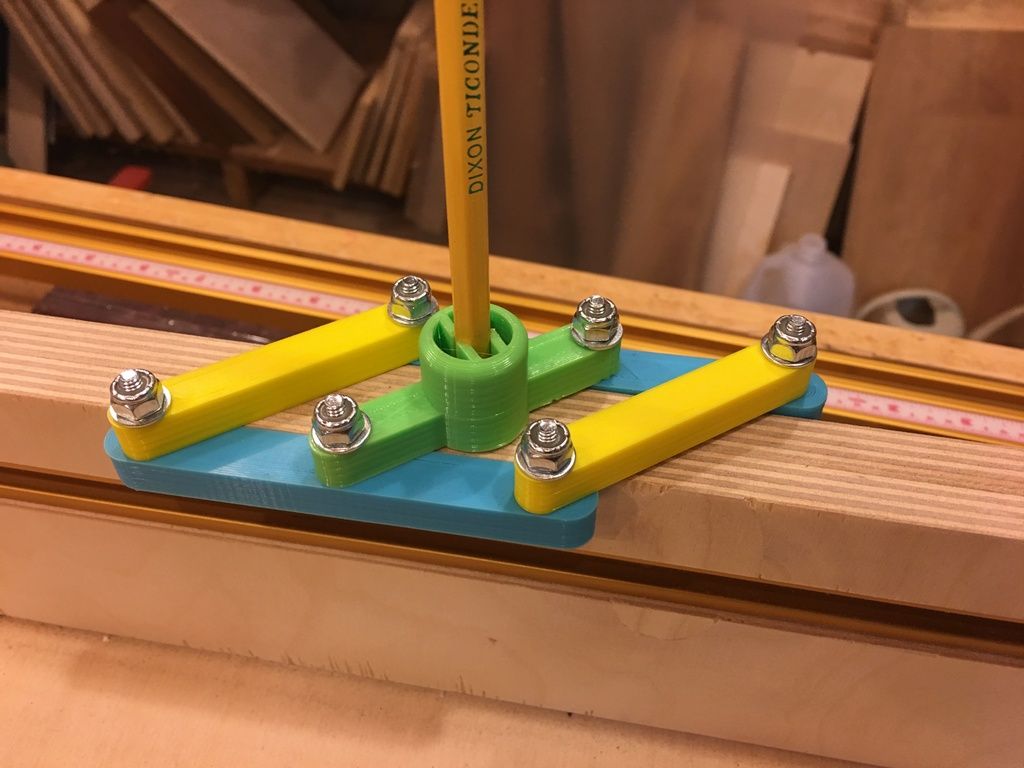 Угол между нижней поверхностью основания и параллельным упором составляет 90 градусов.
Угол между нижней поверхностью основания и параллельным упором составляет 90 градусов.

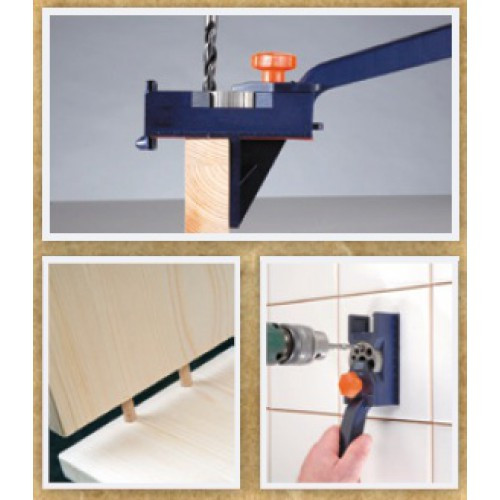
 Molts estan interessats en com triar un diver de mobles i utilitzar-lo? A continuació parlarem d’un dispositiu bastant senzill, però més funcional, que facilita molt el procés de muntatge dels mobles. Permet de forma ràpida i amb la maxima precisió crear forats tecnològics sense marcar prèviament. Aquests dispositius són незаменим в l’hora de muntar mobles i altres estructures de fusteria. Donada la senzillesa del dispositiu, podeu fer-lo vosaltres mateixos.
Molts estan interessats en com triar un diver de mobles i utilitzar-lo? A continuació parlarem d’un dispositiu bastant senzill, però més funcional, que facilita molt el procés de muntatge dels mobles. Permet de forma ràpida i amb la maxima precisió crear forats tecnològics sense marcar prèviament. Aquests dispositius són незаменим в l’hora de muntar mobles i altres estructures de fusteria. Donada la senzillesa del dispositiu, podeu fer-lo vosaltres mateixos.




 Més, Aquests d’Estan equipats Estan Equipats и Conjunts Sencers d’Elements Addicionals.
Més, Aquests d’Estan equipats Estan Equipats и Conjunts Sencers d’Elements Addicionals.
 Очень важно, чтобы сабля использовала исправление проводника.
Очень важно, чтобы сабля использовала исправление проводника. Ara aquests elements de fixació es poden comprar ja fets o fets pel seu compte.
Ara aquests elements de fixació es poden comprar ja fets o fets pel seu compte. Эти файлы cookie присваивают вашему браузеру уникальный случайный идентификатор, чтобы гарантировать беспрепятственный процесс покупок в течение нескольких просмотров страниц.
Эти файлы cookie присваивают вашему браузеру уникальный случайный идентификатор, чтобы гарантировать беспрепятственный процесс покупок в течение нескольких просмотров страниц.

 Dabei können Statistiken über Webseitenaktivitäten erstellt und ausgelesen werden.
Dabei können Statistiken über Webseitenaktivitäten erstellt und ausgelesen werden.
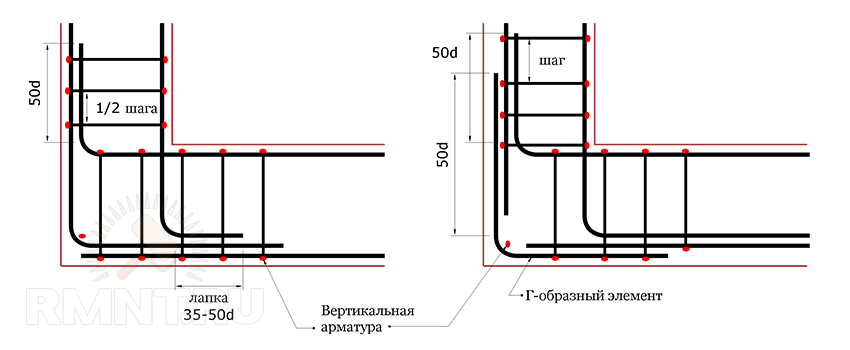
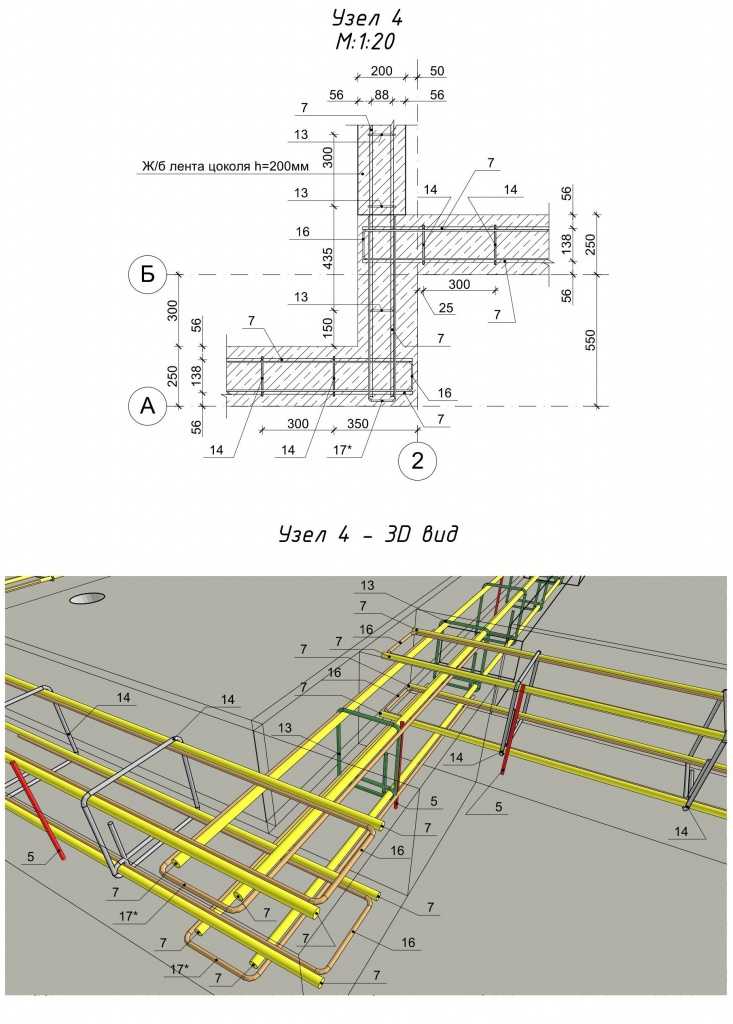
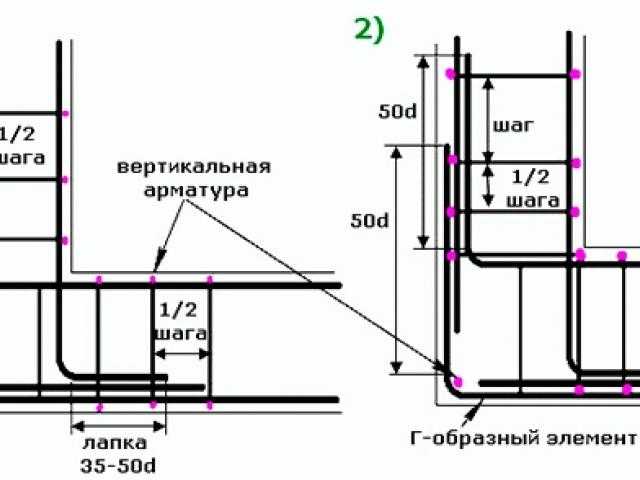
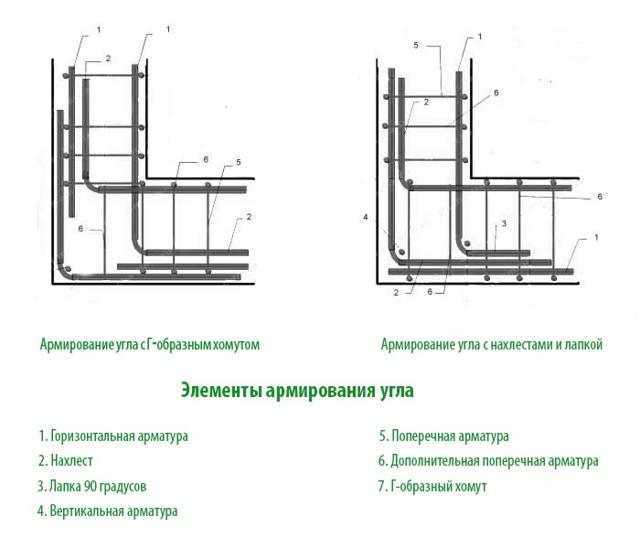
 Вертикальные и поперечные хомуты в области угловых и примыкающих анкеровок устанавливаются в 2 раза чаще, чем в остальных частях ленточного фундамента. Оптимальное расстояние между хомутами в зонах примыканий и углов определяется как половина от ¾ высоты ленты. Не рекомендуется делать это расстояние более 25 см. Для равномерного распределения нагрузок на углах ленты, а также в области примыканий, делается жёсткая связка внутренней и внешней продольной арматуры.
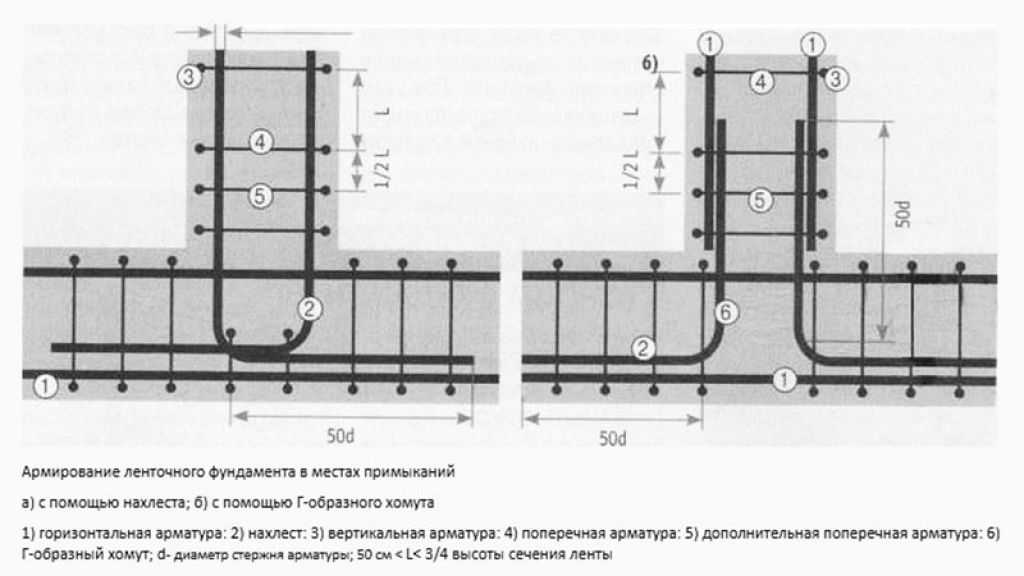
Вертикальные и поперечные хомуты в области угловых и примыкающих анкеровок устанавливаются в 2 раза чаще, чем в остальных частях ленточного фундамента. Оптимальное расстояние между хомутами в зонах примыканий и углов определяется как половина от ¾ высоты ленты. Не рекомендуется делать это расстояние более 25 см. Для равномерного распределения нагрузок на углах ленты, а также в области примыканий, делается жёсткая связка внутренней и внешней продольной арматуры. Армирование области примыкания при помощи хомута П-образной формы.
Армирование области примыкания при помощи хомута П-образной формы.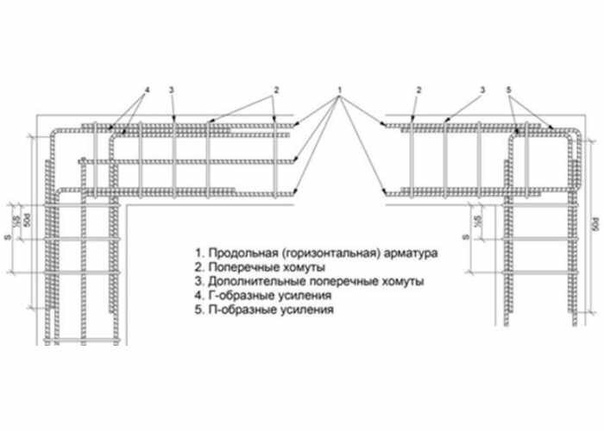
 Прочность ленточного фундамента зависит от правильной анкеровки концевых элементов продольной арматуры. К неправильному армированию углов ленточного фундамента приводят следующие схемы:
Прочность ленточного фундамента зависит от правильной анкеровки концевых элементов продольной арматуры. К неправильному армированию углов ленточного фундамента приводят следующие схемы: Угловые соединения без связки внутренней и внешней продольной арматуры (1) не обеспечивают жесткой стержневой фиксации.
Угловые соединения без связки внутренней и внешней продольной арматуры (1) не обеспечивают жесткой стержневой фиксации. Углы и примыкания данного типа конструкции фундамента испытывают сильные разнонаправленные нагрузки, поэтому работы нужно выполнять в соответствии с установленными нормами и стандартами.
Углы и примыкания данного типа конструкции фундамента испытывают сильные разнонаправленные нагрузки, поэтому работы нужно выполнять в соответствии с установленными нормами и стандартами. 1 Ошибки при вязке арматуры на углах:
1 Ошибки при вязке арматуры на углах: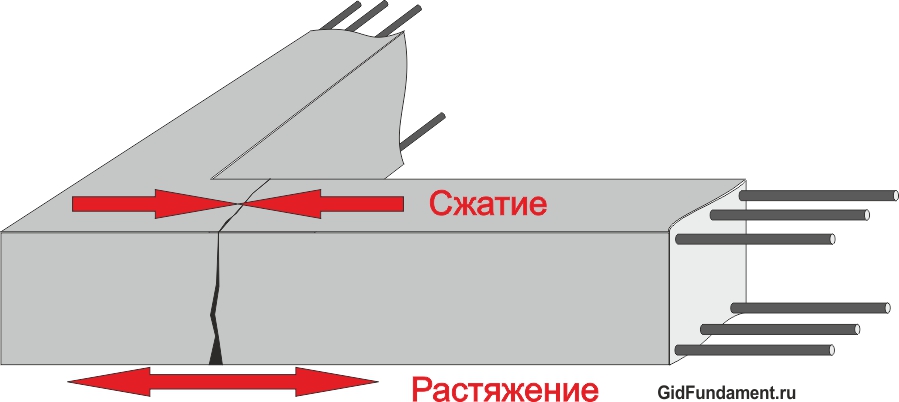 д.).
д.).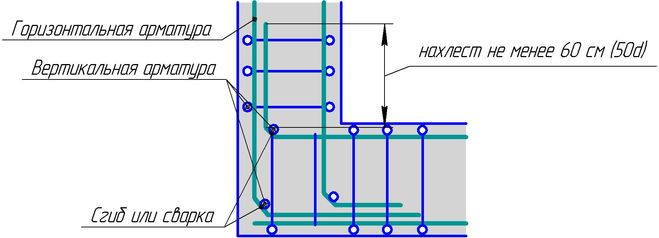
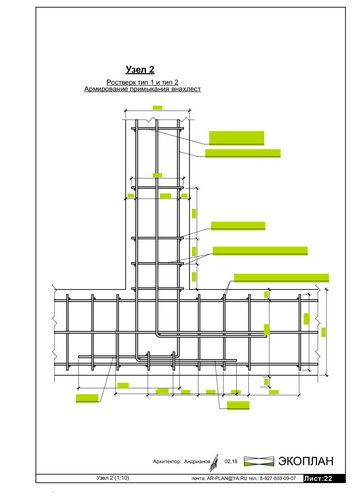
 Стыкование продольной арматуры по вертикали возможно лишь с разносом минимум 60 сантиметров либо 1.5 общей длины нахлеста.
Стыкование продольной арматуры по вертикали возможно лишь с разносом минимум 60 сантиметров либо 1.5 общей длины нахлеста.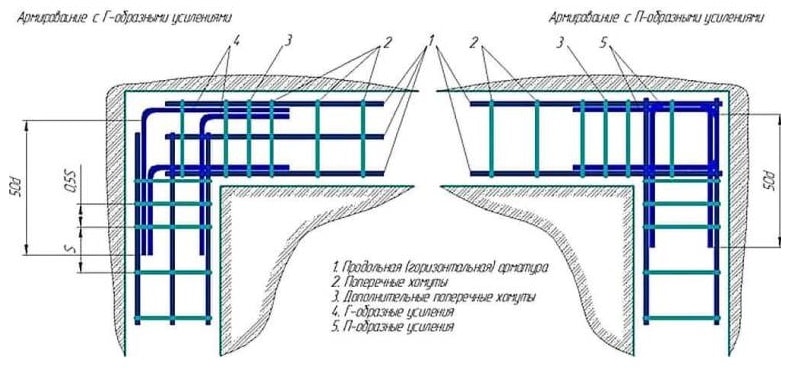 Углы 90-160 градусов требуют установки вертикальных стержней.
Углы 90-160 градусов требуют установки вертикальных стержней. Дуговой сваркой они не соединяются.
Дуговой сваркой они не соединяются.
 Всего существует три способа армирования данного типа.
Всего существует три способа армирования данного типа.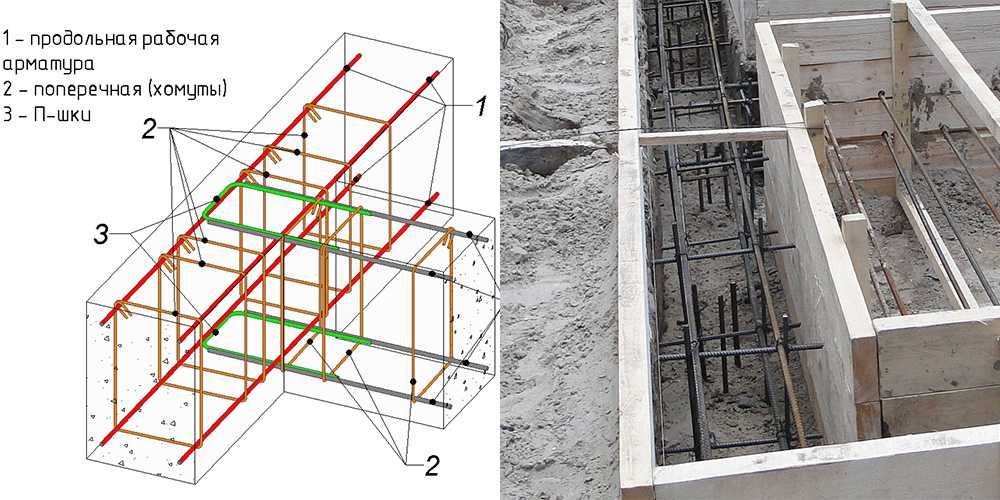 Длина соединения внахлест равна 50 диаметрам горизонтальных прутьев.
Длина соединения внахлест равна 50 диаметрам горизонтальных прутьев.
 Соединение обычным перекрестием – это разрыв в месте сгиба, что не обеспечит достаточной жесткости. В местах перехлеста стержни можно соединять лишь указанными способами: механически муфтами, свариванием, без сварки (внахлест рифленые прутья с прямыми концами, с поперечными или приваренными стержнями, с загибами на концах).
Соединение обычным перекрестием – это разрыв в месте сгиба, что не обеспечит достаточной жесткости. В местах перехлеста стержни можно соединять лишь указанными способами: механически муфтами, свариванием, без сварки (внахлест рифленые прутья с прямыми концами, с поперечными или приваренными стержнями, с загибами на концах).
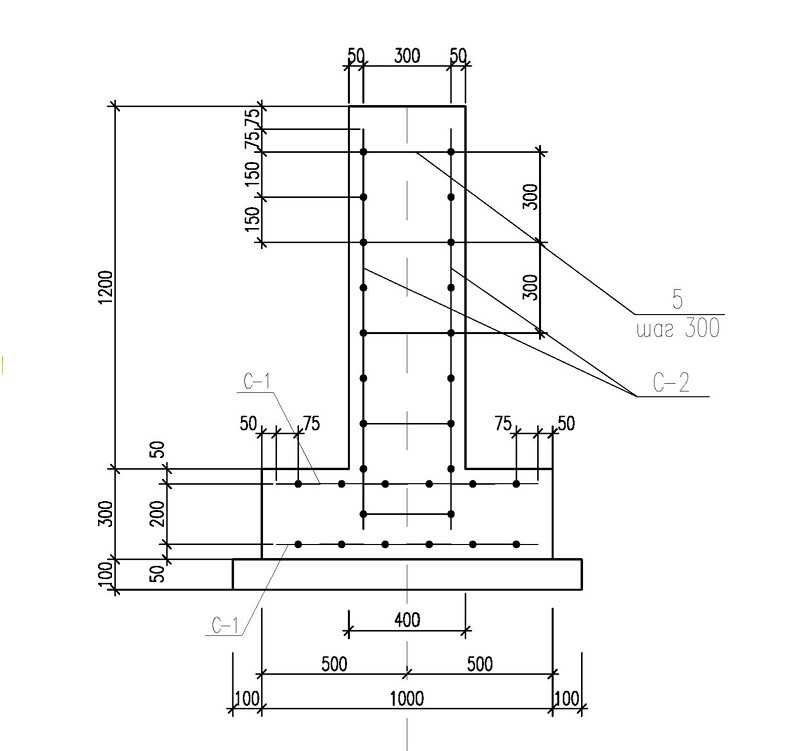
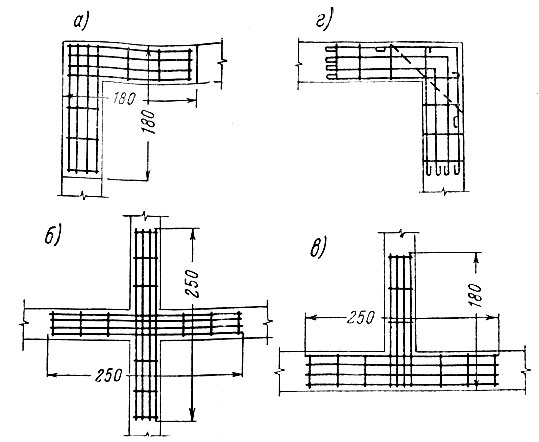
 Снизу и сверху варятся несущие стержни в вертикальном положении, потом привариваются рабочие дополнительные с шагом около 8-10 сантиметров.
Снизу и сверху варятся несущие стержни в вертикальном положении, потом привариваются рабочие дополнительные с шагом около 8-10 сантиметров.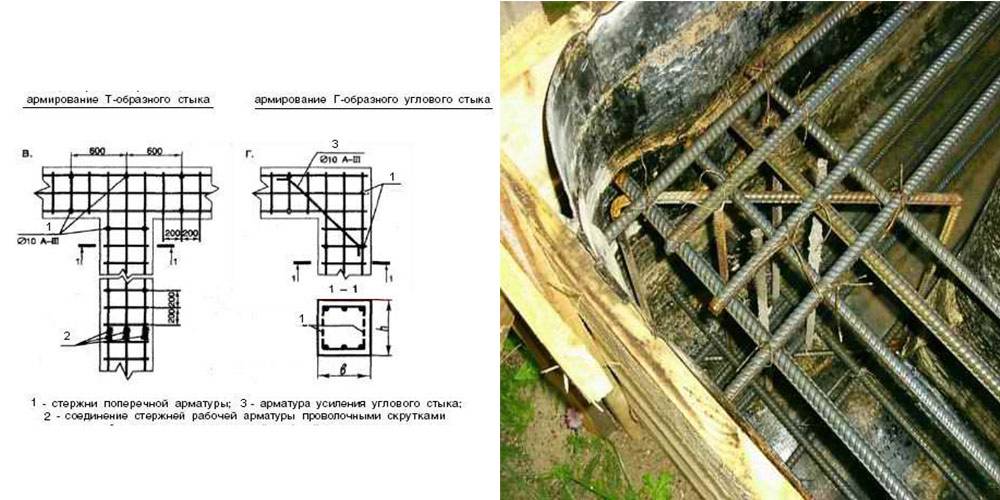
 Продольные внутренние хлысты загибаются аналогичным образом, потом вяжутся к продольной внешней части каркаса. Каждая загнутая часть продольного внутреннего прутка должна составлять минимум 50 диаметров основных стержней.
Продольные внутренние хлысты загибаются аналогичным образом, потом вяжутся к продольной внешней части каркаса. Каждая загнутая часть продольного внутреннего прутка должна составлять минимум 50 диаметров основных стержней.
 Внутренние стены могут поддерживаться за счет утолщения плиты под
Внутренние стены могут поддерживаться за счет утолщения плиты под Для фундаментов колонн минимальное армирование должно быть
Для фундаментов колонн минимальное армирование должно быть Эта конструкция подходит для
Эта конструкция подходит для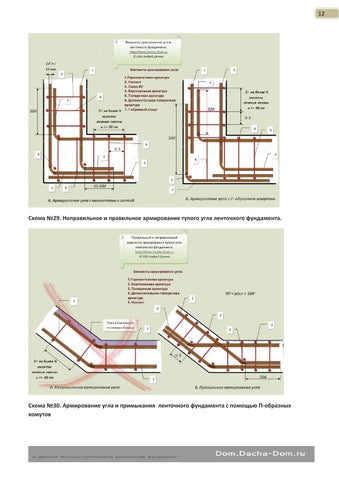 это
это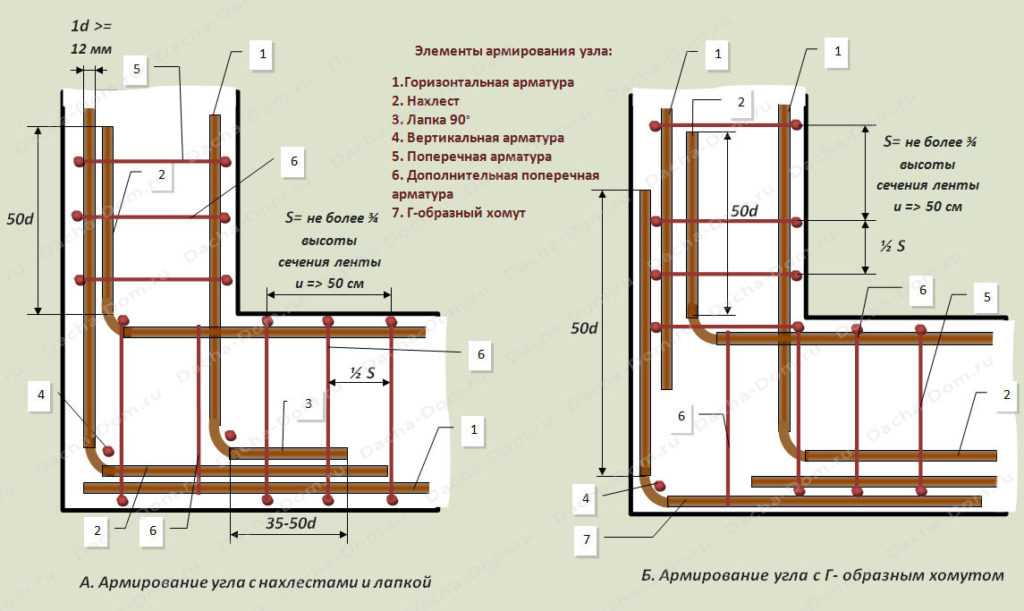
 Армирующая сетка в плите укладывается сверху с крышками 1 дюйм.
Армирующая сетка в плите укладывается сверху с крышками 1 дюйм.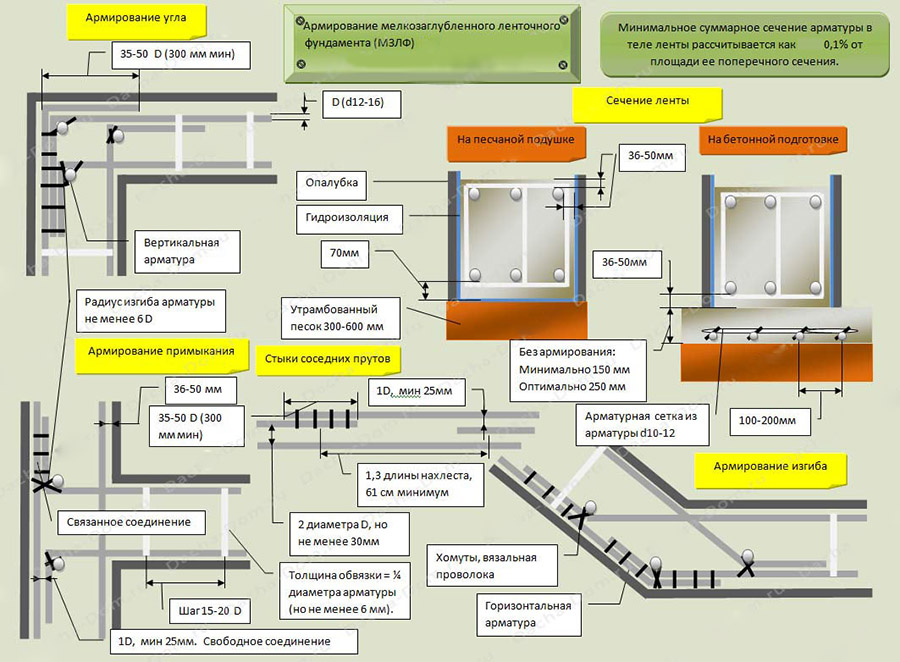

 Только чистая арматура хорошо сцепляется с бетоном. Каркас имеет два вида детализации (для определенных целей): оперативную и распределительную. Назначение эксплуатационного армирования состоит в восприятии внешних нагрузок и собственного веса здания. Распределительное армирование распределяет нагрузку на весь каркас.
Только чистая арматура хорошо сцепляется с бетоном. Каркас имеет два вида детализации (для определенных целей): оперативную и распределительную. Назначение эксплуатационного армирования состоит в восприятии внешних нагрузок и собственного веса здания. Распределительное армирование распределяет нагрузку на весь каркас. Для любого типа фундамента лучше использовать ребристые стержни, так как они прочно соединены с бетоном.
Для любого типа фундамента лучше использовать ребристые стержни, так как они прочно соединены с бетоном.


 Можно использовать это средство, опустив в него монету, но важно выдержать правильное время.
Можно использовать это средство, опустив в него монету, но важно выдержать правильное время.
 Раствор делается из расчета 1 ст. л. поваренной соли на 0,5 л воды. Его нужно перелить в пластиковую посуду. Включив блок питания, оба зажима со всеми необходимыми мерами предосторожности погружают в воду. Тот из них, который начнет издавать в электролите шипение, является положительным (знак «+»), к нему нужно присоединить монету.
Раствор делается из расчета 1 ст. л. поваренной соли на 0,5 л воды. Его нужно перелить в пластиковую посуду. Включив блок питания, оба зажима со всеми необходимыми мерами предосторожности погружают в воду. Тот из них, который начнет издавать в электролите шипение, является положительным (знак «+»), к нему нужно присоединить монету. После погружения нужно стоять рядом и следить за процессом очищения. Длительность процедуры зависит от ее состояния. После этого монету нужно промыть мыльным раствором, легко и без нажима отчищая ее мягкой щеточкой. Ополоснуть и насухо вытереть.
После погружения нужно стоять рядом и следить за процессом очищения. Длительность процедуры зависит от ее состояния. После этого монету нужно промыть мыльным раствором, легко и без нажима отчищая ее мягкой щеточкой. Ополоснуть и насухо вытереть. Это один из методов, преимуществом которого является отсутствие покраснения медной поверхности.
Это один из методов, преимуществом которого является отсутствие покраснения медной поверхности.
 Но, если смотреть под увеличением, они, конечно, будут видны. Если окислы «съели» часть металла, то после их удаления поверхность будет неприглядной и неровной, словно лунная поверхность — с этим ничего поделать нельзя, ибо патина — это не налет, а часть металла. При некачественной сушке спустя несколько месяцев на поверхности могут появиться радужные разводы. И еще одна важная деталь: уксус должен быть качественным и соответствовать ГОСТ.
Но, если смотреть под увеличением, они, конечно, будут видны. Если окислы «съели» часть металла, то после их удаления поверхность будет неприглядной и неровной, словно лунная поверхность — с этим ничего поделать нельзя, ибо патина — это не налет, а часть металла. При некачественной сушке спустя несколько месяцев на поверхности могут появиться радужные разводы. И еще одна важная деталь: уксус должен быть качественным и соответствовать ГОСТ.
 В данном случае важно понимать, что если монеты передержать в средстве, то на поверхности появится розовый оттенок, вызванный наличием меди в составе сплава.
В данном случае важно понимать, что если монеты передержать в средстве, то на поверхности появится розовый оттенок, вызванный наличием меди в составе сплава. Процесс очищения с использованием данного средства довольно длительный, но эффективный. «Айран» наливается в емкость, в которую в последующем помещается монета. Минимум она должна находиться в жидкости от 3 до 5 дней. После монета протирается, оценивается результат очищения, и помещается в новый состав «Айрана».
Процесс очищения с использованием данного средства довольно длительный, но эффективный. «Айран» наливается в емкость, в которую в последующем помещается монета. Минимум она должна находиться в жидкости от 3 до 5 дней. После монета протирается, оценивается результат очищения, и помещается в новый состав «Айрана».
 Поэтому стоит не только просушивать монеты, но и тщательно их вытирать.
Поэтому стоит не только просушивать монеты, но и тщательно их вытирать.
 Если да, то даже не думайте его чистить.
Если да, то даже не думайте его чистить. Важную роль в ее стоимости играет степень износа монеты, а не то, насколько она «красива».
Важную роль в ее стоимости играет степень износа монеты, а не то, насколько она «красива». (Не потому, что вы ее украли, а потому, что отпечатки пальцев переносят едкие масла с ваших пальцев на монету.)
(Не потому, что вы ее украли, а потому, что отпечатки пальцев переносят едкие масла с ваших пальцев на монету.)

 Монеты десятилетиями лежат в карманах, кошельках, комодах, банках, руках, в грязи и даже в сточных канавах. Все эти действия и деятельность обязательно возьмут свое и вызовут годы накопления грязи.
Монеты десятилетиями лежат в карманах, кошельках, комодах, банках, руках, в грязи и даже в сточных канавах. Все эти действия и деятельность обязательно возьмут свое и вызовут годы накопления грязи. Хорошая чистка может заставить эти монеты сиять ярче и выглядеть более привлекательно. Однако, если вы не сделаете это правильно, это может нанести непоправимый ущерб. Если вы сомневаетесь, оставьте монету в покое или проконсультируйтесь со специалистом по редким монетам, прежде чем начинать чистку редкой монеты.
Хорошая чистка может заставить эти монеты сиять ярче и выглядеть более привлекательно. Однако, если вы не сделаете это правильно, это может нанести непоправимый ущерб. Если вы сомневаетесь, оставьте монету в покое или проконсультируйтесь со специалистом по редким монетам, прежде чем начинать чистку редкой монеты.
 Чтобы почистить этим методом, поместите монеты в небольшой пластиковый контейнер, наполните его достаточным количеством перекиси водорода и оставьте на 24 часа. После того, как вы опустите монеты в ванну с перекисью водорода, промойте монеты водой и дайте им высохнуть на воздухе.
Чтобы почистить этим методом, поместите монеты в небольшой пластиковый контейнер, наполните его достаточным количеством перекиси водорода и оставьте на 24 часа. После того, как вы опустите монеты в ванну с перекисью водорода, промойте монеты водой и дайте им высохнуть на воздухе.
 Их много, но не все они одинаково полезны и эффективны.
Их много, но не все они одинаково полезны и эффективны.
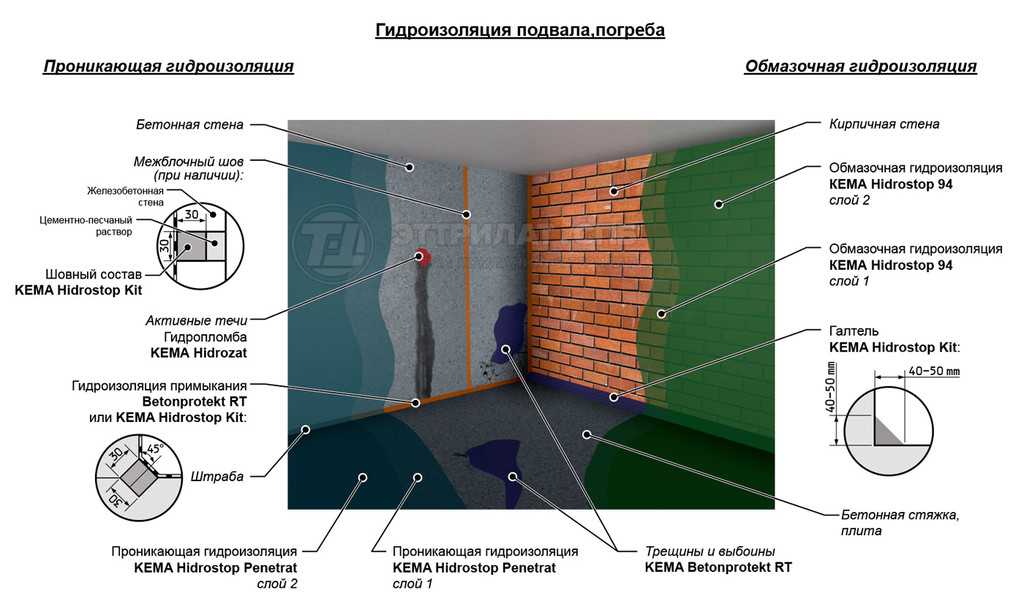
 Эти варианты никак не сочетаются с материалами комплекса Пенетрон.
Эти варианты никак не сочетаются с материалами комплекса Пенетрон.

 Да, влага не просочится извне, но конденсат обязательно появится внутри. Таким образом, полные общие работы по гидроизоляции погреба – это сочетание непосредственно устройства гидробарьера и монтаж вентиляционной системы.
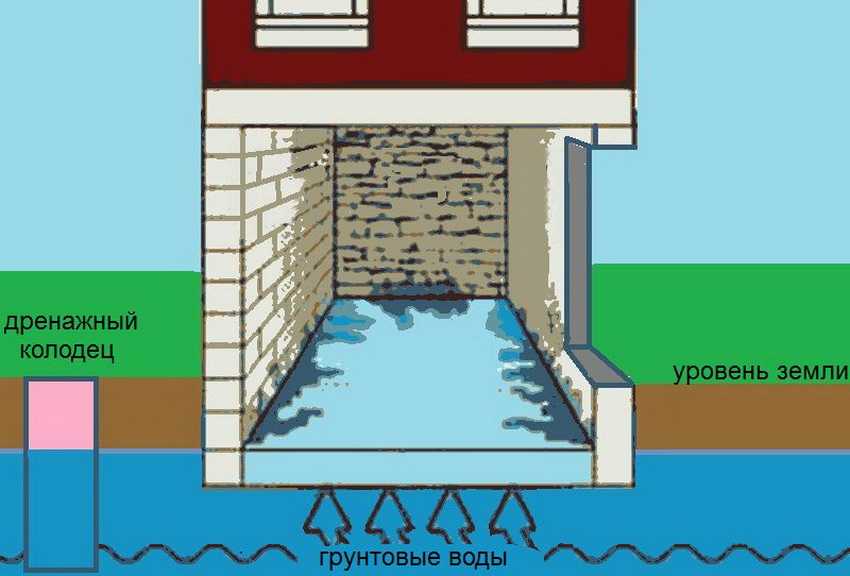
Да, влага не просочится извне, но конденсат обязательно появится внутри. Таким образом, полные общие работы по гидроизоляции погреба – это сочетание непосредственно устройства гидробарьера и монтаж вентиляционной системы. Кроме того, на участках с высоким уровнем грунтовых вод погреб может регулярно подтапливать, и владельцу придется дополнительно просушивать хранилище. Чтобы этого не произошло, нужно правильно провести гидроизоляцию подвала.
Кроме того, на участках с высоким уровнем грунтовых вод погреб может регулярно подтапливать, и владельцу придется дополнительно просушивать хранилище. Чтобы этого не произошло, нужно правильно провести гидроизоляцию подвала. Однако, в отличие от обычного, его невозможно приготовить самостоятельно, так как в готовой смеси должно быть четкое соотношение необходимых компонентов. Покупать готовый бетон слишком дорого, поэтому для защиты подземного хранилища от влаги стоит использовать другие, более доступные способы.
Однако, в отличие от обычного, его невозможно приготовить самостоятельно, так как в готовой смеси должно быть четкое соотношение необходимых компонентов. Покупать готовый бетон слишком дорого, поэтому для защиты подземного хранилища от влаги стоит использовать другие, более доступные способы. Однако при дальнейшем строительстве проводят внутреннюю и наружную обработку стен для дополнительной защиты.
Однако при дальнейшем строительстве проводят внутреннюю и наружную обработку стен для дополнительной защиты. Большинство подобных средств продаются в виде готовых растворов, поэтому владельцу достаточно просто нанести состав на обрабатываемую поверхность.
Большинство подобных средств продаются в виде готовых растворов, поэтому владельцу достаточно просто нанести состав на обрабатываемую поверхность.
 Материал нужно укладывать внахлест, а его стыки запаивать газовой горелкой. При этом важно учитывать, что рубероид должен заходить на стены подвала на 20 см.
Материал нужно укладывать внахлест, а его стыки запаивать газовой горелкой. При этом важно учитывать, что рубероид должен заходить на стены подвала на 20 см.



 Разновидностью такой обработки считается мембранная, которая обладает высокой устойчивостью к холоду, но при этом ее можно использовать только в комплексе с горизонтальной гидроизоляцией.
Разновидностью такой обработки считается мембранная, которая обладает высокой устойчивостью к холоду, но при этом ее можно использовать только в комплексе с горизонтальной гидроизоляцией.
 В первую очередь вокруг него обустраивают систему дренажа, а в центре котлована делают небольшое отверстие – водосборник, который будет накапливать излишки влаги и отводить их в глубинные слои почвы.
В первую очередь вокруг него обустраивают систему дренажа, а в центре котлована делают небольшое отверстие – водосборник, который будет накапливать излишки влаги и отводить их в глубинные слои почвы.
 По желанию в состав можно добавить «жидкое стекло», которое только улучшит свойства раствора.
По желанию в состав можно добавить «жидкое стекло», которое только улучшит свойства раствора.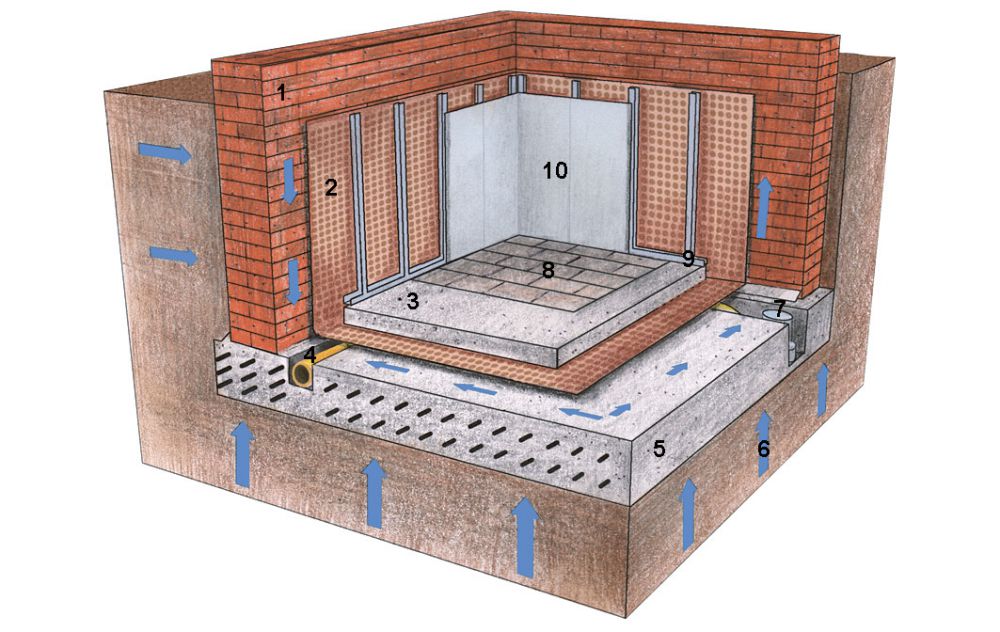
 (Предоставлено Билко)
(Предоставлено Билко)
 Чтобы предотвратить заражение насекомыми, влажность открытой древесины должна составлять 20 процентов или меньше.
Чтобы предотвратить заражение насекомыми, влажность открытой древесины должна составлять 20 процентов или меньше. Отрежьте и уложите отрезки дренажной трубы по всей длине траншеи. Оберните их тканью для ландшафтного дизайна во время работы. Для более позднего доступа установите колено из ПВХ в самом дальнем конце траншеи от водоотливного насоса. Засыпьте стоки большим количеством гравия, пока траншея не окажется на одном уровне с полом.
Отрежьте и уложите отрезки дренажной трубы по всей длине траншеи. Оберните их тканью для ландшафтного дизайна во время работы. Для более позднего доступа установите колено из ПВХ в самом дальнем конце траншеи от водоотливного насоса. Засыпьте стоки большим количеством гравия, пока траншея не окажется на одном уровне с полом. Покройте трубу промытым камнем толщиной не менее 12 дюймов, затем накройте проницаемой геотекстильной тканью для ландшафтного дизайна, чтобы предотвратить засорение труб сорняками или землей. Засыпьте траншею верхним слоем почвы или мелким гравием, чтобы вернуть ее на прежнюю высоту.
Покройте трубу промытым камнем толщиной не менее 12 дюймов, затем накройте проницаемой геотекстильной тканью для ландшафтного дизайна, чтобы предотвратить засорение труб сорняками или землей. Засыпьте траншею верхним слоем почвы или мелким гравием, чтобы вернуть ее на прежнюю высоту.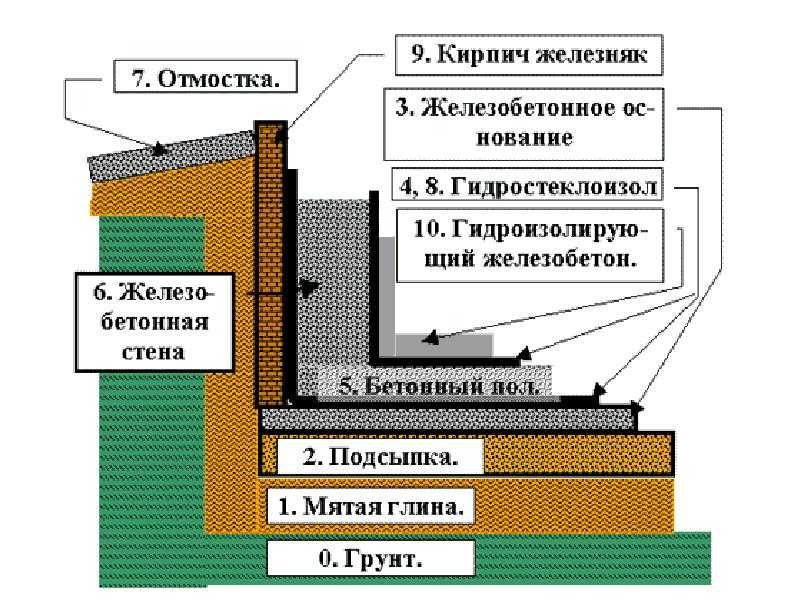

 Френч сделал свои водостоки из обычной глиняной кровельной черепицы, уложенной с зазором 1⁄8″ между секциями, чтобы вода просачивалась.
Френч сделал свои водостоки из обычной глиняной кровельной черепицы, уложенной с зазором 1⁄8″ между секциями, чтобы вода просачивалась. Радиоактивные частицы радона проникают через грунтовые источники, такие как недостроенные подвалы и трещины в фундаменте и стенах. При вдыхании эти частицы могут повредить клетки, выстилающие легкие. Длительное воздействие радона может привести к раку легких. Если ваш дом находится в районе с высоким содержанием радона, но его не проверяли, купите набор для тестирования. Уровни радона, превышающие 4 пикокюри на литр, считаются потенциально опасными.
Радиоактивные частицы радона проникают через грунтовые источники, такие как недостроенные подвалы и трещины в фундаменте и стенах. При вдыхании эти частицы могут повредить клетки, выстилающие легкие. Длительное воздействие радона может привести к раку легких. Если ваш дом находится в районе с высоким содержанием радона, но его не проверяли, купите набор для тестирования. Уровни радона, превышающие 4 пикокюри на литр, считаются потенциально опасными. Системы HVAC предназначены для охлаждения путем удаления избытка воды из воздуха.
Системы HVAC предназначены для охлаждения путем удаления избытка воды из воздуха.
 Конечно, бывают случаи внешней гидроизоляции, когда подрядчику может потребоваться устранить серьезные повреждения фундамента, или ландшафтный архитектор / инженер-строитель порекомендует перепланировать ваш двор и / или перепроектировать вашу дренажную систему. Однако здесь мы сосредоточимся на внутренней гидроизоляции, которую вы, как домовладелец, можете сделать самостоятельно, чтобы получить сухой подвал.
Конечно, бывают случаи внешней гидроизоляции, когда подрядчику может потребоваться устранить серьезные повреждения фундамента, или ландшафтный архитектор / инженер-строитель порекомендует перепланировать ваш двор и / или перепроектировать вашу дренажную систему. Однако здесь мы сосредоточимся на внутренней гидроизоляции, которую вы, как домовладелец, можете сделать самостоятельно, чтобы получить сухой подвал. Отмойте стены от грязи и пыли с помощью щетки и теплой воды с небольшим количеством средства для мытья посуды. Если вы видите плесень, вы можете добавить в раствор отбеливатель (1 стакан отбеливателя на галлон воды). Однако сначала проверьте состав средства для мытья посуды и не смешивайте отбеливатель с продуктами, содержащими аммиак! Ополосните стены теплой водой после их мытья и дайте всему полностью высохнуть, прежде чем переходить к следующему шагу.
Отмойте стены от грязи и пыли с помощью щетки и теплой воды с небольшим количеством средства для мытья посуды. Если вы видите плесень, вы можете добавить в раствор отбеливатель (1 стакан отбеливателя на галлон воды). Однако сначала проверьте состав средства для мытья посуды и не смешивайте отбеливатель с продуктами, содержащими аммиак! Ополосните стены теплой водой после их мытья и дайте всему полностью высохнуть, прежде чем переходить к следующему шагу. Старую краску можно удалить металлической щеткой, пескоструйным аппаратом или другими способами. Пожалуйста, свяжитесь с одним из наших центров покраски, чтобы получить совет о том, как безопасно удалить старую краску, так как при удалении краски вы всегда должны носить надлежащее защитное снаряжение. Отмойте стены от грязи и пыли с помощью щетки и теплой воды с небольшим количеством средства для мытья посуды. Если вы видите плесень, вы можете добавить в раствор отбеливатель (1 стакан отбеливателя на каждый галлон воды). Однако сначала проверьте состав средства для мытья посуды и не смешивайте отбеливатель с продуктами, содержащими аммиак! Ополосните стены теплой водой после их мытья и дайте всему полностью высохнуть, прежде чем переходить к следующему шагу.
Старую краску можно удалить металлической щеткой, пескоструйным аппаратом или другими способами. Пожалуйста, свяжитесь с одним из наших центров покраски, чтобы получить совет о том, как безопасно удалить старую краску, так как при удалении краски вы всегда должны носить надлежащее защитное снаряжение. Отмойте стены от грязи и пыли с помощью щетки и теплой воды с небольшим количеством средства для мытья посуды. Если вы видите плесень, вы можете добавить в раствор отбеливатель (1 стакан отбеливателя на каждый галлон воды). Однако сначала проверьте состав средства для мытья посуды и не смешивайте отбеливатель с продуктами, содержащими аммиак! Ополосните стены теплой водой после их мытья и дайте всему полностью высохнуть, прежде чем переходить к следующему шагу. Пожалуйста, ознакомьтесь с инструкциями производителя перед использованием.
Пожалуйста, ознакомьтесь с инструкциями производителя перед использованием.  DRYLOK Clear Masonry Waterproofer — отличный продукт, который гарантированно защитит стены и полы от гидростатического давления и просачивания воды. Гидроизоляционный состав для каменной кладки DRYLOK также доступен в белом и сером цветах, но эти два цвета можно использовать только на стенах, а не на полу. Нанесите герметик для бетона качественной кистью с нейлоновой щетиной или валиком с ворсом 3/4 дюйма и убедитесь, что он проникает в поры каменной кладки. Для гарантии гидроизоляции требуется надлежащее покрытие и минимум два слоя. Прочтите все рекомендации и инструкции производителя. перед подачей заявки
DRYLOK Clear Masonry Waterproofer — отличный продукт, который гарантированно защитит стены и полы от гидростатического давления и просачивания воды. Гидроизоляционный состав для каменной кладки DRYLOK также доступен в белом и сером цветах, но эти два цвета можно использовать только на стенах, а не на полу. Нанесите герметик для бетона качественной кистью с нейлоновой щетиной или валиком с ворсом 3/4 дюйма и убедитесь, что он проникает в поры каменной кладки. Для гарантии гидроизоляции требуется надлежащее покрытие и минимум два слоя. Прочтите все рекомендации и инструкции производителя. перед подачей заявки
 твой дом. Тем не менее, есть простые способы исправить это своими руками, прежде чем раскапывать свой двор!
твой дом. Тем не менее, есть простые способы исправить это своими руками, прежде чем раскапывать свой двор!

 Данный флюс хорошо смачивает припаиваемые детали, обладает низкими окислительными свойствами и не вызывает коррозию. Несмотря на это, мы рекомендуем смывать флюс после пайки.
Данный флюс хорошо смачивает припаиваемые детали, обладает низкими окислительными свойствами и не вызывает коррозию. Несмотря на это, мы рекомендуем смывать флюс после пайки. Объем 1 упаковки – 10 мл. Срок годности составляет 2 года.
Объем 1 упаковки – 10 мл. Срок годности составляет 2 года.
 В отличие от контактного соединения (разъёмы и колодки) пайка обеспечивает более долговечное и что самое важное электропроницаемое соединение, что способствовало ее применению в электронике.
В отличие от контактного соединения (разъёмы и колодки) пайка обеспечивает более долговечное и что самое важное электропроницаемое соединение, что способствовало ее применению в электронике. е. снаружи идет флюс, а припой внутри. Для низкотемпературной пайки припой идет со флюсом внутри и называется флюсованным.
е. снаружи идет флюс, а припой внутри. Для низкотемпературной пайки припой идет со флюсом внутри и называется флюсованным. Процентное соотношение 1 грамм лимонной кислоты на 100 грамм раствора
Процентное соотношение 1 грамм лимонной кислоты на 100 грамм раствора 5 мм или даже 3 мм, а иногда и все 10 мм. Если же Вы паяете исключительно «тонкую» электронику, микроконтроллеры и симисторы в малых корпусах, то Вам достаточно диаметра в 1 мм. Некоторые предпочитают не увлекаться с количеством припоя, так как его излишек, так же не считается нормой и используют диаметры в 0.5 мм
5 мм или даже 3 мм, а иногда и все 10 мм. Если же Вы паяете исключительно «тонкую» электронику, микроконтроллеры и симисторы в малых корпусах, то Вам достаточно диаметра в 1 мм. Некоторые предпочитают не увлекаться с количеством припоя, так как его излишек, так же не считается нормой и используют диаметры в 0.5 мм Поэтому большинство мастер предпочитают всегда отмывать плату от флюса.
Поэтому большинство мастер предпочитают всегда отмывать плату от флюса. В отличие от глицерина флюс ЛТИ хуже справляется со сталью, но окислительный процесс у него ниже чем у глицерина, хотя так же как и глицерин требует тщательной отмывки изопропиловым спиртом
В отличие от глицерина флюс ЛТИ хуже справляется со сталью, но окислительный процесс у него ниже чем у глицерина, хотя так же как и глицерин требует тщательной отмывки изопропиловым спиртом
 На рынке доступно множество различных типов и марок флюсов; проконсультируйтесь с производителем или продавцом вашего флюса, чтобы убедиться, что он подходит для вашего применения, принимая во внимание как используемый припой, так и два металла, задействованных в процессе. Хотя существует множество типов флюсов, каждый из них будет включать две основные части: химикаты и растворители.
На рынке доступно множество различных типов и марок флюсов; проконсультируйтесь с производителем или продавцом вашего флюса, чтобы убедиться, что он подходит для вашего применения, принимая во внимание как используемый припой, так и два металла, задействованных в процессе. Хотя существует множество типов флюсов, каждый из них будет включать две основные части: химикаты и растворители.  Это значительно повысит эффективность флюсования, а также улучшит используемые методы и приемы пайки.
Это значительно повысит эффективность флюсования, а также улучшит используемые методы и приемы пайки.  Следовательно, они должны быть подвергнуты химической реакции, чтобы быть удаленными. Эта необходимая химическая реакция чаще всего осуществляется с помощью паяльных флюсов. Эти паяльные флюсы вытесняют слой атмосферного газа на поверхности металлов и при нагревании вступают в химическую реакцию, удаляя потускневший слой с флюсовых металлов и поддерживая чистоту поверхности металла на протяжении всего процесса пайки.
Следовательно, они должны быть подвергнуты химической реакции, чтобы быть удаленными. Эта необходимая химическая реакция чаще всего осуществляется с помощью паяльных флюсов. Эти паяльные флюсы вытесняют слой атмосферного газа на поверхности металлов и при нагревании вступают в химическую реакцию, удаляя потускневший слой с флюсовых металлов и поддерживая чистоту поверхности металла на протяжении всего процесса пайки. Горячий расплавленный припой вытесняет канифольный флюс и абиет меди, которые затем можно удалить обычными методами очистки.
Горячий расплавленный припой вытесняет канифольный флюс и абиет меди, которые затем можно удалить обычными методами очистки. Любое соединение, которое может быть использовано для создания одного из необходимых типов химических реакций в рабочих условиях, необходимых для пайки, может быть рассмотрено для использования в качестве флюса. Однако большинство органических и неорганических соединений не выдерживают высоких температур, необходимых для надлежащей пайки. Вот почему одним из наиболее важных соображений является термическая стабильность соединений или их способность выдерживать высокие температуры, необходимые для пайки, без возгорания, разрушения или испарения.
Любое соединение, которое может быть использовано для создания одного из необходимых типов химических реакций в рабочих условиях, необходимых для пайки, может быть рассмотрено для использования в качестве флюса. Однако большинство органических и неорганических соединений не выдерживают высоких температур, необходимых для надлежащей пайки. Вот почему одним из наиболее важных соображений является термическая стабильность соединений или их способность выдерживать высокие температуры, необходимые для пайки, без возгорания, разрушения или испарения. В случае сомнений никогда не помешает обратиться за рекомендациями к производителю флюса или припоя.
В случае сомнений никогда не помешает обратиться за рекомендациями к производителю флюса или припоя. Смолу сосновой смолы растворяют в растворителе, а затем перегоняют, чтобы получить прозрачную белоснежную канифоль, используемую в паяльных флюсах. Канифоль представляет собой совокупность встречающихся в природе кислот, главным образом абиетиновой кислоты и ее гомологов. При использовании в качестве флюса для пайки прозрачная канифоль растворяется в растворителе, обычно в изопропиловом спирте. При таком использовании без добавления кислотных активаторов его называют канифольным флюсом типа R.
Смолу сосновой смолы растворяют в растворителе, а затем перегоняют, чтобы получить прозрачную белоснежную канифоль, используемую в паяльных флюсах. Канифоль представляет собой совокупность встречающихся в природе кислот, главным образом абиетиновой кислоты и ее гомологов. При использовании в качестве флюса для пайки прозрачная канифоль растворяется в растворителе, обычно в изопропиловом спирте. При таком использовании без добавления кислотных активаторов его называют канифольным флюсом типа R. Все эти активаторы вызывают коррозию и должны быть удалены с печатной платы для обеспечения долгосрочной надежности.
Все эти активаторы вызывают коррозию и должны быть удалены с печатной платы для обеспечения долгосрочной надежности. Флюсовые растворы без очистки на основе канифоли в основном такие же, как флюсы на основе канифоли (тип R), но обычно содержат природную смоляную канифоль в гораздо более низкой концентрации, чем та, которая используется в растворах флюсов типа R (R, RMA и RA). Настоящие синтетические флюсы без очистки содержат синтетические смолы, которые придают флюсу те же желаемые свойства, что и продукт из натуральной канифоли. Флюсовые растворы, не требующие очистки, также могут содержать дополнительные активаторы, а их остатки могут привести к коррозии.
Флюсовые растворы без очистки на основе канифоли в основном такие же, как флюсы на основе канифоли (тип R), но обычно содержат природную смоляную канифоль в гораздо более низкой концентрации, чем та, которая используется в растворах флюсов типа R (R, RMA и RA). Настоящие синтетические флюсы без очистки содержат синтетические смолы, которые придают флюсу те же желаемые свойства, что и продукт из натуральной канифоли. Флюсовые растворы, не требующие очистки, также могут содержать дополнительные активаторы, а их остатки могут привести к коррозии. Если на печатную плату должно быть нанесено конформное покрытие для защиты схемы во время работы, поверхность платы должна быть очищена от остатков флюса, даже минимальных остатков, оставленных неочищенным флюсом, для обеспечения хорошей адгезии конформного покрытия. Необходимость использования более активного (коррозионно-активного) флюса при пайке бессвинцовыми сплавами также может привести к необходимости удаления остатков флюса, что еще больше снизит преимущества использования флюсов без очистки.
Если на печатную плату должно быть нанесено конформное покрытие для защиты схемы во время работы, поверхность платы должна быть очищена от остатков флюса, даже минимальных остатков, оставленных неочищенным флюсом, для обеспечения хорошей адгезии конформного покрытия. Необходимость использования более активного (коррозионно-активного) флюса при пайке бессвинцовыми сплавами также может привести к необходимости удаления остатков флюса, что еще больше снизит преимущества использования флюсов без очистки. Кислотные активаторы, обычно используемые в водорастворимых флюсах, включают органические кислоты, галогенированные (содержащие хлор или бром) соединения, амиды и одноосновные и двухосновные органические соли. Все эти активаторы вызывают коррозию и должны быть удалены с печатной платы для обеспечения долгосрочной надежности.
Кислотные активаторы, обычно используемые в водорастворимых флюсах, включают органические кислоты, галогенированные (содержащие хлор или бром) соединения, амиды и одноосновные и двухосновные органические соли. Все эти активаторы вызывают коррозию и должны быть удалены с печатной платы для обеспечения долгосрочной надежности. Флюс RMA может быть классифицирован по этой схеме как ROM1, если он содержит от 0,5 до 2,0% содержания галогенидов.
Флюс RMA может быть классифицирован по этой схеме как ROM1, если он содержит от 0,5 до 2,0% содержания галогенидов. Этот флюс соответствует требованиям Bellcore TR-NWT-000078 и IPC SF-818 по сопротивлению поверхностной изоляции.
Этот флюс соответствует требованиям Bellcore TR-NWT-000078 и IPC SF-818 по сопротивлению поверхностной изоляции. CircuitWorks Tacky Flux подходит для применения в чистых помещениях.
CircuitWorks Tacky Flux подходит для применения в чистых помещениях.
 Обмотайте вашу банку или бутылку
Обмотайте вашу банку или бутылку Направьте воду так, чтобы она попала в центр сформированного вами кольца из водопроводной замазки.
Направьте воду так, чтобы она попала в центр сформированного вами кольца из водопроводной замазки. Наберитесь терпения. Просверливание отверстия диаметром 5 мм в толстом стекле, например в винной бутылке, может занять около десяти минут. Ближе к концу ослабьте дрель.
Наберитесь терпения. Просверливание отверстия диаметром 5 мм в толстом стекле, например в винной бутылке, может занять около десяти минут. Ближе к концу ослабьте дрель. Она смотрится интересно и стильно. Но, в отличие от пластика, разрезать ее без профессиональных инструментов, кажется, совсем непросто… Только не для тех, кто знаком с этим невероятным способом!
Она смотрится интересно и стильно. Но, в отличие от пластика, разрезать ее без профессиональных инструментов, кажется, совсем непросто… Только не для тех, кто знаком с этим невероятным способом! Медленно продвигайтесь по линии, трещина на стекле должна образовываться по мере движения паяльника. Если в какой-то момент стекло перестает разрезаться, нагрейте противоположный край трещины.
Медленно продвигайтесь по линии, трещина на стекле должна образовываться по мере движения паяльника. Если в какой-то момент стекло перестает разрезаться, нагрейте противоположный край трещины. В некоторых случаях по нижнему краю отверстия может образоваться две разные трещины, которые не сходятся в одну. Помогайте паяльником, и при необходимости, надавите на стекло с внутренней стороны бутылки, поместив в нее ручку ножа или отвертки.
В некоторых случаях по нижнему краю отверстия может образоваться две разные трещины, которые не сходятся в одну. Помогайте паяльником, и при необходимости, надавите на стекло с внутренней стороны бутылки, поместив в нее ручку ножа или отвертки. youtube.com/embed/Ny8OXoux-U4?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/Ny8OXoux-U4?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>  Эти сверла имеют форму копья, достаточно острую, чтобы безопасно сверлить стекло, не повреждая его. Сверла с твердосплавными и алмазными наконечниками намного острее, чем сверла по каменной кладке и другие типы сверл, которые разбивают или раскалывают стекло, а не просверливают точное отверстие.
Эти сверла имеют форму копья, достаточно острую, чтобы безопасно сверлить стекло, не повреждая его. Сверла с твердосплавными и алмазными наконечниками намного острее, чем сверла по каменной кладке и другие типы сверл, которые разбивают или раскалывают стекло, а не просверливают точное отверстие. Наконец, защитные перчатки могут помочь вам избежать порезов при работе со стеклом или зеркалом. порезы.
Наконец, защитные перчатки могут помочь вам избежать порезов при работе со стеклом или зеркалом. порезы.
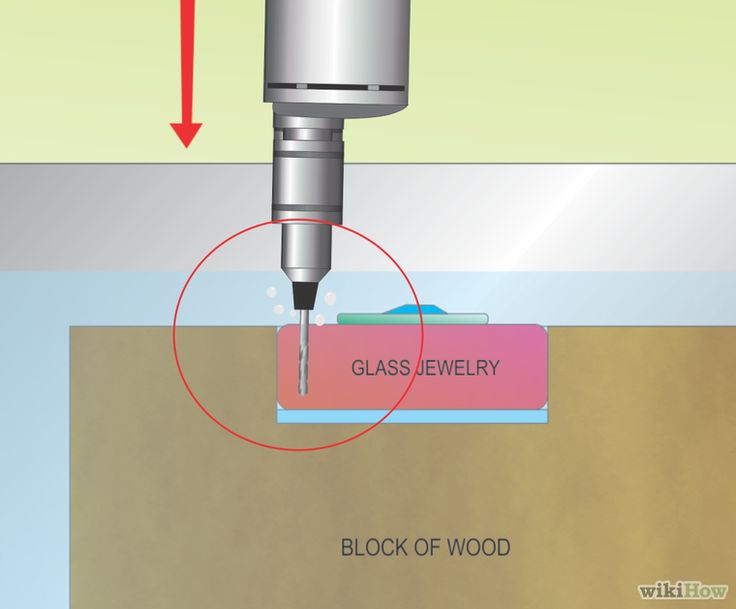 1/8-дюймовое или 3/32-дюймовое сверло с твердосплавным или алмазным наконечником — хороший выбор для создания углубления или направляющего отверстия в стекле. Вставьте биту в патрон дрели с регулируемой скоростью.
1/8-дюймовое или 3/32-дюймовое сверло с твердосплавным или алмазным наконечником — хороший выбор для создания углубления или направляющего отверстия в стекле. Вставьте биту в патрон дрели с регулируемой скоростью.
 Это правильная зона для сверления отверстия в стекле.
Это правильная зона для сверления отверстия в стекле. Во время использования держите дрель на скорости 400 об/мин или ниже, так как слишком быстрое сверление стекла может повредить сверло.
Во время использования держите дрель на скорости 400 об/мин или ниже, так как слишком быстрое сверление стекла может повредить сверло. Как просверлить большое отверстие в стекле?
Как просверлить большое отверстие в стекле?  Эти разновидности делают их эстетически привлекательными и пригодными для использования в качестве декора. Есть несколько творческих способов повторного использования и переработки старых стеклянных бутылок.
Эти разновидности делают их эстетически привлекательными и пригодными для использования в качестве декора. Есть несколько творческих способов повторного использования и переработки старых стеклянных бутылок.

 Отрегулируйте скорость набора до минимума.
Отрегулируйте скорость набора до минимума.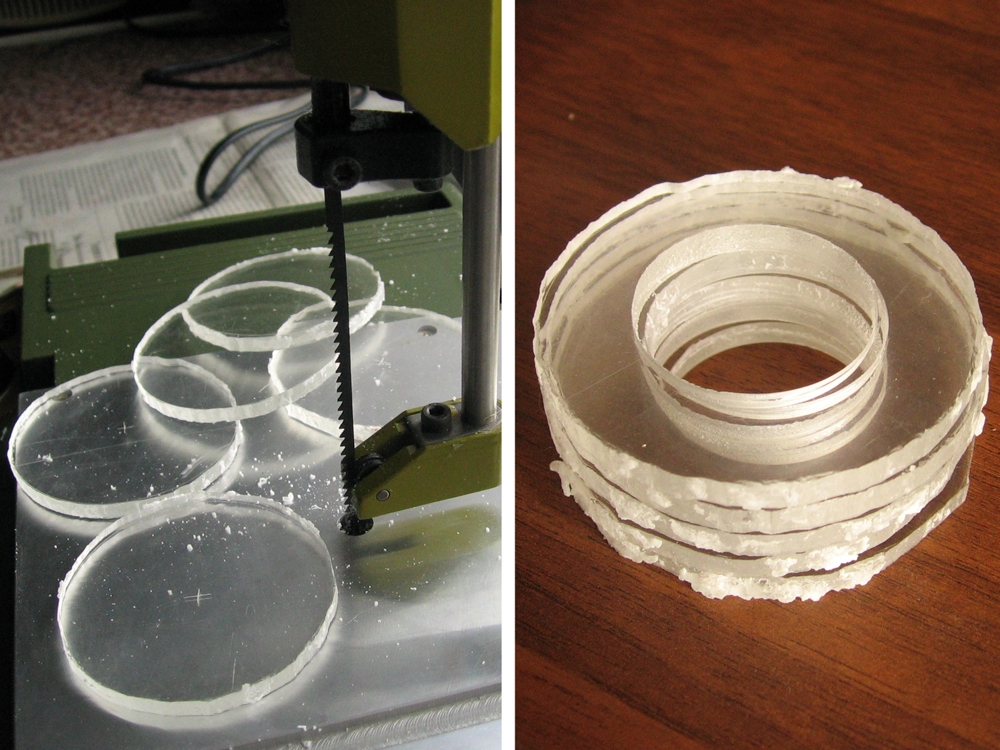
 Четко обозначьте область, которую необходимо вырезать.
Четко обозначьте область, которую необходимо вырезать.
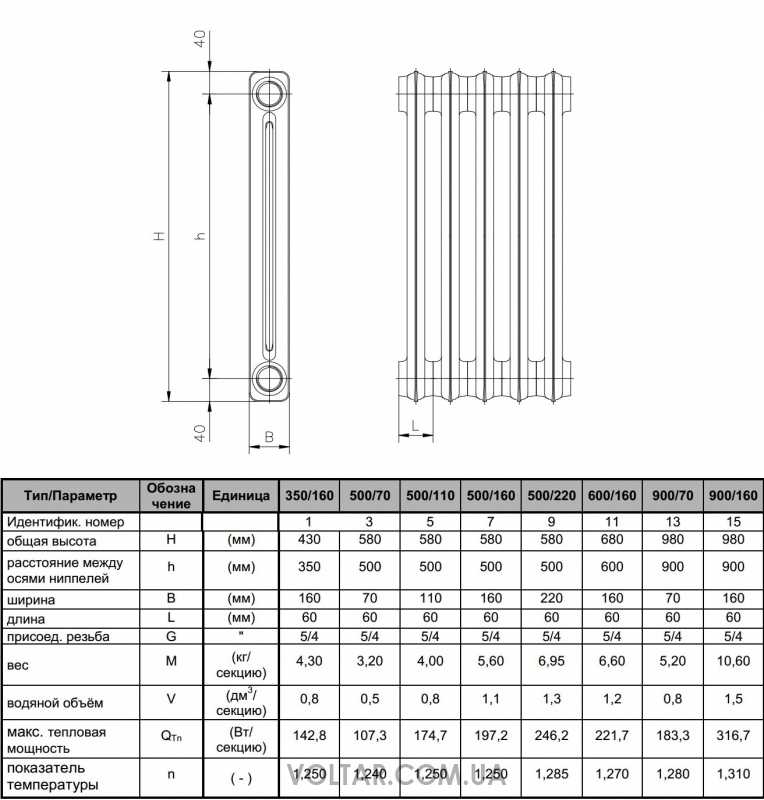
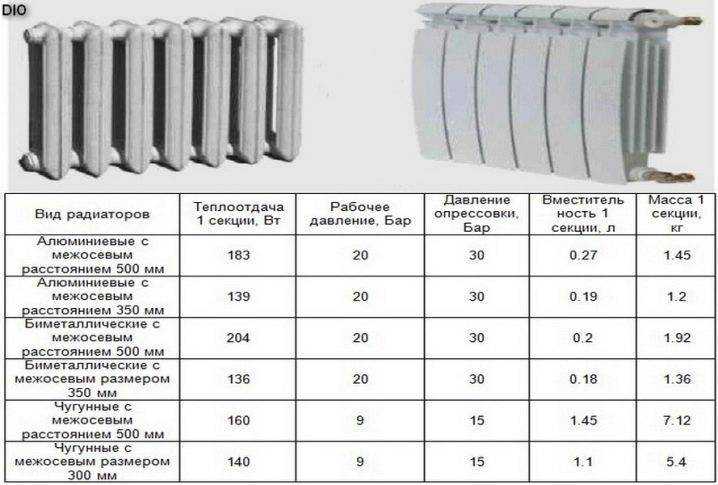 Большое значение имеет тепловой расчет устанавливаемых приборов. Традиционные методы расчета требуют учета вышеуказанных факторов, достаточно трудоемки. Для упрощения выбора типа оборудования применяется таблица радиаторов отопления.
Большое значение имеет тепловой расчет устанавливаемых приборов. Традиционные методы расчета требуют учета вышеуказанных факторов, достаточно трудоемки. Для упрощения выбора типа оборудования применяется таблица радиаторов отопления. Каждый материал имеет показатели по следующим параметрам:
Каждый материал имеет показатели по следующим параметрам: Сравнение чугунных радиаторов отопления с другими видами приборов, приводится в нижеуказанной таблице.
Сравнение чугунных радиаторов отопления с другими видами приборов, приводится в нижеуказанной таблице. Они достаточно прочны, а легкий собственный вес позволяет облегчить монтаж приборов. Из-за уязвимости к кислородной коррозии в последнее время стали проводить анодирование алюминия.
Они достаточно прочны, а легкий собственный вес позволяет облегчить монтаж приборов. Из-за уязвимости к кислородной коррозии в последнее время стали проводить анодирование алюминия. Панели имеют каналы, по которым происходит циркуляция теплоносителя. Батарея может состоять из нескольких панелей, кроме этого, оснащаться гофрированными пластинами, увеличивающими теплоотдачу.
Панели имеют каналы, по которым происходит циркуляция теплоносителя. Батарея может состоять из нескольких панелей, кроме этого, оснащаться гофрированными пластинами, увеличивающими теплоотдачу.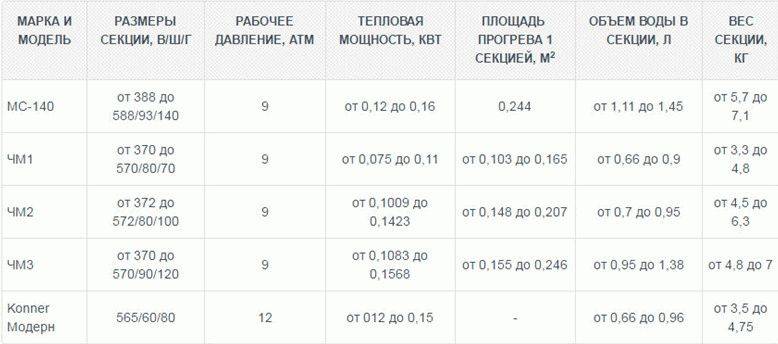 Нормативное значение тепла, необходимого на единицу объема обогреваемой комнаты, за которую принимается 1 м3, составляет:
Нормативное значение тепла, необходимого на единицу объема обогреваемой комнаты, за которую принимается 1 м3, составляет: Этот коэффициент равен:
Этот коэффициент равен: Несмотря на то, что это немного больше работы и затрат, чем другие методы установки, правильно спроектированный и реализованный электролизный бак может удалить как ржавчину, так и отложения в относительно короткие сроки.
Несмотря на то, что это немного больше работы и затрат, чем другие методы установки, правильно спроектированный и реализованный электролизный бак может удалить как ржавчину, так и отложения в относительно короткие сроки.

 Подключив автоматическое зарядное устройство к аккумулятору, как будто для его зарядки, вы можете затем использовать соединительные кабели от аккумулятора к установке для электролиза. Ток, накопленный в аккумуляторе, потечет на поддон и жертвенный металл, а зарядное устройство с радостью подаст ток на разряженный аккумулятор. При использовании этой настройки требуется повышенная осторожность, поскольку вы должны тщательно поддерживать соединения «плюс-плюс» и «минус-минус» между зарядным устройством и аккумулятором. Вы также должны убедиться, что положительный и отрицательный выводы аккумулятора не соприкасаются напрямую. Кроме того, клеммы и зажимы могут нагреваться.
Подключив автоматическое зарядное устройство к аккумулятору, как будто для его зарядки, вы можете затем использовать соединительные кабели от аккумулятора к установке для электролиза. Ток, накопленный в аккумуляторе, потечет на поддон и жертвенный металл, а зарядное устройство с радостью подаст ток на разряженный аккумулятор. При использовании этой настройки требуется повышенная осторожность, поскольку вы должны тщательно поддерживать соединения «плюс-плюс» и «минус-минус» между зарядным устройством и аккумулятором. Вы также должны убедиться, что положительный и отрицательный выводы аккумулятора не соприкасаются напрямую. Кроме того, клеммы и зажимы могут нагреваться. Обычно используемые для тестирования и ремонта электронного оборудования, они предлагают такие преимущества, как регулируемое напряжение и ток (ампер).
Обычно используемые для тестирования и ремонта электронного оборудования, они предлагают такие преимущества, как регулируемое напряжение и ток (ампер).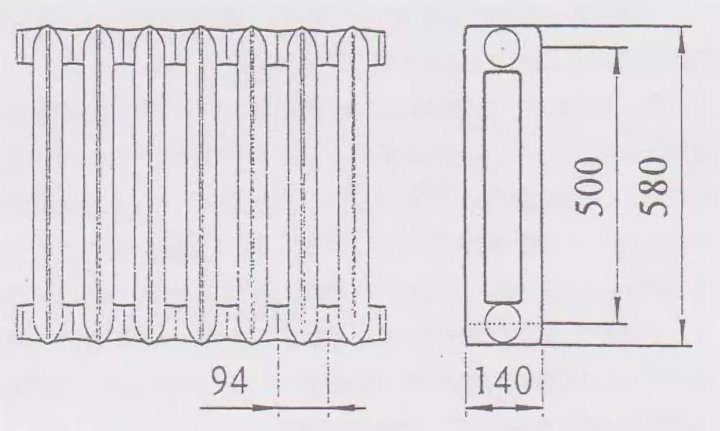 Используйте проволочную щетку или скребок из нержавеющей стали, чтобы удалить часть ржавчины и/или грязи в том месте, к которому вы будете прикреплять разъем зарядного устройства. В долгосрочной перспективе, чтобы ваши зажимы не подвергались воздействию коррозионной влаги или воздействию электролитического процесса, вы можете не подключать зажимы зарядного устройства непосредственно к изделию, а вместо этого прикреплять их к металлическому кронштейну или проводу, на котором висит изделие. Достаточный ток все еще должен протекать, если все точки крепления относительно чистые, из голого металла. Плохие соединения вызывают повышенное электрическое сопротивление и чрезмерный нагрев. Чистые металлические соединения обеспечат наиболее эффективную очистку и наименьшее повреждение проводов зарядного устройства с течением времени. Заметно нагреваются зажимы зарядного устройства во время использования, что свидетельствует о плохом контакте.
Используйте проволочную щетку или скребок из нержавеющей стали, чтобы удалить часть ржавчины и/или грязи в том месте, к которому вы будете прикреплять разъем зарядного устройства. В долгосрочной перспективе, чтобы ваши зажимы не подвергались воздействию коррозионной влаги или воздействию электролитического процесса, вы можете не подключать зажимы зарядного устройства непосредственно к изделию, а вместо этого прикреплять их к металлическому кронштейну или проводу, на котором висит изделие. Достаточный ток все еще должен протекать, если все точки крепления относительно чистые, из голого металла. Плохие соединения вызывают повышенное электрическое сопротивление и чрезмерный нагрев. Чистые металлические соединения обеспечат наиболее эффективную очистку и наименьшее повреждение проводов зарядного устройства с течением времени. Заметно нагреваются зажимы зарядного устройства во время использования, что свидетельствует о плохом контакте. Вы узнаете, что у вас есть хороший ток, когда вы увидите туман из мелких пузырьков, образующихся вокруг элемента, а амперметр вашего зарядного устройства покажет верхнюю границу шкалы.
Вы узнаете, что у вас есть хороший ток, когда вы увидите туман из мелких пузырьков, образующихся вокруг элемента, а амперметр вашего зарядного устройства покажет верхнюю границу шкалы. Если вы поместите что-то между куском и металлом, на куске останется «тень» грязи, где предмет перекрыл ток от куска. У некоторых людей металл с обеих сторон или вокруг детали для более быстрого действия. Я просто время от времени переворачиваю произведение. Визуально скопившаяся грязь ослабевает и отслаивается или отслаивается, как старая краска. В некоторых местах он крепче держится и отклеивается дольше. Красная ржавчина превратится в мелкий черный осадок, который легко стирается или стирается. Процесс закончен, когда металл становится голым и серым. В местах, которые были особенно грязными, могут остаться более темные пятна, но это нормально, с этим можно справиться.
Если вы поместите что-то между куском и металлом, на куске останется «тень» грязи, где предмет перекрыл ток от куска. У некоторых людей металл с обеих сторон или вокруг детали для более быстрого действия. Я просто время от времени переворачиваю произведение. Визуально скопившаяся грязь ослабевает и отслаивается или отслаивается, как старая краска. В некоторых местах он крепче держится и отклеивается дольше. Красная ржавчина превратится в мелкий черный осадок, который легко стирается или стирается. Процесс закончен, когда металл становится голым и серым. В местах, которые были особенно грязными, могут остаться более темные пятна, но это нормально, с этим можно справиться.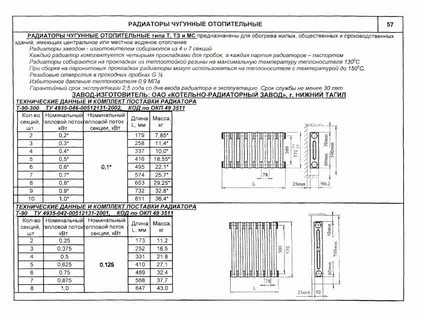 Присоедините отрицательный кабель ручного зарядного устройства к боковой стороне горшка, а положительный — к жертвенному аноду.
Присоедините отрицательный кабель ручного зарядного устройства к боковой стороне горшка, а положительный — к жертвенному аноду.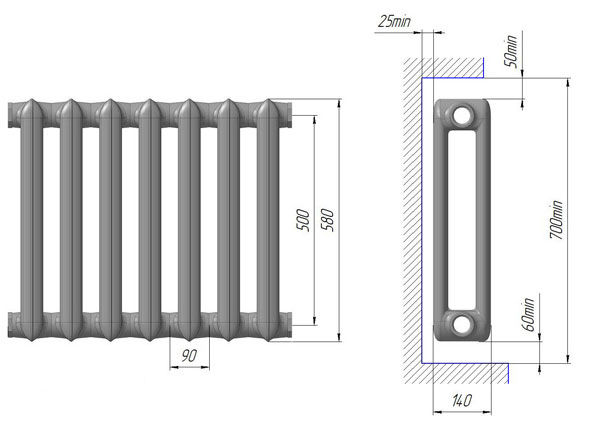 Преимущество нержавеющей стали заключается в том, что она не подвергается коррозии так быстро, как другие виды стали или железа. Однако нередко можно увидеть комментарии о том, что использование нержавеющей стали в установке для электролиза создает опасный побочный продукт, называемый шестивалентным хромом. «Гексхром», как его называют в гальванической промышленности, действительно представляет собой проблему для тех, кто работает в этой отрасли, где при используемых температурах и напряжениях он может производиться, испаряться и выбрасываться в атмосферу. Однако при гораздо более низких напряжениях и температурах, обычно используемых для очистки чугуна, шестигранный хром не вызывает беспокойства.
Преимущество нержавеющей стали заключается в том, что она не подвергается коррозии так быстро, как другие виды стали или железа. Однако нередко можно увидеть комментарии о том, что использование нержавеющей стали в установке для электролиза создает опасный побочный продукт, называемый шестивалентным хромом. «Гексхром», как его называют в гальванической промышленности, действительно представляет собой проблему для тех, кто работает в этой отрасли, где при используемых температурах и напряжениях он может производиться, испаряться и выбрасываться в атмосферу. Однако при гораздо более низких напряжениях и температурах, обычно используемых для очистки чугуна, шестигранный хром не вызывает беспокойства. И, как и в случае любого процесса очистки, надлежащие протоколы должны включать тщательное мытье и ополаскивание очищенного предмета перед началом любого режима приправы.
И, как и в случае любого процесса очистки, надлежащие протоколы должны включать тщательное мытье и ополаскивание очищенного предмета перед началом любого режима приправы.

 Компания Public Service Electric & Gas обнаружила утечки в соединениях 36-дюймовой чугунной магистрали, установленной в 1952, мигрировал по 4-дюймовому электропроводу, идущему с улицы и уходящему в подвал строения.
Компания Public Service Electric & Gas обнаружила утечки в соединениях 36-дюймовой чугунной магистрали, установленной в 1952, мигрировал по 4-дюймовому электропроводу, идущему с улицы и уходящему в подвал строения.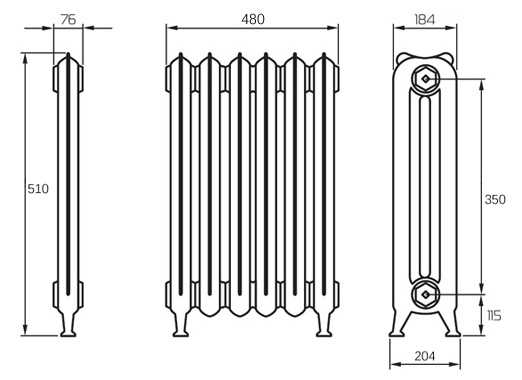
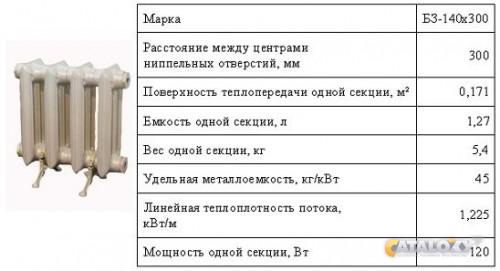 На протяжении многих лет для восстановления суставов применялись различные методы зажима и инкапсуляции.
На протяжении многих лет для восстановления суставов применялись различные методы зажима и инкапсуляции.
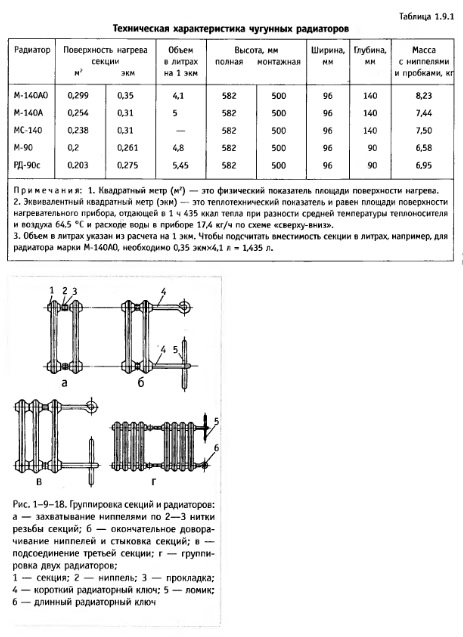 PHMSA выпустила два консультативных бюллетеня, касающихся программ замены чугуна.
PHMSA выпустила два консультативных бюллетеня, касающихся программ замены чугуна.
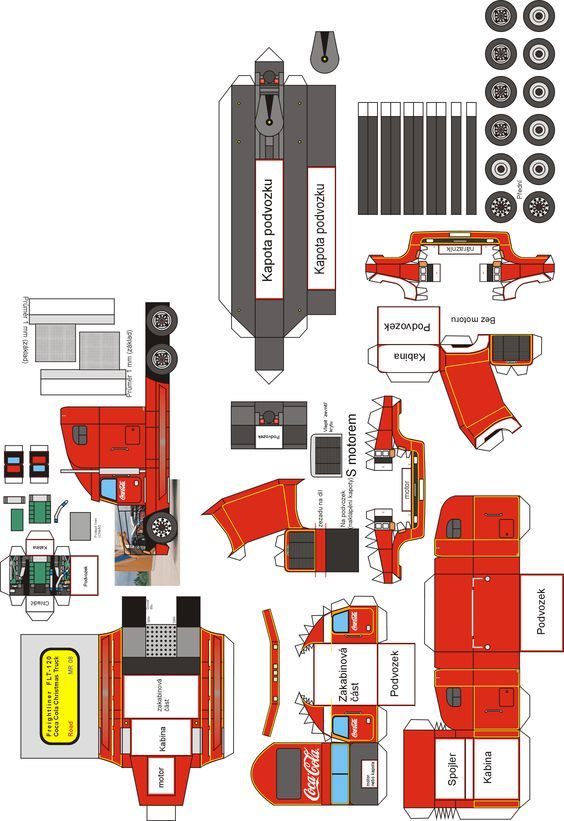
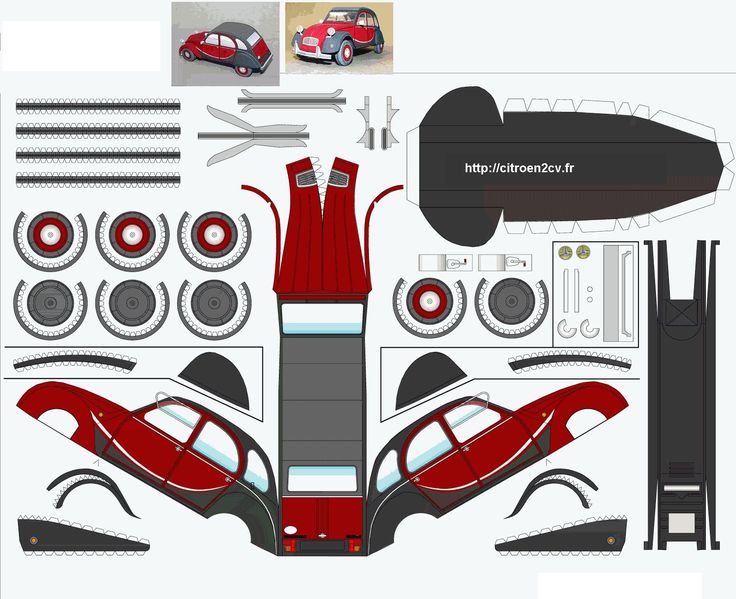
 RU, 2014-
RU, 2014-
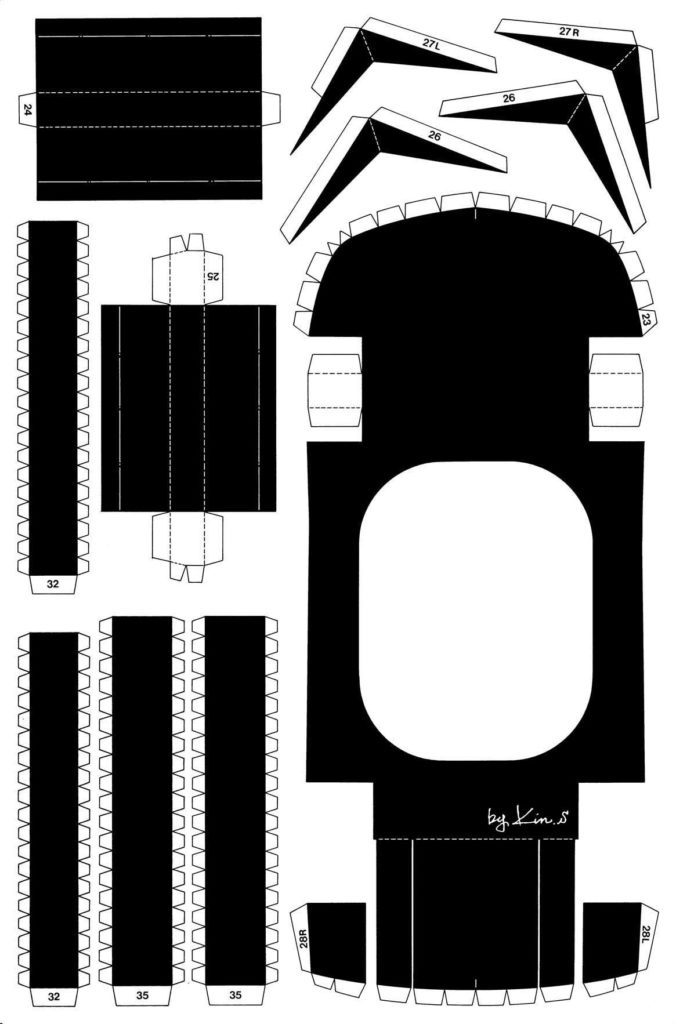
 youtube.com/embed/uSFg1SDwXok» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/uSFg1SDwXok» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>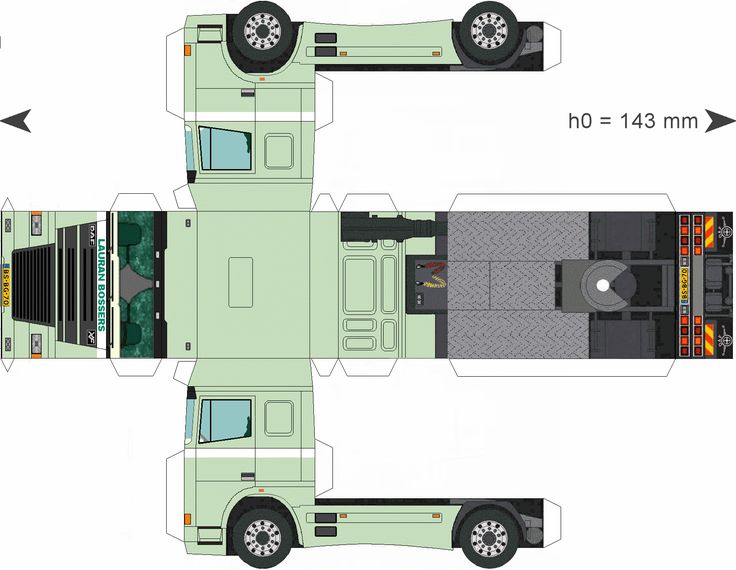 Работайте при хорошем освещении, чтобы не упустить ни одной детали. Поверхность стола следует застелить специальным макетным ковриком или старой толстой клеенкой. Если на развертке много изгибов, то следует поворачивать не руку, а сам лист. Так получится быстрее. И еще один совет: вырезайте детали по мере надобности, чтобы ничего не потерялось.
Работайте при хорошем освещении, чтобы не упустить ни одной детали. Поверхность стола следует застелить специальным макетным ковриком или старой толстой клеенкой. Если на развертке много изгибов, то следует поворачивать не руку, а сам лист. Так получится быстрее. И еще один совет: вырезайте детали по мере надобности, чтобы ничего не потерялось.
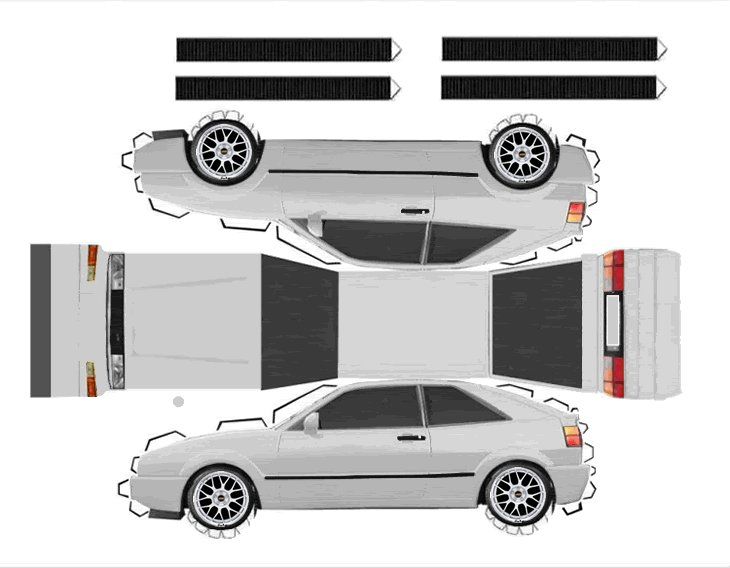 Наносите клей капелькой и распределяйте ее по бумаге кисточкой или зубочисткой. Излишки осторожно промокайте салфеткой. Если одна деталь соединяется с другой, то клей наносят на одну из боковых граней.
Наносите клей капелькой и распределяйте ее по бумаге кисточкой или зубочисткой. Излишки осторожно промокайте салфеткой. Если одна деталь соединяется с другой, то клей наносят на одну из боковых граней.
 Лучше всего подойдут:
Лучше всего подойдут:
 youtube.com/embed/lZSk2aDCQUc» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/lZSk2aDCQUc» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
 005-5.995/0,005]-[0,1-2,89/0,01]-[3-34/0,5]-[5-45/1]-[F,T]
005-5.995/0,005]-[0,1-2,89/0,01]-[3-34/0,5]-[5-45/1]-[F,T] 4 ~ 2.995
4 ~ 2.995 995
995
 005
005 994
994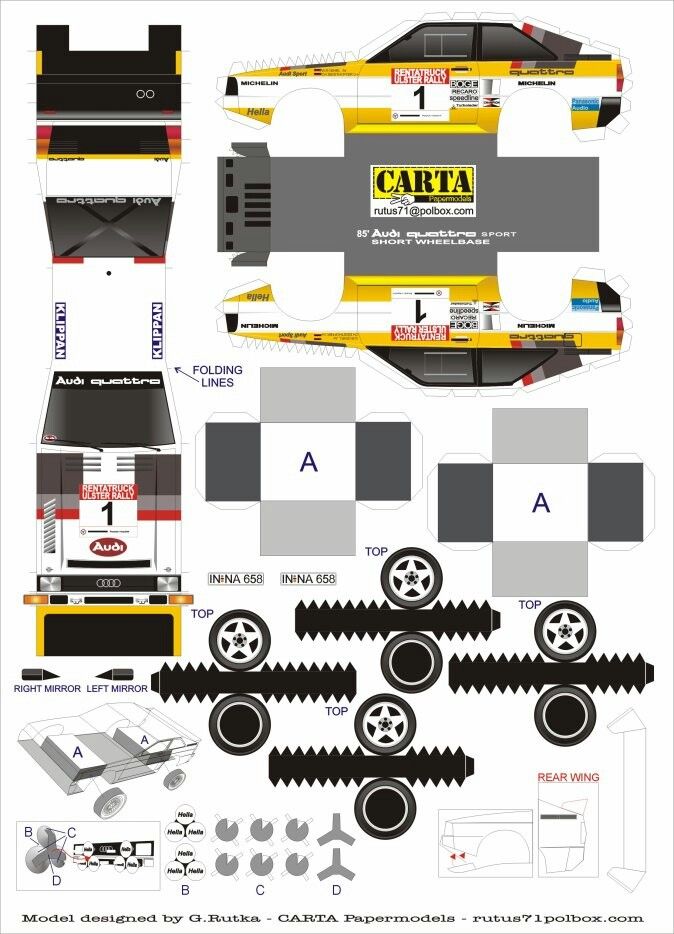 0 ~ 34.0
0 ~ 34.0 005 ~ 5.995
005 ~ 5.995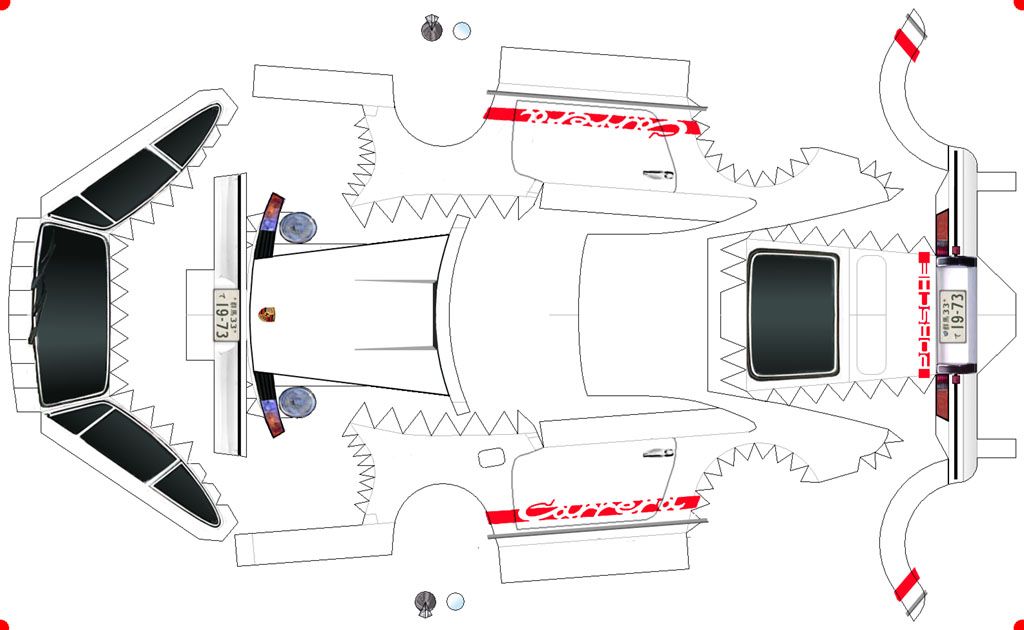 Пожалуйста, обновите до последней версии.
Пожалуйста, обновите до последней версии.