преимущества самодельного оборудования, выполнение аппарата из инвертора
Споттер представляет собой аппарат, предназначенный для выполнения точечной сварки. Это оборудование широко используется при выполнении рихтовки и восстановлении кузова автомобиля. Благодаря простоте конструкции таких аппаратов сделать своими руками споттер не составит особого труда.
Особенности применения
Принцип работы
Устройство на базе инвертора
Корпус и кабели
Выполнение рабочего пистолета
Сборка обратного молотка
Споттер из сварочного аппарата
Необходимо лишь использовать качественный инвертор, на основе которого выполняется сварочное оборудование.
Особенности применения
Если изначально споттеры использовались лишь при выполнении различных кузовных работ с автомобилями, то сегодня благодаря универсальности этого оборудования имеется возможность его использования в быту для качественной точечной сварки. С помощью самостоятельно изготовленных сварочных аппаратов выполняются всевозможные металлоконструкции, заборы из арматуры, осуществляется правка поверхностей кузовных панелей без необходимости разборки обшивки.
Основным назначением споттера является именно ремонт и восстановление кузовных панелей автомобилей. В том случае, когда выровнять детали изнутри невозможно, а их демонтаж представляет определенные сложности, используются споттеры, позволяющие выполнять качественную сварку, которая в последующем будет отлично защищена от появления коррозии.
Принцип работы
На сегодняшний день существует несколько вариантов электрических схем споттеров, которые изготавливаются из инвертора, трансформатора и старого аккумулятора. Самодельные аппараты функционируют по принципу молотка, позволяя вытягивать кузовные элементы без локальной покраски, а качество точечной сварки при использовании рабочего пистолета позволяет обеспечить максимально надежную и долговечную фиксацию кузовных элементов.
Самодельный споттер имеет несколько режимов работы:
Сварочный режим, с использованием угольного электрода, когда вся работа выполняется на минимальной мощности.
Кратковременный режим, при котором направляющую закрепляют с помощью специальных колец и вытягивают металл при его точечном разогреве.
Наибольшей популярностью сегодня пользуются модели аппаратов для точечной сварки, которые выполнены на базе инвертора. Такие устройства имеют специальный дополнительный пистолет, с помощью которого осуществляется точечный разогрев соединяемых металлических элементов.
Устройство на базе инвертора
Самодельные аппараты точечной сварки, выполненные на основе сварочного инвертора, отличаются простотой конструкции, имеют необходимую для работы с большинством металлов мощность и с легкостью могут быть изготовлены своими руками.
Простейшие споттеры могут состоять из следующих элементов:
Корпус инвертора.
Кабель.
Острый пруток или электрод.
Пистолет стаддер.
Проще всего изготовить такой аппарат для контактной сварки используя инверторы, к которым через кабель крепят сварочный пистолет. Можно использовать как уже готовые покупные пистолеты стаддеры, так и изготовить их самостоятельно на базе металлического пистолета для герметика.
Преимущества самостоятельно изготовленных споттеров:
Возможность вытягивания металлических деталей без повреждения оригинального лакокрасочного слоя.
Удобство в эксплуатации.
Универсальность применения.
Возможность выполнения осадки металла с использованием графитовых электродов.
Наличие двух и более режимов выполнения сварочных работ.
Простота конструкции.
Доступная стоимость используемых компонентов.
Можно найти различные схемы изготовления инверторных споттеров. Можно подобрать как простейшие модели, которые предназначены для их бытового использования, так и профессиональные установки, сочетающие мощность, универсальность применения и расширенные возможности.
Для самостоятельной сборки аппарата потребуются следующие компоненты:
Контактная группа на 220 Вольт.
Диодный мост.
Реле управления на 30А.
Трансформатор, который понижает напряжение на 12 Вольт.
Тиристор на 200 Вольт.
Кнопки управления.
Подключение к сети осуществляется при помощи диодного моста и трансформатора. Тиристорная цепь и контактная диодная группа в инверторе повышает напряжение, после чего ток подается по кабелю на рабочий сварочный пистолет.
Используемый транзисторный диодный блок должен выдерживать максимально высокие показатели выходной силы тока, которые достигают 1500 Ампер. Управлять мощностью выходного сварочного тока можно при помощи шины, которая устанавливается вместо вторичной обмотки.
Несмотря на кажущуюся сложность, даже начальных навыков чтения электросхем и работы с радиодеталями будет достаточно для самостоятельного изготовления споттеров, которые могут использоваться не только в быту, но и для выполнения различного рода кузовных работ.
Необходимо лишь подобрать качественную схему исполнения аппарата для контактной сварки, и в последующем полностью придерживаться имеющейся на руках документации.
Корпус и кабели
Коробку изготовленного самостоятельно споттера можно выполнить из подручных металлических материалов. Проще всего использовать для этой работы корпус от старого компьютера. Наличие работающего вентилятора будет дополнительным плюсом, что позволит снизить температуру, позволяя улучшить продолжительность работы устройства без его отключения на обязательное охлаждение.
Внутри корпуса необходимо установить несколько вентиляторов, которые работают от 12 Вольт и позволяют осуществлять качественное охлаждение силовой части инвертора. Проще всего использовать компьютерные вентиляторы, которые напрямую подключаются к блоку управления и работают постоянно или по сигналу от температурных датчиков.
Наличие внутри корпуса компактных вентиляторов позволяет продлить время непрерывной работы устройства при максимальных показателях мощности.
Сварочные кабели лучше всего использовать уже готовые покупные с сечением не меньше 1 миллиметра на 10 Ампер мощности максимальных показателей тока. Для массы используют кабели с длиной не более 150 сантиметров, а рабочий провод выполняется не длиннее 250 сантиметров. В противном случае может отмечаться потеря силы тока, что отрицательно сказывается на работе аппарата и качестве сварки.
На обоих концах кабеля крепят резьбовые соединения для фиксации сварочного пистолета и подключения его к инвертору. Качеству соединения следует уделить должное внимание, так как от этого зависят потери силы сварочного тока. На обратной стороне силового кабеля для массы устанавливают быстрозажимный зажим или используют клеммы с резьбовым креплением.
Выполнение рабочего пистолета
Основным рабочим элементом споттера является сварочный пистолет, который позволяет осуществлять точечный разогрев металла. Если планируется постоянно использовать оборудование, то предпочтительно приобрести уже готовый заводской пистолет, который отличается простотой конструкции, надежностью и долговечностью. Если же споттер изготавливается для нерегулярного использования, то вполне по силам собрать рабочий пистолет из подручных приспособлений.
Проще всего выполнить его из монтажного клеевого пистолета, к которому приделывают надежную и удобную ручку из текстолита или других непроводящих ток материалов. В клеевом пистолете делаются соответствующие отверстия для направляющих, к которым в последующем фиксируется используемый электрод. Кабель от инвертора подключается к пистолету и при нажатии на спусковой крючок происходит подача короткого мощного импульса.
Кронштейн-держатель, который фиксирует сварочный электрод, выполняется из медной трубки прямоугольного или квадратного сечения. В качестве электродов используют медные прутки с диаметром 8—10 миллиметров.
Можно найти различные схемы и варианты изготовления пистолета для контактной сварки, которые подразумевают смену электрода без разборки выполненного устройства.
Сборка обратного молотка
Одним из преимуществ использования споттера является быстрая замена рабочих инструментов, что расширяет функциональные возможности такого оборудования. Для выполнения рихтовочных и сварочных кузовных работ используется обратный молоток или как его еще называют по-другому инопуллер. Изготовить своими руками простейший обратный молоток не составит труда. Выполняют его на основе металлического монтажного пистолета.
От старого монтажного пистолета отрезается часть, которая держит баллон с герметиком и монтажной пеной. На освободившуюся площадку приваривают три прутка, диаметром не более 10 миллиметров. К свободным концам прутков фиксируют сваркой кольцо, которое делается из прутка с сечением 6—10 миллиметров. Диаметр кольца не должен превышать 100 миллиметров.
У штока пистолета обрезают упоры и изогнутую часть. Вместо них приваривается крепление, к которому в последующем подсоединяют кабель от сварочного инвертора. Крепление кабеля можно выполнить при помощи двух гаек и болта с резьбой в М10.
С помощью обратного молотка может осуществляться высококачественная точечная сварка и рихтовочные работы без повреждения оригинального лакокрасочного покрытия.
При желании можно приобрести уже готовые обратные молотки, которые различаются диаметром рабочего органа и предназначены для использования на споттерах с различной мощностью.
Споттер из сварочного аппарата
Проще всего изготовить своими руками споттер из сварочного аппарата. В таком случае потребуется лишь дооснастить агрегат тиристором и диодом с требуемыми параметрами, что позволит осуществлять импульсную сварку. Дополнительно сварочный аппарат может оснащаться втягивающим реле, которое позволяет регулировать мощность подачи импульса.
Споттер из сварочного аппарата выполняется в полном соответствии с имеющейся схемой, а всё что останется сделать — это приобрести или изготовить самостоятельно рабочий пистолет и обратный молоток. Отдельные схемы исполнения споттера подразумевают возможность переключения режимов работы, когда используемый инвертор может работать как классический сварочный аппарат, так и устройство для точечной сварки.
Сделать споттер своими руками не составит особой сложности. Выполнить такое устройство для контактной точечной сварки можно из инвертора или старого сварочного аппарата. Необходимо лишь иметь на руках качественную схему, по которой будет выполняться сборка аппарата. Изготовить используемые рабочие пистолеты и обратные молотки можно из приспособлений для распыления монтажной пены и герметика. Выполнение такого оборудования своими руками позволит существенно сэкономить на покупке техники, изготовленной промышленным способом, при этом функциональные возможности самодельного оборудования не будут отличаться от дорогостоящих покупных агрегатов.
конструкции, схемы, советы как сделать аппарат из сварочного аппарата и подручных средств
Облегчить ремонт автомобиля вам помогут современные инструменты. Один из них – споттер. Если у вас недостаточно денежных средств, то собрать споттер для кузовного ремонта своими руками – задача вполне разрешимая. Что представляет собой этот агрегат?
DigitalSpotter является аппаратом односторонней точечной сварки. Принцип его работы – сваривание сопротивлением. Используется инструмент для выправления больших элементов кузова, где производителем установлены ограничения доступа из-за конструктивных особенностей либо дополнительной жесткости.
С помощью сварочного пистолета к поврежденному месту приваривается быстро липнущий специальный элемент. Далее деталь выпрямляется руками в изначальное положение. С помощью особых настроек споттер можно использовать для нагревания металла кузова участками и их вытягивания.
Конструкция и принцип работы аппарата
Состоять самодельный агрегат будет из двух главных узлов – это сварочный трансформатор (Т2) и электронное реле на тиристоре V9. Сетевая обмотка у трансформатора подсоединяется к электросети через диодный мост (V5/V8). Именно в его диагональ будет включен тиристор (V9) электронного реле.
Вспомогательный маломощный трансформатор (Т1) питает управляющую цепь тиристора (обмотка 2). Работает аппарат следующим образом:
Схема споттера
При нажатии на выключатель (S1) напряжение питания (220В) идет на трансформатор Т1. Вернее, его первичную обмотку.
Конденсатор (С1), подключаемый к выпрямительному мосту (V1/V4) через замкнутые контакты S3 переключателя, заряжается.
Тиристор V9 закрыт, поэтому первичная обмотка трансформатора Т2 обесточена.
При нажатии на клавишу S3 переключателя заряженный конденсатор (С1) подключается к электроду управления тиристора V9 с помощью переменного резистора R1.
Далее разрядный электроток конденсатора открывает тиристор. На первичную обмотку трансформатора Т2 идет напряжение электросети.
Во вторичной обмотке на трансформаторе появляется импульс тока.
Продолжительность импульса зависит от характеристик задающей время цепи R1/C1. Максимальная длительность импульса – около 0,1 сек. За этот промежуток времени электроток во вторичной обмотке достигает 350-500 А. Оптимальный режим сваривания можно настраивать резистором R1.
Для споттера годится любой тиристор, который рассчитан на напряжение 220 В и силу электротока в 50 А. Это же касается и диодного моста V5/V8. Трансформатор Т1 должен создавать на вторичных обмотках напряжение в 12 В.
Изготовление трансформатора
Магнито-провод трансформатора набирайте из пластин Ш40, толщина данного набора должна составить 10 см.
В первичной обмотке должно быть 200 витков качественного провода сечением 2,5 мм².
Во вторичной обмотке – 7 витков шины либо изолированного провода сечением не меньше 50 мм².
Соединительный заземляющий проводник для вторичной обмотки делается того же сечения и длиной не более 2-2,5 м.
Мнение эксперта
Илья Вячеславович
Консультант сайта krasymavto.ru по кузовному ремонту
Задать вопрос
От качественности изоляции обмоток трансформатора зависит ваша безопасность. Поэтому рекомендуется наложить поверх сетевых (первичных) обмоток не менее 5-6 слоев ткани.
Она должна быть пропитана лаком либо парафином.
Сборка на базе сварочного аппарата
Два основных элемента споттера – сварочный пистолет и силовой блок. Соединяются они кабелем. Сечение его должно быть не меньше 50 мм². Соединение производится при помощи быстрого силового разъема.
Корпус силового блока сделать самостоятельно довольно просто. Главное изготовить его под ваши условия применения. Вы можете сделать устройство переносным либо установить его на тележку. Дополнительно можно обустроить агрегат полками, кронштейнами для инструментов и пр.
Совет! Под пистолет можно использовать аналог для сварочного полуавтомата. Вмонтируйте в него латунную ось, имеющую наружную резьбу М10, для фиксации к рихтовочным устройствам (инопуллер либо обратный молоток).
К ней прикрепите сварочный кабель. Его сечение должно быть не меньше 50 мм². На другой стороне кабеля должен быть силовой разъем для присоединения к споттеру.
Кабель для крепления массы тоже должен обладать быстрым разъемом, на другой его стороне смонтируйте контакт «крокодил» или привариваемый контакт. Кабель для массы должен иметь длину не менее 1,5 метра, рабочий кабель – 2,5 метра.
Важно! Если увеличить их длину, мощность будет теряться и приваривание ухудшится.
Полезное видео
Посмотрите интересное видео про самодельный споттер из сварочного аппарата:
Предыдущая
ОборудованиеКак сделать стапель для кузовного ремонта самостоятельно?
Следующая
ОборудованиеВыбор шлифовальной машинки для автомобиля
Напиток своими руками — Эксперимент в тренажерном зале в гараже
Автор: Кайл Дивайн
Добро пожаловать на новый уровень удобства! Я не могу отдать должное оригинальному дизайну дозатора напитков — вся заслуга принадлежит Massenomics — но я понял, когда увидел его, что будет весело делать его своими руками.
В этом уроке я покажу вам несколько способов сделать дозатор напитков для спортзала. Сложность для обоих вариантов легкая-средняя.
Эта статья содержит видео и письменные инструкции, а также рекомендуемые инструменты/материалы внизу.
Видео
Инструкции
Первый вариант необычен и требует немного больше изящества, чем второй вариант.
Я начинаю с кленовой доски 1×4 и вырезаю. Я добавляю малярный скотч перед тем, как резать торцовочной пилой, чтобы свести к минимуму сколы и осколки.
Кажется, что это много дополнительной работы, и это так, но чистый срез того стоит.
Я делаю это для всего, кроме продольного разреза на последнем куске и дубового дюбеля.
Я снял кусочки липкой ленты и разложил их. Имейте в виду, что размерные пиломатериалы имеют некоторую вариабельность по толщине. Толщина 1” x 4” может составлять ⅝ – ⅞ дюймов. Это измерения, которые я использовал. Возможно, вам придется немного изменить эти разрезы.
На 7-дюймовом куске я использую свой комбинированный квадрат, чтобы отметить 1 дюйм от вершины и найти центр.
Я использую дубовый дюбель диаметром 7/8 дюйма, поэтому сверлом Форстнера я просверливаю отверстие диаметром 7/8 дюйма. Если в вашей стойке есть отверстия диаметром ⅝ дюйма, вам понадобится дюбель диаметром ⅝ дюйма и сверло Форстнера. Это отверстие проходит только примерно на полдюйма.
Я заменил сверло Форстнера на зенковку и просверлил отверстие в центре.
Переверните доску и просверлите зенкером. Вы захотите войти достаточно глубоко, чтобы винт вошел и часть дубовой пробки.
Я использую шлифовальную машину, чтобы смягчить край дубового дюбеля.
Важным ключом к успеху этой сборки является предварительное сверление перед добавлением шурупов. Это убережет древесину от расщепления.
Добавьте немного клея и закрепите дюбель винтом.
Добавьте немного клея, прежде чем вставлять дубовый дюбель. Вырежьте его заподлицо с поверхностью кленовой доски.
Срез не обязательно должен быть идеально ровным. Быстрый запуск ленточной шлифовальной машины все выравнивает.
Затем я отмечаю, где буду сверлить деталь 7 5/16. Не обязательно имеет значение, куда они идут с этими отверстиями, главное, чтобы все было равномерно и симметрично.
При сверлении не забудьте установить достаточную глубину, чтобы вставить шуруп и дюбель сверху.
Я предварительно просверлил и добавил немного клея, прежде чем прикрутить эту деталь на место.
Эта деталь размером 4 5/8 идет спереди. Я повторяю процесс для этого. Отмечаю пять отверстий, которые мне понадобятся.
С уже установленной глубиной они работают довольно быстро.
Я использую зажимы, чтобы убедиться, что детали правильно выровнены при креплении их на место.
Прикрепите нижнюю часть и боковую часть.
После того, как они вставлены, я повторяю процесс склеивания/заглушки, чтобы закрыть остальные отверстия.
Я использую ленточный шлифовальный станок для шлифовки заглушек, чтобы они были на одном уровне с поверхностью клена, затем направляюсь к фрезеру. Я использую насадку для закругления ⅛ дюйма на своем настольном фрезере, чтобы скруглить края.
В последний раз отшлифуйте поверхность наждачной бумагой с зернистостью 220, чтобы добиться гладкости перед финишной отделкой.
Для покрытия я использую втираемый полиуретан. Он отлично защищает древесину, сохраняя при этом естественный цвет и выделяя текстуру.
После высыхания клен возвращается к своему естественному цвету.
Конечно, вы можете пропустить все эти причудливые вещи. Нет необходимости в твердой древесине премиум-класса. Вырежьте одинаковые куски из сосны, забудьте об использовании малярной ленты перед разрезами, посмотрите, куда вставлять винты, не беспокойтесь о том, чтобы заглушить винты, пропустите отделку и сделайте это в кратчайшие сроки.
И он по-прежнему выполняет свою работу!
Рекомендуемые инструменты и материалы
Инструменты
Звено №1
Звено №2
Dewalt sliding mitre saw
Amazon
Home Depot
Dewalt cordless drill
Amazon
Home Depot
Dewalt impact driver
Amazon
Dewalt oscillating tool
Amazon
Сверлильный станок
Amazon
Home Depot
Эксцентриковая шлифовальная машина Dewalt 20v
Amazon
Belt sander
Amazon
Home Depot
⅞” forstner bit
Amazon
Countersink bit
Amazon
Combination square
Amazon
Home Depot
Фреза и стол
Amazon
Набор зажимов для дерева
Amazon
# Опция0080
Link #1
Link #2
1” x4” 4 ft maple board
Menards
⅞” oak dowel
Menards
5/16” oak dowel
Menards
12 — 1,5 ”деревянные винты
Home Depot
Wipe на прозрачном полиуретаном глянце
Amazon
TiteBon0079 Home Depot
Option #2
Link #1
Link #2
1” x 4” 4 ft pine board
Home Depot
⅞” poplar dowel
Menards
12 – 1. 5” wood screws
Amazon
Titebond III wood glue
Amazon
Home Depot
No Squat Rack? Не умирай. Сделай сам!
Недавно я чуть не умер.
Да, я пытался найти присед на ящик с 2 повторениями, тренируясь в одиночку. Я стал слишком самоуверенным, вес стал слишком тяжелым, и все стало немного рискованно.
В честь того, что вы НЕ умираете, я хотел бы поделиться несколькими способами, которыми вы можете быть в безопасности, тренируясь в одиночку.
Начну, конечно же, с: ПОЕЗД С СПОТТЕРОМ И СРЕДСТВАМИ БЕЗОПАСНОСТИ!
В любом случае, давайте вернемся к моему почти смертельному опыту приседаний, прежде чем я дам вам несколько вариантов безопасности.
Итак, я достаточно легко набрал 465 фунтов в двух повторениях в приседаниях на ящик, поэтому я решил:
«Что еще за 20 фунтов?»
…знаменитые последние слова.
Я загрузил штангу до 485 фунтов и сделал первое повторение. Легкость первого повторения потрясла меня. Это большой вес для меня.
Я потерял концентрацию, так как мой разум теперь думал, что второй представитель был гарантией. Это не так. Я начал подниматься из ящика с 485 фунтами, слегка качнулся вперед и на собственном горьком опыте обнаружил, что:
485 фунтов идут туда, куда хотят, и…
У меня не хватило сил сказать иначе.
Несмотря на то, что вес (и я) начал стремительно двигаться вперед, мыслей у меня было много. Почти как тот эффект жизни, мелькающей перед глазами, но для тренировки. Все, о чем я мог думать, это почему у тебя нет корректировщика, почему у тебя нет решеток безопасности, и, наконец, почему ты такой тупой!?
Я сделал это сразу, но был слишком агрессивен с моим наклоном, чтобы попытаться сделать традиционный «залог». Я шел вверх и вперед одновременно. К сожалению, вперед шло быстрее, чем вверх.
Вес складывал меня пополам и собирался прижать к полу . Я действовал быстро, наклонялся вперед быстрее, чем 485 фунтов могут упасть, и отскакивал назад так быстро, как только мог, отпрыгивая назад. В этом бизнесе это то, что мы называем «залогом для самоубийц» .
Бар рухнул на землю. Я лежал на спине, оценивая возможные травмы.
К счастью, я не пострадал.
С этим сбоем много проблем:
Тренировка максимального усилия без корректировщика
Без защитного оборудования
Слишком тяжело
Чрезмерная уверенность в своих силах
Отсутствие концентрации внимания в подъемнике и т.п.
Однако давайте сосредоточимся на том, как ситуация могла бы быть лучше. Если бы все было так же, и я не мог выбраться из-под стойки, какие у меня были варианты?
Пойдем по порядку стоимости. Но я скажу, что когда дело доходит до безопасности, не стоит беспокоиться о затратах.
Другими словами, пойдем со мной, если не хочешь умереть. № 1: залог
Спускаться под залог может быть страшно, и я думаю, что это предназначено для тех, у кого больше опыта подъема. Это достойный вариант, если и только если вы уже находитесь под большой нагрузкой и у вас нет выхода, нет корректировщика и страховки.
Но в моем примере с приседанием на ящик, о котором я упоминал в начале статьи, я оказался в положении, когда «нормальный залог» был невозможен. Технически я сдался, но это будет считаться «самоубийственным залогом», когда я сбросил штангу себе на голову. Не делай этого.
Как внести залог:
Шаг 1: Доберитесь до точки преткновения и поймите… вы не сможете ее поднять
Шаг 2: Бросьте штангу назад, прыгая вперед
*Подробнее о шаге 1: Первым шагом к устранению проблемы является признание наличия проблемы. Если вы попробуете еще 2-3 секунды в тяжелом приседе со спиной, вас, скорее всего, раздавит. Если вы знаете, что не получите его, или даже если вы как бы думаете, что не получите его… ПОД ЗАЛОГ! Если у вас есть корректировщик и защитное снаряжение, пусть они помогут вам, пока вы пытаетесь доказать, что вы супермен. Если вы одни или у вас нет защитного снаряжения… Убирайтесь как можно скорее.
*Подробнее о шаге 2: «Бросок штанги назад» не является броском. Когда вы решите сдаться, вам нужно отпустить руки и быстро вытянуть их вперед. Я слышал, что некоторые тренеры предлагают хлопать в ладоши. Вот как быстро вы должны двигаться руками. Поднимите их со штанги и перед собой так быстро, как только сможете. Как только ваши руки отпущены, это дает вам возможность прыгнуть или броситься вперед, чтобы выбраться из-под перекладины. Некоторые люди предлагают опуститься на колени. Оно работает. Но тебе лучше быть чертовски уверенным, что штанга отошла достаточно далеко от твоей спины.
Это спасение 101, и это похоже на инструкции по технике безопасности, которые вы получаете в начале полета. Вы захотите узнать, как делать все это, когда придет время, но вы держите пари, что с вами этого не произойдет.
Я предлагаю тренироваться с легким весом, когда в первый раз вы не прыгаете под очень тяжелыми нагрузками.
Теперь перейдем к более безопасным вариантам.
Вариант «Не умирать на корточках в одиночку» #2: Козлы
Следующий вариант? Потратьте 60 долларов.
Потратив 60 долларов США (30 долларов США за козлы) на новые пилы, вы получите оценку в 1200 фунтов (за лошадь).
Lowes и Home Depot будут иметь эти мощные козлы. Есть и другие более дешевые козлы, но зачем экономить здесь?
Опция за 60 долларов не идеальна, и даже несмотря на то, что они рассчитаны на УДЕРЖАНИЕ 1200 фунтов, я не хочу БРОСАТЬ почти 500 фунтов и посмотреть, что произойдет. Но это работает и сняло бы нагрузку с подъемника, если бы они были достаточно высокими. Я мог бы замедлить его до пилы и был бы намного безопаснее.
Лошади-пилы также могут работать в качестве ящика для рывков. Не для сброса веса, но если вы хотите практиковать подъемы Oly на разной высоте, это сработает, так как ноги регулируются. Они не опускаются слишком низко, но хороши для тяги, особенно для тяги со стойки.
Они дешевы, просты в использовании и могут выдерживать большой вес.
Отличное вложение!
Вариант «Не умирать на корточках в одиночестве» #3: Стойка для приседаний своими руками
Если вы слоняетесь по EO3, знайте, мы любим что-то делать своими руками!
Это один из первых проектов, которые я сделал для End of Three Fitness, и люди часто спрашивают, использую ли я этот проект до сих пор.
Ответ: Нет
Две причины, по которым я больше не использую самодельную стойку для приседаний (щелкните ссылку, чтобы перейти к руководству):
Причина 1: Во время службы в армии я переехал в дом со сверхнизкими потолками в гараж и не мог поместиться в мою стойку.
Причина 2: Мои родители и жена скинулись, чтобы купить мне Rogue Yoke в подарок на день рождения. Они видели, как я приседал и тянул 400 фунтов к моему самодельному проекту стенда для приседаний… Я думаю, что раскачивание напугало их.
Тем не менее, я не сразу получил Yoke, поэтому использовал самодельные стойки для приседаний больше года.
Так или иначе, самодельная стойка для приседаний имеет встроенные предохранительные перекладины через вертикальную доску 2×4. И если это кажется вам недостаточно прочным, используйте доски большего размера или сложите их вдвое, но я скажу так…
Полностью опустить штангу на перекладины во время приседаний — это то же самое, что пристегнуть ремень безопасности в машине. Вы рады, что он у вас есть, и вы верите, что он работает… но вы не хотите каждый день выяснять, работает ли он, попадая в автомобильную аварию.
Поручни безопасности предназначены для случаев, когда что-то идет не так, а не для ежедневных или еженедельных событий.
07.30 — 18.00 мск кроме выходных (пятница до 17.00)
+7 (499) 280-40-68
Храпуновский инструментальный завод
Главная
Резцы
Резец проходной отогнутый ГОСТ 18877-73 ВК6-ОМ 40х32х240 левый
Цена: по запросу
Количество: -+
Артикул: Н04-4032240Л-15 Наличие: под заказ
* цена указана без НДС ** цены являются ориентировочными и могут меняться в зависимости от цен поставщиков сырья и материалов
Информация о ГОСТ 18877-73
Вариант сплава: ВК8Т15К6Т5К10ВК6-ОМ
Выбор размера: 16х10х11020х12х12020х16х14025х16х14025х16х140 левый25х20х17032х20х17032х20х170 левый32х25х17040х25х20040х25х200 левый40х32х24040х32х240 левый16х10х110 левый16х12х12040х32х200
Описание
Резцы проходные отогнутые ГОСТ 18877-73 используются для обтачивания наружных цилиндрических и конических поверхностей, с продольной подачей, служат для снятия фасок, обработки и подрезки выступающих частей деталей при продольной или поперечной подаче во время которых снимается наибольшая часть припуска. Позволяют обрабатывать торцевые поверхности деталей с поперечной подачей. Служат как для черновой (обдирочной), так и для чистовой обработки.
Резцы изготавливаются из следующих сплавов:
ВК8 — универсальный сплав для точения, фрезерования чугуна, черновая и получистовая обработка жаропрочных и нержавеющих сталей, а также цветных металлов. Умеренные скорости резания и сечения среза. Обладает высокой стабильностью режущих свойств.
Т5К10 — универсальный сплав для получистовой обработки сталей с широкой областью применения. Используется в неблагоприятных условиях для фрезерования непрерывных поверхностей. Высокая стойкость сплава к пластической деформации допускает работу на повышенных режимах.
Т15К6 — сплав используется для обработки углеродистых, легированных, инструментальных сталей. Для получистового точения при непрерывном резании, чистовом точении при прерывистом резании, нарезании резьбы токарными резцами и для чистового фрезерования сплошных поверхностей.
Таблица нормалей для резцов проходных отогнутых ГОСТ 18877-73
Размеры (мм)
ВК
ТК
Правые
Левые
Правые
Левые
16х10х110
2102 — 0021
2102 — 0022
2102 — 0071
2102 — 0072
20х12х120
2102 — 0025
2102 — 0026
2102 — 0075
2102 — 0076
20х16х140
2102 — 0027
2102 — 2228
2102 — 0077
2102 — 0078
25х16х140
2102 — 0005
2102 — 0006
2102 — 0055
2102 — 0056
25х20х170
2102 — 0020
2102 — 0030
2102 — 0079
2102 — 0080
32х20х170
2102 — 0009
2102 — 0010
2102 — 0059
2102 — 0060
40х25х200
2102 — 0013
2102 — 0014
2102 — 0063
2102 — 0064
40х32х240
2102 — 0033
2102 — 0034
2102 — 0083
2102 — 0084
В таблице представлены основные нормали. Консультацию по всему спектру вам окажет специалист нашей компании.
Резцы токарные проходные упорные изогнутые тип 2
Резцы расточные для глухих отверстий тип 1, исп. 1, 2
Резцы токарные проходные упорные прямые
Резцы токарные отрезные
Резец токарный проходной отогнутый
Среди всех разновидностей обработки металлов резанием токарная, пожалуй, является наиболее распространенной и часто применяемой. Она характеризуется тем, что с поверхности заготовки при помощи резцов, сверл и других инструментов, срезается определенный слой материала, в результате чего деталь приобретает необходимую геометрическую конфигурацию.
Наименование
Резец токарный проходной отогнутый
Формат файла
*.dwg
Файл архива
*. rar
Размер файла
60,9 кб
Скачать
Бесплатно
Когда в процессе токарной обработки осуществляется процесс резания, то вращение детали, зажатой в патроне, называется главным движением. При этом режущий инструмент перемещается относительно поверхности детали поступательно (благодаря чему и происходит снятие определенного слоя материала), и это движение называется движением подачи. Таким образом, на токарном оборудовании обработка цилиндрических, фасонных, резьбовых, конических и прочих поверхностей производится за счет комбинации главного движения и движения подачи.
Для осуществления токарной обработки деталей на современном оборудовании используются различные типы инструментов, одним из которых является проходной отогнутый резец.
С помощью проходных отогнутых резцов осуществляются такие операции, как обтачивание внешних поверхностей деталей с использованием продольной подачи, а также подрезание торцов и снятие фасок, что производится при помощи поперечной подачи.
Все выпускаемые в Российской Федерации проходные отогнутые резцы, рабочая часть которых оснащена пластинами из быстрорежущей стали, должна соответствовать требованиям ГОСТ 18868-73.
Современные токарные станки это технологическое оборудование, на котором используется режущий инструмент самых различных типов. При этом следует учитывать, что именно инструмент функционирует в намного более жестких условиях, чем любая деталь станка. По этой причине к материалу, из которого выпускается режущий инструмент для токарных станков, предъявляются очень серьезные требования.
Основным требованием, которое предъявляется к нему, является высокая степень твердости. Значение этого показателя должно быть как минимум не ниже того, которым обладает заготовка: в противном случае он не сможет производить резание, а будет сминаться сам.
Поскольку в процессе обработки деталей режущий инструмент испытывает на себе большие силы трения, то ему надлежит быть износостойким.
Во время резания в виде тепла выделяется масса тепловой энергии, и поэтому режущий инструмент для того, чтобы сохранять свои рабочие свойства в условиях высоких температур, должен быть теплостойким.
Само собой разумеется, что к основным качествам режущего инструмента необходимо также отнести высокую механическую прочность. Она необходима для того, чтобы успешно воспринимались большие силы резания.
Тот материал, из которого изготавливается токарный режущий инструмент, должен хорошо работать как на сжатие, так и на изгиб. Ему также надлежит хорошо прокаливаться и шлифоваться.
Согласно общему правилу, проходные отогнутые резцы устанавливаются в токарных станках таким образом, чтобы их режущая часть располагалась точно по центру обрабатываемой детали. Впрочем, от линии центров допускаются и отклонения, которые должны составлять не более одной сотой доли диаметра заготовки.
Затачивание токарного инструмента может проводиться при изготовлении этого инструмента, и всегда при работе с ним, то есть по мере износа. Для этого используется специализированное заточное оборудование, при обязательном охлаждении. Уровень заточки токарных резцов серьезно влияет на качество обрабатываемой поверхности.
Изогнутый инструмент Woodcut Pro-Forme с режущей головкой
перейти к содержанию
219,00 $
Инструмент Pro-Forme Bent включает режущую головку. Ассортимент инструментов для выдалбливания Pro-Forme предназначен для крупномасштабных проектов. В ассортименте есть три разных головки — прямая, слегка изогнутая и изогнутая.
В наличии осталось только 2 шт. (можно заказать дозаказ)
Количество
Изогнутый инструмент Woodcut Pro-Forme с режущей головкой
Артикул: CH036
Категории: Долбление, Инструменты для ксилографии Теги: изогнутый, инструмент для выдалбливания, Pro-Forme
Описание
Дополнительная информация
Описание
Изогнутый инструмент Woodcut Pro-Forme с режущей головкой предназначен для резки под уступом полой формы. Используйте этот инструмент с рукояткой, подходящей для вала 5/8″. Рекомендуется использовать либо модульную рукоятку для токарного станка, либо рукоятку Woodcut Prom-Forme 20″, каждая из которых продается отдельно.
«Производить стружку, а не пыль!»
ПРОСТОТА В ИСПОЛЬЗОВАНИИ, НЕ ТРЕБУЕТСЯ РЕГУЛИРОВАТЬ РЕЗЧИКИ – В отличие от других инструментов, вам не нужно постоянно регулировать резак. Фреза изготовлена из закаленной быстрорежущей стали M2 и открыта с одной стороны для предотвращения засорения, что является общей проблемой для других инструментов для обработки торцевых зерен/долблений. Он также режет на гораздо более медленных скоростях, например. 500 об/мин, сводя к минимуму вторичную стружку. Регулируемый предохранительный калибр определяет глубину резания и предотвращает заглубление.
ПРОСТОЙ В ЗАТОЧКЕ – Самый простой в заточке инструмент для выдолбления. Просто используйте алмазный напильник, такой как Diamond Hone для кредитных карт Woodcut Tools. При необходимости резак также можно заменить, чтобы обеспечить долгий срок службы этих инструментов.
CROSS AND END GRAIN – Предназначен для сценариев с поперечным и торцевым рисунком, а также для сухой и сырой древесины. Полые формы глубиной до 13 дюймов и даже глубже в сочетании с подставкой для инструментов Woodcut Irons.
РУКОВОДСТВА ПОЛЬЗОВАТЕЛЯ И ВИДЕО ПОСТАВЛЯЮТСЯ В КОМПЛЕКТЕ С инструментом Pro-Forme Hollowing Tool в комплект входит обширный буклет с руководством пользователя. Руководство пользователя и демонстрационные видеоролики доступны на нашем канале You Tube.
Инструмент Woodcut Pro-Forme Bent предназначен для выдалбливания боковых и торцевых волокон сырой или сухой древесины. Тем не менее, для оптимального выдалбливания Woodcut Tools рекомендует регулярно затачивать фрезу и использовать свежую древесину. Инструкции по заточке резака см. на стр. 6 Руководства пользователя или в видео ниже.
Все инструменты Pro-Forme оснащены прочным стержнем диаметром 5/8″, выступающим на 10″ над подручником.
Дополнительная информация
Вес
1,25 фунта
Размеры
14 × 2,75 × 1,5 дюйма
Вам также может понравиться…
Набор для промежуточного выдалбливания Woodcut Pro-Forme
469,00 $ В корзину
Усовершенствованный набор для выдалбливания Woodcut Pro-Forme
619,00 $ В корзину
Начальный набор для выдалбливания Woodcut Pro-Forme
299,00 $ В корзину
Поиск
Выберите категорию
Связанный продукт
Бренды
− Инструменты Тода Рейнса
− Михаил Хосалюк
− Синди Дрозда
− Лайл Джеймисон
− Инструменты Джимми Клюза
− Инструменты для ксилографии
− Надежные инструменты
− Картер и сын инструменты
− iGaging
− Продукты ДМТ
Токарные инструменты
− выдолбы
− перекосы
− Скребки
− Отрезные инструменты, бэданы и др.
− Специальность
− керн
− выдолбление
− Ручки и адаптеры
— Модульная ручка
− Каттеры
Аксессуары для токарных станков
− Резьба
− бурение
− Приводы и центры
− Освещение
− Инструментальные стойки и адаптеры
Измерьте и отметьте
Товары для магазина
− Заточка
СМИ
− DVD
Подарочные карты
Слегка изогнутый инструмент Woodcut Pro-Forme с режущей головкой
перейти к содержанию
199,00 $
Инструмент Pro-Forme Slightly Bent включает режущую головку. Ассортимент инструментов для выдалбливания Pro-Forme предназначен для крупномасштабных проектов. В ассортименте есть три разных головки — прямая, слегка изогнутая и изогнутая.
В наличии (можно заказать)
Количество Слегка изогнутый инструмент Woodcut Pro-Forme с режущей головкой
Артикул: CH038
Категории: Долбление, Инструменты для ксилографии Теги: инструмент для выдалбливания, Pro-Forme, слегка изогнутый
Описание
Дополнительная информация
Описание
Слегка изогнутый инструмент Woodcut Pro-Forme с режущей головкой предназначен для удаления древесины с уступа и по бокам. Используйте этот инструмент с ручкой, которая принимает стержень 5/8″. Рекомендуется использовать либо модульную рукоятку для токарного станка, либо рукоятку Woodcut Prom-Forme 20″, каждая из которых продается отдельно.
«Производить стружку, а не пыль!»
ПРОСТОТА В ИСПОЛЬЗОВАНИИ, НЕ ТРЕБУЕТСЯ РЕГУЛИРОВАТЬ РЕЗЧИКИ – В отличие от других инструментов, вам не нужно постоянно регулировать резак. Фреза изготовлена из закаленной быстрорежущей стали M2 и открыта с одной стороны для предотвращения засорения, что является общей проблемой для других инструментов для обработки торцевых зерен/долблений. Он также режет на гораздо более медленных скоростях, например. 500 об/мин, сводя к минимуму вторичную стружку. Регулируемый предохранительный калибр определяет глубину резания и предотвращает заглубление.
ПРОСТОЙ В ЗАТОЧКЕ — Самый простой в заточке инструмент для выдолбления. Просто используйте алмазный напильник, такой как Diamond Hone для кредитных карт Woodcut Tools. При необходимости резак также можно заменить, чтобы обеспечить долгий срок службы этих инструментов.
CROSS AND END GRAIN – Предназначен для сценариев с поперечным и торцевым рисунком, а также для сухой и сырой древесины. Полые формы глубиной до 13 дюймов и даже глубже в сочетании с подставкой для инструментов Woodcut Irons.
РУКОВОДСТВА ПОЛЬЗОВАТЕЛЯ И ВИДЕО ПОСТАВЛЯЮТСЯ В КОМПЛЕКТЕ С инструментом Pro-Forme Hollowing Tool в комплект входит обширный буклет с руководством пользователя. Руководство пользователя и демонстрационные видеоролики доступны на нашем канале You Tube.
Инструмент Woodcut Pro-Forme Slightly Bent предназначен для выдалбливания боковых и торцевых волокон сырой или сухой древесины. Тем не менее, для оптимального выдалбливания Woodcut Tools рекомендует регулярно затачивать фрезу и использовать свежую древесину. Инструкции по заточке резака см. на стр. 6 Руководства пользователя или в видео ниже.
Все инструменты Pro-Forme оснащены прочным стержнем диаметром 5/8″, выступающим на 10″ над подручником.
Дополнительная информация
Вес
1,25 фунта
Размеры
14 × 2,75 × 1,5 дюйма
Вам также может понравиться…
Начальный набор для выдалбливания Woodcut Pro-Forme
299,00 $ В корзину
Набор для промежуточного выдалбливания Woodcut Pro-Forme
469,00 $ В корзину
Усовершенствованный набор для выдалбливания Woodcut Pro-Forme
Basic MOBIL идеален для использования с уже имеющейся в наличии струйной камеры. В пескоструйном аппарате Basic MOBIL производитель упростил технику до основной конструкции. За счет этого мобильное ..
Basic MOBIL идеален для использования с уже имеющейся в наличии струйной камеры. В пескоструйном аппарате Basic MOBIL Renfert упростил технику до основной конструкции. За счет этого мобильное применен..
Пескоструйка используется для полировки поверхности керамических коронок. Это необходимый стоматологический инструмент. Она имеет большое окно, а двойной наконечник может полировать материалы различно..
Пескоструйный аппарат BASIC classic (Бейсик классик) Renfert
Basic classic (Бейсик классик) — позволяет выполнять любую струйную работу. Преимущества:
Точная работа благодаря специальной технологии, применяемой в смесительной камере (принцип Venturi).
Два ба..
Пескоструйный аппарат BASIC ECO (Бейсик Еко) 25-70u/70-250u Renfert
Аппарат для тонкоструйной обработки Basic eco с двумя бачками благодаря своим компактным габаритам позволяет осуществлять высокоточную обработку на минимальном пространстве. Наилучшая технология струй..
Тонкоструйный аппарат basic master сочетает высокий комфорт струйной обработки высшего класса и компактность. Это Мастер в повседневной работе! Basic master предпочитают лаборатории, которые ожидают б..
С помощью пескоструйных аппаратов basic можно выполнять любую зуботехническую работу. Модульная конструкция позволяет дополнить основную модель с двумя бачками третьим или четвертым бачком. Преимущест..
Преимущества Экономия струйного средства до 80% за счет оптимального смешивания воздуха и песка и технологии мгновенной остановки струи „IS“. Быстрая и надежная обработка с помощью индивидуальной наст..
Применяется для обдирки, очистки, полировки поверхностной обработки.
Аппарат Пескоструйный Sand S 24 R 2-х модульный с встроенной ситемой рециркуляции песка для обработки заготовок протезных.
Особен..
Преимущества: Возможность дополнительной укомплектации бачками для тонкой обработки (от 1 до 4 бачков). 50% экономия струйных средств благодаря продуманной системы вентиляции (удаляется только ненужна..
Пескоструйный аппарат для предварительной обработки
Предназначен для практически всех видов поверхностной предварительной обработки дентальных, ювелирных и иных высокопрочных прецизионных литых изделий из металла, керамики, стекла, композитных материал..
Универсальный пескоструйный аппарат представляет собой комбинацию аппарата с циркуляцией песка и аппарата для тонкоструйной обработки. Благодаря этому аппарат позволяет выполнять струйные работы для т..
Пескоструйный аппарат с циркуляцией песка Vario jet
Автоматический пескоструйный аппарат с циркуляцией песка. Vario-Jet — идеальный пескоструйный аппарат с циркуляцией песка для рациональной техники струйной обработки. Он может эксплуатироваться в авто..
Песок Кобра, 110 мк, белый 5 кг, для пескоструйных аппаратов
• Очень острые края. • Абразивный эффект — в зависимости от зернистости — от незначительного до очень сильного.
• Очень высокая чистота – около 99,7% AI2O3
• Примесь SiO2 ниже 0,06% – в соответстви..
Песок Кобра, 125 мк розовый 5 кг, для пескоструйных аппаратов
Струйные средства фирмы Renfert для сохранения их высокого качества транспортируются и хранятся в пластмассовых канистрах или ведрах. Это предотвращает проникновение влаги. Канистры по 5 кг особенно у..
Преимущества
Надежный рабочий процесс благодаря мотору ЕС, не требующему особого ухода, с гарантированными 5. 000 часами эксплуатации.
Возможность использования с системами CA..
Преимущества модели:Функция влажного всасывания дает возможность удалять растворенную в воде керамику или цирконий, возникающие при работе с лабораторной турбиной с водяным охлаждением.Плавная установ..
Пылесос для пескоструйных аппаратов и триммеров SAB 1000
Повышенная мощность и надежность
Бумажные двуслойные фильтры специально для сверхмелкозернистого песка
Оптимальный режим отсоса песка из камеры пескоструйной очистки
Надежность, простота в техобслу. .
Вытяжки SILENT.
Все наши профессиональные знания для чистого воздуха на Вашем рабочем месте
Убедительные преимущества продуманной до последней детали серии продукта: вытяжки SILENT.
Мощность
Чист..
Все наши профессиональные знания для чистого воздуха на Вашем рабочем месте. Убедительные преимущества продуманной до последней детали серии продукта: вытяжки SILENT.
Мощность
Чистый воздух вместо ..
Преимущества Надежный рабочий процесс благодаря мотору EC, не требующему особого технического обслуживания (> 5 000 часов эксплуатации). Постоянная мощность всасывания благодаря автоматической подстро..
Благодаря необычайно высокой силе всасывания и вариабельному подбору мощности, используется в качестве вытяжки для приборов. Пылесос изготовлен в компактных габаритах, бесшумен работе, а так же при по..
Мощная вытяжка для двух потребителей, тихая и компактная.Программируемое управление при необходимости автоматически повышает или понижает мощность всасывания. Особая экономичность достигается не тольк..
Смотреть видеоНазначение и характеристикаКомпактная вытяжка для четырёх рабочих мест SILENT V4 обеспечивает индивидуально заданную мощность всасывания, настроенную на действительные потребности каждог. .
ЦИКЛОН является пассивным аппаратом цилиндрического типа с гофрированным шлангом для подключения к месту отбора, имеет стандартное отверстие для присоединения заборника пылесоса. Отсепарированная пыл..
Описание товара:Выполнен в виде самостоятельного модуля и состоит из индивидуального корпуса со встроенной ёмкостью для песка (0,5 л), электропневмоклапана, педали и карандаша с соплом d-1 мм (песок д. .
Оксид алюминия, 110 мкм, 5 кг, ERNST HINRICHS Dental GmbH
Оксид алюминия — это материал, который предназначен для пескоструйной обработки всех сплавов. Мелкодисперсный корунд ERNST HINRICHS не вызывает силикоза и соответствует требованиям органов по охр..
1189 грн
($28, €29)
Беспылевой пескоструйный аппарат | Пескоструй без пыли с закрытой струей
БЕСПЫЛЕВАЯ ПЕСКОСТРУЙНАЯ УСТАНОВКА С ВОЗВРАТОМ ДРОБИ И ЗАКРЫТОЙ СТРУЁЙ
Беспылевые пескоструйные аппараты обычно применяются там, где возникает необходимость проводить пескоструй без пыли конструкций из металла, камня, непосредственно в цеху или на открытой местности, без выделения пыльного облака в окружающую атмосферу.
Наша производственная линейка предлагает беспылевой аппарат закрытой вакуумной рециркуляции серии BlastSE HS-URS-200P. Это мощное оборудование производит быструю продуктивную очистку без расхода песка и пыли. Эта вакуумная беспылевая установка с рекуператором и закрытой струей абразива результативна на любых предприятиях для пескоструя без создания пыли и выброса песка.
Техника оборудована встроенными всасывающими средствами пылеулавливания и регенерации дроби с одновременной сепарацией.
КАЧЕСТВЕННЫЕ ОСОБЕННОСТИ БЕСПЫЛЕВОГО АППАРАТА
Беспылевой абразивоструйный аппарат HS-URS-200P изготовлен из качественных комплектующих по современным европейским и международным стандартам. Машина обеспечивает высокую производительность и эффективность, имеет длительный срок службы.
Важная особенность мобильной беспылевой установки — не требуется подключения к электросети при выполнении пескоструя без образования пыли. Агрегат питается только воздухом под давлением, без подачи электроэнергии. При этом замкнутый контур движения потоков устанавливает минимальный уровень пылевыделения, максимальную безопасность для специалиста, выполняющего пескоструйную или дробеструйную обработку. Благодаря значительной мощности оборудования HS-URS-200P, заказчик сможет выполнять большие объёмы в сжатые сроки.
КОМПЛЕКТАЦИЯ, СБОРКА И ПРОИЗВОДСТВО БЕСПЫЛЕВЫХ УСТАНОВОК
Все детали и сборочные узлы изготовлены в соответствии с нормативами СЕ, действующими в Евросоюзе. В производстве использовано надёжное оснащение, выполненное по европейским стандартам, обеспечивающее гарантии надёжной долговечности. Оборудование подходит для работ с продукцией, подготовку к окраске которой, невозможно выполнить в закрытой пескоструйной камере или за неимением таковой на производстве. Применимо и там, где нормами безопасности запрещено употребление электрических устройств, либо нет электросети.
Установка абразивоструйной очистки без пыли HS-URS-200P смонтирована на колёсной базе, что существенно упрощает её перемещение. На прочную раму установлены все узлы, включая дробеструйную ёмкость, мощный вакуумный механизм сбора дроби с последующим возвращением, и фильтрацией запыленного воздушного потока. Для удобства комплект выполнен в модульной структуре, смонтированной на единой раме:
— Напорный абразивоструйный бак.
— Модуль — очиститель сепарации.
— Вакуумный эжекционный модуль и фильтрующий картридж для пылеудаления.
ОСОБЕННОСТИ ПЕРЕДВИЖНОГО АППАРАТА ОЧИСТКИ БЕЗ ПЫЛИ
Конструкция дробеструйной установки с возвратом дроби HS-URS-200Р достаточно проста в применении, представляет совокупность из пескоструйного резервуара, абразивного дозатора и органами дистанционного пневматического управления.
Мощность аппарата, большая ёмкость накопительного бункера, сверхвысокое разрежение вакуума дают возможность добиться больших показателей производительности. Вакуумная система пневматического пылесоса, используемая в производстве аппарата, безопасна, чрезвычайно проста и исключительно надёжна.
Мощный высоковакуумный блок позволяет применять установку беспыльной абразивоструйной обработки на расстоянии до 20 метров от очищаемой металлоконструкции. Передвижная колесная рама придаёт аппарату универсальность, а выбор доступных щёточных насадок расширяет возможности модели при обрабатывании сложных изделий неправильной формы.
По существу, беспылевой пескоструйный аппарат представляет собой оборудование на базе промышленного пневматического высоковакуумного пылесоса,
совмещенного с системой сепарации и рекуперации абразива. Работая от сжатого воздуха, такой пескоструй без образования облака пыли, чрезвычайно эффективен на огнеопасных объектах за счет отсутствия электрических частей.
СТАНДАРТНАЯ КОМПЛЕКТАЦИЯ УСТАНОВКИ
Передвижной беспылевой аппарат с рекуператором HS-URS-200Р состоит из следующих компонентов:
Рамное основание на колесах для размещения струйного бака, бункера-сепаратора, модуля, генерирующего высокий вакуум всасывания.
40-литровый бункер-сепаратор для всасываемого материала.
Внушительный фильтр пылеудаления площадью 13 м2.
Дробеструйный котел 40 л напорного вида, CE – одобрение, давление 8 бар, с трубной обвязкой, впускными, выпускными и дозирующими клапанами, регулятором контроля напора. Дробеструйный бак и приёмник дроби совмещены. При диаметре сопла 6,5 мм расход воздуха составляет около 3м3 в минуту при 7 барах.
Дистанционная управляющая клавиша с двойной функцией на два режима – только всасывание или переключение между всасыванием и обработкой.
Воздухоприёмник, оборудованный шаровым затвором и коллектором.
Базовая комплектация аппарата включает:
Сопло струйной обработки SMR 4.
Щётки треугольной формы и плоская щетка.
Три шланга по 10м каждый (опция по 20м) – вакуумный полиуретановый; дистанционного управления; абразивоструйный, размеров 19х7 или 25х7, комплектуемые соединительными разъёмами.
Держатель сопла с ручкой отключения RLX («присутствие оператора») и трех-ходовым переключателем всасывания.
Безпылевая головка на выбор заказчика – EDBH-70 или EDBH-90 (DN70-90мм).
Всасывающий блок сверхмощного пылесоса при генерации глубокого вакуума расходует приблизительно 4,5 воздушного кубометра в минуту и длине рукава 10м. Используя более длинный шланг – до 20м, расход потребует увеличения.
Опционные варианты комплектации беспылевой абразивоструйной установки разнообразны. Клиент может заказать дополнительные насадки подходящей формы, рукава увеличенной длины, другие виды опций. Вы можете получить консультацию по выбору, обратившись к нам.
СОВМЕСТИМЫЕ ТИПЫ АБРАЗИВНЫХ МАТЕРИАЛОВ
Мобильные беспыльные абразивоструйные установки BlastSE универсальны, могут задействовать в обороте дробь (сталь и чугун), корунд, никель шлак. Однако следует учитывать особенности замкнутой рекуперации с возвратом абразива.
Для беспылевых установок актуальны многоразовые стеклянные шарики и даже пластиковая, керамическая крошка. А применение пользователем стальной дроби делает эту машину полноценной дробеструйной установкой с пылесосом и возвратом дроби.
Абразивы
Фракция, мк
Кол-во циклов
Стальная дробь
420-1000
3000
Корунд (оксид алюминия)
425-600
50
Стеклянные шарики
80-250
5-50
Наличие беспылевого пескоструйного оборудования экономит ресурсы, исключая необходимость постоянной уборки отработки шлака и образующихся пылевидных частиц. Это благоприятно отражается на рабочих условиях сотрудников предприятия. Им не приходится надевать индивидуальную защиту, шлемы с дыхательными масками. Исключено воздействие токсичных соединений, поскольку обработка производится без пылевого выбрасывания в цеховое пространство.
КЛЮЧЕВЫЕ ПРЕИМУЩЕСТВА
Существует немало причин популярности пескоструйных аппаратов с пылесосом и закрытой рециркуляцией. Основные плюсы беспылевой вакуумной установки с возвратом абразива:
— Стоимость процедуры подготовки металлоизделий существенно снижается, аккумулируя экономию на утилизации и защите сотрудников во время работы. Окупаемость таких аппаратов значительно выше, чем у многих аналогов.
— Владелец может использовать струйные многооборотные материалы, экономя финансовые ресурсы, благодаря их низкому расходу.
— Простота эксплуатирования — не требуется подключать оборудование к электрической сети. Соответственно, нет затрат на электроэнергию.
— Процесс проводится качественно, поверхности, обработанные такой техникой, соответствуют требованиям вплоть до Sa3 по нормативам, указанным в ISO-8501.
— Агрегат с пескоструйным рукавом может находиться на расстоянии 10м и более от очищаемого объекта. Опционально возможны шланги большей длины (15-20 метров).
— Оптимальный уровень мобильности, относительно небольшие габариты. Легко поддаётся транспортировке внутри и снаружи цехового помещения, не возникает сложностей с расположением вокруг крупногабаритных металлоконструкций.
— В ходе применения не образуется пылеобразования, что исключает риски для здоровья работников.
— Использованы качественные агрегаты и узлы, обеспечивающие надёжность и долговечность комплектующих, их износостойкость.
— Во время эксплуатации пескоструйщикам не требуется пользоваться дополнительными индивидуальными защитными средствами.
Общие расходы на запуск очистных мероприятий ощутимо ниже, в сравнении с покупкой дробеструйной камеры. Владелец установки не ограничен местом, эксплуатационными условиями. Ему не нужно делать укрытие изолируя рабочий участок от разброса пескоструйной пыли. Вакуумный дробеструйный аппарат с рекуператором не выбрасывает дробь и мелкие пылеобразные частицы наружу.
КАК ФУНКЦИОНИРУЕТ УСТАНОВКА БЕСПЫЛЕВОЙ ПЕСКОСТРУЙНОЙ ОЧИСТКИ?
Оборудование непритязательно в содержании, не требует длительного обучения. Представляет собой абразивоструйный аппарат, совмещенный с бункером —
накопителем, пылеуловителем и мощным всасывающим пылесосом. Всасывающий агрегатный блок моментально собирает используемый абразив, очищает и использует его повторно, не выпуская наружу пылеобразования.
Работник запускает технику простым нажатием клавиши, расположенной под рукой оператора. Дозатор подаёт необходимое количество дроби, смешивая её с воздухом. Через сопло Ventury воздушно-абразивная смесь с ускорением подаётся на обрабатываемое изделие. Высокая скорость обеспечивает необходимый эффект струйной металлообработки. Оператор, используя пылесосный вакуум, плотно прижимает головку к поверхности, и проводит по ней плавными движениями. Он видит очищенную полосу, оставляемую машиной, может регулировать степень воздействия на обрабатываемый предмет, скорость движения, чтобы добиться наилучшего эффекта.
Прижатая головная щетка с вакуумом, обеспечивает моментальный подбор дроби, высокоэффективное пылеудаление в месте использования. Всасываемая дробь по всасывающему рукаву перенаправляется сначала в накопительный сепаратор, а затем в нагнетательный бак для много цикличного оборота.
Параллельно запыленный воздух всасывается на фильтрацию. Весь мусор остаётся снаружи отфильтровывающего картриджа, который подвергается чистке обратной струёй через специальное воздушное сопло, повышая эффективность действия машины и служебный срок фильтрационного патрона.
СФЕРЫ ПРИМЕНЕНИЯ БЕСПЫЛЕВЫХ АБРАЗИВОСТРУЙНЫХ УСТАНОВОК
Аппараты пескоструйной обработки без пыли применимы к стальным и чугунным изделиям, предметам из различных типов камня, бетона. Они оперативно удаляют грязь, следы краски, придают шероховатость для последующего нанесения грунтовки, краски. Другая сфера — матировка и поверхностная металлообработка.
Если на вашем предприятии действуют ограничения на пылеобразование, эта техника станет оптимизированным решением по соотношению цены, эффективности и надёжности. Также ею можно пользоваться там, где не допускается наличие электроприборов, а также рядом с агрегатами и машинами, которые могут быть повреждены или загрязнены в процессе очистных процедур.
Нет необходимости покидать помещение рабочему персоналу предприятия. Если на территории объекта введены строгие требования по охране природы в части создания пылеобразования и грязи, передвижная беспылевая дробеструйная установка отлично подойдёт таким производственным условиям.
Оборудование оптимизировано для удаления коррозии с чувствительных металлических поверхностей, которые важно не только зачистить, но и не деформировать. Подходит не только для стали или чугуна, но и для бетона, кирпича, камня. При подготовке металла для покраски аппарат очищает его до степени SA-2 – SA-3 по стандарту ISO.
ПОСТАВКА БЕСПЫЛЕВОЙ ПЕСКОСТРУЙНОЙ УСТАНОВКИ BlastSE
Вакуумный дробеструйный аппарат замкнутого цикла – оптимальное по цене и качеству решение большинства задач, связанных с оперативной зачисткой различных металлоконструкций от загрязнений, вторичной окалины, ржавчины.
Вы получаете надёжный агрегат, который можно разместить и в заводском помещении и на улице. Автоматически выполняется сепарация и регенерация, экономится абразив, обеспечивается чистая атмосфера в помещении.
Замкнутая система безпылевого аппарата вакуумного типа поставляется полностью готовой для эксплуатации. Предлагаем большой выбор дополнительного оснащения, различные варианты опций, обсуждаемые перед поставкой.
Модель HS-URS-200Р обеспечивает фундаментальную безопасность персонала и защиты окружающей среды. Результативна для использования с объектами разных размеров и формы. В комплект поставки включены разные типы насадок. Опционально доступны дополнительные щетки, шланговые удлинители оригинальные детали, комплектующие и т.п.
Осуществляется сервисное и гарантийное обслуживание. Гарантия – 12 месяцев. Также можно оформить расширенную, если вы оформляете договор на сервис. Имеется необходимая документация, подтверждающее качество, соответствующее международной стандартизации.
ПРЕДЛАГАЕМ ПОСТАВКУ, ДОСТУПНУЮ ЦЕНУ, ВЫГОДНЫЕ УСЛОВИЯ СОТРУДНИЧЕСТВА, СКИДКИ ПОКУПАТЕЛЯМ.
Выполняется доставка, пуск-наладка, тестирование и проверка оборудования, проверка. При необходимости проведём обучающий курс для сотрудников. Технические консультации и рекомендации осуществляются бесплатно.
КАК ВЫБРАТЬ АБРАЗИВНЫЙ МАТЕРИАЛ ДЛЯ БЕСПЫЛЕВОЙ АБРАЗИВОСРУЙНОЙ УСТАНОВКИ?
Если вы не являетесь специалистом, проще обратиться за консультацией. Для максимально точного ответа, сообщите следующие данные:
Тип материала обрабатываемого изделия, состояние его поверхности. Укажите наличие грязи, грунтовки, ржавления, анодирования.
Требуемое качество, глубина шероховатости. Если нужно лишь сделать изделие шероховатым, уточните это сразу. Для этой задачи и полного разрушения покрытий могут потребоваться принципиально разные типы, фракции.
Какая защита будет наноситься, степень необходимой адгезии, другие важные параметры.
На основании полученной информации предоставим рекомендации по применимым абразивам, дроби для ваших условий.
ТЕХНОЛОГИЯ БЕСПЫЛЕВОЙ ОЧИСТКИ С ПАРАЛЛЕЛЬНЫМ ПЫЛЕУДАЛЕНИЕМ
Технологии струйной абразивной обработки, это высокоэффективная методика устранения любых загрязнений, удаления старых лакокрасочных слоев, окалины.
Способ во многом удобнее, экономичнее, чем механическая обработка. Создается шероховатость, качественная адгезию с красками, защитными покрытиями, наносимыми после очистных действий.
Стандартные методы струйной очистки неизбежно сопровождаются пылеобразованием. Мелкофракционная пыль, частицы ржавчины, окалины, загрязняют атмосферное пространство, создают сложности персоналу. Далеко не повсеместно допустимо выполнение подобных работ. Поэтому оснащение цехов беспылевыми установками, зачастую является единственным выходом. Это гораздо доступнее, чем приобретение специализированных закрытых дробеструйных камер. Пригодится беспылевой аппарат и для «полевого» пескоструя без образования пыли.
Существует немало объектов, где действуют строгие ограничения на пескоструйную очистку открытым методом, исключающие пылеобразование. Здесь замкнутая система струи незаменима. Она исключает попадание в окружающее пространство пыльных частиц, отделяющихся от металлоконструкций, подвергаемых обработке. Работая по принципу вакуумного пылесоса, беспыльная дробеструйная установка всасывает пыль и абразив с последующей цикличной регенерацией дроби и постоянным пылеудалением.
Остались вопросы по категории «Беспылевой пескоструйный аппарат»?
Свяжитесь, напишите нам на электронную почту.
Метод вакуумной очистки ++ оборудование для очистки ++ systeco
Наверх
Изделия
Метод вакуумной струйной обработки
Метод вакуумной струйной очистки, также известный как струйная обработка с отрицательным давлением, значительно отличается от обычной пескоструйной обработки. В то время как пескоструйная обработка транспортирует гранулы под высоким давлением на обрабатываемую поверхность, метод вакуумной струйной обработки всасывает гранулы за счет создаваемого отрицательного давления из контейнера с гранулами и ускоряет среду до 400 км/ч в струйной фурме. Высокая скорость гранул приводит к удовлетворительным результатам при удалении загрязнений и краски. Из-за этого эту технологию минимально-абразивной очистки также называют системой очистки с отрицательным давлением или мягкой струйной очисткой. Оборудование для очистки нельзя сравнивать с мойкой высокого давления или струйной обработкой сухим льдом.
схематический обзор
Функционирование
После включения крышка форсунки (6) помещается на поверхность (8) и присасывается к ней с помощью вакуума. При вставке струйной трубки (7) в крышку струйной форсунки (6) цикл завершается. Гранулы (2) самотеком подаются из нижнего контейнера (1) в систему дозирования (3) в воздушный поток (4). Гранулы (2) затем транспортируются через гибкую всасывающую камеру (5) в форсунку (6) . Через струйную трубку (7) гранулят попадает на обрабатываемую поверхность (8) . Перемещая струйную насадку (7) , поверхность можно быстро и без пыли очистить, зачистить или придать ей шероховатость. Процесс можно оптимально отслеживать и контролировать с помощью 3 панелей технического зрения (9) . После удара гранулы (2) , и удаленные частицы грязи немедленно снова всасываются. Через всасывающий шланг (10) абразивная смесь поступает в верхнюю часть станка. Там он разделяется по циклонному принципу. Частицы грязи попадают в фильтр тонкой очистки (11) , а гранулы попадают в средний контейнер. Для повторного использования гранул заслонка (12) открывается, и гранулы попадают в контейнер для хранения (1). Крупные частицы удерживаются на сите (13). Рабочий процесс начинается снова.
Плюсы и минусы метода вакуумной струйной очистки
По сравнению с обычными мойками высокого давления метод вакуумной струйной очистки Tornado ACS имеет много преимуществ. Благодаря высокоскоростному удару твердые вещества могут быть разрушены и удалены. Загрязнения, такие как известняк или селитра, можно легко и тщательно очистить без каких-либо затруднений. Однако в случае мягких веществ энергия поглощается. Это означает, что загрязнения, такие как жевательная резинка, не могут быть удалены с поверхности с помощью этой технологии. Также для работы этого очистительного оборудования необходима сухая поверхность.
В заключение, машина для очистки с методом вакуумной струйной обработки Tornado ACS является отличной альтернативой мойкам высокого давления и струйной очистке сухим льдом благодаря своей простоте, доступности и выгодной применимости. Различные области применения Tornado ACS делают его идеальным решением для экологически чистой уборки.
Минимально-абразивная технология особенно удобна для поверхностей, охраняемых памятниками старины. Очистительная машина Tornado ACS удаляет загрязнения с пальцев ног и бережно относится к поверхности.
Удаление краски с помощью вакуумной струйной обработки
Запатентованную технологию очистки Tornado ACS можно приобрести исключительно в компании systeco. Усовершенствованная очистительная машина работает по уникальному революционному методу вакуумной струйной очистки без высокого давления, воды и химикатов. Очистительная машина проста в эксплуатации и может использоваться каждым. 9№ 0003
Использование в помещениях, а также в особо опасных помещениях возможно благодаря этой инновационной технологии очистки без каких-либо проблем. Специальные меры безопасности не требуются благодаря вакуумной технологии
Продукты EXAIR помогают очистить помещение для пескоструйной обработки
Я уверен, что есть много вещей, которые вы могли бы сделать при неправильной эксплуатации помещения для пескоструйной обработки, но на этой неделе я познакомился с одним режимом отказа: Очистка.
Я мало что знаю о взрывных работах в комнатах, но я знаю, что люди обычно говорят это, когда все кончено — убирайся! Эту фразу я слышал один или два раза в жизни. На этой неделе к нам позвонил клиент, который пропускал большие куски по одному через свою пескоструйную камеру, и ему нужно было очищать после каждой операции. В прошлом он использовал промышленные пылесосы с электрическим приводом, но они не выдержали. У него был циклонный сепаратор, но через сепаратор и в крыльчатки проходило достаточно пыли и мусора, чтобы создать кошмар для технического обслуживания. Проблема стала настолько серьезной, что, прежде чем позвонить нам, он использовал метод метлы и совка. Уборка занимала больше времени, чем сам процесс, из-за чего он не мог уложиться в производственный график, когда вакуум был отключен.
Решение EXAIR: сухой пылесос для тяжелых условий эксплуатации (HDDV), модель 6397 . HD Dry Vac помещается на бочку емкостью 55 галлонов и использует сжатый воздух для создания мощного вакуума, способного перемещать более 50 фунтов керамических масс в минуту. Модель 6397 поставляется с барабаном, тележкой для барабана, 20-футовым шлангом для сжатого воздуха, комплектом сверхмощных аксессуаров и 10-футовым вакуумным шлангом для снятия статического электричества, что позволяет легко очищать HDDV в радиусе 25 футов. Достаточно большой, чтобы добраться до каждого угла комнаты клиента размером 25 на 25 футов.
Я думал, что это будет отличным решением проблемы клиента, но, конечно, у клиента была еще одна проблема. Его бункер для пескоструйных материалов находился на крыше его пескоструйной комнаты в 12 футах над уровнем моря, и ему нужно было переработать собранные им абразивные материалы. Я могу понять нежелание нового процесса поднимать 55-галлонную бочку на крышу его пескоструйной камеры после каждой детали. К сожалению, HDDV, , модель 6397 , не будет лучшим решением для вакуумирования и подачи абразива обратно в бункер, но мы производим решение — EXAIR 9.0015 Линия вакуума .
Пылесос Heavy Duty Line, , модель 150200, , может легко перемещать продукт на высоту до 12 футов.
Как правильно паять паяльником — как научится самостоятельно паять алюминиевые, медные провода паяльником?
Эта статья поможет вам узнать, как правильно паять паяльником, если вы не держали его в руках до этого. Паяльник – действительно нужная вещь, если вы радиолюбитель, системный администратор, хотите самостоятельно чинить домашнюю электронику или если хотите научиться чему-то новому и полезному.
Важно понимать, что если вам уже сегодня нужно перепаять провода в бытовой технике или спаять материнскую плату в компьютере, прочтения одной статьи будет явно недостаточно. Несмотря на кажущуюся простоту, работа с паяльником – это почти искусство, требующие внимательности, опыта и наличия твердой руки. Прежде чем что-то паять для провода, имеющего ценность, стоит изрядно попрактиковаться на расходном материале.
Принцип работы паяльника
Понять, как работает паяльник, не сложно. Нагревательный элемент разогревается до высокой температуры ( 300 и выше градусов
). Паяние – это процесс всасывания специального вещества (припоя). Оно имеет температуру плавления ниже, чем у провода для спаивания.
Паяльник расплавляет припой, заполняющий собой все микропоры металла, взаимодействуя с ними на молекулярном уровне. При охлаждении он «прикипает» и образовывает устойчивую связь между двумя частями провода.
Паяльник и инструменты, необходимые для работы
Отвечая на вопрос «как паять паяльником», необходимо затронуть тему инструмента и расходных материалов, необходимых для осуществления пайки. Итак, чтобы правильно и качественно паять, вам понадобится:
Сам паяльник
Специальная подставка
Припой
Флюс
Дополнительные инструменты
Паяльник
Есть много самых разных моделей, необходимых для решения широкого спектра технических проблем. Но главный критерий – мощность. По мощности они разделяются на несколько типов:
3-10 Вт.
Это самые маломощные модели. Они предназначены для пайки самых маленьких и чувствительных микросхем
20-40 Вт.
Относятся к категории «бытовых» или радиолюбительских. С их помощью можно как припаять провод, так и транзистор или другую деталь
60-100 Вт.
Если провода, требующие пайки, очень толстые, подойдет именно этот тип. Он часто используется автолюбителями или профессиональными механиками
100 Вт
и более. Таким паяльником можно спаять как толстый провод, так и кастрюлю или даже радиатор автомобиля. Они используются только профессионалами, и по понятным причинам неприменимы в быту
Если вы планируете заниматься припайкой радиодеталей, достаточно будет 25 ватного
инструмента. Чтобы припаять обычной провод, мощности должно хватить, но для использования в быту стоит подобрать модель в 35 Вт
и выше.
Подставки часто продаются в комплекте. Они не только сохраняют рабочий стол от пятен припоя, но и позволяют всегда контролировать положение инструмента. В работе он должен находиться на краю стола. Важно следить за сетевым проводом.
Припой
В этом специальном легкоплавком сплаве, как правило, используются вещества:
Олово
Свинец
Кадмий
Или любой другой металл с подходящей температурой плавления. Самые легкоплавкие имеют температуру плавления до 80 градусов,
а наиболее устойчивые – свыше 900.
В быту рекомендуется использовать припой марки ПОС 61.
Самый удобный вид – тоненькая проволочка.
Флюс
Так называется специальное вещество, выступающее связующим звеном между припоем и металлом провода. Он помогает адгезии (приставанию) припоя, и успешно защищает его от окисления и помогает обезжириванию. Наиболее популярная марка – ЛТИ 120.
При необходимости он делается самостоятельно. Для этого достаточно растворить канифоль в спирте (примерно 60 на 40%
) и тщательно взболтать.
Дополнительный инструмент
Чтобы удобно и безопасно паять с паяльником, следует обзавестись предметами:
Кусачки. Ими откусывается провод, снимается изоляция, поддерживается деталь при работе
Напильник – для очистки нагревающейся части паяльника
Скальпель с пинцетом. Они помогут не обжечь пальцы при работе с мелкими деталями
Приступая к работе
Новый паяльник необходимо зачистить и облудить. Следует включить его в сеть на 15-20 минут.
При этом нередко начинает выгорать заводская смазка, и сам инструмент может немного дымить, это не страшно.
После прогрева следует аккуратно зачистить рабочую поверхность напильником, после чего сразу же обмакивают его в припое. Важно не дать ему окислиться. Теперь инструмент готов к работе.
Важно, если жало вашего инструмента из металлокерамики. Его нельзя обрабатывать напильником. Для этого есть специальная влажная ткань, и ей необходимо аккуратно протереть поверхность.
Как припаять провод: процесс
Очень важно подготовить поверхность. На ней не должно быть посторонних веществ, таких как жир, краска лак, остатки изоляции. От чистоты зависит успех всей работы. Если что-то есть, следует аккуратно зачистить скальпелем и протереть, чтобы не осталось пыли.
Далее вы берете кончиком немного припоя и аккуратно припаиваете в нужном месте. Это не слишком сложный процесс, но он требует «набитой» руки, и в самый первый раз у вас вряд ли получится красивая и аккуратная спайка.
Во время работы стоит помнить ряд правил:
Спайка должна быть быстрой
Если не вышло спаять провода сразу, стоит дать им остыть перед второй попыткой. Это вдвойне касается радиодеталей или микросхем
Следует прикладывать окончание инструмента всей поверхностью, процесс будет наиболее эффективным
Как паять провода более надежно? Следует скрутить их перед началом процедуры. После остывания их изолируют при помощи изоленты, чтобы избежать коротких замыканий при работе.
Хорошая спайка отличается блеском, ровным слоем и отсутствием каких-либо трещин. Тогда она прослужит максимально долго, и у вас не возникнет проблем с прибором.
Техника безопасности
Как паять паяльником и не обжечься? Следует соблюдать технику безопасности. Работа с паяльником – не лучшее время, чтобы испытывать удачу с нарушением правил безопасности. Есть несколько простых советов:
Освободите рабочую поверхность от посторонних предметов
Уберите из комнаты излишне любопытных детей и животных
Следите за шнуром – задев его ногой или рукой, есть риск ожога
Если в комнате есть посторонние люди, предупредите их, что работаете с включенным паяльником
Флюса – самую малость. Если использовать слишком много, он может брызнуть на руку, а в худшем случае – прямо в глаза
Каждый раз следует брать припоя не больше, чем на 2 пайки
. Если перестараться, он может капнуть на стол, руку или еще хуже – на паяемую микросхему
Соблюдая эти простые правила, вы убережете себя от крайне неприятных последствий. Если относится к работе серьезно и не оставлять паяльный аппарат без присмотра, проблем возникнуть не должно.
Качественно припаять провода
От того, как провод будет спаян, зависит дальнейшая работа всего прибора. Опытные мастера дают ряд советов для качественного и надежного паяния:
Если припоя недостаточно, он не сможет как следует скрепить детали и заполнить все зазоры
При недостаточном количестве флюса на жале, место спайки получается неоднородным и неровным, что негативно сказывается на результате. Это может быть при разогретом инструменте, тогда канифоль испаряется еще до окончания спайки
Когда канифоли чересчур много, она может выплеснуться и задеть соседние контакты или провода, а в худшем случае – попасть на руку
С опытом приходит умение нагревать паяльник до нужной температуры и использовать ровно столько припоя, сколько необходимо. Соблюдая идеальный баланс, припой самостоятельно принимает нужную форму и правильно обтекает контакты. Нужно стремиться именно к этому.
Лучше всего использоваться паяльники, имеющие терморегулятор. Тогда легко поддерживать нужную температуру, что положительно сказывается на процессе и результате работы. Паяльник без регулятора может быстро перегреваться, а его жало –чернеть от окисления. Тогда его приходится периодически выключать. Поддерживать нужную температуру очень сложно, и пайка получается недостаточно качественной.
Как качественно паять паяльником?
Лучший способ научиться делать что либо – практиковаться. Паяние не исключение. Есть ряд упражнений, помогающих освоить этот, безусловно, сложный, но полезный инструмент.
Следует взять голый или изолированный провод (чтобы попрактиковаться в снятии изоляции) и разрезать его на 12 одинаковых кусков.
Чтобы они получились не слишком мелкими, оптимальная длина – 30-40 сантиметров
(до разрезки).
После нарезки следует взять паяльник и составить из этих заготовок куб, пользуясь только паяльником и плоскогубцами. Это позволит вам почувствовать инструмент и приловчится к сего использованию. Потом готовый остывший куб следует взять в ладонь и сжать в кулак. Работа удовлетворительна, если спайки останутся целыми. Это можно практиковать для поддержания навыков на высоком уровне, даже если вы – опытный специалист, и уверены в себе.
Второй способ тренировки работы с паяльником требует тонкой проволоки и зачищенного кабеля. Его нужно обмотать вокруг проволоки, а потом аккуратно спаять, пользуясь паяльником и плоскогубцами. Следует практиковаться, пока не получится паять качественно провода с первого раза. После этого стоит приступать к нормальной ответственной работе.
Регулярная практика позволит очень быстро достичь значительного прогресса в пайке. Уже в скором времени вы сможете самостоятельно починить радио, проводку (соблюдая правила осторожности) или другую домашнюю технику. Но до этого стоит доверить это дело специалистам, чтобы не рисковать дорогими предметами.
Как правильно паять в домашних условиях
Что нужно для пайки: необходимые составляющие
Все мы знаем, что метод спаивания элементов между собой — один из самых надежных и крепких. Этот метод обеспечивает надежное соединение медных деталей с деталями из других сплавов, в том числе алюминиевых. Это довольно простой способ и широко применимый.
Суть заключается в том, чтобы при нагревании определенной зоны заливать ее жидким припоем, который при застывании обеспечит надежное соединение.
Для проведения процесса спаивания понадобится тепло, обычно источником тепла является паяльник. Паяльники бывают разные по мощности, по типу и их выбор зависит также от вида работ, которые необходимо провести.
Обычный электрический паяльник прогревает соединяемые детали, разогревает припой до жидкого состояния, а также наносит его на элементы. Подключение осуществляется при помощи провода, который соединяет заднюю часть паяльника с вилкой. Паяльник оснащен рукояткой для удобства пользования.
Помимо главного агрегата, без которого не удастся ни одна пайка, нужны дополнительные составляющие, например, припой. Это сплав из олова и свинца, но допустимы и дополнительные добавки. Припой производится в виде катушки с намотанной проволокой, диаметр которой может быть различным. Также бывает трубчатый вид припоя, внутри которого находится канифоль, что придает удобство при работе.
Свинцовая добавка в сплаве позволяет сэкономить на нем, а количество может быть разным – от этого зависит марка. Например, один из самых распространенных припоев, ПОС-61: П — припой, ОС – оловянно-свинцовый, 61 – процент содержания олова. Чем больше эта цифра, тем меньше содержание свинца. Обычно используют сплавы с небольшим содержанием олова.
Припои бывают мягкими и твердыми: мягкие плавятся при температуре 450 градусов, остальные являются твердыми. Например, температура упомянутого ранее припоя ПОС-61 составляет 190 градусов. По причине проблем с разогревом припоев из твердой группы, ими не пользуются когда орудуют электрическими паяльниками.
Алюминиевые детали паяют припоями с добавлением алюминия или кадмия, но они токсичны, поэтому увлекаться ими особо не стоит.
Следующий нужный компонент – флюс.
Он улучшает растекание сплава тонким слоем по поверхности детали, обеспечивает более надежное сцепление между деталями и сплавом, а также растворяет имеющие тончайшие пленочки, находящиеся на поверхностях деталей.
Канифоль является наиболее используемым флюсом, но и составы с добавлением в нее глицерина, спирта или цинка также хороши. Температура размягчения канифоли составляет 50 градусов, температура кипения – 200 градусов. Сама по себе канифоль обладает таким свойством как гигроскопичность, насыщаясь водой, ее проводимость увеличивается. Флюс из канифоли может иметь вид раствора, порошка или твердого куска.
Небольшой лайфхак от мастеров: когда выполняется пайка проводов нагрев можно выполнить, используя таблетку простого аспирина, образовавшиеся пары будут выполнять функции флюса.
Для пайки в условиях стесненности лучше всего подойдет паяльная паста, которая представляет собой смесь из флюса и припоя. Ее нужно просто нанести на изделие и нагреть паяльником.
Для более удобной организации рабочего места, можно предусмотреть подставку, ее наличие не только облегчит работу, но и будет возможность использовать ее как подставку для всех сопутствующих материалов – припоя, канифоли, жал.
Подставку можно изготовить самостоятельно из куска деревяшки, там нет ничего сложного.
Основы пайки, или как научится паять
При производстве работ нужно помнить о правилах по технике безопасности, соблюдая которые можно предотвратить пожары, различные повреждения, такие как ожоги, а также защититься от негативного воздействия электрического тока.
Прежде всего нужно проверить провод на целостность, недопустимы никакие механические повреждения – порезов, оголения и пр. кроме того, нужно исключить спутанность, загибы, чтобы при дальнейшей работе раскаленное жало не прикасалось к нему. Паяльник можно брать только за держатель, ни в коем случае нельзя притрагиваться к его корпусу.
Обратите внимание на освещение рабочего места, если освещения недостаточно, то можно установить дополнительный источник света на месте работы – это создаст благоприятные и комфортные условия. Вентиляция также должна хорошо работать, ведь при пайке очень важно обеспечить кондиционирование воздуха в помещении от возникающих паров.
Прежде чем начать непосредственно работу, нужно избавиться от заводской смазки, находящейся на корпусе, поскольку она при нагревании может дымить. Поэтому зачастую паяльник подсоединяют к удлинителю и выводят ненадолго на улицу. Затем нужно при помощи наждачной шкурки или напильника с мелкой насечкой очистить выбранное жало от пленочки. Для этого можно использовать канифоль, просто погрузил жало туда. Затем на поверхность наносят слой олова, и приступают к соединению деталей.
Процесс пайки проводов:
Убирается изоляция на несколько сантиметров (если диаметр провода большой, то участок тоже должен быть больше)
Зачищение и обезжиривание жил (если это необходимо)
Формирование скрутки проводов
Контакты обрабатываются флюсом
На жало набирается припой, производится пайка до полного растекания. Если есть нужда, то процедуру можно повторить. Важно следить, чтобы припоем были заполнены все промежутки и полости
Накладывание изоляционного материала.
Пайка алюминиевых и медных проводов практически не отличается. Да и, собственно, пайка любых других деталей друг с другом, имеет почти такой же алгоритм: подготовительные работы, обработка флюсом, воздействие температуры, работа с припоем.
Когда припой остынет, нужно оценить качество соединения: если есть неровности, пористые места, кривизна, значит работа некачественная вследствие недостаточной температуры, если имеются обуглености, значит, наоборот, температура была слишком высокой, а если место пайки отличается характерным блеском, значит все сделано правильно.
Как правильно паять микросхемы
В каждой радиодетали и в любом электронном изделии есть микросхема – это сложнейший элемент, где внедрены десятки или даже сотни мелких простых компонентов. Благодаря микросхемам все устройства имеют малогабаритные размеры и небольшой вес, но не малую стоимость из-за деталей. Если деталь будет испорчена при монтаже, то стоимость может вырасти из-за необходимости ее замены. Запаять провода или крупные элементы друг с другом не сложно, с этим справится и новичок, а вот если дело касается ремонта микросхемы, то здесь нужно действовать по-иному.
Для этого понадобится помощь паяльного инструмента. Мощность паяльника в этом случае должна быть совсем небольшой и рассчитанной на напряжение около 12 Вольт, жало лучше выбрать острое конусное. Еще одним интересным прибором, который несомненно может пригодиться, является оловоотсос, который позволяет удалить припой с платы. Оловоотсос визуально похож на шприц, где поршень оснащен пружиной и находится наверху. Путем воздействия на кнопку и пружину поршень поднимается и собирает припой.
Более удобным признана термовоздушная станция, где пайка производится при помощи разогретого воздуха. В ней есть фен с возможностью регулировать температуру воздушного потока. Еще один интересный и нужный инструмент – термостол. Он греет плату снизу, а сверху производятся различные действия.
Если дома сломалась какая-либо бытовая техника или компьютер, то вероятность того, что здесь нужны будут паяльные работы, стремится к ста процентам. Эта работа производится паяльником или паяльным феном. Существует еще один метод пайки – это с использованием бессвинцового припоя. Его применение стало практиковаться не так давно: воздействие на организм гораздо меньшее, чем при использовании свинца, но температура плавления выше.
Для пайки микросхем могут понадобиться еще такие приспособления как:
Трафарет – пластина с отверстиями, предназначенными под выводы. Они могут и не пригодиться. Сейчас производят трафареты, которые являются универсальными, они подойдут под самые распространенные типы микросхем.
Флюс – о нем уже было много сказано. Самый распространенный флюс – это канифоль в виде куска, но для микросхем он не подойдет. Здесь нужен жидкий флюс, который можно произвести самостоятельно, растворив канифоль в спиртовом составе, а также в кислоте.
Припой – для микросхем лучше использовать в виде проволоки, внутри которой может быть флюс из порошковой канифоли.
В наше время очень сильно упрощаются многие сферы, вот и здесь можно приобрести готовый набор, где собрано все необходимое, включая кисточку, пинцет и несколько разных припоев.
Итак, прежде всего все инструменты должны быть подготовлены к работе, включая вспомогательные – каждая мелочь сразу должна быть под рукой. Пайка плат должна происходить молниеносно, недопустимы даже намеки на перегревы, для удобства нужно пользоваться пинцетом. Если работа производится при помощи паяльника, нужно внимательно отслеживать все колебания температуры и не допускать превышения 280 градусов. Можно воспользоваться антистатическим ковриком, подложить его под плату, ведь все радиодетали имеют чувствительность к статическому электричеству.
Итак, разберем пошагово алгоритм:
Пинцетом немного отгибаются выводы;
Сама деталь фиксируется неподвижно;
Набирается немного припоя, погружается в канифоль, присоединяется к нужному элементу. Припой распределяется ровным слоем;
Деталь закрепляют и ждут когда затвердеет припой;
После этого нужно осторожно промыть плату спиртовым раствором
Как правильно паять оловом
Олово при пайке играет роль припоя. Чтобы произвести спаивание двух деталей таких манипуляций как: подогреть одну поверхность и приложить к другой, недостаточно. Для этого лучше пользоваться паяльной станцией, поскольку преимущества при этом явно видны:
Возможна регулировка температуры нагревания
Выбранная температура не сбивается, а сохраняется на заданном уровне, жало не перегорает
Паяльные станции имеют термостойкие жала.
Для пайки оловом пригодятся кусачки и нож. Сначала нужно, как и при любом другом виде пайки, приготовить рабочее место: проверить освещение, подготовить место, куда вы будете помещать ненужные мелочи, лишние элементы, залудить поверхности деталей. Затем подцепляем немного флюса и наносим олово посредством паяльника. Олово омоет контактную площадку при первом же легком касании. Остатки флюса можно аккуратно убрать.
Для того, чтобы научиться паять, если не виртуозно, то хотя бы качественно, чтобы действительно приносить этим пользу, нужно практиковаться. Все приходит с практикой, и эти работы – не исключение.
Опубликовано: 2020-04-17 Обновлено: 2021-08-30
Автор: Магазин Electronoff
Научитесь паять за 5 минут. Все, что вам нужно знать об основах… | С. Шьям | Shyam Cortex
Все, что вам нужно знать об основах пайки!
Пайка (жало паяльника и проволока для припоя)
Пайка — один из важнейших навыков, необходимых для участия в мире электроники.
Пайка и электроника идут рука об руку, как соль и перец. И хотя можно изучать и создавать электронику без необходимости брать в руки паяльник, вскоре вы обнаружите, что с помощью этого простого навыка открывается целый новый мир.
Я считаю, что пайка должна быть в арсенале каждого.
В этом посте мы рассмотрим основы сквозной пайки — также известной как пайка сквозных отверстий (PTH) , обсудим необходимых инструментов , рассмотрим методов правильной пайки и дадим вы несколько советов и приемов, которые сделают починку любой электроники проще простого .
Этот пост будет как для новичков, так и для экспертов. Если вы никогда раньше не прикасались к паяльнику или хотите немного освежить свои знания, в этом посте каждый найдет что-то для себя.
Хорошая техника пайки несложна и на самом деле невероятно проста. Чтобы овладеть искусством пайки, не требуются годы и годы практики. Вам просто нужны правильные инструменты и знать очень простые методы. Паять хорошего качества несложно, и каждый может освоить его за несколько попыток. На самом деле плохо спаять очень сложно. 🙂
«Искусство — это место, где работа встречается с любовью».
Припой, как слово, можно использовать двумя разными способами.
Существительное «припой» относится к сплаву (вещество, состоящее из двух или более металлов), который обычно представляет собой длинную тонкую проволоку в катушках или трубках.
Припой, как глагол, означает соединение двух кусков металла.
Итак, паяем припоем!
Сплавы Свинца и Олова широко использовались в прошлом и все еще доступны. Бессвинцовые припои используются все чаще из-за негативного воздействия свинца на здоровье и окружающую среду. Припойная проволока доступна в диапазоне толщин для ручной пайки и с сердечниками, содержащими флюс.
Паяльная проволока в катушке.
Свинец в сравнении с бессвинцовым припоем
Припой состоит в основном из свинца (Pb), олова (Sn) и некоторых других микроэлементов. Этот припой известен как свинцовый припой. Как всем известно, свинец вреден для человека и может привести к отравлению свинцом при воздействии на него в больших количествах.
К сожалению, свинец также является очень полезным металлом из-за его низкой температуры плавления и способности создавать отличные паяные соединения.
• Бессвинцовый припой очень похож на свой этилированный аналог, за исключением того, что, как следует из названия, он не содержит свинца. • Но у бессвинцового припоя есть недостаток, он имеет кристаллическую поверхность и не имеет зеркальной поверхности, в отличие от свинцового припоя. Таким образом, свинцовый припой все еще существует, чтобы получить надлежащую зеркальную поверхность, и температура плавления припоя лучше, когда присутствует свинец.
Теперь, когда вы знаете, как выбрать лучший припой для работы, давайте перейдем к инструментам и терминологии.
Паяльная станция
Как вам нужна кисть, чтобы рисовать красивые картины, вам понадобится паяльник, чтобы спаивать вещи вместе.
Как следует из названия, паяльник нагревается до определенной температуры, чтобы расплавить припой и склеить детали. Паяльники бывают разных форм-факторов и варьируются от простых до сложных, но все они работают примерно одинаково. Здесь мы обсудим части утюга и различные типы утюгов.
Крайне рекомендую паяльники с регулировкой температуры из-за простоты использования, но для любителей подойдет и фирменный паяльник без регулировки температуры. Лучшие бренды на рынке: Hakko, Weller, Soldron.
На что следует обратить внимание, когда вы думаете о покупке паяльника?
1. Мощность: Вы должны подобрать паяльник мощностью не менее 30 Вт. Паяльники с низкой мощностью нагреваются дольше и с трудом удерживают температуру.
2. Контроль температуры: Это полезная функция, так как для разных работ по пайке может потребоваться разная температура утюга.
3. Совместимость насадок: Насадки утюга должны быть сменными, и утюг должен быть совместим с широким спектром насадок. Существуют разные насадки разного размера для разных видов работ.
4. Удерживающая подставка: Это важно, чтобы у вас было место, куда можно положить горячий утюг во время работы.
Паяльные жала — Ни один утюг не обходится без жала. Наконечник нагревается и позволяет припою течь к соединяемым компонентам.
Несмотря на то, что при нанесении припой прилипает к наконечнику, распространено заблуждение, что наконечник переносит припой. Нет, жало фактически передает тепло, поднимая температуру металлических компонентов до точки плавления припоя, и припой соответственно плавится.
Большинство утюгов позволяют заменить насадку, если вам нужно заменить старую насадку или если вам нужно перейти на другой тип насадки. Наконечники бывают разных размеров и форм, чтобы приспособить любой компонент.
Я не любитель конических насадок, особенно для начинающих. Большинство людей, учась паять, думают, что приложение давления поможет припою растечься и в конечном итоге повредит плату.
Широко используемые наконечники (слева направо: скошенный наконечник, конический наконечник, наконечник I, наконечник долота)
Идея состоит в том, чтобы наконечник составлял 60% ширины контактной площадки, это позволит процессу пайки происходить как максимально быстро с минимальной тепловой нагрузкой на компонент.
• Жезл —
Жезл — это часть утюга, которая держит наконечник
Это часть, которую держит пользователь. Палочки обычно предназначены для предотвращения передачи тепла от наконечника наружу палочки, они также помогают безопасно спаивать детали вместе. Чем лучше и удобнее палочка, тем лучше паяльник.
• Основание — Основание паяльника позволяет пользователю регулировать температуру. Есть аналоговые базы, у которых есть циферблат, контролирующий температуру, и есть цифровые базы, у которых есть кнопки для установки температуры и дисплей, показывающий текущую температуру.
Паяльная база с регулятором температуры(Аналог базы Hakko 936).
• Подставка (подставка) — Подставка для утюга — это то место, где хранится утюг, когда он не используется. Подставка может показаться тривиальной, но просто оставить утюг без присмотра на вашем столе или верстаке будет потенциальной опасностью, вы можете обжечься или, что еще хуже, он может сжечь ваш стол и навсегда оставить след.
Подставки для паяльника.
Подойдет обычная промышленная пружина, я установил пружину на термостойкую доску
• Латунная губка — По мере пайки наконечник окисляется и приобретает золотисто-коричневый цвет. Здесь губка вступает в игру. Время от времени вы должны хорошо очищать кончик, вытирая этот нарост.
Латунная губка.
Традиционно для этого использовалась настоящая влажная губка. Теперь латунные губки стали стандартом для чистки наконечников. Совет: лично я использую комбинацию влажной губки и стальной губки, заливаю кончик, затем очищаю его влажной губкой и придаю блеск стальной губкой.
Если вы только начинаете заниматься пайкой, вы можете приобрести некоторые аксессуары: • Фитиль для припоя — — это ластик для карандаша для пайки. При решении таких проблем, как перемычки или удаление деталей (отпайка), фитиль припоя очень удобен. Фитиль для припоя — , он же оплетка для распайки .
Припой впитывается (впитывается) медью, что позволяет «стереть» лишние комки припоя.
Фитиль для пайки
Вакуумный припой — отличный инструмент для удаления припоя, оставшегося в сквозных отверстиях при распайке компонентов. Мы рассмотрим, как использовать этот инструмент чуть позже в этом уроке.
Присоска для припоя
Кусачки для заподлицо : Для обрезки лишних выводов компонента после пайки.
Кусачки заподлицо
Рука помощи: для скрепления компонентов во время пайки.
Третья рука
Использую лично и требуется при пайке компонентов на плату при параллельной пайке.
• Флюсовый карандаш: содержимое флюсового карандаша способствует растеканию бессвинцового припоя. Ручки Flux в основном используются для пайки SMD.
Flux Pen используется.
Защитные очки — на случай, если отлетят обрезанные провода.
Источник — Adafruit Industries.
• Будьте осторожны при обращении с горячим утюгом • Используйте третьи руки или тиски, чтобы удерживать платы во время пайки • Установите утюг на хороший средний нагрев (325–375 градусов C) • Если вы видите дым, исходящий от припоя, поверните сбить жару • Лудите наконечник припоем перед каждым соединением, чтобы облегчить подготовку соединения • Используйте сторону жала (т.н. зону наилучшего контакта), а не самый кончик паяльника • Нагрейте контактную площадку и часть, которую вы хотите припаять равномерно и одновременно • Вытащите припой, затем утюг • Хорошее паяное соединение должно выглядеть как вулкан или поцелуй Герси, а не шар или комок.
Наконечники для пайки.
Вот еще несколько советов по пайке PTH: • Отпайка часто может быть лучшим способом научиться паять. Есть много причин для выпайки детали: ремонт, модернизация, утилизация и т. д. • Существует еще один метод удаления припоя из сквозных отверстий, который мы называем методом шлепка. • Если вы когда-либо сомневались в том, что созданное вами паяное соединение создает электрическое соединение, вы можете использовать мультиметр для проверки непрерывности.
Я лично слежу за Adafruit, Sparkfun, EEVBLOG, чтобы узнать больше об электронике.
Спасибо Дейву Джонсу из EEVBLOG за помощь в том, чем я занимаюсь.
Всем любителям электроники рекомендую следить и ценить их работу.
SS
Спасибо за внимание.
До следующего раза.
Мир, Любовь и Благодарность.
Хлопайте, делитесь и подписывайтесь.
Как паять. Простое руководство для начинающих и любителей
Каждый может научиться паять. И это важный навык, который нужно знать, чтобы строить электронику.
Базовая пайка проста. Все, что вам нужно, это паяльник и немного припоя. Когда мой отец учил меня в подростковом возрасте, я помню, что усвоил это довольно быстро.
В этом руководстве по пайке вы сначала научитесь паять два провода. Затем вы научитесь паять компоненты на печатной плате. Если вы уже знакомы с этим, подумайте о том, чтобы перейти к моему руководству по SMD-пайке или пайке оплавлением.
Также ознакомьтесь с моей статьей о паяльных инструментах, необходимых для начала работы.
Подготовка рабочего места
Подготовьте рабочее место. Найдите свой паяльник и припой и начните нагревать утюг. Пара кусачек обычно тоже пригодится.
Поместите паяльник в держатель. Если у вас нет держателя, хотя бы убедитесь, что наконечник ничего не касается, пока вы его нагреваете.
Если у вас есть паяльник с регулируемой температурой, ознакомьтесь с моим руководством по выбору правильной температуры пайки.
Очистка жала
Когда утюг горячий, первое, что вы должны сделать, это очистить жало, чтобы удалить с него старый припой. Вы можете использовать влажную губку, медную губку или что-то подобное.
Залуживание жала
Прежде чем приступить к пайке, необходимо залудить жало паяльника. Что просто означает расплавление нового припоя на наконечник. Это ускоряет передачу тепла наконечником и тем самым упрощает и ускоряет пайку.
Если на наконечнике остались большие капли олова, просто очистите его еще раз, как показано выше.
СОВЕТЫ: Если вы залудите жало перед тем, как положить паяльник на день, говорят, что жало прослужит дольше.
Пайка двух проводов
Если вы хотите соединить два провода припоем, первое, что вам нужно сделать, это залудить два провода. Имейте в виду, что провод сильно нагревается, поэтому вам следует удерживать его пинцетом или чем-то подобным.
Поместите кончик утюга на провод и дайте ему нагреться в течение нескольких секунд. Затем добавьте немного припоя, пока провод не пропитается припоем.
Если это толстая проволока, вы должны увеличить нагрев утюга (если возможно), чтобы проволока нагрелась быстрее. Повторите процесс лужения на другом проводе.
Теперь соедините два луженых провода вместе и держите их неподвижно, нагревая их паяльником, чтобы олово на обоих проводах расплавилось.
Как припаять печатную плату
Далее давайте посмотрим, как припаять сквозные компоненты к печатной плате.
Начните с установки компонента в его отверстия. Поместите его так, чтобы его ножки выступали с той же стороны, что и площадки для пайки.
Со стороны пайки немного согните ножки компонента. Таким образом, он не выпадет, когда вы перевернете доску вверх дном.
Не стесняйтесь добавлять сразу несколько компонентов.
Теперь можно приступать к пайке.
Поместите кончик утюга на площадку так, чтобы он нагрел и ножку компонента, и площадку печатной платы.
Нагрейте их в течение секунды или около того, прежде чем наносить припой. Держите утюг на соединении, пока вы добавляете припой.
Когда у вас будет достаточно припоя, удалите припой. Затем удалите жало паяльника из соединения.
Осмотрите паяное соединение, чтобы убедиться, что оно в порядке. Хорошее паяное соединение имеет форму конуса.
Если вы довольны пайкой, отрежьте вывод компонента над паяным соединением.
Но не укорачивайте! Это усложнит вам жизнь, если вам по какой-то причине придется позже выпаивать компонент.
Остерегайтесь соединений холодной пайки!
Всегда следите за тем, чтобы вы применяли достаточно тепла! Как на колодку, так и на штифт. В противном случае вы можете получить соединение холодной пайки .
Холодная пайка на первый взгляд часто выглядит нормально.
и овальности. С внутренним гидронагружением можно гнуть как тонкостенные, так и толстостенные трубы при радиусе изгиба
При недостаточном давлении гидрозаполнителя на деформируемых участках заготовки образуются складки (гофры) и овальность. При чрезмерном повышении давления гидрозаполнителя заготовка раздувается. Оптимальная величина давления нахо
дится между началом потери устойчивости и началом раздутия, и в производственных условиях берется из таблиц.
Существует и способ гибки с падением гидростатического давления. При таком способе заготовка 1 с одной стороны соединяется с гидроаккумулятором 4, ас другой стороны через обратный клапан 5 заряжается от зарядного гидростенда, после чего от него отсоединяется. Собранный таким образом узел устанавливается на трубогибочный станок 2 или приспособление и гнется, как обычно.
Оба способа требуют специальных мер по техние безопасности из-за возможного выброса гидрозаполнителя при высоком давлении, происходящем при разрушении трубы в процессе гибки.
Ручные приспособления применяют при гибке труб из алюминиевого сплава АМцМ диаметром до 20 мм, а из дуралюмина Д16, сталей 20А и 1Х18Н9-Т — диаметром до 12 мм. При этом можно получать минимальные радиусы изгиба, равные трем диаметрам трубы. В приспособлениях осуществляется гибка труб без наполнителя и с наполнителем.
5
Рис. 12.13. Схема гибки с гидронагружением:
а—с постоянным давлением от гидростенда: б—с падением гидростатиче- ского давления от гидроаккумулятора; 1—заготовка; 2—станок; 3—заглуш- ка; 4—гидроаккумулятор; 5—обратный клапан
‘368
На рис. 12.14 показано ручное приспособление, применяемое для гибки сложных деталей, имеющих изгибы в нескольких плоскостях. На таких приспособлениях гнутся трубы диаметром до 12 мм. Приспособление смонтировано на балинитовой плите 1 и состоит из фиксирующих колодок 2, опорных планок 3, контрольных планок 5, неподвижно закрепленных на плите, и съемной универсальной гибочной оправки, переставляемой по ходу гибки последовательно в отверстия опорных планок 3. Оправка состоит из диска 7, оси 4, рукоятки 8 и прижима 10, прижимаемого к диску 7 винтом 11 через палец 9.
Рис. 12. 14. Приспособление для гибки в нескольких плоскостях:
Гибка в приспособлении выполняется в следующем порядке: конец трубы-заготовки 13 вставляется в паз колодки 2, продвигается до упора 12 и фиксируется прихватом 6. Затем на планку 3 устанавливается гибочная оправка. Ось 4 оправки вставляется в центральное отверстие планки 3, а сама планка 3, входя своими боковыми гранями в паз, имеющийся на нижнем торце диска 7, фиксирует его от проворачивания. Прижим 10 вставляется между заготовкой 13 и пальцем 9. Вращением винта 11 он прижимается к заготовке. Вращением рукоятки 8 заготовка гнется до упора в контрольную планку 5.
При установке гибочной оправки на другие опорные планки 3 операция повторяется в аналогичном порядке.
В серийном и опытном производствах широко применяется изгиб труб с местным нагревом заготовки пламенем газовой горелки. Так гнутся трубы без наполнителя и с наполнителем. Нагрев используется при этом и как способ управления процессом, так как, смещая область нагрева, можно изменять положение изгибаемого участка заготовки.
При нагреве труб из алюминиевых сплавов поддерживают температуру деформируемого участка, примерно равную темпе
‘369
ратуре отжига данного сплава. Контроль температуры ведут с помощью термокарандаша. Стальные трубы нагревают докрасна. Образовавшиеся неглубокие гофры правят полукруглой обжим- кой, подогревая горелкой место правки. Но при ручном нагреве пламенем горелки возможны пережоги материала и низкое ка- чество поверхности детали.
При малых диаметрах труб целесообразна гибка вручную. Физические усилия, необходимые для гибки, очень малы и за- траты времени на установку заготовки на станок и управление станком ничем не оправдываются, так как производительность при ручной гибке труб малых диаметров значительно выше, чем на станках.
При диаметрах больше 10—15 мм усилия гибки и затраты физического труда при ручном выполнении операции настолько велики, что операцию переводят на станки даже в мелкосерийном производстве. Схема гибки на распространенной конструкции трубогибочного станка ТГС-2 показана на рис. 12.15. Гибочная оправка 1 крепится на вращающемся столе станка. На этом же столе поворачивается вместе с оправкой прижим 6, прижимающий конец трубы 4 к оправке 1. Калибрующая оправка 3 с тягой 2 крепится неподвижно на стойке станка. Трубу 4 надевают на калибрующую оправку 3 до упора, устанавливаемого на заданный размер. Конец трубы поворотным прижимом 6 прижимают к гибочной оправке 1. Подводят к трубе плавающий прижим 5, который может перемещаться вдоль оси трубы. При повороте стола станка оправка 1 начинает изгибать трубу; прямой участок трубы, перемещаясь влево, увлекает силой трения плавающий прижим 5.
Таким образом, деформируемый участок трубы оказывается
зажатым по наружному диаметру между желобками оправки 1 и плавающего прижима 5, а по внутреннему диаметру — калиб-
рующей оправкой 3. Это предохраняет трубу от искажения по-
перечного сечения и от образования гофров на внутренней ча- сти трубы.
На станке ТГС-2 можно гнуть трубы с наружным диаметром до 80 мм. Гидромотор привода шпинделя позволяет бесступен-
чато регулировать число оборотов шпинделя от 0 до 2,8 об/мин.
. Недостаток станков типа ТГС-2 — необходимость изготовления оснастки для каждого диаметра трубы и радиуса ее изгиба и
необходимость переустановки заготовки при гибке в нескольких
плоскостях.
Более поздние и совершенные конструкции трубогибочных
станков выполняют гибку по схеме проталкивания заготовки че- рез роликовую головку или фильеры (рис. 12-16). Заготовка 3 Изгибается в плоскую или пространственную деталь сочетанием трех движений — поступательного перемещения в гибочные ро- лики 4, 5 и 6 с помощью каретки 1, вращением вокруг собствен- ной оси вместе с патроном 2, в котором зажата заготовка, и подъемом гибочного ролика 6. Все эти движения на станке вы- полняются автоматически и программируются расстановкой ку- лачков 8 на диске 7 командоаппарата. Автоматической работой станка управляют концевые контакты, установленные на пути перемещения механизмов станка. Настройка станка заключает-
ся в установке роликов 4, 5 я 6 соответственно диаметру изги-
баемой трубы и в наборе программы на командоаппарате путем
расстановки кулачков в пазах программного диска.
На станке ТГСП-1 (рис. 12.17), также имеющем программное управление, гибка выполняется с гидронаполнением заготовки. Гидронаполнитель подается в заготовку 4 через гидрошарнир 1. Программой задаются движения продольной подачи заготовки 4 в поддерживающих роликах 2 и направляющих 3, поворот гид-
рошарнира 1 вместе с заготовкой и подъем гибочного ролика 5
гидроприводом 6. Поскольку из-за отклонений по диаметру, тол-
щине стенок и механическим показателям пружинение даже у
деталей, изготовленных из одной партии заготовок различно, ста-
бильные размеры деталей можно получить только при гибке с нагревом до состояния пластичности.
По такой схеме (рис. 12.18) работает модернизированный
Станок ТГПС-2М. Местный нагрев заготовки 1 в зоне изгиба
между опорой 3 и гибочным роликом 4 выполняется с помощью
кольцевого индуктора высокой частоты 2. Нагрев ведется до тем-
пературы формовки (например, для стали — 800—950° С). Из- гибаемый участок расположен между двумя охлаждаемыми не- разупрочненными участками, препятствующими искажению из- гибаемых сечений.
‘371
‘372
ТеХйическая характеристика программных трубогибочных станков полуавтоматов, применяемых в заготовительных цехах самолетостроительных заводов, дана в табл. 12.1.
На самолетостроительных заводах эксплуатируются также трубогибочные программные автоматы с магазинами, вмещающими до 30 заготовок диаметром до 50 мм и длиной до 3658 мм. Эти автоматы имеют числовое программное автоматическое н ручное управление.
Гибка в штампах
При длине детали, не превышающей 500—700 мм, и при достаточно больших сериях изделий гибку целесообразно вести в штампах. Операция выполняется как с заполнителем, так и без заполнителя. В штампах можно получать детали знакопеременной кривизны, изогнутые в одной плокости, и детали с пространственной кривизной.
Гибка труб в штампах — наиболее производительный способ из всех, рассмотренных раньше. Однако процесс имеет существенные недостатки, ограничивающие его применение, в частности: 1) искажения сечения (смятие) трубы в местах начального ее контакта с пуансоном и матрицей; 2) невозможность гибки в
‘373
двух и более плоскостях на одном штампе; 3) сложность дора- Дотки штампа на величину пружинения.
Гибку труб с толщиной стенки менее 1,5—1 мм рекомендуется выполнять на гидравлических прессах. При этом стенки сминаются меньше, чем при гибке на быстроходных кривошипных прессах. Конструкция простого штампа для гибки труб показана на рис. 12.19. Диаметр ручья штампа меньше наружного диаметра трубы на 0,3—0,4 мм. Материалом для изготовления пу-
Рис. 12. 19. Штамп для гибки трубы:
/—пуансон; 2—заготовка; 3— упор; матрица
Рис. 12. 20. Трубогибочный штамп с поворотными сухарями:
ансона 1 и матрицы 4 могут служить сталь, сплав АЦ13, цинк «или дельта-древесина. В конце хода деталь калибруется по поперечным сечениям жестким ударом. Для уменьшения трения и смятия детали штампы для гибки труб снабжаются на участках наиболее интенсивного изгиба роликами или поворотными деталями пуансона или матрицы, поворачивающимися при гибке вместе с соответствующими участками детали (рис. 12.20).
Из сопоставления левой и правой половин схемы можно проследить перемещение деталей штампа в процессе гибки. В ис ходном положении сухари 2 матрицы находятся в горизонтальном положении под действием возвратных пружин 5. Горизонтальное положение сухарей фиксируется упорами 6. Труба 8 укладывается в ручьи, профрезерованные в сухарях. Средняя часть трубы опирается на прижим-выталкиватель 7. При ходе пуансона 1 вниз труба изгибается и щеки, поворачиваясь, обкатывают трубу вокруг пуансона, что уменьшает смятие трубы. При ходе пуансона вверх выталкиватель 7 поднимает трубу 8, а пружины 5 возвращают сухари 2 в исходное положение.
374
Особенности гибки труб, работающих при высоких давлениях, и труб с прямоугольным сечением
Трубы, работающие при давлении 200—300 кгс/см2 и изготавливаемые из хромоникелевых сталей, успешно гнутся с гидрозаполнителем. .2d давление гидрозаполнителя равно 300—350 кгс/см2.
Трубы прямоугольного сечения гнутся, как и круглые, с заполнением легкоплавкими сплавами или тонкими стальными лентами, имеющими ширину, равную ширине внутренней по* л ости трубы.
M601 metal pipe bender can do 94 degrees in one shot (hydraulic cylinder length dependent ) и пройти 180 градусов
Сгибает различные металлы — низкоуглеродистую/углеродистую сталь, хроммолибден, нержавеющую сталь, алюминий и другие!
Чрезвычайно точный и простой в использовании
Сделано в США
Патент заявлен
Размер матрицы
Выберите вариант5X Combo (выберите для подробностей) x 2,5 CLR5X Combo (выберите для подробностей) x 3,5 CLR.50 Круглые/Квадратные x 2,5 CLR Набор матриц.50 Круглые/Квадратные x 3,5 CLR Набор матриц.625 Круглые/Квадратные x 2,5 CLR Матрицы Набор 625 (5/8″) круглых/квадратных x 3,5 набор матриц CLR. 2,50 Набор матриц CLR 1,00 x 3,5 Набор матриц CLR 1,00 x 4,5 Набор матриц CLR 1,00 x 6,00 Набор матриц CLR 1,050 (труба 3/4″) x 3,5 Набор матриц CLR 1,125 x 3,50 Набор матриц CLR 1,125 x 6,00 Набор матриц CLR 1,25 x 3,5 CLR 1,25 x 4,5 Набор матриц CLR 1,25 x 6,0 Набор матриц CLR 1,315 (труба 1 дюйм) x 4,5 Набор матриц CLR 1,315 (труба 1 дюйм) x 6,0 Матрица CLR 1,375 (1 3) /8″) x 4,5 CLR Набор матриц1,375 (1 3/8″) x 6,00 CLR Набор матриц1,50 x 4,5CLR Набор матриц1,50 x 6,00CLR Набор матриц1,625 (1 5/8″) x 4,5CLR Матрица Набор 1. 625 (1 5/8″) x 6.00CLR Набор матриц1.66 (труба 1 1/4″) x 4.5CLR Набор матриц1.66 (1 1/4″) x 6.00CLR Набор матриц1.75 x 4.5CLR Набор матриц 1,75 x 6,00CLR Набор матриц 75 квадратных x 4,5 CLR Набор матриц 1,00 SQUARE x 4,5CLR Набор матриц1,00 квадратных x 6,0CLR Набор матриц1,25 квадратных x 4,5CLR Набор матриц Набор матриц 1,50 Square x 6,00 CLR (2 зажимных блока) 30 мм x 114 мм CLR
Сборка
Выберите вариант Комплект для сварки сварных швов/порошковое покрытие
Роликовая матрица
Выберите вариантНет, используйте стандартные прижимные матрица(и)Да, обновите до прижимного ролика(ов)Очистить
Артикул: Н/Д
Категория: Трубогибы
Описание
Отзывы (55)
Трубогиб RogueFab модели 601 — лучшее предложение на рынке. По цене он конкурирует с машинами, у которых нет такой гибкости, универсальности и технической поддержки. Наш трубогиб для стальных труб прост в использовании, точен и портативен. Вы можете добавить «Hd Kit» (ссылка здесь), чтобы преобразовать любой M601 в M605, так что здесь нет угрызений совести покупателя! Текущее время выполнения заказов составляет от 1 до 4 рабочих дней для трубогибочных станков (с матрицами) и от 2 до 6 рабочих дней для машин с порошковым покрытием (сюда входят комплекты, содержащие трубогибочные станки и принадлежности).
Не знаете, что такое штамп прижимного ролика? Нужна помощь с вариантами? Узнайте все, что вам нужно, менее чем за 4 минуты:
Возможности металлического трубогиба M601
У нас самые доступные матрицы в отрасли, и все они изгибаются на 180+ градусов. Вы можете забыть о гибочных станках «90 градусов 1 выстрел», которые останавливаются на 90. Наш гибочный станок может сделать 94 градуса за один выстрел (m601 с гидравликой MOST и модели m605 и m625 с любой гидравликой, которую мы продаем), а затем все модели продолжают и проходят дальше 180.
Гибка углеродистой и нержавеющей стали
Гибочный станок M601 был протестирован на углеродистой и нержавеющей стали и работает очень хорошо. Наша линейка трубогибов имеет непревзойденный диапазон толщин стенок, которые они могут успешно сгибать, благодаря их исключительной мощности для толстостенных труб на M625 и их удивительному диапазону тонких стенок при оснащении оправкой Rogue Fab.
Другие поддерживаемые материалы
Наш M601 также может выполнять S-образные изгибы, что показано в разделе видео. Кроме того, он может сгибаться:
латунь
медь
алюминий (круглая/квадратная труба и труба)
тонкостенный титан для работы с турбонаддувом и трубчатые титановые рамы (при обновлении до модели 605 и использовании нашей насадки для оправки)
Хотя этот металлический трубогиб может сгибать сверхтолстые трубы DOM, он также может сгибать тонкие хромомолибденовые трубы 4130 для каркасов безопасности и по-прежнему может легко выполнять точные трехмерные изгибы любого материала.
Вы все еще ищете ручные трубогибы?
Эта современная машина была разработана для работы с пневмо/гидравликой (поршневой привод продается отдельно, $99-249). Перед покупкой сравните нашу максимальную вместимость с конкурентами, потому что ничто другое не может сравниться с ними.
Гибкая конструкция
Самое лучшее в нашей линейке трубогибов — это то, что они могут легко расширяться вместе с вашим цехом. Вы можете получить станок прямо сейчас как базовый M601 или сверхмощный M625, и приступить к работе, не тратя весь свой инструментальный бюджет.
В будущем нет необходимости продавать эту машину для модернизации:
Вы можете добавить оправку для гибки очень тонких трубок.
Вы можете перейти на прижимные роликовые матрицы для более сложной геометрии гибки и гибки алюминия
Вы можете модернизировать электрическую/гидравлическую силовую систему со скоростью 9,5 градусов в секунду с автоматическими остановками для повторяющихся деталей.
Вы даже можете добавить ограничитель обратного хода и датчики поворота, чтобы отслеживать расстояние между изгибами и поворот между изгибами на 3D-деталях.
Нужно место для хранения? Мы продаем комплекты тележек и полные тележки для наших машин. Хотите стать продвинутым? Мы продаем лучшее в отрасли программное обеспечение для гибки, уже настроенное для наших станков.
Этот трубогиб не является ловушкой. В комплекте есть все, что на фото, кроме гидравлического цилиндра. Вы можете купить таран в Harbour Freight, чтобы сэкономить деньги на доставке, или получить его прямо на нашей веб-странице. Наша веб-страница является наиболее полным источником информации о гибке труб. Прочитайте все это в нашем Техническом указателе (ССЫЛКА).
Нужна помощь в выборе матрицы? – НАЖМИТЕ ЗДЕСЬ
Хотите узнать емкость каждого кубика? – НАЖМИТЕ ЗДЕСЬ
Вы беспокоитесь о том, как научиться гнуть трубу? Или изучать новую машину? Наш самый простой в использовании и способный делать самые сложные изгибы. Позвольте нам показать вам менее чем за 7 минут:
Хотите увидеть весь проект от начала до конца и еще больше трюков с изгибом, которые на 100% уникальны для нашего дизайна? Посмотрите это видео:
Сколько работы нужно, чтобы сварить это вместе? Очень мало, это так легко может сделать начинающий сварщик:
Насколько сложно менять штампы? Супер легко! Вот видео смены набора штампов;
*при соответствующей комплектации. Полную информацию см. в нашей таблице грузоподъемности по толщине стенки. Он находится в нашем техническом разделе на нашей веб-странице.
Вам также может понравиться…
Распродажа!
Трубогиб модели 605/625 — набор трубок Tradesman
Рейтинг 4,83 из 5
2 250,00 долларов США – 3 500,00 долларов США Выберите варианты
Платежи от
$59/мес
Нажмите, чтобы применить
Распродажа!
Комплект Bender/Notcher ELITE – (время выполнения от 0 до 2 недель)
Рейтинг 5,00 из 5
$8 649,00 – $22 549,00 Выберите опции
Платежи от
$196/мес
Нажмите, чтобы применить
Пневматический/гидравлический цилиндр для гибочного станка M601-M625 (NT / Rogue / HF — см.
описание*)
*Отказ от ответственности: существуют серьезные общенациональные проблемы с цепочками поставок со всей гидравликой. Многие поставщики, которые снабжали их более десяти лет, были без них более года. У нас было всего 2 коротких перерыва в наших непрерывных поставках гидравлических цилиндров, но это не обошлось без проблем. У нас было много цилиндров с уродливой краской, закрашенной поверхностной ржавчиной на трубках масляного резервуара или обнаруживавшимися протечками, нуждающимися в замене уплотнений. Это все 100% новые продукты. После того, как мы заменим уплотнения, перекрасим или, по крайней мере, проверим и переупакуем эту гидравлику, ВСЕ они БУДУТ иметь следы эксплуатации или визуальные дефекты. Если вы заказываете этот продукт, вы принимаете это визуальное состояние.*
Это самый дешевый из двух способов питания трубогиба модели 600. Это воздушно-гидравлический поршень (он всасывает сжатый воздух и использует небольшой насос для преобразования этой энергии в гидравлический поток высокого давления для питания цилиндра). Это готово к использованию прямо из коробки. Они поставляются в сборе с воздушным насосом и шлангом. Этот цилиндр предназначен ТОЛЬКО для увеличения мощности. Наш гибочный станок M600 включает специальный кронштейн и изготовленные на заказ оцинкованные стальные возвратные пружины ASTM PW с ЧПУ для надежного возврата именно этого цилиндра. Когда мы продаем эти цилиндры, мы проверяем масляный рычаг и доливаем их по мере необходимости, убеждаемся, что они не протекают, проверяем, что возвратное усилие соответствует нашим спецификациям, а затем мы также добавляем нашу обработанную на станке с ЧПУ ручку разблокировки к гидравлическому клапану. . Все детали, которые мы прикрепляем к этому цилиндру, сделаны здесь, в США.
У нас есть 3 поставщика этих баллонов. Вы получите один из них. Они следующие:
Northern Tool , PN 46200 (КРАСНЫЙ). Это те, которые мы отправляем с сентября 2020 года. Мы проверяем их качество на 100%. Эти цилиндры имеют диаметр 24,95 дюйма в сложенном виде. Это АБСОЛЮТНО самый длинный цилиндр, который помещается в машину. Они выдвигаются на 19″ (ход), и это больше, чем необходимо.
Портовые грузовые перевозки PN 56215 **ПРИМЕЧАНИЕ: ПО СООБЩЕНИЮ, ОТСУТСТВУЕТ НА СКЛАДАХ В НАЦИОНАЛЬНОЙ СТРАНЕ** (КРАСНЫЙ) или 94562 (ОРАНЖЕВЫЙ, снят с производства, идентичен 56215, за исключением упаковки и цвета краски). На нашем фото оранжевый. Эти цилиндры претерпели несколько незначительных изменений за эти годы и были доступны с небольшими перерывами в течение более десяти лет. Эти цилиндры имеют длину 24 3/4″ в сжатом состоянии (от глаз к глазу) и ход 19,25″, что идеально подходит для нашего оборудования.
Rogue Fab импортный PN 1194 (ЧЕРНЫЙ или КРАСНЫЙ). Эта компания не продает населению. Они сделаны для нас за границей. Мы всегда будем иметь их в нашей цепочке поставок, хотя практика импорта может привести к перебоям в уровне запасов (задержки заказов). Длина и ход этих цилиндров соответствуют цилиндрам Harbour Freight. Иногда нам приходится работать с этими цилиндрами, и краска на них трескается в тех местах, где мы вносим коррективы или изменения. Мы знаем, что это не идеально. Пожалуйста, поймите, что краска может быть не такой красивой, как другие части машины.
Важное примечание. Это единственный крупный импортный компонент гибочного станка серии M600. Если вам нужно высококачественное индивидуальное гидравлическое решение для вашего трубогиба, мы предлагаем (2) различные превосходные электрические/гидравлические силовые системы (обе имеют цилиндры, произведенные в США). Если вы хотите купить гидравлический цилиндр самостоятельно, чтобы сэкономить деньги, мы настоятельно рекомендуем вам покупать цилиндры, перечисленные здесь, непосредственно у дистрибьюторов, у которых мы их покупаем (именно поэтому мы указали вам, кто их продает, и правильный номер детали). Если вы покупаете цилиндр, не указанный выше, имейте в виду, что монтажные отверстия на нашей машине имеют диаметр 5/8 дюйма. Также знайте, что цилиндр Northern Tool является самым длинным из подходящих. Наш кронштейн с возвратной пружиной предназначен для зажима ТОЛЬКО 33-мм гидравлических валов. Если вы приобретете гидравлический цилиндр с гидравлическим валом меньшего размера, возможно, он не сможет использовать нашу систему пружинного возврата.
Требования к воздуху. Все эти цилиндры потребляют около 6 кубических футов в минуту сжатого воздуха при давлении 110 фунтов на квадратный дюйм во время работы. Они будут работать при более низком давлении и создавать меньшее усилие, и они будут работать при более низком CFM и работать медленнее. Мы рекомендуем воздушный компрессор 6+ CFM, который может создавать 125 фунтов на квадратный дюйм (установлен на 115-120). Рекомендуется бак на 30+ галлонов, но опять же, подойдет и меньший (он просто будет работать намного дольше). Мы также рекомендуем «железный фронт» и смазанный маслом компрессор. По нашему мнению, новые «безмасляные» ненадежны в долгосрочной перспективе.
2. Резьба для предотвращения самопроизвольного отвинчивания гайки
3. Резьба в качестве защиты от стандартных операций
4. Резьба в брендирование
Резьба – это череда выступов и впадин на крепежных элементах, которые имеют определенный шаг и расположены по винтовой линии. Она бывает внешней и внутренней. Существует два способа нанесения резьбы:
Метод нарезки – резьба нарезается на специальном токарном станке.
Метод накатки – резьбовая линия накатывается специальными роликами.
По направлению витка резьба подразделяется на:
Правую – используется повсеместно. Если посмотреть на начало резьбы, то она направлена вправо, отсюда и название.
Левую – применяется в деталях, которые вращаются, а именно там глее нагрузка, которая действует на крепеж направлена на отвинчивание гайки.
Весь крепеж с левой резьбой имеет особое обозначение:
на болтах с резьбой направленной в левую сторону в торце шестигранника есть буква Л;
на шпильках с левой резьбой такая буква находится на торце;
гайки и штуцера с левосторонней резьбой обозначаются при помощи двух канавок, которые нарезаются на шестигранник.
Давайте более подробно рассмотрим случаи, когда применяется крепеж с левой резьбой:
Какая резьба при стяжке
Разнонаправленная резьба предусматривается в разборных конструкциях, которые находятся на вращаемой детали. В таких случаях на одной стороне устанавливают крепеж с левой, а на другой – с правой резьбой. При вращении такого устройства детали будут сближаться или удаляться. Одним из ярчайших примеров использования такого механизма – талреп. С одной стороны его корпуса находится левая резьба, а с другой – правая. При его вращении крюк (кольцо или ушко), который имеется на винте, может приближаться или отдаляться.
Резьба для предотвращения самопроизвольного отвинчивания гайки
Для того, чтобы под действием вращательной силы гайка не раскручивалась, она должна навинчиваться в том же направлении, что и вращается вал. Если это условие не выполняется, то под действием нагрузки гайка постепенно будет откручиваться. Примеров использования гаек с левой резьбой очень много: гайки на педалях велосипедов, колесах некоторых автомобилей, лопастях вентиляторов.
Резьба в качестве защиты от стандартных операций
Достаточно часто крепеж от одного оборудования применяют к другому, но иногда это может быть опасно, например, очень опасно использовать редуктор для баллона с пропаном к баллону с кислородом. В таких ситуациях на одном редукторе делают резьбу с левым направлением (баллон с пропаном), а в другом – правую (кислородный баллон). Это делает невозможным присоединение к кислородному баллону редуктор от баллона с пропаном.
Резьба в брендирование
Очень часто изготовители используют крепеж с левосторонней резьбой, чтобы защитить свою продукцию от неоригинальных изделий (подделок). Так же это хорошее маркетинговое решение, так как при поломке крепежа, клиенту придется обратиться именно к той компании, в которой он покупал устройство. Этот принцип чаще всего применяют в автомобилестроении.
В качестве заключения хотелось бы подвести итог: если вам необходимы обычные детали для крепления, то лучше всего воспользоваться крепежом с правой резьбой, он имеется в любом строительном магазине или на рынке. Если же вы хотите получить индивидуальный крепеж или вам необходима защита от самоотвинчивания во вращающихся деталях. Следует помнить, что стоимость такого крепежа в несколько раз выше, чем деталей с правой резьбой, так как они изготавливаются под заказ.
Вопрос про правую и левую резьбу.
SandyDima1
Экранопланостроитель
#1
Здравствуйте уважаемые форумчане. Сразу хочется передать привет всем авиастроителям от СВП-строителей. У меня возник вопрос. Имеется двигатель субару EZ30, для него прорабатывается редуктор. Вопрос встал про гайки на валу. В какую сторону должна быть резьба гаек, что бы не допустить само отвинчивания. Собственно правильно ли я нарисовал.?
Gajki_na_valu.bmp
215,6 КБ Просмотры: 131
m.arat
Я люблю строить самолеты!
#2
При правильно спроектированном механизме направление резьбы не важно, ибо гайка НЕ должна воспринимать крутящие моменты. Раньше на автомобилях колёса тоже крепились с правой стороны правой резьбой, а с лева левой, но от этого отказались, неактуально
Dagerotip
Чем дальше в лес, тем толще партизаны!&l
#3
SandyDima1 сказал(а):
В какую сторону должна быть резьба гаек, что бы не допустить само отвинчивания.
Нажмите, чтобы раскрыть…
Встречный вопрос: какая посадка шестерни на валу, и сама шестерня — ведущая или ведомая? И сколько ступеней в редукторе?
Алексей SPB
Хочешь сделать хорошо — сделай это сам! (c)
#4
m. arat сказал(а):
Раньше на автомобилях колёса тоже крепились с правой стороны правой резьбой, а с лева левой, но от этого отказались, неактуально
Нажмите, чтобы раскрыть…
На автомобилях это актуально и применяется по сей день.
SandyDima1 сказал(а):
В какую сторону должна быть резьба гаек
Нажмите, чтобы раскрыть…
Это определяется очень просто: одень на гайку ключ и зафиксируй его. Далее в ручную начни медленно проворачивать механизм в рабочую сторону — ключ должен начать затягивать гайку.
mz
Я люблю строить самолеты!
#5
SandyDima1 сказал(а):
У меня возник вопрос.
Нажмите, чтобы раскрыть…
Как можно зафиксировать шестерню двумя гайками ?
SandyDima1
Экранопланостроитель
#6
mzm сказал(а):
SandyDima1 сказал(а):
У меня возник вопрос.
Нажмите, чтобы раскрыть…
Как можно зафиксировать шестерню двумя гайками ?
Нажмите, чтобы раскрыть…
Ну с помощью шпонки например.
Dagerotip сказал(а):
SandyDima1 сказал(а):
В какую сторону должна быть резьба гаек, что бы не допустить само отвинчивания.
Нажмите, чтобы раскрыть…
Встречный вопрос: какая посадка шестерни на валу, и сама шестерня — ведущая или ведомая? И сколько ступеней в редукторе?
Нажмите, чтобы раскрыть…
Шестерня ведущая, посадка с зазором. 1 ступень. Передача косозубая.
SandyDima1
Экранопланостроитель
#7
А правильно ли я указал вращение двига
mdpspb сказал(а):
m. arat сказал(а):
Раньше на автомобилях колёса тоже крепились с правой стороны правой резьбой, а с лева левой, но от этого отказались, неактуально
Нажмите, чтобы раскрыть…
На автомобилях это актуально и применяется по сей день.
SandyDima1 сказал(а):
В какую сторону должна быть резьба гаек
Нажмите, чтобы раскрыть…
Это определяется очень просто: одень на гайку ключ и зафиксируй его. Далее в ручную начни медленно проворачивать механизм в рабочую сторону — ключ должен начать затягивать гайку.
Нажмите, чтобы раскрыть…
Спасибо, а правильно ли я указал направление вращения двигателя?
Dagerotip
Чем дальше в лес, тем толще партизаны!&l
#8
SandyDima1 сказал(а):
Шестерня ведущая, посадка с зазором. 1 ступень. Передача косозубая
Нажмите, чтобы раскрыть…
Следующий вопрос: для каких целей скользящая посадка? И, с учётом того, что шестерня ведущая (т. е. там возникает мощный крутящий момент, subaru ez30, 3 литра, 220 л.с.), при такой мощности самое лучшее(МЛМ) — это вал-шестерня, т. е. сделаная одной единой деталью. Если это не возможно, то — шлицевое соединение вала и шестерни. А гайки от проворота не удержат.(МЛМ)
Mad Max
моторостроитель
#9
Неправильно. Все с точностью до наоборот.
SandyDima1
Экранопланостроитель
#10
Mad_Max сказал(а):
Неправильно. Все с точностью до наоборот.
Нажмите, чтобы раскрыть…
А как наоборот…?
SandyDima1
Экранопланостроитель
#11
Dagerotip сказал(а):
SandyDima1 сказал(а):
Шестерня ведущая, посадка с зазором. 1 ступень. Передача косозубая
Нажмите, чтобы раскрыть…
Следующий вопрос: для каких целей скользящая посадка? И, с учётом того, что шестерня ведущая (т. е. там возникает мощный крутящий момент, subaru ez30, 3 литра, 220 л.с.), при такой мощности самое лучшее(МЛМ) — это вал-шестерня, т. е. сделаная одной единой деталью. Если это не возможно, то — шлицевое соединение вала и шестерни. А гайки от проворота не удержат.(МЛМ)
Нажмите, чтобы раскрыть…
Ну на самом деле здесь всё условно я нарисовал. Но принцип остался. Посадка скользящая, с минимальным зазором..в целях сменности. Вал-шестерня не получается.
Mad Max
моторостроитель
#12
от мотора левая резьба, за шестерней правая. Только смысла это никакого не имеет. От вибрационной нагрузки всеравно раскрутится, если на шпонке будет малейший люфт.
Вроде как во всех серьёзных вариантах ( в книжке ) — шестерни крепятся к фланцу — болтами. Нет там гаек на зажим.
SandyDima1
Экранопланостроитель
#16
Там фланец к сожалению не убирается. Завтра картинку по понятней выложу.
Mad Max
моторостроитель
#17
если от скользящей посадки на шпонке не уйти, то тогда шпоночная посадка на конус спасет мир. И снимается шетерня достаточно легко, и никогда ничего не разобъет.
Dagerotip
Чем дальше в лес, тем толще партизаны!&l
#18
А почему именно всё таки гайки? Что, шестерня из какой нибудь коробки передач?
SandyDima1
Экранопланостроитель
#19
Dagerotip сказал(а):
А почему именно всё таки гайки? Что, шестерня из какой нибудь коробки передач?
Нажмите, чтобы раскрыть. ..
Нет, шестерню мы тоже делаем сами, там на валу буртик с одной стороны, а вторая гайка подшипник поджимает. Завтра по подробней нарисую.
gdorfman
Я люблю строить самолеты и моторы!
#20
Пока не сделали редуктор — не делайте! Судя по задаваемому вопросу в редукторах вы новички. Направление резьбы не принципиально, т.к. в любом случае всё контрится намертво, а с левыми — правыми резьбами вы просто приобретете очередной геморрой. Самое страшное — крепление шестерни на валу. Шлицы сделать точно и качественно, особенно в отверстии, сложно. Шпонка разбивается через 30 минут. Конус — вещь тоже тонкая, т.к. при шлифовке трудно точно угадать углы (и. соответственно, прилегание) внутреннего и наружного конуса. Главная сложность — гуляние конуса вдоль вала. Если вал — шестерня невозможна, то выходом из положения является сборка шпоночного соединения с ФИКСАТОРОМ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ DON DEAL 6692. Соприкасающиеся поверхности вала и шестерни покрываются фиксатором и поджимаются гайкой. Шестерня должна прижиматься гайкой к буртику вала с большим моментом затяжки, чтобы из соединения вышел воздух (фиксатор анаэробного типа). Я сделал 10 редукторов на EZ 30, все работают. Фиксатор продается в автомагазинах.
Правая и левая двойная резьба
Dave01
Зарегистрировано
#1
Так что я не думаю, что это когда-либо делалось раньше — правая и левая резьба поверх друг друга. Посмотрите видео, оно на русском языке, но этот парень делает довольно крутые вещи. Русские сошли с ума!
Бреден P
Зарегистрировано
#2
Я только что посмотрел это видео это безумие многозаходная левая и правая резьба на одном болте что дальше
Александр Макгилтон
Зарегистрировано
#3
Идея использования алмазной резьбы не нова. Левая и правая резьба накладываются друг на друга. Люди делали и экспериментировали с этой идеей до 1917 года. Что является новым или, по крайней мере, недостаточно задокументировано, так это компактная многозаходная резьба в обоих направлениях, создающая узор, похожий на накатку, как на видео. Хотя никто особо не возмущался, поскольку практического применения от этого мало, малая площадь контакта ограничивает грузоподъемность, а большие пустоты способствуют проникновению грязи при выходе масла.
US1263487A — Валоповоротное устройство. — Патенты Google
f350ca
Подставка H-M — серебряный член
#4
А вот и красиво!! Но не совсем первый. У меня есть чугунная лицевая панель для моего токарного станка по дереву Rockwell, в которой левая и правая резьба нарезана с шагом 1 дюйм 8 т / д для правого внутреннего или левого внешнего шпинделя.
Грег
f350ca
Подставка H-M — серебряный член
#5
Забыл про это приложение Александр, настоящие реалы для заброса ветровой приманки используют эту нить.
Грег
Александр Макгилтон
Зарегистрировано
#6
Знаете ли вы о более раннем патенте на рыболовную настоящую с такой нитью? Мне просто любопытно, а не конфронтационно.
f350ca
Подставка H-M — серебряный член
#7
Патентной информации нет, просто упомянул как заявку.
Грег
silverhawk
H-M Supporter — Diamond Member
#8
Больше всего меня впечатлило то, что в самом начале он сказал «Я хочу попробовать многопоточность» и выбрал для этого эту настройку. Нагрузка на этот вольфрамовый наконечник резака должна была быть высокой (неудивительно, что он сломал один из этих резаков), даже если он двигался так медленно, как он. Это был другой способ сделать это, но он выполнил то, что он намеревался сделать, и это было эффективно.
молчание Догуд
Активный пользователь
#9
У моего отца была нажимная отвертка Yankee #233H. У него был трехпозиционный затвор. Я думаю, что верхнее положение было по часовой стрелке, нижнее — против часовой стрелки, среднее было закреплено как обычная отвертка. Можно даже биты поменять. Я бы показал вам картинку, но та, что я нашла, была написана автором.
mmcmdl
Опора H-M — Diamond Member
#10
Мы используем их на многих наших машинах здесь, на работе. Когда я впервые пришел сюда, я не мог понять, как они работают. Теперь, когда мне приходится чинить их почти каждую ночь, они довольно просты. Есть кулачки, которые вставляются в ходовой винт и меняют направление. Наши операторы иногда вставляют их задом наперед и запирают машины. Вот когда мне звонят.
Я написал что-то не то. Я говорю о самореверсивном ходовом винте.
Левая резьба
Левая резьба
Куда он поворачивает?
Слышали ли вы когда-нибудь старую аксиому «правильно-сильно, лево-луси»? У вас, вероятно, есть. Любой, кто знает, какой конец молотка использовать, вероятно, использовал эту небольшую песенку, чтобы помочь им вспомнить, в какую сторону поворачивать гаечный ключ или отвертку. Это применимо почти во всех ситуациях, когда используется резьбовое крепление. До тех пор, пока вы не сядете на парусную лодку.
Левая резьба очень распространена на парусниках, что может сбить с толку непосвященных. Далее следует краткое руководство по левой резьбе на вашей лодке.
Талрепы
Важнейшей частью такелажа парусника является талреп, используемый для регулировки и поддержания натяжения вантов и штагов. Почти на всех парусниках, построенных в США, используется талреп со шпилькой с правой резьбой вверху и рычажным механизмом с левой резьбой внизу. Многие старые лодки, построенные в Европе, имеют как раз обратное, используя метрическую левую крупную резьбу вверху и метрическую правую крупную резьбу внизу. Совсем недавно европейские строители отказались от метрической грубой резьбы и теперь используют те же талрепы, что и строители США. Это также может сбивать с толку, поскольку они все еще используют проволоку метрического размера с талрепами британского размера.
Спасательные канаты
В старые добрые времена все шпильки страховочного троса на лодке были левосторонними. Сегодня есть тенденция к правым шпилькам, но производители по-прежнему выпускают множество правых и левых фитингов.
Интересные факты о левой резьбе
Десятилетия назад многие автомобили имели левосторонние гайки с левой стороны автомобиля
Некоторые считают, что братья Райт изобрели левую резьбу, чтобы левая педаль их велосипедов не отвинчивалась при вращении педалей.
Улитки, в том числе морские и пресноводные улитки, имеют спиралевидно закрученные раковины, в основном правосторонние. У некоторых улиток есть левосторонние раковины, но лишь у очень немногих видов есть образцы того и другого.
Как отличить
Держите шпильку прямо вверх и смотрите в направлении наклона резьбы. Левая нить будет наклоняться влево, а правая – вправо. Шпилька с правой резьбой затянется, когда вы повернете ее по часовой стрелке в талреп (Правильно-Крепко!), Точно так же, как электрическая лампочка. Если только лампочка, о которой идет речь, не пришла из Лондонской библиотеки, где какое-то время использовали левосторонние лампочки, чтобы воспрепятствовать воровству. Интересно, сколько вороватых библиофилов вернулись домой только для того, чтобы разочароваться в том, что их нечестно добытые лампочки не зажгутся.
Что все это значит?
Это означает, что при замене такелажа парусника или спасательного троса очень важно направление резьбы.
Размеры чугунных радиаторов отопления в зависимости от типа и модели
Содержание
1 Какими бывают размеры чугунных батарей
2 Низкие чугунные отопительные устройства
3 Стандартные отопительные устройства
4 Высокие радиаторы
Во время выбора чугунных батарей особое внимание нужно обращать на размер, чтобы обеспечить максимальную эффективность работы отопительного устройства с минимальными потерями тепла.
Какими бывают размеры чугунных батарей
Размеры таких радиаторов очень разнообразны. Даже одинаковые по этому параметру чугунные изделия имеют разные высоту, глубину и ширину секции.
Размеры являются такими:
Межосевое расстояние равняется 220-900 мм.
Высота колеблется в пределах 330-954 мм.
Глубина – 85-200 мм.
Ширина – 45-108 мм.
Радиаторы делят на:
Низкие.
Стандартные.
Высокие.
В каждую из этих групп входят разные по способу оформления батареи. Привычную всем «гармошку»можно увидеть в стиле модерн, дворцовом, современном и ретро стилях. Каждый из них отличается формой секции, ее шириной и глубиной. Общие для всех стилей — это величина межосевого расстояния.
Низкие чугунные отопительные устройства
Наиболее известный низкий радиатор-гармошка — это МС-140М-300-0.9 (изготавливают белорусы). Ее размеры:
Межосевое расстояние – 0,3 м.
Высота – 0,388 м.
Глубина – 0,14 см.
Ширина — 0,93 см.
Еще двумя популярными моделями устройств типа «гармошка» можно назвать МС-110 и МС-90. У них величина межниппельного расстояния составляет 0,3 м, высота колеблется от 0,382 до 0,388 м. Также распространены изделия с расстоянием между осями 0,35 м.
Самые низкие чугунные батареи достигают 0,4 м.
Дизайн-радиаторы — самые низкие. BOLTON 220 достигает 33 см, а изделия Hellas 270 от Viadrus – 34 см. Большинство представителей дизайнерских отопительных приборов доходят до 40 см.
Стандартные отопительные устройства
Они представлены многими группами. У всех одинаковое межцентровое расстояние 0,5 м. Моделями с формой «гармошка» являются МС-85, МС-90, МС-110 и МС-140. Цифры в названии свидетельствуют, насколько глубокие секции.
Что касается батарей отопления, сделанных в стиле ретро, то даже одна модель одного производителя может иметь различную высоту. Причина заключается в наличии или отсутствии ножек. Представителями этой группы являются модели Modern 500 и DERBY M 500.
Размеры первой:
Высота равняется 64,5 см.
Глубина составляет 10 см.
Ширина секции равна 4,5 см.
Если ножек нет, то она достигает 57,2 см.
DERBY M 500 имеет такие размеры:
66 см.
17,4 см.
6,3 см.
Особенность некоторых моделей заключается в том, что они имеют нелинейную форму. Поэтому производители не указывают глубину.
Высокие радиаторы
Они никогда не бывают выше 1 м. Эта величина составляет 0,96-0,98 м и включает величину ножек.
«Гармошка» никогда не бывает выше 0,585 м. Спектр высоких чугунных отопителей очень узок. Это обусловлено особенностями чугуна. Сплав имеет большой вес, а также он хрупкий. Теплоемкость высокой секции становится большой.
Известными высокими чугунными радиаторами являются Demrad Ridem и Demrad Retro. Максимальная высота некоторых моделей из этих двух линеек составляет 0,954 м, а минимальная 0,661 м. Ширина и глубина ретро- изделий равна 76 и 203 мм. Высокие представители линейки Demrad Ridem (выполнены в современном стиле) имеют глубину и ширину 98,2 и 60 мм.
Чугунный радиатор отопления: характеристики, достоинства и недостатки
Выбор и монтаж радиатора отопления
Радиаторы отопления
Вступление
Сегодня, чугунные радиаторы отопления, известные человечеству с 1857 года, переживают очередной всплеск популярности. И в этом есть объективные причины.
Конструкция чугунных радиаторов
Чугунные радиаторы наборные, то есть, состоят из отдельных литых секций. Материалом для секций служит серый чугун. Каждая секция радиатора полая, и эта полость образует канал для движения теплоносителя системы отопления.
Для эксплуатации, чугунный радиатор собирается из секций, которые соединяются между собой при помощи стягивания через термостойкие прокладки и герметизацию.
Виды радиаторов из чугуна
Чугунные радиаторы различаются одно, двух и трехканальные. Канал это полость внутри секции радиатора для движения теплоносителя.
Различаются чугунные радиаторы по высоте. Если ширину радиатора можно менять набором секций, то высота секций является заводской характеристикой. Минимальная высота чугунных секций 350 мм, максимальная высота, обычно ограничена 1500 мм.
Второй заводской размерной величиной являются глубина секций. Она может достигать 140 мм.
Можно выделить средний размер наиболее используемых секций чугунных радиаторов: это ширина 8-10 см, глубина 7-12 см, высота 35-57 см. Стоит отметить, что сегодня в моде высокие чугунные радиаторы.
Реальные размеры чугунных радиаторов
На сегодня чугунные радиаторы представлены от Российских (модели М150, М90), турецких (Bolton220, Demir Döküm) и чешских (Viadrus), итальянских, английских производителей. Размеры радиаторов зависят от страны производителя и модели. Можно найти радиаторы размеры, которых лежат в следующих диапазонах:
Межосевое расстояние радиатора от 220мм до 900мм;
Высоты от 330мм до 950мм;
Глубины от 85мм до 200мм.
Недостатки чугунных радиаторов
Недостатки чугунных радиаторов субъективны и под определенным углом могут стать их достоинствами.
Тяжелый вес. Чугунные радиаторы весят гораздо больше алюминиевых радиаторов, это факт. Как следствие, монтаж радиаторов несколько усложняется и требует специальных кронштейнов. Однако большой вес, улучшают равномерность теплоотдачи и увеличивают инертность при остывании.
Большой расход теплоносителя. Для системы отопления с чугунными радиаторами нужно почти в два раза больше теплоносителя. Однако, для чугунных батарей нет ограничений по виду теплоносителя.
Достоинства чугунных батарей отопления
К достоинствам чугунных радиаторов отнесем:
Сравнительно невысокую цену;
Долговечность;
Они не ржавеют;
Хорошо держат рабочее давление, однако не «любят» гидроудары;
Отлично аккумулируют тепло.
Выбор чугунных радиаторов
При выборе чугунных радиаторов отопления нужно руководствоваться, прежде всего, расчетом, а по расчету подбирать радиатор по дизайну, и ценовой политики. Импортные радиаторы «евростандарта» более надежны по гидроударам, но стоят в 3-4 раза дороже российских аналогов.
Чугунные батареи отопления: описание и характеристики
Источники бесперебойного питания в отоплении домов
Keywords:
радиаторы отопления
чугунный радиатор
Последние статьи
Что такое парапетный газовый котёл
21 августа 2022
Правила установки газового котла в частном доме
20 мая 2022
Выбор электрического котла: котел Buderus Logamax
01 апреля 2022
Водяные печи на отработанном масле
27 января 2022
Гидрострелка (гидравлическая стрелка) отопления: всё самое важное
02 апреля 2021
Связанные материалы
Популярные статьи
org/Article»>
Маркировка циркуляционных насосов для систем отопления
Установка циркуляционного насоса своими руками: инструкция, подключение, фото работ
Кабель питания для электрического котла отопления: выбор сечения и марки
Циркуляционный насос в конструкции газового котла
5 Схем подключения водяного теплого пола
Реклама
Чугунные радиаторы Стиль – Винтаж – Викторианский – Традиционный
МЫ ПРЕДЛАГАЕМ ШИРОКИЙ АССОРТИМЕНТ ОРИГИНАЛЬНЫХ ЧУГУННЫХ РАДИАТОРОВ. В ЛЮБОЕ ВРЕМЯ В НАШЕЙ МАСТЕРСКОЙ В СУССЕКСЕ У НАС НАХОДИТСЯ БОЛЕЕ ДВУХ ТЫСЯЧ СТАРИННЫХ РАДИАТОРОВ ВЫСОКОГО КАЧЕСТВА. В ДОПОЛНЕНИЕ К НАШЕМУ АССОРТИМЕНТУ РАДИАТОРОВ, ПРЕДСТАВЛЕННОМУ НА НАШЕМ ВЕБ-САЙТЕ, МЫ МОЖЕМ ДОСТАВИТЬ РЕДКИЕ И ЕДИНСТВЕННЫЕ СТАРИННЫЕ РАДИАТОРЫ ДЛЯ КЛИЕНТОВ, ИЩУЩИХ ЧТО-ТО УНИКАЛЬНОЕ И ОСОБЕННОЕ.
От 375 фунтов стерлингов
2-колонный
Благодаря малой глубине 2,5 дюйма двухколонный радиатор идеально подходит для всех тех областей, где пространство имеет большое значение. Этот радиатор доступен в 3 высотах; 18″, 24″ и 30″.
Калькулятор БТЕ
Начиная с £ 300
4 Column
Радиатор Four Column является одним из самых популярных радиаторов благодаря своим круглым элегантным линиям и культовому стилю. Этот радиатор имеет глубину 5,5 дюйма и доступен в 4 вариантах высоты; 18″, 24″, 30″ и 36″.
Калькулятор БТЕ
От 444 фунтов стерлингов
6 Column
Радиатор Six Column идеально подходит для больших помещений, где нет недостатка в пространстве. Его глубина составляет 8,5 дюйма, что обеспечивает высокое качество воспроизведения даже в самых больших помещениях. Доступен в 4 высотах; 18″, 24″, 30″ и 36″.
Техническая информация
Начиная с £ 460
9 Column
Измерение глубины 13 дюймов и высоты 13 дюймов Nine Column является одновременно самым широким и самым коротким радиатором в семействе Column. Он идеально расположен под низкими окнами или скамьями. Этот стильный радиатор привлекает много внимания благодаря своему уникальному внешнему виду.
Калькулятор БТЕ
Начиная с £ 344
Школа
Школа — это классика на все времена, получившая свое название от того, что ее обычно можно найти в школах. Многие из нас, возможно, сидели на радиаторе такого типа, когда учились в школе зимним днем. При глубине 5,5 дюйма это отличный вариант, отвечающий требованиям BTU для помещений малого и среднего размера.
В школе есть доступные высоты; 18”, 24”, 30” и 36”
Калькулятор BTU
Начиная с 485 фунтов стерлингов
Duchess
Duchess — еще один элегантный радиатор с круглым верхом, но гораздо тоньше по дизайну и имеет глубину 4,5 дюйма. Этот шикарный радиатор, хотя и тонкий, по-прежнему обладает впечатляющей способностью нагревать большие помещения благодаря своей высокой теплоотдаче. Опять же, как и в случае с принцессой, в наши дни нам труднее найти герцогинь, и поэтому мы гордимся тем, что нашли несколько из них в нашем ассортименте.
Доступный рост герцогини; 18”, 24”, 30”, 36”
Калькулятор БТЕ
От 485 фунтов стерлингов
Princess
Princess — это радиатор с круглым верхом, который может похвастаться великолепным внешним видом. Благодаря своему большому размеру и глубине 8,5 дюймов, даже в самых больших помещениях этот впечатляющий радиатор имеет выдающуюся производительность. В течение 20 лет нам стало труднее найти этот элегантный радиатор, и поэтому он стал более характерным элементом.
Принцесса доступна в 5 вариантах высоты; 18″, 24″, 30″, 36″ и 38″.
Калькулятор BTU
Чугунные радиаторы с колонной – сравнительная таблица
У нас самый большой в Великобритании выбор чугунных радиаторов. Поэтому мы подготовили серию полезных руководств, которые помогут вам принять решение. Ниже приведена таблица, в которой подробно описаны все наши чугунные радиаторы с колоннами, а также некоторые из наиболее важных деталей. Чугунные радиаторы с колонной
являются самыми популярными чугунными радиаторами в Великобритании и Северной Америке. Они практичны и благодаря очень большой площади поверхности имеют очень высокую теплоотдачу. Чугунные радиаторы с колоннами традиционно изготавливались размером 24 дюйма (660 мм) и 30 дюймов 760 мм для установки под окнами, но сегодня литейные заводы увеличили этот диапазон, чтобы удовлетворить все параметры помещения и требования к теплу. Радиаторы Sovereign Cast Iron диаметром 760 мм являются самыми продаваемыми чугунными радиаторами в Великобритании.
Все чугунные радиаторы полностью собраны, испытаны и обработаны в соответствии с вашими точными требованиями. Чем больше длина секции, тем дешевле чугунный радиатор по размеру. Только чугунные радиаторы Sovereign имеют пожизненную 25-летнюю гарантию в Великобритании.
Диапазон
Высота чугунных радиаторов
Резюме
Диапазон цен (в грунтовке) без НДС
Четырехколонные чугунные радиаторы Sovereign
5 высоты — Чугунные радиаторы 360 мм Чугунные радиаторы 480 мм Чугунные радиаторы 660 мм Чугунные радиаторы 760 мм Чугунные радиаторы 960 мм Длина секции — 60 мм
Изысканно отлитые изогнутые/конические плечи и изящно отлитые растопыренные ножки.
25-летняя гарантия, лучшее на рынке качество и гарантия
4 высоты — Чугунные радиаторы Sovereign 485 мм, 9 шт. 0069 Чугунные радиаторы Sovereign 660 мм, Чугунные радиаторы Sovereign 760 мм, Чугунные радиаторы Sovereign 960 мм Длина секции — 60 мм
Изысканно отлитые изогнутые/конические плечи и изящно отлитые растопыренные ножки.
25-летняя гарантия, лучшее на рынке качество и гарантия
Набор щеток, 3 шт, металлические с пластмассовой ручкой, малые Matrix
Набор щеток, 3 шт, металлические с пластмассовой ручкой, малые Matrix
746047
Щетка для УШМ, 75 мм, М14, «чашка», витая проволока 0. 3 мм Сибртех
Щетка для УШМ, 75 мм, М14, «чашка», витая проволока 0.3 мм Сибртех
746283
Щетка для УШМ, 100 мм, «Чашка», крученая нержавеющая проволока 0.5 мм, М14 Denzel
Щетка для УШМ, 100 мм, «Чашка», крученая нержавеющая проволока 0.5 мм, М14 Denzel
Щетка для УШМ, 100 мм, М14, «чашка», двухрядная, крученая проволока 0.5 мм Matrix
Щетка для УШМ, 100 мм, М14, «чашка», двухрядная, крученая проволока 0.5 мм Matrix
Щетка для УШМ, 100 мм, М14, плоская, латунированная витая проволока Matrix
Щетка для УШМ, 100 мм, М14, плоская, латунированная витая проволока Matrix
Щетка чашечная 75 мм для дрели, полимер-абразив Yoko
50 лет Октября, 109б, Тюмень (склад)
6:00 — 20:00
В наличии 78 шт
Панфиловцев, 86, Тюмень
Круглосуточно
В наличии 7 шт
Жуковского, 84 ст1, Тюмень
7:00 — 0:00
В наличии 6 шт
Ставропольская, 120 к2, Тюмень
Круглосуточно
В наличии 5 шт
Пермякова, 2 ст1, Тюмень
7:00 — 21:00
В наличии 5 шт
Губернская, 42, мкр. Комарово
8:00 — 21:03
В наличии 5 шт
Бурлаки, 2а к1, п. Московский
8:00 — 21:03
В наличии 5 шт
Старый Тобольский тракт 4 км, 48, Тюмень
8:00 — 21:03
В наличии 5 шт
Мельникайте, 123 ст1, Тюмень
Круглосуточно
В наличии 4 шт
Дамбовская, 10 ст19, Тюмень
Круглосуточно
В наличии 4 шт
50 лет Октября, 109б, Тюмень
7:00 — 21:00
В наличии 4 шт
Домостроителей, 32, Тюмень
7:00 — 21:00
В наличии 4 шт
Республики, 252к, Тюмень
7:00 — 21:00
В наличии 4 шт
Садовая, 3а, д. Ожогина
Круглосуточно
В наличии 3 шт
Щербакова, 99а, Тюмень
Круглосуточно
В наличии 3 шт
Федюнинского, 79, Тюмень
7:00 — 21:00
В наличии 3 шт
Клары Цеткин, 2а, Тюмень
7:00 — 21:00
В наличии 3 шт
Московский тракт, 130, Тюмень
7:00 — 21:00
В наличии 3 шт
Федюнинского, 60, Тюмень
8:00 — 21:03
В наличии 3 шт
Федорова, 12 к4, Тюмень
8:00 — 21:03
В наличии 3 шт
Кремлевская, 112 к4, Тюмень
8:00 — 21:03
В наличии 3 шт
Орджоникидзе, 29, п. Боровский
8:00 — 21:03
В наличии 2 шт
50 лет Октября, 57в, Тюмень
8:00 — 21:03
В наличии 2 шт
Согласия, 4, д. Субботина
8:00 — 21:03
В наличии 2 шт
Республики, 204 к4, Тюмень
8:00 — 21:03
В наличии 2 шт
Профсоюзная, 63, Тюмень
8:00 — 21:03
В наличии 1 шт
Станционная, 24 к1/4, Тюмень
8:00 — 21:03
В наличии 1 шт
Виктора Тимофеева, 9, Тюмень
8:00 — 21:03
Привезем послезавтра при заказе сегодня
Сергея Джанбровского, 4, д. Дударева
8:00 — 21:03
Привезем послезавтра при заказе сегодня
Монтажников, 57, Тюмень
8:00 — 21:03
Привезем послезавтра при заказе сегодня
Тимофея Чаркова, 81, Тюмень
8:00 — 21:03
Привезем послезавтра при заказе сегодня
Широтная, 100 к5, Тюмень
8:00 — 21:03
Привезем послезавтра при заказе сегодня
Константина Посьета, 16, Тюмень
8:00 — 21:03
Привезем послезавтра при заказе сегодня
Салманова, 12, Тюмень
8:00 — 21:03
Привезем послезавтра при заказе сегодня
2-я Луговая, 22 к1, Тюмень
8:00 — 21:03
Привезем послезавтра при заказе сегодня
Строителей, 6б, с. Червишево
8:00 — 21:03
Привезем послезавтра при заказе сегодня
Олимпийская , 31, Тюмень
8:00 — 21:03
Привезем послезавтра при заказе сегодня
Газовиков, 73 к1, Тюмень
8:00 — 21:03
Привезем послезавтра при заказе сегодня
Заводоуковская, 12а, п. Березняки
8:00 — 21:03
Привезем послезавтра при заказе сегодня
Авторемонтная, 49, Тюмень
8:00 — 21:03
Привезем послезавтра при заказе сегодня
Минская, 11, Тюмень
8:00 — 21:03
Привезем послезавтра при заказе сегодня
Тульская, 7, Тюмень
8:00 — 21:03
Привезем послезавтра при заказе сегодня
2-я Дачная, 80, Тюмень
8:00 — 21:03
Привезем послезавтра при заказе сегодня
Ямская, 92, Тюмень
8:00 — 21:03
Привезем послезавтра при заказе сегодня
Магистральная, 14, Тюмень
8:00 — 21:03
Привезем послезавтра при заказе сегодня
Ватутина, 12/1, Тюмень
8:00 — 21:03
Привезем послезавтра при заказе сегодня
70 лет Победы, 15, с. Нижняя Тавда
8:00 — 21:03
Привезем послезавтра при заказе сегодня
Московский тракт, 125б, с. Успенка
8:00 — 21:03
Привезем послезавтра при заказе сегодня
Щербакова, 172, Тюмень
8:00 — 21:03
Привезем послезавтра при заказе сегодня
Газовиков, 65, Тюмень
8:00 — 21:03
Привезем послезавтра при заказе сегодня
Максима Горького, 31, Тюмень
8:00 — 21:03
Привезем послезавтра при заказе сегодня
Полевая, 109, Тюмень
8:00 — 21:03
Привезем послезавтра при заказе сегодня
Пермякова, 83 к2, Тюмень
8:00 — 21:03
Привезем послезавтра при заказе сегодня
Широтная, 193, Тюмень
8:00 — 21:03
Привезем послезавтра при заказе сегодня
Малыгина, 57, Тюмень
8:00 — 21:03
Привезем послезавтра при заказе сегодня
Трактовая, 15, с.Ембаево
8:00 — 21:03
Привезем послезавтра при заказе сегодня
Первооткрывателей, 14, Тюмень
8:00 — 21:03
Привезем 30 октября при заказе сегодня
Интернациональная, 199 к7, Тюмень
8:00 — 21:03
Привезем 30 октября при заказе сегодня
Сеченова, 161в, Тюмень
8:00 — 21:03
Привезем 30 октября при заказе сегодня
Михаила Сперанского, 17, Тюмень
8:00 — 21:03
Привезем 30 октября при заказе сегодня
Мельникайте, 2 к2, Тюмень
8:00 — 21:03
Привезем 30 октября при заказе сегодня
Самарцева, 3, Тюмень
8:00 — 21:03
Привезем 30 октября при заказе сегодня
Холодильная, 120а, Тюмень
8:00 — 21:03
Привезем 30 октября при заказе сегодня
Пожарных и спасателей, 5 к1, Тюмень
8:00 — 21:03
Привезем 31 октября при заказе сегодня
Титова, 5, п. Богандинский
8:00 — 21:03
Привезем 31 октября при заказе сегодня
Интернациональная, 117, Тюмень
8:00 — 21:03
Привезем 31 октября при заказе сегодня
Моторостроителей, 5, Тюмень
8:00 — 21:03
Привезем 1 ноября при заказе сегодня
Скруббер с буровой щеткой
Мы небольшая американская компания, работающая в северной части штата Нью-Йорк. Познакомьтесь с людьми, благодаря которым щетки крутятся.
Хотите получить больше от своих кистей?
Посетите нашу страницу Советы и хитрости!
Новое для сверла? Выезд:
Избранные коллекции
Кисти и наборы кистей
Колодки и комплекты колодок
Комплекты 42O
Окончательные наборы
Комплекты 42O
Продано
Оригинальные желтые щетки 4 и 2 дюйма — средней жесткости — для чистки ванной и душа
Y-S-42O -КК-БД
$14,95
Купить на Амазоне
Продано
Оригинальные белые щетки 4 и 2 дюйма — с мягкой щетиной — чистка дома и автомобиля
W-S-42O -КК-БД
$14,95
Купить на Амазоне
Продано
Оригинальные зеленые щетки 4 и 2 дюйма — средней жесткости — для уборки кухни
Г-С-42О -КК-БД
$14,95
Купить на Амазоне
Продано
Оригинальные красные щетки, 4 и 2 дюйма, с жесткой щетиной, для наружной уборки и уборки патио
Р-С-42О -КК-БД
$14,95
Купить на Амазоне
Продано
Оригинальные желтые щетки 4 и 2 дюйма с удлинителем 5 дюймов. — Средний — Ванная комната и душ
Y-S-42O- 5X-КК-ДБ
$16,99
Купить на Амазоне
Продано
Оригинальные синие щетки, 4 и 2 дюйма, со средней щетиной, для очистки судов и бассейнов
Б-С-42О -КК-БД
$14,95
Купить на Амазоне
Таблица цветов применения для очистки
— щетка для сверления
Различные цвета щеток или подушечек предназначены для различных рекомендуемых применений. Всегда проверяйте работу любой щетки или подушечки на небольшом участке очищаемой поверхности.
Таблица кистей Таблица форм подушечек
Таблица цветов кистей Вернуться к началу
Белые мягкие щетки Мягкая чистка ковров, обивки, кожи, стекла и других материалов (белые щетинки сравнимы с зубной щеткой).
Желтые/зеленые/синие щетки среднего размера Плитка и затирка, душевые кабины из стекловолокна, сайдинг, линолеум, чистка и очистка общего назначения. Наши самые популярные кисти — это желтая и зеленая кисти. Средние щетки взаимозаменяемы. Различные цвета позволяют разделить кисти, чтобы предотвратить перекрестное загрязнение.
Красные жесткие щетки Кирпич, камень, камин, отслаивающаяся краска и удаление ржавчины. Красные щетки предназначены для многих тяжелых работ по очистке грубых текстурированных поверхностей на открытом воздухе, включая бетонные и гаражные полы.
Черные ультражесткие щетки Удаление отслоившейся краски, удаление накипи в тяжелых условиях, очистка кирпича и строительного раствора. Эти щетки используются для интенсивной промышленной очистки и жесткой очистки.
Таблица цветов пэдов
Наверх
Белые салфетки Самая мягкая – наименее плотная Область применения включает полировку стекла, легкую чистку и очистку пластика.
Красные салфетки Medium – Средняя плотность для общей чистки. Самая популярная подушка. Среднее скрабирование. Области применения включают очистку стекловолокна, очистку/полировку окон и стекол. Хорошо очищает нержавеющую сталь и хром.
Синие салфетки Интенсивная – Агрессивная очистка – Может поцарапать некоторые поверхности. 3-я по плотности подушечка. Области применения включают очистку металлической посуды и оборудования, такого как кастрюли и сковороды.
Таблица форм кисти Наверх
2-дюймовые быстросменные щетки
Мелкая очистка. Идеально подходит для мелких деталей и труднодоступных мест. Быстросменный вал 1/4 дюйма подходит для всех дрелей.
4-дюймовые быстросменные щетки Очистка общего назначения. Идеально подходит для плоских поверхностей. Быстросменный вал 1/4 дюйма подходит для всех дрелей.
Быстросменные щетки 5 дюймов Крупномасштабная очистка. Идеально подходит для больших плоских поверхностей.
Для кладки стен из кирпича, стяжки полов, оштукатуривания помещений. Для внутренних и наружных работ
Подробнее
Характеристики
Производитель
NewMix
Сухие Смеси
Цемент и Цементные смеси
Описание
Цвет
Серый
Максимальная крупность заполнителя, мм
25}»>1,25
Влажность, не более,%
0,3
Насыпная плотность, кг/м3
1550+100
Количество воды затворения на 1 кг смеси, л
0,17-0,19
Жизнеспособность раствора в таре, не менее, мин
180
Подвижность, не менее, марка / см
Пк2 / 8-12
Сохраняемость первоночальной подвижности, более, мин
120
Расход смеси при слое 5 мм, кг/м2
8,75-9,0
Плотность раствора, кг/м3
2000∓100
Рекомендованный слой нанесения, мм
5-40
Прочность при сжатии, не менее, кг/см2, (МПа)
150 (15)
Прочность при изгибе, не менее, (МПа)
30 (3,0)
Температура применения, °С
5 … +30
Температура эксплуатации, °С
-50 … +70
Морозостойкость, не менее, цикл
50
Цементная универсальная смесь «Литокс-УСАДЬБА» 25кг/56, цена в Краснодаре от компании Литокс-Кубань
ОБЛАСТЬ ПРИМЕНЕНИЯ
Сухая смесь на основе портландцемента, заполнителей и полимерных добавок. Предназначена для каменной и кирпичной кладки, для оштукатуривания стен, потолков и других поверхностей, в том числе под покраску, шпатлевание и поклейку обоев. Также смесь используется для предварительного выравнивания полов и для ремонта старой стяжки. Наносится на бетонные, цементно-известковые, цементно-песчаные, кирпичные и другие подготовленные основания. Для внутренних и наружных работ. Работы производятся при температуре от + 5°С до + 30°С во всех климатических зонах.
ПОДГОТОВКА ПОВЕРХНОСТИ
Поверхность должна быть сухой, прочной и очищенной от пыли, грязи, жировых и масляных пятен, отслоений. Металлические элементы защитить от коррозии. После очистки поверхность обязательно обработать полимерными грунтовками в зависимости от типа основания.
ПРИГОТОВЛЕНИЕ РАСТВОРА
Для приготовления раствора необходимо сухую смесь засыпать в емкость с чистой водопроводной водой, из расчета 1 мешок смеси на 4,25 — 5,5 л воды, при непрерывном перемешивании электродрелью с миксерной насадкой до получения однородной, без комков, пластичной массы. Готовую смесь выдержать 5 минут для дозревания, затем перемешать повторно. Приготовленную смесь необходимо израсходовать в течение 1,5 часов. При приготовлении раствора необходимо соблюдать соотношение «сухая смесь-вода». Передозировка воды не допускается.
ВЫПОЛНЕНИЕ РАБОТ
Кладка стен: Кладку стен выполняют в соответствии со СНиП III-3-76 «Правилами производства и приемки работ» и СНиП 3.03.01-87 «Несущие и ограждающие конструкции».
Выравнивание стен: Раствор нанести на подготовленную поверхность вручную, кельмой или шпателем, после чего разровнять правилом и затереть. Затирку производить стальной или пластмассовой тёркой. Стыки различных оснований, углы проемов, закругленные участки и т.п., рекомендуется армировать стеклотканевой сеткой. При выравнивании поверхности за несколько рабочих проходов (слоёв), перед нанесением каждого последующего слоя, необходимо убедиться, что предыдущий слой полностью высох. Верхний слой нанесённой смеси выровнять и затереть. Выровненную поверхность можно шлифовать, окрашивать или оклеивать обоями только после полного высыхания штукатурного слоя.
Выравнивание пола: Смесь укладывают между предварительно установленными через каждые 1,5 — 2 м маяками стальным шпателем, гладилкой и разравнивают при помощи рейки-правила, либо полутёра. Правильность установки маяков проверяется правилом-уровнем или лазерным уровнем. При необходимости через 7-8 часов поверхность можно перетереть металлической или пластиковой теркой. В процессе твердения стяжки поверхность необходимо защищать от интенсивного высыхания, не допуская попадания прямых солнечных лучей, сквозняков. Ходить по полу можно уже через 24 часа. Облицовку поверхности плиткой рекомендуется производить не ранее чем через 3 суток. Паркет, ламинат и линолеум рекомендуется укладывать не ранее чем через 7 суток. Эксплуатация системы «Теплый пол» возможна не ранее чем через 28 суток после нанесения раствора.
Характеристики:
Ориентировочный расход воды на 1 (один) кг смеси, л
0,17 — 0,22
Ориентировочный расход смеси при толщине слоя 10 мм, кг на 1 м. кв.
18
Рекомендуемая толщина слоя, мм:
— швы в кладочном растворе
10 — 12
— при оштукатуривании стен
10 — 30
— при выравнивании пола
10 — 30
Адгезия к бетону через 28 суток, МПа, не менее
0,5
Прочность на сжатие через 28 суток, МПа, не менее
7,0
Жизнеспособность, час, не менее
1,5
Морозостойкость, не менее
F50
Как смешать цемент для приготовления раствора или бетона
В этом блоге мы сосредоточимся на двух типах смесей, в которых цемент используется для связывания других компонентов, чтобы получился прочный строительный материал.
Бетон – готовый строительный материал. Его можно использовать для возведения фундаментов стен и других каменных конструкций. Готовые бетонные мешки полезны для гораздо небольших проектов — все, что вам нужно сделать, это добавить воды.
Раствор изготавливается из цемента и песка — он не такой прочный, как бетон, но обычно используется в качестве клеевого материала — например, для приклеивания тротуарной плитки в проектах патио.
Как смешивать цемент для приготовления строительного раствора или бетонной смеси
Замешивание цемента — это отличный навык, которым можно овладеть своими руками, и его можно применять в самых разных строительных проектах на открытом воздухе вокруг вашего дома.
Имея подходящие инструменты, материалы, защитное оборудование и немного усилий, вы можете сделать свой собственный раствор или бетонную смесь, готовые к использованию для следующей работы.
Для большинства работ по дому вы можете замешивать цемент самостоятельно. Если вы ищете большую площадь или более сложный проект, возможно, стоит приобрести бетономешалка.
Но если вы хотите сделать что-то своими руками, смешивать цемент легко, и вы можете сделать это за несколько быстрых шагов:
Подготовьте оборудование и материалы
Смешайте песок, цемент и воду, чтобы сделать раствор и сделать бетон, добавьте заполнители в смесь.
Тщательно перемешайте до нужной консистенции
Смешайте материалы для приготовления раствора или цемента
Проведите очистку для предотвращения затвердевания
С помощью нашего полезного руководства мы расскажем вам, что вам нужно сделать, и научим вас, как сделать смесь из цементного раствора или бетон всего за пять простых шагов. Узнайте больше о том, что вам нужно и как начать работу с Marshalls.
Что вам понадобится
Прежде чем начать, вам необходимо приобрести все материалы, необходимые для изготовления цемента:
Цемент
Песок
Вода
Заполнители (при приготовлении бетонной смеси)
Не путайте растворную смесь с бетонной смесью, они не содержат заполнителей, необходимых для получения нужной толщины и прочности бетона.
Количество каждого материала зависит от объема работы и количества раствора или бетона, которое вы хотите смешать. Если вы не уверены, какие пропорции использовать для вашей смеси, ознакомьтесь с инструкциями, которые прилагаются к вашим различным материалам, чтобы узнать, что рекомендует производитель.
Когда у вас есть основные материалы, пришло время получить оборудование для обеспечения безопасности и расходные материалы.
Оборудование для смешивания цементного раствора или бетона
В процессе смешивания цемента пыль и мусор могут быть вредными, поэтому перед началом любого смешивания обязательно защитите себя следующим защитным оборудованием:
Маска или защита рта
Защитные очки или защита для глаз
Толстые защитные перчатки
Средства индивидуальной защиты на месте, соберите все свои инструменты в пределах легкой досягаемости от вашего проекта. Вам потребуется:
Тачка/пластиковая ванна или деревянная доска для смешивания
Лист брезента
Пластиковые ведра x3 для растворной смеси или x4 для бетона
Строительная лопата
Щетка с жесткой щетиной
Сначала постелите брезент, а затем положите сверху доску для смешивания или контейнер – смочите доску водой, чтобы удалить мусор и остатки воды.
Подготовка завершена, приступим.
Замешивание цементного раствора или бетона в 5 этапов
Шаг 1: Начните отмерять ингредиенты
В соответствии с рекомендациями производителя поместите цемент, песок (заполнители при приготовлении бетона) и воду в отдельные пластиковые ведра. . Для стандартной растворной смеси это обычно на основе соотношения (обычно около 3 или 4 частей строительного песка на 1 часть цемента), рекомендации различаются, но вы не хотите, чтобы смесь была слишком влажной или слишком сухой. Что касается соотношения для бетона, это зависит от того, какой прочности вы пытаетесь достичь, но в качестве общего руководства стандартная бетонная смесь будет состоять из 1 части цемента, 2 частей песка и 4 частей заполнителей. Для фундамента можно использовать смесь из 1 части цемента, 3 частей песка и 6 частей заполнителей.
Отмерьте примерно половину цемента, песка и заполнителей (только для бетонной смеси), которые вы собираетесь смешивать. Использование половины сейчас предотвратит высыхание смеси до того, как вы сможете использовать ее всю — вы можете смешать другую половину позже.
Высыпьте песок и заполнители (при приготовлении бетонной смеси) на доску для смешивания или в контейнер. Если вы используете доску, сделайте воронку в середине кучи. Отмерьте половину цемента, который вы используете, и вылейте его в середину кратера, чтобы получилась конусообразная форма.
Предупреждение . Это будет поднимать пыль, когда вы выливаете цемент, поэтому убедитесь, что ваша защитная маска или протектор для рта на месте.
Шаг 2: Начать смешивание
Пришло время начать смешивание. Используя лопату, смешайте ингредиенты вместе, перемещая лопату вокруг кучи цемента, песка и заполнителей (при приготовлении бетонной смеси).
Здесь нет определенного метода, просто переверните стопку три-четыре раза, чтобы все равномерно перемешать и получить однородный цвет по всей стопке.
Снова соберите свою кучу в конусообразную форму и создайте еще один кратер посередине. По размеру кратер должен быть примерно в половину диаметра самой насыпи.
Чтобы заполнить этот кратер, вы будете использовать воду. Опять же, нет точного количества, которое нужно добавить, просто налейте достаточно воды, чтобы слегка заполнить кратер — достаточно, чтобы образовалась гладкая паста, когда вы начнете ее смешивать.
Поместите края кратера в смесь и переверните его, чтобы равномерно распределить воду по всей смеси.
Когда вода начнет впитываться в ваши ингредиенты, вам нужно будет повторить этот процесс, будь то на деревянной доске для смешивания или в контейнере.
Продолжайте переворачивать смесь, пока она не станет влажной. Не беспокойтесь, если результат не кажется идеальным, дальше вы проверите согласованность.
Шаг 3: Проверьте смесь и отрегулируйте
Когда смесь станет достаточно влажной, используйте края лопаты, чтобы сделать отпечатки на поверхности смеси, чтобы проверить ее консистенцию, создавая гребни по мере продвижения.
Правильно подобранная смесь должна быть гладкой и однородной, а не сухой или рассыпчатой.
Если ваша смесь выглядит слишком жидкой и водянистой, или гребни очень быстро разрушаются, в ней слишком много воды. Попробуйте добавить больше сухих ингредиентов, чтобы сделать смесь более твердой.
Получение правильного результата — это метод проб и ошибок, так что не расстраивайтесь, если у вас не получится идеальное сочетание с первого раза.
Шаг 4. Приступайте к работе
Если вы удовлетворены своей смесью и имеете правильную консистенцию и текстуру, пора приступать к работе. Раствор обычно используется для возведения стен и укладки тротуарной плитки, поэтому смесь просто затирают или выгребают из контейнера.
Бетон можно залить или засыпать лопатой в нужном месте, а затем при необходимости залить стяжкой, чтобы получить гладкую ровную поверхность.
Шаг 5. Приготовьтесь к уборке
Как только вы закончите, приступайте к уборке. Этот шаг должен быть выполнен как можно быстрее, так как вы хотите, чтобы раствор или бетонная смесь не высохли на инструментах, которые вы использовали, и не повредили их.
Используйте моющую машину или шланг, чтобы удалить излишки раствора или бетонной смеси с доски для смешивания и инструментов, очищая их щеткой с жесткой щетиной.
Всегда ответственно относитесь к утилизации стоков после уборки.
Используете бетономешалку?
Бетономешалки можно взять напрокат для выполнения более крупных работ по дому. Несколько важных советов по эффективному смешиванию цемента:
Убедитесь, что бетономешалка устойчива и правильно установлена.
Непрерывно запускайте микшер после начала загрузки
Направьте барабан вверх под углом 45 градусов
Начните с половины необходимых материалов
Постепенно добавляйте воду, чтобы смесь не стала слишком жидкой
Не забудьте очистить барабан миксера смесью песка, заполнителей и воды и включить его на несколько минут.
Если приготовление цементного раствора или бетона своими руками пробудило у вас желание сделать что-нибудь своими руками и пробудило желание обновить открытые площадки дома, у Marshalls есть множество руководств, которые могут вас вдохновить.
У нас есть подборка подробных руководств, которые помогут вам проявить творческий подход к проектам строительства на открытом воздухе.
Начиная от бюджетных идей патио для вашего сада и заканчивая галереями изображений планирования сада, мы в Marshalls призываем вас выйти и преобразить свои открытые пространства.
Как застелить патио?
Хотя мы всегда рекомендуем обращаться к профессиональному установщику для укладки патио, у нас есть руководства по укладке патио на песке и укладке патио на бетоне, которые помогут вам начать преображение вашего сада.
Как замешать бетон за 5 шагов (Руководство мастера)
Фото: Shutterstock.com
Всем известно, как выглядит бетон и что он служит годами. Чего вы, возможно, не осознавали, так это того, что приготовление партии материала — это, по сути, дело «просто добавь воды». Даже если вы никогда раньше этого не делали, вы сможете замешать бетон менее чем за час. Конечно, работа с бетоном – это нечто большее, чем простое смешивание материала. Но возможность добиться успеха — это первый шаг к созданию чего-то, что выдержит испытание временем. Как только вы познакомитесь с этой техникой, множество проектов «сделай сам» в доме и вокруг него полностью попадут в ваши возможности. К ним относятся создание дорожки, прочной столешницы или стильного устойчивого к погодным условиям кашпо. Чтобы быть на пути к таким полезным улучшениям дома, следуйте простым шагам, чтобы научиться смешивать бетон, как профессионал.
Инструменты и материалы
Бетонная смесь
Тачка
Лейка
Лопата
Шаг 1
Бетонная смесь обычно поставляется в бумажном пакете указан в кубических футах. Знайте, что для небольших проектов «сделай сам» вам понадобится вся сумка. Для более крупных проектов (например, патио) вам понадобится все это и еще кое-что. Скорее всего, будет достаточно нескольких полных мешков, хотя, в зависимости от поставленной задачи, вы можете не смешивать весь необходимый бетон за один раз. Если вы не знаете, сколько бетона нужно купить, воспользуйтесь калькулятором количества, подобным этому от Quikrete. Нужен ли вам весь пакет или только его часть, поместите пакет в свою тачку, разрежьте его и, осторожно подняв пакет вверх, высыпьте из него столько содержимого, сколько требуется для работы. В ветреный день проделайте этот шаг в помещении, возможно, в гараже, чтобы не устроить беспорядок.
Реклама
Фото: Shutterstock.com
Шаг 2
Наполнив лейку при подготовке к проекту, налейте немного жидкости в центр уложенной бетонной смеси. Продолжайте вливать воду понемногу, пока не добавите количество, указанное в инструкции производителя. Будьте осторожны, чтобы не налить слишком много воды; вы всегда можете добавить больше, но вы не можете ничего убрать. И помните, что если вам нужна только часть бетонной смеси, например, половина или четверть, то вы должны соответствующим образом скорректировать «рецепт». Беспокоитесь о том, чтобы использовать слишком много или слишком мало? Развейте свою неуверенность, воспользовавшись кухонным мерным стаканом, чтобы наполнить лейку заранее тщательно отмеренным объемом воды.
Шаг 3
Смешайте бетон и воду, перемещая материал вперед-назад лопатой или садовой мотыгой. Цель здесь состоит в том, чтобы равномерно распределить воду по порошку. Если вы бережно использовали воду, вы можете обнаружить, что по мере того, как смесь загустевает, она становится сухой и рассыпчатой. В этом случае добавляйте больше воды, пока не получите относительно гладкую формуемую консистенцию без стоячих лужиц.
Этап 4
Проверьте свой бетон на осадку. Вот простой способ сделать это. Сначала отрежьте дно от пластикового или бумажного стаканчика. Затем придайте контейнеру форму конуса. Зачерпните достаточное количество бетона, чтобы заполнить конус, затем высыпьте его на плоскую поверхность. Если бетон рухнет примерно до половины высоты конуса, отлично — вы готовы к работе. Если бетон не теряет своей высоты, то есть если он вообще не оседает, вернитесь и добавьте еще немного воды. Если бетон разрушается значительно дальше половины высоты конуса, вы добавили слишком много воды и должны компенсировать это дополнительной смесью (или, в крайнем случае, можно использовать сухой песок).
Реклама
Шаг 5
Теперь ваша тачка должна быть заполнена пригодным для использования бетоном. Переместите его туда, где вы собираетесь работать. Тем временем оставьте все инструменты, которые касались бетона (например, лопату), в ведре с водой. Таким образом, бетон не затвердеет на инструменте, и у вас будет возможность впоследствии правильно его очистить.
Статьи от Impgold производителя оборудования, для покрытий
Электролитическое хромирование в практических целях осуществляется исключительно из растворов электролитов на основе шестивалентной окиси хрома. Многочисленные попытки создать промышленно полезный электролит на основе соединений трехвалентного хрома, позволяющий получать хромовые покрытия, обладающие такими же технико-эксплуатационными свойствами, особенно для получения толстослойных твердых износостойких покрытий, не привели к положительным результатам.
Все электролиты хромирования содержат свободные кислотные радикалы, которые, действуя как не расходуемые катализаторы, способствуют осаждению хрома на катоде. Помимо этого, во всех электролитах хромирования на основе шестивалентного хрома обязательно присутствуют и ионы трехвалентного хрома. Допустимое содержание ионов трехвалентного хрома для каждого электролита хромирования, как правило, определяется в соответствии с технологическими особенностями процесса и требованиями, предъявляемыми к качеству и функциональным характеристикам хромового покрытия (блеску, твердости, износостойкости и др. ). Вместе с тем, обычно рекомендуется поддерживать концентрацию трехвалентного хрома в электролите хромирования в интервале 3-5 г/л.
Электролитическое хромирование, проводимое на основе шестивалентных солей хрома, является высокотоксичным процессом, а используемые для этого электролиты являются агрессивными жидкостями, даже в разбавленных растворах. К тому же, во время электроосаждения хрома происходит усиленное газообразование и в воздух вместе с газом, в виде аэрозоля, поступает большое количество агрессивных веществ. Поэтому при работе с электролитами хромирования должны строго соблюдаться правила техники безопасности и приняты все необходимые меры предосторожности, а используемые ванны хромирования обязательно должны быть снабжены мощными отсасывающими устройствами и вентиляционными установками, очищающими воздух от вредных аэрозольных примесей.
В зависимости от условий проведения процесса электролиза различают три типа хромовых покрытий встречающихся на практике: это блестящие защитно-декоративные покрытия, отличающиеся небольшой толщиной покрытия и позволяющие получать блестящие осадки хрома, затем твердые износостойкие защитные покрытия, позволяющие получать хромовые покрытия большой толщины, с высокими значениями твердости и износостойкости, и молочные безпористые покрытия, использующиеся в основном как подслой, для улучшения коррозионной стойкости покрытий. По функциональному назначению хромовые покрытия можно разделить на защитно-декоративные, износостойкие и молочные. В данной статье мы коснемся только блестящих защитно-декоративных и молочных износостойких хромовых покрытий.
Блестящие защитно-декоративные хромовые покрытия имеют небольшую толщину, в пределах 0,2 — 0,7 мкм, наносятся обычно по подслою меди и никеля, и используются для повышения механической и коррозионной стойкости покрытия, для придания поверхности изделия улучшенных декоративных свойств. Молочные защитные хромовые покрытия осаждают на сталь, алюминий, титан и некоторые другие металлы и сплавы. Получаемые покрытия имеют большую толщину, порядка 10-100 мкм и используются для защиты рабочего инструмента, оптической аппаратуры, для покрытия валов полиграфических машин, турбинных лопаток и т.д.
Электролиты хромирования обладают самой низкой рассеивающей способностью из всех известных на сегодня электролитов. Осаждение хрома и нанесение хромового покрытия требует очень высокой токовой нагрузки в ванне, значительно более высокой, чем в других процессах гальваноосаждения. Это в свою очередь определяет выбор источника тока для хромирования или силового преобразователя, также значительно более мощного, чем для других процессов гальваноосаждения.
Для процесса блестящего декоративного хромирования в основном используют электролиты, содержащую высокую концентрацию хромового ангидрида. К преимуществам такихэлектролитов относится их более высокая электропроводность, а следовательно, возможность проводить осаждение хрома при пониженных плотностях тока, а также меньшая чувствительность к загрязнениям, по сравнению с разбавленными электролитами, используемыми для молочного хромирования. К недостаткам концентрированных электролитов можно отнести в первую очередь его «неэкологичность» (за счет более высокой концентрации ионов шестивалентного хрома, большее количество токсичных соединений хрома, которые выносятся в сточные воды, большие проблем с очисткой сточных вод и т.д.). Преимуществами разбавленных электролитов, используемых для матового хромирования являются прежде всего, меньшие затраты для очистки сточных вод, меньшие затраты для обезвреживания отработанных электролитов, а также более высокий выход по току. Помимо этого, в разбавленных электролитах процесс хромирования проводится при значительно более высокой силе тока (до 150 А/дм2), что позволяет повысить скорость осаждения и уменьшить продолжительность процесса хромирования. К недостаткам разбавленных электролитов относится их низкая электропроводность, для чего необходимо использовать более высоковольтные, чем обычно, источники тока, что соответственно ведет к большему расходу электроэнергии.
Блестящие защитно-декоративные хромовые покрытия не рекомендуется осаждать непосредственно на медную, латунную или бронзовую основу, или подслой из этих металлов, или сплавов. Связано это с тем, что при эксплуатации в атмосферных условиях медь взаимодействует с атмосферными газами с образованием углекислой и других солей меди. Образующиеся соли, скапливаясь в порах, резко ухудшают внешний вид хромового покрытия. В случаях, когда хром необходимо осаждать непосредственно на детали из меди, латуни или бронзы, толщина хромового покрытия должна быть не менее 4-5 мкм. Трехслойное декоративное хромовое покрытие, в связке Cu-Ni-Cr (медь-никель-хром) обладает достаточно высокими защитными и антикоррозионными свойствами. Первый тонкий медный подслой обеспечивает прочность сцепления покрытия с основой. Второй, толстый слой меди, повышает коррозионную стойкость и защитную способность покрытия, и позволяет уменьшить толщину осадка дорогостоящего никеля, при этом сохранить необходимые коррозионные свойства всего покрытия. При этом важно, чтобы, помимо выравнивающих добавок в электролит меднения входили также эффективные блескообразующие добавки, позволяющие получать не только гладкие, но и блестящие осадки меди. На такой блестящий слой меди и осаждают блестящее никелевое покрытие из электролитов никелирования, также содержащих блескообразующие и выравнивающие добавки. Важная роль в защитно-декоративных свойствах покрытия Cu-Ni-Cr принадлежит последнему слою блестящего хрома. Так как в отличие от никеля, который со временем пассивируется и имеет желтоватый оттенок, блестящий хром не тускнеет и имеет красивый голубоватый оттенок, а само хромовое покрытие обладает более лучшими декоративными свойствами. Помимо этого, в западных странах никель вообще запрещено использовать как конечное декоративное покрытие, если с ним возможен прямой контакт человека, так, как было обнаружено, что никель является сильным аллергеном.
Самыми распространенными электролитами хромирования являются электролиты, состоящие из окиси хрома и серной кислоты. Они бывают разбавленные, стандартные и концентрированные.
Номер ванны
CrO3, г/л
Катализатор или добавка, г/л
Температура, °С
Плотность тока, А/дм2
Выход по току, %
1
130-175
1,3 — 1,75 H2SO4
40-70
15-105
16-18
2
220-250
2,2 — 2,5 H2SO4
40-70
15-105
12-14
3
275-300
2,75 — 3,0 H2SO4
40-70
15-105
8-10
У разбавленных электролитов наилучшая рассеивающая способность, но электролит не очень устойчив по составу, а хромированные осадки склонны к шероховатости. Наиболее часто используется стандартный электролит хромирования, т.к. имеет более широкий диапазон плотностей тока, а колебания по составу не значительны. Концентрированный электролит хромирования имеет самую низкую рассеивающую способность, а осадки отличаются наименьшей твердостью, но имеют высокую декоративность.
В некоторых случаях в электролит добавляют катионы цинка. Такие электролиты используются для нанесения износостойких покрытий на деталях, работающих в условиях воздействия сред повышенной агрессивности. Для повышения рассеивающей способности электролита и улучшения физико-химических свойств хромовых покрытий, в электролит вводятся органические добавки. Недостатком органических веществ является их взаимодействие с хромовой кислотой, что приводит уже в начале процесса электролиза к накоплению излишнего количества трехвалентного хрома в электролите.
Во всех технических электролитах, содержащих хромовую кислоту, для обеспечения стабильности процесса хромирования, важно поддерживать правильное соотношение между концентрациями хромовой кислоты и каталитической добавкой. Величину отношения концентрации хромовой кислоты к полной концентрации каталитических кислотных радикалов, необходимо поддерживать в пределах от 50:1 до 200:1, но лучше всего подходить пропорция 100:1 (концентрации здесь выражены в граммах СrО3, Н2SO4).
Процесс осаждения хрома и свойства получаемого хромового покрытия во многом зависят от режима осаждения хрома, т. е. от катодной плотности тока и температуры электролита. Наиболее ясное представление о примерных граница х режимов электролиза, обеспечивающих получение серого, блестящего и молочного осадков хрома, дает диаграмма плотности тока и температуры (DK—t), изображенная на рисунке 1.
Серый осадок хрома появляется на катоде при низких температурах электролиза (35…50°С) и широком диапазоне плотностей тока. Осадки блестящего хрома обладают высокой твердостью (6000… 9000 Н/мм2), высокой износостойкостью и имеют меньшую хрупкость.
Рис. 1. Зоны хромовых осадков.
Молочный хром получается при более высокой температуре электролита (выше 70°С) и более широком широком интервале плотностей тока. Молочные осадки отличаются пониженной твердостью (4400.. 6000 Н/мм2), но обладают пластичностью и имеют повышенную коррозионную стойкость.
Сверхсульфатный электролит хромирования
Сверхсульфатный электролит хромирования рекомендуется для скоростного осаждения толстослойных, блестящих и износостойких хромовых покрытий (до 500 мкм).
Состав сверхсульфатного электролита хромирования, г/л:
Хромовый ангидрид (CrO3) 250-300 г/л
Серная кислота (H2SO4) 8-10 г/л
Хром трехвалентный (в пересчете на Сг203) 20-22.
Температура электролита должна быть не ниже 500С, а плотность тока во время процесса хромирования более 55 А/дм2. Из сверхсульфатного электролита в широком интервале температур и плотностей тока (до 300 А/дм2) осаждаются износостойкие, твердые хромовые покрытия.
Рекомендуемые режимы электролиза:
Сверхсульфатный электролит хромирования имеет крайне низкую рассеивающую способность. Поэтому он рекомендуется только для нанесения хромовых покрытий на цилиндрические детали: штоки, валы, цилиндры и т.д., при использовании специальной оснастки, обеспечивающей концентрическое (коаксиальное) расположение детали и анода. Рекомендуемый состав анодов: РЬ 7986%; Sb 4-6%; Sn 10-15%
Саморегулирующийся сульфатный электролит подобен стандартному электролиту хромирования, т.к. в его состав входит только один анион катализатор — сульфат. Различие заключается лишь в том, что сульфаты вводятся в электролит не в виде серной кислоты, а в виде трудно растворимой соли — сульфата стронция. Содержание сульфатов в электролите регулируется благодаря ограниченной растворимости этой соли. Состав саморегулирующегося сульфатного электролита хромирования, г/л:
Хромовый ангидрид (Сг03) 250;
Сернокислый стронций (SrS04) 6-8;
Двуокись кремния (SiO;) 10-15.
Режим работы электролита:
Блестящие твердые покрытия: Плотность тока 60-95 А/дм2. Температура 60-650С.
Молочные толстослойные покрытия: Плотность тока 20-50 А/дм2.Температура 78-800С.
В саморегулирующемся сульфатно-кремнефторидномэлектролите анионами-катализаторами являются ионы S042— и SiF62—. Основные преимущества данного электролита по сравнению с сульфатным электролитом, заключается в большей стабильности состава, несколько более высокой рассеивающей способности, более высоком выходе по току и более широкому интервалу допустимых температур, и плотностей тока, обеспечивающих получение блестящих осадков хрома. При использовании данного электролита легче решается проблема получения прочного сцепления хрома с блестящим никелевым покрытием, нержавеющей сталью. Объясняется это тем, что фторсодержащие электролиты обладают значительно большей активирующей способностью, чем электролиты без фтора. Процесс хромирования в этих электролитах менее чувствителен к перерывам тока.
Главным недостатком саморегулирующихся кремнефторидных электролитов хромирования является их повышенная агрессивность по сравнению со стандартными электролитами, особенно по отношению к медным сплавам, стали и к свинцовым анодам. Скорость растворения металлов в саморегулирующемся электролите хромирования, а следовательно, и скорость накопления в нем ионов железа или меди выше, чем в сернокислом. При плохой рассеивающей способности электролита участки хромируемых деталей, на которых реализуется более низкая плотность тока, более медленно покрываются хромом и подвергаются, с одной стороны, травлению электролитом, а с другой — сильному наводораживанию.
Состав саморегулирующего сульфатно-кремнефторидного электролита, г/л:
хромовый ангидрид (CrO3) — 250—300:
сернокислый стронций (SrSO4)— 5,5 -6,5
кремнефтористый калий (K2SiF6) — 18- 20
Тетрахроматный электролит хромирования
Тетрахроматный электролит имеет довольно необычный для электролитов хромирования состав — наряду с хромовой и серной кислотами он содержит достаточно большое количество щелочи, которая частично нейтрализует кислоту. Несмотря на это, при электроосаждении хрома из тетрахроматного электролита сохраняются все особенности процесса, характерные для остальных электролитов хромирования. К особенностям тетрахроматного электролита относится то, что он обладает более высокой, чем у всех остальных электролитов хромирования, рассеивающей способностью. Достоинством этого электролита хромирования является то, что хром из него осаждается при комнатной температуре (18-25оС) с высоким выходом по току. При повышении температуры тетрахромат распадается и электролит теряет свои специфические свойства. Поэтому в процессе работы очень важно постоянно контролировать и поддерживать низкую температуру, при необходимости охлаждая раствор электролита.
К электролитам тетрахроматного типа относятся и электролиты, в которых вместо щелочи используют углекислый кальций. В некоторых случаях рекомендуется добавлять в электролит 0.5-10 г/л вольфраматов или солей магния, в присутствии которых осаждаются хромовые покрытия, обладающие лучшей полируемостью.
Состав тетрахроматного электролита хромирования, г/л:
Хромовый ангидрид (СrO3) -350-400
Едкий натр (NaOH) — 40-60
Серная кислота (H2SO4) — 2.5-2.7
Хром трехвалентный (на Cr2O3) — 10-15
Температура электролита -18-250С. Плотность тока -10-80 А/дм2
Тетрахроматный электролит используется исключительно для получения защитно-декоративных покрытий. Ввиду того, что электролиз ведется при комнатной температуре, осадки получаются серыми. Однако, благодаря низкой твердости и достаточно высокой пластичности, они могут быть отполированы до зеркального блеска, характерного для блестящих декоративных хромовых покрытий. Относительно высокая рассеивающая способность тетрахроматного электролита позволяет применять его для нанесения хромовых покрытий на пресс-формы, используемыех, например, для изготовления деталей из пластмасс.
Хромовые покрытия, полученные из тетрахроматного электролита, имеют значительно более низкую пористость по сравнению с хромом из сульфатных электролитов, но для получения износостойких покрытий тетрахроматные электролиты не используются. Хромовые покрытия из тетрахроматного электролита толщиной 5-10 мкм можно применять для местной защиты поверхности стальных деталей, при газовой цементации или нитроцементации.
Электролиты черного хромирования
Черное хромирование применяется для покрытия оптических систем и деталей, которые должны иметь хорошую теплоотдачу в пространство. Толщина слоя черного хрома составляет 1,5-2,0 мкм. Покрытие черного хромирования обладает хорошей термостойкостью, и в отличии черного никеля или черных оксидных покрытий, являются износостойкими.
Состав электролита и режим осаждения
№1
№2
№3
№4
№5
№6
№7
№8
Хромовый ангидрид
250
200
250-400
250
150-400
250
250
200 400
Уксусная кислота
—
6. 5
5
—
_
3
.
Ванадат аммония
—
20
—
—
_
_
Оксалат железа
—
—
—
—
15-75
—
—
—
Карбамид
2.5
Фторид хрома
Борная кислота
—
—
—
—
15
_
Нитрат натрия
3-5
—
—
5
_
Гексафторалюминат натрия
0. 2
—
—
—
0.1
—
—
—
Плавиковая кислота
—
—
—
—
—
—
0.21
Кремнефторис товодородная кислота
—
—
—
1.25
—
—
—
Хромин
2-3
—
—
1.53
—
—
—
Температура,°С
18-25
10-30
10-30
18-25
18-25
15-25
60-70
18-40
Плотность тока, А/дм2
15-30
50-100
50-100
10-60
10-50
10-50
20-30
50-120
Продолжительность процесса черного хромирования составляет 4-6 минут.
Примеси в электролите хромирования.
Присутствие в электролитах хромирования посторонних примесей может приводить к ухудшению качества хромового покрытия. Причиной появления примесей часто является нарушение самой технологии хромирования. Следует подчеркнуть, что наименьшее накопление вредных примесей происходит в электролитах, используемых для блестящего декоративного хромирования. Это объясняется тем, что из-за недолгой продолжительности процесса блестящего хромирования, подвески с деталями постоянно выносят на своей поверхности электролит с примесями. А необходимость регулярно доливать или воду, или свежую порцию электролита, приводит к разбавлению раствора электролита и предотвращает накопление в нем примесей в опасных концентрациях.
Осаждение хрома на алюминий и его сплав
Хром осаждают на детали из алюминия или его сплавов в основном в тех случаях, когда необходимо повысить их износостойкость, термостойкость или улучшить антифрикционные свойства. Непосредственное хромирование алюминия и его сплавов невозможно, что объясняется наличием на поверхности алюминия инертной оксидной пленкой прочно сцепленной с основой. Эта пленка повышает антикоррозионные свойства алюминиевой поверхности, но одновременно препятствует получению необходимого сцепления с ней хромовых и любых других гальванических покрытий. Если удалить эту пленку и опустить алюминий в раствор соли, какого-либо металла, то из-за высокого электроотрицательного потенциала алюминия на его поверхности будут контактно выделяться содержащиеся в растворе более электроположительные металлы, например медь, никель, хром, олово, или кадмий и т.п. А как известно, контактное осаждение не позволяет получать удовлетворительное сцепление покрытия с основой. Поэтому, как и в случае с титаном, для электроосажления на алюминий применяются специальные технологии.
В промышленности применяются две их разновидности:
— Активация (удаление оксидной пленки с одновременным легким подтравливанием) поверхности алюминия и одновременное осаждение на его поверхности прочно сцепленного с основой тонкого слоя металла, служащего в качестве подслоя для последующего нанесения слоя покрытия;
— Анодноеоксидирование алюминия с целью формирования на нем оксидной пленки определенной структуры и толщины, которые обеспечивают надежное сцепление с ней последующего покрытия.
«Цинкатная»щелочная обработка заключается в обработке алюминиевых изделий в растворе цинката, содержащего раствор щелочи и оксида цинка. Процесс осуществляется, путем опускания алюминиевой детали на несколько секунд в раствор цинката при температуре 18-25°С. При этом имеющаяся оксидная пленка вытравливается с поверхности алюминия и, одновременно на ее месте формируется тонкий слой цинка. В принципе уже на этот слой можно наносить хромовое покрытие. Однако для улучшения сцепления рекомендуют первый слой цинка удалять, растворяя его в растворе азотной кислоте (300-500 г/л). Затем, после тщательной промывки, детали опять погружают в цинкатный раствор на 10-15 сек. Такой метод называется «двойной цинкатной обработкой» или «двойным цинкатом». Для получения более плотных, компактных с лучшими антикоррозионными свойствами пленок, рекомендуют добавлять в цинкатный раствор хлорид железа и сегнетову соль.
Технологический процесс хромирования — Сельхозтехника
Технологические операции при ремонте (восстановлении) деталей хромированием выполняют в следующей последовательности.
Механическая обработка. Поверхности деталей, подлежащие хромированию, шлифуют до выведения следов износа и получения необходимой геометрической формы.
Промывка деталей в органических растворителях и протирка ветошью. В качестве растворителей применяют бензин, керосин, трихлорэтан, бензол и др.
Монтаж деталей на подвеску. Необходимо следить, чтобы детали одинаково отстояли от поверхности анода. Ванну следует загружать однородными деталями, укрепленными на одинаковых подвесках. Подвески и контакты должны быть изготовлены из одинаковых материалов. Контактные крючки рекомендуется изготавливать из бронзы и меди. В качестве материала для подвесок, применяют сталь, сечения подвесок рассчитывают, исходя из плотности тока 0,7… 1,0 А/мм2. Ежедневно аноды очищают от окислов и налета электролита.
Обезжиривание. Рекомендуется применять электролитическое обезжиривание в растворе следующего состава: едкий натр (NaOH)—30… 50 г/л; кальцинированная сода (iNa2C03)—25…30 г/л и жидкое стекло (Na2Si03) — 10 … 20 г/л.
Температура электролита — 60… 70°, плотность тока — 5….15 А/дм2. Время выдержки на катоде — 2… 3 мин, а на аноде — 1…2 мин. После обезжиривания детали сначала промывают горячей водой (60… 80°), а затем холодной. Обезжиривание считается законченным, если после промывки вода равномерно смачивает поверхность. После обезжиривания производится изоляция1 поверхностей, не подлежащих хромированию. Для изоляции можно применять перхлорвиниловый лак, лак АК-20, целлулоид,, винипласт, плексиглас, хлорвиниловые трубки или хлорвиниловую» изоляционную ленту.
Декапирование — это процесс обработки деталей в хромовом* электролите, состоящем из 100 г хромового ангидрида (СгОз) и 2…3 г серной кислоты (H&SO4) на 1 л воды.
Декапирование (травление) стальных деталей проводят в течение 30… 90 с при плотности тока 25… 40 А/дм2. А для деталей из серого чугуна лучшие результаты, в смысле прочности сцепления, достигаются при плотности тока 20… 25 А/дм2 и продолжителыюсти декапирования 25… 30 сек. Температура электролита во всех случаях должна быть 55… 60 °С.
Процесс хромирования. После анодного декапирования детали загружают в ванну хромирования и прогревают их при выключенном токе в течение 5… 6 мин, а затем дают полный ток согласно режиму хромирования. При хромировании чугунных деталей вначале в течение 3… 5 мин дают «толчок тока» при плотности, в 2…2,5 раза превышающей выбранную по режиму. Колебания температуры электролита могут быть в пределах ±1 °С. Не допускаются перерывы тока в процессе электролиза, так как они вызывают отслаивание хромового покрытия. Продолжить процесс после перерыва тока можно, если хромируемую поверхность подвергнуть анодному травлению при плотности тока 25… 30 А/дм2 в течение 30… 40 с, а затем изменить направление тока. В этом случае осаждение хрома следует начинать при катодной плотности тока 20… 25 А/дм2 и постепенно увеличивать до нормальной.
Аноды для хромирования изготавливают из чистого свинца или сплава, состоящего из 92…93% свинца и 7… 8% сурьмы. Аноды из чистого свинца в большей степени покрываются нерастворимой и непроводящей пленкой хромовокислого свинца, чем аноды из сплава свинца и сурьмы. В большинстве случаев аноды изготавливают плоскими и цилиндрическими. При хромировании деталей сложной конфигурации очертания анода определяются формой катода. Расстояние между анодами и деталями рекомендуется делать 30… 35 мм, но не более 50 мм. Расстояние деталей от днища ванны должно составлять не менее 100… 150 мм, а от верхнего уровня электролита — не менее 50… 80 мм. Уровень электролита должен быть ниже верхних кромок ванны на 100…150 мм. При завешивании деталей в ванну необходимо, чтобы все участки анодов были одинаково удалены от противоположных участков катода. При этом толщина слоя хрома откладывается равномерно по всей поверхности детали.
Глубина погружения анодов и деталей (катодов) в ванну должна быть одинаковой, так как при различной глубине на краях хромируемых деталей образуются утолщения, искажающие форму. Скорость осаждения слоя хрома при плотности тока 40… 100 А/дм2 составляет 0,03… 0,06 мм/ч.
По окончании процесса хромирования детали выгружают из ванны и вместе с подвесками промывают в холодной воде (в сборнике электролита) 15… 20 с. Окончательно детали моют в холодной проточной воде.
Обработка после покрытия. Промытые и очищенные от изоляции детали иногда подвергают термической обработке при температуре 150—200°С в течение 2…3 ч, а затем механической.
Для шлифования применяют круги мягкие или средней твердости с размером зерна от 60 до 120. Шлифование ведут при интенсивном охлаждении жидкостью и при скорости круга 20…30.м/с и выше. Скорость вращения детали—12…20 м/мин.
Режимы электролиза. Процесс осаждения хрома и свойства хромовых покрытий зависят от режима, при котором осаждается хром на поверхности металла, т. е. от катодной плотности тока и температуры электролита. Наиболее ясное представление о примерных границах режимов электролиза, обеспечивающих получение серого, блестящего и молочного осадков хрома, дает диаграмма плотности тока и температуры (DK—t), изображенная на рисунке 19.
Серый осадок хрома появляется на катоде при низких температурах электролиза (35…50 °С) и широком диапазоне плотностей тока. Осадки блестящего* хрома обладают высокой твердостью (6000… 9000 Н/мм2), высокой износостойкостью и меньшей хрупкостью.
Рис. 19. Зоны хромовых осадков.
Молочный хром получается при более высоких температурах, электролита (выше 70 °С) и широком интервале плотностей тока. Молочные осадки отличаются пониженной твердостью (4400..-6000 Н/мм2), пластичностью и повышенной коррозионной стойкостью.
Пористое хромирование. Пористое хромирование применяется при ремонте деталей, работающих на трение в паре с различными металлами и сплавами при высоких удельных давлениях и окружных скоростях или при повышенных температурах. К таким деталям относятся гильзы цилиндров двигателей внутреннего сгорания, коленчатые валы и др.
Пористые хромовые покрытия можно получать механическим,, химическим и электрохимическим способами.
При механическом способе на поверхность детали до хромирования наносят углубления в виде пор или каналов. Такую подготовку обеспечивают накаткой специальным роликом, дробеструйной обработкой и другими способами. После хромирования воспроизводятся неровности, полученные при подготовке.
Химическим способом получают пористость путем травления поверхности в соляной кислоте.
Наибольшее распространение получил электрохимический способ получения пористого хрома. Этот способ заключается в анодной обработке хромированных деталей в электролите того же состава. В зависимости от режимов хромирования пористость хромовых покрытий бывает двух типов — канальчатая и точечная.. При ремонте гильз цилиндров, втулок, коленчатых валов и подобных им деталей применяется канальчатый тип пористости. Такук> пористость и наименьший износ в условиях трения можно получить при хромировании в электролите, состоящем из 250 г Сг03 и 2,5 г h3S04 на 1 л воды, при температуре электролита ¦60+1 °С и катодной плотности тока 55… 60 А/дм2. Травление ведут при плотности анодного тока 35 …45 А/дм2 в течение 8 мин в том же электролите.
Точечная пористость образуется при хромировании в универсальном электролите при плотности тока 45… 55 А/дм2 и температуре 50… 55 °С. Анодную обработку проводят так же, как и при канальчатой пористости, т. е. при плотности тока 35… 45 А/дм2 в течение 8 мин.
Хромирование в саморегулирующемся электролите. В последнее время разработан новый хромовый электролит, называемый скоростным саморегулирующимся, его состав: хромовый’ ангидрид — 225… 300 г/л, кремнефтористый калий — 20 г/л и сернокислый стронций — 6 г/л.
В таком электролите выход по току при хромировании составляет 17… 22%. Саморегулирующимся он назван потому, что при электролизе в нем автоматически поддерживается необходимая концентрация анионов, вводимых в хромовый электролит. Это происходит в результате избыточного количества труднорастворимых солей кремнефтористого калия и сернокислого стронция, растворимость которых изменяется в зависимости от концентрации хромового ангидрида и температуры электролита.
Чтобы получить износостойкое покрытие в саморегулирующемся электролите, рекомендуют соблюдать следующие режимы хромирования: плотность тока 50… 100 А/дм2, температура электролита 45… 55°С. Молочные осадки можно получить при температуре электролита 55… 70 °С и плотности тока 20… 35 А/дм2. Микротвердость покрытий из саморегулирующегося электролита составляет 3000… 13 000 Н/мм2.
Недостаток такого электролита — сильное взаимодействие его со сталью и другими металлами, в результате чего происходит растравливание обрабатываемых поверхностей. Поэтому загружать детали в ванну необходимо только при включенном токе. Аноды для хромирования в саморегулирующемся электролите рекомендуется применять из сплава: 90% свинца и 10% гост олово. Чтобы приготовить саморегулирующийся электролит, в ванне хромирования растворяют нужное количество хромового ангидрида и доливают воду до рабочего уровня. Предварительно хромовый ангидрид подвергают анализу на содержание серной кислоты, которую удаляют из электролита путем добавления в него углекислого бария или стронция. На 1 г серной кислоты вводят 2,2… 2,3 г углекислого бария или 1,53 г углекислого стронция. После осаждения серной кислоты в электролит вводят нужное количество сернокислого стронция и кремнефтористого калия и нагревают до температуры 50…60°С. Нагревание длится 15… 16ч при периодическом перемешивании через каждые 2… 3 ч. После этого электролит готов к эксплуатации.
Корректируют электролит путем систематического добавления хромового ангидрида. Вместе с хромовым ангидридом вводят углекислый стронций. Кремнефторид калия и сернокислый стронций в количестве 1 г/л добавляют, когда поверхность отхромированных деталей приближается к 1 м2.
Контроль хромовых покрытий. В производственных условиях качество покрытий следует проверять внешним осмотром и замером размеров хромированных поверхностей. При внешнем осмотре необходимо обращать внимание на блеск, отслоение и плотность осадка, равномерность и отсутствие шелушения и другие видимые дефекты. Дефекты покрытий получаются в результате неисправностей в работе ванн хромирования, например отслаивание покрытия возникает в результате недостаточного обезжиривания и декапирования, а также при наличии перерывов тока в процессе хромирования. Шелушение осадков появляется при недостаточном контакте детали с подвеской или при повышенной плотности тока. Неравномерное покрытие может быть при образовании пленки хроматов свинца на анодах, недостатке серной кислоты, избытке трехвалентного хрома. Во избежание перечисленных выше дефектов, необходимо откорректировать электролит и устранить другие неполадки в работе ванн хромирования.
Оборудование. Схема расположения оборудования участка восстановления деталей хромированием приведена на рисунке 20.
Источники тока — выпрямители с напряжением 12 В ВАКГ-12/6-3000, ВАГГ-12/600М, ВАС-600/300 и другие, а также низковольтные генераторы АНД 500/250, 750/375, 1000/500, 1500/750. Ванны для гальванического участка изготавливают из листовой стали толщиной 4… 5 мм. Облицовка для ванн промывки и обезжиривания не требуется. Внутреннюю поверхность ванны хромирования облицовывают свинцом.
Рис. 20. Расположение оборудования на участке восстановления деталей хромированием: 1 — выпрямитель; 2 — электрощитг; 3 — ванна для электрохимического обезжиривания; 4 — ванна для горячей промывки; 5 — ванна для холодной промывки; 6 — ванна для декапирования; 7 — ванна для хромирования; 8 — ванна для улавливания электролита; 9 — шкаф сушильный; 10— стеллаж ремфонда; 11 — электротельфер; 12 — сборник-нейтрализатор; 13 — стол для монтажа и демонтажа.
Материалы. Ориентировочный расход материалов в граммах на 1 дм2 восстановленной поверхности для средней толщины покрытия 0,1 мм при хромировании в универсальном электролите приведен в таблице 13.
Себестоимость восстановления 1 дм2 поверхности хромированием в универсальном электролите при толщине покрытия 0,1 мм ориентировочно составляет 44,8 коп., 0,2 мм — 52,0 коп., 0,3 мм—-58,6 коп.
Электролитическое железо имеет светло-серый цвет, обладает достаточно высокой твердостью и износостойкостью. Химический состав электролитического железа зависит от состава исходных материалов, используемых при электролизе.
При обычном осаждении с применением стальных растворимых анодов содержание примесей в покрытиях находится в пределах: 0,035 …0,06% С; 0,03 …0,05% S; 0,05 …0,01% Р, 0,0009… 0,023% Si; до 0,01% Мп.
В электролитических осадках железа имеются также примеси таких металлов, как Mg, Со, Ni и другие, обусловленные содержанием этих металлов в анодах и электролитах. Кроме этого, электролитическое железо содержит значительное количество водорода, выделяющегося на катоде вместе с железом. Атомный вес железа 55,85 г. Электрохимический эквивалент 1,042 г/А-ч.
Составы электролитов. На ремонтных предприятиях наибольшее распространение для железнения получили горячие хлористые электролиты, состоящие из двух компонентов: хлористого железа и соляной кислоты. В ремонтной практике чаще всего применяют четыре вида хлористых электролитов, отличающихся концентрацией железа.
Малоконцентрированный электролит содержит 200 …250 г/л хлористого железа (FeCl2-4h30). При температуре 60… 80 °С и плотности тока 30… 50 А/дм2 электролит обеспечивает получение плотных, гладких мелкозернистых осадков железа с твердостью 4500… 6500 Н/мм2, толщиной 1,0… 1,5 мм. Выход железа по току составляет 85… 95%. Скорость осаждения железа равна 0,4… 0,5 мм/ч на сторону. Электролит допускает колебание кислотности при электролизе от 0,8 до 1,5 г/л, которое незначительно отражается на механических свойствах покрытий. Недостатком этого электролита является постепенное увеличение концентрации железа в процессе электролиза в результате несоответствия между скоростью растворения анодов и скоростью осаждения железа на катоде, что вызывает затруднения при обслуживании ванны железнения.
Среднеконцентрированный электролит оптимальной концентрации содержит 300…350 г/л хлористого железа (FeCl2-4h30). Катодный выход железа из этого электролита при температуре 75 °С и плотности тока 40 А/дм2 составляет 96%. В этом электролите анодные и катодные выходы железа по току становятся примерно одинаковыми, концентрация железа остается почти неизменной и электролит длительное время по концентрации железа не требует корректировки. В настоящее время этот электролит нашел широкое применение на ремонтных предприятиях.
Среднеконцентрированный электролит содержит 400 …450 г/л хлористого железа. Электролит используется для восстановления деталей, имеющих достаточно высокие износы и сравнительно невысокую твердость. Электролит дает возможность получать гладкие плотные покрытия толщиной до 2 мм и твердостью 2500… 4500 Н/мм2. Электролит также находит применение для восстановления посадочных отверстий в корпусных, деталях.
Высококонцентрированный электролит содержит 600… 680 г/л хлористого железа. Электролит при температуре 95… 105°С и плотности тока 5…20 А/дм2 позволяет получать мягкие (120… 200 кг/мм2), вязкие покрытия толщиной 3… 5 мм..
Электролиты более высокой концентрации рекомендуется применять в случаях, когда к восстанавливаемым деталям не предъявляются повышенные требования по твердости рабочих поверхностей.
За последнее время разработаны холодные электролиты, позволяющие применять более высокие плотности тока и обеспечивающие высокую производительность процесса.
Хлористые электролиты без добавок, приведенные в таблице* позволяют получать качественные износостойкие покрытия толщиной 0,6… 1,0 мм и обеспечивать восстановление широкой номенклатуры изношенных деталей до нормальной работоспособности и номинальных размеров. Электролит, в состав которого» входят двухлористое железо и йодистый калий, обеспечивает по-пучение качественных осадков, железа’ при условии применения асимметричного переменного тока.
Присутствие аскорбиновой кислоты в электролитах позволяет вести электролиз в широких пределах значений pH от 1,8 до 6,0, что значительно упрощает регулирование кислотности электролита. Электролит, состоящий из двухлористого железа и метил-сульфатного железа, по сравнению с хлористым менее агрессивен и более устойчив к окислению. Покрытия, полученные из этого электролита, имеют меньшее количество трещин, обладают более равномерной структурой.
Приготовление и корректирование электролита. Для приготовления хлористого электролита используют двухлористое железо (Fe€l2-4h30).
Соляная кислота (НС1) применяется в виде водного раствора разной концентрации с плотностью от 1,14 до 1,20. Приготовление электролита производится в следующем порядке. В ванну заливают проточную или дистиллированную воду комнатной температуры и добавляют соляную кислоту из расчета 0,5 г/л воды. В подкисленную воду засыпают двухлористое железо, выдерживая требуемую концентрацию, и перемешивают до полного растворения. После растворения двухлористого железа электролит должен отстояться в течение 1 … 2 ч, пока не примет светло-зеленый цвет. Затем электролит проверяют на кислотность. Нормальная кислотность должна быть pH 0,8… 1,2. При необходимости добавляют недостающее количество кислоты в соответствии с ее плотностью, приведенной ниже.
Плотность кислоты, г/см3 1,14 1,15 1,16 1,17 1,18 1,19 1,20 Количество кислоты, г/л 20 19 18 17 16 15 14 Количество кислоты, см*/л……. 18 16,6 15,5 14,6 13,6 12,6 11,6
Приготовленный таким образом электролит следует проработать током при плотности 30 А/дм2 и соотношение поверхностей анодов и катодов Sa : SK = 2 : 1 в течение двух часов.
Удельный вес электролита (плотность) г/см8 1,12 1,15 1,17 1,20 1,23 1,26 1,29 1,32 1,35 Концентрация железа, г/л … 200 260 300 350 400 450 500 550 600. Контроль кислотности электролита можно осуществлять с помощью индикаторной бумаги «Рифан» с pH 0,3 …2,2 или потенциометров ЛПУ-01, ЛПМ-60.
17.6: Гальваника — Химия LibreTexts
Последнее обновление
Сохранить как PDF
Идентификатор страницы
49555
Эд Витц, Джон В. Мур, Джастин Шорб, Ксавьер Прат-Ресина, Тим Вендорф и Адам Хан
Цифровая библиотека химического образования (ChemEd DL)
Важным промышленным применением электролиза является нанесение покрытия из одного металла на другой. Типичным примером является бампер автомобиля. Он сделан из стали, а затем покрыт тонким слоем хрома, чтобы сделать его устойчивым к ржавчине и царапинам. Многие другие металлические предметы, такие как булавки, винты, ремешки для часов и дверные ручки, сделаны из одного металла, а поверхность покрыта другим металлом.
Ячейка для гальваники работает почти так же, как ячейка, используемая для очистки меди. Покрываемый объект используется в качестве катода, а электролит содержит некоторое ионное соединение металла, подлежащего покрытию. По мере прохождения тока это соединение восстанавливается до металла и осаждается на поверхности катода. Например, при хромировании электролитом обычно является раствор бихромата калия, K 9{-} \rightarrow \text{2Cr}(s) + \text{7 H}_2\text{O}(l) \nonumber \]
Другими металлами, на которые часто наносят гальваническое покрытие, являются серебро, никель, олово и цинк.
В случае серебра электролит должен содержать многоатомный ион Ag(CN) 2 – , а не Ag + . В противном случае твердое серебро будет осаждаться в виде зубчатых кристаллов вместо блестящего однородного слоя.
Эта страница под названием 17.6: Гальваническое покрытие распространяется под лицензией CC BY-NC-SA 4.0, авторами, ремиксами и/или кураторами являются Эд Витц, Джон В. Мур, Джастин Шорб, Ксавье Прат-Ресина, Тим Вендорф, и Адам Хан.
Наверх
Была ли эта статья полезной?
Тип изделия
Раздел или Страница
Автор
ХимПРАЙМ
Лицензия
CC BY-NC-SA
Версия лицензии
4,0
Показать страницу TOC
№ на стр.
Теги
гальваническое покрытие
Хромирование (гальваническое покрытие) — New Method Plating Company, Inc
(Щелкните инфографику, чтобы увеличить)
Декоративное хромирование — это многоэтапный процесс гальванического покрытия, при котором на деталь наносится хром для повышения эстетической привлекательности, предотвращения коррозии и повысить твердость и износостойкость поверхности. Детали помещают в большие резервуары, содержащие смесь кислот, органических химикатов, щелочей, металлов и воды. После погружения через раствор проходит электрический ток. Это вытягивает растворенные ионы металлов из раствора и осаждает их на покрываемую деталь.
Компания New Method Plating уже более 80 лет является ведущим поставщиком услуг в области декоративного хромирования. Наш семейный бизнес известен быстрыми сроками выполнения работ и высоким качеством, что делает нас идеальным партнером для удовлетворения ваших потребностей в гальванике. Мы стремимся к постоянному совершенствованию и высочайшим стандартам качества во всех сферах нашего бизнеса, получив множество престижных отраслевых сертификатов, в том числе:
ISO 9001:2015
AS9100
Nadcap AS7108
Запрос цен
Преимущества декоративного хромирования
Декоративное гальваническое хромирование ценится не только за его эстетические качества, но и за множество других полезных характеристик, которые помогают поддерживать эффективность и долговечность. Единственное предостережение заключается в том, что он должен применяться обученным и опытным профессионалом для обеспечения оптимальных результатов. К преимуществам хромирования относятся:
Прилипает к различным поверхностям, формам и размерам компонентов и оборудования
Идеально подходит для оборудования, подвергающегося воздействию едких элементов
Повышает коррозионную стойкость и увеличивает прочность
Повышает долговечность, производительность и устойчивость к износу
Отрасли и области применения
Хромирование обычно используется на различных деталях коммерческих и промышленных автомобилей которые подвержены воздействию погоды. Это помогает деталям противостоять износу и деградации из-за постоянного воздействия элементов. Хромирование также увеличивает долговечность, повышает производительность и обеспечивает длительный жизненный цикл продукта, что делает его идеальным для различных коммерческих и промышленных применений.
Еще одной отраслью, в которой выгодно использовать декоративное хромирование, является автомобилестроение. Поскольку эта отрасль ценит эстетику, коррозионную стойкость и долговечность, хромирование используется для различных компонентов автомобилей и мотоциклов, таких как выхлопные трубы, детали двигателя, диски и многое другое, для обеспечения оптимальной производительности.
Прочие области применения хромирования:
Кухонная утварь
Инструменты премиум-класса и краны
Бытовая техника
Освещение
Декоративные элементы
Типы хромового покрытия
Не все гальванические хромовые покрытия одинаковы. Промышленный хром отличается от более привычного декоративного хрома. Промышленное хромирование в первую очередь предназначено для обеспечения износостойкости и не является отделкой, которую мы предлагаем, в то время как декоративное хромирование предназначено в первую очередь для эстетических целей и представляет собой отделочную услугу, которую мы предлагаем и в которой мы преуспеваем.
 С помощью самостоятельно изготовленных сварочных аппаратов выполняются всевозможные металлоконструкции, заборы из арматуры, осуществляется правка поверхностей кузовных панелей без необходимости разборки обшивки.
С помощью самостоятельно изготовленных сварочных аппаратов выполняются всевозможные металлоконструкции, заборы из арматуры, осуществляется правка поверхностей кузовных панелей без необходимости разборки обшивки.





 Если планируется постоянно использовать оборудование, то предпочтительно приобрести уже готовый заводской пистолет, который отличается простотой конструкции, надежностью и долговечностью. Если же споттер изготавливается для нерегулярного использования, то вполне по силам собрать рабочий пистолет из подручных приспособлений.
Если планируется постоянно использовать оборудование, то предпочтительно приобрести уже готовый заводской пистолет, который отличается простотой конструкции, надежностью и долговечностью. Если же споттер изготавливается для нерегулярного использования, то вполне по силам собрать рабочий пистолет из подручных приспособлений.
 Крепление кабеля можно выполнить при помощи двух гаек и болта с резьбой в М10.
Крепление кабеля можно выполнить при помощи двух гаек и болта с резьбой в М10.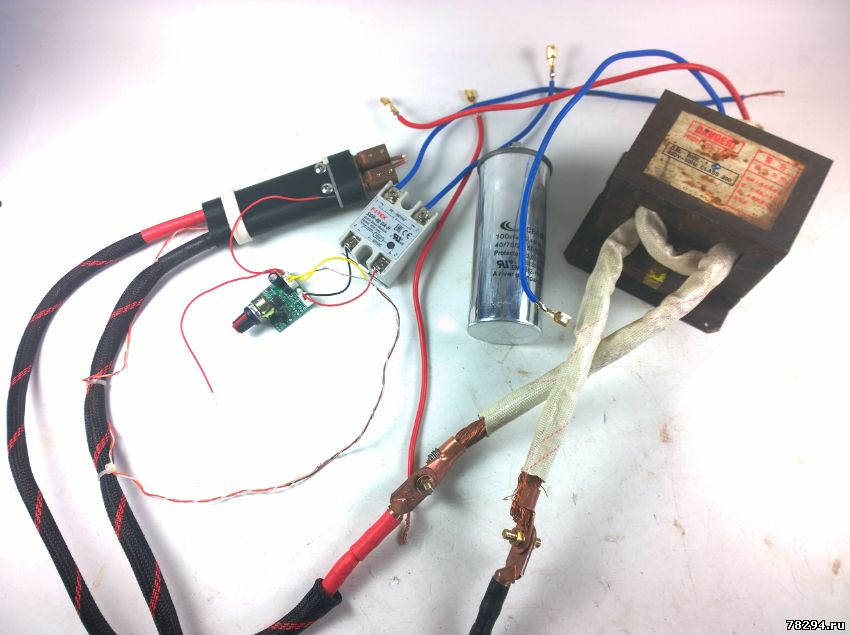 Отдельные схемы исполнения споттера подразумевают возможность переключения режимов работы, когда используемый инвертор может работать как классический сварочный аппарат, так и устройство для точечной сварки.
Отдельные схемы исполнения споттера подразумевают возможность переключения режимов работы, когда используемый инвертор может работать как классический сварочный аппарат, так и устройство для точечной сварки. Один из них – споттер. Если у вас недостаточно денежных средств, то собрать споттер для кузовного ремонта своими руками – задача вполне разрешимая. Что представляет собой этот агрегат?
Один из них – споттер. Если у вас недостаточно денежных средств, то собрать споттер для кузовного ремонта своими руками – задача вполне разрешимая. Что представляет собой этот агрегат? Именно в его диагональ будет включен тиристор (V9) электронного реле.
Именно в его диагональ будет включен тиристор (V9) электронного реле. Максимальная длительность импульса – около 0,1 сек. За этот промежуток времени электроток во вторичной обмотке достигает 350-500 А. Оптимальный режим сваривания можно настраивать резистором R1.
Максимальная длительность импульса – около 0,1 сек. За этот промежуток времени электроток во вторичной обмотке достигает 350-500 А. Оптимальный режим сваривания можно настраивать резистором R1. Поэтому рекомендуется наложить поверх сетевых (первичных) обмоток не менее 5-6 слоев ткани.
Поэтому рекомендуется наложить поверх сетевых (первичных) обмоток не менее 5-6 слоев ткани. Его сечение должно быть не меньше 50 мм². На другой стороне кабеля должен быть силовой разъем для присоединения к споттеру.
Его сечение должно быть не меньше 50 мм². На другой стороне кабеля должен быть силовой разъем для присоединения к споттеру.

 Это убережет древесину от расщепления.
Это убережет древесину от расщепления.

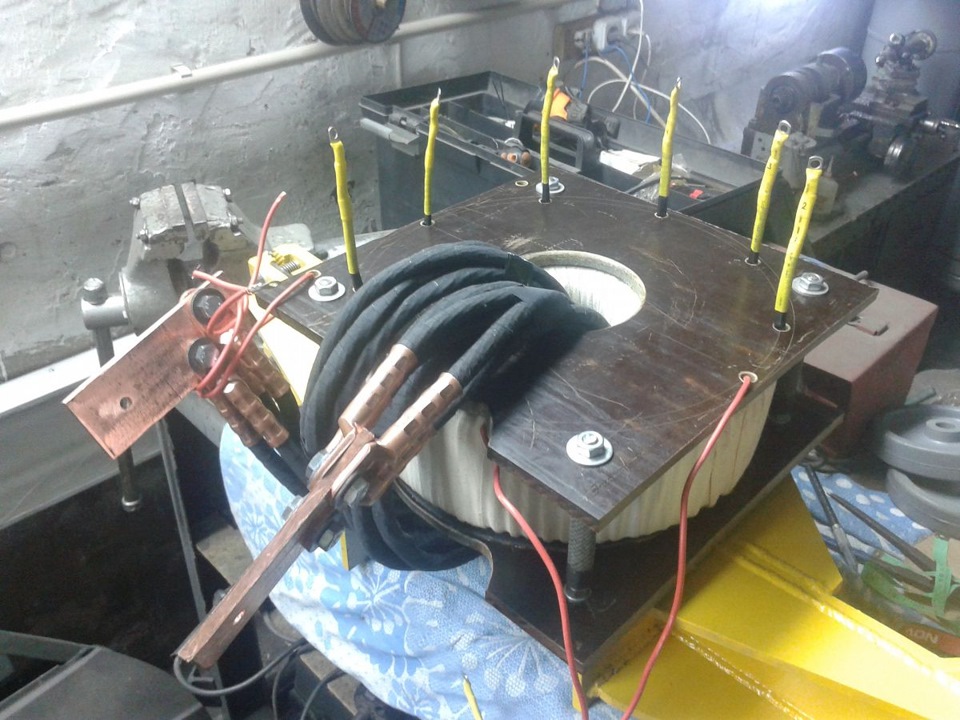 5” wood screws
5” wood screws


 Если вы знаете, что не получите его, или даже если вы как бы думаете, что не получите его… ПОД ЗАЛОГ! Если у вас есть корректировщик и защитное снаряжение, пусть они помогут вам, пока вы пытаетесь доказать, что вы супермен. Если вы одни или у вас нет защитного снаряжения… Убирайтесь как можно скорее.
Если вы знаете, что не получите его, или даже если вы как бы думаете, что не получите его… ПОД ЗАЛОГ! Если у вас есть корректировщик и защитное снаряжение, пусть они помогут вам, пока вы пытаетесь доказать, что вы супермен. Если вы одни или у вас нет защитного снаряжения… Убирайтесь как можно скорее.  Вы захотите узнать, как делать все это, когда придет время, но вы держите пари, что с вами этого не произойдет.
Вы захотите узнать, как делать все это, когда придет время, но вы держите пари, что с вами этого не произойдет.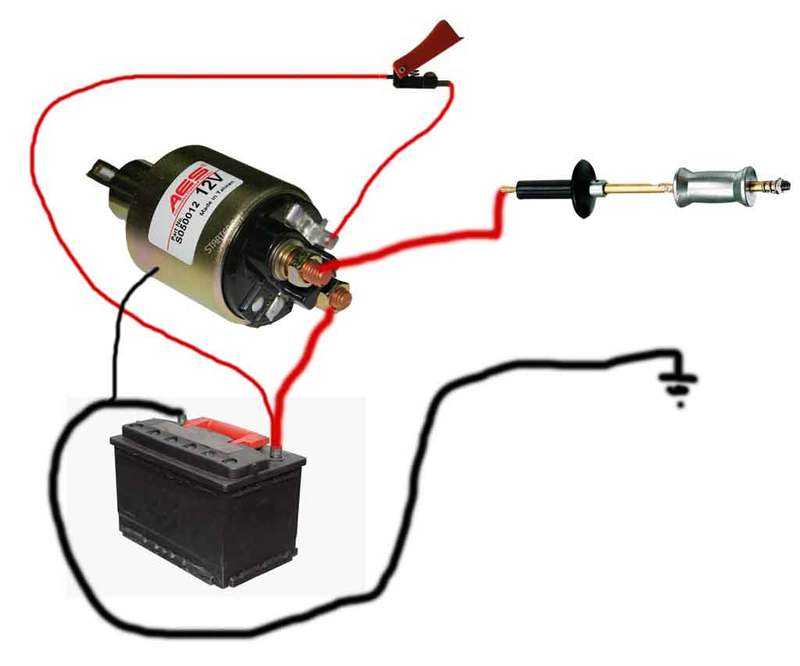


 Консультацию по всему спектру вам окажет специалист нашей компании.
Консультацию по всему спектру вам окажет специалист нашей компании. rar
rar

 Для этого используется специализированное заточное оборудование, при обязательном охлаждении. Уровень заточки токарных резцов серьезно влияет на качество обрабатываемой поверхности.
Для этого используется специализированное заточное оборудование, при обязательном охлаждении. Уровень заточки токарных резцов серьезно влияет на качество обрабатываемой поверхности. Используйте этот инструмент с рукояткой, подходящей для вала 5/8″. Рекомендуется использовать либо модульную рукоятку для токарного станка, либо рукоятку Woodcut Prom-Forme 20″, каждая из которых продается отдельно.
Используйте этот инструмент с рукояткой, подходящей для вала 5/8″. Рекомендуется использовать либо модульную рукоятку для токарного станка, либо рукоятку Woodcut Prom-Forme 20″, каждая из которых продается отдельно. ..
..



 Благодаря этому аппарат позволяет выполнять струйные работы для т..
Благодаря этому аппарат позволяет выполнять струйные работы для т..
 000 часами эксплуатации.
000 часами эксплуатации.
 .
.
 Пылесос изготовлен в компактных габаритах, бесшумен работе, а так же при по..
Пылесос изготовлен в компактных габаритах, бесшумен работе, а так же при по.. .
. .
.
 Агрегат питается только воздухом под давлением, без подачи электроэнергии. При этом замкнутый контур движения потоков устанавливает минимальный уровень пылевыделения, максимальную безопасность для специалиста, выполняющего пескоструйную или дробеструйную обработку. Благодаря значительной мощности оборудования HS-URS-200P, заказчик сможет выполнять большие объёмы в сжатые сроки.
Агрегат питается только воздухом под давлением, без подачи электроэнергии. При этом замкнутый контур движения потоков устанавливает минимальный уровень пылевыделения, максимальную безопасность для специалиста, выполняющего пескоструйную или дробеструйную обработку. Благодаря значительной мощности оборудования HS-URS-200P, заказчик сможет выполнять большие объёмы в сжатые сроки.
 Вакуумная система пневматического пылесоса, используемая в производстве аппарата, безопасна, чрезвычайно проста и исключительно надёжна.
Вакуумная система пневматического пылесоса, используемая в производстве аппарата, безопасна, чрезвычайно проста и исключительно надёжна.

 А применение пользователем стальной дроби делает эту машину полноценной дробеструйной установкой с пылесосом и возвратом дроби.
А применение пользователем стальной дроби делает эту машину полноценной дробеструйной установкой с пылесосом и возвратом дроби. Основные плюсы беспылевой вакуумной установки с возвратом абразива:
Основные плюсы беспылевой вакуумной установки с возвратом абразива:
 Всасывающий агрегатный блок моментально собирает используемый абразив, очищает и использует его повторно, не выпуская наружу пылеобразования.
Всасывающий агрегатный блок моментально собирает используемый абразив, очищает и использует его повторно, не выпуская наружу пылеобразования.

 Автоматически выполняется сепарация и регенерация, экономится абразив, обеспечивается чистая атмосфера в помещении.
Автоматически выполняется сепарация и регенерация, экономится абразив, обеспечивается чистая атмосфера в помещении.

 Здесь замкнутая система струи незаменима. Она исключает попадание в окружающее пространство пыльных частиц, отделяющихся от металлоконструкций, подвергаемых обработке. Работая по принципу вакуумного пылесоса, беспыльная дробеструйная установка всасывает пыль и абразив с последующей цикличной регенерацией дроби и постоянным пылеудалением.
Здесь замкнутая система струи незаменима. Она исключает попадание в окружающее пространство пыльных частиц, отделяющихся от металлоконструкций, подвергаемых обработке. Работая по принципу вакуумного пылесоса, беспыльная дробеструйная установка всасывает пыль и абразив с последующей цикличной регенерацией дроби и постоянным пылеудалением. Высокая скорость гранул приводит к удовлетворительным результатам при удалении загрязнений и краски. Из-за этого эту технологию минимально-абразивной очистки также называют системой очистки с отрицательным давлением или мягкой струйной очисткой. Оборудование для очистки нельзя сравнивать с мойкой высокого давления или струйной обработкой сухим льдом.
Высокая скорость гранул приводит к удовлетворительным результатам при удалении загрязнений и краски. Из-за этого эту технологию минимально-абразивной очистки также называют системой очистки с отрицательным давлением или мягкой струйной очисткой. Оборудование для очистки нельзя сравнивать с мойкой высокого давления или струйной обработкой сухим льдом. Через струйную трубку (7) гранулят попадает на обрабатываемую поверхность (8) . Перемещая струйную насадку (7) , поверхность можно быстро и без пыли очистить, зачистить или придать ей шероховатость. Процесс можно оптимально отслеживать и контролировать с помощью 3 панелей технического зрения (9) . После удара гранулы (2) , и удаленные частицы грязи немедленно снова всасываются. Через всасывающий шланг (10) абразивная смесь поступает в верхнюю часть станка. Там он разделяется по циклонному принципу. Частицы грязи попадают в фильтр тонкой очистки (11) , а гранулы попадают в средний контейнер. Для повторного использования гранул заслонка (12) открывается, и гранулы попадают в контейнер для хранения (1). Крупные частицы удерживаются на сите (13). Рабочий процесс начинается снова.
Через струйную трубку (7) гранулят попадает на обрабатываемую поверхность (8) . Перемещая струйную насадку (7) , поверхность можно быстро и без пыли очистить, зачистить или придать ей шероховатость. Процесс можно оптимально отслеживать и контролировать с помощью 3 панелей технического зрения (9) . После удара гранулы (2) , и удаленные частицы грязи немедленно снова всасываются. Через всасывающий шланг (10) абразивная смесь поступает в верхнюю часть станка. Там он разделяется по циклонному принципу. Частицы грязи попадают в фильтр тонкой очистки (11) , а гранулы попадают в средний контейнер. Для повторного использования гранул заслонка (12) открывается, и гранулы попадают в контейнер для хранения (1). Крупные частицы удерживаются на сите (13). Рабочий процесс начинается снова. Благодаря высокоскоростному удару твердые вещества могут быть разрушены и удалены. Загрязнения, такие как известняк или селитра, можно легко и тщательно очистить без каких-либо затруднений. Однако в случае мягких веществ энергия поглощается. Это означает, что загрязнения, такие как жевательная резинка, не могут быть удалены с поверхности с помощью этой технологии. Также для работы этого очистительного оборудования необходима сухая поверхность.
Благодаря высокоскоростному удару твердые вещества могут быть разрушены и удалены. Загрязнения, такие как известняк или селитра, можно легко и тщательно очистить без каких-либо затруднений. Однако в случае мягких веществ энергия поглощается. Это означает, что загрязнения, такие как жевательная резинка, не могут быть удалены с поверхности с помощью этой технологии. Также для работы этого очистительного оборудования необходима сухая поверхность.

 Модель 6397 поставляется с барабаном, тележкой для барабана, 20-футовым шлангом для сжатого воздуха, комплектом сверхмощных аксессуаров и 10-футовым вакуумным шлангом для снятия статического электричества, что позволяет легко очищать HDDV в радиусе 25 футов. Достаточно большой, чтобы добраться до каждого угла комнаты клиента размером 25 на 25 футов.
Модель 6397 поставляется с барабаном, тележкой для барабана, 20-футовым шлангом для сжатого воздуха, комплектом сверхмощных аксессуаров и 10-футовым вакуумным шлангом для снятия статического электричества, что позволяет легко очищать HDDV в радиусе 25 футов. Достаточно большой, чтобы добраться до каждого угла комнаты клиента размером 25 на 25 футов.



 Теперь инструмент готов к работе.
Теперь инструмент готов к работе. После остывания их изолируют при помощи изоленты, чтобы избежать коротких замыканий при работе.
После остывания их изолируют при помощи изоленты, чтобы избежать коротких замыканий при работе. Если перестараться, он может капнуть на стол, руку или еще хуже – на паяемую микросхему
Если перестараться, он может капнуть на стол, руку или еще хуже – на паяемую микросхему Соблюдая идеальный баланс, припой самостоятельно принимает нужную форму и правильно обтекает контакты. Нужно стремиться именно к этому.
Соблюдая идеальный баланс, припой самостоятельно принимает нужную форму и правильно обтекает контакты. Нужно стремиться именно к этому.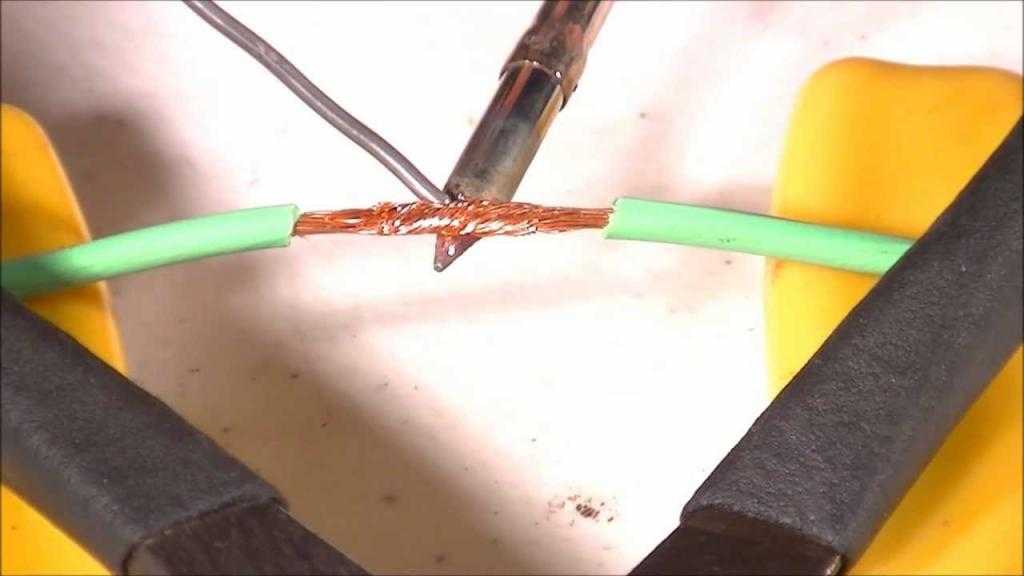
 Но до этого стоит доверить это дело специалистам, чтобы не рисковать дорогими предметами.
Но до этого стоит доверить это дело специалистам, чтобы не рисковать дорогими предметами. Подключение осуществляется при помощи провода, который соединяет заднюю часть паяльника с вилкой. Паяльник оснащен рукояткой для удобства пользования.
Подключение осуществляется при помощи провода, который соединяет заднюю часть паяльника с вилкой. Паяльник оснащен рукояткой для удобства пользования. Например, температура упомянутого ранее припоя ПОС-61 составляет 190 градусов. По причине проблем с разогревом припоев из твердой группы, ими не пользуются когда орудуют электрическими паяльниками.
Например, температура упомянутого ранее припоя ПОС-61 составляет 190 градусов. По причине проблем с разогревом припоев из твердой группы, ими не пользуются когда орудуют электрическими паяльниками.

 Для этого можно использовать канифоль, просто погрузил жало туда. Затем на поверхность наносят слой олова, и приступают к соединению деталей.
Для этого можно использовать канифоль, просто погрузил жало туда. Затем на поверхность наносят слой олова, и приступают к соединению деталей.
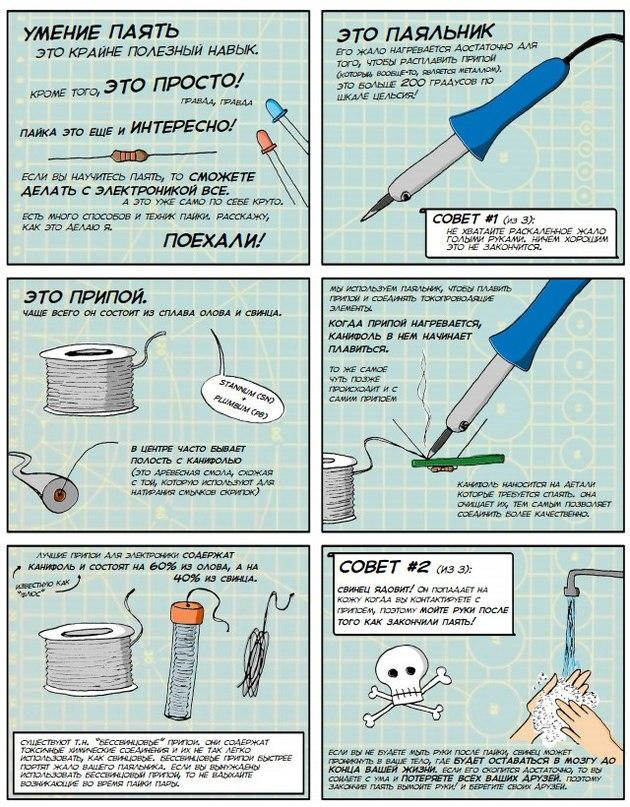 Путем воздействия на кнопку и пружину поршень поднимается и собирает припой.
Путем воздействия на кнопку и пружину поршень поднимается и собирает припой.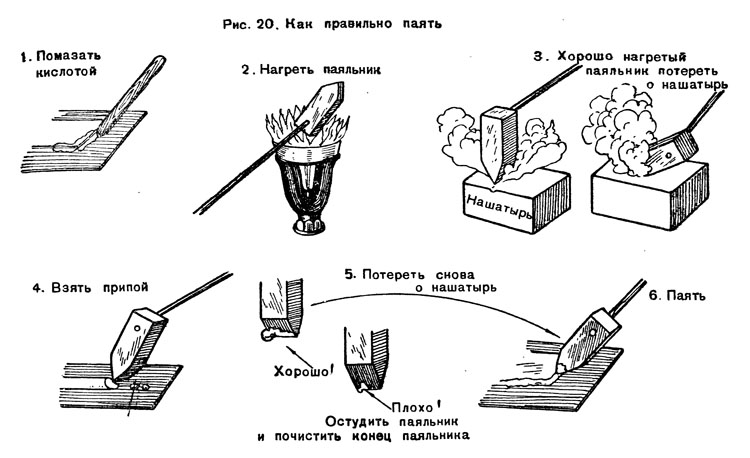 Сейчас производят трафареты, которые являются универсальными, они подойдут под самые распространенные типы микросхем.
Сейчас производят трафареты, которые являются универсальными, они подойдут под самые распространенные типы микросхем.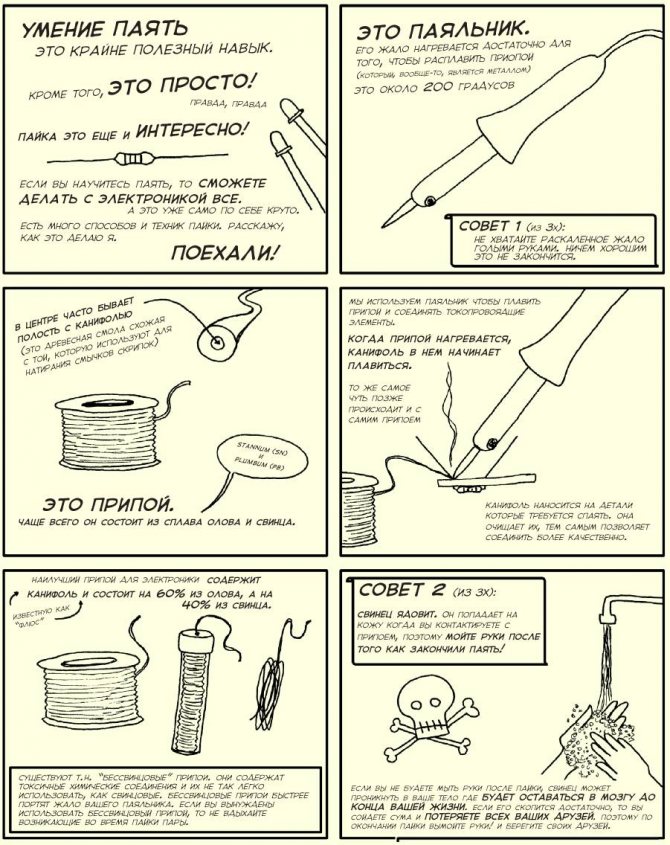 Можно воспользоваться антистатическим ковриком, подложить его под плату, ведь все радиодетали имеют чувствительность к статическому электричеству.
Можно воспользоваться антистатическим ковриком, подложить его под плату, ведь все радиодетали имеют чувствительность к статическому электричеству.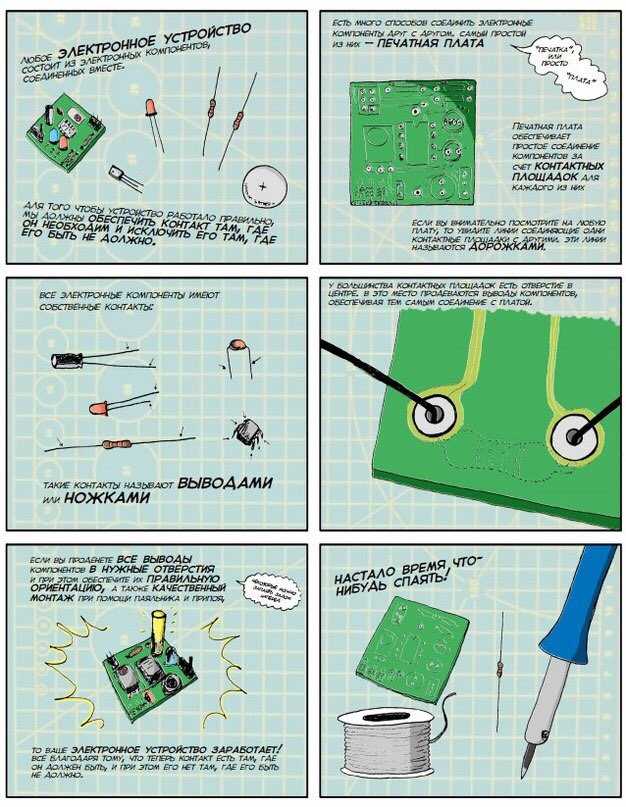

 Вам просто нужны правильные инструменты и знать очень простые методы. Паять хорошего качества несложно, и каждый может освоить его за несколько попыток.
Вам просто нужны правильные инструменты и знать очень простые методы. Паять хорошего качества несложно, и каждый может освоить его за несколько попыток. 

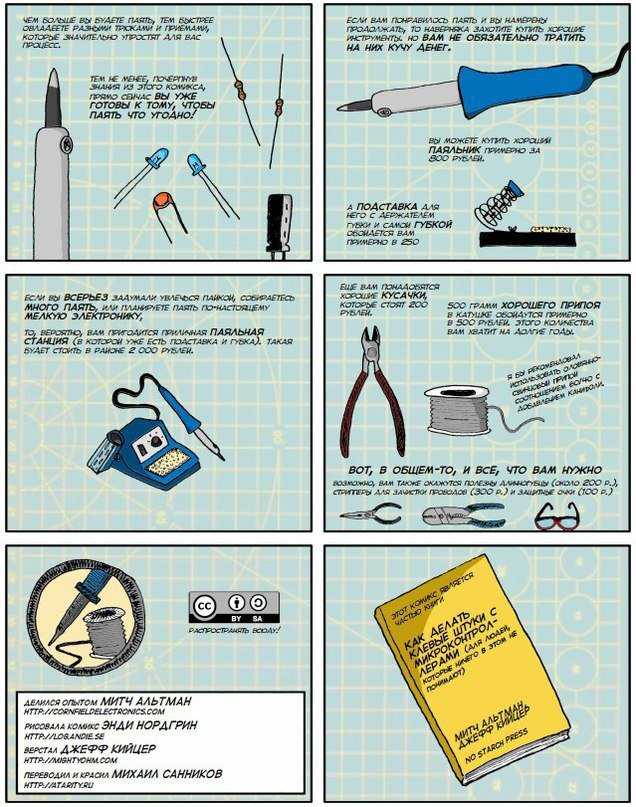 Наконечники бывают разных размеров и форм, чтобы приспособить любой компонент.
Наконечники бывают разных размеров и форм, чтобы приспособить любой компонент.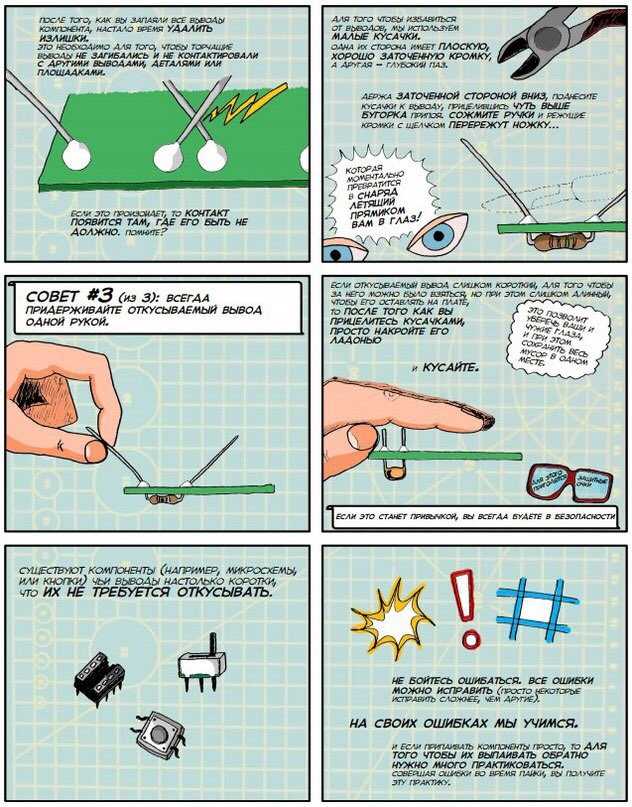 Есть аналоговые базы, у которых есть циферблат, контролирующий температуру, и есть цифровые базы, у которых есть кнопки для установки температуры и дисплей, показывающий текущую температуру.
Есть аналоговые базы, у которых есть циферблат, контролирующий температуру, и есть цифровые базы, у которых есть кнопки для установки температуры и дисплей, показывающий текущую температуру.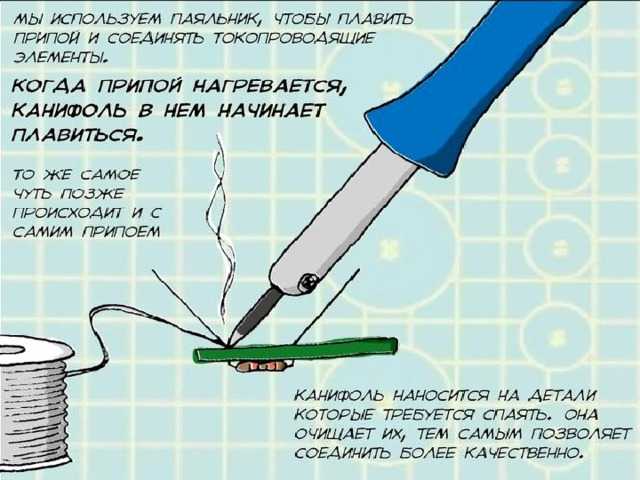 Теперь латунные губки стали стандартом для чистки наконечников.
Теперь латунные губки стали стандартом для чистки наконечников. 


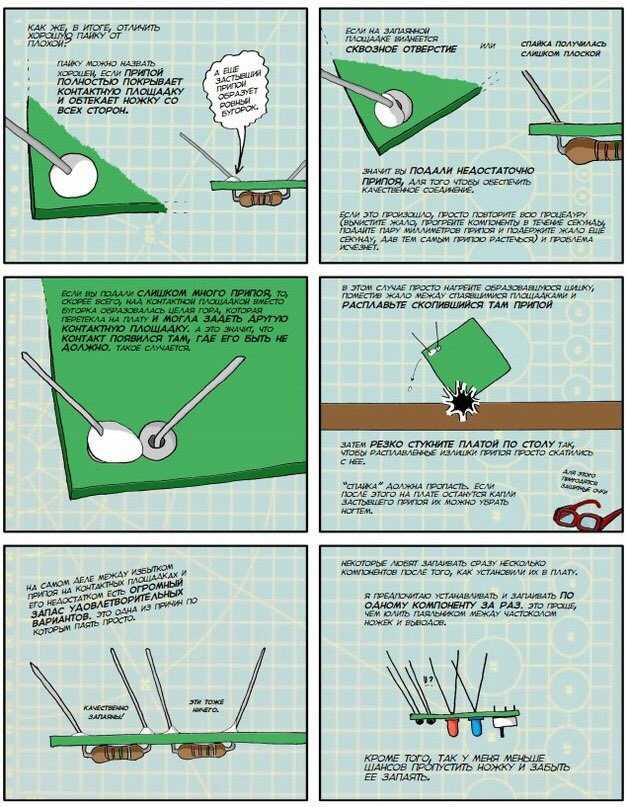
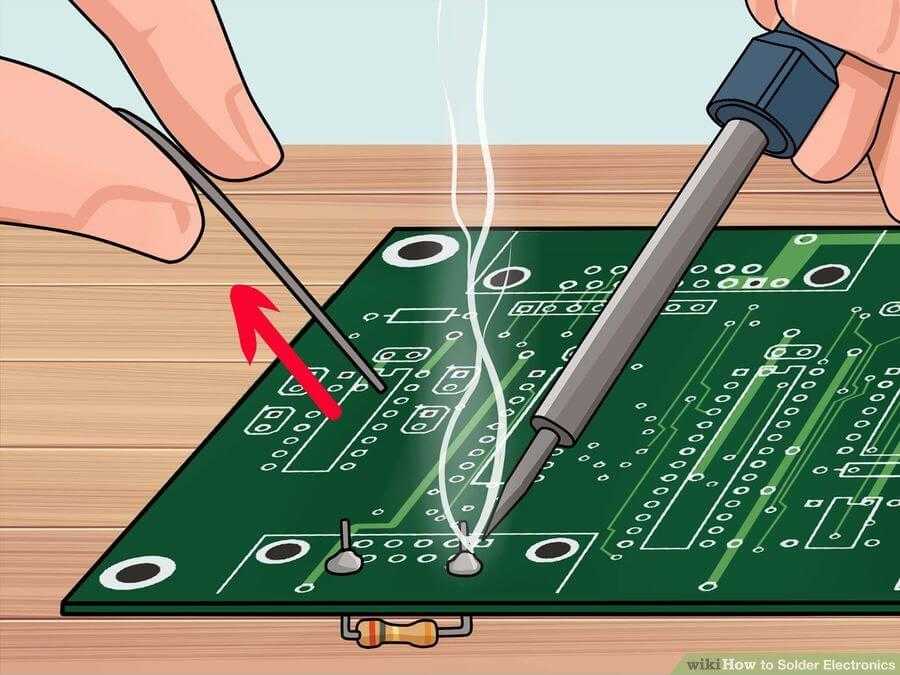 Имейте в виду, что провод сильно нагревается, поэтому вам следует удерживать его пинцетом или чем-то подобным.
Имейте в виду, что провод сильно нагревается, поэтому вам следует удерживать его пинцетом или чем-то подобным.

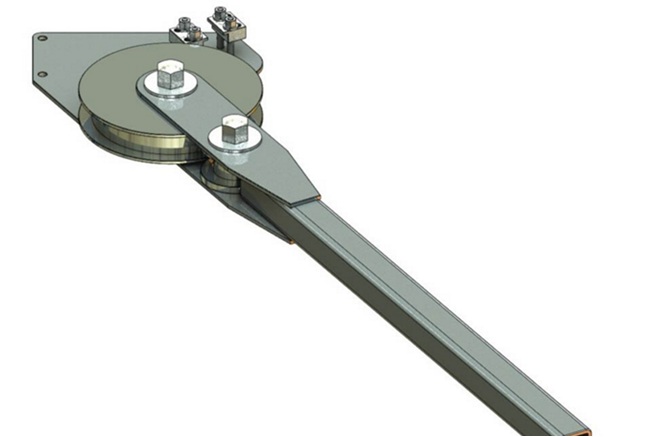
 Затем на планку 3
Затем на планку 3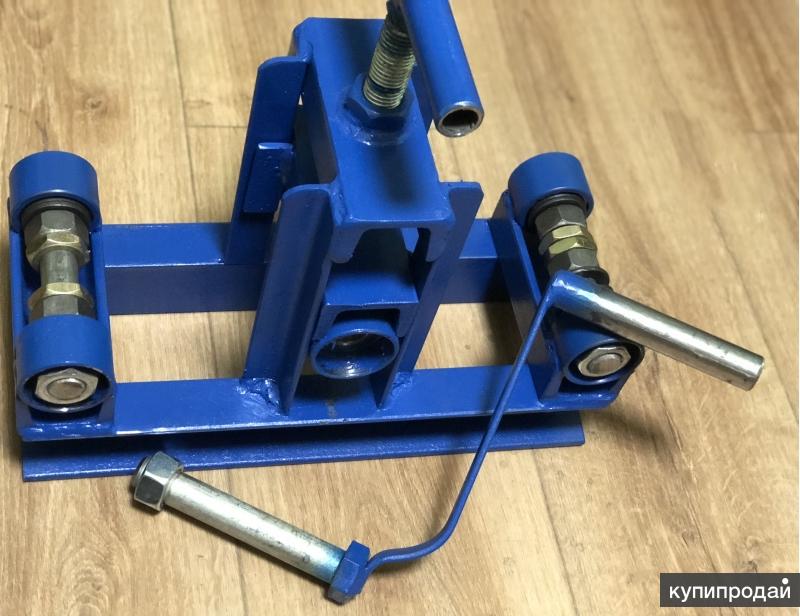 Контроль
Контроль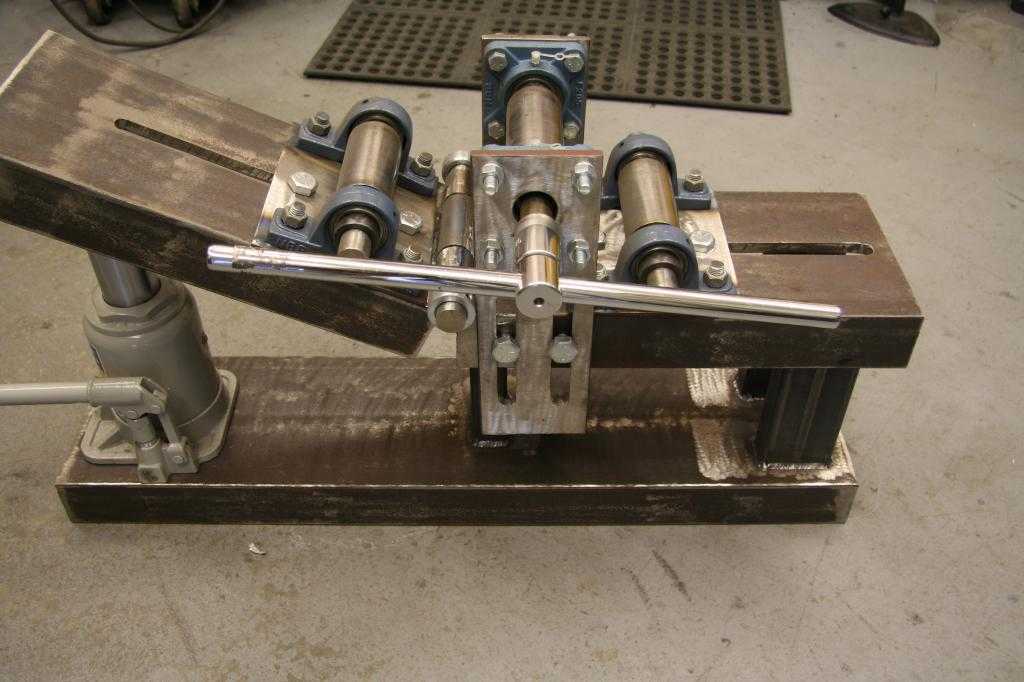 На этом
На этом Это предохраняет трубу от
Это предохраняет трубу от Все эти движения на
Все эти движения на Поскольку из-за отклонений
Поскольку из-за отклонений 12.1.
12.1. Эти автоматы
Эти автоматы При этом стенки
При этом стенки 12.20).
12.20). .2d
.2d 0 + mi
0 + mi 00 out of 5 based on 55 customer ratings
00 out of 5 based on 55 customer ratings 625 (1 5/8″) x 6.00CLR Набор матриц1.66 (труба 1 1/4″) x 4.5CLR Набор матриц1.66 (1 1/4″) x 6.00CLR Набор матриц1.75 x 4.5CLR Набор матриц 1,75 x 6,00CLR Набор матриц 75 квадратных x 4,5 CLR Набор матриц 1,00 SQUARE x 4,5CLR Набор матриц1,00 квадратных x 6,0CLR Набор матриц1,25 квадратных x 4,5CLR Набор матриц Набор матриц 1,50 Square x 6,00 CLR (2 зажимных блока) 30 мм x 114 мм CLR
625 (1 5/8″) x 6.00CLR Набор матриц1.66 (труба 1 1/4″) x 4.5CLR Набор матриц1.66 (1 1/4″) x 6.00CLR Набор матриц1.75 x 4.5CLR Набор матриц 1,75 x 6,00CLR Набор матриц 75 квадратных x 4,5 CLR Набор матриц 1,00 SQUARE x 4,5CLR Набор матриц1,00 квадратных x 6,0CLR Набор матриц1,25 квадратных x 4,5CLR Набор матриц Набор матриц 1,50 Square x 6,00 CLR (2 зажимных блока) 30 мм x 114 мм CLR Наш трубогиб для стальных труб прост в использовании, точен и портативен. Вы можете добавить «Hd Kit» (ссылка здесь), чтобы преобразовать любой M601 в M605, так что здесь нет угрызений совести покупателя! Текущее время выполнения заказов составляет от 1 до 4 рабочих дней для трубогибочных станков (с матрицами) и от 2 до 6 рабочих дней для машин с порошковым покрытием (сюда входят комплекты, содержащие трубогибочные станки и принадлежности).
Наш трубогиб для стальных труб прост в использовании, точен и портативен. Вы можете добавить «Hd Kit» (ссылка здесь), чтобы преобразовать любой M601 в M605, так что здесь нет угрызений совести покупателя! Текущее время выполнения заказов составляет от 1 до 4 рабочих дней для трубогибочных станков (с матрицами) и от 2 до 6 рабочих дней для машин с порошковым покрытием (сюда входят комплекты, содержащие трубогибочные станки и принадлежности). Вы можете забыть о гибочных станках «90 градусов 1 выстрел», которые останавливаются на 90. Наш гибочный станок может сделать 94 градуса за один выстрел (m601 с гидравликой MOST и модели m605 и m625 с любой гидравликой, которую мы продаем), а затем все модели продолжают и проходят дальше 180.
Вы можете забыть о гибочных станках «90 градусов 1 выстрел», которые останавливаются на 90. Наш гибочный станок может сделать 94 градуса за один выстрел (m601 с гидравликой MOST и модели m605 и m625 с любой гидравликой, которую мы продаем), а затем все модели продолжают и проходят дальше 180.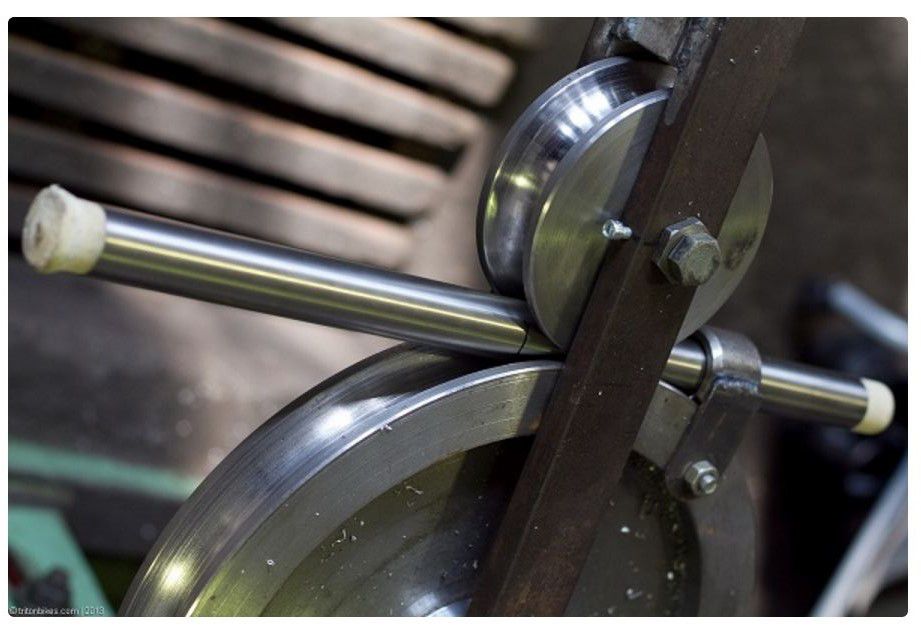

 Позвольте нам показать вам менее чем за 7 минут:
Позвольте нам показать вам менее чем за 7 минут: youtube.com/embed/OOcTqvgows4?feature=oembed» allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/OOcTqvgows4?feature=oembed» allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>  описание*)
описание*) Это готово к использованию прямо из коробки. Они поставляются в сборе с воздушным насосом и шлангом. Этот цилиндр предназначен ТОЛЬКО для увеличения мощности. Наш гибочный станок M600 включает специальный кронштейн и изготовленные на заказ оцинкованные стальные возвратные пружины ASTM PW с ЧПУ для надежного возврата именно этого цилиндра. Когда мы продаем эти цилиндры, мы проверяем масляный рычаг и доливаем их по мере необходимости, убеждаемся, что они не протекают, проверяем, что возвратное усилие соответствует нашим спецификациям, а затем мы также добавляем нашу обработанную на станке с ЧПУ ручку разблокировки к гидравлическому клапану. . Все детали, которые мы прикрепляем к этому цилиндру, сделаны здесь, в США.
Это готово к использованию прямо из коробки. Они поставляются в сборе с воздушным насосом и шлангом. Этот цилиндр предназначен ТОЛЬКО для увеличения мощности. Наш гибочный станок M600 включает специальный кронштейн и изготовленные на заказ оцинкованные стальные возвратные пружины ASTM PW с ЧПУ для надежного возврата именно этого цилиндра. Когда мы продаем эти цилиндры, мы проверяем масляный рычаг и доливаем их по мере необходимости, убеждаемся, что они не протекают, проверяем, что возвратное усилие соответствует нашим спецификациям, а затем мы также добавляем нашу обработанную на станке с ЧПУ ручку разблокировки к гидравлическому клапану. . Все детали, которые мы прикрепляем к этому цилиндру, сделаны здесь, в США. Это АБСОЛЮТНО самый длинный цилиндр, который помещается в машину. Они выдвигаются на 19″ (ход), и это больше, чем необходимо.
Это АБСОЛЮТНО самый длинный цилиндр, который помещается в машину. Они выдвигаются на 19″ (ход), и это больше, чем необходимо. Иногда нам приходится работать с этими цилиндрами, и краска на них трескается в тех местах, где мы вносим коррективы или изменения. Мы знаем, что это не идеально. Пожалуйста, поймите, что краска может быть не такой красивой, как другие части машины.
Иногда нам приходится работать с этими цилиндрами, и краска на них трескается в тех местах, где мы вносим коррективы или изменения. Мы знаем, что это не идеально. Пожалуйста, поймите, что краска может быть не такой красивой, как другие части машины. Также знайте, что цилиндр Northern Tool является самым длинным из подходящих. Наш кронштейн с возвратной пружиной предназначен для зажима ТОЛЬКО 33-мм гидравлических валов. Если вы приобретете гидравлический цилиндр с гидравлическим валом меньшего размера, возможно, он не сможет использовать нашу систему пружинного возврата.
Также знайте, что цилиндр Northern Tool является самым длинным из подходящих. Наш кронштейн с возвратной пружиной предназначен для зажима ТОЛЬКО 33-мм гидравлических валов. Если вы приобретете гидравлический цилиндр с гидравлическим валом меньшего размера, возможно, он не сможет использовать нашу систему пружинного возврата.
 Одним из ярчайших примеров использования такого механизма – талреп. С одной стороны его корпуса находится левая резьба, а с другой – правая. При его вращении крюк (кольцо или ушко), который имеется на винте, может приближаться или отдаляться.
Одним из ярчайших примеров использования такого механизма – талреп. С одной стороны его корпуса находится левая резьба, а с другой – правая. При его вращении крюк (кольцо или ушко), который имеется на винте, может приближаться или отдаляться. Это делает невозможным присоединение к кислородному баллону редуктор от баллона с пропаном.
Это делает невозможным присоединение к кислородному баллону редуктор от баллона с пропаном. Сразу хочется передать привет всем авиастроителям от СВП-строителей.
Сразу хочется передать привет всем авиастроителям от СВП-строителей. Раньше на автомобилях колёса тоже крепились с правой стороны правой резьбой, а с лева левой, но от этого отказались, неактуально
Раньше на автомобилях колёса тоже крепились с правой стороны правой резьбой, а с лева левой, но от этого отказались, неактуально arat сказал(а):
arat сказал(а):

 arat сказал(а):
arat сказал(а): 1 ступень. Передача косозубая
1 ступень. Передача косозубая Все с точностью до наоборот.
Все с точностью до наоборот. 1 ступень. Передача косозубая
1 ступень. Передача косозубая
 org/forum/viewtopic.php?t=2099879
org/forum/viewtopic.php?t=2099879 Нет там гаек на зажим.
Нет там гаек на зажим. И снимается шетерня достаточно легко, и никогда ничего не разобъет.
И снимается шетерня достаточно легко, и никогда ничего не разобъет. ..
.. Шлицы сделать точно и качественно, особенно в отверстии, сложно. Шпонка разбивается через 30 минут. Конус — вещь тоже тонкая, т.к. при шлифовке трудно точно угадать углы (и. соответственно, прилегание) внутреннего и наружного конуса. Главная сложность — гуляние конуса вдоль вала. Если вал — шестерня невозможна, то выходом из положения является сборка шпоночного соединения с ФИКСАТОРОМ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ DON DEAL 6692. Соприкасающиеся поверхности вала и шестерни покрываются фиксатором и поджимаются гайкой. Шестерня должна прижиматься гайкой к буртику вала с большим моментом затяжки, чтобы из соединения вышел воздух (фиксатор анаэробного типа). Я сделал 10 редукторов на EZ 30, все работают. Фиксатор продается в автомагазинах.
Шлицы сделать точно и качественно, особенно в отверстии, сложно. Шпонка разбивается через 30 минут. Конус — вещь тоже тонкая, т.к. при шлифовке трудно точно угадать углы (и. соответственно, прилегание) внутреннего и наружного конуса. Главная сложность — гуляние конуса вдоль вала. Если вал — шестерня невозможна, то выходом из положения является сборка шпоночного соединения с ФИКСАТОРОМ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ DON DEAL 6692. Соприкасающиеся поверхности вала и шестерни покрываются фиксатором и поджимаются гайкой. Шестерня должна прижиматься гайкой к буртику вала с большим моментом затяжки, чтобы из соединения вышел воздух (фиксатор анаэробного типа). Я сделал 10 редукторов на EZ 30, все работают. Фиксатор продается в автомагазинах.

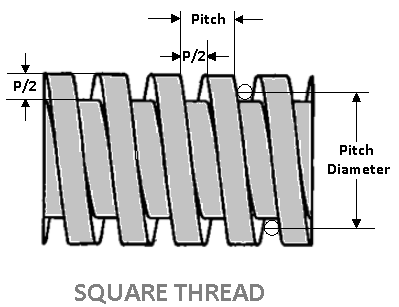 Я думаю, что верхнее положение было по часовой стрелке, нижнее — против часовой стрелки, среднее было закреплено как обычная отвертка. Можно даже биты поменять. Я бы показал вам картинку, но та, что я нашла, была написана автором.
Я думаю, что верхнее положение было по часовой стрелке, нижнее — против часовой стрелки, среднее было закреплено как обычная отвертка. Можно даже биты поменять. Я бы показал вам картинку, но та, что я нашла, была написана автором. Вот когда мне звонят.
Вот когда мне звонят. Любой, кто знает, какой конец молотка использовать, вероятно, использовал эту небольшую песенку, чтобы помочь им вспомнить, в какую сторону поворачивать гаечный ключ или отвертку. Это применимо почти во всех ситуациях, когда используется резьбовое крепление. До тех пор, пока вы не сядете на парусную лодку.
Любой, кто знает, какой конец молотка использовать, вероятно, использовал эту небольшую песенку, чтобы помочь им вспомнить, в какую сторону поворачивать гаечный ключ или отвертку. Это применимо почти во всех ситуациях, когда используется резьбовое крепление. До тех пор, пока вы не сядете на парусную лодку.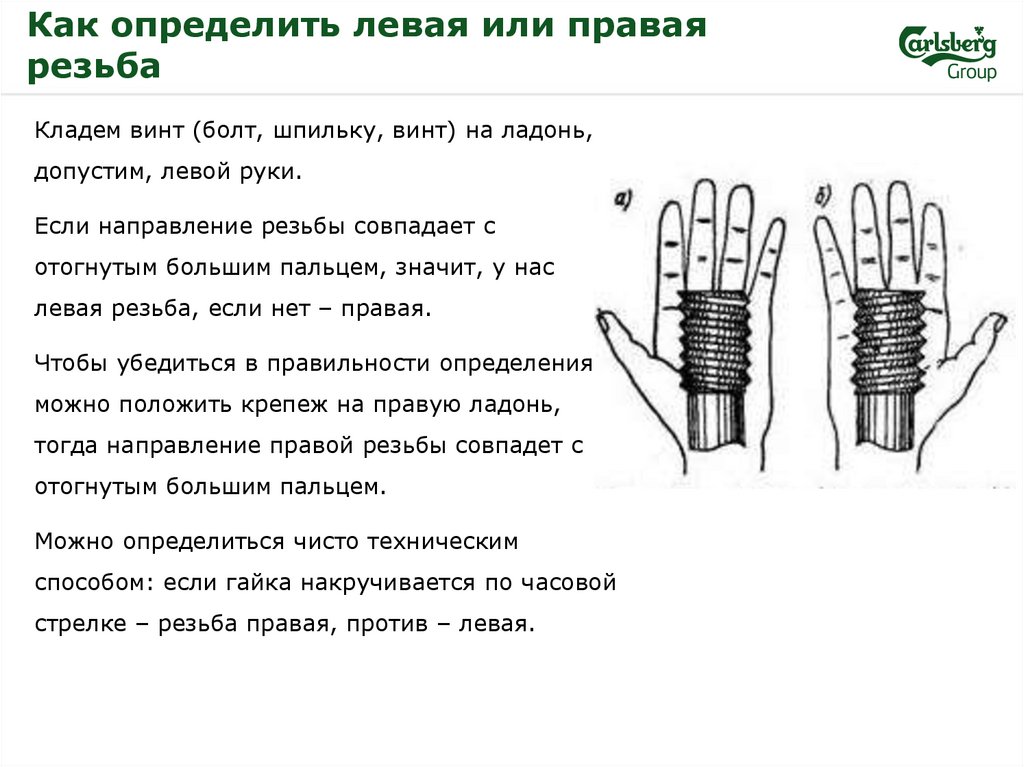 Совсем недавно европейские строители отказались от метрической грубой резьбы и теперь используют те же талрепы, что и строители США. Это также может сбивать с толку, поскольку они все еще используют проволоку метрического размера с талрепами британского размера.
Совсем недавно европейские строители отказались от метрической грубой резьбы и теперь используют те же талрепы, что и строители США. Это также может сбивать с толку, поскольку они все еще используют проволоку метрического размера с талрепами британского размера. У некоторых улиток есть левосторонние раковины, но лишь у очень немногих видов есть образцы того и другого.
У некоторых улиток есть левосторонние раковины, но лишь у очень немногих видов есть образцы того и другого.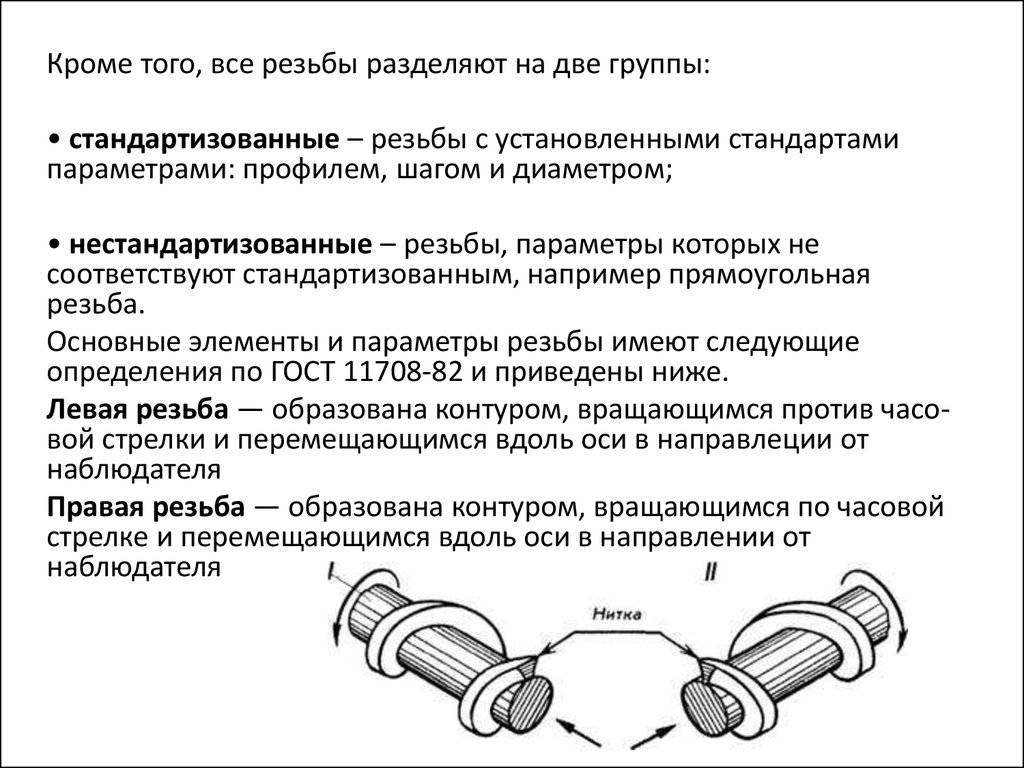
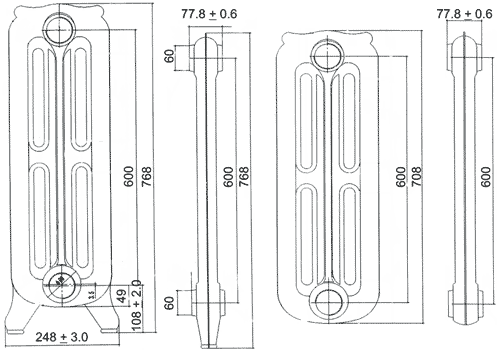
 Поэтому производители не указывают глубину.
Поэтому производители не указывают глубину.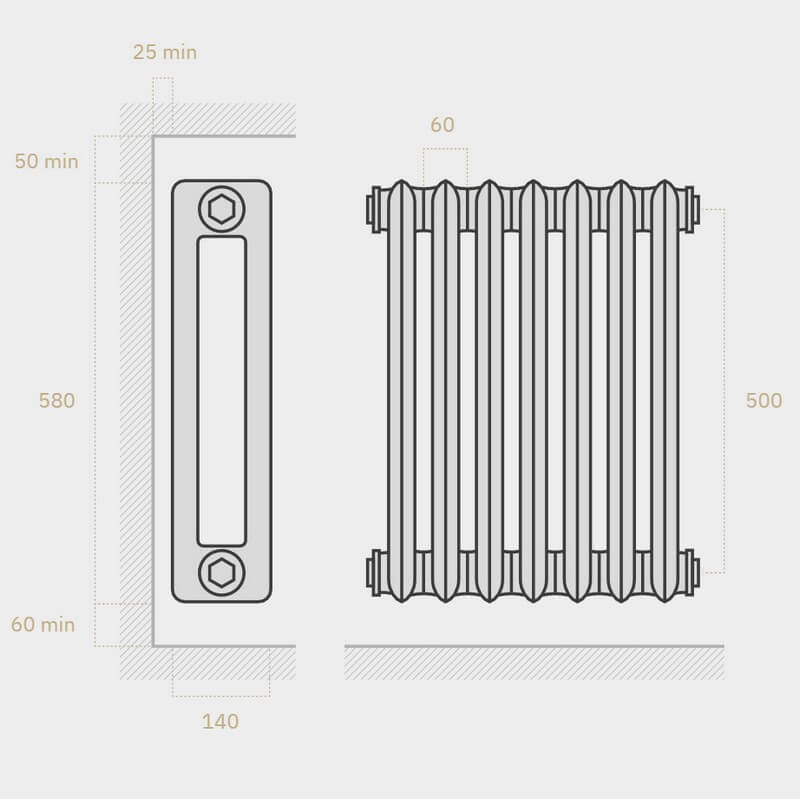 И в этом есть объективные причины.
И в этом есть объективные причины.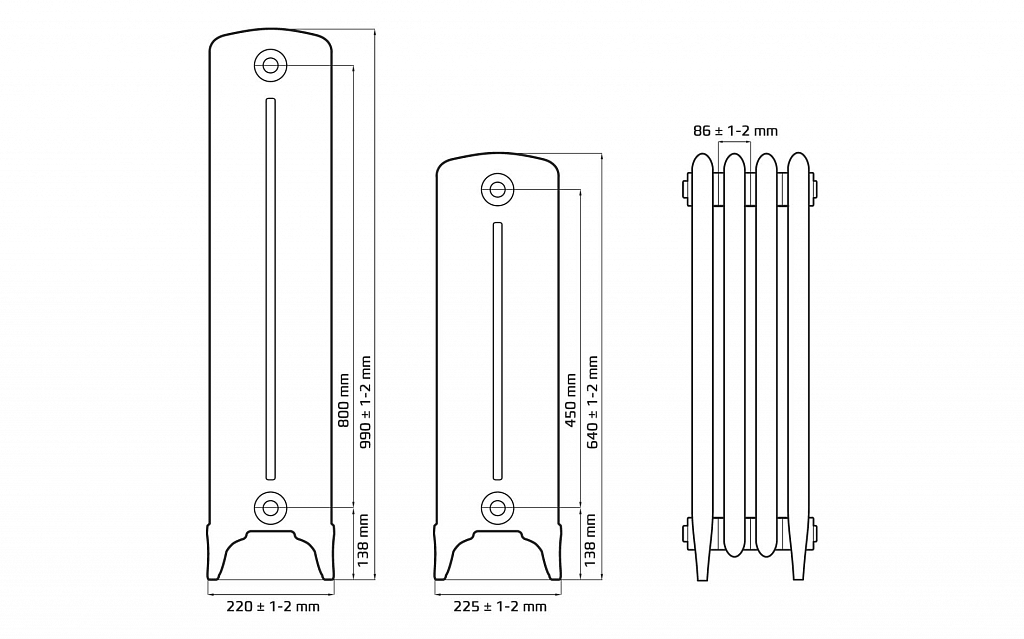 Стоит отметить, что сегодня в моде высокие чугунные радиаторы.
Стоит отметить, что сегодня в моде высокие чугунные радиаторы.
 ..
..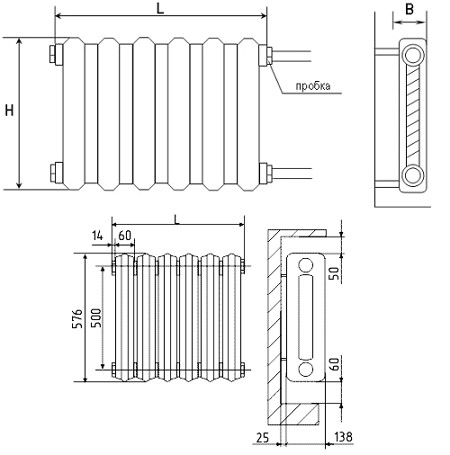 org/Article»>
org/Article»>
 Доступен в 4 высотах; 18″, 24″, 30″ и 36″.
Доступен в 4 высотах; 18″, 24″, 30″ и 36″. Этот шикарный радиатор, хотя и тонкий, по-прежнему обладает впечатляющей способностью нагревать большие помещения благодаря своей высокой теплоотдаче. Опять же, как и в случае с принцессой, в наши дни нам труднее найти герцогинь, и поэтому мы гордимся тем, что нашли несколько из них в нашем ассортименте.
Этот шикарный радиатор, хотя и тонкий, по-прежнему обладает впечатляющей способностью нагревать большие помещения благодаря своей высокой теплоотдаче. Опять же, как и в случае с принцессой, в наши дни нам труднее найти герцогинь, и поэтому мы гордимся тем, что нашли несколько из них в нашем ассортименте. Поэтому мы подготовили серию полезных руководств, которые помогут вам принять решение. Ниже приведена таблица, в которой подробно описаны все наши чугунные радиаторы с колоннами, а также некоторые из наиболее важных деталей. Чугунные радиаторы с колонной
Поэтому мы подготовили серию полезных руководств, которые помогут вам принять решение. Ниже приведена таблица, в которой подробно описаны все наши чугунные радиаторы с колоннами, а также некоторые из наиболее важных деталей. Чугунные радиаторы с колонной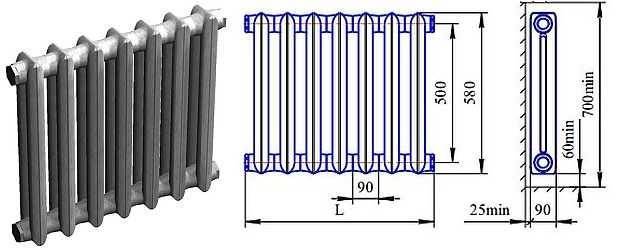 Только чугунные радиаторы Sovereign имеют пожизненную 25-летнюю гарантию в Великобритании.
Только чугунные радиаторы Sovereign имеют пожизненную 25-летнюю гарантию в Великобритании.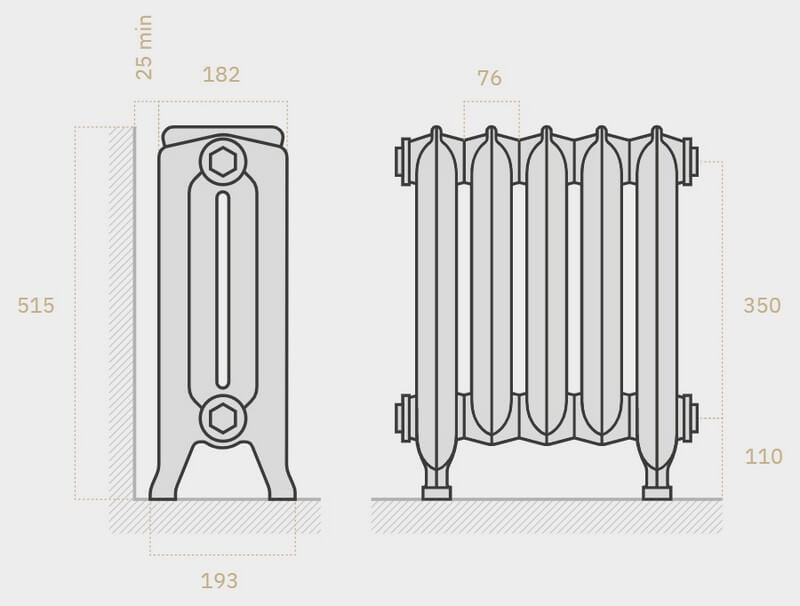 0069 Чугунные радиаторы Sovereign 660 мм,
0069 Чугунные радиаторы Sovereign 660 мм, 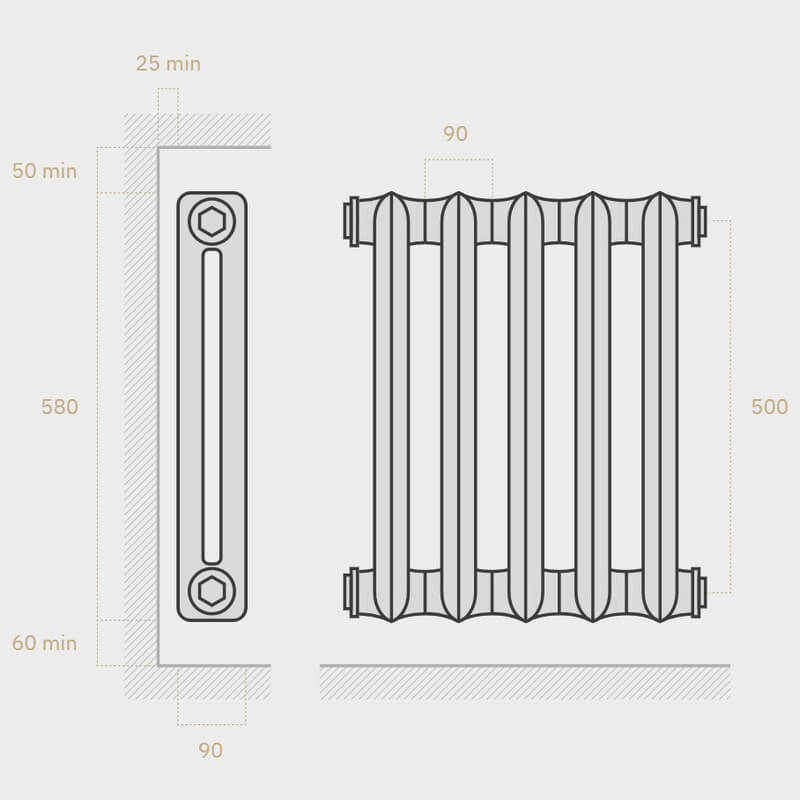
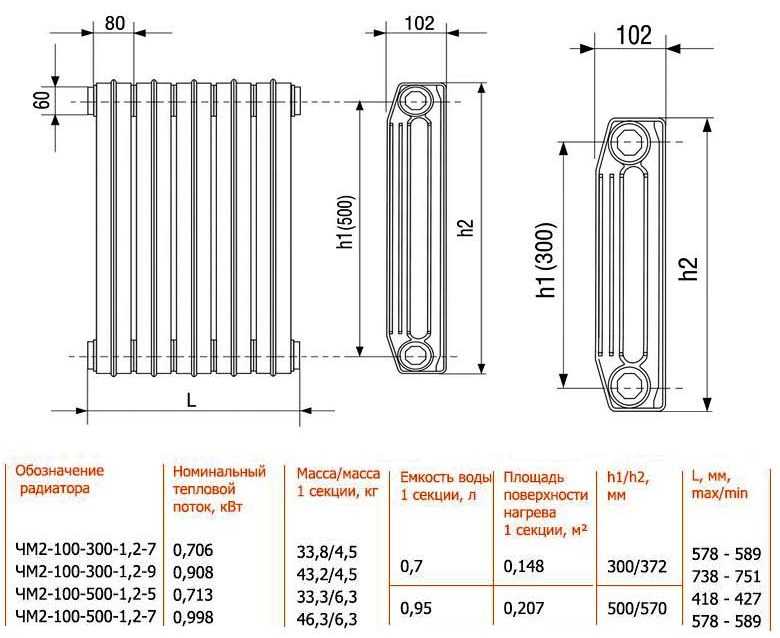

 2 мм, плоская, латунированная витая проволока Matrix
2 мм, плоская, латунированная витая проволока Matrix 3 мм Сибртех
3 мм Сибртех Комарово
Комарово Боровский
Боровский Червишево
Червишево Нижняя Тавда
Нижняя Тавда Богандинский
Богандинский — Средний — Ванная комната и душ
— Средний — Ванная комната и душ


 Предназначена для каменной и кирпичной кладки, для оштукатуривания стен, потолков и других поверхностей, в том числе под покраску, шпатлевание и поклейку обоев. Также смесь используется для предварительного выравнивания полов и для ремонта старой стяжки. Наносится на бетонные, цементно-известковые, цементно-песчаные, кирпичные и другие подготовленные основания. Для внутренних и наружных работ. Работы производятся при температуре от + 5°С до + 30°С во всех климатических зонах.
Предназначена для каменной и кирпичной кладки, для оштукатуривания стен, потолков и других поверхностей, в том числе под покраску, шпатлевание и поклейку обоев. Также смесь используется для предварительного выравнивания полов и для ремонта старой стяжки. Наносится на бетонные, цементно-известковые, цементно-песчаные, кирпичные и другие подготовленные основания. Для внутренних и наружных работ. Работы производятся при температуре от + 5°С до + 30°С во всех климатических зонах. Готовую смесь выдержать 5 минут для дозревания, затем перемешать повторно. Приготовленную смесь необходимо израсходовать в течение 1,5 часов. При приготовлении раствора необходимо соблюдать соотношение «сухая смесь-вода». Передозировка воды не допускается.
Готовую смесь выдержать 5 минут для дозревания, затем перемешать повторно. Приготовленную смесь необходимо израсходовать в течение 1,5 часов. При приготовлении раствора необходимо соблюдать соотношение «сухая смесь-вода». Передозировка воды не допускается. Верхний слой нанесённой смеси выровнять и затереть. Выровненную поверхность можно шлифовать, окрашивать или оклеивать обоями только после полного высыхания штукатурного слоя.
Верхний слой нанесённой смеси выровнять и затереть. Выровненную поверхность можно шлифовать, окрашивать или оклеивать обоями только после полного высыхания штукатурного слоя.

 Если вы ищете большую площадь или более сложный проект, возможно, стоит приобрести бетономешалка.
Если вы ищете большую площадь или более сложный проект, возможно, стоит приобрести бетономешалка.

 Использование половины сейчас предотвратит высыхание смеси до того, как вы сможете использовать ее всю — вы можете смешать другую половину позже.
Использование половины сейчас предотвратит высыхание смеси до того, как вы сможете использовать ее всю — вы можете смешать другую половину позже.

 Этот шаг должен быть выполнен как можно быстрее, так как вы хотите, чтобы раствор или бетонная смесь не высохли на инструментах, которые вы использовали, и не повредили их.
Этот шаг должен быть выполнен как можно быстрее, так как вы хотите, чтобы раствор или бетонная смесь не высохли на инструментах, которые вы использовали, и не повредили их.
 Чего вы, возможно, не осознавали, так это того, что приготовление партии материала — это, по сути, дело «просто добавь воды». Даже если вы никогда раньше этого не делали, вы сможете замешать бетон менее чем за час. Конечно, работа с бетоном – это нечто большее, чем простое смешивание материала. Но возможность добиться успеха — это первый шаг к созданию чего-то, что выдержит испытание временем. Как только вы познакомитесь с этой техникой, множество проектов «сделай сам» в доме и вокруг него полностью попадут в ваши возможности. К ним относятся создание дорожки, прочной столешницы или стильного устойчивого к погодным условиям кашпо. Чтобы быть на пути к таким полезным улучшениям дома, следуйте простым шагам, чтобы научиться смешивать бетон, как профессионал.
Чего вы, возможно, не осознавали, так это того, что приготовление партии материала — это, по сути, дело «просто добавь воды». Даже если вы никогда раньше этого не делали, вы сможете замешать бетон менее чем за час. Конечно, работа с бетоном – это нечто большее, чем простое смешивание материала. Но возможность добиться успеха — это первый шаг к созданию чего-то, что выдержит испытание временем. Как только вы познакомитесь с этой техникой, множество проектов «сделай сам» в доме и вокруг него полностью попадут в ваши возможности. К ним относятся создание дорожки, прочной столешницы или стильного устойчивого к погодным условиям кашпо. Чтобы быть на пути к таким полезным улучшениям дома, следуйте простым шагам, чтобы научиться смешивать бетон, как профессионал. Знайте, что для небольших проектов «сделай сам» вам понадобится вся сумка. Для более крупных проектов (например, патио) вам понадобится все это и еще кое-что. Скорее всего, будет достаточно нескольких полных мешков, хотя, в зависимости от поставленной задачи, вы можете не смешивать весь необходимый бетон за один раз. Если вы не знаете, сколько бетона нужно купить, воспользуйтесь калькулятором количества, подобным этому от Quikrete. Нужен ли вам весь пакет или только его часть, поместите пакет в свою тачку, разрежьте его и, осторожно подняв пакет вверх, высыпьте из него столько содержимого, сколько требуется для работы. В ветреный день проделайте этот шаг в помещении, возможно, в гараже, чтобы не устроить беспорядок.
Знайте, что для небольших проектов «сделай сам» вам понадобится вся сумка. Для более крупных проектов (например, патио) вам понадобится все это и еще кое-что. Скорее всего, будет достаточно нескольких полных мешков, хотя, в зависимости от поставленной задачи, вы можете не смешивать весь необходимый бетон за один раз. Если вы не знаете, сколько бетона нужно купить, воспользуйтесь калькулятором количества, подобным этому от Quikrete. Нужен ли вам весь пакет или только его часть, поместите пакет в свою тачку, разрежьте его и, осторожно подняв пакет вверх, высыпьте из него столько содержимого, сколько требуется для работы. В ветреный день проделайте этот шаг в помещении, возможно, в гараже, чтобы не устроить беспорядок. Будьте осторожны, чтобы не налить слишком много воды; вы всегда можете добавить больше, но вы не можете ничего убрать. И помните, что если вам нужна только часть бетонной смеси, например, половина или четверть, то вы должны соответствующим образом скорректировать «рецепт». Беспокоитесь о том, чтобы использовать слишком много или слишком мало? Развейте свою неуверенность, воспользовавшись кухонным мерным стаканом, чтобы наполнить лейку заранее тщательно отмеренным объемом воды.
Будьте осторожны, чтобы не налить слишком много воды; вы всегда можете добавить больше, но вы не можете ничего убрать. И помните, что если вам нужна только часть бетонной смеси, например, половина или четверть, то вы должны соответствующим образом скорректировать «рецепт». Беспокоитесь о том, чтобы использовать слишком много или слишком мало? Развейте свою неуверенность, воспользовавшись кухонным мерным стаканом, чтобы наполнить лейку заранее тщательно отмеренным объемом воды. Вот простой способ сделать это. Сначала отрежьте дно от пластикового или бумажного стаканчика. Затем придайте контейнеру форму конуса. Зачерпните достаточное количество бетона, чтобы заполнить конус, затем высыпьте его на плоскую поверхность. Если бетон рухнет примерно до половины высоты конуса, отлично — вы готовы к работе. Если бетон не теряет своей высоты, то есть если он вообще не оседает, вернитесь и добавьте еще немного воды. Если бетон разрушается значительно дальше половины высоты конуса, вы добавили слишком много воды и должны компенсировать это дополнительной смесью (или, в крайнем случае, можно использовать сухой песок).
Вот простой способ сделать это. Сначала отрежьте дно от пластикового или бумажного стаканчика. Затем придайте контейнеру форму конуса. Зачерпните достаточное количество бетона, чтобы заполнить конус, затем высыпьте его на плоскую поверхность. Если бетон рухнет примерно до половины высоты конуса, отлично — вы готовы к работе. Если бетон не теряет своей высоты, то есть если он вообще не оседает, вернитесь и добавьте еще немного воды. Если бетон разрушается значительно дальше половины высоты конуса, вы добавили слишком много воды и должны компенсировать это дополнительной смесью (или, в крайнем случае, можно использовать сухой песок).
 По функциональному назначению хромовые покрытия можно разделить на защитно-декоративные, износостойкие и молочные. В данной статье мы коснемся только блестящих защитно-декоративных и молочных износостойких хромовых покрытий.
По функциональному назначению хромовые покрытия можно разделить на защитно-декоративные, износостойкие и молочные. В данной статье мы коснемся только блестящих защитно-декоративных и молочных износостойких хромовых покрытий. Это в свою очередь определяет выбор источника тока для хромирования или силового преобразователя, также значительно более мощного, чем для других процессов гальваноосаждения.
Это в свою очередь определяет выбор источника тока для хромирования или силового преобразователя, также значительно более мощного, чем для других процессов гальваноосаждения. Помимо этого, в разбавленных электролитах процесс хромирования проводится при значительно более высокой силе тока (до 150 А/дм2), что позволяет повысить скорость осаждения и уменьшить продолжительность процесса хромирования. К недостаткам разбавленных электролитов относится их низкая электропроводность, для чего необходимо использовать более высоковольтные, чем обычно, источники тока, что соответственно ведет к большему расходу электроэнергии.
Помимо этого, в разбавленных электролитах процесс хромирования проводится при значительно более высокой силе тока (до 150 А/дм2), что позволяет повысить скорость осаждения и уменьшить продолжительность процесса хромирования. К недостаткам разбавленных электролитов относится их низкая электропроводность, для чего необходимо использовать более высоковольтные, чем обычно, источники тока, что соответственно ведет к большему расходу электроэнергии. Трехслойное декоративное хромовое покрытие, в связке Cu-Ni-Cr (медь-никель-хром) обладает достаточно высокими защитными и антикоррозионными свойствами. Первый тонкий медный подслой обеспечивает прочность сцепления покрытия с основой. Второй, толстый слой меди, повышает коррозионную стойкость и защитную способность покрытия, и позволяет уменьшить толщину осадка дорогостоящего никеля, при этом сохранить необходимые коррозионные свойства всего покрытия. При этом важно, чтобы, помимо выравнивающих добавок в электролит меднения входили также эффективные блескообразующие добавки, позволяющие получать не только гладкие, но и блестящие осадки меди. На такой блестящий слой меди и осаждают блестящее никелевое покрытие из электролитов никелирования, также содержащих блескообразующие и выравнивающие добавки. Важная роль в защитно-декоративных свойствах покрытия Cu-Ni-Cr принадлежит последнему слою блестящего хрома. Так как в отличие от никеля, который со временем пассивируется и имеет желтоватый оттенок, блестящий хром не тускнеет и имеет красивый голубоватый оттенок, а само хромовое покрытие обладает более лучшими декоративными свойствами.
Трехслойное декоративное хромовое покрытие, в связке Cu-Ni-Cr (медь-никель-хром) обладает достаточно высокими защитными и антикоррозионными свойствами. Первый тонкий медный подслой обеспечивает прочность сцепления покрытия с основой. Второй, толстый слой меди, повышает коррозионную стойкость и защитную способность покрытия, и позволяет уменьшить толщину осадка дорогостоящего никеля, при этом сохранить необходимые коррозионные свойства всего покрытия. При этом важно, чтобы, помимо выравнивающих добавок в электролит меднения входили также эффективные блескообразующие добавки, позволяющие получать не только гладкие, но и блестящие осадки меди. На такой блестящий слой меди и осаждают блестящее никелевое покрытие из электролитов никелирования, также содержащих блескообразующие и выравнивающие добавки. Важная роль в защитно-декоративных свойствах покрытия Cu-Ni-Cr принадлежит последнему слою блестящего хрома. Так как в отличие от никеля, который со временем пассивируется и имеет желтоватый оттенок, блестящий хром не тускнеет и имеет красивый голубоватый оттенок, а само хромовое покрытие обладает более лучшими декоративными свойствами. Помимо этого, в западных странах никель вообще запрещено использовать как конечное декоративное покрытие, если с ним возможен прямой контакт человека, так, как было обнаружено, что никель является сильным аллергеном.
Помимо этого, в западных странах никель вообще запрещено использовать как конечное декоративное покрытие, если с ним возможен прямой контакт человека, так, как было обнаружено, что никель является сильным аллергеном. Наиболее часто используется стандартный электролит хромирования, т.к. имеет более широкий диапазон плотностей тока, а колебания по составу не значительны. Концентрированный электролит хромирования имеет самую низкую рассеивающую способность, а осадки отличаются наименьшей твердостью, но имеют высокую декоративность.
Наиболее часто используется стандартный электролит хромирования, т.к. имеет более широкий диапазон плотностей тока, а колебания по составу не значительны. Концентрированный электролит хромирования имеет самую низкую рассеивающую способность, а осадки отличаются наименьшей твердостью, но имеют высокую декоративность. Величину отношения концентрации хромовой кислоты к полной концентрации каталитических кислотных радикалов, необходимо поддерживать в пределах от 50:1 до 200:1, но лучше всего подходить пропорция 100:1 (концентрации здесь выражены в граммах СrО3, Н2SO4).
Величину отношения концентрации хромовой кислоты к полной концентрации каталитических кислотных радикалов, необходимо поддерживать в пределах от 50:1 до 200:1, но лучше всего подходить пропорция 100:1 (концентрации здесь выражены в граммах СrО3, Н2SO4).

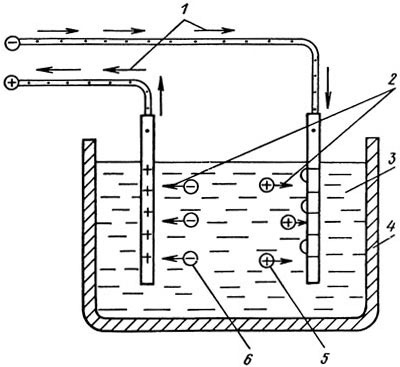
 Объясняется это тем, что фторсодержащие электролиты обладают значительно большей активирующей способностью, чем электролиты без фтора. Процесс хромирования в этих электролитах менее чувствителен к перерывам тока.
Объясняется это тем, что фторсодержащие электролиты обладают значительно большей активирующей способностью, чем электролиты без фтора. Процесс хромирования в этих электролитах менее чувствителен к перерывам тока.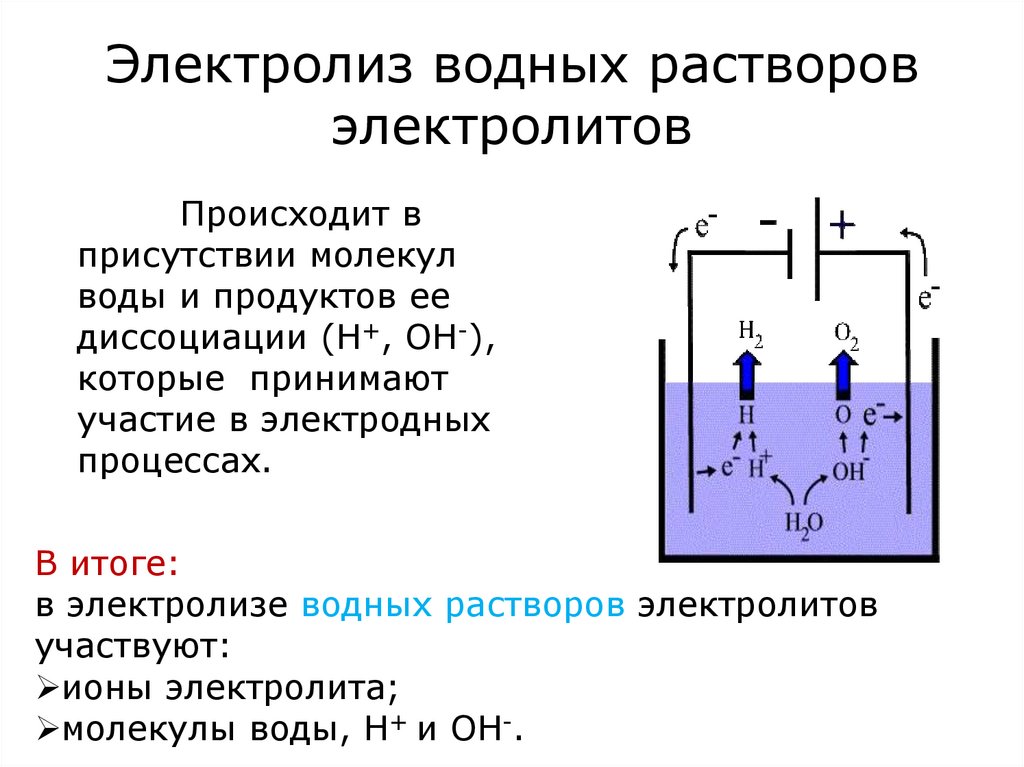 Несмотря на это, при электроосаждении хрома из тетрахроматного электролита сохраняются все особенности процесса, характерные для остальных электролитов хромирования. К особенностям тетрахроматного электролита относится то, что он обладает более высокой, чем у всех остальных электролитов хромирования, рассеивающей способностью. Достоинством этого электролита хромирования является то, что хром из него осаждается при комнатной температуре (18-25оС) с высоким выходом по току. При повышении температуры тетрахромат распадается и электролит теряет свои специфические свойства. Поэтому в процессе работы очень важно постоянно контролировать и поддерживать низкую температуру, при необходимости охлаждая раствор электролита.
Несмотря на это, при электроосаждении хрома из тетрахроматного электролита сохраняются все особенности процесса, характерные для остальных электролитов хромирования. К особенностям тетрахроматного электролита относится то, что он обладает более высокой, чем у всех остальных электролитов хромирования, рассеивающей способностью. Достоинством этого электролита хромирования является то, что хром из него осаждается при комнатной температуре (18-25оС) с высоким выходом по току. При повышении температуры тетрахромат распадается и электролит теряет свои специфические свойства. Поэтому в процессе работы очень важно постоянно контролировать и поддерживать низкую температуру, при необходимости охлаждая раствор электролита.
 Хромовые покрытия из тетрахроматного электролита толщиной 5-10 мкм можно применять для местной защиты поверхности стальных деталей, при газовой цементации или нитроцементации.
Хромовые покрытия из тетрахроматного электролита толщиной 5-10 мкм можно применять для местной защиты поверхности стальных деталей, при газовой цементации или нитроцементации. 5
5 2
2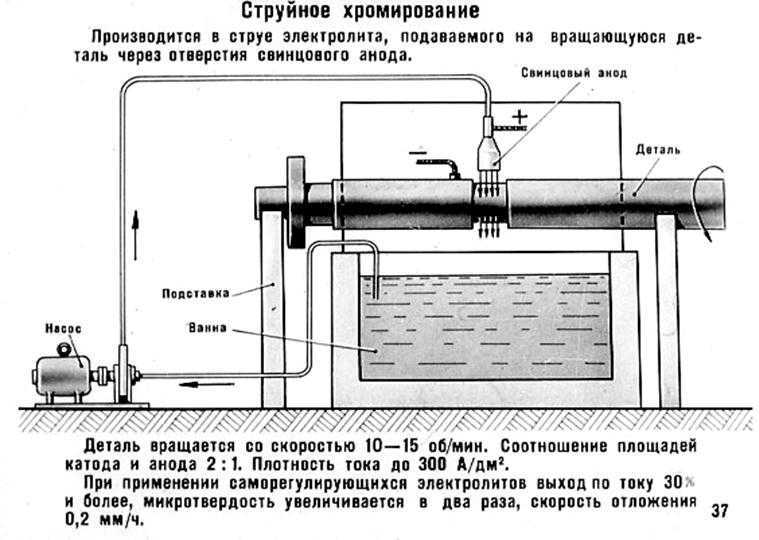
 Непосредственное хромирование алюминия и его сплавов невозможно, что объясняется наличием на поверхности алюминия инертной оксидной пленкой прочно сцепленной с основой. Эта пленка повышает антикоррозионные свойства алюминиевой поверхности, но одновременно препятствует получению необходимого сцепления с ней хромовых и любых других гальванических покрытий. Если удалить эту пленку и опустить алюминий в раствор соли, какого-либо металла, то из-за высокого электроотрицательного потенциала алюминия на его поверхности будут контактно выделяться содержащиеся в растворе более электроположительные металлы, например медь, никель, хром, олово, или кадмий и т.п. А как известно, контактное осаждение не позволяет получать удовлетворительное сцепление покрытия с основой. Поэтому, как и в случае с титаном, для электроосажления на алюминий применяются специальные технологии.
Непосредственное хромирование алюминия и его сплавов невозможно, что объясняется наличием на поверхности алюминия инертной оксидной пленкой прочно сцепленной с основой. Эта пленка повышает антикоррозионные свойства алюминиевой поверхности, но одновременно препятствует получению необходимого сцепления с ней хромовых и любых других гальванических покрытий. Если удалить эту пленку и опустить алюминий в раствор соли, какого-либо металла, то из-за высокого электроотрицательного потенциала алюминия на его поверхности будут контактно выделяться содержащиеся в растворе более электроположительные металлы, например медь, никель, хром, олово, или кадмий и т.п. А как известно, контактное осаждение не позволяет получать удовлетворительное сцепление покрытия с основой. Поэтому, как и в случае с титаном, для электроосажления на алюминий применяются специальные технологии.


 Температура электролита во всех случаях должна быть 55… 60 °С.
Температура электролита во всех случаях должна быть 55… 60 °С. Аноды из чистого свинца в большей степени покрываются нерастворимой и непроводящей пленкой хромовокислого свинца, чем аноды из сплава свинца и сурьмы. В большинстве случаев аноды изготавливают плоскими и цилиндрическими. При хромировании деталей сложной конфигурации очертания анода определяются формой катода. Расстояние между анодами и деталями рекомендуется делать 30… 35 мм, но не более 50 мм. Расстояние деталей от днища ванны должно составлять не менее 100… 150 мм, а от верхнего уровня электролита — не менее 50… 80 мм. Уровень электролита должен быть ниже верхних кромок ванны на 100…150 мм. При завешивании деталей в ванну необходимо, чтобы все участки анодов были одинаково удалены от противоположных участков катода. При этом толщина слоя хрома откладывается равномерно по всей поверхности детали.
Аноды из чистого свинца в большей степени покрываются нерастворимой и непроводящей пленкой хромовокислого свинца, чем аноды из сплава свинца и сурьмы. В большинстве случаев аноды изготавливают плоскими и цилиндрическими. При хромировании деталей сложной конфигурации очертания анода определяются формой катода. Расстояние между анодами и деталями рекомендуется делать 30… 35 мм, но не более 50 мм. Расстояние деталей от днища ванны должно составлять не менее 100… 150 мм, а от верхнего уровня электролита — не менее 50… 80 мм. Уровень электролита должен быть ниже верхних кромок ванны на 100…150 мм. При завешивании деталей в ванну необходимо, чтобы все участки анодов были одинаково удалены от противоположных участков катода. При этом толщина слоя хрома откладывается равномерно по всей поверхности детали.


 Травление ведут при плотности анодного тока 35 …45 А/дм2 в течение 8 мин в том же электролите.
Травление ведут при плотности анодного тока 35 …45 А/дм2 в течение 8 мин в том же электролите.
 На 1 г серной кислоты вводят 2,2… 2,3 г углекислого бария или 1,53 г углекислого стронция. После осаждения серной кислоты в электролит вводят нужное количество сернокислого стронция и кремнефтористого калия и нагревают до температуры 50…60°С. Нагревание длится 15… 16ч при периодическом перемешивании через каждые 2… 3 ч. После этого электролит готов к эксплуатации.
На 1 г серной кислоты вводят 2,2… 2,3 г углекислого бария или 1,53 г углекислого стронция. После осаждения серной кислоты в электролит вводят нужное количество сернокислого стронция и кремнефтористого калия и нагревают до температуры 50…60°С. Нагревание длится 15… 16ч при периодическом перемешивании через каждые 2… 3 ч. После этого электролит готов к эксплуатации. Шелушение осадков появляется при недостаточном контакте детали с подвеской или при повышенной плотности тока. Неравномерное покрытие может быть при образовании пленки хроматов свинца на анодах, недостатке серной кислоты, избытке трехвалентного хрома. Во избежание перечисленных выше дефектов, необходимо откорректировать электролит и устранить другие неполадки в работе ванн хромирования.
Шелушение осадков появляется при недостаточном контакте детали с подвеской или при повышенной плотности тока. Неравномерное покрытие может быть при образовании пленки хроматов свинца на анодах, недостатке серной кислоты, избытке трехвалентного хрома. Во избежание перечисленных выше дефектов, необходимо откорректировать электролит и устранить другие неполадки в работе ванн хромирования.
 Атомный вес железа 55,85 г. Электрохимический эквивалент 1,042 г/А-ч.
Атомный вес железа 55,85 г. Электрохимический эквивалент 1,042 г/А-ч.
 Электролит при температуре 95… 105°С и плотности тока 5…20 А/дм2 позволяет получать мягкие (120… 200 кг/мм2), вязкие покрытия толщиной 3… 5 мм..
Электролит при температуре 95… 105°С и плотности тока 5…20 А/дм2 позволяет получать мягкие (120… 200 кг/мм2), вязкие покрытия толщиной 3… 5 мм.. Электролит, в состав которого» входят двухлористое железо и йодистый калий, обеспечивает по-пучение качественных осадков, железа’ при условии применения асимметричного переменного тока.
Электролит, в состав которого» входят двухлористое железо и йодистый калий, обеспечивает по-пучение качественных осадков, железа’ при условии применения асимметричного переменного тока. В подкисленную воду засыпают двухлористое железо, выдерживая требуемую концентрацию, и перемешивают до полного растворения. После растворения двухлористого железа электролит должен отстояться в течение 1 … 2 ч, пока не примет светло-зеленый цвет. Затем электролит проверяют на кислотность. Нормальная кислотность должна быть pH 0,8… 1,2. При необходимости добавляют недостающее количество кислоты в соответствии с ее плотностью, приведенной ниже.
В подкисленную воду засыпают двухлористое железо, выдерживая требуемую концентрацию, и перемешивают до полного растворения. После растворения двухлористого железа электролит должен отстояться в течение 1 … 2 ч, пока не примет светло-зеленый цвет. Затем электролит проверяют на кислотность. Нормальная кислотность должна быть pH 0,8… 1,2. При необходимости добавляют недостающее количество кислоты в соответствии с ее плотностью, приведенной ниже.

 Мур, Джастин Шорб, Ксавье Прат-Ресина, Тим Вендорф, и Адам Хан.
Мур, Джастин Шорб, Ксавье Прат-Ресина, Тим Вендорф, и Адам Хан. Детали помещают в большие резервуары, содержащие смесь кислот, органических химикатов, щелочей, металлов и воды. После погружения через раствор проходит электрический ток. Это вытягивает растворенные ионы металлов из раствора и осаждает их на покрываемую деталь.
Детали помещают в большие резервуары, содержащие смесь кислот, органических химикатов, щелочей, металлов и воды. После погружения через раствор проходит электрический ток. Это вытягивает растворенные ионы металлов из раствора и осаждает их на покрываемую деталь. Единственное предостережение заключается в том, что он должен применяться обученным и опытным профессионалом для обеспечения оптимальных результатов. К преимуществам хромирования относятся:
Единственное предостережение заключается в том, что он должен применяться обученным и опытным профессионалом для обеспечения оптимальных результатов. К преимуществам хромирования относятся:
