Класс прочности болтов — ГОСТ 7798-70, маркировка, виды, обозначение
- Важность правильного выбора крепежа
- Классы прочности резьбовых крепежных изделий
- Маркировка болтов по классу их прочности
- Особенности соединения с помощью резьбы
- Виды резьбового крепления
- Как правильно затягивать и откручивать болт
Крепежные элементы, представленные на современном рынке в большом разнообразии, используются как для простого соединения элементов различных конструкций, так и для увеличения их надежности и способности переносить значительные нагрузки. От того, для каких целей планируется использовать эти элементы, зависит класс прочности болтов, которые необходимо выбрать.
Болт шестигранный оцинкованный с гайкой
Важность правильного выбора крепежа
Болты, выпускаемые современной промышленностью, могут значительно отличаться по классам своей прочности, что зависит преимущественно от марки стали, которая была использована для их изготовления. Именно поэтому выбирать болты, соответствующие тому или иному классу, следует исходя из того, для решения каких задач их планируется использовать.
Именно поэтому выбирать болты, соответствующие тому или иному классу, следует исходя из того, для решения каких задач их планируется использовать.
К примеру, для соединения элементов легкой ненагруженной конструкции подойдут болты более низкого класса прочности, а для крепления ответственных конструкций, эксплуатирующихся под значительными нагрузками, необходимы высокопрочные изделия. Наиболее примечательными из таких конструкций являются башенные и козловые краны, соответственно, болты, отличающиеся самой высокой прочностью, стали называть «крановыми». Характеристики таких крепежных элементов, используемых для соединения элементов самых ответственных конструкций, регламентируются требованиями ГОСТ 7817-70. Такие болты делают из высокопрочных сортов стали, что также оговаривается в нормативном документе.
Крепежные элементы, как известно, бывают нескольких видов: болты, гайки, винты, шпильки. Каждое из таких изделий имеет свое назначение. Для их изготовления используются стали разных классов прочности. Соответственно, будет различаться и маркировка болтов, а также крепежных элементов других типов.
Каждое из таких изделий имеет свое назначение. Для их изготовления используются стали разных классов прочности. Соответственно, будет различаться и маркировка болтов, а также крепежных элементов других типов.
Классы прочности резьбовых крепежных изделий
Класс прочности гаек, винтов, болтов и шпилек определен их механическими свойствами. По ГОСТ 1759.4-87 (ISO 898.1-78) предусмотрено разделение крепежных элементов по классам их прочности на 11 категорий: 3.6; 4.6; 5.6; 5.8; 6.6; 6.8; 8.8; 9.8; 10.9; 12.9.
Правила расшифровки класса прочности болтов достаточно просты. Если первую цифру обозначения умножить на 100, то можно узнать номинальное временное сопротивление или предел прочности материала на растяжение (Н/мм2), которому соответствует изделие. К примеру, болт класса прочности 10.9 будет иметь прочность на растяжение 10/0,01 = 1000 Н/мм2.
Умножив второе число, стоящее после точки, на 10, можно определить, как соотносится предел текучести (такое напряжение, при котором у материала начинается пластическая деформация) к временному сопротивлению или к пределу прочности на растяжение (выражается в процентах). Например, у болта класса 9.8 минимальный предел текучести составляет 8 × 10 = 80%.
Например, у болта класса 9.8 минимальный предел текучести составляет 8 × 10 = 80%.
Болт с цилиндрической головкой и внутренним шестигранником
Предел текучести – это такое значение нагрузки, при превышении которой в материале начинаются не подлежащие восстановлению деформации. При расчете нагрузок, которые будут воздействовать на резьбовой крепеж, закладывается двух- или даже трехкратный запас от предела текучести.
Высокопрочные болты, временное сопротивление у которых равно или больше 800 МПа, используются не только для крепления элементов крановых конструкций, но и при строительстве мостов, при производстве сельскохозяйственной техники, в железнодорожных соединениях и для решения ряда других задач. Высокопрочные болты соответствуют классу 8.8 и выше, а гайки — 8.0 и выше.
Параметром, который определяет, какой класс прочности будет у болтов, является не только марка стали, но и технология, по которой они изготовлены. Болты, относящиеся к категории высокопрочных, преимущественно изготавливаются по технологии высадки (холодной и горячей), резьбу на них формируют накаткой на специальном автомате. После изготовления они подвергаются термообработке, затем на них наносится специальное покрытие.
После изготовления они подвергаются термообработке, затем на них наносится специальное покрытие.
Болт с шестигранной головкой и фланцем
Автоматы по холодной и горячей высадке, на которых изготавливаются болты высоких классов прочности, могут быть различных марок, некоторые модели позволяют производить от 100 до 200 изделий в минуту. Сырьем для производства является проволока из низкоуглеродистой и легированной стали, содержание углерода в которой не превышает 0,4%.
Основными марками стали, используемыми для производства таких крепежных элементов, являются 10КП, 20КП, 10, 20, 35, 20Г2Р, 65Г, 40Х. Требуемые механические свойства этим высокопрочным болтам придаются и при помощи термической обработки, проводимой в электропечах, в которых создается специальная защитная среда (с ее помощью удается избежать обезуглероживания стали).
Разные типы болтов изготавливаются и из углеродистой стали, при этом получаются изделия, относящиеся к разным классам прочности. Применяя различные технологии изготовления и термическую обработку (закалку), из одной марки стали можно получать болты, относящиеся к разным классам прочности.
Применяя различные технологии изготовления и термическую обработку (закалку), из одной марки стали можно получать болты, относящиеся к разным классам прочности.
Рассмотрим, к примеру, сталь 35, из которой можно изготовить болты следующих классов прочности:
- 5.6 — болты изготавливают на токарных или фрезерных станках методом точения;
- 6.6 и 6.8 — такие крепежные элементы изготавливают по технологии объемной штамповки, для чего используют высадочные прессы;
- 8.8 — такой класс прочности можно получить, если подвергнуть болты закалке.
Основные марки стали, применяемые при производстве болтов
Приведенная таблица позволяет ознакомиться с наиболее популярными марками сталей, используемыми для производства крепежных изделий. Если к характеристикам последних предъявляются особые требования, то в качестве материала изготовления выступают и другие марки сталей.
Классификация болтов, относящихся к категории высокопрочных, включает в себя узкоспециализированные изделия, используемые в отдельных отраслях промышленности. Характеристики таких узкоотраслевых крепежных элементов оговариваются отдельными нормативными документами.
Характеристики таких узкоотраслевых крепежных элементов оговариваются отдельными нормативными документами.
Так, требования к высокопрочным болтам, головка «под ключ» у которых имеет увеличенные размеры, используемым при возведении мостов, оговариваются советским ГОСТ 22353-77 (ГОСТ Р 52644-2006 — российский стандарт). Прочность, указанная в этих нормативных документах, соответствует временному сопротивлению на разрыв (кгс/см2). Фактически этот показатель соответствует границам прочности.
Классификация болтов узкоспециализированного назначения также подразумевает их разделение по вариантам исполнения. Так, различают следующие категории болтов.
- Виды болтов с исполнением «У», которые могут эксплуатироваться при температурах, доходящих до –40 градусов Цельсия. Что важно, буква «У» не указывается в обозначении таких изделий.
- Изделия с исполнением «ХЛ», которые могут использоваться в еще более жестких температурных условиях: от –40 до –65 градусов Цельсия.
 В обозначении таких изделий указывается класс их прочности, после которого следуют буквы «ХЛ».
В обозначении таких изделий указывается класс их прочности, после которого следуют буквы «ХЛ».
 В обозначении таких изделий указывается класс их прочности, после которого следуют буквы «ХЛ».
В обозначении таких изделий указывается класс их прочности, после которого следуют буквы «ХЛ».
Параметры высокопрочных болтов
В таблице указаны параметры, которым соответствуют высокопрочные болты. Для того чтобы изготовить крепежные элементы с еще более высокими прочностными характеристиками, используются следующие сорта сталей: 30Х3МФ, 30Х2АФ, 30Х2НМФА.
Маркировка болтов по классу их прочности
Система маркировки болтов, значение которой можно посмотреть в специальных таблицах, чтобы определить, какой именно тип крепежа вам подойдет, разработана Международной организацией по стандартизации (ISO). Все стандарты, разработанные в советское время, а также современные российские нормативные документы, основываются на принципах данной системы.
Обязательной маркировке подлежат болты и винты, диаметр которых составляет более 6 мм. На крепежные изделия меньшего диаметра маркировка наносится по желанию производителя.
Маркировка не наносится на винты, имеющие крестообразный или прямой шлиц, а изделия, имеющие шестигранный шлиц и любую форму головки, маркируются обязательно.
Не подлежат обязательной маркировке также нештампованные болты и винты, которые изготовлены точением или резанием. Маркировка на такие изделия наносится только в том случае, когда этого требует заказчик подобной продукции.
Стандартное расположение маркировки на болтах
Местом, на которое наносится маркировка болта или винта, является торцевая или боковая часть их головки. В том случае, если для этой цели выбрана боковая часть крепежного изделия, маркировка должна наноситься углубленными знаками. Выпуклая маркировка по высоте не должна превышать:
- 0,1 мм – для болтов и винтов, диаметр резьбы которых не превышает 8 мм;
- 0,2 мм – для крепежных изделий, диаметр резьбы которых находится в интервале 8–12 мм;
- 0,3 мм – для болтов и винтов с диаметром резьбы больше 12 мм.
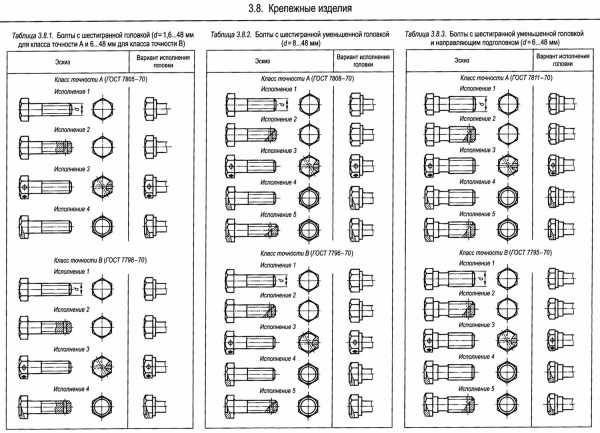
Геометрию различных видов резьбового крепежа регламентируют отдельные ГОСТы. В качестве примера можно рассмотреть изделия, выпускаемые по ГОСТ 7798-70. Такие болты с головкой шестигранного типа, относящиеся к категории изделий нормальной точности, активно используются в различных сферах деятельности.
ГОСТ 7798-70 оговаривает как технические характеристики таких болтов, так и их геометрические параметры. С материалами ГОСТ 7798-70 можно ознакомиться ниже.
Особенности соединения с помощью резьбы
- Надежность за счет использования специальной метрической резьбы и универсальности профиля. Многочисленные исследования подтверждают, что при правильно выбранном классе прочности болта, а также моменте затяжки такое соединение выдерживает большие нагрузки, а также надежно защищено от самооткручивания.
- Выдерживание поперечных и осевых нагрузок. Изготовленные из специальных марок стали, болты хорошо противодействуют нагрузкам в любом направлении.
- Несложный монтаж и демонтаж конструкций. Несмотря на то, что спустя некоторое время открутить резьбовое соединение бывает непросто (из-за коррозии металла), с помощью специальных растворителей это сделать вполне реально.
- Небольшая стоимость работ, которая значительно ниже затрат на сварку. Многие конструкции возводятся сегодня с использованием болтов, поскольку это требует меньше времени и сил.

Нужно отметить, что небольшим недостатком резьбового соединения можно считать сильную концентрацию напряжения в месте впадины профиля самой резьбы. По этой причине маркировка болта должна быть подобрана правильно, в точном соответствии с нагрузкой, которую испытывает деталь. Это позволит уменьшить риск как самооткручивания при слабой затяжке, так и разрыва гайки / срезания резьбы вследствие экстремального напряжения.
Болт лемешный с потайной головкой
Не нужно забывать, что сегодня также активно применяются всевозможные средства стопорения, включая контргайки и пружинные шайбы.

Виды резьбового крепления
Для выполнения резьбового соединения нужны как минимум две детали, одна из которых имеет наружную, а другая – внутреннюю резьбу. Существует несколько конструкционных разновидностей резьбы.
Болтовое
В соединяемых деталях сверлятся сквозные отверстия, после чего вовнутрь вставляется болт, который затягивается с другой стороны гайкой.
Винтовое
В таком типе соединения роль гайки выполняет сама деталь, в которой предварительно высверливается отверстие, затем наносится резьба, после чего с помощью болта или винта крепится другая деталь. Если применять саморезы, то сверлить предварительное отверстие не обязательно, поскольку деталь при закручивании сама автоматически делает резьбу.
С помощью шпилек
Один конец такой шпильки вворачивается в узловую деталь, а на второй специальным образом накручивается подходящая гайка.
Шпилька с ввинчиваемым концом
Как правильно затягивать и откручивать болт
Чаще всего при затяжке болтовых соединений на различных конструкциях в домашнем хозяйстве используются обычные гаечные ключи – торцевые, рожковые и накидные. Однако в таком случае точно определить момент затяжки тяжело, поэтому в промышленном производстве и ремонтных мастерских опытные слесари применяют специальные динамометрические ключи или пневматические гайковерты, главное достоинство которых – возможность выставлять требуемый уровень затяжки, зависящий от типа механизма.
Однако в таком случае точно определить момент затяжки тяжело, поэтому в промышленном производстве и ремонтных мастерских опытные слесари применяют специальные динамометрические ключи или пневматические гайковерты, главное достоинство которых – возможность выставлять требуемый уровень затяжки, зависящий от типа механизма.
Чтобы открутить болт, используют те же самые ключи, однако в старых конструкциях чаще всего болты сильно «прикипают» к гайке из-за коррозии. Для безопасного откручивания применяют несколько простых способов:
- использование проникающей смазки WD-40 аэрозольного типа;
- небольшое постукивание по ржавому болту молотком для разрушения ржавчины в профиле резьбового соединения;
- небольшой проворот гайки в сторону закручивания (всего на несколько градусов).
Резьбовые соединения применяются во многих конструкциях и механизмах, поскольку на практике доказали свою высокую надежность и эффективность.
 Правильно подобранный тип болта, закрученный на требуемый момент затяжки, способен справляться с нагрузкой на протяжении всего срока эксплуатации механизма.
Правильно подобранный тип болта, закрученный на требуемый момент затяжки, способен справляться с нагрузкой на протяжении всего срока эксплуатации механизма.
Болты ГОСТ 7798, 7805, 15589, DIN 931, 933 с шестигранной головкой и классом прочности 5.8
Наиболее важной характеристикой болтов является класс прочности. Этот показатель отображает степень устойчивости крепежного элемента к деформации, а также к разрыву. Всего установлено 11 классов прочности. Они обозначаются двумя цифрами/числами, между которыми стоит точка. По мере убывания прочностных качеств, последовательность классов выглядит так: 12.9, 10.9, 9.8, 8.8, 6.8, 6.6, 5.8, 5.6, 4.8, 4.6, 3.6. Как видно, прочность болтов класса 5.8 – где-то среднего уровня. Такое свойство позволяет их применять во многих сферах промышленного производства в малонагруженных соединениях.
Конструкция
Болт, выполненный по вышеуказанным нормативным документам, конструктивно представляет собой стержень, содержащий следующие части:
- сегмент с витками резьбы;
- отрезок с гладкой поверхностью;
- головку шестигранной конфигурации, под которой может присутствовать небольшой подголовок;
Основное отличие между отечественными стандартами заключатся в требованиях относительно класса точности производства таких крепежных элементов. В ГОСТе 7805 прописаны нормы производства болтов с высокой точностью – класса «A». Государственный стандарт 7789 устанавливает требования к выпуску болтов с размерами нормальной точности – класса «B». А в ГОСТе 15589 указаны характеристики для болтов, изготовленных в соответствии с требованиями грубого класса точности – «C».
В ГОСТе 7805 прописаны нормы производства болтов с высокой точностью – класса «A». Государственный стандарт 7789 устанавливает требования к выпуску болтов с размерами нормальной точности – класса «B». А в ГОСТе 15589 указаны характеристики для болтов, изготовленных в соответствии с требованиями грубого класса точности – «C».
Исполнение
Все три отечественные стандарты устанавливают одинаковые варианты исполнения болтов.
Это – наиболее часто встречающееся исполнение. Такой болт можно смело назвать «классикой» резьбового крепежа
Особенность – наличие отверстия ближе к концу болта в его резьбовой части. Этот вариант предусматривает также использование корончатых гаек со шплинтами, Его реализация исключает возможность ослабления соединения по причине самораскручивания болта.
В этом исполнении отверстия просверливаются не в стержне, а в смежных гранях головки под острым углом относительно друг друга. Они используются как для шплинтования, так и с целью финишной пломбировки соединения.
В этом варианте на внешней поверхности головки проделывается лунка, в которую наносится маркировка. Ее глубина h не должна превышать 0.,4k, где k –высота головки с подголовком. Соблюдение данного требования призвано сохранить прочность головки болта.
Аналоги стандартов и их отличия
Аналогом ГОСТа 7805 является принятый в западноевропейских странах нормативный документ DIN 931. Однако не все прописанные в них характеристики идентичны. В первую очередь отличаются требования к классу точности изготовленных крепежных элементов. Выше было сказано, что данным отечественным стандартом нормируется производство болтов с точностью класса «A». В DІN 931 требуется, чтобы:
- с повышенной точностью изготавливались такие крепежные элементы с резьбой от M1.6 до M24;
- болты с резьбой свыше M24 производились с нормальной точностью, соответствующей требованиям класса «B».
Имеют место различия и в значениях размерных характеристик, устанавливаемых данными нормативными документами. В ниже представленном списке в скобках указаны несовпадающие величины параметров из DІN 931.
В ниже представленном списке в скобках указаны несовпадающие величины параметров из DІN 931.
- Размер резьбы – минимальный M1,6, максимальный M48 (M39).
- Размер «под ключ» — min 3,2 (3,02), max 75 (58,8).
- Высота головки – минимальная 1,1 (0,98), максимальная 30 (25,42).
- Диаметр описанной окружности – min 3,4 (3,41), max 83,9 (55,9).
- Диаметр стержня – минимальный номинальный1,6; максимальный номинальный 48 (39).
- Шаг резьбы – крупный: минимум 0,35, максимум – 5; мелкий: min – 1, max – 3. В стандарте DІN 931 резьба не подразделяется на крупную и мелкую. Ее шаг установлен в пределах от 0,35 до 4.
Ближайшим аналогом ГОСТа 7798 является нормативный документ DIN 933. Произведенные в соответствии с его требованиями болты имеют полную резьбу.
Касательно классов точности между нормами этих стандартов отличия выглядят несколько иначе по сравнению с вышеописанным вариантом.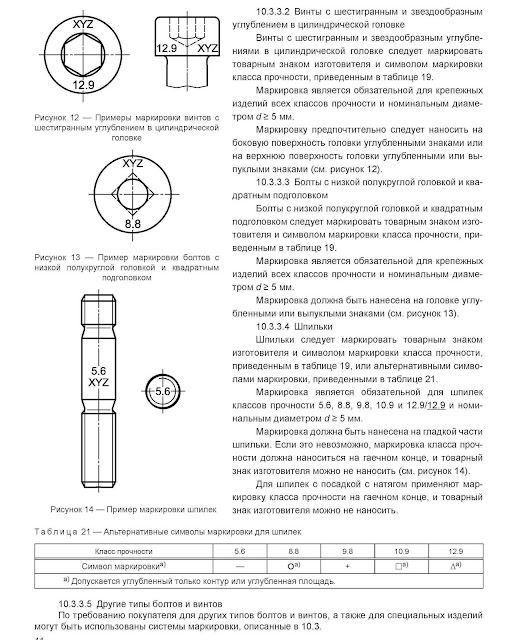 В ГОСТе 7798 устанавливаются технические характеристики болтов, произведенных в соответствии с классом точности «B». А требования DIN 933 выглядят следующим образом:
В ГОСТе 7798 устанавливаются технические характеристики болтов, произведенных в соответствии с классом точности «B». А требования DIN 933 выглядят следующим образом:
- болты со стержнем длиной до 150 мм и с резьбой от M1,6 до M24 должны производится с повышенной точностью, то есть класса «A»;
- в отношении изделий с длиной стержня, превышающей 150 мм, и с резьбой от M24 до M 52 действует иное правило. Их размерные характеристики должны соответствовать классу «B», то есть иметь нормальную точность.
Ниже размещен перечень основных параметров болтов, выпускаемых по нормам отечественного ГОСТа 7798 и DІN 933. В скобках указаны значения параметров немецкого нормативного документа, которые отличаются от гостовских.
- Размер резьбы – минимальный M6 (M1,6), максимальный M48 (M52).
- Размер под ключ – min 10 (3,02), max 75 (80).
- Высота головки – минимальная 4 (0,98), максимальная 30 (33,5).
- Диаметр описанной окружности – min10,9 (3,41), max 82,6 (88,25).
- Шаг резьбы: крупный – минимум 1, максимум 5; мелкий – минимум 1, максимум 3. У болтов DІN 933 шаг резьбы min 0,35, max 5.

Технические характеристики болтов по ГОСТ 15589
Основное отличие ГОСТа 15589 от вышеописанных нормативных документов заключается в требовании, чтобы размерные характеристики болтов соответствовали классу точности «C», то есть грубой точности. При этом производители должны соблюдать значения параметров данных изделий, которые указаны в следующей таблице.
|
Параметр
|
e
|
L2
|
d4
|
d3
|
hw
|
dw, не меньше
|
k
|
S
|
Шаг резьбы
| |
|
Не больше
|
Не меньше
| |||||||||
|
M48
|
82,6
|
15
|
5
|
8
|
0,8
|
0,25
|
69,4
|
30
|
75
|
5
|
|
M42
|
71,3
|
13
|
59,9
|
26
|
65
|
4,5
| ||||
|
M36
|
60,8
|
11,5
|
6,3
|
0,2
|
51,1
|
22,5
|
55
|
4
| ||
|
M30
|
50,9
|
9,5
|
4
|
42,7
|
18,7
|
46
|
3,5
| |||
|
M27
|
45,2
|
8,5
|
5
|
38
|
17
|
41
|
3
| |||
|
M24
|
39,6
|
7,5
|
33,2
|
15
|
36
| |||||
|
M22
|
37,3
|
7
|
31,4
|
14
|
34
|
2,5
| ||||
|
M20
|
33
|
6,5
|
4
|
27,7
|
12,5
|
30
| ||||
|
M18
|
29,6
|
6
|
24,8
|
12
|
27
| |||||
|
M16
|
26,2
|
5
|
22
|
10
|
24
|
2
| ||||
|
M14
|
22,8
|
4,5
|
3,2
|
3,2
|
0,6
|
0,15
|
19,2
|
8,8
|
21
| |
|
M12
|
19,9
|
4
|
16,5
|
7,5
|
18
|
1,75
| ||||
|
M10
|
17,6
|
3,5
|
2,5
|
2,5
|
14,5
|
6,4
|
16
|
1,50
| ||
|
M8
|
14,2
|
2,8
|
2
|
11,5
|
5,3
|
13
|
1,25
| |||
|
M6
|
10,9
|
2
|
2
|
1,6
|
8,7
|
4
|
10
|
1,0
| ||
Принятые обозначения:
e – диаметр описанной окружности;
L2 – удаленность оси отверстия от опорной поверхности головки;
d4 – диаметр просверленного в головке отверстия;
d3 – диаметр отверстия в резьбовой части стержня;
hw – высота подголовка;
dw – диаметр подголовка
k – высота головки
S – размер под ключ.
Заключение
В заключение приведем несколько цифр, касающихся болтов с прочностью, соответствующей требованиям класса 5.8. Их знание позволит создать надежное соединение. Предельная прочность такого крепежа на разрыв составляет 500 Н/мм кв. А предел текучести болтов, произведенных по ГОСТ 15589, ГОСТ 7805 и ГОСТ 7798, зафиксирован на отметке 400 Н/мм кв. Эти числа подлежат обязательному учету в момент закручивания данных деталей при помощи динамометрических ключей.
Please enable JavaScript to view the comments powered by Disqus.comments powered by Disqus
ГОСТ Р 52644 — 2006 Болты с шестигранной головкой для болтового соединения высокопрочных конструкций с большой шириной под лыски — класс прочности С
ГОСТ Р 52644 — 2006 Болты с шестигранной головкой для болтового соединения высокопрочных конструкций с большой шириной под ключ — класс прочности С — классы прочности 8,8 и 10,9
Главная > Продукция и стандарты > ГОСТ Р 52644 — 2006 Болты с шестигранной головкой для высокопрочных конструкционных болтовых соединений с большой шириной под ключ — Марка изделия С — Классы прочности 8,8 и 10,9
Сканировать QR-код. |

Аналогичные стандарты
| 1 | [ГБ] ГБ/T 9125.1 — 2020 | Болт с шестигранной головкой для трубного фланцевого соединения — обозначение PN | |
| 2 | [ГБ] ГБ/T 9125.2 — 2020 | Болт с шестигранной головкой для фланцевого соединения трубы — класс обозначен | |
| 3 | [ГБ] ГБ/T 16939 — 2016 | высокопрочных болтов для соединений структур космической решетки | |
| 4 | [ГБ] ГБ/T 9125 — 2010 | Болт с шестигранной головкой для фланцевого соединения трубы | |
| 5 | [ГБ] ГБ/т 1228 — 2006 | Высокопрочные болты с большой шестигранной головкой для стальных конструкций Поставщики(1) | |
| 6 | [ГБ] ГБ/T 9125 — 2003 | Болт с шестигранной головкой для фланцевого соединения трубы | |
| 7 | [ГБ] ГБ/T 16939 — 1997 | высокопрочных болтов для соединений структур космической решетки | |
| 8 | [ГБ] ГБ/T 1228 — 1991 | Высокопрочные болты с большой шестигранной головкой для стальных конструкций Поставщики(1) | |
| 9 | [ГБ] ГБ/T 32076.  3 — 2015 3 — 2015 | Высокопрочные конструкционные болтовые соединения для предварительного натяга — часть 3: система HR — болт с шестигранной головкой с большой шириной лыска | |
| 10 | [ГБ] ГБ/T 32076.4 — 2015 | Высокопрочные конструкционные болтовые соединения для предварительного натяга. Часть 4. Система болтов с шестигранной головкой HV и большой шириной под ключ | |
| 11 | [ГБ] ГБ/T 32076.7 — 2015 | Высокопрочные конструкционные болтовые соединения для предварительного натяга — часть 7: система HV — шестигранный болт с большой шириной лыски и гайки в сборе M39~m64 | |
| 12 | [ГБ] ГБ/T 18230.  1 — 2000 1 — 2000 | Болты с шестигранной головкой для крепления конструкций с большой шириной ключа | |
| 13 | [ГБ] ГБ/T 18230.2 — 2000 | Большие болты с шестигранной головкой для крепления конструкций с большой шириной ключа — короткая резьба | |
| 14 | [МФУ] МФУ 149 — 2000 | Тяжелые винты с шестигранной головкой большого размера | |
| 15 | [ДИН] ДИН 7990 — 2017 | болтов с шестигранной головкой с гайкой шестигранника для стальных конструкций | |
| 16 | [ДИН] ДИН 7990 — 2008 | болтов с шестигранной головкой с гайкой шестигранника для стальных конструкций | |
| 17 | [DIN] DIN 6914 — 1989 | Высокопрочные болты с шестигранной головкой с большой шириной лысок для болтового соединения конструкций Поставщики(2) | |
| 18 | [DIN] DIN 7990 — 1989 | болтов с шестигранной головкой с гайкой с шестигранной головкой для стальных конструкций | |
| 19 | [ИСО] ИСО 7411 — 1984 | Болты с шестигранной головкой для высокопрочных конструкционных болтовых соединений с большой шириной под ключ (длина резьбы в соответствии с ISO 888) — класс продукта C — классы прочности 8. 8 и 10.9 8 и 10.9 | |
| 20 | [ИСО] ИСО 7412 — 1984 | Болты с шестигранной головкой для высокопрочных конструкционных болтовых соединений с большой шириной под ключ (короткая длина резьбы — класс продукта C — классы прочности 8.8 и 10.9 | |
| 21 | [JIS] JIS B 1186 — 2013 | высокопрочных болтов с шестигранной головкой для соединений сцепления трением | |
| 22 | [JIS] JIS B 1186 — 1995 | высокопрочных болтов с шестигранной головкой для соединений сцепления трением | |
| 23 | [ANSI/ASME] ANSI/ASME B 18.  2.3.7M — 2006 2.3.7M — 2006 | Тяжелые метрические болты с шестигранной головкой | |
| 24 | [ANSI/ASME] ANSI/ASME B 18.2.3.3M — 2001 | Тяжелые метрические болты с шестигранной головкой | |
| 25 | [EN] EN 14399 (-3 болта) — 2015 | Высокопрочные конструкционные болтовые соединения для предварительной нагрузки. Часть 3. Система HR. Комплекты болтов с шестигранной головкой | |
| 26 | [EN] EN 14399 (4 болта) — 2005 | Высокопрочные конструкционные болтовые соединения для предварительной нагрузки. Часть 4. Система HV. Болт с шестигранной головкой | |
| 27 | [UNI] UNI 5712 — 1975 | Высокопрочные болты с большим шестигранником для проектирования конструкций — метрическая крупная резьба ISO Поставщики(1) | |
| 28 | [NF] NF E 25-801-3 — 2005 | высокопрочных болтов с большой головой шестиугольника для стальной структуры | |
| 29 | [NF] NF E 25-801-4 — 2005 | высокопрочных болтов с большой головой шестиугольника для стальной структуры | |
| 30 | [БС] БС 4395-1 — 1969 | Метрические высокопрочные болты с большой шестигранной головкой | |
| 31 | [БС] БС 1769 — 1951 | Унифицированные кованые болты с шестигранной головкой | |
| 32 | [АСТМ] АСТМ А325М — 2009 | Стандартные технические условия на конструкционные болты, стальные, термообработанные, предел прочности при растяжении не менее 830 МПа (метрические единицы) | |
| 33 | [КАК] КАК/НЗС 1252.  1 — 2016 1 — 2016 | Болты из высокопрочной стали | |
| 34 | [КАК] КАК/НЗС 1252 — 1996 | Болты из высокопрочной стали | |
| 35 | [ЦНС] ЦНС 3124 — 1987 | Болты с шестигранной головкой для стальных конструкций | |
| 36 | [ЦНС] ЦНС 4366 — 1987 | болтов с шестигранной головкой с большой шириной поперек квартир для стальных конструкций | |
| 37 | [ЦНС] ЦНС 11328 — 1985 | Высокопрочные болты с шестигранной головкой с фрикционным захватом | |
| 38 | [DIN EN] DIN EN 14399 (болт -4) — 2015 | Высокопрочные конструкционные болтовые соединения для предварительной нагрузки. Часть 4. Система HV. Болт с шестигранной головкой Часть 4. Система HV. Болт с шестигранной головкой Поставщики(2) | |
| 39 | [ИС] ИС 3757 — 1985 | Высокопрочные конструкционные болты | |
| 40 | [ANSI] ANSI B 18.2.3.6M — 1979 (R2006) | Тяжелые метрические болты с шестигранной головкой | |
| 41 | [ASME] ASME B 18.2.6 — 2019 | Тяжелые болты с шестигранной головкой (ASTM F3125 / F3125M) Поставщики(1) | |
| 42 | [ASME] ASME B 18.  2.1 — 2012 2.1 — 2012 | Тяжелые болты с шестигранной головкой [Таблица 3] (ASTM A307) Поставщики(2) | |
| 43 | [ASME] ASME B 18.2.1 — 2012 | Тяжелые винты с шестигранной головкой [Таблица 7] (ASTM A193/А320) | |
| 44 | [ASME] ASME B 18.2.1 — 2010 | Тяжелые болты с шестигранной головкой Поставщики(2) | |
| 45 | [ASME] ASME B 18.2.1 — 2010 | Тяжелые винты с шестигранной головкой [Таблица 7] | |
| 46 | [ASME] ASME B 18.  2.6 — 2010 2.6 — 2010 | Тяжелые конструкционные болты с шестигранной головкой (ASTM A 325 / ASTM A 490) Поставщики(1) | |
| 47 | [ASME] ASME B 18.2.6 — 2006 | Тяжелые болты с шестигранной головкой (ASTM A 325 / ASTM A 490) Поставщики(1) | |
| 48 | [АСМЭ] АСМЭ Б 18.2.6М — 2012 | Конструкционные болты с тяжелой шестигранной головкой, метрические (ASTM A 325M / ASTM A 490M) |
| Маркировка головки | класса и Материал | Диапазон номинальных размеров (дюймы) | Механические свойства | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Пробная нагрузка (пси) | Мин. Предел текучести Предел текучести (пси) | Мин. Прочность на растяжение (пси) | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
307АНизкоуглеродистая сталь | 1/4″ через 4″ | Н/Д | Н/Д | 60 000 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Без маркировки | 2 классНизко- или среднеуглеродистая сталь | от 1/4″ до 3/4″ | 55 000 | 57 000 | 74 000 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| От 3/4″ до 1-1/2″ | 33 000 | 36 000 | 60 000 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 3 радиальные линии | 5 классСреднеуглеродистая сталь, закаленная и отпущенная | 1/4″ через 1″ | 85 000 | 92 000 | 120 000 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Больше от 1″ до 1-1/2″ | 74 000 | 81 000 | 105 000 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 6 Радиальные линии | 8 классСреднеуглеродистая легированная сталь, закаленная и отпущенная | 1/4″ через 1-1/2″ | 120 000 | 130 000 | 150 000 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Марка A325Углеродистая или легированная сталь с бором или без него | 1/2 дюйма через 1-1/2″ | 85 000 | 92 000 | 120 000 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Маркировка из нержавеющей стали Варьируется | 18-8 и 316 нержавеющая стальСплав стали с хромом и никелем | Все размеры до 1 дюйма | Н/Д | 20 000 Мин. 65 000 типичный 65 000 типичный | 65 000 Мин. 100 000 – 150 000 Типовой | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
651 Кремниевая бронзаСплав в основном меди и олова с небольшим количеством кремния | 1/4″ через 3/4″ | Н/Д | 55 000 | 70 000 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| от 7/8″ до 1-1/2″ | Н/Д | 40 000 | 55 000 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Алюминий 2024Алюминиевый сплав с медью, магнием и марганцем; термообработанный на раствор и упрочненный старением | Все размеры | Н/Д | 36 000 | 55 000 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Маркировка головки | и Материал | Диапазон номинальных размеров (мм) | Механические свойства | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Пробная нагрузка (МПа) | Мин. Предел текучести Предел текучести (МПа) | Мин. Прочность на растяжение (МПа) | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Класс 8.8Среднеуглеродистая сталь, закаленная и отпущенная | Все размеры менее 16 мм | 580 | 640 | 800 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 16–72 мм | 600 | 660 | 830 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Класс 10.9Легированная сталь, закаленная и отпущенная | 5 мм — 100 мм | 830 | 940 | 1040 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Класс 12.
Легированная сталь, закаленная и отпущенная | 1,6 мм — 100 мм | 970 | 1100 | 1220 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Обычно штамп А-2 или А-4 | A-2 и A-4 нержавеющая стальСплав стали с хромом и никелем | Все размеры до 20 мм | Н/Д | 210 мин. | 500 мин. Пневматическое распыление краски что это: Пневматическое распыление краски . Область применения продукции ЧЗМЭКПневматическое распыление. Основы метода | Технологии
Принцип пневматического распыления заключается в образовании окрасочного аэрозоля путем смешения струи жидкого лакокрасочного материала (ЛКМ) со струей сжатого воздуха. Образующийся аэрозоль направляется струей воздуха к окрашиваемой поверхности, где при ударе о нее коагулирует, т.е. капли аэрозоля сливаются друг с другом образуя на поверхности жидкий слой краски. Схема установки пневматического распыления изображена на рис. 1.
Смешение краски с воздухом происходит в головке распылителя (форсунке). Наибольшее распространение сейчас получили краскораспылители с внешним смешением.
В зависимости от конструкции головки краскораспылителя отпечаток факела на окрашиваемой поверхности может быть в виде круга или вытянутого овала.
Овальный факел образует головка, имеющая кроме центрального отверстия дополнительные боковые каналы. Струи сжатого воздуха, выходя из боковых каналов, сжимают окрасочный факел и придают ему овальную форму. Боковые каналы могут располагаться под разными углами и на разном расстоянии от центрального. На практике для нанесения ЛКМ применяют ручные и автоматические краскораспылители различной производительности: по краске от 0,05 до 0,8 л/мин, по воздуху от 0,03 до 0,6 м3/мин. Эти аппараты обеспечивают производительность при окрашивании от 20 до 600м2/ч. Подачу сжатого воздуха осуществляют от централизованной сети или от передвижного компрессора. Подаваемый воздух должен очищаться от воды, масла и механических загрязнений в масловодоотделителе. Пневматическим распылением в большинстве случаев наносят ЛКМ с относительно низкой вязкостью (14-60с по вискозиметру ВЗ-246-4) и низким сухим остатком. Этот метод позволяет получать покрытия высокого класса с точки зрения их декоративного вида и, в большинстве случаев, применяется для нанесения верхних (косметических) слоев финишных эмалей, а также для декоративного окрашивания небольших изделий. В то же время, метод пневматического распыления является наименее экономичным по расходу ЛКМ. Потери ЛКМ при нанесении пневмораспылением в зависимости от сложности окрашиваемого изделия могут составлять 20-40%, что должно обязательно учитываться при расчете потребности в материале. При окраске изделий ручными пневматическими краскораспылителями особое внимание должно уделяться получению равномерного покрытия при его заданной толщине с минимальными потерями ЛКМ. Равномерность получаемого покрытия, а также экономичность окрашивания в каждом отдельном случае будет зависеть от правильного выбора распылительной головки, диаметра отверстия материального сопла, формы факела, модели краскораспылителя, его производительности и скорости его перемещения при окрашивании. Следует помнить, что каждая распылительная головка используется наиболее эффективно в определенном диапазоне расхода ЛКМ и подаваемого сжатого воздуха. Высокое давление воздуха, подаваемое на распылитель (для большинства краскораспылителей — более 5-6 атм. При настройке давления сжатого воздуха обязательно следует учитывать возможные потери в шлангах его подачи на краскораспылитель. В таблице 1 приведены приблизительные значения потерь давления сжатого воздуха в зависимости от внутреннего диаметра и длинны шлангов при работе краскораспылителем снабженном головкой с соплом диаметром 1,8 мм. (.07«). Таблица 1
Необходимый расход воздуха определяется диаметром сопла распылителя и давле- нием воздуха.
Таким образом, для достижения требуемого качества получаемого покрытия, настройка распылителя сводится к подбору оптимальных параметров его работы под определенную вязкость используемого ЛКМ:
На практике наибольшее распространение получили краскораспылители, которые комплектуются головками со сменными соплами, диаметр которых находится в пределах 1,0-3,0 мм. (.04-.12«). Меняя сопла можно наносить ЛКМ с различной вязкостью и изменять производительность при распылении. При необходимости нанесения ЛКМ с очень низкой вязкостью (14-20с по вискозиметру ВЗ-246-4) в малых количествах применяют специальные краскораспылители (аэрографы), отличающиеся очень малым диаметра отверстия материального сопла (в пределах 0,3-1,0 мм (. При нанесении шпатлевок, мастик, пластизолей и иных ЛКМ с очень высокой вязкостью (до 200с по вискозиметру ВЗ-236-4) слоем толщиной 0,5-2,0 мм также применяют краскораспылители специальной конструкции. В отличие от обычных, краскораспылители для нанесения высоковязких материалов имеют большие проходные сечения каналов, подводящих ЛКМ к соплу, а также распылительные головки внешнего и внутреннего смешения с увеличенным диаметром материального сопла (до 6-10 мм. (.24-.40«)). Такие краскораспылители работают только при подаче в них материала под давлением. При нанесении шпатлевок и мастик с вязкостью по ВЗ-246-4 более 200с. применяют специальные распылительные головки внутреннего смешения с диаметром материального сопла 10-12 мм. (.40-.47«). Подачу материала в такие аппараты осуществляют с помощью плунжерных, шестеренчатых, винтовых и других насосов. В последнее десятилетие все большее распространение стали получать методы пневматического распыления, обеспечивающие низкое туманообразование при нанесении ЛКМ. В первую очередь, это связано с развитием законодательства по защите окружающей среды и с совершенствованием конструкций т.н. распылителей низкого давления (в зарубежной терминологии High Volume Low Pressure (HVLP) — «большой объем при низком давлении»). Принцип действия HVLP-распылителей основан на создании внутри распылительной головки относительно низкого (примерно 0,7 атм. Вне зависимости от выбранной модели, при окраске изделий ручными краскораспылителями необходимо соблюдать следующие основные правила: Наносить ЛКМ нужно последовательно накладываемыми параллельными полосами. Первую полосу наносят, как правило, сверху вниз до конца окрашиваемой площади поверх- ности. Затем, предварительно выключив краскораспылитель, переносят его вправо (или влево) и вторую полосу наносят снизу вверх, третью – сверху вниз и т.
Правильное движение руки, держащей краскораспылитель при окрашивании изделия, схематически изображено на рис. 4. Стрелки показывают направление движения руки, а кружочками отмечены положения, где краскораспылитель выключают (или включают). Выключать краскораспылитель перед переходом от одной полосы к другой следует для того, чтобы дважды не проводить окраску по одному и тому же месту. Для получения равномерного слоя последующая наносимая полоса ЛКМ должна на 1/3 перекрывать ранее нанесенную. Скорость перемещения краскораспылителя должна бать равномерной и составлять 14-18 м/мин. Для равномерного окрашивания поверхности в два и более слоев рекомендуется наносить ЛКМ по двум взаимно перпендикулярным направлениям: если первый слой был положен при перемещении краскораспылителя в вертикальной плоскости, то второй должен наноситься перемещением краскораспылителя в горизонтальной плоскости. В зависимости от формы и размеров окрашиваемой поверхности следует подбирать и распылительные головки, формирующие факелы различного сечения. Плоский факел образующий овальный отпечаток обычно применяют при окрашивании больших сплошных поверхностей, т.к. он обеспечивает более широкую полосу окраски и позволяет работать более производительно. Изделия небольших размеров и сложной формы следует окрашивать краскораспылителями формирующими круглый факел. С целью уменьшения потерь ЛКМ на туманообразование расстояние от краскораспы- лителя до окрашиваемой поверхности при плоском факеле должно составлять 250-350 мм в зависимости от вязкости распыляемого ЛКМ (оно меньше для высоковязких и больше для низковязких материалов). При круглом факеле расстояние может быть увеличено до 400 мм. Краскораспылитель следует стараться располагать так, чтобы факел распыляемого материала был направлен перпендикулярно окрашиваемой поверхности. При окрашивании выступающих частей и углов изделий краскораспылитель следует вести вдоль выступающих частей, не выводя факел за контур изделия. В большинстве случаев причинами плохого качества получаемого покрытия при пневматическом распылении являются неверная регулировка распылителя, грязь и засохшая краска в каналах и соплах, высокое содержание влаги и масла в подаваемом в распылитель воздухе, вызванное неэффективной работой масловодоотделителя. Пневматическая окраска. Свойства пневматического распыленияУСЛУГИ / ОКРАСОЧНЫЕ РАБОТЫ /Принцип пневматического распыления заключается в образовании аэрозоля путем дробления жидкого лакокрасочного материала струей сжатого воздуха. Образующийся аэрозоль движется в направлении струи воздуха, и при ударе о поверхность капли аэрозоля растекаются и сливаются, образуя слой жидкой краски. В зависимости от места образования смеси краски с воздухом, различают форсунки с внешним и внутренним смешением. Наиболее распространены краскораспылители с внешним смешением, производительностью от 20 до 600 м²/час. Общепринятое давление воздуха при пневматическом распылении 0,2-0,4 МПА, но оно может колебаться от 0,1 до 0,7 МПА. Пневматическое распыление сопровождается образованием тумана, который состоит их тонко распыленных частиц краски и распылителей. Качество покрытия наносимого пневматическим распылением зависит от:
Высокое давление воздуха (более 0,6 МПа), способствует хорошему распылению, но приводит к большому туманообразованию и расходу материала. Низкое давление (менее 0,2 МПа) приводит к покрытию низкого качества. Расход воздуха зависит от сечения сопла распылителя и давления воздуха. Качественное распыление достигается при соотношении расходов воздуха (м³/мин) в пределах 0,3:0,6. Оптимальное расстояние от сопла до окрашиваемой поверхности 200….400 мм. Преимущества пневматического распыления:
Недостатки пневматического распыления:
При пневматическом распылении наибольшей производительностью имеет окраска с помощью краско – нагнетательного бака, а не пистолета с небольшим бачком. Краско-нагнетательный бак представляет собой ресивер, в который подается воздух, образующий в нем разреженное давление в пределах 1 – 1,5 бар, которое в свою очередь нагнетает через шланг краску пистолет. Разница в высоте между краско-нагнетательным баком и пистолетом не может быть больше 9,8 метров. При использовании ресивера, игла жидкости в пистолете должна быть настроена на самое низкое давление, чтобы избежать любых утечек. Давление пружины будет меньше и изнашивание иглы и наконечника жидкости будет уменьшено. Распыление с помощью ресивера имеет ряд преимуществ перед традиционным пневматическим распылением:
АКЗ – ЦЕНТР используют пневматическое распыления на объектах, где к покрытиям предъявляются высокие декоративные требования. Это металлические конструкции различных архитектурных форм внутри и снаружи зданий, где требуется нанести покрытия с автомобильным качеством окраски. В работе специалисты наши используют технику лидера по производству оборудования для пневматического распыления покрытий с высокими декоративными качествами, итальянской компании SATA. Бесплатную консультацию нужно получить по телефону или задайте Ваш вопрос по электронной почте + 7 (495) 532-79-84 [email protected] 5 различных типов распылителей краски: какой подходит именно вам? Краскораспылители можно использовать для окраски отдельных объектов, стен целиком или целых комнат краской по вашему выбору. Они обеспечивают более равномерное покрытие, чем кисти и валики, и на них не остается следов от кисти или других следов самого процесса окраски. На рынке представлено четыре типа краскораспылителей, наиболее часто используемыми из которых являются безвоздушные краскораспылители, обычно называемые электрическими краскораспылителями, и краскораспылители со сжатым воздухом или пневматические краскораспылители. 5 типов краскораспылителейНиже мы привели подробную информацию о пяти основных модификациях краскораспылителей, в том числе сведения о наиболее распространенных способах использования каждого типа, их преимуществах и недостатках. Используя эту информацию, вы сможете определить лучший распылитель для вашего проекта. 1. Безвоздушный распылитель краскиИзображение предоставлено: JRJfin, Shutterstock Безвоздушный распылитель краски не использует сжатый воздух. Вместо этого он использует электрический насос для подачи краски через наконечник распылителя, что вызывает веер или дугу краски. Краска прилипает к поверхности и оставляет гладкую поверхность. Электрический пистолет-распылитель требует минимальной подготовки и почти сразу готов к использованию. Он покроет большую площадь за короткий промежуток времени, и, хотя это означает, что это наиболее полезная модель для отделки стен или всего имущества, также требуется некоторая практика, чтобы увеличить собственную скорость. Когда использовать
Быстрое распыление означает, что этот тип распылителя используется для массового покрытия. Если вы красите всю комнату или несколько стен в доме, то безвоздушный краскораспылитель будет хорошим выбором. Если вы профессиональный мастер на все руки или подрядчик, скорость этого устройства также будет полезна. Однако, кроме однородной объемной работы, электрический краскопульт может быть не лучшим вариантом. Он плохо работает на открытом воздухе, хотя это верно для любого типа распылителя краски. Хороши ли электрические краскораспылители?Изображение предоставлено AlexLMX, Shutterstock Электрические краскораспылители отличаются высокой эффективностью. Они могут оказаться слишком эффективными для непосвященных и неопытных. Струя краски не содержит пузырьков воздуха, а это означает, что большой объем краски наносится непосредственно на обрабатываемую поверхность. Если вы можете идти в ногу со скоростью струи, она предлагает самое быстрое решение для объемной окраски. Однако для точной работы он не подходит. На что следует обратить внимание при покупке безвоздушного распылителя краски?
Профи
Минусы
2.
Авторы и права: il21, Shutterstock HVLP, или высокообъемный краскораспылитель низкого давления, представляет собой более точное устройство. Как следует из названия, он работает с более низким давлением, а это означает, что из наконечника в любой момент выбрасывается меньше краски. Он также смешивается с молекулами воздуха, которые используются для давления на краску. Это означает, что распылителем HVLP легче управлять, он создает меньше беспорядка и может использоваться для точных работ. Независимо от того, хотите ли вы покрасить карниз или закончить плотницкую работу. Однако низкое давление означает, что этот тип устройства подходит только для более разбавленных красок, и даже при использовании с более разбавленными жидкостями оно все равно может засоряться и требует регулярной очистки. Когда использовать
HVLP может не подходить для объемной работы. Отличительной чертой HVLP является точность работы. Краска подается медленно и точно, поэтому, если вы хотите получить равномерное покрытие определенной области, этот краскопульт для вас. Если вы можете использовать достаточно тонкий лак или краску, их также можно использовать для окраски мебели и других поделок. Что лучше: безвоздушное или HVLP?Изображение предоставлено: N_Sakarin, Shutterstock Airless и HVLP пистолеты-распылители представляют собой разные типы устройств и имеют разное применение.
Pros
Минусы
3. LVLPИзображение предоставлено: Naronta, Shutterstock LVLP означает низкий объем, низкое давление, и для работы этих устройств требуется всего около 10 фунтов на квадратный дюйм. Это делает их пригодными для использования домашними мастерами, поскольку они могут использовать самые простые воздушные компрессоры, которые доступны за небольшую часть стоимости, необходимой для других устройств сжатого воздуха. Они также намного меньше других устройств, а их конструкция означает, что вы будете носить с собой все это, включая бак для краски или резервуар, когда будете его использовать. Когда использовать
Это может быть утомительно, но этот тип устройства будет работать на больших проектах, таких как опрыскивание забора или всей стены. Однако низкое давление в системе означает, что насос недостаточно мощный для выталкивания густых и вязких жидкостей, поэтому он будет работать только с жидкой и легкой краской. Какой распылитель краски лучше всего подходит для домашнего использования?Изображение предоставлено: Andy Dean Photography, Shutterstock Краскораспылитель LVLP чаще всего покупают для домашнего использования. Он недорогой, простой в эксплуатации, и, несмотря на то, что после длительного использования он довольно тяжелый, его можно использовать для достаточно больших работ. Однако, если вы собираетесь использовать краскопульт для покраски каждой стены в каждой комнате дома, а также для некоторых других работ, таких как покраска снаружи дома, вам следует подумать о чем-то более мощном. Плюсы
Cons
4. Сжатый воздухИзображение предоставлено: Марина Лорбах, Shutterstock Распылители со сжатым воздухом, как и пистолет LVLP, представляют собой простой в использовании тип распылителя краски. Они используют компрессор для создания и подачи сжатого воздуха через краску в резервуаре. Это нагнетает краску вниз по шлангу и через сопло или наконечник машины, создавая струю краски в сочетании с воздухом. Они просты в использовании, как правило, менее дорогие, чем электрические модели, но их постепенно заменяют, поскольку они не обеспечивают такой же однородности или постоянства, как электрические устройства, и им, как правило, не хватает мощности. Когда использовать
Пневматический распылитель постепенно заменяется электрическим распылителем. Установки со сжатым воздухом, как правило, менее мощные, более подвержены засорению и не такие быстрые, когда используются для покрытия больших площадей. Они используются краснодеревщиками, мастерами-любителями, изготавливающими мебель своими руками, и художниками. Они также используются теми, у кого есть существующая компрессорная система, и когда человеку нужно простое, но все же потенциально эффективное решение для покраски приличной площади. 5. Краскораспылитель с гравитационной подачейИзображение предоставлено: Ральфадор Ральфадински, Pixabay На самом деле гравитационная подача не является подкатегорией распылителя краски, а является элементом дизайна, который может использоваться во множестве различных системы. Пистолет-распылитель с гравитационной подачей (названный так из-за того, что резервуар для подачи краски находится над распылителем) — еще один агрегат, предназначенный для получения чистовой отделки. Подобно HVLP, он может наносить на рабочую поверхность различные покрытия. С сифонным элементом, расположенным в верхней части пистолета, опрыскиватель с гравитационной подачей требует гораздо меньшего давления, чем другие варианты. Результатом является исключительная точность , отсутствие избыточного распыления и очень небольшая очистка. Этот тип опрыскивателя очень часто используется для опрыскивания автомобилей , в чем он действительно превосходен. Вы не будете использовать этот подход с большими заданиями, но это хороший способ придать вашей работе более изысканный вид. Гравитационный распылитель впервые появился на сцене в контексте автомобильных работ. Его особенно ценили за способность наносить прозрачные слои краски. Подходит для: Опрыскивания автомобиля Pros
Минусы
Какой распылитель краски самый простой в использовании?Пневматические краскораспылители очень просты в использовании. Заполните бак краской, убедитесь, что область защищена, запустите компрессор и нажмите на курок. Этого должно быть достаточно, чтобы получить струю краски, которую можно использовать для покраски отдельных предметов или целых стен. Некоторые электрические распылители могут быть такими же простыми, но многие из них имеют циферблаты для уровней давления и другие функции, из-за которых они кажутся более сложными, чем они должны быть. Профи
Минусы
Вас также могут заинтересовать: 10 лучших распылителей краски – обзоры и лучшие решения Заключение Доступны различные типы распылителей краски, но наиболее распространенным и все более распространенным вариантом является электрический пистолет-распылитель. Авторы избранных изображений: фотографы Андрея Анны, Shutterstock Содержание
Типы краскораспылителей – какой из них подходит именно вам?Вам нужно покрасить большую поверхность? Возможно, вы хотите избежать неприглядных мазков кисти, которые остаются на покрытии после высыхания? Может быть, вам нужно быстро выполнить покраску, и у вас нет времени на нанесение нескольких слоев? Вам нужен распылитель краски. Распылитель краски позволяет наносить ровный слой краски за долю времени, которое требуется для нанесения кистью или валиком. Возможно, вам нужно перекрасить машину? Кисть никогда не поможет . Существует множество доступных краскораспылителей с электроприводом — может быть немного сложно понять, какой из них лучше всего подходит для вашей конкретной работы. Итак, без лишних слов, мы поможем вам решить, какой распылитель краски подходит именно вам и идеальный аппликатор для вашей конкретной ситуации. 3 различных типа распылителей краскиОсновные варианты: безвоздушное распыление, сжатый воздух и HVLP. Тип, который вам требуется, зависит от вида работы и вашего уровня знаний. Каждый тип содержит резервуар для выбранной вами краски, а также метод подачи жидкости из контейнера через наконечник распылителя. Безвоздушные краскораспылители Безвоздушные краскораспылители подают краску через наконечник распылителя с помощью электрического насоса, создавая чрезвычайно высокое давление в резервуаре с краской. Безвоздушный распылитель доступен с различными насадками, подходящими для различных работ по окраске, например:
Как и в случае со всеми краскораспылителями, при использовании безвоздушных систем следует соблюдать особую осторожность и осторожность. Держите кожу подальше от наконечника пистолета, так как он может впрыснуть краску в кожу; выброс потенциально опасных токсинов в кровь. PROsНапорный распылитель обычно работает непосредственно из банки с краской или 5-галлонного ведра. Немного потренировавшись, вы сможете добиться идеальной отделки, что делает безвоздушные распылители особенно эффективными для больших работ по окраске дома и сада. Если вы ищете профессиональную отделку с быстрым обучением, безвоздушные распылители могут быть вашим выбором. МИНУСЫКапли, распыляемые через сопло, не обязательно прилипают к желаемой поверхности. Часть краски дрейфует по воздуху, что приводит к потерям от 20 до 40%. Это может быть быстро, это не всегда самый экономичный метод нанесения. Вы должны тщательно замаскировать окружающие области, чтобы они не окрашивались. Рисовать на открытом воздухе особенно рискованно, так как велика вероятность того, что будет более сильный ветер — вы можете получить психоделические кусты, или машина соседа может приобрести новый радужный оттенок; рекомендуется крайняя осторожность. Пневматические распылителиПневматические распылители краски распыляют краску из наконечника с помощью сжатого воздуха, создавая гладкую и ровную поверхность. Системы сжатого воздуха, вероятно, самые простые в использовании, поэтому идеально подходят для новичков — они буквально надежны. При использовании систем сжатого воздуха обязательно надевайте защитные очки и респиратор – вы не хотите вдыхать краску, которая не попала на желаемую поверхность. Стандартный комплект пневматического распылителя включает насадку для распылителя, шланг высокого давления и канистру компрессора. Вы подсоединяете свой пистолет-распылитель к воздушному компрессору через шланг высокого давления, который содержит регулятор, определяющий количество воздушного потока (в кубических футах в минуту), необходимого для выталкивания выбранной вами краски из контейнера. Ваша краска часто требует небольшой ручной подготовки — смешивания краски с растворителем для достижения консистенции, подходящей для используемого вами пистолета. Вы должны попробовать смесь краски и давление воздуха на куске картона, прежде чем наносить краску на мебель или стены. Это даст вам возможность поэкспериментировать с правильным давлением воздуха, чтобы контролировать поток; обеспечение необходимой отделки. PROsЕсли вам нужно покрасить шкаф или предмет мебели аналогичного размера, отличным вариантом будет подача сжатого воздуха. Возможно, менее универсальный, чем безвоздушный распылитель, люди часто выбирают сжатый воздух из-за простоты использования. НЕДОСТАТКИПневматические распылители не особенно экономичны в эксплуатации — они расходуют много краски и требуют для работы воздушного компрессора. Распылитель краски HVLPHVLP расшифровывается как High Volume Low Pressure. Эта система использует постоянный объем воздуха для перемещения краски с наконечника пистолета на желаемую поверхность. Распылители HVLP популярны, потому что более низкое давление легче контролировать, создавая меньше беспорядка или отходов. Системы HVLP, как правило, рекомендуются только для более тонких красок – для латексных красок требуется безвоздушный распылитель. Однако промышленные распылители HVLP работают с более вязкими жидкостями, но их покупка или аренда обходятся дороже. Распылители HVLP используют компрессор (или турбину) для распыления краски. Большинство моделей позволяют регулировать давление струи, чтобы вы могли обрабатывать более деликатные поверхности или сложные углы. PROsПо сравнению с системой безвоздушного распыления комплект HVLP обойдется вам значительно дешевле. Более низкое давление делает HVLP идеальным для небольших внутренних работ, таких как двери и стены. Из-за настроек переменного давления HVLP является наиболее универсальным из других методов распределения и гораздо безопаснее в использовании, чем системы подачи с более высоким давлением. CONsКак уже упоминалось, большинство систем HVLP могут работать только с более разбавленными красками, поэтому они идеально подходят, например, для морилки и грунтовки, но не рекомендуются для латексных или глянцевых красок. Очистка распылителя краскиОчистка может занять много времени, независимо от выбранного метода движения. Крайне важно, чтобы в трубах, пистолете или насосе не оставалось следов краски, чтобы избежать засорения. Если вы используете краски на масляной основе, может потребоваться галлон или два растворителя краски, чтобы полностью очистить машину. Из чего сделать потолок в погребе: Как сделать потолок в погребе, обустроить утепление подвала, продумать вентиляцию, фотографии и видеоАрочный потолок в погребе своими руками: пошаговый алгоритм строительства сводаРедакция Homius продолжает цикл публикаций с хештегом #Лучшедома. Сегодня речь пойдёт о довольно сложной и трудоёмкой работе – кирпичной кладке арочного свода в погребе. Почему была выбрана именно эта тема? Такой потолок шикарно выглядит, особенно если для кладки использовать старый кирпич. К тому же сложная работа запросто отвлечёт от скуки, хандры и депрессии, которые постепенно начинают одолевать в затянувшиеся вынужденные выходные. И свой вариант того, как проще выложить арочный свод, предлагает автор YouTube канала «MaSoN». Содержание статьи
Подготовка к началу работ: монтаж основы опалубкиВ качестве материала для основы будущей опалубки лучше всего подойдёт ориентировано-стружечная плита. Из неё нужно выпилить несколько элементов округлой формы. Для того чтобы они все были одинаковыми, стоит задуматься о шаблоне. Между собой опоры опалубки нужно связать досками, а также крепить к стене. Снизу следует установить подпорки, всё-таки вес будет немалым. Под опоры обязательно должна быть установлена подложка. В противном случае могут возникнуть проблемы при демонтаже опалубки. ФОТО: YouTube.comОснова для опалубки изготавливается из ориентированно-стружечной плиты Нюанс, который необходимо учесть на этом этапеПонятно, что при монтаже опалубки доски на фанерные арки можно уложить сверху. Однако в этом случае не получится всё аккуратно разобрать, когда кирпичный свод будет готов. Поэтому необходимо оставлять немного места возле стены. Его должно быть достаточно для прохода доски. ФОТО: YouTube.comНебольшой зазор позволит без проблем демонтировать доски опалубки Монтаж опалубки: какой материал лучше использоватьДля опалубки можно использовать рейки со сторонами 30×50 мм. Их впоследствии очень удобно демонтировать. При этом они не слишком сильно будут испачканы в растворе, а значит вполне подойдут для других работ, например, для сборки каркасов для перегородок в доме. ФОТО: YouTube.comРейки для опалубки прекрасно подойдут, демонтировать их проще, чем доски Окончательные замеры перед началом монтажа опалубкиПеред тем как начать монтаж опалубки, следует ещё раз проверить правильность установки арок. Это можно сделать при помощи рулетки, отмерив одинаковые расстояния с обеих сторон и отметив середину. Зачастую на этом этапе приходится поправлять арки, если при их установке мастер был не слишком внимателен. ФОТО: YouTube.comПоследние замеры перед монтажом опалубки, отметка центра Теперь остаётся аккуратно уложить рейки. При этом их нужно устанавливать сначала по 3–4 с краю, а остальные – будут устанавливаться по мере выкладки кирпича. Укладка кирпича на реечную опалубкуКаждый кирпич перед укладкой необходимо немного подтесать, снять с него фаску. При укладке между кирпичами нужно ставить круглый пруток. Он не только не даст раствору стекать вниз, но и упростит последующую расшивку швов, а значит и сократит время. ФОТО: YouTube.comМежду кирпичами следует установить, а после убирать, стальной пруток Стальной пруток можно убрать после того, как нанесён раствор, а кирпич ещё не занял своё место. В противном случае удалить его можно будет только после демонтажа опалубки. Возникает вопрос, где, в таком случае, набрать прутков на все швы? ФОТО: YouTube.comГлавное – это не забыть вовремя убрать металлический пруток Когда будут готовы две стороны свода (посередине арка закрывается в последнюю очередь), необходимо сделать на стене разметку, по которой будет размещаться оставшийся кирпич. Лучше сделать разрывы между кирпичами немного больше, чем ломать их вдоль. Но и слишком широкие щели не стоит делать. По поводу раствора можно сказать следующее. Если мастер уверен, что выполнит всю работу за один день, то раствор лучше всего замешивать на пятисотом цементе, в соотношении 1/5. ФОТО: YouTube.comВ середине имеет смысл сделать разметку для каждого ряда кирпичей, чтобы поверхность получилась однородной и ровной В идеале первая часть укладки кирпича должна выглядеть так – посередине одна треть не закрыта, две трети по разным сторонам закончены. Дальнейшую работу нужно будет делать немного по-другому. Укладку необходимо вести не вдоль арок, а поперёк, укладывая кирпичи клином. Поначалу может показаться, что это слишком сложно, однако после укладки двух-трёх рядов всё упрощается. Ведь не зря старые люди говорили, что глаза боятся, а руки делают. Небольшое отступление. Не стоит бояться начинать новые для себя работы. Главное – это собрать о них как можно больше информации. И если руки у мастера золотые, то ему по силам любая задача. Понятно, что сначала работа может продвигаться очень медленно, однако со временем придёт навык, а с ним и скорость выполнения. ФОТО: YouTube.comОстаётся лишь выложить середину свода, и можно отдыхать до следующего дня Особенности укладки последних, центральных рядов кирпичаПри укладке финальных рядов кирпичей, между ними может образоваться более широкий зазор. Его необходимо основательно залить раствором, не оставляя воздушных полостей. Ведь здесь выкладывается потолок, а нагрузка на него значительно выше, чем, к примеру, на напольное покрытие. Что касается самого материала, то, конечно, можно использовать новый кирпич, однако стоит взглянуть на всё со стороны эстетики. В сегодняшнем примере был использован кирпич, которому более семидесяти лет. Применение такого материала для строительства сводов погреба придаёт подвалу особый шарм. При грамотно сделанном освещении будет создаваться впечатление, что человек идёт по средневековому подземелью. Речь сейчас идёт о больших винных погребах, а не о простом подполе, для которого вовсе не имеет смысла делать арочный потолок. ФОТО: YouTube.comВсе оставшиеся между рядами кирпичей щели нужно хорошо залить раствором Разборка опалубки, доводка свода до нужного состоянияОпалубку можно демонтировать уже на следующий день. Не стоит бояться, что за 12–15 ч. раствор не успел полностью высохнуть. Необходимую для поддержания прочность за это время он набирает, а после начинают работать законы физики. Получается, что чем сильнее свод тянет вниз, тем прочнее держится кирпич. Вот такой нонсенс. ФОТО: YouTube.comДля начала следует выбить подушки из-под стоек и демонтировать опорыФОТО: YouTube.comСледующий шаг – удаление рейки из-под кирпича и демонтаж фанерных арок Расшивка швов между кирпичами арочного сводаПосле демонтажа реек опалубки необходимо убрать небольшие потёки раствора в районе швов, после чего можно приступить к расшивке. Некоторые мастера советуют использовать для этих целей только специальный инструмент, однако лучше всего делать всё по старинке, при помощи двухсотого гвоздя. ФОТО: YouTube.comРасшивку лучше всего выполнять при помощи двухсотого гвоздя Необходимо по несколько раз пройтись шляпкой двухсотки по каждому шву, после чего внешний вид свода преобразится. Ведь от аккуратности и равномерности швов зависит очень многое. На эту работу может уйти довольно много времени. ФОТО: YouTube.comШляпка гвоздя сровняет все швы, сделав их одинаковыми Как должен выглядеть готовый арочный свод погребаЕсли при работе мастер был аккуратен, то свод погреба будет выглядеть как в старых фильмах про рыцарей и монастыри. При желании сверху можно оставить проём, который впоследствии будет закрыт бронестеклом. Это придаст погребу дополнительного шарма. А вообще, сводчатые потолки в погребах делаются редко, а значит, выглядеть выполненная работа будет, как минимум, интересно и загадочно. Нельзя сказать, что арочный потолок в погребе сделать просто. Однако, при соблюдении определённых правил строительства, подобная работа под силу даже домашнему мастеру без опыта. Надеемся, что сегодняшняя статья пригодится нашему уважаемому читателю. Если у вас остались вопросы, задавайте их в комментариях ниже. Редакция Homius с удовольствием на них ответит. Там же вы можете выразить личное мнение о том, нужен ли вообще сводчатый арочный потолок в погребе и стоит ли самостоятельно заниматься подобными работами. Вам понравилась статья? Тогда не забудьте оценить её. Ваше мнение очень важно для нас. Берегите себя и своих близких и будьте здоровы! Обсудить5 Предыдущая #Лучшедома#Лучшедома Простейший циркуль на болгарку для вырезания идеального круга Следующая #Лучшедома#Лучшедома Простейшая маска без ниток, иголок и швейной машинки В погребе конденсат на потолкеВ погребе конденсат на потолке. Содержание
Причины появления конденсатаЗамечено, что осенью и весной конденсат в погребе или в подвале практически не появляется, а происходит это летом или зимой. Если конденсат появляется изредка и в небольшом количестве, то на него можно не обращать внимания – он сам по себе быстро исчезнет. Но если капли воды появляются регулярно и в больших количествах, то нужно искать причину его массового появления и решать вопрос с ее устранением. Причин, по которым подвальное помещение “потеет”, может быть несколько:
Близкое расположение грунтовых водЕсли не выполнен или неправильно выполнен дренаж участка, грунтовые воды представляют для подвальных помещений серьезную проблему. Разрушенное основание фундаментаРазрушенное основание фундамента больше характерно не для погребов, а для находящихся под домами подвалов. Многие хозяева вблизи своих домов садят фруктовые деревья. С одной стороны это удобно: и спелые фрукты можно достать практически с порога, и тень от жаркого летнего солнца обеспечена. Но такое удобство чревато серьезными последствиями – корни посаженных деревьев со временем добираются до фундамента и начинают его рушить. Отсутствие теплоизоляции стен и потолкаЕсли в погребе мокрый потолок бывает только зимой, а летом конденсат не образовывается, то причина кроется в плохой теплоизоляции потолка. К находящимся под защитой земли стенам мороз добраться не может, а потолок в подвале или в кессоне при использовании последнего в качестве погреба, в этом плане более уязвим. К тому же зачастую для экономии места на подворье поверх погреба строят хозяйственные постройки, например, сарай или гараж. В этом случае насыпать сверху на потолок достаточный для надежной защиты от мороза слой земли нет возможности, сами же стены сарая или гаража защиту от сильных морозов обеспечить не могут. Неправильно организованная вентиляцияДаже в хорошем, правильно построенном и грамотно защищенном от влаги и холода подвале при плохой вентиляции подвального помещения или полном ее отсутствии водный конденсат на потолке в погребе обеспечен. Обустройство вентиляцииБез постоянной циркуляции воздуха в подвальном от конденсата в нем не избавиться. Поэтому первое, что нужно сделать, чтобы удалить с потолка капли воды – правильно отладить вентиляцию. Вентиляция может быть как естественной, так и принудительной. При постройке погреба вверху в потолок обязательно вмуровывали 12 мм или 16 мм трубу – в зависимости от размеров подвала – т.н. душник. Зимой по этой трубе относительно теплый воздух из погреба поднимался вверх и выходил из погреба наружу. Летом эта система не работает, т.к. теплый воздух снаружи “закупоривает” отверстие душника. Боле функциональной является система вентиляции с двумя трубами: приточной и вытяжной. Первая вмуровывается в потолок в углу подвального помещения, не доходя 30-40 см до его пола, вторая вмуровывается во втором углу или по центру помещения как можно ближе к потолку. Гидроизоляция и теплоизоляция погребаЕсли вам “повезло” приобрести дом, где подвальное помещение построено без гидрозащиты, ее обязательно нужно обустроить, иначе велик риск не только постоянного появления конденсата, но и быстрого разрушения стен. Чтобы обеспечить надежную гидрозащиту, придется до основания откопать стены и потолок погреба, тщательно очистить их от остатков земли, дать подсохнуть, а затем обработать пропиткой глубокого проникновения. После полного ее высыхания подвальное помещение необходимо снова осыпать землей, а для большей надежности стены изнутри дополнительно оклеить рубероидом или другим листовым гидроизолятором. Объем работы нужно проделать большой, но по другому не получится: обустройство гидроизоляции внутри помещения приведет к тому, что влага будет скапливаться в стенах, разрушая их. Если конденсат появляется только в зимнее время, то нужно выполнить теплоизоляцию потолка погреба. Выполнить ее можно и изнутри, но обязательное условие – теплоизолятор должен не бояться влаги. Лучше всего для этой цели подходит листовой экструдированный пенополистирол. Сначала потолок промазывается гидроизоляционной пропиткой, а после ее высыхания с помощью клея устанавливается утеплитель. Для большей надежности листы утеплителя лучше дополнительно закрепить дюбелями. Если после утепления потолка конденсат все же появился в погребе, то придется таким же способом утеплять и стены. Народные средства избавления от конденсатаПеречисленные способы надежны, но их выполнение требует больших затрат, как трудовых, так и времени. К тому же проводить их можно только в теплое время года. Но что делать, если погреб сильно мокнет, и нужно срочно из него убрать конденсат? Для устранения этой проблемы существует несколько проверенных временем подручных способов.
Перед тем, как устранить в погребе избыток влаги, с помещения нужно вынести все хранящиеся в нем овощи, закрутки, а также стеллажи и полки. Затем пустое помещение побелить известью, дать ему несколько дней просохнуть, и только после этого можно приступать непосредственно к сушке. В самой процедуре сушки нет ничего сложного: на пол ставится жаровня, зажигается огонь и поддерживается до тех пор, пока погреб полностью просушится. Такой способ эффективный, но опасный, поскольку скапливается углекислый газ в небольшом помещении погреба, и, если не соблюдать предельную осторожность, можно задохнуться.
Важно знать, как убрать из погреба конденсат, но все же лучше не допускать его появления. Правильно выбранное место постройки, качественно выполненные гидро и теплоизоляция, надежно работающая система проветривания погреба или подвала помогут вам в этом, и тогда не придется ломать голову, как избавиться в них от лишней влаги. Теория сырости в подвале – видео15 355 9 Идеи для потолка в подвале — этот старый домКолодец идей для потолка в подвале уходит глубоко, что позволяет преуменьшить или замаскировать неприглядные элементы над головой без ущерба для высоты. Новая обработка потолка может привнести стиль и последний штрих, которого заслуживает ваша реконструкция подвала. Каким бы ни был ваш бюджет, вот несколько вариантов цокольного потолка на ваш выбор. Покрытие потолка тканью Покажите свою богемную сторону с помощью покрытия потолка тканью. Для более драматичного эффекта используйте разноцветные парашюты или абажуры. Другой вариант – создать натяжной потолок с помощью эластичной ткани, пристегнутой к каркасу, установленному по периметру комнаты. Вот несколько моментов, о которых стоит подумать:
№ Использование гофрированного металла Добавьте индустриальный вид с помощью металла. Купите новый гофрированный кровельный металл, чтобы дополнить свой склад или дизайн в стиле стимпанк. Вы можете рассмотреть возможность вторичной переработки старых металлических листов для создания деревенской атмосферы. При монтаже металла помните следующее:
Раскрась всеiStock Да, это все можно нарисовать! Белый будет отражать свет в то, что обычно является темным пространством, и создаст иллюзию более высокого потолка. А темный цвет, например угольно-серый, поможет замаскировать сантехнику, воздуховоды и другие коммуникации выше. Какой бы цвет вы ни выбрали, преимущество подхода «покрасить все» заключается в том, что вы не жертвуете высотой, если это проблема. Вот несколько советов по покраске потолка в подвале:
Добавить Потолочные панели из олова с тиснениемНапоминающие архитектуру рубежа веков, потолки из олова отличаются размерами, а также они легкие и простые в установке. Они бывают разных дизайнов и цветов, а новые имеют покрытие для предотвращения ржавчины. Тисненые оловянные панели обычно имеют площадь 2 фута и поставляются в упаковках по 10-12 штук. Несколько замечаний по жестяным потолочным панелям:
№ Использование потолочной плитки на клею Очень простой вариант для потолка в подвале своими руками — это плитка на клею. Эти плитки, как правило, изготовленные из полистирола или ДВП, бывают разных цветов, размеров и стилей, а также поддаются покраске. При таком подходе обратите внимание:
Создать иллюзию небаВы когда-нибудь замечали, что большинство потолков на веранде окрашены в небесно-голубой цвет? Почему бы не сделать то же самое, чтобы развеселить и украсить свой темный подвал? Установите такой материал, как фанера, и поклейте обои или покрасьте, чтобы создать иллюзию неба. Ключевые моменты, на которые следует обратить внимание при выборе этого варианта:
Установить бижутериюБен МакКин Стильные, но недорогие потолочные доски из гипсокартона сделают ваш подвал Reno именно тем, что ему нужно. Beadboard хорошо сочетается как с современным, так и с повседневным, домашним стилем и поставляется в нескольких цветах. Доски имеют пазогребневую кромку, что облегчает их монтаж. Вы можете использовать их, чтобы покрыть все. Вы также можете установить их между лагами пола, чтобы создать видимость открытых балок. Те же соображения для деревянных досок применимы и к картону. Установка подвесных потолковНемного сложнее в масштабе DIY, но определенно выполнимо, подвесной потолок. Подвесные потолки требуют установки системы металлических решеток, которая подвешивается под потолком и удерживает плитки. Чтобы придать подвесному потолку некоторую индивидуальность, рассмотрите возможность покраски всех или некоторых плиток. При принятии решения обратите внимание на несколько моментов:
С этими идеями можно легко украсить потолок в подвале. Просто выберите то, что подходит вашему бюджету, вашему дому и вашему стилю. 15 идей оформления потолка в подвале, которые вдохновят ваше пространствоЗабудьте о скучных потолках в подвале1/16 Придумать дизайн потолка в подвале может быть сложнее, чем сделать потолок в любой другой комнате дома. Хотя может возникнуть соблазн обойтись без потолка, чтобы не потерять доступ к механическим и сантехническим системам или любой высоте для этого часто низкого потолка, вы можете упустить важную возможность продемонстрировать свой стиль. Поскольку подвалы часто обозначаются как укромные места в доме, у них больше свободы для экспериментов со смелыми или новыми идеями украшения, которые вы, возможно, побоялись бы попробовать в других комнатах дома. СВЯЗАННЫЙ: istockphoto.com 1. Окрашенные стропила2/16 Черный цокольный потолок подойдет не всем, но в сочетании с бледно-серой мебелью и темно-серым полом получается чистый современный вид. Этот цокольный потолок со стропилами угольного цвета также добавляет теплоты комнате из бетонных блоков и легко маскирует водопровод и электричество. СВЯЗАННЫЙ: Дом Zillow Digs в Брентвуде, Миссури 2. Доски из натурального дерева3/16 Чтобы создать неповторимую атмосферу шикарного андеграундного бара, отделайте потолок в подвале полированными деревянными досками. СВЯЗАННЫЕ: Дом Zillow Digs в Белвью, штат Вашингтон, Реклама 3. Крашеные деревянные доски4/16 Со всей яростью досок внахлестку, неудивительно, что этот покрашенный в белый цвет дощатый потолок в подвале выглядит свежо! Этот цокольный потолок, выполненный в деревенском белом цвете, делает все пространство ярким, но в непринужденной, теплой и совершенно модной манере. И довольно легко добавить визуально бесшовную панель доступа к потолку такого типа, поэтому есть способ добраться до любых механических систем наверху. СВЯЗАННЫЙ: Дом Zillow Digs в Миннеаполисе, Миннесота 4.
5/16 Уловка для фотостудий во всем мире: покрась все в белый цвет! В этом пространстве балки в подвальном потолке — и все внутри, включая трубы, воздуховоды и осветительные приборы — покрываются современной ярко-белой краской. Этот простой декоративный трюк, заключающийся в том, чтобы покрасить все в один цвет, превращает все эти утилитарные элементы на потолке подвала в невзрачные скульптурные элементы. СВЯЗАННЫЙ: Дом Zillow Digs в Маунтин-Брук, Алабама 5. Жестяной потолок6/16 Оловянные плитки — неотъемлемая часть пабов старой школы. Этот очаровательный декоративный элемент отражает свет и звук, делая интимное пространство живым и веселым. Оловянные потолочные плиты, размещенные на потолке подвала, могут превратить пространство в настоящий развлекательный центр, будь то новое строительство или недавний ремонт. Добавление полного бара и бильярдного стола еще больше усиливает очарование паба. СВЯЗАННЫЙ: Дом Zillow Digs в Бранчбурге, Нью-Джерси Реклама 6. Гофрированный металлический потолок7/16 Когда у вас низкий потолок в подвале, в комнате легко может показаться тесно. Чтобы преодолеть это ощущение тесноты, важно добавить декоративный элемент, который отражает свет и создает новую текстуру, не добавляя объема. В этом пространстве гофрированный металл становится звездой в море модульной древесины. Подвальный потолок теперь является фокусом, а не запоздалой мыслью, и создает художественную атмосферу, которая не страдает из-за нехватки квадратных метров. Установите гофрированный металл в виде полных листов или попробуйте потолочные плиты из гофрированного металла CeilingConnex. СВЯЗАННЫЕ С: 8 недорогих строительных материалов, которые не выглядят дешевыми amazon.com 7.
8/16 Формованные детали этих потолочных плиток (похожий дизайн можно приобрести в The Home Depot) значительно отличаются от обычных падающих плиток, которые можно увидеть на потолках многих подвалов, и придают комнате нижнего этажа характер ее соседей наверху. В сочетании с деревянным полом и классическими полосатыми обоями цоколь выглядит как жилая комната в классическом стиле, а не как недавний ремонт. СВЯЗАННЫЕ: Плюсы и минусы отделки недостроенного подвала diydecorestore.com 8. Контрастные цвета краски16 сентября Этот пышный цокольный потолок включает в себя сочетание цветов краски, наложенных друг на друга для создания мраморного эффекта, и уникальный цокольный потолок. Потолок также объединяет все цвета в комнате: теплые коричневые, красные и оранжевые цвета, которые разбросаны по всему помещению. Контрастные оранжевые акценты подчеркивают архитектуру помещения и придают пространству живую энергию. СВЯЗАННЫЙ: Дом Zillow Digs в Шони, Канзас Реклама 9. Традиционный кессонный потолок16.10. Балки в кессонном потолке этого подвала имеют достаточно украшений, чтобы они выглядели как архитектурные элементы традиционного кессонного потолка, а не структурные решения. Окрашенные в белый цвет, они работают с лепниной короны, чтобы добавить интереса выше уровня глаз и сделать потолок более высоким и похожим на оригинальную часть старого дома. СВЯЗАННЫЙ: Дом Zillow Digs в Бетесде, Мэриленд 10. Открытые деревянные балки16/11 Открытые деревянные балки на потолке цокольного этажа представляют собой деревенскую, но современную архитектурную особенность. На фоне окрашенных в белый цвет потолочных панелей и балок вся натуральная текстура слегка окрашенного дерева выступает вперед, создавая ощущение современного фермерского дома. СВЯЗАННЫЙ: Дом Zillow Digs в Шорлайне, штат Вашингтон, 11. Простые подвесные потолки16/12 Это решение для цокольных потолков является классическим по одной причине: простая подвесная потолочная плитка (доступна в The Home Depot) создает сетку над головой, создавая геометрический узор, который перемещает взгляд по комнате. После установки плитки можно легко снять, чтобы получить доступ к сантехническим трубам или электрическим соединениям. СВЯЗАННЫЙ: Дом Zillow Digs в Глен Эллин, Иллинойс Реклама 12. Создайте четкость с помощью темной отделки13/16 Подвальные интерьеры могут быть возможностью поэкспериментировать с цветом и создать неожиданное. Один из простых способов обновить интерьер — покрасить. СВЯЗАННЫЙ: Shutterstock.com 13. Простая цветовая история14/16 Хотя цвет и текстура могут иметь большое значение для создания интересного подвального помещения, иногда домовладельцу нужно спокойное уединение. Вместо того, чтобы наполнять пространство памятными вещами и смелыми заявлениями, попробуйте создать минималистское пространство с одной цветовой историей, акцентированной оттенками натурального дерева. Эффект может быть именно тем, что необходимо, чтобы снять стресс от беспокойной, насыщенной технологиями современной жизни в комнатах выше класса. Shutterstock.com 14. Имитация голубого летнего неба15/16 Часто дизайнеры пытаются максимально осветить нижние помещения с помощью зеркал и блеска, но иногда есть более простой способ создать ощущение дневного времени внутри при отделке подвала. Окрашивая потолок в оттенок ясного голубого неба или используя потолочную плитку для достижения того же эффекта, вы можете сделать комнату похожей на дневную и солнечную, независимо от сезона или времени суток. СВЯЗАННЫЙ: Artificialsky.com Реклама 15. Получить графику16/16 Когда это ваш дом, рекомендации и предложения даже лучших дизайнеров интерьеров не так важны, как то, что вам кажется правильным. Иногда смелое абстрактное утверждение может привнести в пространство индивидуальный стиль и аромат, и этого можно добиться с помощью нескольких стратегически размещенных графических изображений с использованием абстрактных наклеек на обоях или нарисованных линий и форм. Чертежи замковых резьб: ГОСТ 28487-90 Резьба коническая замковая для элементов бурильных колонн. Профиль. Размеры. Допуски / 28487 90
Резной деревянный кронштейн «Замковый камень» KR-029 / Деревянные кронштейны×
Предыдущий Увеличить фото Чертежи изделия
Качество переклейки Под эмаль Под тонировку Стандарт под эмаль 1 950 руб Остались вопросы? Товар успешно добавлен! Декоративный кронштейн KR-029 «замковый камень» — оригинальный декор для украшения дверей, наличников, мебели и стеновых панелей. Скачать векторное изображение модели скачать эту модель в формате .DWG cкачать все модели раздела Кронштейны в формате .AI cкачать все модели раздела Кронштейны в формате .DWG Перейти Итого: 0 руб ↑ наверх java — Странные ошибки отладки AndroidЗадавать вопрос спросил Изменено Просмотрено 0 Новинка! Сохраняйте вопросы или ответы и организуйте свой любимый контент. У меня есть клиент-серверное приложение на Android Когда я пытаюсь запустить его как обычно, ошибок нет. Но если я попытаюсь отладить его, возникнет стена ошибок. Я даже не знаю, о чем и что искать. И что не так. Это не все ошибки Я сократил его вдвое, потому что он слишком длинный. Ошибки: A/art: art/runtime/jdwp/jdwp_event.cc:661] Ошибка проверки: Thread::Current() != GetDebugThread() (Thread::Current()=0xb188a400, GetDebugThread()= 0xb188a400) Поток ожидаемых событий
A/art: art/runtime/runtime.cc:422] Прерывание выполнения...
A/art: art/runtime/runtime.cc:422] Прерывание потока:
A/art: art/runtime/runtime.cc:422] "JDWP" prio=5 tid=4 WaitingForDebuggerSend
A/art: art/runtime/runtime.cc:422] | group="" sCount=0 dsCount=0 obj=0x12cde9d0 сам = 0xb188a400
A/art: art/runtime/runtime.cc:422] | sysTid=3751 nice=0 cgrp=sched по умолчанию=0/0 handle=0xaced2920
A/art: art/runtime/runtime.cc:422] | состояние=R schedstat=( 0 0 0 ) utm=2 stm=2 core=1 HZ=100
A/art: art/runtime/runtime.
1 Как сказал MikeT. Проблема с точками останова. Я сделал точку останова в каждой строке, и некоторые из них были созданы неправильно. Когда я удалил его, все было в порядке. 1 возможно, вы ставите точку останова на статической функции-члене или функции, поэтому она выдает ошибку и внезапно приводит к сбою приложения Зарегистрируйтесь или войдите в системуЗарегистрируйтесь с помощью Google Зарегистрироваться через Facebook Зарегистрируйтесь, используя электронную почту и пароль Опубликовать как гостьЭлектронная почта Требуется, но не отображается Опубликовать как гостьЭлектронная почта Требуется, но не отображается java — многопоточное рисование с использованием BufferedImage спросил Изменено Просмотрено 0 Новинка! Сохраняйте вопросы или ответы и организуйте свой любимый контент. У меня есть школьное задание, где я должен в несколько потоков рисовать прямоугольники поверх изображения.
4 У вас должен быть один SpaceManager, централизованный агент, который будет управлять раздачей прямоугольных областей для данного BufferedImage. Для этого потребуется метод allocateRectangle(int sizeX, int sizeY), который найдет неиспользуемое пространство, пометит его как использованное и вернет DrawingRectangle, а также метод freeRectangle(DrawingRectangle dr), который освободит пространство, когда оно больше не используется. DrawingRectangle — это ваш собственный класс, который имеет ссылку на BufferedImage и знает собственное смещение внутри него. У него есть собственные методы get/setRGB, которые просто добавляют свои смещения X и Y и вызывают метод get/setRGB BufferedImage. Таким образом, клиенты этой системы просто получают DrawingRectangle и просто обращаются к нему, как если бы это был его собственный BufferedImage с запрошенным размером. Хитрость здесь в том, что ваши методы allocateRectangle и freeRectangle должны быть синхронизированы, чтобы процесс выделения одного из них не прерывался другим потоком, который затем пытается выделить свой собственный. Управлять двумерным пространством сложно, если вы пытаетесь оптимизировать упаковку, но я бы не стал заморачиваться, по крайней мере поначалу. Просто подумайте об этом, поскольку строки были прямоугольниками, выровненными сверху. Если следующий новый не помещается в существующую строку, создайте новую строку, которая начинается чуть ниже самого высокого прямоугольника самой нижней строки. Расшифровка бст0: конструкционная углеродистая сталь обыкновенного качестваконструкционная углеродистая сталь обыкновенного качестваГлавная / Конструкционная сталь / Конструкционная углеродистая сталь обыкновенного качества / БСт0
Характеристика стали марки БСт0БСт0 — Сталь конструкционная углеродистая обыкновенного качества, хорошо сваривается, сварка осуществляется без подогрева и без последующей термообработки, способы сварки: ручная дуговая сварка, автоматическая дуговая сварка под флюсом и газовой защитой, КТС, ЭШС. Способы сварки стали БСт0:
Для сварки толщиной более 36 миллиметров рекомендуется подогрев и последующая термообработка, не склонна к флокеночувствительности, склонность к отпускной хрупкости отсутствует. Расшифровка стали марки БСт0Расшифровка стали: Буква Б стоящая в начале обозначает группу стали котороя опреедляет кретерии предела прочности для химсостава. Сталь, в наименовании начинющиеся с буквы В, прочность на 10-20 МПа ниже, чем сталь группы А. Идущие далее буквы Ст. обозначают, что сталь обыкновенного качества, хотя большинство сталей — высококачественные. Поставка БСт0Поставляется в виде сортового проката, в том числе и фасонного по регламенту ГОСТ 2590-88 Прокат стальной горячекатаный круглый, ГОСТ 2591-88 Прокат стальной горячекатаный квадратный, ГОСТ 8239-89 Двутавры стальные горячекатаные, ГОСТ 19771-93 Уголки стальные гнутые равнополочные, ГОСТ 19772-93 Уголки стальные гнутые неравнополочные, ГОСТ 8278-83 Швеллеры стальные гнутые равнополочные, ГОСТ 8281-80 Швеллеры стальные гнутые неравнополочные, ГОСТ 8283-93 Профили стальные гнутые корытные равнополочные, ГОСТ 380-94 Сталь углеродистая обыкновенного качества, ГОСТ 8509-93 Уголоки стальные горячекатаные равнополочные, ГОСТ 8510-86 Уголки стальные горячекатаные неравнополочные, ГОСТ 8240-97 Швеллеры стальные горячекатаные, ГОСТ 535-88 Прокат сортовой и фасонный из углеродистой стали обыкновенного качества, ГОСТ 2879-88 Прокат стальной горячекатаный шестигранный, ГОСТ 19903-2015 Прокат листовой горячекатанный, ГОСТ 19904-90 Прокат листовой холоднокатанный, ГОСТ 16523-97 Прокат тонколистовой из углеродистой стали качественной и обыкновенного качества общего назначения, ГОСТ 503-81 Лента холоднокатаная из низкоуглеродистой стали, ГОСТ 103-76 Полоса стальная горячекатаная, ГОСТ 82-70 Прокат стальной горячекатаный широкополосный универсальный, ГОСТ 3282-74 Проволока стальная низкоуглеродистая общего назначения, ГОСТ 17305-71 Проволока из углеродистой конструкционной стали, ГОСТ 10705-80 Трубы стальные электросварные, ГОСТ 10706-76 Трубы стальные электростварные прямошовные, ГОСТ 3262-75 Трубы стальные водогазопроводные. Химический состав стали БСт0
Сталь БСт0
Характеристика стали марки БСт0БСт0 — Сталь конструкционная углеродистая обыкновенного качества, хорошо сваривается, сварка осуществляется без подогрева и без последующей термообработки, способы сварки: ручная дуговая сварка, автоматическая дуговая сварка под флюсом и газовой защитой, КТС, ЭШС. Способы сварки стали БСт0:
Для сварки толщиной более 36 миллиметров рекомендуется подогрев и последующая термообработка, не склонна к флокеночувствительности, склонность к отпускной хрупкости отсутствует. Расшифровка стали марки БСт0Расшифровка стали: Буква Б стоящая в начале обозначает группу стали котороя опреедляет кретерии предела прочности для химсостава. Сталь, в наименовании начинющиеся с буквы В, прочность на 10-20 МПа ниже, чем сталь группы А. Идущие далее буквы Ст. обозначают, что сталь обыкновенного качества, хотя большинство сталей — высококачественные. Поставка БСт0Поставляется в виде сортового проката, в том числе и фасонного по регламенту ГОСТ 2590-88 Прокат стальной горячекатаный круглый, ГОСТ 2591-88 Прокат стальной горячекатаный квадратный, ГОСТ 8239-89 Двутавры стальные горячекатаные, ГОСТ 19771-93 Уголки стальные гнутые равнополочные, ГОСТ 19772-93 Уголки стальные гнутые неравнополочные, ГОСТ 8278-83 Швеллеры стальные гнутые равнополочные, ГОСТ 8281-80 Швеллеры стальные гнутые неравнополочные, ГОСТ 8283-93 Профили стальные гнутые корытные равнополочные, ГОСТ 380-94 Сталь углеродистая обыкновенного качества, ГОСТ 8509-93 Уголоки стальные горячекатаные равнополочные, ГОСТ 8510-86 Уголки стальные горячекатаные неравнополочные, ГОСТ 8240-97 Швеллеры стальные горячекатаные, ГОСТ 535-88 Прокат сортовой и фасонный из углеродистой стали обыкновенного качества, ГОСТ 2879-88 Прокат стальной горячекатаный шестигранный, ГОСТ 19903-2015 Прокат листовой горячекатанный, ГОСТ 19904-90 Прокат листовой холоднокатанный, ГОСТ 16523-97 Прокат тонколистовой из углеродистой стали качественной и обыкновенного качества общего назначения, ГОСТ 503-81 Лента холоднокатаная из низкоуглеродистой стали, ГОСТ 103-76 Полоса стальная горячекатаная, ГОСТ 82-70 Прокат стальной горячекатаный широкополосный универсальный, ГОСТ 3282-74 Проволока стальная низкоуглеродистая общего назначения, ГОСТ 17305-71 Проволока из углеродистой конструкционной стали, ГОСТ 10705-80 Трубы стальные электросварные, ГОСТ 10706-76 Трубы стальные электростварные прямошовные, ГОСТ 3262-75 Трубы стальные водогазопроводные. Химический состав стали БСт0
Купить сталь БСт0 в Москве и Московской областиСталь БСт0 широко применяется в разных сферах промышленности, используется в машиностроении, задействована в производственной отрасли, охватывает большой спектр строительства, судостроения, частично используется в авиационном производстве и многих других направлений промышленности. Существует большое количество марок сталей, огромная часть сплавов изготавливается под заказ, а те марки стали, которые пользуются большим спросом частично складируются по д постоянных клиентов. Компания Металлпро осуществляет опто-розничную продажу на территории Российской Федерации, сталь БСт0 частично находится у нас на складе в виде сортового металлопроката, а частично мы отгружаем напрямую от металлургического комбината. Цена на сталь БСт0Выгодная стоимость на марку стали БСт0 объясняется присутствием конкурентной среды, низкой наценкой и погрузкой с ведущих металлургических заводов напрямую, иногда минуя складирование на перевалочных пунктах. Компания Металлпро несут полную ответственность за химический состав поставляемой продукции и гарантирует качество поставки. Стоимость стали БСт0 на складах города Москвы и Московской области формируется затратами на складское хранение и логистику, Компания Металлпро так же может осуществлять поставки стали БСт0 напрямую с металлургического комбината, что дает преимущество нашим партнерам стабильно экономить деньги и развивать бизнес в широком формате. Цена на сталь марки БСт0 формируется персонально с каждой компанией, индивидуально оговариваются ежемесячные потребности и обсуждается форма оплаты. Складские услуги под заказные позиции и логистика до места производства так же формирую стоимость на сталь БСт0. Компания Металлпро ведет открытый диалог персонально с каждым своим клиентом, каждая сделка сопровождается персональным менеджером от стадии производства до поставки металлопроката заказчику. Полный контроль на любом этапе от оплаты до поставки на объект заказчика дает последнему полную картину. Заказать сталь БСт0Логистическая составляющая и производственный процесс в отсутствии складских позиций на складе является главным фактором поставки марки стали БСт0 заказчику. Профессионализм наших менеджеров, работа с ведущими логистическими компаниями России и имея в своем распоряжении свой автопарк, Мы гарантированно в сроки поставляем продукцию в любую точку нашей Российской Федерации. Выпущен инструмент для расшифровки CoinVault Ransomware 14 апреля 2015 г. Вы один из тех пользователей Windows, которые стали жертвами CoinVault Ransomware ? Если да, то у нас для вас хорошие новости: Жертвы программы-вымогателя CoinVault теперь могут расшифровывать свои файлы, зашифрованные вредоносным ПО, с помощью бесплатного инструмента, выпущенного «Лабораторией Касперского». С помощью Национального отдела по борьбе с преступлениями в сфере высоких технологий (NHTCU) голландской полиции, исследователи безопасности из Лаборатории Касперского разработали « CoinVault Ransomware Decryptor », который расшифровывает файлы, заблокированные программами-вымогателями, такими как CoinVault. Вредоносная программа-вымогатель — это растущая киберугроза , при которой хакеры в первую очередь получают доступ к системе пользователя и требуют уплаты выкупа. Вредоносная программа-вымогатель заражает компьютер или устройство, чтобы ограничить доступ пользователя к зараженному компьютеру. Как правило, вредоносная программа-вымогатель либо «блокирует» компьютер, чтобы предотвратить нормальное использование, либо шифрует файлы на нем, чтобы предотвратить доступ. Недавно в ходе расследования программы-вымогателя CoinVault голландская полиция смогла получить базу данных «Ключи дешифрования» с сервера управления CoinVault. Средство расшифровки программ-вымогателей, выпущенное «Лабораторией Касперского», использует те же ключи расшифровки, которые были обнаружены полицией Нидерландов. Однако это Программное обеспечение для дешифрования программ-вымогателей не будет работать для всех жертв, потому что полиция только что получила несколько тысяч ключей дешифрования с одного управляющего сервера CoinVault. Не волнуйся! Голландская полиция активно ищет дополнительные серверы CoinVault и надеется как можно скорее найти новые ключи для расшифровки программ-вымогателей. Как расшифровать файлы, зашифрованные программой-вымогателем CoinVault? Шаг 1: Если вы заражены CoinVault, просто запишите адрес биткойн-кошелька, указанный вредоносной программой на экране. Шаг 2: Получите список зашифрованных файлов из интерфейса программы-вымогателя. Шаг 3: Загрузите эффективный антивирус и сначала удалите CoinVault Ransomware. Шаг 4: Откройте https://noransom.kaspersky.com и загрузите инструмент для расшифровки, выпущенный Лабораторией Касперского. Шаг 5: Установите дополнительные библиотеки и расшифруйте файлы. Чтобы защитить ваш компьютер от вредоносных программ :
См. также: Средство расшифровки CryptoLocker Нашли эту статью интересной? Подпишитесь на THN в Facebook, Twitter и LinkedIn, чтобы читать больше эксклюзивного контента, который мы публикуем. ДОЛЯ Поделиться Твитнуть Поделиться Поделиться 7 90 ПОДЕЛИТЬСЯ CoinVault Ransomware, CoinVault Ransomware Decryptor, программа-вымогатель, удаление программ-вымогателей cryptolocker, программа-вымогатель cryptowall, Программное обеспечение для расшифровки программ-вымогателей, защита от программ-вымогателей, средство удаления программ-вымогателей Выпущен инструмент PyLocky для расшифровки программ-вымогателей — разблокируйте файлы бесплатно Если ваш компьютер заражен PyLocky Ransomware и вы ищете бесплатный инструмент для расшифровки программ-вымогателей, чтобы разблокировать или расшифровать ваши файлы, ваш поиск может закончиться здесь. Исследователь безопасности Майк Батиста из подразделения киберразведки Cisco Talos выпустил бесплатный инструмент дешифрования, который позволяет жертвам, зараженным программой-вымогателем PyLocky, бесплатно разблокировать свои зашифрованные файлы без уплаты выкупа. Инструмент дешифрования работает для всех, но у него есть огромное ограничение — для успешного восстановления ваших файлов вы должны перехватить исходный сетевой трафик (файл PCAP) между программой-вымогателем PyLocky и его сервером управления и контроля (C2), чего обычно никто специально не делает. Это связано с тем, что исходящее соединение — когда программа-вымогатель взаимодействует со своим сервером C2 и отправляет информацию, связанную с ключом дешифрования, — содержит строку, включающую как вектор инициализации (IV), так и пароль, который программа-вымогатель генерирует случайным образом для шифрования файлов.
Впервые обнаруженный исследователями Trend Micro в июле прошлого года, вирус-вымогатель PyLocky распространяется через спам-рассылки, как и большинство вредоносных кампаний, предназначенных для того, чтобы обманным путем заставить жертв запустить вредоносную полезную нагрузку PyLocky. Чтобы избежать обнаружения программным обеспечением для обеспечения безопасности в песочнице, программа-вымогатель PyLocky находится в спящем режиме в течение 999,999 секунд или чуть более 11 с половиной дней, если общий объем видимой памяти уязвимой системы составляет менее 4 ГБ. Процесс шифрования файла выполняется, только если он больше или равен 4 ГБ. Программа-вымогатель PyLocky, написанная на python и упакованная с помощью PyInstaller, сначала преобразует каждый файл в формат base64, а затем использует случайно сгенерированный вектор инициализации (IV) и пароль для шифрования всех файлов на зараженном компьютере. Как только компьютер зашифрован, PyLocky отображает записку с требованием выкупа, утверждая, что это вариант известного шифровальщика Locky, и требует выкуп в криптовалюте для «восстановления» файлов. В записке также говорится об удвоении выкупа каждые 96 часов, если они не заплатят, чтобы запугать жертв и заставить их платить выкуп как можно раньше. PyLocky в первую очередь предназначался для компаний в Европе, особенно во Франции, хотя заметки о выкупе были написаны на английском, французском, корейском и итальянском языках, что позволяет предположить, что он также мог быть нацелен на пользователей, говорящих на корейском и итальянском языках. Вы можете бесплатно загрузить инструмент расшифровки программ-вымогателей PyLocky с GitHub и запустить его на зараженном компьютере с Windows. Хотя программы-вымогатели могут быть не такими известными, как широко распространенные атаки программ-вымогателей Locky, WannaCry, NotPetya и LeakerLocker в 2017 году, как частным лицам, так и предприятиям настоятельно рекомендуется следовать приведенным ниже профилактическим мерам, чтобы защитить себя. Как в домашних условиях нанести хром на пластик: Хромирование пластика в домашних условиях: инструкцияКак покрыть хромом пластик в домашних условияхХромированные изделия весьма популярны благодаря своему эстетическому виду. При желании покрыть определенный предмет хромом можно самостоятельно. Чаще всего в этом нуждаются владельца автомобилей, желающие придать своему транспортному средству более привлекательный внешний вид. Для работы нужно запастись необходимыми материалами, оборудованием и ознакомиться с тем, как проводить хромирование пластика в домашних условиях. Поиск данных по Вашему запросу: Схемы, справочники, даташиты: Прайс-листы, цены: Обсуждения, статьи, мануалы: Дождитесь окончания поиска во всех базах.По завершению появится ссылка для доступа к найденным материалам.
ПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: Как самому НИКЕЛИРОВАТЬ любую поверхность !Spray On Nickel-Sky Chrome technology Как покрыть хромом металл в домашних условияхХочется бампер не красить а сделать блестящим под хром или золото как это делается своими руками? Хромировать пластмассу как оказалось можно и в условиях домашних. Для этого существует компактный способ, который не предполагает ванны. Для ее изготовления вполне подойдет малярная кисть диаметром около 2 см. Свинцовым проводом плотненько обматывается щетинка. Корпус кисти изготовляется из оргстекла или аналогичного материала. Это пустотелый цилиндр или усеченный конус, с одного торца которого вставляется щетина, а на другом крепится диод ДД Кроме того в корпусе есть отверстие, в которое заливается электролит. Кроме этого нам нужен трансформатор на 12 вольт с током 0, А — пойдет китайский блок питания для мелких приемников. Плюс с трансформатора идет на анод диода, катод диода соединяется с обмоткой щетины. Минус — на зажим-крокодильчик, который будет крепиться на хромируемую деталь. Кстати, в случае, если трансформатор заменить аккумулятором, то диод не нужен. Перед хромированием детали обязательно нужно очистить и обезжирить. От качественности проведенной очистки полностью зависит качество покрытия. Обезжиривающий раствор нагревают до градусов и, в зависимости от степени загрязненности, держим деталь от четверти часа до одного часа. Чем ровнее и чище поверхность, тем прочнее сцепка с покрытием. Закрепив крокодильчик на детали, залив в кисть электролит, начинаем равномерно перемещать кисть по поверхности детали. Имейте в виду, что покрытие достаточной толщины получится, если пройтись по одному и тому же месту раз Следите при этом за степенью расхода электролита и доливайте по мере расходования. По окончании работ промойте деталь под проточной водой, отполируйте влажной тряпкой и снова промойте под водой. Как хромировать пластмассу? Для ее изготовления впо. Источник: www. Нанесение хрома на пластик часто практикуется владельцами автомобилей, когда они хотят придать им более эстетичный вид. Хромирование деталей можно осуществить и в домашних условиях. Это позволит сэкономить существенную сумму на услугах автосервисной мастерской. Хромироваться могут как детали из пластика, так и металлические поверхности. Работы в домашних условиях должны проводиться в хорошо проветриваемом помещении, поскольку в ходе процесса в воздух неизбежно попадут химические реактивы, способные пагубно повлиять на здоровье. При попадании реагента на кожу, вероятны опасные ожоги. Кроме того, нередки химические отравления организма. Лучшее место для проведения работ своими руками — гараж или другое помещение технического предназначения. В качестве меры предосторожности следует использовать респиратор, защитные очки, резиновые перчатки и фартук. Первым делом подбираем кисть с густой щетиной. Далее щетину удаляем, а кисть обматываем проводом из свинца. Затем делаем специальную кисточку с полым корпусом из оргстекла, который в дальнейшем будем наполнять электролитом. Источником тока будет выступать мощный трансформатор, к которому мы будет присоединять анод и катод. Также, в качестве источника электричества в домашних условиях может быть использован аккумулятор от автомобиля. Однако схема работы в данном случае будет отличаться. К подготовленной заранее кисти присоединяем диод, а анод присоединяем к кабелю, направленному к понижающей трансформаторной обмотке. Сам катод будет фиксироваться на хромируемой детали. Если источник электропитания — аккумулятор автомобиля, в схеме отсутствует диод — в этом и состоит различие, о котором говорилось выше. Далее подготавливаем емкость для проведения хромирования и раствор, с помощью которого станем обрабатывать нужные детали. Непосредственно перед началом хромирования своими руками нужно облачиться в защитную одежду. После этого можно приступить к основной работе. Прежде всего, нужно присоединить обрабатываемые детали проводом к трансформатору. Затем берем в руки кисточку, также присоединенную к трансформатору, и заливаем в нее электролит. Наносим на поверхность электролитный слой. Делать это нужно аккуратно и плавно — движениями кверху и книзу. Слой электролита должен быть достаточным, чтобы нанесенное покрытие сохранилось на максимально возможный период времени. Во время работы отслеживаем наличие в кисточке электролита и если нужно, добавляем состав снова. Обратите внимание! Рекомендуется делать, по крайней мере, тридцать прохождений кистью по каждому месту поверхности. Также понадобится значительный объем приспособлений, некоторые из которых например, трансформатор стоят немалых средств. Поэтому при отсутствии необходимости в регулярном хромировании или малом объеме работ, проще обратиться за помощью к специалистам. Как хромировать пластмассу своими руками? Хромирование деталей из пластика: подробная инструкция по подготовке и проведению работ. Полезные советы по уходу за обработанными поверхностями. Источник: kraska. Хромирование своими руками в домашних условиях всегда пригодится не только автолюбителям, но и тем, кто хочет получить красивые предметы быта, покрыть уязвимые металлические поверхности и придать им эстетический вид, получить детали, визуально схожие с изготовленными из хрома. Хромирование деталей в домашних условиях — процесс относительно несложный и не требующий дорогого специального оборудования, и осуществление хромирования своими руками под силу любому, кто хочет, и знает, как это сделать. Декоративное хромирование принято считать бизнесом, рассчитанным на автомобилистов, которые, нанося покрытие из хрома на металлические детали автомобиля или мотоцикла, облагораживают внешний вид своего личного транспорта. Но хромирование деталей автомобиля или мотоцикла — не единственный способ применения процесса, и с помощью хромирования в домашних условиях украшаются другие детали, облагораживаются поверхности. С помощью химической металлизации своими руками люди добиваются визуальных эффектов и в других аспектах повседневной жизни:. Облагораживание внешнего вида и придание декоративности — не единственная цель химической металлизации в домашних условиях. С помощью хромирования улучшаются эксплуатационные свойства отделанных поверхностей, повышаются их прочность, устойчивость к износу и твердость. Химическое хромирование — это поэтапное нанесение слоев хрома на хромируемый объект, непременно изготовленный из металла. Это оптимальный способ защитить деталь от атмосферной и электрохимической коррозии, при этом решая и задачи улучшения технических характеристик и внешнего вида покрываемой поверхности. Металлизация в домашних условиях может осуществляться несколькими способами, но чаще других применяются:. Гальваническое хромирование в домашних условиях — наиболее эффективный способ хромировать любую деталь. Технология гальванического покрытия позволяет создавать изделия, с отражающими поверхностями, наносить защитную пленку, и не только придавать декоративность, но и восстанавливать изношенную поверхность металлов. Чтобы решить, как хромировать, и какой метод избрать, нужно определиться с наличествующими подручными средствами и иметь хотя бы приблизительное представление о каждом из этих методов. Оборудование для хромирования с помощью гальванического метода предполагает наличие специальной емкости ванны , в которой и осуществляется процесс. Гальванические ванны не подразумевают соблюдения определенных параметров вроде ширины или высоты, главное требование, которое к ним предъявляют — способность выдерживать воздействие кислоты. Электрохимический метод хромирования в домашних условиях основан на известном со школы принципе электролиза, при котором ток проходит через состав, включающий в себя кислоту, щелочь и соли хрома. При прохождении тока образуются свободные катионы хрома, с помощью которых и удается захромировать металл. Качественность покрытия зависит от того, насколько правильно подобраны необходимые компоненты, и насколько скрупулезно соблюдена технология. Основное отличие химического хромирования от электролитического состоит в том, что восстановление хрома растворами солей происходит при участии гипофосфита натрия, который добавлен в раствор, в отличие от электролита, применяемого для электролитического метода при обработке покрываемых хромом металлических поверхностей. Готовое покрытие после нанесенного методом химического хромирования слоя — матовое, и, чтобы придать такому покрытию хромовый характерный блеск, изделие приходится подвергать полировке. Однако технология отделки в хром с помощью химического метода, при отсутствии особой декоративности, по сравнению с электролитическим покрытием, обладает более высокой надежностью. Металл лучше выдерживает бытовые нагрузки. Фосфор, содержащийся в таком покрытии, придает ему твердость и прочность, избавляя от разных проблем. Хромирование пластика в домашних условиях вполне осуществимо, если как следует провести и подготовительный, и основные этапы процесса. Хром на пластик можно наносить в проветриваемом помещении, и обязательно не жилом, потому что проведение подобных процессов в жилых помещениях запрещено законодательно. Есть советы от компетентных людей заниматься этим в гараже или в дворовой постройке. Нанесение хрома своими руками необходимо проводить в защитной одежде, с респиратором, перчатками и защитными очками. Установка для хромирования предельно проста и отлично подойдет для цинкования или чтобы покрывать хромом пластмассу. Перед тем как сделать хромированную деталь, необходимо приготовить электролит:. В подогретый дистиллят вливается хромовый ангидрид, тщательно размешивается, после чего необходимо влить кислоту и снова хорошенько размешать. Как хромировать пластик в домашних условияхВсем привет. Многим из вас приходилось сталкиваться с такой неприятностью Хромовые детали от времени и постоянного контакта с окружающей средой постепенно теряют былой лоск и вместо того, чтобы подчеркивать какие-то черты авто, наоборот делают облик убогим или выдают его возраст. Учитывая такую особенность, автовладельцы довольно часто пытаются избавиться от хрома, всячески пряча его под пленку или краску. Однако на практике все не так просто. Пленка недолговечна и со временем хром все же пробивает из-под пленки, а краска плохо ложится и, как правило, после нескольких дней, недель или месяцев слазит. Да, хромировать детали можно и в домашних условиях — но все ли вы или пластик с «оболочкой», или металлическую подделку, с которой хром. Химическая металлизация своими руками в домашних условияхХромированием называется процедура получения зеркальных поверхностей за счёт напыления химических компонентов на пластиковую, стеклянную, деревянную или металлическую основу. Этот процесс популярен в кругах автолюбителей, так как помогает придать пластмассовым деталям более эстетичный внешний вид. Покрытые хромом элементы автомобильных кузовов и мотоциклов, принадлежности ванных комнат и кухонь, предметы декора и детали наружной обшивки домов являются с каждым годом более востребованными. Хромировать пластиковые элементы можно и дома с помощью подсобных средств. Хромирование пластиковых деталей используется в декоративных целях. Благодаря хромированию скрываются несущественные повреждения поверхностей базового материала и улучшаются его характеристики. Оптимизируются такие свойства, как:. Как покрыть хромом пластик в домашних условияхДля защиты деталей разнообразных механизмов или частей металлических конструкций от коррозии, придания им дополнительной износоустойчивости, твердости и улучшения эстетического вида применяются хромирование либо никелирование. Эти способы подразумевают нанесение на поверхности конструкций химически инертного покрытия из хрома или никеля, улучшение эстетичности. Нанесение такой пленки — процесс энергозатратный. Технологически он сложен, но является защитой не на один десяток лет без ощутимых потерь для внешнего вида. Содержание: Что потребуется Технологические особенности Правила подготовки Этапы процедуры Несколько полезных рекомендаций. Вопрос о том, можно ли выполнить хромирование пластика своими руками в домашних условиях, чаще всего интересует автолюбителей, которые таким образом могут придать своему автомобилю более эстетичный внешний вид без лишних трат. Как хромировать пластик в домашних условиях. Как хромом покрыть пластикХромированные изделия весьма популярны благодаря своему эстетическому виду. Хромирование пластика в домашних условиях: технология и советыХромирование пластика или любого другого диэлектрика проводится исключительно как финишный слой многослойного защитно-декоративного покрытия. Несмотря на небольшую толщину слоя хрома наносимого на пластик обычно это в пределах 0,3 — 0,5 мкм , хромовое покрытие значительно повышает коррозионную стойкость и механическую прочность покрытия, и придает поверхности более декоративный внешний вид. Существует несколько способов подготовки поверхности пластиков, пластмасс или других диэлектриков перед проведением процесса хромирования. Как сделать хромирование своими руками в домашних условиях — полное описание процесса нанесения хрома на металл, пластик, детали автомобиля. Покраска пластиковых деталей имеет практически ту же технологию, что и покраска металлических. Тем не менее, имеется и несколько отличий. Подобные нюансы требуется учитывать в работе. Хромирование своими руками в домашних условиях всегда пригодится не только автолюбителям, но и тем, кто хочет получить красивые предметы быта, покрыть уязвимые металлические поверхности и придать им эстетический вид, получить детали, визуально схожие с изготовленными из хрома. Изделия, имеющие хромовое покрытие, имеют эстетичный и привлекательный внешний вид, именно поэтому они настолько популярны и стоят дороже нехромированных аналогов. Тема раздела Общие вопросы в категории Модельные технологии ; Как нанести на пластик покрытие, чтобы иммитировать хромирование или никелирование? Правила форума. Правила Расширенный поиск. Форум Модельные технологии Общие вопросы Как нанести хром на пластик? Показано с 1 по 7 из 7. Как нанести хром на пластик? Для того, чтобы сделать пластиковые детали прочными, придать им зеркальный блеск и защитить их от незначительных повреждений используется хромирование пластика. Данный процесс позволяет придать деталям любой цвет и оттенок, а также восстановить утраченный блеск. Для того, чтобы хромировать пластик стоит выбирать гараж или мастерскую. Все работы должны производиться в респираторе, защитных перчатках и очках. Хромирование деталей своими руками: советы и рекомендацииВ современном мире практически всё можно изготовить своими руками. В магазинах продаются специальные материалы, оборудование, а главное, легко можно найти информацию, помогающую освоить новые навыки. Хромирование в домашних условиях Коротко о хромированииПод хромированием понимают процесс нанесения на поверхности, сделанные из металла и пластика, хрома с целью декорирования или для предотвращения возникновения коррозии. Процедура позволяет также увеличить твердость поверхности. Нельзя не отметить, что реагенты, которые используются при хромировании, токсичны так же, как и отходы процесса, поэтому работать необходимо очень аккуратно и в специальной одежде, применяя средства защиты. Методы хромирования деталейВ наше время существует много разновидностей хромирования.
Гальванический метод хромирования Гальванический способСуть этого метода заключается в необычном нанесении хрома – с помощью электрического тока. Вследствие такого воздействия, материал приобретает совершенно уникальные свойства: поверхность утолщается, повышается устойчивость к ржавчине, внешний вид становится более привлекательным. Во время работы металлическое вещество наносится в три слоя. Химический способМетод заключается в химической реакции, происходящей между реагентами. Технологии хромированияДля того чтобы изделие получилось износостойким, привлекательным и максимально устойчивым к внешним факторам, необходимо следовать технологии хромирования. Человек, ни разу в жизни не производивший такую процедуру, задается вопросом: «как хромировать детали?». Химический способ хромирования Начинается процесс с подготовки деревянного короба: его обивают стеклотканью и делают термос, утепляя минеральной ватой (можно песком). Ёмкость из стекла помещается в пластиковый таз. Далее, необходимо присоединить «крокодилы» к минусу (они выступают в качестве катода), а затем закрепить анод. Для равномерного нанесения покрытия устанавливается закрепитель детали. Хромирование своими руками в домашних условиях осуществляется через сутки после приготовления смеси. Подготовка рабочего места
Перед началом работы необходимо подготовить поверхность, все требуемые инструменты и материалы, а также надеть спецодежду. Наличие плотного фартука, резиновых перчаток, защитных очков и респиратора обязательно. Хромирование своими руками в домашних условиях ОборудованиеНачиная работу, мастер должен иметь под рукой все необходимые материалы и оборудование. К ним относятся:
Закончив с подготовительным этапом, мастер может начинать приготовление смеси – электролита. Домашняя гальваническая установка Источник питанияВ качестве источника питания при хромировании деталей выступает реостат, который отлично регулирует выходное напряжение. Состав и методика подготовки электролитаДля приготовления электролита понадобится хромовый ангидрид в количестве 250 г, серная кислота – 2,5 г. Очищенная вода, подогретая до 60 градусов, заливается в ёмкость (понадобится 1 литр) с добавлением химической смеси. Далее, необходимо хорошо перемешать средство до полного растворения, добавив в него кислоту. Полученный электролит должен стать бордового цвета. Для этого его «гоняют» в течение четырех часов током силой 6,5 А. Смесь настаивается в прохладном месте около 24 часов. Подготовка поверхностиПеред началом обработки поверхность каждой детали необходимо подготовить. Для этого нужно выполнить следующие операции:
Проигнорировав одно из вышеперечисленных действий, мастер рискует получить плохой результат. Нанесение будет некачественным, а поверхность непривлекательной. Подготовка поверхности элемента кузова к хромированию ХромированиеС чего начать, и как хромировать детали в домашних условиях? После подготовки рабочего места и поверхности, а также смеси для процесса – электролита, можно приступать к операции. Этапы процесса хромирования приведены ниже:
Все работы обязательно проводятся в спецодежде. Способ хромирования пластика домаАлгоритм хромирования довольно прост и идентичен как для металлической, так и для пластиковой поверхности. Деталь аккуратно помещается в электролит заданной температуры, а затем подается напряжение. Способ хромирования пластика дома Возможные дефекты и их причиныПри неправильной подготовке изделия, а также несоблюдении технологии возможны дефекты поверхности хромированной детали. К причинам, влияющим на результат покрытия, следует отнести:
Нюансы технологииДля качественного покрытия поверхности хромом лучше всего перед началом процесса обработать деталь кислотными средствами или другой грунтовкой. Очень важно обезжирить поверхность перед началом работы. Для этого можно воспользоваться растворителем и антисиликоном. С помощью наждачной бумаги рекомендуется удалить глянец. Следующим этапом должно быть нанесение грунта. После его высыхания поверхность готова к покрытию. ЗаключениеПокрыть металлическую и пластиковую поверхность хромом с легкостью можно в домашних условиях. Алгоритм прост и доступен для каждого человека. Главное – соблюдать правила нанесения, пропорции элементов, из которых готовится электролит, не пренебрегать техникой безопасности и периодически ухаживать за хромированным изделием. В случае ошибки, качество покрытия может значительно снизиться, но не стоит расстраиваться – процедуру можно провести повторно. В: Как вы «хромируете» пластик?Q : Как «хромировать» пластик? У меня есть некоторые пластиковые детали, которые я хочу восстановить, но мне не нужна серебряная краска из баллончика. Я хочу заводской хром, который очень блестит — намного больше, чем краска. Кроме того, я бы предпочел восстановить оригинальные части, чем покупать репродукции. — Carl A., Eden Prairie
A : В автомобильной промышленности и на вторичном рынке используются как минимум два метода для получения блестящей серебристой поверхности пластика. Для деталей интерьера распространен метод, называемый вакуумной металлизацией. Это не настоящий хром, но он может быть таким же блестящим и привлекательным для глаз. То, что этот процесс оставляет на пластике, — это алюминиевое покрытие. Детали, подлежащие «хромированию», помещаются в вакуумную камеру, в которой алюминий испаряется электрическими нитями. Алюминий покрывает пластик, создавая однородную блестящую поверхность. Мастера, выполняющие данную работу, предупреждают, что вакуумная металлизация не так долговечна, как настоящий хром. Нельзя использовать абразивные чистящие средства или губки, а также продукты, содержащие силикон или аммиак. Со временем эти химические вещества могут обесцветить деталь. Блестящее алюминиевое покрытие также может обесцветиться или испортиться, если прозрачное покрытие, защищающее его, сколется. В этом случае обратитесь в мастерскую, которая выполняла работу, чтобы помочь исправить ситуацию. Не все пластмассы выдерживают этот процесс. В зависимости от возраста, состояния и состава детали процесс вакуумной металлизации может привести к ее деформации, растрескиванию или усадке. Второй способ придать пластику вид хрома — это, собственно, его хромирование. Загвоздка в том, что настоящее хромирование — это гальваническое покрытие, которое требует, чтобы покрываемая деталь проводила электричество. Из-за задействованного высокотехнологичного оборудования ни один из этих процессов не может быть выполнен дома. Для внешних компонентов хромирование является наиболее надежным способом. Для деталей интерьера вакуумная металлизация должна придать вам желаемый вид. 5 способов превратить пластик в хромПо мере того, как автомобили становятся все более массовыми, многие детали заменяются более дешевыми и доступными материалами, в отличие от более тяжелых и дорогих металлов и кожи, характерных для классических автомобилей. Это означает, что то, что раньше было хромом и кожей, теперь стало имитацией пластика и кожи. Однако, чтобы получить такой же стильный и роскошный вид, есть способы воссоздать хромированные циферблаты и другие элементы современного автомобиля. Пластиковые детали не должны выглядеть дешево, тем более что они так же хороши и долговечны, как и старые хромированные детали. Однако самое замечательное то, что ваши пластиковые циферблаты и детали теперь можно хромировать благодаря новым технологиям. Теперь хром можно наносить практически на любую поверхность, а также на пластик. Зачем превращать пластик в хром? Добавление хрома к пластиковым деталям на самом деле не улучшает характеристики этих деталей автомобиля, так что это в основном эстетический шаг. Тем не менее, некоторые другие преимущества можно увидеть, когда пластиковые детали покрываются хромом. Во-первых, это делает деталь более дорогой и блестящей. Нет ничего приятнее, чем новый автомобиль со свежим заводским блеском внутри и снаружи. Во-вторых, пластик не такой прочный и долговечный, как металл, поэтому хромирование снижает вероятность того, что он легко сломается. В-третьих, он становится способным проводить электричество, а это означает, что детали, которые раньше были возможны только из металлических материалов, теперь можно заменить более доступным пластиком, покрытым хромом. Несмотря на это, деталь остается легкой и гибкой, в отличие от цельнометаллической. Наконец, хромирование более устойчиво к коррозии и химическим воздействиям, что делает его отличным вариантом для использования в автомобильных деталях. Похожие сообщения: Лучшие реставраторы пластика и Лучшая аэрозольная краска для хрома Что происходит, когда вы превращаете пластик в хром?Пластмассовые детали не обязательно покрывать полностью, особенно если открыта только определенная поверхность. Конечно, если ваша цель состоит в том, чтобы укрепить пластиковую деталь, вы можете хромировать все ее поверхности. Покрытие также только поверхностное, то есть вы на самом деле не превращаете пластик в хром, а вместо этого добавляете слой хрома, чтобы он выглядел металлическим, а не пластиковым. Есть несколько вариантов отделки или внешнего вида автомобильных деталей из пластмассы, ставшей хромированной. Вы можете выбрать текстурированную отделку, а также глянцевую или матовую металлическую отделку. Если вам нравятся классические автомобили, вы можете выбрать антикварную бронзу или медь, которые, несомненно, будут выглядеть стильно на вашем автомобиле. Однако важно отметить, что не все виды пластика можно превратить в хром. Лучше всего это делать на самых жестких пластиковых деталях, так как гибкие детали могут сломаться в процессе нанесения покрытия. Вся процедура будет оказывать небольшое давление на пластиковые детали, поэтому убедитесь, что вы проверили их у эксперта, прежде чем приступать к процессу покрытия. Самый популярный способ превратить пластик в хромПроцесс хромирования пластика является наиболее распространенным способом превращения пластика в хром. Хотя это звучит так просто, это совсем не так. Это связано с тем, что необходимо выполнить несколько шагов для подготовки пластиковой детали, на которую наносится хром. Это означает, что сначала нужно покрыть деталь никелем или медью (этот процесс называется гальванопокрытием). Химическое покрытие означает, что для нанесения этого слоя не используется электрический ток, но это покрытие делает пластик проводящим, так что впоследствии вы можете нанести хромовое покрытие. Этот процесс, обычно выполняемый компанией, занимающейся гальванопокрытием, занимает много времени и стоит дорого по сравнению с другими методами превращения пластика в хром. Кроме того, это можно сделать только на жестком пластике, так как гибкий пластик может сломаться от напряжения в процессе нанесения покрытия. Это шесть шагов, которые необходимо предпринять при выполнении процесса хромирования пластика.
Первое, что нужно сделать, это погрузить пластиковую деталь в емкость со смесью концентрированной хромовой и серной кислот. Это позволит кислотам создать микроскопические отверстия на поверхности пластиковой детали. Созданные крошечные отверстия будут заполнены металлическим покрытием, которое будет нанесено во время процесса гальванического покрытия.
Через определенное время пластиковую деталь необходимо вынуть из первой смеси, а затем перенести в щелочную смесь.
Следующим шагом является нанесение каталитической пленки на поверхность пластиковой детали, чтобы она была готова к процессу гальванического покрытия. Но прежде чем вы сделаете этот шаг, вам нужно будет погрузить небольшую часть автомобиля в последнюю ванну, чтобы полностью удалить все химические вещества из предыдущего шага. Кроме того, он ускоряет пленку, чтобы она быстрее реагировала на металлическое покрытие, наносимое на пластиковую деталь.
Как упоминалось выше, этот шаг жизненно важен для подготовки пластиковой детали к нанесению хрома путем придания ей электропроводности.
После этапа нанесения покрытия без электролита вам необходимо нанести отрицательный заряд на металлическое покрытие, которое вы только что нанесли. Чтобы сделать этот шаг, вам нужно погрузить отрицательно заряженную пластиковую деталь в резервуар, наполненный положительно заряженными ионами хрома. Они будут притягиваться к отрицательно заряженному металлическому слою, чтобы прикрепиться к пластиковой детали. После этапа присоединения ионы притянутся к отрицательно заряженному слою и прикрепятся к нему. После этого ионы снова становятся нейтральными. Конечным результатом является равномерный слой хромированной пластины. Далее пластиковую часть снимают с хрома и оставляют остывать. Другие способы превращения пластика в хром
Этот метод в основном используется для изготовления отражателей фонарей.
Это революционный способ превратить любую поверхность в хром. Самое приятное то, что это очень просто, настолько легко, что вы можете сделать это самостоятельно (только убедитесь, что вы делаете это в гараже или в хорошо проветриваемом месте дома). Основным ингредиентом является трехслойный спрей на водной основе, нетоксичный и гладкий. Шаги также очень просты. Пластиковые детали подготовлены и покрыты базовым слоем черного цвета. Затем наносится второй слой формулы хрома, что можно сделать так легко, потому что он не течет. Последним шагом является промывка деталей водой перед нанесением последнего прозрачного слоя.
Новейшие методы включают пленки или ламинаты, которые можно обернуть вокруг пластиковых деталей. Хромированная стрейч-пленка также очень доступна по цене, и ее довольно легко сделать своими руками.
Хотя существуют дешевые аэрозольные баллончики, которые обещают придать хромированную поверхность, они не дают такого хорошего результата, как Killer Chrome. Как и распыление хрома, это трехэтапный процесс покраски, но он доступен в виде доступного комплекта за 129 долларов, который вы можете использовать в своем гараже. Спрей обеспечивает гладкую и красивую серебристую краску. Превращение пластиковых деталей вашего автомобиля в хром больше не является сложным или невозможным процессом благодаря достижениям в области технологий. Температура паяльника для пайки: Рабочая температура жала паяльника относительно металла и припояРабочая температура жала паяльника относительно металла и припояОсновная задача паяльника во время спаивания различных контактов заключается в расплавлении припоя и нанесении его на нужное место. Естественно, что для этого требуется температура паяльника, которая была бы выше, чем температура плавления расходных материалов. С учетом того, что для разных металлов и их сплавов она может сильно отличаться, то выпускают инструменты с различной мощностью, которые способны работать в разных параметрах. Ведь слишком высокие показатели оказываются такими же вредными для качественного соединения, как и низкие. Только в первом случае все приведет к расплавлению припоя до такого состояния, когда им уже невозможно будет работать, а во втором – он не сможет нормально расплавиться для соединения. Все эти причины приводят к тому, что температура жала паяльника должна быть оптимальной. Для каждого случая подбираются свои варианты, которые должны помочь добиться лучших результатов. Для определения того, какая температура жала паяльника при пайке должна быть, учитывается расходный материал, толщина проводов, материл контактов и другие параметры. Жало паяльника Температура жала относительно используемого припояРабочая температура паяльника для каждого процесса подбирается отдельно. Во время пайки однотипных контактов с использованием одного и того же припоя допускается применение одинаковых параметров инструмента. В иных случаях даже приходится менять паяльник, чтобы подстроиться под нужные характеристики. Для работы с определенными припоями температура паяльника для пайки всегда должна быть немного выше, чем температура плавления припоя. Разница должна быть небольшой, всего в 5-10 градусов. С современной техникой таких показателей легко добиться, если есть регулятор мощности и точный датчик разогрева.
Температура плавления различных металловДалеко не всегда приходится выполнять стандартную пайку с готовыми марками припоев. Если дело касается выпаивания контактов или разъединения определенных частей, то эта информация становится более важной, чем технические данные припоя. Температура нагрева паяльника должна достигать таких значений, чтобы можно было расплавить контакт. Это значит, что она должна быть равной величине, при которой происходит плавление, или же превышать его. С учетом ограничения мощности паяльников это далеко не всегда осуществимо. Некоторые виды металла невозможно расплавить паяльником. Стоит сравнивать технические характеристики инструмента с параметрами конкретного металла или сплава.
Способы получения нужной температурыТемпература жала паяльника 100 Ватт имеет определенные ограничения. Паяльник на 100 Ватт Установка регулятора мощности помогает решить проблему с понижением температуры практически с любой моделью. Регулятор можно установить практически на любую модель. Он будет работать с относительными значениями в своем диапазоне. К примеру, если диапазон регулировки значений лежит в пределах от 0 до 100%, то температура жала паяльника 40 Ватт на половине оборота ручки регулятора будет соответствовать температуре нагрева паяльника на 20 Ватт. Покупка модели с регулируемым значением температуры. Автоматически встроенный регулятор, оптимизированный под конкретную модель и находящийся непосредственно в корпусе устройства становится отличным современным решением. Благодаря ему, температура паяльника для пайки микросхем будет регулироваться с точностью вплоть до 1 градуса Цельсия. Стоимость таких паяльников выше, чем у стандартных моделей, применять регулятор к другим инструментам не получится, но удобство играет свою роль и для профессионального применения они становятся лучшим выбором. Не совсем удобным способом регулировки является разогрев жала с последующим остыванием. Для начала инструмент доходит до своего максимума, а затем нужно подождать пока он не остынет до нужного значения. Остывание происходит медленно, так что подобрать нужною величину вполне реальною главное использовать для этого измерительные приборы, которые покажут точные параметры. Оборудование для измерения температурыТемпература нагрева жала паяльника определяется при помощи специальных измерителей, или как их еще называют, термометров для паяльника. В основу данных устройств входит термопара, которая показывает точное значение с погрешностью до нескольких градусов. На рынке встречается множество моделей, которые могут показывать температуру в градусах Цельсия или Фаренгейта. Практически все модели сейчас имеют цифровую шкалу для отображения данных. Термопара со временем портится и ее требуется заменять, но это позволяет работать с любыми типами паяльников. Измеритель температуры жала паяльника Помимо отдельных измерителей еще имеются встроенные варианты. Они идут сразу выпонтированные в паяльник, что очень удобно для работы с одним инструментом. Это заметно влияет на стоимость изделия, но здесь не возникает проблем с частой заменой термопары. ЗаключениеДля домашней пайки зачастую подбираются условные примерные значения разогрева жала. Этого вполне достаточно для тех случаев, когда нет большой ответственности соединений. Если речь идет о профессиональной пайке и о работе с микросхемами, то здесь уже нужно соблюдать точность. Если для популярных видов материалов значения известны и температуру жала паяльника для ПОС 61 можно посмотреть по соответствующей таблице, то для нестандартных решений нужно подбирать значения самостоятельно. максимальная и оптимальная для пайки оловом,Температура паяльника — параметр, который постоянно изменяется. Не существует таких температурных показателей, которые бы подходили для всех случаев. Они постоянно меняются в зависимости от используемого припоя и от того, с какими материалами приходится работать. Содержание
Паяльник — устройство, которым часто пользуются для ремонта электроники До скольких градусов может нагреваться паяльникМногих людей, которые совсем недавно начали заниматься пайкой, интересует, до какой температуры нагревается паяльник. У каждой паяльной станции существует свой оптимальный температурный диапазон. Если нагреть жало до таких показателей, спаивание поверхностей будет наиболее качественным и быстрым.
Не стоит давать паяльнику перегреваться. Это приведет к тому, что припоем будет в разы сложнее пользоваться. Оптимальными считаются значения от 250 до 300 градусов. Какая температура должна бытьБывают случаи, когда оптимальные температурные показатели могут отличаться. Это зависит от нескольких факторов, с которыми можно ознакомиться ниже. В зависимости от используемого припояПрипой ПСР используется во время пайки многими мастерами Показатели нагрева паяльника необходимо подбирать отдельно для каждого процесса. Например, во время спаивания одинаковых контактов с применением одного и того же припоя параметры инструмента остаются неизменными. Однако, если приходится пользоваться различными разновидностями припоя, придется заняться настройкой инструмента и отрегулировать режимы его работы. Надо подстраиваться под нужные характеристики, чтобы было комфортно работать с используемыми материалами. Чтобы взаимодействовать с определенными типами припоев, необходимо устанавливать разогрев жала паяльника таким образом, чтобы оно нагревалось на 5-10 градусов больше температуры плавления. В таблице можно найти информацию о том, насколько сильно надо нагревать жало для той или иной марки припоя.
Температура плавления различных металловОлово — припой, пользующийся популярностью среди любителей пайки Стоит отметить, что далеко не всегда удается пользоваться уже готовыми марками припоя. Довольно часто люди сталкиваются с ситуациями, когда приходится работать с нестандартными металлами. Однако прежде чем подключать устройство к розетке, необходимо точно узнать, как называется проволока для паяльника, которая используется в качестве припоя. Это поможет определить, насколько сильно придется разогревать инструмент для плавления используемого металла. В таблице ниже можно ознакомиться с оптимальной температурой паяльника для пайки оловом и другими материалами.
Способы получения нужной температурыРегулятор мощности позволяет настраивать температуру Очевидно, что при использовании устройств мощностью 100 Ватт температура жала будет иметь ограничения. Дело в том, что нельзя будет увеличить максимальное значение нагрева. При этом понизить ее тоже не удастся. Один из возможных способов снижения температурных параметров — использование устройств мощностью 30-40 Вт. Однако таким способом мало кто пользуется, так как не хочется покупать несколько моделей паяльников разной мощности. Чтобы быстро получить нужную температуру, используя одно устройство, можно воспользоваться специальными регуляторами. Это очень удобные приспособления, с помощью которых можно ограничить мощность паяльных станций. В результате этого их паяльная труба будет в разы меньше греться. Стоит отметить, что многие современные модели паяльных станций уже оснащены такими регуляторами. Однако если используется бюджетный паяльник без встроенного модуля для настройки мощности, его придется приобрести отдельно. Для чего необходимо знать температуры паяльникаМногие паяльные станции оснащаются регуляторами мощности Некоторые люди считают, что не обязательно знать, насколько сильно разогрето паяльное жало. Однако на самом деле каждый человек, который занимается пайкой, должен следить за этими показателями. Дело в том, что информация о нагреве жала упрощает использование паяльника. С ее помощью можно узнать, достаточно ли хорошо разогрет инструмент для работы с используемым припоем. Также было бы неплохо проследить за тем, сколько нагревается паяльник до нужных температур. Это поможет понять, когда его следует отключить от розетки, чтобы он не перегревался.
Оборудование для измерения температурыИспользование датчиков — наиболее простой метод измерения температуры Чаще всего для определения температурных показателей используются специальные лабораторные трансформаторы. Они есть практически у каждого мастера, всерьез занимающегося ремонтом электроники. Однако есть и более простые способы определения нагрева инструмента. Например, можно просто измерить, насколько сильно разогрелось жало специальными датчиками. Таких термометров достаточно много и приобрести их можно практически в любом магазине электроники. Выбирая датчик для отслеживания нагрева паяльной станции, необходимо обращать внимание на его характеристики. Диапазон измерений должен быть от 0 до 700 градусов по Цельсию. Этого будет достаточно для любого паяльника, используемого в домашних условиях.
Люди, которые хотят заниматься пайкой, должны заранее разобраться с особенностями нагрева паяльников. Надо определить оптимальные температуры для разных типов припоя и разобраться со способами определения таких показателей. Полное руководство по пайке электронных устройствЧто такое пайка? Пайка – это соединение двух металлических поверхностей механическим и электрическим способом с использованием металла, называемого припоем. Припой закрепляет соединение, чтобы оно не ослабло из-за вибрации или других механических воздействий. Он также обеспечивает электрическую непрерывность, так что электронный сигнал может проходить через соединение без прерывания. Ручная пайка — это процесс пайки одного соединения (называемого «пайка») за раз, в отличие от более автоматизированных процессов пайки, таких как пайка волной припоя (для сквозных компонентов) или пайка оплавлением (для компонентов поверхностного монтажа). Что нужно для пайки электроники? При припаивании электронного разъема к точке контакта (часто называемой «площадкой») обычно требуется следующее:
Что такое паяльник? Паяльник — это ручной инструмент, используемый для пайки двух металлических поверхностей. Жало паяльника предназначено для передачи тепла от нагревательного элемента к изделию. Он имеет медную внутреннюю часть, которая действует как эффективный теплопроводник. Он также имеет железное покрытие для защиты мягкой, склонной к коррозии меди от флюса и припоя, а также хромоникелевое покрытие для предотвращения смачивания наконечника флюсом. Кроме того, существуют опции, обеспечивающие лучший контроль температуры паяльника и теплового отклика (время, необходимое для повторного нагрева после пайки). К ним относятся паяльные жала, представляющие собой металлические пластины, упирающиеся в нагревательный элемент, и другие, интегрированные с нагревательным элементом в картридже. В чем разница между паяльником и паяльной станцией? На низком уровне, наиболее подходящем для любителей, паяльник может подключаться непосредственно к электрической розетке, что не обеспечивает контроля температуры паяльника. Какой тип припоя следует использовать? Несмотря на то, что существует большое разнообразие различных типов припоя, в большинстве случаев вам необходимо выбрать между свинцовым или бессвинцовым припоем, диаметром проволоки, флюсовой проволокой или сплошной проволокой и типом флюса.
Какой припой использовать: свинец или бессвинцовый припой? Если вы ремонтируете или собираете электронику для использования в США, проще всего работать со свинцовым припоем, и он образует самые надежные паяные соединения. Что такое поток? Подумайте о флюсе и подготовительном агенте для процесса пайки. При соединении двух металлических поверхностей припоем необходима хорошая металлургическая связь, чтобы паяное соединение не ослаблялось, а электрическая непрерывность не нарушалась из-за механических, температурных и других воздействий. Флюс удаляет любое окисление, которое может присутствовать, и слегка травит поверхность, чтобы способствовать смачиванию. «Смачивание» — это процесс стекания припоя по поверхностям контактов и жала паяльника, что очень важно в процессе пайки. Какой тип флюса следует использовать? Флюс, не требующий очистки, является хорошим выбором для пайки, когда необходимо избегать очистки. Легкий остаток можно оставить на плате или удалить с помощью средства для удаления флюса. Флюс, активированный канифолью (RA), обеспечивает превосходную пайку в самых разных областях применения. Лучше всего удалить остатки после пайки для эстетики и во избежание коррозии в дальнейшем. Канифольный флюс (R) или слегка активированный канифольный флюс (RMA), как правило, можно оставить на печатной плате после пайки, если эстетика не является проблемой. Водорастворимый флюс (OA) — это очень активный флюс, разработанный для легкого удаления деионизированной водой, как в периодической, так и в поточной системе. Его также можно удалить изопропиловым спиртом (IPA). Очень важно удалить остатки водорастворимого флюса, поскольку они обладают высокой коррозионной активностью. Вы также можете увидеть варианты «без галогенов» или «без галогенов». Нужно ли добавлять дополнительный флюс при пайке?
При пайке простого соединения, такого как 2 провода или вывод через отверстие, флюса в припое с флюсовым сердечником должно быть достаточно. Для более сложных методов пайки, таких как пайка методом перетаскивания нескольких выводов на компонент поверхностного монтажа, может потребоваться добавление дополнительного флюса. Поток активируется и потребляется, когда он первоначально вытекает из ядра. Если припой работает дальше, например, когда вы перетаскиваете несколько выводов, вы рискуете получить холодные соединения или перемычки без дополнительного флюса. Сопутствующие продукты:
Как нанести дополнительный флюс? Флюс можно наносить кислотной кистью или с помощью дозатора для игольчатых флаконов или дозатора для ручек. Хотя кажется, что большее количество флюса должно быть лучше, будьте осторожны, чтобы не переборщить с флюсом. Избыток флюса необходимо удалить, особенно если он не полностью активируется при нагреве до полной температуры пайки. Сопутствующие продукты:
Как паять?
Сопутствующие товары:
Насколько нагрет паяльник? 600°- 650°F (316°- 343°C) является хорошей начальной точкой для припоя на основе свинца и 650°- 700°F (343°- 371°C) для бессвинцового припоя. Вы хотите, чтобы жало было достаточно горячим, чтобы расплавить эффективность припоя, но избыточное тепло может повредить компоненты, поскольку тепло распространяется по выводам, и это сократит срок службы паяльного жала. Как отличить хорошую пайку от плохой? Осмотрите паяное соединение, чтобы убедиться в полном покрытии области контакта и вывода. На что обратить внимание:
Как выбрать лучшее жало для ремонта печатной платы?
Цель состоит в том, чтобы форма и размер наконечника соответствовали контактной площадке. Это позволяет максимизировать площадь контактной поверхности, чтобы нагревать вывод и контактную поверхность как можно быстрее. Если вы выберете наконечник слишком большого размера, вам придется нагревать больший объем наконечника, что замедлит рекуперацию тепла — время, необходимое наконечнику для повторного нагрева после пайки соединения. Кроме того, существует риск взаимодействия с другими компонентами и контактными площадками. Убедитесь, что вы используете паяльник и жала, предназначенные для пайки электронных плат. Наконечники, предназначенные для других применений, таких как витражи, сантехника или тяжелые электромонтажные работы, обычно намного больше, чем то, что подходит для электроники. Наконечники для пайки бывают разных форм, чтобы упростить различную геометрию печатных плат:
Сопутствующие товары:
Можно ли установить максимальную температуру нагрева для ускорения пайки? В пайке, как и во всем остальном, важна скорость. Почему припой капает с жала? Это признак того, что паяльное жало нуждается в очистке, поэтому оно «холодное» (хотя оно еще очень горячее, так что не трогайте!). Когда флюс и окисление накапливаются со временем, тепло не передается так эффективно, и припой не смачивается и не растекается по наконечнику должным образом. Припой будет плавиться, но просто стекает с наконечника. Это затрудняет перемещение, чтобы припаять области контактов так, как вам это может понадобиться. Как почистить паяльник?
Паяльные станции обычно поставляются с губкой и/или латунной подушечкой «brillo». Когда паяльное жало почернело из-за пригорания флюса и больше не смачивается должным образом, настало время для чистящих инструментов в крайнем случае. Полировальные бруски также доступны и используются для очистки наконечника от остатков флюса. Это следует использовать только в крайнем случае, потому что вы будете удалять железо вместе со сгоревшим флюсом. Как только на наконечнике появляются питтинги — настоящие дыры в железе — его пора заменить. Сопутствующие товары:
Что лучше использовать для очистки паяльных наконечников: латунную подушечку brillo или губку? Как и все остальное, у каждого есть свои плюсы и минусы: Очиститель латунных наконечников
Не забудьте использовать колющие движения, используя латунный очиститель наконечника. Протирание поверхности увеличивает вероятность разбрызгивания расплавленного припоя. Целлюлозная губка
Убедитесь, что вы используете целлюлозную губку, предназначенную для очистки паяльных наконечников. Целлюлоза – это натуральный материал, получаемый из древесной массы. Он не расплавится и не повредит жало паяльника, как синтетическая губка. Губка не должна быть мокрой, только слегка влажной. Тщательно отожмите его после насыщения деионизированной (DI) водой. Рекомендуется деионизированная вода, чтобы предотвратить накопление минералов на жало паяльника. После того, как паяльное жало было очищено, не забудьте повторно оловить его, расплавив небольшое количество припоя на конце жала. Это предотвращает коррозию рабочего конца наконечника, выполненного из железа, при воздействии воздуха в течение определенного периода времени. Сопутствующие товары:
Нужно ли счищать весь припой с жала после окончания пайки? Общепринятой практикой является протирание паяльного жала перед тем, как положить его обратно в держатель. Что можно сделать, чтобы увеличить срок службы паяльного жала? После перехода со свинцовых припоев на бессвинцовые припои часто жалуются на короткий срок службы наконечника. Более высокая температура, необходимая для бессвинцовых припоев и флюсов, в сочетании с большей активностью приводит к более быстрому выгоранию наконечника. Часто кончики чернеют, припой капает и просто стекает с конца наконечника. Его также можно назвать «холодным наконечником», но будьте осторожны, не прикасайтесь к нему голыми пальцами! Жала для пайки имеют медный сердечник, передающий тепло от нагревательного элемента к рабочему концу (наконечнику жала).
Если вы покидаете паяльную станцию более чем на 5 минут, выключайте ее. Когда вы оставляете станцию включенной, жало остается при температуре пайки, что еще больше сокращает срок службы жала. Современное паяльное оборудование нагревается до температуры пайки за считанные секунды, поэтому экономия времени не стоит сокращения срока службы жала. Сопутствующие товары:
Когда следует выбрасывать старое жало?Когда наконечник черный и высыхает (припой не прилипает к нему), что называется «холодным наконечником», его обычно можно очистить и использовать снова. Как только появятся питтинги и видимая коррозия, пришло время для нового наконечника. Внешняя сторона паяльного жала покрыта железом поверх теплопроводного медного центра. Это защищает мягкую, подверженную коррозии медь от агрессивных флюсов. Как только флюс пройдет через железное покрытие через ямки, наконечник будет быстро съеден. Как избежать коррозии печатной платы после окончания пайки? Остатки флюса могут вызвать рост дендритов и коррозию на сборках печатных плат, поэтому убедитесь, что вы используете лучшие методы очистки платы. В конце концов, компоненты были заменены, а излишки припоя удалены…
Это необязательный шаг для флюса без очистки, но все же хорошая идея для плат с высокой плотностью или высоким напряжением. Это абсолютно необходимо, независимо от типа флюса, если вы планируете после ремонта нанести защитное покрытие. Сопутствующие продукты:
10 советов по качественной пайке
Сопутствующие товары:
На этом наше Полное руководство по электронной пайке заканчивается. Какова правильная температура пайки? Автор
Делиться Определение идеальной температуры пайки приходит с практикой, но вы можете получить преимущество с помощью этих советов. Как паять — это обязательный навык для каждого энтузиаста DIY. Для достижения наилучших результатов вы должны приобрести паяльную станцию, позволяющую контролировать температуру. Но какова правильная температура пайки? Мы подробно рассмотрим, как правильная температура пайки поможет вам получить эти гладкие соединения. Какую температуру пайки следует использовать? Правда в том, что на этот вопрос нет универсального ответа. Итак, температура вашего паяльника должна быть выше на 68-86 градусов по Фаренгейту (от 20 до 30 градусов по Цельсию). Как найти лучшую температуру пайкиЕсли вы все еще изучаете основы пайки, вам может потребоваться некоторое время, прежде чем вы сможете уверенно установить температуру пайки, прежде чем приступить к работе. Чтобы облегчить вашу работу, вот несколько вещей, на которые вы должны обратить внимание при пайке: Припой типа : Вы можете разделить припои на два типа в зависимости от их состава — свинцовые и бессвинцовые. Припой на основе свинца представляет собой комбинацию свинца и олова и становится жидким при температуре 374 градуса по Фаренгейту (190 градусов по Цельсию). Из-за проблем со здоровьем и окружающей средой бессвинцовый припой стал популярной альтернативой. Бессвинцовый припой имеет более высокую температуру плавления, около 544 градусов по Фаренгейту (или 230 градусов по Цельсию). Для достижения наилучших результатов вам следует ознакомиться с таблицей температур пайки Питера Виса. Размер наконечника для утюга : Вы должны использовать наконечник для утюга, который подходит для данной работы. Большой железный наконечник будет иметь лучшую теплопередачу из-за большой контактной поверхности. Таким образом, вы можете установить более низкую температуру. Наконечник меньшего размера будет не таким эффективным, но даст вам большую точность при пайке. Кроме того, если наконечник утюга грязный, вы столкнетесь с неэффективной передачей тепла. Когда это произойдет, припой может не расплавиться полностью, и в итоге вы получите «холодные соединения». В этом случае вам придется исправить свою ошибку, отпаяв. Итак, очищайте паяльные инструменты, когда закончите их использовать, чтобы облегчить себе жизнь. Швеллер 16 вес 1 метра: Масса швеллера 16 — Справочник массыМасса швеллера 16 — Справочник массыглавная ⇒ строймат ⇒ прокат ⇒ швеллер Один погонный метр гнутого равнополочного швеллера из углеродистой полуспокойной стали с высотой стенки 160 (мм), шириной полки 40 (мм), толщиной проката 5 (мм) весит 8.71 (кг). Стандартный вес швеллера 16:Вес 1 (м) гнутого равнополочного швеллера 160х40х5 (мм), габариты указаны в формате «высота стенки/ширина полки/толщина проката»:
Вес 1 (м) гнутого неравнополочного швеллера 160х50х30х4 (мм), габариты указаны в формате «высота стенки/ширина полки 1/ширина полки 2/толщина проката»:
Вес 1 (м) горячекатаного стального равнополочного швеллера 160х64х5 (мм), габариты указаны в формате «высота стенки/ширина полки/толщина проката»:
Важно: при вычислении значений веса 1 (м) швеллера плотность стали принята равной 7850 (кг/м3), характеристики стальных гнутых и горячекатаных швеллеровопределяются стандартамиГОСТ 8278-83, ГОСТ 8281-80, ГОСТ 8240-89.
сколько весит 1 метр, размеры, масса по ГОСТ 8240-97Швеллер (ГОСТ 8240-97) – это специальное металлическое изделие, которое очень широко используется в строительстве для придания большей прочности и надежности, возводимым каркасам и сооружениям. Швеллер На фото можно рассмотреть внешний вид швеллера 16мм. Сортамент швеллеров огромный и каждый профиль предназначен для специального использования и назначения. Содержание:
Преимущества швеллера 16Швеллер 16 имеет большой спрос во многих отраслях промышленности, таких как:
Благодаря тому, что швеллер 16 имеет большую прочность, и устойчивость необходимость данного профиля набирает популярность во многих сферах промышленности. Швеллер 16 можно использовать для сборки сооружений. Так как изделие имеет небольшую массу его можно использовать для постройки крыш различных зданий. Производство швеллера 16В настоящее время производством швеллеров занимаются многие предприятия согласно ГОСТ 8240-97. Но лучше необходимо лично проверить качество продукции и наличие сертификата соответствия. Так как можно попасть в весьма неприятную ситуацию. К примеру, при эксплуатации здания могут появиться большие дефекты или вовсе это привет к поломке конструкции. В качестве материала используют сплавы с добавлением конструкционной углеродистой и низколегированной стали. Сплавы сильно различаются по химическому составу и для того, что бы их было легче отличить, были придуманы специальные маркировки. Так первая маркируется ст2пс, а вторая сталь ст3сп. В своем химическом составе они имеют большое количество разных металлов. Помимо этого может использоваться и черный металл. Сортамент швеллера 16Разновидность швеллера 16 произведенного по ГОСТ 8240-97 маркируются определенными обозначениями, по которым можно с легкостью метод изготовления. Так, например:
Любой швеллер изготавливается разными способами. Различают несколько методов изготовления:
Швеллер 16 мм может производиться двумя этими способами. Более детально изучить весь процесс каждого метода производства можно в ГОСТ 8240-97. Размеры швеллер 16Исходя из выше сказанного, можно сделать вывод, что все параметры и правила предусмотрены заранее. Необходимо это для того чтобы будущая конструкция соответствовала требуемой надежности и прочности. Но стоит помнить о том, что всегда можно заказать швеллер под себя. Клиент сможет самостоятельно назначить размеры швеллера. Такой профиль будет обозначен специальной маркировкой «С», то есть специальный. Технические характеристики швеллера 16ммШвеллер представляет собой металлическое изделие, которое имеет поперечное сечение в виде буквы «П». Размеры швеллера 16:
Вес швеллера 16Независимо от того, что швеллеры изготавливаются из сплавов металла, изделие отличается небольшой массой на один погонный метр. Вес 1 метра швеллера 16 составляет 14.20 кг. Это значительно облегчает работу. На фото изображен швеллер 16 изготовленный по ГОСТ. Особенности и преимущества швеллера 16
Швеллер 16 ГОСТ указывает на общепринятые инструкции по предложенной разновидности. Калькулятор веса C-канала — расчет веса C-каналаToolCrowd поддерживается читателями. Когда вы покупаете по ссылкам на нашем сайте, мы можем получать партнерскую комиссию. Узнать большеРеклама Главная » Строительные материалы » Калькулятор веса C-образного профиля – рассчитайте вес C-образного профиля Наш удобный калькулятор веса C-образного профиля позволяет быстро и легко рассчитать вес на фут, метр или общий вес C-образного профиля. каналы из различных материалов. Пожалуйста, обратитесь к руководству пользователя под калькулятором за любыми техническими указаниями. Мы также включили полезное руководство, если вы предпочитаете рассчитывать вес C-канала вручную, и удобные диаграммы веса для распространенных каналов UPN и ISMC. C Калькулятор веса канала: Материал канала: Плотность: кг/м 3 Количество: Высота канала (L): 3Ширина канала (L): 3): Толщина канала (T): Общий вес = 0,00 фунта / 0,00 кг Отказ от ответственности: Вес, показанный в приведенном выше калькуляторе, предназначен только для справки и не должен служить основой для каких-либо расчетов, где требуется точная или достоверная информация. Теоретический вес и плотность металла нередко значительно отличаются от фактического веса и плотности, например, из-за различий в производственных процессах и составе материалов. Поэтому, если требуются точные расчеты веса, вы должны получить актуальную и точную информацию от производителей. Рекламные объявления Как использовать калькулятор веса канала C
Рекламные объявления Как рассчитать вес канала CНе хотите использовать удобный калькулятор выше? Вот как вручную рассчитать вес канала C: Как рассчитать вес C-каналаСначала вам нужно рассчитать объем C-канала, и вы можете сделать это с помощью следующего уравнения: V = (Ш x Д x Т) + 2 x ((H – T) x L x T) Приведенная выше формула веса C-канала состоит из следующих элементов: V = Объем W = Ширина C-канала L = длина канала C H = высота канала C T = толщина С-образного профиля Рассмотрим пример С-образного профиля из мягкой стали , который имеет длину 2000 мм , ширину 200 м , 0 высоту 100059 толщина 10мм . В наших расчетах мы будем использовать плотность 7850 кг/м 3 для низкоуглеродистой стали, поэтому нам необходимо преобразовать приведенные выше размеры в метры. Длина становится 2,0 м, ширина 0,2 м, высота 0,1 м и, наконец, толщина для расчета будет 0,010 м. Вот обзор того, как работает расчет объема C-канала в случае этого примера: Объем = (0,2 x 2 x 0,01) + 2 x ((0,1 – 0,01) x 2 x 0,01) Плотность мягкой стали = 7850 кг/м 3 , если мы умножаем 0,0076 3 , если мы умножаем 0,0076 3 . цифра плотности, в итоге получаем вес 59,66 кг или 131,53 фунта . Рекламные объявления Таблица веса каналов UPNИзготовленные в соответствии с EN 10365, каналы UPN имеют допуски, установленные в EN 10279:2000. Доступны каналы UPN различных размеров, и они обычно изготавливаются из нержавеющей стали. Вот сводка различных размеров и расчетных весов каналов UPN:
Advertisements ISMC Channel Weight ChartISMC, или индийские стандартные каналы среднего веса, обычно производятся в соответствии со спецификацией ISI IS:2062-2006. Обычно изготавливаются из низкоуглеродистой стали, доступны каналы ISMC различных размеров. Вот сводка различных размеров и предполагаемых весов каналов ISMC:
Другие полезные калькуляторы весаКалькуляторы по секции Тип:
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 9
9
 Наиболее типичные конструкции головок краскораспылителей формирующие факелы различной формы изображены на рис. 3.
Наиболее типичные конструкции головок краскораспылителей формирующие факелы различной формы изображены на рис. 3. Обычно сжатый воздух подается по раздельным каналам к центральному и боковым, благодаря чему количество воздуха подаваемое на сжатие факела можно регулировать, получая как круглый, так и овальный отпечаток факела.
Обычно сжатый воздух подается по раздельным каналам к центральному и боковым, благодаря чему количество воздуха подаваемое на сжатие факела можно регулировать, получая как круглый, так и овальный отпечаток факела.
 ) способствует хорошему распылению, но вызывает интенсивное туманообразование и большие потери ЛКМ. Низкое давление (для большинства краскораспылителей — менее 2 атм.) вызывает образование грубодисперсного аэрозоля, что отрицательно сказывается на качестве получаемого покрытия.
) способствует хорошему распылению, но вызывает интенсивное туманообразование и большие потери ЛКМ. Низкое давление (для большинства краскораспылителей — менее 2 атм.) вызывает образование грубодисперсного аэрозоля, что отрицательно сказывается на качестве получаемого покрытия. по длине шланга, м.
по длине шланга, м. 35«)
35«) Оптимальное распыление происходит при обеспечении соотношения расходов воздуха (м3/мин) и краски (л/мин) в пределах 0,3-0,6. При этом оптимальным расстоянием от сопла до окрашиваемой поверхности считается 200-400 мм в зависимости диаметра сопла, через которое подается ЛКМ, и от формы факела.
Оптимальное распыление происходит при обеспечении соотношения расходов воздуха (м3/мин) и краски (л/мин) в пределах 0,3-0,6. При этом оптимальным расстоянием от сопла до окрашиваемой поверхности считается 200-400 мм в зависимости диаметра сопла, через которое подается ЛКМ, и от формы факела. 012-.040«)) и соответственно небольшими размерами и массой. Аэрографы образуют, как правило, только круглый факел и работают при подаче сжатого воздуха не более 2 атм.
012-.040«)) и соответственно небольшими размерами и массой. Аэрографы образуют, как правило, только круглый факел и работают при подаче сжатого воздуха не более 2 атм. Устройство плунжерных насосов с пневмоприводом аналогично устройству агрегатов высокого давления в установках безвоздушного распыления. Однако, в отличие от последних размеры насоса, клапанов и диаметры шлангов подачи материала увеличены, чтобы подавать на краскораспылитель высоковязкие ЛКМ в требуемом количестве. Распыление высоковязких материалов производят при давлении воздуха до 6 атм., что обеспечивает производительность нанесения до 6000 г/мин.
Устройство плунжерных насосов с пневмоприводом аналогично устройству агрегатов высокого давления в установках безвоздушного распыления. Однако, в отличие от последних размеры насоса, клапанов и диаметры шлангов подачи материала увеличены, чтобы подавать на краскораспылитель высоковязкие ЛКМ в требуемом количестве. Распыление высоковязких материалов производят при давлении воздуха до 6 атм., что обеспечивает производительность нанесения до 6000 г/мин. ) давления при потребности несколько большего, по сравнению с традиционным распылением, расхода воздуха. Конструкционно понижение давления в распылительной головке достигается посредством специального воздушного преобразователя вмонтированного непосредственно в распылитель. Дополнительные или видоизмененные каналы в головке HVLP-распылителей обеспечивают почти такое же качество распыления, как и при использовании лучших моделей традиционных распылителей. При этом, за счет снижения потерь ЛКМ на туманообразование производительность HVLP-распылителей достигается на 5-30% выше.
) давления при потребности несколько большего, по сравнению с традиционным распылением, расхода воздуха. Конструкционно понижение давления в распылительной головке достигается посредством специального воздушного преобразователя вмонтированного непосредственно в распылитель. Дополнительные или видоизмененные каналы в головке HVLP-распылителей обеспечивают почти такое же качество распыления, как и при использовании лучших моделей традиционных распылителей. При этом, за счет снижения потерь ЛКМ на туманообразование производительность HVLP-распылителей достигается на 5-30% выше.  д.
д.
 Присутствие избыточной влаги в сжатом воздухе, что особенно критично при окрашивании пневмораспылением ЛКМ на основе уретановых связующих.
Присутствие избыточной влаги в сжатом воздухе, что особенно критично при окрашивании пневмораспылением ЛКМ на основе уретановых связующих. С увеличением давления воздуха, увеличивается образование тумана.
С увеличением давления воздуха, увеличивается образование тумана.

 Выберите в соответствии с вашим уровнем знаний, требуемым охватом, требуемым уровнем детализации и вашим бюджетом.
Выберите в соответствии с вашим уровнем знаний, требуемым охватом, требуемым уровнем детализации и вашим бюджетом. Если вы будете работать слишком медленно, быстрая струя безвоздушного распылителя будет продолжать наносить слой за слоем на одно и то же место. Это называется избыточным распылением, и это может привести к неравномерному покрытию стены, а также к увеличению затрат на краску.
Если вы будете работать слишком медленно, быстрая струя безвоздушного распылителя будет продолжать наносить слой за слоем на одно и то же место. Это называется избыточным распылением, и это может привести к неравномерному покрытию стены, а также к увеличению затрат на краску. Возможность чрезмерного распыления также означает, что он не подходит для точной работы. Если вы ищете надежный способ точного распыления, например, на предмет мебели, вы вряд ли получите желаемые результаты от чего-то столь быстрого.
Возможность чрезмерного распыления также означает, что он не подходит для точной работы. Если вы ищете надежный способ точного распыления, например, на предмет мебели, вы вряд ли получите желаемые результаты от чего-то столь быстрого. Это позволит вам быстрее завершать проекты.
Это позволит вам быстрее завершать проекты. HVLP
HVLP На покраску комнаты уходит много времени. Более того, низкое давление требует короткого шланга, поэтому устройство приходится часто переносить или перемещать, что делает его неудобным и неудобным инструментом из-за потенциальной усталости пользователя.
На покраску комнаты уходит много времени. Более того, низкое давление требует короткого шланга, поэтому устройство приходится часто переносить или перемещать, что делает его неудобным и неудобным инструментом из-за потенциальной усталости пользователя. Он лучше подходит для точной работы и может быть слишком неудобен для больших объемов работ.
Он лучше подходит для точной работы и может быть слишком неудобен для больших объемов работ.  Вот почему важно, чтобы устройство было действительно малогабаритным, чтобы оно было портативным и его можно было носить с собой.
Вот почему важно, чтобы устройство было действительно малогабаритным, чтобы оно было портативным и его можно было носить с собой.
 Вы сильно зависите от качества и мощности используемой компрессорной системы. Тем не менее, они остаются популярными для искусства и ремесленного использования.
Вы сильно зависите от качества и мощности используемой компрессорной системы. Тем не менее, они остаются популярными для искусства и ремесленного использования.
 Однако теперь он используется для широкого круга проектов.
Однако теперь он используется для широкого круга проектов. Он может покрыть большую площадь за относительно короткое время. Несмотря на то, что он может быть склонен к чрезмерному распылению, если вы неопытны, как только вы освоите использование электрического пистолета, вы сможете получить равномерное покрытие, свободное от мазков кисти. Пневматические распылители или распылители со сжатым воздухом лучше подходят для точной и художественной работы.
Он может покрыть большую площадь за относительно короткое время. Несмотря на то, что он может быть склонен к чрезмерному распылению, если вы неопытны, как только вы освоите использование электрического пистолета, вы сможете получить равномерное покрытие, свободное от мазков кисти. Пневматические распылители или распылители со сжатым воздухом лучше подходят для точной и художественной работы.
 Краска нагнетается через наконечник распылителя, который распыляет мельчайшие капельки, которые прилипают к желаемой поверхности; сушка с гладкой как стекло поверхностью.
Краска нагнетается через наконечник распылителя, который распыляет мельчайшие капельки, которые прилипают к желаемой поверхности; сушка с гладкой как стекло поверхностью.

 Системы сжатого воздуха обычно дешевле купить или арендовать.
Системы сжатого воздуха обычно дешевле купить или арендовать.



 Придётся искать золотую середину.
Придётся искать золотую середину.
 Для этого сначала нужно выбить подушки опорных стоек, в результате чего ориентированно стружечные плиты немного опустятся. После этого можно вытащить по очереди рейки, поддерживающие кирпич. Сами фанерные арки следует демонтировать в последнюю очередь.
Для этого сначала нужно выбить подушки опорных стоек, в результате чего ориентированно стружечные плиты немного опустятся. После этого можно вытащить по очереди рейки, поддерживающие кирпич. Сами фанерные арки следует демонтировать в последнюю очередь. Эта техника проверена на личном опыте.
Эта техника проверена на личном опыте. Главное здесь – внимательность и аккуратность. Ну а результат налицо. Такой погреб может удивить кого угодно. Тем более, что на данное время основной задачей является отвлечься от коронавируса, переключиться на что-то полезное. А подобное строительство, которое заберёт минимум 2–3 дня, как раз и отвечает подобным требованиям.
Главное здесь – внимательность и аккуратность. Ну а результат налицо. Такой погреб может удивить кого угодно. Тем более, что на данное время основной задачей является отвлечься от коронавируса, переключиться на что-то полезное. А подобное строительство, которое заберёт минимум 2–3 дня, как раз и отвечает подобным требованиям. В хорошем погребе всегда должна быть стабильная температура в 2-7°С и влажность в 75-80%. В таких условиях заложенные в него овощи хранятся лучше всего: не прорастают, не гниют и не сохнут. Но есть и обратная сторона медали – зачастую появляется в погребе конденсат на потолке, особенно зимой, когда наружная температура значительно ниже, чем в погребе. Почему в погребе или подвальном помещении появляется конденсат и как от него избавиться?
В хорошем погребе всегда должна быть стабильная температура в 2-7°С и влажность в 75-80%. В таких условиях заложенные в него овощи хранятся лучше всего: не прорастают, не гниют и не сохнут. Но есть и обратная сторона медали – зачастую появляется в погребе конденсат на потолке, особенно зимой, когда наружная температура значительно ниже, чем в погребе. Почему в погребе или подвальном помещении появляется конденсат и как от него избавиться? Причины его образования имеют физическую основу: в погребе, как и в любом помещении, теплый воздух поднимается вверх, к потолку. Встречаясь с более холодным материалом потолка, воздух резко охлаждается и уходит вниз, а находящаяся в нем влага конденсируется и оседает капельками на поверхности потолочного перекрытия и прилегающих к нему стен – точно так же, как в природе роса утром появляется на листьях и траве.
Причины его образования имеют физическую основу: в погребе, как и в любом помещении, теплый воздух поднимается вверх, к потолку. Встречаясь с более холодным материалом потолка, воздух резко охлаждается и уходит вниз, а находящаяся в нем влага конденсируется и оседает капельками на поверхности потолочного перекрытия и прилегающих к нему стен – точно так же, как в природе роса утром появляется на листьях и траве. При строительстве погребов зачастую хозяева стараются сэкономить на гидроизоляции. В лучшем случае гидроизолируют только стены и потолок, а пол остается беззащитным от поступающей из земли влаги. Если погреб строится на возвышенном, сухом месте, то такая постройка оправдана, иначе погреб окажется слишком сухим. Но если он строится в низине или на участке близко к поверхности подходят грунтовые воды, тогда избыток влаги неизбежно проникает в подвальное помещение. Точно также появляется влага и в кессоне при его неправильном монтаже.
При строительстве погребов зачастую хозяева стараются сэкономить на гидроизоляции. В лучшем случае гидроизолируют только стены и потолок, а пол остается беззащитным от поступающей из земли влаги. Если погреб строится на возвышенном, сухом месте, то такая постройка оправдана, иначе погреб окажется слишком сухим. Но если он строится в низине или на участке близко к поверхности подходят грунтовые воды, тогда избыток влаги неизбежно проникает в подвальное помещение. Точно также появляется влага и в кессоне при его неправильном монтаже. По этим нарушениям влага в грунте, которую цельны фундамент сдерживал снаружи, добирается до подвала, проникает в него и конденсируется каплями.
По этим нарушениям влага в грунте, которую цельны фундамент сдерживал снаружи, добирается до подвала, проникает в него и конденсируется каплями. Воздух в таком помещении будет застаиваться, а находящаяся в нем влага неизбежно осядет на потолке и стенах.
Воздух в таком помещении будет застаиваться, а находящаяся в нем влага неизбежно осядет на потолке и стенах. Для большей эффективности циркуляции воздуха, особенно в период, когда температура в погребе и снаружи приблизительно одинаковая, на приточную трубу можно установить вентилятор.
Для большей эффективности циркуляции воздуха, особенно в период, когда температура в погребе и снаружи приблизительно одинаковая, на приточную трубу можно установить вентилятор.


 Прикрепите листы или другую ткань к балкам пола наверху, чтобы они свисали пучками. Этот прием смягчает пространство, скрывая беспорядок наверху.
Прикрепите листы или другую ткань к балкам пола наверху, чтобы они свисали пучками. Этот прием смягчает пространство, скрывая беспорядок наверху. Установите их между балками, чтобы они выглядели как открытые балки.
Установите их между балками, чтобы они выглядели как открытые балки.
 Вам нужно будет установить основу, например фанеру, чтобы приклеить их. Но после этого это так же просто, как клей и палка.
Вам нужно будет установить основу, например фанеру, чтобы приклеить их. Но после этого это так же просто, как клей и палка.

 Нужно немного вдохновения? Идеи цокольного этажа с низким потолком, окрашенные цокольные потолки, идеи деревянного потолка и потолочная плитка цокольного этажа, которые приведены ниже, могут идеально подойти для вашей реконструкции.
Нужно немного вдохновения? Идеи цокольного этажа с низким потолком, окрашенные цокольные потолки, идеи деревянного потолка и потолочная плитка цокольного этажа, которые приведены ниже, могут идеально подойти для вашей реконструкции. Подсветка световыми полосами, спрятанными внутри опорных балок — белые светодиоды MYBEAUTYLIGHT создадут аналогичный эффект — теплое свечение сделает подвал комфортным, уютным и идеальным местом для наблюдения за большой игрой.
Подсветка световыми полосами, спрятанными внутри опорных балок — белые светодиоды MYBEAUTYLIGHT создадут аналогичный эффект — теплое свечение сделает подвал комфортным, уютным и идеальным местом для наблюдения за большой игрой. Окрашенные трубы и балки
Окрашенные трубы и балки
 Декоративная потолочная плитка
Декоративная потолочная плитка

 Окрашивая отделку ярким насыщенным цветом, пространство, очерченное отделкой, становится более четким. Если потолок, стены и пол выполнены в светлой цветовой гамме, то обод темной отделки словно парит в пространстве, заставляя потолок казаться выше. Небольшая дополнительная воспринимаемая высота может иметь большое значение для создания привлекательного и комфортного уединения ниже уровня земли.
Окрашивая отделку ярким насыщенным цветом, пространство, очерченное отделкой, становится более четким. Если потолок, стены и пол выполнены в светлой цветовой гамме, то обод темной отделки словно парит в пространстве, заставляя потолок казаться выше. Небольшая дополнительная воспринимаемая высота может иметь большое значение для создания привлекательного и комфортного уединения ниже уровня земли.

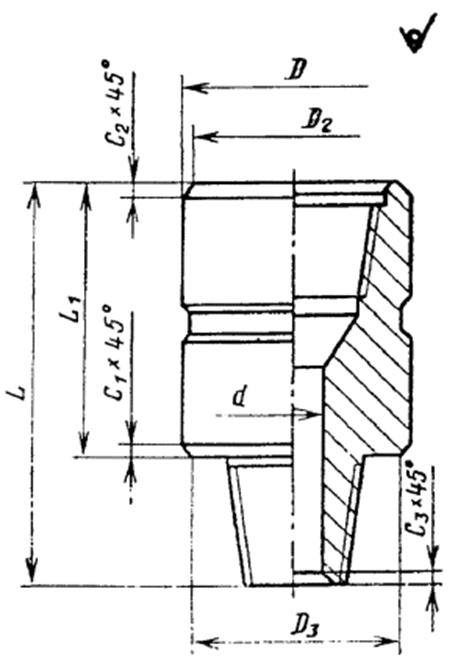 ISO 228/1
ISO 228/1 DIN 2999, DIN 3858 (Германия)
DIN 2999, DIN 3858 (Германия) ISO 5855
ISO 5855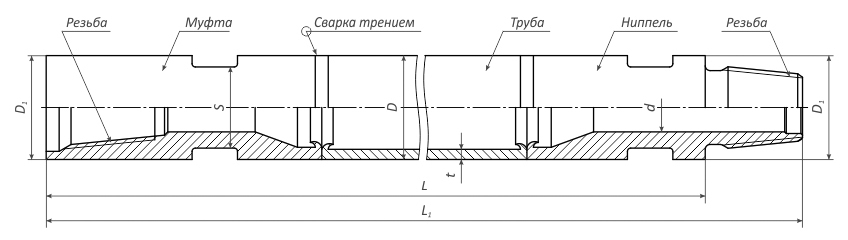 1 (США)
1 (США) BS 1104 (Англия)
BS 1104 (Англия) DIN 40430
DIN 40430 ANSI/ASME B 1.20.1 (США)
ANSI/ASME B 1.20.1 (США) д.)
д.) youtube.com/embed/SPewavnQNTI» title=»YouTube video player» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/SPewavnQNTI» title=»YouTube video player» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/> В качестве замкового камня кронштейн может использоваться как центральный элемент верхней точки свода или арки. Более гармонично сочетается с резьбой строгих и лаконичных форм. В стандарте представлен в больших и малых размерах под разные дизайн-решения. Заказать резные кронштейны KR-029 можно в буке или дубе.
В качестве замкового камня кронштейн может использоваться как центральный элемент верхней точки свода или арки. Более гармонично сочетается с резьбой строгих и лаконичных форм. В стандарте представлен в больших и малых размерах под разные дизайн-решения. Заказать резные кронштейны KR-029 можно в буке или дубе.
 cc:422] | стек = 0xacdd6000-0xacdd8000 размер стека = 1014 КБ
A/art: art/runtime/runtime.cc:422] | удерживаемые мьютексы = "отменить блокировку"
A/art: art/runtime/runtime.cc:422] родной: #00 pc 00572f1e /system/lib/libart.so (_ZN3art15DumpNativeStackERNSt3__113basic_ostreamIcNS0_11char_traitsIcEEEEiP12BacktraceMapPKcPNS_9АртМетодEPv+238)
A/art: art/runtime/runtime.cc:422] родной: #01 pc 0053f30e /system/lib/libart.so (_ZNK3art6Thread9DumpStackERNSt3__113basic_ostreamIcNS1_11char_traitsIcEEEEbP12BaA/art: art/runtime/runtime.cc:422] native: #02 pc 0053c30b / system/lib/libart.so (_ZNK3art6Thread4DumpERNSt3__113basic_ostreamIcNS1_11char_traitsIcEEEEbP12BacktraceMap+75)
A/art: art/runtime/runtime.cc:422] родной: #03 pc 00527f13 /system/lib/libart.so (_ZNK3art10AbortState10DumpThreadERNSt3__113basic_ostreamIcNS1_11char_traitsIcEEEEEPNS_6ThreadE+67)
A/art: art/runtime/runtime.cc:422] родной: #04 pc 00527ce7 /system/lib/libart.so (_ZNK3art10AbortState4DumpERNSt3__113basic_ostreamIcNS1_11char_traitsIcEEEE+615)
A/art: art/runtime/runtime.
cc:422] | стек = 0xacdd6000-0xacdd8000 размер стека = 1014 КБ
A/art: art/runtime/runtime.cc:422] | удерживаемые мьютексы = "отменить блокировку"
A/art: art/runtime/runtime.cc:422] родной: #00 pc 00572f1e /system/lib/libart.so (_ZN3art15DumpNativeStackERNSt3__113basic_ostreamIcNS0_11char_traitsIcEEEEiP12BacktraceMapPKcPNS_9АртМетодEPv+238)
A/art: art/runtime/runtime.cc:422] родной: #01 pc 0053f30e /system/lib/libart.so (_ZNK3art6Thread9DumpStackERNSt3__113basic_ostreamIcNS1_11char_traitsIcEEEEbP12BaA/art: art/runtime/runtime.cc:422] native: #02 pc 0053c30b / system/lib/libart.so (_ZNK3art6Thread4DumpERNSt3__113basic_ostreamIcNS1_11char_traitsIcEEEEbP12BacktraceMap+75)
A/art: art/runtime/runtime.cc:422] родной: #03 pc 00527f13 /system/lib/libart.so (_ZNK3art10AbortState10DumpThreadERNSt3__113basic_ostreamIcNS1_11char_traitsIcEEEEEPNS_6ThreadE+67)
A/art: art/runtime/runtime.cc:422] родной: #04 pc 00527ce7 /system/lib/libart.so (_ZNK3art10AbortState4DumpERNSt3__113basic_ostreamIcNS1_11char_traitsIcEEEE+615)
A/art: art/runtime/runtime. cc:422] родной: #05 pc 0051822b /system/lib/libart.so (_ZN3art7Runtime5AbortEPKc+155)
A/art: art/runtime/runtime.cc:422] родной: #06 pc 0011a5b3 /system/lib/libart.so (_ZN3art10LogMessageD1Ev+1747)
A/art: art/runtime/runtime.cc:422] родной: #07 pc 0039b74d /system/lib/libart.so (_ZN3art4JDWP9JdwpState24AcquireJdwpTokenForEventEy+733)
A/art: art/runtime/runtime.cc:422] родной: #08 pc 0039acf3 /system/lib/libart.so (_ZN3art4JDWP9JdwpState29SendRequestAndPossibleSuspendEPNS0_9ExpandBufENS0_17JdwpSuspendPolicyEy+211)
A/art: art/runtime/runtime.cc:422] родной: #09 pc 003a0ec9 /system/lib/libart.so (_ZN3art4JDWP9JdwpState16PostClassPrepareEPNS_6mirror5ClassE+1705)
A/art: art/runtime/runtime.cc:422] родной: #10 pc 001c2a85 /system/lib/libart.so (_ZN3art3Dbg16PostClassPrepareEPNS_6mirror5ClassE+53)
A/art: art/runtime/runtime.cc:422] родной: #11 pc 001689fc /system/lib/libart.so (_ZN3art11ClassLinker11DefineClassEPNS_6ThreadEPKcjNS_6HandleINS_6mirror11ClassLoaderEEERKNS_7DexFileERKNS9_8ClassDefE+1116)
A/art: art/runtime/runtime.
cc:422] родной: #05 pc 0051822b /system/lib/libart.so (_ZN3art7Runtime5AbortEPKc+155)
A/art: art/runtime/runtime.cc:422] родной: #06 pc 0011a5b3 /system/lib/libart.so (_ZN3art10LogMessageD1Ev+1747)
A/art: art/runtime/runtime.cc:422] родной: #07 pc 0039b74d /system/lib/libart.so (_ZN3art4JDWP9JdwpState24AcquireJdwpTokenForEventEy+733)
A/art: art/runtime/runtime.cc:422] родной: #08 pc 0039acf3 /system/lib/libart.so (_ZN3art4JDWP9JdwpState29SendRequestAndPossibleSuspendEPNS0_9ExpandBufENS0_17JdwpSuspendPolicyEy+211)
A/art: art/runtime/runtime.cc:422] родной: #09 pc 003a0ec9 /system/lib/libart.so (_ZN3art4JDWP9JdwpState16PostClassPrepareEPNS_6mirror5ClassE+1705)
A/art: art/runtime/runtime.cc:422] родной: #10 pc 001c2a85 /system/lib/libart.so (_ZN3art3Dbg16PostClassPrepareEPNS_6mirror5ClassE+53)
A/art: art/runtime/runtime.cc:422] родной: #11 pc 001689fc /system/lib/libart.so (_ZN3art11ClassLinker11DefineClassEPNS_6ThreadEPKcjNS_6HandleINS_6mirror11ClassLoaderEEERKNS_7DexFileERKNS9_8ClassDefE+1116)
A/art: art/runtime/runtime. cc:422].
A/art: art/runtime/runtime.cc:422] родной: #13 pc 0016979b /system/lib/libart.so (_ZN3art11ClassLinker9FindClassEPNS_6ThreadEPKcNS_6HandleINS_6mirror11ClassLoaderEEE+1163)
A/art: art/runtime/runtime.cc:422].
A/art: art/runtime/runtime.cc:422] родной: #15 pc 005a742d /system/lib/libart.so (_ZN3art8verifier12RegTypeCache4FromEPNS_6mirror11ClassLoaderEPKcb+701)
A/art: art/runtime/runtime.cc:422] родной: #16 pc 005a70fd /system/lib/libart.so (_ZN3art8verifier12RegTypeCache14FromDescriptorEPNS_6mirror11ClassLoaderEPKcb+77)
A/art: art/runtime/runtime.cc:422] родной: #17 pc 005862ed /system/lib/libart.so (_ZN3art8verifier14MethodVerifier26ResolveClassAndCheckAccessEj+173)
A/art: art/runtime/runtime.cc:422] родной: #18 pc 0058840f /system/lib/libart.so (_ZN3art8verifier14MethodVerifier25CodeFlowVerifyInstructionEPj+6463)
A/art: art/runtime/runtime.cc:422] родной: #19ПК 00585f96 /system/lib/libart.so (_ZN3art8verifier14MethodVerifier20CodeFlowVerifyMethodEv+358)
A/art: art/runtime/runtime.
cc:422].
A/art: art/runtime/runtime.cc:422] родной: #13 pc 0016979b /system/lib/libart.so (_ZN3art11ClassLinker9FindClassEPNS_6ThreadEPKcNS_6HandleINS_6mirror11ClassLoaderEEE+1163)
A/art: art/runtime/runtime.cc:422].
A/art: art/runtime/runtime.cc:422] родной: #15 pc 005a742d /system/lib/libart.so (_ZN3art8verifier12RegTypeCache4FromEPNS_6mirror11ClassLoaderEPKcb+701)
A/art: art/runtime/runtime.cc:422] родной: #16 pc 005a70fd /system/lib/libart.so (_ZN3art8verifier12RegTypeCache14FromDescriptorEPNS_6mirror11ClassLoaderEPKcb+77)
A/art: art/runtime/runtime.cc:422] родной: #17 pc 005862ed /system/lib/libart.so (_ZN3art8verifier14MethodVerifier26ResolveClassAndCheckAccessEj+173)
A/art: art/runtime/runtime.cc:422] родной: #18 pc 0058840f /system/lib/libart.so (_ZN3art8verifier14MethodVerifier25CodeFlowVerifyInstructionEPj+6463)
A/art: art/runtime/runtime.cc:422] родной: #19ПК 00585f96 /system/lib/libart.so (_ZN3art8verifier14MethodVerifier20CodeFlowVerifyMethodEv+358)
A/art: art/runtime/runtime. cc:422] родной: #20 pc 00581c9d /system/lib/libart.so (_ZN3art8verifier14MethodVerifier14VerifyCodeFlowEv+973)
A/art: art/runtime/runtime.cc:422] родной: #21 pc 0057da56 /system/lib/libart.so (_ZN3art8verifier14MethodVerifier6VerifyEv+854)
A/art: art/runtime/runtime.cc:422] родной: #22 pc 0057c742 /system/lib/libart.so (_ZN3art8verifier14MethodVerifier12VerifyMethodEPNS_6ThreadEjPKNS_7DexFileENS_6HandleINS_6mirror8DexCacheEEENS7_INS8_11ClassLoaderEEEPKNS4_8ClassDefCEPKodeArtMethodEjPNS_17CompilerCallbacksEbNS_11LogSeverityEbPNSt3__112basic_stringIcNSO_11char_traitsIcEENSO_9allocatorIcEEEE+226)
A/art: art/runtime/runtime.cc:422] native: #23 pc 0057c1c7 /system/lib/libart.so (_ZN3art8verifier14MethodVerifier13VerifyMethodsILb0EEENS1_11FailureDataEPNS_6ThreadEPNS_11ClassLinkerEPKNS_7DexFileEPKNS8_8ClassDefEPNS_21ClassDataItemIteratorENS_6HandleINS_6mirror8DexCacheEEENSG_INSH_11ClassLoaderEEEPNS_17CompilerCallbacksEbNS_11LogSeverityEbPNSt3__112basic_stringIcNSP_11char_traitsIcEENSP_9распределительIcEEEE+791)
A/art: art/runtime/runtime.
cc:422] родной: #20 pc 00581c9d /system/lib/libart.so (_ZN3art8verifier14MethodVerifier14VerifyCodeFlowEv+973)
A/art: art/runtime/runtime.cc:422] родной: #21 pc 0057da56 /system/lib/libart.so (_ZN3art8verifier14MethodVerifier6VerifyEv+854)
A/art: art/runtime/runtime.cc:422] родной: #22 pc 0057c742 /system/lib/libart.so (_ZN3art8verifier14MethodVerifier12VerifyMethodEPNS_6ThreadEjPKNS_7DexFileENS_6HandleINS_6mirror8DexCacheEEENS7_INS8_11ClassLoaderEEEPKNS4_8ClassDefCEPKodeArtMethodEjPNS_17CompilerCallbacksEbNS_11LogSeverityEbPNSt3__112basic_stringIcNSO_11char_traitsIcEENSO_9allocatorIcEEEE+226)
A/art: art/runtime/runtime.cc:422] native: #23 pc 0057c1c7 /system/lib/libart.so (_ZN3art8verifier14MethodVerifier13VerifyMethodsILb0EEENS1_11FailureDataEPNS_6ThreadEPNS_11ClassLinkerEPKNS_7DexFileEPKNS8_8ClassDefEPNS_21ClassDataItemIteratorENS_6HandleINS_6mirror8DexCacheEEENSG_INSH_11ClassLoaderEEEPNS_17CompilerCallbacksEbNS_11LogSeverityEbPNSt3__112basic_stringIcNSP_11char_traitsIcEENSP_9распределительIcEEEE+791)
A/art: art/runtime/runtime. cc:422] native: #24 pc 0057b1f9 /system/lib/libart.so (_ZN3art8verifier14MethodVerifier11VerifyClassEPNS_6ThreadEPKNS_7DexFileENS_6HandleINS_6mirror8DexCacheEEENS7_INS8_11ClassLoaderEEEPKNS4_8ClassDefEPNS_17CompilerCallbacksEbNS_11LogSeverityEPNSt3__112basic_stringIcNSJ_11char_traitsIcEENSJ_9allocatorIcEEEE+921)
A/art: art/runtime/runtime.cc:422] родной: #25 pc 0057a4b9 /system/lib/libart.so (_ZN3art8verifier14MethodVerifier11VerifyClassEPNS_6ThreadEPNS_6mirror5ClassEPNS_17CompilerCallbacksEbNS_11LogSeverityEPNSt3__112basic_stringIctraNSA_11ENSAchar_11ENSAchar_распределительIcEEEE+841)
A/art: art/runtime/runtime.cc:422].
A/art: art/runtime/runtime.cc:422].
A/art: art/runtime/runtime.cc:422] родной: #28 pc 00158dde /system/lib/libart.so (_ZN3art11ClassLinker17EnsureInitializedEPNS_6ThreadENS_6HandleINS_6mirror5ClassEEEbb+222)
A/art: art/runtime/runtime.cc:422] родной: #29ПК 001b60da /system/lib/libart.so (_ZN3artL17GetFieldValueImplEyyyPNS_4JDWP9ExpandBufEb+1866)
A/art: art/runtime/runtime.
cc:422] native: #24 pc 0057b1f9 /system/lib/libart.so (_ZN3art8verifier14MethodVerifier11VerifyClassEPNS_6ThreadEPKNS_7DexFileENS_6HandleINS_6mirror8DexCacheEEENS7_INS8_11ClassLoaderEEEPKNS4_8ClassDefEPNS_17CompilerCallbacksEbNS_11LogSeverityEPNSt3__112basic_stringIcNSJ_11char_traitsIcEENSJ_9allocatorIcEEEE+921)
A/art: art/runtime/runtime.cc:422] родной: #25 pc 0057a4b9 /system/lib/libart.so (_ZN3art8verifier14MethodVerifier11VerifyClassEPNS_6ThreadEPNS_6mirror5ClassEPNS_17CompilerCallbacksEbNS_11LogSeverityEPNSt3__112basic_stringIctraNSA_11ENSAchar_11ENSAchar_распределительIcEEEE+841)
A/art: art/runtime/runtime.cc:422].
A/art: art/runtime/runtime.cc:422].
A/art: art/runtime/runtime.cc:422] родной: #28 pc 00158dde /system/lib/libart.so (_ZN3art11ClassLinker17EnsureInitializedEPNS_6ThreadENS_6HandleINS_6mirror5ClassEEEbb+222)
A/art: art/runtime/runtime.cc:422] родной: #29ПК 001b60da /system/lib/libart.so (_ZN3artL17GetFieldValueImplEyyyPNS_4JDWP9ExpandBufEb+1866)
A/art: art/runtime/runtime.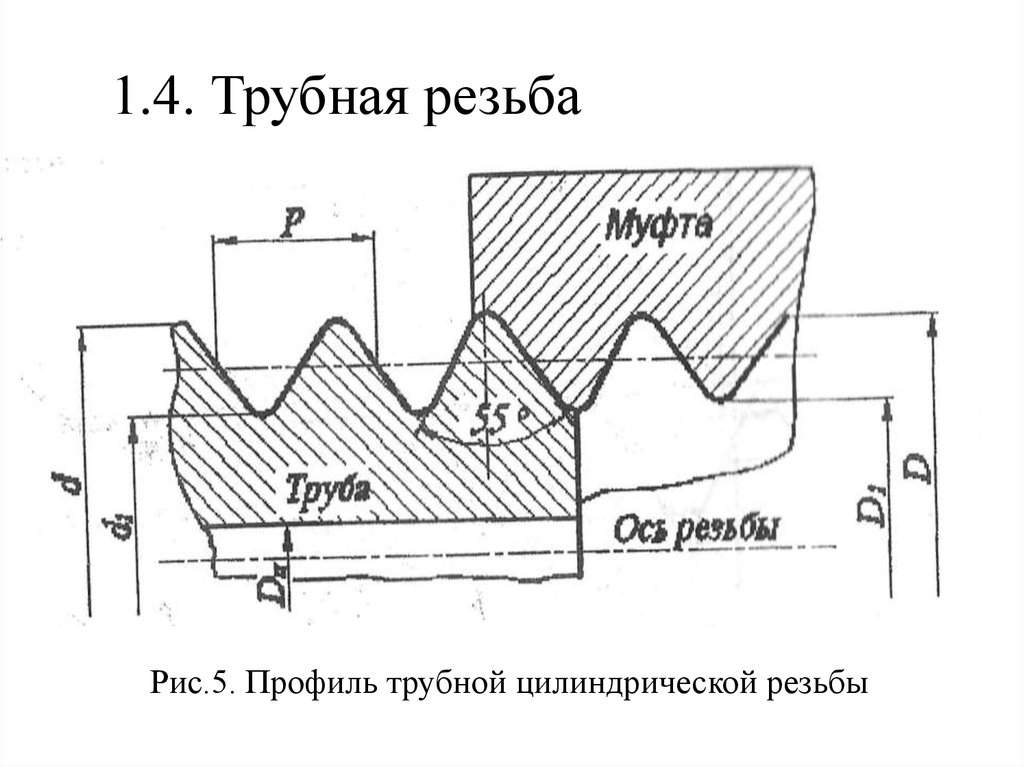 cc:422] родной: #30 pc 001b667e /system/lib/libart.so (_ZN3art3Dbg19GetStaticFieldValueEyyPNS_4JDWP9ExpandBufE+78)
A/art: art/runtime/runtime.cc:422] родной: #31 pc 003a4c5d /system/lib/libart.so (_ZN3art4JDWPL12RT_GetValuesEPNS0_9JdwpStateEPNS0_7RequestEPNS0_9ExpandBufE+141)
A/art: art/runtime/runtime.cc:422] родной: #32 pc 003a2ea4 /system/lib/libart.so (_ZN3art4JDWP9JdwpState14ProcessRequestEPNS0_7RequestEPNS0_9ExpandBufEPb+1044)
A/art: art/runtime/runtime.cc:422] родной: #33 pc 003ab570 /system/lib/libart.so (_ZN3art4JDWP9JdwpState12HandlePacketEv+192)
A/art: art/runtime/runtime.cc:422] родной: #34 pc 00678df3 /system/lib/libart.so (_ZN3art4JDWP12JdwpAdbState15ProcessIncomingEv+1139)
A/art: art/runtime/runtime.cc:422] родной: #35 pc 003ab9d1 /system/lib/libart.so (_ZN3art4JDWP9JdwpState3RunEv+593)
A/art: art/runtime/runtime.cc:422] родной: #36 pc 003aae50 /system/lib/libart.so (_ZN3art4JDWPL15StartJdwpThreadEPv+48)
A/art: art/runtime/runtime.cc:422] родной: #37 pc 00075082 /system/lib/libc.
cc:422] родной: #30 pc 001b667e /system/lib/libart.so (_ZN3art3Dbg19GetStaticFieldValueEyyPNS_4JDWP9ExpandBufE+78)
A/art: art/runtime/runtime.cc:422] родной: #31 pc 003a4c5d /system/lib/libart.so (_ZN3art4JDWPL12RT_GetValuesEPNS0_9JdwpStateEPNS0_7RequestEPNS0_9ExpandBufE+141)
A/art: art/runtime/runtime.cc:422] родной: #32 pc 003a2ea4 /system/lib/libart.so (_ZN3art4JDWP9JdwpState14ProcessRequestEPNS0_7RequestEPNS0_9ExpandBufEPb+1044)
A/art: art/runtime/runtime.cc:422] родной: #33 pc 003ab570 /system/lib/libart.so (_ZN3art4JDWP9JdwpState12HandlePacketEv+192)
A/art: art/runtime/runtime.cc:422] родной: #34 pc 00678df3 /system/lib/libart.so (_ZN3art4JDWP12JdwpAdbState15ProcessIncomingEv+1139)
A/art: art/runtime/runtime.cc:422] родной: #35 pc 003ab9d1 /system/lib/libart.so (_ZN3art4JDWP9JdwpState3RunEv+593)
A/art: art/runtime/runtime.cc:422] родной: #36 pc 003aae50 /system/lib/libart.so (_ZN3art4JDWPL15StartJdwpThreadEPv+48)
A/art: art/runtime/runtime.cc:422] родной: #37 pc 00075082 /system/lib/libc. so (_ZL15__pthread_startPv+210)
A/art: art/runtime/runtime.cc:422] родной: #38 pc 0002029e /system/lib/libc.so (__start_thread+30)
A/art: art/runtime/runtime.cc:422] родной: #39 pc 0001e076 /system/lib/libc.so (__bionic_clone+70)
A/art: art/runtime/runtime.cc:422] (без управляемых кадров стека)
A/art: art/runtime/runtime.cc:422] Сброс всех тем без соответствующих
удерживаемые блокировки: блокировка мутатора блокировки списка потоков
A/art: art/runtime/runtime.cc:422] Все темы:
A/art: art/runtime/runtime.cc:422] DALVIK TREADS (16):
A/art: art/runtime/runtime.cc:422] "JDWP" prio=5 tid=4 Runnable
A/art: art/runtime/runtime.cc:422] | group="" sCount=0 dsCount=0 obj=0x12cde9d0 сам = 0xb188a400
A/art: art/runtime/runtime.cc:422] | sysTid=3751 nice=0 cgrp=sched по умолчанию=0/0 handle=0xaced2920
A/art: art/runtime/runtime.cc:422] | состояние=R schedstat=( 0 0 0 ) utm=4 stm=4 ядро=0 Гц=100
A/art: art/runtime/runtime.cc:422] | стек = 0xacdd6000-0xacdd8000 размер стека = 1014 КБ
A/art: art/runtime/runtime.
so (_ZL15__pthread_startPv+210)
A/art: art/runtime/runtime.cc:422] родной: #38 pc 0002029e /system/lib/libc.so (__start_thread+30)
A/art: art/runtime/runtime.cc:422] родной: #39 pc 0001e076 /system/lib/libc.so (__bionic_clone+70)
A/art: art/runtime/runtime.cc:422] (без управляемых кадров стека)
A/art: art/runtime/runtime.cc:422] Сброс всех тем без соответствующих
удерживаемые блокировки: блокировка мутатора блокировки списка потоков
A/art: art/runtime/runtime.cc:422] Все темы:
A/art: art/runtime/runtime.cc:422] DALVIK TREADS (16):
A/art: art/runtime/runtime.cc:422] "JDWP" prio=5 tid=4 Runnable
A/art: art/runtime/runtime.cc:422] | group="" sCount=0 dsCount=0 obj=0x12cde9d0 сам = 0xb188a400
A/art: art/runtime/runtime.cc:422] | sysTid=3751 nice=0 cgrp=sched по умолчанию=0/0 handle=0xaced2920
A/art: art/runtime/runtime.cc:422] | состояние=R schedstat=( 0 0 0 ) utm=4 stm=4 ядро=0 Гц=100
A/art: art/runtime/runtime.cc:422] | стек = 0xacdd6000-0xacdd8000 размер стека = 1014 КБ
A/art: art/runtime/runtime. cc:422] | удерживаемые мьютексы = «отменить блокировку» «блокировку мутатора» (общий удерживается)
A/art: art/runtime/runtime.cc:422] родной: #00 pc 00572f1e /system/lib/libart.so (_ZN3art15DumpNativeStackERNSt3__113basic_ostreamIcNS0_11char_traitsIcEEEEiP12BacktraceMapPKcPNS_9АртМетодEPv+238)
A/art: art/runtime/runtime.cc:422] родной: #01 pc 0053f30e /system/lib/libart.so (_ZNK3art6Thread9DumpStackERNSt3__113basic_ostreamIcNS1_11char_traitsIcEEEEbP12BacktraceMap+526)
A/art: art/runtime/runtime.cc:422] родной: #02 pc 0053c30b /system/lib/libart.so (_ZNK3art6Thread4DumpERNSt3__113basic_ostreamIcNS1_11char_traitsIcEEEEbP12BacktraceMap+75)
A/art: art/runtime/runtime.cc:422] родной: #03 pc 0055befb /system/lib/libart.so (_ZN3art14DumpCheckpoint3RunEPNS_6ThreadE+1115)
A/art: art/runtime/runtime.cc:422] родной: #04 pc 005521be /system/lib/libart.so (_ZN3art10ThreadList13RunCheckpointEPNS_7ClosureE+590)
A/art: art/runtime/runtime.cc:422] родной: #05 pc 00551d32 /system/lib/libart.
cc:422] | удерживаемые мьютексы = «отменить блокировку» «блокировку мутатора» (общий удерживается)
A/art: art/runtime/runtime.cc:422] родной: #00 pc 00572f1e /system/lib/libart.so (_ZN3art15DumpNativeStackERNSt3__113basic_ostreamIcNS0_11char_traitsIcEEEEiP12BacktraceMapPKcPNS_9АртМетодEPv+238)
A/art: art/runtime/runtime.cc:422] родной: #01 pc 0053f30e /system/lib/libart.so (_ZNK3art6Thread9DumpStackERNSt3__113basic_ostreamIcNS1_11char_traitsIcEEEEbP12BacktraceMap+526)
A/art: art/runtime/runtime.cc:422] родной: #02 pc 0053c30b /system/lib/libart.so (_ZNK3art6Thread4DumpERNSt3__113basic_ostreamIcNS1_11char_traitsIcEEEEbP12BacktraceMap+75)
A/art: art/runtime/runtime.cc:422] родной: #03 pc 0055befb /system/lib/libart.so (_ZN3art14DumpCheckpoint3RunEPNS_6ThreadE+1115)
A/art: art/runtime/runtime.cc:422] родной: #04 pc 005521be /system/lib/libart.so (_ZN3art10ThreadList13RunCheckpointEPNS_7ClosureE+590)
A/art: art/runtime/runtime.cc:422] родной: #05 pc 00551d32 /system/lib/libart. so (_ZN3art10ThreadList4DumpERNSt3__113basic_ostreamIcNS1_11char_traitsIcEEEEb+962)
A/art: art/runtime/runtime.cc:422] родной: #06 pc 00528168 /system/lib/libart.so (_ZNK3art10AbortState14DumpAllThreadsERNSt3__113basic_ostreamIcNS1_11char_traitsIcEEEEEPNS_6ThreadE+424)
A/art: art/runtime/runtime.cc:422] родной: #07 pc 00527eb6 /system/lib/libart.so (_ZNK3art10AbortState4DumpERNSt3__113basic_ostreamIcNS1_11char_traitsIcEEEE+1078)
A/art: art/runtime/runtime.cc:422] родной: #08 pc 0051822b /system/lib/libart.so (_ZN3art7Runtime5AbortEPKc+155)
A/art: art/runtime/runtime.cc:422] родной: #09ПК 0011a5b3 /system/lib/libart.so (_ZN3art10LogMessageD1Ev+1747)
A/art: art/runtime/runtime.cc:422] родной: #10 pc 0039b74d /system/lib/libart.so (_ZN3art4JDWP9JdwpState24AcquireJdwpTokenForEventEy+733)
A/art: art/runtime/runtime.cc:422] родной: #11 pc 0039acf3 /system/lib/libart.so (_ZN3art4JDWP9JdwpState29SendRequestAndPossibleSuspendEPNS0_9ExpandBufENS0_17JdwpSuspendPolicyEy+211)
A/art: art/runtime/runtime.
so (_ZN3art10ThreadList4DumpERNSt3__113basic_ostreamIcNS1_11char_traitsIcEEEEb+962)
A/art: art/runtime/runtime.cc:422] родной: #06 pc 00528168 /system/lib/libart.so (_ZNK3art10AbortState14DumpAllThreadsERNSt3__113basic_ostreamIcNS1_11char_traitsIcEEEEEPNS_6ThreadE+424)
A/art: art/runtime/runtime.cc:422] родной: #07 pc 00527eb6 /system/lib/libart.so (_ZNK3art10AbortState4DumpERNSt3__113basic_ostreamIcNS1_11char_traitsIcEEEE+1078)
A/art: art/runtime/runtime.cc:422] родной: #08 pc 0051822b /system/lib/libart.so (_ZN3art7Runtime5AbortEPKc+155)
A/art: art/runtime/runtime.cc:422] родной: #09ПК 0011a5b3 /system/lib/libart.so (_ZN3art10LogMessageD1Ev+1747)
A/art: art/runtime/runtime.cc:422] родной: #10 pc 0039b74d /system/lib/libart.so (_ZN3art4JDWP9JdwpState24AcquireJdwpTokenForEventEy+733)
A/art: art/runtime/runtime.cc:422] родной: #11 pc 0039acf3 /system/lib/libart.so (_ZN3art4JDWP9JdwpState29SendRequestAndPossibleSuspendEPNS0_9ExpandBufENS0_17JdwpSuspendPolicyEy+211)
A/art: art/runtime/runtime. cc:422] родной: #12 pc 003a0ec9 /system/lib/libart.so (_ZN3art4JDWP9JdwpState16PostClassPrepareEPNS_6mirror5ClassE+1705)
A/art: art/runtime/runtime.cc:422] родной: #13 pc 001c2a85 /system/lib/libart.so (_ZN3art3Dbg16PostClassPrepareEPNS_6mirror5ClassE+53)
A/art: art/runtime/runtime.cc:422] родной: #14 pc 001689fc /system/lib/libart.so (_ZN3art11ClassLinker11DefineClassEPNS_6ThreadEPKcjNS_6HandleINS_6mirror11ClassLoaderEEERKNS_7DexFileERKNS9_8ClassDefE+1116)
A/art: art/runtime/runtime.cc:422] родной: #15 pc 001683e9 /system/lib/libart.so (_ZN3art11ClassLinker26FindClassInPathClassLoaderERNS_33ScopedObjectAccessAlreadyRunnableEPNS_6ThreadEPKcjNS_6HandleINS_6mirror11ClassLoaderEEEPPNS8_5ClassE+1865)
A/art: art/runtime/runtime.cc:422] родной: #16 pc 0016979b /system/lib/libart.so (_ZN3art11ClassLinker9FindClassEPNS_6ThreadEPKcNS_6HandleINS_6mirror11ClassLoaderEEE+1163)
A/art: art/runtime/runtime.cc:422] родной: #17 pc 005a7a7a /system/lib/libart.so (_ZN3art8verifier12RegTypeCache12ResolveClassEPKcPNS_6mirror11ClassLoaderE+186)
A/art: art/runtime/runtime.
cc:422] родной: #12 pc 003a0ec9 /system/lib/libart.so (_ZN3art4JDWP9JdwpState16PostClassPrepareEPNS_6mirror5ClassE+1705)
A/art: art/runtime/runtime.cc:422] родной: #13 pc 001c2a85 /system/lib/libart.so (_ZN3art3Dbg16PostClassPrepareEPNS_6mirror5ClassE+53)
A/art: art/runtime/runtime.cc:422] родной: #14 pc 001689fc /system/lib/libart.so (_ZN3art11ClassLinker11DefineClassEPNS_6ThreadEPKcjNS_6HandleINS_6mirror11ClassLoaderEEERKNS_7DexFileERKNS9_8ClassDefE+1116)
A/art: art/runtime/runtime.cc:422] родной: #15 pc 001683e9 /system/lib/libart.so (_ZN3art11ClassLinker26FindClassInPathClassLoaderERNS_33ScopedObjectAccessAlreadyRunnableEPNS_6ThreadEPKcjNS_6HandleINS_6mirror11ClassLoaderEEEPPNS8_5ClassE+1865)
A/art: art/runtime/runtime.cc:422] родной: #16 pc 0016979b /system/lib/libart.so (_ZN3art11ClassLinker9FindClassEPNS_6ThreadEPKcNS_6HandleINS_6mirror11ClassLoaderEEE+1163)
A/art: art/runtime/runtime.cc:422] родной: #17 pc 005a7a7a /system/lib/libart.so (_ZN3art8verifier12RegTypeCache12ResolveClassEPKcPNS_6mirror11ClassLoaderE+186)
A/art: art/runtime/runtime. cc:422] родной: #18 pc 005a742d /system/lib/libart.so (_ZN3art8verifier12RegTypeCache4FromEPNS_6mirror11ClassLoaderEPKcb+701)
A/art: art/runtime/runtime.cc:422] родной: #19ПК 005a70fd /system/lib/libart.so (_ZN3art8verifier12RegTypeCache14FromDescriptorEPNS_6mirror11ClassLoaderEPKcb+77)
A/art: art/runtime/runtime.cc:422] родной: #20 pc 005862ed /system/lib/libart.so (_ZN3art8verifier14MethodVerifier26ResolveClassAndCheckAccessEj+173)
A/art: art/runtime/runtime.cc:422] родной: #21 pc 0058840f /system/lib/libart.so (_ZN3art8verifier14MethodVerifier25CodeFlowVerifyInstructionEPj+6463)
A/art: art/runtime/runtime.cc:422] родной: #22 pc 00585f96 /system/lib/libart.so (_ZN3art8verifier14MethodVerifier20CodeFlowVerifyMethodEv+358)
A/art: art/runtime/runtime.cc:422] родной: #23 pc 00581c9d /system/lib/libart.so (_ZN3art8verifier14MethodVerifier14VerifyCodeFlowEv+973)
A/art: art/runtime/runtime.cc:422] родной: #24 pc 0057da56 /system/lib/libart.so (_ZN3art8verifier14MethodVerifier6VerifyEv+854)
A/art: art/runtime/runtime.
cc:422] родной: #18 pc 005a742d /system/lib/libart.so (_ZN3art8verifier12RegTypeCache4FromEPNS_6mirror11ClassLoaderEPKcb+701)
A/art: art/runtime/runtime.cc:422] родной: #19ПК 005a70fd /system/lib/libart.so (_ZN3art8verifier12RegTypeCache14FromDescriptorEPNS_6mirror11ClassLoaderEPKcb+77)
A/art: art/runtime/runtime.cc:422] родной: #20 pc 005862ed /system/lib/libart.so (_ZN3art8verifier14MethodVerifier26ResolveClassAndCheckAccessEj+173)
A/art: art/runtime/runtime.cc:422] родной: #21 pc 0058840f /system/lib/libart.so (_ZN3art8verifier14MethodVerifier25CodeFlowVerifyInstructionEPj+6463)
A/art: art/runtime/runtime.cc:422] родной: #22 pc 00585f96 /system/lib/libart.so (_ZN3art8verifier14MethodVerifier20CodeFlowVerifyMethodEv+358)
A/art: art/runtime/runtime.cc:422] родной: #23 pc 00581c9d /system/lib/libart.so (_ZN3art8verifier14MethodVerifier14VerifyCodeFlowEv+973)
A/art: art/runtime/runtime.cc:422] родной: #24 pc 0057da56 /system/lib/libart.so (_ZN3art8verifier14MethodVerifier6VerifyEv+854)
A/art: art/runtime/runtime. cc:422] родной: #25 pc 0057c742 /system/lib/libart.so (_ZN3art8verifier14MethodVerifier12VerifyMethodEPNS_6ThreadEjPKNS_7DexFileENS_6HandleINS_6mirror8DexCacheEEENS7_INS8_11ClassLoaderEEEPKNS4_4ClassDefCEPKNS4_8ClassDefCEPKArtMethodEjPNS_17CompilerCallbacksEbNS_11LogSeverityEbPNSt3__112basic_stringIcNSO_11char_traitsIcEENSO_9allocatorIcEEEE+226)
A/art: art/runtime/runtime.cc:422] native: #26 pc 0057c1c7 /system/lib/libart.so (_ZN3art8verifier14MethodVerifier13VerifyMethodsILb0EEENS1_11FailureDataEPNS_6ThreadEPNS_11ClassLinkerEPKNS_7DexFileEPKNS8_8ClassDefEPNS_21ClassDataItemIteratorENS_6HandleINS_6mirror8DexCacheEEENSG_INSH_11ClassLoaderEEEPNS_17CompilerCallbacksEbNS_11LogSeverityEbPNSt3__112basic_stringIcNSP_11char_traitsIcEENSP_9распределительIcEEEE+791)
A/art: art/runtime/runtime.cc:422] native: #27 pc 0057b1f9 /system/lib/libart.so (_ZN3art8verifier14MethodVerifier11VerifyClassEPNS_6ThreadEPKNS_7DexFileENS_6HandleINS_6mirror8DexCacheEEENS7_INS8_11ClassLoaderEEEPKNS4_8ClassDefEPNS_17CompilerCallbacksEbNS_11LogSeverityEPNSt3__112basic_stringIcNSJ_11char_traitsIcEENSJ_9allocatorIcEEEE+921)
A/art: art/runtime/runtime.
cc:422] родной: #25 pc 0057c742 /system/lib/libart.so (_ZN3art8verifier14MethodVerifier12VerifyMethodEPNS_6ThreadEjPKNS_7DexFileENS_6HandleINS_6mirror8DexCacheEEENS7_INS8_11ClassLoaderEEEPKNS4_4ClassDefCEPKNS4_8ClassDefCEPKArtMethodEjPNS_17CompilerCallbacksEbNS_11LogSeverityEbPNSt3__112basic_stringIcNSO_11char_traitsIcEENSO_9allocatorIcEEEE+226)
A/art: art/runtime/runtime.cc:422] native: #26 pc 0057c1c7 /system/lib/libart.so (_ZN3art8verifier14MethodVerifier13VerifyMethodsILb0EEENS1_11FailureDataEPNS_6ThreadEPNS_11ClassLinkerEPKNS_7DexFileEPKNS8_8ClassDefEPNS_21ClassDataItemIteratorENS_6HandleINS_6mirror8DexCacheEEENSG_INSH_11ClassLoaderEEEPNS_17CompilerCallbacksEbNS_11LogSeverityEbPNSt3__112basic_stringIcNSP_11char_traitsIcEENSP_9распределительIcEEEE+791)
A/art: art/runtime/runtime.cc:422] native: #27 pc 0057b1f9 /system/lib/libart.so (_ZN3art8verifier14MethodVerifier11VerifyClassEPNS_6ThreadEPKNS_7DexFileENS_6HandleINS_6mirror8DexCacheEEENS7_INS8_11ClassLoaderEEEPKNS4_8ClassDefEPNS_17CompilerCallbacksEbNS_11LogSeverityEPNSt3__112basic_stringIcNSJ_11char_traitsIcEENSJ_9allocatorIcEEEE+921)
A/art: art/runtime/runtime.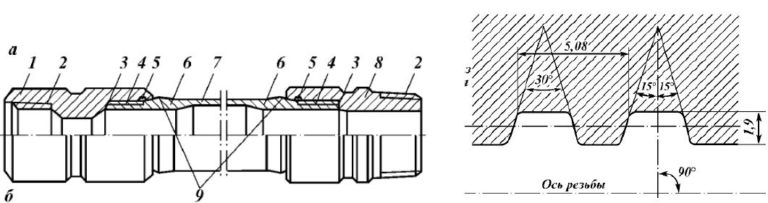 cc:422] родной: #28 pc 0057a4b9 /system/lib/libart.so (_ZN3art8verifier14MethodVerifier11VerifyClassEPNS_6ThreadEPNS_6mirror5ClassEPNS_17CompilerCallbacksEbNS_11LogSeverityEPNSt3__112basic_stringIctraNSA_11ENSAchar_11ENSAchar_распределительIcEEEE+841)
A/art: art/runtime/runtime.cc:422].
A/art: art/runtime/runtime.cc:422].
A/art: art/runtime/runtime.cc:422] родной: #31 pc 00158dde /system/lib/libart.so (_ZN3art11ClassLinker17EnsureInitializedEPNS_6ThreadENS_6HandleINS_6mirror5ClassEEEbb+222)
A/art: art/runtime/runtime.cc:422] родной: #32 pc 001b60da /system/lib/libart.so (_ZN3artL17GetFieldValueImplEyyyPNS_4JDWP9развернутьBufEb+1866)
A/art: art/runtime/runtime.cc:422] родной: #33 pc 001b667e /system/lib/libart.so (_ZN3art3Dbg19GetStaticFieldValueEyyPNS_4JDWP9ExpandBufE+78)
A/art: art/runtime/runtime.cc:422] родной: #34 pc 003a4c5d /system/lib/libart.so (_ZN3art4JDWPL12RT_GetValuesEPNS0_9JdwpStateEPNS0_7RequestEPNS0_9ExpandBufE+141)
A/art: art/runtime/runtime.
cc:422] родной: #28 pc 0057a4b9 /system/lib/libart.so (_ZN3art8verifier14MethodVerifier11VerifyClassEPNS_6ThreadEPNS_6mirror5ClassEPNS_17CompilerCallbacksEbNS_11LogSeverityEPNSt3__112basic_stringIctraNSA_11ENSAchar_11ENSAchar_распределительIcEEEE+841)
A/art: art/runtime/runtime.cc:422].
A/art: art/runtime/runtime.cc:422].
A/art: art/runtime/runtime.cc:422] родной: #31 pc 00158dde /system/lib/libart.so (_ZN3art11ClassLinker17EnsureInitializedEPNS_6ThreadENS_6HandleINS_6mirror5ClassEEEbb+222)
A/art: art/runtime/runtime.cc:422] родной: #32 pc 001b60da /system/lib/libart.so (_ZN3artL17GetFieldValueImplEyyyPNS_4JDWP9развернутьBufEb+1866)
A/art: art/runtime/runtime.cc:422] родной: #33 pc 001b667e /system/lib/libart.so (_ZN3art3Dbg19GetStaticFieldValueEyyPNS_4JDWP9ExpandBufE+78)
A/art: art/runtime/runtime.cc:422] родной: #34 pc 003a4c5d /system/lib/libart.so (_ZN3art4JDWPL12RT_GetValuesEPNS0_9JdwpStateEPNS0_7RequestEPNS0_9ExpandBufE+141)
A/art: art/runtime/runtime.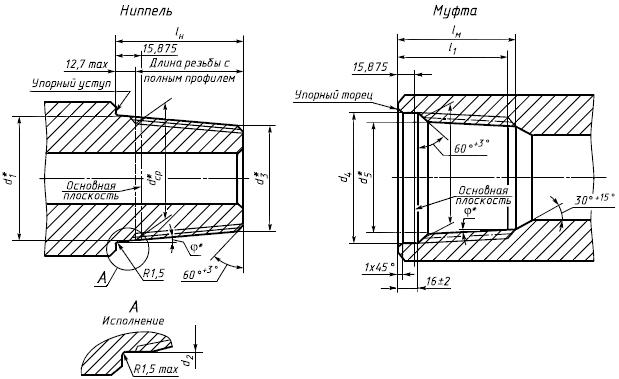 cc:422] родной: #35 pc 003a2ea4 /system/lib/libart.so (_ZN3art4JDWP9JdwpState14ProcessRequestEPNS0_7RequestEPNS0_9ExpandBufEPb+1044)
A/art: art/runtime/runtime.cc:422] родной: #36 pc 003ab570 /system/lib/libart.so (_ZN3art4JDWP9JdwpState12HandlePacketEv+192)
A/art: art/runtime/runtime.cc:422] родной: #37 pc 00678df3 /system/lib/libart.so (_ZN3art4JDWP12JdwpAdbState15ProcessIncomingEv+1139)
A/art: art/runtime/runtime.cc:422] родной: #38 pc 003ab9d1 /system/lib/libart.so (_ZN3art4JDWP9JdwpState3RunEv+593)
A/art: art/runtime/runtime.cc:422] родной: #39 pc 003aae50 /system/lib/libart.so (_ZN3art4JDWPL15StartJdwpThreadEPv+48)
A/art: art/runtime/runtime.cc:422] родной: #40 pc 00075082 /system/lib/libc.so (_ZL15__pthread_startPv+210)
A/art: art/runtime/runtime.cc:422] родной: #41 pc 0002029e /system/lib/libc.so (__start_thread+30)
A/art: art/runtime/runtime.cc:422] родной: #42 pc 0001e076 /system/lib/libc.so (__bionic_clone+70)
A/art: art/runtime/runtime.
cc:422] родной: #35 pc 003a2ea4 /system/lib/libart.so (_ZN3art4JDWP9JdwpState14ProcessRequestEPNS0_7RequestEPNS0_9ExpandBufEPb+1044)
A/art: art/runtime/runtime.cc:422] родной: #36 pc 003ab570 /system/lib/libart.so (_ZN3art4JDWP9JdwpState12HandlePacketEv+192)
A/art: art/runtime/runtime.cc:422] родной: #37 pc 00678df3 /system/lib/libart.so (_ZN3art4JDWP12JdwpAdbState15ProcessIncomingEv+1139)
A/art: art/runtime/runtime.cc:422] родной: #38 pc 003ab9d1 /system/lib/libart.so (_ZN3art4JDWP9JdwpState3RunEv+593)
A/art: art/runtime/runtime.cc:422] родной: #39 pc 003aae50 /system/lib/libart.so (_ZN3art4JDWPL15StartJdwpThreadEPv+48)
A/art: art/runtime/runtime.cc:422] родной: #40 pc 00075082 /system/lib/libc.so (_ZL15__pthread_startPv+210)
A/art: art/runtime/runtime.cc:422] родной: #41 pc 0002029e /system/lib/libc.so (__start_thread+30)
A/art: art/runtime/runtime.cc:422] родной: #42 pc 0001e076 /system/lib/libc.so (__bionic_clone+70)
A/art: art/runtime/runtime. cc:422] (без управляемых кадров стека)
А/искусство: art/runtime/runtime.cc:422]
A/art: art/runtime/runtime.cc:422] "main" prio=5 tid=1 Приостановлено
A/art: art/runtime/runtime.cc:422] | group="" sCount=2 dsCount=1 obj=0x74934f60 self=0xadc8b400
A/art: art/runtime/runtime.cc:422] | sysTid=3744 nice=-10 cgrp=sched по умолчанию=0/0 handle=0xb1fff534
A/art: art/runtime/runtime.cc:422] | состояние=S schedstat=( 0 0 0 ) utm=17 stm=18 ядро=1 Гц=100
cc:422] (без управляемых кадров стека)
А/искусство: art/runtime/runtime.cc:422]
A/art: art/runtime/runtime.cc:422] "main" prio=5 tid=1 Приостановлено
A/art: art/runtime/runtime.cc:422] | group="" sCount=2 dsCount=1 obj=0x74934f60 self=0xadc8b400
A/art: art/runtime/runtime.cc:422] | sysTid=3744 nice=-10 cgrp=sched по умолчанию=0/0 handle=0xb1fff534
A/art: art/runtime/runtime.cc:422] | состояние=S schedstat=( 0 0 0 ) utm=17 stm=18 ядро=1 Гц=100

 .
.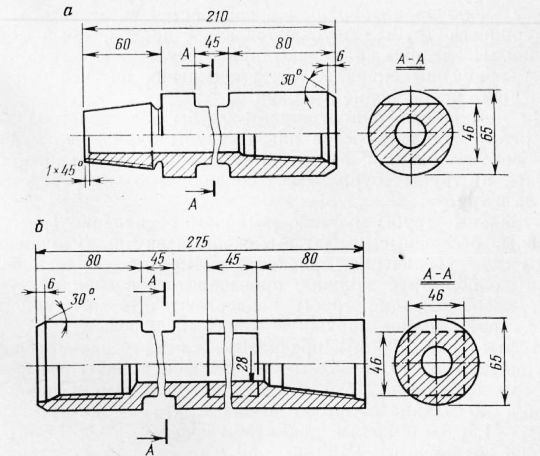
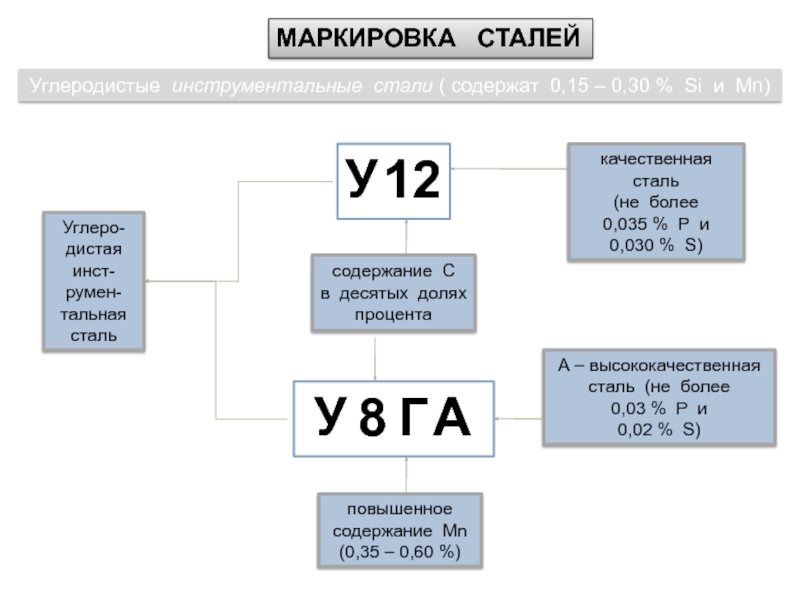 Цифры от 0 до 6 это условный номер марки в зависимости от химсостава и механических свойств. Обычно, чем больше цифра, тем больше углерода и больше прочность. В нашем случае 0 обозначает содержание углерода в сплаве 0,23%. Буквы после номера марки обозначают степень раскиcления: кп — кипящая.
Цифры от 0 до 6 это условный номер марки в зависимости от химсостава и механических свойств. Обычно, чем больше цифра, тем больше углерода и больше прочность. В нашем случае 0 обозначает содержание углерода в сплаве 0,23%. Буквы после номера марки обозначают степень раскиcления: кп — кипящая.
 Обрабатываемость резанием в горячекатаном состоянии при НВ 103-107 и σв=460 МПа, Kυ тв.спл. = 2,1 и Kυ б.ст. = 1,65, нашла свое применение в несущих элементах сварных и несварных конструкций и деталей, работающих при положительных температурах, активно используется в общестроительных решениях. Из данной марки стали выпускают детали и части грузовых вагонов, опор ЛЭП, экскаваторов и лесозаготовительной техники, морских сооружений, автомобильных мостов, строительных конструкций, нефтяных и газовых платформ. Ковку производят при температурном режиме от 1300 до 700 0С, охлаждение производят на воздухе.
Обрабатываемость резанием в горячекатаном состоянии при НВ 103-107 и σв=460 МПа, Kυ тв.спл. = 2,1 и Kυ б.ст. = 1,65, нашла свое применение в несущих элементах сварных и несварных конструкций и деталей, работающих при положительных температурах, активно используется в общестроительных решениях. Из данной марки стали выпускают детали и части грузовых вагонов, опор ЛЭП, экскаваторов и лесозаготовительной техники, морских сооружений, автомобильных мостов, строительных конструкций, нефтяных и газовых платформ. Ковку производят при температурном режиме от 1300 до 700 0С, охлаждение производят на воздухе. Цифры от 0 до 6 это условный номер марки в зависимости от химсостава и механических свойств. Обычно, чем больше цифра, тем больше углерода и больше прочность. В нашем случае 0 обозначает содержание углерода в сплаве 0,23%. Буквы после номера марки обозначают степень раскиcления: кп — кипящая.
Цифры от 0 до 6 это условный номер марки в зависимости от химсостава и механических свойств. Обычно, чем больше цифра, тем больше углерода и больше прочность. В нашем случае 0 обозначает содержание углерода в сплаве 0,23%. Буквы после номера марки обозначают степень раскиcления: кп — кипящая.
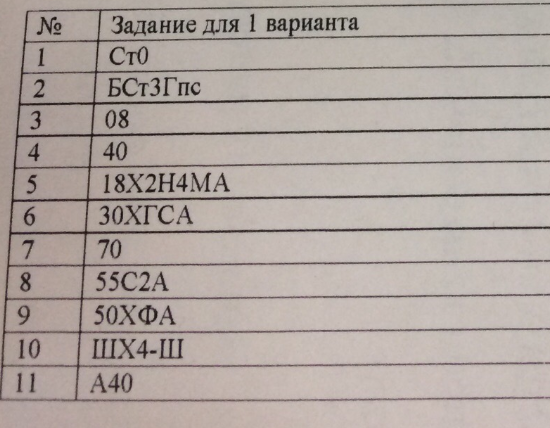 При постоянном спросе мы готовы предложить взаимовыгодное сотрудничество, поставку напрямую с завода вагонными нормами, а также машинным автотранспортом. Купить сталь БСт0 в Москве и Московской области по выгодной цене можно в Торговой компании Металлпро по взаимовыгодному контракту на долгий партнерский срок.
При постоянном спросе мы готовы предложить взаимовыгодное сотрудничество, поставку напрямую с завода вагонными нормами, а также машинным автотранспортом. Купить сталь БСт0 в Москве и Московской области по выгодной цене можно в Торговой компании Металлпро по взаимовыгодному контракту на долгий партнерский срок.
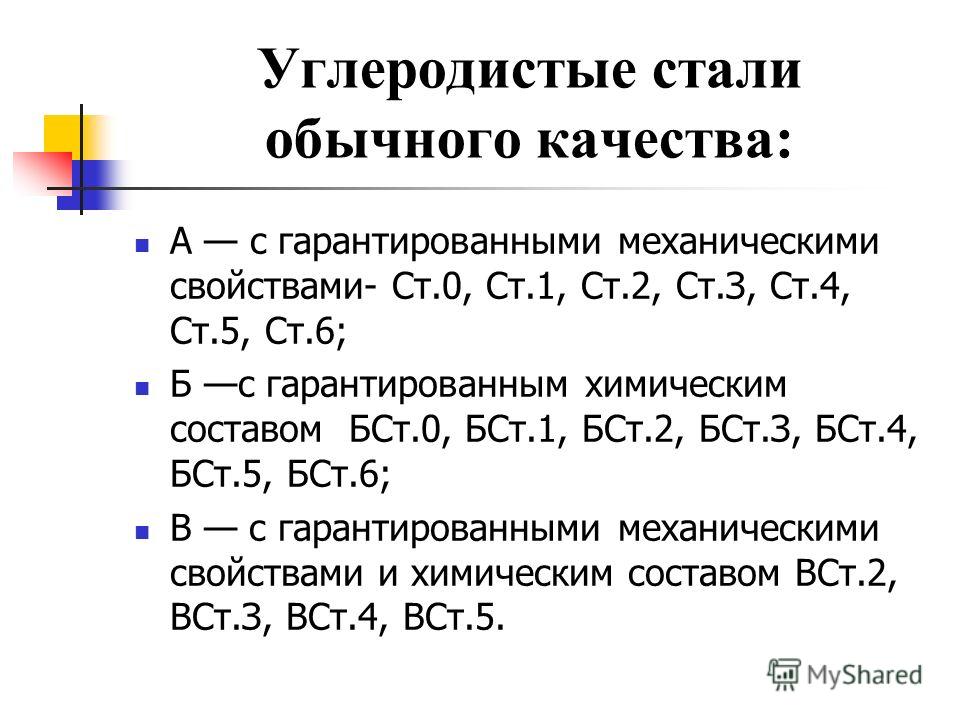 Мохит Кумар
Мохит Кумар
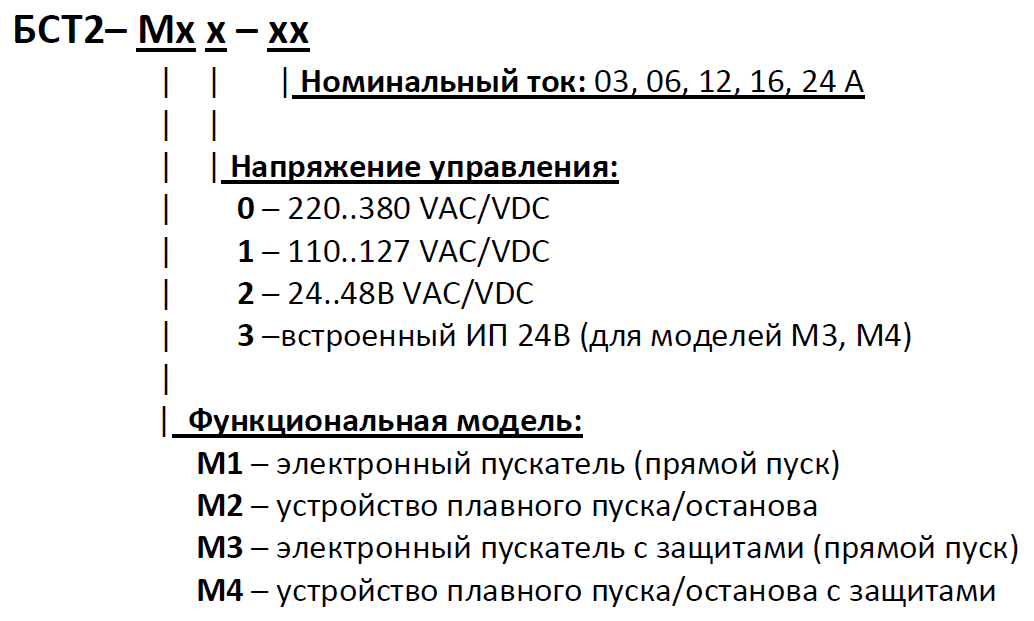
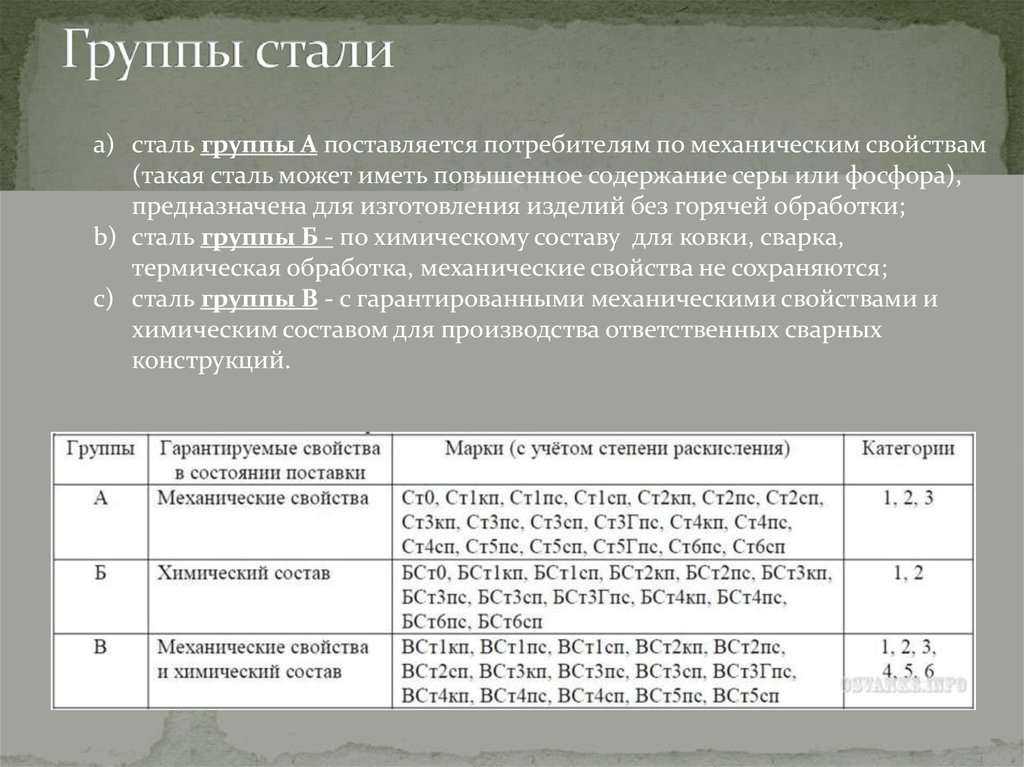
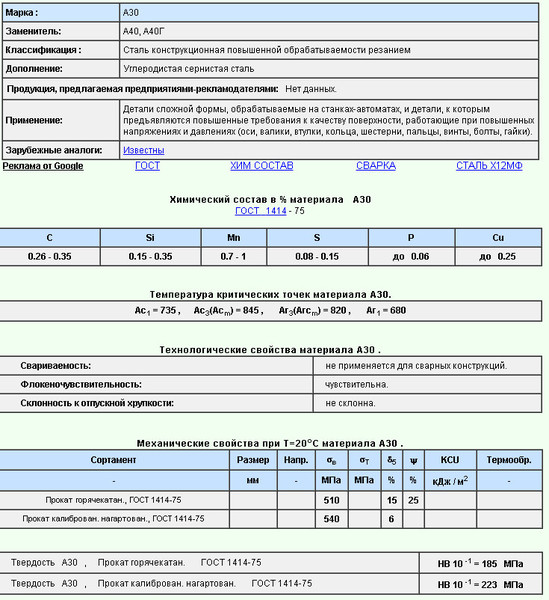
 Это связано с тем, что первоначальный вызов используется вредоносным ПО для отправки на серверы C2 информации, которую он использует в процессе шифрования. », — поясняет исследователь.
Это связано с тем, что первоначальный вызов используется вредоносным ПО для отправки на серверы C2 информации, которую он использует в процессе шифрования. », — поясняет исследователь.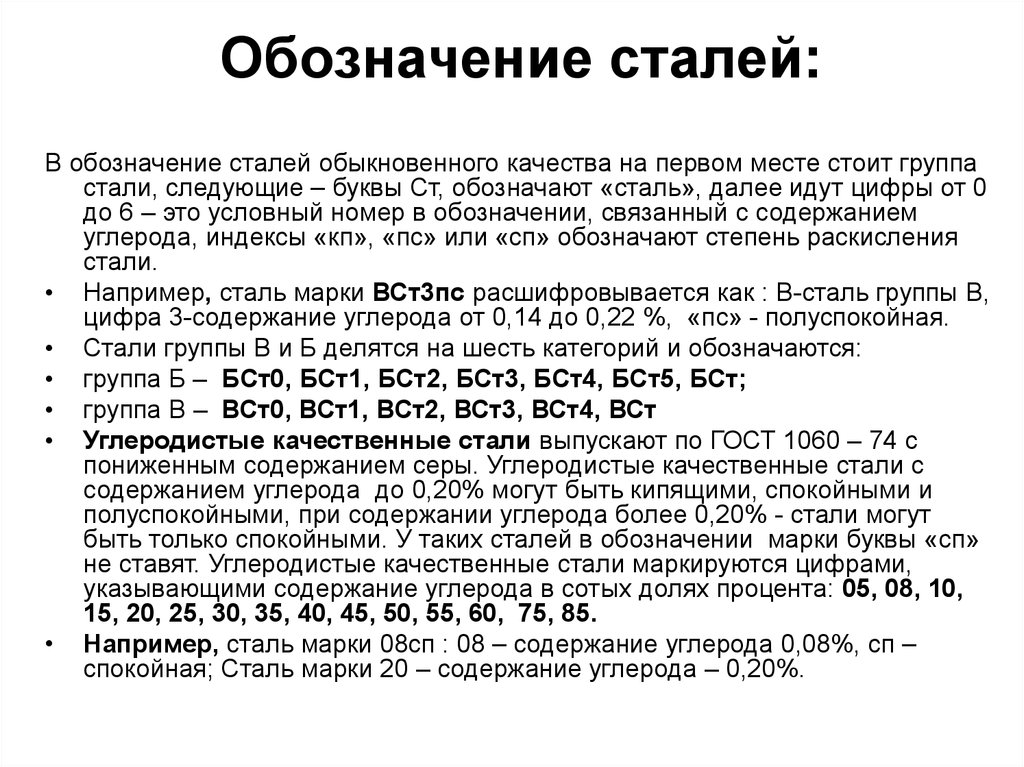
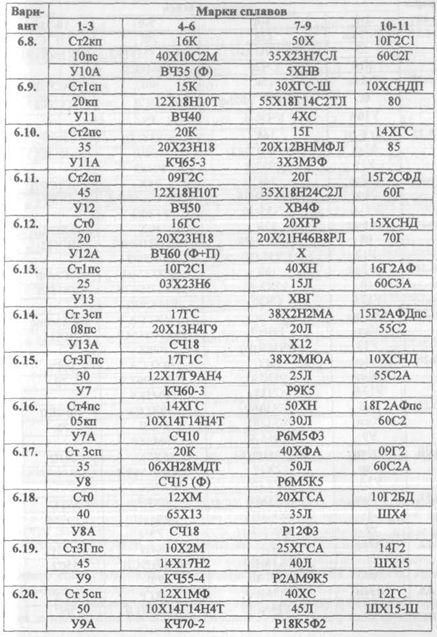


 Для проведения хромирование понадобится гальваническое оборудование, которое можно собрать своими руками.
Для проведения хромирование понадобится гальваническое оборудование, которое можно собрать своими руками. Чтобы приготовить раствор, берем в равных по объему количествах едкий натр, кальцинированную соду и силикатный клей. Все материалы разбавляем в воде и размешиваем. Далее доводим состав до кипения и помещаем в него детали. Задача раствора — обеспечить удаление жира с пластмассовых деталей.
Чтобы приготовить раствор, берем в равных по объему количествах едкий натр, кальцинированную соду и силикатный клей. Все материалы разбавляем в воде и размешиваем. Далее доводим состав до кипения и помещаем в него детали. Задача раствора — обеспечить удаление жира с пластмассовых деталей. По окончании нанесения электролита, поверхности промываем под проточной водой. Затем даем деталям просохнуть. Уже сухие поверхности натираем кусочком материи до состояния блеска. Хромирование деталей из пластика — задача хотя и осуществимая, но достаточно трудоемкая.
По окончании нанесения электролита, поверхности промываем под проточной водой. Затем даем деталям просохнуть. Уже сухие поверхности натираем кусочком материи до состояния блеска. Хромирование деталей из пластика — задача хотя и осуществимая, но достаточно трудоемкая.
 Хромированные детали служат дольше, и при этом не теряют ни приобретенного ими блеска, ни гарантированно длительных свойств в использовании. Хромирование деталей своими руками, осуществленное с соблюдением необходимых технологий — еще и способ избежать материальных затрат, которые были бы неизбежными при обращении в мастерскую.
Хромированные детали служат дольше, и при этом не теряют ни приобретенного ими блеска, ни гарантированно длительных свойств в использовании. Хромирование деталей своими руками, осуществленное с соблюдением необходимых технологий — еще и способ избежать материальных затрат, которые были бы неизбежными при обращении в мастерскую.




 При желании покрыть определенный предмет хромом можно самостоятельно. Чаще всего в этом нуждаются владельца автомобилей, желающие придать своему транспортному средству более привлекательный внешний вид. Для работы нужно запастись необходимыми материалами, оборудованием и ознакомиться с тем, как проводить хромирование пластика в домашних условиях. С помощью хромирования можно сделать деталь более прочной. Таким образом можно защитить ее от внешних повреждений, которые возникают в ходе эксплуатации.
При желании покрыть определенный предмет хромом можно самостоятельно. Чаще всего в этом нуждаются владельца автомобилей, желающие придать своему транспортному средству более привлекательный внешний вид. Для работы нужно запастись необходимыми материалами, оборудованием и ознакомиться с тем, как проводить хромирование пластика в домашних условиях. С помощью хромирования можно сделать деталь более прочной. Таким образом можно защитить ее от внешних повреждений, которые возникают в ходе эксплуатации. Хромирование деталей в домашних условиях — процесс относительно несложный и не требующий дорогого специального оборудования, и осуществление хромирования своими руками под силу любому, кто хочет, и знает, как это сделать. Декоративное хромирование принято считать бизнесом, рассчитанным на автомобилистов, которые, нанося покрытие из хрома на металлические детали автомобиля или мотоцикла, облагораживают внешний вид своего личного транспорта. Но хромирование деталей автомобиля или мотоцикла — не единственный способ применения процесса, и с помощью хромирования в домашних условиях украшаются другие детали, облагораживаются поверхности. С помощью химической металлизации своими руками люди добиваются визуальных эффектов и в других аспектах повседневной жизни:. Облагораживание внешнего вида и придание декоративности — не единственная цель химической металлизации в домашних условиях.
Хромирование деталей в домашних условиях — процесс относительно несложный и не требующий дорогого специального оборудования, и осуществление хромирования своими руками под силу любому, кто хочет, и знает, как это сделать. Декоративное хромирование принято считать бизнесом, рассчитанным на автомобилистов, которые, нанося покрытие из хрома на металлические детали автомобиля или мотоцикла, облагораживают внешний вид своего личного транспорта. Но хромирование деталей автомобиля или мотоцикла — не единственный способ применения процесса, и с помощью хромирования в домашних условиях украшаются другие детали, облагораживаются поверхности. С помощью химической металлизации своими руками люди добиваются визуальных эффектов и в других аспектах повседневной жизни:. Облагораживание внешнего вида и придание декоративности — не единственная цель химической металлизации в домашних условиях.
 Ежегодно автолюбители тратят огромные денежные средства на обслуживание своей машины и уход за ней. Чтобы исключить некоторые финансовые затраты, водитель может самостоятельно осуществить хромирование в домашних условиях. Это позволит минимизировать посещение автосервиса, да и сама процедура довольно интересная. Хромированию подлежат металлические и пластиковые материалы и детали. Благодаря этой процедуре, авто будет выглядеть привлекательнее.
Ежегодно автолюбители тратят огромные денежные средства на обслуживание своей машины и уход за ней. Чтобы исключить некоторые финансовые затраты, водитель может самостоятельно осуществить хромирование в домашних условиях. Это позволит минимизировать посещение автосервиса, да и сама процедура довольно интересная. Хромированию подлежат металлические и пластиковые материалы и детали. Благодаря этой процедуре, авто будет выглядеть привлекательнее. Выделяют три основных вида процесса:
Выделяют три основных вида процесса: Рекомендуется перед обработкой хромом нанести тончайший слой меди. Для покрытия поверхности хромом обязательно использование фтористого хрома, гипофосфата натрия, лимоннокислого натрия, охлажденной уксусной кислоты, раствора едкого натрия и дистиллированной воды.
Рекомендуется перед обработкой хромом нанести тончайший слой меди. Для покрытия поверхности хромом обязательно использование фтористого хрома, гипофосфата натрия, лимоннокислого натрия, охлажденной уксусной кислоты, раствора едкого натрия и дистиллированной воды. Температура должна быть в пределах 50 градусов. После завершения работы детали необходимо очистить с помощью воды и просушить.
Температура должна быть в пределах 50 градусов. После завершения работы детали необходимо очистить с помощью воды и просушить.


 Такая операция обеспечит качественное нанесение и длительный срок эксплуатации.
Такая операция обеспечит качественное нанесение и длительный срок эксплуатации.
 Магазины, которые выполняют этот процесс, затем также покрывают алюминий уретановым прозрачным покрытием, как это делается при современных покрасочных работах. Как прозрачное покрытие при покраске, прозрачный пластик с алюминиевым покрытием защищает этот блестящий слой от элементов.
Магазины, которые выполняют этот процесс, затем также покрывают алюминий уретановым прозрачным покрытием, как это делается при современных покрасочных работах. Как прозрачное покрытие при покраске, прозрачный пластик с алюминиевым покрытием защищает этот блестящий слой от элементов. Также, как и в случае любого типа покрытия, удовлетворительный результат требует хорошей подстилающей поверхности. Любые неровности, очевидные в пластике до нанесения покрытия, впоследствии будут видны сквозь покрытие. Есть несколько компаний, которые могут быть найдены в Интернете с поисковыми запросами, такими как «хромовый пластик» или «вакуумная металлизация», которые выполняют эту услугу. У многих есть фотографии их работы, часто задаваемые вопросы и контактная информация. Попробуйте связаться с несколькими из этих мест, обсудив детали, которые у вас есть, и ваши ожидания, и узнайте, что, по их мнению, они могут сделать для вас. Спросите об их гарантии и как долго они были в бизнесе. Компания с многолетним стажем, вероятно, делает хорошую работу. Я бы также спросил у компании, использовались ли ее работы в каких-либо выставочных автомобилях и т. д.
Также, как и в случае любого типа покрытия, удовлетворительный результат требует хорошей подстилающей поверхности. Любые неровности, очевидные в пластике до нанесения покрытия, впоследствии будут видны сквозь покрытие. Есть несколько компаний, которые могут быть найдены в Интернете с поисковыми запросами, такими как «хромовый пластик» или «вакуумная металлизация», которые выполняют эту услугу. У многих есть фотографии их работы, часто задаваемые вопросы и контактная информация. Попробуйте связаться с несколькими из этих мест, обсудив детали, которые у вас есть, и ваши ожидания, и узнайте, что, по их мнению, они могут сделать для вас. Спросите об их гарантии и как долго они были в бизнесе. Компания с многолетним стажем, вероятно, делает хорошую работу. Я бы также спросил у компании, использовались ли ее работы в каких-либо выставочных автомобилях и т. д. Так как пластик в обычном виде не проводит электричество, его нужно предварительно модифицировать. Публикация Motorbooks «Как восстановить обшивку автомобиля» отсылает читателей к магазину в Пенсильвании под названием Paul’s Chrome Plating. Канал Speed Channel также недавно показал магазин. Пол «засаживает» пластик серебром, чтобы сделать его проводящим, затем покрывает деталь медью, а затем покрывает медный слой хромом. В Майами есть магазин под названием Universal Electrocoating, который тоже хромирует пластик. Без сомнения, другие тоже. (Я не пользовался ни одним из этих магазинов. Как и в случае с вакуумной металлизацией, поговорите с любым магазином, который вы рассматриваете, пока не убедитесь, что это правильный магазин для ваших деталей.)
Так как пластик в обычном виде не проводит электричество, его нужно предварительно модифицировать. Публикация Motorbooks «Как восстановить обшивку автомобиля» отсылает читателей к магазину в Пенсильвании под названием Paul’s Chrome Plating. Канал Speed Channel также недавно показал магазин. Пол «засаживает» пластик серебром, чтобы сделать его проводящим, затем покрывает деталь медью, а затем покрывает медный слой хромом. В Майами есть магазин под названием Universal Electrocoating, который тоже хромирует пластик. Без сомнения, другие тоже. (Я не пользовался ни одним из этих магазинов. Как и в случае с вакуумной металлизацией, поговорите с любым магазином, который вы рассматриваете, пока не убедитесь, что это правильный магазин для ваших деталей.)
 Это может придать ему тот же блеск, что и старые хромированные автомобильные циферблаты в классических автомобилях. Цель более или менее та же, что и при покрытии ювелирных изделий или посуды золотом, серебром или другими металлами, чтобы придать им лучший вид.
Это может придать ему тот же блеск, что и старые хромированные автомобильные циферблаты в классических автомобилях. Цель более или менее та же, что и при покрытии ювелирных изделий или посуды золотом, серебром или другими металлами, чтобы придать им лучший вид. Он также более устойчив к ультрафиолетовому излучению и водоотталкивающий, чем пластик без покрытия. Его также намного легче чистить.
Он также более устойчив к ультрафиолетовому излучению и водоотталкивающий, чем пластик без покрытия. Его также намного легче чистить.
 Без этого шага хромированная пластина не может быть прикреплена к пластиковой детали.
Без этого шага хромированная пластина не может быть прикреплена к пластиковой детали. Это необходимо для того, чтобы кислоты нейтрализовались и перестали разъедать или проделывать небольшие отверстия в пластиковой детали. Этот шаг также очень важен для того, чтобы на пластике не осталось кислот, которые впоследствии могут помешать процессу покрытия.
Это необходимо для того, чтобы кислоты нейтрализовались и перестали разъедать или проделывать небольшие отверстия в пластиковой детали. Этот шаг также очень важен для того, чтобы на пластике не осталось кислот, которые впоследствии могут помешать процессу покрытия. Для этого вам понадобится очень тонкий слой никеля или меди и нанести его на пластиковую деталь.
Для этого вам понадобится очень тонкий слой никеля или меди и нанести его на пластиковую деталь. Пластиковые детали превращаются в хром, предварительно их промывая и нанося базовое покрытие. После этого шага они подвергаются воздействию облака пара алюминия, которое связывается с поверхностью. Конечным результатом является блестящая поверхность, похожая на хром.
Пластиковые детали превращаются в хром, предварительно их промывая и нанося базовое покрытие. После этого шага они подвергаются воздействию облака пара алюминия, которое связывается с поверхностью. Конечным результатом является блестящая поверхность, похожая на хром. Из этих двух вариантов растягивающуюся хромированную пленку легче наносить, поскольку пленка с клейкой основой растягивается. Это означает, что изогнутые поверхности можно без проблем обернуть. Для сравнения, ламинированная пленка Mirror Chrome FX Sheet предназначена только для плоских поверхностей.
Из этих двух вариантов растягивающуюся хромированную пленку легче наносить, поскольку пленка с клейкой основой растягивается. Это означает, что изогнутые поверхности можно без проблем обернуть. Для сравнения, ламинированная пленка Mirror Chrome FX Sheet предназначена только для плоских поверхностей.
 Иногда приходится работать с нестандартными для этого процесса металлами. Это не всегда дает гарантированно качественный результат, но порой именно пайка становится лучшим решением для соединения деталей. Здесь нужно знать, какая температура жала паяльника нужна для работы, а также и при какой происходит плавление металлов, с которыми ведется работа.
Иногда приходится работать с нестандартными для этого процесса металлами. Это не всегда дает гарантированно качественный результат, но порой именно пайка становится лучшим решением для соединения деталей. Здесь нужно знать, какая температура жала паяльника нужна для работы, а также и при какой происходит плавление металлов, с которыми ведется работа. С одной стороны, нельзя превысить максимальное значение при полном разогреве, а с другой – ее нельзя понизить так, чтобы она поддерживалась на одном и том же уровне. Если для пайки требуются более низкие значения данного параметра, то следует попробовать заменить инструмент. Температура жала паяльника 60 Ватт будет ниже, чем аналога на 100 Вт, поэтому данная методика хорошо подходит для подбора нужной температуры. Долгое время именно она была основной, так как современные модели с регулируемыми параметрами появились относительно недавно. Недостаток методики заключается в том, что требуется покупать несколько видов паяльников. Также это не дает точного регулирования, хотя для большинства случаев хватает и примерных значений.
С одной стороны, нельзя превысить максимальное значение при полном разогреве, а с другой – ее нельзя понизить так, чтобы она поддерживалась на одном и том же уровне. Если для пайки требуются более низкие значения данного параметра, то следует попробовать заменить инструмент. Температура жала паяльника 60 Ватт будет ниже, чем аналога на 100 Вт, поэтому данная методика хорошо подходит для подбора нужной температуры. Долгое время именно она была основной, так как современные модели с регулируемыми параметрами появились относительно недавно. Недостаток методики заключается в том, что требуется покупать несколько видов паяльников. Также это не дает точного регулирования, хотя для большинства случаев хватает и примерных значений. При 25% это значение будет равняться 10 Ватт и так далее. Регулятор может иметь ограничение по снижению, к примеру, до 50%. Ниже он не сможет опуститься.
При 25% это значение будет равняться 10 Ватт и так далее. Регулятор может иметь ограничение по снижению, к примеру, до 50%. Ниже он не сможет опуститься.
 Точность определения значений зависит от конкретной модели.
Точность определения значений зависит от конкретной модели. Каждый человек, который всерьез решил паять, должен ознакомиться с основными особенностями нагрева жала.
Каждый человек, который всерьез решил паять, должен ознакомиться с основными особенностями нагрева жала.

 Сложность использования таких материалов заключается в том, что они все плавятся при разных показателях температуры. Поэтому приходится тщательнее следить за нагреванием жала.
Сложность использования таких материалов заключается в том, что они все плавятся при разных показателях температуры. Поэтому приходится тщательнее следить за нагреванием жала. На самом деле точное время нагрева определить довольно сложно. Все зависит от модели используемой паяльной станции и ее мощности. Например, старые модели нагреваются достаточно долго.
На самом деле точное время нагрева определить довольно сложно. Все зависит от модели используемой паяльной станции и ее мощности. Например, старые модели нагреваются достаточно долго.
 Нельзя его класть на дерево, а также пластиковые и полипропиленовые поверхности. Изделия из полипропилена могут расплавиться.
Нельзя его класть на дерево, а также пластиковые и полипропиленовые поверхности. Изделия из полипропилена могут расплавиться. При помощи этого приспособления удастся удерживать нужную температуру нагрева, чтобы она не изменялась.
При помощи этого приспособления удастся удерживать нужную температуру нагрева, чтобы она не изменялась. Припой плавится с помощью паяльника. Флюс используется для очистки и подготовки поверхностей, что позволяет расплавленному припою течь (или «смачиваться») и соединяться с металлическими поверхностями.
Припой плавится с помощью паяльника. Флюс используется для очистки и подготовки поверхностей, что позволяет расплавленному припою течь (или «смачиваться») и соединяться с металлическими поверхностями. В своей простейшей форме он состоит из металлического жала, нагревательного элемента, который доводит жало до температуры пайки, изолированной ручки, позволяющей безопасно держать паяльник, и вилки для розетки или паяльной станции.
В своей простейшей форме он состоит из металлического жала, нагревательного элемента, который доводит жало до температуры пайки, изолированной ручки, позволяющей безопасно держать паяльник, и вилки для розетки или паяльной станции. Просто включить или выключить. В паяльной станции паяльник подключается к станции для лучшего контроля температуры и других функций, таких как память заданной температуры, блокировка и т. д.
Просто включить или выключить. В паяльной станции паяльник подключается к станции для лучшего контроля температуры и других функций, таких как память заданной температуры, блокировка и т. д. Бессвинцовые припои имеют более высокую температуру плавления и, как правило, требуют более активных или более концентрированных флюсов (с более высоким содержанием твердых веществ) для достижения тех же характеристик пайки, что и припои со свинцом. Для типичной ручной пайки, если все сделано правильно, надежность между свинцовыми и бессвинцовыми припоями должна быть примерно одинаковой. Для высокотехнологичной электроники, используемой в экстремальных условиях (например, в аэрокосмической электронике), существуют проблемы с тенденцией блестящего олова в бессвинцовом припое к кристаллизации и образованию оловянных усов — тонких проволок из олова, которые могут расти из паяных соединений.
Бессвинцовые припои имеют более высокую температуру плавления и, как правило, требуют более активных или более концентрированных флюсов (с более высоким содержанием твердых веществ) для достижения тех же характеристик пайки, что и припои со свинцом. Для типичной ручной пайки, если все сделано правильно, надежность между свинцовыми и бессвинцовыми припоями должна быть примерно одинаковой. Для высокотехнологичной электроники, используемой в экстремальных условиях (например, в аэрокосмической электронике), существуют проблемы с тенденцией блестящего олова в бессвинцовом припое к кристаллизации и образованию оловянных усов — тонких проволок из олова, которые могут расти из паяных соединений. Исключение может быть для высоконадежной электроники, например, используемой в аэрокосмической отрасли. В этом случае сверьтесь со спецификациями и требованиями конечного пользователя электроники. Может по-прежнему требоваться бессвинцовый припой, но могут быть исключения, разрешающие использование свинцового припоя.
Исключение может быть для высоконадежной электроники, например, используемой в аэрокосмической отрасли. В этом случае сверьтесь со спецификациями и требованиями конечного пользователя электроники. Может по-прежнему требоваться бессвинцовый припой, но могут быть исключения, разрешающие использование свинцового припоя.
 Водорастворимый флюс (OA) — это очень активный флюс, разработанный для легкого удаления деионизированной водой, как в периодической, так и в поточной системе. Его также можно удалить изопропиловым спиртом (IPA). Очень важно удалить остатки водорастворимого флюса, поскольку они обладают высокой коррозионной активностью.
Водорастворимый флюс (OA) — это очень активный флюс, разработанный для легкого удаления деионизированной водой, как в периодической, так и в поточной системе. Его также можно удалить изопропиловым спиртом (IPA). Очень важно удалить остатки водорастворимого флюса, поскольку они обладают высокой коррозионной активностью. Меньший нагрев также создает меньшую тепловую нагрузку на остальную часть печатной платы. Если конечный продукт отправляется за пределы США, особенно в Европу, вам следует подумать о бессвинцовом припое. Исключение может быть для высоконадежной электроники, например, используемой в аэрокосмической отрасли. В этом случае сверьтесь со спецификациями и требованиями конечного пользователя электроники. Может по-прежнему требоваться бессвинцовый припой, но могут быть исключения, разрешающие использование свинцового припоя.
Меньший нагрев также создает меньшую тепловую нагрузку на остальную часть печатной платы. Если конечный продукт отправляется за пределы США, особенно в Европу, вам следует подумать о бессвинцовом припое. Исключение может быть для высоконадежной электроники, например, используемой в аэрокосмической отрасли. В этом случае сверьтесь со спецификациями и требованиями конечного пользователя электроники. Может по-прежнему требоваться бессвинцовый припой, но могут быть исключения, разрешающие использование свинцового припоя.
 Эти классификации предназначены для компаний, которые реализуют экологические инициативы или должны соблюдать ограничения на использование галогенов из-за нормативных или клиентских ограничений. Галогены включают элементы хлора, фтора, йода, брома и астата. Это может быть связано с компромиссами, такими как очищаемость, поэтому, если вам не требуется исключать галогены из вашего процесса, проще использовать стандартные флюсы, содержащие галогены.
Эти классификации предназначены для компаний, которые реализуют экологические инициативы или должны соблюдать ограничения на использование галогенов из-за нормативных или клиентских ограничений. Галогены включают элементы хлора, фтора, йода, брома и астата. Это может быть связано с компромиссами, такими как очищаемость, поэтому, если вам не требуется исключать галогены из вашего процесса, проще использовать стандартные флюсы, содержащие галогены. Хотя кажется, что большее количество флюса должно быть лучше, будьте осторожны, чтобы не переборщить с флюсом. Избыток флюса необходимо удалить, особенно если он не полностью активируется при нагреве до полной температуры пайки.
Хотя кажется, что большее количество флюса должно быть лучше, будьте осторожны, чтобы не переборщить с флюсом. Избыток флюса необходимо удалить, особенно если он не полностью активируется при нагреве до полной температуры пайки.


 Если вы выберете слишком маленькую насадку, у вас не будет достаточной площади поверхности насадки, соприкасающейся с проводом, или контактной площадки для эффективной передачи тепла. Это займет больше времени, что замедлит работу и может увеличить тепловую нагрузку на компонент.
Если вы выберете слишком маленькую насадку, у вас не будет достаточной площади поверхности насадки, соприкасающейся с проводом, или контактной площадки для эффективной передачи тепла. Это займет больше времени, что замедлит работу и может увеличить тепловую нагрузку на компонент. Они могут быть длинными для большей досягаемости в плотной конструкции платы или иметь более короткий микронаконечник, чтобы уменьшить количество металла наконечника, который необходимо нагреть. Это может улучшить рекуперацию тепла. Концы наконечников также могут быть согнуты, чтобы не мешать другим компонентам или контактным площадкам.
Они могут быть длинными для большей досягаемости в плотной конструкции платы или иметь более короткий микронаконечник, чтобы уменьшить количество металла наконечника, который необходимо нагреть. Это может улучшить рекуперацию тепла. Концы наконечников также могут быть согнуты, чтобы не мешать другим компонентам или контактным площадкам. Они могут быть настолько маленькими, что выглядят почти как точка, например, менее 1 мм и шириной 5 или 6 мм.
Они могут быть настолько маленькими, что выглядят почти как точка, например, менее 1 мм и шириной 5 или 6 мм. Операторы повышают температуру пайки, чтобы ускорить отвод тепла. Это позволяет им быстрее переходить от одного паяного соединения к другому. Загвоздка – чем выше температура, тем короче срок службы наконечника. Конечно, паяльные станции могут нагреваться до 900°F, но 750°F — это максимальное значение для бессвинцового провода. Дополнительное тепло также может излишне нагружать компоненты, увеличивая вероятность выхода из строя печатной платы в дальнейшем.
Операторы повышают температуру пайки, чтобы ускорить отвод тепла. Это позволяет им быстрее переходить от одного паяного соединения к другому. Загвоздка – чем выше температура, тем короче срок службы наконечника. Конечно, паяльные станции могут нагреваться до 900°F, но 750°F — это максимальное значение для бессвинцового провода. Дополнительное тепло также может излишне нагружать компоненты, увеличивая вероятность выхода из строя печатной платы в дальнейшем. Цель состоит в том, чтобы удалить излишки флюса и припоя с наконечника. Если слишком много флюса накапливается и пригорает на жало паяльника, оно в конечном итоге высыхает и становится непригодным для использования (но не обязательно безвозвратным). Если инструменты для чистки наконечников не используются должным образом, они могут принести больше вреда, чем пользы. Выбирая губку, убедитесь, что она изготовлена из натуральной целлюлозы (например, сменные губки Plato). Синтетические губки расплавятся на жало паяльника и могут сократить срок службы наконечника. Используйте чистую деионизированную воду. Водопроводная вода может содержать минералы, которые могут скапливаться на наконечнике. Когда вы пропитаете губку, отожмите ее, чтобы с нее не капала вода. Слишком много воды может увеличить тепловую нагрузку на наконечник и замедлить восстановление наконечника.
Цель состоит в том, чтобы удалить излишки флюса и припоя с наконечника. Если слишком много флюса накапливается и пригорает на жало паяльника, оно в конечном итоге высыхает и становится непригодным для использования (но не обязательно безвозвратным). Если инструменты для чистки наконечников не используются должным образом, они могут принести больше вреда, чем пользы. Выбирая губку, убедитесь, что она изготовлена из натуральной целлюлозы (например, сменные губки Plato). Синтетические губки расплавятся на жало паяльника и могут сократить срок службы наконечника. Используйте чистую деионизированную воду. Водопроводная вода может содержать минералы, которые могут скапливаться на наконечнике. Когда вы пропитаете губку, отожмите ее, чтобы с нее не капала вода. Слишком много воды может увеличить тепловую нагрузку на наконечник и замедлить восстановление наконечника. Лудильщик наконечника (Plato #TT-95) представляет собой комбинацию бессвинцового припоя и очистителя. Пока паяльник прогрет до полной температуры, обваляйте его в оловянном жале. Когда вы скатываете его, он должен изменить цвет с черного на блестящий серебристый, так как запеченный флюс счищается. Затем сотрите излишки олова с паяльного жала и повторно залудите с помощью проволочного припоя. Не позволяйте названию одурачить вас — «кончик олова» не предназначен для того, чтобы оставлять его на кончике.
Лудильщик наконечника (Plato #TT-95) представляет собой комбинацию бессвинцового припоя и очистителя. Пока паяльник прогрет до полной температуры, обваляйте его в оловянном жале. Когда вы скатываете его, он должен изменить цвет с черного на блестящий серебристый, так как запеченный флюс счищается. Затем сотрите излишки олова с паяльного жала и повторно залудите с помощью проволочного припоя. Не позволяйте названию одурачить вас — «кончик олова» не предназначен для того, чтобы оставлять его на кончике. наконечник для пайки.
наконечник для пайки.
 Это обнажает необработанное железо на рабочем конце наконечника, которое ржавеет на открытом воздухе. Добавьте любой остаточный флюс в смесь, и у вас будет преждевременно изъеденный паяльный наконечник. Перед перерывом или остановкой на день сотрите остатки флюса и припоя и повторно лужите, нанеся свежий припой на конец жала.
Это обнажает необработанное железо на рабочем конце наконечника, которое ржавеет на открытом воздухе. Добавьте любой остаточный флюс в смесь, и у вас будет преждевременно изъеденный паяльный наконечник. Перед перерывом или остановкой на день сотрите остатки флюса и припоя и повторно лужите, нанеся свежий припой на конец жала. Поскольку медь очень мягкая, легко подвергается коррозии и изнашивается, для покрытия меди используются другие металлы, включая внешний слой железа. Хотя железо очень твердое, в конце концов оно все равно подвергается коррозии. Кроме того, он может быть покрыт флюсом и другими загрязнениями, что может привести к обезвоживанию. Коррозия и высыхание замедляют пайку и, в конечном итоге, потребуют утилизации наконечника. Хотя все наконечники отправятся в мусорное ведро, оператор может предпринять несколько шагов, чтобы увеличить срок службы наконечников:
Поскольку медь очень мягкая, легко подвергается коррозии и изнашивается, для покрытия меди используются другие металлы, включая внешний слой железа. Хотя железо очень твердое, в конце концов оно все равно подвергается коррозии. Кроме того, он может быть покрыт флюсом и другими загрязнениями, что может привести к обезвоживанию. Коррозия и высыхание замедляют пайку и, в конечном итоге, потребуют утилизации наконечника. Хотя все наконечники отправятся в мусорное ведро, оператор может предпринять несколько шагов, чтобы увеличить срок службы наконечников: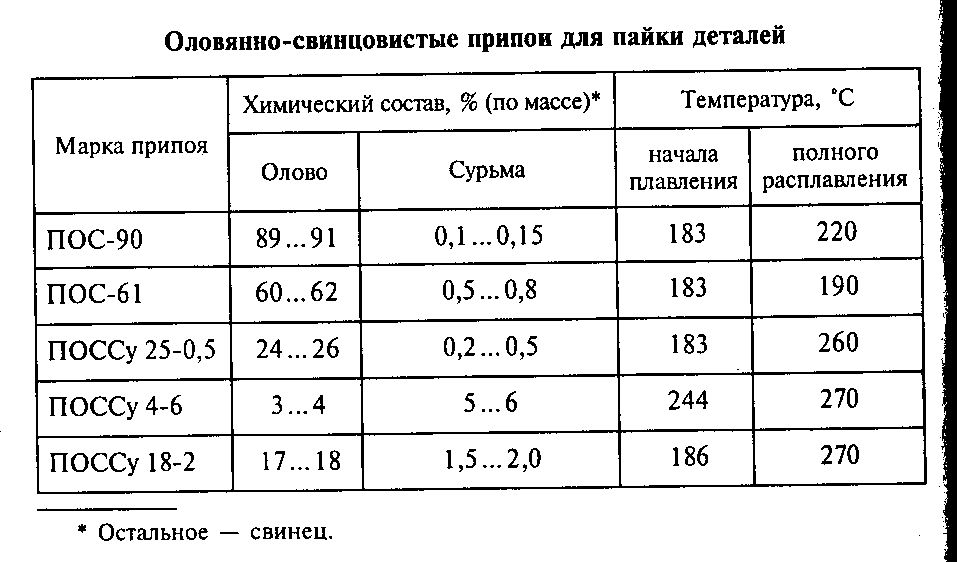
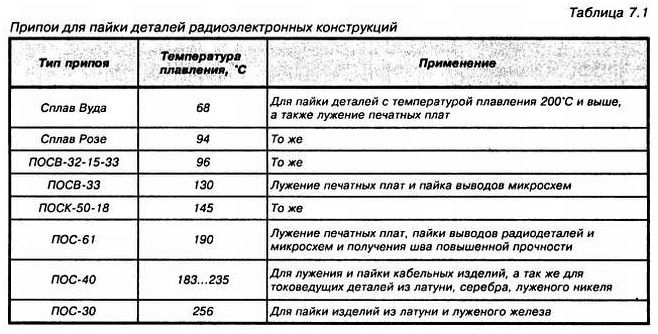
 Остались вопросы о том, какие продукты для пайки лучше всего подходят для ваших приложений? Свяжитесь с нами по телефону 678-819-1408 или отправьте нам сообщение здесь.
Остались вопросы о том, какие продукты для пайки лучше всего подходят для ваших приложений? Свяжитесь с нами по телефону 678-819-1408 или отправьте нам сообщение здесь. Температура плавления легированного припоя, который является наиболее распространенным типом припоя, составляет от 360 до 370 градусов по Фаренгейту (или от 180 до 190 градусов по Цельсию, если вы привыкли использовать метрическую систему).
Температура плавления легированного припоя, который является наиболее распространенным типом припоя, составляет от 360 до 370 градусов по Фаренгейту (или от 180 до 190 градусов по Цельсию, если вы привыкли использовать метрическую систему).

 38 (кг) до 10.67 (кг)
38 (кг) до 10.67 (кг) 66 (кг)
66 (кг)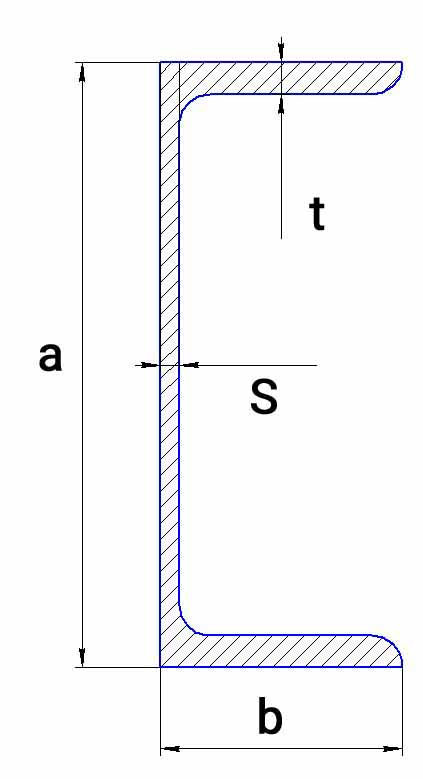 5 (мм)
5 (мм) 38 (кг)
38 (кг)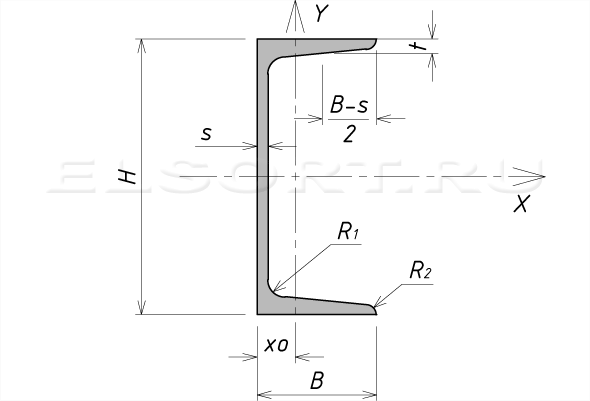

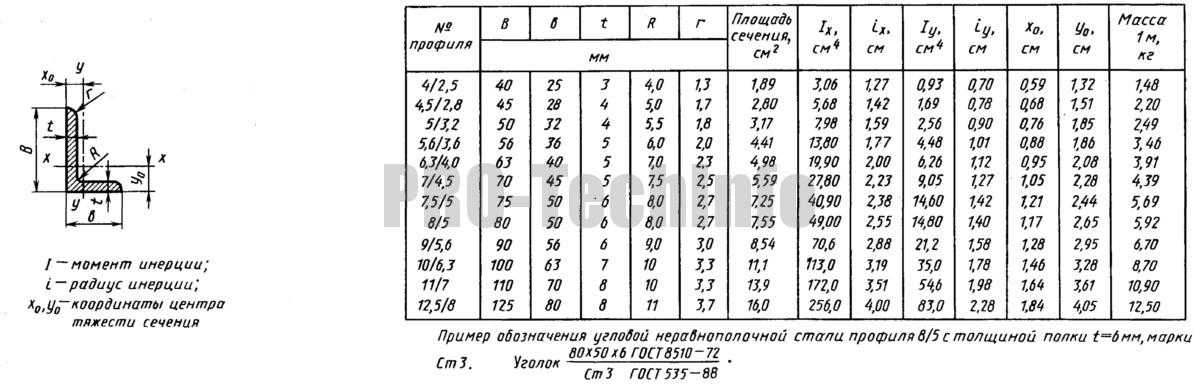
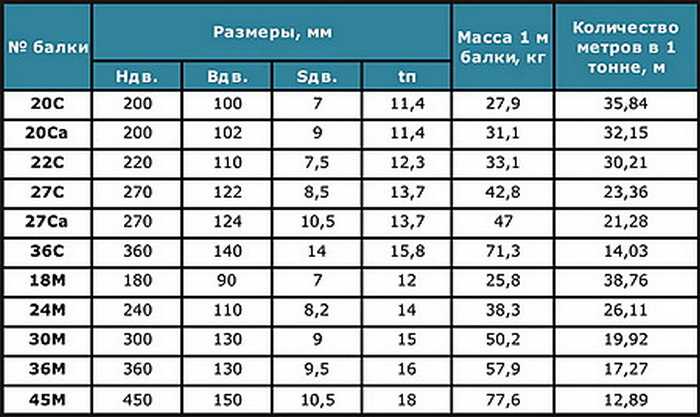 За счет такой формы изделие способно выдерживать большую нагрузку. В следствии это пользуется огромным спросом среди строителей.
За счет такой формы изделие способно выдерживать большую нагрузку. В следствии это пользуется огромным спросом среди строителей. Принятому документу должны следовать все предприятия, которые занимаются изготовлением швеллеров. Тогда если соблюдены все условия при производстве, то получаются только идеальные швеллеры, которые широко используются при строительных работах.
Принятому документу должны следовать все предприятия, которые занимаются изготовлением швеллеров. Тогда если соблюдены все условия при производстве, то получаются только идеальные швеллеры, которые широко используются при строительных работах.
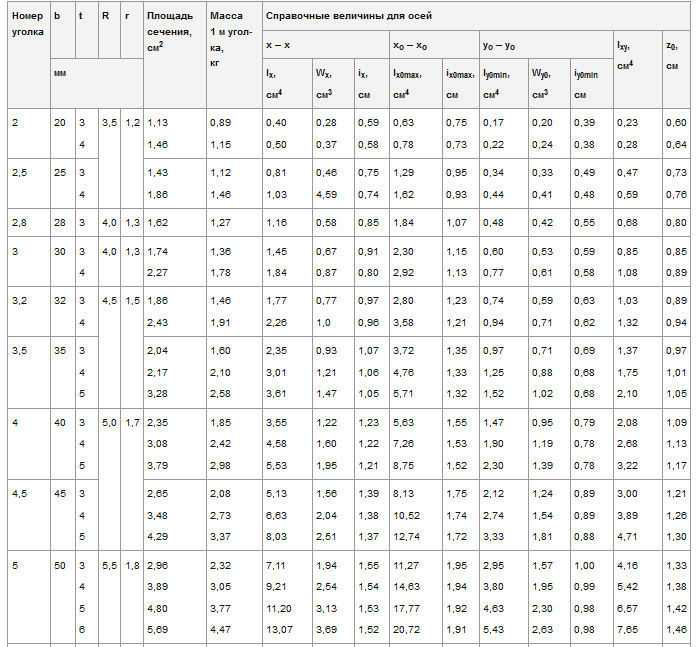
 Нажмите кнопку ниже, чтобы просмотреть таблицу:
Нажмите кнопку ниже, чтобы просмотреть таблицу:
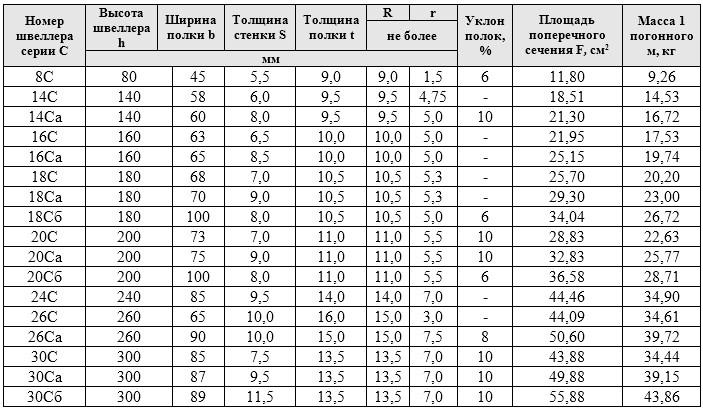
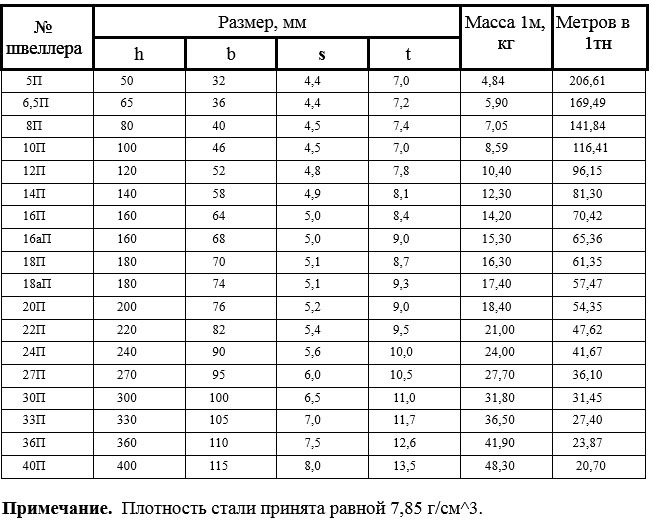 38 kg
38 kg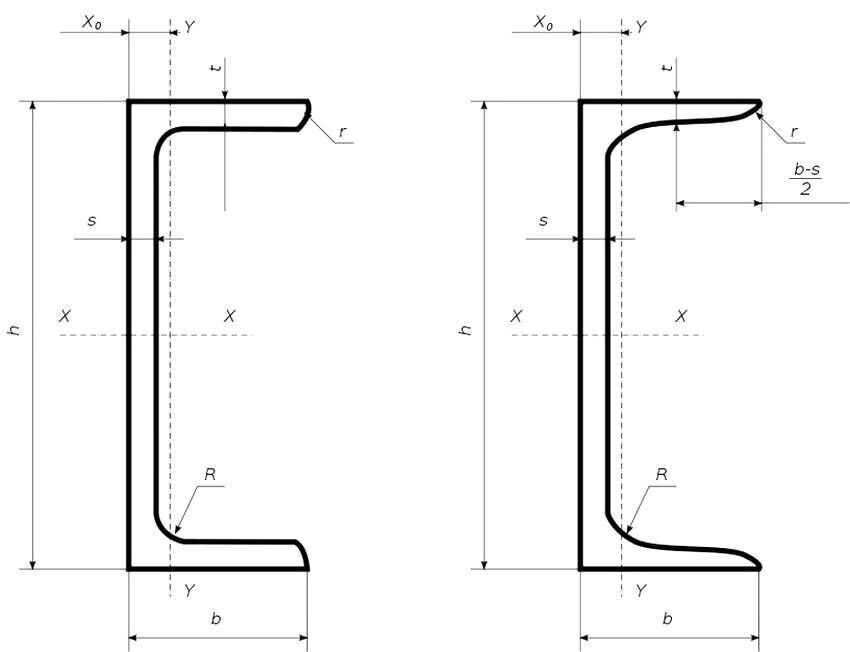 91 kg
91 kg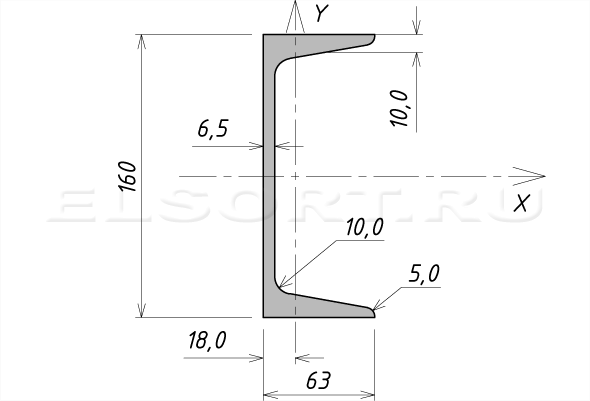 5 mm
5 mm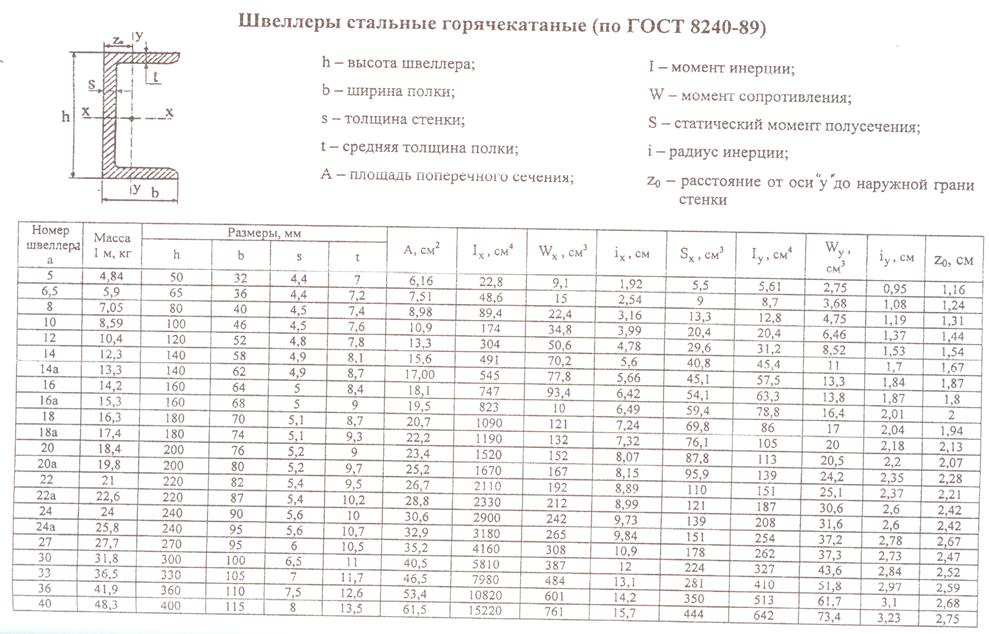 66 kg
66 kg 5 mm
5 mm 06 kg
06 kg
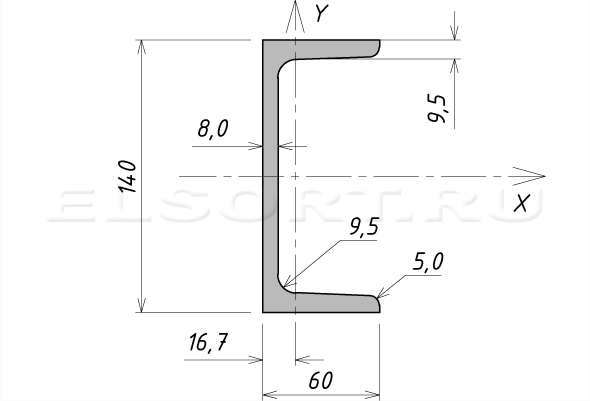 84 kg
84 kg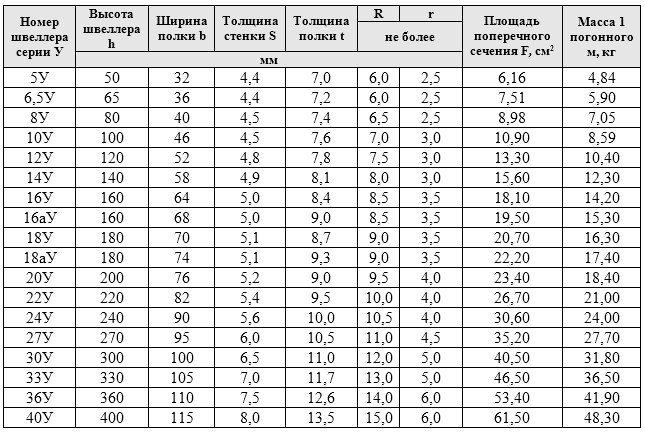 Его работы публиковались в национальных изданиях для широкой аудитории, включая потребителей, домовладельцев и отраслевых экспертов. Джон имеет степень бакалавра в области геодезии зданий и степень магистра в области гражданского строительства, специализирующейся на долговечности бетона и стали. Когда он не пишет для ToolCrowd, Джон любит заниматься своими руками дома, а также заниматься деревообработкой в своей домашней мастерской, кататься на сноуборде и разрабатывать веб-сайты. Связаться с Jonarrow_right_alt
Его работы публиковались в национальных изданиях для широкой аудитории, включая потребителей, домовладельцев и отраслевых экспертов. Джон имеет степень бакалавра в области геодезии зданий и степень магистра в области гражданского строительства, специализирующейся на долговечности бетона и стали. Когда он не пишет для ToolCrowd, Джон любит заниматься своими руками дома, а также заниматься деревообработкой в своей домашней мастерской, кататься на сноуборде и разрабатывать веб-сайты. Связаться с Jonarrow_right_alt 5
5 5
5 83
83
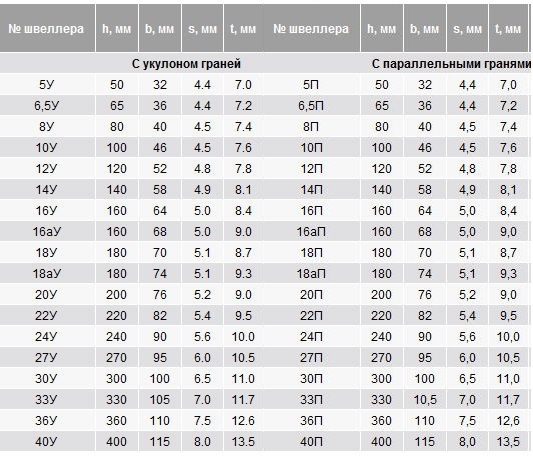
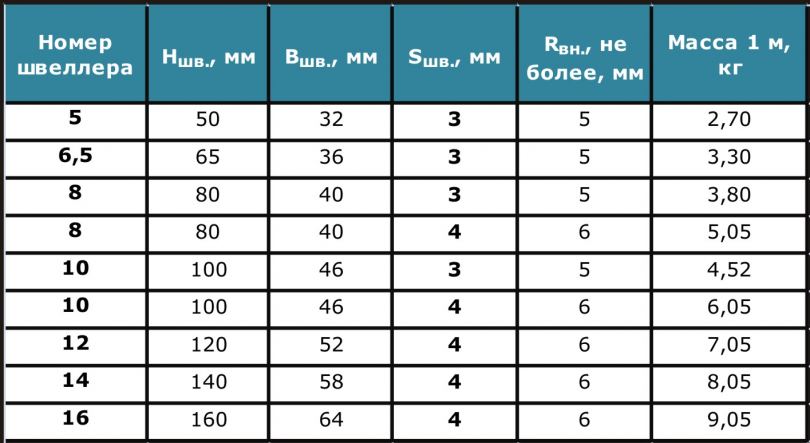
 Не забудьте посмотреть раздел техники безопасности и технических характеристик прибора.
Не забудьте посмотреть раздел техники безопасности и технических характеристик прибора. Хорошо подойдут хвойные породы, а также дуб. Для более мелких, интерьерных изделий лучше взять более мягкую липу или березу.
Хорошо подойдут хвойные породы, а также дуб. Для более мелких, интерьерных изделий лучше взять более мягкую липу или березу. Даже если с первого раза изделия получатся немного топорными или вовсе ничего не выйдет, не стоит опускать руки. Ведь с каждым разом вырез будет получаться ровнее, отделка тоньше, а изделия красивее.
Даже если с первого раза изделия получатся немного топорными или вовсе ничего не выйдет, не стоит опускать руки. Ведь с каждым разом вырез будет получаться ровнее, отделка тоньше, а изделия красивее.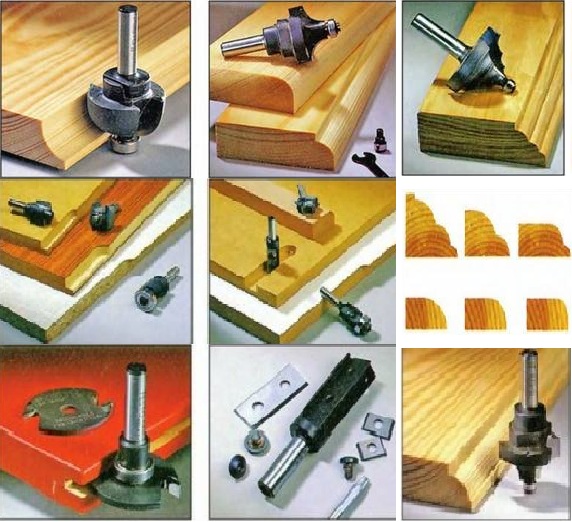 Трудно представить без него какой-то сложный проект.
Трудно представить без него какой-то сложный проект.

 Надеюсь, вам он понравится так же, как и нам.
Надеюсь, вам он понравится так же, как и нам.
 И вот что интересно: он занимает очень мало места. Секрет компактности в том, что он раскладывается, когда вам это нужно, и убирается, когда вы закончили работу.
И вот что интересно: он занимает очень мало места. Секрет компактности в том, что он раскладывается, когда вам это нужно, и убирается, когда вы закончили работу. 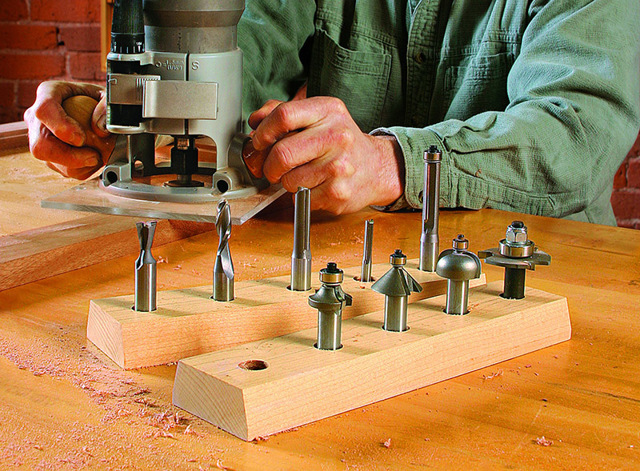
 30 Идей
30 Идей

 Я рекомендую резать поверх куска пенопласта, чтобы ваша древесина полностью поддерживалась во время резки.
Я рекомендую резать поверх куска пенопласта, чтобы ваша древесина полностью поддерживалась во время резки. youtube.com/embed/7rrz8rjq_uc?autoplay=1&start=0&rel=0″>
youtube.com/embed/7rrz8rjq_uc?autoplay=1&start=0&rel=0″>  Штифтовые гвозди легче спрятать, потому что отверстие для гвоздя крошечное. 2. Штифтовые гвозди намного быстрее и проще для ненесущих соединений. 3. Штифтовые гвозди намного дешевле, чем шурупы или шурупы с карманными отверстиями. Зачем использовать дорогое крепление, если быстрое и дешевое крепление сделает эту работу? Я рекомендую гвоздезабивной пистолет 18 калибра, но не для структурных соединений — используйте его для таких вещей, как крепление спинки к книжной полке, создание рамы для картины, отделка консольного стола.
Штифтовые гвозди легче спрятать, потому что отверстие для гвоздя крошечное. 2. Штифтовые гвозди намного быстрее и проще для ненесущих соединений. 3. Штифтовые гвозди намного дешевле, чем шурупы или шурупы с карманными отверстиями. Зачем использовать дорогое крепление, если быстрое и дешевое крепление сделает эту работу? Я рекомендую гвоздезабивной пистолет 18 калибра, но не для структурных соединений — используйте его для таких вещей, как крепление спинки к книжной полке, создание рамы для картины, отделка консольного стола. Легко скрыть.
Легко скрыть.
 д.)
д.)
 При строительстве квадрат скорости можно использовать для крепления досок друг к другу.
При строительстве квадрат скорости можно использовать для крепления досок друг к другу. Я рекомендую начать с этого типа древесины, потому что он очень недорогой и легко режется, просверливается или прибивается гвоздями. По мере продвижения вы можете становиться более привередливыми к дереву, но сейчас речь идет о простых, недорогих и минимальных инструментах.
Я рекомендую начать с этого типа древесины, потому что он очень недорогой и легко режется, просверливается или прибивается гвоздями. По мере продвижения вы можете становиться более привередливыми к дереву, но сейчас речь идет о простых, недорогих и минимальных инструментах. Древесина дает усадку (особенно мягкая древесина), это натуральный материал. Это не пластик. Если вы покупаете древесину, высушенную в печи, и живете в сухом климате или проект находится в помещении, просто принесите древесину в комнату, в которой она будет находиться, и дайте ей акклиматизироваться в течение дня или двух. Тогда займись строительством. В таком проекте, как выступы за десять долларов, вам не придется так сильно беспокоиться об усадке древесины. По мере того, как вы беретесь за более крупные проекты, это становится все более важным фактором, и тогда вы начинаете думать об использовании фанеры, потому что она более стабильна.
Древесина дает усадку (особенно мягкая древесина), это натуральный материал. Это не пластик. Если вы покупаете древесину, высушенную в печи, и живете в сухом климате или проект находится в помещении, просто принесите древесину в комнату, в которой она будет находиться, и дайте ей акклиматизироваться в течение дня или двух. Тогда займись строительством. В таком проекте, как выступы за десять долларов, вам не придется так сильно беспокоиться об усадке древесины. По мере того, как вы беретесь за более крупные проекты, это становится все более важным фактором, и тогда вы начинаете думать об использовании фанеры, потому что она более стабильна. д.).
д.). Вам нужно место для строительства, для хранения ваших инструментов.
Вам нужно место для строительства, для хранения ваших инструментов. Но будьте осторожны, чтобы не просрочить это, так как древесина не будет так же окрашиваться, если на ней есть клей.
Но будьте осторожны, чтобы не просрочить это, так как древесина не будет так же окрашиваться, если на ней есть клей. Если проект квадратный, диагонали совпадут. Если они не квадратные, соедините более длинные диагональные концы вместе и перепроверьте обе диагонали, пока они не станут квадратными.
Если проект квадратный, диагонали совпадут. Если они не квадратные, соедините более длинные диагональные концы вместе и перепроверьте обе диагонали, пока они не станут квадратными. Не делай этого — это не стоит риска
Не делай этого — это не стоит риска

 Эта простая система хранения подходит для всего, от зимних ботинок до летних сандалий, без скопления грязи или потертостей на стене. Создайте один, чтобы поделиться или один для каждого члена семьи.
Эта простая система хранения подходит для всего, от зимних ботинок до летних сандалий, без скопления грязи или потертостей на стене. Создайте один, чтобы поделиться или один для каждого члена семьи. Сборка занимает всего пару часов, и вы найдете для нее десятки применений. Если вы ищете небольшую скамейку/табурет-стремянку, которая немного привлекательнее этой, вот одна из них, которую вы можете рассмотреть.
Сборка занимает всего пару часов, и вы найдете для нее десятки применений. Если вы ищете небольшую скамейку/табурет-стремянку, которая немного привлекательнее этой, вот одна из них, которую вы можете рассмотреть. Вырежьте доски, чтобы они соответствовали вашему пространству, покрасьте их, оснастите различными крючками в соответствии с вашими потребностями, а затем прикрутите их к стене.
Вырежьте доски, чтобы они соответствовали вашему пространству, покрасьте их, оснастите различными крючками в соответствии с вашими потребностями, а затем прикрутите их к стене.
 Примените отделку, чтобы соответствовать вашим шкафам, затем отцентрируйте и завинтите ленивый подшипник Susan под большим диском и играйте, вращая бутылку.
Примените отделку, чтобы соответствовать вашим шкафам, затем отцентрируйте и завинтите ленивый подшипник Susan под большим диском и играйте, вращая бутылку. широкий ящик для хранения точилки для ножей. Чтобы построить один, вам нужен только 3/4 дюйма. х 8 дюймов. х 4 фута. доска из твердой древесины и 6-дюймовый. х 6-1/2 дюйма. кусок 1/4 дюйма. фанера из твердых пород дерева в тон.
широкий ящик для хранения точилки для ножей. Чтобы построить один, вам нужен только 3/4 дюйма. х 8 дюймов. х 4 фута. доска из твердой древесины и 6-дюймовый. х 6-1/2 дюйма. кусок 1/4 дюйма. фанера из твердых пород дерева в тон. отверстие для тяги пальца. Затем просто добавьте отделку, и у вас получится красивый и полезный подарок.
отверстие для тяги пальца. Затем просто добавьте отделку, и у вас получится красивый и полезный подарок. шурупы по дереву. Поместите резиновый бампер на раму, чтобы защитить дверь. У вас нет под рукой электронного искателя шипов?
шурупы по дереву. Поместите резиновый бампер на раму, чтобы защитить дверь. У вас нет под рукой электронного искателя шипов? Зажимы помогают удерживать устройство вместе, пока вы забиваете гвозди. Отцентрируйте верхнюю часть, оставив двухдюймовый выступ с обеих сторон, приклейте и прибейте ее на место. Покрасьте устройство, а затем просверлите направляющие отверстия в верхней части каждой стороны устройства и ввинтите крючки, чтобы удерживать гладильную доску. Закрепите полку на гипсокартоне с помощью винтовых дюбелей.
Зажимы помогают удерживать устройство вместе, пока вы забиваете гвозди. Отцентрируйте верхнюю часть, оставив двухдюймовый выступ с обеих сторон, приклейте и прибейте ее на место. Покрасьте устройство, а затем просверлите направляющие отверстия в верхней части каждой стороны устройства и ввинтите крючки, чтобы удерживать гладильную доску. Закрепите полку на гипсокартоне с помощью винтовых дюбелей. Стеллажи шириной 12 дюймов доступны в различных длинах и отделках в домашних центрах и на лесопилках.
Стеллажи шириной 12 дюймов доступны в различных длинах и отделках в домашних центрах и на лесопилках.
 Размеры не критичны, но убедитесь, что края планок достаточно острые — это то, что заставляет скребок для обуви работать. Отрежьте планки по длине, затем вырежьте треугольные отверстия по бокам пары 2х2. Радиально-консольная пила хорошо подходит для этого, но также подойдет настольная или ленточная пила. Обрежьте 2×2 по длине, предварительно просверлите отверстия и используйте оцинкованные винты, чтобы прикрепить планки снизу. Улучшите свою игру по чистке ботинок, собрав очиститель для ботинок с помощью щеток.
Размеры не критичны, но убедитесь, что края планок достаточно острые — это то, что заставляет скребок для обуви работать. Отрежьте планки по длине, затем вырежьте треугольные отверстия по бокам пары 2х2. Радиально-консольная пила хорошо подходит для этого, но также подойдет настольная или ленточная пила. Обрежьте 2×2 по длине, предварительно просверлите отверстия и используйте оцинкованные винты, чтобы прикрепить планки снизу. Улучшите свою игру по чистке ботинок, собрав очиститель для ботинок с помощью щеток.
 Для крепления передней части корпуса силовой передачи к раме предусмотрена опора, а также специальные расточки в задних и соединительных кронштейнах. В передней части лонжеронов снизу приварены буксирные крюки.
Для крепления передней части корпуса силовой передачи к раме предусмотрена опора, а также специальные расточки в задних и соединительных кронштейнах. В передней части лонжеронов снизу приварены буксирные крюки. 2. Балансирная каретка подвески тракторов Д-75 и ДТ-75М:
2. Балансирная каретка подвески тракторов Д-75 и ДТ-75М:


 Первоначальное натяжение амортизирующих пружин, от которого зависит упругий ход натяжного колеса, регулируют гайкой заднего упора. Сзади натяжной болт устанавливается в упорном яблоке, помещенном в упоре кронштейна рамы трактора, и фиксируется в нем регулировочной гайкой с контргайкой. Натяжение гусеницы регулируется гайкой.
Первоначальное натяжение амортизирующих пружин, от которого зависит упругий ход натяжного колеса, регулируют гайкой заднего упора. Сзади натяжной болт устанавливается в упорном яблоке, помещенном в упоре кронштейна рамы трактора, и фиксируется в нем регулировочной гайкой с контргайкой. Натяжение гусеницы регулируется гайкой.
 (Лекция 4.1.2)
(Лекция 4.1.2) Вместе с тем она
Вместе с тем она Техническое обслуживание ходового устройства трактора ДТ-75
Техническое обслуживание ходового устройства трактора ДТ-75 Добиться
Добиться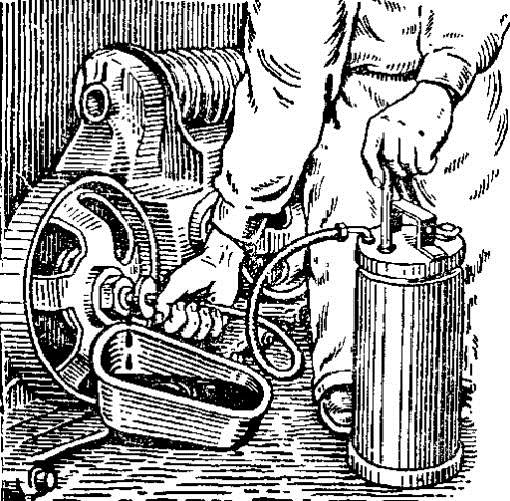 костюме, перчатках, головном уборе. Одежда должна
костюме, перчатках, головном уборе. Одежда должна
 Пожалуйста, рассмотрите возможность создания новой темы.
Пожалуйста, рассмотрите возможность создания новой темы. Кажется, что в качестве сельскохозяйственных машин используется гораздо больше, так что я решил построить.
Кажется, что в качестве сельскохозяйственных машин используется гораздо больше, так что я решил построить. Финальный трек получился очень деликатным…
Финальный трек получился очень деликатным…