Листовой металл является самым распространенным материалом для производства различных металлоконструкций. Из него можно вырезать различные фигуры, гнуть, вальцевать и таким образом получать всевозможные формы детали, которые трудно получить из других сортаментов. Изготовление изделий путем гибки и сварки листового металла является каждодневной работой предприятий, занимающихся изготовлением металлоконструкций.
Прежде, чем приступить к изготовлению гнутой детали необходимо создание ее заготовки. Заготовкой здесь является развертка листового металла. Вырезав по её размерам лист металла и загнув в размеченных местах получаем деталь необходимой нам конфигурации.
Построение таких разверток является частой задачей конструкторов и технологов на производстве металлоконструкций. Строить их вручную довольно трудоемко, данный процесс занимает много времени и к тому же обладает некоторым риском появления ошибок в силу большого объёма ручного расчета размеров развертки, то есть человеческого фактора.
Уже давно этот процесс удачно автоматизирован, и современные CAD-системы обладают специальными модулями «Листовой металл» для проектирования гнутых деталей из листового металла и автоматического получения их разверток.
При автоматизированном проектировании применяют два метода.
1. Построить 3d-модель, преобразовать в листовой металл и получить развертку.
2. Построить базовую плиту и гнуть ее, добавляя новые стенки под разными углами и радиусами.
Больше про гибку листового металла можно посмотреть здесь, а вот на чем я хотел бы акцентировать Ваше внимание в данной статье, так это на коэффициенте нейтрального слоя.
При автоматизированном проектировании развертки листового металла в CAD-системе всегда необходимо учитывать по какой кромке (наружной, внешней или средней линии) строится развертка. Другими словами учитывать коэффициент нейтрального слоя (К). Например, если коэффициент нейтрального слоя примем 0,5, что соответствует середине толщины листового металла, то длина развертки составит 113,635 мм, а если K=0.1, то Lразвертки=110,4934 мм. Разница очевидна, во втором случае полностью бракованная деталь, так как из 110 мм 113 уже никак не сделать, если конечно не сплющить ее в толщине, но это уже другая история).
Развернутая длина гиба равна длине этого нейтрального слоя элемента. Нейтральный слой не растягивается и не сжимается при сгибе детали. И положение этого нейтрального слоя как раз и определяет коэффициент К. При увеличении коэффициента нейтральный слой смещается к внешней стороне сгиба. Этот коэффициент зависит от множества факторов, таких как физические характеристики материала, толщина листа, радиус сгиба. Его рассчитывают по специальным формулам.
Таблица коэффициента К в зависимости от толщины листа (S) и радиуса гибки (r) можно выбрать из следующей таблицы.
Часто про этот коэффициент забывают, всегда учитывайте этот фактор, так как именно из-за этого вроде бы незначительного значения, может быть полностью зарезана деталь без возможности доработки. Каждый случай индивидуален и необходимо менять коэффициент, поэтому корректируйте его исходя из своей ситуации.
Построение разверток осуществляется не только для листового металла, её также с успехом используют при создании шаблонов для отрезки труб, например, с уклоном на торце для создания угла поворота трубопровода. Но это уже немного другая тема, поэтому подробнее об этом можно узнать здесь…
Освоив такой метод проектирования деталей из листового металла можно легко делать подобные развертки одним кликом. Это здорово экономит время проектирования и конструкторско-технологической подготовки производства к выпуску продукции, а также значительно снижает человеческий фактор и вероятность получения брака. Что всё вместе позитивно влияет на эффективность предприятия и конечно же на экономические показатели и прибыли в целом.
Если вам сделали сюрприз в подарочной прямоугольной коробке, знайте — это параллелепипед. Кирпич, кстати, тоже яркий пример многогранника с шестью гранями. В этой статье узнаем больше про эту фигуру и дадим примеры разверток для прямоугольного параллелепипеда.
Определение параллелепипеда
Параллелепипед — это многогранник, у которого шесть граней.
У параллелепипеда каждая грань представляют собой параллелограмм, противоположные грани которого равны.
Прямоугольный параллелепипед — это многогранник с шестью гранями, каждая из которых является прямоугольником.
Свойства прямоугольного параллелепипеда
противоположные грани равны между собой;
боковые ребра перпендикулярны основаниям, то есть являются высотами.
Диагональ прямоугольного параллелепипеда — это отрезок, который соединяет две противоположные вершины. Все диагонали равны, пересекаются в одной точке и делятся ею пополам.
Демо урок по математике
Узнайте, какие темы у вас «хромают», а после — разбирайте их без зубрежки формул и скучных лекций.
Схема создания прямоугольного параллелепипеда
Для сборки параллелепипеда нужно распечатать развертку на обычном листе формата А4. Для печати можно использовать белую или цветную бумагу.
Как сделать развертку прямоугольного параллелепипеда:
Согнуть по обозначенным линиям вырезанную развертку параллелепипеда:
Обратить внимание на последовательность склеивания на лепестках. Приклеить центральный лепесток. Вот, что должно получиться:
Приклеить детали в месте склеивания №2 и №3. Вот так:
Получилась готовая модель прямоугольного параллелепипеда.
Развертка прямоугольного параллелепипеда с размерами
Геометрические размеры параллелепипеда №1:
Длина = 120 мм
Ширина = 90 мм
Высота = 40 мм
Прямоугольный параллелепипед с такими размерами выглядит так:
Геометрические размеры параллелепипеда №2:
Длина = 90 мм
Ширина = 65 мм
Высота = 50 мм
Прямоугольный параллелепипед с такими размерами выглядит так:
Геометрические размеры параллелепипеда №3:
Длина = 60 мм
Ширина = 40 мм
Высота = 65 мм
Прямоугольный параллелепипед с такими размерами выглядит так:
Так выглядит соотношение размеров параллелепипедов для представленных разверток:
Развертка может пригодиться, если нужно сделать прямоугольный параллелепипед из бумаги или картона на уроке математики в 5 классе. Кроме школьных уроков эти знания пригодятся работникам производств. Например, на заводе по производству упаковки.
Также развертка помогает решать некоторые задачи. Например, находить кратчайшее расстояние между точками на поверхности геометрического тела.
Курсы по математике в онлайн-школе Skysmart помогут подтянуть оценки, подготовиться к контрольным, ВПР и экзаменам.
Шпаргалки по математике родителей
Все формулы по математике под рукой
Расчет выработки металлического листа — типичный вопрос
Расчет выработки металлического листа — типичный вопрос, который часто задают многие наши клиенты. К счастью, у них есть опыт, а если нет, то сегодня существует множество программ для черчения, которые выполняют этот расчет, точно так же, как многие гибочные станки с ЧПУ имеют эту возможность.
Очевидно, что здесь мы собираемся объяснять вещи теоретически, но, как известно, в процессе гибки металлического листа участвует множество факторов; тип пуансона и/или штампа, толщина листа, тип материала листа, направление волокон листа и т. д., по этой причине перед изготовлением большой серии заготовок всегда целесообразно проводить небольшой тест для проверки правильности всех параметров после сгибания листа.
А для тех, кто еще сомневается, приведем два варианта расчета указанной разработки;
FIRST
Это самый простой расчет, поскольку мы НЕ выполняем расчет нейтрального волокна материала , но, к сожалению, он действителен только для толщин до 2 м/м максимум и состоит из исключения в два раза больше толщины для каждого изгиба на 90º и, таким образом, получается полное развертывание листа.
Лучше на практическом примере; толщиной 1,5 м/м и для расчета выработки следующего листа (см. эскиз) сделаем следующий расчет:
70 – (2 x 1,5) + 25 – (2 x 1,5) + 15 = 104 м/м – длина детали (до гибки).
Расчет развития изгибаемой детали
ВТОРОЙ
Это самый надежный метод, но, прежде всего, перед выполнением такого расчета мы должны рассчитать нейтральное волокно материала , подлежащего изгибу.
Что такое нейтральное волокно материала?
После того, как материал был сложен, у нас есть его деформация, технически мы называем это ИЗГИБАЕМЫЕ ВОЛОКНА . Таким образом, есть внешняя часть, где материал был удлинен, что привело к ТЯГОВЫМ ВОЛОКНАМ , и внутренняя часть, где материал был укорочен, СЖАТИЕ ВОЛОКНА . Но как раз между этими двумя участками есть один, где материал не подвергался сжатию или растяжению, этот участок или точнее эта линия и есть так называемая нейтральная линия или НЕЙТРАЛЬНОЕ ВОЛОКНО .
Волокна сжатия и растяжения
Положение нейтральной линии
</amp-fit-text>»> Существует множество методов расчета положения нейтрального волокна , но мы считаем, что следующая таблица очень удобна, поскольку она точно определяет, что ее положение в основном зависит от внутренний радиус изгиба и его отношение к толщине.
Внутренний
——————————— 0,347 x толщина
0,5 ——————————— 0,387 x толщина
1 ———————————— 0,421 x толщина
2 ———————————— 0,451 x толщина
3 ——————————— – 0,465 х толщина
4 ———————————— 0,470 х толщина
5 ———————————— 0,478 х толщина
10 ——————— ————— 0,487 x толщина
Для примера; если внутренний радиус 3 м/м в изгибе, выполненном из металлического листа толщиной 2 м/м, будут сделаны следующие расчеты.
0,465 x 2 = 0,93 будет положение нейтрального волокна, см. приложенный эскиз
Положение нейтрального волокна
Ясно одно; положение нейтрального волокна всегда находится между 0,3 и 0,5 толщины листа нейтральное волокно?
Мы дадим две очень простые формулы для расчета нейтрального волокна в форме «L» и еще одну для формы «U», и мы рассмотрим ее на примере для каждого случая.
Г-образная форма
Формула:
Развертка = Плоская поверхность A + Плоская поверхность B + ¶ / 2 x (внутренний радиус + нейтральное волокно)
Давайте приведем пример с реальными измерениями для расчета;
L-образный профиль из листового металла
25 + 30 + 3,1415/2 x (3 + 0,93) = 61,17 м/м будет выработка листа
П-образная форма
Формула:
Проявление = Плоская поверхность A + Основание + Плоская поверхность B + ¶ / 2 x (2 x внутренний радиус + нейтральное волокно)
Приведем пример с реальными измерениями для расчета;
П-образный металлический листовой профиль
40 + 30 + 20 + 3,1415/2 х (2 х 5 + 1,912) = 108,71 будет разработка листа
Реверс-инжиниринг
В качестве лист является «живым» материалом и действие на изгиб зависит от многих факторов (толщина материала, качество и тип материала, ширина штампа и большой размер и т. д.), рекомендуется перед изготовлением большой серии сделать небольшой образец металлического листа сгибают, проверяя измерения перед сгибанием и повторно проверяя измерения после сгибания, поэтому мы можем скорректировать разработку в соответствии с нашими собственными измерениями и с максимально контролируемыми факторами.
Программное обеспечение для разработки моделей листового металла. Пластина и Лист.
Программное обеспечение для разработки моделей листового металла. Пластина и Лист.
Официальный международный веб-сайт Plate’n’Sheet Программное обеспечение для разработки Главная страница — Закупки Детали — Загрузки — Форма запроса — Контакты Детали
gif»>
Последняя версия: eV4.13.07
Пластина ‘n’ Лист Professional eVersion 4. Программное обеспечение для раскладывания б/у формы используется в металлургии, пластмассах и Изоляционная промышленность. Автономная программа, не требует дополнительное программное обеспечение. Распечатайте или начертите макет шаблона. Экспорт в виде файла DXF на станок с ЧПУ или к другому программному обеспечению САПР.
Несколько Варианты лицензирования! Взгляните…
Скачать и попробовать Бесплатная пробная версия. Цены и как приобрести пользовательскую лицензию. Взять посмотрите на список функций. Список форм в том числе макеты HVAC. Как обновить начиная с версии 3. Система Требования.
Программное обеспечение для обработки листового металла: Программное обеспечение для разработки трубопроводов : Программное обеспечение для развертки листового металла : Программное обеспечение HVAC
На протяжении всей своей деятельности в области обучения электросварке я получаю вопросы от своих читателей по поводу принудительного охлаждения деталей после сварки водой. Кроме того, я замечаю, что среди мастеров-любителей очень распространена эта привычка. Но правильно ли охлаждать сварочный шов водой? И как же нужно делать на самом деле? В этой статье раскрою эту темы подробно. Вообще, это тема большая и сложная, но я объясню всё буквально «на пальцах».
Как правильно охлаждать металл
Металлы обладают таким свойством, что их структура изменяется не только от температуры, но и от скорости остывания и нагревания. А одними из самых важных характеристик металла (а значит и сварного шва, и околошовной зоны, и сварного соединения в целом) являются пластичность и твёрдость. Собственно, это противоположные стороны одной характеристики — пластичный металл не обладает твёрдостью, а твёрдый, наоборот, не обладает пластичностью, и при дальнейшем повышении твёрдости становится хрупким.
В металлургии существуют различные термические циклы, обеспечивающие необходимые свойства металла. Нам же в них разбираться не нужно, но крайне важно усвоить, что, в сухом остатке, начальная температура металла, скорость и площадь его нагрева и скорость остывания существенно влияют на свойства металла, а значит и на характеристики сварного соединения.
(Я написал «скорость» нагрева и остывания, но на самом деле, правильнее было бы сказать «режим». Потому что во многих ситуациях применяется не равномерное нагревание и остывание, а целая технология. Например, нагрев до определённой температуры, выдержка на ней в течении какого-то времени, дальнейший нагрев в течение какого-то времени и т.д., и лишь после нескольких таких шагов — сварка. С остыванием может быть примерно такая же технология.)
Охлаждение сварочного шва
Возвращаясь к практической электросварке в бытовых условиях, важно знать, что принудительное охлаждение металла лишает его пластичности и делает более хрупким. Это приводит к тому, что в сварном соединении могут образоваться закалочные трещины. А даже если они не образуются вскоре после сварки, то такое сварное соединение будет выдерживать меньшую нагрузку, чем если бы оно остывало естественным способом. Трудно пересказывать сопромат бытовым языком, но общий смысл в том, что соединение, остывшее естественным способом, обладает большей пластичностью. Таким образом, при увеличении нагрузки, у такого соединения позже наступает точка необратимого разрушения. Соответственно, у соединения, охлажденного принудительно, точка необратимого разрушения наступает раньше.
Как я уже сказал выше, это сложная тема, которая уходит глубоко в вопросы металлургии и сопромата. Но основной вывод из всей статьи, что никогда и ни при каких обстоятельствах не следует охлаждать сварные швы в бытовых конструкциях принудительно!
А теперь, напишите, пожалуйста, в комментариях, понятна ли и полезна ли вам эта статья, и какой у вас опыт в этой области. Даже если я не отвечаю на каждый комментарий, все их читаю, и для меня действительно важно, чтобы мои статьи были для вас полезны. Пожалуйста, оставьте свой комментарий.
Понравилась статья? Тогда нажмите социальные кнопки:
Ещё по теме:
Ошибки при выполнении сварочных швов
Распространённая ошибка начинающих сварщиков
Ошибка в применении соотношения «диаметр электрода/сварочный ток»
Видеокурсы:
Как варить электросваркой
Как установить сварочный ток правильно
Как выбрать маску «хамелеон»
Как настроить маску «хамелеон» правильно
Как выбрать сварочный инвертор
Лицо печет после сварки, что делать?
Сварочные работы
Лицо печет после сварки, что делать?
Средства защиты сварщика для предотвращения ожогов!
Новичку или профисионалу, на секунду или целый рабочий день нужна защита от ожогов от сварочных искр, капель и пыли. Мы пользуемся такими методами для зажиты организма при сварочных работах:
1. Обязательно кожу на открытых участкаж тела нужно помазать одним из средств таких как жирный крем для рук и лица, средство защиты от загара или масло для тела ребенка, это защитит кожу от пыли и будет отражать попадающие лучи света от сварки, тем самым частично избавит вас от неприятных последствий.
2. Всегда, даже в жару нужно использовать балаклаву, которая защитит вас не только от попадания нежилательного излучения от сварки а и предотвратит попадание окалин на кожу или ушной канал.
3. Используйте всегда респиратор с выдохом в низ для защиты дыхательных путей и остальной части лица от ожогов.
4. И самое важное что в принципе и полному оленю понятно, используйте перчатки кожанные или бризентовые при сварочных работах. (Обычные строительные перчатки только увеичивают шанс ожога и способствуют этому)
Как бороться с ожогами после сварки.
Судя по тому что вы читаете этот текст вы не воспользовались правилами выше, вам очень плохо и скорее всего у вас не просто ожоги рук а пекут глаза, мутно и ощущение песка в глазах, а утром вы может и не сможите открыть глаза от засохших жидкостей на ресницах, будет больно смотреть на свет и ощущение что вы ослепните, но не волнуйтесь все будет хорошо если вы не варили без маски пристольно смотря на сварочную дугу:
1. При ожогах кожи нужно освободить от одежды или других подобных раздражителей ожог, часто увлажнять место прохладной водой и не вытерать, для успокоения можно намазать судокремом или пантенолом, а вообще ты мужык и пару ожогов сразу заставят тебя думать головой.
2. При ожогах глаз нужно пролечится глазными каплями «Дексаметазон» 2 капли 3 раза в день, 3-4 дня. (Это не призыв к действиям а личный опыт не одного начинающего сварщика, лучше проконсультироваться у врача. Самолечение …бла-бла-бла. ..)
С данной проблемой чаще всего сталкиваются начинающие сварщики, по скольку пренебрегают техникой безопасности, но и профессионалы своего дела по неосторожности так же могут получить ожоги лица, глаз, рук и других частей тела. Не одевши защитные перчатки, фартук или маску вы не сразу поймете что получаете ожоги, они будут проявляться через промежуток времени. Ожоги на коже сварщик может получить работая с любой сваркой, толи работаете с электродуговой, так и газовой, от них всех идет сильное повышение температуры, которое доходит до человека. Кроме сильного жара так же на человека воздействует инфракрасное и ультрафиолетовое излучение, от которого так же нужно защищать свой организм и кожу. Сейчас постараемся рассказать какие бывают степени ожогов при сварке и как лучше всего с ними бороться, чтобы не мучатся от боли.
Как избежать ожогов при работе со сваркой.
Каждый опытный и не опытный сварщик за частую учиться на своих ошибках, получив раз ожоги от пренебрежения техникой безопасности, он в дальнейшем таких ошибок не совершает. Так как же все таки избежать ожогов при сварке, прежде всего нужно использовать средства защиты, такие как: Сварочная маска. Самый главный атрибут сварщика. Во первый она поможет вам защитить свое лицо от попадания на него различных лучей, во вторых стекло в маске защитит ваши глаза от сильного света, свет через такое стекло на много тусклее и вы с легкостью при работе можете видеть что делаете и следить за точностью наложения шва. Маска хорошо защищает своего владельца от попадания искр металла, минимально пропускает ультрафиолетовое и немного помогает удерживать инфракрасное излучение.
На рынке сварочной защиты на данный момент представлено большое количество разнообразных масок, отличаются они как формой так и своей функциональностью. Существуют различные стекла с разной светопропускаемостью, так же есть маски со светофильтрами. Последний тип маски автоматически за доли секунды затемняет стекло при ярком свете, помогает во избежание множества лишних действий.
Сварочные краги. Это специальные перчатки сделанные для сварщиков, они идут из очень толстой ткани, дабы окалины не смогли попасть вам на руки в первую очередь, во вторую они очень хорошо защищают от разного рода лучей.
Мы назвали две основные составляющие защиты без которых вы просто не имеете права варить, по скольку нанесете себе и своей коже травм. Существует так же сварочные костюмы, обувь, подшлемник, штаны, нарукавники, но это уже более индивидуально. Самые основные по нашему мнению и с уверенностью скажем что и большинства сварщиков это сварочная маска и краги на руки. Не забывайте про правила безопасности при работе со сварочным и газобаллонным оборудованием.
Для предотвращения ожогов нужно всегда использовать жирные крема от загара, детские масла. Намазывать лицо и открытые участки тела.
Какие бывает степени ожогов при сварке?
Работая с различной сваркой можно получить разной степени ожоги и рекомендуется их уметь различать, для того чтобы знать что вам стоит делать, а чего категорически не рекомендуется. Чаще всего повреждают сварщики кожу на руках, забывая одеть краги когда работа идет не на долгий промежуток времени, но так же не редко встречаются случаи повреждения кожи лица. Именно ожог лица представляет собой серьезную травму для человека.
Если вы все таки почувствовали ожог после работы, нужно определиться в первую очередь с его степень, для этого нужно уметь различать степень ожога получаемого после сварки. 1.Ожог первой степени. Самый лояльный ожог который проявляется после работы у сварщика, достаточно распространенный, стоит поработать всего несколько минут без защиты и вы уже его получите. Проявляется он жжением кожи поврежденного участка и его болью, если присмотреться в поврежденном месте становиться красная кожа. Сразу же на месте можно оказать себе либо другому пострадавшему первую помощь, нужно нанести в первую очередь противоожоговые антисептики, не рекомендуется сразу при ожоге прижимать к поврежденным участкам холодные предметы и мазать кожу различными кремами, которые увлажняю. После этого для заживления через некоторое время можно мазать лицо или другие поврежденные участки «Пантенолом» или использовать детскую мазь «Судокрем» покрывать нужно тонким слоем. Мазаться кремами желательно на ночь для того, чтобы крем долгое время оставался на вашей коже. Данные крема хорошо облегчают боль и предотвращают заражение кожи, восстанавливая ее. 2.Ожог второй степени. На коже начали выступать волдыри, это плохой признак того что кожа очень сильно повреждена. В таком случае самостоятельное лечение не рекомендуется. 3.Ожог третей степени. Довольно серьезная степень ожога, при ней начинается лущение кожи и сильная боль поврежденных участков, так же идет повреждение тканей мышц. При ожогах после сварочной работы второй и третей степени нельзя проводить самолечение, нужно вызывать врачей и дать знающим специалистам делать свою работу. Они смогут более детально рассмотреть и понять степень повреждения и что нужно делать дальше с поврежденными участками. Пока машина с врачами будет к вам добираться, можно выпить анальгин, он сможет предотвратить шоковое состояние.
Осмотр до, во время и после сварки имеет решающее значение
Контрольные листы для МТП, сварщика и другого производственного персонала
Проверка сварных швов не должна проводиться только после сварки. Осмотр до и во время сварки имеет решающее значение. Но что можно осмотреть, если сварка не производилась? Взгляните на контрольные списки ниже для контроля до, во время и после сварки. Ответственность за большинство из этих пунктов входит в обязанности инспектора по сварке, но в этом должна участвовать любая вовлеченная сторона. Дополнительное преимущество сварщика заключается в том, что он может видеть расплавленную сварочную ванну во время сварки. Опытные сварщики смогут увидеть, не достигнут ли требуемый провар, присутствует ли внутренняя пористость, а также выявить другие проблемы, которые невозможно обнаружить без разрушающего или неразрушающего контроля, такого как рентгенография и ультразвук.
Сварщики должны научиться распознавать поведение сварочной ванны, которое может указывать на потенциальные несплошности или дефекты сварного шва.
Контрольный список перед сваркой
Просмотрите чертежи и спецификации, чтобы определить, нужны ли какие-либо специальные соображения, такие как предварительный подогрев.
Убедитесь, что закупленные материалы (базовый материал и расходные материалы) соответствуют указанным.
Проверка протоколов испытаний материалов и химических составов на соответствие требованиям.
Проверить состояние и хранение расходных материалов для сварки. Электроды с низким содержанием водорода требуют специального хранения для предотвращения попадания влаги.
Проверить правильность подгонки материала
Проверьте чистоту соединения. Чрезмерный уровень ржавчины, масла, грязи, краски и других загрязняющих веществ ухудшает качество сварки.
Проверить наличие и актуальность надлежащих спецификаций процедур сварки и квалификации сварщиков.
Если необходим предварительный нагрев, убедитесь, что он выполнен и измерен правильно.
Контрольный список – во время сварки
Убедитесь, что соблюдены все параметры, указанные в Спецификации процедуры сварки. К этим параметрам относятся такие параметры, как скорость подачи проволоки, напряжение, электрический вылет, метод сварки, процесс сварки, углы перемещения и толкания, защитный газ, достаточный предварительный нагрев и температура между проходами (при необходимости) и т. д.
Проверьте отдельные проходы сварки. При многопроходном сварном шве убедитесь, что каждый проход подходит, прежде чем накладывать следующий шов. Проблемы могут возникнуть при сварке над проходами, которые имеют чрезмерную выпуклость, захваченный шлак в носке и другие несоответствия.
При необходимости проверьте, поддерживается ли надлежащая межпроходная температура. Межпроходная температура обычно указывается как минимальная, но в некоторых случаях также указывается максимальная межпроходная температура.
Проверьте визуальные подсказки, которые могут указывать на проблемы. Это обязанность сварщика. Поверхностные загрязнения, легкоплавкие элементы и прочее могут стать причиной самых разных проблем. Сварщик может увидеть, не получил ли он достаточного проплавления, чего нельзя увидеть после сварки, если только не будут выполнены ультразвуковые, радиографические или другие испытания неразрушающего контроля.
Контрольный список – после сварки
Проверьте внешний вид сварного шва, чтобы убедиться в отсутствии несоответствий или разрывов.
Проверьте подходящий размер сварного шва.
Проверьте достаточную длину сварного шва, особенно при прерывистой сварке.
Выберите детали для проверки в соответствии со спецификациями.
При необходимости проверьте правильность проведения термообработки после сварки.
Инспектор по сварке не может разумно ожидать, что сможет контролировать все это для каждой отдельной станции и каждого выполненного сварного шва. Поэтому крайне важно, чтобы сварщик и другой персонал были обучены всем аспектам визуального контроля. Выявление проблем перед сваркой может сэкономить много времени и денег, не ограничивайте осмотр только после сварки.
Есть ли у вас какие-либо другие пункты, которые можно добавить к любому из этих контрольных списков?
Источник: Руководство по сертификации для инспекторов по сварке: четвертое издание (Американское общество сварщиков)
Вам поручено разработать, аттестовать и утвердить процедуры сварки по стандарту ? Вам нужны процедуры, соответствующие Кодексу сварки конструкций AWS D1.1 — сталь? В этом случае использование предварительно квалифицированных спецификаций сварочных процедур поможет вам сэкономить время и деньги. Это также поможет с качеством и последовательностью. Квалификационные испытания для одной процедуры сварки могут стоить более 1000 долларов в зависимости от необходимых испытаний. Предварительно квалифицированные WPS освобождаются от тестирования и готовы к использованию.
Раскрытие информации Связь: Некоторые ссылки в посте выше являются «партнерскими ссылками». Это означает, что если вы нажмете на ссылку и купите товар, мы получим партнерскую комиссию. Несмотря на это, мы рекомендуем только продукты или услуги, которыми пользуемся лично, и верим, что они принесут пользу нашим читателям. Я раскрываю это в соответствии с 16 CFR Федеральной торговой комиссии, часть 255: «Руководства по использованию одобрений и отзывов в рекламе».
Что будет после школы сварщиков? Результаты работы и многое другое…
Готовясь к выпускному экзамену в школе сварщиков, вы, вероятно, думаете о новой карьере в этой захватывающей области. У вас есть много вариантов от работы на стройке до сварки труб и даже судостроения. Во-первых, вам нужно подготовиться к приему на работу, поработав над своим резюме, пройдя собеседование и пройдя национальный тест на строительную карьеру по сварке.
Образование, которое вы получите в рамках программы обучения сварщикам, откроет для вас захватывающую и прибыльную новую карьеру. Сварщики работают руками, каждый день создавая новые вещи на работе. Это полезно и интересно с возможностью продвижения и роста.
Сейчас у сварщиков много возможностей, и, получив работу в этой области, вы можете рассчитывать на более высокий заработок. По данным Бюро статистики труда США, в стране было около 400 000 вакансий для сварщиков, и эти рабочие получали среднюю зарплату более 38 000 долларов в год.
Школа сварщиков позволит вам пополнить ряды этих квалифицированных рабочих. Если вы готовитесь окончить дипломную программу, сейчас самое время подумать о том, какие у вас есть варианты. Начните думать о том, какую карьеру вы хотите, где вы хотели бы работать и как вы будете достигать своих карьерных целей.
Карьерные возможности после школы сварщиков
Как сварщик, вы обнаружите, что у вас есть много различных возможностей для вашей будущей работы. Сварщики могут выполнять примерно одну и ту же работу, но в разных условиях, с разными материалами и в самых разных отраслях. Основной отраслью, в которой работают сварщики и в которой занято больше всего работников в этой области, является производство. В обрабатывающей промышленности сварщики производят металлические изделия, машины, транспортные средства и другое оборудование.
Строительной отрасли также нужны квалифицированные рабочие, прошедшие школу сварщиков. Профессионалы в этой области работают над соединением ферм, балок, труб как в коммерческих, так и в жилых помещениях. Требуются сварщики для строительства и ремонта электростанций и нефтеперерабатывающих заводов.
Школа сварщиков также может привести вас в совершенно неожиданном направлении. Сварщики нужны, например, в судостроении. Вы можете участвовать в строительстве новых кораблей и ремонте существующих кораблей. Вы также можете работать в аэрокосмической отрасли, работая над самолетами. Представьте, что вы работаете под водой. Подводные сварщики являются особо квалифицированными работниками и пользуются спросом при строительстве и ремонте мостов и других сооружений.
Карьерный рост в области сварки
Только что закончив школу сварщиков, новичок в отрасли, вы, вероятно, начнете с позиции начального уровня, но есть много возможностей для роста. Обучение сварке в рамках начальной дипломной программы — это только начало. Вы продолжите учиться на рабочем месте и даже сможете продвинуться на более высокие должности, освоив новые, более специфические навыки сварки.
Например, когда вы освоите основы сварки, вы можете пройти обучение сварщику под водой. Это будет включать в себя обучение нырянию и приобретение специальных навыков для выполнения сварочных работ под водой. Вы также можете просто захотеть улучшить свои навыки и свой опыт, чтобы иметь возможность стать самозанятым или внештатным сварщиком. Это может дать вам возможность передвигаться, браться за работу, которая вам нравится, и избегать других, а также зарабатывать столько, сколько вы хотите.
Профессиональные организации, такие как Американское общество сварщиков, могут помочь вам продвинуться по карьерной лестнице помимо базового обучения сварке. Благодаря таким группам вы можете получить дополнительные сертификаты, пройти курсы повышения квалификации и освоить специальные навыки, такие как использование робототехники, обучение сварке на курсах или проверка сварки.
Ваши следующие шаги после школы сварщиков
После того, как вы задумались о том, какую карьеру и какое будущее вы хотите в области сварки, вам нужно начать готовиться к получению этой первой работы. Пришло время подумать о поиске открытых вакансий, о том, как подать заявку, составить отличное резюме, демонстрирующее ваши навыки, и узнать, как пройти хорошее собеседование, которое впечатлит потенциальных работодателей.
Начните с отдела кадров вашего профессионального учебного заведения по сварке. Здесь вы найдете ресурсы, необходимые для начала вашей карьеры после окончания учебы. Лучше всего начать с трудоустройства. Профессионалы в сфере карьерных услуг могут помочь вам в поиске открытых вакансий. Они могут помочь вам найти конкретные виды работ. Если вы точно знаете, какую должность вы хотите, позвольте этим карьерным помощникам из вашей школы сварщиков найти ее для вас.
Составление идеального резюме
Затем приступайте к работе над своим резюме. Это единственное, что должно представлять, кто вы и что вы можете предложить работодателям. Опять же, вам могут помочь карьерные службы, но только вы можете предоставить необходимую информацию. Включите прошлые и текущие места работы, даже если они не связаны со сваркой. Этот опыт говорит работодателю, что у вас есть все необходимое, чтобы удержаться на работе и быть хорошим работником, независимо от того, какая работа.
В вашем резюме также должно быть конкретно указано, чему вы научились в школе сварщиков. Перечислите курсы, которые вы прошли, чтобы будущий работодатель точно знал, что вы умеете и каковы ваши навыки. Еще одна замечательная вещь, которую следует включить в свое резюме, — это доказательство того, что вы можете выполнять работу, необходимую для сварки. Вы можете сделать это, включив фотографии некоторых ваших проектов, сделанных на занятиях по сварке. Выберите несколько, которые демонстрируют определенные навыки, которым вы научились.
Навыки прохождения собеседований
Резюме представляет вас на бумаге, но чтобы получить работу, вы также должны представлять себя и свои навыки лично. Многие люди нервничают перед собеседованием, и вы тоже, но способ преодолеть это — попрактиковаться. Проводите имитационные интервью с друзьями или членами семьи, чтобы научиться лучше давать интервью. Это навык, и единственный способ добиться в нем успеха — это практиковаться.
Ваш отдел карьеры может помочь вам и здесь. Изучите навыки проведения интервью и получите важные советы. Когда вы будете готовы пройти собеседование на работу, не забудьте красиво одеться. Вы не будете носить красивую одежду для работы сварщиком, но работодатель захочет увидеть, что вы приложили усилия для собеседования. Это показывает, что вы серьезно относитесь к получению должности.
Навыки, которых работодатели ищут в выпускниках школ сварки
Готовясь найти свою первую работу по обучению после сварки, помните, что вы хотите стать желанным кандидатом. Вы должны знать, что ищут работодатели и что они хотят видеть в новом сотруднике. Когда вы знаете, чего они хотят, вы можете доказать своему будущему работодателю, что у вас есть все необходимое:
Хорошее образование и технические навыки. Сварка — это навык, поэтому работодатели хотят видеть, что вы прошли курсы сварки, закончили программу школы сварки и прошли практическое обучение, которое позволит вам приступить к работе с первого дня.
Физическая сила и выносливость. Сварщики работают не только руками, но и всем телом. Это очень физическая работа, при которой вам, возможно, придется поднимать тяжелые предметы, стоять в течение длительного периода времени и много сгибаться, наклоняться и тянуться.
Внимание к деталям. Сварочные работы требуют большой силы и выносливости, но также требуют точности. Работодатель хочет нанять кого-то, кто уделит достаточно времени и внимания деталям, чтобы выполнить работу правильно с первого раза.
Хорошие пространственные навыки. Хорошее пространственное положение имеет решающее значение для выполнения сварочных работ. Вы должны уметь читать проекты, как двухмерные, так и трехмерные планы, и использовать их для создания чего-то из металла.
что можно делать (производить) на фрезере по дереву, какие изделия изготавливать
Числовое программное управление расширяет возможности станков, повышает точность обработки, дает возможность изготавливать объемные детали повышенной сложности. Специалистами и домашними мастерами предлагаются многочисленные идеи для фрезерного станка с ЧПУ, позволяющие создавать оригинальные предметы для бизнеса. Стоит подумать о возможности привлечения к работе и другого оборудования с ЧПУ.
Что можно производить на станках с ЧПУ?
Станки с ЧПУ способны обеспечить изготовление изделий практически любой сложности. Достаточно заложить в управляющую программу 3D-модель, и она задаст такое движение рабочему инструменту, которое необходимо для точного воссоздания модели из реального материала. При этом от оператора не требуются навыки в проведении сложных операций, управление обеспечивается в автоматическом режиме.
Современные станки способны обрабатывать металл, дерево, пластик, керамику, камень и другие материалы, обрабатывать листовые и рулонные материалы (кожу, картон, фанеру, фетр, ДСП и т. п.). Они широко используются в самых разных сферах человеческой деятельности:
Производство мебели: раскрой и комплексная обработка деталей, резные ножки и спинки, оригинальные фасады, фурнитура и т. д.
Сувениры и подарочная продукция, в т. ч. статуэтки, бижутерия и многое другое.
Рекламная продукция.
Интерьеры и элементы декора, изделия для ландшафтного дизайна.
Детали для ремонта сложной бытовой техники.
Детали любой сложности для различного оборудования и машин, в т. ч. автомобильная и авиационная техника.
Станки с ЧПУ показали свою эффективность в строительной области (например, для изготовления оконных рам, дверных полотен и т. п.), при макетировании проектов, создании малых архитектурных форм. Трудно найти область, где их нельзя применить.
Идеи для фрезерных станков с ЧПУ
Широкие просторы для фантазии открывают фрезерные станки с ЧПУ. Можно предложить такие идеи для домашнего творчества:
1. Кухонные принадлежности. С помощью фрезера можно изготовить различные полезные предметы для кухни. На фото показана подставка под горячее. Для ее изготовления используется дерево. Оригинальность придает особая форма пазов. Подобные изделия можно изготовить из нагревостойкого пластика.
2. Спиннер. Эта игрушка достаточно популярна среди детей и молодых людей. Пример ее выполнения показан на фото. Для изготовления потребуется фанера и подшипники.
3. Шкатулка. Ее форма может быть любой. На фото показано резное изделие, которое подойдет для подарка. Узоры можно подобрать по своему усмотрению. Помимо стандартной прямоугольной формы, на фрезерном станке можно изготовить более оригинальные подарочные шкатулки с круглой формой или в виде сердечка.
4. Оригинальными предметами мебели можно разнообразить детскую или любую другую комнату. Примеры экстравагантного стула, дивана, а также софы показаны на фото.
5. Игрушки. Различные фигурки сказочных или «мультяшных» героев придутся по вкусу маленьким детям. Для ребенка можно сделать кинжал, автомат, самолет, танк или машинку.
6. Рамы для картин и фотографий. Резные формы из дерева или пластика будут красиво смотреться в любом интерьере.
7. Реклама. Объемные буквы и эмблемы подойдут для вывесок и рекламы продукции. На фото показаны примеры исполнения их на фрезерном станке.
8. Статуэтки. На фрезерном станке с ЧПУ можно изготовить фигуры не только из дерева, но и из металла.
Конечно, перечисленными идеями невозможно ограничить возможности такого оборудования. С помощью фрезерного станка с ЧПУ можно начать свой бизнес, освоив серийное производство или изготавливая штучные изделия по заказу.
Идеи для токарных станков с ЧПУ
Красивые и оригинальные изделия можно сделать самостоятельно на токарном станке с ЧПУ. Можно предложить такие идеи:
1. Деревянная ваза. Это одно из самых простых изделий. Для вазы заготавливается деревянный чурбачок длиной 15–20 см. Готовое изделие тщательно шлифуется со всех сторон.
2. Шахматы. Для изготовления шахматных фигур потребуются деревянные чурбачки диаметром 50–60 мм. Форма фигур может быть традиционной или необычной, если приложить фантазию. Если готовится подарочный набор, то каждая фигурка может быть настоящей статуэткой, а весь комплект посвящен какой-нибудь известной битве.
3. Подсвечники. Они по технологии изготовления мало отличаются от стандартных шахматных фигур. Варьируется высота, а сверху формируется чаша для установки свеч.
4. Шкатулка. Это один из наиболее сложных в изготовлении сувениров. Крышка должна четко входить в основание шкатулки. Станок с ЧПУ обеспечивает необходимую точность, что позволяет обеспечить даже мелкосерийное производство. Для изготовления лучше использовать цилиндрическую, деревянную заготовку нужного диаметра. Круглую ручку можно сделать одновременно с крышкой. Фасонный элемент лучше вытачивать отдельно.
5. Рюмки. Небьющиеся стопки можно сделать на токарном станке из алюминиевого сплава. Такую посуду можно смело брать с собой в поход или дальнее путешествие. После обработки на станке следует провести доводку поверхности для придания блеска.
6. Гантели. В них важно совместить сопряженные детали по весу и размеру. Именно поэтому имеет смысл задействовать станок с ЧПУ. На нем можно изготовить любое количество абсолютно одинаковых деталей. Далее, просто они собираются в изделие вручную. Гантели, изготовленные на таком станке, будут абсолютно идентичны.
7. Спиннинг. Удилище изготавливается из титанового сплава и имеет длину 60–85 см. Ему придается конусная форма для облегчения и упрочнения. Катушку можно изготовить из алюминиевого сплава, а для ее крепежа нужен титановый сплав. Ручка делается отдельно из легкого металла. Такой спиннинг имеет вес не более 300–350 г, а выдерживает нагрузку до 30–35 кг.
Важно! Токарные станки с ЧПУ могут предназначаться для дерева и иных мягких материалов или для металла. Можно приобрести и универсальный аппарат. На токарном станке можно освоить производство различных автомобильных запчастей.
Идеи для лазерных станков с ЧПУ
Лазерный станок с ЧПУ – это современная техника, позволяющая работать с тонкими и хрупкими материалами. С его помощью можно резать и кроить ткани, выжигать на фанере и бумаге, создавать рельефный рисунок на стекле и многое другое. Вот только некоторые идеи:
1. Лазерный карвинг. Его красоту можно увидеть на фото. С помощью лазерного луча на бумаге, картоне, фанере или дереве выжигается ажурный узор.
2. Точный раскрой и резка различных материалов. Лазером удается кроить даже ткани. Прекрасные изделия получаются из фетра. Так создаются игрушки для малышей, аппликации.
3. Лазерная гравировка – это одно из самых распространенных применений лазерных станков. На фото показан пример создания надписи на круглых элементах. Четкое изображение и надписи можно делать на металле, дереве, пластике, коже, стекле.
4. Нанесение маркировки. Лазерный станок позволяет нанести ее на любое изделие, не повреждая соседние зоны, без деформаций и нагрева.
5. Сверление. Лазерный луч позволяет делать отверстия с четкими границами даже в стекле. На фото показан пример создания решеток путем лазерной перфорации.
6. Бижутерия. Лазером можно вырезать элегантные серьги, кулоны и другие украшения из различных материалов. На фото приведен пример бижутерии, изготовленной на лазерном станке.
Важно! С помощью лазерного вырезания и выжигания обеспечиваются очень тонкие линии. Можно делать надписи очень мелким шрифтом. Популярностью пользуются визитки из ценных пород дерева или металла, на котором надпись наносится с помощью лазера.
Идеи для гравировальных станков с ЧПУ
Гравировальные станки используются для нанесения надписей и изображений на каменной, деревянной, металлической поверхности, а также изготовления объемных рисунков. Они позволяют переносить изображения на памятники и статуи, создавать именные и уличные таблички. Для создания высокохудожественной гравюры не надо быть художником. Достаточно ввести в программу ЧПУ нужное изображение, которое можно скачать в интернете.
Самодеятельные мастера предлагают такие идеи:
1. Картины. Гравюра на металле или дереве будет красиво смотреться в любой квартире. На фото показана шикарная объемная картина на дереве, выполненная на гравировально-фрезерном станке.
2. Брелоки. Это направление может воплотить в жизнь любые фантазии. На деревянных или металлических пластинках просто геометрической или замысловатой формы можно выгравировать любую надпись или рисунок. Достаточно простые в изготовлении брелоки показаны на фото. В качестве заготовок следует выбирать дерево с красивой текстурой, которая выделится при финишном лакировании.
3. Детали мебели. Гравировальный станок способен сделать неузнаваемым мебельный фасад, ножки столов и стульев. На фото приведен пример художественного оформления ножки на гравировально-фрезерном станке.
4. Нанесение логотипов и фирменных знаков. На таком бизнесе можно неплохо заработать, т. к. всегда найдутся производители, желающие засвидетельствовать свой товар. С помощью гравировального станка легко можно нанести логотип любой сложности на поверхность практически любого материала. На фото – пример нанесения фирменного знака.
5. Детские кубики. Гравировальный станок позволяет организовать серийное производство таких игрушек. Неизменно будут получаться абсолютно одинаковые кубики.
Важно! С помощью гравировального станка с ЧПУ можно преобразовать интерьер квартиры, создавая художественные шедевры, изготовить учебные пособия, серийно выпускать различные сувениры, делать гравировку на подарки.
Станки с ЧПУ – это современное преобразование собственной мастерской или производственного участка. В них заложены уникальные возможности по созданию настоящих произведений искусства без наличия особых талантов у оператора. Предложенные идеи помогут эффективно задействовать оборудование и наталкивают на воплощение собственных фантазий.
07 сентября 2020
21211
Получите консультацию специалиста
Что можно делать на фрезерном станке с ЧПУ
Главным рабочим инструментом любого фрезерного оборудования является острозаточенная металлическая фреза при помощи которой выполняются различные технологические операции. Среди всех специализированных инструментов фрезы представлены в наиболее широком ассортименте и очень отличаются по форме, типу, назначению и размеру. Система ПУ, которой оснащены практически все современные фрезеры, управляет вращением инструмента, перемещением шпинделя, в который он вставлен, работой системы охлаждения и всеми прочими аспектами оборудования, поэтому все изделия станок изготавливает с точностью и скоростью, недоступной для устаревших моделей без программной составляющей. Погрешность в позиционировании фрезы на плоскости лишь немногим уступает лазерным аппаратам, поэтому оборудование такого типа успешно используют для прецизионной обработки и выпуска серийной продукции.
По степени распространенности фрезерное оборудование также не отстает от лазерного и, возможно, даже превосходит его, благодаря широким возможностям, которые предлагают фрезерные инструменты. Это и гравировка, и сверление, и обработка краев, и создание объемного рельефа и множество других операций с большим количеством материалов. Модельные линейки станков для фрезеровки предлагают вертикальные и горизонтальные аппараты, широкоформатные и среднегабаритные, стационарные и настольные, поэтому встретить такое оборудование можно не только на крупных заводах, но и в частном пользовании.
Область применения автоматизированных фрезеров
В силу своей универсальности в плане подходящих для обработки материалов фрезеровщик используют в самых различных, не имеющих отношения друг к другу, сферах, например:
Деревообработка — занимает первое место в списке производственных областей, где применяется фрезеровка. С его помощью производят распиловку древесины, торцуют края, сверлят сложноконтурные отверстия с разным углом наклона, делают пазы и т. д. Ни один другой станок не в состоянии заменить фрезер при выпуске мебели, дверей, настенных панно с трехмерными барельефами, столбиков для лестниц (балясин), резных карнизов и прочих изделий, часть из которых будет упомянута ниже;
Металлообработка — еще одна обширная сфера, в которой без фрезерного оборудования просто не обойтись. На нем проводят черновую и чистовую обработку заготовок, сверлят и растачивают отверстия, гравируют изделия и выполняют еще множество технологических задач;
стоматология — в первую очередь речь идет о специальных стоматологических фрезерах, используемых при протезировании. Как и любое оборудование с программным управлением, станок отличается исключительной точностью, что особенно важно при создании коронок, имплантов и прочих протезов, которые должны быть максимально комфортны в носке, поэтому такие аппараты можно встретить практически в каждой стоматологической мастерской;
ювелирная промышленность — при помощи высокоточных ЧПУ станков обрабатывают драгоценные и полудрагоценные камни, наносят наружную, внутреннюю и круговую гравировку на изделия из благородных металлов, создают формы для литья и восковки;
сувенирная, подарочная, декоративно-прикладная и прочие смежные отрасли, в которых фрезерный инструмент используют для изготовления самых различных по размерам и предназначению товаров: от маленьких брелоков на ключи до кружек или вянных скульптур в полный рост.
Что может делать фрезерный станок
Чтобы не говорить об применении фрезера обобщенно, перечислим некоторые направления, в которых этот станок пользуется особенной популярностью. В основном речь пойдет о работе с древесиной, так как именно этот материал шире всего демонстрирует богатые возможности оборудования.
Скульптуры любого размера, от миниатюрных до высотой с человеческий рост. Такие изделия хорошо подходят для украшения интерьера, садовых участков и городских скверов. Для их производства станок дооснащают поворотным устройством, которое равномерно вращает материал на весу, позволяя фрезе обрабатывать его со всех сторон.
Подарочная и декоративная упаковка (коробки, шкатулки, сундуки, тара нестандартной формы) выполненная из фанеры или натуральной древесины, является прекрасным обрамлением для презента и местом для хранения памятных вещей.
Шахматные наборы, изготовленные на станке поражают точностью контуров и разнообразием размеров, форм и стилей, в которых выполнены фигуры. В качестве материала чаще всего выступает древесина, но можно встретить и комплекты из металла, пластмассы или даже камня.
Кукольные дома — эксклюзивные изделия, выполняемые обычно в единственном экземпляре. Внешний вид таких игрушек ограничен только фантазией дизайнера-разработчика, который создавал файлы раскроя для ЧПУ станка. Большинство домиков имеет не только окна и стены, но и всю необходимую мебель для каждой комнаты и электрическое освещение.
Настенные панно из дерева являются прекрасным элементом интерьерного дизайна. Выполнены обычно в технике псевдо объемного изображения, то есть все элементы композиции частично выпуклые, выступающие над основным массивом.
Сборные модели из фанеры или, как их еще называют, деревянный конструктор. Представляют собой наборы прямо- и криволинейных элементов с пазами, которые плотно стыкуются друг с другом и в сборе образуют какую-либо фигуру или макет здания. Такие конструкторы интересны не только детям, но и взрослым (в зависимости от комплектации и уровня сложности сборки). В состав набора может входить от 6-8 деталей до несколько сотен, а тематика конечных изделий поражает разнообразием. Тут и известные архитектурные сооружения, и динозавры, и насекомые, и транспортные модели и множество других вариантов.
Карнизы, плинтуса, балясины и т. д. — это одно из самых популярных направлений во фрезеровке. Управляемый компьютером фрезер может создавать изумительные по сложности и красоте узоры на обычных деревянных столбиках и рейках, превращая их в изящные элементы внутреннего и уличного интерьера.
Гравировка с использованием фрезы позволяет декорировать и придать индивидуальность практически любому изделию. Орнаменты, узоры, изображения, памятные надписи наносят на часы, портсигары, ручки, медали, ювелирные изделия, подарочную упаковку, сувениры и многое другое.
Свежее:
Как фрезеровать мебельные панели МДФ
Виды станков с ЧПУ. Рассматриваем основные
Из чего состоит фрезерный станок
Подключение фрезерного станка
Виды фрезерных станков с ЧПУ
Популярное:
Плюсы 4-х координатных фрезерных станков
DSP контроллер фрезерного станка с ЧПУ
Особенности обработки камня повышенной твёрдости
Гравировка листового двухлойного пластика на станке с ЧПУ
Оптимальные режимы и инструмент для качественной резки ПВХ
В гостях у нашего постоянного клиента компании «Пластфактория», которые занимаются изготовлением POS-материалов и сотрудничают с крупными косметическими брендами.
Видеоотчет с посещения производства наших клиентов — компания «АЛЬТАИР». О работе на производстве, изготавливаемых изделиях и станках от компании Wattsan.
Популярные категории товаров
Фрезерные станки WATTSAN Фрезерные станки по дереву Фрезерные станки для дома Настольные фрезерные станки Фрезерные станки для рекламы Фрезерный станок по камню Многоцелевые фрезерные станки
Индивидуальный запрос
Имя
Телефон
Отправляя контактные данные — вы даете согласие на их обработку в целях оказания услуг
Оцените информацию на странице
Средняя оценка: 5 Голосов: 3
Фрезерный станок
WATTSAN 0404 mini
Фрезерный станок
WATTSAN 0609 mini
Фрезерный станок
WATTSAN A1 6090
Фрезерный станок
WATTSAN M1 6090
Фрезерный станок
WATTSAN A1 1313
Фрезерный станок
WATTSAN M1 1313
Фрезерный станок
WATTSAN A1 1325
Фрезерный станок
WATTSAN M1 1325
Фрезерный станок
WATTSAN M1 1325 RD
Фрезерный станок
WATTSAN M2S 1325
Получить консультацию специалиста
Оставьте свои контактные данные и наши специалисты ответят на любой интересующий вас вопрос
Имя
Телефон
Отправляя контактные данные — вы даете согласие на их обработку в целях оказания услуг
7 Применение станков с ЧПУ
Работаете ли вы с деревом, металлом или почти с любым другим материалом, вы, несомненно, слышали о всемогущих станках с ЧПУ. Хотя мы связываем что-либо с компьютерами за последние несколько десятилетий, технология ЧПУ на самом деле существует с 1940-х годов.
Как вы могли догадаться, с тех пор технология ЧПУ прошла долгий путь и предлагает множество новых применений. Давайте поговорим о некоторых из лучших применений и преимуществ обработки с ЧПУ.
1. Обработка с ЧПУ может быть повторена
Наибольшее преимущество штамповки с ЧПУ заключается в том, что после того, как вы зададите дизайн, вы сможете сделать столько копий, сколько позволят ваши материалы. Делаете ли вы таблички. резные знаки, украшения или даже автомобильные детали; как только программа установлена, вы можете просто сохранить ее и использовать повторно, когда захотите.
Несмотря на то, что у технологии ЧПУ слишком много преимуществ, их можно использовать даже больше, чем мы могли бы уместить в один список. Вот некоторые из тех, о которых вы, возможно, не слышали.
2. Стоматологическое оборудование
Хотите верьте, хотите нет, но известно, что стоматологи используют оборудование с ЧПУ для определенных процедур, особенно для зубных коронок.
Услуги ЧПУ часто связаны с деревом или листовым металлом, но они могут сделать гораздо больше. Поскольку оборудование является точным, вы даже можете использовать программы ЧПУ для вырезания зубных коронок и имплантатов.
Лучшее в нем то, что его легко настроить, а точность позволяет создавать коронки, которые идеально помещаются во рту там, где они предназначены. Если вы думали, что производители автомобилей были единственными, кто предлагал услуги механической обработки, подумайте еще раз! Стоматологи используют эту технологию уже много лет.
3. Оружие
Возможно, вы слышали споры о 3D-принтерах из-за их способности производить огнестрельное оружие без серийных номеров. Что ж, станки с ЧПУ существуют намного дольше и всегда имели такую возможность.
Мало того, на станках с ЧПУ можно даже модифицировать огнестрельное оружие, включая рукоятки и другие аксессуары. Единственное отличие от 3D-принтера — количество исходного материала. Однако производство огнестрельного оружия без разрешения является незаконным, но в процессе производства многих марок огнестрельного оружия используются станки с ЧПУ.
Производится не только огнестрельное оружие; военная и оборонная промышленность часто использует производство с ЧПУ для другого необходимого им оружия и оборудования. Вся отрасль полагается на производство большого количества оборудования с ЧПУ.
4. Строительство
Хотя это и неудивительно, во многих случаях в процессе строительства может пригодиться штамповка с ЧПУ. Некоторые из которых вы можете не ожидать.
Самые опытные плотники не могут сравниться с такой точностью, а некоторые работы, особенно при работе с существующими конструкциями, требуют идеальной подгонки.
Этот уровень точности может понадобиться и другим профессиям, включая монтажников трубопроводов, сантехников и даже специалистов по системам отопления, вентиляции и кондиционирования воздуха. Причина главным образом в том, что технология ЧПУ может предложить гораздо больше, чем любой другой инструмент. Они могут работать как фрезер, сверлильный станок, лобзик, настольная пила, фуганок, даже строгальный станок и многое другое одновременно, с возможностью работать с любым материалом, о котором вы только можете подумать. Это трудно победить.
5. Транспорт
Это широкое понятие, потому что технология ЧПУ предлагает столь широкий спектр услуг в отрасли. Авиационная, железнодорожная и автомобильная промышленность используют технологию ЧПУ в той или иной форме, потому что она предлагает такой широкий спектр услуг.
Детали самолета должны быть изготовлены с такой точностью, чтобы обеспечить надлежащее функционирование всех частей, когда вы находитесь в тысячах футов в воздухе. Вот почему отрасль так долго обращалась к услугам механической обработки.
Железные дороги и автомобили также должны быть надлежащим образом собраны для обеспечения безопасности. Когда ежегодно производится более 70 миллионов автомобилей, автопроизводители должны быть уверены, что контроль качества имеет наивысший приоритет. Все должно быть однообразно. Ну, люди просто не могут обеспечить такое же единообразие, как машины, что делает услуги ЧПУ чрезвычайно ценными для отрасли.
6. Исследования и разработки
Исследования и разработки почти в каждой отрасли требуют прототипов, а также некоторой степени проб и ошибок. Это включает в себя физику, химию, биотехнологии, деревообработку и многое другое. Обработка на станках с ЧПУ дает возможность воплотить любую идею из вашей головы с высочайшей точностью.
С момента своего создания он использовался для разработки точных прототипов почти для каждой области, которую вы можете назвать, и продолжает делать то же самое сегодня.
7. Производство ниши
Правда в том, что станки с ЧПУ могут практически все. Все, что нужно изготовить из нужного объема практически любого материала, можно сделать на станке с ЧПУ.
Какая еще машина могла бы построить электрогитару, ободья прялки, дверь и зубную коронку всего за пару часов? Технология ЧПУ подняла ставки для производства самых разных ниш и стилей и только продолжает совершенствоваться. Независимо от того, каковы ваши производственные потребности, ЧПУ может удовлетворить их для вас.
Это не дрель
Обработка на станках с ЧПУ позволяет использовать все инструменты, которые только можно представить в руках опытного мастера. Если вы хотите сделать что угодно, правильный специалист по ЧПУ сможет запрограммировать это для вас и сделать столько копий, сколько вам нужно! Будьте в курсе наших последних производственных новостей и обращайтесь к нам с любыми потребностями или вопросами, которые у вас есть!
ЧПУ Вдохновение: 32 продукта, которые вы могли бы производить и продавать сегодня
Обновлено
3 мая 2022 г.
Автор Etiido
Опубликовано 21 января 2020 г. в ЧПУ
За прошедшие годы обработка с ЧПУ стала неотъемлемой частью многих отраслей, включая автомобилестроение, аэрокосмическую промышленность, медицину, производство, продукты питания, спорт и моду. Сотни тысяч компаний используют станки с ЧПУ для создания как простых, так и сложных изделий, которые было бы невозможно создать без этих станков.
Кроме того, прошли те времена, когда станки с ЧПУ стоили дорого и когда обработку с ЧПУ могли выполнять только специалисты, прошедшие годы обучения.
Сегодня, несмотря на то, что существуют дорогие станки с ЧПУ профессионального уровня, которыми могут управлять только специалисты, существуют станки с ЧПУ, которыми могут владеть и пользоваться любители, любители и домашние мастера без многолетнего обучения.
Теперь, независимо от того, являетесь ли вы владельцем механического цеха, у которого есть время между заказами, или любителем, который просто любит что-то делать, ваш станок с ЧПУ действительно может принести вам немного денег. Существуют тысячи продуктов, которые вы можете проектировать, создавать и продавать!
Если на данный момент вы не знаете, с чего начать, что делать и где продавать, мы в Scan2CAD прикроем вашу поддержку. В этой статье со списком продуктов с ЧПУ мы рассмотрим 32 идеи продуктов, которые вы можете реализовать на своем станке с ЧПУ, а также сайты, на которых вы продаете эти продукты.
Прежде чем мы перейдем к списку, вот несколько полезных праймеров для станков с ЧПУ и типичных материалов с ЧПУ:
Станки с ЧПУ
ЧПУ означает числовое программное управление. Это общий термин для машин, которыми управляет компьютер; этот термин охватывает небольшие станки для любителей и большие промышленные резаки, а также станки для обработки дерева, пластика или алюминия. Вы загружаете векторные файлы, содержащие инструкции о том, как должен двигаться инструмент. Инструкции предоставляются в формате декартовых координат (например, два шага вперед, начиная с точки (0,0)). Наиболее распространенные станки с ЧПУ, с которыми вы столкнетесь, относятся к следующим категориям:
Плазменные резаки
Маршрутизаторы
Лазерные резаки
Гидроабразивная резка.
Конечно, существует множество других типов станков с ЧПУ, каждый из которых подходит для конкретных случаев использования. Например, электроэрозионные станки с ЧПУ и шлифовальные станки с ЧПУ.
Здесь, в Scan2CAD, мы даже составили список лучших комплектов ЧПУ для начинающих, а это означает, что вы сможете найти идеальный станок для завершения проекта по вашему выбору.
Материал
Существуют сотни материалов, которые можно резать и гравировать на станках с ЧПУ; они доступны с различной отделкой (матовая, зеркальная, прозрачная, ламинированная), цветами (флуоресцентные, блестящие) и толщиной. Некоторые такие материалы, обычно используемые станками с ЧПУ:
Акриловые листы
Пластмассы и пенопласты
Винил
Плиты из дерева и МДФ
Бумага и картон
Металлы
Стекло
Ткань и кожа
Резина
Содержание
1. Знаки
Создание вау-фактора для входящих в офис. (источник)
Материал: дерево
Сложность: простая
Где они продаются? Этси
Вывески — прекрасный пример простых и эффективных изделий из дерева с ЧПУ, которые можно продавать. Они обычно создают первое впечатление, когда вы входите в офис или бизнес. Что может быть лучше, чем хорошо продуманная вывеска, чтобы произвести хорошее первое впечатление.
2. Чехлы для телефонов
Красивый, практичный, прочный (Источник)
Материал: дерево
Сложность: простая
Где они продаются? Этси Амазонка
С помощью станков с ЧПУ вы можете изготовить красивые и прочные чехлы для любого типа телефона. Независимо от количества портов, разъемов, динамиков или камер в телефоне, вы можете сделать чехол или куртку, которые будут идеально ему подходить. Кроме того, вы можете добавить индивидуальную гравировку на корпус корпуса.
3. Ключницы
Никогда больше не теряйте ключи (Источник)
Материал: металл
Сложность: простая
Где они продаются? Этси
Ключники — невоспетые герои организации. Это могут быть довольно простые изделия из металла с ЧПУ. Они есть у всех. Хотя есть несколько держателей ключей, многие из них довольно тусклые. Проявите творческий подход! Вы даже можете включить другие инструменты, такие как открывалки для бутылок, в свои ключницы.
4. Подставка для телефона
Расслабьтесь и держите руки свободными (Источник)
Материал: дерево, металл
Сложность: простая
Где они продаются? Этси Амазонка Ebay
Согласитесь, это может быть очень неприятно, когда вы хотите посмотреть фильм на своем телефоне, но просто не можете занять удобное положение, потому что вам приходится держать телефон. Вы пытаетесь положить его вниз, но он просто продолжает опрокидываться. Точно так же вам нужно использовать телефон на кухне, в гараже или ванной, но подходящего места для его хранения просто нет. С держателем для телефона все эти заморочки позади. Просто положите свой телефон и делайте все, что хотите. Вы можете внести изменения в свой дизайн, в зависимости от размера телефона, который вы имеете в виду.
5. Держатель предметов
Будьте организованными и свободными от беспорядка (Источник)
Материал: дерево
Сложность: простая
Где они продаются? Этси Амазонка
Очень часто мы теряем или забываем наши личные вещи, такие как наши телефоны, кошельки, ключи, очки и часы, поскольку мы всегда носим их с собой. В других случаях наши рабочие места выглядят неорганизованными из-за этих предметов. Держатель для предметов обеспечивает эстетическое и практичное средство для хранения всех ваших личных вещей в одном месте, чтобы вы никогда не забывали их брать с собой. Существуют различные, одинаково практичные стили подставок для предметов, которые вы можете сделать в соответствии со своим вкусом и в зависимости от предметов, которые вы собираетесь разместить.
6. Портрет ЧПУ
Чтобы воспоминания оставались вечными (Источник)
Материал: дерево, металл
Сложность: Средняя
Где они продаются? Этси Амазонка
Мы видели портреты карандашом, портреты красками и даже портреты из песка. Но портреты с ЧПУ — это другой уровень удивительности. Начнем с того, что если вы начнете с красивого дизайна, вы всегда получите идеальный портрет. Кроме того, вы можете создавать портреты чего угодно, от людей до абстрактного искусства. Портреты с ЧПУ редки, красивы и очень стильны.
7. Автомобильные значки
Прокачай свою поездку (Источник)
Материал: металл
Сложность: простая
Где они продаются? Этси Ebay
Многие автовладельцы являются поклонниками автомобильных значков, так что это отдельная ниша. Вы можете создавать логотипы, изображения, слоганы, крылатые фразы или просто причудливые надписи, которые можно использовать в качестве автомобильных значков. Кроме того, есть автовладельцы, чьи оригинальные логотипы оторвались и пропали, и они ищут замену.
8. Детали станков с ЧПУ
Детали станков с ЧПУ, обработанные на станках с ЧПУ (Источник)
Материал: металл
Сложность: Комплекс
Где они продаются? Амазонка
Забавно, как много слесарей вспоминают только то, что они должны были выточить запасные части своих машин, когда машины портятся. Одна из первых вещей, которые вы должны создать с новым станком с ЧПУ, — это запасные части станка. Таким образом, вы не только никогда не окажетесь в затруднительном положении, но у вас также будет достаточно запчастей, чтобы продать их тем, кто застрял.
9. Индивидуальные гравировки
Настройте все! (Источник)
Материал: дерево, металл, пластик, акрил
Сложность: простая
Где они продаются? Этси
Индивидуальная гравировка хороша тем, что ее можно нанести практически на все. От мебели до посуды и канцтоваров.
Под номером 10 в нашем списке изделий с ЧПУ находятся декоративные заборы и ворота. С помощью станков с ЧПУ/лазерных резаков вы можете вырезать узоры из листового металла, независимо от того, насколько они сложны. Это позволяет создавать красивые заборы, двери, ширмы и ворота без ущерба для безопасности
11. Абажуры
Абажуры с лазерной резкой (Источник)
Материал: дерево, металл
Сложность: простая
Где они продаются? Амазонка
Подобно декоративным заборам и воротам, абажуры можно изготавливать путем вырезания узоров из листового металла или дерева. Вы можете сделать различные формы абажуров, чтобы они подходили к разным типам ламп и лампочек.
12. Штампы
Удобный брендинг (Источник)
Материал: дерево, металл
Сложность: простая
Где они продаются? Этси
Марки используются сотнями тысяч больших и малых компаний. В наши дни даже у отдельных лиц есть марки. Станки с ЧПУ позволяют очень быстро создавать очень точные и прочные штампы.
13. Подарочные коробки
Превратите подарочную упаковку в подарок (Источник)
Материал: дерево
Сложность: простая
Где они продаются? Амазонка
Подарочные коробки обычно попадают в мусорку после того, как подарки вынуты. Так быть не должно. Хорошо сделанные подарочные коробки сами по себе являются подарками и могут использоваться в качестве ящиков для хранения и контейнеров в будущем.
14. Щелкунчик
Получить взлом (Источник)
Материал: металл, дерево
Сложность: Средняя
Где они продаются? Этси
Возможно, это не самая очевидная из наших идей для изделий с ЧПУ, но щипцы для орехов — еще один пример того, как можно сочетать красоту, практичность и долговечность. Приложив немного инженерных усилий, вы сможете быстро расколоть орехи.
15. Декоративные скалки
Превратите печенье в произведение искусства (Источник)
Материал: дерево
Сложность: простая
Где они продаются? Этси
С помощью декоративных скалок очень просто сделать украшенное печенье. Эти булавки сделаны из дерева и могут нести любой узор, который вы придумаете.
16. Игрушки
Снятие стресса для всех (Источник)
Материал: дерево, металл
Сложность: Варьируется
Где они продаются? Амазонка
Существует множество игрушек, которые можно изготовить на станке с ЧПУ. Вы можете делать спиннеры, волчки, миниатюрные транспортные средства, кукольные домики, миниатюрную мебель, миниатюрных животных и т. д.
17. Настенная плитка
Улучшите акустику и визуальные эффекты с помощью настенной плитки из войлока (Источник)
Материал: войлок, дерево
Сложность: простая
Где они продаются? Этси
Плитка — это стильный способ украсить полы, стены или столы за небольшую часть стоимости традиционной плитки. Настенная плитка дает вам больше вариантов стиля с формами и узорами. У вас также есть возможность сделать взаимосвязанные плитки, которые вы можете удалить и заменить в любое время.
18. Ювелирные изделия и аксессуары
Когда высокие технологии встречаются с модой (Источник)
Материал: дерево, металл
Сложность: Варьируется
Где они продаются? Этси
Обработка с ЧПУ быстро завоевывает популярность в индустрии моды из-за свободы творчества, которую она предоставляет. Вы можете создавать кольца, броши, браслеты, серьги, запонки, зажимы для галстука, ожерелья, ремни и даже галстуки-бабочки на станках с ЧПУ. Ожидается, что из многих возможных идей продуктов с ЧПУ ювелирные изделия будут иметь постоянный рост продаж, поскольку все больше клиентов требуют уникальных и сделанных на заказ изделий, для создания которых идеально подходят небольшие студии с ЧПУ.
19. Телефонные усилители
Динамики без электричества (Источник)
Материал: дерево
Сложность: простая
Где они продаются? Этси
Бывают случаи, когда громкость вашего телефона даже на максимальной громкости недостаточна. Один из способов решить эту проблему — использовать внешние динамики. Тем не менее, экологически безопасный, простой, неэлектронный и красивый способ усилить динамик вашего телефона — это телефонные усилители с ЧПУ. Обладая базовыми знаниями физики и дизайна, вы легко сможете удвоить громкость своего телефона. Усилитель телефона также можно использовать как подставку для телефона.
20. Минималистичные кошельки
Безопасный, надежный, минимальный (Источник)
Материал: дерево, металл
Сложность: простая
Где они продаются? Амазонка
Мы можем создавать игрушки, украшения и портреты, так что же мешает нам создавать кошельки. Вы можете создавать очень прочные минималистичные кошельки, в которых можно хранить деньги, удостоверения личности и банковские карты. Не стесняйтесь проявлять творческий подход к узорам на кошельке, а также к тому, как кошельки открываются и закрываются.
21. Велосипедные педали
Чрезвычайно прочные и устойчивые велосипедные педали (Источник)
Материал: металл
Сложность: Комплекс
Где они продаются? Амазонка
Из-за большого стресса, которому они подвергаются, велосипедные педали часто выходят из строя и требуют замены. С помощью станка с ЧПУ вы можете создавать чрезвычайно прочные велосипедные педали, способные выдерживать безумные нагрузки.
22. Подставки
Добавить урок к чаю (Источник)
Материал: дерево
Сложность: простая
Где они продаются? Эсти
Подставки для напитков — еще один способ раскрыть свой творческий потенциал с помощью узоров и форм. Эти продукты очень похожи на плитки, которые мы описали выше, с той разницей, что они независимы.
23. Украшения для интерьера
Оживите любое пространство с помощью хорошо продуманного декора(Источник)
Материал: дерево, металл
Сложность: Варьируется
Где они продаются? Этси
Когда дело доходит до предметов интерьера и станков с ЧПУ, вы буквально ограничены только своим воображением. Существуют тысячи удивительных, инновационных, практичных, красивых, абстрактных и дурацких вещей, которые считаются эстетически приятными. Мы, очевидно, не можем вдаваться в список того, что вы можете сделать в качестве декора интерьера, поэтому не стесняйтесь дать волю своему воображению.
24. Настольные игры
Когда высокие технологии встречаются с весельем (Источник)
Материал: дерево, металл
Сложность: Варьируется
Где они продаются? Этси
Устали играть со скучными игровыми досками и игральными картами? Ты не одинок. К счастью, вы можете что-то с этим сделать. Вы можете сделать долговечные произведения искусства из любой настольной игры и ее частей, таких как шахматы, змейки и лестницы, монополия, шашки и игральные карты.
25. Зажигалки
Вечные зажигалки на все случаи жизни (Источник)
Материал: металл
Сложность: Комплекс
Где они продаются? Этси
Думаю, можно с уверенностью предположить, что все мы знаем, как стильно выглядит хорошо сделанная зажигалка. Забудьте о зажигалках с тусклыми пластиковыми контейнерами или простыми металлическими корпусами. С помощью станка с ЧПУ, если вы правильно понимаете принципы работы, вы можете сделать зажигалку в форме чего угодно и с любыми декоративными элементами, которые вам нравятся.
26. Пепельницы
Пепельницы (Источник)
Материал: металл
Сложность: простая
Где они продаются? Эсти
Пепельницы — еще один продукт, занимающий отдельную нишу. Курильщики знают, как это может раздражать, когда вокруг никого нет. Не стесняйтесь проявлять творческий подход к своему дизайну, превращая пепельницы в украшения.
27. Тактическое оружие/инструменты для выживания
Набор для выживания в вашем кошельке (Источник)
Материал: металл
Сложность: Варьируется
Где они продаются? Эсти
Независимо от того, занимаетесь ли вы кемпингом на открытом воздухе или занимаетесь своими руками в помещении, во многих чрезвычайных ситуациях потенциально может спасти тактический инструмент выживания, такой как швейцарский армейский нож (или как вы решите назвать свою комбинацию инструментов). С помощью станка с ЧПУ вы можете создавать качественные инструменты или коллекции инструментов, которые наверняка привлекут внимание покупателей. Опять же, не стесняйтесь проявлять творческий подход к своим проектам. Мы видели удостоверения личности, которые складываются в ножи, и линейку, которая подпиливает, завинчивает, открывает бутылки и удаляет гвозди.
28. Фонари
Блестящий пример мастерства (Источник)
Материал: металл
Сложность: Средняя
Где они продаются? Сбросить
Это еще один пункт в нашем списке, который требует некоторых знаний по физике. Правда, вам придется потратить несколько долларов на электронные компоненты, но усилия того стоят. Вы можете максимально творчески подходить к корпусу.
29. Солонки и перечницы
Украсьте свой обеденный стол практичной декоративной посудой (Источник)
Материал: дерево, металл
Сложность: Средняя
Где они продаются? Ящик и бочка
Превратите скучную столовую посуду в прекрасные произведения искусства с помощью станков с ЧПУ. Проявив немного творчества, солонки и перечницы можно превратить в украшение.
30. Таблетки
Будь всегда готов (Источник)
Материал: металл
Сложность: Средняя
Где они продаются? 7гаджеты
Капсулы для таблеток очень важны для людей, которым необходимо носить с собой лекарства. Вы можете создавать ударопрочные и водостойкие капсулы, которые можно носить даже как украшение.
31. Свистки
Свистки (Источник)
Материал: металл
Сложность: Средняя
Где они продаются? Амазонка
Свистки, как и многие другие продукты в нашем списке, являются нишевыми продуктами. Есть несколько не очень качественных свистков, поэтому покупатели будут готовы потратиться на прочный и красивый свисток.
32. Корпуса гитар
Гордость гитариста (Источник)
Материал: дерево
Сложность: простая
Где они продаются? Заказ
Если вы когда-либо встречали гитариста, вы, вероятно, знаете, как они оберегают и гордятся корпусом своей гитары. С помощью станка с ЧПУ и небольшого количества дерева вы можете создать корпус гитары с потрясающим дизайном.
Могу ли я продавать продукцию с ЧПУ, если у меня нет станка с ЧПУ?
Помните, что эти возможности ЧПУ доступны не только владельцам станков с ЧПУ. Все эти проекты возможны, даже если у вас нет оборудования в вашем гараже.
Все, что вам нужно сделать, это ввести в Google «услуги лазерной гравировки рядом со мной» (или любую другую технологию, которую вы хотели бы использовать), и вам будет предложено множество вариантов и ценовых категорий на выбор. Это высококвалифицированные специалисты, предлагающие свое оборудование и услуги, чтобы вы могли воплотить в жизнь любую идею, которая придет вам в голову. Большинство из этих сервисов предоставят конкретные инструкции о том, в каких форматах предоставлять ваши файлы дизайна, какие ограничения дизайна и так далее. Некоторые поставщики услуг принимают заказы только в больших объемах, в то время как другие готовы производить единичные экземпляры или прототипы.
Заключение
Итак, этот обширный список продуктов с ЧПУ вдохновил вас на то, чтобы сегодня включить ваш станок с ЧПУ?
Как мы узнали, эти идеи проектов с ЧПУ могут быть как простыми, так и сложными, как мы выбираем, с использованием различных материалов для изготовления ваших изделий на заказ для продажи.
Давайте завершим мой обзор моих лучших 5 идей продуктов с ЧПУ:
Продукт
Материал
Сложность
Где они продаются
Подставки
Дерево
Простой
Этси
Ювелирные изделия
Металл
Варьируется
Этси
Знаки
Дерево
Простой
Этси
Декоративные заборы и ворота
Дерево, металл
Простой
Этси
Украшения для интерьера
Дерево, металл
Варьируется
Этси
Вам: Что мы пропустили? Что вы стремились создать в своей студии ЧПУ? Дайте нам знать в комментариях
Об авиакомпании Etiido
Я сертифицированный инженер-механик с любовью к творческому и техническому письму.
Литейными называются сплавы черных и цветных металлов, обладающие комплексом специфических технологических свойств, обеспечивающих получение различными способами литья бездефектных отливок заданной конфигурации с регламентируемыми физико-механическими и эксплуатационными свойствами.
Выполнение указанных требований определяется полным циклом технологического процесса, но наиважнейшим фактором, при этом, выступает состав и технология приготовления сплава. Учитывая технологические и экономические аспекты, литейные сплавы должны обеспечивать:
Низкую температуру плавления (чем ниже температура плавления, тем ниже энергопотребление и затраты на плавку и перегрев сплава, естественно, ниже себестоимость производства)
Небольшую усадку при затвердевании и охлаждении (чем ниже усадка, тем ниже объем прибылей на ее компенсацию, что повышает выход годного и снижает затраты на выплавку 1 тонны годного литья)
Незначительную способность к поглащению газов в жидком состоянии (что уменьшает вероятность образования дефектов в виде газовых раковин и пористости; исключает затраты на закупку оборудования и материалов для рафинирования расплава)
Низкую ликвацию (что исключает различие в химическом составе различных частей отливки)
Благоприятное кристаллическое строение (микроструктуру), обеспечивающее высокие физико-механические свойства отливок
В состав литейных сплавов не должны входить дефицитные элементы
Классификация литейных сплавов
Промышленные литейные сплавы принято классифицировать на три крупных класса: чугуны, стали и цветные сплавы.
Чугуны
В зависимости от микроструктуры, механических и эксплуатационных свойств, химического состава, чугун для производства отливок подразделяют на следующие виды:
Серый чугун с пластинчатым графитом (в котором углерод выделяется в виде прямолинейных или немного искривленных пластинок графита)
Высокопрочный чугун с шаровидным графитом (включения графита в нем имеют шаровидную форму, которая в значительно меньшей степени, чем «пластины» ослабляет металлическую матрицу и тем самым повышает механические свойства)
Чугун с вермикулярным графитом (характеризуется компактной формой графита, прочностные характеристики занимают середину между серым и высокопрочным чугунами, но замечательные тепло-физические свойства дали ему широкое применение для производства блоков цилиндров двигателей внутреннего сгорания и дизелей в автомобилестроении, судостроении и тепловозостроении)
Ковкий чугун (отливается как «белый чугун», который подвергают длительному отжигу, в результате выделяется графит имеющий хлопьевидную форму)
Легированный чугун:
В зависимости от содержания легирующих элементов подразделяется на: низколегированный чугун (до 2,5% легирующих элементов), среднелегированный чугун (от 2,5 до 10% легирующих элементов), высоколегированный чугун (содержит более 10% легирующих элементов)
В зависимости от эксплуатационных свойств легированные чугуны классифицируют на: жаропрочные, жаростойкие, износостойкие, коррозионностойкие, немагнитные, антифрикционные
В зависимости от химического состава легированные чугуны классифицируют как: хромовые, никелевые, кремнистые, алюминиевые, марганцовистые, ванадиевые
Стали
Стали, используемые для для производства отливок, классифицируют на:
Конструкционные нелегированные (углеродистые) стали
Конструкционные легированные стали
низколегированные стали
среднелегированные стали
высоколегированные стали со специальными свойствами
Цветные сплавы
Цветные литейные сплавы обычно классифицируют по металлу-основе:
Медные сплавы
Никелевые сплавы
Свинцовые сплавы
Сурьмяные сплавы
Цинковые сплавы
Алюминиевые сплавы
Магниевые сплавы
Титановые сплавы
Литиевые сплавы
Литые наплавочные сплавы
Литые наплавочные сплавы выпускаются или в виде литых круглых стержней (стеллиты и сормайт) или в виде порошка, крупки (зернообразные сплавы — сталинит).
Литые сплавы наплавляются на режущую кромку инструмента или на части деталей, подвергающиеся сильному износу.
Стеллиты и сормайт № 1
Стеллиты и сормайт № 1 успешно применяют для наплавки деталей, работающих без резких толчков и ударов, например:
гибочных и вытяжных матриц,
пуансонов,
измерительного инструмента (скоб, шаблонов),
центров токарных станков,
ножей для резки металла,
а также для наплавки деталей, испытывающих механический и химический износ, например седел клапанов двигателей внутреннего сгорания и т.д.
Сормайт № 2
Сормайт № 2 применяют для наплавки вырезных штампов, обрубных матриц, пуансонов и других деталей, работающих с толчками и ударами.
Зернообразные сплавы — сталинит — применяют в основном для наплавки деталей, подвергающихся грубому износу, например:
зубья экскаваторов,
лопатки дымососов,
щеки дробилок,
буровые долотья и др. ,
а также лемехов, соединительных муфт,
шпинделей прокатных станов и т.п.
Для производства наплавленных сплавов применяют следующие материалы:
феррохром,
ферромарганец,
металлические хром и марганец,
кобальт,
вольфрам,
древесный уголь и чугун.
Технологический процесс
Сущность технологического процесса получения сплавов типа стеллит и сормайт заключается в переплавке исходных шихтовых материалов в тигельной индукционной печи и отливке прутков диаметром 5—6 мм и длиной 250—300 мм.
Технологический процесс производства зернообразных сплавов типа сталинит заключается в дроблении и измельчении шихтовых материалов (феррохром, ферромарганец, нефтяной кокс, чугунная стружка) до порошкообразного состояния с величиной зерен не более 1,0 мм.
Измельченные материалы тщательно смешивают в следующих пропорциях: феррохрома 30%, ферромарганца 18—19%, чугунной стружки 45%, нефтяного кокса 7—8%.
Полученная масса подвергается прокаливанию при температуре 400—500° в течение 3—4 час., выливается в противень и после застывания измельчается в дробилке.
Марки, химический состав и свойства литых наплавочных сплавов приводятся в табл. 12.
Таблица 12
Красностойкость литых наплавочных сплавов составляет 750—800°. Наибольшее значение красностойкости имеют сплавы типа стеллит.
Наплавка сплавов должна производиться опытными сварщиками по установленной технологии.
Фундаментальную разницу между литым и кованым алюминием легко понять: Литой алюминий – это алюминий, расплавленный в печи и залитый в форму. Кованый алюминий — это когда металл обрабатывается в твердом виде с помощью специальных инструментов . Эти два производственных процесса дадут два материала с очень разными свойствами.
Алюминий имеет широкий спектр применения во всех основных отраслях промышленности, однако часто бывает трудно решить, какой сорт лучше всего подходит для конкретного применения. Проблема усложняется при сравнении не только сплавов, но и литого и деформируемого алюминия. Оба являются в основном алюминиевыми сплавами, которые часто содержат одни и те же легирующие элементы, но в разных составах и количествах. Однако области применения и свойства материалов сильно различаются между ними.
Литейные алюминиевые сплавы
Литой алюминий содержит большее процентное содержание легирующих элементов по сравнению с кованым алюминием. Литой алюминий также обычно имеет более низкую прочность на растяжение, чем кованый алюминий, из-за сложности устранения дефектов литья.
Свойства литого алюминия
Литейные алюминиевые сплавы используют четырехзначную систему нумерации и включают десятичную точку после третьей цифры. Эта система была разработана и поддерживается Алюминиевой ассоциацией и является наиболее широко используемым соглашением по наименованию алюминиевых сплавов. Алюминиевая ассоциация работает в соответствии с правилами ANSI. Первая цифра указывает на основные легирующие элементы и, таким образом, является наиболее важной. Для получения более подробной информации об этой схеме нумерации перейдите по ссылке.
Таблица 1 – Источник: Свойства литого алюминия
Класс
Состав (мас.%)
*Прочность на растяжение (МПа)
*Предел текучести (МПа) 0,2%
1хх.х
Алюминий от 99,00% до 99,99%
131 – 448
28 – 152
2хх.х
от 4% до 4,6% меди
131 – 276
90 – 345
3хх. х
от 5% до 17% кремния
117 – 172
66 – 172
4хх.х
от 5% до 12% кремния
117 – 172
41 – 48
5хх.х
от 5% до 12% магния
131 – 448
62 – 152
6хх.х
Не используется
7хх.х
6,2–7,5 % цинка
207 – 379
117 – 310
*Средние значения только для сравнения сплавов
Производство литейных сплавов
Литейный алюминиевый сплав производится из бокситов. Это природный минерал, содержащий 15-20% алюминия, и единственная руда, которая до сих пор используется для промышленной добычи алюминия. Процесс извлечения чистого алюминия из бокситов очень сложен и энергозатратен.
Процесс заключается в растворении боксита в едком натре при высоких температурах, после растворения температура смеси понижается и оксид алюминия кристаллизуется, а остальные элементы либо оседают, либо перекристаллизовываются отдельно. Это известно как процесс Байера. Затем глинозем разрушается в электролитической ячейке, при этом электрический ток отделяет алюминий от кислорода в присутствии расплавленного криолита. Алюминий отделяется на дне электролизера и регулярно удаляется и направляется в литейный цех, где отделяются примеси. Чистый алюминий отливается в заготовки для дальнейшей обработки, затем эти заготовки переплавляются вместе с необходимыми легирующими элементами для получения желаемой марки. Этот расплавленный сплав затем отливается либо в виде заготовок, либо в форму конечного продукта. Литье может быть выполнено с помощью литья в песчаные формы, литья под давлением или литья по выплавляемым моделям.
Литые сплавы
Литейные алюминиевые сплавы не часто используются для конструкционных компонентов из-за их сравнительно низкой прочности на растяжение. Этого можно избежать с помощью специальных методов обработки, но, как правило, литейные сплавы используются для следующих целей:
Станки
Головки цилиндров двигателя
Корпус коробки передач
Корпуса мостов
Литые колеса
Оконная фурнитура
Сельскохозяйственное оборудование
Садовый инвентарь
Преимущества литых сплавов
Литые алюминиевые сплавы имеют различные преимущества по сравнению с коваными сплавами, как указано в списке ниже:
Более низкая цена за килограмм по сравнению с кованым алюминием
Благодаря гибкости литья можно получить широкий диапазон форм
Некоторые специализированные сплавы доступны только в виде отливок из-за их низкой пластичности
Могут быть изготовлены детали, требующие ограниченной обработки после литья
Кованый алюминий
Кованый алюминий обладает исключительными механическими свойствами и может принимать различные стандартные и нестандартные формы.
Свойства деформируемого алюминия
Деформируемый алюминиевый сплав можно идентифицировать по четырехзначному номеру. Первая цифра указывает на основные легирующие элементы и, таким образом, является наиболее важной. Вторая цифра, кроме 0, указывает на модификацию сплава, а третья и четвертая цифры — идентификационные номера конкретного сплава.
Таблица 2 – Источник: Свойства кованого алюминия
Класс
Состав
*Прочность на растяжение (МПа)
*Предел текучести (МПа) 0,2%
Серия 1000
Алюминий от 99,00% до 99,99%
82 – 166
28 – 152
2000 Серия
от 2,2% до 6,8% меди
186 – 467
76 – 345
Серия 3000
марганец от 0,3% до 1,5%
110 – 283
41 – 248
Серия 4000
от 3,6% до 13,5% кремния
от 0,1% до 4,7% меди
от 0,05% до 1,3% магния
172 – 414
45 — 180
Серия 5000
от 0,5% до 5,5% магния
124 – 352
41 — 345
Серия 6000
от 0,2% до 1,8% кремния
от 0,35% до 1,5% магния
124 – 310,3
55,2 – 276
Серия 7000
от 0,8% до 8,2% цинка
от 0,1% до 3,4% магния
от 0,05% до 2,6% меди
228 – 572
103 — 503
*Средние значения только для сравнения сплавов
Производство кованых сплавов
Кованый алюминий производится путем выплавки слитков чистого алюминия со специальными легирующими элементами, необходимыми для получения алюминия определенной марки. Затем расплавленный сплав отливают в заготовки или большие плиты. Затем этот материал прокатывают, куют или экструдируют, придавая ему окончательную форму. В некоторых случаях сплавы подвергают термообработке для дальнейшего улучшения их свойств.
Применение кованых сплавов
Кованый алюминий, как правило, имеет лучшую прочность на растяжение по сравнению с литыми сплавами, как видно из двух таблиц выше. Их типичные области применения перечислены ниже:
Профили
Электрические проводники и шины
Корпуса самолетов
Кухонная утварь
Сварочные стержни
Сосуды под давлением
Рама мотоцикла
Защитное покрытие
Преимущества кованого сплава
Деформируемые алюминиевые сплавы обладают многочисленными преимуществами по сравнению с литым алюминием, как указано в списке ниже;
Отличные механические свойства
Структурная целостность, т. е. отсутствие дефектов литья
Улучшенная обработка поверхности
Простота изготовления, например сварка и механическая обработка
Простота формования, например, алюминий может быть экструдирован с почти бесконечным диапазоном поперечных сечений, которые могут быть изготовлены по индивидуальному заказу в соответствии с конкретным применением
Сплавы для литья пуль — RotoMetals
Сплавы для литья пуль — RotoMetals
Поиск
Сплавы для литья пуль
Найдите здесь сплавы для литья пуль, необходимые для перезарядки! Являетесь ли вы охотником или просто любите стрелять из спортивного снаряжения, самостоятельная стрельба имеет множество преимуществ. С Rotometals все сплавы производятся в США из нового, чистого, первично-сертифицированного металла — без брака. Мы можем заверить, что вы не найдете нигде более качественных расходных материалов для литья металла по более выгодной цене. От чистых свинцовых сплавов для пуль и слитков линотипных сплавов до замазки для фиксаторов литья и не только, Rotometals предлагает металлы для литья пуль, которые вы искали здесь. Заинтересованы в нестандартных смесях или бессвинцовых сплавах для пуль? Ознакомьтесь с этим недавним отчетом об испытаниях и не стесняйтесь обращаться к нам, если вы хотите, чтобы специальный сплав не был показан! Хотите простой способ укрепить свое лидерство? Попробуйте наш сверхтвердый сплав! Просмотрите наш полный выбор ниже, чтобы найти поводок для литья пуль, который вы искали, или свяжитесь с нами сегодня, если у вас есть какие-либо вопросы. Мы также ждем отзывов, идей и новых испытателей, которые помогут нам в разработке новых сплавов для пуль! Наши сплавы для литья были представлены на сайте BPCR. net, на форуме Cast Boolits и в The Los Angeles Silhouette Club. Все заказы на сумму более 149 долларов США доставляются бесплатно, Гарантированная лучшая цена доставлена вам!
Rotometals добавила стальные мишени AR-500, вы можете найти их здесь!
Основные правила закалки свинца- На каждый 1% дополнительного олова твердость по Бринеллю увеличивается на 0,3. На каждый дополнительный 1% сурьмы твердость по Бринеллю увеличивается на 0,9. Для простого уравнения Бринелля = 8,60 (сурьмяно-свинцовый) + (0,29 * олово) + (0,92 * сурьма)
Щелкните продукт, чтобы загрузить паспорт безопасности | Висмут и олово | Чистый свинец | Свинец и олово | Сурьма и свинец | Свинец, сурьма и олово
Сортировать по: Избранные товарыСамые новые товарыЛучшие продажиОт A до ZZ до ABПо обзоруЦена: по возрастаниюЦена: по убыванию
Продается по фунтамЭти слитки сделаны из свинца с содержанием сурьмы около 2-4% + . Вы получите смесь слитков весом 1/2 и 1 фунт для достижения общего веса вашего заказа. Слитки весом ~ 1 фунт измеряют приблизительно 3″ x 1-3/8″ x 7/8″ и…
MSRP:
$4,99
Сейчас:
2,29 доллара США
Было:
3,19 $
Добавить в корзину
Быстрый просмотр
В продаже
Добавить в корзину
Быстрый просмотр
Свинцовый мини-слиток Pure 99,9% ~ 1 фунт смешанных размеров
Rotometals. com
MSRP:
$3,19
Сейчас:
2,69 долл. США
Было:
$2,99
Продается по фунтамЭти слитки сделаны из 99,9%+ новый чистый лид. Вы получите смесь слитков весом 1/2 и 1 фунт для достижения общего веса вашего заказа. Слитки весом ~ 1 фунт измеряют приблизительно 3″ x 1-3/8″ x 7/8″ и слитки весом 1/2 фунта…
MSRP:
$3,19
Сейчас:
2,69 долл. США
Было:
2,99 $
Добавить в корзину
Быстрый просмотр
Добавить в корзину
Быстрый просмотр
Чистые свинцовые наггетсы 99,9% — примерно 1 фунт
Rotometals.com
Сейчас:
$3,69
Продается фунтами Обратите внимание, что заказы, содержащие более 20 фунтов наггетсов, скорее всего, будут отправлены навалом, а не в мешках по 5 фунтов. Если вам нужны наггетсы в пятифунтовых мешках, сообщите нам об этом в примечаниях. Возможна некоторая задержка в…
Бесплатно при заказе на сумму более $249
Выберите параметры
Быстрый просмотр
Футболка RotoMetals
Rotometals.com
Сейчас: $10,39 — $12,99
Получите крутую футболку RotoMetals! Получите футболку бесплатно, если ваш заказ превышает 249 долларов! Цвета случайные (черный или серый) и будут варьироваться в зависимости от размера.
Добавить в корзину
Быстрый просмотр
Lee Lead Dipper, деревянная ручка
Rotometals.com
Сейчас:
10,99 $
Свинцовый ковш — один из тех продуктов, которые значительно облегчают заброс пуль. Этот ковш идеального размера для гильз. В ковше содержится достаточно свинца, чтобы расплавленный металл оставался достаточно горячим, формы будут производить отличные пули, а литейщик…
Полусферические чаши этого ковша изготовлены методом горячей штамповки для обеспечения высочайшего качества. Двойные носики обеспечивают легкое и плавное наливание, а большая толщина стенок увеличивает срок службы. Прочные ручки не нуждаются в дополнительном усилении…
В продаже
Добавить в корзину
Быстрый просмотр
Чистый мягкий свинцовый металл 99,9% ~ 5-фунтовый слиток
Rotometals.com
Сейчас:
12,99 долларов США
Было:
13,99 долл. США
Продается с шагом в 5 фунтов. Эти слитки на 99,9% состоят из нового, чистого свинца. Слитки имеют размеры 8-3/4″ x 1″ x 2″ и весят примерно 5 фунтов. Шкала твердости Бринелля 9.9,9% свинца составляет примерно 5. Если вы хотите сэкономить еще больше на фунт, то…
В продаже
Добавить в корзину
Быстрый просмотр
Слиток сплава для литья камеры, также известный как низкий 158-190F
Rotometals.com
MSRP:
$16,99
Сейчас:
$14,99
Было:
$15,99
Продается слитком. Слиток весит примерно 1 фунт. СДС здесь.
Сплав патронника Rotometals (158-190) является наиболее известным материалом, из которого изготавливают отливку патронника и горловины огнестрельного оружия для определения калибра или проверки размеров. Тает…
MSRP:
$16,99
Сейчас:
14,99 долларов США
Было:
$15,99
Добавить в корзину
Быстрый просмотр
Добавить в корзину
Быстрый просмотр
Бессвинцовый сплав для литья пуль на основе висмута
Rotometals. com
Сейчас:
15,99 $
ЛИСТ ПБ
Продается слитком ~ т.е. 1 фунт
Это соотношение ~ 87,25% висмута, 0,75% сурьмы и 12% олова является лучшим соотношением, которое мы придумали в качестве заменителя свинца. Этот сплав плавится примерно при 395 F и лучше всего литой или…
Добавить в корзину
Быстрый просмотр
Слиток сплава пули от 1 до 40 — 5 фунтов (97,5% свинца, 2,5% олова)
Rotometals.com
Сейчас:
$16,99
Этот сплав состоит из сорока частей свинца и одной части олова (97,5% свинца, 2,5% олова) и постоянно расширяется при скорости дымного пороха с превосходным сохранением веса. Шкала твердости по Бринеллю от 40 до 1 сплава составляет…
Добавить в корзину
Быстрый просмотр
От 1 до 30 Bullet Alloy Ingot — 5 фунтов (97% свинца, 3% олова)
Rotometals. com
Сейчас:
$17,99
Продается с шагом в 5 фунтов
Слитки ~ 1 «x 2″ x 8,75» Этот сплав состоит из тридцати частей свинца и одной части олова (97% свинца, 3% олова) и является предпочтительным сплавом для некоторых стрелков с черным порохом. Число твердости по Бринеллю от 1 до 30…
Добавить в корзину
Быстрый просмотр
От 1 до 25 Bullet Alloy ~ 5-фунтовый слиток (96% свинца, 4% олова)
Rotometals.com
Сейчас:
$18,99
Продается с шагом ~ 5 фунтов. Слитки имеют размеры примерно 8-3/4″ x 1″ x 2″ и весят 5 фунтов (+/- 0,25). Этот сплав состоит из двадцати пяти частей свинца и одной части олова(9).6% свинца, 4% олова). Число твердости по Бринеллю от 1 до 25…
Hardball Bullet Casting Сплав состоит из 2% олова, 6% сурьмы и 92% свинца. Эта современная версия старого Lyman #2 является превосходным универсальным сплавом для большинства пистолетных пуль и многих высокоскоростных винтовочных патронов. Твердость по Бринеллю…
Продается с шагом ~5 фунтов. Наш сплав Lyman #2 (90 % свинца, 5 % олова, 5 % сурьмы) выпускается в слитках размером примерно 8-3/4 дюйма на 1 дюйм x 2 дюйма и весом примерно 5 фунтов (+/-. 25). Твердость по Бринеллю этого сплава Лаймана 2 составляет около ~ 16.
MSRP:
$21,99
Сейчас:
18,99 $
Было:
21,99 $
Добавить в корзину
Быстрый просмотр
Добавить в корзину
Быстрый просмотр
От 1 до 20 слитков пуленепробиваемого сплава (95% свинца, 5% олова), слиток весом 5 фунтов
Rotometals.com
Сейчас:
$19,99
Продается слитками ~ 5 фунтов. Слитки имеют размер примерно 8-3/4″ x 1″ x 2″ и весят 5 фунтов (+/- 0,25). Этот сплав состоит из двадцати частей свинца и одной части олова (95% свинца, 5% олова). , Сплав с числом твердости по Бринеллю от 1 до 20 составляет…
Добавить в корзину
Быстрый просмотр
Сплав пуль от 1 до 16 — 5-фунтовый слиток (94% свинца, 6% олова)
Rotometals. com
Сейчас:
$21,99
Продается в слитках по 5 фунтов
Слитки имеют размеры примерно 8-3/4″ x 1″ x 2″ и весят 5 фунтов (+/- 0,25). Этот сплав состоит из 16 частей свинца и одной части олова (94% свинца, 6% олова). Шкала твердости по Бринеллю от 16 до 1 соответствует примерно 11.
Продается в слитках или мешках Сплав Linotype состоит из 4% олова, 12% сурьмы и 84% свинца; каждый брусок имеет размеры примерно 8-3/4″ x 1″ x 2″ и весит примерно 5 фунтов (+/- 0,25). Этот очень твердый сплав был разработан для полного заполнения пресс-форм…
5-фунтовый слиток Этот слиток имеет размеры примерно 8-3/4″ x 1″ x 2″/ Это сплав 30% сурьмы и 70% свинца, который является отличным источником для упрочнения свинца или колесных грузов, и его намного легче расплавить, чем чистую сурьму, как мы сделали. ..
Продается с шагом в 5 фунтов. Этот сплав состоит из 64,5% свинца, 23% сурьмы и 12,5% олова. По расчетам, твердость по Бринеллю должна быть примерно 30. Слитки имеют размеры примерно 8-3/4″ x 1″ x 2″ и весят 5 фунтов (+/- 0,25).
Добавить в корзину
Быстрый просмотр
Литейный ковш Rowell #1 с нижней заливкой — диаметр чаши 2-1/4 дюйма, длина ручки 9 дюймов
Rotometals. com
Сейчас:
$32,00
Ковш Rowell с нижней разливкой № 1 является самоочищающимся и обеспечивает чистую разливку со дна чаши. Этот ковш обеспечивает равномерную скорость заливки и помогает предотвратить попадание плавающего поверхностного шлака и загрязнений в полости формы. Чугунные чаши; ручки…
Добавить в корзину
Быстрый просмотр
Литейный ковш Rowell № 2 с нижней заливкой — диаметр чаши 2-1 / 2 дюйма, длина ручки 10 дюймов.
Rotometals.com
Сейчас:
39,00 $
Ковш Rowell с нижней разливкой № 2 является самоочищающимся, чистая разливка со дна чаши. Этот ковш обеспечивает равномерную скорость заливки и помогает предотвратить попадание плавающего поверхностного шлака и загрязнений в полости формы. Чугунные чаши; ручки. ..
Добавить в корзину
Быстрый просмотр
Термометр для литья свинцовых пуль 6 дюймов
Rotometals.com
Сейчас:
39,99 $
Этот свинцовый термометр с диапазоном температур 200–1000 F, конструкцией из нержавеющей стали, крупными цифрами, напечатанными на закрытой поверхности толщиной 1–1/2 дюйма, и точностью +/– 1 позволяет заливать свинец при оптимальной температуре. Это то же самое, что термометр RCBS -…
Это свинцовая свинья весом около 57-62 фунтов. Это сокращается вдвое для доставки. Размер свиньи перед разделкой составляет 20,5 x 3,5 x 3,25 дюйма. При разрезании пополам длина составляет то, что разрезается, другие размеры остаются прежними. Бесплатный фрахт…
MSRP:
$159.00
Сейчас:
139,00 $
Добавить в корзину
Быстрый просмотр
В продаже
Выберите параметры
Быстрый просмотр
Поддон с ломом балластного веса свинцовых слитков 1000 фунтов с бесплатным фрахтом
Rotometals.com
Сейчас:
1 599,00 долларов США
Было:
$2,260. 00
1000 фунтов свинца (80-92%) Балласт/лом Ищете дешевый свинец по весу? Это оно! Размер и форма слитков могут различаться, см. изображения продукта. Некоторые могут слипнуться. Приблизительные размеры: 11 х 4,5 х 2,5 дюйма с весом…
В продаже
Выберите параметры
Быстрый просмотр
Слитки свинца сурьмы на поддонах 2-3% SB 1000 фунтов
Rotometals.com
Сейчас:
1 699,00 долларов США
Было:
$2,260.00
Это слитки свинца с содержанием сурьмы, в среднем 96-97% свинца и 2-3% сурьмы. 14 дюймов в длину, 3,25 дюйма в ширину и 2,25 дюйма в высоту.
Вес: 33-35 фунтов каждая. Ожидайте поверхностного окисления и коррозии. Отлично подходит для балластного груза…
В продаже
Выберите параметры
Быстрый просмотр
Свинцовые слитки для поддонов (99,9%) 1000 фунтов с учетом фрахта
Rotometals. com
Сейчас:
1849,00 долларов США
Было:
1 949,00 долларов США
Это 1000-фунтовая паллета свинцовых слитков (99,9%). Каждый слиток весит примерно 59-62 (+/- 5) фунтов (99,9%) и размеры приблизительно 21,75 x 4 x 2,75 дюйма. Бесплатная доставка по большинству служебных адресов — если вы живете далеко или в отдалении…
Выберите параметры
Быстрый просмотр
Слитки свинца сурьмы на поддонах 3-4% SB 1000 фунтов с включенной доставкой
Rotometals.com
Сейчас:
$2,299.00
Это слитки сурьмы, содержащие в среднем 96-97% свинца и 3-4% сурьмы. Каждый слиток весит около 50-65 фунтов и имеет размеры примерно 21,75″ x 4″ x 2,75″. Ожидайте некоторого поверхностного окисления и коррозии. Отлично подходит для балластного веса, если вы не хотите…
В продаже
Выберите параметры
Быстрый просмотр
Слитки из твердого сплава для поддонов весом 1000 фунтов, 2% олова, 6% сурьмы и 92%-свинец
Rotometals.com
MSRP:
$3 199,00
Сейчас:
2 499,00 долларов США
Было:
$2,999.00
Hardball Bullet Casting Сплав состоит из 2% олова, 6% сурьмы и 92% свинца. Эта современная версия старого Lyman #2 является превосходным универсальным сплавом для большинства пистолетных пуль и многих высокоскоростных винтовочных патронов. Твердость по Бринеллю…
MSRP:
$3 199,00
Сейчас:
2 499,00 долларов США
Было:
$2999,00
Выберите параметры
Быстрый просмотр
В продаже
Выберите параметры
Быстрый просмотр
Поддон LinoType Bullet Слитки из сплава 1000 фунтов, 4% олова, 12% сурьмы и 84% свинца
Как сушить электроды в домашних условиях? — Ручная дуговая сварка — ММA
#1
welder351
Отправлено 21 July 2012 22:02
подскожите пожалуйста ,а то сыро
Наверх
Вставить ник
#2
BelaZZ
Отправлено 21 July 2012 22:30
Термопенал купи,благо он не так дорого стоит,и все проблемы решатся.Ну,или на крайняк,герметичный тубус.Открыл пачку новую и туда её.Достал электродов на свои нужды и снова «на замок».
Наверх
Вставить ник
#3
welder351
Отправлено 21 July 2012 22:36
Термопенал купи,благо он не так дорого стоит,и все проблемы решатся. Ну,или на крайняк,герметичный тубус.Открыл пачку новую и туда её.Достал электродов на свои нужды и снова «на замок».
а цена вопроса
Наверх
Вставить ник
#4
BelaZZ
Отправлено 21 July 2012 22:40
а цена вопроса
В пределах пары штук.Я себе пару лет назад прикупил.Трансформатор на 36 В достать тоже не проблема.Температура 150*С. Вот навскидку ссылка http://www.lingas.ru…o/?p=1153738749
Наверх
Вставить ник
#5
svarnjuk
Отправлено 21 July 2012 22:43
Если вы хотите сушить электроды, то вполне подойдёт пенал~термос (до 3000 р). Для прокалки нужна печь с регулятором температуры. Зимой на батарее, летом на подоконнике в какой~нибудь подходящей стеклянной таре (в крышку вмонтировать трубочку и опустить вниз вдоль тары снаружи) Белаз гдето писал про использования силикагеля (обычно встречается в коробках с обувью ~ пакетик с гранулами) для хранения сухих электродов в пенале.
Наверх
Вставить ник
#6
welder351
Отправлено 21 July 2012 22:53
В пределах пары штук.Я себе пару лет назад прикупил.Трансформатор на 36 В достать тоже не проблема.Температура 150*С. Вот навскидку ссылка http://www.lingas.ru…o/?p=1153738749
да класно еще бы начальство подтянуть на это
Наверх
Вставить ник
#7
welder351
Отправлено 21 July 2012 22:54
да класно еще бы начальство подтянуть на это
а пачка электродов убирается
Наверх
Вставить ник
#8
welder351
Отправлено 21 July 2012 22:58
Если вы хотите сушить электроды, то вполне подойдёт пенал~термос (до 3000 р). Для прокалки нужна печь с регулятором температуры. Зимой на батарее, летом на подоконнике в какой~нибудь подходящей стеклянной таре (в крышку вмонтировать трубочку и опустить вниз вдоль тары снаружи) Белаз гдето писал про использования силикагеля (обычно встречается в коробках с обувью ~ пакетик с гранулами) для хранения сухих электродов в пенале.
зимой на работе я использую инфрокрасную печку.сделал бы фото но на больничном ,открылся бронхит скоро помирать ,а рано
Наверх
Вставить ник
#9
BelaZZ
Отправлено 21 July 2012 23:00
Хоть какая то герметичность Герметичный контейнер
Наверх
Вставить ник
#10
BelaZZ
Отправлено 21 July 2012 23:01
а рано
Вот это верное решение. Выздоравливай!
Наверх
Вставить ник
#11
welder351
Отправлено 21 July 2012 23:12
Хоть какая то герметичность Герметичный контейнер
раньше были электроды в тубусах.сейчас использую вместо калчана
Наверх
Вставить ник
#12
Менгон
Отправлено 22 July 2012 00:17
На кухне в духовку сунул и ноу прОблем.
Наверх
Вставить ник
#13
welder351
Отправлено 22 July 2012 00:27
На кухне в духовку сунул и ноу прОблем.
ага жена сунет,а потом его засунет горячим концом наружу что-бы сразу не вынул
Наверх
Вставить ник
#14
Менгон
Отправлено 22 July 2012 00:42
ага жена сунет
Вот даже как? Тогда можно порекомендовать купить отдельную маленькую настольную электродуховочку, типа: «Скарлет» «Мечта» и т. п.
Наверх
Вставить ник
#15
blazen79
Отправлено 22 July 2012 13:56
печь для прокаливания электродов
Наверх
Вставить ник
#16
Рудольф Шнапс
Отправлено 13 November 2013 21:20
Обычная духовка на кухне работает на ура. Сам првоерял. Прогрел духовку до нужной температуры, загрузил электроды и выдержал нужное время. Обычная кухонная духовка разогревается до 300С, что достаточно даже для УОНИ.
Наверх
Вставить ник
#17
Sergey_S
Отправлено 15 November 2013 09:39
Обычная духовка на кухне работает на ура. Сам првоерял. Прогрел духовку до нужной температуры, загрузил электроды и выдержал нужное время. Обычная кухонная духовка разогревается до 300С, что достаточно даже для УОНИ.
В газовой или электрической?
Вопрос в том, что в процессе сгорания газа получается углекислый газ и вода. Та самая не мешает?
Наверх
Вставить ник
#18
Рудольф Шнапс
Отправлено 15 November 2013 10:04
Sergey_S, у меня дома электрическая духовка.
Думаю, что с газовой эффект будет таким же.
Но на вопрос прокаливать или не прокаливать УОНИ отвечаю однозначно- прокаливать!
Наверх
Вставить ник
#19
user_k
Отправлено 18 November 2013 11:22
Самый лучший вариант для дома это электродуховка (отдельная), я много раз сушил в духовке газ плиты, мне показалось не так как-то электроды себя ведут, может и вправду углекислый газ подействовал, у меня вот такой аппарат 1978 г. в. и работает до сих пор.
Наверх
Вставить ник
#20
Rolli
Отправлено 19 November 2013 11:19
Если изделие не очень ответственное, я делаю так — снимаю с газовой конфорки крышку, чтобы пламя било вверх, и в этом пламени просушиваю электроды.
Наверх
Вставить ник
Где и как прокалить электроды дома
Содержание:
Где и как прокалить электроды дома — самый доступный способ
Важность использования в работе только сухих электродов обусловлена рядом факторов. Во-первых, металл не будет разбрызгиваться при сварке, во-вторых, розжиг электродов станет заметно проще. К тому же, сварочная дуга не будет гаснуть в процессе сварки, а её горение будет стабильным и непрерывным.
Многие почему-то путают и считают что прокалка и сушка электродов, это одно и то же. На самом деле, это не так, поскольку прокалка электродов более серьёзный процесс, протекающий при высоких температурах и определённое время. Здесь важно не перекалить электроды.
Просушить и прокалить — это не одно и то же
Прокалка электродов осуществляется строго по инструкции, и никак иначе. Заменить прокалку неспособна батарея отопления, на которую многие выкладывают электроды зимой, чтобы их подсушить. Главная цель сушки электродов заключается в удалении влаги с обмазки.
Однако на радиаторах отопления добиться полноценной прокалки электродов, увы, невозможно. Для этих целей применяются специальные печи, в которых электроды проходят термическую обработку. Что же касается домашних условий, то о способах прокалки электродов, в данном случае, будет рассказано ниже.
Как прокалить электроды дома в духовке
Наиболее простым и эффективным способом прокаливания электродов дома, является использование духовки. Лучше взять электрическую духовку, чем газовую.
Всё дело в том, что в газе может присутствовать некоторое количество влаги, а это отрицательным образом скажется на прокаливании. Также, прогрев электродов нельзя осуществлять на открытом огне.
Процесс прокаливания электродов в духовке выглядит так:
Предварительно нужно разогреть электрическую духовку до температуры 200 градусов. Если на пачке с электродами указана какая-то другая температура, то следует использовать именно рекомендованную производителем электродом температуру прокалки;
Затем электроды нужно поместить в духовку и плотно прикрыть дверцу;
Время прокалки электродов не менее 1,5 часа, а для некоторых марок потребуется и целых 2 часа.
После того, как прокалка завершена, электроды нужно выложить из духовки, дав им время постепенно остыть до комнатной температуры. Не нужно резко охлаждать электроды, поскольку это приведёт к негативным последствиям.
Важно знать, что прокалка электродов решает многие проблемы при сварке металлов. Однако важно и надлежащее хранение электродов, в подходящих для этого местах.
Сразу после прокалки, когда электроды остыли, их нужно поместить в специальный футляр, который защищал бы их обмазку от воздействия влаги. Хранить электроды нужно только в сухом месте, а после долгого хранения их лучше просушить.
Помимо этого, чтобы электроды не впитывали в себя влагу, их нужно брать только определённое количество, чтобы использовать все, и за один раз. Сухие электроды — это залог безупречного сварочного шва и спокойной работы без нервов.
Как хранить и повторно сушить электрод
Электроды влагомера могут быть важным инструментом для получения максимальной отдачи от ваших влагомеров. Эти специализированные зонды могут быть невероятно разнообразными в зависимости от их конкретного применения, принимая множество различных форм и размеров, адаптированных к конкретным условиям использования.
Принимая во внимание, насколько полезными могут быть электроды для определения содержания влаги в различных ситуациях и материалах, важно правильно за ними ухаживать. Например, как вы храните контактные штифты и зонды вашего влагомера, когда они используются? Вы очищаете их после каждого использования, чтобы защитить их от влаги и остатков материала?
Надлежащий уход может помочь продлить срок службы электродов влагомера, чтобы их не приходилось заменять так часто. Имея это в виду, вот несколько советов по хранению, очистке и правильному использованию контактных штифтов и электродов влагомера.
Совет по уходу за электродом № 1: не применяйте чрезмерную силу для проникновения в материалы
Одной из наиболее распространенных причин поломки электрода влагомера является то, что он слишком сильно вдавливался в прочный материал. Чем длиннее электрод, тем выше вероятность того, что он сломается при прохождении через твердые материалы. Например, попытка засунуть длинный зонд серии 835 в бетон, как правило, не работает.
Если вам нужно измерить влажность более прочных материалов с помощью игольчатого измерителя, лучше вбить в материал набор гибких гвоздей и прикоснуться иглами измерителя к гвоздям. Это позволяет проверять содержание влаги в более прочных материалах, не вызывая чрезмерного износа электродов или штифтов измерителя.
Совет по уходу за электродами № 2: Просушка влагомера Зонд
При использовании для проверки наличия влаги в различных материалах зонды влагомера не следует оставлять в воде слишком долго. Когда вы поработаете с электродом какое-то время, попробуйте удалить излишки воды и мусора чистой сухой тканью.
Салфетки из микрофибры особенно удобны для удаления воды и грязи, но достаточно и простого полотенца для рук. Если на датчике есть особенно стойкая грязь или мусор, можно использовать влажное бумажное полотенце или биоразлагаемый очиститель для очистки поверхности. Следуйте за этим с сухой тканью, чтобы удалить любую воду.
Совет по уходу за электродами №3: Хранение влагомера Электроды
Когда электроды влагомера не используются, их следует по возможности хранить в футляре влагомера. Это может помочь защитить электроды от чрезмерного количества воды, пыли и других загрязняющих веществ между использованиями. Это также помогает защитить электроды от ударов во время транспортировки.
Однако некоторые датчики влагомера слишком велики для стандартного корпуса влагомера. Для этих больших электродов может потребоваться выделить место в ящике для инструментов большого размера или разместить их на специально изготовленной для этой цели стойке. Если вы не можете хранить электрод в футляре, рекомендуется периодически проверять его и протирать сухой тканью.
Совет по уходу за электродами № 4: не оставляйте электроды погруженными в материалы на слишком долгое время
В некоторых ситуациях может быть удобно оставить электрод влагомера погруженным в материал на некоторое время. Некоторые электроды, такие как электрод из бумажной массы 12-E или датчик прессовальной камеры 1986 года, превосходны тем, что их оставляют на месте для получения нескольких показаний влажности с течением времени. Однако пользователи не должны просто оставлять эти электроды на месте весь день, каждый день.
Время от времени важно вынимать электрод из тестируемого материала и тщательно его очищать. Это помогает предотвратить преждевременную ржавчину электрода, продлевая срок его службы и сохраняя точность измерителя.
Нужны дополнительные советы по уходу за электродом влагомера? Обратитесь к команде Delmhorst за дополнительной помощью и советом!
Темы:
электроды
Хранение и повторная сушка электродов — стержневые печи
Электроды для электродуговой сварки в среде защитного металла (SMAW) должны храниться надлежащим образом, чтобы обеспечить качество сварных швов. Когда электроды начинают поглощать влагу из атмосферы, они должен быть высушен, чтобы восстановить возможность наплавки качественных сварных швов. Электроды с повышенной влажностью могут привести к растрескиванию или пористости. Рабочие характеристики также могут быть затронуты. Если вы столкнулись с необъяснимыми проблемами, связанными с растрескиванием сварного шва , или если характеристики электродной дуги могли ухудшиться, это может быть связано с вашими методами хранения или процедурами повторной сушки.
Для правильной работы все электроды должны быть высушены до нужного уровня. Даже небольшое количество влаги в электродах с низким содержанием водорода может привести к серьезным проблемам со сваркой , такие как внутренняя пористость, растрескивание сварных швов или плохие рабочие характеристики. Мы рассмотрим три разных типа электродов:
1. Электроды с низким содержанием водорода
Хранение и пределы воздействия
Электроды SMAW с покрытиями с низким содержанием водорода, такие как E7018 и E8018-C3, должны храниться в очень сухом состоянии, так как может легко произойти растрескивание, вызванное водородом, особенно в сталях с пределом текучести 80 000 фунтов на квадратный дюйм и выше. Чтобы держать эти электроды сушить при хранении и для предотвращения дефектов сварки, вот несколько советов:
Покупайте эти электроды в герметичных контейнерах, которые обеспечивают отличную защиту от проникновения влаги.
Не открывайте герметично закрытые контейнеры до тех пор, пока электрод не понадобится для использования.
Когда банки открываются, электроды, которые не будут использоваться сразу, должны быть помещены в шкафу при температуре от 250 до 300 градусов (120-150 градусов С).
Электроды должны поставляться сварщикам в количествах, которые могут быть израсходованы в течение временных ограничений, зависящих от типа электрода и уровня прочности. Например, стандартные электроды E7018 могут безопасно подвергаться воздействию атмосферы в течение 4 часов, тогда как стандартные электроды E11018 ограничены только ½ часа.
Повторная сушка
Когда нарушена герметизация (преднамеренно, например, при открытии банки, или случайно, как при проколе банки) баллон с электродами SMAW с низким содержанием водорода должен быть повторно высушен. Когда электроды находились в атмосфере в течение периода 900–53 дней, их можно повторно высушить. Следует использовать следующие процедуры повторной сушки :
Для повторной сушки электроды следует вынуть из банки и поместить в подходящую печь. Электроды должны быть разложены в духовке так, чтобы все электроды достигли температура сушки. Банку с электродами нельзя ставить в духовку; картонные вкладыши могут обуглиться, и температура электродов будет неравномерной.
Когда электроды первоначально помещаются в печь, температура не должна быть выше половины температуры повторной сушки. Электроды следует выдержать при этой температуре в течение ½ часа, прежде чем нагреть электрод до конечной температуры.
Для электродов с низким содержанием водорода из мягкой стали , регулируемых AWS A5.1 (например, E7018), последняя 9Температура повторной сушки 0053 обычно составляет 500-800 градусов по Фаренгейту. Для низколегированных электродов , регулируемых AWS A5. 5, окончательная температура повторной сушки должна составлять 700-800 градусов по Фаренгейту. Следует следовать рекомендациям производителя.
Один час при указанной конечной температуре является удовлетворительным. Не сушите электроды при более высоких температурах. Кроме того, несколько часов при более низкой температуре не эквивалентны использованию указанных требований. Влага химически связывается (поглощается) к покрытию электрода, и эти химические связи должны быть разрушены при соответствующей температуре в течение надлежащего периода времени, иначе электрод может быть поврежден.
Любой электрод следует утилизировать, если чрезмерная повторная сушка делает покрытие хрупким и отслаивается или отрывается во время сварки. Или утилизируйте электрод, если есть заметная разница в обращении или характеристиках дуги, например, недостаточное усилие дуги.
2. Электроды из аустенитной нержавеющей стали
Хранение и пределы воздействия
Аустенитная нержавеющая сталь для SMAW должна храниться сухой. Как правило, первой проблемой, которую заметят при сварке электродами, загрязненными влагой , будет пористость сварного шва. могут быть затронуты и другие рабочие характеристики. Вот несколько советов, чтобы эти электроды оставались сухими во время хранения:
3. Электроды с низким содержанием водорода
Хранение и пределы воздействия
Электроды SMAW , такие как E6010 и E7014, не являются низководородными, и тем не менее важно правильно хранить эти электроды. В отличие от электродов с низким содержанием водорода , которые всегда должны храниться сухими, для правильной работы некоторых электродов без низкого содержания водорода в покрытиях требуется некоторое количество влаги . Если эти электроды слишком сухие, они могут работать неправильно. Альтернативные чрезмерно влажные электроды может вызвать другие проблемы. Необходимо соблюдать следующие процедуры:
Храните эти ненизководородные электроды из только что открытых контейнеров в отапливаемых шкафах при температуре 100–120 градусов F (40–50 градусов C).
Старенький каркасный сарай на первый взгляд проще было снести, чем отреставрировать. Однако оригинальный способ ремонта подарил этому видавшему виды хозблоку новую жизнь.
После ремонта сарай выглядит, как новый. Фото: И. Аблаев
Деревянная каркасная постройка досталась мне от прежних, не самых рукастых хозяев. Типично российская история: строение есть, а фундамента под ним фактически нет. В глубинке — миллионы таких сооружений, где копеечная экономия или вчерашний советский дефицит материалов приводит к сегодняшним авариям.
Ads by
Сложный случай
Моя ситуация была непростой: один из углов сарая ушёл вниз, в землю, из-за проблем с фундаментом. Крыша сарая сохранила жёсткость и была хорошо скреплена с каркасом, но передняя стена не только просела, но и наклонилась вперёд. Из-за этого было невозможно подлезть с обычным винтовым домкратом под низ стены. Рис. 1.Угол старенького сарая просел, и сам домик норовил сложиться по линии стыка перекрытия и стены.
Угол между передней стеной и плоскостью перекрытия сарая составлял меньше 90° — было видно, что сооружение складывается по линии стыка крыши (рис.1). Пришлось искать нестандартное решение.
Длинный домкрат
Я посоветовался с инженерами — коллегами по работе. «Колхозить» было нельзя, иначе сарай мог сложиться как карточный домик. Специалисты рассчитали и сделали для меня оригинальный домкрат со съёмной «миномётной» плитой в основании. Оригинальность решения заключалась в том, что устройство имело длинную трубчатую основу и его можно было упереть в балки крыши, которая пока еще не утратила своей жёсткости.
Получился интересный инструмент, позволяющий вывешивать либо крышу, либо каркас постройки при ремонте фундамента. Полагаю, у этой конструкции есть реальные перспективы внедрения в производство, поскольку можно ремонтировать каркасные здания очень недорого и быстро.
В моём случае балки перекрытия были крепко прибиты к обвязке, и, когда мы начали поднимать крышу, стена, повиснув на этих балках, поднялась вместе со стропилами. Появилась возможность работать с фундаментом.
Начало работ: на переднем плане — специальный домкрат. Фото: И. Аблаев
Фахверк как способ ремонта
Путешествуя по Бельгии, Германии и Франции я часто видел фахверковые дома с встроенными в стены силовыми деревянными балками. В традиционном понимании фахверк — это именно силовой элемент в строительной конструкции. Сейчас этот стиль в большей степени декоративный.
Фахверковые дома отличаются своим неповторимым стилем
Но для ремонта хозблока я применил силовой вариант. После подъёма укрепил стены брусьями 100 × 50 мм, фиксируя «накладной» фахверк шпильками М10. В результате сарай приобрёл нужную жёсткость. Пока крыша и стена были вывешены, залил бетонный фундамент, а затем опустил каркас на прочную основу.
В целом нам вдвоём с помощником удалось отреставрировать здание, не разрушив старую конструкцию. После того как стены мы покрасили в белый цвет, а балки — в коричневый, старая постройка заиграла новыми красками. Затем я сделал новые дверь и окно. На очереди реставрация крыши и отделка внутренних помещений.
Другие публикации по теме строительства своими руками, которые могут быть вам полезны:
Как из бытовки сделать полноценный дачный домик. З вдохновляющих примера
Переделка старой двери из ДВП. Простое и эффектное решение
Уменьшаем трудозатраты
Межплиточные швы на века! Мелочь, а поможет сделать швы красивее и долговечнее
Преображение старого дома
Текст: И. Аблаев
Рисунок: В. Ефанкин
Старый сарай на новый фундамент: подводим столбчатый фундамент под хозблок | Своими руками
Содержание ✓
✓ АНАЛИЗ СОСТОЯНИЯ СТАРОЙ ПОСТРОЙКИ
✓ ПЛАН НОВОЙ ПОСТРОЙКИ
✓ НОВЫЙ ФУНДАМЕНТ СВОИМИ РУКАМИ
✓ ЗАМЕНТА ФУНДАМЕНТА ПОД ДОМОМ (СЛОЖНЫЙ ПОДЪЕМ) – ВИДЕО НА ЗАМЕТКУ
Этому хозблоку на подмосковном садовом участке уже более 30 лет. Он исправно служил семейству и летней кухней, и гостевым домиком с небольшой печкой, и местом для хранения — там стояли велосипеды, находились инструменты и садовый инвентарь. В нём был комфортный летний душ. а также к нему пристроен туалет (рис. 1).
Реконструкция домика: начинаем с фундамента Со временем основной дом благоустроили: установили канализационную систему, организовали в нём комфортные туалет и душевую. В пристройке к дому оборудовали полноценную кухню.
ВСЕ ЧТО НЕОБХОДИМО ДЛЯ ЭТОЙ СТАТЬИ НАХОДИТСЯ ЗДЕСЬ >>>
В хозблоке старая кирпичная печурка на шатком фундаменте много лет не эксплуатировалась. и без основательного ремонта она могла стать причиной пожара. Разобрали её без сожаления. «Мокрые процессы» ушли из хозблока, поэтому летний водопровод, подведённый к душевой, также демонтировали.
Но без хозяйственных помещений на участке не обойтись. Всегда нужны места для хранения дачного скарба и средств малой механизации. На семейном совете решили кардинально переделать хозблок и устроить под одной крышей с ним навес-патио для отдыха (рис. 2).
Идея возникла после турпоездки хозяев по Европе, где летние веранды часто встречаются около небольших кафе. Под навесом можно поставить лёгкую деревянную мебель. На такой веранде зимой можно хранить под крышей садовую мебель, детали летнего навеса и другую дачную утварь, которая под открытым небом приходит в негодность гораздо быстрее.
Читайте также: Ремонт каркасной пристройки своими руками – пошаговое фото и описание
АНАЛИЗ СОСТОЯНИЯ СТАРОЙ ПОСТРОЙКИ
Чтобы определить объём предстоящих работ, надо было оценить общее состояние хозблока. Самое слабое место в нём — фундамент. Его когда-то сделали из красного кирпича: внешние стены и половые лаги опирались на столбики размерами в плане 250 х 250 мм. Забирка толщиной в полкирпича между столбиками под внешними стенами была уложена на песчаную подушку.
Каждый год весной обнаруживались новые разрушения фундамента от пучения грунта, поправить которые становилось всё труднее. Большинство кирпичных столбиков под лагами внутри постройки накренились, доски пола прогнулись.
Основная часть каркаса сохранилась в хорошем состоянии: древесина сухая, без признаков гнили и грибов, вполне пригодная для дальнейшего использования. Был только один неприятный момент — подгнившие деревянные конструкции в нижней части душевой.
Вариант полного сноса и постройки нового хозблока не рассматривался — ремонт предполагалось сделать с минимальными затратами.
СОВЕТ
ПЛАНИРУЯ РАСХОДЫ НА ДЕМОНТАЖ СТАРОЙ ПОСТРОЙКИ, НАДО УЧЕСТЬ ЗАТРАТЫ НА РАЗБОРКУ ПОМЕЩЕНИЙ И ФУНДАМЕНТА, ОПЛАТУ КОНТЕЙНЕРА, ПОГРУЗКУ И СТОИМОСТЬ ВЫВОЗА МУСОРА.
Стратегия и этапы ремонта Отремонтировать и перестроить хозблок Анатолий решил самостоятельно. Работа в одиночку, сохранение основных конструкций и использование по максимуму материала старой постройки, метизов и крепёжных деталей, оставшихся от ремонта дачи, транспортировка большинства стройматериалов на багажнике своего автомобиля позволили минимизировать затраты.
Предстояло поднять хозблок, подвести под него новый фундамент, убрать лишние помещения и пристроить небольшое крыльцо. Стены хозблока планировалось обшить имитацией бруса поверх старой обшивки, выдержав стиль отделки основного дома. Предполагалось также увеличить свесы крыши, установить желоба и трубы для водостоков.
Туалет и старую душевую сохранять не было смысла. При разборке туалета сложностей не возникло — он был сделан «отдельным домиком» с собственной крышей. Материал, из которого он был изготовлен, для повторного использования не годился. Только угловые стойки из бруса были использованы при подъёме крыши навеса.
А вот душевая являлась частью общего каркаса, демонтировать её было сложнее. Оставлять или переделывать эту масть постройки не имело смысла — за долгие годы брус обвязки и основания стоек в нижней масти этого влажного помещения подгнили, а фундамент разрушился больше всего.
Поскольку предстояло частично нарушить целостность общего каркаса. Анатолий принял решение демонтировать душевую только после подведения под постройку нового фундамента.
подвести фундамент под старый дом
Watch this video on YouTube
ПЛАН НОВОЙ ПОСТРОЙКИ
Старая постройка, после того как были демонтированы лишние помещения, представляла в плане прямоугольник размерами 3. 0 х 6.2 м. Габариты основной масти веранды — 3,0 * 6.0 м. Её решили накрыть плоской односкатной крышей. Чтобы выдержать стиль новой веранды и дома с эркерными пристройками, её основание решено сделать в виде трапеции в плане.
Ссылка по теме: Как поднять крышу на каркасном доме – пошаговое описание с фото и советы
НОВЫЙ ФУНДАМЕНТ СВОИМИ РУКАМИ
Для нового столбчатого фундамента Анатолий изготовил 11 опорных площадок из бетона 60 х 60 х 10 см и отрезков асбоцементной трубы длиной 80 см (рис. 3). Вес такой опоры – -50 кг. и с применением подручных средств (тележки, домкрата, ручной лебёдки) её вполне под силу установить в одиночку.
Старый хозблок Анатолий поднял домкратом примерно на 20 см и. используя водяной уровень, выровнял брусья нижней обвязки по горизонтали. Домкрат он ставил под брус обвязки рядом с кирпичными столбами старого фундамента на толстую широкую доску (использовал добротный материал от разобранного пола хозблока). За один подъём выбирал не более 5 см высоты. Между обвязкой и старым фундаментом устанавливал прокладки из обрезков досок разной толщины.
Забирку между столбами фундамента по всему периметру основания Анатолий разобрал. В образовавшиеся окна «заправил» брусья сечением 100 х 150(h) мм так. чтобы нижняя обвязка лежала на этих брусьях. Расстояние между ними составило -2 м.
На следующий год весной Анатолий проверил горизонтальность установленных на опоры брусьев. Сильных отклонений не заметил. Можно было приступать к строительству веранды.
ЗАМЕНТА ФУНДАМЕНТА ПОД ДОМОМ (СЛОЖНЫЙ ПОДЪЕМ) – ВИДЕО НА ЗАМЕТКУ
Замена фундамента под домом, сложный подъем дома
Watch this video on YouTube
ИНСТРУМЕНТ ДЛЯ МАСТЕРОВ И МАСТЕРИЦ, И ТОВАРЫ ДЛЯ ДОМА ОЧЕНЬ ДЕШЕВО. БЕСПЛАТНАЯ ДОСТАВКА. ЕСТЬ ОТЗЫВЫ.
Ниже другие записи по теме «Как сделать своими руками — домохозяину!»
Подпишитесь на обновления в наших группах и поделитесь.
Будем друзьями!
Как поднять сарай домкратом
Сараи обычно строятся для садоводства, а также для хранения таких вещей, как устройства и инструменты, используемые на заднем дворе. Они также полезны, когда дело доходит до организации горшечных растений и создания базы в вашем домашнем саду. Но что более интересно, когда создает дворовые навесы , так это то, что вы можете использовать для этого широкий спектр материалов, в зависимости от конкретной функции и требуемой долговечности. Чем легче материал, тем проще его поднять, когда придет время.
Функции навеса
Источник: protoolreviews.com
Навесы могут использоваться как в садоводстве, так и в горшках. Но знаете ли вы, что садовые сараи выполняют и другие функции? Например, вы можете сделать укрытие для своих семян и удобрений, которые нужно хранить в сухом месте. Единственная проблема заключается в том, чтобы поддерживать его в долгосрочной перспективе, поэтому вам не нужно время от времени тратить большие деньги на создание нового.
Строительные материалы для садового сарая
Когда дело доходит до строительства вашего нового садового сарая, важно понимать, какие материалы следует использовать, чтобы он служил вашим потребностям в течение более длительного периода времени. Есть много вариантов на выбор при покупке материалов. Важно помнить о качестве и долговечности продуктов, доступных на рынке. Тем не менее, вы также можете выбрать комплект для навеса, который содержит все необходимое — его также легче собрать.
Хорошо, что вы можете получить различные планы сарая, которые помогут вам в строительстве садового сарая. Тем не менее, вы также можете обратиться к опытному строителю сарая, чтобы он сделал это за вас. Некоторые компании предлагают услуги по изготовлению навесов на заказ в зависимости от потребностей клиента. Конечно, долговечность и эффективность вашего сарая будут зависеть от опыта строителя.
Важная информация о навесах
Садовые навесы различаются по пропорциям, типу строительных материалов и используемому плану строительства. Как правило, они доступны по цене и служат дольше при использовании соответствующих материалов и размеров. Итак, если вы хотите построить долговечный сарай в своем саду или на заднем дворе, обязательно учтите все эти вещи.
Также вам необходимо найти лучшее руководство, соответствующее вашим требованиям. Благодаря Интернету сделать это должно быть намного проще и дешевле, поскольку есть руководства, которые можно получить бесплатно. Вам просто нужно искать законные веб-сайты, которые предлагают их.
Быстрые советы по поднятию сарая
Источник: ladyleeshome.com
Итак, у вас во дворе стоит старый сарай, и вы хотите поднять его на домкрат для большего удобства? Если это так, вы посетили правильную страницу, которая предоставит вам информацию, необходимую для того, чтобы легко выполнять задачи. По сути, садовые навесы строятся так, чтобы предоставить вам удобное место, где вы можете надежно хранить свои 9 вещей.0013 садовые инструменты, газонокосилки и прочее оборудование для использования вне помещений . Это освобождает больше места в вашем доме и защищает некоторые из этих опасных инструментов от досягаемости детей младшего возраста.
Поскольку дворовые конструкции рассчитаны на устойчивость к определенным факторам, таким как погода, для их строительства необходимы тяжелые материалы — долговечность является приоритетом. Качественные материалы также важны, поэтому вы можете быть уверены, что конструкция выдержит годы и другие условия. Но из-за использования тяжелых материалов сарай часто опускался в почву, на которой он был построен. Особенно, если почва очень влажная. Если это ваша проблема, вам нужно знать, как поднять ее, не затрагивая всю конструкцию.
Вы можете использовать домкрат, чтобы правильно выровнять или переместить садовый сарай. Для получения более подробной информации о процессе, ниже приведена пошаговая процедура, которая поможет вам выполнить эту задачу:
Уберите предметы и инструменты из вашего сарая, чтобы уменьшить вес, прежде чем начать что-либо делать. Это также защитит вещи, так как поднятие сарая может ослабить некоторые из них — вы не хотите, чтобы острые предметы падали туда во время работы.
От основания навеса сдвиньте наконечник гидравлического домкрата с одной стороны, которая поддерживает балку. После этого вы можете потянуть за рычаг, чтобы эта сторона поднялась.
Используйте домкрат, чтобы слегка выровнять угол и достичь желаемой высоты; осторожно вставьте подставку под угол сарая, чтобы она удерживала все на месте.
Повторите те же действия в каждом углу. Убедитесь, что вы делаете это осторожно, и, если необходимо, найдите кого-нибудь, кто поможет вам. Дважды проверьте, правильно ли все выровнено — этот конкретный шаг может занять некоторое время, так как вы хотите, чтобы ваш сарай выглядел ровным.
Для этой работы вам понадобятся подставки для домкратов и гидравлический домкрат. Найдите себе действительно хорошие, так как они могут привести к серьезным травмам, если они сломаются во время работы.
Также можно сделать временную подставку с помощью блока. Вы можете поставить домкрат на временное основание с одним или двумя блоками с каждой стороны, чтобы закрепить конструкцию. Вы даже можете попробовать бутылочный домкрат, чтобы облегчить работу. Но обязательно медленно поднимайте сарай, чтобы не перемещать его за пределы необходимой зоны. Для этого некоторые люди предпочитают арендовать вилочный погрузчик или вездеход для перемещения сарая.
Почему люди должны понимать подъем сарая
Обычно основы садовые сараи не так хороши. Иногда люди не нанимают подходящих специалистов, когда дело доходит до строительства садовых навесов, поэтому конструкции через некоторое время все больше погружаются в землю. Но не беспокойтесь, потому что приведенные выше советы помогут вам быстро отремонтировать садовый сарай.
Кроме того, вам не нужно тратить слишком много денег, чтобы завершить этот проект. Все, что вам нужно сделать, это следовать инструкциям или нанять эксперта, чтобы помочь вам. Если вам понравилась эта статья, нажмите здесь, чтобы узнать больше о грязи для фундамента дома.
(источник: www.justemoi.co.uk)
Как заложить фундамент под существующий навес
163shares
Доля
Штифт
Косилка когда-либо выносилась в газонокосилку только для того, чтобы ваша нога прошла сквозь фанерный пол? Взглянули на свой сарай для инструментов и заметили, что он сильно наклонился из-за мороза или недавних ливней? Что вы делаете? Как заложить фундамент под существующий навес? Вы должны разобрать его? Нанять подрядчика? Получить разрешение? Каковы ваши варианты?
Хорошая новость: можно заложить фундамент под существующий навес . В зависимости от его размера, это тоже может быть легко сделать. Кроме того, это отличная возможность навести порядок в своем сарае!
Что вы узнаете из этого поста
Когда закладывать фундамент под существующий навес
Варианты фундамента
Как заложить фундамент под навес. Пошагово
Быстрый переход
Когда закладывать фундамент под существующий навес?
Какие есть варианты фундамента?
Как заложить фундамент под навес
Шаг №1 Поднимите или переместите навес
Шаг №2 Постройте основание сарая
Бетонная плита или фундаментная стена
Заключение
Под существующим навесом?
Без фундамента. Сарай находится на земле Многие сараи на заднем дворе просто стоят на земле. Возможно, их поставили на гравий, но с годами он исчез. Многие навесы из стальных коробок имеют фанерный пол, прикрепленный к распоркам. Однако время и Мать-природа сгнили на полу или сдвинули конструкцию с уровня. Это затрудняет открытие и закрытие дверей.
Некоторые навесы построены на салазках. Земля оседает или смещается Некоторые домовладельцы использовали полозья, чтобы создать приподнятую платформу для своего сарая. Со временем земля оседает или сдвигается, древесина гниет, и у вас возникает та же проблема отсутствия фундамента.
Существующий фундамент проседает Вы не строили на скале, и ваш существующий фундамент проседает. Опять же двери/окна трудно открыть или закрыть. Также может быть достаточно наклона, чтобы подвергнуть саму конструкцию риску обрушения.
Существующий деревянный (необработанный) фундамент начинает гнить Многие старые деревянные сараи стоят на деревянном фундаменте. Влага и время привели к тому, что деревянный фундамент начал гнить. Это только вопрос времени, когда весь ваш сарай сгниет или рухнет.
Какие есть варианты фундамента?
Фундамент из бетонных блоков является возможным решением и хорошо выдерживает вес. Бетонные блоки также достаточно малы, чтобы их можно было перемещать под стеной сарая. Они доступны в большинстве строительных магазинов или даже секонд-хенд. Камни для патио — еще одно возможное решение. Они создают прочную опору в виде пола или фундамента для легкой конструкции.
Палубные блоки стали распространенным решением для поддержки навесов. Они представляют собой более плотный и прочный бетон, чем цементные блоки, и могут выдерживать большой вес. Я использую их по углам своих навесов и посередине в зависимости от размеров навеса.
Последние два решения требуют дополнительной работы, но создают более прочную и постоянную основу. Представляют собой залитую бетонную плиту или фундаментную стену с цоколем.
Имейте в виду, что чем больше объем работ, тем выше потребность в получении всех необходимых разрешений. Вы не хотите штрафа или необходимости вырвать всю свою тяжелую работу.
Как заложить фундамент под навес
Каждый сарай уникален. Таким образом, каждое решение будет иметь некоторые отличия, но также и некоторые сходства. Размер сарая и количество окон и дверей влияют на ваш выбор.
Используемые строительные материалы и доступное пространство вокруг сарая также влияют на то, что вы делаете. Ваш бюджет, ваш опыт и опыт ваших помощников также определяют ваши варианты.
Первое, что нужно сделать, закладывая фундамент под навес, — это поднять или передвинуть навес. Чем меньше сарай, тем проще это может быть.
Шаг №1 Поднимите или переместите навес
Как поднять навес
Малый навес
нужно получить рычаг под стеной. Я использую бетонный блок в качестве точки опоры для своего рычага. Имейте в наличии несколько деревянных блоков, чтобы положить их под стену, когда она будет поднята.
Вам понадобится
Рычаги 2×4 или 2×6
Бетонные блоки для патио или обработанные деревянные блоки в качестве прокладок
Шаг №1 Уберите все предметы из сарая
Шаг №2 Используйте рычаг и блок, чтобы поднять один угол.
Шаг #3 Попросите вашего помощника проскользнуть по блокам внизу.
Шаг #4 Перейдите к следующему углу.
Используйте этот метод только в том случае, если один или два человека смогут поднять его без особых усилий. Не оказывайте сильного давления. Будьте осторожны, потому что, если рычаг сломается, вы поранитесь.
Большой сарай
Если ваш сарай больше (10×20 футов) и вы хотите положить под него фундамент, это потребует больше планирования и усилий.
Вам понадобится
Съемник силового домкрата
Блоки 4×4
Шлакоблоки высотой 3 1/2 дюйма
Этап № 1 Вставьте два 4×4″ примерно на 2 1/2 фута от центра с каждой стороны навеса
Шаг № 2 Затем положите один 4×4’ под двумя 4×4
Шаг #3 Выкопайте из-под него, установите домкрат в центре и подложите под домкрат цементный блок.
Шаг #4 Поднимите навес так, чтобы под каждый угол вставили бетонные блоки.
Шаг #5 Перейдите на другую сторону и сделайте то же самое.
Шаг #6 Сдвиньте мертвую точку 4×4” и поместите домкрат под 4×4” и снова поднимите, пока вы не сможете добавить шлакоблок к 2 угловым блокам.
Изображения предоставлены Shed to House
Как перевезти сарай
Существуют разные способы перемещения сарая на заднем дворе. Один из них — использование металлических или пластиковых труб,
Другой метод — использование усиленной тележки
Шаг № 2 Строительство основания сарая
Блок или камень для террасы
После того, как навес будет поднят, вы можете установить свой фундамент.
Не забудьте положить прокладку для подоконника или пластиковую полосу между фундаментом и стеной. Это поможет предотвратить движение влаги.
Не так давно я помогал приятелю закладывать фундамент под небольшой сарайчик; мы вдвоем подняли сарай и отодвинули его в сторону.
Затем мы удалили грунтовое покрытие толщиной 4 дюйма; всыпать 4 дюйма гравия, выровнять и утрамбовать.
Затем мы использовали камни для патио размером 24 x 24 x 2 дюйма, чтобы покрыть гравий. Затем мы подняли его сарай и поставили его на камни патио с 2-дюймовой прокладкой подоконника между стеной и камнем патио.
Пара саморезов Tapcon, предварительно просверленных в нижней стенке, помогли стенам оставаться на месте. Нам потребовалось меньше дня, чтобы выполнить эту работу… хотя ему потребовалась неделя, чтобы очистить ее!
Бетонная плита или фундаментная стена
Вы подняли и закрепили навес, что теперь? Вам нужно выкопать плавающую плиту, фундамент и фундаментную стену или небольшую площадку для опоры блоков настила или опор. Для большинства навесов с прикрепленными полами достаточно фундаментной стены или палубных блоков. В сарае без пола, скорее всего, потребуется плита, которая будет служить полом.
Пару лет назад я помогал другому приятелю с бесполым сараем. Мы смогли поднять и выровнять его сарай размером 12 на 24 фута с помощью бутылочных домкратов. Мы устанавливаем домкраты на бетонные блоки, поднимаясь против 4×4, прикрученных к стенам. 4 на 4 дюйма выходили примерно на фут за углы сарая. После того, как мы подняли, мы поставили блоки под 4 x 4 дюйма, чтобы мы могли освободить домкраты для бутылок и стабилизировать конструкцию.
Подняв сарай, мы смогли раскопать стены под стенами, а затем использовать рысь, чтобы выкопать остальное. Мы сформировали периметр, утрамбовали гравий, положили пластик в качестве барьера, а затем вставили арматурную сетку. Сделав это, мы доставили готовую бетонную смесь и залили пол. Мы выровняли бетон, оставили следы его дочери в углу и ждали 48 часов, пока он затвердеет. После затвердения мы выкатили прокладку подоконника, поставили на место бутылочные домкраты и опустили сарай на новый фундамент. Почти так же просто, как это звучит… и у нас были разрешения.
Вот два профессиональных совета, которые помогут вам спланировать плитный фундамент:
Если вы строите фундаментную стену для своего сарая, процесс аналогичен плитному. Вы должны поднять сарай, чтобы создать ровную основу. Вот еще несколько видео с профессиональными советами, которые помогут вам:
Я помогал делать это несколько раз, последний раз это столетняя хижина размером 20×30 футов, построенная на каменных столбах. Мы использовали гидравлические домкраты для подъема и стабилизации конструкции.
Сколько весят картонные коробки — средний вес пустой коробки из гофрокартона
На вес картонных коробок влияют такие параметры, как плотность и марка картона, профиль его промежуточного гофрированного слоя, степень влажности. Чем больше слоев картона в упаковке, тем больше она будет весить. Завод картонной упаковки предлагает услуги по изготовлению коробок любой конфигурации с учетом параметров, предлагаемых заказчиками.
Вес пустых коробок из картона
Для изготовления коробок используется белый или бурый картон. Выбор данного материала не случаен: он легкий, экологичный, из него легко создавать любые конструкции. В пустом виде коробки весят совсем немного – от 40 до 100 гр, при этом в них можно перевозить товары до 150 кг. Вес коробки из картона играет роль в нескольких случаях. Во-первых, при почтовых пересылках, когда требуется оплачивать каждый грамм посылки. Во-вторых, коробки часто применяются при переездах, и в этом процессе также нет смысла в излишней тяжести. Именно поэтому для такой цели выбираются объемные, но не большие по весу коробки. Вес пустой картонной коробки складывается с учетом следующих ее параметров:
длины,
ширины,
высоты,
количества слоев в картоне.
Вес упаковки из гофрированного картона – это масса квадратного метра, которая зависит от количества слоев картона, типа гофров и количества клея. В прессованной форме 1 м3 весит 700 кг/м3.
Конструктивные особенности и вес
Чтобы определить, сколько весит картонная коробка, нужно знать, из каких материалов она изготовлена. Чем сложнее ее конфигурация и чем больше слоев гофрокартона, тем больше будет ее вес:
обычные четырехклапанные гофрокороба создаются из трехслойного картона, рассчитаны на транспортировку мелких товаров, имеют небольшой вес и размеры;
гофроконтейнеры изготавливаются из семислойного материала, что сказывается на его весе и способности выдержать большую нагрузку;
короба со сложной формой нужны для перевозки нестандартной продукции, поэтому их форма отвечает форме груза. Наличие съемной крышки и съемного дна делают вес картонных коробок для упаковки несколько выше;
усиленные короба используются для перевозки тяжелых грузов, которые нуждаются в большей защите от внешних факторов. Вес такой тары зависит от индивидуальных размеров;
крупногабаритная тара рассчитана на перевозку грузов до двух тонн, поэтому для ее изготовления используются исключительно прочные и плотные материалы. Продуманная и сложная конфигурация предполагает использование как минимум пятислойного картона, способного выдержать любые внешние воздействия.
Средний вес картонной коробки из гофрокартона зависит от их объема: так, упаковка объемом 125 л весит примерно 900 граммов, усиленная коробка объемом 70 л весит около 500 гр, а маленькая коробочка объемом 30-40 л весит около 450 гр. Самыми тяжелыми по весу являются четырехклапанные коробки, которые используются при переездах: они изготавливаются из бурого картона и могут весить до одного килограмма. Для удобства транспортировки вещей в коробках предусмотрены вырезанные ручки.
Факторы, влияющие на вес
Картонная коробка – универсальная и удобная упаковка, способная выдерживать различные нагрузки. Для ее изготовления используется картон разной плотности, что сказывается на окончательном весе упаковки. Кроме того, окончательная масса картонной коробки рассчитывается с учетом следующих комплектующих:
ложементов и прокладок,
решеток,
вкладышей.
Эти компоненты необходимы для дополнительной защиты продукции, которая будет транспортироваться. Для повышения прочности упаковки используется и более плотный по структуре картон. Все эти характеристики напрямую влияют на окончательный вес картонной упаковки.
Удельный вес картона и его характеристики. Вес картона в 1 м2.
Картон представляет собой слоеный материал, изготовленный из целлюлозного сырья. Верхние слои выполняются из более качественных материалов, а средний слой, часто представлен отходами бумажной промышленности и макулатурой. Следовательно, цена картона варьируется, в зависимости от качества, используемого сырья.
К качественным характеристикам картона относят:
Толщина картонного листа
Объёмный вес, спрессованного материала
Показатель жесткости (продольная и поперечная – зависит от направления волокна)
Восприимчивость к красящим пигментам
Плотность картона
Объёмный вес оказывает существенное влияние на возможность формирования сгибов и углов. Под жесткостью картона, понимают его прочность. Так, из целлюлозной массы или древесины, картон получится более прочным, но это может стать показателем хрупкости. Выбирать соотношение сырья, нужно очень осторожно, для того, чтобы сохранить все, необходимые функции картона и изделий из него.
Для цветного изделия, важно удостовериться, в способности материала к окрашиванию. Если картон имеет белесую поверхность, цвет получится насыщенным и ярким.
Международная классификация картона
Производители, при изготовлении картона, пользуются международной классификацией, которая приведена в таблице.
Удельный вес и характеристика картона в зависимости от вида
Название
Удельный вес картона в м2 (г)
Удельный вес картона в м3 (кг)
SBB (SBS)
230 – 400
Пресованный — 700, непресованный — от 200 до 400
SUB
230 – 400
Пресованный — 700, непресованный — от 200 до 400
FBB
230 – 400
Пресованный — 700, непресованный — от 200 до 400
WLC
230 – 400
Пресованный — 700, непресованный — от 200 до 400
Особенности упаковочного картона.
Упаковочный картон широко применяется в производстве самых разных коробок и тары. Наиболее часто, УК использует: пищевая промышленность, фармацевтика, бытовая химия, косметология и парфюмерия. Хотя, все чаще, производители прибегают к использованию полимерных упаковок, УК сохраняет свои позиции, благодаря характеристикам жесткости, высоким барьерным свойствам и прочности.
Упаковочный картон, условно разделяют, на макулатурный и первичный. Оба вида включают в себя, несколько слоев. Благодаря такой структуре, картон получается жестким и толстым. Основные материалы, которые применяют для производства: древесина, целлюлозная масса (выбеленная и нет) и макулатура. Если в изготовлении картона присутствует вторсырье, его цена и твердость существенно снижается.
Не менее важна, устойчивость картона к влаге и жиру. В случае необходимости, повысить барьерные свойства, картон могут покрывать полимерными эмульсиями. Особенно важно такое покрытия, в упаковках для продуктов питания.
К УК относят 2 вида изделий: гофрированный картон и коробки из картона. Отличительной особенностью гофрокартона выступает многослойная структура, с гофрированными прослойками.
Вспомогательный картон, в процессе изготовления гофрокартона, подразделяется на несколько видов, плотность которых, также существенно отличается.
Вес 1 м3 картона, в прессованной форме, составляет 700 кг/м³. В случае необходимости, гофрированные слои могут достигать массы 450 г/м², в то же время плоские слои имеют массу, не более 225 г/м².
Преимущества использования асбестового картона.
Основой, для производства асбестового картона, выступает хризотиловое асбестовое волокно со специальными связующими компонентами. Асбокарон чаще всего применяют для изолирования емкостей, содержащих горючие смеси. Он устойчив к высоким температурам и безопасен при взрывах.
Чаще всего, асбестовый картон выпускается в листах 800*1000мм и толщиной, от 2 до 10мм. В таблице приведены основные параметры веса асбокартона в 1 м2.
Характеристика и основные показатели прокладочного картона.
Прокладочный картон используется как прослойка в строительных процессах и технических соединениях. Часто его используют для: транспортировки хрупких товаров и, как каркасную основу, для аксессуаров (сумки, кошельки, портмоне и клатчи).
Обычно его производят листами, в размере 750*1150мм. Вес прокладочного картона, будет составлять около 1,2кг.
Определение предельных значений веса гофрокоробов
Когда дело доходит до отправки вашей продукции, убедитесь, что она находится в коробке, которая не только выдержит ее вес, но и сохранит ее в безопасности во время транспортировки, а также является обязательным условием для любого бизнеса.
Хотя вы можете сбегать в местный супермаркет или почтовое отделение и взять пачку их коробок со складскими запасами, вы рискуете повредить свой продукт, переоценив ограничения по весу коробки.
Чтобы избежать этой проблемы, мы разбили ограничения по весу различных гофроящиков и их классы.
Определение предельных значений веса гофрокоробов
В целях сравнения мы включили результаты испытания на разрыв по Маллену и испытания на сжатие краев (ECT). Испытание на разрыв показывает, какое давление может быть приложено до того, как стенка коробки разорвется.
Испытание на сжатие кромки — это показатель давления сверху вниз, необходимого для того, чтобы коробка была смята. Это важно, если вам нужно сложить несколько коробок, особенно на складе, и является наиболее популярным стандартом коробок.
Какие факторы влияют на прочность коробок из гофрокартона?
Существует несколько факторов, влияющих на общую прочность коробок из гофрокартона, таких как тип бумаги, используемой для изготовления вкладыша, профиль гофрокартона и уровень толщины бумаги-основы, используемой для изготовления вкладыша и гофрокартона
Количество вес и тип бумаги в совокупности играют решающую роль в способности коробки из гофрокартона выдерживать вес других упаковок в пути. А гофрокоробки можно классифицировать по их грузоподъемности, например:
Одностенный | Чрезвычайно легкий
Одностенный | До 65 фунтов
Одностенный | 66–100 фунтов 90 003
Двойные стенки | 81 — 120 фунтов
Двойные стенки | 121 — 180 фунтов
Весовой класс гофроупаковки, который вам нужен, зависит от типов товаров, которые вам нужно отправить. К счастью, каждую весовую категорию можно заказать оптом или в небольшом объеме, а это означает, что мы предоставим вам все, какие бы упаковочные решения вам ни понадобились.
Одностенный гофрокартон | Чрезвычайно легкий вес
При отправке чрезвычайно легких продуктов весом до 20 фунтов использование гофрированных материалов с рейтингом прочности на разрыв 125# или рейтингом 23 ECT обеспечит достаточную защиту и долговечность при минимальных затратах на упаковку.
Если ваш товар немного тяжелее 20 фунтов, но легче 35 фунтов, важно выбрать вариант коробки из гофрированного картона, который имеет рейтинг испытания на разрыв 150 # и 26 ECT, чтобы учесть дополнительный вес.
Чрезвычайно легкие коробки из гофрокартона обычно изготавливаются из одностороннего картона, то есть они включают один гофрированный наполнитель, приклеенный к одному плоскому листу льняного картона. Это оставляет каннелюры видимыми внутри, а материал легко обернуть вокруг предметов.
Когда речь идет о продуктах с малым весом, использование этих типов гофрированных материалов также обеспечивает превосходную защиту от смятия краев или повреждений при штабелировании во время транспортировки.
Есть вопросы о нашей индивидуальной упаковке? Ознакомьтесь с бесплатным руководством ниже:
Одностенный гофрокартон | До 65 фунтов
Для продуктов, которые весят более 35 фунтов, но менее 65 фунтов, выбор гофрированного материала с классом прочности на разрыв 175# или 200# (29 ECT, 32 ECT соответственно) является обязательным условием для обеспечения безопасности вашей упаковки и продуктов. .
Коробки из гофрокартона с разрывной нагрузкой 175# (29 ECT) могут выдерживать до 50 фунтов при сохранении целостности конструкции и прочности коробки. Коробки с разрывным рейтингом 200 # (32 ECT) могут выдерживать 65 фунтов.
32 ECT и 200# Одностенные коробки Mullen являются наиболее стандартными коробками из гофрокартона. Изготовленные из одного гофрированного материала, вклеенного между двумя листами лайнера для дополнительной прочности, они бывают разных размеров, чтобы удовлетворить ваши потребности в упаковке и транспортировке.
Одностенный гофрированный картон | 66-100lbs
С увеличением веса добавляются конструктивные требования к транспортировке, и как только ваш продукт достигает веса 66+ фунтов, важно выбрать гофрированный материал с рейтингом прочности на разрыв 275# (44 ECT) или выше.
Использование коробок из гофрированного картона с ECT не менее 44 означает, что материал может выдерживать до 100 фунтов без риска повреждения конструкции или поломки коробки. Эти сверхпрочные одностенные ящики способны выдерживать больший вес при транспортировке, транспортировке и хранении.
Хотя некоторые одностенные коробки из гофрокартона могут выдерживать нагрузку до 120 фунтов (рейтинг испытаний на разрыв 350 # и ECT 55 #), этот диапазон обычно считается переломным моментом, когда вы хотите начать думать о конструкции с двойными стенками для дополнительной долговечность.
Двойная стенка означает наличие трех листов облицовочного картона с двумя наполнителями между ними, образующих две «стены» и значительно повышающих прочность коробки.
Гофрированный картон с двойными стенками | 81–120 фунтов
При отправке товаров весом более 80 фунтов гофрированные материалы должны иметь дополнительные слои защиты и прочности. Двойные гофрированные материалы с добавлением материала и дополнительной «стенки» значительно увеличивают прочность коробки.
Коробки начального уровня с двойными стенками начинаются с рейтинга ECT 48 и рейтинга Mullen Test 275#, что означает, что они могут выдерживать вес до 100 фунтов, сохраняя структурную целостность, безопасность и долговечность при транспортировке и хранении.
Следующим по прочности ящиком является 51 ECT или 350# Mullen с двойными стенками, в котором используется более прочная облицовочная доска, способная выдержать до 120 фунтов.
Совет для профессионалов: для более легких продуктов (менее 80 фунтов) также доступен гофрированный материал с двойными стенками, с рейтингом ECT 42 и рейтингом испытания на разрыв 200 #, эти коробки могут выдерживать до 80 фунтов, в то время как обеспечивая превосходную защиту его содержимого.
Гофрированный картон с двойными стенками | 121-180lbs
По мере того, как вес вашей посылки увеличивается, есть вероятность, что ее стоимость также значительно возрастет. При повышенной стоимости нет времени экономить на упаковке; вместо этого пришло время призвать большие пушки – тройную стену.
Здесь четыре листа облицовочной плиты с тремя средами между ними образуют 3 «стены» для максимальной прочности. Благодаря тройному уровню защиты эти коробки из гофрокартона имеют рейтинг от 400 до 600 при испытании на разрыв и от 61 до 82 ECT. Эти типы ящиков могут вместить до 180 фунтов материала, обеспечивая при этом дополнительную безопасность и прочность конструкции при транспортировке.
Пределы веса гофрокартона | Работайте с проверенными поставщиками
Помимо способности выдерживать разный вес, коробки из гофрокартона являются одним из лучших решений для промышленной упаковки благодаря их способности защищать ваши продукты, персонализировать ваш бренд и поддерживать низкие общие затраты (не говоря уже о экологические льготы).
Возможности безграничны, от самого легкого до самого тяжелого предмета есть коробка из гофрированного картона, которая надежно удержит ваш продукт от начала до конца!
Для получения дополнительной информации о нестандартных упаковочных решениях свяжитесь с нами по адресу CS Packaging сегодня или загрузите наше бесплатное руководство по защитной упаковке ниже:
Примечание редактора: эта статья была первоначально опубликована в октябре 2020 г. и была обновлена в сентябре 2022 г. новая и актуальная информация.
Преобразование объема картона в вес
Введите объем, выберите единицу объема и укажите материал или вещество для поиска. Используйте * в качестве подстановочного знака для частичного совпадения или заключите строку поиска в двойные кавычки для точного совпадения. Вес выбранного предмета рассчитывается с использованием его плотности и введенного объема.
Выберите состав:Картон точность:0123456789V2W | W2V | Плотность | Price
show all units
Weight of 1 cubic centimeter of Cardboard
carat
3.45
ounce
0.02
gram
0.69
pound
0
kilogram
0
тонна
6,89 × 10 -7
milligram
689
show all units
The entered
volume of Cardboard in various units of volume
centimeter³
1
milliliter
1
фут³
3,53 × 10 -5
баррель нефти
6,29 × 10 -6
5
3 галлона0135
US cup
0
inch³
0. 06
US fluid ounce
0.03
liter
0
US gallon
0
meter³
1 × 10 — 6
US PINT
0
Метрическая чашка
0
US
0
0
9
0
SSP
.0135
0.07
metric teaspoon
0.2
US teaspoon
0.2
About Cardboard
1 cubic meter of Cardboard weighs 689 kilograms [kg]
1 cubic foot of Картон весит 43,01286 фунтов [lbs]
Картон весит 0,689 грамма на кубический сантиметр или 689 килограмма на кубический метр , т. е. плотность картон равен 689 кг/м³. В имперской или американской системе измерения плотность равна 43,013 фунта на кубический фут [фунт/фут³] или 0,3983 унции на кубический дюйм [унция/дюйм³].
Закладки : [ вес к объему | объем к весу | цена | плотность ]
Об этой странице: Вес картона
Например, подсчитайте, сколько унций, фунтов, миллиграммов, граммов, килограммов или тонн выбранного вещества в литре, галлоне, жидкой унции, кубическом сантиметре или в кубическом дюйме. На этой странице вычисляется вес вещества в расчете на заданный объем и дается ответ на вопрос: Сколько весит вещество в расчете на объем.
продуктов питания, питательных веществ и калорий
Кэфхенки с лесным новом премиум -класса, UPC: 839456003927 содержит (S) 581 калория на 100 грамм (≈3,53 унции) [цена]
8150 продуктов, которые содержат stinIn. Список этих продуктов, начиная с самого высокого содержания ретинола и самого низкого содержания ретинола
Гравий, вещества и масла
CaribSea, Freshwater, Eco-Complete Cichlid, White Sand весит 1 169,35 кг/м³ (73,00014 фунтов/фут³ ) с удельным весом 1,16935 относительно чистой воды.
Автоматический трубогиб применяется для изготовления сложных пространственных деталей, требующих высокой точности и главное — повторяемости. На таком станке отсутствует ручной труд, либо он ограничен только установкой трубы на трубогибочный станок и снятием готовой детали.
Автоматический трубогиб с компьютерным
Макс. диаметр трубы 51х2 мм Назначение: сложные, пространственные изделия
ПОДРОБНЕЕ
Автоматический трубогиб с компьютерным
Макс. диаметр трубы 30×1,5 мм Назначение: сложные, пространственные изделия
ПОДРОБНЕЕ
Для предприятий осуществляющих массовый выпуск однородной продукции (холодильники, газовые плиты и т. д.) разрабатываются и изготавливаются специализированные трубогибочные автоматы, обеспечивающие изготовление, одной или нескольких однотипных деталей в больших количествах. Автоматический трубогиб данного типа при своей работе не допускает доступ людей в зону гиба (изготовления деталей). На сегодняшний день в России такие станки не производятся.
Предприятия производящие серийную продукцию (автомобили, тракторы, спецтехнику и т. д.) как правило применяют универсальные автоматические трубогибы, работающие с большим спектром типоразмеров труб, обеспечивающие изготовление большого количества номенклатур деталей, при незначительном количестве каждой детали, либо большого количества деталей, при незначительном количестве номенклатуры деталей.
Специализированные трубогибочные автоматы, как правило, оснащаются панелями управления, что существенно ограничивает возможности станков. Поэтому наиболее продвинутые изготовители специализированного трубогибочного оборудования на станки устанавливают промышленные компьютеры, с помощью которых можно получить 3D изображения детали, учесть углы пружинения материала, просимулировать процесс гибки и т. д.
Специалисты Балтийской Машиностроительной Компании не только внедрили, в универсальные трубогибочные станки промышленые компьютеры, с цветным, сенсорным монитором, но и разработали новое программное обеспечение (ПО) “Tubend”, позволяющие до минимума (практически до нескольких часов) сократить время обучения персонала, расширить возможности по проектированию деталей, получению их чертежей в ЕСКД на бумажных и электронных носителях, автоматическому учету углов пружинения и удлинения материала трубы в месте ее гиба, автоматическому расчету длины заготовки, симуляции процесса гибки и автоматическому написанию программ для изготовления деталей.
Все это реализовано в автоматических трубогибочных станках CE-30 PARTNER.3Х и СЕ-51 MASTER.3Х, предназначенныx для 3-х координатной дорновой гибки труб с наружным диаметром до 30 мм и 51 мм соответственно. Станки этих серий оснащаются системами автоматического выдвижения — убирания дорна и системой автоматической смазки дорна.
Универсальный автоматический трубогиб – это лучшее решение при изготовлении сложных технических систем, устройств, механизмов, с минимальным участием человека в процессе изготовления трубных деталей.
Полностью автоматический гидравлический гибочный станок с 6- осевой системой ЧПУ для труб больших диаметров
Макс. сечение Ø 142
Минимальный радиус изгиба 40 мм
Интуитивное и визуальное программирование (сенсорный экран)
Анализ осуществимости с моделированием реального машинного цикла
Программируемый бустер
Простое и интуитивно понятное управление
Быстрая и простая настройка.
Доступна модель с двойным гибочным модулем
Система зажима труб KST (патент Ercolina)
Автоматическая смазка дорна
Удаленная помощь (опция)
Стандартное оборудование: сервисные ключи
Импортируемые форматы .iges .dxf .Tekla (опция)
ХАРАКТЕРИСТИКИ
YBC & XYZ совместимое программирование
Регулировка настройки упругого возврата для каждого угла
USB для неограниченного сохранения программ и информации
Система быстрой смены инструмента для повышения производительности
Стандартные гидравлические муфты, которые позволяют монтировать запатентованную систему закрытия гидравлического зажима Ercolina (KST).
Интерактивный PLC с сенсорным экраном обеспечивает легкий доступ к ручному и автоматическому режимам работы; интегрированная система диагностики и многоязычный интерфейс.
Пульт дистанционного ручного управления
Импортируемые файлы в форматах .iges .dxf .Tekla (опция)
Дополнительный доступ Wi-Fi
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ GB130CNC
Гибочный модуль 70 см3
Мин. внешний диаметр 10 мм
Макс. внешний диаметр 142 мм
Макс. радиус изгиба (CLR) 450 мм
Мин. радиус изгиба (CLR) 40 мм
Макс. угол изгиба 195°
Установленная мощность 33 кВт
Количество хранимых программ без ограничений
Скорость изгиба 12,3°/c
Емкость для гидравлического масла 300 л
Уровень шума 63 дБ
Размеры 6934 x 2165 x 1790 мм
Масса 9000 кг
МАКСИМАЛЬНЫЕ СЕЧЕНИЯ GB130CNC
Круглая труба Fe42
141,3 x 9. 5
A53
4” Sch 40
Нержавеющая сталь 304
141,3 x 2,9
Квадратная труба Fe42
110 x 110 x 4
Прямоугольная труба «легкий путь»
60 x 120 x 12
Прямоугольная труба «тяжелый путь»
120 x 60 x 6
BendPak 1302BA-302 1302 Цифровой автоматический трубогиб с комплектом матриц из 302
Нет ничего проще и быстрее, чем автоматический трубогиб
Трубогибы серии BendPak 1302BA оснащены эргономично расположенным дисплеем с высокотехнологичной клавиатурой, который может записывать схемы гибки для точного и многократного использования. В очень загруженных цехах автоматический трубогиб сэкономит время и упростит дублирование результатов.
Быстросменные гибочные матрицы Трубогибы BendPak оснащены инструментами с поворотным замком и быстросменными гибочными матрицами, которые являются одними из наших наиболее часто копируемых конструкций во всей отрасли. Мы были польщены, правда, но если вам нужны самые лучшие и стабильные изгибы, обязательно выберите BendPak.
Цифровое управление Заядлые пользователи по достоинству оценят удобство нашего цифрового управления, которое сразу же дает цифровые показания угла матрицы. Усовершенствованный программируемый мини-компьютер надежно встроен в переднюю стойку трубогибочного станка, что позволяет без труда изготовить практически любую выхлопную систему оригинального оборудования. Плата управления программными данными управляет всеми функциями гибки, автоматическими или ручными, и сохраняет до 99 различных глубин изгиба.
180 Прочность на изгиб Для максимальной гибкости используйте трубогиб BendPak. Возможность сгибания на 170° (или 180° с дополнительной матрицей) позволяет легко получить полную U-образную форму. Изгибаем на 5 радиус: ни торчания трубы, ни зависаний. Наш трубогиб с затылочной конструкцией является лучшим в отрасли, и его можно найти исключительно в компании BendPak. Эта конструкция обеспечивает единообразие каждой операции на протяжении всего цикла и предотвращает нежелательное скручивание или деформацию.
Мощность изгиба 3 дюйма с комплектом матриц Наши 3 гибочных штампа являются доказательством того, что компания BendPaks стремится создавать трубогибы высочайшего качества. Они могут выглядеть как большинство трубогибов на рынке, но больше никто не использует наш процесс ступенчатой резки для направляющих штампов. Наша большая трубка в хорошем состоянии для более равномерных изгибов. Не говоря уже о том, что вы также можете расширять и развальцовывать трубки с одинаковой легкостью и точностью.
Длинноходовой гибочный цилиндр Сверхдлинный гибочный цилиндр 14 заменяет удлинители толкателя для операций гибки штампов с малым радиусом. Цилиндр, как и на всех наших трубогибах, можно отодвинуть еще дальше, если вам нужно больше места для смены штампов или извлечения изогнутых трубок.
Обжимной пресс без зажима В стандартную комплектацию наших трубогибов входит беззажимная обжимка. Способен выдать более 30 000 фунтов. усилие, формование концов будет быстрым, а бескламповый обжим extA входит в стандартную комплектацию каждого трубогиба, который мы производим. 30 000 фунтов. силы обеспечивают быстрое и точное формирование концов. Более быстрые настройки, более точные изгибы, чего еще можно желать? Я БЫ. расширения, наружный диаметр расширители, скользящие посадки, развальцовки, шаровые шарниры, переходы и фланцы коллектора — все это легко с инструментами BendPak. Чтобы упростить задачу, все наши инструменты для трубогиба являются быстросъемными; вы никогда не увидите устаревшие тиски в узле зажима. Хомуты с узкими петлями просто вставляются в нужное положение и позволяют развальцовывать концы трубок на расстоянии до 3 дюймов. Вы также никогда не будете беспокоиться о проскальзывании, потому что чем сильнее вы нажимаете на хомуты, тем крепче они зажимаются.
Внутренний расширитель сегмента Наш расширитель внутреннего сегмента так же уникален, как и наш беззажимный обжимной пресс, и может использоваться для внутреннего диаметра. расширения, наружный диаметр расширители, скользящие посадки, развальцовки, шаровые шарниры и фланцы коллектора. Контрфорсная канистра имеет единую настройку положения для всех внутренних диаметров. расширения, но также могут быть скорректированы в соответствии с особыми требованиями к размерам. Одинарная оправка используется для труб всех размеров от 1,5 до 3 дюймов. Бесзажимной обжимной пресс и внутренний расширитель позволяют с непревзойденной легкостью выполнять завершающие операции по обработке концов: редукцию, внутреннюю обжимку, развальцовку, плоскую развальцовку, шаровые шарниры и т. д. Трубогиб оснащен двусторонним цилиндром как для бесзажимного обжимного станка, так и для сегмента. расширитель. Цилиндр управляется одной рукояткой управления, расположенной посередине, что позволяет операторам удобно стоять в одном месте и при этом работать с обеих сторон.
Электрический ножной переключатель Для дополнительного удобства и универсальности мы включили независимый удаленный ножной переключатель, который позволяет выполнять операции гибки вручную, стоя перед гибочной головкой или на расстоянии до 4 футов от гибочного станка. Это особенно полезно при работе с большими трубами. Наши ножные выключатели для трубогибов промышленного класса и полностью закрыты, чтобы обеспечить вашу безопасность в любое время во время использования.
Трубогиб BendPak 1302BAS с полуавтоматическим управлением
Позвоните нам! 800-261-7729
Заказы на сумму более 200 долларов доставляются бесплатно! Учить больше
США
Счет
Моя тележка
3-кнопочное управление / автоматический трубогиб с набором матриц Deluxe 302
Минимум 10 030,00 долларов США
Бендер Мотор
Выберите вариант. ..
Инструменты
Выберите вариант…
Серия 1302BAS компании BendPak состоит из одних из самых мощных автоматических трубогибочных станков для выхлопных труб, которые были разработаны для ускорения процесса гибки. Удобный, компактный обжимной пресс с боковой загрузкой включает в себя комплект штампов и двухфункциональное устройство для окончательной обработки концов для чрезвычайно точного расширения и развальцовки оригинальных деталей.
Технические характеристики Технический паспорт Руководство
Перейти в конец галереи изображений
Перейти к началу галереи изображений
Основные аксессуары
+
Итоговая цена:
$0. 00
Этот товар: Бендпак 1302BAS 10 030,00 долларов США
БендПак 300-1
1140,00 долларов США
Обзор
Быстросменные гибочные матрицы
С помощью серии 1302BAS вы сможете быстро переключаться между проектами гибки, используя простые поворотные замки и быстросменные гибочные матрицы.
Способность к изгибу на 180°
Основной причиной популярности этого трубогиба является тот факт, что благодаря его U-образной форме вы получите самый глубокий изгиб. Если вам нужно согнуть более чем на 170°, BendPak также предлагает матрицы на 180°. Их трубогибы идеально гнут на радиусе 5 дюймов, не допуская прилипания или зависания трубы. Их уникальная конструкция с рельефным вырезом обеспечивает равномерный изгиб на протяжении всего цикла гибки, предотвращая чрезмерную обжимку или деформацию, которые будут стоить вам денег и тратить ваше драгоценное время.
3-дюймовая гибочная способность с комплектом штампов
Компания BendPak интегрировала 3-дюймовую гибочную конструкцию в каждый производимый ими трубогиб. Хотя конструкция может показаться обычной, она содержит уникальный процесс ступенчатой резки, который они используют для изготовления своих направляющих штампов. Его выдающаяся конструкция означает лучшую герметичность, большие трубки и более равномерные изгибы по всей доске. Хотя они и называются трубогибами, они также способны расширяться и развальцовываться.Различные варианты штампов BendPak упрощают выбор правильно умереть за работу
Длинноходовой гибочный цилиндр
Компания BendPak оснастила свои трубогибы удлиненным 14-дюймовым верхним цилиндром, и они не требуют использования удлинителей толкателя для штамповки с малым радиусом. Кроме того, цилиндр можно убрать, что обеспечивает больший зазор для замены матрицы, а также для удаления изогнутых трубок.
Обжимной пресс без зажима
Обжимной инструмент без зажима входит в стандартную комплектацию этого трубогиба BendPak. Он способен производить более 30 000 фунтов. силы, так что ваше формирование концов будет быстрым и чрезвычайно точным. Настройка не может быть проще, поскольку вы готовитесь к работе с I.D. расширения, наружный диаметр расширения, скользящие посадки, развальцовки, шаровые шарниры, переходы и фланцы коллектора. Быстросъемный инструмент означает, что в узле зажима не будет старомодных тисков. Каждый трубогиб оснащен узкими шарнирными хомутами, которые опускаются в нужное положение, чтобы во время изгиба концы развальцованных трубок сближались на 3 дюйма. Чем сильнее давление на зажимы, тем лучше будет их общий захват. Благодаря этому проскальзывание никогда не будет для вас проблемой.
Внутренний расширитель сегмента
Трубогибы BendPak оснащены уникальным внутренним расширителем сегмента, который работает на внутреннем диаметре. расширения, наружный диаметр расширения, скользящие посадки, раструбы, шаровые шарниры и фланцы коллектора. Они также имеют опорную канистру, которая имеет единую настройку положения для всех I.D. расширения и могут быть скорректированы для других размеров. Одинарная оправка используется для труб всех размеров 1,5–3 дюйма. Вместе беззажимная обжимка и внутренний расширитель значительно упрощают операции по чистовой обработке концов (например, редукцию, внутреннюю обжимку, развальцовку). Трубогибы BendPak оснащены двусторонним цилиндром как для беззажимного пресса, так и для расширителя сегментов. Сохраняйте максимальное удобство при работе с этим трубогибом с помощью одной рукоятки управления, которая управляет цилиндром, удобно расположенным посередине.
Электрический ножной переключатель
Вы сможете выполнять операции гибки вручную, стоя перед гибочной головкой или на расстоянии до 4 футов, используя независимый удаленный ножной переключатель. Удобство удаленного управления является дополнительным плюсом, особенно когда вы начинаете работать с трубами большего размера. Переключатели имеют промышленное качество и закрыты для вашей защиты.
Характеристики
2 отдельных концевых узла сзади для всех необходимых развальцовок и расширений
3-кнопочное управление для автоматической или ручной гибки
Поставляется в комплекте с быстросъемными гибочными и отделочными штампами
Включает в себя высокоскоростной беззажимный пресс и внутренний расширитель
Простая в использовании вставная манжета делает операции обжатия быстрыми и эффективными
Инструмент с поворотным замком
Встроенный предохранительный клапан
Проходной шток цилиндра полностью проходит через первичную раму
Жесткая рама из сварных стальных труб размером 6″ x 6″ x 3/8″
Коммерческие гидравлические цилиндры
Все цилиндры оснащены хромомолибденовыми валами, соответствующими стандартам ANSI 92. 2
Быстросъемные гибочные матрицы для сокращения времени переналадки
Гибочные головки прецизионно заземлены с точностью до 0,002 дюйма
Закрытые элементы управления не загромождают зону гибки
Валы цилиндров увеличенного диаметра 2,5 дюйма для максимальной надежности и минимального обслуживания
Распределительный блок включения/выключения, сертифицированный NEMA, включает реле перегрузки, которые автоматически отключают электропитание в случае возникновения непредвиденной ситуации перегрузки по току
Манометры позволяют всегда точно знать, какое давление в системе
Ролики промышленного класса позволяют легко перемещать трубогиб по цеху
Дистанционное ножное управление для дополнительного дистанционного управления
Регулируемый клапан давления, расположенный справа спереди
Цельный цилиндр обеспечивает идеальное совмещение ворот гибки с ползунком
Термообработанный инструмент для увеличения срока службы
Удобные лотки для инструментов позволяют держать инструменты в порядке
Мощный энергоэффективный двигатель Baldor мощностью 5 л. с. обеспечивает максимальную производительность
Высокоскоростной насос с прямым приводом, производительностью 4 галлона в минуту
Одиночный закрытый нижний цилиндр равномерно распределяет давление на задние заслонки и, поскольку он спрятан, не мешает трубопроводу
Резервуар для жидкости большой емкости обеспечивает охлаждение гидравлического масла и предотвращает его загрязнение
Канистровый масляный фильтр в гидравлической системе сохраняет чистоту масла
Масляные манометры позволяют визуально контролировать уровень масла
Технические характеристики
Обзор
Элементы управления изгибом
Полуавтоматический / 3-кнопочный
Элементы управления расширителем
Руководство / Коленный рычаг
Стиль рамы
Двусторонний расширитель
Макс. Емкость трубки
3 дюйма (76 мм) .095 стенка
Гибка
Макс. Радиус изгиба
5 дюймов (127 мм)
Мин. Радиус изгиба
3,3 дюйма (89 мм)
Гидравлика
Верхняя сила цилиндра
60 000 фунтов. (27 216 кг)
Гидравлический фильтр
Канистра
Двигатель
5 л.с. / 208-230 В перем. тока / 60 Гц / 1 фаза
Набор штампов
Стандартный
1,5″, 1,75″, 1,875″, 2″, 2,25″, 2,5″ (302)
Размеры
Ширина
41 дюйм (1041 мм)
Глубина
64 дюйма (1626 мм)
Высота
26 дюймов (660 мм)
Доставка
Вес
1 362
Размеры
70″ x 32″ x 47″ (1778 мм x 812 мм x 1206 мм)
ВНИМАНИЕ! Предложение штата Калифорния 65
Заказ
Запрос каталога
Размещение заказа
Доставка и доставка
Поддержка
Запрос поддержки
Поиск установщика
Возврат и обмен
Компания
О ключах
Свяжитесь с нами
Обратная связь
5240 Willis Road Theodore, AL 36582 800-261-7729 sales@wrenchers. com
ЦЕНЫ МОГУТ ИЗМЕНЯТЬСЯ БЕЗ УВЕДОМЛЕНИЯ. В последние недели стоимость материалов и расходы, связанные с доставкой продукции, продолжают расти, как никогда ранее в новейшей истории. Из-за этих быстро меняющихся рыночных условий цены могут быть изменены без предварительного уведомления и не гарантируются. Цены на заказ, принятый Wrenchers™ и/или его аффилированными лицами, не подлежат изменению после принятия. Указанные цены не включают какие-либо налоги с продаж, использование или акцизные сборы или любые другие налоги, пошлины или сборы, которые действуют в настоящее время или могут быть введены в будущем любым федеральным, государственным или другим органом власти.
Как варить оцинковку: какими электродами варить оцинковку
Оцинкованная сталь пользуется неизменным спросом и обрела популярность во многих потребительских сферах. Такую популярность материал приобрел благодаря своей устойчивости к агрессивным воздействиям из вне. Оцинкованная сталь обладает достаточно высокой устойчивостью к коррозии и способна служить довольно длительное время. Достигается это путем нанесения на стальные листы цинкового слоя толщиной от 2 до 150 мкм. Однако цинковое покрытие является не только защитой стальных изделий от неблагоприятных воздействий, но и фактором, значительно усложняющим процесс обработки металла, в частности его сварку.
Для того, чтобы ответить на вопрос: как варить оцинковку, необходимо более подробно рассмотреть все аспекты, связанные с этим процессом.
СОДЕРЖАНИЕ СТАТЬИ
Что нужно учитывать при сварке оцинковки
Этапы работы с оцинковкой
Какие есть виды проволоки для сварки
Общие правила и рекомендации для сварки оцинковки
Виды сварки оцинкованной стали
Как варить оцинковку: вывод
Как варить оцинковку: видео
ЧТО НУЖНО УЧИТЫВАТЬ ПРИ СВАРКЕ ОЦИНКОВКИ
Основными нюансами, которые следует учитывать в процессе сварки оцинковки, являются температура плавления цинка и токсичность выделяемых им паров.
Сложность сварки оцинкованных изделий обуславливается тем, что температура плавления стали составляет 1100C, а цинковое покрытие плавится при 906C. Данное расхождение не позволяет использовать обычные методы сварки в связи с риском повреждения защитного слоя и утраты изделием устойчивости к окислению.
Неблагоприятные проявления в процессе сварки оцинкованного металла заключаются в том, что:
При температуре 906 градусов, цинк плавится и переходит в газообразное состояние;
Проникая в основу, выделяемые пары разрушают структуру металла;
Происходит нарушение шва оцинковки;
Токсичные пары поступают в окружающее пространство.
Именно поэтому, обработка оцинкованных изделий требует проведения дополнительных подготовительных мероприятий и тщательного подбора используемого оборудования.
ЭТАПЫ РАБОТЫ С ОЦИНКОВКОЙ
Удаление цинкового покрытия
Данная процедура необходима для того, чтобы расплавленный цинк, попав в область шва, не ухудшил его качество. Существует три основных способа зачистки:
Механический
Данный способ зачистки оцинковки осуществляется при помощи жестких абразивных средств, металлических щеток и наждачной бумаги.
Химический
Заключается в воздействии на покрытие кислотой, или щелочью. После осуществления необходимой экспозиции, изделие тщательно промывается и высушивается.
Термический
Заключается в обжиге краев изделия при помощи газовой горелки. Следует учитывать, что воздействие высоких температур провоцирует высвобождение токсичных паров.
Подбор электродов
Для того, чтобы выбрать, какими электродами варить оцинковку, необходимо учитывать ряд нюансов. Выбор электродов осуществляется с учетом типа свариваемой стали.
Можно выделить 2 основных вида электродов:
С рутиловым покрытием (АНО-4, МР-3, ОЗС-4). Подходят для сваривания стали с низким углеродным содержанием. Наличие оксида титана значительно упрощает зажигание дуги, гарантирует прочность шва и его герметичность, а также минимизирует разбрызгивание;
С сильноосновными флюсами (УОНИ13/45, УОНИ13/55, ДСК-50). Подходят для сталей низкого легирования.
Подбор присадочного материала
Основное требование к проволоке, используемой в качестве присадочного материала — низкая температура плавления, варьирующаяся от 900 до 1100 градусов. Соблюдение этого условия позволит добиться качественного шва, так как в этом случае проволока будет плавиться, не повреждая и не оплавляя сам материал.
КАКИЕ ЕСТЬ ВИДЫ ПРОВОЛОКИ ДЛЯ СВАРКИ ОЦИНКОВКИ
CuSi3. Проволока с 97% содержанием меди. Целевым назначением является сваривание медных изделий. Использование для сварки оцинковки является целесообразным и позволяет добиться легкообрабатываемого соединения. Минусом в данном случае будет являться то, что такое соединение не будет иметь очень высокого показателя прочности. Стоит учитывать, что входящий в состав сплава кремний обладает высокой текучестью, что требует повышенной осторожности при работе;
Autrod 19.30. Целевым назначением является сваривание оцинкованных изделий. Соединение кремния, марганца и серы позволяет добиться достаточно крепкого соединения;
CuSi2Mn. Создает соединение с очень высокими показателями прочности. В связи с повышением показателя, усложняется процесс дальнейшей обработки;
CuAl8. Целевым направлением является сваривание металла, обработанного сочетанным цинково-алюминиевым сплавом.
ОБЩИЕ ПРАВИЛА И РЕКОМЕНДАЦИИ ДЛЯ СВАРКИ ОЦИНКОВКИ
Вне зависимости от типа сварки оцинковки, необходимо:
Исполнять шов наплывным методом по средствам частого отрыва электрода;
Продление варочной ванны производится постепенно для недопущения риска повреждения;
В случае, если цинковое покрытие не было удалено, необходимо дождаться его абсолютного выгорания до того момента, когда начнет расплавляться сама сталь. В противном случае после охлаждения возможно растрескивание и вспучивание шва;
Оцинкованная сталь, толщина которой превышает 4 мм должна обрабатываться по краям по методу нанесения фаски, глубина которой составляет 1/3 листовой толщины;
Все работы производятся со строжайшим соблюдением мер защиты и техники безопасности. Для этих целей используются маски с принудительным нагнетением воздуха и мощные вентиляционные системы.
ВИДЫ СВАРКИ ОЦИНКОВАННОЙ СТАЛИ
Сварка оцинковки полуавтоматом
Такой метод сварки имеет ряд особенностей:
Подключение. «+»клемму подводят к горелке, а»-«к поверхности;
Сила тока. Увеличение силы тока приводит к увеличению скорости подачи присадки;
Подбор съемника тока. При подборе учитывается диаметр сечения проволоки. Необходимо вовремя производить замену, не дожидаясь значительного изнашивания;
Выбор рукава подачи присадки. Необходимо выбирать жесткие рукава, не допускающие перегибов и нарушения подачи присадочного материала;
Учет толщины листа. Тонкие листы толщиной 1мм. и менее, подвергаются точечной сварке;
Напряжение. При возможности перепадов напряжения, рекомендуется использовать проволоку наименьшего диаметра, имеющую высокую скорость плавления, необходимую для компенсации недостатка напряжения сети;
Техника без использования защитного газа. В данном случае, «+»клемма подключается к оцинкованной поверхности.
Преимущества метода:
Возможность работы без создания защитной атмосферы;
Хорошие показатели ровности шва;
Простота в соблюдении параметров тока.
Отрицательные качества:
Не рекомендуется проводить сварку при порывах ветра и в присутствии мощных вентиляционных систем;
Необходимы крупногабаритные газовые баллоны;
Необходимы жесткие рукава подачи присадки.
Сварка инвертором
Особенности сварки оцинковки при работе инверторным методом:
Подбор диаметра электрода. Оптимальным сечением будет диаметр не более 2мм;
Учет легкоплавкости электродов. Чем выше коэффициенты расплавления, тем ниже значения тока;
Техника движения. Необходимо соблюдать плавность перемещения дуги;
Соблюдение угла наклона. Соблюдение угла в пределах 45 градусов, позволяет избежать риска прогорания.
Соблюдение распределения полярности. В связи с тем, что данный метод сварки применяется в основном к тонколистовому металлу, необходимо учитывать, что в этом случае работа производится током обратной полярности. Это означает, что «+»подключается к электроду, а»-» к оцинкованной поверхности.
Этапы процесса сваривания оцинкованной стали при работе с трубопроводом.
Подготовка. Учитывается толщина заготовки. Если она превышает 3мм, под углом в 80 градусов делается скашивание поверхности на расстояние 1-1.5мм по поверхности шва. Торцы изделия зачищаются от зазубрин и загрязнений и обезжириваются. Свариваемые элементы выкладываются ровно с соблюдением зазора в 3мм. Вдоль сварочного шва наносится 2мм слой флюса.
Сварка. Производится в следующие этапы: — детали, подлежащие сварке прогревают на расстояние не менее 300мм от свариваемых краев; — флюс подвергается нагреву до прозрачного состояния; — присадка накладывается на поверхность и расплавляется при помощи газовой горелки до полного заполнения пустоты; — припой располагается перед пламенем горелки. Допустимые углы наклона составляют 95 градусов для горелки и 15-30 для проволоки.
Завершение процесса. Флюс удаляется, шов зачищается. По окончании зачистки, поверхность обрабатывается антикоррозийным составом.
Точечная сварка
Метод точечной сварки оцинковки получил наиболее широкое распространение в автомобилестроении. Получаемая точка отличается высокой прочностью. Линия разрыва не затрагивает область сварки, а проходит по поверхности листа. Следует учитывать, что использование точечного метода приводит к ускоренному изнашиванию электродов и требует больших энергетических затрат. В связи с этим, наиболее целесообразно проведение автоматической корректировки режимов и настроек в условиях профессиональных сварочных рабочих мест.
КАК ВАРИТЬ ОЦИНКОВКУ: ВЫВОД
Вне зависимости от типа используемой сварки и вида оборудования, необходимо строжайшее соблюдение всех мер безопасности и технологических правил. Цинк является токсичным материалом, вдыхание его паров способно привести к серьезной интоксикации организма. Поэтому при ответе на вопрос: «как варить оцинковку«, надо помнить, что работы проводятся в средствах индивидуальной защиты и при обеспечении качественной вентиляции.
КАК ВАРИТЬ ОЦИНКОВКУ: ВИДЕО
Сварка оцинковки: технологии, особенности, выбор электродов
Главная » Обработка металла » Сварка » Как провести сварку оцинковки?
На чтение 5 мин
Содержание
Особенности материала
Выбор электродов
Способы сварки оцинкованного металла
Сварка полуавтоматом
Сварка инвертором
Как варить оцинковку
Оборудование
Подготовительные работы
Процесс сварки
Завершающие работы
Сварка оцинковки востребована в производственных и промышленных сферах. Однако сам процесс является относительно сложным, так как температура плавления цинкового покрытия существенно отличается от стали или сплавов. Нужно выбрать оптимальную технологию на основе параметров заготовок, их состава, а также условий эксплуатации.
Сварка оцинкованной трубы
Особенности материала
Для повышения коррозионной стойкости стали на нее наносят слой из цинка, толщина которого составляет 2–150 мкм. Для расплавления стали требуется нагрев до +11000С, а цинка — +9060С. Поэтому обычные способы сваривания не подходят, так как защитный слой будет прожжён, а сама деталь потеряет стойкость к окислению.
Чтобы не допустить потерю стойкости конструкции к коррозии, требуется использовать специальные флюсы, предотвращающие перегрев поверхности. Они повышают температуру плавления, не давая расплавиться оцинковке.
Для оцинкованной стали другой проблемой является попадание расплавленного цинка в сварную ванну, что приводит к ухудшению свойств шва и потери прочностных свойств. Поэтому перед проведением работ требуется зачистка поверхностного слоя вдоль линии стыковки. Данное правило является обязательным для соединения любых составов оцинковок.
Очистить оцинкованный слой можно следующими способами:
обжиг газовой горелкой — опасный способ, при котором выделяется много вредных паров, реализуется быстро, не требует специальных навыков;
механический — зачистка, выполняемая абразивным инструментом, считается длительной по времени, но эффективной;
химический — выполняется обработка химическими составами, обычно кислотными или щелочными средствами, после действия которых поверхность достаточно промыть большим количеством воды.
Третьей особенностью является токсичность паров, которые начинают выделяться в результате плавления цинка. При нагреве происходит проплавление, затем наступает фаза испарения. Если пары попадут внутрь органов дыхания человека, то произойдёт интоксикация.
Выбор электродов
Для сваривания низкоуглеродистой оцинковки пользуются следующими электродами:
МР-3;
АНО-4;
ОЗС-4.
Для высокоуглеродистых сплавов применяются электроды, отличающиеся высоким содержанием флюсов:
УОНИ-13/45;
УОНИ-13/55;
ДСК-50.
Электроды, применяемые для надёжной сварки оцинкованных труб и других массивных конструкций, содержат фтористые и карбонатные соединения. При большой толщине деталей следует использовать технологию послойной наварки.
Способы сварки оцинкованного металла
Для сварки оцинкованной стали используют сварку следующими способами:
полуавтоматическим;
инверторным;
газовой горелкой.
Сварка полуавтоматом
Полуавтоматическая сварка выполняется в защитной аргоновой среде или в углекислом газе. Диаметр проволоки выбирается в зависимости от толщины свариваемых оцинкованных конструкций.
Сварка оцинковки с применением полуавтомата имеет следующие особенности:
тонколистовой металл следует варить точечно, в таком случае вероятность сквозного прожога будет минимальной;
получить качественный сварной шов при напряжении менее 220В можно только с применением проволоки, диаметр которой составляет меньше требуемого на 0,2 мм;
для соединения деталей в среде без защитной газовой атмосферы нужно использовать присадки;
к заготовке цепляется положительный контакт, а к присадке — отрицательный.
Преимущества варки полуавтоматом:
выполнение работ в присутствии или отсутствии защитной газовой атмосферы;
высокое качество сварного шва: ровный, равномерный, однородный;
выдержка широкого диапазона токовых параметров.
Недостатки:
при наличии воздушных потоков от ветра или вентиляционной системы запрещено пользоваться данным методом;
нужно использование габаритных баллонов с газом;
требуются жёсткие шланги для подачи газа к месту проведения работ от баллонов.
Сварка оцинкованной заготовки
Сварка инвертором
Инверторная сварка применяется при соединении деталей толщиной менее 2 мм. Подключение выполняется следующим образом:
к минусу подсоединяется свариваемая конструкция;
к плюсу — электрод.
Оцинкованный металл сваривается на токе обратной полярности. При правильном подключении разогрев электрода происходит за несколько секунд, дуга зажигается быстро, горит стабильно.
Особенности данного метода следующие:
при варке электродами малого диаметра сварка стыков проводится точно, равномерно;
перемещение сварочной проволоки вдоль поверхности должно быть плавным с постоянной скоростью, резких рывков быть не должно, так как важно не повредить цинковое покрытие;
наклон электрода над поверхностью заготовки не должен превышать 450, чтобы минимизировать вероятность прожига металла.
Как варить оцинковку
Для сварки оцинкованной стали необходимо выполнить следующее:
подобрать подходящую по параметрам проволоку или электроды;
собрать нужное оборудование;
выполнить подготовительные работы, чтобы трубы или листы были надёжно соединены.
Оборудование
Заранее до проведения работ потребуется приготовить следующее оборудование:
инвертор или полуавтомат, позволяющие работать на требуемом сварочном токе;
горелка;
баллоны с газом;
держатель электродов или система подачи проволоки;
рукав для подключения к баллону держателя.
Рекомендуется выбор сварочного аппарата с предустановленными режимами по току и напряжению, чтобы упростить подбор параметров. Особенно эта функция подходит для новичков, у которых недостаточно опыта в проведении подобного типа работ.
Подготовительные работы
На этапе подготовительных работ:
при толщине заготовки более 3 мм делают скос под углом 800 на расстояние 1–1,5 мм на поверхности формирования шва;
укладывают ровно свариваемые элементы в том положении, в котором их необходимо соединить, при этом оставляют зазор 3 мм;
на поверхности вдоль сварного шва наносят флюс равномерным слоем 2 мм на расстояние 20 мм.
Подготовка к сварке оцинковки электродом
Процесс сварки
Сваривание трубопровода:
Включают горелку, прогревают свариваемые детали от соединяемых торцов на расстояние не менее 300 мм.
Нагревают флюс до тех пор, пока он не станет прозрачным.
Присадочную проволоку прижимают к поверхности металлических торцов, горелкой её расплавляют, полностью заполняют пустое пространство.
Горелку направляют на проволоку, греют её до температуры плавления. Припой располагают перед пламенем. Предельные углы наклона следующие: горелки – 950, проволоки – 150-300.
Листы сваривают аналогичным образом, но только используют инверторы или полуавтоматы. Техника работ простая, но важно не допустить перегрева металла.
Завершающие работы
На завершающем этапе выполняются следующие работы:
смывают флюс;
зачищают шов;
обрабатывают поверхность антикоррозионным составом.
( Пока оценок нет )
Поделиться
Безопасно ли хранить еду в…
Дом » База знаний » Безопасен ли контакт пищевых продуктов с оцинкованной сталью?
Автор Кристин Клин
Ответ на ваши вопросы и да, и нет соответственно. Да, для большинства продуктов безопасно контактировать с цинком. Нет, большинство пищевых продуктов не вызывают чрезмерной коррозии оцинкованной стали. На самом деле есть только одно исключение из этих утверждений: кислые продукты. Давайте углубимся в некоторые подробности, чтобы полностью ответить на ваш вопрос. Министерство здравоохранения и социальных служб США 1997 Пищевых кодексов, раздел 4-101.15 Оцинкованный металл, ограничение использования, гласит: «Оцинкованный металл нельзя использовать для изготовления посуды или поверхностей оборудования, контактирующих с пищевыми продуктами, которые используются в контакте с кислыми пищевыми продуктами» [курсив добавлен]. Поэтому в соответствии с Пищевым кодексом 1997 г. допустимо использование оцинкованной стали в контакте с мясом и некислотными фруктами и овощами. Кроме того, США. Министерство сельского хозяйства заявляет, что хромовое, никелевое, оловянное и цинковое (гальваническое) покрытие, как правило, приемлемо для большинства соответствующих применений» (Принятое оборудование для мяса и птицы, Директива службы безопасности пищевых продуктов и инспекции 11220. 1)9.0005
Один из крупнейших заводов по производству говядины в США, расположенный в Плейнуэлле, штат Мичиган, демонстрирует широкое использование оцинкованной стали на всем предприятии. Как сообщалось в 1982 году, один из сотрудников компании сказал: «Если бы не цинкование, мы не смогли бы работать и поддерживать нашу норму прибыли». Оцинкованная сталь успешно используется на всем предприятии для изготовления балок, колонн, лестниц, перил, подножек и подвесных монорельсов.
Единственное ограничение на использование оцинкованной стали в контакте с пищевыми продуктами возникает, если пища кислая; кислотные виды особенно агрессивны к коррозии цинковых покрытий. При контакте цинка с кислой пищей и напитками он превращается в соли цинка, которые легко усваиваются организмом. Чрезмерный уровень этих солей может вызвать легкое недомогание у людей, хотя было зарегистрировано несколько случаев заболевания, когда оцинкованные контейнеры использовались для хранения сока на кислой основе. Однако эта ситуация такая же, как и любая другая, когда оцинкованная сталь контактирует с кислой средой. Цинковые покрытия плохо работают в сильнокислых средах и не должны использоваться.
Часто продукты питания хранятся в контейнерах из пластика или других материалов, поэтому прямого контакта продуктов питания с оцинкованной сталью не происходит. В этих ситуациях оцинкованная сталь является очень подходящим применением. Задокументированные применения этого включают стеллажи для охлаждения хлеба и стеллажи для поддонов в морозильной камере. Оцинкованная сталь также использовалась в качестве покрытия для столешниц в ресторанах и барах в Европе и США.
Оцинкованная сталь очень хорошо подходит для пищевых продуктов, главным образом потому, что они расположены внутри и защищены от нормального атмосферного воздействия. Эти защищенные условия способствуют максимальному сроку службы оцинкованной стали. Поэтому оцинкованная сталь является очень безопасным и эффективным способом защиты от коррозии в средах, где есть продукты питания.
Итак, где используется оцинкованная сталь в производстве продуктов питания? Есть две основные и отдельные области: для структурных опор здания, такого как пекарня или скотобойня, а также для лотков, стеллажей, конвейеров, морозильных камер, холодильников и столешниц, непосредственно контактирующих с пищевыми продуктами. Подводя итог всему этому обсуждению, следует отметить тот факт, что цинк является необходимой частью нашей RDA, приблизительно 15 мг должны быть частью вашего ежедневного потребления.
Вы все еще ищете правильный ответ? Спросите эксперта
самозащитный с флюсом для полуавтомата и его виды, как варить без газа, диаметр и настройка, марки
Что это?
Основные требования
Сравнение с обычной проволокой
Обзор видов
Особенности использования
Процедура сварки металлоконструкций электродами не всегда удобна. Затруднения при проведении этого процесса наблюдаются на открытой местности, на высоте.
Во избежание образования некачественных швов некоторые мастера используют порошковую проволоку.
Что это такое?
Сварочная проволока считается важной частью большинства современных технологий сварки. Пороховой атрибут имеет вид полой металлической трубки, внутри которой находится флюс или же он находится в сочетании с металлическим порошком. Эта проволока используется для создания сварных швов при полуавтоматической безгазовой сварке. Благодаря современному внешнему виду этого атрибута осуществляется легкое зажигание дуги, а также стабильный процесс горения.
Производство порошковой проволоки основано на строгом соблюдении ГОСТ, поэтому ее использование обеспечивает качественный результат. Наличие мелкой фракции железа, фосфора, хрома внутри трубки гарантирует следующие моменты:
стабилизацию температуры в зоне ванны, а также вокруг дуги, пока она не станет пригодной для используемый материал;
стимулирование перемешивания расплавленного металла на деталях, а также на электроде;
равномерное закрытие шва по всей ширине от контакта с газом;
обеспечивающий равномерность кипения и отсутствие брызг;
Увеличение скорости сварки деталей.
С помощью порошковых проволок осуществляется наплавка на детали, а также процедура сварки в любом месте при наличии специального оборудования. В зависимости от предполагаемого использования трубка может содержать магнезит или плавиковый шпат. При необходимости обработки огнеупорного материала стоит использовать проволоку, где присутствует графит и алюминий, так как они повышают температуру.
Недостатками данного вида сварочного материала являются высокая стоимость, узкая специализация, сложность сварки листов толщиной более полутора миллиметров.
Основные требования
Порошковая (флюсовая) сварочная проволока применяется для полуавтоматической сварки без газа, имеет трубчатый вид. Внутренняя полость атрибута заполнена пыльцой особого состава. Основание представляет собой поляризованную металлическую полосу. Завершающим этапом создания такой проволоки является ее аккуратное растягивание до необходимых размеров.
Любой тип порошковой проволоки должен соответствовать следующим требованиям:
плавиться равномерно и избегать чрезмерного разбрызгивания;
отличаться стабильностью и легкостью возникновения электрической дуги;
шлак, возникающий в процессе сварки, должен распределяться равномерно и не проникать в швы;
имеют ровный шов без наличия трещин, пор.
Сравнение с обычной проволокой
Сварочная проволока делится на несколько видов, наиболее распространенными из которых можно назвать порошковую и сплошную. Несмотря на некоторые различия, оба атрибута используются достаточно часто. Сплошной вид проволоки имеет медное покрытие, а также может использоваться с инертными газами, чего нельзя сказать о втором виде атрибута сварки.
Кроме того, производство порошковой проволоки представляет собой прокатку полосы металла, прокатку ее лентой с добавлением флюса.
Сплошная проволока имеет меньшую стоимость, но лишена некоторых преимуществ порошковой проволоки, таких как:
для вертикальной сварки в гору;
работа с оцинкованной сталью и другими трудносвариваемыми сортами;
невозможность добавления внутрь проволоки различных веществ.
Обзор видов
Каждый сварщик должен знать, что на сегодняшний день существует несколько марок порошковой проволоки, которые можно использовать для термического напыления, электродуговой металлизации, легирования стали и многих других целей. Судя по характеристикам разновидностей этого сварочного атрибута, каждое изделие имеет определенный диаметр, маркировку, материалы для корпуса, а также алюминиевое, железное или другое наполнение.
Металлические трубы по форме делятся на круглые, у которых края соединены встык, со шпоночными загибами, а также многослойные.
По особенностям использования пудровые атрибуты делятся на такие разновидности.
Газозащита
Этот тип проволоки требует закрытия сварочной ванны. Для этого используется аргон или другой инертный газ. Атрибут газовой защиты при сварке обычно используется для сварки углеродистой, низколегированной стали. Эта проволока имеет следующие преимущества:
стабильность дуги;
легкость выхода шлака на поверхность;
отсутствие пористости;
низкий уровень распыления;
простота ликвидации шлака.
Таким трубам присуще глубокое проникновение. Их использование востребовано при создании стыков в местах стыков и углов, а также нахлестов при изготовлении конструкций и труб из металла.
Самозащита
Самозащитная трубка является хорошим вариантом для полуавтоматической работы в любом месте, даже в полевых условиях. Этот атрибут сварки не требует наличия дополнительных видов расходных материалов. При ремонте ванной замечено скопление облака от газового заряда. В результате применения самозащитной проволоки на швы наносится ровный флюс, при этом он широкой полосой скрывает горячие стыки. Этот вид порошковой проволоки нашел свое применение при сварке материалов в необорудованных условиях. С его помощью паяют алюминиевые изделия, а также их сплавы.
Порошки, которые сконцентрированы в присадочной проволоке, могут выполнять следующие функции:
легирование;
раскисление;
стабилизация электрической дуги;
упрощение формирования однородности швов.
В зависимости от состава порошка самозащитная проволока бывает:
флюоритовая;
флюорит-карбонат;
рутил;
рутиловый флюорит;
рутил органический.
Особенности применения
Использование полуавтомата при сварке способствует быстрому нанесению швов, т. к. порошковый вид изделий подается без перерыва. Поскольку газовый шланг не всегда может быть доступен для работы, этот метод позволяет сваривать металлы в среде защитного газа. Правильно готовить без газа сможет практически каждый, при этом особое внимание следует уделить поверхности и настройке. При механизированной сварке обязательно нужно учитывать параметры тока, полярность, а также правильную технику выполнения.
Есть нюансы в работе с этим металлическим приспособлением, о которых мастер не должен забывать. Чтобы удачно провести дугу и сформировать шов, стоит подготовить ровную поверхность. При работе с полуавтоматами этого можно добиться переключением контактов внутри блока.
Провод, идущий к горелке, необходимо соединить с кабелем заземления, а противоположный провод подключить к клемме горелки.
Важным моментом в работе является установка роликов, полностью соответствующих диаметру используемой проволоки. На боковой части ролика есть информация о диапазоне диаметров. Ролик с подвижным типом нельзя затягивать туго, так как провод характеризуется полой структурой, и это событие может привести к его деформации или возникновению засора в кабельном канале.
Для для того, чтобы провод прошел ровно, потребуется снять наконечник, расположенный на выходе зажимного элемента. Его намотка осуществляется после появления расходного элемента с конца этого канала. Диаметр наконечника также должен соответствовать размеру проволоки, так как большое отверстие может затруднить управление дугой. Газ при этой процедуре не используется, поэтому надевать насадку не нужно. Чтобы спрей не прилипал к кончику, его следует распылять специально разработанным средством.
При сварке порошковой проволокой шов всегда будет под контролем, поэтому технология внешне будет напоминать стандартное использование электродов.
Поскольку порошковый атрибут сварки не обладает механической прочностью и жесткостью, специалисты рекомендуют использовать специальный механизм, обеспечивающий непрерывность автоматической подачи элемента.
В процессе сварки происходит интенсивное образование шлака, его необходимо быстро устранить металлической щеткой. В противном случае в рабочую зону может попасть шлак, что приведет к образованию дефектов и снижению механической прочности.
Порошковая проволока может быть полностью металлической или флюсовой, выполняя тем самым задачи газа. Использование этого атрибута шва может привести к получению сварного шва более низкого качества, чем обычно, но в некоторых случаях без порошковой добавки не обойтись.
. Oder starten Sie eine neuesuche, um noch mehr Stock-Photografie und Bilder zu entdecken.
verschiedene arten von spannzangen-schnellspannfutterhalter für bohrer oder schneidwerkzeug bohren und gewindebohren von cnc-fräsbearbeitungszentrum für industrie auf tisch — цанговый держатель фото и фото
Verschiedene Arten von Spannzangen-Schnellspannfutterhalter für…
präzision automatisch schnell und drehbar sammeln werkzeugwinkel halterkopf und hochgeschwindigkeitsstahl-schaftfräswerkzeug für cnc-fräsbearbeitungszentrum in industriellen arbeiten isoliert mit clip-pfad — collet holder stock-fotos und bilder
Präzision automatisch schnell und drehbar sammeln Werkzeugwinkel. ..
querschnittsansicht detailconstruktion des spannzangenfutter-werkzeughalters für cnc-fräs-oder bearbeitungszentrum in der industrie — цанговый держатель стоковых фотографий и изображений
Querschnittsansicht Detailkonstruktion des Spannzangenfutter-Werkz
rost an werkzeughalter und werkzeugkomponente für cnc-bearbeitungszentrum — collet holder stock-fotos und bilder
Rost an Werkzeughalter und Werkzeugkomponente für CNC-Bearbeitungs
hartmetalleinsatzspitze schneidwerkzeugbaugruppe mit werkzeughalter und spannzangenfuttereinstellung auf werkzeugvoreinstell- und messmaschine zur inspektion dimension form aussehen auslauf etc — цанговый держатель фото и фото
strömungsbohrer oder reibungsbohrer wolframkarbid-schneidwerkzeuge halten durch spindelzangenfutterhalter mit vierkantrohrwerkstück während der lochherstellung für gewindeschneidet durch vertikale tischbohrmaschine — collet holder stock-fotos und bilder
Strömungsbohrer oder Reibungsbohrer Wolframkarbid-Schneidwerkzeuge
verschiedene arten neue und hochpräzise werkzeughalter vorrichtung für schnittstelle schneidwerkzeug und spindel von cnc bearbeitungszentrum oder Automaticische fräsmaschine auf dem tisch — цанговый держатель стоковых фотографий и сборок
Verschiedene Arten neue und hochpräzise Werkzeughalter. ..
verschiedene arten neue und hochpräzise werkzeughalter vorrichtung für schnittstelle schneidwerkzeug und spindel von cnc bearbeitungszentrum oder automatische fräsmaschine auf dem tisch — collet holder stock-fotos und bilder
Verschiedene Arten neue und hochpräzise Werkzeughalter…
hochpräzise bohrungen, halter, fräsen chuck und spannzange für hohe genauigkeit teil herstellung — держатель цангового патрона stock-fotos und bilder
Hochpräzise Bohrungen, Halter, Fräsen Chuck und Spannzange for…
Hochpräziser Bohrhalter, Fräsfutter und Spannzange für die hochpräzise Teileherstellung, Schneidwerkzeug für Automobilteile, Formen- und Werkzeugherstellung.
Die Hand des Mannes mit Fräsen Werkzeugmaschine Halter in einem smith-workshop — цанговый держатель сток-фото и сборка
Die Hand des Mannes mit Fräsen Werkzeugmaschine Halter in einem… Ауфшлиссен.
probenquerschnitt werkzeughalter mit gradspurendmühle und anderen verschiedenen geräten für cnc-bearbeitungszentrumprozess im kasten — collet holder stock-fotos und bilder
Probenquerschnitt Werkzeughalter mit GradspurEndmühle und. ..
verschiedene arten von bearbeitungsspäne einige von ihnen in einem werkzeughalter spannzange, metallbearbeitung, stahl, messing , edelstahl, kupfer, алюминий — цанговый держатель стоковые фото и фотографии
verschiedene Arten von Bearbeitungsspäne einige von ihnen in…
Hochpräzise Bohrungen, Halter, Fräsen Chuck und Spannzange für hohe genauigkeit teil fertigung — цанговый держатель Stock-fotos und Bilder
Hochpräzise Bohrungen, Halter, Fräsen Chuck und Spannzange für… fotos und bilder
Der Satz von Schaftfräser Halter, Spannzange
Der Satz von Schaftfräserhalter, Spannzange für CNC-Maschine
präzisionsautomatisches schnelles und drehbares sammelwerkzeug holder & high-speed-stahl-end-fräswerkzeug goldbeschichtung für cnc-fräsbearbeitungszentrum in industrieller metallbearbeitung — collet держатель стоковых фотографий и изображений
Präzisionsautomatisches schnelles und drehbares Sammelwerkzeug…
verschiedene arten von spannzangen-schnellspannfutterhalter für bohrer oder schneidwerkzeug bohren und gewindebohren von cnc-fräsbearbeitungszentrum für industrie auf tisch — collet holder stock-fotos und bilder
Verschiedene Arten von Spannzangen-Schnellspannfutterhalter für. ..
verschiedene arten von spannzangen-schnellfutterhalter für bohrer oder schneidwerkzeug bohren und gewindeschneiden von cnc-fräsbearbeitungszentrum für die industrie — цанговый держатель стоковых фотографий и изображений
Verschiedene Arten von Spannzangen-Schnellfutterhalter für…
verschiedene arten von spannzangen-schnellfutterhalter für bohrer oder schneidwerkzeug bohren und gewindeschneiden von cnc-fräsbearbeitungszentrum für die industrie — collet holder stock-fotos und bilder
Verschiedene Arten von Spannzangen-Schnellfutterhalter für..
querschnittsansicht detailkonstruktion des spannzangenfutter-werkzeughalters für cnc-fräsoder bearbeitungszentrum in der industrie — держатель цангового патрона stock-fotos und bilder
Querschnittsansicht Detailkonstruktion des Spannzangenfutter-Werkz
hartmetalleinsatzspitze schneidwerkzeugbaugruppe mit werkzeughalter und spannzangenfuttereinstellung auf werkzeugvoreinstell- und messmaschine zur inspektion dimension form aussehen auslauf etc — collet holder stock-fotos und bilder
querschnittsansicht detailkonstruktion des spannzangenfutter-werkzeughalters für cnc -fräsoder bearbeitungszentrum in der industrie mit kopierraum — цанговый держатель фото и фото
Querschnittsansicht Detailkonstruktion des Spannzangenfutter-Werkz
verschiedene arten neue und hochpräzise werkzeughalter vorrichtung für schnittstelle schneidwerkzeug und spindel von cnc bearbeitungszentrum oder automatische fräsmaschine auf dem tisch — collet holder stock-fotos und bilder
Verschiedene Arten neue und hochpräzise Werkzeughalter…
verschiedene arten neue und hochpräzise werkzeughalter vorrichtung für schnittstelle schneidwerkzeug und spindel von cnc bearbeitungszentrum oder Automaticische fräsmaschine auf dem tisch — цанговый держатель стоковых фотографий и сборок
Verschiedene Arten neue und hochpräzise Werkzeughalter…
verschiedene viele arten neue und hochpräzise werkzeughaltervorrichtung für schnittstelle schneidwerkzeug und spindel von cnc-bearbeitungszentrum oder automatische fräsmaschine auf tisch — collet holder stock-fotos und bilder
Verschiedene viele Arten neue und hochpräzise. ..
Die Hand des Mannes mit Fräsen Werkzeugmaschine halter in einem smith-workshop — цанговый держатель stock-fotos und bilder
Die Hand des Mannes mit Fräsen Werkzeugmaschine Halter in einem…
Männerhand mit Fräswerkzeughalter in einer Schmiedewerkstatt. Ауфшлиссен.
verschiedene arten neue und hochpräzise werkzeughalter vorrichtung für schnittstelle schneidwerkzeug und spindel von cnc bearbeitungszentrum oder automatische fräsmaschine auf dem tisch — collet holder stock-fotos und bilder
Verschiedene Arten neue und hochpräzise Werkzeughalter…
hochpräzise bohrungen, halter, fräsen chuck und spannzange für hohe genauigkeit teil herstellung — цанговый держатель стоковых фотографий и изображений
Hochpräzise Bohrungen, Halter, Fräsen Chuck und Spannzange for…
Hochpräziser Bohrhalter, Fräsfutter und Spannzange für die hochpräzise Teileherstellung, Schneidwerkzeug für Automobilteile, Formen- und Werkzeugherstellung.
präzisions-sammelwerkzeug halter & hochgeschwindigkeits-stahl-end-fräswerkzeug Goldene Beschichtung für cnc fräsen bearbeitungszentrum auf dem tisch — цанговый держатель Stock-fotos und Bilder
präzisions-sammelwerkzeug halter & hochgeschwindigkeits-stahl-end-fräswerkzeug goldene beschichtung für cnc fräsen bearbeitungszentrum auf dem tisch — collet holder stock-fotos und bilder
präzision sammeln futter und flächenhalter kopf schneidwerkzeug für cnc fräsen bearbeitungszentrum in industriellen arbeiten auf dem tisch — цанговый держатель Stock-fotos und bilder
Präzision sammeln Futter und Flächenhalter Kopf Schneidwerkzeug fü
Hochpräzise Bohrungen, Halter, Fräsen Chuck Und Spannzange für hohe genauigkeit teil fertigung — держатель коллинга сток -фотос и грильдер
Hochpräzise bohrungen, halter, fräsen und spannzerange und. ndeplater, frehreler nebhräler, frehrerhräler, halerhräler, halerhräler, halerhräler, halerhräler, halerhräler, halerhräler, halerhräler, halerhräler, freanzer nuderher Präzisionswerkzeug für Automobilteile, Form- und Stanzformenproduktion.
фон 1
Masa Tool — Добро пожаловать в Masa Tool
Скачать каталог IMTS 2022
Добро пожаловать в Masa Tool — дом системы Microconic™
Masa Tool разработала систему Microconic™ специально для удержания заготовок диаметром от 0,15 мм до 10 мм (от 0,006 дюйма до 0,390 дюйма) на любом станке с цанговым патроном.
Система состоит из двух основных компонентов: картриджа Microconic™, который подходит к шпинделю станка с ЧПУ и заменяет стандартные цанги 5C, TF15, TF16, TF20, TF25 или TF37, и цанги Microconic™, который подходит к станку Microconic™. патрон.
Система Microconic™ обладает непревзойденной концентричностью: наш производственный допуск составляет 3 мкм (0,0001 дюйма), и мы гарантируем, что наши картриджи будут находиться в пределах 5 мкм (0,0002 дюйма) при производственном использовании на вашей машине.
Система Microconic™ работает со стандартными цанговыми системами вытяжного или нажимного типа, которые есть на любом станке.
Возможности цангового зажима Over-grip системы Masa Microconic™ открывают целый мир новых возможностей для экономии времени. Наши цанговые зажимы открываются 9от 0125 до Диаметр на 4 мм (0,157 дюйма) больше, чем диаметр зажима.
НОВЫЕ картриджи Microconic F15 и F16 меньшего размера и серия цанг UM5 для швейцарского зажима. Щелкните изображение для получения дополнительной информации
Обслуживаемые отрасли Наши цанговые патроны используются для производства множества продуктов, в том числе
aerospace
automobiles
business machines
defense
electronics
fasteners
fiber optics
firearms
medical devices
medical implants
tools
valves
Система Microconic™ состоит из картриджа , который подходит к вашей машине как стандартная цанга, и цанги Microconic, которые подходят к нашему картриджу.
Каждый картридж Microconic стандартно поставляется с удлиненным носиком, что обеспечивает непревзойденную жесткость благодаря цельной конструкции.
Картридж Microconic™ можно использовать в качестве калибра для проверки точности шпинделя станка.
Гаечный ключ Micrograd™ с торцевой шкалой позволяет установить давление зажима цангового зажима. Теперь даже самые хрупкие детали можно надежно и надежно удерживать.
Чрезвычайная точность. Концентричность картриджа Microconic™ гарантированно находится в пределах 5 мкм (0,0002″).
Цанги Microconic™ закалены и прецизионно отшлифованы в соответствии с высочайшими стандартами качества.
Обычные цанги 10 мм доступны от Ø0,2 мм (0,008 дюйма) до 10 мм (0,394 дюйма).
10-мм цанги с избыточным захватом диаметром от 0,5 до 7,2 мм (0,020–0,283 дюйма).
Цанги Over-Grip 10 мм в открытом состоянии – Диаметр на 4 мм (0,157 дюйма) больше, чем диаметр зажима. Некоторые ограничения применяются к большим размерам, приближающимся к максимальному диаметру 7,2 мм (0,283 дюйма).
 Строить их вручную довольно трудоемко, данный процесс занимает много времени и к тому же обладает некоторым риском появления ошибок в силу большого объёма ручного расчета размеров развертки, то есть человеческого фактора.
Строить их вручную довольно трудоемко, данный процесс занимает много времени и к тому же обладает некоторым риском появления ошибок в силу большого объёма ручного расчета размеров развертки, то есть человеческого фактора.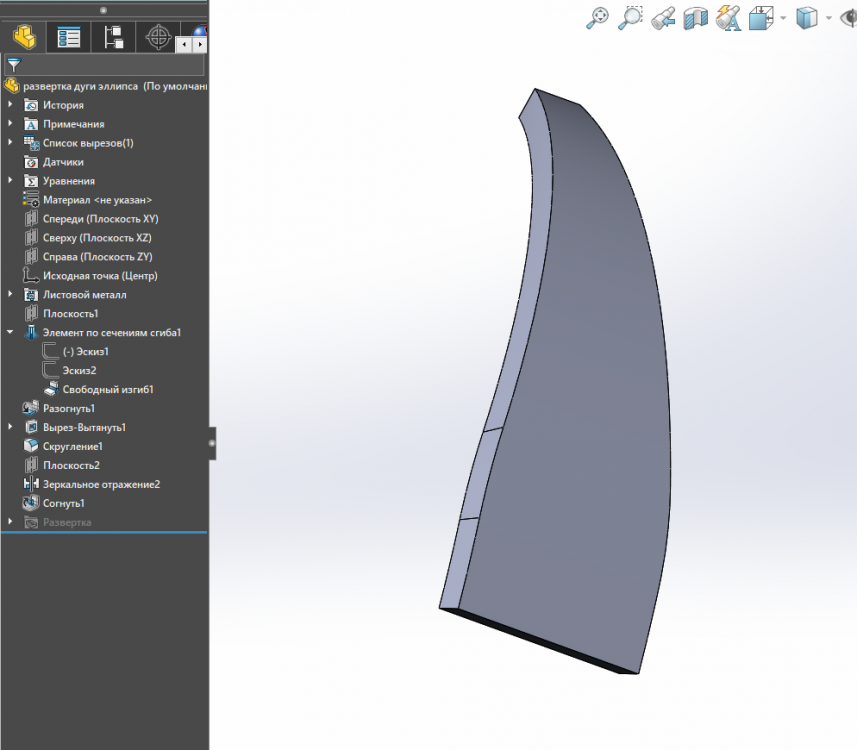
 При увеличении коэффициента нейтральный слой смещается к внешней стороне сгиба. Этот коэффициент зависит от множества факторов, таких как физические характеристики материала, толщина листа, радиус сгиба. Его рассчитывают по специальным формулам.
При увеличении коэффициента нейтральный слой смещается к внешней стороне сгиба. Этот коэффициент зависит от множества факторов, таких как физические характеристики материала, толщина листа, радиус сгиба. Его рассчитывают по специальным формулам. Но это уже немного другая тема, поэтому подробнее об этом можно узнать здесь…
Но это уже немного другая тема, поэтому подробнее об этом можно узнать здесь…

 Кроме школьных уроков эти знания пригодятся работникам производств. Например, на заводе по производству упаковки.
Кроме школьных уроков эти знания пригодятся работникам производств. Например, на заводе по производству упаковки. д., по этой причине перед изготовлением большой серии заготовок всегда целесообразно проводить небольшой тест для проверки правильности всех параметров после сгибания листа.
д., по этой причине перед изготовлением большой серии заготовок всегда целесообразно проводить небольшой тест для проверки правильности всех параметров после сгибания листа.
 </amp-fit-text>»> Существует множество методов расчета положения нейтрального волокна , но мы считаем, что следующая таблица очень удобна, поскольку она точно определяет, что ее положение в основном зависит от внутренний радиус изгиба и его отношение к толщине.
</amp-fit-text>»> Существует множество методов расчета положения нейтрального волокна , но мы считаем, что следующая таблица очень удобна, поскольку она точно определяет, что ее положение в основном зависит от внутренний радиус изгиба и его отношение к толщине.
 д.), рекомендуется перед изготовлением большой серии сделать небольшой образец металлического листа сгибают, проверяя измерения перед сгибанием и повторно проверяя измерения после сгибания, поэтому мы можем скорректировать разработку в соответствии с нашими собственными измерениями и с максимально контролируемыми факторами.
д.), рекомендуется перед изготовлением большой серии сделать небольшой образец металлического листа сгибают, проверяя измерения перед сгибанием и повторно проверяя измерения после сгибания, поэтому мы можем скорректировать разработку в соответствии с нашими собственными измерениями и с максимально контролируемыми факторами. gif»>
gif»>


 Это приводит к тому, что в сварном соединении могут образоваться закалочные трещины. А даже если они не образуются вскоре после сварки, то такое сварное соединение будет выдерживать меньшую нагрузку, чем если бы оно остывало естественным способом. Трудно пересказывать сопромат бытовым языком, но общий смысл в том, что соединение, остывшее естественным способом, обладает большей пластичностью. Таким образом, при увеличении нагрузки, у такого соединения позже наступает точка необратимого разрушения. Соответственно, у соединения, охлажденного принудительно, точка необратимого разрушения наступает раньше.
Это приводит к тому, что в сварном соединении могут образоваться закалочные трещины. А даже если они не образуются вскоре после сварки, то такое сварное соединение будет выдерживать меньшую нагрузку, чем если бы оно остывало естественным способом. Трудно пересказывать сопромат бытовым языком, но общий смысл в том, что соединение, остывшее естественным способом, обладает большей пластичностью. Таким образом, при увеличении нагрузки, у такого соединения позже наступает точка необратимого разрушения. Соответственно, у соединения, охлажденного принудительно, точка необратимого разрушения наступает раньше. Пожалуйста, оставьте свой комментарий.
Пожалуйста, оставьте свой комментарий. Мы пользуемся такими методами для зажиты организма при сварочных работах:
Мы пользуемся такими методами для зажиты организма при сварочных работах:
 ..)
..) Так как же все таки избежать ожогов при сварке, прежде всего нужно использовать средства защиты, такие как:
Так как же все таки избежать ожогов при сварке, прежде всего нужно использовать средства защиты, такие как:
 Чаще всего повреждают сварщики кожу на руках, забывая одеть краги когда работа идет не на долгий промежуток времени, но так же не редко встречаются случаи повреждения кожи лица. Именно ожог лица представляет собой серьезную травму для человека.
Чаще всего повреждают сварщики кожу на руках, забывая одеть краги когда работа идет не на долгий промежуток времени, но так же не редко встречаются случаи повреждения кожи лица. Именно ожог лица представляет собой серьезную травму для человека. После этого для заживления через некоторое время можно мазать лицо или другие поврежденные участки «Пантенолом» или использовать детскую мазь «Судокрем» покрывать нужно тонким слоем. Мазаться кремами желательно на ночь для того, чтобы крем долгое время оставался на вашей коже. Данные крема хорошо облегчают боль и предотвращают заражение кожи, восстанавливая ее.
После этого для заживления через некоторое время можно мазать лицо или другие поврежденные участки «Пантенолом» или использовать детскую мазь «Судокрем» покрывать нужно тонким слоем. Мазаться кремами желательно на ночь для того, чтобы крем долгое время оставался на вашей коже. Данные крема хорошо облегчают боль и предотвращают заражение кожи, восстанавливая ее. Пока машина с врачами будет к вам добираться, можно выпить анальгин, он сможет предотвратить шоковое состояние.
Пока машина с врачами будет к вам добираться, можно выпить анальгин, он сможет предотвратить шоковое состояние.


 Поэтому крайне важно, чтобы сварщик и другой персонал были обучены всем аспектам визуального контроля. Выявление проблем перед сваркой может сэкономить много времени и денег, не ограничивайте осмотр только после сварки.
Поэтому крайне важно, чтобы сварщик и другой персонал были обучены всем аспектам визуального контроля. Выявление проблем перед сваркой может сэкономить много времени и денег, не ограничивайте осмотр только после сварки.
 У вас есть много вариантов от работы на стройке до сварки труб и даже судостроения. Во-первых, вам нужно подготовиться к приему на работу, поработав над своим резюме, пройдя собеседование и пройдя национальный тест на строительную карьеру по сварке.
У вас есть много вариантов от работы на стройке до сварки труб и даже судостроения. Во-первых, вам нужно подготовиться к приему на работу, поработав над своим резюме, пройдя собеседование и пройдя национальный тест на строительную карьеру по сварке.  Начните думать о том, какую карьеру вы хотите, где вы хотели бы работать и как вы будете достигать своих карьерных целей.
Начните думать о том, какую карьеру вы хотите, где вы хотели бы работать и как вы будете достигать своих карьерных целей.
 Это будет включать в себя обучение нырянию и приобретение специальных навыков для выполнения сварочных работ под водой. Вы также можете просто захотеть улучшить свои навыки и свой опыт, чтобы иметь возможность стать самозанятым или внештатным сварщиком. Это может дать вам возможность передвигаться, браться за работу, которая вам нравится, и избегать других, а также зарабатывать столько, сколько вы хотите.
Это будет включать в себя обучение нырянию и приобретение специальных навыков для выполнения сварочных работ под водой. Вы также можете просто захотеть улучшить свои навыки и свой опыт, чтобы иметь возможность стать самозанятым или внештатным сварщиком. Это может дать вам возможность передвигаться, браться за работу, которая вам нравится, и избегать других, а также зарабатывать столько, сколько вы хотите. Пришло время подумать о поиске открытых вакансий, о том, как подать заявку, составить отличное резюме, демонстрирующее ваши навыки, и узнать, как пройти хорошее собеседование, которое впечатлит потенциальных работодателей.
Пришло время подумать о поиске открытых вакансий, о том, как подать заявку, составить отличное резюме, демонстрирующее ваши навыки, и узнать, как пройти хорошее собеседование, которое впечатлит потенциальных работодателей. Включите прошлые и текущие места работы, даже если они не связаны со сваркой. Этот опыт говорит работодателю, что у вас есть все необходимое, чтобы удержаться на работе и быть хорошим работником, независимо от того, какая работа.
Включите прошлые и текущие места работы, даже если они не связаны со сваркой. Этот опыт говорит работодателю, что у вас есть все необходимое, чтобы удержаться на работе и быть хорошим работником, независимо от того, какая работа. Проводите имитационные интервью с друзьями или членами семьи, чтобы научиться лучше давать интервью. Это навык, и единственный способ добиться в нем успеха — это практиковаться.
Проводите имитационные интервью с друзьями или членами семьи, чтобы научиться лучше давать интервью. Это навык, и единственный способ добиться в нем успеха — это практиковаться. Сварка — это навык, поэтому работодатели хотят видеть, что вы прошли курсы сварки, закончили программу школы сварки и прошли практическое обучение, которое позволит вам приступить к работе с первого дня.
Сварка — это навык, поэтому работодатели хотят видеть, что вы прошли курсы сварки, закончили программу школы сварки и прошли практическое обучение, которое позволит вам приступить к работе с первого дня.
 С помощью фрезера можно изготовить различные полезные предметы для кухни. На фото показана подставка под горячее. Для ее изготовления используется дерево. Оригинальность придает особая форма пазов. Подобные изделия можно изготовить из нагревостойкого пластика.
С помощью фрезера можно изготовить различные полезные предметы для кухни. На фото показана подставка под горячее. Для ее изготовления используется дерево. Оригинальность придает особая форма пазов. Подобные изделия можно изготовить из нагревостойкого пластика. Для ребенка можно сделать кинжал, автомат, самолет, танк или машинку.
Для ребенка можно сделать кинжал, автомат, самолет, танк или машинку.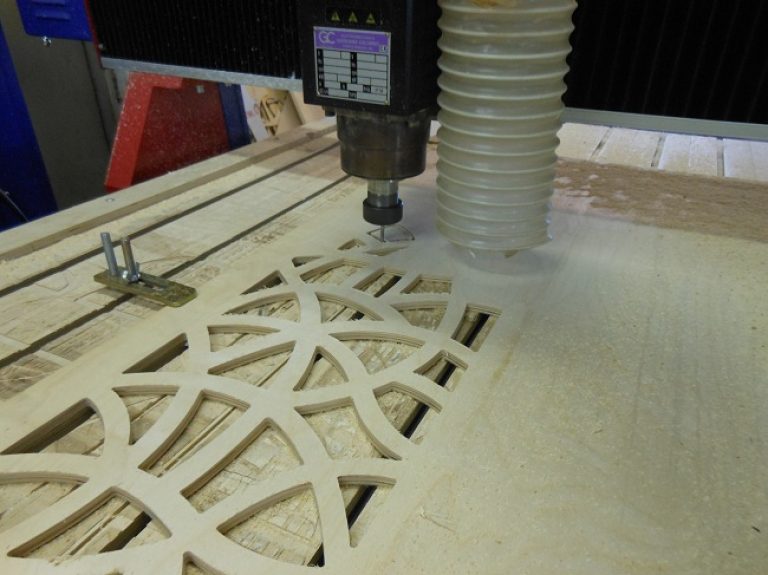
 Такую посуду можно смело брать с собой в поход или дальнее путешествие. После обработки на станке следует провести доводку поверхности для придания блеска.
Такую посуду можно смело брать с собой в поход или дальнее путешествие. После обработки на станке следует провести доводку поверхности для придания блеска. На токарном станке можно освоить производство различных автомобильных запчастей.
На токарном станке можно освоить производство различных автомобильных запчастей. Лазерный станок позволяет нанести ее на любое изделие, не повреждая соседние зоны, без деформаций и нагрева.
Лазерный станок позволяет нанести ее на любое изделие, не повреждая соседние зоны, без деформаций и нагрева. Для создания высокохудожественной гравюры не надо быть художником. Достаточно ввести в программу ЧПУ нужное изображение, которое можно скачать в интернете.
Для создания высокохудожественной гравюры не надо быть художником. Достаточно ввести в программу ЧПУ нужное изображение, которое можно скачать в интернете.
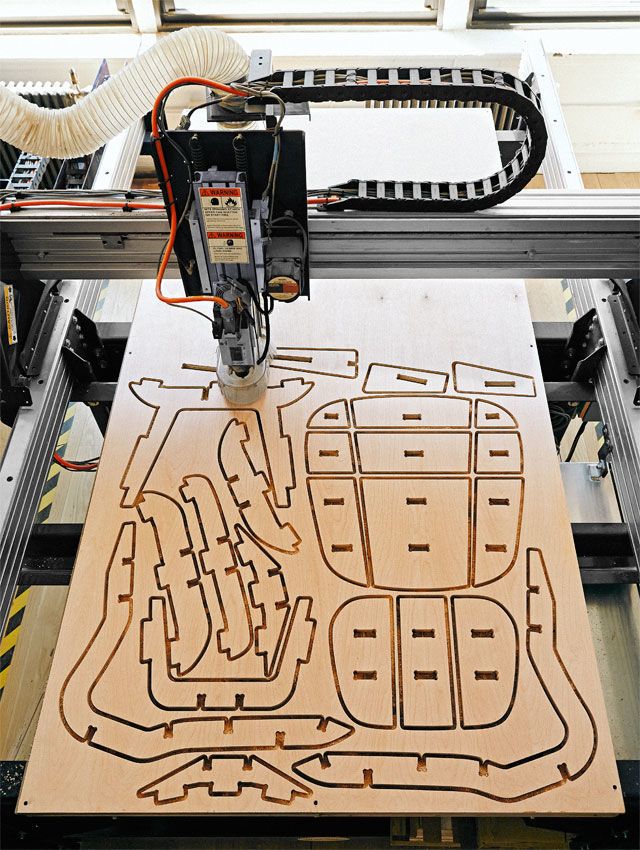 Предложенные идеи помогут эффективно задействовать оборудование и наталкивают на воплощение собственных фантазий.
Предложенные идеи помогут эффективно задействовать оборудование и наталкивают на воплощение собственных фантазий. Погрешность в позиционировании фрезы на плоскости лишь немногим уступает лазерным аппаратам, поэтому оборудование такого типа успешно используют для прецизионной обработки и выпуска серийной продукции.
Погрешность в позиционировании фрезы на плоскости лишь немногим уступает лазерным аппаратам, поэтому оборудование такого типа успешно используют для прецизионной обработки и выпуска серийной продукции. С его помощью производят распиловку древесины, торцуют края, сверлят сложноконтурные отверстия с разным углом наклона, делают пазы и т. д. Ни один другой станок не в состоянии заменить фрезер при выпуске мебели, дверей, настенных панно с трехмерными барельефами, столбиков для лестниц (балясин), резных карнизов и прочих изделий, часть из которых будет упомянута ниже;
С его помощью производят распиловку древесины, торцуют края, сверлят сложноконтурные отверстия с разным углом наклона, делают пазы и т. д. Ни один другой станок не в состоянии заменить фрезер при выпуске мебели, дверей, настенных панно с трехмерными барельефами, столбиков для лестниц (балясин), резных карнизов и прочих изделий, часть из которых будет упомянута ниже;
 В качестве материала чаще всего выступает древесина, но можно встретить и комплекты из металла, пластмассы или даже камня.
В качестве материала чаще всего выступает древесина, но можно встретить и комплекты из металла, пластмассы или даже камня. В состав набора может входить от 6-8 деталей до несколько сотен, а тематика конечных изделий поражает разнообразием. Тут и известные архитектурные сооружения, и динозавры, и насекомые, и транспортные модели и множество других вариантов.
В состав набора может входить от 6-8 деталей до несколько сотен, а тематика конечных изделий поражает разнообразием. Тут и известные архитектурные сооружения, и динозавры, и насекомые, и транспортные модели и множество других вариантов. youtube.com/embed/_kQpKC1aNCI» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/_kQpKC1aNCI» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>  Хотя мы связываем что-либо с компьютерами за последние несколько десятилетий, технология ЧПУ на самом деле существует с 1940-х годов.
Хотя мы связываем что-либо с компьютерами за последние несколько десятилетий, технология ЧПУ на самом деле существует с 1940-х годов.
 Однако производство огнестрельного оружия без разрешения является незаконным, но в процессе производства многих марок огнестрельного оружия используются станки с ЧПУ.
Однако производство огнестрельного оружия без разрешения является незаконным, но в процессе производства многих марок огнестрельного оружия используются станки с ЧПУ. Они могут работать как фрезер, сверлильный станок, лобзик, настольная пила, фуганок, даже строгальный станок и многое другое одновременно, с возможностью работать с любым материалом, о котором вы только можете подумать. Это трудно победить.
Они могут работать как фрезер, сверлильный станок, лобзик, настольная пила, фуганок, даже строгальный станок и многое другое одновременно, с возможностью работать с любым материалом, о котором вы только можете подумать. Это трудно победить. Все должно быть однообразно. Ну, люди просто не могут обеспечить такое же единообразие, как машины, что делает услуги ЧПУ чрезвычайно ценными для отрасли.
Все должно быть однообразно. Ну, люди просто не могут обеспечить такое же единообразие, как машины, что делает услуги ЧПУ чрезвычайно ценными для отрасли. Независимо от того, каковы ваши производственные потребности, ЧПУ может удовлетворить их для вас.
Независимо от того, каковы ваши производственные потребности, ЧПУ может удовлетворить их для вас. Сотни тысяч компаний используют станки с ЧПУ для создания как простых, так и сложных изделий, которые было бы невозможно создать без этих станков.
Сотни тысяч компаний используют станки с ЧПУ для создания как простых, так и сложных изделий, которые было бы невозможно создать без этих станков. В этой статье со списком продуктов с ЧПУ мы рассмотрим 32 идеи продуктов, которые вы можете реализовать на своем станке с ЧПУ, а также сайты, на которых вы продаете эти продукты.
В этой статье со списком продуктов с ЧПУ мы рассмотрим 32 идеи продуктов, которые вы можете реализовать на своем станке с ЧПУ, а также сайты, на которых вы продаете эти продукты.
 Знаки
Знаки 
 Точно так же вам нужно использовать телефон на кухне, в гараже или ванной, но подходящего места для его хранения просто нет. С держателем для телефона все эти заморочки позади. Просто положите свой телефон и делайте все, что хотите. Вы можете внести изменения в свой дизайн, в зависимости от размера телефона, который вы имеете в виду.
Точно так же вам нужно использовать телефон на кухне, в гараже или ванной, но подходящего места для его хранения просто нет. С держателем для телефона все эти заморочки позади. Просто положите свой телефон и делайте все, что хотите. Вы можете внести изменения в свой дизайн, в зависимости от размера телефона, который вы имеете в виду.
 Кроме того, есть автовладельцы, чьи оригинальные логотипы оторвались и пропали, и они ищут замену.
Кроме того, есть автовладельцы, чьи оригинальные логотипы оторвались и пропали, и они ищут замену. От мебели до посуды и канцтоваров.
От мебели до посуды и канцтоваров.
 Приложив немного инженерных усилий, вы сможете быстро расколоть орехи.
Приложив немного инженерных усилий, вы сможете быстро расколоть орехи. Настенная плитка дает вам больше вариантов стиля с формами и узорами. У вас также есть возможность сделать взаимосвязанные плитки, которые вы можете удалить и заменить в любое время.
Настенная плитка дает вам больше вариантов стиля с формами и узорами. У вас также есть возможность сделать взаимосвязанные плитки, которые вы можете удалить и заменить в любое время. Один из способов решить эту проблему — использовать внешние динамики. Тем не менее, экологически безопасный, простой, неэлектронный и красивый способ усилить динамик вашего телефона — это телефонные усилители с ЧПУ. Обладая базовыми знаниями физики и дизайна, вы легко сможете удвоить громкость своего телефона. Усилитель телефона также можно использовать как подставку для телефона.
Один из способов решить эту проблему — использовать внешние динамики. Тем не менее, экологически безопасный, простой, неэлектронный и красивый способ усилить динамик вашего телефона — это телефонные усилители с ЧПУ. Обладая базовыми знаниями физики и дизайна, вы легко сможете удвоить громкость своего телефона. Усилитель телефона также можно использовать как подставку для телефона.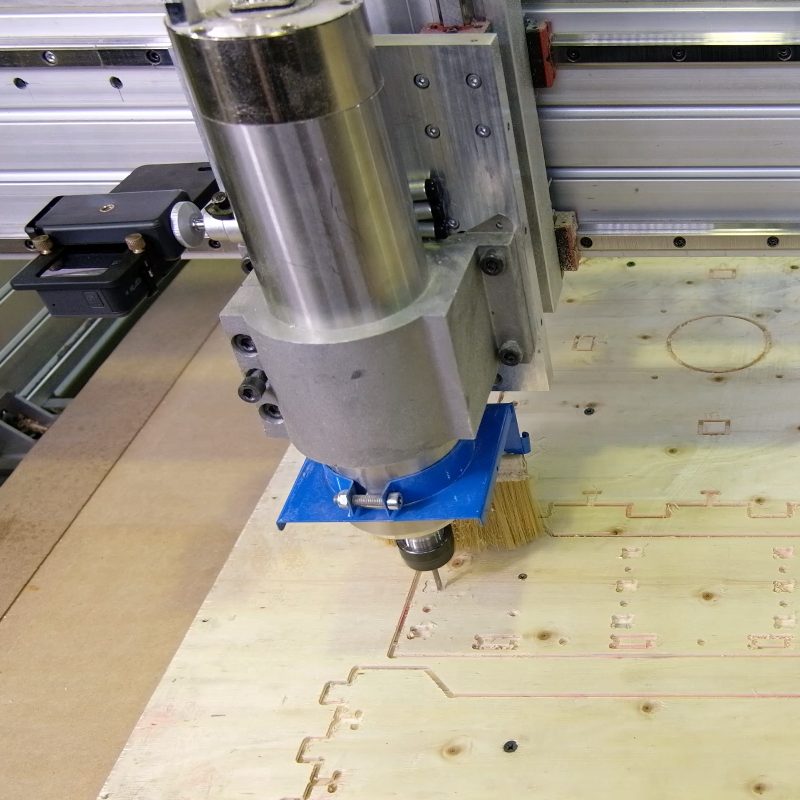 С помощью станка с ЧПУ вы можете создавать чрезвычайно прочные велосипедные педали, способные выдерживать безумные нагрузки.
С помощью станка с ЧПУ вы можете создавать чрезвычайно прочные велосипедные педали, способные выдерживать безумные нагрузки. Мы, очевидно, не можем вдаваться в список того, что вы можете сделать в качестве декора интерьера, поэтому не стесняйтесь дать волю своему воображению.
Мы, очевидно, не можем вдаваться в список того, что вы можете сделать в качестве декора интерьера, поэтому не стесняйтесь дать волю своему воображению. С помощью станка с ЧПУ, если вы правильно понимаете принципы работы, вы можете сделать зажигалку в форме чего угодно и с любыми декоративными элементами, которые вам нравятся.
С помощью станка с ЧПУ, если вы правильно понимаете принципы работы, вы можете сделать зажигалку в форме чего угодно и с любыми декоративными элементами, которые вам нравятся. С помощью станка с ЧПУ вы можете создавать качественные инструменты или коллекции инструментов, которые наверняка привлекут внимание покупателей. Опять же, не стесняйтесь проявлять творческий подход к своим проектам. Мы видели удостоверения личности, которые складываются в ножи, и линейку, которая подпиливает, завинчивает, открывает бутылки и удаляет гвозди.
С помощью станка с ЧПУ вы можете создавать качественные инструменты или коллекции инструментов, которые наверняка привлекут внимание покупателей. Опять же, не стесняйтесь проявлять творческий подход к своим проектам. Мы видели удостоверения личности, которые складываются в ножи, и линейку, которая подпиливает, завинчивает, открывает бутылки и удаляет гвозди. Проявив немного творчества, солонки и перечницы можно превратить в украшение.
Проявив немного творчества, солонки и перечницы можно превратить в украшение. С помощью станка с ЧПУ и небольшого количества дерева вы можете создать корпус гитары с потрясающим дизайном.
С помощью станка с ЧПУ и небольшого количества дерева вы можете создать корпус гитары с потрясающим дизайном.


 ,
,
 Эти два производственных процесса дадут два материала с очень разными свойствами.
Эти два производственных процесса дадут два материала с очень разными свойствами. Эта система была разработана и поддерживается Алюминиевой ассоциацией и является наиболее широко используемым соглашением по наименованию алюминиевых сплавов. Алюминиевая ассоциация работает в соответствии с правилами ANSI. Первая цифра указывает на основные легирующие элементы и, таким образом, является наиболее важной. Для получения более подробной информации об этой схеме нумерации перейдите по ссылке.
Эта система была разработана и поддерживается Алюминиевой ассоциацией и является наиболее широко используемым соглашением по наименованию алюминиевых сплавов. Алюминиевая ассоциация работает в соответствии с правилами ANSI. Первая цифра указывает на основные легирующие элементы и, таким образом, является наиболее важной. Для получения более подробной информации об этой схеме нумерации перейдите по ссылке. х
х Процесс извлечения чистого алюминия из бокситов очень сложен и энергозатратен.
Процесс извлечения чистого алюминия из бокситов очень сложен и энергозатратен.

 Затем расплавленный сплав отливают в заготовки или большие плиты. Затем этот материал прокатывают, куют или экструдируют, придавая ему окончательную форму. В некоторых случаях сплавы подвергают термообработке для дальнейшего улучшения их свойств.
Затем расплавленный сплав отливают в заготовки или большие плиты. Затем этот материал прокатывают, куют или экструдируют, придавая ему окончательную форму. В некоторых случаях сплавы подвергают термообработке для дальнейшего улучшения их свойств. С Rotometals все сплавы производятся в США из нового, чистого, первично-сертифицированного металла — без брака. Мы можем заверить, что вы не найдете нигде более качественных расходных материалов для литья металла по более выгодной цене. От чистых свинцовых сплавов для пуль и слитков линотипных сплавов до замазки для фиксаторов литья и не только, Rotometals предлагает металлы для литья пуль, которые вы искали здесь. Заинтересованы в нестандартных смесях или бессвинцовых сплавах для пуль? Ознакомьтесь с этим недавним отчетом об испытаниях и не стесняйтесь обращаться к нам, если вы хотите, чтобы специальный сплав не был показан! Хотите простой способ укрепить свое лидерство? Попробуйте наш сверхтвердый сплав! Просмотрите наш полный выбор ниже, чтобы найти поводок для литья пуль, который вы искали, или свяжитесь с нами сегодня, если у вас есть какие-либо вопросы. Мы также ждем отзывов, идей и новых испытателей, которые помогут нам в разработке новых сплавов для пуль!
С Rotometals все сплавы производятся в США из нового, чистого, первично-сертифицированного металла — без брака. Мы можем заверить, что вы не найдете нигде более качественных расходных материалов для литья металла по более выгодной цене. От чистых свинцовых сплавов для пуль и слитков линотипных сплавов до замазки для фиксаторов литья и не только, Rotometals предлагает металлы для литья пуль, которые вы искали здесь. Заинтересованы в нестандартных смесях или бессвинцовых сплавах для пуль? Ознакомьтесь с этим недавним отчетом об испытаниях и не стесняйтесь обращаться к нам, если вы хотите, чтобы специальный сплав не был показан! Хотите простой способ укрепить свое лидерство? Попробуйте наш сверхтвердый сплав! Просмотрите наш полный выбор ниже, чтобы найти поводок для литья пуль, который вы искали, или свяжитесь с нами сегодня, если у вас есть какие-либо вопросы. Мы также ждем отзывов, идей и новых испытателей, которые помогут нам в разработке новых сплавов для пуль!  net, на форуме Cast Boolits и в The Los Angeles Silhouette Club. Все заказы на сумму более 149 долларов США доставляются бесплатно, Гарантированная лучшая цена доставлена вам!
net, на форуме Cast Boolits и в The Los Angeles Silhouette Club. Все заказы на сумму более 149 долларов США доставляются бесплатно, Гарантированная лучшая цена доставлена вам! com
com com
com Если вам нужны наггетсы в пятифунтовых мешках, сообщите нам об этом в примечаниях. Возможна некоторая задержка в…
Если вам нужны наггетсы в пятифунтовых мешках, сообщите нам об этом в примечаниях. Возможна некоторая задержка в… Этот ковш идеального размера для гильз. В ковше содержится достаточно свинца, чтобы расплавленный металл оставался достаточно горячим, формы будут производить отличные пули, а литейщик…
Этот ковш идеального размера для гильз. В ковше содержится достаточно свинца, чтобы расплавленный металл оставался достаточно горячим, формы будут производить отличные пули, а литейщик… com
com
 com
com com
com com
com 25). Твердость по Бринеллю этого сплава Лаймана 2 составляет около ~ 16.
25). Твердость по Бринеллю этого сплава Лаймана 2 составляет около ~ 16. com
com Этот очень твердый сплав был разработан для полного заполнения пресс-форм…
Этот очень твердый сплав был разработан для полного заполнения пресс-форм… ..
.. com
com ..
.. 00
00 00
00 com
com Отлично подходит для балластного веса, если вы не хотите…
Отлично подходит для балластного веса, если вы не хотите…
 Для прокалки нужна печь с регулятором температуры.
Для прокалки нужна печь с регулятором температуры.  Для прокалки нужна печь с регулятором температуры.
Для прокалки нужна печь с регулятором температуры. Выздоравливай!
Выздоравливай!
 п.
п. Сам првоерял. Прогрел духовку до нужной температуры, загрузил электроды и выдержал нужное время. Обычная кухонная духовка разогревается до 300С, что достаточно даже для УОНИ.
Сам првоерял. Прогрел духовку до нужной температуры, загрузил электроды и выдержал нужное время. Обычная кухонная духовка разогревается до 300С, что достаточно даже для УОНИ. в. и работает до сих пор.
в. и работает до сих пор.
 Лучше взять электрическую духовку, чем газовую.
Лучше взять электрическую духовку, чем газовую. Однако важно и надлежащее хранение электродов, в подходящих для этого местах.
Однако важно и надлежащее хранение электродов, в подходящих для этого местах. Например, как вы храните контактные штифты и зонды вашего влагомера, когда они используются? Вы очищаете их после каждого использования, чтобы защитить их от влаги и остатков материала?
Например, как вы храните контактные штифты и зонды вашего влагомера, когда они используются? Вы очищаете их после каждого использования, чтобы защитить их от влаги и остатков материала? Это позволяет проверять содержание влаги в более прочных материалах, не вызывая чрезмерного износа электродов или штифтов измерителя.
Это позволяет проверять содержание влаги в более прочных материалах, не вызывая чрезмерного износа электродов или штифтов измерителя. Это может помочь защитить электроды от чрезмерного количества воды, пыли и других загрязняющих веществ между использованиями. Это также помогает защитить электроды от ударов во время транспортировки.
Это может помочь защитить электроды от чрезмерного количества воды, пыли и других загрязняющих веществ между использованиями. Это также помогает защитить электроды от ударов во время транспортировки. Однако пользователи не должны просто оставлять эти электроды на месте весь день, каждый день.
Однако пользователи не должны просто оставлять эти электроды на месте весь день, каждый день. Рабочие характеристики
Рабочие характеристики  Чтобы держать эти электроды
Чтобы держать эти электроды  Когда электроды находились в атмосфере в течение периода 900–53 дней, их можно повторно высушить. Следует использовать следующие процедуры повторной сушки
Когда электроды находились в атмосфере в течение периода 900–53 дней, их можно повторно высушить. Следует использовать следующие процедуры повторной сушки  5, окончательная температура повторной сушки должна составлять 700-800 градусов
5, окончательная температура повторной сушки должна составлять 700-800 градусов  Как правило, первой проблемой, которую заметят при сварке электродами, загрязненными влагой
Как правило, первой проблемой, которую заметят при сварке электродами, загрязненными влагой 


 Он исправно служил семейству и летней кухней, и гостевым домиком с небольшой печкой, и местом для хранения — там стояли велосипеды, находились инструменты и садовый инвентарь. В нём был комфортный летний душ. а также к нему пристроен туалет (рис. 1).
Он исправно служил семейству и летней кухней, и гостевым домиком с небольшой печкой, и местом для хранения — там стояли велосипеды, находились инструменты и садовый инвентарь. В нём был комфортный летний душ. а также к нему пристроен туалет (рис. 1). 2).
2).
 Стены хозблока планировалось обшить имитацией бруса поверх старой обшивки, выдержав стиль отделки основного дома. Предполагалось также увеличить свесы крыши, установить желоба и трубы для водостоков.
Стены хозблока планировалось обшить имитацией бруса поверх старой обшивки, выдержав стиль отделки основного дома. Предполагалось также увеличить свесы крыши, установить желоба и трубы для водостоков. 0 х 6.2 м. Габариты основной масти веранды — 3,0 * 6.0 м. Её решили накрыть плоской односкатной крышей. Чтобы выдержать стиль новой веранды и дома с эркерными пристройками, её основание решено сделать в виде трапеции в плане.
0 х 6.2 м. Габариты основной масти веранды — 3,0 * 6.0 м. Её решили накрыть плоской односкатной крышей. Чтобы выдержать стиль новой веранды и дома с эркерными пристройками, её основание решено сделать в виде трапеции в плане. Между обвязкой и старым фундаментом устанавливал прокладки из обрезков досок разной толщины.
Между обвязкой и старым фундаментом устанавливал прокладки из обрезков досок разной толщины.

 Как правило, они доступны по цене и служат дольше при использовании соответствующих материалов и размеров. Итак, если вы хотите построить долговечный сарай в своем саду или на заднем дворе, обязательно учтите все эти вещи.
Как правило, они доступны по цене и служат дольше при использовании соответствующих материалов и размеров. Итак, если вы хотите построить долговечный сарай в своем саду или на заднем дворе, обязательно учтите все эти вещи. Это освобождает больше места в вашем доме и защищает некоторые из этих опасных инструментов от досягаемости детей младшего возраста.
Это освобождает больше места в вашем доме и защищает некоторые из этих опасных инструментов от досягаемости детей младшего возраста. Это также защитит вещи, так как поднятие сарая может ослабить некоторые из них — вы не хотите, чтобы острые предметы падали туда во время работы.
Это также защитит вещи, так как поднятие сарая может ослабить некоторые из них — вы не хотите, чтобы острые предметы падали туда во время работы.
 Если вам понравилась эта статья, нажмите здесь, чтобы узнать больше о грязи для фундамента дома.
Если вам понравилась эта статья, нажмите здесь, чтобы узнать больше о грязи для фундамента дома. Пошагово
Пошагово Со временем земля оседает или сдвигается, древесина гниет, и у вас возникает та же проблема отсутствия фундамента.
Со временем земля оседает или сдвигается, древесина гниет, и у вас возникает та же проблема отсутствия фундамента. Камни для патио — еще одно возможное решение. Они создают прочную опору в виде пола или фундамента для легкой конструкции.
Камни для патио — еще одно возможное решение. Они создают прочную опору в виде пола или фундамента для легкой конструкции.



 Для большинства навесов с прикрепленными полами достаточно фундаментной стены или палубных блоков. В сарае без пола, скорее всего, потребуется плита, которая будет служить полом.
Для большинства навесов с прикрепленными полами достаточно фундаментной стены или палубных блоков. В сарае без пола, скорее всего, потребуется плита, которая будет служить полом. После затвердения мы выкатили прокладку подоконника, поставили на место бутылочные домкраты и опустили сарай на новый фундамент. Почти так же просто, как это звучит… и у нас были разрешения.
После затвердения мы выкатили прокладку подоконника, поставили на место бутылочные домкраты и опустили сарай на новый фундамент. Почти так же просто, как это звучит… и у нас были разрешения.
 Наличие съемной крышки и съемного дна делают вес картонных коробок для упаковки несколько выше;
Наличие съемной крышки и съемного дна делают вес картонных коробок для упаковки несколько выше;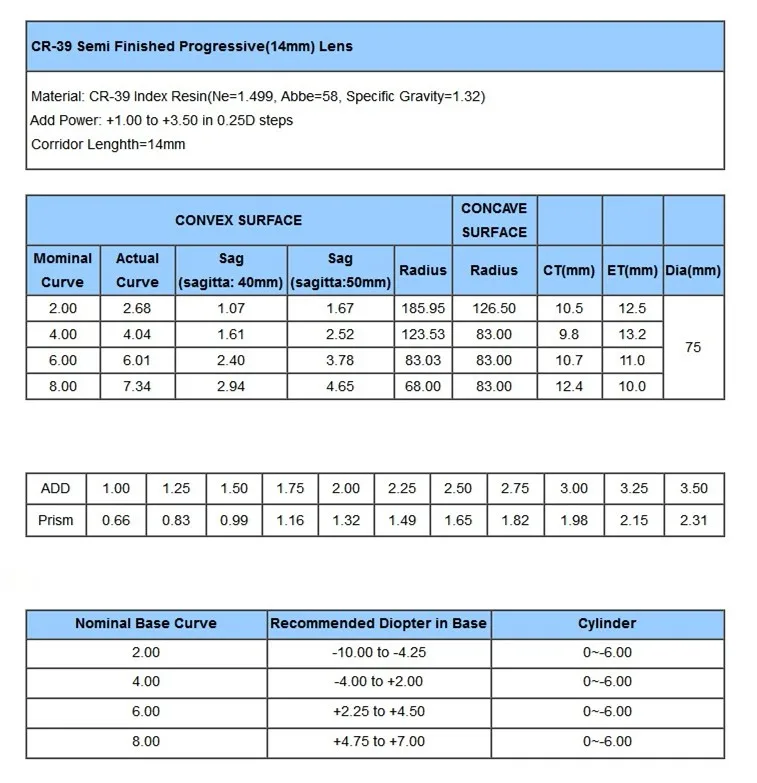 Для удобства транспортировки вещей в коробках предусмотрены вырезанные ручки.
Для удобства транспортировки вещей в коробках предусмотрены вырезанные ручки. Следовательно, цена картона варьируется, в зависимости от качества, используемого сырья.
Следовательно, цена картона варьируется, в зависимости от качества, используемого сырья.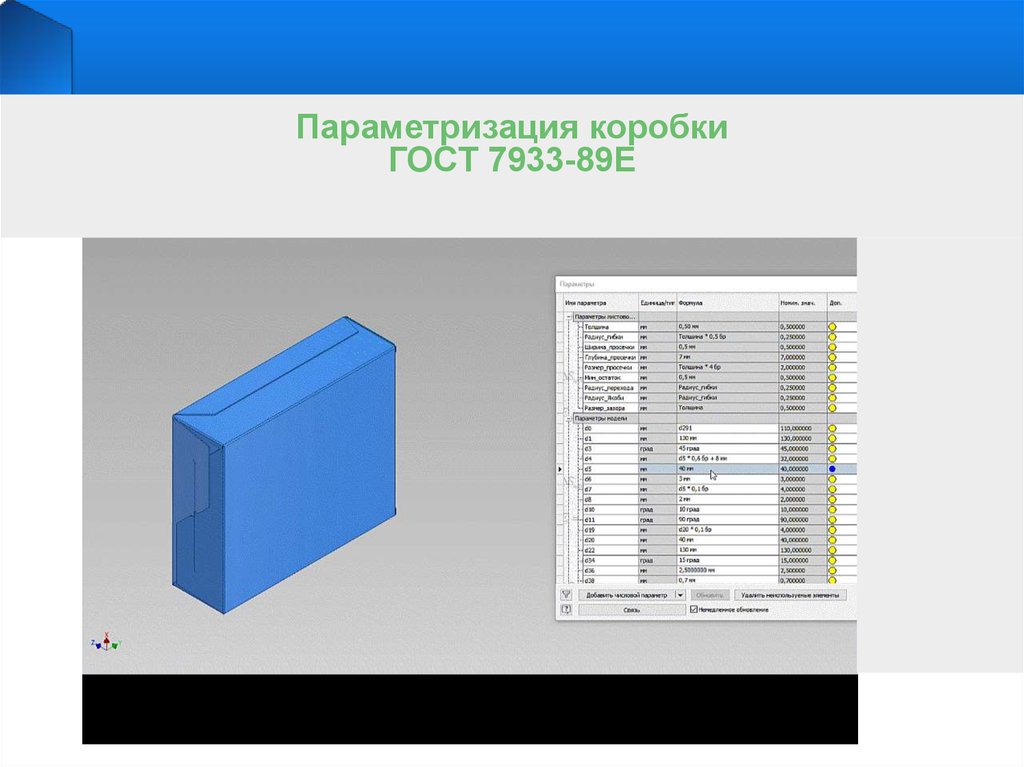
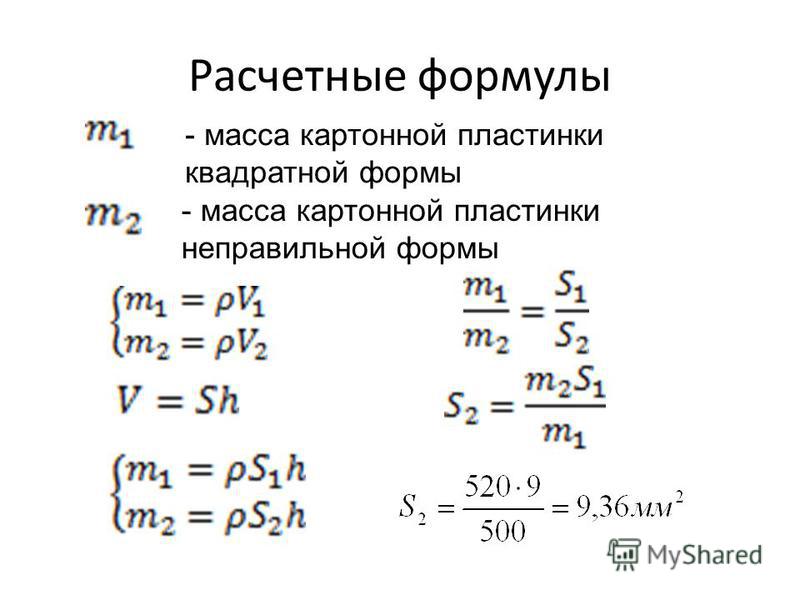 Наиболее часто, УК использует: пищевая промышленность, фармацевтика, бытовая химия, косметология и парфюмерия. Хотя, все чаще, производители прибегают к использованию полимерных упаковок, УК сохраняет свои позиции, благодаря характеристикам жесткости, высоким барьерным свойствам и прочности.
Наиболее часто, УК использует: пищевая промышленность, фармацевтика, бытовая химия, косметология и парфюмерия. Хотя, все чаще, производители прибегают к использованию полимерных упаковок, УК сохраняет свои позиции, благодаря характеристикам жесткости, высоким барьерным свойствам и прочности.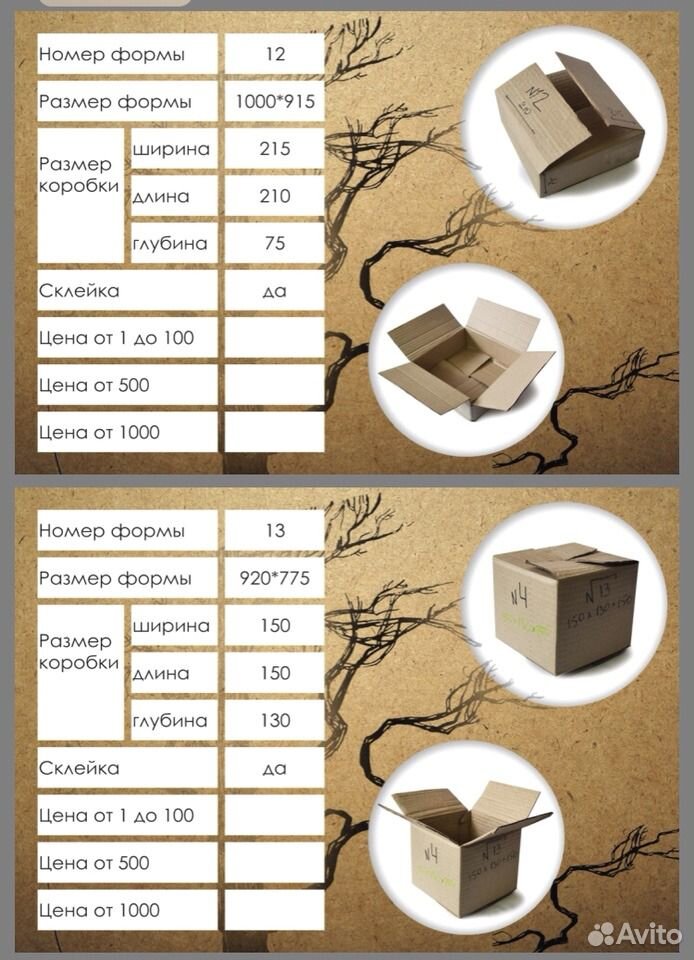 Отличительной особенностью гофрокартона выступает многослойная структура, с гофрированными прослойками.
Отличительной особенностью гофрокартона выступает многослойная структура, с гофрированными прослойками.
 А гофрокоробки можно классифицировать по их грузоподъемности, например:
А гофрокоробки можно классифицировать по их грузоподъемности, например:
 Коробки с разрывным рейтингом 200 # (32 ECT) могут выдерживать 65 фунтов.
Коробки с разрывным рейтингом 200 # (32 ECT) могут выдерживать 65 фунтов.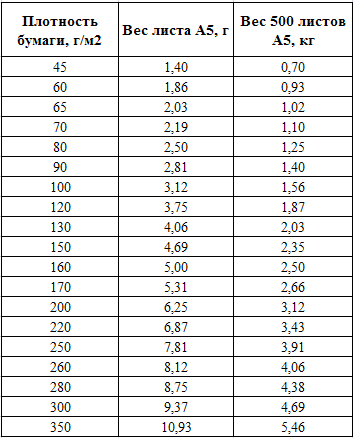


 больше единиц
больше единиц 06
06
 д.
д.

 5
5 В очень загруженных цехах автоматический трубогиб сэкономит время и упростит дублирование результатов.
В очень загруженных цехах автоматический трубогиб сэкономит время и упростит дублирование результатов. Возможность сгибания на 170° (или 180° с дополнительной матрицей) позволяет легко получить полную U-образную форму. Изгибаем на 5 радиус: ни торчания трубы, ни зависаний. Наш трубогиб с затылочной конструкцией является лучшим в отрасли, и его можно найти исключительно в компании BendPak. Эта конструкция обеспечивает единообразие каждой операции на протяжении всего цикла и предотвращает нежелательное скручивание или деформацию.
Возможность сгибания на 170° (или 180° с дополнительной матрицей) позволяет легко получить полную U-образную форму. Изгибаем на 5 радиус: ни торчания трубы, ни зависаний. Наш трубогиб с затылочной конструкцией является лучшим в отрасли, и его можно найти исключительно в компании BendPak. Эта конструкция обеспечивает единообразие каждой операции на протяжении всего цикла и предотвращает нежелательное скручивание или деформацию. Цилиндр, как и на всех наших трубогибах, можно отодвинуть еще дальше, если вам нужно больше места для смены штампов или извлечения изогнутых трубок.
Цилиндр, как и на всех наших трубогибах, можно отодвинуть еще дальше, если вам нужно больше места для смены штампов или извлечения изогнутых трубок. Вы также никогда не будете беспокоиться о проскальзывании, потому что чем сильнее вы нажимаете на хомуты, тем крепче они зажимаются.
Вы также никогда не будете беспокоиться о проскальзывании, потому что чем сильнее вы нажимаете на хомуты, тем крепче они зажимаются. расширитель. Цилиндр управляется одной рукояткой управления, расположенной посередине, что позволяет операторам удобно стоять в одном месте и при этом работать с обеих сторон.
расширитель. Цилиндр управляется одной рукояткой управления, расположенной посередине, что позволяет операторам удобно стоять в одном месте и при этом работать с обеих сторон. ..
.. 00
00
 Хотя они и называются трубогибами, они также способны расширяться и развальцовываться.Различные варианты штампов BendPak упрощают выбор правильно умереть за работу
Хотя они и называются трубогибами, они также способны расширяться и развальцовываться.Различные варианты штампов BendPak упрощают выбор правильно умереть за работу Каждый трубогиб оснащен узкими шарнирными хомутами, которые опускаются в нужное положение, чтобы во время изгиба концы развальцованных трубок сближались на 3 дюйма. Чем сильнее давление на зажимы, тем лучше будет их общий захват. Благодаря этому проскальзывание никогда не будет для вас проблемой.
Каждый трубогиб оснащен узкими шарнирными хомутами, которые опускаются в нужное положение, чтобы во время изгиба концы развальцованных трубок сближались на 3 дюйма. Чем сильнее давление на зажимы, тем лучше будет их общий захват. Благодаря этому проскальзывание никогда не будет для вас проблемой. Сохраняйте максимальное удобство при работе с этим трубогибом с помощью одной рукоятки управления, которая управляет цилиндром, удобно расположенным посередине.
Сохраняйте максимальное удобство при работе с этим трубогибом с помощью одной рукоятки управления, которая управляет цилиндром, удобно расположенным посередине. 2
2 с. обеспечивает максимальную производительность
с. обеспечивает максимальную производительность Емкость трубки
Емкость трубки com
com
 Существует три основных способа зачистки:
Существует три основных способа зачистки: Подходят для сталей низкого легирования.
Подходят для сталей низкого легирования. Соединение кремния, марганца и серы позволяет добиться достаточно крепкого соединения;
Соединение кремния, марганца и серы позволяет добиться достаточно крепкого соединения; Для этих целей используются маски с принудительным нагнетением воздуха и мощные вентиляционные системы.
Для этих целей используются маски с принудительным нагнетением воздуха и мощные вентиляционные системы. В данном случае, «+»клемма подключается к оцинкованной поверхности.
В данном случае, «+»клемма подключается к оцинкованной поверхности. В связи с тем, что данный метод сварки применяется в основном к тонколистовому металлу, необходимо учитывать, что в этом случае работа производится током обратной полярности. Это означает, что «+»подключается к электроду, а»-» к оцинкованной поверхности.
В связи с тем, что данный метод сварки применяется в основном к тонколистовому металлу, необходимо учитывать, что в этом случае работа производится током обратной полярности. Это означает, что «+»подключается к электроду, а»-» к оцинкованной поверхности. Допустимые углы наклона составляют 95 градусов для горелки и 15-30 для проволоки.
Допустимые углы наклона составляют 95 градусов для горелки и 15-30 для проволоки. Поэтому при ответе на вопрос: «как варить оцинковку«, надо помнить, что работы проводятся в средствах индивидуальной защиты и при обеспечении качественной вентиляции.
Поэтому при ответе на вопрос: «как варить оцинковку«, надо помнить, что работы проводятся в средствах индивидуальной защиты и при обеспечении качественной вентиляции. Нужно выбрать оптимальную технологию на основе параметров заготовок, их состава, а также условий эксплуатации.
Нужно выбрать оптимальную технологию на основе параметров заготовок, их состава, а также условий эксплуатации.





 1)9.0005
1)9.0005 Однако эта ситуация такая же, как и любая другая, когда оцинкованная сталь контактирует с кислой средой. Цинковые покрытия плохо работают в сильнокислых средах и не должны использоваться.
Однако эта ситуация такая же, как и любая другая, когда оцинкованная сталь контактирует с кислой средой. Цинковые покрытия плохо работают в сильнокислых средах и не должны использоваться.

 Пороховой атрибут имеет вид полой металлической трубки, внутри которой находится флюс или же он находится в сочетании с металлическим порошком. Эта проволока используется для создания сварных швов при полуавтоматической безгазовой сварке. Благодаря современному внешнему виду этого атрибута осуществляется легкое зажигание дуги, а также стабильный процесс горения.
Пороховой атрибут имеет вид полой металлической трубки, внутри которой находится флюс или же он находится в сочетании с металлическим порошком. Эта проволока используется для создания сварных швов при полуавтоматической безгазовой сварке. Благодаря современному внешнему виду этого атрибута осуществляется легкое зажигание дуги, а также стабильный процесс горения.
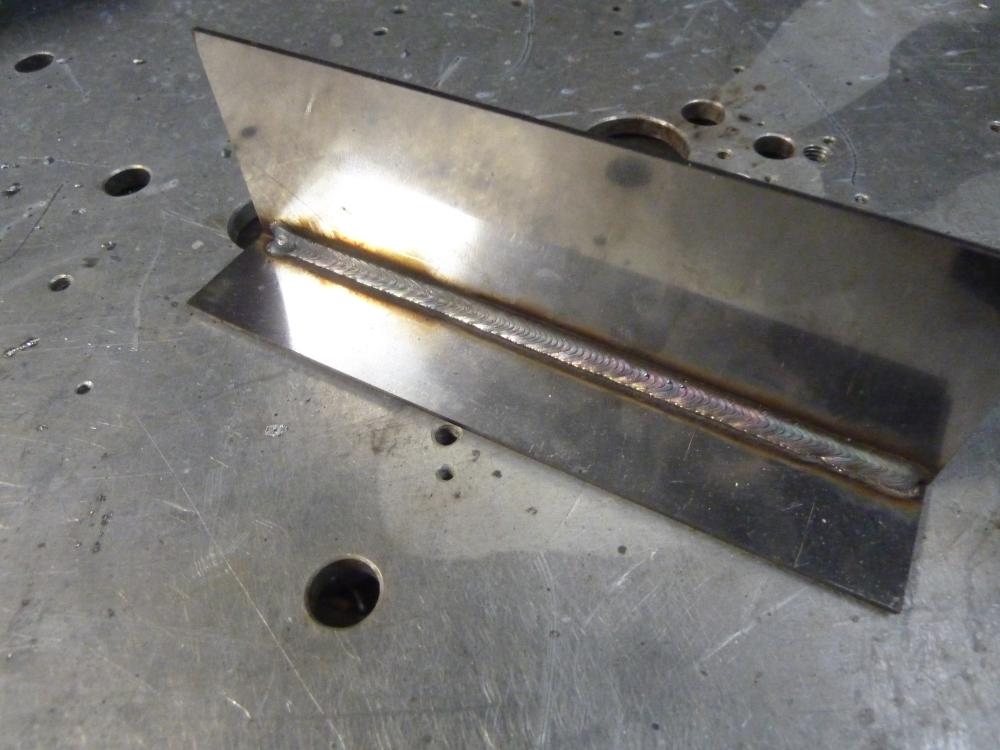


 При работе с полуавтоматами этого можно добиться переключением контактов внутри блока.
При работе с полуавтоматами этого можно добиться переключением контактов внутри блока. Чтобы спрей не прилипал к кончику, его следует распылять специально разработанным средством.
Чтобы спрей не прилипал к кончику, его следует распылять специально разработанным средством.
 ..
.. ..
.. ..
.. ..
.. ..
..



