Анкер стальной забивной. Забиваемый анкер из стали.
Анкер стальной универсальный
Универсальный забиваемый стальной анкер. Китай.
подробные характеристики
Анкер стальной Sormat LA
Стальной забиваемый анкер LA от компании Sormat (Финляндия).
подробные характеристики
Стальные с насечками
Забивные стальные анкера с рифлением.
подробные характеристики
101002958
М6 Подробнее
Забивной анкер
—
М6
—
8
25
Sormat
LA
2.1
1.9
углерод. сталь
цинк
100 шт
28,202820,0028,20
101002970
М6 Подробнее
Забивной анкер
—
М6
—
8
25
Sormat
LAL
2.1
1.7
углерод. сталь
цинк
100 шт
28,502850,0028,50
101003000
М8 Подробнее
Забивной анкер
—
М8
—
10
30
Mungo
ESA
2
2
углерод. сталь
цинк
100 шт
21,102110,0021,10
101002959
М8 Подробнее
Забивной анкер
—
М8
—
10
30
Sormat
LA
2.7
3.3
углерод. сталь
цинк
100 шт
39,303930,0039,30
101002971
М8 Подробнее
Забивной анкер
—
М8
—
10
30
Sormat
LAL
3.6
3.1
углерод. сталь
цинк
100 шт
34,403440,0034,40
101003001
М10 (12х40) Подробнее
Забивной анкер
—
М10
—
12
40
Mungo
ESA
3
3
углерод. сталь
цинк
50 шт
34,201710,0034,20
101002960
М10 Подробнее
Забивной анкер
—
М10
—
12
40
Sormat
LA
3. 6
5.1
углерод. сталь
цинк
50 шт
57,202860,0057,20
101002972
М10 Подробнее
Забивной анкер
—
М10
—
12
40
Sormat
LAL
4.8
4.5
углерод. сталь
цинк
50 шт
57,402870,0057,40
101002961
М12 Подробнее
Забивной анкер
—
М12
—
15
50
Sormat
LA
5.9
7.1
углерод. сталь
цинк
50 шт
85,404270,0085,40
101002973
М12 Подробнее
Забивной анкер
—
М12
—
15
50
Sormat
LAL
6.3
7.3
углерод. сталь
цинк
50 шт
96,604830,0096,60
101309293
М12 (15х50) Подробнее
Забивной анкер
—
М12
—
15
50
Китай
—
3.4
3.9
углерод. сталь
цинк
50 шт
13,20660,0013,20
101002979
М12 (16х50) Подробнее
Забивной анкер
—
М12
—
16
50
Китай
—
3.4
3.9
углерод. сталь
цинк
50 шт
13,50675,0013,50
101002962
М16 Подробнее
Забивной анкер
—
М16
—
20
65
Sormat
LA
8.7
10.5
углерод. сталь
цинк
25 шт
216,005400,00216,00
101002974
М16 Подробнее
Забивной анкер
—
М16
—
20
65
Sormat
LAL
10. 5
12.2
углерод. сталь
цинк
25 шт
228,805720,00228,80
101002980
М16 Подробнее
Забивной анкер
—
М16
—
20
65
Китай
—
5.6
6.8
углерод. сталь
цинк
5 шт 25 шт
54,801370,00от 54,80
101002963
М20 Подробнее
Забивной анкер
—
М20
—
25
80
Sormat
LA
11.9
14.3
углерод. сталь
цинк
20 шт
505,0010100,00505,00
Анкер стальной — крепежный элемент, предназначенный для монтажа различного оборудования и конструкций к полнотелым основаниям: бетону, железобетону природному камню, полнотелому кирпичу совместно с болтами, винтами и шпильками, имеющими метрическую резьбу.
Внутренняя резьбовая часть стального анкера имеет метрическую резьбу, при закручивании болта, винта или шпильки, стальной анкер расширяется и прижимается наружной стороной к поверхности отверстия. Забивной стальной анкер оцинкован.
Главная → Металлические кабельные лотки → Лотки проволочные → Аксессуары к проволочным лоткам → Метрический крепёж → RC19 LS8
Бренд: RC19
В наличии: 3872 шт.
Центр. склад: Ожидается
Оцени!
Код товара: 00791
Артикул: LS8
Описание
Характеристики
Доп. информация
Сертификаты
Сопутствующие товары
Отзывы
Описание
Анкер забивной M8, L=30mm Стальной LS8
Применяется для крепления средненагрузочных кронштейнов и консолей. В продольном сечении представляет полую гильзу со свободными торцевыми отверстиями. Внутри забивного анкера находиться металлический клин, который раздвигает усы задней части анкера. Для установки анкера в стену предварительно необходимо просверлить отверстие диаметром 10 мм., затем вставить анкер в отверстие. Далее вкручивается шпилька с диаметром М8.
Товар поставляется кратно упаковкам:
В упаковке 100шт.
Масса упаковки 0,81 кг.
Объем упаковки 0,001 м3
Эксплуатационные характеристики
Артикул
LS8
Масса
0.01 кг.
Объем
0.00001 м3.
Кронштейн кабельный для лотка
00921
Кронштейн для лотка проволочного к стене 100 мм. из сигма профиля RC19
92,32
89,15
шт
В корзину
01366
Потолочная консоль 300 мм. оцинкованная сталь, омега профиль PCS300 RC19
246,08
237,66
шт
В корзину
01365
Потолочная консоль 200 мм. оцинкованная сталь, омега профиль PCS200 RC19
213,01
205,72
шт
В корзину
00922
Кронштейн для лотка проволочного к стене 200 мм. из сигма профиля RC19
129,68
125,24
шт
В корзину
00927
Кронштейн для лотка 100 мм. RC19
100,80
95,20
шт
В корзину
33496
RC19 ПC2702 Потолочная стойка 35х27 мм, L=200 мм, Сендзимир
459,90
444,15
шт
В корзину
00956
Кронштейн для лотка проволочного к стене шириной 200 мм, быстрая фиксация RC19
97,70
92,28
шт
В корзину
Крепежные элементы DKC
11411
DKC CM350001 Крепежный комплект №1 для монтажа проволочного лотка
39,46
38,52
шт
В корзину
11404
DKC FC37040 Кусачки для проволочных лотков
3’454,83
3’371,91
шт
В корзину
11339
DKC FC37304 Безвинтовое крепление для проволочного лотка
271,98
265,45
шт
В корзину
Метизы DKC
14767
DKC CM010610 Винт с крестообразным шлицем М6х10
4,00
3,90
шт
В корзину
Метрический крепёж
00782
Гайка М8 с фланцем, с зубчатой насечкой DIN6923 — 200 шт в упаковке
Подвес лотка. Крепление кабельных лотков к стене, потолку
Сертификат
Крепёжные изделия СЕРТИФИКАТ.
Информация о технических характеристиках, описании, комплекте поставки и внешнем виде носит ознакомительный характер, не является публичной офертой, определяемой положениями статьи 437 ГК РФ, и может быть изменена производителем без предварительного уведомления и без ухудшения характеристик изделия.
СИСТЕМА СЕРТИФИКАЦИИ ГОСТ Р Федеральное Агенство по техническому регулированию и метрологии
Сертификат соответствия N РОСС RU.НВ61.НО6942. Срок действия с 21.05.2020 по 20.05.2023 N0475842 и N0069410
Гайка М8 с фланцем, с зубчатой насечкой DIN6923 — 200 шт в упаковке
2,36 ₽/шт
В корзину
Преимущества
Комплексные поставки сетевого оборудования с честными сроками поставки.
Срочная доставка заказа от 3 часов в г.Москва и Московской области. Собственный грузовой транспорт это оптимальное решение для доставки крупногабаритных и комплексных заказов сетевого оборудования по Москве и Московской области.
Доставка в Санкт-Петербург, Ростов-на-Дону, Екатеринбург, Новосибирск, Нижний Новгород, Казань, Красноярск, Омск, Томск, Самара, Уфа, Воронеж, Пермь, Волгоград, Краснодар и другие города России и стран СНГ осуществляем через 7 транспортных компаний для доставок грузов.
Под собственной маркой RC19 производим в России и Беларуси телекоммуникационное и кабеленесущее оборудование и поставляем под маркой RC19 товары импортированные нами из Китая
Два склада в Москве рядом с метро Каширская с большой номенклатурой телекоммуникационных напольных и настенных шкафов , кабельных лотков и электротехнических комплектующих. Прямые поставки из Китая модулей вентиляторных, осевых вентиляторов, стоек 19 дюймов и медных 19 дюймовых шин .
Надежная компания с более чем 10 летним опытом работы на рынке сетевого и кабеленесущего оборудования. Весь товар сертифицирован и является подлинным.
Ценовая политика компании с особыми скидками для торговых, монтажных и инжиниринговых организация. Исключительно интересные цены в 3 колонке для постоянных клиентов.
Оставить заявку
Вставные анкеры — Grainger Industrial Supply
105 продуктов
Grainger предлагает множество разновидностей вставных анкеров, которые используются для крепления полок, подвешивания труб и монтажа оборудования к бетону или твердым бетонным основаниям. Отсканируйте выбор, чтобы выбрать нужную длину, глубину, диаметр, тип и материал в соответствии с вашими потребностями. Выберите инструмент настройки, соответствующий вашим спецификациям якоря. Анкерный болт и U-образный болт также являются удобными креплениями для бетона.
Компания Grainger предлагает множество разновидностей забивных анкеров, которые используются для крепления полок, подвешивания труб и монтажа оборудования к бетону или твердым бетонным основаниям. Отсканируйте выбор, чтобы выбрать нужную длину, глубину, диаметр, тип и материал в соответствии с вашими потребностями. Выберите инструмент настройки, соответствующий вашим спецификациям якоря. Анкерный болт и U-образный болт также являются удобными креплениями для бетона.
Стальные непалосовые якорные анкеры
НЕПРАВИЛЬНОЕ СТАЛЬНАЯ СТАЛЬНАЯ СТАЛЬНАЯ СТАЖА. Бесфланцевые вставные анкеры из углеродистой стали
Фланцевые вставные анкеры из нержавеющей стали
Стальные рулонные бесфланцевые вставные анкеры
Стальные бесфланцевые вставные анкеры, сортировка по вставным анкерам Финиш, по возрастанию
Loading. ..
Loading…
Loading…
Loading…
Loading…
Loading…
Loading…
Loading…
Loading…
Loading…
Loading…
Загрузка…
Loading…
Loading…
Loading…
Loading…
Loading…
Loading…
Loading…
Loading…
Loading…
Loading. ..
Loading…
Loading…
Загрузка…
Загрузка …
Загрузка …
Загрузка …
Загрузка …
Загрузка …
Загрузка.
Оценка материала: 303
Нестандартная сталь, не фланк-анкер.0052
Loading…
Loading…
Loading…
Loading…
Loading…
Loading…
Loading. ..
Loading…
Loading…
Loading…
Loading…
Loading…
Загрузка…
Загрузка …
Загрузка …
Материал: 304
Окраска.
Loading…
Loading…
Loading…
Loading…
Loading…
Материал.
Оценка: 316
Нестандартная сталь из нержавеющей стали.
Загрузка …
Загрузка …
Загрузка …
Загрузка …
Загрузка …
Погрузка
…
.0052
Loading…
Loading…
Loading…
Loading…
Loading…
Loading…
Loading…
Loading…
Steel Flange Drop-In Anchors, sorted by Fastener Finish, ascending
Loading. ..
Loading…
Loading…
Loading…
Loading…
Loading…
Loading…
Loading…
Loading…
Loading…
Loading…
Loading…
Loading…
Загрузка…
Loading…
Loading…
Loading…
Loading…
Loading…
Loading…
Loading…
Loading. ..
Loading…
Loading…
Loading…
Material Grade: 1008
Фланцевые вставные анкеры из углеродистой стали
Класс материала: 1008, сортировка по отделке крепежа, по возрастанию
Loading…
Loading…
Loading…
Loading…
Loading…
Углеродочная сталь, не связанные с фланком, отсортирован по отделке крепежа, восхождение
Погрузка . ..
5050505050505050
.0052
Загрузка …
Загрузка …
Нагрузка …
Стал: 304
9003
Стал. Сортирован по отделке крепеж, поднимаясь
Загрузка …
Загрузка …
999.shipled. , по возрастанию
Идет загрузка. ..
Примечание. Информация о наличии товара предоставляется в режиме реального времени и постоянно корректируется. Товар будет зарезервирован для вас при оформлении заказа.
Вставные анкеры — Grainger Industrial Supply
105 продуктов
Grainger предлагает множество разновидностей вставных анкеров, которые используются для крепления полок, подвешивания труб и монтажа оборудования к бетону или твердым бетонным основаниям. Отсканируйте выбор, чтобы выбрать нужную длину, глубину, диаметр, тип и материал в соответствии с вашими потребностями. Выберите инструмент настройки, соответствующий вашим спецификациям якоря. Анкерный болт и U-образный болт также являются удобными креплениями для бетона.
Компания Grainger предлагает множество разновидностей вставных анкеров, которые используются для крепления полок, подвешивания труб и монтажа оборудования к бетону или твердым бетонным основаниям. Отсканируйте выбор, чтобы выбрать нужную длину, глубину, диаметр, тип и материал в соответствии с вашими потребностями. Выберите инструмент настройки, соответствующий вашим спецификациям якоря. Анкерный болт и U-образный болт также являются удобными креплениями для бетона.
Стальные бесфланцевые вставные анкеры
Бесфланцевые вставные анкеры из нержавеющей стали
Стальной фланцевой фланце Вставные бесфланцевые анкеры в рулонах
Стальные вставные бесфланцевые анкеры, отсортированные по отделке крепежа, по возрастанию
Как хромировать металл в домашних условиях своими руками
Блестящий слой хрома на металлических детях и инструментах делает их красивыми, к тому же надежно защищает от коррозии. Его нанесение возможно не только на производстве, но и в домашних условиях с применением доступного оборудования. Покрытие, сделанное в мастерской подобным способом, обладает высокой стойкостью к истиранию, поэтому его целесообразно наносить даже на поверхности, которые поддаются интенсивной эксплуатации.
Что потребуется:
Нержавейка;
уксус столовый 9%;
пищевая соль;
порошковое чистящее средство;
источник постоянного тока.
Процесс хромирования деталей в домашних условиях
Для выполнения хромирования потребуется изготовить 2 электрода из нержавеющей стали (точнее из ферритно-хромистой нержавеющей стали, а то не всем будет понятно откуда взялся хром), которая не притягивается магнитом. В ней присутствует достаточно высокое количество хрома, чтобы извлечь его и применить для покрытия. Идеально для этого подходят старые ложки. В данном случае была найдена одна такая ложка (в ней как раз и применяется недорогая ферритно-хромистая нержавеющая сталь), а для второго электрода вырезана полоска из листа нержавейки.
Для удобства подключения проводов в электродах просверливаются отверстия.
В стеклянную емкость наливается уксус в таком объеме, чтобы полностью покрыть деталь для хромирования. Сверху засыпается пищевая соль в расчете горсть на 0,5 л уксусной кислоты.
В емкость опускаются электроды с подсоединенными проводами от источника постоянного тока. Это может быть повербанк, трансформатор, зарядное устройство для автомобильных аккумуляторов. Для предотвращения замыкания, между электродами помещается разделительная диэлектрическая вставка, типа обрезка пластикового пищевого контейнера или бутылки.
Включаем питание и ждем, пока электролит не насытиться, приобретя черный цвет.
После этого его нужно отфильтровать через вату.
Деталь для хромирования перед обработкой следует зачистить. Любые царапины и прочие дефекты на ней будут видны сквозь слой хрома, поэтому если требуется, то ее нужно буквально отполировать.
Затем заготовка тщательно вымывается в растворе порошкового чистящего средства. Оно обезжирит поверхность, и позволит присоединять к ней хром.
Электролит в стеклянной емкости необходимо разогреть до температуры 60-95 градусов Цельсия, к примеру, поставив электрическую плиту. Затем в него окунается электрод из нержавейки более высокого качества, в данном случае ложка, и деталь для хромирования. На электрод подключается минус от источника питания, а на заготовку плюс. Скорость хромирования зависит от мощности применяемого трансформатора или зарядного.
В итоге получаем стойкое блестящее покрытие. Особенно хорошо оно ложится на латунь и омедненную поверхность. Если деталь из стали, и в дальнейшем она будет использоваться в сложных условиях, тогда лучше сначала провести ее омеднение, а потом хромирование.
Смотрите видео
Оцинковка стали в домашних условиях — https://sdelaysam-svoimirukami. ru/7523-ocinkovka-stali-v-domashnih-uslovijah.html
Как хромировать металл в домашних условиях: технологии, оборудование
Главная » Обработка металла » Защита » Как правильно хромировать металл?
На чтение 7 мин
Содержание
Что такое хромирование?
Зачем нужно хромирование?
Технология хромирования деталей
Оборудование для хромирования
Как хромировать детали?
Подготовка детали
Как готовить электролит?
Этапы хромирования
Причины появления дефектов
Чтобы защитить металлические конструкции от коррозии, повысить прочностные характеристики и улучшить эстетичность их внешнего вида, применяют технологию хромирования. Она относительно несложная и доступна для освоения, но перед тем, как хромировать любой металл, нужно тщательно изучить технологию обработки, чтобы не допустить ошибок.
Хромированный металл
Что такое хромирование?
Хромирование деталей заключается в нанесении специального покрытия на металлическую поверхность. Существует два основных метода:
Электролитический метод. Заключается в катодном осаждении хрома на стальную конструкцию под действием электрического тока.
Покрытие хромом проводится только на чистую подготовленную поверхность. Особенностью процесса является нанесение однородного слоя определённой толщины на конструкции различных форм. Покрытие может выполнять декоративную или защитную функцию.
Толщина образуемого слоя — от 0,075 до 0,25 мм. Твёрдость — 66–70 HRC. Поверхность имеет шероховатости и чем толще наносимое покрытие, тем больше дефектов. Поэтому после хромирования требуется полировка заготовок.
Технология предусматривает применение растворов:
с хромовым ангидридом;
с сульфатом или хлоридом хрома.
Зачем нужно хромирование?
Процесс хромирования проводится для следующих целей:
Защиты металлов от коррозии, резких перепадов температуры.
Восстановления поверхности металла. Возможно повышение срока эксплуатации конструкций, при условии износа поверхности на глубину до 1 мм.
Повышения износостойкости. Хромовое покрытие способно стойко переносить трение, механические воздействия, температурные расширения. Позволяет защищать основной металл от негативных внешних факторов.
Улучшения отражающих свойств. Хромированный слой обладает отражающими свойствами. Применяется в осветительных приборах для улучшения видимости корпусных элементов или знаков.
Увеличение защитных качеств (Фото: Instagram / chrome_fusiontech)
Технология хромирования деталей
Существуют следующие виды хромирования:
В электролитической среде. Атомы Cr осаждаются на токопроводящие наружные слои металла. Реакция протекает при подаче напряжения на электроды. Образуемый слой отличается стойкостью к химически активным средам и механическим воздействиям.
Химическое хромирование. Это восстановительная реакция хрома из солевого раствора в присутствии реагентов. Наличие фосфора позволяет избавиться от серого оттенка на металле. Метод требует обязательного использования защитной экипировки.
Декоративное хромирование с применением гальванической кисти. Метод простой и не требует наличия опыта проведения подобных работ. Контроль толщины происходит одновременно с процедурой нанесения хромового покрытия.
Оборудование для хромирования
Для хромирования в домашних условиях потребуется:
Гальваническая ванна. Это ёмкость, покрытая снаружи теплоизоляционным слоем. Подходит любой сосуд, стойкий к химической среде.
Источник питания для подключения электродов. Он должен иметь мощность до 1 кВт, регулятор по напряжению, рассчитанный на ток 50 А.
Нагреватель из материала стойкого к кислой среде для подогрева электролита.
Температурный датчик, откалиброванный для измерений при температурах от 00С до +1000С.
Свинцовая пластина, выполняющая роль анода. Нужно сделать крепление внутри ёмкости, чтобы она была от стенок на расстоянии. Катодом служит деталь, к которой нужно прочно закрепить контактный провод.
Новичкам рекомендуется использовать набор для хромирования, в котором есть нужные реагенты для химической металлизации. Многие производители в комплект включают подробную инструкцию по нанесению покрытия.
Гальваническая ванна (Фото: Instagram / pt_plast)
Как хромировать детали?
Хромирование конструкций своими руками в домашних условиях необходимо выполнять в просторном нежилом помещении. Нужно подготовить инструменты, плотную одежду, очки, респиратор.
Для подготовки раствора нужно использовать неметаллические ёмкости. Связано это с необходимостью применения окислительного раствора.
В качестве катода следует использовать тонколистовой свинец или оловянный сплав. Ванна для электролиза может быть пластиковая цилиндрическая или прямоугольная. Если раствора было приготовлено больше требуемого объёма, его можно хранить в герметичной ёмкости с крышкой.
Для приготовления электролита должны быть использованы только чистые вещества. Хромовый ангидрид недоступен в свободной продаже.
Пошаговое хромирование деталей автомобилей:
Деталь очистить от грязи и отполировать.
При обработке стали проводят активацию поверхности. Она заключается в погружении заготовки в соляную кислоту на 5–20 минут. Длительность зависит от размеров и сложности поверхности.
С детали смываются остатки кислоты.
После высыхания конструкция погружается в ванну с раствором электролита.
Внутри ванны устанавливается анодная свинцовая пластинка, к ней подключается плюсовой контакт от источника тока. К детали подсоединяется минусовый провод.
Включается питание на 20-40 минут. По истечении времени деталь извлекается наружу.
Через 3 часа хромированную поверхность шлифуют до блеска.
Для получения качественного покрытия нужно обеспечить:
стабильное электрическое напряжение;
соблюдение пропорций электролита;
подготовку детали в соответствии с требованиями технологии;
контроль и соблюдение температурного режима;
выдержку электролита под током определённое время (от трех часов).
Подготовка детали
Перед хромированием деталей своими руками нужно:
Очистить детали от грязи.
Снять с металлической поверхности слой ржавчины. Зачистка выполняется наждачной бумагой
Очистка металла от ржавчины (Фото: Instagram / decorsizumom)
Как готовить электролит?
Для хромирования деталей в домашних условиях нужен электролит. Пропорции ингредиентов для приготовления раствора:
ангидрид в растворе 150–250 г/л;
серной кислоты от 1,5–2,5 г на литр раствора.
Ангидрид хрома ядовит, его применение смертельно опасно.
Приготовление электролита:
Стеклянный сосуд на 50% заполняется водой, нагретой до +600С.
В соответствии с количеством налитой воды добавляется ангидрид. Смесь перемешивается до полного растворения.
Доливается вода до наполнения сосуда.
Заливается в пропорции кислота, жидкость тщательно перемешивается.
При электролитическом восстановлении катод присоединяется к заготовке, а анод – погружается в подготовленный раствор.
Раствор, оставшийся после хромирования, нужно утилизировать. Он канцерогенен и может вызывать кожные заболевания, появление опухолей.
Этапы хромирования
Пошаговая процедура хромирования в домашних условиях:
Раствор электролита нагревают до +52 градусов и выдерживают.
Подготавливают сосуд для электролиза. В сосуде закрепляют анод, размещают заготовку, фиксируют на равноудалённом расстоянии от стенок. Прогревают до температуры раствора.
В подготовленную ёмкость заливают электролит.
На электроды 20–60 минут подаётся напряжение. Длительность зависит от объёма ёмкости, размеров, формы детали.
Заготовка вынимается, промывается, сушится. Сушить следует на чистой поверхности. Важно исключить контакт с посторонними предметами.
Чтобы нанести хром на пластик декоративным способом, нужно выполнить следующее:
Обеспечить качественное вентилирование помещения.
Подобрать кисть с длиной ворса 2,5 см, обмотать её проводом из свинца.
Закрепить кисть в торцевой части цилиндрической ёмкости.
С противоположной стороны прикрепить диод.
В ёмкость залить подготовленный электролит.
В качестве источника питания в электрическую цепь подключается понижающий трансформатор. Минусовый контакт подключается к хромируемой заготовке, а плюсовый — к анодному диоду.
На заготовку кистью нанести электролитический раствор. Каждый участок поверхности обрабатывается кистью от 20 раз.
Отключить питание трансформатора.
Достать из емкости заготовку, обработать и высушить деталь. Если на поверхности была грязь, её можно удалить при помощи воздушного потока, создаваемого компрессором.
При сушке деталь не должна контактировать с посторонними предметами или подвергаться загрязнениям.
Подготовка к хромированию (Фото: Instagram / galvaprom)
Причины появления дефектов
Причины создания дефектного покрытия:
несоблюдение пропорций компонентов;
нарушение температурного режима;
отклонение от нормированных электрических параметров;
обработка заготовок из самопассивирующихся металлов, не прошедших травления;
некачественная очистка поверхности.
При хромировании в домашних условиях повышается риск возникновения дефектов:
Отсутствует блеск. Основной причиной является повышенное количество ангидрида хрома в смеси. Также возможны ситуации с низкой концентрацией серной кислоты или превышении токового значения.
Неравномерный блеск. Возникает в результате повышенных значений подаваемого на электроды тока либо несоблюдении температурного нагрева электролита.
На наружном слое образовались коричневые пятна. В растворе повышенная концентрация хромового ангидрида или недостаточное количество серной кислоты.
Появились небольшие раковины снаружи заготовки. Результатом такого эффекта является некачественная подготовка детали к обработке: полировка выполнена некачественно. Другая причина — наличие водорода на наружном слое.
Неравномерность толщины хромового покрытия. Создаётся по причине подачи повышенной силы тока на электроды.
Покрытие имеет низкую прочность, при механических воздействиях остаются следы. Возникает при недостаточной температуре прогрева.
Наличие трещин в покрытии. Связано с применением электролита, в котором концентрация железа более 0,15 кг/л.
Отсутствие хромированного покрытия на некоторых участках детали. В электролите присутствуют растворённые нитраты.
Происходит отслаивание хромового слоя. В ходе электролиза напряжение, подаваемое от источника тока, было нестабильным или снизилась температура электролита. Другой причиной может быть плохо обезжиренная поверхность.
Любой металл подвержен коррозии, но его можно покрыть защитным слоем. Наиболее простым методом защиты металла считается хромирование. Чтобы правильно провести обработку, нужно изучить нюансы этого процесса и подготовить необходимый инструмент.
( 1 оценка, среднее 4 из 5 )
Поделиться
Хромирование своими руками
Хромирование отделки салона автомобиля и кухонной техники также можно изготовить в домашних условиях. Используя электролиз, можно связать хром с металлами, такими как сталь, латунь, медь, алюминий и нержавеющая сталь, создавая блестящую поверхность. Помимо создания полированного слоя, этот элемент также предотвращает потускнение металлов. Однако помните, что для этого процесса требуются очень сильные химические вещества, поэтому перед началом процесса следует соблюдать осторожность. Обязательно наденьте защитные очки и перчатки, а также пылезащитную маску.
Вещи, которые вам понадобятся:
щелочная очиститель или хромированная стриптер
хромовая кислота
Серная кислота
дистиллированная вода
Dry Acidle
. Хр. достаточно большой, чтобы поместиться на хромированном объекте
Термостатический нагреватель бака
Регулятор переменного тока (позволяет использовать автомобильный аккумулятор или зарядное устройство для хромирования)
Материал для покрытия
ЗАБОЧКИ ГОГГЛЕС
Маска Dusk
ГЛАВНЫЕ ДЛЯ ЗАБОТЫ
Chrome Brightener
Тщательно чисто чистить. Это включает в себя обезжиривание (раствором, например, щелочным очистителем) и удаление краски, ржавчины и грязи. Не забывайте, что жир с рук может вызвать проблемы, поэтому во время чистки надевайте перчатки. Чем тщательнее подготовлена поверхность, тем качественнее будет готовое покрытие. Измельчитель или буфер могут быть полезны для процесса. Если есть какие-либо зазубрины или вмятины, сгладьте их.
Погрузите металл в сухой кислотный травильный раствор, который необходим для подготовки металла к гальваническому покрытию, а также для предотвращения образования оксидного слоя. Время травления зависит от металла, на который наносится покрытие. Обязательно следуйте инструкциям производителя солений.
Чтобы приготовить раствор для хромирования, вам понадобится смесь хромовой кислоты, серной кислоты и дистиллированной воды. Смешайте хромовую кислоту с жидкостью серной кислоты в соотношении 100 к 1. Затем добавьте этот раствор в дистиллированную воду. Количество каждого из этих ингредиентов варьируется в зависимости от размера изделия, которое вы будете покрывать, и типа материала поверхности. Эти ингредиенты также доступны в наборах для хромирования, которые также могут включать в себя необходимые инструменты. Химические вещества в растворе для хромирования являются канцерогенными, а также легковоспламеняющимися, поэтому с ними следует обращаться осторожно.
Погружной резервуар для процесса должен иметь достаточно места, чтобы поместиться на любую поверхность, подлежащую покрытию. Для декоративного хрома раствор следует нагревать от 95 до 115 градусов по Фаренгейту. Для твердого хрома раствор должен быть немного горячее, от 120 до 150 градусов по Фаренгейту.
Растворить гальванический материал в растворе.
Пропустите положительный заряд от контроллера переменного тока через раствор для покрытия.
Прикрепите отрицательный анод к металлической детали, подлежащей хромированию. В результате к ней будут притягиваться положительно заряженные кусочки хрома. Чем дольше металл погружен в бак, тем толще будет полученное хромирование.
После завершения хромирования достаньте предмет из резервуара и не менее двух раз промойте его в проточной воде.
Предупреждения:
Предупреждение: Хотя газы при хромировании не имеют отчетливого запаха, они могут быть очень токсичными при вдыхании. Не забудьте надеть защитное снаряжение, в том числе защитные очки, солнцезащитную маску и перчатки, и прочтите инструкции производителя.
Как настроить простую домашнюю гальваническую систему
Где весь мир собирается на покрытие, анодирование и отделка Вопросы и ответы с 1989 г.
(——)
Текущая дискуссия, начавшаяся еще в 1999 году…
1999
В. ПРИВЕТ, МЕНЯ ЗОВУТ РЭЙ.
КАК ХОББИ Я ВОССТАНАВЛИВАЮ СТАРЫЕ МОТОЦИКЛЫ. Я ЧАСТО ИМЕЮ НЕОБХОДИМОСТЬ ХРОМИРОВАНИЯ ИЛИ НИКЕЛИРОВАНИЯ НЕКОТОРЫХ КОМПОНЕНТОВ. МНЕ ИНТЕРЕСНО, ВОЗМОЖНО ЛИ УСТАНОВИТЬ СИСТЕМУ ПОКРЫТИЯ В МОЕМ ГАРАЖЕ? МНЕ НУЖНО ЗНАТЬ, ЧТО ПОТРЕБУЕТ ПРОСТАЯ СИСТЕМА ЗАПУСКА. Я ПОНИМАЮ ТОЛЬКО ОСНОВНУЮ КОНЦЕПЦИЮ РАБОТЫ ГАЛЬВАНИЧЕСКОГО ПОКРЫТИЯ, ПОЭТОМУ, ПОЖАЛУЙСТА, УПРОЩАЙТЕ МЕНЯ. НАДЕЕМСЯ ЖДЕМ!
РЭЙМОНД Д. [фамилия удалена редактором из соображений конфиденциальности] HOLYOKE, Massachusetts
1999
A. Наши ответы на часто задаваемые вопросы «Как работает гальваническое покрытие» и «Введение в хромирование» могут помочь вам, Рэймонд — пожалуйста, посмотрите их! Но, к сожалению, для вас может оказаться нецелесообразным делать бизнес на хромировании в вашем гараже из-за правил безопасности OSHA и правил утилизации отходов EPA.
Гальваническая промышленность была самой первой отраслью в стране, регулируемой Агентством по охране окружающей среды, и бремя соблюдения требований является тяжелым. Кроме того, раствор для хромирования является канцерогенным (думаю, Эрин Брокович [аффил. ссылка на Amazon] и шестивалентный хром). Если вы берете с друга несколько долларов за покрытие чего-либо, вы занимаетесь бизнесом и, возможно, подпадаете под требования отчетности и утилизации. Поэтому, пожалуйста, начните с изучения правил, прежде чем покупать что-либо, и становитесь навсегда ответственным за это .
Почему мы говорим «вечно ответственный»? Представьте себе компанию, которая производит токсичные отходы. Они нанимают подрядчика для утилизации, который оказывается злым, который сбрасывает отходы в болото, присваивает плату за утилизацию, распускает корпорацию и исчезает, оставляя общественность оплачивать расходы по очистке, как в старые времена? Для решения этой проблемы Агентство по охране окружающей среды разработало простое правило: неважно, кому вы отправляете опасные отходы, сколько вы заплатили, чтобы избавиться от них, или как давно это было: «генератор» отходов остается ответственным за это навсегда, несмотря ни на что! Затем добавьте их пункт о «солидарной ответственности», и вы поймете, что если они не могут отделить ваши отходы от чужих отходов, это не хорошо для вас, это очень плохо 🙁
Удачи!
Тед Муни, ЧП Стремление к жизни Aloha Finishing. com — Пайн-Бич, Нью-Джерси
Комплекты от 29 до 80 долларов Наборы для хромирования
2000
В. Забавно, я видел наборы для хромирования в мотоциклетных журналах. Один давно за 25 баксов. В последнее время для большего, но я не могу вспомнить, где и сколько. Я хочу покрыть слайды углеводами Amal. Я уверен, что это повысит их надежность. Если у вас есть информация о том, кто это сделает, пожалуйста, дайте мне знать.
p.r.k [фамилия удалена редактором из соображений конфиденциальности] — g’ville, Florida
2000
A. Привет, PRK,
Да, несколько лет назад вы видели комплекты для покрытия примерно за 29 долларов от J.C. Whitney — сегодня Иствуд предлагает их по цене около 80 долларов, но это были/есть комплекты для цинкования, а не хром покрытие комплекты. Опять же, хром является строго регулируемым канцерогенным токсином.
Если вы хотите исследовать гальваническое покрытие начального уровня, вы также можете связаться с поставщиком оборудования для щеточного покрытия и небольших систем. Просто погуглите «поставщик покрытий для хобби», чтобы найти их.
Но если вы проведете еще некоторое время на этом сайте, просматривая письма от более ранних плакатов с интересами, схожими с вашими, вы поймете, почему мы призываем к осторожности и изучению правил, прежде чем вы купите какие-либо химикаты (особенно хром) и возьмете на себя ответственность за них. . В Америке, как только вы используете химические вещества для гальванического покрытия (вероятно, даже когда вы открываете пакет), вы становитесь «генератором отходов», и они навсегда становятся вашими отходами ! Неважно, сколько вы платите кому-либо за то, чтобы взять, обработать или избавиться от них, они все еще ваша ответственность даже через 50 лет и более. Так что смотрите, прежде чем прыгать 🙂
Удачи!
Тед Муни, ЧП Стремление жить Алоха finish. com — Пайн-Бич, Нью-Джерси
2003
В. Рэймонд Дж. из Холиока спросил о домашней системе покрытия. Ему кто-нибудь ответил? Если да, то каков ответ? Я хочу хромировать свои автозапчасти и буду иметь размеры 6 футов (Д) x 18 дюймов (Ш)
Джеймс Д [фамилия удалена редактором из соображений конфиденциальности] — Силакога, Алабама
Нанесение покрытия кистью в сравнении с покрытием резервуара
2003
«Хромирование» Weiner & Walmsley из Abe Books или
Партнерская ссылка (ваши покупки делают возможным использование Finishing.com)
«Справочник по гальванотехнике» Ларри Дерни из Abe Books или
Партнерская ссылка (ваши покупки делают возможным использование Finishing.com)
«Контроль воды и отходов для гальванического цеха» от Kushner & Kushner из Abe Books или
Партнерская ссылка (ваши покупки делают возможным использование Finishing. com)
В. Мне любопытно, насколько хороши эти домашние наборы для хромирования на основе кисти. В частности, у меня есть старый велосипед 1970-х годов с хромированными вилками и задними перьями, а также хромированными проушинами. Хром почти не поврежден, но местами много пятнышек ржавчины размером с песок.
Если я смогу счистить пятнышки ржавчины размером с песок, что получится в результате хромирования с использованием одного из этих домашних комплектов (30 долларов от JC Whitney и т. д.) Я не ищу идеальную работу, я ищу что-то, что хорошо выглядит на высоте 5 футов и защищает отделку, чтобы она не ржавела в ближайшее время.
Дональд Г [фамилия удалена редактором из соображений конфиденциальности] — Сан-Диего, Калифорния
2003
А. Джеймс, покрытие кистью и минимальное покрытие бака вполне возможно; мы уже упомянули и связали некоторых поставщиков. Но вы, кажется, говорите об автомобильном бампере или о каком-то другом очень крупном медно-никель-хромированном изделии, и это будет большой трудоемкостью как в плане того, сколько нужно научиться наносить все слои, так и в плане усилий успешно покрыть такой большой предмет крошечным стилусом. Я думаю, вы можете начать с меньшего размера и с решения для покрытия без хрома.
Дональд, я не думаю, что JC Whitney предлагает такую систему, но, как уже отмечалось, компания Eastwood Company предлагает систему оловянно-цинкового покрытия за 80 долларов.
Основное внимание на нашем объекте уделяется промышленности, где люди обычно тратят в тысячи раз больше на установку покрытия. Мы, конечно, не пытаемся отговорить вас от вложения 75 долларов в обучение и эксперименты. Но качественная гальваника с настоящим гальваническим обмундированием — это сложно. Качественная обшивка игрушки может стать шуткой. Чтобы хромировать бампер Джеймса с помощью гальванического элемента, подобного наборам, о которых вы говорите, потребуются тысячи и тысячи батареек типа АА. Ваша работа меньше, но посмотрите на закон электролиза Фарадея и выясните, сколько сотен батарей вам понадобится. И тогда у вас все еще есть проблема подготовки подложки, чтобы ваше покрытие не отслаивалось, тот факт, что это заменитель хрома, а не хром, и он не совсем подходит, и т. д. Это большая работа.
Нас не волнует, потратите ли вы 75 долларов — пожалуйста! И, пожалуйста, попробуйте поэкспериментировать с гальванопокрытием в нашем разделе часто задаваемых вопросов «Как работает гальванопокрытие», которое вам совершенно ничего не будет стоить. Удачи; мы просто не хотим соблазнять вас на скользкий путь, который может загрязнить окружающую среду, быть очень дорогостоящим или, возможно, повлечь за собой штрафы. Удачи!
Тед Муни, ЧП Стремление жить Алоха finish.com — Пайн-Бич, Нью-Джерси
2004
A. Я часто использую домашний набор для хромирования алюминиевых деталей. Только надо сначала обработать — снять оксидный слой и нанести слой цинка — я пользуюсь раствором цинката.
MW Jansen — Южная Калифорния
Опасности преувеличены!
2005
Это всего лишь комментарий, вы можете его игнорировать, но я не думаю, что вы сможете это сделать, основываясь на МНОГОЧИСЛЕННЫХ сообщениях в прошлом.
Этот сайт ОПРЕДЕЛЕННО преувеличивает опасность домашнего покрытия, я лично считаю, что причина в том, что если все узнают, как ЛЕГКО наносить покрытие дома, коммерческие магазины проиграют, БОЛЬШИЕ… включая вас.
Гальванизирую дома уже много лет, проблем нет. Я нахожу, что ВСЁ, с чем должен быть осторожен самодельный, таит в себе опасности. Ваше отношение к этому предмету такое: «Не занимайтесь дома деревообработкой, вы можете порезать себе руки о то, что со всеми этими электроинструментами». или «Не рисуй дома со всеми этими испарениями».
Честное слово, ДЕРЬМО!
Как насчет того, чтобы сделать нам и себе одолжение и начать публиковать образовательные ответы на вопросы людей и бросить шум.
Давай, взорви и меня. Ах да, я отношу свои отходы на соответствующие предприятия по переработке отходов. Любой «МАГАЗИН» может так же легко ошибиться, как и домашний самодел.
Джим М. — Кингстон, Онтарио, Канада
2005
Джим: мы будем рады опубликовать ваше мнение и мнение каждого, для этого и существует публичный форум. Здесь, на этом сайте, есть все, что вам нужно, бесплатно, чтобы рассказать людям все, что вы хотите, о том, что вы узнали за годы, проведенные дома.
Вы правы, я не проигнорирую ваше сообщение; Я хозяин сайта и моя работа заключается в том, чтобы отвечать на сообщения, а не игнорировать их. Но я не владею и не управляю гальваническим цехом, никогда не был и никогда не буду; и ваши заявления о скрытых мотивах просто изображают вас раздражительным подростком. Расти.
Этот бесплатный сайт включает в себя тысячи страниц информации для студентов, обзоры книг по гальванике, ссылки на образовательные сообщества и учебные занятия по гальванике, календарь мероприятий, на которых вы можете посетить бесплатные лекции по гальванике, стандарты ASTM гальваники и бесплатные стандарты MIL, адреса бесплатные библиотеки гальванических покрытий и десятки тысяч очень подробных ответов на вопросы и проблемы, связанные с гальванопокрытием. Мы никогда не подвергаем цензуре сообщения (за исключением рекламы и личных замечаний), поэтому, пожалуйста, поделитесь своим опытом, а не нытьем о том, что другие не делятся своим.
Тед Муни, ЧП Стремление жить Алоха finish.com — Пайн-Бич, Нью-Джерси
2005
ДА Я СОГЛАСЕН, пожалуйста, ОСТАВЬТЕ ОБРАЗОВАТЕЛЬНЫЕ ОТВЕТЫ О ХРОМОВОМ / ПОЗОЛОЧЕННОМ ПОКРЫТИИ ТАКЖЕ, КАК ВСЕ ЭТО ОПАСНО. ОНИ БЫ ПОТЕРЯЛИ $$… Я ПОКРЫВАЮ ЗОЛОТО БОЛЕЕ 1 ГОДА БЕЗ ПРОБЛЕМ, ТЕПЕРЬ Я ЗАНИМАЮСЬ ЗОЛОТОМ… С ВАШИМИ КОММЕНТАРИЯМИ ИЛИ БЕЗ ИХ… ДЛЯ ВСЕХ, ЗАИНТЕРЕСОВАННЫХ ХРОМОВЫМ ИЛИ ПОЗОЛОЧЕНИЕМ ДА ВАС МОЖЕТ СДЕЛАТЬ ЭТО В ДОМУ ОНИ ДЕЛАЮТ ВСЕ БОЛЬШЕ И БОЛЬШЕ СИСТЕМ ДЛЯ ВЛАДЕЛЬЦА ДОМА… УДАЧИ, ПОТОМУ ЧТО У МЕНЯ ЭТО БЫЛО… И ЭТО НЕ ТОЛЬКО У МЕНЯ!
Тайрон Б — Луисвилл, Кентукки
2005
Привет Тайрон! Это не отель Калифорния; , если у тебя «было это», ты можешь уйти в любое время, когда захочешь. Но и вы тоже можете рассказать людям, как сделать гальванику в домашних условиях. Здесь есть столько места, сколько вы хотите, очень большая аудитория, и это не будет стоить вам ни копейки. Так что приступайте к делу, или ваш пост просто пустое нытье?
Ваша аналогия с тем, что наши предупреждения подобны совету людям не садиться за руль, потому что они могут попасть в аварию, идеальна, спасибо! Правительство требует, чтобы каждый водитель прошел обучение, проверку и лицензию; правительство требует, чтобы каждое транспортное средство было зарегистрировано, проверено и застраховано. Если вы не подчинитесь, вы будете оштрафованы, а в вопиющих случаях и заключены в тюрьму.
Точно так же правительство требует обучения, тестирования и лицензирования всех гальванических цехов и их сотрудников. Работайте без регистраций, анализов крови, подтверждающих безопасность сотрудников, разрешений на выбросы, проверки поверхностного натяжения ванн, журналов ампер-часов, записей о накоплении отходов, манифестации, ежегодной аттестации охранников или без уведомления ваших соседей. материалов, которые у вас есть (закон сообщества о праве на информацию), и вы подлежите штрафу или даже тюремному заключению. Я знаю двух руководителей гальванического цеха, которым пришлось нелегко.
Да, вы, вероятно, можете заниматься нелегальным бизнесом по производству гальванопокрытий и оставаться вне поля зрения, точно так же, как вам, вероятно, может сойти с рук вождение без прав, регистрации или страховки. И некоторые правила не применяются, если это хобби, и вы никогда не берете ни доллара за гальванический продукт или услугу гальванического покрытия.
Но у нас в городе был «раковый кластер», поэтому все в округе было тщательно исследовано; если соседский ребенок заболеет раком по любой из тысячи причин, а его родители узнают, что вы занимались хромированием в своем гараже, выбрасывая в воздух канцерогенные пары, бог в помощь. Это вряд ли произойдет, но если это произойдет, ваша жизнь, какой вы ее знали, окончена.
Тед Муни, ЧП Стремление жить Алоха finish.com — Пайн-Бич, Нью-Джерси
2005
Хромирование в вашем гараже! Прикрытия и заговоры! Я родился в сфере хромирования на заказ. Я работал там подростком. Сейчас мне за пятьдесят. Хромирование на заказ — это все, что я когда-либо делал. Я управляю бизнесом. Я знаю каждый аспект. Я сделал все. Зачистка металла, полировка, дробеструйная очистка, очистка и активация для гальванопокрытия, цианирование, кислотное меднение, никелирование, хромирование, работа с клиентами, отчеты в различные агентства (EPA, DNR, местные канализационные районы и т. д.) Весь учет и начисление заработной платы. Я знаю, что упускаю несколько вещей, но думаю, Тед меня поймет.
А теперь Тайрон говорит, что это большое прикрытие, чтобы лишить людей возможности заработать миллионы в своем гараже. О Господи! Может быть, нам нужно канадское место утилизации, которое не требует разрешений и испытаний, как предполагалось в предыдущем комментарии. Подумать только, сколько лет было потрачено впустую, когда я мог сделать это в своем гараже и заработать миллионы!
Frank DeGuire — Сент-Луис, Миссури, США
Можно ли сделать ретушь?
2006
В. М. В. Янсену: как насчет некоторых деталей. Я хочу подправить пару пятен хромированного листового металла.
Вольт, ампер, источник раствора, материалы анода и катода, температура и т.д.?
GF Kron — Новато, Калифорния
2007
Q. Привет тем из вас, кто будет отвечать на вопросы, а не ныть. Я хотел перекрыть металлические детали горшка с моего 68 El Camino. Каков наилучший способ подготовки деталей с умеренной точечной коррозией и должны ли они обрабатываться как алюминиевые детали в процессе нанесения покрытия? И последнее, но не менее важное: если вы не хотите его есть или пить, относитесь к нему как к неприятному веществу и будьте ответственны. Сбрасывая его в канализацию, он снова попадает в питьевую воду. Спасибо.
Майкл Уолтерс новичок — Уотер Гэп, Пенсильвания
Июль 2007 г.
A. Привет, Майкл. «Горшок» может быть литьем под давлением из цинка или алюминия (они выглядят почти одинаково, хотя алюминий намного легче). Но в автомобиле 1968 года, вероятно, использовалось цинковое литье под давлением, а не алюминий, поэтому цинкование, вероятно, не требуется.
Нелегко исправить эти ямки, потому что пористость поглощает воду и растворы покрытия, что приводит к загрязнению; кроме того, поглощенная вода или газы могут возвращаться в виде пара при нагревании деталей, что приводит к образованию отверстий и пузырей. Но обычный способ справиться с мягко литье под давлением с ямками для восстановления заключается в меднении их в цианидном растворе меднения и «буфере кашицы»; это означает в основном «раздавить» мягкое медное покрытие в ямках путем полировки. После того, как ямки в значительной степени заполнены медью, вы можете перейти к меднению, затем к никелированию, а затем к хромированию. Отливки с серьезными ямками требуют, чтобы художник по гальваническим покрытиям вручную просверлил и заполнил каждую из них, и каждая из них будет стоить сотни долларов. Умеренная рябь в ваших глазах может быть легкой или сильной рябью в чьих-то глазах 🙂
Удачи!
Тед Муни, ЧП Стремление жить Алоха finish.com — Пайн-Бич, Нью-Джерси
2007
В. Могу ли я провести гальваническое покрытие с помощью ААА (1,5 вольта)?
Джо Уилсон любитель — Вирджиния-Бич, Вирджиния
2007
A. Для целей школьного или школьного научного проекта да, Джо, конечно! Пожалуйста, ознакомьтесь с нашим часто задаваемым вопросом: «Как работает гальваника».
На практическое гальванопокрытие нам нужны подробности того, что вы надеетесь сделать. Посмотрите на закон Фарадея, потому что гальванопокрытие является энергоемким, и эта батарея AAA сможет гальванизировать только очень тонкий слой металла на предмете размером с четверть до того, как он разрядится.
Чтобы понять это, просто осознайте, что батарея и гальваническая ячейка на самом деле одно и то же, но в гальванике мы используем большую батарею или источник питания, чтобы перегрузить батарею, образованную гальванической ячейкой, и заставить ее работать в обратном направлении. Ваша батарея AAA не перемещает много металла внутри себя, поэтому она не может перемещать много металла снаружи.
Тед Муни, ЧП Стремление жить Алоха finish.com — Пайн-Бич, Нью-Джерси
2007
В. У меня нет опыта работы с металлизацией, но у меня большой опыт работы с OSHA и EPA. Вот что меня больше всего напугало бы в гальваническом покрытии в моем гараже и утилизации опасных отходов. Даже если бы я сделал все документы, необходимые для заказа, хранения и использования материалов, а затем утилизировать материалы как опасные отходы, то, что не давало бы мне спать еще одну ночь, которую я прожил, — это правило EPA «От колыбели до могилы». . После того, как вы избавитесь от материала, документы должны храниться вечно! И если контейнер, в который вы утилизируете этот материал, протечет, то вы, утилизатор, несете ответственность и юридическую ответственность. Стоимость очистки может составлять миллионы, а штраф составляет 25 тысяч долларов в день, пока она не будет очищена. И вы должны платить за повторное запечатывание хлама, восстановление хлама, а это значит, что хлам всех остальных хранится вместе с ним. Я просто хочу знать, поскольку я только начинаю, какую справедливую цену платить за покрытие. Я восстанавливаю старую машину и хочу покрыть бамперы и т.д. Какова справедливая цена?
Гас Уивер любитель — Харродсбург, Кентукки
2007
А. Привет, Гас. Самые большие затраты на покрытие, особенно на замену старых вещей, — это труд. Было бы справедливо, если бы гальванический цех брал с вас за свое время примерно столько же, сколько сантехник или механик, — может быть, чуть больше из-за стоимости материалов и потому, что оборудование гальванического цеха стоит больше, чем оборудование сантехника.
Таким образом, реальная проблема заключается в том, сколько времени это займет, и это будет зависеть от состояния (насколько требуется полировка и полировка) и от того, насколько качественная работа. Переделка одного старого бампера требует гораздо больше труда, чем изготовление с нуля нового серийного. Так что, к сожалению, он будет стоить как минимум столько же, сколько новый бампер; а замена старого отлитого под давлением украшения капота может легко стоить в сто раз дороже нового.
Тед Муни, ЧП Стремление жить Алоха finish.com — Пайн-Бич, Нью-Джерси
11 января 2008 г.
A. Тед в деле со всем, что он сказал. Я начал искать домашний комплект для хромирования… думая, что это так просто. Зачистка, ремонт и перекрашивание бампера автомобиля здесь стоит около 500 долларов. В своей мудрости я думал, что смогу сделать это почти даром. Я столкнулся со ВСЕМИ препятствиями, о которых говорил Тед. Я заплатил 500 долларов и получил фантастический бампер и никаких головных болей. Я впечатлен вашим сайтом и знаниями, Тед… продолжай в том же духе, приятель… Питер
Питер Кэри — Перт, Западная Австралия
15 января 2008 г.
Спасибо за добрые слова, Петр!
Небольшое замечание: некоторым людям просто нравится работать на своих лодках; они счастливы как моллюски, банка пива в одной руке, скребок в другой, день за днем. Я спрошу на лодочных форумах, где можно что-то сделать, а эти люди не говорят мне, где это сделать, а вместо этого преклоняют мне ухо, что я должен сделать это сам. Они не могут понять, что некоторые из нас чистят нашу лодку только по необходимости, что мы ненавидим это обслуживание и что наш единственный интерес состоит в том, чтобы покончить с этим.
Я думаю, что часть «трений» здесь заключается в том, что кто-то скажет, что они пытаются гальванизировать что-то, и я могу прочесть в этом, что они просто хотят гальванизировать эту проклятую вещь, и не знакомы с тем фактом, что гальванические мастерские готовы сделать это за них. Тем временем энтузиасты, увлекающиеся гальванопокрытием, убеждены, что человек хотел бы заниматься гальванопокрытием самостоятельно, и мы топаем на их радость 🙂
Я особенно ценю вашу публикацию, потому что она подразумевает, что вы не особенно , как и , возникла идея гальваники самостоятельно, и вы попробовали это только для экономии денег или потому, что не знали, что мастерские по гальванике могут сделать это за вас.
Тед Муни, ЧП Стремление жить Алоха finish.com — Пайн-Бич, Нью-Джерси
8 апреля 2008 г.
В. Я хотел бы получить информацию о том, как начать небольшой бизнес по производству хромирования. Любая информация будет полезна.
Мейнард Д. Таттл — Черривейл, Канзас
9 апреля 2008 г.
А. Привет, Мейнард. Я думаю, вы обнаружите, что наше ранее упомянутое введение в хромирование даст вам быстрое, но хорошее представление о том, что такое бизнес хромирования.
Открыть ресторан, не проработав в нем ни дня, было бы рискованным предприятием, но, по крайней мере, вы провели тысячи часов в сотнях или тысячах ресторанов в своей жизни, так что вы получили полезную информацию о том, как они работают. бежать и что важно. Однако у вас нет этого преимущества, когда дело доходит до гальванопокрытий. Поэтому я настоятельно рекомендую людям попробовать поработать лето в гальваническом цеху, прежде чем добровольно взять на себя вечную ответственность за токсичные химикаты, которые вам придется покупать.
Если это невозможно, то, по крайней мере, вступите в Национальную ассоциацию отделки поверхностей (nasf.org) и посещайте местные ежемесячные собрания и ежегодные съезды Sur/Fin, пройдите 2-4-дневный ознакомительный курс по металлизации через NASF. или Kushner Electroplating School, прочитайте несколько самых важных книг и подпишитесь на ежемесячные журналы, чтобы понимать, что происходит. Удачи!
С уважением,
Тед Муни, ЧП Стремление жить Алоха Finishing.com — Пайн-Бич, Нью-Джерси
Краска под хром
10 августа 2008 г.
Привет, я могу дать вам хороший ответ на этот вопрос. Я купил краску под названием Mirrorchrome от ALSA Paints. Я никогда в жизни не видел хромированной краски, которая на самом деле блестит, как хром. Мне потребовалось несколько попыток, но, наконец, после пятой я понял это.
Вы готовите свой предмет так же, как и для любой покраски, а затем распыляете черный глянец, я использовал безрецептурную прозрачную черную базу. Очистите его, затем наступит жесткая часть, влажно отшлифуйте его до зернистости 4000, затем отполируйте до зеркального блеска, затем просто распылите на хром, это занимает около 15-20 минут, затем отполируйте его безворсовой тканью. затем дайте ему высохнуть в течение часа, затем распылите на него слой прозрачного лака. Я обнаружил, что вам нужно использовать базовый прозрачный лак, все остальные наносят дымку поверх хрома. В любом случае загляните на Alsa и посмотрите их видео; это работает.
Скотт Ланкастер — Норриджуок, Мэн
10 августа 2008 г.
Привет, Скотт. Есть много поставщиков «краски под хром», и мы обычно стараемся обсуждать здесь вещи в общих чертах, а не упоминать конкретные названия компаний (почему?)
Но краска под хром для любителя отличная альтернатива настоящему хромированию.
Зайдес С.А. Новые способы поверхностного пластического деформирования при изготовлении деталей машин
Зайдес Семён Азикович – д-р техн. наук, проф., зав. кафедрой машиностроительных технологий и материалов, Иркутский национальный исследовательский технический университет, Иркутск, Россия. E-mail: Этот адрес электронной почты защищён от спам-ботов. У вас должен быть включен JavaScript для просмотра.
1. Одинцов Л.Г. Упрочнение и отделка деталей поверхностным пластическим деформированием. М.: Машиностроение, 1987. 328 с.
3. Суслов А.Г. Качество поверхностного слоя деталей машин. Москва: Машиностроение, 2000. 320 с.
4. Блюменштейн В.Ю., Смелянский В.М. Механика технологического наследования на стадиях обработки и эксплуатации деталей машин. Москва: Машиностроение, 2007. 399 с.
5. Зайдес С.А. Прогрессивные методы обработки металлов давлением в технологии машиностроения // Вестник ИрГТУ. 1997. № 1. С. 80–85.
6. Зайдес С.А. Изготовление деталей машин холодным пластическим деформированием // Автоматизация и современные технологии. 1998. № 1. С. 9–11.
8. Сегерлинд Л. Применение метода конечных элементов. М.: Мир, 1979. 392 с.
9. Галлагер Р. Метод конечных элементов. М.: Мир, 1984. 430 с.
10. Зайдес С.А. Оценка сходимости метода переменных параметров упругости при решении осесимметричных задач // Перспективные материалы, технологии, конструкции: сб. науч. тр. Красноярск, 1998. Вып. 4. С. 149–154.
11. Зайдес С.А. Остаточные напряжения и качество калиброванного металла. Иркутск: Изд-во Иркутск. гос. ун-та, 1992. 200 с.
12. Пшибыльский В. Технология поверхностной пластической обработки: пер. с польск. М.: Металлургия, 1991. 479 c.
13. Дальский А.М., Базаров Б.М., Васильев А.С. Технологическая наследственность в машиностроительном производстве. М.: Изд-во МАИ, 2003. 364 c.
14. Отений Я.Н. Технологическое обеспечение качества деталей машин поверхностным пластическим деформированием: монография. Волгоград: Политехник, 2005. 224 c.
16. Дрозд М.С., Матлин М.М., Сидякин Ю.И. Инженерные расчеты упругопластической контактной деформации. М.: Машиностроение, 1986. 224 c.
17. Зайдес C.A., Скороходов K.A., Кургузов A.C. Устройство для упрочнения поверхности цилиндрических деталей: а.с. 1719191 СССР, МКИ 3 кл. 24 В 39/04. 4806904/27; заявл. 28.03.96; опубл. 15.03.92. Бюл. №10.
18. Зайдес С.А., Горбунов А.В. Определение механических свойств поверхностного слоя маложестких валов, упрочненных поверхностным пластическим деформированием // Упрочняющие технологии и покрытия. 2015. №3, (123). С. 15–19.
19. Зайдес С.А., Горбунов А.В. Повышение эффективности упрочнения маложестких валов центробежным обкатыванием // Упрочняющие технологии и покрытия. 2015. №4 (124). С. 6–13.
20. Поперечно-клиновая прокатка / Андреев Г.В., Клушкин В.А., Макушок Е.М., Сегал В.М., Щукин В.Я. Минск: Наука и техника, 1974. 160 с.
21. Щукин В.Я. Основы поперечно-клиновой прокатки/ под ред. А.В. Степаненко. Мн.: Наука и техника, 1986. 223 с.
22. Фам Дак Фыонг, Зайдес С.А., Нгуен Ван Хуан. Определение условий поперечной обкатки при поверхностном пластическом деформировании // Вестник ИрГТУ. 2015. №4. С. 48–52.
23. Зайдес С.А., Фам Дак Фыонг. Аналитический расчет остаточных напряжений при упрочнении цилиндрических деталей поперечной обкаткой // Вестник ИрГТУ. 2015. № 12. C. 40–46.
24. Зайдес С.А., Фам Дак Фыонг. Оценка напряженно-деформированного состояния цилиндрических деталей после поперечной обкатки плоскими плитами // Наукоемкие технологии в машиностроении. 2017. №5 (71). С. 38–43.
25. Зайдес С.А., Фам Дак Фыонг. Оценка качества цилиндрических деталей после поперечной обкаткой плоскими плитами // Упрочняющие технологии и покрытия. 2016. №7 (139). С. 14–18.
26. Зайдес С.А., Фам Дак Фыонг. Устройство для обкатывания цилиндрических изделий плоскими инструментами: пат. 2600302 РФ. Опубл. 20.10.2016. Бюл. № 29.
27. Зайдес С.А., Нгуен Ван Хинь. Оценка качества поверхностного слоя при реверсивном поверхностном пластическом деформировании // Вестник ИрГТУ. 2016. № 6. С. 34–40.
28. Зайдес С.А., Нгуен Ван Хинь. Влияние параметров осциллирующего выглаживания на шероховатость упрочненных поверхностей // Вестник ИрГТУ. 2017. Т. 21. №4. С. 22–29.
29. Обработка деталей поверхностным пластическим деформированием: монография / под ред. С.А. Зайдеса. Иркутск: Изд-во ИрГТУ, 2014. 559 с.
30. Шнейдер Ю.Г. Технология финишной обработки давлением: справочник. СПб: Политехника, 1988. 414 с.
31. Фридман. Я.Б. Механические свойства материалов:
в 2 ч. М.: Машиностроение, 1974. Ч. 1: Деформация и разрушение. 472 с.
32. Рыжов Э.В., Суслов А.Г., Федоров В.П. Технологическое обеспечение эксплуатационных свойств деталей машин. М.: Машиностроение, 1979. 176 c.
33. Смелянский В.М. Механика упрочнения деталей поверхностным пластическим деформированием. М.: Машиностроение. 2002. 299 с.
34. Жасимов М. М. Управление качеством деталей при поверхностном пластическом деформировании. Алма-Ата: Наука, 1986. 205 с.
35. Зайдес С.А., Нгуен Ван Хинь. Влияние параметров осциллирующего выглаживания на шероховатость упрочненных поверхностей // Вестник ИрГТУ. 2017. № 4. С. 22–29.
Обработка поверхностей без снятия стружки (обработка пластическим дефо
Чистовые методы обработки поверхностей без снятия стружки находят широкое применение при изготовлении различных деталей машин, обеспечивают высокую производительность обработки и малую шероховатость, обеспечивают необходимые физико-механические свойства поверхностного слоя. Поверхностное пластическое деформирование повышает усталостную прочность, контактную выносливость, твердость. В результате обработки возникают благоприятные сжимающие остаточные напряжения в поверхностном слое. Методики позволяют улучшить класс шероховатости поверхности на 2-3 класса, позволяют проводить обработку материалов твердостью до 40-45HRC.
К основным преимуществам обработки методом пластической деформации следует отнести:
целостность волокон материала и образование мелкозернистой структуры поверхностного слоя;
отсутствие шаржирования обрабатываемой поверхности остатками частиц шлифовальных кругов и полировальных паст;
отсутствие термических дефектов поверхностного слоя;
возможность получения чистоты поверхности 8-10 класс с шероховатостью Ra 0.1-0.05 и менее
увеличение контактной выносливости и усталостной прочности деталей;
производительные методы обработки обеспечивают стабильное качество;
и т. д.
Обкатыванием и раскатыванием отделывают и упрочняют цилиндрические, конические, плоские и фасонные наружные и внутренние поверхности.
Рекомендуемые подачи при раскатывании поверхностей шаровыми и роликовыми раскатниками.
Ningbo Jing Heng Kai Xiang Machine Co., Ltd http://www.jh-tool.com
BTA https://www.bta-tiefbohrsysteme.com
Рекомендуемая литература для изучения: Одинцов Л. Г. «Упрочнение и отделка деталей поверхностным пластическим деформированием. Справочник. Машиностроение.» 1987 г., 328 стр.
2. Линдли Т. Фреттинг-усталость в технических сплавах. Междунар. Дж. Усталость. 1997; 19:39–49. doi: 10.1016/S0142-1123(97)00039-X. [CrossRef] [Google Scholar]
3. Вакис А., Ястребов В., Шайберт Дж., Никола Л., Дини Д., Минфрай С., Альмквист А., Пагги М., Ли С., Лимберт Г. , и другие. Моделирование и симуляция в трибологии в разных масштабах: обзор. Трибол. Междунар. 2018;125:169–199. doi: 10.1016/j.triboint.2018.02.005. [CrossRef] [Google Scholar]
4. Бхушан Б. Контактная механика шероховатых поверхностей в трибологии: контакт с множественными неровностями. Трибол. лат. 1998; 4:1–35. doi: 10.1023/A:1019186601445. [CrossRef] [Google Scholar]
5. Ноуэлл Д., Дини Д., Хиллз Д. Последние достижения в понимании фреттинг-усталости. англ. Фракт. мех. 2006; 73: 207–222. doi: 10.1016/j.engfracmech.2005.01.013. [CrossRef] [Google Scholar]
6. Трипати П., Рамкумар Дж., Балани К. Микроцарапание и истирание электросоосажденных композитных покрытий на основе хрома с армированием BN, графеном и алмазом. Дж. Матер. науч. 2021; 56: 6148–6166. doi: 10.1007/s10853-020-05656-6. [Перекрестная ссылка] [Академия Google]
7. Beake B.D., Harris A.J., Liskiewicz T.W., Wagner J., McMaster S.J., Goodes S.R., Neville A., Zhang L. Трение и электрическое контактное сопротивление при возвратно-поступательном наноразмерном износе металлических материалов. Носить. 2021; 474–475:203866. doi: 10.1016/j.wear.2021.203866. [CrossRef] [Google Scholar]
8. Wavish P.M., Houghton D., Ding J., Leen S.B., Williams E.J., McColl I.R. Испытание на усталость при многоосевом фреттинге шлицевого соединения. Фракция усталости. англ. Матер. Структура 2009 г.;32:325–345. doi: 10.1111/j.1460-2695.2009.01334.x. [CrossRef] [Google Scholar]
9. Zhang T., Harrison N., McDonnell P., McHugh P., Leen S. Методология конечных элементов для анализа износа и усталости модульных тазобедренных имплантатов. Трибол. Междунар. 2013;65:113–127. doi: 10.1016/j.triboint.2013.02.016. [CrossRef] [Google Scholar]
10. Xu Z., Peng J., Liu J., Zhou Y., Liu J., Zhu M. Исследование фреттинг-усталости и эволюции микроструктуры в стали LZ50, подвергнутой кручению. нагрузка. Междунар. Дж. Усталость. 2019;128:105173. doi: 10.1016/j.ijfatigue.2019.06.033. [CrossRef] [Google Scholar]
11. Валвекар А.А., Леонард Б.Д., Садеги Ф., Джалалахмади Б., Боландер Н.В. Экспериментальное исследование и модель усталостного повреждения при фреттинг-усталости. Трибол. Междунар. 2014;79:183–196. doi: 10.1016/j.triboint.2014.06.006. [CrossRef] [Google Scholar]
12. Liu D., Tang B., Zhu X., Chen H., He J., Celis J.-P. Улучшение фреттинг-усталости и фреттинг-износа Ti6Al4V путем дуплексной модификации поверхности. Серф. Пальто. Технол. 1999;116:234–238. doi: 10.1016/S0257-8972(99)00279-0. [CrossRef] [Google Scholar]
13. Han Q.-N., Rui S.-S., Qiu W., Ma X., Su Y., Cui H., Zhang H., Shi H. Ориентация кристаллов влияние на фреттинг-усталость, вызванную геометрически необходимым распределением дислокаций в монокристаллических жаропрочных сплавах на основе никеля. Acta Mater. 2019; 179: 129–141. doi: 10.1016/j.actamat.2019.08.035. [CrossRef] [Google Scholar]
14. Хань К., Лэй С., Ян Х., Ян С., Су З., Жуй С.-С., Ван Н., Ма С., Цуй Х., Ши Х. Влияние температуры и нагрузки на фреттинг-усталость, вызванную геометрически необходимым распределением дислокаций в титановом сплаве. Матер. науч. англ. А. 2021; 800:140308. doi: 10.1016/j.msea.2020.140308. [Перекрестная ссылка] [Академия Google]
15. Араужо Дж. Влияние быстро меняющихся полей контактных напряжений на фреттинг-усталость. Междунар. Дж. Усталость. 2002; 24: 763–775. doi: 10.1016/S0142-1123(01)00191-8. [CrossRef] [Google Scholar]
16. Goh C.-H., McDowell D., Neu R.W. Пластичность в поликристаллических усталостных контактах при фреттинге. Дж. Мех. физ. Твердые вещества. 2006; 54: 340–367. doi: 10.1016/j.jmps.2005.06.009. [CrossRef] [Google Scholar]
17. Xu Y., Wan W., Dunne F.P. Механика микроструктурного разрушения: плотность запасенной энергии в усталостных трещинах. Дж. Мех. физ. Твердые вещества. 2021;146:104209. doi: 10.1016/j.jmps.2020.104209. [CrossRef] [Google Scholar]
18. Beake B., Liskiewicz T., Smith J. Деформация Si(100) в сферических контактах — сравнение тестов нанофреттинга и наноцарапины с наноиндентированием. Серф. Пальто. Технол. 2011; 206:1921–1926. doi: 10. 1016/j.surfcoat.2011.10.035. [CrossRef] [Google Scholar]
19. Beake B., Liskiewicz T. Сравнение тестов нано-фреттинга и нано-царапины на биомедицинских материалах. Трибол. Междунар. 2013;63:123–131. doi: 10.1016/j.triboint.2012.08.007. [Перекрестная ссылка] [Академия Google]
20. Ван Л., Даниевич С., Хорстемейер М., Синтай С., Роллетт А. Трехмерный анализ конечных элементов с использованием кристаллической пластичности для исследования параметров инкубации усталостной трещины в алюминиевом сплаве 7075. Междунар. Дж. Усталость. 2009; 31: 659–667. doi: 10.1016/j.ijfatigue.2008.03.022. [CrossRef] [Google Scholar]
21. Дешпанде В., Нидлеман А., Ван дер Гиссен Э. Анализ пластичности дискретных дислокаций статического трения. Acta Mater. 2004; 52:3135–3149. doi: 10.1016/j.actamat.2004.03.018. [Перекрестная ссылка] [Академия Google]
22. Laird C., Finney J., Kuhlmann-Wilsdorf D. Поведение дислокаций при усталости VI: Изменение локализации деформации в устойчивых полосах скольжения. Матер. науч. англ. 1981; 50: 127–136. doi: 10.1016/0025-5416(81)
-8. [CrossRef] [Google Scholar]
23. Чжан М., Ной Р.В., Макдауэлл Д. Моделирование, чувствительное к микроструктуре: приложение к фреттинг-контактам. Междунар. Дж. Усталость. 2009; 31: 1397–1406. doi: 10.1016/j.ijfatigue.2009.03.023. [CrossRef] [Google Scholar]
24. Маккарти О., МакГарри Дж., Лин С. Микромеханическое моделирование возникновения и износа фреттинг-усталостных трещин в сплавах Ti–6Al–4V. Междунар. Дж. Усталость. 2014; 62: 180–193. doi: 10.1016/j.ijfatigue.2013.04.019. [CrossRef] [Google Scholar]
25. Маккарти О., МакГарри Дж., Лин С. Влияние ориентации зерен на фреттинг-усталость, пластичность и прогнозирование срока службы. Трибол. Междунар. 2014;76:100–115. doi: 10.1016/j.triboint.2013.09.023. [CrossRef] [Google Scholar]
27. Маккарти О., МакГарри Дж., Лин С. Исследование методом конечных элементов чувствительной к микроструктуре пластичности и зарождения трещин при фреттинге. вычисл. Матер. науч. 2011;50:2439–2458. doi: 10.1016/j.commatsci.2011.03.026. [CrossRef] [Google Scholar]
28. Goh C.-H., McDowell D., Neu R.W. Характеристики поля пластической деформации в поликристаллических фреттинг-контактах. Междунар. Дж. Усталость. 2003; 25:1047–1058. doi: 10.1016/j.ijfatigue.2003.08.004. [CrossRef] [Google Scholar]
29. Данн Ф. Зарождение усталостной трещины: механистическое моделирование в масштабах длины. Курс. мнение Твердотельный материал. науч. 2014;18:170–179. doi: 10.1016/j.cossms.2014.02.005. [CrossRef] [Google Scholar]
30. Lu X., Dunne F., Xu Y. Исследование пластичности кристаллов взаимодействия системы скольжения, плотности GND и накопленной энергии при непропорциональной усталости в суперсплаве на основе никеля. Междунар. Дж. Усталость. 2020;139:105782. doi: 10.1016/j.ijfatigue.2020.105782. [CrossRef] [Google Scholar]
31. Ма Л., Корсунский А. Зарождение поверхностных дислокаций от фрикционных скользящих контактов. Междунар. J. Структура твердых тел. 2008; 45: 5936–5945. doi: 10.1016/j.ijsolstr.2008.07.003. [Перекрестная ссылка] [Академия Google]
32. Танака К., Мура Т. Дислокационная модель образования усталостной трещины. Дж. Заявл. мех. 1981; 48: 97–103. doi: 10.1115/1.3157599. [CrossRef] [Google Scholar]
33. Дешпанде В., Балинт Д., Нидлман А., Ван дер Гиссен Э. Размерные эффекты в фрикционных контактах с одинарными неровностями. Модель. Симул. Матер. науч. англ. 2006; 15:S97–S108. doi: 10.1088/0965-0393/15/1/S09. [CrossRef] [Google Scholar]
34. Венугопалан С., Ирани Н., Никола Л. Пластический контакт самоаффинных поверхностей: теория Перссона против пластичности дискретных дислокаций. Дж. Мех. физ. Твердые вещества. 2019;132:103676. doi: 10.1016/j.jmps.2019. 07.019. [CrossRef] [Google Scholar]
35. Салехани М.К., Ирани Н., Никола Л. Моделирование адгезивных контактов при смешанной нагрузке. Дж. Мех. физ. Твердые вещества. 2019;130:320–329. doi: 10.1016/j.jmps.2019.06.010. [CrossRef] [Google Scholar]
36. Ирани Н., Никола Л. Моделирование шероховатости поверхности при пластической деформации металлических кристаллов при контактном сдвиговом нагружении. мех. Матер. 2019;132:66–76. doi: 10.1016/j.mechmat.2019.02.007. [Перекрестная ссылка] [Академия Google]
37. Бекманн Н., Ромеро П.А., Линслер Д., Динвибель М., Штольц У., Мозелер М., Гумбш П. Происхождение нестабильности складок на поликристаллических металлических поверхностях. физ. Преподобный заявл. 2014;2:064004. doi: 10.1103/PhysRevApplied.2.064004. [CrossRef] [Google Scholar]
38. Lykins C. Комбинированное экспериментально-численное исследование зарождения усталостной трещины при фреттинге. Междунар. Дж. Усталость. 2001; 23: 703–711. doi: 10.1016/S0142-1123(01)00029-9. [CrossRef] [Google Scholar]
39. Голден П.Дж., Хатсон А., Сундарам В., Арпс Дж.Х. Влияние обработки поверхности на фреттинг-усталость Ti–6Al–4V. Междунар. Дж. Усталость. 2007;29: 1302–1310. doi: 10.1016/j.ijfatigue.2006.10.005. [CrossRef] [Google Scholar]
40. Мартин В., Васкес Х., Наварро К., Домингес Х. Влияние остаточных напряжений и шероховатости поверхности после дробеструйной обработки на усталостную прочность при фреттинге Al 7075-T651. Трибол. Междунар. 2020;142:106004. doi: 10.1016/j.triboint.2019.106004. [CrossRef] [Google Scholar]
41. Ван дер Гиссен Э., Нидлман А. Дискретная пластичность дислокаций: простая плоская модель. Модель. Симул. Матер. науч. англ. 1995; 3: 689–735. дои: 10.1088/0965-0393/3/5/008. [CrossRef] [Google Scholar]
42. Сюй Ю., Балинт Д., Дини Д. Метод сочетания пластичности дискретных дислокаций с методом конечных элементов пластичности кристаллов. Модель. Симул. Матер. науч. англ. 2016;24:45007. doi: 10.1088/0965-0393/24/4/045007. [CrossRef] [Google Scholar]
43. Балинт Д., Дешпанде В., Нидлеман А., Ван дер Гиссен Э. Дискретный анализ дислокационной пластичности зависимости предела текучести поликристаллов от размера зерна. Междунар. Дж. Пласт. 2008;24:2149–2172. doi: 10.1016/j.ijplas.2007.08.005. [CrossRef] [Google Scholar]
44. Лубарда В., Блюм Дж., Нидлман А. Анализ равновесных распределений дислокаций. Акта Металл. Матер. 1993; 41: 625–642. doi: 10.1016/0956-7151(93)
-7. [CrossRef] [Google Scholar]
45. Райс Дж. Р. Поля вершин трещин при растяжении в упруго-идеально пластичных кристаллах. мех. Матер. 1987; 6: 317–335. doi: 10.1016/0167-6636(87)
-5. [CrossRef] [Google Scholar]
46. Уиттакер М., Эванс В. Влияние предварительной деформации на усталостные свойства Ti834. Междунар. Дж. Усталость. 2009 г.;31:1751–1757. doi: 10.1016/j.ijfatigue.2009.03.008. [CrossRef] [Google Scholar]
47. Xu Y., Fox K., Rugg D., Dunne F.P. Циклическая пластичность и термомеханическое облегчение в титановых сплавах. Междунар. Дж. Пласт. 2020;134:102753. doi: 10.1016/j.ijplas.2020.102753. [CrossRef] [Google Scholar]
49. Widjaja A., Van der Giessen E., Needleman A. Дискретно-дислокационное моделирование субмикронного вдавливания. Матер. науч. англ. А. 2005; 400–401: 456–459. doi: 10.1016/j.msea.2005.01.074. [CrossRef] [Google Scholar]
50. Widjaja A., Needleman A., Van Der Giessen E. Влияние формы индентора на субмикронное вдавливание в соответствии с пластичностью дискретных дислокаций. Модель. Симул. Матер. науч. англ. 2006; 15: С121–С131. doi: 10.1088/0965-0393/15/1/S11. [CrossRef] [Академия Google]
51. Сюй Ю., Балинт Д., Дини Д. Новая формула твердости, учитывающая влияние плотности источника на реакцию на вдавливание: анализ пластичности дискретных дислокаций. Серф. Пальто. Технол. 2019; 374: 763–773. doi: 10.1016/j.surfcoat.2019.06.045. [CrossRef] [Google Scholar]
52. Биан Дж., Никола Л. О смазывании шероховатых медных поверхностей графеном. Трибол. Междунар. 2021;156:106837. doi: 10.1016/j.triboint.2020.106837. [CrossRef] [Google Scholar]
53. Xu Y., Ruebeling F., Balint D., Greiner C., Dini D. О происхождении микроструктурных разрывов в скользящих контактах: анализ пластичности дискретных дислокаций. Междунар. Дж. Пласт. 2021;138:102942. doi: 10.1016/j.ijplas.2021.102942. [CrossRef] [Google Scholar]
54. Le K.C., Tran T.M. Термодинамическая теория дислокаций: эффект Баушингера. физ. Ред. Е. 2018; 97:043002. doi: 10.1103/PhysRevE.97.043002. [PubMed] [CrossRef] [Google Scholar]
55. Сонг Х., Дешпанде В., Ван дер Гиссен Э. Дискретный анализ пластичности дислокаций статического трения, зависящего от скорости нагружения. проц. Р. Соц. Математика. физ. англ. науч. 2016;472:20150877. doi: 10.1098/rspa.2015.0877. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
56. Goh C.-H., Neu R.W., McDowell D.L. Кристаллографическая пластичность при фреттинге Ti–6AL–4V. Междунар. Дж. Пласт. 2003;19:1627–1650. doi: 10.1016/S0749-6419(02)00039-6. [CrossRef] [Google Scholar]
57. Mayeur J.R., McDowell D.L., Neu R.W. Моделирование пластичности кристаллов фреттинга Ti-6Al-4V в режиме частичного скольжения с учетом влияния текстуры. вычисл. Матер. науч. 2008; 41: 356–365. doi: 10.1016/j.commatsci.2007.04.020. [CrossRef] [Google Scholar]
58. Fouvry S., Kapsa P., Vincent L. Эластико-пластический анализ приспособляемости фреттинг-износа. Носить. 2001; 247:41–54. doi: 10.1016/S0043-1648(00)00508-1. [Перекрестная ссылка] [Академия Google]
59. Хинкль А.Р., Нёринг В.Г., Лойте Р., Юнге Т., Пастевка Л. Возникновение мелкомасштабной самоаффинной шероховатости поверхности в результате деформации. науч. Доп. 2020;6:eaax0847. doi: 10.1126/sciadv.aax0847. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
60. Танака К., Мура Т. Микромеханическая теория инициирования усталостной трещины от надрезов. мех. Матер. 1982; 1: 63–73. doi: 10.1016/0167-6636(82)
-2. [CrossRef] [Google Scholar]
61. Луан Б., Роббинс М.О. Разрушение континуальных моделей механических контактов. Нац. Клеточная биол. 2005;435:929–932. doi: 10.1038/nature03700. [PubMed] [CrossRef] [Google Scholar]
62. Дин Дж., Лин С., МакКолл И. Влияние режима скольжения на эволюцию напряжения, вызванного фреттинг-износом. Междунар. Дж. Усталость. 2004; 26: 521–531. doi: 10.1016/j.ijfatigue.2003.09.001. [CrossRef] [Google Scholar]
63. Фличек Р., Хиллз Д., Дини Д. Прогресс в применении асимптотики надрезов к пониманию полных контактов, подверженных фреттинг-усталости. Фракция усталости. англ. Матер. Структура 2012;36:56–64. дои: 10.1111/j.1460-2695.2012.01694.х. [CrossRef] [Google Scholar]
64. Фличек Р., Хиллз Д., Барбер Дж., Дини Д. Определение предела приспособляемости для больших дискретных фрикционных систем. Евро. Дж. Мех. А/Твердые вещества. 2015;49:242–250. doi: 10.1016/j.euromechsol.2014. 08.001. [CrossRef] [Google Scholar]
65. Flicek R., Hills D., Dini D. Контакты с острыми кромками, подверженные истиранию: описание поведения углов. Междунар. Дж. Усталость. 2015;71:26–34. doi: 10.1016/j.ijfatigue.2014.02.015. [Перекрестная ссылка] [Академия Google]
66. Ноуэлл Д., Дини Д. Эффекты градиента напряжения при фреттинг-усталости. Трибол. Междунар. 2003; 36: 71–78. doi: 10.1016/S0301-679X(02)00134-2. [CrossRef] [Google Scholar]
67. Васкес Х., Наварро К., Домингес Х. Результаты экспериментов по фреттинг-усталости на образцах Al 7075-T651, подвергнутых дробеструйной и лазерной обработке. Междунар. Дж. Усталость. 2012;40:143–153. doi: 10.1016/j.ijfatigue.2011.12.014. [CrossRef] [Google Scholar]
68. Араужо Дж. А., Ноуэлл Д. Анализ влияния размера накладки на фреттинг-усталость с использованием методологий остановки коротких трещин. Междунар. Дж. Усталость. 1999;21:947–956. doi: 10.1016/S0142-1123(99)00077-8. [CrossRef] [Google Scholar]
69. Дин Дж., Хоутон Д., Уильямс Э., Лин С. Простые параметры для прогнозирования влияния повреждения поверхности на фреттинг-усталость. Междунар. Дж. Усталость. 2011;33:332–342. doi: 10.1016/j.ijfatigue.2010.09.008. [CrossRef] [Google Scholar]
70. Найду Н., Раман С.Г.С. Влияние контактного давления на фреттинг-усталость сплава Al–Mg–Si AA6061. Междунар. Дж. Усталость. 2005; 27: 283–291. doi: 10.1016/j.ijfatigue.2004.07.001. [Перекрестная ссылка] [Академия Google]
71. Сюй Ю., Дини Д. Учет твердости систем покрытий на разных весах. Серф. Техн. покрытий. 2020;394:125860. doi: 10.1016/j.surfcoat.2020.125860. [CrossRef] [Google Scholar]
73. Кучарски С., Ступкевич С., Петрик Х. Поверхностные нагромождения при испытаниях монокристаллов меди на вдавливание. Эксп. мех. 2014;54:957–969. doi: 10.1007/s11340-014-9883-1. [CrossRef] [Google Scholar]
74. Hu J., Zhang Y., Sun W., Zhang T. Индуцированное наноиндентированием наслоение в остаточном отпечатке кристаллической меди с разным размером зерна. Кристаллы. 2017;8:9. doi: 10.3390/cryst8010009. [CrossRef] [Google Scholar]
75. Zhang L., Huang H., Zhao H., Ma Z., Yang Y., Hu X. Эволюция механического воздействия на поверхность монокристаллической FCC-меди с помощью наноиндентирования. Наномасштаб Res. лат. 2013;8:211. doi: 10.1186/1556-276X-8-211. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
76. Эдер С.Дж., Грюцмахер П.Г., Риполл М.Р., Дини Д., Гашо С. Влияние температуры на деформационное поведение медно-никелевых сплавов при скольжении. Материалы. 2020;14:60. doi: 10.3390/ma14010060. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
77. О С.Х., Легрос М., Кинер Д., Дехм Г. Наблюдение in situ зарождения дислокаций и выхода из них в субмикрометровом монокристалле алюминия. Нац. Матер. 2009; 8: 95–100. doi: 10.1038/nmat2370. [PubMed] [CrossRef] [Академия Google]
SCIRP Открытый доступ
Издательство научных исследований
Журналы от A до Z
Журналы по темам
Биомедицинские и биологические науки.
Бизнес и экономика
Химия и материаловедение.
Информатика. и общ.
Науки о Земле и окружающей среде.
Машиностроение
Медицина и здравоохранение
Физика и математика
Социальные науки. и гуманитарные науки
Журналы по тематике
Биомедицина и науки о жизни
Бизнес и экономика
Химия и материаловедение
Информатика и связь
Науки о Земле и окружающей среде
Машиностроение
Медицина и здравоохранение
Физика и математика
Социальные и гуманитарные науки
Публикация у нас
Подача статьи
Информация для авторов
Ресурсы для экспертной оценки
Открытые специальные выпуски
Заявление об открытом доступе
Часто задаваемые вопросы
Публикуйте у нас
Представление статьи
Информация для авторов
Ресурсы для экспертной оценки
Открытые специальные выпуски
Заявление об открытом доступе
Часто задаваемые вопросы
Подпишитесь на SCIRP
Свяжитесь с нами
клиент@scirp. org
+86 18163351462 (WhatsApp)
1655362766
Публикация бумаги WeChat
Недавно опубликованные статьи
Недавно опубликованные статьи
Исследование приложения пятой силы с использованием модели Дилатона и скалярного поля инфлатона Падманабхана в ранней Вселенной для генерации ГВ и гравитонов()
Эндрю Уолкотт Беквит
Журнал физики высоких энергий, гравитации и космологии Том 8 № 4, 28 октября 2022 г.
DOI: 10.4236/jhepgc.2022.84081 16 загрузок 101 просмотр
Гибридная модель для прогнозирования ответа опухоли прямой кишки во время лучевой терапии()
Апеке Сена, Гобер Лоран, Буссион Николя, Висвикис Димитрис, Саут Оливье, Колин Тьерри, Ламбин Филипп, Роден Винсент, Реду Паскаль
Открытый журнал биофизики Том 12 №4, 28 октября 2022 г.
Исследование надежности нового электромеханического устройства, предназначенного для измерения относительной дорсальной подвижности первого луча стопы()
Нильс Реймонд, Квентин Праз, Спиридон Скойнас, Навиндравадханам Сокалингам, Антуан Акер, Виктор Дюбуа-Ферьер, Филипп Пассероб, Матье Ассаль
Открытый журнал ортопедии Том 12 №10, 28 октября 2022 г.
Главная » Список строительных калькуляторов » Калькулятор расчета веса болтов
Расчет массы массы болтов ГОСТ 7805 с шестигранной головкой класса точности A (аналог ГОСТ 7798-70, ГОСТ 15589-70, DIN 931, DIN 933)
Размер 1.6×21.6×31.6×41.6×51.6×61.6×81.6×101.6×121.6x142x32x42x52x62x82x102x122x142x162x182.5×32.5×42.5×52.5×62.5×82.5×102.5×122.5×142.5×162.5×182.5×202.5×222.5x253x43x53x63x83x103x123x143x163x183x203x223x253x283x303.5×53.5×63.5×83.5×103.5×123.5×143.5×163.5×183.5×203.5×223.5×253.5×283.5x304x64x84x104x124x144x164x184x204x224x254x284x304x324x354x384x404x454x504x554x605x65x85x105x125x145x165x185x205x225x255x285x305x325x355x385x405x455x505x555x605x655x705x755x806x86x106x126x146x166x186x206x226x256x286x306x326x356x386x406x456x506x556x606x656x706x756x806x856x908x88x108x128x148x168x188x208x228x258x288x308x328x358x388x408x458x508x558x608x658x708x758x808x858x908x958x10010x1010x1210x1410x1610x1810x2010x2210x2510x2810x3010x3210x3510x3810x4010x4510x5010x5510x6010x6510x7010x7510x8010x8510x9010x9510x10010x10510x11010x11510x12010x12510x13010x14010x15010x16010x17010x18010x19010x20012x1412x1612x1812x2012x2212x2512x2812x3012x3212x3512x3812x4012x4512x5012x5512x6012x6512x7012x7512x8012x8512x9012x9512x10012x10512x11012x11512x12012x12512x13012x14012x15012x16012x17012x18012x19012x20012x22012x24012x26014x1614x1814x2014x2214x2514x2814x3014x3214x3514x3814x4014x4514x5014x5514x6014x6514x7014x7514x8014x8514x9014x9514x10014x10514x11014x11514x12014x12514x13014x14014x15014x16014x17014x18014x19014x20014x22014x24014x26014x28014x30016x1816x2016x2216x2516x2816x3016x3216x3516x3816x4016x4516x5016x5516x6016x6516x7016x7516x8016x8516x9016x9516x10016x10516x11016x11516x12016x12516x13016x14016x15016x16016x17016x18016x19016x20016x22016x24016x26016x28016x30018x2018x2218x2518x2818x3018x3218x3518x3818x4018x4518x5018x5518x6018x6518x7018x7518x8018x8518x9018x9518x10018x10518x11018x11518x12018x12518x13018x14018x15018x16018x17018x18018x19018x20018x22018x24018x26018x28018x30020x2520x2820x3020x3220x3520x3820x4020x4520x5020x5520x6020x6520x7020x7520x8020x8520x9020x9520x10020x10520x11020x11520x12020x12520x13020x14020x15020x16020x17020x18020x19020x20020x22020x24020x26020x28020x30022x3022x3222x3522x3822x4022x4522x5022x5522x6022x6522x7022x7522x8022x8522x9022x9522x10022x10522x11022x11522x12022x12522x13022x14022x15022x16022x17022x18022x19022x20022x22022x24022x26022x28022x30024x3224x3524x3824x4024x4524x5024x5524x6024x6524x7024x7524x8024x8524x9024x9524x10024x10524x11024x11524x12024x12524x13024x14024x15024x16024x17024x18024x19024x20024x22024x24024x26024x28024x30027x3527x3827x4027x4527x5027x5527x6027x6527x7027x7527x8027x8527x9027x9527x10027x10527x11027x11527x12027x12527x13027x14027x15027x16027x17027x18027x19027x20027x22027x24027x26027x28027x30030x4030x4530x5030x5530x6030x6530x7030x7530x8030x8530x9030x9530x10030x10530x11030x11530x12030x12530x13030x14030x15030x16030x17030x18030x19030x20030x22030x24030x26030x28030x30036x5036x5536x6036x6536x7036x7536x8036x8536x9036x9536x10036x10536x11036x11536x12036x12536x13036x14036x15036x16036x17036x18036x19036x20036x22036x24036x26036x28036x30042x5542x6042x6542x7042x7542x8042x8542x9042x9542x10042x10542x11042x11542x12042x12542x13042x14042x15042x16042x17042x18042x19042x20042x22042x24042x26042x28042x30048x6548x7048x7548x8048x8548x9048x9548x10048x10548x11048x11548x12048x12548x13048x14048x15048x16048x17048x18048x19048x20048x22048x24048x26048x28048x300
Масса 1 штуки из стали, г
Количество, шт
Масса, кг
Калькулятор расчета массы болтов ГОСТ 7802-81 класса точности С (аналог DIN 603)
Размер 5x125x145x165x205x255x305x355x405x455x505x555x605x655x706x126x146x166x206x256x306x356x406x456x506x556x606x656x706x756x806x906x1008x148x168x208x258x308x358x408x458x508x558x608x658x708x758x808x908x1008x1108x1208x1308x1408x1508x1608x1708x1808x1908x2008x22010x1610x2010x2510x3010x3510x4010x4510x5010x5510x6010x6510x7010x7510x8010x9010x10010x11010x12010x13010x14010x15010x16010x17010x18010x19010x20010x22010x24010x26012x2012x2512x3012x3512x4012x4512x5012x5512x6012x6512x7012x7512x8012x9012x10012x11012x12012x13012x14012x15012x16012x17012x18012x19012x20012x22012x24012x26016x2516x3016x3516x4016x4516x5016x5516x6016x6516x7016x7516x8016x9016x10016x11016x12016x13016x14016x15016x16016x17016x18016x19016x20016x22016x24016x26020x2520x3020x3520x4020x4520x5020x5520x6020x6520x7020x7520x8020x9020x10020x11020x12020x13020x14020x15020x16020x17020x18020x19020x20020x22020x24020x26024x7524x8024x9024x10024x11024x12024x13024x14024x15024x16024x17024x18024x19024x20024x22024x24024x260
Масса 1 штуки из стали, г
Количество, шт
Масса, кг
Если вам нужно закупить большое количество болтов, то проще всего проверить товар будет, не пересчитывая каждый гвоздь в пачке, а рассчитав общий вес, который она должна иметь. Дело в том, что каждый болт должен идти по стандартам ГОСТа, соответственно имеет в итоге определенный вес. Это очень помогает в проверке большого товара и правильной форме закупа. Если вы столкнулись с такой проблемой, то очень просто можно все проверить с помощью специального калькулятора. Так что закупка большого количества гаек и болтов можно легко осуществить без риска обмана. Особенно такое знание пригодится вам, если вы будете заказывать большое количество болтов через интернет. При качественном обслуживании вам укажут именно вес товара при оформлении, а уже отталкиваясь от этой цифры вы можете рассчитать точный расчет вашего заказа. Да и даже не думайте пересчитывать все болты в ручную, так как посчитать каких-нибудь 500 штук, это уже занятие непростое и бесполезное. Так что нужно быть благодарным, что есть такая вещь как калькулятор массы в онлайн режиме.
Как выполняется расчет веса болтов
Те вещи, которые вам нужно указать для расчета, очевидны и просты. Важно знать диаметр и количество товара, которое вы хотите купить или заказать. На основе этого будут проводится расчеты по стандартам ГОСТа. Для разного размера того же гвоздя имеется определенный для него вес на одну штуку. Вы всегда можете найти точную цифру того сколько должен весить данный болт такого-то размера.
Информация по назначению калькулятора
Калькулятор рассчитает вам вес болта, гаек и шайб по стандартам, которые указаны в ГОСТе. То поможет вам точно рассчитать вес всего товара и количество всех элементов в нем. Что очень упростит весь пересчет и поможет вам не быть обманутым.
Инструкция использования
Все что вам нужно это открыть калькулятор онлайн для болта. Выбрать определенный диаметр и длину, которую вы заказали. Все данные ввести в нужное окошко. После щелкните мышью в любое место страницы или нажмите энтер. Произойдет расчет, и вам выдаст результат.
Поделиться с друзьями
таблица массы болтов М8 и М10, М16, стыковые болты в сборе М27х160 и М16х70, другие модели
Одно из самых распространенных крепежных изделий, что повсеместно встречаются в предметах нас окружающих – это болты. Они могут быть самые разнообразные, прятаться внутри перекрытий и стен или быть на виду, выступая соединителями деталей различных конструкций. Разнообразие форм и сфер применений болтов огромно. Остановимся более подробно на классификации этих метизов и наиболее востребованных их видах.
Момент затяжки высокопрочного болта М22 40х»селект»
Определение натяжение высокопрочного болта выполняется в соответствии ниже перечисленных пунктов
Крутящий момент (момент затяжки (закручивания)) (Н×м) при натяжении высокопрочных болтов М24 за гайку следует определять по формуле:
Мкр = 22×Р×К; где
Р=220 кН — контролируемое усилие натяжения болта (22,16т) 7700 кг/см² (расчетное сопротивление стали 40Х)
0,95 — Коэффициент условий работы
3,03 расчетная площадь болта по сечение нетто
К-коэффициент закручивания (берется из сертификатных данных завода-изготовителя). Так, при коэффициенте закручивания 0,175 крутящий момент равен Мкр = 847 Н×м. (86,4 кг×м). При натяжении высокопрочных болтов за их головку величину крутящего момента следует увеличить на 5%.
Роспуск. На указанной длине сваривать на монтаже после сварки поясов и затягивания высокопрочных болтов на 50% контролируемого усилия.
Количество высокопрочных болтов, гаек и шайб необходимо увеличить на 2% (учитывая возможные потери).
Обработка контактных поверхностей соединений на высокопрочных болтах — пескоструйная.
Марка стали высокопрочных болтов 40х»селект»
Параметры и характеристики
На торце шпильки производитель наносит маркировку, на которой обозначается номинальный диаметр резьбы и длины шпильки (см). Для шпилек М12 маркировка наносится на бирку, которая крепится к комплекту шпилек. Шпильки для болтов, эксплуатируемые при расчётной зимней температуре наружного воздуха ниже −40°С, дополнительно маркируются буквами ХЛ.
Так диаметр резьбы по ГОСТам М12; М16; М20; М24; М30; М36; М42; М48; М56; М64; М72; М80; М90; М100; М110; М125; М140 мм. Номинальные длины от 150 до 5000 мм. Стандарт разрешает применение болтов, изготовленных по индивидуальному размеру, либо с нестандартной резьбой.
Возможна комплектация анкерных болтов ГОСТ 24379.1-80; DIN 3570 гайками, шайбами, шпильками, анкерными плитами (деталь анкерной арматуры), муфтами, цангами (конструктивная деталь, позволяет увеличить сцепление шпильки с фундаментом):
Болт с головкой в форме шестигранника и полной винтовой нарезкой (ГОСТ 7798-70) – самый востребованный крепеж в строительной и машиностроительной сфере, а также при сборке мебели или ее ремонте. Производится болт из нержавеющей и углеродистой стали, а также возможно исполнение из латуни. Имеет зарубежный аналог по DIN 933.
Масса одного болта в граммах зависит от размера шапочки, ее формы и длины болта. Материал также влияет на этот показатель. Показатели ниже показывают, насколько разнообразные метизы существуют, и какой у них может быть вес в граммах:
Рым-болты (ГОСТ 4751-73) используются при грузоподъемных и такелажных работах. Главная особенность метиза: вместо головки – кольцо для крепления троса. Сталь для изготовления – С15Е. Имеет зарубежный аналог по DIN 580. Один рым-болт имеет вес:
М8 – 50 г;
М10 – 120 г;
М16х20 – 310 г;
М20х24 – 500 г;
М24х29 – 870 г.
Вес более крупных метизов удобнее привести в килограммах:
М30х37 – 1,58;
М36х43 – 2,43;
М42х50 – 3,72;
М48х52 – 5,54;
М56х60 – 8,09.
Стыковые болты в сборе (ГОСТ 11530-93) – метизы с головкой круглой формы и овальным подголовником – применяются для стыкования рельсов железнодорожного пути. Один стыковой болт в граммах весит:
М22х135 – 448;
М24х150 – 585;
М27х130 – 696;
М27х160 – 818.
Закладной болт (ГОСТ 16017-79) предназначен для соединения подкладок из металла или установки рельсов на железобетонную основу. Закладные болты изготавливаются в 2 стандартных размерах, их вес в граммах:
М22х175 – 635;
М22х225 – 1350.
Анкерные болты (ГОСТ 24379-80) применяются для крепления какой-либо конструкции на несущем основании. Вес одного анкера:
Размеры под ключ болта М16 (условия возможности закручивания гайки)
Для сборных ключей
Место под ключ по ГОСТ 2839-80 — stroyone
Для ключей по ГОСТ 2839-80
Место под сборный ключ — stroyone.com
Размеры в мм
Размеры
Для ключей по ГОСТ 2839-80
Для сборных ключей
Dmin
45
23
Amin
30
32
Bmin
35
28
Cmin
38
19
Emin
25
27
Fmin
12
—
Gmin
—
34
Высокопрочные болты М24 (40х»селект»)
Болт высокопрочный М24 — размеры — stroyone
Пример условного обозначения болта М24×130 (исполнения 1) с диаметром резьбы d= 24 мм, с размером «под ключ» S=36 мм , длиной L= 130 мм , с крупным шагом резьбы с полем допуска 6g, класса прочности 5. 8, без покрытия
Болт М24 — 6gx130.110 ГОСТ 22353-77*
Вес гайки (кг)
0,171
Толщина пакета при длине высокопрочного болта М24
Вес шайбы (кг)
0,0758
Высокопрочный болт М24
Длина болта (мм)
Вес Болта (кг)
Вес комплекта (кг)
М24×60
60
0,367
0,6896
—
М24×65
65
0,386
0,7086
14 — 24
М24×70
70
0,404
0,7266
19 — 29
М24×75
75
0,421
0,7436
24 — 34
М24×80
80
0,438
0,7606
29 — 39
М24×85
85
0,456
0,7786
34 — 44
М24×90
90
0,473
0,7956
39 — 49
М24×95
95
0,491
0,8136
44 — 54
М24×100
100
0,508
0,8306
55 — 59
М24×105
105
0,525
0,8476
55 — 64
М24×110
110
0,543
0,8656
60 — 69
М24×115
115
0,56
0,8826
65 — 74
М24×120
120
0,578
0,9006
70 — 79
М24×125
125
0,595
0,9176
75 — 84
М24×130
130
0,612
0,9346
80 — 89
М24×140
140
0,646
0,9686
90 — 99
М24×150
150
0,682
1,0046
100 — 109
М24×160
160
0,714
1,0366
110 — 119
М24×170
170
0,748
1,0706
120 — 129
М24×180
180
0,783
1,1056
130 — 139
М24×190
190
0,818
1,1406
140 — 149
М24×200
200
0,853
1,1756
150 — 159
М24×220
220
0,922
1,2446
170 — 179
М24×240
240
0,992
1,3146
190 — 199
М24×260
260
1,061
1,3836
210 — 219
М24×280
280
1,131
1,4536
230 — 239
М24×300
300
1,2
1,5226
250 — 259
Коротко о расшифровке основных обозначений
Любая крепежная деталь имеет свое обозначение, состоящее из непонятных на первый взгляд наборов букв и цифр. Рассмотрим, из чего состоит «шифр»:
Название крепежа – Болт,
Класс точности – А, В, С, где А – самый точный, указывается, если далее нет ссылки на ГОСТ.
Исполнение болта (особые конструктивные особенности) – от 1 до 4,
Вид резьбы: М – метрическая, К – коническая и Тр – трапецеидальная,
Диаметр резьбы в мм,
Шаг резьбы (указывается только мелкий шаг для конкретного диаметра),
Направление резьбы указывается только левое, так как правое – основное,
Уровень точности резьбы 4 – 8 (точный – грубый),
Длина метиза в мм,
Класс прочности,
Указание на использованный сплав,
Условное обозначение типа покрытия – 1 – 13,
Толщина покрытия в мкр,
Тип стандарта для производства.
Маркировка изделия содержит класс прочности материала, знак производителя и стрелка направления резьбы. Класс прочности определен цифрами. Первая показывает максимальную нагрузку, а вторая отношения показателей текучести и прочности.
Как рассчитать?
При покупке 10–15 болтов не понадобится знание их веса, но если потребуется большое количество, будет легче всего оформить заказ весом: в килограммах или граммах.
А также можно рассчитать количество имеющихся болтов. Для этого необходимо знать, сколько весит один болт в теории, и иметь в наличии весы.
Чтобы вес болтов перевести из кг в штуки, нужно воспользоваться таблицей веса крепежей разных параметров. Расчет происходит на основе теоретического веса одного болта на основании стандарта ГОСТ. Нужно общий вес разделить на массу одного болта. Подобные подсчеты будут считаться примерными, так как вес болта берется теоретический. При подсчетах также стоит учитывать, что для изготовления метизов применяются разные марки стали, соответственно, и класс прочности тоже будет разный. Для облегчения процесса подсчета в сети интернет есть специальные онлайн-калькуляторы, которые помогут штуки переводить в килограммы и наоборот.
Стандартный вес
В ассортименте крепежных изделий представлено множество болтов в разном исполнении.
Класс точности у таких изделий – В, резьбовая нарезка расположена по всему стержню. В зависимости от резьбы меняется вес и размер крепежей.
Чтобы узнать теоретически, сколько весит один или тысяча метизов, нужно знать, под каким номером ГОСТа они находятся. Эти номера можно найти в специальных таблицах. В них достаточно информации о весе болтов в зависимости от диаметра, длины и вида гайки. А также можно узнать, сколько штук в одном килограмме, и какие нормы ГОСТ по весу соблюдаются для каждого вида болтов. Масса метиза обычно рассчитывается вместе с гайкой или шайбой.
Правила затягивания БВП
Натяжение высокопрочных болтов производится в два этапа:
Совмещают отверстия деталей под высокопрочные болты и фиксируют положение частей конструкции с помощью монтажных пробок.
На первом этапе вставляют болтовой крепеж, вынимают пробки. Далее с помощью гайковертов, болтовой крепеж затягивают только до 50-90%. В начале натяжения головку крепежа необходимо придерживать от прокручивания. В случае невозможности устранить прокручивание элемент заменяют.
На втором этапе закрепление производится полностью, с помощью динамометрических ключей. Натяжение болтов проводят после контроля соответствия геометрии всей конструкции относительно стандартов и правил, проверки плотности стяжки конструкции.
Отличные технические характеристики соединений, выполненных с помощью высокопрочных болтов, обеспечивают прочность всей конструкции. При условии соблюдения всех инструкций, конструкция будет служить многие десятилетия.
Класс прочности резьбового крепежа
Этот параметр нормируется в ГОСТ 1759.4-87 (ISO 898.1-78) в этом документе определены группы прочности и их количество. Предусмотрено 11 классов 3.6; 4.6; 5.6; 5.8; 6.6; 6.8; 8.8; 9.8; 10.9; 12.9.
Каждое из этих обозначений подлежит расшифровке. Для этого достаточно первую цифру перемножить на 100 и результатом станет предел прочности металла. То есть болт с номером 9.8 будет обладать пределом прочности в 900 Н/кв. мм. Если число после точки перемножить на 10, то результатом станет размер предела текучести. Он обозначает то напряжение, по достижении которого вступает в силу необратимый процесс пластической деформации.
Кстати, при выполнении расчетов болтовых соединений необходимо закладывать большой запас прочности от предела текучести. Как правило, его принимают в два или три раза больше от номинала.
Метизы, предел прочности которого равен или превышает 800 МПа, применяют для сооружения крановой техники, мостовых конструкций, на железной дороге. Такие болты называют высокопрочными и относят к группе 8.8, а гайки 8.0 и больше.
Практика определения на производстве
Для всех металлических изделий (метизов) разработаны стандарты. Именно ими пользуются металлурги и другие производственники для определения массы, а далее и веса круга стального по таблицам. Чаще всего требуется рассчитать этот параметр для сортового проката или кованого сорта с любыми формами сечения.
Для стального проката и поковок
Это легко сделать с помощью соответствующих стандартов. В стандарте показаны данные на чертежах и их обозначение в таблицах металлов. Остаётся лишь найти нужные данные в таблице и соответствующую им массу. Она указана для погонного метра. Далее, пересчёт делается на нужную длину.
Некоторые из этих документов:
Для стального проката круглой формы ГОСТ 2590—2006.
Для кованого сорта (круга и квадрата) ГОСТ 1133—71.
Для равнополочного и не равнополочного уголка ГОСТ 8509—93.
Для швеллеров равнополочных ГОСТ 8278—83.
Там же приведена площадь поперечного сечения для каждого изделия. Таким образом, можно узнать искомую величину (массу) для метиза другого сечения, по известной площади его сечения. Этот метод простой и довольно надёжный, если не требуется высокая точность вычислений. Для изделий из других материалов следует пользоваться соответствующими ГОСТ. Трубам из бронзы и латуни соответствуют ГОСТ 2622—75.
С помощью таблиц плотностей
Найти величину m можно следующим образом:
Измерить предмет.
Определить его объём.
Найти ρ по таблице.
Подставив известные величины в формулу, найти m.
Объём тела
Для изделий стандартной формы эта процедура отработанная. Зная линейные размеры тела, можно узнать объём. Вот некоторые формулы вычисления этой составляющей:
Для шара — его радиус (r) возводят в куб и умножают на 4/3π (π=3,1415926535).
Для цилиндра — это площадь основания, умноженная на высоту. В основании круг, его площадь — это πr2.
Для параллелепипеда (это блюмы, слябы, лист, лента) — перемножаем три стороны.
Для конуса умножается треть высоты на площадь круга (основания).
Если вещь небольшая, а конфигурация необычная, то погрузив её в воду (или другую жидкость), легко измерить вытесненный объём жидкости. Он и будет искомой величиной. Ксилометр — это прибор для измерения объёма, основанный на этом принципе.
Единицы измерения
Массу принято измерять в килограммах (СИ) или граммах. При её определении надо выбирать соответствующие размерности других компонентов. Для плотности — кг/м³ или грамм/см³. Для объёма —м³ (или см³). Такие вычисления будут верны.
Калькуляторы нахождения параметров
Чтобы не вычислять по формулам самостоятельно, для наиболее распространённых изделий разработаны калькуляторы. Пользоваться ими легко. Нужно знать геометрические данные изделия и плотность (берётся из таблиц). Все параметры вводятся в калькулятор. На выходе получаем готовый результат.
Иногда возникает необходимость подсчёта количества мелких крепёжных деталей (болтов, гаек, шайб). Такие калькуляторы существенно облегчают расчёты. Вводятся следующие данные: тип метиза, ГОСТ, диаметр, длина. На выходе имеем массу и количество (штук).
Калькулятор веса крепежа
и веса болтов/гаек/резьбовых стержней онлайн
Попробуйте наш бесплатный калькулятор веса и нормы шестигранных гаек
Калькулятор веса гаек
Размер гаек
Готово Шестигранная гайка
Тяжелый Шестигранная гайка
Готово Контргайка
Тяжелый Шестнадцатеричный Контргайка
Квадратная гайка
Тяжелый Квадратная гайка
1/2 дюйма
3. 750
6.540
2,620
4.000
5.780
7.870
5/8″
7.330
11.900
4,930
6,960
10.800
14.300
3/4 дюйма
11.900
19.300
7.700
11.000
15.400
23.500
7/8″
19.000
29.700
12.000
16.700
24.500
36.200
1″
28.300
42.500
17.600
23.500
36.300
51.500
1-1/8″
40.300
59.200
24.700
32.400
52.500
72.400
1-1/4 дюйма
54.300
78.600
36.100
45.800
70.600
95.500
1-3/8″
73. 000
102.000
47.900
59.300
94.500
125.000
1-1/2 дюйма
94.300
131.000
60.900
74.800
122.000
161.000
1-5/8″
162.000
91.600
1-3/4 дюйма
151.000
204.000
100.000
114.000
1-7/8″
241.000
134.000
2 дюйма
224.000
299.000
140.000
165.000
2-1/4 дюйма
419.000
227.000
2-1/2″
564.000
332.000
2-3/4 дюйма
738. 000
429.000
3 дюйма
950.000
545.000
3-1/4″
1194.000
651.000
3-1/2 дюйма
1526.000
851.000
3-3/4 дюйма
1812.000
1005.000
4 дюйма
2180.000
1200.000
Хотите рассчитать вес шестигранных гаек? Обратитесь к нашему калькулятору веса шпилек. Любой материал (нержавеющая сталь, углеродистая сталь, мягкая сталь, дуплексная сталь, никелевый сплав)
Таблица веса винтов
ВЕС Крепежные винты и саморезы фунтов За 1000 штук
Диаметр
ДЛИНА
#2
#3
#4
#5
#6
#8
#10
#12
1/4″
5/16″
3/8″
1/8
0,40
0,55
0,70
1. 1
1,4
—
—
—
—
—
—
3/16
0,50
0,70
0,90
1,2
1,5
2,5
3,9
—
—
—
—
1/4
0,60
0,80
1,00
1,4
1,7
2,8
4,3
5,6
8,5
—
—
5/16
0,60
0,90
1,20
1,5
1,9
3.1
4,6
6.1
9.1
16,7
—
3/8
0,70
0,90
1,30
1,7
2. 1
3,4
5,0
6,5
9,8
17,7
29,2
7/16
0,80
1,00
1,50
1,9
2,2
3,6
5,4
6,9
10,4
18,8
30,7
1/2
0,80
1.10
1,60
2,0
2,4
3,9
5,8
7,4
11.1
19,8
32,2
16 сентября
0,90
1,20
1,70
2,2
2,6
4,2
6,2
7,8
11,7
20,9
33,6
5/8
1,00
1,30
1,80
2. 3
2,8
4,5
6,6
8,3
12,4
21,9
35,1
3/4
1.10
1,50
2.10
2,6
3,2
5,0
7,3
9,2
13,6
24,0
38,0
7/8
1,30
1,70
2,30
3,0
3,5
5,6
8.1
10,1
14,9
26,1
41,0
1″
1.40
1,90
2,50
3,4
3,9
6,2
8,9
11,0
16,1
28,8
44,0
1-1/8″
1,50
2,00
2,80
3,8
4,3
6,7
9,6
11,9
17,4
30,2
47,0
1-1/4″
1,60
2,20
3,00
4. 1
4,6
7,3
10,4
12,8
18,7
32,3
49,8
1-1/2″
1,80
2,50
3,50
4,7
5,3
8,3
11,9
14,7
21,2
36,5
55,8
1-3/4″
2.10
2,90
4.00
5,3
6.1
9,4
13,5
16,5
23,7
40,7
61,7
2″
2,40
3,30
4,50
6,0
6,8
10,6
15,0
18,3
26,2
44,8
67,6
2-1/4″
2,60
3,60
5,00
6,7
7,6
11,8
16,6
20,1
28,8
19,0
73,5
2-1/2″
2,80
3,90
5,50
7,3
8,3
12,9
18. 1
22,0
31,3
53,2
79,5
2-3/4″
3.10
4,30
6,00
7,9
9.1
13,9
19,7
23,8
33,9
57,3
85,3
3″
3,40
4,70
6,50
8,6
9,8
15,0
21,2
25,6
36,4
61,5
91,3
Как рассчитать вес болта? – Gzipwtf.com
Полезные советы
Диана Монтгомери
Как рассчитать вес болта?
Вес рассчитывается путем умножения объема продукта на его плотность. Плотность материала варьируется от материала к материалу. Плотность стали марки 304 составляет 7,85 грамма на кубический сантиметр, супердуплексной стали – 7,8, сплава никеля 200 – 8,89..
Сколько весит один болт?
Фунты (фунты) на 100 штук
Размер
Готовый шестигранник
Тяжелый шестигранник
1/2″
3.750
6.540
5/8″
7.330
11.900
3/4″
11.900
19.300
7/8″
19.000
29.700
Сколько весят крепежи?
ПРИБЛИЗИТЕЛЬНЫЙ ВЕС В КИЛОГРАММАХ ДЛЯ 100 НОМЕРОВ
ДЛИНА
ДИАМЕТР
М 6
М 16
30 мм
1.01
10.707
35 мм
1,12
11.416
40 мм
1,23
12. 107
Как рассчитать вес ореха?
. семь один один в два раза больше нашего объема, что дало бы нам в общей сложности целых три целых 1/2 грамма на кубический сантиметр. Значит, одна из этих шестигранных гаек весит.
Как рассчитать вес болта в кг?
Стандартный болт с шестигранной головкой из мягкой стали (полная резьба), гайки и шайбы только холодной штамповки… Калькулятор веса и нормы болта с шестигранной головкой.
Диаметр: (для болта, гайки и шайбы)
М 5 М 6 М 8 М 10 М 12 М 14 М 16 М 18 М 20 М 22 М 24 М 27 М 30 М 33 М 36 М 39 М 42 М 45 М 48 М 52
Ставка (рупий): (Это только для расчета)
/кг.
Сколько весит 3-килограммовый мешок болтов?
____ 18. Сколько весит мешок с болтами массой 3,0 кг? 0,98 Н.
Сколько весит болт М3?
Таблица массы шестигранных гаек DIN 934
Размер
Вес
М2
0,142
М2,5
0,280
М3
0,384
М3,5
0,514
Как рассчитать вес шпильки?
В зависимости от марки материала, длины, диаметра и типа резьбы вес шпильки варьируется. Калькулятор веса шпильки учитывает объем шпильки и плотность счета. Вес получается путем умножения объема на плотность.
Как рассчитать вес винта?
Типичный метод подсчета по весу состоит в том, чтобы взять образец частей и поместить их на платформу весов. Оператор должен ввести количество частей в этом образце. Затем весы рассчитают вес одной детали, известный как штучный вес. Затем вся партия деталей укладывается на весы.
Какой вес у винта?
Вес на тысячу для промышленных винтов с цилиндрической головкой
Крепежные винты с цилиндрической головкой – Фунты на тысячу штук Тип 1, F, 23 и 25 – Размер винта
Длина (дюймы)
Десятичный
8-32
3/16
.1875
2,50
1/4
.250
3,00
5/16
.3125
3,00
Сколько весит болт?
Наиболее распространена стандартная шестигранная головка для гаечного ключа — именно этот тип крепежа обозначается словом «болт». 4,3060 кг. 16,6800 кг. 5,1180 кг. 10.1200 кг. 17,8200 кг.
Насколько точен этот калькулятор веса болтов с шестигранной головкой?
Калькулятор веса болта с шестигранной головкой Метрические размеры Размеры в дюймах Условия: Точность этого калькулятора веса составляет до 95% Этот инструмент предназначен только для оценки. Используйте это только в том случае, если вы знаете размеры шестигранных болтов.
Что такое калькулятор портлендских болтов?
Если у вас есть какие-либо вопросы или комментарии, пожалуйста, направляйте их по адресу [email protected] Для чего это? Этот калькулятор можно использовать в качестве вспомогательного средства для оценки веса болтов, гаек и шайб.
Как рассчитать вес анкерного болта?
Различные веса, такие как вес анкерного болта, зависят от таких типов, как анкерный болт, рым-болт, резьбовой стержень, винты и другие. Вес рассчитывается путем умножения объема продукта на его плотность. Плотность материала варьируется от материала к материалу.
Решение этого кроссворда состоит из 4 букв длиной и начинается с буквы Б
Ниже вы найдете правильный ответ на Заготовка для прокатного стана 4 буквы, если вам нужна дополнительная помощь в завершении кроссворда, продолжайте навигацию и воспользуйтесь нашей функцией поиска.
ответ на кроссворд и сканворд
Воскресенье, 22 Сентября 2019 Г.
БЛЮМ
предыдущий
следующий
ты знаешь ответ ?
ответ:
связанные кроссворды
Блюм
Металлическая заготовка квадратного сечения
Полупродукт металлургического производства
Блюм
Стальная заготовка квадратного сечения, полученная из слитков прокаткой 4 буквы
Стальн. заготовка квадратн. сечения для сортов. проката 4 буквы
Французский политик 4 буквы
Библиограф, историк цензуры в ссср. (фамилия) 4 буквы
похожие кроссворды
Заготовка для прокатного стана буквы
Основная часть прокатного стана
Основная часть прокатного стана 5 букв
Рабочий орган прокатного стана 5 букв
Рабочий орган прокатного стана; скошенные колосья хлеба 5 букв
Гряды свежескошенной травы и рабочие детали прокатного стана 5 букв
Узел прокатного стана 5 букв
«скалки» прокатного стана 5 букв
Орган прокатного стана 5 букв
Ролики прокатного стана букв
Опора валков прокатного стана букв
Клеть прокатного стана с вертикальными рабочими валками
Опора валков прокатного стана 5 букв
Продукция прокатного производства
Форма поперечного сечения прокатного изделия 7 букв
Машина для сматывания прокатного материала (металлических полос 8 букв
Продукция прокатного производства 6 букв
Заготовка Для Прокатного Стана Буквы
Решение этого кроссворда состоит из 4 букв длиной и начинается с буквы Б
Ниже вы найдете правильный ответ на Заготовка для прокатного стана буквы, если вам нужна дополнительная помощь в завершении кроссворда, продолжайте навигацию и воспользуйтесь нашей функцией поиска.
ответ на кроссворд и сканворд
Четверг, 16 Июля 2020 Г.
БЛЮМ
предыдущий
следующий
ты знаешь ответ ?
ответ:
связанные кроссворды
Блюм
Стальная заготовка квадратн сечения буквы
Прокатная заготовка в рифму с трюмом 4 буквы
Стальная заготовка квадратн сечения 4 буквы
Блюм
Металлическая заготовка квадратного сечения
Полупродукт металлургического производства
Блюм
похожие кроссворды
Заготовка для прокатного стана 4 буквы
Основная часть прокатного стана
Основная часть прокатного стана 5 букв
Рабочий орган прокатного стана 5 букв
Рабочий орган прокатного стана; скошенные колосья хлеба 5 букв
Гряды свежескошенной травы и рабочие детали прокатного стана 5 букв
Узел прокатного стана 5 букв
«скалки» прокатного стана 5 букв
Орган прокатного стана 5 букв
Ролики прокатного стана букв
Опора валков прокатного стана букв
Клеть прокатного стана с вертикальными рабочими валками
Опора валков прокатного стана 5 букв
Продукция прокатного производства
Форма поперечного сечения прокатного изделия 7 букв
Машина для сматывания прокатного материала (металлических полос 8 букв
Продукция прокатного производства 6 букв
Разгадывайте кроссворды и находите ответы
Как стать экспертом в разгадывании кроссвордов
Хотите стать лучшим в разгадывании кроссвордов? Позвольте нам помочь вам найти ответы на кроссворды с помощью нашего онлайн-решателя кроссвордов, независимо от того, есть ли у вас слово на кончике языка или вам нужна только одна подсказка. Ответы на сегодняшние кроссворды можно легко найти, так что вам не придется ждать завтрашней газеты или обманывать приложение, чтобы узнать решения. Используйте этот помощник по кроссвордам, чтобы вводить подсказки кроссвордов, искать определенные слова по количеству букв или читать наше руководство, чтобы узнать новые, различные стратегии решения вашего ежедневного кроссворда. Помощь, наконец, здесь, в нашем окончательном руководстве по решению кроссвордов!
В нашем полном путеводителе есть все, например, где найти кроссворды, как решать кроссворды, самые распространенные подсказки и ответы на кроссворды и другие забавные факты о любимой игре-головоломке Америки. Нет ничего более безумного, чем разгадка кроссворда, которую трудно понять, но не волнуйтесь! Введите этот хитрый кроссворд в наш инструмент, и вы окажетесь в раю для кроссвордов!
Разгадывание общих подсказок кроссвордов
Используя наш поисковик слов, любители кроссвордов могут легко ввести подсказки, которые ставят их в тупик, и пусть наш сборщик слов найдет несколько различных вариантов. Есть две основные стратегии для получения помощи в разгадывании кроссвордов: введите подсказку и получите ответы с помощью нашего средства отслеживания кроссвордов, или попробуйте наш решатель слов, чтобы найти конкретное слово по имеющимся у вас буквам и размеру пространства, которое вам нужно заполнить. в.
Искать подсказки кроссвордов и находить ответы
Получите конкретную помощь в разгадывании кроссвордов, изучая ответы, которые вам могут понадобиться. Вот несколько типичных примеров:
Starbucks Sizes : high, grande, venti и trenta
Capital of Norway : Oslo
«Спасибо» на французском языке 14 12merci 90 на китайском : nĭ hăo
Вот краткий обзор лучших бесплатных кроссвордов, которые вы можете найти в Интернете на мобильных устройствах или на компьютере. Рекомендуем играть на планшете; таким образом легче читать большинство кроссвордов. Бесплатные головоломки могут быть найдены со сложностью от легкой до сложной. Например, в Интернете можно найти довольно простые кроссворды от USA Today , но если вам действительно нужна сложная головоломка, выберите в субботу кроссворд New York Times .
Помните, что если вы застряли на своем ежедневном кроссворде, ответы можно легко найти с помощью нашей поисковой подсказки!
Газеты с бесплатными кроссвордами онлайн
New York Times Кроссворд и более крупная, более знаковая головоломка с умеренным уровнем сложности в воскресенье. Они часто тематические. Вы также можете скачать приложение для мини-кроссворда NYT – это очень весело.
LA Times Crossword : найти решение так же сложно с этой газетой, первоначально основанной в 1881 году. Люди часто спрашивают: «Каковы ответы на сегодняшний LA Times кроссворд?»
USA Today Crossword : Помимо бесплатных кроссвордов, USA Today также предлагает другие игры, такие как судоку и маджонг.
Washington Post Кроссворд : их ежедневные кроссворды бесплатны и интересны. У них также есть тематический «Ежемесячный метакроссворд».
WSJ Crossword : Головоломки The Wall Street Journal , по их словам, «самые элегантные, авантюрные и захватывающие кроссворды Америки». Они часто тематические, и может быть довольно сложно найти решение кроссворда.
Кроссворд AARP : Члены AARP могут соревноваться за высшие баллы.
Boston Globe Кроссворд : в этой газете Новой Англии есть собственный забавный кроссворд.
Newsday Кроссворд : Один человек, Стэн Ньюман, редактировал эти головоломки более 30 лет.
Лучшие приложения для кроссвордов
Word Crossy : Коды для Word Crossy можно найти с помощью нашего инструмента для решения кроссвордов. Представьте себе кроссворды, но со сбором монет и соревнованием.
Кроссворды с друзьями : это как Words With Friends , только с кроссвордом!
Кроссворд с одной подсказкой : Ответы могут быть трудными, когда вы получаете только одну подсказку, обычно это изображение.
CodyCross : CodyCross — это забавное приложение, которое не совсем похоже на Scrabble или кроссворд. Это обновленная версия классической словесной головоломки. Обратитесь за помощью к нашим специальным кодам для выигрыша на CodyCross .
Merriam-Webster Dictionary Crossword : В словаре есть масса словесных игр, и это лишь одна из них.
Самый большой кроссворд в мире : помогите себе в самом популярном кроссворде в App Store.
Wordscapes : еще одно приложение, которое представляет собой не совсем простые кроссворды, а скорее смесь. Wordscapes — это очень весело и отлично подходит для людей, которые не очень хорошо пишут.
Shortyz : Выбирайте из всех знаменитых газетных кроссвордов онлайн в одном приложении.
Как вы решаете кроссворды?
Давайте разделим, как разгадывать кроссворд, на основные шаги, а также на несколько профессиональных советов.
Сделайте первый проход в одном направлении, обычно начиная с 1 Поперек, и сначала разгадайте наиболее очевидные подсказки. Например, сначала решите вопросы с заполнением пропусков, так как они, как правило, более очевидны, чем другие.
Сделайте первый проход в другом направлении, обычно начиная с 1 Вниз, сначала найдите наиболее очевидные подсказки и убедитесь, что нет расхождений. Найдите несколько очевидных подсказок и убедитесь, что они подходят друг другу при написании.
Сделайте второй проход, теперь с большим количеством букв, чтобы помочь вам найти ответы на новые кроссворды. Хорошей идеей будет начать с верхнего левого угла и заполнить слова некоторыми уже заполненными буквами. Эта подсказка в кроссворде даст вам больше подсказок. Если вы все еще боретесь, рассмотрите возможность попробовать наш решатель анаграмм, который поможет вам найти слова с буквами, которые у вас есть.
Повторяйте эти шаги, время от времени делая перерывы, чтобы взглянуть на ответы кроссворда по-новому. Делайте это, пока не закончите. Продолжайте обдумывать тему, обращайте внимание на анаграммы и подумайте о том, чтобы обратиться к программе поиска синонимов и антонимов, чтобы найти новые слова, похожие на подсказки. Не забывайте мыслить нестандартно, когда пытаетесь заполнить эти поля!
Когда вы разгадаете кроссворд , проверьте свои ответы . Возможно, хотя и редко, что ваши подсказки и ответы кроссворда подходят, но не совпадают с ответами газеты.
Советы по разгадке кроссворда
Может быть трудно понять разгадку кроссворда, потому что составители кроссвордов известны своей загадочностью. Хороший игрок в кроссворды, как правило, является мастером решения загадок, так как нужно действительно мыслить нестандартно, чтобы понять некоторые из этих более сложных подсказок. Вот несколько советов по разгадыванию кроссвордов:
Вопросительные знаки часто подразумевают игру слов или игру слов. Обычно разгадки кроссвордов пишутся без знаков препинания, поэтому, если вы видите вопросительный знак, это означает, что ответ не будет таким однозначным, как вы думаете. Подумайте о каламбурах, игре слов, омонимах и менее очевидных ответах.
Времена в подсказках написаны так, чтобы соответствовать ответам. Если вы ищете синонимы кроссворда, придерживайтесь того же прошедшего, будущего или настоящего времени, что и подсказка. Например, подсказка «прыгнул» не приведет к «прыжкам» или «прыжкам», а «прыгал». ”
Внимательно относитесь к сокращениям. Если подсказка сокращена, ответ, скорее всего, будет таким же. Запоминайте популярные аббревиатуры, в том числе названия событий, такие как Первая мировая война, военные аббревиатуры, такие как унтер-офицер, и титулы, такие как мистер и мисс. Также запоминайте распространенные суффиксы, так как они довольно популярны среди составителей кроссвордов.
Мастер кроссвордов. Узнайте некоторые самые часто используемые ответы на кроссворды. Посмотрите, сможете ли вы вписать в свою головоломку любое из самых «кроссвордных» слов или слов, не встречающихся в повседневной речи, но часто используемых в кроссвордах.
Обычно проще всего задавать вопросы, требующие заполнения. Обычно вы увидите распространенную идиому, фразу или отсылку к поп-культуре, в которой отсутствует только один раздел. Имейте в виду, однако, что у тех, для кого английский язык не является родным, это может вызвать затруднения, потому что фразы могут быть такими региональными и разговорными; см. этот список распространенных идиом если вам трудно.
Вспомните несколько отсылок к поп-культуре. Актуальные темы прошлого и настоящего — это честная игра в кроссвордах, поэтому имейте в виду все эти популярных фильмов , телешоу и книг , включая актеров, режиссеров, персонажей и писателей. Если есть шоу с большими наградами, такое как Эмми , Тони или Оскар , газетный кроссворд, скорее всего, будет ссылаться на него. Если творец или политик занимается своей большой медиа-схемой, вы иногда увидите, что они появляются в кроссвордах. Но не все в последнее время! Рассмотрим узнать больше мелочей чтобы иметь больше ответов в глубине своего мозга.
Рассмотрим важнейшую тему. Составители кроссвордов часто используют темы или даже рассказывают истории с помощью своих хитроумных головоломок. Например, если речь идет о балете, простым ответом на вопрос «больное место для танцоров» может быть «носок».
Обратитесь к словарю кроссвордов . Некоторые люди держат словари кроссвордов в карманах, заполняя бумажные копии. Вы можете использовать наш онлайн-словарь синонимов кроссвордов, чтобы найти отличные идеи. (Это не разгадывание кроссворда, когда вам отчаянно нужна одна подсказка!)
Ради спокойствия используйте карандаш. Если вы используете обычную бумагу вместо онлайн-приложения для кроссвордов, используйте карандаш и ластик. Ошибки, неверные толкования и путаница могут возникнуть, даже если вы опытный профессионал.
Начните с более простой головоломки, затем продвигайтесь вверх. Если вы ищете читы кроссвордов Нью-Йорк Таймс по понедельникам и вторникам, не отчаивайтесь, попробовав сетку четверга. Легкие головоломки — отличное место для начала, а кроссворды в конце недели становятся все сложнее. Не ждите, что сразу станете волшебником в сложном кроссворде!
Советы по решению сложных головоломок и загадочных кроссвордов
Самый важный совет — практика. Максу Дойчу потребовался месяц, чтобы разгадать субботний кроссворд New York Times, и это потребовало постоянной практики, всего около 46 часов. Он использовал много запоминания с обучением буквам, запоминая ответы на кроссворды и пары подсказок и решая значительное количество головоломок. Практика — это огромная часть головоломки, но не единственная, поскольку более сложные головоломки, такие как загадочные кроссворды, требуют нестандартного и гибкого мышления.
Что такое загадочные кроссворды?
Cryptics – это разные типы кроссвордов с еще более сложной игрой слов, а подсказки часто преднамеренно вводят в заблуждение. Они, как правило, более популярны в Великобритании и в большей части Содружества Австралии, Новой Зеландии и Канады. Их также можно найти в нескольких изданиях в Америке, например The New Yorker .
Примечание : Не все британские кроссворды являются загадочными. Кроссворды в британском стиле , как правило, имеют больше черных квадратов в определенном узоре, чем кроссворды в американском стиле; загадочные кроссворды — это отдельная вещь!
Как разгадывать загадочные кроссворды?
Загадочные кроссворды похожи на обычные кроссворды, но подсказки, как правило, включают игру слов, а также очень запутанные, намеренно запутанные подсказки. Если вы разгадываете загадочный кроссворд, знайте, что определение обычно прячется у всех на виду, и не падайте духом!
В зависимости от сложности и конкретного редактора газеты вы можете найти загадочные разгадки кроссворда со странными чертами, такими как эти:
Найдите анаграмм , где вам просто нужно переставить буквы, чтобы найти ответ. Например, «денежная отделка» будет «Рождество».
Многим редакторам нравятся омофоны , то есть слова, которые звучат как другие слова, но пишутся по-другому. «Их», «они» и «там» — омофоны.
Инверсия предполагает перестановку букв подсказки, чтобы получить ответ. Обратное слово «эра» — это, например, «есть».
Удаление подразумевают удаление одной или двух букв, чтобы получить другой ответ. Например, «исправить» без буквы может быть «конец» или «мужчины».
Контейнеры подразумевают, что вам нужно будет вставить слово внутри другого слова, обычно обозначаемого в подсказке такими словами, как «внутри» или «окружение».
Конечно, это может быть еще сложнее, например, метаголоволомки , кроссворды, которые открывают еще больше словесных головоломок, или головоломки Шредингера , в которых подсказки имеют более одного правильного ответа. Как только вы научитесь разгадывать кроссворды, вы сможете начать искать некоторые из этих более сложных головоломок!
Сделай сам: как составить кроссворд для учащихся
Если вы учитель или родитель и хотите научиться составлять кроссворд в качестве учебного пособия, это довольно просто!
Вам понадобится составитель кроссвордов. Вот несколько мест, где вы можете сделать свои собственные бесплатные печатные кроссворды для детей:
Создатель кроссвордов Discovery Education
Уголок учителя.0022
Crossword Maker by Tools for Educators
Easy Crossword Puzzle-Maker for Kids от ABCYA.com Если вы действительно хотите разгадывать кроссворды, вы также можете создать кроссворд с помощью такой программы, как Crossword Compiler for Windows. или CrossFire от Beekeeper Labs.
После установки программы выполните следующие действия:
Сначала выберите тему. Даже профессионалы начинают именно так.
Выбери несколько слов. Если вы учитель, соберите список словарных слов по вашей теме. Если вы делаете это для развлечения, вы можете начать с поиска слов и фраз по теме вашего кроссворда. Выберите самые длинные и сложные слова, которые вы хотите включить в первую очередь.
Составьте карту сети. Если вы используете простую или бесплатную программу для создания кроссвордов, вы можете перейти к созданию своего списка подсказок. Если вы хотите создать подробный, профессионально выглядящий кроссворд, вам нужно сначала наметить сетку, прежде чем переходить к следующему шагу. Профессиональные сетки обычно представляют собой симметричные квадраты; The New York Times Кроссворды обычно имеют размер 15 на 15 квадратов.
Создайте свои подсказки. Стандартом является то, что подсказки, как правило, не являются полными предложениями, не содержат знаков препинания (если только вы не хотите обозначить более сложную подсказку знаком вопроса или включить «_» для подсказки с заполнением пробела) и настолько короткие насколько это возможно. Кроме того, рассмотрите возможность не просто использовать определения кроссвордов, а вместо этого включать соответствующие ссылки на поп-культуру, неясные или альтернативные синонимы и различные способы думать о простых словах. Например, ответ «Орео» может быть «печенье с кремовой начинкой», «угощение Набиско» или «популярный вкус мороженого». Нестандартное мышление усложнит решение кроссворда. В более сложных подсказках могут использоваться такие приемы, как омонимы или перестановки. (См. наши заметки о загадочных кроссвордах.)
Проверьте свои ответы/подсказки. Убедитесь, что ваши подсказки и ответы основаны на фактах, а не на мнениях, и что они точны. Если ваша цель — упростить кроссворд для детей, найдите время, чтобы попытаться придумать альтернативные ответы на свои вопросы, чтобы убедиться, что они не вводят в заблуждение.
Советы от профессионалов
Звучит очень просто, но процесс создания собственного кроссворда может оказаться более сложным.
Мэтт Гаффни любит начинать с темы, а затем использовать подход «разделяй и властвуй» для создания своих кроссвордов.
Дэн Капрера использует стандартную сетку 15×15 в своих интересах и предпочитает короткие подсказки.
Бен Таусиг и Финн Вигеланд очень увлечены темами.
Знаете ли вы, что вы можете опубликовать свои кроссворды? Если вы чувствуете себя уверенно, вы можете отправить готовую отформатированную головоломку в такие места, как The New York Times 9.0060 , The Wall Street Journal или Simon & Schuster.
Воспользуйтесь нашим онлайн-решателем кроссвордов, чтобы научиться быстро решать кроссворды, и, возможно, вы сможете справиться даже с субботними головоломками! Мы лучший помощник в играх со словами с десятками инструментов, средств поиска слов, счетчиков слов и руководств, которые помогут вам освоить все, во что вы можете играть, от Scrabble до Words With Friends и других популярных словесных игр. Решите каждую подсказку кроссворда и получите необходимую помощь с нашим решателем сегодня!
Кроссворд — The Boston Globe
КРУТО, КАК ОГУРЕЦ Трент Х. Эванс, Эндрюс МакМил Syndication
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
52
53
54
55
56
57
58
59
60
61
62
Через
1. Точка запуска дельтаплана, возможно
6. Певец «Что происходит» Марвин
10. Сделал еду для
13. связанные с наказанием
14. ___ момент
15. Соперник Бамы
16. *Противоположность старого профи
18. Диспенсер для 20-долларовых купюр
19. Концы карандаша
20. Лестница
21. Инструменты индейки
24. подходит
26. Заполнить для
27. Один платит гонорар
29. «Делание часто важнее ___ результата» (Артур Эш)
30. Пучки цыплят
32. Место вакцины
35. Мелкий рабочий
36. * Поместите педаль в металл
37. Персонаж «Матрицы», чье имя анаграммно «один».
38. Сломать землю?
39. Бадминтон нужно
40. Актер Камминг
41. Конгрегации
43. Примите, как вопросы
44. Не могу проиграть
46. Предложение предлагающего
48. Не упомянуть
49. озадаченный
52. Этикетка матраса
53. Хорошо в кризис … или как ответ каждой отмеченной звездочкой подсказки, основанный на первом слове?
57. Заглушение шума
58. Наполниться ликованием
59. Что запотевает зеркало в ванной
60. Зерно гранолы
61. Сицилийская вершина, выросшая на 100 футов в начале 2021 года
62. Убежища в дикой природе
Вниз
1. Спасательный навык, короче
2. Партнер Перринса по соусу
3. Причудливое место для отдыха
4. Искусственный цвет кожи
5. Сигналы застрявших водителей
6. Слаломное препятствие
7. Государство положительно
8. «Это точно!»
9. Испортить
10. * Герой детской книги, которого накачали велосипедным насосом.
11. Визажист Лаудер
12. Пункты вывоза мусора
14. Дерзкие возвращения и тому подобное
17. Вмятина или звон
20. Религиозное преступление
21. Блок домашнего печенья
22. Шум чихания
23. * Препятствие для нового актера
25. Перерыв музыканта
27. готовит еду
28. Сказки о старом
30. эксперт по каратэ
31. Надежный партнер, образно говоря
33. Великобритания и ее территории для короля Карла III
OK 46. 00 OK 46.00 OK 43.32 OK 46.00 OK 46.00 OK 53.16 ОК 50.40 ОК 53.70 ОК 55.00 ОК 48.00 OK Femax 38.95 OK Pipeweld 6010 OK 48.00, OK 48.04 OK 48.00, OK 48.04 OK 46.00 ОК 46.00 ОК 46.00 ОК 48.00 OK 43.32 OK 48.04 ОК 43.32 OK 48.15. OK 53.70 ОК 48.00, ОК 48.04 ОК 48.00, ОК 48.04, ОК 48.00, ОК 48.04, ОК 48.08, ОК 53.04 ОК 53.70 ОК 53.70
Электроды для сварки легированных, высокопрочных и теплоустойчивых сталей
ОК 73. 08 ОК 74.70, OK 74.78 OK 75.75 OK Pipeweld 7010 OK Pipeweld 8010 OK 75.75 ОК 74.46 Filarc 76S Filarc 76S OK 74.70 OK 73.08 OK 73.68 ОК 75.75 ОК 76.18 OK 76.18 ОК 55,00. ОК 74.70 OK 75.75 ОК 76.35 OK 76.18 ОК 73.68 ОК 76.18 OK 76.18 ОК 73.68 ОК 76.96 OK 74.46 Filarc 76S
Электроды для сварки нержавеющих и жаростойких сталей
ОК 61.41 OK 61.30 ОК 61.41 ОК 61.85 OK 63.80 ОК 74.46, ОК 74.70 ОК 74.78 ОK 74.78 ОК 74.78 OK 61.85 OK 67.60 OK 67.62 OK 61.30 OK 61.85 ОК 61.81 OK 61.85 OK 63.85 OK 63.30 ОК 67.15 ОК 67.15 ОК 67.62; OK 67.75 ;OK 67.70; OK 67.60 OK 61.85 OK 61.30 ОК 67.15 OK 69.33 OK 67.62 OK 64.30 OK 78.16 OK 61.30 OK 68.53 OK 61.30 ОК 69.33 ОК 67.15 OK 68.15 ОК 67.60 ОК 61.85; OK 61.80; OK 61.86 OK68.17 OK 68.17 ОК 61.85; OK 61.80; OK 61.86 ОК 61.85 ОК 61.30 OK 67.62 OK 63.35 OK 63.30 OK 63.85 OK 63.30
Электроды для сварки трудносвариваемых сталей и разнородных сварных соединений
OK 92.45 OK 92.45 ОК 92.86 ОК 92.35 OK 92.45 OK 92.35 OK 92.86 ОК 92.58 OK 92.26 OK 92.26 OK 92. 35 OK 92.18 ОК 92.26 ОК 92.26 OK 92.18 OK 92.18 ОК 92.45 ОК 92.60
Электроды для сварки меди и ее сплавов
АНЦ/ОЗМ-3 Комсомолец 100 ОЗБ-2М ОЗЧ-6
медь медь оловяннистые бронзы медь
ОК 94.25 OK 94.55 ОК 94.25 ОК 94.55
Электроды для сварки алюминия и его сплавов
ОЗА-1 ОЗА-2
«алюминий алюминий-кремнистые сплавы, силумин»
ОК 96.10 ОК 96.50
Электроды для строжки и резки
АНР-2М ОЗР-1 ОЗР-2
резка, строжка резка, строжка резка, строжка
OK 21. 03 OK21.03 OK21.03
Электроды для наплавки и ремонта деталей из марганцовистых, инструментальных и теплоустойчивых сталей
ОЗЛ-21
02Х21Н60М15ВЗ
OK 92.35
Условные обозначения сварочных электродов по ГОСТ
Условные обозначения электродов, приведенные в каталоге после маркировки электродов, составлены в соответствии с требованиями стандартов на электроды:
ГОСТ 9466-75 «Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация, размеры и общие технические требования».
ГОСТ 9467-75 «Электроды покрытые для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы».
ГОСТ 10051-75 «Электроды покрытые металлические для ручной дуговой наплавки поверхностных слоев с особыми свойствами. Типы».
ГОСТ 10052-75 «Электроды покрытые металлические для ручной дуговой сварки высоколегированных сталей с особыми свойствами. Типы». Условное обозначение электродов дает сведения об их основных характеристиках. Структура условного обозначения электродов, в соответствии с которой составлены обозначения, приводимые в каталоге, показана на схеме.
Схема структуры условной маркировки электродов
1 — тип; 2 — марка; 3 — диаметр, мм; 4 — обозначение назначения электродов; 5 — обозначение толщины покрытия; 6 — группа индексов, указывающих характеристики наплавленного металла и металла шва по ГОСТ 9467-75, ГОСТ 10051-75 или ГОСТ 10052-75; 7 — обозначение вида покрытия; 8 — обозначение допустимых пространственных положений сварки или наплавки; 9 — обозначение рода тока, полярности, номинального напряжения холостого хода источника переменного тока.
Для электродов, не подпадающих под действие ГОСТ 9466-75 (электроды для сварки и наплавки чугуна, меди, резки металлов), условные обозначения не разрабатывались и в каталоге не показаны. Для всех марок в число приемо-сдаточных характеристик, помимо указанных, входят также общие технические требования по ГОСТ 9466-75; ТУ 14-4-644-65; ТУ 14-4-831-77; ТУ 14-4-321-73; ТУ 32-ЦТВР-611-88.
Условное обозначение положения сварки
Электроды тип э 42 46 50.
« Шуруп с потайной головкой размеры и вес. ГОСТ 1145.
Флюс сварочный для автоматической и полуавтоматической сварки. Флюс сварочный ОСЦ-45. Флюс сварочный АН-348А. »
Рубрики:
Прочее
Содержание
Основные размеры электродов по ГОСТ 9466-70.
Механические свойства металла шва.
Наиболее распространенные электроды в строительстве ГОСТ 9467-75.
Основные размеры электродов по ГОСТ 9466-70.
Рисунок 1. Основные размеры электродов по ГОСТ 9466-70.
.
Таблица 1.
Стандартные размеры металлических электродов по ГОСТ 9466-70.
Диаметр стержня d, мм
Длина электрода L, мм
1,6; 2; 2,5; 3
225; 250; 350
4; 5; 6; 8; 10; 12
400; 450; 500
Также см. ст.по подбору электродов.
Механические свойства металла шва.
Таблица 2.
Механические свойства металла шва, наплавленного металла и сварного соединения.
Тип электрода
Временное сопротивление разрыву, кгс/мм2
Относительное удлинение, %
Ударная вязкость, кгс ∙ м/см2
Временное сопротивление разрыву, кгс/мм2
Угол загиба, град.
Содержание в % (не более) в металле шва или в наплавленном металле
При диаметре электрода, мм
˃2,5
≤2,5
Серы
Фосфора
Э34
34
—
—
34
30
0,05
0,05
Э42
42
18
8
42
120
0,05
0,05
Э42А
42
22
14
42
180
0,04
0,04
Э46
46
18
8
46
120
0,05
0,05
Э46А
46
22
14
46
150
0,04
0,04
Э50
50
16
6
50
90
0,05
0,05
Э50А
50
20
13
50
150
0,04
0,04
Э55
55
20
12
55
140
0,04
0,04
Примечание: Значения величин, характеризующие механические свойства в таблице 2 приведены минимальные.
Наиболее распространенные электроды в строительстве ГОСТ 9467-75.
Каждому типу электродов может соответствовать одна или несколько марок электродов, характеризуемые свойствами наплавленного шва металла, составом покрытия и маркой стального стержня электродов. При заказе в паспорте указывается характеристика на данную марку электродов.
По стандарту все электроды должны соответствовать следующим технологическим свойствам:
а) дуга должна легко зажигаться и стабильно гореть;
б) покрытие электрода должно равномерно плавиться;
в) после охлаждения должен легко удалятся шлак;
г) металл и сам шов не должен иметь трещин и пористости внутри.
На покрытии электродов не должно быть трещин, оно должно быть достаточно прочным, чтобы при транспортировке не рассыпалось и равномерно располагаться вокруг стержня.
Таблица 3.
Наиболее распространенные электроды в строительстве.
Тип электрода ГОСТ 9467-75
Марки
Род и полярность
Положение сварки
Коэффициент наплавки, г/а·ч
Электродов
Стали электродов
Э34
Меловые
Св-08; Св-08А
Переменный и постоянный
Все
7,4
Э42
МР-3
Св-08; Св-08А
То же
»
8,5-9
ЦМ-7
Нижнее и вертикальное
7,25
Э42А
УОНИ-13/45
Св-08; Св-08А
Постоянный, обратная полярность.
Все
9,8
СМ-11
Переменный и постоянный, обратная полярность
»
9,5-10,5
УП-2/45
То же
»
9,7-9,9
Э46
ОММ-5
Св-08; Св-08А
Переменный и постоянный
»
7,25
СМ-5
»
9,5
ЦМ-8
»
10,5-11
ЦМ-7с
Нижнее
11-12,5
Э50
К-52
Св-08; Св-08А
Переменный и постоянный, обратная полярность
Все
—
Э50А
УОН- 13/55А
Св-08А
То же
Нижнее
11-12,5
УП-2/55
Св-08; Св-08А
»
Все
9,7
ДСК-50
Св-08; Св-08А
»
»
11
УОНИ-13/55
Св-08; Св-08А
Постоянный, обратная полярность
»
8
ВСР-50
Св-08А
То же
»
9,5
Приспособления для сборки металлоконструкций. Сборка обечаек.
Вихревые насосы для воды. Насос вихревой типа ВК и В.
Сухопарник котла. Устройство сухопарника. Огневые камеры и дымовые камеры.
Технология нарезания резьбы метчиком.
Грузоподъемные механизмы. Блок. Полиспаст. Таль. Домкрат. Устройство и назначение.
Задвижка 30ч39р технические характеристики.
Электроды для ручной сварки. Подбираем сварочные электроды.
Электроды РС-48.18 — РСЭ
Применение:
Предназначены для сварки ответственных конструкций из углеродистых и низколегированных сталей.
Применяются в строительстве, судостроении, сварке труб, котлов, сосудов под давлением
Внимание:
При сварке могут выделяться вредные для здоровья пары и газы! Избегайте вдыхания этих паров и газов! Обеспечьте надлежащую вентиляцию! Необходимо использовать специальную защиту для глаз, тела и органов дыхания!
Общее руководство:
Прокаливание сварочных электродов перед сваркой длится 1 час при температуре 350°С.
Перед сваркой поверхность должна быть очищена от ржавчины, масла и других загрязнений.
Сварка должна производиться короткой дугой.
Рекомендуемый ток (DC*)
Диаметр (мм)
Ф3.2
Ф4.0
Длина (мм)
350
400
Ток (А)
80-140
110-210
Химический состав %
С
Мн
Си
С
Р
Ni
Кр
Пн
В
Требуемое значение
≤0,15
≤1,60
≤0,75
≤0,035
≤0,035
≤0,30
≤0,20
≤0,30
≤0,08
Фактическое значение
0,06
1,00
0,30
0,015
0,020
0,030
0,035
0,005
0,004
Механические свойства наплавленного металла
Временное сопротивление МПа
Предел текучести МПа
Удлинение (%)
Ударная вязкость Дж/см2, -30℃
Требуемое значение
≥490
≥400
≥22
≥80
Фактическое значение
590
480
28
160
Электроды сварочные
Электроды — сварочный материал, представляющий собой стержень, подающий ток на свариваемую деталь. Этот стержень может быть металлическим или неметаллическим, расходуемым или нерасходуемым.
Продажа электродов завода им. Патона
Компания «Метизы-94» предлагает купить сварочные электроды от «Корифеев» электросварки Опытного завода сварочного оборудования Института электросварки им. ПАТОН.
У нас вы можете заказать электроды серий КЛАССИК и ЭЛИТ (для низколегированных и легированных сталей), СПЕЦИАЛЬНЫЕ ЭЛЕКТРОДЫ (для нержавеющей стали, сварки и наплавки чугуна).
Для компаний, постоянно использующих электроды и сталкивающихся с некачественными сварочными материалами, высылаем бесплатные образцы . Таким образом, вы сможете оценить высокие технологические свойства электродов. В бесплатной упаковке содержится 5 штук электродов диаметром 3 мм, длиной 350 мм.
У каждого покупателя своя цена. Если какая-либо торговая организация предложит электроды ПАТОН по цене ниже нашей, мы сделаем Вам еще более выгодное ценовое предложение.
Назначение: Электроды для низкоуглеродистых марок стали
Диаметр: 3мм, 4мм, 5мм
Длина: 350мм, 450мм
Тип покрытия: рутил
по ГОСТ 9466-75; Е 46 по ГОСТ 9467; E43 2 RC11 по ISO 2560; E38 2 R11 согласно EN 499; Е6013 по АРМ А5.1, Е430(3)-П21 ТУУ 054169 23.001-95.
Фасовка: 1 кг, 2,5 кг, 5 кг
Изготавливаются из сварочной проволоки марок Св-08, Св-08А по ГОСТ 2246-70.
Цель: электроды для углеродных и низкоуглеродных стали. 13/55-3-УД ГОСТ 9466-75; Е50А ГОСТ 9467; Е414 В20 ИСО 2560; Е50 В22 ЕН 499; Е 6015 АВС А5.1; Э514-В20 ТУУ 05416923.015-96..
Фасовка: 2,5 кг, 5 кг
Область применения: сварка особо ответственных металлоконструкций, испытывающих динамические нагрузки при отрицательных температурах до -40°С; сосуды под давлением; судостроительные металлоконструкции; дефекты литья.
Назначение: Электроды для низкоуглеродистых марок стали
Диаметр: 3мм, 4мм, 5мм
Длина: 350мм, 450мм
Покрытие: рутиловая целлюлоза
Тип: Э46-АНО-21-3 -УД ГОСТ 9466-75; Е 46 по ГОСТ 9467; E43 2 RC11 по ISO 2560; E38 2 R11 согласно EN 499; от E6013 до AWS A5.1; Е432(3)-Р11 ТУУ 054169 23.001-95.
Фасовка: 1 кг, 2,5 кг, 5 кг.
Электроды запаяны в полиэтилен, помещены в картонную коробку, запаянную термоусадочной пленкой.
Назначение: Электроды для малоуглеродистой стали марки
Диаметр: 2 мм, 3 мм, 4 мм, 5 мм
Длина: 350 мм, 450 мм
Покрытие: рутиловая целлюлоза
Тип: Э 46-АНО-36-3-УД по ГОСТ 9466-75; Е 46 по ГОСТ 9467; E43 3 RC11 по ISO 2560; E42 0 RC11 согласно EN 499; Э6013 по АРМ А5. 1, Э432(3)-РЦ11 ТУУ 054169 23.050-99.
Упаковка: 1 кг, 2,5 кг, 5 кг
Диаметр: 2 мм, 3 мм, 4 мм
Длина: 3500 мм0005
Тип электрода сварочного по ГОСТ 9466-75 — металлический, плавящийся, с рутил-целлюлозным покрытием, для сварки низколегированных и углеродистых конструкционных сталей во всех пространственных положениях на переменном и постоянном токе.
АНО-36 соответствует международным стандартам: ISO 2560; ЕН 499; АМС А5.1 .
Украинская маркировка АНО-36: Е46-АНО-36-3-УД, Е432(3)-РЦ11, Е 46 .
Мировая маркировка: E43 3 RC11, E42 0 RC11, EN 499, Е6013 .
Фасовка: 1 кг, 2,5 кг, 5 кг
В 1 кг в среднем 36 штук электродов диаметром 3 мм, длиной 350 мм; 17 штук диаметром 4,0 мм, длиной 450 мм; 12 штук диаметром 5,0 мм и длиной 450 мм.
Назначение: Электроды для низкоуглеродистой стали марок
Диаметр: 3мм, 4мм, Длина: 350мм, 450мм
Целлюлоза Покрытие:
0005
Тип: Э46-АНО-21-3-УД ГОСТ 9466-75; Е 46 по ГОСТ 9467; E43 2 RC11 по ISO 2560; E38 2 R11 согласно EN 499; Е6013 по АРМ А5.1Е432(3)-Р11 ТУУ 054169 23.001-95.
Пакет: 1 кг, 2,5 кг, 5 кг
Диаметр: 3 мм, 4 мм
Длина: 350 мм, 450 мм
металлический, плавящийся, с рутиловым покрытием, для сварки низколегированных и углеродистых конструкционных сталей во всех пространственных положениях на переменном и постоянном токе.
MD6013 соответствует международным стандартам: EN 499; AWS/ASME SFA 5.1
Украинская маркировка АНО-36: E46 -MD 6013 -3-UD;, E 431(3)-R22, E 46.
Мировая маркировка: E 38 2RR12; Е 6013.
Фасовка: 1 кг, 2,5 кг, 5 кг
MD6013 — соответствие лучшим мировым аналогам; отличные сварочно-технологические свойства, значительно превосходящие характеристики электродов марок МП-3, АНО-4, АНО-21, АНО-36
Назначение: Электроды для наплавки стали и чугуна.
Диаметр: 4 мм, 5 мм
Длина: 350 мм, 450 мм
Покрытие: основное, особо толстое.
Тип: Э-320Х25С2ГР-Т-590-д-НГ ГОСТ 9466-75, Э-700/59-1-П40; ТУУ 05447444.004-97.
Область применения — восстановление деталей машин, работающих в условиях абразивного износа при умеренной ударной нагрузке — наплавка ковшей экскаваторов, ножей дорожных машин, дисков и лап культиваторов
Коробка: 5 кг
Сварка в наклонном и нижнем положениях. Род тока — сменный ток от трансформатора с напряжением холостого хода не менее 70 В, постоянный ток любой полярности
Назначение: Электроды для сварки, наплавки чугуна и стали
Диаметр : 3мм, 4мм
Длина: 350мм, 450мм
Покрытие: основное
Наплавка в нижнем и наклонном положении на токе обратной полярности.
Упаковка: 1 кг
Область применения: холодная ручная дуговая сварка различных деталей из обычного и высокопрочного чугуна, чугуна и стальных сплавов, заварка литейных дефектов, поврежденных деталей
Назначение: Электроды сварочные; высоколегированные стали
Диаметр: 3 мм
Длина: 350 мм
Покрытие: основное
Тип: Э-07Х20Н9 — ОЗЛ8-д-ВД; по ГОСТ 9466-75; E-07X20H9по ГОСТ 10052-75; Е 19,9 В 20 по ИСО 3581; E 19,9 B 20 по DIN 8556; Э308-15; по данным АВС; Е-2004-В20; ТУУ 13668923-001-97
Область применения: сварка изделий, деталей, емкостей, работающих в условиях постоянного воздействия агрессивной среды, из коррозионностойких, хромоникелевых марок стали — 0,8Х18х20Т, 18х20Т, 08Х19х22Т, Х19х22Т, 08Х18х22Б , Х18х22В.
Фасовка: 1 кг
При использовании ОЗЛ-8 содержание ферритной фазы в наплавленном металле составляет 2-8%, что позволяет предотвратить появление горячих трещин и минимизировать охрупчивание при высоких температурах.
. Э-0075-В20 по ГОСТ 9466-75; Э-08Х20Н9 Г2Б по ГОСТ 10052; E 19,9 Nb B20 по ISO 3581; E 19,9 Nb B20 согласно DIN 8556; Э 347-15 по АРМ А5.4 ТУУ 13668923-001-97.
Упаковка: 1 кг.
Область применения: сварка коррозионно-стойких и хромоникелевых сталей в пищевой, химической и других отраслях промышленности, где емкости и детали из нержавеющей стали подвергаются воздействию агрессивной среды при температуре 400-450 С.
Изготавливаются из свариваемых марок Св-04Х29Н9, Св-06Х29Н9Т, Св-07Х29Н10Б по ГОСТ 2246-70.
Цена электродов с завода. Патона
Компания «Метизы-94» является официальным дилером Опытного завода сварочного оборудования института им. Патона, поэтому продаем сварочные электроды по ценам производителя . Мы реализуем гибкую систему ценообразования — персональная цена за каждый заказ. При покупке свыше 100 кг — бесплатная доставка.
Высылаем бесплатно в качестве образцов небольшое количество электродов для сварки.
Отдельно следует обратить внимание на сварочные электроды АНО-4, АНО-21, АНО-36. Как известно, расшифровка аббревиатуры АНО — Академия наук, институт электросварки. Патон, общего назначения. Логично предположить, что институт как разработчик сварочных электродов АНО обеспечит более высокое качество своей продукции по сравнению с аналогичной маркой других производителей.
Электроды сварочные имеют заключение санитарно-эпидемиологической службы, аттестованы в системе Укрсепро. Марка электродов УОНИ 13/55 получила «Свидетельство об одобрении сварочных материалов» Российского Морского Регистра Судоходства.
Технические характеристики электродов завода.
Патон
Сварочные и технологические свойства электродов приведены в таблицах.
Серия Classic
Марка
Диаметр/длина, мм
Механические свойства металла шва
Производительность наплавки, кг/ч
Расход электродов на 1 кг наплавленного металла, кг
Предел прочности при растяжении, Н/мм 909 2
Impact strength, J / cm 2
Relative extension, %
Electrodes ANO-4 (MP3)
3/350.4/450.5/450
450
78
eighteen
1.6
1.7
electrodes ANO-21
3/350.4/450.5/45
450
78
eighteen
0.84
1.65
electrodes ANO-36
2/350, 3/350. 4/450.5/45
450
78
22
1.2
1.7
electrodes UONI 13/55
3/350.4/450.5/ 45
490
127.4
twenty
1.3
1.6
Elite Series
Brand
Diameter / length, mm
Mechanical properties of the weld metal
Surfacing productivity, кг/ч
Расход электродов на 1 кг наплавленного металла, кг
Предел прочности, Н/мм 2
Ударная вязкость, Дж/см 2
Relative extension, %
Electrodes MD6013
3/350.4/450
460-470
one hundred
twenty
1. 6
1.7
electrodes ANO-21
3/350.4/450
450
78
eighteen
0.84
1.65
electrodes ANO-36
2/350, 3/350.4/450
450
78
22
1.2
1.7
Series Special electrodes
Brand
Diameter / length, mm
Mechanical properties of the weld metal
Surfacing productivity , кг/ч
Расход электродов на 1 кг наплавленного металла, кг
Предел прочности, Н/мм 2
Ударная вязкость, Дж/см 2
Relative extension, %
electrodes T-590
4/350. 5/450
1.8-1.9
1.4-1.5
electrodes OZL- 8
3/350
540
one hundred
thirty
1.6
1.6
electrodes TsL-11
3/350.4/450
540
80
22
1.5
1.6-1.7
electrodes TsCh-4
3/350.4/450
480-510
78
22
1.08
1.8
Operational свойства электродов
Показатель
Значение показателя
Плавка покрытия
равномерная
Отделяемость шлака 7
0026 spontaneous
The tendency of the weld metal to form pores
low
Metal spatter degree
low
Arc burning
stable
Primary (secondary) arc excitation
light
Залипание электрода в конце сварки
отсутствует
Механические свойства металла шва
high
Anti-corrosion properties of the weld
high
Toxicity
lowered
Smoke during welding
minimal
Theoretical number of electrodes in 1 kg
with a diameter 3 мм — 36 шт диаметром 4 мм — 17 шт диаметром 5 мм — 12 шт
Пространственное положение сварки и сила сварочного тока при использовании электродов определенного диаметра в таблице.
Electrode brand
Diameter, mm
Spatial position of welding
current mode
Recommended current value, A
ANO-4
3
welding in all positions except vertical top-down
АНО — электроды универсальные, предназначены для работы как с переменным, так и с постоянным током любой полярности
РАЗДЕЛЕНИЕ МЕДИ И НИКЕЛЯ ПРИ ЭЛЕКТРОЛИЗЕ ГРАНУЛИРОВАННОГО ФАЙНШТЕЙНА | Нечвоглод
1. Чижиков Д.М., Гуляницкая З.Ф., Плигинская Л.В., Субботина Е.А. Электрометаллургия медно-никелевых сульфидных сплавов в водных растворах. М.: Наука, 1977.
2. Nechvoglod O.V., Selivanov E.N., Mamyachenkov S.V. The electrolysis of granulated copper-nickel matte // Metals and materials processing in clean environment. Aqueous, low temperatures and electrochemical processing: Fray Intern. Symp. (Cancun, 27 Nov. — 1 Dec. 2011). Wilmington: FLOGEN Technologies Inc., 2012. Vol. 6. P. 601—620.
3. Selivanov E.N., Nechvoglod O.V., Lobanov V.G. The effect of the nickel sulphide alloys structure on their electrochemical oxidation parameters // 15th IFAC Symp. on control, optimization and automation in mining, minerals and metal processing proceedings (San-Francisco, 25— 28 Aug. 2013). Wilmington: FLOGEN Technologies Inc., 2013. P. 259—262.
4. Фокеева И.Г., Цымбулов Л.Б., Ерцева Л.Н., Нафталь М. Н., Фомичев В.Б. Выбор оптимального режима охлаждения файнштейна с повышенным содержанием меди // Цвет. металлы. 2005. No. 7. С. 42—45.
5. Selivanov E.N., Nechvoglod O.V., Udoeva L.Yu., Lobanov V.G., Mamyachenkov S.V. Electrochemical oxidation of coppernickel metal-sulfide alloys // Metall. Nonferr. Met. 2009. Vol. 6. P. 577—581.
6. Ерцева Л.Н., Цемехман Л.Ш., Цымбулов Л.Б., Фомичев В.Б. О строении твердых штейнов никелевого производства // Цвет. металлы. 2008. No. 3. С. 21—23.
7. Нафталь М.Н., Шестакова Р.Д., Петров А.Ф. Особенности технологии выщелачивания высокомедистого файнштейна // Цвет. металлы. 2000. No. 6. С. 44—49
8. Ремень Т. Ф., Рябко А.Г., Кострицын В.Н., Иванова А.Ф. Способы переработки медно-никелевых файнштейнов // Цвет. металлургия (Бюл. ЦИИН). Сер. Пр-во тяжелых цветных металлов. 1982. Вып. 7. С. 1—36.
9. Nechvoglod O.V., Selivanov E.N., Mamyachenkov S.V. Effect of structure on the electrochemical oxidation rate of copper and nickel sulfides // Defect Diffus. Forum. 2012. Vol. 326—328. P. 383—387.
10. Травничек М.И., Масляницкий И.Н. Изменение структуры медно-никелевых файнштейнов в зависимости от режима их охлаждения // Изв. вузов. Цвет. металлургия. 1970. No. 1. С. 31—34.
11. Ayers M.D. Production of powders, strip and other metal products from refined molted: Pat. 3502446 (USA). 1967.
12. Tsantrizos P.G., Francois A., Ehtezarian M. Method and apparatus for production metal powders: Pat. 08515425 (USA). 1995.
13. Чантурия В.А., Вигдергауз В.Е. Электрохимия сульфидов. Теория и практика флотации. М.: Руда и металлы, 2008.
14. Каковский И.А., Набойченко С.С. Кинетика окисления и растворения халькогенидов цветных металлов. М.: Наука, 1986.
15. Peters E. Direct leaching of sulfides: chemistry and application // Metall. Trans. B. 1976. Vol. 7B. P. 505—517.
16. Ghali E., Maruejouls A., Deroo D. Electrodissolution de la millérite en milieu chlorhydrique // J. Appl. Electrochem. 1980. Vol. 10. P. 709—719.
17. Price D.C., Davenport W.G. Anodic reactions of Ni3S2, β-NiS and nickel matte // J. Appl. Electrochem. 1982. Vol. 12. P. 281—290.
18. Watling H.R. The bioleaching of nickel-copper sulfides // Hydrometallurgy. 2006. Vol. 91. Iss. 1—4. P. 70—88.
19. Durga I.K., Srinivasa S.R., Reddy A.E., Chandu V., Gopi M., Kim H. Achieving copper sulfide leaf like nanostructure electrode for high performance super capacitor and quantum-dot sensitized solar cells // Appl. Surf. Sci. 2018. Vol. 435. P. 666—675.
20. Набойченко С.С. Порошки цветных металлов. М.: Металлургия, 1997.
22. Frank K.C., Michael S.M., Venkoba R., Timothy G.R., William G.D. Extractive metallurgy of nickel, cobalt and platinum-group metals. 2-nd ed. Oxford: Elsevier, 2011.
Руды, в которых основным металлом является медь, на 90-95% перерабатываются флотационным методом и лишь 5-10% руд подвергаются металлургической переработке или другим методам обогащения.
Флотация (франц. flottstion, от flotter — плавать на поверхности воды) — это метод обогащения, основанный на различии физико-химических свойств поверхности материалов, их способности смачиваться водой. Одни минералы (гидрофобные) в тонкоизмельченном состоянии в водной среде не смачиваются водой, прилипают к вводимым в воду пузырькам воздуха и всплывают с ними на поверхность, другие минералы (гидрофильные) смачиваются водой не прилипают к пузырькам воздуха и остаются в объеме пульпы.
Из ста семидесяти известных на данный момент медьсодержащих минералов в промышленных масштабах используется около семнадцати (таблица 1). Практически во всех медьсодержащих рудах, так же как и в полиметаллических, имеются сульфиды железа (таблица 2).
Таблица 1. Характеристика основных медных материалов
Минерал
Формула
Массовая доля Cu, %
Плотность, г/см3
Твердость
Первичные сульфиды
Халькопирит
CuFeS2
34,6
4,1-4,2
3-4
Вторичные сульфиды
Халькозин
Cu2S
79,9
5,5-5,8
2,5-3,0
Ковеллин
CuS
64,5
4,6-4,7
1,5-2,0
Борнит
Cu5FeS4
63,3
4,5-5,3
3,0
Блеклые руды (сульфосоли)
Тетраэдрит
Cu2Sb4S2
45-51
4,4-5,1
3-4
Теннантит
Cu2As4Si2
45-51
4,4-5,1
3,5
Оксиды
Куприт
Cu2O
88,8
5,8-6,2
3,5-4,0
Тенорит
CuO
79,9
5,8-6,4
3,5-4,0
Карбонаты
Малахит
Cu2(CO3)(OH)2
57,4
3,9-4,1
3,5-4,0
Азурит
Cu3(CO3)2(OH)2
55,3
3,7-3,9
3,5-4,0
Силикаты
Хризоколла
CuSiO3*nH2O
До 45
2,0-2,3
2-4
Сульфаты
Халькантит
CuSO4*5H2O
25,4
2,2
2,5
Брошантит
Cu2(SO4)(OH)6
34,8
3,8-3,9
3,5-4,0
Таблица 2. Характеристика основных сульфидных минералов железа
Минерал
Формула
Массовая доля, %
Плотность г/см3
Твердость
железа
меди
Пирит
FeS2
46,5
53,5
4,9-5,2
6,0-6,5
Марказит
FeS2
46,5
53,5
4,9
6,0-6,5
Пирротин
Fe1-xS
58,8-61,8
до 41
—
3,2-4,5
Для легкообогатимых руд с равномерной вкрапленностью медных минералов на фабриках небольшой производительности применяют обычно одностадиальные схемы, которые включают операции измельчения и классификации, основную флотацию, контрольную и одну–три перечистные.
На фабриках большой производительности получили распространение двухстадиальные схемы, по которым после I стадии измельчения до крупности 45–60 % класса –0,074 мм выделяются грубый медный концентрат и пиритсодержащие хвосты. Грубый медный концентрат доизмельчается до 85–95 % класса –0,074 мм и поступает на перечистные операции.
При переработке руд с высоким содержанием первичных шламов и растворимых солей флотацию целесообразно осуществлять в двух циклах – песковом и шламовом. При раздельной флотации создаются наиболее благоприятные условия для флотации крупных и мелких частиц – шламов (отходов продукта, составляющих пылевые и мелочные его части, получаемые в виде осадка при промывке какого-либо рудного материала), которые обычно повышают общий расход реагентов, подавляют флотацию крупных частиц, налипая на них, создают обильную и прочную пену. Схема с раздельной флотацией применяется, например, на Джезказганской фабрике (Казахстан), на фабриках «Бьютт» и «Твин-Бьюттс» (США).
Вкрапленные медные руды (медно-порфировые, медистые песчаники и жильные руды), отличающиеся невысоким содержанием пиритной серы и меди (0,4–2,0 %), в зависимости от содержания пирита могут перерабатываться с получением только медного концентрата или медного и пиритного концентратов. В первом случае применяется коллективная флотация, а во втором – коллективно-селективная или прямая селективная.
По текстурным особенностям медьсодержащие руды подразделяются на массивные, или сплошные, и вкрапленные.
Сплошные руды обычно более богатые, характеризуются высоким содержанием серы, представленной пиритом, в срастании с которым находятся сульфиды меди и цинка. Соотношение меди, цинка и серы, например, в сплошной медно-колчеданной руде достигает 1:1:20 (25). Такими сплошными рудами являются медные и медно-цинковые руды Урала, относящиеся к труднообогатимым рудам.
Вкрапленные руды являются более бедными по содержанию цветных металлов, которое в рядовых рудах не превышает 1–2 %, а в бедных – 0,4–1,0 %. В зависимости от содержания меди в перерабатываемой руде медные руды условно подразделяются на богатые (более 2 % Cu), средние (0,8–2,0 % Cu), бедные (0,5–0,8 % Cu) и забалансовые (менее 0,3 % Cu). Богатые сульфидные руды, содержащие 2–3 % Cu, с высоким содержанием серы (35–42 %) могут иногда направляться непосредственно на плавку в шахтных печах. Однако в мировой практике в настоящее время 80 % Cu извлекается из концентратов, получаемых при обогащении медных руд.
Сульфидные минералы меди (хальелпирит – CuFeS2, халькозин Cu2S, ковеллин CuS, борнит Cu5FeS4) хорошо флотируются сульфгидрильными собирателями (твердые кристаллические вещества имеют характерный запах, не обладают пеноообразующими свойствами, что позволяет регулировать их расходы в широких пределах без нарушения процесса пенообразования) на основе двухвалентной серы в довольно широком диапазоне рН, так как они обладают высокой сорбционной способностью, которая зависит от степени окисленности сульфидной поверхности и содержания меди. По флотируемости ксантогенатами (солями ксантогеновой кислоты ROC(=S)SH) медные минералы можно расположить в такой последовательности: халькопирит < борнит < ковеллин < халькозин.
Месторождения медно-порфировых руд по запасам меди являются самыми крупными. На их базе работают крупнейшие медно-обогатительные фабрики производительностью до 90 тыс. тонн руды в сутки и более. В основном к первичным медно-порфировым рудам относятся молибденит-халькопиритовые с невысоким содержанием (2–5 %) пирита. Основные технологические особенности обогащения этих руд:
– одностадийное измельчение до крупности 60–65 % класса –0,074 мм перед коллективной медно-молибденовой флотацией;
– доизмельчение черновых концентратов до 85–90 % класса –0,074 мм с получением богатых медных концентратов;
– создание в коллективной флотации поддерживается рН 10–12 подачей извести для подавления пирита (хотя для флотации молибденита оптимальное значение рН = 7,5–8,0).
Наибольшее распространение для этих руд получила схема с доизмельчением промпродукта и переработкой его в отдельном цикле. Пиритный концентрат из таких руд, как правило, не выделяется (за исключением фабрики «Чукикамата», Чили). Медно-порфировые руды (пирит, халькопирит, халькозин) перерабатываются на Алмалыкской и Балхашской фабриках (Узбекистан, Казахстан).
Для медных руд со средним содержанием пирита применяют как коллективно-селективные, так и прямые селективные схемы. При обогащении по коллективно-селективным схемам отделение медных минералов и пирита от минералов пустой породы происходит при грубом измельчении (до 45–50 % класса –0,074 мм), когда возможно получение хвостов с отвальным содержанием меди. Тогда по схеме коллективно-селективной флотации после измельчения до вышеуказанной крупности проводится коллективная флотация сульфидов меди и железа при рН не выше 7,5 (концентрация свободной СаО не превышает 20–50 г/м3). Получаемый коллективный медно-пиритный концентрат после доизмельчения до 80–95 % класса –0,074 мм перемешивается с известью при рН 12,0–12,5 (400–500 г/м3 свободной СаО) и цианидом для подавления пирита и направляется на медную флотацию. Хвосты контрольной медной флотации вкрапленных руд, как правило, содержат не более 30–35 % S, поэтому направляются на пиритную флотацию, которая проводится после удаления избыточной щелочности до рН 5–7.
В качестве собирателей сульфидных медных минералов применяются ксантогенаты (соли ксантогеновой кислоты ROC(=S)SH, средний расход обычно 10–30 г/т) и дитиофосфаты (10 г/т). Широко используется сочетание реагентов-собирателей. Например, при флотации медных руд за рубежом применяется реагент Z-200 (изопропилэтил-тионокарбамат), который является наиболее селективным по отношению к пириту в сочетании с изопропиловым или амиловым ксантогенатами. Часто используется сочетание сульфгидрильных собирателей с аполярными (машинное масло, керосин и т.п.). В СНГ наибольшее распространение получил бутиловый ксантогенат (С5Н9OS2K), который применяется на всех медных фабриках.
Общая доля ксантогенатов, используемых на фабриках США, составляет ~60 %, дитиофосфатов – около 40 %. Подавители минералов пустой породы при флотации медных вкрапленных руд обычно не применяются. Но если в пульпе повышенное содержание шламов, то в основную медную флотацию и в перечистки медного концентрата добавляют жидкое стекло (до 0,4 г/т). Если же в руде присутствуют окисленные медные минералы, то в измельчение и в основную медную флотацию подается сернистый натрий (200–300 г/т)
Требования, которым должны соответствовать медный и пиритный концентраты, представлены в таблице 3 и 4.
Таблица 3. Требования по качеству медного концентрата (по ОСТ 48-77-82)
Марка концентрата
Содержание, %
меди, не менее
примесей, не более
цинка
свинца
КМ-0
40
2
2,5
КМ-1
35
2
3
КМ-2
30
3
4
КМ-3
25
5
4,5
КМ-4
23
6
4,5
КМ-5
20
7
4,5
КМ-6
18
8
4,5
КМ-7
15
8,5
5,0
ППМ
12
11
8
Таблица 4. Технические требования к пиритным концентратам, полученным при флотации сульфидных руд (по ГОСТ 444-51 «Колчедан флотационный»)
Марка колчедана
серного флотационного
Массовая доля, %
серы, не менее
примесей, не более
свинца и цинка
влаги
КСФ-1
47
1
3,8
КСФ-2
45
1
3,8
КСФ-3
42
1
3,8
КСФ-4
38
1
3,8
Требования к получаемым медным и пиритным концентратам определяются в зависимости от типа руды и принятого метода их металлургической обработки.
Другие материалы в этой категории: « Технология обогащения медно-никелевых руд
Минералы медной руды »
Наверх
Joomla SEF URLs by Artio
Популярные статьи
Обогащение руды
АРП-1Ц как сепаратор руды
Гравитационное обогащение золотосодержащих руд
Категории
Физика (9)
Радиационная безопасность (3)
АСУ ТП / технологии (35)
Спектрометрия/ Метрология (3)
Горное дело (18)
Золотая руда (3)
Обогащение руд (2)
Железная руда (4)
Медная руда (12)
Чёрные и цветные металлы (6)
Облако тэгов
Асу тп Добыча золотоносных руд Золотопиритные руды Медная руда Месторождения Месторождения России Обогащение руд Радиационная безопасность горное дело детекторы железная руда золото золотокварцевая руда золотоносные руды медь никель обогащение руда сульфидные руды технологии флотация цветные металлы черная металлургия чёрные металлы
Плотность сульфида меди(II) в 285 единицах и справочная информация
Результаты поиска включают ссылки на различные страницы калькулятора, связанные с каждым найденным элементом. Используйте * в качестве подстановочного знака для частичного совпадения или заключите строку поиска в двойные кавычки («») для точного совпадения.
Поиск:
Точность: 01234
Сульфид меди(II) весит 4,76 грамм на кубический сантиметр или 4 760 килограмм на кубический метр , т.е. плотность сульфида меди(II) равна 4 760 кг/м³. В имперской или американской системе измерения плотность равна 297,157 фунтов на кубический фут [фунт/фут³] или 2,751 унций на кубический дюйм [унций/дюйм³].
Сульфид меди(II) представляет собой черное гексагональное или моноклинное кристаллическое твердое вещество или порошок.
Также известен как: Сульфид меди.
Молекулярная формула: CuS
Элементы: медь (Cu), сера (S)
Молекулярная масса: 95,611 г/моль
Молярное объем: 20,086 CM³/моль
Реестр кассов (CAS RN): 1317- 40-4
Закладки : [ вес к объему | объем к весу | цена | моль к объему и весу | масса и молярная концентрация | плотность ]
Плотность Сульфид меди(II) в нескольких выбранных единицах измерения плотности:
Плотность медь (II) сульфида г CM3 = 4,76 г/смграни
Плотность медной (II) сульфида г мл = 4,76 г/мл
Плотность Медной (II) Сульфид Гм3 = 0,0048 г/мм 30
Плотность медного (II) сульфида кг M3 = 4 760 кг/м³
Плотность медной (II) сульфид фунт в 3 = 0,17 фунт/в
плотности Мгр (ii) сульфид фунт фут3 = 297,16 фунт/фут³
См. плотность Сульфид меди(II) в сотнях единиц измерения плотности, сгруппированных по весу.
Copper(II) sulfide density values, grouped by weight and shown as value of density, unit of density
grain per…
73.46
gr/cm³
73 458.03
г/дм³
2 080 099,65
г/фут³
1 203,76
г/дюйм³
8
gr/m³
0.07
gr/mm³
56 162 690.22
gr/yd³
73 458.03
gr/l
18 364.51
gr/metric c
1 101.87
gr/metric tbsp
367.29
gr/metric tsp
73.46
gr/ml
17 379.3
gr/US c
2 172.15
gr/fl. oz
278 068.88
gr/US gal
34 758.61
gr/pt
69 517.22
gr/US qt
1 086.21
GR/US TBSP
362.07
GR/US TSP
GRAM PER …
4.76
GMA PER …
4.76
GMA PER …
4.76
GMA PER …
4.76
GRAM.
134 788,19
g/ft³
78
g/in³
4 760 000
g/m³
0
g/mm³
3 639 281.12
g/yd³
4 760
g/l
1 190
g/metric c
71.4
g/metric tbsp
23.8
g/metric tsp
4. 76
г/мл
1 126.16
g/US c
140.75
g/fl.oz
18 018.56
g/US gal
2 252.32
g/pt
4 504.64
g/US qt
70.39
g/tbsp
23.46
g/tsp
kilogram per…
0
kg/cm³
4,76
kg/dm³
134.79
kg/ft³
0.08
kg/in³
4 760
kg/m³
4.76 × 10 -6
kg /mm³
3 639.28
kg/yd³
4.76
kg/l
1.19
kg/metric c
0.07
kg/metric tbsp
0.02
kg/metric tsp
0
kg/ml
1. 13
kg/US c
0.14
kg/fl.oz
18.02
kg/US gal
2.25
kg/pt
4.5
kg/US qt
0.07
kg/tbsp
0.02
kg/tsp
long ton per. ..
4.68 × 10 -6
long tn/cm³
0
long tn/dm³
0.13
long tn/ft³
7.68 × 10 -5
long tn/in³
4.68
long tn/m³
4.68 × 10 -9
long tn/mm³
3.58
long tn/yd³
0
длинный тн/л
0
long tn/metric c
7.03 × 10 -5
long tn/metric tbsp
2. 34 × 10 -5
long tn/metric tsp
4,68 × 10 -6
Длинной TN/ML
0
Длинной TN/US C
0
LON галлон
0
long tn/pt
0
long tn/US qt
6.93 × 10 -5
long tn/US tbsp
2.31 × 10 -5
long tn /US tsp
microgram per…
4 760 000
µg/cm³
4 760 000 000
µg/dm³
134 788 189 816
µg/ft³
78 002 424,64
µg/in³
4 760 000 000 000
µg/m³
4 760
µg/mm³
3 639 281 124 080
µg/yd³
4 760 000 000
µg/l
1 190 000 000
µg/metric c
71 400 000
µg/metric tbsp
23 800 000
µg/metric tsp
4 760 000
µg/ml
1 126 160 008. 12
µg/US c
140 770 000.9
µg/fl.oz
18 018 560 072.8
µg/US gal
2 252 320 011.48
µg/pt
4 504 640 022.96
µg/US qt
70 385 000.45
µg/tbsp
23 461 666.77
µg/tsp
миллиграмм на…
4 760
mg/cm³
4 760 000
mg/dm³
134 788 189.82
mg/ft³
78 002.42
mg/in³
4 760 000 000
mg/m³
4.76
mg/mm³
3 639 281 124.08
mg/yd³
4 760 000
mg/l
1 190 000
мг/метрический c
71 400
mg/metric tbsp
23 800
mg/metric tsp
4 760
mg/ml
1 126 160. 01
mg/US c
140 753.2
mg/fl.oz
18 018 560.12
mg/US gal
2 252 320.01
mg/pt
4 504 640.03
mg/US qt
70 385
mg/tbsp
23 461.67
mg/tsp
ounce per…
0.17
oz/cm³
167.9
oz/dm³
4 754.51
oz/ft³
2.75
oz/in³
167 904.06
oz/m³
0
oz/mm³
128 371.86
oz/ ярд³
167.9
oz/l
41.98
oz/metric c
2.52
oz/metric tbsp
0.84
oz/metric tsp
0. 17
oz/ml
39.72
oz/US c
5.33
oz/fl.oz
635.59
oz/US gal
79.45
oz/pt
158.9
oz/US qt
2.48
oz/tbsp
0.83
oz/tsp
pennyweight per…
3.06
dwt/cm³
3 060.75
dwt/dm³
86 670.82
dwt/ft³
50.16
dwt/in³
3 060 751.08
dwt/m³
0
dwt/mm³
2 340 112.09
dwt/yd³
3 060.75
dwt/l
765.19
dwt/metric c
45.91
dwt/ metric tbsp
15. 3
dwt/metric tsp
3.06
dwt/ml
724.14
dwt/US c
90.51
dwt/fl.oz
11 586.2
dwt/US gal
1 448.28
dwt/pt
2 896.55
dwt/US qt
45.26
dwt/US tbsp
15.09
dwt/US tsp
pound per…
0.01
lb/cm³
10.49
lb/dm³
297.16
lb/ft³
0.17
lb/in³
10 494
lb/m³
1.05 × 10 -5
lb/mm³
8 023.24
lb/yd³
10.49
lb/l
2.62
lb/metric c
0. 16
lb/metric tbsp
0.05
lb/metric tsp
0.01
lb/ml
2.48
lb/US c
0.33
lb/fl.oz
39.72
lb/US gal
4.97
lb/pt
9.93
lb/ US QT
0,16
фунтов/TBSP
0,05
фунт/TSP
Шорт -тон на …
11114.2514
короткая тонна на …
101014 5.2514
0010114
.
0,01
short tn/dm³
0.15
short tn/ft³
8.6 × 10 -5
short tn/in³
5.25
short tn/m³
5.25 × 10 -9
short tn/mm³
4. 01
short tn/yd³
0.01
short tn/l
0
short tn/metric c
7,87 × 10 -5
short tn/metric tbsp
2.62 × 10 -5
short tn/metric tsp
5.25 × 10 -6
short tn/ml
0
short tn/US c
0
short tn/fl.oz
0.02
short tn/US gal
0
short tn/pt
0
короткая тонна/кварт США
7.76 × 10 -5
short tn/US tbsp
2.59 × 10 -5
short tn/US tsp
slug per…
0
sl/cm³
0.33
sl/dm³
9.24
sl/ft³
0. 01
sl/in³
326.16
sl/m³
3.26 × 10 -7
sl/mm³
249.37
sl/yd³
0.33
sl/l
0.08
sl/metric c
0
sl/metric tbsp
0
sl/metric tsp
0
sl/ml
0.08
sl/US c
0.01
sl/fl.oz
1.23
sl / 9 галлонов США0102
0.15
sl/pt
0.31
sl/US qt
0
sl/tbsp
0
sl/tsp
stone per.. .
0
st/cm³
0.75
st/dm³
21.23
st/ft³
0. 01
st/in³
749.57
st/m³
7.5 × 10 -7
st/mm³
573.09
st/yd³
0.75
st/l
0.19
st/metric c
0.01
st/metric tbsp
0
st/metric tsp
0
st/ml
0.18
st/US c
0.02
st/fl унций
2.84
st/US gal
0.35
st/pt
0.71
st/US qt
0.01
st/US tbsp
0
ST/US TSP
Тонн за …
4,76 × 10 -6
T/CM³
0
T/DM³
0
T/DM Этот
0
T/DM³
0
T/DM³
0
T/DM Этот
7,8 × 10 -5
t/in³
4. 76
t/m³
4.76 × 10 -9
t/mm³
3.64
t/yd³
0
t/l
0
t/metric c
7.14 × 10 -5
t/metric tbsp
2.38 × 10 -5
t/metric tsp
4,76 × 10 -6
t/ml
0
t/US c
0
t/fl.oz
0.02
t/US gal
0
t/pt
0
t/US qt
7.04 × 10 -5
t/tbsp
2.35 × 10 -5
t/tsp
тройская унция на…
0,15
oz t/cm³
153.04
oz t/dm³
4 333. 54
oz t/ft³
2.51
oz t/in³
153 037.55
oz t /m³
0
oz t/mm³
117 005.6
oz t/yd³
153.04
oz t/l
38.26
oz t/metric c
2,3
oz t/metric tbsp
0.77
oz t/metric tsp
0.15
oz t/ml
36.21
oz t/US c
4.53
oz t/fl.oz
579.31
oz t/US gal
72.41
oz t/pt
144.83
oz t/US qt
2.26
oz t/ столовая ложка США
0.75
oz t/US tsp
troy pound per…
0.01
troy/cm³
12. 75
troy/dm³
361.13
troy/ft³
0.21
troy/in³
12 753.13
troy/m³
1.28 × 10 -5
troy/mm³
9 750.47
troy/yd³
12.75
troy/l
3.19
troy/metric c
0.19
troy/metric tbsp
0.06
troy/metric tsp
0.01
troy/ ml
3.02
troy/US c
0.38
troy/fl.oz
48.28
troy/US gal
6.03
troy/pt
12.07
troy/US qt
0.19
troy/US tbsp
0.06
troy/US tsp
Copper(II) sulfide density values in 285 units of плотность, в виде матрицы
Плотность = вес ÷ объем
микрограмм (мкг)
миллиграмм (мг)
грамм (г)
килограмм (кг)
тонна (т)
2 унция унция)
фунт (lb)
объемная единица
гран (gr)
slug (sl)
короткая тонна (short tn)
длинная тонна (long tn)
stone (st)
2 91 унция (st)
2 91 унция )
troy pound (troy)
pennyweight (dwt)
cubic millimeter
4 760
4. 76
<0.01
<0.01
<0.01
<0.01
<0.01
cubic миллиметр
0,07
<0.01
<0.01
<0.01
<0.01
<0.01
<0.01
<0.01
cubic centimeter
4 760 000
4 760
4.76
<0.01
<0.01
0.17
0.01
cubic centimeter
73.46
<0.01
<0.01
<0.01
<0.01
0.15
0.01
3.06
cubic decimeter
4 760 000 000
4 760 000
4 760
4.76
<0.01
167.9
10.49
cubic decimeter
73 458.03
0.33
0.01
<0.01
0.75
153.04
12.75
3 060.75
cubic meter
4 760 000 000 000
4 760 000 000
4 760 000
4 760
4. 76
167 904.06
10 494
cubic meter
73 458 025.98
326.16
5.25
4.68
749.57
153 037.55
12 753.13
3 060 751.08
milliliter
4 760 000
4 760
4.76
<0.01
<0.01
0.17
0.01
milliliter
73.46
<0.01
<0.01
<0.01
<0.01
0.15
0.01
3.06
liter
4 760 000 000
4 760 000
4 760
4,76
<0,01
167,9
10,49
73 458,03
0,33
0,01
<0,01101102
0,01
<0,01101102
0,01
<0,011102
0,01
.0101 3 060.75
metric teaspoon
23 800 000
23 800
23. 8
0.02
<0.01
0.84
0.05
metric teaspoon
367.29
<0.01
<0.01
<0.01
<0.01
0.77
0.06
15.3
metric tablespoon
71 400 000
71 400
71.4
0.07
<0.01
2.52
0.16
metric tablespoon
1 101.87
<0.01
<0.01
<0.01
0.01
2.3
0.19
45.91
metric cup
1 190 000 000
1 190 000
1 190
1.19
<0.01
41.98
2.62
metric cup
18 364.51
0.08
<0.01
<0.01
0.19
38.26
3.19
765.19
cubic inch
78 002 424.64
78 002. 42
78
0.08
<0.01
2.75
0.17
cubic inch
1 203.76
0.01
<0.01
<0.01
0.01
2.51
0.21
50.16
cubic foot
134 788 189 816
134 788 189.82
134 788.19
134.79
0.13
4 754.51
297.16
cubic foot
2 080 099.65
9.24
0.15
0.13
21.23
4 333.54
361.13
86 670.82
cubic yard
3 639 281 124 080
3 639 281 124.08
3 639 281.12
3 639.28
3.64
128 371.86
8 023.24
cubic yard
56 162 690.22
249.37
4.01
3.58
573.09
117 005.6
9 750.47
2 340 112. 09
US teaspoon
23 461 666.77
23 461.67
23.46
0.02
<0.01
0.83
0.05
US teaspoon
362.07
<0.01
<0.01
<0.01
<0.01
0.75
0.06
15.09
US tablespoon
70 385 000.45
70 385
70.39
0.07
<0.01
2.48
0.16
US tablespoon
1 086.21
<0.01
<0.01
<0.01
0.01
2.26
0.19
45.26
US fluid ounce
140 770 000.9
140 753.2
140.75
0.14
<0.01
5.33
0.33
US fluid ounce
2 172.15
0.01
<0.01
<0.01
0.02
4.53
0. 38
90.51
US cup
1 126 160 008.12
1 126 160.01
1 126.16
1.13
<0.01
39.72
2.48
US cup
17 379.3
0.08
<0.01
<0.01
0.18
36.21
3.02
724.14
US pint
2 252 320 011,48
2 252 320,01
2 252,32
2,25
<0,01
79,45
4,97
US PINT
34 978
US PINT
34 978
США.0102
<0.01
0.35
72.41
6.03
1 448.28
US quart
4 504 640 022.96
4 504 640.03
4 504.64
4.5
<0.01
158.9
9.93
US quart
69 517.22
0.31
<0.01
<0.01
0. 71
144.83
12.07
2 896.55
US gallon
18 018 560 072.8
18 018 560.12
18 018.56
18.02
0.02
635.59
39.72
US gallon
278 068.88
1.23
0.02
0.02
2.84
579.31
48.28
11 586.2
1. Краткое описание соединений: Медь(II) сульфид . Национальный центр биотехнологической информации; Национальная медицинская библиотека США; 8600 Роквилл Пайк; Бетесда, Мэриленд, 2089 г.4 США. Последнее обращение: 29 августа 2020 г. (pubchem.ncbi.nlm.nih.gov/compound).
2. Справочник по неорганическим химическим веществам Прадьота Патнаика (Автор). Опубликовано McGraw-Hill Professional; 1 издание (20 ноября 2002 г.). Последнее обращение: 29 августа 2020 г. (платная ссылка amazon. com).
3. Национальный институт стандартов и технологий; Министерство торговли США; 1401 Конституция Авеню СЗ; Вашингтон, округ Колумбия, 20230. Последний доступ: 29 августа 2020 г. (nist.gov).
Пищевые продукты, питательные вещества и калории
КРИСТАЛЛИЧЕСКИЕ ХЛОПЬЯ НАТУРАЛЬНАЯ МОРСКАЯ СОЛЬ, UPC: 813735015924 вес(а) 304 грамма на метрическую чашку или 10,2 унции на чашку в США [вес к объему | объем к весу | цена | плотность ]
5036 продукты, содержащие изолейцин . Список этих продуктов, начиная с самого высокого содержания изолейцина и самого низкого содержания изолейцина
Гравий, вещества и масла
Гравий, доломит весит 1 865 кг/м³ (116,42815 фунтов/фут³) с удельным весом 1,865 относительно чистая вода. Подсчитайте, сколько этого гравия требуется для достижения определенной глубины в цилиндрическом, четвертьцилиндрическом или прямоугольном аквариуме или пруду [вес к объему | объем к весу | цена ]
Фарфор весит 2 403 кг/м³ (150,01439 фунтов/фут³) [вес к объему | объем к весу | цена | плотность ]
Преобразование объема в вес, веса в объем и стоимости для Масло Crambe с температурой в диапазоне от 23,9°C (75,02°F) до 110°C (230°F)
Веса и измерения
A dekacandela – это единица силы света, кратная (см. префикс deka) единицы силы света кандела и равная десяти канделам (10 кд). реакция на наведенный электрический потенциал на проводнике.
Таблица перевода т/дюйм в кг/фут, конвертер единиц т/дюйм в кг/фут или конвертировать между всеми единицами измерения линейной плотности.
Калькуляторы
Калькулятор объема сферы с отношением площади поверхности к объему
Теория функционала плотности исследование толерантности меди к сере: новая фазовая диаграмма медь-сера
Механизм толерантности к сере в системе Cu/CeO2 Ли, Чжаньшэн Лу, Цзунсянь Ян, Синли Чу, Яньсин Чжан, Д. Ма
Материаловая наука, химия
2014
H3S расщепление на Cu (110): Информация о комбинированной периодической теории теории периодической плотности и микрокинетическом моделировании
Qianlin Tang
1111111111111111111111111111111111111111111111111111111111111111111111111 ПРАВО Долгое время считалось, что катализаторы на основе меди (Cu) для реакции конверсии вода-газ (WGS) обнажают большую часть плоскостей Cu (110). В этой работе в качестве важного первого шага к…
Теория функционала плотности. Изучение влияния легирующих добавок на адсорбцию серы на поверхности никеля
Малый О., Чжун Чен, В. Кулиш, К. Бай, Пинг Ву
Материаловедение
2013 4 4 4 4 Адсорбцию и реакцию h3S на Cu(110) изучали с помощью сканирующей туннельной микроскопии.
Непосредственное наблюдение за реакцией h3S с OH и O приводит к образованию SH и S соответственно, что дает представление об отравлении катализатора на молекулярном уровне.
Влияние легирования медью на отравление серой поверхности никеля с помощью термодинамических расчетов ab initio
Джи-Су Ким, Бьюнг-Кук Ким, Йонг-Чеол Ким
Материаловедение, химия
2014
Мы исследовали 9 влияние легирования меди на отравление серой поверхности никеля с помощью термодинамических расчетов ab initio. Мы обнаружили, что сегрегация Cu на поверхности Ni ослабляет адсорбцию S на…
Высокая стойкость к отравлению серой Ni с медной оболочкой под действием электрического поля
Xiaopei Xu, Yanxing Zhang, Zongxian Yang
Материаловая наука
2017
Устойчивость к отравлению серыми на основе NI с Coinage (IB) Metals
Двутавры стальные горячекатаные 36 производится на сортопрокатных станах в нескольких вариантах исполнения — для подвесных путей и стандартные, с уклоном внутренних граней полок, из углеродистых и низколегированных марок стали.
Двутавры стальные горячекатаные
Размер
Стандарт
Марка
Вес метра, кг
Вес балки 12м, тн
Балка двутавровая 36
ГОСТ 8239-89
Ст3
48,6
0,584
Балка двутавровая 36М
ГОСТ 19425-74
Ст3 / 09Г2С
57,9
0,695
В таблице значения веса одного метра и веса балки приведены справочно, а расчеты произведены при номинальных размерах ширины, толщины и длины профиля. В соответствии с ГОСТ допускаются отклонения по каждой величине, которые в сумме могут дать до 6% увеличения фактического веса балки.
Балка №36 применяется при производстве металлоконструкций, в малоэтажном строительстве жилых и промышленных зданий, сооружении складских и торговых комплексов, для укрепления и оснащения подземных сооружений.
Купить балку 36 в нашей компании можно в любых количествах от 1-ой балки до вагонных норм, самовывозом или с доставкой на Ваш склад или объект. Доставка осуществляется автомобильным транспортом по Москве, Московской области и в другие регионы России.
Цены
Цена на стальную балку в нашей компании определяется индивидуально, в зависимости от объема заказа и других условий поставки. В последние годы цена на балку, как и на другой металлопрокат, меняется очень динамично, что затрудняет публикацию актуальной цены, соответствующей настоящему моменту.
Просим Вас уточнять текущие цены и наличие интересующей продукции по
телефону + 7(495) 669-29-10 или направляйте Ваш заказ.
Выбор металлопрокатаАрматураБалка двутавроваяКатанкаКвадратКругЛентаЛистПолосаПроволокаСеткаТруба профильнаяТруба круглаяТруба чугуннаяУголокШвеллерШестигранникШпунтТипРазмер
По всей РоссииСанкт-Петербург
В таблице показан вес двутавровых балок, широкополочных, серии Ш
h — высота двутавровой балки
b — ширина полки
s — толщина стенки
t — толщина полки
r — радиус сопряжения полки к профилю
Советуем прочесть, полезную статью: Что такое двутавровая балка
Основная серия | С уклоном внутренних граней полок | Серия Ш | Серия К | Серия Д
Номер профиля
Размер сторон (в мм)
Площадь сечения (в см)
Вес 1 метра (в кг)
h
b
s
t
r
20Ш1
193
150
6
9
13
38,95
30,6
23Ш1
226
155
6,5
10
14
46,08
36,2
26Ш1
251
180
7
10
16
54,37
42,7
26Ш2
255
180
7,5
12
62,73
49,2
30Ш1
291
200
8
11
18
68,31
53,6
30Ш2
295
200
8,5
13
77,65
61
30Ш3
299
200
9
15
87
68,3
35Ш1
338
250
9,5
12,5
20
95,67
75,1
35Ш2
341
250
10
14
104,74
82,2
35Ш3
345
250
10,5
16
116,3
91,3
40Ш1
388
300
9,5
14
22
122,4
96,1
40Ш2
392
300
11,5
16
141,6
111,1
40Ш3
396
300
12,5
18
157,2
123,4
50Ш1
484
300
11
15
26
145,7
114,4
50Ш2
489
300
14,5
17,5
176,6
138,7
50Ш3
495
300
15,5
20,5
199,2
156,4
50Ш4
501
300
16,5
23,5
221,7
174,1
60Ш1
580
320
12
17
28
181,1
142,1
60Ш2
587
320
16
20,5
225,3
176,9
60Ш3
596
320
18
24,5
261,8
205,5
60Ш4
603
320
20
28,5
298,34
234,2
70Ш1
683
320
13,5
19
30
216,4
169,9
70Ш2
691
320
15
23
251,7
197,6
70Ш3
700
320
18
27,5
299,8
235,4
70Ш4
708
320
20,5
31,5
341,6
268,1
70Ш5
718
320
23
36,5
389,7
305,9
Высокоэнергетическая стереоскопическая система
Техника Черенкова
Расположение телескопов
Крепление и тарелка
Зеркало
Камера
Центральная спусковая система
Сбор данных
Телескопический мониторинг
Мониторинг атмосферы
Параметры телескопов HESS I и HESS II
Обзор H. E.S.S. I телескопы, см., например, материалы МККК 2001 г. Видеть также хронология строительства H.E.S.S. я (1994-2004) и изображения со строительства H.E.S.S. Я телескопы.
Техника Черенкова
Короткий (300 кБ) и длинный (4 МБ) фильм (в анимационном GIF), показывающий черенковские изображения, записанные с помощью первого H.E.S.S. телескоп в 2002 г. Найден типичный удлиненный поток изображения, а также мюонные «кольца», образующиеся при воздушном ливне частица достигает земли и попадает в телескоп
Обнаружение высокоэнергетического гамма-излучения с помощью H.E.S.S. телескопы основаны по аэрофотосъемке по черенковской методике.
Падающий высокоэнергетический гамма-луч взаимодействует высоко в атмосферу и создает воздух поток вторичных частиц. Количество ливневых частиц достигает максимума на высоте около 10 км, и ливень затухает глубже в атмосферу. Поскольку частицы ливня движутся со по сути со скоростью света, они излучают черенковских света , а слабый голубой свет.
Черенковский свет сияет вокруг направления падающей первичной частицы и освещает на земле площадь диаметром около 250 м, часто называют Черенковским легким бассейном. Для первичного фотон при энергии ТэВ (10 12 эВ), всего около 100 фотонов за м 2 видны на земле. Они прибывают в течение очень короткий промежуток времени, несколько наносекунд.
Где-то находится телескоп внутри светового пула «увидит» воздушный душ, при условии, что площадь его зеркала достаточно велика, чтобы собрать достаточно фотоны. «Эффективная зона обнаружения» черенковского таким образом, приблизительно определяется площадью черенковского телескопа. легкий бассейн, около 50000 м 2 , для сравнения с суб-м 2 Зона обнаружения спутниковых приборов наведения обнаруживать гамма-лучи до того, как они взаимодействуют с атмосфера.
Изображение, полученное с телескоп показывает след воздушного ливня, который указывает назад к небесному объекту, где происходит падающее гамма-излучение возник. Интенсивность изображения связана с энергией гамма-луч. Форма изображения может быть использована для отклонения нежелательный «фон», такой как ливни, вызванные космическими лучевые частицы.
С одним телескопом, обеспечивающим единое изображение ливня, сложно восстановить точную геометрию воздушного ливня в космосе. Для этого используются несколько телескопов, которые осматривать душ с разных точек и обеспечивать стереоскопическое реконструкция геометрии душа.
Расположение телескопов
H.E.S.S. представляет собой систему стереоскопических телескопов, в которой несколько телескопов просматривают тот же воздушный душ.
Первые четыре H.E.S.S. телескопы (этап I) расположены в форме квадрата со стороной 120 м, чтобы обеспечить многократное стереоскопические изображения воздушных ливней. Расстояние между телескопами представляет собой компромисс между большой базовой длиной, необходимой для хороший стереоскопический обзор душевых и требование, чтобы два или более телескопа попадают под свет, генерируемый душ. Ливни излучают свой черенковский свет на высоте около 10 км, и на соответствующем расстоянии от телескопов; следовательно даже расстояние 120 м приводит к довольно небольшим углам между разные взгляды. С другой стороны, учитывая диаметр 250 м. черенковского светового бассейна, большее расстояние сделало бы его становится все менее вероятным, что несколько телескопов освещены одновременно.
Диагональ квадрата ориентирована с севера на юг.
На этапе II проекта одна огромная тарелка с примерно 600 m 2 добавлена зеркальная область в центре массива, увеличение энергетического охвата, чувствительности и углового разрешения инструмента.
Крепление и тарелка
В дизайне H.E.S.S. телескопы, упор был сделан на механические устойчивость и жесткость крепления и тарелки.
12-метровый H.E.S.S. Я телескопы
Телескопы (здесь до установки зеркала, вид сбоку, фронт вид) используйте азимутальную монтировку, чтобы навести телескоп на любую точку небо. «Базовая рама» вращается вокруг вертикальной оси и несет тарелку, которая вращается вокруг ось возвышения. И базовая рама, и тарелка выполнены как стали космические рамки. На технических чертежах показан телескоп с фронт и назад. Обе оси движутся под компьютерное управление для отслеживания небесного объекта по небу.
Система привода объединяет для каждой оси двигатель переменного тока с сервоуправлением и резервный двигатель постоянного тока с батарейным питанием. Чтобы уменьшают движущие силы, приводы воздействуют на круговые рельсы длиной около 7 м радиус. Максимальная скорость приводных систем составляет около 100 o об/мин, в чтобы обеспечить быстрый поворот от одного объекта к другому. сервопривод контроллеры и аккумуляторы для привода постоянного тока находятся в небольшой хижине на базовая рама.
Наведение управляется датчиками углового положения, подключенными к обоим оси, которые обеспечивают разрешение в несколько угловых секунд (17-битный цифровой считывание плюс дополнительная аналоговая дорожка). Наведение телескопа дополнительно контролируется оптическим направляющим телескопом (f=800 мм), оснащенным ПЗС камера, служащая для коррекции отклонений от идеального наведения.
Вес: полный телескоп около 60 т, вкл. камера, системы привода, зеркала.
Подробная информация о конструкции телескопа, зеркалах и их оптические характеристики можно найти в публикациях:
28-метровый H.E.S.S. Телескоп II
Конструкция телескопа H.E.S.S. Структура телескопа II следует тем же руководящим принципам, что и для 12-метровых телескопов: тарелка с высокой внутренней жесткостью. Основные параметры телескопа
Система азимутального привода: 12 колес в 6 тележках на рельсе диаметром 36 м; 4 колеса с приводом от двигателей; пиковая скорость позиционирования 200 град/мин; диапазон +– 280 град. из паркового положения;
Высота по оси возвышения: 24 м
Система подъемного привода: зубчатая рейка с обеих сторон тарелки; 2 привода с 2 двигателями в каждом; пиковая скорость позиционирования 100 град/мин; диапазон –125 град. +90 град. от вертикального;
Размеры тарелки 32,6 м на 24,3 м, что эквивалентно круглой тарелке 28 м
Камера поддерживается четверкой. Четвероногое соединения с тарелкой и опорными ступицами тарелки с высотными подшипниками иллюстрируют размер конструкции.
Вес комплекта H.E.S.S. Телескоп II составляет 580 тонн.
Зеркало
Зеркало фокусирует на камеру черенковский свет воздушного ливня. Релевантными для работы телескопа являются чистая площадь зеркала и качество изображения, т.е. функция рассеяния точки (размер изображения точечный источник).
12-метровый H.E.S.S. I зеркала
Из соображений экономии зеркало сегментировано на 382 круглые зеркальные грани по 60 см диаметр, изготовлен из алюминизированное стекло с кварцевым покрытием.
Зеркало имеет фокусное расстояние 15 м и светосилу 0,8; зеркало грани расположены по схеме Дэвиса-Коттона (на сфере радиуса f), что обеспечивает хорошее изображение и для внеосевых лучей.
Общая площадь зеркала 108 м 2 на телескоп.
Отражательная способность зеркала >80% (от 300 до 600 нм). Каждая зеркальная плитка индивидуально протестированы на отражательную способность и качество изображения перед установкой.
Ориентация каждой грани регулируется двумя дистанционно управляемыми моторы. Для совмещения граней зеркала изображение звезды в фокальная плоскость просматривается ПЗС-камерой в центре тарелки. До выравнивание грани, каждая грань создает световое пятно. Одно зеркало в Затем отдельные зеркала перемещаются до тех пор, пока все точки не сойдутся в одной точке. центр. Процедура полностью автоматическая; первоначальное выравнивание требует несколько ночей. Эффект выравнивания визуализируется путем сравнения изображения звезды до и после выравнивание. Регулировка зеркала будет регулярно проверяться; когда требуется, а повторное выравнивание может продолжиться через несколько часов.
Зеркала H.E.S.S. телескопы фокусируются на расстояние до объекта около 10 км, что соответствует типичному расстоянию ливня от телескопы.
Указанная функция разброса точек, включая ошибки выравнивания, составляет 0,03 o (среднеквадратичное значение) на оси (0,5 мрад), 0,06 o (1 мрад) для лучей 2 o вне оси. Измеренный функции разброса точек превышают. На большей части поля зрения пятно хорошо ограничено в пределах одного пикселя (обозначен на рисунке шестиугольным контуром). В соответствии с моделированием трассировки лучей ширина пятна увеличивается с увеличением угла к оптической оси. Вызвано действием силы тяжести деформации тарелки функция рассеяния точки изменяется слегка с возвышением; степень вариации соответствует предсказанию FEM моделирования и некритично.
Подробная информация о зеркале телескопа, его настройке и оптические характеристики можно найти в публикациях Оптическая система H. E.S.S. визуализация атмосферные черенковские телескопы, Часть I: схема и компоненты системы (1,8 МБ) и Часть II: зеркальное выравнивание и функция разброса точек (2,0 МБ).
28-метровый H.E.S.S. II зеркало
H.E.S.S. Телескоп II использует параболическую форму зеркала для минимизации временной дисперсии. Параболическая форма аппроксимируется сеткой из 5 x 5 опорных сегментов плоского зеркала, выровненных по параболе. Шестиугольные, а не круглые грани оптимизировать покрытие. Грани также крупнее, чем у H.E.S.S. I телескопы, площадь каждой грани которых примерно в 2,5 раза больше. Параметры зеркала
Фокусное расстояние: 36 м
Общая площадь зеркала: 614 м 2
Зеркальные грани: 875 шестигранных граней размером 90 см (в плоскости); алюминированное стекло с кварцевым покрытием; вес на грань ок. 25 кг
Выравнивание фасеток: каждая фасетка оснащена 2 приводами с размером шага позиционирования 2 мкм, что соответствует наклону фасетки на 1 угловую секунду
Тот же метод выравнивания, что и для H. E.S.S. Я используется. Здесь показана часть зеркала до выравнивание граней.
Камера
Камеры H.E.S.S. телескопы служат для захвата и регистрации черенковских изображения воздушных ливней. Критерии дизайна включали небольшой размер пикселя для разрешения детали изображения, большое поле зрения, позволяющее наблюдать за протяженными источниками и опросов, а также схему срабатывания, которая позволяет выявить краткое и компактные черенковские изображения и отказаться от фонов, таких как свет ночное небо. Полная электроника для оцифровки изображений, считывания и триггер встроен в корпус камеры.
Камеры 12-метровых телескопов
Основные характеристики камер включают:
A 5 или поле зрения.
960 фотонных детекторных элементов («пикселей», см. лицевую сторону лицевой стороны камеры), каждый стягивающий 0,16 o угол, с использованием 29-мм 8-ступенчатых фотоумножителей (ФЭУ) с боросиликатными окнами, оснащенных Winston конусы для улучшения светосбора, работающие на усиление 2×10 5 . Рабочие напряжения для ФЭУ подаются Преобразователи постоянного тока, встроенные в каждую базу ФЭУ, с активной стабилизацией для последних четырех динодов для лучшей линейности. ГУП со своей базой.
Модульная конструкция с 60 «выдвижными ящиками», которые выдвигаются в корпус камеры (вид в разобранном виде корпус камеры, вырезанный из нескольких корпус камеры, вид спереди фактического корпус камеры, вид сзади раздел). Каждый ящик содержит 16 ФЭУ и соответствующую электронику. В задней части камеры находятся блоки питания и крейты с интерфейсами. на шину цифрового считывания, с ЦП и с триггерными процессорами.
Сигналы
ФЭУ перехватываются с помощью двухдиапазонных аналоговых кольцевых дискретизаторов ASIC с частотой 1 ГГц. (чип NECTAr), которые отбирают сигнал каждую наносекунду и записывают последние 1024 ns истории сигнала. Обработка сигнала обеспечивает динамический диапазон от 0,1 до более 2000 фотоэлектроны. Здесь след от сигнал, выбранный аналоговой памятью, и амплитуда импульса распределение, измеренное для одиночных фотоэлектронов, иллюстрирующее разрешение и шумовые характеристики.
Камера срабатывает при совпадении обнаруженных сигналов в 3-5 пикселях в (перекрывающихся) 8×8 пикселях сектора; типичные сигналы, необходимые в пикселе («пороги срабатывания пикселя») составляют около 5 фотоэлектронов. Схема быстрого совпадения обеспечивает эффективное окно совпадения около 1,5 нс и позволяет подавление некоррелированных сигналов ФЭУ, вызванных фотонами ночного неба фоновый свет.
Когда камера срабатывает на изображении душа, она активирует центральный триггер. станция. Если два или более телескопа срабатывают одновременно, обеспечивая стерео изображения воздушного ливня, подтверждение триггера отправляется обратно в телескоп, а аналоговые сигналы, хранящиеся в АРС, оцифровываются, обрабатывается и считывается по шине считывания в локальный процессор камера.
Схема контроля внутри каждого ящика предоставляет информацию о PMT токи, скорости срабатывания ФЭУ, напряжения питания и температуры.
Воздушное охлаждение используется для отвода около 5 кВт тепла, рассеиваемого в схема камеры. Поток воздуха обеспечивают около 80 вентиляторы с компьютерным управлением.
Размеры камеры: диаметр около 1,6 м, длина 1,5 м; вес около 800 кг.
Подробнее о камере см., например, в МККК материалы 2017 года. Описана обработка и калибровка данных камеры. здесь.
Камера 28-метрового телескопа
По своей концепции H.E.S.S. II повторяет дизайн камеры H.E.S.S. Я камеры: Фотоумножители сгруппированы в ящики по 16 ФЭУ, в которых также находится электроника. для хранения сигналов, оцифровки сигналов, запуска и считывания. Однако H.E.S.S. II камера намного больше — в нем 2048 ФЭУ в 128 ящиках — и практически каждая деталь улучшенный и H.E.S.S. Ящики II были в значительной степени переработаны. Пиксели фотоумножителя фотоаппарата имеют такой же физический размер, но из-за большей изображения ливня с фокусным расстоянием имеют гораздо лучшее разрешение. Используется аналоговая кольцевая микросхема ASIC следующего поколения, а новая схема оцифровки и более быстрая шина считывания позволяют десятикратно увеличить скорость записи изображения. Параметры камеры:
Фотодатчики: 2048 1-1/4’ фотоумножители
Размер пикселя: 42 мм (шестиугольный, плоский к плоскому), что эквивалентно 0,067 град.
Чувствительная зона/поле зрения: Ø 200 см, эквивалентно 3,2 град. на небе
Запись сигнала: выборка сигнала 1 ГГц; 2 канала усиления на каждый пиксель для большого динамического диапазона; записывает амплитуду сигнала, синхронизацию и форму
Эффективное время интегрирования сигнала: 16 нс
Скорость записи изображений: 3600 изображений в секунду
Потребляемая мощность: 8 кВт
Размеры корпуса камеры: 227 см в ширину x 240 см в высоту x 184 см в глубину
Вес камеры: 2,8 тонны
Опора для камеры: Quadrupod
Специальный механизм обеспечивает полуавтоматическую разгрузку чувствительной камеры в определенные периоды времени. плохой погоды или для установки второго модуля камеры для специальных измерений.
Центральная спусковая система
H.E.S.S. использует стереоскопическую реконструкцию воздушных ливней для определить их направление в пространстве, тип и энергию первичная частица. Поэтому только воздушные ливни, генерирующие изображения зарегистрированы как минимум в двух телескопах. Это требование снижает нагрузку на систему сбора данных, уменьшает время простоя считывания и позволяет пороги срабатывания и энергетические пороги должны быть снижены. Центральный триггерная система получает триггерные сигналы от отдельных телескопов и ищет совпадения между телескопами, правильно учитывая для задержек сигналов от разных телескопов и их зависимость от наведения телескопа. Совпадающие триггеры приводят к считывание данных телескопа; для несовпадающих триггеров считывающая электроника телескопа очищается через несколько микросекунд и готов к следующему мероприятию.
Центральная спусковая система описана в публикации
Спусковая система H. E.S.S. массив телескопов.
Чтобы включить 28-метровый H.E.S.S. II, модернизирована центральная спусковая система, теперь он позволяет запускать произвольные комбинации пяти телескопов. Обычный рабочий режим заключается в том, что либо совпадение любых двух из пяти телескопов вызовет считывание изображения, но это также воздушные ливни, наблюдаемые только в 28-метровый телескоп. будет регистрироваться, при условии минимального энергетического порога.
Сбор данных
Система сбора данных (DAQ) служит для сбора данных с телескопы и приборы для наблюдения на месте. После того, как он собран, он обрабатываются системой сбора данных, и выполняется анализ в реальном времени. Данные хранятся локально на серверах RAID, а ленты используются для распределения по Европа; однако небольшая часть данных мониторинга передается используя Интернет.
Локальная сеть состоит из нескольких 1 Gb HP ProCurve серии 2510G переключатели, которые также используются для отправки данных в различные телескопы.
Ферма процессоров состоит из 10 рабочих узлов SuperMicro, каждый из которых два четырехъядерных процессора Intel Xeon E5450 с тактовой частотой 3,0 ГГц и 16 ГБ оперативной памяти DDR2. Пять Серверы SuperMicro оснащены RAID6 емкостью 12 ТБ плюс функция горячего резерва. используются для хранения.
Рабочие узлы используются для объединения данных из разных телескопы в законченные события. Затем эти события анализируются в в режиме реального времени на узлах и вместе со всеми доступными средствами мониторинга информация, хранящаяся на дисках на серверах.
Программное обеспечение DAQ написано на C++ и Python, оно использует omniORB реализация стандарта CORBA для межпроцессного взаимодействия и ROOT для хранения данных и в качестве основы для анализа.
Мониторинг телескопов
Постоянный мониторинг работы телескопов имеет решающее значение для добиться оптимального качества данных. Токи и скорости счета фотонов камеры детекторы постоянно записываются, как и температуры во всех частях камера. Дополнительные инструменты мониторинга включают
Лазерный импульсный датчик в центре тарелки, который освещает камера равномерно и используется для плоского поля камеры.
«ПЗС неба» с телескопом f=800 мм, установленным параллельно оптическая ось на телескопе и используется для корректировки наведения телескопа с помощью звезд.
«Крышка ПЗС», установленная в центре зеркала и наблюдающая за камера, используемая для выравнивания зеркал и контроля функции разброса точек с помощью просматривать изображения звезд на белой крышке камеры и следить за деформаций мачт камеры под действием силы тяжести при просмотре эталонных светодиодов на корпус камеры.
Мониторинг атмосферы
Параметры атмосферы и оптическая передача атмосферы должны быть известно, чтобы связать измеренный черенковский световыход и энергию падающая частица. Инструменты, используемые в H.E.S.S. исследовать атмосферу будет включите
Инфракрасные радиометры на каждом телескопе для измерения эффективного неба температуры в поле зрения телескопа.
Универсальный фрезерный станок FDB Maschinen TMM110W с поворотным столом
Доставка по Украине
335 000 грн
Купить
Интернет-магазин «COOL-TOOL»
Фрезерный станок ЧПУ бу ATS-3020 2019г. с вакуумным столом, для изготовления фасонных деталей мебели
Доставка по Украине
508 000 грн
Станкосфера Станки для производства мебели Деревообрабатывающие станки бу Украина Инструмент Virutex
Универсальный фрезерный станок FDB Maschinen TMM110W с поворотным столом
Доставка по Украине
228 071 грн
Купить
ТОВ «Камі-7»
Электрический станок для гончарных изделий Поворотный стол 2000 об/мин со
Заканчивается
Доставка по Украине
1 500 грн
Купить
Techno.mix.te
Смотрите также
Крепление для стола фрезерного станка ЧПУ (16299)
Заканчивается
Доставка по Украине
84 грн
Купить
beegreen
Универсальный фрезерный станок FDB Maschinen TMM110W с поворотным столом(482037957755)
Доставка по Украине
398 651 грн
335 001 грн
Купить
Интернет магазин «Домовичок»
Универсальный фрезерный станок FDB Maschinen TMM110W с поворотным столом(21339731971755)
Доставка по Украине
398 652 грн
335 002 грн
Купить
Интернет магазин «Домовичок»
Универсальный фрезерный станок FDB Maschinen TMM110W с поворотным столом(482037957756)
Доставка по Украине
402 000 грн
335 000 грн
Купить
Интернет магазин «pro100market»
Универсальный фрезерный станок FDB Maschinen TMM110W с поворотным столом(21339731971756)
Доставка по Украине
398 652 грн
335 002 грн
Купить
Интернет магазин «pro100market»
Упор для Фрезерного стола упор для фрезерного станка идеал
Доставка по Украине
452. 25 грн
Купить
Интернет Магазин Лавка Старьевщика Вадима БУ запчастей и товаров СССР !!!
Шарик шарнира 10мм K800 М4 для 3D-принтера ЧПУ (12134)
Доставка по Украине
10 грн
Купить
beegreen
Упор угловой с направляющей вдоль Т-обр. паза 19мм JET для фрезерного стола 98600W
Доставка по Украине
3 400 грн
Купить
Агросервис
УНИВЕРСАЛЬНЫЙ ФРЕЗЕРНЫЙ СТАНОК FDB MASCHINEN TMM110W С ПОВОРОТНЫМ СТОЛОМ
Доставка из г. Днепр
294 165 грн
Купить
МЕЛИТА
Стол поворотный для фрезерного станка по металлу ф110мм
Недоступен
6 272 грн
Смотреть
Интернет-магазин «COOL-TOOL»
Поворотный стол для фрезерного станка Proma G-5757
Недоступен
16 806 грн
Смотреть
Станкоінструмент
Поворотный стол для фрезерного станка Proma OS-250
Недоступен
31 065 грн
Смотреть
Интернет-магазин molotook.com.ua
Координатный стол BTB BG-6300 310×90мм для сверлильного фрезерного станка MB
Недоступен
2 475 грн
Смотреть
магазин Подарков
Стол крестовый для фрезерно — сверлильного станка 185 х 100 мм
Недоступен
5 552 грн
Смотреть
Магазин для профессионалов
Что с себе представляет наклонно-поворотный стол для фрезерного станка по металлу, цена
Чтобы расширить технологические возможности универсальных металлорежущих станков, применяются поворотные столы. В основном устанавливаются они на фрезерные станки. Увеличение технического потенциала — залог выпуска качественной и уникальной продукции. При использовании поворотных столов снижаются трудозатраты на установку и переустановку заготовок на столе.
Рабочая поверхность фрезерного станка перемещается в трех координатах:
X — вправо-влево — поперечная подача;
Y — вперед-назад — продольная подача;
Z — вверх-вниз — вертикальная подача.
Использование поворотного стола добавляет еще три координаты:
В — круговое вращение, ось которого перпендикулярна рабочей поверхности;
С — круговое вращение, ось которого параллельна рабочей поверхности;
D — наклон; создается угол между рабочими поверхностями станка и стола.
Из-за возможности вращать заготовку практически как шар, поворотные столы называют глобусными.
Сфера применения и преимущества
Кроме фрезерного оборудования, поворотный стол устанавливается на сверлильные, расточные и другие станки, стол которых вместе с деталью перемещается только в горизонтальной или вертикальной плоскости относительно шпинделя с режущим инструментом.
Поворотный стол позволяет обрабатывать заготовки на фрезерном станке по контуру, создавая сложную конфигурацию, спиральные канавки, пазы и отверстия. В зависимости от типа поворотного стола, на станке можно вырезать в детали пазы под любым углом к базовой поверхности, сверлить и растачивать отверстия без переустановки детали с точностью до десятых, и даже сотых долей градуса.
Использование поворотного стола на фрезерном станке дает преимущества:
фрезеровка верхней и боковых поверхностей;
создание многогранников с одной установки;
сверловка по периметру и под углом к поверхности стола;
расточка по всем поверхностям прямая и под любым углом;
создание спиральных канавок на поверхности детали;
вырезка пазов любой конфигурации.
Поворотный стол позволяет делать обработку сложных деталей на фрезерном станке с одной установки.
Важно!
При автоматическом вращении стола фрезеровкой делаются тела вращения, типа колец, цилиндров – высокопроизводительная черновая обработка.
Способы работы с поворотной осью
Работать с поворотной осью можно двумя способами:
индексным;
поворотным.
При первом методе предполагается пошаговая обработка заготовки. Начинается она со свободных движений и заканчивается неподвижными условиями. Переход между различными видами обработки сопровождается остановкой и фиксацией.
Второму методу не требуется дополнительных действий. Качество обработки зависит от программы и наличия подходящих рабочих инструментов.
Для полноценной работы оборудование должно быть оснащено четырехкоординатной системой. Ось Z дополнительно оборудуют газовой пружиной для компенсации веса шпинделя.
У оборудования с ЧПУ должен быть доступ к блоку управления дополнительной осью. Хороший уровень производительности можно обеспечить при помощи контроллера шаговых двигателей, который имеет четыре канала управления.
3D фрезерный станок ЧПУ AMAN 3040 4axis 200 Z+
Электропитание 220В ± 10% 50HZ
Размеры, мм 520 x 600 x 530
Вес, кг 60
Мощность шпинделя 200 Вт, 8000 об/мин
Осей 4
Охлаждение шпинделя Воздушное
Рабочее поле 300 x 400 x 130 мм
Разрешение, мм 0,003125
Система управления Mach4 interface, Windows 2000/XP
Совместимое ПО MACh4, ARTCAM, TYPE 3, UCANCAM, KCAM и пр.
Цанговый патрон ER11
Перейти к товару
Непрерывный способ обработки подходит для производства заготовок сложной формы. При индексной обработке оператор может изменять положение детали. Все последующие действия выполняются благодаря трехмерной обработке. Но ни один из способов не будет действенным, если не настроить программу управления. Для этого подойдет такое программное обеспечение:
Mach4;
DeskProto.
Классификация
Поворотные столы классифицируются по разным параметрам:
расположению пазов радиальное и параллельное;
количество осей поворота одна или две перпендикулярные;
габаритам – стандартизированные размеры;
привод вращения планшайбы ручной и автоматический.
Для массового производства применяются приспособления с расширенным функционалом, совмещенные с делительной головкой и сложные конструкции для станков с ЧПУ.
Круглый
Самая простая конструкция поворотного стола. Заготовка вращается вокруг оси, расположенной вертикально.
VEVOR OTARY TABLE 8-дюймовая горизонтальная вертикальная вертикальная DEMPIST 3MT Светолетная машина для чтения.
Смножеством Drilling Drilling Boring
Представленные предметы, которые вы можете, как
GZTHV-80000000001V0
Часто покупаются вместе
, которые купили этот продукт также купленные
. и ответы Отзывы
8-дюймовый вертикальный и горизонтальный поворотный стол
Вертикальный и горизонтальный поворотный стол является одним из основных принадлежностей фрезерного станка. В качестве точного рабочего позиционирующего устройства он широко используется для индексации сверления, фрезерования, круговой резки, скучно и т. д.
Наш удивительный поворотный стол изготовлен из высококачественного литья HT200. Он уже прошел сертификацию системы качества ISO9001. Они очень популярны на рынке благодаря своим превосходным характеристикам, отличному дизайну и разумной цене. Они определенно ваш лучший выбор!
Выдающееся качество
Превосходная точность
Многоцелевое применение
Вертикальное и горизонтальное исполнение
Прочное оборудование и инструменты, плати меньше
VEVOR — ведущий бренд, специализирующийся на оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
Премиальное прочное качество
Невероятно низкие цены
Быстрая и безопасная доставка
30-дневный бесплатный возврат
Внимательное обслуживание 24/7
Прочное оборудование и инструменты, платите меньше
VEVOR — ведущий бренд, специализирующийся на оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
Premium Tough Quality
Невероятно низкие цены
Быстрая и безопасная доставка
30-дневный бесплатный возврат
Внимательное обслуживание 24 часа в сутки 7 дней в неделю
Вертикальный и горизонтальный поворотный стол
05
5 функции. Когда вертикальное положение стола используется вместе с хвостовой частью, также можно выполнять круговую резку, индексное сверление, фрезерование и более сложные работы.
Литье HT200
Литье HT200 обладает хорошими литейными характеристиками, амортизирующими свойствами, а также высокой термостойкостью. Это обеспечивает превосходную производительность машины и дает вам хорошее ощущение использования.
Превосходная точность
Циферблат разделен на 360 градусов. Ручка 4 градуса на оборот. Минимальная шкала может иметь точность до 10 секунд. Все это помогает справляться с более сложными и точными задачами.
Легко регулируется
Вам не составит труда настроить фрезерный станок с поворотным столом. Что вам нужно сделать, это просто отрегулировать ручку в нужном вам положении. Потому что точная шкала указана на циферблате.
Гаечный ключ и винт
Если вы приобретете наш продукт, мы бесплатно предоставим вам гаечный ключ, 2 установочных ключа и винты. Когда вы устанавливаете вертикальный и горизонтальный поворотный стол, эти аксессуары принесут вам много удобств.
Различное применение
Этот станок предназначен для фрезерования, сверления, растачивания приспособлений и многих других операций в мастерских. Это позволяет операторам сверлить или резать детали с точными интервалами вокруг фиксированной оси в процессе работы.
Технические характеристики
Материал: HT200 литья
Диаметр таблицы: 8 «
Центральный отверстие: MT-3
Строительный уровень: 1:
9920
. 4,13 дюйма
Высота по вертикали: 40 мм/1,57 дюйма
Содержимое упаковки
Прочное оборудование и инструменты, платите меньше
VEVOR — ведущий бренд, специализирующийся на оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
Premium Tough Quality
Невероятно низкие цены
Быстрая и безопасная доставка
30-дневный бесплатный возврат
Внимательное обслуживание 24 часа в сутки 7 дней в неделю
Tough Equipment & Tools, специализирующийся на ведущем бренде VOR50 90EV50, Pay Less 90 в оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
Высокое качество
Невероятно низкие цены
Быстрая и безопасная доставка
30-дневный бесплатный возврат
Внимательное обслуживание 24/7
8″ Горизонтальный поворотный стол
одна из основных принадлежностей фрезерного станка. Как точное рабочее позиционирующее устройство, оно широко используется для индексации сверления, фрезерования, кольцевой резки, растачивания и т. д.
Наш удивительный поворотный стол изготовлен из высококачественного литья HT200. Он уже прошел сертификацию системы качества ISO9001. Они очень популярны на рынке благодаря своим превосходным характеристикам, отличному дизайну и разумной цене. Они определенно ваш лучший выбор!
Выдающееся качество
Превосходная точность
Многоцелевое применение
Вертикальное и горизонтальное исполнение
Вертикальное и горизонтальное исполнение
Наш поворотный стол может быть как вертикальным, так и горизонтальным с двумя функциями. Когда вертикальное положение стола используется вместе с хвостовой частью, также можно выполнять круговую резку, индексное сверление, фрезерование и более сложные работы.
Литье HT200
Литье HT200 обладает хорошими литейными характеристиками, амортизирующими свойствами, а также высокой термостойкостью. Это обеспечивает превосходную производительность машины и дает вам хорошее ощущение использования.
Превосходная точность
Циферблат разделен на 360 градусов. Ручка 4 градуса на оборот. Минимальная шкала может иметь точность до 10 секунд. Все это помогает справляться с более сложными и точными задачами.
Простота настройки
Настроить фрезерный станок с поворотным столом не составит труда. Что вам нужно сделать, это просто отрегулировать ручку в нужном вам положении. Потому что точная шкала указана на циферблате.
Гаечный ключ и винт
Если вы купите наш продукт, мы бесплатно предоставим вам гаечный ключ, 2 установочных ключа и винты. Когда вы устанавливаете вертикальный и горизонтальный поворотный стол, эти аксессуары принесут вам много удобств.
Различное применение
Этот станок предназначен для фрезерования, сверления, растачивания приспособлений и многих обычных операций в мастерских. Это позволяет операторам сверлить или резать детали с точными интервалами вокруг фиксированной оси в процессе работы.
Содержание пакета
1 x гаечный ключ
2 x клавиши позиционирования
2 x монтажные винты
1 x Вертикальные и горизонтальные вращающиеся рабочие таблицы
Спецификации
Материал: HT200200
17 9005
Материал: HT20020202017 9007
Материал: HT20020202017 9005
.
Центральное отверстие: MT-3
Передаточное отношение: 1:90
Высота по горизонтали: 105 мм/4,13 дюйма
Высота по вертикали: 40 мм/1,57 дюйма
Литье
4
6
Table Diameter
8″
Center Bore
MT-3
Reduction ratio
1
Horizontal Height
105 mm/4.13 inch
Vertical Height
40 мм/1,57 дюйма
Вопросы и ответы
2 Вопросы
Задайте вопрос
Вопросы
Какой вес?
Ответить
Посмотреть больше
Это 26 кг.
Вевор
(0)
(0)
Вопросы
Какое передаточное отношение у этого поворотного стола
Ответ
Посмотреть больше
1:90.
Вевор
(0)
(0)
Отзывы клиентов
Цена 4. 7
Качественный 4.6
Функции 4,6
Легко использовать 4.6
8 отзывов
James
Количество слотов: 4 слота
Nice Rotary Table
Я очень доволен этим поворотным столом. Очень тяжелый и, кажется, хорошо сделан. Не могу победить его по цене. Я не профессиональный машинист, но пока у меня не было проблем с точностью.
Во-первых, мне нравится, что он промаслен, но не с таким веществом, которое невозможно снять без очистителя тормозов. Потребовалось около 3 минут, чтобы удалить все сальниковое масло. Я очень впечатлен точностью и движением стола. Кажется, очень параллельно от лица к спине. Люфт минимален, я постараюсь сократить его примерно до 1 минуты пути, сейчас около 3 минут. Действительно хороший, но за деньги, даже если бы он был на 50% дороже, это было бы неплохо.
См. Подробнее, см. Меньше
0
Bryan Gochneaur
Номер слотов: 4 слоты
Отличная стоимость
после того, как настройка этого и, чтобы сделать несколько частей. !
См. Подробнее см. Меньше
0
FRANK
Слоты Номер: 4 Слоты
8 «Ротари Таблица
Great Service, Good Piece снова сделка.0005
Подробнее См. меньше
0
Просмотреть все отзывы клиентов
Люди, которые просматривали этот товар, также просматривали
Корзина
Список желаний
Свяжитесь с нами
Отследить ваш заказ
О нас
ПОЛУЧИТЬ КУПОН
Наверх
855-385-1880
с понедельника по пятницу, с 08:00 до 17:00, GMT-7; С субботы по воскресенье, с 08:00 до 15:00, GMT-7
ВЕРТСИЛЯ Энциклопедия морских и энергетических технологий
энергия
Поворотный стол — это механическое устройство на буровой установке, которое обеспечивает вращательное усилие по часовой стрелке (если смотреть сверху) на бурильную колонну для облегчения процесса бурения скважины.
Декоративная штукатурка для наружной отделки фасадов
Отделка фасада пеноплексом
Наружный отделочный материал для каркасника
Фиброцементный сайдинг щепа
Монтаж сайдинга с утеплителем
Отделка стен дачи снаружи
Материалы для наружной отделки
Фасадная отделка
Обшить деревянный дом
Материалы для обшивки стен снаружи дома
Отделка сайдингом с утеплителем
Материалы для наружной отделки
Обшивка стен дома снаружи
Дом обшитый блок хаусом
Сайдинг для наружной отделки дома
Фиброцементный сайдинг под камень
Обшивка металлическим сайдингом
Декоративная штукатурка фасада
Материалы для обшивки зданий снаружи
Материалы для отделки фасада
Отделка дачи снаружи
Отделка фасада каркасного дома
Скандинавский брус» RAL 1015 (слоновая кость)
Металлосайдинг Эльбрус под дерево
Обшивка сайдингом
Имитация бруса для наружной отделки
Монтаж сайдинга
Панель фасадная Альта профиль камень белый 1140х480 мм
Обшить деревянный дом
Отделка фасада имитацией бруса
Отделка домов фасадными панелями
Вагонка для наружной отделки
Имитация под брус для наружной отделки
Отделка газобетона снаружи сайдингом
Фиброцементный сайдинг RAL 7024
Отделка садового домика снаружи
Отделка каркасника имитацией бруса
Утепление дома снаружи
Утепленный сайдинг
Термопанель пенополистирол экструдированный
Отделка газобетона снаружи
Обрешетка под металлосайдинг
Вентилируемый сайдинг
Профлист блок Хаус под дерево
Самый тёплый дом из какого материала
Дом обшитый цокольным сайдингом
Утеплитель под сайдинг
Дом отделка пенопластом
Профлист блок Хаус под дерево
Металлосайдинг виниловый сайдинг
Отделка садового домика снаружи
Утеплитель для фасада
Обшивка блок хаусом
Монтаж сайдинга
Облицовка цоколя панелями
Отделка дачи фасадными панелями
Стеновой сайдинг Airside
Монтаж утеплителя под сайдинг
Декоративные фасадные панели
Обшивка летнего домика снаружи
Каркас для сайдинга из бруса
Обшивка цоколя сайдингом
Вентилируемый фасад под сайдинг
Наружная отделка стен веранды
Фасадные панели Альта профиль травертин
Отделка блок хаусом снаружи
Термопанели фасадные ТЕХНОНИКОЛЬ
Отделка газобетона снаружи сайдингом
Отделка старых домов снаружи
Отделка мокрый фасад
Отделка домов снаружи
Сайдинг на деревянный дом
Фасадные панели Рижский кирпич
Профнастил под дерево для обшивки
Дом под сайдинг
Плиты Изоплат для наружной отделки
Дом обшитый цокольным сайдингом
Чем дешевле обшить дом снаружи и обшить недорого
Часто готовый дом требует финишной обшивки. Либо же устаревшие стены здания необходимо обновить, утеплив их и обшив другим строительным материалом. При этом 90% застройщиков во всех случаях желают сэкономить бюджет и подобрать недорогой фасадный материал. Именно поэтому в статье мы разберем, чем дешевле обшить дом снаружи и при этом получить красивый декоративный эффект.
Важно: при выборе фасадного материала для облицовки дома стоит учитывать разность в линейном расширении стенового материала и материала, выбранного для облицовки. Если этот аспект не учесть, то под воздействием температурных перепадов стены дома и обшивка будут расширяться каждый по-своему. В результате могут образоваться трещины снаружи или внутри коттеджа.
Требования и рекомендации к выполнению работ по обшивке дома
Штукатурка фасадная
Фасадная краска
Сайдинг
Дерево
Декоративная плитка
Панели для обшивки дома
Требования и рекомендации к выполнению работ по обшивке дома
Обшивку дома лучше проводить в сухое и тёплое время года так материал схватится максимально крепко, а сама его структура не будет нарушена воздействием влаги
Перед тем как недорого отделать стены коттеджа, стоит принять во внимание некоторые моменты:
Так, выбирая облицовочный материал для дома, стоит учитывать не только саму стоимость обшивки, но и цену всех комплектующих для выполнения работ. Кроме того, если облицовку будут выполнять мастера на заказ, то сюда следует прибавить и цену за работу.
Обшивку дома лучше проводить в сухое и тёплое время года. Так материал схватится максимально крепко, а сама его структура не будет нарушена воздействием влаги.
Желательно утеплить дом под облицовкой, чтобы снизить звукопроницаемость материала и усилить энергоэффективность готового коттеджа. В качестве утеплителей используют минеральную вату, пеноплекс или полистирол.
Все строительные материалы желательно приобретать у проверенного поставщика, который может предоставить сертификаты качества на все приобретенные товары. Таким образом, удастся избежать возможного брака и последующего простоя в работе.
Важно: выбирая,чем обшить дом снаружи дешево и красиво, отдавайте предпочтение негорючим материалам.
Штукатурка фасадная
Самый бюджетный вариант для того, чтобы наружный вид дома приобрёл привлекательность
Самый бюджетный вариант для того, чтобы наружный вид дома приобрёл привлекательность. Помимо того что фасадная штукатурка играет роль декоративной отделки, поскольку чаще всего бывает фактурной, такая строительная смесь обладает и рядом других преимуществ, таких как:
Функция теплоизоляции позволяет дополнительно защитить стены дома от воздействия холода;
Звукоизоляционные характеристики штукатурок для фасада также зарекомендовали себя с положительной стороны;
Кроме того, штукатурные смеси положительно влияют на сохранность стенового материала, защищая блоки или кирпич от разрушения, выгорания, набухания и пр.
Для наружных работ мир строительных материалов предлагает такие виды штукатурки:
Силиконовая. Самый дорогой вид фактурных штукатурок. Но при этом при минимальных затратах на приобретение смеси (в сравнении с другими отделочными материалами) удается на выходе получить крепкие стены дома. Эффект достигается за счёт силиконовых смол, добавленных в состав строительной штукатурной смеси. Кроме того, благодаря такой добавке силиконовая штукатурка не пропускает и не впитывает воду, а также не теряет своего оттенка под воздействием ультрафиолета.
Минеральная. Такой тип строительной смеси изготавливается на основе цемента и песка. Такая смесь устойчива к выгоранию, воздействию температурных перепадов, механических нагрузок. Однако чаще минеральная штукатурка используется в промышленном строительстве.
Акриловая штукатурка. Имеет в своём составе акрил, что позволяет получить защитную плёнку на поверхности высохшего после оштукатуривания фасада. Таким образом, облицованный дом не боится грязи, влаги, пыли и мусора. Кроме того, акриловая строительная смесь не выгорает на солнце. Единственным минусом такой облицовки является её слабая паропроницаемость.
Декоративная. Отличается от остальных готовым оттенком. То есть в магазине можно выбрать итоговый оттенок смеси и оштукатурить дом в едином тоне, в соответствии с задуманным дизайном.
Важно: для стен из газобетона следует приобретать специально предназначенную для таких блоков штукатурку. Она позволяет выровнять видимые неровности и дефекты и защитить стены от воздействия влаги и температурных перепадов.
Фасадная краска
Такой материал представляет собой строительную смесь, в состав которой включён структурирующий наполнитель
Ещё один из бюджетных вариантов, предназначенный для того, чтобы отделывать стены старого дома. Скажем, имеем старый кирпичный дом, который потерял свой лоск. Но при этом стены еще довольно крепкие. В этом случае в качестве фасадной «обновки» можно использовать краску. Такой материал представляет собой строительную смесь, в состав которой включён структурирующий наполнитель. Толщина нанесения такой краски равна 10 мм, что позволяет формировать на стенах коттеджа защитный и одновременно декоративный барьер.
Особенность такой фасадной краски в том, что её можно наносить даже на неподготовленную поверхность без предварительного заделывания трещин и сколов. Благодаря своей структуре фасадная краска скрадет всё неровности. Кроме того, красящая смесь способна «дышать», что благотворно влияет как на каменные/блочные стены, так и на деревянные.
Сайдинг
Такой обшивочный материал занимает одну из лидирующих позиций на строительном рынке
Такой обшивочный материал занимает одну из лидирующих позиций на строительном рынке. И конкурентоспособность обусловлена не только приемлемой ценой материала, но и техническими характеристиками. Сайдинг — это тонкие длинные панели 150х500 мм, имеющие в своей конструкции перфорированный край для упрощенного монтажа материала к каркасу. Второй край панелей имеет легкий выступ, который позволяет накрывать места крепления нижележащих элементов. Таким образом, обшивка принимает целостность и привлекательность.
Сайдинг пользуется популярностью еще и потому что имеет широкую цветовую гамму. А точнее выполнен в различных исполнениях — под дерево, мрамор, камень, кирпич и пр. Таким образом, можно придать дому любой вид в соответствии с задуманным дизайном.
Различают несколько видов сайдинга по типу материала, из которого он изготовлен:
ПВХ сайдинг. Это ячеистые панели, имеющие малый вес. Благодаря такой полой структуре, панели сайдинга выступают не только в качестве декоративной обшивки, но и дополнительно теплоизолируют стены дома. Такой материал не гниёт, не боится воды, устойчив к горению и гниению.
Металлосайдинг. Тонкие панели из стали, цинка или алюминия. Имеют толщину 5 мм. Просты в монтаже, устойчивы к негативным воздействиям атмосферным осадков и к коррозии. Обшивать таким материалом можно самостоятельно, не прибегая к помощи профессионалов.
Деревянный сайдинг. Натуральный материал, который отличается повышенной экологичностью, привлекательностью и низкой теплопроводностью. Однако при этом панели из дерева не могут противостоять влаге. И даже при условии тщательной обработки панелей антисептиками и лаками дерево имеет меньший срок службы, чем металл или ПВХ.
Фиброцементный сайдинг. Материал изготавливают из смеси цемента и полимерных волокон. В результате получается крепкий и устойчивый к различным негативным факторам материал.
Важно: сайдинг можно монтировать поверх системы вентилируемый фасад. Материал не мешает микроциркуляции воздуха.
Дерево
Если же в качестве облицовки хочется использовать дерево, но таким образом, чтобы дом смотрелся богато, то можно использовать и блок-хаус
Для обшивки дома в стиле кантри можно использовать обрезную или необрезную доску. Первый вариант — это пиломатериал с идеально ровными гранями. Второй вид доски — это ламели, распиленные из неподготовленного и незачищенного бревна. В результате на торцах досок остаются кора, луб и заболонь. Такой обшивочный материал используют для облицовки стен ёлочкой или внахлёст. Панели налегают одна на одну по направлению снизу вверх. Обшивка при должном уходе прослужит 15-20 лет. Затем доски нужно будет менять. Хотя для небольшого дачного домика такой вариант отделки идеален. Ведь дерево сохраняет тепло, обеспечивает стенам дыхание, да и смотрится просто красиво.
Если же в качестве облицовки хочется использовать дерево, но таким образом, чтобы дом смотрелся богато, то можно использовать и блок-хаус. Это такие же деревянные панели, но имеющие выпуклую сторону. То есть, имитирует бревно. Обшивка дома блок-хаусом смотрится колоритно и дорого при невысокой стоимости материала.
Совет: если есть желание сэкономить еще больше, то можно купить сайдинг под блок-хаус.
Декоративная плитка
Часто для облицовки дома используют клинкерную плитку
Часто для облицовки дома используют клинкерную плитку. Она может имитировать кирпич, камень и пр. Изготавливают такой материал из смеси воды, глины и глазури. В результате получается экологически чистый материал небольшого веса. Поэтому облицовка дома плиткой не требует усиления фундамента. Плитка отлично взаимодействует с солнцем, водой, низкими и высокими температурами. А к огню такой материал полностью инертен. Укладку плитки можно выполнять самостоятельно, соблюдая все принципы укладки. Таким образом, выйдет бюджетный вариант отделки.
Панели для обшивки дома
Можно облицевать дом легкими ПВХ панелями, такой материал также является недорогим и привлекательным
Можно облицевать дом легкими ПВХ панелями. Такой материал также является недорогим и привлекательным. Отделка может выполняться в виде натурального камня, мрамора, кирпича, дерева и пр. Панели имеют малый вес, а потому просты в монтаже. При помощи таких облицовочных плит можно выполнить красивую декоративную отделку всего коттеджа. Причём панели можно комбинировать, отделав цоколь и углы дома под камень, а стены — выполнив под дерево или просто, оформив в однородный оттенок.
Подобным материалом можно считать и декоративный камень. Его часто используют для обшивки стен дома поверх системы вентилируемого фасада. Такая облицовка смотрится дорого при небольших финансовых вложениях.
Помните, дом, отделанный правильно подобранными материалами, не только получает новый внешний вид, но и получает больший срок службы.
Идеи облицовки наружных стен: 10 лучших вариантов облицовки дома
Если вы хотите, чтобы ваш дом выделялся на улице, начните с целого ряда замечательных вариантов наружной облицовки. Обуздать привлекательность — это отличные первые впечатления, которые становятся темой для разговора и сохраняются в течение длительного времени.
Будь то новое строительство или реконструкция старого здания, с правильным материалом для облицовки наружных стен и советами по дизайну, вы можете получить визуально ошеломляющий дом со своим характером, индивидуальностью и индивидуальным стилем.
Однако внешний вид дома зависит не только от первого впечатления и уличной привлекательности. Облицовка наружных стен — это материал с высокими эксплуатационными характеристиками, который также служит в качестве защитной оболочки для здания и его интерьеров. Качественная облицовка защищает возводимую конструкцию от солнца, дождя, ветра, перепадов температур, огня, влаги, шума, вредителей и даже загрязняющих веществ. Облицовка стен является отличным изолятором, защищает от разрушения конструкции и делает интерьер более энергоэффективным.
Наружная облицовка — это универсальное и доступное решение, которое не только преображает эстетику вашего дома, но и повышает его функциональность и долговечность, повышая устойчивость к внешним воздействиям.
Выбор облицовки для всех проектов домов
Сегодня на рынке представлено несколько продуктов для облицовки наружных стен с широким выбором материалов, стилей, цветов, отделки, характеристик и долговечности. Внешняя облицовка поверх обшивочных досок часто является первым портом захода во время проекта реконструкции здания из-за относительно простой установки. Учитывая множество доступных вариантов, как вы можете быть уверены, что ваш выбор облицовки лучше всего подходит для вашего дома и окружающей среды?
Облицовка дома
Несмотря на то, что бюджет является важным фактором при выборе продукта для облицовки стен, в процессе принятия решения также необходимо учитывать несколько других соображений. Местная окружающая среда, например, является важным элементом, потому что ваш облицовочный материал должен быть в состоянии выдерживать уникальные условия, такие как воздействие коррозионной морской атмосферы, сильные ветровые нагрузки, сейсмические воздействия, а также экстремальная жара или холод. Качественный облицовочный материал также снижает воздействие здания на окружающую среду благодаря выдающимся тепловым характеристикам и обеспечивает безопасность, отвечая требованиям соответствия требованиям по огнестойкости.
В Австралии варианты материалов для облицовки или повторной облицовки наружных стен включают натуральный камень, древесину, кирпич, винил, алюминий, сталь, бетон, керамику, фиброцемент, фибровые плиты, стекло и металл, а также многие другие материалы по разным ценам.
10 Лучшие варианты облицовки наружных стен
1. Облицовка кирпичной стеной: Steel Backed Brick Company
Одна из старейших систем облицовки наружных стен, кирпичная облицовка сочетает в себе поразительную отделку с исключительными характеристиками и конструктивными преимуществами. Кирпичи огнеупорны, термически эффективны, долговечны, устойчивы к атмосферным воздействиям, не требуют особого ухода и нетоксичны, а также обеспечивают отличную звукоизоляцию. Кирпичи также экологичны и в основном перерабатываются в новые кирпичи, повторно используются или измельчаются для заполнения. Кирпич представлен в широком ассортименте цветов, размеров, отделки и текстуры, что повышает гибкость дизайна.
Steel Backed Brick Company специализируется на системах облицовки из легкого кирпича, в которых кирпичи специальной огранки укладываются на стальной рельс, который механически крепится к основанию. Кирпичные стены на стальной основе чрезвычайно прочны и могут безопасно использоваться в сейсмических зонах. Кирпичная плитка вырезается из настоящего кирпича, чтобы создать аутентичную облицовку кирпичной стены.
http://sbbv.com.au/
2. Деревянные дома и облицовка стен: борал
Древесина твердых пород все чаще используется в качестве материала для внешней облицовки как коммерческих, так и жилых зданий. Наружная облицовка Boral из натуральной твердой древесины сочетает в себе красоту австралийской древесины с долговечностью и устойчивостью к лесным пожарам до BAL 29. .
Деревянная обшивка Boral устойчива к естественным сейсмическим воздействиям, имеет декоративное и функциональное применение, обладает устойчивостью к термитам и доступна в породах Blackbutt и Spotted Gum. Поверхностное покрытие наружной пигментированной морилкой или краской рекомендуется во избежание атмосферных воздействий. Долгосрочная работа также зависит от периодического технического обслуживания и повторного покрытия, когда это необходимо. Облицовка может быть закреплена на деревянном или стальном каркасе.
Corium от PGH Bricks представляет собой легкую вентилируемую фасадную систему с защитой от дождя, которая может обеспечить потрясающую облицовку под кирпич в новых высотных зданиях, а также при реконструкции. Система Corium состоит из специально изготовленных кирпичных плит, которые механически крепятся к основе из оцинкованной стали или нержавеющей стали, а раствор добавляется с помощью насоса.
Облицовочная система Corium, имитирующая кирпич, обеспечивает универсальность дизайна благодаря широкому выбору цветов и текстур, что позволяет создавать индивидуальные декоративные узоры. Corium ускоряет строительство, экономя время и деньги по сравнению с традиционной кирпичной кладкой. Облегченная облицовка может быть закреплена на различных основаниях, включая бетон, деревянный каркас, конструкционную сталь, легкий стальной каркас и кирпичную кладку.
https://corium.pghbricks.com.au/what-is-corium
4. Решения для наружной облицовки из фиброцемента
Облицовка из фиброцемента, доступная от James Hardie, представляет собой высокоэффективную и не требующую особого ухода систему наружной облицовки. в различных профилях облицовки. Наружная облицовка Hardie™, популярная среди домовладельцев, дизайнеров и строителей по всей Австралии, является идеальным выбором для того, чтобы сделать внешний вид дома красивым и долговечным. Подобно защитному слою или обшивке снаружи дома, наружная облицовка идеально подходит для обеспечения устойчивости к атмосферным воздействиям и защиты домов от суровых природных явлений. Обшивка и обшивка также выбираются для придания индивидуальности и стиля различным проектам домов. Облицовка представлена в большом разнообразии стилей и текстур, которые могут быть окрашены практически в любой цвет, открывая неограниченные возможности дизайна.
Изготовленные из инновационного состава волокнистого цемента Scyon, эти облицовочные плиты и панели соответствуют требованиям BAL 40 по пожаротушению и имеют предел огнестойкости до 60 минут при использовании с системами Hardie Smart wall
Доступны различные варианты отделки, Обшивка от James Hardie может быть прибита гвоздями к деревянным рамам или привинчена к рамам из тонкой стали, при этом доски поставляются предварительно загрунтованными и готовыми к покраске.
Когда эстетика, долговечность, устойчивость к атмосферным воздействиям и техническое обслуживание являются важными факторами для вашей внешней облицовки наряду с тепловыми, акустическими и противопожарными характеристиками, Alumate от CompositeSpec может стать вашим решением. Система алюминиевой архитектурной облицовки, доступная в различных вариантах долговечной деревянной отделки, Alumate имеет наивысшую огнестойкость, протестированную и сертифицированную по стандарту AS15030.1.
Рекомендуемый для новых построек, а также для ремонта в коммерческих и жилых проектах или для облицовки дома из досок. Негорючий Alumate отличается реалистичной отделкой древесины, такой как белый дуб, бук, орех, сапеле, красное дерево, вишня, антик. Серый и обугленный. Аутентичный внешний вид древесины достигается с помощью запатентованного процесса теплопередачи.
Облицовка Alumate имеет замковую конструкцию с пазом и шпунтом для скрытого крепления и чистую деревянную отделку. Профили могут быть установлены как вертикально, так и горизонтально в соответствии с требованиями дизайна.
https://www.compositespec.com/alumate/
6. Облицовка из древесноволокнистых плит: Weathertex
Деревянная обшивка из австралийской твердой древесины и натурального воска, заявленная как «лучше, чем нулевой углеродный след». , Деревянная облицовка Weathertex предназначена для архитекторов и строителей, стремящихся к экологическому строительству. Благодаря отсутствию химических добавок облицовка может использоваться как для наружной, так и для внутренней облицовки.
Облицовка Weathertex – это первый промышленный продукт в мире, получивший аккредитацию GreenTag Platinum для использования в естественных условиях.
Основные характеристики также включают простоту установки своими руками, устойчивость к термитам и гарантированную 25-летнюю защиту от гниения, раскола или трещин.
https://www.weathertex.com.au/
7. Виниловая облицовка стен: Duratuff Select
Виниловая облицовка является одним из самых долговечных материалов для внешней облицовки на рынке, а также одним из самых популярных выбор. Duratuff Select — это новое поколение виниловой облицовки стен и виниловых панелей под дерево с реалистичной текстурой под дерево. Этот ассортимент облицовки премиум-класса от Duratuff предназначен для австралийских домов и обеспечивает тепловую и акустическую эффективность при облицовке кирпичного дома.
Облицовка Duratuff Select не требует особого ухода, сохраняет свой внешний вид в течение многих лет и поставляется с 50-летней гарантией. Виниловая облицовка не будет отслаиваться, гнить, вмятин, раскалываться или трескаться, может выдерживать суровые погодные условия и интегрирована с изоляцией из твердой пены, не содержащей фреонов. Duratuff Select может быть установлен на различных поверхностях, включая фиброволокно, обшивку, рифленое железо, бетон, кирпич и искусственный кирпич.
Потрясающий ассортимент предварительно обработанных фиброцементных (или бетонных) панелей, Cemintel Barestone отличается эффектной отделкой из необработанного цемента. Изготовленный из цемента, песка, целлюлозного волокна и воды, материал Barestone выдерживает естественные погодные условия, благодаря чему его органическая отделка органично вписывается в окружающую среду. Тонкая, но красивая каменная отделка идеально подходит для создания изысканного контраста в любом современном или традиционном дизайне.
Созданный специально для фасадов зданий, материал Barestone легкий, прочный, не требует особого ухода и легко устанавливается на наружные стены. Будучи устойчивыми к атмосферным воздействиям, предварительно обработанные панели предлагают долгосрочное решение для внешней облицовки.
Облицовка из натурального камня от Bellstone представлена песчаником, голубым камнем, сланцем и кварцитом. Облицовка наружных стен натуральным камнем идеально подходит для декоративных стен, бассейнов, подпорных стен, лестничных клеток и каминов, а также вокруг колонн и фонтанов. Выберите натуральный камень, который гармонично впишется в вашу обстановку. Камни высокой плотности впитывают меньше воды, замедляя обесцвечивание. За облицовкой из натурального камня более темных оттенков легче ухаживать, так как грязь не будет легко видна. Тем не менее, более светлые цвета потребуют регулярного мытья, чтобы предотвратить появление пятен.
Облицовка натуральным камнем или плиткой придает современным домам особую привлекательность. Натуральный камень также очень прочен, действует как отличный изолятор, демонстрирует устойчивость к суровым погодным условиям, огнестойкость, устойчивость к истиранию и царапинам, за ним легко ухаживать. Однако натуральный камень может быть дороже других материалов для облицовки стен и требует больших трудозатрат при установке. Облицовка натуральным камнем также требует структурной основы для устойчивости.
https://www.bellstone.com.au/cladding
10. Металлическая облицовка: облицовка COLORBOND
Облицовочная сталь COLORBOND с высокими эксплуатационными характеристиками многократно зарекомендовала себя как на фасадах зданий, так и в интерьере. характерные стены. Благодаря выбору из 22 стандартных цветов и 5 матовых оттенков облицовка COLORBOND существенно расширяет возможности дизайна. Стальная облицовка также обеспечивает ряд преимуществ, таких как длительный срок службы, устойчивость к сколам, отслаиванию и образованию пузырей, огнестойкость, простота обслуживания и малый вес.
При установке в соответствии со спецификациями производителя стальная облицовка COLORBOND создает герметичную и надежную оболочку здания. Отражающие солнечные лучи цвета в палитре COLORBOND способствуют повышению тепловой эффективности и комфорта пассажиров. Сталь COLORBOND также полностью пригодна для вторичной переработки.
https://colorbond.com/products/walling
8 различных типов облицовки стен для вашего дома [примеры]
Джон Коти
На протяжении всей своей успешной карьеры Джон носил много головных уборов, но неизменно добивался результатов. С DWELL44 Джон и его команда продолжают помогать домовладельцам и дизайнерам претворять идеи в жизнь.
Большинство домовладельцев просто красят свои внутренние стены и используют стандартный сайдинг снаружи своих домов. Но знающие домовладельцы используют облицовку стен, чтобы не только придать уникальный стиль своему дому, но и создать водонепроницаемую изоляцию для защиты от сильной погоды или влаги.
Облицовка стен отличается от сайдинга тем, что она не приклеивается непосредственно к обшивке или наружной стене. Вместо этого он укладывается поверх полос обшивки, которые создают разделение между обшивкой и материалами. Это пространство улучшает вентиляцию и создает водостойкий барьер, что продлевает срок службы облицовочных материалов и целостность вашего дома.
Если вас интересует установка облицовки стен, вам необходимо знать различные типы внутренней и внешней облицовки, а также их преимущества. Итак, сегодня мы подробно расскажем о том, какие у вас есть варианты выбора перекраски облицовки стен или более стандартные варианты.
Преимущества облицовки стен
Облицовка стен предлагает домовладельцам ряд преимуществ, но многие выбирают ее просто потому, что им нравится ее внешний вид. Это дает вам больше свободы в дизайне, чем другие варианты, и дает возможность вашему дому выделиться среди других в этом районе.
Преимущества облицовки стен:
Сильное сопротивление стихиям
Современный и уникальный дизайн, который выделяется
Большой ROI
Увеличивает стоимость вашего дома
Предлагает больше свободы и вариантов дизайна
Легче в уходе, чем краска
Улучшенная вентиляция и водонепроницаемость
Многие домовладельцы предпочитают древесину виниловому сайдингу, который в последние годы доминирует на рынке. Виниловый сайдинг дешевле и проще в установке, но он не обладает естественной красотой дерева. Деревянная облицовка придает вашему дому теплую деревенскую атмосферу, которую не может воспроизвести винил.
Облицовка стен также помогает защитить ваш дом от непогоды. В то время как краска со временем будет отслаиваться и отслаиваться в экстремальных погодных условиях, облицовка стен защищает целостность ваших наружных стен. Он хорошо выдержит град, ветер и проливные дожди, которые могут повредить или разрушить дом без надлежащей защиты.
И хотя вы можете подумать, что обшивка стен стоит дороже, чем покраска, на самом деле это повышает ценность вашей собственности, потому что потенциальные покупатели считают дом с привлекательным внешним видом более ценным и тем, что им нужно обслуживать на одну вещь меньше.
Наружная и внутренняя облицовка стен
Облицовка стен может использоваться как внутри, так и снаружи вашего дома. Вот преимущества обоих вариантов:
Преимущества наружной облицовки
Наружная облицовка предназначена для установки снаружи вашего дома и защищает его от непогоды. Он изготавливается из различных материалов, но наибольшей популярностью пользуется дерево из-за его естественной красоты и долговечности.
Облицовка наружных стен также может включать:
Винил
Металл
Кирпич
В некоторых современных дизайнах даже используется стеклянная облицовка для придания художественной минималистской привлекательности.
Если вы ищете способ утеплить свой дом, внешняя облицовка — отличный вариант. Дополнительный слой защиты сохранит тепло в вашем доме зимой и прохладу летом, со временем сэкономив ваши затраты на электроэнергию.
Пространство между планками обшивки и установленной облицовкой создает больший поток воздуха, что также может быть полезно при перепадах температуры. Внутренние стены вашего дома не соприкасаются напрямую с внешними материалами, как с сайдингом.
Преимущества внутренней облицовки
Внутренняя облицовка предназначена для установки внутри вашего дома. Чаще всего его используют в жилых комнатах, подвалах или в качестве акцентной стены, но его можно установить в любой комнате, где вы устали от покраски и хотите выглядеть по-новому.
Другие преимущества включают уникальную индивидуальность, которую он может придать каждой комнате вашего дома. Например, у вас может быть акцентная стена, покрытая деревом или металлом, если вы хотите что-то отличное от остальной части вашего дома.
Другим вариантом может быть использование кирпича на одной из внутренних стен в качестве акцента в большой комнате или передней гостиной. Некоторые люди даже используют каменную облицовку, чтобы обрамить фокус своей гостиной, где установлен телевизор или камин. Варианты почти безграничны — вам просто нужно выбрать правильный материал.
Типы материалов для облицовки стен
Облицовка стен может быть сделана практически из чего угодно, но, похоже, домовладельцы чаще всего выбирают камень, кирпич, дерево и металл для внутренней и внешней облицовки. Здесь подробно о каждом виде материала.
1. Кирпич
Кирпичная облицовка популярна благодаря своей красоте и долговечности, но это также один из самых дорогих вариантов. Кирпич может прослужить всю жизнь, если за ним хорошо ухаживать (что нетрудно сделать). Для ухода за облицовкой из кирпичной стены раз в несколько недель используйте универсальное чистящее средство или воду с уксусом или пищевой содой на мягких чистящих подушечках.
Универсальная текстура и цвета
Большой изолятор
Низкие эксплуатационные расходы
Огнестойкий
2. Камень
Существует множество различных видов камня для облицовки, но гранит, песчаник и сланец кажутся наиболее популярными в настоящее время в домах. Камень — еще один дорогой вариант, но это также очень прочный материал, который может служить вечно при правильном уходе. Чистить каменную облицовку очень просто — просто используйте немного теплой воды, смешанной с небольшим количеством белого уксуса, и аккуратно протрите ее губкой. Средство для мытья посуды тоже отлично работает.
Прочный
Скрывает дефекты или пятна
Не впитывает влагу
3. Дерево
Деревянная облицовка очень популярна как для внутренней, так и для внешней облицовки. Древесина неподвластна времени, за ней легко ухаживать, и ей можно придать множество различных форм и узоров. Возьмем, к примеру, Duchateau — их варианты деревянных стеновых 3D-панелей потрясающие и могут действительно поднять уровень любой комнаты, в которую они входят.
Экологичность
Универсальный дизайн или текстура
Большой изолятор
Легко ремонтируется или окрашивается
4. Винил
Винил — отличный вариант для наружной облицовки, поскольку он водонепроницаем и может выдерживать экстремальные погодные условия. Он также не требует особого ухода, достаточно периодического мытья водой с мылом. Также виниловая облицовка отличается от винилового сайдинга функциональностью, монтажом и дизайном. Кроме того, его легкий вес делает его идеальным для быстрой и легкой установки.
Доступный
Низкие эксплуатационные расходы
Изолирует
Различные варианты цвета
5. Металл
Металлическая облицовка не впитывает воду и выдерживает самые суровые условия. Это также экологически чистый вариант зеленого материала, потому что он использует переработанные материалы или сам подлежит переработке. Металлические стеновые панели — отличный выбор для наружной облицовки, если вы хотите, чтобы ваш дом отличался высокой прочностью и современным стилем.
Доступный
Водостойкий
Универсальный
6. Сталь
Сталь – отличный выбор для металлической облицовки стен. Он очень прочный, но также обладает высокой устойчивостью к ржавчине. Сталь является наиболее рентабельной металлической облицовкой с точки зрения стоимости и имеет ожидаемый срок службы более 30 лет.
Всепогодный
Низкое водопоглощение
7. Алюминий
Алюминий является другим распространенным материалом для металлической облицовки как внутри, так и снаружи. Чтобы сохранить алюминиевую облицовку стен, домовладельцы должны осторожно мыть ее водой. Использование мыла может способствовать усилению коррозии, но если вас это беспокоит, поищите алюминиевую облицовку, специально разработанную для защиты от ржавчины или отслаивания.
Легкий
Экологичный
Низкие эксплуатационные расходы
8. Композитные материалы
Композитные материалы — это в основном материалы, изготовленные из резины или других прочных материалов, которые выглядят как настоящие, более дорогие материалы (например, шифер), но стоят намного дешевле. Композитный сланец или деревянная облицовка стен дешевле, но дает тот же эффект с точки зрения стиля, плюс за ними проще ухаживать.
Доступный
Универсальный
Подходит для любого места
Почему стоит выбрать облицовку стен?
Теперь, когда мы рассмотрели все преимущества и варианты облицовки стен, почему домовладелец должен предпочесть ее покраске или другим видам отделки? Повторим еще раз: облицовка стен может стать отличным способом:
Утеплите свой дом
Скройте любые дефекты или пятна на стенах
Уменьшите уровень шума в вашем доме
Увеличьте стоимость вашего дома
Сделайте свой дом более экологичным и экологичным
Станьте притчей во языцех благодаря уникальному дизайну
Итак, как видите, есть много причин, по которым стоит подумать о облицовке стен вашего дома.
 сталь
сталь 6
6 сталь
сталь 5
5
 В продольном сечении представляет полую гильзу со свободными торцевыми отверстиями. Внутри забивного анкера находиться металлический клин, который раздвигает усы задней части анкера. Для установки анкера в стену предварительно необходимо просверлить отверстие диаметром 10 мм., затем вставить анкер в отверстие. Далее вкручивается шпилька с диаметром М8.
В продольном сечении представляет полую гильзу со свободными торцевыми отверстиями. Внутри забивного анкера находиться металлический клин, который раздвигает усы задней части анкера. Для установки анкера в стену предварительно необходимо просверлить отверстие диаметром 10 мм., затем вставить анкер в отверстие. Далее вкручивается шпилька с диаметром М8. из сигма профиля RC19
из сигма профиля RC19 оцинкованная сталь, омега профиль PCS200 RC19
оцинкованная сталь, омега профиль PCS200 RC19 RC19
RC19 100 шт)
100 шт) 50-INOX Лоток проволочный 50х50 L3000 нержавеющая сталь AISI 304
50-INOX Лоток проволочный 50х50 L3000 нержавеющая сталь AISI 304 200-INOX Лоток проволочный 50х200 L3000 нержавеющая сталь AISI 304
200-INOX Лоток проволочный 50х200 L3000 нержавеющая сталь AISI 304 200 Лоток проволочный 30х200 L3000
200 Лоток проволочный 30х200 L3000 100 Лоток проволочный 50х100 L3000
100 Лоток проволочный 50х100 L3000 Крепление кабельных лотков к стене, потолку
Крепление кабельных лотков к стене, потолку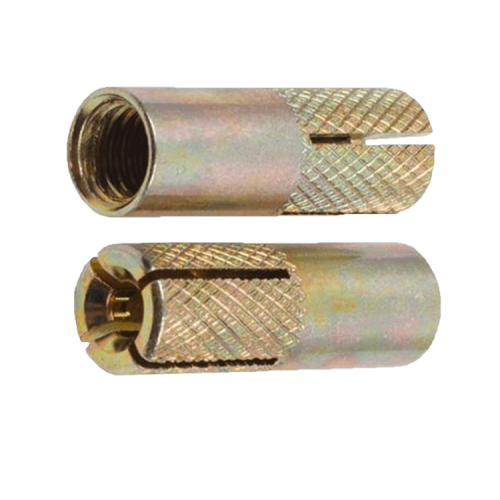 в упаковке)
в упаковке) 8 шестигранный оцинкованный
8 шестигранный оцинкованный Прямые поставки из Китая модулей вентиляторных, осевых вентиляторов, стоек 19 дюймов и медных 19 дюймовых шин .
Прямые поставки из Китая модулей вентиляторных, осевых вентиляторов, стоек 19 дюймов и медных 19 дюймовых шин . Выберите инструмент настройки, соответствующий вашим спецификациям якоря. Анкерный болт и U-образный болт также являются удобными креплениями для бетона.
Выберите инструмент настройки, соответствующий вашим спецификациям якоря. Анкерный болт и U-образный болт также являются удобными креплениями для бетона. ..
.. ..
.. ..
.. Оценка: 316
Оценка: 316 ..
.. ..
.. ..
.. ..
.. Выберите инструмент настройки, соответствующий вашим спецификациям якоря. Анкерный болт и U-образный болт также являются удобными креплениями для бетона.
Выберите инструмент настройки, соответствующий вашим спецификациям якоря. Анкерный болт и U-образный болт также являются удобными креплениями для бетона. ..
.. ..
.. ..
.. 0039 Stainless Steel Non-Flange Drop-In Anchors Material Grade: 316, sorted by Fastener Finish, ascending
0039 Stainless Steel Non-Flange Drop-In Anchors Material Grade: 316, sorted by Fastener Finish, ascending ..
.. ..
..
 Любые царапины и прочие дефекты на ней будут видны сквозь слой хрома, поэтому если требуется, то ее нужно буквально отполировать.
Любые царапины и прочие дефекты на ней будут видны сквозь слой хрома, поэтому если требуется, то ее нужно буквально отполировать. ru/7523-ocinkovka-stali-v-domashnih-uslovijah.html
ru/7523-ocinkovka-stali-v-domashnih-uslovijah.html Существует два основных метода:
Существует два основных метода:
 Наличие фосфора позволяет избавиться от серого оттенка на металле. Метод требует обязательного использования защитной экипировки.
Наличие фосфора позволяет избавиться от серого оттенка на металле. Метод требует обязательного использования защитной экипировки. Катодом служит деталь, к которой нужно прочно закрепить контактный провод.
Катодом служит деталь, к которой нужно прочно закрепить контактный провод. Хромовый ангидрид недоступен в свободной продаже.
Хромовый ангидрид недоступен в свободной продаже.
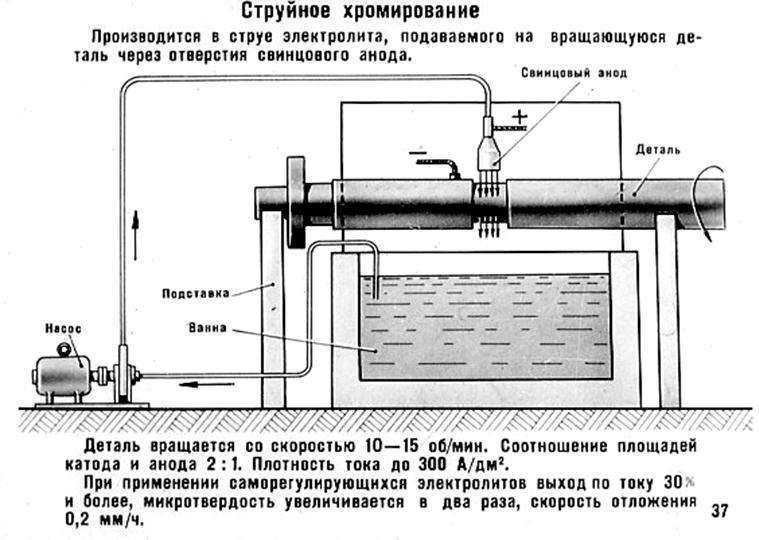

 Возникает при недостаточной температуре прогрева.
Возникает при недостаточной температуре прогрева. Используя электролиз, можно связать хром с металлами, такими как сталь, латунь, медь, алюминий и нержавеющая сталь, создавая блестящую поверхность. Помимо создания полированного слоя, этот элемент также предотвращает потускнение металлов. Однако помните, что для этого процесса требуются очень сильные химические вещества, поэтому перед началом процесса следует соблюдать осторожность. Обязательно наденьте защитные очки и перчатки, а также пылезащитную маску.
Используя электролиз, можно связать хром с металлами, такими как сталь, латунь, медь, алюминий и нержавеющая сталь, создавая блестящую поверхность. Помимо создания полированного слоя, этот элемент также предотвращает потускнение металлов. Однако помните, что для этого процесса требуются очень сильные химические вещества, поэтому перед началом процесса следует соблюдать осторожность. Обязательно наденьте защитные очки и перчатки, а также пылезащитную маску. Это включает в себя обезжиривание (раствором, например, щелочным очистителем) и удаление краски, ржавчины и грязи. Не забывайте, что жир с рук может вызвать проблемы, поэтому во время чистки надевайте перчатки. Чем тщательнее подготовлена поверхность, тем качественнее будет готовое покрытие. Измельчитель или буфер могут быть полезны для процесса. Если есть какие-либо зазубрины или вмятины, сгладьте их.
Это включает в себя обезжиривание (раствором, например, щелочным очистителем) и удаление краски, ржавчины и грязи. Не забывайте, что жир с рук может вызвать проблемы, поэтому во время чистки надевайте перчатки. Чем тщательнее подготовлена поверхность, тем качественнее будет готовое покрытие. Измельчитель или буфер могут быть полезны для процесса. Если есть какие-либо зазубрины или вмятины, сгладьте их. Эти ингредиенты также доступны в наборах для хромирования, которые также могут включать в себя необходимые инструменты. Химические вещества в растворе для хромирования являются канцерогенными, а также легковоспламеняющимися, поэтому с ними следует обращаться осторожно.
Эти ингредиенты также доступны в наборах для хромирования, которые также могут включать в себя необходимые инструменты. Химические вещества в растворе для хромирования являются канцерогенными, а также легковоспламеняющимися, поэтому с ними следует обращаться осторожно.
 НАДЕЕМСЯ ЖДЕМ!
НАДЕЕМСЯ ЖДЕМ! Поэтому, пожалуйста, начните с изучения правил, прежде чем покупать что-либо, и становитесь навсегда ответственным за это .
Поэтому, пожалуйста, начните с изучения правил, прежде чем покупать что-либо, и становитесь навсегда ответственным за это . com — Пайн-Бич, Нью-Джерси
com — Пайн-Бич, Нью-Джерси
 com — Пайн-Бич, Нью-Джерси
com — Пайн-Бич, Нью-Джерси com)
com) Я думаю, вы можете начать с меньшего размера и с решения для покрытия без хрома.
Я думаю, вы можете начать с меньшего размера и с решения для покрытия без хрома. д. Это большая работа.
д. Это большая работа.
 Здесь, на этом сайте, есть все, что вам нужно, бесплатно, чтобы рассказать людям все, что вы хотите, о том, что вы узнали за годы, проведенные дома.
Здесь, на этом сайте, есть все, что вам нужно, бесплатно, чтобы рассказать людям все, что вы хотите, о том, что вы узнали за годы, проведенные дома.
 Так что приступайте к делу, или ваш пост просто пустое нытье?
Так что приступайте к делу, или ваш пост просто пустое нытье? Я знаю двух руководителей гальванического цеха, которым пришлось нелегко.
Я знаю двух руководителей гальванического цеха, которым пришлось нелегко. Я работал там подростком. Сейчас мне за пятьдесят. Хромирование на заказ — это все, что я когда-либо делал. Я управляю бизнесом. Я знаю каждый аспект. Я сделал все. Зачистка металла, полировка, дробеструйная очистка, очистка и активация для гальванопокрытия, цианирование, кислотное меднение, никелирование, хромирование, работа с клиентами, отчеты в различные агентства (EPA, DNR, местные канализационные районы и т. д.) Весь учет и начисление заработной платы. Я знаю, что упускаю несколько вещей, но думаю, Тед меня поймет.
Я работал там подростком. Сейчас мне за пятьдесят. Хромирование на заказ — это все, что я когда-либо делал. Я управляю бизнесом. Я знаю каждый аспект. Я сделал все. Зачистка металла, полировка, дробеструйная очистка, очистка и активация для гальванопокрытия, цианирование, кислотное меднение, никелирование, хромирование, работа с клиентами, отчеты в различные агентства (EPA, DNR, местные канализационные районы и т. д.) Весь учет и начисление заработной платы. Я знаю, что упускаю несколько вещей, но думаю, Тед меня поймет. М. В. Янсену: как насчет некоторых деталей. Я хочу подправить пару пятен хромированного листового металла.
М. В. Янсену: как насчет некоторых деталей. Я хочу подправить пару пятен хромированного листового металла. Привет, Майкл. «Горшок» может быть литьем под давлением из цинка или алюминия (они выглядят почти одинаково, хотя алюминий намного легче). Но в автомобиле 1968 года, вероятно, использовалось цинковое литье под давлением, а не алюминий, поэтому цинкование, вероятно, не требуется.
Привет, Майкл. «Горшок» может быть литьем под давлением из цинка или алюминия (они выглядят почти одинаково, хотя алюминий намного легче). Но в автомобиле 1968 года, вероятно, использовалось цинковое литье под давлением, а не алюминий, поэтому цинкование, вероятно, не требуется. Умеренная рябь в ваших глазах может быть легкой или сильной рябью в чьих-то глазах 🙂
Умеренная рябь в ваших глазах может быть легкой или сильной рябью в чьих-то глазах 🙂 Ваша батарея AAA не перемещает много металла внутри себя, поэтому она не может перемещать много металла снаружи.
Ваша батарея AAA не перемещает много металла внутри себя, поэтому она не может перемещать много металла снаружи. И вы должны платить за повторное запечатывание хлама, восстановление хлама, а это значит, что хлам всех остальных хранится вместе с ним. Я просто хочу знать, поскольку я только начинаю, какую справедливую цену платить за покрытие. Я восстанавливаю старую машину и хочу покрыть бамперы и т.д. Какова справедливая цена?
И вы должны платить за повторное запечатывание хлама, восстановление хлама, а это значит, что хлам всех остальных хранится вместе с ним. Я просто хочу знать, поскольку я только начинаю, какую справедливую цену платить за покрытие. Я восстанавливаю старую машину и хочу покрыть бамперы и т.д. Какова справедливая цена? Переделка одного старого бампера требует гораздо больше труда, чем изготовление с нуля нового серийного. Так что, к сожалению, он будет стоить как минимум столько же, сколько новый бампер; а замена старого отлитого под давлением украшения капота может легко стоить в сто раз дороже нового.
Переделка одного старого бампера требует гораздо больше труда, чем изготовление с нуля нового серийного. Так что, к сожалению, он будет стоить как минимум столько же, сколько новый бампер; а замена старого отлитого под давлением украшения капота может легко стоить в сто раз дороже нового.

 Поэтому я настоятельно рекомендую людям попробовать поработать лето в гальваническом цеху, прежде чем добровольно взять на себя вечную ответственность за токсичные химикаты, которые вам придется покупать.
Поэтому я настоятельно рекомендую людям попробовать поработать лето в гальваническом цеху, прежде чем добровольно взять на себя вечную ответственность за токсичные химикаты, которые вам придется покупать. Мне потребовалось несколько попыток, но, наконец, после пятой я понял это.
Мне потребовалось несколько попыток, но, наконец, после пятой я понял это.
 Технологическая наследственность в машиностроительном производстве. М.: Изд-во МАИ, 2003. 364 c.
Технологическая наследственность в машиностроительном производстве. М.: Изд-во МАИ, 2003. 364 c.
 2015. №3, (123). С. 15–19.
2015. №3, (123). С. 15–19.
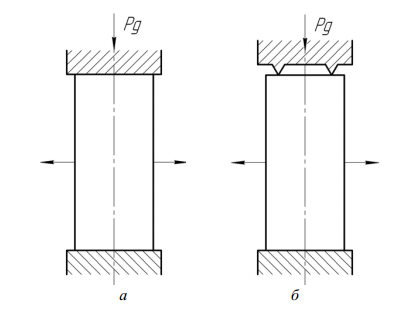 2017. №5 (71). С. 38–43.
2017. №5 (71). С. 38–43.

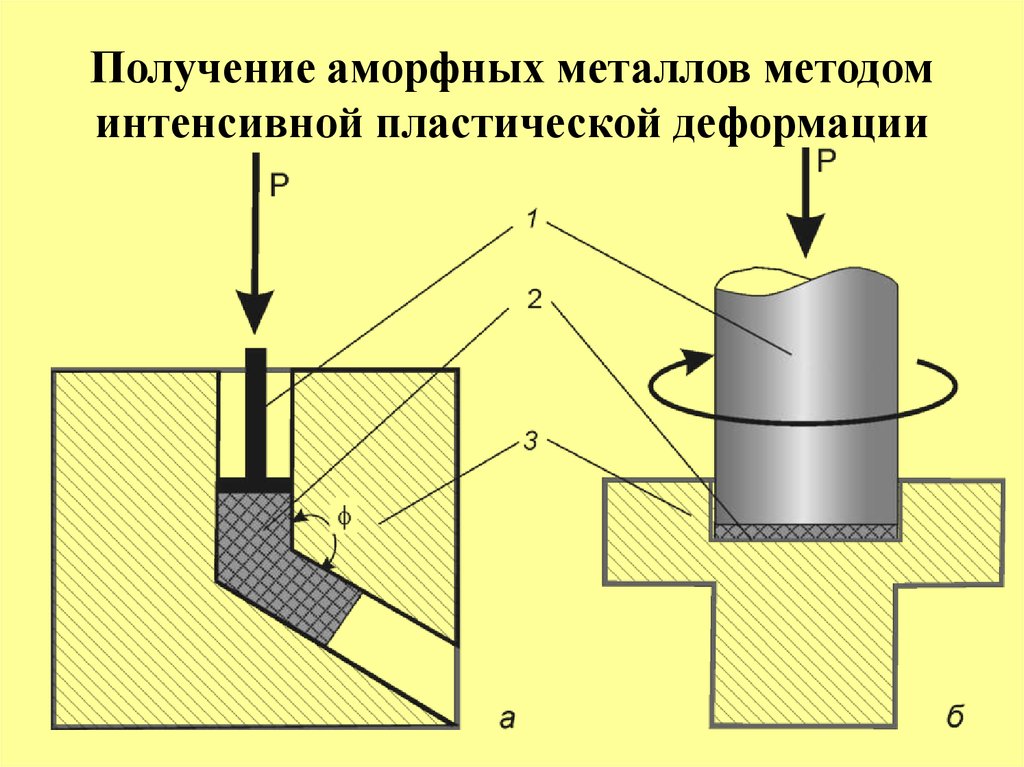 Поверхностное пластическое деформирование повышает усталостную прочность, контактную выносливость, твердость. В результате обработки возникают благоприятные сжимающие остаточные напряжения в поверхностном слое. Методики позволяют улучшить класс шероховатости поверхности на 2-3 класса, позволяют проводить обработку материалов твердостью до 40-45HRC.
Поверхностное пластическое деформирование повышает усталостную прочность, контактную выносливость, твердость. В результате обработки возникают благоприятные сжимающие остаточные напряжения в поверхностном слое. Методики позволяют улучшить класс шероховатости поверхности на 2-3 класса, позволяют проводить обработку материалов твердостью до 40-45HRC. д.
д.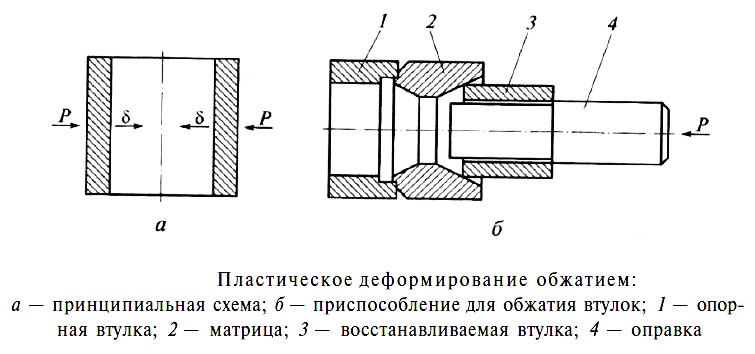 com/products/burnishing-tools/
com/products/burnishing-tools/ Г. «Упрочнение и отделка деталей поверхностным пластическим деформированием. Справочник. Машиностроение.» 1987 г., 328 стр.
Г. «Упрочнение и отделка деталей поверхностным пластическим деформированием. Справочник. Машиностроение.» 1987 г., 328 стр.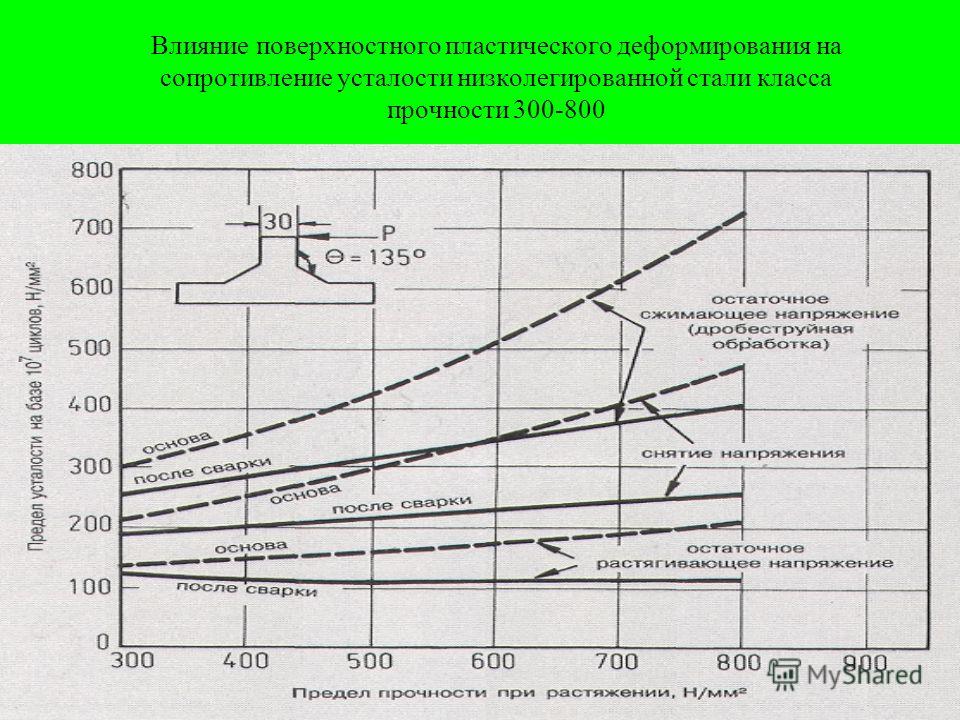 Трибол. Междунар. 2018;125:169–199. doi: 10.1016/j.triboint.2018.02.005. [CrossRef] [Google Scholar]
Трибол. Междунар. 2018;125:169–199. doi: 10.1016/j.triboint.2018.02.005. [CrossRef] [Google Scholar]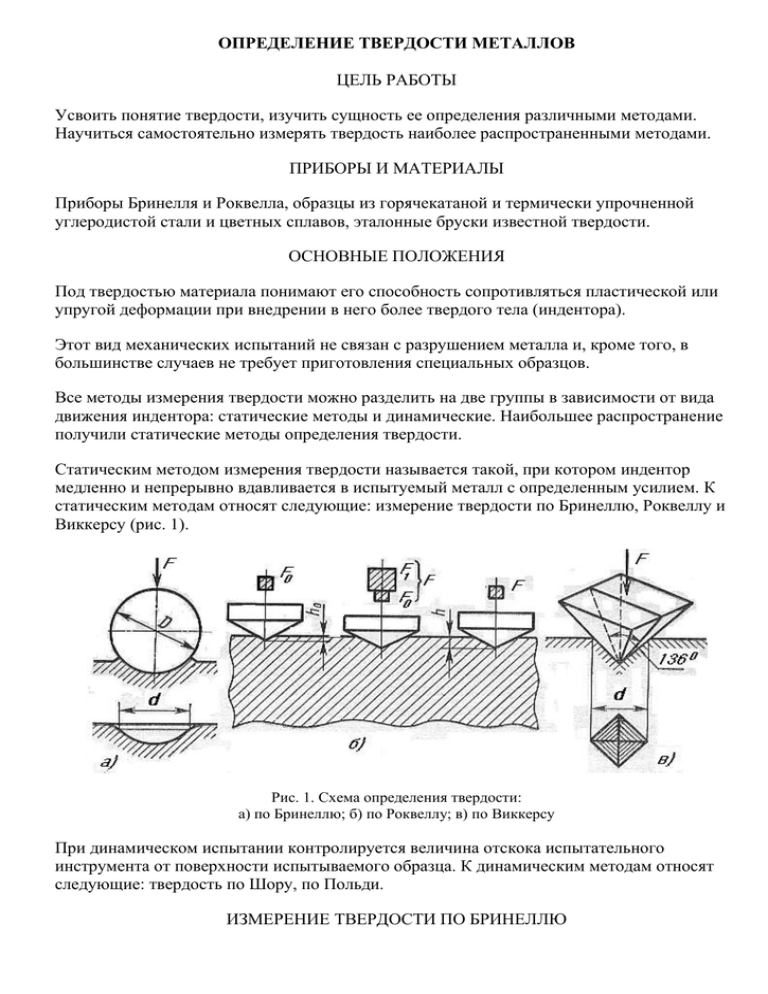 Носить. 2021; 474–475:203866. doi: 10.1016/j.wear.2021.203866. [CrossRef] [Google Scholar]
Носить. 2021; 474–475:203866. doi: 10.1016/j.wear.2021.203866. [CrossRef] [Google Scholar]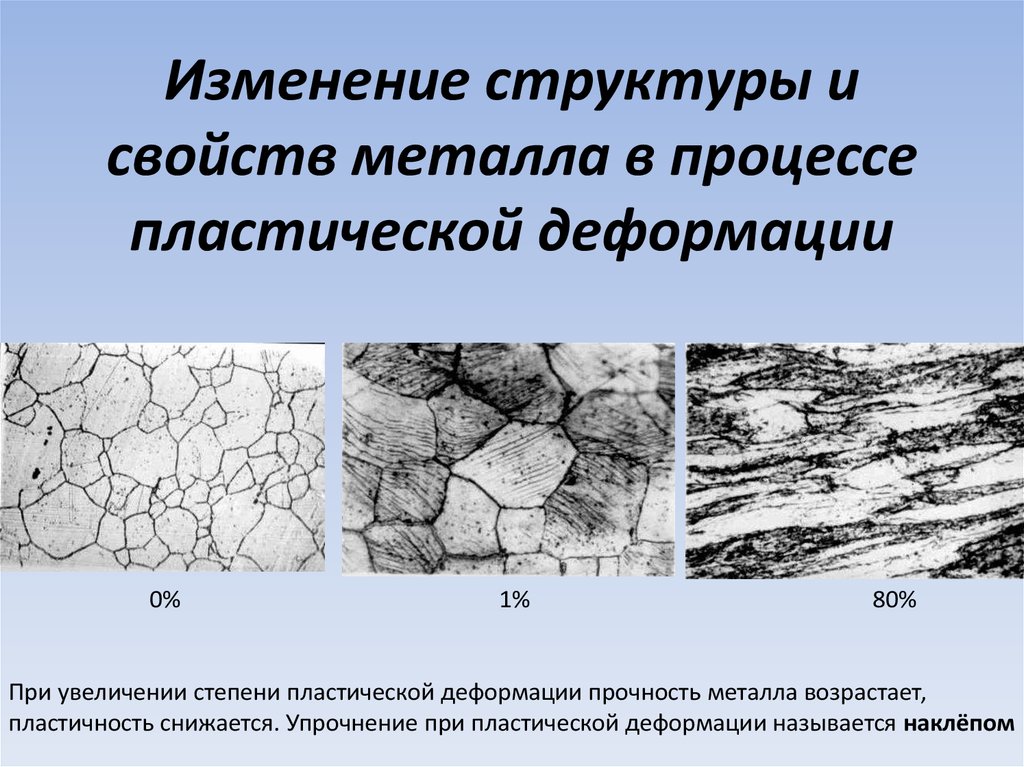 Экспериментальное исследование и модель усталостного повреждения при фреттинг-усталости. Трибол. Междунар. 2014;79:183–196. doi: 10.1016/j.triboint.2014.06.006. [CrossRef] [Google Scholar]
Экспериментальное исследование и модель усталостного повреждения при фреттинг-усталости. Трибол. Междунар. 2014;79:183–196. doi: 10.1016/j.triboint.2014.06.006. [CrossRef] [Google Scholar]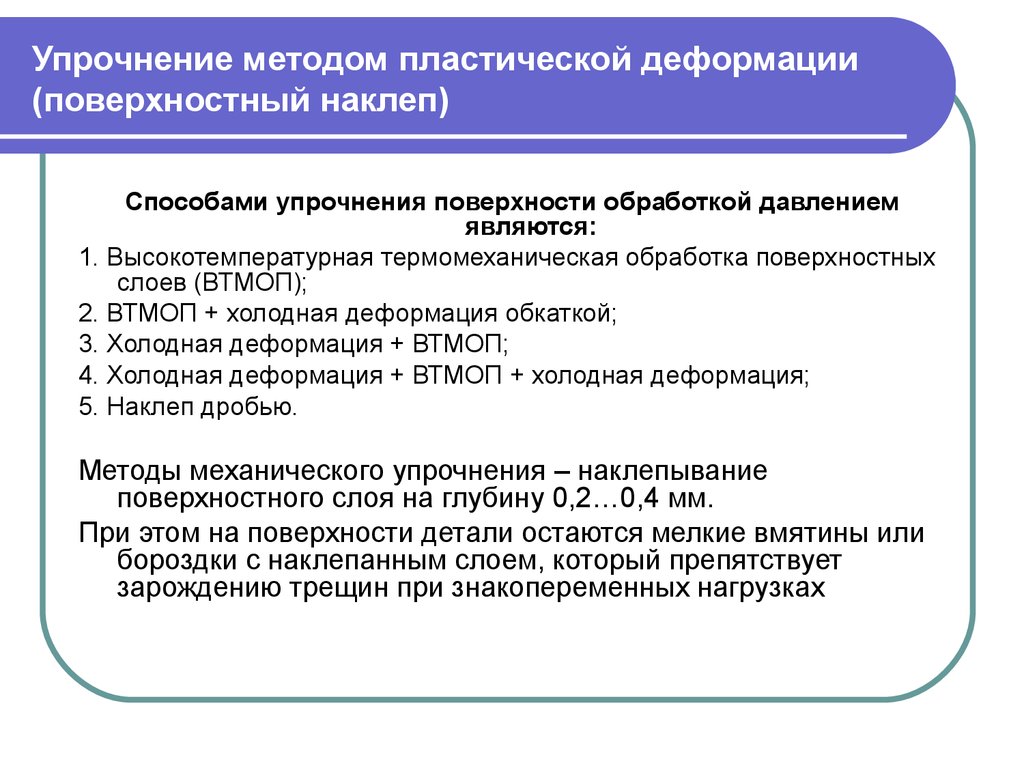 Матер. науч. англ. А. 2021; 800:140308. doi: 10.1016/j.msea.2020.140308. [Перекрестная ссылка] [Академия Google]
Матер. науч. англ. А. 2021; 800:140308. doi: 10.1016/j.msea.2020.140308. [Перекрестная ссылка] [Академия Google] 1016/j.surfcoat.2011.10.035. [CrossRef] [Google Scholar]
1016/j.surfcoat.2011.10.035. [CrossRef] [Google Scholar] Матер. науч. англ. 1981; 50: 127–136. doi: 10.1016/0025-5416(81)
Матер. науч. англ. 1981; 50: 127–136. doi: 10.1016/0025-5416(81) doi: 10.1016/j.wear.2013.05.012. [Перекрестная ссылка] [Академия Google]
doi: 10.1016/j.wear.2013.05.012. [Перекрестная ссылка] [Академия Google]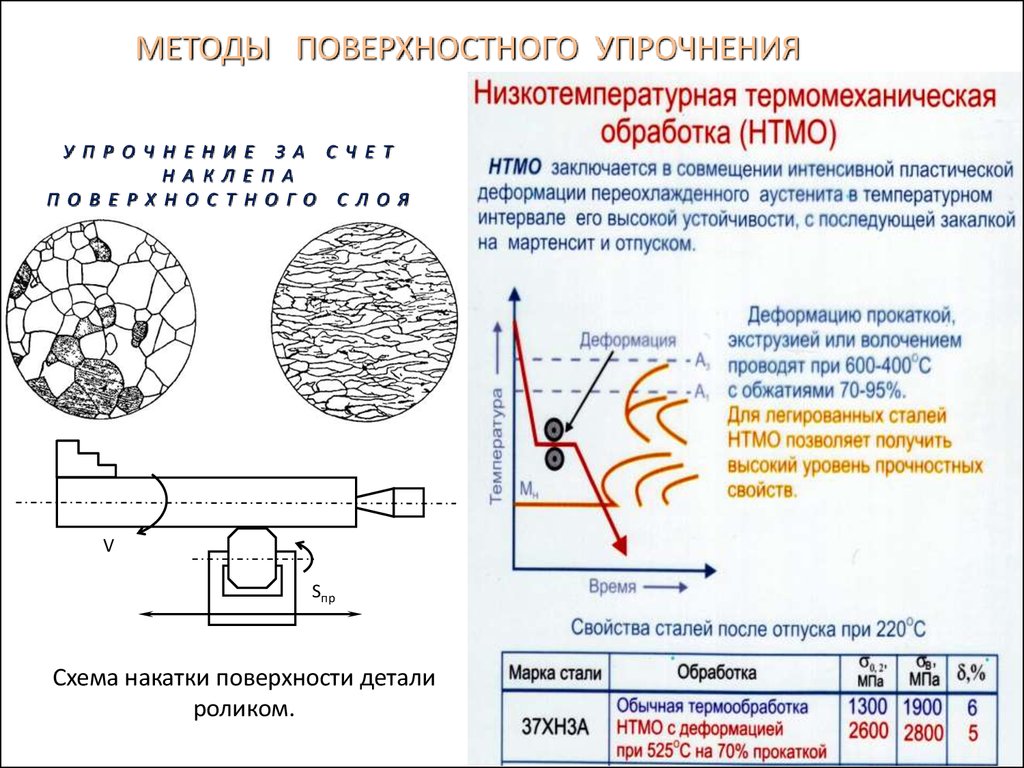 Междунар. Дж. Усталость. 2020;139:105782. doi: 10.1016/j.ijfatigue.2020.105782. [CrossRef] [Google Scholar]
Междунар. Дж. Усталость. 2020;139:105782. doi: 10.1016/j.ijfatigue.2020.105782. [CrossRef] [Google Scholar] 07.019. [CrossRef] [Google Scholar]
07.019. [CrossRef] [Google Scholar]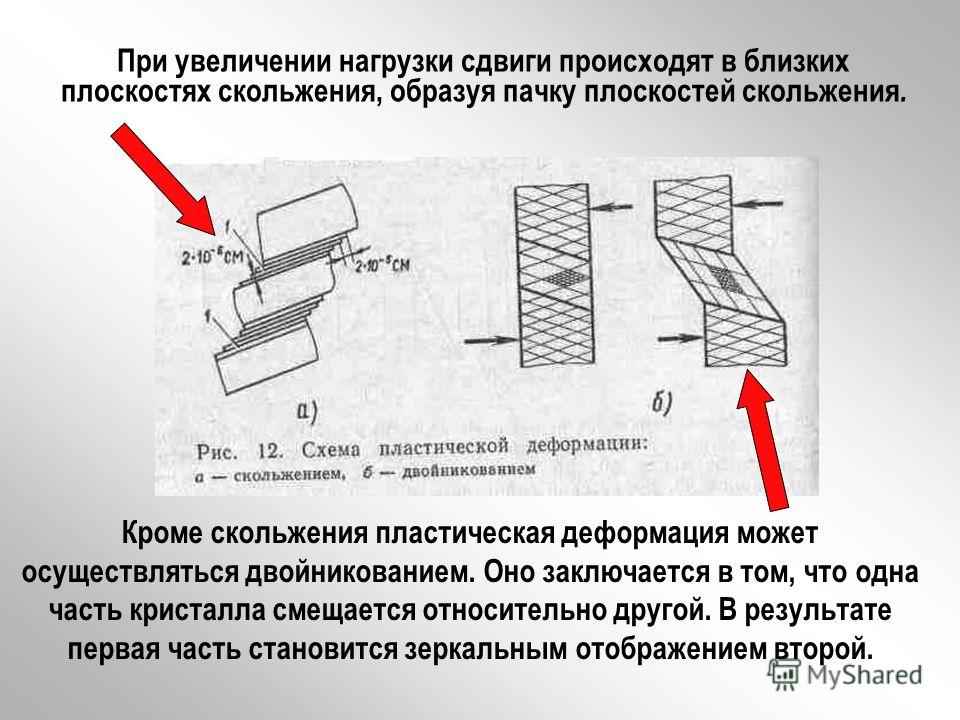 [CrossRef] [Google Scholar]
[CrossRef] [Google Scholar]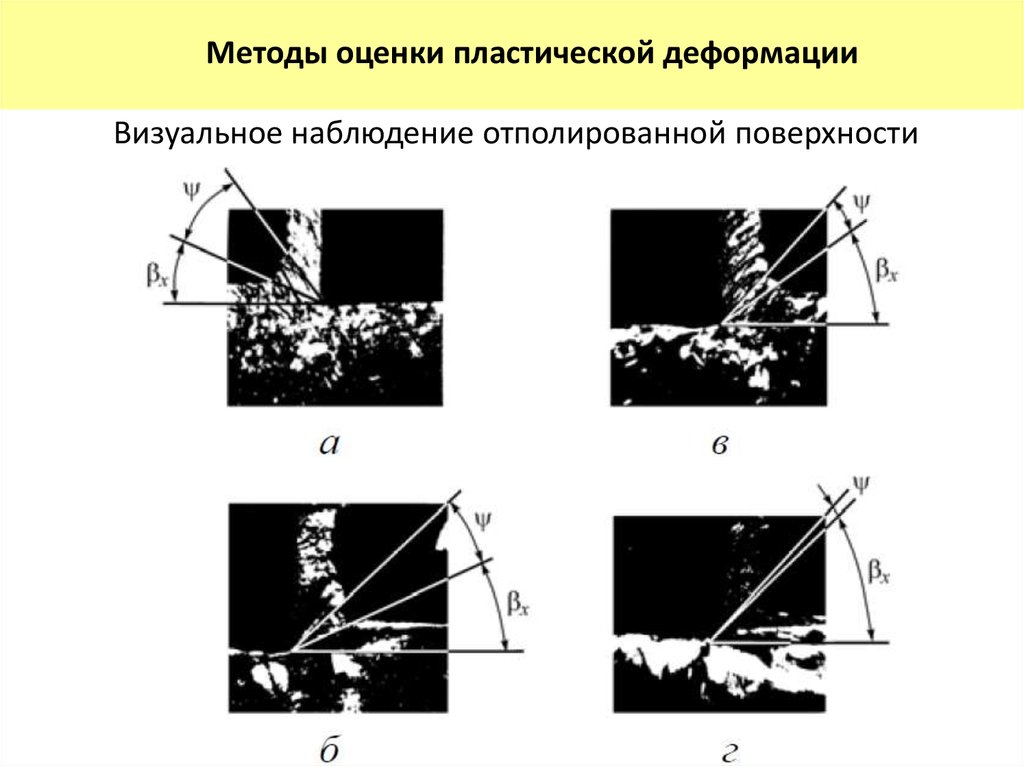 [CrossRef] [Google Scholar]
[CrossRef] [Google Scholar] Междунар. Дж. Пласт. 2020;134:102753. doi: 10.1016/j.ijplas.2020.102753. [CrossRef] [Google Scholar]
Междунар. Дж. Пласт. 2020;134:102753. doi: 10.1016/j.ijplas.2020.102753. [CrossRef] [Google Scholar] Серф. Пальто. Технол. 2019; 374: 763–773. doi: 10.1016/j.surfcoat.2019.06.045. [CrossRef] [Google Scholar]
Серф. Пальто. Технол. 2019; 374: 763–773. doi: 10.1016/j.surfcoat.2019.06.045. [CrossRef] [Google Scholar] Goh C.-H., Neu R.W., McDowell D.L. Кристаллографическая пластичность при фреттинге Ti–6AL–4V. Междунар. Дж. Пласт. 2003;19:1627–1650. doi: 10.1016/S0749-6419(02)00039-6. [CrossRef] [Google Scholar]
Goh C.-H., Neu R.W., McDowell D.L. Кристаллографическая пластичность при фреттинге Ti–6AL–4V. Междунар. Дж. Пласт. 2003;19:1627–1650. doi: 10.1016/S0749-6419(02)00039-6. [CrossRef] [Google Scholar]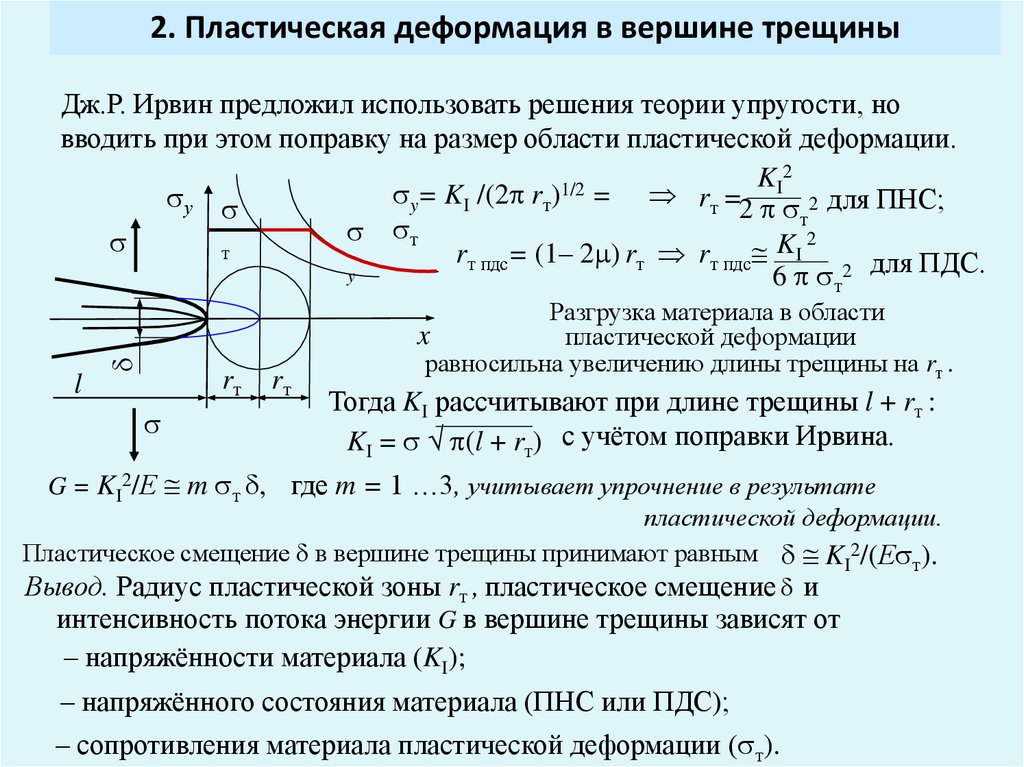 мех. Матер. 1982; 1: 63–73. doi: 10.1016/0167-6636(82)
мех. Матер. 1982; 1: 63–73. doi: 10.1016/0167-6636(82)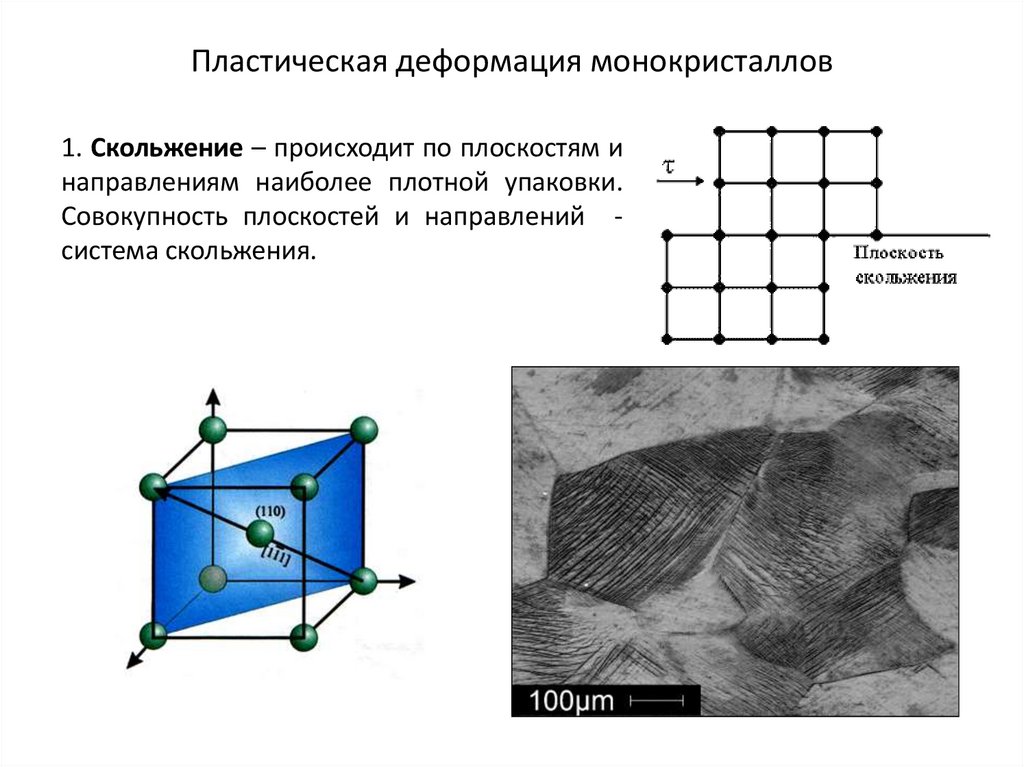 08.001. [CrossRef] [Google Scholar]
08.001. [CrossRef] [Google Scholar] Дин Дж., Хоутон Д., Уильямс Э., Лин С. Простые параметры для прогнозирования влияния повреждения поверхности на фреттинг-усталость. Междунар. Дж. Усталость. 2011;33:332–342. doi: 10.1016/j.ijfatigue.2010.09.008. [CrossRef] [Google Scholar]
Дин Дж., Хоутон Д., Уильямс Э., Лин С. Простые параметры для прогнозирования влияния повреждения поверхности на фреттинг-усталость. Междунар. Дж. Усталость. 2011;33:332–342. doi: 10.1016/j.ijfatigue.2010.09.008. [CrossRef] [Google Scholar]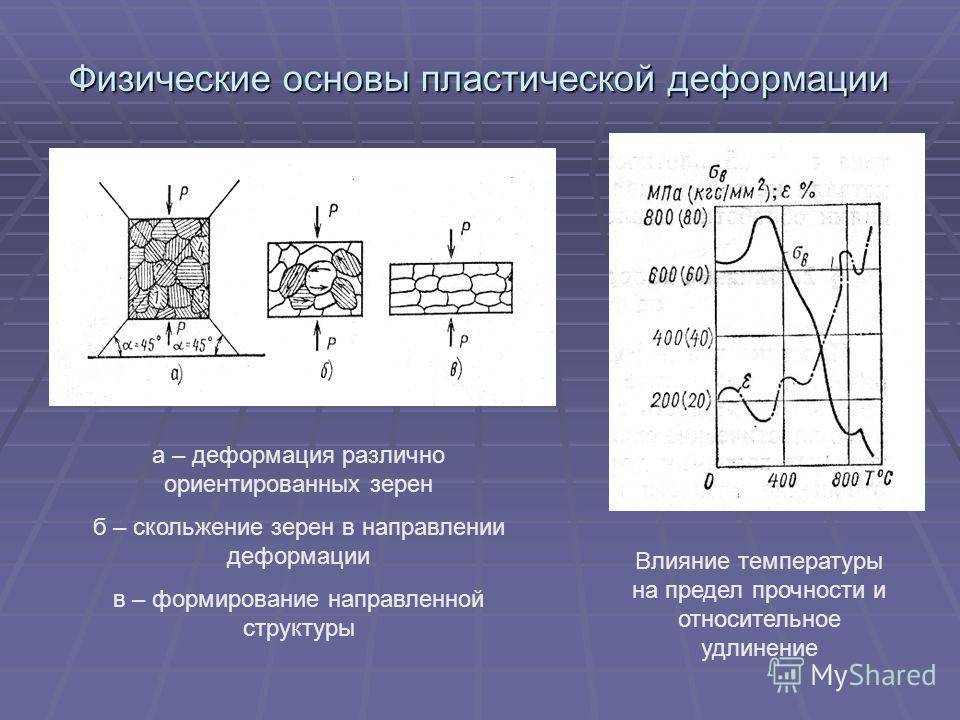 Эксп. мех. 2014;54:957–969. doi: 10.1007/s11340-014-9883-1. [CrossRef] [Google Scholar]
Эксп. мех. 2014;54:957–969. doi: 10.1007/s11340-014-9883-1. [CrossRef] [Google Scholar] Нац. Матер. 2009; 8: 95–100. doi: 10.1038/nmat2370. [PubMed] [CrossRef] [Академия Google]
Нац. Матер. 2009; 8: 95–100. doi: 10.1038/nmat2370. [PubMed] [CrossRef] [Академия Google] org
org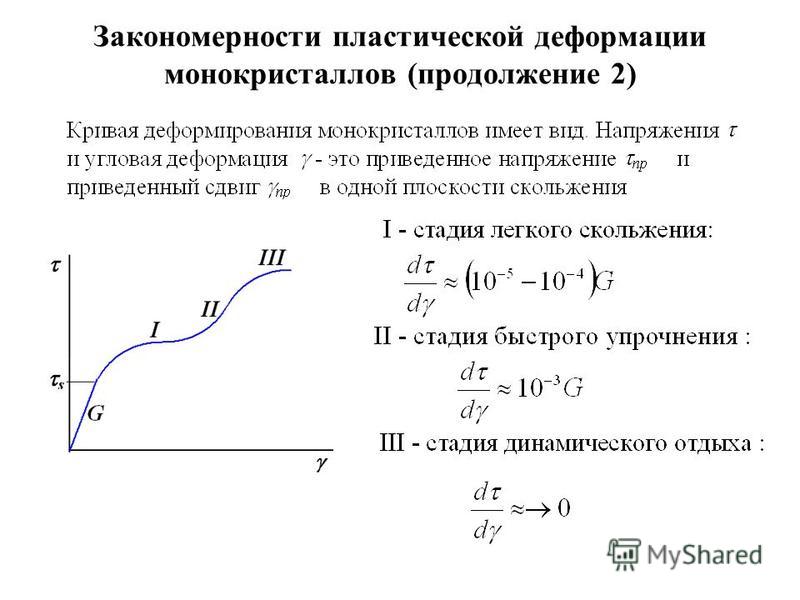
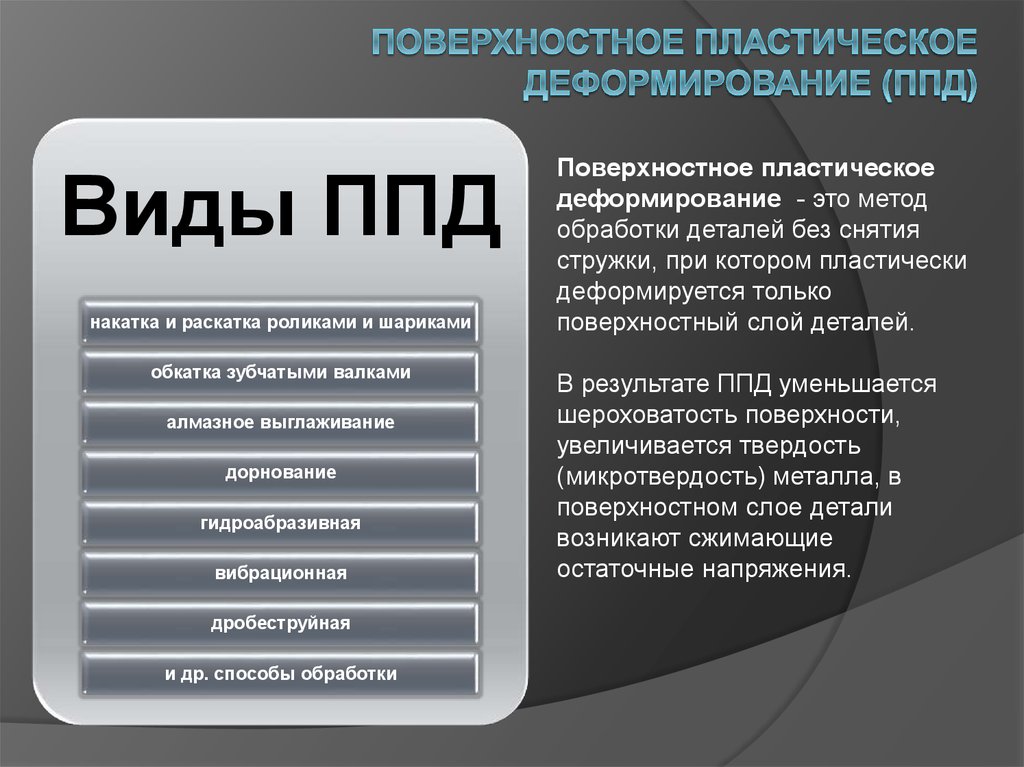

 На основе этого будут проводится расчеты по стандартам ГОСТа. Для разного размера того же гвоздя имеется определенный для него вес на одну штуку. Вы всегда можете найти точную цифру того сколько должен весить данный болт такого-то размера.
На основе этого будут проводится расчеты по стандартам ГОСТа. Для разного размера того же гвоздя имеется определенный для него вес на одну штуку. Вы всегда можете найти точную цифру того сколько должен весить данный болт такого-то размера.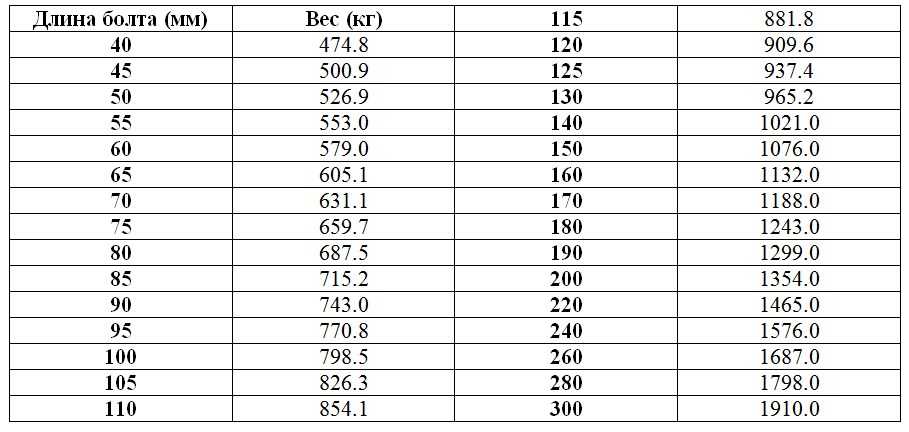 Они могут быть самые разнообразные, прятаться внутри перекрытий и стен или быть на виду, выступая соединителями деталей различных конструкций. Разнообразие форм и сфер применений болтов огромно. Остановимся более подробно на классификации этих метизов и наиболее востребованных их видах.
Они могут быть самые разнообразные, прятаться внутри перекрытий и стен или быть на виду, выступая соединителями деталей различных конструкций. Разнообразие форм и сфер применений болтов огромно. Остановимся более подробно на классификации этих метизов и наиболее востребованных их видах. При натяжении высокопрочных болтов за их головку величину крутящего момента следует увеличить на 5%.
При натяжении высокопрочных болтов за их головку величину крутящего момента следует увеличить на 5%.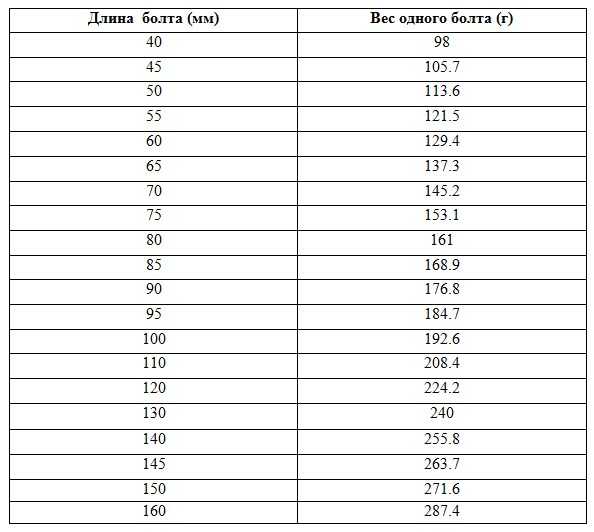 6, 6.6, 8.8, 10.9, 12.9
6, 6.6, 8.8, 10.9, 12.9 Производится болт из нержавеющей и углеродистой стали, а также возможно исполнение из латуни. Имеет зарубежный аналог по DIN 933.
Производится болт из нержавеющей и углеродистой стали, а также возможно исполнение из латуни. Имеет зарубежный аналог по DIN 933.
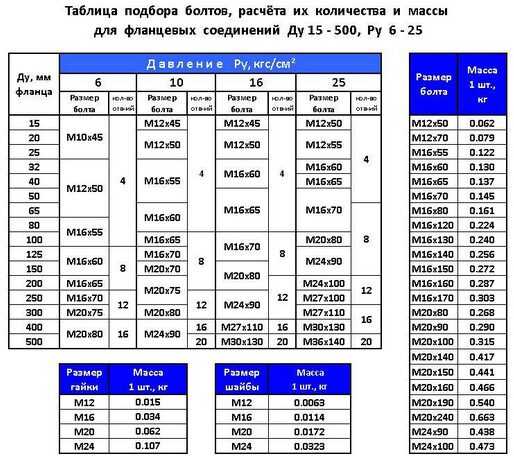 Имеет зарубежный аналог по DIN 580. Один рым-болт имеет вес:
Имеет зарубежный аналог по DIN 580. Один рым-болт имеет вес: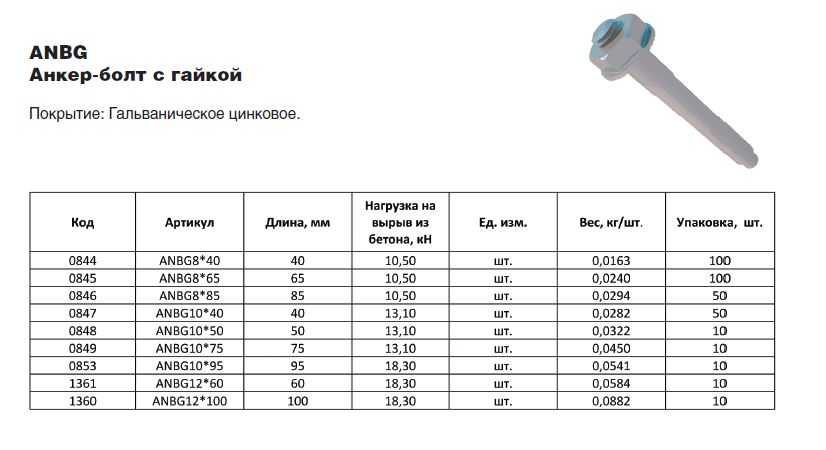 Вес одного анкера:
Вес одного анкера: 8, без покрытия
8, без покрытия Рассмотрим, из чего состоит «шифр»:
Рассмотрим, из чего состоит «шифр»: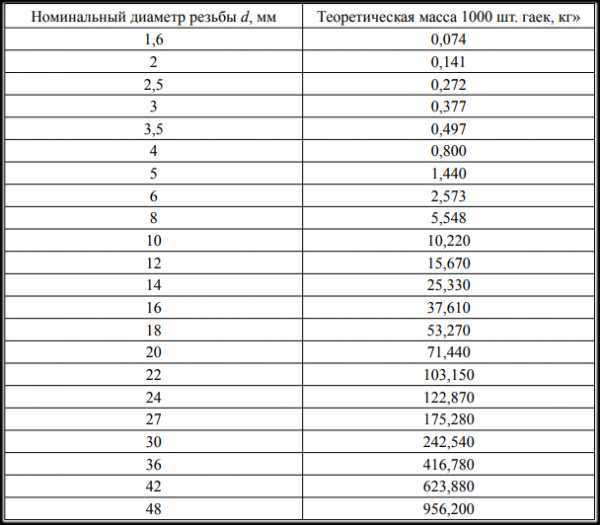

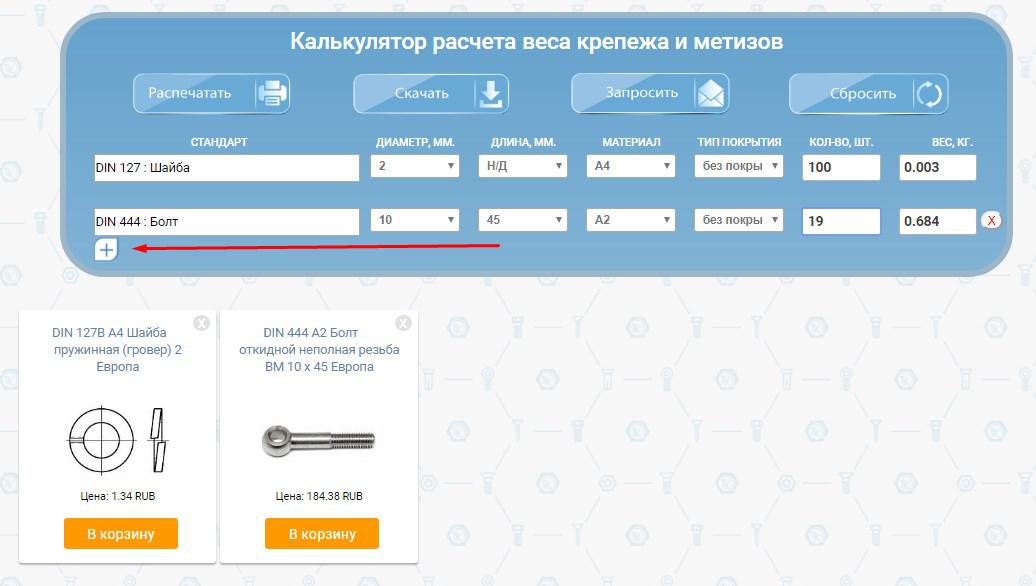 В случае невозможности устранить прокручивание элемент заменяют.
В случае невозможности устранить прокручивание элемент заменяют. мм. Если число после точки перемножить на 10, то результатом станет размер предела текучести. Он обозначает то напряжение, по достижении которого вступает в силу необратимый процесс пластической деформации.
мм. Если число после точки перемножить на 10, то результатом станет размер предела текучести. Он обозначает то напряжение, по достижении которого вступает в силу необратимый процесс пластической деформации. В стандарте показаны данные на чертежах и их обозначение в таблицах металлов. Остаётся лишь найти нужные данные в таблице и соответствующую им массу. Она указана для погонного метра. Далее, пересчёт делается на нужную длину.
В стандарте показаны данные на чертежах и их обозначение в таблицах металлов. Остаётся лишь найти нужные данные в таблице и соответствующую им массу. Она указана для погонного метра. Далее, пересчёт делается на нужную длину.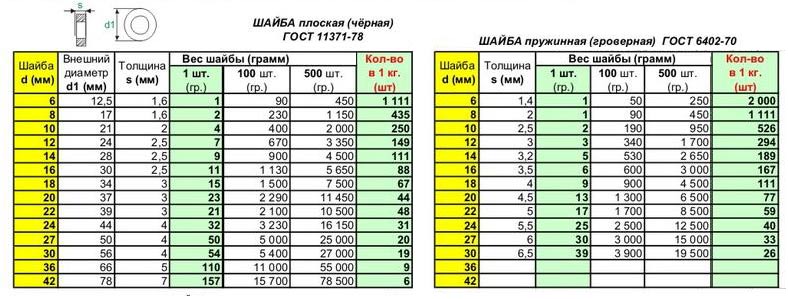
 Для плотности — кг/м³ или грамм/см³. Для объёма —м³ (или см³). Такие вычисления будут верны.
Для плотности — кг/м³ или грамм/см³. Для объёма —м³ (или см³). Такие вычисления будут верны. 750
750 000
000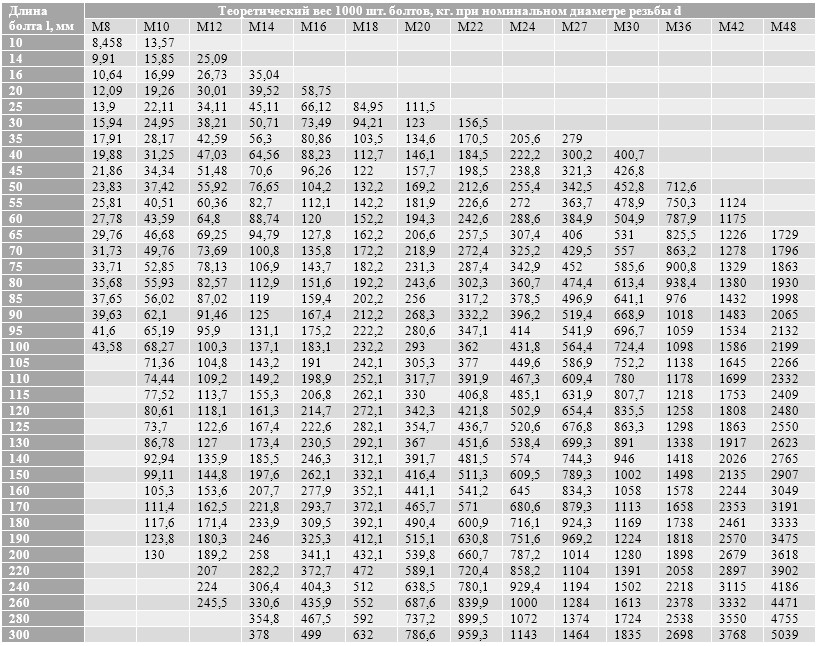 000
000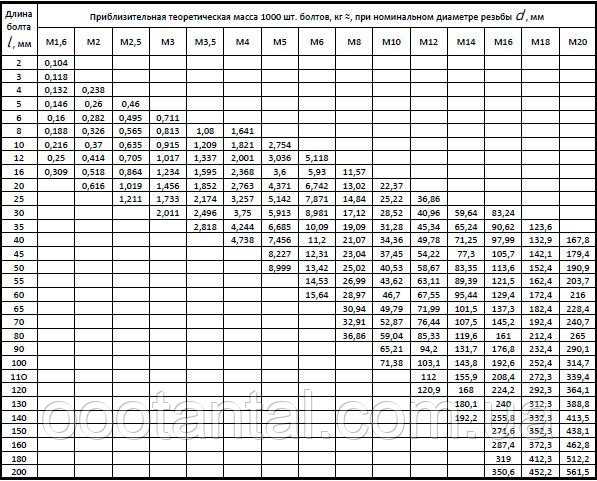 1
1 1
1 3
3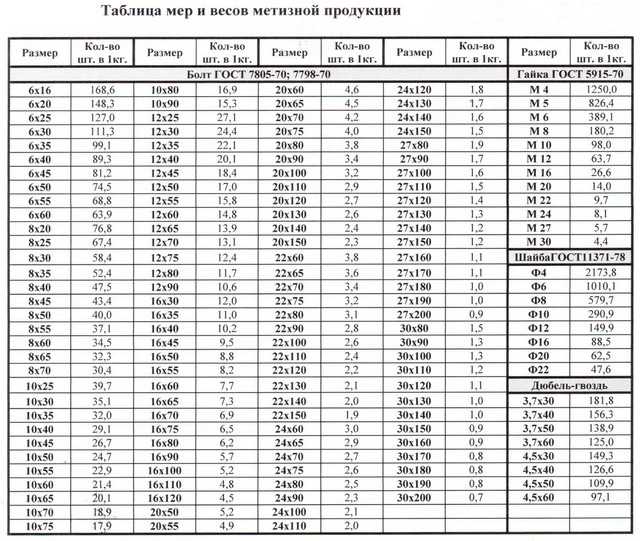 1
1 1
1 Плотность материала варьируется от материала к материалу. Плотность стали марки 304 составляет 7,85 грамма на кубический сантиметр, супердуплексной стали – 7,8, сплава никеля 200 – 8,89..
Плотность материала варьируется от материала к материалу. Плотность стали марки 304 составляет 7,85 грамма на кубический сантиметр, супердуплексной стали – 7,8, сплава никеля 200 – 8,89.. 107
107 Калькулятор веса шпильки учитывает объем шпильки и плотность счета. Вес получается путем умножения объема на плотность.
Калькулятор веса шпильки учитывает объем шпильки и плотность счета. Вес получается путем умножения объема на плотность. 4,3060 кг. 16,6800 кг. 5,1180 кг. 10.1200 кг. 17,8200 кг.
4,3060 кг. 16,6800 кг. 5,1180 кг. 10.1200 кг. 17,8200 кг..jpg)
 заготовка квадратн. сечения для сортов. проката 4 буквы
заготовка квадратн. сечения для сортов. проката 4 буквы
 Ответы на сегодняшние кроссворды можно легко найти, так что вам не придется ждать завтрашней газеты или обманывать приложение, чтобы узнать решения. Используйте этот помощник по кроссвордам, чтобы вводить подсказки кроссвордов, искать определенные слова по количеству букв или читать наше руководство, чтобы узнать новые, различные стратегии решения вашего ежедневного кроссворда. Помощь, наконец, здесь, в нашем окончательном руководстве по решению кроссвордов!
Ответы на сегодняшние кроссворды можно легко найти, так что вам не придется ждать завтрашней газеты или обманывать приложение, чтобы узнать решения. Используйте этот помощник по кроссвордам, чтобы вводить подсказки кроссвордов, искать определенные слова по количеству букв или читать наше руководство, чтобы узнать новые, различные стратегии решения вашего ежедневного кроссворда. Помощь, наконец, здесь, в нашем окончательном руководстве по решению кроссвордов! Есть две основные стратегии для получения помощи в разгадывании кроссвордов: введите подсказку и получите ответы с помощью нашего средства отслеживания кроссвордов, или попробуйте наш решатель слов, чтобы найти конкретное слово по имеющимся у вас буквам и размеру пространства, которое вам нужно заполнить. в.
Есть две основные стратегии для получения помощи в разгадывании кроссвордов: введите подсказку и получите ответы с помощью нашего средства отслеживания кроссвордов, или попробуйте наш решатель слов, чтобы найти конкретное слово по имеющимся у вас буквам и размеру пространства, которое вам нужно заполнить. в.
 Люди часто спрашивают: «Каковы ответы на сегодняшний LA Times кроссворд?»
Люди часто спрашивают: «Каковы ответы на сегодняшний LA Times кроссворд?»



 ”
” этот список распространенных идиом если вам трудно.
этот список распространенных идиом если вам трудно. Например, если речь идет о балете, простым ответом на вопрос «больное место для танцоров» может быть «носок».
Например, если речь идет о балете, простым ответом на вопрос «больное место для танцоров» может быть «носок». Не ждите, что сразу станете волшебником в сложном кроссворде!
Не ждите, что сразу станете волшебником в сложном кроссворде! Их также можно найти в нескольких изданиях в Америке, например The New Yorker .
Их также можно найти в нескольких изданиях в Америке, например The New Yorker .
 Вот несколько мест, где вы можете сделать свои собственные бесплатные печатные кроссворды для детей:
Вот несколько мест, где вы можете сделать свои собственные бесплатные печатные кроссворды для детей: Если вы используете простую или бесплатную программу для создания кроссвордов, вы можете перейти к созданию своего списка подсказок. Если вы хотите создать подробный, профессионально выглядящий кроссворд, вам нужно сначала наметить сетку, прежде чем переходить к следующему шагу. Профессиональные сетки обычно представляют собой симметричные квадраты; The New York Times Кроссворды обычно имеют размер 15 на 15 квадратов.
Если вы используете простую или бесплатную программу для создания кроссвордов, вы можете перейти к созданию своего списка подсказок. Если вы хотите создать подробный, профессионально выглядящий кроссворд, вам нужно сначала наметить сетку, прежде чем переходить к следующему шагу. Профессиональные сетки обычно представляют собой симметричные квадраты; The New York Times Кроссворды обычно имеют размер 15 на 15 квадратов. Например, ответ «Орео» может быть «печенье с кремовой начинкой», «угощение Набиско» или «популярный вкус мороженого». Нестандартное мышление усложнит решение кроссворда. В более сложных подсказках могут использоваться такие приемы, как омонимы или перестановки. (См. наши заметки о загадочных кроссвордах.)
Например, ответ «Орео» может быть «печенье с кремовой начинкой», «угощение Набиско» или «популярный вкус мороженого». Нестандартное мышление усложнит решение кроссворда. В более сложных подсказках могут использоваться такие приемы, как омонимы или перестановки. (См. наши заметки о загадочных кроссвордах.)






 08
08
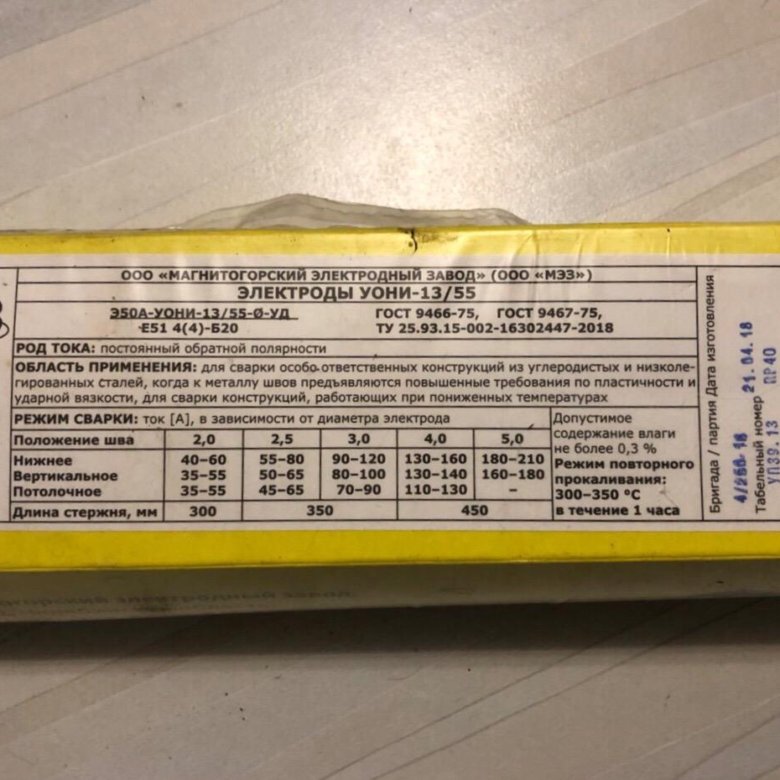 52
52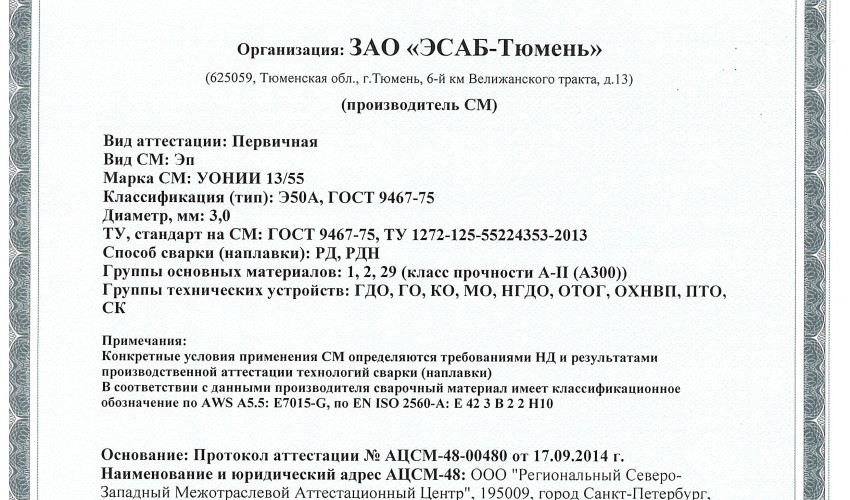 35
35 03
03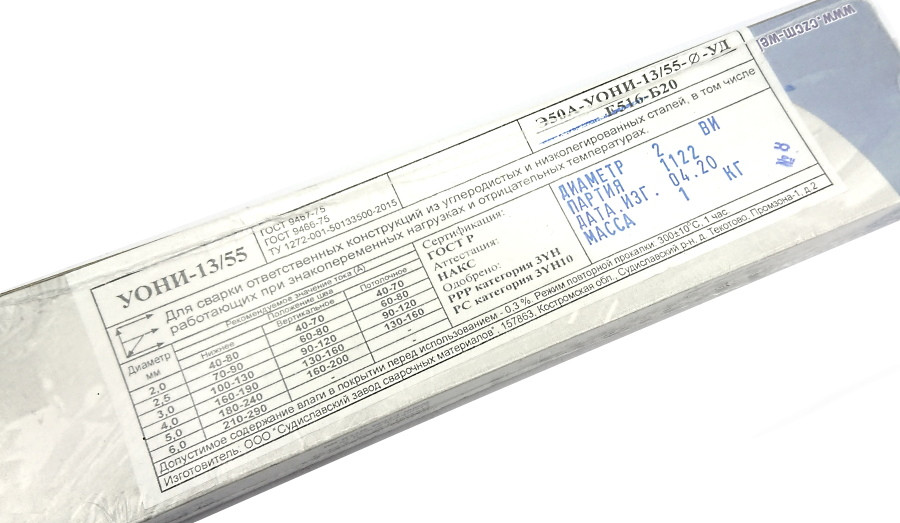 Типы».
Типы».
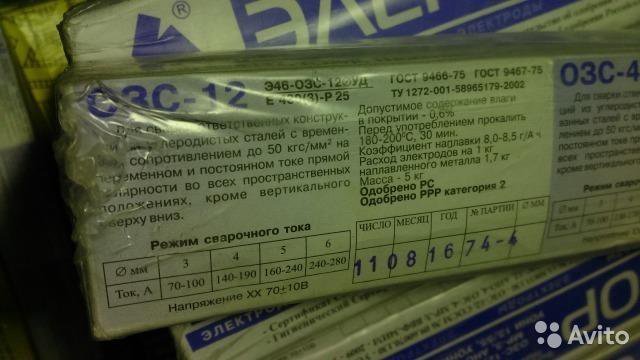



 Сборка обечаек.
Сборка обечаек.
 Этот стержень может быть металлическим или неметаллическим, расходуемым или нерасходуемым.
Этот стержень может быть металлическим или неметаллическим, расходуемым или нерасходуемым.

 1, Э432(3)-РЦ11 ТУУ 054169 23.050-99.
1, Э432(3)-РЦ11 ТУУ 054169 23.050-99.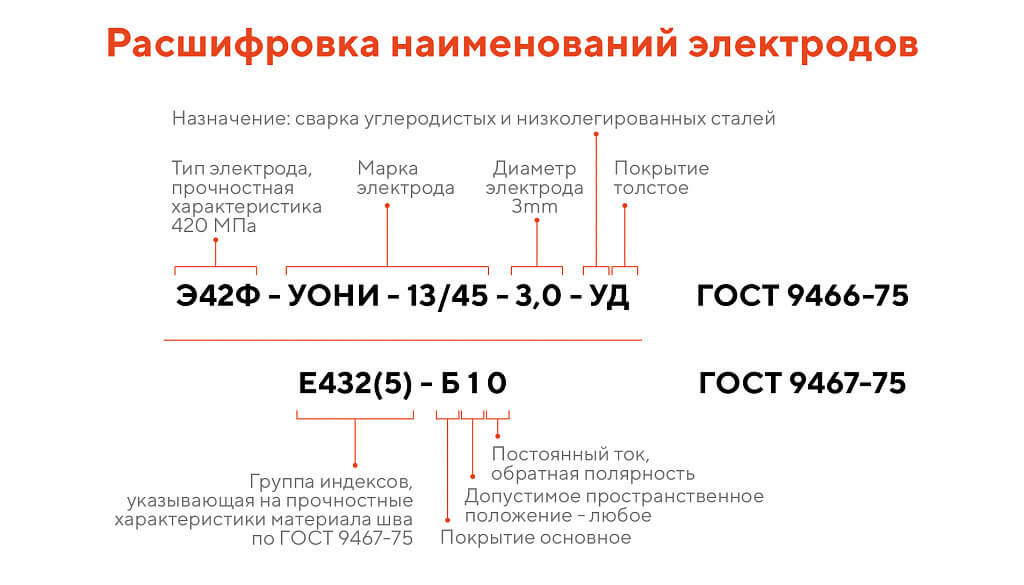

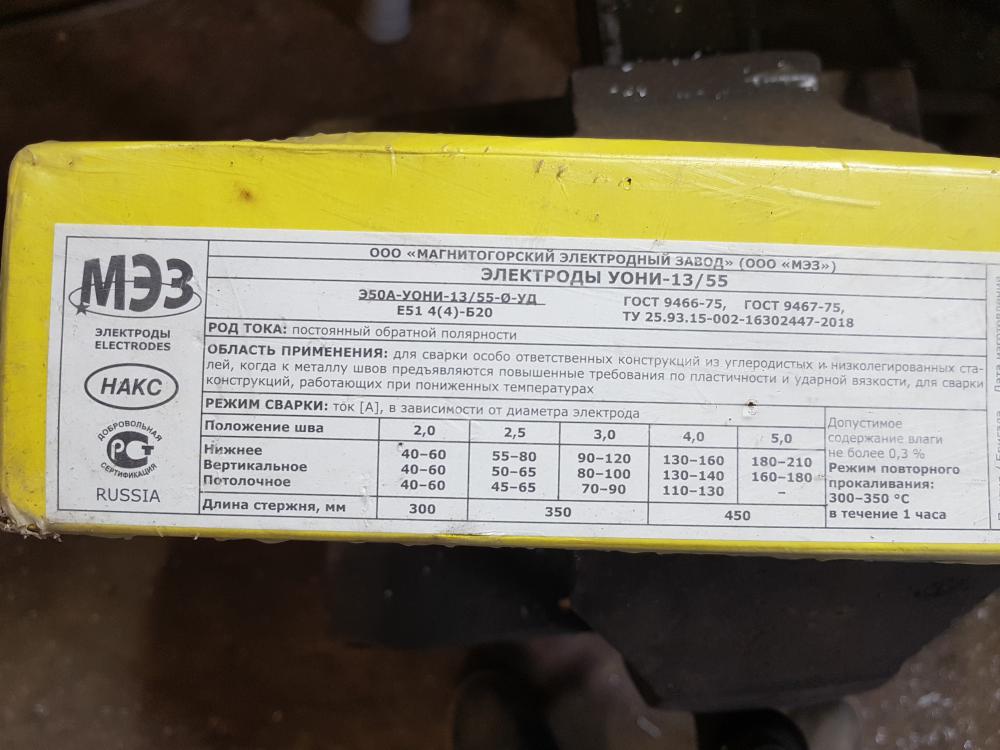 Патона, поэтому продаем сварочные электроды по ценам производителя . Мы реализуем гибкую систему ценообразования — персональная цена за каждый заказ. При покупке свыше 100 кг — бесплатная доставка.
Патона, поэтому продаем сварочные электроды по ценам производителя . Мы реализуем гибкую систему ценообразования — персональная цена за каждый заказ. При покупке свыше 100 кг — бесплатная доставка. Патон
Патон 4/450.5/45
4/450.5/45 6
6 5/450
5/450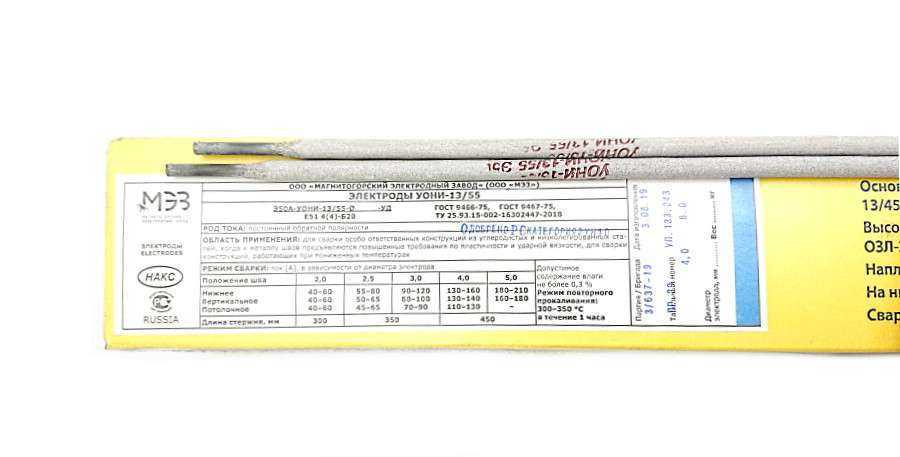
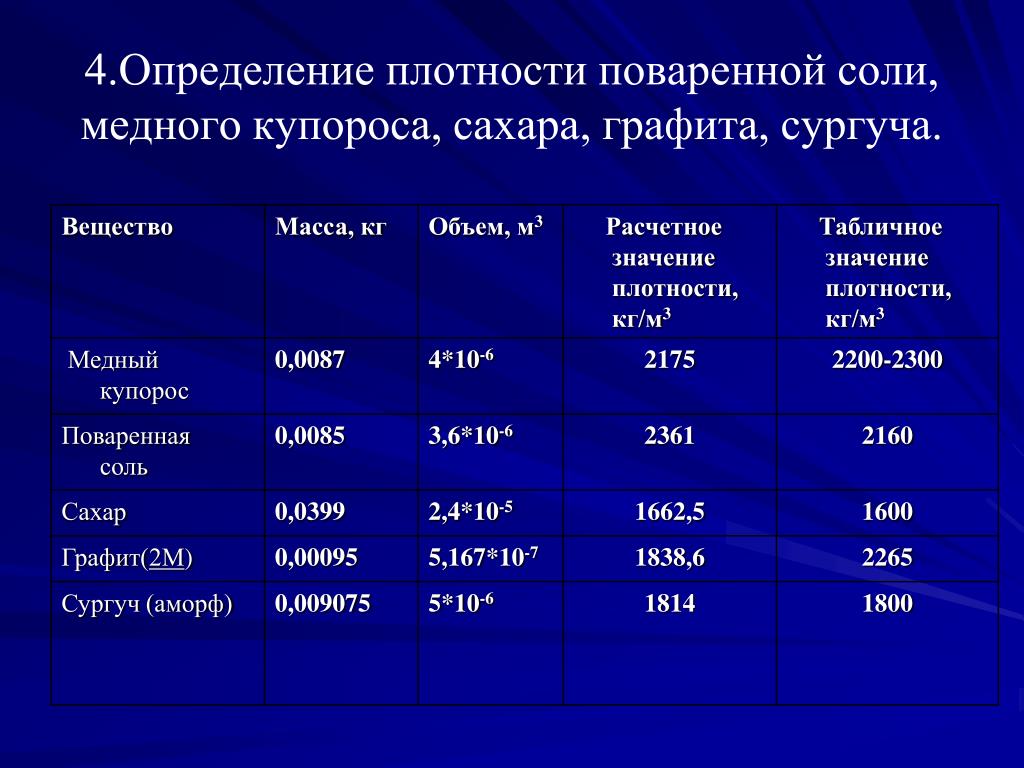 Forum. 2012. Vol. 326—328. P. 383—387.
Forum. 2012. Vol. 326—328. P. 383—387.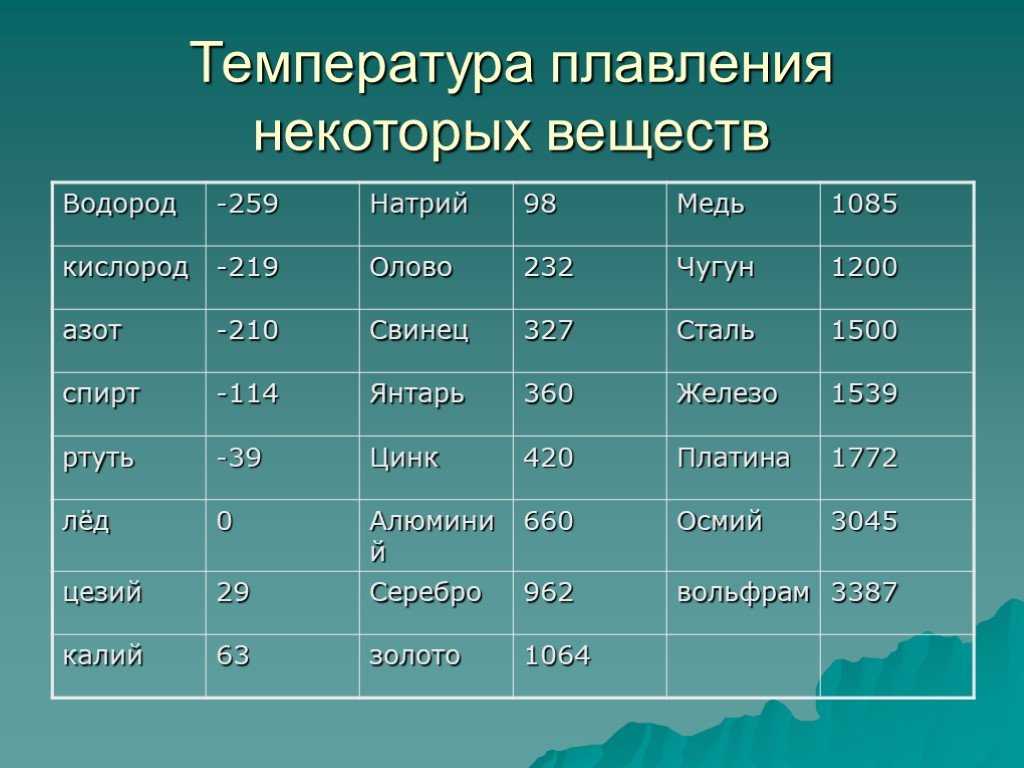 Price D.C., Davenport W.G. Anodic reactions of Ni3S2, β-NiS and nickel matte // J. Appl. Electrochem. 1982. Vol. 12. P. 281—290.
Price D.C., Davenport W.G. Anodic reactions of Ni3S2, β-NiS and nickel matte // J. Appl. Electrochem. 1982. Vol. 12. P. 281—290. Extractive metallurgy of copper. 2-nd ed. Oxford: Elsevier, 2011.
Extractive metallurgy of copper. 2-nd ed. Oxford: Elsevier, 2011.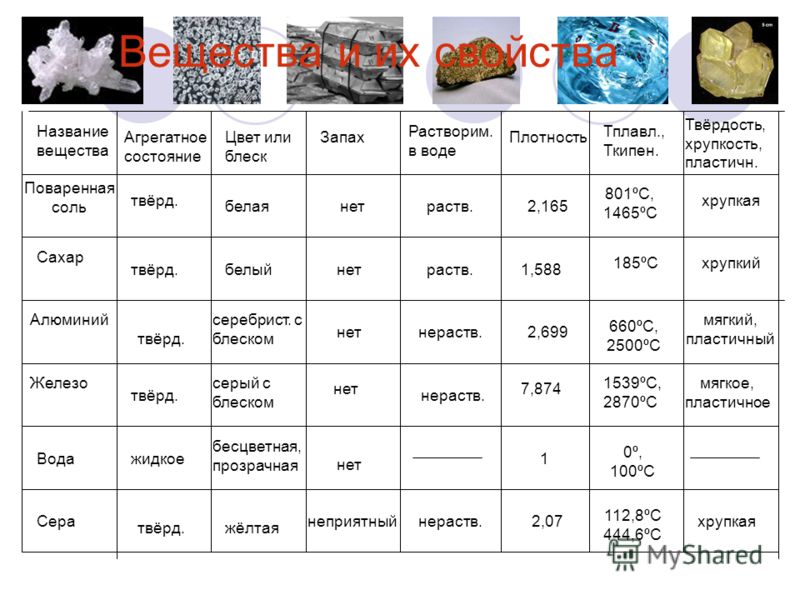
 Характеристика основных сульфидных минералов железа
Характеристика основных сульфидных минералов железа

 В зависимости от содержания меди в перерабатываемой руде медные руды условно подразделяются на богатые (более 2 % Cu), средние (0,8–2,0 % Cu), бедные (0,5–0,8 % Cu) и забалансовые (менее 0,3 % Cu). Богатые сульфидные руды, содержащие 2–3 % Cu, с высоким содержанием серы (35–42 %) могут иногда направляться непосредственно на плавку в шахтных печах. Однако в мировой практике в настоящее время 80 % Cu извлекается из концентратов, получаемых при обогащении медных руд.
В зависимости от содержания меди в перерабатываемой руде медные руды условно подразделяются на богатые (более 2 % Cu), средние (0,8–2,0 % Cu), бедные (0,5–0,8 % Cu) и забалансовые (менее 0,3 % Cu). Богатые сульфидные руды, содержащие 2–3 % Cu, с высоким содержанием серы (35–42 %) могут иногда направляться непосредственно на плавку в шахтных печах. Однако в мировой практике в настоящее время 80 % Cu извлекается из концентратов, получаемых при обогащении медных руд.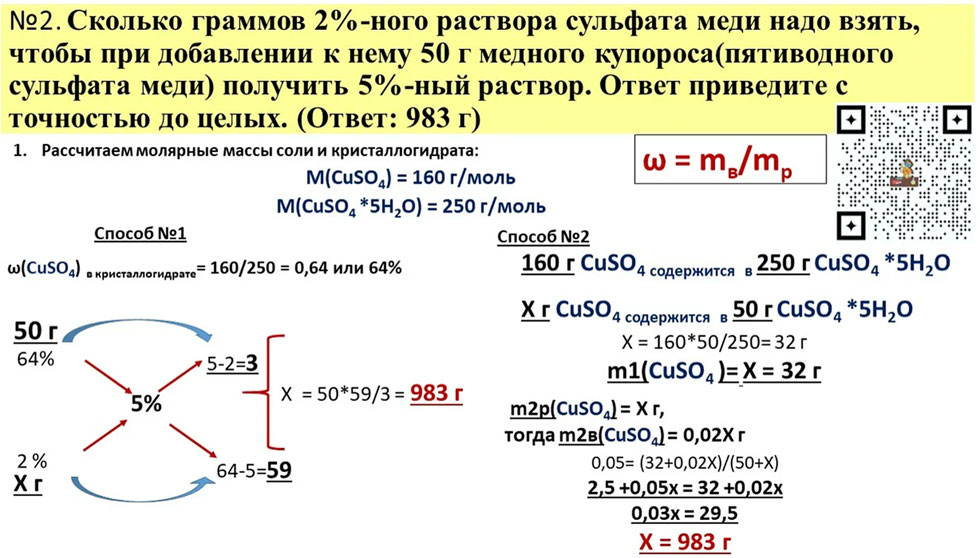 По флотируемости ксантогенатами (солями ксантогеновой кислоты ROC(=S)SH) медные минералы можно расположить в такой последовательности: халькопирит < борнит < ковеллин < халькозин.
По флотируемости ксантогенатами (солями ксантогеновой кислоты ROC(=S)SH) медные минералы можно расположить в такой последовательности: халькопирит < борнит < ковеллин < халькозин.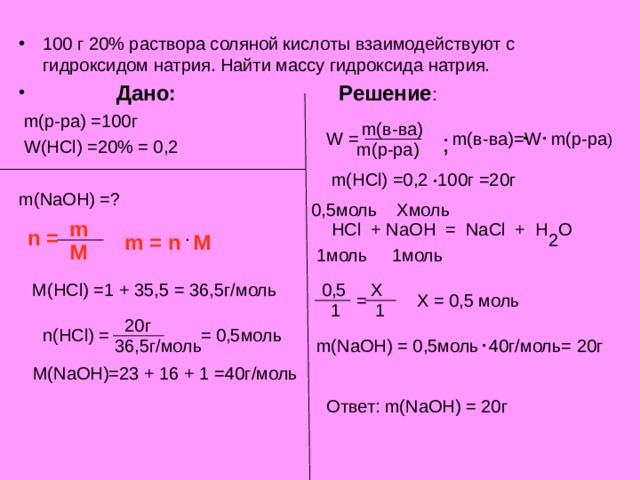
 Хвосты контрольной медной флотации вкрапленных руд, как правило, содержат не более 30–35 % S, поэтому направляются на пиритную флотацию, которая проводится после удаления избыточной щелочности до рН 5–7.
Хвосты контрольной медной флотации вкрапленных руд, как правило, содержат не более 30–35 % S, поэтому направляются на пиритную флотацию, которая проводится после удаления избыточной щелочности до рН 5–7.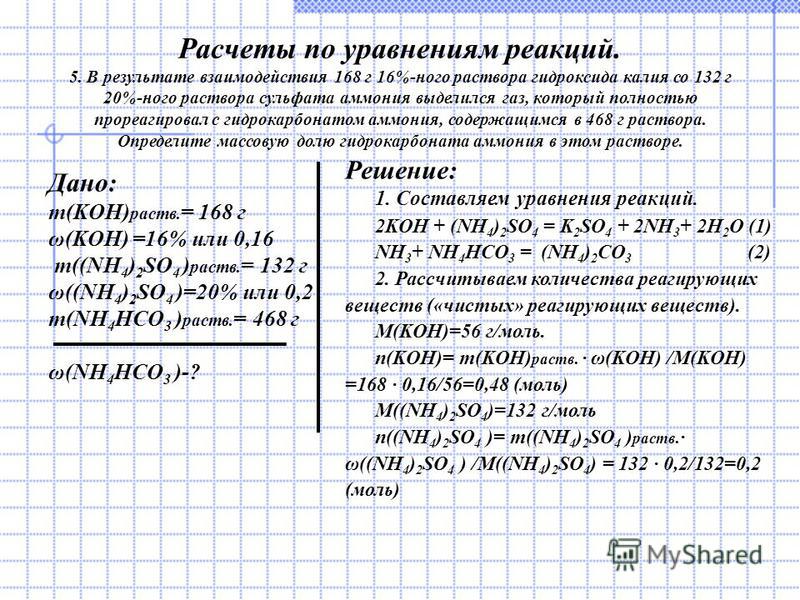 Подавители минералов пустой породы при флотации медных вкрапленных руд обычно не применяются. Но если в пульпе повышенное содержание шламов, то в основную медную флотацию и в перечистки медного концентрата добавляют жидкое стекло (до 0,4 г/т). Если же в руде присутствуют окисленные медные минералы, то в измельчение и в основную медную флотацию подается сернистый натрий (200–300 г/т)
Подавители минералов пустой породы при флотации медных вкрапленных руд обычно не применяются. Но если в пульпе повышенное содержание шламов, то в основную медную флотацию и в перечистки медного концентрата добавляют жидкое стекло (до 0,4 г/т). Если же в руде присутствуют окисленные медные минералы, то в измельчение и в основную медную флотацию подается сернистый натрий (200–300 г/т)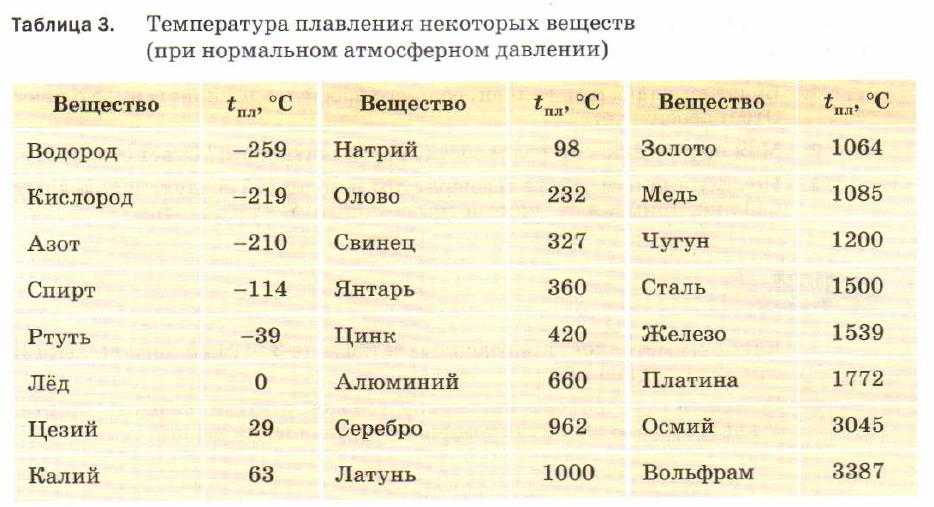 Технические требования к пиритным концентратам, полученным при флотации сульфидных руд (по ГОСТ 444-51 «Колчедан флотационный»)
Технические требования к пиритным концентратам, полученным при флотации сульфидных руд (по ГОСТ 444-51 «Колчедан флотационный») Используйте * в качестве подстановочного знака для частичного совпадения или заключите строку поиска в двойные кавычки («») для точного совпадения.
Используйте * в качестве подстановочного знака для частичного совпадения или заключите строку поиска в двойные кавычки («») для точного совпадения.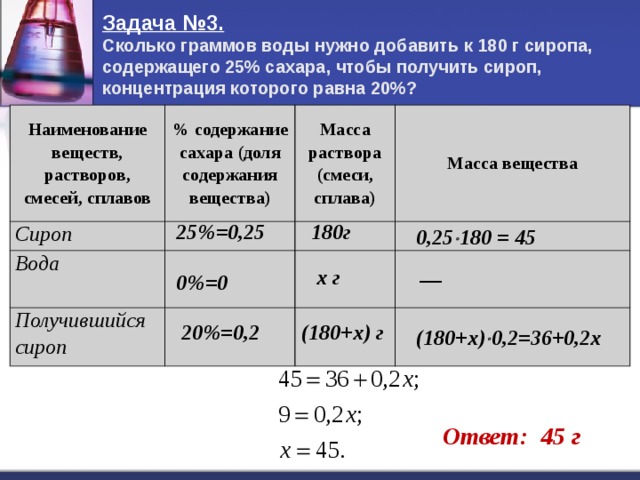 плотность Сульфид меди(II) в сотнях единиц измерения плотности, сгруппированных по весу.
плотность Сульфид меди(II) в сотнях единиц измерения плотности, сгруппированных по весу.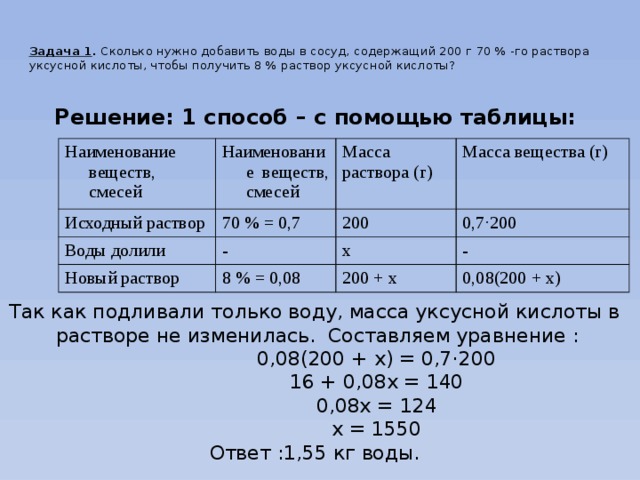 oz
oz 76
76 13
13 34 × 10 -5
34 × 10 -5 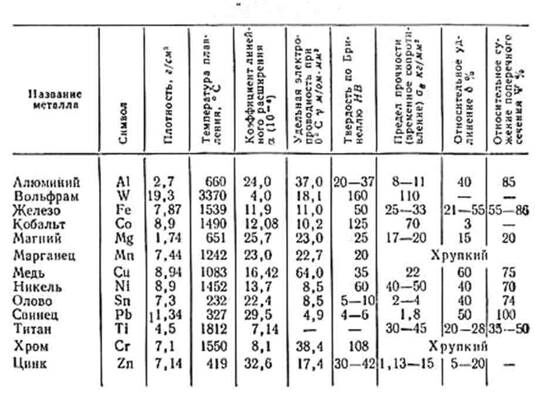 12
12 01
01 17
17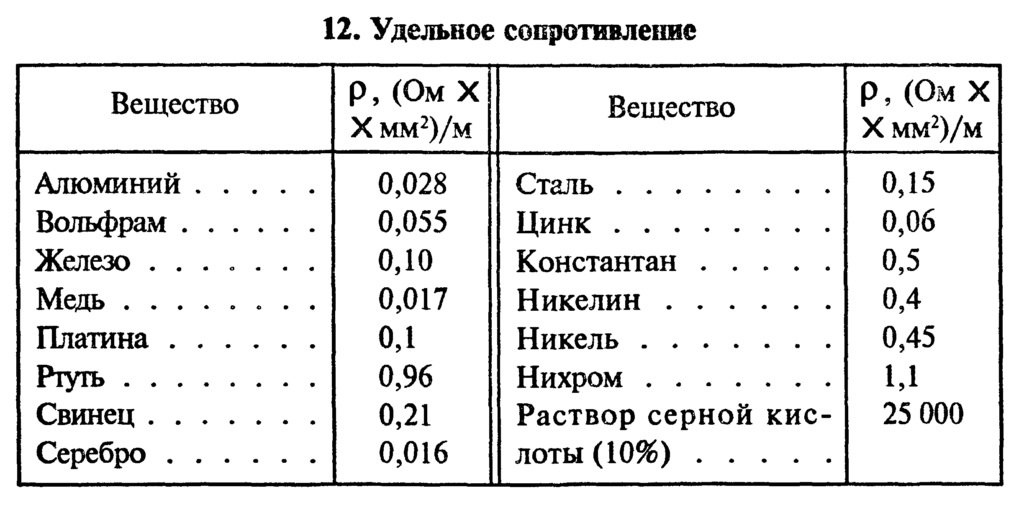 3
3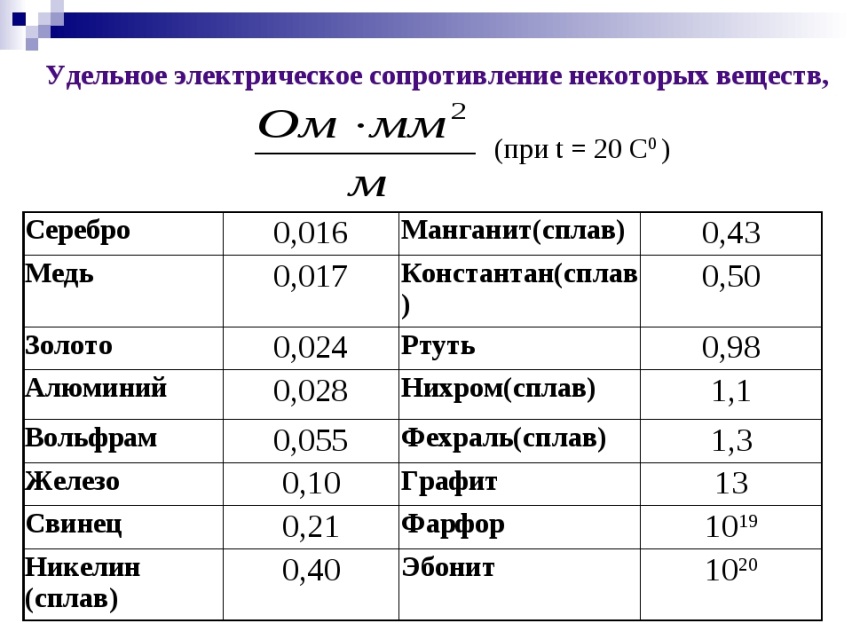 16
16 01
01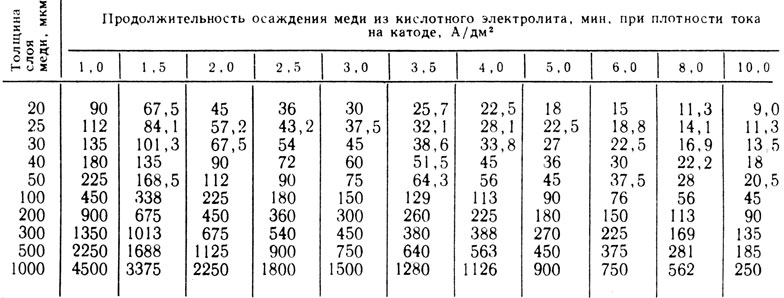 01
01 01
01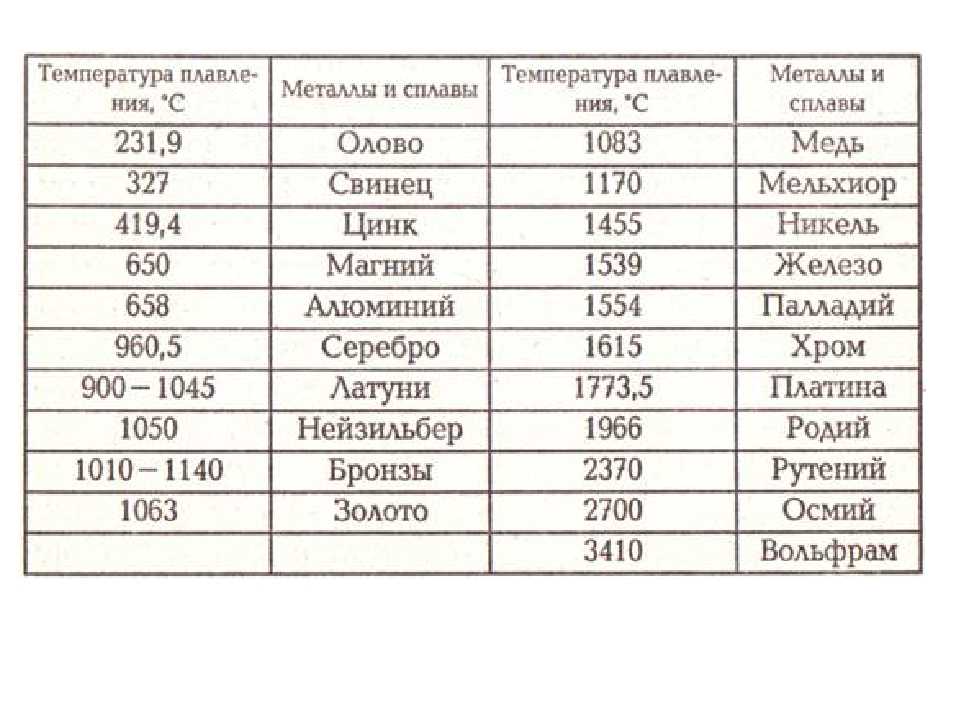 76
76 54
54 75
75 76
76 76
76 8
8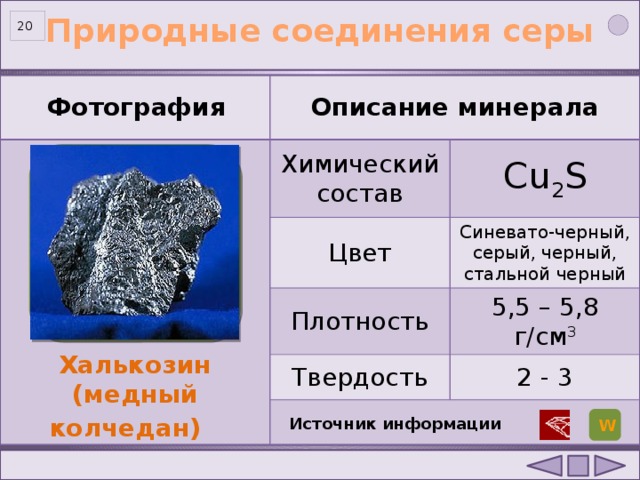 42
42 09
09 38
38 71
71 com).
com). префикс deka) единицы силы света кандела и равная десяти канделам (10 кд). реакция на наведенный электрический потенциал на проводнике.
префикс deka) единицы силы света кандела и равная десяти канделам (10 кд). реакция на наведенный электрический потенциал на проводнике.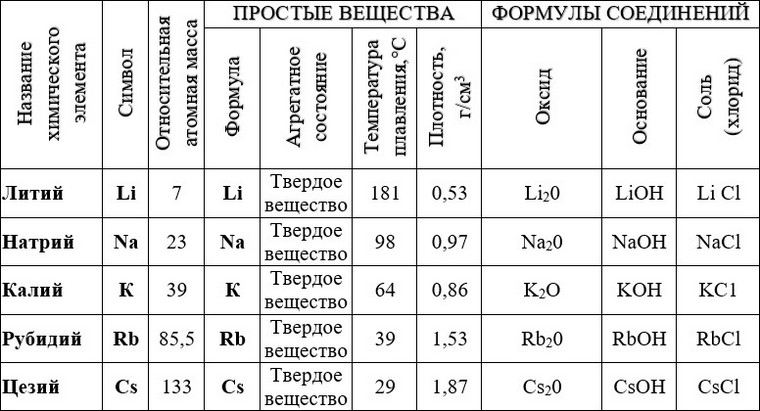 В этой работе в качестве важного первого шага к…
В этой работе в качестве важного первого шага к…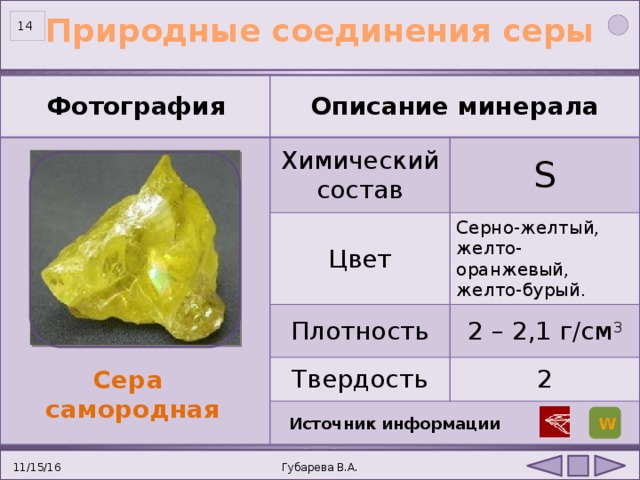 Мы обнаружили, что сегрегация Cu на поверхности Ni ослабляет адсорбцию S на…
Мы обнаружили, что сегрегация Cu на поверхности Ni ослабляет адсорбцию S на…
 В соответствии с ГОСТ допускаются отклонения по каждой величине, которые в сумме могут дать до 6% увеличения фактического веса балки.
В соответствии с ГОСТ допускаются отклонения по каждой величине, которые в сумме могут дать до 6% увеличения фактического веса балки.

 ру
ру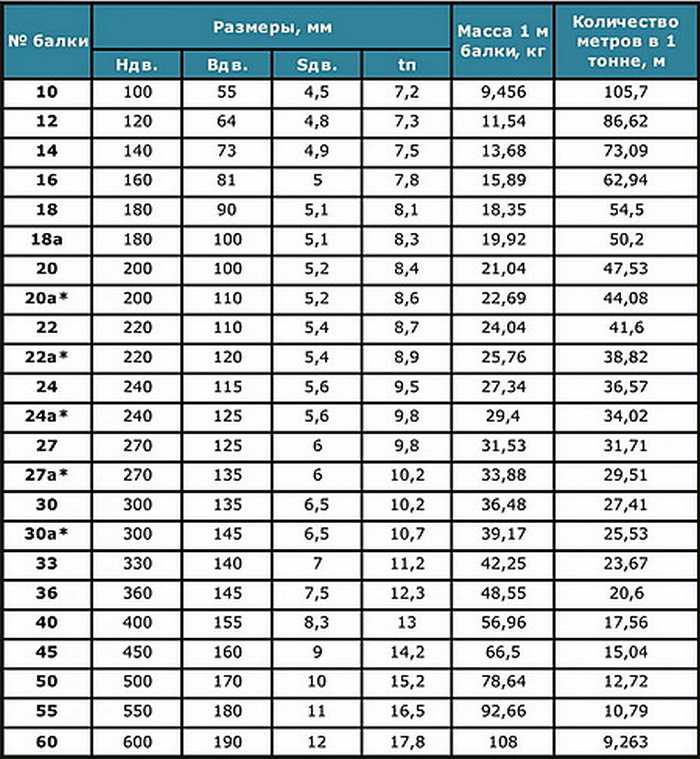 E.S.S. I телескопы, см., например, материалы МККК 2001 г. Видеть
E.S.S. I телескопы, см., например, материалы МККК 2001 г. Видеть
 Интенсивность изображения связана с энергией
Интенсивность изображения связана с энергией Ливни излучают свой черенковский свет на высоте около 10
Ливни излучают свой черенковский свет на высоте около 10 «Базовая рама» вращается
«Базовая рама» вращается Наведение телескопа дополнительно
Наведение телескопа дополнительно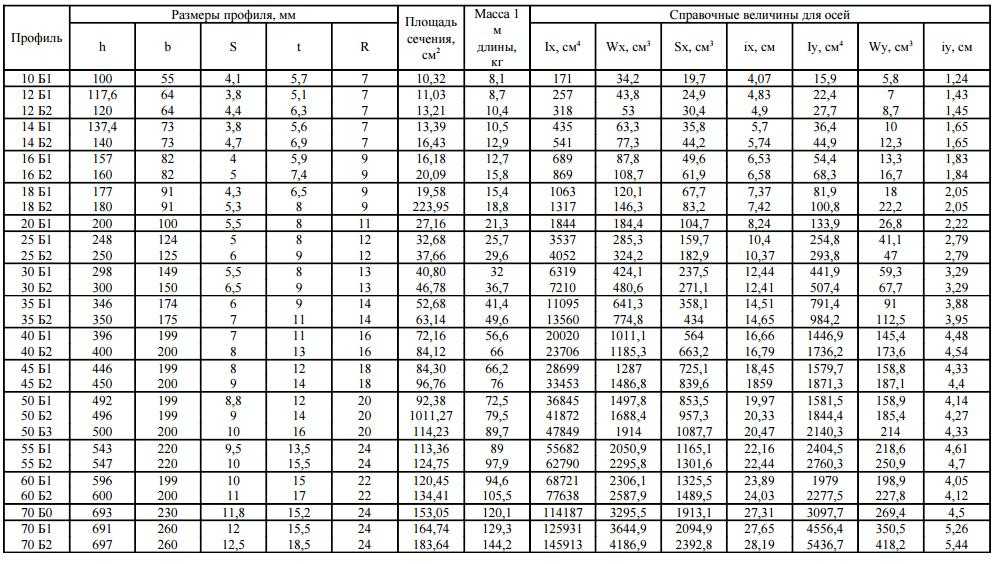 +90 град. от вертикального;
+90 град. от вертикального;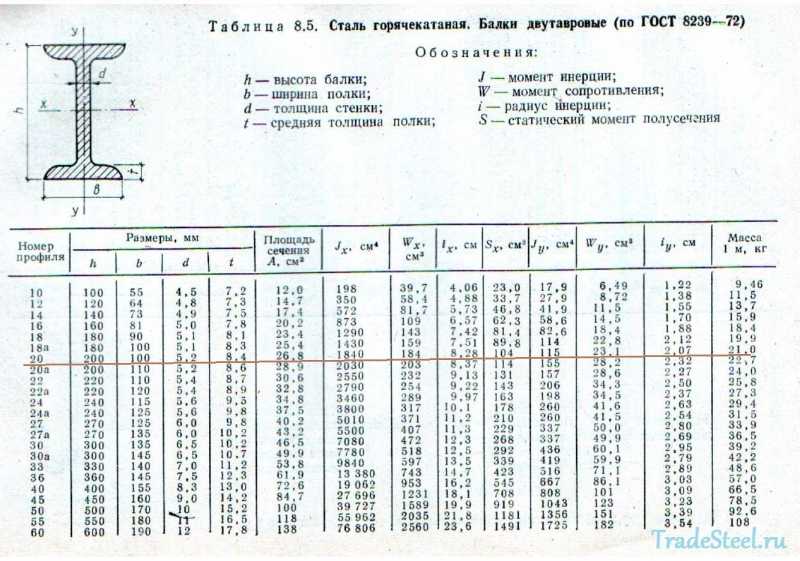

 E.S.S. визуализация
E.S.S. визуализация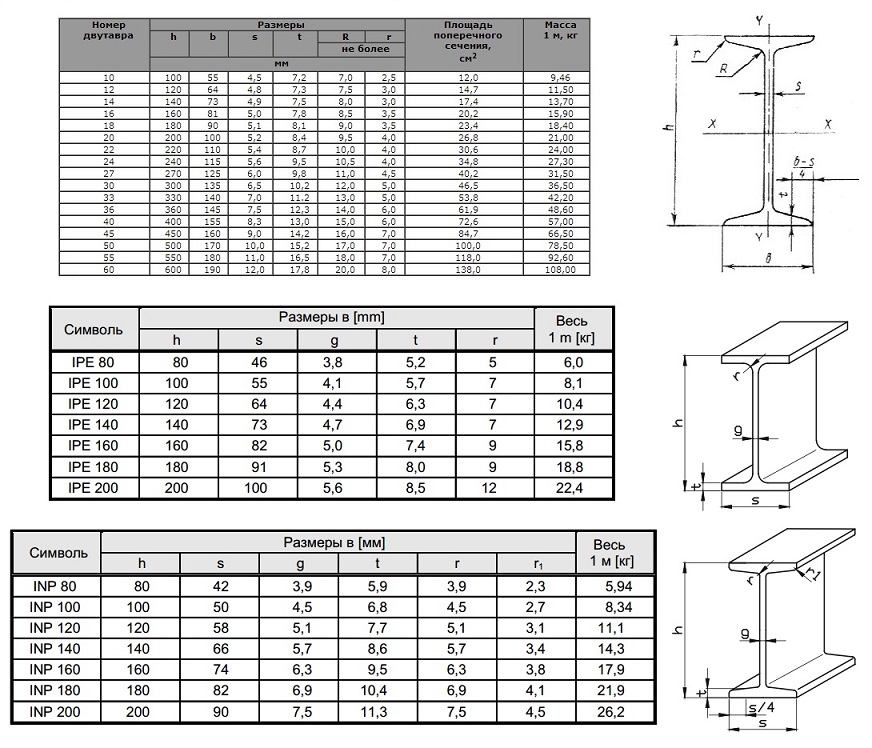 E.S.S. Я используется. Здесь показана часть зеркала до
E.S.S. Я используется. Здесь показана часть зеркала до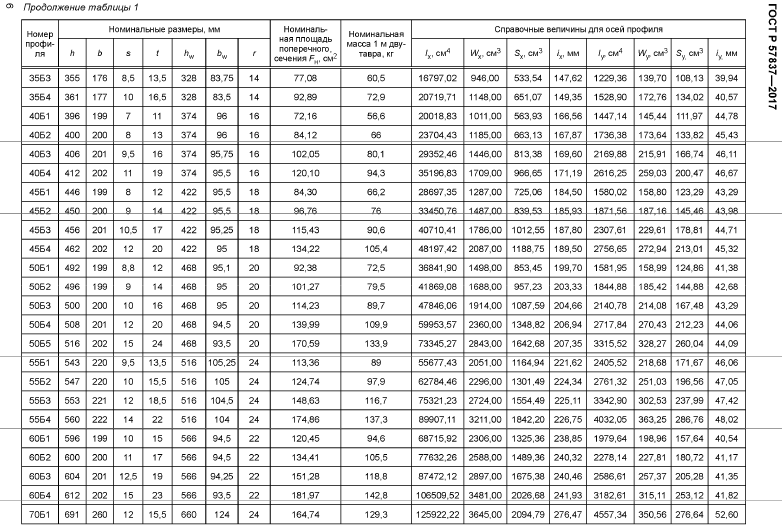 Рабочие напряжения для ФЭУ подаются
Рабочие напряжения для ФЭУ подаются Здесь след от
Здесь след от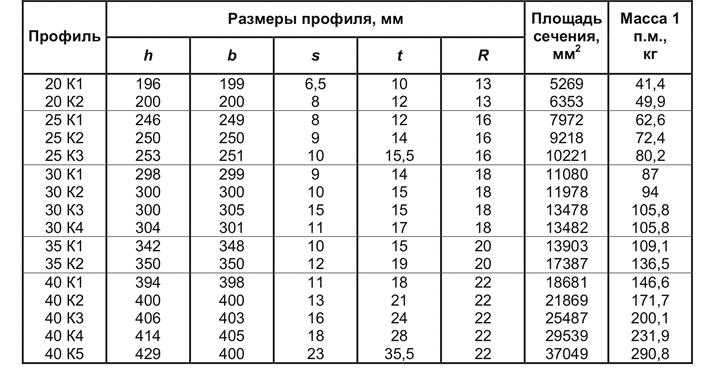


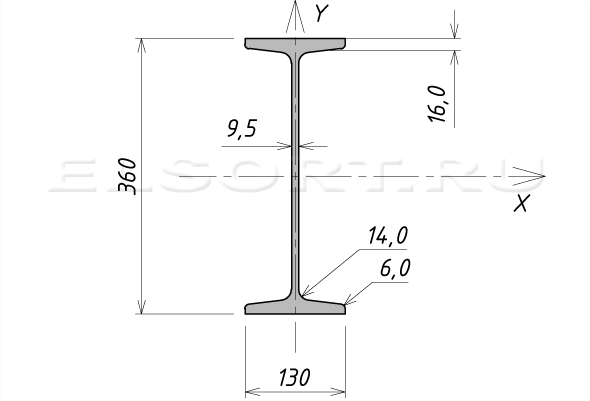 E.S.S. массив телескопов.
E.S.S. массив телескопов.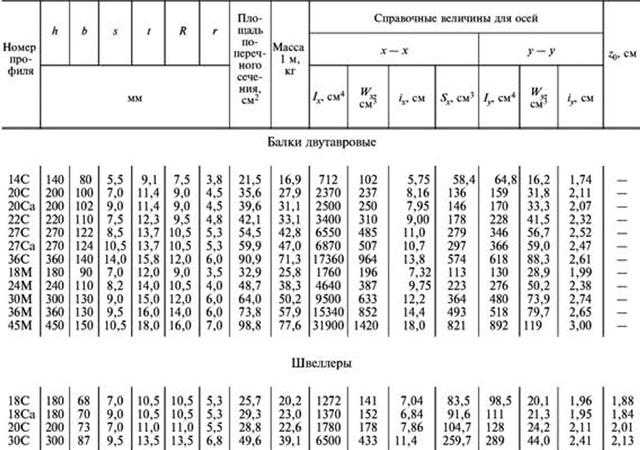
 Дополнительные инструменты мониторинга включают
Дополнительные инструменты мониторинга включают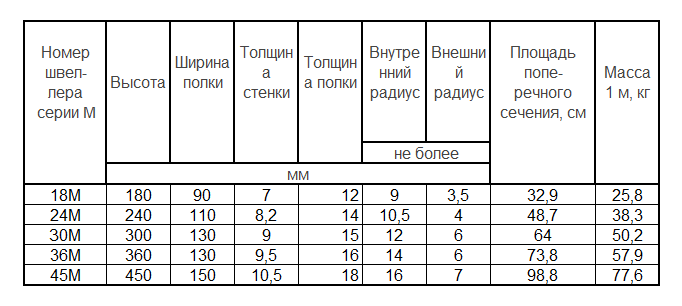
 с вакуумным столом, для изготовления фасонных деталей мебели
с вакуумным столом, для изготовления фасонных деталей мебели 25 грн
25 грн В основном устанавливаются они на фрезерные станки. Увеличение технического потенциала — залог выпуска качественной и уникальной продукции. При использовании поворотных столов снижаются трудозатраты на установку и переустановку заготовок на столе.
В основном устанавливаются они на фрезерные станки. Увеличение технического потенциала — залог выпуска качественной и уникальной продукции. При использовании поворотных столов снижаются трудозатраты на установку и переустановку заготовок на столе.

 Хороший уровень производительности можно обеспечить при помощи контроллера шаговых двигателей, который имеет четыре канала управления.
Хороший уровень производительности можно обеспечить при помощи контроллера шаговых двигателей, который имеет четыре канала управления.
 Смножеством Drilling Drilling Boring
Смножеством Drilling Drilling Boring Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру. Когда вертикальное положение стола используется вместе с хвостовой частью, также можно выполнять круговую резку, индексное сверление, фрезерование и более сложные работы.
Когда вертикальное положение стола используется вместе с хвостовой частью, также можно выполнять круговую резку, индексное сверление, фрезерование и более сложные работы. Когда вы устанавливаете вертикальный и горизонтальный поворотный стол, эти аксессуары принесут вам много удобств.
Когда вы устанавливаете вертикальный и горизонтальный поворотный стол, эти аксессуары принесут вам много удобств. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру. Как точное рабочее позиционирующее устройство, оно широко используется для индексации сверления, фрезерования, кольцевой резки, растачивания и т. д.
Как точное рабочее позиционирующее устройство, оно широко используется для индексации сверления, фрезерования, кольцевой резки, растачивания и т. д. Это обеспечивает превосходную производительность машины и дает вам хорошее ощущение использования.
Это обеспечивает превосходную производительность машины и дает вам хорошее ощущение использования.

 7
7 Меньше
Меньше

 Sitefinity.DynamicTypes.Model.UniversalArticles.UniversalArticle’ || contentType === ‘Telerik.Sitefinity.DynamicTypes.Model.Podcasts.Podcast’) {#
Sitefinity.DynamicTypes.Model.UniversalArticles.UniversalArticle’ || contentType === ‘Telerik.Sitefinity.DynamicTypes.Model.Podcasts.Podcast’) {#
 Кроме того, если облицовку будут выполнять мастера на заказ, то сюда следует прибавить и цену за работу.
Кроме того, если облицовку будут выполнять мастера на заказ, то сюда следует прибавить и цену за работу. Помимо того что фасадная штукатурка играет роль декоративной отделки, поскольку чаще всего бывает фактурной, такая строительная смесь обладает и рядом других преимуществ, таких как:
Помимо того что фасадная штукатурка играет роль декоративной отделки, поскольку чаще всего бывает фактурной, такая строительная смесь обладает и рядом других преимуществ, таких как:


 Благодаря такой полой структуре, панели сайдинга выступают не только в качестве декоративной обшивки, но и дополнительно теплоизолируют стены дома. Такой материал не гниёт, не боится воды, устойчив к горению и гниению.
Благодаря такой полой структуре, панели сайдинга выступают не только в качестве декоративной обшивки, но и дополнительно теплоизолируют стены дома. Такой материал не гниёт, не боится воды, устойчив к горению и гниению. Материал не мешает микроциркуляции воздуха.
Материал не мешает микроциркуляции воздуха. Это такие же деревянные панели, но имеющие выпуклую сторону. То есть, имитирует бревно. Обшивка дома блок-хаусом смотрится колоритно и дорого при невысокой стоимости материала.
Это такие же деревянные панели, но имеющие выпуклую сторону. То есть, имитирует бревно. Обшивка дома блок-хаусом смотрится колоритно и дорого при невысокой стоимости материала. Такой материал также является недорогим и привлекательным. Отделка может выполняться в виде натурального камня, мрамора, кирпича, дерева и пр. Панели имеют малый вес, а потому просты в монтаже. При помощи таких облицовочных плит можно выполнить красивую декоративную отделку всего коттеджа. Причём панели можно комбинировать, отделав цоколь и углы дома под камень, а стены — выполнив под дерево или просто, оформив в однородный оттенок.
Такой материал также является недорогим и привлекательным. Отделка может выполняться в виде натурального камня, мрамора, кирпича, дерева и пр. Панели имеют малый вес, а потому просты в монтаже. При помощи таких облицовочных плит можно выполнить красивую декоративную отделку всего коттеджа. Причём панели можно комбинировать, отделав цоколь и углы дома под камень, а стены — выполнив под дерево или просто, оформив в однородный оттенок. Обуздать привлекательность — это отличные первые впечатления, которые становятся темой для разговора и сохраняются в течение длительного времени.
Обуздать привлекательность — это отличные первые впечатления, которые становятся темой для разговора и сохраняются в течение длительного времени.
 Качественный облицовочный материал также снижает воздействие здания на окружающую среду благодаря выдающимся тепловым характеристикам и обеспечивает безопасность, отвечая требованиям соответствия требованиям по огнестойкости.
Качественный облицовочный материал также снижает воздействие здания на окружающую среду благодаря выдающимся тепловым характеристикам и обеспечивает безопасность, отвечая требованиям соответствия требованиям по огнестойкости. Кирпичи также экологичны и в основном перерабатываются в новые кирпичи, повторно используются или измельчаются для заполнения. Кирпич представлен в широком ассортименте цветов, размеров, отделки и текстуры, что повышает гибкость дизайна.
Кирпичи также экологичны и в основном перерабатываются в новые кирпичи, повторно используются или измельчаются для заполнения. Кирпич представлен в широком ассортименте цветов, размеров, отделки и текстуры, что повышает гибкость дизайна. .
.
 Обшивка и обшивка также выбираются для придания индивидуальности и стиля различным проектам домов. Облицовка представлена в большом разнообразии стилей и текстур, которые могут быть окрашены практически в любой цвет, открывая неограниченные возможности дизайна.
Обшивка и обшивка также выбираются для придания индивидуальности и стиля различным проектам домов. Облицовка представлена в большом разнообразии стилей и текстур, которые могут быть окрашены практически в любой цвет, открывая неограниченные возможности дизайна. Система алюминиевой архитектурной облицовки, доступная в различных вариантах долговечной деревянной отделки, Alumate имеет наивысшую огнестойкость, протестированную и сертифицированную по стандарту AS15030.1.
Система алюминиевой архитектурной облицовки, доступная в различных вариантах долговечной деревянной отделки, Alumate имеет наивысшую огнестойкость, протестированную и сертифицированную по стандарту AS15030.1. , Деревянная облицовка Weathertex предназначена для архитекторов и строителей, стремящихся к экологическому строительству. Благодаря отсутствию химических добавок облицовка может использоваться как для наружной, так и для внутренней облицовки.
, Деревянная облицовка Weathertex предназначена для архитекторов и строителей, стремящихся к экологическому строительству. Благодаря отсутствию химических добавок облицовка может использоваться как для наружной, так и для внутренней облицовки.
 Тонкая, но красивая каменная отделка идеально подходит для создания изысканного контраста в любом современном или традиционном дизайне.
Тонкая, но красивая каменная отделка идеально подходит для создания изысканного контраста в любом современном или традиционном дизайне. За облицовкой из натурального камня более темных оттенков легче ухаживать, так как грязь не будет легко видна. Тем не менее, более светлые цвета потребуют регулярного мытья, чтобы предотвратить появление пятен.
За облицовкой из натурального камня более темных оттенков легче ухаживать, так как грязь не будет легко видна. Тем не менее, более светлые цвета потребуют регулярного мытья, чтобы предотвратить появление пятен. характерные стены. Благодаря выбору из 22 стандартных цветов и 5 матовых оттенков облицовка COLORBOND существенно расширяет возможности дизайна. Стальная облицовка также обеспечивает ряд преимуществ, таких как длительный срок службы, устойчивость к сколам, отслаиванию и образованию пузырей, огнестойкость, простота обслуживания и малый вес.
характерные стены. Благодаря выбору из 22 стандартных цветов и 5 матовых оттенков облицовка COLORBOND существенно расширяет возможности дизайна. Стальная облицовка также обеспечивает ряд преимуществ, таких как длительный срок службы, устойчивость к сколам, отслаиванию и образованию пузырей, огнестойкость, простота обслуживания и малый вес.
 Это дает вам больше свободы в дизайне, чем другие варианты, и дает возможность вашему дому выделиться среди других в этом районе.
Это дает вам больше свободы в дизайне, чем другие варианты, и дает возможность вашему дому выделиться среди других в этом районе. В то время как краска со временем будет отслаиваться и отслаиваться в экстремальных погодных условиях, облицовка стен защищает целостность ваших наружных стен. Он хорошо выдержит град, ветер и проливные дожди, которые могут повредить или разрушить дом без надлежащей защиты.
В то время как краска со временем будет отслаиваться и отслаиваться в экстремальных погодных условиях, облицовка стен защищает целостность ваших наружных стен. Он хорошо выдержит град, ветер и проливные дожди, которые могут повредить или разрушить дом без надлежащей защиты.

 Кирпич может прослужить всю жизнь, если за ним хорошо ухаживать (что нетрудно сделать). Для ухода за облицовкой из кирпичной стены раз в несколько недель используйте универсальное чистящее средство или воду с уксусом или пищевой содой на мягких чистящих подушечках.
Кирпич может прослужить всю жизнь, если за ним хорошо ухаживать (что нетрудно сделать). Для ухода за облицовкой из кирпичной стены раз в несколько недель используйте универсальное чистящее средство или воду с уксусом или пищевой содой на мягких чистящих подушечках.
 Также виниловая облицовка отличается от винилового сайдинга функциональностью, монтажом и дизайном. Кроме того, его легкий вес делает его идеальным для быстрой и легкой установки.
Также виниловая облицовка отличается от винилового сайдинга функциональностью, монтажом и дизайном. Кроме того, его легкий вес делает его идеальным для быстрой и легкой установки. Он очень прочный, но также обладает высокой устойчивостью к ржавчине. Сталь является наиболее рентабельной металлической облицовкой с точки зрения стоимости и имеет ожидаемый срок службы более 30 лет.
Он очень прочный, но также обладает высокой устойчивостью к ржавчине. Сталь является наиболее рентабельной металлической облицовкой с точки зрения стоимости и имеет ожидаемый срок службы более 30 лет. Композитный сланец или деревянная облицовка стен дешевле, но дает тот же эффект с точки зрения стиля, плюс за ними проще ухаживать.
Композитный сланец или деревянная облицовка стен дешевле, но дает тот же эффект с точки зрения стиля, плюс за ними проще ухаживать.