Это руководство охватывает наиболее важные этапы выбора паяльной пасты. Существуют также дополнительные детали характеристик сплава и флюса, которые не рассматриваются в данном руководстве и могут быть очень важны в процессе выбора. Следует позвонить своему специалисту по продажам паяльных паст Nordson EFD, чтобы проверить требования и убедиться, что вы используете наиболее подходящую паяльную пасту для этой работы.
Шаг 1. Выбор сплава
При выборе припойного сплава нужно ответить на несколько вопросов.
Должен ли сплав быть бессвинцовым?
Существует ли требование к температуре оплавления или ее ограничение?
Какой тип/размер частиц порошка необходим для наименьшей функции в данном случае применения?
Бессвинцовые/свинецсодержащие сплавы
Во многих случаях применения требуется использование бессвинцового припойного сплава. Иногда это объясняется тем, что продукт подпадает под действие директивы RoHS (ограничение использования опасных веществ), а иногда это предусмотрено корпоративными предписаниями. В некоторых случаях применения, подпадающих под действие директивы RoHS, требование к использованию бессвинцовых сплавов отменяется, поскольку требования к температуре оплавления могут быть выполнены только с помощью припойных сплавов с высоким содержанием свинца, которые не соответствуют нормам RoHS.
Руководство по температуре сплава
Свинецсодержащие сплавы
Бессвинцовые сплавы
Сплав
Солидус (°C)
Ликвидус (°C)
Сплав
Солидус (°C)
Ликвидус (°C)
Sn43/Pb43/Bi14
144
163
Sn42/Bi57/Ag1,0
137
139
Sn62/Pb36/Ag2
179
189
Sn42/Bi58
138E*
Sn63/Pb37
183E*
Sn96,5/Ag3,0/Cu0,5
217
219
Sn60/Pb40
183
191
Sn96,3/Ag3,7
221E*
Sn10/Pb88/Ag2
268
290
Sn95/Ag5
221
245
Sn10/Pb90
275
302
Sn100
232MP**
Sn5/Pb92,5/Ag2,5
287
296
Sn99,3/Cu0,7
227E*
Sn5/Pb95
308
312
Sn95/Sb5
232
240
Sn89/Sb10,5/Cu0,5
242
262
Sn90/Sb10
243
257
Рисунок 1. * Эвтектический – солидус и ликвидус равны ** MP – точка плавления
Температура плавления
Каждый сплав предусматривает температуру, при которой он переходит из твердого состояния в жидкое (рисунок 1). Переход фазы из твердого состояния в жидкое начинается при достижении солидуса и заканчивается при достижении ликвидуса.
Ниже солидуса сплав на 100 % пребывает в твердом состоянии.
Между солидусом и ликвидусом (в области, называемой пластическим диапазоном) некоторая часть сплава является твердой, но большая часть является жидкой.
Сплавы называются эвтектическими, когда солидус и ликвидус равны.
Хотя смачивание начинается при температуре солидуса, наилучшее смачивание достигается при пиковой температуре 15 ºС или выше над ликвидусом. Если паяное соединение должно сохранять физическую целостность при более поздней операции, такой как второй процесс оплавления, максимальная температура при более поздней операции должна быть ниже температуры солидуса сплава.
Размер частиц
После выбора наиболее подходящего сплава нужно выбрать размер частиц. В таблице размера частиц порошка (рисунок 2) приводится сопоставление размера частиц с типичными требованиями к печати и дозированию. Значения, указанные для размеров планарных, квадратных/круглых и капельных насадок, представляют наименьшую функцию, рекомендованную для порошка с частицами этого размера. Если функция меньше, для данного случая применения требуется порошок с частицами следующего размера в порядке уменьшения.
Использование порошка со слишком большими частицами приведет к трудностям с печатью и дозированием, что ухудшит качество. Стоимость использования порошка с меньшими частицами будет выше.
Размер частиц порошка
Тип частиц порошка
Размер частиц порошка (микрон)
Шаг планарных выводов (мм/дюйм)
Квадратная/круглая апертура (мм/дюйм)
Диаметр капли (мм/дюйм)
Калибр насадки общего назначения
Калибр конусной насадки
II
45-75 µ
0. 65 / 0.025
0.65 / 0.025
0.80 / 0.030
21
22
III
25-45 µ
0.50 / 0.020
0.50 / 0.020
0.50 / 0.020
22
25
IV
20-38 µ
0.30 / 0.012
0.30 / 0.012
0.30 / 0.012
25
27
V
15-25 µ
0.20 / 0.008
0.15 / 0.006
0.25 / 0.010
27
VI
5-15 µ
0.10 / 0.004
0.05 / 0.002
0.15 / 0.006
32
Рисунок 2.
Шаг 2. Выбор флюса
Категории флюсов определяются Военной спецификацией QQ-S-571E, а также рейтинговой системой флюсов IPC. Спецификацией QQ-S-571E выделяется пять основных категорий. Каждая из категорий предусматривает различные уровни активности, физические качества остатка и необходимые методы очистки.
Сравнение флюсов
Низкая активность
Средняя активность
Высокая активность
В сравнительной таблице флюсов показаны относительные диапазоны активности каждой категории флюсов. Обратите внимание на накладку уровней активности между группами флюсов.
Канифольный
Канифольный флюс состоит из канифоли и растворителя. Канифольный флюс обладает очень низкой активностью и подходит только для легко паяемых поверхностей. Классификация IPC — ROL0. Остаток канифоли твердый, не вызывает коррозию, не проводит ток и может быть оставлен на поверхности. Остаток может быть удален с помощью подходящего растворителя.
Не требующий отмывки
Флюс, не требующий отмывки, состоит из канифоли, растворителя и небольшого количества активатора. Флюс, не требующий отмывки, обычно предусматривает активность в пределах низкой и средней и подходит для легко паяемых поверхностей. Обычная классификация IPC — ROL0 или ROL1. Остаток флюса, не требующего отмывки, прозрачный, твердый, не вызывает коррозию, не проводит ток и рассчитан на то, чтобы остаться на узлах многих типов. Остаток может быть удален с помощью подходящего растворителя. Некоторые (но не все) флюсы, не требующие отмывки, труднее удалить, чем канифольные среднеактивированные флюсы.
Канифольный среднеактивированный
Канифольный среднеактивированный флюс состоит из канифоли, растворителя и небольшого количества активатора. Большинство канифольных среднеактивированных флюсов предусматривает довольно низкую активность и лучше всего подходит для легко паяемых поверхностей. Обычная классификация IPC — ROL0, ROL1, ROM0 или ROM1. Остаток канифольного среднеактивированного флюса прозрачный и мягкий. Большинство из них не вызывают коррозию и не проводят ток. Многие канифольные среднеактивированные флюсы проходят тестирование SIR как флюс, не требующий отмывки. Остаток может быть удален с помощью подходящего растворителя.
Канифольный активированный
Канифольный активированный флюс состоит из канифоли, растворителя и агрессивных активаторов. Канифольный активированный флюс предусматривает аналогичную или более высокую активность, чем канифольный среднеактивированный флюс, для умеренно и сильно окисляемых поверхностей. Обычная классификация IPC — ROM0, ROM1, ROH0 или ROh2. В отсутствие тестирования, чтобы доказать обратное, считается, что остаток канифольного активированного флюса вызывает коррозию. Узлы, чувствительные к коррозии или возможности электрической проводимости через остаток, должны быть очищены как можно скорее после сборки. Остаток может быть удален с помощью подходящего растворителя.
Растворимый в воде
Флюс, растворимый в воде, состоит из активаторов, тиксотропа и растворителя. Флюс, растворимый в воде, предусматривает широкий диапазон уровней активности, от отсутствия активности до чрезвычайно высокой активности, при пайке даже на самых сложных поверхностях, таких как нержавеющая сталь. Классификация IPC обычно начинается с OR для органики. Они предусматривают низкий, средний и высокий уровни активности и содержание галогенидов в размере 0 или 1. По определению остаток может быть удален с помощью воды.
Матрица паяемости
Финишная обработка
Канифольный среднеактивированный
Канифольный активированный
Растворимый в воде
Не требующий отмывки
Высокоактивный не требующий отмывки
Алюминий
Бериллиевая бронза
Латунь
Бронза
Кадмий
Хром
Не допускает пайку
Медь
Оцинкованная сталь
Золото
Ковар
Магний
Не допускает пайку
Низкоуглеродистая сталь
Монель
Нихром
Никель
Железоникелевый сплав / Сплав 42
Нейзильбер
Палладий
Платина
Серебро
Покрытие припоем
Нержавеющая сталь
Олово
Титан
Не допускает пайку
Цинк
Расшифровка символов
Рекомендовано
Зависит от сплава (свяжитесь с EFD)
Смачивание чистых поверхностей
Не рекомендовано
Шаг 3. Определение особых характеристик
Последняя область, которую следует учитывать при окончательном выборе паяльной пасты, относится к любым другим особым характеристикам, которые могут потребоваться в сложных условиях. Две формулы флюса могут сильно различаться по производительности, несмотря на одинаковые классификации QQ-S-571E и J-STD-004 Паяльные пасты со специфическими характеристиками можно использовать для устранения технических трудностей сборки, с которыми не могут справиться другие формы припоя. Ниже приведены несколько примеров характеристик флюса, которые влияют на производительность паяльной пасты.
Ограниченный остаток
Остатки флюса NC 26D04 остаются либо на шве, либо очень близко ко шву после оплавления. Данная характеристика наиболее важна при использовании составов, не требующих отмывки, когда видно соединение или распространение флюса на окружающие области может вызвать проблему.
Канифольные среднеактивированные флюсы RMA 07D01 и 04D01 предназначены для удержания сплава на месте до достижения ликвидуса. Эти составы подходят для устранения зазоров, заполнения отверстий и пайки соединений на вертикальных поверхностях.
Быстрое оплавление
Термин, используемый для описания нагрева паяльной пасты менее чем за 5 секунд. Паяльные пасты RMA 04D02 и RMA 07D02 с быстрым оплавлением не разбрызгиваются при нагревании в течение всего 0,25 секунды. Типичные методы, обеспечивающие быстрое оплавление, включают использование лазера, паяльника, стержня накала и индукционной пайки.
Выдавливание стержнем или капельное выдавливание
Техника нанесения припоя путем погружения компонента или стержня в паяльную пасту. Это обеспечивает прилипание тонкого сплошного слоя паяльной пасты NC 21T20 к компоненту. Данная техника полезна при нанесении припоя на изделия, которые не поддаются печати или дозированию (например, группы стержней).
Низкий уровень образования пустот
IPC-7097A представляет собой спецификацию для реализации процесса проектирования и сборки BGA. Критерии проверки для массивов шариковых выводов (BGA) и MicroBGA часто требуют, чтобы уровень образования пустот составлял менее 20%. Для обеспечения соответствия очень низким ограничениям уровня образования пустот, применяемым к сборкам Класса 3, требуется паяльная паста с низким уровнем образования пустот.
Флюс, пригодный для УФ-контроля
При использовании в отдельном порядке или при смешивании со сплавом для формирования паяльной пасты (NC 22D05 и RMA 07D05) наш флюс, пригодный для УФ-контроля, позволяет получить оптическое подтверждение наличия флюса. Эти составы также люминесцируют под воздействием ультрафиолетовых лучей, давая возможность подтвердить нанесение паяльной пасты.
Флюс для пайки лучше в категории «Промышленное оборудование и станки»
Паяльная паста MECHANIC XG-50 35г, флюс для пайки SMD BGA DB
Доставка по Украине
522.37 грн
261.18 грн
Купить
DomeBuys
Флюс для пайки аккумуляторов, стали, железа, меди 20мл HWY-800 DB
Доставка по Украине
370.79 грн
185.39 грн
Купить
DomeBuys
Припой для пайки бессвинцовый олово 0. 8мм с флюсом, катушка 50г DB
Доставка по Украине
382.45 грн
191.22 грн
Купить
DomeBuys
Припой для пайки ПОС 63, 0.6мм с флюсом, катушка 50г JINHU DB
Доставка по Украине
359.13 грн
179.56 грн
Купить
DomeBuys
Припой для пайки ПОС 63, 1мм с флюсом, катушка 50г JINHU DB
Флюс для пайки аккумуляторов, стали, железа, меди 20мл HWY-800 HS
Доставка по Украине
386.10 грн
193.05 грн
Купить
Hot Shopping
Припой для пайки бессвинцовый олово 0.8мм с флюсом, катушка 50г HS
Доставка по Украине
397.80 грн
198.90 грн
Купить
Hot Shopping
Припой для пайки ПОС 63, 0.6мм с флюсом, катушка 50г JINHU HS
Доставка по Украине
374. 40 грн
187.20 грн
Купить
Hot Shopping
Припой для пайки ПОС 63, 1мм с флюсом, катушка 50г JINHU HS
Доставка по Украине
374.40 грн
187.20 грн
Купить
Hot Shopping
Канифоль Сосновая 1 кг для пайки, для мыла, флюс
На складе
Доставка по Украине
270 грн
225 грн
Купить
ТМ Клебріг — Супермаркет химреактивов
Припой для пайки ПОС 60, 0.3мм с флюсом, катушка 50г JINHU DB
Доставка по Украине
359.13 грн
179.56 грн
Купить
DomeBuys
Флюс паста AG4 100г для пайки меднофосфорным припоем
На складе
Доставка по Украине
250 грн
Купить
Магазин «ГЕЛЕОС ПЛЮС»
Паяльная паста MECHANIC XG-50 35г, флюс для пайки SMD BGA
На складе в г. Ровно
Доставка по Украине
190 — 255 грн
от 13 продавцов
190 грн
Купить
KRONS интернет- магазин
Припой для пайки ПОС 60, 0. 3мм с флюсом, катушка 50г JINHU HS
Доставка по Украине
374.40 грн
187.20 грн
Купить
Hot Shopping
Смотрите также
Припой П-14 с флюсом пруток 2мм, для пайки меди, стали и латуни
На складе
Доставка по Украине
40 грн
Купить
Магазин «ГЕЛЕОС ПЛЮС»
Припой для пайки сварки алюминия, 50шт 50см 2мм пруток c флюсом
На складе в г. Ровно
Доставка по Украине
530 грн
Купить
Интернет-магазин Zerus
Флюс для пайки Ортофосфорная кислота 500 мл
На складе
Доставка по Украине
355 грн
Купить
Oildrop — смазки и флюсы для пайки в удобной упаковке
Припой для пайки с содержанием флюса SN 99 Cu 1
На складе в г. Львов
Доставка по Украине
750 грн
Купить
PositivePrice
Паста паяльная MECHANIC XG-50 35г, флюс для пайки SMD BGA
На складе в г. Киев
Доставка по Украине
210 — 420 грн
от 6 продавцов
245 грн
Купить
«УХтышКА» сувениры, подарки, приколы, интересные вещи, игрушки
Припой для пайки сварки алюминия, 50шт 50см 1.6мм пруток c флюсом
На складе в г. Ровно
Доставка по Украине
445 грн
Купить
KRONS интернет- магазин
Флюс для пайки аккумуляторов, стали, железа, меди 20мл HWY-800
На складе в г. Ровно
Доставка по Украине
125 — 151 грн
от 10 продавцов
125 грн
Купить
Магазин «Панас»
Бура для пайки 100 г. флюс 5-водная Тетраборат Натрия
На складе
Доставка по Украине
25 грн
20 грн
Купить
ТМ Клебріг — Супермаркет химреактивов
Канифоль Сосновая 500 г для пайки, для мыла, флюс
На складе в г. Ровно
Доставка по Украине
149 грн
124 грн
Купить
ТМ Клебріг — Супермаркет химреактивов
Припой с флюсом для пайки алюминия, 50см 2мм пруток, 50 шт
Заканчивается
Доставка по Украине
по 495 грн
от 3 продавцов
580 грн
495 грн
Купить
MegaMag
Припой для пайки SREMTCH олово 0. 8 мм с флюсом, проволока 100г
На складе
Доставка по Украине
по 289 грн
от 2 продавцов
299 грн
289 грн
Купить
Интернет-магазин PARNAS
Припой для пайки сварки алюминия, 50шт 50см 2.4мм пруток c флюсом
На складе в г. Ровно
Доставка по Украине
675 — 891 грн
от 7 продавцов
675 грн
Купить
PROMRV
Припой для пайки сварки алюминия, 50шт 50см 2.0мм пруток c флюсом, 101240
На складе в г. Ровно
Доставка по Украине
530 грн
Купить
Интернет магазин » Горячий Стиль «
Паяльная станция ТЕХНЕТ 858 + 5 насадок + флюс — паста для пайки
Доставка из г. Ровно
1 790 грн/комплект
Купить
garazhOk Потрібних речей
10 лучших флюсов для пайки электроники Обзоры и руководство по покупке
Создаете ли вы новые электрические цепи или ремонтируете существующие, вам потребуются различные инструменты для того же самого.
В первую очередь это такие инструменты, как паяльник и паяльная проволока, необходимые для выполнения электрических соединений. Но чтобы сделать чистые и рабочие соединения, вам также понадобится что-то вроде лучшего флюса для пайки для электроники, указанного ниже в этом списке, из-за следующих факторов:
Вес: Флюс для пайки используется снова и снова, поэтому его потребуется много. Следовательно, не забудьте проверить количество или вес флюса для пайки, который вы получаете. Как правило, флюс для пайки поставляется в упаковках по 2 унции, а некоторые бренды даже предлагают упаковки по 4 унции или 16 унций для длительного использования.
Соответствие: Как правило, вы можете использовать любой паяльный флюс для своих электронных проектов, поскольку все они имеют сходное применение. Но если вы хотите быть уверены, что ваш флюс для пайки прошел надлежащие испытания, то приобрести что-то вроде флюса для пайки, соответствующего требованиям RoHS, может быть отличной идеей.
Гарантия: Поскольку флюс для пайки более или менее представляет собой смесь химических веществ, срок его хранения обычно составляет несколько слоев. Хотя, поскольку вы хотите, чтобы ваш паяльный флюс прослужил как можно дольше, имеет смысл проверить предлагаемую им гарантию. К счастью, на многие доступные флюсы для пайки предоставляется годовая гарантия.
Принимая во внимание эти факторы, выбор правильного флюса для пайки электроники должен быть довольно простым. Но если вы хотите быть полностью уверены, что покупаете лучший, вам также следует проверить их характеристики и детали вместе с подробным «Руководство по покупке» , которое вы найдете ниже. Используя эти данные, вы сможете купить лучший паяльный флюс для электроники, дойдя до конца этой статьи.
Лучший флюс для пайки электроники
Флюс для пайки электроники
Вес
Гарантия
Купить
SRA Паяльная канифольная паста Флюс
2 унции
1 год
Проверить на Amazon
Паяльная паста La-Co
16 унций
—
Проверить на Amazon
Паяльная паста Delcast Rosin
1,7637 унции
1 год
Проверить на Amazon
MG Chemicals Rosin Flux Paste
1,7637 унции
1 год
Проверить на Amazon
Youland Флюс для канифоли для пайки
0,35274 унции
—
Проверить на Amazon
Флюс для пайки RadioShack Rosin
2 унции
90 дней
Проверить на Amazon
Баночки для флюса Romeda
1,2 унции
—-
Проверить на Amazon
Thermaltronics Rosin Flux Paste
2 унции
90 дней
Проверить на Amazon
Rectorseal Paste Flux
4 унции
1 год
Проверить на Amazon
Паяльная паста CAIG LABS Rosin Flux
1,97534 унции
1 год
Проверить на Amazon
Также проверьте –
Паяльные станции, паяльные станции для электроники и паяльные станции
Пайка – Наборы железа, пистолеты, руки помощи, коврики, цифровой USB-микроскоп
Поглотители дыма припоя
Верхний флюс для пайки электроники
1. SRA Продукты для пайки Канифольная паста Флюс
SRA — это очень популярный бренд флюса для пайки, который не только предлагает проверенные и надежные продукты, но и производится в США, которые ищут многие покупатели.
Паяльный флюс SRA Rosin для электроники находится на 1-й позиции в этом списке, потому что для многих он может быть отличным вариантом производства США. С этим паяльным флюсом вы получаете упаковку размером 2 унции, что вполне прилично.
Еще одна замечательная особенность этого флюса для пайки электроники заключается в том, что на него распространяется годовая гарантия, что всегда приятно иметь. Это может быть отличным выбором для использования с оловянными, свинцовыми и бессвинцовыми сплавами без каких-либо проблем. Хотя ему не хватает какого-либо рейтинга соответствия RoHS.
Лучшие характеристики:
Поставляется в упаковке по 2 унции
Включает гарантийный срок 1 год
Плюсы:
Сделано в США
Отлично работает с оловянными, свинцовыми и бессвинцовыми сплавами
Достойная гарантия для длительного использования
Недостатки:
Не соответствует требованиям RoHS
Купить сейчас на Amazon
2. Паяльная флюсовая паста La-Co
тогда флюс для пайки LaCo может быть идеальным вариантом.
Флюс для пайки LaCo 22107 для электроники занимает 2-е место в этом списке, так как с ним вы получаете очень большую упаковку. Поскольку этот паяльный флюс для электроники поставляется в упаковке по 16 унций, вы можете рассчитывать, что его хватит на очень долгое время.
Хотя этого количества, безусловно, хватит на долгое время, вы не получите никакой гарантии от LaCo и ее предложений флюса для пайки, что для многих может быть обломом. Преимущество этого флюса для пайки в том, что он соответствует мил. спец. мил-F 4995, что делает его одним из самых универсальных и удобных флюсов для пайки.
Лучшие характеристики:
Поставляется в упаковке по 16 унций
Соответствует мил. спец. мил-Ф 4995 стандарт
Плюсы:
Флюс производства США
Большое количество в одной упаковке
Универсален и совместим с различными металлами, используемыми для пайки
Минусы:
Отсутствие гарантии производителя
Купить сейчас на Amazon
3. Паяльная паста Delcast Rosin
Несмотря на то, что большинство флюсов для пайки электроники не дороги, некоторые из вас могут искать более дешевые варианты, где Delcast и его предложения могут быть жизнеспособными. вариант для многих.
Этот паяльный флюс Delcast Rosin для электроники находится на 3-й позиции в этой статье, так как это самый дешевый вариант, указанный здесь. Из-за более низкой цены это отличный выбор для покупателей с ограниченным бюджетом.
Несмотря на довольно низкую цену, вы все равно получаете приличное количество 1,7637 унции флюса внутри. Этот флюс также может служить довольно долго благодаря прилагаемой 1-летней гарантии. Хотя, будучи бюджетным брендом, вы не можете ожидать соответствия RoHS от его флюса для пайки.
Лучшие характеристики:
Поставляется в упаковке по 1,7637 унции
Включает гарантийный срок 1 год
Плюсы:
Флюс для пайки начального уровня для электроники
Длительная гарантия для бюджетного предложения
Достойное количество в упаковке
Минусы:
Флюс для пайки, не соответствующий требованиям RoHS
Купить сейчас на Amazon
4. Флюс-паста MG Chemicals Rosin Flux Paste
Как вы можете догадаться по названию, MG Chemicals — это бренд химикатов, который предлагает различные сопутствующие товары, включая паяльный флюс для электроники. Применение.
Поскольку MG Chemicals занимается производством химических продуктов, упомянутый здесь флюс для пайки канифоли 8342 RA для электроники является очень эффективным. Внутри каждой упаковки вы получите в общей сложности 1,7637 унции паяльного флюса, что вполне прилично.
И, как и следовало ожидать по данной цене, вы также получаете 1-летнюю гарантию на этот флюс для пайки. Так как MG Chemicals является торговой маркой химикатов, в ее паяльных флюсах используются одни из самых эффективных химикатов, что обеспечивает превосходные результаты очистки.
Лучшие характеристики:
Поставляется в упаковке по 1,7637 унции
Включает гарантийный срок 1 год
Плюсы:
Использование высококачественных химикатов
Достойный гарантийный срок
Стандартный вес в упаковке
Минусы:
Немного дороговато для некоторых
Купить сейчас на Amazon. схемы.
Если вы покупаете флюс для пайки электроники, то, скорее всего, вам понадобятся и другие сопутствующие аксессуары. Именно это предлагает своему покупателю флюс для пайки YouLand. Говоря о флюсе для пайки, он поставляется с 0,35274 унции флюса в каждой упаковке.
Помимо флюса, вы также найдете припойную проволоку 60/40 толщиной 0,6 мм, что вполне прилично. В комплект входит даже средство для очистки жала паяльника, которое можно использовать вместе с флюсом для предотвращения окисления. К сожалению, будучи небольшим брендом, YouLand не имеет какой-либо гарантии производителя.
Лучшие характеристики:
Поставляется в упаковке по 0,35274 унции
Включает гарантийный срок 1 год
Плюсы:
Сделано в США
Отлично работает с оловянными, свинцовыми и бессвинцовыми сплавами
Достойная гарантия для длительного использования
Минусы:
Без гарантии
Купить на Amazon. для электроники.
Поскольку RadioShack довольно популярен и пользуется хорошей репутацией, его паяльный флюс Канифоль — отличный вариант для покупателей. Как и многие другие варианты, этот также сделан в США. Что касается размера упаковки, то в каждой упаковке вы найдете 2 унции паяльного флюса.
Несмотря на то, что RadioShack предлагает пользователю гарантию, она немного ограничена всего 90 днями общего гарантийного периода. В отличие от многих других вариантов флюса для пайки, в этом используется непроливаемая формула, которая гарантирует, что флюс не попадет куда угодно во время работы с электрическими цепями.
Лучшие характеристики:
Поставляется в упаковке по 2 унции
Включает гарантийный срок 90 дней
Плюсы:
Производство в штатах
Стандартный размер упаковки
Использует непроливаемую формулу флюса для пайки
Минусы:
Гарантийный срок мог бы быть больше
Купить сейчас на Amazon
7. Баночки с флюсом для припоя Romeda
Торговая марка Romeda предлагает канифольный паяльный флюс хорошего качества по доступной цене. Этот флюс широко применим, поэтому он подходит для сварочных инструментов, железа, олова, золота, меди и других металлов.
Поскольку канифоль, используемая в этом флюсе, является токопроводящей в сухих условиях, она обладает хорошей изоляцией. Он не вызывает коррозии, как металлические вещества, в том числе печатные платы. Кроме того, он еще и антикоррозийный.
Этот флюс для припоя подходит для сварки на уровне нескольких электронных чипов. В комплект входят 2 гибких баночки для припоя.
Лучшие характеристики
Поставляется в 2 баночках
Может работать с несколькими сплавами
Плюсы:
Идеально подходит для ремонта, сварки и ремонта электроники
Хорошее количество по цене
Антикоррозийный и антиоксидантный
Минусы:
Не поставляется с производственной гарантией
Купить на Amazon
8. Флюс-паста для канифоли от Thermaltronics
Приближаясь к следующему выбору флюса для пайки в этом списке, у нас есть Thermaltronics, которая оказалась еще одним бюджетным вариантом для многих покупателей благодаря более низкой цене.
Этот паяльный флюс Thermaltronics TMT-FP-1 Rosin для электроники может быть еще одним жизнеспособным вариантом, если вам нужен паяльный флюс, соответствующий требованиям RoHS. Помимо того, что он очень эффективен благодаря соответствию RoHS, он также включает в себя стандартную емкость 2 унции внутри каждой упаковки.
Вы можете использовать этот паяльный флюс как для свинцовой, так и для бессвинцовой пайки, что делает его весьма универсальным. Тем не менее, вы получаете только 90-дневную гарантию с этим флюсом для пайки, что ниже, чем у других.
Лучшие характеристики:
Поставляется в упаковке по 2 унции
Включает гарантийный срок 90 дней
Плюсы:
Флюс для пайки, соответствующий требованиям RoHS
Флюс для пайки начального уровня
Работает как со свинцовыми, так и со свинцовыми припоями
Минусы:
Не самый большой гарантийный срок
Купить сейчас на Amazon
9. Флюс Rectorseal Paste Flux
В отличие от своего названия, Rectorseal также предлагает продукты и химикаты для пайки, где его модель флюса для пайки может быть жизнеспособным вариантом для тяжелых условий эксплуатации.
Те из вас, кому нужен флюс для пайки в тяжелых условиях, могут рассмотреть флюс для пайки Rectorseal 14010. По сравнению с большинством других предложений, этот паяльный флюс выпускается в упаковках немного большего размера (4 унции), что делает его более долговечным, чем другие.
Чтобы гарантировать, что этот флюс для пайки прослужит столько же, сколько хватит его количества, Rectorseal даже предоставляет годовую гарантию на флюс для пайки, что делает его идеальным для многих. Однако, если вам нужен флюс для пайки, совместимый с RoHS, вам следует поискать в другом месте.
Лучшие характеристики:
Поставляется в упаковке по 4 унции
Включает гарантийный срок 1 год
Плюсы:
Идеально подходит для тяжелых условий эксплуатации
Долговечный флюс для пайки
Работает с 95/5 и другими обычными припоями
Минусы:
Не обеспечивает соответствие RoHS
Купить сейчас на Amazon
10. Паяльная паста CAIG LABS Rosin Flux
этот список.
Caig Labs’ RSF-R80-2 Флюс для пайки канифоли для электроники оказался одним из самых премиальных предложений. Благодаря своей премиальной цене этот паяльный флюс соответствует требованиям директивы RoHS и может работать даже с латунью и никелем.
Еще одна вещь, которую следует ожидать от такого высококачественного предложения, — это 1 год гарантии, которую оно предлагает пользователю. К сожалению, его вместимость немного ниже для варианта премиум-класса, так как вы получаете только 1,97534 унции флюса для пайки в каждой упаковке.
Лучшие характеристики:
Поставляется в упаковке по 1,97534 унции
Включает гарантийный срок 1 год
Плюсы:
Флюс для пайки, соответствующий требованиям RoHS
Высокоэффективный флюс для пайки с никелем и латунью
Стандартный гарантийный срок
Недостатки:
Не соответствует требованиям RoHS
Купить прямо сейчас на Amazon. Но чтобы ваши электрические соединения оставались функциональными в течение длительного времени и не подвергались окислению, вам следует подумать об использовании одного из лучших флюсов для пайки электроники, о котором говорилось выше.
Наряду со всеми этими вариантами флюса для пайки вы также найдете соответствующую информацию, такую как их важные характеристики и детали. А для тех из вас, кто хочет узнать больше о флюсе для пайки, мы представляем вам это руководство по покупке лучшего флюса для пайки для электроники:
Вес
В рамках одной электрической цепи вы электрические соединения с помощью паяльника. И если вы собираетесь работать с большим количеством электрических цепей, то это также означает, что вам понадобится много флюса для пайки для таких тяжелых условий эксплуатации.
Таким образом, прежде чем покупать флюс для пайки, вы должны проверить его номинальную плотность. Обычно паяльный флюс для электроники поставляется в упаковках по 2 унции. Тем не менее, те из вас, кто хочет что-то более идеальное для тяжелых условий эксплуатации, могут также найти большие упаковки по 4 унции или даже 16 унций при покупке паяльного флюса.
Соответствие
Если вы не знакомы с флюсом для пайки, то это более или менее смесь химикатов, которые полезны для очистки электрических соединений после их пайки. К счастью, в большинстве вариантов флюса для пайки используется аналогичный химический состав.
Таким образом, вы можете ожидать, что они будут работать примерно одинаково. Хотя, если вы хотите что-то, что, несомненно, даст отличные результаты, вам следует приобрести паяльный флюс, соответствующий требованиям RoHS. Такие флюсы для пайки тестируются на получение оптимальных результатов при любых обстоятельствах.
Гарантия
Как упоминалось ранее, паяльный флюс для электроники более или менее представляет собой смесь химических веществ. В связи с этим, они предлагают срок годности несколько лет. Даже если вы используете свой флюс для пайки через долгое время, он, скорее всего, будет работать нормально.
Однако, если вы покупаете флюс для пайки премиум-класса, вы должны быть уверены, что ваш флюс прослужит как минимум несколько лет. Как правило, они предлагают 1 год гарантии, что довольно хорошо.
Заключение
Те из вас, кто знаком с пайкой электрических соединений в электрических цепях, должны знать, что эти электрические соединения могут окислиться, если они не выполнены должным образом. Такие окисленные электрические соединения могут даже довольно легко сломаться через некоторое время. Чтобы предотвратить такие проблемы, настоятельно рекомендуется использовать что-то вроде лучшего флюса для пайки электроники, указанного ранее в этой статье, для очистки электрических соединений, выполненных с помощью паяльника.
Однако, если вам интересно, какой флюс для пайки подходит именно вам, рассмотрите наши идеальные рекомендации:
флюс для пайки может быть отличной идеей. Несмотря на то, что это самый дешевый флюс в этом списке, он по-прежнему предлагает приличное количество 1,7637 унции. И в отличие от других дешевых паяльных флюсов на рынке, этот также предлагает 1 год 9.0010
Если вы покупаете флюс для пайки электроники, то очень велика вероятность того, что вам понадобятся и другие аксессуары. Для таких случаев идеально подойдет паяльный флюс YouLand . В то время как он предлагает только флюс для пайки 0,35274 унции, вы получаете очиститель жала паяльника и паяльную проволоку 0,6 мм в сочетании с ним, что делает отличный комбинированный пакет для многих.
Те из вас, кто часто работает с электрическими цепями, должны приобрести что-нибудь побольше. Одним из таких вариантов может быть Флюс для пайки LaCo для электроники. По сравнению с другими вариантами флюса, этот поставляется в очень большой упаковке по 16 унций, что намного больше, чем нужно большинству покупателей.
7 лучших флюсов для пайки электроники по отзывам в 2022 году
Здесь вы можете найти лучший флюс для пайки электроники, отобранный после нескольких часов исследований, испытаний и анализа продукта. Я выбрал эти флюсы с самым высоким рейтингом, чтобы помочь вам выбрать наиболее подходящий для удовлетворения потребностей вашего проекта.
Флюс для пайки электроники удаляет другие металлические загрязнения с поверхности пайки. Подготавливает чистую поверхность к прочному соединению.
Если вы новичок, покупка флюса для электроники может оказаться сложной задачей. Я решил собрать наши детальные обзоры 7 лучших флюсов для пайки электроники, чтобы найти наиболее подходящий вариант.
Предварительный просмотр
Лучший выбор
Хороший выбор
Также Great
Название продукта
SRA Продукты для пайки Канифольная паста Флюс
MG Chemicals – 8341-10 мл 8341 No Clean Flux Paste,
2 Характеристики продукта Идеально подходит для ремонта электрооборудования и печатных плат. Не требует очистки. Сделано в США.
Превосходная способность к флюсу. Мгновенное смачивание.0002 Все бессвинцовые и обычные мягкие припои, Соответствует отраслевому стандарту, Сделано в США
Для получения дополнительной информации
Купить на Amazon
Купить на Amazon
Купить на Amazon
Лучший выбор
Предварительный просмотр
Наименование продукта
SRA Продукты для пайки Канифольная паста Флюс
Характеристики продукта
Идеально подходит для ремонта электрооборудования и печатных плат, не требует очистки, сделано в США
Для получения дополнительной информации
Купить на Amazon
Хороший выбор
Предварительный просмотр
Наименование продукта
мг химикаты-8341-10 мл 8341 Нет чистого потока пасты,
Особенности продукта
Высшая способность потока, мгновенная смачивание, совместимая с свободным от свинца
Все бессвинцовые и обычные мягкие припои, Соответствует отраслевому стандарту, Сделано в США
Для получения дополнительной информации
Купить на Amazon
Чтобы найти лучший флюс для электроники для пайки, я выбрал лучший доступный продукт на рынке. Здесь вы можете найти лучший флюс для пайки электроники, отобранный после нескольких часов исследования продукта, тестирования и анализа.
После индивидуального тестирования на основе его производительности и простоты использования я выбрал лучшие из них для покупки. Ниже приведен список из 7 лучших флюсов для пайки электроники
Лучший флюс для пайки электроники 2022
мастер по ремонту печатных плат. Мне нравится этот флюс, потому что это один из самых популярных и идеальных флюсов для ремонта электроники и электроники. Мне он нравится еще и потому, что он сделан в США и предлагает высокое качество. Именно поэтому я включил его в список лучших флюсов для пайки электроники.
Одна из лучших вещей, которые я заметил в этом флюсе Rosin Paste Flux, это то, что он не содержит хлорида цинка или хлорида аммония. Вместо этого он включает канифоль и активатор органической кислоты для наилучшего качества пайки и здоровых соединений.
Когда я использовал его для ремонта печатных плат, я обнаружил, что он прост в использовании и надежен по доступной цене. Вот почему я люблю и рекомендую SRA Soldering для пайки электроники. Мне это нравится, потому что идеально подходит для ремонта электронных продуктов. Некоторые из основных моментов, которые я заметил, требуют минимальной очистки поверхности после пайки. Мне он также нравится, потому что его диапазоны рабочих температур довольно хороши.
Мне также нравятся продукты для пайки SRA, потому что они производятся в США. Согласно отзывам покупателей, это самый высокий рейтинг на Amazon. Я хочу рассказать не только об этом продукте, но и о применении свинцовой и бессвинцовой паяльной пасты. Идеально подходит для подходящего флюса для микропайки, ремонта электрических компонентов, поверхностного монтажа и печатных плат.
Лучшие характеристики:
Этот продукт поставляется в упаковке размером 2 унции для хоккейных шайб.
Разработан для использования с оловянно-свинцовыми и бессвинцовыми сплавами, идеально подходящими для ремонта электроники.
Этот лучший флюс для SMD пайки действует в диапазоне температур 93 – 315° и не требует очистки поверхностей.
Pros
Проверенный американский продукт
Простота в использовании и применении.
После использования практически не требует очистки.
Минусы
При длительном хранении становится твердым
Оставляет мало черноватых следов
2. MG Chemicals 8341 лучший флюс для печатных плат
Однажды я работал над проектом, когда был в Германии. Заказчик предоставил мне эту припойную пасту и попросил отремонтировать платы. Я нашел этот флюс очень простым в использовании и имел лучшую производительность. Я включил его в свой список 7 лучших флюсов для пайки электроники 2022 года.
Этот жидкий припой для электроники — еще один отличный вариант. Я нашел его лучшим флюсом для пайки SMD, особенно для подкраски и ремонта. Если говорить о составе, то MG Chemicals 8341 изготовлен из высококачественной синтетической смолы и тиксотропных добавок.
Одна из лучших вещей, которые я заметил, это то, что эта паста No Clean Flux Paste MG Chemicals 8341 соответствует требованиям ROHS. Он соответствует стандартам IPC-J-STD-0048.
Лучшие характеристики:
Удобно и совместимо с приложением дозатора шприцев.
Идеальный и лучший флюс для ремонта и переделки пайки SMD.
Лучший флюс для пайки электроники Ключевые особенности включают быстрое смачивание, малое количество остатков и отсутствие галогенов в составе.
Мне также понравилось, что у него отличные характеристики смачивания. Мне также нравится его вариант «Полностью безгалогенный» — он оставляет очень мало следов после доработок и ремонтных работ. Кроме того, я ценю то, что уникальная смесь высококачественной синтетической смолы является идеальным флюсом для пайки электроники для высокотемпературной бессвинцовой пайки.
Pros
Водорастворимый флюс
Идеально подходит для высокотемпературной бессвинцовой обработки
Практически не требует очистки после использования
CONS
Удобный диспенсер Syzr . Это водорастворимая паста, соответствующая отраслевым стандартам. Этот паяльный флюс обладает множеством дополнительных функций и является лучшим припоем для пайки меди и латуни. Он также рекомендуется для других расширенных приложений.
Мне также понравилось, что LA-CO 22101 является водорастворимым вариантом, что означает, что он является более эффективным реактивным очистителем, чем другие канифольные флюсы. Я заметил, что он безопасен в использовании, а лучший флюс для пайки электроники не содержит свинца, не содержит кислоты и нетоксичен.
Кроме того, я понимаю, что MG Chemicals соответствует стандартам ASTM B813 и не включает хлорид цинка. Это также помогает эффективно устранять проблемы с коррозией. Я рекомендую его как лучший вариант пайки для медных труб и сварки металлов. Плюсы и минусы приведены ниже.
Лучшие характеристики:
Лучший жидкий припой для электроники, сделанный в США, предназначенный для тяжелых условий эксплуатации.
Некислотный, но лучше всего рекомендуется для пайки меди, витражей и других тяжелых работ.
Лучший флюс для пайки электроники Ключевые особенности включают быстрое смачивание, малое количество остатков и отсутствие галогенов в составе.
Устраняет проблемы с безопасностью, поскольку является кислым и нетоксичным.
Плюсы:
Pros
Этот поток представляет собой растворимый в воде
Высокопочтений.
Избыточный нагрев стал черноватым
4. RadioShack Best Rosin Flux Paste
Мне нравится RadioShack Rosin, потому что это превосходный выбор для ремонта электрических и электронных устройств. Это еще один превосходный флюс Made in USA для электроники. Когда я проверил обслуживание клиентов, я нашел их удовлетворительными. 9№ 0003
Паяльная паста идеально подходит для прочных и гладких паяных соединений. RadioShack — это модный бренд, предлагающий сопутствующие качественные товары и аксессуары. При покупке я получил 2 унции паяльного флюса в упаковке.
Когда я смотрю на список функций, его элементарно чистить благодаря формуле «Не проливай».
Лучшие характеристики:
Этот флюс легко очистить, протерев тканью или растворителем.
Включает гарантийный срок 90 дней; он подходит для удовлетворения.
Устраняет проблемы безопасности благодаря своей некислотной и нетоксичной природе.
Pros
Uses a spill-free formula for the soldering flux
Highly Active and dried quickly
flux is elementary to clean
Cons
Not Good except for Работа в электронике.
5. Паяльная паста Delcast Rosin для электроники
Флюс для пайки Delcast Rosin — идеальный выбор, если вы ищете флюс для пайки мобильных устройств и ремонта печатных плат.
ПО СЛОВАМ ЭКСПЕРТОВ, когда я попросил рекомендации и обзоры экспертов, это идеальный флюс для пайки для ремонта сотовых телефонов. Это также широко признано пользователями всех уровней опыта.
Я также ценю то, что флюс для припоя Delcast Rosin для электроники обеспечивает более контролируемые и точные паяные соединения.
Лучшие характеристики:
Флюс облегчает течение припоя, обеспечивая более контролируемую и точную пайку.
Позволяет припою образовывать прочные, долговечные механические и электрические соединения.
Предотвращает коррозию, образуя защитное покрытие на паяном соединении.
Устраняет проблемы безопасности благодаря своей некислотной и нетоксичной природе.
Я также заметил, что флюс для припоя Delcast Rosin для электроники позволяет припою формироваться прочно и достигать припоя в месте нанесения флюса. Это лучший флюс для электрической пайки и очень надежный флюс для пайки по доступным ценам.
Pros
Контролируемый и точный паяль
Очень активные и быстро высушенные
Lease No Office
CONS
не Good Good, за исключением Altembonics.
6. MG Chemicals 8342- Лучший флюс для пайки печатных плат
И последнее, но не менее важное: наш лучший флюс для пайки электроники — MG Chemicals 8342 RA Rosin Flux Paste. Это превосходный флюс RA премиум-класса с быстрым смачиванием. MG Chemicals занимается химическими веществами высшего качества для электронной промышленности.
Что касается шпилек, лучший флюс для пайки электроники можно использовать как со свинцовыми, так и безсвинцовыми припоями. Флюс соответствует требованиям RoHS и обеспечивает отличное смачивание. Во время моей практики ручной пайки я наносил флюс кистью, ватными тампонами или окунанием.
Лучшие характеристики:
Универсальный низкотемпературный флюс для пайки.
Не содержит хлорида цинка или хлорида аммония, лучший флюс для пайки
Кроме того, я нашел его идеальным выбором для доработки и ремонта печатных плат и сборок для поверхностного монтажа. Другими словами, это лучший флюс для пайки SMD. Это также жизненно важно при ремонте и устранении неисправностей общего ремонта электроники.
Pros
Пайка серебром
Низкотемпературная.
Cons
Вопросы очистки
Этот серебристо-белый флюс для пайки является универсальным продуктом. Мне нравится его низкотемпературная функция, которая идеально подходит для пайки меди, латуни, стали, нержавеющей стали и никелевых сплавов.
В соответствии с потребностями проекта флюс Harris Flux является еще одной подкатегорией в составе белого флюса для пайки Stay-Silv, порошкового флюса для пайки Stay-Silv и черного флюса для пайки Stay-Silv.
Во время расследования я обнаружил отличное обслуживание клиентов компании. Они всегда доступны и готовы ответить на любые вопросы, связанные с продуктом и техническими аспектами.
Лучшие характеристики:
Жидкий флюс для универсальной пайки при низкой температуре, используемый для пайки.
Лучший флюс для пайки электроники. Используется с большинством черных и цветных металлов. Не рекомендуется для алюминия, магния и титана.
Harris Products Group производит электронику с флюсовыми потоками в рабочем диапазоне 1050°F – 1600°F. В основном рекомендуется для пайки серебром. Итак, я нашел лучший флюс для пайки электроники серебряным припоем.
Pros
Пайка серебром
Низкотемпературная.
Минусы
Проблемы с очисткой
Как мы тестировали
Я трачу тысячи часов на тестирование, анализ и исследование продуктов, чтобы помочь вам найти решение для выполнения потребностей проекта. Стоимость флюса для пайки мизерна, и вы можете получить менее 10 долларов. Именно поэтому я купил их все для тестирования.
Я провел независимое и беспристрастное исследование, чтобы найти лучший флюс для пайки электроники. Я рассмотрел несколько ключевых факторов при рассмотрении лучших вариантов. Факторами являются цена, простота использования, а также отзывы и отзывы клиентов. Я проанализировал несколько онлайн-обзоров с помощью автоматизированных инструментов искусственного интеллекта. Вот как я помогу вам найти лучший флюс для пайки электроники.
Как использовать флюс для электронного припоя
Флюс для электронного припоя имеет решающее значение для получения прочных и блестящих соединений при работе с электроникой. Прежде чем приступить к упражнению, вы должны подготовить паяльник, нагрев его до соответствующей температуры, очистив жало и поставив его на подставку.
Когда жало утюга горячее, нанесите небольшое количество припоя и очистите его губкой, залудив жало припоем. Лужение помогает уменьшить износ, защитить от окисления и улучшить теплопередачу.
Шаг 1: Всегда хорошо протереть две детали, которые вы хотите спаять, стальной мочалкой или скотчем, это поможет удалить оксидные слои с поверхности.
Шаг 2: Используйте кисточку, чтобы нанести электронный флюс с припоем на обе части клеммы, которые необходимо соединить.
Шаг 3. Не выжигая флюс, нагрейте соединение паяльником с помощью регулируемого регулятора температуры и установите утюг на нужную температуру (400°C/752°F).
Электронный припой опасен, поэтому всегда соблюдайте меры предосторожности, избегайте прямого контакта кожи с кожей и избегайте вдыхания паров. Чтобы получить более подробную информацию, вы можете посмотреть видеоурок здесь.
Какой тип флюса используется при пайке электроники
Канифольный флюс
Канифольный флюс Обычно добывают из пней или коры сосен; таким образом, это натуральный продукт. Состав канифоли варьируется от партии к партии, но общая формула C19.h29COOH. Далее она подразделяется на неактивированную канифоль Flux (R), слабоактивированную канифоль (RMA) и активированную канифоль (RA).
Неактивированный Канифольный электронный флюс (R) не активирован, поэтому лучше всего подходит для использования с уже чистыми поверхностями пайки или с минимальным количеством окисления. (R) типы канифольных флюсов используются для продажи медной проволоки, печатных плат, полупроводников и других работ по ручной пайке.
Мягко активированная канифоль (RMA) мягко активируется с большей очищающей способностью, чем электронный флюс неактивированной канифоли (R). Эти флюсовые электронные компоненты идеально подходят для пайки с высоким содержанием свинца и полезны для пайки кабелей общего назначения, печатных плат и электронных компонентов.
Электронные флюсы, активируемые канифолью (RA), являются наиболее активируемыми флюсами и обеспечивают наиболее важную очищающую способность среди флюсов на основе канифоли. Подходит для трудноочищаемых поверхностей пайки и лучше всего подходит для пайки электрических компонентов.
Флюс и паяльная паста с низким остатком или без очистки
В современных технологиях использование флюса для электронного припоя без очистки или с низким содержанием остатков в пайке устраняет необходимость в очистке узла печатной платы. В Европе многие компании сочли электронику с канифольным флюсом (R и RMA) нечистой и не очищали ее, поскольку без очистки она не вызывает проблем с надежностью (особенно если она не содержит галогенидов). После запрета на фреоны флюсы No-Clean стали более распространенными во всем мире, чем флюсы, требующие очистки.
Использование не требующего отмывки флюса для пайки электроники и паяльной пасты экономит затраты на очистку, капиталовложения и занимаемую площадь.
Флюсы на основе органической кислоты
Флюс на основе органической кислоты для электроники сильнее, чем канифольный флюс при пайке, но слабее, чем неорганические флюсы. Электрические флюсы для припоя на основе органических кислот также водорастворимы, поскольку они могут растворяться в воде. Электронный припой на органической кислоте для использования в электронике при пайке оправдан для военного и коммерческого применения смешанных сборок (тип II и III).
Поскольку флюс для припоя для электроники является водорастворимым, при использовании обычного водного флюса для электроники можно удалить остатки флюса для электронного припоя при условии, что сборка полностью высохнет перед подачей питания.
Электронный флюс на основе неорганической кислоты
Флюсы, более сильные, чем органические и неорганические кислоты, идеально подходят для пайки трудносклеиваемых поверхностей. Они могут помочь удалить большое количество оксидов с сильно окисленных металлических деталей. Это неорганические кислоты и соли, такие как соляная кислота, плавиковая кислота, хлориды двухвалентного олова, фторид натрия или калия и хлориды цинка.
Флюс для электроники используется при пайке для неэлектронных приложений, таких как пайка медных труб. Основным недостатком является то, что флюсовая электроника оставляет после себя химически активные остатки, которые вызывают коррозию и серьезные сбои в работе.
Советы по использованию жидкого флюса для пайки
При пайке электрических компонентов делайте прочные соединения электронным флюсом на основе канифоли.
Электронный флюс для пайки следует использовать при пайке труб, так как кислоты с большей вероятностью удалят оксидные слои.
Лужение наконечника припоя необходимо для поддержания чистоты при работе с электроникой.
Всегда держите включенный паяльник на подставке для безопасности и надежности оборудования.
Используйте все средства предосторожности во время пайки в целях безопасности.
Почему флюсовое погружение после печи оплавления
Погружение во флюс или паяльную пасту чаще всего используется для сборки PoP. Процесс погружения также может уменьшить дефекты пайки «голова в подушке» или собрать BGA в местах, где печать паяльной пасты невозможна, например, в полостях печатной платы. Паяльную пасту с трафаретной печатью для компонентов с шагом шариков ≤0,3 мм предпочтительно заменить погружением под флюс.
Существует два основных материала для переноса погружения; флюс и паяльная паста. Оба используют одно и то же оборудование, часто называемое «погружным устройством» или «погружным питателем». Процесс погружения осуществляется между захватом компонента и размещением его на одной из сборочных машин. Чаще всего погружной блок устанавливается с использованием того же интерфейса, что и фидеры компонентов.
Флюс является наиболее часто используемым погружным материалом во всем мире. Преимуществом использования флюса по сравнению с паяльной пастой является более низкая стоимость погружного материала, и тот же флюс можно использовать для более широкого диапазона высоты и шага шариков.
Погружные флюсы часто бывают бесцветными и прозрачными; это делает перенос потока очень трудным для проверки. Поэтому настоятельно рекомендуется использовать цветной флюс, что делает ручную проверку во время наладки гораздо более доступной.
Измерение глубины погружения выполняется поэтапно – Нанесите материал для погружения на поддон/диск и несколько раз включите дозатор для погружения. Визуально проверьте, чтобы материал для погружения заполнил всю область погружения и чтобы его поверхность выглядела гладкой. Поместите гребенку для влажной пленки в область погружения перпендикулярно дну поддона/диска.
Держите расческу с мокрой пленкой неподвижно в течение нескольких секунд, чтобы намочить ее зубья. Снимите гребенку влажной пленки с материала для окунания. Осмотрите зубы, которые были погружены в материал для погружения. Глубина провала находится между наиболее значимым значением влажного зуба и наименьшим значением сухого зуба.
Лучший флюс для пайки канифоли для электроники – часто задаваемые вопросы
В: Какой флюс для пайки самый лучший?
О: Существует большое количество флюсов для пайки электроники. После нашего независимого исследования, рекомендуемым флюсом для электрической пайки является SRA Soldering Products. Канифольная паста Flux (Amazon Link) — лучший вариант.
В: Нужен ли флюс для пайки?
О: Да, при пайке необходимо использовать флюс. Флюс защищает поверхность от повторного окисления и действует как активатор, способствующий смачиванию расплавленного припоя.
В: Можно ли использовать вазелин в качестве флюса для пайки?
О: Да, вы можете использовать вазелин в качестве флюса для пайки.
Площадь поверхности квадратной-профильной трубы в м2.
Количество краски для покраски трубы в гр.
Площадь профильной трубы.
Площадь Трубы 10×10
Площадь поперечного сечения = 100 мм2
Площадь поверхности одного метра =
0.04 м2
Площадь Трубы 10×15 (15×10)
Площадь поперечного сечения = 150 мм2
Площадь поверхности одного метра =
0.05 м2
Площадь Трубы 10×20 (20×10)
Площадь поперечного сечения = 200 мм2
Площадь поверхности одного метра =
0. 06 м2
Площадь Трубы 10×25 (25×10)
Площадь поперечного сечения = 250 мм2
Площадь поверхности одного метра =
0.07 м2
Площадь Трубы 15×15
Площадь поперечного сечения = 225 мм2
Площадь поверхности одного метра =
0.06 м2
Площадь Трубы 20×20
Площадь поперечного сечения = 400 мм2
Площадь поверхности одного метра =
0.08 м2
Площадь Трубы 20×30 (30×20)
Площадь поперечного сечения = 600 мм2
Площадь поверхности одного метра =
0.1 м2
Площадь Трубы 20×40 (40×20)
Площадь поперечного сечения = 800 мм2
Площадь поверхности одного метра =
0.12 м2
Площадь Трубы 25×25
Площадь поперечного сечения = 625 мм2
Площадь поверхности одного метра =
0. 1 м2
Площадь Трубы 25×40 (40×25)
Площадь поперечного сечения = 1000 мм2
Площадь поверхности одного метра =
0.13 м2
Труба профильная площадь окраски.
Площадь Трубы 28×25 (25×28)
Площадь поперечного сечения = 700 мм2
Площадь поверхности одного метра =
0.106 м2
Площадь Трубы 30×15 (15×30)
Площадь поперечного сечения = 450 мм2
Площадь поверхности одного метра =
0.09 м2
Площадь Трубы 30×20 (20×30)
Площадь поперечного сечения = 600 мм2
Площадь поверхности одного метра =
0.1 м2
Площадь Трубы 30×30
Площадь поперечного сечения = 900 мм2
Площадь поверхности одного метра =
0.12 м2
Площадь Трубы 40×40
Площадь поперечного сечения = 1600 мм2
Площадь поверхности одного метра =
0. 16 м2
Площадь Трубы 50×20 (20×50)
Площадь поперечного сечения = 1000 мм2
Площадь поверхности одного метра =
0.14 м2
Площадь Трубы 50×25 (25×50)
Площадь поперечного сечения = 1250 мм2
Площадь поверхности одного метра =
0.15 м2
Площадь Трубы 50×30 (30×50)
Площадь поперечного сечения = 1500 мм2
Площадь поверхности одного метра =
0.16 м2
Площадь Трубы 50×40 (40×50)
Площадь поперечного сечения = 2000 мм2
Площадь поверхности одного метра =
0.18 м2
Площадь Трубы 50×50
Площадь поперечного сечения = 2500 мм2
Площадь поверхности одного метра =
0.2 м2
Площадь покраски профильной трубы.
Площадь Трубы 60×30 (30×60)
Площадь поперечного сечения = 1800 мм2
Площадь поверхности одного метра =
0.18 м2
Площадь Трубы 60×40 (40×60)
Площадь поперечного сечения = 2400 мм2
Площадь поверхности одного метра =
0.2 м2
Площадь Трубы 60×60
Площадь поперечного сечения = 3600 мм2
Площадь поверхности одного метра =
0.24 м2
Площадь Трубы 70×70
Площадь поперечного сечения = 4900 мм2
Площадь поверхности одного метра =
0.28 м2
Площадь Трубы 80×40 (40×80)
Площадь поперечного сечения = 3200 мм2
Площадь поверхности одного метра =
0.24 м2
Площадь Трубы 80×60 (60×80)
Площадь поперечного сечения = 4800 мм2
Площадь поверхности одного метра =
0. 28 м2
Площадь Трубы 80×80
Площадь поперечного сечения = 6400 мм2
Площадь поверхности одного метра =
0.32 м2
Площадь Трубы 100×50 (50×100)
Площадь поперечного сечения = 5000 мм2
Площадь поверхности одного метра =
0.3 м2
Площадь Трубы 100×60 (60×100)
Площадь поперечного сечения = 6000 мм2
Площадь поверхности одного метра =
0.32 м2
Площадь Трубы 100×80 (80×100)
Площадь поперечного сечения = 8000 мм2
Площадь поверхности одного метра =
0.36 м2
Площадь профильной трубы под окраску.
Площадь Трубы 100×100
Площадь поперечного сечения = 10000 мм2
Площадь поверхности одного метра =
0. 4 м2
Площадь Трубы 120×60 (60×120)
Площадь поперечного сечения = 7200 мм2
Площадь поверхности одного метра =
0.36 м2
Площадь Трубы 120×80 (80×120)
Площадь поперечного сечения = 9600 мм2
Площадь поверхности одного метра =
0.4 м2
Площадь Трубы 120×120
Площадь поперечного сечения = 14400 мм2
Площадь поверхности одного метра =
0.48 м2
Площадь Трубы 140×60 (60×140)
Площадь поперечного сечения = 8400 мм2
Площадь поверхности одного метра =
0.4 м2
Площадь Трубы 140×100 (100×140)
Площадь поперечного сечения = 14000 мм2
Площадь поверхности одного метра =
0.48 м2
Площадь Трубы 140×140
Площадь поперечного сечения = 19600 мм2
Площадь поверхности одного метра =
0. 56 м2
Площадь Трубы 150×100 (100×150)
Площадь поперечного сечения = 15000 мм2
Площадь поверхности одного метра =
0.5 м2
Площадь Трубы 150×150
Площадь поперечного сечения = 22500 мм2
Площадь поверхности одного метра =
0.6 м2
Площадь Трубы 160×80 (80×160)
Площадь поперечного сечения = 12800 мм2
Площадь поверхности одного метра =
0.48 м2
Площадь поверхности профильной трубы.
Площадь Трубы 160×120 (120×160)
Площадь поперечного сечения = 19200 мм2
Площадь поверхности одного метра =
0.56 м2
Площадь Трубы 160×160
Площадь поперечного сечения = 25600 мм2
Площадь поверхности одного метра =
0. 64 м2
Площадь Трубы 180×100 (100×180)
Площадь поперечного сечения = 18000 мм2
Площадь поверхности одного метра =
0.56 м2
Площадь Трубы 180×180
Площадь поперечного сечения = 32400 мм2
Площадь поверхности одного метра =
0.72 м2
Площадь Трубы 200×120 (120×200)
Площадь поперечного сечения = 24000 мм2
Площадь поверхности одного метра =
0.64 м2
Площадь Трубы 200×160 (160×200)
Площадь поперечного сечения = 32000 мм2
Площадь поверхности одного метра =
0.72 м2
Площадь Трубы 200×200
Площадь поперечного сечения = 40000 мм2
Площадь поверхности одного метра =
0.8 м2
Площадь Трубы 250×250
Площадь поперечного сечения = 62500 мм2
Площадь поверхности одного метра =
1 м2
Площадь Трубы 250×300 (300×250)
Площадь поперечного сечения = 75000 мм2
Площадь поверхности одного метра =
1. 1 м2
Площадь Трубы 300×300
Площадь поперечного сечения = 90000 мм2
Площадь поверхности одного метра =
1.2 м2
как рассчитать в м2 по формулам и калькулятор
Практически в каждом доме или квартире используются водопроводные или канализационные трубы. Во время ремонта помещений необходимо обновлять их антикоррозийное покрытие. Для этого используют специальные составы, которые выбираются соответственно материалу изготовления изделия. Чтобы узнать, какой объем потребуется купить, необходимо знать расчет площади окраски трубы.
Содержание
1 Как правильно посчитать площадь поверхности окрашивания по формулам расчета
1.1 Цилиндрические
1.2 ЖБИ
1.3 Профильные
1.4 Конусообразные
1.5 Гофрированные
2 Как рассчитать расход краски
Как правильно посчитать площадь поверхности окрашивания по формулам расчета
Чтобы определить расход ЛКМ, недостаточно знать длину и диаметр трубы. Для этого нужно учитывать форму:
цилиндрическая;
профильная;
конусообразная;
гофрированная.
Кроме этого, учитывается, что трубы изготавливаются из металла, железобетона или пластика. Чтобы точно рассчитать необходимое количество ЛКП, нужно рассмотреть расчет площади для разных видов отдельно.
Цилиндрические
Чтобы произвести расчет расхода краски для цилиндрической трубы, определяют следующие параметры:
длина, L;
наружный диаметр, D.
Для расчета потребуется число π. Со школы многим известно, что оно равняется 3,14. По этим данным происходит вычисление:
S= π*D*L.
Когда формула известна, вычислить количество материалов для обработки становится проще.
ЖБИ
Для расчета площади (S) канализационного трубопровода пользуются вышеприведенной формулой. Часто такие ЖБИ встречаются в квартирах. Измерить их параметры тяжело. Для этого при помощи гибкой измерительной ленты определяют длину окружности Lo. Протяженность берется из значения высоты этажа Hэ. Тогда S будет равна:
S= Lo*Hэ
Если диаметр известен, то S может быть равна:
70см – 1,99 м2;
1 м – 2,83 м2;
2 м – 5,65 м2.
Профильные
Профильные трубы имеют прямоугольную форму поперечного сечения. Бывает, что все углы скруглены, а иногда нет. Чтобы вычислить площадь в первом случае, лучше всего воспользоваться методом, приведенным для ЖБ-трубопровода. Но, если нет измерительной ленты в наличии, можно воспользоваться следующим выражением:
S=2*L*(Ш1+Ш2)
В формуле присутствуют две ширины профиля (Ш1 и Ш2) и его длина (L).
Конусообразные
Просто высчитать площадь конусообразной трубы. Это такие промежутки трубопровода, которые имеют плавное расширение от одного конца к другому. Если изделие развернуть, то получится трапеция. Исходя из расчета S равнобедренной трапеции по основаниям, можно получить этот параметр для конусообразной трубы.
Для этого понадобятся наружные радиусы с начала (R1) и конца (R2) изделия. С учетом известной длины (L) S вычисляется из выражения:
S=π*(R1+R2)*L
Как видно, находится этот параметр очень просто.
Гофрированные
Чтобы найти площадь гофрированной трубы, нужно приложить больше усилий. Конструкция этого металлического или пластикового изделия делится на три части. В начале и в конце трубы два цилиндра. Их S вычисляется по вышеприведенным выражениям.
Непосредственно гофра состоит из большого количества конусообразных труб или колец, мягко соединенных между собой, что позволяет им сжиматься, разжиматься и гнуться. Для вычисления S сжимают гофру полностью и измеряют внутренний(R1) и наружный (R2) радиусы в местах изгиба. Площадь кольца (Sк) будет равна:
Sк=π*(R22-R12)
Теперь эту величину нужно умножить на количество секций (Nс). В итоге формула для гофрированной части равна:
S= Sк*Nс.
Если в местах изгиба имеется скругление c радиусом (R3), то их площадь (Sc) вычисляется:
Sс=2*π2*R2*(R2-2R3)
Суммируя все эти Sn, можно получить полную площадь гофры.
Как рассчитать расход краски
Когда площадь поверхности для покраски известна, определить емкость ЛКМ нужного количества несложно. Существует несколько видов составов для окрашивания, которые различаются по составу и расходу:
алкидные, на растворителе, масляные;
акриловые.
Для первых характерен расход около 300-400 мл/м2. Для вторых – 100-200 мл/м2. Исходя из этих данных, приобрести нужное количество краски очень просто.
Формулы для труб
Онлайн-калькулятор формул для труб
наружный диаметр (дюймы)
внутренний диаметр (дюймы) — (значения по умолчанию: стандартные 4 дюйма — трубы из углеродистой, легированной и нержавеющей стали — ASME/ANSI B36. 10 /19
Сделать ярлык для этого калькулятора на главном экране
Калькулятор основан на приведенных ниже формулах и уравнениях для трубопроводов
Момент инерции
Момент инерции может быть выражен как
0008
I = π (d o 4 — d i 4 ) / 64 ≈ 0.0491 (d o 4 — d i 4 ) (1
, где
I = момент инерции (в 4 )
D O = внешний диаметр (в)
D I = внутренний диаметр (в)
D I = внутренний диаметр (в) D I = внутренний диаметр (в) D I (в)
Section Modulus
Section modulus can be expressed as
S = 0.0982 (d o 4 — d i 4 ) / d o (2)
where
S = модуль сопротивления (в 3 )
Модуль сопротивления – это геометрическое свойство заданного поперечного сечения, используемое при расчете балок или элементов изгиба.
Поперечная металлическая зона
Transverse metal area can be expressed as
A m = π (d o 2 — d i 2 ) / 4 (3)
where
A м = площадь поперечного сечения металла (в 2 )
Внешняя поверхность трубы
Внешняя поверхность трубы или трубы на фут длины может быть выражена как
A o = π D O /12 (4)
, где
A O = Площадь внешней поверхности трубы (FT 2 на трубу на фут)
. или поверхность трубки на фут длины может быть выражена как
A I = π D I /12 (5)
, где
A i = internal pipe surface area (ft 2 per ft pipe)
Transverse Internal Area
Transverse internal area can be expressed as
A a = 0. 7854 d i 2 (6)
где
A a = поперечная внутренняя площадь (в 2 )
Окружность внешняя
03
8
C E = π D O (7)
, где
C E = внешняя окружность (в)
.
C I = π D I (8)
, где
C I = Внутренняя окружность (в)
Оценка окружности труб и площади секции
Номинальный размер трубы (в)
Окружность (IN)
(IN)
777. . . (IN)
77777778. . . .
1/4
0.785
0.049
3/8
1. 178
0.110
1/2
1.571
0.196
3/4
2.356
0.442
1
3.142
0.785
1 1/4
3.927
1.227
1 1/2
4.712
1.767
2
6.283
3.142
2 1/2
7.854
4.909
3
9.425
7.069
3 1/2
11.00
9.621
4
12.57
12.57
5
15.71
19.64
6
18.85
28.27
8
25.13
50.27
10
31.42
78.54
12
37. 70
113.1
15
47,12
176,7
Площадь поверхности трубы — Калькулятор площади поверхности объекта
Дом
Инструменты
Темы
Мобильная версия
Дом >> Площадь
Найдите площадь поверхности различных объектов, таких как конус, куб, цилиндр, труба, призма, пирамида, прямоугольная коробка, сфера, тор (кольцо), труба и т. д.
Введите допустимые значения для радиуса основания трубы (R), высоты трубы (H) и нажмите «Рассчитать». Object:
Как научиться варить и с чем придётся столкнуться в процессе сварки
Содержание статьи:
Как научиться варить и с чем придётся столкнуться
Сегодня сварка проста и незамысловата для многих, кто приобрёл сварочный инвертор. Мало кто задумывается о качестве сварочного шва в быту или на стройке.
А ведь профессиональные сварщики — это настоящие спецы. Именно их допускают к сварке газопроводов и ответственных конструкций, там, где ошибок быть не должно.
Научиться варить профессионально за один день не получится. Здесь важны не только знания, но и опыт. Именно он формирует окончательные навыки и закрепляет информацию, которая была получена ранее.
Поэтому лучший способ научиться варить профессионально, это записаться на курсы сварщиков или окончить учебное заведение. Но кроме этого, важно усваивать пройденный материал и на практике, все время, тренируясь в сварочном деле.
Что нужно для того, чтобы научиться варить
Если вы мечтаете, стать профессиональным сварщиком, то должны понимать, с чем придётся столкнуться. Сварка металлов процесс достаточно грязный, плюс ко всему он опасный и требует наличия определённых знаний.
Поэтому в первую очередь, о чем должен позаботиться начинающий сварщик, это о специальной экипировке. Спецодежда сварщика должна быть выполнена из огнестойких материалов. Руки надежно защищены не обычными перчатками, а специальными крагами, именно так называются «рукавицы» сварщиков.
Но самое главное, это защита зрения. Очень часто можно слышать, что я варил весь день и нахватался «зайчиков». Так вот, чтобы такого не случилось, маска для сварки должна быть качественной и надежной. Наилучшим вариантом для обучения сварочному делу, являются маски Хамелеон. С автоматической маской начинающий сварщик не будет отвлекаться на ненужные ему процессы, только на сварку металлов.
Сварочный аппарат
Мало кто сегодня пользуется старыми сварочными аппаратами переменного тока. Зачем, если есть инверторы? Поэтому большинство сварщиков уже обзавелись инверторной сваркой, ну а для новичков, это лучший инструмент на первых порах.
Кроме инвертора, понадобятся электроды. Сегодня их список настолько обширен, что даже опытные сварщики теряются, какими электродами варить лучше всего. Среди наиболее популярных марок для инверторной сварки, лучше отдать предпочтение таким электродам, как ОЗС, МР и АНО.
Что касается диаметра, то начинать учиться варить лучше всего электродами 2 или 3 миллиметра. При этом важно понимать, что диаметр электрода подбирается исходя из того, какой по толщине металл придётся сваривать. Чем тоньше металл, тем меньше диаметр электрода следует выбирать.
Подготовка деталей
Новичкам стоит знать, что ржавый и неочищенный от краски металл плохо поддается свариванию. Если варить неподготовленный должным образом металл, то электрод не будет зажигаться, он начнёт прилипать, а качество сварочного шва будет плохим.
Поэтому перед подготовкой с металла нужно убрать ржавчину, старую краску и следы битума. При сварке деталей, толщина которых превышает 3 мм, также рекомендуется снимать фаску на кромках, что позволит максимально хорошо проварить металл.
Сварочный ток и полярность
Начинающие сварщики допускают ряд ошибок именно при настройке инверторов, они неправильно подбирают сварочный ток. Вследствие этого, электрод либо прилипает к металлу, либо он прожигает его, таким образом, не получается нормально варить.
Как было сказано выше, толщина металла определяет диаметр электрода, а тот, в свою очередь, параметры сварочного тока. Чтобы нормально варить электродами 2 мм, сила тока должна быть в районе 80 ампер. Если используется электрод 3 мм, то сила тока должна быть выставлена на инверторе больше, но не менее чем 100 ампер.
Особенность сварки инверторами постоянным током в том, что на них можно менять полярность. То есть, подключать электрододержатель к плюсу или минусу сварочного аппарата. Таким образом, можно лучше проварить металл или наоборот, не допустить его прожога при небольшой толщине.
Принцип полярности инверторной сварки в следующем:
Если к электроду подведён плюс от инвертора, то это обратная полярность, а если минус, то прямая;
Прямая полярность используется при традиционной сварке металлов;
Обратная полярность при сварке листовых материалов, там, где нужна высокая скорость сварки, чтобы не допустить прожогов.
Ну и последнее что может пригодиться начинающим сварщикам, а именно, как нужно варить. Зажечь электрод проще всего легким ведением его кончика вдоль металла. Так электрод быстрее прогреется и начнёт лучше гореть.
После того, как сварочная дуга появилась, электрод нужно отклонить на 45 градусов вдоль линии стыка, и начать совершать им круговые движения вдоль кромок металла с небольшим сдвигом в стороны. Смещения должны быть небольшими, в районе двух диаметров электрода, которым осуществляется сварка.
Поделиться в соцсетях
обучение азам, необходимое оборудование, технологии
Что необходимо узнать и где
Для того, чтобы научиться сварке самостоятельно, необходимо узнать, как работать сваркой, как работать со сварочными аппаратами для начинающих, как научиться сваривать металл и другие секреты сварки.
Полезно посмотреть видео, где проводится мастер класс по сварке металла. Там можно наглядно посмотреть, как работать со сваркой для начинающих. Такие уроки сварки для начинающих помогут быстрее разобраться в том, как научиться варить сваркой. Наглядные уроки сварки окажут неоценимую услугу в том, как научиться самостоятельно сварке.
Пособие по сварке для начинающих поможет разобраться в том, как правильно научиться варить сваркой, а именно, как научиться варить сваркой с нуля.
Еще один способ, как научиться сварке — поработать вместе с опытным сварщиком, который укажет на возможные ошибки и даст советы по их исправлению.
Дополнительные опции сварочных аппаратов
Современные сварочные аппараты оснащаются удобными дополнительными опциями, упрощающими работу с устройством. Среди наиболее часто встречающихся и в то же время полезных выделим следующие:
Несмотря на критику со стороны ряда сварщиков, утверждающих, что все эти опции по умолчанию реализованы в сварочном аппарате инверторного типа, на деле производители действительно применили ряд новаций, которые улучшили процесс сварки металла. В частности, практически устранили прилипание электрода в течение первых 40 секунд работы аппарата.
Также советуем обратить внимание на наличие индикатора перегрузки и наличие широкого спектра регулировок, в том числе понятную регулировку силы тока. Шкала делений должна быть предельно ясна и читаема даже в условиях слабой освещенности.
Режим работы от генератора
По поводу того, нужен ли в сварочном аппарате режим работы от генератор, разгораются немалые споры. Одни утверждают, что работать от дизельного или бензинового генератора способен любой аппарат, но те, кто пробовал варить металл в полевых условиях с использованием самого дешевого инвертора, запитанного от генератора с ДВС, прекрасно знают о нестабильности работы устройства. Электрод чаще прилипает к металлу, дуга быстро пропадает, и шлака образуется куда больше. Так что наличие опции работы от генератора является важным параметров выбора сварочного аппарата.
Работа при отрицательных температурах
Если верить техническому паспорту, практически каждое устройство (в соответствии с ГОСТами) работает в температурном диапазоне от -40 до +40 °C). Однако по факту многие (особенно инверторные) сварочные аппараты просто отключается, попадая в температуру ниже нуля.
Определить, работает ли сварочный аппарат зимой, лучше всего на основе отзывов на том же Яндекс.Маркет. Если кто-то из коллег отмечал неустойчивую работу в условиях низких температур, а вы планируете заниматься сваркой и зимой, лучше подыскать другую модель.
Сварочное дело можно освоить на специальных курсах. Обучение сварке на них разделяется на теорию и практические занятия. Обучаться можно очно или дистанционно. На курсах преподается технология сварочных работ для начинающих и другие важные премудрости. Важным является возможность научиться варить сваркой на практических занятиях под присмотром преподавателя. Ученикам дается представление об имеющемся оборудовании для сварки, выборе электродов, правилах безопасности.
Обучаться можно по индивидуальной программе или вместе с группой. Каждый вариант имеет свои преимущества. При занятиях индивидуально можно овладеть только теми знаниями, которые могут пригодиться в дальнейшем. Зато при занятиях группой имеется возможность услышать разбор ошибок своих сокурсников и таким образом приобрести дополнительные знания.
После окончания курсов и сдаче экзаменов, подтверждающих усвоенные знания и практические умения, выдается удостоверение утвержденного образца.
Выбор маски
Каким бы способом не производилась сварка, это является небезопасным процессом, который может нанести существенный ущерб здоровью, в частности зрению сварщика. Необходимой принадлежностью является маска, которая защитит от возможного попадания искр на лицо, шею и глаза и появления ожогов.
Маска защищает от ультрафиолетового и инфракрасного излучений. Она также защитит от возможности попадания на кожный покров и в глаза раскаленных частичек металла и от вредных испарений газа. Маска является неотъемлемой составляющей экипировки сварщика независимо от того, имеется ли у него многолетний опыт или он взялся за такую работу в первый раз.
В продаже имеется большой выбор масок. Однако помимо типа этого вида защиты, необходимо правильно выбрать размер. Маска должна сидеть на голове плотно и не сваливаться в самый неподходящий серьезный момент. Иначе вместо защиты она станет вещью, которая представляет дополнительную опасность.
Не подойдет и маска, которая для конкретного человека является маленькой. Маска в идеальном варианте должна сидеть на голове плотно и не сваливаться. Поэтому имеет смысл приобретать ее не по интернету, а при личном визите в магазин.
В сварочной маске находится прозрачное смотровое окно, через которое имеется возможность наблюдать за процессом сварки. Это окно имеет покрытие из пластика или тонированного стекла. К самым элементарным видам маске относятся сварочные очки.
Сварка МИГ 101 | Как научиться сварке MIG
перейти к содержанию
WeldingMetal
Кристин Арцт
На кафедре сварки в тигле начальный и продвинутый классы обучаются четырем различным видам сварки: сварка МИГ, кислородно-ацетиленовая газовая сварка, дуговая или электродуговая сварка и сварка ВИГ. В отделении сварки The Crucible есть как молодежные классы, начинающиеся в возрасте 12 лет, так и классы для взрослых, которые предлагают ряд классов, которые подходят для широкого диапазона расписаний и уровней интересов. Здесь мы углубимся в то, как работает сварка MIG, и в преимуществах ее использования для изготовления и ремонта.
Что такое сварка МИГ?
Сварка MIG означает использование металла в среде инертного газа и представляет собой процесс дуговой сварки, в котором для получения сварного шва используется сплошной проволочный электрод. Электрод подается в сварочный пистолет и нагревается. Он отлично подходит для быстрой сварки больших и толстых материалов. Это наиболее удобный для новичков тип сварки, хотя сварка MIG не такая точная, прочная и чистая, как сварка TIG.
Сварка MIG и TIG
Сварка MIG и TIG использует дугу для создания тепла и сварки металлов; однако разница между ними заключается в способе использования дуги. MIG использует проволочный сварочный электрод, который постоянно перемещается по сварочному аппарату на катушке для выработки тепла. При сварке TIG (вольфрам в среде инертного газа) используется вольфрамовый электрод, который создает электрическую дугу между горелкой и материалами.
По сравнению с TIG, MIG — это более быстрый процесс, который легко осваивается и не допускает распространенных ошибок. Сварка TIG — это более медленный процесс, чем MIG, который требует больше времени для освоения и обеспечивает более точные сварные швы на различных металлах.
Сварка МИГ
Сварка МИГ — это практический навык, который можно освоить и который можно применять в различных типах производства. Он обычно используется для изготовления тяжелых проектов, начиная от транспорта и заканчивая обустройством дома.
Обычно используется для приваривания грубых материалов к основным металлам и позволяет сварщику прочно соединять вместе толстые материалы. Он специализирован и используется для различных металлов, и чаще всего используется для стали.
Общие области применения сварки MIG включают изготовление и ремонт:
Автомобили
Железные дороги
Напорные баки
Стальные конструкции
Домашние улучшения
Системы канализации или водоснабжения
Тракторы и другое сельскохозяйственное оборудование
Краны и другое строительное оборудование
Как работает сварка МИГ
Сварка МИГ работает за счет комбинации режима переноса металла и защитного газа. Сварочный аппарат MIG представляет собой сварочный аппарат с подачей проволоки, в котором материал, используемый для создания сварного шва, хранится на катушке внутри аппарата. Наконечник сварочного аппарата становится анодом электрического заряда большой силы тока, заземляя рабочую поверхность и сварочный аппарат. Когда проволока проходит через сварочный пистолет, спусковой крючок плавит проволоку и сплавляет ее с основным материалом. Вы можете регулировать скорость подачи расходуемого материала проволоки и давление инертного газа, чтобы лучше контролировать сварные швы.
Режим переноса металла
Существует четыре основных режима переноса металла, на которые можно настроить сварочный аппарат MIG.
1. Шаровидный перенос. Шаровидный перенос обычно используется только на углеродистой стали и переносит сварной шов поперек дуги большими каплями. Он обычно используется для сварки материалов, лежащих плоско, поэтому сварщик имеет больший контроль над размером капель. В этом методе используется только защитный газ CO2, и при сварке может образовываться больше брызг.
2. Перенос с коротким замыканием. Этот метод переноса обычно используется для тонких материалов и может использоваться для сварки во всех положениях и углах.
4. Распылительный перенос. Этот метод распыляет мелкие капли расплава поперек дуги с использованием высокого напряжения и повышенной скорости подачи проволоки. Это более точный метод, обеспечивающий минимальное разбрызгивание. Распылительный перенос хорошо работает на толстых металлах, наносимых с плоской стороны и под горизонтальными углами.
3. Импульсно-распылительная передача. В режиме импульсно-распылительной передачи источник питания переключается между высоким и низким напряжением. Во время этого переменного переключения более высокий ток зажимает участок проволоки и проталкивает его в сварочную ванну. Импульсное распыление можно использовать для сварки толстых материалов под разными углами с более высокой энергией, чем при переносе с помощью короткого замыкания.
Защитный газ
Защитный газ подается через сварочную горелку, чтобы гарантировать, что сварочная ванна не взаимодействует с окружающим воздухом и не окисляет зону сварки. Если кислород взаимодействует с зоной сварки, ваша работа приведет к чрезмерному разбрызгиванию и некачественному сварному шву. Аргон является благородным газом и наиболее часто используемым защитным газом, поскольку он легко доступен и прост в управлении. Использование гелия было бы более дорогостоящим, а азот был бы слишком летучим. Защитный газ выпускается через то же сопло, через которое подается сварочная проволока, создавая защитное облако вокруг дуги во время сварки.
Как научиться сварке МИГ
Вы можете научиться сварке МИГ у друга, в художественной школе, с помощью онлайн-видеоурока или в профессионально-технической школе. Все виды сварки технически трудоемки и требуют практики и точности. Сварщики управляют большим оборудованием и работают с хрупкими материалами, используя высокую температуру. Убедитесь, что вы готовы, прежде чем начать учиться сварке. Мы рекомендуем учиться у профессионального сварщика в классе, когда вы только начинаете. Каждую неделю Crucible предлагает новые занятия по сварке.
Знайте свои цели
Есть много возможностей, когда вы только начинаете заниматься сваркой. Это отличный способ делать дома забавные проекты — дворовые и садовые рисунки или скульптуры. При достаточной практике и технических навыках сварка также может стать путем к прибыльной карьере. Четко определите, что именно вы хотите получить от своего нового навыка: вас интересует сварка как хобби, вид искусства или новая карьера?
Запишитесь на местные курсы
В зависимости от того, какие цели вы ставите перед собой, когда начнете изучать сварку, вы обнаружите, что есть несколько способов начать работу. Для сварщиков доступно множество сертификатов, в зависимости от набора навыков, которые вы получаете, и профессии сварщика, в которой вы планируете работать. Некоторые средние школы и общественные колледжи предлагают профессиональные программы. Основная сертификация, которую потребуют работодатели, — это сдача базового теста сертифицированного сварщика Американского общества сварщиков, который вы можете пройти в любом аккредитованном испытательном центре.
Если вы заинтересованы в сварке для личных проектов или просто хотите узнать, какой тип сварки подходит именно вам, The Crucible предлагает широкий спектр курсов сварки, которые открыты как для молодежи, так и для взрослых.
Сварка MIG в The Crucible
The Crucible предлагает различные курсы сварки MIG для всех уровней, от начального до продвинутого, и подходит для различных графиков. Вы можете получить краткое введение в сварку MIG на наших более коротких занятиях Friday Flame или 3-Hour Taster: MIG Welding. Наш курс для начинающих по сварке MIG предлагает более глубокое погружение и больше времени для обучения сварке MIG. После того, как вы закончите курс начального уровня, вы можете записаться на более продвинутые курсы, такие как изготовление металлической мебели или лаборатория сварки MIG и TIG, чтобы попрактиковаться в своих методах.
Просмотрите наш выбор классов ниже:
Friday Flame: сварка MIG
Friday Flame — это уникальные вечера, посвященные промышленному искусству и хорошей компании. Сначала вы познакомитесь со сварочным оборудованием и основными навыками, а затем «нарисуете» сварные швы, чтобы создать письменные слова или простые изображения на стали. Это прекрасная возможность испытать сварку MIG, развлекаясь.
3-часовой дегустационный курс: сварка MIG
3-часовой дегустационный курс — это отличный способ изучить новый вид искусства без более глубокого изучения полного курса. После базового ознакомления со сваркой металлов в среде инертного газа (MIG), плазменной резкой и производственными процессами вы научитесь создавать небольшие металлические скульптуры. Всего за три часа вы можете создать собственное сварное произведение искусства!
Знакомство со сваркой
Если вы не уверены, какой тип сварки вы хотите выбрать, курс «Изучение сварки» в Cruicble — отличное место для начала. Учащиеся могут изучить различные возможности кислородно-ацетиленовой сварки, электродуговой сварки, MIG и TIG. У вас будет возможность попробовать все четыре, чтобы понять, какой тип сварки наиболее подходит для проектов, которые вы хотите выполнить.
Сварка MIG
На этом более длительном курсе для начинающих вы познакомитесь со сварочным оборудованием и научитесь управлять сварочной горелкой, когда электричество расплавляет проволоку и создает сварной шов. Этот курс охватывает основы сварки MIG, такие как металлургия, подготовка, соединения, техника и безопасность, а также резка плазменной горелкой. Занятие начинается с базового технического упражнения по сварке, а затем переходит в небольшой творческий проект.
Изготовление металлической мебели
После завершения курса сварки MIG в Горниле вы можете посещать более продвинутые курсы для создания более крупных проектов. В «Изготовлении металлической мебели» вы можете изготовить единственную в своем роде мебель для своего дома! Помимо базовой сварки MIG, этот курс посвящен проектированию и изготовлению функциональных и эстетически интересных скамеек, журнальных столиков, подставок для цветов, шкафов, мебели на колесиках, полок, вешалок и практически любого другого предмета мебели, который вы хотели бы изготовить. Квалифицированный инструктор поможет вам спланировать ваш проект и оценить его на предмет осуществимости и стоимости.
Лаборатория сварки MIG и TIG
Лаборатория сварки MIG и TIG предлагает вам возможность использовать сварочные студии и оборудование The Crucible без необходимости создавать собственную студию дома. Студенты могут свободно приходить и уходить во время открытых лабораторных часов и будут работать самостоятельно над личными производственными проектами. Хотя лабораторный монитор не будет предлагать никаких инструкций, он обеспечит безопасность и практичность каждого студента-сварщика.
Часто задаваемые вопросы по сварке MIG
Трудно ли научиться сварке MIG?
Сварка MIG, как правило, самый простой вид сварки для начинающих. Сварочные аппараты MIG используют подающую проволоку, которая проходит через аппарат с заданной скоростью. Это делает процесс относительно быстрым и обеспечивает стабильные сварные швы.
Могу ли я научиться сварке MIG в домашних условиях?
Полезно учиться лично у инструктора, чтобы обеспечить обратную связь, и при этом вы можете учиться быстрее, чем учить самостоятельно дома. Тем не менее, можно научиться сварке дома с помощью видео и онлайн-уроков, при этом нужно много практиковаться. Если у вас есть безопасное, хорошо проветриваемое помещение, например гараж, для установки сварочного цеха, вы можете сваривать дома с помощью сварочного аппарата с подачей проволоки, который использует обычный бытовой электрический ток.
Нужен ли мне сертификат сварщика из программы или школы?
Для сварки не требуется сертификат сварщика или лицензия. Вы можете научиться сварке публично на занятиях, подобных тем, которые предлагаются в The Crucible. Многие студенты, которые заинтересованы в том, чтобы заниматься сваркой как карьерой, начинают с занятий в The Crucible, чтобы определить, хотят ли они посвятить время полной программе. Crucible не является аккредитованной программой сварки и не предоставляет лицензий или степеней по окончании курсов сварки в The Crucible.
Какой вид сварки самый прочный?
Ни один тип сварки не является самым прочным во всех областях применения. Самый прочный сварной шов зависит от типа металла, толщины материала и ожидаемой весовой нагрузки на сварной шов. Сварка TIG обеспечивает самые чистые сварные швы в обычных условиях, потому что большее количество присадочного металла попадает непосредственно в соединение и производит меньше брызг. Он также идеально подходит для более тонких материалов, требующих более точных сварных швов. Сварка MIG обеспечивает наиболее стабильные сварные швы и является самым простым типом сварки для начинающих. Сварка под флюсом создает самые прочные сварные швы в более толстых материалах. Проволока с флюсовой сердцевиной позволяет сварному шву остывать медленнее, что создает более прочное и стабильное сварное соединение.
Сколько зарабатывают сварщики?
Средняя ставка сварщика в США составляет 17,60 долларов в час, что в сумме составляет около 45 000 долларов в год. Опытные сварщики могут зарабатывать до 35 долларов в час. Сварщики-специалисты могут зарабатывать от 50 000 до 200 000 долларов в год. Командирующие промышленные сварщики труб зарабатывают до 185 000 долларов в год, а подводные сварщики могут зарабатывать более 200 000 долларов в год.
MIG, TIG или Stick, что лучше?
Тип сварки, который вы выберете для изучения, будет зависеть от типа проекта, который вы хотите реализовать, и ресурсов, которыми вы располагаете. Сварка ВИГ является наиболее точным типом сварки, но МИГ имеет наилучшее промышленное применение с точки зрения объема сварных швов, которые можно выполнить за кратчайшее время. И TIG, и MIG используют инертный газ. Stick — это самый простой процесс и наиболее портативный из-за того, что он работает от электричества. Палку можно делать в самых разных условиях, от воды до улицы в ветреный день.
Продолжить знакомство с руководствами по металлу
Узнайте, как работать с механическими молотами и как они работают, из этого вводного руководства по кузнечному делу с помощью силового молота….
Подробнее →
Задумывались ли вы, чем занимается литейный цех? Узнайте разницу между черными и цветными металлами и как начать литейную карьеру. …
Подробнее →
Узнайте о различных способах литья бронзы в литейном и ювелирном производстве, а также о том, как начать работу, из этого руководства для начинающих. к бронзовому литью….
Подробнее →
Узнайте о различных типах литья по выплавляемым моделям, от металлов до стекла, и о том, как начать работу, из этого руководства для начинающих по литью по выплавляемым моделям….
Подробнее →
Узнайте, как построить свой Собственный кузнечный горн и станьте кузнецом с помощью этого пошагового руководства….
Подробнее →
Узнайте все, что вы хотели знать о литье металлов, от типов форм до различных методов литья….
Читать Подробнее →
Вы можете научиться сваривать металл
В Горниле еженедельно проводятся новые занятия по сварке.
3-часовой дегустационный курс: сварка MIG
3-часовой дегустационный курс — отличный способ изучить новый вид искусства без более глубокого изучения полного курса. После базового ознакомления со сваркой металлов в среде инертного газа (MIG) плазменная…
Узнать больше и зарегистрироваться →
Сварка кислородом и ацетиленом
Сварка с использованием тепла, выделяемого горящими газами, является одним из старейших методов сварки, вернуться в древнюю Грецию. В этом курсе студенты познакомятся со сжиганием газа…
Узнать больше и зарегистрироваться →
Сварка ВИГ I
ВИГ (вольфрам в инертном газе) или GTAW (дуговая сварка вольфрамовым электродом в газе) — это тип сварки, обычно используемый для деликатных работ и цветных металлов. Он использует источник питания переменного/постоянного тока,…
Узнать больше и зарегистрироваться →
Сварка MIG
MIG (металлический инертный газ) — наиболее распространенный тип современной сварки. Это процесс, при котором сварочный аппарат фокусирует электричество на движущейся металлической проволоке, которая подается через шланг…
Узнать больше и зарегистрироваться →
3-часовой дегустатор: дуговая сварка
3-часовой дегустатор — отличный способ изучить новую форму искусства без более глубокого изучения полного курса. После базового ознакомления со сваркой электродом попробуйте свои силы в создании…
Узнать больше и зарегистрироваться →
Изготовление металлической мебели
Изготовьте единственную в своем роде металлическую мебель для вашего дома! Помимо базовой сварки MIG, этот курс фокусируется на проектировании и изготовлении функциональных и эстетически привлекательных…
Узнать больше и зарегистрироваться →
Лаборатория сварки MIG и TIG
Лабораторные занятия — это большое преимущество, исключительно для участников Crucible! Практикуйте навыки, которые вы изучаете в классе, и открывайте новые возможности в своем ремесле. Инструкции не предоставляются…
Узнать больше и зарегистрироваться →
Молодежная сварка МИГ
МИГ (металл в среде инертного газа) — самый распространенный вид современной сварки. Это процесс, при котором сварочный аппарат фокусирует электричество на движущейся металлической проволоке, которая подается через шланг. ..
Узнать больше и зарегистрироваться →
Молодежная дуговая сварка I
Научитесь сплавлять, резать, гнуть и придавать форму металлу. Это интенсивное введение в дуговую сварку, также известную как дуговая сварка, и резка кислородно-ацетиленовой горелкой преподается техническим специалистом….
Узнать больше и зарегистрироваться →
Изучение сварки сварку брать? Исследуйте различные возможности кислородно-ацетиленовой сварки, электродуговой сварки, инертного газа с металлом (MIG) и инертного газа с вольфрамом (TIG). Вы получите…
Узнать больше и зарегистрироваться →
Музыка ветра
Создайте свою собственную сварную музыку ветра! Учащиеся будут сваривать прямоугольную металлическую коробку для ветряных колокольчиков, плазменной резкой их уникальный дизайн по бокам, а также подвесить стальную цепь, крюки и вырезать металл… сварка вольфрамовым электродом в среде инертного газа) — это высокоточный метод сварки, при котором получаются чистые и целенаправленные сварные швы на любых материалах — от сверхтонких до очень толстых. Вы узнаете…
Узнать больше и зарегистрироваться →
Скульптура из стали
Узнайте, как сваривать стальные скульптуры, на этом занятии по развитию творческих навыков и разработке проектов. Используя сварочный аппарат MIG, плазменный резак и кислородно-ацетиленовую горелку, вы получите…
Узнать больше и зарегистрироваться →
TIG Welding II
Этот курс расширяет базовые навыки, которым обучают на TIG Welding I. Студенты будет дан ряд технических упражнений, предназначенных для улучшения их внимания и контроля, обзора совместных…
Узнать больше и зарегистрироваться →
Музыка ветра
Создайте свою собственную сварную музыку ветра! Учащиеся будут сваривать прямоугольную металлическую коробку для ветряных колокольчиков, плазменной резкой их уникальный дизайн по бокам, а также подвесить стальную цепь, крюки и вырезать металл…
Узнать больше и зарегистрироваться →
Молодежь изучает сварку
Молодежь может изучить три различных типа сварки: сварка в среде инертного газа (MIG), дуговая/стержневая (ARC) и кислородно-ацетиленовая. Во время этого введения учащиеся получат представление о…
Узнать больше и зарегистрироваться →
МАГАЗИН СВАРКИ
2022-03-28T12:08:34-07:00
Ссылка для загрузки страницы
Перейти к началу
Быстро научитесь сваривать как профессионал
Последнее обновление: от Garrett Strong
Если вы ищете базовые советы по сварке или вам просто интересно, сколько времени потребуется, чтобы научиться сварке, откиньтесь на спинку кресла, выпейте чашку кофе и продолжайте читать, чтобы узнать полезную информацию.
Я хочу поделиться с вами тем, как быстро и легко начать сварку.
Большинство новичков, которые хотят научиться сварке онлайн, находят очень полезным видео-инструктора, как в реальном классе.
Вы, наверное, будете разочарованы моим ответом, потому что, как и все остальное, все зависит от того, сколько времени и усилий вы потратите на обучение сварке.
Я знаю, вы хотели узнать точные сроки…
Но, поскольку я, возможно, оставил вас без ответа на вопрос «сколько времени нужно, чтобы научиться сварке», я собираюсь дать вам немного золотого самородок, который может сэкономить вам массу времени.
Вот БОЛЬШОЙ секрет, который поставит вас впереди всех остальных новичков, которые изо всех сил пытаются сделать хорошие сварные швы…
Забудьте обо всех различных процессах сварки, которые, вероятно, сбивают вас с толку, и придерживайтесь один сварочный процесс, который сделает сварку максимально быстрой и легкой. Сварка МИГ.
Начните базовое обучение сварке с помощью сварочного аппарата MIG
Этот совет очень важен для вас, когда вы только начинаете.
Здесь я хочу направить вас в правильном направлении, поэтому на время забудьте о сварке электродами или сварке TIG.
Причина, по которой я настоятельно рекомендую вам начать работу со сварочным аппаратом MIG, заключается в том, что вы можете взять его прямо из коробки и сразу же наложить чистый и прочный сварной шов.
Вы не можете ожидать, что ваши основные методы сварки будут отличными с первого раза, но, по крайней мере, вы можете сразу начать их использовать.
Позже в этом посте я расскажу об основах сварки, советах и методах сварки, которые помогут вам начать работу.
Во-первых, позвольте мне объяснить, почему вам следует держаться подальше от дуговой сварки и сварки TIG, если вы новичок и хотите заниматься сваркой в хобби.
Для самостоятельной сварки многие люди не имеют подходящих электрических розеток для работы сварочного аппарата или сварочного аппарата TIG, потому что многие из этих аппаратов работают от розеток на 220 вольт.
Не поймите меня неправильно, сварка TIG и сварка стержнем отлично справятся с базовыми сварочными проектами… просто кривая обучения для новичков намного выше.
Как я уже говорил, обучение сварке может занять у вас много времени или короткое время. Все зависит от того, сколько вы тренируетесь.
Просто покупка хорошего сварочного аппарата вам не поможет. Вы должны посвятить некоторое время, хотя это не так много времени при использовании сварочного аппарата MIG, но необходимо попрактиковаться.
3 причины, по которым я не рекомендую базовую сварку с помощью сварочного аппарата для начинающих.
Зажечь дугу может быть сложно: стержень может прыгать везде, где вы этого не хотите.
Может быть трудно увидеть сварочную ванну: Когда вы только начинаете, вам нужен процесс, в котором вы можете видеть, что происходит, где сварка встречается с металлом. Все дело в контроле тепла.
Образует шлак: Обычная сварка с помощью сварочного аппарата создает шлаковое покрытие, которое необходимо срезать после укладки сварного шва. Сварка MIG — это гораздо более быстрый процесс, при котором не образуется шлак.
Я рекомендую вам держаться подальше от сварки электродом только потому, что новичкам ее сложнее подобрать.
Сварка ВИГ не является основным сварочным процессом
Вам не нужно долго думать, почему я не рекомендую сварку ВИГ в качестве процесса для начинающих. Обычно инструкторы по сварке для начинающих откладывают сварку TIG на последний семестр, потому что она продвинутая.
Сварка ВИГ гораздо сложнее и занимает намного больше времени, чем сварка МИГ. Кроме того, это просто не лучшее место для начала сварки.
Вот 3 причины, по которым я не рекомендую сварку TIG для начинающих
Медленно: Сварка ВИГ позволяет получить самые красивые швы из всех сварочных процессов, но она медленная и громоздкая.
Требуются обе руки и одна нога: При сварке TIG одной рукой необходимо держать горелку, другой рукой погружать стержень и регулировать напряжение с помощью ножной педали. Не подходит для начинающих!
Они дорогие: Сварочные аппараты TIG стоят больше всех сварочных процессов. Большинство новичков не хотят платить столько, сколько стоят некоторые машины TIG на рынке.
Как видите, это определенно не базовый процесс сварки, поэтому я рекомендую держаться подальше от TIG, пока вы не освоите MIG.
Один процесс, о котором я еще не упоминал, это кислородно-ацетиленовая сварка. Теперь кислородно-ацетиленовая установка является наиболее универсальной из всех сварочных процессов, поскольку с ее помощью вы можете резать, сваривать, паять и гнуть.
Это отличный процесс для начинающих, так как он учит управлять нагревом и манипулировать сварочной ванной. Однако этот процесс очень медленный, поэтому его заменили дуговой сваркой.
Итак, следующая лучшая вещь для новичков — это сварочный аппарат MIG.
Научиться сварке миганием легко и весело. Вы можете открыть свой сварочный аппарат, вставить сварочную проволоку и начать сварку прямо из коробки. Лучше всего то, что есть много аппаратов MIG, которые подключаются прямо к розетке на 110 вольт.
Не беспокойтесь о том, что можете ударить себя током, пытаясь заменить розетки.
Кроме того, сварные швы MIG получаются чрезвычайно гладкими, и почти не требуется никаких усилий, чтобы сварить шов, который выглядит так, как будто его делал ветеран.
Вот 3 причины, по которым я считаю, что сварка MIG является лучшим основным сварочным процессом для начинающих
Вы можете сваривать в течение длительного времени без остановки: рулон проволоки в машину, и все готово.
Не образует шлака: Отсутствие шлака означает отсутствие ударов молотком и отсутствие дыма. Вы можете положить гладкий сварной шов и покончить с этим.
Простота использования: При сварке MIG вы просто прикладываете горелку к металлу и нажимаете на курок. Дуга загорается, и вы начинаете сварку, что делает ее очень простой в использовании для любого новичка.
Автор: Гаррет Стронг
Я владелец MakeMoneyWelding.com. Сварка действительно затронула меня, и я страстно занимаюсь ею уже почти 9 лет.
Лучший преобразователь ржавчины для авто: рейтинг, отзывы
02.09.2021
С проблемой ржавчины на кузове сталкивались многие автолюбители. Существует множество причин ее появления, для снижения риска возникновения требуется проведение антикоррозийной обработки. Чтобы восстановить участок пораженного коррозией металла, необходимо подобрать лучший преобразователь ржавчины для авто. Выбор начинается с изучения востребованности препаратов и отзывов автомобилистов.
Содержание
Рейтинг преобразователей ржавчины
Критерии выбора
Принцип действия
Виды преобразователей
Жидкие
Паста
Аэрозоль
Состав средства
Кислотные
Бескислотные
Танин
Цинк и марганец
Дополнительно
Способ применения
Меры предосторожности
Часто задаваемые вопросы
Рейтинг преобразователей ржавчины
Место
Название преобразователя
Вид
Особенности
Цена, ₽
1
Grand Caratt, 330 мл
Жидкий
Удаляет следы ржавчины, после нанесения формирует фосфатную плёнку, замедляющую процессы ржавления после покраски
83
2
Lavr, 120 мл
Жидкий
Эффективно уничтожает ржавчину, увеличивает адгезию грунта и краски с металлом, не содержит агрессивных кислот
149
3
ЦИНКАРЬ, 200 мл
Спрей
Применяется для обработки металлических поверхностей для преобразования коррозийных поражений
185
4
«КППС» SUPER, 50 г
Паста
Профессиональное средство против очагов коррозии глубокого проникновения, применяется во всех промышленных отраслях
589
5
HI-GEAR, 255 г
Аэрозоль
Преобразовывает ржавчину в грунт с последующим формированием влагоустойчивого защитного покрытия
714
Критерии выбора
Перед покупкой автомобильного преобразователя ржавчины необходимо изучить его характеристики по параметрам:
Компонентные составляющие
Перед приобретением препарата обязательно изучается его состав. Для обширных повреждений требуются разновидности с концентрированными кислотами, способными проникать в глубокие слои. С их помощью устраняется окисленный налет. Средства с цинком обладают более мягким действием, после использования они остаются на поверхности некоторое время, до полного устранения оксидов. Позже они формируют защитную пленку.
Консистенция с формой выпуска
Антиржавчина для авто производится в жидком виде с разным показателем вязкости, в аэрозолях. При высоком уровне текучести средства подходят для горизонтальных поверхностей, гелеобразные составы лучше применять для вертикальных деталей, а спреи – для труднодоступных областей.
Объем
Для расчета нужного количества продукта необходимо правильно оценить площадь обрабатываемой поверхности. Ингибиторы коррозии для автомобиля часто производятся в небольших упаковках для обработки мелких зон, подвергшихся окислению. Для обширных областей подходят составы с объемом больше 500 мм. Одновременное применение препаратов с разными компонентными составляющими запрещено.
Показатели токсичности
Любое вещество, устраняющее оксиды, является токсичным. Работа с ними требует соблюдения техники безопасности. Большинство составов после применения обязательно смываются. Автовладельцам не следует игнорировать данное правило, чтобы исключить вероятность химического ожога или интоксикации.
Принцип действия
Входящая в состав большинства преобразователей ортофосфорная кислота начинает влиять на оксиды железа. Результатом химической реакции становится появление защитного барьера за счет преобразования продукции коррозии.
Если среди составляющих компонентов находятся цинковые соединения, то принцип работы иной. Атомы цинка образуют соединения с кислородом и в дальнейшем появляется пленка, защищающая металл и предупреждающая появление ржавчины. Дополнительные ингредиенты принимают участие в химических реакциях, обеспечивают неактивность возникшего на металлической поверхности защитного слоя.
Виды преобразователей
Преобразователь ржавчины можно выбрать по размеру повреждений, аэрозольные подходят для обработки какой-то большой площади, жидкие – в предварительной подготовке перед покраской. Гелиевые применяются при точечных окрашиваниях формирующейся коррозии.
Жидкие
Рейтинг преобразователей ржавчины в виде жидкости основан на их основных характеристиках:
Grand Caratt, 330 мл
Препарат удаляет следы ржавчины с металлических поверхностей, после применения помогает легко отвинчивать проржавевшие болты и гайки. При использовании образуется защитная фосфорная пленка, замедляющая процессы коррозии после покраски. Средство восстанавливает первоначальное состояние металла.
Grand Caratt, триггер 500 мл
Препарат обладает всеми вышеуказанными качествами аналогичной жидкости. Разница заключается в количестве средства.
Очиститель от ржавчины Lavr, 120 мл
Хороший преобразователь ржавчины, который позволяет быстро избавиться от следов повреждений. За счет вещества увеличивается показатель адгезии грунта с краской к металлу, предупреждается распространение коррозии. Очиститель легко проникает в труднодоступные зоны, ослабляет приржавевшие винты, болты, гайки. В составе отсутствуют кислоты с повышенной агрессивностью. Препарат подлежит хранению и транспортировке при температуре до -10 градусов.
Паста
Список антикоррозионных пастообразных средств представлен:
КППС Super, 50 г
>
Средство позволяет быстро очищать черные металлы, арматурные стали, сварные трубы, разнообразные металлоконструкции. Профессиональный препарат, позволяющий бороться с очагами коррозии.
Основной состава является комплекс неорганических кислот, способных удалять стойкие слои окалин без применения дополнительного механического воздействия. Среди компонентных составляющих находятся соли цинка, обеспечивающие дополнительную защиту металлических поверхностей.
Мелкодисперсная паста легко проникает глубоко в области повреждений. Она справляется с проблемой в считанные минуты.
Препарат используется в различных областях промышленности, представленных:
антикоррозийной обработкой поверхностей и всех типов черных металлов;
кузовным ремонтом машин;
удалением ржавчины с оружия, арматуры, заборов, инструментов;
предварительной подготовкой металлических ограждений и пр. к окрашиванию.
Тесты преобразователей ржавчины в виде пасты характеризуются следующими преимуществами:
мгновенным удалением следов коррозии, быстрой помощью при серьезных повреждениях металла;
экономным расходом, удобством нанесения;
компактной упаковкой с достаточной герметичностью (удобно хранить в бардачке автомобиля), на лоджии, полках в гараже, она занимает минимум места и предупреждает риск случайного пролития;
протекторным покрытием за счет содержащегося в составе цинка.
Производитель уточняет, что при применении пасты реакция протекает за 20 минут, преобразование ржавчины происходит на уровень до 300 мкм. Допускается последующее нанесение лакокрасочных изделий без предварительной грунтовки.
Удалитель ржавчины для авто подтвердил свое качество при испытаниях, позволяет полностью удалять следы коррозии с поврежденных областей, отличается повышенной экономичностью.
Удалитель ржавчины КППС, 250 г
Антикоррозийная паста используется для разных типов обработки:
продукции коррозии с металлоконструкций;
от минеральных отложений и ржавчины с металлических элементов;
перед покраской;
удаления стойких видов окалин.
После нанесения преобразователя активизируется химическая реакция с последующим образованием защитного слоя. Дополнительная грунтовка перед нанесением лакокрасочных изделий после применения модификатора не требуется.
Состав пасты представлен специальными поверхностно-активными ингредиентами, позволяющими:
При взаимодействии металла с активными компонентами не наблюдается снижение механических свойств.
Самый лучший преобразователь ржавчины позволяет обрабатывать горизонтальные, вертикальные, наклонные области. Особенность связана с включением в средство частиц наполнителя с минимальными размерами.
В аннотации к пасте указано, что химическая реакция при использовании занимает полчаса, обработанные области не нуждаются в удалении остатков средства водой.
Преобразователь ржавчины без смывания полностью удаляет следы коррозии, позволяет сэкономить бюджет.
Аэрозоль
Спреи от ржавчины подходят для чистки труднодоступных областей. В список востребованных аэрозолей входят:
Супер растворитель ржавчины 3ton, 520 мл
Преобразователь относится к универсальным, многоцелевым препаратам с быстрым и эффективным действием. Позволяет избавиться от коррозии, накипи, краски, лака на любых типах соединений, может применяться для различных подвидов механизмов.
При нанесении формирует защитное покрытие, предупреждающее повторное возникновение ржавых следов. Продукт хранится и перевозится при температуре, не превышающей -25 градусов.
HI-GEAR, 255 г
Аэрозольный преобразователь ржавчины в грунт для авто помогает получить впоследствии влагоустойчивое защитное покрытие. После нанесение состава наблюдается химическое преобразование на металлической поверхности, улучшение сцепления покрытий с обработанной зоной.
Продукт предупреждает появление подпленочной формы коррозии.
Преобразователь ржавчины ABRO, 283 г
Аэрозоль обладает общими характеристиками линейки. Транспортировка преобразователя с хранением происходит при температурном режиме до -40 градусов.
Аэрозольные средства входят в список огнеопасных. Их запрещается применять рядом с источниками открытого огня.
Состав средства
Существуют разнообразные типы преобразователей ржавчины:
в геле
спрее
жидкости
Основное внимание при поиске подходящего очистителя уделяется ключевому компоненту, оказывающему влияние на красно-бурый налет на металле.
Подобные вещества показывают достаточную эффективность при толщине ржавчины до 100 мкм, отдельные – до 300 мкм. Если показатель больше, то требуется предварительное механическое удаление скоплений при помощи специальных инструментов.
Кислотные
Лучший для кузова автомобиля преобразователь способен справляться с повреждениями железа любой толщины. Работать с ним можно при любых температурных режимах, включая мороз. Подобные составы подходят для металлических и железных конструкций, элементов бытовой техники.
Основным ингредиентом в них является ортофосфорная или оксикарбоновая кислота, отвечающая за разрушение коррозийного верхнего слоя и последующее создание пленки. Для получения ожидаемых результатов ингибиторы наносятся на сухие участки. В момент взаимодействия кислотного продукта с ржавым металлом наблюдается переход оксида железа в инертные соли, которые позже легко удаляются с кузовных участков.
К минусам препаратов относят обязательное смывание остатков. Такой подход предупредит лишнее воздействие веществ на металл. Для нанесения продукции используются валики, кисточки, метод распыления.
Обрабатывать нужно только поврежденные зоны, не касаясь целых областей. Требование обязательно для всех оцинкованных вещей из-за разрушения цинка кислотами. Ремонтные работы производятся при полной защите, с респиратором, перчатками и очками. В помещении должна быть хорошая вентиляция.
Обязательно использование средств защиты. Если вещество попало на кожу, то его обязательно смывают большим количеством проточной воды, а при появлении признаков ожогов – обращаются к врачу.
Бескислотные
Продукция, не содержащая кислоты, постепенно становится популярной. В их составе находятся нейтральные химические элементы, потому они характеризуются низким уровнем токсичности, их просто использовать. Продукты производятся на основе танина, оксида цинка или марганца.
Танин
Относится к востребованным ингредиентам с органическим происхождением. После попадания на проблемные участки он вступает в реакцию с ржавчиной и перерождает ее в неактивные формы соединений с подходящей адгезией.
Продукция с танином заливается водой, что позволяет ее применять для обеспечения защиты арматур, труб, скрытых зон кузова автомобиля и иных изделий из металла.
Цинк и марганец
Бескислотные виды с цинком и марганцем влияют на поврежденные зоны, формируют дополнительную защиту. Они наносятся любым подходящим способом: распылителем, валиком, кисточкой. Обработанная область становится черного цвета, что позволяет ее хорошо видеть.
Ключевой недостаток преобразователя – это высокая стоимость. Несмотря на условную безопасность, производители рекомендуют при процедурах пользоваться индивидуальной защитой.
Дополнительно
Кроме основных элементов в модификаторы добавлены дополнительные компоненты, представленные:
ингибиторами коррозии – химвеществами, защищающим металл от воды и иных вредных составляющих;
загустителями – с их помощью жидкая форма переходит в пасту, пену или гель, что предупреждает стекание;
вторичными ингредиентами – применяются для повышения защитных свойств, придания определенного запаха;
Перед покупкой необходимо тщательно изучать состав преобразователя ржавчины и отзывы.
Способ применения
Процедура проходит по стандартному алгоритму в несколько этапов:
Предварительная подготовка – перед нанесением вещества проблемный участок очищается от пыли и загрязнений. Потом он при помощи растворителя обезжиривается.
Основная часть – пораженные ржавчиной зоны обрабатываются преобразователем.
Завершающий шаг – остатки смеси удаляются. Правило распространяется на модификаторы, у которых по инструкции необходимо смывание.
Не все продукты требуют удаления после применения, но их небольшое количество. Остальные преобразователи обязательно убираются с целью предупреждения обратного эффекта.
Специалисты советуют обратить внимание на советы по смыванию модификатора:
вещество удаляется после окончательно высыхания обработанного участка;
для процедуры используются специальные растворы – уайт-спирт, силиконовая смывка;
в крайнем случае можно воспользоваться обычным хозяйственным мылом;
после снятия остатков преобразователя поверхности тщательно ополаскиваются водой;
излишки влаги вытираются сухой ветошью.
Все необходимые материалы подготавливаются заранее, чтобы модификатор не находился на участках дольше рекомендованного времени. Такой подход позволит не только устранить следы повреждений, но и предупредит появление посторонних потеков.
Меры предосторожности
Любой преобразователь содержит в своем составе химически активные вещества. Модификаторы должны применяться строго по инструкции от производителя, без внесения собственных корректировок.
Запрещено применять препараты в отдельных случаях:
Специалисты советуют придерживаться следующих норм:
обязательно используются средства защиты – перчатки, респиратор, специальные очки;
из-за токсичности веществ процесс должен проходить на открытом воздухе;
при попадании средств на кожу ее промывают проточной водой;
перед использованием кислотных форм действие проверяется на металлических деталях;
при проведении работ в помещении, после применения препарата необходимо выйти на свежий воздух – такой подход позволит исключить попадание ядовитых паров в легкие;
если обработка с первого раза не получилась, проводится повторная, с предварительным удалением нанесенного состава.
Проблемы при использовании чистящих составов возникают из-за нарушений инструкций и применения преобразователей на толстых ржавых слоях.
Часто задаваемые вопросы
🔥 Как сделать преобразователь для ржавчины самому?
✅ Рецепт изготовления домашнего преобразователя:
В 1 литре воды разведите 1.5 литра лимонной кислоты.
Добавьте 15 г. пищевой соды. Тщательно перемешайте раствор
Дождитесь окончания реакции (40 минут) и перелейте жидкость в удобную ёмкость.
Нанесите средство на заранее подготовленную поверхность.
🔥 При какой температуре пользоваться преобразователем?
✅ Для наилучшего эффекта рекомендуется использовать средство при температуре воздуха не ниже +10°С.
🔥Из чего состоят преобразователи ржавчины?
✅ Основные компоненты состава:
Фосфорная или ортофосфорная кислоты
Дистиллированная вода
Жидкий цинк
Танин
Аскорбиновые кислоты
Всевозможные ПАВ
Правильный выбор средства и использование вышеуказанных рекомендаций поможет сделать нейтрализацию ржавчины максимально эффективной.
Nerta экологически безопасное средство для удаления ржавчины имеет свидетельство о государственной регистрации, как снять и обработать ржавчину
На его возникновение оказывает воздействие огромное множество факторов, среди которых окружающая среда, состав самого металла, температура, наличие радиации, скорость распространения вредных бактерий и микроорганизмов. В конце концов все эти явления неизбежно ведут к появлению трещин, неоднородностей и спонтанному нарушению структуры металла.
В настоящее время вопрос «как удалить ржавчину» стоит перед многими руководителями крупных производств, а также потребителями в бытовых хозяйствах. Для ее обработки используют два хорошо работающих метода — механический и химический. Первый вариант применяется на начальных этапах коррозии или как предваряющий использование интенсивных моющих средств. Здесь широко применяются ручной или механизированный инструментарий, но действия ведут очень осторожно, поскольку подвергшийся коррозии металл довольно хрупок и подвержен поломке.
Однако все механические средства помогают лишь на незначительный период времени, к тому же они неспособны проникнуть и очистить внутренние части деталей, труб, механизмов. Различные полости пространственных конструкций нуждаются в применении высококачественных химических соединений, одним из которых является противокоррозийное средство Acinet 200 от торговой марки Nerta.
Преимущества торговой марки Nerta
Промышленные моющие средства от компании Нерта разрабатываются в сложных лабораторных условиях с проведением множества тестов на различных типах подвергшихся коррозии металлов. Специалисты обладают хорошими знаниями по поводу того, чем обработать ржавчину и предотвратить ее дальнейшее распространение. За более чем 30 лет Бельгийская компания разработала и внедрила огромное количество профессиональной химии и оборудования для клининга, продукции для ухода за автотранспортом, массу высокопроизводительных химических препаратов для различных поверхностей.
Один из известнейших европейских производителей качественных химических средств фирма Nerta, Бельгия в обязательном порядке имеет свидетельство о государственной регистрации РФ. Рекомендованное многими заказчиками качество направлено на непрерывное расширение возможностей современного производителя, значительно упрощая процесс борьбы с ржавчиной. Инженерно-технический штат постоянно дополняет модельный ряд новой усовершенствованной продукцией для оптимальной защиты металлических поверхностей.
Как происходит удаление ржавчины?
Ржавчина представляет собой оксиды и частично гидрированные оксиды железа, для удаления которых существует процесс травления с применением растворов кислых солей. Кислотосодержащее средство Acinet 200 содержит в своем составе сразу две кислоты — фосфорную и серную. Это позволяет использовать его для полной очистки известковых отложений внутри труб, а также удаления ржавчины, в том числе в труднодоступных зонах.
Перед нанесением на мягкие медные, алюминиевые, хромированные поверхности средство следует предварительно протестировать. На кислотостойких материалах: эмаль либо нержавеющая сталь может использоваться абсолютно без проблем. В зависимости от степени подверженности коррозии разбавляется в пропорции 1-5%, а разбавляться может как теплой, так и прохладной водой.
Благодаря тому, что продукция фирмы Nerta экологически безопасна, ее активно применяют в пищевой промышленности. В частности, препарат безупречно зарекомендовал себя в молочной индустрии, при производстве напитков, сиропов, пищевых концентратов. Легкое в употреблении, быстрое в действии, оптимальное по цене — средство от ржавчины на металле Acinet 200 считается одним из наиболее эффективнейших на сегодняшний день.
Способы борьбы с коррозией
Особенность появления коррозии заключается в том, что даже при снятии пораженного верхнего слоя остается вероятность скорого появления ее в прежнем виде. Для минимизации разложения используются способы, наиболее эффективные в каждом конкретном случае. Они опираются на экономическую целесообразность и направлены на повышающие способности металла противостоять ржавчине. К ним относятся:
Снижение агрессивности окружающей среды путем включения химического ингибитора. В зависимости от своих характеристик он может наноситься на поверхность либо вводиться в состав композиции;
Повышение устойчивости металлических сплавов. Уже на этапе проектирования тщательно подбираются оптимальные составляющие и металлоизделия обрабатываются защищающими гальваническими продуктами;
Практическая изоляция от действия агрессивных сред. В числе преобразователей коррозии находятся фосфорные, ортофосфатные, оксикарбоновые и прочие кислоты, а также применяются специальные покрытия-ингибиторы: коррозионно-стойкие и протекторные;
Понижение корродирования при помощи электрохимической защиты.
Появляющаяся ржавчина металла характеризуется возникновением коррозионных продуктов как на поверхности, так и непосредственно внутри конструкций или сплавов. Она легко может сформироваться на домашних продуктах: посуде, трубах, смесителях, а также в автомобильных и промышленных деталях. Внешне ржавчина выглядит как буровато-желтые пятна, которые постепенно разрастаются и, если не предпринять решительные меры, могут привести к полному разрушению металла.
Как быстро убрать ржавчину?
Техника того, как снять ржавчину, довольно проста. Вначале проводится механическая очистка поверхности любым инструментом — щеткой, шабером или шлифовальной шкуркой. После этого необходимо нанести чистящее средство Acinet 200 непосредственно на пораженный участок либо с помощью распылителя, но только не посредством насосов высокого давления. Благодаря низкому пенообразованию его можно с успехом применять также в трубопроводах и везде, где есть внутренние отложения различного свойства.
После применения продукта Нерта поверхность нужно тщательно промыть чистой водой, поскольку его биологическое разложение характеризуется более 90% реакции. Своевременно принятые данные меры позволяют максимально замедлить или прекратить процесс ржавления металлов для длительного сохранения термостойкости, однородности состава и заявленной функциональности их качеств.
Жидкость для предотвращения ржавчины Dry Coat™ | Anti Corrosion Liquid
Защита от ржавчины с невидимой защитой, видимые результаты
Вымойте руки (как в прямом, так и в переносном смысле) от опасных растворителей и грязных средств против ржавчины на масляной основе с помощью ARMOR Dry Coat™ и Dry Coat™ ST Rust Preventant. Dry Coat на водной основе предназначен для использования на черных металлах. Это ваш чистый, безопасный и простой способ сказать «пока» грязным и трудоемким методам предотвращения ржавчины прошлых дней.
Когда мы говорим, что Dry Coat предлагает « Невидимая защита, видимые результаты », мы имеем в виду именно это. После нанесения на поверхность металла Dry Coat высыхает на ощупь в течение нескольких минут (в условиях окружающей среды), оставляя прозрачное защитное покрытие, отталкивающее воду и другие вещества, вызывающие ржавчину. Dry Coat не липкий и не липкий; не притягивает грязь и пыль; не мешает штамповке, шлифовке, резке, сварке; и легко снимается при необходимости.
Сухое покрытие предлагается в двух составах — оригинальное сухое покрытие, которое защищает металлические детали, хранящиеся в помещении до одного года, и сухое покрытие ST для кратковременной защиты металлических деталей, хранящихся в помещении до 3 месяцев.
Продукция ARMOR имеется на складе и готова к отправке без минимального заказа в рамках нашей программы ARMOR Stock & Ready®.
Свяжитесь с нами по поводу средства для предотвращения ржавчины Dry Coat
Магазин продуктов для предотвращения ржавчины
Характеристики
Экологичность: уникальная формула на водной основе, высыхает на ощупь
Чистота Нанесение: наносится погружением, распылением или обливом
4 Легкое удаление: используйте мягкое моющее средство/раствор для чистки металла, чтобы удалить
VCI Nanotechnology™: ARMOR’s proprietary formula for vapor corrosion inhibitor technology to prevent rust/corrosion
Technical Specifications
Compatibility Chart
Technical Specifications
Technical Specifications:
Stock & Ready options:
Ведро на 5 галлонов
Бочка 55 галлонов
Сумка на 330 галлонов
Загрузить список со склада
Таблица совместимости
Совместимость сухого покрытия с металлами
Защищаемый металл
Сухой слой для защиты от ржавчины
Алюминий
–
Алюминий Бронза
–
Алюминий Магниевый сплав
–
Латунь
–
Бронза
–
Кадмий
–
Чугун
★★★
Хром
–
Константан
–
Медь
–
Оцинкованный
–
Свинец
–
Молибден
–
Никель
–
Нейзильбер (CU, Ni, Zn)
–
Серебро
–
Припой (Pb, Sn)
–
Сталь
★★★
Олово (чистое)
–
Луженая сталь
–
Цинк
–
Ключ совместимости
★★★
Полная защита
–
Сухое покрытие не предназначено для защиты этого типа металла, хотя должно быть совместимо с . Для нескольких металлических приложений рекомендуется тестирование для обеспечения совместимости .
Видеообзор защиты от ржавчины сухим покрытием
Чистое и безопасное предотвращение ржавчины с помощью сухого покрытия
Компания Hartzell Engine Technologies, принадлежащая авиационной отрасли, рассказывает об успешном использовании средства защиты от ржавчины сухим покрытием для защиты корпусов турбин в процессе эксплуатации.
Смотреть видео
Ингибитор ржавчины | Покрытия для предотвращения ржавчины
Ингибиторы ржавчины, профилактические средства (RP) и покрытия Серии
ZERUST®/EXCOR® предлагает широкий спектр покрытий-ингибиторов ржавчины на масляной основе, на основе растворителя, на водной основе и консистентной смазке. на основе масляных присадок для защиты деталей в промежуточных производственных процессах, при хранении или для дополнительной защиты нашей упаковки из полипропилена ICT® и упаковочной бумаги из крафт-бумаги ICT®.
Антикоррозионные масла Axxanol™
Антикоррозионные масла ZERUST®/EXCOR® Axxanol™ состоят из средств защиты от ржавчины на основе растворителей и масел, предназначенных для защиты изделий из черных, цветных и мультиметаллических металлов. Используйте антикоррозионные масла Axxanol™ для защиты оголенных металлических поверхностей от ржавчины и коррозии во время производственных процессов, хранения и транспортировки. Обратитесь к представителю ZERUST®/EXCOR®, чтобы выбрать наиболее эффективную систему защиты от коррозии для ваших металлических активов.
ZERUST® Axxanol™ 34CD
Используйте Axxanol™ 34CD для защиты металлических деталей, литых и обработанных металлов во время транспортировки, хранения и незавершенного производства. Кроме того, Axxanol™ 34CD идеально подходит для защиты деталей во время смены программы в процессе сборки.
Подробнее
ZERUST® Axxanol™ 34CD-HF
ZERUST® Axxanol™ 34CD-HF представляет собой антикоррозийное покрытие с высокой температурой вспышки на основе растворителя, которое оставляет очень легкую маслянистую пленку на защищаемой поверхности. Обеспечивает защиту от коррозии в агрессивных средах, таких как содержащиеся в воздухе соли, высокая влажность и высокие температуры.
Детали
ZERUST® Axxanol™ 33
Типичные области применения Axxanol™ 33 включают защиту от коррозии для встроенных прокатных станов, холоднокатаных листов и рулонов, проволочного проката, а также литых и обработанных черных и цветных металлов во время транспортировки и хранилище.
Подробная информация
ZERUST® Axxanol™ A35CD-32
Axxanol™ A35CD-32 повышает защиту от коррозии в сложных условиях, таких как морские перевозки. Покрытие не оставляет пятен и может быть удалено с помощью большинства обычных щелочных чистящих средств или оставлено на поверхности.
Подробнее
ZERUST® Axxanol™ 33CD
Используйте ZERUST® Axxanol™ 33CD для надежной защиты металлов и литых или обработанных деталей во время транспортировки, хранения и незавершенного производства. Он защищает несколько типов металлов от коррозии на срок до шести месяцев под укрытием.
Детали
ZERUST® Axxanol™ A35CD-7
ZERUST® Axxanol™ A35CD-7 — это антикоррозийное покрытие на основе растворителя с высокой степенью выгорания, которое высыхает на ощупь, удаляя маслянистые поверхности, привлекающие пыль и другие загрязнения.
Подробная информация
ZERUST® Axxanol™ 718-ESS
ZERUST® Axxanol™ 718-ESS представляет собой аэрозольный ингибитор электрокоррозионной защиты, предназначенный для работы в сложных условиях, где присутствуют пары кислых газов и влажность.
Детали
ZERUST® Axxanol™ 33CD-HF
Используйте ZERUST® Axxanol™ 33CD-HF для безопасной защиты металлов и литых или обработанных деталей во время транспортировки, хранения и незавершенного производства, когда применяется покрытие с ингибитором коррозии с высокой скоростью вспышки. нужно. Он защищает несколько типов металлов от коррозии на срок до 6 месяцев под укрытием.
Подробная информация
ZERUST® Axxanol™ 46-Bio
Идеально подходит для очистки и защиты оборудования и механизмов, которые временно оставляются на открытом воздухе.
Подробнее
ZERUST® Axxanol™ 750 VCI Oil
Этот невидимый антикоррозийный спрей с VCI обеспечивает надежную защиту от коррозии металлических поверхностей в труднодоступных пустотах, щелях и камерах.
Подробнее
Axxatec™ на водной основе
Серия ZERUST®/EXCOR® Axxatec™ состоит из ингибиторов коррозии на водной основе, которые защищают активы из черных, цветных металлов и металлов. Используйте продукты Axxatec™ для защиты оголенных металлических поверхностей во время сборки и в ситуациях, когда желательны напыление на водной основе, поточное производство или погружение. Кроме того, ингибиторы ржавчины Axxatec™ на водной основе содержат легкую в использовании добавку, препятствующую коррозии, которая образует прозрачное, тонкое, сухое на ощупь покрытие, помогающее предотвратить мгновенную ржавчину в промежутках между производственными процессами, а также в краткосрочной и среднесрочной перспективе. сроки отгрузки и хранения в сочетании с упаковкой ZERUST® VCI. Обратитесь к представителю ZERUST®/EXCOR®, чтобы выбрать наиболее эффективную систему защиты от коррозии для ваших металлических активов.
ZERUST® Axxatec™ 30C
Используйте ингибитор ржавчины Axxatec™ 30C на водной основе для защиты оголенных металлических поверхностей во время сборки, крупногабаритного оборудования во время временного хранения и в ситуациях, когда требуется комбинированный продукт для легкого очистителя и средства для предотвращения ржавчины.
Детали
ZERUST® Axxatec™ 77C
Используйте Axxatec™ 77C для защиты голых металлических поверхностей (таких как рукоятки клюшек для гольфа) во время сборки, крупногабаритного оборудования во время временного хранения, а также при напылении на водной основе в поточном производстве. , или приложения погружения желательны.
Детали
ZERUST® Axxatec™ 80C
Используйте концентрат Axxatec™ 80C для защиты оголенных металлических поверхностей во время сборки, крупногабаритного оборудования во время временного хранения, а также в ситуациях, когда распыление на водной основе, поточное производство или погружение желательны.
Подробнее
ZERUST® Axxatec™ 85-F
Axxatec™ 85-F сочетает в себе силу средства для предотвращения ржавчины на водной основе с паровыми ингибиторами коррозии (VCI) ZERUST® для защиты черных металлов. Он предназначен для использования в качестве туманообразующей защиты от ржавчины внутренних полостей резервуаров, упаковок и ограждений.
Подробная информация
ZERUST® Axxatec™ 87-M
Axxatec™ 87-M — распыляемое средство для предотвращения ржавчины на водной основе, содержащее паровые ингибиторы коррозии ZERUST® (VCI), используемые для защиты внутренних полостей резервуаров, упаковок и ограждения. Кроме того, он защищает черные металлы и совместим с несколькими металлами.
Подробная информация
ZERUST® Axxatec™ 87-MB
ZERUST® Axxatec™ 87-MB представляет собой распыляемый жидкий ингибитор коррозии на водной основе, который защищает черные и алюминиевые металлы с помощью контактных ингибиторов и проверенной технологии ZERUST® Vapor Corrosion Inhibitor (VCI). и совместим с большинством более мягких металлов (медь, латунь, бронза и т. д.).
Подробнее
ZERUST® Axxatec™ 87-MW3
Axxatec™ 87-MW3 представляет собой жидкий антикоррозийный продукт на водной основе, предназначенный для зимнего распыления, который сочетает в себе силу антикоррозионного средства на водной основе с паровыми ингибиторами коррозии ZERUST® (VCI). . Он предназначен для использования в качестве защиты от запотевания внутренних полостей резервуаров, упаковок и корпусов в холодную погоду. Он защищает черные металлы и совместим с несколькими металлами.
Подробнее
Добавка ZERUST® Axxatec™ 8110C
Axxatec™ 8110C был разработан для использования в закрытых системах, таких как водяные системы охлаждения или гидравлические системы, и будет защищать железные, стальные, алюминиевые, медные и латунные детали в этих системах на срок до одного года. Оно изготовлено на водной основе и легко разбавляется охлаждающей жидкостью или гидравлическими жидкостями на водной основе.
Подробнее
Антикоррозионные смазки Axxanol™
Антикоррозионные смазки ZERUST®/EXCOR® Axxanol™ идеально подходят для защиты металлических деталей и компонентов машин и оборудования в экстремальных погодных условиях и в условиях соленого воздуха. Кроме того, антикоррозионные смазки Axxanol™ можно использовать для защиты деталей при эксплуатации или длительном хранении до 1 года на открытом воздухе и до 2 лет в помещении. Обратитесь к представителю ZERUST®/EXCOR®, чтобы выбрать наиболее эффективную систему защиты от коррозии для ваших металлических активов.
ZERUST® Axxanol™ Spray-G
Axxanol™ Spray-G — это распыляемая смазка для предотвращения ржавчины, которую можно использовать в качестве легкой смазки, обеспечивая при этом исключительную защиту от коррозии. Кроме того, Spray-G устойчив к воде и совместим с большинством резиновых и пластиковых материалов.
Подробнее
ZERUST® Axxanol™ Z-Maxx Series
Axxanol™ Z-Maxx Series можно использовать в качестве легкого смазочного материала, обеспечивающего исключительную защиту от коррозии. Кроме того, продукт устойчив к воде и совместим с синтетическим каучуком и пластиком.
Детали
Присадки Axxavis™
ZERUST®/EXCOR® Антикоррозионные присадки Axxavis™ состоят из высокоэффективных водорастворимых порошковых присадок, разработанных для обеспечения отсутствия ржавчины путем кондиционирования жесткой воды, нейтрализации кислоты и дезактивации. ионные загрязнения. Серия AxxaVis™ представляет собой безопасную, удобную и безвредную для окружающей среды линейку продуктов для использования в нескольких целевых областях. Обратитесь к представителю ZERUST®/EXCOR®, чтобы выбрать наиболее эффективную систему защиты от коррозии для ваших металлических активов.
ZERUST® AxxaVis™ HST-10
Порошковая добавка AxxaVis™ HST-10 обрабатывает воду, используемую для гидростатических испытаний сосудов высокого давления и пустот. Он предотвращает коррозию за счет снижения жесткости и дезактивации ионных загрязнителей, таких как хлориды, содержащиеся в городских источниках воды, которые вызывают ржавчину и отложения жесткой воды на металлах.
Подробнее
ZERUST® AxxaVis™ PX-05-AN
AxxaVis™ PX-05-AN — это порошок, который при добавлении в воду для полоскания позволяет нейтрализовать кислоты, оставшиеся в процессе очистки. Используйте для контроля мгновенной коррозии металлов, вызванной кислотами, оставшимися после очистки и обработки для удаления ржавчины, такими как средства для удаления ржавчины ZERUST® AxxaClean™.
Детали
ZERUST® AxxaVis™ PX-10-HRD
AxxaVis™ PX-10-HRD представляет собой порошковую добавку к жидкостям для металлообработки, которая кондиционирует жесткую воду, когда деионизированная вода недоступна. Используется для очистки водопроводной воды с жесткостью до 700 ppm CaCO 3 и предотвращения образования накипи и пены. Кроме того, он повышает эффективность продуктов ZERUST®, требующих разбавления, таких как концентраты Axxatec™ и AxxaWash™.
Подробная информация
Axxanol™ Присадки к маслам с ЛИК
Масляные присадки ZERUST®/EXCOR® Axxanol™ VCI предназначены для защиты внутренних поверхностей двигателей и гидравлических систем от коррозии во время стоянки, бункеровки и других операций транспортировки и хранения. В зависимости от необходимой продолжительности защиты ZERUST® предлагает несколько составов, чтобы обеспечить наилучшее решение для вашего применения. Обратитесь к представителю ZERUST®/EXCOR®, чтобы выбрать наиболее эффективную систему защиты от коррозии для ваших металлических активов.
ZERUST® Axxanol™ 710C
Используйте антикоррозионную присадку к маслу ZERUST® Axxanol™ 710C для защиты двигателей, гидравлических систем и коробок передач от коррозии во время складирования, транспортировки или других операций хранения. Axxanol™ 710C – это антикоррозионная присадка к маслу , которая обеспечивает надежную защиту с помощью контактных ингибиторов ZERUST® и химии VCI (летучих ингибиторов коррозии), которые мигрируют для защиты труднодоступных внутренних поверхностей двигателей, коробок передач и гидравлических систем, таких как щели, щели, масляные отверстия и т. д. до 5 лет в герметичных системах.
Подробнее
ZERUST® Axxanol™ 707C
Используйте ZERUST® Axxanol™ 707C для защиты двигателей, гидравлических систем и коробок передач от коррозии во время складирования, транспортировки или других операций хранения. Axxanol™ 707C представляет собой масляную присадку с ЛИК, которая обеспечивает защиту от коррозии благодаря химическому составу ZERUST® VCI (летучий ингибитор коррозии), который мигрирует для защиты труднодоступных внутренних поверхностей двигателей, коробок передач и гидравлических систем, таких как щели, щели, масляные отверстия, и т.д. на срок до 2 лет.
Подробнее
Как действуют ингибиторы ржавчины с летучими ингибиторами коррозии?
Ингибиторы ржавчины ZERUST® VCI выделяют безвредный, нетоксичный, бесцветный пар без запаха в воздух вокруг металлического предмета. В результате защитные молекулы оседают на всех открытых металлических поверхностях, образуя очень тонкий защитный слой толщиной всего в несколько молекул. Этот молекулярный слой тормозит электрохимические реакции на поверхности металла, вызывающие коррозию. В результате открытые металлические поверхности, защищенные ZERUST®, получают долгосрочную защиту от ржавчины, потускнения и коррозии.
Тайваньское оборудование отличается высокой надежностью, при его производстве используются хорошо зарекомендовавшие себя комплектующие. Гарантийный срок на оборудование составляет 1 год с момента подписания акта приемо-сдаточных работ. В случае возникновения гарантийного случая запчасти и ремонт для клиента являются абсолютно бесплатными. Устранением неполадок занимается собственная сервисная служба Мир Станочника. Основные запчасти находятся на нашем складе, ремонт занимает непродолжительное время.
Лизинг
Мы имеем большой опыт поставок оборудования в Лизинг. Для получения подробной информации свяжитесь с нами.
Гарантия
Гарантийный срок на оборудование составляет 1 год с момента подписания акта приемо-сдаточных работ. В случае возникновения гарантийного случая запчасти и ремонт для клиента являются абсолютно бесплатными.
Инструмент и оснастка
Наши технологи и программисты бесплатно проработают технологию и напишут управляющие программы для изготовления Ваших деталей. В том числе мы можем поставить оборудование с технологией и выпуском партии деталей. Вы оплачиваете оборудование, оснастку и инструмент. Мир Станочника — официальный дилер ведущих производителей инструмента, поэтому мы можем предложить конкурентоспособные цены и сроки поставки.
Написание управляющих программ
Наши инженеры-программисты напишут управляющие программы под Ваши детали. Есть опыт реализации сложных проектов в оборонной и авиационной промышленности. При покупке у нас инструмента услуга является бесплатной.
Пуско-наладка
Пуско-наладка оборудования проходит в несколько этапов: монтаж оборудования, проверка точности и подписание акта проверки точности, изготовление деталей и подписание акта приемки оборудования. Обучение Ваших сотрудников происходит одновременно с пуско-наладкой и запуском деталей.
Доставка
Срок поставки большинства позиций составляет 10-12 календарных дней. Складские позиции поставляются за 1-2 рабочих дня с момента оплаты счета. При выставлении счета наш инженер-технолог в обязательном порядке проверяет наличие позиций на складе и информирует Вас. Доставка осуществляется курьерской службой за наш счет.
Написание управляющих программ
Наши инженеры-программисты напишут управляющие программы под Ваши детали. Есть опыт реализации сложных проектов в оборонной и авиационной промышленности. При покупке у нас инструмента услуга является бесплатной.
Гарантия
Мы гарантируем правильность подбора инструмента и оснастки, соответствие Вашим задачам. Бесплатная замена в случае ошибки.
Сверла с резьбовым хвостовиком — Grainger Industrial Supply
463 изделия
Сверла с резьбовым хвостовиком ввинчиваются в резьбовой переходник ручной дрели, что позволяет сверлить в труднодоступных местах, где стандартные сверла, устанавливаемые в патрон, не подходят. Они обычно используются для углового и смещения бурения. Резьбовое соединение также гарантирует, что биты не выпадут из дрели. Сверла с резьбовым хвостовиком имеют самоцентрирующуюся точку разделения 135 °, также известную как коленчатый вал, которая помогает предотвратить перемещение сверла при начале сверления отверстия.
Сверла с резьбовым хвостовиком ввинчиваются в резьбовой переходник ручной дрели, чтобы можно было сверлить в труднодоступных местах, где стандартные сверла, устанавливаемые в патрон, не подходят. Они обычно используются для углового и смещения бурения. Резьбовое соединение также гарантирует, что биты не выпадут из дрели. Сверла с резьбовым хвостовиком имеют самоцентрирующуюся точку разделения 135 °, также известную как коленчатый вал, которая помогает предотвратить перемещение сверла при начале сверления отверстия.
NAS 965 Сверла с резьбовым хвостовиком из кобальтовой стали, тип D
Сверла с хвостовиком из быстрорежущей стали NAS 965, тип B
Сверла с резьбовым хвостовиком, кобальтовые
Дюймовая доля + угол при вершине сверла 135 ° + точка разделения
NAS 965 Тип D Сверла с резьбовым хвостовиком из кобальта Дробная часть + угол при вершине сверла 135 ° + точка разделения, отсортировано по размеру сверла, по возрастанию
Буква + угол при вершине сверла 135 ° + точка разделения
NAS 965 Тип D Сверла с резьбовым хвостовиком из кобальта Буква + угол при вершине сверла 135 ° + точка разделения, отсортировано по размеру сверла, по возрастанию
Фракционные дюймы + 135 ° С булочная точка. Сверла с хвостовиком с резьбой Speed Steel Дробный дюйм + 135 ° Угол при вершине сверла + точка разделения, отсортировано по размеру сверла, по возрастанию0043
Сверла с резьбовым хвостовиком из быстрорежущей стали Дробный дюйм + 135 ° Угол при вершине сверла + точка разделения, отсортировано по размеру сверла, по возрастанию
Загрузка 3 6 … 9044
Загрузка …
Загрузка …
Загрузка …
Загрузка …
Загрузка …
. …
Загрузка …
Загрузка …
Загрузка …
Загрузка . ..
Загрузка …
.
Загрузка …
Загрузка …
Загрузка …
Загрузка …
Загрузка …
4. Загрузка…
Загрузка …
Загрузка …
Загрузка …
Загрузка …
Загрузка …
.
Loading…
Проволока + угол при вершине сверла 135 ° + точка разделения
Сверла с резьбовым хвостовиком из быстрорежущей стали Проволока + угол при вершине сверла 135 ° + точка разделения, сортировка по сверлам Размер бита, по возрастанию
Автор admin На чтение 3 мин. Просмотров 1.3k. Опубликовано
Сварочная легированная проволока используется в качестве присадочного материала в процессе ручной, полуавтоматической или автоматической сварки. Кроме того, присадочную проволоку из легированной стали можно использовать в качестве плавкого электрода, защищенного газообразным флюсом.
Словом, определенные сварочные технологии просто не могут обойтись без легированной проволоки. И в данной статье мы познакомим вас с этой разновидностью присадочного материала.
Содержание
Разновидности легированных присадочных материалов
Сварочная проволока легированная: состав и характеристики
Схема использования проволоки в сварочных аппаратах
По содержанию усиливающих основные качества проволоки компонентов присадочные материалы разделяют на:
Высоколегированные сорта, содержащие значительный объем добавок.
Низколегированные сорта, содержащие небольшой объем присадок.
Углеродистые сорта, содержащие более 0,2 процента углерода.
Разумеется, каждый сорт проволоки используют для решения определенных задач. Например, углеродистая проволока используется для стыковки высокоуглеродистых сталей. Высоколегированная проволока – для стыковки стальных сплавов, содержащих значительные объемы «дополнительных» компонентов. Ну а низколегированную проволоку можно использовать и для углеродистых сталей и для стальных сплавов, в состав которых входит одна-две присадки.
Сварочная проволока легированная: состав и характеристики
Габариты проволоки определяются ее длинной и диаметром поперечного сечения. Диаметр может изменяться в пределах от 0,3 до 12 миллиметров. Длина проволоки в стандартной бухте измеряется десятками, если не сотнями метров. Ведь масса одной такой «катушки» не должна превышать 80 килограмм. При минимальной массе мотка от 2 килограмм (для 0,3-миддиметровой проволоки) до 40 килограмм (для 12-миллиметровой проволоки).
С габаритами связана и цена сварочной легированной проволоки. Причем, чем больше диаметр (и число «дополнительных» присадок), тем выше стоимость проволоки.
Состав проволоки определяется требованиями, изложенными в ГОСТ 2246-70. Причем, в данном ГОСТе упоминаются:
Шесть углеродистых сортов, легированных марганцем и содержащих строго контролируемый процент азота.
Тридцать низколегированных сортов, из которых семь сортов созданы на базе марганца, около двадцати – на базе хрома, а прочие, на базе никеля или молибдена. Кроме основных легирующих компонентов в состав этого сорта проволоки входит еще две-три разновидности металлов. Причем процентное содержание основного компонента не превышает 4-5 процентов от общей массы сплава.
Сорок высоколегированных сортов, созданных на базе хрома, никеля, марганца и титана. Высоколегированные сорта содержат в себе до пяти-семи добавок. Содержание основного компонента, в данном случае, может составлять до четверти от всего объема легированного сплава.
Схема использования проволоки в сварочных аппаратах
Сварочная проволока поставляется, как присадочный материал, пригодный для использования в процессе полуавтоматической или автоматической сварки, и как полуфабрикат для электродов ручной сварки.
В первом случае проволоку наматывают на барабан подающего механизма сварочного полуавтомата или автомата, пропуская свободный конец сквозь вальцы. Диаметр такой проволоки не превышает 5-6 миллиметров. Это ограничение связано с габаритами пропускного отверстия в держаке или горелке аппарата.
Во втором случае проволоку «рубят» на электроды нужной длины, используя для этих целей специальные гильотины. После «нарезки» мерные отрезки проволоки покрывают флюсом определенного типа.
То есть, проволока от 6 миллиметров в диаметре используется не как самостоятельный присадочный материал, а как полуфабрикат для прутковых электродов.
Проволока сварочная легированная диаметром 2,4 мм марок 18ХМА,СВ 08ГА
Существуют различные виды сварочной проволоки, которые с переменным успехом применяются во всех областях сварки, так как обладают разнообразным составом, каждый из которых больше подходит для своей ситуации. Зачастую приходится работать не только с чистыми металлами, но и с их сплавами, которые более активно применяются в промышленности, для создания тех или иных деталей. Сплавы получают лучшие механические характеристики, но становятся более сложными в ремонте. В частности, это очень заметно при нагреве до температуры плавления, во время которой металл начинает терять важные элементы, что просто испаряются еще до того, пока основной металл начинает плавиться. Этого ни как не избежать, но чтобы это компенсировать понадобится проволока сварочная легированная, которая сможет привнести утраченные элементы.
Легированная сварочная проволока
Простым примером может стать сварка нержавейки, во время которой шов теряет свою коррозионную стойкость, если не применять дополнительное легирование. В остальных сплавах действует тот же принцип, только в некоторых случаях новые компоненты могут увеличить относительное растяжение металла, что поможет бороться с образованием трещин, поможет обрести дополнительную пластичность, когда деталь находится в постоянном движении. Каждый из нюансов состава создает свои особенности выбора, но в целом такой расходный материал обеспечивает отличный современный уровень качества соединения, если правильно заняться подбором.
Такие разновидности применяются для сварки медных труб, алюминия, нержавейки, чугуна, легированных сталей, никеля и его сплавов, а также прочих деталей. Стоит отметить, что даже, казалось бы, незначительные вкрапления, которые составляют несколько процентов, а то и десятые доли, оказывают существенное влияние на свойства присадочного материала. Именно по этой причине проволока сварочная высоколегированная изготовляется в строгом соответствии с заданными стандартами, что и обеспечивает точный подбор состава под параметры сваривания. Изготовляется проволока сварочная легированная по ГОСТ 2246-70.
Проволока сварочная легированная по ГОСТ 2246-70
Одни и те же марки, идентичные по составу, производят с различным диаметром, что позволяет применять их для заготовок разнообразной толщины. К примеру, проволока сварочная легированная диаметром 4 мм встречается также и в 1-2 мм исполнении.
Преимущества
Материал позволяет компенсировать те недостатки, которые имеет металл или сплав в своих свойствах сваривания;
Проволока повышает эффективность сварочного соединения и делает его более надежным и долговечным;
Правильно подобранный состав может изменить технические характеристики шва в лучшую сторону за счет легирующих элементов;
Зачастую такое присадочный материал не требует предварительной подготовки и хорошо взаимодействует с основным металлом заготовки;
Широкий выбор вариантов позволяет всегда подобрать именно тот, который будет наиболее подходящим для вашего конкретного случая;
Возможно использовать проволоку для ручной, полуавтоматической и автоматической сварки, в зависимости от выбранного аппарата, но это касается не всех марок.
Недостатки
Практически все виды проволоки требуют дополнительной защиты в среде инертного газа, а также использования флюса для улучшения свойств сваривания;
Себестоимость сварки становится выше, что не выгодно для частной сферы;
Некоторые марки являются узкоспециализироваными и практически не распространены в широком кругу;
Из-за большого разнообразия и сложного состава выбор подходящего материала становится более сложным.
Разновидности
Существует большое количество разновидностей данной проволоки, что обусловлено широким применением, почти для каждого вида металла и его сплава. Стоит выделить основные, самые распространенные варианты, которые предлагают современные производители:
Омедненная сварочная проволока, которая изготавливается из легированной стали. Это один из самых распространенных вариантов, которые применяются в сварке. Она применяется для соединения стальных изделий, что требуется как в бытовых, так и в производственных условиях.
Омедненная сварочная проволока
Легированная омедненная проволока. Используется преимущественно для сварки труб с большим диаметром, так как создает хорошие герметичные швы и может работать в нескольких положениях. С ее помощью также можно соединять другие крупные детали.
Легированная омедненная проволока
Низколегированная проволока, может иметь омедненную поверхность или нет. Это один из самых простых вариантов, который содержит относительно небольшое количество легирующих элементов. Применяется преимущественно для механизированной сварки на производстве, но встречается и в частном использовании.
Низколегированная омедненная проволока
Эта же проволока сварочная легированная диаметров 2 мм, 3 мм, 4 мм и 5 мм служит для производства некоторых видов электродов для электродуговой сварки.
Физико-химические свойства
Все свойства проволоки зависят от того, какие именно элементы входят в ее состав и в каком количестве. Естественно, что более широко рассматривать свойства рациональней в каждом конкретном случае, но можно отметить общие тенденции. Как правило, проволока имеет повышенную стойкость к коррозии, так как в ее функции входит восстановление легирующих элементов в основном металле. Помимо этого стоит отметить высокую пластичность и стойкость к упругим деформациям, так как швы получаются более вязкими и могут выдерживать большие нагрузки.
Легированная проволока для сварки
Многие разновидности уменьшают теплопроводность основного материала, чтобы снизить вероятность появления тепловой деформации, что особенно заметно в теплочувствительных металлах. Температура плавления каждой разновидности проволоки приближена к температуре плавления основного металла, с которым придется работать, чтобы шов смог выдерживать примерно такие же температурные нагрузки, как и до ремонта. При этом учитывается коэффициент относительного расширения, чтобы не вызвать коробление.
Удельный вес – 7,85 г/см3 Температура критических точек – 625 градусов Цельсия Свариваемость материала – не имеет ограничений Флокеночувствительность – отсутствует Склонность к отпускной хрупкости- гтсутствует. Температура ковки – 1250 градусы Цльсия Обрабатываемость резанием – 520 Мпа Предел текучести – 225 МПа,
сварочная проволока св 08га
Временное сопротивление – 630 МПа
Относительное удлинение – 23%
Предел текучести – 580 Мпа
Особенности выбора
Когда требуется подобрать подходящий присадочный материал, то в первую очередь обращают внимание на его состав. Специально разрабатываются легированные проволоки для стали, меди, алюминия и прочих металлов. Если нет под рукой необходимых марок, так как некоторые из них сложно достать, а ответственность соединения не является слишком высокой, то можно подбирать аналоги, наиболее близкие по составу, но чем больше будет разница, тем ниже качество соединения. К примеру, проволока сварочная 18ХМА предназначается для конструкционных сталей, а также для сталей типа «хромансиль». Но ее же можно попробовать как проволоку для сварки чугуна полуавтоматом.
«Важно!
Для каждого проблемного сплава нужно подбирать те легирующие элементы, которые смогут нейтрализовать негативные моменты.»
Вторым важным моментом является толщина. Газовую и дуговую сварку в среде защитных газов зачастую применяют для относительно тонких металлов, но среди размеров диаметра проволоки можно встретиться варианты от 1 до 8 мм. Для каждой толщины требуется свой температурный режим. Стоит заранее ознакомиться, какой флюс нужен для улучшения свойств сваривания присадочного материала, чтобы увеличить качества соединения и надежности. Также следует отмечать, для какого типа сварки предназначена та или иная марка проволоки.
Особенности сварки
Если применяется сварочная проволока СВ06Х14, или другая легированная разновидность, и толщина металла составляет более 4 мм, то следует заняться разделкой кромок, иначе возникает большой риск, что глубина не будет полностью проварена. Большинство марок не требуют подготовки и очистки, но этого может требовать основной металл, так что не стоит забывать о данном факторе. При термочувствительных металлах, которые могут пострадать от резких перепадов температур, нужно обеспечить предварительный подогрев, причем это касается и самой проволоки, чтобы на момент взаимодействия с основным металлом они были, примерно, одинаковой температуры. В этом же случае, после окончания сваривания шов требуется подогревать и медленно остужать.
Здесь мы предоставили легкий доступ к техническим описаниям, относящимся ко многим продуктам, поставляемым Washington Alloy. Если вы не можете найти нужную информацию, свяжитесь с нами сегодня, и мы будем рады помочь вам.
/ Патентная информация – ключ к решению научных, производственных и коммерческих задач
Патентная информация – ключ к решению научных, производственных и коммерческих задач
Патентная информация – это информация об изобретениях, полезных моделях, промышленных образцах и товарных знаках, заявленных в качестве объектов промышленной собственности и/или официально признанных таковыми патентным ведомством.
Наряду с научно-техническими сведениями патентная информация содержит сведения правового характера: о правовом статусе охраняемых объектов и его последующих изменениях, об авторах, заявителях и патентовладельцах, о передаче прав на объекты интеллектуальной собственности и т. п.
Патентная информация обладает рядом преимуществ по сравнению с другими видами научно-технической информации:
уникальность– основная часть сведений, содержащихся в патентных документах, в дальнейшем не дублируется в других источниках информации;
оперативность – опережает другие виды публикаций, как правило, на несколько лет;
достоверность – подтверждается выводами государственной научно-технической экспертизы;
универсальность и широкий охват стран – охватывает все области науки и промышленности, публикуется более, чем в 80 странах;
структурированность – текст патентного документа изложен по определенным аспектам;
упорядоченность – документы снабжены регистрационными номерами, классификационными и другими индексами.
Патентная информация используется на всех этапах жизненного цикла объектов техники. С ее использованием осуществляется разработка технических новшеств и их патентование, определяются перспективы коммерциализации созданных объектов промышленной собственности и их конкурентоспособность, решаются вопросы продвижения на рынке новых объектов техники и обеспечивается их патентная чистота и т. п.
Публикация патентной информации в виде официальных изданий сопровождает все основные этапы правовой охраны интеллектуальной собственности, и именно по этой причине официальные издания Роспатента являются наиболее оперативным и исчерпывающим источником информации о зарегистрированных в Российской Федерации объектах интеллектуальной собственности. Выпуск официальных изданий является результатом исполнения государственной функции Роспатента, определенной соответствующим Административным регламентом, который наряду с Положением об официальных изданиях Роспатента определяет состав и структуру публикуемых сведений.
В последние годы осуществлялся последовательный перевод официальных изданий в электронную форму, в результате чего сложилась современная система электронных изданий Роспатента, представленных на сайте ФИПС в Интернете, а также на оптических дисках (СD и DVD).
Полный ассортимент выпускаемых в настоящее время официальных изданий предлагается в ПРОСПЕКТЕ ИЗДАНИЙ И БАЗ ДАННЫХ на 2023 год. Наряду с этим в Проспекте представлены издания и базы данных ФИПС, подготовленные на основе официальных изданий. Это, как правило, элементы справочно-поискового аппарата, публикации патентной информации на бумажном носителе и т. п., призванные облегчить различным категориям пользователей работу с официальной информацией.
Кроме патентно-информационных изданий в 2023 г. вниманию специалистов предлагается издание Годового отчета Роспатента за 2022 г.
Контакты:
Бережковская наб., д. 30, корп. 1, Москва, Г-59, ГСП-3, 125993, РФ E-mail: [email protected] Тел. : +7 (499) 240-6015, факс: +7 (495) 531-6318
Время работы:
Режим рабочего времени ФИПС: Понедельник — Четверг: 9:30 – 18:15 Пятница: 9:30 – 17:00 Суббота, воскресенье, нерабочие и праздничные дни – выходные дни.
Правила приема заявок
Режим работы окон приема документов: Понедельник – Четверг: 9:00 – 17:45 Пятница: 9:00 – 16:30 Без перерыва на обед
Лингвистическая поддержка: Просьба принять к сведению, что не все разделы сайта переведены на указанные языки. Если выбранная Вами страница не существует на русском языке, то Вы будете перенаправлены на ее английскую версию.
Программа обеспечения доступа к специализированной патентной информации (ASPI) представляет собой государственно-частное партнерство под управлением ВОИС, созданное в результате взаимодействия с ведущими поставщиками патентной информации.
Программа ASPI позволяет патентным ведомствам и научно-исследовательским учреждениям из развивающихся стран, отвечающим квалификационным требованиям, безвозмездно или за небольшую плату получить доступ к технически совершенным инструментам и сервисам для поиска и анализа патентной информации.
Каков размер платы за использование ASPI?
Отвечающие установленным критериям страны Группы 1 могут пользоваться ASPI безвозмездно.
Для отвечающих установленным критериям стран Группы 2 размер платы составляет 1000 шв. франков за каждую учетную запись в календарный год (с января по декабрь).
Для отвечающих установленным критериям стран Группы 3 размер платы составляет 3000 шв. франков за каждую учетную запись в календарный год.
Можно ли воспользоваться базой данных в пробном режиме до уплаты абонентского сбора?
Отвечающие установленным критериям страны Группы 1 получают доступ ко всем сервисам баз данных безвозмездно.
Отвечающие установленным критериям страны Группы 2 могут запросить бесплатную пробную учетную запись для использования каждого сервиса патентных баз данных на срок до 12 месяцев при том условии, что они ранее не имели доступа к соответствующим сервисам патентных баз данных.
Какое оборудование необходимо для использования ASPI?
Для того чтобы начать работать, Вам потребуется компьютер, подключенный к высокоскоростному интернету (скорость передачи данных не менее 56 килобод). Для использования всего функционала выбранных сервисов баз данных рекомендуется пользоваться последней версией установленного у Вас веб-браузера.
См. полный перечень часто задаваемых вопросов по ASPI
Запросить учетную запись ASPI
Справочная информация
Квалификационные требования
Заявление о намерениях, сделанное партнерами
Программа ASPI позволяет учреждениям, отвечающим квалификационным требованиям, получить доступ к ряду самых совершенных инструментов и сервисов для работы с патентными документами благодаря взаимодействию со следующими поставщиками патентной информации:
(Фото: LexisNexis)
LexisNexis TotalPatentOne
TM
Проводите поиск по крупнейшей онлайн-подборке обработанной патентной информации первого уровня. Краткая справка
(Фото: Minesoft)
PatBase
Одна из самых авторитетных баз данных, которая ежедневно используется патентными экспертами во всем мире для первичного поиска. Краткая справка
(Photo: Questel).
Questel
Orbit Intelligence — ведущая глобальная информационно-аналитическая платформа для работы с данными в области ИС, предназначенная для проведения патентного поиска и анализа. Платформа пользуется доверием более 100 000 пользователей и позволяет получить доступ к крупнейшей надежной базе патентных данных и научной литературы. База данных насчитывает более 100 млн патентов, 17 млн промышленных образцов и 150 млн наименований непатентной литературы, включая документы по клиническим исследованиям, проектные документы и научные документы.
(Фото: Clarivate Analytics)
Clarivate Analytics
Clarivate Analytics – мировой лидер авторитетных прогнозов и аналитики, ориентированных на ускорение темпов инновационной деятельности.
(Фото: WIPS Global)
WIPS Global
Онлайн-сервис мировой патентной информации. Краткая справка
(Фото: Gridlogics)
PatSeer
Переосмысливая поиск, анализ, управление проектами и взаимодействие в области патентования. Краткая справка
(Фото: Ambercite)
Ambercite
Всего за несколько секунд вы получите альтернативное мнение о своем патентном поиске. Краткая справка.
(Фото: PatSnap)
PatSnap
PatSnap – это простая и удобная платформа для анализа информации в области ИС, имеющая глобальных охват данных и интерактивные инструменты их визуализации. Краткая справка
(Фото: East Linden)
East Linden
East Linden – это специализированная платформа, содержащая патентную информацию о средствах и способах лечения, используемых в традиционной медицине. Краткая справка
Патенты
Главная
Об ИС
Патенты
На этой странице
Основы патентов
Темы и вопросы
Закон и договоры
Постоянный комитет
Подача документов
Поиск и анализ
Патенты, технологии и разработки
Ссылки по теме
Что такое патент?
Патент – это исключительное право, предоставленное на изобретение, представляющее собой продукт или процесс, который в целом обеспечивает новый способ выполнения чего-либо или предлагает новое техническое решение проблемы. Чтобы получить патент, техническая информация об изобретении должна быть раскрыта общественности в патентной заявке.
Какую защиту предлагает патент?
В принципе, владелец патента имеет исключительное право предотвращать или препятствовать коммерческому использованию запатентованного изобретения другими лицами. Другими словами, патентная охрана означает, что изобретение не может быть изготовлено, использовано, распространено, импортировано или продано другими лицами в коммерческих целях без согласия владельца патента.
Патент действителен во всех странах?
Патенты являются территориальными правами. Как правило, исключительные права применяются только в стране или регионе, в котором был подан и выдан патент, в соответствии с законодательством этой страны или региона.
Как долго действует патент?
Охрана предоставляется на ограниченный период, как правило, 20 лет с даты подачи заявки.
Ознакомьтесь с полным списком часто задаваемых вопросов о патентах.
Шесть необычных патентов, о которых вы, вероятно, не знали.
Патенты — это не просто абстрактные понятия; они играют неоценимую практическую роль в повседневной жизни. Вознаграждая идеи, патенты стимулируют развитие инноваций и новых технологий во всех областях.
(Фото: рак молочной железы)
Биотехнологии и гены
В какой степени биотехнологические процессы и продукты могут быть запатентованы? Как патенты на гены влияют на медицинское обслуживание и исследования и разработки в области генетического тестирования? Мнения разделились.
(Фото: iStock.com/adventtr)
Нанотехнологии
Хотя инновации в области нанотехнологий в целом кажутся пригодными для патентной защиты, некоторые вопросы требуют дальнейшего рассмотрения.
Патентное право и договоры
Договоры, административные функции которых выполняет ВОИС, вместе с национальными и региональными законами составляют международно-правовую базу для патентов.
Договоры, касающиеся патентов
Парижская конвенция
Первое крупное международное соглашение, касающееся охраны прав промышленной собственности, включая патенты. В нем, в частности, изложены национальный режим, право на приоритет и ряд общих правил в области материального патентного права. Узнайте больше о Парижской конвенции.
Договор о патентной кооперации (PCT)
Этот договор устанавливает международную систему подачи заявок на патенты, что позволяет добиваться патентной защиты изобретения одновременно в каждой из большого числа стран. Узнайте больше о РСТ.
Страсбургское соглашение о международной патентной классификации
Регулярно обновляемая международная система классификации изобретений в патентных заявках, обеспечивающая более эффективный поиск и извлечение патентной информации. Узнайте больше о Страсбургском соглашении.
Договор о патентном праве (PLT)
PLT устанавливает общие и, как правило, максимальные требования в отношении многих процедурных формальностей, касающихся национальных/региональных патентных заявок и патентов. Узнайте больше о PLT.
Будапештский договор
Будапештский договор касается международного раскрытия биотехнологических изобретений. Он предусматривает, что для целей патентной процедуры депонирование микроорганизмов в «международном органе по депонированию» должно быть признано любым договаривающимся государством. Узнайте больше о Будапештском договоре.
Консультации по законодательным и политическим вопросам
ВОИС оказывает обширную законодательную помощь развивающимся странам по запросу, включая консультации по использованию гибких возможностей международных договоров при выполнении их обязательств.
Альтернативы патентному поиску и экспертизе
В Постоянном комитете по патентному праву (ПКПП) ВОИС работает со своими государствами-членами и организациями-наблюдателями над разработкой сбалансированных международных рамок патентного права и политики. Члены комитета обсуждают, обсуждают и принимают решения по различным вопросам, связанным с развитием патентного права для удовлетворения меняющихся потребностей общества.
Встречи и документы
Больше фотографий SCP на Flickr. (Фото: ВОИС)
Подача патентной заявки
РСТ — Международная патентная система
Договор о патентах и кооперации (РСТ) позволяет вам подать единую международную патентную заявку, имеющую такой же эффект, как и национальные заявки, поданные в отдельных государствах РСТ. В двух словах, вы получаете выгоду от одно приложение , в один язык оплачивается в одной валютой .
DAS и CASE — Услуги для патентных ведомств
Служба цифрового доступа ВОИС (DAS) позволяет безопасно обмениваться приоритетными и другими аналогичными документами между участвующими ведомствами интеллектуальной собственности.
Система централизованного доступа к поиску и экспертизе (CASE) позволяет патентным ведомствам безопасно обмениваться документацией по поиску и экспертизе, относящейся к патентным заявкам, способствуя более эффективному и действенному процессу международной экспертизы.
Патентный поиск и анализ
PATENTSCOPE
С помощью PATENTSCOPE вы можете осуществлять поиск по более чем 43 миллионам патентных документов, включая международные патентные заявки, поданные в соответствии с РСТ.
Портал патентного реестра
Портал патентного реестра — это ваш доступ к онлайновым патентным реестрам и бюллетеням, а также к информации о правовом статусе из более чем 200 юрисдикций и коллекций патентной информации.
Патентные ландшафты — краткое описание технологий
Отчеты о патентных ландшафтах описывают ситуацию с патентами для конкретной технологии в данной географической области. Наши отчеты разбивают и анализируют ключевую информацию из патентных поисков для облегчения визуализации и понимания.
МПК — Оптимизация поиска
Международная патентная классификация (МПК) используется для классификации патентов и полезных моделей в соответствии с различными областями технологии, к которым они относятся.
Узнайте больше о поиске и использовании патентной информации, содержащейся в патентных документах.
Патенты, технологии и разработки
Одной из основных функций патентной системы является содействие технологическим инновациям путем стимулирования исследований и разработок. Патентная система также способствует распространению технической информации и содействию передаче технологий.
Узнайте больше о различных способах, которыми ВОИС участвует в передаче технологий и знаний.
Программа помощи изобретателям (IAP)
Программа помощи изобретателям помогает изобретателям из развивающихся стран и малым предприятиям с ограниченными финансовыми средствами найти патентных поверенных, которые оказывают юридическую помощь на безвозмездной основе для обеспечения патентной защиты.
(Фото: Getty/demaerre)
Программа обучения составлению патентов
Программа обучения составлению патентов помогает пользователям патентной системы развивать практические навыки составления и подачи патентных заявок.
(Фото: IPOPHIL)
Центры поддержки технологий и инноваций (ЦПТИ)
Наша программа Центров поддержки технологий и инноваций (ЦПТИ) предоставляет новаторам в развивающихся странах доступ к высококачественной технологической информации и сопутствующим услугам, которые помогают им создавать, защищать и управлять интеллектуальными права собственности.
Ссылки по теме
Информационные ресурсы по патентам
Тематические исследования
Документы и встречи
Публикации
Статистика
Информация о стране
Центр знаний ВОИС (WKC)
Обучение
Академия ВОИС
Практикумы и семинары
О других видах ИС
Товарные знаки
Промышленные образцы
Авторское право
Географические указания
Поиск патентов | USPTO
Впервые в патентном поиске? См. важную информацию о поиске патентов:
Как провести предварительный патентный поиск в США: пошаговая стратегия — учебное пособие в Интернете (38 минут)
Поиск патентов можно осуществлять с использованием следующих ресурсов: новое веб-приложение для патентного поиска, которое заменит внутренние устаревшие инструменты поиска PubEast и PubWest, а также внешние устаревшие инструменты поиска PatFT и AppFT. Patent Public Search имеет два выбираемых пользователем современных интерфейса, которые обеспечивают расширенный доступ к известному уровню техники. Новые, мощные и гибкие возможности приложения улучшат общий процесс патентного поиска.
Global Dossier
Global Dossier — это набор бизнес-услуг, направленных на модернизацию глобальной патентной системы и предоставление преимуществ всем заинтересованным сторонам через единый портал/пользовательский интерфейс. Через эту безопасную службу пользователи получают доступ к истории файлов связанных приложений из участвующих ведомств IP, которые в настоящее время включают ведомства IP5.
С помощью этой услуги пользователи могут просматривать семейство патентов для конкретной заявки, содержащее все связанные заявки, поданные в участвующие ведомства ИС, а также досье, классификацию и данные цитирования для этих заявок. Эта служба также предоставляет индикаторы действий Office, чтобы помочь пользователям идентифицировать приложения, которые содержат действия Office, представление коллекций для сохранения документов и приложений для просмотра позже в сеансе и возможность загрузки документов в приложении.
Поиск информации о патентных заявках (PAIR)
Система поиска информации о патентных заявках (PAIR) предоставляет клиентам IP безопасный, простой и надежный способ получения и загрузки информации о статусе патентной заявки.
Служба открытого поиска
Служба открытого поиска Ведомства США по патентам и товарным знакам (USPTO), расположенная в Александрии, штат Вирджиния, обеспечивает открытый доступ к информации о патентах и товарных знаках в различных форматах, включая онлайн, микрофильмы и печатные издания. Обученный персонал доступен для оказания помощи публичным пользователям.
Центры ресурсов по патентам и товарным знакам (PTRC)
Ближайший к вам Центр ресурсов по патентам и товарным знакам (PTRC) поддерживает местные поисковые ресурсы и может предложить обучение методам патентного поиска.
Найдите ближайший к вам PTRC
7 шагов к поиску в PTRC
Патентный официальный бюллетень
Электронный официальный бюллетень позволяет пользователям просматривать выданные патенты за текущую неделю. Официальный бюллетень можно просматривать по классификации или типу патента, например, полезности, дизайну и заводу.
Общий документ цитирования (CCD)
Приложение Common Citation Document (CCD) предназначено для обеспечения единого доступа к актуальным данным цитирования, относящимся к патентным заявкам ведомств IP5. Он объединяет сведения об известном уровне техники, указанные всеми участвующими ведомствами для членов семейства патентной заявки, что позволяет визуализировать результаты поиска по одному и тому же изобретению, произведенные несколькими ведомствами, на одной странице. Создание приложения CCD является частью продолжающегося процесса технической гармонизации на международном уровне, направленного на создание соответствующей инфраструктуры для облегчения большей интеграции глобальной патентной системы.
Поиск в международных патентных ведомствах
Чтобы узнать, была ли ваша идея запатентована за границей, вам следует обратиться к базам данных с возможностью поиска, которые доступны в других международных ведомствах интеллектуальной собственности.
Бесплатный онлайн-доступ к коллекциям патентов предоставляется многими странами. Некоторые доступные базы данных включают:
Европейское патентное ведомство (ЕПВ) предоставляет esp@cenet сеть европейских патентных баз данных. Этот сайт также предоставляет доступ к машинному переводу европейских патентов для некоторых языков.
Патентное ведомство Японии (JPO) — этот сайт также предоставляет доступ к машинным переводам японских патентов.
Всемирная организация интеллектуальной собственности (ВОИС) предоставляет поисковую службу PATENTSCOPE®, которая обеспечивает полнотекстовый поиск по опубликованным международным патентным заявкам и машинным переводам некоторых документов, а также список международных патентных баз данных.
Корейская информационная служба по правам интеллектуальной собственности (KIPRIS)
Китайская национальная администрация интеллектуальной собственности (CNIPA) — на этом сайте также предоставляется доступ к машинному переводу китайских патентов.
Другие международные ведомства интеллектуальной собственности, которые предоставляют доступные для поиска патентные базы данных, включают: Австралию, Канаду, Данию, Финляндию, Францию, Германию, Великобританию, Индию, Израиль, Нидерланды, Норвегию, Швецию, Швейцарию и Тайвань.
Stopfakes.Gov предоставляет информативные наборы инструментов, которые дают обзор среды прав интеллектуальной собственности (ПИС) в различных странах мира.
Для получения дополнительных ресурсов для поиска обратитесь в местную библиотеку депозитария патентов и товарных знаков, посетите общедоступный поисковый центр USPTO или главную библиотеку STIC USPTO. Сотрудники Главной библиотеки STIC являются экспертами в области иностранных патентов и могут при необходимости помочь общественности.
Поиск опубликованных последовательностей
Веб-сайт сайта публикации опубликованных и опубликованных последовательностей (PSIPS) предоставляет списки последовательностей, таблицы и другие мегаэлементы для выданных патентов США или опубликованных патентных заявок США.
Видеоролики по установке крепёжа для пустотелых материалов
• HM SS Металлический дюбель с болтом с шестигранной головкой
Этот сайт использует cookie-файлы и другие технологии для улучшения его работы. Продолжая работу с сайтом, Вы разрешаете использование cookie-файлов. Вы всегда можете отключить файлы cookie в настройках Вашего браузера.
Хорошо
Анкерный болт с гайкой – специфика крепежа и правила монтажа + видео
Анкерный болт с гайкой является относительно новым видом крепежного изделия, конструкция которого специально разработана для того, чтобы обеспечить надежную фиксацию предметов, отличающихся значительными габаритами и массой. Выбирая в качестве крепежа такой болт, следует хорошо разбираться не только в его технических возможностях, но и в правилах монтажа, эксплуатации и сферах применения данного изделия.
Анкерный болт с гайкой используется для закрепления в бетоне, камне и полнотелом кирпиче
Как устроен анкерный крепеж с гайкой?
Принимая во внимание тот факт, что данный крепежный механизм должен удерживать достаточно тяжелые элементы, он был тщательно продуман и переделан. Главным элементом конструкции в нем является распорная шпилька, которая имеет на одном конце форму конуса, на другом же конце нарезана метрическая резьба, на которую накручивается гайка. На шпильку по всей длине, кроме резьбовой части, надета специальная металлическая втулка с прорезями.
Работает данное устройство по принципу «распора», то есть, когда мы начинаем закручивать гайку, конусообразный конец входит во втулку и распирает ее в отверстии. Отличительной особенностью считается то, что такой анкер имеет литую шпильку, которая намного прочнее других анкерных конструкций. Ну, и, конечно, мы забыли упомянуть про гайку и в обязательном порядке стопорную шайбу, которые накручиваются со стороны резьбы. Шайба не позволяет при закручивании гайки углубляться в отверстие.
В некоторых случаях во время крепления монтажники используют в качестве дополнительного фиксатора вторую шайбу, которая закрывает отверстие на месте установки, но такой подход зависит от конкретных условий монтажа. Сферы применения такого крепежа могут быть достаточно разными: от монтажа лестничных ограждений до тяжелых металлоконструкций. Самое популярное применение на сегодняшний день – это монтаж кронштейнов под кондиционер. Само устройство имеет достаточно приличный вес, поэтому использование такого крепления полностью оправдано.
Конструкция и принцип работы
Основным компонентом болта анкерного является резьбовой стержень. На верхнюю часть навинчивается гайка, а его нижний участок выполнен в форме усеченного конуса.
Второй очень важный элемент конструкции – это цилиндрическая втулка с продольными прорезями. Наличие последних при определенных условиях обеспечивает формирование своего рода лепестков. Когда эта втулка надета на стержень, открытыми остаются только участок поверхности конического хвостовика и часть с гайкой. Таким образом, она к тому же выполняет функцию защитной «рубашки» резьбы шпильки.
Принцип работы болта анкерного типа с гайкой коротко можно описать так:
после его установки в монтажное гнездо основания в ходе завинчивания гайки хвостовик стержня втягивается в нижнее отверстие втулки;
под воздействием давления, оказываемого конусом хвостовика, втулка разжимается;
образовавшиеся лепестки упираются во внутреннюю поверхность монтажного отверстия в основании, обеспечивая надежную фиксацию всего анкерного болта. Данному явлению способствует также технология, применяемая при производстве таких крепежных деталей – втулка изготавливается методом литья. Это говорит об отсутствии на поверхности швов от сварки, наличие которых ослабляло бы ее конструкцию.
Применение плоской шайбы призвано не допустить «утопление» гайки в ходе ее затягивания в отверстие втулки.
Технические характеристики анкерных болтов
Техническая документация рекомендует проводить монтаж такого крепления в полнотелых твердых материалах, таких как бетон, цельный кирпич, природный камень. В каждом отдельном случае мы должны выбирать болт с гайкой, размеры которого обеспечат нам качественное крепление. Но стоит помнить о том, что во время монтажа при затягивании гайки шпилька подается вперед на некоторое расстояние, в результате иногда эта длина создает помеху при установке изделий, которые мы крепим.
Сегодня в магазинах можно найти крепеж практически любой длины, для различного рода задач. Как правило, начинается линейка анкерных креплений с размера шпильки в 18 миллиметров. Самый длинный крепеж достигает 400 миллиметров чистого размера крепежной шпильки. Соответственно, в зависимости от длины, мы имеем и различные диаметры, данная величина считается по диаметру втулки, под которую и сверлится отверстие.
Диаметр втулки обычно начинается с 6,5 миллиметров, это, как правило, самый маленький анкер, постепенно с увеличением длины увеличивается и диаметральное значение, на самом длинном креплении втулка может быть 20 миллиметров в обхвате, и выдерживает такой крепеж достаточно солидные нагрузки. Если вас интересует удерживающая сила такого крепежа, вы можете узнать ее из технической документации, о ней мы говорили ранее.
Параметры и требования нормативного документа
Выбирая анкерные крепежные элементы для решения определенной задачи, следует ориентироваться на соответствующую нормативную документацию (ГОСТ), в положениях которой указаны все параметры таких изделий. Требованиями ГОСТа оговариваются не только размеры и вес анкерного болта с гайкой, но другие технические характеристики (в частности, уровень максимальной нагрузки, которую он в состоянии выдержать).
Самым маленьким крепежным изделием подобного типа, согласно положениям ГОСТа, является анкер, размеры которого составляют 5х6,5х18 мм. Если он произведен из качественного материала, то способен выдержать нагрузку до 800 кгс (на вырывание). Иными словами, при помощи такого небольшого по размерам анкера можно выполнять крепление предмета, вес которого составляет 800 кг. На практике обычно выбирают анкеры, предельно допустимая нагрузка на которые, оговоренная в нормативной документации, значительно превышает показатель массы фиксируемого изделия.
В соответствии с основными параметрами (диаметр, длина, уровень допустимой нагрузки), все анкерные крепежные элементы подразделяются на несколько классов, что также указано в нормативном документе для таких изделий.
Установочные параметры анкерных болтов с гайкой
Технические характеристики анкеров
Важными параметрами болтов анкерного типа являются их размеры. Выбирая крепежное изделие по размерам, следует ориентироваться в первую очередь на вес фиксируемого с его помощью предмета: чем данный показатель выше, тем более длинным и толстым должен быть болт. Естественно, следует учитывать и толщину конструкции, в которой будет монтироваться анкер. В противном случае (если длина болта будет подобрана неправильно) вы можете пробить им стену или пол насквозь.
Минимальная длина шпильки анкерных болтов, которые выпускает современная промышленность, начинается с 18 мм. Данный параметр может достигать величины 400 мм. Если говорить о диаметре анкерных болтов с гайкой, который считается по диаметру распорной втулки, то стандартом оговаривается минимальное значение и такой величины, равное 6,5 мм. С увеличением длины шпильки диаметр анкера также увеличивается и может достигать 20 мм.
Болты, имеющие максимальный диаметр распорной втулки, естественно, обладают максимальной несущей способностью, но, выбирая такие крепежные элементы, следует учитывать состояние и размеры конструкции, в которой предполагается выполнить их монтаж.
Усиленный вариант – двухраспорный крепеж
За счет того, что требования потребителя постоянно растут, и возникает потребность в монтаже достаточно тяжеловесных конструкций, было решено немного модифицировать крепеж. Так на рынке стройматериалов появилось модифицированное изделие – анкерный болт с гайкой двухраспорный. Такая технология позволила в достаточной мере увеличить удерживающую силу такого крепления.
Сама конструкция – это все та же шпилька, но в качестве удерживающего механизма в этом случае используются две втулки, одна из которых имеет форму клина и заходит во вторую втулку. Таким образом, затягивая гайку, мы увеличиваем удерживающие свойства, равномерно распределяя силу по всей длине крепления. Такую же технологию использует в своей конструкции двухраспорный анкер с кольцом, и, как показывает практика, довольно успешно.
Такое модифицированное крепление применяют, в основном, на производствах, но не только в строительной среде. К примеру, очень часто этим монтажным элементом крепят станки в цехах. Обычно при работе станок создает некую вибрацию, которая, как правило, не нужна, и если раньше станок просто крепили к полу с помощью бетона, то сегодня проще всего использовать универсальное крепление и избавиться от нежелательной вибрации при работе.
Советы по выбору анкерных болтов
Важнейшими характеристиками данных крепежных деталей являются их рабочие размеры. Делая выбор анкерного болта на основе этих показателей, следует прежде всего учитывать массу подлежащего фиксации объекта. В данном случае просматривается такая взаимосвязь: чем навешиваемый предмет тяжелее, тем толще и, конечно же, длиннее должен быть сам анкерный болт. Но здесь не все однозначно. Нужно учитывать еще и толщину монтажного основания. При неправильном подборе крепежа данного вида по длине, во время установки он сможет пробить насквозь стену, пол, либо потолок.
Кратко отметим другие важные моменты, касающиеся выбора анкерных болтов.
Имеются ли отечественные либо международные технические свидетельства и одобрения, подтверждающие соответствие параметров подходящих изделий требованиям стандартов.
Условия эксплуатации анкерных болтов. Возможно потребуются крепежные детали с защитным антикоррозионным покрытием.
По паспорту анкерный болт должен выдерживать внешнее воздействие, в четыре раза превышающее величину предполагаемой нагрузки. Например, нужно подвесить кондиционер массой 50 кг. Подбирать крепеж следует, предварительно сделав такие расчеты: Р= 4×m × g, где
Р – предполагаемая нагрузка;
m – масса кондиционера, кг;
g = 9,81 м/сек2 – известный еще из курса физики средней школы параметр «ускорение свободного падения».
Подставив в формулу соответствующие численные значения, получим:
Р = 4×50×9,81=1962 кг×м/сек2.
Таким образом, анкерный болт, подбираемый для крепления кондиционера весом 50 кг, по паспорту должен выдерживать нагрузку не менее 1,962 кН. Все очень просто.
Как правильно установить анкерный болт с гайкой — пошаговая схема
Шаг 1: Диаметр отверстия под анкер
Перед тем, как высверлить отверстие под крепление, необходимо подобрать бур по бетону для перфоратора нужного диаметра. В этом случае в первую очередь руководствуйтесь размерами вашего крепления. Ни в коем случае не рекомендуется рассверливать отверстие, если втулка в него не входит. Лучше пройтись сверлом того же диаметра еще раз, и отверстие станет немного больше. Если рассверлить место крепежа сверлом большего диаметра, втулка может свободно в нем «гулять», при этом распорный механизм попросту не сможет выполнять удерживающие функции.
Шаг 2: Очистка места крепления от мусора
Не секрет, что после сверления в готовом отверстии остается мусор после работы перфоратором. Как раз эти крошки и пыль создают помеху при установке болта на место монтажа. Особенно трудно установить в неочищенное отверстие двухраспорный механизм, такой крепеж имеет втулку, которая немного шире обычной. Поэтому перед установкой качественно прочистите отверстие, в случае необходимости используйте строительный или бытовой пылесос.
Шаг 3: Правильная установка тяжелых элементов
После того, как вы вставили болт в отверстие, не спешите монтировать ваше устройство, при этом закручивать гайки, есть более практичное решение. После установки анкера, не навешивая изделие, затяните гаечным ключом болт до отказа. Затяжку нужно проводить до тех пор, пока шпилька не разопрет втулку, и крепление, так сказать, примет рабочий режим. После этого можно отдать гайку и на шпильки, которые уже прочно держатся в посадочном отверстии, установить прибор, и спокойно зажать его гайками.
Автор: Михаил Малофеев
Распечатать
Оцените статью:
5
4
3
2
1
(9 голосов, среднее: 3.7 из 5) Поделитесь с друзьями!
Виды анкерных болтов и сферы их применения
Такое крепежное изделие, как анкерный болт, представлено на современном строительном рынке в различном конструктивном исполнении. Наряду с универсальными крепежными изделиями подобного типа, производители выпускают анкерные болты, предназначенные для решения узкоспециализированных монтажных задач.
Чтобы правильно выбрать крепеж данного типа, необходимо не только хорошо разбираться в его разновидностях, но и знать, какие виды анкеров применяются в тех или иных случаях. Рассмотрим наиболее популярные виды анкерных крепежных элементов, сферы их применения и обоснованность их выбора в конкретной ситуации.
С гайкой Это наиболее простой анкер, состоящий из резьбовой шпильки с конусообразным нижним концом, распорной втулки с продольными боковыми прорезями и гайки, при помощи которой такой болт фиксируется в посадочном отверстии. Принцип действия такого крепежного приспособления достаточно прост: вся его конструкция помещается в предварительно подготовленное отверстие, диаметр которого должен соответствовать поперечному размеру распорной втулки; при закручивании гайки резьбовой элемент начинает втягиваться в отверстие распорной втулки, разжимая ее своим конусным наконечником. Таким образом, увеличившаяся в диаметре распорная втулка обеспечивает надежное крепление анкерного болта в посадочном отверстии.
Анкерные болты изготавливаются из различных сталей для крепления в сухих местах, с повышенной влажностью и для использования в агрессивных средах
Современная промышленность выпускает анкерные болты, оснащенные гайкой, в широком диапазоне размеров. Так, минимальный диаметр таких крепежных изделий соответствует 6 мм, а максимальный может доходить до 28 мм. Что касается длины, то она может находиться в интервале 60–300 мм. Выбирая такой анкер, следует иметь в виду, что эффективным он будет лишь в тех случаях, когда крепление с его помощью выполняется в строительных материалах с плотной внутренней структурой (сюда относится бетон, природный камень, полнотелый кирпич и др.).
С крюком
Анкерный болт данного типа отличается от предыдущего только тем, что его верхнюю часть венчает не прямолинейный резьбовой конец, а крюк, обеспечивающий удобство монтажа различных навесных изделий. Гайка, также используемая в конструкции такого анкера и расположенная непосредственно под его крюком, необходима только для того, чтобы обеспечить разжимание распорной втулки и, соответственно, ее надежную фиксацию в стене или любой другой строительной конструкции.
Технические параметры анкерных болтов с крюком (нажмите для увеличения)
Основное удобство этого анкерного болта заключается в том, что закрепленный на его крюке предмет можно снять в любой момент, если в этом возникла необходимость. Анкеры данного типа чаще всего используют для монтажа светильников и люстр, крепления к поверхности стен нагревателей воды и других бытовых устройств.
С кольцом
От предыдущего такой анкер отличается тем, что его верхнюю часть венчает не крюк, а кольцо или полукольцо. При этом принцип, по которому он работает, аналогичен действию анкерных болтов двух предыдущих типов. Кольцо, которым заканчивается верхняя часть такого крепежа, очень удобно использовать для монтажа различных предметов и элементов конструкций.
Анкерный болт с кольцом защищается антикоррозийным покрытием белого или желтого цвета
Размеры конструкционных элементов анкерного болта с кольцом могут быть различными. Он успешно используется для навешивания различных предметов к потолочным конструкциям, с его помощью очень удобно выполнять различные растяжки, крепить тросы, цепи, кабельные трассы, строительные леса и др.
Двухраспорные
Такие анкеры отличаются от обычных распорных тем, что в их конструкции имеется сразу две втулки, разжимающиеся в процессе закручивания резьбового элемента. Принцип действия двухраспорных анкерных болтов заключается в том, что при закручивании винта одна из распорных втулок входит во вторую, разжимая ее. При этом первая втулка, в которую вкручивается винт, разжимается тоже. За счет большей площади сцепления со стенками посадочного отверстия, обеспечиваемой таким анкерным болтом, использовать его можно для выполнения монтажа в пористых и даже пустотелых строительных материалах.
Разновидности двураспорных анкеров Клиновые Анкеры клинового типа из-за своей высокой стоимости не нашли широкого применения ни в строительстве, ни при выполнении ремонтных работ. Их цена объясняется сложностью их конструкции, которую можно оценить даже по фото. Винт такого анкерного болта при завинчивании воздействует на свободно передвигающийся по внутренней части отверстия в распорной втулке клиновой элемент. Именно последний, оказывая давление на распорную втулку изнутри, обеспечивает ее максимальное разжимание.
Анкер-болт клинового типа считается модернизацией стандартного анкера Забивные За разжимание распорной втулки анкерного болта, конструкция которого в корне отличается от устройства всех вышеперечисленных, отвечает не винт, а специальное ударное устройство, которое часто называют просто гвоздем. Процесс крепления такого анкера в строительной конструкции выглядит следующим образом. В посадочное отверстие в строительной конструкции помещается только втулка, которую разжимают посредством воздействия на нее специального ударного элемента. После надежной фиксации распорной втулки в отверстии ударный элемент из нее извлекается и вместо него вкручивается болт или шпилька, на которые и навешивается фиксируемый предмет.
Размеры и параметры забивных анкеров (нажмите для увеличения) С шестигранной головкой Основным элементом крепежа данного типа является обычный болт, который вставляют в имеющее конусообразную форму отверстие в распорной втулке. Расширяя отверстие, анкерный болт тем самым разжимает лепестки распорной втулки, обеспечивая ее надежную фиксацию в посадочном отверстии. Разновидностью таких крепежных изделий являются анкеры, на верхней части которых выполнены прорези под крестовую отвертку. С учетом того, что отвертка не может обеспечить таких усилий, как гаечный ключ, анкеры подобного типа изготавливаются только небольших размеров (их диаметр, как правило, не превышает 12 мм).
Параметры анкерных болтов с шестигранной головкой (нажмите для увеличения)
Таким образом, на современном рынке представлены самые разные виды анкеров. Основным требованием к ним является высокая надежность крепления, поэтому выбирать их следует с учетом не только размеров и массы фиксируемого предмета, но и прочностных характеристик материала строительной конструкции и ряда других параметров.
Химические анкеры
Первые анкерные болты используются реже из-за высокой цены. Их действие довольно таки простое, перед установкой самого анкера в отверстие вставляется пузыречек с клеем, при вкручивании болта он лопается и крепко схватывает крепление.
Таким образом крепеж получается более надежным. Однако при использовании данного вида анкера придется некоторое время ждать застывания клея.
Анкерные болты, перила и арматура в бетоне с анкерной эпоксидной смолой
СПРОСИТЕ ЭКСПЕРТОВ Ответы на ваши вопросы по бетону и каменной кладке
Вопрос: Металлический поручень на моей задней ступеньке оторвался и стал реальной угрозой безопасности, особенно для моих маленьких детей. Как лучше всего починить перила, прежде чем кто-то пострадает?
Ответ: Незакрепленные поручни могут быть очень опасными, поэтому здорово, что вы решаете эту проблему. быстро. QUIKRETE® Anchoring Cement — проверенный продукт для этого проекта, но QUIKRETE® FastSet™ Anchoring Cement Эпоксидная смола или высокопрочная анкерная эпоксидная смола QUIKRETE®, наносимая с помощью пистолета для герметика, облегчают работу. Посмотрите видео ниже:
Отличный способ просмотреть и понять свой проект строительства или ремонта, прежде чем приступить к работе. Узнайте обо всем вам нужно знать, посмотрев видео ниже.
Инструкции по проекту
Шаг 1 Просверлите отверстие на 1/16–1/4 дюйма больше, чем диаметр резьбового стержня или перила вы устанавливаете.
СОВЕТ: глубина отверстия должна быть как минимум в 4 1/2 раза больше диаметра болта (для резьбового стержня 1/2 дюйма потребуется глубина отверстия 2 1/4 дюйма).
ПРИМЕЧАНИЕ: для тяжелых условий эксплуатации, которые подвергаются большим нагрузкам или вибрации, рекомендуется, чтобы глубина отверстие должно быть увеличено как минимум в 9 раз от диаметра резьбового стержня (резьбовой стержень 1/2 дюйма будет требуется глубина 4 1/2 дюйма).
Этап 2 Выдуйте пыль со дна отверстия с помощью баллончиков со сжатым воздухом.
Этап 3 Удалите оставшийся мусор из отверстия с помощью нейлоновой щетки. Поверните куст на четверть витка при извлечении из отверстия. Используйте сжатый воздух для удаления пыли, оставшейся после очистки щеткой.
Шаг 4 Вставьте анкерный картридж с эпоксидной смолой в пистолет для герметика.
СОВЕТ: настоятельно рекомендуется использовать высококачественный и прочный дозирующий пистолет из-за значительного сила, необходимая для распыления двухкомпонентной эпоксидной смолы через сопло статического смесителя.
Шаг 5 Снимите пластиковый колпачок с наконечника картриджа.
Этап 6 Налейте небольшое количество эпоксидной смолы в одноразовый контейнер, пока не получите равномерный поток как черного, так и белого материала.
Шаг 7 Присоедините насадку статического миксера к картриджу и нанесите достаточное количество эпоксидной смолы в одноразовый контейнер, пока не будет достигнут постоянный серый цвет без полос.
Этап 8 Поместите наконечник раздаточного пистолета на дно отверстия и заполните отверстие примерно на 5/8, медленно вытягивая насадку.
Шаг 9 Вставьте стержень с резьбой или арматурный стержень на дно отверстия, поворачивая его по часовой стрелке.
Шаг 10 Удалите излишки эпоксидной смолы вокруг отверстия с помощью шпателя или куска картона.
Шаг 11 Не трогайте анкер, пока не истечет время отверждения.
Шаг 12 Снимите и утилизируйте насадку статического миксера и замените крышку картриджа.
Список покупок
QUIKRETE® FastSet™ Анкерная эпоксидная смола Или
QUIKRETE® Высокопрочная анкерная эпоксидная смола
Шпатель
Пистолет для герметика
Нейлоновая щетка
Баллоны со сжатым воздухом
Дрель
Плоскогубцы (дополнительно)
Одноразовый контейнер
Сверло по каменной кладке
Коммерческий растворитель или очиститель на основе цитрусовых
Ткань
Одноразовый стаканчик
Перчатки
Защитные очки
Тяжелые предметы на стенах — Как использовать болты для стен?
Вам когда-нибудь хотелось прикрепить что-то очень тяжелое к стене, полу или потолку? И я имею в виду тупо тяжелые… как гигантские телевизоры на консолях, сетевые шкафы или огромные, нелепо тяжелые радиаторы? Добро пожаловать в мир Wall Bolt! Сегодня мы рассмотрим, как использовать стеновые болты / распорные анкеры.
Полное видео смотрите здесь:
Как прикрепить ДЕЙСТВИТЕЛЬНО ТЯЖЕЛЫЕ предметы к стенам? Встречайте НАСТЕННЫЙ БОЛТ!
Посмотрите это видео на YouTube.
Прежде чем я начну, вы не будете засыпаны всплывающими окнами или рекламой на этом сайте, так как я независим и полагаюсь на партнерские ссылки, самый честный способ финансирования Интернета. Используя ссылки в статье, вы вносите свой вклад в то, чтобы этот сайт оставался бесплатным, и это не стоит вам ни копейки. Я ссылаюсь только на продукты, которые я использую в настоящее время или собираюсь использовать — вы можете прочитать больше о партнерских ссылках здесь. Благодарю вас!
Используемые инструменты и изделия
Дрель Makita SDS (Великобритания/США)
Набор комбинированных/ударных сверл Makita (Великобритания/США)
Шурупы M8 x 60 мм Защитные анкеры (Великобритания)
Двусторонняя рулетка, только метрическая
Помните, что на этой странице вы можете найти подробный список инструментов и продуктов, которые я знаю и которым доверяю. Надеюсь, вы найдете это полезным.
Введение
Стеновые болты — самое прочное механическое крепление, которое я когда-либо использовал. Они могут выдерживать ОГРОМНЫЕ нагрузки и являются моими любимыми креплениями для гигантских телевизоров, больших шкафов, тяжелых радиаторов или чего-либо еще, где обычные пластиковые заглушки просто не подходят. Они носят разные названия:
Стеновые болты
Rawlplug называют их Rawlbolts
Screwfix называют их защитными анкерами
Fischer называет их Wallbolts
Я всегда называл их стеновыми болтами — они также очень похожи на анкеры «втулки». и я видел, что некоторые поставщики также называют их под этим именем (хотя анкерные втулки имеют немного другую конструкцию).
Они предназначены ТОЛЬКО для использования на твердых поверхностях, таких как бетон, кирпич или блочная кладка. Они не годятся для гипсокартона или деревянных стен. Я успешно использовал их на стенах с точками и мазками, но вам нужно сделать прокладку, чтобы заполнить полость между гипсокартоном и блочной кладкой, иначе вы в конечном итоге раздавите гипсокартон, когда будете затягивать болт.
Как использовать настенные болты
Болты, которые я показываю в видео выше, имеют размер M8 x 60 мм и требуют отверстия диаметром 14 мм. Я бы почти всегда использовал для этого дрель SDS, так как она позволяет легко сверлить такое большое отверстие в бетоне — с обычной комбинированной дрелью вы будете работать вечно. Мне нравится устанавливать ограничитель глубины на общую длину болта — вы не хотите, чтобы он «упирался» в отверстие. Пропылесосьте отверстие после того, как просверлите его — если на резьбу настенного болта попадет пыль или мусор, у вас проблемы!
Где возможно, я предпочитаю прикреплять настенный болт к фитингу, а затем предлагать всю сборку к стене. Преимущество этого способа заключается в том, что у вас меньше шансов столкнуться с проблемами, связанными с попаданием в резьбу мусора. Это не всегда возможно с такими вещами, как гигантские тяжелые радиаторы. Поверьте мне, если вы застряли в резьбе, может быть ОЧЕНЬ трудно удалить болт. В худшем случае вам придется отрезать его и начать заново — не самая приятная работа с углеродистой сталью.
После того, как болт окажется в отверстии, его просто нужно затянуть. По мере затягивания болта скошенная концевая часть втягивается в фитинг, заставляя его расширяться. Чем больше вы его затягиваете, тем больше он расширяется – вот и все! Обычно я делаю их «удобно тугими», используя набор насадок. После того, как вы сделаете несколько, вы привыкнете к тому, насколько тугими они должны быть. Если вы используете их в промышленных целях, вам следует использовать динамометрический ключ и следовать рекомендациям производителя.
Использование распорных анкеров в кирпичных или блочных стенах
Во-первых, как обычно, всегда следуйте спецификациям производителя. В небытовых/промышленных ситуациях всегда следуйте рекомендациям вашего инженера-строителя.
Помимо этого, я уже много лет очень успешно использую распорные анкеры, подобные этим, в кирпичных, блочных и каменных стенах. В этом сценарии необходимо учитывать два основных фактора:
Насколько близко вы находитесь к краю кирпича/блока и может ли анкер расколоться при затягивании?
Является ли кирпич/блок пустотелым?
Растрескивание кирпичей из-за расширяющихся анкеров
Короче говоря, не используйте их близко к краю кирпичей или блоков на внешнем углу стены! Честно говоря, это относится и к монолитному бетону. На самом деле это редко представляет серьезную проблему для внутренних стен, поскольку кирпич, в котором вы сверлите, скорее всего, будет поддерживаться окружающими кирпичами. Обычно это предотвращает растрескивание, так как кирпичу некуда деваться. В худшем случае, если он треснет, это вряд ли будет структурным, он будет закрыт штукатуркой, и вы все равно сможете затянуть болт, чтобы получить прочную фиксацию. Если вы используете их на открытом кирпиче и не хотите делать ставку на неприглядную трещину, вам, вероятно, лучше всего выбрать другой тип крепления. Для стандартной конструкции внутренних кирпичных стен в старых домах викторианской эпохи, где обычно используется полнотелый кирпич, все должно быть в порядке.
Использование распорных анкеров в стенах из пустотелых блоков/кирпича
Распорные анкеры предназначены только для использования в сплошных стенах, т. е. они не годятся для пустотелых блоков или современных пустотелых кирпичей, поскольку анкеру не за что зацепиться. Вы действительно рискуете в зависимости от того, попадете ли вы в сплошную или полую секцию, например, в крестовину кирпича. По этой причине вам может понадобиться альтернативное решение для крепления наружных стен. Еще один лайфхак — использовать минометную линию — не идеальный вариант, но может работать с (см. выше).
Внутренние несущие стены, скорее всего, будут сделаны из массивных блоков в новых домах в Великобритании или из полнотелого кирпича в старых викторианских домах, в любом случае у вас все будет хорошо. Другое дело газоблоки низкой плотности, такие как Термалит, см. ниже.
Скрытое преимущество расширяющихся анкеров и растворных линий
Когда вы прикрепляете что-то к стенам в домах, вы редко знаете, из чего сделана эта стена, пока не начнете сверлить. Даже в этом случае есть разумный шанс, что вы рано или поздно наткнетесь на линию минометов. Этот раствор иногда может быть довольно твердым. Иногда, особенно в старых домах, он может напоминать сухой песок с солнечного пляжа. В идеале вам нужно пересверлить и найти новые точки крепления в полнотелом кирпиче/блоке, но это не всегда возможно. Химические фиксаторы в этом случае бесполезны. Это также большая проблема для саморезов по бетону.
Однако расширяющийся якорь может стать потенциальным решением проблемы. Не нужно много сверлить, чтобы сделать 10-миллиметровый растворный шов до 14-миллиметрового отверстия. Вставьте исправление и продолжайте как обычно. Анкер может цепляться за верхний/нижний кирпичи или боковые стороны кирпичей в вертикальном шве. Это имеет дополнительное преимущество, заключающееся в том, что кирпичи/блоки не растрескиваются. Однако это совершенно нестандартный хак, так что рискуйте!
Распорные анкеры в блоках низкой плотности (термалит)
Блоки низкой плотности обладают многими преимуществами по сравнению с другими строительными материалами. Они обладают очень высокими теплоизоляционными свойствами, поэтому отлично подходят для наружного применения, где требуются низкие коэффициенты теплопередачи. Их также легко обрабатывать и резать.
Основным недостатком с точки зрения столярных работ является то, что к ним сложно прикреплять предметы. Они настолько мягкие, что в них можно вставить отвертку голыми руками. Традиционные пробки и винты просто не очень хорошо работают. В точечно-мазочной конструкции гипсокартон лучше фиксируется, чем кладка из блоков ниже.
Таким образом, для действительно тяжелых вещей в газобетоне вам, вероятно, лучше всего подойдет химическое крепление, такое как конусная дрель Fischer Undercut PBB, используемая с инъекционным раствором, таким как Fischer FIS V. В собственных тестах Fischer это дало безопасные нагрузки около 100 кг на фитинг. В качестве альтернативы обратите внимание на систему Fischer Aircrete Anchor FPX-I. Их недостатки:
Они дорогие
Трудно достать на внутреннем рынке
Сложно использовать
Время высыхания смоляных креплений
Я использовал традиционные анкеры для экранов и стеновые болты в блоках с низкой плотностью, но это действительно не рекомендуемое решение. Попробуйте на свой страх и риск и посмотрите это пространство для полного теста!
Другие соображения, например. вибрация
Одним из последних соображений, касающихся расширяющихся металлических анкеров, является вибрация. Могут ли они со временем ослабнуть? Я никогда не видел, чтобы это происходило со статическими объектами. Я также никогда не видел, чтобы это происходило с вибрирующим оборудованием, но это, безусловно, могло произойти. Это то, что вы должны проверить сами, так как все будет зависеть от того, насколько сильна вибрация / движение.
Химическая смола против механических креплений
Опять же, в промышленных применениях это то, что должен указать инженер-строитель. Как механические, так и химические крепления доступны в широком диапазоне размеров, чтобы охватить большинство мыслимых значений грузоподъемности. Как упоминалось в приведенном выше видео, ваш больший риск заключается в том, что стена рухнет до того, как выйдет из строя фитинг. Так что будьте особенно осторожны при одностворчатом строительстве! (например, стены гаража)
Самым большим недостатком химического способа является то, что неправильное использование может привести к очень слабому, почти бесполезному креплению. Я видел несколько неудачных попыток фиксации смолы. Я никогда не видел, чтобы механический настенный болт откручивался. Нужно взвесить все за и против:
Химические фиксации — Pros
Очень сильные, если правильно используется
Менее риск растрескивания
автоматически водонепроницаемый (обычно)
Менее проблематично с вибрацией
очень постоянный
Химические приет. время
Потенциально длительное время отверждения смолы
Необходимо учитывать температуру
Труднее правильно установить
Ничего хорошего, если вы попали в линию раствора
Дорого
Очень постоянный
Механические фиксации — Pros
Легко в использовании
Съемный
можно загрузить сразу
. Механические крепления – минусы
Может вызвать растрескивание
Если резьба засорится, у вас проблемы
Проблема может быть в вибрации
Еще один момент, который я не упомянул выше, — это класс огнестойкости, поскольку он может варьироваться от фитинга к фиттингу. Если рейтинг огнестойкости является соображением, то это то, что вам нужно исследовать как для химических, так и для механических креплений.
Подведение итогов
Короче говоря, стеновые болты по-прежнему являются фантастическим продуктом и решением проблем для крепления тяжелых предметов к стенам, потолку и полу. Как и во всем, существует миллион различных способов достижения одного и того же результата. Проведите собственное исследование и всегда следуйте инструкциям производителя. Для меня настенные болты остаются основной частью моего запаса крепежа.
Дополнительное чтение
Отчет Fischer Fixdings Thermalite Blocks (2002)
Отличная статья Mark Salmon in the Fearn + Fixings Magazine
Последние сообщения
Энди Мак
Энди много лет успешно занимался обслуживанием недвижимости и деревообработкой. Он основал и управлял отмеченными наградами компаниями, большую часть своей жизни работал не по найму и был соведущим первого в Великобритании коммерческого подкаста столярных изделий.
латунь или нержавеющая сталь, латунь или нержавейка
Латунь и нержавеющая сталь занимают прочные позиции в промышленных производствах и используются практически во всех сферах и отраслях. Для того, чтобы ответить на вопрос: что лучше — латунь или нержавеющая сталь (или, как ее еще называют — нержавейка), необходимо сначала подробно рассмотреть механические свойства, сильные и слабые стороны каждого материала по отдельности. Только сравнив наглядно и оценив все достоинства и недостатки, можно ответить на вопрос — что лучше: латунь или нержавеющая сталь, что мы и постараемся сделать в нашей статье.
СОДЕРЖАНИЕ СТАТЬИ
Виды нержавеющей стали
Свойства нержавейки
Маркировка и области применения нержавеющей стали
Существующие виды латуни
Свойства и характеристики латуни
Области применения латуни
Анализ: что лучше — латунь или нержавейка
ВИДЫ НЕРЖАВЕЮЩЕЙ СТАЛИ
Получить нержавейку можно путем усовершенствования обычной стали, в результате усиления ее свойств при помощи добавления примесей других металлов. Чаще всего в качестве таких усиливающих компонентов используют: медь, никель, хром, марганец, титан сера, кремний и некоторые другие. Несмотря на множество вариантов примесей, именно процентное содержание хрома является основополагающим и определяет наличие тех, или иных свойств нержавейки. Исходя из содержания хрома в составе, принято различать пять основных видов нержавеющей стали.
Аустенитные стали. Они содержат не менее 20% хрома и 4,5% никеля.
Дуплексные стали. В них содержание хрома достигает 25%, 1,5%никеля и незначительной примеси азота.
Ферритные стали. В их составе допускается до 29% хрома.
Мартенситные стали. В них содержание хрома незначительное, не более 13%, а никеля максимум 4%.
Многокомпонентные стали. Минимальное количество хрома и никеля и включают широкий спектр прочих примесей-усилителей.
СВОЙСТВА НЕРЖАВЕЮЩЕЙ СТАЛИ
Дак что же лучше: латунь или нержавеющая сталь? Давайте рассмотрим положительные свойства нержавеющей стали:
Высокая устойчивость к агрессивным средам и условиям окружающей среды;
Невосприимчивость к коррозийным разрушениям даже в местах повреждения целостности изделия;
Хорошая устойчивость к повышенным температурам;
Устойчивость к температурным перепадам;
Эстетическая привлекательность;
Экологическая безопасность;
Возможность использования в медицине и пищевой промышленности ввиду полной безопасности для здоровья человека;
Простота обработки;
Способность выдерживать большие нагрузки не теряя при этом формы и своих качеств.
МАРКИРОВКА И ОБЛАСТИ ПРИМЕНЕНИЯ НЕРЖАВЕЮЩЕЙ СТАЛИ
Маркировка нержавеющей стали — число указывающее на процентное содержание углерода; буквенные обозначения, дающие представление о том, какая именно примесь содержится в данном сплаве:Х-хром, Н-никель и т.д. После них идут цифровые обозначения процентного содержания примеси.
Аустенитные стали имеют свою, несколько отличающуюся от других типов маркировку:
А1. Сталь с высоким содержанием серы. В связи с этим ее антикоррозийные свойства ниже чем у других марок.
А2. Одна из самых популярных марок. Легко поддается разным видам обработки, в том числе сварке. Обладает хорошей холодоустойчивостью. Основным минусом является подверженность коррозиям при воздействии агрессивных кислотных сред.
А3. Сходна по свойствам с предыдущей маркой стали, но благодаря большему содержанию усилителей, обладает большей прочностью и устойчива к кислым средам.
А4. Содержит значительную примесь молибдена, благодаря чему имеет хорошую устойчивость к кислотам.
А5. Имеет сходный состав с А4, но более устойчива к высоким температурным режимам.
Нержавеющая сталь зарекомендовала себя во многих промышленных сферах:
Автомобилестроение;
Химическая промышленность;
Энергетика;
Бумажная промышленность;
Пищевая промышленность;
Медицина.
СУЩЕСТВУЮЩИЕ ВИДЫ ЛАТУНИ
Латунь, в отличие от нержавеющей стали, получена в результате сплавления меди и цинка.
Принято различать два типа латуней:
Двухкомпонентные. В соответствии с названием, состоят из двух составляющих-меди и цинка. Причем последний является основным связывающим компонентом и составляет обычно от 30 до 50%. Однако, марки с высоким содержанием цинка используются достаточно редко. Двухкомпонентные латуни имеющие в своем составе до 97 процентов меди, называют красными. Второе их название «томпак». Латунь с процентным содержанием меди не превышающим 35, называют желтой;
Многокомпонентные. Сплавы, содержащие достаточно большое количество добавочных элементов. Чаще всего используются марганец, олово, никель, свинец и кремний.
СВОЙСТВА И ХАРАКТЕРИСТИКИ ЛАТУНИ
К основным положительным свойствам латуни относят:
Легкость в обработке и полировке;
Привлекательный внешний вид;
Простота томпака в сваривании с другими металлами;
Достаточно высокие антифрикционные свойства.
Маркировка латуни производится в зависимости от типа сплава. Так, двухкомпонентные латуни маркируются буквенными и цифровыми обозначениями, где Л-обозначает материал, а последующие цифры говорят о процентном содержании меди. Многокомпонентные сплавы имеют более развернутую и сложную маркировку в связи с наличием сразу нескольких компонентов. В целом, суть остается такой же, как и у простой латуни.
Основные технические характеристики латуни:
Легкость в обработке под давлением;
Коррозийная устойчивость имеет средний уровень;
Высокие температуры, агрессивные среды, воздействие сернистого газа увеличивают риск появления коррозии;
При понижении температур повышается пластичность, при этом прочность не уменьшается;
При воздействии температур от 200 до 600 градусов значительно увеличивается хрупкость.
ОБЛАСТИ ПРИМЕНЕНИЯ ЛАТУНИ
В вопросе многообразия применения что лучше: латунь или нержавеющая сталь, можно сделать вывод, что оба материала используются достаточно широко:
В производстве втулок, переходных деталей;
Составляющие моторных агрегатов;
Сантехническое оборудование;
Элементы декора;
Судостроение;
Различные армейские нужды.
ЧТО ЖЕ ЛУЧШЕ: ЛАТУНЬ ИЛИ НЕРЖАВЕЙКА — АНАЛИЗ
Рассмотрев подробнее технические характеристики нержавеющей стали и латуни, их отличия, становится понятным, что это абсолютно разные материалы. Скорее всего вряд ли получится однозначно ответить на вопрос: латунь или нержавейка — что лучше?
Каждый из двух сплавов обладает достаточным количеством положительных качеств и каждый хорош в своей сфере.
Так, нержавейка в отличие от латуни является более выносливым материалом, не боящимся термических и механических нагрузок, коррозийных повреждений и агрессивных сред. Но при этом стоит учитывать ее прочность, способную доставить некоторые трудности в процессе обработки, и будет задаваться логичный вопрос: чем режут металл такого типа?. В сравнении с нержавеющей сталью, латунь более пластичный и мягкий сплав. Устойчивостью к агрессивным условиям она явно уступает нержавейке. Однако, благодаря своей «мягкости», она легче принимает заданные параметры, может подлежать покрытию декорирующим слоем и даже сама по себе латунь способна стать отличным материалом для изготовления различных декоративных изделий, с высокой эстетической привлекательностью.
Таким образом, отвечая на вопрос: что лучше: латунь или нержавейка — прежде всего необходимо определить сферу использования и все дополнительные условия и в соответствии с возможностями самих материалов, выбрать оптимальный вариант. Помимо учета технических возможностей немаловажным аспектом может являться финансовая сторона.
Изделия, произведенные из нержавеющей стали, как правило, значительно дороже возможных аналоговых вариантов, изготовленных из латуни. Самым ярким примером может служить разница и соответствие цены-качества в линейке сантехнических изделий. Именно в этом направлении выбор между двумя сплавами актуален, пожалуй, чаще всего. Подводя итог, можно сказать, что при верном подходе к выбору любой из представленных материалов полностью удовлетворит запросы потребителя.
Какой материал лучше для смесителя — латунь или нержавеющая сталь
Латунь и нержавейка — два популярных материала, из которых изготавливаются различные сантехнические приборы, в том числе смесители. Однако пользователей иногда такая неоднозначность смущает, трудно сделать правильный выбор материала не разобравшись в преимуществах и недостатках каждого из них.
Планируя замену смесителей, многие задаются вопросом: какой материал лучше для смесителя латунь или нержавеющая сталь. Чтобы сделать правильный выбор, не прогадать при покупке, стоит разобраться в характеристиках обоих вариантов, преимуществах и недостатках смесителей из нержавеющей стали и латуни, сравнить их по разным параметрам и определить оптимальное сочетание качеств оборудования.
Стальной смеситель на рисунке 1.
рис.1
Латунный смеситель на рисунке 2.
рис.2
Смесители из нержавеющей стали
Выбирая смеситель из латуни или нержавеющей стали, важно определиться с характеристиками, которые интересуют в первую очередь. Получить нержавейку можно путем усовершенствования обычной стали, в результате усиления ее свойств при помощи добавления примесей других металлов. Чаще всего в качестве таких усиливающих компонентов используют: медь, никель, хром, марганец, титан сера, кремний и некоторые другие.
Ниже представлены смесители из нержавеющей стали от нашей компании:
Преимущества
К преимуществам нержавейки относится:
жаростойкость,
практичность,
устойчивость к окислению,
устойчивость к механическим нагрузкам,
инертность по отношению к химически активным веществам.
Смесители из нержавеющей стали верно служат своим хозяевам долгие годы без потери эксплуатационных характеристик. Дополнительным плюсом считается внешняя привлекательность, широкое разнообразие дизайнерских изделий. Это позволяет подобрать модель, которая гармонично впишется в любой интерьер.
Недостатки
Оценивая плюсы и минусы смесителей из нержавеющей стали, пользователи отмечают,что их основной недостаток — высокая стоимость. Однако она с лихвой компенсируется превосходными эксплуатационными характеристиками.
Как отличить от других материалов
Сравнивая особенности различных материалов, стоит отметить, что на рынке попадается много подделок, отличить которые от оригинала достаточно сложно. Чтобы убедиться, что перед вами качественное изделие, возьмите его в руки. Смесители из нержавейки достаточно тяжелые. Если вес практически не ощущается, изделие, скорее всего, изготовлено из силумина, который намного хуже, чем нержавейка или латунь.
Еще одна особенность нержавейки — она не притягивается магнитом. Однако при выборе эта характеристика не настолько очевидна, как вес изделия.
Смесители из латуни
Латунь, в отличие от нержавеющей стали, получена в результате сплавления меди и цинка. Ниже представлены смесители из латуни по сериям от нашей компании.
Преимущества
Принимая решение выбрать смесители из латуни или нержавеющей стали, пользователи хотят получить надежные, долговечные изделия. Сегодня большая часть смесителей изготавливается из сантехнической латуни. Она востребована частными лицами, коммерческими предприятиями благодаря превосходной:
износостойкости,
легкость в обработке и полировке,
устойчивости к ржавчине,
известковому налету,
долговечности.
Разбирая плюсы и минусы смесителей из латуни, стоит отметить приятный золотистый оттенок, который могут иметь изделия. При этом он не теряет своей привлекательности даже при эксплуатации в самых сложных условиях. Для реализации дизайнерских идей латунные смесители дополнительно покрывают различными составами. Хромированные поверхности обладают антисептическими характеристиками, препятствуя размножению бактерий, легко моются.
Недостатки
Как и нержавейка, латунь стоит достаточно дорого. Однако ее качество обеспечивает продолжительную, комфортную эксплуатацию сантехнические приборов. К минусам можно отнести различие составов сплавов, из которого изготавливаются смесители. В таком случае простому потребителю сложно грамотно сравнить, выбрать, то изделие, которое лучше.
Что лучше латунь или нержавейка
Это два разных материала, оба имеют отличные свойства и могут быть использованы в изготовлении смесителей.
Нержавейка в отличие от латуни является более выносливым материалом. Это означает, что смесители из нержавеющей стали максимально устойчивы к термическим и механическим нагрузкам. Максимальная прочность нержавейки создает некоторые проблемы в ее обработке и приданию ей нужной формы. Это более трудоёмкий процесс, поэтому смесители из нержавейки стоят значительно дороже.
С другой стороны, латунь в отличие от нержавеющей стали легче принимает нужную форму, ей проще манипулировать в процессе создания изделия. Также на латунь можно сверху нанести дополнительное покрытие. Латунь, как понятно из описания выше, не так прочна, как сталь, но это не значит, что из нее не могут получиться качественные смесители. В процессе нормальной эксплуатации сантехники никаких поломок или проблем с латунными смесителями не возникает, так зачем переплачивать? А цена на смесители из латуни существенно ниже, чем на стальные, изделия стоят дешевле.
Вывод:
Если Вы не хотите переплачивать и при этом хотите купить надежные смесители, то латунные вполне подходят для таких целей. Для дома смесители из латуни — это отличный вариант.
Если Вы хотите максимально прочные, сверхстойкие смесители и готовы заплатить за них дорого, то смело можно покупать стальные модели.
Сравнение смесителей из латуни и нержавеющей стали показало, что оба материала отличаются превосходными эксплуатационными характеристиками, отличным внешним видом. Чтобы не приобрести продукцию низкого качества, стоит выбирать изделия проверенного производителя. Информация по покупке смесителей оптом на странице.
Наша компания Профсан производит сантехнику высокого качества из латуни, нержавеющей стали, приглашает к сотрудничеству дилеров, строительные компании.
Латунь
и нержавеющая сталь: в чем разница?
Выбор идеального смесителя для дома может оказаться непростым решением. Материал, стиль, функциональность и цена — все это делает ваш выбор еще более сложным! Помимо стремления быть эстетичным, первостепенное значение имеет качество и долговечность вашего смесителя. Латунь и нержавеющая сталь — два основных потока материалов, используемых для изготовления кранов на рынке. Оба варианта очень выгодны и обеспечивают пожизненную работу и удовлетворение, но в чем основное различие между ними?
Состав материала (технический материал)
Латунь — это металл, состоящий в основном из меди и цинка. Состав может варьироваться от 50-63% меди до 50-37% цинка, с другими добавками, используемыми для пластичности материала. Существует множество производственных методов, используемых для создания латунных изделий, включая кованые, кованые, литые и штампованные процессы. Поскольку он имеет относительно низкую температуру плавления, его легче отливать, он достаточно мягкий, чтобы его можно было обрабатывать без особых усилий, но при этом достаточно прочный, чтобы выдерживать суровые условия жизни в качестве водопроводного крана. Одна из основных (и единственных) проблем с латунными кранами заключается в том, что они не на 100% не содержат свинца. Раньше было обычной практикой добавлять свинец в латунь для придания ковкости, но теперь его практически запрещено использовать в смесителях и большинстве других сантехнических приборов. До 2014 года кран мог содержать до 8% свинца и по-прежнему называться бессвинцовым. Сейчас максимальное содержание свинца в кране составляет 0,25% (1/4 от 1%). Чтобы соответствовать ограничениям по свинцу, сегодняшняя латунь для кранов представляет собой «бессвинцовую» латунь, в которой используются другие добавки для придания ковкости.
Нержавеющая сталь 304 и 316 — еще один вариант материала, используемого для смесителей. Эти варианты нержавеющей стали содержат 18% хрома и 8-10% никеля, при этом никель придает стали особую кристаллическую структуру, повышающую прочность и пластичность материала, а хром помогает стали противостоять коррозии. Небольшое количество молибдена (2-3%) добавляют в сталь 316 для лучшей устойчивости к кислотам. Оба материала являются аустенитными сталями, что означает, что они маломагнитны или немагнитны. Нержавеющая сталь 304 на сегодняшний день является наиболее часто используемым сплавом для изготовления смесителей, из которого изготовлены наши смесители из нержавеющей стали Lulani. Нержавеющая сталь 316, известная как морская нержавеющая сталь, обладает превосходной стойкостью к точечной коррозии, коррозии и окрашиванию, особенно в кислой или соленой среде, но занимает второе место после нержавеющей стали 304 из-за ее твердости и уровня сложности производства. Из-за этого нержавеющая сталь 316 обычно немного дороже, чем нержавеющая сталь 304, но в остальном они практически идентичны. Как правило, нержавеющая сталь тверже латуни и имеет более высокую температуру плавления, что затрудняет литье и обработку, чем латунь.
Преимущества
Латунь — один из старейших материалов для изготовления смесителей. Он хорошо известен своей долговечностью, поскольку может выдерживать большой износ. Латунные смесители не так легко трескаются или распадаются. Это один из самых устойчивых к коррозии материалов. Это особенно важно, если у вас жесткая вода, которая разъедает кран даже быстрее, чем другие материалы. Он почти всегда лучше любого другого материала противостоит повреждению горячей водой и другим агрессивным факторам окружающей среды. Латунь также является огнеупорной и часто является одним из немногих предметов, которые можно спасти, когда дом сгорает в огне.
Поскольку он так широко используется, легко найти почти любую деталь сантехники или арматуру, изготовленную из того же материала, что упрощает замену деталей ванной комнаты. Это также может сделать ваши затраты на установку и обслуживание немного более рентабельными, потому что с этим материалом очень легко работать. Помимо того, что латунные приспособления легче найти, они более податливы, чем сталь или железо. Это означает, что изгибать, формировать или формовать фитинги в соответствии с вашими потребностями легче, чем из большинства других металлов.
Нержавеющая сталь, с другой стороны, считается на ступеньку выше латуни. Его физическая прочность демонстрирует долговечность, которую не могут обеспечить другие материалы. Он обладает естественными термостойкими свойствами, которые считаются устойчивыми к коррозии, устойчивыми к потускнению и не ржавеют. Это означает, что за ним требуется меньше ухода, поскольку он устойчив к царапинам и скрывает пятна и пятна.
Нержавеющая сталь чрезвычайно гигиенична. Это обычный материал, используемый в пищевой, больничной и фармацевтической промышленности из-за его устойчивости к коррозии и ржавчине. Нержавеющая сталь, используемая в смесителях, обеспечивает гладкую, легко чистящуюся поверхность, на которой не образуются мелкие поры или щели, в которых могут скапливаться бактерии. Его естественные свойства могут быть очень привлекательными для многих отраслей промышленности.
Одно из основных различий между латунью и нержавеющей сталью заключается в том, что нержавеющая сталь на 100 % не содержит свинца. Вся сантехника в США должна быть безопасной, но, как мы упоминали ранее, некоторые материалы содержат незначительное количество свинца. Нержавеющая сталь этого не делает, поэтому вы можете быть уверены, что свинец не попадет в воду, вытекающую из крана.
Как определить, что вы покупаете
Большинство металлических и пластиковых смесителей и приспособлений можно покрыть практически любым покрытием, а это значит, что при покупке нового смесителя обязательно спросите, из какого материала сделан корпус смесителя. . Еще один трюк — почувствовать, насколько тяжел кран. Поскольку смеситель хорошего качества будет иметь некоторый вес, вы захотите почувствовать, насколько тяжелы различные смесители.
Цельные латунные конструкции гораздо более высокого качества, чем смесители с латунным покрытием или латунным покрытием. Обычно вы можете различить их, потому что твердая латунь намного тяжелее. То же самое касается светильников из нержавеющей стали. На рынке есть много более дешевых вариантов стали, но их более низкая цена часто коррелирует с их более низким качеством. Настоящие смесители из нержавеющей стали изготавливаются из нержавеющей стали 304 или 316, поэтому будьте осторожны со всем, что указано иначе.
Латунь по сравнению с нержавеющей сталью: экономия денег с помощью сравнительного руководства
Клапаны необходимы в крупных компаниях и домах, поскольку они работают с несколькими трубами для регулирования потока таких товаров, как нефть, газ, вода или целлюлоза. Найдите в этой статье, какой из них соответствует вашим потребностям.
Источник изображения: Freepik.com
Эти клапаны могут противостоять утечкам благодаря характеру материала. Латунь менее прочна, чем сталь, и может работать только в ограниченном диапазоне температур. Наиболее приемлемыми вариантами для высоконапорных и температурных режимов являются клапаны из нержавеющей стали. Они также являются отличными материалами для сопротивления коррозии.
Table of Contents
Brass vs Stainless steel composition
Brass Materials
Steel Materials
Brass vs Stainless steel properties
Strength
Hardness
Conductivity
Corrosion Resistance
Melting Temperature
Латунь или нержавеющая сталь: что больше рекомендуется в производстве?
Стоимость
Прочность
Вес
Латунь Совместимость с нержавеющей сталью: Можно ли использовать вместе латунь и нержавеющую сталь?
Обычное использование латуни
Повседневное использование нержавеющей стали
Стандартные фитинги из латуни и нержавеющей стали Клапаны из нержавеющей стали
Корпус из стали и латуни
Латунь и состав нержавеющей стали
Латунные материалы
Латунь — это желтый металл, состоящий из меди и цинка. Его основная функция – создание украшений и музыкальных инструментов. Он имеет историческое и вечное значение благодаря своей прочности и работоспособности.
Источник изображения: Pinterest.com.0050
Aluminum brass
Arsenical brass
Beta brass
Cartridge brass
Common brass
DZR brass
Gilding metal
High brass
Leaded brass
Lead-free brass
Low brass
Manganese brass
Металл Muntz
Морская латунь
Никелированная латунь
Северное золото
Красная латунь
Богатая латунь
Тонвал латунь
Белая латунь
Желтая латунь
Как отличить латунь
Литая латунь и цельная латунь
Источник изображения: Pinterest.com латунь позволяет производителям каждый раз производить безупречную продукцию. По мере того, как отливка используется больше, происходит потеря деталей, что приводит к таким дефектам, как пористость металла, дыры и однородность качества отделки.
Латунь и хром
Хром имеет глянцевую серебристую металлическую отделку, а латунь имеет теплый желто-коричневый оттенок. Хотя оба они покрыты металлом, внешний вид и цвет каждого из них сильно различаются. Латунь и хром будут подвергаться гальванопокрытию с использованием процедуры гальванического покрытия, даже если конечный продукт и цвет будут другими.
Стальные материалы
Это, безусловно, материал, который больше всего используется в строительстве промышленности и инфраструктуры в мире, и он используется для создания всего, от нефтяных танкеров до швейных игл. Сталь также используется в строительстве и производстве инструментов, необходимых для изготовления этих предметов.
Источник изображения: Freepik.com
Типы стали
Углеродная сталь
из нержавеющей стали
Аллея сталь
Инструментальная сталь
Как рассказать о нерве
. «матовая сталь» относится к определенной технике отделки, «нержавеющая сталь» относится к типу сплава, используемого в стали. Шаровой кран из нержавеющей стали может иметь отделку из шлифованной стали, поскольку процесс шлифовки стали происходит после смешивания стальных сплавов или компонентов.
Нержавеющая сталь и медь
Испытания на растяжение и нагрузку показывают, что нержавеющая сталь работает значительно лучше, чем медь, поскольку она в среднем в 2,5 раза прочнее.
Цинковый сплав по сравнению с нержавеющей сталью
Цинк, тяжелый элемент, обеспечивает повышенную коррозионную стойкость, стабильность, размерную прочность и ударную вязкость при сплаве с другими металлами.
Нержавеющая сталь и металл
Железо было смешано с другими элементами для создания металлических сплавов, таких как сталь и нержавеющая сталь, каждый из которых обладает уникальными свойствами. Сталь и нержавеющая сталь отличаются прежде всего своей устойчивостью к коррозии; хотя нержавеющая сталь не подвергается износу, сталь подвержена.
Хромирование по сравнению с нержавеющей сталью
Нержавеющая сталь намного прочнее и сохранит свой внешний вид в течение многих лет, даже если хром дешевле и имеет лучший глянец.
Титан по сравнению с латунью
Титан — это специальный металл, который особенно подходит для изготовления чувствительного к коррозии оборудования в различных отраслях промышленности. Латунь, с другой стороны, представляет собой комбинацию меди, цинка и, возможно, других металлов. В отличие от пластиковых клапанов, он может очень хорошо противостоять коррозии из-за того, что он мягкий металл. Латунные клапаны — лучший вариант для бытовых водопроводных систем, потому что они могут выдерживать и поглощать больше тепла, чем пластиковые.
Свойства латуни и нержавеющей стали
Выбор подходящего материала для вашей фабрики или даже дома требует времени и усилий для занятого и загруженного бизнесмена, строящего новый склад, или для молодоженов, строящих новый дом.
Прочность
Материалы, используемые для труб и фитингов, должны иметь достаточную прочность, чтобы выдерживать давление в системе и потенциальное избыточное давление. Для управления высокотемпературным потоком пара высокого давления, например, трубы и клапаны, должны быть изготовлены лицензированными производителями в соответствии с очень строгими требованиями.
A Марка 304 Нержавеющая сталь имеет предел прочности при растяжении 621 МПа (90 фунтов на квадратный дюйм), максимальную рабочую температуру 870°C (1679°F), температуру плавления 1399–1454°C (2550–2650°F). F), хорошая общая устойчивость к коррозии.
Твердость
Более жесткий материал наносится на чувствительные участки в процессе металлообработки, известной как наплавка твердым сплавом. Изделие из твердых материалов можно использовать для изготовления целых компонентов, но обычно это значительно более дорогой вариант.
Латунь
Максимальная твердость латуни традиционно используется для описания ее твердости. Согласно публикации № 36 Ассоциации развития меди (CDA) 1960-х годов, патронная латунь обычно имеет твердость 65HV при полном отжиге и 175–185HV при полной закалке.
Нержавеющая сталь
Прочность на растяжение, предельная; 505 МПа Предел прочности, предел текучести; 215 МПа при деформации 0,200 %, удлинение при разрыве; 70 %, модуль упругости; 193 ГПа, температура плавления; 1400 – 1455 °С, удельная теплоемкость; 0,500 Дж/г-°C
Электропроводность
Несколько вариантов установки: выдвижной, проточный, погружной и прямой. Выбор правильного электрода или датчика имеет важное значение для достижения наилучших результатов измерения.
Латунь
Этот класс медно-цинковых сплавов указывает на то, что чисто медная проводимость часто не требуется для соединителей. Сплав меди с 30% цинка штампуется и формуется в контактах, клеммах, переключателях и т. Д., Чем любой другой медный сплав.
Нержавеющая сталь
Нержавеющая сталь имеет значительно более низкую электропроводность: при температуре окружающей среды нержавеющая сталь имеет электропроводность около 1,4 миллиона сименс на метр и теплопроводность примерно 15 Вт на кельвин на метр.
Коррозионная стойкость
Клапаны, часто изготавливаемые из металла, действуют как каналы для различных жидкостей. В результате ржавчина на клапане является стандартной. Что касается коррозии, важно учитывать выбор материала, допуск на коррозию, рабочую среду и влияние жидкостей.
Латунь
Несмотря на более низкую коррозионную стойкость, чем у других медных сплавов, латунь по-прежнему превосходно работает в условиях, наблюдаемых при применении под капотом. Латунь окисляется. Латунь-светлый хромат: 100 и Латунь-тяжелый хромат: 150.
Нержавеющая сталь
Стальной сплав с минимальной концентрацией хрома 10,5% известен как нержавеющая сталь. Нержавеющая сталь чрезвычайно устойчива к коррозии и ржавчине, поскольку хром взаимодействует с кислородом воздуха, образуя защитный слой.
Температура плавления
Потребителям необходимо знать температуры, при которых клапан будет работать, нагрузки или нагрузки, которые он будет испытывать, и коррозионную среду, которой он будет подвергаться.
Латунь
Металлические изделия из латуни и меди классифицируются как металлы из-за сходного красноватого цвета. Он имеет температуру плавления 1700 F (927 C).
Нержавеющая сталь
В зависимости от области применения и окружающей среды, которую должен выдерживать сплав, нержавеющая сталь доступна в различных марках и с различной обработкой поверхности с температурой плавления 2750 F (1510 C).
Латунь или нержавеющая сталь: что более рекомендуется в производстве
Затраты
По сравнению с нержавеющей сталью латунь является значительно более эффективным материалом для обработки. Это сокращает производственный цикл и снижает производственные затраты.
Латунь
Для применений, требующих латуни высокого давления, это фантастический вариант. Латунь — прочный и эластичный материал, который дешевле нержавеющей стали.
Нержавеющая сталь
Во всем мире существует повышенный спрос на сталь из-за производства автомобилей, зданий, кораблей, поездов и даже гаджетов.
Долговечность
Способность противостоять износу, нагрузкам или повреждениям
Латунь
Латунь не только прочна и устойчива к потускнению, но и обладает высокой степенью долговечности. Некоторые виды могут даже включать олово и алюминий для повышения сопротивления и прочности, особенно в тех случаях, когда материал будет использоваться в непосредственной близости от соленой воды.
Нержавеющая сталь
Очень прочный металл, нержавеющая сталь может выдержать все виды ударов, которые в противном случае причинили бы серьезный вред. Этот металл прочен и устойчив к коррозии в щелочных растворах и хлорсодержащих условиях. Он также может переносить экстремальную жару и температуры значительно ниже нуля.
Вес
Это термин, описывающий силу поля ускорения, особенно гравитационного поля Земли на поверхности, приложенную к частице или объекту.
Латунь
Латунь весит 8,4 грамма на кубический сантиметр или 8 400 килограмм на кубический метр, т. е. плотность латуни равна 8 400 кг/м³.
Нержавеющая сталь
Плотность нержавеющей стали серии 300 составляет 7,85 грамма на кубический сантиметр или 0,289 фунта на кубический дюйм (501 фунт на кубический дюйм, имперские единицы).
Латунь Совместимость с нержавеющей сталью: Можно ли использовать вместе латунь и нержавеющую сталь?
Общие области применения латуни
Латунь является одним из наиболее часто используемых сплавов благодаря своим заслуживающим внимания качествам, о которых я расскажу подробнее ниже. Этот сплав используется в, казалось бы, бесконечном количестве продуктов и отраслей промышленности благодаря своей универсальности.
Декоративное применение
Механическое применение
Музыкальные инструменты
Повседневное использование нержавеющей стали
Нержавеющая сталь определяется как имеющая концентрацию хрома не менее 10,5% и других элементов в меньших количествах. Хром и кислород объединяются, чтобы создать так называемый пассивный слой, тонкое, герметичное, прочно прилипающее покрытие из оксида хрома. Этот пассивный слой вызывает сопротивление материала.
Автомобилестроение и транспорт
Medical technology
Building trade
Aircraft construction
Food and the catering industry
Tanker manufacture
Vessel manufacture
Standard fittings made in Brass vs Stainless steel
Brass vs Stainless Steel Faucet
Image Source: Pinterest.com
Смесители из нержавеющей стали просты в установке и прекрасно смотрятся на современной кухне. Оба хороши в зависимости от того, что вы ищете; меньше пятен и эстетики, выберите латунный кран, а если вам нужен кухонный класс и чистый вид, выберите нержавеющую сталь.
Ювелирные изделия из латуни и нержавеющей стали
Источник изображения: Pinterest.com
Пользователи говорят о том, что украшения из нержавеющей стали не требуют особого ухода. Они также подходят для любого случая благодаря своей универсальности в цвете и дизайне, легкости и гипоаллергенности, только тем, что они склонны к вмятинам и реакции на хлор. В то время как украшения из латуни имеют красивый оттенок, прочны и устойчивы к коррозии, они легко тускнеют и не гипоаллергенны.
Сопло из латуни и нержавеющей стали
Сопло обычно представляет собой трубу или трубку с переменной площадью поперечного сечения, используемую для контроля, направления или изменения потока жидкости (жидкости или газа). Форсунки широко используются для управления расходом, скоростью, направлением, массой, формой и напором выходящего из них потока.
Источник изображения: Pinterest.com
Сталь подходит для абразивных материалов, а латунь хорошо работает с неабразивными материалами. Латунь имеет более высокую теплопроводность, чем стальные сопла. Латунные сопла намного дешевле стальных с точки зрения стоимости.
Клапаны из латуни и нержавеющей стали
Латунь легче отливать и изготавливать, чем нержавеющую сталь, поскольку она прочнее и имеет более высокую температуру плавления, чем латунь. Латунь используется для изготовления инструментов, дверных ручек, замков и украшений. В то время как нержавеющая сталь используется для изготовления столовых приборов, автомобильных запчастей и хирургических инструментов, ведущим производителем этих вещей является XHVAL с 1986 года в Вэньчжоу, Китай. Они поддерживают такие отрасли, как горнодобывающая и горнодобывающая, целлюлозно-бумажная, химическая, нефтегазовая и электроэнергетика. Этот производитель латунных шаровых кранов и поставщик шаровых кранов из нержавеющей стали предлагает различные промышленные клапаны, подходящие для трубопроводного транспорта, энергетических услуг и промышленности. Их профессионализм демонстрируется постоянными инновациями, текущими сертификатами и быстрой доставкой продукции.
Клапаны для бабочек
Проверка клапанов
Подключаемые клапаны
Клапаны затвора
Глобусные клапаны
Шаровые клапаны
Листовые железные клапаны
СТАЙНАЛЬНАЯ СТАЛЬНАЯ СТАЛЬНАЯ КЛАНА прочны и, как правило, имеют длительный срок службы.
Он обладает исключительными качествами, такими как устойчивость к истиранию и коррозии, а также способность выдерживать высокие давления и температуры. Он может работать как с опасными, так и с криогенными средами. Кроме того, этот клапан требует минимального обслуживания из-за его долговечности.
Латунные краны
Основным назначением этого шарового крана является запуск и остановка потока среды. Приводом можно управлять вручную или автоматически. Этот тип клапана изготовлен из сплава меди и цинка. В результате клапан становится более гибким. Подобно бронзе, латунь очень податлива, что упрощает кузнечное дело или литье. Коррозионная стойкость латунного шарового крана также чрезвычайно высока. Он плохо работает с технологическими средами с большим содержанием хлора.
Стальные и латунные гильзы
Поскольку латунь обеспечивает лучшее уплотнение камеры, чем сталь, латунные боеприпасы обычно считаются лучшими, чем гильзы со стальными гильзами. В результате в ствольную коробку и патронник поступает меньше отдачи.
Один из важных вопросов для специалистов по сварке – как сделать сварочный инвертор своими руками. Процесс можно выполнить при помощи схемотехники сварочных инверторов.
Прежде чем собирать эффективный сварочный инвертор необходимо выделить следующие технические характеристики оборудования:
на одном из транзисторов сила тока, который проходит через вход, должна составлять 32 ампера;
250 ампер – показатель силы тока, который создается при выходе из аппарата;
напряжение должно быть до 220 вольт.
Для того чтобы создать самый простой сварочный инвертор необходимо соединить следующие элементы в один механизм:
силовой блок;
питательный блок на тиристорах;
драйвера для силовых ключей.
Особенности функционирования
Перед сборкой, следует ознакомиться с особенностями работы инвертора, аналогичными функционированию компьютерного блока питания. Функционирование устройства происходит в таком порядке:
входящее переменное напряжение превращается в постоянное;
входной ток 50 Гц трансформируется в ток высокой частоты;
выходное напряжение понижается;
выходной ток выправляется, поддерживается нужная для сварки частота.
Трансформаторное оборудование отличается габаритностью и тяжестью в связи со следующими особенностями. Дуговая сварка выполняется через силу тока. Вторичная обмотка для ослабления напряжения и усиления тока устраивается из минимального числа оборотов, сечение проводника принимается максимально возможным.
Применение инверторного принципа снижает объем и вес агрегатов на порядок благодаря увеличению частоты до 60-80 кГц.
Для реализации такого преобразования необходимо использование полевых транзисторов, сообщающихся друг с другом именно на такой частоте. Для их питания используется постоянный ток, направляющийся от выпрямителя, роль которого выполняет диодный мост. Для выправления напряжения требуются конденсаторы. От транзисторов ток подается к трансформатору, представляющему собой компактную катушку.
Возможна переделка и доработка в инверторный полуавтомат. Ему присущи схожие с трансформатором характеристики, но масса и габариты его меньше.
Материалы для его сборки
Чертеж инверторного сварочного аппарата. Прежде чем начать собирать по схеме сварочного инверторного типа аппарат, мастер должен подготовить необходимые инструменты и материалы, которые могут понадобиться ему в работе.
В первую очередь:
различного типа отвертки;
паяльное устройство, чтобы соединять детали в электронной схеме;
нож;
инструмент для вырезки на металлической поверхности;
резьба, как крепежная деталь;
поверхность с небольшой толщиной из металла;
детали, благодаря которым формируется электросхема инверторного сварочного аппарата;
провод из меди и полосы, чтобы обмотать трансформатор потребуется;
стеклоткань;
слюда;
текстолиты;
обычная термобумага, использующаяся в кассовых аппаратах.
Схема сварочного аппарата используется для сборки оборудования в домашних условиях с напряжением от электросети в 220 вольт.
Но если есть надобность, то используют схемы сварочных аппаратов, работающие на трехфазовой электросети с напряжением в 380 вольт. У таких оборудований есть достоинства, среди которых выделяют высокий показатель КПД, в отличие от однофазовых конструкций.
Блок питания агрегата
В блоке питания сварочного инвертора самой важной деталью является трансформатор, мотающийся при феррите в Ш7*7 либо 8*8.
Блок питания инвертора.
При помощи данного механизма обеспечивается подача регулярного напряжения и создается за счет 4-х обмоток:
Первичная. Сто кругов проводом ПЭВ в диаметре 0,3 миллиметра.
Первая вторичная. 15 кругов проводом ПЭВ в диаметре 1 миллиметр.
Вторая вторичная. 15 кругов ПЭВ в диаметре 0,2 миллиметра.
Третья вторичная. 20 кругов в диаметре 0,3 миллиметра.
После того как будет выполнена первичная обмотка и проведена изоляция её сторон за счет стеклоткани, её также обматывают в экранирующий провод. Каждый виток должен целиком покрывать защитный слой.
Обмотка экранирующим проводом должна быть в таком же направлении, как и первичная обмотка. Стоит обратить внимание на одинаковость диаметров двух видов обмоток.
Этим же правилом пользуются и для других видов: при наматывании на каркас трансформатора, изоляции друг от друга проводов за счет стеклоткани либо при использовании простого малярного скотча.
Для стабилизации напряжения в области 20-25 вольт, что поступает в блок питания через реле, подбирается резистор для электронных схем. Главной особенностью рассматриваемого механизма выступает изменение переменного тока в регулярный.
Добиться этого можно, используя диод, формирующийся при выполнении схемы «косой мост». Бывает так, что при эксплуатации аппарата диод перегревается, из-за чего приходится проводить монтаж на радиаторах и нередко ремонт блока питания. Альтернативным вариантом радиаторам является охлаждающая деталь от старой техники.
Монтаж диодного моста подразумевает под собой применение 2-х радиаторов: верх через прокладку из слюды присоединяют к одной батареи, а низ через поверхность термопасты ко второй батареи.
Мост из диодов должен выводиться в том направлении, куда направлен вывод транзистора. За счет этого постоянный ток превращается в переменный с высокими частотами.
Соединительный провод этих выводов максимум может достигать длины в 15 сантиметров. Металлический лист необходимо расположить между блоком питания и инверторной частью аппарата и приварить к «телу» оборудования.
Силовой блок
Изготовление сварочного инвертора. Силовой блок – это основа трансформатора в сварочном инверторе. С его помощью уменьшается показатель напряжения тока с высокими частотами, а сила наоборот повышается. Для создания в трансформаторе силового блока требуется использование сердечников. Чтобы создать небольшой зазор рекомендуется воспользоваться обычной газетной бумагой.
С каждым наложенным слоем, чтобы обеспечить термоизоляцию необходимо наматывать ленту от кассового аппарата для достижения хорошей износоустойчивости. Вторичную обмотку создают на основе 3-х полосовых слоев из меди, изолирующиеся друг от друга за счет ленты фторопласта.
Большинство мастеров обматывают понижающий трансформатор толстым проводом из меди, однако, это ошибочное действие. С таким трансформатором простой сварочный инвертор будет работать с высокочастотным током, вытесняющим наружу проводник без нагревания деталей внутри.
Оптимальнее всего формировать обмотки, используя проводник с широкой поверхностью, иными словами применить широкую медную полосу.
Вместо термоизоляционного поверхностного слоя специалисты иногда заменяют на простую бумагу. Она не так устойчива, как термоизоляционная либо лента в кассовом аппарате. Повышенная температура влияет только на потемнение ленты, однако её износоустойчивость остается на первоначальном уровне.
Инверторный блок
Основная функция простого сварочного инвертора заключается в преобразовании постоянного тока, который формируется при помощи выпрямителя аппарата в переменный высокочастотный ток.
Чтобы решить данную ситуацию, специалисты используют силовой транзистор, и высокие частоты с открывающимся и закрывающимся каналом. Рассматриваемый механизм в оборудовании отвечает за изменение постоянного тока в переменный с высокими частотами.
Рекомендуется использовать не один мощный транзистор, а пару со средней мощностью. Благодаря конструктивному подходу к проблеме стабилизируется частота тока и уменьшится шум во время сварки.
Инверторный сварочный аппарат сделать своими руками можно по электросхеме, где указывается и как последовательно соединять конденсаторы.
Их используют в следующих случаях:
Минимализация выброса в трансформаторе.
Минимализация потерь в трансформаторном блоке, появляющиеся в момент отключения аппарата от сети. Это происходит за счет того, что транзистор открывается с большей скоростью, чем закрывается – ток теряет свою мощность, что влечет за собой перегрев ключей в блоке транзистора.
Система охлаждения агрегата
Электрическая схема инвертора для сварки. Стоит отметить, что большинство силовых элементов в сварочном оборудовании имеют свойство сильно нагреваться во время эксплуатации, из-за чего оно может сломаться.
Дабы избежать таких ситуаций, то эффективнее всего во все блоки аппарата, помимо радиатора, установить вентилятор, охлаждающий механизм во время работы – своеобразную систему охлаждения.
Её можно самостоятельно сделать при наличии мощного вентилятора. Зачастую используют один с направлением воздушного потока в сторону понижающегося силового трансформатора.
С вентилятором, у которого небольшая мощность от компьютера, например, может понадобиться до 6 штук, из которых три устройства устанавливается возле силового трансформатора с направлением воздушного потока в обратную сторону.
Чтобы избежать перегрева, самодельный сварочный инвертор должен работать вместе с термодатчиком. Он устанавливается на греющий радиатор. Если радиатор достигает максимальное значение температуры, он автоматически отключает подачу тока.
Для более эффективного функционала системы охлаждения агрегата, корпус должен быть оснащен заборщиком воздуха с правильным его выполнением. Через его решетки проходит воздушный поток во внутренние системы аппарата.
Как выглядит схема инверторной сварки
Для того, чтобы понимать, что вообще собой представляет сварочный инверторный аппарат, необходимо рассмотреть схему, представленную ниже.
Электрическая схема инверторной сварки
Все эти компоненты необходимо объединить и тем самым получить сварочный аппарат, который будет незаменимым помощником при выполнении слесарных работ. Ниже представлена принципиальная схема инверторной сварки.
Схема блока питания инверторной сварки
Плата, на которой находится блок питания аппарата, монтируется отдельно от силовой части. Разделителем между силовой частью и блоком питания выступает металлический лист, подсоединенный к корпусу агрегата электрически.
Для управления затворками применяются проводники, припаивать которые нужно поблизости транзисторов. Эти проводники соединяются между собой парно, а сечение этих проводников не играет особой роли. Единственное, что важно учитывать — это длина проводников, которая не должна превышать 15 см.
Для человека, который не знаком с основами электроники, прочесть такого рода схему проблематично, не говоря уже о назначении каждого элемента. Поэтому если у вас нет навыков работы с электроникой, то лучше попросить знакомого мастера помочь разобраться. Вот, к примеру, ниже изображена схема силовой части инверторного сварочного аппарата.
Схема силовой части инверторной сварки
Сборка инвертора своими руками
Важным вопросом остается, как сделать сварочный инвертор своими руками? В первую очередь нужно выбрать корпус с надежной защитой либо сформировать его самому при помощи листового металла, где толщина должна достигать не меньше, чем 4 миллиметра.
За основу, где монтируется трансформатор для инверторной сварки, используют листовой гетинакс с толщиной не меньше, чем 5 миллиметров. Сама конструкция будет располагаться на основании благодаря скобам, изготовленным самостоятельно из медных проволок в диаметре с 3 миллиметрами.
Чтобы создать электронные платы в электрических схемах сварочного аппарата, используют фольгированный текстолит, у которого толщина достигает 1 миллиметр. Монтируя магнитопроводы, которые в период эксплуатации имеют свойство греться, необходимо помнить о зазорах между ними. Они нужны, чтобы воздух мог свободно циркулировать.
С целью автоматического управления сварочным инвертором, сварщик должен купить и подсоединить к нему специальный контроллер, отвечающий за стабильность силы тока. От него также зависит, будет ли величина напряжения подачи мощной.
Для более удобной эксплуатации самодельного агрегата, во внешнюю часть монтируется орган управления. Он может выступать в виде тумблера для активации аппарата, ручкой в переменном резисторе, благодаря ей контролируется подача тока либо зажим для кабеля и сигнальный светодиод.
Собрать сварочный инвертор своими руками достаточно просто, если придерживаться всех правил, соблюдать инструкцию и строго идти по назначенной схеме.
Схема изготовления инвертора своими руками.
Силовой блок
Основой силового блока сварочного инвертора является трансформатор, за счет которого снижается величина напряжения высокочастотного тока, а его сила – увеличивается. Для того чтобы сделать трансформатор для такого блока, необходимо подобрать два сердечника Ш20х208 2000 нм. Для обеспечения зазора между ними можно использовать газетную бумагу.
Обмотки такого трансформатора выполняются не из провода, а из медной полосы толщиной 0,25 мм и шириной 40 мм.
Каждый ее слой для обеспечения термоизоляции обматывается лентой от кассового аппарата, которая демонстрирует хорошую износоустойчивость. Вторичная обмотка трансформатора формируется из трех слоев медных полос, которые изолируются между собой при помощи фторопластовой ленты. Характеристики обмоток трансформатора должны соответствовать следующим параметрам: 12 витков х 4 витка, 10 кв. мм х 30 кв. мм.
Многие пытаются сделать обмотки понижающего трансформатора из толстого медного провода, но это неверное решение. Такой трансформатор работает на токах высокой частоты, которые вытесняются на поверхность проводника, не нагревая его внутреннюю часть. Именно поэтому для формирования обмоток оптимальным вариантом является проводник с большой площадью поверхности, то есть широкая медная полоса.
Самодельный выходной дроссель инвертора
В качестве термоизоляционного материала можно использовать и обычную бумагу, но она менее износоустойчива, чем лента от кассового аппарата. От повышенной температуры такая лента потемнеет, но ее износоустойчивость от этого не пострадает.
Трансформатор силового блока в процессе своей работы будет сильно нагреваться, поэтому для его принудительного охлаждения необходимо использовать кулер, в качестве которого может быть применено устройство, ранее использовавшееся в системном блоке компьютера.
Диагностика самодельного инвертора и его подготовка к работе
Собрать самодельный сварочный инвертор не весь процесс. Подготовительный этап также считается важной частью всей работы, где необходимо проверить, правильно ли работают все его системы, и как нужно настроить нужные параметры.
В первую очередь проводится диагностика оборудования, а именно подача напряжения 15 вольт на контроллер и охлаждающую систему сварочного аппарата, чтобы проверить их выдержку. Благодаря этому проверяется функционал механизмов и избежание перегревания во время эксплуатации агрегата.
При полной зарядке конденсаторов в агрегате, подключается к электросети реле, отвечающее за замыкание резисторов. С прямой подачей, без реле, есть риск взрыва аппарата.
При функциональности реле, напряжение в аппарат подается до 10 секунд. Достаточно важно узнать, сколько инвертор может во время сварки функционировать. Для этого он тестируется на протяжении 10 секунд. Если радиатор остается с прежней температурой, то время можно установить до 20 секунд, и т.д. до целой минуты.
Система охлаждения
Силовые элементы схемы самодельного сварочного инвертора сильно нагреваются в процессе работы, что может привести к их выходу из строя. Чтобы этого не произошло, кроме радиаторов, на которых монтируют наиболее нагревающиеся блоки, необходимо использовать вентиляторы, отвечающие за охлаждение.
Если у вас имеется в наличии мощный вентилятор, можно обойтись и им одним, направив поток воздуха от него на понижающий силовой трансформатор. Если же вы используете маломощные вентиляторы от старых компьютеров, их потребуется порядка шести штук. Одновременно три таких вентилятора следует установить рядом с силовым трансформатором, направив поток воздуха от них на него.
Мощный вентилятор обеспечит хорошее охлаждение элементов устройства
Для предотвращения перегрева самодельного сварочного инвертора следует также использовать термодатчик, установив его на самый нагревающийся радиатор. Такой датчик в случае достижения радиатором критической температуры отключит поступление электрического тока на него. Чтобы система вентиляции инвертора работала эффективно, в его корпусе должны присутствовать правильно выполненные заборщики воздуха. Решетки таких заборщиков, через которые внутрь устройства будут поступать потоки воздуха, не должны ничем перекрываться.
Обслуживание самодельного сварочного инвертора
Чертеж сварочного инвертора для сборки своими руками. Для того, чтобы простой сварочный инвертор сделанный своими руками смог долго работать, за ним необходим грамотный уход. При поломке сварочного оборудования требуется снять корпус и аккуратно прочистить механизм при помощи пылесоса. В частях, куда он не достается можно воспользоваться кисточкой и сухой тряпкой.
В первую очередь, для самодельных инверторов нужно провести диагностику всего сварочного оборудования – проверяется напряжение, его вход и течение. При отсутствии напряжения необходимо проследить за функциональностью блока питания.
Также проблема может заключаться в сгоревших предохранителях конструкции. Слабым место считается и датчик, измеряющий температуру, который не ремонтируется, а заменяется.
После проведения диагностики необходимо обратить внимание на качество соединения электронных систем оборудования. Затем выявить некачественное скрепление на глаз либо используя специальный тестер.
При выявлении данных неполадок, они устраняются тотчас за счет доступных деталей, чтобы не спровоцировать перегрев и поломку всего сварочного оборудования.
Итог
Ошибочно считать, что созданный самостоятельно аппарат не позволит вам эффективно выполнять необходимую работу. Самодельным устройством с легкой схемой сборки можно сваривать элементы при помощи электрода в диаметре до 5 миллиметров и длиной дуги до 10 миллиметров.
После того, как самодельное оборудование будет включено в цепь, необходимо выставить автоматический режим с конкретным значением силы тока. Напряжение в проводе может быть около 100 вольт, что свидетельствует о каких-либо неполадках.
Чтобы устранить проблему надо найти схему сварочного инвертора, разобрать его и проверить насколько правильно он был собран.
Благодаря такому самодельному аппарату сварщик не только может сваривать однородный, темный металл, но также цветной и различные сплавы. Собирая такое устройство, необходимо помимо основ электроники, также иметь свободный период времени, чтобы осуществить задуманное.
Сварочный процесс при помощи инвертора – это нужная вещь в доме каждого мужчины для любых бытовых и промышленных целей.
Сварочный инвертор своими руками
Многие сварочные агрегаты собираются по инверторной схеме, где в роли переключателя выступают мощные полевые транзисторы. Самый простой инвертор можно собрать в домашних условиях своими руками.
Самодельный сварочный инвертор
Сварочный инвертор своими руками
Производители предлагают большой выбор инверторных сварочных установок. Их всех объединяют общие правила работы. Чтобы соорудить или отремонтировать сварочный инвертор, нужно изучить работу внутренней схемы.
Собираемая конструкция состоит из трех деталей:
драйверы силовых ключей;
блок питания;
силовая часть.
Рассмотрим, как собрать сварочный инвертор с такими показателями:
сварочный ток – до 250 ампер;
напряжение – 220 вольт;
потребляемый максимальный ток – 32 ампера.
Такое устройство может с легкостью сваривать электродом с дугой до одного сантиметра. Коэффициент полезного действия можно сравнить с покупными аппаратами.
Схема сварочного инвертора
Ниже предлагается к изучению схема блока питания аппарата, которая станет полезной для тех, кто разбирается в технике.
Схема инвертора
Для стабилизации напряжения нужно сделать обмотки по ширине корпуса. Таких обмоток несколько:
первичная – провод эмалированный влагостойкий, 0,3 мм, 100 оборотов;
вторичная (2) – провод эмалированный влагостойкий, 1 мм, 15 оборотов;
вторичная (3) – провод эмалированный влагостойкий, 0,2 мм, 15 оборотов;
вторичная (4) – провод эмалированный влагостойкий, 0,3 мм, 20 оборотов.
Плата для блока питания монтируется отдельно. От силового элемента ее отделяют металлическим листом, который присоединяется к корпусу сварки. Проводники, предназначенные для регулировки затворок, напаиваются максимально близко к транзисторам. При этом их нужно попарно скрутить. Сечение особой роли не играет, но длина проводников должна составлять не менее 150 миллиметров.
Далее представлена еще одна схема, изображающая силовую часть.
Блок питания представляет собой обычный флай-бэк (источник питания, действие которого основано на двухфазном процессе преобразования энергии). Первичная обмотка блока трансформатора закрывается экранирующей обмоткой из такого же провода. Необходимо проследить, чтобы накладываемые витки полностью закрывали предыдущие и совпадали в направлении. Между ними нужно проложить изоляционный слой.
Для настройки блока питания сопротивление подбирается так, чтобы напряжение, подаваемое в реле, составляло 20-25 вольт.
Вся специфика силовой части отображена на представленной выше схеме. Самое главное – найти для входных выпрямителей сильные и прочные радиаторные элементы. Отлично подойдут модели, которые стояли на старых компьютерах с процессором Pentium 4. Приобрести их можно на рынке или в специальном магазине. В схеме управления представлен только один термический датчик. Он находится внутри корпуса радиатора, температура нагревания которого очень высока.
Для блока управления нужно подобрать ШИМ-контроллер модели TL 494. У него работает только один канал регулировки, через который стабилизируется ток в дуге. Конденсатор С1, показанный на схеме, задает напряжение ШИМ, от которого зависит сила сварочного тока.
Ремонт сварочного инвертора
Силовая часть
Перед тем, как ремонтировать инвертор, нужно ознакомиться с распространенными причинами неисправности подобных аппаратов. Для начала следует осмотреть прибор. Места, которые по первичной оценке имеют плохой контакт, отсоединяются, зачищаются и снова подсоединяются. Одно из самых уязвимых мест аппарата – колодка клеммы, к которой подсоединяется сварочный кабель. Непрочный контакт и большая токовая сила приводят к сильному повышению температуры в местах соединения проводов, в результате чего прибор выходит из строя.
Также встречаются такие неисправности, как:
чрезмерное потребление тока при отсутствии нагрузки;
обрыв сварочной дуги;
плохая регулировка сварочного тока;
мощности сварочного тока не хватает для работы;
увеличена шумность трансформатора;
внезапное отключение.
Если в сети отсутствует нагрузка, но при этом устройство продолжает потреблять много тока, на катушках могут замкнуть витки. Ликвидировать такую поломку очень легко – для этого достаточно перемотать или наладить изоляционный слой. Если часто пропадает сварочная дуга, но заново зажечь ее не удается, и при этом появляются мелкие искры, скорее всего, произошел пробой обмотки.
За самостоятельный ремонт инвертора нужно браться только при уверенности в своих силах и хороших знаниях электроники. В противном случае следует обратиться к специалисту.
Какой размер генератора для сварки? (Как рассчитать)
Генератор какого размера мне нужен для работы сварочного аппарата?
Меня часто об этом спрашивают.
Есть веские причины, почему это имеет смысл.
Вам нужно отремонтировать ворота, которые находятся недостаточно близко к электросети
Грузовик друга сломался на дороге
Вы хотите построить теплицу в своем саду
Но если он слишком мал, вы можете повредить или убить свой дорогой сварочный аппарат.
Слишком большой и может стоить слишком дорого, его трудно передвигать, и он может занимать слишком много места.
Как определить размер генератора для вашего сварочного аппарата
Обычно этот вопрос принимает одну из следующих форм, например:
Генератор какого размера мне нужен для сварочного аппарата на 180 ампер?
Будет ли работать сварочный аппарат от генератора на 7000 ватт?
Насколько большой сварочный аппарат вы можете запустить с генератором размера X?
На самом деле это одни и те же вопросы. Вы просто с разных точек зрения спрашиваете.
Вот как это делается
Генераторы, как и сварочные аппараты, бывают разных размеров. Доступно множество функций и опций. И вам нужно будет решить, хотите ли вы выходное напряжение 120 вольт, 240 вольт или и то, и другое.
Самое сложное, на что следует обратить внимание, это то, что генераторы рассчитаны на суммарную выходную мощность в ВАТТАХ, а сварочные аппараты рассчитаны на выходную АМПЕРУ.
Это означает, что вам нужно выяснить, сколько ватт требуется сварочному аппарату для получения номинального тока.
Сколько ватт потребляет ваш сварочный аппарат?
Существует очень простое математическое уравнение для перемещения между вольтами, амперами и ваттами:
Вольты x Амперы = Ватты
Вольты : два очка».
Думайте о вольтах так же, как о давлении воды. Это доступный «толчок», который запускает электричество.
Ампер : Амперы — это способ измерения силы электрического тока.
Продолжая нашу аналогию с водоснабжением, думайте об амперах как о скорости потока в трубах, быстром или медленном.
Ватт : Ватт измеряет тепловую энергию. Когда электроны проходят через цепь, трение создает тепло, измеряемое в ваттах.
Итак, вам нужно напряжение, которое использует сварщик, умноженное на входной ток сварочного аппарата.
Найдите входную мощность вашего сварочного аппарата
Шаг 1: Найдите уровни мощности и тока
Во-первых, вам нужно знать, какие уровни мощности и тока необходимы вашему сварочному аппарату. Обычно эту информацию можно найти в руководстве.
Вот пример из руководства для PrimeWeld Stick 160.
Пример того, как найти мощность и уровни тока вашего сварочного аппарата
Посмотрите на «Напряжение питания (В)». Это ваше входное напряжение.
Важно использовать «плюс 15%» для расчетов, чтобы убедиться, что ваш портативный генератор достаточно велик для ваших нужд.
110 вольт + 15% = 126,5 вольт
220 В + 15 % = 253 В
Шаг 2: Расчет входного тока
Во-вторых, вам нужен «Входной ток (А)».
Максимальный входной ток на стороне 110 вольт составляет 46,3 ампера.
Теперь вы можете посчитать:
126,5 вольт x 46,3 ампер = 5 856,95 ватт , число «рабочих ватт». Но вам все равно нужно добавить хороший запас прочности для «стартовых ватт». Рекомендуется использовать дополнительные 30 процентов.
Давайте проверим номера на 220 вольт.
Входной ток на стороне 220 составляет 32,9 ампер.
253 В x 32,9ампер = 8323,7 Вт для вашей рабочей нагрузки на стороне 220. Как всегда, добавьте 30-процентный запас прочности, чтобы обеспечить достаточную пусковую мощность для вашей машины. Я расскажу об этих 30 процентах через минуту.
Если вы хотите, чтобы этот сварочный аппарат работал только в режиме 110 вольт, вам понадобится генератор мощностью 6000 Вт (6 кВт), ПЛЮС 30 процентов для запуска и скачков нагрузки (еще 2 кВт), что означает, что вам нужен сварочный генератор мощностью 6000 Вт в рабочем режиме и 8000 Вт в пиковой нагрузке.
Для беспрепятственной работы сварочного аппарата с полной мощностью на стороне 220 В вам потребуется 8 500 рабочих ватт и 11 000 пиковых ватт.
Возможно, у вас нет доступа к руководству. Что тогда?
Каждый электроинструмент и электроприбор имеет информационную этикетку, на которой указана его электрическая информация. Обычно он находится на задней панели сварочного аппарата или внутри корпуса.
Потребляемая мощность вашего сварочного аппарата будет указана на этой этикетке. Вот пример из Titanium MIG 140, машины, которая потребляет 120 вольт. Обратите внимание, что на этикетке также есть информация о MIG 170 из той же серии, машине, которая питается от 120 или 240 вольт.
Еще раз проверяя спецификации, здесь есть числа для «Токового входа». С этой маркировкой легче работать, чем с некоторыми другими, потому что она дает как входное напряжение, так и входной ток, необходимые сварщику.
Несложно сосчитать, какая мощность в ваттах вам нужна от генератора для вашего сварочного аппарата. Для версии на 140 ампер умножьте:
120 вольт на входе x 23 ампера = 2760 ватт
Однако это только базовый номер. Электроинструментам свойственно потреблять гораздо больше энергии для запуска, чем требуется для поддержания их работы.
Производители генераторов советуют добавлять до 30 процентов к рабочим ваттам для учета пусковых устройств.
2 760 Вт x .30 = 828 Вт
Добавить эту 30 -процентную маржу безопасности к базовой цифре 2760 Вт:
2 760 + 828 = 3 588
. Эти намыслии до 3600 Вт. Этому сварочному аппарату потребуется генератор мощностью 2800 Вт с пиковой мощностью 3600 Вт.
Записки на вынос:
НЕ ЗАБЫВАЙТЕ , чтобы добавить указанный допуск, например, в нашем примере было плюс-минус 15 процентов. ВСЕГДА ДОБАВЛЯЙТЕ ДОПУСК.
НЕ ЗАБУДЬТЕ ДОБАВИТЬ 30 процентов от общей мощности, чтобы покрыть начальный импульс. Исключением из этого правила является использование значения, известного как «I1max». Дополнительную информацию см. в следующем разделе.
Входные значения могут иметь и другие имена
Иногда существует несколько различных типов электрических параметров. У вас может не быть номинала на этикетке, который конкретно называется «входное напряжение» или «входной ток», но для них есть другие названия.
Однако не стоит путать. Вместо этого проверьте значения с этими именами:
Входное напряжение
Макс. мощность
Максимальное напряжение
В макс. или Vмакс.
Uмакс или Uмакс
U1макс
Входной ток
Максимальный ток
Максимальный ток
А макс.
I макс
I1max
Обратите внимание, что вариант 5 в обоих случаях имеет обозначение 1max. Это имя конкретно указывает на основную входную мощность.
I2 или I2max означает выходную мощность.
Номинал I1max уже настроен на импульсную или пусковую мощность. Если вы рассчитываете с помощью I1max, у вас уже есть максимальная стартовая мощность БЕЗ необходимости добавлять 30 процентов.
Еще один блок, который иногда можно увидеть на генераторе для сварщиков, — это киловольт-ампер или кВА.
Для данного устройства 1000 вольт x 1 ампер = 1 кВА , то же, что 1 киловатт (кВт).
Помните: Вольты x Амперы = Ватты
Поскольку 1 кВА = 1 кВт , генератор, производящий 6 кВА пиковой мощности, также имеет номинальную мощность 6 кВт.
Различия в источниках питания между инверторами и трансформаторами
Одним из важных вариантов выбора является то, питается ли ваш сварочный аппарат от трансформатора или является инверторным сварочным аппаратом. Это важно, потому что у генераторов для сварщиков есть качество, называемое «грязной мощностью».
«Грязная мощность» означает небольшие и повторяющиеся колебания уровня мощности при работе двигателя.
Эти колебания мощности называются «гармоническими искажениями» и измеряются в единицах полного гармонического искажения или THD. Он представлен в процентах, например, «5 процентов THD».
Сварщики с питанием от трансформатора вполне прощают грязную энергию от генератора. Почти любой современный генератор может привести в действие сварочный аппарат с трансформаторным питанием.
Проблема с машинами с инверторным питанием. Обычно называемые сварочными аппаратами IGBT и MOSFET, они имеют проблемы с грязным питанием, поскольку их схемы управления легко повреждаются гармоническими искажениями в источнике питания.
Не вдаваясь в технические подробности, в этих конструкциях используются конденсаторы для фильтрации искажений и сглаживания напряжения питания. Еще одним преимуществом инверторной мощности является то, что сам сварочный аппарат может быть легче.
Многие современные генераторы снабжены инверторными фильтрами, что делает их безопасными для сварщиков с инверторным питанием.
Если у вас есть сварочный аппарат с трансформаторным питанием, THD не является проблемой, но если вы хотите запустить компьютер, что-либо цифровое, сварочный аппарат с IGBT или MOSFET, вам необходимо, чтобы THD был ниже 6 процентов.
Подробнее о инверторных и трансформаторных сварочных аппаратах читайте здесь.
Другие факторы, влияющие на ваш выбор
Проблемы высокогорья
На больших высотах меньше кислорода. Бензиновые, дизельные и пропановые двигатели работают менее эффективно, производя меньшую мощность. Ваш сварочный генератор будет производить меньше энергии на больших высотах, чем на уровне моря. Производители генераторов советуют планировать потери мощности в размере 3,5% на каждые 1000 футов подъема.
В зависимости от высоты она может быть едва заметной, а может быть и намного меньшей мощности. Производители генераторов предлагают в помощь высотные комплекты.
Дополнительные инструменты и оборудование
Если вам необходимо использовать дополнительные инструменты, такие как пилы, шлифовальные машины, дрели и т. п., вам необходимо добавить к мощности как минимум еще 2000 Вт, поскольку многие шлифовальные машины и сабельные пилы потребляют до 1800 Вт для работать.
Также обратите внимание на вентиляторы, обогреватели и освещение. На самом деле может быть дешевле купить меньший генератор для этих принадлежностей, чем один большой, чтобы работать как со сварочным аппаратом, так и с дополнительными инструментами.
Вот неполный список распространенных устройств и их требования к питанию:
Прибор
Рабочие Вт
Пусковая мощность
Вт
Кофеварка
1750
0
Микроволновая печь 625 Вт
625
800
Одиночная лампа CFL мощностью 60 Вт, эквивалентная
Это время, в течение которого генератор может работать на полную мощность с полным баком топлива. Некоторые могут работать до 8-10 часов, в то время как некоторые большие генераторы могут работать только пару часов между заправками, если они усердно работают.
Шум
Генераторы громкие, хотя обычно не такие громкие, как некоторые инструменты и транспортные средства. Также следует учитывать выхлопные газы, поскольку существует опасность угарного газа. Вы не можете безопасно поместить генератор внутрь, и на всех них есть этикетки, предупреждающие вас не делать этого.
Убедитесь, что он хорошо проветривается, защищен от столкновений или падающих предметов, шнуры могут безопасно добраться до рабочей зоны, а шум не будет проблемой там, где он находится.
Проверьте уровень громкости в дБ, чтобы узнать, насколько он громкий. Все, что больше 90 дБ вреден для слуха. 120 децибел и выше эквивалентны буквально оглушающим звукам, таким как дрэг-рейсеры, артиллерия, реактивный самолет и охотничьи ружья.
Размещение
В этой таблице приведены некоторые рекомендации национальных производителей электрооборудования (NEMA) по длине удлинительного шнура. По возможности подключайте устройства непосредственно к генератору.
Ваша кофеварка может варить, пока вы не сделаете перерыв, затем вы сможете налить чашку, как только подойдете и выключите генератор.
Общая мощность
Шнур 10 калибра
Шнур 12 калибра
Шнур 14 калибра
Шнур 16 калибра
2400
250 футов
150 футов
100 футов
75 футов
4800
125 футов
75 футов
50 футов
25 футов
7 200
60 футов
35 футов
25 футов
10 футов
9 600
30 футов
15 футов
10 футов
0
12 000
15 футов
0
0
0
Генераторы с рабочей мощностью 4 кВт и более могут легко весить более двухсот фунтов. Комплекты колес, ручки в стиле тачки и подъемные тюки для крюков — все это элементы, которые значительно облегчают установку такого тяжелого оборудования.
Связанные : Провода какого размера для удлинителей сварочного аппарата?
Таблица размеров генератора для сварщиков
Вот краткая справочная таблица, которую я составил, чтобы дать вам представление о том, какой размер генератора вам нужен, в зависимости от текущего уровня вашего сварщика.
Текущий уровень сварщика
Минимальный размер генератора
Рекомендуемый размер генератора
До 160 А
7ква 0р 7000 ватт
8000+ Вт
180–200 А
8 кВА или 8000 Вт
10 000+ Вт
210-250А
13 кВА или 13 000 Вт
15 000+ ватт
Лучшие генераторы для сварщиков
Я возьму здесь мощные портативные генераторы.
Вы не хотите, чтобы ваш генератор работал слишком усердно, работая на полную мощность. На вашей новой силовой установке легче, если она не тяжело дышит, чтобы выполнить работу.
Более чистая и стабильная мощность, меньший износ и более длительный срок службы — это вознаграждение за небольшие дополнительные инвестиции.
По этой причине я бы не опускался ниже 7000 ватт.
Модель
Чемпион 9375
ДуроМакс XP12000EH
Силовая лошадка 9000ES
Рабочие Вт
7 500
9 500
7 250
Пусковая мощность
9 375
12 000
9000
Вес
224 фунта
224 фунта
209 фунтов
Двигатель
Чемпион 420cc
DuroMax 18 л.с.
Дх520 12,2 л.с.
IGBT-безопасный
Нет (8-16% THD)
Нет (12 % THD)
Да
Розетки
– 120/240В 30А с замком (L14-30R) – (2) УЗО 120 В (5-20R), – 120/240 В 50 А (14-50R)
– (2) бытовых розетки 120 В GFCI – (1) розетка 120 В 30 А с поворотным замком – (1) розетка 240 В 30 А – (1) розетка 240 В 50 А
9 часов при 1/2 нагрузки 5 часов. при полной нагрузке
9,6 часов при 1/2 нагрузке 5,7 ч при полной нагрузке
Уровень шума
74 дБ
74 дБ
98 дБ
Дополнительно
Электростартер, комплект колес, счетчик моточасов
Электрический стартер, двухтопливный, комплект колес, зарядное устройство 12 В
Электростартер, двухтопливный, комплект колес, отсечка при низком уровне масла
Где купить
Северный инструмент
Амазонка
Северный инструмент
Лучшие инверторные генераторы для сварщиков
Инверторный генератор специально разработан для питания чувствительного оборудования, такого как цифровые устройства, компьютеры и сварочные аппараты IGBT/MOSFET.
Если в вашем магазине есть что-то, вы никогда не должны быть дешевыми; это ваш инверторный генератор. Наберитесь терпения и накопите на следующий больший размер.
«Я действительно хотел бы иметь меньше силы. Это было бы прекрасно!»
– (1) Блокируемая розетка 120/240 В 30 А (L14-30R) – (4) 120 В 20 А бытовых розеток с защитой GFCI (5-20R) – 12 В постоянного тока автомобильный
– (4) бытовые розетки GFCI 120 В, – (1) розетки 120/240 В 30 А с замком
Время работы
16 часов. при нагрузке 1/4
10,5 часов
9 часов. при 1/2 нагрузки
Уровень шума
55 дБ
72 дБ
Нет рейтинга
Дополнительно
Электростартер, комплект колес, отсечка при низком уровне масла, цифровая система мониторинга, зарядка через USB, подключение к другому генератору
Электростартер, комплект колес, легкий и компактный
Электростартер, комплект колес, счетчик моточасов, Bluetooth InfoHub, монитор CO/отключение
Где купить
Северный инструмент (бесплатная доставка)
Амазонка
Амазонка
Часто задаваемые вопросы о генераторах для сварщиков
Будет ли работать сварочный аппарат от генератора на 3000 Вт?
В примере с Titanium мы обнаружили, что он может потреблять 140 ампер при мощности 2800 Вт. Таким образом, если машина рассчитана на мощность 3000 Вт (а не на пиковую мощность 3000), она может работать с большинством небольших 120-вольтовых сварочных аппаратов при токе менее 120 ампер. Тем не менее, он будет работать на полную мощность все время.
Будет ли работать сварочный аппарат от генератора на 5000 Вт?
Вы можете работать до 180-200 ампер на 240-вольтовом генераторе, рассчитанном на 5000 рабочих ватт и 6000 начальных ватт, но он будет проводить много времени на высоких оборотах. Генератор с пиковой мощностью 5000 ватт будет ограничен сварочным аппаратом на 120 вольт на 140 ампер при работе на полную мощность.
Какой размер генератора для сварочного аппарата на 220 В?
Недостаточно информации для ответа на этот вопрос. Вам нужно знать входную мощность сварочного аппарата на 220 В, чтобы определить необходимый вам размер генератора.
Входное напряжение x Входной ток = Входная мощность в ваттах
Помимо того, что он подключается к сети 220 вольт, вам также необходимо знать входной ТОК для этого сварочного аппарата.
Например, если в руководстве или на этикетке указано, что сварочному аппарату требуется входной ток 32 ампера, вам нужен генератор мощностью 7040 рабочих ватт и 9100 пиковых ватт.
Можно ли запустить сварочный аппарат на генераторе?
Короткий ответ: да, если выходная мощность генератора соответствует потребностям вашего сварочного аппарата.
Завершение: Освободите себя и сварите снаружи
Каждый мастер и сварщик достигает точки, когда для дальнейшего совершенствования навыков требуются новые серьезные испытания. Сварка на открытом воздухе или изолированная сварка может быть именно тем, что вам нужно.
Пора выйти из мастерской на свежий воздух со своим сварщиком. Эти генераторы предлагают способы расширить ваши возможности по ремонту и изготовлению таким образом, который просто невозможен в противном случае.
Связанное чтение : Лучший сварочный аппарат с приводом от двигателя -high-altitude-use/
10 СПОСОБОВ ВЫБОРА ПОДХОДЯЩЕГО СВАРОЧНОГО АППАРАТА ДЛЯ ВАШЕГО СЛЕДУЮЩЕГО ПРОЕКТА
Вот 10 способов выбрать правильный сварочный аппарат для вашего следующего проекта в 2020 году.
В мире растущей автоматизации и технологий сварка по-прежнему является одной из профессий, где человек, стоящий за аппаратом, важнее, чем сам аппарат . Тем не менее, покупка подходящего сварочного аппарата может значительно сэкономить ваше время и деньги, а также повысить простоту использования и качество. Но как решить, какой сварочный аппарат подходит именно вам?
1. Определите свой процесс
Сварка — чрезвычайно полезный навык, даже если вы не профессионал. Те, кто только начинает, могут захотеть найти простой в использовании сварочный аппарат, который не опустошит их кошелек. Если это ваш случай, сварочный аппарат MIG отлично подходит по двум основным причинам. Во-первых, это самый простой в освоении процесс сварки, а во-вторых, он позволяет работать с различными металлами.
Другим сварочным процессом для начинающих или опытных сварщиков является сварка электродом. Это немного более снисходительно, чем MIG, но требует больше навыков. Он также отлично подходит для ремонта и сварки в полевых условиях.
Если вас не пугают крутые кривые обучения или вы планируете стать сварщиком на полный рабочий день (или работать с такими металлами, как алюминий, в качестве хобби), вам следует начать со сварщика TIG.
Связанный: Узнайте больше о различных процессах сварки.
2. С каким металлом вы будете работать?
Прежде чем выбрать станок, спросите себя: «С каким металлом я буду работать?»
Если ответом является сталь , нержавеющая сталь, или чугун , с которым вы будете работать, аппарат для сварки электродом прекрасно справится с этой работой.
Если ваша работа включает в себя сварку алюминиевых сплавов, меди и латуни наряду с вышеупомянутыми металлами, сварочный аппарат MIG будет правильным выбором.
Однако, если вы хотите максимальной гибкости, приобретите сварочный аппарат TIG, с помощью которого вы сможете работать со всем, что упомянуто выше (за исключением чугуна), а также с хромомолибденом (сталь, легированная хромом, также известная как сталь 41xx) и реже. металлов, таких как сплавы титана и магния.
3. Выбор на основе срочности (рабочий цикл)
Различные сварочные аппараты имеют разную мощность для непрерывной сварки – это известно как рабочий цикл . Измеряется в минутах, и каждой машине присваивается рейтинг. Например, сварщик с 9При рабочем цикле 0 % можно было бы сваривать в течение 9 минут, прежде чем потребовалась бы остановка для охлаждения. Точно так же сварщик с рабочим циклом 70% в течение 7 минут перед тем, как положить его.
Еще две вещи, на которые стоит обратить внимание. Во-первых, если ваша работа требует быстрых оборотов и более жестких сроков, используйте сварочный аппарат с более высоким рабочим циклом. Во-вторых, сварочные аппараты с меньшим рабочим циклом более доступны по цене, и наоборот.
Примечание редактора: После того, как машина завершит один рабочий цикл, ей необходимо дать остыть, иначе вы рискуете повредить внутренние детали или схему жарки.
4. Фиксируйте бюджет
Существуют различные типы сварочных аппаратов, каждый из которых имеет свои особенности. Это означает, что стоимость машин варьируется от 250 до более чем 2000 долларов . Это хорошая идея, чтобы определить, что вам абсолютно необходимо, а затем установить бюджет, прежде чем вы начнете делать покупки.
5. Переменный ток (AC) и постоянный ток (DC)
В источнике питания сварочного аппарата используется переменный или постоянный ток. Машины с переменным током, как правило, дешевле, но имеют меньше электродов на выбор. С другой стороны, постоянный ток обеспечивает более стабильный поток энергии, что позволяет выполнять более глубокие и горячие сварные швы, а также позволяет выбирать из гораздо большего количества электродов. Единственным недостатком блоков питания постоянного тока является то, что они дороже.
6. Портативность и эргономика
Портативность говорит сама за себя. Если ваша работа связана с крупными объектами (автомобилями, велосипедами, большими металлическими рамами), которые нельзя легко перемещать, то более полезным будет сварочный аппарат меньшего размера. Но если ваша работа связана с работой на более мелких объектах, таких как изготовление и ремонт пресс-форм, то подойдут большие сварочные аппараты.
Профессиональные дуговые сварщики ищут правильный баланс между мощностью и портативностью.
Эргономика может определять, насколько комфортно вам будет работать с машиной. Хотя поначалу это может показаться не таким уж большим делом, наличие машины, которая не помещается в ваших руках должным образом, может значительно затруднить рабочий процесс.
7. Варианты источника питания
Если на вашем рабочем месте есть розетки, вы можете выбрать один из трех вариантов источника питания:
115 В переменного тока: Этот вариант предназначен для домашних пользователей. Если вы планируете сварку на заднем дворе или в гараже, выберите источник питания, рассчитанный на 115 В (варианты ограничены).
220-240 В переменного тока: Это стандартная розетка для более промышленных рабочих мест, а также наиболее распространенный номинал для источников питания в сварочных аппаратах.
Однофазный и трехфазный: Это самый мощный блок питания, для которого требуется три провода вместо двух. Они относительно более энергоэффективны и их можно найти на промышленных складах.
8.
Вы будете работать на улице?
Если вы работаете там, где поблизости нет розеток, вам нужно либо купить сварочный аппарат с приводом от двигателя, либо инвестировать в сварочный генератор.
Кроме того, в ветреную погоду обычные аппараты для сварки MIG становятся неэффективными, что означает, что вам необходимо либо использовать режим порошковой проволоки на вашем аппарате для сварки MIG, либо другой аппарат для прямой сварки с флюсовой проволокой или аппарат для сварки электродом.
9. Взгляните на спецификацию
Спецификация — отличный способ купить нужный сварочный аппарат через Интернет. Размер, рабочий цикл, эффективность и различные другие важные детали можно легко найти в спецификации. Обратите внимание на защиту от тепловой перегрузки и покупайте сварочные аппараты только у которых она есть и на напряжение холостого хода (OSV). OSV — это текущее напряжение, протекающее в машине. Сварщикам стержневой сварки требуется более высокое OCV (около 80 вольт), в то время как большинству сварщиков MIG требуется только 35 вольт.
10. Использование сжатых газов
Наконец, если вы собираетесь купить сварочный аппарат, работающий на сжатых газах, рекомендуется понимать связанные с ним расходы и обязанности.
Во-первых, разные материалы, рабочие процессы и сварочные аппараты используют разные газы (CO2, аргон, кислород, аргон, гелий и т. д.) и могут потребовать дополнительного защитного газа. Во-вторых, вам нужно найти место, где вы можете купить и пополнить свои запасы бензина. В-третьих, хранение и транспортировка многих из этих газов опасны и требуют большой ответственности. Наконец, если вы новичок, возможно, стоит держаться подальше от сжатых газов.
Вот и все — 10 способов выбрать правильный сварочный аппарат для вашего следующего проекта. Поначалу это может показаться невыполнимой задачей, но помните, это всего лишь вопрос выяснения ваших потребностей и перехода от них.
Компания Forney Industries благодарит Тони Касереса из ProWelding.org за написание этой статьи!
WELDING MADE EASY™
Чтобы просмотреть список 10 лучших сварочных продуктов Forney от ACMETools.
 В некоторых случаях применения, подпадающих под действие директивы RoHS, требование к использованию бессвинцовых сплавов отменяется, поскольку требования к температуре оплавления могут быть выполнены только с помощью припойных сплавов с высоким содержанием свинца, которые не соответствуют нормам RoHS.
В некоторых случаях применения, подпадающих под действие директивы RoHS, требование к использованию бессвинцовых сплавов отменяется, поскольку требования к температуре оплавления могут быть выполнены только с помощью припойных сплавов с высоким содержанием свинца, которые не соответствуют нормам RoHS. * Эвтектический – солидус и ликвидус равны ** MP – точка плавления
* Эвтектический – солидус и ликвидус равны ** MP – точка плавления
 65 / 0.025
65 / 0.025
 Классификация IPC — ROL0. Остаток канифоли твердый, не вызывает коррозию, не проводит ток и может быть оставлен на поверхности. Остаток может быть удален с помощью подходящего растворителя.
Классификация IPC — ROL0. Остаток канифоли твердый, не вызывает коррозию, не проводит ток и может быть оставлен на поверхности. Остаток может быть удален с помощью подходящего растворителя. Обычная классификация IPC — ROL0, ROL1, ROM0 или ROM1. Остаток канифольного среднеактивированного флюса прозрачный и мягкий. Большинство из них не вызывают коррозию и не проводят ток. Многие канифольные среднеактивированные флюсы проходят тестирование SIR как флюс, не требующий отмывки. Остаток может быть удален с помощью подходящего растворителя.
Обычная классификация IPC — ROL0, ROL1, ROM0 или ROM1. Остаток канифольного среднеактивированного флюса прозрачный и мягкий. Большинство из них не вызывают коррозию и не проводят ток. Многие канифольные среднеактивированные флюсы проходят тестирование SIR как флюс, не требующий отмывки. Остаток может быть удален с помощью подходящего растворителя.
 Определение особых характеристик
Определение особых характеристик Эти составы подходят для устранения зазоров, заполнения отверстий и пайки соединений на вертикальных поверхностях.
Эти составы подходят для устранения зазоров, заполнения отверстий и пайки соединений на вертикальных поверхностях. Для обеспечения соответствия очень низким ограничениям уровня образования пустот, применяемым к сборкам Класса 3, требуется паяльная паста с низким уровнем образования пустот.
Для обеспечения соответствия очень низким ограничениям уровня образования пустот, применяемым к сборкам Класса 3, требуется паяльная паста с низким уровнем образования пустот. 8мм с флюсом, катушка 50г DB
8мм с флюсом, катушка 50г DB 40 грн
40 грн 3мм с флюсом, катушка 50г JINHU HS
3мм с флюсом, катушка 50г JINHU HS Киев
Киев 8 мм с флюсом, проволока 100г
8 мм с флюсом, проволока 100г


 SRA Продукты для пайки Канифольная паста Флюс
SRA Продукты для пайки Канифольная паста Флюс  Паяльная флюсовая паста La-Co
Паяльная флюсовая паста La-Co  Паяльная паста Delcast Rosin
Паяльная паста Delcast Rosin  Флюс-паста MG Chemicals Rosin Flux Paste
Флюс-паста MG Chemicals Rosin Flux Paste  схемы.
схемы. для электроники.
для электроники. Баночки с флюсом для припоя Romeda
Баночки с флюсом для припоя Romeda  Флюс-паста для канифоли от Thermaltronics
Флюс-паста для канифоли от Thermaltronics  Флюс Rectorseal Paste Flux
Флюс Rectorseal Paste Flux  Паяльная паста CAIG LABS Rosin Flux
Паяльная паста CAIG LABS Rosin Flux  Но чтобы ваши электрические соединения оставались функциональными в течение длительного времени и не подвергались окислению, вам следует подумать об использовании одного из лучших флюсов для пайки электроники, о котором говорилось выше.
Но чтобы ваши электрические соединения оставались функциональными в течение длительного времени и не подвергались окислению, вам следует подумать об использовании одного из лучших флюсов для пайки электроники, о котором говорилось выше. Тем не менее, те из вас, кто хочет что-то более идеальное для тяжелых условий эксплуатации, могут также найти большие упаковки по 4 унции или даже 16 унций при покупке паяльного флюса.
Тем не менее, те из вас, кто хочет что-то более идеальное для тяжелых условий эксплуатации, могут также найти большие упаковки по 4 унции или даже 16 унций при покупке паяльного флюса. Даже если вы используете свой флюс для пайки через долгое время, он, скорее всего, будет работать нормально.
Даже если вы используете свой флюс для пайки через долгое время, он, скорее всего, будет работать нормально. Несмотря на то, что это самый дешевый флюс в этом списке, он по-прежнему предлагает приличное количество 1,7637 унции. И в отличие от других дешевых паяльных флюсов на рынке, этот также предлагает 1 год 9.0010
Несмотря на то, что это самый дешевый флюс в этом списке, он по-прежнему предлагает приличное количество 1,7637 унции. И в отличие от других дешевых паяльных флюсов на рынке, этот также предлагает 1 год 9.0010 Я выбрал эти флюсы с самым высоким рейтингом, чтобы помочь вам выбрать наиболее подходящий для удовлетворения потребностей вашего проекта.
Я выбрал эти флюсы с самым высоким рейтингом, чтобы помочь вам выбрать наиболее подходящий для удовлетворения потребностей вашего проекта. Не требует очистки. Сделано в США.
Не требует очистки. Сделано в США. Здесь вы можете найти лучший флюс для пайки электроники, отобранный после нескольких часов исследования продукта, тестирования и анализа.
Здесь вы можете найти лучший флюс для пайки электроники, отобранный после нескольких часов исследования продукта, тестирования и анализа. Вот почему я люблю и рекомендую SRA Soldering для пайки электроники. Мне это нравится, потому что идеально подходит для ремонта электронных продуктов. Некоторые из основных моментов, которые я заметил, требуют минимальной очистки поверхности после пайки. Мне он также нравится, потому что его диапазоны рабочих температур довольно хороши.
Вот почему я люблю и рекомендую SRA Soldering для пайки электроники. Мне это нравится, потому что идеально подходит для ремонта электронных продуктов. Некоторые из основных моментов, которые я заметил, требуют минимальной очистки поверхности после пайки. Мне он также нравится, потому что его диапазоны рабочих температур довольно хороши.

 Это водорастворимая паста, соответствующая отраслевым стандартам. Этот паяльный флюс обладает множеством дополнительных функций и является лучшим припоем для пайки меди и латуни. Он также рекомендуется для других расширенных приложений.
Это водорастворимая паста, соответствующая отраслевым стандартам. Этот паяльный флюс обладает множеством дополнительных функций и является лучшим припоем для пайки меди и латуни. Он также рекомендуется для других расширенных приложений.

 Это также широко признано пользователями всех уровней опыта.
Это также широко признано пользователями всех уровней опыта.
 Это также жизненно важно при ремонте и устранении неисправностей общего ремонта электроники.
Это также жизненно важно при ремонте и устранении неисправностей общего ремонта электроники.
 Я рассмотрел несколько ключевых факторов при рассмотрении лучших вариантов. Факторами являются цена, простота использования, а также отзывы и отзывы клиентов. Я проанализировал несколько онлайн-обзоров с помощью автоматизированных инструментов искусственного интеллекта. Вот как я помогу вам найти лучший флюс для пайки электроники.
Я рассмотрел несколько ключевых факторов при рассмотрении лучших вариантов. Факторами являются цена, простота использования, а также отзывы и отзывы клиентов. Я проанализировал несколько онлайн-обзоров с помощью автоматизированных инструментов искусственного интеллекта. Вот как я помогу вам найти лучший флюс для пайки электроники.
 (R) типы канифольных флюсов используются для продажи медной проволоки, печатных плат, полупроводников и других работ по ручной пайке.
(R) типы канифольных флюсов используются для продажи медной проволоки, печатных плат, полупроводников и других работ по ручной пайке. В Европе многие компании сочли электронику с канифольным флюсом (R и RMA) нечистой и не очищали ее, поскольку без очистки она не вызывает проблем с надежностью (особенно если она не содержит галогенидов). После запрета на фреоны флюсы No-Clean стали более распространенными во всем мире, чем флюсы, требующие очистки.
В Европе многие компании сочли электронику с канифольным флюсом (R и RMA) нечистой и не очищали ее, поскольку без очистки она не вызывает проблем с надежностью (особенно если она не содержит галогенидов). После запрета на фреоны флюсы No-Clean стали более распространенными во всем мире, чем флюсы, требующие очистки.

 Чаще всего погружной блок устанавливается с использованием того же интерфейса, что и фидеры компонентов.
Чаще всего погружной блок устанавливается с использованием того же интерфейса, что и фидеры компонентов.

 1 м2
1 м2 16 м2
16 м2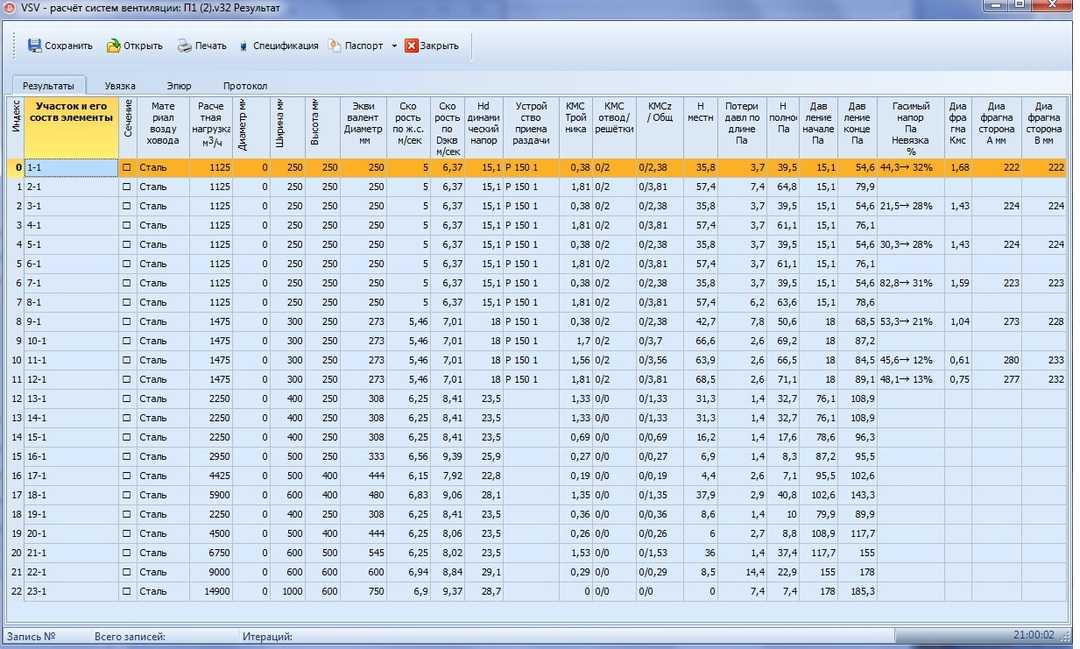
 28 м2
28 м2 4 м2
4 м2 56 м2
56 м2 64 м2
64 м2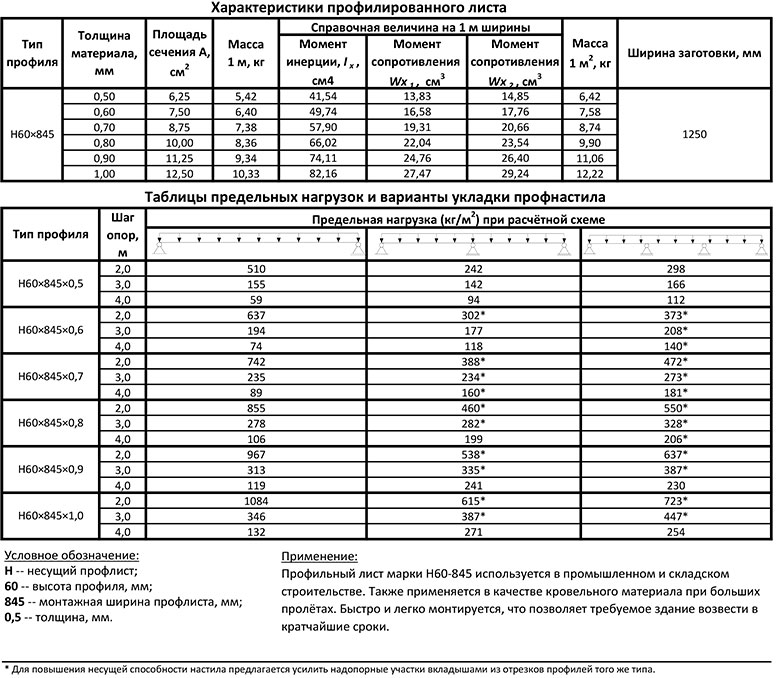 1 м2
1 м2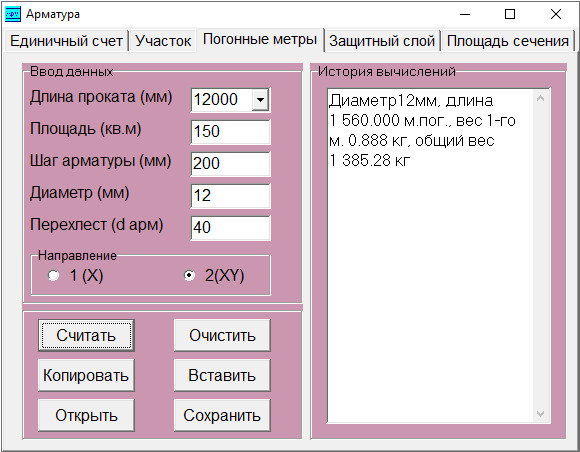 Для этого нужно учитывать форму:
Для этого нужно учитывать форму: Часто такие ЖБИ встречаются в квартирах. Измерить их параметры тяжело. Для этого при помощи гибкой измерительной ленты определяют длину окружности Lo. Протяженность берется из значения высоты этажа Hэ. Тогда S будет равна:
Часто такие ЖБИ встречаются в квартирах. Измерить их параметры тяжело. Для этого при помощи гибкой измерительной ленты определяют длину окружности Lo. Протяженность берется из значения высоты этажа Hэ. Тогда S будет равна: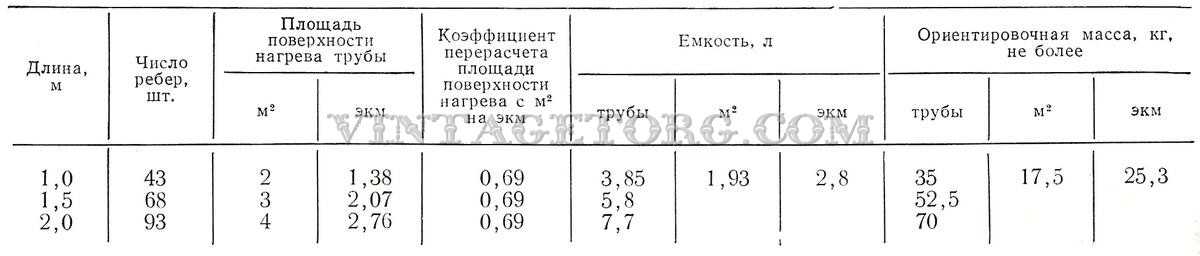 Если изделие развернуть, то получится трапеция. Исходя из расчета S равнобедренной трапеции по основаниям, можно получить этот параметр для конусообразной трубы.
Если изделие развернуть, то получится трапеция. Исходя из расчета S равнобедренной трапеции по основаниям, можно получить этот параметр для конусообразной трубы.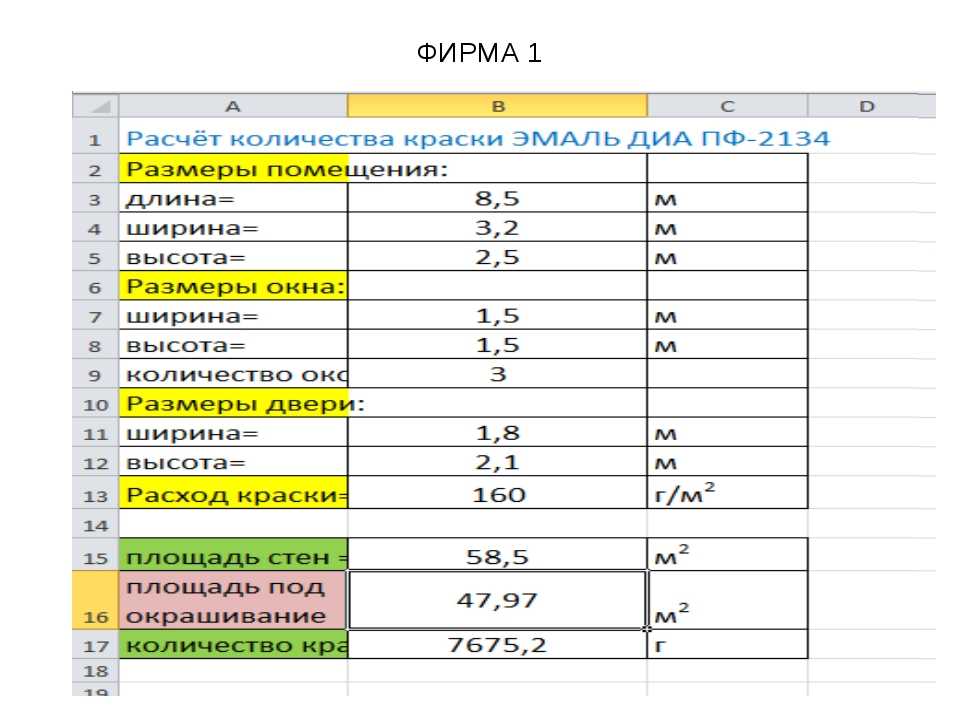 В итоге формула для гофрированной части равна:
В итоге формула для гофрированной части равна: 10 /19
10 /19 
 7854 d i 2 (6)
7854 d i 2 (6)  178
178 70
70 д.
д. ..
.. различные единицы измерения
различные единицы измерения .
.
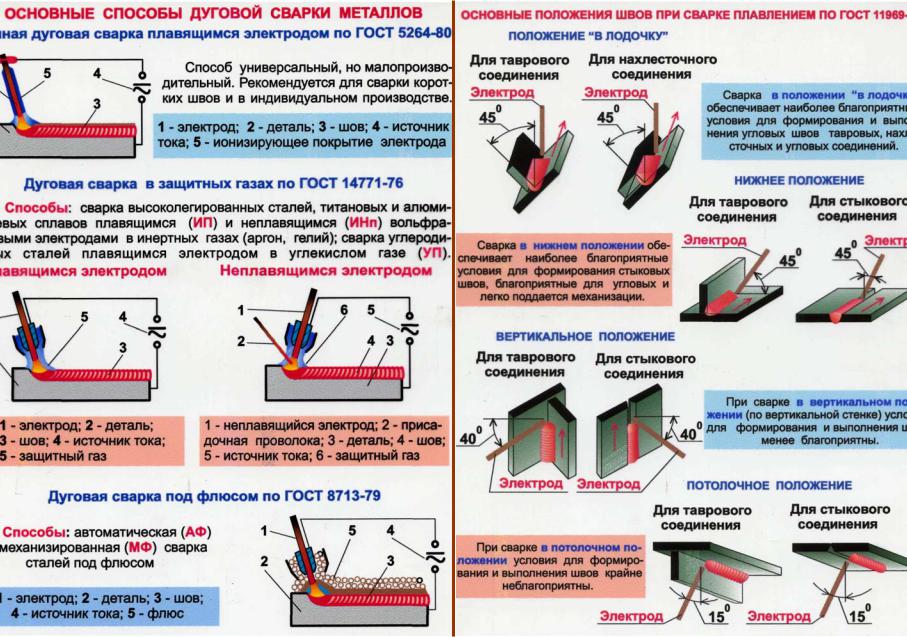


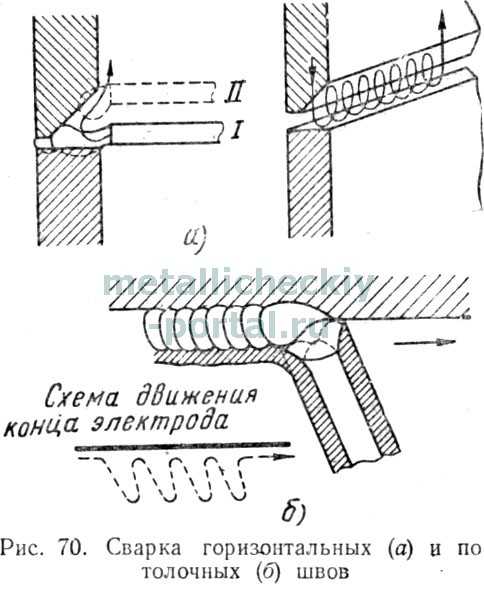 Такие уроки сварки для начинающих помогут быстрее разобраться в том, как научиться варить сваркой. Наглядные уроки сварки окажут неоценимую услугу в том, как научиться самостоятельно сварке.
Такие уроки сварки для начинающих помогут быстрее разобраться в том, как научиться варить сваркой. Наглядные уроки сварки окажут неоценимую услугу в том, как научиться самостоятельно сварке. Среди наиболее часто встречающихся и в то же время полезных выделим следующие:
Среди наиболее часто встречающихся и в то же время полезных выделим следующие: Электрод чаще прилипает к металлу, дуга быстро пропадает, и шлака образуется куда больше. Так что наличие опции работы от генератора является важным параметров выбора сварочного аппарата.
Электрод чаще прилипает к металлу, дуга быстро пропадает, и шлака образуется куда больше. Так что наличие опции работы от генератора является важным параметров выбора сварочного аппарата. com/embed/rBsaPS6l_XU?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
com/embed/rBsaPS6l_XU?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>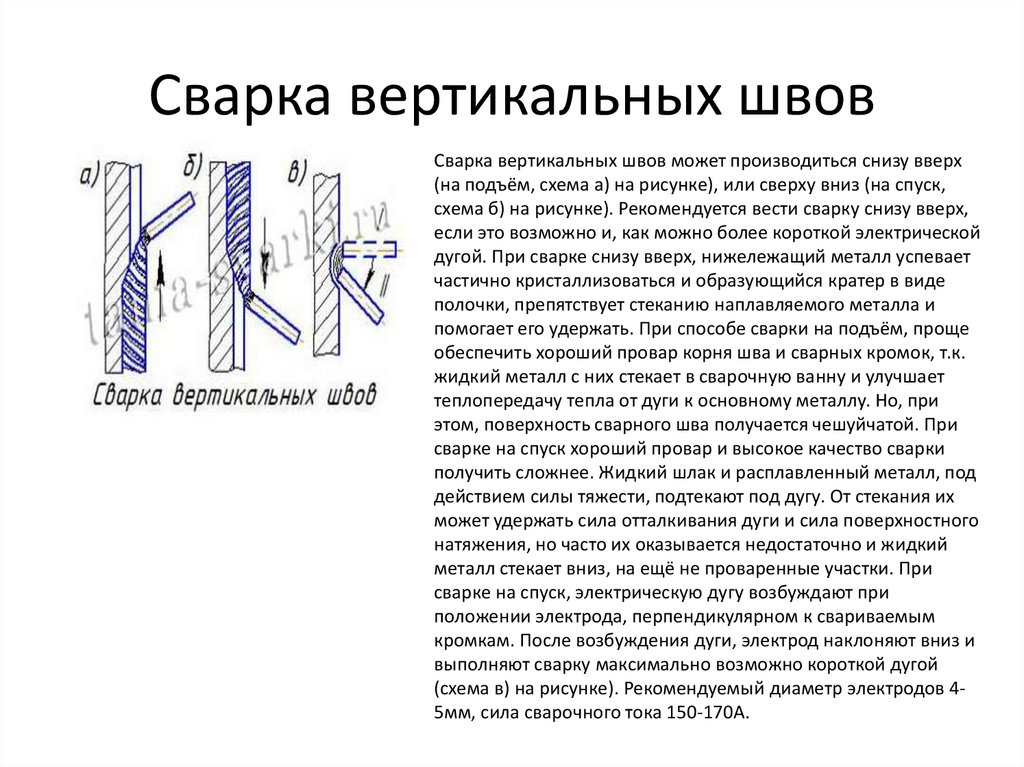 Зато при занятиях группой имеется возможность услышать разбор ошибок своих сокурсников и таким образом приобрести дополнительные знания.
Зато при занятиях группой имеется возможность услышать разбор ошибок своих сокурсников и таким образом приобрести дополнительные знания. Необходимой принадлежностью является маска, которая защитит от возможного попадания искр на лицо, шею и глаза и появления ожогов.
Необходимой принадлежностью является маска, которая защитит от возможного попадания искр на лицо, шею и глаза и появления ожогов.
 Здесь мы углубимся в то, как работает сварка MIG, и в преимуществах ее использования для изготовления и ремонта.
Здесь мы углубимся в то, как работает сварка MIG, и в преимуществах ее использования для изготовления и ремонта.
 Сварочный аппарат MIG представляет собой сварочный аппарат с подачей проволоки, в котором материал, используемый для создания сварного шва, хранится на катушке внутри аппарата. Наконечник сварочного аппарата становится анодом электрического заряда большой силы тока, заземляя рабочую поверхность и сварочный аппарат. Когда проволока проходит через сварочный пистолет, спусковой крючок плавит проволоку и сплавляет ее с основным материалом. Вы можете регулировать скорость подачи расходуемого материала проволоки и давление инертного газа, чтобы лучше контролировать сварные швы.
Сварочный аппарат MIG представляет собой сварочный аппарат с подачей проволоки, в котором материал, используемый для создания сварного шва, хранится на катушке внутри аппарата. Наконечник сварочного аппарата становится анодом электрического заряда большой силы тока, заземляя рабочую поверхность и сварочный аппарат. Когда проволока проходит через сварочный пистолет, спусковой крючок плавит проволоку и сплавляет ее с основным материалом. Вы можете регулировать скорость подачи расходуемого материала проволоки и давление инертного газа, чтобы лучше контролировать сварные швы. В этом методе используется только защитный газ CO2, и при сварке может образовываться больше брызг.
В этом методе используется только защитный газ CO2, и при сварке может образовываться больше брызг.
 Убедитесь, что вы готовы, прежде чем начать учиться сварке. Мы рекомендуем учиться у профессионального сварщика в классе, когда вы только начинаете. Каждую неделю Crucible предлагает новые занятия по сварке.
Убедитесь, что вы готовы, прежде чем начать учиться сварке. Мы рекомендуем учиться у профессионального сварщика в классе, когда вы только начинаете. Каждую неделю Crucible предлагает новые занятия по сварке. Некоторые средние школы и общественные колледжи предлагают профессиональные программы. Основная сертификация, которую потребуют работодатели, — это сдача базового теста сертифицированного сварщика Американского общества сварщиков, который вы можете пройти в любом аккредитованном испытательном центре.
Некоторые средние школы и общественные колледжи предлагают профессиональные программы. Основная сертификация, которую потребуют работодатели, — это сдача базового теста сертифицированного сварщика Американского общества сварщиков, который вы можете пройти в любом аккредитованном испытательном центре.
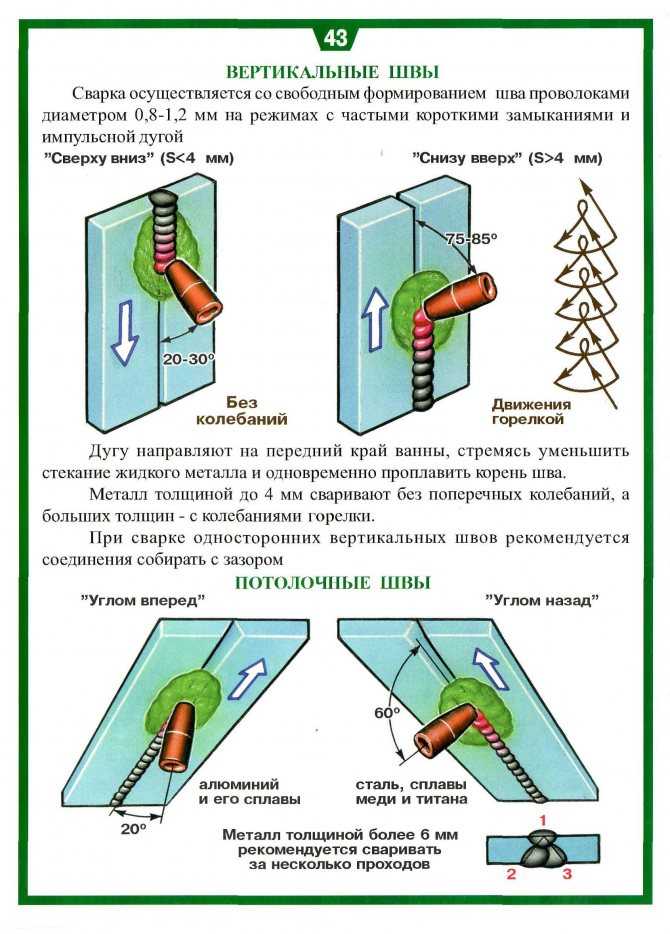 Учащиеся могут изучить различные возможности кислородно-ацетиленовой сварки, электродуговой сварки, MIG и TIG. У вас будет возможность попробовать все четыре, чтобы понять, какой тип сварки наиболее подходит для проектов, которые вы хотите выполнить.
Учащиеся могут изучить различные возможности кислородно-ацетиленовой сварки, электродуговой сварки, MIG и TIG. У вас будет возможность попробовать все четыре, чтобы понять, какой тип сварки наиболее подходит для проектов, которые вы хотите выполнить.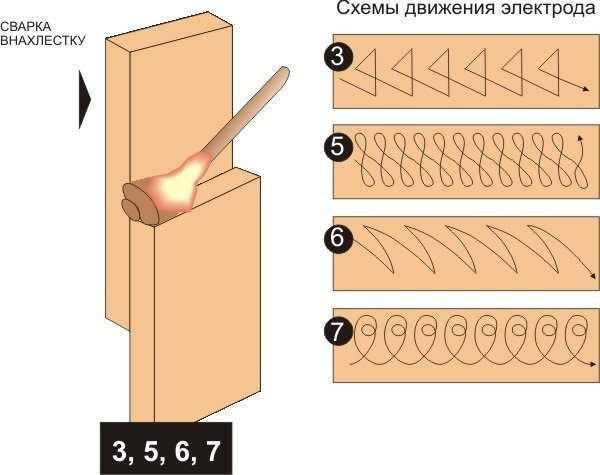 Квалифицированный инструктор поможет вам спланировать ваш проект и оценить его на предмет осуществимости и стоимости.
Квалифицированный инструктор поможет вам спланировать ваш проект и оценить его на предмет осуществимости и стоимости. Тем не менее, можно научиться сварке дома с помощью видео и онлайн-уроков, при этом нужно много практиковаться. Если у вас есть безопасное, хорошо проветриваемое помещение, например гараж, для установки сварочного цеха, вы можете сваривать дома с помощью сварочного аппарата с подачей проволоки, который использует обычный бытовой электрический ток.
Тем не менее, можно научиться сварке дома с помощью видео и онлайн-уроков, при этом нужно много практиковаться. Если у вас есть безопасное, хорошо проветриваемое помещение, например гараж, для установки сварочного цеха, вы можете сваривать дома с помощью сварочного аппарата с подачей проволоки, который использует обычный бытовой электрический ток.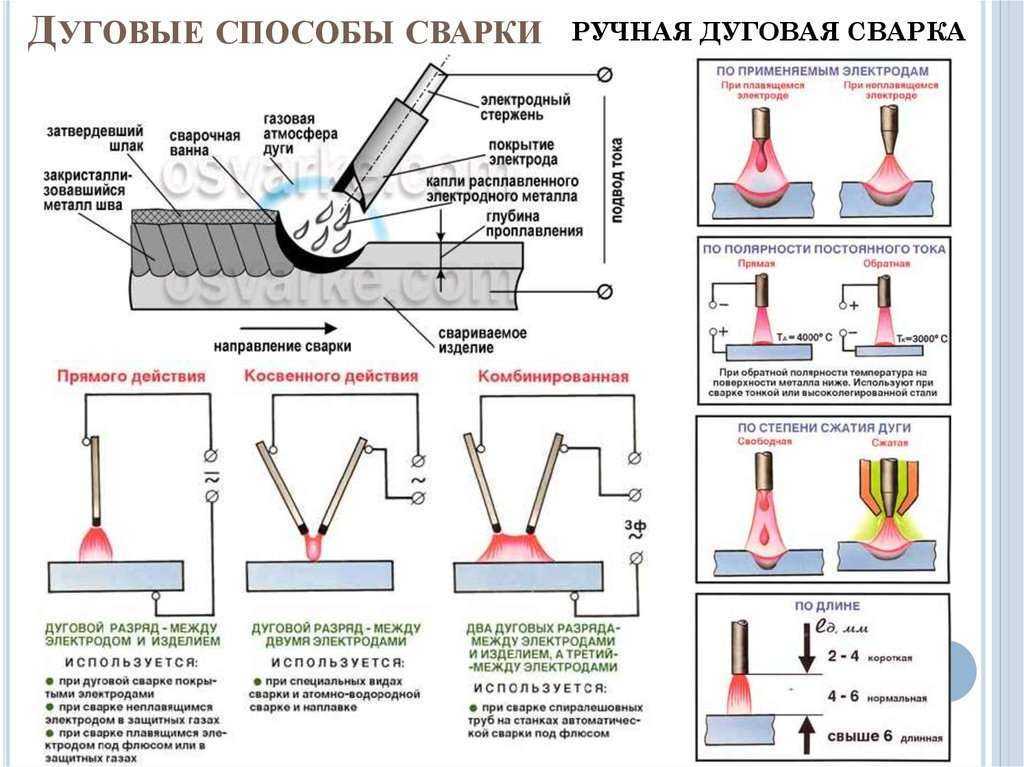 Самый прочный сварной шов зависит от типа металла, толщины материала и ожидаемой весовой нагрузки на сварной шов. Сварка TIG обеспечивает самые чистые сварные швы в обычных условиях, потому что большее количество присадочного металла попадает непосредственно в соединение и производит меньше брызг. Он также идеально подходит для более тонких материалов, требующих более точных сварных швов. Сварка MIG обеспечивает наиболее стабильные сварные швы и является самым простым типом сварки для начинающих. Сварка под флюсом создает самые прочные сварные швы в более толстых материалах. Проволока с флюсовой сердцевиной позволяет сварному шву остывать медленнее, что создает более прочное и стабильное сварное соединение.
Самый прочный сварной шов зависит от типа металла, толщины материала и ожидаемой весовой нагрузки на сварной шов. Сварка TIG обеспечивает самые чистые сварные швы в обычных условиях, потому что большее количество присадочного металла попадает непосредственно в соединение и производит меньше брызг. Он также идеально подходит для более тонких материалов, требующих более точных сварных швов. Сварка MIG обеспечивает наиболее стабильные сварные швы и является самым простым типом сварки для начинающих. Сварка под флюсом создает самые прочные сварные швы в более толстых материалах. Проволока с флюсовой сердцевиной позволяет сварному шву остывать медленнее, что создает более прочное и стабильное сварное соединение. Командирующие промышленные сварщики труб зарабатывают до 185 000 долларов в год, а подводные сварщики могут зарабатывать более 200 000 долларов в год.
Командирующие промышленные сварщики труб зарабатывают до 185 000 долларов в год, а подводные сварщики могут зарабатывать более 200 000 долларов в год. …
… После базового ознакомления со сваркой металлов в среде инертного газа (MIG) плазменная…
После базового ознакомления со сваркой металлов в среде инертного газа (MIG) плазменная… После базового ознакомления со сваркой электродом попробуйте свои силы в создании…
После базового ознакомления со сваркой электродом попробуйте свои силы в создании… ..
.. Вы узнаете…
Вы узнаете… Во время этого введения учащиеся получат представление о…
Во время этого введения учащиеся получат представление о…






 Одновременное применение препаратов с разными компонентными составляющими запрещено.
Одновременное применение препаратов с разными компонентными составляющими запрещено.
 За счет вещества увеличивается показатель адгезии грунта с краской к металлу, предупреждается распространение коррозии. Очиститель легко проникает в труднодоступные зоны, ослабляет приржавевшие винты, болты, гайки. В составе отсутствуют кислоты с повышенной агрессивностью. Препарат подлежит хранению и транспортировке при температуре до -10 градусов.
За счет вещества увеличивается показатель адгезии грунта с краской к металлу, предупреждается распространение коррозии. Очиститель легко проникает в труднодоступные зоны, ослабляет приржавевшие винты, болты, гайки. В составе отсутствуют кислоты с повышенной агрессивностью. Препарат подлежит хранению и транспортировке при температуре до -10 градусов. Она справляется с проблемой в считанные минуты.
Она справляется с проблемой в считанные минуты.

 В список востребованных аэрозолей входят:
В список востребованных аэрозолей входят: Транспортировка преобразователя с хранением происходит при температурном режиме до -40 градусов.
Транспортировка преобразователя с хранением происходит при температурном режиме до -40 градусов.

 Несмотря на условную безопасность, производители рекомендуют при процедурах пользоваться индивидуальной защитой.
Несмотря на условную безопасность, производители рекомендуют при процедурах пользоваться индивидуальной защитой.
 Такой подход позволит не только устранить следы повреждений, но и предупредит появление посторонних потеков.
Такой подход позволит не только устранить следы повреждений, но и предупредит появление посторонних потеков.




 Для минимизации разложения используются способы, наиболее эффективные в каждом конкретном случае. Они опираются на экономическую целесообразность и направлены на повышающие способности металла противостоять ржавчине. К ним относятся:
Для минимизации разложения используются способы, наиболее эффективные в каждом конкретном случае. Они опираются на экономическую целесообразность и направлены на повышающие способности металла противостоять ржавчине. К ним относятся: Она легко может сформироваться на домашних продуктах: посуде, трубах, смесителях, а также в автомобильных и промышленных деталях. Внешне ржавчина выглядит как буровато-желтые пятна, которые постепенно разрастаются и, если не предпринять решительные меры, могут привести к полному разрушению металла.
Она легко может сформироваться на домашних продуктах: посуде, трубах, смесителях, а также в автомобильных и промышленных деталях. Внешне ржавчина выглядит как буровато-желтые пятна, которые постепенно разрастаются и, если не предпринять решительные меры, могут привести к полному разрушению металла. Своевременно принятые данные меры позволяют максимально замедлить или прекратить процесс ржавления металлов для длительного сохранения термостойкости, однородности состава и заявленной функциональности их качеств.
Своевременно принятые данные меры позволяют максимально замедлить или прекратить процесс ржавления металлов для длительного сохранения термостойкости, однородности состава и заявленной функциональности их качеств. Dry Coat не липкий и не липкий; не притягивает грязь и пыль; не мешает штамповке, шлифовке, резке, сварке; и легко снимается при необходимости.
Dry Coat не липкий и не липкий; не притягивает грязь и пыль; не мешает штамповке, шлифовке, резке, сварке; и легко снимается при необходимости. Для нескольких металлических приложений рекомендуется тестирование для обеспечения совместимости .
Для нескольких металлических приложений рекомендуется тестирование для обеспечения совместимости . 
 Обеспечивает защиту от коррозии в агрессивных средах, таких как содержащиеся в воздухе соли, высокая влажность и высокие температуры.
Обеспечивает защиту от коррозии в агрессивных средах, таких как содержащиеся в воздухе соли, высокая влажность и высокие температуры. Он защищает несколько типов металлов от коррозии на срок до шести месяцев под укрытием.
Он защищает несколько типов металлов от коррозии на срок до шести месяцев под укрытием. нужно. Он защищает несколько типов металлов от коррозии на срок до 6 месяцев под укрытием.
нужно. Он защищает несколько типов металлов от коррозии на срок до 6 месяцев под укрытием. сроки отгрузки и хранения в сочетании с упаковкой ZERUST® VCI. Обратитесь к представителю ZERUST®/EXCOR®, чтобы выбрать наиболее эффективную систему защиты от коррозии для ваших металлических активов.
сроки отгрузки и хранения в сочетании с упаковкой ZERUST® VCI. Обратитесь к представителю ZERUST®/EXCOR®, чтобы выбрать наиболее эффективную систему защиты от коррозии для ваших металлических активов.
 и совместим с большинством более мягких металлов (медь, латунь, бронза и т. д.).
и совместим с большинством более мягких металлов (медь, латунь, бронза и т. д.).
 Кроме того, продукт устойчив к воде и совместим с синтетическим каучуком и пластиком.
Кроме того, продукт устойчив к воде и совместим с синтетическим каучуком и пластиком.
 В зависимости от необходимой продолжительности защиты ZERUST® предлагает несколько составов, чтобы обеспечить наилучшее решение для вашего применения. Обратитесь к представителю ZERUST®/EXCOR®, чтобы выбрать наиболее эффективную систему защиты от коррозии для ваших металлических активов.
В зависимости от необходимой продолжительности защиты ZERUST® предлагает несколько составов, чтобы обеспечить наилучшее решение для вашего применения. Обратитесь к представителю ZERUST®/EXCOR®, чтобы выбрать наиболее эффективную систему защиты от коррозии для ваших металлических активов. Axxanol™ 707C представляет собой масляную присадку с ЛИК, которая обеспечивает защиту от коррозии благодаря химическому составу ZERUST® VCI (летучий ингибитор коррозии), который мигрирует для защиты труднодоступных внутренних поверхностей двигателей, коробок передач и гидравлических систем, таких как щели, щели, масляные отверстия, и т.д. на срок до 2 лет.
Axxanol™ 707C представляет собой масляную присадку с ЛИК, которая обеспечивает защиту от коррозии благодаря химическому составу ZERUST® VCI (летучий ингибитор коррозии), который мигрирует для защиты труднодоступных внутренних поверхностей двигателей, коробок передач и гидравлических систем, таких как щели, щели, масляные отверстия, и т.д. на срок до 2 лет.
 Обучение Ваших сотрудников происходит одновременно с пуско-наладкой и запуском деталей.
Обучение Ваших сотрудников происходит одновременно с пуско-наладкой и запуском деталей. showMore)}}
showMore)}} 525 William Penn Place Suite 3300, Pittsburgh, PA 15219
525 William Penn Place Suite 3300, Pittsburgh, PA 15219 formattedValue}}
formattedValue}} Они обычно используются для углового и смещения бурения. Резьбовое соединение также гарантирует, что биты не выпадут из дрели. Сверла с резьбовым хвостовиком имеют самоцентрирующуюся точку разделения 135 °, также известную как коленчатый вал, которая помогает предотвратить перемещение сверла при начале сверления отверстия.
Они обычно используются для углового и смещения бурения. Резьбовое соединение также гарантирует, что биты не выпадут из дрели. Сверла с резьбовым хвостовиком имеют самоцентрирующуюся точку разделения 135 °, также известную как коленчатый вал, которая помогает предотвратить перемещение сверла при начале сверления отверстия. ..
.. ..
.. ..
.. ..
.. ..
..
 ..
.. ..
.. ..
.. ..
.. ..
.. Угол при вершине + точка разделения
Угол при вершине + точка разделения

 ..
.. …
….png) ..
.. ..
.. ..
.. ..
..
 ..
.. ..
.. ..
.. ..
..


 Зачастую приходится работать не только с чистыми металлами, но и с их сплавами, которые более активно применяются в промышленности, для создания тех или иных деталей. Сплавы получают лучшие механические характеристики, но становятся более сложными в ремонте. В частности, это очень заметно при нагреве до температуры плавления, во время которой металл начинает терять важные элементы, что просто испаряются еще до того, пока основной металл начинает плавиться. Этого ни как не избежать, но чтобы это компенсировать понадобится проволока сварочная легированная, которая сможет привнести утраченные элементы.
Зачастую приходится работать не только с чистыми металлами, но и с их сплавами, которые более активно применяются в промышленности, для создания тех или иных деталей. Сплавы получают лучшие механические характеристики, но становятся более сложными в ремонте. В частности, это очень заметно при нагреве до температуры плавления, во время которой металл начинает терять важные элементы, что просто испаряются еще до того, пока основной металл начинает плавиться. Этого ни как не избежать, но чтобы это компенсировать понадобится проволока сварочная легированная, которая сможет привнести утраченные элементы. Каждый из нюансов состава создает свои особенности выбора, но в целом такой расходный материал обеспечивает отличный современный уровень качества соединения, если правильно заняться подбором.
Каждый из нюансов состава создает свои особенности выбора, но в целом такой расходный материал обеспечивает отличный современный уровень качества соединения, если правильно заняться подбором. К примеру, проволока сварочная легированная диаметром 4 мм встречается также и в 1-2 мм исполнении.
К примеру, проволока сварочная легированная диаметром 4 мм встречается также и в 1-2 мм исполнении.
 Применяется преимущественно для механизированной сварки на производстве, но встречается и в частном использовании.
Применяется преимущественно для механизированной сварки на производстве, но встречается и в частном использовании. Температура плавления каждой разновидности проволоки приближена к температуре плавления основного металла, с которым придется работать, чтобы шов смог выдерживать примерно такие же температурные нагрузки, как и до ремонта. При этом учитывается коэффициент относительного расширения, чтобы не вызвать коробление.
Температура плавления каждой разновидности проволоки приближена к температуре плавления основного металла, с которым придется работать, чтобы шов смог выдерживать примерно такие же температурные нагрузки, как и до ремонта. При этом учитывается коэффициент относительного расширения, чтобы не вызвать коробление. Специально разрабатываются легированные проволоки для стали, меди, алюминия и прочих металлов. Если нет под рукой необходимых марок, так как некоторые из них сложно достать, а ответственность соединения не является слишком высокой, то можно подбирать аналоги, наиболее близкие по составу, но чем больше будет разница, тем ниже качество соединения. К примеру, проволока сварочная 18ХМА предназначается для конструкционных сталей, а также для сталей типа «хромансиль». Но ее же можно попробовать как проволоку для сварки чугуна полуавтоматом.
Специально разрабатываются легированные проволоки для стали, меди, алюминия и прочих металлов. Если нет под рукой необходимых марок, так как некоторые из них сложно достать, а ответственность соединения не является слишком высокой, то можно подбирать аналоги, наиболее близкие по составу, но чем больше будет разница, тем ниже качество соединения. К примеру, проволока сварочная 18ХМА предназначается для конструкционных сталей, а также для сталей типа «хромансиль». Но ее же можно попробовать как проволоку для сварки чугуна полуавтоматом. Также следует отмечать, для какого типа сварки предназначена та или иная марка проволоки.
Также следует отмечать, для какого типа сварки предназначена та или иная марка проволоки. НЕОТВЕТСТВЕННАЯ ПРОИЗВОДИТЕЛЬНОСТЬ. ПРОМЫШЛЕННОЕ НАСЛЕДИЕ
НЕОТВЕТСТВЕННАЯ ПРОИЗВОДИТЕЛЬНОСТЬ. ПРОМЫШЛЕННОЕ НАСЛЕДИЕ 8/D1.8M)
8/D1.8M)

 : +7 (499) 240-6015, факс: +7 (495) 531-6318
: +7 (499) 240-6015, факс: +7 (495) 531-6318
 Краткая справка
Краткая справка Краткая справка
Краткая справка Чтобы получить патент, техническая информация об изобретении должна быть раскрыта общественности в патентной заявке.
Чтобы получить патент, техническая информация об изобретении должна быть раскрыта общественности в патентной заявке.
 В нем, в частности, изложены национальный режим, право на приоритет и ряд общих правил в области материального патентного права. Узнайте больше о Парижской конвенции.
В нем, в частности, изложены национальный режим, право на приоритет и ряд общих правил в области материального патентного права. Узнайте больше о Парижской конвенции. Он предусматривает, что для целей патентной процедуры депонирование микроорганизмов в «международном органе по депонированию» должно быть признано любым договаривающимся государством. Узнайте больше о Будапештском договоре.
Он предусматривает, что для целей патентной процедуры депонирование микроорганизмов в «международном органе по депонированию» должно быть признано любым договаривающимся государством. Узнайте больше о Будапештском договоре. (Фото: ВОИС)
(Фото: ВОИС)
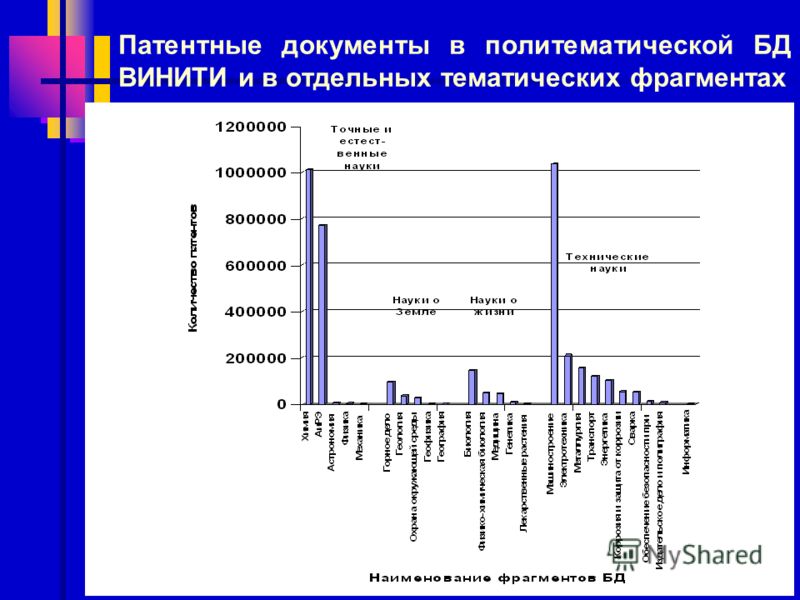 Патентная система также способствует распространению технической информации и содействию передаче технологий.
Патентная система также способствует распространению технической информации и содействию передаче технологий.
 Patent Public Search имеет два выбираемых пользователем современных интерфейса, которые обеспечивают расширенный доступ к известному уровню техники. Новые, мощные и гибкие возможности приложения улучшат общий процесс патентного поиска.
Patent Public Search имеет два выбираемых пользователем современных интерфейса, которые обеспечивают расширенный доступ к известному уровню техники. Новые, мощные и гибкие возможности приложения улучшат общий процесс патентного поиска.
 Официальный бюллетень можно просматривать по классификации или типу патента, например, полезности, дизайну и заводу.
Официальный бюллетень можно просматривать по классификации или типу патента, например, полезности, дизайну и заводу.


 youtube.com/embed/zOPl—9I2VI?list=PL4BEbZ9KrKo3W5T7qTcIqmOFLet-3c6VX» frameborder=»0″ allowfullscreen=»»/>
youtube.com/embed/zOPl—9I2VI?list=PL4BEbZ9KrKo3W5T7qTcIqmOFLet-3c6VX» frameborder=»0″ allowfullscreen=»»/> youtube.com/embed/XRTS0km3I8M» frameborder=»0″ allowfullscreen=»»/>
youtube.com/embed/XRTS0km3I8M» frameborder=»0″ allowfullscreen=»»/> com/embed/riQ2t4LNZe8?list=PL4BEbZ9KrKo2Yj9Ha9HD1DVYSc-SFrpSt» frameborder=»0″ allowfullscreen=»»/>
com/embed/riQ2t4LNZe8?list=PL4BEbZ9KrKo2Yj9Ha9HD1DVYSc-SFrpSt» frameborder=»0″ allowfullscreen=»»/> youtube.com/embed/ExK4H8pq9Uo?list=PL4BEbZ9KrKo0XCh5ul-8D-FqxDv7HrwKy» frameborder=»0″ allowfullscreen=»»/>
youtube.com/embed/ExK4H8pq9Uo?list=PL4BEbZ9KrKo0XCh5ul-8D-FqxDv7HrwKy» frameborder=»0″ allowfullscreen=»»/> Выбирая в качестве крепежа такой болт, следует хорошо разбираться не только в его технических возможностях, но и в правилах монтажа, эксплуатации и сферах применения данного изделия.
Выбирая в качестве крепежа такой болт, следует хорошо разбираться не только в его технических возможностях, но и в правилах монтажа, эксплуатации и сферах применения данного изделия. Ну, и, конечно, мы забыли упомянуть про гайку и в обязательном порядке стопорную шайбу, которые накручиваются со стороны резьбы. Шайба не позволяет при закручивании гайки углубляться в отверстие.
Ну, и, конечно, мы забыли упомянуть про гайку и в обязательном порядке стопорную шайбу, которые накручиваются со стороны резьбы. Шайба не позволяет при закручивании гайки углубляться в отверстие.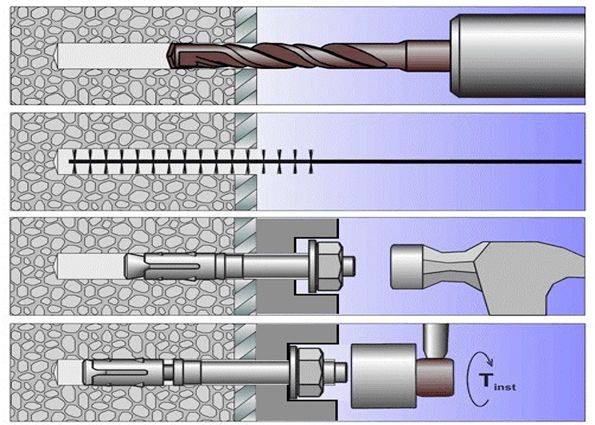 Наличие последних при определенных условиях обеспечивает формирование своего рода лепестков. Когда эта втулка надета на стержень, открытыми остаются только участок поверхности конического хвостовика и часть с гайкой. Таким образом, она к тому же выполняет функцию защитной «рубашки» резьбы шпильки.
Наличие последних при определенных условиях обеспечивает формирование своего рода лепестков. Когда эта втулка надета на стержень, открытыми остаются только участок поверхности конического хвостовика и часть с гайкой. Таким образом, она к тому же выполняет функцию защитной «рубашки» резьбы шпильки.
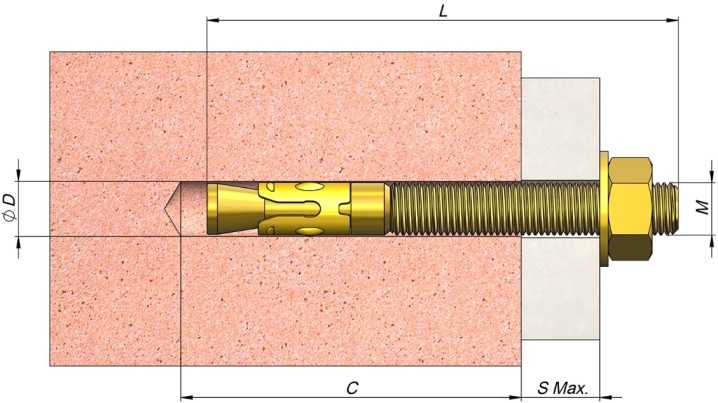
 Если он произведен из качественного материала, то способен выдержать нагрузку до 800 кгс (на вырывание). Иными словами, при помощи такого небольшого по размерам анкера можно выполнять крепление предмета, вес которого составляет 800 кг. На практике обычно выбирают анкеры, предельно допустимая нагрузка на которые, оговоренная в нормативной документации, значительно превышает показатель массы фиксируемого изделия.
Если он произведен из качественного материала, то способен выдержать нагрузку до 800 кгс (на вырывание). Иными словами, при помощи такого небольшого по размерам анкера можно выполнять крепление предмета, вес которого составляет 800 кг. На практике обычно выбирают анкеры, предельно допустимая нагрузка на которые, оговоренная в нормативной документации, значительно превышает показатель массы фиксируемого изделия. Естественно, следует учитывать и толщину конструкции, в которой будет монтироваться анкер. В противном случае (если длина болта будет подобрана неправильно) вы можете пробить им стену или пол насквозь.
Естественно, следует учитывать и толщину конструкции, в которой будет монтироваться анкер. В противном случае (если длина болта будет подобрана неправильно) вы можете пробить им стену или пол насквозь.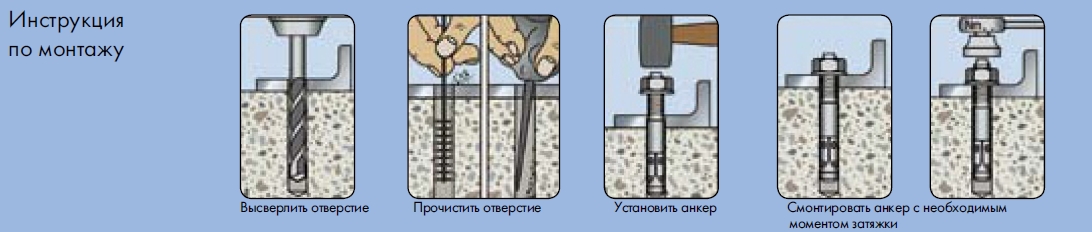 Так на рынке стройматериалов появилось модифицированное изделие – анкерный болт с гайкой двухраспорный. Такая технология позволила в достаточной мере увеличить удерживающую силу такого крепления.
Так на рынке стройматериалов появилось модифицированное изделие – анкерный болт с гайкой двухраспорный. Такая технология позволила в достаточной мере увеличить удерживающую силу такого крепления.
 Например, нужно подвесить кондиционер массой 50 кг. Подбирать крепеж следует, предварительно сделав такие расчеты:
Например, нужно подвесить кондиционер массой 50 кг. Подбирать крепеж следует, предварительно сделав такие расчеты: Если рассверлить место крепежа сверлом большего диаметра, втулка может свободно в нем «гулять», при этом распорный механизм попросту не сможет выполнять удерживающие функции.
Если рассверлить место крепежа сверлом большего диаметра, втулка может свободно в нем «гулять», при этом распорный механизм попросту не сможет выполнять удерживающие функции. После этого можно отдать гайку и на шпильки, которые уже прочно держатся в посадочном отверстии, установить прибор, и спокойно зажать его гайками.
После этого можно отдать гайку и на шпильки, которые уже прочно держатся в посадочном отверстии, установить прибор, и спокойно зажать его гайками.
 Что касается длины, то она может находиться в интервале 60–300 мм. Выбирая такой анкер, следует иметь в виду, что эффективным он будет лишь в тех случаях, когда крепление с его помощью выполняется в строительных материалах с плотной внутренней структурой (сюда относится бетон, природный камень, полнотелый кирпич и др.).
Что касается длины, то она может находиться в интервале 60–300 мм. Выбирая такой анкер, следует иметь в виду, что эффективным он будет лишь в тех случаях, когда крепление с его помощью выполняется в строительных материалах с плотной внутренней структурой (сюда относится бетон, природный камень, полнотелый кирпич и др.). Анкеры данного типа чаще всего используют для монтажа светильников и люстр, крепления к поверхности стен нагревателей воды и других бытовых устройств.
Анкеры данного типа чаще всего используют для монтажа светильников и люстр, крепления к поверхности стен нагревателей воды и других бытовых устройств.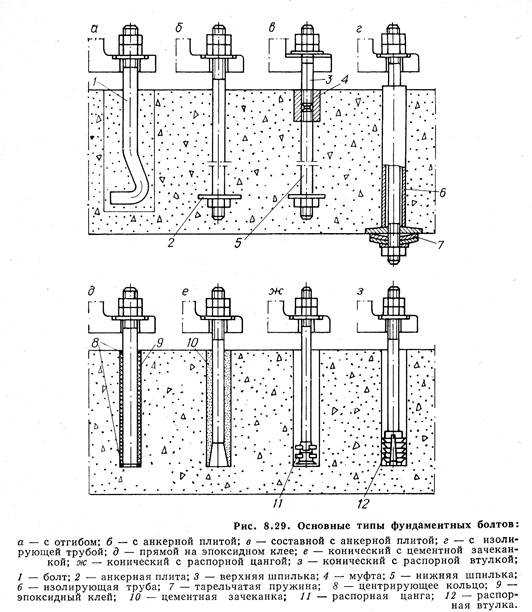 Принцип действия двухраспорных анкерных болтов заключается в том, что при закручивании винта одна из распорных втулок входит во вторую, разжимая ее. При этом первая втулка, в которую вкручивается винт, разжимается тоже. За счет большей площади сцепления со стенками посадочного отверстия, обеспечиваемой таким анкерным болтом, использовать его можно для выполнения монтажа в пористых и даже пустотелых строительных материалах.
Принцип действия двухраспорных анкерных болтов заключается в том, что при закручивании винта одна из распорных втулок входит во вторую, разжимая ее. При этом первая втулка, в которую вкручивается винт, разжимается тоже. За счет большей площади сцепления со стенками посадочного отверстия, обеспечиваемой таким анкерным болтом, использовать его можно для выполнения монтажа в пористых и даже пустотелых строительных материалах. Процесс крепления такого анкера в строительной конструкции выглядит следующим образом. В посадочное отверстие в строительной конструкции помещается только втулка, которую разжимают посредством воздействия на нее специального ударного элемента. После надежной фиксации распорной втулки в отверстии ударный элемент из нее извлекается и вместо него вкручивается болт или шпилька, на которые и навешивается фиксируемый предмет.
Процесс крепления такого анкера в строительной конструкции выглядит следующим образом. В посадочное отверстие в строительной конструкции помещается только втулка, которую разжимают посредством воздействия на нее специального ударного элемента. После надежной фиксации распорной втулки в отверстии ударный элемент из нее извлекается и вместо него вкручивается болт или шпилька, на которые и навешивается фиксируемый предмет..jpg)
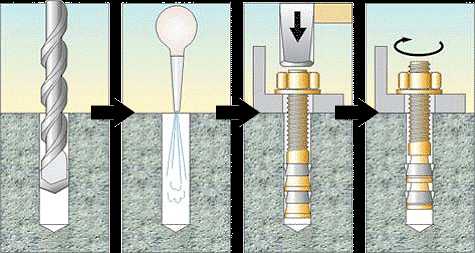 Как лучше всего починить перила, прежде чем кто-то пострадает?
Как лучше всего починить перила, прежде чем кто-то пострадает?



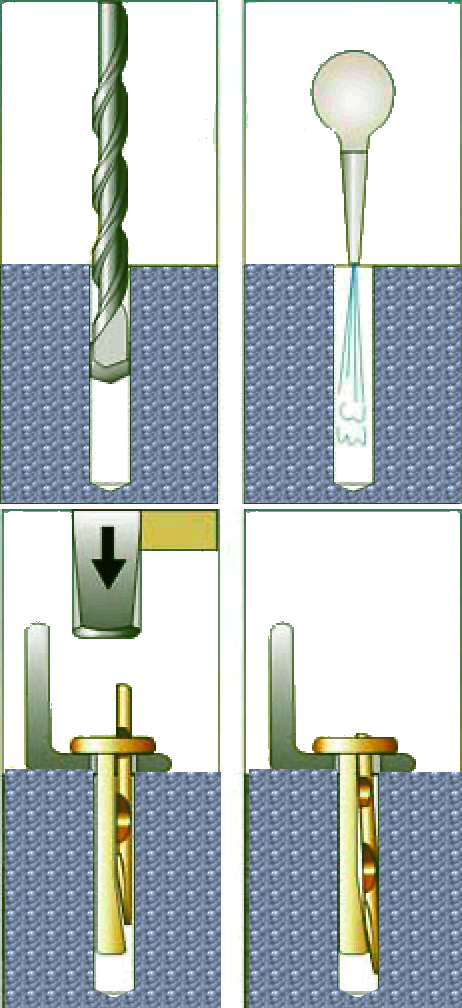 Надеюсь, вы найдете это полезным.
Надеюсь, вы найдете это полезным.

 На самом деле это редко представляет серьезную проблему для внутренних стен, поскольку кирпич, в котором вы сверлите, скорее всего, будет поддерживаться окружающими кирпичами. Обычно это предотвращает растрескивание, так как кирпичу некуда деваться. В худшем случае, если он треснет, это вряд ли будет структурным, он будет закрыт штукатуркой, и вы все равно сможете затянуть болт, чтобы получить прочную фиксацию. Если вы используете их на открытом кирпиче и не хотите делать ставку на неприглядную трещину, вам, вероятно, лучше всего выбрать другой тип крепления. Для стандартной конструкции внутренних кирпичных стен в старых домах викторианской эпохи, где обычно используется полнотелый кирпич, все должно быть в порядке.
На самом деле это редко представляет серьезную проблему для внутренних стен, поскольку кирпич, в котором вы сверлите, скорее всего, будет поддерживаться окружающими кирпичами. Обычно это предотвращает растрескивание, так как кирпичу некуда деваться. В худшем случае, если он треснет, это вряд ли будет структурным, он будет закрыт штукатуркой, и вы все равно сможете затянуть болт, чтобы получить прочную фиксацию. Если вы используете их на открытом кирпиче и не хотите делать ставку на неприглядную трещину, вам, вероятно, лучше всего выбрать другой тип крепления. Для стандартной конструкции внутренних кирпичных стен в старых домах викторианской эпохи, где обычно используется полнотелый кирпич, все должно быть в порядке. Вы действительно рискуете в зависимости от того, попадете ли вы в сплошную или полую секцию, например, в крестовину кирпича. По этой причине вам может понадобиться альтернативное решение для крепления наружных стен. Еще один лайфхак — использовать минометную линию — не идеальный вариант, но может работать с (см. выше).
Вы действительно рискуете в зависимости от того, попадете ли вы в сплошную или полую секцию, например, в крестовину кирпича. По этой причине вам может понадобиться альтернативное решение для крепления наружных стен. Еще один лайфхак — использовать минометную линию — не идеальный вариант, но может работать с (см. выше). В идеале вам нужно пересверлить и найти новые точки крепления в полнотелом кирпиче/блоке, но это не всегда возможно. Химические фиксаторы в этом случае бесполезны. Это также большая проблема для саморезов по бетону.
В идеале вам нужно пересверлить и найти новые точки крепления в полнотелом кирпиче/блоке, но это не всегда возможно. Химические фиксаторы в этом случае бесполезны. Это также большая проблема для саморезов по бетону. Их также легко обрабатывать и резать.
Их также легко обрабатывать и резать. Попробуйте на свой страх и риск и посмотрите это пространство для полного теста!
Попробуйте на свой страх и риск и посмотрите это пространство для полного теста! Я видел несколько неудачных попыток фиксации смолы. Я никогда не видел, чтобы механический настенный болт откручивался. Нужно взвесить все за и против:
Я видел несколько неудачных попыток фиксации смолы. Я никогда не видел, чтобы механический настенный болт откручивался. Нужно взвесить все за и против: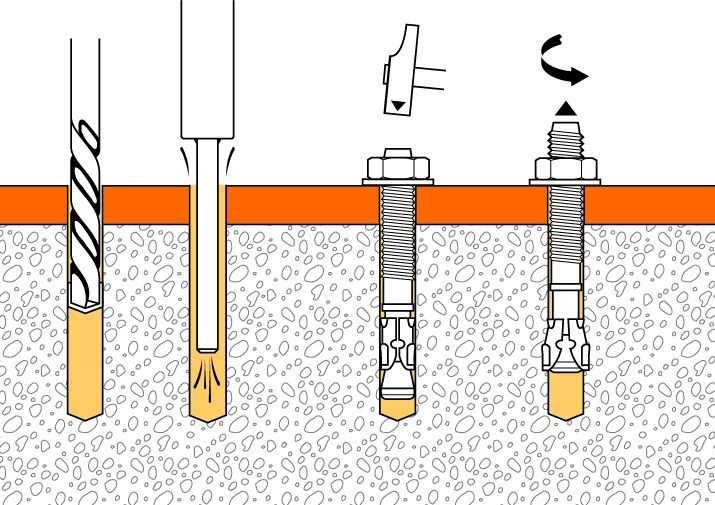 Если рейтинг огнестойкости является соображением, то это то, что вам нужно исследовать как для химических, так и для механических креплений.
Если рейтинг огнестойкости является соображением, то это то, что вам нужно исследовать как для химических, так и для механических креплений.


 Сплавы, содержащие достаточно большое количество добавочных элементов. Чаще всего используются марганец, олово, никель, свинец и кремний.
Сплавы, содержащие достаточно большое количество добавочных элементов. Чаще всего используются марганец, олово, никель, свинец и кремний.
 Но при этом стоит учитывать ее прочность, способную доставить некоторые трудности в процессе обработки, и будет задаваться логичный вопрос: чем режут металл такого типа?. В сравнении с нержавеющей сталью, латунь более пластичный и мягкий сплав. Устойчивостью к агрессивным условиям она явно уступает нержавейке. Однако, благодаря своей «мягкости», она легче принимает заданные параметры, может подлежать покрытию декорирующим слоем и даже сама по себе латунь способна стать отличным материалом для изготовления различных декоративных изделий, с высокой эстетической привлекательностью.
Но при этом стоит учитывать ее прочность, способную доставить некоторые трудности в процессе обработки, и будет задаваться логичный вопрос: чем режут металл такого типа?. В сравнении с нержавеющей сталью, латунь более пластичный и мягкий сплав. Устойчивостью к агрессивным условиям она явно уступает нержавейке. Однако, благодаря своей «мягкости», она легче принимает заданные параметры, может подлежать покрытию декорирующим слоем и даже сама по себе латунь способна стать отличным материалом для изготовления различных декоративных изделий, с высокой эстетической привлекательностью. Самым ярким примером может служить разница и соответствие цены-качества в линейке сантехнических изделий. Именно в этом направлении выбор между двумя сплавами актуален, пожалуй, чаще всего. Подводя итог, можно сказать, что при верном подходе к выбору любой из представленных материалов полностью удовлетворит запросы потребителя.
Самым ярким примером может служить разница и соответствие цены-качества в линейке сантехнических изделий. Именно в этом направлении выбор между двумя сплавами актуален, пожалуй, чаще всего. Подводя итог, можно сказать, что при верном подходе к выбору любой из представленных материалов полностью удовлетворит запросы потребителя.
 Дополнительным плюсом считается внешняя привлекательность, широкое разнообразие дизайнерских изделий. Это позволяет подобрать модель, которая гармонично впишется в любой интерьер.
Дополнительным плюсом считается внешняя привлекательность, широкое разнообразие дизайнерских изделий. Это позволяет подобрать модель, которая гармонично впишется в любой интерьер.
 Также на латунь можно сверху нанести дополнительное покрытие. Латунь, как понятно из описания выше, не так прочна, как сталь, но это не значит, что из нее не могут получиться качественные смесители. В процессе нормальной эксплуатации сантехники никаких поломок или проблем с латунными смесителями не возникает, так зачем переплачивать? А цена на смесители из латуни существенно ниже, чем на стальные, изделия стоят дешевле.
Также на латунь можно сверху нанести дополнительное покрытие. Латунь, как понятно из описания выше, не так прочна, как сталь, но это не значит, что из нее не могут получиться качественные смесители. В процессе нормальной эксплуатации сантехники никаких поломок или проблем с латунными смесителями не возникает, так зачем переплачивать? А цена на смесители из латуни существенно ниже, чем на стальные, изделия стоят дешевле. Чтобы не приобрести продукцию низкого качества, стоит выбирать изделия проверенного производителя. Информация по покупке смесителей оптом на странице.
Чтобы не приобрести продукцию низкого качества, стоит выбирать изделия проверенного производителя. Информация по покупке смесителей оптом на странице. Состав может варьироваться от 50-63% меди до 50-37% цинка, с другими добавками, используемыми для пластичности материала. Существует множество производственных методов, используемых для создания латунных изделий, включая кованые, кованые, литые и штампованные процессы. Поскольку он имеет относительно низкую температуру плавления, его легче отливать, он достаточно мягкий, чтобы его можно было обрабатывать без особых усилий, но при этом достаточно прочный, чтобы выдерживать суровые условия жизни в качестве водопроводного крана. Одна из основных (и единственных) проблем с латунными кранами заключается в том, что они не на 100% не содержат свинца. Раньше было обычной практикой добавлять свинец в латунь для придания ковкости, но теперь его практически запрещено использовать в смесителях и большинстве других сантехнических приборов. До 2014 года кран мог содержать до 8% свинца и по-прежнему называться бессвинцовым. Сейчас максимальное содержание свинца в кране составляет 0,25% (1/4 от 1%). Чтобы соответствовать ограничениям по свинцу, сегодняшняя латунь для кранов представляет собой «бессвинцовую» латунь, в которой используются другие добавки для придания ковкости.
Состав может варьироваться от 50-63% меди до 50-37% цинка, с другими добавками, используемыми для пластичности материала. Существует множество производственных методов, используемых для создания латунных изделий, включая кованые, кованые, литые и штампованные процессы. Поскольку он имеет относительно низкую температуру плавления, его легче отливать, он достаточно мягкий, чтобы его можно было обрабатывать без особых усилий, но при этом достаточно прочный, чтобы выдерживать суровые условия жизни в качестве водопроводного крана. Одна из основных (и единственных) проблем с латунными кранами заключается в том, что они не на 100% не содержат свинца. Раньше было обычной практикой добавлять свинец в латунь для придания ковкости, но теперь его практически запрещено использовать в смесителях и большинстве других сантехнических приборов. До 2014 года кран мог содержать до 8% свинца и по-прежнему называться бессвинцовым. Сейчас максимальное содержание свинца в кране составляет 0,25% (1/4 от 1%). Чтобы соответствовать ограничениям по свинцу, сегодняшняя латунь для кранов представляет собой «бессвинцовую» латунь, в которой используются другие добавки для придания ковкости.
 Как правило, нержавеющая сталь тверже латуни и имеет более высокую температуру плавления, что затрудняет литье и обработку, чем латунь.
Как правило, нержавеющая сталь тверже латуни и имеет более высокую температуру плавления, что затрудняет литье и обработку, чем латунь. Помимо того, что латунные приспособления легче найти, они более податливы, чем сталь или железо. Это означает, что изгибать, формировать или формовать фитинги в соответствии с вашими потребностями легче, чем из большинства других металлов.
Помимо того, что латунные приспособления легче найти, они более податливы, чем сталь или железо. Это означает, что изгибать, формировать или формовать фитинги в соответствии с вашими потребностями легче, чем из большинства других металлов. Его естественные свойства могут быть очень привлекательными для многих отраслей промышленности.
Его естественные свойства могут быть очень привлекательными для многих отраслей промышленности. Обычно вы можете различить их, потому что твердая латунь намного тяжелее. То же самое касается светильников из нержавеющей стали. На рынке есть много более дешевых вариантов стали, но их более низкая цена часто коррелирует с их более низким качеством. Настоящие смесители из нержавеющей стали изготавливаются из нержавеющей стали 304 или 316, поэтому будьте осторожны со всем, что указано иначе.
Обычно вы можете различить их, потому что твердая латунь намного тяжелее. То же самое касается светильников из нержавеющей стали. На рынке есть много более дешевых вариантов стали, но их более низкая цена часто коррелирует с их более низким качеством. Настоящие смесители из нержавеющей стали изготавливаются из нержавеющей стали 304 или 316, поэтому будьте осторожны со всем, что указано иначе. Они также являются отличными материалами для сопротивления коррозии.
Они также являются отличными материалами для сопротивления коррозии. Его основная функция – создание украшений и музыкальных инструментов. Он имеет историческое и вечное значение благодаря своей прочности и работоспособности.
Его основная функция – создание украшений и музыкальных инструментов. Он имеет историческое и вечное значение благодаря своей прочности и работоспособности.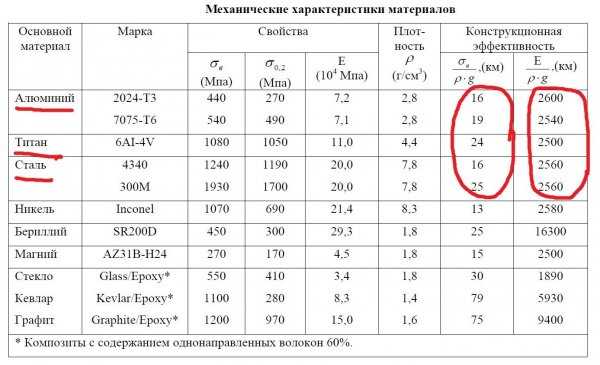
 Шаровой кран из нержавеющей стали может иметь отделку из шлифованной стали, поскольку процесс шлифовки стали происходит после смешивания стальных сплавов или компонентов.
Шаровой кран из нержавеющей стали может иметь отделку из шлифованной стали, поскольку процесс шлифовки стали происходит после смешивания стальных сплавов или компонентов.

 Согласно публикации № 36 Ассоциации развития меди (CDA) 1960-х годов, патронная латунь обычно имеет твердость 65HV при полном отжиге и 175–185HV при полной закалке.
Согласно публикации № 36 Ассоциации развития меди (CDA) 1960-х годов, патронная латунь обычно имеет твердость 65HV при полном отжиге и 175–185HV при полной закалке.

 е. плотность латуни равна 8 400 кг/м³.
е. плотность латуни равна 8 400 кг/м³. Этот пассивный слой вызывает сопротивление материала.
Этот пассивный слой вызывает сопротивление материала. В то время как украшения из латуни имеют красивый оттенок, прочны и устойчивы к коррозии, они легко тускнеют и не гипоаллергенны.
В то время как украшения из латуни имеют красивый оттенок, прочны и устойчивы к коррозии, они легко тускнеют и не гипоаллергенны. В то время как нержавеющая сталь используется для изготовления столовых приборов, автомобильных запчастей и хирургических инструментов, ведущим производителем этих вещей является XHVAL с 1986 года в Вэньчжоу, Китай. Они поддерживают такие отрасли, как горнодобывающая и горнодобывающая, целлюлозно-бумажная, химическая, нефтегазовая и электроэнергетика. Этот производитель латунных шаровых кранов и поставщик шаровых кранов из нержавеющей стали предлагает различные промышленные клапаны, подходящие для трубопроводного транспорта, энергетических услуг и промышленности. Их профессионализм демонстрируется постоянными инновациями, текущими сертификатами и быстрой доставкой продукции.
В то время как нержавеющая сталь используется для изготовления столовых приборов, автомобильных запчастей и хирургических инструментов, ведущим производителем этих вещей является XHVAL с 1986 года в Вэньчжоу, Китай. Они поддерживают такие отрасли, как горнодобывающая и горнодобывающая, целлюлозно-бумажная, химическая, нефтегазовая и электроэнергетика. Этот производитель латунных шаровых кранов и поставщик шаровых кранов из нержавеющей стали предлагает различные промышленные клапаны, подходящие для трубопроводного транспорта, энергетических услуг и промышленности. Их профессионализм демонстрируется постоянными инновациями, текущими сертификатами и быстрой доставкой продукции. Он обладает исключительными качествами, такими как устойчивость к истиранию и коррозии, а также способность выдерживать высокие давления и температуры. Он может работать как с опасными, так и с криогенными средами. Кроме того, этот клапан требует минимального обслуживания из-за его долговечности.
Он обладает исключительными качествами, такими как устойчивость к истиранию и коррозии, а также способность выдерживать высокие давления и температуры. Он может работать как с опасными, так и с криогенными средами. Кроме того, этот клапан требует минимального обслуживания из-за его долговечности.
 Для выправления напряжения требуются конденсаторы. От транзисторов ток подается к трансформатору, представляющему собой компактную катушку.
Для выправления напряжения требуются конденсаторы. От транзисторов ток подается к трансформатору, представляющему собой компактную катушку.
 Каждый виток должен целиком покрывать защитный слой.
Каждый виток должен целиком покрывать защитный слой.
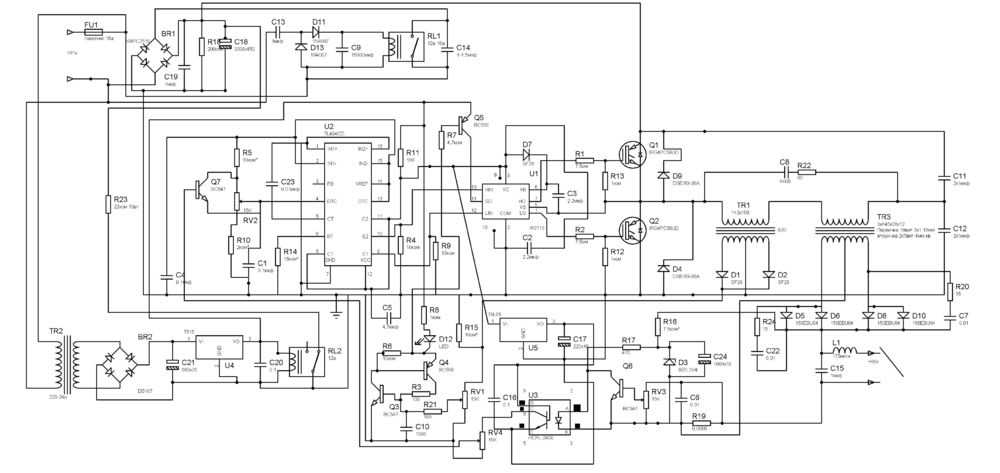
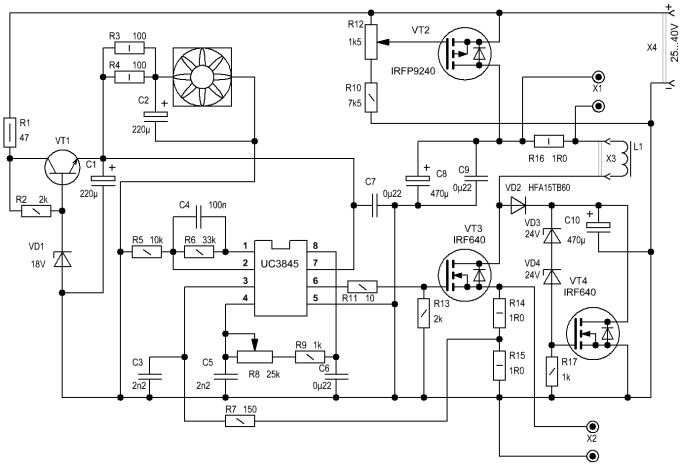 Рассматриваемый механизм в оборудовании отвечает за изменение постоянного тока в переменный с высокими частотами.
Рассматриваемый механизм в оборудовании отвечает за изменение постоянного тока в переменный с высокими частотами.


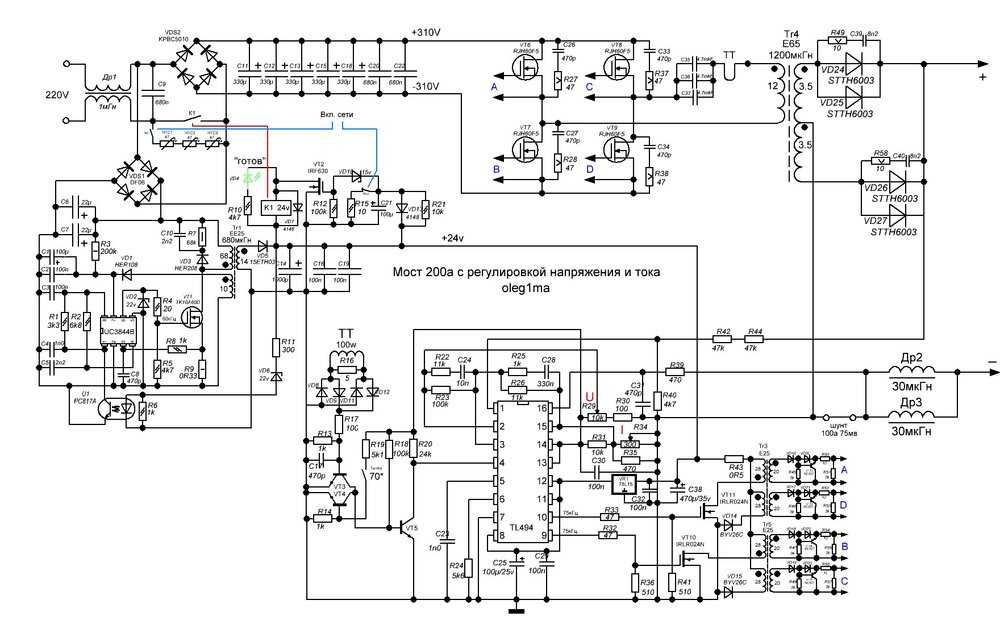 Монтируя магнитопроводы, которые в период эксплуатации имеют свойство греться, необходимо помнить о зазорах между ними. Они нужны, чтобы воздух мог свободно циркулировать.
Монтируя магнитопроводы, которые в период эксплуатации имеют свойство греться, необходимо помнить о зазорах между ними. Они нужны, чтобы воздух мог свободно циркулировать. Для того чтобы сделать трансформатор для такого блока, необходимо подобрать два сердечника Ш20х208 2000 нм. Для обеспечения зазора между ними можно использовать газетную бумагу.
Для того чтобы сделать трансформатор для такого блока, необходимо подобрать два сердечника Ш20х208 2000 нм. Для обеспечения зазора между ними можно использовать газетную бумагу.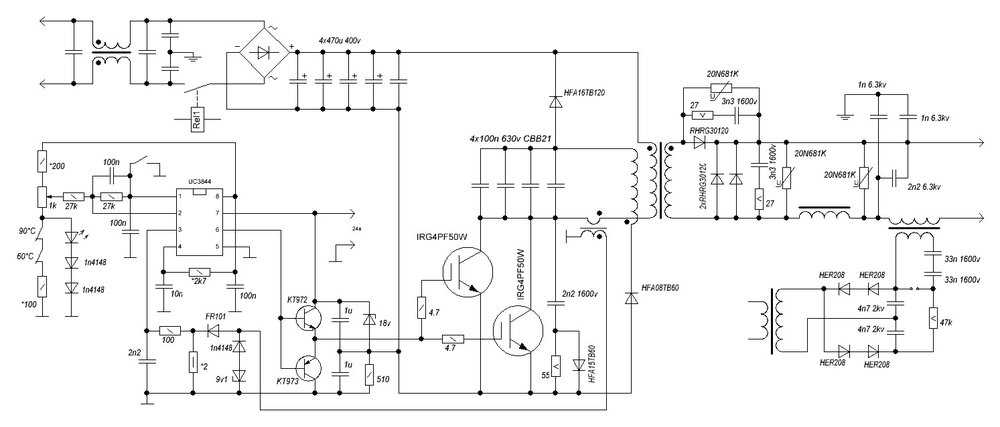
 Благодаря этому проверяется функционал механизмов и избежание перегревания во время эксплуатации агрегата.
Благодаря этому проверяется функционал механизмов и избежание перегревания во время эксплуатации агрегата. Если же вы используете маломощные вентиляторы от старых компьютеров, их потребуется порядка шести штук. Одновременно три таких вентилятора следует установить рядом с силовым трансформатором, направив поток воздуха от них на него.
Если же вы используете маломощные вентиляторы от старых компьютеров, их потребуется порядка шести штук. Одновременно три таких вентилятора следует установить рядом с силовым трансформатором, направив поток воздуха от них на него. При поломке сварочного оборудования требуется снять корпус и аккуратно прочистить механизм при помощи пылесоса. В частях, куда он не достается можно воспользоваться кисточкой и сухой тряпкой.
При поломке сварочного оборудования требуется снять корпус и аккуратно прочистить механизм при помощи пылесоса. В частях, куда он не достается можно воспользоваться кисточкой и сухой тряпкой. Самодельным устройством с легкой схемой сборки можно сваривать элементы при помощи электрода в диаметре до 5 миллиметров и длиной дуги до 10 миллиметров.
Самодельным устройством с легкой схемой сборки можно сваривать элементы при помощи электрода в диаметре до 5 миллиметров и длиной дуги до 10 миллиметров.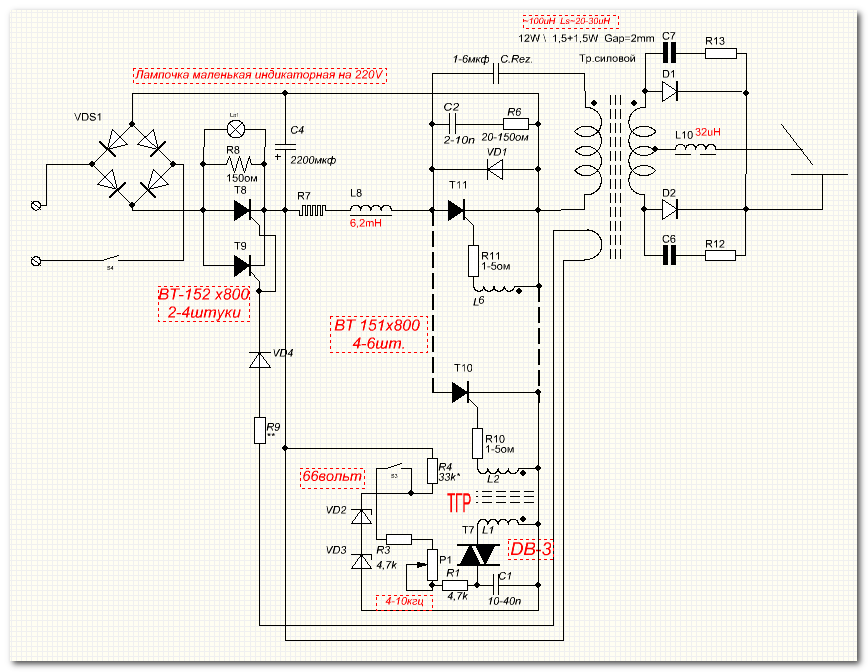 Самый простой инвертор можно собрать в домашних условиях своими руками.
Самый простой инвертор можно собрать в домашних условиях своими руками.
