Листы с ромбическим рифлением и чечевичным узором производятся по ГОСТ 8568-77. Большинство требований к этим типам металлопроката одинаковые. Однако есть и различия, обусловленные разностью видов рифления. Обо всем этом необходимо знать, чтобы приобрести качественную продукцию, соответствующую российским стандартам.
В статье расскажем, что общего у ромбической и чечевичной листовой стали, и какие параметры являются оптимальными для каждой из них.
Общие моменты
Стальные листы с разными видами рифления производятся методом горячей прокатки. Сначала заготовка раскаляется до высоких температур, затем пропускается через тяжелые вальцы, на которые нанесен специальный рисунок. Впоследствии он создает рифление, которое остается на одной из сторон металлопроката. Высота рифли должна быть не выше половины миллиметра. При этом она должна быть равна 0,1–0,3 от толщины основания листа без рифли. Для производства такой продукции тот же стандарт предусматривает алюминий, а также следующие виды стали:
Полученный металлопрокат может быть высокого (А) и нормального (В) классов точности. Допускаются отклонения по размеру максимум на 0,2 мм. Согласно техническим условиям, возможно наличие зазубрин на боковых гранях листов. Это распространенное явление после их обрезки. При этом большое внимание уделяется качеству поверхности. Там не должно быть трещин, загрязнений, окалины и любых иных дефектов.
На таких станках прокатывают стальной лист
Различия
Лист стальной с чечевичным рифлением отличается от аналога с ромбическим узором некоторыми стандартами производства. Например, размер основания должен быть равен 3,66 мм. Вес такого стального листа может быть от 20,1 до 96,8 килограммов на 1 м2. Здесь все зависит от типа стали, которая используется для изготовления изделия. Расстояние между насечками может быть равно 20, 25 или 30 миллиметров.
Прокат с чечевичным узором производится из углеродистой стали. Высота узора достигает 1,5 мм, рифли начинаются на расстоянии 40 мм от бокового края. Габариты такого проката зависят от пожеланий клиента, например, ширина может достигать от 600 до 2200 мм, а длина – от 1400 до 8000 мм. Листы с ромбическим рифлением производят со сторонами ромбов от 25 до 30 на 60–70 мм.
Помимо ромбического и чечевичного есть и другой вид рифления – насечки. Он бывает нескольких вариантов:
«Даймонд» – 1 рифля.
«Дуэт» – 2 рифли.
«Квартет» – 4 рифли.
«Квинтет» – 5 рифлей.
Чем больше насечек на поверхности листа, тем более выраженными будут ее противоскользящие свойства.
Каждый хотя бы раз видел такой рифленый лист с «чечевичным» узором
Сферы применения
Стальные листы с ромбическим и чечевичным рифлением применяются в одних и тех же областях, а именно для:
Изготовления противоскользящих покрытий. Они используются повсеместно, включая ступени лестниц на предприятиях, в общественном транспорте, в метро и грузовиках. Также стальные листы с рифлением укладывают при входе в супермаркеты, чтобы покупатели не поскользнулись и оставили всю грязь на ребристой поверхности. На промышленных предприятиях антискользящие поверхности используют, чтобы обеспечить безопасность сотрудников – на мостиках, площадках для приема грузов, подъемниках. Такие же безопасные решения можно увидеть в местах повышенной опасности – в бассейнах и саунах.
Декорирования – внешней отделки мебели, интерьеров и внутренних поверхностей лифтов, бытовой техники, украшения осветительных приборов и инсталляций.
Строительства – облицовки фасадов зданий, гаражей, лифтов, ангаров, хранилищ. Также рифленый лист популярен для настила кровли благодаря высокой прочности. Кроме того, материал устойчив к ржавчине. Из рифленого листа сваривают даже балконы и входные группы, делают ограждения и литейные формы под ж/б конструкции.
Производства частей механизмов. В частности, для производства частей судов, автомобилей и железнодорожного транспорта. Также рифленый лист применяется при создании оборудования для пищевой промышленности.
Выводы
Зная нормы ГОСТов для рифленой листовой стали, легко определить, какие параметры металлопроката подойдут для конкретных целей. Виды рифления здесь играют не последнюю роль, ведь от них зависит выраженность противоскользящего эффекта.
Лист рифленый ГОСТ 8568-77 (ромбическое и чечевичное рифление)
Распродажа полосы оцинкованной 40х6,0 и 25х4,0 дл.6м ! Доставка бесплатно!
Главная \ Листовой Прокат \ Лист рифленый ГОСТ 8568-77 (ромбическое и чечевичное рифление)
Листы стальные с ромбическим и чечевичным рифлением
Технические условия
Настоящий стандарт распространяется на стальные горячекатаные с односторонним ромбическим и чечевичным рифлением листы стальные общего назначения.
1. Лист стальной. Сортамент
1.1. Форма, размеры, предельные отклонения и масса 1 м2 листа с ромбическим и чечевичным рифлением должны соответствовать указанным на чертеже 1, 2 и в таблице. 1.2. Рифленую сталь изготавливают в листах и рулонах с односторонним ромбическим или чечевичным рифлением. 1.3. Высота рифлей на листах стальных должна быть 0,1 — 0,3 толщины основания листа, но не менее 0,5 мм. По требованию потребителя листы с толщиною основания менее 5 мм и более должны иметь высоту рифлей не менее 1,0 мм. 1.4. Листы стальные с ромбическим рифлением изготавливают с диагоналями ромба (25 -30)х(60-70) мм. Конфигурация рифлений и положение больших диагоналей ромба вдоль или поперек листа устанавливаются изготовителем. 1.5. По согласованию потребителя с изготовителем разрешается изготовлением листа с другим соотношением диагоналей ромба. Листы стальные с чечевичным рифлением изготовляют с расстоянием между рифлями 20, 25 и 30 мм.
Толщина основания листа s, мм
Предельное отклонение по толщине листа при ширине, мм
Ширина основания рифлен b мм
Угол при вершине рифлей, град
Длина рифлей, l, мм
Радиус закругления рифлей, R, мм
Располож-е рифлей плоскости листа, град
Масса 1 м2 листа, кг
Предельные отклонения по массе,%
от 600 до 1000
cв. 1000 до 1500
св. 1500 до 2000
св. 2000 до 2200
Номин.
Пред откл.
Номин.
Пред откл.
Ромбическое рифление
2,5
3,0
4,0
5,0
6,0
8,0
10,0
12,0
±0,25
±0,25
+0,3 -0,7
+0,3 -0,7
+0,4 -0,3
+0,4 -0,8
+0,5 -1,0
+0,6 -1,1
±0,25
±0,25
+0,3 -0,7
+0,3 -0,7
+0,4 -0,3
+0,4 -0,8
+0,6 -1,0
+0,7 -1,1
—
—
+0,3 -0,7
+0,3 -0,7
+0,4 -0,3
+0,4 -0,9
+0,6 -1,0
+0,7 -1,1
—
—
+0,3 -0,7
+0,3 -0,7
+0,4 -0,3
+0,4 -0,9
+0,6 -1,0
+0,7 -1,1
5,0
5,0
5,0
5,0
5,0
5,0
5,0
5,0
±0,15
±0,15
±0,15
±0,15
±0,15
±0,15
±0,15
±0,15
28
28
28
28
28
28
28
28
±2
±2
±2
±2
±2
±2
±2
±2
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
21,0
25,1
33,5
41,8
50,0
66,6
83,0
99,3
±10
±10
±8
±6
±9
±5
±3
±3
Чечевичное рифление
2,5
3,0
4,0
5,0
6,0
8,0
10,0
12,0
±0,25
±0,25 +0,3 -0,7
+0,3 -0,7
+0,4 -0,3
+0,4 -0,8
+0,5 -1,0
+0,6 -1,1
±0,25 ±0,25 +0,3 -0,7
+0,3 -0,7
+0,4 -0,3
+0,4 -0,8
+0,5 -1,0
+0,6 -1,1
—
—
+0,3 -0,7
+0,3 -0,7
+0,4 -0,3
+0,4 -0,9
+0,6 -1,0
+0,7 -1,1
—
—
+0,3 -0,7
+0,3 -0,7
+0,4 -0,3
+0,4 -0,9
+0,6 -1,0
+0,7 -1,1
3,6
4,0
4,0
5,0
5,0
6,0
6,0
6,0
±0,15
±0,15
±0,15
±0,15
±0,15
±0,15
±0,15
±0,15
45
45
45
45
45
45
45
45
±1
±1
±1
±1
±1
±1
±1
±1
24
24
24
24
24
24
24
24
30
30
30
30
30
30
30
30
45
45
45
45
45
45
45
45
20,1
24,2
32,2
40,5
48,5
64,9
80,9
96,8
±10
±10
±8
±6
±5
±5
±3
±3
Примечания: 1. Толщина листов стальных с односторонним ромбическим и чечевичным рифлением определяется по толщине основания листа s в миллиметрах. 2. Для листов, прокатанных на станах полистной прокатки, в средней части ширины листа, допускается толщина основания на 0,2 мм выше плюсового предельного отклонения. 3. Ширина основания рифлей b, угол при вершине рифлей , диагонали ромба t1+ t2, угол расположения рифлей на плоскости листа стального, расстояние между рифлями t, длина рифлей l, радиус закругления рифлей R на готовых листах не контролируются и даны для расчетов при изготовлении инструмента. 4. Масса 1 м2 листа определена по номинальным размерам листов, высоте рифлей, равной 0,2 толщины листа, малой диагонали ромба, равной 27,5 мм, большей диагонали ромба, равной 65 мм. Плотность стали 7,85 г/см3.
1.6. Листы стальные изготовляют шириной от 600 до 2200 мм и длиной от 1400 до 8000 мм с градацией 50 мм. 1.7. По соглашению изготовителя с потребителем допускается изготовление листов других размеров. 1.8. Листы стальные по размерам изготовляются: с указанием размеров по толщине в соответствии с размерами, указанными в таблице, и по ширине и длине в пределах, указанных в п. 1.6-форма I; с указанием размеров по толщине в пределах, указанных в таблице, без указания размеров по ширине и длине-форма II; с указанием размеров, кратных по ширине и длине размерам, указанным потребителем в пределах, установленных в п. 1.6-форма III; с указанием мерных размерив в пределах, указанных в п. 1.6- форма IV. (Измененная редакция, Изм. № 1 1.9. Предельные отклонения по длине и ширине листов стальных — по ГОСТ 19903-74. 1.10. Отклонения от плоскостности — по ГОСТ 19903-74 улучшенной плоскостности. (Измененная редакция, Изм. № 1). 1.11. (Исключен, Изм. № 1). 1.12. Требования к стали, изготовляемой в рулонах, а также размеры рулонов по ширине — по ГОСТ 19903-74.
Примеры условных обозначений. Лист горячекатаный из стали марки ВСт3сп по ГОСТ 380-71 с односторонним ромбическим рифлением размером 3,0х1000х Х2000 мм, улучшенной плоскостности с катаной кромкой:
Рулонная горячекатаная сталь марки БСтЗсп по ГОСТ 380-71 с односторонним ромбическим рифлением размером 3,0х1000 мм, с катаной кроткой:
Рулон ромб К-3,0Х1000 БСтЗсп ГОСТ 8568-77
То же, с чечевичным односторонним рифлением:
Рулон чечевица К-3,0х1000 БСтЗсп ГОСТ 8568-77.
(Измененная редакция, Изм. № 2).
2. ЛИСТ СТАЛЬНОЙ. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Листы стальные и рулон изготовляют: из углеродистой стали обыкновенного качества марок БСтО, БСт1, БСт2 и БСтЗ (кипящей, спокойной и полуспокойной) по ГОСТ 380-71. 2.2. Химический состав стали должен соответствовать нормам, указанным в ГОСТ 380-71 для группы Б категории I. По требованию потребителей допускается изготовлять листы стальные по II категории группы Б ГОСТ 380-71. 2.3. По соглашению изготовителя с потребителем допускается изготовление листов из стали других марок. 2.4. Листы, прокатанные на станах полистной прокатки, обрезаются с четырех сторон. 2.5. Листы стальные и рулоны, прокатанные на стане непрерывной прокатки, допускается поставлять с катаными продольными кромками. Имеющиеся на кромках зазубрины не должны выводить лист за номинальные размеры по ширине. 2.1-2.5.(Измененная редакция, Изм. № 1). 2.6.На поверхности листов не должно быть прокатных и сли точных плен, раковин-вдавов, раковин от окалины, раскатанных пузырей, трещин и загрязнений. На кромках листов не должно быть расслоений. 2.7. На поверхности листов стальных допускаются рябизна, окалина, ржавчина, отпечатки, отдельные плены, глубина залегания которых не превышает предельных отклонений по толщине.
3. ЛИСТ СТАЛЬНОЙ. ПРАВИЛА ПРИЕМКИ.
3.1. Листы и рулоны принимаются партиями. Партия состоит из листов стальных одного вида рифления. Определение партии по ГОСТ 14637-79. 3.2. Для контроля размеров и качества поверхности от партии отбирают два листа или один рулон. 3.3. При получении неудовлетворительных результатов контроля хотя бы по одному из показателей повторный контроль проводят на выборке, отобранной по ГОСТ 7566-69.
4. ЛИСТ СТАЛЬНОЙ. МЕТОДЫ ИСПЫТАНИЙ.
4 1. Контроль поверхности производят без применения увеличительных приборов. 4.2. Толщину основания листов стальных и высоту рифлей измеряют на расстоянии не менее 100 мм от углов и 40 мм от кромок, Размеры в любой измеряемой точке не должны выводить толщину листа за предельные отклонения. 4.3. Высота рифлей h определяется как разность размеров общей толщны листа S+h и толщины основания листа S.
5. ЛИСТ СТАЛЬНОЙ. МАРКИРОВКА И УПАКОВКА.
5.1. Маркировка, упаковка и оформление документации по ГОСТ 7566-69.
Matls IM 441 Редакция от 21.10.14
Гофрированная сталь водопропускные трубы, фартуки, концевые секции, соединительные ленты, специальные фитинги и соответствующее оборудование должно отвечать требованиям Спецификация 4141 и стандарт Дорожные планы.
Гофрированный с покрытием стальная труба должна соответствовать требованиям Статья 4141.02 Спецификации.
Утверждено источники перечислены в Списке утвержденных материалов предприятия. (КЛЕН).
УТВЕРЖДЕНИЕ МАРКИ МЕТАЛЛА
Металл принимается после сертифицированного анализа производителя листа и гарантии производителя был рассмотрен Центральным управлением строительства и материалов и принят. А перечень принимаемых марок металла содержится в приложении А.
Материалы (лист металл) используется для изготовления гофрированных труб, концевых секций, фартуков, соединительных лент, специальные фитинги, должны соответствовать требованиям IM 107, группа 2, Buy America.
УТВЕРЖДЕНИЕ ИЗГОТОВИТЕЛЯ
Утверждение изготовителя будут основываться на информации, предоставленной изготовителем, и проверке изготовленная труба. Изготовитель направляет запрос на утверждение в Центральное управление строительства и материалов, штат Айова, и включает в себя следующее: информация:
1. Марки используемого металла
2. Диаметры и размер гофра труб с мебелью
3. Используемые методы изготовления
4. Предоставленные сцепные устройства
5. Копия типового счета-фактуры или коносамента содержащее заявление о сертификации о соответствии, как указано в этом IM
6. План/программа контроля качества
7. Квалифицированный персонал контроля качества
8. Утверждение завода (оборудование, машины и т. д.)
СВАРКА
Процессы, используемые для завершения соединений для гофрокартона Металлическая труба должна быть приемлемой и одобренной (AWS) American Welding. Стандартные спецификации Общества и Айовы.
Спецификация процедуры сварки (WPS) для каждого процесс, который может быть использован, должен быть одобрен Управлением по строительству и Материалы и должны находиться поблизости и быть доступными для сварщиков и сварщиков. операторов в любое время для используемого процесса.
Процедура контроля качества —
Сварщики сертификация будет на усмотрение назначенного контроля качества (QC) Менеджер завода и будет включать испытания, установленные для демонстрации проверки сварщик поддерживает знания и способность производить удовлетворительные сварные швы.
Менеджер по контролю качества должен вести список всех квалифицированных сварщиков цеха и каждого процесса, для которого они квалифицированы. Журнал непрерывности будет вестись для проверки отсутствия сварщик более шести месяцев не выполнял ни одного из процессы сварки.
Менеджер по контролю качества отвечает за обеспечение всех процессов изготовления и сварки, выполняемых в завершение гофрированной металлической трубы завершено в соответствии с Спецификации Министерства транспорта Айовы
МАРКИРОВКА ИЗДЕЛИЯ
Торговая марка
Название производителя
Толщина листа, калибр и марка
Обозначение AASHTO
Номер плавки и номер партии покрытия
Примечание. Маркировка наносится несмываемым способом. Идентификация должна появляются снаружи трубы. Штамповка должна быть размещается на конце трубы или концевого участка и на вершине гофра 6-12 с конца. Печатные перманентные чернила должны быть разборчивыми и не менее чем по размеру.
СЕРТИФИКАТ СООТВЕТСТВИЯ ИЗГОТОВИТЕЛЯ
Изготовитель труб предоставляет идентификационный список, счет-фактуру или коносамент на каждую партию на проект в Айове или отправка промежуточному дистрибьютору, предназначенному для использования в Айове. В нем должен быть указан номер проекта, количество и описание изготовленных материалов, размер гофра и толщина металла, используемого для каждого размер поставляемой трубы и сертификат соответствия Iowa DOT Характеристики. Уполномоченный представитель компании подписывает Сертификат соответствия.
Сертификат соответствие указывается следующим образом:
материал, на который распространяется этот сертификат соответствия, был изготовлен в соответствие с Департаментом транспорта Айовы спецификация раздел 4141. На основании заводских сертификатов и испытаний контроля качества подтверждено, что репрезентативные образцы перечисленных материалов прошли испытания в соответствии с этими спецификациями и что результаты соответствуют требованиям. (Материал описание и пункт назначения указаны на рисунке.) Мы также подтверждаем, что все используемая сталь соответствует требованиям IM 107, Buy America
Одна копия вышеуказанного документа должна быть предоставлены инженеру проекта. Копии этого оригинального документа должны быть предоставлены, как описано выше, вместе со счетом-фактурой или коносаментом, когда отгрузки производятся на проект от дистрибьютора.
Изготовитель или промежуточный дистрибьютор также должен предоставить сводную документацию по количеству Инженер-проектировщик при завершении отгрузок на объект. Назначенный представитель подписывает акт аттестации сводной документации. Он должен включать тип и размер, общее количество каждого и проект количество.
Приемка должна основываться на следующих требованиях:
A. Утвержденный источник металла, указанный в Приложении A.
B. Утвержденный источник гофрированной металлической трубы, указанный в Приложении B.
C. Утверждено сцепные устройства, перечисленные в ИМ 441.01.
D. Утверждено источник гофрированной металлической трубы с покрытием, указанный в Приложении D.
E. Утверждено источник фартуков и концевых секций, перечисленных в Приложении E.
Ф. Фабрикатор акт сертификации
Г. Надлежащая и полная идентификация трубы (каждая труба, концевая секция, фартук и на соединительном устройстве должно быть напечатано название завода-изготовителя с постоянным
МОНИТОР ОТБОРА ПРОБ И ИСПЫТАНИЙ
Продолжение принятия марок металла на основании сертифицированного анализа производителя листа и гарантия будет основываться на удовлетворительных результатах испытаний, полученных на мониторе образцы.
Контрольные образцы металла могут быть закреплены из разрезанных листов или рулонов на заводе-изготовителе или из изготовленную трубу на складе дистрибьютора или на проектной площадке. Образцы монитора должны быть отбираются с минимальной периодичностью один образец в год из утвержденного сайт производителя или сайт поставщика. Дополнительный контрольный осмотр может быть требуется для неудовлетворительных результатов испытаний на контрольных образцах, неадекватных документации или идентификации материалов.
Какие технические характеристики необходимо учитывать при выборе сетевого шуруповерта
Далеко не все характеристики могут подсказать насколько конкретный инструмент будет хорошо выполнять возложенные на него обязанности. Но есть некоторые моменты, на которые обязательно надо обращать внимание, чтобы определить какой сетевой шуруповерт лучше.
Мощность
Прямо показывает насколько устройство «прожорливое» в плане потребления электроэнергии и косвенно указывает на его вес и размеры. В зависимости от класса инструмента, он может комплектоваться электродвигателем на 100-900 Ватт, но здесь «больше» не всегда значит «лучше» – все упирается в то, как шуруповерт будет использоваться.
Если это периодические работы по дому, то большая мощность может и навредить, ведь эти устройства чаще всего «с характером», к которому надо привыкнуть. Оптимальным будет выбор инструмента с мощностью около 500 Ватт – этого вполне достаточно для повседневных задач при использовании сетевого шуруповерта.
Крутящий момент
Показывает, с каким усилием бита может воздействовать на шуруп – от этого зависит с какими материалами можно работать, используя конкретный шуруповерт. У бытовых чаще всего это 10-15 Нм, профессиональные выдают 30-35 Нм, а в шуруповертах с импульсным режимом этот показатель доходит до 100 Нм.
Впрочем, в последнем случае это не совсем правда, ведь эта цифра складывается из сумм усилий – шуруповерт не «тянет» шуруп или гайку одним движением, а воздействует на нее серией мелких импульсов – это можно сравнить с тем, как будто на гайку надеть ключ и по нему начать постукивать молотком. Таких импульсов может быть от 2 до 4,5 тысяч за минуту.
Скорость вращения
При использовании инструмента в быту именно как шуруповерта, это далеко не самый главный показатель – в любом случае получится быстрее, чем вручную откручивать шурупы отверткой. Если планируется использование устройства как дрели, то чем выше обороты, тем точнее будет сверление и ровнее отверстие.
Реверс
Так как шуруповерт предназначен для закручивания и выкручивания шурупов, то это обязательная функция во всех без исключения устройствах. Здесь больше надо обращать внимание как именно происходит переключение режимов – от этого зависит удобство работы и надежность устройства в целом.
Чаще всего это кнопка возле клавиши пуска, которая утапливается с одной стороны и выскакивает с другой.
Но могут попадаться модели и с отдельным рычажком, который достаточно легко может быть отломан. Гарантийным случаем, разумеется, такая поломка не является.
Блокировка шпинделя
Многие производители в своих подсказках как выбрать сетевой шуруповерт, включают эту функцию в перечень обязательных преимуществ устройства, но практика показывает, что ощутимой пользы от нее не так много, как преподносится. Если шуруповерт с быстрозажимным патроном и ближняя к корпусу муфта маленькая, то блокировка шпинделя поможет открутить дальнюю муфту и освободить кулачки патрона для замены биты.
Но чаще всего этой функцией не пользуются, ведь проще зажать дальнюю муфту рукой и нажать на пуск – шуруповерт сам раскрутит патрон. Еще, если «мсье желает познать толк в извращениях», то можно заблокировать шпиндель и воспользоваться шуруповертом как обычной отверткой, но кармы это явно не добавит.
Переключение скорости вращения
На этот параметр надо обращать внимание, если шуруповерт периодически будет использоваться как дрель. В таком случае на корпусе будет дополнительный переключатель режимов – в режим шуруповерта (до 500 об/мин) и дрели (порядка 1500-2000 об/мин). Особенно полезной эта функция будет при сверлении металлов – чем выше скорость, тем точнее будет выполняться работа. Есть устройства с более высокими показателями, но это уже категория специализированных инструментов, предназначенных для определенных задач.
Плавный регулятор скорости
Еще одна функция, перекочевавшая в шуруповерты от дрелей. Она будет кстати, если часто использовать устройство для работ с различными материалами, но в домашних условиях скорее всего останется невостребованной – при закручивании нескольких шурупов гораздо проще задать нужную скорость курком.
Фиксация кнопки включения
Фиксатор кнопки пуска точно нужен профессиональному шуруповерту, оснащенному магазином для работы с лентами – там есть муфта, которая раскручивает биту только после того, как она «зацепит» шуруп. В бытовом варианте наличие блокировки оправдано только в одном случае – если мощность двигателя шуруповерта позволяет использовать его в качестве дрели. Но при этом надо учитывать, что это не прямая его обязанность и что-то сверлить «пока не устанет рука» или использовать шуруповерт как миксер для шпатлевок и прочих растворов, чревато для его здоровья.
Какая форма корпуса сетевого шуруповерта лучше?
Выбирая сетевой шуруповерт, рейтинг моделей для себя вполне возможно составить опираясь только на форму устройства. В первую очередь от нее зависит удобство использования, а также корпус шуруповерта частично расскажет про его внутреннюю начинку и возможности.
В форме пистолета
Чаще всего это признак бюджетной модели, особенно если корпус полностью сделан из пластика. Если разобрать такой шуруповерт, то обнаружится что вал двигателя напрямую крепится к патрону. Т.е. качество работы напрямую зависит от мощности двигателя и плавности его хода. Часто владельцы таких устройств жалуются на быстрый нагрев корпуса при работе, но для периодических непродолжительных домашних работ такой шуруповерт вполне сгодится. Такая форма устройства позволяет вдавливать шуруп во время закручивания, что неизбежно придется делать вследствие малой мощности двигателя.
Т — образный корпус
В целом, это такое же устройство, как и в форме пистолета, но ручка смещена к центру корпуса – принято считать, что это меньше напрягает руку при работе. Здесь надо учитывать, что у всех устройств разные электродвигатели, каждый со своей массой, центровкой и прочими характеристиками. Насколько удобнее будет та или иная модель сложно судить, не подержав ее в руках.
Корпус классической дрели
Это уже признак класса профессиональных устройств, так как характерное «пузико» указывает на передачу усилия на патрон через редуктор. Это значит, что бита вращается плавнее, а регулировать количество ее оборотов за минуту проще. Еще за «пузико» очень удобно поддерживать шуруповерт второй рукой (если нет дополнительной ручки) – при продолжительной работе это придется делать, ведь вес таких устройств около 1,5-2 кг.
Какой патрон для сетевого шуруповерта лучше?
Есть две основные разновидности патронов: быстрозажимной и шестигранный с магнтным держателем – у каждого из них есть свои преимущества и недостатками, поэтому однозначно рекомендовать какой-либо из них можно только точно зная где и как будет использоваться шуруповерт.
Быстрозажимной патрон
Быстрозажимной патрон – биты зажимаются кулачками, которые затягиваются муфтами на резьбовом соединении. Это самый распространенный вариант патрона, устанавливаемый на бюджетных и профессиональных инструментах. Две муфты условно можно поделить на верхнюю, которая находится ближе к бите, и нижнюю – возле корпуса шуруповерта.
Чтобы установить биту надо взяться за нижнюю муфту и начать крутить верхнюю – кулачки разойдутся, между ними ставится бита и зажимается. Так как нижняя муфта обычно намертво соединена с валом двигателя (или редуктора), то можно просто взяться за верхнюю муфту и нажать на старт – кулачки разойдутся и сожмутся, если включить реверс.
Шестигранный патрон с магнитным держателем
Шестигранный патрон с магнитным держателем конструктивно проще чем быстрозажимной – в нем нет движущихся деталей. Он сделан для быстрой замены бит: здесь не надо ничего закручивать – бита просто вынимается из крепления и на ее место вставляется другая. Кроме того, на такой патрон проще установить ограничитель глубины закручивания шурупов, который во многих профессиональных моделях шуруповертов идет в стандартной комплектации. Единственный минус – бита может немного «люфтить», ведь в патроне ее ничего жестко не держит.
Для шуруповертов, что могут использоваться как маломощная дрель, выпускаются сверла с шестигранным хвостовиком – в них предусмотрен вырез для стопорного кольца, чтобы сверло не оставалось в доске после высверливания отверстия.
Если выбрана определенная модель шуруповерта, но в нем установлен патрон, не подходящий для определенных задач, всегда можно докупить переходники – у них невысокая стоимость и качество работы при их использовании не пострадает.
Быстрозажимной патрон для шуруповертов с магнитным держателем.
Удачного выбора!
что это такое, для чего нужен, фиксация и устройство с фото и картинками
18.03.2020
Устройство и характеристики
Принцип работы шпинделя и из чего он состоит
Применение шпинделя: для чего он нужен
Классификация шпинделей по типу, размеру и диаметру
Выбор типа шпинделя
Выбор вида охлаждения
Выбор скорости и мощности
Как изготовить своими руками шпиндель по картинке
Обслуживание
Давно занимаетесь металлообработкой или только начинаете изучать теорию? Мы поможем разобраться с базовыми навыками. В статье расскажем о шпинделе станка: что это такое, покажем фото держателя инструмента и поговорим о том, как с ним работать.
Обработка металла на станках получила широкую распространенность. Это и не удивительно, с появлением машинизированного оборудования значительно, в разы увеличилась производительность труда, а сам процесс изготовления металлических изделий стал намного проще – рабочие тратят меньше времени на один производственный цикл.
Создание станочного оборудования также обеспечило:
Более высокое качество деталей, хороший класс точности.
Снижение итоговой стоимости всех работ.
Увеличение скорости производства.
Практически ни один станок не обходится без фиксации шпинделя – что это расскажем на примере токарного аппарата. Это элемент, который отвечает за крепкую и надежную установку на одном месте заготовки. Если брать в качестве образца токаря, то он крепит металлический брусок или вал между двумя бабками, с одной из сторон которой установлен такой держатель. Вторая очень простая иллюстрация – это дрель. Здесь для того, чтобы удержать сверло или другой инструмент, тоже нужно монтировать его внутрь шпинделя.
Само слово имеет немецкое происхождение. Spindel – это веретено, то есть то, что имеет возможность вращаться в разные стороны. Конструктивно это вал. Сам термин в основном применяется в таких направлениях как станкостроение, металлообработка и деревообработка, соответственно. Это крайне важный элемент, без него не может быть представлена работа ни единого устройства. Задача детали – передавать усилие, которое генерирует электродвигатель, к обрабатываемой заготовке из металла или дерева, пластмасса. На вал крепится приспособление для центрирования и зажима данного бруска.
Объясним еще раз на простом примере, чтобы понять, что есть две основные цели – вращаться и держать заготовку. В токарном станке есть шпиндель. С одной стороны прикреплено зубчатое колесо, посредством него происходит передача усилия. Со второго края вала расположен подшипник. На него прикрепляется патрон для зажима.
Но, казалось бы, зачем еще он нужен, если можно присоединять металлический или деревянный образец непосредственно к коробке передач, редуктору? Дело в том, что эти части станка не приспособлены к повышенным вибрациям и высоким нагрузкам, они просто сломаются от них. А вот вал может стать посредником, который и принимает на себя все механические (и термические) воздействия. К тому же, на одной его стороне есть патрон, который имеет элементы крепления – резьбу, шлицы, пазы, то есть универсально подходят под конкретную цель крепежа.
Какие можно назвать особенности устройства шпинделя:
Крепление осуществляется с помощью подшипника качения. Это прочный узел, стандартный, но он тоже имеет различные исполнения. Например, одни могут иметь устойчивость к вибрации, другие – более дешевую стоимость. Намного лучше работают станки, оснащенные системой подачи охлаждающей и смазывающей жидкости, потому что в таком случае подшипники меньше испытывают напряжение и трение, тем самым значительно увеличивая срок годности.
Основное вращательное движение вал получает от асинхронного двигателя. Он устанавливается в корпусе оборудования – обычно в правой бабке. Сперва электродвигатели питались только от трехфазных источников и устанавливались непосредственно на производствах. Считалось, что они обладали более высокой мощностью. Но сейчас производят аппаратуру, которая питается от 220 В, поэтому может быть размещена и в обычных условиях – часто токарные или фрезеровочные установки стоят в гаражах и иных «домашних» постройках для личного пользования.
Шпиндель может получать вращательное движение напрямую от электродвигателя, но чаще – через дополнительный узел, например, ремень. Ременная передача удобна – эта деталь недорого стоит, легко крепится, а также проста в использовании, но на очень высоких оборотах она может проскальзывать. В таких случаях, когда нужна большая скорость, устанавливают зубчатые колеса, шестерни.
Основное крепление, которое находится с края вала, – это цанговый патрон. Это позволяет осуществить надежное крепление хвостовика любого диаметра. Практически все инструменты для резки по металлу, для сверления оснащены таким наконечником (хвостом), а если нет, то крепить приходится по внешнему краю, что намного менее надежно и допускает значительные расхождения и вибрации.
Очень важно при промышленном производстве – наличие системы охлаждения на токарных или фрезерных станках. Она играет большое значение – продлевает максимальный период эксплуатации, а также время беспрерывной металлообработки.
Самые сложные шпиндели – у аппаратуры с ЧПУ. Дело в том, что наличие пульта числового управления делает возможным изготовление деталей с максимальной точностью. Это, в свою очередь, требует минимальных вибраций. Такую качественную аппаратуру можно заказать через интернет на сайте компании https://stanokcnc.ru/. Здесь представлены качественные станки для обработки металлических заготовок.
Степень фиксации вала напрямую зависит от скорости вращения. Чем она выше, тем более надежно должно происходить крепление.
Практически все оборудование с данным элементом заключается в применении режущей кромки по подготовленному материалу. Конструктивная особенность вала в том, что можно производить надежную фиксацию инструмента в одном из режимов работы станка – в силовом или скоростном. Во втором случае основная задача аппарата заключается в том, чтобы в максимально короткие сроки срезать верхний слой с поверхности обрабатываемой заготовки. У скоростного принципа работы есть свои особенные черты:
Увеличивается производительность. Перед тем как просто выбрать высокую частоту вращения, необходимо провести измерения и занести все параметры в технологическую карту.
Максимальное распространение данный вариант получил в случае финишного точения или при тонкой фрезерной обработки, поскольку нужно снимать только крайне тонкий слой на высокой скорости.
Наиболее частый тип исполнения – это асинхронный двигатель с ременной или зубчатой передачей.
Но иногда элемента-посредника попросту нет. Но из-за этого нельзя давать на аппарат слишком большое усилие, это грозит перегрузкой мотора. Но это еще и существенно уменьшает минимальные размеры всей установки, поэтому технология прямого подключения применяется в различных ручных электроинструментах.
Вторая категория – силовые аппараты – имеют следующие характерные черты изготовления и эксплуатации:
Между резцом (сверлом) и самим крепежным устройством электрошпинделя необходимо вставлять втулки – это прокладки конической формы, которые существенно увеличивают положительные качества изделия и снижают вибрации, хорошо влияют на прочность. Их необходимо выбирать в зависимости от хвостовика – диаметра и типа.
Не рекомендуется подключение напрямую к мотору, так как переменная нагрузка выводит его из строя. Основной способ передач – клиноременная или с помощью шестерен.
Для начала отметим, что сфера использования настолько широка, насколько много различного оборудования для металлообработки и обработки дерева, пластика. Если основное назначение детали заключается в том, чтобы держать оснастку, то и, соответственно, применение исходит из особенностей инструментария:
Каждый электроинструмент, имеющий насадку, не обходится без электрошпинделя в качестве держателя.
Необходим узел для фрезерных и токарных станков – они, в свою очередь, имеют очень широкое распространение, так как с их помощью можно создать многочисленные изделия.
Фиксация проката для его обработки – это еще одно назначение.
Но самой главной функцией остается фиксация оснастки. Причем надежность крепления такая высокая, что она позволяет достигать максимальных вращений и предельной осевой нагрузки на вал.
Есть различные основания для классифицирования. Первая, она же, пожалуй, основная, – это то, для какого оборудования предназначен узел. Безусловно, для разных станков и электрооборудования необходимы различные приборы.
Второй принцип различения – это типоразмер. Аппараты бывают разных размеров, предназначены для промышленного использования и частного применения. В связи с этим и расходные детали нужны самые разные – покрупнее помельче. Если вы хотите заменить шпиндель на собственном станке, то обязательно при покупке необходимо указать номер своего оборудования, название и год выпуска (могут быть разные модификации).
Ну и последняя, но не по назначению, классификация – по виду. Валы могут быть:
Коллекторные. Это устройство, включающее цанговый валец высокоскоростного типа. Основные сферы использования – фрезерные станки, а также операции по нанесению гравировки.
Специализированные на высоких оборотах. Они позволяют достигать значительной скорости металлообработки, поэтому повышается производительность. Но так как хорошее качество может быть достигнуто только при большой точности, то применяются высокоскоростные модели в основном только на оборудовании с ЧПУ. Купить такие станки можно на сайте https://stanokcnc. ru/.
Конструкция со встроенным охлаждением. Охлаждающая система может подавать через деталь или жидкость, или холодный воздух. Это повышает скорость резания и степень шероховатости поверхности, а трение становится меньше, поэтому и износ тоже приходит позже.
Есть и еще одна классификация – по производителю. Конечно, европейское изготовление более предпочтительно, чем китайское. В Европе часто используют фарфоровые подшипники, которые дают очень положительные качества работы.
Теперь представим конкретные разновидности, отметим их достоинства и характерные черты. Их следует учитывать при подборе детали.
Со встроенным электромотором (электрошпиндели)
Они:
Способствуют развитию очень высоких скоростей. При стандартных 18 000 – 24 000 оборотов в минуту, некоторые модели могут поддерживать и рабочие 120 тысяч об/мин.
Очень хорошо режут на больших скоростных режимах.
Имеют ограничения в нагрузках – оно продиктовано использованием небольших шариковых подшипников.
Не приспособлены для обратного хода. Отсутствие такой функции сильно затрудняет создание некоторых элементов, например, нарезку резьбы.
В качестве фиксаторов наиболее часто применяются конусы или цанговые зажимы.
Механические с внешним приводом
Они:
Имеют дело с намного меньшими скоростями. Стандартном можно считать от 300 до 8 000 оборотов в минуту. Это обусловлено тем, что довольно трудно привести в движение все подшипники, шестерни и прочие передающие движение элементы
Жесткость и нагрузочная способность больше. Почему? потому что можно использовать не только шарикоподшипники, но и более устойчивые – роликовые. Так что такое оборудование может быть использовано даже для силовой фрезеровки титана или других прочных металлов.
Есть обратная связь – при условии установки мотора с энкодером.
Применяются инструментальные конусы вместо цанг – последние не отвечают требованиям по жесткости фиксации.
Охлаждать зону вращения требуется, чтобы увеличить срок эксплуатации. Есть два типа.
Водяное (жидкостное)
Отличия:
Они очень тихие – жидкость поступает почти бесшумно. Но при этом есть еще один громкий звук от движения крыльчатки.
Наличие контура, которые включает систему трубок, емкость, помпу. Нужно постоянно контролировать подачу влаги и ее температуру.
Может работать на низких оборотах.
Воздушное
Отличительные черты:
Сильный и не самый приятный звук.
Может происходить разлет стружек под воздействием струи воздуха.
Необходимо с одинаковыми промежутками заниматься прочисткой рубашки, где забиваются частички металла.
Требуется очень тщательно следить за температурой, идеально – установить датчик с сигналом, потому что весь аппарат очень чувствителен к перегреву.
В результате рекомендуем применять воздушный вариант при работе с мягкими материалами, но когда заготовка из прочного металла, лучше применять жидкостное охлаждение.
Параметры напрямую зависят от того – как и что нужно резать. Алгоритм определения режима приблизительно такой:
Оценивается твердость материала и поставленная задача (сверление, пазы, разрезание и пр.).
Выбирается фреза.
Под инструмент и процедуру подстраивается диапазон скоростей.
Отсюда – максимальное и минимальное вращение.
Если вы не боитесь самостоятельно создать изделие по готовым образцам из интернета. Для этого обычно требуются точные расчеты и наличие токарного оборудования. Приведем пример чертежа с размерами:
Основные требования к эксплуатации:
Своевременная очистка от стружки или система стружкоотведения.
Оснащение охлаждением зоны резания.
Подбор и фиксация хвостовика по размерам.
Нельзя вставлять сломанный инструмент.
Устраняем излишнюю вибрацию.
Мы рассказали об одной из наиболее важных частей станка. Будьте внимательны при выборе и использовании.
Что такое блокировка шпинделя на циркулярной пиле?
Шпинделем оснащаются не только настольные пилы, но и дрели и циркулярные пилы. Блокировка шпинделя оказалась очень эффективной и полезной функцией, и есть много причин, по которым она вам нужна. Итак, что такое блокировка шпинделя на циркулярной пиле?
Блокировка шпинделя предназначена для одной цели – остановить вращение лезвия, чтобы вы могли безопасно снять его. Как только вы нажмете кнопку, которая активирует эту функцию, блокировка шпинделя заблокирует лезвие, и вы готовы начать отвинчивать гайку, удерживающую лезвие.
Содержание
Вам действительно нужна блокировка шпинделя?
Как затянуть диск без блокировки шпинделя?
Как поменять полотно на циркулярной пиле?
Top picks
Best circular saws under (about) $50
PORTER-CABLE PC300
BLACK+DECKER BDCCS20B
Best circular saws under $100
SKIL 5280-01
Milwaukee 2630-20
Best circular saws до 200 долларов США
Milwaukee 6390-21
Makita XSR01Z
Заключение
Вам действительно нужна блокировка шпинделя?
Нравится вам это или нет, но им оснащена почти каждая циркулярная пила. Широко известно, что эта функция может помочь вам быстрее и безопаснее снять лезвие.
Однако вы выживете, если у вашей пилы его нет. Это не конец света, но вы заметите, что затягивать или ослаблять гайку намного сложнее.
Связанные – Что такое циркулярная пила?
Как затянуть диск без блокировки шпинделя?
Каждый раз, когда вы собираетесь прикоснуться к лезвию руками, первое, что вам нужно сделать, это отключить пилу от сети.
Если вам нужно затянуть лезвие, затяните лезвие пальцами как можно сильнее. Затем используйте отвертку и установите ее поперек забора, чтобы зубья лезвия не двигались отверткой.
В некоторых лезвиях есть отверстия, поэтому, если бы вы могли вставить отвертку в одно из этих отверстий, это было бы намного безопаснее, так как риск соскальзывания отвертки был бы минимальным.
Этого должно быть достаточно, чтобы болт оправки зажал оправку на лезвии, и вы будете готовы начать резку.
Похожие – Циркулярные пилы для правшей и левшей
Как заменить полотно на циркулярной пиле?
Какой тип источника питания используется в вашей циркулярной пиле? Если это проводная пила, обязательно отключите ее от сети. Если вы используете аккумулятор, извлеките аккумулятор, прежде чем продолжить.
Где-то на передней части инструмента вы заметите кнопку. Эта кнопка активирует блокировку шпинделя, и лезвие зафиксируется на месте. Если лезвие закрыто защитным кожухом, снимите и защитный кожух.
Когда лезвие не двигается, вы можете использовать ключ, который вы получаете при покупке циркулярной пилы. Вы также можете использовать другой ключ, но тот, который вы получите, будет нужного размера.
Ослабьте гайку, снимите ее, и лезвие освободится, и вы сможете его вынуть. Поставьте новое лезвие и обратите внимание на положение зубьев.
Установите гайку на место и затяните ее с помощью гаечного ключа. На этот раз вам нужно будет повернуть его в направлении, противоположном вращению лезвия.
Подсоедините циркулярную пилу к сети или вставьте аккумулятор обратно, и вы готовы к работе.
Хотя это кажется простым, лучше взглянуть на этот учебник для пошагового объяснения того, что вам нужно сделать.
Лучший выбор
Нередко можно найти качественную пилу, не затрачивая много денег. Но что считается дорогим? 200, 100 или 50 долларов? Каким бы ни был ваш бюджет, вот лучшие рекомендации для каждой категории.
Менее (или около) 50 долларов США
проводной – PORTER-CABLE PCE300
беспроводной – BLACK+DECKER BDCCS20B
Менее 100 долларов США
проводной – SKIL 5280-01
беспроводной – Milwaukee 2630-20
Менее 200 долларов США
проводной – Milwaukee 6390-21
беспроводной — Makita XSR01Z
Лучшие циркулярные пилы до (около) $50
PORTER-CABLE PC300
У него двигатель на 15 ампер, скорость вращения 3700 об/мин, и вы можете легко резать различные материалы. У него башмак из стальной пластины, что, возможно, не лучший выбор, но все пилы в том же ценовом диапазоне поставляются со стальным башмаком.
Он отлично подходит для жилья и имеет одну замечательную особенность, которую следует учитывать, — блокировку шпинделя для более простой и безопасной замены лезвия.
Заинтересовала эта модель? Вы можете просмотреть полный обзор или купить продукт здесь, на Amazon.
BLACK+DECKER BDCCS20B
Если вам нужна аккумуляторная циркулярная пила, то правильным выбором будет модель Black and Decker. Он оснащен двигателем с высоким крутящим моментом и быстрым режущим лезвием, подходящим для различных разрезов.
Он питается от батареи 20В, и вы режете на разную глубину и ширину. Это компактная машина, которая очень проста в использовании.
Если вам нужна дополнительная информация, прочитайте полный обзор или купите продукт здесь, на Amazon.
Здесь вы можете найти полный список циркулярных пил стоимостью менее (или около) 50 долларов США.
Лучшие циркулярные пилы до 100 долларов США
SKIL 5280-01
Мощный двигатель на 15 А с частотой вращения 5300 об/мин, разработанный одним из крупнейших производителей электроинструментов — чего еще можно желать?
Множество различных разрезов, которые можно выполнить за считанные секунды благодаря очень острому лезвию.
Для получения дополнительной информации об этой модели ознакомьтесь с полным обзором, и если вы уже сделали свой выбор, вы можете купить продукт здесь, на Amazon.
Milwaukee 2630-20
Если вы предпочитаете аккумуляторный инструмент, обратите внимание на модель Milwaukee с аккумулятором на 18 В, увеличенным на 20 % временем работы и большим крутящим моментом.
При 3500 об/мин нет проблем с резкой различных материалов, а благодаря алюминиевой опорной пластине у вас будет лучшая устойчивость.
Если вам нужна дополнительная информация, прочитайте полный обзор или купите продукт здесь, на Amazon.
Здесь вы можете найти полный список циркулярных пил до 100 долларов.
Лучшие циркулярные пилы до 200 долларов
Milwaukee 6390-21
Опять же, модель Milwaukee, но на этот раз с сетевым питанием. Этот имеет 15 ампер и может развивать до 5800 об / мин.
Отличается превосходным обзором отвала и алюминиевым башмаком опорной пластины, обеспечивающим максимальную устойчивость. Она удобна и проста в использовании и является одной из лучших сетевых циркулярных пил в этой ценовой категории.
Вы можете прочитать полный обзор или купить продукт прямо здесь, на Amazon.
Makita XSR01Z
Лучшая аккумуляторная циркулярная пила, но и лучшая в целом — Makita XSR01Z питается от двух аккумуляторов 18 В, что дает общую мощность 36 В. Тем не менее, вы можете запустить его только с одной батареей.
Он обеспечивает максимальную скорость 5100 об/мин и может сделать более 500 резов за один заряд. Он поставляется с опорной пластиной из магниевого сплава и является чрезвычайно прочным инструментом.
Прочитайте полный обзор или просто купите продукт здесь, на Amazon.
Здесь вы можете найти полный список циркулярных пил до 200 долларов.
Заключение
В заключение отметим, что наличие функции блокировки шпинделя имеет решающее значение для многих электроинструментов. Вы можете использовать эту статью в качестве руководства, чтобы лучше понять, что такое блокировка шпинделя и как ее использовать для замены диска на циркулярной пиле.
Какая ваша любимая модель? Пожалуйста, добавьте комментарий в разделе ниже и поделитесь этой статьей.
Share this Post
Что такое блокировка шпинделя на настольной пиле? (замок оправки)
Большинство операторов видят только внешнюю часть своего инструмента и обычно не смотрят внутрь своего инструмента. Однако во многих ситуациях требуются также некоторые базовые знания о внутренних частях. Итак, что такое блокировка шпинделя на настольной пиле?
Блокировка шпинделя предотвращает вращение шпинделя, чтобы можно было заменить лезвие. Если шпиндель может вращаться, то гайку, удерживающую лезвие, нельзя отвинтить. Обычно на настольной пиле есть кнопка, которая включает блокировку шпинделя. Если ваша настольная пила не имеет блокировки шпинделя, вам нужно будет найти другой способ остановить вращение диска, если вы хотите заменить диск.
Рекомендации по лучшим настольным пилам:
$ – Bosch GTS1031
$$ — Макита 2705X1
$$$ – Гризли G0690
Содержание
Зачем вам блокировка шпинделя?
Увижу ли я когда-нибудь блокировку шпинделя?
Как выглядит шпиндель?
Как заменить полотно на настольной пиле?
Рекомендации по настольным пилам
Bosch GTS1031
Makita 2705X1
Grizzly G0690
Заключение
Зачем нужна блокировка шпинделя?
Вероятно, эта деталь есть в вашей настольной пиле, даже если вы не замечали ее до сих пор.
Система блокировки шпинделя (также известная как блокировка оправки) реализована во многих различных электроинструментах, поэтому в ней должно быть что-то особенное. Что он делает?
С помощью этой системы вы можете заблокировать свой инструмент, в этой ситуации вы можете заблокировать лезвие на настольной пиле . Благодаря этому ваши руки будут свободны, и вы сможете сменить лезвие.
Эта система полностью безопасна, и вы можете продолжайте использовать настольную пилу, как только вы освободите шпиндель .
Похожие – Для чего вы используете настольную пилу?
Увижу ли я когда-нибудь блокировку шпинделя?
Это факт, что это внутренняя часть, и вы не часто ее видите. Тем не менее, вам нужно будет добраться до него когда-нибудь.
Если вы заметили проблемы с вращением лезвия , возможно, пришло время проверить шпиндель. Причинами необычного вращения лезвия может быть ржавчина или забитая пыль. Вы можете легко очистить это с помощью проволочной щетки.
В случае, если пришло время сменить лезвие, блокировка шпинделя может быть очень полезной. Блокировка шпинделя блокирует вращение лезвия, поэтому вы можете снимать его без страха и травм.
Как выглядит шпиндель?
Вал или замок шпинделя – это маленькая деталь, которую нужно научиться распознавать. Это поворотная ось с прикрепленными к ней разными подшипниками .
Как заменить полотно на настольной пиле?
После того, как вы узнали функцию блокировки шпинделя, пришло время посмотреть, как эта деталь влияет на процесс снятия лезвия.
Первое, что вам нужно сделать, это отключить пилу . Вы будете касаться лезвия руками, поэтому проверьте несколько раз, выполнили ли вы этот шаг.
Далее поднять отвал на полную высоту и снять щиток (если он есть). Затем снимите игольную пластину , чтобы гайка, удерживающая лезвие, была видна.
Включите блокировку шпинделя, нажав кнопку блокировки шпинделя (или рычаг).
Используйте разводной ключ — вы, вероятно, получите его при покупке настольной пилы — или вы можете купить только гаечный ключ. Наденьте его на гайку шпинделя и дайте шпинделю зафиксироваться, чтобы он выполнил свою работу.
А при чем здесь блокировка шпинделя?
Ну если шпиндель может крутиться, то гайку, которая держит лезвие , не открутишь. В этой ситуации вам понадобится какой-то другой предмет, чтобы заблокировать движение лезвия.
Ослабьте гайку с помощью ключа и снимите ее . Снимите шайбу , и вы сможете снять лезвие и добавить новое.
При добавлении лезвия обратите внимание, что зубья должны быть обращены к вам. Кроме того, возвращая гайку обратно, не затягивайте ее слишком сильно, так как это может вызвать проблемы с вращением лезвия.
Чтобы сделать это еще проще, посмотрите это видео для более подробного объяснения.
Рекомендации по настольным пилам
В этом разделе вы найдете лучшие настольные пилы в зависимости от вашего бюджета.
Bosch GTS1031
Если ваш бюджет немного выше, вы можете позволить себе более мощный инструмент, и это первое, на что вам нужно обратить внимание.
Настольная пила Bosch GTS1031 для строительной площадки
Настольные пилы предназначены для использования в качестве стационарных инструментов, но поскольку эта пила легкая, ее можно легко транспортировать. Он имеет двигатель на 15 ампер, способный резать различные материалы.
Ознакомьтесь с полным обзором настольной пилы Bosh GTS1031, которая считается лучшей настольной пилой стоимостью менее 400 долларов.
Эта прочная модель — именно та настольная пила, которая вам нужна. Купите Bosch GTS1031 здесь, на Amazon.
Makita 2705X1
Опять же модель с мотором на 15 Ампер. Однако не только это определяет его цену.
Портативная настольная пила Makita 2705X1
Она имеет 3 функции безопасности, 25-дюймовую режущую способность и колеса на подставке, поэтому, несмотря на ее большой вес, вы можете без проблем перемещать ее. Прочитайте полный обзор Makita 2705X1, которая считается лучшей настольной пилой до 1000 долларов.
Если вы готовы платить за него, то это один из лучших вариантов, который вы можете сделать, поскольку он стоит каждого пенни своей цены. Купите Makita 2705X1 здесь, на Amazon.
Grizzly G0690
Если вы ищете качество и производительность, и вас не интересует цена, то эта модель для вас.
Настольная циркулярная пила Grizzly G0690
Двигатель мощностью 3 л.с. позволяет резать различные материалы. Эта настольная пила является одной из лучших в своей ценовой категории и прослужит вам всю жизнь.
Ознакомьтесь с полным обзором настольной пилы Grizzly G0690 в моем обзоре лучших настольных пил за небольшие деньги.
Если вы ищете настольную пилу, не сомневайтесь ни секунды — купите Grizzly G0690 здесь, на Amazon.
Это одна из лучших бюджетных настольных пил этого года.
Заключение
Знаете ли вы, что такое блокировка шпинделя на настольной пиле? Если нет, то вы точно узнаете после прочтения этой статьи.
Арматура А1 — таблица весов и сортамент по ГОСТ 5781-82. Официальный сайт компании ООО «ДорСтройМеталл»
Главная
»
Новости
»
Арматура А1 — таблица весов и сортамент по ГОСТ 5781-82
Армирование – комплекс работ, нужный для укрепления железобетонных сооружений или некоторых их частей. В их составе могут быть жесткие и упругие детали. К жестким соединениям причисляют: швеллеры, угольники, двутавровые профили, а к мягким – упругие арматурные стержни. До начала строительства, непременно надлежит произвести эксплуатационные расчеты будущего объекта, так как от их характеристик исходит какая арматура пойдет для этих задач.
Арматура А1 – вид сортового проката с круглым поперечным сечением и гладкой поверхностью. Производится в соответствии с требованиями ГОСТа 5781-82 по технологии горячей прокатки.
Технические характеристики арматуры А1
Основные физические характеристики:
предел текучести – 235 Н/мм2;
временное сопротивление разрыву – 373 Н/мм2;
относительное удлинение – не менее 25%.
Эксплуатационные свойства стальной арматуры А1 (А240):
Хорошая свариваемость, благодаря изготовлению из низкоуглеродистой стали.
Экологичность. Эта продукция имеет сертификаты безопасности о ее соответствии требованиям нормативной документации.
Возможность изгибания под углом, необходимым для создания конструкции.
Невысокая стойкость к воздействию коррозии. Повышается окрашиванием, цинкованием, алюмоцинкованием.
Меньшая стоимость, по сравнению с арматурой периодического профиля.
Сортамент арматуры А1
Согласно нормативной документации, продукция выпускается в диапазоне диаметров 6-40 мм. В продажу поступает бухтами – диаметром до 10 мм – или прутами длиной 6-12 мм.
Вычисление массы партии арматуры – с использованием таблицы, по которой определяют массу 1 м, а затем эту величину умножают на общий метраж партии.
Таблица весов 1 м арматуры А1
Диаметр, мм
Площадь поперечного сечения, см2
Масса 1 м, кг
Кол-во метров в тонне
6
0,283
0,222
4505
8
0,503
0,395
2532
10
0,785
0,617
1620
12
1,131
0,888
1126
14
1,54
1,21
826
18
2,54
2,0
500
20
3,14
2,47
405
22
3,8
2,98
336
25
4,91
3,85
260
28
6,16
4,83
207
32
8,04
6,31
158
36
10,18
7,99
125
40
12,57
9,87
101
Арматура может производиться из:
углепластика
стеклопластика
железа
базальтопластика
твердых пород древесины
Типы и их габариты:
В ГОСТ, исходя из эластичности, разделяет их на варианты:
A 600 (A-IV). Размер от 6-40 мм, сталь – 80С, 20ХГ2Ц
A-400 (A-III). Размер от 6-40 мм, сталь – 35 ГС, 25 Г2С, 32Г2Рпс
A 800 (A-V). Диаметр от 6-40 мм, сплав – 23Х2Г2Т
A-1000 (A-VI). Диаметр от 6-40 мм, сталь – 22Х2Г2АЮ, 22Х2Г2Р, 20Х2Г2СР
А 300 (A-II). Размер от 10-80 мм, сплав – Ст5сп, Ст5пс, 18Г2С, 10 ГТ
A-240 (A-I). Размер от 6-40 мм, сплав – Ст3кп, Ст3пс, Ст3сп.
Еще есть 2 интервальных упрочненных разновидности:
B500C. Размер 6-12 мм, сталь холодного проката
A-500C. Размер 6-40 мм, горячекатаная сталь
В соответствии с назначением:
Рабочая арматура. В основном стыкуется повдоль, для обеспечения обеспечения помехи изменения размера конструкции
Анкерная арматура. Вдалбливаются в фундамент конструкции, с целью дальнейшей связывания с главным каркасом
Монтажная арматура. Объединяет детали всего каркаса в единую конструктивную сетку
Действующая арматура. Устанавливается поперчено или вертикально, подобно хомутов или сварных стержней. Воспринимает усилие по вертикальной линии, отчасти исполняет роль монтажных стержней
Запорная арматура. Разграничивает рабочую среду от герметичной сферы.
По настроенности:
Поперечная – увеличение усиления постройки от наклонных трещин
Продольная – воспрепятствует сжатию и растяжению каркаса и предотвращает от отвесных трещин.
По использованию:
Не напрягаемая – наименее прочная, эксплуатируется для конструкций, где нет больших нагрузок на арматуру.
Напрягаемая – заранее подвержена изменению, в связи с чем является более восприимчива к нагрузкам. Эксплуатируется для долговечных строений
Пять методов применения арматуры.
Благодаря технологичности монтажа и невысокой стоимости, арматуру повсеместно используют в разнообразных частях строительства.
Армированная кладка стен сооружений. Эксплуатируется арматура сварная (вязаная), сетка мелкого диаметра, или могут использоваться единичные прутки, которые укладываются в раствор между рядами кладки.
Основание. Для увеличения усиления плиты фундамента применяют продольное и поперченное размещение прутьев в пару рядов (при низком – разрешается и 1 ряд). В среднем, на 1 метр арматуры продольного укрепления, ставится 1 поперечный хомут или стержень.
Упрочненный арматурный каркас. Стержни объединяют сварочными швами, с помощью которых возводится «остов», гарантирующий жесткость, выносливость и упругость несущих опор.
Вязаная арматурная сетка. Применяется при не очень больших площадях армирования, в ситуациях, когда неосуществимо совместить узлы сетки электросваркой, при неотложных работах, либо при укреплении стальными нитями из не сварочных металлов или сплавов.
Петли, хомуты. Употребляются с целью монтажа ключевых звеньев строительной конструкции в больших каркасах для перераспределения и ослабления нагрузки.
Купить арматуру А1 в Краснодаре
Приобрести арматуру по самым выгодным ценам возможно на нашем сайте. В прайс-листах предприятия «ДорСтройМеталл» найдете весь спектр существующего металлопроката и его наиболее подробное описание.
Мы используем cookie для корректной работы нашего сайта и сервиса. Продолжая использовать наши сайт и сервис, вы соглашаетесь на использование файлов cookie. Узнать больше
Таблица весов арматуры А1, характеристики, область применения
Арматура А1 – металлопрокат, востребованный при изготовлении железобетонных изделий, в монолитном строительстве, при сооружении металлоконструкций. Нормативный документ, регламентирующий производство этой продукции, – ГОСТ 5781-82.
Характеристики арматуры А1
Согласно ГОСТу 5781, арматурные стержни, в зависимости от механических характеристик, разделяют на классы. Арматурная сталь А1 иначе маркируется А240, где 240 – это предел текучести, выраженный в Н/мм2. Стандартом предусмотрено изготовление такой арматуры только в виде прутов с гладкой поверхностью. Изделия диаметром 6-12 мм выпускаются либо в мотках, либо в виде стержней. Продукция большего диаметра – только в виде прутков.
Для изготовления арматуры А1 применяют углеродистую сталь обыкновенного качества Ст3 пс/сп, характеризующуюся прекрасной свариваемостью, способ производства – горячая прокатка. Сортамент арматуры А1 включает изделия с сечением диаметром 6-40 мм.
Области применения
Продукция применяется для изготовления петлевых деталей, предназначенных для крепления железобетонных изделий к основанию или друг к другу. Петлевая арматура может использоваться для обвязки основного арматурного пакета, выполненного из изделий более высокого класса.
Арматурные стержни А1 применяются для:
армирования ж/б конструкций;
изготовления арматурных сеток;
изготовления армирующего слоя пола и стен;
создания декоративно-функциональных металлоконструкций (ограждений, лестниц, решеток).
Эти изделия востребованы при производстве мелких деталей для машиностроения, крепежа и других метизов.
Расчет партии арматуры А1
Для расчета веса партии арматурных стержней класса А1 необходимо умножить массу 1 м продукции, которую можно определить по таблице, на общий метраж.
Таблица сортамента и весов 1 метра арматуры А1
Диаметр арматуры А1, мм
Вес 1 м, кг
Диаметр арматуры А1, мм
Вес 1 м, кг
Диаметр арматуры А1, мм
Вес 1 м, кг
6
0,222
16
1,58
28
4,83
8
0,395
18
2,0
32
6,31
10
0,617
20
2,47
36
7,99
12
0,888
22
2,98
40
9,87
14
1,21
25
3,85
Если продукция поставляется в мотках, то их вес оговаривается с заказчиком, но в общем случае, он не превышает 1,3 тонны. Такие бухты могут укладываться в ограниченных пространствах с использованием техники небольшой грузоподъемности и габаритов.
Размеры, сорта и типы арматуры
Арматура или арматурный стержень — это стержень, который используется для армирования и укрепления бетона под напряжением. Обычно он изготавливается из стали, хотя для некоторых проектов популярен стекловолокно, поскольку оно не подвержено коррозии и немагнитно.
Существует множество размеров, марок и типов стальной арматуры для поддержки различных конструкций. Стандартные размеры арматурных стержней могут варьироваться в зависимости от страны — метрический размер и британский размер являются двумя популярными размерами. В Соединенных Штатах общие спецификации публикуются Американским институтом бетона (ACI) и Американским обществом испытаний и материалов (ASTM).
Мы сосредоточимся на различных размерах дюймовых стержней, которые являются стандартными в Соединенных Штатах, как указано в Стандартной спецификации ASTM A955/A955M для деформированных и гладких стержней из нержавеющей стали для армирования бетона.
Лучшее понимание того, что такое арматура, как она используется, а также множество доступных вариантов и размеров, позволит вам уверенно работать с этим материалом для вашего следующего строительного проекта.
Таблица размеров арматуры
Диаметр каждого имперского стержня увеличивается на 1/8 дюйма. Вы можете умножить размер стержня на 1/8, чтобы получить номинальный диаметр в дюймах. Например, арматурный стержень №8 = 8/8 дюйма (или 1 дюйм) в диаметре. Общие измерения указывают вес, номинальную площадь и номинальный диаметр.
При работе с арматурой обязательно нужно понимать не только размер необходимой вам арматуры, но и марку и тип стали.
Британский размер бара
Вес (фунт/фут)
Вес (кг/м)
Номинальный диаметр (дюймы)
Номинальный диаметр (мм)
Номинальная площадь (дюйм2)
Номинальная площадь (мм2)
#3
0,376
0,561
0,375
9,525
0,110
71
#4
0,688
0,996
0,500
12. 700
0,200
129
#5
1.043
1,556
0,625
15.875
0,310
200
#6
1,502
2,240
0,750
19.050
0,440
284
#7
2,044
3.049
0,875
22.225
0,600
387
#8
2,670
3,982
1.000
25.400
0,790
509
#9
3.400
5.071
1,128
28.650
1.000
645
#10
4.303
6.418
1,270
32.260
1,270
819
#11
5.313
7,924
1.140
35.810
1,560
1006
#14
7. 650
11.410
1,693
43.000
2,250
1452
#18
13.600
20.284
2,257
57.330
4.000
2581
Ниже приведены общие области применения стальной арматуры каждого из размеров:
#3 — Этот тонкий и экономичный арматурный материал из мягкой стали повышает прочность бетонных дорог, проездов или патио. В плавательных бассейнах из литого бетона также часто придают стенам бассейна форму и прочность.
#4 — немного более толстая арматура #4 идеально подходит для повышения прочности автомобильных дорог и может придать дополнительную прочность колоннам и плитам.
#5 — Этот тип арматуры обычно используется для мостов и автомагистралей.
№ 6 — Обычно встречается в фундаментах, подпорных стенах, дорогах или автомагистралях.
#7 — этот размер арматуры может обеспечить поддержку таких конструкций, как многоэтажные гаражи и мосты.
#8 — Арматурный стержень №8 идеально подходит для средних и тяжелых коммерческих применений. Его можно использовать для плит, волноломов, колонн и балок.
#9 — Этот толстый и прочный материал является идеальной арматурой для высотных строительных проектов, волноломов и подпорных стен.
#10 — Идеально подходит для средних и тяжелых коммерческих проектов, этот размер обеспечивает структурную поддержку в балках, колоннах и т. д.
#11 — Эта сверхпрочная арматура толстая и прочная, поэтому ее часто используют для несущих конструкций.
#14 — Одна из самых тяжелых и толстых арматурных стержней стандартных размеров, размер арматуры №14 хорошо подходит для мостов, парковок, высотных зданий и доков.
#18 — Этот большой, прочный размер арматуры используется для больших зданий, промышленных объектов и других крупномасштабных зданий.
Марки арматуры
Понимание разницы между пределом текучести и пределом прочности на растяжение необходимо для определения марки арматуры, которая вам нужна.
Думайте о пределе текучести и пределе прочности при растяжении как о минимальном и максимальном диапазонах напряжений для арматуры определенного сорта. Предел текучести — это минимальное напряжение, которое может выдержать материал, прежде чем он начнет постоянно деформироваться. И наоборот, предел прочности на растяжение измеряет максимальное напряжение, которое может выдержать материал, прежде чем он будет необратимо поврежден и сломан.
Марки арматуры устанавливаются ASTM. Обозначение марки соответствует минимальному пределу текучести в килофунтах на квадратный дюйм (KSI). Распространенными марками являются 40, 60, 75, 80 и 100. Номенклатура марок показывает, какой предел текучести имеет арматурный стержень. Например, арматурный стержень класса 40 имеет минимальный предел текучести 40 тысяч фунтов на квадратный дюйм, что соответствует 40 000 фунтов на квадратный дюйм, тогда как арматурный стержень класса 80 имеет минимальный предел текучести 80 тысяч фунтов на квадратный дюйм или 80 000 фунтов на квадратный дюйм.
Типы арматурных стержней
Выбор подходящей арматуры для вашего проекта будет зависеть от размера и марки, необходимых для добавления необходимой поддержки и прочности. Это также во многом будет зависеть от материала, используемого для изготовления арматуры, а также от того, что используется для ее покрытия.
Арматура из углеродистой стали является стандартом в бетонной и строительной промышленности, но она может не выдерживать условий с высокой влажностью. Арматура с эпоксидным покрытием может лучше работать в морских условиях, сохраняя прочность и долговечность бетона без ускоренной коррозии.
Арматура из углеродистой стали
Арматура из углеродистой стали является наиболее распространенным типом арматуры, используемой в жилых и коммерческих проектах. Эта легированная сталь исключительно экономична и долговечна, но углеродистая сталь может плохо выдерживать проекты, подверженные воздействию высокой влажности. Использование арматуры из углеродистой стали может быть рискованным, если вы работаете с высоким содержанием влаги или в зонах с высокой влажностью.
Арматура из нержавеющей стали
Хотя арматура из нержавеющей стали не такая дешевая, как арматура из углеродистой стали, она может быть жизнеспособной альтернативой. Эти стальные арматурные стержни используются для мостов, дорог, опор и других несущих конструкций. В отличие от арматуры из углеродистой стали, арматура из нержавеющей стали может помочь предотвратить коррозию, обеспечивая дополнительную защиту.
Оцинкованная арматура
Один из более дорогих вариантов, оцинкованная арматура, представляет собой арматуру из легированной стали, погруженную в раствор цинка для добавления специального водного покрытия, которое может сдерживать коррозию. Этот материал является отличной альтернативой арматуре с эпоксидным покрытием. Оцинкованная арматура в 40 раз более устойчива к коррозии и лучше выдерживает транспортировку и монтаж.
Арматура из полимера, армированного стекловолокном (GFRP)
Этот материал, также известный как арматура из стекловолокна, идеально подходит для проектов, подверженных воздействию воды. Арматура из стекловолокна никогда не подвергается коррозии и обладает гораздо большей прочностью на растяжение, чем традиционная стальная арматура. Кроме того, он на 75 % легче стали, а это значит, что вы можете сэкономить на дорогостоящих расходах на доставку. Этот специализированный материал также обладает непроводящими электрическими свойствами.
Арматурный стержень с эпоксидным покрытием
Арматурный стержень с эпоксидным покрытием хорошо подходит для строительных проектов с высокой влажностью. Арматура покрыта толстым слоем эпоксидной смолы, что помогает замедлить коррозию. К сожалению, тонкое эпоксидное покрытие может поцарапаться и повредиться во время транспортировки, что сделает арматуру менее эффективной против коррозии.
Арматура из сварной проволочной сетки (WWF)
Хотя этот тип материала имеет другое название, чем другие стандартные типы арматуры, арматура WWF на самом деле представляет собой сетку, изготовленную из сварной низкоуглеродистой стальной проволоки. Сетка может помочь укрепить бетонные плиты, чтобы улучшить общую прочность бетона на растяжение.
Расширенный металлический стержень
Подобно арматурному стержню WWF, расширенный металл создает металлическую сетку, детализированную ромбовидными линиями. Сетка изготовлена из цельного стального листа, который мастерски вырезается и расширяется. Этот материал обычно используется, когда требуется очень толстая штукатурка для поддержки бетона. Расширенная металлическая арматура часто используется для тротуаров или пешеходных поверхностей, но она недостаточно прочна, чтобы выдерживать интенсивное движение транспортных средств или большой вес.
Вывод
Арматура является важным материалом для железобетона. Выбор правильного размера, марки и типа арматурных стержней имеет решающее значение для успеха любого проекта. Правильный и равномерный интервал также важен.
Полное понимание предела прочности на растяжение и предел текучести каждого сорта арматуры, а также преимуществ, недостатков и общей разницы в стоимости между вариантами арматуры позволит вам создать безопасный, экономичный и долговечный проект.
Похожие сообщения
Каковы средние цены на арматуру за тонну или фут?
Типичный диапазон:
400 долларов — 800 долларов
Данные о затратах основаны на исследованиях HomeAdvisor.
Обновлено 18 июля 2022 г.
Автор HomeAdvisor.
Цены на арматуру варьируются от $400 до $800 в зависимости от количества и типа, которые вы покупаете для конкретного проекта. В среднем арматура стоит от От 0,70 до 0,80 долларов США за погонный фут , не включая затраты на установку. Обычные размеры арматуры для жилых проектов: № 4, который стоит от 0,30 до 2,00 долларов за погонный фут , и № 5, который стоит от 0,45 до 2,55 долларов за погонный фут .
Арматурный стержень, сокращенно от «арматурный стержень», представляет собой (чаще всего) стальной стержень, помещаемый в бетон для дополнительной прочности и устойчивости. Цены на сталь могут время от времени колебаться, поэтому общая стоимость проекта может увеличиваться или уменьшаться в зависимости от экономических условий. Актуальные рыночные цены уточняйте у местного поставщика арматуры. Если вы не занимаетесь проектом «сделай сам», ваш подрядчик включает стоимость арматуры в стоимость других конкретных проектов.
В этой статье
Цены на арматуру по размерам
Расходы по типу
Цены на арматуру за тонну
Ценовые факторы арматуры
Объяснение марок арматуры
Сделай сам или наймите профессионала
Часто задаваемые вопросы
Цены на арматуру в зависимости от размера
В зависимости от длины и диаметра арматуры вы будете платить от 0,18 до 6,20 долларов США за погонный фут , не включая установку. Большинство хозяйственных магазинов идентифицируют арматуру по диаметру, а некоторые используют отраслевые размеры.
Стандартный размер стержня (миллиметр)
Диаметр (дюймы)
Стоимость на линейную ногу
#3 (10)
3/8 ”
#3 (10)
. #4 (13)
1/2″
$0.30 – $2.00
#5 (16)
5/8″
$0.45 – $2.55
#6 (19)
3/4 »
0,75–3,70 долл. США
#7 (22)
7/8″
$1.30 – $5.05
#8 (25)
1″
$3.25 – $6.20
#3
Grade 40 or 60 #3 rebar costs $0.18 to 1,25 доллара США за погонный фут . При диаметре 3/8 дюйма это самый маленький арматурный стержень, который вы можете найти. Этот тип обычно используется в низких или ненесущих конструкциях, таких как патио или подъездная дорога.
Арматурный стержень класса прочности 40 и 60 № 3
Cost Ranges
Cost per foot
$0.18 – $1.25
Cost per pound
$0.47 – $3.29
Cost per ton
$950 – $2,200
#4
Арматурный стержень класса 40 или 60 №4 стоит от 0,30 до 2,00 долларов США за погонный фут . Профессионалы используют эту арматуру среднего размера диаметром 1/2 дюйма для подъездных путей, фундаментных полов и стен.
Класс прочности 40 и 60 размер №4 Арматурный стержень
Cost Ranges
Cost per foot
$0.30 – $2.00
Cost per pound
$0.45 – $2.98
Cost per ton
$900 – $2,300
#5
Арматурный стержень класса 40 или 60 №5 стоит от 0,45 до 2,55 долларов США за погонный фут . Как правило, это самый большой размер, используемый в жилом строительстве, диаметром 5/8 дюйма, обычно для балок, фундаментов и фундаментов.
Grade 40 and 60 Size #5 Rebar
Cost Ranges
Cost per foot
$0.45 – $2.55
Cost per pound
$0.43 – $2.45
Cost per тонна
850–2500 долларов США
#6 и больше
Новый. Объясните, что эти большие размеры обычно не используются для работы в жилых помещениях, и дайте общий обзор цен и областей применения.
Арматура №6 и больше обычно не используется в жилищном строительстве. Более тяжелая штанга лучше подходит для коммерческого и промышленного применения. Стержни от №6 до №8 используются для средних и тяжелых конструкций, таких как подпорные стены, высотное строительство и парковочные сооружения.
Проконсультируйтесь со специалистом по арматуре и стоимости труда
Почтовый индекс
Сравните оценки
Стоимость арматуры по типам
Арматура изготавливается из различных материалов. В зависимости от места установки ваш специалист по бетону может порекомендовать материал, отличный от основной стальной арматуры.
Тип арматуры
Диапазон цен
Характеристики
Сталь
Необработанная линейная сталь 2 0,18–6,80 долл. США за фут2 Свариваемый.
Нержавеющая сталь типа 304 или 316
2,50–16 долл. США за погонный фут
Не подвержен коррозии и не требует технического обслуживания.
Оцинкованный
+10% – 15% по сравнению с необработанной сталью
Процесс гальванизации обеспечивает внешнее цинковое покрытие для защиты от долговременной коррозии.
Эпоксидное покрытие
300–400 долларов США за коробку весом 50 фунтов.
Арматура с эпоксидным покрытием стоит на 10 центов за фунт больше, чем сталь без покрытия (известная как черная арматура). Большинство профессионалов предпочитают использовать оцинкованную или нержавеющую сталь вместо эпоксидного покрытия из-за проблем с хлоридами.
Стекловолокно
Стоимость зависит от местоположения и поставщика
Полимерная арматура, армированная стекловолокном (GFRP). Эти стержни из стекловолокна представляют собой легкую и устойчивую к коррозии альтернативу стали. Они имеют аналогичную или лучшую прочность на растяжение.
Арматурные хомуты
Арматурные хомуты скрепляют продольные секции арматурных стержней. Стоимость каждого хомута из арматуры, в зависимости от размера, составляет от 90 348 до 20 долларов США или более 90 349 . Стремена имеют квадратную или прямоугольную форму и варьируются от шести до 36 дюймов, иногда даже больше.
Цены на арматуру за тонну
Вы потратите от 850 до 2500 долларов за тонну при покупке арматуры оптом. Вам не нужно будет покупать столько арматуры для большинства жилых помещений. Подрядчики или оптовики обычно используют цены на арматуру за тонну.
Size
Cost per ton
#3
$950 – $2,200
#4
$900 – $2,300
#5
$850 – $2,500
Факторы цены на арматуру
Помимо размера арматуры и типа материала, на цену также влияют следующие факторы:
Географическое положение: Часто арматура будет дороже в удаленных местах, где имеется меньше запасов.
Рыночный курс стали: Цена на сталь может сильно колебаться в зависимости от рыночных условий. Если существуют проблемы с производством или цепочкой поставок, обычно можно ожидать существенного увеличения стоимости стальной арматуры.
Оптовые скидки: Вообще говоря, покупка 20-футового арматурного стержня стоит меньше на фут, чем двухметрового стержня. Кроме того, подрядчики по бетонным работам могут получить скидку от поставщиков на закупку арматуры оптом. Если ваш проект достаточно велик, эти связи могут передать вам часть экономии.
Марка: Марка является мерой прочности арматурного стержня. Как правило, чем выше класс, тем выше стоимость.
Приобретенный размер: По мере увеличения размера покупаемой стальной арматуры будет расти и цена. Размер учитывает как длину арматурного стержня, так и диаметр.
Сравните цитаты местных профессионалов
Почтовый индекс
Получить местные расходы
Объяснение марок арматуры
В большинстве жилых проектов используется арматура № 3, № 4 или № 5 класса прочности 40 или 60. Класс определяет прочность арматурного стержня или количество фунтов на квадратный дюйм, которое может выдержать арматурный стержень. Производители измеряют качество в тысячах фунтов на квадратный дюйм или в килограммах на квадратный дюйм.
Существует два отдельных класса арматуры: текучесть и прочность на растяжение. не возвращается к своей первоначальной форме, а прочность на растяжение определяется, когда арматурный стержень выходит из строя или ломается.0003
Rebar grade ratings
Rebar Type
Minimum Yield Strength
Minimum Tensile Strength
Grade 40
40 ksi
60 ksi
Grade 60
60 ksi
90 ksi
Установка арматуры своими руками или наем профессионала
Установка арматуры требует надлежащих знаний о бетоне и специальных инструментов, которые могут разрезать изгиб и связать его. Кроме того, вам нужно знать, как читать инженерные планы. Неправильная установка арматуры может представлять угрозу безопасности и со временем привести к растрескиванию, провисанию или разрушению бетона.
По этой причине установку арматуры обычно лучше доверить профессионалам. Избавьте себя от головной боли, наняв местного установщика бетонного фундамента или установщика бетонного пола рядом с вами, чтобы убедиться, что работа выполнена правильно.
Часто задаваемые вопросы
Для чего используется арматура?
Стальные арматурные стержни, широко известные как арматурные стержни, устанавливаются внутри бетона для повышения прочности и устойчивости бетона. Общие области применения арматуры в жилых домах включают:
Подъездные пути и патио: Арматура диаметром 3/8 дюйма (#3) используется для бетонных плит, таких как подъездные пути и патио.
Стены и колонны: Для стен, колонн и опор используется арматура диаметром 1/2 дюйма (#4) или больше.
Фундаменты: Для фундаментов зданий требуется арматура диаметром не менее 1/2 дюйма (#4), но чаще используется арматура диаметром 5/8 (#5).
Сколько штук арматуры в связке?
Количество штук арматуры в пачке колеблется от шести до 50 штук и более. Пучок арматуры не является стандартной единицей измерения; поэтому точное количество зависит от конкретного поставщика и размеров арматуры.
Сколько арматуры мне нужно?
Расчет необходимого количества арматуры лучше всего выполнять инженером-строителем. Каждый проект имеет определенные структурные требования. Инженер-строитель или обученный подрядчик по бетону обеспечат бюджет вашего конкретного проекта для правильного выбора арматуры, а также правильного размера и размещения.
Наймите специалиста по установке арматуры рядом с вами
Оглавление: Водяной насос для дачи: какой лучше Какой водяной насос выбрать для дачи: ручные установки Электрический водяной насос для дачи: поверхностное оборудование Погружное насосное оборудование для дачи: особенности
Трудно себе представить дачу современного человека без такого элементарного удобства, как водоснабжение – хотя бы примитивная система подачи воды в дом и на участок должна присутствовать, так как надеяться исключительно на милость матушки-природы будет как минимум неразумно. Существует масса приспособлений для подачи воды из колодца или скважины, и какое из них выбрать – вопрос не из легких. Именно его решением мы займемся в данной статье, в которой вместе с сайтом moyadacha.org изучим все существующие на сегодняшний день варианты и определимся с вопросом, какой водяной насос для дачи выбрать?
Центробежный водяной насос для дачи фото
Водяной насос для дачи: какой лучше
Вопрос, какой водяной насос лучше для дачи, поставлен в корне неправильно – если уж ставить его подобным образом, то звучать он должен так – какой водяной насос подойдет для дачи? Дело в том, что каждая из существующих разновидностей подобных приспособлений для забора воды из скважины или колодца используется в определенной ситуации. Там, где отлично показал себя один тип насоса, с поставленной задачей не справляется другая разновидность водонапорного оборудования. Именно такие моменты и нужно брать в учет при выборе. И более подробно об этом мы поговорим несколько позже.
Естественно, полностью игнорировать вопрос, какой насос для дачи лучше, тоже будет неправильно – здесь необходимо обратить внимание и на технические характеристики агрегата, и на его производителя, и, конечно же, на качество, которое в большей степени зависит от отношения производителя к своей продукции. Качеству насоса нужно уделить особое внимание – вещь это недешевая, и приобретается не на один год. Нужно быть уверенным в том, что оборудование подобного типа будет работать долго и безотказно. О том, как выбрать такой насос, смотрите в этом видео.
Какой водяной насос выбрать для дачи: ручные установки
Ручной водяной насос поршневого типа является отличным решением для дач, на которых отсутствует электроснабжение. Мало того, он окажется незаменимым и как вспомогательное оборудование. Дело в том, что наши энергетические компании мало уделяют внимания удаленным поселкам и уж тем более дачам – если что-то случается на линии, происходит авария или обрыв, то на восстановление подачи электричества может понадобиться несколько дней. И подобный насос – это своеобразная резервная установка, которая не даст вам засохнуть от жажды. Пользоваться ею немного сложно, но это дело привычки, и передвинуть пару раз рычаг, запускающий поршень, ради того, чтобы получить ведро воды, это нормально.
Устанавливаются такие насосы, как правило, непосредственно на обсадную трубу скважины – на нее наваривается фланец, который соединяется с фланцем самого насоса с помощью болтов. В общем, ничего сложного здесь нет, и справиться самостоятельно с этой работой вполне реально. Если речь идет о дублирующем или резервном ручном насосе, то в обсадную трубу врезается дополнительная трубка с фланцем, которая и служит местом установки ручного водяного насоса для дачи.
Ручные водяные насосы для дачи фото
У данного напорного оборудования для подачи воды имеется несколько недостатков – чтобы такой насос нормально функционировал, обсадная труба должна быть полностью наполнена водой. Но для этого нужна полная герметичность конструкции, чего невозможно добиться при использовании погружного насоса для скважины. Если уж прибегать к двойной установке, то ручные водяные насосы для дачи должны монтироваться в паре с поверхностным оборудованием данного типа, которое имеет такой же принцип установки – на фланец. Еще одним существенным недостатком ручных насосов является необходимость их демонтажа в зимний период и, соответственно, консервирование скважины. Делать это придется еще и потому, чтобы шастающие по дачам бродяги не выполнили эту работу за вас. Также нужно понимать, что насосы данного типа не в состоянии подавать воду в домашний водопровод и обеспечивать работу оборудования, к которому мы привыкли в городе.
Электрический водяной насос для дачи: особенности поверхностного оборудования
Преимуществ у данного насоса для дачи не так уж много, и единственное, для чего он хорошо подходит, это для полива в летний период. Как и ручные насосные установки, их нужно демонтировать на зиму, а скважину консервировать. Но это еще не все проблемы, связанные с его использованием – данные насосы имеют и некоторые ограничения, которые касаются глубины скважины. Максимум, на что они способны, это поднять воду на высоту до 9м. И это еще не все – для их монтажа потребуется изготовить приямок, а это как минимум дополнительные расходы. Единственный момент, где хорошо показал себя насос данного типа, это колодец, в котором они могут эксплуатироваться даже зимой. Как вариант, их можно устанавливать в скважину, пробитую в подвале дома, но здесь нужно быть готовым к шумной работе такого агрегата. Но, в принципе, эта проблема решаема.
Поверхностный водяной насос для дачи фото
Что еще нужно знать по поводу поверхностных насосов для дачи, так это то, что по принципу работы они разделяются на пять типов.
Вихревые. Работают по принципу создания разницы давления – создается некоторое подобие вихря, который и увлекает за собой воду. Это не очень надежные насосы и к тому же обладающие малой производительностью.
Центробежные. В отличие от вихревых насосов, они работают несколько иначе – вращение крыльчатки вокруг своей оси разгоняет жидкость в стороны от центра, освобождая таким способом место для новой, поступающей из источника, воды. Это надежные насосы, которые способны подавать воду длительное время. Они могут быть одноступенчатыми и двухступенчатых – у первых одна центрифуга, а у вторых две. Вторые являются более мощными.
Самовсасывающие. Их основное отличие заключается в том, что кроме воды, они в состоянии перегонять и воздух. Отсюда и преимущество – для их работы не нужен обратный клапан, удерживающий воду в системе. Несмотря на это, их все равно оборудуют клапанами, так как они сокращают время подъема воды со дна скважины.
Жидкостно-кольцевые. По большому счету, эти насосы на даче не применяются, но знать об их существовании полезно – кроме жидкости и воды, они также могут транспортировать и ГСМ типа ДТ, мазут, масло и прочее.
Мобильные насосы, то бишь переносные. Здесь все понятно и без слов. Приобретая центробежный насос для дачи такого типа, вы получаете возможность перекачивать воду из различных источников – как говорится, переставили быстро и дело с концом.
Все эти дачные насосы не такие уж и плохие, как может сложиться о них впечатление – они просто маломощные и не способны поднимать воду на большую высоту. Есть, правда, одна разновидность подобного оборудования, которое способно выдавать напор высотой до 40м – это эжекторные насосы (ejector — выбрасыватель). Они на сегодняшний день являются самыми дорогостоящими.
Погружное насосное оборудование для дачи: особенности
Это самый идеальный вариант для оборудования скважины – такой насос монтируется прямиком внутрь обсадной трубы. Никакого приямка для него делать не нужно – единственное, чем понадобится оборудовать скважину, так это скважинным адаптером. Такое устройство решает много проблем, но в первую очередь, это промерзание трубопроводов – адаптер устанавливается ниже глубины промерзания, в чем и заключается его основное преимущество. Погружной насос может применяться не только для откачки воды из скважины – он отлично работает и в колодце. Кроме того, с его помощью достаточно легко создать стационарный дачный водопровод и обеспечить себе все удобства, к которым человек привык в городе.
Погружной водяной насос для дачи фото
Существует четыре основных типа насосов, которые имеют разное предназначение.
Скважинный погружной водяной насос для дачи. Это оборудование для подачи воды способно откачивать из источника даже сильно загрязненную механическим мусором воду. В силу его небольшого диаметра применяется оно только для скважин, хотя никто не запретит вам использовать его и в колодце.
Колодезный погружной насос. В отличие от скважинного агрегата данного типа, он имеет несколько больший диаметр и для использования в тонкой обсадной трубе он не подходит. Во всем остальном это схожие друг с другом насосные установки.
Дренажный. Он предназначен исключительно для загрязненной воды и применяется, как следует из названия, в дренажных колодцах для перекачки воды на уровень выше.
Фекальный. Это устройство специально разработано для выгребных ям и септиков. Применяется оно в системах дачной канализации.
Как видите, различных насосов достаточно много, и это в некоторой степени осложняет их выбор – хотя не намного, так как практически все они разделены на группы по своему назначению. Единственный момент, который здесь нужно учесть, это их мощность, обуславливающая возможность насоса перекачивать жидкость на определенное расстояние.
Водяной насос для дачи фото
И в заключение темы про водяной насос для дачи несколько слов о таком агрегате, как насосная станция – на сегодняшний день это самый оптимальный вариант для создания независимой системы подачи воды для дачи. Ее особенность заключается в полной автоматизации – она сама контролирует подачу воды в дом. Когда вы открываете кран, к примеру, на кухне, давление в водопроводе падает, и когда оно доходит до нижней критической отметки, включается насос и восполняет утерянное давление. Точно так же она и выключается, когда давление в системе достигает верхней критической точки, что случается после того, как вы закрываете кран на той же кухне. Единственный недочет подобных установок заключается в их сравнительно небольшой мощности – до глубинных насосов им далеко. Как вариант, спаренная система подачи воды, в которой принимают участие и глубинный насос, и насосная станция.
Ручной водяной насос / колонка на дачу. Поршневой ручной насос для скважины., цена 2450 грн
Ручной насос для воды / колонка, ручной насос на скважину, ручной водяной насос
В МАКСИМАЛЬНО БЮДЖЕТНОМ ВАРИАНТЕ — новинка в нашем ассортименте!
При этом качество используемых материалов осталось таким же высоким.
Минимальная цена достигнута уменьшением диаметра и высоты гильзы насоса.
ОПИСАНИЕ И ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
Ручной насос для воды из скважины (колонка) поверхностного типа — устанавливается для подачи воды только в теплое время года (дачный сезон). На зиму насос снимают с места крепления а скважину консервируют до следующего года.
Зеркало поднимаемой воды (расстояние от места крепления насоса до начала воды в скважине) составляет 8 метров, причем глубина самой скважины не должна превышать 100 метров.
Все насосы изготовлены в Украине.
Для производства гильзы насоса используется только сварная нержавеющая труба известной итальянской компании Ilta inox S.p.A. Вся продукция данного производителя соответствует высочайшим европейским стандартам качества и безопасности для здоровья человека.
Каждый насос в обязательном порядке комплектуются обратным клапаном в нижней части корпуса. При установке дополнительного обратного клапана в трубе скважины полностью исключается опускание воды из гильзы насоса.
Манжет поршня насоса отливается на производстве четко по диаметру гильзы, это позволяет максимально продлить срок его эксплуатации.
Насос состоит из гильзы, выполненной из ПИЩЕВОЙ нержавеющей стали, нержавеющих фланцев, поршня с рукояткой для подачи воды и гусака.
Наружный диаметр гильзы 76 мм.
Высота гильзы 330 мм.
За одно нажатие рукоятки Вы получаете 750 мл чистой воды из артезианской скважины.
Крепление к горизонтальной поверхности осуществляется посредством фланца на нижней части насоса или на трубу скважины с внутренней резьбой 1″ (диаметр 25 мм).
Диаметр крепёжных отверстий ― 8 мм.
Всасывающий патрубок для воды расположен с нижнего торца цилиндра.
Резьба для подсоединения штуцера или трубы ― 1″(диаметр 25 мм)
Насос не создает давления на выходе и служит только для наполнения емкостей, которые устанавливаются под выходной патрубок насоса.
Чтобы иметь возможность подавать воду из скважины круглый год Вам нужен ручной водяной насос шахтного типа. С ассортиментом и ценами на шахтные насосы Вы можете ознакомиться здесь https://nashnasos.com/g2663800-ruchnye-nasosy-dlya
Можем организовать изготовление ручного насоса для воды по вашим чертежам или с учетом ваших индивидуальных пожеланий.
По всем интересующим Вас вопросам связывайтесь с нами по указанным контактным телефонам.
На весь ассортимент ручных водяных насосов предоставляется гарантия от производителя. Выполняем полное послегарантийное обслуживание с ремонтом или заменой необходимых комплектующих.
Осуществляем доставку по Киеву, всей Украине, ближнему и дальнему зарубежью.
Стоимость курьерской доставки по Киеву в зависимости от района.
Доставка по Украине любым удобным для Вас перевозчиком.
Доставка в страны ближнего и дальнего зарубежья осуществляется Укрпочтой наложенным платежом (Вы оплачиваете посылку при получении в почтовом отделении по курсу Нацбанка на момент получения), либо по полной предоплате на банковский счет, что значительно удешевит стоимость покупки.
Купить ручную колонку для воды (ручной садовый насос) вы можете оформив заявку на нашем сайте через удобную форму заказа либо позвонив нам по указанным номерам телефона.
Ручные водяные насосы: руководство • Вместо
«Итак, позвольте мне уточнить. Вы хотите, чтобы я вытащил электрический насос, чтобы вы могли вставить ручной насос?»
Мы с мужем кивнули мужчине, который пришел снять наш сломанный электронасос. Он почесал затылок, на щеках появилась забавная полуулыбка. — Знаешь, большинство людей идут другим путем.
Идея ручного откачивания воды в 21 веке на первый взгляд может показаться немного отсталой, но мы (как и многие другие поселенцы, фермеры и выживальщики) знали, что наличие системы, позволяющей нам брать воду, используя только два оружия и некоторое время могут иметь серьезные преимущества.
Fikri Rasyid / Unsplash
Ручные водяные насосы следует учитывать всем, у кого есть скважина с электрическим насосом, и даже тем, кто использует городскую воду. Хотя водонапорные башни создают давление воды под действием силы тяжести, единственный способ, которым вода попадает в башню, — это, прежде всего, механический насос.
И когда вы понимаете, что все, что нужно, чтобы отключить подачу воды, — это длительное отключение электричества, держу пари, что большинство из вас хотели бы иметь доступ к нему независимо от обстоятельств. Ручные водяные насосы — это один из способов повысить устойчивость вашей усадьбы, независимо от ее размера. Читайте дальше, чтобы узнать больше об основах того, что нужно, чтобы использовать небольшую силу руки, чтобы набирать воду самостоятельно.
Варианты ручного ручного насоса
Мир сильно изменился со времен Лоры Ингаллс, когда она черпала воду ведром на шкиве. Если вы решите перейти на ручную подачу воды, вы можете обнаружить, что есть две компании, которые действительно доминируют в ваших поисках.
https://www.instagram.com/p/BUyNlEjhUaE/
Как Simple Pump, так и Bison Pump являются скважинными — признанными (извините за каламбур) ручными насосными предприятиями с солидной клиентской базой и большим количеством опыт. Хотя есть и другие компании, предлагающие ручные насосы, и Bison Pump, и Simple Pump производятся в США, и их относительно легко встроить в существующую скважину.
Как работают ручные насосы
Хотя конструкция была модернизирована, все колодцы в значительной степени работают одинаково. Просверлите отверстие достаточно глубоко в земле, чтобы добраться до водоносного горизонта, а затем найдите способ вывести воду на поверхность. Ручной насос на самом деле не сильно отличается от электрического, за исключением того очевидного факта, что воду набирают ваши руки, а не сетка.
Когда вы качаете ручку вверх и вниз, вы перемещаете шток и поршень внутри длинной трубы из ПВХ, которая опущена ниже уровня воды. Каждый раз, когда вы тянете ручку вниз, вода поднимается вверх, и каждый раз, когда вы позволяете ручке подниматься, насос опускается в воду, загружаясь для следующего толчка.
https://www.instagram.com/p/BaVC581F4Jl/
Для тех, кто интересуется, у Simple Pump есть хорошее объяснение каждой части их системы. Преимущество обеих этих современных конструкций насосов заключается в том, что они не требуют заливки и требуют минимального обслуживания. Например, вам нужно будет пересматривать всю систему, вероятно, каждые пять лет или около того.
Всепогодные ручные насосы
Ручные насосы должны работать в любое время года, если в них установлено так называемое «сливное отверстие». Этот простой трюк представляет собой просто отверстие, просверленное в трубе из ПВХ ниже уровня промерзания. После того, как вы закончите откачку, вода будет медленно вытекать, пока не достигнет равновесия, гарантируя, что сама труба никогда не замерзнет.
Как человек, который лично откачивал воду утром при температуре 1 градус, я могу гарантировать, что это позволяет использовать ручной насос при температурах значительно ниже нуля. Чтобы было ясно, мой насос работает зимой Озарка, а не зимой Аляски. Если вы находитесь в районе с глубокой вечной мерзлотой, обязательно изучите вопрос перед установкой!
Как встроить ручной насос в современный дом
Когда вы устанавливаете ручной насос, вы сами решаете, насколько автономным он должен быть. Вы можете сделать его основным источником воды или использовать его в качестве резервного. Вы можете быть спокойны, зная, что вполне возможно установить ручной насос бок о бок с электрическим насосом, что обеспечивает удобство и безопасность воды. Однако, если вы решите использовать ручной насос только в качестве резервного, вам нужно будет откачивать немного воды через день или около того, просто чтобы убедиться, что система находится в хорошем рабочем состоянии.
https://www.instagram.com/p/Bqu4dYHlWg7/
Если идея таскать ведра для ежедневного использования воды не для вас, вы также можете использовать ручной насос для повышения давления воды внутри дома. . Не каждый ручной насос можно использовать внутрь, поэтому обязательно изучите вопрос! Используя эту систему, вы можете вручную перекачивать воду из колодца через шланг в напорный бак.
Резервуар может затем позволить воде течь из кранов и в туалеты так, чтобы большая часть вашего дома функционировала как «нормальная». Закачка воды в напорный бак станет еще одной из ежедневных хлопот.
Стоимость ручного насоса
Трудно назвать точную цифру, во сколько вам обойдется ручной насос. Общая стоимость зависит от того, насколько глубока ваша скважина и какую модель вы хотите.
Чем глубже скважина, тем она будет дороже, так как потребуется большее количество насосных штанг и отрезков труб. Кроме того, если у вас еще нет скважины, цена будет расти в геометрической прогрессии. На нашей усадьбе мы решили использовать уже вырытый колодец и добавили в систему ручной насос.
https://www.instagram.com/p/BFLJ6LvF67m/
Наша скважина была достаточно глубокой, поэтому окончательная цена всей нашей системы составила немногим более 2000 долларов. Имейте в виду, что это не включает стоимость извлечения оригинала. Кроме того, мы сэкономили деньги, выбрав установку самостоятельно.
По вашему мнению, это может быть небольшой платой за постоянный, защищенный от непогоды доступ к воде. Кроме того, остроумие позволяет вам обращаться с каждой частью устройства и понимать ее во время установки. Это, безусловно, может дать вам уверенность в том, что вы сможете самостоятельно починить насос, если возникнут проблемы.
Глубина воды ручным насосом
Итак, на какую глубину вы можете закачивать воду вручную? Ответ на этот вопрос полностью зависит от типа насоса, который вы решите установить. Простой насос, который я использую, способен работать с глубины статического уровня воды 325 футов.
https://www.instagram.com/p/BnmFtyng3iI/
Прежде чем установить какой-либо насос на своей территории, найдите время, чтобы узнать все характеристики вашей личной скважины, чтобы вы могли сделать лучший выбор. Найти информацию о нашей скважине можно было только в том случае, если служба вышла и вытащила для нас старую скважину, поэтому вам, возможно, придется проделать немало работы, если информация не зарегистрирована.
Безопасно ли пить воду из ручного насоса?
Это сложный вопрос, потому что он полностью зависит от вашего личного колодца, глубины его копания, того, что находится в окрестностях и каким способом осуществляется транспортировка воды. Когда-то давно колодезную воду, вероятно, можно было пить напрямую, не опасаясь загрязнения, но теперь вам нужно быть немного менее доверчивым и намного более активным, когда дело доходит до управления вашей водой.
Как правило, чем глубже вырыт колодец, тем безопаснее вода, но я все же рекомендую проверить воду из личного колодца, как только вы получите к ней доступ. Личные колодцы не контролируются и не охраняются такими агентствами, как EPA, поэтому ответственность ложится на вас. К счастью, есть относительно недорогие наборы, которые вы можете заказать для проверки воды самостоятельно, и есть множество сервисов, которые вы можете найти в Интернете, которые могут дать вам «табель успеваемости» о том, что в вашей воде.
https://www.instagram.com/p/BgYs-RPH6_y/
В нашей усадьбе вся вода, которую мы используем для питья и приготовления пищи, сначала проходит через систему фильтрации воды Berkey. Эти системы фильтрации получают мои самые высокие рекомендации, и если вы ищете способ сделать любую воду безопасной, я думаю, вы не найдете лучшего варианта.
Они не спонсируют меня и не оплачивают — я просто зависел от нашей системы Berkey в течение многих лет, и верная вещь работала без сучка и задоринки. Система фильтрации, по общему признанию, дорогая, но когда дело доходит до чего-то столь же важного, как вода, многие из нас более чем готовы отказаться от нескольких ночей, чтобы поесть и купить одежду в универмаге, в пользу безопасной воды на десятилетия.
Советы владельца усадьбы с ручным насосом
Если вы изучаете ручные насосы, чтобы понять, сможете ли вы перевести свой дом или небольшую ферму на ручную подачу воды, значит, вы так же увлечены собой -надежность, как мы. Таким образом, у меня есть несколько советов и рассказов для тех из вас, кто готов отказаться от современности в пользу какого-то неряшливого, накачанного вручную добра.
Во-первых, ничто не поможет вам больше узнать о том, как вы используете воду, чем перекачивать ее самостоятельно. Чтобы полагаться на ручной насос, вам должен изменить ваше отношение к воде.
Средний американец использует поразительные 80-100 галлонов воды в день. Этот расточительный, бездумный образ жизни просто невозможен с ручным насосом.
Я считаю, что это хорошо.
Как вы думаете, можно ли прожить целый день, используя всего 50 галлонов воды? 20? 10? Открою вам секрет: человек может с комфортом прожить день, потребляя всего 5 галлонов воды для личного пользования. Я оставлю это вам, чтобы понять, как заставить это работать.
Paul Sableman / Flickr (Creative Commons)
А как насчет дня стирки, спросите вы? Или поить животных? Вот мой совет: нет необходимости, чтобы ручной насос был единственным источником воды для усадьбы. Если вы соедините свой ручной насос с системой сбора дождевой воды, то у вас будет больше воды, чем вы знаете, что с ней делать. Используйте дождевую воду для поения животных, сада и стирки белья. Вы можете зарезервировать работу ручной откачки воды для питья, приготовления пищи и посуды.
Еще одна вещь, которая пригодится пользователям ручных насосов, — это действительно хорошие ведра. Пищевые 5-галлонные ведра можно использовать практически для всего, что связано с водой на вашем участке. Вы можете заказать их новые или проверить местный Craigslist, чтобы вдохнуть новое применение в старые ведра пищевой промышленности.
Вы можете подумать, что усилия по перекачиванию воды могут быть для вас непосильными, но, как и ко всему, к этому можно привыкнуть. В первую неделю, когда мы использовали нашу ручную помпу для ежедневного использования, я, признаюсь, сильно устал. Но теперь, когда у меня за плечами годы выкачивания и таскания ведра, я стал намного сильнее, более благодарным и намного, гораздо менее расточительным. Лучше всего то, что никакое отключение электричества не сможет снова лишить меня воды.
Кто-нибудь из вас качает воду вручную? Или, если вы рассматриваете возможность установки ручного насоса, какие вопросы побудили вас переключиться на него? Позвольте мне знать в комментариях ниже!
Опция для резервной откачки воды – Resilient Design Institute
Ручной насос Bison в Галифаксе, Вермонт. Насос помещается в тот же корпус скважины, что и стандартный глубинный погружной насос. Фото: Алекс Уилсон
В прошлом месяце Джерелин и я наслаждались четырехдневным отпуском в штате Мэн — совместная поездка, чтобы навестить семью, исследовать национальный парк Акадия и посетить ярмарку Common Ground — мой первый визит туда за два или три десятилетия!
Изюминкой ярмарки Common Ground для меня стало знакомство с небольшой компанией Bison Pumps, базирующейся недалеко от Форт-Кент, штат Мэн (на севере штата Мэн), которая производит действительно крутые ручные насосы. Эти насосы похожи на те, которыми пользовались наши бабушки и дедушки, но они сделаны с гораздо большей точностью и работают намного лучше.
Почему важны ручные насосы
Здесь, в сельской местности Вермонта, как и в других сельских районах, самой большой проблемой при отключении электроэнергии часто является доступ к воде. Живя вне досягаемости муниципальных систем водоснабжения, мы пробурили скважины с помощью погружных насосов для перекачки воды в напорные резервуары в наших подвалах. Без электричества нет воды. Если эти колодцы не слишком глубоки, можно использовать ручные насосы в качестве резервного варианта откачки.
Вернувшись из штата Мэн, я узнал, что мой коллега из BuildingGreen Тристан Робертс, живущий вне сети, уже несколько лет использует насос Bison (см. фото).
Он также рассказал мне о другой компании, Simple Pump, которая производит ручные насосы с 1999 года — в том же году, когда была основана Bison Pump — и их насосы могут работать с большим статическим напором, что высоко оценивается в различных обзорах, которые я читал.
С любым из этих глубинных насосов в одной и той же скважине можно разместить как стандартный электрический погружной насос, так и внутрискважинные компоненты ручного насоса. С 6-дюймовым корпусом колодца (наиболее распространенный размер) достаточно места для двух насосов, а часть насоса Bison или Simple, которая находится над землей, подходит прямо к корпусу колодца, заменяя стандартный санитарный колпачок.
Эти ручные насосы популярны среди людей, живущих вне сети, но они также имеют смысл для тех из нас, кто подключен к электросети, кто хочет достичь большей устойчивости, кто хочет иметь доступ к чистой питьевой воде (хотя и с небольшими усилиями) во время отключения электроэнергии.
Ручной насос от Simple Pump Company в Неваде. Фото: Simple Pump
Использование насоса Bison или Simple Pump
При использовании насоса Bison или Simple в той же скважине, что и ваш обычный глубинный насос, вы будете использовать электрический насос в обычном режиме, но иметь резервную копию в случае необходимости. сетка упала. Они могут поднимать воду с довольно большой глубины: статический напор около 200 футов с насосом Bison и 350 футов статического напора с простым насосом.
Чем глубже установлен насос, тем дороже установка и больше работы по перекачиванию воды. Обратите внимание, что скважина глубиной 350 футов часто имеет статический напор, который не так глубок. Другими словами, хотя скважину можно пробурить на глубину 350 футов, уровень грунтовых вод может быть значительно выше этой отметки, скажем, на 150 футов ниже. Статический напор – это глубина стоячей воды в колодце.
В холодном климате защита от замерзания обеспечивается дренажным отверстием, расположенным на восемь или десять футов ниже уровня земли. После использования вода в верхней части трубы стекает обратно в колодец, в то время как остальная часть трубы — на глубине 150 футов или около того — остается заполненной водой. Это означает, что как только вы начнете качать, вы получите воду уже после нескольких взмахов ручки насоса. Большая разница между этими двумя насосами и теми, которые использовали наши бабушки и дедушки, заключается в прецизионном фрезеровании деталей, что позволяет поддерживать напор в течение многих месяцев. (В этих старых насосах часто были кожаные втулки, через которые просачивалась вода, поэтому перед использованием их нужно было заполнять водой.)
Насосы Bison и Simple оснащены шланговыми фитингами стандартного размера, так что вы можете присоединить шланг для питьевой воды, чтобы доставить воду в дом. Вы можете купить шланги для питьевой воды у поставщиков транспортных средств для отдыха; у них есть защитная пластиковая подкладка на внутренней стороне шланга для защиты питьевой воды от материала шланга (обычно ПВХ), который часто включает стабилизаторы тяжелых металлов и пластификаторы вместе с самим ПВХ. (Однако не наезжайте на эти шланги, так как это может привести к повреждению защитной оболочки.)
Добавление солнечной энергии к ручному насосу
Простой насос имеет хороший вариант для использования небольшого двигателя постоянного тока на солнечной энергии, который может питаться от солнечной энергии. Большинство глубинных электронасосов потребляют большую мощность; Компания Simple Pump разработала вариант, в котором используется насос гораздо меньшего размера (1/5 л.с.), который производит гораздо меньший поток воды, но гораздо более доступен. Доступный двигатель постоянного тока
Simple, который может легко питаться от солнечной электрической системы среднего размера.
Каждый автолюбитель должен немного разбираться в конструкции своей машины, чтобы уметь в случае ремонта устранить неисправность своими руками, если есть такая возможность. Особенно это касается тормозной системы. Часто, при её поломках требуется развальцовка тормозных трубок, по которым жидкость передаётся, при нажатии на педаль, от цилиндра к колодкам.
Содержание
Признаки замены
Причины замены
Станок для развальцовки
Самодельное приспособление для ремонта тормозных трубок
Процесс развальцовки тормозных трубок своими руками
Плюсы и минусы самостоятельной развальцовки
Признаки замены
Определить неисправность трубок самостоятельно можно при следующих признаках:
Вытекание тормозной жидкости из системы;
Перегрев тормозных барабанов;
Скрип при нажатии на педаль;
Увеличение хода тормозной педали;
Тормозной путь становится длиннее;
Износ колодок происходит неравномерно.
Причины замены
Возникновения коррозии;
Образований трещин;
Закисленность резьбы;
Воздействия внешней среды;
Плохое крепление.
Станок для развальцовки
Конечно, при неисправности трубок, можно отогнать машину на СТО и доверить ремонт специалистам. Но зачем тратить деньги на то, что можно сделать самому? Для этого необходимо приобрести инструмент для развальцовывания в специализированных магазинах или заказать по интернету. Он бывает для дюймовой или метрической резьбы. В набор входит труборез, приспособление, клещи, зажим, штампы под разные диаметры трубок для развальцовки грибком.
При покупке инструмента следует обращать внимание на производителя и стоимость. Самые дешёвые наборы лучше не покупать, так как их качество не способствует долгой эксплуатации. Этот способ ремонта является менее затратным чем в автомастерской, и сравнительно лёгким.
Самодельное приспособление для ремонта тормозных трубок
Ещё более дешёвым методом является изготовление самодельного устройства. При желании и минимальных навыках работать руками, ничего сложного в этом нет. Для начала необходимо изготовить основание (станину) для крепления трубок. Можно собрать её из двух стальных уголков. Уголки нарезать нужной длины шлифовальной машинкой, просверлить в них два отверстия для крепления болтами. Это делается за 15 минут.
Собрав станину нужно сделать отверстия под трубку, и снять фаски на сверлильном станке или дрелью. Самым сложным является изготовление пуансонов (оправок). Можно заказать их знакомому токарю.
Процесс развальцовки тормозных трубок своими руками
Сначала необходимо определить степень поломки трубки и возможность ремонта. Для этого откручиваем её от суппорта или тормозного цилиндра. Если можно удалить повреждённый участок, сохранив при этом нужную длину, обрезаем этот кусок труборезом. После этого обрабатываем бензином оставшуюся часть, зажимаем клещами и снимаем внутреннюю фаску дрелью. При невозможности провести ремонт, покупаем трубку в магазине.
Инструкция по ремонту трубки своими руками:
Устанавливаем трубку в приспособлении (основании). Необходимо, чтобы конец выступал на 5 мм за край;
Меняем конус на штамп, необходимый под диаметр трубки;
Закручиваем штамп;
Вкручиваем штамп и расплющиваем слегка торец медной трубки;
Одеваем штуцеры. Обязательно не забыть, а то придётся все переделывать;
Снимаем штамп и меняем на инструмент в форме конуса;
Аккуратно не торопясь, закручиваем;
Вытаскиваем трубку и если необходимо зачищаем.
На выходе имеем новую тормозную трубку под конус. Развальцевать трубку можно и другим способом, называемым «грибок». Обычно на автомобилях европейского производства применяют развальцовку «грибком», а на японских моделях и других азиатских используется «конус». Чтобы развальцевать под «грибок» нужно просто не снимать необходимый штамп.
Плюсы и минусы самостоятельной развальцовки
К плюсам развальцовки своими руками можно отнести то, что вы отнесётесь к работе ответственно и серьёзно и будете уверены в качестве выполненной работы. Нет необходимости платить кому-то за работу, часто необоснованную цену.
Из минусов стоит отметить, что тормозные трубки не очень часто выходят из строя и ваш инструмент может понадобиться всего один раз. Исключение если вы покупаете подержанные автомобили с большим пробегом, которые содержались в плохих, неблагоприятных условиях или были в авариях и довольно часто их меняете.
Делать ремонт своими руками по инструкции или доверить специалистам приходится решать каждому человеку индивидуально, но следить за состоянием тормозной системы и трубок, в том числе необходимо всегда!
Развальцовка тормозных трубок — как и чем сделать своими руками
Тормозная система автомобиля является основой безопасности и нуждается в профессиональном техническом обслуживании. Ведь именно от нее зависит безопасность движения на автомобиле. Сегодня мы расскажем вам о самых страшных поломках тормозной системы, подробно опишем, что такое развальцовка тормозных трубок, для чего она нужна и с помощью каких инструментов она производится.
Неисправности тормозной системы
Практически все водители знают, что тормозная система автомобиля состоит из привода управления, распределительных систем и исполнительных (рабочих органов). Все части тормозной системы соединяются при помощи тормозных трубок (магистралей). По этим трубкам перемещается тормозная жидкость, находящаяся под давлением. В процессе нажатия на педаль тормоза, давление на ТЖ повышается и она воздействует на рабочий орган системы, который выполняет блокировку колеса и полную остановку транспортного средства.
В процессе эксплуатации тормозной системы могут возникнуть следующие неисправности:
Нарушение герметичноститормозных трубок и поршней, в которых жидкость находится под давлением.
Механическая поломка рабочих органов. К этому можно отнести всевозможные заклинивания тормозных цилиндров и т. п.
Нарушение свободного хода педали. Такая неисправность составляет дискомфорт водителю при эксплуатации автомобиля.
В этой статье речь пойдет именно о первой неисправности – нарушение герметичности соединения тормозных трубок с рабочими механизмами.
Тормозная жидкость автомобиля в своем составе содержит кислоту, которая неблагоприятным образом влияет на тонколистовые металлические изделия. Кроме того, постоянного воздействие окружающей среды может стать причиной появления коррозии на металлических частях. В связи с этим, места соединений тормозных трубок с рабочими частями системы могут подвергнуться коррозии и начать выпускать из системы торможения специальную жидкость. Другая сторона проблемы – появление воздуха в системе. Данное явление уменьшает давление внутри тормозов и способствует ухудшению тормозных свойств автомобиля.
Чтобы сэкономить деньги на покупке новых тормозных трубок, водители идут на восстановление старой трубки, что проходит весьма успешно. Данный процесс получил название – развальцовка.
Развальцовка тормозных трубок с помощью набора и приспособления
Развальцовкой называют любую деформацию или изменение формы трубки, которая в дальнейшем крепится к специальному изделию, выполняющему соединение трубки с рабочим органом системы.
Данное понятие относится и к тормозной системе автомобиля. Чтобы произвести развальцовку, необходимо иметь специальный набор для развальцовки. Он включает в себя комплект приспособлений, такие как, отрезное устройство, деформирующее устройство и комплект средств для нарезки резьбы на тормозной трубке.
Для проведения развальцовки, необходимо установить автомобиль на смотровую яму или эстакаду и обездвижить. С бачка и главного тормозного цилиндра сливается тормозная жидкость. После проведения всех мероприятий ее рекомендуется заменить новой, чтобы в дальнейшем не лезть снова под автомобиль. Штуцер поврежденной тормозной трубки выверните из своего посадочного места, а затем снимите его с самой трубки.
Отрежьте поврежденный участок магистрали, примерно на 5 сантиметров. Чтобы срезать трубу, необходимо установить ее в специальное приспособление и пройтись лезвием по всей окружности. После этого отрезанный конец трубы обрабатывается, чтобы избавиться от неровностей, способных нарушить формы трубы, а значит и ее герметичность соединения.
После этого, зафиксируйте конец трубы в специальном устройстве и вставьте в нее вальцовочный грибок. Поверх грибка ставится резьбовой вал, который крепится на другом фиксирующем устройстве. Поворотом рычага происходит изменение формы срезанной части трубы. Затем, в зависимости от наличия или отсутствия резьбы происходит ее нарезка на трубе. В большинстве случаев, все тормозные трубки изготавливаются без нее.
Установите новый конец трубки в устройство крепления и закрутите гайку крепления. Перед установкой новой трубки, необходимо произвести очистку герметичной части от жира. Для этого достаточно обработать ее ацетоном или бензином. После всех этих мероприятий штуцер устанавливается на свое место, в систему заливается тормозная жидкость, она прокачивается и после этого автомобиль снова можно эксплуатировать.
Видео — Как и чем развальцевать наконечники тормозных трубок
youtube.com/embed/rjV9zAkGPW8″>
На этом развальцовка тормозных трубок завершена. Как видите, это не сложная процедура и с ней будет способен справиться практически любой автолюбитель, который будет иметь на руках набор для развальцовки и прочий гаражный инвентарь.
Советы по обслуживанию тормозов Toyota — Roundforge
С помощью накидного гаечного ключа на 10 мм открутите фитинги и прокачные штуцеры.
Как и в случае с подавляющим большинством застежек, «правый тугой, левый распущенный». Тормозные фитинги и прокачки часто очень трудно достать. выключенный. Металл, из которого они сделаны, не такой твердый, как гайки и болты. которые удерживают вашу Toyota вместе, поэтому они легче деформируются, если вы не осторожны. Ваша первая попытка должна быть с накидным гаечным ключом. Это почти полностью закрыт, но имеет отверстие, так что вы можете пройти ключ над тормозной магистралью. Если это не сработает, распилите тормозную магистраль и поставил накидной ключ на 10мм. Если вы не можете надеть его, используйте тиски захваты. Один из них должен работать, если только у вас не было воды в вашем линии, и в этом случае вам понадобятся новые линии, суппорты и / или цилиндры тем не мение.
Накидной ключ на 10 мм подходит для прокачки
Равномерно прилегает к прокачке. Вероятность закругления прокачки тормозов мала.
Гаечный ключ с открытым зевом на 10 мм Подходит для
Ужасно подходит! Шансы на округление этого кровотечения высоки, особенно если он сидит какое-то время.
Ключ для накидных гаек на 10 мм, подходит для прокачки
Равномерно прилегает к прокачке. Вероятность закругления прокачки тормозов мала.
Размер тормозной магистрали Toyota
При покупке новых жестких магистралей для Toyota 4×4 вам понадобится 3/16-дюймовая тормозная магистраль .
Размер тормозного фитинга Toyota
Фитинги тормозной магистрали Toyota 10 мм x 1,0 . Прокачки Тойота тоже 10мм х 1.0.
Если вы проигнорировали приведенный выше совет и использовали (ах!) гаечный ключ на штуцере тормозной магистрали, таким образом закруглив его, вы можете купить предварительно развальцованную тормозную магистраль из местного магазина автозапчастей, надлежащая фурнитура. Интересно отметить, что тормозные магистрали Toy используют гаечный ключ того же размера, что и внешний диаметр резьбы. Это другое чем типичный винт с головкой, головка которого на пару размеров выше резьба ОД.
Тормозной фланец Toyota Тип
Для концов тормозных трубок Toyota требуется двойной расширитель , также известный как перевернутый расширитель . Вы не должны путать это с пузырьковой вспышкой или одиночной вспышкой. Если вы попытаетесь использовать пузырчатые/одинарные расширители на ваших тормозных компонентах, они будут протекать. Это также означает, что если вы где-нибудь добавите тройник или муфту, они и должны быть перевернутого типа.
Чтобы сделать двойную развальцовку, вы дважды развальцовываете трубку с помощью инструмента для развальцовки тормозов (см. ниже).
Мы читали, что некоторые игрушки с тормозом с АБС могут иметь пузырьковые вспышки на компонентах с АБС. Это потому, что эти компоненты были произведены Bosch в Европе, а пузырьковые факелы — европейская вещь. Итак, если вы возитесь с компонентами ABS, обратите внимание на концы тормозных магистралей.
Используйте трубогибочный инструмент для гибки новой линии, а не голыми руками.
Если вы попытаетесь согнуть тормозные магистрали вручную, они развиваются плоские пятна и перегибы. В зависимости от изгиба вы можете согнуть их над круглым предметом, например трубой. Но на самом деле, вы можете ну просто купите трубогиб за несколько долларов. Ты сделаешь такой хороший изгибы, которые вы ненадолго рассмотрите в качестве тормозной магистрали мастер по гибке труб. И ваши линии не будут перекручиваться.
Если вы решите выйти в высшую лигу, этот трубогиб будет немного проще в использовании и позволит выполнять более точные изгибы.
Гидравлический трубогиб
Этот трубогиб подходит для нескольких размеров гидравлических труб и изгибает их с достаточно малым радиусом. Доступны более сложные инструменты, но что-то вроде этого подойдет большинству автолюбителей.
Разрежьте трубку тормозной магистрали труборезом.
Если вы развальцовываете концы тормозных магистралей, вам нужен идеально ровный, конец без заусенцев, чтобы сделать правильный двойной раструб. можно купить дешевый шланг резак, который будет работать так же хорошо, как и дорогой. Если вы попытаетесь используйте ножовку или какой-либо другой метод от руки, у вас не получится Делаем хороший двойной факел .
Возьмите труборез.
Труборезы для тормозных магистралей
Любой из них хорошо подойдет для изготовления готового к раструбу прямоугольного конца на куске тормозной жесткой лески. Резак слева дешевый, обычный, и лезвие прослужит некоторое время.
Используйте двойной инструмент для развальцовки концов тормозных магистралей.
Не используйте одиночный или пузырьковый инструмент для развальцовки на концах тормозных магистралей. Одиночных вспышек недостаточно, конец истории. Дешевые инструменты для развальцовки невероятно неприятно использовать и делать плохие ракеты. Плохие раструбы заставляют вас крутить фитинги. Проворачивание фитингов портит их. Течет испорченная фурнитура. Негерметичные фитинги требуют новых раструбов и фитингов. Может быть, лучше просто сделать это правильно с первого раза… Вы можете найти приличный инструмент для развальцовки в Интернете или поискать на барахолках старый комплект с хорошим именем. Некоторые магазины автозапчастей также сдают в аренду инструменты для развальцовки труб.
Двойной развальцовщик
Мы купили эту установку примерно за 40 долларов. Стоит потратить немного больше на инструменты для развальцовки, так как дешевые часто не зажимают трубу должным образом, недолговечны или делают грубые развальцовки.
Имитирует изгибы заводских тормозных магистралей, чтобы не создавать нагрузку на новые жесткие линии.
Возможно, вы смотрите на круги или сумасшедшие изгибы своего жесткого линии составляют и думают: «Какой беспорядок. Они должны были сделать прямой run…». На самом деле эта маршрутизация отвечает за гибкость между вашим корпус и рама и не дают вашим линиям напрягаться. Если ты сгибаешься новые линии, убедитесь, что они могут изгибаться аналогичным образом.
Toyota Brake Hard Line Circles
Эти безумные петли не просто так — чтобы стропы могли немного гнуться без напряжения.
Предохраняйте тормозные магистрали от перетирания и следите за тем, чтобы палки и детали не падали с вашего грузовика….
Звучит глупо и очевидно, но сломанный, порванный или протекающий тормоз линии не будут работать должным образом и, вероятно, приведут к отказу тормозов. Если линия проходит через тело, обязательно изолируйте ее от металл. Закрепите свои жесткие и мягкие линии с помощью правильных вкладок и кронштейны, чтобы они не болтались. Убедитесь, что если вы запустите через кусты или ветки на тропе, что они не повредили тормозные магистрали (это всегда случается в неподходящий момент).
Ты испачкался или испачкался/посолился?
Когда вы чистите свой грузовик, потратьте еще 3 минуты и отключите шланг ваши фитинги тормозной магистрали, особенно на ваших колесах. Чистая арматура будет означать, что их будет легче ослабить при замене компонентов или линии кровотечения. Будущее вы будете благодарить прошлое вас.
Тормозная жидкость разъедает краску.
Если оставить тормозную жидкость на краске, она сморщит краску и заставь его шелушиться. Это происходит довольно быстро, но есть решение! Тормозная жидкость растворима в воде. Это означает, что если вы прольете его на грузовик, вы можете брызгать водой на пораженный участок, и вы должны быть в порядке идти. Под особо чувствительные участки все же следует подбросить тряпку. Будьте очень осторожны, чтобы не получить вода в ваша тормозная система если вы это сделаете. Убедитесь, что колпачки или крышки надеты, а фитинги правильно затянуты.
Порядок прокачки тормозов Toyota
Вы должны прокачивать по порядку от самого длинного маршрута к кратчайшему маршруту (и последний LSPV).
Обычно для Toyota этот заказ будет следующим:
Задний водитель
Задний пассажир
Передний пассажир
Передний водитель
LSPV (если есть)
Если вы выполняете полную прокачку системных тормозов, могут быть исключения , особенно на новых Тойотах. Системы ABS могут потребовать от вас торможения прокачивать при включенном и выключенном двигателе. Некоторые новые игрушки могут «требуется» специальный инструмент для прокачки, но вы, возможно, сможете уйти с помощью описанной выше процедуры, если вы знаете, что делаете. Проверьте свои руководство и действуйте по своему усмотрению.
Прокачка тормозов одним человеком:
Прокачка тормозной системы может быть неприятной, если вы делаете это в одиночку, но есть дешевый, простой способ. Цель прокачки тормозов — выпустить воздух вашей тормозной системы. Вам нужно:
дополнительная тормозная жидкость
чистая, сухая емкость – заполните ее примерно на 1/3 тормозной жидкостью (некоторая часть этой жидкости попадет в вашу тормозную систему) клапан на землю, прозрачный работает лучше всего
ключ с накидной гайкой на 10 мм для установки выпускного клапана
Поместите емкость, заполненную жидкостью на 1/3, на землю под выпускным клапаном.
Подсоедините трубку к выпускному клапану и погрузите конец трубки в тормозную жидкость в контейнере. Конец трубки должен оставаться погруженным в воду в течение всей процедуры , иначе вы снова засосете воздух в систему.
Откройте крышку главного тормозного цилиндра и приготовьте дополнительную жидкость.
С помощью накидного гаечного ключа откройте выпускной клапан примерно на 1/4 оборота.
Несколько раз медленно нажмите педаль тормоза до пола. При этом контролируйте: — уровень жидкости в бачке главного цилиндра — держите его не менее чем на 1/2 — качество жидкости в шланге, присоединенном к спускному устройству — вам не нужен ни воздух, ни грязь
Когда жидкость чистая и без пузырьков, эта линия прокачивается. Затяните прокачной штуцер и переходите к следующему штуцеру.
Почему это работает? Обычно один человек нажимает на педаль тормоза, а другой открывает и закрывает прокачной штуцер. Это работает следующим образом:
Педаль тормоза входит.
Прокачной клапан открыт. Выходит воздух.
Прокачной клапан закрыт.
Педаль тормоза выходит из строя.
Повторить все шаги.
Прокачной клапан закрыт до педаль отпущена в порядке чтобы воздух не подсасывался обратно в систему. С одним мужчиной установка прокачки, шланг погружен в жидкость, а не висит в воздухе. Таким образом, погружение трубки в тормозную жидкость действует как одностороннее движение. клапан. Воздух выбрасывается при нажатии на педаль тормоза и тормозная жидкость глохнет при отпускании педали и это нормально.
Ради любви к Toyota, это «тормозит», а не «ломается».
Согласно эпизоду доктора Фила «У вашей мамы двое детей и один из Они твой папа», вы портите мозги всем, кто читает ваши сообщения на форуме, когда вы пишете «тормоза» как «разрывы».
7 лучших инструментов для развальцовки тормозных магистралей в 2021 году (включая лучшие одинарные, двойные, пневматические, гидравлические, профессиональные и бюджетные варианты инструментов для развальцовки) связывая североамериканских промышленных покупателей и поставщиков на протяжении более 120 лет. Когда вы покупаете продукты через наши независимые рекомендации, мы можем получать партнерскую комиссию.
Для механиков или тех, кто любит самостоятельно обслуживать и ремонтировать свои автомобили, инструмент для развальцовки тормозных магистралей является бесценным дополнением к любому набору инструментов для ремонта автомобилей. Эти удобные приспособления используются не только для сгибания или развальцовки (плотного уплотнения концов) тормозных магистралей и потенциально позволяют сэкономить ваши деньги в долгосрочной перспективе на предварительно изогнутых или предварительно развальцованных тормозных магистралях, но их также можно использовать для развальцовки трубок и трубопроводов. на других проектах тоже.
Инструмент для развальцовки тормозных магистралей — лучший способ обеспечить герметичность тормозных магистралей
Изображение предоставлено Amazon/Capri Tools
Когда дело доходит до использования инструмента для развальцовки тормозных магистралей, не требуется особого обучения, поскольку большинство моделей просты и просты в использовании. Есть только несколько основных факторов, о которых следует помнить.
Перед использованием инструмента для развальцовки тормозных магистралей
При выполнении задачи по развальцовке тормозных магистралей, помимо инструмента для развальцовки тормозной магистрали и тормозной трубки, вам понадобится рулетка для измерения требуемой тормозной магистрали, защитная одежда, такая как защитные перчатки и очки, а также пила, или специализированные труборезы, чтобы обрезать трубы до нужного размера. Что касается одинарного или двойного развальцовки тормозных магистралей, последний вариант является предпочтительным и наиболее безопасным. Одинарное развальцовка является устаревшим методом, используемым для тормозных магистралей низкого давления, в то время как двойное развальцовка предпочитается профессионалами и рекомендуется Обществом автомобильных инженеров (SAE), особенно для гидравлических тормозных магистралей, которые подвергаются высокому давлению, которое может подвергать их трещинам и протечкам.
Выбор лучшего инструмента для развальцовки тормозных магистралей Thomas’
Ищете ли вы лучший портативный или автомобильный инструмент для развальцовки тормозных магистралей, мы нашли лучшие модели для любых потребностей и бюджетов.
Лучший инструмент для развальцовки тормозных магистралей: Титан 51535 Двойной развальцовщик 3/16 дюйма
Лучший гидравлический инструмент для развальцовки тормозных магистралей: MASTERCOOL 72475-PRC Набор гидравлических инструментов для развальцовки
Лучший набор инструментов для развальцовки тормозных магистралей: ARES 18019 Набор инструментов для двойного развальцовки
Лучший инструмент для двойного развальцовки тормозных магистралей: Инструмент для двойного развальцовки Capri Tools 3/16 дюйма
Лучший профессиональный инструмент для развальцовки тормозных магистралей: TGR Профессиональный инструмент для развальцовки тормозных магистралей
Лучший бюджетный инструмент для развальцовки тормозных магистралей: Neiko 20656A Набор инструментов для автомобильных тормозных магистралей и латунных трубок
Лучший инструмент для развальцовки тормозных магистралей: Cal-Van Tools 165 Master Набор для встроенного развальцовки
Прокрутите вниз, чтобы узнать больше о нашем лучшем инструменте для развальцовки тормозных магистралей на Amazon по мнению многих счастливых покупателей.
1. Инструмент для развальцовки тормозных магистралей с лучшими оценками — титановый инструмент для развальцовки тормозных магистралей
Инструмент для развальцовки с самым высоким рейтингом на Amazon, а также выбор Amazon для комплекта инструментов для тормозной магистрали с двойным раструбом. Титан 51535 идеально подходит для никель-медных и стальных труб (но не из нержавеющей стали). Его можно использовать непосредственно на автомобиле или грузовике, поскольку он имеет тонкую раму, которая легко помещается в ограниченном пространстве. В комплект входит инструмент для двойного развальцовки 3/16 дюйма со съемной ручкой, двухсторонний пуансон OP1 (одинарный) и OP2 (двойной), установочный болт и небольшой тюбик со смазкой для штампов. «Я работаю с автомобилями уже 35 лет, и изготовление жестких тормозных магистралей всегда было проблемой», — написал один из клиентов. «Используя только сторону наковальни OP1, я получил пузырьковые раструбы идеальной формы без утечек. .. Этот инструмент 51535 — ЛУЧШИЙ инструмент, который я когда-либо видел и использовал». Компания также предлагает инструмент для развальцовки тормозных магистралей на 1/4 дюйма.
КУПИТЬ СЕЙЧАС: $39,06, Amazon
2. Лучший инструмент для развальцовки гидравлических тормозных магистралей — набор гидравлических инструментов для развальцовки MASTERCOOL
Один из самых популярных наборов инструментов для развальцовки тормозных магистралей, предпочитаемый профессионалами и имеющий 95% положительных отзывов покупателей на Amazon, — это этот комплект MASTERCOOL , который поставляется с множеством штампов и адаптеров в удобном жестком футляре для хранения. Держатель адаптера является магнитным, чтобы надежно удерживать биты на месте во время работы, а стабилизирующий рычаг помогает легко формировать трубу. Этот инструмент также имеет увеличенную площадь сжатия для превосходного захвата штампа и использует гидравлическое давление для изготовления развальцовки, которую один клиент назвал «самым гладким твердым прессом, позволяющим каждый раз получать идеальную развальцовку». Другой довольный покупатель написал: «Я, безусловно, получил то, за что заплатил, и искренне рекомендую этот инструмент, если в будущем вы планируете развальцовку множества тормозных магистралей», а еще один объяснил: «Этот инструмент делает развальцовку простой и надежной».
КУПИТЬ СЕЙЧАС: 283,99 долл. США (было 301,31 долл. США), Amazon
3. Лучший набор инструментов для развальцовки тормозных магистралей — набор инструментов для развальцовки ARES
ARES утверждает, что ее набор инструментов для развальцовки 18019 может обеспечить впечатляющие одинарные или двойные развальцовки под углом 45° на различных материалах, таких как трубы тормозных магистралей из алюминия, магния, латуни и мягкой стали, и многие клиенты подтверждают это. Помимо самого инструмента для двойной развальцовки, в комплект входят семь переходников и мини-труборез с режущей способностью 1/8–5/8 дюйма — все это поставляется в аккуратном жестком футляре для переноски. Покупатели были впечатлены соотношением цены и качества, обеспечиваемым этим комплектом, и, чтобы получить максимальную отдачу от затраченных средств, один из них услужливо посоветовал убедиться, что трубка проходит идеально прямо там, где она проходит через матрицу, конец трубки обрезан под прямым углом и внутренняя часть трубки очищена от заусенцев, чтобы получить наилучший результат.
КУПИТЬ СЕЙЧАС: $33,12, Amazon
4. Лучший инструмент для двойного развальцовки тормозной магистрали — инструмент для двойного развальцовки Capri Tools
Этот компактный инструмент от Capri , созданный для двойного развальцовки под углом 45° 3/16-дюймовых стальных, никелевых или медных трубок, настолько мал (менее девяти дюймов в длину), что вы можете с комфортом использовать его на самом автомобиле, поскольку он может легко попасть в эти узкие места. Матрица является съемной, поэтому вы также можете использовать ее с верстачными тисками. Один профессиональный техник с более чем 30-летним опытом написал, что им потребовалось всего одно использование, чтобы убедиться, что этот инструмент надежен, добавив: «Он отлично справляется со своей задачей, быстро и легко». Другой клиент описал его как «отличный инструмент», который «прост в использовании» и обеспечивает «профессиональные результаты за небольшую цену». «Надо было купить это много лет назад», — добавили они. «Обязательный инструмент, если вы работаете с автомобилями».
КУПИТЬ СЕЙЧАС: $39,99, Amazon
5. Лучший профессиональный инструмент для развальцовки тормозных магистралей — Профессиональный инструмент для развальцовки тормозных магистралей TGR
Этот инструмент Amazon для развальцовки тормозных магистралей от TGR предназначен для создания одинарных и двойных развальцовок, а также пузырьковых развальцовок. Этот инструмент предназначен для использования вне автомобиля, имеет длинную Т-образную рукоятку с удобным захватом и поставляется с тисками. Комплект предварительно протестирован компанией, которая, как известно, производит качественные инструменты, и даже включен образец раструба, чтобы вы могли увидеть, какой результат вы можете ожидать. Один из многих счастливых покупателей объяснил, что «это кажется профессиональным», и далее написал: «Стропа не сминается и даже немного не соскальзывает при развальцовке. штампов, работа плавная и последовательная». Другой клиент описал, что он «очень профессионально выполняет развальцовку тормозных магистралей. Очень трудно определить разницу [между] заводской магистралью и магистралью, развальцованной с помощью этого инструмента».
КУПИТЬ СЕЙЧАС: $175,95, Amazon
6. Лучший бюджетный инструмент для развальцовки тормозных магистралей — набор инструментов Neiko для тормозных магистралей
Набор инструментов Neiko для тормозных магистралей стоимостью немногим более 20 долларов США впечатлил покупателей не только отличным соотношением цены и качества, но и тем, что он «прост в использовании даже для новичка». Клиенты заявили, что эта штука «обеспечивает прочное двойное раструбное соединение» и что она «работает с первого раза, каждый раз, прямо из коробки, на машине или вне ее, всего несколькими поворотами ручки». «Очень легко сделать первоклассные пузырчатые факелы», — написал один покупатель, который услужливо упомянул, что они «нанесли немного масла на оправку, где она соприкасается с трубкой, чтобы уменьшить трение».
КУПИТЬ СЕЙЧАС: $21,99, Amazon
7. Лучший инструмент для развальцовки тормозных магистралей — Cal-Van Tools Master Inline Flaring Kit
Специально разработанный для использования на автомобиле, основной комплект для встроенной развальцовки Cal-Van Tools идеально подходит для работы в ограниченном пространстве. Единодушный совет клиентов для обеспечения бесперебойной работы и обеспечения долговечности заключается в использовании смазки на всем, кроме резьбы захвата трубы. «Отлично сработало для двойных вспышек прямо на моем грузовике», — прокомментировал один довольный покупатель, а другой, механик армии США с 23-летним стажем, дал ему пять звезд и написал: «Этот инструмент намного лучше, чем та дешевая штука, которую мы все пробовали по крайней мере. раз», пояснив, что стоит покупать сталь, а не медь.
КУПИТЬ СЕЙЧАС: 58,98 долл. США (было 105,36 долл. США), Amazon
Лучший инструмент для развальцовки тормозных магистралей — резюме
Для надежного, прочного профессионального инструмента для развальцовки тормозных магистралей, который может выдержать большой износ и который покупатели называют «защитным от манекенов», выберите комплект MASTERCOOL. Для чего-то более экономичного, возможно, для более легкого использования, настоятельно рекомендуется инструмент для развальцовки тормозных магистралей Titan 51535. Мы надеемся, что наш обзор лучшего инструмента для развальцовки тормозных магистралей был вам полезен. Чтобы узнать о других поставщиках сопутствующих товаров, включая тормозные фитинги, фитинги для гидравлических тормозов, фитинги с перевернутым расширением, фитинги для пневматических тормозов на концах шлангов и тормозные шланги, обратитесь к нашим дополнительным руководствам или посетите платформу поиска поставщиков Thomas.
Подъемные машины и устройства предназначены для вертикального и в некоторых случаях горизонтального перемещения груза. К ним относятся домкраты, полиспасты, тали, электротали, строительные лебедки, краны-укосины, подъемники, подъемные стационарные и передвижные краны.
К транспортирующим машинам принадлежат конвейеры, элеваторы, самоходные тележки, которые служат для перемещения грузов в горизонтальном направлении или с некоторым наклоном.
Вилочные и ковшовые погрузчики, козловые и башенные краны предназначены не только для подъема, но и для перемещения грузов на небольшие расстояния.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Домкраты —это простейшие грузоподъемные устройства, в которых применен выдвижной толкатель, подводимый под груз и поднимающий его на небольшую высоту.
По конструкции домкраты бывают винтовыми, реечными, гидравлическими и клиновыми. Винтовые домкраты обладают свойством самоторможения и позволяют устанавливать грузы по высоте с высокой точностью. Винтовой домкрат (рис. 34) с ручным приводом состоит из корпуса, в котором закреплена гайка с ввинченным в нее стальным винтом. Винт оканчивается опорной головкой, воздействующей на груз.
Через отверстие в винте продета рукоятка для враглщения винта.
В стесненных условиях для облегчения вращения винта применяют трещотку, состоящую из устанавливаемого на винт храпового колеса 6 и шарнирно закрепляемой на конце рукоятки двусторонней подпружиненной собачки 7. Грузоподьемость винтовых домкратов до 50 т, высота подъема груза до 0,5—0,6 м, скорость подъема груза 1-5—35 мм/мин и КПД 0,3—0,4.
Реечные домкраты (рис. 35) применяют для подъема низкорасположенных грузов массой до 6 т. В корпусе домкрата размещен выдвижной толкатель, выполненный в виде стальной зубчатой рейки с прикрепленной к ее нижней части опорной лапой. На верхней части толкателя расположена опорная головка. Толкатель выдвигается с помощью шестерни, приводимой во вращение зубчатой передачей от рукоятки. Для фиксации груза в поднятом положении применяют храповое колесо с собачкой. Высота подъема груза не превышает 0,6 м, а КПД реечных домкратов 0,7—0,8. При работе домкрата лапой его грузоподъемность из-за смещения груза уменьшается в два раза.
Гидравлический домкрат (рис. 36) представляет собой гидроцилиндр, в котором расположен подводимый под груз поршень. Поршень выдвигается за счет нагнетания в гидроци-Линдр через клапан с помощью рукоятки и плунжера рабочей жидкости, засасываемой из полости через обратный клапан.
Для опускания поршня открывается перепускной кран, через который рабочая жидкость поступает обратно в полость 6. Чтобы воспрепятствовать подтеканию рабочей жидкости, плунжер снабжен уплотняющей манжетой.
Грузоподъемность гидравлических домкратов 750 т и более, высота подъема до 0,4.м, а КПД 0,85—0,9.
Рис. 37. Схема работы полиспастов: и — подъем груза канатом в одну нить, б — подъем груза канатом в две нити, в — подъем груза канатом в четыре нити; 1,2 — неподвижные и подвижные блоки, 3 — лебедка; Q — масса поднимаемого груза
Клиновой домкрат представляет собой корпус, в котором с помощью винта перемещается клин со встроенной гайкой и поднимает опорную плиту. В связи с небольшой высотой подъема (10—15 мм) эти домкраты применяют для выверки оборудования. Их грузоподъемность до 10 т.
Полиспасты предназначены для увеличения тягового усилия канатных подъемных устройств путем снижения их скорости. Скорость подъема снижается во столько раз, во сколько увеличивается тяговое усилие. Полиспасты (рис. 37) состоят из одного или группы неподвижных блоков, закрепляемых на опоре; одного или нескольких подвижных блоков, прикрепляемых к грузу; огибающего их каната, один конец которого жестко прикреплен к верхней или нижней обойме полиспаста, а другой конец через отводные ролики направляется на лебедку. При выборе полиспаста следует учитывать, что его грузоподъемность увеличивается по сравнению с тяговым усилием лебедки примерно во столько раз, сколько в нем есть сокращающихся в процессе работы нитей канатов. Для более точного расчета, проводимого для полиспастов с числом подвижных роликов более 6—7, применяют специальные таблицы.
Грузоподъемность полиспастов достигает 50 т и более. Для ее повышения применяют системы из нескольких сблокированных между собой полиспастов.
Тали — это грузоподъемные механизмы, смонтированные в одном корпусе с приводом и предназначенные для подъема или подъема и горизонтального перемещения груза.
Грузоподъемность талей 10 т при высоте подъема до 3 м.
При подъеме груза натягивают приводную бесконечную цепь и заставляют вращаться приводное колесо, которое в свою очередь через червяк вращает червячное колесо со звездочкой. Через звездочку перекинута грузовая цепь для подъема блока с крюком, к которому подвешивают груз.
Для придания талям мобильности они могут быть подвешены с помощью оси к тележкам (кошкам), перемещающимся по монорельсам на роликах.
Электрическая таль (рис. 38) оборудована электродвигателем, приводящим в действие механизм подъема. Электротали бывают стационарные или передвижные, с ручным или электрическим приводом, с продольным и поперечцым расположением подъемного барабана, с ходовыми тележками различной конструкции.
Электротали применяют в ремонтных цехах, а также на складах и открытых погрузочно-разгрузоч-ных и ремонтных площадках. Грузоподъемность электроталей доходит до 5 т при скорости подъема груза 3—18 м/мин и скорости горизонтального перемещения до 30 м/мин.
Лебедки (рис. 39) — это грузоподъемные механизмы, в которых тяговое усилие создается путем наматывания каната на барабан В зависимости от рода привода лебедки бывают ручными и механическими, а по способу передачи движения к барабану — шестеренные, червячные, зубчато-фрикционные и редукторные. Тяговое усилие ручной лебедки до 100 МН, канатоемкость барабана до 300 м. Для работы в стесненных условиях применяют ручные рычажные лебедки с тяговым усилием до 30 МН.
Схема тормозного устройства ручных лебедок показана на рис. 40.
Зубчато-фрикционная лебедка показана на рис. 41. По конструкции фрикционные муфты лебедок могут быть конусными, ленточными и дисковыми.
Редукторные лебедки останавливают колодочными фрикционными тормозами, а зубчато-фрикционные — ленточными.
Для чисто тяговых операций применяют шпилевые лебедки с барабаном вогнутой формы. Тяговое усилие создается за счет действия- сил трения между канатом и шпилем. Тяговое усилие лебедок серии ТЛ составляет 12,5—50 МН при ручном приводе и 3,2— 50 МН при электрическом приводе. Канатоемкость лебедок равна 100—150 м при ручном приводе и 80—250 м при электрическом. Скорость навивки каната у лебедок с электрическим приводом 0,31—0,82 м/с.
Строительные подъемники — это грузоподъемные машины, предназначенные для подъема и спуска грузов с помощью грузонечущих устройств, перемещающихся по вертикальным или наклонным направляющим. По конструкции направляющих различают подъемники, (рис. 42) с подвесными направляющими и с жесткими направляющими — мачтовые и шахтные.
В подъемниках с подвесными направляющими грузонесущее устройство перемещается вдоль натянутых вертикально направляющих. К недостаткам подъемников этого типа относится возможность раскачки грузонесущего устройства при значительной высоте подъема, а также трудности с установкой консольной опорной рамы на крыше здания.
Рис. 41. Зубчато-фрикционная лебедка с ременным приводом и одной шестеренной передачей: 1 — станина, 2 — храповое колесо, 3 — рукоятка включения фрикциона, 4—барабан, 5—приводной шкив
По конструкции направляющие бывают комбинированными, т. е. состоят из гибких и жестких элементов или шарнирно сочлененных жестких элементов, и гибкими, которые изготовляют из канатов. Направляющие натягивают как за счет массы поднимаемого груза, так и с помощью специальных натяжных устройств. При фиксированном грузонесущем устройстве груз снимают вручную. Подъемники, оборудованные выдвижными платформами или монорельсами с электроталыо, подают груз непосредственно в проем здания.
Мачтовый подъемник включает в себя вертикальную раму, по которой с помощью канатного механизма подъема может перемещаться грузонесущее устройство, снабженное ходовыми роликами. Такие подъемники в ряде случаев можно использовать и для подъема людей. При малой высоте подъема мачтогые подъемники могут стоять свободно, при большой высоте их прикрепляют к стене здания опорами. Груз подают на уровень проема здания или внутрь здания. В последнем случае при использовании выдвижных платформ груз не опускают на перекрытие, а при применении выдвижных монорельсов с электроталями он может быть опущен.
На строительстве больше всего распространены мачтовые подъемники, как наиболее простые в монтаже.
Грузоподъемность мачтовых подъемников серии ТП составляет 3,2—5 МН, высота подъема 6—50 м, скорость подъема 0,1—0,52 м/с; груз может перемещаться по горизонтали от мачты на расстояние до 3 м.
В шахтных подъемниках вместо мачты устанавливают шахту, внутри которой по направляющим с помощью канатного механизма подъема перемещается грузонесущее устройство.
Шахтные подъемники по назначению подразделяют на грузовые и пассажирские. Их крепят к зданию как с помощью настенных опор, так и оттяжками (при установке подъемника вне здания). В качестве грузонесущих устройств в подъемниках используют платформы, клети и саморазгружающиеся ковши. Шахту собирают из отдельных элементов или секций.
В некоторых случаях подъемники с жесткими направляющими устанавливают на ходовые рельсовые тележки, что дает им возможность перемещаться в горизонтальном направлении. Такие подъемники обеспечивают прямолинейность движения грузонесу-щего устройства без раскачки, что позволяет повышать их производительность путем увеличения скорости подъема и спуска грузов.
Ковшовые подъемники (рис. 43) применяют для подъема сыпучих грузов массой до 2 т на высоту до 160 м со скоростью до 60 м/мин. Ковш по наклонным направляющим поднимается с помощью канатов, наматываемых на канатный барабан лебедки, приводимой в действие электродвигателем 5.
Монтажные мачты (рис. 44) применяют в случаях, когда использование монтажного крана нерационально, например при единичном подъеме тяжелого груза. Они представляют собой устанавливаемую вертикальную или с небольшим уклоном (10—12°) стойку, удерживаемую системой расчалок. Мачты можно изготовлять как из дерева, так и из металла. В последнем случае они бывают трубчатыми или решетчатыми. Трубчатые мачты достигают высоты до 30 м при грузоподъемности до 30 т, решетчатые соответственно 60 м при 150 т. Разновидностью монтажных мачт являются шевры (рис. 45), грузоподъемность которых достигает 50 т, и монтажные порталы, представляющие собой П-образные рамы с жесткими или шарнирными узлами, предназначенные для подъема громоздких грузов на большую высоту. Порталы в зависимости от назначения бывают неподвижные и качающиеся. Высота порталов может достигать 50 м при расстоянии между его вертикальными стойками 6—9 м, а грузоподъемность — 300 т. Для подъема грузов массой свыше 500 т и более применяют порталы, у которых вместо грузовых полиспастов использована металлическая лента, а вместо лебедок — гидродомкраты.
Рис. 44. Монтажные мачты: а — решетчатая металлическая, б — трубчатая металлическая, в — деревянная; 1 — цилиндр, 2 — отводной блок, 3 — груз, 4 — оттяжка для груза, 5 — грузовой полиспаст, 6 — паук
Рис. 45. Шевр: — грузовой полиспаст, 2 — мачта, 3 — огводной блок, 4 — сбегающая нить грузов вого полиспаста, идущая на лебедку, 5 — канат для изменения вылета мачты
Монтажные стрелы (рис. 46, а) — это грузоподъемное устройство, состоящее из прикрепленной к строительным конструкциям или специальным мачтам консольной наклоняющейся стрелы и канатной лебедки и предназначенное для монтажа оборудования и подъема различных грузов.
Грузоподъемность переносных монтажных стрел от 3 до 10 т при длине стрелы от 10 до 25 м.
Основанные на этом принципе мачтово-стреловые краны (рис. 46, б) могут поднимать грузы массой до 40 т, а вантовые (рис. 46, в)—до 40 т и более.
Монтажные подъемные краны подразделяют на краны-укосины, полноповоротные переставные и передвижные.
Кран-укосина (рис. 47) представляет собой закрепляемую на вертикальной мачте или какой-нибудь строительной конструкции жесткую ферму с системой блоков 3, через которые пропущен канат 4 от грузоподъемной лебедки.
Полноповоротный переставной кран (рис. 48) состоит из опорной тележки или крестовины, на которой смонтирована стрела и полноповоротная платформа с размещенными на ней электродвигателем и червячным редуктором, приводящим во вращение канатный барабан.
Грузоподъемность этих кранов 0,5—1,0 т при вылете стрелы от 2 до 4 м и высоте его подъема до 50 м, скорость подъема груза 12—15 м/мин, мощность электродвигателя 2,8 кВт, масса 1685 кг.
Различают передвижные подъемные краны на рельсовом, гусеничном, пневмоколесном и автомобильном ходовом устройстве.
Кран с вращающейся стрелой, закрепляемой в верхней части перемещающейся по рельсам вертикальной башни, называется башенным краном. Помимо башенных кранов широко распространены краны на гусеничном ходу грузоподъемностью до 160 т. Разновидностью кранов на гусеничном ходу являются краны-трубоукладчики с подъемной стрелой, располагаемой сбоку.
Пневмоколесные краны обладают повышенной по сравнению с гусеничными кранами маневренностью, их грузоподъемность до 100 т (при использовании выносных опор). Более маневренны краны на автомобильном шасси, грузоподъемность которых достигает 60 т.
Рис. 49. Ленточный конвейер: 1 — электродвигатель, 2 — редуктор, 3, 5 ведущий и ведомый барабаны, 4 — лента, 6 натяжное устройство
Ленточный конвейер (рис. 49) —это машина для непрерывного транспортирования грузов, грузонесущим и тяговым элементом которой являются замкнутые ленты. Лента увлекается вращающимся ведущим барабаном за счет возникающих между ними сил трения. Ведомый барабан с помощью натяжного устройства в создает требуемое натяжение ленты.
Перемещаемые ленточным конвейером грузы (штучные или сыпучие) укладываются на несущую ленту, которая составлена из нескольких прорезиненных слоев хлопчатобумажной ткани. Для конвейеров большой длины выпускают ленты, армированные тонкими стальными канатиками. Скорость конвейерной ленты 1,5—2,5 м/с для сыпучих грузов и 0,5—1,5 м/с для штучных. Ленточные конвейеры могут перемещать груз под углом до 20°. В случае, если требуется поднимать грузы на больший угол, на ленту через определенные промежутки устанавливают поперечные планки-удерживатели.
Ленточные конвейеры изготовляют как стационарные, так и передвижные.
Расстояние между центрами барабанов передвижных ленточных конвейеров серии ТК равно 5—15 м, ширина ленты 0,4—0,5 м, скорость ее 1,6 м/с и высота разгрузки 1,5—5,5 м. Длина стационарных ленточных конвейеров 40—80 м.
Пластинчатые конвейеры — это машины, у которых грузонесу-щий элемент состоит из отдельных пластин, прикрепленных к замкнутому тяговому элементу. Такие конвейеры предназначены для перемещения горячих, кусковых и штучных грузов с острыми кромками как по горизонтали, так и под углом до 30°.
Винтовые конвейеры (рис. 50)—это машины, у которых груз перемещается в трубе-желобе валом с винтовыми лопастями. Винтовые лопасти при вращении захватывают помещенный в трубе-желобе материал и перемещают его в продольном направлении. Винтовые конвейеры применяют для перемещения сыпучих и пластичных материалов на расстояние до 30—40 м как по горизонтали, так и с наклоном до 75—80°.
Сплошные винтовые лопасти рекомендуются для перемещения сыпучих мелкозернистых материалов, например цемента. Для транспортирования крупнокусковых материалов, таких, как гравий, следует применять винтовые конвейеры с ленточными лопастями и с лопастями в виде лопаток, расположенных по винтовой линии. Пластичные материалы, например бетонные и растворные смеси, следует перемещать с помощью винтовых конвейеров, снабженных фасонными лопастями или лопастями в виде лопаток. Для предотвращения заедания лопастей необходимо следить за тем, чтобы средний размер кусков перемещаемого материала не превышал 8% от величины шага винтовой лопасти и 25% при транспортировании сыпучего материала.
Элеваторы (рис. 51) —это конвейеры для транспортирования грузов в ковшах, жестко прикрепленных к тяговому элементу, в вертикальном или крутонаклонном направлении. Элеваторы состоят из вертикального короба, внутри которого перемещается бесконечная цепь или лента с равномерно закрепленными на ней грузовыми ковшами или грузоприемнымй площадками. Элеваторы способны поднимать грузы на высоту до 50 м при производительности до 400 м3/ч.
Рис. 50. Винтовой конвейер: а — схема, б — формы винтовых лопастей; 1 — сплошные, // — ленточные, /// — фасонные, IV — в виде лопаток; 1 — элек» тродвигатель, 2 — редуктор, 3 — желоб, 4, 6 — разгрузочное и загрузочное отверстия, 5 — вал с винтовыми лопастями
Рис. 51. Элеваторы: а — цепной, б — ленточный, в — загрузка элеватора, г — разгрузка элеватора; 1 — цепь, 2 — ковш, 3 — лента
Вибрационные конвейеры — это качающиеся конвейеры, в которых груз перемещается микробросками с отрывом части груза от желоба. Вибрационные конвейеры представляют собой слегка наклоненные под углом 5—15° в сторону разгрузки металлические желоба, к которым подключены вибраторы. В отдельных случаях с помощью вибрационных конвейеров можно подавать материалы под небольшим наклоном вверх. Материал перемещается по вибрационному конвейеру за счет колебаний, сообщаемых желобу.
Широко распространена виброхоботы, предназначенные для подачи бетонной смеси на глубину до 80 м и обеспечивающие возможность транспортирования не только по вертикали, но и по горизонтали. Для подачи сыпучих и пластичных материалов на небольшое расстояние применяют вибропитатели (рис. 52), оборудованные виброжелобами.
Пневмотранспортные устройства предназначены для подачи сыпучих и пластичных материалов с.помощью сжатого воздуха. Принцип действия пневмотранспортных устройств заключается в транспортировании частичек материала во взвешенном состоянии в потоке воздуха. По конструкции (рис. 53) пневмотранспортные устройства бывают вакуумными и нагнетательными.
В первом случае воздушный насос высасывает из системы воздух, который захватывает частицы материала через сопло и перемещает их в разгружатель материала, откуда он через герметический затвор поступает в приемный бункер. Для удаления из воздуха оставшихся в нем частичек в отводной ветви трубопровода устанавливают дополнительный фильтр.
Во втором случае воздушный насос нагнетает воздух в трубопровод, в который из бункера подается материал, предназначенный для транспортирования. Так же как в первом случае, материал выгружается в разгружатель, а на выходном трубопроводе устанавливают пылевой фильтр.
С помощью пневмотранспортных устройств можно подавать материалы на расстояние до 2 км.
Виды подъемного оборудования для склада
Подъемно-транспортное оборудование для обслуживания склада выбирается в зависимости от архитектурных характеристик складского помещения (площади, высоты, количества и размеров въездных ворот), интенсивности грузооборота, характеристик грузов. С его помощью механизируют разгрузочно-погрузочные работы, перемещение грузов в горизонтальном и вертикальном направлениях, штабелирование. Оборудование разделяется по функциональному назначению на грузоподъемное, разгрузочно-погрузочное и штабелирующее.
Виды грузоподъемных устройств
Грузоподъемные механизмы предназначены для перемещения грузов в вертикальном направлении вверх-вниз, но некоторые модели могут передвигать их и по наклонной, горизонтальной, сложной траектории. Основные характеристики этого оборудования – высота подъема, скорость перемещения, грузоподъемность, массо-габаритные параметры, вид привода. К складскому подъемному оборудованию относятся тали, тельферы, консольные и ножничные подъемники.
Тали – ручные и электрические
Ручные тали представляют собой компактные складские подъемные механизмы, оснащенные грузоупорным тормозом. По типу передачи они бывают червячными и шестеренными. Первый тип устройств применяется в складских помещениях небольшой площади. Шестеренные ручные тали эффективны для подъема грузов на значительную высоту.
Электрические устройства состоят из корпуса, барабана, электродвигателя, грузозахватного устройства, концевого выключателя, пульта для удаленного управления механизмом. Обеспечивают хорошую производительность и удобство работ по перемещению грузов.
Тельферы
Тельфер – разновидность электрической тали, имеющая в базовой комплектации каретка, предназначенная для горизонтального перемещения устройства по монорельсу. По сравнению с обычной электроталью тельферы отличаются наличием собственной системы перемещения, дополнительных аксессуаров, более крупными габаритами. Некоторые модели могут иметь собственную кабину управления.
Консольные складские подъемники
Устройство для подъема груза, основные преимущества которого – компактная конструкция, возможность передвижения (в зависимости от модели) по вертикальной, вертикально-наклонной, сложной траекториях.
Ножничные подъемники для склада
Это грузоподъемное устройство представляет собой грузовую платформу, на которой можно надежно разместить груз. Перемещается с помощью гидравлического цилиндра, оснащено надежной системой безопасности. Может быть стационарным и мобильным. Модели второго типа, называемые подъемными тележками, сложнее по конструкции и в эксплуатации, но более удобны при проведении работ на территории склада.
Складское оборудование для погрузки-разгрузки и штабелирования
Важными средствами механизации работ по погрузке-разгрузке, перемещению и складированию грузов являются ричтраки и штабелеры.
Штабелеры
Основное назначение этих устройств – размещение грузов на стеллажах в условиях ограниченного пространства. Также с их помощью можно грузить и разгружать транспортные средства, перемещать товары, комплектовать заказы. Штабелеры используют только на складских территориях с твердым качественным напольным покрытием. В работе удобны модели с фиксатором высоты, обеспечивающим подъем товара на заданную высоту. На мачте могут устанавливаться видеокамеры, позволяющие точно и аккуратно поставить груз на нужное место.
Ричтраки
Эти механизмы сочетают преимущества самоходных штабелеров и погрузчиков. Ричтраки имеют хорошую проходимость, компактность, маневренность за счет выдвижной мачты. Функциональность устройств можно расширить с помощью навесного оборудования. Навесные устройства могут обеспечить удобную работу с длинномерными грузами, упростить обслуживание консольных стеллажей и складирование грузов в узкопроходных помещениях.
Складское подъемно-транспортное оборудование должно быть надежным и безопасным в работе, удобным и простым в управлении, прочным и долговечным.
8 типов подъемного оборудования для облегчения погрузочно-разгрузочных работ
Мы изучаем различное погрузочно-разгрузочное оборудование, которое сотрудники могут использовать для обеспечения свободного перемещения товаров по зданию, от A до B или от G до 1,2,3,4 или более.
Процесс погрузочно-разгрузочных работ
Погрузочно-разгрузочные работы происходят всякий раз, когда тяжелые товары и грузы перемещаются по зданию с помощью ручного или автоматизированного механического оборудования, облегчая их перемещение, защищая товары от повреждений, а также избавляя вас от ручного перемещения расходы.
Транспортировка материалов помогает персоналу управлять грузом, повышает производительность и помогает создать более безопасную рабочую среду. Подъемные машины используются в большинстве секторов рынка, таких как торговые залы, склады и фабрики, подсобные помещения, строительство, распределение и утилизация любых типов материалов.
Вертикальное перемещение вверх 1,2,3,4 и более!
Служебные лифты и подъемники для небольших грузов
Тележки и тележки относятся к служебным лифтам. Эти легкие подъемники имеют грузоподъемность от 50 кг для микролифтов и до 500 кг для троллейбусов, изготовленных по индивидуальному заказу; они могут перевозить все, что угодно, от офисного и стоматологического оборудования, кофе, еды и напитков до мелких товаров, бочек и больших ящиков. Вы можете найти их, поддерживающие все виды бизнес-потребностей любого офиса, мелкой розничной торговли, общественного питания, ресторана, паба и легкой промышленности.
Только грузовой лифт
Кроме того, у вас есть выбор более крупных грузовых лифтов. Грузовые и клетьевые подъемники имеют грузоподъемность до 3000 кг для перевозки тяжелых складских товаров и материалов в розничной торговле и промышленности.
Они могут поставляться в виде отдельной конструкции и могут перемещать тяжелые грузы между двумя или более этажами. Большинство из них поставляются с отбойниками, опцией пандуса и воротами с блокировкой, чтобы ограничить перемещение грузов внутри лифта.
Небольшие ножничные подъемники нижнего подъема могут помочь в перемещении тележек и клеток через небольшое изменение уровня и на антресольный этаж.
Кроме того, существует ряд грузовых подъемников, которые дают вам дополнительные преимущества при перемещении ваших товаров вместе с двумя помощниками. Таким образом, вам не нужно беспокоиться о безопасности вашего персонала, когда лестница находится вдали от лифта.
Грузовые/пассажирские лифты
Большегрузные лифты идеально подходят для сложных условий, таких как инфраструктура, аэропорты, больницы и магазины. Эти подъемники имеют большую грузоподъемность и более жесткую отделку, что позволяет им перевозить тяжелую технику, больничные и медицинские принадлежности, театральное и декорационное оборудование, даже автомобили и самолеты!
Ковшовый элеватор
Необходимо перемещать и поднимать сыпучие и полусыпучие материалы? Ковшовый элеватор является решением и работает, будучи прикрепленным к бесконечной сращенной петле ремня или цепи, которая движется непрерывно. Ведра загружаются во время циклического движения и перемещаются туда, где они избавляются от своего содержимого, возвращаясь к своему бесконечному циклу.
Горизонтальное перемещение из А в В
Тележка для поддонов (она же тележка-насос или насос для поддонов и домкрат для поддонов)
Тележка для поддонов — это ручное подъемное устройство с колесами, используемое для подъема и перемещения поддонов. С коническими вилами тележки под поддоном и рукояткой насоса оборудование может поднимать, перемещать и опускать любой материал из точки А в точку Б. Это одно из наиболее распространенных устройств, используемых во всем мире на складах, складах и в розничной торговле для перемещения товаров.
Вилочный погрузчик
Вилочный погрузчик используется для перемещения поддонов, тяжелых грузов и материалов. Благодаря прочному составу, размерам и весу, которые он может поднимать, вилочные погрузчики используются на складах, фабриках, промышленных предприятиях и строительных площадках. В зависимости от веса товара, вида бизнеса, есть выбор электропогрузчиков на выбор, но пользоваться ими могут только обученные сотрудники.
Подъемные подъемники и мостовые краны
Подъемные подъемники и мостовые краны используются на складах и фабриках. Мостовой кран выполнен из параллельных балок с передвижным мостом, пересекающим зазор; подъемник — это часть, которая помогает поддерживать, поднимать и перемещать мост. Вы можете найти различные типы кранов и лебедок, от ручных до механических, даже подъемные тали, которые помогают перемещать пожилых людей или инвалидов.
Ленточные конвейеры
Когда вы думаете об этом, вы можете думать о движущихся дорожках. Они похожи друг на друга, транспортируя через длинную ленту большие объемы грузов, коробок и материалов без особых усилий, позволяя компаниям отгружать и получать большие объемы запасов с меньшими складскими помещениями и меньшими трудозатратами.
Хотите упростить работу с материалами в своем здании?
При оценке того, какие системы обработки материалов лучше всего соответствуют вашим потребностям, вы должны учитывать планировку вашего здания и тип товаров/грузов/материалов, которые вам необходимо перемещать. Ни одна компания не может предложить все вышеперечисленные решения и продукты. В зависимости от потребностей и требований вашего бизнеса, у вас есть множество производителей на выбор.
Когда речь идет о служебных и грузовых лифтах, а также о большегрузных лифтах, вы знаете, что можете положиться на лифт, разработанный и изготовленный Stannah. Имея более чем 150-летний опыт установки и обслуживания различных лифтов, мы можем помочь.
Все еще сомневаетесь? Без проблем! Щелкните здесь, чтобы загрузить БЕСПЛАТНОЕ руководство по грузовым лифтам с ответом на ваш вопрос.
Последнее обновление: 17.08.2021
Продолжить чтение
Следующая статья
Блог Главная
Грузоподъемное оборудование Транспорт | Тяжеловесные тягачи
Образцовые услуги по доставке грузоподъемного оборудования
Эффективная транспортировка вашего грузоподъемного оборудования требует профессиональной транспортной компании для вашего максимального комфорта и удобства. В Heavy Haulers мы гордимся доверием наших клиентов к нашему профессионализму и опыту в перевозке их тяжеловесного оборудования. Когда вы выбираете тяжелые самосвалы, мы гарантируем вам беспроблемную доставку. Мы занимаемся всем, включая сбор, перевозку и безопасную доставку вашего тяжелого подъемного оборудования в указанные сроки.
Обладая многолетним опытом перевозки тяжеловесного оборудования, компания Heavy Haulers превзошла своих конкурентов в предоставлении первоклассных услуг. Кроме того, мы уделяем пристальное внимание директивам и спецификациям клиентов по доставке, включая адреса, чтобы исключить случаи неправильной доставки. Мы неустанно претворяем в жизнь ваше транспортное видение и ожидания. На этом основании вы можете чувствовать себя комфортно, так как тяжелые грузчики доставят вашу тяжелую подъемную технику в указанное место назначения, до минимума нарушая вашу повседневную жизнь. Давайте начнем! (800) 908-6206
Свяжитесь с нашим специалистом по доставке
(800) 908-6206
Буксировка грузоподъемного оборудования за рубежом и внутри страны
Когда дело доходит до доставки и перевозки вашего грузоподъемного оборудования на большие расстояния и по местности, большегрузные транспортные средства остаются неоспоримыми. . Мы расширяем наши услуги доставки по всем штатам Северной Америки, а также в Канаду и Мексику. Независимо от того, насколько сложной задачей, по вашему мнению, является доставка вашего тяжелоатлетического оборудования, вы никогда не ошибетесь, выбрав Heavy Haulers. Мы направляем нашу логистику на обеспечение глубокой удовлетворенности наших клиентов в разных регионах.
Оборудование для поднятия тяжестей включает почти любое оборудование, которое свободно или прикреплено к стационарному объекту и предназначено для аэробики, силовых тренировок или того и другого. Оборудование для поднятия тяжестей работает для повышения эффективности, силы, гибкости, наращивания мышечной массы и уровней выносливости различных частей тела. Они включают в себя канатные тренажеры, силовые скамьи, гантели, турники и многое другое. При перевозке такого оборудования навалом вам необходимо работать с транспортной компанией, которая имеет опыт, современное погрузочно-разгрузочное оборудование и опытных специалистов, которые готовы отправить ваше спортивное оборудование из одного штата Северной Америки в другой или в Мексику и Канада. Позвоните, чтобы рассчитать стоимость доставки бесплатно! (800) 908-6206
Различное тяжелое грузоподъемное оборудование, перевозимое на большегрузных транспортных средствах
Наша специализация на большегрузных транспортных средствах, поэтому мы предлагаем разнообразное тяжелое подъемное оборудование в зависимости от потребностей клиентов и характера груза. Независимо от того, весит ли груз 5000 или 25000 фунтов, у нас есть подходящее оборудование и персонал, которые лучше всего подходят для этой задачи. Они включают;
● Свободные веса, такие как гантели, штанги, гири и мешки с песком
● Трансформируемые ролики для пресса
● Cardio Fitness Trampolines
● Dip Stands
● Мультигимы
● Беговые дорожки
● Кабельные машины
● Странные стойки
● Одиночные станции
● Стандарты веса и многие более
● Одиночные станции
● и многие более
9009 9002 ● Кабельные станции
●
Как перевозить тяжелое грузоподъемное оборудование с помощью тяжелых самосвалов
Компания Heavy Haulers имеет лицензию и застрахована, чтобы перемещаться повсюду и предоставлять вам самое современное тяжелое грузоподъемное оборудование. Удовлетворение наших клиентов является нашим самым главным приоритетом. На этом, и мы поддерживаем самые высокие стандарты качества для услуг, превосходящих их ожидания. В нашу команду профессионалов входят опытные, преданные своему делу и полные энтузиазма специалисты по предоставлению первоклассных транспортных услуг клиентам по всему миру.
Мы обращаемся с вашим тяжелым подъемным оборудованием так бережно, как с собственным. Кроме того, мы избавляем вас от сложной бумажной работы, связанной с получением разрешений на перевозку, особенно за границу. Чтобы воспользоваться нашими услугами по доставке премиум-класса, все, что вам нужно, это сделать простой телефонный звонок, и наши представители мирового уровня по работе с клиентами предоставят вам бесплатное предложение без каких-либо обязательств и выполнят все шаги, которые потребуются нашим такерам для выбора оборудования. и бросить их на пороге. Позвони сейчас! (800) 908-6206
Ищете транспорт
с конкретным прицепом?
Съемная гусиная шея Прицеп (RGN)
Максимальный вес: 150 000+ фунтов. | Длина главной палубы 29 футов | Ширина скважины 8,5 футов | Допустимая высота 11,6 футов.
Платформа Прицеп
Макс. вес: 48 000 фунтов. | Максимальная длина 53 фута | Максимальная ширина 8,5 футов | Макс. высота 8,5 футов
Double Drop Полуприцеп
Максимальный вес: 45 000 фунтов. | Максимальная длина 29 футов. | Максимальная ширина 8,5 футов | Макс. высота 11,5 футов
Мы готовы помочь вам перевезти ваше снаряжение!
Транспортировка из
Перевозка в
Тяжелые тягачи обычного оборудования Транспорт
Доверяйте тяжелым перевозчикам перевозку оборудования любой марки, которой вы владеете. Большинство наших водителей являются опытными операторами тяжелой техники, которые могут безопасно перемещать ваши грузы на наших прицепах.
Вес арматуры, таблица веса (масса) за 1 метр арматуры
‘+ ‘
‘+ ‘{{n}}’ + ‘{{o}}’ + ‘{{t}}’ + ‘
‘+ ‘
При проведении строительно-монтажных работ расчет массы металлических изделий крайне важен, поскольку он позволяет оценить итоговые параметры возводимых конструкций и определить стоимость материала (для этого берется вес арматуры 10 мм за метр). Для проведения подсчетов можно использовать специальные таблицы, в которых указаны параметры прутков и их расчетная масса, а также популярные онлайн-калькуляторы, для применения которых нужно знать точные данные о технических характеристиках металлопроката.
Зная точную массу прокатных материалов, вы сможете существенно сэкономить, правильно подобрав транспортное средство для их транспортировки. Если вы не уверены, что сможете правильно произвести расчеты, в компании «Региональный Дом Металла» помогут узнать вес арматуры 12 мм за метр с предельной точностью, поскольку рассчитают его по специальной формуле. Посмотреть доступные виды арматуры для фундамента.
Таблица веса арматуры
Узнать, какую массу имеет изделие – арматура 12 вес 1 метра, можно из таблиц, в которых указываются:
масса одного погонного м изделия;
количество метров проката в одной тонне;
диаметр проката в миллиметрах;
площадь сечения прутков в сантиметрах квадратных;
класс стали, используемой в производстве.
Сортамент
Масса 1 метра
Масса (теоретич.), кг.
Предельн. отклонения, %
6
0,222
+9 / -7
8
0,395
10
0,617
+5 / -6
12
0,888
14
1,21
16
1,58
+3 / -5
18
2,0
20
2,470
22
2,980
25
3,850
28
4,830
32
6,310
+3 / -4
36
7,990
40
9,870
45
12,480
50
15,410
+2 / -4
55
18,650
60
22,190
70
30,210
80
39,460
В большинстве случаев, используя таблицу, вы сможете найти искомую величину. Если же определить вес арматуры 16 мм за метр таблица не помогла, можно прибегнуть к использованию онлайн-калькулятора по размеру для проведения расчетов. Для его применения необходимо знать следующие параметры: диаметр проката, длину прутков и их количество. Калькулятор посчитает массу общую и для одного стержня, общую длину прутков, объем в кубометрах. Существуют также калькуляторы, которые основываются на справочных данных при подсчете. Чтобы воспользоваться ими, нужно знать ГОСТ, по которому изготовлен прокат, материал изготовления и сортамент (наименование проката). Существуют так же товары, для которых данный инструмент не пригоден, один из таких продуктов — сетка кладочная, страницу которой можно найти тут.
Масса арматуры
Что же делать, если под рукой нет онлайн-калькулятора, а данным таблиц в интернете вы не очень доверяете? Все просто – определить вес арматуры 8 мм за метр вы можете самостоятельно, воспользовавшись самым обычным калькулятором. Чтобы узнать массу погонного метра металлопроката, нужно определить общую длину прутков, а затем умножить удельную массу погонного метра изделия на количество метров. Для расчета используется формула: 1 м х (3,14 х D x D/4). Произведя действия в скобках, получим геометрическую площадь круга с заданным диаметром. Не нашли что искали? Возможно вам будет интересна страница с затворами трубопроводными, найти которую можно тут: https://rdmetall.ru/truboprovodnaya-armatura/zatvory/.
Таким образом, вес погонного метра арматуры получаем, умножив объем на удельную массу изделия, равную 7850 килограмм на кубометр. Пример вычислений для одного м прутка диаметром 8 миллиметров. Объем металла: 1 м х (3,14 х 0,008 м х 0,008 м/4) = 0,00005024. Удельная масса: 0,00005024 кубометр х 7850 килограмм на кубометр = 0,394384 килограмма. В формулу можно подставлять любое значение D, и получать точные данные по любому металлопрокату, что позволит определить стоимость конструкций для строительства.
Арматура вес погонного метра
Перейти к содержимому
МСК-МЕТАЛЛОПРОКАТ
+7 (495) 900-00-00 Москва
пн-пт с 9:00 до 18:00
e-mail: mskmet@bk. ru
заказать металлопрокат
Арматура А3
Арматура А1
Катанка
Труба профильная
Труба электросварная
Труба стальная
Швеллер
Балка
Уголок
Сетка сварная
Круг стальной
Труба вгп черная
Труба вгп оцинкованная
Труба эс оцинкованная
Труба бесшовная
Труба тонкостенная
Лист стальной
Лист горячекатаный
Лист холоднокатаный
Лист оцинкованный
Лист рифлёный
Лист пвл
Евроштакетник
Профнастил кровельный
Профнастил для забора
Полоса горячекатаная
Квадрат горячекатаный
Лист гк толстый
Проволока
Шестигранник
арматура рифлёная ГОСТ марка стали А500С
вес метра погонного (кг)
Количество метров в тонне (м)
Арматура А3 Ø 6 мм
вес=0,222
4504,5
Арматура А3 Ø 8 мм
вес=0,395
2531,65
Арматура А3 Ø 10 мм
вес=0,617
1620,75
Арматура А3 Ø 12 мм
вес=0,888
1126,13
Арматура А3 Ø 14 мм
вес=1,21
826,45
Арматура А3 Ø 16 мм
вес=1,58
632,91
Арматура А3 Ø 18 мм
вес=2
500
Арматура А3 Ø 20 мм
вес=2,47
404,86
Арматура А3 Ø 22 мм
вес=2,98
335,57
Арматура А3 Ø 25 мм
вес=3,85
259,74
Арматура А3 Ø 28 мм
вес=4,83
207,04
Арматура А3 Ø 32 мм
вес=6,31
158,48
Арматура А3 Ø 36 мм
вес=7,99
125,16
Арматура А3 Ø 40 мм
вес=9,87
101,32
Вес арматуры а1
арматура гладкая ГОСТ марка стали ст3 сп/пс
Вес метра погонного (кг)
Количество метров в тонне (м)
Арматура А1 Ø 6 мм
вес=0,222
4504,5
Арматура А1 Ø 8 мм
вес=0,395
2531,65
Арматура А1 Ø 10 мм
вес=0,617
1620,75
Арматура А1 Ø 12 мм
вес=0,888
1126,13
Арматура А1 Ø 14 мм
вес=1,21
826,45
Арматура А1 Ø 16 мм
вес=1,58
632,91
Арматура А1 Ø 18 мм
вес=2
500
Арматура А1 Ø 20 мм
вес=2,47
404,86
Арматура А1 Ø 22 мм
вес=2,98
335,57
Арматура А1 Ø 25 мм
вес=3,85
259,74
Арматура А1 Ø 28 мм
вес=4,83
207,04
Арматура А1 Ø 32 мм
вес=6,31
158,48
Арматура А1 Ø 36 мм
вес=7,99
125,16
Арматура А1 Ø 40 мм
вес=9,87
101,32
Вес арматуры
Пн — Вс: 9:00 до 19:00
+7 (495) 900-00-00
mskmet@bk. ru
Прайс — лист
Отзывы
О КОМПАНИИ
НАШИ КЛИЕНТЫ
ПРОДУКЦИЯ
НАШ АДРЕС
СПРАВОЧНИК
ПРАЙС ЛИСТ
УСЛУГИ
ТРУБЫ СТАЛЬНЫЕ
ВАКАНСИИ
Политика конфиденциальности
2011-2021 все права защищены. Копирование материалов сайта, без указания прямой ссылки на источник запрещено. Информация на сайте не является публичной офертой, цена завит от объема.
Калькулятор веса арматуры
Вес арматуры, калькулятор веса на метр стальной арматуры, таблица размеров
Стальной стержень с рифленой поверхностью, приемный в железобетонных конструкциях.
Добавить в закладки
Плотность
Диаметр D
мм.
Длина
м.
Общий вес
кг.
Цена за 1 метр
$
Цена за тонну
$
Отчет об ошибках
4,6 из 5, общее количество рейтингов: 86
около
Название
Вес урегулятор.
ОС
Windows, Android, OSX, Linux
Категория
Бизнес, образование
Цена
3
0079
Таблицы массы погонного метра стальной арматуры в соответствии с техническими стандартами (ИСО и др.
)
Наименование арматуры
Номинальный диаметр проката D, мм
Номинальный диаметр а Периодический профиль, мм
Вес 1 метра арматуры
метров 1 тонны
Плотность, кг / м³
. РЕКАР 4
4
09
.
10101 м.
7850
Арматура 4
4
0,0990 кг.
10101 м.
7850
Арматура 4,5
4,5
0,1250 кг.
8000 м.
7850
Арматура 5
5
0,1540 кг.
6493,5 м.
7850
Арматура 5
5
0,1540 кг.
6493,5 м.
7850
Арматура 5,5
5,5
0,1870 кг.
5347,6 м.
7850
Арматура 6
6
0,2220 кг.
4504,5 м.
7850
Арматура 6
6
0,2220 кг.
4504,5 м.
7850
Арматура 6
6
0,2220 кг.
4504,5 м.
7850
Арматура 6
6
0,3950 кг.
2531,6 м.
7850
Арматура 6
6
5,75
0,2220 кг.
4504,5 м.
7850
Арматура 6,5
6,5
0,2610 кг.
3831,4 м.
7850
Арматура 7
7
0,3020 кг.
3311,3 м.
7850
Арматура 7,5
7,5
0,3470 кг.
2881,8 м.
7850
Арматура 8
8
0,3950 кг.
2531,6 м.
7850
Арматура 8
8
0,3950 кг.
2531,6 м.
7850
Арматура 8
8
7,5
0,3950 кг.
2531,6 м.
7850
Арматура 8,5
8,5
0,4450 кг.
2247,2 м.
7850
Арматура 9
9
0,4090 кг.
2445 м.
7850
Арматура 9,5
9,5
0,5560 кг.
1798,6 м.
7850
Арматура 10
10
0,6160 кг.
1623,4 м.
7850
Арматура 10
10
0,6160 кг.
1623,4 м.
7850
Арматура 10
10
0,6160 кг.
1623,4 м.
7850
Арматура 10
10
0,6170 кг.
1620,7 м.
7850
Арматура 10
10
9,3
0,6170 кг.
1620,7 м.
7850
Арматура 11
11
0,7460 кг.
1340,5 м.
7850
Арматура 12
12
0,8880 кг.
1126,1 м.
7850
Арматура 12
12
0,8880 кг.
1126,1 м.
7850
Арматура 12
12
0,8880 кг.
1126,1 м.
7850
Арматура 12
12
0,8880 кг.
1126,1 м.
7850
Арматура 12
12
11
0,8880 кг.
1126,1 м.
7850
Арматура 13
13
1,0420 кг.
959,7 м.
7850
Арматура 14
14
1,2080 кг.
827,8 м.
7850
Арматура 14
14
1,2080 кг.
827,8 м.
7850
Арматура 14
14
1,2080 кг.
827,8 м.
7850
Арматура 14
14
1,2080 кг.
827,8 м.
7850
Арматура 14
14
13
1,2100 кг.
826,4 м.
7850
Арматура 15
15
1,3870 кг.
721 м.
7850
Арматура 16
16
1,5780 кг.
633,7 м.
7850
Арматура 16
16
1,5780 кг.
633,7 м.
7850
Арматура 16
16
1,5780 кг.
633,7 м.
7850
Арматура 16
16
1,5780 кг.
633,7 м.
7850
Арматура 16
16
15
1,5800 кг.
632,9 м.
7850
Арматура 17
17
1,7820 кг.
561,2 м.
7850
Арматура 18
18
1,9980 кг.
500,5 м.
7850
Арматура 18
18
1,9980 кг.
500,5 м.
7850
Арматура 18
18
1,9980 кг.
500,5 м.
7850
Арматура 18
18
1,9980 кг.
500,5 м.
7850
Арматура 18
18
17
2,0000 кг.
500 м.
7850
Арматура 19
19
2,2260 кг.
449,2 м.
7850
Арматура 20
20
2,4660 кг.
405,5 м.
7850
Арматура 20
20
2,4660 кг.
405,5 м.
7850
Арматура 20
20
2,4660 кг.
405,5 м.
7850
Арматура 20
20
2,4860 кг.
402,3 м.
7850
Арматура 20
20
19
2,4700 кг.
404,9 м.
7850
Арматура 22
22
2,9840 кг.
335,1 м.
7850
Арматура 22
22
2,9840 кг.
335,1 м.
7850
Арматура 22
22
2,9840 кг.
335,1 м.
7850
Арматура 22
22
2,9840 кг.
335,1 м.
7850
Арматура 22
22
21
2,9800 кг.
335,6 м.
7850
Арматура 25
25
3,8530 кг.
259,5 м.
7850
Арматура 25
25
3,8530 кг.
259,5 м.
7850
Арматура 25
25
3,8530 кг.
259,5 м.
7850
Арматура 25
25
3,8530 кг.
259,5 м.
7850
Арматура 25
25
24
3,8500 кг.
259,7 м.
7850
Арматура 28
28
4,8340 кг.
206,9 м.
7850
Арматура 28
28
4,8340 кг.
206,9 м.
7850
Арматура 28
28
4,8340 кг.
206,9 м.
7850
Арматура 28
28
4,8340 кг.
206,9 м.
7850
Арматура 28
28
26,5
4,8300 кг.
207 м.
7850
Арматура 32
32
6,3130 кг.
158,4 м.
7850
Арматура 32
32
6,3130 кг.
158,4 м.
7850
Арматура 32
32
6,3130 кг.
158,4 м.
7850
Арматура 32
32
30,5
6,3100 кг.
158,5 м.
7850
Арматура 36
36
7,9900 кг.
125,2 м.
7850
Арматура 36
36
7,9900 кг.
125,2 м.
7850
Арматура 36
36
7,9900 кг.
125,2 м.
7850
Арматура 36
36
34,5
7,9900 кг.
125,2 м.
7850
Арматура 40
40
9,6650 кг.
103,5 м.
7850
Арматура 40
40
9,8650 кг.
101,4 м.
7850
Арматура 40
40
9,8650 кг.
101,4 м.
7850
Арматура 40
40
38,5
9,8700 кг.
101,3 м.
7850
Арматура 45
45
12,4850 кг.
80,1 м.
7850
Арматура 45
45
43
12,4800 кг.
80,1 м.
7850
Арматура 50
50
15,4130 кг.
64,9 м.
7850
Арматура 50
50
48
15,4100 кг.
64,9 м.
7850
Арматура 55
55
18,6500 кг.
53,6 м.
7850
Арматура 55
55
53
18,6500 кг.
53,6 м.
7850
Арматура 60
60
22,1950 кг.
45,1 м.
7850
Арматура 60
60
58
22,1900 кг.
45,1 м.
7850
Арматура 70
70
68
30,2100 кг.
33,1 м.
7850
Арматура 80
80
77,5
39,4600 кг.
25,3 м.
7850
Удельный вес стальных стержней: (8 мм, 10 мм, 12 мм, 16 мм и 20 мм)
Удельный вес стали | удельный вес стальных стержней | удельный вес стали на метр | удельный вес стали на фут | удельный вес стали 8мм | удельный вес стали 10мм | удельный вес стали 12мм | удельный вес стали 16мм | удельный вес стали 20мм | удельный вес стали по нормам IS | удельный вес формулы стальных стержней | удельный вес стали в кг/м | удельный вес стали в кн/м3.
Сталь, также известная как арматурные стержни или арматурные стержни, встроенные в бетонный элемент для повышения их прочности на растяжение. Как мы знаем, сталь используется при формировании структурного элемента, такого как колонна, балка, фундамент, фундамент, плита здания. Стальной стержень разного размера, поставляемый поставщиком, имеющий длину 12 метров или 40 футов.
Масса единицы стали или арматуры представляет собой отношение веса стали к ее единице объема. Обычно он выражается в килограммах на кубический метр (кг/м3) или фунтах на кубический фут (фунт/фут3). Удельная масса стали 7850 кг/м3 (килограмм на кубический метр) или 490 фунтов/фут3 (фунтов на кубический фут).
Удельный вес стали: — Удельный вес стали определяется как отношение веса стали к единице объема стали, удельный вес стали обычно измеряется в кг на кубический метр и составляет 7850 кг/м3, измеряется в кН на кубический метр составляет 78,5 кН/м3, или измеряется в граммах на кубический сантиметр, составляет 7,85 г/см3, что приблизительно равно в фунтах на кубический фут и составляет 490 фунтов/фут3, или измеряется в фунтах на кубический ярд и составляет 13 231 фунт/ярд3.
Обычно стальные стержни бывают диаметром 8 мм (2,5 копоти), 10 мм (3 копоти), 12 мм (4 копоти), 16 мм (5 копоти), 20 мм (6 копоти), 25 мм (8 копоти), 32 мм и т. д.– и поставляются в прямом или U-образном изгибе длиной 12 м или 40 футов.
В этой статье мы читаем удельный вес стальных прутков 8 мм, 6 мм, 10 мм, 12 мм, 16 мм и 20 мм и так далее. И читайте про удельный вес стали на метр, на фут, в кг/м3, кн/м3 и объем круглого стального прутка. И прочтите вес стального стержня, формулу для веса стали, производное d2/162, различные размеры стального стержня, вес стали 8 мм на метр, вес стали 10 мм, вес стали 12 мм, вес стального стержня 16 мм и вес стали 20 мм.
Вес единицы стали определяется как отношение веса стали к ее единице объема, вес стали измеряется в килограммах (кг) и фунтах (фунтах), а ее объем измеряется в кубических метрах (м3) и кубических футах (фут3) . Тогда его удельный вес = единица массы/единица объема, представленная как W = m/V, где W — вес единицы стали, m — масса, а V — объем. Он также известен как удельный вес стали или плотность стали, и их единицей СИ является килограмм на кубический метр (кг/м3). Сталь является наиболее часто используемым элементом в гражданском строительстве для структурных конструкций, зная удельный вес стали, легко рассчитать количество стали, необходимое для проектов.
Удельный вес конструкционной стали принимается равным 7850 кг/м3, или 78,5 кН/м3, или 7,85 г/см3, или 490 фунтов/фут3, или 13 231 фунт/ярд3. Стальные стержни в основном используются в качестве арматуры для укрепления бетонных конструкций.
Удельный вес стальных стержней
Удельный вес стали на метр :- Удельный вес стальных стержней 6 мм составляет около 0,222 кг на метр, стальной стержень 8 мм составляет 0,395 кг на метр, стальной стержень 10 мм составляет 0,617 кг на метр, сталь 12 мм 0,89 кг на метр, стальной стержень 16 мм — 1,58 кг на метр, стальной стержень 20 мм — 2,47 кг на метр, стальной стержень 25 мм — 3,86 кг на метр, стальной стержень 32 мм — 6,32 кг на метр, а стальной стержень 40 мм — 90,87 кг на метр.
Удельный вес стали на фут :- Удельный вес стальных стержней 6 мм составляет около 0,067 кг на фут, стали 8 мм составляет 0,120 кг на фут, стали 10 мм составляет 0,188 кг на фут, стали 12 мм составляет 0,270 кг на фут, 16 мм стали 0,480 кг на фут, 20 мм стали 0,751 кг на фут, 25 мм стали 1,174 кг на фут и 32 мм стали 1,925 кг на фут.
Вес стержня в связке: 12 мм, 10 мм, 8 мм, 16 мм, 20 мм & Стальной стержень 25 мм
Вес стержня за штуку: 12 мм, 10 мм, 8 мм, 16 мм, 20 мм & Стальной стержень 25 мм
Вес стержня на метр: 12 мм, 10 мм, 8 мм, 16 мм, 20 мм и 25 мм стальной стержень
Масса стальной единицы :- Вес стальной единицы определяется как масса на единицу длины, если измеряется вес арматурного стержня/арматуры в фунтах на фут, известном как Удельный вес арматурного стержня в фунтах на фут.
Удельный вес стали в фунтах на фут :- Удельный вес арматурного стержня № 2,5 или стальных стержней составляет 0,265 фунта на фут, арматурного стержня № 3 может быть 0,376 фунт/фут, арматурный стержень №4 может быть 0,668 фунт/фут, арматурный стержень №5 может быть 1,043 фунт/фут, арматурный стержень №6 может быть 1,502 фунт/фут, арматурный стержень №7 может быть 2,044 фунт/фут, арматурный стержень №8 может быть 2,67 фунт/фут, #9арматурный стержень может иметь вес 3,40 фунта/фут, арматурный стержень №10 может составлять 4,303 фунта/фут, а арматурный стержень №11 может составлять 5,313 фунта/фут.
◆Вы можете подписаться на меня в Facebook и подписаться на наш канал Youtube
Вес единицы стали в кг/м3 :- 7850 — это вес единицы стали в кг/м3, это означает, что при измерении в кубических метрах, 1м3 стали весит около 7850кг. Таким образом, 7850 кг на кубический метр — это удельный вес стали в кг/м3.
Удельный вес стали в кН/м3 :- 78,50 – удельный вес стали в кН/м3, это означает, что при измерении в кубических метрах вес 1м3 стали составляет около 7850 кН. Таким образом, 7850 килоньютонов на кубический метр – это удельный вес стали в кН/м3. 9-8 Ньютон на кубический миллиметр — это удельный вес стали в Н/мм3.
Удельный вес стали в кг/фут3 :- 222 – это удельный вес стали в кг/фут3, это означает, что при измерении в кубических футах 1 фут3 веса стали составляет около 222 кг. Таким образом, 222 килограмма на кубический фут — это удельный вес стали в кг/фут3.
Удельный вес стали в фунтах/фут3 :- 490 – это удельный вес стали в фунтах/фут3, это означает, что при измерении в кубических футах 1 фут3 веса стали составляет около 490 фунтов. Таким образом, 49Формула стальных стержней 2L/533 используется для расчета веса стали на фут, например, удельный вес стали диаметром 8 мм = (8×8×1)÷533 = 0,12 кг/фут.
Удельный вес стали 6 мм :- Удельный вес стальных стержней или стержней диаметром 6 мм составляет около 0,222 кг на метр, что примерно равно 0,0676 кг на фут. Один кусок стальных стержней длиной 12 метров (40 футов) и диаметром 6 мм весит 2,664 кг.
Удельный вес стали 8 мм :- Удельный вес стальных стержней или стержней диаметром 8 мм составляет около 0,395 кг на метр, что примерно равно 0,12 кг на фут. Вес одного куска стальных стержней длиной 12 метров (40 футов) и диаметром 8 мм составляет 4,74 кг.
Удельный вес стали 10 мм :- Удельный вес стальных стержней или стержней диаметром 10 мм составляет около 0,617 кг на метр, что примерно равно 0,188 кг на фут. Один отрезок стальных стержней длиной 12 метров (40 футов) и диаметром 10 мм весит 7,407 кг.
Болт с отверстием внутри — Особое — Где?? — Price-Altai.ru
Перейти к содержимому раздела
Вы не вошли. Пожалуйста, войдите или зарегистрируйтесь.
Активные темы
Страницы 1
Чтобы отправить ответ, вы должны войти или зарегистрироваться
RSS
Сообщений [ 8 ] Просмотров: 1 361
1 Тема от LVV 23.08.2017 09:26:40 (5 лет 2 месяца назад)
LVV
Участник
Автор темы
Неактивен
Тема: Болт с отверстием внутри
Добрый день. Подскажите где найти? типа такого:
»Только дурак нуждается в порядке — гений господствует над хаосом»
2 Ответ от AMupbI4 23.08.2017 09:28:48 (5 лет 2 месяца назад)
AMupbI4
Участник
Неактивен
Re: Болт с отверстием внутри
LVV пишет:
Добрый день. Подскажите где найти? типа такого:
а просверлить и резьбу нарезать?
4 Ответ от LVV 23.08.2017 09:30:00 (5 лет 2 месяца назад)
LVV
Участник
Автор темы
Неактивен
Re: Болт с отверстием внутри
Gapur пишет:
LVV пишет:
Добрый день. Подскажите где найти? типа такого:
а просверлить и резьбу нарезать?
долго сверлить, да и боюсь не попасть на выходе, резьба внутри не нужна
»Только дурак нуждается в порядке — гений господствует над хаосом»
5 Ответ от НП 23.08.2017 09:30:33 (5 лет 2 месяца назад)
НП
Участник
Неактивен
Re: Болт с отверстием внутри
LVV пишет:
Добрый день. Подскажите где найти? типа такого:
Взять подходяший болт и просверлить.
6 Ответ от AMupbI4 23.08.2017 09:33:59 (5 лет 2 месяца назад)
AMupbI4
Участник
Неактивен
Re: Болт с отверстием внутри
LVV пишет:
Gapur пишет:
LVV пишет:
Добрый день. Подскажите где найти? типа такого:
а просверлить и резьбу нарезать?
долго сверлить, да и боюсь не попасть на выходе, резьба внутри не нужна
тем более, без резьбы. Ну тогда найти у кого сверлильный станок есть и минута времени
7 Ответ от demmax2004 23.08.2017 09:38:54 (5 лет 2 месяца назад)
demmax2004
Разрушитель мифов и надежд
Неактивен
Re: Болт с отверстием внутри
ТС зайди в тему своими руками там есть мастера токари дело 5 минут
Сообщений [ 8 ] Просмотров: 1 361
Просматривают тему:
1 гость, 0 пользователей
Страницы 1
Чтобы отправить ответ, вы должны войти или зарегистрироваться
Перейти в раздел: КомпьютерыНоутбукиПланшетыКомплектующие для стационарных ПККомплектующие для мобильных ПКМониторыСетевое оборудованиеПериферияИгровые приставки, консолиКуплюМеняюТелефоны, смартфоныАксессуары для мобильных устройствКуплюМеняюТелевизоры, ВидеоАудиоФото и видеокамерыКуплюМеняюАвтомузыка, автоэлектроникаАвтошины, дискиАвтомобилиМотоциклы, мопеды, велосипедыАвтозапчастиКуплюИщу работуВакансииПродаюКуплюМебель, интерьерОдежда, обувьУкрашения, ювелирные изделия, аксессуарыКоллекционированиеТехническая продукция и строительствоСпортивный и туристический инвентарьЖивотные, растения и сопутствующие товарыПродаюКуплюМеняюУслугиНедвижимостьОтдам даром, приму в дарГде??Выбор и оценкаАукционыБеседкаТехническая поддержкаВопросы по форуму
Жизнь современного человеческого общества трудно представить без элементов соединения — болтов, гаек, шурупов, винтов и тому подобного. Все эти, казалось бы, незначительные детали окружают нас повсеместно, даже в бытовой сфере, не говоря уже о промышленности и строительстве. Практически во всём — от мебели до компьютера, используются те или иные соединительные детали. Но всё же наиболее распространёнными элементами соединения считаются болты.
Болт представляет собой крепёжную резьбовую деталь, имеющую вид цилиндрического стержня. Некоторая часть болта имеет наружную резьбу, предназначенную для накручивания одной или более гаек. С одной из сторон этот стержень снабжён головкой, обычно имеющей шестигранную форму, подходящую под гаечный ключ. Как правило, применяют болты при сборке разборных конструкций. Преимуществом такого вида соединения является то, что его легко можно заменить в том случае, если болты по какой-либо причине вышли из строя, либо возникла такая необходимость.
Все виды болтов условно можно разделить на две категории: чёрные и оцинкованные.
Чёрные болты — это необработанные, или не имеющие наружного покрытия. Их применяют в тех случаях, где не имеет никакого значения эстетический вид конструкции, либо же изделие будет подвергаться покраске. К примеру, необработанные болты применяют в машиностроении, промышленном строительстве и других подобных областях.
Оцинкованные болты используют при сборке изделий, в которых внешний вид имеет значение. Такие болты не подвержены коррозии и сохраняют презентабельный вид на протяжении долгого времени. Используют оцинкованные болты, к примеру, при сборке приборов или комнатной мебели.
Также болты, будь то с покрытием или без, имеют между собой визуальные различия. Рассмотрим основные из них.
Виды болтов по размеру и форме головки
В зависимости от предназначения болта, его головка может иметь ту или иную форму. Самые распространённые виды головок — это шестигранная, но бывает также квадратная, круглая и овальная.
Размеры головок также могут отличаться. К примеру, шестигранная головка может быть как нормального, стандартного размера, так и уменьшённой или увеличенной. Разным бывает и профиль головки.
У некоторых болтов он полукруглой формы, также встречаются болты, имеющие круглую головку с отверстием внутри. Есть болты и с потаённой головкой, например, для сборки мебели.
Виды болтов по форме стержня
Самый распространённый вид стержня — это стержень одного диаметра по всей длине. Но бывают и ступенчатые стержни, в которых гладкая часть стержня немного больше в диаметре, чем та часть, на которую нанесена резьба. Болты с такой формой стержня называют призонными и используют их для скрепления тяжелонагруженных соединений.
Также болты бывают сугубо специфические, т. е предназначены для какой-то одной определенной цели.
Виды болтов по типу и шагу резьбы
Болты, как и гайки, отличаются между собой и типом резьбы. Резьба бывает метрическая, дюймовая, трапециидальная, трубная, квадратная, прямоугольная и упорная. Наиболее применимой является метрическая резьба, которая, в свою очередь, подразделяется на два типа: с мелким и крупным шагом.
Виды болтов по варианту исполнения
Вариант исполнения — это конструктивная особенность, определённая стандартом, например ГОСТ или DIN. К примеру, в шестигранных болтах таким вариантом исполнения может быть стопорение резьбового соединения. Для этого на головке болта или, как вариант, в конце резьбовой части, изготавливается отверстие для вязочной проволоки или шплинта.
Бывает и так, что возникает потребность уменьшить вес болта, при этом сохранив его размер и прочность. В таких случаях в головке болта делается углубление.
Виды болтов по классу точности, прочности и материалу
Болты, имеющие шестигранную головку, также классифицируют по классу точности. Всего определения класса точности три, и обозначаются они латинскими заглавными буквами «A», «B» и «C». Под точностью подразумевается степень шероховатости резьбы, разница в диаметрах цилиндрических стержней и опорными поверхностями головок. Так, виды болтов с повышенным классом точности «A» используют при наиболее ответственных сборках, например, в точном приборостроении.
Разница в диаметрах между болтом и отверстием не превышает 0,25 — 0,30 миллиметров. Более всего распространён класс точности «B». Такие болты применяют в отверстиях, диаметр которых больше, чем диаметр стержня болта на 1 — 1,5 миллиметра. Для болтов с классом точности «C» допускается значительное несоответствие между самим стержнем и отверстием. Так, стержень болта здесь может быть меньше отверстия в размере до трёх миллиметров. Такие болты используют для малоответственных соединений.
Исходя из потенциального назначения болтов, при их изготовлении используются различные марки стали. Следовательно, разные виды болтов имеют и разную прочность. При их производстве используют следующие материалы: сталь обычного качества; качественная конструкционная углеродистая сталь; нержавеющая, стойкая к коррозии, обыкновенная сталь; нержавеющая, стойкая к коррозии, жаропрочная сталь; конструкционная легированная углеродистая сталь; сталь конструкционная низколегированная для сварных конструкций; жаропрочная релаксационностойкая сталь; технический титан; сплав титановый деформируемый; медь; латунь.
Иные виды болтов
Диапазон использования разных видов болтов очень широк. Такой тип соединения прочно занял своё место как на промышленном, так и на бытовом уровне. В зависимости от сферы использования болтов классифицируется и его назначение. Так, предприятия по выпуску метизных изделий выпускают следующие основные виды болтов по назначению:
Машиностроительные болты. Отличительная особенность таких видов болтов — это повышенная прочность. Обычно их выпускают с шестигранными формами головок. Резьба, как правило, наносится метрическая. Предназначены они прежде всего для соединений, которые подвержены большим нагрузкам. Сфера использования — машиностроение, приборостроение, промышленное оборудование, а также сборка различных механизмов. Соединяют с их помощью в основном стальные и чугунные детали.
Строительные болты. В их производстве также используются высокопрочные материалы. Выпускаются они обычно с увеличенными головками. Такие болты находят своё применение на строительстве различных зданий, как гражданских, так и промышленных. Например, их используют при сборке строительных конструкций. Применяются они и при строительстве мостов, тоннелей, метрополитенов и других важных объектов.
Дорожные болты. Класс прочности таких болтов варьируется от низкого до более высокого, в зависимости от места применения. Изготавливают их с полукруглой головкой и квадратным подголовком — благодаря этому их можно закручивать без вспомогательного монтажного ключа. Применяются они при сборке металлических дорожных заграждений. Зачастую такие болты покрывают оцинковкой, чтобы уберечь от воздействия погодных факторов.
Железнодорожные болты. Производят такие крепёжные соединения в небольших количествах, поскольку сфера их использования довольно невелика. Используют эти виды болтов при монтаже железнодорожного полотна и вспомогательных к нему конструкций. В свою очередь, железнодорожные болты подразделяются на стыковые (или путевые), закладные и клеммные. Стыковые (путевые) болты используют вместе с рельсовыми накладками. Выпускаются они с закруглёнными головками. Закладные болты предназначены для соединения шпал с подкладками. А с помощью клеммных болтов прокладка крепится к рельсам. Изготавливают железнодорожные болты из углеродистой стали высокой прочности.
Транспортные (норийные) болты. Иногда их ещё называют элеваторными болтами. Они предназначены для прикрепления норийного ковша или другого подающего элемента к транспортировочной ленте. Изготавливают их из углеродистой стали как с цинковым покрытием, так и без него. Свою особенность в таких болтах имеет головка. С торца она плоская, а со стороны стержня выполнена в виде полусферы. На полусфере находятся два шипа, которые предотвращают поворот болта вокруг своей оси.
Лемешные болты. Как и железнодорожные, такие болты выпускают в ограниченных количествах. Сфера их использования — сельскохозяйственные машины. Лемешными болтами крепят навесное оборудование, это могут быть как металлические, так и деревянные элементы. Изготавливают их с потайными головками, причём по классу точности лемешные болты выпускаются даже с классом «C». Предусмотрен в них также и квадратный подголовок, который фиксирует болт в одном положении и не позволяет ему вращаться.
Мебельные болты. Как правило, такие болты выпускают с полукруглыми либо потайными головками. Мебельные болты дешевле по стоимости, чем, скажем, машиностроительные. Применяют их не только при сборке мебели, но и в изготовлении других деревянных конструкций, например стропил или каркасных домов. Нередко они используются и в других назначениях в неответственных соединениях. Уровень прочности мебельных болтов обычно средний. Практически все мебельные виды болтов выпускают с оцинкованным покрытием из эстетических соображений.
Уважаемый посетитель, Вы зашли на сайт как незарегистрированный пользователь. Мы рекомендуем Вам зарегистрироваться либо зайти на сайт под своим именем.
Как выкрутить сломанный болт
Фото: istockphoto.com
Теоретически металлические болты — крепежные детали с головкой и наружной резьбой, которые вставляются в подходящие неконические гайки — при необходимости можно снимать и даже снова прикреплять. К сожалению, при чрезмерной затяжке или ином принуждении болты могут заклинить и сломаться, что затруднит их удаление. Застряли, задаваясь вопросом, как выкрутить сломанный болт, прежде чем вы сможете продолжить строительство дома или строительство террасы? При правильном снаряжении и технике можно успешно извлечь сломанный болт и вставить новый.
Инструменты и материалы
Центральный пунш
Hammer
Обратимый электрический бух
Фото: istockphoto.com
ШАГ 1. Вбейте кернер в середину сломанного болта.
Поместите кернер как можно ближе к середине сломанного болта. Ударьте по нему молотком, чтобы создать отправную точку для сверления пилотного отверстия. Точное направляющее отверстие имеет решающее значение, чтобы не повредить резьбу сломанного болта при его извлечении. Если резьба болта или отверстия под болт повреждена, извлечение болта может оказаться невозможным. Кроме того, если резьба на отверстии для болта повреждена, вы не сможете использовать новый болт после извлечения старого.
ШАГ 2. Медленно просверлите пилотное отверстие левым сверлом.
Сверьтесь с таблицей комплекта для извлечения, чтобы выбрать левостороннее сверло подходящего размера (также называемое «обратным сверлом»), чтобы сделать пилотное отверстие в этом сломанном болте. В отличие от традиционных сверл, которые считаются правосторонними и имеют резьбу по часовой стрелке, левосторонние сверла имеют резьбу против часовой стрелки. Это обеспечивает лучший прикус, когда вы используете дрель в обратном направлении, чтобы снять застежку.
Совет профессионала: Если вы выбираете комплект для работы, инвестируйте в качество; последнее, что вам нужно, это дешевая бита, ломающаяся во время этого процесса.
Advertisement
Установите дрель на задний ход и как можно меньшую скорость (в идеале 20 об/мин) и вставьте левое сверло. Крутящий момент при сверлении в обратном направлении (т. е. против часовой стрелки) не позволит вам дополнительно затянуть резьбу на болте. Теперь поместите сверло на отметку, которую вы сделали, и, крепко удерживая сверло, медленно просверлите в обратном направлении небольшое направляющее отверстие в болте глубиной около ¼ дюйма.
Будем надеяться, что обратное сверление направляющего отверстия ослабит болт настолько, что вы сможете использовать плоскогубцы для снятия болта. Помните: «право-затянуто, лево-ослаблено» — поверните болт влево (против часовой стрелки), чтобы снять его. Если болт не ослаб, перейдите к шагу 3 для извлечения.
Для упорно засевшего болта вам понадобится бита для извлечения. Сверьтесь с таблицей вашего комплекта извлечения, чтобы подобрать биту подходящего размера для размера болта. Экстракционное сверло также является левосторонним сверлом (но с другим назначением), поэтому вы продолжите использовать настройку обратного сверления. Замените первую насадку на извлекающую насадку в вашей дрели, вставьте ее в направляющее отверстие и очень осторожно постучите по сверлу и насадке по месту с помощью молотка.
ШАГ 4. Медленно просверлите сверло в обратном направлении, чтобы выкрутить сломанный болт.
По-прежнему используя очень медленную настройку обратного бурения, например, 20 об/мин, начните бурение пилотного отверстия. Медленность и осторожность здесь имеют решающее значение: бита, скорее всего, сделана из закаленной стали, и если она сломается во время этого процесса, вы столкнетесь с еще более сложным извлечением. Сломанный болт должен вскоре «зацепиться» за долото для извлечения при бурении в обратном направлении и начать извлечение. Продолжайте медленно и неуклонно, пока весь болт не будет полностью извлечен, в идеале сохранив резьбу, чтобы вы могли вставить новый болт. Фу!
Реклама
ШАГ 5. Удалите металлическую стружку, оставшуюся после сломанного болта, с помощью магнита.
Любая металлическая стружка или опилки, оставшиеся в резьбовом отверстии, должны быть удалены перед установкой нового болта. Установите мощный магнит над отверстием, чтобы притянуть незакрепленные биты, или используйте сжатый воздух, чтобы очистить резьбу. Не пропускайте этот шаг, иначе новый болт может заклинить или оторваться.
Проверенный метод, который вы только что изучили, должен безопасно удалить любой сломанный болт, гарантируя, что вы сможете повторно использовать отверстие для вставки нового. Если нет, обратитесь в местную сварочную мастерскую, у которой должны быть навыки и инструменты для удаления сломанного болта. И помните, в будущем вставляйте все болты медленно и осторожно, чтобы избежать заедания и отламывания верхней части болта.
Объявление
Удаление сломанных болтов, шпилек и винтов
| Практическое руководство – технология
Действия по извлечению
Мало что кажется более безнадежным, чем когда вы выкручиваете болт, винт или шпильку, и они ломаются. В этот момент вы понимаете, что все кончено, кроме слез. Вы сорвали болт на отливке и не имеете ни малейшего представления, как его вытащить. Вот и все, что осталось от застрявшего болта или шурупа, и это остановило ваш прогресс.
Иногда это так же просто, как молоток и долото, а также щепотка упорства, чтобы вытащить его. Когда подход молотка и зубила не сработает, вам придется попытаться высверлить крепеж и удалить его с помощью экстрактора для болтов. И если это не сработает, вам придется высверлить застежку чуть ниже резьбы в надежде, что вы сможете аккуратно удалить оставшиеся биты, застрявшие в резьбе.
Сломанный крепеж не является чем-то новым, поэтому производители инструментов придумали несколько инновационных способов удаления сломанных болтов и шпилек. У компаний Summit Racing Equipment и Harbour Freight есть ряд решений для ваших проблем с извлечением болтов, и мы собираемся показать вам некоторые из них здесь.
В идеале вы хотите иметь возможность удалить болт или шпильку, сохранив резьбу нетронутой. Если резьба сильно повреждена и не подлежит восстановлению, вам придется отремонтировать или заменить ее, для чего требуется вставка для резьбы катушки, такая как Heli-Coil, которую можно приобрести в Summit Racing Equipment. Вставка Heli-Coil — это умная идея, когда вы высверливаете поврежденную резьбу, нарезаете отверстие и ввинчиваете прецизионную резьбовую вставку Heli-Coil.
Когда вы высверливаете поврежденный крепеж, вы хотите, чтобы отверстие располагалось как можно ближе к мертвой точке, что может быть затруднительно в зависимости от характера повреждения. Для начала сделайте надрез по центру сломанной застежки и просверлите небольшое направляющее отверстие. Вы не хотите ни при каких обстоятельствах сломать экстрактор в застежке. Поскольку экстрактор традиционно тверже, чем большинство сверл, вы никогда не сможете вытащить сломанный болт.
Другой вариант — приварить болт к сломанной застежке и попытаться снять. Недостатком такого подхода является риск приваривания болта к чугунной отливке, что только усугубит проблему. Приваривать болт к сломанной застежке следует только тогда, когда из отливки торчит достаточное количество застежки.
1. Сломанный болт может быть чертовски трудно удалить, в зависимости от того, почему он сломался в первую очередь. Если болт сломался из-за коррозии, шансы на успешное удаление малы, потому что он, вероятно, навсегда застрял. Однако, если он оторвался из-за поломки материала, у вас больше шансов. При натяжении стержня болта его иногда можно снять долотом, как показано, и вывинтить из отверстия.
2. Начните удаление болта с помощью кернера, чтобы отметить направляющую часть, и запланируйте высверливание болта для вставки экстрактора для болтов.
3. Начните с небольшого пилотного отверстия диаметром 1/8 дюйма, которое будет служить направляющей для будущих сверл большего размера. Вы хотите постепенно рассверливать отверстие для извлечения болта, пока не останется немного стержня болта. Это облегчит снятие болта.
4. Теперь мы используем более крупное сверло на 1/4 дюйма и сверлим немного глубже.
5. 1/4-дюймовое отверстие для экстрактора болтов просверлено и готово для экстрактора, который мы получили от Summit Racing Equipment. Признаемся вам, что эта дыра не мертвая точка.
6. Экстрактор для болтов — это, по сути, сверхкрупная левая резьба, которая ввинчивается в стержень болта для извлечения. Возможно, вам придется осторожно нагреть отливку или ковку, чтобы обеспечить расширение вокруг стержня болта. Вокруг болта также можно использовать проникающую смазку. Что бы вы ни делали, никогда не ломайте экстрактор болта в стержне болта. Поскольку экстрактор для болтов обычно тверже сверла, высверлить его будет невозможно.
7. Стержень болта успешно извлечен. Зажмите его в тиски и снимите экстрактор.
8. Чистая резьба упрощает установку болтов. Используйте резьбонарезной станок (также известный как очиститель резьбы), чтобы очистить грязную или поврежденную резьбу отверстий под болты, используя проникающую смазку. Когда резьба сильно повреждена, вам, возможно, придется выбрать резьбовую вставку Heli-Coil для замены резьбы.
9. Обратите внимание на прорези в этом нарезчике резьбы. Они предназначены для удаления мусора из отверстия под болт, пока вы чистите резьбу.
10. Пропустите нитенаправитель через отверстие несколько раз, пока не исчезнет весь мусор. Промойте отверстие проникающей смазкой. Пока вы это делаете, зачистите резьбу всех болтовых отверстий в отливке, чтобы обеспечить чистоту.
11. Резьба отверстий для свечей зажигания является еще одним яблоком раздора, особенно на алюминиевых головках. Если резьба повреждена, вы можете прогнать ее, как показано на рисунке. Резьбовые вставки Heli-Coil также доступны для отверстий свечей зажигания, поврежденных и не подлежащих ремонту.
12. Используя проникающую смазку и насадку для резьбы свечи зажигания, аккуратно вверните и выверните насадку, пока она не повернется плавно.
13. Вооружитесь высококачественным сверлом из титана или кобальта от Summit Racing Equipment, которое хорошо иметь под рукой для многих целей. Когда вы высверливаете сломанный крепеж, вам нужно сверхтвердое сверло, чтобы разрезать крепеж. Если вы решите купить сверла по дешевке, они не прослужат долго.
14. Набор из 10 экстракторов болтов OEM Automotive Tools от Summit представляет собой высококачественный набор, который включает в себя пять кобальтовых сверл с правосторонним вращением и пять конических экстракторов из хромомолибдена. Это то, что вам нужно для широкого спектра упрямых удалений.
15. Набор для извлечения болтов Summit Bust-N-Out (номер по каталогу SUM-
5) выпускается в различных размерах для извлечения сломанных болтов. Каждый специальный концевой твердосплавный борфрез изготавливается для отверстий под болты определенного размера, чтобы должным образом подготовить сломанную поверхность. Это значительно увеличивает вашу способность просверливать сломанный болт по центру, увеличивая шансы на сохранение существующего резьбового отверстия.
16. Вот Summit Bust-N-Out (PN SUM-
7) для более крупных проблем со сломанными болтами. Красота Bust-N-Out заключается в простоте использования. Здесь есть все, что вам понадобится, чтобы вытащить упрямый сломанный болт или шпильку.
17. Еще одна проблема, с которой сталкиваются энтузиасты, — это заклинивание свечей зажигания, как на впускном коллекторе Chevrolet. Эти стальные заглушки заедают из-за коррозии разнородных металлов, когда сталь и литой алюминий встречаются вместе. Удаление заклинивших пробок требует большой осторожности. Если вы будете неосторожны, вы можете навсегда повредить литье. Снятие начинается с высверливания заглушки для использования экстрактора.
18. JGM Performance Engineering осторожно нагревает алюминий, помня о том, что алюминий плавится при температуре 1300 градусов по Фаренгейту. Вы хотите, чтобы он был достаточно горячим, чтобы расширяться вокруг пробки или болта, но не настолько горячим, чтобы расплавить или деформировать отливку. .
19. Съемник заглушки вставляется сюда, как показано; с легким поворотом против часовой стрелки, чтобы начать. Рекомендуется предварительно пропитать свечу проникающей смазкой за несколько дней, чтобы разрушить связь между сталью и алюминием.
20. Неподвижная пробка после нагревания алюминия охлаждается сухим льдом, чтобы облегчить сжатие до места, где ее можно ослабить.
21. Стальная заглушка отвинчена и готова к извлечению. Упорные заглушки часто приходится высверливать там, где их почти не осталось.
22. Этот набор для извлечения трубных ниппелей Warrior от Harbour Freight предназначен для извлечения трубных ниппелей из фитингов без образования трещин, повреждений или царапин. Экстракторы изготовлены из прочной термообработанной стали и имеют цинковое покрытие для защиты от ржавчины и коррозии.
23. Набор из пяти инструментов для извлечения болтов Performance Tool от Summit Racing избавляет от необходимости выкручивать застрявшие гайки и болты. Что делает эту работу настолько хорошей, так это захватывающие внутренние края, которые удаляют ржавые, закругленные или окрашенные гайки и болты. Эти высококачественные насадки изготовлены из хромомолибденовой стали, обеспечивающей грубую прочность.
24. Этот набор экстракторов от Harbour Freight предназначен для удаления сломанных винтов. Конструкция из высокоуглеродистой стали придает этим экстракторам достаточно прочности, чтобы выкрутить самые неподатливые винты.
25. Катушка Heli-Coil, поставляемая компанией Summit Racing Equipment, уже давно является отраслевым стандартом для ремонта резьбы. Вставки Heli-Coil работают с любым материалом — алюминием, магнием, чугуном, бронзой и другими. Поврежденная резьба может быть восстановлена до состояния «лучше нового» в отверстиях свечей зажигания, топливных подводах карбюратора, литье трансмиссии и двигателя, пробках слива масла, выпускном и впускном коллекторах, головках цилиндров, тормозных суппортах и компонентах подвески.
Тема инструментов для меня одна из самых любимых при написании обзоров. Через меня уже прошла целая кучка ручных и электрических приспособлений для пиления, сверления, резания, строгания и прочих направлений приложения усилий, когда рукам покоя нет. Однако, станков у меня еще не было и, хотя, с инструментами работают постоянно, последний раз за токарным станком я стоял лет, эдак, 25 назад. Поэтому обзор будет на любительском, лубочно-прикладном уровне простого домашнего мастера. Обзор большой: много фото, видео, гифок, попыток и мыслей, как довести «до ума», как быть с расходкой и небольшой DIY… запасайтесь попкорном 🙂
СОДЕРЖАНИЕ §1. Введение §2. Основные блоки §3. МИНИЛОБЗИК §4. ШЛИФОВАЛЬНЫЙ СТАНОК §5. ВЕРТИКАЛЬНЫЙ СВЕРЛИЛЬНО-ФРЕЗЕРНЫЙ СТАНОК §6. ГОРИЗОНТАЛЬНЫЙ ФРЕЗЕРНЫЙ СТАНОК §7. ТОКАРНЫЙ СТАНОК ПО МЕТАЛЛУ §8. ТОКАРНЫЙ СТАНОК ПО ДЕРЕВУ §9. Впечатления и итог
Основоположником всех, продающихся подобных станков, считается станок Unimat 1, выпускаемый австрийской компанией «The Cool Tool». Если не ошибаюсь, именно она разработала концепцию и конструкцию мини-модульных станков, которые отлично подходят как для детского творчества, так и для моделистов, да и просто любителей что-то поделать руками, а такую возможность подобные станочки предоставляют с лихвой. Я очень давно хотел «попробовать» такой, но цена, оригинальной версии, прямо скажем, негуманная.
Станки, продающиеся в китайских магазинах, по сути являются, практически, точными (ну, насколько это возможно) копиями двух моделей: Unimat Classic, в которой большинство деталей из пластика и MetalLine — почти полностью металлическая версия. Приятно, что цена на китайские копии, раз в 5-6 дешевле цены австрийского.
У меня, по-началу, было несколько скептическое отношение к возможностям станочка, поэтому пластиковый вариант я даже не рассматривал. Самое смешное, большинство роликов на Ютубе содержат только общее видео разборки и сборки аналогичных девайсов (иногда даже включения), но без полноценной демонстрации работы, поэтому было действительно интересно пощупать его руками, ведь известно, что «первые 40 лет детства самые сложные в жизни мужчины…» 🙂 Посмотрим, что из этого получилось…
Приехал аппарат в большой коробке:
Если приглядитесь, увидите батарейку АА для сравнения:
Коробка достаточно тяжелая, вес больше 5кг у меня, как назло, измерить оказалось нечем, поэтому по ощущениям тянет примерно на 6-7кг.
Общие технические характеристики:
¤ Материал: алюминий, сплав цинка и алюминия, сталь
¤ Скорость двигателя: 20000 rpm
¤ Питание на входе: AC 100-240V 50/60Hz
¤ Питание на выходе: DC 12V 4A
¤ Мощность: 48W
¤ Варианты собираемых станков: минилобзик, шлифовальный, сверлильный, токарный по дереву, токарный по металлу, фрезерный.
¤ Обрабатываемые материалы: дерево, пластик, мягкие металлы (алюминий, медь, ЗОЛОТО (так и написано!), акрил и др.
Откроем коробку:
У производителя есть даже свой сайт (но малоинформативный):
Убираем комплектную фенерку для опытов:
Поначалу глаза разбегаются даже у опытного рукож… домашнего мастера, привыкшего браться за любую технику без прочтения инструкции:
C рулеткой и батарейкой для сравнения:
Тем более инструкцию, из-за ее размера (брошюрка формата А6!!!) и содержательности, ничем, кроме как издевательством, я назвать не могу. Лупа, как говориться, в помощь. Подробность описания, весьма лаконична, а некоторые моменты вообще не освещены, и требуют самостоятельной компиляции, но это даже интереснее. На самом деле, все достаточно логично собирается.
Инструкция
В общем: «Где наша не пропадала?»
Начну с основных компонентов-модулей из которых, в разных конфигурациях, получаются 6 вариантов станков (а подвариантов и того больше).
«Сердцем» станка является, конечно, 12-ти вольтовый двигатель, мощностью 48Вт:
На первый взгляд, выглядит он, как-то, совсем несерьезно, однако, забегая вперед, скажу, вполне неплохо тянет и отлично работает.
Работает двигатель в связке с редуктором:
Эта связка собирается один раз и работает в неизменном виде во всех вариантах:
Важнейшим компонентом набора, являются соединительные стяжки, которые жестко связывают все конструктивные элементы друг с другом:
Устанавливаются они в профилированные пазы соединяемых элементов, где затягиваются комплектным шестигранником (все необходимые ключи в комплекте есть):
Двигатель и шкив редуктора соединяются ремнем:
Регулировка натяжения ремня, осуществляется винтом на двигателе, с помощью которого смещается вал:
Питается все это от комплектного блока питания:
Соединение с двигателем осуществляется с помощью быстро-разъемного коннектора:
Плюс к этому на проводе двигателя есть кнопка выключения (постоянно зацепляющаяся за край стола).
Двигатель и навесные элементы устанавливаются на основные блоки конструкции, образующие раму и выполненные из алюминиевого профиля:
Во все вращающиеся рукоятки вкручиваются втулки (к сожалению, они фиксируются жестко и не имеют независимого вращения):
В комплекте есть все, что нужно для сборки и начала работы: задняя бабка, суппорта, токарный патрон, платформы…
… весь крепеж, небольшой набор расходки, все шестигранники для затяжки крепежа элементов конструкции…
… и даже немного материала для тестирования — фанерка и пара деревянных заготовок:
Другой вопрос, что поначалу глаза «в кучу» от количества всякой мелочевки, а учитывая мелкость и лаконичность инструкции, сборка в первый раз каждого станочка, занимает достаточно длительное время, но потом, наловчившись и зная «что-куда», сборка и переделка из одного варианта в другой занимает не больше 5 минут.
Добавлю, что качество обработки литых компонентов набора средненькое, однако геометрия, посадочные места и соединительные отверстия выдержаны четко — все компоненты друг к другу подходят. Кроме этого, несмотря на то, что версия станка металлическая (а в ней реально почти все из металла), удивило наличие пластиковых деталей в в некоторых важных местах, где должен стоять металл, но об этом чуть ниже.
Итак, начинаем собирать станки.
Возможные варианты: минилобзик, шлифовальный, сверлильный, токарный по дереву, токарный по металлу, фрезерный.
Интересным элементом является следующая деталь, в нее вставляется пилка:
желтое желе — смазка, в которой движется эксцентрик, фиксируемый на валу редуктора двигателя:
Для пиления используются мелкие пилки (в комплекте 10 штук):
Устанавливаемые таким образом:
Станок в сборе:
Вес получился, почему-то, меньше заявленного, вероятно считали с блоком питания.
Под рукой была комплектная фанерка толщиной 2.4мм:
Станочек пилит! И при некоторой сноровке выходят, вполне себе, ровные кружки и другие фигуры:
Режет быстро и, несмотря, на отсутствие верхней точки крепления пилки, достаточно ровно (если потренироваться).
Гифка ускорена 🙂
После использования возникает вопрос, где брать расходку (пилки) для станочка? Их всего 10 штук. Все просто, берем пилки от простого ручного лобзика (как оказалось, их сейчас не так-то просто найти в продаже) и отламываем кусочек плоскогубцами:
Стоит комплект из 20 штук сущие копейки, а из каждой обычной пилки получиться штук 5 пилок для станка, хватит на ооочень долго.
Тут же ставим самодельную пилку и проверяем не только на фанерке, но и на ламинате толщиной 8мм. Пилит, хоть и медленнее, чем фанерку, но отлично пилит!
Один станок из другого переделывается достаточно просто, причем, с каждым разом время, сборки сокращается, т.к. уже понимаешь что и как установить, что к чему подогнать и где затянуть.
Шлифовальный станок, пожалуй, самый простой по конструкции:
На вал редуктора накручиваем диск для наждачки, на противоположной стороне вала редуктора предусмотрено отверстия для фиксации вала:
Комплектная расходка состоит, всего лишь, из двух круглых наждачек с клеящим слоем:
В сборе станок выглядит так:
Работает отлично:
Однако, естественно, ситуация с расходкой беспокоит. Я не видел в продаже наждачки (пусть и другого размера) с клеящим слоем на обратной стороне. А вот с «липучкой» шлифовальных кругов в продаже, на любом строительном рынке, полно. Поэтому решение с расходкой находится тоже быстро, т.к. в «закромах» от стройки на даче, остались шлифовальные насадки для «болгарки», и куча круглой наждачки на «липучке» (все не знал куда их приспособить):
Отрываем от шлифовальной насадки накладку из пористого материала с частью «липучки» с крючками.
Вырезаем из оторваной части насадки и наждачки кружки нужного размера, далее часть от насадки клеим на двусторонний скотч на диск станка:
И получаем возможность быстро менять стертые круги:
Немного отодвигаем платформу и продолжаем работать на станке:
Еще шлифовальный станок можно оснастить камнем для заточки металлических лезвий (ножи, ножницы, инструмент итд). В инструкции об этом ни слова, поэтому пришлось самому придумывать, как нужно установить точильный камень. Для этого в комплекте есть такая втулка:
Установил так:
Точит нормально:
Однако, как оказалось установил я не совсем правильно, нашел в интернете такой правильный вариант:
А я то думал зачем эти пластиковые кожухи нужны, но, имхо конечно, мой вариант более удобен 🙂
Видео работы шлифовального станка
к Содержанию ▲
Сверлильный станок требует уже использования в своем устройстве двух поперечных и одни вертикальные салазки:
Заявленные характеристики:
Рабочее пространство: 120 * 100mm
Вертикальный ход свела: 30-50mm
Размер сверла: 1-6mm
Вес: 2.8kg
Размер: 160 * 290 * 150mm
Немного про салазки. Они полностью выполнены из алюминия и имеют, относительно, сложную конструкцию:
Вот эти крепежные элементы отвечают за прижим черной пластиковой пластинки (на фото сверху):
Нужно это для регулировки плавности хода салазок — с одной стороны они должны свободно ходить по направляющим, а с другой — не люфтить и не смещаться от вибрации станка при работе. Понял я это только под конец, и результаты обработки заготовок, которые Вы сможете увидеть ниже, могли бы быть получше 🙂 Как говориться: «Опыт, сын ошибок трудных…»
Собираем станок…
Готово (фотографировал уже правда после использования):
Вес:
В комплекте идут сверло и фрезеровочный бур:
Патрон цанговый, поэтому под каждый размер сверла нужно менять цангу, что не очень удобно:
Для подъема и опускания сверла сбоку вставляется пластиковый шток:
Из салазок убирается винтовое крепление и они становятся простыми направляющими, без фиксации.
Удивило, что подъемный шток пластиковый, деталь то силовая, и должна быть сделана из металла.
Глубина сверления около 15мм (на фото шток поднят в самое верхнее положение, если опустить он на 1мм опуститься в квадратное отверстие):
Станок без проблем сверлит дерево, мягкие металлы:
Кстати, затягивать патрон также не очень удобно, в ручную не получается, приходится прибегать к помощи плоскогубцев:
Если поставить более серьезное сверло (ставил из набора Dewalt), то под силу и сталь (1-2мм):
Кроме этого, в станок можно поставить фрезерный бур:
С помощью него можно проточить мягкие материалы (типа алюминия):
В данном случае, удобнее, когда сверло неподвижно, а фрезеруемая заготовка направляется руками.
В этой конструкции уже можно достичь определенной точности фрезерования за счет фиксации заготовки и перемещения ее и двигателя с вращающимся буром с помощью направляющих салазок по трем осям.
Используемые детали:
Заявленные характеристики:
Ход продольных салазок: 50mm
Ход поперечных салазок: 30mm
Диаметр сверла: 1-6mm
Ширина зажимаемой детали max: 25x35mm
Материалы для обработки: дерево, пластик, мягкие металлы
Вес: 2.8kg
Размер: 290 * 160 * 200mm
Станок в сборе:
Вес:
Бур используется тот же самый, что и в вертикальной версии станочка, но еще добавляется фиксатор заготовки (снова пластик):
Максимально раздвинут:
Фрезеровку можно проводить с помощью салазок по трем направлениям: право-лево, вверх-вниз и вглубь детали:
Если потренироваться можно добиться определенного ожидаемого результата. Например, проточить паз в дереве или овальное (относительно 🙂 отверстие в алюминиевой трубке:
Тут прошу сильно не ругать: «Пианист играет, как умеет…»
При определенной тренировке пространственного мышления (как вращать ручки по осям одновременно..) можно даже «вырезать» что-то похожее на буквы:
… но пластиковый фиксатор заготовки, портит картину: деталь, как бы ты не затягивал, постоянно норовить выскочить из него, т.к. нет нужной жесткости и сами губки фиксатора изнутри гладкие (что лечится наклейкой на них абразива типа наждачки). Если приложить большее, чем нужно усилие, его можно вообще сломать.
В общем, станок работает и, даже, неплохо, но на заготовках, с большой площадью контакта с губками фиксатора.
Видео горизонтального фрезерного станка
к Содержанию ▲
Тут слово металл я бы поставил в скобки: медь и алюминий — это максимум, еще пластик, акрил и дерево.
Шпиндель просто накручивается на вал редуктора. Фиксация и затяжка детали в шпинделе осуществляется с помощью двух отверстий, в которые вставляются тонкие отвертки или комплектные шестигранники и тянутся в разные стороны:
Диаметр зажимаемой детали не превышает 25мм:
Если раздвигать кулочки дальше, они просто выскакивают:
Однако, если их перевернуть, можно зафиксировать более крупную деталь подобным образом:
Патрон сделан из силумина. Качество изготовления и фиксации заготовки (особенно гладкой) посредственные.
Высота центра заготовки от нижней основы 25мм, хватает чтобы зажать деталь диаметром 12мм, не более:
В комплекте предусмотрены проставки, поднимающие все элементы конструкции еще на 25мм:
Эти проставки универсальные и подходят, практически для любого станочка, просто в токарных по дереву и металлу, они могут быть наиболее востребованными. Так станок выглядит с ними:
Резец выполнен, по виду и использованию, из закаленной стали, заточка выглядит острой 🙂
Что меня неприятно удивило в конструкции, так это то, что резец фиксируется на поперечных салазках с помощью пластиковых (!) держателей:
Это место подвергается самой большой нагрузке при работе, и естественно пластик тут не уместен. Причем я смотрел на сайте оригинального Unimat 1, там тоже пластик.
Мои опасения подтвердила более менее серьезная нагрузка — пластик треснул:
Но останавливаться на полпути, из-за такой мелочи, я не собирался. Поэтому, из подручных средств и с «лестными» словами в адрес разработчиков, была сделана вот такая конструкция из двух стальных пластин, фиксирующих резец (по жесткости и надежности стало, раз в 10, лучше прежней):
Кстати
запчастей для подобных станочков полно и, несмотря на то, что моя «кустарщина» с держателем вполне жизнеспособна, заказал (недорого) два вот таких металлических крепежных элемента вместо пластиковых:
Едут…
Станок в сборе:
Упомяну, что сзади, любой станок лучше укреплять дополнительными пластинами, для жесткости:
И конструкция заработала. К сожалению, большого количества разнообразных заготовок из пластика или мягкого металла у меня не нашлось, поэтому проверил только на медной трубке от кондиционера и дереве:
Более серьезный металл, тоже попробовал резать, но жесткости конструкции не хватает и резец, часто, «закусывается» под деталь.
Дерево, конечно, лучше обрабатывать на токарном станке по дереву (о нем чуть ниже), но на данном станке удобно «вытачивать» детали типа осей, когда нужна одинаковая толщина по всей заготовке и строго перпендикулярные срезы. Для этого шпиндель заменяем на такой элемент:
Ставим заготовку и потихоньку снимаем материал. Когда закончили с одной стороны и сделали ровный срез, переворачиваем заготовку и делаем с другой:
Дальше, прямо тут, проходим наждачкой:
Как-то так (напоминаю, что автор работал последний раз на токарном станке не один десяток лет назад):
Итог: станок рабочий, но требуется замена пластиковых фиксаторов резца и, думаю, не стоит ждать прецизионной точности обработки деталей.
Видео токарного станка по металлу
к Содержанию ▲
Самое вкусное оставил на последний раздел. Дерево, тот материал, с которым я люблю больше всего работать.
Если до этого был собран токарный станок по металлу, нужно только заменить шпиндель на четырехгранную направляющую и убрать поперечные салазки, поставив вместо них упор для резца:
Заявленные характеристики:
Макс. диаметр заготовки: 50mm
Макс. длина заготовки: 135mm
Обрабатываемые материалы: дерево, пластик
Вес: 2.0kg
Размер: 290 * 150 * 130mm
Станок в сборе:
Реальная длина обрабатываемой заготовки составляет около 10см (на фото передняя и задняя бабки максимально отодвинуты друг от друга):
Комплектный ручной резец, стальной:
заточен достаточно неплохо.
Реальный максимальный диаметр обрабатываемой детали не превышает 5см (с использованием проставок, о которых я упоминал в описании токарного станка по металлу):
Упомяну еще одну полезную штуку из комплекта к станку, которая позволяет найти центр заготовки. Понятно, что чем лучше мы его нашли, тем меньше биение и проще обработка:
Токарный станочек по дереву «допиливать» не нужно, все работает, главное вспомнить, как пользоваться резцом:
Ну и небольшой DIY в моем исполнении, из сосновых заготовок (не самое подходящее дерево для этого) диаметром 20мм:
Не утерпел, решил потренироваться и изготовить шахматные фигуры. Никаких замеров не проводил, все делал «на глазок», с первого раза:
В итоге получилось вот так, думаю, 4+ (с натяжкой) я бы смог на уроке труда получить 🙂
Отправились в компанию к «гражданину», сделанному несколько ранее, в другом обзоре:
На этом станке мне понравилось работать больше всего, можно сделать достаточно затейливые поверхности вращения.
Мощности для обработки дерева и не только сосны (в комплекте были палочки из более плотной древесины — обрабатывается отлично) хватает.
Конструктор станков произвел крайне благоприятное впечатление, несмотря на все его недостатки и, кое-где, необходимость довода «до ума». Мощности двигателя, надежности и жесткости конструкции достаточно для выполнения целевых задач на которые рассчитаны станочки. Я бы рассматривал подобный комплект именно в качестве конструктора, т.к. в процессе сборки и использования, можно собирать не только фиксированные конструкции, но и совмещать части от разных станков между собой, получая некоторое количество «не заявленных» модификаций. Кроме этого, легко можно устроить как самостоятельный так и покупной «тюнинг» своего набора, с целью повышения точности обработки материалов, например, поменять двигатель на более мощный (есть модификация на 60Вт), приобрести (или сделать) металлические части вместо пластиковых (чтобы уж стал полностью металлическим) и даже расширить функционал, например, добавив вращающуюся платформу. Да и с запасными частями тоже проблем нет.
Пример дополнительных частей
Основная целевая аудитория, имхо, это подрастающее поколение, хотя, серьезных дяденек-моделистов, кому подобное может понравиться, слава богу, хватает. Я, здоровый дядька, с огромным удовольствием, провозился с ним несколько дней, изучая возможности и собирая материал для обзора. Да если бы мне, во времена моего детства, когда пределом мечтаний были велосипед «Школьник» или фотоаппарат «ФЭД», подарили такой набор, я бы был, наверное, самым счастливым отроком на всей планете. Понятно, что сейчас приоритеты поменялись и, к сожалению, наиболее вожделенными являются компьютеры и гаджеты, но пацаны, по моему глубокому убеждению, должны уметь работать руками и подобный набор неплохой вариант приобщить их к этому. А когда уже начнет что-то получаться… 🙂
Считаю, что малая мощность и «игрушечные» размеры, в данном случае являются плюсом, т.к. сильно снижают риск получения каких-либо травм при использовании. Естественно, технику безопасности никто не отменял и, по меньшей мере, защитные очки, а также контроль со стороны взрослых должны быть обязательно. Кроме этого, желательно, сделать простейшую утяжеляющую платформу (например, из куска толстой доски), к которой можно было бы прикреплять станки, чтобы они не елозили в процессе использования по столу, в крайнем случае прилепить к поверхности на двусторонний скотч 🙂
В общем, игрушка забавная, от которой при желании и определенном приложении сил можно добиться интересных результатов.
к Содержанию ▲
Видео. Полная версия
Сейчас в магазине идет флешсейл на данный комплект (цена $189.99), а, также, на более более бюджетный пластиковый вариант (цена $119.9 9).
На этом все. Надеюсь Вам было интересно 🙂
Всем Добра!
Товар для написания обзора предоставлен магазином. Обзор опубликован в соответствии с п.18 Правил сайта.
Станки UNIMAT 1 CLASSIC идеально подойдут как для работы в школьных мастерских при обучении на начальном уровне, так и профессиональным моделистам, предъявляющим самые высокие требования к качеству токарной и фрезерной обработки.
Набор UNIMAT 1 CLASSIC содержит кроме всех элементов, входящих в состав UNIMAT 1 BASIC, ещё и дополнительные конструкционные компоненты (двое салазок поперечной передачи, салазки продольной передачи, металлический трехкулачковый зажимной патрон и другие элементы) с помощью которых можно сконструировать: токарный станок по металлу, горизонтально-фрезерный станок, вертикально-фрезерный станок, вертикально-сверлильный станок.
Помимо станков стандартной компоновки, модульная система UNIMAT 1 дает возможность собирать практически неограниченное количество различных специализированных станков при помощи дополнительных элементов. Например, установив на базовую конструкцию дополнительно контрпривод, делительную и зубонарезную головку, вы получите полноценный зубофрезерный станок.
Горизонтально-фрезерный станок: Можно изготавливать детали шпоночных, шлицевых и других соединений. В цанговом зажиме закрепляются рабочие инструменты диаметром от 1 до 6 мм. Салазки со шпинделем устанавливается под различными углами, что позволяет производить точную обработку деталей. Также возможна сборка и вертикально-фрезерного станка.
Токарный станок: Позволяет производить обработку металлов на профессиональном уровне. Наличие поперечных и продольных салазок, снабженных маховиками ручной подачи с измерительной шкалой, обеспечивает высокую точность обработки. На станках серии UNIMAT 1 можно изготавливать из цветных металлов различные оси, зубчатые венцы, втулки, трубки и другие детали. Базовое расстояние между центрами может быть увеличено за счет дополнительных элементов.
Вертикально-сверлильный станок: Обеспечивает точное сверление под любым углом. Обрабатывающий центр снабжен тремя управляемыми салазками, способными перемещаться по трем координатным осям: (x, y и z) и поворачиваться.
Вертикально-фрезерный станок: Если вертикально-фрезерный станок оснастить концевой фрезой, изготовленной из быстрорежущей стали (или любым стандартным режущим инструментом, диаметр хвостовика которого не превышает 6мм; например, контурной, сферической или иной фрезой), он превратится в полноценный вертикально-фрезерный станок.
В комплекте: инструкции по сборке станков, набор технологических карт, методическое пособие.
Производитель оставляет за собой право вносить изменения в комплектацию конструктора
Конструктор модульных станков UNIMAT 1 Classic (6 в 1) Базовый набор Вы можете купить с доставкой по России, обратившись в нашу компанию.
Технические характеристики:
Электродвигатель: 12000 об/мин; питание 12В постоянного тока. Шпиндель передняя бабка: присоединительная резьба М12х1, внутренняя 8мм. Редуктор: передаточное отношение 6:1 при 2000 об/мин или 2,3:1 при 5200 об/мин. Суппорты: 2 суппорта поперечной подачи с ходом 30мм. 1 суппорт продольной подачи с ходом 40мм. Шаг резьбы винта подачи 1мм. Задняя бабка: присоединительная резьба М12х1. максимальный ход конуса 15мм. Сетевой адаптер: 110-240В, 50-60Гц, 12В постоянного тока, 2А.
Состав набора:
1. Станина станка 271мм+140мм. 2. Электродвигатель 12В. 3. Сетевой адаптер 12В. с предохранителем. 4. Передняя бабка. 5. Задняя бабка. 6. Двое салазок поперечной подачи. 7. Одни салазки продольной подачи. 8. Две проставки. 9. Металлический трехкулачковый зажимной патрон. 10. Люнет для токарной обработки дерева. 11. Шлифовальный круг со шлифовальной бумагой. 12. Набор цанг (диаметром от 1мм. до 6мм.). 13. Токарный резец. 14. Сверло. 15. Фрезерная головка. 16. Отвертка и другие компоненты.
6 простых машин: облегчение работы
Живая наука поддерживается аудиторией. Когда вы покупаете по ссылкам на нашем сайте, мы можем получать партнерскую комиссию. Вот почему вы можете доверять нам.
Прикрепление колеса к оси сделало возможным создание тележек и считается одним из самых значительных изобретений в мировой истории. (Изображение предоставлено: Сурасак Саенджай | Shutterstock)
На протяжении всей своей истории люди разработали несколько простых машин, облегчающих работу. Наиболее примечательные из них известны как «шесть простых механизмов»: колесо и ось, рычаг, наклонная плоскость, шкив, винт и клин, хотя последние три на самом деле являются просто расширениями или комбинациями первых. три, согласно Британской энциклопедии (открывается в новой вкладке).
Поскольку работа определяется как сила, действующая на объект в направлении движения, машина облегчает выполнение работы, выполняя одну или несколько из следующих функций, согласно Бостонского университета (открывается в новой вкладке):
перенос силы из одного места в другое,
изменение направления силы,
увеличение величины силы или
увеличение расстояния или скорости силы.
Простые машины — это устройства без движущихся частей или с очень небольшим количеством движущихся частей, которые облегчают работу. По данным Университета Колорадо в Боулдере, многие из современных сложных инструментов представляют собой просто комбинации или более сложные формы шести простых механизмов . Например, мы можем прикрепить длинную ручку к валу, чтобы сделать лебедку, или использовать блок и полиспасты, чтобы тянуть груз вверх по пандусу. Хотя эти машины могут показаться простыми, они продолжают предоставлять нам средства для выполнения многих вещей, которые мы никогда не смогли бы сделать без них.
Колесо и ось
(Изображение предоставлено Getty Images)
Колесо считается одним из самых значительных изобретений в мировой истории. «До изобретения колеса в 3500 году до нашей эры люди были сильно ограничены в том, сколько вещей мы можем транспортировать по суше и как далеко», — как ранее сообщал Live Science. Колесные тележки облегчили сельское хозяйство и торговлю, позволив перевозить товары на рынки и с рынков, а также облегчив бремя людей, путешествующих на большие расстояния,
Колесо значительно снижает трение при перемещении объекта по поверхности. «Если вы поместите свой картотечный шкаф на небольшую тележку с колесами, вы можете значительно уменьшить усилие, необходимое для перемещения шкафа с постоянной скоростью», — утверждают в Университете Теннесси.
В своей книге «Древняя наука: предыстория — 500 г. н. э. » Чарли Сэмюэлс пишет: «В некоторых частях мира тяжелые объекты, такие как камни и лодки, перемещались с помощью бревенчатых роликов. , катки сняты сзади и заменены спереди.» Это был первый шаг в развитии колеса.
Великое нововведение, однако, заключалось в установке колеса на ось. Колесо можно было прикрепить к оси, которая опиралась на подшипник, или заставить его свободно вращаться вокруг оси. Это привело к развитию повозок, повозок и колесниц. По словам Сэмюэлса, археологи используют развитие колеса, вращающегося на оси, как показатель относительно развитой цивилизации. Самые ранние свидетельства наличия колес на осях относятся примерно к 3200 г. до н.э. шумерами. Китайцы самостоятельно изобрели колесо в 2800 г. до н.э.
Ссылки по теме
В дополнение к уменьшению трения, колесо и ось также могут служить множителем силы. Если колесо прикреплено к оси и для поворота колеса используется сила, вращающая сила или крутящий момент на оси намного больше, чем сила, приложенная к ободу колеса. В качестве альтернативы к оси можно прикрепить длинную ручку для достижения аналогичного эффекта.
Остальные пять машин помогают людям увеличивать и/или перенаправлять силу, приложенную к объекту. В своей книге « Перемещение больших вещей , Джанет Л. Колоднер и ее соавторы пишут: «Машины обеспечивают механическое преимущество, помогая перемещать объекты. Механическое преимущество — это компромисс между силой и расстоянием». При последующем обсуждении простых машин, которые увеличивают силу, приложенную к их входу, мы будем пренебрегать силой трения, потому что в большинстве этих случаев сила трения очень велика. малы по сравнению с задействованными входными и выходными силами
Когда сила приложена на расстоянии, она производит работу. Математически это выражается как W = F × D. Например, чтобы поднять объект, мы должны совершить работу, чтобы преодолеть силу гравитации и переместить объект вверх. Чтобы поднять предмет, который в два раза тяжелее, требуется в два раза больше работы, чтобы поднять его на такое же расстояние. По данным Обернского университета, требуется в два раза больше работы, чтобы поднять один и тот же объект в два раза выше . Как указано в математике , основное преимущество машин заключается в том, что они позволяют нам выполнять тот же объем работы, применяя меньшее усилие на большем расстоянии.
Рычаг
Примером рычага являются качели. Это длинная балка, уравновешенная на оси. (Изображение предоставлено Getty Images)
«Дайте мне рычаг и точку опоры, и я переверну мир». Это хвастливое заявление приписывается греческому философу, математику и изобретателю третьего века Архимеду . Хотя это может быть некоторым преувеличением, оно действительно выражает силу рычагов, которые, по крайней мере фигурально, двигают мир.
Гениальность Архимеда заключалась в том, что он понял, что для выполнения того же количества или работы можно найти компромисс между силой и расстоянием, используя рычаг. Его закон рычага гласит: «Величины находятся в равновесии на расстояниях, обратно пропорциональных их весам», согласно « Архимед в 21 веке », виртуальной книге Криса Рорреса из Нью-Йоркского университета.
Рычаг состоит из длинной балки и точки опоры или шарнира. Механическое преимущество рычага зависит от соотношения длин балки по обе стороны от точки опоры.
Например, мы хотим поднять 100-фунтовый груз. (45 кг) вес 2 фута (61 см) над землей. Мы можем приложить 100 фунтов. силы на вес в направлении вверх на расстоянии 2 фута, и мы выполнили работу в 200 фунт-футов (271 ньютон-метр). Однако, если бы мы использовали 30-футовый (9 м) рычаг с одним концом под весом и 1-футовой (30,5 см) точкой опоры, расположенной под балкой на расстоянии 10 футов (3 м) от груза, мы получили бы только надавить на другой конец с 50 фунтами. (23 кг) силы, чтобы поднять вес. Однако нам пришлось бы опустить конец рычага на 4 фута (1,2 м), чтобы поднять вес на 2 фута. Мы пошли на компромисс, удвоив расстояние, необходимое для перемещения рычага, но уменьшили необходимое усилие наполовину, чтобы выполнить тот же объем работы.
Наклонная плоскость
Наклонная плоскость — это просто плоская поверхность, приподнятая под углом, как пандус. По словам Боба Уильямса, профессора кафедры машиностроения Инженерно-технологического колледжа Расса в Университете Огайо, наклонная плоскость — это способ подъема груза, который слишком тяжел, чтобы поднимать его прямо вверх. Угол (крутизна наклонной плоскости) определяет, какое усилие необходимо для подъема груза. Чем круче пандус, тем больше усилий требуется. Это означает, что если мы поднимем наши 100 фунтов. груз весом 2 фута, скатывая его по 4-футовому пандусу, мы уменьшаем необходимую силу наполовину и удваиваем расстояние, на которое его необходимо переместить. Если бы мы использовали рампу высотой 8 футов (2,4 м), мы могли бы уменьшить необходимое усилие до 25 фунтов. (11,3 кг).
Шкив
(Изображение предоставлено Getty Images)
Если мы хотим поднять те же 100 фунтов. вес с помощью веревки, мы могли бы прикрепить шкив к балке над весом. Это позволило бы нам тянуть веревку вниз, а не вверх, но для этого все еще требуется 100 фунтов. силы. Однако, если бы мы использовали два шкива — один, прикрепленный к верхней балке, а другой — к грузу, — и мы должны были бы прикрепить один конец веревки к балке, пропустить ее через шкив на грузе, а затем через шкив на балке, нам нужно будет только тянуть за веревку с 50 фунтами. силы, чтобы поднять вес, хотя нам пришлось бы тянуть веревку на 4 фута, чтобы поднять вес на 2 фута. Опять же, мы променяли увеличение расстояния на уменьшение силы.
Если мы хотим использовать еще меньше силы на еще большем расстоянии, мы можем использовать блок и захват. Согласно материалам курса Университета Южной Каролины: «Блок и захват — это комбинация шкивов, которая уменьшает количество силы, необходимой для подъема чего-либо. Компромисс заключается в том, что для блока и захвата требуется более длинная веревка. перемещать что-либо на такое же расстояние».
Какими бы простыми ни были шкивы, они все еще находят применение в самых передовых новых машинах. Например, Hangprinter, 3D-принтер , который может создавать объекты размером с мебель, использует систему проводов и управляемых компьютером шкивов, прикрепленных к стенам, полу и потолку.
Винт
«Винт представляет собой длинную наклонную плоскость, обернутую вокруг вала, поэтому его механическое преимущество можно рассматривать так же, как и наклон», согласно Университет штата Джорджия . Во многих устройствах используются винты для приложения усилия, которое намного больше, чем усилие, используемое для поворота винта. К таким устройствам относятся слесарные тиски и зажимные гайки на автомобильных колесах. Они получают механическое преимущество не только от самого винта, но также, во многих случаях, от рычага длинной ручки, используемой для поворота винта.
Клин
Согласно Горно-технологического института Нью-Мексико (открывается в новой вкладке), «Клинья представляют собой движущиеся наклонные плоскости, которые перемещаются под грузом для подъема или в груз для разделения или разделения». Более длинный и тонкий клин дает больше механических преимуществ, чем более короткий и широкий клин, но клин делает еще кое-что: основная функция клина заключается в изменении направления входной силы. Например, если мы хотим расколоть бревно, мы можем с большой силой вбить клин вниз в конец бревна, используя кувалду, и клин перенаправит эту силу наружу, в результате чего древесина расколется. Другим примером является дверной упор, где сила, используемая для толкания его под край двери, передается вниз, что приводит к силе трения, которая препятствует скольжению по полу.
Дополнительные ресурсы
Джон Х. Линхард, почетный профессор машиностроения и истории Университета Хьюстона, «еще один взгляд на изобретение колеса (откроется в новой вкладке)». Загляните в Центр науки и промышленности в Колумбусе, штат Огайо, где есть интерактивное объяснение (откроется в новой вкладке) простых механизмов. HyperPhysics (открывается в новой вкладке) — веб-сайт, созданный Университетом штата Джорджия, — также содержит иллюстрированные объяснения шести простых механизмов.
Библиография
Университет штата Иллинойс, «Информация о ресурсах для обучения простым машинам (открывается в новой вкладке)», январь 2022 г.
Правительство штата Виктория, «Простые машины (открывается в новой вкладке)», март 2019 г.
Канада Музей науки и техники, «Образовательные программы: простые машины (открывается в новой вкладке)», январь 2022 г.
Йи Чжан и др., «Введение в механизмы (открывается в новой вкладке)», Университет Карнеги-Меллона, январь 2022 г.
Джим Лукас — автор статей для Live Science. Он охватывает физику, астрономию и инженерное дело. Джим окончил Университет штата Миссури, где получил степень бакалавра наук в области физики, а также астрономию и техническое письмо. После окончания университета он работал в Лос-Аламосской национальной лаборатории системным администратором, техническим писателем-редактором и специалистом по ядерной безопасности. Помимо написания статей, он редактирует статьи в научных журналах по различным тематическим направлениям.
6 простых машин — портфолио Джейка Карсона
6 простых машин
В этом портфолио я покажу шесть простых машин и их отличия друг от друга. Я также покажу их специфические атрибуты и компоненты.
В мире существует 6 простых машин. С большинством из них мы сталкиваемся в повседневной жизни и даже не подозреваем об этом! Без простых машин у нас не было бы многих удобств, которые мы имеем сегодня. Все пришлось бы делать силой наших голых рук. Простые машины не создают силы сами по себе; они просто увеличивают нашу способность выполнять работу. Шесть простых механизмов: рычаг, колесо и ось, шкив, наклонная плоскость, клин и винт.
рычаги
Первая и, пожалуй, самая простая из простых машин — это рычаг. Существует 3 различных класса рычагов: 1-й, 2-й и 3-й. Различия между ними заключаются в том, где расположены точка опоры (точка поворота), сила сопротивления (нагрузка) и сила усилия. На рисунке ниже показан 3 класс рычагов слева направо (1-й, 2-й, 3-й).
Каждый из 3 классов рычагов состоит из 4 основных частей: точки опоры, стержня рычага, который касается точки опоры, силы сопротивления и силы усилия. Каждая из этих 4 частей необходима для рычага. Качели на детской площадке — пример рычага первого класса. Где вы обычно можете использовать рычаг 2-го класса, так это на рабочей площадке; более известный как тачка. Пинцет — это рычаг 3-го класса.
колесо и ось
Второй простой механизм, колесо и ось, пожалуй, один из самых распространенных и важных простых механизмов в нашей жизни. Он присутствует в дверных ручках, автомобилях, точилках для карандашей и почти в каждом предмете, часть которого вращается по кругу. Все просто, система колеса и оси состоит только из двух частей: колеса и оси!
Существует два разных типа систем колес и осей: когда колесо вращает ось, и где ось вращает колесо. В большинстве случаев, когда используется этот простой механизм, например, в наших автомобилях, ось вращает колесо. Однако одним из примеров другого типа может быть гидроэлектростанция, где вода вращает колесо, которое вращает ось для выработки энергии.
шкив
Шкив обычно используется на строительных площадках для подъема больших грузов. Шкивы могут воспринимать очень небольшое усилие и умножать это усилие во много раз, чтобы иметь выходное усилие, намного превышающее входное. Они также могут изменить направление, в котором должна быть приложена входная сила. Каждый шкив должен состоять как минимум из 2 частей: струны/троса и хотя бы одного шкива.
Существует два типа систем шкивов: неподвижные и подвижные. Неподвижный шкив имеет только одну цель: изменить направление силы усилия. Он вообще не может умножить силу усилия; вход такой же, как и выход, за исключением трения. Подвижный шкив представляет собой несколько шкивов, натянутых вместе на одну струну. Это не только может изменить направление приложения усилия, но также увеличивает силу и дает механическое преимущество.
Наклонная плоскость
Наклонная плоскость еще проще рычага. Это наклонный объект, который обменивает высоту на расстояние, чтобы создать механическое преимущество. Вместо того, чтобы поднимать груз прямо вверх по наклонной плоскости, груз можно толкать по длинному наклонному склону, чтобы масштабировать высоту. Эта простая машина обычно используется с грузовиками для доставки, чтобы облегчить загрузку груза в кузов грузовика.
клин
Когда мы думаем о клине как о простой машине, мы обычно думаем о топоре для колки дров, и это именно то, чем он является. Клин чрезвычайно похож на наклонную плоскость; разница в том, что клин движется, а наклонная плоскость нет. При наклонной плоскости груз перемещается вверх по наклону плоскости. С клином клин движется в быстром темпе и врезается в сопротивление, «расклинивая» его. Один конец клина обычно представляет собой квадратный блок, сужающийся к острому тонкому краю. У клина действительно есть механическое преимущество; он принимает силу, которую он перемещает, умножает и передает ее боковой силе для разделения сопротивления, как показано на рисунке слева.
винт
Какими были бы сегодня наши здания без винтов? Большая часть всего, что создает человек, удерживается воедино многими из этих маленьких, но очень важных простых механизмов. Основная цель винта — изменить вращательное движение (поворот) на прямолинейное движение (сила, направленная вниз). Хотя трение с винтом чрезвычайно велико, он имеет большое механическое преимущество.
Винт — несколько сложный простой механизм; он состоит из наклонной плоскости, вращающейся вокруг центральной стойки. При вращении по часовой стрелке (чаще всего) наклонная плоскость, вращающаяся вокруг винта, впивается в вещество, в которое ввинчивается, и толкает его вверх, опуская винт.
Сварочный аппарат является довольно востребованным устройством как среди профессионалов, так и среди домашних мастеров. Но для бытового использования порой нет смысла покупать дорогостоящий агрегат, поскольку он будет использоваться в редких случаях, например, если потребуется заварить трубу или поставить забор. Поэтому будет разумнее сделать сварочный аппарат своими руками, вложив в него минимальное количество средств.
Главной деталью любого сварочника, работающего по принципу электродуговой сварки, является трансформатор. Данную деталь можно извлечь из старой, ненужной бытовой техники и сделать из нее самодельный сварочный аппарат. Но в большинстве случаев трансформатору требуется небольшая доработка. Существует несколько способов, чтобы сделать сварочник, которые могут быть как самыми простыми, так и более сложными, требующими знания в радиоэлектронике.
Содержание
1 Сварочный аппарат из микроволновки
2 Сварочник на переменном токе
3 Аппарат на постоянном токе
4 Инвертор из блока питания компьютера
5 Сварочник из электромотора
5. 1 Подготовка к работе
5.2 Изготовление трансформатора
6 Самодельный аппарат точечной сварки
Сварочный аппарат из микроволновки
Чтобы изготовить мини-сварочный аппарат, понадобится пара трансформаторов, снятых с ненужной микроволновой печи. Микроволновку несложно найти у друзей, знакомых, соседей и т.д. Главное, чтобы она обладала мощностью в пределах 650-800 Вт, и в ней был исправен трансформатор. Если печка будет иметь более мощный трансформатор, то и аппарат получится с более высокими показателями тока.
Итак, трансформатор, снятый с микроволновки, имеет 2 обмотки: первичную (первичку) и вторичную (вторичку).
Вторичка имеет больше витков и меньшее сечение провода. Поэтому, чтобы трансформатор стал пригодным для сварки, ее требуется убрать и заменить на проводник с большей площадью сечения. Чтобы извлечь данную обмотку из трансформатора, ее необходимо спилить с обеих сторон детали с помощью ножовки по металлу.
Делать это нужно с особой аккуратностью, чтобы случайно не задеть пилой первичную обмотку.
Когда катушка будет спилена, ее остатки потребуется извлечь из магнитопровода. Эта задача намного облегчится, если просверлить обмотки для снятия напряжения металла.
Далее, с помощью сверла или зубила выбейте остатки намотки.
Проделайте такие же операции и с другим трансформатором. В итоге у вас получится 2 детали, имеющие первичную обмотку на 220 В.
Важно! Не забудьте удалить токовые шунты (показаны стрелками на фото ниже). Это процентов на 30 увеличит мощность аппарата.
Для изготовления вторички потребуется приобрести 11-12 метров провода. Он должен быть многожильным и иметь сечение не менее 6 квадратов.
Чтобы сделать сварочный аппарат, для каждого трансформатора потребуется намотать по 18 витков (6 рядов в высоту и 3 слоя в толщину).
Можно оба трансформатора мотать одним проводом либо по отдельности. Во втором случае катушки должны соединяться последовательно.
Намотку следует делать очень плотной, чтобы провода не болтались. Далее, первичные обмотки нужно соединить параллельно.
Чтобы детали соединить вместе, их можно прикрутить к небольшому обрезку деревянной доски.
Если измерить напряжение на вторичке трансформатора, то в данном случае оно будет равняться 31-32 В.
Таким самодельным сварочником без труда варится металл толщиной 2 мм электродами с диаметром 2,5 мм.
Следует помнить, что варить таким самодельным аппаратом следует с перерывами на отдых, поскольку его обмотки сильно нагреваются. В среднем, после каждого использованного электрода аппарат должен остывать в течение20-30 минут.
Тонкий металл агрегатом, сделанным из микроволновки, варить не получится, так как он его будет резать. Для регулировки тока к сварочнику можно подключить балластный резистор или дроссель. Роль резистора может выполнить отрезок стальной проволоки определенной длины (подбирается экспериментально), который подсоединяется к низковольтной обмотке.
Сварочник на переменном токе
Это самый распространенный вид аппаратов для сварки металлов. Его просто изготовить в домашних условиях, и он неприхотлив в эксплуатации. Но главный недостаток аппарата – это большая масса понижающего трансформатора, который является основой агрегата.
Для домашнего использования достаточно, чтобы аппарат выдавал напряжение 60 В и мог обеспечить силу тока в 120-160 А. Поэтому для первички, к которой идет подключение бытовой сети 220 В, потребуется провод с сечением от 3 мм2 до 4 мм2. Но идеальный вариант — это проводник с сечением 7 мм2. При таком сечении перепады напряжения и возможные дополнительные нагрузки аппарату будут не страшны. Из этого следует, что для вторички нужен проводник, имеющий 3 мм в диаметре. Если брать алюминиевый проводник, то расчетное сечение медного умножается на коэффициент 1,6.Для вторички потребуется медная шина с сечением не менее 25 мм2
Очень важно, чтобы проводник для намотки был покрыт тряпичной изоляцией, поскольку традиционная ПВХ оболочка при нагревании плавится, что может вызвать межвитковое замыкание.
Если вы не нашли провод с необходимым сечением, то его можно изготовить самостоятельно из нескольких более тонких проводников. Но при этом значительно увеличится толщина провода и, соответственно – габариты агрегата.
Первым делом, изготавливается основа трансформатора – сердечник. Его делают из металлических пластин (трансформаторной стали). Данные пластины должны иметь толщину 0,35-0,55 мм. Шпильки, соединяющие пластины, требуется хорошо изолировать от них. Перед сборкой сердечника просчитываются его размеры, то есть размеры “окна” и площадь сечения сердечника, так называемого “керна”. Для расчета площади используют формулу: S см2 = a х b (см. рис. ниже).
Но из практики известно, что если сделать сердечник с площадью меньшей 30 см2, то таким аппаратом будет сложно получить качественный шов из-за недостатка запаса мощности. Да и нагреваться он будет очень быстро. Поэтому сечение сердцевины должно быть не менее 50 см2. Несмотря на то, что увеличится масса агрегата, он станет более надежным.
Для сборки сердечника лучше использовать Г-образные пластины и размещать их так, как показано на следующем рисунке, пока толщина детали не достигнет необходимого значения.
Пластины по окончанию сборки необходимо скрепить (по углам) с помощью болтов, после чего зачистить напильником и заизолировать тканевой изоляцией.
Теперь можно начать намотку трансформатора.
В первую очередь, следует намотать первичку. Для ее изготовления потребуется сделать 215 витков.
Рекомендуется на 165 и 190 витке сделать ответвление. Чтобы это сделать, необходимо в верхней части трансформатора прикрепить пластину из текстолита. Все ответвления закрепляются на ней с помощью болтов. Но возле них следует ставить маркировку. Например, возле первого провода следует написать “Общий”, возле 2-го отвода – “165 виток”, возле 3-го – “190 виток” и возле 4-го – “215 виток”. В дальнейшем это позволит регулировать силу тока. Если требуется повысить силу тока, то выбирается обмотка с меньшим количеством витков, и наоборот.
Далее, делается вторичная обмотка, состоящая из 70-ти витков.
Следует учитывать один нюанс: соотношение витков на сердечнике должно быть 40% к 60%. Это значит, что на стороне, где размещена первичка, должно быть меньшее количество витков вторички. Благодаря этому при начале сварки обмотка, имеющая больше витков, частично отключится из-за возникновения вихревых токов. При этом повысится сила тока, что положительным образом скажется на качестве шва.
Когда намотка трансформатора будет завершена, сетевой кабель подключается к общему проводу и к ответвлению 215 витка. Сварочные кабели подключаются к вторичной обмотке. После этого контактный сварочный аппарат готов к работе.
Аппарат на постоянном токе
Чтобы варить чугун или нержавейку, требуется аппарат постоянного тока. Его можно сделать из обычного трансформаторного агрегата, если к его вторичной обмотке подсоединить выпрямитель. Ниже приведена схема сварочного аппарата с диодным мостом.
Схема сварочного аппарата с диодным мостом
Выпрямитель собирается на диодах Д161, способных выдерживать 200А. Они обязательно должны быть установлены на радиаторах. Также для выравнивания пульсации тока потребуется 2 конденсатора (С1 и С2) на 50 В и 1500 мкФ. Данная электросхема также имеет регулятор тока, роль которого выполняет дроссель L1. К контактам Х5 и Х4 подсоединяются сварочные кабели (прямой или обратной полярностью), в зависимости от толщины соединяемого металла.
Инвертор из блока питания компьютера
Сварочный аппарат из блока питания компьютера сделать невозможно. Но использовать его корпус и некоторые детали, а также вентилятор вполне реально. Итак, если сделать инвертор своими руками, то его легко можно разместить в корпусе БП от компьютера. Все транзисторы (IRG4PC50U) и диоды (КД2997А) необходимо устанавливать на радиаторы без использования прокладок. Для охлаждения деталей желательно использовать мощный вентилятор, такой как Thermaltake A2016. Несмотря на свои небольшие размеры (80 х 80 мм), кулер способен развивать 4800 об/мин. Также вентилятор имеет встроенный регулятор оборотов. Последние регулируются с помощью термопары, которую нужно закрепить на радиаторе с установленными диодами.
Совет! В корпусе БП рекомендуется просверлить несколько дополнительных отверстий для лучшей вентиляции и отведения тепла. Защита от перегрева, установленная на радиаторах транзисторов, настроена на срабатывание при температуре 70-72 градуса.
Ниже приведена принципиальная электрическая схема сварочного инвертора (в большом разрешении), по которой можно сделать аппарат, помещающийся в корпусе БП.
Далее приведены схемы, для производства печатных плат, которые нужны, чтобы сделать инвертор.
На следующих фото показано, из каких комплектующих состоит самодельный инверторный сварочный аппарат, и как он выглядит после сборки.
Сварочник из электромотора
Чтобы изготовить простой сварочный аппарат из статора электродвигателя, необходимо подобрать сам мотор, отвечающий определенным требованиям, а именно, чтобы его мощность была от 7 до 15 кВт.
Совет! Лучше всего использовать двигатель серии 2А, поскольку в нем будет большое окно магнитопровода.
Раздобыть нужный статор можно в местах, где принимают металлолом. Как правило, он будет очищен от проводов и после пары ударов кувалдой раскалывается. Но если корпус изготовлен из алюминия, то чтобы извлечь из него магнитопровод, потребуется отжечь статор.
Подготовка к работе
Поставьте статор отверстием вверх и подложите под деталь кирпичи. Далее, сложите внутрь дрова и подожгите их. После пары часов прожарки магнитопровод легко отделится от корпуса. Если в корпусе имеются провода, то их также после термообработки можно вынуть из пазов. В результате вы получите магнитопровод, очищенный от ненужных элементов.
Данную болванку следует хорошо пропитать масляным лаком и дать ей просохнуть. Для ускорения процесса можно использовать тепловую пушку. Пропитка лаком делается для того, чтобы после снятия стяжек не произошло рассыпание пакета.
Когда болванка полностью высохнет, используя болгарку, удалите стяжки, распложенные на ней. Если стяжки не удалить, они будут выполнять роль короткозамкнутых витков и забирать мощность трансформатора, а также вызывать его нагрев.
После очистки магнитопровода от ненужных частей потребуется изготовить две торцевые накладки (см. рисунок ниже).
Материалом для их изготовления может послужить либо картон, либо прессшпан. Также нужно изготовить из данных материалов две гильзы. Одна будет внутренней, а вторая – наружной. Далее, нужно:
установить на болванке обе торцевые накладки;
затем вставить (одеть) цилиндры;
все эту конструкцию обмотать киперной или стеклолентой;
пропитать получившуюся деталь лаком и высушить.
Изготовление трансформатора
После проведения вышеописанных действий из магнитопровода можно будет изготовить сварочный трансформатор. Для этих целей понадобится провод, покрытый тканевой либо стеклоэмалевой изоляцией. Чтобы намотать первичную обмотку, потребуется провод диаметром 2-2,5 мм. На вторичную обмотку потребуется около 60 метров медной шины (8 х 4 мм).
Совет! Чтобы правильно рассчитать количество витков, необходимо иметь трансформатор на 12 В и амперметр, которым можно измерять переменный ток до 5 А.
Итак, расчеты делаются следующим образом.
На сердечник следует намотать 20 витков провода, имеющего диаметр не ниже 1,5 мм, после чего, нужно подать на него напряжения 12 В.
Измерьте ток, протекающий в данной обмотке. Значение должно быть около 2 А. Если получилось значение больше требуемого, то количество витков нужно увеличить, если значение меньше 2А, то уменьшить.
Подсчитайте количество получившихся витков и разделите его на 12. В результате вы получите значение, которое указывает, сколько нужно витков на 1 В напряжения.
Для первичной обмотки подойдет проводник диаметром 2,36 мм, который требуется сложить вдвое. В принципе, можно взять любой провод с диаметром 1,5-2,5 мм. Но прежде нужно просчитать сечение проводников в витке. Сначала нужно намотать первичную обмотку (на 220 В), а затем – вторичную. Ее провод должен быть изолированным по всей длине.
Если во вторичной обмотке сделать отвод на участке, где получается 13 В, и поставить диодный мост, то данный трансформатор можно использовать вместо аккумулятора, если требуется завести автомобиль. Для сварки напряжение на вторичной обмотке должно быть в пределах 60-70 В, что позволит использовать электроды диаметром от 3 до 5 мм.
Если вы уложили обе обмотки, и в этой конструкции осталось свободное место, то можно добавить 4 витка шины из меди (40 х 5 мм). В данном случае вы получите обмотку для точечной сварки, которая позволит соединять листовой металл толщиной до 1,5 мм.
Для изготовления корпуса использовать металл не рекомендуется. Лучше его сделать из текстолита или пластика. В местах крепления катушки к корпусу нужно проложить резиновые прокладки для уменьшения вибрации и лучшей изоляции от токопроводящих материалов.
Самодельный аппарат точечной сварки
Готовый аппарат для точечной сварки имеет достаточно высокую цену, которая не оправдывает его внутреннюю “начинку”. Устроен он очень просто, и сделать его самому не составит большого труда.
Чтобы самостоятельно изготовить точечный сварочный аппарат, потребуется один трансформатор от микроволновки мощностью 700-800 Вт. С него нужно убрать вторичную обмотку способом, описанным выше, в разделе, где рассматривалось изготовление сварочного аппарата из микроволновки.
Аппарат для точечной сварки делается следующим способом.
Сделайте 2-3 витка внутри манитопровода кабелем с диаметром проводника не менее 1 см. Это будет вторичная обмотка, позволяющая получить ток в 1000 А.
На концах кабеля рекомендуется установить медные наконечники.
Если подключить к первичной обмотке 220 В, то на вторичной обмотке мы получим напряжение 2 В с силой тока около 800 А. Этого будет достаточно, чтобы за несколько секунд расплавить обычный гвоздь.
Далее, следует сделать корпус для аппарата. Для основания хорошо подойдет деревянная доска, из которой следует изготовить несколько элементов, как показано на следующем рисунке. Размеры всех деталей могут быть произвольными и зависят от габаритов трансформатора.
Чтобы придать корпусу более эстетичный вид, острые углы можно убрать с помощью ручного фрезера с установленной на него кромочной калевочной фрезой.
На одной части сварочных клещей необходимо вырезать небольшой клин. Благодаря ему клещи смогут подниматься выше.
Вырежьте на задней стенке корпуса отверстия под выключатель и сетевой провод.
Когда все детали будут готовы и отшлифованы, их можно покрасить черной краской или покрыть лаком.
От ненужной микроволновки потребуется отсоединить сетевой кабель и концевой выключатель. Также потребуется металлическая дверная ручка.
Если у вас дома не завалялся выключатель и медный прут, а также медные зажимы, то данные детали необходимо приобрести.
От медной проволоки отрежьте 2 небольших прутка, которые будут выполнять роль электродов, и закрепите их в зажимах.
Прикрутите выключатель к задней стенке корпуса аппарата.
Прикрутите к основанию заднюю стенку и 2 стойки, как показано на следующих фото.
Закрепите на основании трансформатор.
Далее, один сетевой провод подсоединяется к первичной обмотке трансформатора. Второй сетевой провод подсоединяется к первой клемме выключателя. Затем нужно прикрепить провод ко второй клемме выключателя и подсоединить его к другому выводу первички. Но на этом проводе следует сделать разрыв и установить в него прерыватель, снятый из микроволновки. Он будет выполнять роль кнопки включения сварки. Данные провода должны быть достаточной длины, чтобы ее хватило для размещения прерывателя на конце клещей.
Закрепите на стойках и задней стенке крышку аппарата с установленной ручкой.
Закрепите боковые стенки корпуса.
Теперь можно устанавливать сварочные клещи. Сначала просверлите на их концах по отверстию, в которые будут вкручиваться шурупы.
Далее, закрепите на конце выключатель.
Вставьте клещи в корпус, предварительно положив между ними для выравнивания квадратный брусок. Просверлите в клещах сквозь боковые стенки отверстия и вставьте в них длинные гвозди, которые будут служить в качестве осей.
На концах клещей закрепите медные электроды и выровняйте их так, чтобы концы стержней были друг напротив друга.
Чтобы верхний электрод поднимался автоматически, вкрутите 2 шурупа и закрепите на них резинку, как показано на следующих фото.
Включите агрегат, соедините электроды и нажмите кнопку пуска. Вы должны увидеть электрический разряд между медными стержнями.
Для проверки работы агрегата можно взять металлические шайбы и сварить их.
В данном случае результат оказался положительным. Поэтому создание точечного сварочного аппарата можно считать оконченным.
Точечная сварка своими руками — ВИДЕО как сделать аппарат точечной сварки своими руками
Весьма просто можно сделать аппарат точечной сварки своими руками с переменным током. Через подачу электроимпульса с изменением времени выполняется точечная сварка своими руками. Видео процесса можно посмотреть здесь.
Трансформатор представляется важнейшей составляющей. Он сооружается из микроволновой печи (около одного киловатта и выше). Они обладают достаточной мощностью и вполне доступны. Трансформатора хватит, чтобы была создана точечная сварка из микроволновки. Однако если не хватит мощности, то берут два микроволновых прибора.
Чтобы работал магнетрон микроволновой печи, требуется высочайшее напряжение. Поэтому трансформатор, имеющий до двух тысяч ватт напряжения на выходе, используется как повышающий компонент. Лучше не проверять его работоспособность через сеть.
Для него нужны магнитный провод и обмотка. Аккуратно удаляется вторичная обмотка. Могут быть также установлены шунты. Их необходимо осторожно убрать, так как подача тока существенно ограничивается.
Точечный сварочный аппарат своими руками
Далее производится наматывание новой обмотки. Чтобы ток был сильным, потребуется большой медный провод диаметром более одного сантиметра. Для предотвращения сопротивления дополнительно, длину делают короче.
Производятся витки для получения двух ватт на выходе. Если получится внедрить больше двух витков, аппарат точечной сварки своими руками будет более мощным.
При двух равных трансформаторах делается один для наиболее мощного тока. Такой способ применяется, например, для осуществления сварки с металлом не тонким или при недостаточной мощности трансформатора. При соединении нужно быть осторожным, так как ошибка стоит короткого замыкания.
Чтобы точечная сварка из микроволновки была мощнее, соединяются еще трансформаторы, конечно, если сеть позволит. Если точечный сварочный аппарат своими руками чрезмерно мощный, то напряжение в сети резко упадет, что вряд ли обрадует соседей. Поэтому лучше ограничиться силой тока от одной до двух тысяч ампер. Если ток будет недостаточным, то просто нужно будет увеличить время сварки.
Точечная сварка своими руками: видео
Электродами служат медные стержни. Толщина их здесь сыграет положительную роль. При небольшой подаче тока пользуются жилами паяльников.
Как производится ручная точечная сварка? Электроды нужно подтачивать, а со временем необходимо их менять из-за полного стачивания. Длина провода от трансформатора, как отмечалось, по возможности делается меньшей. Соединений тоже лучше делать меньше, потому что при них теряется мощность. Идеалом здесь будут наконечники с обеих сторон провода, через которые соединяются электроды.
Наконечники спаиваются с проводом для предотвращения роста сопротивления и потери мощности. Когда у провода большой диаметр, то спаивать его с наконечником непросто. Но процесс упростится, если приобрести луженые наконечники. Из-за неспаянных соединений также растет сопротивление. Но все равно лучше иметь съемные электроды, потому что их надо подтачивать или заменять, а каждый раз спаивать и припаивать снова будет слишком утомительно.
Самодельный аппарат точечной сварки имеет рычаг и выключатель.
Чтобы осуществлялась точечная сварка своими руками (видео), сжатие электродами производится сильное. На аппаратах промышленных образцов такая сила может быть равна десяткам, а иногда даже сотням килограммов. В связи с этим рычаг делается как можно крепче, а основание массивнее, лучше, если его можно будет закрепить к столу.
Усилие создается при помощи, как рычажного зажима, так и рычажного винтового. Используются и другие методы при помощи дополнительного оборудования.
Чтобы не создавать еще сопротивление и не сварить до предела, выключатель надо соединить именно в первичную обмотку цепи. Если используется рычажный механизм для прижима, то выключатель устанавливают прямо на рычаге, чтобы при работе, давя на рычаг, подавать ток. Другой рукой спокойно поддерживаются свариваемые детали.
Аппарат точечной сварки своими руками
Осуществляя эксплуатацию, включая и выключая ток, нужно помнить, что электроды должны обязательно быть сжаты, потому что если этим пренебречь, они могут подгореть.
Лучше при эксплуатации аппарат специально охлаждать вентилятором. Если его нет, то необходимо следить за температурой агрегата и его элементов. Выключать его на время, давая передохнуть.
Точечная сварка своими руками. Видео. Результаты
Чтобы сварка была качественной, конечно, необходимо набраться достаточного опыта, при котором будет вырабатываться знание и чувство нужной продолжительности подачи импульса при наблюдении за поведением сварной точки по ее цвету.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Как сделать машину для точечной сварки
ВВЕДЕНИЕ :
Точечная сварка является одним из старейших методов сварки, при котором два или более металлических листа свариваются вместе без использования какого-либо присадочного материала. .
Этот процесс сварки включает приложение давления и тепла к зоне сварки с использованием электродов из сплава меди, которые пропускают электрический ток через свариваемые детали. Материал заготовки плавится, сплавляя детали, после чего отключается ток, поддерживается давление медных электродов и расплавленный «самородок» затвердевает, образуя сварочное соединение.
Сварочное тепло образуется за счет передачи электрического тока, который передается на заготовку через электроды из медного сплава. Медный материал используется для электродов, поскольку он имеет высокую теплопроводность и низкое электрическое сопротивление по сравнению с большинством других материалов, что обеспечивает выделение тепла преимущественно в заготовках, а не в медных электродах.
При точечной сварке. Из-за более низкой теплопроводности и более высокого электрического сопротивления стальной материал сравнительно легко поддается точечной сварке, при этом низкоуглеродистая сталь больше всего подходит для процесса точечной сварки. Однако стали с высоким содержанием углерода склонны к плохой вязкости сварных швов, поскольку они имеют тенденцию образовывать твердые и хрупкие микроструктуры.
Процесс точечной сварки применяется в нескольких отраслях промышленности, включая автомобильную, аэрокосмическую, железнодорожную, металлическую мебель, медицинские здания и строительные процессы.
Для соединения деталей методом точечной сварки они должны быть точно выровнены, так как коррекция после сварки непроста. При точечной сварке для сварки заготовок выбирают подходящие электроды из медного сплава, которые могут выдерживать высокие температуры и давления. Если электроды из медного сплава расположены правильно, включается ток, который течет от одного электрода к другому с очень большой силой тока. Сварочный материал нагревается настолько, что расплавляется, и обе заготовки соединяются. При этом время, в течение которого электрический ток должен протекать через детали, варьируется в зависимости от материала заготовки. 0003
Форма контактной сварки, процесс точечной сварки является одним из старейших методов сварки, при котором два или более металлических листа свариваются вместе без использования какого-либо присадочного материала.
Этот процесс сварки включает приложение давления и тепла к зоне сварки с использованием электродов из сплава меди, которые пропускают электрический ток через свариваемые детали. Материал заготовки плавится, сплавляя детали, после чего отключается ток, поддерживается давление медных электродов и расплавленный «самородок» затвердевает, образуя сварочное соединение.
Сварочное тепло образуется за счет передачи электрического тока, который передается на заготовку через электроды из медного сплава. Медный материал используется для электродов, поскольку он имеет высокую теплопроводность и низкое электрическое сопротивление по сравнению с большинством других материалов, что обеспечивает выделение тепла преимущественно в заготовках, а не в медных электродах.
При точечной сварке. Из-за более низкой теплопроводности и более высокого электрического сопротивления стальной материал сравнительно легко поддается точечной сварке, при этом низкоуглеродистая сталь больше всего подходит для процесса точечной сварки. Однако стали с высоким содержанием углерода склонны к плохой вязкости сварных швов, поскольку они имеют тенденцию образовывать твердые и хрупкие микроструктуры.
Процесс точечной сварки применяется в нескольких отраслях промышленности, включая автомобильную, аэрокосмическую, железнодорожную, металлическую мебель, медицинские здания и строительные процессы.
Для соединения деталей методом точечной сварки они должны быть точно выровнены, так как коррекция после сварки непроста. При точечной сварке для сварки заготовок выбирают подходящие электроды из медного сплава, которые могут выдерживать высокие температуры и давления. Если электроды из медного сплава расположены правильно, включается ток, который течет от одного электрода к другому с очень большой силой тока. Сварочный материал нагревается настолько, что расплавляется, и обе заготовки соединяются. В этом процессе время, в течение которого электрический ток должен протекать через заготовки, варьируется в зависимости от материала заготовки и ее толщины. Если детали соединены плотно, медные электроды удаляются, чтобы повторить тот же процесс в следующей точке сварки.
Заготовка и ее толщина. Если детали соединены плотно, медные электроды удаляются, чтобы повторить тот же процесс в следующей точке сварки.
Используемые детали:
Трансформатор для микроволновой печи
Кусок фанеры 21”*4,25” (толщина 18 мм) для основания
4” Вентилятор охлаждения AC 230 В
50 кв.
Выключатель
Индикаторная панель
Выключатель УШМ bosch 6-100 модель
Пружина
2 Медные болты № 5/16 (длина 42 мм)
Реклама
4 Медные гайки № 5/16
2 Медные наконечники №
Металлический лист 4 дюйма
3 № 900 *4 дюйма (толщина 18 мм)
Деревянный элемент
Электрический провод, 3 жилы (1 квадратный мм)
3 шт. , высокий удлинитель, болт 6 мм с половинной резьбой (длина 120 мм)
Металлическая ручка
Зажимы
Шурупы
3
6 № Буферы из ПВХ
Как сделать :
Первый шаг — снять вторичную обмотку с трансформатора микроволновой печи. Я покупаю этот трансформатор в ремонтной мастерской, и это подержанный продукт.
Затем пропустите медный сварочный кабель от этого трансформатора, как показано на рисунке. Я использовал толстый медный сварочный кабель площадью 50 квадратных мм и длиной 1,5 метра.
Прикрепите медные наконечники к обоим концам сварочного кабеля.
Следующим шагом будет прикрепление охлаждающего вентилятора к фанерному основанию с помощью алюминиевого швеллера Г-образного сечения и шурупов.
Прикрепите кусок фанеры размером 4”*4” к основанию и прикрепите трансформатор микроволновой печи к этой фанере с помощью винтов, как показано на рисунке.
Прикрепите кусок фанеры к основанию, а также прикрепите к нему сварочный кабель с помощью зажимов, как показано на рисунке.
Вырежьте детали из фанеры. Просверлите отверстия диаметром 6 мм. Прикрепите деревянную деталь (ручку) между двумя кусками фанеры с помощью 6-миллиметрового болта с половинной резьбой и длиной 120 мм, как показано на рисунке.
Объявление
Прикрепите этот фанерный набор к основанию с помощью винтов.
С помощью направляющей для циркулярной пилы сделайте прорезь на деревянной детали, чтобы установить переключатель модели bosch GWS 6-100 угловой шлифовальной машины в эту прорезь.
Прикрепите медные болты 5/16 (длиной 42 мм) с 4 медными гайками № 5/16 к обоим медным выступам, как показано на рисунке.
Прикрепите пружину через 6 мм болт с половинной резьбой длиной 120 мм.
Последний шаг — изготовление крышки для этого аппарата точечной сварки. Я использовал металлический лист, чтобы сделать крышку. Отрежьте нужный размер листового металла и согните его с помощью станка для гибки листового металла, как показано на рисунке.
Просверлите соответствующие отверстия для выпуска воздуха из него. Сделайте слот для включения-выключения.
Просверлите отверстие для индикатора.
Прикрепите металлическую ручку к крышке с помощью болтов с внутренним шестигранником.
Установите выключатель и световой индикатор.
Принципиальная схема аппарата точечной сварки, как показано на изображении.
Прикрепите эту крышку из листового металла к сварочному аппарату.
Прикрепите 6 шт. буферов из ПВХ под основанием этой точечной сварки.
Я покрасил этот аппарат для точечной сварки. Теперь этот аппарат для точечной сварки готов к использованию.
Процесс точечной сварки в основном выполняется на переменном токе. Для этого процесса также возможен постоянный ток, но он используется редко.
Для точечной сварки используются так называемые клещи для точечной сварки. Они в основном используются на мобильном оборудовании для контактной сварки. Ручная точечная сварка применяется сегодня в кузовных мастерских или кустарных предприятиях.
Для лучшего понимания посмотрите видео ниже.
Объявление
Метки: аппарат для точечной сварки своими руками, аппарат для точечной сварки своими руками, как сделать точечную сварку, сделать аппарат для точечной сварки, аппарат для точечной сварки
Аккумуляторный аппарат для точечной сварки своими руками, Самодельный аппарат для точечной сварки с автоматом
Содержание
Самодельный аккумуляторный аппарат для точечной сварки, Описание:
Самодельный аккумуляторный аппарат для точечной сварки, самодельный аппарат для точечной сварки с автоматической схемой — Двигатели BLDC, контроллеры двигателей мощностью 500 Вт и 4 свинцово-кислотных аккумулятора. Я соединил четыре 12-вольтовые батареи последовательно, чтобы получить 48 вольт. Аккумулятор был слишком тяжелым и я также меньше контролировал его управление, к тому же свинцово-кислотные аккумуляторы не долговечны и плюс вам придется регулярно проверять уровень раствора электролита, т.к. у свинцово-кислотных аккумуляторов при высыхании элементы короткое замыкание, и это повредит всю электронику.
Вот почему я решил сделать свой собственный аккумуляторный блок на 48 вольт, используя литий-ионные аккумуляторные элементы. Как вы знаете, каждый ионно-литиевый элемент имеет напряжение 3,7 вольта, что означает, что вам нужно будет соединить много элементов последовательно, чтобы получить 48 вольт, а для увеличения тока вам также необходимо будет соединить элементы ионно-литиевой батареи параллельно. Таким образом, для выполнения этих последовательных и параллельных соединений у вас есть два варианта.
Пайка
Точечная сварка
Если вы выберете пайку, вы потратите много времени, а в процессе пайки вы можете повредить элементы, потому что никелевую полосу и батарею сложно спаять, так как для этого требуется больше тепла. Так вот, если долго прикасаться к паяльнику, высоки шансы повредить аккумулятор и тем более при пайке вы никогда не получите аккуратных и чистых соединений, если вы не профи.
Если вы выберете 2 и , то есть точечную сварку, вы сможете легко выполнять последовательные и параллельные соединения, не прикладывая больших усилий и не повреждая батареи. С помощью аппарата для точечной сварки вы получите аккуратные и чистые соединения.
Прежде я объясню другие вещи, сначала несколько слов о спонсоре этого аппарата для точечной сварки проекта за помощь в приобретении необходимых компонентов и инструментов.
Altium Sponsor:
Altium Designer — самая надежная в мире система проектирования печатных плат. Altium Designer позволяет инженерам без особых усилий подключаться к каждому аспекту процесса проектирования электроники. Более 35 лет инноваций и разработок, направленных на действительно унифицированную среду проектирования, сделали ее наиболее широко используемым решением для проектирования печатных плат. С Altium Designer вы можете создавать проекты печатных плат с помощью интуитивно понятного и мощного интерфейса, который соединяет вас со всеми аспектами процесса проектирования электроники. Направляйте его по-своему под любым углом, настраивайте задержку, толкайте, скользите и обходите быстрее, чем когда-либо. Взаимодействовать и сотрудничайте с конструкторами-механиками, как никогда раньше, в фотореалистичной среде трехмерного проектирования. Если вы хотите начать работу с дизайнером Altium, вы можете нажать кнопку «Начать».
В этой статье вы узнаете, как сделать этот полуавтоматический аппарат для точечной сварки, используя трансформатор ручной микроволновой печи 2 и . При изготовлении этого аппарата для точечной сварки я столкнулся с некоторыми проблемами, которые исправил, и я на 100% уверен, что вы столкнетесь с теми же проблемами.
Во время моего первого теста я мог видеть только искры, они могут приваривать или не приваривать никелевую полосу к аккумулятору. Я был довольно сбит с толку и понятия не имел, как долго мне придется подключать электроды. Сварные швы были не в лучшем виде. Итак, в этот момент я решил добавить какую-то схему управления к моей машине для точечной сварки.
Я добавил схему управления и тогда все проблемы просто исчезли. Мой тест 2 и прошел успешно, так как я устранил все проблемы и разработал собственную схему управления полуавтоматическим трансформатором для управления включением/выключением и длительностью времени. Я использую эти самодельные медные электроды, и я все еще доволен результатами, для профессиональных сварных швов вы можете заказать электроды хорошего качества. Вы можете видеть, что эти машины для точечной сварки работают отлично. Соединения достаточно чистые.
В этой статье я также объяснил, почему не использовать стальные или паяльные наконечники в качестве электродов для точечной сварки. Итак, вот мой аппарат для точечной сварки, и теперь я собираюсь объяснить, как сделать и как исправить все проблемы. Без дальнейших промедлений, давайте начнем!!!
Ссылки на Amazon:
Трансформатор для микроволновой печи
Медные электроды для аппарата точечной сварки
Проволока 16 мм
Никелированная лента для литий-ионных аккумуляторов
Mop Spot Walding Machines
Другие инструменты и компоненты:
Top Arduino Датчики:
Super Starter Kit для начинающих
цифровые осциллографы
. сверлильные станки
*Обратите внимание: это партнерские ссылки. Я могу получить комиссию, если вы купите компоненты по этим ссылкам. Я был бы признателен за вашу поддержку на этом пути!
Трансформатор для микроволновой печи для аппарата точечной сварки:
Недавно я купил этот ручной трансформатор для микроволновой печи 2 и примерно за 15 долларов. Трансформатор для микроволновой печи — лучший выбор для сборки самодельного аппарата точечной сварки. Этот трансформатор рассчитан на 220 В переменного тока и 50 Гц. При покупке трансформатора для микроволновой печи 2 и убедитесь, что первичная обмотка не повреждена. Вы можете использовать цифровой мультиметр для проверки обмотки; если вы слышите звуковой сигнал, это означает, что первичная обмотка исправна.
Так же есть еще один комплект обмотки, это вторичная обмотка и мне эта обмотка не нужна. При разрезании вторичной обмотки будьте очень осторожны и не разрезайте первичную обмотку, иначе ваш трансформатор будет просто бесполезен.
Затем я начал снимать вторичную обмотку, серьезно это была единственная трудная работа, так как я должен был быть очень осторожным. Я использовал зубчатую пилу и болгарку. Вы можете использовать любые инструменты, но вы должны быть осторожны, вы не можете перерезать первичную обмотку. В любом случае, как-то я удалил вторичную обмотку. Затем я использовал 16-миллиметровый провод длиной 6 футов, вы можете сделать его 7 футов, если хотите провода немного длиннее, я использовал этот провод в качестве вторичной обмотки. Я также подключил эти провода синего цвета к первичной обмотке трансформатора для подачи 220 В переменного тока. Ваш трансформер должен выглядеть примерно так.
Вы видите два поворота на этой стороне и 3 поворота на другой стороне. Итак, базовая настройка нашего трансформатора почти завершена, провода 220Vac подключены, вторичная обмотка готова, теперь нам нужно подключить электроды. Но прежде чем я подключу электроды, я сначала проверю эту установку. Этот первый тест был довольно простым, я просто подключил питание 220 В переменного тока и слегка коснулся двух концов вторичной обмотки, и я увидел искры.
Когда вы закончите эту базовую настройку, следующим шагом будет выбор электродов, я знаю, что медные электроды лучше всего, но я видел, как парни спрашивали о битах для паяльника. Итак, я начну с этих насадок для паяльника, и вы на практике увидите, почему эти насадки не годятся для точечной сварки аккумуляторов. Биты паяльника подключены, и 220 В переменного тока на первичной стороне трансформатора подключены. Проблема с этими битами заключается в том, что сами биты привариваются к никелевой полосе. Для практической демонстрации посмотрите видеоурок, приведенный в конце этой статьи.
Таким образом, паяльники или стальные биты не должны использоваться для точечной сварки батареи. Но вы можете использовать эти стальные биты для сварки металлических деталей.
Я заменил эти насадки для паяльника на самодельные медные электроды. Теперь эта настройка является самой базовой, и большинство видео и статей объясняют большую часть работы, которой недостаточно. Вы узнаете об этом, практически увидев результаты, давайте приступим к тестированию этого самого простого аппарата для точечной сварки.
Аппарат для точечной сварки Первый тест:
Для тестирования аппарата для точечной сварки я собираюсь подключить две ионно-литиевые батареи параллельно. С этой базовой настройкой, не имеющей схемы автоматического отключения трансформатора, вам нужно быть очень осторожным и очень быстрым, потому что, если вы коснетесь электродов даже на 2 секунды, вы можете легко повредить литий-ионные батареи, а это то, чего вы действительно не делаете. хочу.
Еще одна проблема с этой базовой настройкой заключается в том, что вам понадобится помощь другого человека, чтобы прижать никелевую полоску, чтобы получить хороший поверхностный контакт между батареей и никелевой полоской. Вы также можете сделать это в одиночку, но это определенно потратит много вашего времени.
В любом случае, вы можете видеть, что я могу выполнить сварку, никелевая полоса приварена к аккумулятору, но выглядит очень грязной, и это потому, что я не успеваю прижать другой электрод, и начинается ток течет. Когда я нажимаю на первый электрод, никелевая полоска плотно прилегает к поверхности батареи, сейчас идеальный момент, и когда я нажимаю на электрод 2 и , у меня не хватает времени, чтобы прижать никелевую полоску к батарее. поверхность. Как только я коснусь 2 -й электрод есть искры, но нет сильных сварных швов.
Для идеального сварного шва вам необходимо прижать оба электрода так, чтобы между свариваемыми поверхностями был прочный контакт. Это именно то, что я хочу. Но это невозможно без полностью автоматической или полуавтоматической системы управления.
Итак, для идеальной точечной сварки мне нужны две вещи.
Я хочу включить трансформатор, когда нажму на оба электрода. Для этого я могу использовать кнопку.
Я хочу, чтобы мой трансформатор включался на несколько миллисекунд, а затем мог сам выключаться.
Моделирование точечной сварки и схема:
Я разработал это моделирование для вас, ребята, чтобы вы могли легко понять, как на самом деле работает эта схема. Вы также увидите это в действии после того, как я объясню, как на самом деле работает эта схема. Я разработал это, используя программное обеспечение для моделирования Proteus, которое довольно популярно.
Загрузить Моделирование: моделирование точечной сварки в proteus
Позвольте мне воспроизвести симуляцию, чтобы вы могли легко понять, как на самом деле работает эта схема. Когда вся система включена, это означает, что провода 220 В переменного тока подключены, а источник питания 12 В постоянного тока подключен. Теперь, в этот момент, даже если вы коснетесь двух электродов, сварка не будет выполнена, поскольку один из входных проводов переменного тока трансформатора отключен с помощью реле 2. Как вы можете ясно видеть, один провод от источника питания 220 В переменного тока напрямую подключен к первичной обмотке трансформатора. В то время как другой провод от 220Vac соединяется с другим концом первичной обмотки через это реле2. Прямо сейчас реле 2 выключено, поэтому трансформатор выключен, и в результате сварки не будет.
Реле 1 также выключено. Когда реле 1 находится в выключенном состоянии, оно заряжает конденсатор через этот источник питания 12 В. Ради этого моделирования я выбрал значение конденсатора 1000 мкФ, в то время как фактическое значение составляет 100 мкФ. Я практически проверил конденсатор на 100 мкФ, и он у меня сработал. Если вы используете провод другого калибра и другое количество витков, вам придется использовать конденсатор с другим номиналом. Вы можете начать с конденсатора на 50 мкФ; продолжайте увеличивать значение, пока не получите желаемый результат.
Этот конденсатор управляет временем включения реле 2. Как видите, положительная ветвь конденсатора соединена с общей ветвью реле 1, а другая ветвь конденсатора соединена с землей 12-вольтового источника питания. GND источника питания 12 В также соединен с катушкой реле. В то время как другая нога катушки реле подключена к 12 вольтам через кнопку. С помощью этой кнопки мы можем включать и выключать реле1.
При нажатии кнопки реле 1 включается, и конденсатор начинает разряжаться, поскольку он использует свой заряд для питания реле 2. Когда конденсатор полностью разряжается, реле 2 выключается, и таким образом трансформатор может включиться только на несколько миллисекунд. Неважно, если кнопка будет нажата долго, сварки не будет. Вам нужно будет отпустить кнопку, чтобы зарядить конденсатор, и снова нажать кнопку, чтобы включить реле2. Я уверен, что вы полностью поняли, как работает эта схема.


 Высота узора достигает 1,5 мм, рифли начинаются на расстоянии 40 мм от бокового края. Габариты такого проката зависят от пожеланий клиента, например, ширина может достигать от 600 до 2200 мм, а длина – от 1400 до 8000 мм. Листы с ромбическим рифлением производят со сторонами ромбов от 25 до 30 на 60–70 мм.
Высота узора достигает 1,5 мм, рифли начинаются на расстоянии 40 мм от бокового края. Габариты такого проката зависят от пожеланий клиента, например, ширина может достигать от 600 до 2200 мм, а длина – от 1400 до 8000 мм. Листы с ромбическим рифлением производят со сторонами ромбов от 25 до 30 на 60–70 мм. Также стальные листы с рифлением укладывают при входе в супермаркеты, чтобы покупатели не поскользнулись и оставили всю грязь на ребристой поверхности. На промышленных предприятиях антискользящие поверхности используют, чтобы обеспечить безопасность сотрудников – на мостиках, площадках для приема грузов, подъемниках. Такие же безопасные решения можно увидеть в местах повышенной опасности – в бассейнах и саунах.
Также стальные листы с рифлением укладывают при входе в супермаркеты, чтобы покупатели не поскользнулись и оставили всю грязь на ребристой поверхности. На промышленных предприятиях антискользящие поверхности используют, чтобы обеспечить безопасность сотрудников – на мостиках, площадках для приема грузов, подъемниках. Такие же безопасные решения можно увидеть в местах повышенной опасности – в бассейнах и саунах. Также рифленый лист применяется при создании оборудования для пищевой промышленности.
Также рифленый лист применяется при создании оборудования для пищевой промышленности.

 1500 до 2000
1500 до 2000 Толщина листов стальных с односторонним ромбическим и чечевичным рифлением определяется по толщине основания листа s в миллиметрах.
Толщина листов стальных с односторонним ромбическим и чечевичным рифлением определяется по толщине основания листа s в миллиметрах.

 На кромках листов не должно быть расслоений.
На кромках листов не должно быть расслоений.
 А
А
 Журнал непрерывности будет вестись для проверки отсутствия
Журнал непрерывности будет вестись для проверки отсутствия В нем должен быть указан номер проекта, количество и описание
В нем должен быть указан номер проекта, количество и описание Копии этого оригинального документа должны
Копии этого оригинального документа должны

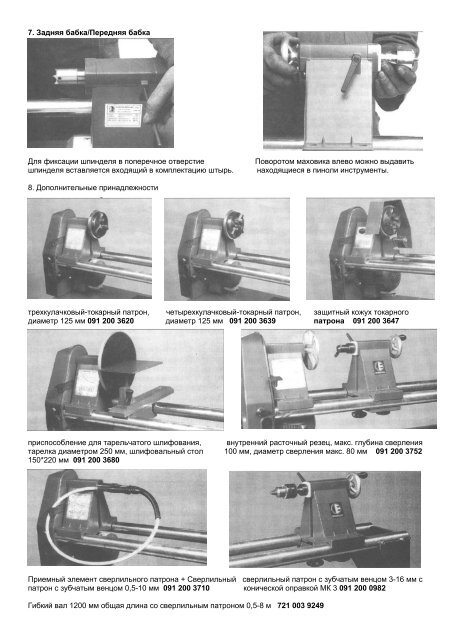

 Она будет кстати, если часто использовать устройство для работ с различными материалами, но в домашних условиях скорее всего останется невостребованной – при закручивании нескольких шурупов гораздо проще задать нужную скорость курком.
Она будет кстати, если часто использовать устройство для работ с различными материалами, но в домашних условиях скорее всего останется невостребованной – при закручивании нескольких шурупов гораздо проще задать нужную скорость курком.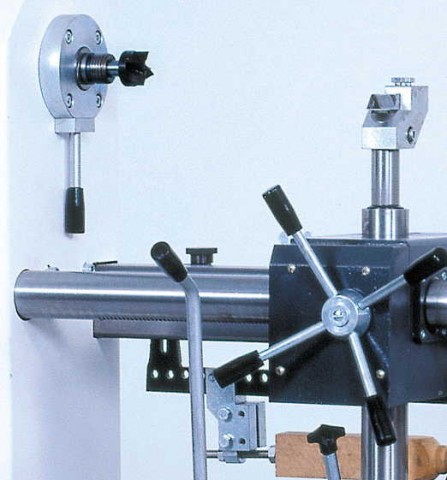 В первую очередь от нее зависит удобство использования, а также корпус шуруповерта частично расскажет про его внутреннюю начинку и возможности.
В первую очередь от нее зависит удобство использования, а также корпус шуруповерта частично расскажет про его внутреннюю начинку и возможности. Насколько удобнее будет та или иная модель сложно судить, не подержав ее в руках.
Насколько удобнее будет та или иная модель сложно судить, не подержав ее в руках. Это самый распространенный вариант патрона, устанавливаемый на бюджетных и профессиональных инструментах. Две муфты условно можно поделить на верхнюю, которая находится ближе к бите, и нижнюю – возле корпуса шуруповерта.
Это самый распространенный вариант патрона, устанавливаемый на бюджетных и профессиональных инструментах. Две муфты условно можно поделить на верхнюю, которая находится ближе к бите, и нижнюю – возле корпуса шуруповерта.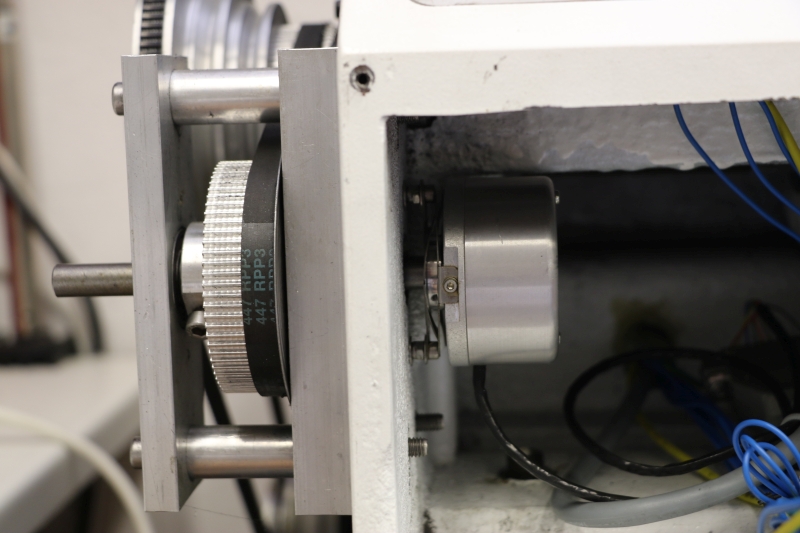 Единственный минус – бита может немного «люфтить», ведь в патроне ее ничего жестко не держит.
Единственный минус – бита может немного «люфтить», ведь в патроне ее ничего жестко не держит. В статье расскажем о шпинделе станка: что это такое, покажем фото держателя инструмента и поговорим о том, как с ним работать.
В статье расскажем о шпинделе станка: что это такое, покажем фото держателя инструмента и поговорим о том, как с ним работать.
 Вторая очень простая иллюстрация – это дрель. Здесь для того, чтобы удержать сверло или другой инструмент, тоже нужно монтировать его внутрь шпинделя.
Вторая очень простая иллюстрация – это дрель. Здесь для того, чтобы удержать сверло или другой инструмент, тоже нужно монтировать его внутрь шпинделя.
 Со второго края вала расположен подшипник. На него прикрепляется патрон для зажима.
Со второго края вала расположен подшипник. На него прикрепляется патрон для зажима.
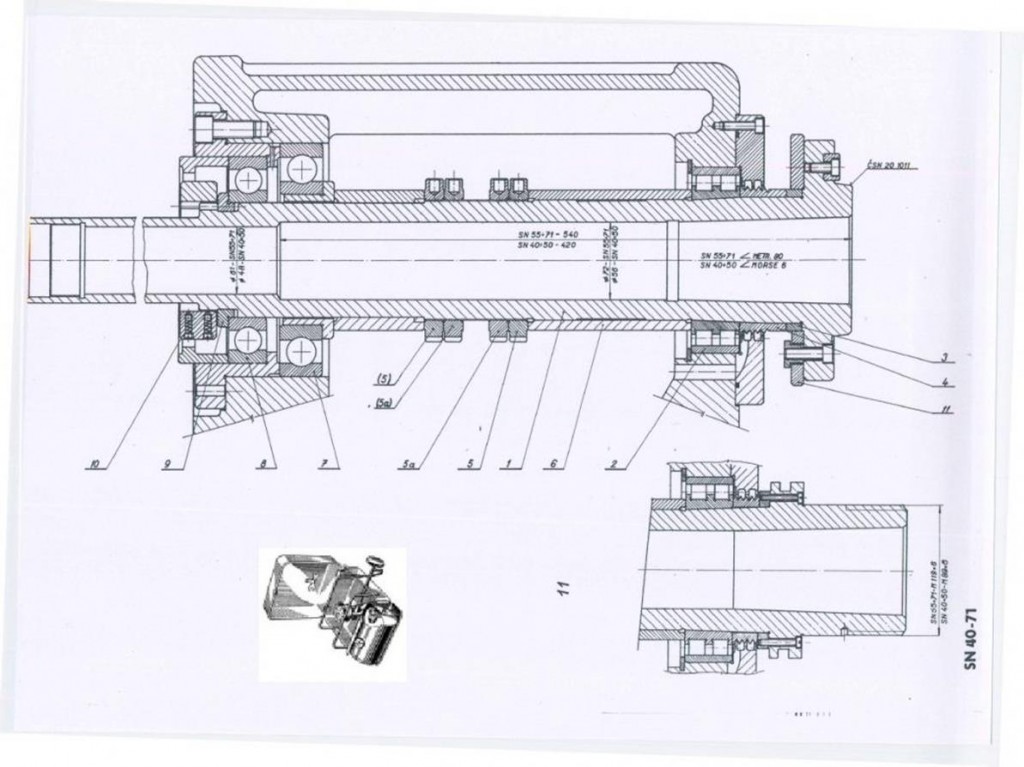
 Это позволяет осуществить надежное крепление хвостовика любого диаметра. Практически все инструменты для резки по металлу, для сверления оснащены таким наконечником (хвостом), а если нет, то крепить приходится по внешнему краю, что намного менее надежно и допускает значительные расхождения и вибрации.
Это позволяет осуществить надежное крепление хвостовика любого диаметра. Практически все инструменты для резки по металлу, для сверления оснащены таким наконечником (хвостом), а если нет, то крепить приходится по внешнему краю, что намного менее надежно и допускает значительные расхождения и вибрации. Чем она выше, тем более надежно должно происходить крепление.
Чем она выше, тем более надежно должно происходить крепление.
 Если основное назначение детали заключается в том, чтобы держать оснастку, то и, соответственно, применение исходит из особенностей инструментария:
Если основное назначение детали заключается в том, чтобы держать оснастку, то и, соответственно, применение исходит из особенностей инструментария:
 Аппараты бывают разных размеров, предназначены для промышленного использования и частного применения. В связи с этим и расходные детали нужны самые разные – покрупнее помельче. Если вы хотите заменить шпиндель на собственном станке, то обязательно при покупке необходимо указать номер своего оборудования, название и год выпуска (могут быть разные модификации).
Аппараты бывают разных размеров, предназначены для промышленного использования и частного применения. В связи с этим и расходные детали нужны самые разные – покрупнее помельче. Если вы хотите заменить шпиндель на собственном станке, то обязательно при покупке необходимо указать номер своего оборудования, название и год выпуска (могут быть разные модификации).
 ru/.
ru/.
 Так что такое оборудование может быть использовано даже для силовой фрезеровки титана или других прочных металлов.
Так что такое оборудование может быть использовано даже для силовой фрезеровки титана или других прочных металлов.
 Для этого обычно требуются точные расчеты и наличие токарного оборудования. Приведем пример чертежа с размерами:
Для этого обычно требуются точные расчеты и наличие токарного оборудования. Приведем пример чертежа с размерами:
 Как только вы нажмете кнопку, которая активирует эту функцию, блокировка шпинделя заблокирует лезвие, и вы готовы начать отвинчивать гайку, удерживающую лезвие.
Как только вы нажмете кнопку, которая активирует эту функцию, блокировка шпинделя заблокирует лезвие, и вы готовы начать отвинчивать гайку, удерживающую лезвие.  Это не конец света, но вы заметите, что затягивать или ослаблять гайку намного сложнее.
Это не конец света, но вы заметите, что затягивать или ослаблять гайку намного сложнее. Если вы используете аккумулятор, извлеките аккумулятор, прежде чем продолжить.
Если вы используете аккумулятор, извлеките аккумулятор, прежде чем продолжить.

.jpg.a85128ca2e8df7bea40045fe1775ef82.jpg)
 Она удобна и проста в использовании и является одной из лучших сетевых циркулярных пил в этой ценовой категории.
Она удобна и проста в использовании и является одной из лучших сетевых циркулярных пил в этой ценовой категории.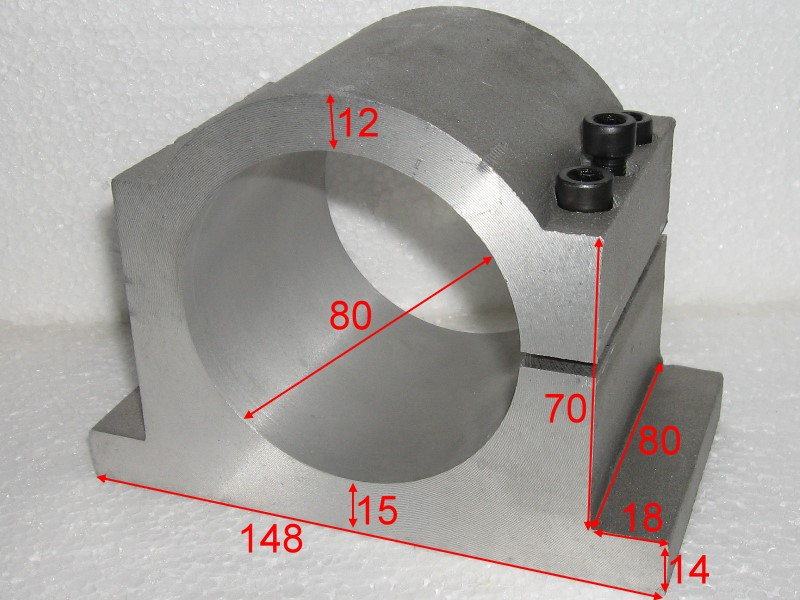

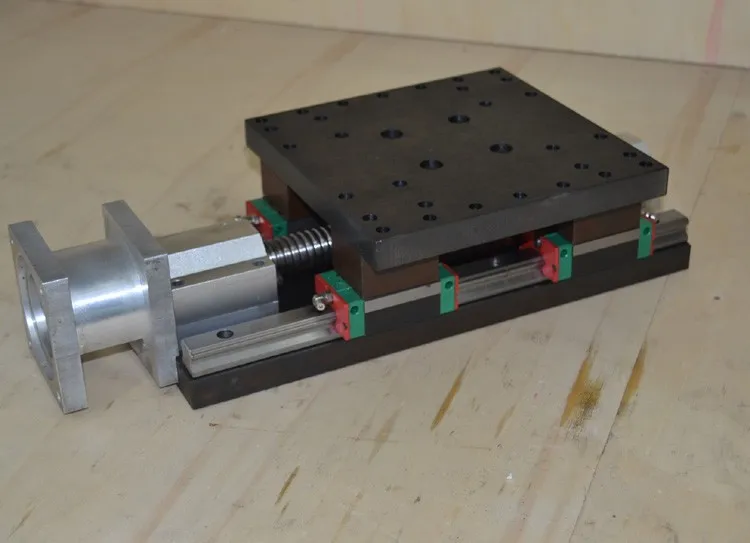 Вы можете легко очистить это с помощью проволочной щетки.
Вы можете легко очистить это с помощью проволочной щетки.

 Прочитайте полный обзор Makita 2705X1, которая считается лучшей настольной пилой до 1000 долларов.
Прочитайте полный обзор Makita 2705X1, которая считается лучшей настольной пилой до 1000 долларов.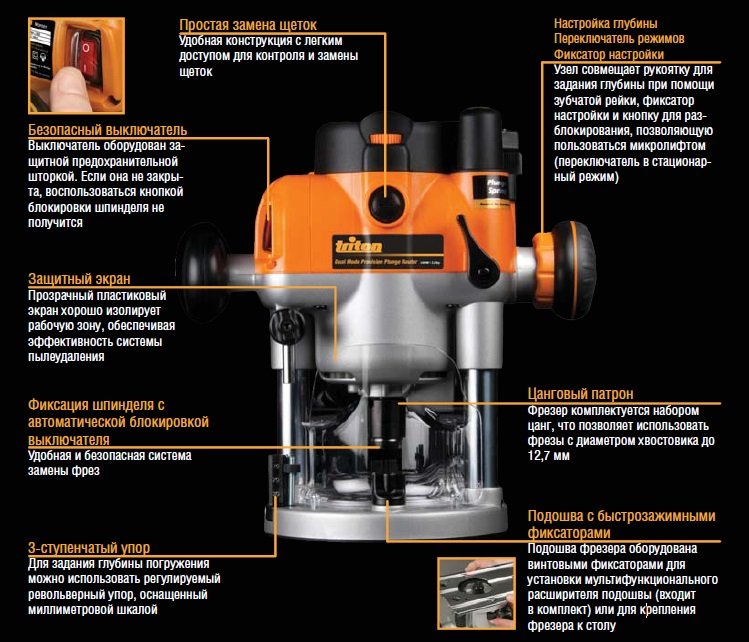
 Размер от 6-40 мм, сталь – 80С, 20ХГ2Ц
Размер от 6-40 мм, сталь – 80С, 20ХГ2Ц Объединяет детали всего каркаса в единую конструктивную сетку
Объединяет детали всего каркаса в единую конструктивную сетку
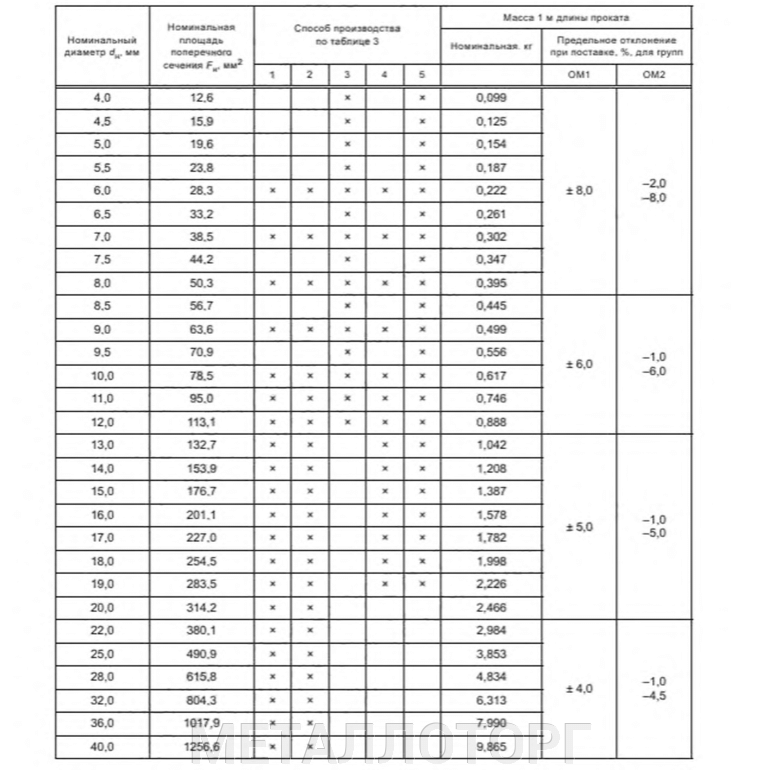
 Арматурная сталь А1 иначе маркируется А240, где 240 – это предел текучести, выраженный в Н/мм2. Стандартом предусмотрено изготовление такой арматуры только в виде прутов с гладкой поверхностью. Изделия диаметром 6-12 мм выпускаются либо в мотках, либо в виде стержней. Продукция большего диаметра – только в виде прутков.
Арматурная сталь А1 иначе маркируется А240, где 240 – это предел текучести, выраженный в Н/мм2. Стандартом предусмотрено изготовление такой арматуры только в виде прутов с гладкой поверхностью. Изделия диаметром 6-12 мм выпускаются либо в мотках, либо в виде стержней. Продукция большего диаметра – только в виде прутков.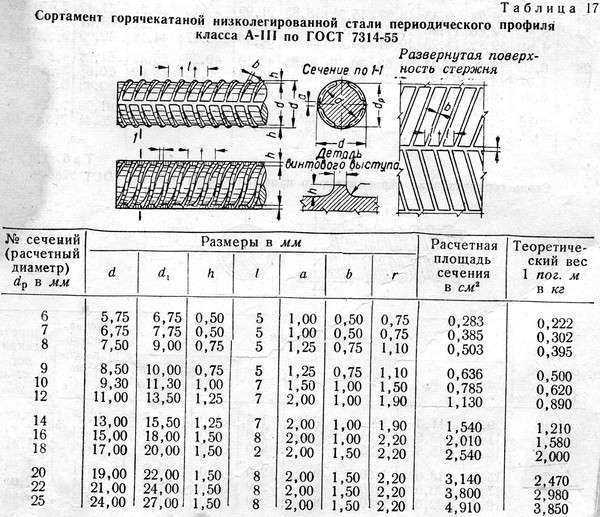
 Такие бухты могут укладываться в ограниченных пространствах с использованием техники небольшой грузоподъемности и габаритов.
Такие бухты могут укладываться в ограниченных пространствах с использованием техники небольшой грузоподъемности и габаритов.
 700
700 Мало того, он окажется незаменимым и как вспомогательное оборудование. Дело в том, что наши энергетические компании мало уделяют внимания удаленным поселкам и уж тем более дачам – если что-то случается на линии, происходит авария или обрыв, то на восстановление подачи электричества может понадобиться несколько дней. И подобный насос – это своеобразная резервная установка, которая не даст вам засохнуть от жажды. Пользоваться ею немного сложно, но это дело привычки, и передвинуть пару раз рычаг, запускающий поршень, ради того, чтобы получить ведро воды, это нормально.
Мало того, он окажется незаменимым и как вспомогательное оборудование. Дело в том, что наши энергетические компании мало уделяют внимания удаленным поселкам и уж тем более дачам – если что-то случается на линии, происходит авария или обрыв, то на восстановление подачи электричества может понадобиться несколько дней. И подобный насос – это своеобразная резервная установка, которая не даст вам засохнуть от жажды. Пользоваться ею немного сложно, но это дело привычки, и передвинуть пару раз рычаг, запускающий поршень, ради того, чтобы получить ведро воды, это нормально.
 Как и ручные насосные установки, их нужно демонтировать на зиму, а скважину консервировать. Но это еще не все проблемы, связанные с его использованием – данные насосы имеют и некоторые ограничения, которые касаются глубины скважины. Максимум, на что они способны, это поднять воду на высоту до 9м. И это еще не все – для их монтажа потребуется изготовить приямок, а это как минимум дополнительные расходы. Единственный момент, где хорошо показал себя насос данного типа, это колодец, в котором они могут эксплуатироваться даже зимой. Как вариант, их можно устанавливать в скважину, пробитую в подвале дома, но здесь нужно быть готовым к шумной работе такого агрегата. Но, в принципе, эта проблема решаема.
Как и ручные насосные установки, их нужно демонтировать на зиму, а скважину консервировать. Но это еще не все проблемы, связанные с его использованием – данные насосы имеют и некоторые ограничения, которые касаются глубины скважины. Максимум, на что они способны, это поднять воду на высоту до 9м. И это еще не все – для их монтажа потребуется изготовить приямок, а это как минимум дополнительные расходы. Единственный момент, где хорошо показал себя насос данного типа, это колодец, в котором они могут эксплуатироваться даже зимой. Как вариант, их можно устанавливать в скважину, пробитую в подвале дома, но здесь нужно быть готовым к шумной работе такого агрегата. Но, в принципе, эта проблема решаема. Это не очень надежные насосы и к тому же обладающие малой производительностью.
Это не очень надежные насосы и к тому же обладающие малой производительностью.
 Погружной насос может применяться не только для откачки воды из скважины – он отлично работает и в колодце. Кроме того, с его помощью достаточно легко создать стационарный дачный водопровод и обеспечить себе все удобства, к которым человек привык в городе.
Погружной насос может применяться не только для откачки воды из скважины – он отлично работает и в колодце. Кроме того, с его помощью достаточно легко создать стационарный дачный водопровод и обеспечить себе все удобства, к которым человек привык в городе.
 Единственный недочет подобных установок заключается в их сравнительно небольшой мощности – до глубинных насосов им далеко. Как вариант, спаренная система подачи воды, в которой принимают участие и глубинный насос, и насосная станция.
Единственный недочет подобных установок заключается в их сравнительно небольшой мощности – до глубинных насосов им далеко. Как вариант, спаренная система подачи воды, в которой принимают участие и глубинный насос, и насосная станция.

 Выполняем полное послегарантийное обслуживание с ремонтом или заменой необходимых комплектующих.
Выполняем полное послегарантийное обслуживание с ремонтом или заменой необходимых комплектующих. Он почесал затылок, на щеках появилась забавная полуулыбка. — Знаешь, большинство людей идут другим путем.
Он почесал затылок, на щеках появилась забавная полуулыбка. — Знаешь, большинство людей идут другим путем. Читайте дальше, чтобы узнать больше об основах того, что нужно, чтобы использовать небольшую силу руки, чтобы набирать воду самостоятельно.
Читайте дальше, чтобы узнать больше об основах того, что нужно, чтобы использовать небольшую силу руки, чтобы набирать воду самостоятельно. Просверлите отверстие достаточно глубоко в земле, чтобы добраться до водоносного горизонта, а затем найдите способ вывести воду на поверхность. Ручной насос на самом деле не сильно отличается от электрического, за исключением того очевидного факта, что воду набирают ваши руки, а не сетка.
Просверлите отверстие достаточно глубоко в земле, чтобы добраться до водоносного горизонта, а затем найдите способ вывести воду на поверхность. Ручной насос на самом деле не сильно отличается от электрического, за исключением того очевидного факта, что воду набирают ваши руки, а не сетка. Этот простой трюк представляет собой просто отверстие, просверленное в трубе из ПВХ ниже уровня промерзания. После того, как вы закончите откачку, вода будет медленно вытекать, пока не достигнет равновесия, гарантируя, что сама труба никогда не замерзнет.
Этот простой трюк представляет собой просто отверстие, просверленное в трубе из ПВХ ниже уровня промерзания. После того, как вы закончите откачку, вода будет медленно вытекать, пока не достигнет равновесия, гарантируя, что сама труба никогда не замерзнет. Однако, если вы решите использовать ручной насос только в качестве резервного, вам нужно будет откачивать немного воды через день или около того, просто чтобы убедиться, что система находится в хорошем рабочем состоянии.
Однако, если вы решите использовать ручной насос только в качестве резервного, вам нужно будет откачивать немного воды через день или около того, просто чтобы убедиться, что система находится в хорошем рабочем состоянии.
 Простой насос, который я использую, способен работать с глубины статического уровня воды 325 футов.
Простой насос, который я использую, способен работать с глубины статического уровня воды 325 футов.
 Система фильтрации, по общему признанию, дорогая, но когда дело доходит до чего-то столь же важного, как вода, многие из нас более чем готовы отказаться от нескольких ночей, чтобы поесть и купить одежду в универмаге, в пользу безопасной воды на десятилетия.
Система фильтрации, по общему признанию, дорогая, но когда дело доходит до чего-то столь же важного, как вода, многие из нас более чем готовы отказаться от нескольких ночей, чтобы поесть и купить одежду в универмаге, в пользу безопасной воды на десятилетия.
 Вы можете заказать их новые или проверить местный Craigslist, чтобы вдохнуть новое применение в старые ведра пищевой промышленности.
Вы можете заказать их новые или проверить местный Craigslist, чтобы вдохнуть новое применение в старые ведра пищевой промышленности. Фото: Алекс Уилсон
Фото: Алекс Уилсон Без электричества нет воды. Если эти колодцы не слишком глубоки, можно использовать ручные насосы в качестве резервного варианта откачки.
Без электричества нет воды. Если эти колодцы не слишком глубоки, можно использовать ручные насосы в качестве резервного варианта откачки.
 Другими словами, хотя скважину можно пробурить на глубину 350 футов, уровень грунтовых вод может быть значительно выше этой отметки, скажем, на 150 футов ниже. Статический напор – это глубина стоячей воды в колодце.
Другими словами, хотя скважину можно пробурить на глубину 350 футов, уровень грунтовых вод может быть значительно выше этой отметки, скажем, на 150 футов ниже. Статический напор – это глубина стоячей воды в колодце. Вы можете купить шланги для питьевой воды у поставщиков транспортных средств для отдыха; у них есть защитная пластиковая подкладка на внутренней стороне шланга для защиты питьевой воды от материала шланга (обычно ПВХ), который часто включает стабилизаторы тяжелых металлов и пластификаторы вместе с самим ПВХ. (Однако не наезжайте на эти шланги, так как это может привести к повреждению защитной оболочки.)
Вы можете купить шланги для питьевой воды у поставщиков транспортных средств для отдыха; у них есть защитная пластиковая подкладка на внутренней стороне шланга для защиты питьевой воды от материала шланга (обычно ПВХ), который часто включает стабилизаторы тяжелых металлов и пластификаторы вместе с самим ПВХ. (Однако не наезжайте на эти шланги, так как это может привести к повреждению защитной оболочки.)
 При желании и минимальных навыках работать руками, ничего сложного в этом нет. Для начала необходимо изготовить основание (станину) для крепления трубок. Можно собрать её из двух стальных уголков. Уголки нарезать нужной длины шлифовальной машинкой, просверлить в них два отверстия для крепления болтами. Это делается за 15 минут.
При желании и минимальных навыках работать руками, ничего сложного в этом нет. Для начала необходимо изготовить основание (станину) для крепления трубок. Можно собрать её из двух стальных уголков. Уголки нарезать нужной длины шлифовальной машинкой, просверлить в них два отверстия для крепления болтами. Это делается за 15 минут.
 Нет необходимости платить кому-то за работу, часто необоснованную цену.
Нет необходимости платить кому-то за работу, часто необоснованную цену.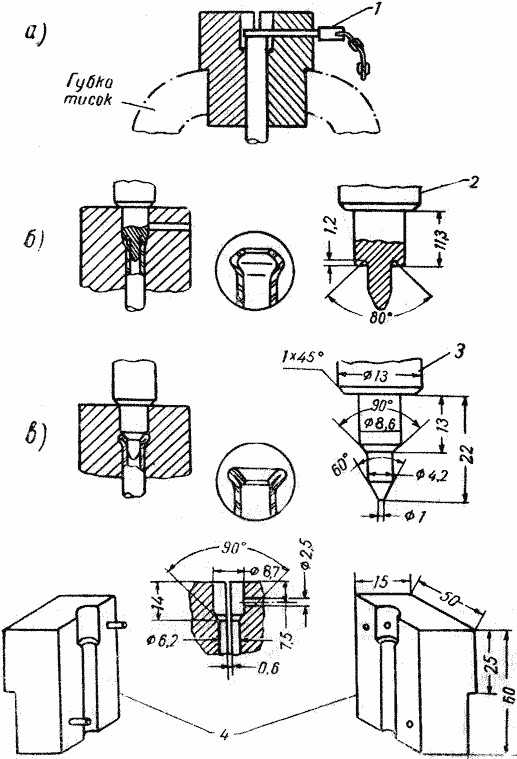

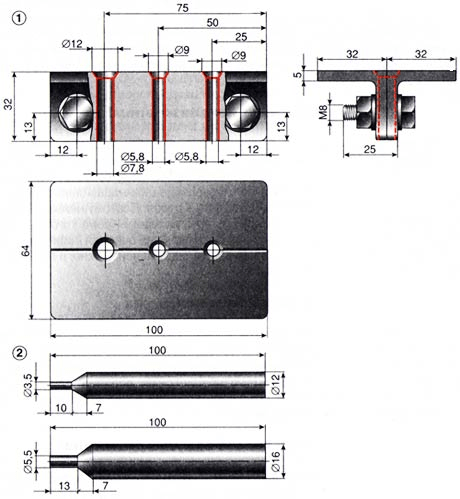
 После этого отрезанный конец трубы обрабатывается, чтобы избавиться от неровностей, способных нарушить формы трубы, а значит и ее герметичность соединения.
После этого отрезанный конец трубы обрабатывается, чтобы избавиться от неровностей, способных нарушить формы трубы, а значит и ее герметичность соединения. youtube.com/embed/rjV9zAkGPW8″>
youtube.com/embed/rjV9zAkGPW8″>  Если вы не можете надеть его, используйте тиски
Если вы не можете надеть его, используйте тиски Прокачки Тойота тоже 10мм х 1.0.
Прокачки Тойота тоже 10мм х 1.0.



 Закрепите свои жесткие и мягкие линии с помощью правильных вкладок и
Закрепите свои жесткие и мягкие линии с помощью правильных вкладок и

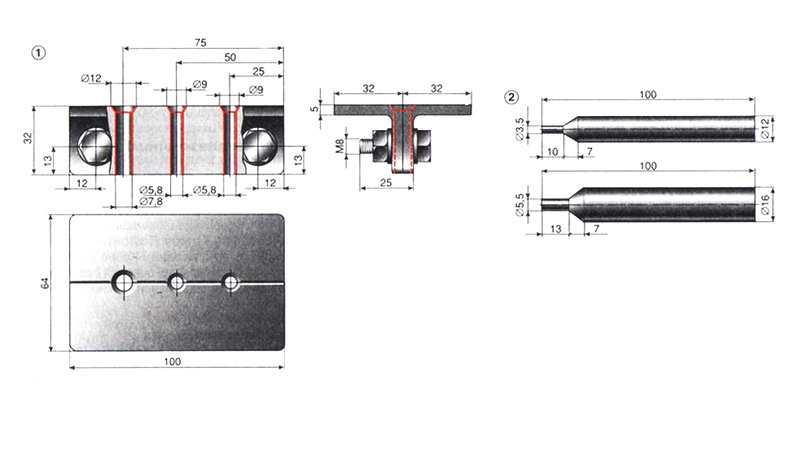
 С одним мужчиной
С одним мужчиной Эти удобные приспособления используются не только для сгибания или развальцовки (плотного уплотнения концов) тормозных магистралей и потенциально позволяют сэкономить ваши деньги в долгосрочной перспективе на предварительно изогнутых или предварительно развальцованных тормозных магистралях, но их также можно использовать для развальцовки трубок и трубопроводов. на других проектах тоже.
Эти удобные приспособления используются не только для сгибания или развальцовки (плотного уплотнения концов) тормозных магистралей и потенциально позволяют сэкономить ваши деньги в долгосрочной перспективе на предварительно изогнутых или предварительно развальцованных тормозных магистралях, но их также можно использовать для развальцовки трубок и трубопроводов. на других проектах тоже. Что касается одинарного или двойного развальцовки тормозных магистралей, последний вариант является предпочтительным и наиболее безопасным. Одинарное развальцовка является устаревшим методом, используемым для тормозных магистралей низкого давления, в то время как двойное развальцовка предпочитается профессионалами и рекомендуется Обществом автомобильных инженеров (SAE), особенно для гидравлических тормозных магистралей, которые подвергаются высокому давлению, которое может подвергать их трещинам и протечкам.
Что касается одинарного или двойного развальцовки тормозных магистралей, последний вариант является предпочтительным и наиболее безопасным. Одинарное развальцовка является устаревшим методом, используемым для тормозных магистралей низкого давления, в то время как двойное развальцовка предпочитается профессионалами и рекомендуется Обществом автомобильных инженеров (SAE), особенно для гидравлических тормозных магистралей, которые подвергаются высокому давлению, которое может подвергать их трещинам и протечкам.
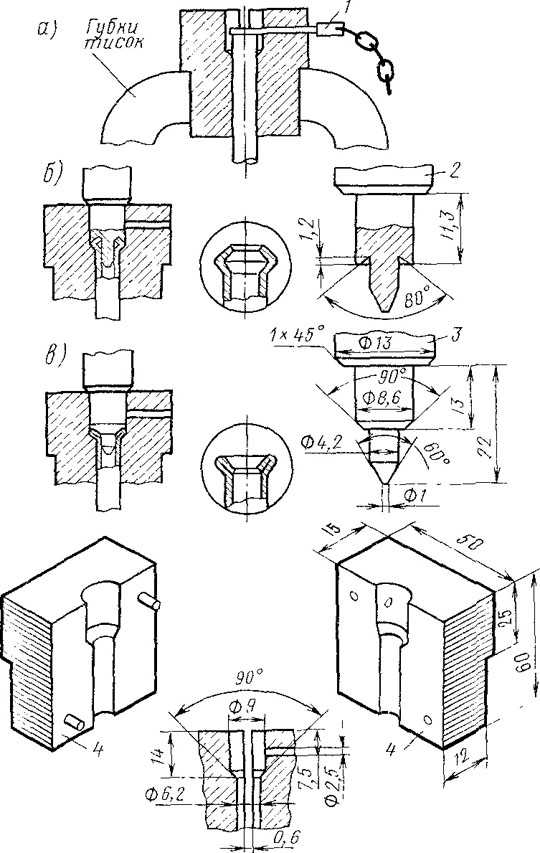 .. Этот инструмент 51535 — ЛУЧШИЙ инструмент, который я когда-либо видел и использовал». Компания также предлагает инструмент для развальцовки тормозных магистралей на 1/4 дюйма.
.. Этот инструмент 51535 — ЛУЧШИЙ инструмент, который я когда-либо видел и использовал». Компания также предлагает инструмент для развальцовки тормозных магистралей на 1/4 дюйма. Другой довольный покупатель написал: «Я, безусловно, получил то, за что заплатил, и искренне рекомендую этот инструмент, если в будущем вы планируете развальцовку множества тормозных магистралей», а еще один объяснил: «Этот инструмент делает развальцовку простой и надежной».
Другой довольный покупатель написал: «Я, безусловно, получил то, за что заплатил, и искренне рекомендую этот инструмент, если в будущем вы планируете развальцовку множества тормозных магистралей», а еще один объяснил: «Этот инструмент делает развальцовку простой и надежной». Покупатели были впечатлены соотношением цены и качества, обеспечиваемым этим комплектом, и, чтобы получить максимальную отдачу от затраченных средств, один из них услужливо посоветовал убедиться, что трубка проходит идеально прямо там, где она проходит через матрицу, конец трубки обрезан под прямым углом и внутренняя часть трубки очищена от заусенцев, чтобы получить наилучший результат.
Покупатели были впечатлены соотношением цены и качества, обеспечиваемым этим комплектом, и, чтобы получить максимальную отдачу от затраченных средств, один из них услужливо посоветовал убедиться, что трубка проходит идеально прямо там, где она проходит через матрицу, конец трубки обрезан под прямым углом и внутренняя часть трубки очищена от заусенцев, чтобы получить наилучший результат. Один профессиональный техник с более чем 30-летним опытом написал, что им потребовалось всего одно использование, чтобы убедиться, что этот инструмент надежен, добавив: «Он отлично справляется со своей задачей, быстро и легко». Другой клиент описал его как «отличный инструмент», который «прост в использовании» и обеспечивает «профессиональные результаты за небольшую цену». «Надо было купить это много лет назад», — добавили они. «Обязательный инструмент, если вы работаете с автомобилями».
Один профессиональный техник с более чем 30-летним опытом написал, что им потребовалось всего одно использование, чтобы убедиться, что этот инструмент надежен, добавив: «Он отлично справляется со своей задачей, быстро и легко». Другой клиент описал его как «отличный инструмент», который «прост в использовании» и обеспечивает «профессиональные результаты за небольшую цену». «Надо было купить это много лет назад», — добавили они. «Обязательный инструмент, если вы работаете с автомобилями». Комплект предварительно протестирован компанией, которая, как известно, производит качественные инструменты, и даже включен образец раструба, чтобы вы могли увидеть, какой результат вы можете ожидать. Один из многих счастливых покупателей объяснил, что «это кажется профессиональным», и далее написал: «Стропа не сминается и даже немного не соскальзывает при развальцовке. штампов, работа плавная и последовательная». Другой клиент описал, что он «очень профессионально выполняет развальцовку тормозных магистралей. Очень трудно определить разницу [между] заводской магистралью и магистралью, развальцованной с помощью этого инструмента».
Комплект предварительно протестирован компанией, которая, как известно, производит качественные инструменты, и даже включен образец раструба, чтобы вы могли увидеть, какой результат вы можете ожидать. Один из многих счастливых покупателей объяснил, что «это кажется профессиональным», и далее написал: «Стропа не сминается и даже немного не соскальзывает при развальцовке. штампов, работа плавная и последовательная». Другой клиент описал, что он «очень профессионально выполняет развальцовку тормозных магистралей. Очень трудно определить разницу [между] заводской магистралью и магистралью, развальцованной с помощью этого инструмента». Клиенты заявили, что эта штука «обеспечивает прочное двойное раструбное соединение» и что она «работает с первого раза, каждый раз, прямо из коробки, на машине или вне ее, всего несколькими поворотами ручки». «Очень легко сделать первоклассные пузырчатые факелы», — написал один покупатель, который услужливо упомянул, что они «нанесли немного масла на оправку, где она соприкасается с трубкой, чтобы уменьшить трение».
Клиенты заявили, что эта штука «обеспечивает прочное двойное раструбное соединение» и что она «работает с первого раза, каждый раз, прямо из коробки, на машине или вне ее, всего несколькими поворотами ручки». «Очень легко сделать первоклассные пузырчатые факелы», — написал один покупатель, который услужливо упомянул, что они «нанесли немного масла на оправку, где она соприкасается с трубкой, чтобы уменьшить трение». раз», пояснив, что стоит покупать сталь, а не медь.
раз», пояснив, что стоит покупать сталь, а не медь.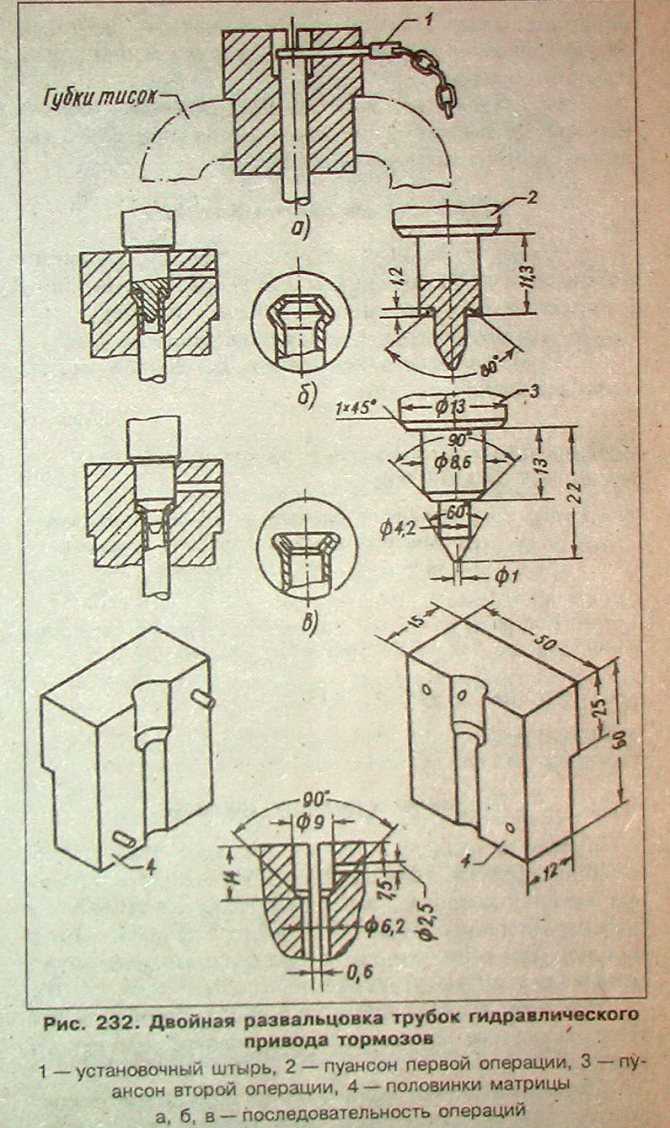
 В корпусе домкрата размещен выдвижной толкатель, выполненный в виде стальной зубчатой рейки с прикрепленной к ее нижней части опорной лапой. На верхней части толкателя расположена опорная головка. Толкатель выдвигается с помощью шестерни, приводимой во вращение зубчатой передачей от рукоятки. Для фиксации груза в поднятом положении применяют храповое колесо с собачкой. Высота подъема груза не превышает 0,6 м, а КПД реечных домкратов 0,7—0,8. При работе домкрата лапой его грузоподъемность из-за смещения груза уменьшается в два раза.
В корпусе домкрата размещен выдвижной толкатель, выполненный в виде стальной зубчатой рейки с прикрепленной к ее нижней части опорной лапой. На верхней части толкателя расположена опорная головка. Толкатель выдвигается с помощью шестерни, приводимой во вращение зубчатой передачей от рукоятки. Для фиксации груза в поднятом положении применяют храповое колесо с собачкой. Высота подъема груза не превышает 0,6 м, а КПД реечных домкратов 0,7—0,8. При работе домкрата лапой его грузоподъемность из-за смещения груза уменьшается в два раза. 36. Гидравлический домкрат: 1 — гидроцилиндр, 2 —перепускной клапан, 3-манжета, 4 — плунжер, 5 — рукоятка, 6-полость, 7 – обратный клапан, 8 — поршень, 9 — кран
36. Гидравлический домкрат: 1 — гидроцилиндр, 2 —перепускной клапан, 3-манжета, 4 — плунжер, 5 — рукоятка, 6-полость, 7 – обратный клапан, 8 — поршень, 9 — кран Скорость подъема снижается во столько раз, во сколько увеличивается тяговое усилие. Полиспасты (рис. 37) состоят из одного или группы неподвижных блоков, закрепляемых на опоре; одного или нескольких подвижных блоков, прикрепляемых к грузу; огибающего их каната, один конец которого жестко прикреплен к верхней или нижней обойме полиспаста, а другой конец через отводные ролики направляется на лебедку. При выборе полиспаста следует учитывать, что его грузоподъемность увеличивается по сравнению с тяговым усилием лебедки примерно во столько раз, сколько в нем есть сокращающихся в процессе работы нитей канатов. Для более точного расчета, проводимого для полиспастов с числом подвижных роликов более 6—7, применяют специальные таблицы.
Скорость подъема снижается во столько раз, во сколько увеличивается тяговое усилие. Полиспасты (рис. 37) состоят из одного или группы неподвижных блоков, закрепляемых на опоре; одного или нескольких подвижных блоков, прикрепляемых к грузу; огибающего их каната, один конец которого жестко прикреплен к верхней или нижней обойме полиспаста, а другой конец через отводные ролики направляется на лебедку. При выборе полиспаста следует учитывать, что его грузоподъемность увеличивается по сравнению с тяговым усилием лебедки примерно во столько раз, сколько в нем есть сокращающихся в процессе работы нитей канатов. Для более точного расчета, проводимого для полиспастов с числом подвижных роликов более 6—7, применяют специальные таблицы.
 Грузоподъемность электроталей доходит до 5 т при скорости подъема груза 3—18 м/мин и скорости горизонтального перемещения до 30 м/мин.
Грузоподъемность электроталей доходит до 5 т при скорости подъема груза 3—18 м/мин и скорости горизонтального перемещения до 30 м/мин.
 К недостаткам подъемников этого типа относится возможность раскачки грузонесущего устройства при значительной высоте подъема, а также трудности с установкой консольной опорной рамы на крыше здания.
К недостаткам подъемников этого типа относится возможность раскачки грузонесущего устройства при значительной высоте подъема, а также трудности с установкой консольной опорной рамы на крыше здания. 2 — лебедка, 3—грузонесущее устройство, 4 —направляющие втулки, 5 — грузовой канат, 6 — направляющие, 7 —блок, 8, 13 — рамы, 9 — противовес, 10 — здание, 11 —настенная опора, 12 —ходовые ролики, 14 — шахта
2 — лебедка, 3—грузонесущее устройство, 4 —направляющие втулки, 5 — грузовой канат, 6 — направляющие, 7 —блок, 8, 13 — рамы, 9 — противовес, 10 — здание, 11 —настенная опора, 12 —ходовые ролики, 14 — шахта
 Ковш по наклонным направляющим поднимается с помощью канатов, наматываемых на канатный барабан лебедки, приводимой в действие электродвигателем 5.
Ковш по наклонным направляющим поднимается с помощью канатов, наматываемых на канатный барабан лебедки, приводимой в действие электродвигателем 5. Порталы в зависимости от назначения бывают неподвижные и качающиеся. Высота порталов может достигать 50 м при расстоянии между его вертикальными стойками 6—9 м, а грузоподъемность — 300 т. Для подъема грузов массой свыше 500 т и более применяют порталы, у которых вместо грузовых полиспастов использована металлическая лента, а вместо лебедок — гидродомкраты.
Порталы в зависимости от назначения бывают неподвижные и качающиеся. Высота порталов может достигать 50 м при расстоянии между его вертикальными стойками 6—9 м, а грузоподъемность — 300 т. Для подъема грузов массой свыше 500 т и более применяют порталы, у которых вместо грузовых полиспастов использована металлическая лента, а вместо лебедок — гидродомкраты. 46, а) — это грузоподъемное устройство, состоящее из прикрепленной к строительным конструкциям или специальным мачтам консольной наклоняющейся стрелы и канатной лебедки и предназначенное для монтажа оборудования и подъема различных грузов.
46, а) — это грузоподъемное устройство, состоящее из прикрепленной к строительным конструкциям или специальным мачтам консольной наклоняющейся стрелы и канатной лебедки и предназначенное для монтажа оборудования и подъема различных грузов.
 49. Ленточный конвейер: 1 — электродвигатель, 2 — редуктор, 3, 5 ведущий и ведомый барабаны, 4 — лента, 6 натяжное устройство
49. Ленточный конвейер: 1 — электродвигатель, 2 — редуктор, 3, 5 ведущий и ведомый барабаны, 4 — лента, 6 натяжное устройство
 Для транспортирования крупнокусковых материалов, таких, как гравий, следует применять винтовые конвейеры с ленточными лопастями и с лопастями в виде лопаток, расположенных по винтовой линии. Пластичные материалы, например бетонные и растворные смеси, следует перемещать с помощью винтовых конвейеров, снабженных фасонными лопастями или лопастями в виде лопаток. Для предотвращения заедания лопастей необходимо следить за тем, чтобы средний размер кусков перемещаемого материала не превышал 8% от величины шага винтовой лопасти и 25% при транспортировании сыпучего материала.
Для транспортирования крупнокусковых материалов, таких, как гравий, следует применять винтовые конвейеры с ленточными лопастями и с лопастями в виде лопаток, расположенных по винтовой линии. Пластичные материалы, например бетонные и растворные смеси, следует перемещать с помощью винтовых конвейеров, снабженных фасонными лопастями или лопастями в виде лопаток. Для предотвращения заедания лопастей необходимо следить за тем, чтобы средний размер кусков перемещаемого материала не превышал 8% от величины шага винтовой лопасти и 25% при транспортировании сыпучего материала.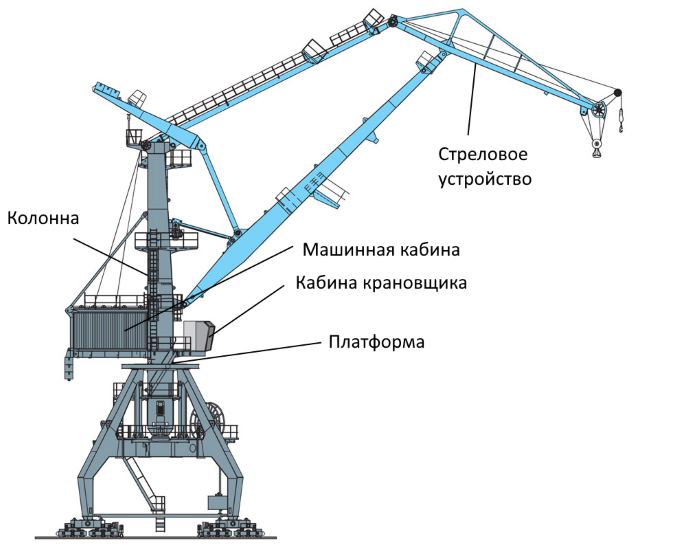
 Для подачи сыпучих и пластичных материалов на небольшое расстояние применяют вибропитатели (рис. 52), оборудованные виброжелобами.
Для подачи сыпучих и пластичных материалов на небольшое расстояние применяют вибропитатели (рис. 52), оборудованные виброжелобами. Так же как в первом случае, материал выгружается в разгружатель, а на выходном трубопроводе устанавливают пылевой фильтр.
Так же как в первом случае, материал выгружается в разгружатель, а на выходном трубопроводе устанавливают пылевой фильтр. Основные характеристики этого оборудования – высота подъема, скорость перемещения, грузоподъемность, массо-габаритные параметры, вид привода. К складскому подъемному оборудованию относятся тали, тельферы, консольные и ножничные подъемники.
Основные характеристики этого оборудования – высота подъема, скорость перемещения, грузоподъемность, массо-габаритные параметры, вид привода. К складскому подъемному оборудованию относятся тали, тельферы, консольные и ножничные подъемники. По сравнению с обычной электроталью тельферы отличаются наличием собственной системы перемещения, дополнительных аксессуаров, более крупными габаритами. Некоторые модели могут иметь собственную кабину управления.
По сравнению с обычной электроталью тельферы отличаются наличием собственной системы перемещения, дополнительных аксессуаров, более крупными габаритами. Некоторые модели могут иметь собственную кабину управления.

 Эти легкие подъемники имеют грузоподъемность от 50 кг для микролифтов и до 500 кг для троллейбусов, изготовленных по индивидуальному заказу; они могут перевозить все, что угодно, от офисного и стоматологического оборудования, кофе, еды и напитков до мелких товаров, бочек и больших ящиков. Вы можете найти их, поддерживающие все виды бизнес-потребностей любого офиса, мелкой розничной торговли, общественного питания, ресторана, паба и легкой промышленности.
Эти легкие подъемники имеют грузоподъемность от 50 кг для микролифтов и до 500 кг для троллейбусов, изготовленных по индивидуальному заказу; они могут перевозить все, что угодно, от офисного и стоматологического оборудования, кофе, еды и напитков до мелких товаров, бочек и больших ящиков. Вы можете найти их, поддерживающие все виды бизнес-потребностей любого офиса, мелкой розничной торговли, общественного питания, ресторана, паба и легкой промышленности.


 Ни одна компания не может предложить все вышеперечисленные решения и продукты. В зависимости от потребностей и требований вашего бизнеса, у вас есть множество производителей на выбор.
Ни одна компания не может предложить все вышеперечисленные решения и продукты. В зависимости от потребностей и требований вашего бизнеса, у вас есть множество производителей на выбор. В Heavy Haulers мы гордимся доверием наших клиентов к нашему профессионализму и опыту в перевозке их тяжеловесного оборудования. Когда вы выбираете тяжелые самосвалы, мы гарантируем вам беспроблемную доставку. Мы занимаемся всем, включая сбор, перевозку и безопасную доставку вашего тяжелого подъемного оборудования в указанные сроки.
В Heavy Haulers мы гордимся доверием наших клиентов к нашему профессионализму и опыту в перевозке их тяжеловесного оборудования. Когда вы выбираете тяжелые самосвалы, мы гарантируем вам беспроблемную доставку. Мы занимаемся всем, включая сбор, перевозку и безопасную доставку вашего тяжелого подъемного оборудования в указанные сроки. . Мы расширяем наши услуги доставки по всем штатам Северной Америки, а также в Канаду и Мексику. Независимо от того, насколько сложной задачей, по вашему мнению, является доставка вашего тяжелоатлетического оборудования, вы никогда не ошибетесь, выбрав Heavy Haulers. Мы направляем нашу логистику на обеспечение глубокой удовлетворенности наших клиентов в разных регионах.
. Мы расширяем наши услуги доставки по всем штатам Северной Америки, а также в Канаду и Мексику. Независимо от того, насколько сложной задачей, по вашему мнению, является доставка вашего тяжелоатлетического оборудования, вы никогда не ошибетесь, выбрав Heavy Haulers. Мы направляем нашу логистику на обеспечение глубокой удовлетворенности наших клиентов в разных регионах. Позвоните, чтобы рассчитать стоимость доставки бесплатно! (800) 908-6206
Позвоните, чтобы рассчитать стоимость доставки бесплатно! (800) 908-6206 Удовлетворение наших клиентов является нашим самым главным приоритетом. На этом, и мы поддерживаем самые высокие стандарты качества для услуг, превосходящих их ожидания. В нашу команду профессионалов входят опытные, преданные своему делу и полные энтузиазма специалисты по предоставлению первоклассных транспортных услуг клиентам по всему миру.
Удовлетворение наших клиентов является нашим самым главным приоритетом. На этом, и мы поддерживаем самые высокие стандарты качества для услуг, превосходящих их ожидания. В нашу команду профессионалов входят опытные, преданные своему делу и полные энтузиазма специалисты по предоставлению первоклассных транспортных услуг клиентам по всему миру. | Длина главной палубы 29 футов
| Длина главной палубы 29 футов 
 Если же определить вес арматуры 16 мм за метр таблица не помогла, можно прибегнуть к использованию онлайн-калькулятора по размеру для проведения расчетов. Для его применения необходимо знать следующие параметры: диаметр проката, длину прутков и их количество. Калькулятор посчитает массу общую и для одного стержня, общую длину прутков, объем в кубометрах. Существуют также калькуляторы, которые основываются на справочных данных при подсчете. Чтобы воспользоваться ими, нужно знать ГОСТ, по которому изготовлен прокат, материал изготовления и сортамент (наименование проката). Существуют так же товары, для которых данный инструмент не пригоден, один из таких продуктов — сетка кладочная, страницу которой можно найти тут.
Если же определить вес арматуры 16 мм за метр таблица не помогла, можно прибегнуть к использованию онлайн-калькулятора по размеру для проведения расчетов. Для его применения необходимо знать следующие параметры: диаметр проката, длину прутков и их количество. Калькулятор посчитает массу общую и для одного стержня, общую длину прутков, объем в кубометрах. Существуют также калькуляторы, которые основываются на справочных данных при подсчете. Чтобы воспользоваться ими, нужно знать ГОСТ, по которому изготовлен прокат, материал изготовления и сортамент (наименование проката). Существуют так же товары, для которых данный инструмент не пригоден, один из таких продуктов — сетка кладочная, страницу которой можно найти тут. Для расчета используется формула: 1 м х (3,14 х D x D/4). Произведя действия в скобках, получим геометрическую площадь круга с заданным диаметром. Не нашли что искали? Возможно вам будет интересна страница с затворами трубопроводными, найти которую можно тут: https://rdmetall.ru/truboprovodnaya-armatura/zatvory/.
Для расчета используется формула: 1 м х (3,14 х D x D/4). Произведя действия в скобках, получим геометрическую площадь круга с заданным диаметром. Не нашли что искали? Возможно вам будет интересна страница с затворами трубопроводными, найти которую можно тут: https://rdmetall.ru/truboprovodnaya-armatura/zatvory/. ru
ru ru
ru
 )
)

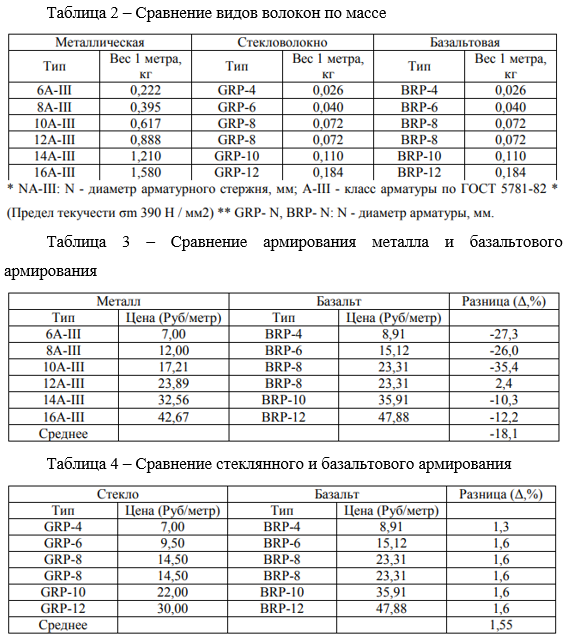

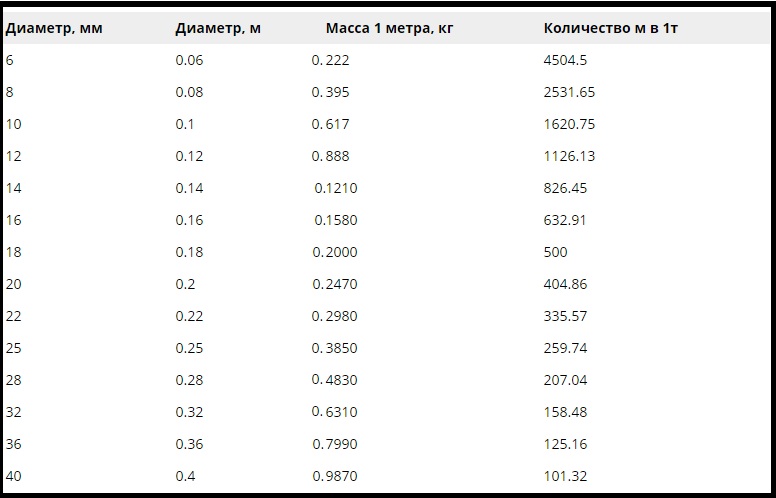

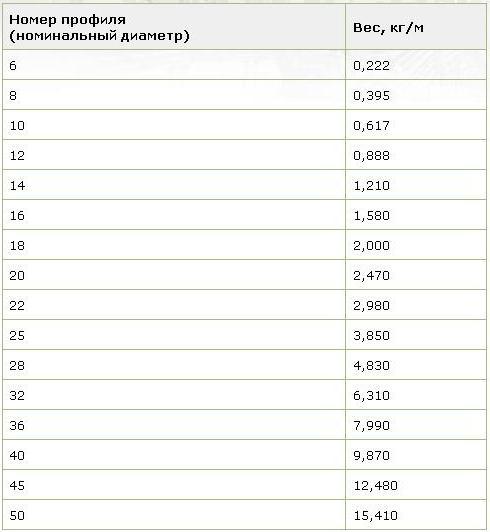



 Он также известен как удельный вес стали или плотность стали, и их единицей СИ является килограмм на кубический метр (кг/м3). Сталь является наиболее часто используемым элементом в гражданском строительстве для структурных конструкций, зная удельный вес стали, легко рассчитать количество стали, необходимое для проектов.
Он также известен как удельный вес стали или плотность стали, и их единицей СИ является килограмм на кубический метр (кг/м3). Сталь является наиболее часто используемым элементом в гражданском строительстве для структурных конструкций, зная удельный вес стали, легко рассчитать количество стали, необходимое для проектов.

 Таким образом, 49Формула стальных стержней 2L/533 используется для расчета веса стали на фут, например, удельный вес стали диаметром 8 мм = (8×8×1)÷533 = 0,12 кг/фут.
Таким образом, 49Формула стальных стержней 2L/533 используется для расчета веса стали на фут, например, удельный вес стали диаметром 8 мм = (8×8×1)÷533 = 0,12 кг/фут.

 10.2022 07:12:24 | © Price-Altai.ru
10.2022 07:12:24 | © Price-Altai.ru
 Самые распространённые виды головок — это шестигранная, но бывает также квадратная, круглая и овальная.
Самые распространённые виды головок — это шестигранная, но бывает также квадратная, круглая и овальная. е предназначены для какой-то одной определенной цели.
е предназначены для какой-то одной определенной цели.
 Такие болты используют для малоответственных соединений.
Такие болты используют для малоответственных соединений. Отличительная особенность таких видов болтов — это повышенная прочность. Обычно их выпускают с шестигранными формами головок. Резьба, как правило, наносится метрическая. Предназначены они прежде всего для соединений, которые подвержены большим нагрузкам. Сфера использования — машиностроение, приборостроение, промышленное оборудование, а также сборка различных механизмов. Соединяют с их помощью в основном стальные и чугунные детали.
Отличительная особенность таких видов болтов — это повышенная прочность. Обычно их выпускают с шестигранными формами головок. Резьба, как правило, наносится метрическая. Предназначены они прежде всего для соединений, которые подвержены большим нагрузкам. Сфера использования — машиностроение, приборостроение, промышленное оборудование, а также сборка различных механизмов. Соединяют с их помощью в основном стальные и чугунные детали. Применяются они при сборке металлических дорожных заграждений. Зачастую такие болты покрывают оцинковкой, чтобы уберечь от воздействия погодных факторов.
Применяются они при сборке металлических дорожных заграждений. Зачастую такие болты покрывают оцинковкой, чтобы уберечь от воздействия погодных факторов. Изготавливают их из углеродистой стали как с цинковым покрытием, так и без него. Свою особенность в таких болтах имеет головка. С торца она плоская, а со стороны стержня выполнена в виде полусферы. На полусфере находятся два шипа, которые предотвращают поворот болта вокруг своей оси.
Изготавливают их из углеродистой стали как с цинковым покрытием, так и без него. Свою особенность в таких болтах имеет головка. С торца она плоская, а со стороны стержня выполнена в виде полусферы. На полусфере находятся два шипа, которые предотвращают поворот болта вокруг своей оси. Нередко они используются и в других назначениях в неответственных соединениях. Уровень прочности мебельных болтов обычно средний. Практически все мебельные виды болтов выпускают с оцинкованным покрытием из эстетических соображений.
Нередко они используются и в других назначениях в неответственных соединениях. Уровень прочности мебельных болтов обычно средний. Практически все мебельные виды болтов выпускают с оцинкованным покрытием из эстетических соображений.
 В отличие от традиционных сверл, которые считаются правосторонними и имеют резьбу по часовой стрелке, левосторонние сверла имеют резьбу против часовой стрелки. Это обеспечивает лучший прикус, когда вы используете дрель в обратном направлении, чтобы снять застежку.
В отличие от традиционных сверл, которые считаются правосторонними и имеют резьбу по часовой стрелке, левосторонние сверла имеют резьбу против часовой стрелки. Это обеспечивает лучший прикус, когда вы используете дрель в обратном направлении, чтобы снять застежку. Помните: «право-затянуто, лево-ослаблено» — поверните болт влево (против часовой стрелки), чтобы снять его. Если болт не ослаб, перейдите к шагу 3 для извлечения.
Помните: «право-затянуто, лево-ослаблено» — поверните болт влево (против часовой стрелки), чтобы снять его. Если болт не ослаб, перейдите к шагу 3 для извлечения. Сломанный болт должен вскоре «зацепиться» за долото для извлечения при бурении в обратном направлении и начать извлечение. Продолжайте медленно и неуклонно, пока весь болт не будет полностью извлечен, в идеале сохранив резьбу, чтобы вы могли вставить новый болт. Фу!
Сломанный болт должен вскоре «зацепиться» за долото для извлечения при бурении в обратном направлении и начать извлечение. Продолжайте медленно и неуклонно, пока весь болт не будет полностью извлечен, в идеале сохранив резьбу, чтобы вы могли вставить новый болт. Фу! И помните, в будущем вставляйте все болты медленно и осторожно, чтобы избежать заедания и отламывания верхней части болта.
И помните, в будущем вставляйте все болты медленно и осторожно, чтобы избежать заедания и отламывания верхней части болта.
 Для начала сделайте надрез по центру сломанной застежки и просверлите небольшое направляющее отверстие. Вы не хотите ни при каких обстоятельствах сломать экстрактор в застежке. Поскольку экстрактор традиционно тверже, чем большинство сверл, вы никогда не сможете вытащить сломанный болт.
Для начала сделайте надрез по центру сломанной застежки и просверлите небольшое направляющее отверстие. Вы не хотите ни при каких обстоятельствах сломать экстрактор в застежке. Поскольку экстрактор традиционно тверже, чем большинство сверл, вы никогда не сможете вытащить сломанный болт.
 Возможно, вам придется осторожно нагреть отливку или ковку, чтобы обеспечить расширение вокруг стержня болта. Вокруг болта также можно использовать проникающую смазку. Что бы вы ни делали, никогда не ломайте экстрактор болта в стержне болта. Поскольку экстрактор для болтов обычно тверже сверла, высверлить его будет невозможно.
Возможно, вам придется осторожно нагреть отливку или ковку, чтобы обеспечить расширение вокруг стержня болта. Вокруг болта также можно использовать проникающую смазку. Что бы вы ни делали, никогда не ломайте экстрактор болта в стержне болта. Поскольку экстрактор для болтов обычно тверже сверла, высверлить его будет невозможно.
 Если вы решите купить сверла по дешевке, они не прослужат долго.
Если вы решите купить сверла по дешевке, они не прослужат долго. Красота Bust-N-Out заключается в простоте использования. Здесь есть все, что вам понадобится, чтобы вытащить упрямый сломанный болт или шпильку.
Красота Bust-N-Out заключается в простоте использования. Здесь есть все, что вам понадобится, чтобы вытащить упрямый сломанный болт или шпильку. Съемник заглушки вставляется сюда, как показано; с легким поворотом против часовой стрелки, чтобы начать. Рекомендуется предварительно пропитать свечу проникающей смазкой за несколько дней, чтобы разрушить связь между сталью и алюминием.
Съемник заглушки вставляется сюда, как показано; с легким поворотом против часовой стрелки, чтобы начать. Рекомендуется предварительно пропитать свечу проникающей смазкой за несколько дней, чтобы разрушить связь между сталью и алюминием. Что делает эту работу настолько хорошей, так это захватывающие внутренние края, которые удаляют ржавые, закругленные или окрашенные гайки и болты. Эти высококачественные насадки изготовлены из хромомолибденовой стали, обеспечивающей грубую прочность.
Что делает эту работу настолько хорошей, так это захватывающие внутренние края, которые удаляют ржавые, закругленные или окрашенные гайки и болты. Эти высококачественные насадки изготовлены из хромомолибденовой стали, обеспечивающей грубую прочность.
 Самое смешное, большинство роликов на Ютубе содержат только общее видео разборки и сборки аналогичных девайсов (иногда даже включения), но без полноценной демонстрации работы, поэтому было действительно интересно пощупать его руками, ведь известно, что «первые 40 лет детства самые сложные в жизни мужчины…» 🙂 Посмотрим, что из этого получилось…
Самое смешное, большинство роликов на Ютубе содержат только общее видео разборки и сборки аналогичных девайсов (иногда даже включения), но без полноценной демонстрации работы, поэтому было действительно интересно пощупать его руками, ведь известно, что «первые 40 лет детства самые сложные в жизни мужчины…» 🙂 Посмотрим, что из этого получилось…


 Кроме этого, несмотря на то, что версия станка металлическая (а в ней реально почти все из металла), удивило наличие пластиковых деталей в в некоторых важных местах, где должен стоять металл, но об этом чуть ниже.
Кроме этого, несмотря на то, что версия станка металлическая (а в ней реально почти все из металла), удивило наличие пластиковых деталей в в некоторых важных местах, где должен стоять металл, но об этом чуть ниже.
 youtube.com/embed/vW0o8ezdGLY?autoplay=0&hl=ru_RU&rel=0″ frameborder=»0″ allowfullscreen=»»>
youtube.com/embed/vW0o8ezdGLY?autoplay=0&hl=ru_RU&rel=0″ frameborder=»0″ allowfullscreen=»»>  Я не видел в продаже наждачки (пусть и другого размера) с клеящим слоем на обратной стороне. А вот с «липучкой» шлифовальных кругов в продаже, на любом строительном рынке, полно. Поэтому решение с расходкой находится тоже быстро, т.к. в «закромах» от стройки на даче, остались шлифовальные насадки для «болгарки», и куча круглой наждачки на «липучке» (все не знал куда их приспособить):
Я не видел в продаже наждачки (пусть и другого размера) с клеящим слоем на обратной стороне. А вот с «липучкой» шлифовальных кругов в продаже, на любом строительном рынке, полно. Поэтому решение с расходкой находится тоже быстро, т.к. в «закромах» от стройки на даче, остались шлифовальные насадки для «болгарки», и куча круглой наждачки на «липучке» (все не знал куда их приспособить): Для этого в комплекте есть такая втулка:
Для этого в комплекте есть такая втулка: Они полностью выполнены из алюминия и имеют, относительно, сложную конструкцию:
Они полностью выполнены из алюминия и имеют, относительно, сложную конструкцию:
 youtube.com/embed/nX6q4GS7WAs?autoplay=0&hl=ru_RU&rel=0″ frameborder=»0″ allowfullscreen=»»>
youtube.com/embed/nX6q4GS7WAs?autoplay=0&hl=ru_RU&rel=0″ frameborder=»0″ allowfullscreen=»»>  Например, проточить паз в дереве или овальное (относительно 🙂 отверстие в алюминиевой трубке:
Например, проточить паз в дереве или овальное (относительно 🙂 отверстие в алюминиевой трубке:

 Поэтому, из подручных средств и с «лестными» словами в адрес разработчиков, была сделана вот такая конструкция из двух стальных пластин, фиксирующих резец (по жесткости и надежности стало, раз в 10, лучше прежней):
Поэтому, из подручных средств и с «лестными» словами в адрес разработчиков, была сделана вот такая конструкция из двух стальных пластин, фиксирующих резец (по жесткости и надежности стало, раз в 10, лучше прежней):
 Дерево, тот материал, с которым я люблю больше всего работать.
Дерево, тот материал, с которым я люблю больше всего работать.  Понятно, что чем лучше мы его нашли, тем меньше биение и проще обработка:
Понятно, что чем лучше мы его нашли, тем меньше биение и проще обработка: youtube.com/embed/9OOLZxMOWFY?autoplay=0&hl=ru_RU&rel=0″ frameborder=»0″ allowfullscreen=»»>
youtube.com/embed/9OOLZxMOWFY?autoplay=0&hl=ru_RU&rel=0″ frameborder=»0″ allowfullscreen=»»>  Да и с запасными частями тоже проблем нет.
Да и с запасными частями тоже проблем нет. Естественно, технику безопасности никто не отменял и, по меньшей мере, защитные очки, а также контроль со стороны взрослых должны быть обязательно. Кроме этого, желательно, сделать простейшую утяжеляющую платформу (например, из куска толстой доски), к которой можно было бы прикреплять станки, чтобы они не елозили в процессе использования по столу, в крайнем случае прилепить к поверхности на двусторонний скотч 🙂
Естественно, технику безопасности никто не отменял и, по меньшей мере, защитные очки, а также контроль со стороны взрослых должны быть обязательно. Кроме этого, желательно, сделать простейшую утяжеляющую платформу (например, из куска толстой доски), к которой можно было бы прикреплять станки, чтобы они не елозили в процессе использования по столу, в крайнем случае прилепить к поверхности на двусторонний скотч 🙂  Надеюсь Вам было интересно 🙂
Надеюсь Вам было интересно 🙂
 Во втором случае катушки должны соединяться последовательно.
Во втором случае катушки должны соединяться последовательно. Роль резистора может выполнить отрезок стальной проволоки определенной длины (подбирается экспериментально), который подсоединяется к низковольтной обмотке.
Роль резистора может выполнить отрезок стальной проволоки определенной длины (подбирается экспериментально), который подсоединяется к низковольтной обмотке. Для вторички потребуется медная шина с сечением не менее 25 мм2
Для вторички потребуется медная шина с сечением не менее 25 мм2 Да и нагреваться он будет очень быстро. Поэтому сечение сердцевины должно быть не менее 50 см2. Несмотря на то, что увеличится масса агрегата, он станет более надежным.
Да и нагреваться он будет очень быстро. Поэтому сечение сердцевины должно быть не менее 50 см2. Несмотря на то, что увеличится масса агрегата, он станет более надежным. В дальнейшем это позволит регулировать силу тока. Если требуется повысить силу тока, то выбирается обмотка с меньшим количеством витков, и наоборот.
В дальнейшем это позволит регулировать силу тока. Если требуется повысить силу тока, то выбирается обмотка с меньшим количеством витков, и наоборот. Ниже приведена схема сварочного аппарата с диодным мостом.
Ниже приведена схема сварочного аппарата с диодным мостом. Несмотря на свои небольшие размеры (80 х 80 мм), кулер способен развивать 4800 об/мин. Также вентилятор имеет встроенный регулятор оборотов. Последние регулируются с помощью термопары, которую нужно закрепить на радиаторе с установленными диодами.
Несмотря на свои небольшие размеры (80 х 80 мм), кулер способен развивать 4800 об/мин. Также вентилятор имеет встроенный регулятор оборотов. Последние регулируются с помощью термопары, которую нужно закрепить на радиаторе с установленными диодами.

 Чтобы намотать первичную обмотку, потребуется провод диаметром 2-2,5 мм. На вторичную обмотку потребуется около 60 метров медной шины (8 х 4 мм).
Чтобы намотать первичную обмотку, потребуется провод диаметром 2-2,5 мм. На вторичную обмотку потребуется около 60 метров медной шины (8 х 4 мм). Но прежде нужно просчитать сечение проводников в витке. Сначала нужно намотать первичную обмотку (на 220 В), а затем – вторичную. Ее провод должен быть изолированным по всей длине.
Но прежде нужно просчитать сечение проводников в витке. Сначала нужно намотать первичную обмотку (на 220 В), а затем – вторичную. Ее провод должен быть изолированным по всей длине.
