ᐅ FUBAG IR 200 отзывы — 25 честных отзыва покупателей о сварочном аппарате FUBAG IR 200
Ищете положительные и негативные отзывы о FUBAG IR 200?
Из 11 источников мы собрали 25 отрицательных, негативных и положительных отзывов.
Мы покажем все достоинства и недостатки FUBAG IR 200 выявленные при использовании пользователями. Мы ничего не скрываем и размещаем все положительные и отрицательные честные отзывы покупателей о FUBAG IR 200, а также предлагаем альтернативные товары аналоги. А стоит ли покупать — решение только за Вами!
Самые выгодные предложения по FUBAG IR 200
Отзывы про FUBAG IR 200
Информация об отзывах обновлена на 26.10.2022
Написать отзыв
олег, 14. 09.2022
09.2022
Достоинства:
нет
Недостатки:
Все указанные навороты отсутствуют
Комментарий:
Антиприлипание, горячий старт, форсаж дуги не работали с самого начала, а функция 12 вольт (из за чего собственно и покупался агрегат) прекратил свою работу после окончания гарантийного срока. Да и варит он не ах как хорошо
Алексей, 01.12.2020
Достоинства:
нет. Берите нормальный бренд.
Недостатки:
Соврамши . Никакой он не производитель.
Комментарий:
Дернул же меня черт купить сварочный аппарат fubag. 200АС/DC Puls Когда брал, то подумал что хоть сервис есть в России, поэтому не взял навороченного китайца. Хоть запчасти для мозгов есть в стране…. Аппарат крякнул через неделю без всякого насилия. НОВЫЙ АППАРАТ, Объехал 3 типа гарантийных центра fubag в Питере. Один замахал руками : все будет долго, все фотографируем, отправляем в мск в fubag Второй сказал лучше не к нам, мы отправляем в Псков. ИЗ ПИТЕРА!!!! Третий типа разберемся, мы крутые. Через пару- тройку недель позвонили Что провели тесты, согласовали и бла, бла,..- крякнула плата управления. При том, что человека, способного его вскрыть не было. 1.5.недели в отпуске. Закажем, раз ремонт, через неделю приедет. Звоню через месяц, а мне говорят что отправили его в мск в fubag. Ладно, скажите что с прогнозом…. И тишина… Ну, думаю задам вопрос фубагу, типа официальный сайт в рф. Оставил запрос, телефон -тишина… Тут пришлось погуглить что такое fubag. Оказалось обманка, пустышка, барыги придумали бренд fubag, типа немецкий и гонят из китая под этим брендом продукцию. Кто ее делает пока не нашел. Естественно ни в какой германии ни сайта, ни даже конторы такой нет. Не в зоне de,cоm и т.п. Это виртуальный бульон на наши уши. Ладно мне, аппарат нужен постольку-поскольку, но те, кто пользуется постоянно, для работы это просто попасть на невнятный сервис, отсутствие аппарата и соответственно невозможность работать. Нифига себе ремонт уже 1.
ИЗ ПИТЕРА!!!! Третий типа разберемся, мы крутые. Через пару- тройку недель позвонили Что провели тесты, согласовали и бла, бла,..- крякнула плата управления. При том, что человека, способного его вскрыть не было. 1.5.недели в отпуске. Закажем, раз ремонт, через неделю приедет. Звоню через месяц, а мне говорят что отправили его в мск в fubag. Ладно, скажите что с прогнозом…. И тишина… Ну, думаю задам вопрос фубагу, типа официальный сайт в рф. Оставил запрос, телефон -тишина… Тут пришлось погуглить что такое fubag. Оказалось обманка, пустышка, барыги придумали бренд fubag, типа немецкий и гонят из китая под этим брендом продукцию. Кто ее делает пока не нашел. Естественно ни в какой германии ни сайта, ни даже конторы такой нет. Не в зоне de,cоm и т.п. Это виртуальный бульон на наши уши. Ладно мне, аппарат нужен постольку-поскольку, но те, кто пользуется постоянно, для работы это просто попасть на невнятный сервис, отсутствие аппарата и соответственно невозможность работать. Нифига себе ремонт уже 1. 5 месяца Если бы не управление , то проще уж самому чинить. ключи поменять и вуаля.
5 месяца Если бы не управление , то проще уж самому чинить. ключи поменять и вуаля.
Shabanov Stepan, 04.04.2019
Достоинства:
Бренд, Все современные функции (Hot Start, Arc Force, Antistick), 2 года гарантии, современный дизайн, завистливые взгляды соседей по гаражному кооперативу.
Недостатки:
нет
Комментарий:
Надежный дачно-гаражный аппарат для использования по мере необходимости. Надежный немецкий бренд с историей и показателями качества (у соседа по гаражам компрессор FUBAG, пока 2 года работы без нареканий, использует для покраски авто друзьям и знакомым).
В целом впечатление от аппарата крайне положительное. Так же хотелось бы отметить, что платы аппарата залиты лаком, предохраняющим от запыления и конденсата. Пломб на нем не стоит, так что я удовлетворил свое любопытство. Есть конечно и противники заливки, обосновывая это дороговизной ремонта, но 2ух летняя гарантия и отсутствие необходимости производить чистку каждый раз перед проведением сварочных работ – это несомненный плюс.
Травин Иван, 01.03.2019
Достоинства:
Действительно удобный аппарат, арматуру 10мм варит отлично, легкий, компактный, качество сборки отличное, принудительное охлаждение, и антиприлипание электрода делают свое дело для начинающего сварщика.
Недостатки:
не нашел для себя.
малявский владимир, 15.01.2019
Достоинства:
Малогабаритный,малый вес.
Недостатки:
Внимание! Нас обманывают.В декабре 2017 г. купил в интернет магазин fubag IR 200 ,оказалось ,что по тех. характеристикам он в худшую сторону отличается то указанных на сайте., Мощность не 8.8квт.,а всего 6,5квт.,вес уменьшился на 1,5кг.,и т.д.,(см. Паспорт),т.е это не тот аппарат ,который прошел испытание и получил хорошие отзывы.Инвертор хорошо варит электродом тройкой но на большом токе греется. Цена на аппарат с такими показателями завышена. При покупке читайте паспортные характеристики решайте сами брать или не брать.
Комментарий:
Фубаг серии IR уже не тот. По тех.парамнтрам соответствует инверторах фубаг ceрии IQ ,но там цена ниже.
Гость, 02.12.2018
Достоинства:
мощный
компактный
удобный в работе
Недостатки:
слишком «распиаренный» при всех своих достоинствах
Комментарий:
Неплохая модель для использования на даче и в гараже. Неба с небес не хватает, но варит исправно: сварочная дуга стабильная, электрод не залипает, шов достаточно ровный, учитывая, что это инвертор, а не полуавтомат. Поэтому неудивительно, что все его везде «пиарят», хотя, если честно, те же инверторы Hamer не уступают ни по цене, ни по качеству, а про них ничего не слышно.
куницын юрий, 02.09.2018
Достоинства:
Отличный аппарат!
Недостатки:
Нет.
Гость, 03.04.2018
Достоинства:
— Варит хорошо даже при низком напряжении в сети
— Компактен и легок
— Дуга стабильная
Недостатки:
— Кабеля коротковаты
— Вентиляторы шумные
Комментарий:
Длина сетевого провода 2,8 м
Длина кабеля с держаком 2 м
Длина кабеля с зажимом 1,6 м
Александр, 28. 03.2018
03.2018
Достоинства:
Малый вес и габариты не шумит, для дома и дачи в самый раз
Недостатки:
не обнаружил
Комментарий:
Соотношение цена качество самое оптимальное
Владимир Костюченко, 21.02.2018
Достоинства:
Вес, мощность
Недостатки:
только короткие провода,ну это у всех наверное сварочников
Комментарий:
не капли не пожалел о совершенной покупке
Коршунов Дмитрий, 25.12.2017
Достоинства:
лёгкий,компактный,этим аппаратом может работать ,даже ребёнок
Комментарий:
прост в исполнении,практически «не убиваемый » аппарат, просто надо периодически его чистить от пыли
Юрий -, 25.12.2017
Достоинства:
Компактный ,лёгкий,мощный
Недостатки:
короткие провода
Комментарий:
До этого пользовался классическим аппаратом После него на этом в первый момент сварки трудно поймать момент чтобы не прожечь тонкий материал При уменьшении тока снижается качество шва Нужно приспосабливаться Думаю что это дело времени
Гость, 20. 11.2017
11.2017
Достоинства:
Отличный инвертор
Комментарий:
Ампераж можно видеть на светодиодной паннели. Отлично варит.
Роман, 04.09.2017
Достоинства:
Компактный, легкий, хорошее качество сборки, электронное табло силы тока.
Недостатки:
Функция AntiStik отсутствует (возникает сомнение о наличии таких функций как форсаж дуги и HotStart), короткие провода на 25мм, электрододержатель 200А с очень слабенькой пружиной, маленькая крутилка настройки силы тока с очень высокой чувствительностью. Для такого функционала цена сильно завышена.
Комментарий:
Обычный аппарат. Раньше Fubagами не работал и сейчас он меня не впечатлил. Варит также как и менее именитые аналоги ни чего сверхъестественного. За 5-6т.р можно взять… если больше, то есть варианты и получше. В данном аппарате заявлены IGBT технологии, для кого-то это плюс, а для кого-то минус, так как в разы вырастает стоимость ремонта.
Гость, 26. 07.2017
07.2017
Достоинства:
очень хорошая дуга
легко разжигается
Недостатки:
коротковаты силовые провода
Комментарий:
собрался варить на даче каркас для теплицы подготовил все материалы, оставалось только сварить. начал варить трансформаторной сваркой которую покупал в в 2000 ых годах, 2 часа пытался ей варить но она просто липла а при увеличении тока прожигала металл, причину этому я посчитал недостаточную мощность электросети т.к в гараже варил неплохо но проблемы с розжигом были, плюнул на нее и поехал покупать инверторную сварку в магазине большого выбора не было и купил FUBAG IR 200 приехал на дачю и неспеша за 7 часов сварил весь каркас дуга разжигается очень хорошо даже электродом иногда не приходится постукивать, дотрагиваешся электродом до метала и дуга разжигается. при моем слабом электричестве дуга была устойчивая и что самое главное можно варить на небольшом токе когда электрод плавно плавится чего мне неудавалось делать на трансформаторной сварке. покупкой доволен
покупкой доволен
Жеравин Антон, 06.02.2017
Достоинства:
Приобретал этот аппарат в домашнее пользование, опыта сварки нет. Но всё сразу же получилось легко и просто, за час сварил стеллаж из уголка. Я доволен
Недостатки:
пока не нашёл
Комментарий:
Для начинающего сварщика в самый раз.
Александр, 02.01.2017
Достоинства:
Компактный, удобно расположился на плече, качество сварки не хуже промышленного!!!
Недостатки:
4 дня доставка до Астрахани
Комментарий:
Пришлось варить 32 уголок с двумя удлинителями 2\2,5-50 метров и 2/1,5-20 метров . Электроды ок48-08 2,5мм на 50 амперах вертикал вытягивает без проблем в нижнем положении 70 А . Главное почистить свариваемую зону.
poslednyidon, 29.12.2016
Достоинства:
Компактный ,мощный
Недостатки:
Нет ножек , ручка была бы удобнее для переноса чем ремень .
Комментарий:
Отличный аппарат .
Bykov Ilya, 27.12.2016
Достоинства:
Отличный аппарат! Приятно работать. Не воет, легкий, уверенный поджиг и горение. Использовал с удлинителем около 50 метров в сельской местности — ни намека на «провал». До этого 4 года был Fubaq IN160. Тоже отличный аппарат, у меня его отец отжал, так он ему понравился))) Работает до сих пор!
Недостатки:
Фото в Маркете неверное! Вот реальный вид аппарата //media.220-volt.ru/images/f/1200×800/catalogue/295/295205.jpg И не бойтесь, что там ремень, а не ручка. Ремень круче! Можно повесить на плечо, когда варишь на высоте.
Комментарий:
Рекомендую каждому. Отлично подходит как дачнику, так и мастеру со стажем. Брал за 10200. Это комплект аппарат + маска «хамелеон». Электроды советую МР-3. Варю в основном 3-кой на токе 85А, все аккуратно и четко.
Некрасов Игорь, 01.03.2016
Достоинства:
Стильно и удобно
Недостатки:
Нет
Комментарий:
Подарил на НГ отцу! Он очень доволен!))
andygms1, 20. 01.2016
01.2016
Достоинства:
Варит даже старыми советскими УОНИ
Недостатки:
пока нет негатива, единственное — короткие провода в комплекте 1,5 — 2 м.
Комментарий:
Покупал насмотревшись тестов и интернете.
lll sptc-podolsk, 09.09.2015
Достоинства:
Легкий, цена, тянет слабый ток
Недостатки:
Короткие выпадающие провода, слабое крепление ремешка, ремонту не подлежит если что, прилипает электрод
Комментарий:
Начитавшись отзывов купил сие барахло, умер безвозвратно через 2 месяца (сварили ворота в гараж и навес для стоянки), не советую ищу другой вариант
Нурмахмадов Абдували, 24.03.2015
Достоинства:
Лучший цена
Недостатки:
Нет
Комментарий:
Хороший аппарат супер спасибо
Дима Кузякин, 22.03.2015
Достоинства:
Характерстики реальны. Бренд известный.
Недостатки:
Нет
Комментарий:
Приобретал для дачи, отличный сварочный инвертор! Выбирал между мосфетовским инвертором и IGBT, остановился на IR 200, т.к. технология IGBT более современная по сравнению с MOSFET и дешевле. Я варю электродами от 2 мм до 4 мм и запас мощности необходим.
Гость, 10.03.2015
Достоинства:
Отличный аппарат, работает уже 3 года.Уверенно варит пятеркой.
Недостатки:
Не нашел.
Комментарий:
Хороший аппарат для домашнего использования и не только.
Подробные характеристики
Основные характеристики
- Тип устройства
- сварочный инвертор
- Типы сварки
- ручная дуговая сварка (MMA)
- Сварочный ток (MMA)
- 5-200 А
- Напряжение на входе
- 150-240 В
- Количество фаз питания
- 1
- Напряжение холостого хода
- 65 В
- Тип выходного тока
- постоянный
- Рабочее напряжение
- 20.
 80-28 В
80-28 В
 80-28 В
80-28 В- Мощность
- 8.80 кВ·А
- Продолжительность включения при максимальном токе
- 40 %
- Диаметр электрода
- 1.60-5 мм
Дополнительные характеристики
- КПД
- 85 %
- Класс изоляции
- H
- Антиприлипание
- есть
- Горячий старт
- есть
- Форсаж дуги
- есть
- Степень защиты
- IP21S
- Температурный диапазон работы
- от -10 до 40 °C
- Габариты, ДхШхВ
- 340х120х240 мм
- Масса
- 4.64 кг
- Комплектация
- кабель электрододержателя, кабель заземления с зажимом заземления, руководство по эксплуатации
Перед покупкой уточняйте технические характеристики и комплектацию у продавца
Отзывы о инверторном сварочном аппарате FUBAG IQ 180 от реальных покупателей
Всего отзывов: 12
Оставить отзыв
Средний рейтинг
5
7 отзывов
4
2 отзыва
3
3 отзыва
2
0 отзывов
1
0 отзывов
Белый Андреевич
Оценка/рейтинг:
2022-03-16
Достоинства
Лёгкий, компактный, устойчивая, стабильная дуга
Недостатки
Неустойчив, очень шумный вентилятор.
Общее впечатление
Варит хорошо и на низких и на высоких токах, можно варить и с просадкой в сети меньше 220ват
Игорек К.
Оценка/рейтинг:
2021-04-07
Достоинства
Есть все электронные помошники, варит хорошо, современный и симпатичный дизайн.
Недостатки
Грубый сетевой шнур на вилке в мороз нужно бытт по аккуратнее.
Общее впечатление
В целом аппарат очень понравился хотя я новичок и это мой первый инвертор до этого варил старинными трансформаторами. Для домашнего хозяйства думаю вполне подойдёт.
viktor kurilov
Оценка/рейтинг:
2021-02-23
Достоинства
Отличный аппарат, для новичков самое то
Недостатки
Нет
Общее впечатление
Купил чтобы учиться сварочным работам, очень порадовал аппарат.
Денис Григорьев
Оценка/рейтинг:
2020-11-14
Достоинства
Цена. удобная регулировка. Выдержал обучение. Сварил забор 150 м. из проф тубы сжег 6 кг. электродов очень простой в обращении
Недостатки
Короткие провода. постоянно приходилось следить что бы не упал
постоянно приходилось следить что бы не упал
Общее впечатление
Цена качество нормальное , Провода лучше отдельно приобрести.
Наталия
Оценка/рейтинг:
2020-07-03
Достоинства
небольшой и компактный
Общее впечатление
Заказ приехал раньше чем ожидали, что не может ни радовать. Сварочный аппарат очень ждали и сразу же опробовали. «Варит» мягко. Сам аппарат лёгкий и удобный. Покупкой остались очень довольны
Максим
Оценка/рейтинг:
2020-06-15
Общее впечатление
Компактная, стабильно работает при низком напряжении (скачках), «мягко» варит, наличие форсажа антизалипания
Никита П.
Оценка/рейтинг:
2019-03-26
Достоинства
Компактный, удобный. Хорошо держит дугу, работает от генератора. Неубиваемвй, падал с лесов 5 метров. Покупал 4 года назад. Пользуюсь каждый день.
Недостатки
Недостатков не обнаружено.
Общее впечатление
Судя по последним отзывам качество сильно упало.
Дмитрий
Оценка/рейтинг:
2018-11-02
Достоинства
Не дорогой, мощный.
Недостатки
Пока не выявлено.
Общее впечатление
хороший, не дорогой сварочный аппарат известного производителя. Мощность 180а для дома хватит за глаза, к розетке не очень придирчивый, даже с просадками варит стабильно. Реуомедую. Есть такие полезные функции как анти залипание электро да и система легкого розжига дуги.
Оярин Вячеслав
Оценка/рейтинг:
2017-11-14
Достоинства
Не знаю
Недостатки
Устойчивой дуги не увидел (руки не кривые)
Общее впечатление
Помучался с этим аппаратом ровно 1 день и сумел сдать обратно как не подходящую покупку. А с чего бы ей подходить, если нормальную дугу я так и не сумел получить. Ни одним из электродов. Хоть 1, хоть 4. Причем разных производителей. Не спорю, напряжение у нас прыгает конкретно и 220В бывает редко. Так извините, что в характеристиках написано? 150-240? Так чегож он не работает на 170?? Хорошо, что получилось вернуть, от греха подальше.
Сергей Поспелов
Оценка/рейтинг:
2017-07-05
Достоинства
Маленький
Недостатки
Фигвам вам, а не дуга
Общее впечатление
Добиться какой-либо приличной дуги мне так и не удалось. То ли у меня электричество в селе до такой степени поганое, но скорее, такой аппарат. Не сварка, а одно мучение. Срывается дуга практически постоянно. Ради интереса засекал ни разу не было и 10 секунд непрерывной сварки. Соответственно швы выглядят ужасно.
Обзор Forney Easy Weld 140 MP
Forney предлагает Easy Weld 140 MP как недорогой универсальный сварочный аппарат.
В целом, они больше сосредоточились на качестве сборки, чем на добавлении множества функций к этому устройству. Но он по-прежнему ставит несколько качественных бусин с тем, что у него есть.
Как и все сварочные аппараты, 140 MP имеет некоторые ограничения и не имеет определенных функций, поэтому обязательно прочитайте весь обзор, чтобы понять, подходит ли вам этот сварочный аппарат.
Кроме того, мы также рассмотрим альтернативу, которая предлагает некоторые функции, которых нет у Forney.
Обзор Forney Easy Weld 140 MP
В целом, этот универсальный сварочный аппарат хорошо подходит для любителей, новичков и несложных работ по изготовлению/обслуживанию.
Это сварочный аппарат на 120 В, поэтому он предназначен для работы в вашем домашнем гараже или других местах, где отсутствует розетка на 240 В. Кроме того, подойдет обычный автоматический выключатель на 20 А.
Сварочный аппарат 140 MP сваривает методами MIG, TIG на постоянном токе, электродами и порошковой проволокой. Он хорошо выполняет эти процессы с особым акцентом на MIG и флюс. Кроме того, он предлагает запуск TIG с подъемом, который лучше, чем TIG с нуля, который можно найти на машинах, которые включают его, просто чтобы хорошо выглядеть в спецификации.
Он портативный, прочный и имеет некоторые дополнительные функции, такие как цельнометаллическая подача проволоки и бесконечное количество регулируемых ручек. Кроме того, это конкурентоспособная цена. Но есть конкурирующие машины, которые пытаются конкурировать с соотношением цены и качества.
Что включено
- Модуль Forney 140 MP
- 10-футовая горелка MIG
- Держатель электрода 8 футов
- Заземляющий зажим 8 футов
- Адаптер 20–15 А
- Один дополнительный контактный наконечник 0,030 дюйма
Содержимое коробки немного скудно. Хотя я понимаю, что Forney пытался снизить затраты, они отказались от регулятора защитного газа, газового шланга и горелки TIG. На мой взгляд, это слишком глубоко.
Кроме того, он не поставляется со сварочной проволокой или электродами для палки. Я бы хотел, чтобы они добавили по крайней мере 2-фунтовую катушку с порошковой проволокой, поскольку они не предоставляют вам газовый регулятор, необходимый для MIG. Таким образом, вы можете сваривать прямо из коробки.
С другой стороны, многие другие бренды делают то же самое, особенно с многопроцессорными машинами. Бренды, как правило, сокращают количество аксессуаров, чтобы снизить затраты и сделать цены на свои машины конкурентоспособными.
Технические характеристики
| Тип сварочного аппарата | MIG, Flux Core, DC TIG, палка |
| Входное напряжение | 120 В |
| Требования к генератору | Выходная мощность 4000 Вт+ |
| Рекомендуемый автоматический выключатель | 30А (мин. 20А) |
| Тип выходного тока | DC |
| Технология | Инвертор IGBT |
| Сила тока на выходе | 10-140А |
| Выход напряжения | 12 – 23 В |
| Рабочий цикл | MIG: 30 % при 90 A, TIG: 30 % при 110 A, Stick: 30 % при 80 A |
| Свариваемые материалы | Мягкая сталь, нержавеющая сталь |
| Длина кабеля зажима | 8 футов |
| Длина держателя электрода | 8 футов |
| Длина кабеля горелки MIG | 10 футов |
| Свариваемая толщина (однопроходная) | MIG: до 1/4 дюйма TIG: до 3/16 дюйма Stick: до 1/8 дюйма |
| Ролики подачи проволоки | 0,023 дюйма и 0,030 дюйма |
| Настройки подачи проволоки | Бесконечно между мин. и макс. и макс. |
| Скорость подачи проволоки («WFS») | 79 – 197 ИПМ |
| Размеры катушки с проволокой | 2, 10 фунтов |
| Диаметр стержневых электродов | До 1/8 дюйма |
| Катушка для пистолета готова | № |
| Размеры сварочного аппарата (В x Ш x Д) | 12 дюймов. х 8,125 дюйма. х 16,75 дюйма. |
| Вес | 20,30 фунта |
| Гарантия | 1 год |
| Рейтинг гуру сварки | ★★★☆☆ |
| Цена | Последняя цена Amazon |
Плюсы
- Доступность
- Качественная сборка
- Стабильная сварочная дуга
- Бесступенчатая регулировка выходного тока/напряжения и подачи проволоки
- Запуск TIG с подъемником
- Создано для начинающих
- Быстро не перегревается благодаря множеству вентиляционных отверстий
- Легкий и портативный
- Встроенная прочная ручка
- Вмещает катушки с проволокой весом 10 фунтов
- Хорошо справляется с большинством стержневых электродов, даже с E308L для нержавеющей стали
- Прочный корпус с дополнительной защитой во всех 8 угловых точках
- Отличное руководство пользователя
- Распечатанная таблица быстрой настройки внутри машины
Минусы
- Нет возможности сваривать алюминий
- Ограниченный пакет
- Низкий рабочий цикл
- Низкая скорость подачи проволоки на верхнем конце
- Входящие в комплект горелка MIG и зажим заземления могли бы быть лучше по цене
Где купить
Есть несколько розничных продавцов, продающих Forney 140 MP, и все они время от времени заключают сделки. Так что стоит проверить их все, чтобы узнать, где сейчас самое выгодное предложение:
Так что стоит проверить их все, чтобы узнать, где сейчас самое выгодное предложение:
- Amazon 9.0026
- Поставка трактора
- Северный инструмент
Что нужно знать перед покупкой Forney Easy Weld 140 MP
Теперь давайте рассмотрим некоторые ограничения этого аппарата. Таким образом, вы сможете сказать, сможет ли он справиться с вашей предполагаемой работой.
Несмотря на то, что существуют сварочные аппараты с лучшим соотношением цены и качества, Forney по-прежнему является очень хорошим выбором, если вам не нужно делать то, для чего он не предназначен.
Нельзя сваривать алюминий
140 MP не поддерживает шпульный пистолет, и, конечно, AC TIG нереален в этой ценовой категории.
Они также четко указывают в своей инструкции, что он не может сваривать алюминий палкой. Не то, чтобы вы в любом случае хотели этого, потому что сварка алюминия палочным процессом — наихудший из возможных способов сделать это.
Тем не менее, Forney 140 MP не имеет поддержки для сварки алюминия. Итак, имейте это в виду при рассмотрении этого многопроцессорного устройства.
Многие люди любят делать проекты из алюминия своими руками, потому что этот металл очень привлекателен. И если вы увлекаетесь этим, оставайтесь здесь, потому что ниже я покажу вам альтернативу, которая сваривает алюминий, и она находится в аналогичном ценовом диапазоне.
Низкий рабочий цикл
Удивительно, но этот аппарат имеет самый высокий рабочий цикл для TIG. Это странно, потому что это процесс, который вы вряд ли будете использовать. Поскольку это просто базовая сварка TIG постоянным током без дополнительных настроек, таких как предварительная/последующая подача и запуск с низким усилием, она подходит только для легкой работы и обучения.
Сварка MIG даст вам около трех минут работы при выходном токе 90 А, прежде чем вам нужно дать машине остыть еще семь. Это довольно мало, особенно если вам нужно провернуть его до максимальной мощности 140 А. В зависимости от температуры окружающей среды время сварки может быть меньше двух минут.
В зависимости от температуры окружающей среды время сварки может быть меньше двух минут.
Незначительные проблемы с качеством
Этот сварочный аппарат хорошо сконструирован для своего ценового диапазона, так что это не разглагольствования против Форни. Это просто полезный обзор некоторых незначительных проблем, которые вы должны знать при рассмотрении вопроса о покупке.
Пистолет MIG и зажим для заземления кажутся дешевыми даже в этой ценовой категории. Этот пистолет очень похож на тот, что встроен в Forney 140 FC-i, который является значительно более дешевым сварочным аппаратом.
Кроме того, кабель горелки MIG имеет длину 10 футов, что подходит для сварщика-любителя. Но заземляющий зажим имеет длину всего 8 футов. Для некоторых это может быть ограничением.
Более короткая земля также означает, что искры и металлическая пыль оседают ближе к устройству и засасываются через вентиляционные отверстия. Таким образом, всегда полезно использовать более длинные провода и держать устройство подальше от сварочной дуги.
Но это незначительные проблемы, так как вы всегда можете заменить провод заземления на более длинный, и все будет хорошо.
Что делает Forney 140 MP великолепным
Теперь, когда мы рассмотрели недостатки, давайте посмотрим, как этот сварочный аппарат может обогатить ваш гараж и облегчить сварку.
Создан для начинающих
Эта машина проста; вам не нужно беспокоиться о точном напряжении, силе тока или скорости подачи проволоки. Бесконечные ручки регулировки обеспечивают простой диапазон от 1 до 10, который позволяет вам настраивать эти параметры как профессионал. Однако, если вам нужны точные цифры, вы найдете фактические характеристики в руководстве.
Настройка подачи проволоки проста и подробно описана в руководстве по эксплуатации. Кроме того, вся установка проволоки минимальна и не выглядит запутанной, как в некоторых сварочных аппаратах.
Передняя панель интуитивно понятна, лаконична, и вы освоитесь, как только увидите ее. Выбор процесса осуществляется с помощью простого переключателя, а настройки регулировки выполняются с помощью двух ручек на передней панели.
Выбор процесса осуществляется с помощью простого переключателя, а настройки регулировки выполняются с помощью двух ручек на передней панели.
Качество сборки
Это один из лучших многофункциональных сварочных аппаратов на рынке в этом ценовом диапазоне, если говорить о качестве сборки. Похоже, это было главной задачей Форни. Они могли бы добавить некоторые другие функции и сделать машину менее надежной, но я рад, что вместо этого они решили инвестировать в долговечность.
В машине используется цельнометаллическая система подачи проволоки из штампованного алюминия. Он прочный и спроектирован с учетом простоты.
Шпиндель для катушки проволоки состоит из нескольких частей, и все они хорошо подходят друг к другу. Ничто не является хрупким, рыхлым, и кажется, что со временем оно будет изнашиваться. Это важно, потому что устройство может использовать 10-фунтовые катушки. С таким весом, прилагающим вращательную силу, хорошо иметь качественный шпиндель.
В противном случае из-за импульса шпиндель может расшататься. Это может привести к проблемам с размещением проволоки, также известным как «птичье гнездо» (если проволока запутывается внутри сварочного аппарата, это выглядит как птичье гнездо).
Это может привести к проблемам с размещением проволоки, также известным как «птичье гнездо» (если проволока запутывается внутри сварочного аппарата, это выглядит как птичье гнездо).
Forney включает цельнометаллический корпус для размещения устройства. Он довольно прочный, особенно в углах, где установлены защитные резиновые наконечники. Таким образом, вам не придется беспокоиться о том, чтобы опустить это устройство на бетонный пол или слишком аккуратно убрать его. варианты при сварке стали.
Благодаря вариантам сварки с подачей проволоки вы можете попробовать разные газовые смеси и выбрать то, что вам больше нравится. Например, при сварке MIG большинству людей нравится смесь 75% Ar/25% CO2, но есть и другие газовые смеси. Каждый даст вам разные результаты.
Хотя я уже говорил, что TIG ограничен, он достаточно хорош для начинающих. Вы можете сделать мягкую сталь, нержавеющую сталь, медь и хром-молибден. Это хороший способ попробовать эти металлы, особенно с учетом того, что он подходит для подъема TIG. Вам не нужно беспокоиться о том, что вольфрам загрязнит сварной шов, если вы изучите правильную технику подъема.
Вам не нужно беспокоиться о том, что вольфрам загрязнит сварной шов, если вы изучите правильную технику подъема.
При сварке электродом можно использовать 6010 (без дополнительных работ), 6011, 6013, 6014, 7018 и 308L. Этого более чем достаточно для новичка.
Портативность
140 MP — портативный сварочный аппарат, который можно легко запустить от генератора. Хотя вам потребуется минимальная мощность 4000 Вт на розетке 120 В.
Это устройство настолько маленькое и легкое, что его можно легко переносить одной рукой благодаря встроенной ручке.
Если вам нужен сварочный аппарат для работы в дороге, Forney 140 MP — хороший выбор.
Альтернативный вариант: Eastwood Elite MP140i
Forney 140 MP — очень хороший сварочный аппарат, но я хочу сообщить вам о более выгодном предложении аналогичного многофункционального сварочного аппарата от Eastwood. Я считаю, что их Elite MP140i предлагает больше возможностей и стоит примерно столько же. Вы должны рассматривать это как альтернативу, и вот почему.
Вы должны рассматривать это как альтернативу, и вот почему.
Компания Eastwood включает в себя подставку для катушки (может сваривать алюминий), цифровые дисплеи и еще лучшее руководство пользователя, а также предлагает 3-летнюю гарантию. MP 140i также поставляется со всем включенным (горелка TIG, газовый регулятор и т. д.) и включает функцию точечной сварки.
Как и Forney 140 MP, MP140i имеет цельнометаллический механизм подачи проволоки, таблицу быстрой настройки и подходит для катушек весом 10 фунтов. Это немного дороже, но оно того стоит, учитывая все дополнительные функции и трехкратную гарантию.
Кроме того, MP140i поставляется с несколькими аксессуарами. Если их купить отдельно с блоком Forney, вы в конечном итоге потратите больше денег. Eastwood Elite MP140i в конечном итоге стоит меньше, если вам нужны все аксессуары.
Аксессуаров слишком много, чтобы их все перечислить. Тем не менее, некоторые из них представляют собой цангу горелки TIG разного размера, начальный вольфрамовый электрод, стержневые электроды 6013, катушку с проволокой MIG весом 2 фунта, газовые сопла разного диаметра, газовый регулятор MIG и т. д. Кроме того, у него более длинные провода для MIG, TIG, Stick, и зажим заземления.
д. Кроме того, у него более длинные провода для MIG, TIG, Stick, и зажим заземления.
Иствуд модернизировал этот аппарат в начале 2021 года. Теперь в нем используется новейшая инверторная технология, поэтому вы получаете новейшие технологии и лучшую производительность инверторного сварочного аппарата.
Для сравнения, Forney просто не предлагает такого же соотношения цены и качества. Eastwood Elite MP140i является сильным конкурентом как многофункциональное устройство в этом ценовом диапазоне. Неудивительно, что MP140i — одна из самых популярных машин Иствуда.
| Forney Easy Weld 140 MP | Иствуд Элита MP140i | |
|---|---|---|
| Сила тока на выходе | 10-140А | МИГ: 30–140 А, ВИГ/стик: 30–70 А |
| Рабочий цикл | MIG: 30 % при 90 A TIG: 30 % при 110 A Stick: 30 % при 80 A | 30 % при 90 А |
| Держатель шпульного пистолета | ❌ | ✅ |
| Таймер точечной сварки | ❌ | ✅ |
| Возможность сварки любого процесса «из коробки» | ❌ | ✅ |
| Гарантия | 1 год | 3 года |
| Цена | $$$ Последняя цена Amazon | $$$ Последняя цена Иствуд |
Окончательный вердикт
Компания Forney хорошо известна своими доступными и качественными машинами начального уровня. Если вы решите использовать Forney Easy Weld 140 MP, вы, скорее всего, останетесь довольны.
Если вы решите использовать Forney Easy Weld 140 MP, вы, скорее всего, останетесь довольны.
Но я бы посоветовал вам рассмотреть модель Eastwood MP140i. Даже если вам не нужно сваривать алюминий, вы можете получить все расходные материалы, горелку TIG и трехлетнюю гарантию всего за несколько долларов.
Кроме того, для этих недорогих машин большое значение имеет гарантия. Forney предлагает гарантию на 1 год, потому что они уверены, что именно столько прослужит их устройство. Таким образом, это хорошая идея, чтобы получить сварочный аппарат с трехкратной гарантией.
Другие обзоры Forney
Обзор Forney Easy Weld 140 FC-i
10 лучших сварочных аппаратов MIG в Австралии в 2022 году: обзоры и подборка
Последнее обновление
Краткое сравнение наших лучших решений (2022 г.)
| Изображение | Продукт | Детали | ||
|---|---|---|---|---|
| Лучший в целом | Сварочный аппарат Hobart Handler Wire MIG | ПРОВЕРИТЬ ЦЕНУ | ||
| Лучшее значение | MYYWELD 160A Сварочный аппарат 3 в 1 | ПРОВЕРИТЬ ЦЕНУ | ||
| Премиум выбор | Сварочный аппарат ESAB Rebel MIG | ПРОВЕРИТЬ ЦЕНУ | ||
| Мини инвертор HITBOX 120A 110/220 В постоянного тока | ПРОВЕРИТЬ ЦЕНУ | |||
| YESWELDER FIRSTESS 5-в-1 сварочный аппарат и резак | ПРОВЕРИТЬ ЦЕНУ |
10 лучших сварочных аппаратов MIG в Австралии
1.
 Hobart 500554 Handler Wire Welder — лучший в целом
Hobart 500554 Handler Wire Welder — лучший в целом
Проверить последнюю цену
| Диапазон силы тока: | 25-190 |
| Несколько процессов: | № |
Это лучшая машина для сварки MIG в Австралии в 2022 году. По цене вы не найдете лучшего сварочного аппарата, который может работать с материалами толщиной от 24 калибра до ¼ дюйма за один проход. Широкий диапазон силы тока делает его чрезвычайно универсальным. Вы можете работать с листовым металлом или более крупным сельскохозяйственным оборудованием. Основным недостатком является то, что рабочий цикл составляет всего 30%, поэтому между сварками необходимо давать машине отдых. Однако эта модель подойдет, если вы работаете над небольшими проектами.
Pros
- Подходит для мелких и толстых материалов
- Поставляется с пистолетом для катушки
- Отлично по цене
Минусы
- Меньший рабочий цикл
2.
 Сварочный аппарат MYYWELD 160A 3 в 1 Сварочный аппарат MMA/MIG/LIFT TIG – лучшее соотношение цены и качества
Сварочный аппарат MYYWELD 160A 3 в 1 Сварочный аппарат MMA/MIG/LIFT TIG – лучшее соотношение цены и качества
Проверить последнюю цену
В то время как Hobart Handler получает нашу лучшую общую награду, мы выбираем MYYWELD как лучший сварочный аппарат MIG за деньги. Он отлично подходит для начинающих, и вы также можете использовать его для сварки Stick и TIG. Но не ждите от этого агрегата чудес; есть машины лучше. По цене вы получаете сварочный аппарат, который выполняет свою работу, но вам придется повозиться с аппаратом, чтобы найти идеальные настройки для ваших проектов. Если вы знаете кого-то, кто пытается намочить ноги сваркой, это может быть просто подарком.
Плюсы
- Дешевые
- Несколько процессов
Минусы
- Неудобный/сложный
3. ESAB Rebel EMP215IC, 120/230 В, профессиональный сварочный аппарат для сварки MIG/TIG/карандашом с двойным напряжением – выбор премиум-класса
Проверить последнюю цену
- Диапазон силы тока:
- Множественный процесс:
| Диапазон силы тока: | 15-230 |
| Несколько процессов: | Да |
Если вы думали, что более высокая цена была основной причиной, по которой мы выбрали этот аппарат в качестве нашего премиального выбора для сварщиков MIG, то вы не видели некоторые характеристики этого аппарата. Это, вероятно, один из самых интуитивно понятных аппаратов для сварки MIG на рынке. Он невероятно удобен в использовании и производит приличные сварные швы с MIG, несмотря на то, что это комбинированный сварочный аппарат. ESAB Rebel может сваривать только на постоянном токе, но имеет невероятный диапазон силы тока от 15 до 205 ампер.0755 очень особые настройки и интуитивно понятны их индивидуальные характеристики сварки и адаптируются к пользователю . Это не намного лучше, чем это. При использовании Smart MIG просто выберите диаметр проволоки и толщину материала, и аппарат подстроится под вас. Rebel также включает в себя руководство по программному обеспечению и несколько полезных советов по настройке параметров.
Это, вероятно, один из самых интуитивно понятных аппаратов для сварки MIG на рынке. Он невероятно удобен в использовании и производит приличные сварные швы с MIG, несмотря на то, что это комбинированный сварочный аппарат. ESAB Rebel может сваривать только на постоянном токе, но имеет невероятный диапазон силы тока от 15 до 205 ампер.0755 очень особые настройки и интуитивно понятны их индивидуальные характеристики сварки и адаптируются к пользователю . Это не намного лучше, чем это. При использовании Smart MIG просто выберите диаметр проволоки и толщину материала, и аппарат подстроится под вас. Rebel также включает в себя руководство по программному обеспечению и несколько полезных советов по настройке параметров.
Pros
- Большой диапазон силы тока
- Простота использования
- Поставляется со стартовым набором проводов и другими принадлежностями
- Легкий и компактный
4. Мини-инвертор HITBOX 120A 110/220 В постоянного тока
Узнать последнюю цену
| 10-120 | |
| Несколько процессов: | MIG и палка |
HITBOX 120A больше подходит для сварки флюсом. Этот сварочный аппарат может выполнять ремонт мелких вещей, таких как газонокосилка, прицеп и т. д. Вы не захотите использовать его для сварки чего-либо сверхмощного, например сельскохозяйственного оборудования. Тем не менее, преимущество этой модели заключается в том, что диапазон силы тока составляет всего 10 ампер, что означает, что с осторожностью и точностью вы можете сваривать очень тонкие материалы, если у вас есть на это глаз. Мы не можем ручаться за хорошее качество обслуживания клиентов с HITBOX, но, учитывая, что вы платите так мало за этот сварочный аппарат, возможно, вы готовы рискнуть.
Этот сварочный аппарат может выполнять ремонт мелких вещей, таких как газонокосилка, прицеп и т. д. Вы не захотите использовать его для сварки чего-либо сверхмощного, например сельскохозяйственного оборудования. Тем не менее, преимущество этой модели заключается в том, что диапазон силы тока составляет всего 10 ампер, что означает, что с осторожностью и точностью вы можете сваривать очень тонкие материалы, если у вас есть на это глаз. Мы не можем ручаться за хорошее качество обслуживания клиентов с HITBOX, но, учитывая, что вы платите так мало за этот сварочный аппарат, возможно, вы готовы рискнуть.
Плюсы
- Недорого
- Легкий
- Портативный
- Интуитивный
- Работы с газовой резкой
Минусы
- Подходит только для легких материалов
- Плохое обслуживание клиентов
5. Сварочный и режущий аппарат YESWELDER FIRSTESS MP200 5-в-1 — выбор премиум-класса
Проверить последнюю цену
| Диапазон силы тока: | 40-160 (220В), 40-200 (110В) |
| Несколько процессов: | Да |
Если вы ищете многофункциональную машину, YESWELDER FIRSTESS – это то, что вам нужно. Это не один из тех комбинированных сварочных аппаратов, которые с трудом справляются со всеми своими процессами. Если вам нужен МИГ, не смотрите дальше. Он идеально подходит для производства и даже включает режим резки, поэтому вы можете подключить плазменный резак со сжатым воздухом. У вас также есть возможность использовать питание 110 В или 220 В, чтобы вы могли получить разные диапазоны силы тока. Единственным недостатком является то, что он немного дороже, чем другие.
Это не один из тех комбинированных сварочных аппаратов, которые с трудом справляются со всеми своими процессами. Если вам нужен МИГ, не смотрите дальше. Он идеально подходит для производства и даже включает режим резки, поэтому вы можете подключить плазменный резак со сжатым воздухом. У вас также есть возможность использовать питание 110 В или 220 В, чтобы вы могли получить разные диапазоны силы тока. Единственным недостатком является то, что он немного дороже, чем другие.
Профи
- Универсальный
- Подходит для изготовления
Минусы
- Дорого
6. Traderight MIG Welder
Проверить последнюю цену
| Диапазон силы тока: | 20-180 |
| Несколько процессов: | MIG и палка |
Этот прочный и надежный аппарат для сварки MIG, который почему-то весит всего около 13,5 кг, идеально подходит для ваших домашних проектов, но он не стесняется и профессиональной работы. В дополнение к способности сваривать мягкую сталь, он также может сваривать углеродистую сталь, железо, нержавеющую сталь, медь, никель, титан и многое другое. По этой причине это невероятно универсальная машина. Его универсальность заключается не в том, что он является комбинированным сварочным аппаратом, а в том, что из-за меньшего веса его можно переносить в труднодоступные места и использовать в качестве сварочного аппарата. Не бойтесь запускать эту машину. Он имеет рабочий цикл 60% и усовершенствованную систему охлаждения, помогающую регулировать температуру и рабочую нагрузку.
В дополнение к способности сваривать мягкую сталь, он также может сваривать углеродистую сталь, железо, нержавеющую сталь, медь, никель, титан и многое другое. По этой причине это невероятно универсальная машина. Его универсальность заключается не в том, что он является комбинированным сварочным аппаратом, а в том, что из-за меньшего веса его можно переносить в труднодоступные места и использовать в качестве сварочного аппарата. Не бойтесь запускать эту машину. Он имеет рабочий цикл 60% и усовершенствованную систему охлаждения, помогающую регулировать температуру и рабочую нагрузку.
Плюсы
- Цена
- Рабочий цикл
- Вес
Минусы
- Служба поддержки отсутствует
7. Lincoln Electric CO K2698-1 Easy MIG 180
Проверить последнюю цену
| Диапазон силы тока: | 30-180 |
| Несколько процессов: | № |
Если вы хотите чувствовать уверенность и безопасность, то вы не ошибетесь, выбрав сварочный аппарат Lincoln. Эта надежная компания производит качественные сварочные аппараты с 1911 года, и с этой машиной вы получите именно то, что вы получите — качество, подкрепленное отличным обслуживанием клиентов и гарантией. Хороших сварных швов не бывает без присутствия в зоне, в том числе и без комфорта. Ручка горелки MIG охлаждает вашу руку по сравнению с другими моделями. Easy MIG 180 может сваривать материалы толщиной от 24 калибра до ½ дюйма, но не ограничивается мягкой сталью. Easy MIG 180 оснащен шпульным пистолетом, поэтому вы можете выполнять любые работы с алюминием. В целом, вы не будете разочарованы этой потрясающей машиной, выпущенной под проверенным временем именем.
Эта надежная компания производит качественные сварочные аппараты с 1911 года, и с этой машиной вы получите именно то, что вы получите — качество, подкрепленное отличным обслуживанием клиентов и гарантией. Хороших сварных швов не бывает без присутствия в зоне, в том числе и без комфорта. Ручка горелки MIG охлаждает вашу руку по сравнению с другими моделями. Easy MIG 180 может сваривать материалы толщиной от 24 калибра до ½ дюйма, но не ограничивается мягкой сталью. Easy MIG 180 оснащен шпульным пистолетом, поэтому вы можете выполнять любые работы с алюминием. В целом, вы не будете разочарованы этой потрясающей машиной, выпущенной под проверенным временем именем.
Pros
- Может сваривать более тонкие материалы
- Удобный
- Интуитивный
- Отдел обслуживания клиентов
Минусы
- Не для тяжелых объектов
8. DEXGOTHIC Сварочный аппарат MIG для алюминия с газом DG-2000
Проверить последнюю цену
| Диапазон силы тока: | 30-150 |
| Множественный процесс: | Да |
Если вы хотите сваривать алюминий, вероятно, лучше не использовать машину, включающую опцию в виде функции, добавленной в конце. Вам нужна машина, специально разработанная для сварки алюминия, и это то, что вы получаете с DEXGOTHIC Aluminium MIG Welder. Алюминий является одним из самых пористых металлов и требует особого ухода и внимания. Помимо способности сваривать алюминий, он также может работать с другими металлами, такими как мягкая сталь и нержавеющая сталь. Это легко носить с собой и не слишком сложно для новичков, но все же может удовлетворить ветерана.
Вам нужна машина, специально разработанная для сварки алюминия, и это то, что вы получаете с DEXGOTHIC Aluminium MIG Welder. Алюминий является одним из самых пористых металлов и требует особого ухода и внимания. Помимо способности сваривать алюминий, он также может работать с другими металлами, такими как мягкая сталь и нержавеющая сталь. Это легко носить с собой и не слишком сложно для новичков, но все же может удовлетворить ветерана.
Профи
- Легкий
- Отлично подходит для начинающих
- Поддерживает функцию катушки
Cons
- Не для тяжелых материалов
9. REBOOT MIG Welder 110/220 V
Проверить последнюю цену
| Диапазон силы тока: | 30-150 |
| Несколько процессов: | Да |
Если вам нужна короткая дуга, это отличная машина для вас по отличной цене. Когда дело доходит до выполнения работы по дому или в вашем гараже, MIG с короткой дугой — это то, что вам нужно, при условии, что вы свариваете внутри. Если вам случится сваривать снаружи, вы можете заменить газовое покрытие и жесткую проволоку на самозащитную проволоку с флюсовым сердечником, как почти на всех сварочных аппаратах MIG. Он также может сваривать Stick и TIG. Однако по цене его стоит купить только за МИГ. Хотя он отлично подходит для небольших проектов, его не рекомендуется использовать для сварки более толстых материалов, так как сила тока недостаточно высока. Еще одним недостатком является то, что вентилятор, встроенный в машину, может быть довольно шумным, но это не то, что небольшие средства защиты органов слуха не могут заблокировать.
Когда дело доходит до выполнения работы по дому или в вашем гараже, MIG с короткой дугой — это то, что вам нужно, при условии, что вы свариваете внутри. Если вам случится сваривать снаружи, вы можете заменить газовое покрытие и жесткую проволоку на самозащитную проволоку с флюсовым сердечником, как почти на всех сварочных аппаратах MIG. Он также может сваривать Stick и TIG. Однако по цене его стоит купить только за МИГ. Хотя он отлично подходит для небольших проектов, его не рекомендуется использовать для сварки более толстых материалов, так как сила тока недостаточно высока. Еще одним недостатком является то, что вентилятор, встроенный в машину, может быть довольно шумным, но это не то, что небольшие средства защиты органов слуха не могут заблокировать.
Плюсы
- Цена
- Отлично подходит для короткой дуги
- Простота использования
Минусы
- Не подходит для более толстых материалов
- Шумный
10.
 CANAWELD MIG/STICK 202 Welder
CANAWELD MIG/STICK 202 Welder
Проверить последнюю цену
| Диапазон силы тока: | 10 – 200 |
| Множественный процесс: | MIG и палка |
Если у вас были завязаны глаза (или вы выполняли сварку в капюшоне), вы могли не знать, что этот аппарат по качеству сравним с Lincoln или Miller. Это не преувеличение. CANAWELD имеет впечатляющий рабочий цикл и может работать 100% времени при установке на 170 ампер. Это то, чего вы не найдете в большинстве сварочных аппаратов MIG, которые подходят для домашнего использования. Это правда, что при максимальной силе тока 200 вы получите только 25%, но если вы не свариваете лист толщиной 1 дюйм, это, вероятно, не будет проблемой. Машина также компенсирует более длинные провода. То есть можно использовать отводы длиной до 50 метров без потери мощности. Два незначительных недостатка заключаются в том, что пистолет немного громоздкий, и его может быть трудно использовать в ограниченном пространстве. Кроме того, выключатель питания находится на задней панели машины. Это немного усложняет задачу, если у вас есть цилиндр, прикрепленный к вашей сварочной тележке сзади.
Кроме того, выключатель питания находится на задней панели машины. Это немного усложняет задачу, если у вас есть цилиндр, прикрепленный к вашей сварочной тележке сзади.
Плюсы
- Впечатляющий рабочий цикл
- Можно использовать более длинные провода
- Может выполнять сварку в тяжелых условиях
Минусы
- Пистолет немного увеличен
- Выключатель питания находится в неудобном месте
Руководство покупателя: факторы, которые необходимо учитывать при выборе лучшего сварочного аппарата MIG
Вот несколько советов, которые помогут вам выбрать подходящий сварочный аппарат MIG для ваших нужд.
Типы металла
Подавляющее большинство сварочных работ в промышленности выполняется на низкоуглеродистой стали. Однако в домашних условиях это может быть не так. Возможно, завалявшийся у вас проект предполагает сварку с алюминием. В этом случае целесообразно использовать сварочный аппарат, который больше подходит для сварки алюминия, например, Dexgothic Aluminium MIG Welder. Однако, если у вас есть только один алюминиевый продукт, вы можете использовать сварочный аппарат MIG, который является более универсальным и подходит в первую очередь для сварки стали. Многие комбинированные модели адаптируются к шпульным пистолетам, которые иногда можно использовать для сварки алюминия.
Однако, если у вас есть только один алюминиевый продукт, вы можете использовать сварочный аппарат MIG, который является более универсальным и подходит в первую очередь для сварки стали. Многие комбинированные модели адаптируются к шпульным пистолетам, которые иногда можно использовать для сварки алюминия.
Количество и продолжительность использования
Вы также должны учитывать рабочий цикл вашей машины. Собираетесь сваривать часами без перерыва? Вам, скорее всего, понадобится машина с циклом не менее 60% в желаемом диапазоне силы тока. Однако, если вы любитель, скорее всего, вы не слишком много свариваете. 100% рабочий цикл не нужен. Таким образом, хотя вам не нужно беспокоиться о долговечности вашей машины и потенциальных нагрузках, которые вы оказываете на источник питания, это роскошь, вы можете себе это позволить или даже не нужен . Машины со 100%-м рабочим циклом почти необходимы для рабочей силы, но не для подавляющего большинства любителей.
Один процесс или несколько процессов?
Хороший комбинированный сварочный аппарат пригодится, если вы работаете над многогранными проектами. Бывают случаи, когда полезно переключиться с проводной сварки MIG на TIG или Stick. Если это , а не , и вы предпочитаете короткую дугу, подумайте о том, чтобы приобрести аппарат, который больше ориентирован на MIG, например, Lincoln Easy MIG 180. В общем, комбинированные аппараты имеют недостатки во всех процессах.
Бывают случаи, когда полезно переключиться с проводной сварки MIG на TIG или Stick. Если это , а не , и вы предпочитаете короткую дугу, подумайте о том, чтобы приобрести аппарат, который больше ориентирован на MIG, например, Lincoln Easy MIG 180. В общем, комбинированные аппараты имеют недостатки во всех процессах.
Фактор опыта
Достаточно ли вы уверены, чтобы возиться с настройками сварочного аппарата? Если вы новичок, подумайте о том, чтобы приобрести машину, которая немного более интуитивно понятна. ESAB Rebel, который мы рассмотрели выше, является отличным примером этого. Smart MIG адаптируется к вашему стилю сварки и требует меньше настроек.
Заключение
Из всех приведенных выше обзоров Hobart Handler является нашим лучшим сварочным аппаратом MIG в целом. Он сочетает в себе отличную цену, надежное имя и надежность сварщика, который выполнит свою работу и многое другое. С тех пор MYYWELD — это наша лучшая ценность. Как 5-в-1, он не только справляется с MIG, но также со Stick и TIG по цене, которую трудно превзойти.
 Кулачок обратный предназначен для закрепления обрабатываемой заготовки за наружную поверхность.
Кулачок обратный предназначен для закрепления обрабатываемой заготовки за наружную поверхность.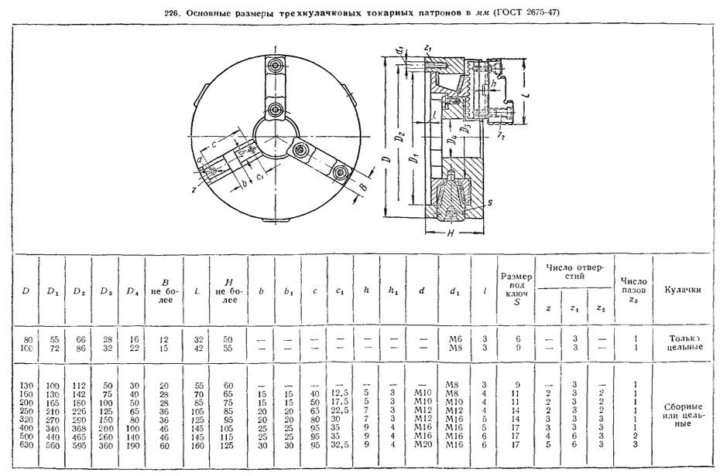
 В зависимости от направления вращения диска кулачки приближаются к центру патрона или удаляются от него, зажимая или освобождая деталь. Кулачки изготовляют трехступенчатыми и для повышения износостойкости закаливают.
В зависимости от направления вращения диска кулачки приближаются к центру патрона или удаляются от него, зажимая или освобождая деталь. Кулачки изготовляют трехступенчатыми и для повышения износостойкости закаливают.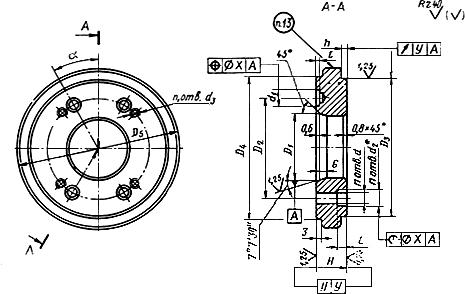

 Именно за счёт него производится крепление (установка) будущей заготовки. Крепится он на переднюю бабку с коробкой скоростей. Механизм патрона заключается в кулачковом устройстве.
Именно за счёт него производится крепление (установка) будущей заготовки. Крепится он на переднюю бабку с коробкой скоростей. Механизм патрона заключается в кулачковом устройстве.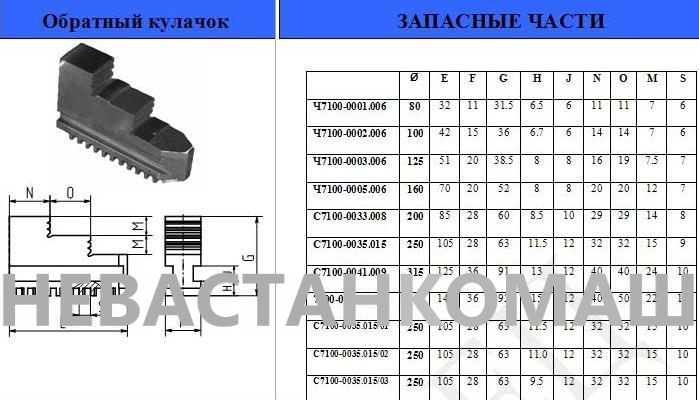
 Здесь, на каждый кулачок, размещён отдельный механический узел, который делает независимыми все кулачки.
Здесь, на каждый кулачок, размещён отдельный механический узел, который делает независимыми все кулачки. Такой вид используется только при тонкой обработке, для снятия тоненького слоя стружки.
Такой вид используется только при тонкой обработке, для снятия тоненького слоя стружки.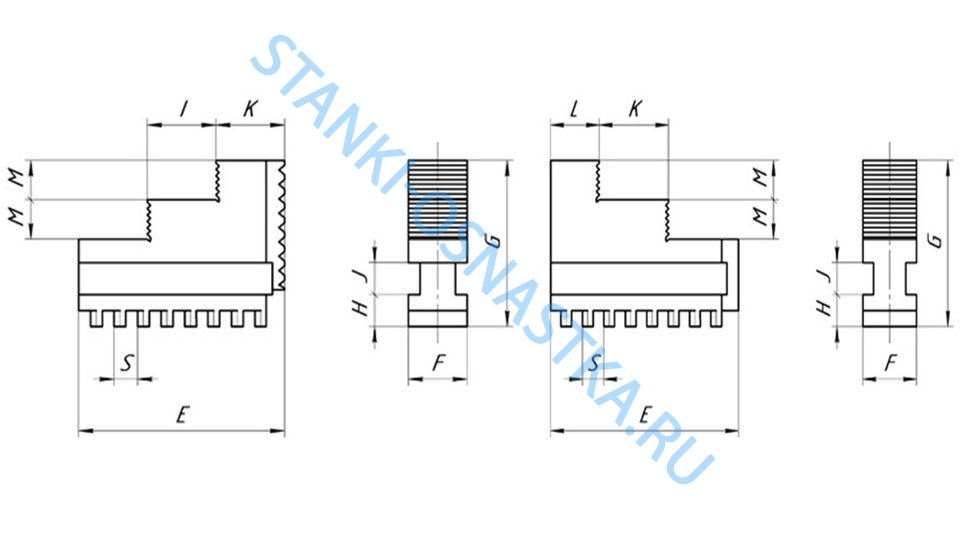 Также следует помнить, что обзавестись дополнительными приспособлениями к патрону не будет лишним.
Также следует помнить, что обзавестись дополнительными приспособлениями к патрону не будет лишним.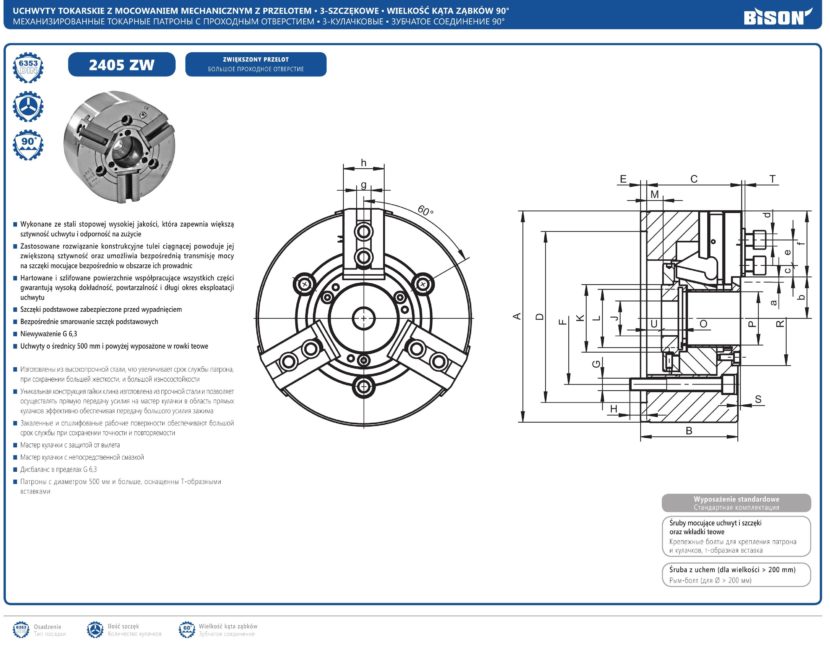
 Следом за ним постепенно устанавливаются все детали механизма, которые завершаются накрыванием корпусом и креплением болтами всего патрона
Следом за ним постепенно устанавливаются все детали механизма, которые завершаются накрыванием корпусом и креплением болтами всего патрона
 org/BreadcrumbList»>
org/BreadcrumbList»> Цены составляют долларов США долларов США.
Цены составляют долларов США долларов США.
 наши индивидуальные решения ниже
наши индивидуальные решения ниже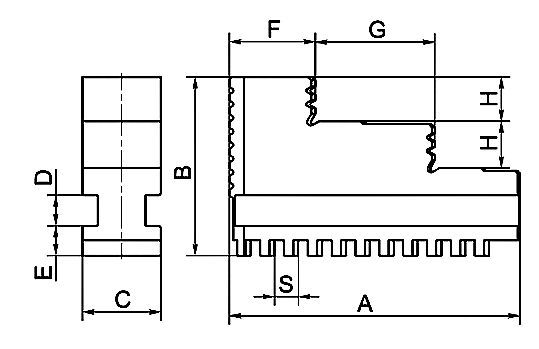 Трехкулачковые клиновидные механические патроны обеспечивают до 20% большую скорость, усилие зажима и размер отверстия по сравнению с обычными патронами.
Трехкулачковые клиновидные механические патроны обеспечивают до 20% большую скорость, усилие зажима и размер отверстия по сравнению с обычными патронами.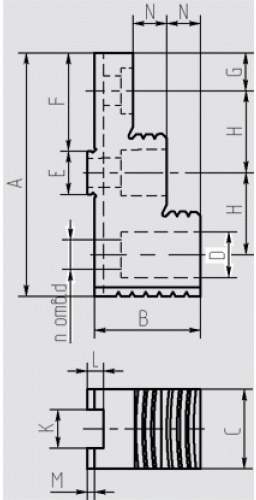
 Фрезеровка выполняется высокоточным оборудованием с числовым программным управлением. Гарантирован быстрый результат, высокое качество и умеренная стоимость. Доступно выполнение работ любой сложности.
Фрезеровка выполняется высокоточным оборудованием с числовым программным управлением. Гарантирован быстрый результат, высокое качество и умеренная стоимость. Доступно выполнение работ любой сложности.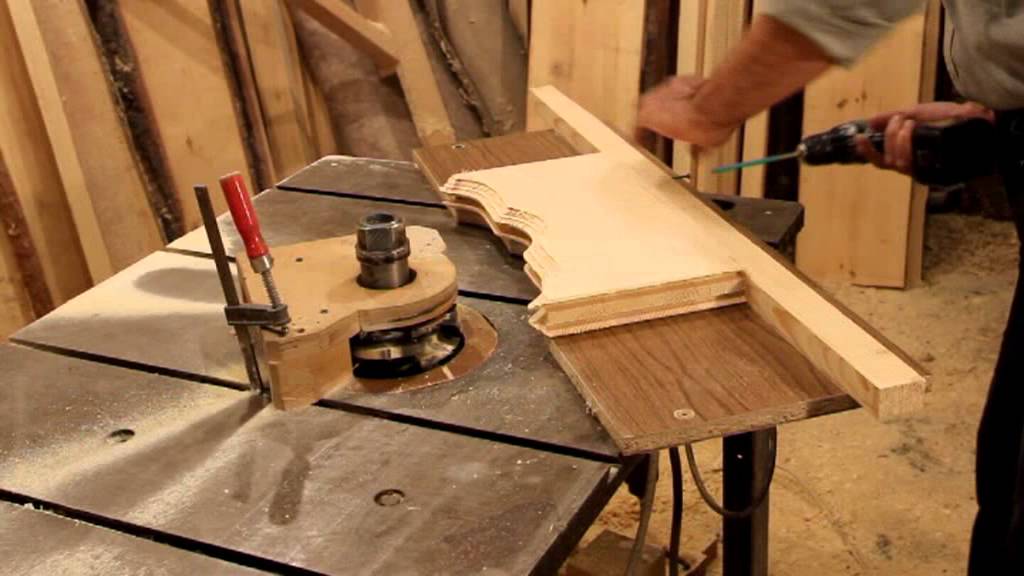


 Детали с контуром, очерченным по кругу, обрабатывают при подвижной оси вращения шаблона. Во всех других случаях точки контура криволинейных деталей находятся на разном расстоянии от окружности резания, описываемой фрезой. Поэтому, чтобы обеспечить непрерывное соприкосновение обрабатываемой заготовки с режущим инструментом, нужно изменять расстояние от центра вращения шаблона до окружности резания. Для этого подвижно закрепляют вкладыш 6 с пальцем и устанавливают рычаг, связывающий шаблон с пружиной. При установке и снятии шаблона вкладыш с пальцем отводят от оси шпинделя педалью. Если обрабатывают одну сторону криволинейной заготовки, то шаблон прижимают к подающей звездочке прижимными роликами, установленными на вкладыше.
Детали с контуром, очерченным по кругу, обрабатывают при подвижной оси вращения шаблона. Во всех других случаях точки контура криволинейных деталей находятся на разном расстоянии от окружности резания, описываемой фрезой. Поэтому, чтобы обеспечить непрерывное соприкосновение обрабатываемой заготовки с режущим инструментом, нужно изменять расстояние от центра вращения шаблона до окружности резания. Для этого подвижно закрепляют вкладыш 6 с пальцем и устанавливают рычаг, связывающий шаблон с пружиной. При установке и снятии шаблона вкладыш с пальцем отводят от оси шпинделя педалью. Если обрабатывают одну сторону криволинейной заготовки, то шаблон прижимают к подающей звездочке прижимными роликами, установленными на вкладыше.
 Эти станки оборудованы шипорезной кареткой, которая подвижно закрепляется на специальных направляющих станины. На каретке устанавливают зажимы, упорную линейку и торцовые ограничители. Перемещают каретку вручную. Ручное перемещение каретки при модернизации станка может быть механизировано, например с помощью пневмоци-линдра с гидравлическим регулятором. Зажимы могут быть оборудованы пневмодвигателем.
Эти станки оборудованы шипорезной кареткой, которая подвижно закрепляется на специальных направляющих станины. На каретке устанавливают зажимы, упорную линейку и торцовые ограничители. Перемещают каретку вручную. Ручное перемещение каретки при модернизации станка может быть механизировано, например с помощью пневмоци-линдра с гидравлическим регулятором. Зажимы могут быть оборудованы пневмодвигателем.
 Фрезерование часто является заключительной операцией механической обработки заготовок, так как шлифование после фрезерования (особенно фигурных заготовок) затруднено. Поэтому при выборе режимов работы фрезерных станков исходят из требований, предъявляемых к шероховатости обработанной поверхности. Требуемый класс шероховатости поверхности зависит от величины подачи и угла встречи резца с волокнами древесины.
Фрезерование часто является заключительной операцией механической обработки заготовок, так как шлифование после фрезерования (особенно фигурных заготовок) затруднено. Поэтому при выборе режимов работы фрезерных станков исходят из требований, предъявляемых к шероховатости обработанной поверхности. Требуемый класс шероховатости поверхности зависит от величины подачи и угла встречи резца с волокнами древесины.

 В случае профильного фрезерования расстояние между линейками должно быть равно также 1,5—2 мм, но фрезу необходимо выдвинуть относительно линейки на глубину профиля. Переднюю линейку устанавливают по эталонному бруску: его прижимают к задней линейке, а переднюю закрепляют на нужном расстоянии.
В случае профильного фрезерования расстояние между линейками должно быть равно также 1,5—2 мм, но фрезу необходимо выдвинуть относительно линейки на глубину профиля. Переднюю линейку устанавливают по эталонному бруску: его прижимают к задней линейке, а переднюю закрепляют на нужном расстоянии.
 Поэтому для данного приспособления величина этой разницы должна быть строго определенной.
Поэтому для данного приспособления величина этой разницы должна быть строго определенной.
 В этом случае станочник подает заготовку на фрезу, не прижимая ее к линейке.
В этом случае станочник подает заготовку на фрезу, не прижимая ее к линейке.
 При появлении волнистости следует проверить исправность зажимных устройств и заточку зубьев фрезы.
При появлении волнистости следует проверить исправность зажимных устройств и заточку зубьев фрезы.
 Фрезу устанавливают путем перемещения шпинделя в вертикальной плоскости.
Фрезу устанавливают путем перемещения шпинделя в вертикальной плоскости.
 При таком способе экономится время на вспомогательные операции.
При таком способе экономится время на вспомогательные операции.
 Звездочка механизма подачи поворачивает приспособление с обрабатываемой заготовкой вокруг пальца, прижимающего с помощью пружины шаблон к кольцу. Когда приспособление сделает полный оборот, станочник нажимает на педаль, отводит от шпинделя шаблон и снимает с него обработанный узел.
Звездочка механизма подачи поворачивает приспособление с обрабатываемой заготовкой вокруг пальца, прижимающего с помощью пружины шаблон к кольцу. Когда приспособление сделает полный оборот, станочник нажимает на педаль, отводит от шпинделя шаблон и снимает с него обработанный узел.
 Точность размера шипа по длине находится в зависимости от точности торцовки. Второй конец заготовки лучше обрабатывать, базируя ее по заплечикам шипов уже обработанного конца.
Точность размера шипа по длине находится в зависимости от точности торцовки. Второй конец заготовки лучше обрабатывать, базируя ее по заплечикам шипов уже обработанного конца.








 Производители поддонов часто делают это, поскольку размеры поддонов изготавливаются на заказ в зависимости от размеров продукта, для которого они используются.
Производители поддонов часто делают это, поскольку размеры поддонов изготавливаются на заказ в зависимости от размеров продукта, для которого они используются.
 youtube.com/embed/AUvl2DrejNI» frameborder=»0″ allow=»autoplay; encrypted-media» allowfullscreen=»»/>
youtube.com/embed/AUvl2DrejNI» frameborder=»0″ allow=»autoplay; encrypted-media» allowfullscreen=»»/>

 Мытищи, Волковское шоссе, вл15с1
Мытищи, Волковское шоссе, вл15с1 tbmmarket.ru
tbmmarket.ru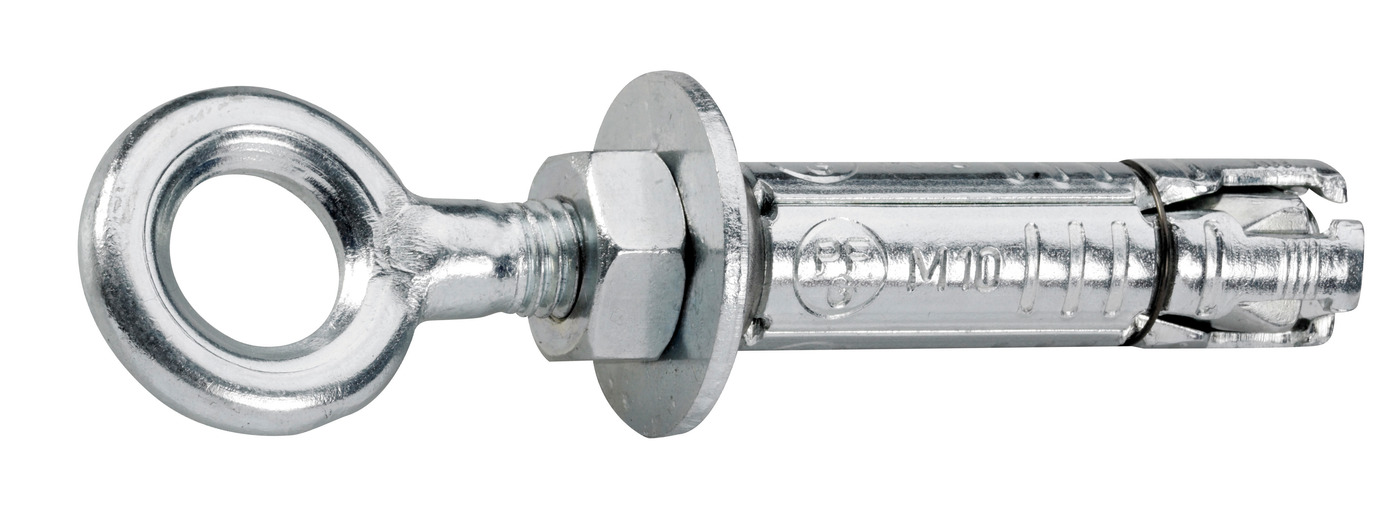 681 SORMAT ( 1шт. )
681 SORMAT ( 1шт. ) ) Тип: анкер, Производитель: Sormat, Тип
) Тип: анкер, Производитель: Sormat, Тип ) Тип: анкер, Производитель: Sormat, Тип
) Тип: анкер, Производитель: Sormat, Тип петлей EB 8″Sormat» Тип: анкер, Производитель: PFG
петлей EB 8″Sormat» Тип: анкер, Производитель: PFG США
США Пожалуйста, загрузите здесь для 1090 или 1093
Пожалуйста, загрузите здесь для 1090 или 1093  Внешний диаметр 2-5/8 дюйма, внутренний диаметр 1-3/8 дюйма. Рейтинг 5000 фунтов
Внешний диаметр 2-5/8 дюйма, внутренний диаметр 1-3/8 дюйма. Рейтинг 5000 фунтов Это та же конструкция, которую мы используем в наших коммерческих кровельных анкерах и стояках CRA, CRZ и CRO. Эти приспособления изготовлены из высокопрочной литой стали и нержавеющей стали 316. Чтобы вы были уверены, наши петлевые верха прошли испытания и сертифицированы третьей стороной для индивидуальной защиты от падения и горизонтальных страховочных систем. Этот продукт является эксклюзивом Super Anchor, который вы больше нигде не найдете
Это та же конструкция, которую мы используем в наших коммерческих кровельных анкерах и стояках CRA, CRZ и CRO. Эти приспособления изготовлены из высокопрочной литой стали и нержавеющей стали 316. Чтобы вы были уверены, наши петлевые верха прошли испытания и сертифицированы третьей стороной для индивидуальной защиты от падения и горизонтальных страховочных систем. Этот продукт является эксклюзивом Super Anchor, который вы больше нигде не найдете 1 Мойка окон
1 Мойка окон Al FrescoAmalfiAmazing GreyAmericanaAntique GoldAstoriaAvocadoAzureB1712B1713B1714B1715B1716B1717B2512B2513B2514B2515B2516B2517B2518B2532B2533B2534B2535B2536B2537B2538Baby BlueBaby PinkbahamaBallerinaBeigeBermudaBerryBlackBlack and JuteBlack and SandBlack, Gold & SilverBlackstone St.BlazeBlueBlue ChillBlue DaisyBlue VelvetBlue WillowBlue YonderBoardwalkBordeauxBowdoin St.BrownBrowneBurgundyBurnt UmberButtercupCafeCafe 2CalypsoCambridge St.CarnivalCarrotCashiersCeleryChambrayChantilllyCharles St.CharmChauncy St.Chestnut St.China RedChloeClassic BlueCloudCloveCoastal HavenColumbus Ave.Coral ChambrayCoral ReefCornflowerCosmic PinkCountrysideCreamCremeCrimsonCurrantDaisyDark CoralDark GoldDark SalmonDeacon St.Deep GreenDolphinDorianDusty RoseEEmeraldEmersonEmilyEspressoEstateFawnFederal St.FlamingoFogFog SolidFrolicFrostFurrowFuschia ChambrayGeorgianGoldGoldenGraceGreek VillaGreenGreyGrove St.GunmetalHarvardHausHawthorneHempHibiscusHibiscus 2HighlandsIcebergIrishIrving St.Islan d IndigoIsland Indigo 2JadeJoy St.
Al FrescoAmalfiAmazing GreyAmericanaAntique GoldAstoriaAvocadoAzureB1712B1713B1714B1715B1716B1717B2512B2513B2514B2515B2516B2517B2518B2532B2533B2534B2535B2536B2537B2538Baby BlueBaby PinkbahamaBallerinaBeigeBermudaBerryBlackBlack and JuteBlack and SandBlack, Gold & SilverBlackstone St.BlazeBlueBlue ChillBlue DaisyBlue VelvetBlue WillowBlue YonderBoardwalkBordeauxBowdoin St.BrownBrowneBurgundyBurnt UmberButtercupCafeCafe 2CalypsoCambridge St.CarnivalCarrotCashiersCeleryChambrayChantilllyCharles St.CharmChauncy St.Chestnut St.China RedChloeClassic BlueCloudCloveCoastal HavenColumbus Ave.Coral ChambrayCoral ReefCornflowerCosmic PinkCountrysideCreamCremeCrimsonCurrantDaisyDark CoralDark GoldDark SalmonDeacon St.Deep GreenDolphinDorianDusty RoseEEmeraldEmersonEmilyEspressoEstateFawnFederal St.FlamingoFogFog SolidFrolicFrostFurrowFuschia ChambrayGeorgianGoldGoldenGraceGreek VillaGreenGreyGrove St.GunmetalHarvardHausHawthorneHempHibiscusHibiscus 2HighlandsIcebergIrishIrving St.Islan d IndigoIsland Indigo 2JadeJoy St. Jungle ChambrayJute-Natural CottonKellyKhakiKiwi ChambrayLagunaLatteLaurelLaurenLemon ChambrayLexingtonLight GoldLight SalmonLimeLime GreenLinen ChambrayLouisburg Sq.ManhattanManyMauveMerlotMintMochaModern GreyMudMyrtle St.NantucketNatural Cotton & LinenNatural Cotton-JuteNatural WoolNauticalNectarineNepalOcean BlueOcean WavesOld GoldOliveOrangeOrange BurstOrchidOutdoor BlackOutdoor BoardwalkOutdoor Bora BoraOutdoor DolphinOutdoor JuteOutdoor LemonOutdoor MelonOutdoor PalmOutdoor RedOutdoor SereneOutdoor SkyeOysterPapayaPark St.PearlPebblePecanPeriwinklePersianPinkPlumPowder BlueRaspberryRavenRedRed ChambrayRegal BlueRegatta BlueRobins EggRoseRoseyRoyal Navy ChambraySabalSalem St.SangriaScarletSea OatsSea Oats 2Sea SpraySeafoam ChambraySealSeaspraySeaweedSepiaSereneShamrockSheepSheep MeadowSilverSistineSkyeSleekSnooty GoldSnowSnow WhiteSoldierSouth BeachSpa ChambraySpiritStar DustStarfishState St.SugarSummitSunny DaysSycamoreTahiti ChambrayTavernTawnyT ea RoseThe DakotaTheatricalTomatoTopazTremont St.
Jungle ChambrayJute-Natural CottonKellyKhakiKiwi ChambrayLagunaLatteLaurelLaurenLemon ChambrayLexingtonLight GoldLight SalmonLimeLime GreenLinen ChambrayLouisburg Sq.ManhattanManyMauveMerlotMintMochaModern GreyMudMyrtle St.NantucketNatural Cotton & LinenNatural Cotton-JuteNatural WoolNauticalNectarineNepalOcean BlueOcean WavesOld GoldOliveOrangeOrange BurstOrchidOutdoor BlackOutdoor BoardwalkOutdoor Bora BoraOutdoor DolphinOutdoor JuteOutdoor LemonOutdoor MelonOutdoor PalmOutdoor RedOutdoor SereneOutdoor SkyeOysterPapayaPark St.PearlPebblePecanPeriwinklePersianPinkPlumPowder BlueRaspberryRavenRedRed ChambrayRegal BlueRegatta BlueRobins EggRoseRoseyRoyal Navy ChambraySabalSalem St.SangriaScarletSea OatsSea Oats 2Sea SpraySeafoam ChambraySealSeaspraySeaweedSepiaSereneShamrockSheepSheep MeadowSilverSistineSkyeSleekSnooty GoldSnowSnow WhiteSoldierSouth BeachSpa ChambraySpiritStar DustStarfishState St.SugarSummitSunny DaysSycamoreTahiti ChambrayTavernTawnyT ea RoseThe DakotaTheatricalTomatoTopazTremont St. Tropic 2TurquoiseTuscanTutuVictorianViennaVienna St.VikingViolateVioletWashington St.Water CressWatercresswedgwoodWhiteWhite BambooWhorl Singel Edge-Natural CottonWild AvocadoWild CornflowerWild FogWild LilacWilliamWineWinterWinter WhiteWisteriaWoodlandYakYellow»»link»»:»»none»»}02 inches03 inches04 inches05 inches06 inches07 inches08 inches09дюймы10 дюймов10 дюймов11в12 дюймов1 дюйм натуральный хлопок2 дюйм 2 дюйма лента Добби-кора2 дюйм лента Добби шамбре 3/4 дюйма натуральный хлопок 3/4 дюйма белый 3 дюйма 4,5 дюйма бахрома с массивной и крупной джутовой кисточкой 4 дюйма 5 дюймов 5 дюймов бахрома с массивной кисточкой — черный 5 дюймов бахрома с массивной кисточкой — черный 5 дюймов бахрома с массивной кисточкой — цвет фуксии 5 дюймов бахрома с массивной кисточкой — натуральный хлопок 5 дюймов Chunky Tassel Fringe-Navy6in7in8in8in Diamond Fringe-Citron9inAdmiralAdobeAlabasterAmethyst-213AphroditeAres (Black)AshAthenaAutumnAvacadoAvalonAzurite-211BambooBarcelonaBarleyBashfulBasketweave Jute Loop-SpaBasketweave Jute Loop-Winter WhiteBasketweave Jute-SpaBasketweave Loop-Bamboo JuteBasketweave Loop-Coral JuteBasketweave Loop-Lizard JuteBasketweave Loop-Mandarin JuteBasketweave Loop-Mud JuteBasketweave Loop -Натуральный хлопок и джутBasketweave Loop-Темно-синий джутBasketweave Loop-Rose JuteBasketweave Loop-Seafoam JuteBasketweave Loop-Spa JuteBasketweave Wool-BeachBasketweave Wool-Sea GullBasketweave-Beach CottageBasketweave-Deep CoralBasketweave-MochaBasketweave-NavyBasketweave-Sea lBirchBisqueBistroBlackBleached WhiteBlue LagoonBlushBlush BBoneBone WhiteBora BoraBrown-216BuxtonCabana-BardotCabana-BogartCabana-GarboCabana-HarlowCabana-HemingwayCabana-LorenCabana-PickfordCabana-Salvador 1Camlet Wool 2.
Tropic 2TurquoiseTuscanTutuVictorianViennaVienna St.VikingViolateVioletWashington St.Water CressWatercresswedgwoodWhiteWhite BambooWhorl Singel Edge-Natural CottonWild AvocadoWild CornflowerWild FogWild LilacWilliamWineWinterWinter WhiteWisteriaWoodlandYakYellow»»link»»:»»none»»}02 inches03 inches04 inches05 inches06 inches07 inches08 inches09дюймы10 дюймов10 дюймов11в12 дюймов1 дюйм натуральный хлопок2 дюйм 2 дюйма лента Добби-кора2 дюйм лента Добби шамбре 3/4 дюйма натуральный хлопок 3/4 дюйма белый 3 дюйма 4,5 дюйма бахрома с массивной и крупной джутовой кисточкой 4 дюйма 5 дюймов 5 дюймов бахрома с массивной кисточкой — черный 5 дюймов бахрома с массивной кисточкой — черный 5 дюймов бахрома с массивной кисточкой — цвет фуксии 5 дюймов бахрома с массивной кисточкой — натуральный хлопок 5 дюймов Chunky Tassel Fringe-Navy6in7in8in8in Diamond Fringe-Citron9inAdmiralAdobeAlabasterAmethyst-213AphroditeAres (Black)AshAthenaAutumnAvacadoAvalonAzurite-211BambooBarcelonaBarleyBashfulBasketweave Jute Loop-SpaBasketweave Jute Loop-Winter WhiteBasketweave Jute-SpaBasketweave Loop-Bamboo JuteBasketweave Loop-Coral JuteBasketweave Loop-Lizard JuteBasketweave Loop-Mandarin JuteBasketweave Loop-Mud JuteBasketweave Loop -Натуральный хлопок и джутBasketweave Loop-Темно-синий джутBasketweave Loop-Rose JuteBasketweave Loop-Seafoam JuteBasketweave Loop-Spa JuteBasketweave Wool-BeachBasketweave Wool-Sea GullBasketweave-Beach CottageBasketweave-Deep CoralBasketweave-MochaBasketweave-NavyBasketweave-Sea lBirchBisqueBistroBlackBleached WhiteBlue LagoonBlushBlush BBoneBone WhiteBora BoraBrown-216BuxtonCabana-BardotCabana-BogartCabana-GarboCabana-HarlowCabana-HemingwayCabana-LorenCabana-PickfordCabana-Salvador 1Camlet Wool 2. 25-BlushCamlet Wool 2.25-CadetCamlet Wool 2.25-JungleCamlet Wool 2.25-LizardCamlet Wool 2.25-MorelCamlet Wool 2.25-PeacockCamlet Wool 2,25-пампкинкамлет шерсть 2.25-taupecamlet. MandarinChevron Wool-MossyChevron Wool-PeacockChevron Wool-PumpkinChevron Wool-SassyChevron Wool-TaupeChevron Wool-WalnutChocolateChurroCitrine-206CitronCoastal LivingColonialCoolCopenCoralCupidDark GreyDark TanDDKF6.5-ChambrayDDKF6.5-CitronDDKF6.5-JuteDDKF6.5-Jute with Natural CottonDDKF6.5-LinenDDKF6.5- Естественный CottonDemeterDestinDivaDreamerDrifterDuneEclipseEden 2 1/4-Double BambooEden 2 1/4-Double CharmEden 2 1/4-Double HorizonEden 2 1/4-Double LizardEden 2 1/4-HarbourEden 2 1/4-HorizonEden 2 1/4-TangerineEden 2 1/ 4-Taupe Blue MistEden 2 1/4-White Blue MistEden 2in-Cape CodEden 2in-Faded RedEden 2in-Grey WashEden 2in-LemonadeEden 2in-NantucketEden 2in-SageEden 2in-SunburstEden 2in-TisburyEden-AgaveEden-Americana 6Eden-BasilEden-Blue IvyEden -Blue MistEden-HarborEden-HorizonEden-Island BlueEden-LipstickEden-PreppyEden-SandEden-TangerineEden-TomatoEden-Vintage WhiteEden-Vintage White, Eden-Americana 6, Eden-Island BlueEmerald-214Essex Jute-LizardEssex Jute-Natural CottonEssex Jute-PeacockEssex Jute- Radiant OrchidEssex Linen-MudEssex Linen-Natural CottonEssex-BlazeEssex-Carbon JuteEssex-Chambray JuteEssex-CharmEssex-Chocolate JuteEssex-Coral JuteEssex-DoveEssex-EmeraldEssex-Emerald JuteEssex-IceEssex-LilacEssex-LizardEssex-MallardEssex-MulberryEssex-NantucketEssex-NavyEssex-Navy JuteEssex- Ньюпор tEssex-PeacockEssex-PeonyEssex-PizzazEssex-Topaz JuteEssex-Yarrow JuteFaded JeansFaded RedFarmhouseFog BFreedomFrench BlueFrench FarmhouseFrench VillaFrenchieFresh GreenFuschiaG12 1.
25-BlushCamlet Wool 2.25-CadetCamlet Wool 2.25-JungleCamlet Wool 2.25-LizardCamlet Wool 2.25-MorelCamlet Wool 2.25-PeacockCamlet Wool 2,25-пампкинкамлет шерсть 2.25-taupecamlet. MandarinChevron Wool-MossyChevron Wool-PeacockChevron Wool-PumpkinChevron Wool-SassyChevron Wool-TaupeChevron Wool-WalnutChocolateChurroCitrine-206CitronCoastal LivingColonialCoolCopenCoralCupidDark GreyDark TanDDKF6.5-ChambrayDDKF6.5-CitronDDKF6.5-JuteDDKF6.5-Jute with Natural CottonDDKF6.5-LinenDDKF6.5- Естественный CottonDemeterDestinDivaDreamerDrifterDuneEclipseEden 2 1/4-Double BambooEden 2 1/4-Double CharmEden 2 1/4-Double HorizonEden 2 1/4-Double LizardEden 2 1/4-HarbourEden 2 1/4-HorizonEden 2 1/4-TangerineEden 2 1/ 4-Taupe Blue MistEden 2 1/4-White Blue MistEden 2in-Cape CodEden 2in-Faded RedEden 2in-Grey WashEden 2in-LemonadeEden 2in-NantucketEden 2in-SageEden 2in-SunburstEden 2in-TisburyEden-AgaveEden-Americana 6Eden-BasilEden-Blue IvyEden -Blue MistEden-HarborEden-HorizonEden-Island BlueEden-LipstickEden-PreppyEden-SandEden-TangerineEden-TomatoEden-Vintage WhiteEden-Vintage White, Eden-Americana 6, Eden-Island BlueEmerald-214Essex Jute-LizardEssex Jute-Natural CottonEssex Jute-PeacockEssex Jute- Radiant OrchidEssex Linen-MudEssex Linen-Natural CottonEssex-BlazeEssex-Carbon JuteEssex-Chambray JuteEssex-CharmEssex-Chocolate JuteEssex-Coral JuteEssex-DoveEssex-EmeraldEssex-Emerald JuteEssex-IceEssex-LilacEssex-LizardEssex-MallardEssex-MulberryEssex-NantucketEssex-NavyEssex-Navy JuteEssex- Ньюпор tEssex-PeacockEssex-PeonyEssex-PizzazEssex-Topaz JuteEssex-Yarrow JuteFaded JeansFaded RedFarmhouseFog BFreedomFrench BlueFrench FarmhouseFrench VillaFrenchieFresh GreenFuschiaG12 1.

 Как на больших производствах, так и на маленьких винокурнях могут пригодиться специальные прессы, которые помогут сделать процедуру отжимки сока легкой и быстрой.
Как на больших производствах, так и на маленьких винокурнях могут пригодиться специальные прессы, которые помогут сделать процедуру отжимки сока легкой и быстрой.
 Для семейных заготовок будет достаточно пресса на 3, 5, 10 л, для большого сада — 20-30 л, а для производства сока или вина на продажу пригодится пресс на 50 л.
Для семейных заготовок будет достаточно пресса на 3, 5, 10 л, для большого сада — 20-30 л, а для производства сока или вина на продажу пригодится пресс на 50 л. Однако при больших объемах не стоит отказываться от дробилки для ягод. Тогда выход сока будет значительно больше, а прикладывать усилий нужно будет меньше. Дробилки для ягод значительно проще яблочных и предназначены только для мягких плодов.
Однако при больших объемах не стоит отказываться от дробилки для ягод. Тогда выход сока будет значительно больше, а прикладывать усилий нужно будет меньше. Дробилки для ягод значительно проще яблочных и предназначены только для мягких плодов.
 14€
14€  Также необходимо приобрести электрическую дробилку для фруктов ЭСЭ-018 или электрическую мельницу для яблок ЭСЭ-055. С помощью этого комплекта можно выжимать более 50 литров яблочного сока в час, если одновременно работают несколько человек, например. все члены семьи. Первый человек собирает и моет фрукты, второй давит яблоки, а третий просто выжимает сок. Этот фруктовый пресс также удобен для отжима сока из винограда и других ягод, которые в большом количестве растут в вашем саду. Виноградный пресс подходит для приготовления сидра, вина и других сокосодержащих напитков.
Также необходимо приобрести электрическую дробилку для фруктов ЭСЭ-018 или электрическую мельницу для яблок ЭСЭ-055. С помощью этого комплекта можно выжимать более 50 литров яблочного сока в час, если одновременно работают несколько человек, например. все члены семьи. Первый человек собирает и моет фрукты, второй давит яблоки, а третий просто выжимает сок. Этот фруктовый пресс также удобен для отжима сока из винограда и других ягод, которые в большом количестве растут в вашем саду. Виноградный пресс подходит для приготовления сидра, вина и других сокосодержащих напитков. За один цикл прессования (загрузка яблочной массы, прессование, выгрузка бочки) можно отжать 6-8 литров яблочного сока.
За один цикл прессования (загрузка яблочной массы, прессование, выгрузка бочки) можно отжать 6-8 литров яблочного сока. )
) amazon.de/sp?_encoding=UTF8&asin=B07RQNJTP3&isAmazonFulfilled=0&isCBA=&marketplaceID=A1PA6795UKMFR9&orderID=&seller=A3UYDZ85W83RX4&tab=&vasStoreID=
amazon.de/sp?_encoding=UTF8&asin=B07RQNJTP3&isAmazonFulfilled=0&isCBA=&marketplaceID=A1PA6795UKMFR9&orderID=&seller=A3UYDZ85W83RX4&tab=&vasStoreID= Il resto эра ben imballato.
Il resto эра ben imballato.
 Спасибо!
Спасибо!
 Просто оставьте поле пустым, если хотите позвонить.
Просто оставьте поле пустым, если хотите позвонить. youtube.com/embed/rST5nUC87AM?rel=0&showinfo=0″ frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/rST5nUC87AM?rel=0&showinfo=0″ frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/> 
 Используя такое приспособление, базовым элементом для которого, кроме рабочего стола, может выступать боковая сторона обрабатываемой детали или направляющая рейка, выполняют обработку пазов на заготовке, а также осуществляют фрезерование ее кромочной части.
Используя такое приспособление, базовым элементом для которого, кроме рабочего стола, может выступать боковая сторона обрабатываемой детали или направляющая рейка, выполняют обработку пазов на заготовке, а также осуществляют фрезерование ее кромочной части.
 Между тем, в отличие от параллельного упора, такая направляющая для фрезера может располагаться под любым углом к кромке обрабатываемого изделия. Таким образом, направляющая шина может обеспечить возможность точного перемещения фрезера в ходе обработки дерева практически в любом направлении в горизонтальной плоскости. Направляющая шина, оснащенная дополнительными конструктивными элементами, пригодится также при фрезеровании отверстий, располагаемых в дереве с определенным шагом.
Между тем, в отличие от параллельного упора, такая направляющая для фрезера может располагаться под любым углом к кромке обрабатываемого изделия. Таким образом, направляющая шина может обеспечить возможность точного перемещения фрезера в ходе обработки дерева практически в любом направлении в горизонтальной плоскости. Направляющая шина, оснащенная дополнительными конструктивными элементами, пригодится также при фрезеровании отверстий, располагаемых в дереве с определенным шагом.
 Если положить и зафиксировать брусок одновременно на двух (и даже более) заготовках из дерева, то можно выполнить фрезерование паза на их поверхности за один проход.
Если положить и зафиксировать брусок одновременно на двух (и даже более) заготовках из дерева, то можно выполнить фрезерование паза на их поверхности за один проход.
 В том случае, если при изготовлении данного приспособления вы ориентировались только на край фрезы и край паза, который необходимо сформировать с ее помощью, применять такое устройство можно будет только с фрезами одного диаметра.
В том случае, если при изготовлении данного приспособления вы ориентировались только на край фрезы и край паза, который необходимо сформировать с ее помощью, применять такое устройство можно будет только с фрезами одного диаметра.


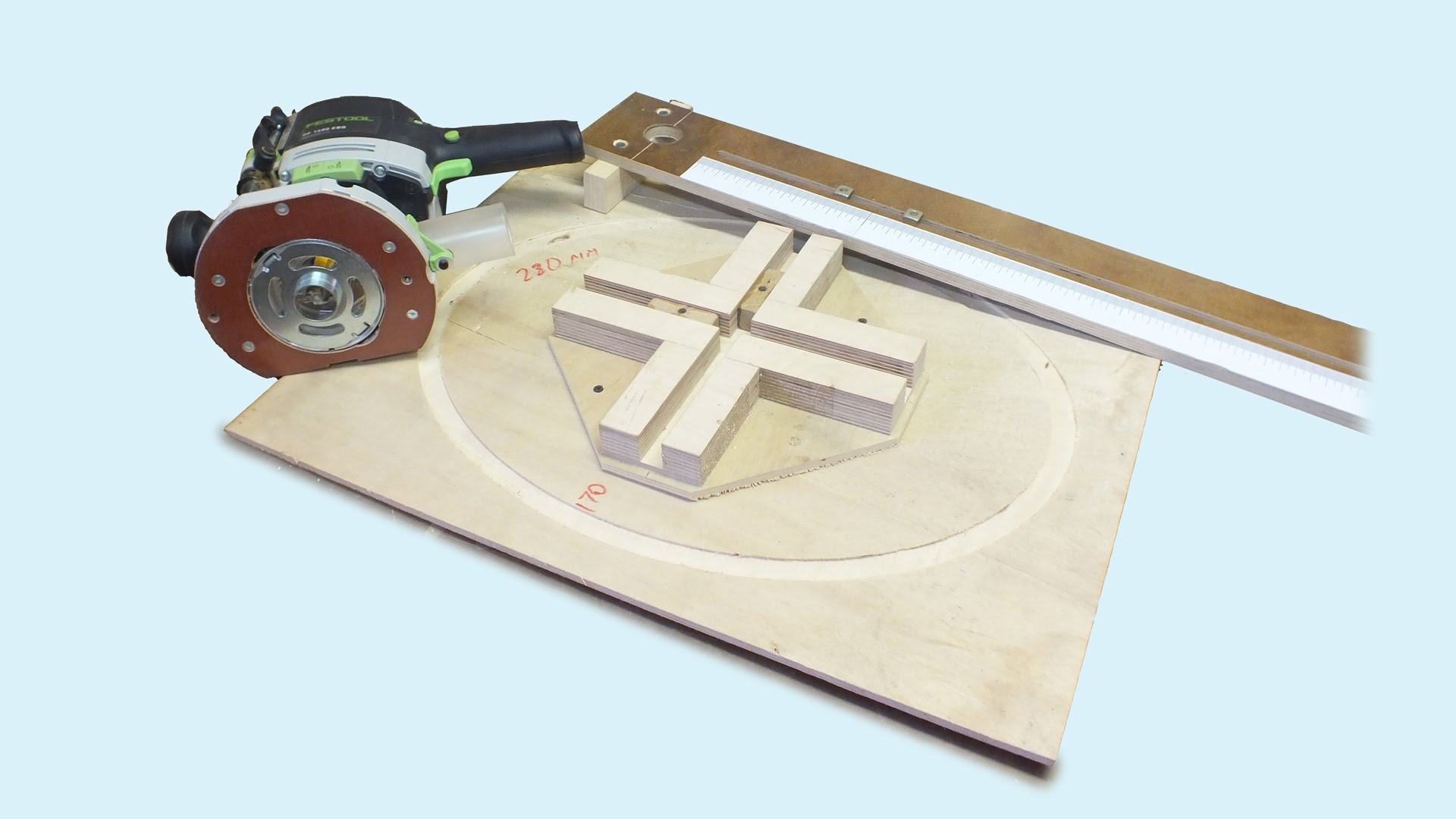 Более удобными в использовании являются циркульные приспособления, в конструкции которых предусмотрены две штанги, а не одна.
Более удобными в использовании являются циркульные приспособления, в конструкции которых предусмотрены две штанги, а не одна.
 Если данная оснастка используется для выполнения фрезерования по круглому контуру, то задействуется один башмак, а если по овальному, то оба. Сделанный таким приспособлением вырез отличается более высоким качеством, чем если бы он был выполнен с использованием лобзика или ленточной пилы. Объясняется это тем, что обработка при помощи фрезера, используемого в данном случае, осуществляется инструментом, который вращается с высокой скоростью.
Если данная оснастка используется для выполнения фрезерования по круглому контуру, то задействуется один башмак, а если по овальному, то оба. Сделанный таким приспособлением вырез отличается более высоким качеством, чем если бы он был выполнен с использованием лобзика или ленточной пилы. Объясняется это тем, что обработка при помощи фрезера, используемого в данном случае, осуществляется инструментом, который вращается с высокой скоростью.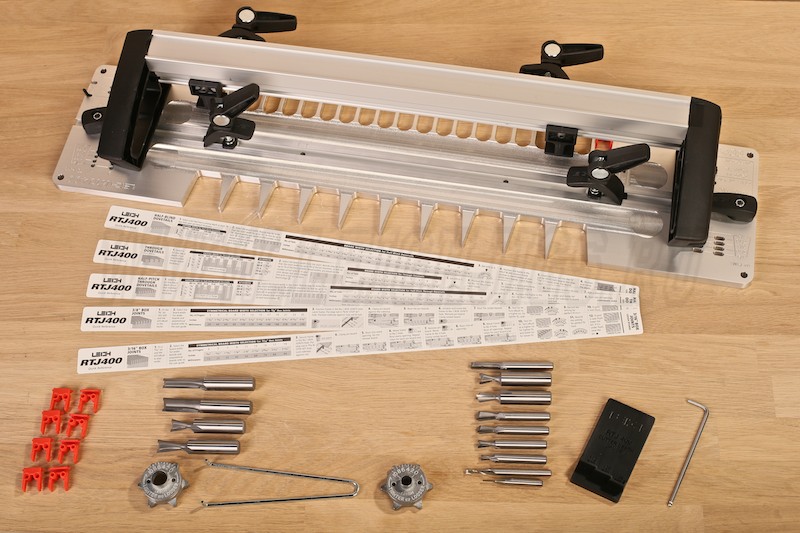 На основании, которое может иметь как круглую, так и прямоугольную форму, установлены два штыря, задача которых заключается в том, чтобы обеспечить прямолинейное движение фрезера в процессе обработки.
На основании, которое может иметь как круглую, так и прямоугольную форму, установлены два штыря, задача которых заключается в том, чтобы обеспечить прямолинейное движение фрезера в процессе обработки.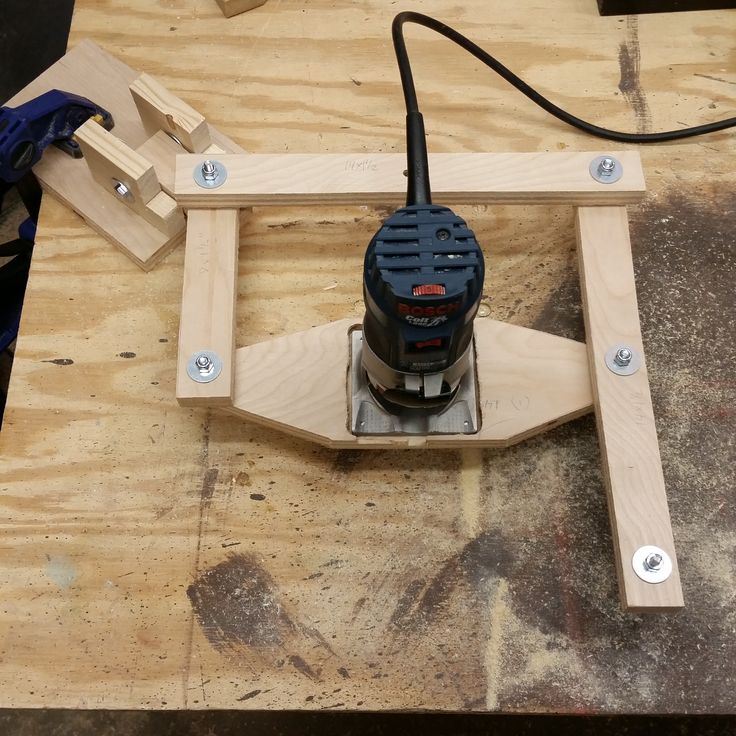 Решают такую задачу при помощи двух досок, которые крепятся с обеих сторон обрабатываемого изделия таким образом, чтобы сформировать с поверхностью, на которой выполняется паз, одну плоскость. Сам фрезер при использовании такого технологического приема позиционируется при помощи параллельного упора.
Решают такую задачу при помощи двух досок, которые крепятся с обеих сторон обрабатываемого изделия таким образом, чтобы сформировать с поверхностью, на которой выполняется паз, одну плоскость. Сам фрезер при использовании такого технологического приема позиционируется при помощи параллельного упора.
 youtube.com/embed/oRX0nX3_8Gw»/>
youtube.com/embed/oRX0nX3_8Gw»/>

 Чтобы создавать своими руками настоящие шедевры из такого натурального материала, необходимо иметь ручной фрезер и обладать необходимыми навыками его использования.
Чтобы создавать своими руками настоящие шедевры из такого натурального материала, необходимо иметь ручной фрезер и обладать необходимыми навыками его использования.
 Изготовить их собственноручно можно из обычных брусков.
Изготовить их собственноручно можно из обычных брусков.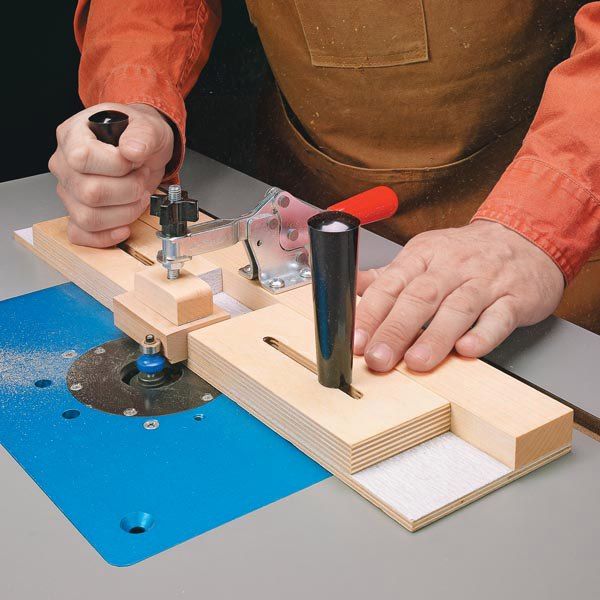 Состоит оно из:
Состоит оно из:

 Мы предлагаем различные дополнительные приспособления для обработки, которые можно добавить, чтобы максимизировать производительность и производительность вашего станка. Мы сочетаем качественные материалы с инновационными инженерными методами и эффективными технологиями сборки при разработке решений по обработке для конкретных клиентов. Наша команда будет работать с вами, чтобы разработать систему, которая соответствует выбранному вами рынку, функциям, бюджету и срокам.
Мы предлагаем различные дополнительные приспособления для обработки, которые можно добавить, чтобы максимизировать производительность и производительность вашего станка. Мы сочетаем качественные материалы с инновационными инженерными методами и эффективными технологиями сборки при разработке решений по обработке для конкретных клиентов. Наша команда будет работать с вами, чтобы разработать систему, которая соответствует выбранному вами рынку, функциям, бюджету и срокам.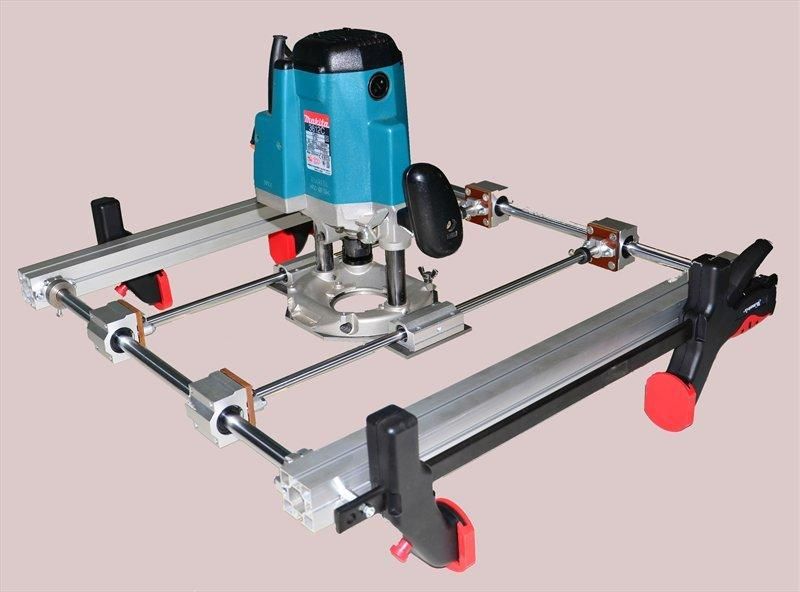 Эти специальные салазки подключены к системе воздуховодов, но расположены за пределами рабочей зоны и направляют весь мусор в систему сбора Дональдсон Торрет (или аналогичную).
Эти специальные салазки подключены к системе воздуховодов, но расположены за пределами рабочей зоны и направляют весь мусор в систему сбора Дональдсон Торрет (или аналогичную).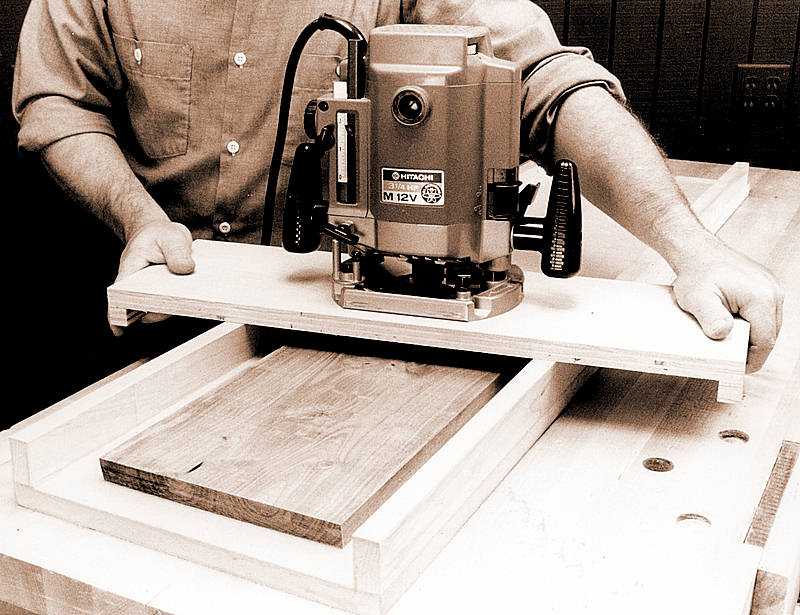 Наша платформа управления может взаимодействовать с большинством любых систем управления поддонами и может быть настроена или расширена по мере необходимости.
Наша платформа управления может взаимодействовать с большинством любых систем управления поддонами и может быть настроена или расширена по мере необходимости. Возможность увеличения длины поперечного моста сверх требований рабочей зоны может предоставить пространство для настройки, которая оптимизирует эффективность. Одним из примеров является интеграция (7) осевого робота, который движется вдоль оси X станка, чтобы вводить детали в рабочую зону и из нее или размещать инструменты в рабочей зоне. Использование новейших роботизированных технологий может привести к низкозатратному сценарию с высокой прибылью, в котором устройства или детали безопасно загружаются в одну область рабочей зоны, в то время как машина обрабатывает другую область.
Возможность увеличения длины поперечного моста сверх требований рабочей зоны может предоставить пространство для настройки, которая оптимизирует эффективность. Одним из примеров является интеграция (7) осевого робота, который движется вдоль оси X станка, чтобы вводить детали в рабочую зону и из нее или размещать инструменты в рабочей зоне. Использование новейших роботизированных технологий может привести к низкозатратному сценарию с высокой прибылью, в котором устройства или детали безопасно загружаются в одну область рабочей зоны, в то время как машина обрабатывает другую область.
 Насадка крепится к стойке четырьмя болтами и может поворачиваться также под любым углом.
Насадка крепится к стойке четырьмя болтами и может поворачиваться также под любым углом.

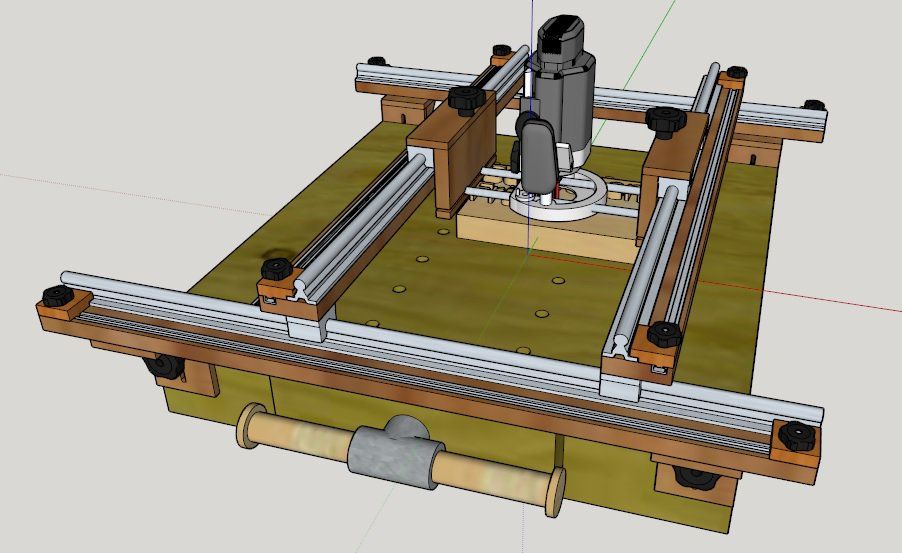 Обычно он используется в качестве мертвой точки для поддержки работы.
Обычно он используется в качестве мертвой точки для поддержки работы. Однако размер работы, которую можно удерживать тисками, ограничен.
Однако размер работы, которую можно удерживать тисками, ограничен. Крупногабаритные концевые и торцевые фрезы монтируются непосредственно на цапфе шпинделя с центром снаружи и зажимаются на торце шпинделя.
Крупногабаритные концевые и торцевые фрезы монтируются непосредственно на цапфе шпинделя с центром снаружи и зажимаются на торце шпинделя. Базовые направляющие разной длины можно использовать и комбинировать для получения тисков двойного действия.
Базовые направляющие разной длины можно использовать и комбинировать для получения тисков двойного действия. Он монтируется на неподвижном столе и состоит из универсального делительного устройства, которое обеспечивает прямое, непрямое и дифференциальное индексирование. Задняя бабка делительного устройства может регулироваться по высоте и углу наклона.
Он монтируется на неподвижном столе и состоит из универсального делительного устройства, которое обеспечивает прямое, непрямое и дифференциальное индексирование. Задняя бабка делительного устройства может регулироваться по высоте и углу наклона. д.).
д.).
 Все детали, подвергающиеся большой нагрузке, например. шпиндели и конические шестерни закалены и отшлифованы.
Все детали, подвергающиеся большой нагрузке, например. шпиндели и конические шестерни закалены и отшлифованы.
 Все припои маркируются для удобства, цифра в маркировке обозначает процентное содержание серебра. Например, в припое ПСр-45 — 45% серебра, остальное приходится на медь и цинк. В некоторых случаях используют припои с содержанием серебра 70%. Чем выше содержание серебра, тем крепче получится соединение.
Все припои маркируются для удобства, цифра в маркировке обозначает процентное содержание серебра. Например, в припое ПСр-45 — 45% серебра, остальное приходится на медь и цинк. В некоторых случаях используют припои с содержанием серебра 70%. Чем выше содержание серебра, тем крепче получится соединение.

 От кислотного раствора можно получить химический ожог (не только кожи, но и дыхательных путей), а от открытого пламени горелки может случиться пожар.
От кислотного раствора можно получить химический ожог (не только кожи, но и дыхательных путей), а от открытого пламени горелки может случиться пожар. Мы вышлем вам инструкции по получению нового пароля.
Мы вышлем вам инструкции по получению нового пароля. А проблемы, возникающие в запорном механизме, могут привести к потере изделия. Как починить золотую или серебряную цепочку в домашних условиях и что для этого необходимо? Можно ли починить порвавшуюся цепочку, чтобы место разрыва было незаметным?
А проблемы, возникающие в запорном механизме, могут привести к потере изделия. Как починить золотую или серебряную цепочку в домашних условиях и что для этого необходимо? Можно ли починить порвавшуюся цепочку, чтобы место разрыва было незаметным?

 Поэтому лучший выход из ситуации — воспользоваться услугами мастеров по ремонту ювелирных изделий.
Поэтому лучший выход из ситуации — воспользоваться услугами мастеров по ремонту ювелирных изделий.

 Вы увидите результаты объявлений, основанные на таких факторах, как релевантность и сумма, которую продавцы платят за клик. Учить больше.
Вы увидите результаты объявлений, основанные на таких факторах, как релевантность и сумма, которую продавцы платят за клик. Учить больше. Inc.
Inc. Плоскогубцы, круглогубцы, цепные плоскогубцы и кусачки с заподлицо.
Плоскогубцы, круглогубцы, цепные плоскогубцы и кусачки с заподлицо. Этого вам хватит надолго, так как вы будете резать его очень мелко.
Этого вам хватит надолго, так как вы будете резать его очень мелко.
 от 3 до 3 1/2 дюйма. Чтобы не перегибаться и не гнуться. Возьмите каждый конец, закрутите по кругу в двух точках. Это удержит круг на месте. Положите кружок на угольный блок и нагрейте горелкой до тускло-красного цвета. Уберите горелку и дайте остыть. Когда остынет, поместите в рассол. Это очистит его.
от 3 до 3 1/2 дюйма. Чтобы не перегибаться и не гнуться. Возьмите каждый конец, закрутите по кругу в двух точках. Это удержит круг на месте. Положите кружок на угольный блок и нагрейте горелкой до тускло-красного цвета. Уберите горелку и дайте остыть. Когда остынет, поместите в рассол. Это очистит его.


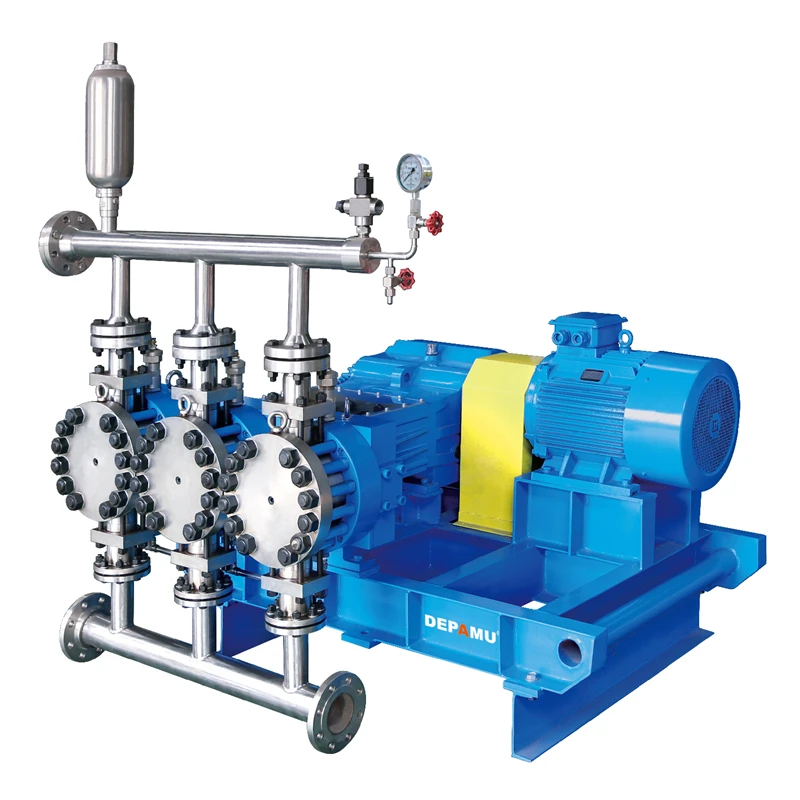 В дифференциальном насосе (рис. 7.5) поршень 4 перемещается в гладко обработанном цилиндре 5. Уплотнением поршня служит сальник 3 (вариант I) или малый зазор (вариант II) со стенкой цилиндра. Насос имеет два клапана: всасывающий 7 и нагнетательный 6, а также вспомогательную камеру 1. Всасывание происходит за один ход поршня, а нагнетание за оба хода. Так, при ходе поршня влево из вспомогательной камеры в нагнетательный трубопровод 2 вытесняется объем жидкости, равный (F — f) l; при ходе поршня вправо из основной камеры вытесняется объем жидкости, равный fl. Таким образом, за оба хода поршня в нагнетательный трубопровод будет подан объем жидкости, равный.
В дифференциальном насосе (рис. 7.5) поршень 4 перемещается в гладко обработанном цилиндре 5. Уплотнением поршня служит сальник 3 (вариант I) или малый зазор (вариант II) со стенкой цилиндра. Насос имеет два клапана: всасывающий 7 и нагнетательный 6, а также вспомогательную камеру 1. Всасывание происходит за один ход поршня, а нагнетание за оба хода. Так, при ходе поршня влево из вспомогательной камеры в нагнетательный трубопровод 2 вытесняется объем жидкости, равный (F — f) l; при ходе поршня вправо из основной камеры вытесняется объем жидкости, равный fl. Таким образом, за оба хода поршня в нагнетательный трубопровод будет подан объем жидкости, равный.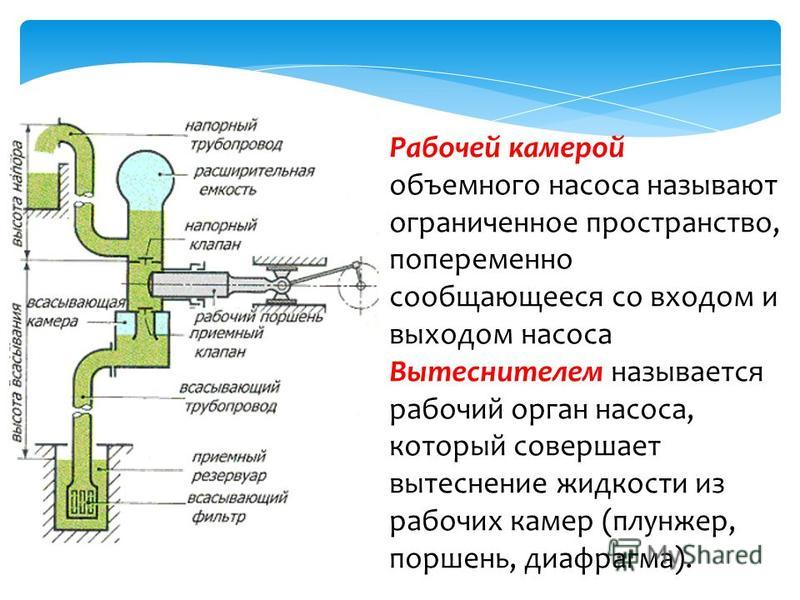

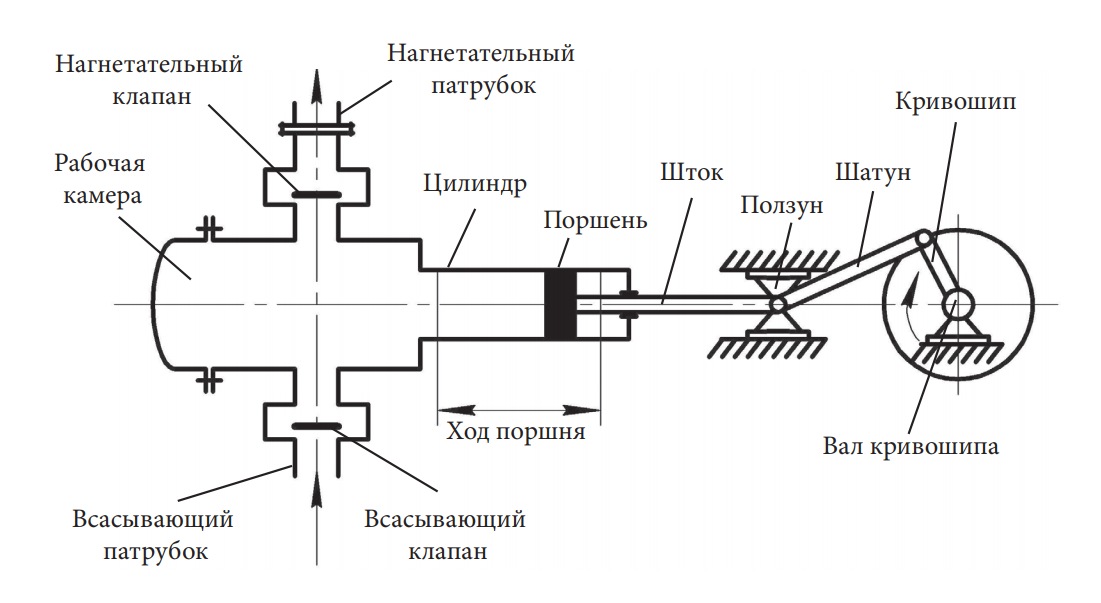 При пульсациях давления в напорной линии диафрагма перемещается и сжатый газ над диафрагмой то сжимается, то расширяется, поддерживая тем самым более равномерным давление в напорной линии.
При пульсациях давления в напорной линии диафрагма перемещается и сжатый газ над диафрагмой то сжимается, то расширяется, поддерживая тем самым более равномерным давление в напорной линии.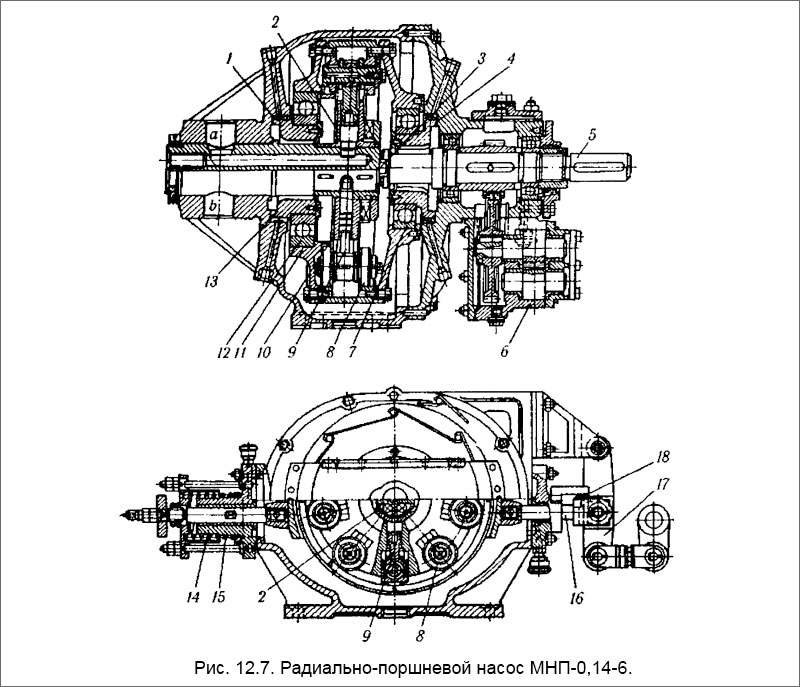 ..
.. Geophys. Res. 1991. Vol. 96, No A12. P. 1159−1172. 29. Picone J.M., Hedin A.E., Drob D.P., Aikin A.C. NRLMSISE-00 empirical model of the atmosphere: Statistical comparisons and scientific issues…
Geophys. Res. 1991. Vol. 96, No A12. P. 1159−1172. 29. Picone J.M., Hedin A.E., Drob D.P., Aikin A.C. NRLMSISE-00 empirical model of the atmosphere: Statistical comparisons and scientific issues… Туркменская ССР вывозит в РСФСР 93,5% добываемого природного газа, 64% центробежных нефтяных насосов, 69% кабельных изделий, 59% вентиляторов для градирен, продукцию химической промышленности и другие виды промышленной продукции. Туркменистан — составная часть Среднеазиатского экономического района. Удельный вес ввоза из республик…
Туркменская ССР вывозит в РСФСР 93,5% добываемого природного газа, 64% центробежных нефтяных насосов, 69% кабельных изделий, 59% вентиляторов для градирен, продукцию химической промышленности и другие виды промышленной продукции. Туркменистан — составная часть Среднеазиатского экономического района. Удельный вес ввоза из республик… ..
..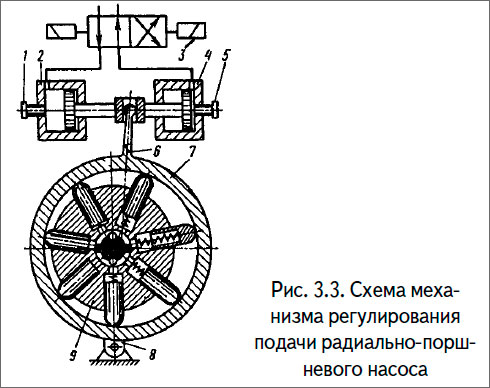 ) на китайском острове Юнсин (англ. — Woody Island, кит. — Ж вьет. — Bao Phu Lam) в провинции Хайнань, который является самым крупным по площади из Парасельских островов (см. рис. 2). По заявлениям китайских властей в будущем город станет центром нового административного района, куда…
) на китайском острове Юнсин (англ. — Woody Island, кит. — Ж вьет. — Bao Phu Lam) в провинции Хайнань, который является самым крупным по площади из Парасельских островов (см. рис. 2). По заявлениям китайских властей в будущем город станет центром нового административного района, куда… Иногда его отвлекают другие самки, что ведет к прерыванию ухаживания за первой. Дельфин плавает вокруг подруги, принимая различные позы и демонстрируя себя; принимает вертикальное положение, выставив хвост из воды и ритмично ударяя им по воде. Самка, проплывая мимо, прикасается его головы или брюха плавниками или внезапно…
Иногда его отвлекают другие самки, что ведет к прерыванию ухаживания за первой. Дельфин плавает вокруг подруги, принимая различные позы и демонстрируя себя; принимает вертикальное положение, выставив хвост из воды и ритмично ударяя им по воде. Самка, проплывая мимо, прикасается его головы или брюха плавниками или внезапно… Для определения условий минералообразования изучались газово-жидкие включения в кварце, кальците, эпи-доте и аксините, входящих в состав кварцевых жил. Особенно детально проанализированы флюидные включения в золоторудном кварце. Полученные данные сопоставлялись с результатами изучения незолоторудного кварца, отобранного как на Верх-ненияюском участке, так…
Для определения условий минералообразования изучались газово-жидкие включения в кварце, кальците, эпи-доте и аксините, входящих в состав кварцевых жил. Особенно детально проанализированы флюидные включения в золоторудном кварце. Полученные данные сопоставлялись с результатами изучения незолоторудного кварца, отобранного как на Верх-ненияюском участке, так… Интерфейс поршень/цилиндр аксиально-поршневой машины вносит значительный вклад в рассеяние чистой энергии машины из-за утечек и вязкого трения. Текущие решения обычно требуют обработки на микронном уровне, что увеличивает производственные затраты.
Интерфейс поршень/цилиндр аксиально-поршневой машины вносит значительный вклад в рассеяние чистой энергии машины из-за утечек и вязкого трения. Текущие решения обычно требуют обработки на микронном уровне, что увеличивает производственные затраты.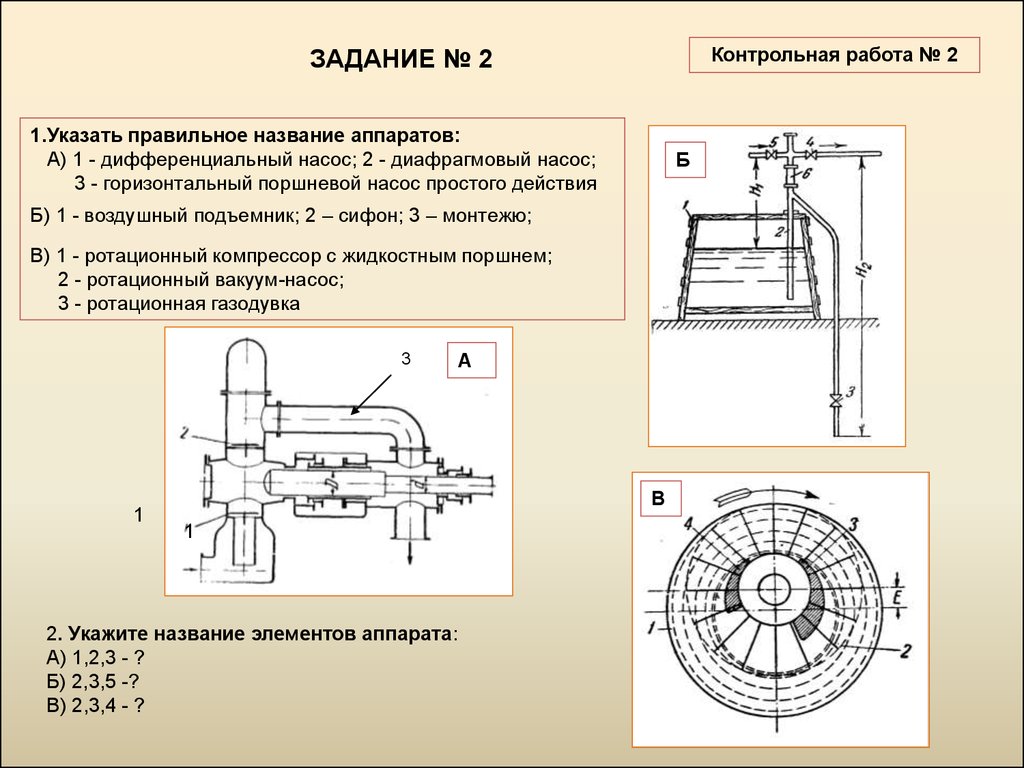
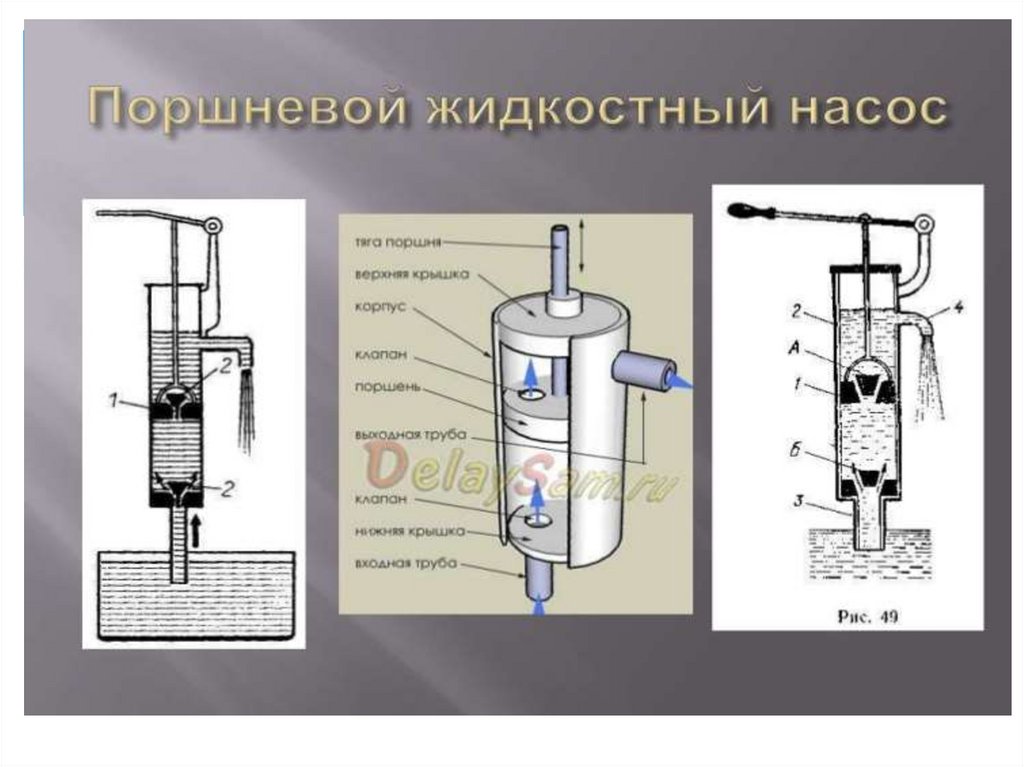
 1007/s11831-016-9180-5.
1007/s11831-016-9180-5.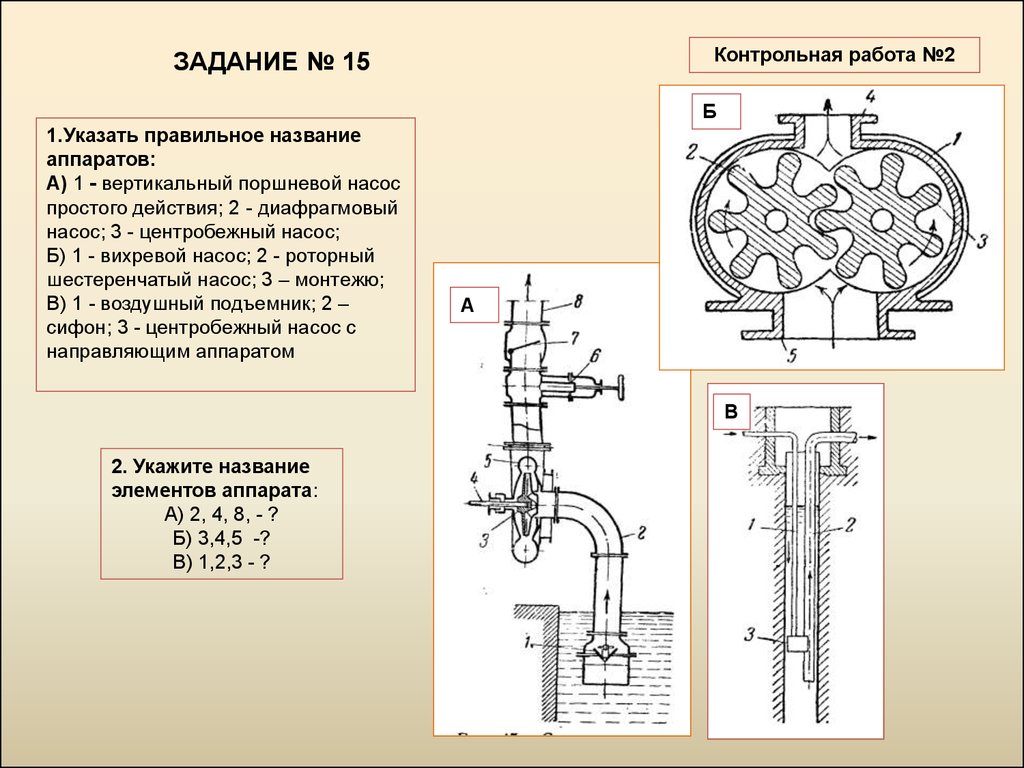
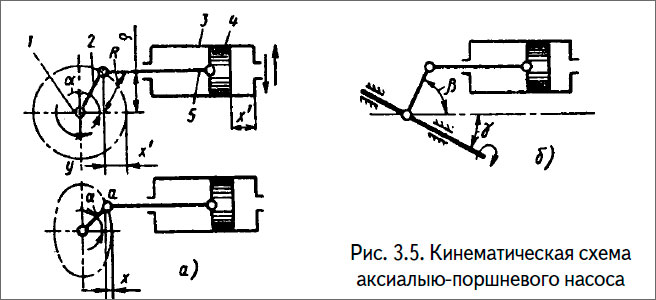 1007/с11831-016-9180-5
1007/с11831-016-9180-5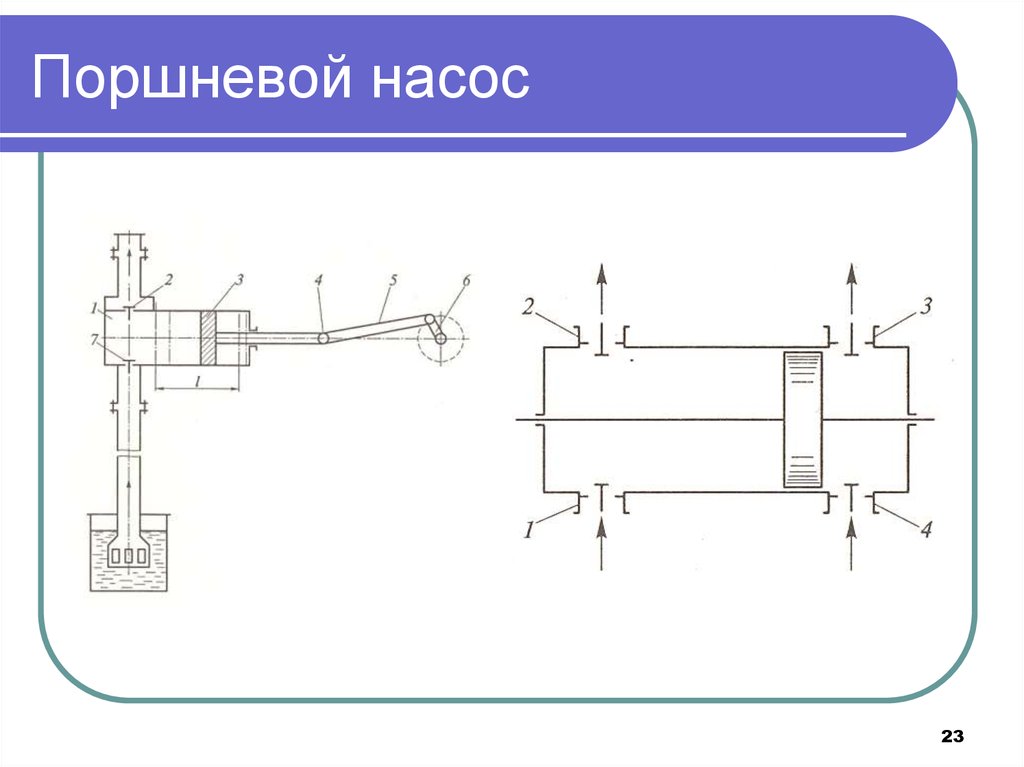
 2
2 4
4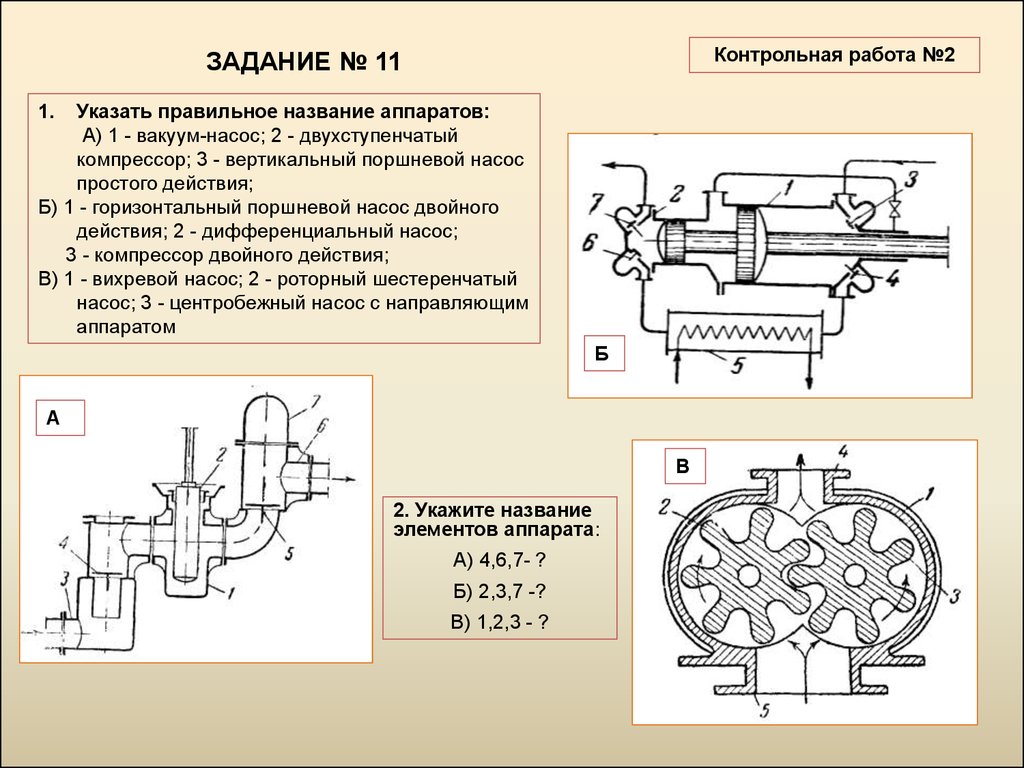 6
6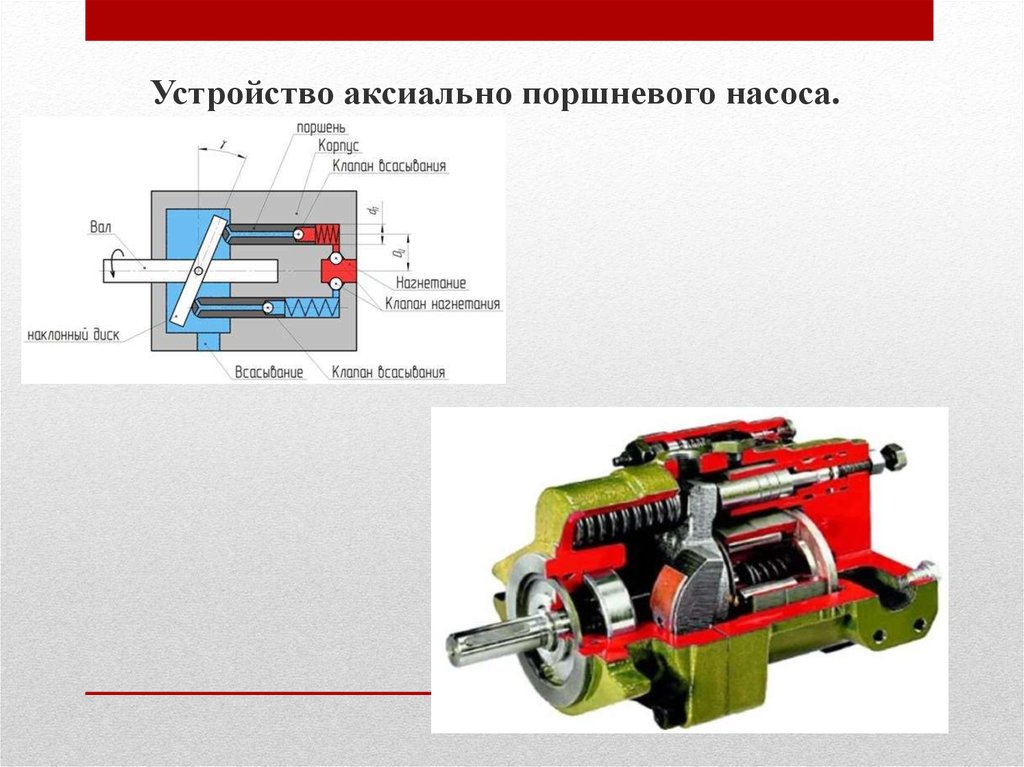 8
8 10
10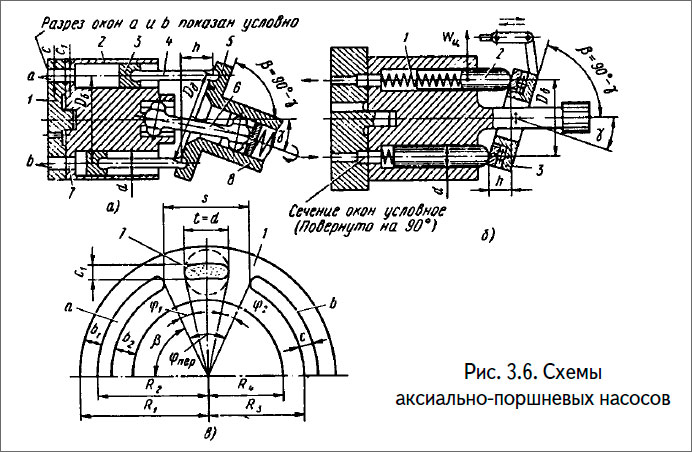 13
13 15
15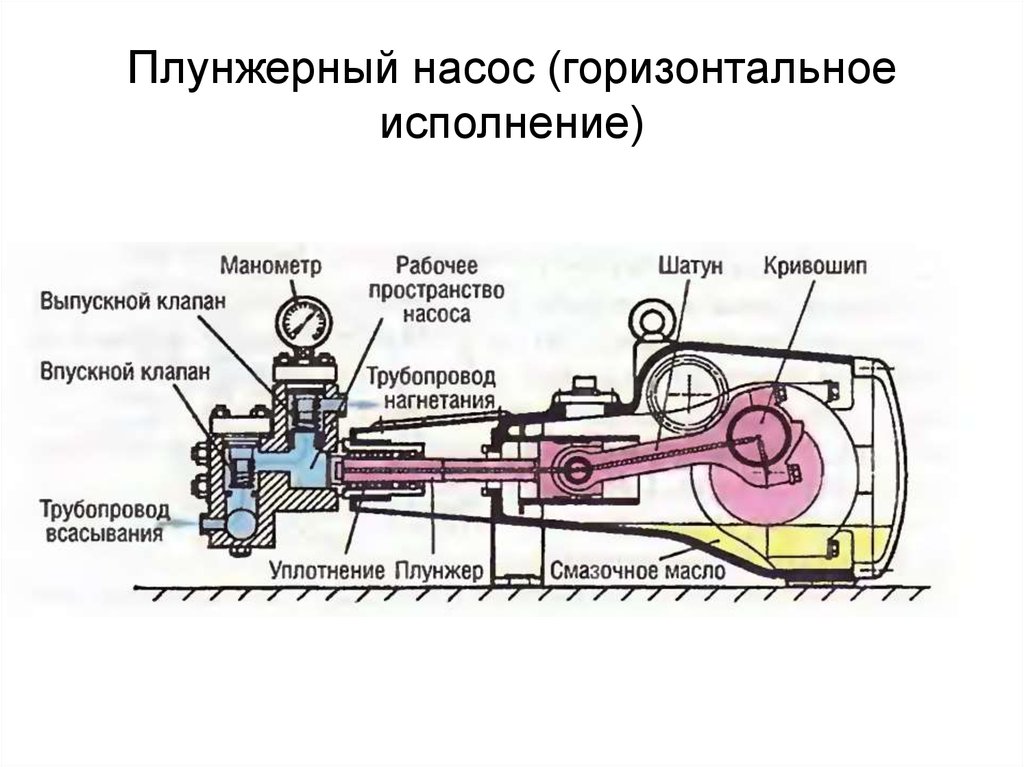 17
17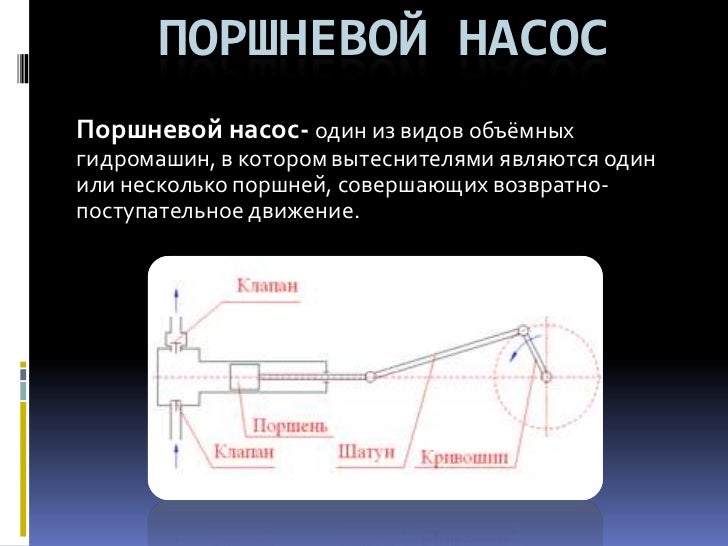 20
20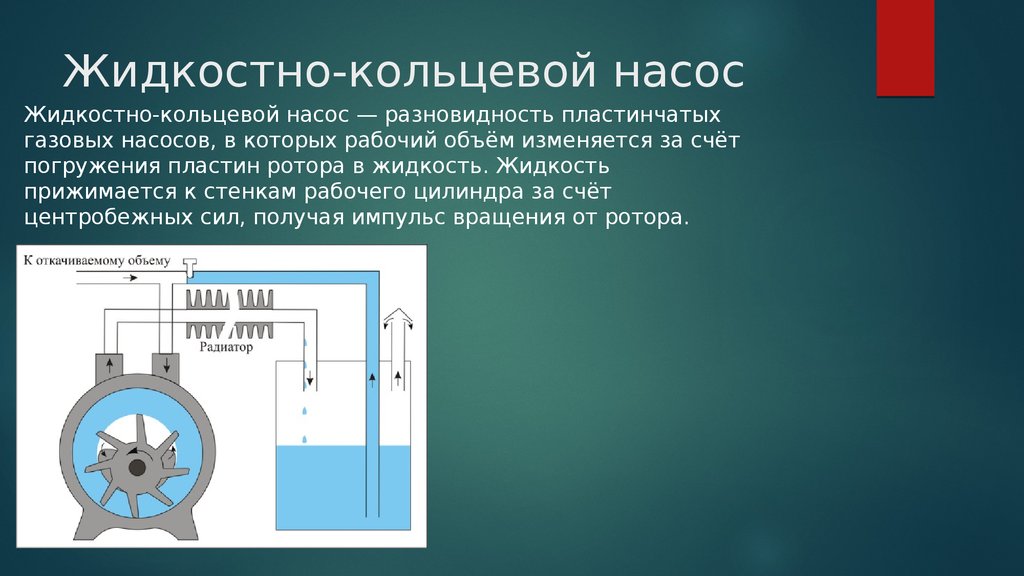 22
22 24
24 28
28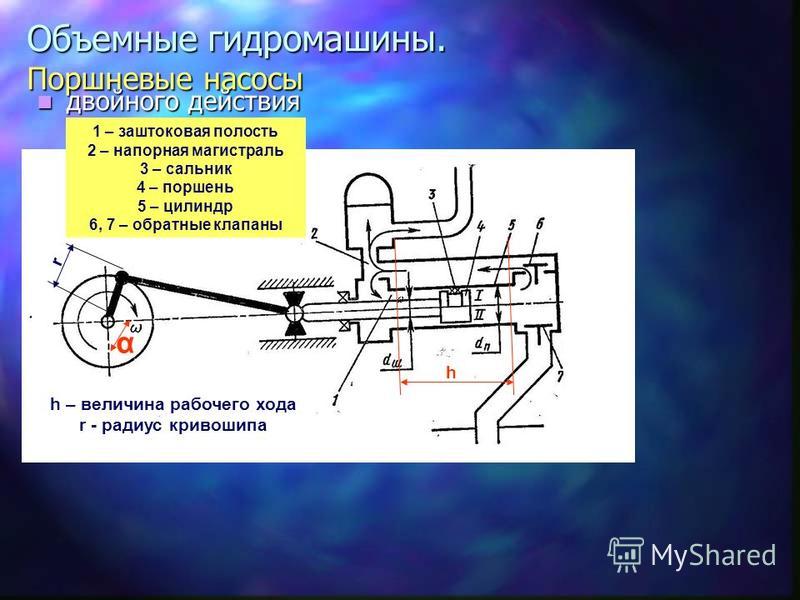 31
31 33
33 35
35 37
37 39
39 41
41
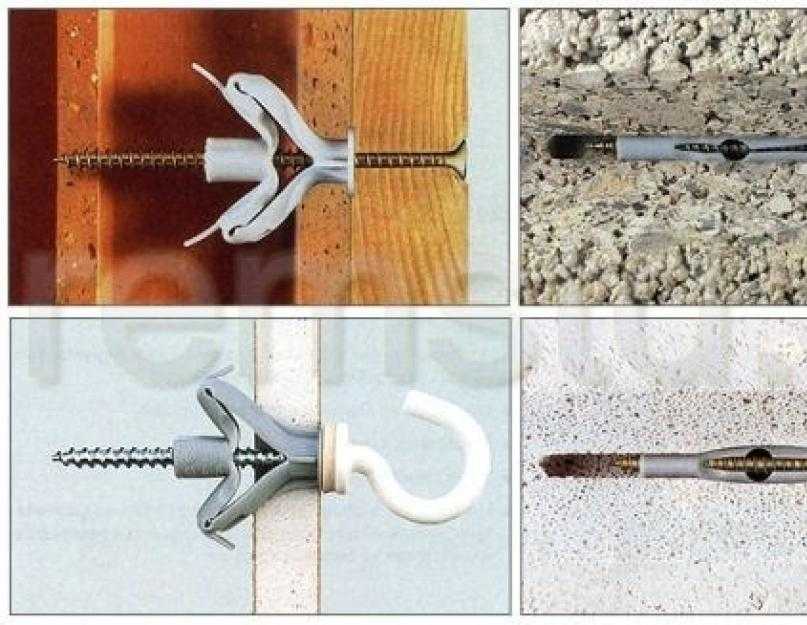 Но есть ряд требований, общих для всех изделий, которые предназначены для установки в кирпичные стены:
Но есть ряд требований, общих для всех изделий, которые предназначены для установки в кирпичные стены:
 Это можно сделать при помощи специальной щетки, промышленного пылесоса или подручных средств.
Это можно сделать при помощи специальной щетки, промышленного пылесоса или подручных средств.

 Система состоит из двух частей: опорный стержень (болт) и распорная гильза. Анкера для кирпичных стен изготавливают различной длины и диаметров, то есть под каждую величину нагрузки подбирают определённый вид крепежа.
Система состоит из двух частей: опорный стержень (болт) и распорная гильза. Анкера для кирпичных стен изготавливают различной длины и диаметров, то есть под каждую величину нагрузки подбирают определённый вид крепежа. Рассмотрим некоторые виды крепежа:
Рассмотрим некоторые виды крепежа: youtube.com/embed/kdW62uNlPdQ?rel=0&showinfo=0″ allowfullscreen=»allowfullscreen»>
youtube.com/embed/kdW62uNlPdQ?rel=0&showinfo=0″ allowfullscreen=»allowfullscreen»> 
 Однако такое положение анкеров может привести к печальным последствиям. При большой нагрузке цемент крошится, и навесные предметы могут просто рухнуть на пол.
Однако такое положение анкеров может привести к печальным последствиям. При большой нагрузке цемент крошится, и навесные предметы могут просто рухнуть на пол. Если имеется более одного анкера, может быть сложно правильно совместить все отверстия для установки. Для анкеров с внутренней резьбой также необходимо просверлить большое отверстие, поскольку размер отверстия равен внешнему диаметру анкера. Якорь женского типа придаст более законченный вид, потому что форма головки и тип используемого болта не будут выступать на большое расстояние от поверхности.
Если имеется более одного анкера, может быть сложно правильно совместить все отверстия для установки. Для анкеров с внутренней резьбой также необходимо просверлить большое отверстие, поскольку размер отверстия равен внешнему диаметру анкера. Якорь женского типа придаст более законченный вид, потому что форма головки и тип используемого болта не будут выступать на большое расстояние от поверхности. Анкеры-втулки универсальны и могут использоваться в полнотелом кирпиче, кирпиче с отверстиями или растворном шве. Гильзовые анкеры имеют самые разнообразные типы головок и бывают с круглой прорезной головкой, плоской головкой с потайной головкой Phillips, круглой головкой или стандартной шестигранной гайкой. Оцинкованные гильзовые анкеры следует использовать в сухих помещениях внутри помещений, гильзовые анкеры из нержавеющей стали следует рассматривать для использования вне помещений. Все анкерные втулки поставляются предварительно собранными и готовыми к использованию. Отверстие, которое необходимо просверлить в кирпиче, имеет тот же диаметр, что и используемый анкер-втулка. Для просверливания отверстия в кирпиче необходимо использовать ударную дрель с твердосплавным наконечником.
Анкеры-втулки универсальны и могут использоваться в полнотелом кирпиче, кирпиче с отверстиями или растворном шве. Гильзовые анкеры имеют самые разнообразные типы головок и бывают с круглой прорезной головкой, плоской головкой с потайной головкой Phillips, круглой головкой или стандартной шестигранной гайкой. Оцинкованные гильзовые анкеры следует использовать в сухих помещениях внутри помещений, гильзовые анкеры из нержавеющей стали следует рассматривать для использования вне помещений. Все анкерные втулки поставляются предварительно собранными и готовыми к использованию. Отверстие, которое необходимо просверлить в кирпиче, имеет тот же диаметр, что и используемый анкер-втулка. Для просверливания отверстия в кирпиче необходимо использовать ударную дрель с твердосплавным наконечником. Оба диаметра имеют длину 1-1/4″, 1-3/4″, 2-1/4″, 2-3/4″, 3-1/4″, 3-3/4″ и 4 ; диаметр 1/4 дюйма также имеет длину 5 дюймов и 6 дюймов. Прежде чем вставлять винт Tapcon, в кирпиче необходимо просверлить отверстие. Резьба tapcon врезается в кирпич, обеспечивая превосходную удерживающую способность. Единственная проблема, которая может возникнуть при использовании тапкона в кирпиче, заключается в том, что при использовании очень твердого абразивного кирпича способность свинцовой нити ударять по кирпичу может быть уменьшена до того, как головка тапкона плотно прилегает к закрепляемому приспособлению. Когда это происходит, тапкон перестает постукивать, и, если прикладывать продолжительный крутящий момент, тапкон может срезаться. Отверстие, которое просверливается в кирпиче, имеет диаметр чуть меньше диаметра устанавливаемого тапкона; для крана 3/16 дюйма требуется отверстие 5/32 дюйма, а для крана 1/4 дюйма требуется отверстие 3/16 дюйма. Шуруп по бетону марки Tapcon поставляется со стандартным синим покрытием Climaseal® или из нержавеющей стали 410 с серебристым покрытием Climaseal®.
Оба диаметра имеют длину 1-1/4″, 1-3/4″, 2-1/4″, 2-3/4″, 3-1/4″, 3-3/4″ и 4 ; диаметр 1/4 дюйма также имеет длину 5 дюймов и 6 дюймов. Прежде чем вставлять винт Tapcon, в кирпиче необходимо просверлить отверстие. Резьба tapcon врезается в кирпич, обеспечивая превосходную удерживающую способность. Единственная проблема, которая может возникнуть при использовании тапкона в кирпиче, заключается в том, что при использовании очень твердого абразивного кирпича способность свинцовой нити ударять по кирпичу может быть уменьшена до того, как головка тапкона плотно прилегает к закрепляемому приспособлению. Когда это происходит, тапкон перестает постукивать, и, если прикладывать продолжительный крутящий момент, тапкон может срезаться. Отверстие, которое просверливается в кирпиче, имеет диаметр чуть меньше диаметра устанавливаемого тапкона; для крана 3/16 дюйма требуется отверстие 5/32 дюйма, а для крана 1/4 дюйма требуется отверстие 3/16 дюйма. Шуруп по бетону марки Tapcon поставляется со стандартным синим покрытием Climaseal® или из нержавеющей стали 410 с серебристым покрытием Climaseal®. При установке tapcon необходимо использовать ударную дрель с насадкой из твердого сплава.
При установке tapcon необходимо использовать ударную дрель с насадкой из твердого сплава.

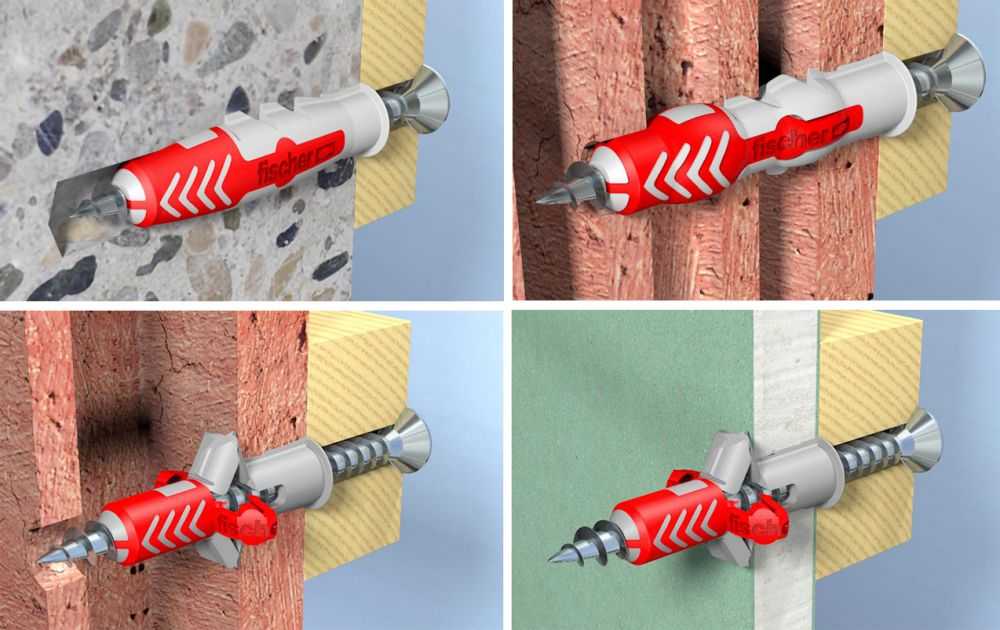 Короткая версия предназначена для очень плотного и твердого кирпича, а более длинная версия предназначена для менее плотного и более мягкого кирпичного материала. Дополнительная длина длинного лагового щитка обеспечивает более глубокое заделывание в кирпич, что создает потенциал для лучшей удерживающей способности. Оба лаговых щита имеют диаметры 1/4”, 3/8”, 1/2”, 5/8”, 3/4” и требуют использования шурупа для расширения анкера после его установки в кирпич. Защитные экраны для лаг могут быть установлены в кирпичный или растворный шов, и, поскольку конструкция универсальна, они допускают широкий диапазон расширения. Имейте в виду, что для расширения анкера необходимо использовать стягивающий винт, а стягивающие винты доступны только с шестигранной головкой.
Короткая версия предназначена для очень плотного и твердого кирпича, а более длинная версия предназначена для менее плотного и более мягкого кирпичного материала. Дополнительная длина длинного лагового щитка обеспечивает более глубокое заделывание в кирпич, что создает потенциал для лучшей удерживающей способности. Оба лаговых щита имеют диаметры 1/4”, 3/8”, 1/2”, 5/8”, 3/4” и требуют использования шурупа для расширения анкера после его установки в кирпич. Защитные экраны для лаг могут быть установлены в кирпичный или растворный шов, и, поскольку конструкция универсальна, они допускают широкий диапазон расширения. Имейте в виду, что для расширения анкера необходимо использовать стягивающий винт, а стягивающие винты доступны только с шестигранной головкой. Каменщик
Каменщик
 Часто выбранный болт определяет внутренний анкер , который будет использоваться .
Часто выбранный болт определяет внутренний анкер , который будет использоваться . им доступен в восьми диаметрах и может использоваться в кирпич , блок или бетон .
им доступен в восьми диаметрах и может использоваться в кирпич , блок или бетон . Оба анкера
Оба анкера  По своей конструкции анкерная втулка простирается на дополнительную площадь поверхности по сравнению с распорными анкерами предыдущего типа .
По своей конструкции анкерная втулка простирается на дополнительную площадь поверхности по сравнению с распорными анкерами предыдущего типа .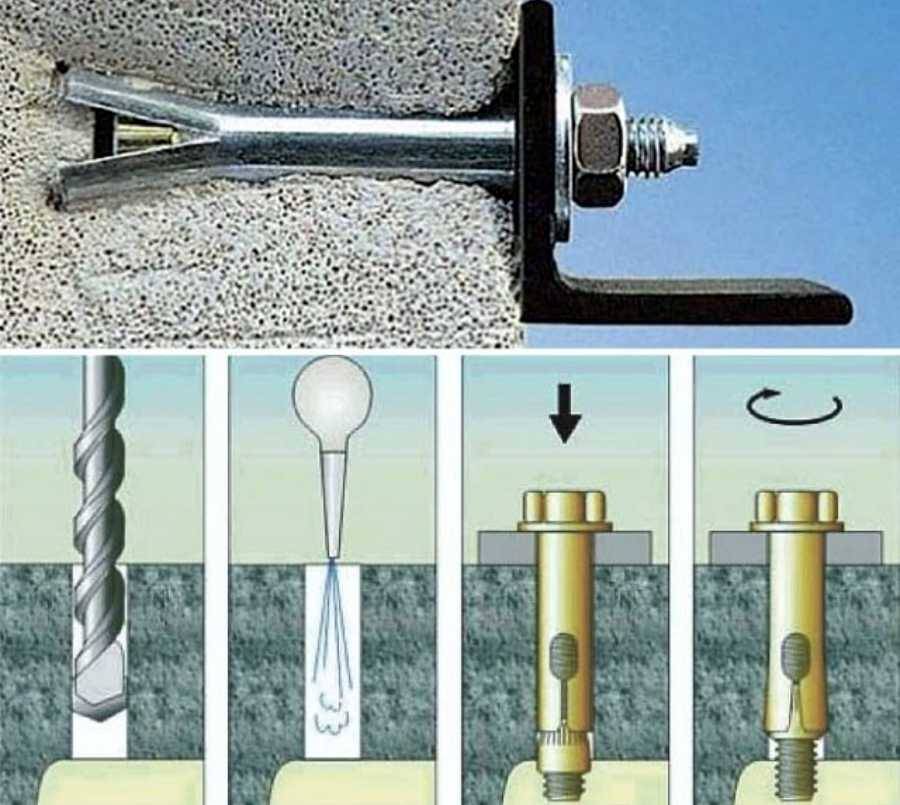 Например, анкер 3/8″ с втулкой имеет шпильки 5/16″ super . Этот придает анкеру-втулке прочность на сдвиг 5/16″ анкера , а не настоящий 3/8″ диаметр крепеж .
Например, анкер 3/8″ с втулкой имеет шпильки 5/16″ super . Этот придает анкеру-втулке прочность на сдвиг 5/16″ анкера , а не настоящий 3/8″ диаметр крепеж . Головка желудя представляет собой шестигранник с окончанием желудевой головки ; шестигранная головка — стандартная шестигранная гайка ;
Головка желудя представляет собой шестигранник с окончанием желудевой головки ; шестигранная головка — стандартная шестигранная гайка ; Вариант подходящих объектов зависит от ситуации где якорь установлен .
Вариант подходящих объектов зависит от ситуации где якорь установлен .
 Длина всех шестигранных шайб паза кирпичная кладка шурупы для кирпича расчетные под головку и плоские потайные крестообразные измеренные как общая длина .
Длина всех шестигранных шайб паза кирпичная кладка шурупы для кирпича расчетные под головку и плоские потайные крестообразные измеренные как общая длина .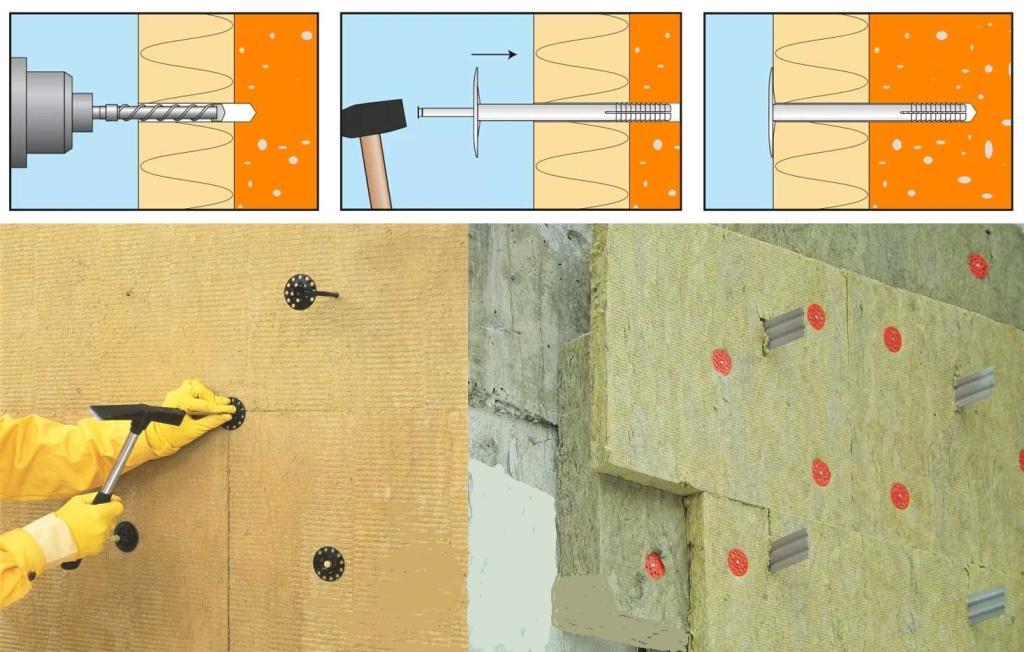



 Чистящее вещество может наноситься чистой губкой, мягкой тканью или щеткой, после чего следует ополоснуть предмет в чистой воде и высушить его6.
Чистящее вещество может наноситься чистой губкой, мягкой тканью или щеткой, после чего следует ополоснуть предмет в чистой воде и высушить его6.

 Для удаления отложений кофе замочите металл в горячем растворе пищевой соды (бикарбонат натрия).
Для удаления отложений кофе замочите металл в горячем растворе пищевой соды (бикарбонат натрия). 
 Чтобы избежать неоднородного внешнего вида, может понадобиться обработать всю поверхность целиком.
Чтобы избежать неоднородного внешнего вида, может понадобиться обработать всю поверхность целиком. 
 Царапины в особенности хорошо видны на поверхности сушилок для посуды. Как правило, они неглубоки и могут быть удалены фирменным очистителем нержавеющей стали или восстановителем автомобильной краски, например, T-cut.
Царапины в особенности хорошо видны на поверхности сушилок для посуды. Как правило, они неглубоки и могут быть удалены фирменным очистителем нержавеющей стали или восстановителем автомобильной краски, например, T-cut. Вероятнее всего, эти пятна появились из-за углеродной стали проволочной мочалки, частицы которой попали на нержавеющую сталь.
Вероятнее всего, эти пятна появились из-за углеродной стали проволочной мочалки, частицы которой попали на нержавеющую сталь. К счастью, пятна легко удаляются.
К счастью, пятна легко удаляются. )
)
 Поэтому, когда ванна с пищевой содой не удовлетворяет вас, чистящие средства на основе щавелевой кислоты предлагают очень эффективный альтернативный метод растворения ржавчины и очистки пятен.
Поэтому, когда ванна с пищевой содой не удовлетворяет вас, чистящие средства на основе щавелевой кислоты предлагают очень эффективный альтернативный метод растворения ржавчины и очистки пятен.
 Как бы вы ни решили удалить ржавчину с нержавеющей стали, держитесь подальше от стальной ваты, стальных щеток или любых чистящих средств, содержащих фтор, хлор, бром или йод (и это лишь некоторые элементы из семейства хлоридов). Помните, что хлориды настолько абразивны, что портят «нержавеющую» поверхность, делая ее восприимчивой к коррозии. Кроме того, средства для удаления ржавчины, предназначенные для других металлов, или агрессивные чистящие средства и чистящие подушечки, такие как стальная вата, могут вызвать повреждающие царапины или, что еще хуже, оставить надоедливые остатки частиц, которые могут привести к еще одному неприятному столкновению с ржавчиной.
Как бы вы ни решили удалить ржавчину с нержавеющей стали, держитесь подальше от стальной ваты, стальных щеток или любых чистящих средств, содержащих фтор, хлор, бром или йод (и это лишь некоторые элементы из семейства хлоридов). Помните, что хлориды настолько абразивны, что портят «нержавеющую» поверхность, делая ее восприимчивой к коррозии. Кроме того, средства для удаления ржавчины, предназначенные для других металлов, или агрессивные чистящие средства и чистящие подушечки, такие как стальная вата, могут вызвать повреждающие царапины или, что еще хуже, оставить надоедливые остатки частиц, которые могут привести к еще одному неприятному столкновению с ржавчиной. Ваша блестящая кухня с отделкой из нержавеющей стали скажет вам спасибо позже.
Ваша блестящая кухня с отделкой из нержавеющей стали скажет вам спасибо позже.
 Не используйте уксус на нержавеющей стали с этим покрытием; уксус может смыть покрытие.
Не используйте уксус на нержавеющей стали с этим покрытием; уксус может смыть покрытие. Однако знайте, что лимонный сок, который слишком долго остается на нержавеющей стали, может повредить поверхность.
Однако знайте, что лимонный сок, который слишком долго остается на нержавеющей стали, может повредить поверхность.

 «Но также могут быть основные продукты для кладовой, которые уже могут скрываться в ваших кухонных шкафах».
«Но также могут быть основные продукты для кладовой, которые уже могут скрываться в ваших кухонных шкафах».
 Благодаря своей мягкой абразивности и моющим свойствам пищевая сода также является прекрасным средством для очистки белья, затирки плитки и гриля.
Благодаря своей мягкой абразивности и моющим свойствам пищевая сода также является прекрасным средством для очистки белья, затирки плитки и гриля.