Самодельный ручной листогиб своими руками, чертежи, подробное описание и порядок сборки.
Проектируя самодельный листогибочный станок, необходимо точно знать его основные эксплуатационные характеристики:
— толщина листа; — максимальная длина линии изгиба; — размерный ряд толщин листов; — рабочий угол изгиба листа; — количество рабочих циклов.
Посмотрим на рисунок, где схематично показан самодельный ручной листогиб.
Если ось вращения сделать подвижной по направлению стрелок, то можно качественно гнуть листы разных толщин. Но такое решение существенно усложнит конструкцию и ее стоимость. И еще – качество изгиба зависит от качества плоскости гибочных поверхностей и точности положения оси относительно гибочных плоскостей. В процессе проектирования и изготовления, это необходимо учесть.
Перейдем к техническим характеристикам рассматриваемого изделия:
• размерный ряд толщин используемого листа 05,; 0,7; 0,8 (мм) • максимальная длина линии изгиба 1000 (мм) • рабочий угол от 0° до 135° • ось установлена на подшипники 1000901 ГОСТ 8338-75
Если мы захотим согнуть лист под углом 90°, гибочную балку опускаем сверху вниз
Если мы захотим согнуть лист под углом от 0° до 135°, гибочную балку поднимаем снизу вверх
Сборочные части самодельного ручного листогиба:
• нижняя основа • гибочная балка • прижимная балка • направляющий палец
НИЖНЯЯ ОСНОВА
Швеллер 10 ГОСТ 8240-97 (горячекатаный)
ГИБОЧНАЯ БАЛКА
Уголок 75 х 6 (мм) ГОСТ 8509-93 (равнополочный горячекатаный)
ПРИЖИМНАЯ БАЛКА
Уголок 70 х 6 (мм) ГОСТ 8509-93 (равнополочный горячекатаный) Уголок 50 х 6 (мм) ГОСТ 8509-93 (равнополочный горячекатаный)
НАПРАВЛЯЮЩИЙ ПАЛЕЦ
Вставим в отверстие изнутри швеллера и приварим его.
По предложенным чертежам, имея электросварку, стандартный стальной профиль, трубогиб – несложно изготовить листогиб своими руками.
Порядок сборки:
1. Закрепим нижнюю основу на слесарный верстак при помощи болтов и гаек М8.
2. Установим гибочную балку, для чего вставим подшипники в отверстия нижней основы и соединим валом подшипника сначала один конец балки, затем второй. 3. Наденем пружины на направляющие пальцы. 4. На пружины и на направляющие пальцы установим прижимную балку. 5. Балку прижмем гайками «барашками».
Принцип работы: отпускаем гайки «барашки», просовываем лист в образовавшийся зазор и устанавливаем его в нужное положение, зажимаем гайки, поворачиваем гибочную балку на нужный угол, лист согнут, ослабляем зажимы, повторяем операции или достаем согнутую деталь.
Заказать чертеж
Поделитесь с друзьями!
Как сделать листогиб из уголка и дверных петель
Нередко приходиться изгибать листовой металл, что сделать без листогибочного станка, особенно когда линия изгиба протяженная, не так-то просто. Но такое приспособление нетрудно изготовить своими руками с помощью простых инструментов и вполне доступных и недорогих материалов. Потребуется лишь желание и наличие исходных навыков в слесарном деле.
Последовательность действий
Отрезаем от подходящего по размеру равнополочного уголка два куска длиной по 500 мм.
Зажимаем поочередно в слесарных тисках уголки за полку и к краям другой полки на уровне торцов прикладываем соответствующие по габаритам дверные петли.
Отмечаем на полках уголков места будущих отверстий вначале маркером, а затем керном, используя дверной навес в качестве шаблона. Выполняем на сверлильном станке, взяв требуемое по диаметру сверло, по четыре сквозных отверстия с каждой стороны одной из полок уголков. Нарезаем подходящим по размеру метчиком резьбу во всех 16-ти отверстиях, немного добавляя смазки, чтобы процесс шел легче, а резьбы получились качественными.
После завершения нарезки резьбы во всех отверстиях удаляем стружку и протираем участки с резьбовыми отверстиями ветошью от следов смазочного масла. Плотно прикручиваем электрическим гайковертом или дрелью с соответствующей битой посредством винтов дверные петли к уголкам.
Переворачиваем уголки и кладем их на петли. К одному из уголков, используя в качестве ограничителя выступающие части внутренних винтов, прикладываем поочередно перпендикулярно и до упора в полку отрезок профильной квадратной трубы подходящего сечения и длины, и на нижней полке очерчиваем ее с двух сторон.
В двух отрезках алюминиевой профильной трубы с одного края сверлим на сверлильном станке с помощью подходящего по диаметру сверла по два отверстия, расположенных на продольной оси трубы.
Точно такие же отверстия по размеру и расположению сверлим в полке уголка, на которой мы ранее выполнили разметку. Переворачиваем соединенные петлями уголки, а спаренные полки зажимаем в слесарные тиски. С помощью подходящего метчика нарезаем резьбу во всех четырех отверстиях, не забывая добавить смазки в рабочую зону.
Вновь переворачиваем уголки петлями вниз и прикручиваем требуемыми болтами отрезки алюминиевых профильных труб, которые будут вместо ручек при использовании нашего приспособления по прямому назначению.
К лицевой стороне самоделки, а точнее, к полке наружного уголка примериваем металлическую полосу толщиной примерно 5 мм, по ширине немного меньше этого размера полки, а по длине чуть короче расстояния между внутренними торцами дверных петель. Намечаем маркером по краям полосы по продольной осевой линии места сверлений, зажимаем ее в слесарные тиски и выполняем на сверлильном станке подходящим сверлом два отверстия. Затем вновь укладываем полосу с уже готовыми отверстиями на полку уголка и отмечаем места будущих отверстий в ней маркером, а чтобы сверло не соскользнуло при вращении, керним отмеченные места.
Выполняем на сверлильном станке по намеченным местам два отверстия требуемого диаметра и с помощью метчика нужного размера нарезаем в них резьбу.
Закрепляем полосу на полке уголка с помощью болтов и гайковерта с насадкой.
Переворачиваем устройство петлями вниз и срезаем болгаркой все выступающие стержни болтов и винтов.
Укладываем полку наружного уголка нашего устройства на край металлического стола и закрепляем его двумя струбцинами. При этом петли и планка должны находиться сверху, а два отрезка профильной дюралевой трубы располагаться горизонтально и быть направлены наружу, в сторону оператора.
Проверка самодельного листогиба «вхолостую» и «на деле»
Тестируем работоспособность нашей самоделки «вхолостую». Для этого приподнимаем и опускаем несколько раз за ручки второй (внутренний) подвижный уголок. При этом он должен свободно без заеданий поворачиваться из горизонтального положения в вертикальное относительно первого (наружного) неподвижного уголка благодаря соединяющим их дверным петлям. Теперь проверяем наше листогибочное приспособление «на деле». Для этого берем металлический лист не шире приемной щели и, разделенный тремя горизонтальными линиями на четыре равные части. Просовываем его в щель между полосой и полкой внешнего уголка, пока первая разметка на листе не совместится с ее внутренней (выходной) гранью.
Беремся двумя руками за ручки и поворачиваем их против часовой стрелки. При этом подвижный уголок, поворачиваясь на петлях относительно неподвижного, сгибает лист по намеченной линии на 90 градусов или чуть больше, учитывая упругие свойства материала заготовки.
Повторяем этот листогибочный процесс три раза.
В результате мы получим профильную квадратную трубу. Чтобы грани получилась более строгими, приемную полосу листогиба можно болтами и гайковертом плотнее прижать к заготовке.
В этом случае, чтобы вытащить заготовку профильной трубы из нашего приспособления, прижимные болты придется немного ослабить. Попробуем выполнить отбортовку листа. Также просовываем его в щель между полосой и полкой приемного уголка. С помощью угольника проверяем правильность установки листа в устройстве и приводим в действие наше устройство. Отбортовка поучилась ровной, на ней отсутствуют следы деформации и смятия.
Предупреждение
Чтобы в процессе работы не получить травму, необходимо пользоваться индивидуальными средствами защиты – перчатками и очками.
Смотрите видео
Планы для гибочного станка для листового металла своими руками
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Загрузка
Нажмите, чтобы увеличить
820 продаж |
4,5 из 5 звезд
€24,99
Погрузка
С учетом НДС
Исследуйте связанные категории и поиски
Внесен в список 26 октября 2022 г.
428 избранных
Сообщить об этом элементе в Etsy
Выберите причину… С моим заказом возникла проблемаОн использует мою интеллектуальную собственность без разрешенияЯ не думаю, что это соответствует политике EtsyВыберите причину…
Первое, что вы должны сделать, это связаться с продавцом напрямую.
Если вы уже это сделали, ваш товар не прибыл или не соответствует описанию, вы можете сообщить об этом Etsy, открыв кейс.
Сообщить о проблеме с заказом
Мы очень серьезно относимся к вопросам интеллектуальной собственности, но многие из этих проблем могут быть решены непосредственно заинтересованными сторонами. Мы рекомендуем связаться с продавцом напрямую, чтобы уважительно поделиться своими проблемами.
Если вы хотите подать заявление о нарушении авторских прав, вам необходимо выполнить процедуру, описанную в нашей Политике в отношении авторских прав и интеллектуальной собственности.
Посмотрите, как мы определяем ручную работу, винтаж и расходные материалы
Посмотреть список запрещенных предметов и материалов
Ознакомьтесь с нашей политикой в отношении контента для взрослых
Товар на продажу…
не ручной работы
не винтаж (20+ лет)
не ремесленные принадлежности
запрещены или используют запрещенные материалы
неправильно помечен как содержимое для взрослых
Пожалуйста, выберите причину
Расскажите нам больше о том, как этот элемент нарушает наши правила. Расскажите нам больше о том, как этот элемент нарушает наши правила.
Все категории
Товары для рукоделия и инструменты
Как собрать тормоз для листового металла
Как сделать тормоз для листового металла
получить планы
Этот листогибочный станок можно легко собрать в домашней мастерской практически бесплатно, он будет сгибать алюминиевые листы толщиной 1/8 дюйма и шириной 24 дюйма и под углом до 135°, хотя он может сгибать более тонкие алюминиевые и стальные листы. до 36 дюймов в ширину. В приведенной ниже статье о сборке объясняется, как это сделать, с подробными пошаговыми инструкциями. Габаритные чертежи и 3D-модель для этого проекта доступны для загрузки здесь.
СПЕЦИАЛЬНЫЕ ХАРАКТЕРИСТИКИ тормоза
Размеры: 41 x 6 x 8 дюймов (Д x Ш x В) Вместимость: ширина <36 дюймов, толщина листового металла 1/8 дюйма
Инструменты, необходимые
Карандаш/Мел/Маркер РАРКИ Квадрат Builder’s Hacksaw файлы Hammer Clamps Pligers Allen Key Set Set Set Комбинация Combission Combission Combission Combissent Combission Combission Combission Combission Combission Combission. 0095 Угловая шлифовальная машина с отрезным, шлифовальным и проволочным щеточными кругами Ступенчатое сверло (до ⅞”) Сварочный аппарат MIG Набор метчиков и штампов
” Стальная труба HREW
6” из ½” трубы сортамента 80 60” из ½” стального круглого стержня 72” из стального уголка 3”x3”x1/4” 12” из ⅞” резьбового стержня с 4 соответствующими шестигранными гайками и шайбы 36” прямоугольной стальной трубы 1”x3”x0,12” 78” квадратной стальной трубы 1”x1”x0,12” 6”x6”x3/8” стальной лист Стальная пластина 6″x6″x1/4″ Две пружины сжатия сиденья газонокосилки Четыре винта с головкой под торцевой ключ ½»x3/4″
поставщики
Стальной уголок, трубка и т. д.: https://www. metalsdepot.com/category/steel-products Пружины сжатия: https://www.ebay.ca/itm/224263132064 Винты с головкой под торцевой ключ: https://www.ebay.ca/itm/161898212485
изготовление Кровать
ЭТАП 1
Из стального уголка 3″x3″ вырежьте два куска в соответствии с размерами, указанными на чертежах, затем приварите их прихватками к куску прямоугольной трубы 1″x3″. Углы будут монтажными фланцами, а трубка 1×3 дюйма будет станиной, к которой будут крепиться будущие заготовки из листового металла. Фланцы примерно на 1/4 дюйма шире, чем трубка 1×3 дюйма, чтобы станина не касалась края стола. расстояние между ними позволит вам сформировать несколько чередующихся изгибов в одной заготовке (см. элементы, которые будут добавлены на следующем этапе, необходимо будет соответствующим образом скорректировать.0003
ЭТАП 2
Вырежьте еще два монтажных фланца из стальной пластины 3/8 дюйма и надрежьте их до размеров, указанных на чертежах. Затем просверлите их, чтобы получить резьбовой стержень 7/8 дюйма. Приварите их прихватками к станине, как показано, и снимите фаску с передней нижней кромки верхнего фланца, чтобы получить круглый стержень 1/2 дюйма. Резьбовой стержень будет направлять прижимной стержень и позволит вам затянуть его на станине. Круглый стержень будет служить штифтом для петли створки
ИЗГОТОВЛЕНИЕ Створки
ЭТАП 3
Отрежьте створку из стального уголка 3″x3″x1/4″ в соответствии с размерами, указанными на чертежах, затем просверлите концы, чтобы позже установить винты с головкой под торцевой ключ 1/2″-13×3/4″. , Прикрепите кровать к столу, на который вы собираетесь ее установить, затем прижмите полотно к основе и проверьте, чтобы все было по центру и заподлицо с прямым краем.Не мешало бы поместить очень тонкий кусок оклада между кровать и лист, прежде чем соединить их вместе, чтобы оставить место для маневра для листа, когда он используется.
ШАГ 4
Отрежьте несколько квадратных трубок 1×1″ по длине и прикрепите их к листу, чтобы получились ручки. Используйте третью часть посередине для усиления. Это поможет предотвратить скручивание листа при сгибании толстого листа. металл.
ЭТАП 5
Отрежьте кусок пластины 3/8 дюйма и трубы сортамента 80 1/2 дюйма по размеру и скрепите их вместе, как показано на рисунке. чтобы выровняться с одной стороной пластины — это очень важно для правильной работы тормоза, поэтому не торопитесь, чтобы быть максимально точным. смещенная часть трубы обращена вперед. С помощью дрели отметьте отверстия для винтов с головкой под торцевой ключ на шарнирных пластинах, затем просверлите их и нарежьте резьбу.
ЭТАП 6
Присоедините шарнирные пластины к створке с помощью винтов с внутренним шестигранником и проверьте правильность их работы.
ИЗГОТОВЛЕНИЕ ЗАЖИМА
ШАГ 7
С помощью биметаллической кольцевой пилы диаметром 1,25 дюйма вырежьте два круга из стальной пластины толщиной 1/4 дюйма. Отрежьте два куска трубки 1,25 x 0,12 дюйма по длине и прикрепите круглые пластины к одному концу каждой трубки. Они будут частью направляющей зажима, которая надевается на резьбовой стержень.
ЭТАП 8
Отрежьте кусок стального уголка 3x3x1/4″ для прижимной планки, затем отцентрируйте его по направляющим стержням с резьбой, как показано на рисунке. Поместите трубки из предыдущего шага на стержни с резьбой и отметьте их положение. на стальной уголок. Затем удалите эти части стального уголка с помощью угловой шлифовальной машины, чтобы вставить трубы в каждый конец. на том же расстоянии, что и толщина металла, который вы собираетесь сгибать.Разные толщины металла потребуют разных отступов, а также разного радиуса на передней кромке зажимной планки — если радиус слишком мал для определенной толщины, он Это может привести к поломке металла.Таким образом, листы разной толщины потребуют изготовления различных прижимных планок, подходящих для них, или съемных «пальцев» разной толщины и радиуса, которые при необходимости можно привинтить к прижимной планке. Показанный здесь тормоз настроен на листовой металл толщиной 1/8 дюйма. То, что вы настроите на этом этапе, полностью зависит от вас. Как только зажим установлен, прихватите трубы к концам.
ЭТАП 9
Отрежьте кусок резьбового стержня с V-образным вырезом внизу и прикрепите его к верху, к центру зажимной планки. Наверните шестигранную гайку на прибл. наполовину, затем отрежьте и просверлите кусок 1/4-дюймовой пластины до размеров, указанных на чертежах, и установите его на шестигранную гайку. Отрежьте две части 1/2-дюймового круглого стержня и прикрепите один конец каждого к пластине на шестигранную гайку (не приваривайте шестигранную гайку к чему-либо) и прикрепите другие концы к углам на верхних концах зажима. Они сформируют регулируемую ферму, чтобы добавить прочности задней части зажима и позволят вам регулировать силу давления на центр вашей заготовки.
ЭТАП 10
Отрежьте четыре куска круглого стержня 1/2 дюйма и приварите по два к каждой из шестигранных гаек 7/8 дюйма для резьбовых направляющих стержней. Это будут Т-образные ручки для затягивания концов зажима на заготовке. Снимите хомут со станины и поместите пружину сжатия на каждый направляющий стержень, затем верните хомут на место и затяните его до куска листового металла, чтобы проверить, правильно ли работает хомут. Если вы обнаружите, что между зажимом и заготовкой в центре или на концах есть зазор, отрегулируйте шестигранную гайку на ферме, чтобы толкать или тянуть центр зажима в нужном вам месте.
Как и болты, гайки шестигранные продают в килограммах. Вес гаек меняется в зависимости от величины резьбы и размера под ключ. Чтобы узнать необходимый вес одной или тысячи гаек нужно знать ГОСТ.
Один из самых популярных стандартов ГОСТ 5915-70. Эти гайки применяются для жесткой сцепки совместно с болтами ГОСТ 7798-70 и ГОСТ 7796-70.
Изготавливают из марок стали: 10кп; 20кп; 35.
Зарубежный аналог: DIN 934
Такие гайки часто используются в машиностроении, строительстве и другом производстве для крепления деталей конструкции.
Ниже приведена таблица размеров и весов стальных гаек.
Гайка шестигранная ГОСТ 5915-70
Р – шаг резьбы, мм;
da — внутренний диаметр, мм;
м — высота гайки, мм;
е — диаметр описанной окружности, мм;
dw — наружный диаметр, мм;
S — размер гайки под ключ, мм;
N — вес 1000 шт. гаек, кг.
Таблица 1
Размеры и вес шестигранных гаек ГОСТ 5915-70.
Вес гаек. Таблица. ГОСТ
Ниже приведены зарубежные стандарты гаек по DIN.
Гайка шестигранная DIN 934.
Р – шаг резьбы, мм;
dw — наружный диаметр, мм;
е — диаметр описанной окружности, мм;
м — высота гайки, мм;
S — размер гайки под ключ, мм;
N — вес 1000 шт. гаек, кг.
Таблица 2
Размеры и вес шестигранных гаек DIN 934.
Гайка самоконтрящаяся DIN 985.
Р – шаг резьбы, мм;
H— высота гайки, мм:
м — высота гайки без шайбы, мм;
е — диаметр описанной окружности, мм;
S — размер гайки под ключ, мм;
N — вес 1000 шт. гаек, кг.
Таблица 3
Размеры и вес гайки самоконтрящиеся DIN 985.
Вес гаек. Таблица. ГОСТ
Гайка шестигранная с фланцем DIN 6923.
C – высота фланца, мм;
R –радиус скругления фланца,мм;
Ds – внешний диаметр фланца,мм;
е — диаметр описанной окружности, мм;
м — высота гайки, мм;
S — размер гайки под ключ, мм;
N — вес 1000 шт. гаек, кг.
Таблица 4
Размеры и вес гаек шестигранных с фланцем DIN 6923.
Гайка соединительная (удлиненная) DIN 6334.
Р – шаг резьбы, мм;
е — диаметр описанной окружности, мм;
L – длина гайки, мм;
S — размер гайки под ключ, мм;
N — вес 1000 шт. гаек, кг.
Таблица 5
Размеры и вес гаек соединительных (удлиненных) DIN 6334.
Главная » Теория фотографии » Композиция в фотографии
Композиция в фотографии
Масштаб в композиции играет очень важную роль. Все, что создает человек, он делает для себя и под себя. Именно поэтому, изучив те или иные произведения искусства, мы буквально теряем дар речи, увидев их в реальной жизни.
Одна из причин такого состояния – масштаб в композиции, т. е. соотношение самого произведения и зрителя. Это происходит по причине грамотно подобранного размера, который проявляется относительными размерами самого произведения и его отдельных деталей, цветовым и фактурным решением.
Ошибки выбора масштаба в композиции
Относится это не только к архитектурным или скульптурным произведениям. Неверно подобранный масштаб в композиции может оказаться чрезмерно тяжелым для восприятия, разрушить целостность композиции, пропорции, художественную значимость.
И наоборот, слишком мелкий масштаб в композиции, способен уничтожить идею, образ произведения. Часто, только при непосредственном контакте с произведением приходит понимание эстетической ценности, основной мысли, которую хотел донести до зрителя автор произведения.
Все это указывает на соразмерность произведения по отношению к зрителю как на средство помогающее создать гармоничную композицию.
Масштаб в композиции и пропорции
Масштаб в композиции достигается грамотным использованием системы пропорций. Мысленно разбирая форму на отдельные части, детали можно достичь необходимого масштаба.
Используя эффект контраста можно добиться большей значимости главного элемента композиции или наоборот, придать ему меньшую значимость в произведении. Аналогичного эффекта посредством масштаба в композиции можно достичь, применяя такие изобразительные средства как цвет и фактуру.
На практике масштаб в композиции работает следующим образом. Возьмем для примера два одинаковых по высоте строения. Это может быть какое-то здание, дом, сооружение. Причем одно из них имеет большое количество мелких деталей фасада, а другое, наоборот, содержит малое их количество, но детали эти более крупные.
Для зрителя более высоким будет казаться здание именно с большим количеством элементов. Это психологическая особенность восприятия человека и ее нужно учитывать, создавая то или иное произведение для более полного раскрытия образа, используя масштаб в композиции.
А чтобы еще более ярко выразить масштаб того или иного элемента в композиции достаточно ввести элемент сравнения. Например, поместить человека в кадр рядом с главным элементом композиции или какой-то предмет, размеры которого хорошо знакомы зрителю.
Потренируйтесь в применении масштаба в композиции с разными элементами на своих снимках.
P. S. Если данная статья была полезна для Вас, поделитесь ею со своими друзьями в социальных сетях! Для этого просто кликните по кнопкам ниже и оставьте свой комментарий!
Размер и масштаб
Эта пара средств гармонизации в отличие от предыдущей пары характеризует собой не внутреннее, а внешнее состояние или величину формы.
Размер выражает абсолютную величину формы. Эта величина ни с чем не сравнивается. Она оценивается просто как большая или малая. Исходной для размера является некая абстрактная единица, включаемая в ту или иную систему мер – метр, дюйм и т.д. В зависимости от размера форма характеризуется в композиционном плане как высокая или низкая, длинная или короткая и т.д.
Масштаб же выражает относительную величину формы, соразмерную в той или иной степени с другой исходной величиной или, в композиционном плане, с тем впечатлением, которое производит эта форма на человека.
Такая величина заключает отношение натурального размера к изображаемому размеру. Это так называемый размерный масштаб, он может быть выражен в числах – 1:2, 1:5, 1:10 и т.д. Благодаря масштабу можно создать уменьшенные или увеличенные масштабные копии (чертежи, макеты) любых натуральных форм.
Масштаб – это отношение всей композиции дизайна к окружающим ее предметам. Необходимо хорошо продумать предназначение композиции, место, где она будет располагаться, и только тогда определить ее конструкцию и масштаб. Иначе она будет смотреться гротескно.
Композиционный масштаб подчинен раскрытию художественной идеи, заключенной в форме. Разделяется он на крупный и мелкий. В соответствии с ним форма может выглядеть либо крупной, монументальной, либо мелкой, легкой. Сделать так, чтобы натуральная форма зрительно не подавляла человека и в то же время не выглядела игрушечной, — очень сложная композиционная задача. Решается она за счет членения формы. Крупный масштаб относим со слабо расчлененной формой, мелкий – с сильно расчлененной формой. Всякое членение придает форме мелкий (легкий) характер, подчеркивая ее большие размеры. Прочие приемы масштабной корректировки формы показаны на рисунке 28.
Членение формы
Деталировка формы
Рельефная обработка формы
Рисунок 28 — Основные приемы масштабной корректировки форм (левый вертикальный ряд – укрупнение, правый вертикальный ряд – размельчение)
Построить разномасштабные графические композиции с помощью геометрических фигур (Приложение А, рисунок 28).
Требования:
Материал и размеры композиции
Гуашевая покраска. Формат листа – А4.
1 Что такое композиция?
2 В чем заключается процесс создания композиции?
3 От чего зависит выразительность композиции?
4 Какова роль доминанты в композиции?
5 Перечислите способы организации композиционного центра.
6 В чем разница между нюансом и контрастом?
7 Какие объекты можно отнести к статичным, а какие будут динамичными?
8 В каком случае композицию можно назвать дисимметричной?
9 Что такое равновесие в композиции и от каких факторов оно зависит?
10 Охарактеризуйте принципиальное отличие уравновешенной композиции от
неуравновешенной.
11 Перечислите виды равновесия в композиции.
12 В чем отличие ритма от метра?
13 С какой целью используется членение плоскости на части?
14 Что такое «золотое сечение»?
Что такое масштаб в искусстве. Объяснение приемов композиции
Что такое масштаб в искусстве и композиции?
Что означает масштаб в искусстве
В некоторых художественных средствах масштаб не может быть достигнут без преднамеренного использования пропорций. Давайте посмотрим на определение масштабного искусства, чтобы лучше понять, как и почему оно обычно используется в композиции в искусстве.
МАСШТАБ ИСКУССТВА ОПРЕДЕЛЕНИЕ
Что такое масштаб в искусстве?
В искусстве масштаб относится к размеру одного целого объекта по отношению к другому целому объекту. Художники используют крупномасштабное и мелкомасштабное искусство, чтобы создавать различные эффекты для зрителя посредством восприятия размера. Масштаб, хотя его часто путают с пропорцией, если он отличается. Пропорция относится к соотношению между компонентами разного размера в одной композиции. Человек имеет врожденное восприятие размера. Поскольку люди часто используют себя в качестве основы для сравнения, художники используют масштаб для создания различных эффектов в своем искусстве.
Для чего используется масштаб в искусстве?
Подчеркивание важности
Выделение деталей
Форсирование перспективы
Чтобы глубже погрузиться во все элементы композиции, загрузите нашу БЕСПЛАТНУЮ электронную книгу: Элементы композиции в искусстве, фотографии и кино.
Бесплатный загружаемый бонус
БЕСПЛАТНАЯ загрузка
Полное руководство по элементам композиции
Когда вы осваиваете композицию, вы овладеваете способностью рассказывать историю, создавать настроение или передавать сообщение в одном изображении. Загрузите нашу БЕСПЛАТНУЮ электронную книгу, в которой описаны различные элементы композиции и соответствующие методы, которые вы можете использовать для аранжировки и компоновки идеального изображения.
Что означает масштаб в искусстве
Пропорция против масштаба
Мы собираемся погрузиться в эффекты, которые художники создают с помощью различных масштабов и пропорций. Но сначала давайте проясним различие между пропорцией и масштабом и как они соотносятся.
Повторим определение масштаба: это отношение между размером одного объекта в целом и размером другого объекта в целом.
Пропорция, с другой стороны, представляет собой соотношение размера между различными компонентами внутри один цельный объект.
Возьмем, к примеру, культовую статую Давида работы Микеланджело. На этом фото видно, насколько больше статуя по сравнению с окружающими ее людьми. Это соотношение между размером статуи и людьми делает ее масштабной.
Статуя Давида • Масштаб в художественных примерах
Внутри статуи находятся различные компоненты тела, такие как руки, ноги, туловище и голова. Отношение между размерами этих различных компонентов друг к другу называется пропорцией.
Поскольку размеры ног, рук, туловища и головы по отношению друг к другу точно соответствуют реальной анатомии человека, пропорции статуи почти идеальны.
В определенных материалах, таких как живопись, фотография и кино, пропорции отдельной композиции могут использоваться для создания масштаба.
Например, на этом изображении пейзажа Йосемити соотношение пейзажа и человека в композиции благоприятствует пейзажу. Это создает ощущение большего масштаба изображения.
Масштаб в художественных примерах • Фотография
Как видите, художники улавливают масштаб посредством преднамеренного использования композиционных пропорций. Художники всех сред используют масштаб для различных эффектов. Давайте посмотрим на различные эффекты масштаба в искусстве.
Для чего используется масштаб в искусстве?
Создание акцента в крупномасштабном искусстве
Когда художники создают произведение искусства, превышающее по соотношению размеров человеческое тело, это считается крупномасштабным искусством. Масштабное искусство может произвести впечатление на зрителя своими размерами. Это особенно верно, когда художники создают произведения искусства, изображающие предметы крупнее, чем они кажутся на самом деле.
Например, художник Чак Клоуз известен созданием крупномасштабных картин на основе портретных фотографий. Это создает портрет, который часто бывает внушительным, мощным и требует внимания.
Chuck Close • Искусство, в котором используется масштаб
Крупномасштабное искусство также используется для акцентирования внимания. Этот акцент может быть на важности предмета произведения искусства. Отличным примером этого является гора Рашмор. Скульптор Гутзон Борглум руководил проектом по скульптуре Теодора Рузвельта, Авраама Линкольна, Джорджа Вашингтона и Томаса Джефферсона в таком массовом масштабе. Крупномасштабная скульптура подчеркивает их важность для американской истории.
Гора Рашмор • Масштабное произведение искусства
Для чего используется масштаб в искусстве?
Сосредоточьтесь на деталях
На другой стороне спектра находится мелкомасштабное искусство. Мелкомасштабное искусство часто используется, чтобы привлечь внимание к деталям и сложности в художественном произведении. Поскольку мелкомасштабное произведение искусства намного меньше человеческого тела, зрители могут смотреть на произведение с выгодных позиций, которых в противном случае у них не было бы.
Это один из самых больших экспонатов миниатюрных произведений искусства. Художник-миниатюрист Джошуа Смит любит мелкомасштабное искусство, потому что оно дает ему возможность подчеркнуть детали и красоту вещей, которые часто упускаются из виду в его работах. Посмотрите его работы и его мысли о малом искусстве в видео ниже.
Джошуа Смит — Художник-миниатюрист • Вдохновляющие мастера
Масштаб в искусстве, будь то малый или крупный, может создавать новые перспективы, влияющие на то, как зритель воспринимает произведение искусства. В сфере кино масштаб может стать более сложным из-за двумерной среды фильма. Поскольку масштаб часто определяется размером произведения искусства по сравнению с нашими собственными человеческими телами, как создается масштаб в кино?
Что такое масштаб в искусстве и кино?
Создание масштаба в кинотеатре
В то время как фотография, скульптура и даже живопись могут увеличить размер работы по сравнению с человеком-зрителем, кино часто живет на стационарном экране в доме или театре.
Хотя это может быть сложно, существуют различные техники кинопроизводства, использующие пропорции для создания масштаба в фильме. Все дело в том, как режиссер запечатлел свой объект (часто персонаж) по отношению к другому объекту или обстановке.
Композиция
Самый простой способ создать масштаб в кино — использовать композицию. В композиции кадра можно использовать пропорции между объектом и его окружением для создания масштаба. Это чаще всего используется при создании выстрелов. Просмотрите или посмотрите видео с разбивкой снимков с камеры, чтобы увидеть несколько примеров масштаба, созданного при создании снимков.
Полное руководство по съемке на камеру: объяснение каждого размера кадра • Подпишитесь на YouTube
Как видно из примеров в видео, то, как режиссер соотносит объект с окружающей средой в композиции, может сильно повлиять на масштаб кадра. выстрелил.
Движение камеры
Помимо композиции, движение камеры — еще один инструмент, который кинематографисты должны использовать для создания масштаба, особенно наклон камеры. Наклоны вверх — отличное движение камеры, чтобы заполнить кадр высотой или размером другого объекта или среды в кадре.
Отличный пример этого можно найти в «Начало », одном из лучших фильмов Кристофера Нолана. Ознакомьтесь с нашим анализом сцены из Начало , в которой используется наклон камеры, в нашем окончательном руководстве по движению камеры.
Полное руководство по движению камеры • Подпишитесь на YouTube
Движение камеры по наклону вверх может изменить пропорции композиции, что приведет к изменению масштаба. Хотя кадр может начинаться с персонажа, занимающего большую часть композиции, наклон камеры сместит пропорции в пользу более крупного объекта или окружающей среды.
Эскиз декорации
Иногда кинематографисты используют пропорции на экране для воссоздания крупномасштабных сцен. Например, миниатюрные наборы часто используются как более дешевая и более контролируемая среда. Но чтобы они выглядели реалистично, кинематографисты снимают эти миниатюрные декорации, чтобы они занимали больше места на экране.
Эта техника использовалась в Охотниках за привидениями , чтобы поймать Человека-зефира Stay Puft, неистовствующего в городе. Для более подробного ознакомления с тем, как съемочная группа «Охотники за привидениями » использовала небольшие декорации для создания крупномасштабной кинематографии, посмотрите видео Cinefix ниже.
Охотники за привидениями. Зефирный человечек. • Искусство сцены
Техника использования декораций и декораций разного размера для управления человеческим восприятием размера и пространства известна как принудительная перспектива. Это обычная техника, используемая в кино, чтобы персонажи казались больше или меньше по размеру по сравнению с их окружением. Например, в этот игривый момент в Вечное сияние чистого разума .
Масштабирование в искусстве • Вечное сияние чистого разума
Подведем итоги. У людей есть импульс поставить себя в центр сравнения, когда дело доходит до размера. Художники могут использовать этот импульс, воздействуя масштабом. В определенных средах, таких как кино, масштаб достигается за счет пропорций композиции.
Художники любой среды не должны упускать из виду взаимосвязь человека с размером в пространстве. Это то, что они могут использовать для воздействия и эффекта. Надеюсь, эта статья дала вам представление о влиянии масштаба и пропорций в искусстве и вдохновила вас на изучение того, как вы можете использовать их в своей работе.
Наверх Далее
Что такое принудительная перспектива?
Если вы хотите манипулировать масштабом в своей кинематографии, крайне важно понимать принудительную перспективу. Принудительную перспективу можно использовать творчески, чтобы манипулировать тем, как зрители воспринимают размер и пространство в кадре. Узнайте больше о принудительной перспективе в нашей следующей статье.
Далее: Объяснение принудительной перспективы →
Уроки принципов дизайна: Масштаб и пропорцииkidCourses.com
Автор: The kidCourses Crew
Масштаб и пропорции — элементы дизайна, связанные с размером. Масштаб — это размер одного объекта по отношению к другим объектам в дизайне или художественном произведении. Пропорция относится к размеру частей объекта по отношению к другим частям того же объекта. На протяжении веков дизайнеры использовали масштаб и пропорции, чтобы изобразить или отвлечь от идеала. Как и в случае с такими элементами, как единство и баланс, художники используют масштаб и пропорции, чтобы донести до зрителя свои уникальные идеи.
Масштаб
Люди судят о масштабе чего-либо по размеру тела. Некоторые из наиболее распространенных прилагательных, которые относятся к масштабу, включают:
• В натуральную величину • Миниатюрный • Негабаритный • Огромный
Когда художник или дизайнер решает сделать определенные объекты большими или миниатюрными, он часто подчеркивает их важность. или поощрять новую точку зрения.
На изображении выше человек, толкающий сферу, дает ощущение масштаба. Учитывая отражения небоскребов в сфере, зрители могут сделать вывод, что земной шар символизирует мир, а его относительно небольшой размер предполагает, что люди могут им манипулировать.
Некоторые игрушки представляют собой миниатюры реальных предметов. Например, масштабные модели автомобилей, поездов и мебели для кукольных домиков воспроизводят реальные объекты в меньшем масштабе. На фотографии ниже рука мужчины дает вам хорошее представление о реальных размерах игрушечного вагона. Масштабные модели игрушек дают детям возможность манипулировать реалистичными объектами, которые в противном случае были бы слишком большими для них.
Пропорция
Пропорция — это элемент дизайна, относящийся к относительному размеру компонентов, составляющих объект. Опять же, человеческое тело является эталоном, по которому люди судят о пропорциях. Например, глаз должен быть меньше лица, а плечи мужчины должны быть шире его бедер.
Золотое сечение — это математический метод определения пропорций. Основанное на числе пи, это соотношение было стандартом для художников и дизайнеров, так как древние египтяне использовали его при проектировании пирамид. Также золотое сечение применимо к естественным пропорциям тела. Чем больше пропорции человека соответствуют этому соотношению, тем более классически красивым он может казаться.
Когда вы видите непропорциональный объект, он привлекает ваше внимание. Мульты с большеголовыми людьми, например, бросаются в глаза. Очевидное преувеличение может даже пощекотать вам нервы. Хороший пример — «Голова» Эрика Фогеля:
В греческой мифологии чудовищные персонажи, такие как Медуза, имели непропорциональные черты, которые отличали их от людей. Вместо волос у Медузы из головы росли ядовитые змеи, как это показывает художник Караваджо ниже.
Придание человеческим фигурам нечеловеческих компонентов делает их непропорциональными. Как и мультфильм, что-то непропорциональное может заставить вас смеяться. Как и Медуза, он может внушать страх.
Напротив, произведение искусства, в котором все фигуры пропорциональны, может заставить вас чувствовать себя спокойно и удовлетворенно. Вместо того, чтобы бросать вызов своим эмоциям, пропорции вселяют в вас чувство завершенности. На картине Жоржа Сёра «Воскресенье на Гран-Жатт» изображены стилизованные люди, все стройные и одинакового масштаба, отдыхающие солнечным днем. Несмотря на то, что есть вариации света и множество развлечений, общий эффект безмятежен.
Сегодняшнее задание: Начертите в масштабе
Расходные материалы:
Обычная бумага 8 x 10 Изображение вашего любимого мультяшного персонажа высотой не менее 10 дюймов Линейка 90 Ножницы 80181 Карандаш краски или цветные карандаши
1. Слегка нарисуйте карандашом сетку поверх мультяшного рисунка. Отметьте 1-дюймовые линии по всему периметру страницы, а затем соедините их поперек страницы, чтобы получилась сетка из 1-дюймовых квадратов.
2. Пронумеруйте квадраты на распечатке, начиная сверху слева и двигаясь слева направо от верхнего ряда к нижнему ряду.
3. Нарисуйте сетку на обычной бумаге. Отметьте 1/2-дюймовые интервалы вдоль всех четырех сторон, а затем соедините отметки, чтобы сделать сетку из 1/2-дюймовых квадратов. Ваш чертеж в масштабе будет 1:2 или вдвое меньше оригинала.
4. Пронумеруйте квадраты на вашей простой сетке так же, дублируя количество квадратов и строк оригинала. Отрежьте лишние квадраты и отложите в сторону.
5. Скопируйте рисунок на пустую сетку квадрат за квадратом. Постарайтесь сопоставить прямые линии и кривые внутри каждого квадрата на оригинале, чтобы ваш рисунок меньшего масштаба был как можно более похожим.
6. Используйте маркеры, краски или цветные карандаши, чтобы раскрасить масштабный рисунок, как оригинал.
Используйте дополнительную сетку, чтобы экспериментировать с пропорциями. Например, сделайте один глаз мультяшной фигуры в два раза больше другого.
Сталь марки 30 – качественная конструкционная сталь, применяется при производстве деталей невысокой прочности — цилиндры, шпиндели, валы, муфты, рычаги и тяги.
Продукция: плоский и сортовой прокат, в том числе фасонный.
Химический состав стали 30 по ковшевой пробе в соответствии с ДСТУ 7809 и ГОСТ 1050, %
С
Si
Mn
S
P
Cr
0. 27-0.35
0.17-0.37
0.5-0.8
<0.04
<0.035
<0.25
Механические свойства стали 30 после нормализации
Минимальный предел текучести, МПа
Минимальное временное сопротивление, МПа
Минимальное относительное удлинение, %
Минимальное относительное сужение, %
295
490
21
50
Аналоги стали 30
США
1030, G10300, M1031
Германия
1. 0528, C30, C30E, Ck30
Япония
S28C, S30C, S33C, SWRCh40K, SWRCh43K
Франция
C30E, FR32, XC32
Англия
080M32
Евросоюз
1.0528, 1.1178, C30, C30E
Италия
C30, C30E, C30R
Китай
30, ML25Mn, ML30
Болгария
30
Польша
30, 30A, 30rs
Румыния
OLC30
Чехия
12031
Применение
Марка стали 30 имеет средний уровень прочностных характеристик, что позволяет использовать её при производстве траверсов и рычагов, валов, звездочек, тяг, муфт и других малонагруженных деталей.
Сваривание
Сталь марки 30 имеет ограниченную свариваемость. Основные способы сварки: электрошлаковая сварка, автоматическая дуговая сварка и ручная дуговая сварка под флюсом и газовой защитой. При подготовке материала к сварке рекомендуется подогрев.
Сталь 30 — расшифровка марки стали, ГОСТ, характеристика материала
Нелегированные стали
Легированные стали
Нержавеющие стали
Ст0
Ст2кп
Ст2пс
Ст2сп
Ст3кп
Ст3пс
Ст3сп
Ст3Гпс
Ст4кп
Ст4пс
Ст5пс
Ст5сп
Ст6пс
Ст6сп
08кп
08
10кп
10
10Г2
15кп
15
15Г
20кп
20
20Г
25
30
30Г
35
35Г2
40
40Г
45
45Г2
50
50Г
50Г2
55
60
У7
У8
У9
У10
У12
Марка стали — 30
Стандарт — ГОСТ 1050
Заменитель — 25, 35
Сталь 30 содержит в среднем 0,3% углерода. Степень раскисления стали — спокойная (обозначают без индекса).
Нелегированная специальная сталь 30 применяется для изготовления тяг, траверсов, рычагов, валов, звездочек, шпинделей, цилиндров прессов, соединительных муфт и других деталей невысокой прочности.
Массовая доля основных химических элементов, %
C — углерода
Si — кремния
Mn — марганца
0,27-0,35
0,17-0,37
0,50-0,80
Температура критических точек, °С
Ac1
Ac3
Ar1
Ar3
730
820
680
796
Технологические свойства
Ковка
Температура ковки, °С: начала 1280, конца 750. Заготовки сечением до 800 мм охлаждаются на воздухе.
Свариваемость
Ограниченно свариваемая. Способы сварки: ручная дуговая сварка, автоматическая дуговая сварка, электрошлаковая сварка. Рекомендуется подогрев и последующая термообработка. Контактная сварка без ограничений.
Обрабатываемость резанием
В горячекатаном состоянии при HB 143 и σв = 460 МПа: Kv быстрорежущая сталь = 1,7
Флокеночувствительность
Не чувствительна
Склонность к отпускной хрупкости
Не склонна
Физические свойства
Температура испытаний, °С
20
100
200
300
400
500
600
700
800
900
Модуль нормальной упругости E, ГПа
200
196
191
185
—
—
164
—
—
—
Модуль упругости при сдвиге кручением G, ГПа
78
77
76
73
69
66
59
—
—
—
Плотность ρn, кг/м3
7850
—
—
—
—
—
—
—
—
—
Коэффициент теплопроводности λ, Вт/(м*К)
52
51
49
46
43
39
36
32
—
—
Удельное электросопротивление ρ, нОм*м
—
—
—
—
—
—
—
—
—
—
20-100
20-200
20-300
20-400
20-500
20-600
20-700
20-800
20-900
20-1000
Коэффициент линейного расширения α*106, K-1
12,1
12,9
13,6
14,2
14,7
15,0
15,2
—
—
—
Удельная теплоемкость c, Дж/(кг*К)
470
483
546
563
764
—
—
—
—
—
PS INDUSTRIES Однодверный Металл: Сталь, Для ширины от 28 3/4 до 32 1/2 дюйма, 22 1/4 дюйма x 1 1/4 дюйма, Adj — 39L631|LSG-30-PCY
ПС ПРОМЫШЛЕННОСТИ
Вещь # 39L631
производитель Модель #
LSG-30-PCY
UNSPSC #
24101809
№ страницы каталога
1316
1316
Страна происхождения
США.
Страна происхождения может быть изменена.
Эти самозакрывающиеся ворота безопасности устанавливаются на платформах, которые находятся на высоте четырех или более футов от земли. Они используются в лестничных проходах или рядом с лестницами, где рабочим необходим доступ к зоне.
Коснитесь изображения, чтобы увеличить его.
Наведите курсор на изображение, чтобы увеличить его.
ПС ПРОМЫШЛЕННОСТИ
Вещь # 39L631
производитель Модель #
LSG-30-PCY
UNSPSC #
24101809
№ страницы каталога
1316
1316
Страна происхождения
США.
Страна происхождения может быть изменена.
Эти самозакрывающиеся ворота безопасности устанавливаются на платформах, которые находятся на высоте четырех или более футов от земли. Они используются в лестничных проходах или рядом с лестницами, где рабочим необходим доступ к зоне.
Соотношение цен на сталь в США к продажам, 2010-2022 гг. | Х
Исторические значения коэффициента PS для United States Steel (X) за последние 10 лет. Текущий коэффициент P/S для United States Steel по состоянию на 25 октября 2022 г. составляет .
Для получения дополнительной информации о том, как корректируются наши исторические данные о ценах, см. Руководство по корректировке цен на акции.
Исторические данные по соотношению P/S стали США
Дата
Цена акции
Продажи TTM на акцию
Отношение цены к объему продаж
25. 10.2022
21,43
0,27
30.06.2022
17,87
80,58 $
0,22
31.03.2022
37,59
76,19 $
0,49
31.12.2021
23,66
72,33 $
0,33
30.09.2021
21,79
65,31 $
0,33
30.06.2021
23,80
55,18 $
0,43
31.03.2021
25,94
49,55 $
0,52
31.12.2020
16,61
51,71 $
0,32
30.09.2020
7,26
55,16 $
0,13
30.06.2020
7,13
62,51 $
0,11
31.03.2020
6,23
71,14 $
0,09
31.12.2019
11,25
75,04 $
0,15
30. 09.2019
11.35
79,25 $
0,14
30.06.2019
14,98
82,10 $
0,18
31.03.2019
19.01
81,72 $
0,23
31.12.2018
17,75
79,34 $
0,22
30.09.2018
29,61
76,40 $
0,39
30.06.2018
33,70
73,99 $
0,46
31.03.2018
34.08
71,68 $
0,48
31.12.2017
34.03
$69.65
0,49
30.09.2017
24,77
68,82 $
0,36
30.06.2017
21,33
67,03 $
0,32
31.03.2017
32,49
66,79 $
0,49
31.12.2016
31,68
67,14 $
0,47
30. 09.2016
18.05
67,83 $
0,27
30.06.2016
16.11
70,56 $
0,23
31.03.2016
15,29
72,80 $
0,21
31.12.2015
7,55
79,27 $
0,10
30.09.2015
9,81
88,43 $
0,11
30.06.2015
19,37
100,65 $
0,19
31.03.2015
22,88
111,15 $
0,21
31.12.2014
25.02
117,19 $
0,21
30.09.2014
36,61
119,95 $
0,31
30.06.2014
24.30
116,93 $
0,21
31.03.2014
25,72
117,22 $
0,22
31.12.2013
27,42
120,56 $
0,23
30. 09.2013
19.11
122,14 $
0,16
30.06.2013
16,22
120,69 $
0,13
31.03.2013
18.00
119,31 $
0,15
31.12.2012
21,97
123,37 $
0,18
30.09.2012
17,52
125,74 $
0,14
30.06.2012
18,89
133,81 $
0,14
31.03.2012
26,88
134,38 $
0,20
31.12.2011
24.18
132,31 $
0,18
30.09.2011
20.07
128,79 $
0,16
30.06.2011
41,92
124,92 $
0,34
31 марта 2011 г.
49,06
127,70 $
0,38
31.12.2010
53,09
121,04 $
0,44
30. 09.2010
39,80
116,04 $
0,34
30.06.2010
34,96
104,38 $
0,33
31.03.2010
57,55
87,56 $
0,66
31 декабря 2009 г.
49,88
84,08 $
0,59
Сектор
Промышленность
Рыночная капитализация
Доход
Основные материалы
Производители стали
$5.086B
20,275 млрд долларов
United States Steel Corp. — производитель стали в США. Он производит и продает продукцию сталелитейного производства, включая плоский и трубный прокат, в Северной Америке и Европе. United States Steel отчитывается по пяти сегментам: плоский прокат, мини-завод, U.S. Steel Europe, трубная продукция и другие направления бизнеса. Сегмент плоского проката производит листы, плиты и изделия из жести для автомобильной промышленности, бытовой техники, сервисных центров, переоборудования, контейнеров и строительства. Сегмент Mini Mill был добавлен после покупки Big River Steel. USSE — продает листы, плиты, жестяные заводы, трубы, прецизионные трубы, изделия из специальной стали и кокс на конечных рынках Европы. Сегмент Tubular Products поставляет бесшовные и электростойкие сварные трубы для рынков нефти, газа и нефтехимии. Сегмент «Другие виды бизнеса» занимается производством и продажей железосодержащих таконитовых окатышей, транспортными услугами, управлением и девелопментом недвижимости, а также инжиниринговыми и консультационными услугами.
ГОСТ 19281-2014 Прокат повышенной прочности. Общие технические условия
1.6 Мб
Услуги
Рубка металла гильотиной
Рубка листового металла гильотиной – традиционный способ продольной и поперечной резки металлических листов с образованием прямолинейных срезов, имеющих минимальное количество зазубрин и заусенцев. Процесс осуществляется по принципу ножниц за счет равномерного давления верхнего и нижнего ножей на поверхность листового проката. Обрабатываемые материалы – «черная» и легированная сталь, цветные металлы и сплавы на их основе.
Цена:
По запросу
Заказать
Подробнее
Производители
Вернуться в каталог
Калькулятор металлопроката Рассчитайте вес металлопроката на самом точном калькуляторе
Рассчитать он-лайн
Внимание! Верхняя погрузка в открытый кузов!
Листовой прокат ГОСТы
ГОСТ 19903-74.
Прокат листовой горячекатанный. Сортамент
Настоящий стандарт распространяется на листовой горячекатаный прокат шириной 500 мм и более, изготавливаемый в листах толщиной от 0,4 до 160 мм и рулонах толщиной от 1,2 до 12 мм. Скачать ГОСТ 19903-74
Настоящий стандарт распространяется на листовой холоднокатаный прокат шириной 500 мм и более, изготавливаемый в листах толщиной от 0,35 до 5,0 мм, рулонах толщиной от 0,35 до 3,50 мм Скачать ГОСТ 19904-90
ГОСТ 14637-89. Прокат толстолистовой из углеродистой стали обыкновенного качества. Технические условия.
Настоящий стандарт распространяется на толстолистовой горячекатаный прокат из углеродистой стали обыкновенного качества, изготавливаемый шириной 500 мм и более и толщиной от 4 до 160 мм включительно. Скачать ГОСТ 14637-89
ГОСТ 16523-97. Прокат тонколистовой из углеродистой стали качественной и обыкновенного качества общего назначения. Технические условия.
Настоящий стандарт распространяется на тонколистовой горячекатаный и холоднокатаный прокат из углеродистой стали качественной и обыкновенного качества общего назначения, изготавливаемый шириной 500 мм и более, толщиной до 3,9 мм включительно. Скачать ГОСТ 16523-97
ГОСТ 14918-80. Сталь тонколистовая оцинкованная с непрерывных линий (технические условия).
Настоящий стандарт распространяется на листовую и рулонную холоднокатаную сталь, оцинкованную горячим способом, предназначенную для холодного профилирования, под окраску, изготовления штампованных деталей, посуды, тары и других металлических изделий. Скачать ГОСТ 14918-80
ГОСТ 1577-93. Прокат толстолистовой и широкополосный из конструкционной качественной стали (технические условия).
Настоящий стандарт распространяется на прокат горячекатаный толстолистовой и широкополосный из качественной конструкционной нелегированной и легированной стали. Скачать ГОСТ 1577-93
ГОСТ 19281-89. Прокат из стали повышенной прочности (общие технические условия)
Скачать ГОСТ 19281-89
ГОСТ 4041-71.
Прокат листовой для холодной штамповки из конструкционной качественной стали.
Настоящий стандарт распространяется на листовой прокат толщиной от 4 до 14 мм из качественной конструкционной углеродистой стали, предназначенный для холодной штамповки. Скачать ГОСТ 4041-71
ГОСТ 9045-93. Прокат тонколистовой холоднокатаный из низкоуглеродистой качественной стали для холодной штамповки.(технические условия).
Настоящий стандарт распространяется на тонколистовой холоднокатаный прокат из низкоуглеродистой качественной стали толщиной до 3,9 мм, предназначенный для холодной штамповки. Скачать ГОСТ 9045-93
ГОСТ 30246-94. Прокат тонколистовой рулонный с защитно-декоративным покрытием для строительных конструкций (технические условия).
Настоящий стандарт распространяется на рулонный тонколистовой прокат с защитно-декоративным покрытием, предназначенным для изготовления конструкций и других строительных изделий холодным профилированием и гибкой. Скачать ГОСТ 30246-94
Механические свойства при Т=20 o С для марки 12Х28Н10Т ( 12Х18Н10Т ) 9006
6
0019 Ассортимент
Размер
Прямой.
с в
с Т
г 5
у
ККУ
Термическая обработка
–
мм
–
МПа
МПа
%
%
кДж/м 2
–
Труба охлаждающая деформационная, ГОСТ 9941-81
549
35
Труба горячедеформированная ГОСТ 9940-81
529
40
Пруток ГОСТ 5949-75
до Ø 60
510
196
40
55
Guenching 1020 – 1100 o C, Охлаждающий воздух,
Проволока ГОСТ 18143-72
540-830
20-25
Поковка, ГОСТ 25054-81
от
до 1000
510
196
35-38
40-52
Guenching 1050 – 1100 o C, вода,
Листовой трюк, ГОСТ 7350-77
530
235
38
Guenching 1000 – 1080 o C, охлаждающая вода,
Лист тонкий, ГОСТ 5582-75
530
205
40
Guenching 1050 – 1080 o C, охлаждающая вода,
Лист тонкий нагартованный ГОСТ 5582-75
880-1080
10
Лист тонкий, ГОСТ 5582-75
740
25
Пластина ASTM A240 321, нержавеющая сталь
321 — это стабилизированная версия нержавеющей стали 304. Смесь хрома и никеля 18/8 закалена с титаном для защиты типа 321 от межкристаллитной коррозии, которая может возникнуть после нагрева лечение. Он защищен от температур от 800 до 1500°F. Металл обладает высокой прочностью и устойчивостью к различным формам коррозии, в том числе в водной среде. Тип 321 находит применение в тяжелых сварочных компонентах, а также в динамических условиях, которые подвержены изменениям. Однако добавление титана ограничивает применение 321 с точки зрения обработки. Этот металл не рекомендуется для определенных методов сварки, поскольку он не является плавящимся. Кроме того, нержавеющая сталь 321 обладает отличными формовочными характеристиками, не требует отжига после сварки и демонстрирует ударную вязкость в диапазоне температур. Металл проявляет прочность даже при воздействии криогенных температур. Кроме того, его часто выбирают вместо типа 304 из-за его повышенной стойкости к ползучести и разрыву. Оба металла могут быть подвержены коррозионному растрескиванию под напряжением.
Нержавеющая сталь 321H является высокоуглеродистой модификацией нержавеющей стали 321. Кроме того, 321H стабилизирован добавлением ниобия для защиты от межкристаллитной коррозии. Он также способен выдерживать более высокие температуры, чем тип 321, из-за повышенного содержания углерода. В то время как 321H демонстрирует те же характеристики сварки и формовки, что и тип 321, металл не может быть упрочнен термической обработкой. Он используется в ситуациях, когда тип 321 не может выдерживать высокие температуры, обычно превышающие 1000 ° F. Тип 321H демонстрирует лучшую стойкость к ползучести, чем нержавеющие стали 321 и 304. 321H также демонстрирует устойчивость к кислотной коррозии в различных средах. Более низкие температуры обеспечивают лучшую стойкость, но металл способен выдерживать до 10% раствора кислоты, который был разбавлен при повышенных температурах. Однако металл проявляет очень низкую устойчивость к растворам хлора или серы при любой заданной температуре. Учитывая схожий состав и характеристики, нержавеющие стали 321 и 321H могут получить двойную сертификацию.
Сталь 12х28Н10Т ( 12Х18Н10Т) применяется для изготовления сварных сосудов различного промышленного назначения и выхлопных систем.
Сварка
Сталь 12х28Н10Т( 12Х18Н10Т) имеет хорошую свариваемость при ручной и автоматической сварке. Проволока Св-08х29Типов Н10Б, Св-04х32Н10БТ, Св-05х30Н9ФБС и Св-06х31Н7БТ применяют для стандартной автоматической сварки флюсами АН-26, АН-18 и для аргонно-дуговой сварки, а электроды ЭА-1Ф2 типа ГЛ-2 — для ручной сварки.
GOST 12820-80 PN0,6 Пластинговые фланцы из нержавеющей стали 304/304L 316/316L Производители и поставщики-Китайская фабрика
Точечная сварка своими руками из микроволновки – схема, видео, фото
Вынимаем трансформатор из микроволновой печи
Тонкости модернизации трансформатора от СВЧ-печи
Рекомендации при соединении двух трансформаторов
Как определить одноименные выводы трансформаторов
Электроды для самодельной точечной сварки
Устанавливаем электроды на сварочный аппарат
Органы управления самодельной точечной сваркой
Точечная сварка, как известно, выполняется на специализированном оборудовании, однако подобное устройство можно не только найти в серийном исполнении, но и сделать своими руками: для этого пригодится трансформатор, извлеченный из старой микроволновки. Аппарат, полученный в итоге, даст вам возможность качественно выполнять точечную сварку при помощи переменного тока, сила которого не регулируется.
Самодельный аппарат для точечной сварки в сборе
Трансформатор выступает важнейшим элементом любого такого устройства для точечной сварки: его задача состоит в том, чтобы увеличить значение входного напряжения до требуемой величины. Чтобы эффективно справляться с этим, устройство должно обладать высоким коэффициентом трансформации. Такими трансформаторами оснащаются большие микроволновые печи, одну из которых вам и необходимо найти. Когда вы найдете такую модель микроволновки, надо будет очень аккуратно извлечь из нее трансформатор.
Схема работы точеной сварки и схема сварочного аппарата
Технологию сборки аппарата для точечной сварки более-менее детально можно увидеть на видео ниже. Пример данного самодельного устройства поможет нам проиллюстрировать процесс создания точечной сварки из микроволновой печи. Для более подробного ознакомления с деталями сборки читайте статью полностью.
Вынимаем трансформатор из микроволновой печи
Если в самодельном аппарате для точечной сварки задействован трансформатор, имеющий мощность 700–800 Вт, то с его помощью вы сможете соединять листы из металла, толщина которых доходит до 1 мм. Такой трансформатор входит в категорию устройств повышающего типа, для обеспечения питания магнетрона он способен вырабатывать напряжение, равное 4 кВ.
Магнетрон, которым оснащена любая микроволновка, требует для своей работы высокого напряжения. В связи с этим подключенный к нему трансформатор отличается меньшим количеством витков на своей первичной обмотке и большим – на вторичной. На последней создается напряжение порядка 2 кВ, увеличивающееся затем в два раза за счет использования специального удвоителя. Проверять работоспособность такого устройства путем измерения напряжения, подключенного к его первичной обмотке, нет никакого смысла.
Извлекаем трансформатор из микроволновой печи
Извлекать из микроволновки трансформатор следует аккуратно. Не следует брать в руки молоток и другие тяжелые предметы. С микроволновки откручивается ее основа, убираются все крепления, и трансформатор аккуратно снимается с места его установки. В извлеченном из СВЧ-печи устройстве вам понадобятся, во-первых, его магнитопровод, во-вторых, первичная обмотка, которая по сравнению со вторичной выполнена из более толстого провода и имеет меньше витков.
Вторичную обмотку из-за ее ненадобности вам придется демонтировать, для чего уже пригодятся молоток и зубило. Очень важно при этом не повредить и не помять первичную обмотку, поэтому действовать надо с максимальной аккуратностью. Если при демонтаже вторичной обмотки вы обнаружите в трансформаторе шунты, используемые для ограничения силы тока, их тоже надо удалить.
Вторичную обмотку можно срезать стамеской
Если магнитопровод трансформатора является не клееной, а сварной конструкцией, то удалять с него вторичную обмотку лучше при помощи стамески или обычной ножовки по металлу. Если же обмотка очень плотно набита в окно магнитопровода, то ее, разрезав провода, необходимо будет высверлить или выковырять. Делать это надо очень аккуратно, так как магнитопровод может разрушиться из-за таких манипуляций.
После выполнения демонтажных работ следует намотать новую вторичную обмотку. Для этого вам будет необходим провод диаметром не меньше 1 см. Если такого провода у вас в запасе нет, его придется купить. При этом совсем не обязательно приобретать цельный многожильный провод такого сечения, можно использовать и пучок из нескольких отдельных проводников, которые в сумме обеспечат требуемый диаметр. После монтажа новой вторичной обмотки ваш модернизированный трансформатор будет способен вырабатывать ток, сила которого составляет до 1000 А.
Старую обмотку можно спилить ножовкой по металлу
Если вы хотите сделать аппарат для точечной сварки более мощным, то технических возможностей одного трансформатора вам может не хватить. Здесь необходимо использовать два таких устройства (соответственно, разобрав две микроволновки).
Тонкости модернизации трансформатора от СВЧ-печи
Чтобы сделать вторичную обмотку, вам надо намотать на сердечник 2–3 витка, что обеспечит получение выходного напряжения порядка 2 В, а силы кратковременного сварочного тока – больше 800 А. Этого вполне достаточно для эффективной работы аппарата точечной сварки. Намотка такого количества витков может вызвать затруднения, если используемый провод имеет толстый слой изоляции. Решить эту проблему достаточно просто: необходимо снять с провода стандартную изоляцию и обмотать его изолентой, имеющей тканевую основу. Очень важно, чтобы провод, используемый для вторичной обмотки, имел минимально возможную длину, что позволит избежать необоснованного увеличения его сопротивления и, соответственно, уменьшения силы тока.
Новая вторичная обмотка заняла свое место
Если вам надо сваривать металлические листы толщиной до 5 мм, имейте в виду, что для этого потребуется аппарат для точечной сварки, обладающий большей мощностью. Чтобы сделать его своими руками, необходимо использовать соединенные в одну цепь два трансформатора. Соблюдать соответствующие правила при выполнении такого соединения надо обязательно. Если вы ошибетесь и неправильно подключите выводы первичных и вторичных обмоток двух трансформаторов, может возникнуть короткое замыкание. Правильность соединения обмоток, если на их одноименных выводах нет маркировки, проверяется при помощи вольтметра.
После правильного соединения одноименных выводов двух трансформаторов требуется замерить значение силы тока, который они совместно формируют. Как правило, самодельные трансформаторы, предназначенные для аппаратов точечной сварки, эксплуатировать которые планируется в домашних мастерских, ограничивают по силе тока – не более 2000 А. Превышение этого значения спровоцирует перебои в работе электрической сети не только в вашем доме, но и у ваших ближайших соседей. А это, естественно, приведет к конфликтам. Значение силы тока, выдаваемого соединенными трансформаторами, а также наличие короткого замыкания в их цепи проверяют при помощи амперметра.
Еще один пример сборки точечной сварки представлен на видео ниже:
Рекомендации при соединении двух трансформаторов
Каких результатов можно добиться, если в соответствии с правилами соединить два трансформатора, не отличающихся большой мощностью? Если взять два одинаковых устройства со следующими характеристиками: мощность – 0,5 кВт, входное напряжение – 220 В, выходное напряжение – 2 В, сила номинального тока – 250 А, – то, последовательно соединив их первичные и вторичные обмотки, на выходе вы получите удвоенную силу номинального тока, то есть 500 А.
Практически так же увеличится и кратковременный сварочный ток, но при его формировании будут наблюдаться значительные потери, что обусловлено большим сопротивлением такой электрической цепи. Оба конца вторичной обмотки – провода Ø 1 см – соединяются с электродами аппарата для точечной сварки.
Соединение 2-х трансформаторов по схеме №1
Если в вашем распоряжении имеются два мощных трансформатора, но и их выходного напряжения не хватает для самодельного аппарата, можно последовательно соединить их вторичные обмотки, которые должны иметь одинаковое количество витков. К такой мере прибегают, если просто домотать витки на вторичной обмотке невозможно из-за недостаточно большого размера окна на магнитопроводе.
При таком соединении надо следить, чтобы направление витков на вторичных обмотках соединяемых устройств было согласовано, иначе может получиться противофаза, и выходное напряжение у такого объединенного устройства будет близко к нулю. Чтобы экспериментальным путем определить правильность соединения, желательно использовать тонкие провода.
Соединяем два трансформатора по схеме №2
Как определить одноименные выводы трансформаторов
Если выводы обмоток соединяемых устройств не имеют маркировки, то необходимо определить среди них одноименные, чтобы их и соединить между собой. Решить такую задачу можно следующим способом: первичные и вторичные обмотки двух или более трансформаторов соединяют последовательно, на вход такого объединенного устройства подают напряжение, а к выходным выводам (выводы с последовательно соединенных вторичных обмоток) подключают вольтметр переменного напряжения.
В зависимости от направления подключения вольтметр может вести себя по-разному:
показывать то или иное значение напряжения;
не показывать вообще никакого напряжения в цепи.
Если вольтметр выдает какое-либо напряжение, значит, в цепи соединения и первичных, и вторичных обмоток присутствуют разноименные выводы. При соединении обмоток таким неправильным способом в них протекают следующие процессы: напряжение, поступающее на вход первичных обмоток двух соединенных трансформаторов, уменьшается на каждой из них вполовину; увеличение напряжения происходит на вторичных обмотках, каждая из которых обладает одинаковым коэффициентом трансформации. Вольтметр на выходе зарегистрирует суммарное напряжение, значение которого равно удвоенной величине входного.
Определяем выводы трансформаторов на данной схеме
Если вольтметр показывает значение «0», то это означает, что напряжения, выходящие с каждой из последовательно соединенных вторичных обмоток, равны по значению, но имеют разные знаки, таким образом, они компенсируют друг друга. Иными словами, хотя бы одна из пар обмоток, объединенных в цепь, соединена одноименными выводами. В таком случае правильного соединения элементов цепи добиваются путем изменения порядка подключения первичных или вторичных обмоток, ориентируясь на показания вольтметра.
Электроды для самодельной точечной сварки
Выбирая для аппарата точечной сварки, собранного своими руками из микроволновки, электроды, следует обращать внимание на то, чтобы их диаметр соответствовал диаметру провода, с которым они соединены. В качестве таких элементов можно использовать медные прутки, а для устройств небольшой мощности подойдут жала от профессиональных паяльников.
В процессе эксплуатации электроды для точечной сварки активно изнашиваются. Чтобы корректировать их геометрические параметры, их необходимо постоянно подтачивать. Естественно, что со временем такие элементы потребуют замены на новые.
Вариант изготовления электродов из толстой медной проволоки
Провода, которыми электроды связаны с аппаратом для точечной сварки, должны иметь минимальную длину, иначе в них будет теряться значительная мощность устройства. Потери мощности станут серьезными и в том случае, если в электрической цепи «электрод – устройство для точечной сварки» имеется много соединений. Если вы хотите увеличить эффективность использования своего самодельного оборудования, то лучше на провода, которыми соединяются электроды, напаять медные наконечники. Используя такие наконечники, вы избежите возникающих из-за увеличенного сопротивления обжимных или любых других соединений потерь мощности в местах контакта.
Провода, связывающие электроды с аппаратом для точечной сварки, имеют достаточно большой диаметр, поэтому облегчить их пайку помогут специальные наконечники, предварительно подвергнутые лужению. Поскольку электроды для такого устройства являются съемными, в местах их соединения с наконечниками пайку не выполняют. Конечно, в таких местах, постоянно подвергаемых окислению, также происходит потеря мощности, но очистить их значительно легче, чем обжатые наконечники.
Устанавливаем электроды на сварочный аппарат
Как уже было указано выше, электрод для контактной сварки можно сделать из медного прутка или жала от профессионального паяльника, если мощность устройства невысока. Провод от аппарата присоединяется к электроду с помощью медного наконечника, который соединен с ним при помощи пайки.
Установка нижнего электрода
Наконечник совмещают с электродом при помощи болтового соединения, которое должно быть очень надежным, чтобы увеличение сопротивления в месте ненадежного контакта не приводило к потере мощности аппарата для точечной сварки. Чтобы выполнить такое соединение, в электроде и наконечнике делают отверстия одинакового диаметра.
Болты и гайки, с помощью которых будут соединяться электроды и наконечники с проводами, лучше всего выбирать из меди или ее сплавов, отличающихся минимальным электрическим сопротивлением. Элементы таких соединений, значительно упрощающих обслуживание аппарата для контактной сварки, совсем несложно изготовить своими руками.
Органы управления самодельной точечной сваркой
Управление аппаратом точечной сварки (особенно сделанного из микроволновки своими руками) не отличается особенной сложностью. Для этого вполне достаточно двух элементов: рычага и выключателя. Сила сжатия между электродами, за которую отвечает рычаг, должна обеспечивать в точке выполнения сварки надежный контакт соединяемых деталей. Чтобы выполнить эти важные требования, рычажные механизмы таких аппаратов можно дополнить винтовыми элементами, которые обеспечивают еще более значительную силу сжатия. Естественно, такой элемент устройства для точечной сварки должен обладать очень высокой надежностью.
На серьезном производственном оборудовании, которое используется для соединения листов стали значительной толщины, устанавливают элементы сжатия, создающие давление от 50 до 1000 кг – в зависимости от необходимости. А на аппаратах точечной сварки, применяемых для нерегулярных и несложных работ в домашней мастерской, вполне достаточно того, чтобы такой механизм создавал давление до 30 кг. Для удобства и простоты работы на аппарате точечной сварки его прижимной рычаг делают более длинным, это также позволит увеличить силу сжатия до необходимого значения.
Для самодельного домашнего устройства вполне достаточно рычага, длина которого будет составлять 60 см. При помощи такого рычага можно увеличить прилагаемое усилие в 10 раз. Соответственно, если вы будете давить на рычаг с усилием 3 кг, то электроды и соединяемые детали будут сжиматься силой 30 кг. Чтобы такой рычаг при надавливании не сдвигал с места сам аппарат, основание оборудования необходимо надежно зафиксировать на поверхности рабочего стола при помощи струбцины.
Аппарат точечной сварки, сделанный своими руками, в работе
Выключатель, отвечающий в устройстве за подачу тока к сварочным электродам, подключают к цепи первичной обмотки трансформатора, сила тока в которой значительно меньше, чем во вторичной. Если подключить выключатель ко вторичной обмотке, то он создаст дополнительное сопротивление, а его контакты под воздействием сильного тока намертво приварятся.
Если в качестве прижимного механизма применяется рычаг, то выключатель лучше расположить прямо на нем, тогда вторая рука будет свободной (ее можно использовать для поддержки свариваемых деталей).
Особенности работы на самодельном оборудовании для точечной сварки заключаются в том, что подавать ток на электроды следует только тогда, когда они находятся в сжатом состоянии. В противном случае вы столкнетесь с интенсивным искрением электродов и, как следствие, с их активным подгоранием. Получить первоначальный опыт по работе на таком устройстве можно при помощи обучающего видео.
Электроды оборудования для точечной сварки активно нагреваются в процессе работы. Кроме того, интенсивному нагреву подвержены трансформатор и токопроводящие элементы такого устройства. Чтобы избежать слишком сильного нагрева, который может привести к выходу оборудования для точечной сварки из строя, следует предусмотреть простейшую систему охлаждения. Для этого часто используют обычный вентилятор. Можно также делать перерывы в работе, необходимые для охлаждения элементов аппарата.
Время выдержки электродов под током в сжатом состоянии в процессе выполнения сварки можно контролировать визуально, ориентируясь на цвет точки в месте соединения, либо использовать для этого специальное реле.
Очевидно, что изготовить аппарат для точечной сварки на основе трансформатора от микроволновки совсем несложно, внимательно изучив представленные видео и фото процесса сборки и учтя озвученные рекомендации.
делаем прибор из микроволновки своими руками
Сварка контактного типа сегодня нередко используется не только в промышленных, но и в гаражных условиях. Она с успехом применяется для самых разных работ, которые связаны с металлическими сплавами. Оборудование серийного типа, предназначенное для таких операций, является довольно дорогостоящим. Но прибор можно сделать и самостоятельно, воспользовавшись ненужной микроволновой печью.
Необходимые материалы и инструменты
Применение трансформатора
Выбор электродов
Особенности управления
Чтобы сделать сварочный аппарат из микроволновки своими руками, вам понадобятся следующие инструменты, приспособления и детали:
трансформатор от микроволновки;
провода из меди;
прижимные рычаги;
основа для установки аппарата;
струбцины-зажимы;
рычаг нужной длины;
комплект хороших отверток;
материалы для обмотки и кабели;
медные электроды, которые будут применяться для сварки.
Применение трансформатора
Самой главной деталью любой установки, предназначенной для точечной сварки, считается именно трансформатор. Его можно вынуть из рабочей микроволновой печи. Для того чтобы аппарат смог соединить листы миллиметровой стали, требуется оборудование, показатели мощности которого не менее одного киловатта. В ситуации, когда требуется больше мощности, можно воспользоваться парой трансформаторов.
Тут стоит сразу сказать, что не нужно брать трансформатор целиком, вам потребуется лишь первичная обмотка и магнитопровод. Вторичная обмотка при этом аккуратно снимается, удаляются все шунты.
Новая трансформаторная обмотка изготавливается из многожильного кабеля. Для данной цели достаточно сделать пару-тройку витков. В том случае, если кабель оснащен очень толстой изоляцией, ее можно заменить изолентой или специальной тканью.
Следующие стадии самостоятельного изготовления сварочного аппарата из СВЧ-печи — создание и подключение электродов, установка системы управления, монтаж «внутренностей» в конструкцию корпуса.
Выбор электродов
Электроды для контактной сварки должны выполнять сразу несколько задач: сжимать скрепляемые листы, подводить электричество к месту сварки, а также отводить тепло. Значимыми характеристиками в процессе подбора считаются габариты, форма и т. д. От этого будет зависеть качество создаваемых сварных соединений. Электроды могут иметь фигурную или прямоугольную форму. Однако в большинстве случаев применяются прямоугольные изделия, потому что они облегчают доступ к месту исполнения работы.
Диаметр медных прутков, выполняющих роль электродов, не должен быть меньше диаметра проводов, которые будут использоваться в работе. Чтобы предотвратить окисление электродов, их нужно припаять к рабочим проводам. Также при работе электроды подвергаются интенсивному износу, потому нужно их время от времени заострять до формы наточенного карандаша. Для этого можно воспользоваться обыкновенным напильником.
Особенности управления
Сварка контактного типа считается очень непростой процедурой, с технологической точки зрения. Для того чтобы достигнуть необходимого качества работы, процессом нужно грамотно и точно управлять. Для этого устройство желательно оборудовать удобными органами управления. Сюда можно отнести рычаг и выключатель.
Рычаг установки должен иметь достаточную длину, так как от степени сжатия будет зависеть уровень качества сварки. Важно и то, чтобы сварочный аппарат надежно держался на рабочем столе. Именно для этого и предназначены струбцины.
Усилие, кстати, можно увеличить и с помощью дополнительного рычажно-винтового механизма. Это приспособление лучше прикрепить к рычагу. Помимо этого, такое размещение позволяет освободить одну из рук исполнителя, которой можно пользоваться при работе для поддержания тех или иных деталей.
Следует запомнить, что электричество нужно подавать лишь на сжатые электроды, иначе они начнут выдавать искру при контакте с рабочими элементами, что может обусловить их подгорание.
Выключатель же требуется подключать к цепи первичной обмотки.
Для самодельного устройства точечной сварки нужно также предусмотреть и охлаждающую систему, которую тоже можно сделать самостоятельно. Можно взять обыкновенный вентилятор, который будет охлаждать и трансформатор, и все имеющиеся токопроводящие части. Понятно, что этого охлаждения будет недостаточно, потому в работе нужно делать постоянные перерывы, чтобы аппарат успел охладиться.
Эксплуатация самодельного аппарата аналогична эксплуатации серийного оборудования. Первая стадия — сжатие рабочих элементов, при котором на участке будущего сварного соединения возникает деформация. Вторая стадия предполагает подачу тока с помощью электродов.
Итак, самодельный аппарат для точечной сварки обладает следующими преимуществами:
все комплектующие вполне доступны;
вы сэкономите деньги.
Напоследок стоит отметить, что для дуговой сварки тоже можно собрать хорошее устройство, воспользовавшись трансформатором от микроволновки и вполне доступными комплектующими. Понятно, что оно будет не совсем полноценным, но его возможностей будет достаточно для выполнения целого ряда несложных и мелких работ. Как видите, печь СВЧ не только может применяться по назначению, но и дает нам массу иных возможностей.
Аппарат для точечной сварки своими руками
Аппарат для точечной сварки своими руками Кремона, август 2018 г.
Вернуться на главную страницу.
Привет, это краткий обзор с некоторыми примечаниями о том, как сделать аппарат для точечной сварки из трансформаторы СВЧ (МОТ). Ничего нового по сравнению с другими онлайн-учебниками, за исключением того, что здесь есть:
Два параллельных MOT для большей мощности;
Твердотельное реле для синхронизации, для простоты управляемое Arduino.
Вот буря:
ВНИМАНИЕ! Этот проект касается высокого и среднего напряжения. Это опасно и небезопасно. я никоим образом не несу ответственности любой ущерб, который вы можете причинить (даже себе).
Введение
Существует множество учебных пособий по точечной сварке. В основном люди используют трансформаторы микроволновых печей (МТ), снимая высоковольтные вторичный и заменив его всего за несколько витков. Я использую два MOT параллельно, для более высокого выходного тока.
Этого достаточно, чтобы сделать базовый аппарат для точечной сварки, но кое-что интересное возможность контролировать время сварки. Также говорят, что короткий импульс перед сваркой размягчает материал и тем самым создает лучший электрический контакт (он же лучшая сварка). В моем случае я использую Arduino для реализации простого контроллера времени. В любом случае, контроллер можно обойти с помощью переключателя, чтобы управлять точечной сваркой в прямой режим.
Трансформаторы
Вот фото двух трансформаторов для микроволновых печей (MOT), полученных из микроволновой печи.
Будьте осторожны, микроволновые печи очень опасны. Там есть высоковольтный конденсатор, сохраняющий высокое напряжение еще долгое время после того, как духовка была выключена. отключенные и опасные химические вещества в магнетроне. Люди говорят, что они сделают вас слепыми.
Технический осмотр сверху все еще нуждается в доработке. Вторичную обмотку высокого напряжения (более тонкий провод, гораздо больше витков) необходимо удалить и удалить. заменены несколькими витками толстого провода. Магнитные шунты должны быть удалены. Магнитные шунты снижают эффективную мощность трансформатора, так как в них происходит короткое замыкание. часть магнитного потока. Вторичные заменены на 3 витка толстого провода (в моем случае я использовал два провода в параллельно, чтобы иметь большую секцию, поэтому вы увидите 6 витков вместо 3).
Электроды
Электроды обычно делаются из меди (не из латуни, говорят, что она прилипает при сварке). Нашел медные заклепки большого сечения, работают нормально. Два коротких плеча удерживают электроды импровизированным образом, а несколько пружин удерживают плечи открытыми.
Подключить электроды, добавить выключатель и все смонтировать. Трансформаторы должны быть подключены параллельно (обратите внимание на фазу!!), примерно так:
На этом базовый аппарат для точечной сварки готов и уже может работать. Измеренное напряжение между электродами составляет 2,72 В переменного тока.
В следующем разделе я создам контроллер для установки времени сварки.
Контроллер (электроника)
Трансформаторы могут управляться напрямую от сети 220В (прямой режим) или через таймер. В качестве таймера решил использовать Ардуино, управляя дешевым твердотельным реле (3 штуки с ebay, всего за 5 евро). Твердотельные реле включают (обычно) демпфирующий элемент, что очень важно при высокой индуктивности. приложения (например, трансформаторы!!) Обычные реле рискуют залипнуть при резком отключении больших токов. Пока дешевое твердотельное реле работает нормально.
Идея твердотельного реле на самом деле очень проста: вы подаете небольшое напряжение на вход (в моем случае это непосредственно выходной контакт Arduino) и выход становится замкнутой цепью для переменного (220В) напряжения.
Примерно так выглядит схема для Arduino (извините, знаю, что коряво..) В любом случае полезно добавить еще один переключатель, чтобы можно было обойти твердотельное реле и сварочный аппарат можно использовать в прямом режиме, как показано выше. Сборка ТО была рассмотрена на предыдущем фото.
Три триммера — это просто делители напряжения (470k должно работать отлично). Рычажный переключатель имеет три положения (среднее отключено) и обсуждается в программе. Другая кнопка запускает сварку при нажатии.
Простая программа Arduino делает в цикле следующее:
Проверить состояние малого рычажного переключателя;
Если переключатель находится в первом положении, выполните автоматическую сварку (с контролем времени) при нажатии кнопки;
Если переключатель находится во втором положении, установите время предварительной сварки, паузы и сварки с помощью трех триммеры;
Если переключатель находится в третьем положении (ручной режим), то проверьте состояние кнопки и если он нажат, сварите, пока он не освободится.
Я слышал, что ты сказал! Какая ужасная простыня! В любом случае..
Если вам нужно вдохновение, вы можете найти мой сценарий ЗДЕСЬ. Это также требует библиотеки LiquidCrystal_I2C для управления дисплеем.
Хорошо, на этом этапе постройте верхний уровень точечной сварки, поместите охлаждающий вентилятор (и металлическую сетку сзади, чтобы воздух мог выходить через моторы) и добавить электронику.
Наконец, нам нужна панель для триммеров, дисплей и несколько кнопок.
Вот и все, ребята!
Любой комментарий? Не стесняйтесь писать мне!
Ура, Стефано
Вернуться на главную страницу.
Как собрать микроволновый трансформаторный сварочный аппарат
Щелкните изображение для просмотра на Amazon
Щелкните изображение для просмотра на Amazon
Замена трансформаторов микроволновых печей (MOT) для сборки вещей — распространенный хакерский трюк. Мы делаем это, чтобы построить точечный сварочный аппарат для микроволновой печи, но его можно использовать для гораздо большего.
Я видел, как они использовались для изготовления небольших трансформаторов для автономной передачи электроэнергии, катушек Тесла, источников питания, индукционных печей и многих других устройств, потребляющих низкое напряжение и большую силу тока.
Как утилизировать микроволновую печь
Специально для трансформатора микроволновой печи (обычно называемого MOT). Я также получил все виды других частей.
Причина, по которой я разобрал эту микроволновку для техосмотра, заключается в том, что я хочу сделать микроволновый аппарат для точечной сварки.
Во-первых, будьте осторожны, так как внутри микроволновки находятся предметы под высоким напряжением.
Конденсатор внутри имеет высокое напряжение и может убить вас, если он заряжен и вы коснетесь его концов. Убедитесь, что вы замкнули конденсатор, чтобы быть в безопасности
Также есть моторчики, лампочки, выключатели, провода и магнето.
В Интернете есть инструкции по модификации микроволнового магнето и волновода (антенны) и отправке заряда, который может закоротить маленькую электронику на расстоянии около 20 футов.
Теперь, когда у меня есть трансформатор для микроволновой печи и шнур питания, я могу сделать свой микроволновый точечный сварочный аппарат.
Как перемонтировать проводку ТО.
Это необходимо для замены трансформатора с низкого тока и высокого напряжения на низковольтный ток с высокой силой тока, необходимый для нагрева металла до точки плавления.
В своей первой попытке перемонтировать трансформаторы я буду предельно простым, так как перегорание трансформатора может легко вас убить. Сборка аппарата точечной сварки для микроволновой печи — хороший первый проект.
В видео мы показываем, как легко разобрать МТ, а затем перемонтировать его таким образом, чтобы вместо питания 115 В переменного тока и увеличения до тысяч вольт мощность понижалась до 3 вольт при нескольких амперах.
Ампер (ампер) — это мера того, сколько электричества проходит через определенную точку в единицу времени. Это как измерять, сколько воды течет. Вода течет легче через большую большую трубу, чем через маленькую трубу — большие амперы аналогичны большому количеству воды, протекающей по большой трубе.
Когда большой поток снижается, давление увеличивается – если большое количество ампер направляется в плохой разъем или тонкий провод, это давление превращается в тепло.
Это очень простое (ОЧЕНЬ БАЗОВОЕ) объяснение того, как трансформатор микроволновой печи может быть перемонтирован для создания тепла, необходимого для плавления и сварки металла.
Проверка обновленного аппарата для точечной сварки MOT
Выпаять сгоревшие транзисторы, заменить резистор на 51 ом, ткнуться на затворы IGBT двухлучевым осликом, посмотреть перекрытие и форму импульсов. Это наиболее правильный вариант, я сам быстрее без осциллографа делаю, в большинстве случаев неисправность очевидна, либо выявляется мультиметром. Добрый вечер. Вопрос по ресанта Был в обрыве резистор 12w 51 Ом. Заменил, теперь аппарат включается, но горит светодиод жёлтый и на выходе нет напряжения.
Поиск данных по Вашему запросу:
Ресанта горят транзисторы
Схемы, справочники, даташиты:
Прайс-листы, цены:
Обсуждения, статьи, мануалы:
Дождитесь окончания поиска во всех базах.
По завершению появится ссылка для доступа к найденным материалам.
Инверторный сварочный аппарат ресанта саи 190 схема и устройство
Ресанта 160 ремонт своими руками предохранитель
ресанта саи 220 горит перегрузка
Сварочный инвертор Ресанта САИ-220. Постоянно горит индикатор перегрева
Ремонт ресанта саи 220 своими руками gp78 схема
Power Electronics
ПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: Ремонт сварочного инвертора Ресанта САИ-160ПН
Сварочный инвертор Ресанта саи 190 SH.
Горит перегрузка
Switch to English регистрация. Телефон или email. Чужой компьютер. Ремонт сварочных инверторов Помощь в ремонте сварочных инверторов. Ремонт сварочного инвертора — это не так сложно, как может показаться на первый взгляд.
Оборудование : Lincoln Invertic V Все записи Записи сообщества Поиск Отмена. Константин Скварко запись закреплена 5 мар в Ребята подскажите почему нету напряжение на электроде. Михаил Чубко запись закреплена 13 фев в Всем привет!
Помогите пожалуйста советом! Инвертор Сварог Arc pro z s. После не частого и не продолжительного использования с аппаратом стало происходить вот что: после касания электродом заготовки начинается процесс сварки но в случае залипания порядка нескольких секунд электрод не раскалывается а пропадает напряжение на держаке.
После перезапуска напряжение вновь появляется и все повторяется. При этом индикатор перегрева не горит. Иван Широков запись закреплена 11 янв в Мужики подскажите в чём проблема- включаю инвертор загорается индикатор перегрева?
Инвертор китайский «Master thomas mt». Сергей Харитонов запись закреплена 26 ноя Подскажите пожалуйста сколько будет стоить замена вентилятора н а инверторе ис н??? Максим Плешков запись закреплена 11 ноя Сварочный полуавтомат sturm аналог ресанты. Дмитрий Белоногий. В шиме , видимо.
Или драйвере. Надо снимать осциллограммы управления силовой частью, потом можно будет судить о чем то Артур Смаглюк запись закреплена 2 окт Ребята может кто подскажет маркировку этого резистора? Сначала старые. Лежит сейчас на ремонте такой, доберусь до мастерской — посмотрю. Хотя стоп, под рукой список есть: 51Ом 10Вт. Максим Плешков. У меня токаяже болезнь после ремонта сгорели снова.
Алексей Леонов запись закреплена 21 сен Друзья подскажите fubag in , не включается, реле циклически щёлкает. Если отключить вентилятор то реле перестаёт щёлкать и загорается зелёный св. Диод, но при этом выходного напряж. Микросхему уже заменил, без результата, что ещё может быть? Стойки проверяли? Стандартный косяк по этим аппаратам, но придется потрудиться разделить платы. Алексей Леонов.
Платы я уже разделял, опыт есть пришлось купить паяльник на вт. Сергей Тальнишних запись закреплена 11 авг Друзья всем привет. Есть у кого схема fubag in или в данный момент в ремонте, нужно узнать два номинала резисторов. Алексей Сай запись закреплена 3 июл Здравствуйте, имеется аппарат фубаг ир , после выключения секунд 20 мигает циферблат и постепенно затухает, в чем может быть проблема? Сергей Александрович запись закреплена 21 июн Здравствуйте, подскажите пожалуйста, может кто сталкивался с такой проблемой, аппарат nikkey в режиме mma не варит нет даже искры , а в режиме mig работает правда не знаю как, не было CO2 чтобы проверить напряжение на выходе в режиме mig v не знаю это нормально?
Заранее спасибо. Ремонт сварочных инверторов запись закреплена 19 сен Дмитрий Белоногий 19 сен в План Ломоносова. Резкая как нате! Облако в Штанах. Облачный кисель или вселенная спит Облако в Штанах. Леонид Федоров. Ремонт сварочных инверторов запись закреплена 22 апр Lincoln sx. Два брата акробата перестали подавать какие-либо признаки жизни. Причиной в обоих случаях послужил вышедший из строя кулер. Дело в том, что вентилятор в них стоит вольтовый, а аппарат трехфазный. Питание на него подается путем ответвления от первичной обмотки понижающего трансформатора , который включен междуфазно.
Сгорание кулера ведет за собой на тот свет первичную обмотку трансформатора. В итоге два трупа. Выпаиваем, пилим, сматываем, наматываем, завариваем, впаиваем и вуаля! Оба пациента ожили. Вентеляторы, само собой, заменены. Ремонт сварочных инверторов запись закреплена 18 дек Инвертор Чемпион Mini Проблема: перестал варить.
Диагноз: выход из строя пары выходных транзисторов диагонально в мосту. Замена двух G40N60 решила проблему. Схематически отсутствует дроссель на выходе. Дополнительная установка поможет сделать горение дуги более стабильным. Иван Попружный. Ремонт сварочных инверторов запись закреплена 26 ноя Продолжаем тему «Общественный инвертор».
Ниже будет описан случай варварского вмешательства в жизнедеятельность сварочного оборудования или, называя вещи своими именами, рукожопства. Попросили посмотреть инвертор Fubag IN Классическая проблема — перестал варить. На просторах мировой паутины не мало статей на тему этого аппарата, где подробно описана проблема отвала пайки стоек силовой платы. Сначала я и не придал значения вскользь брошенной фразе «его уже смотрели».
Показать полностью… Вскрыл, бегло просмотрел плату, заметил проблемы по части управления и закинул аппарат в багажник. А вот потом меня ожидало ЭТО см. Не знаю, что именно с ним делали, но разъем между платами практически отсутствовал как таковой. В схеме управления: ШИМ пал смертью храбрых, хоть и не подавал внешних признаков неработоспособности в отличии от драйвера, у которого часть корпуса покинула свое штатное место и скрылась в неизвестном направлении унеся с собой маркировку. Обвязка ШИМ и драйвера составила им компанию по большей части.
Но это было лишь начало Сняв силовую плату и вытряхнув парочку тех самых отпаявшихся стоек, положил ее на стол и глаза полезли на лоб. Силовая часть сопротивлялась до последнего До последнего транзистора.
Часть IGBT-шек разорвало, остальные были просто пробиты. Резисторы в цепи управления выгорели напрочь. Выходные диоды пробиты Подведу итог. Не знаю кто, зачем и, прежде всего, как, но какой-то умелец прошелся по сварочнику как Мамай по борделям. Такого «мастерства» пока что видеть не доводилось.
Ресанта 160 ремонт своими руками предохранитель
Подробно: ресанта ремонт своими руками предохранитель от настоящего мастера для сайта olenord. Аппарат, без сомнения, внушает уважение. Те, кто знаком с устройством сварочных инверторов, оценят всю мощь по внешнему виду электронной начинки. Как уже говорилось, начинка сварочного инвертора рассчитана на большую мощность. Это видно по силовой части устройства. Во входном выпрямителе два мощных диодных моста на радиаторе, четыре электролитических конденсатора в фильтре. Выходной выпрямитель также укомплектован по полной: 6 сдвоенных диодов, массивный дроссель на выходе выпрямителя.
Он в свою очередь питает всю схему, которая и управляет ключевыми транзисторами в инверторе. Вот кусочек схемы Ресанта САИПН.
Инверторный сварочный аппарат ресанта саи 190 схема и устройство
Ваши права в разделе. Вы не можете начинать темы Вы не можете отвечать на сообщения Вы не можете редактировать свои сообщения Вы не можете удалять свои сообщения Вы не можете голосовать в опросах Вы не можете добавлять файлы Вы можете скачивать файлы. Брелок от автосигнализации tomohawk Восстановление древней плоносной клавиатуры. Зарядка АКБ зашкаливает. Ресанта САИ a включается искрит но не разжигает дугу. Проблема совместимости вызывной панели и аудиодомофона.
Ресанта 160 ремонт своими руками предохранитель
Сведения которые вы знаете про этот сварочный инвертор и отзывы о его работе будут полезны другим посетителям сайта. Порядок вывода комментариев: По умолчанию Сначала новые Сначала старые. Если все нормально меняем саму UC Транзистор и ШИМ выходят из строя очень редко.
Смотрите в теме про Ресанту, схемы силовой части на САИ, и практически одинаковые, различия только в числе транзисторов, выходных диодов и конструкции выходного дросселя.
ресанта саи 220 горит перегрузка
Автор: южанин , 15 мая, в Ресанта. Ресанта САИ Аппарат не включается. Можно хотя бы версию? Есть pfc на ice2pcs01g. Не запускается.
Сварочный инвертор Ресанта САИ-220. Постоянно горит индикатор перегрева
Попал в ремонт этот сварочник. Были пробиты 3 из 4 IGBT транзистора. Что скажете про качество этой фирмы? Пакетник был заменён на 50А группы В, заместо группы С. Остался вопрос по стабилитронам между затворами и эмитерами IGBT-у 3 транзисторов эти стабилитроны звонятся одинаково по мВ, а у 4 транзистора один стабилитрон звонится на мВ, а второй в обрыве. Лучше поменять эти два или все 8 штук? Мы принимаем формат Sprint-Layout 6!
Резистор R 22ом стоит в затворе транзистора Q02 4N90C, R ом в истоке того же транзистора. . Скачать схему на сварочный инвертор РЕСАНТА САИ серия GP оптроны. . Включаю — стартует, но горит перегрев.
Ремонт ресанта саи 220 своими руками gp78 схема
Ресанта горят транзисторы
Пришел ко мне на ремонт очередной трупик, Blueweld prestige Новенький такой, даже запах еще не выветрился. На форумах по ней идет плохая репутация, повальный брак ТГР.
Power Electronics
Форум Новые сообщения. Что нового Новые сообщения Недавняя активность. Вход Регистрация. Что нового. Новые сообщения.
Дневники Файлы Справка Социальные группы Все разделы прочитаны.
Хочется отдохнуть от городской жизни, серых дорог, серого воздуха и серых людей, поэтому я провожу как можно времени на своем дачном участке, который, к сожалению, нуждается в полной перепланировке, проведению коммуникаций и т. Тем не менее, работа, как и отдых на такой даче все равно приносит мне заряд жизненных сил, мне нравится сажать, ухаживать, наблюдать, как кушают воробьи из кормушки, а ночью за окном слушать переливы сказочных песен наших пернатых друзей. Одному конечно одновременно работать , строить личную жизнь, дом, пытаться построить бизнес и т. И вот в очередном своем отпуске я решил наконец-то провести электричество на участок, в итоге почти весь месяц проработал гастарбайтером сам у себя. Проведение электричества не заняло много времени, а в финансах я уже был ограничен, потратившись на электрификацию, тем не менее, у меня было сильное желание наконец-то пустить в дело стальные канаты, которые уже год ждали своего момента, и здесь встал вопрос о сварочном аппарате, без которого любые ремонтно-восстановительные работы на дачном участке не возможны. Так как я не являюсь сварщиком по профессии и вообще на тот момент был далек от темы электросварки варил пару раз в жизни передо мной встал вопрос выбора аппарата за как можно меньшую стоимость так как я еще не знал, какие горизонты мне предстоит покорять и буду ли я вообще заниматься строительством и обустройством.
Switch to English регистрация. Телефон или email. Чужой компьютер.
Транзисторы для сварочных инверторов
Сварка представляет собой наиболее популярный способ соединения, который может существовать в нескольких вариантах. Самой востребованной технологией считают сварку инверторным методом. Несмотря на высокое качество сварочного инвертора, бывает, что вследствие тех или иных причин, он приходит в неисправное состояние. Это может потребовать от его хозяина проведения ремонтных мероприятий.
Краткая информация об инверторах для сварки
Инвертор служит источником постоянного тока, который способствует зажиганию и поддержке электрической дуги, обеспечивающей сварочный процесс.
Процесс сварки осуществляется благодаря сварочному току значительной силы, возникающему вследствие работы трансформатора высокой частоты.
Этот факт дает возможность уменьшить размер самого трансформатора, повышает стабильность и точную регулировку выходного тока.
Сварочные мероприятия производят при наличии тока необходимой величины, который получают в несколько этапов: • Изначально выпрямляют ток, полученный из сети; • Осуществляют трансформацию первичного тока постоянной величины в высокочастотный ток; • Повышают силу тока и в то же время уменьшают показатель напряжения в самом трансформаторе; • Вторично выпрямляют ток выходной величины.
Выпрямление тока происходит благодаря диодным мостам заданной мощности. Специальные транзисторы помогают правильно изменять частоту тока, обеспечивая высокочастотные трансформаторы необходимой силой тока на выходе.
Строение
Инверторы для проведения сварочных мероприятий представляют несколько блоков. Непосредственно блок питания отвечает за стабильность сигнала на выходе.
Многообмоточный дроссель, управление, производимое благодаря транзисторам, а также, концентрация энергии в самом конденсаторе являются основополагающими факторами в схеме управления блоком. Как правило, в управлении дросселем участвуют диоды. Отдельным элементом стоит блок питания, разделенный с другими комплектующими металлической перегородкой.
Основной элемент в сварочном инверторном оборудовании представляет силовой блок. Он преобразует первичный ток, поступающий из блока питания, в выходной ток, который непосредственно используют для сварки.
Электрический ток величиной не больше 40А поступает на диодный мост, который служит первичным выпрямителем. При этом напряжение колеблется в пределах 200-250В и заданной частотой в 50 Гц.
Сам инверторный преобразователь имеет вид силового транзистора с мощностью меньше 8 кВт, при этом напряжение составляет 400 В. Сам же сигнал, который получается на выходе из преобразователя имеет частоту 100 кГц.
Увеличение показателей силы тока до показателей в 200-250А происходит за счет ленточных обмоток, которыми оснащен трансформатор высокой частоты. При вторичной обмотке показатели напряжения не более 40В.
Вторичный выпрямитель составляется из диодов с силой тока выше 250А. Его охлаждение происходит за счет наличия определенных элементов, а именно: • Вентиляторов; • нескольких радиаторов. Для обеспечения стабильного сигнала на выходе дроссель монтируется на выходной плате.
Блоки управления Как правило, основа самого блока управления представлена задающим генератором (иначе, широкоимпульсным модулятором). При наличии схемы на основе самого генератора, может использоваться микросхема. На плато также сконцентрированы 6-10 штук конденсаторов и рабочий резонансный дроссель. Благодаря трансформатору осуществляется каскадный тип управления.
Большая часть инверторов имеет схему защиты, которую располагают на плато в силовом блоке. Отличную защиту от излишних перегрузок обеспечивает схема, которая основана на базе непосредственно микросхемы типа 561 ЛА 7.
Резисторы и заданные конденсаторы К78-2 служат основой для снабберов, которые используют в защитной системе преобразователей и выпрямителей. Наличие термовыключателя обеспечивает качественную защиту всех составляющих в силовом блоке.
Этиология поломок инверторов для сварки
Продолжительная эксплуатация даже качественного инвертора может привести к неисправностям. Поломки могут возникнуть вследствие разнообразных причин. Например, ввиду коротких замыканий в электросхемах, возникающих вследствие попадания влаги.
Иногда к неисправностям могут привести попытки сварщика произвести работы, недопустимые на данном оборудовании.
Неисправности и их варианты
Перегорание самих предохранителей может привести к ситуации, когда выходного тока на инверторе нет, в то время как на входе имеется должное напряжение. К поломке может привести и нарушение общей целостности электроцепи, которое может образоваться в любом участке инвертора.
Еще один вариант неисправностей представляют маленькие показатели сварочного тока, несмотря на самые высокие установки. Такая ситуация может возникнуть из-за недостаточной величины напряжения на входе или вследствие потерь в самих контактных зажимах.
Частые самостоятельные выключения сварочного инвертора могут свидетельствовать о коротком замыкании в электросети.
К такому же эффекту может привести перегревание составляющих силового блока. В этой ситуации может срабатывать система защиты, которая приводит к аварийному отключению.
Проведение ремонтных мероприятий и их порядок
При обнаружении любой поломки, прежде всего, следует приступать к внешнему осмотру оборудования, при котором профессионал может обнаружить различные повреждения или же прожоги вследствие короткого замыкания. Затем проверяют надежность закрепления электрокабелей в клеммах.
Независимо от результатов осмотра необходимо подтянуть зажимы кабеля, для чего пользуются ключом или отверткой. Желательно проверить целостность абсолютно всех предохранителей с помощью специального тестера.
При отсутствии эффекта от предыдущих действий нужно снять крышку от корпуса инвертора и осмотреть внутреннее содержание оборудования в поисках возможного обрыва электроцепей или следов короткого замыкания.
Для ускорения выявления причины поломки следует измерить показатели напряжения на выходе и силу входного тока с помощью мультиметра или тестера.
При отсутствии визуального повреждения оборудования следует выполнить поблочный контроль целостности электроцепи. Первым в такой ситуации осматривают блок питания, а затем, другие блоки.
Силовой блок и его ремонт
Качественный ремонт неисправностей возможен только при наличии определенного набора инструментов и измерительных приборов, а именно: • Паяльников 40В; • Ножей; • Плоскогубцев; • Кусачек; • Амперметров на 50 и 250А; • Осциллографа; • Вольтметров на 50В и 250В; • Паяльников 40В; • Гаечного и торцового ключей.
При тестировании блока управления и силового блока следует уделить особое внимание их элементам. Типичной поломкой силового блока является поломка силового транзистора, а значит, поиски проблем целесообразно начинать с его осмотра.
Технология рабочего процесса
Наличие механических повреждений на поверхности транзистора может свидетельствовать о возможных его повреждениях. Отсутствие таковых ведет за собой тестирование с помощью мультиметра. Неисправность транзистора устраняется путем его замены на новый прибор. Для чего применяется термопаста КПТ-8, которая нужна для установки его на плато.
В случае выхода из рабочего состояния транзистора, причину нужно искать в поломке драйвера. Оценивают работу данных транзисторов управления, используя омметр. При обнаружении нерабочих деталей их отпаивают и заменяют новыми.
Наиболее надежными в устройстве сварочных инверторов считаются диодные мосты выпрямителей, однако, полностью исключить такую ситуацию невозможно.
При поиске неисправностей в диодном мосте его необходимо снять с плато и протестировать его работоспособность, присоединив все диоды между собой. Если показатели сопротивления близки к нулю, то нужно искать определенный неисправный диод. Его обнаружение ведет за собой замену на новый элемент.
При выявлении поломок в блоке управления необходимо проконтролировать параметры деталей, выдающие различные сложные сигналы. В данном случае могут возникнуть проблемы в диагностике с помощью осциллографа, что потребует участия опытного специалиста.
Причина отсутствия автоматического отключения инвертора при сильном перегреве деталей в силовом блоке может заключаться в неисправности термовыключателей. Для устранения проблем, прежде всего, следует проверить качество их прикрепления к деталям, на которых они осуществляют контроль температуры. В случае неработоспособности одного из термовыключателей его нужно заменить на новый.
Сварочные инверторы служат основным оборудованием у профессиональных сварщиков. Однако, выйти из строя может даже ультрасовременное оборудование, которое будет нуждаться в качественно проведенном ремонте.
Самостоятельное устранение небольших неполадок возможно при наличии элементарных знаний об электротехнике и наличии необходимого инструментария, которое нужно для правильного обнаружения поломок. Точная диагностика причин неисправностей поможет сократить время на их устранение до минимума.
Сварочные аппараты
IGBT — руководство по покупке
Сварочные аппараты используются для плавления металлов и других материалов. Существует множество типов сварочных аппаратов и сварочных процессов. Сварочные аппараты IGBT являются новейшими в этой области. Они самые последние, существуют только с 1980-х годов. Так что их дизайн самый последний.
IGBT расшифровывается как Биполярный транзистор с изолированным затвором . Это полупроводниковый прибор. Он очень эффективен и, как известно, быстро переключается. Он используется во многих бытовых приборах, таких как холодильник, высокотехнологичные стереосистемы, электромобили и другие автомобили с низким энергопотреблением. Как правило, блок сварочного питания прост, но сварочные аппараты IGBT довольно сложны внутри. Эти сварочные аппараты могут выдерживать высокие нагрузки дуговой сварки. Их называют инверторными сварочными аппаратами.
Принцип работы этих сварочных аппаратов заключается в том, что они преобразуют электрическую энергию в высокое напряжение, а затем сохраняют его в батарее конденсаторов. Затем он переключается на второй трансформатор с помощью микропроцессорного контроллера, если это необходимо для получения необходимого сварочного тока. Имеется цифровой дисплей, и он очень удобен в использовании. Цифровой дисплей очень полезен для сварщика . Эти высокочастотные инверторные сварочные аппараты более эффективны и обеспечивают больший контроль, чем сварочные аппараты без инертных источников энергии. Структура состоит из биполярного транзистора, затвора и силового транзистора. Все они контролируют энергию в машине.
Сварочные аппараты IGBT имеют программное обеспечение контроллера, которое будет выполнять работу по пульсации сварочного тока, автоматической точечной сварке и т. д. Это окажется дорогостоящим в машине на базе трансформатора, но может быть легко выполнено с помощью инверторного аппарата с программным управлением.
Сварочные аппараты с БТИЗ могут быть очень полезными, поскольку они обеспечивают мощность, которую можно использовать для различных сварочных процессов. Вы можете иметь возможность использовать различные типы тока или силы тока. Такие процессы, как TIG или сварка вольфрамовым электродом в среде инертного газа, MMA или ручная дуговая сварка металлическим электродом можно выполнять. Можно использовать сварочный аппарат TIG переменного или постоянного тока. Можно сваривать различные материалы, такие как нержавеющая сталь, углеродистая сталь и медь.
Вы можете приобрести портативные модели, которые будет удобно брать с собой везде, где вам нужно заниматься сваркой. Соблюдайте технику безопасности и убедитесь, что кабель имеет правильную длину, чтобы он не представлял опасности для сварщика и окружающих.
Их вес обычно составляет от тридцати пяти до пятидесяти пяти фунтов. Они также довольно дороги. Они работают очень эффективно и могут сэкономить много денег. Вы также можете торговаться и получить более низкую цену.
Эти автоматические сварочные аппараты очень эффективны и экономичны. Они полезны в малых и крупных компаниях, где необходимо выполнять сварку. Так что их дизайн самый последний. Таким образом, если вы выберете сварочные аппараты IGBT , вы будете использовать новейшие сварочные аппараты .
Следует соблюдать осторожность при выборе сварочных аппаратов IGBT . Вам придется потратить много денег, и это определенно будет полезно. Чтобы получить лучшее, вы должны знать, как это работает, искать в Интернете и посещать магазины, чтобы узнать о сварочных аппаратах IGBT. Тогда вы должны выбрать тот, который соответствует вашим потребностям. Поскольку его можно подключить к компьютеру, и вы можете автоматизировать работу, он будет очень полезен во всех типах сварочных процессов.
Пять главных причин отказа инвертора
Резюме
Одним из самых забытых электротехнических изделий, используемых в промышленной автоматизации, является скромный инвертор. Редко какая часть оборудования настолько проста и надежна, что инженеры-технологи забывают о ее существовании. Здесь Джонатан Уилкинс, менеджер по маркетингу поставщика устаревших и запасных частей для промышленной автоматизации European Automation, объясняет, почему даже самые устойчивые компоненты иногда выходят из строя и что делать, когда это происходит.
Инверторы, приводы, преобразователи частоты, приводы с регулируемой скоростью, приводы с регулируемой частотой — категория продуктов, используемых для управления скоростью электродвигателя и, таким образом, снижения энергопотребления в приложениях с регулируемой скоростью, имеет больше названий, чем Prince. Хотя, я полагаю, если подумать, на самом деле у него их только три, если учесть его решение в 1993 году стать известным символом, а не словом.
Инверторы мощности могут быть полностью электронными или сочетать механические эффекты с электронной схемой. Поскольку инверторы преобразуют электричество постоянного тока от батарей, солнечных панелей или топливных элементов в электричество переменного тока, приложения, в которых они могут использоваться, чрезвычайно разнообразны. Электродвигатели используются повсеместно в промышленности, в том числе в секторе производства продуктов питания и напитков для всего, от вентиляторов, вентиляторов или конвейерных лент до насосов и холодильных фургонов.
При этом очевидно, что сбой или поломка инвертора может привести к остановке производства и значительным финансовым потерям. Наиболее распространенной причиной отказа или неправильной работы инверторов является неправильная установка, часто сочетание несоблюдения рекомендаций руководства пользователя и выбора неподходящего типа кабеля, калибра или линейных предохранителей. После того, как вы прошли установочный тест и ваш продукт настроен и работает, есть несколько вещей, на которые вы должны обратить внимание.
Износ конденсатора
Первой причиной отказа инвертора является электромеханический износ конденсаторов. Инверторы полагаются на конденсаторы, чтобы обеспечить плавную выходную мощность при различных уровнях тока; однако электролитические конденсаторы имеют ограниченный срок службы и стареют быстрее, чем сухие компоненты. Это само по себе может быть причиной отказа инвертора. Конденсаторы также чрезвычайно чувствительны к температуре. Температуры выше заявленной рабочей температуры, часто вызванные высоким током, могут сократить срок службы компонента. Однако, поскольку электролиты испаряются быстрее при более высоких температурах, срок службы конденсаторов увеличивается, когда они работают при температуре ниже рабочей. К счастью, поддержание постоянного режима обслуживания и регулярная замена конденсаторов позволяет избежать большинства проблем, связанных с износом.
Чрезмерное использование
Мы упоминали, что иногда руководители процессов могут забывать об инверторах. Это случается чаще, чем вы думаете. Использование инверторов за пределами их рабочего предела, либо по собственному выбору, либо из-за недосмотра или отсутствия знаний, может привести к выходу инверторного моста из строя. Использование любого компонента с рейтингом, превышающим его рабочий предел, сократит срок его службы и приведет к отказу, поэтому устранение этой проблемы сводится к проверке правильности работы всех инверторов.
Повышенное и пониженное напряжение
Следующие две проблемы, которые могут привести к отказу инвертора, — это перегрузка по току и перенапряжение. Если ток или напряжение увеличиваются до уровня, на который инвертор не рассчитан, это может привести к повреждению компонентов устройства, чаще всего моста инвертора. Часто это повреждение будет вызвано избыточным теплом, выделяемым скачком напряжения или тока. Перегрузки по току можно избежать с помощью предохранителей или автоматических выключателей, но избежать перенапряжения может быть сложно. Иногда всплески напряжения являются антропогенными, но они также могут быть вызваны молнией или солнечными вспышками, которых трудно избежать, если вы, как и мы, живете на планете Земля.
Ультразвуковые вибрации
Последняя проблема в списке связана с механическими нагрузками на инвертор. Ультразвуковые колебания, возникающие в сердечниках индуктивных компонентов, вызывают трение, увеличивая нежелательное тепло, выделяемое устройством, и дополнительно повреждая компоненты инвертора. Как и в случае любого электрического оборудования, техническое обслуживание является ключевым моментом, которым нельзя пренебрегать. Со временем электрические соединения имеют тенденцию ослабевать или подвергаться коррозии. Если инвертор все еще работает, у менеджера по техническому обслуживанию может возникнуть соблазн просто проигнорировать эти признаки износа. Однако, как говорится, лучше перестраховаться, чем потом сожалеть, поэтому крайне важно очищать клеммы в аккумуляторном ящике, предохранители и подключение инвертора не реже одного раза в шесть месяцев. Кроме того, процесс очистки должен выполняться правильно, иначе он может принести больше вреда, чем пользы. В идеале следует использовать проволочную щетку и растворитель жира. После завершения очистки и технического обслуживания необходимо нанести защитный герметик на все клеммы аккумуляторной батареи. При принятии решения о том, какое защитное покрытие использовать, избегайте покрытий на основе смазки, потому что они имеют тенденцию притягивать загрязняющие вещества, такие как пыль, что приводит к повышенному износу соединений, а также скрывает разрушение от дальнейших визуальных осмотров.
конструктивные особенности и классификация — РИНКОМ
Токарные резцы по металлу: конструктивные особенности и классификация — РИНКОМ
Главная
Статьи
Токарные резцы по металлу: конструктивные особенности и классификация
Токарные резцы по металлу: конструктивные особенности и классификация
29 августа 2018
Гирин Кирилл
Токарный резец — это основной инструмент, который применяется для обработки заготовок на токарных станках. Именно он контактирует с деталью и придает ей необходимую форму. В этой статье мы максимально подробно расскажем о конструктивных особенностях и классификации резцов. Изучив информацию, вы сможете на практике без проблем подобрать инструмент для той или иной операции.
Содержание
Конструктивные особенности токарных резцов
Геометрия токарных резцов
Классификация резцов по металлу по форме головок, конструкции, направлению резания и точности операций
Классификация по форме головок
Классификация по конструкции
Классификация по направлению резания
Классификация по точности операций
Маркировка токарных резцов, значения цифр и символов
Классификация токарных резцов по назначению
Прямые проходные токарные резцы и их назначение
Отогнутые проходные токарные резцы и их назначение
Проходные упорные токарные резцы и их назначение
Отогнутые подрезные токарные резцы и их назначение
Расточные токарные резцы и их назначение
Отрезные (канавочные) токарные резцы и их назначение
Резьбовые токарные резцы и их назначение
Фасонные токарные резцы и их назначение.
Начнем с конструктивных особенностей резцов.
Конструктивные особенности токарных резцов
Каждый токарный резец состоит из двух частей.
Державка. Может быть квадратной или прямоугольной. С ее помощью резец закрепляют в посадочных гнездах станков. ГОСТом установлены следующие стандартные размеры державок.
Головка. Это рабочая часть резца, контактирующая с заготовкой в процесс ее обработки. Головка состоит из заточенных под определенными углами кромок.
Изображение №1: конструкция токарного резца
Геометрия токарных резцов
Изображение №2: геометрия токарного резца
Расскажем об углах резцов и их назначениях.
Задний вспомогательный угол (α1). При его уменьшении снижается сила трения между задней плоскостью инструмента и обрабатываемой заготовкой.
Угол вершины (ε). Формируется между режущей кромкой и задней вспомогательной плоскостью. Чем больше этот угол, тем лучше условия теплоотвода и выше прочность резца.
Вспомогательный угол в плане (ϕ1). Его размер варьируется в пределах от 10 до 30°. С уменьшением угла улучшается чистота обработки, но возрастает сила трения.
Главный угол в плане (ϕ). Его размер варьируется в пределах от 20 до 90°. От размеров угла зависят длина и ширина среза. Чем меньше ϕ, тем ниже температура и сила резания. Чистота обработки также улучшается. Но с уменьшением угла возрастают вибрации и радиальная сила резания.
Угол резания (δ). Формируется между передней поверхностью и плоскостью резания.
Основной передний угол (γ). Его размер варьируется в пределах от -5 до +15°. При увеличении угла облегчается врезание инструмента в металл, улучшается отвод стружки, уменьшаются сила резания, деформация обрабатываемой поверхности и потребляемая мощность. Однако при этом ухудшаются теплоотвод и сокращается срок службы режущей кромки.
Угол заострения (β). Формируется между передней и главной задней поверхностями. Оказывает влияние на остроту и прочность инструмента.
Главный задний угол (α). Его размер варьируется в пределах от 6 до 12°. С уменьшением угла снижается сила трения между деталью и задней поверхностью резца. При этом улучшается теплоотвод и продлевается срок службы инструмента, но ухудшается чистота обрабатываемой поверхности.
Угол наклона главной режущей кромки (λ). Влияет на направление отвода стружки. При положительных λ и λ = 0° стружка сходит к обрабатываемой поверхности. Резцы с положительными λ (12–15°) применяют при обработке заготовок из жаропрочных и закаленных сталей. У универсальных токарных резцов λ = 0°. Резцы с отрицательными λ применяют для чистовой обработки.
Классификация резцов по металлу по форме головок, конструкции, направлению резания и точности операций
По этим параметрам существуют следующие классификации резцов по металлу.
Классификация по форме головок
По этому параметру резцы делят на 4 типа.
Прямые. Державка и рабочая головка располагаются либо на одной оси, либо на двух, но параллельных.
Изогнутые. Державка имеет изогнутую форму.
Отогнутые. Отгиб головки в сторону заметен невооруженным глазом.
Оттянутые. Ширина головки меньше ширины державки. Головка может быть оттянута влево или вправо. Существуют и симметричные модели.
Изображение №3: классификация резцов по форме головок
Классификация по конструкции
По конструкции резцы классифицируют на три типа.
Цельные. Такие резцы целиком изготовлены из легированной или инструментальной (редко) стали. Стоят недорого, быстро изнашиваются и не подходят для обработки твердых материалов.
С твердосплавными напайками. Такие резцы сочетают в себе высокую износостойкость и среднюю стоимость. Напайки обычно изготавливают из сталей ВК8, Т5К10 и Т5К6.
Со сменными твердосплавными пластинами. Стоят дороже аналогов. Максимально удобны. Для смены пластин не нужно снимать режущий инструмент.
Изображение №4: классификация токарных резцов по конструкции
Классификация по направлению резания
Резцы бывают левыми и правыми.
Правые. Такие резцы для токарных станков используются чаще всего и в процессе обработки заготовок подаются справа налево. Если положить сверху на такой резец правую руку, то режущая кромка будет располагаться со стороны отогнутого большого пальца.
Левые. Подаются слева направо. Если положить сверху на такой резец левую руку, то режущая кромка будет располагаться со стороны отогнутого большого пальца.
Изображение №5: левый (а) и правый (б) резцы
Классификация по точности операций
По этому признаку выделяют следующие разновидности резцов.
Черновые (обдирочные). Предназначены для грубой обработки заготовок.
Получистовые. Точность обработки находится на среднем уровне.
Чистовые. Точность обработки находится на высоком уровне.
Специальные Предназначены выполнения тонких технологических операций.
Маркировка токарных резцов, значения цифр и символов
По стандарту маркировка токарных резцов может включать в себя 9 или 10 символов.
Первый — способ крепления режущей пластины.
Второй — ее форма.
Третий — тип резца.
Четвертый — задний угол режущей пластины.
Пятый — направление резания.
Изображение №6: возможные значения параметров 1–5
Шестой — высота державки.
Седьмой — ширина ее хвостовой части.
Восьмой — общая длина резца.
Девятый — размер режущей пластины.
Изображение №7: возможные значения параметров 6–9
Десятый указывается при необходимости. Обозначает точность некоторых параметров резцов.
Изображение №8: возможные значения параметра 10
Классификация токарных резцов по назначению
По назначению принята следующая классификация токарных резцов. Всего выделяют 8 чаще всего применяющихся видов.
Прямые проходные токарные резцы и их назначение
Их применяют для обработки наружных поверхностей заготовок.
Фотография №1: прямые проходные токарные резцы
Чаще всего используют инструменты с тремя размерами державок.
20*20 мм.
25*16 мм.
32*20 мм.
Отогнутые проходные токарные резцы и их назначение
Предназначение проходных отогнутых резцов — создание фасок и обработка торцевых поверхностей.
Фотография №2: отогнутые проходные токарные резцы
Наиболее широкое распространение получили инструменты с державками:
20*20 мм.
25*16 мм.
32*20 мм.
Проходные упорные токарные резцы и их назначение
Их обычно применяют при обработке ступенчатых валиков или иных деталей в случае, если в конце обработки требуется подрезать небольшой уступ.
Фотография №3: проходной упорный резец
Чаще всего используют проходные упорные резцы со следующими размерами державок.
16*16 мм.
25*16 мм.
32*20 мм.
40*25 мм.
Отогнутые подрезные токарные резцы и их назначение
Назначение таких токарных резцов — обработка торцевых поверхностей.
Фотография №4: отогнутый подрезной резец
Самые распространенные размеры державок:
32*20 мм;
40*25 мм.
25*16 мм;
Расточные токарные резцы и их назначение
Их сфера применения — обработка сквозных и глухих отверстий.
У инструментов первого типа угол равен 60°.
Фотография №5: расточные резцы для обработки сквозных отверстий
У резцов для обработки глухих отверстий — 95°.
Фотография №6: расточные резцы для обработки глухих отверстий
Самые распространенные размеры державок следующие.
16*12 мм.
16*16 мм.
20*16 мм.
20*20 мм.
25*20 мм.
25*25 мм.
Отрезные (канавочные) токарные резцы и их назначение
Назначение канавочных токарных резцов — проделывание в деталях и заготовках канавок различной глубины. Головки с твердосплавными напайками имеют тонкие ножки.
Фотография №7: отрезные (канавочные) резцы
Чаще всего используют инструменты с державками:
16*10 мм;
20*12 мм;
20*16 мм;
25*16 мм;
25*20 мм;
32*20 мм;
40*25 мм;
40*32 мм;
50*32 мм.
Резьбовые токарные резцы и их назначение
Применяются для нарезания наружных и внутренних резьб. Инструменты первого типа имеют прямую форму. Головки напоминают копья.
Фотография №8: резьбовой резец для нарезания наружной резьбы
Резцы для нарезания внутренних резьб имеют изогнутую форму и похожи на расточные инструменты для обработки глухих отверстий. Но обратите внимание на формы головок. Они разительно отличаются.
Фотография №9: резьбовые резцы для нарезания внутренних резьб
Чаще всего используют инструменты с державками следующих размеров.
12*12 мм.
16*10 мм.
16*16 мм.
20*20 мм.
25*16 мм.
25*25 мм.
32*20 мм.
Фасонные токарные резцы их назначение
Предназначены для обработки различных фасонных поверхностей. Инструменты бывают стержневыми, державочными, призматическими и круглыми.
Изображение №9 виды фасонных резцов
Эти специальные инструменты имеют индивидуальные габариты.
Больше полезной информации
Полезные обзоры и статьи
Все статьи
11 октября 2022
Токарные патроны
4 октября 2022
Фрезерование уступов и пазов
3 октября 2022
Клупп для нарезания резьбы
23 сентября 2022
Как пользоваться мультиметром
Все статьи
Подписывайтесь на нас
Присылаем скидки на инструмент и только полезную информацию!
Не нашли нужной позиции в каталоге?
Мы готовы изготовить и поставить уникальные виды инструмента специально под ваш заказ!
Заказать
Мы используем файлы cookie. Они помогают улучшить ваше взаимодействие с сайтом.
Принимаю
?>
Виды токарных резцов: конструкция, особенности, размеры, заточка
Содержание
Конструкция токарного резца
Геометрия резца
Классификация резцов для токарной обработки
Прямые проходные
Отогнутые проходные
Упорные проходные
Отогнутые подрезные
Отрезные
Резьбонарезные для внешней резьбы
Резьбонарезные для внутренней резьбы
Расточные для глухих отверстий
Расточные для сквозных отверстий
Сборные
Правила заточки резцов по металлу для токарного станка
Чтобы обрабатывать детали на токарном станке, необходимо правильно выбирать оснастку. Существуют разные виды токарных резцов, которыми мастер снимает слой материала с вращающейся заготовки. Зависимо от вида используемого инструмента выполняются разные операции относительно обрабатываемой поверхности.
Виды токарных резцов
Конструкция токарного резца
Разные виды резцов для токарного станка различаются формой, наличием дополнительных лезвий, зубьев. Однако общая конструкция остаётся неизменной. Оснастка состоит из двух основных элементов:
Стержня. Второе название «державка». Элемент оснастки, который закрепляется в оборудовании.
Рабочей части. Заточенный элемент резца, который соприкасается с заготовкой. Зависимо от особенностей конструкции, пластина, соприкасающаяся с заготовкой, может состоять из множества режущих кромок, рабочих плоскостей.
Работая с оснасткой для токарного оборудования, нельзя забывать про важность углов заточки рабочей части. Всего выделяется три угла, изменение которых повлияет на результат.
Геометрия резца
Существуют различные разновидности резцов, которые отличаются по размеру, форме державки и количеству плоскостей на рабочей головке. Например, стержень для закрепления оснастки может быть круглым, прямоугольным, квадратным. Рабочий элемент приспособления представляет собой набор поверхностей:
Режущая часть.
Вершина.
Плоскость с тыльной стороны.
Плоскость, расположенная на лицевой части.
Классификация резцов для токарной обработки
Существуют государственные стандарты, в которых описывается классификация токарных резцов. Одной из классификаций является разделение по типу обработки металлических поверхностей:
Грубая обработка — черновая.
Чистовое обрабатывание.
Проведение высокоточных операций.
Получистовая очистка.
Существует разделение по виду материала, из которого делают рабочую часть оснастки. Отдельная классификация касается целостности конструкции оснастки:
Цельные приспособления. Представляют собой оснастку для токарных станков, изготавливаемую из легированной стали. Редко встречаются модели, изготовленные из инструментальной стали.
Приспособления с дополнительными пластинами. Они делаются на заводе из разных видов твердых сплавов, металлов.
Модели со съёмными пластинками. Закрепляются на державке с помощью винтов. Редко используются во время серийной обработки металлических деталей.
Главной классификацией считается разделение приспособлений на отдельные виды по форме, конструкции. О них нужно поговорить отдельно.
Классификация резцов
Прямые проходные
Используются для наружной обработки заготовок из стали. Размеры:
прямоугольные державки — 25х16 мм;
квадратные державки — 25х25.
Резец токарный проходной с частью, закрепляемой в суппорте квадратного сечения. Используется при проведении особых штучных операций.
Отогнутые проходные
Специальная оснастка, у которой рабочая часть согнута в левую или правую сторону. Применяются для торцевания деталей. С их помощью удобно снимать фаски. Существует три разновидности отогнутых резцов:
Тренировочная оснастка — 16×10 мм.
Наиболее популярный размер — 25х16 мм.
Заказные модели — 40х25 мм.
Редко встречаются размеры удерживающей части 32х20, 20х12 мм.
Упорные проходные
Приспособления бывают с прямым и отогнутым рабочим элементом. Предназначены для работы с деталями цилиндрической формы. Форма плюс правильная заточка позволяют быстро снимать большинство излишков с рабочей поверхности заготовки. Размеры державок у упорных проходных приспособлений — 16х10–40х25 мм.
Отогнутые подрезные
Представляют собой оснастку похожую на проходную. Однако, есть различие по форме режущей кромки. Она треугольная, что позволяет делать более качественную обработку. Размеры удерживающей части — 16х10–32х20 мм.
Отрезные
Популярные приспособления, которые применяются при разрезании металлических заготовок. На месте реза образуется угол 90 градусов. С его помощью создают пазы, выемки на деталях. Отрезная оснастка представляет собой державку с закреплённой пластиной из твердого сплава металлов. Размеры удерживающей части — 16х10–40х25 мм.
Работа с отрезным резцом
Резьбонарезные для внешней резьбы
Данные приспособления применяются, когда нужно сделать резьбу снаружи металлических заготовок. Инструмент состоит из удерживающей части с закреплённым на ней копьевидными пластинками.
Резьбонарезные для внутренней резьбы
Приспособления применяются для нарезания резьбы в просверленных отверстиях. Приспособление состоит из удерживающего элемента квадратного сечения. От её размера зависит то, на какую глубину можно будет нарезать резьбу. Чтобы использовать резьбонарезные приспособления, на промышленном оборудовании должна быть установлена гитара.
Расточные для глухих отверстий
Расточные инструменты оборудуются согнутой на бок рабочей частью. Сверху напаивается режущая треугольная пластинка. От того насколько изменяется длина части, закрепляемой в суппорте, зависит размер отверстия, которое подлежит расточке.
Расточные для сквозных отверстий
Это оснастка для промышленного оборудования. Она применяется для расточки отверстий, созданных сверлением. От того, какая длина у части, закрепляемой в суппорте, зависит глубина обработки отверстий. Элемент с режущей кромкой имеет отогнутую головку. Толщина материала, которую снимает режущая кромка, практически равна изгибу. Максимальная длинна удерживающей части — 300 мм.
Расточные токарные резцы
Сборные
Правила заточки резцов по металлу для токарного станка
Заточка токарных резцов — ответственная процедура. При её проведении нужно учитывать особенности оснастки, материал. Заточка рабочего инструмента проводится три этапа:
Заднюю часть срезают под углом, который идентичен заднему углу удерживающего элемента приспособления.
Далее работают с тыльной частью рабочей головки.
Заключительный этап — доводка угла до нужного положения.
Выполнить заточку можно тремя способами:
Используя круг с абразивным напылением.
Покрывая затачиваемую поверхность химическими средствами.
Используя специализированное оборудование.
Чтобы не испортить режущий элемент приспособления, сделать её более долговечной, нужно учитывать ряд правил:
Не пытаться заточить кромку с помощью заточного бруска. Ручными инструментами крайне сложно сделать нужный угол. Нагревание, которое возникает во время трения, ухудшает характеристики рабочей головки оснастки.
Предпочтительнее выполнять заточку режущей кромки используя систему охлаждения.
Прежде чем начинать заточку с помощью абразивного круга нужно его проверить. Он должен быть ровным, без сколов, трещин. Во время кручения диск не должен отклоняться в стороны. Это может вызвать поломку оборудования, порчу режущей кромки.
Запрещено удерживать резец на весу. Для этого нужно применять специальный упор. Он устанавливается на расстоянии 5 мм от абразивного круга.
Чтобы не возникало перегрева материала во время вращения круга, нельзя прижимать оснастку к абразиву. Усилия должны быть минимальны.
При работе нужно использовать защитные очки, чтобы защитить глаза от попадания металлической стружки.
Нельзя затачивать одноразовые модели, изготовленные в виде пластин.
Лучший вариант во время выбора вида абразива, которым покрывается точильный круг — карборунд. Представляет собой абразивную крошку зелёного цвета. Этот материал подходит для заточки твердосплавных режущих пластин. Затачивать углеродистые стали нужно корундовыми кругами.
Нельзя быстро охлаждать резец после заточки. Это приведёт к нарушению целостности металла.
Периодически менять точильные камни.
Набор твердосплавных токарных инструментов для токарного станка по дереву, габарит 26 дюймов
Простые токарные инструменты
Артикул: STH SR90 S55D Ручка 63
5. 0 / 5.0 на основе 29 отзывов
Уже доступно!
Выберите фрезу для Simple Rougher: Квадрат 90°Квадрат 90°Квадрат с радиусом 6 дюймовКвадрат с радиусом 4 дюйма
Квадрат 90° — 154,99 долл. СШАКвадрат с радиусом 6 дюймов — 154,99 долл. СШАКвадрат с радиусом 4 дюйма — 154,99 долл. США
Количество
Описание
Перевозки
Эти полноразмерные токарные инструменты по дереву с твердосплавными напайками имеют длину ½ квадратного дюйма X 12 дюймов в нерабочем состоянии. При использовании в ручке инструменты имеют длину 9,5 дюйма, а общая длина инструмента и ручки составляет 26,5 дюйма. Инструмент и ручка вместе весят 2 фунта 5 унций.
Твердосплавные наконечники этих инструментов предназначены для токарной обработки дерева. Нажмите здесь, чтобы увидеть инструменты, предназначенные для токарной обработки акрила/смолы/эпоксидной смолы. Вы можете заменить фрезу инструмента SR из этого набора на фрезу с отрицательным передним углом.
Вы получаете эти 3 инструмента в этом наборе:
1. Простой черновой станок (SR). Обычно это первый инструмент для создания базовой формы. 2. Simple Turner and Hollower (STH) — этот инструмент делает плавные изгибы внутри и снаружи и уточняет форму. 3. Простой деталировщик 55° (S55D). Проявите творческий подход с помощью этого инструмента и прорисуйте мелкие детали. Также идеально подходит для изготовления шипа типа «ласточкин хвост» для удержания токарной обработки в 4-х кулачковом патроне.
17-дюймовая рукоятка из полированного алюминия с мягкой удобной рукояткой из вспененного каучука. (вариант с 1-3 рукоятками) Рукоятка взаимозаменяема или для удобства закажите 3 рукоятки.
Твердосплавная фреза Подробная информация здесь
Описание инструмента:
Твердосплавный инструмент Simple Rougher делает черновую обработку намного проще и менее физической, поскольку большая часть ударов, создаваемых прерывистым резом, поглощается опорой инструмента, а не вашими руками.
Simple Turner & Hollower – самый простой в использовании твердосплавный инструмент на рынке. Вы оцените простоту, с которой ваш проект можно быстро превратить и придать желаемую форму с помощью этого инструмента.
Твердосплавный инструмент Simple 55 Detailer , обеспечивающий гораздо более высокий уровень творчества при токарной обработке дерева.
Изготовлены на станке с ЧПУ из нержавеющей стали квадратного сечения ½ дюйма, что делает их более прочными, жесткими и менее склонными к перекатыванию, чем инструменты с круглым валом.
Каждый простой токарный инструмент ® имеет гравировку, поэтому вы точно знаете, какой инструмент у вас есть. Это делает поиск сменных фрез очень простым! Ищите подлинные сменные фрезы Simple Woodturning Tool.
Детали ручки:
100% сделано в США американскими мастерами. Изготовлено на станке с ЧПУ из твердого алюминия для баланса, долговечности и долговечности. Покрыт мягкой, удобной рукояткой из пенорезины, чтобы уменьшить судороги рук во время длительных токарных работ и для отличного контроля инструмента. Общая длина 17 дюймов, внешний диаметр 1 3/8 дюйма; отверстие инструмента имеет диаметр ½ дюйма. Инструменты можно легко заменить, ослабив два установочных винта из нержавеющей стали.
Преимущества твердосплавных инструментов для токарных станков:
Со всеми простыми токарными инструментами ® можно точить без заточки! Простой в использовании инструмент для всех уровней квалификации, делающий токарную обработку дерева быстрой и приятной. Вы можете сосредоточиться на своем проекте, а не на технике или оттачивании. Нет долгого обучения или дорогого оборудования для заточки. Вы можете начать токарную обработку, как только получите коробку, потому что каждый инструмент поставляется с очень острым вращающимся твердосплавным лезвием. Просто поверните режущую головку, чтобы получить чистую, острую кромку, и вы снова можете точить древесину.
Насос для повышения давления воды в квартире: разновидности
Уменьшение давления в водопроводной системе может стать причиной отказа проточных водонагревателей, а также другой бытовой техники, не имеющей накопительных резервуаров. Низкий напор воды из крана или душа также доставит определённые неприятности при их использовании. Установив насос для повышения давления воды в квартире, можно стабилизировать работу системы водоснабжения. Рассмотрим более подробно, что это за оборудование, когда применяется, какой модели стоит отдать предпочтение.
Бытовая техника работает стабильно
Читайте в статье
1 В каких случаях используется повысительный насос для водопровода
2 Классификация насосов высокого давления для воды
2.1 По типу управления
2.2 По допустимой температуре воды в трубах
2.3 По виду охлаждения двигателя
3 На какие технические характеристики обращать внимание при выборе водяного насоса высокого давления
3. 1 Мощность
3.2 Высота подъёма воды
3.3 Размер
3.4 Шум
4 Как увеличить напор воды в квартире
4.1 Когда стоит выбрать насосную станцию для повышения давления воды
4.2 Почему стоит выбрать для квартиры насос с водным охлаждением
5 Лучшие модели водяных насосов для повышения давления в квартире
5.1 Повысительный насос Wilo PB-088 EA
5.2 Насос повышения давления воды Grundfos 15-90
5.3 Jemix W15GR-15 A
5.4 Comfort X15GR-15
5.5 Aquatica 774715
6 Рекомендации по монтажу оборудования
7 Купить насос для повышения давления воды в квартире – средние цены
В каких случаях используется повысительный насос для водопровода
В состав водопровода входит множество труб, соединяемых между собой специальным способом или посредством фитингов. Из-за значительного количества изгибов снижается давление в системе. При большом потреблении воды и использовании насосного оборудования недостаточной мощности может возникнуть ситуация, при которой на верхние этажи многоквартирного дома перестанет поступать вода. При снижении давления в системе ниже 2 атмосфер потребуется повысительный насос для водопровода.
Внимание! Если причиной низкого давления в системе является засор, то установка дополнительного оборудования не исправит ситуацию. Восстановить характеристики системы водоснабжения можно путём прочистки труб или замены на новые.
Напор воды в квартире можно увеличить
Классификация насосов высокого давления для воды
Производители предлагают оборудование различного типа. Выбирая насос высокого давления для воды, следует хорошо разбираться в существующих разновидностях. Предлагаем познакомиться существующей классификацией представленного производителями оборудования по различным признакам.
Для каждого стояка квартиры следует подбирать подходящий насос
По типу управления
Производители предлагают устройства с ручным и автоматическим управлением. Насос для повышения давления первого типа работает непрерывно. Такое оборудование нуждается в постоянном контроле. При несвоевременном отключении может произойти перегрев агрегата и выход его из строя. В квартирах, расположенных в многоэтажных домах, отключение центрального водоснабжения приведёт к так называемому «сухому ходу», что значительно сократит срок оборудования.
Насос с автоматическим управлением работает только в момент подачи воды. В остальное время оборудование находится в режиме ожидания, что значительно сокращает затраты на электроэнергию. При отключении центрального водоснабжения оборудование квартиры сохранит свою работоспособность, так как «сухого хода» не будет.
Автоматические насосы не создают проблем при эксплуатации
По допустимой температуре воды в трубах
Предлагаемые производителями насосы для повышения могут быть для работы с:
горячей водой;
холодной водой. Повысительные насосы для холодного водоснабжения нельзя подключать к системе горячего водоснабжения;
водой, нагретой до различной температуры. Они могут работать со всеми типами водоснабжения.
Степень нагрева воды – важный критерий при выборе
По виду охлаждения двигателя
Насосы повышения давления воды в квартире могут быть с сухими и мокрыми охлаждением. Первый тип получил наибольшее распространение благодаря своей универсальности и надёжности. При «сухом роторе» обеспечивается воздушное охлаждение при помощи небольшого вентилятора. Крыльчатка находится непосредственно под корпусом насоса около двигателя. При её работе слышится небольшой шум.
Второй тип предполагает водяное охлаждение с помощью воды, перекачиваемой оборудованием. Такой насос для повышения давления работает бесшумно. Однако из-за конструктивных особенности агрегаты с «мокрым ротором» нуждаются в регулярном уходе и выполнении определённых профилактических мероприятий для предотвращения попадания внутрь перекачиваемой воды некоторых примесей.
Конструкции с мокрым ротором создают мало шума в процессе работы
На какие технические характеристики обращать внимание при выборе водяного насоса высокого давления
При выборе конкретной модели следует ориентироваться на технические характеристики. Они позволят понять, справится ли конкретный водяной насос высокого давления с поставленной задачей, и можно ли будет его установить в определённом месте. Рассмотрим характеристики оборудования, заслуживающие внимания в процессе выбора подходящего варианта для водоснабжения и отопления.
Технические характеристики определяются требованиями системы водоснабжения
Мощность
Данный параметр влияет на силу давления воды, подаваемой в квартиру. Если семья небольшая, можно приобрести насос для повышения давления с мощностью 60–120 Вт. При большем количестве людей, проживающих в квартире, стоит рассматривать модель с мощностью от 120 Вт.
Комментарий
Владислав Михальцев
Слесарь по эксплуатации систем водоснабжения и водоотведения ООО «ГК «Спецстрой»
Задать вопрос
«Выбор мощности зависит от количества воды, потребляемой в квартире».
Менее мощные насосы имеют компактные размеры
Высота подъёма воды
Важный параметр для многоэтажных домов. При выборе насоса следует точно знать, на какую высоту планируется поднимать воду. Если высота подъёма жидкости окажется недостаточной, аппарат не может поднять требуемое количество воды на верхние этажи.
Высота подъёма воды должна выбираться с учётом расположения верхних этажей
Размер
Габариты различных моделей существенно отличаются. При выборе подходящего варианта следует знать размеры места установки. Они должны соотноситься с линейными параметрами и конфигурацией устройства.
Внимание! Размеры насоса для повышения давления взаимосвязаны с его мощностью и способом охлаждения.
Более мощные насосы имеют большие габариты, чем менее мощные аналоги. Оборудование с «мокрым ротором» займёт меньше места, чем модель такой же мощности, но с «сухим ротором».
Место установки предъявляет требования к размерам изделия
Шум
Важность данной характеристики определяется местом установки агрегата. Если он будет располагаться у самого входа в квартиру или в месте, где звуки, издаваемые насосом, перекрываются другим шумом, о данном пункте на этом можно позабыть. Если же хочется добиться тихой работы оборудования, стоит обратить внимание на модели с «мокрым ротором», которые работают бесшумно.
Комментарий
Владислав Михальцев
Слесарь по эксплуатации систем водоснабжения и водоотведения ООО «ГК «Спецстрой»
Задать вопрос
«Уровень создаваемого шума определяет возможность установки в конкретном месте».
Как увеличить напор воды в квартире
Нестабильное давление в системе водоснабжения может создать определённые трудности для увеличения напора. Насос для повышения давления актуален при низком, но стабильном давлении в водопроводе, например, если частный дом подключён к магистрали с напором 1–1,5 бар. Установив в этом случае оборудование перед входом в систему или точкой водозабора, можно добиться желаемого результата. Для городских многоэтажек вопрос, как увеличить напор воды в квартире, может остаться открытым. Повысив напор у себя, некоторые уменьшают его у соседей. Рассмотрим возможные способы решения проблемы.
Увеличиваем напор воды
Когда стоит выбрать насосную станцию для повышения давления воды
Такое оборудование может устанавливаться в квартирах. Оно имеет большую мощность, по сравнению с обычным насосом для повышения давления. Мощности станции будет достаточно, чтобы вода оказалась на верхнем этаже. Однако, обеспечив достаточный напор у себя в квартире, можно лишить воды соседей.
Чтобы этого не произошло, станцию для повышения давления воды лучше всего устанавливать в подвале многоэтажного дома. Такие устройства оснащаются гидроаккумуляторами и накопительными резервуарами, благодаря которым достаточным количеством воды могут оснащаться все квартиры, расположенные по стояку.
Внимание! Грамотно подобранная насосная станция для повышения давления позволит обеспечить все квартиры водой даже при временном отключении системы центрального водоснабжения.
Центробежная конструкция, соединённая с реле гидроаккумулятора, будет перекачивать воду из системы центрального водоснабжения в накопительный бак. Затем вода будет перераспределяться между потребителями. При аварийном отключении воды пользователи смогут пользоваться запасённой водой. При нормальном режиме работы реле контролирует уровень запасённой воды. Как только он опустится ниже установленного значения, произойдёт включение насоса, и запасы воды пополняться.
Комментарий
Владислав Михальцев
Слесарь по эксплуатации систем водоснабжения и водоотведения ООО «ГК «Спецстрой»
Задать вопрос
«Объём накопительного бака следует выбирать, исходя из количества потребителей и минимальной работы наносной станции».
Насосная станция – оптимальное решение для многоквартирного дома
Предлагаем познакомиться с отзывами некоторых потребителей.
Отзыв о насосной станции Euroaqua JY 1000:
Подробнее на Отзовик: https://otzovik.com/review_1208379.html
Отзыв о насосной станции Al-ko HWF 1000:
Подробнее на Отзовик: https://otzovik. com/review_1180555.html
Статья по теме:
Насосная станция для частного дома. Что такое, область применения, особенности конструкции, плюсы и минусы, основные технические параметры и их расчет, обзор моделей, нюансы установки, рекомендации специалистов — читайте в публикации.
Почему стоит выбрать для квартиры насос с водным охлаждением
При выборе подходящего варианта насосного оборудования стоит ориентироваться на место его установки. Для квартиры специалисты рекомендуют приобретать модели с водяным охлаждением. Это обусловлено компактными размерами насосов данного типа, что значительно упрощает процесс монтажа: установка насосного оборудования может быть выполнена своими руками.
Кроме того, модели с «мокрым ротором» являются бесшумными. Их можно монтировать в любой точке квартиры, не опасаясь ухудшения условий проживания. Некоторые потребители устанавливают сразу несколько единиц перед каждым видом бытовой техники, нуждающейся в стабильном напоре воды. Более низкая стоимость насосов для повышения давления с «мокрым ротором», по сравнению с моделями с воздушным охлаждением, позволяет рационально распорядиться семейным бюджетом.
Тщательно продуманное конструктивное исполнение агрегатов и наличие автоматической системы защиты позволяет предотвратить сухой ход. При её отсутствии насосы, повышающие давление воды в водопроводе, автоматически отключаются. При выборе подходящей модели для своей квартиры ориентируйтесь не только на технические характеристики, но и на режим управления. Предпочтительны агрегаты, допускающие ручное и автоматическое управление.
Постоянный шум способен доставить неприятности
Лучшие модели водяных насосов для повышения давления в квартире
Сегодня можно приобрести оборудование многих производителей. Выбирая водяной насос для повышения давления в квартире, стоит ознакомиться с лучшими моделями. Такие агрегаты смогли зарекомендовать себя с лучшей стороны перед многими потребителями. Предлагаем познакомиться с лучшими моделями и их основными характеристиками.
Повысительный насос Wilo PB-088 EA
Модель, подходящая для бытового использования. Может работать в системе с рабочей температурой до +80°С. Повысительный насос Wilo PB-088 EA с «мокрым ротором» создаёт минимум шума в процессе работы. Может эксплуатироваться в двух режимах: ручном и автоматическом. Производительность модели может достигать 2,1 кубов/час. Мощность − 0,14 кВт.
Оборудование легко монтируется. Имеет тепловую защиту двигателя. Защитное покрытие на корпусе изделия увеличивает срок его службы.
Wilo PB-088 EA – оптимальное решение для установки в квартире
Если интересны отзывы потребителей, предлагаем с ними ознакомиться заранее.
Отзыв о насосе Wilo PB-088EA:
Подробнее на Отзовик: http://otzovik.com/review_1164071.html
Еще один отзыв о насосе Wilo PB-088EA:
Подробнее на Отзовик: https://otzovik.com/review_1166688.html
Насос повышения давления воды Grundfos 15-90
Современная модель с высокими эксплуатационными характеристиками и водяным охлаждением. Производительность насоса для повышения давления воды Grundfos 15-90 составляет 1,5 куба/час при мощности 118 Вт. Весит устройство 2,4 кг. Изготовлено оно из качественных материалов. Для рабочего колеса используется композит. Может работать с горячей и холодной водой. Между статором и ротором располагается гильза.
Модель поддерживает ручной и автоматический режим работы. Последний выключается, если производительность превышает 90 л/час. При установке агрегата вал двигателя следует располагать строго горизонтально. Создаваемый при работе шум не превышает 35 дБ. Благодаря компактным размерам может легко монтироваться в условиях ограниченного пространства. Предусмотрена защита от сухого хода и перегрева. К недостаткам модели стоит отнести высокую стоимость покупки и послегарантийного обслуживания.
Grundfos 15-90 – качественная дорогая модель
Ниже представлены отзывы реальных потребителей.
Отзыв о насосе Grundfos 15-90:
Подробнее на Отзовик: https://otzovik. com/review_4497982.html
Еще один отзыв о насосе Grundfos 15-90:
Подробнее на Отзовик: https://otzovik.com/review_5364089.html
Jemix W15GR-15 A
Качественная модель, выпускаемая российско-китайским производителем. Позволяет создать и поддерживать на оптимальном уровне давление в водопроводной системе. Для изготовления агрегата используются материалы с подходящими механическими свойствами. Корпус изделия сделан из чугуна. Пластиковое вращательное колесо находится внутри алюминиевой оболочки.
Циркуляционный насос для воды поддерживает два режима управления: ручной и автоматический. В процессе работы создаёт характерный звук, так как осуществляется воздушное охлаждение. Предусмотрена защита от сухого года.
Способен поднять воду на высоту до 15 м. Производительность агрегата достигает 1,5 куба/час. Подходит для системы горячего водоснабжения: максимальная температура перекачиваемой жидкости может достигать 110°С. Защищён от случайного перегрева. Потребляемая мощность − 0,12 кВт. Присоединительный размер − 15 мм. Монтаж осуществляется горизонтально с фиксацией к стене. Срок службы модели ограничен 3 годами.
Jemix – доступное насосное оборудование
Comfort X15GR-15
Продукт совместного российско-китайского производства с максимальной производительностью в 1,8 куба/час. Присоединительный размер − ¾ ʺ. Способен обеспечить напор до 15м. Имеет компактные размеры и сравнительно небольшой вес.
Comfort X15GR-15 помещён в корпус из нержавеющей стали.Работает от сети в 220 В. Управление может осуществляться в ручном и автоматическом режиме. Монтаж насоса должен выполняться горизонтально с обязательным креплением к стене. Все работы могут быть выполнены собственными силами.
Модель рассчитана на перекачку воды, нагретой до 100°С. Подходит для горячего и холодного водоснабжения. Невысокая мощность (0,12 кВт) позволяет оптимизировать затраты на электроэнергию. Имеет доступную стоимость. В процессе работы создаёт хорошо ощутимый шум. Комплектуется коротким шнуром (1,5 м), что может создать определённые трудности при монтаже конструкции.
Comfort X15GR-15 – доступное решение
Aquatica 774715
Если предстоит купить насос для повышения давления воды только для холодной системы водоснабжения, Aquatica 774715 станет оптимальным выбором. Модель рассчитана на одного потребителя и может устанавливаться, например, перед стиральной машинкой. Работает от асинхронного двигателя, практически не создающего шума в процессе работы. Характеристики системы воздушного охлаждения не превышают допустимые значения. Агрегат помещён в латунный корпус. Присоединительные размеры ¾». Потребляет 0,08 кВт. Обеспечивает производительность до 10 л/мин.
Aquatica – бюджетное решение для холодного водоснабжения квартиры
Рекомендации по монтажу оборудования
Циркуляционные насосы для водоснабжения различаются по типу установки. Они могут быть поверхностными, погружными, полупогружными и квартирными. Все установки должны подключаться согласно рекомендациям производителя. При этом:
надо тщательно контролировать способ установки. Некоторые модели должны монтироваться вертикально, некоторые – горизонтально;
необходимо расположить погружные модели на некотором расстоянии от дна на глубине − минимум 1 м;
следует отказаться от использования резиновых шлангов;
стоит предусмотреть использование фильтров для удаления твёрдых частиц из воды;
желательно произвести подключение через стабилизатор напряжения;
надо убедиться, что установка повышения давления может работать с водой, нагретой до определённой температуры.
Насос следует располагать правильно
Купить насос для повышения давления воды в квартире – средние цены
Прежде чем купить насос, повышающий давление в водопроводе, стоит познакомиться с ассортиментом, предлагаемым ведущими производителями. Стоимость конкретных моделей тесно связана с их характеристиками и сроком службы. Предлагаем ознакомиться со средними ценами на модели, пользующиеся спросом у потребителей.
Модель
Характеристики
Средняя цена (по состоянию на апрель 2018 г.),
ВИХРЬ ЦН-25-6
Производительность − 3 куб/час.
Установка в любом положении.
Бесшумный.
1860
Wilo PB-088EA
Производительность − 2,4 куб/час.
Установка в любом положении.
3590
Aquatim WP15GR
Для холодного и горячего водоснабжения.
Максимальный напор − 10 м.
Мощность − 90 Вт.
3750
Valfex VPA 15-90
Для холодного и горячего водоснабжения.
Производительность − 23 л/мин.
2700
Shimge ZP 15/9 -160
Производительность − 1,6 куб/час.
Мощность − 120 Вт.
3450
Статья по теме:
Регулятор давления в системе водоснабжения. Устройство и принцип работы устройства, разновидности, пошаговая инструкция по установке, обзор производителей и моделей, средние цены, полезные советы и рекомендации — в нашей публикации.
Теперь вы знаете, как увеличить давление воды в квартире, если у вас дома небольшой напор воды. Делитесь в комментариях, какой модели вы отдали предпочтение и каким образом производили монтаж.
Watch this video on YouTube
Watch this video on YouTube
Насос для повышения давления воды. Нюансы при выборе и монтаже.
— —
Насос для повышения давления воды предназначен для поднятия напора в системе автономного или централизованного водоснабжения до оптимального значения. Такие агрегаты одинаково успешно работают как в частных домах, так и в многоэтажных жилых зданиях.
В последние десятилетия мы все привыкли к высокому уровню комфорта в наших домах. Поэтому, когда случаются перебои или неполадки в водоснабжении, это способно серьезно нас расстроить. А ситуации, когда вода в водопроводе не обладает нужным давлением, бывают, к сожалению, достаточно часто.
Содержание статьи
Когда он нужен
Принцип работы
Какой насос ставить в квартире, какой в частном доме?
Установка в водопровод и схема подключения
Видео: работа насоса для повышения давления
Оборудование этого класса одинаково хорошо эксплуатируется в частном доме, загородном коттедже или квартире. Ведь с ситуацией, в которой Вам не хватает напора воды из крана, чтобы помыть руки или посуду, принять душ, запустить стиральную или посудомоечную машину или других похожих случаев может столкнуться каждый.
Стандартные значения давления в бытовом водопроводе составляют 4 атмосферы. Этого вполне достаточно не только для обеспечения хорошего напора воды из крана, но и для нормального функционирования современной бытовой техники и сантехнического оборудования. Так, например, посудомоечная и стиральная машина не станут работать при давлении в системе меньше 2 атмосфер. А для того, чтобы воспользоваться джакузи или принять душ с гидромассажем, потребуется еще больше – 3–4 атмосферы.
Учитывая изношенность труб и оборудования централизованной системы водоснабжения и не всегда профессиональный монтаж автономного обеспечения водой частных домов, не приходится удивляться, что очень часто давление воды в трубопроводе оказывается недостаточным.
Что делать в подобной ситуации? Неужели забыть про привычный уровень комфорта и не пользоваться современной бытовой техникой? Конечно же, нет!
Если Вы столкнулись с одной з перечисленных выше проблем, то исправить положение способна установка насоса для повышения давления.
Принцип работы и типы оборудования
Каким же именно образом насос повышает давление в трубопроводе и почему вроде бы при неизменном количестве воды в трубопроводе, струя из крана становится мощнее?!
Принцип, по которому работает насос повышающий давление воды в системе водопровода в квартире или для дома, основан на приращении механической энергии, получаемой каждым литром жидкости, проходящей через насос.
Другими словами проходя через насос поток жидкости получает приращение энергии, проследить это можно с помощью характеристики насоса. Насос проталкивает жидкость дальше по трубопроводу, тем самым увеличивая скорость потока и давление струи жидкости в кране.
Повышающий насос передает воде дополнительную энергию и проталкивает жидкость дальше по трубопроводу, тем самым увеличивая скорость потока и давление струи жидкости в кране.
Все современные модели насосов для повышения давления воды в большинстве случаев оборудуются как минимум 2 режимами работы: ручным и автоматическим.
При постоянной работе давление в водяном насосе может повышаться до очень больших значений, если его вовремя не останавливать. В этом случае могут появиться проблемы с трубопроводом, ведь некоторые соединения труб рассчитаны на определенное давление. Исходя из этого все больше домовладельцев стараются устанавливать автоматический насос повышения давления воды.
Автоматический насос для повышения давления имеет специальный датчик потока воды и регулятор подачи питания. После того как давление в системе повышается до заданного уровня, датчик фиксирует эту информацию и подает сигнал на регулятор питания.
Регулятор питания сравнивает информацию с датчика и заданной информацией пользователя, если она совпадает, то он прекращает подачу питания на насос, насос останавливается, повышение давления в системе прекращается.
Если давление снова начинает падать, датчик снова подает сигнал и регулятор запускает насос для выравнивания давления. Такой принцип автоматизации используется как в быту, так и на производственных линиях.
Как подобрать насос для повышения давления воды?
В квартире
Если рассматривать насос для повышения давления воды в квартире то лучшим вариантом будет агрегат, который врезается в существующий трубопровод.
Такой агрегат оборудован укрепленным корпусом, изготовленным из чугуна, клеммной коробкой и датчиком протока. Оборудование может работать как в автоматическом, так и в ручном режиме.
Хорошо подходит для квартир и частных домов. Это бесшумные насосы повышения давления, которые к тому же выделяются высокой надежностью.
Самыми популярными являются модели таких марок как Grundfos и Wilo.
Модель Grundfos UPA 15-90.
Насос повышающий давление от Grundfos обладает компактными габаритами и малым весом, что позволяет легко смонтировать его на трубопровод в квартиру. Этот агрегат предназначено для работы в холодно и горячей воде. Оснащено защитой от перегрева и сухого хода. Насос имеет 3 режима работы: нерабочий (вода циркулирует в системе самостоятельно), принудительный (аппарат работает постоянно, и защита от сухого хода не активизируется), автоматический (насос включается самостоятельно при большом расходе воды от 90 до 120 л/ч).
Модель Wilo PB-088 EA.
Небольшой проточный насос повышения давления, который устанавливается на трубопровод. Способен перекачивать как холодную, так и горячую воду. Отличается низким уровнем шума. Оборудован потоковым датчиком, который включает агрегат в момент потребления воды и отключает при прекращении. Способен работать в двух режимах: автоматическом и ручном, имеет защиту от перегрева и сухого хода.
Насос повышения давления воды в частном доме
В отличие от квартиры насос подкачки в частном доме должен обеспечивать водой куда большее количество потребителей. С этой ролью хорошо справляется повысительные насосные станции.
Такой агрегат представляет собой насос и гидроаккумулятор. За постоянный напор в водопроводе отвечает реле давления. Существенным недостатком такого оборудования является высокий уровень шума, поэтому станция монтируется как правило в подсобных помещениях.
Заслуженную популярность имеет автоматическая станция Джилекс Джамбо 70/50. Именно такой насос используется для подачи воды в частном доме чаще всего. Заявленная производителем мощность составляет 1100 Вт, а производительность достигает 70 л/мин. Объем гидроаккумулятора равен 24 л. Станция оснащена эжектором. Это дает возможность увеличить глубину всасывания до 9 м. Бак из нержавеющей стали не подвержен коррозии.
Бустерный и рециркуляционный насос повышенного давления воды в квартире
Бустерный насосы представляет собой насос для водопровода в частном доме, он применяется в случае плохого напора воды. С такой проблемой сталкиваются как владельцы частных домов, так и хозяева квартир. Бустерный монтируется в трассу трубопровода и включаясь в работу водопроводной системы существенно повышают давление. Тем самым создавая такой необходимый нам уровень комфорта. В большинстве случаев такой насос используется в промышленности или в системе ЖКХ.
Рециркуляционный Насос для повышения давления воды в квартире относится к типу “повысительных”. В отличие от бустерных и циркуляционных такие насосы используются в системах горячей воды, выполнены из более износостойких материалов и рассчитаны на высокие значения температуры жидкости.
Наряду с низким давлением в трубопроводе у владельцев частных домов возникает потребность в обеспечении комфортной температуры в доме. Для решения этой проблемы разработан насос для повышения давления горячей воды в доме.
Сравним эти два варианта
Бустерные и рециркуляционные насосы принципиально различаются по параметрам и областью применения. Расход (подача). Расход насоса показывает сколько жидкости насос способен перемещать в единицу времени, например литр в час. Бустерные насосы предназначены для работы в трубопроводе холодной воды и обеспечении водой всех потребителей, а это мойки и раковины, стиральные машины, посудомоечные машины, санузлы и т.д. Расход бустерных насосов может доходит до значения 6 м3 в час. Рециркуляцонные насосы в основном качают горячую воду через бойлер, значения расхода такого насоса составляет около 1 м3 в час. Напор. Напор показывает на какую высоту насос способен поднять столб воды. По описанному выше принципу бустерному насосу может быть необходимо поднимать воду из подвала на третий этаж вашего дома. Напор бустерного насоса может доходить до 30 метров. Напор рециркуляционного насоса не столь велик и во многих моделях ограничен параметром 2 метра. давление. Как бустерные так и рециркуляционные насосы предназначены для работы в системах трубопроводов квартир, частных домов или коттеджей. Значение рабочего давления обоих типов насосов равняется 10 атм Температура рабочей среды. Бустерные насосы предназначены для повышения давления в трубопроводах холодной воды. Рабочая температура при которой насос способен перекачивать воду ограничена 35 – 40 градусами Цельсия. Рециркуляционные насосы способны перекачивать воду с температурой до 95 градусов Цельсия. Основная область применения рециркуляционных насосов – обеспечение циркуляции горячей воды через бойлер в домах и коттеджах. материал корпуса. От значения температур зависит и материал корпуса насоса. Бустерный насос работает в диапазоне невысоких температур, корпус такого насоса изготавливают из чугуна или нержавеющей стали. Рециркуляционные насосы перекачивают воду высокой температуры, корпуса таких насосов изготавливают из латуни. монтажная длина и диаметр соединения. Оба вида насосов предназначены для монтажа в состав трубопровода. Монтажная длина в зависимости от модели колеблется от 80 до 160 миллиметров. На всасывающем и напорном патрубке насоса расположены монтажные втулки с резьбой. В зависимости от модели это может быть резьба 1/2, 3/4 или 1 1/4 дюйма. В нашем каталоге представлены модели рециркуляционных и бустерных насосов в любых исполнениях.
Установка насоса повышения давления воды
Сама по себе установка насоса повышения давления не так уж сложна. Для того, чтобы сделать все правильно, нужно обладать некоторыми слесарными навыками – уметь резать трубы и делать резьбу.
Перед тем как подключить насоса водопроводу, для того чтобы оборудование работало без поломок обратите внимание на несколько советов:
Чтобы насос проработал подольше, желательно установить на входе механический фильтр. Трубопроводная система преимущественно старая с многолетними отложениями на внутренних стенках, поэтому если случайно оторвавшийся с трубы кусочек твердого налета попадет в новый насос, он может заклинить или привести к поломке.
Устанавливайте насос в сухом отапливаемом помещении. Если температура опустится ниже нуля, вода внутри замерзнет, и это приведет к поломкам электродвигателя.
При возможности старайтесь установить насос на байпас к основной трассе, отсекаемый вентилями, чтобы в случае поломки не остаться совсем без воды.
Подключение насоса повышения давления производится в следующем порядке: 1. Отключите воду. 2. На трубе, не которой будет смонтирован насос, сделайте разметку в соответствии с длиной насоса и переходников. 3. Обрежьте трубу по разметке. 4. На обоих концах трубы нарежьте внешнюю резьбу. 5. Смонтируйте на трубы переходники с внутренней резьбой. 6. Вкрутите в переходники фитинги, которые должны идти в комплекте с насосом. В процессе установки убедитесь, что насос будет установлен в правильном положении в соответствии со стрелками на корпусе. 7. Проведите трехжильный кабель к насосу от электрического щитка. 8. Проведите пробный пуск насоса, уделяя особое внимание всем местам стыков – не должно быть течей. Для качественной герметизации намотайте на резьбу ФУМ-ленту или паклю.
Видео работа оборудования
Подбирая повышающие насосы для дома, можно обнаружить, что имеется две основные их разновидности: насос, который работает постоянно; насос, оснащенный автоматикой, которая включает его только тогда, когда требуется.
Последний стоит несколько дороже, но его установка в большинстве случаев является более выгодной: экономится не только электроэнергия (так как насос включается только на короткие промежутки времени), но и ресурс насоса (при постоянной работе движущиеся части двигателя и насоса достаточно быстро выйдут из строя и может потребоваться их ремонт).
Водяные насосы для повышения давления необходимы как в городской квартире, так и в частном доме. Современные магистральные трубопроводы не всегда рассчитаны на конечное число потребителей. Если Вы столкнулись с проблемой низкого давления, то потратив совсем уж небольшие деньги и купив насос, Вы обеспечите себе комфортные условия в независимости от центрального трубопровода.
Вместе со статьей «Насос для повышения давления воды. Нюансы при выборе и монтаже.» читают:
Как повысить давление воды в квартире и доме
Перейти к содержимому
Предыдущий Следующий
Как повысить давление воды в квартире и доме
Вас мучает головная боль из-за низкого давления воды в доме или квартире?
Вы живете на 5 этаже 5-этажного дома, и когда кто-то из соседей включает воду, у вас сразу падает напор холодной воды, то у вас даже нет возможности принять душ?
Если да, то вам нужен бустерный насос.
Зачем нужен бустерный насос?
Согласно нормативным документам давление в водопроводных сетях должно соответствовать параметрам 3-6 атм. Как показывает практика, при давлении менее 2 атм. работа техники (посудомоечная, стиральная машина и водонагреватели) прекращается.
На практике проблема низкого давления воды довольно распространена в многоэтажных домах, где жители верхних этажей из-за очень низкого давления в водопроводной системе часто сидят без воды. Хороший выход из такой неприятной ситуации – установка насоса для повышения уровня давления.
Как работает бустерный насос?
Повысительный насос применяется при необходимости повышения давления в действующей системе водоснабжения, подключенной к центральному водопроводу. Он создает достаточный напор перед точками водоразбора.
Бустерный насос имеет два режима:
Ручной режим. Они работают круглосуточно в непрерывном режиме, поддерживая давление воды в системе. Недостатком этого режима является постоянное энергопотребление и ускоренный износ оборудования. Такие устройства отлично справляются со своей задачей при включении в ручном режиме во время пиковых нагрузок на водоснабжение, например, при поливе огорода.
Автоматический режим. Насос автоматический, оснащен датчиком расхода. Включается при движении воды по трубе, что говорит о наличии потока в данный момент времени. Этот режим работы более экономичен, чем в предыдущем случае. Стоимость автоматического насоса для повышения давления в водопроводе несколько выше, но это компенсируется более экономичным режимом работы.
Основные параметры бустерного насоса:
Режим работы – автоматический/ручной;
Как правило, все агрегаты компактны, что упрощает их подключение к магистральному трубопроводу;
Уровень шума. Благодаря принципу действия повысительные насосы функционируют практически бесшумно, что позволяет устанавливать их в квартирах;
Материал корпуса насоса – важный параметр, от которого зависит как уровень шума, издаваемого при работе, так и максимальная температура воды. Материал из нержавеющей стали и латуни может обеспечить коррозионную стойкость и прочность.
Примечания:
Бустерный насос не имеет функции самовсасывания. Поэтому он не может работать без существующего потока воды. Для реализации самовсасывающего метода необходима повысительная насосная станция с накопительным баком (аккумулятором).
LEH Home Booster
LEH Home Booster
Это бытовой повысительный насос, который повышает давление воды до необходимого уровня в душевых, кранах и других точках дома. Подходит для систем рециркуляции бытовой горячей воды и котельных.
Flow max Head max Liquid temperature Pressure max
3.1 m 3 /h 12m 2.. 110°C 10 bar
VIEW
LE Domestic
LE Бытовой
Предназначен для систем отопления, горячего водоснабжения, охлаждения и кондиционирования воздуха. Насосы изготавливаются из различных материалов, что делает их подходящими для различных областей применения. Надежный и не требующий обслуживания.
Flow max Head max Liquid temperature Pressure max
9.6 m 3 /h 15m 2.. 110°C 10 bar
VIEW
HES Domestic
HES Бытовой
Высокоэффективные циркуляционные насосы, предназначенные для систем отопления. Применяется в качестве универсального апгрейда и сменного насоса. Насосы изготавливаются из различных материалов, что делает их подходящими для различных областей применения.
Flow max Head max Liquid temperature Pressure max
3.7 m 3 /h 7m 2.. 110°C 10 bar
VIEW
HET Domestic
HET Бытовой
Высокоэффективные циркуляционные насосы. Насос оснащен функцией AUTO, которая автоматически настраивает насос в соответствии с требованиями системы для обеспечения оптимального комфорта и минимального энергопотребления, а также простоты ввода в эксплуатацию.
Flow max Head max Liquid temperature Pressure max
3.7 m 3 /h 7m 2.. 110°C 10 bar
VIEW
HEC Commercial
HEC Commercial
Высокоэффективный циркуляционный насос для коммерческих зданий. Интуитивно понятный пользовательский интерфейс, особенно подходящий для замены старых циркуляционных насосов. Режим ECO автоматически регулирует насос в соответствии с потребностью в нагреве.
Flow max Head max Liquid temperature Pressure max
10.8 m 3 /h 10m 2.. 110°C 10 bar
VIEW
Gas Boiler Pump
Насос газового котла
Циркуляционные насосы OEM подходят для настенных газовых котлов мировых брендов, таких как Vaillant, Viessmann, Bosch, Italtherm. Благодаря отличной совместимости, это лучший выбор для замены старого циркуляционного насоса в газовых котлах. Также доступен высокоэффективный тип.
Flow max Head max Liquid temperature Pressure max
2.3 m 3 /h 7m 2.. 95°C 3 bar
VIEW
HE Domestic PWM
HE Бытовой PWM
Высокоэффективные циркуляционные насосы компактной конструкции, подходящие для всех применений HVAC, от котлов и тепловых насосов до систем тепловых интерфейсов (HIU). Он управляется всеми основными функциями, а также функцией PWM для дистанционного управления.
Макс. расход Макс. напор Температура жидкости Макс. давление
4,0 м 3 /ч 8 м 2.. 110°C 10 бар
3 ВИД пластпамп2021-07-07T07:03:55+00:00
Перейти к началу
Как поддерживать давление воды в высотных зданиях
Высотные здания становятся все более популярными в Соединенных Штатах, и эта тенденция будет продолжаться. По данным 2019 г.В статье в The World Property Journal средний многоквартирный дом в 1990-х годах имел высоту 3 этажа, затем 4 этажа в 2000-х, а затем поднялся до 6 этажей в 2010-х годах. Эта тенденция и тип роста в высотном строительстве представляет ряд экономических возможностей для строителей, но при всех возможностях возникают и проблемы. Независимо от того, используется ли высотное здание как квартира, офис, гостиница, магазин или и то, и другое, невозможно избежать того факта, что чем больше здание, тем более сложной и мощной должна быть механическая система.
Одной из основных областей, требующих внимания, является водоснабжение внутри здания и то, как вода передается с этажа на этаж. Чтобы соответствовать нормам, давление воды в высотном здании не может превышать 80 фунтов на квадратный дюйм. Это может создать проблему для обеспечения того, чтобы сантехнические приборы (например, душ) на верхнем уровне здания имели достаточное давление воды для работы в соответствии с проектом, не превышая при этом предел 80 фунтов на квадратный дюйм на нижних этажах.
Для этого необходимо предусмотреть систему и конструкцию для эффективного распределения соответствующей воды под давлением по различным уровням пола.
Есть несколько способов решить эту проблему, методы, которые существуют уже более века, и более новые, рекомендуемые подходы. Решение, которое вы внедрите, будет зависеть от здания, но потребует использования простого или двойного насоса повышения давления воды.
Метод первый. Резервуар на крыше.
Первый метод, который существует уже более века, заключается в использовании бустерного насоса, который нагнетает воду на крышу здания в резервуар на крыше. Резервуар на крыше затем будет использовать силу тяжести и другие водопроводные системы для спуска воды на этажи, расположенные в нижней части здания.
Однако использование этого метода может привести к избыточному давлению на нижние этажи. Поскольку вода течет сверху вниз, давление будет увеличиваться по мере течения воды. Чтобы снизить давление до соответствующего уровня, необходимо установить редукционные клапаны.
Пищевая нержавейка: марка стали, применение, преимущества
Сферы применения
Отличия от обычной нержавеющей стали
Наиболее популярные марки
Пищевая нержавейка, как сокращенно называют нержавеющую сталь, используемую для производства изделий, которые в процессе своей эксплуатации контактируют с пищевыми продуктами и жидкостями, является материалом с особым химическим составом. Свойства этого металла, представленного различными марками, определяют достаточно широкую сферу его применения.
Лист нержавеющий марки 08Х18Н10(AISI 304) шлифованный в пленке
Сферы применения
К материалам изготовления различных изделий, тары, емкостей, трубопроводов и оборудования, которые используются в пищевой промышленности, предъявляются особенно высокие требования. Объясняется это тем, что такие материалы в процессе эксплуатации не только постоянно контактируют с жидкими и влажными средами, но и подвергаются воздействию высоких температур, а также химически агрессивных веществ.
Условия, в которых хранятся, транспортируются и перерабатываются пищевые продукты, не всегда способна выдержать обычная нержавейка, несмотря на то, что отличается высокой устойчивостью к коррозии. Именно поэтому специалисты разработали специальные нержавеющие стали, относящиеся к категории пищевых.
Производители продуктов питания используют нержавеющие трубы, которые соединяются соответствующей арматурой, отвечающей требованиям стандарта DIN 11850
Пищевую нержавейку отличает целый ряд достоинств, среди которых стоит выделить следующие:
соответствие строгим гигиеническим и токсикологическим требованиям;
эстетически привлекательный внешний вид;
легкость в обслуживании;
экологическая безопасность;
прочность и износостойкость;
исключительная устойчивость к воздействию агрессивных сред различного типа;
соответствие требованиям по нормам растворения тяжелых металлов в рабочей среде.
Не только специалист, но и любая хозяйка знает, что наиболее удобными в уходе и красивыми являются те кастрюли и столовые приборы, которые изготовлены из нержавейки. Кроме того, из листов данного металла делают противни для духовых шкафов, корпуса кухонных плит, холодильников и другой бытовой техники. В последнее время сфера применения пищевой нержавеющей стали постоянно расширяется.
На любой кухне пищевая нержавейка присутствует в изобилии: от столовых приборов до отделки фасадов мебели
Нержавейка является практически незаменимым материалом, используемым для производства различного оборудования и элементов оснащения предприятий, имеющих дело с производством, переработкой и хранением пищевых продуктов и жидкостей. В частности, из данного металла производят емкости различного объема, трубы, лотки, элементы технических устройств, на которых выполняют измельчение пищевых продуктов, их смешивание, сортировку и тепловую обработку.
Отличия от обычной нержавеющей стали
К сталям нержавеющей категории относятся сплавы, в химическом составе которых содержится значительное количество (до 27%) хрома. Этот элемент способствует формированию окисной пленки, которая обеспечивает нержавейке высокую коррозионную устойчивость.
Разновидности нержавеющих сталей относительно содержания в них хрома
Чтобы наделить нержавеющую сталь требуемыми эксплуатационными характеристиками, в ее состав, кроме хрома, вводят и другие химические элементы – никель, молибден, титан и др. Так, если изделия из нержавейки, в составе которой содержится 13–17% хрома, могут успешно эксплуатироваться только в слабоагрессивных средах, то стальные сплавы с повышенным содержанием данного элемента (свыше 17%), а также с никелем и молибденом уже способны противостоять воздействию растворов солей и даже более агрессивных сред.
Поскольку на пищевую нержавейку нет отдельного нормативного документа (ГОСТа), отличить ее от технической стали достаточно сложно.
Теоретически любые марки нержавеющих сталей можно использовать для изготовления изделий, контактирующих с пищевыми продуктами или жидкостями. Коррозионная устойчивость таких изделий, из каких бы марок нержавейки они ни были произведены, зависит не только от химического состава материала изготовления, но и от условий эксплуатации.
Как производство, так и процесс хранения и транспортировки пищевых продуктов связаны с условиями, при которых материалы, контактирующие с такими продуктами, подвергаются постоянному воздействию агрессивных сред. В зависимости от типа и длительности воздействия последних к категории пищевых относят различные марки нержавейки. Так, если емкость, трубопровод или элементы оборудования находятся в контакте с пищевыми продуктами очень непродолжительное время, то для их изготовления можно использовать и техническую нержавейку. Совсем иначе обстоит вопрос с выбором стали для изготовления изделий различного назначения, которые будут находиться в постоянном контакте с пищевыми продуктами и жидкостями. Для таких целей следует использовать совершенно другие марки нержавейки. Очевидно, что к категории пищевых могут относиться разные марки нержавеющих стальных сплавов.
Наиболее популярные марки
Выбирая марку нержавейки для изготовления определенного изделия, специалисты в первую очередь оценивают, насколько долго его поверхность будет находиться в контакте с пищевыми продуктами или жидкостями. Таким образом, для производства используемых в пищевой промышленности изделий, которые в процессе своей эксплуатации будут постоянно контактировать с твердыми продуктами или жидкостями, необходимо выбирать марки стальных сплавов с максимальной устойчивостью к коррозии. В то же время предметы, которые контактируют с пищевыми продуктами довольно непродолжительное время (например, столовые приборы), можно производить из нержавейки, менее устойчивой к воздействию агрессивных сред.
Международные стандарты пищевых сталей
Одним из наиболее распространенных нержавеющих стальных сплавов, используемых в современной пищевой промышленности, является сталь 08Х18Н10 (по кодировке AISI-304). Этот материал отличается невысокой стоимостью и может успешно использоваться для производства изделий, которые в процессе своей эксплуатации не будут контактировать с растворами, содержащими каустическую соду и сульфаминовые кислоты. Высокую популярность стального сплава данной марки, активно применяемого в пищевой промышленности, обеспечивают такие характеристики, как:
высокая прочность, демонстрируемая при незначительной температуре нагрева;
возможность выполнения такой технологической операции, как электрическая полировка;
хорошая свариваемость;
высокая устойчивость к такому явлению, как межкристаллитная коррозия.
Технические свойства стали 08Х18Н10
Еще одной популярной маркой нержавейки, которая активно применяется, в частности, для производства столовых приборов и кухонной посуды, является сталь 08Х13 (в международной классификации – AISI 409). Изделия именно из этой стали, отличающейся высокой степенью адаптации к условиям эксплуатации, окружают нас на наших кухнях.
Для производства как бытовых, так и производственных моек, а также посуды и специальных емкостей для тепловой и гигиенической обработки пищевых продуктов используется нержавейка марок 20Х13–40Х13 (AISI 420). Наряду с высокими показателями износостойкости и пластичности, стали данных марок отлично противостоят даже высокотемпературной коррозии.
Отраслью пищевой промышленности, для обслуживания которой необходимы материалы с особыми свойствами и особенно высокой коррозионной устойчивостью, является виноделие, спиртовое производство, а также сфера, связанная с переработкой отходов таких производств. Маркой нержавеющей стали, изделия из которой отлично демонстрируют себя в подобных условиях, является 12Х13 (AISI 410).
Технические параметры стали 12Х13
Из такой стали, которую отличают исключительная коррозионная устойчивость, высокая жаропрочность в условиях воздействия слабоагрессивных сред, а также повышенная ударная вязкость, изготавливают различную арматуру и элементы коммуникаций пищевых производств, баки и емкости другого типа, где длительное время хранятся жидкие агрессивные среды.
Для изготовления посуды и производственных емкостей, в которых пищевые продукты и жидкости должны подвергаться термической обработке, применяют нержавеющий стальной сплав марки 08Х17 (AISI 430). К отличительным особенностям такого сплава следует отнести:
высокую коррозионную устойчивость при взаимодействии со средами, содержащими в своем химическом составе серу;
оптимальное сочетание высокой прочности и пластичности;
высокую теплопроводность;
достойные механические характеристики.
Из нержавеющего сплава 08Х17 изготавливают разнообразные ёмкости для хранения и переработки пищевых жидкостей
К числу универсальных стальных сплавов нержавеющей категории, из которых производят различные сантехнические устройства, стиральные машины, холодильники и другие изделия, относится сталь марки 08Х17Т (AISI 439). Благодаря своим характеристикам нержавейка данной марки может быть успешно использована для производства изделий различного назначения, эксплуатируемых в условиях повышенной влажности и постоянного воздействия агрессивных сред.
Все нержавеющие стальные сплавы, о которых говорилось выше, активно используются для производства изделий, предназначенных для:
консервации пищевых продуктов, выполняемой в домашних условиях;
хранения пищевых продуктов, в том числе и молочных;
термической обработки пищевых продуктов, приготовления из них первых и вторых блюд.
Изделия, изготовленные из пищевой нержавейки, уже давно заняли достойное место на наших кухнях, что объясняется по-настоящему уникальными характеристиками этого материала.
Промышленные (профессиональные) холодильники (7)Холодильные и морозильные витрины (1)Холодильные и морозильные столы (1)Льдогенераторы (6)Фригобары и барные холодильники (2)Медицинские холодильники (2)Кондитерские витрины и шкафы (1)Морозильные бонеты (1) Морозильные камеры, лари (5)Морозильные витрины для мороженого (1)Салат-бары (2)Винные шкафы (7)Импульсные холодильные лари (1) Камеры шоковой заморозки (6)
Профессиональные плиты для кухни
Электрические плиты (1)
Барное и ресторанное стекло
Бокалы для пива (1)
Холодильные и морозильные витрины
Настольные витрины холодильные (1)
Электромеханическое оборудование
Профессиональные мясорубки (2)Овощерезки (2)Тестораскаточные машины (1)Тестомесы (3)Планетарные миксеры (2)Куттеры и кухонные процессоры (2)Слайсеры (ломтерезки) (3)Упаковочные машины (4) Промышленные весы (1)Картофелечистки (1)Пилы для разделки мяса (1)Фаршемешалки (1)Хлеборезки промышленные (1)Оборудование для производства макарон (1)Пресс для гамбургеров (1)Пресс для пиццы (1)
Гриль оборудование
Грили-саламандер (1) Жарочные поверхности (фрай топы) (1)Оборудование для шаурмы (1)
Барное оборудование
Миксеры для молочных коктейлей (2) Профессиональные соковыжималки (2)Кофеварки (1)Профессиональные кофемашины (2)Профессиональные блендеры (1)Диспенсеры для напитков (1)Сокоохладители (1)Фризеры для мороженого (1)Шоколадные фонтаны (1)
Тепловое оборудование
Профессиональные плиты для кухни (4)Подогреватели блюд (2)Гриль оборудование (3)Электросковороды промышленные (2)Котлы пищеварочные (1)Макароноварки профессиональные (1)Электрокипятильники и чаераздатчики (2)Фритюрницы и чебуречницы (3)Блинницы профессиональные (2)Вафельницы профессиональные (1)Рисоварки профессиональные (2)Мини-коптильни (1)Профессиональные тостеры (1)Хот-дог аппараты (1)Аппараты для сладкой ваты (2)Аппараты для попкорна (1)Оборудование для коно-пиццы (1)Подогреватели посуды (1)Микроволновые печи СВЧ (1)
Мармиты
Супники и мармиты для первых блюд (1)Мармиты, чафиндиши (3)
Печи и пароконвектоматы
Пароконвектоматы (27)Конвекционные печи (8)Печи для пиццы (4)Жарочные и духовые шкафы (1)Низкотемпературные печи (1)Подовые печи (1)Печи хоспер (1)
Профессиональные посудомоечные машины
Стаканомоечные машины (1)Фронтальные посудомоечные машины (1)Конвейерные посудомоечные машины (1)
Кухонный инвентарь и наплитная посуда
Кастрюли профессиональные (2)Кухонный и вспомогательный инвентарь (1)
Прачечное оборудование
Профессиональные стиральные машины (1)
Профессиональные ножи и аксессуары
Профессиональные ножи (2)
Мебель из нержавеющей стали
Промышленные вытяжные зонты (1)
Посуда и кухонный инвентарь
Столовая посуда (4)Барное и ресторанное стекло (4)Наборы столовых приборов (1)Гастроемкости (3)Профессиональные ножи и аксессуары (1)Приборы для сервировки стола (1)
Клининг и гигиена
Уборочный инвентарь (1)
Кондитерский инвентарь
Формы для выпечки (1)
Кейтеринг и одноразовая посуда
Одноразовая посуда (2)
В чем разница между различными сортами нержавеющей стали (304, 430, 220, и т. д.)? Что означают разные номера маркировки (18/8, 18/10, 18/0, и т.д.)? Нас часто об этом спрашивают, поэтому мы решили написать небольшую статью, посвященную пищевой нержавеющей стали.
«Сорт» нержавеющей стали определяет ее качество, долговечность и термостойкость. Маркировка 18/8, 18/10 и т.д. обозначает состав нержавеющей стали, а именно – соотношение в ней хрома и никеля.
Маркировка пищевой нержавеющей стали
18/8 и 18/10 — два наиболее распространенных сорта нержавеющей стали, используемых для:
мебели из нержавеющей стали
кухонной посуды
столовых приборов
Эти сорта также известны как 304 (AISI 304) и входят в серию сортов 300. Первое число, 18, обозначает долю хрома а второе — никеля. Например, нержавеющая сталь 18/8 содержит 18% хрома и 8% никеля.
В нержавеющей стали 304 также содержится не более 0,8% углерода и не менее 50% железа. Хром связывает кислород на поверхности продукта, образуя пленку, защищающую железо от окисления (ржавчины). Никель также повышает коррозионную стойкость нержавеющей стали. Следовательно, чем выше содержание никеля, более устойчива нержавеющая сталь к коррозии. Сталь марки AISI 304 — это аустенитная сталь (сталь, легированная хромом, никелем и марганцем, сохраняющая при охлаждении до комнатной и ниже структуру твердого расплавленного раствора — аустенита) с низким содержанием углерода. Сталь этой марки является наиболее широко используемой из всех марок стали, а её характеристики делают её универсальной в применении. Эта сталь и ее аналог — сталь марки 08Х18Н10 используется для изготовления оборудования для химических и пищевых предприятий и предприятий общественного питания, оборудования для производства, хранения и транспортировки молока, пива, вина и других напитков, а также химреактивов, кухонных и столовых принадлежностей.
Сталь 18/0 содержит незначительное количество никеля (0,75%) и, следовательно, имеет пониженную коррозионную стойкость — она более подвержена ей по сравнению с сортами 18/8 или 18/10. Тем не менее, это — сталь высокого качества. Пищевая сталь 18/0 также известна как сталь 430 и входит в серию нержавеющих сталей 400 которая, в отличие от серии 300, является магнитной.
Пищевые нержавеющие стали серии 200 часто используются для изготовления посуды, кухонных принадлежностей, столовых приборов и контейнеров. Эти стали, как правило, существенно дешевле стали 304 – в серии 200 дорогой никель частично заменен марганцем. Несмотря на то, что изделия из стали 200 так же безопасны, они не так устойчивы к коррозии как сталь марки 304.
У нас можно заказать любую нейтральную мебель из нержавеющей стали.
Использование пищевой нержавеющей стали для столовых приборов
Иногда считают, что сталь 18/10 тяжелее, поэтому менее подходит для столовых приборов. На самом деле, нет никакой разницы между весом столовых приборов из стали 18/8 и 18/10. Никель в столовых приборах из стали 18/10 обеспечивает дополнительную прочность – к примеру, вилки из такой стали плохо гнутся. У столовых приборов из стали 18/10 также более блестящая поверхность.
Использование пищевой нержавеющей стали для посуды
Нержавеющая сталь является прекрасной альтернативой для посуды из алюминия с тефлоновым покрытием. Тем не менее, на конфорка плиты, жарочная или варочная поверхность из нержавеющей стали сами по себе не обеспечивают оптимальную теплопроводность, поэтому кастрюли и другая посуда, как правило, сделаны из трехслойного материала. Например, в нержавеющей сковороде стали, слой алюминия расположен между двумя слоями стали 18/10, что позволяет теплу равномерно распределяться по всей сковороде. В этих кастрюлях алюминий не вступает в контакт с пищевыми продуктами.
Насколько безопасна нержавеющая сталь?
Нержавеющая сталь является одним из самых распространенных материалов, используемых на кухнях сегодня. Он используется для столовых приборов, посуды, рабочих поверхностей самого разного теплового оборудования. Это прочный, легко поддающийся санитарной обработке и дезинфекции материал, устойчивый к коррозии и действию агрессивных различных кислот, содержащихся в мясе, молоке, фруктах и овощах. Не менее важно, что в нержавеющей стали нет химических веществ, которые могут мигрировать в продукты и напитки.
Мы считаем, что нержавеющая сталь, стекло, чугун, дерево, керамика с эмалью без свинца являются самыми безопасными материалами для использования в кухне. Наша компания предлагает широкий ассортимент изделий из нержавеющей стали.
Холодильное и морозильное оборудование
Промышленные (профессиональные) холодильники (7)Холодильные и морозильные витрины (1)Холодильные и морозильные столы (1)Льдогенераторы (6)Фригобары и барные холодильники (2)Медицинские холодильники (2)Кондитерские витрины и шкафы (1)Морозильные бонеты (1) Морозильные камеры, лари (5)Морозильные витрины для мороженого (1)Салат-бары (2)Винные шкафы (7)Импульсные холодильные лари (1) Камеры шоковой заморозки (6)
Профессиональные плиты для кухни
Электрические плиты (1)
Барное и ресторанное стекло
Бокалы для пива (1)
Холодильные и морозильные витрины
Настольные витрины холодильные (1)
Электромеханическое оборудование
Профессиональные мясорубки (2)Овощерезки (2)Тестораскаточные машины (1)Тестомесы (3)Планетарные миксеры (2)Куттеры и кухонные процессоры (2)Слайсеры (ломтерезки) (3)Упаковочные машины (4) Промышленные весы (1)Картофелечистки (1)Пилы для разделки мяса (1)Фаршемешалки (1)Хлеборезки промышленные (1)Оборудование для производства макарон (1)Пресс для гамбургеров (1)Пресс для пиццы (1)
Гриль оборудование
Грили-саламандер (1) Жарочные поверхности (фрай топы) (1)Оборудование для шаурмы (1)
Барное оборудование
Миксеры для молочных коктейлей (2) Профессиональные соковыжималки (2)Кофеварки (1)Профессиональные кофемашины (2)Профессиональные блендеры (1)Диспенсеры для напитков (1)Сокоохладители (1)Фризеры для мороженого (1)Шоколадные фонтаны (1)
Тепловое оборудование
Профессиональные плиты для кухни (4)Подогреватели блюд (2)Гриль оборудование (3)Электросковороды промышленные (2)Котлы пищеварочные (1)Макароноварки профессиональные (1)Электрокипятильники и чаераздатчики (2)Фритюрницы и чебуречницы (3)Блинницы профессиональные (2)Вафельницы профессиональные (1)Рисоварки профессиональные (2)Мини-коптильни (1)Профессиональные тостеры (1)Хот-дог аппараты (1)Аппараты для сладкой ваты (2)Аппараты для попкорна (1)Оборудование для коно-пиццы (1)Подогреватели посуды (1)Микроволновые печи СВЧ (1)
Мармиты
Супники и мармиты для первых блюд (1)Мармиты, чафиндиши (3)
Печи и пароконвектоматы
Пароконвектоматы (27)Конвекционные печи (8)Печи для пиццы (4)Жарочные и духовые шкафы (1)Низкотемпературные печи (1)Подовые печи (1)Печи хоспер (1)
Профессиональные посудомоечные машины
Стаканомоечные машины (1)Фронтальные посудомоечные машины (1)Конвейерные посудомоечные машины (1)
Кухонный инвентарь и наплитная посуда
Кастрюли профессиональные (2)Кухонный и вспомогательный инвентарь (1)
Прачечное оборудование
Профессиональные стиральные машины (1)
Профессиональные ножи и аксессуары
Профессиональные ножи (2)
Мебель из нержавеющей стали
Промышленные вытяжные зонты (1)
Посуда и кухонный инвентарь
Столовая посуда (4)Барное и ресторанное стекло (4)Наборы столовых приборов (1)Гастроемкости (3)Профессиональные ножи и аксессуары (1)Приборы для сервировки стола (1)
Клининг и гигиена
Уборочный инвентарь (1)
Кондитерский инвентарь
Формы для выпечки (1)
Кейтеринг и одноразовая посуда
Одноразовая посуда (2)
Что такое лучшая пищевая нержавеющая сталь?
Спросите любого, у кого когда-либо было пищевое отравление, и они скажут вам, что это неприятно, и это проявление вежливости. Безопасность пищевых продуктов настолько важна, что ошеломляющие 15 агентств следят за безопасностью пищевых продуктов в США, хотя основная работа по регулированию ложится на Управление по санитарному надзору за качеством пищевых продуктов и медикаментов (FDA) и Министерство сельского хозяйства США (USDA). Эти агентства гарантируют, что производители продуктов питания в США контролируют и поддерживают высокий уровень безопасности и гигиены для предотвращения загрязнения продуктов.
Точно так же поставщики, которые поставляют производителям продуктов питания оборудование и инструменты, такие как Marlin Steel, должны убедиться, что их оборудование будет способствовать и способствовать соблюдению этих правил безопасности пищевых продуктов. Короче говоря, производство продуктов питания и обрабатывающая промышленность полагаются на качество пищевой нержавеющей стали для обеспечения соблюдения стандартов безопасности пищевых продуктов и гигиены.
Быстрые ссылки
Что такое нержавеющая сталь и почему она используется в пищевой промышленности?
Пищевая нержавеющая сталь 316
Нержавеющая сталь марки 430 и пищевая
Что лучше всего подходит для пищевых продуктов?
Что такое нержавеющая сталь и почему она используется в пищевой промышленности?
Нержавеющая сталь относится к определенным сплавам на основе железа с содержанием хрома не менее 11%. Сплав включает в себя другие металлы, особенно никель, и другие элементы, такие как углерод. Именно специфический и разнообразный химический состав придает нержавеющей стали свойства, которые делают ее ценной во многих отраслях, особенно в тех, где металл будет подвергаться воздействию суровых или сложных условий окружающей среды.
В частности, в пищевой промышленности нержавеющая сталь подвергается воздействию тепла, воды и агрессивных чистящих химикатов. Благодаря этим воздействиям пищевая нержавеющая сталь должна оставаться прочной, не подверженной ржавчине/коррозии и легко поддающейся дезинфекции. Кроме того, устойчивость к точечной коррозии означает, что поверхность легко чистится и обслуживается. Наконец, термостойкость металла означает, что он может подвергаться воздействию экстремальных температур без риска повреждения.
По этим причинам многие производители продуктов питания используют металлические лотки из нержавеющей стали в процессе приготовления пищи. Однако некоторые могут не осознавать, что подойдет не любой тип нержавеющей стали. На рынке представлены сотни различных сортов нержавеющей стали, каждый из которых обладает своим уникальным сочетанием свойств.
Какая нержавеющая сталь лучше, зависит от конкретного применения. Например, у кондитера, производящего шоколад, требования к производительности будут совсем другими, чем у переработчика, специализирующегося на томатном соусе.
Пищевая нержавеющая сталь 316
Нержавеющая сталь марки 316 представляет собой сплав аустенитной нержавеющей стали с высоким содержанием хрома и никеля. Как и многие стальные сплавы, он имеет температуру непрерывного использования в несколько раз выше, чем требуется для большинства процессов приготовления пищи (более 800°C или 1472°F).
Что делает сплав марки 316 идеальным стальным листовым материалом для пищевых продуктов, так это тот факт, что он обладает высокой устойчивостью к кислотам, щелочам и хлоридам (таким как соль). Другие аустенитные нержавеющие стали, такие как нержавеющая сталь марки 304, могут подвергаться сильной точечной коррозии при воздействии соли, которая часто присутствует в пищевых продуктах.
316 — это отличные контейнеры из нержавеющей стали для пищевых продуктов практически для любых пищевых продуктов.
Нержавеющая сталь марки 430 и пищевая
В качестве сплава пищевая нержавеющая сталь марки 430 очень похожа на нержавеющую сталь марки 316. Он имеет то же содержание хрома, что и 316, но лишь часть содержания никеля, что делает его более доступной альтернативой для некоторых производителей продуктов питания.
Еще одно существенное различие между нержавеющей сталью 430 и 316 заключается в том, что нержавеющая сталь марки 430 представляет собой ферритный сплав, а это означает, что она по умолчанию обладает магнитными свойствами. Ферритные сплавы, такие как нержавеющая сталь 430, также обладают исключительной стойкостью к коррозионному растрескиванию под напряжением (рост образования трещин, которые могут вызвать внезапный отказ в агрессивных средах).
430 SS обладает высокой устойчивостью к азотной и органической кислотам и часто используется в тех случаях, когда продолжительный контакт со слабокислотными соединениями вызывает беспокойство. Сплав также может похвастаться устойчивостью к сере и окислению.
Однако из-за низкого содержания никеля этот сплав не так устойчив к некоторым разбавленным восстанавливающим кислотам, как нержавеющая сталь марки 316.
Что лучше всего подходит для пищевых продуктов?
В целом, марка 316 обычно является лучшим выбором при изготовлении контейнеров из пищевой нержавеющей стали. 316 SS более химически устойчив в различных областях применения, особенно при работе с солью и более сильными кислотными соединениями, такими как лимонный или томатный сок.
Тем не менее, 430 является хорошей, более дешевой альтернативой для производителей продуктов питания, которым для их производственного процесса требуется стальной лист средней прочности, пригодный для пищевых продуктов.
Важно отметить, что свойства сопротивления обоих сплавов могут быть улучшены с помощью электрополировки. Этот процесс не только улучшает оксидный слой, защищающий сталь, но и удаляет микроскопические пики и впадины на поверхности сплава, что затрудняет прилипание пищи к стали и упрощает ее очистку.
Однако важно также отметить, что техническое обслуживание специального лотка или корзины из нержавеющей стали играет огромную роль в продлении срока их службы. Например, листовой металл из нержавеющей стали никогда не следует чистить обычной стальной или железной щеткой, так как это может привести к переносу частиц железа на поверхность нержавеющей стали и нарушению ее защитного оксидного слоя.
При правильном выборе сплава нержавеющей стали у вас будет металлический лоток или корзина, которые повысят вашу производительность на долгие годы. Нужна нестандартная металлическая форма для производства продуктов питания? Свяжитесь с Marlin Steel, чтобы узнать стоимость металлического подноса или корзины для пищевых продуктов уже сегодня!
5 фактов, которые необходимо знать о пищевой нержавеющей стали
Нержавеющая сталь является популярным материалом для гигиенических операций с пищевыми продуктами. Мало того, что пищевая нержавеющая сталь может выдерживать суровые температуры, при которых плавится пластик, защитный оксидный слой материала помогает предотвратить образование ржавчины, которая может загрязнить пищевые продукты.
Но, как и в случае с любым материалом, есть несколько вещей, которые вы должны знать о пищевой нержавеющей стали, прежде чем использовать ее в своем производственном процессе.
1: Покрытие стали может повлиять на пригодность ее для пищевой промышленности .
Чтобы соответствовать основным санитарным стандартам, покрытие стали ДОЛЖНО исключать любые поверхности, которые могут привести к размножению бактерий, и при этом его легко чистить/дезинфицировать.
Здесь предпочтение отдается электрополировке, а не ручной шлифовке поверхностей. Причина этого в том, что электрополировка снимает поверхностный слой стали, открывая микроскопически гладкую основу.
Это не только повышает прочность оксидного слоя в нержавеющей стали; он удаляет микроскопические дефекты на поверхности, которые могут содержать бактерии.
Узнайте, как пассивация и электрополировка могут защитить ваши металлические формы, пригодные для пищевых продуктов!
2: Нержавеющую сталь НИКОГДА не следует чистить простой стальной щеткой
Щетки из стальной проволоки часто используются для удаления глубоко въевшихся пятен с металлических поверхностей. Однако такие щетки НИКОГДА не следует использовать для очистки предметов из нержавеющей стали.
Частицы простой стали в щетке могут застрять в поверхности нержавеющей стали, нарушая целостность защитного оксидного слоя. Со временем это позволит «нержавейке» ржаветь, как обычной стали.
Кроме того, не следует использовать одни и те же инструменты для очистки как нержавеющей, так и обычной стали. Частицы, собранные с простой стали, могут перейти на нержавеющую сталь.
3: Не все сплавы пищевой нержавеющей стали созданы одинаковыми
Тот факт, что стальной сплав позиционируется как «пищевой», не означает, что он подходит для вашего производственного процесса.
На рынке представлен ряд различных сплавов нержавеющей стали, каждый из которых имеет свои сильные и слабые стороны, когда речь идет о стойкости к определенным химическим веществам и производственной среде.
Например, известно, что соль обладает исключительно агрессивным действием на соединения металлов. Хотя нержавеющая сталь марки 304 устойчива к большинству агрессивных веществ, длительное воздействие соли может ее разъедать. Таким образом, нержавеющая сталь марки 304 не подходит для любого процесса, требующего многократного длительного воздействия соли или соленой воды.
Нержавеющая сталь марки 316, с другой стороны, гораздо более устойчива к воздействию соли, чем марка 304. Это делает нержавеющую сталь марки 316 предпочтительной для производителей продуктов питания, которые используют соль или соленую воду в своих продуктах.
4: Экстремальные температуры МОГУТ воздействовать на пищевую нержавеющую сталь
Температура плавления большинства нержавеющих сталей выходит далеко за пределы температурных диапазонов, обычно используемых в любом процессе производства продуктов питания. Тем не менее, при выборе пищевой нержавеющей стали (и любых возможных покрытий для нее) по-прежнему важно быть осторожным с экстремальными температурами в производственном процессе.
Например, большинство составов нержавеющей стали хорошо себя зарекомендовали при температурах от точки замерзания воды до температуры, близкой к духовке, превышающей 500ºF. Однако, по данным Gasparini Industries, действительно криогенные условия ниже -49ºF может сделать многие сплавы из нержавеющей стали хрупкими. Это, в сочетании с расширением кристаллов при нагревании металлов, может привести к деформации или разрушению этих металлов при воздействии внезапных экстремальных температурных сдвигов.
Среди нержавеющих сталей мартенситные нержавеющие стали лучше всего выдерживают экстремально низкие температуры. Это связано с тем, что структура мартенситной нержавеющей стали менее подвержена хрупкости при воздействии низких температур.
Кроме того, важно учитывать риск окисления при использовании пищевого сплава нержавеющей стали при высоких температурах. Для таких применений часто используется нержавеющая сталь марки 304 из-за ее способности противостоять окислению при температурах до 1,69°С. 7ºF. Это намного превышает предел практически любого процесса производства пищевых продуктов (за исключением стерилизации корзин между использованием).
5: Сварка может изменить свойства сплавов нержавеющей стали
Тепловая нагрузка, возникающая во время некоторых процессов сварки (а также использование разнородных присадочных материалов), может удалить защитный оксидный слой, который придает сплавам пищевой нержавеющей стали их устойчивость к коррозии. Это, в свою очередь, может привести к тому, что металлические формы, сваренные неправильно, начнут подвергаться коррозии быстрее, чем должны.
Вот почему инженеры Marlin используют метод контактной сварки, применяемый на высокоточной машине постоянного тока средней частоты (MFDC). Поскольку машина может точно выполнять сварные швы без избыточного тепла или присадочного материала, риск изменения защитного оксидного слоя свариваемой стали сведен к минимуму.
Знакомство с сильными и слабыми сторонами нержавеющей стали до ее внедрения в процесс производства продуктов питания имеет решающее значение для обеспечения безопасности, санитарии и эффективности.






 Пожалуйста, обновите до последней версии.
Пожалуйста, обновите до последней версии.


 0095 Угловая шлифовальная машина с отрезным, шлифовальным и проволочным щеточными кругами
0095 Угловая шлифовальная машина с отрезным, шлифовальным и проволочным щеточными кругами  Углы будут монтажными фланцами, а трубка 1×3 дюйма будет станиной, к которой будут крепиться будущие заготовки из листового металла. Фланцы примерно на 1/4 дюйма шире, чем трубка 1×3 дюйма, чтобы станина не касалась края стола. расстояние между ними позволит вам сформировать несколько чередующихся изгибов в одной заготовке (см. элементы, которые будут добавлены на следующем этапе, необходимо будет соответствующим образом скорректировать.0003
Углы будут монтажными фланцами, а трубка 1×3 дюйма будет станиной, к которой будут крепиться будущие заготовки из листового металла. Фланцы примерно на 1/4 дюйма шире, чем трубка 1×3 дюйма, чтобы станина не касалась края стола. расстояние между ними позволит вам сформировать несколько чередующихся изгибов в одной заготовке (см. элементы, которые будут добавлены на следующем этапе, необходимо будет соответствующим образом скорректировать.0003 , Прикрепите кровать к столу, на который вы собираетесь ее установить, затем прижмите полотно к основе и проверьте, чтобы все было по центру и заподлицо с прямым краем.Не мешало бы поместить очень тонкий кусок оклада между кровать и лист, прежде чем соединить их вместе, чтобы оставить место для маневра для листа, когда он используется.
, Прикрепите кровать к столу, на который вы собираетесь ее установить, затем прижмите полотно к основе и проверьте, чтобы все было по центру и заподлицо с прямым краем.Не мешало бы поместить очень тонкий кусок оклада между кровать и лист, прежде чем соединить их вместе, чтобы оставить место для маневра для листа, когда он используется. 
 на том же расстоянии, что и толщина металла, который вы собираетесь сгибать.Разные толщины металла потребуют разных отступов, а также разного радиуса на передней кромке зажимной планки — если радиус слишком мал для определенной толщины, он Это может привести к поломке металла.Таким образом, листы разной толщины потребуют изготовления различных прижимных планок, подходящих для них, или съемных «пальцев» разной толщины и радиуса, которые при необходимости можно привинтить к прижимной планке. Показанный здесь тормоз настроен на листовой металл толщиной 1/8 дюйма. То, что вы настроите на этом этапе, полностью зависит от вас. Как только зажим установлен, прихватите трубы к концам.
на том же расстоянии, что и толщина металла, который вы собираетесь сгибать.Разные толщины металла потребуют разных отступов, а также разного радиуса на передней кромке зажимной планки — если радиус слишком мал для определенной толщины, он Это может привести к поломке металла.Таким образом, листы разной толщины потребуют изготовления различных прижимных планок, подходящих для них, или съемных «пальцев» разной толщины и радиуса, которые при необходимости можно привинтить к прижимной планке. Показанный здесь тормоз настроен на листовой металл толщиной 1/8 дюйма. То, что вы настроите на этом этапе, полностью зависит от вас. Как только зажим установлен, прихватите трубы к концам. Отрежьте две части 1/2-дюймового круглого стержня и прикрепите один конец каждого к пластине на шестигранную гайку (не приваривайте шестигранную гайку к чему-либо) и прикрепите другие концы к углам на верхних концах зажима. Они сформируют регулируемую ферму, чтобы добавить прочности задней части зажима и позволят вам регулировать силу давления на центр вашей заготовки.
Отрежьте две части 1/2-дюймового круглого стержня и прикрепите один конец каждого к пластине на шестигранную гайку (не приваривайте шестигранную гайку к чему-либо) и прикрепите другие концы к углам на верхних концах зажима. Они сформируют регулируемую ферму, чтобы добавить прочности задней части зажима и позволят вам регулировать силу давления на центр вашей заготовки.

 Таблица. ГОСТ | МеханикИнфо
Таблица. ГОСТ | МеханикИнфо гаек, кг.
гаек, кг. гаек, кг.
гаек, кг. гаек, кг.
гаек, кг.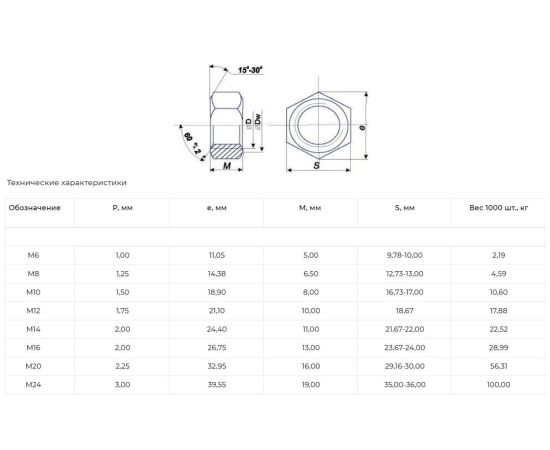
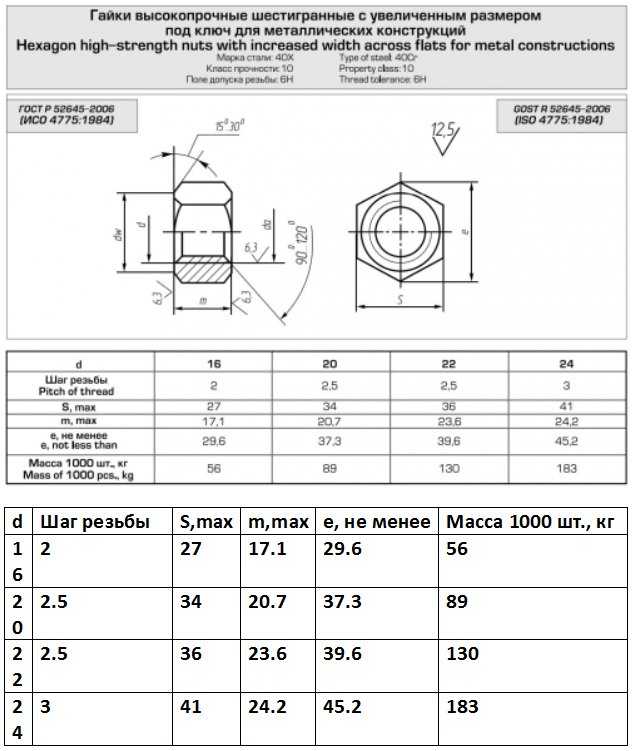 ГАЙКИ
ГАЙКИ 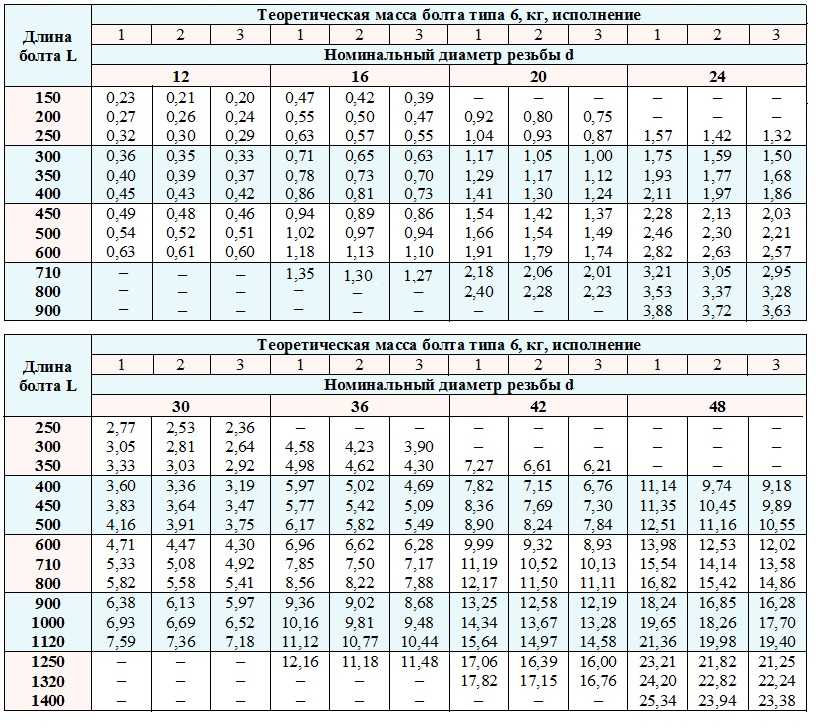 000
000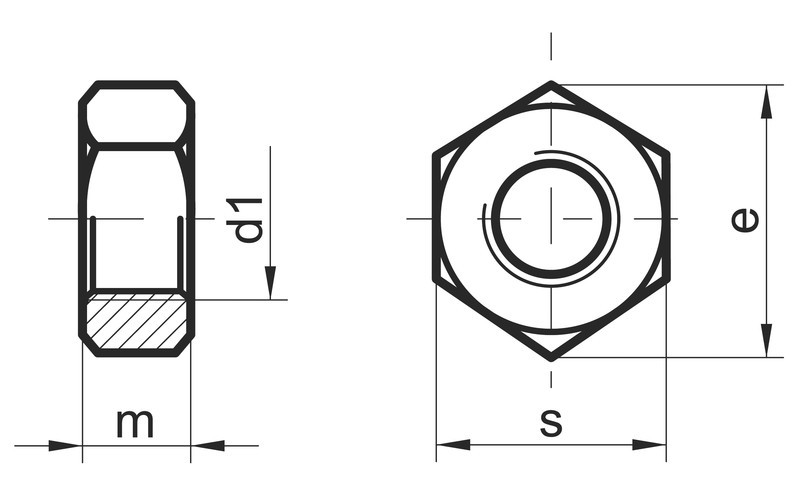 800
800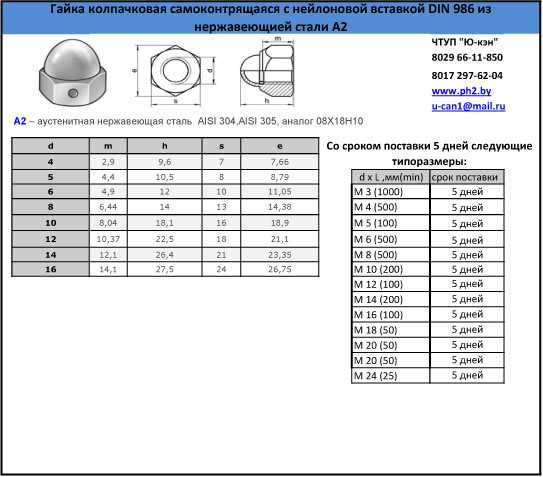 596
596 174
174 000
000 290
290 545
545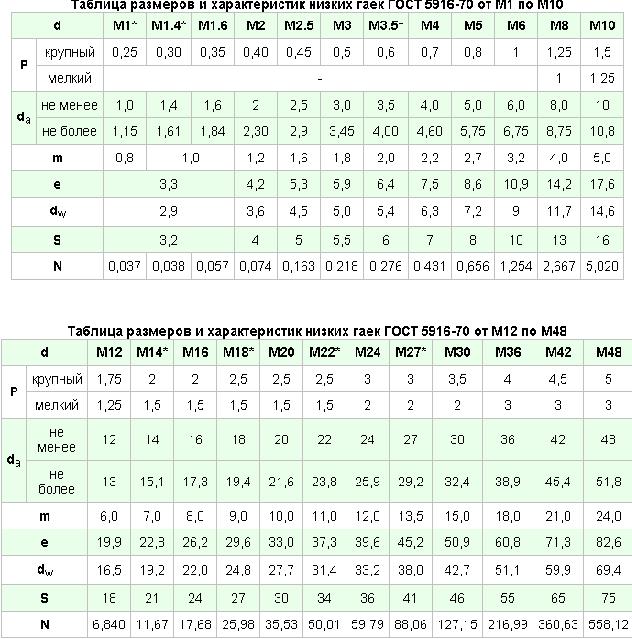 000
000 800
800 596
596.jpg) 174
174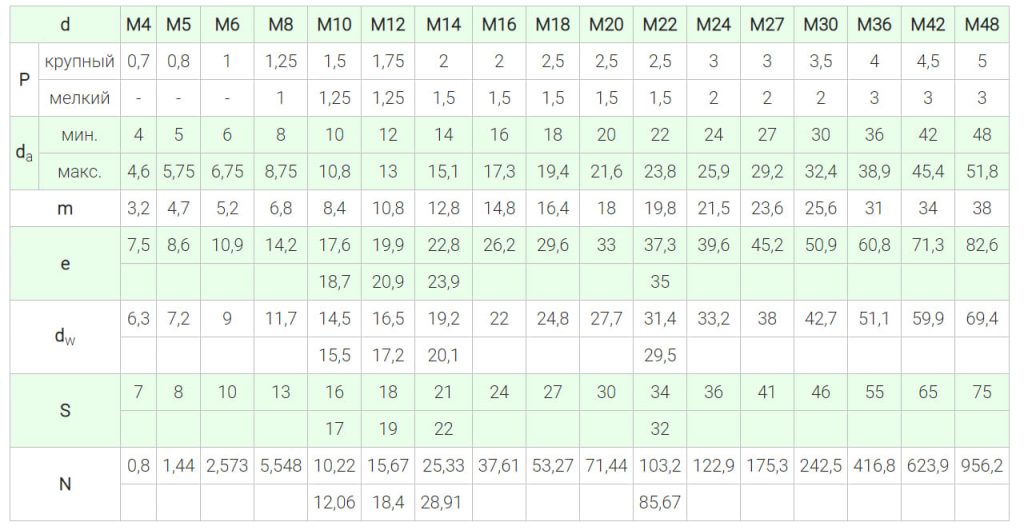 000
000 290
290
 Это может быть какое-то здание, дом, сооружение. Причем одно из них имеет большое количество мелких деталей фасада, а другое, наоборот, содержит малое их количество, но детали эти более крупные.
Это может быть какое-то здание, дом, сооружение. Причем одно из них имеет большое количество мелких деталей фасада, а другое, наоборот, содержит малое их количество, но детали эти более крупные.
 Необходимо
Необходимо
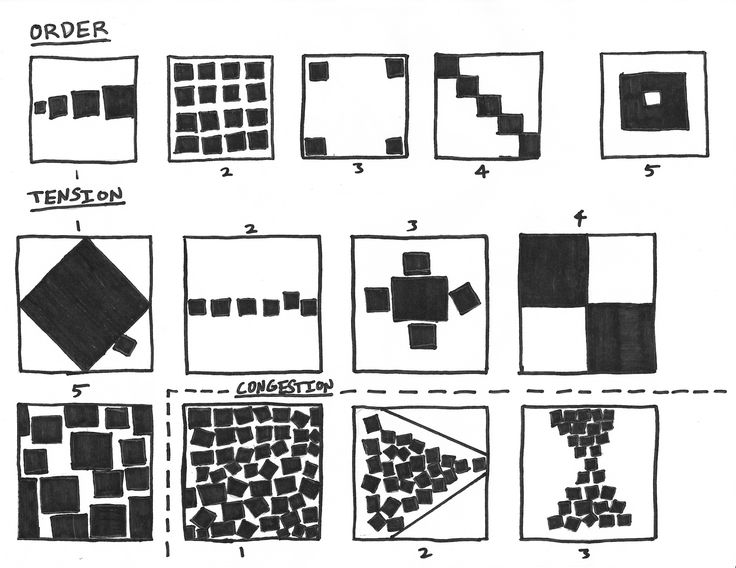
 Масштаб, хотя его часто путают с пропорцией, если он отличается. Пропорция относится к соотношению между компонентами разного размера в одной композиции. Человек имеет врожденное восприятие размера. Поскольку люди часто используют себя в качестве основы для сравнения, художники используют масштаб для создания различных эффектов в своем искусстве.
Масштаб, хотя его часто путают с пропорцией, если он отличается. Пропорция относится к соотношению между компонентами разного размера в одной композиции. Человек имеет врожденное восприятие размера. Поскольку люди часто используют себя в качестве основы для сравнения, художники используют масштаб для создания различных эффектов в своем искусстве.
 Отношение между размерами этих различных компонентов друг к другу называется пропорцией.
Отношение между размерами этих различных компонентов друг к другу называется пропорцией. Масштабное искусство может произвести впечатление на зрителя своими размерами. Это особенно верно, когда художники создают произведения искусства, изображающие предметы крупнее, чем они кажутся на самом деле.
Масштабное искусство может произвести впечатление на зрителя своими размерами. Это особенно верно, когда художники создают произведения искусства, изображающие предметы крупнее, чем они кажутся на самом деле. Мелкомасштабное искусство часто используется, чтобы привлечь внимание к деталям и сложности в художественном произведении. Поскольку мелкомасштабное произведение искусства намного меньше человеческого тела, зрители могут смотреть на произведение с выгодных позиций, которых в противном случае у них не было бы.
Мелкомасштабное искусство часто используется, чтобы привлечь внимание к деталям и сложности в художественном произведении. Поскольку мелкомасштабное произведение искусства намного меньше человеческого тела, зрители могут смотреть на произведение с выгодных позиций, которых в противном случае у них не было бы.
 Наклоны вверх — отличное движение камеры, чтобы заполнить кадр высотой или размером другого объекта или среды в кадре.
Наклоны вверх — отличное движение камеры, чтобы заполнить кадр высотой или размером другого объекта или среды в кадре. Но чтобы они выглядели реалистично, кинематографисты снимают эти миниатюрные декорации, чтобы они занимали больше места на экране.
Но чтобы они выглядели реалистично, кинематографисты снимают эти миниатюрные декорации, чтобы они занимали больше места на экране. У людей есть импульс поставить себя в центр сравнения, когда дело доходит до размера. Художники могут использовать этот импульс, воздействуя масштабом. В определенных средах, таких как кино, масштаб достигается за счет пропорций композиции.
У людей есть импульс поставить себя в центр сравнения, когда дело доходит до размера. Художники могут использовать этот импульс, воздействуя масштабом. В определенных средах, таких как кино, масштаб достигается за счет пропорций композиции.
 или поощрять новую точку зрения.
или поощрять новую точку зрения. Например, глаз должен быть меньше лица, а плечи мужчины должны быть шире его бедер.
Например, глаз должен быть меньше лица, а плечи мужчины должны быть шире его бедер. Как и мультфильм, что-то непропорциональное может заставить вас смеяться. Как и Медуза, он может внушать страх.
Как и мультфильм, что-то непропорциональное может заставить вас смеяться. Как и Медуза, он может внушать страх.

 0528, C30, C30E, Ck30
0528, C30, C30E, Ck30
 Степень раскисления стали — спокойная (обозначают без индекса).
Степень раскисления стали — спокойная (обозначают без индекса).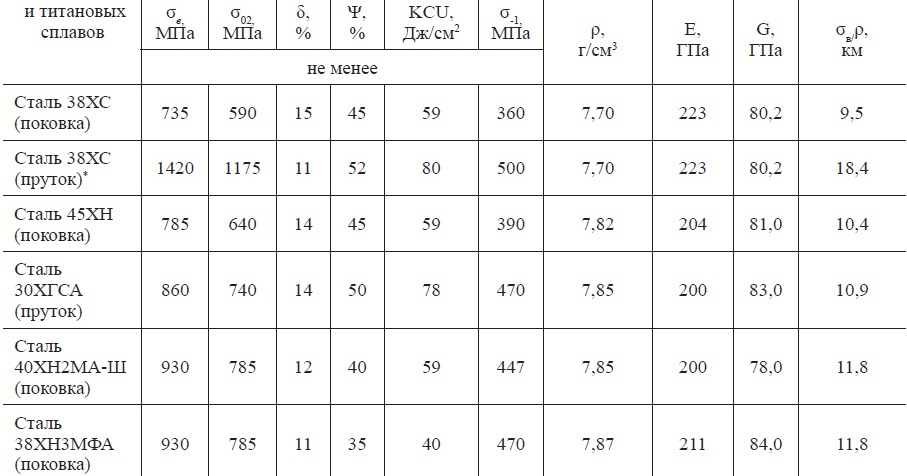 Заготовки сечением до 800 мм охлаждаются на воздухе.
Заготовки сечением до 800 мм охлаждаются на воздухе.
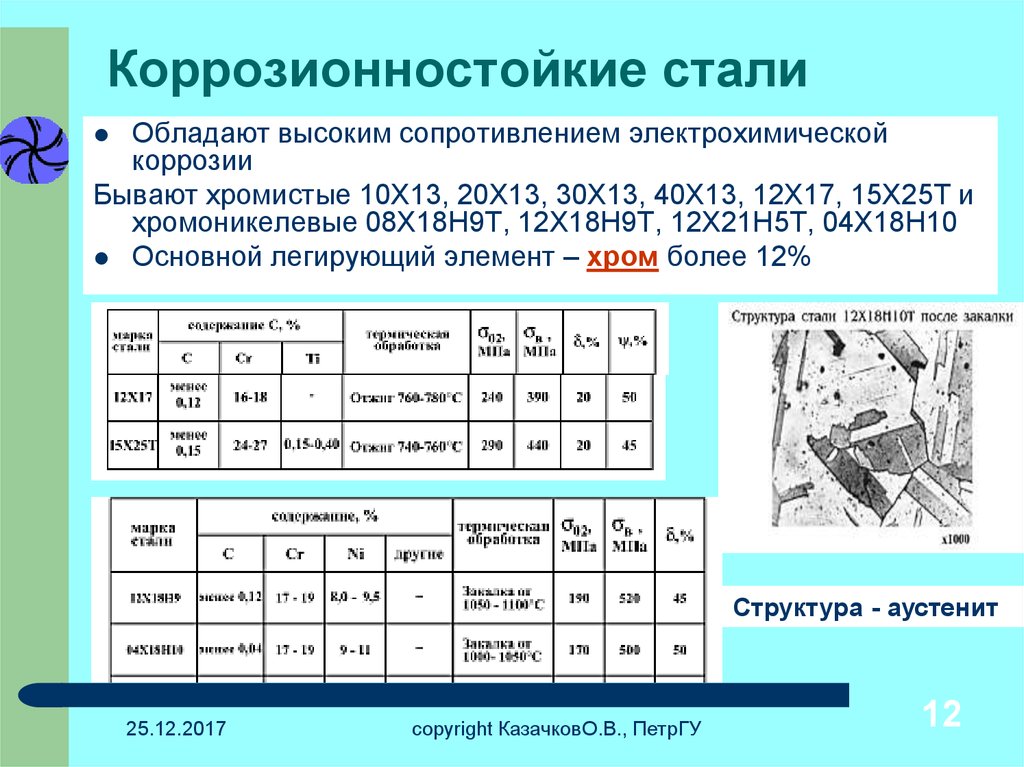
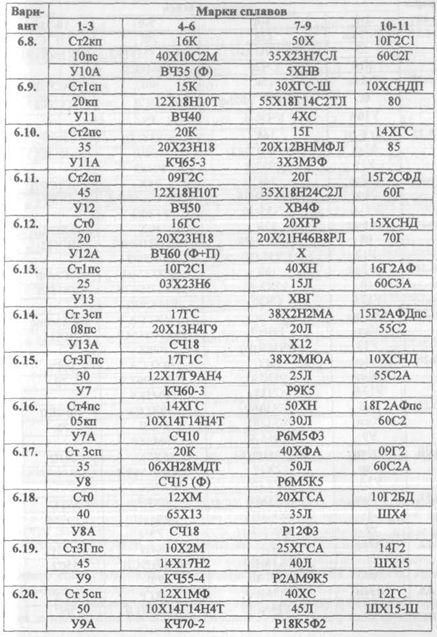 10.2022
10.2022 09.2019
09.2019 09.2016
09.2016 09.2013
09.2013 09.2010
09.2010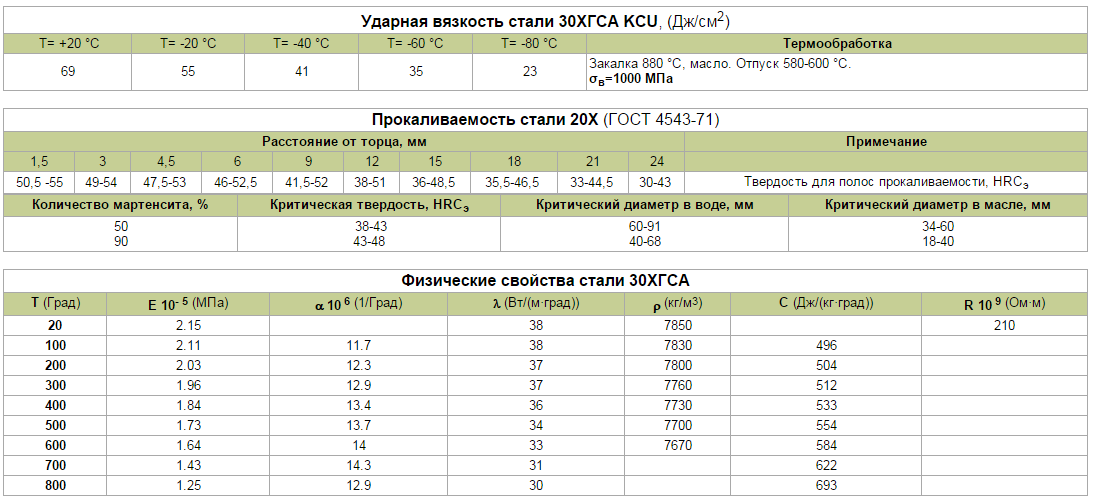 Сегмент плоского проката производит листы, плиты и изделия из жести для автомобильной промышленности, бытовой техники, сервисных центров, переоборудования, контейнеров и строительства. Сегмент Mini Mill был добавлен после покупки Big River Steel. USSE — продает листы, плиты, жестяные заводы, трубы, прецизионные трубы, изделия из специальной стали и кокс на конечных рынках Европы. Сегмент Tubular Products поставляет бесшовные и электростойкие сварные трубы для рынков нефти, газа и нефтехимии. Сегмент «Другие виды бизнеса» занимается производством и продажей железосодержащих таконитовых окатышей, транспортными услугами, управлением и девелопментом недвижимости, а также инжиниринговыми и консультационными услугами.
Сегмент плоского проката производит листы, плиты и изделия из жести для автомобильной промышленности, бытовой техники, сервисных центров, переоборудования, контейнеров и строительства. Сегмент Mini Mill был добавлен после покупки Big River Steel. USSE — продает листы, плиты, жестяные заводы, трубы, прецизионные трубы, изделия из специальной стали и кокс на конечных рынках Европы. Сегмент Tubular Products поставляет бесшовные и электростойкие сварные трубы для рынков нефти, газа и нефтехимии. Сегмент «Другие виды бизнеса» занимается производством и продажей железосодержащих таконитовых окатышей, транспортными услугами, управлением и девелопментом недвижимости, а также инжиниринговыми и консультационными услугами.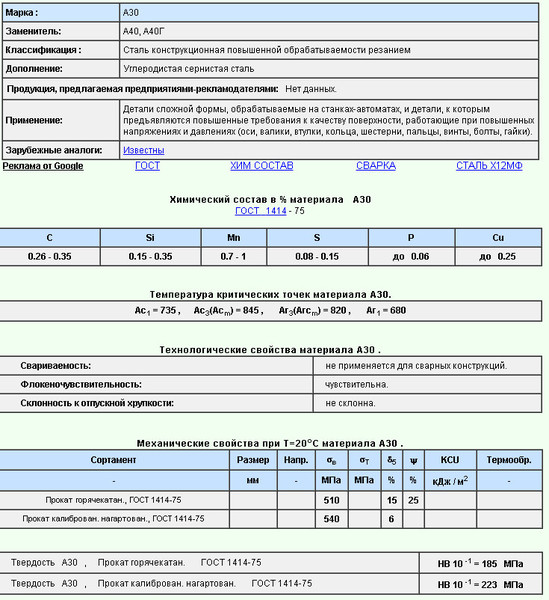
 Прокат листовой горячекатанный. Сортамент
Прокат листовой горячекатанный. Сортамент
 Прокат листовой для холодной штамповки из конструкционной качественной стали.
Прокат листовой для холодной штамповки из конструкционной качественной стали. требуется.
требуется. 2
2  Смесь хрома и никеля 18/8 закалена с титаном для защиты типа 321 от межкристаллитной коррозии, которая может возникнуть после нагрева лечение. Он защищен от температур от 800 до 1500°F. Металл обладает высокой прочностью и устойчивостью к различным формам коррозии, в том числе в водной среде. Тип 321 находит применение в тяжелых сварочных компонентах, а также в динамических условиях, которые подвержены изменениям.
Смесь хрома и никеля 18/8 закалена с титаном для защиты типа 321 от межкристаллитной коррозии, которая может возникнуть после нагрева лечение. Он защищен от температур от 800 до 1500°F. Металл обладает высокой прочностью и устойчивостью к различным формам коррозии, в том числе в водной среде. Тип 321 находит применение в тяжелых сварочных компонентах, а также в динамических условиях, которые подвержены изменениям. 


 , шт.
, шт.  3 (20)
3 (20)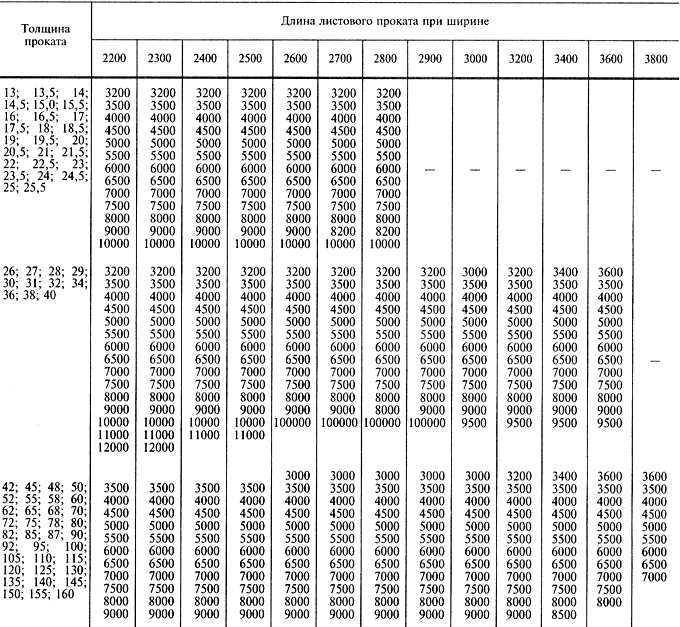 3 (20)
3 (20)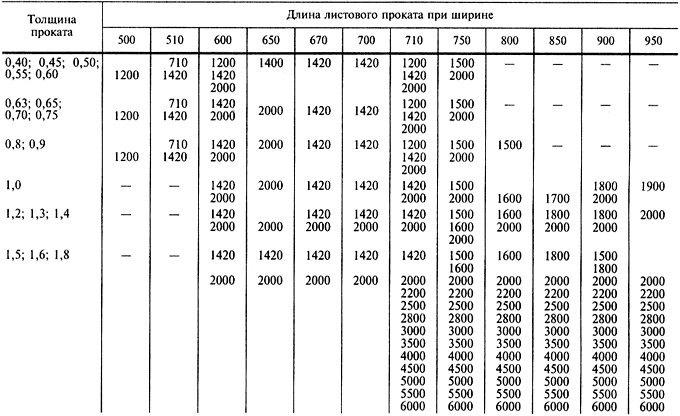
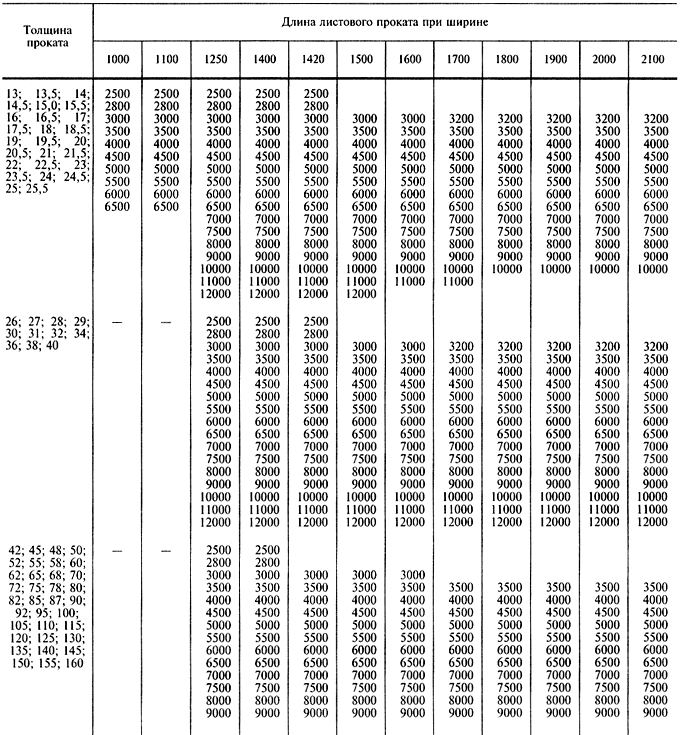 (20)
(20) 3 (20)
3 (20)

 Такой трансформатор входит в категорию устройств повышающего типа, для обеспечения питания магнетрона он способен вырабатывать напряжение, равное 4 кВ.
Такой трансформатор входит в категорию устройств повышающего типа, для обеспечения питания магнетрона он способен вырабатывать напряжение, равное 4 кВ.
 Если такого провода у вас в запасе нет, его придется купить. При этом совсем не обязательно приобретать цельный многожильный провод такого сечения, можно использовать и пучок из нескольких отдельных проводников, которые в сумме обеспечат требуемый диаметр. После монтажа новой вторичной обмотки ваш модернизированный трансформатор будет способен вырабатывать ток, сила которого составляет до 1000 А.
Если такого провода у вас в запасе нет, его придется купить. При этом совсем не обязательно приобретать цельный многожильный провод такого сечения, можно использовать и пучок из нескольких отдельных проводников, которые в сумме обеспечат требуемый диаметр. После монтажа новой вторичной обмотки ваш модернизированный трансформатор будет способен вырабатывать ток, сила которого составляет до 1000 А. Намотка такого количества витков может вызвать затруднения, если используемый провод имеет толстый слой изоляции. Решить эту проблему достаточно просто: необходимо снять с провода стандартную изоляцию и обмотать его изолентой, имеющей тканевую основу. Очень важно, чтобы провод, используемый для вторичной обмотки, имел минимально возможную длину, что позволит избежать необоснованного увеличения его сопротивления и, соответственно, уменьшения силы тока.
Намотка такого количества витков может вызвать затруднения, если используемый провод имеет толстый слой изоляции. Решить эту проблему достаточно просто: необходимо снять с провода стандартную изоляцию и обмотать его изолентой, имеющей тканевую основу. Очень важно, чтобы провод, используемый для вторичной обмотки, имел минимально возможную длину, что позволит избежать необоснованного увеличения его сопротивления и, соответственно, уменьшения силы тока. Правильность соединения обмоток, если на их одноименных выводах нет маркировки, проверяется при помощи вольтметра.
Правильность соединения обмоток, если на их одноименных выводах нет маркировки, проверяется при помощи вольтметра.
 Вольтметр на выходе зарегистрирует суммарное напряжение, значение которого равно удвоенной величине входного.
Вольтметр на выходе зарегистрирует суммарное напряжение, значение которого равно удвоенной величине входного.
 Поскольку электроды для такого устройства являются съемными, в местах их соединения с наконечниками пайку не выполняют. Конечно, в таких местах, постоянно подвергаемых окислению, также происходит потеря мощности, но очистить их значительно легче, чем обжатые наконечники.
Поскольку электроды для такого устройства являются съемными, в местах их соединения с наконечниками пайку не выполняют. Конечно, в таких местах, постоянно подвергаемых окислению, также происходит потеря мощности, но очистить их значительно легче, чем обжатые наконечники.






 Для того чтобы достигнуть необходимого качества работы, процессом нужно грамотно и точно управлять. Для этого устройство желательно оборудовать удобными органами управления. Сюда можно отнести рычаг и выключатель.
Для того чтобы достигнуть необходимого качества работы, процессом нужно грамотно и точно управлять. Для этого устройство желательно оборудовать удобными органами управления. Сюда можно отнести рычаг и выключатель.
 Понятно, что оно будет не совсем полноценным, но его возможностей будет достаточно для выполнения целого ряда несложных и мелких работ. Как видите, печь СВЧ не только может применяться по назначению, но и дает нам массу иных возможностей.
Понятно, что оно будет не совсем полноценным, но его возможностей будет достаточно для выполнения целого ряда несложных и мелких работ. Как видите, печь СВЧ не только может применяться по назначению, но и дает нам массу иных возможностей. я никоим образом не несу ответственности
я никоим образом не несу ответственности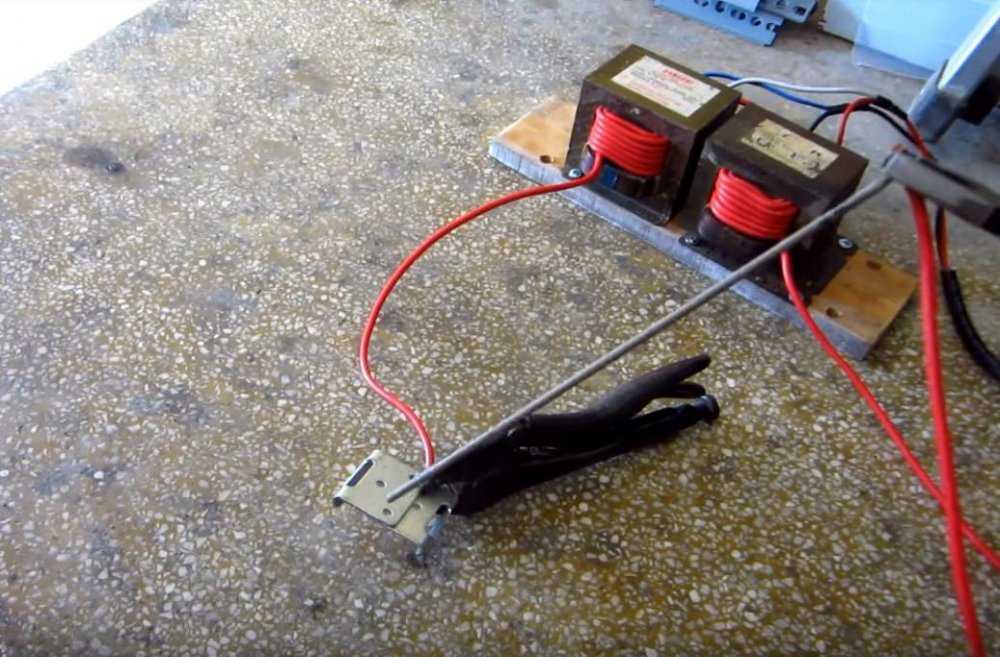




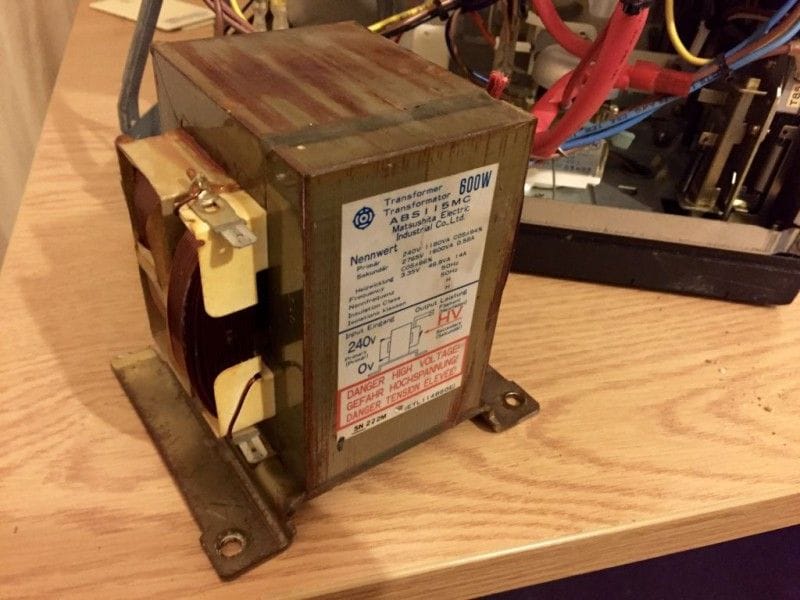
 Сборка аппарата точечной сварки для микроволновой печи — хороший первый проект.
Сборка аппарата точечной сварки для микроволновой печи — хороший первый проект.
 Горит перегрузка
Горит перегрузка Сергей Харитонов запись закреплена 26 ноя Подскажите пожалуйста сколько будет стоить замена вентилятора н а инверторе ис н??? Максим Плешков запись закреплена 11 ноя Сварочный полуавтомат sturm аналог ресанты. Дмитрий Белоногий. В шиме , видимо.
Сергей Харитонов запись закреплена 26 ноя Подскажите пожалуйста сколько будет стоить замена вентилятора н а инверторе ис н??? Максим Плешков запись закреплена 11 ноя Сварочный полуавтомат sturm аналог ресанты. Дмитрий Белоногий. В шиме , видимо. Алексей Леонов.
Алексей Леонов. Два брата акробата перестали подавать какие-либо признаки жизни. Причиной в обоих случаях послужил вышедший из строя кулер. Дело в том, что вентилятор в них стоит вольтовый, а аппарат трехфазный. Питание на него подается путем ответвления от первичной обмотки понижающего трансформатора , который включен междуфазно.
Два брата акробата перестали подавать какие-либо признаки жизни. Причиной в обоих случаях послужил вышедший из строя кулер. Дело в том, что вентилятор в них стоит вольтовый, а аппарат трехфазный. Питание на него подается путем ответвления от первичной обмотки понижающего трансформатора , который включен междуфазно. Попросили посмотреть инвертор Fubag IN Классическая проблема — перестал варить. На просторах мировой паутины не мало статей на тему этого аппарата, где подробно описана проблема отвала пайки стоек силовой платы. Сначала я и не придал значения вскользь брошенной фразе «его уже смотрели».
Попросили посмотреть инвертор Fubag IN Классическая проблема — перестал варить. На просторах мировой паутины не мало статей на тему этого аппарата, где подробно описана проблема отвала пайки стоек силовой платы. Сначала я и не придал значения вскользь брошенной фразе «его уже смотрели».
 Вот кусочек схемы Ресанта САИПН.
Вот кусочек схемы Ресанта САИПН.
 На форумах по ней идет плохая репутация, повальный брак ТГР.
На форумах по ней идет плохая репутация, повальный брак ТГР. Проведение электричества не заняло много времени, а в финансах я уже был ограничен, потратившись на электрификацию, тем не менее, у меня было сильное желание наконец-то пустить в дело стальные канаты, которые уже год ждали своего момента, и здесь встал вопрос о сварочном аппарате, без которого любые ремонтно-восстановительные работы на дачном участке не возможны. Так как я не являюсь сварщиком по профессии и вообще на тот момент был далек от темы электросварки варил пару раз в жизни передо мной встал вопрос выбора аппарата за как можно меньшую стоимость так как я еще не знал, какие горизонты мне предстоит покорять и буду ли я вообще заниматься строительством и обустройством.
Проведение электричества не заняло много времени, а в финансах я уже был ограничен, потратившись на электрификацию, тем не менее, у меня было сильное желание наконец-то пустить в дело стальные канаты, которые уже год ждали своего момента, и здесь встал вопрос о сварочном аппарате, без которого любые ремонтно-восстановительные работы на дачном участке не возможны. Так как я не являюсь сварщиком по профессии и вообще на тот момент был далек от темы электросварки варил пару раз в жизни передо мной встал вопрос выбора аппарата за как можно меньшую стоимость так как я еще не знал, какие горизонты мне предстоит покорять и буду ли я вообще заниматься строительством и обустройством. Несмотря на высокое качество сварочного инвертора, бывает, что вследствие тех или иных причин, он приходит в неисправное состояние. Это может потребовать от его хозяина проведения ремонтных мероприятий.
Несмотря на высокое качество сварочного инвертора, бывает, что вследствие тех или иных причин, он приходит в неисправное состояние. Это может потребовать от его хозяина проведения ремонтных мероприятий.
 При этом напряжение колеблется в пределах 200-250В и заданной частотой в 50 Гц.
При этом напряжение колеблется в пределах 200-250В и заданной частотой в 50 Гц.

 Затем проверяют надежность закрепления электрокабелей в клеммах.
Затем проверяют надежность закрепления электрокабелей в клеммах.

 Однако, выйти из строя может даже ультрасовременное оборудование, которое будет нуждаться в качественно проведенном ремонте.
Однако, выйти из строя может даже ультрасовременное оборудование, которое будет нуждаться в качественно проведенном ремонте. Он используется во многих бытовых приборах, таких как холодильник, высокотехнологичные стереосистемы, электромобили и другие автомобили с низким энергопотреблением. Как правило, блок сварочного питания прост, но сварочные аппараты IGBT довольно сложны внутри. Эти сварочные аппараты могут выдерживать высокие нагрузки дуговой сварки. Их называют инверторными сварочными аппаратами.
Он используется во многих бытовых приборах, таких как холодильник, высокотехнологичные стереосистемы, электромобили и другие автомобили с низким энергопотреблением. Как правило, блок сварочного питания прост, но сварочные аппараты IGBT довольно сложны внутри. Эти сварочные аппараты могут выдерживать высокие нагрузки дуговой сварки. Их называют инверторными сварочными аппаратами. Структура состоит из биполярного транзистора, затвора и силового транзистора. Все они контролируют энергию в машине.
Структура состоит из биполярного транзистора, затвора и силового транзистора. Все они контролируют энергию в машине.
 Чтобы получить лучшее, вы должны знать, как это работает, искать в Интернете и посещать магазины, чтобы узнать о сварочных аппаратах IGBT. Тогда вы должны выбрать тот, который соответствует вашим потребностям. Поскольку его можно подключить к компьютеру, и вы можете автоматизировать работу, он будет очень полезен во всех типах сварочных процессов.
Чтобы получить лучшее, вы должны знать, как это работает, искать в Интернете и посещать магазины, чтобы узнать о сварочных аппаратах IGBT. Тогда вы должны выбрать тот, который соответствует вашим потребностям. Поскольку его можно подключить к компьютеру, и вы можете автоматизировать работу, он будет очень полезен во всех типах сварочных процессов.
 Однако, поскольку электролиты испаряются быстрее при более высоких температурах, срок службы конденсаторов увеличивается, когда они работают при температуре ниже рабочей. К счастью, поддержание постоянного режима обслуживания и регулярная замена конденсаторов позволяет избежать большинства проблем, связанных с износом.
Однако, поскольку электролиты испаряются быстрее при более высоких температурах, срок службы конденсаторов увеличивается, когда они работают при температуре ниже рабочей. К счастью, поддержание постоянного режима обслуживания и регулярная замена конденсаторов позволяет избежать большинства проблем, связанных с износом. Если ток или напряжение увеличиваются до уровня, на который инвертор не рассчитан, это может привести к повреждению компонентов устройства, чаще всего моста инвертора. Часто это повреждение будет вызвано избыточным теплом, выделяемым скачком напряжения или тока. Перегрузки по току можно избежать с помощью предохранителей или автоматических выключателей, но избежать перенапряжения может быть сложно. Иногда всплески напряжения являются антропогенными, но они также могут быть вызваны молнией или солнечными вспышками, которых трудно избежать, если вы, как и мы, живете на планете Земля.
Если ток или напряжение увеличиваются до уровня, на который инвертор не рассчитан, это может привести к повреждению компонентов устройства, чаще всего моста инвертора. Часто это повреждение будет вызвано избыточным теплом, выделяемым скачком напряжения или тока. Перегрузки по току можно избежать с помощью предохранителей или автоматических выключателей, но избежать перенапряжения может быть сложно. Иногда всплески напряжения являются антропогенными, но они также могут быть вызваны молнией или солнечными вспышками, которых трудно избежать, если вы, как и мы, живете на планете Земля. Со временем электрические соединения имеют тенденцию ослабевать или подвергаться коррозии. Если инвертор все еще работает, у менеджера по техническому обслуживанию может возникнуть соблазн просто проигнорировать эти признаки износа. Однако, как говорится, лучше перестраховаться, чем потом сожалеть, поэтому крайне важно очищать клеммы в аккумуляторном ящике, предохранители и подключение инвертора не реже одного раза в шесть месяцев. Кроме того, процесс очистки должен выполняться правильно, иначе он может принести больше вреда, чем пользы. В идеале следует использовать проволочную щетку и растворитель жира. После завершения очистки и технического обслуживания необходимо нанести защитный герметик на все клеммы аккумуляторной батареи. При принятии решения о том, какое защитное покрытие использовать, избегайте покрытий на основе смазки, потому что они имеют тенденцию притягивать загрязняющие вещества, такие как пыль, что приводит к повышенному износу соединений, а также скрывает разрушение от дальнейших визуальных осмотров.
Со временем электрические соединения имеют тенденцию ослабевать или подвергаться коррозии. Если инвертор все еще работает, у менеджера по техническому обслуживанию может возникнуть соблазн просто проигнорировать эти признаки износа. Однако, как говорится, лучше перестраховаться, чем потом сожалеть, поэтому крайне важно очищать клеммы в аккумуляторном ящике, предохранители и подключение инвертора не реже одного раза в шесть месяцев. Кроме того, процесс очистки должен выполняться правильно, иначе он может принести больше вреда, чем пользы. В идеале следует использовать проволочную щетку и растворитель жира. После завершения очистки и технического обслуживания необходимо нанести защитный герметик на все клеммы аккумуляторной батареи. При принятии решения о том, какое защитное покрытие использовать, избегайте покрытий на основе смазки, потому что они имеют тенденцию притягивать загрязняющие вещества, такие как пыль, что приводит к повышенному износу соединений, а также скрывает разрушение от дальнейших визуальных осмотров.

 Формируется между передней поверхностью и плоскостью резания.
Формируется между передней поверхностью и плоскостью резания.
 Влияет на направление отвода стружки. При положительных λ и λ = 0° стружка сходит к обрабатываемой поверхности. Резцы с положительными λ (12–15°) применяют при обработке заготовок из жаропрочных и закаленных сталей. У универсальных токарных резцов λ = 0°. Резцы с отрицательными λ применяют для чистовой обработки.
Влияет на направление отвода стружки. При положительных λ и λ = 0° стружка сходит к обрабатываемой поверхности. Резцы с положительными λ (12–15°) применяют при обработке заготовок из жаропрочных и закаленных сталей. У универсальных токарных резцов λ = 0°. Резцы с отрицательными λ применяют для чистовой обработки.
 Ширина головки меньше ширины державки. Головка может быть оттянута влево или вправо. Существуют и симметричные модели.
Ширина головки меньше ширины державки. Головка может быть оттянута влево или вправо. Существуют и симметричные модели.

 Точность обработки находится на высоком уровне.
Точность обработки находится на высоком уровне.



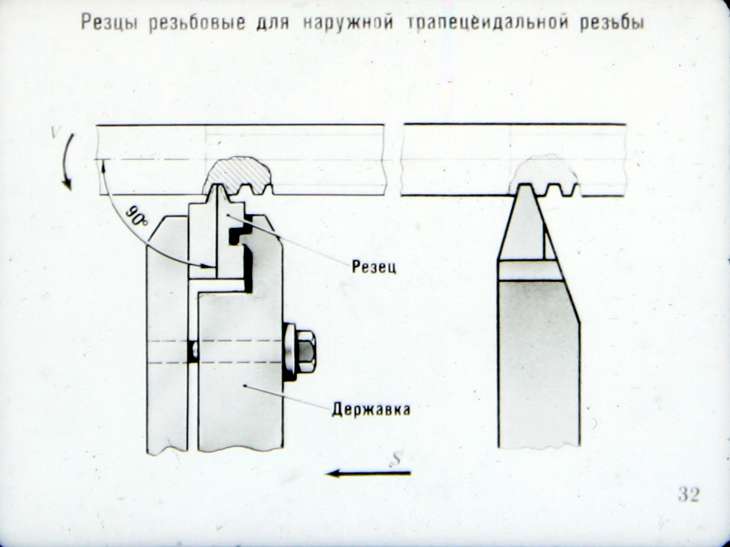

 Они помогают улучшить ваше взаимодействие с сайтом.
Они помогают улучшить ваше взаимодействие с сайтом.
 Рабочий элемент приспособления представляет собой набор поверхностей:
Рабочий элемент приспособления представляет собой набор поверхностей: Редко встречаются модели, изготовленные из инструментальной стали.
Редко встречаются модели, изготовленные из инструментальной стали. Существует три разновидности отогнутых резцов:
Существует три разновидности отогнутых резцов: Отрезная оснастка представляет собой державку с закреплённой пластиной из твердого сплава металлов. Размеры удерживающей части — 16х10–40х25 мм.
Отрезная оснастка представляет собой державку с закреплённой пластиной из твердого сплава металлов. Размеры удерживающей части — 16х10–40х25 мм.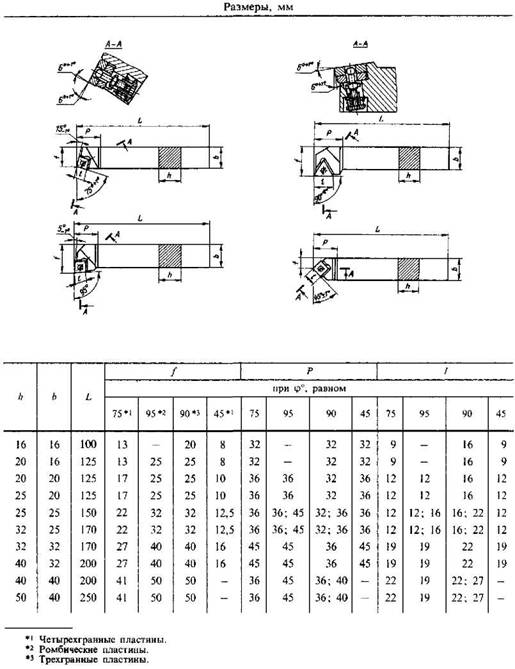

 Для этого нужно применять специальный упор. Он устанавливается на расстоянии 5 мм от абразивного круга.
Для этого нужно применять специальный упор. Он устанавливается на расстоянии 5 мм от абразивного круга. 0 / 5.0 на основе 29 отзывов
0 / 5.0 на основе 29 отзывов Вы можете заменить фрезу инструмента SR из этого набора на фрезу с отрицательным передним углом.
Вы можете заменить фрезу инструмента SR из этого набора на фрезу с отрицательным передним углом.
 Покрыт мягкой, удобной рукояткой из пенорезины, чтобы уменьшить судороги рук во время длительных токарных работ и для отличного контроля инструмента. Общая длина 17 дюймов, внешний диаметр 1 3/8 дюйма; отверстие инструмента имеет диаметр ½ дюйма. Инструменты можно легко заменить, ослабив два установочных винта из нержавеющей стали.
Покрыт мягкой, удобной рукояткой из пенорезины, чтобы уменьшить судороги рук во время длительных токарных работ и для отличного контроля инструмента. Общая длина 17 дюймов, внешний диаметр 1 3/8 дюйма; отверстие инструмента имеет диаметр ½ дюйма. Инструменты можно легко заменить, ослабив два установочных винта из нержавеющей стали.
 При снижении давления в системе ниже 2 атмосфер потребуется повысительный насос для водопровода.
При снижении давления в системе ниже 2 атмосфер потребуется повысительный насос для водопровода. При несвоевременном отключении может произойти перегрев агрегата и выход его из строя. В квартирах, расположенных в многоэтажных домах, отключение центрального водоснабжения приведёт к так называемому «сухому ходу», что значительно сократит срок оборудования.
При несвоевременном отключении может произойти перегрев агрегата и выход его из строя. В квартирах, расположенных в многоэтажных домах, отключение центрального водоснабжения приведёт к так называемому «сухому ходу», что значительно сократит срок оборудования.
 Они позволят понять, справится ли конкретный водяной насос высокого давления с поставленной задачей, и можно ли будет его установить в определённом месте. Рассмотрим характеристики оборудования, заслуживающие внимания в процессе выбора подходящего варианта для водоснабжения и отопления.
Они позволят понять, справится ли конкретный водяной насос высокого давления с поставленной задачей, и можно ли будет его установить в определённом месте. Рассмотрим характеристики оборудования, заслуживающие внимания в процессе выбора подходящего варианта для водоснабжения и отопления. При выборе насоса следует точно знать, на какую высоту планируется поднимать воду. Если высота подъёма жидкости окажется недостаточной, аппарат не может поднять требуемое количество воды на верхние этажи.
При выборе насоса следует точно знать, на какую высоту планируется поднимать воду. Если высота подъёма жидкости окажется недостаточной, аппарат не может поднять требуемое количество воды на верхние этажи. Если же хочется добиться тихой работы оборудования, стоит обратить внимание на модели с «мокрым ротором», которые работают бесшумно.
Если же хочется добиться тихой работы оборудования, стоит обратить внимание на модели с «мокрым ротором», которые работают бесшумно.
 Затем вода будет перераспределяться между потребителями. При аварийном отключении воды пользователи смогут пользоваться запасённой водой. При нормальном режиме работы реле контролирует уровень запасённой воды. Как только он опустится ниже установленного значения, произойдёт включение насоса, и запасы воды пополняться.
Затем вода будет перераспределяться между потребителями. При аварийном отключении воды пользователи смогут пользоваться запасённой водой. При нормальном режиме работы реле контролирует уровень запасённой воды. Как только он опустится ниже установленного значения, произойдёт включение насоса, и запасы воды пополняться. com/review_1180555.html
com/review_1180555.html Более низкая стоимость насосов для повышения давления с «мокрым ротором», по сравнению с моделями с воздушным охлаждением, позволяет рационально распорядиться семейным бюджетом.
Более низкая стоимость насосов для повышения давления с «мокрым ротором», по сравнению с моделями с воздушным охлаждением, позволяет рационально распорядиться семейным бюджетом.
 Производительность насоса для повышения давления воды Grundfos 15-90 составляет 1,5 куба/час при мощности 118 Вт. Весит устройство 2,4 кг. Изготовлено оно из качественных материалов. Для рабочего колеса используется композит. Может работать с горячей и холодной водой. Между статором и ротором располагается гильза.
Производительность насоса для повышения давления воды Grundfos 15-90 составляет 1,5 куба/час при мощности 118 Вт. Весит устройство 2,4 кг. Изготовлено оно из качественных материалов. Для рабочего колеса используется композит. Может работать с горячей и холодной водой. Между статором и ротором располагается гильза. com/review_4497982.html
com/review_4497982.html Защищён от случайного перегрева. Потребляемая мощность − 0,12 кВт. Присоединительный размер − 15 мм. Монтаж осуществляется горизонтально с фиксацией к стене. Срок службы модели ограничен 3 годами.
Защищён от случайного перегрева. Потребляемая мощность − 0,12 кВт. Присоединительный размер − 15 мм. Монтаж осуществляется горизонтально с фиксацией к стене. Срок службы модели ограничен 3 годами. В процессе работы создаёт хорошо ощутимый шум. Комплектуется коротким шнуром (1,5 м), что может создать определённые трудности при монтаже конструкции.
В процессе работы создаёт хорошо ощутимый шум. Комплектуется коротким шнуром (1,5 м), что может создать определённые трудности при монтаже конструкции. Все установки должны подключаться согласно рекомендациям производителя. При этом:
Все установки должны подключаться согласно рекомендациям производителя. При этом: Предлагаем ознакомиться со средними ценами на модели, пользующиеся спросом у потребителей.
Предлагаем ознакомиться со средними ценами на модели, пользующиеся спросом у потребителей.

 Так, например, посудомоечная и стиральная машина не станут работать при давлении в системе меньше 2 атмосфер. А для того, чтобы воспользоваться джакузи или принять душ с гидромассажем, потребуется еще больше – 3–4 атмосферы.
Так, например, посудомоечная и стиральная машина не станут работать при давлении в системе меньше 2 атмосфер. А для того, чтобы воспользоваться джакузи или принять душ с гидромассажем, потребуется еще больше – 3–4 атмосферы.
 После того как давление в системе повышается до заданного уровня, датчик фиксирует эту информацию и подает сигнал на регулятор питания.
После того как давление в системе повышается до заданного уровня, датчик фиксирует эту информацию и подает сигнал на регулятор питания.
 Оборудован потоковым датчиком, который включает агрегат в момент потребления воды и отключает при прекращении. Способен работать в двух режимах: автоматическом и ручном, имеет защиту от перегрева и сухого хода.
Оборудован потоковым датчиком, который включает агрегат в момент потребления воды и отключает при прекращении. Способен работать в двух режимах: автоматическом и ручном, имеет защиту от перегрева и сухого хода. Напор рециркуляционного насоса не столь велик и во многих моделях ограничен параметром 2 метра.
Напор рециркуляционного насоса не столь велик и во многих моделях ограничен параметром 2 метра. 

 Проведите трехжильный кабель к насосу от электрического щитка.
Проведите трехжильный кабель к насосу от электрического щитка. Если Вы столкнулись с проблемой низкого давления, то потратив совсем уж небольшие деньги и купив насос, Вы обеспечите себе комфортные условия в независимости от центрального трубопровода.
Если Вы столкнулись с проблемой низкого давления, то потратив совсем уж небольшие деньги и купив насос, Вы обеспечите себе комфортные условия в независимости от центрального трубопровода.
 Насос автоматический, оснащен датчиком расхода. Включается при движении воды по трубе, что говорит о наличии потока в данный момент времени. Этот режим работы более экономичен, чем в предыдущем случае. Стоимость автоматического насоса для повышения давления в водопроводе несколько выше, но это компенсируется более экономичным режимом работы.
Насос автоматический, оснащен датчиком расхода. Включается при движении воды по трубе, что говорит о наличии потока в данный момент времени. Этот режим работы более экономичен, чем в предыдущем случае. Стоимость автоматического насоса для повышения давления в водопроводе несколько выше, но это компенсируется более экономичным режимом работы. Поэтому он не может работать без существующего потока воды. Для реализации самовсасывающего метода необходима повысительная насосная станция с накопительным баком (аккумулятором).
Поэтому он не может работать без существующего потока воды. Для реализации самовсасывающего метода необходима повысительная насосная станция с накопительным баком (аккумулятором). Надежный и не требующий обслуживания.
Надежный и не требующий обслуживания.
 Благодаря отличной совместимости, это лучший выбор для замены старого циркуляционного насоса в газовых котлах. Также доступен высокоэффективный тип.
Благодаря отличной совместимости, это лучший выбор для замены старого циркуляционного насоса в газовых котлах. Также доступен высокоэффективный тип. По данным 2019 г.В статье в The World Property Journal средний многоквартирный дом в 1990-х годах имел высоту 3 этажа, затем 4 этажа в 2000-х, а затем поднялся до 6 этажей в 2010-х годах. Эта тенденция и тип роста в высотном строительстве представляет ряд экономических возможностей для строителей, но при всех возможностях возникают и проблемы. Независимо от того, используется ли высотное здание как квартира, офис, гостиница, магазин или и то, и другое, невозможно избежать того факта, что чем больше здание, тем более сложной и мощной должна быть механическая система.
По данным 2019 г.В статье в The World Property Journal средний многоквартирный дом в 1990-х годах имел высоту 3 этажа, затем 4 этажа в 2000-х, а затем поднялся до 6 этажей в 2010-х годах. Эта тенденция и тип роста в высотном строительстве представляет ряд экономических возможностей для строителей, но при всех возможностях возникают и проблемы. Независимо от того, используется ли высотное здание как квартира, офис, гостиница, магазин или и то, и другое, невозможно избежать того факта, что чем больше здание, тем более сложной и мощной должна быть механическая система.


 Этот элемент способствует формированию окисной пленки, которая обеспечивает нержавейке высокую коррозионную устойчивость.
Этот элемент способствует формированию окисной пленки, которая обеспечивает нержавейке высокую коррозионную устойчивость. Коррозионная устойчивость таких изделий, из каких бы марок нержавейки они ни были произведены, зависит не только от химического состава материала изготовления, но и от условий эксплуатации.
Коррозионная устойчивость таких изделий, из каких бы марок нержавейки они ни были произведены, зависит не только от химического состава материала изготовления, но и от условий эксплуатации.
 Этот материал отличается невысокой стоимостью и может успешно использоваться для производства изделий, которые в процессе своей эксплуатации не будут контактировать с растворами, содержащими каустическую соду и сульфаминовые кислоты. Высокую популярность стального сплава данной марки, активно применяемого в пищевой промышленности, обеспечивают такие характеристики, как:
Этот материал отличается невысокой стоимостью и может успешно использоваться для производства изделий, которые в процессе своей эксплуатации не будут контактировать с растворами, содержащими каустическую соду и сульфаминовые кислоты. Высокую популярность стального сплава данной марки, активно применяемого в пищевой промышленности, обеспечивают такие характеристики, как:


 д.)? Что означают разные номера маркировки (18/8, 18/10, 18/0, и т.д.)? Нас часто об этом спрашивают, поэтому мы решили написать небольшую статью, посвященную пищевой нержавеющей стали.
д.)? Что означают разные номера маркировки (18/8, 18/10, 18/0, и т.д.)? Нас часто об этом спрашивают, поэтому мы решили написать небольшую статью, посвященную пищевой нержавеющей стали.  Никель также повышает коррозионную стойкость нержавеющей стали. Следовательно, чем выше содержание никеля, более устойчива нержавеющая сталь к коррозии. Сталь марки AISI 304 — это аустенитная сталь (сталь, легированная хромом, никелем и марганцем, сохраняющая при охлаждении до комнатной и ниже структуру твердого расплавленного раствора — аустенита) с низким содержанием углерода. Сталь этой марки является наиболее широко используемой из всех марок стали, а её характеристики делают её универсальной в применении. Эта сталь и ее аналог — сталь марки 08Х18Н10 используется для изготовления оборудования для химических и пищевых предприятий и предприятий общественного питания, оборудования для производства, хранения и транспортировки молока, пива, вина и других напитков, а также химреактивов, кухонных и столовых принадлежностей.
Никель также повышает коррозионную стойкость нержавеющей стали. Следовательно, чем выше содержание никеля, более устойчива нержавеющая сталь к коррозии. Сталь марки AISI 304 — это аустенитная сталь (сталь, легированная хромом, никелем и марганцем, сохраняющая при охлаждении до комнатной и ниже структуру твердого расплавленного раствора — аустенита) с низким содержанием углерода. Сталь этой марки является наиболее широко используемой из всех марок стали, а её характеристики делают её универсальной в применении. Эта сталь и ее аналог — сталь марки 08Х18Н10 используется для изготовления оборудования для химических и пищевых предприятий и предприятий общественного питания, оборудования для производства, хранения и транспортировки молока, пива, вина и других напитков, а также химреактивов, кухонных и столовых принадлежностей. Тем не менее, это — сталь высокого качества. Пищевая сталь 18/0 также известна как сталь 430 и входит в серию нержавеющих сталей 400 которая, в отличие от серии 300, является магнитной.
Тем не менее, это — сталь высокого качества. Пищевая сталь 18/0 также известна как сталь 430 и входит в серию нержавеющих сталей 400 которая, в отличие от серии 300, является магнитной. У столовых приборов из стали 18/10 также более блестящая поверхность.
У столовых приборов из стали 18/10 также более блестящая поверхность. Не менее важно, что в нержавеющей стали нет химических веществ, которые могут мигрировать в продукты и напитки.
Не менее важно, что в нержавеющей стали нет химических веществ, которые могут мигрировать в продукты и напитки. Безопасность пищевых продуктов настолько важна, что ошеломляющие 15 агентств следят за безопасностью пищевых продуктов в США, хотя основная работа по регулированию ложится на Управление по санитарному надзору за качеством пищевых продуктов и медикаментов (FDA) и Министерство сельского хозяйства США (USDA). Эти агентства гарантируют, что производители продуктов питания в США контролируют и поддерживают высокий уровень безопасности и гигиены для предотвращения загрязнения продуктов.
Безопасность пищевых продуктов настолько важна, что ошеломляющие 15 агентств следят за безопасностью пищевых продуктов в США, хотя основная работа по регулированию ложится на Управление по санитарному надзору за качеством пищевых продуктов и медикаментов (FDA) и Министерство сельского хозяйства США (USDA). Эти агентства гарантируют, что производители продуктов питания в США контролируют и поддерживают высокий уровень безопасности и гигиены для предотвращения загрязнения продуктов. Сплав включает в себя другие металлы, особенно никель, и другие элементы, такие как углерод. Именно специфический и разнообразный химический состав придает нержавеющей стали свойства, которые делают ее ценной во многих отраслях, особенно в тех, где металл будет подвергаться воздействию суровых или сложных условий окружающей среды.
Сплав включает в себя другие металлы, особенно никель, и другие элементы, такие как углерод. Именно специфический и разнообразный химический состав придает нержавеющей стали свойства, которые делают ее ценной во многих отраслях, особенно в тех, где металл будет подвергаться воздействию суровых или сложных условий окружающей среды. На рынке представлены сотни различных сортов нержавеющей стали, каждый из которых обладает своим уникальным сочетанием свойств.
На рынке представлены сотни различных сортов нержавеющей стали, каждый из которых обладает своим уникальным сочетанием свойств.
 Сплав также может похвастаться устойчивостью к сере и окислению.
Сплав также может похвастаться устойчивостью к сере и окислению.

 Однако такие щетки НИКОГДА не следует использовать для очистки предметов из нержавеющей стали.
Однако такие щетки НИКОГДА не следует использовать для очистки предметов из нержавеющей стали. Хотя нержавеющая сталь марки 304 устойчива к большинству агрессивных веществ, длительное воздействие соли может ее разъедать. Таким образом, нержавеющая сталь марки 304 не подходит для любого процесса, требующего многократного длительного воздействия соли или соленой воды.
Хотя нержавеющая сталь марки 304 устойчива к большинству агрессивных веществ, длительное воздействие соли может ее разъедать. Таким образом, нержавеющая сталь марки 304 не подходит для любого процесса, требующего многократного длительного воздействия соли или соленой воды.
 7ºF. Это намного превышает предел практически любого процесса производства пищевых продуктов (за исключением стерилизации корзин между использованием).
7ºF. Это намного превышает предел практически любого процесса производства пищевых продуктов (за исключением стерилизации корзин между использованием).