Из чего сделать отмостку вокруг дома, чтобы было красиво и удобно: облагораживание отмостки
Декоративная отмостка выгодно очерчивает периметр здания, придавая ему ухоженный вид. Однако это финишное покрытие. Из чего сделать отмостку вокруг дома, чтобы она была не только надежной, но и выразительной?
Yuri Grishko
Подводная часть айсберга Подготовительные работы, которые предшествуют созданию декоративной отмостки — утепление и гидроизоляция цоколя, создание эффективного дренажа и ливнеотводов. В ряде случаев (например, если речь о фундаментах мелкого заложения и обводненных грунтах) требуется утепление. Полуфинал — бетонирование отмостки.
О том, как правильно залить отмостку, чтобы она не потрескалась, мы рассказали в предыдущей публикации. Но полужесткая бетонная отмостка выглядит, мягко скажем, невыразительно. Теперь речь о том, как можно облагородить бетонную отмостку и декорировать щебенчатое основание.
ОБ ЭТОМ… Как правильно: Сделать отмостку вокруг дома
Артель «Данила, Макар и братья»
«Ленивая отмостка» — мульча Фундамент, зарастающий клочьями бурьяна, выглядит неопрятно. А сорная трава любит селиться у цоколя: ей здесь комфортно — не дует, и солнышко греет. Поэтому если вы не хотите, чтобы ваши дачные постройки зарастали травой по пояс, уложите по периметру геотекстиль и присыпьте его слоем декоративной мульчи.
The Garden Builders
Варианты мульчирования могут быть разными: измельченная кора, щебень, галька. Мульча должна быть крупной фракции, такая, что не разносится ветром и не пристает к ногам. В британском саду на фото каменную отмостку продолжили периметром вокруг газона и забора — она выступает в роли дублирующей дорожки.
Виктория Мазуренко
Если для отмостки используются древесная мульча или камни мелкой фракции, то ее следует «загонять в рамки», используя ограждения для клумб и цветников. Нужен ли в данном случае бордюр для отмостки — вопрос индивидуальный. Но все типы ограждений не должны препятствовать отводу вод. Такие отмостки требуют ухода: раз в сезон их необходимо «освежать» новой порцией декоративной мульчи.
Важно: Высохшая на солнце древесная мульча пожароопасна, а в сырых закутках (например, у северной стенки) может дать обильный «урожай» грибов-поганок. К тому же она не подходит для тех мест, где вы ходите: во влажном состоянии она пристанет к подошвам и вместе с ними «придет» в дом.
Артель «Данила, Макар и братья»
На фото: отмостка из гравия вокруг дома — это очень практичное решение: подровняли, освежили, добавили декоративных камешков — и порядок
Bonauer Bölling Partnerschaft von Architekten mbB
На фото: оттенок камня может быть как насыщенным серым, так и почти белым
Fridhems Snickeri & Anläggning AB
Отмостка из камня Морскую и речную гальку, которая предлагается для ландшафтных работ, не обязательно покупать. Это могут быть природные материалы местного происхождения — например, некрупные булыжники с включением красивых камней, привезенных по случаю с местного пляжа или речного берега.
Камень для декоративной отмостки должен укладываться на дренируемое основание. Ведь время от времени камни придется промывать от пыли — несильной струей воды. К тому же в сырых затененных местах пористый камень может покрываться мхом. Впрочем, раз в сезон позеленевшие камни можно собрать и отмыть, используя специальные средства для обработки. И камни снова приобретут опрятный вид.
ООО GeoGraffiti
Что такое зеленая отмостка? По сути это газон или зеленая лужайка, расположенная непосредственно перед цоколем. Такой газон перед домом — это естественный фильтр, поглощающий пыль, выделяющий кислород и испаряющий избыточную влагу из почвы. Дернина газонных трав создает плотный ковер, по которому приятно ходить босиком. Но «газоностроительство» — непростая наука.
GARDEN TROTTER
Для эксплуатируемых поверхностей выбирайте травосмеси, стойкие к вытаптыванию — например, те, что используют для спортивных газонов. В затененных местах имеет смысл посадить теневыносливые злаки. С северной стороны зеленую отмостку лучше не делать.
Важно: Газон, используемый в качестве отмостки, требует регулярного прокашивания. Поэтому позаботьтесь, чтобы по периметру не было труднодоступных для прокашивания мест. Например, положите в углах плоские камни и аккуратно их забетонируйте.
DEREVO PARK
Комбинируйте! Редко когда вокруг жилого дома оставляют целиком гравийную отмостку или делают только ленту газона. Чаще всего речь о комбинации материала. Например, о плитах тротуарного камня, утопленных в мелкую гальку.
Rosewood Custom Builders
Полужесткие отмостки Финишные покрытия, такие, как отмостка из тротуарной плитки, отмостка из брусчатки или отмостка из кирпича создаются поверх малоподвижного полужесткого основания и становятся важным элементом ландшафтного дизайна. Для создания полужестких отмосток подходят любые материалы, применяемые для мощения дорожек.
Fran Silvestre Arquitectos
Декорируем бетонную отмостку Словосочетание бетонная или «асфальтовая отмостка» обычно ассоциируется не с частным домом, а с многоквартирным. Но асфальт асфальту рознь. Совсем другое дело, если это цветной асфальт с печатным рисунком, отмостка из резиновой крошки или печатное покрытие из цветного бетона. Такие типы декоративных отмосток требуют выровненного бетонного основания.
Иной раз бетон и сам по себе архитектурная идея (пример на фото).
Ландшафтная мастерская
Совет: Делая мощение по периметру строений, старайтесь не создавать закутков и травяных островков, которые трудно прокашивать, и в которых может застаиваться вода.
ВАША ОЧЕРЕДЬ… Поделитесь вашим опытом и дизайнерскими решениями декоративных отмосток. Расскажите, какие материалы вы использовали и с какими сложностями столкнулись
Как сделать отмостку вокруг дома: выбор вида отмостки, пошаговое устройство и важные цифры и зачем она нужна
В «больших» стройках устройство отмостки всегда предусмотрено проектом. Но дачники (особенно если дом возводят самостоятельно, а бюджет ограничен) часто оставляют устройство отмостки вокруг дома «на потом». И совершенно зря.
DEREVO PARK
Для чего нужна отмостка вокруг дома? Отмосткой называют водонепроницаемое покрытие с уклоном по периметру здания. Вместе с утеплением, гидроизоляцией и дренажом отмостка защищает цоколь и фундамент дома от осадков, а грунт вокруг — от избыточной влажности. Без отмостки фундамент зарастет клочьями сорной травы и будет смотреться неопрятно. Кроме того, отмостка часто выполняет функцию тротуара — дорожки по периметру строения. А так называемая теплая отмостка еще и позволяет снизить расходы на отопление дома. С ней грунт вокруг фундамента не промерзает, а значит, несущее основание служит дольше.
Peter A. Sellar — Architectural Photographer
Какими бывают отмостки?
1. Жесткие отмостки являют собой единое целое с цоколем здания — это своего рода «козырек» из монолитного железобетона. В качестве финишного покрытия используется асфальт. Жесткие отмостки из асфальтобетона широко применяются при массовом строительстве, но редко — при возведении частных домов.
2. Полужесткие отмостки — это песчаная подушка с гидроизолирующим слоем. В качестве финишного покрытия может выступать брусчатка, тротуарная плитка или монолитный бетон. Чаще всего полужесткие отмостки бетонируют. Но в отличие от жестких, такая бетонная отмостка не является единым целым с основанием. Для компенсации подвижек используется деформационный шов в отмостке, а также демпферная лента, которая прокладывается в зоне примыкания к цоколю. Срок службы полужесткой отмостки напрямую зависит от характера грунтов. Дефекты такой отмостки делают ее практически неремонтопригодной. На пучинистых и водонасыщенных грунтах после морозной зимы она может «отправиться на прогулку», и восстановление отмостки будет непростой задачей.
3. Мягкие отмостки названы так по верхнему слою — в качестве засыпки используется щебень. Такой вариант и дешевле, и более ремонтопригоден. Щебень для отмостки рекомендуется использовать такой же, как для дренажа, средней фракции (20–40 мм).
ЭЦ Экопочва-ЛД
Как понять, какого типа отмостка нужна? Это зависит от конструктивного типа фундамента дома, уровня грунтовых вод и характеристик грунтов. В большинстве случаев владельцы частных домов ограничиваются самыми экономичными мягкими отмостками.
Если вокруг дома желательно выполнить мощение — используются полужесткие отмостки. Но важно помнить, что такая отмостка требует тщательного уплотнения нижних слоев грунта, гидроизоляции, эффективного дренажа и отвода вод от фундамента. В противном случае тротуарная плитка и мощение пойдут волнами и укрепление отмостки будет невозможно (придется перебирать).
Александр Кривицкий
Для ленточного фундамента на промерзающих пучинистых грунтах, а также для всех типов фундаментов мелкого заложения требуется устройство так называемой теплой отмостки. Утепление отмостки исключает промерзание грунта, замерзание входящих в дом коммуникаций, а также подвижки под воздействием сил морозного пучения. Это актуально в первую очередь для каменных домов, когда даже миллиметровые просадки могут привести к появлению трещин (это основная причина, зачем утеплять отмостку вокруг дома). В микротрещины попадает влага, многократные циклы замерзания-оттаивания в межсезонье ускоряют разрушение, а в щелях поселяются мхи. Поэтому перед строительством отмостки важно выполнить гидроизоляцию цоколя. В этом случае гидроизоляция отмостки не потребуется.
Капитальные строения (как на фото) требуют полужесткой отмостки. Но для ее строительства недостаточно просто сделать бетонную ленту с уклоном по периметру дома (как это часто делают те, кто строит своими руками). Ведь в этом случае сама отмостка примет на себя влияние обозначенных выше факторов, пойдет трещинами. Такая бетонная отмостка уже после первой зимы будет крошиться (в углах и на стыке с цоколем) и перестанет выполнять возложенные на нее задачи по защите основания.
ПАЛЕКС дома из клееного бруса
В случае свайного фундамента — если речь о «каркаснике» или деревянном доме на облегченном фундаменте — отмостке отводится скорее декоративная роль. Но сделать ее также желательно. Во-первых, теплый уголок у прогретой солнцем стенки — любимое место сорной растительности. Во-вторых, отмостка защищает основание от осадков, брызг, затекания воды под дом. В-третьих, она предотвращает размытие почвы осадками и делает строение более опрятным. Другое дело, что здесь можно использовать мягкие отмостки. Сделать такую отмостку можно недорого и своими руками. Мягкая отмостка вокруг дома без подвала будет экономичным и элегантным решением.
ООО «ЭКОГИДРОМОНТАЖ»
Устройство отмостки В деревенских домах роль теплой отмостки выполняла так называемая завалинка — засыпка основания шлаком либо опилками, перемешанными с известью. Зимой чистить отмостку от снега не нужно — жители северных регионов, наоборот, забрасывают завалинку свежим снежком, создавая сугроб. Благодаря такой мере зимой в доме теплее и по полу не дует. Но это временная мера — на один сезон.
Теплая отмостка представляет собой слоеный пирог из грунта и пенополистирола. Такая отмостка должна стать барьером на пути холода и поверхностной влаги. Поэтому под пенополистирол укладывают плотный грунт минимальной водопроницаемости (например, мелкий песок с примесью глины), а сверху — дренируемый (щебень).
Если дренаж исправен, то такую отмостку также не нужно чистить от снега зимой: талая вода будет уходить сама.
АО «Природный камень»
Важные цифры Нормативные документы, регламентирующие строительство отмосток вокруг здания, разработаны еще в советское время и содержатся в приложениях и пособиях по проектированию к СНиП 2.02.01-83 («Основания зданий и сооружений»), а также в СНиП III-10-75 («Благоустройство территорий»). Каких-либо особых требований к отмостке у частного дома нет.
Если в общих чертах, то уклон отмостки — от 1 до 10% с понижением от цоколя здания (от 1 до 10 см на метр — зависит от среднегодового количества осадков в регионе, оптимум 2–3 см — так удобнее ходить). Высота отмостки по наружному краю от планировочной отметки такая же, как и у тротуара — 5 см. Ширина отмостки должна минимум на 20 см превышать ширину свеса кровли, но оптимально — не меньше метра: так она становится удобной дорожкой по периметру здания.
Все виды отмосток требуют эффективного дренажа и отвода ливневых вод от фундамента. Высота водосточной трубы над отмосткой не регламентирована (чем ниже — тем лучше), но под трубами должны располагаться водоотводные желоба.
ООО «ИнжСтройИзоляция»
Общая последовательность работ
Шаг 1: выборка грунта
Ширина отмостки. Достаточной считается выборка грунта по периметру фундамента на ширину на 20 см превышающую проекцию свеса.
Глубина отмостки. На какую глубину откапывать — зависит от уровня грунтовых вод, плотности и состава грунта у основания дома. При высоком УГВ и грунтах, склонных к обводнению, потребуется полная вертикальная гидроизоляция цоколя — то есть, его придется откапывать полностью. Теперь самое время утеплить цоколь экструдированным пенополистиролом (если это не было сделано ранее).
ООО «ЭКОГИДРОМОНТАЖ»
Шаг 2: заполнение траншеи Вместо выбранного грунта создается плотная песчаная подушка-основание. Оптимальный вариант — песчано-гравийная смесь (ПГС) либо песок с примесью глины. _________________________
ПО ТЕМЕ… Хороший вопрос: Как и зачем утеплять фундамент _________________________
Шаг 3: дренаж вокруг дома После засыпки и трамбовки по внешнему периметру выкапываются дренажные канавы. На дно канав укладывается геотекстиль, щебень и перфорированные дренажные трубы. Разумеется, при создании дренажа необходимо позаботиться и об отводе вод в дренажные колодцы или канавы.
ООО «ЭКОГИДРОМОНТАЖ»
Шаг 4: если требуется теплая отмостка На выровненное и уплотненное песчаное основание укладывается пенополистирол. Обязательно — с соблюдением заданного уклона от фундамента в сторону дренажных труб и примыканием к цокольному утеплению.
Fridhems Snickeri & Anläggning AB
Шаг 5: бетонирование (полужесткая отмостка) Бетон для отмостки может приобретаться как в виде готового раствора, так и замешиваться на месте. Армирование производится сварной сеткой с ячейкой 25 мм.
Альтернатива — декорирование (мягкая отмостка) Мягкая отмостка не требует бетонирования. Весь периметр засыпается щебнем средней фракции и декорируется. По сути, отмостка — это та же садовая дорожка, только вплотную к дому. Например, она может быть мощеной, гравийной, декорированной печатным бетоном или «зеленой» — в виде цветника или аккуратного коврика-газона.
Когда пользователи задают вопрос, из чего сделать отмостку вокруг дома, то чаще всего подразумевают именно финишное (декоративное) покрытие. Но про виды отмосток мы написали отдельный материал: «Отмостка вокруг дома: Как декорировать».
Фото «До»
DEKÅ Entreprenad AB
Реально ли сделать отмостку своими руками? Мы бы поставили вопрос иначе: имеет ли смысл? Здесь все зависит от объема земляных работ, а ключевой вопрос — на какую глубину откапывать / закапывать. Самая трудоемкая часть работы — выборка грунта и строительство дренажных систем.
Если дом на горке, а цоколь высокий, то почему бы и нет? Здесь не потребуются масштабные дренажные работы. Но если участок низкий и сырой, то перед устройством отмостки вокруг дома необходимо позаботиться о дренажных системах и ливневой канализации, чтобы не превратить основание в обводненный котлован с расползающимся грунтом.
Чаще всего бригада с экскаватором за несколько дней выполнит объем работ, на который у вашей семьи уйдет все лето. Поэтому наш совет: доверьте профессионалам тяжелые работы, а сами сосредоточьтесь на дизайнерских вопросах.
ПО ТЕМЕ… Как правильно: Привести в порядок запущенный участок
Maxim Maximov
ВАША ОЧЕРЕДЬ… Расскажите, из чего вы делали отмостку вокруг дома, с какими трудностями столкнулись при ее строительстве и эксплуатации
Спонсируемые
Badplanung | Küchenplanung | Renovierungen — Prompt und günstig
Спонсируемые
Innenarchitektonische Raumästhetik & Funktionalität im Rheinland
Радиопередача и подкаст «Вокруг дома»
Хотите добавить «Вокруг дома» на свою радиостанцию?
Мы связаны с Talk Media Network и хотели бы поговорить с вами о добавлении в ваше расписание!
Узнать больше
ГОЛОСУЙ ЗА ВОКРУГ ДОМА
Голосуй за нас!
Пожалуйста, проголосуйте за нас ЗДЕСЬ!
Трейлер
Последняя серия «Вокруг дома»
Фотогалерея
Подзаголовок
Купи Эрику Джи пива!
Хотите помочь поддержать шоу? Отправьте сообщение Эрику Джи и купите ему выпить!
Хватит жаждать!
О нас
Наше шоу
Вокруг дома® – это подкаст и радиопередача, которые помогают домовладельцам и подрядчикам заниматься проектами по благоустройству дома. «Вокруг дома с Эриком Джи» — это не типичное шоу мастеров на все руки или «Сделай сам», поскольку мы более глубоко погружаемся в домашние проекты, чтобы вы знали, как их выполнять. Мы поможем вам справиться с этим новым проектом, не забывая о вашем здоровье и благополучии. Двухчасовое шоу расскажет о текущих событиях, интервью со знаменитостями и раздачах продуктов. Все, от вашего последнего проекта «сделай сам» до строительства дома и того, о чем вам нужно подумать, прежде чем прыгать. Ваш дом может быть денежной ямой, но правильное планирование может помочь вам держать этот бюджет под контролем. Сегодняшний домовладелец ищет новейшую информацию о домашних технологиях, и мы здесь, чтобы предоставить ее вам. Ремоделирование — огромная тенденция, поскольку люди проводят больше времени дома, чем когда-либо.
«Вокруг дома с Эриком Джи®» транслируется по национальному радио через Talk Media Network. Убедитесь, что вы следите за нами в социальных сетях и следите за этим шоу на своей любимой платформе подкастинга.
В печати
Вы можете найти их в куче историй онлайн. Ознакомьтесь с его последними комментариями здесь.
Forbes: влиятельные лица делятся своими любимыми продуктами с выставки Kitchen & Bath Industry Show 2021
Forbes: влиятельные лица поделились пятью ключевыми тенденциями в дизайне с выставки Kitchen & Bath Industry Show 2021
Forbes: шесть ключевых трендов в области велнес-дизайна жилых помещений на 2021 год
Realtor.com: лучшие кухонные приборы
Heavy.com: лучшие подарки на новоселье
Askmen.com: простой ремонт дома, с которым вы можете справиться
История вокруг дома
.
«Вокруг дома» уже более 33 лет является традицией Северо-Запада. Теперь, когда шоу объединилось с Talk Media Network, ток-шоу на радио доступно по всей стране, или убедитесь, что вы ловите подкаст на 34 различных платформах для подкастов по всему миру.
Around the House дебютировал в апреле 1988 года с Биллом Руни, первоначально на AM 750 KXL, а четыре хоста позже перешли на AM 860 The Answer компании Salem Media в Портленде. С Биллом Руни и мастером на все руки Бобом Стонгом, которые проводят шоу на протяжении десятилетий. В 2016 году Разнорабочий Боб Стронг добавил Эрика Горансона в качестве соведущего, пока Боб не ушел с радио. Дейн Воутер, продюсер шоу, выступал в эфире в качестве соведущего с Горансоном до июля 2021 года. В это время Кэролайн Блазовски, американский эксперт по здоровому дому ®, присоединилась в качестве соведущей к Эрику Горансону для создания программы «Вокруг дома». с шоу Эрика Джи и Кэролайн Би. В сентябре 2022 года мы расширили шоу за счет большего количества участников и вернулись к первоначальному шоу «Вокруг дома» с Эриком Г.
Подписаться
Подпишитесь, чтобы получать новости о предстоящих шоу, мероприятиях и подкастах.
Видео
Советы по энергосбережению и установка Sense Flex
Как сделать винный шкаф на заказ!
Отличный проект своими руками!
Партнеры
Монитор энергии дома Sense
Монитор энергии дома Sense
Монитор энергии дома Sense
Отслеживайте потребление электроэнергии в вашем доме! Воспользуйтесь этой ссылкой, чтобы получить скидку 25 долларов США!
Узнать больше
Deep Sentinel
Sense Home Energy Monitor
Sense Home Energy Monitor
Интеллектуальная система видеонаблюдения с использованием искусственного интеллекта и живых охранников! Используйте промо-код ATH , чтобы получить скидку 10% на покупку системы
Узнать больше
БОЛЬШЕ скоро!
Домашний энергомонитор Sense
БОЛЬШЕ!
Блог Кена | AroundTheHouse.
com
СТРЕМЯСЬ ПОМОЧЬ ЛЮДЯМ, КОТОРЫЕ СТРАДАЮТ ОТ ЗАМЕДЛЕНИЯ ЖИЛЬЯ, Я СОСТАВЛЯЮ ЗДЕСЬ СПИСОК МАЛЫХ ПРЕДПРИЯТИЙ ПО БЛАГОУСТРОЙСТВУ ДОМА, КОТОРЫМ НУЖНА РАБОТА.
Я ЛИЧНО НЕ ПРОВЕРЯЛ ЭТИХ ЛЮДЕЙ, ПОЭТОМУ ЭТОТ СПИСОК ЯВЛЯЕТСЯ ПРОСТО СООБЩЕНИЕМ ВЛАДЕЛЬЦЕВ И ПОДРЯДЧИКОВ, И НЕ ЯВЛЯЕТСЯ ПОДТВЕРЖДЕНИЕМ РАДИОСТАНЦИЙ ИЛИ МНОЙ!! ВАМ НАСТОЯТЕЛЬНО ПОЛУЧИТЬ ТРИ (ИЛИ БОЛЕЕ) ПРЕДВАРИТЕЛЬНЫХ РЕКОМЕНДАЦИИ И ПРОВЕРИТЬ СТРАХОВЫЕ ДОКУМЕНТЫ И СООТВЕТСТВУЮЩИЕ ЛИЦЕНЗИИ, ПРЕЖДЕ ЧЕМ НАНИМАТЬ КОГО-ЛИБО ДЛЯ РАБОТЫ В ВАШЕМ ДОМЕ.
Ваше имя: Max Jasper/Jasper Construction Ваш адрес электронной почты: [email protected]
Телефон: 719-686-4141
Я работаю в сфере торговли уже более 20 лет. бизнес с 2010 года. Я специализируюсь на всех аспектах покраски, включая мойку под давлением, ремонт палуб и шкафов, ремонт и текстурирование гипсокартона и многое другое.
Мы с женой недавно купили дом в Пуэбло, так что любая работа здесь идеальна. Я также до сих пор обслуживаю район Колорадо-Спрингс. Оценки всегда бесплатны, поэтому звоните сегодня!
Имя: Энтони Эйнс Тема: стать рекомендованным подрядчиком Ваш вопрос или комментарий: Я работаю в сфере покраски и ремонта здесь, в Колорадо-Спрингс, , уже более 20 лет. Мы специализируемся на гранитных полах и столешницах под номером , а также являемся компанией по ремонту с полным спектром услуг. Мы полностью застрахованы и имеем лицензию и хотели бы узнать больше о том, как стать одним из ваших рекомендованных подрядчиков. Спасибо, и я с нетерпением жду ответа от вас! Энтони Эйнс (владелец)
Andersun Enterprises Inc.
www.andersunenterprisesinc.com
______________________________________
Ваше имя: Джефф Кларк Ваш адрес электронной почты: jeff@jeffscarpetrepair. com 9090-148 Ваш телефон Тема: натяжка ковра Ваше сообщение: Привет, Кен. Я работал на тебя давным-давно, когда ты строил дома в rockrimmon. В эти дни я занимаюсь перетяжкой и ремонтом ковров. Если кому-то из ваших клиентов нужна эта услуга, чтобы помочь пройти инспекцию дома, я буду рад помочь Спасибо Джефф @ 719-522-9009 более 30 лет опыта
________________________________________________
Я начал небольшой бизнес разнорабочих здесь, в Колорадо . Я действительно потерял свою работу по номеру и пытаюсь помочь себе и людям в отрасли, которые остались без работы. Я составил список безработных сантехников, плотников, электрики, специалисты по системам вентиляции и кондиционирования и т. д. Я плачу за рекламу в желтых страницах, и когда кто-то звонит, я связываю их с нужным специалистом.
Bob Nugent 719-460-1275 Чем мы занимаемся…. Ванные комнаты и кухни Ковер и плитка на заказ • Сантехника • Электрика Ландшафтный дизайн • Системы орошения и капельного полива • Бетон электронная почта: buildingwithbob@me. com
Отводы стальные крутоизогнутые ГОСТ 17375-2001 в Москве
Главная
Информация
ГОСТы
Отводы крутоизогнутые ГОСТ 17375-2001
Технические характеристики отводов:
Условное давление, PN (Ру)
до 16 МПа
Наружный диаметр, D
32-820 мм
Температура, tºC
От минус 70 до плюс 450°
Угол, гр.
45, 60, 90
Материал
углеродистые, высоко- и низко-
легированные стали
В нашем каталоге можно купить крутоизогнутые отводы ГОСТ 17375 2001. Они применяются для трубопроводов различного назначения и позволяют плавно изменять направление трубы. Стандартом ГОСТ 17375 2001 устанавливаются общие технические характеристики для бесшовных приварных стальных отводов, которые производятся из низколегированной и углеродистой стали.
Условия эксплуатации данных элементов трубопроводных систем устанавливаются по результатам расчетов на прочность, в которых учитываются свойства транспортируемых по трубе веществ, параметры окружающей среды, а также все внутренние и внешние силовые воздействия.
Стальные отводы ГОСТ 17375 3Д с R=1,5 Ду, имеющие угол поворота 45, 60, 90 и 180 градусов, устанавливаются на трубопроводах различного назначения. В том числе, они могут ставиться на подконтрольные надзорным органам трубы, работающие при условном давлении до 16 МПА и в температурном диапазоне от -70 до +450°С.
При обустройстве трубопроводов разного назначения, в том числе, находящихся под контролем органов Ростехнадзора, для соединений труб используются стальные тройники ГОСТ 17376 2001. Мы предлагаем эти и другие трубопроводные элементы по доступным ценам. Тройники ГОСТ 17376 2001 изготавливаются из тех же сортов стали, что и отводы, а их эксплуатация осуществляется в условиях, аналогичных выше описанным.
Данные элементы трубопроводов позволяют присоединять дополнительные ответвления к основной магистрали, и могут быть равно- и неравнопроходными. Чаще всего они изготавливаются методом штамповки, что обеспечивает эффективную и надежную работу трубопроводных сетей. Штампованные тройники дают высокую степень герметизации, в результате чего минимизируются риски возникновения аварийных ситуаций.
Размеры, мм
Условный проход
Dy
Наружный
диаметр Dн
L1 = R
L2
L3
s
Условное давление Ру,
МПа (кгс/см2),
не более
Масса, кг, не более,
отвода с углом
Транспортируемые
вещества
неагрес
сивные
среднеа
грессивные
пар и горячая
вода
90°
60°
45°
40
45
60
35
25
2,5
10,0 (100)
2,5 (25)
10,0 (100)
0,3
0,2
0,2
4
10,0 (100)*
10,0 (100)
10,0 (100)*
0,5
0,3
0,3
50
57
75
43
30
3
10,0 (100)
4,0 (40)
10,0 (100)
0,5
0,3
0,3
5
10,0 (100)*
10,0 (100)
10,0 (100)*
0,8
0,5
0,4
-100
-57
-41
-5
10,0 (100)
10,0 (100)
10,0 (100)
1,1
0,7
0,6
65
76
100
57
41
3,5
10,0 (100)
4,0 (40)
10,0 (100)
1
0,7
0,5
5,0***
10,0 (100)*
8,0 (80)
10,0 (100)*
1,5
1
0,8
6
10,0 (100)*
10,0 (100)
10,0 (100)*
1,7
1,1
0,9
80
89
120
69
50
3,5
10,0 (100)
4,0 (40)
6,3 (63)
1,4
0,9
0,7
5,0***
10,0 (100)*
8,0 (80)
8,0 (80)
2
1,4
1
6
10,0 (100)*
10,0 (100)
10,0 (100)
2,4
1,6
1,2
100
108
150
87
62
4
10,0 (100)
4,0 (40)
6,3 (63)
2,5
1,7
1,3
5,0***
10,0 (100)*
6,3 (63)
63, (63)*
3,2
2,1
1,6
6
10,0 (100)*
10,0 (100)
10,0 (100)
3,8
2,5
1,9
8
10,0 (100)*
10,0 (100)»
10,0 (100)*
4,7
3,1
2,4
-114
-6
10,0 (100)
10,0 (100)
10,0 (100)
3,8
2,5
1,9
125
133
190
110
79
4
6,3 (63)
4,0 (40)
4,0 (40)
3,8
2,5
1,9
3,5***
4,0 (40)
1,6 (16)
2,5 (25)
3,4
2,3
1,7
5
10,0 (100)
4,0 (40)*
6,3 (63)
4,8
3,2
2,4
6,0***
10,0 (100)*
6,3 (63)
8,0 (80)
5,8
3,9
2,9
8
10,0 (100)*
10,0 (100)
10,0 (100)
8,2
5,5
4,1
10
10,0 (100)*
10,0 (100)*
10,0 (100)*
10,3
6,9
5,2
150
159
225
130
93
4
4,0 (40)
2,5 (25)
2,5 (25)
5,5
3,7
2,8
4,5
6,3 (63)
4,0 (40)
4,0 (40)
6,1
4,1
3,1
5,0***
6,3 (63)*
4,0 (40)*
4,0 (40)*
7
4,7
3,5
6
10,0 (l00)
6,3 (63)
6,3 (63)
8,4
5,6
4,2
7,0***
10,0 (100)*
6,3 (63)*
8,0 (80)
9,8
6,5
4,9
8
10,0 (100)*
10,0 (100)
10,0 (100)
10,5
7
5,3
9,0***
10,0 (100)*
10,0 (100)*
10,0 (100)*
11,8
7,9
5,9
10
10,0 (100)*
10,0 (100)*
10,0 (100)*
13,1
8,7
6,6
168
-6
10,0 (100)
6,3 (63)
6,3 (63)
9,7
6,5
4,9
-8
10,0 (100)*
10,0 (100)
10,0 (100)
13,3
8,9
6,7
200
219
300
173
124
5,0***
4,0 (40)
2,5 (25)
2,5 (25)
12,4
8,3
6,2
6
6,3 (63)
4,0 (40)
4,0 (40)
14,9
10
7,5
7,0***
6,3 (63)*
4,0 (40)*
4,0 (40)*
17,4
11,6
8,7
8
10,0 (100)
6,3 (63)
6,3 (63)
19,9
13,3
10
9,0***
10,0 (100)*
6,3 (63)*
8,0 (80)
22,8
15,2
11,4
10
10,0 (100)*
10,0 (100)
10,0 (100)
25,3
16,9
12,7
12
10,0 (100)*
10,0 (100)*
10,0 (100)*
28,9
19,3
14,5
250
273
375
217
155
6,0***
4,0 (40)
2,5 (25)
2,5 (25)
26,4
17,6
13,2
7
6,3 (63)
4,0 (40)
4,0 (40)
30,8
20,5
15,4
9,0***
8,0 (80)
4,0 (40)*
4,0 (40)*
35,5
23,7
17,8
10
10,0 (100)
6,3 (63)
6,3 (63)
39,4
26,3
19,7
12
10,0 (100)*
10,0 (100)
10,0 (100)
46,7
31,1
23,4
16
10,0 (100)*
10,0 (100)*
10,0 (100)*
62
41,3
31
300
325
450
260
186
7,0***
4,0 (40)
2,5 (25)
2,5 (25)
38,5
25,7
19,3
8
6,3 (63)
4,0 (40)
4,0 (40)
43,9
29,3
22
9,0***
6,3 (63)*
4,0 (40)*
4,0 (40)*
49,4
33
24,7
10
8,0 (80)
6,3 (63)
6,3 (63)
54,9
36,6
27,5
12
10,0 (100)
8,0 (80)
8,0 (80)
65,9
43,9
33
14,0***
10,0 (100)*
8,0 (80)*
8,0 (80)*
76,9
51,3
38,5
16
10,0 (100)*
10,0 (100)
10,0 (100)
87,3
58,2
43,7
350
377
525
303
217
9,0***
4,0 (40)
2,5 (25)
2,5 (25)
67,2
44,8
33,6
10
6,3 (63)
4,0 (40)
4,0 (40)
74,6
49,7
37,3
12
8,0 (80)
6,3 (63)
6,3 (63)
89
59,3
44,5
16
10,0 (100)
10,0 (100)
8,0 (80)
117,5
78,3
58,8
400
426
600
346
248
9,0***
4,0 (40)
2,5 (25)
2,5 (25)
109
72,7
54,5
10
6,3 (63)
4,0 (40)
4,0 (40)
121
80,7
60,5
12,0**
8,0 (80)
6,3 (68)
6,3 (63)
145,2
96,8
72,6
14
8,0 (80)
6,3 (63)
6,3 (63)
169,4
112,9
84,7
16
10,0 (100)
8,0 (80)
8,0 (80)
173,5
115,7
86,8
500
530
500
289
207
9,0***
2,5 (25)
1,6 (16)
1,6 (16)
108
72
54
10
4,0 (40)
2,5 (25)
2,5 (25)
120
80
60
12
4,0 (40)*
4,0 (40)
4,0 (40)
130
86,7
65
14,0***
4,0 (40)*
4,0 (40)*
4,0 (40)*
151,7
101,2
75,9
16
6,3 (63)
4,0 (40)*
4,0 (40)*
173,3
115,5
86,7
16,0**
8,0 (80)
6,3 (63)
6,3 (63)
173,3
115,5
86,7
18
8,0 (80)
6,3 (63)
6,3 (63)
195
130
97,5
20,0**
10,0 (100)
8,0 (80)
8,0 (80)
216,7
144,5
108,4
600
630
600
345
248
9,0***
1,6 (16)
1,6 (16)
1,6 (16)
147,2
98,2
73,6
10
2,5 (25)
2,5 (25)
2,5 (25)
163,5
109
81,8
12
4,0 (40)
2,5 (25)*
2,5 (25)
195,5
130,3
97,8
14,0***
4,0 (40)*
2,5 (25)*
2,5 (25)*
228,1
152,1
114,1
16,0***
4,0 (40)*
4,0 (40)
4,0 (40)
260,6
173,8
130,3
18,0***
6,3 (63)
4,0 (40)*
4,0 (40)*
293,3
195,6
146,7
20,0**
8,0 (80)
6,3 (63)
6,3 (63)
325,8
217,2
162,9
* Для условий эксплуатации, указанных в п. 1.1г ГОСТ 17380-83.
** Изготавливаются только из стали 09Г2С.
*** Изготавливаются по согласованию между изготовителем и потребителем.
Отводы крутоизогнутые ГОСТ 17375-2001
Вернуться в раздел
Стальные отводы ГОСТ 17375 — маркировка и применение
19 ноября 2020, 09:52
Отвод стальной предназначен для монтажа труб в местах поворота, изгиба, изменения их диаметра. Отвечает нормативным документам ГОСТ и при подборе на участок должен соответствовать требованиям проектной документации. Как расшифровать маркировку, из каких сталей изготавливаются и какие виды вы можете приобрести у компании «ОНИКС» — читайте в статье.
Отводы это элемент трубопровода, предназначенный для смены направления движения рабочего потока. Область применения обширна, их используют в системах трубопровода: нефтяных, газовых, химических, в области ЖКХ. Стальные крутоизогнутые отводы изготавливают методом горячего и холодного штампования. В качестве основных материалов используют различные марки стали. Существует много разновидностей отводов, мы продаем отводы крутоизогнутые, они пользуются большим спросом на рынке. Компания «ОНИКС» производит отводы из марок стали: 09Г2С, 12Х18Н10Т, 10Х17Н13МТ, сталь 20.
Главное при изготовлении отводов соблюсти все параметры по ГОСТ и обеспечить правильное хранение.
Отводы крутоизогнутые подчиняются ГОСТ 17375-01 (3D R≈1,5 Dу) и 30753-01 (2D R ≈ Dу). В чем отличие? Радиус изгиба или радиус кривизны осевой линии, а значит и строительная высота отводов изготовленных по ГОСТ 30753-01 меньше чем у отводов изготовленных по ГОСТ 17375-01, в этом и есть отличие. Отводы крутоизогнутые изготавливаются под углами в 30, 45, 60, 90, а также 180 градусов (калачи). По аналогии с переходами, 1 исполнение отводов подходит к трубам немецкого стандарта DIN, а 2 исполнение предназначено для труб российского стандарта ГОСТ. Давление, с которым используют детали достигает 16 МПа. Температура использования отводов: от −70 до +450°С.
Маркировка отводов
Давайте рассмотрим маркировку, которая, согласно стандартам, требуется для нанесения на отводы. Маркировка стальных отводов ГОСТ 17375-01 включает последовательное перечисление параметров: ГОСТ, наружный диаметр трубы отвода, толщина стенки трубы в мм, материал изготовления/марка стали. Маркировка может быть нанесена методом чеканки, краской или наклеена на отвод.
Как изготавливают отводы?
Отводы изготавливаются методом штамповки или протяжки по рогообразному сердечнику. Такой метод горячей протяжки позволяет изготавливать отводы с единой толщиной стенки, а рогообразный сердечник точно совпадает геометрическим параметрам по ГОСТ. Отводы имеют незначительный радиус кривизны (1-1,5 условного диаметра) вследствие чего обладают небольшим весом и габаритами. Маркировка может быть нанесена методом чеканки, краской или наклеена на отвод. Места поворота в трубопроводе наиболее уязвимы и поэтому использование бесшовных отводов во много раз снижает риск возникновения аварийных ситуаций и позволяет применять для систем с высоким давлением.
Где применяют отводы?
Область применения обширна, их используют в разных системах трубопровода. Например в магистральных, технологических и коммунально-сетевых трубопроводах. Отсюда следует, что отводы встречаются в нефтяных, газовых, химических отраслях, инженерных сетях и других отраслях промышленности. Например, в отрасли ЖКХ, отводы крутоизогнутые стальные широко применяются при строительстве теплотрасс, к ним как раз идеально подойдет отвод с плавным углом в 90 градусов, чтобы на месте поворота не присутствовало излишнего давления.
➥ Как рассчитать давление для стальных отводов, используя таблицы и формулы по ГОСТ?
Компания «ОНИКС» поставляет приварные отводы стальные 1 исполнение ГОСТ 17375-01 под наружный диаметр трубы от 21,3 мм до 60,3 мм:
из конструкционной стали 20 для транспорта малокоррозионных сред – вода, пар, нефтепродукты, природный газ;
из коррозионностойкой криогенной нержавейки 12Х18Н10Т – для транспорта растворов кислот, щелочей, солей и других агрессивных продуктов.
Отводы типоразмеров, отличающихся от представленных в каталоге, можно заказать в индивидуальном порядке запрос менеджерам. Давление, с которым используют детали достигает 16 МПа. Температура использования отводов: от −70 до +450°С. Существует два типа отводов, которые отличаются друг от друга техническими характеристиками согласно нормативных стандартов. Отводы по типу 3 D имеют радиус изгиба (R) 1. 5, в то время как детали типа 2D – 1.0 DN.
Чтобы заказать отводы, направьте запрос по электронной почте или позвоните менеджерам отдела продаж
➥ 8 (499) 673-38-38 Москва
➥ 8 (343) 384-38-38 Екатеринбург
➥ 8 (812) 328-38-38 Санкт-Петербург
➥ 8 (800) 555-38-83 Бесплатно по РФ
ЧИТАЙТЕ ТАКЖЕ
Как расшифровываются марки сталей? Классификация марок сталей
19.10.2022
Расшифровка маркировки деталей трубопровода, как в ней разобраться? Подробный гайд
21.09.2022
Воротниковые фланцы на высокое давление. Стандарты ГОСТ, ASME, DIN, EN
12.09.2022
Фланцевые заглушки по ГОСТ 34785-21. Технические характеристики и особенности
20. 07.2022
ГОСТ 17375 Отвод 90 градусов Длинный радиус
Категория Отвод стальной трубы Теги Отвод 90 градусов, отвод из углеродистой стали, отвод из углеродистой стали, отвод сч 40, отвод для газовой трубы, отвод из стальной трубы
СПРОСИТЬ ЦЕНУ
Поделись друзья
Поделиться на facebook
Поделиться на Twitter
Поделиться на linkedin
Производственный процесс
Вам доступен широкий выбор вариантов отводов по ГОСТ 17375. Также может предоставить ANSI B16.9, MSS SP 75, EN10253, JIS B2311, JIS B2313, DIN2605, DIN2615 и т. д.
Бесшовные фитинги для стальных труб — это метод соединения труб, клапанов, насосов и другого оборудования для формирования систем трубопроводов. Это машиностроение, нефть, химия, вода, электричество, судостроение, трубопроводные системы и устройства, наиболее широко используемые трубопроводные фитинги. Отводы — это соединения труб, которые позволяют трубе изгибаться. Изгибы под углом 45 и 90 градусов можно сгибать под углом 45 или 90 градусов (как следует из названия), чтобы получить идеальный угол.
High Yield: ASTM A860WPHY X42, X46, X52, X56, X60, X70
Low-Temperature Steel: A420 WPL6, WPL3
Stainless Steel : A403 WP 304/304L 316/316L 321
Сертификация
ISO, CE, ГОСТ-Р
Преимущества Сотрудничая с JS FITTINGS, вы получите следующие преимущества.
Предпродажное обслуживание
Руководство по сотрудничеству Обновления производственного процесса Документы о допуске
Послепродажное обслуживание
Гарантия на продукцию 1 год. На любой отзыв будет дан ответ в течение 2 часов.
Щелкните здесь
Бесплатный образец
Если вам нужны образцы небольших размеров, например, 1″, 2″, и только одна или две штуки, образцы предоставляются бесплатно.
Бесплатный образец
Вам нужно только оплатить стоимость курьерской доставки.
Получить бесплатный образец
Быстрое предложение
Заводской прайс-лист может быть предоставлен в течение 1 рабочего дня.
Заводская цена
Мы являемся 38-летней фабрикой, некоторые товары есть в наличии.
Узнать цену
Сертификаты
Наша фабрика и продукция одобрены ISO 9001, CE, TUV, CCS и ГОСТ-Р.
Испытания и инспекции
Перед поставкой допускается проверка SGS, ультразвуковой контроль и другие проверки.
Щелкните здесь
Клиенты говорят:
Boran Турция
Подробнее
Фланцы точно соответствуют нашим требованиям технически и конкурентоспособны в коммерческом отношении.
FarisOman
Подробнее
Мы протестировали отводы и фланцы, их характеристики очень хорошие. Мы составим новый план закупок для склада.
HungVietnam
Подробнее
нравится продукт.. быстрый ответ и приятные люди.
АнтонРоссия
Подробнее
Этот продукт полностью соответствует нашим требованиям технически и конкурентоспособен в коммерческом отношении.
Предыдущий
Следующий
Расскажите о своих потребностях
Имя
Электронная почта
Сообщение
Мы не будем передавать вашу личную информацию третьим лицам или партнерам.
ГОСТ 1050 Бесшовные трубы из углеродистой стали марки 20 – ферротруба
ГОСТ 1050, класс 20 Спецификация
ГОСТ 1050, класс 20 Бесшовные трубы из углеродистой стали также известны как трубы из мягкой стали. ГОСТ 1050, класс 20 Трубы представляют собой недорогие трубы из низкоуглеродистой стали с содержанием углерода 017-024% и комбинацией 035-065% марганца, которые легко формуются и формуются. Эти трубы производятся в соответствии со спецификацией ГОСТ и коммерчески называются трубы cs или трубы ms. Трубы из низкоуглеродистой стали не такие твердые, как трубы из высокоуглеродистой стали, хотя науглероживание может увеличить твердость их поверхности.
ГОСТ 1050 Класс 20 Свойства
[социаллокер]
Химические свойства
Углерод
Кремний
Марганец
Фосфор
Сера
Молибден
Никель
Хром
Медь
Другие
0,17-0,24
0,17-0,37
0,35-0,65
–
–
–
–
макс. 0,25
–
–
Механические свойства
Предел текучести
Прочность на растяжение
Удлинение A5 мин.
МПа не менее
тыс.фунтов/кв.дюйм мин
МПа не менее
МПа не менее
тыс.фунтов/кв.дюйм мин
Процент
410
–
–
25
Эквивалентное обозначение
DIN
ЕН
БС
НФА
АСТМ
АСМЭ
–
–
–
–
–
–
[/социальный замок]
Углеродистая сталь
Легированная сталь
Низкотемпературная углеродистая сталь
Высокотемпературная углеродистая сталь
Низкотемпературная легированная сталь
Высокотемпературная легированная сталь
Типы ГОСТ 1050 Марка 20
Трубы
Трубы бесшовные
Трубы бесшовные холоднотянутые
Горячетянутые бесшовные трубы
Сварные трубы
Трубы, сваренные сопротивлением (ERW)
Трубы непрерывной сварки (CW)
Трубы, сваренные под флюсом (SAW)
Трубы, сваренные двойной дуговой сваркой под флюсом (DSAW)
Трубы со спиральной сваркой
Высокочастотная индукция (HFI)
Трубы продольной дуговой сварки под флюсом (LSAW)
Трубы
Бесшовные трубы
Холоднотянутые бесшовные трубы
Горячетянутые бесшовные трубы
Сварные трубы
Трубы, сваренные сопротивлением (ERW)
Трубы непрерывной сварки (CW)
Трубы, сваренные дуговой сваркой под флюсом (SAW)
Трубы, сваренные двойной дуговой сваркой под флюсом (DSAW)
Трубы со спиральной сваркой
Высокочастотная индукция (HFI)
Трубы продольной дуговой сварки под флюсом (LSAW)
Полые секции
Трубы
Труба стрелы
Водопропускные трубы
Квадратные трубы
Круглые трубы
Хонингованные трубы
Трубки
Трубки стрелы
Водопропускные трубы
Квадратные трубы
Круглые трубы
Хонингованные трубы
Допуски на размеры по ГОСТ 1050 класс 20
Допуск на наружный диаметр/стенку
Наружный диаметр и толщина стенки
Исполнение
Диапазон размеров
Допуск на внешний диаметр
Допуск на стенку
Горячекатаная труба
Наружный диаметр – 80 мм Наружный диаметр > 80 мм Стенка
± 0,4 мм ± 0,5 % от НД
± 0,7 мм ± (5 % x толщина стенки + 0,1 мм
Труба горячекатаная очищенная
Все размерыНастенные
+ 0,25/- 0 мм
± 0,8 мм ± (5 % x толщина стенки + 0,2 мм)
Трубы холоднодеформированные холоднокатаные или холоднотянутые
Наружный диаметр 80 Толщина стенки 8
+ 0,30/- 0 мм*+ 0,35/- 0 мм*+ 0,40/- 0 мм*
± 0,30 мм ± 0,35 мм ± 0,40 мм
Прямолинейность
Максимальное отклонение от прямой линии составляет 1 мм при расчетной длине 1000 мм.
Овальность
Максимальная овальность составляет 65% от допуска на общий наружный диаметр.
Стандартные допуски по длине
Длина детали (мм)
Внешний диаметр 30-100 мм
Внешний диаметр 100-254 мм
10-100
+ 1,0/- 0
+ 2,0/- 0
100-600
+ 2,0/- 0
+ 3,0/- 0
600-1200
+ 3,0/- 0
+ 4,0/- 0
1200-5000
+ 5,0/- 0
+ 6,0/- 0
Поставка Исполнение ГОСТ 1050 класс 20
Концы труб
Все трубы поставляются с чистыми, прямоугольными концами. Удаление заусенцев и/или фасок может быть выполнено по запросу.
Поверхность трубы
Трубы обычно поставляются без антикоррозионной обработки, но антикоррозионная обработка доступна и выполняется по запросу.
Защита
Черный и голый
Наружное покрытие черным или прозрачным лаком
Сертификат заводских испытаний
MTC выдается в соответствии с EN 10204.
Упаковка
Трубы стандартно упаковываются стальными лентами в шестигранные связки с одним концом заподлицо. По запросу возможна сортировка по длине. Трубы также могут быть связаны по несколько штук. Вес комплекта корректируется по желанию заказчика. Каждый пучок содержит трубы только одной отливки/плавки.
Маркировка
Каждая труба маркируется с указанием типа трубы, номера плавки, марки стали и размера. Информация повторяется по всей длине трубки. Другие маркировки, такие как штамповка, могут быть выполнены по запросу. Пачки также маркируются биркой, имеющей как буквенно-цифровую информацию, так и штрих-код.
Маркировка
Материал, поставляемый непосредственно с нашего завода, маркируется в соответствии с автомобильным стандартом, т. е. содержит как буквенно-цифровую информацию, так и штрих-код. Специфические данные клиента могут быть добавлены по запросу.
. //www.ferropipe.com/material/gost-1050-grade-20-carbon-steel-seamless-tubes.jpg» description=»Бесшовные трубы из углеродистой стали класса 20 ГОСТ 1050 — это трубы по спецификации ГОСТ, используемые для конструкционных применений. известный поставщик труб ГОСТ 1050 в Мумбаи/Индия» бренд = «FerroPipE» производитель = «MSL, ISMT, JSL, JINDAL, TATA STEEL, BHUSHAN STEEL, SUMITOMO, TENARIS» модель = «трубы из углеродистой стали» best_rating = «5 ″ наихудший_рейтинг = «4» текущий_рейтинг = «4» avg_rating = «5» nb_reviews = «122» условие = «новый» наличие = «в наличии»]
Стандарты размеров ГОСТ 1050, класс 20
FEDERAL
WWP-404c аналогичен ASTM A-53, за исключением того, что государственный контроль и непрерывная идентификационная маркировка электросварных и бесшовных изделий являются обязательными. Он охватывает черные и оцинкованные сварные и бесшовные трубы для отбортовки, гибки и намотки, а также для использования с пресной водой, нефтью, паром, воздухом и газом на берегу, а также для ограниченного количества применений на борту судна. Размеры от 1/8 дюйма до 24 дюймов. WWP-406c — это федеральная спецификация, сопоставимая с ASTM A-12088). Mills может подтвердить, что труба A-120 на складе дистрибьютора соответствует всем требованиям WWP-406c.
А.В.В.А.
C-200 охватывает черные сварные и бесшовные трубы диаметром 6 дюймов и больше, предназначенные для транспортировки воды. Спецификация предписывает давление гидростатических испытаний для размеров охватываемых труб. Требуются испытания на растяжение, сплющивание и изгиб.
ASME
B31.1 Код для напорных трубопроводов и промышленных установок.
B31.2 Трубопровод топливного газа.
B31.3 Трубопровод нефтеперерабатывающего завода.
B31.4 Трубопроводные системы для транспортировки жидкой нефти.
B31.5 Холодильный трубопровод.
B31.7 Трубопровод атомной энергетики
B31.8 Газотранспортные и распределительные трубопроводные системы. Охватывает проектирование, изготовление, установку, проверку, испытания и аспекты безопасности при эксплуатации и техническом обслуживании систем транспортировки и распределения газа.
ANSI (ASME)
B36.10 Американский стандарт для труб из кованой стали и кованого железа. Обозначает размеры, вес и номера спецификаций для сварных и бесшовных труб. Графики 10 — Графики Double Extra Heavy (DXH/XXH).
B36.19 Американский стандарт для труб из нержавеющей стали. Обозначает размеры, вес и номера спецификаций для сварных и бесшовных труб из нержавеющей стали, Спецификации 5 — Спецификации 80.
А.А.Р.
М-111 охватывает черные и оцинкованные сварные и бесшовные трубы, предназначенные для навивки, гибки, отбортовки и других специальных целей и пригодные для сварки. Назначение, для которого предназначена труба, должно быть указано в заказе. М-111 сопоставим по большинству требований с ASTM A-53.
M-130 охватывает черные и оцинкованные сварные и бесшовные трубы для обычного использования в паровых, водяных, газовых и воздушных линиях. Размеры от 1/8 дюйма до 12 дюймов. Трубы, соответствующие этой спецификации, не предназначены для тесной намотки, изгиба или эксплуатации при высоких температурах. М-130 сопоставим по большинству требований с ASTM A-120.
Спецификация
ГОСТ 1050 класса 20 охватывает высококачественную конструкционную углеродистую сталь. Бесшовные трубы Ferro Pipe изготавливаются в соответствии с вашими конкретными требованиями. Контролируемые модификации и корректировки вносятся в процесс изготовления труб для каждого заказа с учетом конечного использования и всех операций по отделке (включая термообработку), которые будут выполняться после того, как вы получите трубы.
FerroPipE считается самым надежным поставщиком труб ГОСТ 1050 класса 20 из Индии.
Бесшовные трубы из углеродистой стали класса 20 ГОСТ 1050 сертифицированы сертификатом заводских испытаний в соответствии с EN 10204, тип 3.1/3.2. Где 3.2 означает проверку на стадии производства независимыми инспекционными агентствами, такими как TUV, DNV, BVQS, LLOYDS и EIL.
IBR, NACE MR 0175, NACE MR 0103, HIC, IGC, IMPACT применяются в качестве дополнительных требований к испытаниям для ГОСТ 1050, класс 20 , который может быть выполнен в одобренной правительством лаборатории NABL.
Литье: технология :: Литье: прошлое, настоящее и будущее
Самая древняя технология
Литьё в песчаные формы начали применять, по свидетельству археологов, более 5000 лет назад. Не удивительно, что со временем люди достигли значительных успехов в этом процессе металлообработки. К примеру, еще в VIII веке н.э. в Японии этим способом была получена отливка статуи Будды массой свыше 250 тонн для храма Тодайдзи.
До 75-80% по массе получаемых в мире отливок производят с использованием этого вида литья. Прежде всего изготовляется литейная модель, копирующая будущую деталь. Раньше ее делали из дерева или металла, сейчас все чаще используются пластиковые модели, получаемые различными способами, в том числе набирающим популярность методом быстрого прототипирования. Модель засыпается песком или формовочной смесью из песка и связующего, заполняющей пространство между нею и двумя открытыми ящиками-опоками. Отверстия в детали образуют с помощью размещённых в форме литейных песчаных стержней, копирующих форму будущего отверстия. Насыпанная в опоки смесь уплотняется встряхиванием, прессованием или же затвердевает химическим твердением при введении в эту смесь материалов связующего и отвердителя. Образовавшиеся полости формы заливаются расплавом металла через литники. После остывания форму разбивают и извлекают отливку. После чего отделяют литниковую систему и подвергают отливку механической обработке.
Еще один довольно старый, но нестареющий способ – литье в кокиль. Это более качественный способ. Изготавливается разборная форма, чаще всего металлическая, получившая название кокиль, в которую производится литьё. После отверждения кокиль раскрывается, и из него извлекается изделие, причем кокиль можно использовать для отливки такой же детали многократно. Как и при литье в песчаные формы, при литье в кокиль заполнение формы жидким сплавом и его затвердевание происходят только под действием силы тяжести. Основные операции этого способа литья – очистка кокиля от остатков разделительного слоя, прогрев его до 200—300°С, покрытие рабочей полости новым слоем, установка стержней, сборка частей кокиля, заливка металла, охлаждение и удаление полученной отливки. Процесс кристаллизации сплава при литье в кокиль происходит быстрее, что способствует получению качественных отливок с более плотным и мелкозернистым строением, имеющих высокие физико-механические свойства. Правда, например, отливки из чугуна из-за образующихся на поверхности карбидов требуют последующего отжига. При многократном использовании форма или кокиль теряет изначальные геометрические размеры, коробится, и полученные отливки становятся менее точными и поэтому требующими последующей механической доработки.
Две приведенных выше технологии литья являются самыми популярными, тем не менее они имеют серьезный недостаток –это трудоемкость подготовки литейных форм и недостаток точности получаемых отливок.
Современные альтернативы традиционным технологиям литья в машиностроении
Литье под давлением занимает одно из ведущих мест в литейном производстве цветных металлов, достаточно сказать, что производство отливок из алюминиевых сплавов в различных странах составляет по массе 30—50% общего выпуска продукции литейного производства. Кроме того, литье под давлением применяют для отливки из цинковых и магниевых сплавов. Этим способом изготавливают литые заготовки самой различной конфигурации массой от нескольких граммов до нескольких десятков килограммов.
Можно отметить следующие положительные стороны процесса литья:
Высокая производительность и автоматизация производства, наряду с низкой трудоёмкостью на изготовление одной отливки, делает процесс ЛПД наиболее оптимальным в условиях массового и крупносерийного производств.
Минимальные припуски на мехобработку или не требующие оной, минимальная шероховатость необрабатываемых поверхностей и точность размеров, позволяющая добиваться допусков до ±0,075 мм на сторону.
Чёткость получаемого рельефа, позволяющая получать отливки с минимальной толщиной стенки до 0,6 мм, а также литые резьбовые профили.
Чистота поверхности на необрабатываемых поверхностях позволяет придать отливке товарный эстетический вид.
Тем не менее современная промышленность требует новых способов получения металлических заготовок, которые бы сочетали в себе универсальность, точность и простоту, невысокую капиталоемкость литейного цеха и гибкость технологии как для разового, так и серийного литья. Литье по газифицируемым моделям, как вариант древнего, появившегося еще в 3 тысячелетии до нашей эры на Кавказе литья по выплавляемым моделям, является технологией, быстро набирающей популярность в машиностроении вследствие получаемого качества фасонных отливок, экономичности, экологичности и высокой культуры производства. Об этом свидетельствует мировая практика – в 2007 году производство превысило 1,5 млн т/год.
На вопросы редактора журнала «Оборудование Разработки Технологии» о современных способах производства металлических деталей согласился ответить старший научный сотрудник Физико-технологического института металлов и сплавов НАН Украины, кандидат технических наук Владимир Степанович Дорошенко (doro55v@gmail. com).
Александр Горбунов, главный редактор журнала «Оборудование Разработки Технологии» (А.Г.): Владимир Степанович, с чем связан интерес к технологии литья по газифицируемым моделям (лГМ)?
Владимир Дорошенко (В.Д.): Низкие затраты на материалы (всего 4 вида, не применяются связующие для песка), экономит на тонне литья не менее 100 долл. США, а размещение отли- вок по всему объему контейнера дает выход годного до 70…85% и экономию по шихте металла до 250 кг, по электроэнергии 100…150 кВт.ч, по массе литья на 10…15% по сравнению с традиционной опочной формовкой. Особенно существенная экономия при литье сложных отливок из износостойких сталей (шнеки для машин производства кирпича, била, молотки и детали дробилок), т. к. резко снижаются затраты на механообработку. А также льют без ограничений колеса, звездочки, корпуса, радиаторы, сантехнику, головки и блоки цилиндров. Например, с помощью этой технологии отливают блоки автомобильных двигателей объемом 1,2 и 1,3 л, получаемый блок легче аналога, произведенного традиционным способом, на 5 кг. Большинство крупнейших авто- производителей Европы, Азии и Америки ежегодно используют в про- изводимых автомобилях несколько сотен тысяч тонн точных отливок, получае- мых в песчаных формах по разовым моделям из пенопласта по технологии, называемой литьем по газифицируемым моделям (ЛГМ). General Motors, Ford Motors, BMW, Fiat, VW, Renualt и ряд других фирм, по данным Рыбакова С. А., полностью перешли в 1980-90-х годах на изготовление способом ЛГМ отливок блоков цилиндров, головок блока, впускных и выпускных коллекторов, коленвалов для наиболее массовых типов двигателей.
А.Г.: По мнению экспертов, технология литья по газифицируемым моделям является более «чистой» для окружающей среды, по сравнению с традиционными технологиями. Насколько это соответствует реальности?
Владимир Дорошенко (В.Д.): Экологической безопасности ЛГМ- процесса способствует исключение из песка связующих веществ и большого объема формовочных и стержневых песчаных смесей, а также их транспортировки и выбивки отливок. В России для традиционных форм со связующим до 5 т отработанной смеси идет в отвал на 1 т литья. Например, 1 куб. м пенопо- листирола модели весит 25 кг. Если он замещается 7 т жидкого чугуна, то при этом на 1 т литья расходуется 25/7=3,6 кг полимера. А в формах из смоляных холодно-твердеющих смесей при потреблении 3% связующего вещества на 3 т смеси, которая (минимум) требуется для 1 т литья, расход связующего полимера составляет не менее 0,03х3000=90 кг, что в 90/3,6=25 раз больше. При ЛГМ песчаные формы вакуумируют с остаточным давлением пол-атмосферы (50 кПа), своего рода местная вентиляция, заведенная в песчаную среду формы. Львиная доля получаемых при заливке газов уходит через систему очистки за пределы цеха, однако после отключения вакуума над остывающими формами, как при любом литье в песчаные формы, следует устанавливать местную вентиляцию. Сухой песок для форм используют многократно с обновлением свежим песком до 5% на оборот, линии охлаждения-очистки песка выносят за пределы цеха (сухой песок зимой не смерзается), где чаще всего в системе пневмотранспорта песок охлаждают, частично обеспыливают и самотеком из бункеров подают в цех на формовку.
А.Г.: Бурное развитие высоких технологий предлагает неожиданные решения для казалось бы классических, незаменимых промышленных способов производства из- делий. Несколько лет назад показалось фантастическим само предположение, например, о возможности «напечатать изделие из металла». В прошлом году стало известно, что инженеры из техасской компании впервые в мире «напечатали» настоящий работоспособный металлический пистолет. Они сделали это для демонстрации возможностей современной промышленной технологии 3D-печати и хотя, по их словам, не ставят цель сделать технологию доступной в каждом доме, считают, что рано или поздно это неизбежно произойдёт. Владимир Степанович, что вы можете сказать об этом направлении?
Владимир Дорошенко (В.Д.): Для литья в песчаные формы сегодня ближе «фантастика» оптимизации отливок с помощью компьютерных программ для изготовления их способом ЛГМ или «печатания из металла». На рис. 1 показаны примеры компьютерной оптимизации конструкции отливок, взятые из открытых источников Интернета. На рис. 1а в верхней части фото – серийные отливки, ниже – варианты конструкций отливок, «предложенные» компьютером, большинство из них «работают» в подвижных конструкциях. На рис. 1б показаны варианты конструкции отливки и элементы технологии ее «печатания» как послойного наращивания. На рис. 1в – в каждой паре изображений слева – серийная отливка, рядом – конструкция отливки, оптимизированная компьютером, исходя из требований к ее использованию. Видно, как традиционные монолитные конструкции компьютером «превращаются» в изящные каркасно-ячеистые как наглядные примеры металлосбережения. Такие выставочные образцы ажурных конструкций сегодня и в ближайшие десятилетия будет дорого «печатать из металла», но несложно выполнить способом ЛГМ, применяя 3D-фрезеры, широко распространенные сегодня.
А.Г.: Изделия, изготовленные с помощью порошковой металлургии, используются в автомобильной и аэрокосмической промышленности, эта технология применяется в производстве электроинструментов и бытовой техники. В промышленных 3D-принтерах для выращивания изделий из порошков для послойного лазерного спекания металлического порошка используется твердотельный или CO2-лазер. Владимир Степанович, какие преимущества и недостатки, по вашему мнению, отличают подобные технологии от литейных способов производства металлических изделий? Насколько они конкурентоспособны?
(В.Д.): Сегодня металлоизделия, полученные на 3D-принтерах, не менее чем на 2 порядка дороже традиционных отливок. Убедительнее увидеть, чем описывать такие изделия, показанные ниже уникальные экземпляры международных выставок, доступные в Интернете. Однако получать показанные на рис. 2 металлоизделия значительно дешевле (по традиционной цене отливок) способом ЛГМ, применяя не 3D-принтеры, а 3D-фрезеры для вырезания моделей из пенополистирола. На рис. 3 показаны такие модели из пенополистирола, полученные как в нашем институте, так и за рубежом. Пример крупногабаритных пенополистироловых моделей для художественного литья показан на рис. 4а, на заднем плане видны детали 3D-фрезера. По таким моделям отлит из алюминия коллаж «граффити» (рис. 4б) как многометровое архитектурное украшение многоквартирного дома в элитном квартале Нью-Йорка (проект Herzog & de Meuron, 2006). Сборный коллаж вдоль лицевой стороны дома состоит из десятков отливок (включая несколько ворот), спроектированных с помощью компьютерных технологий с выполнением толщин стенок, оптимальных для процесса литья.
А.Г.: Какое влияние, по вашему мнению, оказывают современные разработки в области высоких технологий, например нанотехнологии, на развитие серийного производства металлических изделий, в том числе и на технологии литья?
(В.Д.): Такими нанотехнологиями кристаллизации отливок, частично или полностью состоящих из аморфной структуры со свойствами, «скачкообразно» превышающими традиционные кристаллические сплавы, занимается одна из научных школ в нашем институте. Однако эти технологии касаются сплавов с добавками циркония и пока относятся к специальным производствам металлических изделий преимущественно из цветных металлов. Запатентована в России также наша технология получения сверхтонкостенной ленты, фольги или оболочковых отливок с изменениями структуры на наноразмерном уровне, в ряде отечественных и зарубежных журналов эта технология названа «литье вакуумным присасыванием» на вакуумируемых валках с песчаной облицовкой или литейной форме. Например, по этой технологии металл с химическим составом чугуна можно получать близким по свойствам низкоуглеродистых сталей и сворачивать из него ленту в рулон.
А.Г.: Владимир Степанович, как вы оцениваете перспективы развития литейных процессов в машиностроении с учетом постоянно растущих промышленных требований относительно снижения энергопотребления при производстве продукции?
(В.Д.): Ресурсосбережение и конкуренция технологий в поставленных на рынок продукции и услугах – главный показатель соревнования экономик стран и предприятий. Философы говорят о начале эпохи конструктивизма, не сама наука, а сколько ее в твоей продукции, не то, о чем мечтаешь и знаешь, а мечты, воплощенные в конструкциях (в металле), дают потребительскую ценность производителю. Глобальное соревнование в конструировании и воплощении в жизнь новой продукции, услуг, миропонимания и миропреобразования. Если сегодня килограмм черного металла (в толстостенном прокате, чушке, ломе) стоит порядка $0,5, то килограмм изделий из металла в автомобиле, тракторе или танке стоит уже $50- 100, а в самолете — $1500…2000. Замена экспорта продукции металлургии на экспорт машин и механизмов — это один из шагов перевода сырьевой экономики в высокотехнологичную, в которой экономическая конкуренция все в большей степени определяется конкуренцией научно-технической. При этом использование технических инноваций служит решающим фактором экономического и социального развития, усиления роли в глобальном разделении труда и экономической безопасности.
А.Г.: Какими вы видите перспективы развития в области процессов литья?
(В.Д.): Современное литейное производство, прежде всего, ориентируется на снижение металлоемкости и повышение точности изделий по принципу «продавать минимум сырья – максимум добавленной стоимости». В частности, опережающими темпами развивается растущий сектор процессов литья по разовым моделям, среди которых литье по газифицируемым моделям (ЛГМ) относится к наиболее перспективным технологиям с моделями из пенополистирола как недорогого легкообрабатываемого материала. Экологическое направление в на- шем институте связано с совершенствованием литья в вакуумируемые песчаные формы и литьем по моделям изо льда как материала, саморазру- шающегося после выполнения своих функций. Ледяная модель «переносит» геометрию отливки – формирует полость песчаной формы, затем тает и фильтрующимися в песок продуктами таяния упрочняет песчаную форму. Идеальными будут модель как стеклянная елочная игрушка, а оболочковая литейная форма – как из яичной скорлупы. Известны запатентованные в США в 2000 г. 3D-принтеры для намораживания ледяных моделей.
3D-технологии и компьютеризация процессов находят все большее применение. Когда я смотрю фильмы или рисунки с фантастическими трансформерами, роботами, космическими кораблями, дронами, оружием, сразу с восхищением тонкостенными элегантными конструкциями возникает мысль «а сколько ж на них литья!». Непочатый край работы литейщику! Например, в нашем институте запатентованы 3D-деформирование изделий из сыпучих материалов и 3D-способ послойной песчаной формовки.
Кроме того, быстро развиваются непрерывное литье, непрерывное циклирование и регенерация формовочных материалов, имеем патент России на непрерывную песчаную вакуумную формовку. Перспективно литье металлоизделий по аналогам конструкций живой и неживой природы, наследуя структуры от микромира до строения галактик. Отобранные эволюцией конструкции живого, строение вещества на уровне атомов и молекул часто связано с математическим их описанием, что сегодня подвластно современному компьютеру для перевода в чертежи отливок.
под давлением, по выплавляемым моделям и другие
Изготовление металлических изделий методом литья – это широко распространенный способ получения деталей сложной конфигурации без использования дорогостоящего оборудования. Производители используют различные технологии литья. Благодаря этому детали можно получить такой точности, что не требуется дальнейшая механическая обработка. Автоматизация и механизация технологического процесса позволяет поставить получение отливок на поток.
Технологии литья
Для литья пригодны такие металлы и сплавы как:
черные:
сталь:
конструкционная;
легированная;
чугун:
серый;
белый;
половинчатый;
цветные:
медь:
бронза;
латунь;
алюминий:
силумин;
дюралюминий;
магний;
редкоземельные;
драгоценные.
Для получения деталей определенного качества разрабатываются новые сплавы с различным процентным содержанием компонентов. От их наличия и количества во многом зависит температура плавления и жидкотекучесть расплава.
Новая технология в литье – прогрессивный способ разливки. Позволяет снизить себестоимость продукции в отличие от конкурирующих предприятий. Кроме издревле известных способов литья в землю или песчано-глинистые формы, для увеличения количества отливок используются неразрушаемые металлические формы – кокили.
Кроме перечисленных способов применяются такие методы литья как:
под давлением:
избыточным;
вакуумическим;
центробежное;
в оболочковые формы;
по моделям:
выплавляемым;
газифицируемым;
точное (прецизионное).
Для литья чугуна с невысоким показателем шероховатости поверхности используются песчано-глинистые формы. Разлив производится как в опочные формы, так и в безопочные.
Использование типа формы зависит от массовости получения отливок. Так, разовые формы разрушаются, чтобы извлечь отливку. Из-за невысокой прочности состава, формы, предназначенные для разлива под небольшим давлением, изготавливаются толстостенными. Благодаря введению специальных связывающих материалов, придающих дополнительную прочность, форма изготавливается небольшой толщины, но с использованием опоки.
Для цветного литья используются более прогрессивные технологии.
Литье алюминия из-за его низкой температуры плавления сопряжено с некоторыми трудностями. Если разлив производится в формы из металла, то под давлением и с использованием специальных смазок, чтобы исключить появление дефектов.
Для получения ровной наружной поверхности и точного размера на изделиях, имеющих форму вращения, не только из алюминиевых, но и из других сплавов, используется центробежное литье. Центробежные силы распределяют расплавленный металл по форме равномерно. К тому же из расплава удаляются излишки воздуха и газов. Далее ознакомимся с некоторыми технологическими способами литейного производства.
Содержание
По газифицируемым моделям
Получение формы происходит за счет неизвлекаемой модели, и заливка металла производится в неразъемную форму. При этом модель получают из пенопласта вспениванием при высокой температуре. При литье металла в форму, пенопластовая модель полностью выгорает, освобождая внутренний объем.
Если модели для мелких деталей можно получить вспениванием состава, то крупные вырезают из склеенных плит. Резка производится вручную. Для этого используется нихромовая проволока. Поданное напряжение разогревает проволоку, что облегчает резку.
Также модель может вырезаться на фрезерных или гравировальных станках с числовым программным управлением по заданному алгоритму. Подготовленная модель красится и дополнительно покрывается термостойким составом.
Формовка при ЛГМ производится двумя методами. В первом случае для отливок несложных форм используются вибрационные столы, на которых происходит уплотнение формовочной смеси с использованием опок. Затем на опоку укладывается крышка и монтируется литниковый приемник.
Во втором случае, когда изделие имеет сложную геометрию, формовку проводят под вакуумом. Чтобы закрытая форма не разрушилась, она подвергается действию пониженного давления вплоть до окончания заливки. Значение вакуумического давления невелико – порядка 4-5 ГПа.
Заготовки для литья по газифицируемым моделям
Температура разливаемого металла значительно выше, чем начало газификации пенопласта (560 °С). Газы, выделяемые пенопластом, из формы легко удаляются вакуумной системой. При этом отсутствует задымленность рабочей зоны.
В качестве основного достоинства этого метода отмечают высокое качество отливок, которое можно получить литьем в обыкновенный или облицованный кокиль. Возможным это стало из-за того, что форма цельная.
Литье по газифицируемым моделям
На современном этапе литье по выжигаемым моделям применяется для отливки:
крупных и средних изделий на мелкосерийном производстве;
заготовок со сложной конфигураций и весом до 50 кг, к которым предъявляются требования повышенной точности размеров, на среднесерийном и крупносерийном производстве.
Под давлением
Технология литья под давлением предполагает быструю подачу расплава в форму путем использования компрессорных или поршневых механизмов. Благодаря автоматизации процесса литье под давлением считается высокопроизводительным.
Таким способом можно получать детали:
сложной геометрической формы;
с достаточно тонкими стенками;
высокой точности;
с повышенной шероховатостью.
Способ литья под давлением применяется для получения деталей в автомобилестроении. Они получаются небольшого веса, достаточной прочности, что позволяет снизить общую массу агрегата.
Стоит отметить, что метод литья под высоким давлением имеет следующие достоинства:
возможность получения размеров 9 класса и грубее;
достигаемая шероховатость поверхности — 1,25 мкм;
минимальная размер стенок — 0,6 мм;
минимальным диаметром отверстий — 1 мм;
формирование наружной резьбы;
накатки, надписей на внешней стороне.
К недостаткам относят следующее:
высока цена на сами формы;
разлив металлов с низкой температурой плавления;
повышенная вероятность образования внутренних дефектов в виде трещин и напряжений.
Схема литья под давлением
Широкое использование литья алюминия под давлением обусловлено:
малым значениями температуры в период кристаллизации;
пластичностью сплава;
хорошей жидкотекучестью;
инертностью к химическим реакциям;
невысоким объемом усадки.
Рассматривая способы технологию поделить следующим образом:
камера прессования:
горячая;
холодная;
способ разливки:
горизонтальный;
вертикальный;
механизм подачи сплава:
поршневой;
компрессорный.
Протекание процесса
Расплав подается в специальную полость. Поршневым пальцем жидкий металл на большой скорости вгоняется во внутреннюю полость пресс-формы. После чего происходит охлаждение без снятия давления. После затвердевания пресс-форма разъединяется, и отливка извлекается. Для облегчения извлечения конструкция оборудуется толкателями.
В кокиль
При литье в кокиль, или в металлические формы, жидкий металл заливают свободно, то есть под действием гравитационных сил. Саму форму изготавливают разборной из двух частей, установленных на плиту. Для получения полостей и отверстий в предусмотренные канавки, в которые укладываются стержни. Для изготовления металлических форм используются стали и чугуны.
Процесс отлива в кокиль
Для удаления газов во время заливки предусматриваются вентиляционные каналы. Чтобы к внутренним поверхностям кокиля не прилипал расплав их облицовывают или красят огнеупорными составами. Толщина покрытия зависит от разливаемого металла и скорости его охлаждения. Перед покрытием полость формы очищается, а затем нагревается до температур 150 °С — 280 °С.
Особенности получения отливок:
Из-за высокой теплопроводности сплавы в кокиле быстро остывают, поэтому сплавы с малой жидкотекучестью должны иметь максимальную толщину стенок. Высокая скорость остывания формирует мелкозернистую внутреннюю структуру.
Металлическая форма неподатлива, поэтому в отливке отсутствуют дефекты, вызываемые остаточными деформациями, а также предотвращает усадку. Получаемая точность заготовок: стали и чугуны – 7-11 класс, цветные сплавы – 5-9 класс.
Отсутствие пригара.
Достигаемая шероховатость поверхности соответствует Rz = 40-10 мкм.
Кокиль – газонепроницаемая конструкция. Вентиляционные каналы и огнеупорные покрытия не могут полностью отвести газы. В связи с этим газовые раковины – это частое явление.
Плюсы литья в кокиль:
постоянные характеристики для получаемых отливок;
возможность использования песчаных стержней;
высокая производительность;
малое количество производимых операций;
чистая поверхность готовых изделий;
механизация работ;
невысокая квалификация работников.
Отрицательные стороны:
значительная стоимость формообразующей оснастки;
ограниченная стойкость форм;
быстрое остывание расплава.
В кокиль отливаются практически все металлы, но большинство отливок — это чугуны и литейные стали.
В землю
Литье в землю или в формы из смеси песка и глины — самый старый способ получения заготовок из расплавленного металла. Свыше 80% всего литья приходится на него. Отличается простотой и доступностью используемых материалов.
Из древесины изготавливаются модельный и литниковый комплект. После того как модель готова, замешивается формовочная смесь. В состав самой простой входят песок, кварц и глина.
Технология литья в землю
Формовка производится и вручную и на машинах. Ручное изготовление форм применяется при изготовлении разовых или нескольких отливок и считается непродуктивной. Формовка на машинах используется на автоматизированных литейных линиях. Литейные формы состоят из двух половин и являются одноразовыми. После заливки и охлаждения, формы разрушаются. Больше половины отработавшего материала возвращается на формовочную операцию после очищения и восстановления.
Прецизионное литье
Прецизионное литье, обладающее повышенной точностью, применяется уже не одно десятилетие. С его помощью можно изделиям придать любую форму и при этом не увеличивать затраты на производство.
Прецизионное литье металлов характеризуется тем, что отливки имеют:
любую форму;
высокую точность;
минимальные припуски.
Данный способ литья используется при отливке мелких деталей весом от одного грамма до 10 кг.
литье | технология | Британика
Развлечения и поп-культура
География и путешествия
Здоровье и медицина
Образ жизни и социальные вопросы
Литература
Философия и религия
Политика, право и правительство
Наука
Спорт и отдых
Технология
Изобразительное искусство
Всемирная история
Этот день в истории
Викторины
Подкасты
Словарь
Биографии
Резюме
Популярные вопросы
Обзор недели
Инфографика
Демистификация
Списки
#WTFact
Товарищи
Галереи изображений
Прожектор
Форум
Один хороший факт
Развлечения и поп-культура
География и путешествия
Здоровье и медицина
Образ жизни и социальные вопросы
Литература
Философия и религия
Политика, право и правительство
Наука
Спорт и отдых
Технология
Изобразительное искусство
Всемирная история
Britannica Classics Посмотрите эти ретро-видео из архивов Encyclopedia Britannica.
Britannica объясняет В этих видеороликах Britannica объясняет различные темы и отвечает на часто задаваемые вопросы.
Demystified Videos В Demystified у Britannica есть все ответы на ваши животрепещущие вопросы.
#WTFact Видео В #WTFact Britannica делится некоторыми из самых странных фактов, которые мы можем найти.
На этот раз в истории В этих видеороликах узнайте, что произошло в этом месяце (или любом другом месяце!) в истории.
Студенческий портал Britannica — это главный ресурс для учащихся по ключевым школьным предметам, таким как история, государственное управление, литература и т. д.
Портал COVID-19 Хотя этот глобальный кризис в области здравоохранения продолжает развиваться, может быть полезно обратиться к прошлым пандемиям, чтобы лучше понять, как реагировать сегодня.
100 женщин Britannica празднует столетие Девятнадцатой поправки, выделяя суфражисток и политиков, творящих историю.
Britannica Beyond Мы создали новое место, где вопросы находятся в центре обучения. Вперед, продолжать. Спросить. Мы не будем возражать.
Спасение Земли Британника представляет список дел Земли на 21 век. Узнайте об основных экологических проблемах, стоящих перед нашей планетой, и о том, что с ними можно сделать!
SpaceNext50 Britannica представляет SpaceNext50. От полёта на Луну до управления космосом — мы исследуем широкий спектр тем, которые подпитывают наше любопытство к космосу!
Различные типы процессов литья, используемые в производстве
Изображение предоставлено Funtay/Shutterstock.com
Производство отливок — это процесс, при котором жидкий материал, например расплавленный металл, заливают в полость специально разработанной формы и дают ему затвердеть. После затвердевания заготовка вынимается из формы для проведения различных отделочных обработок или для использования в качестве конечного продукта. Методы литья обычно используются для создания сложных сплошных и полых форм, а литые изделия используются в самых разных областях, включая автомобильные компоненты, детали аэрокосмической промышленности и т. д.
Различные типы литья и процесс литья
Хотя литье является одной из старейших известных производственных технологий, современные достижения в технологии литья привели к появлению широкого спектра специализированных методов литья. Процессы горячего формования, такие как литье под давлением, литье по выплавляемым моделям, гипсовое литье и литье в песчаные формы, обеспечивают свои уникальные производственные преимущества. Сравнение преимуществ и недостатков распространенных типов процессов литья может помочь в выборе метода, наиболее подходящего для данного производственного цикла.
Литье в песчаные формы
Литье в песчаные формы обычно основано на материалах на основе кремнезема, таких как синтетический или природный песок. Литейный песок обычно состоит из тонко измельченных сферических зерен, которые могут быть плотно упакованы в гладкую формовочную поверхность. Отливка спроектирована так, чтобы снизить вероятность разрыва, растрескивания или других дефектов за счет обеспечения умеренной степени гибкости и усадки на этапе охлаждения процесса. Песок также можно укрепить добавлением глины, которая помогает частицам сцепляться более плотно. Автомобильные изделия, такие как блоки цилиндров, изготавливаются методом литья в песчаные формы.
Литье в песчаные формы включает в себя несколько этапов, включая изготовление моделей, формование, плавление и заливку, а также очистку. Узор — это форма, вокруг которой набивается песок, обычно состоящая из двух частей: верха и волока. После того, как песок достаточно уплотнится, чтобы воспроизвести рисунок, накидка снимается, а рисунок извлекается. Затем устанавливаются любые дополнительные вставки, называемые стержневыми ящиками, и заменяется верхняя часть. После заливки и затвердевания металла отливку снимают, обрезают стояки и литники, использовавшиеся в процессе заливки, и очищают от налипшего песка и окалины.
Основные преимущества литья в песчаные формы как процесса литья включают:
Относительно низкие производственные затраты, особенно при небольших тиражах.
Возможность изготовления крупных компонентов.
Емкость для литья черных и цветных металлов.
Низкая стоимость инструментов для постлитья.
Несмотря на свои преимущества, литье в песчаные формы обеспечивает более низкую степень точности, чем альтернативные методы, и могут возникнуть трудности с литьем в песчаные формы компонентов заданного размера и веса. Кроме того, этот процесс имеет тенденцию давать продукты со сравнительно шероховатой поверхностью.
Вы можете использовать платформу поиска поставщиков Thomas, чтобы найти компании по литью в песчаные формы для ваших нужд.
Литье по выплавляемым моделям
При литье по выплавляемым моделям или выплавляемым моделям для каждой отливки используется одноразовая восковая модель. Воск впрыскивается непосредственно в форму, удаляется, затем покрывается огнеупорным материалом и связующим, обычно в несколько этапов для создания толстой оболочки. Несколько моделей собраны на общих литниках. После того, как ракушки затвердеют, узоры переворачивают и нагревают в печах для удаления воска. Затем расплавленный металл заливают в оставшиеся оболочки, где он затвердевает, принимая форму восковых фигур. Огнеупорная оболочка отламывается, открывая готовую отливку. Литье по выплавляемым моделям часто используется для изготовления деталей для автомобильной, энергетической и аэрокосмической промышленности, таких как лопатки турбин. Некоторые из основных преимуществ и недостатков литья по выплавляемым моделям включают в себя:
Высокая степень точности и точность размеров.
Возможность создания тонкостенных деталей сложной геометрии.
Емкость для литья как черных, так и цветных металлов.
Относительно высокое качество обработки поверхности и детализации конечных компонентов.
Несмотря на высокую точность, литье по выплавляемым моделям, как правило, дороже, чем другие сопоставимые методы литья, и, как правило, рентабельно только тогда, когда нельзя использовать отливки из песка или гипса. Тем не менее, затраты иногда могут быть компенсированы за счет снижения затрат на механическую обработку и оснастку благодаря качественным результатам обработки поверхности отливок по выплавляемым моделям.
Вы можете использовать платформу поиска поставщиков Thomas, чтобы найти компании по литью по выплавляемым моделям для ваших нужд.
Гипсовая отливка
Литье гипса аналогично процессу литья в песчаные формы, в котором вместо песка используется смесь гипса, укрепляющего состава и воды. Гипсовый узор обычно покрывают антиадгезивным составом, чтобы предотвратить его прилипание к форме, а гипс способен заполнить любые зазоры вокруг формы. После того, как гипсовый материал был использован для отливки детали, он обычно трескается или образует дефекты, что требует замены его свежим материалом. К преимуществам гипсового литья относятся:
Очень гладкая поверхность.
Возможность отливки сложных форм с тонкими стенками.
Способность формовать большие детали с меньшими затратами, чем другие процессы, такие как литье по выплавляемым моделям.
Более высокая степень точности размеров, чем у литья в песчаные формы.
Этот процесс, как правило, дороже, чем большинство операций литья в песчаные формы, и может потребовать частой замены гипсового формовочного материала. Обычно это более эффективно и экономично, когда качество отделки поверхности является важным требованием. Его применение обычно ограничивается литьем сплавов на основе алюминия и меди.
Вы можете использовать Платформу поиска поставщиков Томаса, чтобы найти компании по литью гипса для ваших нужд.
Литье под давлением (процесс литья металла)
Литье под давлением — это метод формования материалов под высоким давлением, который обычно включает в себя цветные металлы и сплавы, например, цинк, олово, медь и алюминий. Многоразовая пресс-форма покрыта смазкой, которая помогает регулировать температуру пресс-формы и облегчает выброс компонентов. Затем расплавленный металл впрыскивается в пресс-форму под высоким давлением, которое остается непрерывным до тех пор, пока заготовка не затвердеет. Эта вставка под давлением происходит быстро, предотвращая затвердевание любого сегмента материала перед отливкой.
Робот используется на заводе по литью под давлением
Изображение предоставлено: Source Int’l, LP
После завершения процесса компонент вынимается из пресс-формы и удаляется любой брак. К основным преимуществам литья под давлением относятся:
Жесткие допуски по размеру и форме.
Высокая стабильность размеров компонентов и однородный дизайн.
Снижение потребности в механической обработке после литья.
Несмотря на свои преимущества, литье под давлением как процесс литья металла требует относительно высоких затрат на инструмент, что делает его более рентабельным при больших объемах производства. Также может быть сложно обеспечить механические свойства литого под давлением компонента, а это означает, что эти продукты обычно не функционируют как конструкционные детали. Поскольку формы обычно состоят из двух частей, литье под давлением ограничивается изделиями, которые можно извлечь из формы, не разрушая форму, как это делается в других процессах литья.
Для получения дополнительной информации о литье под давлением вы можете ознакомиться с нашим руководством по типам литья под давлением, в котором подробно рассматриваются различные типы, сплавы и рекомендации по выбору конкретной комбинации процесса/сплава.
Центробежное литье
Центробежное литье используется для производства длинных цилиндрических деталей, таких как чугунные трубы, за счет перегрузки, создаваемой во вращающейся форме. Расплавленный металл, введенный в форму, разбрызгивается по внутренней поверхности формы, в результате чего получается отливка без пустот. Первоначально изобретенный как процесс де Лаво с использованием форм с водяным охлаждением, этот метод применяется к симметричным деталям, таким как канализационные трубы и большие стволы орудий, и имеет то преимущество, что для изготовления деталей используется минимальное количество стояков. Для асимметричных деталей, которые нельзя вращать вокруг собственных осей, используется вариант центробежного литья, называемый литьем под давлением, когда несколько деталей располагаются вокруг общего литника и вращают формы вокруг этой оси. Аналогичная идея применяется при литье очень больших зубчатых колец и т. Д. В зависимости от отливаемого материала могут использоваться металлические или песчаные формы.
Литье в постоянную форму
Литье в постоянные формы имеет сходство с литьем под давлением и центробежным литьем, особенно в использовании многоразовых форм. Они могут быть изготовлены из стали, графита и т. д. и обычно используются для литья таких материалов, как свинец, цинк, алюминиевые и магниевые сплавы, некоторые бронзы и чугун. Это процесс низкого давления, при котором заливка обычно выполняется вручную с использованием нескольких форм на поворотном столе. По мере того как формы проходят через различные станции, они последовательно покрываются, закрываются, заполняются, открываются и опорожняются. Один из таких методов известен как литье из шлама, при котором форма заполняется, но опорожняется до того, как металл полностью затвердеет. Расплавленный металл выливается из отливки для получения полой литой оболочки. Похожая идея используется при формовании полых шоколадных изделий, таких как пасхальные кролики. Использование металлических форм вызывает более быструю передачу тепла через форму, позволяя оболочке затвердевать, в то время как ядро остается жидким.
Резюме
В этой статье представлено краткое обсуждение различных типов процессов литья.
Резьба — это нарезка поверхности различных элементов крепления ( в данном случае болтов), со сменяющими друг друга впадинами и выступами. Она бывает разная, в зависимости от предназначения. У каждой резьбы есть свой шаг — положение между двумя равноудаленными выступами, лежащими в одной плоскости. Шаг — одна из двух основных характеристик для крепежных устройств. Их чаще всего два — крупная резьба, и, соответственно — мелкая. Вторая, в свою очередь, делится на следующие типы:
Мелкая 1;
Мелкая 2;
Супермелкая.
Также стоит отметить, что есть и дюймовая система, но у нас более популярна метрическая. Используется несколько стандартов метрической резьбы, однако в Европейской части, а также в США — это, чаще всего, система ISO.
Примеры маркировки
Для того чтобы вы могли разобраться в том, какой болт нужен именно вам и купить такой же, на каждом изделии есть маркировка. Как внутренняя, так и внешняя. В зависимости от шага резьбы болта, изделие маркируется по-своему. Маркировка определяется ГОСТом.Например, если болт выполнен с крупным шагом, то указывают только большую букву М (Метрическая) и наружный диаметр (М8, М12). Если же это мелкая резьба, то указывают еще и третий размер — величину шага в мм. Выглядит это так — М8х2, М12х1 и т.д. Между этими значениями стоит знак х. В некоторых иностранных инструкциях мелкая маркировка может быть обозначена буквами MF.
Какой стандартный шаг резьбы бывает у болта
Если говорить о ГОСТе, то здесь четко прописано, что основных шагов только два: размер крупный и мелкий. Причем на каждый болт разрешен только один крупный шаг, мелких же разрешено несколько. Если быть точнее, то классификация следующая:
Если номинальный диаметр — меньше 1 миллиметра, то шаг резьбы обязательно крупный;
Если номинальный диаметр составляет от 1 до 64 (либо 68) миллиметров, то параметр — и мелкий и крупный;
Если номинальный диаметр больше 64(либо 68) миллиметров, то параметр — только мелкий.
Когда мы говорим о применении болтов, то мелкая резьба чаще всего нужна крепежным устройствам в машиностроении. Это могут быть самолеты, автомобили, различные установки. Такие болты отлично выдерживают нагрузки при вибрациях. Большой диаметр более популярен, такие изделия используют повсеместно, и часто именно их можно увидеть в строительном магазине.
Как определить шаг резьбы болтов?
Для того чтобы это сделать, есть несколько способов. Если маркировка указана, достаточно просто посмотреть на шляпку болта. Там указаны буквы, а под ними — цифры. Если же нет ничего, то простым способом будет линейка. С помощью нее можно узнать шаг резьбы между двумя выступами. Для этого приложите линейку к поверхности по ее оси. Посчитайте количество выступов, после чего поделите длину на количество этих выступов, или же витков. Полученный результат и будет шагом резьбы. Также иногда можно воспользоваться штангенциркулем. Вообще для этой цели существуют специальные приборы. Но, зная простой способ, вы всегда сможете измерить с помощью простой линейки.
Болты М8, М10, М12, М16, М20. Стандарты и применение
Среди всего разнообразия болтов по конструкции, классу прочности, виду резьбы наибольшей популярностью у потребителя пользуются метизы определенных размеров. Это болты М8, М10, М12, М16, М20. “М” — обозначение вида резьбы — “метрическая”. Метрическая резьба — чередующиеся выступы треугольной формы на стержне или конусе расстояние между которыми (шаг резьбы) измеряется в мм. Бывает крупная(стандартно) и мелкая. Цифра обозначает наружный диаметр стержня болта также измеряемый в миллиметрах.
Болты М8
Болты М8 производятся в соответствии с
ГОСТ 7802, DIN 603 — дорожные
ГОСТ 7798, 7805, DIN 933, 931 — шестигранные
ГОСТ 7786 — лемешные
ГОСТ 7801, DIN 607 — мебельные
DIN 15237 — норийные
ГОСТ 7796, 7808, 7795 — с уменьшенной головкой
DIN 6921 — с фланцем
ГОСТ 4751, DIN 580 — рым
Отличительная черта болтов М8 это хорошее сочетание невысокой цены и достаточной прочности. Крепёж пользуется высокой популярностью как в промышленном производстве, и в домашнем хозяйстве. Широкие сферы применения — машиностроение, строительство, транспортное машиностроение, производство мебели. Специализированное использование таких метизов: крепление ковшей к ленте транспортера сыпучих продуктов (нории), сборка дорожных ограждений, в качестве рым-крепежа при невысоких нагрузках.
Болты М10
Болты М10 изготавливаются в соответствии со стандартами
ГОСТ 7798, 7805, DIN 933, 931 — шестигранные
ГОСТ 7786, DIN 608 — лемешные
ГОСТ 7801, DIN 607 — мебельные
DIN 15237 — норийные
ГОСТ 7796, 7808, 7795 — с уменьшенной головкой
DIN 6921 — с фланцем
ГОСТ 4751, DIN 580 — рым
Один из самых популярных видов крепежных изделий — болты М10. Имея более высокие прочностные характеристики чем М8, метизы находят наиболее широкое применение в строительстве. Особым спросом у потребителей пользуются болты с шестигранной головкой. Изделия такого типа широко используются при сборке металлоконструкций, промышленного оборудования, транспортных средств. Минимальная разрушающая нагрузка на болты М10 с классом прочности 8.8 составляет 46,4 kN, что позволяет решать достаточно сложные задачи по скреплению. Крепеж с фланцем используется при устройстве заборных ограждений из металлического профиля, сборке металлических гаражей или временных сооружений.
Болты М12
Болты М12 выпускаются по стандартам:
ГОСТ 7798, 7805,DIN 933, 931 — шестигранные
ГОСТ 7786, DIN 608 — лемешные
ГОСТ 7801, DIN 607 — мебельные
DIN 15237 — норийные
ГОСТ 7796, 7808, 7795 — с уменьшенной головкой
DIN 6921 — с фланцем
ГОСТ 4751, DIN 580 — рым
С учетом еще более высокой прочности, болты М12 чаще применяются при промышленной сборке, в соединениях, подверженных более высоким нагрузкам. Даже с обычным классом прочности 5.8 минимальная разрушающая сила для них составляет 81,6 kN, что почти в 2 раза превышает аналогичную характеристику крепежа диаметром 10 мм. Болты М12 высоко востребованы в конструкциях инженерных систем (отопление, водопровод) для соединения приварных фланцев с Ду от 15 мм до 65 мм.
Болты М16
Производство болтов М16 регламентируется стандартами:
ГОСТ 11674-75 — башмачные
ГОСТ Р 52644 — высокопрочные
ГОСТ 7798, 7805,DIN 933, 931 — шестигранные
ГОСТ 7786 — лемешные
ГОСТ 7801, DIN 607 — мебельные
ГОСТ 7796, 7808, 7795 — с уменьшенной головкой
DIN 6921 — с фланцем
ГОСТ 4751, DIN 580 — рым
Особенность диаметра 16 мм — с него начинается размерный ряд национального стандарта РФ ГОСТ Р 52644-2006. Болты М16 в соответствии с ним применяются для строительства металлических конструкций, в мостостроении и машиностроении. Имеют увеличенный размер головки. Высокопрочные. Наиболее востребованными на сегодняшний день являются классы прочности 8.8, 10.9. Диаметром 16 мм также производятся болты для крепления башмака гусеницы трактора.
Болты М20
Болты М20 выпускаются по стандартам
ГОСТ 7798, 7805,DIN 933, 931 — шестигранные
ГОСТ 7786 — лемешные
ГОСТ 7801 — мебельные
ГОСТ 7796, 7808, 7795 — с уменьшенной головкой
DIN 6921 — с фланцем
ГОСТ 4751, DIN 580 — рым
Особенность ряда с диаметром 20 мм, в том, что именно в нем находятся башмачные болты М20 — незаменимый крепеж в комплектации гусеничных тракторов. Они отличаются высокой твердостью, особой формой головки и подголовка. Также, болты М20 других типов находят самое широкое применение в горно-, газо- и нефтедобывающей, перерабатывающей отраслях, в машиностроении и станкостроении. Высокопрочный (класс прочности 8.8, 10.8, 12.9) крепеж с увеличенной шестигранной головкой применяется для сборки металлоконструкций, мостов и тоннелей.
Большинство из вышеперечисленного крепежа есть в наличии на складах компании Машкрепеж. Она одна из немногих в РФ, поддерживает запасы болтов специализированного назначения — норийных, лемешных, башмачных, высокопрочных.
Please enable JavaScript to view the comments powered by Disqus.comments powered by Disqus
Как определить размер резьбы болта — Прочность и конструкция резьбы болта
О резьбе болта
Может показаться необычным думать о болтах и гайках как о передовой технологии, но по крайней мере 1800 лет эти крепежные детали были ничем иным. До промышленной революции за каждое механическое преимущество отвечали шесть классических машин. Из шести первоначальных машин винты, вероятно, были изобретены последними, но и самыми революционными.
Их можно было использовать для линейного перемещения предметов или для перекачивания жидкостей, как в знаменитом винтовом насосе Архимеда. Винты были эффективны в качестве редукторов в червячных передачах. Самое главное, они могли собирать материалы надежно и умело.
Легко утверждать, что болты и гайки сегодня так же высокотехнологичны. В конце концов, большинство сложных машин представляют собой гибриды простых машин. Теперь, после многовековой практики металлообработки, резьбовые соединения изготавливаются с прецизионными допусками и должны соответствовать строгим требованиям современного высокоэффективного и высокопроизводительного рынка. Таким образом, болты становятся все более специализированными и стандартизированными, и конца этому не видно.
Различия между современными болтами и гайками не ограничиваются размерами. Знаете ли вы разницу между накатанной резьбой и нарезанной резьбой? А как насчет занятий по подгонке резьбы? Метрическая резьба или унифицированный стандарт резьбы? Или грубая или тонкая нить?
Что еще более важно, знает ли ваш поставщик разницу и может ли он разработать аппаратное обеспечение для ваших конкретных приложений? Мы делаем это в Bayou City Bolt и позвольте нам помочь вам и вашей компании с любыми вашими потребностями в болтах. От, винты с головкой под торцевой ключ, болты с шестигранной головкой и тяжелые болты с шестигранной головкой и многое другое.
Производство резьбы
Даже с технической точки зрения часто не делается различия между винтами и болтами. Правда в том, что эти термины использовались до появления механически обработанных резьбовых соединений, поэтому они часто используются взаимозаменяемо. Органы по стандартизации пришли к выводу, что эти крепежные детали различаются не спецификациями или методом производства; скорее это то, как они используются. Как указано Machinery’s Handbook и ASME B18, винты представляют собой крепежные детали с внешней резьбой, которые сопрягаются с внутренней резьбой или могут ввинчиваться сквозь материалы для сборки компонентов. Для установки или удаления винта к головке крепежного элемента прикладывается крутящий момент. Болты также имеют внешнюю резьбу, но они удерживаются на месте, пока к гайке прикладывается крутящий момент. Совместимые внутренние резьбы должны иметь ту же геометрию, что и резьба на болте.
Невооруженным глазом может показаться, что все резьбы крепежа одинаковы. На самом деле существует два метода изготовления резьбы — накатка и нарезка, — которые влияют на функциональность крепежа. Для резки требуется пустой стержень, диаметр которого точно соответствует спецификации болта, а лишний материал срезается с заготовки для создания резьбы. Это приводит к увеличению диаметра перед началом резьбы. Все стандартные размеры болтов и типы резьбы могут быть изготовлены методом нарезки. Как правило, болты и винты с нарезанной резьбой обладают большей прочностью на сдвиг, но они также сложнее в производстве и дороже.
Для изготовления накатанной резьбы используется заготовка диаметром несколько меньше диаметра назначенного конца. Заготовка деформируется штампами для создания спиральных пиков и впадин, которые огибают стержень болта. Это создает крепеж с более гладкой резьбой, который также весит меньше, чем нарезанные болты того же размера. Эти застежки проходят холодную обработку, что упрочняет резьбу. В целом накатывание является быстрым, эффективным и менее затратным методом нарезания резьбы на заготовках. Существуют некоторые ограничения, такие как ограничения на длину резьбы и диаметры болтов, а некоторые материалы слишком тверды для холодной обработки штампами. Два типа структурных болтов, A325 и A490, не может быть свернут из-за этих ограничений.
Эти условия означают, что накатанная резьба подходит для большинства применений, поскольку она дешевле и в среднем на 7 % прочнее, чем нарезанная резьба. В то время как холодная обработка упрочняет минимальный диаметр, резка истирает его и ослабляет поверхность материала. Как правило, единственным случаем, когда явно требуется нарезание резьбы, является случай, когда указанные материалы слишком тверды для прокатки.
Стандартизация крепежных изделий
В 19 -м -м веке индустриализация и достижения в области механической обработки привели к массовому производству и распространению крепежных изделий. Конкурирующие болты одного размера с несовместимой резьбой привели к проблемам совместимости, особенно с импортным оборудованием. Потребовалось глобальное событие эпических масштабов (Вторая мировая война), чтобы способствовать международному сотрудничеству в области стандартизации болтов. Канада, США и Великобритания не смогли починить танки и машины друг друга во время войны, поэтому в 1949 они приняли Унифицированный стандарт резьбы (UTS), в котором изложен критерий резьбы с использованием дюймовых измерений. Тем временем метрическая система набирала популярность в Европе и Азии, что привело к тому, что Соединенное Королевство отказалось от UTS и вместо этого приняло метрическую систему. Сегодня Канада и США остаются единственными рынками с высокой концентрацией оборудования UTS. По данным ISO, глобальная популярность оборудования делится на 60% метрических, 31% UTS и 9% прочих.
Имея наибольшую долю рынка, метрические болты легче всего идентифицировать. Номиналы начинаются с буквы М, а цифра сразу после указывает на диаметр болта в миллиметрах. Метрическая резьба крепежа также указывается в соответствии с шагом резьбы, то есть расстоянием между соседними витками, опять же в миллиметрах. Это представлено последней цифрой в обозначении метрического болта. Например, болт с маркировкой M10 x 1,5 представляет собой метрический болт диаметром 10 мм и расстоянием между витками 1,5 мм.
Таблица размеров резьбы
Посадка резьбы классифицирует допуски между пиками и впадинами (гребнями и впадинами) сопрягаемых резьбовых деталей. В метрических описаниях посадка резьбы классифицируется по числовой и буквенной системе; более низкие числа обозначают резьбу с более высокой точностью, а буквы обозначают позицию допуска. В некоторых случаях фурнитура может быть помечена двумя наборами размеров посадки резьбы. Первая метка представляет диаметр делителя (воображаемый диаметр, который пересекает резьбу наполовину — расстояние равно большому и меньшему диаметрам), а вторая — диаметр вершины, который является меньшим диаметром на внутренней резьбе и большим диаметром на резьбе. внешние нити. Например, болт 4G5G будет иметь внутреннюю резьбу с шагом 4 класса и внутреннюю резьбу с вершиной 4 класса. Когда уклон и высота гребня одинаковы, обозначения упрощаются; вместо этого болт 4G4G будет помечен как 4G. Резьба с более высоким допуском устанавливается быстрее и лучше подходит для нанесения покрытий, таких как фиксатор резьбы.
Тип диаметра
Внутренняя резьба
Внешняя резьба
Шаг
Пять типов: класс 4, класс 5, класс 6, класс 7, класс 8
Семь типов: 3 класс, 4 класс, 5 класс, 6 класс, 7 класс, 8 класс, 9 класс
Герб
Пять типов: класс 4, класс 5, класс 6, класс 7, класс 8
Три типа: класс 4, класс 6, класс 8
Кроме того, позиции допуска могут быть следующих типов. Строчные буквы обозначают внешние резьбы, а прописные буквы обозначают внутренние резьбы.
Резьба
Позиция допуска Классы
Внутренний
г, ч
Внешний
Э, Ф, Г, Ч
По сравнению с UTS метрическая резьба 6g будет очень похожа на болт 2A UTS с точки зрения посадки резьбы.
Болты UTS диаметром менее 1/4 дюйма имеют номер калибра, но между размерами от 1/4 до 1 дюйма используются дюймовые размеры. Второе число болта UTS обозначает количество витков резьбы на дюйм (TPI). Болты UTS размером от № 0 до № 10 имеют две возможные конфигурации TPI (грубая и тонкая), а диаметры № 12 и выше могут иметь две или три конфигурации TPI (грубая, тонкая и сверхтонкая). Например, болт UTS с номером 3-48 представляет собой болт или винт калибра 3 с 48 витками на дюйм, а винт 1/4-20 имеет диаметр 1/4 дюйма и 20 витков на дюйм.
Соответствие резьбы также является проблемой для винтов и болтов UTS. Свободная посадка лучше подходит для приложений, требующих быстрой сборки и разборки, но точная посадка (класс 3) лучше всего подходит для высокоточных, высокопрочных соединений и жестких условий, таких как болты с головкой под торцевой ключ в двигателе. Резьбы класса А используются для наружной резьбы, а резьбы класса В — для внутренней резьбы.
Класс резьбы
Допуск
Заявка
1А
1,50% делительного диаметра
Только для быстрой и легкой сборки и разборки; редко используемый.
1Б
1,50% делительного диаметра
Только для быстрой и легкой сборки и разборки; редко используемый.
2А
1,10% делительного диаметра
Приемлем для большинства применений: самый распространенный класс болтов UTS
2Б
1,10% делительного диаметра
Приемлем для большинства применений: самый распространенный класс болтов UTS
Органы по стандартизации приложили огромные усилия для классификации шага резьбы, поскольку он определяет площадь напряжения растяжения резьбы, которую можно определить с помощью этого уравнения. Напряжение коррелирует с TPI болта.
AS = π/4 x (D — (.938194 x P)) ²
Где:
As: Область растяжения
D: диаметр болта
P: 1/нить на дюйм (TPI)
Например, давайте сравним площадь растягивающего напряжения двух винтов. Первый винт 3/4-10 UNC.
.3382=π/4 X (.75-(938194 x (1/10)))²
Второй винт имеет такой же диаметр, но другой TPI; это винт 3/4-16 UNF.
0,3754 = π/4 x (0,75 — (0,9)38794 x (1/16)))²
Как видно из уравнения, винт с большим TPI имеет большую площадь растягивающего напряжения.
Как определить толщину резьбы
Наконец, резьба метрических и UTS-креплений также подразделяется на крупную, мелкую и сверхтонкую. Типы резьбы UTS обычно имеют маркировку UNC (Unified Coarse), UNF (Unified Fine) или (Unified Extra Fine (UNEF). Нет никакой разницы в качестве изготовления между типами грубой, мелкой и сверхмелкой резьбы, но есть различия в том, как они трудоустроены
Крупная резьба толще и долговечнее, чем фурнитура с мелкой резьбой. Крепеж с крупной резьбой также можно установить быстрее. Например, для 3/4-10 UNC требуется 10 оборотов, чтобы установить 1 дюйм вала болта, а для 3/4-16 UNF потребуется 16 оборотов. Крупная резьба обеспечивает зазор для покрытия резьбы и менее подвержена истиранию. Эта резьба также вряд ли сорвется, если болт изготовлен из мягкого материала.
Мелкие и сверхтонкие нити можно исследовать вместе. Их меньший шаг и больший TPI приравниваются к лучшей прочности на растяжение, а больший внутренний диаметр обеспечивает лучшую прочность на сдвиг. Меньший угол спирали резьбы также обеспечивает превосходную устойчивость к вибрации в крепежных изделиях с мелкой резьбой, что является очень важным фактором. Тонкие материалы подходят для тонкой и сверхтонкой резьбы. Они также более полезны для точных приложений.
На основании этих подробных стандартов 91% резьбовых соединений относятся к одному из этих обозначений.
Метрическая
Диаметр (мм)
Крупный шаг
Мелкий шаг (и сверхмелкий, если применимо)
1
.25
.2
1,2
.25
.2
1,4
.3
.2
1,6
.35
.2
1,8
.35
.2
2
. 4
.25
2,5
.45
.35
3
.5
.35
3,5
.6
.35
4
.7
.5
5
.8
.5
6
1
.75
7
1
.75
8
1,25
1(0,75)
10
1,5
1,25(1)
12
1,75
1,5(1,25)
14
2
1,5
16
2
1,5
18
2,5
2(1,5)
20
2,5
2(1,5)
22
2,5
2(1,5)
24
3
2
27
3
2
30
3,5
2
33
3,5
2
36
4
3
39
4
3
42
4,5
3
45
4,5
3
48
5
3
52
5
4
56
5,5
4
60
5,5
4
64
6
4
УТС
Диаметр (номер датчика или дюймы)
Грубый
Мелкий TPI
Сверхтонкий TPI
#0
н/д
80
н/д
#1
64
72
н/д
#2
56
64
н/д
#3
48
56
н/д
#4
40
48
н/д
#5
40
44
н/д
#6
32
40
н/д
#8
32
36
н/д
#10
24
32
н/д
#12
24
28
32
1/4
20
28
32
5/16
18
24
32
3/8
16
24
32
7/16
14
20
28
1/2
13
20
28
16 сентября
12
18
24
5/8
11
18
24
3/4
10
16
20
7/8
9
14
20
1
8
12
20
Этот документ может быть бесценным ориентиром при выборе крепежа, но нет необходимости запоминать его. Вся эта информация основана на опыте знающих инженеров и представителей Bayou City Bolt, которые могут помочь вашей организации отслеживать исчерпывающие варианты резьбовых винтов, болтов и гаек.
В течение почти двух тысячелетий резьбовое оборудование поддерживало некоторые из самых важных инноваций в истории человечества. Теперь у вашей компании есть возможность использовать высокотехнологичные преимущества новейших аппаратных решений.
Загрузить PDF
Типы и размеры резьбы — Блог The Nuts and Bolts
Резьбовые крепежные детали используются во многих промышленных и коммерческих целях по всему миру. Хотя они крошечные и их ценность часто остается незамеченной, они составляют жизненно важный компонент множества различных продуктов. Они используются в качестве крепежа по множеству причин, таких как их прочность, съемность, простота установки и экономичность.
Однако получение резьбовых крепежных изделий для конкретного применения может стать затруднительным, если нет достаточных знаний о различных типах и размерах резьбы. Необходимость в определенных инструментах и информации жизненно важна для определения того, какой тип и размер резьбы лучше всего подходят для данного применения. Прежде чем выбрать конкретную застежку, важно понять некоторые основные термины стандартной резьбовой застежки.
Терминология винтовой резьбы
Некоторые общие термины, встречающиеся при рассмотрении типов и размеров резьбы, приведены ниже.
Рисунок 1. Иллюстрация резьбового крепежа с полезными терминами, обозначенными (Ispatguru.com, 2018 г.)
Большой диаметр — Наибольший диаметр резьбы крепежного элемента. Например, в винте большим диаметром будет диаметр вала.
Малый диаметр – Наименьший диаметр резьбы крепежа. Например, в винте меньший диаметр будет диаметром внутренней части винта, за исключением гребней спирали.
Шаг – Линейное расстояние между одной резьбой и другой рядом с ней.
Длина резьбы – Общая длина резьбовой части крепежного изделия.
Фланг – Угол, под которым гребень резьбы поднимается над основанием резьбы.
Стандарты резьбы
Хорошее понимание приведенной выше информации будет полезно для полного понимания и выбора подходящих типов и размеров резьбы. Как правило, есть две серии резьбы, а именно Метрическая резьба ISO (в миллиметрах) и Унифицированная резьба (в дюймах). Для обеих этих серий есть два типа резьбы – мелкая и грубая.
Среди этих двух типов нитей тонкие нити одинаковой твердости, как правило, прочнее, поскольку они способны выдерживать большие нагрузки при растяжении и сдвиге. Тонкие нити можно легко врезать в материалы, поэтому они идеально подходят для тонких срезов стен.
Они также широко используются для различных общих применений, таких как аэрокосмические компоненты, где приоритетом является высокая прочность. Также доступны сверхтонкие резьбы, которые используются для приложений, ориентированных на высокую прочность.
В материалах с низкой прочностью на растяжение использование крупной резьбы обеспечивает большее сопротивление отслоению по сравнению с мелкой или сверхтонкой резьбой. Крупная резьба более устойчива к износу из-за усталости и обеспечивает более легкую и быструю сборку деталей без риска перекрестного нарезания резьбы.
Они менее чувствительны к экстремальным температурам и менее подвержены повреждениям в результате царапин или порезов. Царапина на застежке с мелкой резьбой представляет гораздо большую проблему, чем царапина на застежке с крупной резьбой. Грубая резьба в основном используется в промышленности, а также в военных целях. (Норвуд, 2018)
The Unified Thread Standard (UTS)
This series classifies the threaded fastener types as follows :
(Thomasnet.com, 2018)
UNC – Унифицированная национальная крупная резьба
Наиболее часто используемая и предпочтительная резьба для крепежа общего назначения. Благодаря наличию крупного шага резьбы, резьба более глубокая и упрощает сборку без риска перекрестного нарезания резьбы.
UNF – Унифицированная национальная тонкая резьба
Большой внутренний диаметр и меньшая глубина резьбы обеспечивают улучшенную блокировку крутящего момента и лучшую несущую способность по сравнению с резьбой UNC.
UNEF — Единый национальный дополнительный штраф
Резьба
тоньше по сравнению с резьбой UNF. Идеально подходит для отверстий в твердых материалах и аэрокосмических компонентах.
Резьба UNJC и UNJF
Резьба
«J» состоит из двух типов — внутренней и внешней резьбы. UNJC и UNJF очень похожи на резьбы UNC и UNF, за исключением того, что внешняя резьба имеет больший радиус корня.
Резьба UNR
Наружная резьба такая же, как у UNC, за исключением закругления радиуса впадины. Самый популярный выбор среди производителей наружной резьбы.
Резьба с постоянным шагом
Доступны различные комбинации диаметра и шага для универсального применения, когда другие типы, такие как UNC, UNF и UNEF, не подходят.
Унифицированные резьбы используют пронумерованные диаметры от № 0 до № 10, где 0 — наименьший возможный диаметр, а 10 — наибольший. Диаметр резьбы можно интерпретировать по следующей формуле: 0,060″ + (пронумерованный диаметр) * 0,013″. Следовательно, № 2 будет иметь большой диаметр 0,086 дюйма, как из приведенного выше уравнения, (2) * 0,013 + 0,060 = 0,086. Несмотря на то, что появляются нечетные числа, четные числа встречаются гораздо чаще.
При интерпретации размеров резьбы унифицированная резьба выражает первое число как наибольший диаметр крепежного изделия. Второе число представляет количество витков на единицу длины, а третье число соответствует длине витков.
Например, винт #2-40 x 0,5 имеет наружный диаметр 0,086 дюйма, 40 витков резьбы на дюйм и длину 0,5 дюйма.
Метрическая резьба ISO
Система метрической резьбы ISO является наиболее широко используемой серией резьб. Довольно просто определить и понять размеры резьбы, которые используют обозначение метрической резьбы ISO.
Размеры начинаются с буквы «М», что означает, что они измерены с использованием обозначения метрической резьбы. За буквой «М» следует первая цифра, обозначающая наибольший диаметр наружной резьбы в миллиметрах. Второе число соответствует шагу, то есть расстоянию между соседними витками. Наконец, третье число представляет длину резьбы.
Итак, винт размером M9x2,0x12 будет иметь диаметр наружной резьбы 9 миллиметров, резьбу на 2 миллиметра и длину резьбы 12 миллиметров.
Если шаг не указан в метрическом размере, то крепеж автоматически считается серийной крупной резьбы. Во всех остальных случаях необходимо указывать размер поля.
AISI быстрорежущий стальной материал Инструментальная сталь M42 представляет собой сплав из быстрорежущей стали молибденовой серии с дополнительным содержанием кобальта 8%. (HSS Steel M42) 8% Кобальтовые инструментальные наконечники предназначены для механической обработки закалочных сплавов и других жестких материалов. Они имеют повышенную водостойкость и срок службы инструмента. Это улучшает производительность и удержание режущей кромки. Стальная композиция M42 обеспечивает хорошее сочетание прочности и твердости.
Быстрорежущая сталь Сталь M42 широко используется в металлообрабатывающей промышленности и в производстве режущих инструментов из-за ее превосходной красной твердости по сравнению с более обычными быстрорежущими сталями, что позволяет сократить время цикла в производственных условиях из-за более высоких скоростей резания или из увеличение времени между сменами инструмента. Инструментальная сталь HSS M42 также менее подвержена сколам при использовании для прерывистых резов и стоит дешевле по сравнению с тем же инструментом из карбида. Инструменты, изготовленные из быстрорежущих сталей, содержащих кобальт, часто обозначаются буквами HSS-Co.
AISI M42 инструментальная сталь представляет собой обычную быстрорежущую сталь, легированную кобальтом. Различные стадии производственного процесса выбираются и контролируются так, чтобы получить конечный продукт с хорошей структурой с точки зрения размера и распределения карбида. Это явное преимущество для готового инструмента.
Быстрорежущая сталь M42 характеризуется
всестороннее применение
хорошая машинная способность
хорошее выступление
хорошая горячая твердость
хорошая износостойкость
2. Общие технические характеристики M42 для инструментальной стали и эквиваленты высокоскоростной стали M42
Страна
США
German
Япония
Стандарт
ASTM A600
ISO 4957
JIS G4403
Оценки
M42
1. 3247/HS2-9-1-8
SKH59
3. Сравнение свойств химического состава инструментальной стали AISI M42
ASTM A600
C
Mn
P
S
Si
Cr
V
Mo
W
Co
M42
1.05
1.15
0.15
0.40
0.03
0.03
0.15
0.65
3.50
4.25
0.95
1.35
9.00
10.00
1.15
1.85
7.75
8.75
ISO 4957
C
Mn
P
S
Si
Cr
V
Mo
W
Co
1.3247/HS2-9-1-8
1.05
1.15
…
. ..
…
…
…
0.70
3.50
4.50
0.90
1.30
9.00
10.00
1.20
1.90
7.50
8.50
JIS G4403
C
Mn
P
S
Si
Cr
V
Mo
W
Co
SKH59
1.05
1.15
…
0.40
0.03
0.03
…
0.70
3.50
4.50
0.90
1.30
9.00
10.00
1.20
1.90
7.50
8.50
4. Механические свойства AISI M42 Инструментальная сталь HSS
Физические свойства
Недвижимость
Ед. изм
ТЕМПЕРАТУРА ° C / ° F
20 / 70
400 / 750
600 / 1110
ПЛОТНОСТЬ
Кг / м & sup3; фунт / дюйм & sup3;
8. 03. 290
7.93. 286
7.87. 284
МОДУЛЬ УПРУГОСТИ
кН / мм & sup3; & sup2; фунтов на квадратный дюйм
225 33 · 10 6
200 29 · 10 6
180 26 · 10 6
КОЭФФИЦИЕНТ ТЕРМАЛА
РАСШИРЕНИЕ ОТ 20 ° C / 70 ° F
за ° C за ° F
—
11.5 · 10-6 6.4 · 10-6
11.8 · 10-6 6.6 · 10-6
ТЕПЛОПРОВОДНОСТЬ
Вт / м ° C БТЕ / кв. фут. h ° F / дюйм
24 166
28 194
27 187
УДЕЛЬНАЯ ТЕПЛОЕМКОСТЬ
Дж / кг ° C Btu / фунт ° F
420 0.10
510 0.12
600 0.14
Механические свойства стали M42
Механические свойства
Метрика
императорский
Твердость по Роквеллу С (масло гасится от 1204 ° C, минуты 5)
64.3
64.3
Твердость по Роквеллу С (масло гасится от 1177 ° C, минуты 5)
65. 5
65.5
Твердость по Роквеллу C (масло закалено от 1163 ° C)
65.8
65.8
Удар по Изоду без надреза (масло закалено при температуре 1191 ° C; температура отпуска 510 ° C)
13.6 J
10.0 ft- lb
Удар по Изоду без надреза (масло закалено при температуре 1191 ° C; температура отпуска 622 ° C)
24.4 J
24.4 J
Обрабатываемость (1% углеродистая сталь)
35.0 — 40.0%
35.0 — 40.0%
Коэффициент Пуассона
0.27-0.30
0.27-0.30
Модуль упругости
190-210 ГПа
27557-30457 KSI
5. Поковка высокоскоростной инструментальной стали M42
Медленно и равномерно предварительно нагрейте быстрорежущую сталь M42 до температуры 650-760 ° C и выровняйте. Затем быстрее увеличьте температуру ковки до 1010-1150 ° C и выровняйте перед ковкой. Не допускайте падения температуры ковки ниже 980 ° C, если это произойдет, потребуется повторный нагрев. Всегда охлаждайте быстрорежущую сталь m42 очень медленно после ковки.
6. Machinability
AISI Сталь инструментальной стали M42 может быть просверлена, повернута, нарезана резьбой, протянута, подвергнута фрезеровке и нарезанию резьбы, когда она находится в своем отожженном состоянии и имеет рейтинг 45% углеродистой стали 1%.
7. Термическая обработка M42 Tool Steel Материал из быстрорежущей стали
отжиг
Быстрорежущая сталь AISI M42 нагревается при 871 ° C (1599 ° F), а затем медленно охлаждается в печи.
Снятие напряжения
Для снятия напряжений, создаваемых интенсивной механической обработкой или инструментами со сложной геометрией. Нагревать в нейтральной атмосфере в течение от 1 до 2 часов после достижения температуры от 1110 до 1200 ° F (от 600 до 650 ° C) с последующим медленным охлаждением в печи.
упрочнение
Быстрорежущая сталь AISI M42 предварительно нагревается до 871 ° C (1599 ° F), выдерживается и, наконец, нагревается до 1204 ° C (2199 ° F).
закал
Рекомендуется отпускать инструментальную сталь M42 при температуре 560 ° C / 1040 ° F или выше 3 в течение не менее часа 1 при полной температуре.
8. Применение инструментальной стали M42 High Speed
Инструментальная сталь AISI M42 — это быстрорежущая сталь, подходящая для таких режущих инструментов, как сверла, протяжки, протяжки, метчики, фрезы, резцы, пилы, развертки и т.д. спрос на горячую твердость имеет большое значение, то есть там, где важна высокая производительность.
Инструментальная сталь AISI HSS M42, обычно используемая для обработки суперсплавов и экзотических материалов, применяется в сверлах, конфорках, метчиках, концевых фрезах, фрезах, формовых и зуборезных станках, протяжках и чеканщиках.
Мы — лучший выбор и высокопрочная нержавеющая сталь для инструментальных сталей AISI M42 / DIN 1.3247 / SKH59. Отправьте нам свой запрос и давайте работать вместе.
М42 Сталь | Кобальтовая сталь
M42 Сталь | кобальтовая сталь | М42 Кобальт
M42 представляет собой сплав быстрорежущей стали серии молибдена с дополнительным содержанием кобальта 8 или 10 процентов. Он широко используется в металлообрабатывающей промышленности из-за его превосходной красной твердости по сравнению с более традиционными быстрорежущими сталями. Это позволяет сократить время цикла в производственных условиях благодаря более высокой скорости резания и увеличению времени между сменами инструмента. M42 также менее подвержен сколам при прерывистом резании и стоит меньше по сравнению с теми же инструментами из карбида.
Другие известные названия: 1.3247, HS 2-10-1-8, S500, E M42, REX M42 ® , Dynamax.
Сталь Griggs Цветовой код: Красный
Обычное использование
Концевые фрезы, лезвия, метчики, развертки, протяжки, формовочные инструменты, гребенки для резьбовых роликов, пуансоны, оснастка для коллектора и фрезы.
Физические свойства
Density
0.282 lb/in 3 (7806 kg/m 3 )
Specific Gravity
7. 81
Modulus Of Elasticity
30 x 10 6 psi (207 ГПа)
Обрабатываемость
35-40% от 1% углеродистой стали
Сравнение свойств быстрорежущей стали
Химический состав быстрорежущей стали M42 906019
7
Максимум
Типовой
Углерод
Хром
Вольфрам
Молибден
Ванадий
Кобальт
907 80 Отожженный 90
C
Cr
W
Mo
V
Co
Hb
HrC
1,1
3,9
1,6
9,5
1,2
8,25
277
67
M42 Высокоскоростная стальная тепловая обработка
Отжиг
Предварительный разгром
Austenitizing
Quench
6666667
6667
67
7777777777 год
777777777 год
77777777777 год
77777777777 гг.
Температура
Температура
Температура
Среда
Температура
°F
°F
°F
°F
1575/1650
1500/1550
2125/2175
Соль/Масло/Атм
1025/1050
Термическая обработка быстрорежущей стали M42
Нагрев со скоростью не более 400°F в час (222°C в час) до 1500-1600°F (816-871°C) и выравнивание.
Быстрый нагрев от предварительного нагрева.
Печь: 2150-2175°F (1177-1191°C)
Соль: 2125-2150°F (1163-1177°C)
Для достижения максимальной прочности используйте самую низкую температуру. Чтобы максимизировать горячую твердость, используйте самую высокую температуру.
Газ под давлением, теплое масло или соль. Для газа под давлением быстрая скорость охлаждения до температуры ниже 1000°F (538°C) имеет решающее значение для получения желаемых свойств. Для масла охладите до почернения, около 900°F (482°C), затем охладите в неподвижном воздухе до 150-125°F (66-51°C). Для соли, поддерживаемой при температуре 1000-1100°F (538-593°C), уравняйте, затем охладите в неподвижном воздухе до 150-125°F (66-51°C). Отпуск сразу после закалки. Типичный диапазон отпуска составляет 1025-1050°F (551-565°C). Выдерживают при температуре 2 часа, затем охлаждают на воздухе до температуры окружающей среды. Требуется трехкратная закалка.
Отжиг должен проводиться после горячей обработки давлением и перед повторной закалкой
Нагревать со скоростью не более 400°F в час (222°C в час) до 1575-1650°F (857-899°C) и выдерживать при температуры в течение 1 часа на дюйм (25,4 мм) толщины, минимум 2 часа. Затем медленно охлаждают в печи со скоростью не более 50°F в час (28°C в час) до 1000°F (538°C). Продолжают охлаждение до температуры окружающей среды в печи или на воздухе.
Кобальтовая сталь | Сталь M42
Запросить ценуИнвентарь
На протяжении более 65 лет компания Griggs Steel Company известна тем, что поставляет сталь высочайшего качества для производства режущего и формовочного инструмента.
Наш ассортимент быстрорежущих сталей охватывает различные марки стали, в том числе кобальтовую сталь M42.
Что такое кобальтовая сталь?
Кобальтовая сталь представляет собой тип быстрорежущей легированной стали, используемой в основном для режущих инструментов. Представленная производителям в 1900 году быстрорежущая сталь, содержащая смесь вольфрама, хрома и следовых количеств углерода, позволила производителям удвоить или даже утроить производство.
Быстрорежущая кобальтовая сталь, также известная как HSCO, имеет более высокую концентрацию кобальта, добавленную для повышения твердости и устойчивости к нагреву. Количество используемого кобальта определяет сорт.
Для высокотемпературных применений, таких как реактивные двигатели или газовые турбины, требуется кобальтовая сталь, поскольку она обладает высокой износостойкостью и коррозионной стойкостью и остается прочной при температурах выше 1200°F. Концентрация кобальта в этих применениях варьируется от 5 до 65%.
Сталь HSCO в концентрациях 2-12% также используется для резки других твердых сталей. Твердые облицовочные материалы могут содержать до 65% кобальта.
Чем сталь М42 отличается от других быстрорежущих сталей?
Кобальтовая сталь M42 представляет собой серию молибдена, также известную как серия M, сплав быстрорежущей стали. Быстрорежущие инструментальные стали серии М содержат по 7 % молибдена, вольфрама и ванадия и более 0,6 % углерода. Более 95% всех быстрорежущих сталей, производимых в США, составляют стали серии М. Сталь М42 имеет еще 8-10% кобальта, добавленного в сплав для повышения жаропрочности, также называемой красной твердостью.
Обычный химический состав кобальтовой стали М42: 1,1% углерода, 8,25% кобальта, 90,5% молибдена, 3,9% хрома, 1,2% ванадия и 1,6% вольфрама. Он имеет термообработанную твердость, измеренную по шкале Роквелла, от 68 до 70 HRC. При использовании для резки он обеспечивает дополнительные преимущества, такие как более низкая начальная стоимость, более высокая скорость резки, меньшее время цикла и высокая производительность.
Как используется сталь M42?
M42 — жизненно важный компонент для обработки портативных материалов космической эры. Он используется для обработки предварительно закаленных высокопрочных сталей, сплавов высокой твердости и цветных суперсплавов, используемых в аэрокосмической, нефтяной и энергетической промышленности.
Некоторые распространенные инструменты из стали M42 включают:
Ленточные пилы
Спиральные сверла
Пилы
Концевые фрезы
Фрезы
Метчики
Развертки
Броши
Ножи
Резьбонакатные плашки
Сталь Griggs Цветовой код: Красный
Физические свойства
Плотность
0,282 фунта/дюйм 3 (7806 кг/м 3 909011 30012)
Специфический вес
7,81
Модуль эластичности
30 x 10 6 PSI (207 GPA)
.
High Speed Steel Properties Comparison
M42 Cobalt Steel Chemical Composition
Максимум
Типичный
Углерод
Хром
Вольфрам
Молибден
Ванадий
Кобальт
907 80 Отожженный 90
C
Cr
W
Mo
V
Co
Hb
HrC
1,1
3,9
1,6
9,5
1,2
8,25
277
67
M42 ТЕПЛЕНИЕ КОБАЛТА СТАЛА
Отжиг
Предварительный разгром
Austenitizing
Quench
666667
6667
777777777777777777777777 гг.
Температура
Температура
Температура
Среда
Температура
°F
°F
°F
°F
1575/1650
1500/1550
2125/2175
Соль/Масло/Атм
1025/1050
Термическая обработка кобальтовой стали M42
Нагрев со скоростью не более 400°F в час (222°C в час) до 1500-1600°F (816-871°C, и уравнивание)
Быстро нагрейте после предварительного нагрева Печь: 2150-2175°F (1177-1191°C) Соль: 2125-2150°F (1163-1177°C) Чтобы максимизировать ударную вязкость, используйте самую низкую температуру.
Гидроизоляция фундаментной плиты — материалы, правила, способы и технологии от компании Ингри
Вода является агрессивной средой, которая негативно влияет на состояние фундаментных плит, именно поэтому мероприятия по гидроизоляции необходимо проводить в обязательном порядке. В данной статье мы рассмотрим, что представляет собой гидроизоляция фундаментной плиты, каким образом следует ее осуществлять и какие преимущества она дает.
Что представляет собой плитный фундамент?
Начать статью следует с описания плитного фундамента, его структуры и метода укладки. Данный тип фундамента относится к незаглубленным или мелкозаглубленным конструкциям, в зависимости от типа грунта. Для его укладки необходимо изначально создать котлован. Железобетонная плита устанавливается на организованную заранее подушку, созданную из песка и щебня, которые, в свою очередь, были плотно утрамбованы.
Плитный фундамент может быть двух типов: монолитным и сборным, каждый из них требует укладки гидроизоляции. При первом варианте уже подготовленная опалубка заливается товарным бетоном. Предварительно устанавливается каркас из арматуры. Второй вариант укладки плитного фундамента предполагает составление конструкции из заранее подготовленных железобетонных блоков, которые могут различаться по своей структуре.
Вне зависимости от выбранного типа фундамента необходимо устроить надежную гидроизоляцию плиты, чтобы обеспечить его долговечность.
Последствия отсутствия гидроизоляции фундаментной плиты
Вода способна крайне негативно повлиять на состояние многих строительных материалов, в том числе это касается и бетона, который служит основой для фундаментной плиты. Негативные последствия связаны с его пористой структурой, которая отлично впитывает в себя попадающую влагу.
Из-за того, что в проникающей из грунта в бетон воде находятся примеси минеральных солей, плита без надлежащей гидроизоляции разрушается. Причиной этому являются процессы кристаллизации и увеличения объема воды, конструкция подвергается давлению изнутри, ее прочность снижается, что может привести к обрушению здания.
Возможное негативное влияние воды также может быть связано с тем, что при попадании в бетон она вымывает из него все соли и ряд других элементов. Это приводит к скорому разрушению конструкции. При отсутствии качественной гидроизоляции фундаментной плиты стены могут начать вытягивать влагу из фундамента, что становится причиной появления плесени и сырости в доме.
Процесс гидроизоляции монолитной плиты фундамента
Гидроизоляцию фундамента можно осуществить несколькими способами. У каждого варианта имеются определенные преимущества и недостатки. На данный момент можно выделить 3 наиболее распространенных метода гидроизоляции плитного фундамента.
• Обмазочная изоляция. Простой процесс нанесения материала, быстрый и качественный результат, длительный срок эксплуатации. Материал наносится ручным или машинным способом.
• Проникающая изоляция. Активные химические компоненты гидроизоляции растворяются в воде и вступают в реакцию с ионными комплексами алюминия и кальция, солями и оксидами металлов, которые содержатся в бетоне. В ходе этих реакций формируются более сложные соли, способные взаимодействовать с водой и создавать нерастворимые кристаллогидраты.
• Гидроизоляция в рулонах. Используются диффузные пленочные мембраны или оклеечные материалы (рубероид, пергамин и т. д.), которые укладываются поверх «подушки» из песка и щебня.
Во время установки плитного фундамента может возникнуть проблема с обеспечением изоляции нижней плиты, так как она обладает достаточно большой площадью. Решением становится использование рулонной или обмазочной гидроизоляции плиты.
Процесс состоит из нескольких этапов, на первом из которых по контуру периметра будущего фундамента в грунте создается котлован глубиной 20–30 см. Около 10–15 см образовавшегося углубления занимает слой щебня и слой песка такой же толщины. Осуществляется утрамбовка при помощи вибромашины или вибропресса. Поверх уплотненного слоя песка и щебня настилается рулонная гидроизоляция плиты, перекрывающая контуры периметра фундамента на 40–50 см. В качестве гидроизоляции может выступать битумная мастика или мембранная пленка. Поверх изолирующего слоя заливается стяжка из цементно-песчаной смеси, легированной щебнем. Именно на нее впоследствии будет уложена подошва фундамента. Далее осуществляются напыление дополнительного слоя гидроизоляции для фундаментной плиты и укладка еще одной стяжки, защищающей покрытие от контакта с опалубкой и арматурой.
Смотрите также:
Гидроизоляция бетона, перекрытий и стяжки
Технология устройства гидроизоляции контакта «сооружение-грунт» с помощью инъектирования гелей
Ремонт гидроизоляции
Инъекционная гидроизоляция
Инъекционная гидроизоляция: эпоксидные или полиуретановые материалы?
Монолитный фундамент для дома обойдётся дороже, чем ленточный фундамент, но при этом практически нет ограничений по этажности. Если применить продукцию компании Технопрок, то можно сделать сухой подвал под домом, а также, не зависимо от состава почвы и уровня грунтовых вод, сделать монолитную гидроизоляцию фундамента на долгие годы.
Компания Технопрок предлагает несколько видов жидких материалов для устройства гидроизоляции монолитного фундамента. Это мастики и эмульсии, которыми удобно выполнить защиту любого фундамента.
Мастика битумно-полимерная на водной основе холодная, готовая для гидроизоляции
Жидкая резина PAZ PRIMER (Pazkar, Израиль)
Однокомпонентный, битумно-полимерный праймер на водной основе
Пример фундамента на монолитной плите, сделанного в Краснодарском крае партнером Технопрок из Новороссийска, показан на фото.
На фотографии, cлева, по периметру монолитного фундамента можно заметить профилированную мембрану Technoprok Geo 8. О ней, в т.ч. рассказывается ниже на этой странице, в рубрике про гидроизоляцию под плиту.
В продаже ООО Технопрок такие торговые марки, как Rapidflex, Technoprok, Elastopaz, Elastomix, которые известны в России под одним собирательным термином жидкая резина. Эти гидроизоляционные эмульсии и мастики используются во многих странах, т.к. разработаны и выпускаются на заводе Pazkar Ltd (Израиль).
Также в продаже и отечественные материалы, которые дешевле импортных. Все цены и вся номенклатура показана в прайс-листе.
Высыхая, эти битумно-полимерные эмульсии и мастики образуют на поверхности сплошную бесшовную водонепроницаемую резиноподобную пленку. Наносятся жидкие гидроизоляционные материалы, как вручную, так и автоматизированно.
Ручной способ (кисть, валик, шпатель) выбирается, когда площадь работ сравнительно небольшая, — максимум 200м2. Если фронт работ больше, то правильным решением является безвоздушное распыление, как показано на фото выше.
Добавим, что не требуется никаких огневых работ. Жидкая резина не токсична, экологически безопасна и наносится холодной. Это абсолютно взрыво- и пожаробезопасный способ гидроизоляции фундаментной плиты или стен фундамента.
Если сравнивать с традиционными рулонными гидроизоляционными материалами, то превосходство технологии напыления жидкой резины тем ощутимее, чем больше и выше стены монолитного фундамента. Например, всего 3-4 человека с установкой Технопрок Б-21, распыляя жидкую резину Rapidflex или Technoprok, качественно и надежно выполнят гидроизоляцию монолитного фундамента дома высотой до 5м (без лесов) на площади до 1000м2 и всего за 8-10 часов.
Монолитная гидроизоляция фундаментной плиты
Чаще всего монолитный фундамент выбирают, когда в доме должен быть подземный или цокольный этаж. Сначала готовится котлован на глубину подвала, затем отливается фундаментная плита, потом выполняется гидроизоляция фундаментной плиты. Именно этот этап технологии показан на следующих двух фотографиях (нажмите, чтобы увеличить).
Гидроизоляцию фундаментной плиты выполняет ООО НПО Геополимер — партнер ООО Технопрок в Свердловской области. Чтобы узнать больше об этой фирме и о гидроизоляции фундаментов и кровель на Урале, ознакомьтесь на сайте technoprok.ru гидроизоляция жидкой резиной в Екатеринбурге.
Еще одна фотография, наглядно демонстрирующая этап гидроизоляции фундаментной плитыпредоставлено партнером ООО Технопрок из Вологодской области.
На сайте ООО Технопрок можно узнать больше о фирме ВИНАЛ (Вологодская область), специализирующейся на гидроизоляции жидкой резиной в Череповце и Вологде.
После того, как выполнена горизонтальная гидроизоляция фундаментной монолитной плиты, по периметру выводятся монолитные фундаментные стены. Здесь следует обратить внимание, что плита фундамента делается с выносом на 200…300мм от стен. Т.е. площадь плиты и, соответственно, площадь гидроизоляции, выполненной по плите фундамента, больше, чем площадь основания дома, ограниченного стенами. Это делается для того, чтобы потом надежно состыковать вертикальную гидроизоляцию стен с горизонтальной гидроизоляцией плитного фундамента.
После того, как по плите выведены стены фундамента, получается бетонная коробка, опирающаяся на основание, уже изолированное от воды снизу. Поэтому остается сделать вертикальную гидроизоляцию стен монолитного фундамента, состыковав с уже имеющейся горизонтальной гидроизоляцией фундаментной плиты. Именно этот этап технологии показан на самом верхнем фото этой странице, а также на двух следующих (нажмите, чтобы увеличить).
В этом случае вся подземная часть оказывается в водонепроницаемом «мешке» монолитной гидроизоляции, и тогда дом можно «посадить» даже на болоте и никакой воды в подвале не будет.
Плитный плавающий фундамент
Впрочем, бывает так, что монолитный фундамент выбирается и для дома без подвала. Котлован тогда не нужен и фундамент ограничивается только монолитной плитой.
Такая плита является и основанием дома и полом первого этажа. Поэтому гидроизоляция плиты фундамента «по совместительству» есть и гидроизоляция пола.
Такие плитные фундаменты получили название «плавающих». Т.к. они отливаются существенно выше глубины промерзания (практически на поверхности), то испытывают на себе все деформации, связанные с морозным пучением, т.е. зимой при увеличении объема грунта они поднимаются, а весной, при таянии, осаживаются. Нагрузки со стороны почвы равномерно передаются на плитный фундамент, и он приподнимается и опускается вместе с домом.
Еще недавно плавающий фундамент использовали, как правило, при строительстве павильонов, магазинов, складов, словом там, где не требуется большое возвышение первого этажа над землей. Но на сегодняшний день такой плитный фундамент всё чаще выбирают и те, кто строит загородный дом без подвала на «проблемной» (пучинистой или с высоким уровнем грунтовых вод) почве.
После того, как плита набрала прочность, выполняется гидроизоляция плитного фундамента. Если площадь большая, то рациональнее (быстрее, удобнее, технологичнее, экономичнее, надёжнее) наносить автоматизированным способом жидкую резину Рапидфлекс или ТЕХНОПРОК.
При ручном способе используются однокомпонентные жидкие резины (холодные битумно-полимерные мастики на водной основе) Эластопаз или Эластомикс. Это экологически безопасные материалы, как в процессе нанесения, так и при длительной эксплуатации. Каким образом сделать гидроизоляцию монолитной плиты фундамента, используя кисть, валик или шпатель, на сайте technoprok.ru можно прочитать в статье о битумной гидроизоляции фундамента своими руками.
Прочитать больше, чтобы определиться с выбором ручного или автоматизированного нанесения жидкой пезины применительно для фундаментов, можно на странице сайта technoprok.ru гидроизоляция фундаментов.
Гидроизоляция под фундаментную плиту
Говоря о гидроизоляции фундаментной плиты следует отметить, что правильнее говорить о гидроизоляции под фундаментную плиту. Дело в том, что зачастую гидроизоляция выполняется до того, как отливается монолитная плита.
До заливки плиты фундамента следует уложить слой щебня 100…150мм и слой песка. Затем обязательное уплотнение виброплитами и виброуплотнителями. Затем на уплотненное основание укладываются рулонные битумные материалы либо профилированные мембраны (шипами вниз). Узнать больше об этих мембранах (они также применяются для защиты гидроизоляции и устройства дренажа) можно в разделе нашего сайта про профилированные мембраны TECHNOPROK.
Затем заливается слой 50…100мм тощего бетона. Тощий бетон — это тяжелый материал, в составе которого содержание цемента мало, а наполнителей, т.е. щебня, наоборот, — больше. В итоге получаем основание фундаментной плиты. И гидроизоляция жидкой резиной осуществляется именно по этому тощему бетону. И лишь затем, поверх гидроизоляции укладывается (заливается) сама монолитная плита. Поэтому и получается, что выполнена гидроизоляция под фундаментную плиту.
И еще один нюанс, который следует знать о гидроизоляции фундаментной монолитной плиты. При заливке монолитной плиты или установке арматурного каркаса поверх гидроизоляции по тощему бетону, можно повредить гидроизоляционное покрытие.
Чтобы этого не произошло, поверх гидроизоляции стелят геотекстиль и лишь затем заливают фундаментную плиту. Если же необходма установка арматурного каркаса, то поверх геотекстиля делают стяжку, и лишь затем вяжут арматуру и потом заливают монолитную плиту. Иллюстрацией вышесказанного служит картинка ниже.
Аналогичным образом поступают и тогда, когда требуется гидроизоляция пола.
Как гидроизолировать плитный фундамент?
Я думаю, есть большая разница между поиском воды в недостроенном подвале и поиском воды в шкафу в спальне. Проникновение воды на первый этаж вашего дома должно быть бесконечно более тревожным! Но для домовладельцев с плитным фундаментом это реальная и разрушительная возможность.
Дело в том, что надежных вариантов гидроизоляции домов на плитном фундаменте не существует. Традиционные методы, используемые в подвалах и подвалах, не являются разумными решениями, поскольку они ставят под угрозу устойчивость вашего фундамента (подробнее об этом в следующем разделе). Это делает профилактическое обслуживание первоочередной задачей, если ваш дом имеет плитный фундамент.
Компания Acculevel занимается гидроизоляцией домов и ремонтом фундаментов с момента своего основания в 1996 году. Наши методы гидроизоляции очень эффективны и имеют наилучшую гарантию в отрасли, но они не подходят для плитного фундамента. Мы хотим помочь каждому домовладельцу, который звонит нам, и обе стороны расстраиваются, когда мы не можем этого сделать. В этой статье мы собираемся объяснить, что можно сделать для ремонта домов с плитным фундаментом, а также лучшие методы для домовладельцев, чтобы избежать повреждения водой.
Прежде чем мы начнем, давайте четко определим, что такое плитный фундамент. Если в вашем доме есть подвал или подвальное помещение под ним, у вас нет плитного фундамента. Ваш основной этаж построен на деревянном основании, а плитная часть фундамента находится в подвале. Но если основной уровень вашего дома имеет бетонный пол, у вас плитный фундамент. Ваш дом будет находиться на уровне земли или чуть выше него, а под бетонным полом будут только воздуховоды и водопровод.
Это фото было сделано менеджером проекта Acculevel во время бесплатной оценки. Этот плитный фундамент оседает, и для его ремонта нужны опоры и блочные домкраты.
Почему наши методы гидроизоляции не работают
В подвале или подвале гидроизоляция означает установку дренажной системы и дренажного насоса. Для отвода воды в подвале необходимо разбить пол по периметру, установить соответствующую дренажную плитку, а затем восстановить ее. Дренаж направляется в яму (отверстие, вырытое в полу), в котором находится водоотливной насос. Когда вода стекает в приямок, насос выводит ее за пределы дома по напорной линии.
Это не работает в доме с плитным фундаментом. Начнем с того, что разрушение края пола будет означать, что ваш пол больше не прикреплен непосредственно к фундаменту. Это может создать проблемы с урегулированием плиты, так что вы будете менять одну проблему на другую! Также вероятно, что ваши воздуховоды для вашей системы HVAC находятся под вашим полом, что может быть нарушено установкой дренажа воды. И даже если ни то, ни другое не будет проблемой, я подозреваю, что вам не нужна яма для отстойника на кухне или в ванной. Шоу по реконструкции дома любят подчеркивать желаемые функции, такие как гранитные столешницы или полы с подогревом — ямы для отстойников не входят в этот список.
Если вода проникает в сам воздуховод, вам, вероятно, потребуется перекрыть эти вентиляционные отверстия (обычно путем заполнения цементом) и переделать воздуховод. Переместив воздуховоды на чердак, а вентиляционные отверстия на потолки, вы решите проблему и предотвратите ее повторение. Но если вода попадает в ваш дом через трещину в фундаменте, это можно исправить.
Что делать, если плитный фундамент треснул или осел?
Ваш дом осядет, как бы хорошо он ни был построен. Это результат смещения грунта под тяжестью вашего дома, а также изменений температуры и водонасыщенности. (По сути, все, что влияет на почву на вашей территории, может повлиять и на ваш дом.)
Заселение не является проблемой автоматически. Однако, если вы начнете замечать
трещины в фундаменте
неровные или наклонные полы
трещины в гипсокартоне вокруг окон и дверей
Двери или окна, которые «залипают» при открытии или закрытии
Это признаки того, что у вас проблемы с оседанием.
Существует два различных метода ремонта проседающей плиты фундамента. В зависимости от ситуации и места возникновения проблемы лучшим способом подъема и/или стабилизации фундамента может быть установка плиты или винтовых свай.
Поднятие провисшего пола в плитном фундаменте дома
Если вы заметили, что пол потрескался или неровный, есть большая вероятность, что его нужно поднять на место. Slabjacking — это процесс подъема бетона, который работает быстро и эффективно. В нем используется полиуретановый наполнитель, который впрыскивается через плиту; по мере того, как он вспенивается и затвердевает, он поднимает бетон на место. Покадровое видео ниже иллюстрирует, как делается слэбджекинг:
Спиральные сваи стабилизируют фундамент из оседающей плиты
Если вы заметили трещины вокруг торчащих окон/дверей, это указывает на то, что ваш фундамент оседает слишком далеко или неравномерно, создавая напряжение во всей конструкции. Спиральные сваи — лучший метод ремонта для такого типа проблем.
В этом видео мы демонстрируем, как устанавливается пирс на стене, которую мы построили специально для учебных целей:
Эта фотография была сделана членом экипажа Acculevel во время установки пирса. Эта плита фундамента осела, из-за чего домовладельцу было трудно открыть входную дверь.
Для плитного фундамента необходимо профилактическое обслуживание
Поскольку невозможно обеспечить гидроизоляцию дома из плитного фундамента, очень важно, чтобы домовладельцы принимали меры для предотвращения проникновения воды. Есть три шага, которые вы можете предпринять, чтобы свести к минимуму свои риски:
Оцените и исправьте планировку вокруг вашего дома. Земля должна постепенно отклоняться от вашего дома, способствуя отводу влаги от фундамента.
Грамотно выбирайте ландшафт. Если вы устанавливаете какие-либо декоративные бордюры, убедитесь, что они не будут задерживать воду возле фундамента. Точно так же любые брусчатки или дорожки не должны быть наклонены или наклонены в сторону дома.
Регулярно очищайте желоба и удлиняйте водосточные трубы от фундамента. Мы рекомендуем, чтобы эти удлинители сливались не менее чем в 10 футах от вашего дома. Если это кажется чрезмерным, у нас есть блог, который объясняет это более подробно.
Ваш дом нуждается в ремонте?
Вам следует найти опытную учредительную компанию и договориться о встрече. Перед тем, как подписать контракт на какую-либо услугу, мы настоятельно рекомендуем вам убедиться, что компания пользуется хорошей репутацией, застрахована и аккредитована Better Business Bureau.
Вы впервые нанимаете подрядчика? Не знаете, какие вопросы задать? Пожалуйста, используйте наш блог, чтобы задать вопросы подрядчику. Статья дает вам некоторое представление о том, почему вы должны задавать эти вопросы, и дает ответы Acculevel. Он также поставляется с бесплатно загружаемым контрольным списком вопросов, которые вы можете использовать при собеседовании с любым выбранным вами подрядчиком.
Если вы живете в Индиане или соседних штатах, свяжитесь с Acculevel. Мы можем помочь вам со всем, от удлинения водосточной трубы до винтовых опор, и мы предоставляем бесплатные оценки. Опытный менеджер проекта изучит проблемные области и порекомендует вам наилучший план действий, чтобы ваш дом был крепким и здоровым на долгие годы.
Келли Катер в разделе Ремонт фундамента Гидроизоляция спирального пирса
Гидроизоляция подвала: плита на фундаменте из грунта
12 августа 2012 г. • Мэтью Сток.
Один из клиентов на домашней выставке однажды сказал мне: «Мне никогда не понадобятся услуги вашей компании». Когда я спросил, почему она так уверена, она ответила: «Потому что мой дом построен на плите. У меня нет подвала.
Мой ответ? «Вот, возьми мою карточку. Когда-нибудь он тебе понадобится».
Какая? Что ж, это правда, что ваш подвал не может протекать, если у вас его нет. Но ваш фундамент может протекать в любом месте, где он находится на почве или рядом с ней, будь то на поверхности или в восьми футах под ней. И утечка в плите на фундаменте с большей вероятностью повлияет на ваше жилое пространство, чем в недостроенном подвале.
Плитный фундамент очень распространен в коммерческих зданиях. Методы строительства аналогичны, только в большем масштабе, как и возможные проблемы.
Рассмотрим, как строится плитный фундамент. По периметру нового дома делаются раскопки, и бетонные фундаменты заливаются на несколько футов ниже уровня земли. На эти фундаменты заливаются короткие стены фундамента (называемые «морозными стенами» или «стволовыми стенами») до уровня грунта. Грунт посередине выравнивается, насыпается слой щебня и укладывается пластиковая пароизоляция. Затем заливается и отделывается бетонная плита, образующая первый этаж дома.
Конечно, перед заливкой бетона монтируются трубы и воздуховоды для механических систем дома, поэтому под бетонным полом будут заглублены водопроводные и сливные трубы, электропроводка, а также каналы отопления и охлаждения.
Что происходит, когда попадает вода?
Наиболее вероятно попадание воды в плитный фундамент из-за отверстий в морозостойких стенах для канализационных труб и других механических устройств. Вода также может проникать через стены фундамента так же, как она может просачиваться в подвал – через трещины и стыки бухт. На самом деле, поскольку эти стены часто окружены гравием, а не уплотненной почвой, воде легче проникать внутрь. Это правда, что под полом обычно находится пароизоляция, но пароизоляция предназначена не для защиты от грунтовых вод, а только от водяного пара.
Вода будет просачиваться в жилое помещение через микротрещины в полу, вокруг вентиляционных отверстий и любых других мест, где пол был поврежден механическими системами .
Даже если грунтовые воды останутся под плитой, они могут создать множество проблем с вашими механическими системами. Несмотря на то, что они должны быть герметизированы перед установкой, трубы, кабелепроводы и воздуховоды подвержены проникновению воды:
Электрические цепи могут быть закорочены или разрушены водой;
Дренажи могут создавать резервные копии из-за инфильтрации грунтовых вод; и
Воздуховоды HVAC могут заполняться водой, блокируя поток воздуха, повреждая печи и кондиционеры и способствуя высокому уровню влажности в жилом помещении наверху.
Как можно предотвратить это просачивание?
Многие из тех же методов, которые используются для гидроизоляции подвала, также могут быть использованы для устранения проблем с просачиванием в плитном фундаменте:
Внутренняя дренажная плитка может уменьшить гидростатическое давление и предотвратить попадание воды снизу и повреждение механических систем. Размещение отопительного канала и других механических элементов под плитой усложнит установку, но дренажная плитка будет эффективна, если она установлена ниже уровня любого воздуховода ОВиКВ;
Наружная дренажная черепичная система с наружной гидроизоляционной мембраной, нанесенной на морозостойкие стены, предотвратит дальнейшее проникновение воды через них; и,
Конечно, надлежащий дренаж во дворе и управление водными ресурсами, такие как поддержание водосточных желобов в чистоте и течении, а также расширение водосточных труб вдали от дома, помогут сохранить плиту сухой.
Итак, только потому, что ваш дом был построен на плитном фундаменте, не думайте, что вы вытянули карту «Выйти из тюрьмы бесплатно», когда дело доходит до проблем с просачиванием.
особенности эксплуатации и технология производства
Насосно-компрессорные трубы НКТ используются для добычи полезных ископаемых с помощью буровых вышек. Также их можно использовать для создания компактных небольших артезианских скважин. Они могут отличаться по длине, толщине стенки, материалу и так далее. Консервация, хранение и транспортировка этих деталей нужно осуществлять в соответствии со стандартом ГОСТ. Это повысит срок годности изделий, сделав их более прочными, надежными. Но зачем нужны насосно-компрессорные трубы? Сколько весит стандартная труба НКТ согласно ГОСТ? И как правильно хранить эти детали на складе? В статье эти вопросы будут рассмотрены.
Содержание
1 Принцип работы буровых вышек
1.1 Технология бурения
2 Требования ГОСТ
3 Функции, особенности НКТ
3.1 Вес труб НКТ
4 Особенности эксплуатации и хранения
5 Технология производства
6 Заключение
Принцип работы буровых вышек
Чтобы разобраться в назначении НКТ, нужно знать принцип работы буровых вышек. Для добычи воды, газа и нефти, которые расположены глубоко под землей, применяются буровые установки. Они отличаются друг от друга по множеству параметров — принцип работы, конструкция, эксплуатационные характеристики и другие. Обычно буровая установка состоит из трех элементов — надземная платформа, бурильная колонна и система питания. Также в состав установки могут входить дополнительные элементы — контролирующий пневмопривод, система охлаждения бура, датчики оповещения и так далее.
Технология бурения
На подготовительном этапе геологи проводят разведку, намечают предполагаемое место бурения. Потом монтируется буровая платформа, выполняется тестовый запуск установки. Во время теста проверяются следующие параметры — качество сочленения деталей друг с другом, уровень вибрации, уровень нагрузки на электродвигатель.
Если с платформой все хорошо, выполняется бурение скважины. Для бурения используется бурильная колонна, которая подключена к электрическому двигателю. На конце колонны имеется острый наконечник-долото, который разрушает твердые горные породы.
Во время работы бурильная колонна вращается вдоль своей оси, что приводит к образованию скважины. Одновременно с этим выполняется подача отработанного грунта на поверхность. Современные установки оснащаются системой подачи защитных химикатов, которые минимизирует риск повреждения буровой колонны.
После создания скважины необходимо выполнить ее фиксацию. Для решения этой задачи может использоваться две технологии. В первом случае в скважину устанавливается дополнительная труба, которая создает зазор между колонной и самой трубой. В этот зазор заливается мягкие смеси, которые быстро затвердевают. На практике этот метод применяется редко. Во втором случае в скважину монтируется обсадной трубопровод, который обладает толстыми стенками и может выдержать любые нагрузки.
После укрепления скважины в обсадной трубопровод вводятся трубы для откачки полезных ископаемых или воды. В качестве такой трубы могут применяться НКТ. Перед их введением в скважину они скрепляются с помощью скважин-муфт, которые превращают отдельные трубы НКТ в единую компрессионную колонну. Для добычи полезных ископаемых запускается электрических двигатель, что приводит перекачиванию нефти или газа из скважины на поверхность. На буровой платформе полезные ископаемые упаковываются в емкости (бочки, резервуары, чаны).
Обратите внимание, что труба НКТ может использоваться и по другим сценариям. Простой пример: трубопровод можно настроить не на всасывание жидкостей, а на их распыление. Эта технология позволяет проводить нагнетание жидкостей, что может пригодиться в некоторых сферах человеческой деятельности. Примеры — ремонт скважин, геологическая разведка, локальное увеличение давления, создание дополнительных притоков к основной скважине.
Требования ГОСТ
Труба НКТ используется для транспортировки жидких, газообразных веществ из скважин на поверхность. В техническом плане они представляют собой обычные бесшовные трубы. Согласно ГОСТ они должны обладать следующими свойствами:
Высокая прочность. Во время работы добывающей платформы по трубопроводу под давлением будут проходить жидкости и газы. Нужно чтобы трубопроводная установка сохраняла свою прочность и не растрескивалась. Даже небольшие течи или трещин приведут к полной разгерметизации установки, что может привести к выходу из строя всей платформы.
Устойчивость к растяжению. Большинство современных скважин не являются полностью прямыми. Это вызвано различными причинами: недостатки бурения, изменение формы скважины в связи с движением земли и так далее. Важно, чтобы трубы сохраняли свою форму и не растрескивались при изгибе. В случае низкой устойчивости к растяжению колонна может дать течь, что приведет разрушению системы.
Плотность, герметичность. Материал, из которого изготовлены трубопровод, должен быть плотным и герметичным. Особенно критичен фактор для концов установки, на которые будет наноситься резьба. Если материал будет пластичным, то резьба выйдет некачественной. Из-за этого нарушится герметичность швов, что может привести к разгерметизация системы.
Коррозийная устойчивость. По трубопроводу во время работы буровой установки будет проходить большое количество жидкости или пара. Это может привести к образованию ржавчины, что приведет к разрушению трубной колонны. Для изготовления НКТ применяется высокоуглеродистая сталь, которая содержит легирующие добавки на основе хрома. Этот компонент препятствует образованию ржавчины, а также стимулирует образование защитной оксидной пленки на поверхности металла. Благодаря этому установка не растрескивается и не ржавеет во время работы вышки.
Функции, особенности НКТ
Основные функции насосно-компрессионных трубопроводов — извлечение жидкостей и газов из скважин, поддержание пластового давления, капитальный ремонт скважин. В качестве исходного материала обычно используется сталь со средним или высоким содержанием углерода. Также могут применяться другие материалы — пластик, алюминий, медь + различные сплавы. Подобные трубопроводные системы будут обладать низкой прочностью, поэтому НКТ из этих материалов применяются только в случае небольших скважин (дачные участки, небольшие артезианские скважины). Для добычи полезных ископаемых трубы прикрепляются друг друга, образуя единую колонну.
Для соединения отдельных элементов друг с другом используются следующие технологии:
Резьбовое соединение. Данная технология применима только в том случае, если на концах труб имеется резьба (наносится на заводе). Для соединения двух отдельных деталей применяется муфта НКТ, которая имеет внутреннюю резьбу. Для соединения концы трубопроводов зачищаются с помощью полировочных инструментов. Потом на одну трубу навинчивается муфта НКТ (на половину резьбы). После этого вторая труба НКТ также закручивается в муфту. При необходимости проводится дополнительная регулировка деталей, чтобы обеспечить герметичность соединения.
Сварка или пайка. Эта технология применяется в том случае, если концы труб не имеют резьбы (либо ее качество низкое). Для соединения детали располагают близко друг к другу — потом с помощью сварочного аппарата они соединяются. Может применяться любой метод сварки — автомат, полуавтомат, электродуговой метод и другие. Основная сложность сварки заключается в том, что трубопроводные детали обычно сделаны из стали. Поэтому концы придется нагревать до высоких температур, что усложняет техническую процедуру. На практике сварочная технология используется редко в связи с ее сложностью.
Вес труб НКТ
Вес трубы НКТ зависит от трех параметров — общий диаметр, толщина стенок и типовая длина. Популярны компрессионные НКТ73-5,5 и НКТ89-7 — числа означают диаметр сечения, толщину стенки. Длинные толстостенные трубы обладают большим весом, тогда как короткие тонкие детали будут иметь небольшую массу.
Диаметр сечения (мм)
Толщина стенки (мм)
Типовая длина (м)
Примерный вес (кг)
73
5,5
2
19
73
5,5
3
28,5
73
5,5
4
38
89
7
2
29,5
89
7
3
44
89
7
4
58,5
Особенности эксплуатации и хранения
Рассмотрим некоторые особенности эксплуатации, хранения НКТ:
Использование смазки. Перед монтажом насосно-компрессорной колонны необходимо смазать конец НКТ защитной смазкой. Тип смазки зависит от характера скважины, типа обсадной трубы и категории металла, из которого сделан трубопровод. Смазку нужно наносить аккуратно в соответствии с правилами дозировки. Недостаток смазки или ее избыток негативно влияют на прочность конструкции, а также усложняют ее монтаж.
Сварочная защитная среда. Пайку следует проводить в защитной среде (аргон). Если защитный газ не использовать, то есть риск, что по время сварки будут повреждены металлические края детали. Это серьезно повышает вероятность коррозии, которая приведет к деформации и растрескиванию насосной колонны.
Удаление трубы из системы. В случае длительного простоя буровой платформы необходимо обязательно демонтировать НКТ. Ведь края трубы находятся в постоянном контакте с жидкой средой, что может привести к коррозии. После демонтажа необходимо промыть установку и смазать ее защитной смазкой. Проверить отсутствие повреждений, трещин, коррозийный участков.
Хранить трубы НКТ можно в любом сухом прохладном месте. Лучше упаковать их в специальные блоки из дерева, пластика и металла. Лучше всего хранить такие блоки на складе с хорошей вентиляцией. В соответствии с правилами ГОСТ на каждую запчасть должна быть нанесена отметка. Она должна содержать все важные данные о детали — маркировка, тип, краткие сведения о производителе, информация о рабочих, ответственных за ее изготовление в цеху. Блоки с трубами разрешается транспортировать любым удобным способом (с помощью грузовиков или поездов, самолетами, водным транспортом и так далее). В случае продажи по требованию покупателя необходимо выполнить контрольные процедуры, доказывающие, что детали находятся в надлежащем состоянии.
Технология производства
Трубы НКТ делаются в несколько этапов:
Изготовление трубы стандартного типа. После выплавки металла формируется полая заготовка-полуфабрикат, которая попадает в трубопрокатный цех. Здесь из заготовки формируется полноценная деталь методом холодного или горячего проката. В конце выполняется закалка запчасти, а также ее охлаждение (при необходимости). Если запчасть будет какое-то время храниться в цеху, то на нее наносится промежуточная маркировка в соответствии с правилами ГОСТ.
Подготовительные работы. Теперь готовая трубопроводная деталь попадает в производственный цех. Здесь запчасть обезжиривается, а потом выполняется ее зачистка. Для зачистки применяется шлифовальная техника, ручная обработка применяется редко в связи с ее низкой эффективностью.
Нанесение резьбы на один конец. После обработки выполняется контрольная ультразвуковая дефектоскопия. Если с запчастью все хорошо, на один из ее краев наносится резьба с помощью специальных инструментов. Сразу же после нанесения резьбы проводится повторная дефектоскопия, которая позволяет установить качество резьбы. Если все хорошо, на конец детали монтируется муфта НКТ. Потом выполняется водная прочистка установки.
Нанесение резьбы на второй конец. Теперь рабочий с помощью инструментов наносит резьбу на другой конец детали. Потом он выполняет контрольную дефектоскопию, а проверка выполняется два раза, поскольку на данный конец не будет монтрироваться защитная муфта. Если с запчастью все хорошо, на резьбу навинчивается защитный кожух-протектор.
В конце выполняется финальная обработка, упаковка, транспортировка. По завершении всех работ готовая запчасть промывается и проверяется на наличие дефектов, повреждений, царапин. Также выполняется контрольное взвешивание и наносится маркировка ГОСТ. Если все хорошо, запчасть проходит процедуру консервации. В конце она упаковывается в металлические, пластиковые или деревянные блоки для хранения на складе.
Заключение
Трубы НКТ представляют собой пустотелые бесшовные тела цилиндрической формы из высокоуглеродистой стали с добавлением вольфрама и хрома. Эти детали используют для изготовления насосных колонн, которые используются для добычи нефти, газа и воды при помощи технологии бурения скважин. Трубы скрепляются друг с другом с помощью сварки или резьбовых муфт.
Для добычи полезных ископаемых делается скважины, в которую устанавливается обсадная труба — в нее монтируется труба НКТ. По ГОСТ все трубопроводы должны обладать высокой прочностью, устойчивостью к растяжению, гибкостью, высокой устойчивостью к коррозии.
Используемая литература и источники:
Металловедение для машиностроения. Справочник: моногр. / К.Г. Шмитт-Томас. — М.: Металлургия, 1995.
Гидротехнические сооружения / М.М Гришин. — М.: М. Издательство литературы по строительству и архитектуре; Издание 2-е
Монтаж систем внешнего водоснабжения и канализации / ред. А.К. Перешивкин, А.А. Александров, Н.Я. Далматова, и др.. — M.: Стройиздат
Независимо от номера спецификации все трубы определенного размера имеют одинаковый наружный диаметр (несмотря на производственные допуски). Чем выше график, тем больше толщина стенки и внутренний диаметр (внутренний диаметр) меньше.
Мы специально отказываемся от каких-либо явных или подразумеваемых гарантий относительно информации на этих страницах. Никто, связанный с этим сайтом, не будет нести ответственности за убытки, ущерб или травмы, возникшие в результате использования любой информации, найденной на этой или любой другой странице этого сайта.
На этой странице много листов данных, и систематизировать их было сложно. Для простоты таблицы данных организованы по материалам, а затем по спецификации труб.
Зубчатые колеса, шкивы, звездочки и другие вращающиеся детали машин устанавливаются на валах и осях. Между этими двумя элементами механизмов имеется существенное различие, заключающееся в функциональном назначении и некоторым другим признакам.
Вал предназначен для передачи вращающего момента вдоль своей оси, а также для поддержания расположенных на нем деталей и восприятия всех действующих на эти детали внешних нагрузок.
В отличие от вала, ось только поддерживает установленные на ней детали и воспринимает действующие на них нагрузки, кроме вращающего момента, т. е. не испытывает деформацию кручения. Оси могут быть неподвижными (например, неподвижная ось в виде цапфы автомобильного колеса на управляемом мосту) или подвижными, т. е. вращаться вместе с размещенными на них деталями (ось колесной пары железнодорожного вагона).
Классификация валов более обширная – они могут различаться по нескольким признакам.
***
Классификация валов
По назначению валы делят на коренные, передаточные, трансмиссионные, гибкие и торсионные.
Коренные валы несут основные рабочие узлы машины (коленчатый вал двигателя, ротор турбины и т. п.).
Передаточные валы несут детали передач (зубчатые колеса, шкивы, звездочки и т. п.). В отличие от коренного вала передаточные служат для выполнения промежуточной функции в агрегатах машины при передаче крутящего момента. Так, передаточными валами являются первичный и вторичный валы КПП, валы главной передачи, раздаточной коробки и т. п.
Трансмиссионные валы служат для передачи вращающего момента между отдельными агрегатами и рабочими узлами машины. Примеры трансмиссионных валов: карданная передача, полуоси, ведущие валы с шарнирами равных угловых скоростей в легковых автомобилях с передними ведущими колесами и т. п.
Гибкие (гибкие проволочные) валы допускают передачу вращающего момента при значительных перегибах оси. Такие валы встречаются, например, в контрольно-измерительных приборах (трос спидометра), механизированном инструменте (вал бормашины стоматолога).
Торсионные валы (торсионы) – валы малых диаметров, служащие для передачи вращающих моментов. Такие валы допускают закручивание относительно оси на значительные углы.
По форме геометрической оси валы подразделяют на прямые и непрямые – коленчатые и эксцентриковые. Примером эксцентрикового вала может служить вал газораспределительного механизма двигателя внутреннего сгорания.
Оси, как правило, изготавливают прямыми. По конструкции прямые валы и оси мало отличаются друг от друга.
Прямые валы и оси могут быть гладкими или ступенчатыми. Ступенчатая форма способствует равномерной напряженности вала по длине, а также упрощает монтаж деталей, расположенных на нем.
По форме поперечного сечения валы и оси бывают сплошные и полые (с осевыми отверстиями). Полые валы применяют для уменьшения массы или для размещения внутри них других деталей или элементов конструкции, а также для подвода масла смазочной системы.
По внешнему очертанию поперечного сечения валы разделяют на шлицевые и шпоночные, имеющие на некоторой длине шлицевой профиль или профиль со шпоночным пазом.
***
Конструктивные элементы осей и валов
Отдельные элементы валов и осей имеют специфические названия. В частности, опорные части валов и осей, т. е. участки, которыми вал или ось опирается на подшипник, принято называть цапфами. При этом различают следующие виды цапф – шипы, шейки и пяты.
Шипом называют цапфу, расположенную на конце вала или оси и передающую преимущественно радиальную силу.
Шейкой называют промежуточную цапфу вала или оси. Как и шип, шейка передает, преимущественно, радиальную силу.
Опорами для шипов и шеек служат подшипники скольжения или качения.
Шипы и шейки по форме могут быть цилиндрическими, коническими или сферическими. В большинстве случаев применяют цилиндрические цапфы.
Пятой называют цапфу, передающую осевую силу. Опорами для пят служат подпятники. Пяты по форме бывают кольцевыми, сплошными и гребенчатыми. Гребенчатые пяты применяются редко.
Посадочные поверхности валов и осей под ступицы насаживаемых деталей выполняют цилиндрическими или коническими. Конические концы валов чаще всего изготавливают с конусностью 1:10. Конусные поверхности валов применяют для облегчения монтажа устанавливаемых на вал тяжелых деталей, быстрой их смены, для повышения точности центрирования деталей и обеспечения требуемого натяга при сборке.
Переходные участки ступенчатых валов и осей между двумя ступенями разных диаметров выполняют с канавкой со скруглением шириной 3…5 мм и глубиной 0,25…0,5 мм, с галтелью постоянного максимально возможного радиуса или с галтелью переменного радиуса (галтель – поверхность плавного перехода от ступени меньшего сечения к большему). Назначение переходных участков валов и осей – уменьшение концентрации напряжений в местах изменения формы сечения этих деталей. Для повышения несущей способности валов и осей часто выполняют деформационное упрочнение галтелей наклепом.
***
Критерии работоспособности валов и осей
Основными критериями работоспособности валов и осей являются прочность и жесткость. Валы и вращающиеся оси при работе испытывают циклически изменяющиеся напряжения. Прочность оценивают коэффициентом запаса прочности при расчете валов и осей на сопротивление усталости, а жесткость – прогибом, углами поворота или закручивания сечений в местах установки деталей.
Практикой установлено, что разрушение валов и осей быстроходных машин в большинстве случаев носит усталостный характер, поэтому основным является расчет на сопротивление усталости.
Основными расчетными силовыми факторами являются вращающие Т и изгибающие М моменты. Влияние растягивающих и сжимающих сил на прочность незначительно, и их в большинстве случаев не учитывают.
***
Проектировочный и проверочный расчеты валов и осей
При проектировании валов и осей выполняют проектировочный расчет на статическую прочность с целью ориентировочного определения диаметров ступеней. При проектировочном расчете валов редуктора обычно определяют диаметры концевых сечений входного и выходного валов, а для промежуточных валов – диаметр в месте посадки колес.
Диаметр расчетного сечения вала определяют по формуле, известной из курса сопротивления материалов:
d3 ≥ 103(Мк/0,2[τ]к),
где Мк = Т – крутящий момент, действующий в расчетном сечении, Нм; [τ]к – допускаемое напряжение при кручении для материала вала, МПа.
Полученный расчетный диаметр вала округляют до ближайшего диаметра стандартного ряда по ГОСТ.
Проектировочный расчет осей чаще всего выполняют аналогично расчету балок с шарнирными опорами обычными методами сопротивления материалов.
Проверочный расчет валов и осей проводят на сопротивление усталости и на жесткость. Проверочный расчет выполняют после окончательной разработки конструкции вала или оси на основе проектировочного расчета. Проверку на сопротивление усталости производят по коэффициенту запаса прочности по максимальной длительно действующей нагрузке без учета кратковременных пиковых нагрузок (например, в период пуска).
Расчет валов на жесткость выполняют в случае, когда деформации (линейные или угловые) неблагоприятно влияют на работу сопряженных с валом деталей (зубчатых колес, подшипников и т. п.). Различают изгибную и крутильную жесткость вала. Изгибная жесткость оценивается прогибом вала, крутильная – углом закручивания.
Проверочный расчет осей на сопротивление усталости и изгибную жесткость выполняют аналогично расчету валов, с учетом того, что для осей Мк = 0.
При разработке конструкции валов или осей рекомендуется детали, располагаемые на них, размещать по возможности ближе к опорам для уменьшения изгибающих моментов.
С целью уменьшения мест концентрации напряжений следует избегать излишних ступеней, отверстий и шпоночных пазов, а также других отклонений формы поперечного сечения вала или оси. Переходные участки следует выполнять в виде галтелей или канавок со скруглениями.
***
Подшипники
Главная страница
Страничка абитуриента
Дистанционное образование
Группа ТО-81
Группа М-81
Группа ТО-71
Специальности
Ветеринария
Механизация сельского хозяйства
Коммерция
Техническое обслуживание и ремонт автотранспорта
Учебные дисциплины
Инженерная графика
МДК.01.01. «Устройство автомобилей»
Карта раздела
Общее устройство автомобиля
Автомобильный двигатель
Трансмиссия автомобиля
Рулевое управление
Тормозная система
Подвеска
Колеса
Кузов
Электрооборудование автомобиля
Основы теории автомобиля
Основы технической диагностики
Основы гидравлики и теплотехники
Метрология и стандартизация
Сельскохозяйственные машины
Основы агрономии
Перевозка опасных грузов
Материаловедение
Менеджмент
Техническая механика
Советы дипломнику
Олимпиады и тесты
«Инженерная графика»
«Техническая механика»
«Двигатель и его системы»
«Шасси автомобиля»
«Электрооборудование автомобиля»
Валы и оси
Категория:
Крановщикам и стропальщикам
Публикация:
Валы и оси
Читать далее:
Подшипники
Валы и оси
Что называется валом?
Валом называется деталь, вращающаяся в подшипниках и предназначенная для поддержания на ней цщивов, маховиков, зубчатых колес и для передачи вращающего момента.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Рис. 1. Вал: 1 — шип; 2 —шейка
Как подразделяются валы по геометрической форме?
По геометрической форме валы делятся на прямые, коленчатые и гибкие, а по типу сечения подразделяются на сплошные и полые. Полые валы применяется в тех случаях, когда надо уменьшить массу или пропустить через отверстие вала другую деталь (рис. 1).
Что называется цапфой?
Часть вала Или оси, которая находится в подшипнике (опоре), называется цапфой. Цапфа, находящаяся на конце вала или оси, называется шипом. Цапфа, расположенная в промежутке между другими участками вала, называется шейкой.
Что называется осью?
Осью называется деталь, поддерживающая раздающиеся части, но не передающая движение. Оси бывают неподвижные и подвижные.
Что называется галтелью?
Поверхность плавногб перехода от одной ступени оси или вала (если они ступенчатые) к другой, соседней, ступени называется галтелью.
Из какого материала изготовляют валы и оси?
Валы и оси изготовляют в основном из углеродистых и легированных конструкционных сталей, так как они должны обладать высокой прочностью и хорошо обрабатываться на станках.
—
Валы и оси выполняются в виде стержней различных сечений. Оси поддерживают вращающиеся части машин; они могут быть вращающимися и неподвижными. Валы не только поддерживают вращающиеся части машин, но и передают вращение. Валы и оси изготовляются из проката, поковок и штамповок путем обработки -на металлорежущих станках.
Ответственные валы проходят термическую обработку, которая улучшает качество и увеличивает арок их службы. Валы рассчитывают на прочность (изгиб и кручение), жесткость и колебание (резонанс).
Рис. 2. Валы и оси а — вал; б — неподвижная ось; в — вращающаяся ось
Шейки, шипы и пяты. Части валов и осей, передающие поперечные нагрузки на опоры, называются шейка-м и (если они являются промежуточными участками) и шипами (если они являются концевыми). Части валов и осей, передающие продольные нагрузки на опоры, называются пятами. Различают пяты: верхние, нижние и средние. Шипы чаще всего изготовляются цилиндрическими, коническими, а также и шаровыми (при значительных изменениях положения геометрической оси вала).
Рис. 3. Схемы опорных частей , осей и валов а — шейка, ограниченная буртиками; б — цилиндрический шип; в — цилиндрическая пята; г — кольцевая (гребенчатая) пята; д — шаровая пята
Шейки протачиваются и обычно имеют диаметр меньший, чем диаметр вала, или отделяются от вала буртиками. Пяты бывают цилиндрические, гребенчатые и шаровые.
Валы
: определение, типы и применение
Вал определяется как вращающийся элемент машины, обычно круглого сечения, который используется для передачи мощности от одной части к другой или от машины, производящей энергию, к машине, поглощающей мощность.
Вал является важным элементом машин. Они поддерживают вращающиеся детали, такие как шестерни и шкивы, и сами поддерживаются подшипниками, установленными в жестком корпусе машины.
Валы выполняют функцию передачи мощности от одного вращающегося элемента к другому, поддерживаемому им или соединенному с ним. Таким образом, они подвергаются крутящему моменту из-за передачи мощности и изгибающему моменту из-за реакции элементов, которые на них поддерживаются.
Валы следует отличать от осей, которые также поддерживают вращающиеся элементы, но не передают мощность.
Валы всегда имеют круглое поперечное сечение и могут быть сплошными или полыми. Валы делятся на прямые, коленчатые, гибкие и шарнирные. Прямые валы чаще всего используются для передачи мощности.
Такие валы обычно изготавливаются в виде ступенчатых цилиндрических стержней, то есть они имеют различные диаметры по всей длине, хотя валы постоянного диаметра было бы легко изготовить. Ступенчатые валы соответствуют величине напряжения, которое меняется по длине.
Кроме того, валы одинакового диаметра не подходят для сборки, разборки и технического обслуживания, такие валы усложнили бы крепление устанавливаемых на них деталей, в частности подшипников, имеющих ограничение от скольжения в осевом направлении.
При определении формы ступенчатого вала следует учитывать, что диаметр каждого поперечного сечения должен быть таким, чтобы каждая насаженная на вал часть имела удобный доступ к своему посадочному месту.
Материал, используемый для вала ts
Материал, используемый для обычных валов, представляет собой мягкую сталь. Когда требуется высокая прочность, используется легированная сталь, такая как никелевая, никель-хромовая или хромованадиевая сталь. Валы, как правило, формируются путем горячей прокатки и обрабатываются по размеру путем холодной вытяжки или токарной обработки и шлифования.
Материал, используемый для валов, должен обладать следующими свойствами:
Он должен обладать высокой прочностью.
Должна быть хорошая механизация.
Должен иметь низкий коэффициент чувствительности.
Должен иметь хорошие свойства термообработки.
Должен обладать высокими износостойкими свойствами.
В качестве материалов для обычных валов используется углеродистая сталь марок 40 С8, 45 С8, 50 С4 и 50 С12.
Производство Ша fts
Валы обычно изготавливают горячей прокаткой и придают форму холодным волочением или точением и шлифованием. Холоднокатаные валы прочнее горячекатаных, но имеют более высокие остаточные напряжения.
Остаточное напряжение может вызвать деформацию валов при механизации, особенно при нарезании пазов или шпонок. Валы большего диаметра обычно куют и обрабатывают на токарном станке.
Типы валов
Валы в основном подразделяются на два типа:
Валы трансмиссии используются для передачи мощности между источником и машиной, поглощающей мощность. например, промежуточные валы, линейные валы и все заводские валы.
Валы машины являются неотъемлемой частью самой машины. например, коленчатый вал
Полуоси используются в транспортных средствах.
Вал шпинделя представляет собой вращающийся вал с приспособлением для удержания инструмента или заготовки.
Связанный: 1. Что такое коленчатый вал? 2. Что такое ось в автомобиле?
Стандартные размеры валов:
Стандартные размеры валов трансмиссии :
от 25 до 60 мм с шагом 5 мм
от 60 мм до 1910 мм с шагом 104 мм 90 10 30 мм с шагом 104 мм
до 140 мм с шагом 15 мм и
от 140 мм до 500 мм с шагом 20 мм
Стандартная длина валов 5 м, 6 м и 7 м.
Стандартные размеры Машинные валы :
До 25 мм с шагом 0,5 мм
Преимущества валов:
Система вала менее подвержена заклиниванию.
Меньше обслуживания, чем у цепной системы, когда к приводному валу прикреплена трубка.
Полый вал имеет меньший вес по сравнению со сплошным валом при одинаковой передаче крутящего момента.
Внутренняя форма полого вала полая, поэтому требуется меньше материалов.
Прочный вал с низкой вероятностью поломки.
Высокий полярный момент инерции
Высокая прочность на кручение
Недостатки валов:
Потеря мощности из-за слабой муфты.
Валы могут вибрировать при вращении.
Производил постоянный шум
Затраты на техническое обслуживание и производство были высокими.
Производственный процесс сложен.
Время простоя увеличилось из-за механических проблем.
Использование гибких муфт, таких как муфта с листовой пружиной, может привести к потере скорости между валами.
Изменить скорость оказалось не так просто.
Масло капает из верхнего вала.
Часто задаваемые вопросы.
Что такое вал?
Вал представляет собой вращающийся элемент машины с длинной рукоятью копья или аналогичного оружия, обычно круглого сечения, который используется для передачи мощности от одного вращающегося элемента к другому, поддерживаемому им или соединенному с ним.
Какие бывают типы валов?
Типы валов: 1. Передаточные валы используются для передачи мощности между источником и машиной, поглощающей мощность. например, промежуточные валы, линейные валы и все заводские валы. 2. Валы машины являются неотъемлемой частью самой машины. например, коленчатый вал 3. Полуоси используются в транспортных средствах. 4. Вал шпинделя представляет собой вращающийся вал с приспособлением для удержания инструмента или заготовки.
Каково назначение механического вала?
Термин «вал» обычно относится к компоненту круглого поперечного сечения, который вращается и передает мощность от приводного устройства, такого как двигатель, через машину. Валы могут нести шестерни, шкивы и звездочки для передачи вращательного движения и мощности через сопряженные шестерни, ремни и цепи.
Что делает механический вал?
Механический вал представляет собой элемент механической передачи мощности, обычно круглый в поперечном сечении, сплошной или полый, который передает крутящий момент и вращательное движение от одного устройства к другому.
Что такое вал и его применение?
Термин «вал» обычно относится к компоненту круглого поперечного сечения, который вращается и передает мощность от приводного устройства, такого как двигатель, через машину. Валы могут нести шестерни, шкивы и звездочки для передачи вращательного движения и мощности через сопряженные шестерни, ремни и цепи.
Читайте также
Что такое шпонка вала?
Что такое муфта или муфта вала?
Что такое коленчатый вал?
Что такое ось в автомобиле?
Категории Оборудование Теги Распределительный вал, Коленчатый вал, Механическая передача энергии, Вал
Типы валов: определение, применение, материалы, размер, использование, конструкция, преимущества и недостатки мощность от одной части к другой или от машины, производящей энергию, к машине, поглощающей энергию. Для передачи мощности один конец вала соединяется с источником энергии, а другой конец вала соединяется с машиной. Вал может быть сплошным или полым в зависимости от требований, полый вал помогает снизить вес и обеспечивает преимущество.
Общее описание вала
Валы являются одним из очень важных элементов, используемых в машинах. Они предназначены для поддержки вращающихся частей, таких как шкивы и шестерни, и поддерживаются подшипниками, установленными в жестком корпусе машины. Шестерни и шкив, установленный на валу, помогают передавать движение. Многие другие вращающиеся элементы крепятся на вал с помощью шпонки. Они подвергаются изгибающему моменту и крутящему моменту из-за реакции на элементы, поддерживаемые валом, и крутящего момента из-за передачи мощности. Валы всегда имеют круглое поперечное сечение и могут быть как полыми, так и сплошными.
Валы могут быть коленчатыми, прямыми, шарнирными или гибкими, но прямые валы обычно используются для передачи мощности.
Валы, как правило, конструируются как цилиндрические стержни с закруглением, поэтому они имеют разные диаметры по всей длине, хотя валы постоянного диаметра легко изготовить. Величина напряжения в ступенчатых валах зависит от их длины. Валы одинакового диаметра не поддаются разборке, сборке, техническому обслуживанию и создают сложности при креплении подогнанных к ним деталей специально подшипников.
Типы валов
Различные типы валов: (Типы шпонок вала)
1. Трансмиссионный вал
Эти ступенчатые валы используются для передачи мощности от одного источника к другому, поглощающего энергию машины. сила. На ступенчатой части вала установлены шестерня, ступица или шкив для передачи движения. Пример: верхние валы, линейные валы, промежуточные валы и все заводские валы.
2. Полуось
Эти валы поддерживают вращающийся элемент, такой как колесо, и могут входить в корпус с подшипником, но ось не вращается. В основном они используются в транспортных средствах. Пример: ось в автомобиле.
3. Вал шпинделя
Это вращающаяся часть машины; он содержит инструмент или рабочее пространство. Это короткий вал, который используется в машинах. Пример: шпиндель токарного станка.
4. Вал машины
Эти валы находятся внутри узла и являются неотъемлемой частью машины. Пример: Коленчатый вал в двигателе автомобиля представляет собой машинный вал.
Материалы, используемые для вала
Обычно для изготовления вала используется мягкая сталь. Если требуется высокая прочность, то используется легированная сталь, такая как никель-хромовая, никелевая, хром-ванадиевая сталь. Они обычно формируются путем горячей прокатки и холодного волочения и шлифования.
Материалом, который обычно используется для обычных валов, является углеродистая сталь марок 50 С12, 50 С4, 45 С8, 40 С8.
Материалы, используемые для вала, должны иметь следующие свойства:
Материал должен обладать высокой прочностью.
Материал должен иметь высокую износостойкость.
Материал должен обладать свойствами термообработки.
Материал должен обладать хорошей механизацией.
Материал должен иметь низкий коэффициент чувствительности к надрезу.
Стандартные размеры валов
Машинный вал
До 25 мм с шагом 0,5 мм.
Трансмиссионный вал
Стандартный размер вала — Шаги размеры
25 мм до 60 мм — 5. Стадия
9000 20 MM. от 110 мм до 140 мм – шаг 15 мм
от 140 мм до 500 мм – шаг 20 мм
Стандартные размеры валов машин до 25 мм с шагом 5 мм. Для валов стандартная длина составляет 5 м, 6 м и 7 м, но обычно принимается от 1 до 2 м.
Изгибающие напряжения сжимающего или растягивающего характера, вызванные силами, действующими на такие элементы машины, как шкивы и шестерни, а также собственным весом вала.
Комбинированное напряжение из-за изгибающих и скручивающих нагрузок.
Расчетные напряжения
Максимально допустимые напряжения сдвига составляют:
56000 кН/м2 для валов с учетом шпоночных пазов.
42000 кН/м2 для валов без припуска на шпоночные пазы.
Максимально допустимые напряжения изгиба составляют:
112000 кН/м2 для валов с учетом шпоночных пазов.
84000 кН/м2 для валов без припуска на шпоночные пазы.
Производство валов
Валы изготавливаются методом горячей прокатки. Прочность вала выше при холодной прокатке по сравнению с горячей прокаткой, но холодная прокатка приводит к высоким остаточным напряжениям, что приводит к деформации вала при механической обработке. Процесс ковки используется для изготовления валов большего диаметра. После прокатки валы затем подвергаются процессу торцевой обработки, при котором один конец вала нагружается на контроль, а другой конец вала поддерживается револьверной головкой токарного станка. Для чистовой обработки вала инструмент удерживает стойку инструмента, и при включении питания патрон начинает вращать вал.
Циферблатный индикатор используется для проверки концентричности вала перед его механической обработкой, и многие операции, такие как токарная обработка, торцевание, нарезание канавок, конусная токарная обработка и т. д., выполняются в зависимости от использования.
Такие приложения, как большие объемы, ЧПУ лучше всего подходят для конечного рабочего процесса. И это также может быть выполнено с двухсторонним станком с ЧПУ, в котором вал удерживается между вращающимся инструментом и приспособлениями для обработки. Для достижения концентричности и округлости вращающиеся инструменты должны быть обращены друг к другу по средней линии. Трансмиссионные валы и двигатели обычно изготавливаются с помощью этого процесса.
Передача мощности через вал
Мы знаем, что валы используются для передачи мощности, поэтому формула, используемая для расчета передачи мощности: скорость в оборотах в минуту (об/мин)
T крутящий момент в Нм.
Скорость вала, используемого для различных применений
Применение – – Скорость в об/мин
Машины — 100 — 200
Деревянный механизм — 250 — 700
Текстильная промышленность — 300 — 800
Световой машины — 150 — 300
. два разных процесса, которые основаны на различных соображениях нагрузки:
1. Расчет вала на основе прочности
Валы трансмиссии обычно подвержены изгибающему моменту, крутящему моменту, осевой растягивающей силе и их комбинациям. Как правило, валы подвергаются комбинированному нагружению крутильными и изгибающими напряжениями.
Вал, подвергнутый растягиванию напряжения
растягивающие напряжения = P/ A
Где, a = (π/ 4) x D²
Dis диаметр вала в MM
11111188888888888888888888888888 8888 888 подвергается изгибающему моменту
Напряжение изгиба = (Mb x Y)/ I
Где,
Mb = изгибающий момент
Y = D/ 2, где D — диаметр
I = момент инерции = (π x D⁴)/ 64
Вал, находящийся под действием крутящего момента
Напряжение кручения = Mt x R/J
Где,
Mt = крутящий момент
R = D/ 90 J 2, где D — диаметр момент инерции = (π x D⁴)/ 32
2. Проектирование вала по принципу жесткости
Трансмиссионный вал считается жестким по жесткости на кручение, если вал не слишком сильно скручивается.
{Mt/J} = {(G x ө)/L}
Где,
Mt = крутящий момент в Н – мм
Дж = полярный момент инерции = (π x D⁴)/ 32
D = диаметр вала в мм
Ө = угол закручивания
G = Модуль жесткости в Н/мм²
Преимущества валов
Вероятность заклинивания меньше.
Требуют меньше обслуживания по сравнению с цепной системой.
Обладают высокой прочностью на кручение.
Имеют высокое значение полярного момента инерции.
Они очень прочные и с меньшей вероятностью выйдут из строя.
Внутренняя форма полого вала полая, поэтому требуется меньше материала.
Полый вал имеет меньший вес по сравнению со сплошным валом при одинаковом значении передачи крутящего момента.
У них большой радиус вращения.
Недостатки валов
Из-за неплотного соединения имеют потери мощности.
Они вибрировали при вращении.
Создают постоянный шум.
Высокие затраты на производство и обслуживание.
Сложный в производстве.
Изменить скорость вращения вала непросто.
Из-за механических проблем время простоя увеличивается.
Масло капает из верхнего вала.
Использование гибких муфт, таких как рессорная муфта, может привести к потере скорости между валами.
Богатство Идей, Новизна, Оптимизм и Мудрость Рождению гениев пусть помогает трудность.
Трудности эти уже превратились в смыслы. Борьба, Интерес, Наука, Ответственность, Мысли…
Тивикова С.К., зав. каф. начального образования НИРО
Обратная связь
Отправить сообщение с сайта
Партнёры
Главная
>
Методист
>
Авторские мастерские
>
Технология
>
Бешенков С. А.
Технология производства металлов (к параграфу 7)
В природе большинство металлов находится в виде химических соединений, входящих в состав минералов, образующих горные породы. Промышленной рудой называют горную породу, из которой целесообразно извлекать металлы или их соединения.
Существуют четыре группы способов производства металлов:
Физические способы. Простейшим из них является прямое извлечение из природных источников (так добывают самородное золото). Некоторые металлы (платину) получают разложением природных соединений при нагревании.
Восстановление неметаллами. Реакции восстановления идут, как правило, при высоких температурах. В качестве восстановителей применяют такие вещества, как углерод или оксид углерода (для железа, олова и др. ), сернистый газ или сульфиды (для меди, ниобия и др.) или водород (для вольфрама, молибдена и др.)
Электролиз в водных растворах (меди, хрома и др.) или расплавах солей (алюминия, магния и др.) применяется для получения химически активных металлов.
Восстановление металлами. Этот способ требует предварительного получения химически чистых металлов – восстановителей. Металл восстанавливают из оксидов (ванадий, барий и др.) или галогенных соединений (титан, цинк, бериллий и др.). Это самый дорогой способ.
Выплавка чугуна
Выплавка чугуна это процесс восстановление железа из окислов железной руды; науглероживание восстановленного железа углеродом кокса до величин, соответствующих содержанию углерода в чугуне; окислы пустой породы и зола топлива при этом связываются флюсом и переводятся в шлак – легкоплавкое соединение, не смешивающееся с чугуном.
Чугун выплавляют в доменных печах. Сущность процесса заключается в восстановлении окислов железа, входящих в состав руды.
Побочными продуктами доменной плавки является шлак и колошниковый газ. Из шлака производят стекловату, шлакоблоки, цемент, а колошниковый газ используется как топливо.
Производство стали
Производство стали это процесс снижение содержания углерода и примесей в жидком чугуне до значений, определяемых маркой стали, окисление их газообразным кислородом с последующим переводом в газы и шлак; связывание примесей — серы и фосфора в соединения, способные переходить в шлак.
Чугун переделывают в сталь в кислородных конвертерах, мартеновских печах и электропечах. Выплавка стали в конвертерах наиболее производительна. Возможность быстро и точно регулировать температуру, создавать нужную атмосферу или вакуум делают плавку в электропечах наилучшим (а иногда и единственным) способом получения сталей со специальными свойствами.
Для улучшения качества стали разработаны новые технологические процессы: плавка в вакуумных печах, электрошлаковый переплав, ваккуумно-дуговой переплав и т.п.
Получение алюминия
Алюминий получают путем электролиза раствора окиси алюминия (глинозема) в расплавленном криолите, который проводят в специальной ванне, оборудованной катодным и анодным устройствами
Алюминий-сырец, образующийся в результате электролиза, собирается на дне ванны под слоем электролита. Извлекают алюминий из ванны через 2-4 суток, используя вакуум-ковш.
ISUCT e-Learning
ISUCT e-Learning
Skip to main content
Добро пожаловать!
Данный сайт работает в соответствии с Положением об использовании СУО Moodle в образовательном процессе ФГБОУ ВО «Ивановский государственный химико-технологический университет».
Ознакомиться с положением
Краткая инструкция по работе с системой
Уважаемые пользователи образовательного портала ИГХТУ! Если вы первый раз на нашем портале, просим вас ознакомиться с инструкцией по работе с системой.
Ознакомиться с инструкцией
Электронная библиотека
Для всех зарегистрированных участников доступна «Электронная библиотека ИГХТУ» (научно-методические и учебные материалы).
1. Обучающиеся получают учетную запись автоматически, при наличии корректного адреса электронной почты, предоставленного в деканат. Если письмо с инструкцией по входу в систему не пришло на указанный адрес электронной почты, воспользуйтесь формой восстановления пароля https://edu.isuct.ru/login/forgot_password.php, указав во втором поле формы ваш email. Если письмо по-прежнему не приходит (проверьте папку «Спам«), обратитесь в деканат и убедитесь в корректности адреса электронной почты.
2. Если в процессе восстановления пароля система сообщает, что существует несколько записей с одним адресом электронной почты — напишите письмо на почту [email protected], указав Ф.И.О. и номер студенческого билета.
3. Если вы забыли логин или пароль, воспользуйтесь формой восстановления https://edu.isuct.ru/login/forgot_password.php
4. Если курс, к которому вам необходим доступ, требует для записи кодовое слово — обратитесь к своему преподавателю.
5. Доступ сотрудников к образовательному порталу осуществляется по служебной записке от заведующего кафедрой на имя начальника управления информатизации.
Возникающие вопросы, предложения и пожелания по работе с порталом можно отправить на ящик электронной почты: [email protected]
Видеоинструкция: 8 Основ работы на сайте Образовательного портала ИГХТУ
Skip новости сайта
Новости сайта
Уважаемые коллеги!
В последнее время вы могли столкнуться с очень медленной загрузкой страниц образовательного портала в браузере Mozilla Firefox. Это связано с включением для пользователей Firefox по умолчанию политики DNS через HTTPS. Отключить эту политику и вернуть нормальную работу портала …
Read the rest of this topic
(59 words)
Уважаемые коллеги!
Возможность записи в системе видеоконференций BigBlueButton возобновлена.
Уважаемые коллеги!
В связи с резко возросшей нагрузкой на образовательный портал ИГХТУ, возможность записи занятий в системе видеоконференций BigBlueButton временно отключена. При необходимости, запись занятий вы можете осуществлять на своем локальном компьютере с помощью специализированного …
Read the rest of this topic
(49 words)
Чтобы снизить нагрузку на систему видеоконференций BigBlueButton на образовательный портал ИГХТУ был добавлен элемент MS Teams Meeting. Это инструмент от компании Microsoft с функционалом, аналогичным BigBlueButton и Zoom. Для того, чтобы воспользоваться этим продуктом, преподаватель должен иметь. ..Read the rest of this topic
(74 words)
Преподавание в цифровой среде: https://www.youtube.com/channel/UCItmNha8karajDLcboAC5og
Older topics …
Skip course categories
Course categories
Expand all
Search courses:
Что такое технология производства в производстве? | Малый бизнес
Дэниел Р. Мюллер Обновлено 10 апреля 2019 г.
В простейшем смысле определение производственной технологии должно включать любое оборудование, которое делает возможным создание материального физического продукта для бизнеса. Для малого бизнеса это означает, по крайней мере, мастерскую с более сложными операциями, использующими машины и сборочные линии. Выбор масштабной модели производства в пределах капитальных средств компании важен; более простые мастерские, как правило, приводят к меньшим объемам производства, но и меньшим затратам на сборку, в то время как для операций с более высокой производительностью требуются более сложные и дорогостоящие машины, стоимость которых иногда непомерно высока.
Современная ремесленная мастерская
Ремесленная мастерская представляет собой базовый минимальный эффективный уровень современных производственных технологий. Ремесленная мастерская основана на традиционных мастерских мастеров, существовавших до промышленной революции, и заменяет большинство простых ручных инструментов на экономящие время инструменты с электрическим приводом. Эти инструменты дают опытному торговцу преимущество, в котором он нуждается, чтобы быстрее производить товары того же уровня качества, который он мог бы производить с помощью ручных инструментов. Настольная пила, сверлильный станок и ленточно-шлифовальный станок — все это примеры современных вариаций простых ручных инструментов, используемых для экономии времени современного мастера. Ремесленные мастерские сосредотачиваются на низком или среднем выпуске товаров более высокого качества, чем среднее, чтобы сохранить конкурентное преимущество по сравнению с крупномасштабными фабричными изделиями аналогичного типа.
Обработка с ЧПУ и расширение возможностей ремесленной мастерской
Станок с числовым программным управлением или станок с ЧПУ, также называемый автоматизированным производством, еще больше расширяет возможности ремесленной мастерской, позволяя квалифицированному мастеру программировать устройство для выполнения высокодетализированных работ. повторяющиеся задачи, такие как фрезерование и сверление. Станки с ЧПУ — это дорогостоящие инвестиции; однако, когда они используются для решения более трудоемких этапов производства предмета в стандартной мастерской ремесленника, они могут значительно повысить общую прибыльность этого производственного бизнеса. Из-за их высокой первоначальной стоимости по сравнению с ручным магазинным инструментом станки с ЧПУ, как правило, недоступны для всех, кроме наиболее успешного малого бизнеса. Инвестирование в производственное инженерное оборудование, такое как станок с ЧПУ, является ключевым решением для малого бизнеса, и его следует принимать с тщательным рассмотрением того, насколько станок фактически увеличит прибыль по сравнению с продолжением ручного метода.
Массовое производство по типу автоматизированной сборочной линии
Массовое автоматизированное конвейерное производство представляет собой вершину современного промышленного производства и является движущей силой промышленных титанов, таких как производители автомобилей и производителей бытовой техники. Чем выше степень механизации и использования робототехники в процессе сборки, тем меньше людей требуется для производства продукта; однако при замене людей роботами первоначальные инвестиционные затраты резко возрастают. Чрезвычайно высокая первоначальная стоимость массового производства на автоматизированных сборочных линиях ставит такие методы производства далеко за пределы понимания владельцев малого бизнеса с точки зрения практичности. Обслуживание передовых автоматизированных сборочных линий также требует профессиональных услуг высококвалифицированных специалистов по робототехнике, что опять-таки затрудняет практическую реализацию для владельца малого бизнеса.
Соображения практичности для малого бизнеса
Когда дело доходит до инвестиций в производственные технологии, малый бизнес должен сосредоточиться на получении максимальной отдачи от капитальных вложений в рамках разумного бюджета компании. IRS утверждает, что малый бизнес считается успешным, когда он приносит прибыль не менее трех раз в пять лет. Это общее правило означает, что для представителя малого бизнеса, если для погашения первоначальных капиталовложений в производственные технологии требуется более двух лет, предприятия, вероятно, превысили свой идеальный максимальный бюджет производственных технологий. Это не означает, что предприятия малого и среднего бизнеса должны полностью отказаться от передовых методов производства; вместо этого они могут адаптировать некоторые методы более крупной промышленности, которые соответствуют их собственным потребностям и возможностям. Например, малый и средний бизнес, стремящийся извлечь выгоду из метода массового производства промышленного производства, может взять страницу из книги Генри Форда и использовать простую конвейерную линию вместе с разделением труда, чтобы упростить и ускорить производственный процесс, при этом используя кустарное производство. инструменты магазинного типа с ручным управлением.
Ссылки
Общественные школы Норт-Лоуренс: Технология производства: Производство
ТехнологияСтудент: работа с ЧПУ: введение : Является ли ваше хобби коммерческим предприятием?
Биография писателя
Даниэль Р. Мюллер — канадец, который занимается профессиональным писательством с 2003 года. В своей работе Мюллер опирается на свой обширный опыт работы в сфере частной безопасности. Он также имеет профессиональный опыт работы в сфере информационных технологий в качестве специалиста по поддержке. Большая часть работ Мюллера посвящена вопросам бизнеса и экономики.
Технология производства —
Перед подробным описанием основных шагов по съемке уровня жидкости в этой статье будут представлены некоторые преимущества этой операции. Измерения уровня жидкости могут предоставить бесценную информацию, которая поможет любому, кто заинтересован как в понимании, так и в оценке работы скважины или резервуара.
В сочетании с измерением поверхностного давления глубина флюида в стволе скважины может использоваться для расчета давления на поверхности песка как для добывающей, так и для закрытой скважины.
Определение давления на поверхности песка имеет первостепенное значение для оценки характеристик коллектора и снижения давления, а также для определения производительности скважины.
Читать далее →
Метки: Мониторинг балочного насоса, динамометр, динамометр, эхометр, ЭХОМЕТР, МОДЕЛЬ E, АНАЛИЗАТОР СКВАЖИНЫ, Газовая пушка, уровень жидкости, модель E, мониторинг добычи, оптимизация штангового насоса, Уровень жидкости, мониторинг штангового насоса, Total Well Management, TWM, анализатор скважины
Когда происходит катастрофический отказ насосного агрегата, естественно задаться вопросом, что произошло и как можно было предотвратить этот отказ. Тем не менее, правильный ответ может быть или не быть простым найти. В следующем списке показаны наиболее распространенные причины сбоя и способы предотвращения или сведения к минимуму его возникновения в будущем:
Продолжить чтение →
Метки: балочный насос, отказ насосного агрегата, штанговый насос, книга по проектированию штанговых насосных систем
Электрические погружные насосы могут быть установлены в четырех различных производственных средах, где критерии проектирования меняются по мере изменения свойств жидкости и состояния скважины. В этой статье будут представлены четыре основных типа конструкции ЭЦН.
Базовые конструкции изменятся соответственно и в основном зависит от:
Штанговые насосные установки могут работать в диапазоне скоростей откачки. Он выражается в ударах в минуту (SPM). Очевидно, это предполагало, что ход агрегата вверх и вниз составляет один полный цикл хода. Скорость откачки штанги насосной может рассчитываться вручную по секундомеру или автоматически при помощи контроллера откачки (РОС). В этой статье подробно описана процедура расчета скорости откачки вручную.
Процедура расчета скорости откачки вручную:
Запустите секундомер в нижней части хода и измерьте время, которое требуется агрегату для выполнения 10 ходов.
Остановите секундомер в конце 10 ходов, когда PU вернется в нижнюю часть хода. Запишите, сколько секунд это заняло.
Преобразовать количество секунд в минуты (разделить на 60).
Разделите 10 (количество качков) на время в минутах, чтобы получить скорость откачки, выраженную в качках в минуту (SPM).
Упражнение: Рассчитайте скорость откачки этого ПУ.
Для самостоятельной сборки фрезерного станка необходимо выбрать контроллер управления ЧПУ. Контроллеры бывают как многоканальные: 3х и 4х осевые контроллеры шаговых двигателей, так и одноканальные. Чпу станок своими руками. Инструкция по сборке каретки z станка Моделист Инструкция по сборке каретки Z станка Моделист. Для того, чтобы изготовить самодельный контроллер для ЧПУ станка извлекаем из сканера плату управления и шаговый двигатель. Для этого нужно просто снять стекло сканера и вывернуть несколько винтов.
Кстати, с помощью собранного своими руками ЧПУ станка можно собирать и другие станочки, по крайней мере — вырезать все детали для оси z. Зная о том, что фрезерный станок с ЧПУ является сложным техническим и электронным устройством, многие умельцы думают, что его просто невозможно изготовить своими руками. Однако такое мнение ошибочно: самостоятельно сделать подобное оборудование можно, но для этого нужно иметь не только его подробный чертеж, но и набор необходимых инструментов и соответствующих комплектующих.
Решившись на изготовление самодельного фрезерного станка с ЧПУ, имейте в виду, что на это может уйти значительное количество времени. Кроме того, потребуются определенные финансовые затраты. Однако не побоявшись таких трудностей и правильно подойдя к решению всех вопросов, можно стать обладателем доступного по стоимости, эффективного и производительного оборудования, позволяющего выполнять обработку заготовок из различных материалов с высокой степенью точности.
Чтобы сделать фрезерный станок, оснащенный системой ЧПУ, можно воспользоваться двумя вариантами: купить готовый набор, из специально подобранных элементов которого и собирается такое оборудование, либо найти все комплектующие и своими руками собрать устройство, полностью удовлетворяющее всем вашим требованиям.
Единственный минус — инструкция на английском языке, но разобраться в подробных чертежах вполне можно и без знания языка. Фрезерный станок с ЧПУ собран и готов к работе. Ниже несколько иллюстраций из инструкции по сборке данного станка. Если вы решили, что будете конструировать станок с ЧПУ своими руками, не используя готового набора, то первое, что вам необходимо будет сделать, — это остановить свой выбор на принципиальной схеме, по которой будет работать такое мини-оборудование.
За основу фрезерного оборудования с ЧПУ можно взять старый сверлильный станок, в котором рабочая головка со сверлом заменяется на фрезерную. Самое сложное, что придется конструировать в таком оборудовании, — это механизм, обеспечивающий передвижение инструмента в трех независимых плоскостях. Этот механизм можно собрать на основе кареток от неработающего принтера, он обеспечит перемещение инструмента в двух плоскостях.
К устройству, собранному по такой принципиальной схеме, легко подключить программное управление. Однако его основной недостаток заключается в том, что обрабатывать на таком станке с ЧПУ можно будет только заготовки из пластика, древесины и тонкого листового металла. Объясняется это тем, что каретки от старого принтера, которые будут обеспечивать перемещение режущего инструмента, не обладают достаточной степенью жесткости.
Облегченный вариант фрезерного станка с ЧПУ для работы с мягкими материалами. Чтобы ваш самодельный станок с ЧПУ был способен выполнять полноценные фрезерные операции с заготовками из различных материалов, за перемещение рабочего инструмента должен отвечать достаточно мощный шаговый двигатель.
Совершенно не обязательно искать двигатель именно шагового типа, его можно изготовить из обычного электромотора, подвергнув последний небольшой доработке. Применение шагового двигателя в вашем фрезерном станке даст возможность избежать использования винтовой передачи, а функциональные возможности и характеристики самодельного оборудования от этого не станут хуже.
Если же вы все-таки решите использовать для своего мини-станка каретки от принтера, то желательно подобрать их от более крупногабаритной модели печатного устройства. Для передачи усилия на вал фрезерного оборудования лучше применять не обычные, а зубчатые ремни, которые не будут проскальзывать на шкивах.
Именно его изготовлению необходимо уделить особое внимание. Чтобы правильно сделать такой механизм, вам потребуются подробные чертежи, которым необходимо будет строго следовать.
Основой самодельного фрезерного оборудования с ЧПУ может стать балка прямоугольного сечения, которую надо надежно зафиксировать на направляющих. Несущая конструкция станка должна обладать высокой жесткостью, при ее монтаже лучше не использовать сварных соединений, а соединять все элементы нужно только при помощи винтов. Объясняется это требование тем, что сварные швы очень плохо переносят вибрационные нагрузки, которым в обязательном порядке будет подвергаться несущая конструкция оборудования.
Такие нагрузки в итоге приведут к тому, что рама станка начнет разрушаться со временем, и в ней произойдут изменения в геометрических размерах, что скажется на точности настройки оборудования и его работоспособности.
Во фрезерном станке, который вы будете собирать своими руками, должен быть предусмотрен механизм, обеспечивающий перемещение рабочего инструмента в вертикальном направлении. Лучше всего использовать для этого винтовую передачу, вращение на которую будет передаваться при помощи зубчатого ремня. Важная деталь фрезерного станка — его вертикальная ось, которую для самодельного устройства можно изготовить из алюминиевой плиты.
Очень важно, чтобы размеры этой оси были точно подогнаны под габариты собираемого устройства. Если в вашем распоряжении есть муфельная печь, то изготовить вертикальную ось станка можно своими руками, отлив ее из алюминия по размерам, указанным в готовом чертеже. После того как все комплектующие вашего самодельного фрезерного станка подготовлены, можно приступать к его сборке. Начинается данный процесс с монтажа двух шаговых электродвигателей, которые крепятся на корпус оборудования за его вертикальной осью.
Один из таких электродвигателей будет отвечать за перемещение фрезерной головки в горизонтальной плоскости, а второй — за перемещение головки, соответственно, в вертикальной.
После этого монтируются остальные узлы и агрегаты самодельного оборудования. Вращение на все узлы самодельного оборудования с ЧПУ должно передаваться только посредством ременных передач.
Прежде чем подключать к собранному станку систему программного управления, следует проверить его работоспособность в ручном режиме и сразу устранить все выявленные недостатки в его работе.
Посмотреть процесс сборки фрезерного станка своими руками можно на видео, которое несложно найти в интернете. В конструкции любого фрезерного станка, оснащенного ЧПУ, обязательно присутствуют шаговые двигатели, которые обеспечивают перемещение инструмента в трех плоскостях: 3D. При конструировании самодельного станка для этой цели можно использовать электромоторы, установленные в матричном принтере.
Большинство старых моделей матричных печатных устройств оснащались электродвигателями, обладающими достаточно высокой мощностью. Кроме шаговых электродвигателей из старого принтера стоит взять прочные стальные стержни, которые также можно использовать в конструкции вашего самодельного станка.
Чтобы своими руками сделать фрезерный станок с ЧПУ, вам потребуются три шаговых двигателя. Поскольку в матричном принтере их всего два, необходимо будет найти и разобрать еще одно старое печатное устройство. Окажется большим плюсом, если найденные вами двигатели будут иметь пять проводов управления: это позволит значительно увеличить функциональность вашего будущего мини-станка.
Важно также выяснить следующие параметры найденных вами шаговых электродвигателей: на сколько градусов осуществляется поворот за один шаг, каково напряжение питания, а также значение сопротивления обмотки.
Для подключения каждого шагового двигателя понадобится отдельный контроллер. Конструкция привода самодельного фрезерного станка с ЧПУ собирается из гайки и шпильки, размеры которых следует предварительно подобрать по чертежу вашего оборудования. Для фиксации вала электродвигателя и для его присоединения к шпильке удобно использовать толстую резиновую обмотку от электрического кабеля.
Такие элементы вашего станка с ЧПУ, как фиксаторы, можно изготовить в виде нейлоновой втулки, в которую вставлен винт. Для того чтобы сделать такие несложные конструктивные элементы, вам понадобятся обычный напильник и дрель. Управлять вашим станком с ЧПУ, сделанным своими руками, будет программное обеспечение, а его необходимо правильно подобрать. Выбирая такое обеспечение его можно написать и самостоятельно , важно обращать внимание на то, чтобы оно было работоспособным и позволяло станку реализовывать все свои функциональные возможности.
Такое ПО должно содержать драйверы для контроллеров, которые будут установлены на ваш фрезерный мини-станок. В самодельном станке с ЧПУ обязательным является порт LPT, через который электронная система управления и подключается к станку. Очень важно, чтобы такое подключение осуществлялось через установленные шаговые электродвигатели.
Схема подключения униполярных шаговых электродвигателей для 3-х координатного станка с ЧПУ нажмите для увеличения. Выбирая электронные комплектующие для своего станка, сделанного своими руками, важно обращать внимание на их качество, так как именно от этого будет зависеть точность технологических операций, которые на нем будут выполняться.
После установки и подключения всех электронных компонентов системы ЧПУ нужно выполнить загрузку необходимого программного обеспечения и драйверов. Только после этого следуют пробный запуск станка, проверка правильности его работы под управлением загруженных программ, выявление недостатков и их оперативное устранение.
Все вышеописанные действия и перечисленные комплектующие подходят для изготовления своими руками фрезерного станка не только координатно-расточной группы, но и ряда других типов. На таком оборудовании можно выполнять обработку деталей со сложной конфигурацией, так как рабочий орган станка может перемещаться в трех плоскостях: 3d.
Самодельный фрезерный станок с ЧПУ: собираем своими руками. Обработка дюралевой заготовки на самодельном настольном фрезерном станке. Схема фрезерного станка с ЧПУ. Узел ременной передачи. Узел скрепления деталей рамы станка посредством болтового соединения. Установка вертикальных стоек.
Узел верхней каретки, размещенный на поперечных направляющих. Финальная стадия сборки станка. Закрепление шагового двигателя на верхней каретке.
Контроллер для чпу станка своими руками Для самостоятельной сборки фрезерного станка необходимо выбрать контроллер управления ЧПУ. Экскурс в историю Советы по сборке контроллеров для ЧПУ станков Самодельный фрезерный станок с ЧПУ: собираем своими руками Схема и сборка контроллера для ЧПУ станка Как просто сделать контроллер atmega8 16au для ЧПУ своими руками Как подключить блок питания лед подсветки Подготовительные работы Кибер новости как стать хакером как делать обзоры пеыудд Зная о том, что фрезерный станок с ЧПУ является сложным техническим и электронным устройством, многие умельцы думают, что его просто невозможно изготовить своими руками.
Как сделать вышивку веточкамм Однако такое мнение ошибочно: самостоятельно сделать подобное оборудование можно, но для этого нужно иметь не только его подробный чертеж, но и набор необходимых инструментов и соответствующих комплектующих.
Массаж лица можно ли нанести вред Самое сложное, что придется конструировать в таком оборудовании, — это механизм, обеспечивающий передвижение инструмента в трех независимых плоскостях. Экскурс в историю Однако его основной недостаток заключается в том, что обрабатывать на таком станке с ЧПУ можно будет только заготовки из пластика, древесины и тонкого листового металла. Одним из наиболее важных узлов любого подобного станка является механизм фрезера.
Советы по сборке контроллеров для ЧПУ станков Именно его изготовлению необходимо уделить особое внимание. Можно ли из казны администрации передать в оперативное управление ос Объясняется это требование тем, что сварные швы очень плохо переносят вибрационные нагрузки, которым в обязательном порядке будет подвергаться несущая конструкция оборудования.
Самодельный фрезерный станок с ЧПУ: собираем своими руками После того как все комплектующие вашего самодельного фрезерного станка подготовлены, можно приступать к его сборке. Схема и сборка контроллера для ЧПУ станка Для фиксации вала электродвигателя и для его присоединения к шпильке удобно использовать толстую резиновую обмотку от электрического кабеля.
Как просто сделать контроллер atmega8 16au для ЧПУ своими руками В самодельном станке с ЧПУ обязательным является порт LPT, через который электронная система управления и подключается к станку. Как подключить блок питания лед подсветки Схема подключения униполярных шаговых электродвигателей для 3-х координатного станка с ЧПУ нажмите для увеличения.
Подготовительные работы Схема фрезерного станка с ЧПУ. Кибер новости как стать хакером как делать обзоры пеыудд Оценка статьи:. Похожие публикации. Добавить комментарий Отменить ответ.
Собираем станок с ЧПУ из принтера своими руками
Многие считают, что собрать ЧПУ станок своими руками довольно проблематично. Но это не так. Обладая необходимым багажом знаний, устройство можно собрать и в домашних условиях, пусть и нет быстро, как на заводе. Изготовить домашний ЧПУ станок можно двумя способами: купить набор необходимых для его функционирования деталей или же найти составляющие устройства самостоятельно и собрать их. В сегодняшней статье мы рассмотрим второй вариант. Для начала нужно выбрать подходящую схему, согласно которой оборудование будет работать.
Делаем ЧПУ станок своими руками. Микрошаговый контроллер биполярного шагового двигателя V Категория: Домашнее ЧПУ (CNC).
Электроника для ЧПУ своими руками
Стоимость: 6. Искусство оригами Как сделать интересное оригами из бумаги. Поиск по сайту:. Главное достоинство данного варианта станка — простой метод подключения шаговых двигателей к компьютеру через порт LPT. Механическая часть Станина Станина нашего станка сделана из пластмассы толщиной мм. Материал не критичен, можно использовать алюминий, органическое стекло фанеру и любой другой доступный материал. Основные детали каркаса прикрепляются с помощью саморезов, при желании можно дополнительно оформить места креплений клеем, если используете древесину, то можно использовать клей ПВА. Суппорта и направляющие В качестве направляющих использованы стальные прутки с диаметром 12мм, длина мм на ось Z 90мм , две штуки на ось.
Контроллер для чпу станка своими руками
Это мой первый станок с ЧПУ собранный своими руками из доступных материалов. Собрать станок с ЧПУ мечтал уже давно. В основном он мне нужен для резки фанеры и пластика, раскрой каких-то деталей для моделизма, самоделок и других станков. Собрать станок руки чесались почти два года, за это время собирал детали, электронику и знания.
Контроллер для станка легко сможет собрать и домашний мастер. Задать нужные параметры не сложно, достаточно учесть несколько нюансов.
Схема и сборка контроллера для ЧПУ станка
В статье описан самодельный станок с ЧПУ. Главное достоинство данного варианта станка — простой метод подключения шаговых двигателей к компьютеру через порт LPT. Станина Станина нашего станка сделана из пластмассы толщиной мм. Материал не критичен, можно использовать алюминий, органическое стекло фанеру и любой другой доступный материал. Основные детали каркаса прикрепляются с помощью саморезов, при желании можно дополнительно оформить места креплений клеем, если используете древесину, то можно использовать клей ПВА.
Пример моего самодельного ЧПУ станка
Пошаговая инструкция по созданию станка с ЧПУ своими руками — подробное описание этапов сборки. Часть 1. ЧПУ станок станок с числовым программным управлением — это станок, который оснащен специализированным программно-аппаратным обеспечением для управления механической частью. Использование ЧПУ систем делает производство более предсказуемым, увеличивает повторяемость результата механообработки и снижает потребность в рабочих руках высококвалифицированных рабочих-станочников и операторов. Если в случае обычного станка перемещением рабочего инструмента резца, шпинделя, рабочего стола или заготовки вручную управляет рабочий-станочник, то в станке ЧПУ вся траектория рассчитывается заранее в специальных программах — CAM-системах, и сохраняется в пригодном к исполнению формате. Как правило, таким форматом является сервоприводы. В программе управления задаются координаты траектории, а точнее — синхронизированные во времени инструкции по перемещению каждой оси станка. Непосредственно станком управляет специализированное устройство — контроллер, в задачи которого стоит интерпретация программы, и превращение инструкций в последовательность управляющих импульсов.
Контроллер не требует прошивки и имеет достаточно простую принципиальную схему, благодаря этому, данный ЧПУ станок своими руками может.
Как просто сделать контроллер atmega8 16au для ЧПУ своими руками
Для того чтобы сделать станок ЧПУ из принтера своими руками понадобятся следующие подручные материалы:. Основа представляет собой ящик из ДСП. Можно взять готовый или изготовить самостоятельно.
По многочисленным просьбам представяю здесь свой станок с ЧПУ. Постараюсь ответить на частые вопросы о цене основных компонентов механики и электрики. Возможно кому-то статья поможет решиться на постройку своего ЧПУ. Сообщество Сделай сам! Сообщество : Сделай сам!
Контроллер биполярного шагового двигателя на основе микроконтроллера PIC18F
Контроллер для станка легко сможет собрать и домашний мастер. Задать нужные параметры не сложно, достаточно учесть несколько нюансов. Без правильного выбора контроллера для станка не удастся собрать сам контроллер для ЧПУ на Atmega8 16au своими руками. Эти устройства делятся на две разновидности:. Небольшие шаровые двигатели наиболее эффективно управляются многоканальными контроллерами. Стандартные типоразмеры в данном случае — 42, либо 57 миллиметров.
У умельцев, которые пытаются сами собрать программируемый станок, часто возникает проблема: как выбрать для него контроллер управления шаговыми двигателями. Понятно, что их интересует схема этого устройства. Среди большого разнообразия контроллеров, пользователи ищут для самостоятельной сборки те схемы, которые будут приемлемы и наиболее эффективны.
Контроллер чпу своими руками схема
Он находится в стадии сборки. Если вас не затруднит , поделитесь и со мной схемой контроллера и прошивкой или что ещё лучше исходником , за раннее благодарен! Уважаемый автор ,можно у вас схему контроллера ,вы знаете у меня тоже такие же моторы как и у вас вот и решил сделать эл.. Почта вышлите если вам не сложно ,с уважением к вам Виталий Nimgiv gmail. Тут за него не отвечу Макс в сети хз когда появится. Можно в такую конструкцию засунуть и пружину с 2-мя гайками и просто с дерева….
Поиск данных по Вашему запросу:
Схемы, справочники, даташиты:
Прайс-листы, цены:
Обсуждения, статьи, мануалы:
Дождитесь окончания поиска во всех базах.
По завершению появится ссылка для доступа к найденным материалам.
Содержание:
Сборка станка с ЧПУ своими руками
Простой и недорогой 3-х осевой станок с ЧПУ своими руками
Техническое задание или что стоит ожидать на выходе
Как просто сделать контроллер atmega8 16au для ЧПУ своими руками. Контроллер своими руками для чпу
Станки с программным управлением
Делаем чпу станок. Станок чпу своими руками схема чертежи
ЧПУ станок своими руками
ПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: BLDC контроллер своими руками на микроконтроллере STM32
Контроллер для станка легко сможет собрать и домашний мастер. Задать нужные параметры не сложно, достаточно учесть несколько нюансов. Без правильного выбора контроллера для станка не удастся собрать сам контроллер для ЧПУ на Atmega8 16au своими руками.
Эти устройства делятся на две разновидности:. Небольшие шаровые двигатели наиболее эффективно управляются многоканальными контроллерами. Стандартные типоразмеры в данном случае — 42, либо 57 миллиметров. Это отличный вариант для самостоятельной сборки ЧПУ станков, у которых рабочее поле имеет размер до 1 метра. В данном случае рекомендуется организовывать управление мощными одноканальными драйверами, с током управления от 4,2 А и выше.
Контроллеры со специальными микросхемами-драйверами получили широкое распространение в случае необходимости организовать контроль работы станков с фрезерами настольного типа. Оптимальным вариантом будет микросхема, обозначаемая как TB или A У этого изделия внутри есть контроллер, способствующий формированию правильной синусоиды для режимов, поддерживающих разные полушаги.
Токи обмотки могут быть установлены программным способом. При микроконтроллерах добиться результата просто. Контроллером легко управлять, используя специализированное программное оборудование, установленное на ПК. Главное, чтобы у самого компьютера память была минимум 1 ГБ, а процессор — не менее 1 GHz. Можно использовать ноутбуки, но стационарные компьютеры в этом плане дают лучшие результаты. И обходятся гораздо дешевле. Компьютер можно использовать для решения других задач, когда станки не требуют управления.
Хорошо, если есть возможность оптимизировать систему перед началом работы. Параллельный порт LPT — вот какая деталь помогает организовать подключение. Если контроллер имеет порт USB, то используется разъем соответствующей формы.
При этом выпускается все больше и больше компьютеров, у которых параллельный порт отсутствует. Одно из самых простых решений для самодельного создания ЧПУ станка — использование деталей от другого оборудования, снабженного шаровыми двигателями.
Функцию отлично выполняют старые принтеры. При создании корпуса контроллера надо взять и старую картонную коробку. Допустимо использовать коробки из фанеры или текстолита, исходный материал не имеет значения. Но картон проще всего обработать, используя обычные ножницы. Шаговый двигатель вместе с платой должны быть извлечены из старых устройств. У сканера достаточно снять стекло, а затем — вывернуть несколько болтов. Снимать потребуется и стальные стержни, используемые в дальнейшем, создавая тестовый портал.
Микросхема управления ULN станет одним из главных элементов. Возможно отдельное приобретение деталей, если в сканере используются другие разновидности микросхем. В случае наличия нужного устройства на плате его аккуратно выпаиваем. Порядок действий при сборке контроллера для ЧПУ на Atmega8 16au своими руками выглядит следующим образом:.
Далее микросхема припаивается на плату, тоже с максимальной аккуратностью. Для первых пробных шагов можно использовать макеты. Используем вариант с двумя шинами электропитания. Одна из них соединяется с положительным выводом, а другая — с отрицательным. На следующем этапе идет соединение вывода у второго коннектора параллельного порта с выводом в самой микросхеме. Выводы у коннектора и микросхемы должны быть соединены соответствующим образом. Хорошо, если есть возможность изучить документацию от производителя устройств.
Если нет, то придется самостоятельно искать подходящее решение. Провода рекомендуется припаивать так, чтобы потом их можно было легко соединить с зажимами-крокодилами.
Клеммы с винтовыми соединениями — подходящие для решения задачи решения. Как и любые другие подобные детали. Drive Type — вот какая вкладка нам нужна, до нее доходим многочисленными нажиманиями Tab. Стрелка вниз помогает дойти до пункта Type. Нам нужна ячейка, которая носит название Scale.
Далее определяем, сколько шагов двигатель совершает только за время одного оборота. Для этого достаточно знать номер детали. Тогда легко будет понять, на сколько градусов он поворачивается всего за один шаг. Далее число градусов делится на один шаг. Так мы вычисляем количество шагов. Остальные настройки можно оставить в первоначальном виде.
Число, получившееся в ячейке Scale, просто копируется в такую же ячейку, но на другом компьютере. Значение 20 должно быть присвоено ячейке Acceleration. По умолчанию в этой области стоит значение , но оно слишком большое для собираемой системы.
Начальный уровень — 20, а максимальный — Здесь нужно поставить цифру 4. Далее жмем Tab, пока не дойдем до ряда из иксов, первого в списке. Первые четыре строчки должны содержать следующие позиции:. В остальных ячейках не нужно проводить никаких изменений. Просто выбираем ОК. Все, программа настроена для работы с компьютером, самими исполнительными устройствами. У меня свой бизнес, поэтому такими вещами не интересуюсь. Возможно расскажу данный материал подопечным. ЭЭЭ братуха, полехчи!
Ваще чотка написал. Мне вот интересно, а зачем станком управлять с клавы? Что можно сделать таким образом? Но не суть. Делал такой я контроллер — работает. Но чисто для проверки униполряных двигателей, ибо при больших токах силовые транзисторы греются, а ограничения по току, при использовании K-Cam, нету. Набор для сборки фрезерного станка с ЧПУ — это отличное решение для тех, кто хочет сэкономить деньги и собрать качественную машину собственноручно.
Самодельный ЧПУ фрезерный станок: подробности процесса сборки, обзор нужных комплектов и наборов, личный опыт. Откроем секреты сборки станка своими руками. Фрезерный ЧПУ станок — популярная машина на сегодня.
Перед тем, как начать его поиск, необходимо определить, для чего именно вы будете его использовать. Фрезеровка ЧПУ является неоспоримым плюсом в сравнении с другими видами обработки и резки материалов. Отличается высокой скоростью и точностью. Введите адрес вашей почты и получайте новости нашего портала, чтобы всегда быть в курсе последних новинок. Получив первые навыки эксплуатации сложного устройства, его владелец, наконец, задумывается: как заработать на станке с ЧПУ, имея стабильную прибыль.
Статья посвящена профессии оператор станков с ЧПУ. Вы узнаете специфику работы операторов и наладчиков, перечь их обязанностей, а также необходимых знаний и навыков для получения квалификации. Если у человека появилось желание собрать станки с ЧПУ своими руками, тот должен иметь определённые навыки, уметь ориентироваться в технической документации, и готовность научиться чему-то у других умельцев. Станок ЧПУ с разным рабочим полем можно изготовить самостоятельно из фанеры.
Этот материал стоит недорого, работать с ним легко, к тому же, он обладает высокой прочностью и может переносить большие нагрузки. Вместо того, чтобы покупать дорогостоящий ЧПУ станок, многие приобретают конструктор для сборки. А затем самостоятельно создают для себя агрегат с нужным функционалом.
Имея инструкцию, сделать это несложно. Амортизатор АПНМ — это универсальное авиационное комплектующее, которое занимается защитой аппаратуры от всевозможного типа вибрации или давления. Шаговый двигатель понадобится любому человеку, который собрался самостоятельно собрать станок с ЧПУ. Главное — заранее определиться со сферой применения устройства. Наибольших усилий и показателей требует обработка цветных металлов, что отдельно учитывается при выборе шагового двигателя для ЧПУ.
Востребованный на многих предприятиях сверлильный станок с ЧПУ, подразделяется на разные виды и классы сложности. Разобраться с классификацией и предназначением оборудования — цель данного обзора. Резка фанеры на ЧПУ станках — обработка фанерных заготовок на станочном оборудовании с числовым программным управлением с целью быстрого и точного производства. Mach4 программа для управления ЧПУ станками — программа, предназначенная для автономного контроля за станочным оборудованием с ЧПУ.
Если вам нравится создавать металлические изделия, и при этом хочется, чтобы в будущем была именно такая работа оператор ЧПУ станет отличным решением.
Простой и недорогой 3-х осевой станок с ЧПУ своими руками
Запомнить меня. Простой в изготовлении контроллер шагового двигателя из старых деталей сканера. Самый простой способ изготовить самодельный ЧПУ станок — это распотрошить какой либо девайс имеющий шаговые двигатели. Например старый принтер или сканер. Именно об изготовлении ЧПУ станка своими руками из последнего и пойдет речь в сегодняшней статье.
Стоимость контроллера ЧПУ. Так же к контроллеру идет. В основе контроллера лежат три. Чпу своими руками схемы. создания станка с ЧПУ в.
Техническое задание или что стоит ожидать на выходе
В статье описан самодельный станок с ЧПУ. Главное достоинство данного варианта станка — простой метод подключения шаговых двигателей к компьютеру через порт LPT. Станина Станина нашего станка сделана из пластмассы толщиной мм. Материал не критичен, можно использовать алюминий, органическое стекло фанеру и любой другой доступный материал. Основные детали каркаса прикрепляются с помощью саморезов, при желании можно дополнительно оформить места креплений клеем, если используете древесину, то можно использовать клей ПВА. Суппорта и направляющие В качестве направляющих использованы стальные прутки с диаметром 12мм, длина мм на ось Z 90мм , две штуки на ось. Текстолит имеет три сквозных отверстия, два из них для направляющих и одно для гайки.
Как просто сделать контроллер atmega8 16au для ЧПУ своими руками. Контроллер своими руками для чпу
Многие считают, что собрать ЧПУ станок своими руками довольно проблематично. Но это не так. Обладая необходимым багажом знаний, устройство можно собрать и в домашних условиях, пусть и нет быстро, как на заводе. Изготовить домашний ЧПУ станок можно двумя способами: купить набор необходимых для его функционирования деталей или же найти составляющие устройства самостоятельно и собрать их. В сегодняшней статье мы рассмотрим второй вариант.
Целью этого проекта является создание настольного станка с ЧПУ. Фото 1 — Chris с другом собрал станок, вырезав детали из 0,5″ акрила при помощи лазерной резки.
Станки с программным управлением
Контроллер для станка легко сможет собрать и домашний мастер. Задать нужные параметры не сложно, достаточно учесть несколько нюансов. Без правильного выбора контроллера для станка не удастся собрать сам контроллер для ЧПУ на Atmega8 16au своими руками. Эти устройства делятся на две разновидности:. Небольшие шаровые двигатели наиболее эффективно управляются многоканальными контроллерами.
Делаем чпу станок. Станок чпу своими руками схема чертежи
В статье описан самодельный станок с ЧПУ. Главное достоинство данного варианта станка — простой метод подключения шаговых двигателей к компьютеру через порт LPT. Станина Станина нашего станка сделана из пластмассы толщиной мм. Материал не критичен, можно использовать алюминий, органическое стекло фанеру и любой другой доступный материал. Основные детали каркаса прикрепляются с помощью саморезов, при желании можно дополнительно оформить места креплений клеем, если используете древесину, то можно использовать клей ПВА. Суппорта и направляющие В качестве направляющих использованы стальные прутки с диаметром 12мм, длина мм на ось Z 90мм , две штуки на ось. Суппорта изготавливаются из текстолита размерами 25ХХ
Стоимость контроллера ЧПУ. Так же к контроллеру идет. В основе контроллера лежат три. Чпу своими руками схемы. создания станка с ЧПУ в.
ЧПУ станок своими руками
Считается, что ЧПУ станок сложен в изготовлении, кроме технических составляющих, он имеет электронное устройство, установить которое в состоянии только специалист. Вопреки этому мнению, возможность собрать ЧПУ станок своими руками велика, если заранее подготовить необходимые чертежи, схемы и комплектующие материалы. При проектировании ЧПУ своими руками в домашних условиях необходимо определиться, по какой схеме он будет работать.
На вопрос, как сделать станок с ЧПУ, можно ответить кратко. Зная о том, что самодельный фрезерный станок с ЧПУ, в общем-то, — непростое устройство, имеющее сложную структуру, конструктору желательно:. Не помешает просмотреть видео — своеобразную инструкцию, обучающую — с чего начать. А начну с подготовки, куплю всё нужное, разберусь с чертежом — вот правильное решение начинающего конструктора.
Контроллер биполярного шагового двигателя на основе микроконтроллера PIC18F
Switch to English регистрация. Телефон или email. Чужой компьютер. Автономный контроллер управления ЧПУ. Управление ЧПУ без компьютера. Сегодня ушёл из жизни создатель сообщества Анатолий Гракун. Многие с кем он общался были в курсе его болезни , к сожалению она взяла вверх.
Контроллер для станка легко сможет собрать и домашний мастер. Задать нужные параметры не сложно, достаточно учесть несколько нюансов. Без правильного выбора контроллера для станка не удастся собрать сам контроллер для ЧПУ на Atmega8 16au своими руками. Эти устройства делятся на две разновидности:.
Программное обеспечение, драйверы и платы [Полное руководство по сборке]
Контроллер ЧПУ или система управления ЧПУ — это пакет электроники и программного обеспечения, которые получают входные данные либо от g-кода, либо от панели управления ЧПУ и преобразуют их в сигналы ЧПУ. двигатели станка должны перемещать оси ЧПУ. Каждый DIY станок с ЧПУ нуждается в нем.
Контроллер с программным обеспечением управления ЧПУ и электроникой являются наиболее сложной частью станка с ЧПУ. В этой статье мы разобьем его на несколько измерений, каждое из которых вы затем сможете детализировать дальше:
Типы контроллеров ЧПУ
Электроника контроллера ЧПУ
Программное обеспечение контроллера ЧПУ
Выбор лучшего контроллера ЧПУ для вашего станка с ЧПУ
Типы контроллеров ЧПУ
Промышленные контроллеры ЧПУ OEM
Промышленные контроллеры ЧПУ OEM используются на промышленных станках с ЧПУ, таких как Haas. Они являются самым задним концом рынка.
Они не очень распространены в проектах «сделай сам» из-за их дороговизны. Мало того, что сам контроллер дорог и его довольно сложно найти (хотя время от времени их можно увидеть на eBay), но промышленные OEM-контроллеры также ожидают дополнительных компонентов премиум-класса. Сервоприводы промышленного качества, домашние / концевые выключатели и все остальное действительно в спешке дорожают изрядным ценником.
Хотя эти элементы управления стоят дорого, в последнее время я видел, как дешевеют такие элементы управления, как бюджетная линейка Siemens, в таких местах, как eBay. Похоже, они тестируют бюджетный рынок. Если они продолжат выходить из строя, эти элементы управления могут иметь больше смысла в проекте ЧПУ DIY, чем кажется.
Я не буду больше говорить об этих элементах управления, так как это довольно сложная тема. Вы можете найти интересную статью, в которой я анализирую, какие функции отсутствуют в контроллерах ЧПУ Hobby по сравнению с промышленными элементами управления.
Модернизированные контроллеры с ЧПУ
Всего лишь небольшой шаг назад от промышленных OEM-контроллеров — это модифицированные контроллеры с ЧПУ, такие как Centroid.
Эти контроллеры продаются для преобразования ручных станков в ЧПУ, например, ручного фрезерного станка Bridgeport. Они также продаются как способ обновить устаревшие элементы управления на промышленных станках с ЧПУ, чтобы обеспечить более современные функции и производительность.
Они по-прежнему не дешевы, но уже начинают попадать в диапазон того, что может себе позволить любитель ЧПУ своими руками.
Контроллеры ЧПУ на базе ПК
На этом рынке есть три основных игрока:
Mach 3 и Mach 4
LinuxCNC
FlashCut
Все три устройства имеют хорошую репутацию благодаря различным характеристикам, функциональности, цене и простоте использования.
Mach 3
Арт Фенерти основал ArtSoft в 2001 году и запустил Mach 3, основанную на ответвлении оригинальной кодовой базы EMC (теперь LinuxCNC). Арт хотел, чтобы контроллер ЧПУ работал на ПК с Microsoft Windows, а не на Linux, поэтому потребовалась серьезная переработка, и у них больше нет ничего общего.
Согласно нашему опросу 2017 года, Mach 3 является самым популярным контроллером ЧПУ в бюджетном сегменте с долей рынка 47%. Следующим ближайшим был LinuxCNC.
LinuxCNC (мой личный фаворит!)
LinuxCNC берет свое начало в проекте NIST «Enhanced Machine Controller», отсюда и его первоначальное название «EMC» и «EMC 2». Поскольку корпорация EMC владеет товарным знаком, название было изменено на LinuxCNC в
. LinuxCNC — это программное обеспечение с открытым исходным кодом, что означает, что вы действительно можете получить последний исходный код, если хотите понять или изменить его. Это также означает, что гораздо более широкая аудитория, включая такие компании, как Tormach, может внести свой вклад в LinuxCNC.
Хотя это очень круто, что LinuxCNC является открытым исходным кодом, именно вклад Tormach и «аромат» PathPilot в LinuxCNC сделали его моим любимым выбором. Используя Mach 3 в течение многих лет, я могу сказать вам, что Tormach принял правильное решение, когда они перешли с Mach 3 на LinuxCNC.
PathPilot просто более стабилен, мощнее и удобнее для пользователя, чем Mach 3, и вам нечего больше желать.
Теперь установка и запуск собственного контроллера ЧПУ PathPilot для ЧПУ «сделай сам» может быть не такой простой задачей. Вам нужно будет собрать контроллер, соответствующий контроллеру Tormach, и запустить на нем копию PathPilot. Существуют различные статьи, которые призваны помочь. Я еще не проверял ни один из них, но если это можно сделать, у вас будет приятная настройка.
FlashCut
FlashCut — это очень удобный контроллер ЧПУ с функцией plug-and-play. Компания была основана еще в 1993 году, поэтому она существует уже давно, а дизайн очень зрелый.
Хотя его рыночная доля не так велика, как у Mach4 или LinuxCNC, я слышал о FlashCut только хорошее. Вот отличное видео Дейва ДеКоссена (одного из первых основателей FADAL), показывающее, как легко настроить систему FlashCut:
Я слышал, что некоторые люди говорят, что они считают FlashCut слишком дорогим по сравнению с другими решениями. Однажды я взялся за бумагу, сравнив ее с системой Mach4, и обнаружил, что если вы настроите систему со всеми возможностями FlashCut (например, USB-пульсатор для Mach4), то премия будет не такой высокой, как вы думаете.
Наличие полностью спроектированной системы «под ключ», работающей по принципу «подключи и работай», стоит немного больше, если вы спросите меня.
Mach 4
Mach 4 — новейшее решение в этой категории, занимающее наименьшую долю рынка. Это практически переписывание Mach 3 с нуля. Разработчики утверждают, что он использует менее 1 % кода Mach 3.
Немного дороже, но по идее должно быть лучше. С моей точки зрения, жюри еще не вынесено — недостаточно доли рынка или опыта, чтобы делать ставки, когда конкуренция хорошо укоренилась и имеет гораздо большую установленную базу.
Микроконтроллеры: USB, Arduino, Rasperry Pi, TinyG и др.
Микроконтроллеры позволяют создавать дешевые и компактные контроллеры ЧПУ.
Микроконтроллеры с ЧПУ — относительно новая разработка, ставшая возможной благодаря постоянным достижениям в области миниатюризации и программного обеспечения. Идея состоит в том, чтобы разместить все необходимое на одной небольшой печатной плате или, возможно, на плате микроконтроллера с дочерней платой, которую обычно называют «щитом».
Вот краткий список всех самых популярных микроконтроллеров ЧПУ:
Grbl
Grbl (произносится как песчанка) работает на микроконтроллере Arduino. Это открытый исходный код, и его используют множество различных фирм, в том числе:
Это в значительной степени звездный состав, поэтому вы можете быть уверены, что GRBL имеет динамичную экосистему продуктов и людей, которые могут помочь, а также что у него есть светлое будущее. Люди из Shapeoko сказали мне, что они оценили несколько из них и сочли, что GRBL был наголову победителем для их нужд.
TinyG/TinyG2
TinyG — еще одна система на основе микроконтроллера. Это связано с grbl, но это не то же самое. Кодовая база TinyG была создана из grbl в 2010 году и с тех пор идет своим путем. TinyG утверждает, что делает некоторые вещи лучше или по-другому:
В то время как grbl является 3-осевым (XYZ), TinyG является 6-осевым, поэтому может поддерживать дополнительные оси вращения. По умолчанию контроллеры TinyG имеют 4 драйвера шаговых двигателей, а gShield (используемый с grbl) — 3.
TinyG заявляет о некоторых причудливых алгоритмах управления движением, в частности, о профилях «рывкового» ускорения для более плавного движения.
TinyG утверждает, что он реализован на более производительном микроконтроллере с большим объемом памяти.
PlanetCNC
PlanetCNC — это одноплатный контроллер ЧПУ, который родом из Словении, Европа. Как и TinyG, это также 4-осевое решение. В нашем обзоре контроллеров ЧПУ 2017 года GRBL занял первое место на рынке, PlanetCNC — второе место, а TinyG — третье место среди микроконтроллеров.
Электроника контроллера ЧПУ
Вот электроника, которую вы найдете в большинстве шкафов контроллера ЧПУ:
Давайте рассмотрим функции каждого из них.
Коммутационная плата
Коммутационная плата ЧПУ для параллельного порта…
Роль коммутационной платы заключается в том, чтобы подключаться к вашему ПК и генерировать соответствующие сигналы, необходимые для работы приводов двигателей, частотно-регулируемого привода и контакторов.
Подробную информацию о разделительных досках см. в нашей статье:
[ Разделительные платы с ЧПУ ]
Наиболее распространенные разделительные платы, такие как изображенная выше, подключаются к параллельному порту вашего ПК. Это может быть проблемой, так как параллельные порты устарели и на большинстве новых компьютеров их нет. Кроме того, существует множество проблем с производительностью и надежностью, связанных с коммутационными платами.
Более новые и сложные модели на самом деле являются панелями управления движением, хотя некоторые до сих пор называют их коммутационными панелями. Эти платы могут подключаться через кабель USB или Ethernet.
Невозможно управлять USB-соединением достаточно точно, чтобы напрямую генерировать точные импульсы, необходимые для приводов Axis Motor Drives, поэтому роль контроллера движения состоит в том, чтобы принимать команды более высокого уровня и генерировать импульсы. Результатом является гораздо более высокая производительность при немного более высокой стоимости.
У нас также есть отличная статья о платах управления движением:
[Платы управления движением]
Электроприводы/драйверы
Сервоприводы Leadshine Easy… 2 сигнала:
Шаг: Каждый импульс на линии шага указывает моторному приводу переместить двигатель на 1 шаг.
Направление: если полярность направления односторонняя, движение должно быть по часовой стрелке. Переключение полярности меняет направление на вращение против часовой стрелки. На самом деле, полярность, возможно, не лучший термин, поскольку это может быть просто сигнал для одного направления и отсутствие сигнала для другого.
В дополнение к сигналам step/dir привод двигателя принимает питание постоянного тока, а в случае сервоприводов также принимает сигнал энкодера. Взамен он отдает мощность двигателю таким образом, чтобы контролировать его движение.
Источник питания постоянного тока (не показан)
На приведенной выше фотографии не показан источник питания постоянного тока, поскольку используемые электроприводы способны принимать переменный ток. Это очень удобно, но не всегда. Возможно, вам потребуется приобрести или построить источник питания постоянного тока для питания приводов двигателей.
Один из первых контроллеров ЧПУ, которые я построил, использовал этот источник питания постоянного тока:
Контакторы
Контактор — это причудливое название реле, которое можно использовать для более высоких напряжений. В этом случае большинство контакторов используются для переключения переменного тока, например, для управления насосом охлаждающей жидкости. Ваша коммутационная плата обычно подает сигнал 5 В постоянного тока. Работа контактора заключается в том, чтобы включать (или выключать, если он нормально замкнут) питание переменного тока, когда сигнал 5 В включен, и снова выключать его, когда сигнал 5 В исчезает.
ЧРП: частотно-регулируемый привод
Питание и управление шпинделем с ЧПУ — это работа для частотно-регулируемого привода, сокращенно ЧРП.
Выбор и программирование частотно-регулируемого привода — сложный процесс, в который мы не можем вдаваться. Для начала вам нужно убедиться, что ваш частотно-регулируемый привод имеет достаточную мощность для запуска двигателя шпинделя. Существует несколько различных типов частотно-регулируемых приводов, но наибольшую отдачу от затраченных средств дает то, что называется «Бессенсорный векторный привод ».
Выбор лучшего контроллера ЧПУ для вашего станка с ЧПУ
Выбор лучшего контроллера ЧПУ для вашего станка с ЧПУ — это вопрос баланса между некоторыми важными компромиссами:
Компромиссы при выборе лучшего контроллера ЧПУ…
Компромиссы сводятся к полной производительности и легкости успеха. Простой готовый комплект, в котором есть все необходимое, довольно легко запустить. Но это может пожертвовать некоторой полной производительностью по сравнению с тщательным отбором самого лучшего из каждого компонента для вашего приложения.
Спросите себя, какие у вас навыки и интересы. Это займет больше времени и, скорее всего, будет стоить больше, чтобы обеспечить надежную работу этого всеобъемлющего решения. Также потребуется гораздо больше навыков.
Вы умеете диагностировать проблемы в электрических цепях? Можете ли вы прочитать все спецификации и правильно определить, какие компоненты совместимы друг с другом? Тебе все это нравится?
Если ответ «да» на эти вопросы, вы находитесь в лучшем положении, чтобы попробовать все «передовые» преимущества в вашем проекте. Если ответ «Нет», ищите проверенный комплект, в котором есть все, что вам нужно, и большое сообщество людей, к которым вы можете обратиться с вопросами.
Доля рынка различных контроллеров ЧПУ
Говоря о сообществе, я думаю, что они крайне важны для успеха проектов DIY.
Я был на Кровоточащей кромке, где никто не может помочь или ответить на вопросы, и может быть одиноко. В наши дни я предпочитаю выбирать продукты с приличным сообществом. Мне нравится видеть доказательства того, что другие уже достигли того, что я ищу, с компонентами, которые я рассматриваю, прежде чем я совершу скачок.
При таком подходе вы обнаружите, что можете получить 80 % производительности всего с 20 % усилий.
Чтобы иметь достойное сообщество, продуктам нужно много пользователей. Вы можете узнать больше о доле рынка различных элементов управления из наших обзоров контроллеров ЧПУ:
[ Обзоры ЧПУ ]
Контроллер ЧПУ с открытым исходным кодом Buildbotics
Контроллер Buildbotics представляет собой полностью закрытый интеллектуальный станок с ЧПУ. контроллер со встроенным веб-интерфейсом и усовершенствованным процессором GCode. Он может управлять до 4 шаговыми двигателями и множеством различных инструментов, таких как шпиндель с ЧПУ, лазерный резак или плазменный резак.
Вы можете купить его прямо сейчас в нашем магазине.
Передняя панель
Задняя панель
Главный вход/выход Breakout
Подключение концевых выключателей, измерение оси Z, ШИМ-управление шпинделем, RS-485 управление шпинделем и аварийный останов легко переключаются с помощью прилагаемого 25-контактного разъема. Плата ввода-вывода с простыми винтовыми клеммами.
Ознакомьтесь со схемой распиновки.
Дополнительный вход/выход Breakout
Подключение сигналов шага и направления к внешним драйверам двигателя для использования шаговые двигатели с обратной связью или даже серводвигатели с контроллером Buildbotics.
Используйте выход 0-10 В для управления аналоговыми шпинделями.
Прилагаемый USB-геймпад
Простая и маневренная настройка разрезов с помощью прилагаемого геймпада.
Кабели в комплекте
Контроллер Buildbotics обеспечивает следующую экономию времени готовые кабели:
4 x 10 футов (3 метра) Кабели двигателя
1 x 4 фута (1,2 метра) Кабель питания
Дополнительная веб-камера USB
присматривайте за своим ЧПУ от в любом месте с помощью веб-браузера или смартфона. Добавьте его в свой контроллер посылка, выбрав опцию в нашем магазине.
Варианты источника питания
Подключите любой источник питания с выходным напряжением от 24 В до 48 В постоянного тока с током не менее 6 А. с помощью прилагаемого кабеля питания выберите один из наших комплектных блоков питания варианты в нашем магазине.
Встроенные драйверы шаговых двигателей
4 канала драйвера двигателя
До 6 А на канал
24–48 В пост. канал.
Привод большинства двигателей NEMA 17, NEMA 23 и NEMA 34. Предварительная поддержка 4-я ось как поворотная ось. Четвертый драйвер может быть синхронизирован с приводом одна ось с двумя двигателями. Вот список некоторых двигатели, которые мы рекомендуем.
S-Curve Acceleration
S-Curve Acceleration — это усовершенствованный алгоритм планирования движения, который сглаживает движение ЧПУ. Большинство контроллеров ЧПУ используют трапецеидальные ускорение, которое намного проще, но приводит к рывкам, которые производит грубую резку и увеличивает износ как инструментов, так и ЧПУ сама машина.
Awesome Служба технической поддержки
При необходимости свяжитесь с реальным человеком . Мы предоставляем технические поддержку по электронной почте, телефону или через на форуме Билдботикс.
Ознакомьтесь с нашими отзывами чтобы увидеть, насколько наши клиенты любят нашу техническую поддержку.
Есть вопросы?
Электронная почта ([email protected]) или позвоните по телефону нас (707-559-8539). Мы будем рады помочь.
Ознакомьтесь с нашими обзорами
Многие из наших клиентов построили новые ЧПУ, переоборудовали старые или модернизировали свои существующие станки с помощью контроллера ЧПУ Buildbotics. Проверьте их обзоры, чтобы увидеть что некоторые из них должны сказать.
Попробуйте программное обеспечение контроллера онлайн
Сделайте свой ЧПУ невероятно простым в использовании с контроллером Buildbotics интуитивно понятное встроенное программное обеспечение.
Щелкните здесь, чтобы попробовать демоверсию.
Загрузите свой GCode и нажмите кнопку воспроизведения, чтобы запустить симуляцию настоящий контроллер ЧПУ Buildbotics.
Узнайте, как настроить двигатель, инструмент и концевые выключатели.
Совместимость с большинством программ CAM
Контроллер ЧПУ Buildbotics принимает GCode из программ CAM, таких как Fusion 360, Mastercam, VCarve, BobCAD, MeshCAM, CamBam и многие другие. Бесплатно протестируйте свой GCode для Buildbotics на совместимость с CAMotics.
Надежная электроника
Мы знаем, что вы хотите, чтобы ваш ЧПУ работал именно тогда, когда вам это нужно. Тем не менее, многие дешевые контроллеры ЧПУ были разработаны практически без внимания к электробезопасности. Контроллер Buildbotics защищен от:
Перегрузка по току
Тепловая перегрузка
Пониженное напряжение
Обратное напряжение
Короткое замыкание
Всплески напряжения, вызванные остановкой двигателя
Контроллер Staytics Cool9 от перегрева
Благодаря тщательному выбору высококачественных электронных компонентов, Контроллер Buildbotics остается прохладным, без вентилятора, даже при движении 6А двигательные нагрузки. Отсутствие вентилятора не только устраняет шум, но и предотвращает всасывание пыли и мусора.
Выделенный компьютер
не Требуется
Точно настроенный ПК под управлением Mach или LinuxCNC не требуется . Вы можете получить доступ к встроенному программному обеспечению контроллера Buildbotics с любого устройств и будьте уверены, что ваше ЧПУ будет работать бесперебойно.
Вы даже можете опробовать свои GCode онлайн с помощью нашего бесплатное демо-программное обеспечение.
Быстрый, плавный и точный шаг
Получите максимальную производительность и точность от вашего ЧПУ. Билдботикс контроллер обеспечивает плавную скорость шага до 250 000 в секунду позволяет использовать до 256 микрошагов на высоких скоростях.
Проводная или WiFi-сеть
Контроллер Buildbotics предлагает современный веб-интерфейс, доступный из браузер через локальную сеть или Wi-Fi. Целая сеть Контроллерами Buildbotics можно управлять с одного компьютера.
Бесплатное программное обеспечение для моделирования
Все программное обеспечение, необходимое для запуска GCode на вашем станке с ЧПУ, встроено в контроллер Buildbotics, но вы также можете использовать наш бесплатный программное обеспечение для моделирования, чтобы проверить ваш GCode перед его запуском.
ЧПУ CAMotics симулятор вычисляет 3D-превью из GCode. CAMotics также может отправлять GCode напрямую к контроллеру Buildbotics по сети и отслеживайте положение машины во время ее работы.
Управление инструментом
Три различных варианта управления внешними инструментами, такими как шпиндели:
Цифровое ШИМ-управление
Двухпроводное управление RS485 VFD
Аналоговое управление 0–10 В
Внешние нагрузки привода
Цифровые выходы могут переключать внешние драйверы для управления кровати с подогревом для 3D-принтеров, экструдеров, вакуумных столов или чего-то еще вы можете подумать. Включайте и выключайте их в своих программах GCode.
Для нагрузок переменного тока недорогой ССР можно использовать переключатель. Внешние реле могут использоваться для нагрузок постоянного тока.
Алюминиевый корпус
Благодаря тщательному учету тепла в процессе проектирования Контроллер Buildbotics рассеивает тепло через безвентиляторный алюминиевый корпус корпус без всасывания металлической или деревянной стружки.
Четыре отверстия для винтов позволяют легко установить корпус на машина.
RaspberryPi Inside
Встроенный Raspberry Pi под управлением Linux обеспечивает огромный потенциал для создание следующей большой идеи. Установите дополнительное программное обеспечение на Pi или используйте код Python для создания новых функций.
Протестировано
Контроллер Buildbotics успешно протестирован во многих сборках ЧПУ как нами, так и нашими клиентами.
Снято строительство фрезерного станка с ЧПУ Taig, фрезерного станка с ЧПУ OX, станка K40 ЛАЗЕРНАЯ модернизация и модернизация Dyna Myte 2400.

 Нужен ли в данном случае бордюр для отмостки — вопрос индивидуальный. Но все типы ограждений не должны препятствовать отводу вод. Такие отмостки требуют ухода: раз в сезон их необходимо «освежать» новой порцией декоративной мульчи.
Нужен ли в данном случае бордюр для отмостки — вопрос индивидуальный. Но все типы ограждений не должны препятствовать отводу вод. Такие отмостки требуют ухода: раз в сезон их необходимо «освежать» новой порцией декоративной мульчи. Это могут быть природные материалы местного происхождения — например, некрупные булыжники с включением красивых камней, привезенных по случаю с местного пляжа или речного берега.
Это могут быть природные материалы местного происхождения — например, некрупные булыжники с включением красивых камней, привезенных по случаю с местного пляжа или речного берега.
 Для создания полужестких отмосток подходят любые материалы, применяемые для мощения дорожек.
Для создания полужестких отмосток подходят любые материалы, применяемые для мощения дорожек. Расскажите, какие материалы вы использовали и с какими сложностями столкнулись
Расскажите, какие материалы вы использовали и с какими сложностями столкнулись С ней грунт вокруг фундамента не промерзает, а значит, несущее основание служит дольше.
С ней грунт вокруг фундамента не промерзает, а значит, несущее основание служит дольше. Срок службы полужесткой отмостки напрямую зависит от характера грунтов. Дефекты такой отмостки делают ее практически неремонтопригодной. На пучинистых и водонасыщенных грунтах после морозной зимы она может «отправиться на прогулку», и восстановление отмостки будет непростой задачей.
Срок службы полужесткой отмостки напрямую зависит от характера грунтов. Дефекты такой отмостки делают ее практически неремонтопригодной. На пучинистых и водонасыщенных грунтах после морозной зимы она может «отправиться на прогулку», и восстановление отмостки будет непростой задачей. В противном случае тротуарная плитка и мощение пойдут волнами и укрепление отмостки будет невозможно (придется перебирать).
В противном случае тротуарная плитка и мощение пойдут волнами и укрепление отмостки будет невозможно (придется перебирать). В противном случае тротуарная плитка и мощение пойдут волнами и укрепление отмостки будет невозможно (придется перебирать).
В противном случае тротуарная плитка и мощение пойдут волнами и укрепление отмостки будет невозможно (придется перебирать). Но для ее строительства недостаточно просто сделать бетонную ленту с уклоном по периметру дома (как это часто делают те, кто строит своими руками). Ведь в этом случае сама отмостка примет на себя влияние обозначенных выше факторов, пойдет трещинами. Такая бетонная отмостка уже после первой зимы будет крошиться (в углах и на стыке с цоколем) и перестанет выполнять возложенные на нее задачи по защите основания.
Но для ее строительства недостаточно просто сделать бетонную ленту с уклоном по периметру дома (как это часто делают те, кто строит своими руками). Ведь в этом случае сама отмостка примет на себя влияние обозначенных выше факторов, пойдет трещинами. Такая бетонная отмостка уже после первой зимы будет крошиться (в углах и на стыке с цоколем) и перестанет выполнять возложенные на нее задачи по защите основания. Мягкая отмостка вокруг дома без подвала будет экономичным и элегантным решением.
Мягкая отмостка вокруг дома без подвала будет экономичным и элегантным решением.
 Высота водосточной трубы над отмосткой не регламентирована (чем ниже — тем лучше), но под трубами должны располагаться водоотводные желоба.
Высота водосточной трубы над отмосткой не регламентирована (чем ниже — тем лучше), но под трубами должны располагаться водоотводные желоба. Оптимальный вариант — песчано-гравийная смесь (ПГС) либо песок с примесью глины.
Оптимальный вариант — песчано-гравийная смесь (ПГС) либо песок с примесью глины.  Армирование производится сварной сеткой с ячейкой 25 мм.
Армирование производится сварной сеткой с ячейкой 25 мм. Самая трудоемкая часть работы — выборка грунта и строительство дренажных систем.
Самая трудоемкая часть работы — выборка грунта и строительство дренажных систем. «Вокруг дома с Эриком Джи» — это не типичное шоу мастеров на все руки или «Сделай сам», поскольку мы более глубоко погружаемся в домашние проекты, чтобы вы знали, как их выполнять. Мы поможем вам справиться с этим новым проектом, не забывая о вашем здоровье и благополучии. Двухчасовое шоу расскажет о текущих событиях, интервью со знаменитостями и раздачах продуктов. Все, от вашего последнего проекта «сделай сам» до строительства дома и того, о чем вам нужно подумать, прежде чем прыгать. Ваш дом может быть денежной ямой, но правильное планирование может помочь вам держать этот бюджет под контролем. Сегодняшний домовладелец ищет новейшую информацию о домашних технологиях, и мы здесь, чтобы предоставить ее вам. Ремоделирование — огромная тенденция, поскольку люди проводят больше времени дома, чем когда-либо.
«Вокруг дома с Эриком Джи» — это не типичное шоу мастеров на все руки или «Сделай сам», поскольку мы более глубоко погружаемся в домашние проекты, чтобы вы знали, как их выполнять. Мы поможем вам справиться с этим новым проектом, не забывая о вашем здоровье и благополучии. Двухчасовое шоу расскажет о текущих событиях, интервью со знаменитостями и раздачах продуктов. Все, от вашего последнего проекта «сделай сам» до строительства дома и того, о чем вам нужно подумать, прежде чем прыгать. Ваш дом может быть денежной ямой, но правильное планирование может помочь вам держать этот бюджет под контролем. Сегодняшний домовладелец ищет новейшую информацию о домашних технологиях, и мы здесь, чтобы предоставить ее вам. Ремоделирование — огромная тенденция, поскольку люди проводят больше времени дома, чем когда-либо.
 Теперь, когда шоу объединилось с Talk Media Network, ток-шоу на радио доступно по всей стране, или убедитесь, что вы ловите подкаст на 34 различных платформах для подкастов по всему миру.
Теперь, когда шоу объединилось с Talk Media Network, ток-шоу на радио доступно по всей стране, или убедитесь, что вы ловите подкаст на 34 различных платформах для подкастов по всему миру.
 com
com
 com 9090-148 Ваш телефон
com 9090-148 Ваш телефон  com
com

 Штампованные тройники дают высокую степень герметизации, в результате чего минимизируются риски возникновения аварийных ситуаций.
Штампованные тройники дают высокую степень герметизации, в результате чего минимизируются риски возникновения аварийных ситуаций. 1.1г ГОСТ 17380-83.
1.1г ГОСТ 17380-83. В качестве основных материалов используют различные марки стали. Существует много разновидностей отводов, мы продаем отводы крутоизогнутые, они пользуются большим спросом на рынке. Компания «ОНИКС» производит отводы из марок стали: 09Г2С, 12Х18Н10Т, 10Х17Н13МТ, сталь 20.
В качестве основных материалов используют различные марки стали. Существует много разновидностей отводов, мы продаем отводы крутоизогнутые, они пользуются большим спросом на рынке. Компания «ОНИКС» производит отводы из марок стали: 09Г2С, 12Х18Н10Т, 10Х17Н13МТ, сталь 20.
 Температура использования отводов: от −70 до +450°С.
Температура использования отводов: от −70 до +450°С. Места поворота в трубопроводе наиболее уязвимы и поэтому использование бесшовных отводов во много раз снижает риск возникновения аварийных ситуаций и позволяет применять для систем с высоким давлением.
Места поворота в трубопроводе наиболее уязвимы и поэтому использование бесшовных отводов во много раз снижает риск возникновения аварийных ситуаций и позволяет применять для систем с высоким давлением. youtube.com/embed/T6JQ1okISwc» title=»YouTube video player» allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/T6JQ1okISwc» title=»YouTube video player» allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>  5, в то время как детали типа 2D – 1.0 DN.
5, в то время как детали типа 2D – 1.0 DN.
 07.2022
07.2022

 9, MSS SP75, JIS B2312, JIS B2313, DIN2605, DIN2615, ГОСТ 17375, BS1640
9, MSS SP75, JIS B2312, JIS B2313, DIN2605, DIN2615, ГОСТ 17375, BS1640 На любой отзыв будет дан ответ в течение 2 часов.
На любой отзыв будет дан ответ в течение 2 часов.
 ГОСТ 1050, класс 20 Трубы представляют собой недорогие трубы из низкоуглеродистой стали с содержанием углерода 017-024% и комбинацией 035-065% марганца, которые легко формуются и формуются. Эти трубы производятся в соответствии со спецификацией ГОСТ и коммерчески называются трубы cs или трубы ms. Трубы из низкоуглеродистой стали не такие твердые, как трубы из высокоуглеродистой стали, хотя науглероживание может увеличить твердость их поверхности.
ГОСТ 1050, класс 20 Трубы представляют собой недорогие трубы из низкоуглеродистой стали с содержанием углерода 017-024% и комбинацией 035-065% марганца, которые легко формуются и формуются. Эти трубы производятся в соответствии со спецификацией ГОСТ и коммерчески называются трубы cs или трубы ms. Трубы из низкоуглеродистой стали не такие твердые, как трубы из высокоуглеродистой стали, хотя науглероживание может увеличить твердость их поверхности. 0,25
0,25

 е. содержит как буквенно-цифровую информацию, так и штрих-код. Специфические данные клиента могут быть добавлены по запросу.
е. содержит как буквенно-цифровую информацию, так и штрих-код. Специфические данные клиента могут быть добавлены по запросу. Размеры от 1/8 дюйма до 24 дюймов. WWP-406c — это федеральная спецификация, сопоставимая с ASTM A-12088). Mills может подтвердить, что труба A-120 на складе дистрибьютора соответствует всем требованиям WWP-406c.
Размеры от 1/8 дюйма до 24 дюймов. WWP-406c — это федеральная спецификация, сопоставимая с ASTM A-12088). Mills может подтвердить, что труба A-120 на складе дистрибьютора соответствует всем требованиям WWP-406c.
 М-130 сопоставим по большинству требований с ASTM A-120.
М-130 сопоставим по большинству требований с ASTM A-120.
 Процесс кристаллизации сплава при литье в кокиль происходит быстрее, что способствует получению качественных отливок с более плотным и мелкозернистым строением, имеющих высокие физико-механические свойства. Правда, например, отливки из чугуна из-за образующихся на поверхности карбидов требуют последующего отжига. При многократном использовании форма или кокиль теряет изначальные геометрические размеры, коробится, и полученные отливки становятся менее точными и поэтому требующими последующей механической доработки.
Процесс кристаллизации сплава при литье в кокиль происходит быстрее, что способствует получению качественных отливок с более плотным и мелкозернистым строением, имеющих высокие физико-механические свойства. Правда, например, отливки из чугуна из-за образующихся на поверхности карбидов требуют последующего отжига. При многократном использовании форма или кокиль теряет изначальные геометрические размеры, коробится, и полученные отливки становятся менее точными и поэтому требующими последующей механической доработки.
 Кроме того, литье под давлением применяют для отливки из цинковых и магниевых сплавов. Этим способом изготавливают литые заготовки самой различной конфигурации массой от нескольких граммов до нескольких десятков килограммов.
Кроме того, литье под давлением применяют для отливки из цинковых и магниевых сплавов. Этим способом изготавливают литые заготовки самой различной конфигурации массой от нескольких граммов до нескольких десятков килограммов.
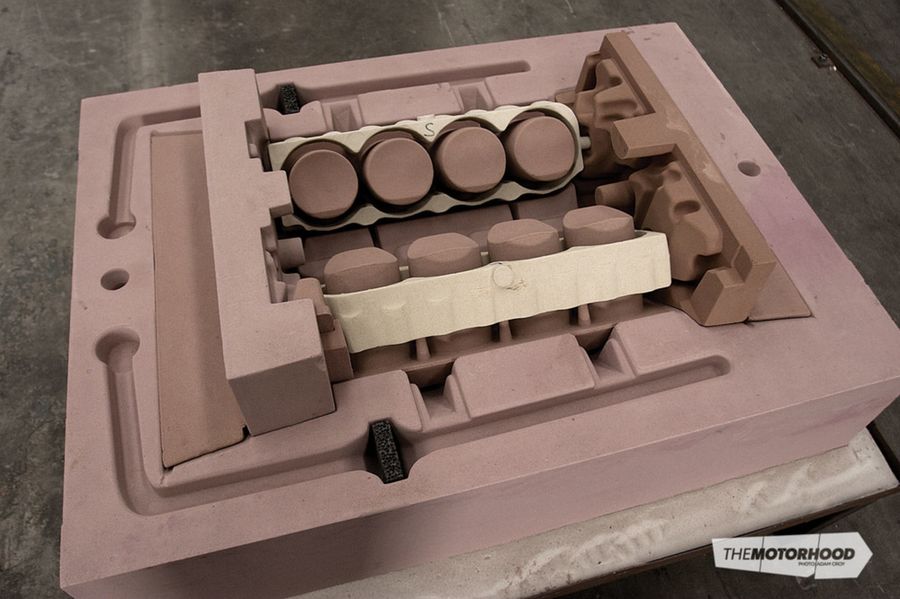
 com).
com).
 Большинство крупнейших авто- производителей Европы, Азии и Америки ежегодно используют в про- изводимых автомобилях несколько сотен тысяч тонн точных отливок, получае- мых в песчаных формах по разовым моделям из пенопласта по технологии, называемой литьем по газифицируемым моделям (ЛГМ). General Motors, Ford Motors, BMW, Fiat, VW, Renualt и ряд других фирм, по данным Рыбакова С. А., полностью перешли в 1980-90-х годах на изготовление способом ЛГМ отливок блоков цилиндров, головок блока, впускных и выпускных коллекторов, коленвалов для наиболее массовых типов двигателей.
Большинство крупнейших авто- производителей Европы, Азии и Америки ежегодно используют в про- изводимых автомобилях несколько сотен тысяч тонн точных отливок, получае- мых в песчаных формах по разовым моделям из пенопласта по технологии, называемой литьем по газифицируемым моделям (ЛГМ). General Motors, Ford Motors, BMW, Fiat, VW, Renualt и ряд других фирм, по данным Рыбакова С. А., полностью перешли в 1980-90-х годах на изготовление способом ЛГМ отливок блоков цилиндров, головок блока, впускных и выпускных коллекторов, коленвалов для наиболее массовых типов двигателей.
 В России для традиционных форм со связующим до 5 т отработанной смеси идет в отвал на 1 т литья. Например, 1 куб. м пенопо- листирола модели весит 25 кг. Если он замещается 7 т жидкого чугуна, то при этом на 1 т литья расходуется 25/7=3,6 кг полимера. А в формах из смоляных холодно-твердеющих смесей при потреблении 3% связующего вещества на 3 т смеси, которая (минимум) требуется для 1 т литья, расход связующего полимера составляет не менее 0,03х3000=90 кг, что в 90/3,6=25 раз больше. При ЛГМ песчаные формы вакуумируют с остаточным давлением пол-атмосферы (50 кПа), своего рода местная вентиляция, заведенная в песчаную среду формы. Львиная доля получаемых при заливке газов уходит через систему очистки за пределы цеха, однако после отключения вакуума над остывающими формами, как при любом литье в песчаные формы, следует устанавливать местную вентиляцию. Сухой песок для форм используют многократно с обновлением свежим песком до 5% на оборот, линии охлаждения-очистки песка выносят за пределы цеха (сухой песок зимой не смерзается), где чаще всего в системе пневмотранспорта песок охлаждают, частично обеспыливают и самотеком из бункеров подают в цех на формовку.
В России для традиционных форм со связующим до 5 т отработанной смеси идет в отвал на 1 т литья. Например, 1 куб. м пенопо- листирола модели весит 25 кг. Если он замещается 7 т жидкого чугуна, то при этом на 1 т литья расходуется 25/7=3,6 кг полимера. А в формах из смоляных холодно-твердеющих смесей при потреблении 3% связующего вещества на 3 т смеси, которая (минимум) требуется для 1 т литья, расход связующего полимера составляет не менее 0,03х3000=90 кг, что в 90/3,6=25 раз больше. При ЛГМ песчаные формы вакуумируют с остаточным давлением пол-атмосферы (50 кПа), своего рода местная вентиляция, заведенная в песчаную среду формы. Львиная доля получаемых при заливке газов уходит через систему очистки за пределы цеха, однако после отключения вакуума над остывающими формами, как при любом литье в песчаные формы, следует устанавливать местную вентиляцию. Сухой песок для форм используют многократно с обновлением свежим песком до 5% на оборот, линии охлаждения-очистки песка выносят за пределы цеха (сухой песок зимой не смерзается), где чаще всего в системе пневмотранспорта песок охлаждают, частично обеспыливают и самотеком из бункеров подают в цех на формовку.
 1 показаны примеры компьютерной оптимизации конструкции отливок, взятые из открытых источников Интернета. На рис. 1а в верхней части фото – серийные отливки, ниже – варианты конструкций отливок, «предложенные» компьютером, большинство из них «работают» в подвижных конструкциях. На рис. 1б показаны варианты конструкции отливки и элементы технологии ее «печатания» как послойного наращивания. На рис. 1в – в каждой паре изображений слева – серийная отливка, рядом – конструкция отливки, оптимизированная компьютером, исходя из требований к ее использованию. Видно, как традиционные монолитные конструкции компьютером «превращаются» в изящные каркасно-ячеистые как наглядные примеры металлосбережения. Такие выставочные образцы ажурных конструкций сегодня и в ближайшие десятилетия будет дорого «печатать из металла», но несложно выполнить способом ЛГМ, применяя 3D-фрезеры, широко распространенные сегодня.
1 показаны примеры компьютерной оптимизации конструкции отливок, взятые из открытых источников Интернета. На рис. 1а в верхней части фото – серийные отливки, ниже – варианты конструкций отливок, «предложенные» компьютером, большинство из них «работают» в подвижных конструкциях. На рис. 1б показаны варианты конструкции отливки и элементы технологии ее «печатания» как послойного наращивания. На рис. 1в – в каждой паре изображений слева – серийная отливка, рядом – конструкция отливки, оптимизированная компьютером, исходя из требований к ее использованию. Видно, как традиционные монолитные конструкции компьютером «превращаются» в изящные каркасно-ячеистые как наглядные примеры металлосбережения. Такие выставочные образцы ажурных конструкций сегодня и в ближайшие десятилетия будет дорого «печатать из металла», но несложно выполнить способом ЛГМ, применяя 3D-фрезеры, широко распространенные сегодня.
 В промышленных 3D-принтерах для выращивания изделий из порошков для послойного лазерного спекания металлического порошка используется твердотельный или CO2-лазер. Владимир Степанович, какие преимущества и недостатки, по вашему мнению, отличают подобные технологии от литейных способов производства металлических изделий? Насколько они конкурентоспособны?
В промышленных 3D-принтерах для выращивания изделий из порошков для послойного лазерного спекания металлического порошка используется твердотельный или CO2-лазер. Владимир Степанович, какие преимущества и недостатки, по вашему мнению, отличают подобные технологии от литейных способов производства металлических изделий? Насколько они конкурентоспособны?
 4а, на заднем плане видны детали 3D-фрезера. По таким моделям отлит из алюминия коллаж «граффити» (рис. 4б) как многометровое архитектурное украшение многоквартирного дома в элитном квартале Нью-Йорка (проект Herzog & de Meuron, 2006). Сборный коллаж вдоль лицевой стороны дома состоит из десятков отливок (включая несколько ворот), спроектированных с помощью компьютерных технологий с выполнением толщин стенок, оптимальных для процесса литья.
4а, на заднем плане видны детали 3D-фрезера. По таким моделям отлит из алюминия коллаж «граффити» (рис. 4б) как многометровое архитектурное украшение многоквартирного дома в элитном квартале Нью-Йорка (проект Herzog & de Meuron, 2006). Сборный коллаж вдоль лицевой стороны дома состоит из десятков отливок (включая несколько ворот), спроектированных с помощью компьютерных технологий с выполнением толщин стенок, оптимальных для процесса литья.
 Запатентована в России также наша технология получения сверхтонкостенной ленты, фольги или оболочковых отливок с изменениями структуры на наноразмерном уровне, в ряде отечественных и зарубежных журналов эта технология названа «литье вакуумным присасыванием» на вакуумируемых валках с песчаной облицовкой или литейной форме. Например, по этой технологии металл с химическим составом чугуна можно получать близким по свойствам низкоуглеродистых сталей и сворачивать из него ленту в рулон.
Запатентована в России также наша технология получения сверхтонкостенной ленты, фольги или оболочковых отливок с изменениями структуры на наноразмерном уровне, в ряде отечественных и зарубежных журналов эта технология названа «литье вакуумным присасыванием» на вакуумируемых валках с песчаной облицовкой или литейной форме. Например, по этой технологии металл с химическим составом чугуна можно получать близким по свойствам низкоуглеродистых сталей и сворачивать из него ленту в рулон.
 Глобальное соревнование в конструировании и воплощении в жизнь новой продукции, услуг, миропонимания и миропреобразования. Если сегодня килограмм черного металла (в толстостенном прокате, чушке, ломе) стоит порядка $0,5, то килограмм изделий из металла в автомобиле, тракторе или танке стоит уже $50- 100, а в самолете — $1500…2000. Замена экспорта продукции металлургии на экспорт машин и механизмов — это один из шагов перевода сырьевой экономики в высокотехнологичную, в которой экономическая конкуренция все в большей степени определяется конкуренцией научно-технической. При этом использование технических инноваций служит решающим фактором экономического и социального развития, усиления роли в глобальном разделении труда и экономической безопасности.
Глобальное соревнование в конструировании и воплощении в жизнь новой продукции, услуг, миропонимания и миропреобразования. Если сегодня килограмм черного металла (в толстостенном прокате, чушке, ломе) стоит порядка $0,5, то килограмм изделий из металла в автомобиле, тракторе или танке стоит уже $50- 100, а в самолете — $1500…2000. Замена экспорта продукции металлургии на экспорт машин и механизмов — это один из шагов перевода сырьевой экономики в высокотехнологичную, в которой экономическая конкуренция все в большей степени определяется конкуренцией научно-технической. При этом использование технических инноваций служит решающим фактором экономического и социального развития, усиления роли в глобальном разделении труда и экономической безопасности.
 В частности, опережающими темпами развивается растущий сектор процессов литья по разовым моделям, среди которых литье по газифицируемым моделям (ЛГМ) относится к наиболее перспективным технологиям с моделями из пенополистирола как недорогого легкообрабатываемого материала. Экологическое направление в на- шем институте связано с совершенствованием литья в вакуумируемые песчаные формы и литьем по моделям изо льда как материала, саморазру- шающегося после выполнения своих функций. Ледяная модель «переносит» геометрию отливки – формирует полость песчаной формы, затем тает и фильтрующимися в песок продуктами таяния упрочняет песчаную форму. Идеальными будут модель как стеклянная елочная игрушка, а оболочковая литейная форма – как из яичной скорлупы. Известны запатентованные в США в 2000 г. 3D-принтеры для намораживания ледяных моделей.
В частности, опережающими темпами развивается растущий сектор процессов литья по разовым моделям, среди которых литье по газифицируемым моделям (ЛГМ) относится к наиболее перспективным технологиям с моделями из пенополистирола как недорогого легкообрабатываемого материала. Экологическое направление в на- шем институте связано с совершенствованием литья в вакуумируемые песчаные формы и литьем по моделям изо льда как материала, саморазру- шающегося после выполнения своих функций. Ледяная модель «переносит» геометрию отливки – формирует полость песчаной формы, затем тает и фильтрующимися в песок продуктами таяния упрочняет песчаную форму. Идеальными будут модель как стеклянная елочная игрушка, а оболочковая литейная форма – как из яичной скорлупы. Известны запатентованные в США в 2000 г. 3D-принтеры для намораживания ледяных моделей.
 Непочатый край работы литейщику! Например, в нашем институте запатентованы 3D-деформирование изделий из сыпучих материалов и 3D-способ послойной песчаной формовки.
Непочатый край работы литейщику! Например, в нашем институте запатентованы 3D-деформирование изделий из сыпучих материалов и 3D-способ послойной песчаной формовки.
 Автоматизация и механизация технологического процесса позволяет поставить получение отливок на поток.
Автоматизация и механизация технологического процесса позволяет поставить получение отливок на поток. Позволяет снизить себестоимость продукции в отличие от конкурирующих предприятий. Кроме издревле известных способов литья в землю или песчано-глинистые формы, для увеличения количества отливок используются неразрушаемые металлические формы – кокили.
Позволяет снизить себестоимость продукции в отличие от конкурирующих предприятий. Кроме издревле известных способов литья в землю или песчано-глинистые формы, для увеличения количества отливок используются неразрушаемые металлические формы – кокили.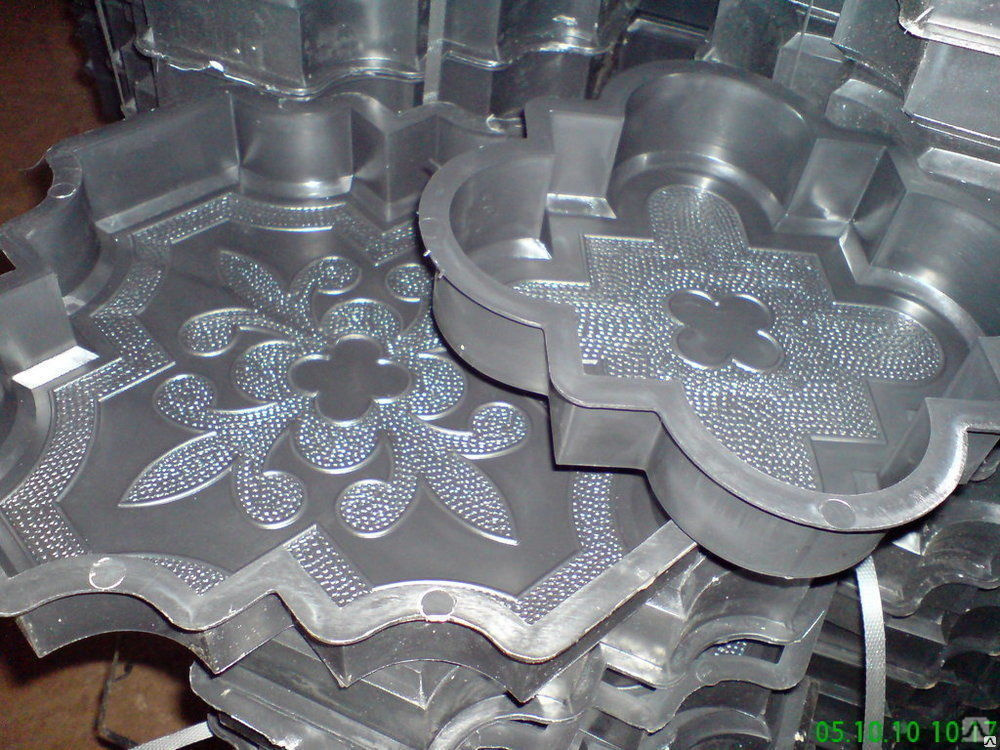




 После чего происходит охлаждение без снятия давления. После затвердевания пресс-форма разъединяется, и отливка извлекается. Для облегчения извлечения конструкция оборудуется толкателями.
После чего происходит охлаждение без снятия давления. После затвердевания пресс-форма разъединяется, и отливка извлекается. Для облегчения извлечения конструкция оборудуется толкателями. Высокая скорость остывания формирует мелкозернистую внутреннюю структуру.
Высокая скорость остывания формирует мелкозернистую внутреннюю структуру.



 Методы литья обычно используются для создания сложных сплошных и полых форм, а литые изделия используются в самых разных областях, включая автомобильные компоненты, детали аэрокосмической промышленности и т. д.
Методы литья обычно используются для создания сложных сплошных и полых форм, а литые изделия используются в самых разных областях, включая автомобильные компоненты, детали аэрокосмической промышленности и т. д. Отливка спроектирована так, чтобы снизить вероятность разрыва, растрескивания или других дефектов за счет обеспечения умеренной степени гибкости и усадки на этапе охлаждения процесса. Песок также можно укрепить добавлением глины, которая помогает частицам сцепляться более плотно. Автомобильные изделия, такие как блоки цилиндров, изготавливаются методом литья в песчаные формы.
Отливка спроектирована так, чтобы снизить вероятность разрыва, растрескивания или других дефектов за счет обеспечения умеренной степени гибкости и усадки на этапе охлаждения процесса. Песок также можно укрепить добавлением глины, которая помогает частицам сцепляться более плотно. Автомобильные изделия, такие как блоки цилиндров, изготавливаются методом литья в песчаные формы.
 Воск впрыскивается непосредственно в форму, удаляется, затем покрывается огнеупорным материалом и связующим, обычно в несколько этапов для создания толстой оболочки. Несколько моделей собраны на общих литниках. После того, как ракушки затвердеют, узоры переворачивают и нагревают в печах для удаления воска. Затем расплавленный металл заливают в оставшиеся оболочки, где он затвердевает, принимая форму восковых фигур. Огнеупорная оболочка отламывается, открывая готовую отливку. Литье по выплавляемым моделям часто используется для изготовления деталей для автомобильной, энергетической и аэрокосмической промышленности, таких как лопатки турбин. Некоторые из основных преимуществ и недостатков литья по выплавляемым моделям включают в себя:
Воск впрыскивается непосредственно в форму, удаляется, затем покрывается огнеупорным материалом и связующим, обычно в несколько этапов для создания толстой оболочки. Несколько моделей собраны на общих литниках. После того, как ракушки затвердеют, узоры переворачивают и нагревают в печах для удаления воска. Затем расплавленный металл заливают в оставшиеся оболочки, где он затвердевает, принимая форму восковых фигур. Огнеупорная оболочка отламывается, открывая готовую отливку. Литье по выплавляемым моделям часто используется для изготовления деталей для автомобильной, энергетической и аэрокосмической промышленности, таких как лопатки турбин. Некоторые из основных преимуществ и недостатков литья по выплавляемым моделям включают в себя: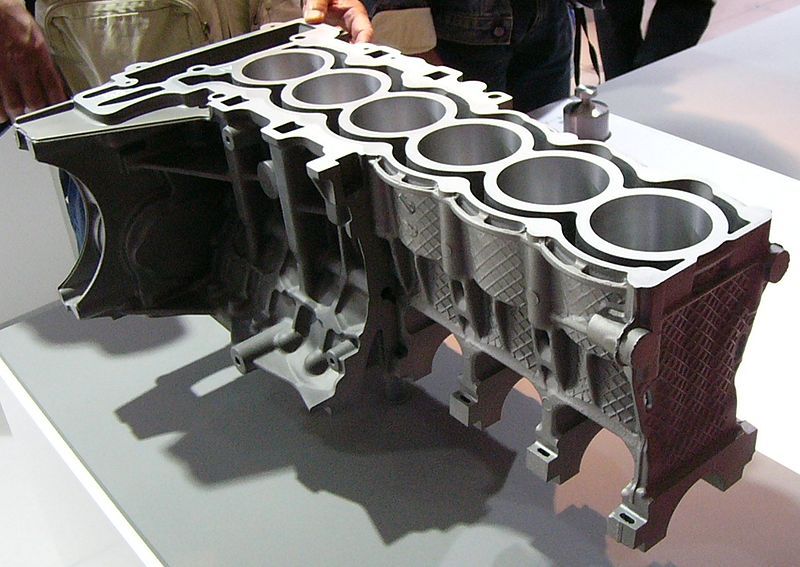
 К преимуществам гипсового литья относятся:
К преимуществам гипсового литья относятся: Многоразовая пресс-форма покрыта смазкой, которая помогает регулировать температуру пресс-формы и облегчает выброс компонентов. Затем расплавленный металл впрыскивается в пресс-форму под высоким давлением, которое остается непрерывным до тех пор, пока заготовка не затвердеет. Эта вставка под давлением происходит быстро, предотвращая затвердевание любого сегмента материала перед отливкой.
Многоразовая пресс-форма покрыта смазкой, которая помогает регулировать температуру пресс-формы и облегчает выброс компонентов. Затем расплавленный металл впрыскивается в пресс-форму под высоким давлением, которое остается непрерывным до тех пор, пока заготовка не затвердеет. Эта вставка под давлением происходит быстро, предотвращая затвердевание любого сегмента материала перед отливкой.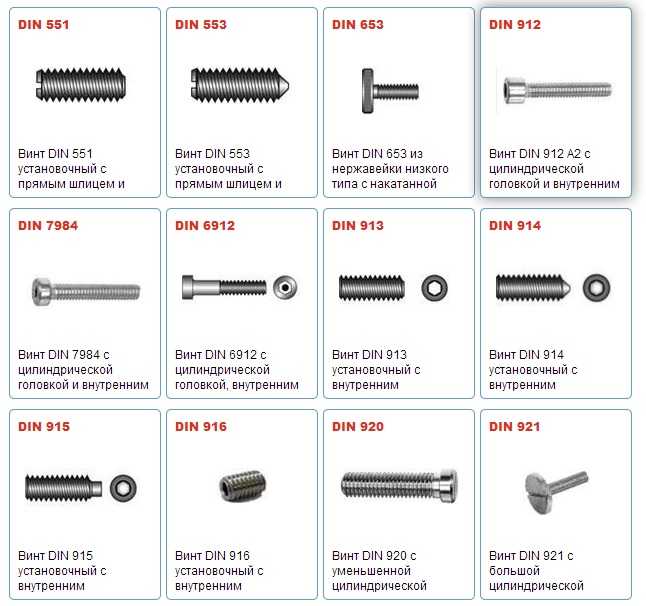
 Но, зная простой способ, вы всегда сможете измерить с помощью простой линейки.
Но, зная простой способ, вы всегда сможете измерить с помощью простой линейки. Крепёж пользуется высокой популярностью как в промышленном производстве, и в домашнем хозяйстве. Широкие сферы применения — машиностроение, строительство, транспортное машиностроение, производство мебели. Специализированное использование таких метизов: крепление ковшей к ленте транспортера сыпучих продуктов (нории), сборка дорожных ограждений, в качестве рым-крепежа при невысоких нагрузках.
Крепёж пользуется высокой популярностью как в промышленном производстве, и в домашнем хозяйстве. Широкие сферы применения — машиностроение, строительство, транспортное машиностроение, производство мебели. Специализированное использование таких метизов: крепление ковшей к ленте транспортера сыпучих продуктов (нории), сборка дорожных ограждений, в качестве рым-крепежа при невысоких нагрузках. Имея более высокие прочностные характеристики чем М8, метизы находят наиболее широкое применение в строительстве. Особым спросом у потребителей пользуются болты с шестигранной головкой. Изделия такого типа широко используются при сборке металлоконструкций, промышленного оборудования, транспортных средств. Минимальная разрушающая нагрузка на болты М10 с классом прочности 8.8 составляет 46,4 kN, что позволяет решать достаточно сложные задачи по скреплению. Крепеж с фланцем используется при устройстве заборных ограждений из металлического профиля, сборке металлических гаражей или временных сооружений.
Имея более высокие прочностные характеристики чем М8, метизы находят наиболее широкое применение в строительстве. Особым спросом у потребителей пользуются болты с шестигранной головкой. Изделия такого типа широко используются при сборке металлоконструкций, промышленного оборудования, транспортных средств. Минимальная разрушающая нагрузка на болты М10 с классом прочности 8.8 составляет 46,4 kN, что позволяет решать достаточно сложные задачи по скреплению. Крепеж с фланцем используется при устройстве заборных ограждений из металлического профиля, сборке металлических гаражей или временных сооружений. Даже с обычным классом прочности 5.8 минимальная разрушающая сила для них составляет 81,6 kN, что почти в 2 раза превышает аналогичную характеристику крепежа диаметром 10 мм. Болты М12 высоко востребованы в конструкциях инженерных систем (отопление, водопровод) для соединения приварных фланцев с Ду от 15 мм до 65 мм.
Даже с обычным классом прочности 5.8 минимальная разрушающая сила для них составляет 81,6 kN, что почти в 2 раза превышает аналогичную характеристику крепежа диаметром 10 мм. Болты М12 высоко востребованы в конструкциях инженерных систем (отопление, водопровод) для соединения приварных фланцев с Ду от 15 мм до 65 мм. Болты М16 в соответствии с ним применяются для строительства металлических конструкций, в мостостроении и машиностроении. Имеют увеличенный размер головки. Высокопрочные. Наиболее востребованными на сегодняшний день являются классы прочности 8.8, 10.9. Диаметром 16 мм также производятся болты для крепления башмака гусеницы трактора.
Болты М16 в соответствии с ним применяются для строительства металлических конструкций, в мостостроении и машиностроении. Имеют увеличенный размер головки. Высокопрочные. Наиболее востребованными на сегодняшний день являются классы прочности 8.8, 10.9. Диаметром 16 мм также производятся болты для крепления башмака гусеницы трактора. Они отличаются высокой твердостью, особой формой головки и подголовка. Также, болты М20 других типов находят самое широкое применение в горно-, газо- и нефтедобывающей, перерабатывающей отраслях, в машиностроении и станкостроении. Высокопрочный (класс прочности 8.8, 10.8, 12.9) крепеж с увеличенной шестигранной головкой применяется для сборки металлоконструкций, мостов и тоннелей.
Они отличаются высокой твердостью, особой формой головки и подголовка. Также, болты М20 других типов находят самое широкое применение в горно-, газо- и нефтедобывающей, перерабатывающей отраслях, в машиностроении и станкостроении. Высокопрочный (класс прочности 8.8, 10.8, 12.9) крепеж с увеличенной шестигранной головкой применяется для сборки металлоконструкций, мостов и тоннелей. До промышленной революции за каждое механическое преимущество отвечали шесть классических машин. Из шести первоначальных машин винты, вероятно, были изобретены последними, но и самыми революционными.
До промышленной революции за каждое механическое преимущество отвечали шесть классических машин. Из шести первоначальных машин винты, вероятно, были изобретены последними, но и самыми революционными.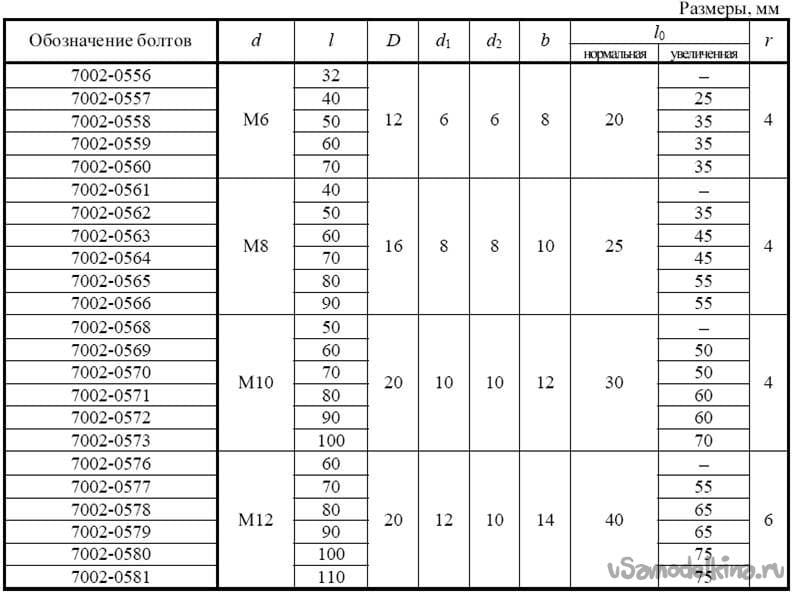 Знаете ли вы разницу между накатанной резьбой и нарезанной резьбой? А как насчет занятий по подгонке резьбы? Метрическая резьба или унифицированный стандарт резьбы? Или грубая или тонкая нить?
Знаете ли вы разницу между накатанной резьбой и нарезанной резьбой? А как насчет занятий по подгонке резьбы? Метрическая резьба или унифицированный стандарт резьбы? Или грубая или тонкая нить? Как указано Machinery’s Handbook и ASME B18, винты представляют собой крепежные детали с внешней резьбой, которые сопрягаются с внутренней резьбой или могут ввинчиваться сквозь материалы для сборки компонентов. Для установки или удаления винта к головке крепежного элемента прикладывается крутящий момент. Болты также имеют внешнюю резьбу, но они удерживаются на месте, пока к гайке прикладывается крутящий момент. Совместимые внутренние резьбы должны иметь ту же геометрию, что и резьба на болте.
Как указано Machinery’s Handbook и ASME B18, винты представляют собой крепежные детали с внешней резьбой, которые сопрягаются с внутренней резьбой или могут ввинчиваться сквозь материалы для сборки компонентов. Для установки или удаления винта к головке крепежного элемента прикладывается крутящий момент. Болты также имеют внешнюю резьбу, но они удерживаются на месте, пока к гайке прикладывается крутящий момент. Совместимые внутренние резьбы должны иметь ту же геометрию, что и резьба на болте.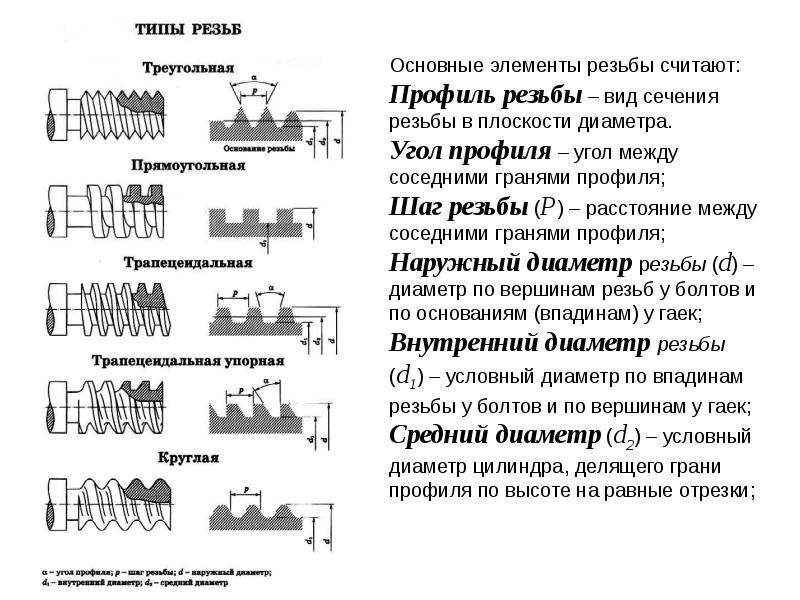 Как правило, болты и винты с нарезанной резьбой обладают большей прочностью на сдвиг, но они также сложнее в производстве и дороже.
Как правило, болты и винты с нарезанной резьбой обладают большей прочностью на сдвиг, но они также сложнее в производстве и дороже. В то время как холодная обработка упрочняет минимальный диаметр, резка истирает его и ослабляет поверхность материала. Как правило, единственным случаем, когда явно требуется нарезание резьбы, является случай, когда указанные материалы слишком тверды для прокатки.
В то время как холодная обработка упрочняет минимальный диаметр, резка истирает его и ослабляет поверхность материала. Как правило, единственным случаем, когда явно требуется нарезание резьбы, является случай, когда указанные материалы слишком тверды для прокатки. Тем временем метрическая система набирала популярность в Европе и Азии, что привело к тому, что Соединенное Королевство отказалось от UTS и вместо этого приняло метрическую систему. Сегодня Канада и США остаются единственными рынками с высокой концентрацией оборудования UTS. По данным ISO, глобальная популярность оборудования делится на 60% метрических, 31% UTS и 9% прочих.
Тем временем метрическая система набирала популярность в Европе и Азии, что привело к тому, что Соединенное Королевство отказалось от UTS и вместо этого приняло метрическую систему. Сегодня Канада и США остаются единственными рынками с высокой концентрацией оборудования UTS. По данным ISO, глобальная популярность оборудования делится на 60% метрических, 31% UTS и 9% прочих.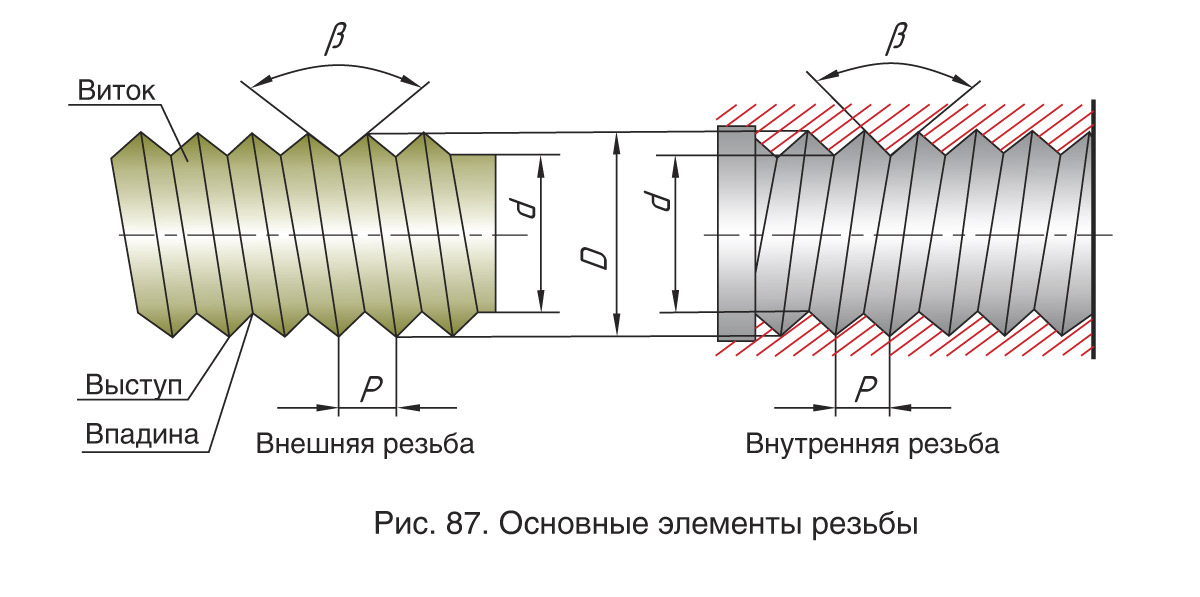 В метрических описаниях посадка резьбы классифицируется по числовой и буквенной системе; более низкие числа обозначают резьбу с более высокой точностью, а буквы обозначают позицию допуска. В некоторых случаях фурнитура может быть помечена двумя наборами размеров посадки резьбы. Первая метка представляет диаметр делителя (воображаемый диаметр, который пересекает резьбу наполовину — расстояние равно большому и меньшему диаметрам), а вторая — диаметр вершины, который является меньшим диаметром на внутренней резьбе и большим диаметром на резьбе. внешние нити. Например, болт 4G5G будет иметь внутреннюю резьбу с шагом 4 класса и внутреннюю резьбу с вершиной 4 класса. Когда уклон и высота гребня одинаковы, обозначения упрощаются; вместо этого болт 4G4G будет помечен как 4G. Резьба с более высоким допуском устанавливается быстрее и лучше подходит для нанесения покрытий, таких как фиксатор резьбы.
В метрических описаниях посадка резьбы классифицируется по числовой и буквенной системе; более низкие числа обозначают резьбу с более высокой точностью, а буквы обозначают позицию допуска. В некоторых случаях фурнитура может быть помечена двумя наборами размеров посадки резьбы. Первая метка представляет диаметр делителя (воображаемый диаметр, который пересекает резьбу наполовину — расстояние равно большому и меньшему диаметрам), а вторая — диаметр вершины, который является меньшим диаметром на внутренней резьбе и большим диаметром на резьбе. внешние нити. Например, болт 4G5G будет иметь внутреннюю резьбу с шагом 4 класса и внутреннюю резьбу с вершиной 4 класса. Когда уклон и высота гребня одинаковы, обозначения упрощаются; вместо этого болт 4G4G будет помечен как 4G. Резьба с более высоким допуском устанавливается быстрее и лучше подходит для нанесения покрытий, таких как фиксатор резьбы.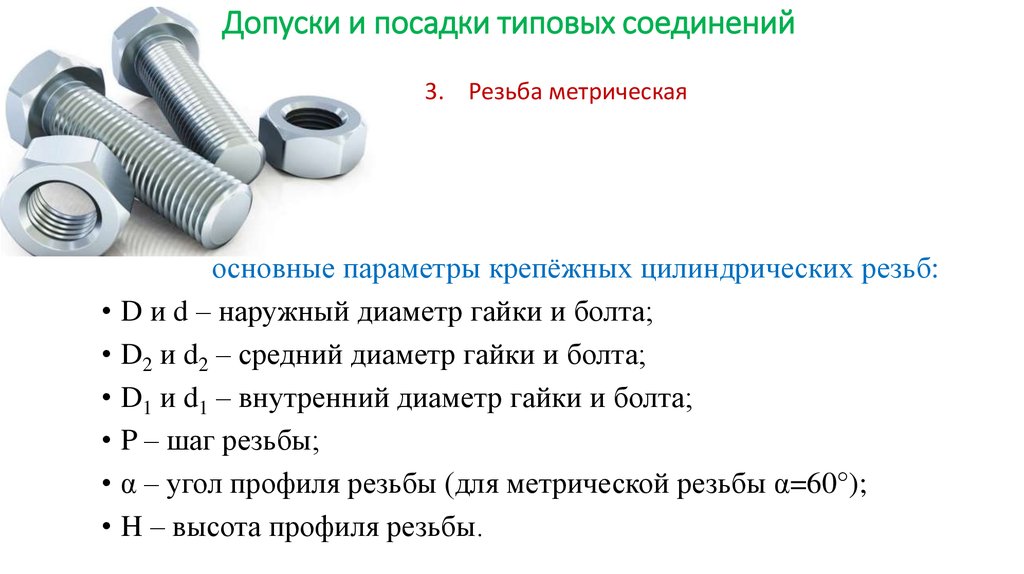 Строчные буквы обозначают внешние резьбы, а прописные буквы обозначают внутренние резьбы.
Строчные буквы обозначают внешние резьбы, а прописные буквы обозначают внутренние резьбы.
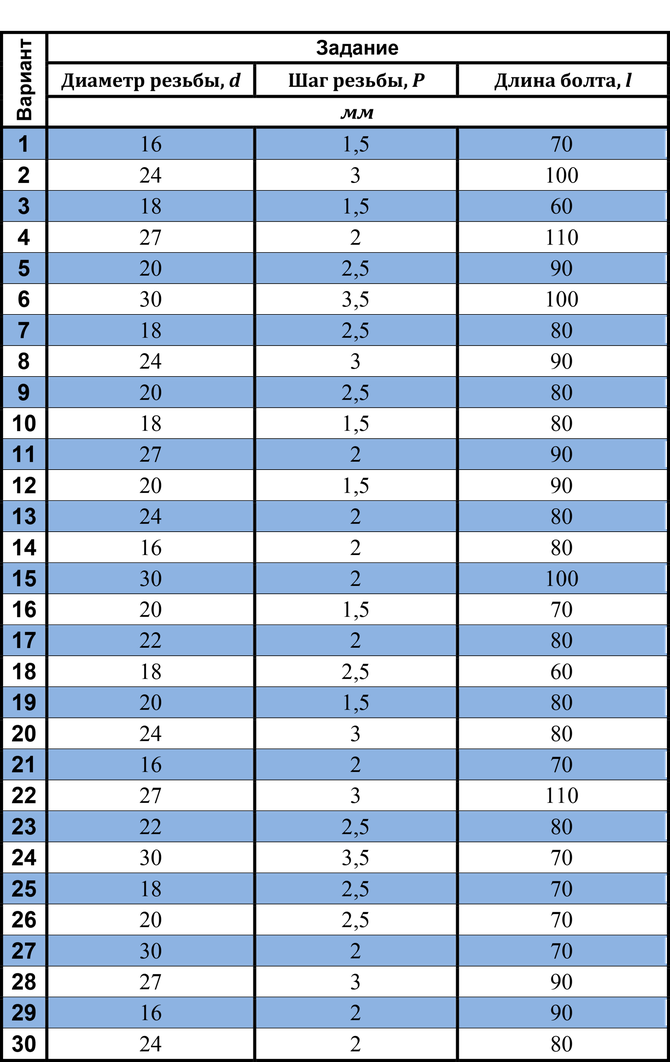
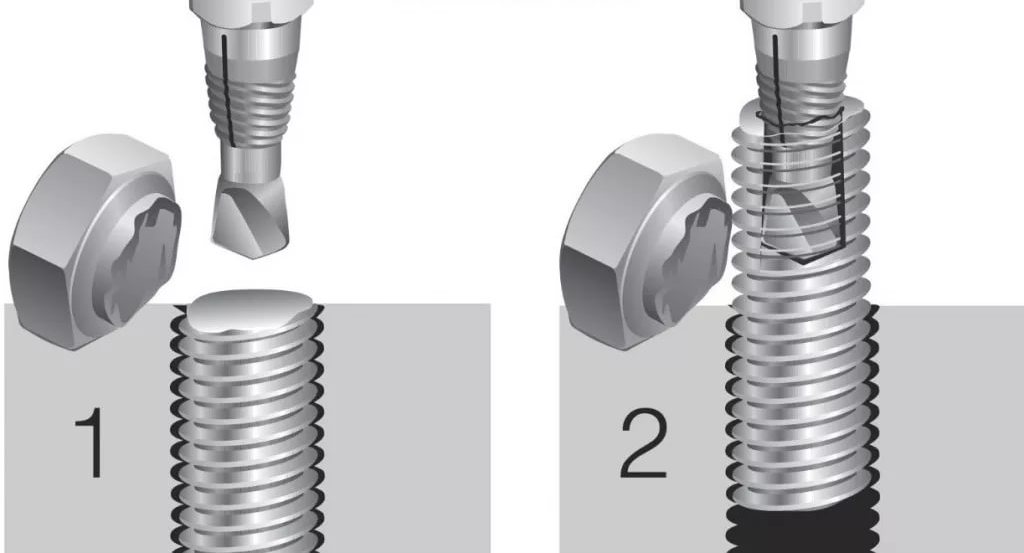 Типы резьбы UTS обычно имеют маркировку UNC (Unified Coarse), UNF (Unified Fine) или (Unified Extra Fine (UNEF). Нет никакой разницы в качестве изготовления между типами грубой, мелкой и сверхмелкой резьбы, но есть различия в том, как они трудоустроены
Типы резьбы UTS обычно имеют маркировку UNC (Unified Coarse), UNF (Unified Fine) или (Unified Extra Fine (UNEF). Нет никакой разницы в качестве изготовления между типами грубой, мелкой и сверхмелкой резьбы, но есть различия в том, как они трудоустроены Тонкие материалы подходят для тонкой и сверхтонкой резьбы. Они также более полезны для точных приложений.
Тонкие материалы подходят для тонкой и сверхтонкой резьбы. Они также более полезны для точных приложений. 4
4 Вся эта информация основана на опыте знающих инженеров и представителей Bayou City Bolt, которые могут помочь вашей организации отслеживать исчерпывающие варианты резьбовых винтов, болтов и гаек.
Вся эта информация основана на опыте знающих инженеров и представителей Bayou City Bolt, которые могут помочь вашей организации отслеживать исчерпывающие варианты резьбовых винтов, болтов и гаек. Необходимость в определенных инструментах и информации жизненно важна для определения того, какой тип и размер резьбы лучше всего подходят для данного применения. Прежде чем выбрать конкретную застежку, важно понять некоторые основные термины стандартной резьбовой застежки.
Необходимость в определенных инструментах и информации жизненно важна для определения того, какой тип и размер резьбы лучше всего подходят для данного применения. Прежде чем выбрать конкретную застежку, важно понять некоторые основные термины стандартной резьбовой застежки.

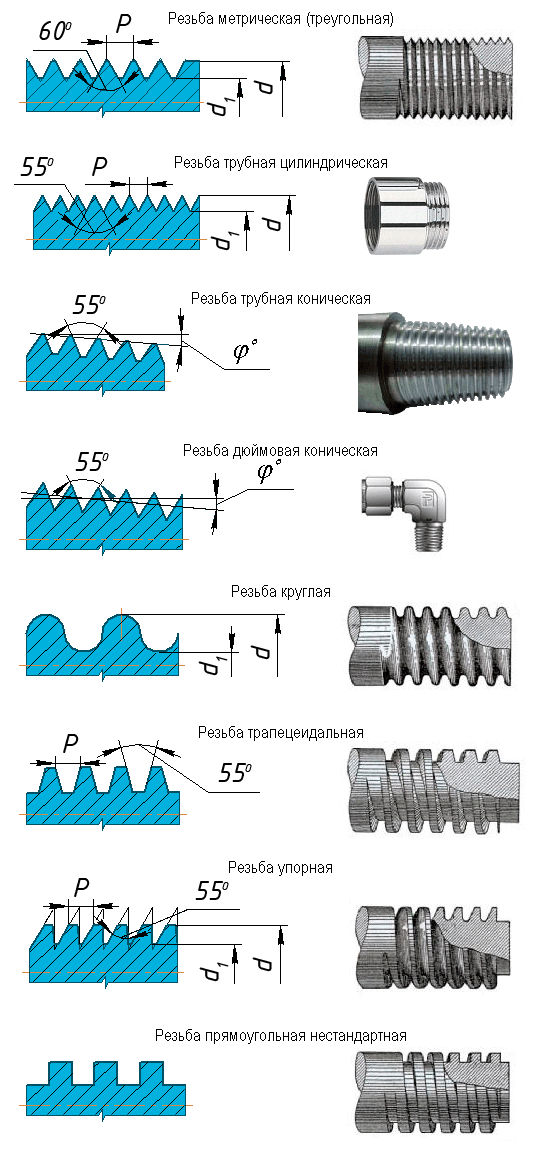 Благодаря наличию крупного шага резьбы, резьба более глубокая и упрощает сборку без риска перекрестного нарезания резьбы.
Благодаря наличию крупного шага резьбы, резьба более глубокая и упрощает сборку без риска перекрестного нарезания резьбы. Самый популярный выбор среди производителей наружной резьбы.
Самый популярный выбор среди производителей наружной резьбы.

 Инструменты, изготовленные из быстрорежущих сталей, содержащих кобальт, часто обозначаются буквами HSS-Co.
Инструменты, изготовленные из быстрорежущих сталей, содержащих кобальт, часто обозначаются буквами HSS-Co. 3247/HS2-9-1-8
3247/HS2-9-1-8 ..
.. 03. 290
03. 290 5
5 Всегда охлаждайте быстрорежущую сталь m42 очень медленно после ковки.
Всегда охлаждайте быстрорежущую сталь m42 очень медленно после ковки.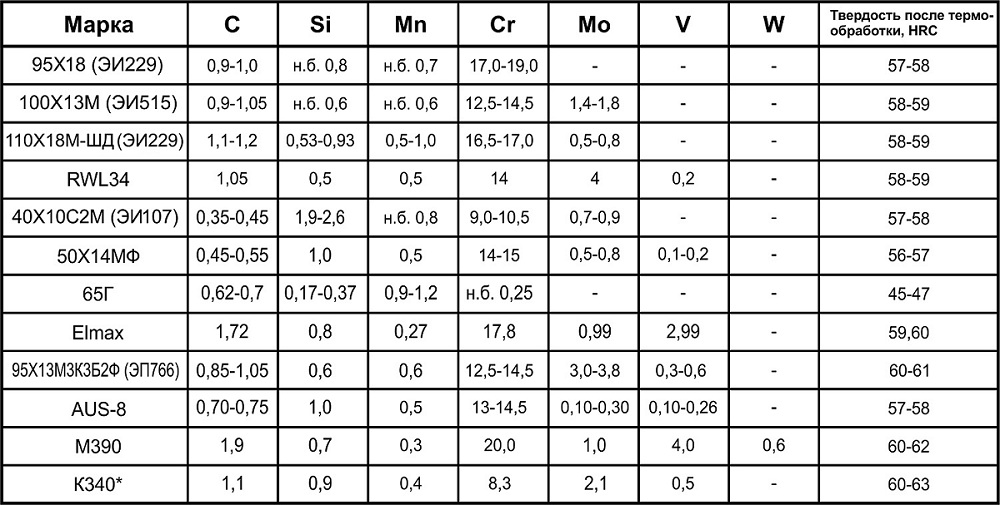
 Он широко используется в металлообрабатывающей промышленности из-за его превосходной красной твердости по сравнению с более традиционными быстрорежущими сталями. Это позволяет сократить время цикла в производственных условиях благодаря более высокой скорости резания и увеличению времени между сменами инструмента. M42 также менее подвержен сколам при прерывистом резании и стоит меньше по сравнению с теми же инструментами из карбида.
Он широко используется в металлообрабатывающей промышленности из-за его превосходной красной твердости по сравнению с более традиционными быстрорежущими сталями. Это позволяет сократить время цикла в производственных условиях благодаря более высокой скорости резания и увеличению времени между сменами инструмента. M42 также менее подвержен сколам при прерывистом резании и стоит меньше по сравнению с теми же инструментами из карбида. 81
81
 Для масла охладите до почернения, около 900°F (482°C), затем охладите в неподвижном воздухе до 150-125°F (66-51°C). Для соли, поддерживаемой при температуре 1000-1100°F (538-593°C), уравняйте, затем охладите в неподвижном воздухе до 150-125°F (66-51°C).
Для масла охладите до почернения, около 900°F (482°C), затем охладите в неподвижном воздухе до 150-125°F (66-51°C). Для соли, поддерживаемой при температуре 1000-1100°F (538-593°C), уравняйте, затем охладите в неподвижном воздухе до 150-125°F (66-51°C).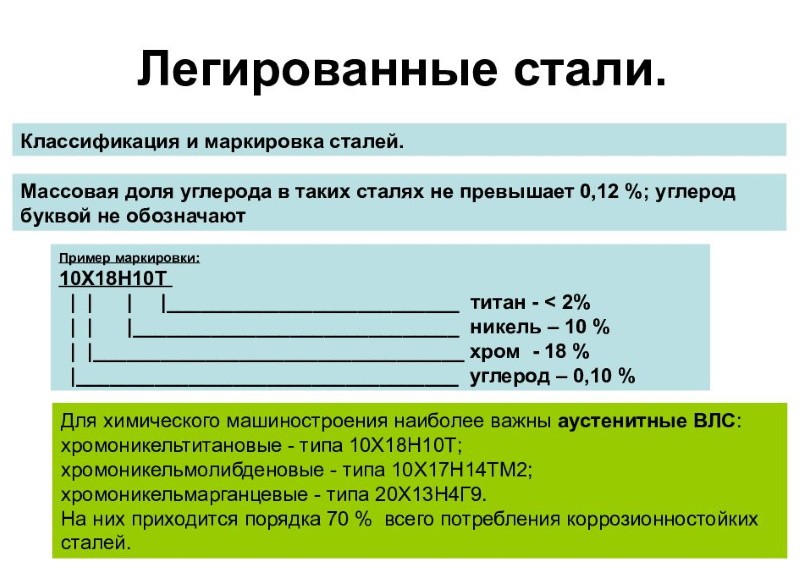




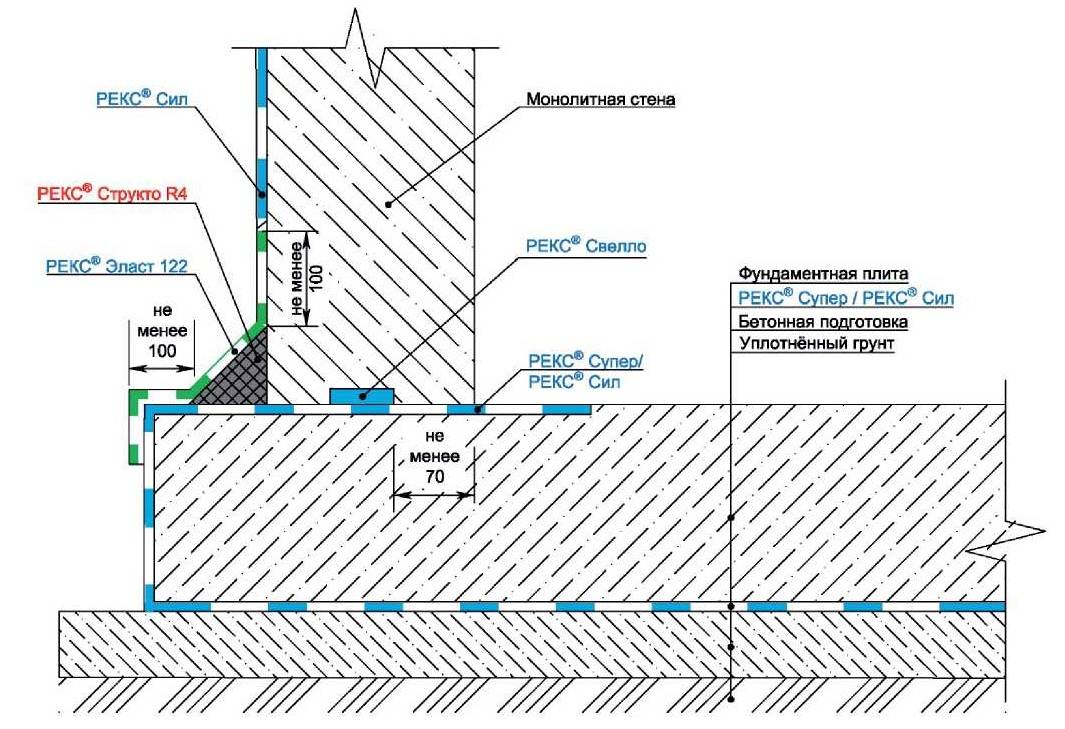
 В ходе этих реакций формируются более сложные соли, способные взаимодействовать с водой и создавать нерастворимые кристаллогидраты.
В ходе этих реакций формируются более сложные соли, способные взаимодействовать с водой и создавать нерастворимые кристаллогидраты.
 В качестве гидроизоляции может выступать битумная мастика или мембранная пленка. Поверх изолирующего слоя заливается стяжка из цементно-песчаной смеси, легированной щебнем. Именно на нее впоследствии будет уложена подошва фундамента. Далее осуществляются напыление дополнительного слоя гидроизоляции для фундаментной плиты и укладка еще одной стяжки, защищающей покрытие от контакта с опалубкой и арматурой.
В качестве гидроизоляции может выступать битумная мастика или мембранная пленка. Поверх изолирующего слоя заливается стяжка из цементно-песчаной смеси, легированной щебнем. Именно на нее впоследствии будет уложена подошва фундамента. Далее осуществляются напыление дополнительного слоя гидроизоляции для фундаментной плиты и укладка еще одной стяжки, защищающей покрытие от контакта с опалубкой и арматурой.
 Если применить продукцию компании Технопрок, то можно сделать сухой подвал под домом, а также, не зависимо от состава почвы и уровня грунтовых вод, сделать монолитную гидроизоляцию фундамента на долгие годы.
Если применить продукцию компании Технопрок, то можно сделать сухой подвал под домом, а также, не зависимо от состава почвы и уровня грунтовых вод, сделать монолитную гидроизоляцию фундамента на долгие годы.
 Если фронт работ больше, то правильным решением является безвоздушное распыление, как показано на фото выше.
Если фронт работ больше, то правильным решением является безвоздушное распыление, как показано на фото выше. Именно этот этап технологии показан на следующих двух фотографиях (нажмите, чтобы увеличить).
Именно этот этап технологии показан на следующих двух фотографиях (нажмите, чтобы увеличить). Это делается для того, чтобы потом надежно состыковать вертикальную гидроизоляцию стен с горизонтальной гидроизоляцией плитного фундамента.
Это делается для того, чтобы потом надежно состыковать вертикальную гидроизоляцию стен с горизонтальной гидроизоляцией плитного фундамента. Поэтому гидроизоляция плиты фундамента «по совместительству» есть и гидроизоляция пола.
Поэтому гидроизоляция плиты фундамента «по совместительству» есть и гидроизоляция пола. Если площадь большая, то рациональнее (быстрее, удобнее, технологичнее, экономичнее, надёжнее) наносить автоматизированным способом жидкую резину Рапидфлекс или ТЕХНОПРОК.
Если площадь большая, то рациональнее (быстрее, удобнее, технологичнее, экономичнее, надёжнее) наносить автоматизированным способом жидкую резину Рапидфлекс или ТЕХНОПРОК. Дело в том, что зачастую гидроизоляция выполняется до того, как отливается монолитная плита.
Дело в том, что зачастую гидроизоляция выполняется до того, как отливается монолитная плита.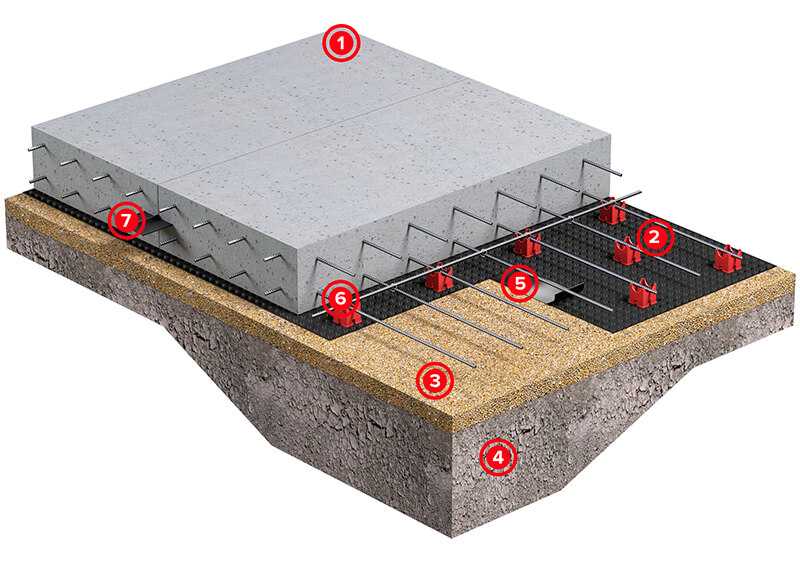 При заливке монолитной плиты или установке арматурного каркаса поверх гидроизоляции по тощему бетону, можно повредить гидроизоляционное покрытие.
При заливке монолитной плиты или установке арматурного каркаса поверх гидроизоляции по тощему бетону, можно повредить гидроизоляционное покрытие. Это делает профилактическое обслуживание первоочередной задачей, если ваш дом имеет плитный фундамент.
Это делает профилактическое обслуживание первоочередной задачей, если ваш дом имеет плитный фундамент. Ваш дом будет находиться на уровне земли или чуть выше него, а под бетонным полом будут только воздуховоды и водопровод.
Ваш дом будет находиться на уровне земли или чуть выше него, а под бетонным полом будут только воздуховоды и водопровод. И даже если ни то, ни другое не будет проблемой, я подозреваю, что вам не нужна яма для отстойника на кухне или в ванной. Шоу по реконструкции дома любят подчеркивать желаемые функции, такие как гранитные столешницы или полы с подогревом — ямы для отстойников не входят в этот список.
И даже если ни то, ни другое не будет проблемой, я подозреваю, что вам не нужна яма для отстойника на кухне или в ванной. Шоу по реконструкции дома любят подчеркивать желаемые функции, такие как гранитные столешницы или полы с подогревом — ямы для отстойников не входят в этот список. Однако, если вы начнете замечать
Однако, если вы начнете замечать  youtube.com/embed/Hpgmh5d2QQI?feature=oembed» allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/Hpgmh5d2QQI?feature=oembed» allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>  Эта плита фундамента осела, из-за чего домовладельцу было трудно открыть входную дверь.
Эта плита фундамента осела, из-за чего домовладельцу было трудно открыть входную дверь.  Если это кажется чрезмерным, у нас есть блог, который объясняет это более подробно.
Если это кажется чрезмерным, у нас есть блог, который объясняет это более подробно.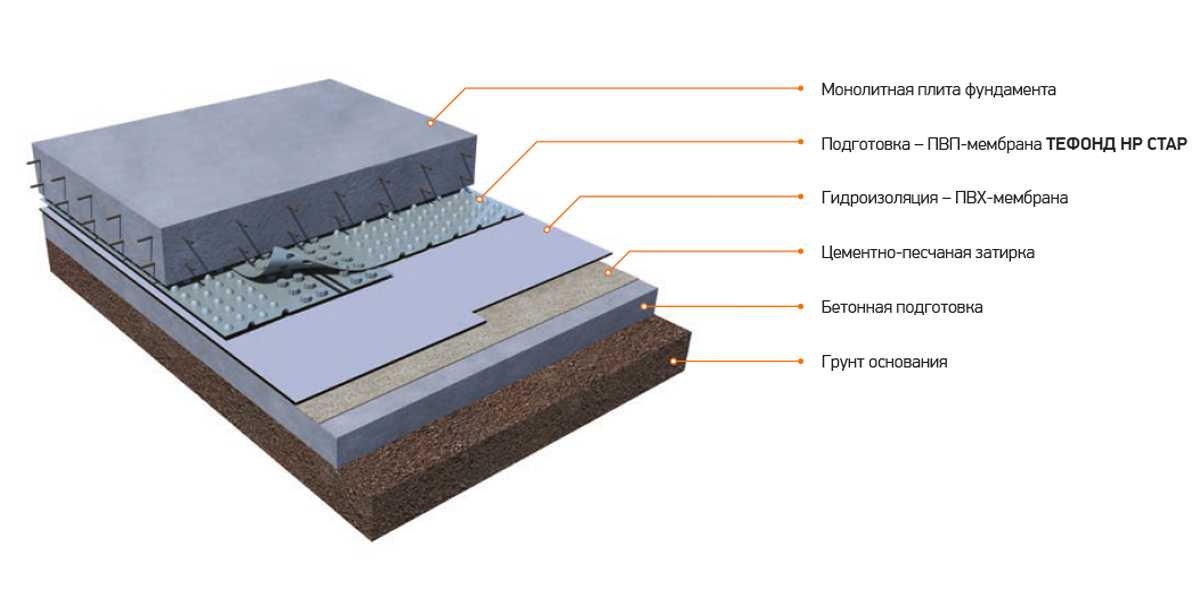 Опытный менеджер проекта изучит проблемные области и порекомендует вам наилучший план действий, чтобы ваш дом был крепким и здоровым на долгие годы.
Опытный менеджер проекта изучит проблемные области и порекомендует вам наилучший план действий, чтобы ваш дом был крепким и здоровым на долгие годы.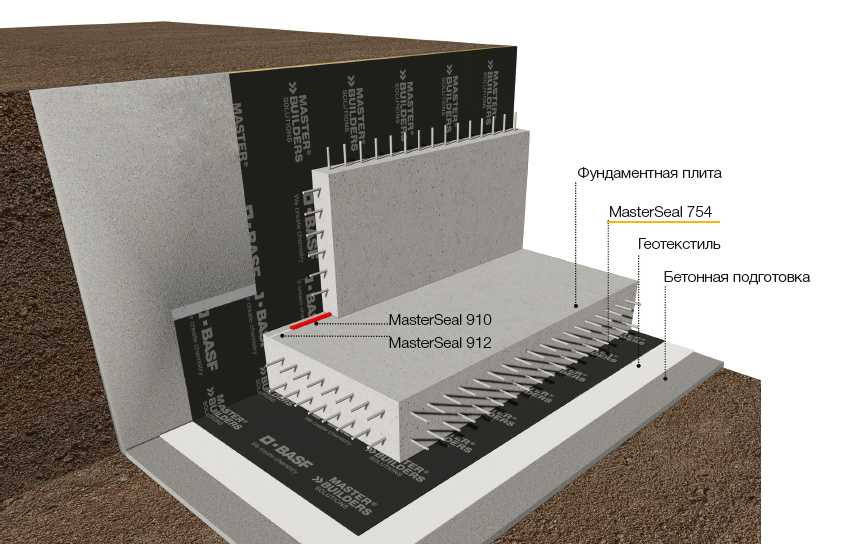
 Вода также может проникать через стены фундамента так же, как она может просачиваться в подвал – через трещины и стыки бухт. На самом деле, поскольку эти стены часто окружены гравием, а не уплотненной почвой, воде легче проникать внутрь. Это правда, что под полом обычно находится пароизоляция, но пароизоляция предназначена не для защиты от грунтовых вод, а только от водяного пара.
Вода также может проникать через стены фундамента так же, как она может просачиваться в подвал – через трещины и стыки бухт. На самом деле, поскольку эти стены часто окружены гравием, а не уплотненной почвой, воде легче проникать внутрь. Это правда, что под полом обычно находится пароизоляция, но пароизоляция предназначена не для защиты от грунтовых вод, а только от водяного пара.

 На конце колонны имеется острый наконечник-долото, который разрушает твердые горные породы.
На конце колонны имеется острый наконечник-долото, который разрушает твердые горные породы. Перед их введением в скважину они скрепляются с помощью скважин-муфт, которые превращают отдельные трубы НКТ в единую компрессионную колонну. Для добычи полезных ископаемых запускается электрических двигатель, что приводит перекачиванию нефти или газа из скважины на поверхность. На буровой платформе полезные ископаемые упаковываются в емкости (бочки, резервуары, чаны).
Перед их введением в скважину они скрепляются с помощью скважин-муфт, которые превращают отдельные трубы НКТ в единую компрессионную колонну. Для добычи полезных ископаемых запускается электрических двигатель, что приводит перекачиванию нефти или газа из скважины на поверхность. На буровой платформе полезные ископаемые упаковываются в емкости (бочки, резервуары, чаны). Согласно ГОСТ они должны обладать следующими свойствами:
Согласно ГОСТ они должны обладать следующими свойствами: Из-за этого нарушится герметичность швов, что может привести к разгерметизация системы.
Из-за этого нарушится герметичность швов, что может привести к разгерметизация системы. Подобные трубопроводные системы будут обладать низкой прочностью, поэтому НКТ из этих материалов применяются только в случае небольших скважин (дачные участки, небольшие артезианские скважины). Для добычи полезных ископаемых трубы прикрепляются друг друга, образуя единую колонну.
Подобные трубопроводные системы будут обладать низкой прочностью, поэтому НКТ из этих материалов применяются только в случае небольших скважин (дачные участки, небольшие артезианские скважины). Для добычи полезных ископаемых трубы прикрепляются друг друга, образуя единую колонну.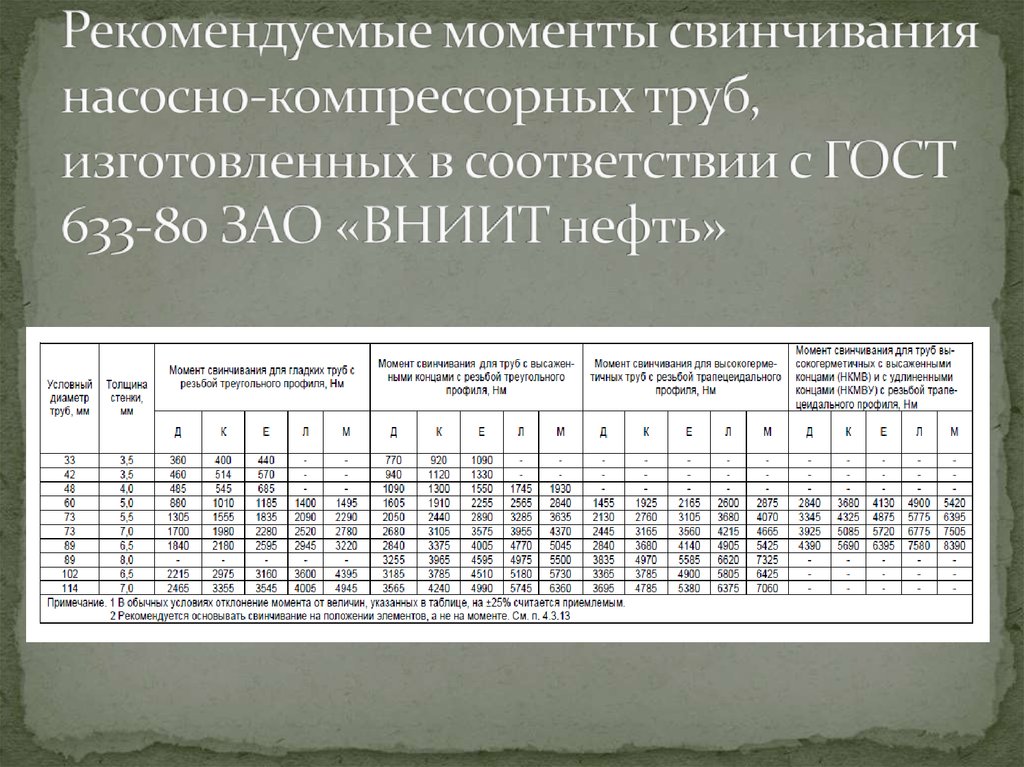 Для соединения детали располагают близко друг к другу — потом с помощью сварочного аппарата они соединяются. Может применяться любой метод сварки — автомат, полуавтомат, электродуговой метод и другие. Основная сложность сварки заключается в том, что трубопроводные детали обычно сделаны из стали. Поэтому концы придется нагревать до высоких температур, что усложняет техническую процедуру. На практике сварочная технология используется редко в связи с ее сложностью.
Для соединения детали располагают близко друг к другу — потом с помощью сварочного аппарата они соединяются. Может применяться любой метод сварки — автомат, полуавтомат, электродуговой метод и другие. Основная сложность сварки заключается в том, что трубопроводные детали обычно сделаны из стали. Поэтому концы придется нагревать до высоких температур, что усложняет техническую процедуру. На практике сварочная технология используется редко в связи с ее сложностью. Перед монтажом насосно-компрессорной колонны необходимо смазать конец НКТ защитной смазкой. Тип смазки зависит от характера скважины, типа обсадной трубы и категории металла, из которого сделан трубопровод. Смазку нужно наносить аккуратно в соответствии с правилами дозировки. Недостаток смазки или ее избыток негативно влияют на прочность конструкции, а также усложняют ее монтаж.
Перед монтажом насосно-компрессорной колонны необходимо смазать конец НКТ защитной смазкой. Тип смазки зависит от характера скважины, типа обсадной трубы и категории металла, из которого сделан трубопровод. Смазку нужно наносить аккуратно в соответствии с правилами дозировки. Недостаток смазки или ее избыток негативно влияют на прочность конструкции, а также усложняют ее монтаж.
 В конце выполняется закалка запчасти, а также ее охлаждение (при необходимости). Если запчасть будет какое-то время храниться в цеху, то на нее наносится промежуточная маркировка в соответствии с правилами ГОСТ.
В конце выполняется закалка запчасти, а также ее охлаждение (при необходимости). Если запчасть будет какое-то время храниться в цеху, то на нее наносится промежуточная маркировка в соответствии с правилами ГОСТ. Потом он выполняет контрольную дефектоскопию, а проверка выполняется два раза, поскольку на данный конец не будет монтрироваться защитная муфта. Если с запчастью все хорошо, на резьбу навинчивается защитный кожух-протектор.
Потом он выполняет контрольную дефектоскопию, а проверка выполняется два раза, поскольку на данный конец не будет монтрироваться защитная муфта. Если с запчастью все хорошо, на резьбу навинчивается защитный кожух-протектор.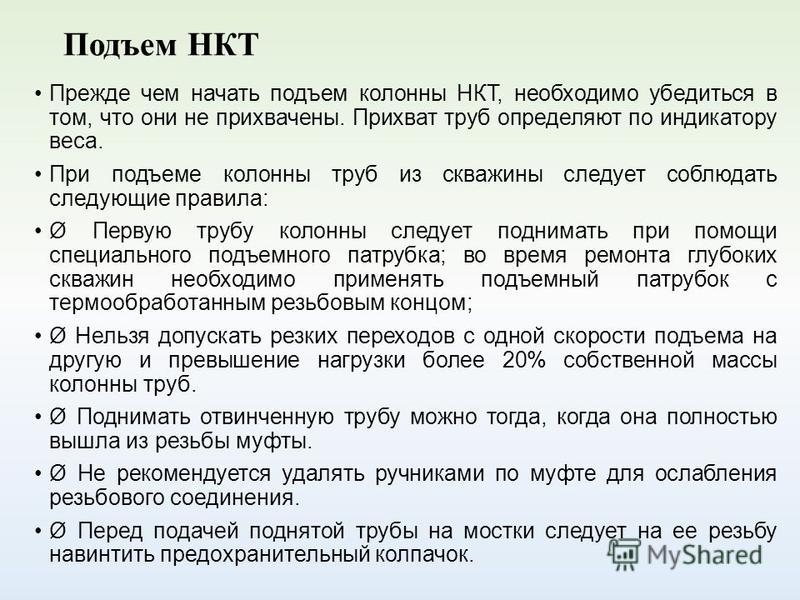
 602-2005)
602-2005)
 Лениногорск, ул.Куйбышева,35
Лениногорск, ул.Куйбышева,35 Чем выше график, тем больше толщина стенки и внутренний диаметр (внутренний диаметр) меньше.
Чем выше график, тем больше толщина стенки и внутренний диаметр (внутренний диаметр) меньше. 042
042 065
065 131
131 133″
133″ 109
109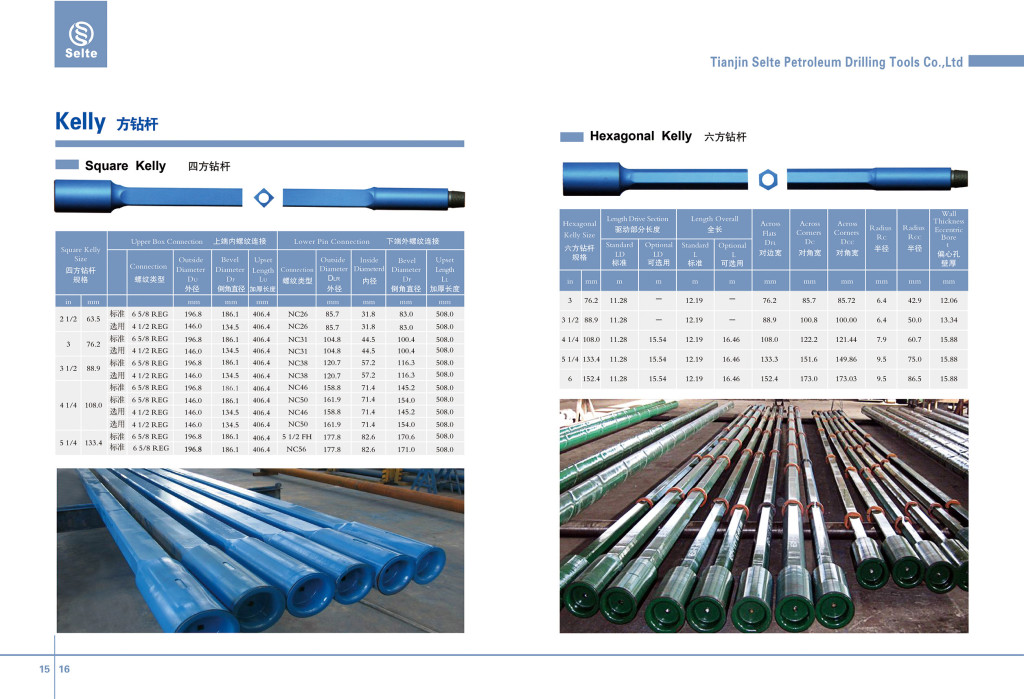 154″
154″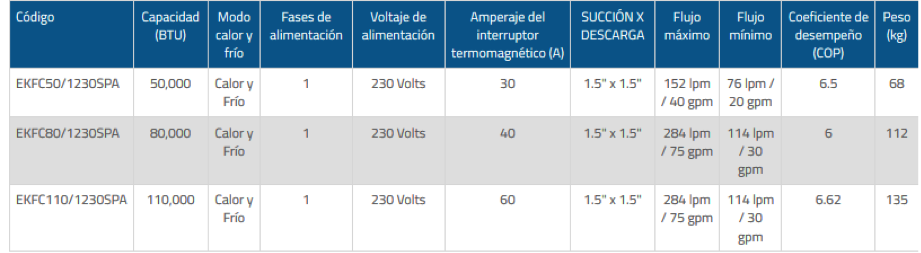
 Такие валы встречаются, например, в контрольно-измерительных приборах (трос спидометра), механизированном инструменте (вал бормашины стоматолога).
Такие валы встречаются, например, в контрольно-измерительных приборах (трос спидометра), механизированном инструменте (вал бормашины стоматолога).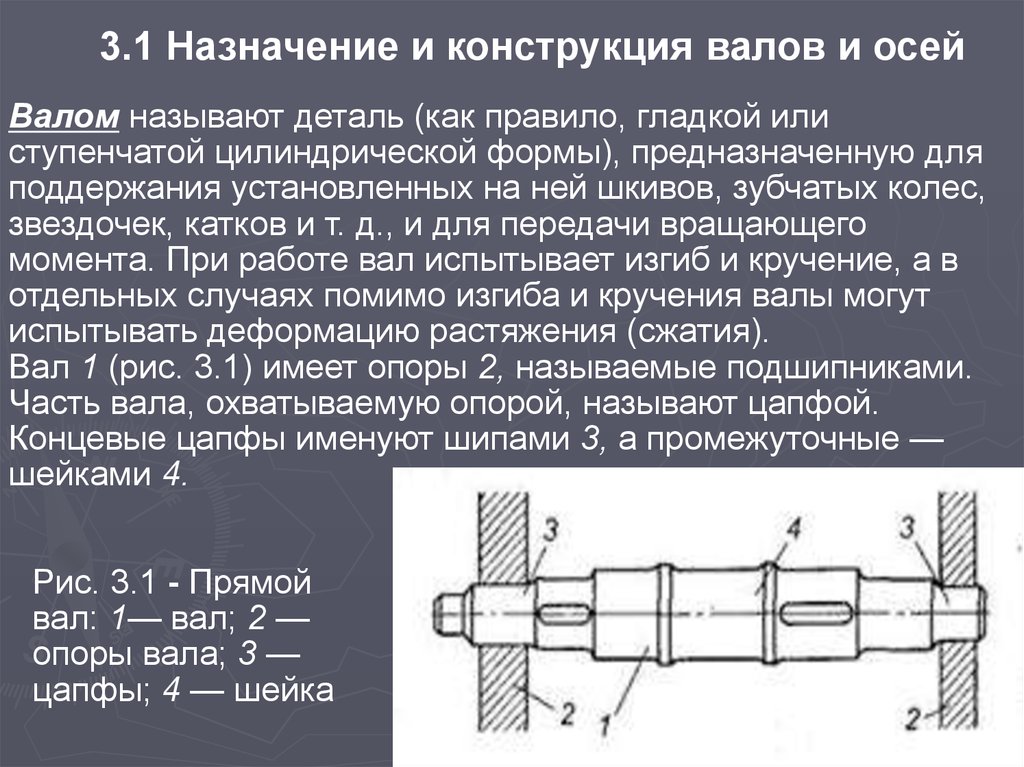
 Пяты по форме бывают кольцевыми, сплошными и гребенчатыми. Гребенчатые пяты применяются редко.
Пяты по форме бывают кольцевыми, сплошными и гребенчатыми. Гребенчатые пяты применяются редко.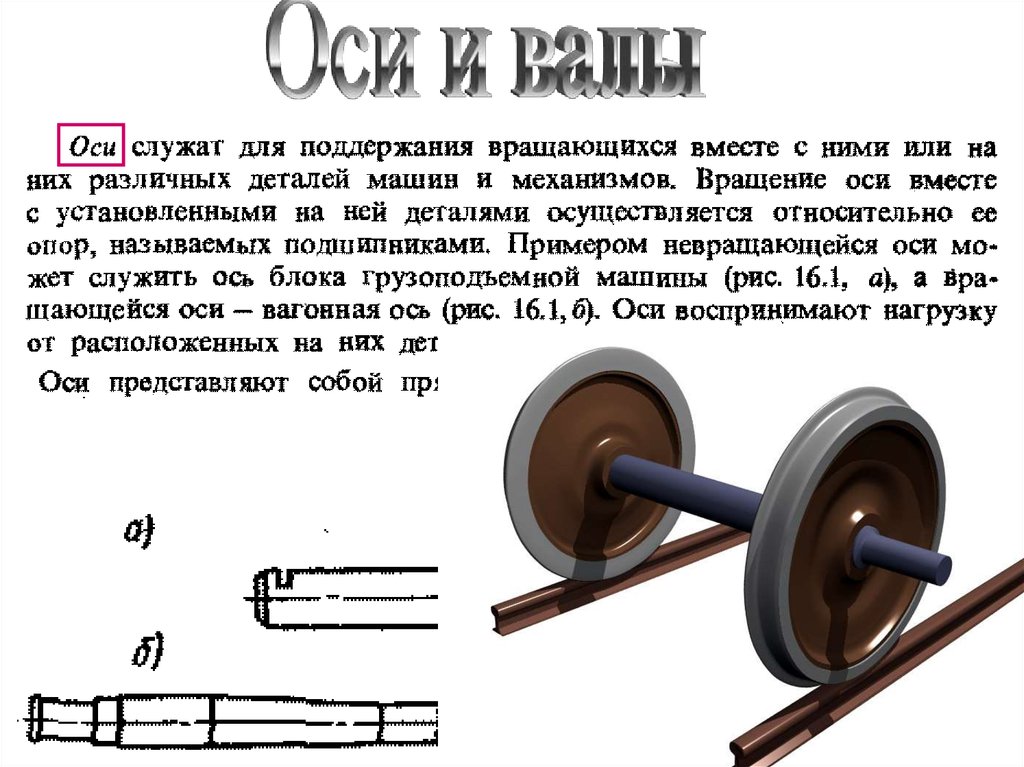
 При проектировочном расчете валов редуктора обычно определяют диаметры концевых сечений входного и выходного валов, а для промежуточных валов – диаметр в месте посадки колес.
При проектировочном расчете валов редуктора обычно определяют диаметры концевых сечений входного и выходного валов, а для промежуточных валов – диаметр в месте посадки колес.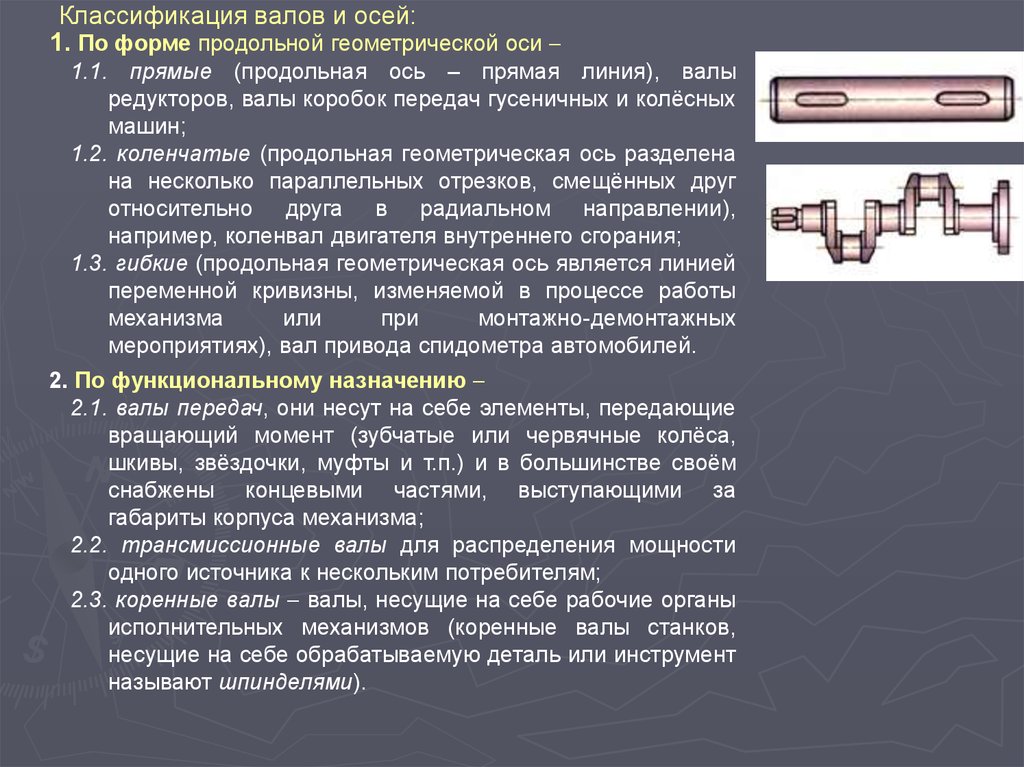 Проверку на сопротивление усталости производят по коэффициенту запаса прочности по максимальной длительно действующей нагрузке без учета кратковременных пиковых нагрузок (например, в период пуска).
Проверку на сопротивление усталости производят по коэффициенту запаса прочности по максимальной длительно действующей нагрузке без учета кратковременных пиковых нагрузок (например, в период пуска). Переходные участки следует выполнять в виде галтелей или канавок со скруглениями.
Переходные участки следует выполнять в виде галтелей или канавок со скруглениями.

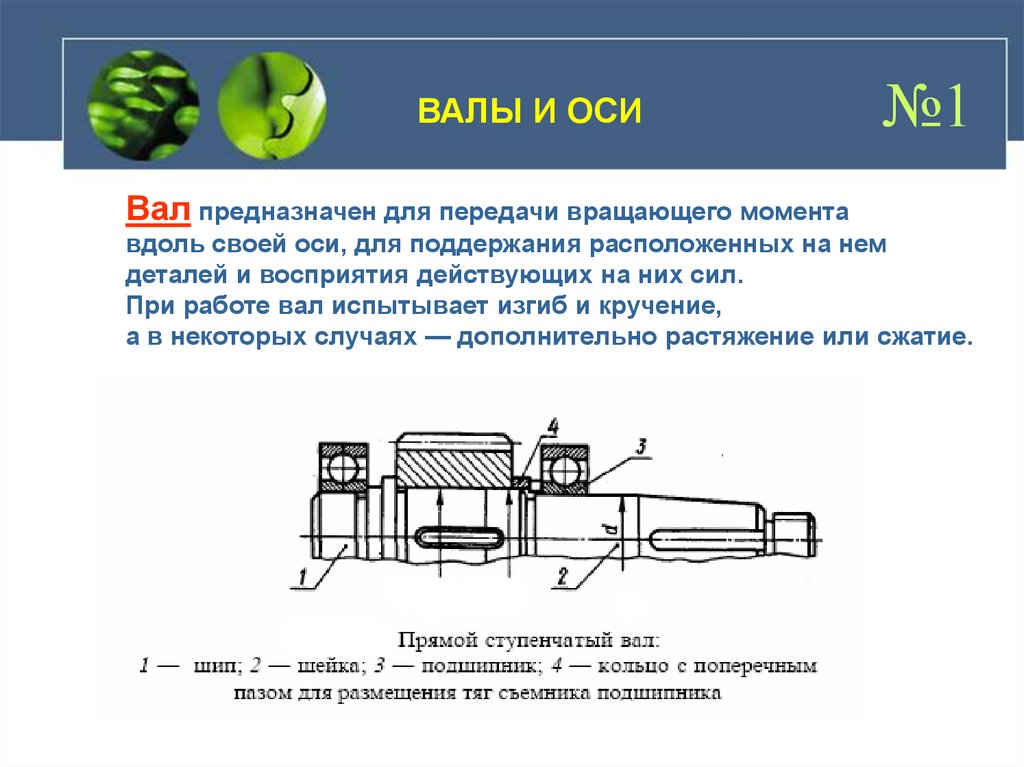 Части валов и осей, передающие продольные нагрузки на опоры, называются пятами. Различают пяты: верхние, нижние и средние. Шипы чаще всего изготовляются цилиндрическими, коническими, а также и шаровыми (при значительных изменениях положения геометрической оси вала).
Части валов и осей, передающие продольные нагрузки на опоры, называются пятами. Различают пяты: верхние, нижние и средние. Шипы чаще всего изготовляются цилиндрическими, коническими, а также и шаровыми (при значительных изменениях положения геометрической оси вала).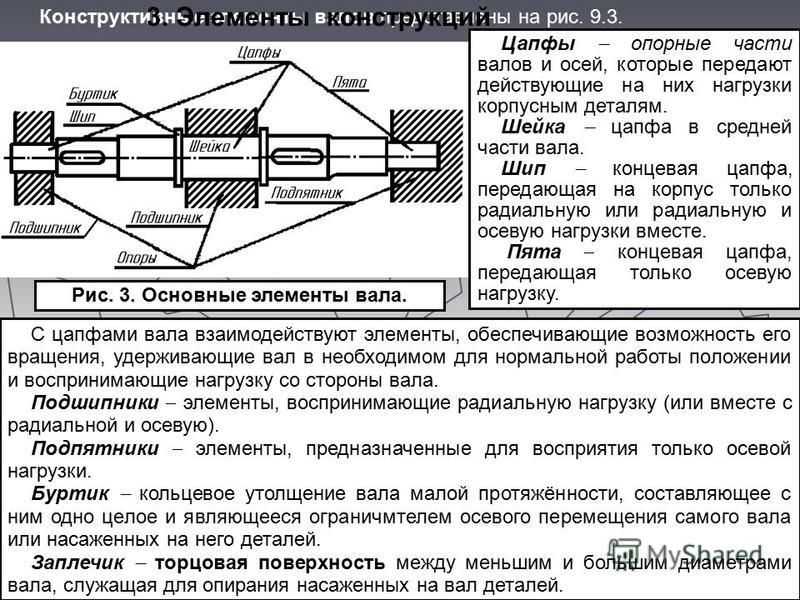


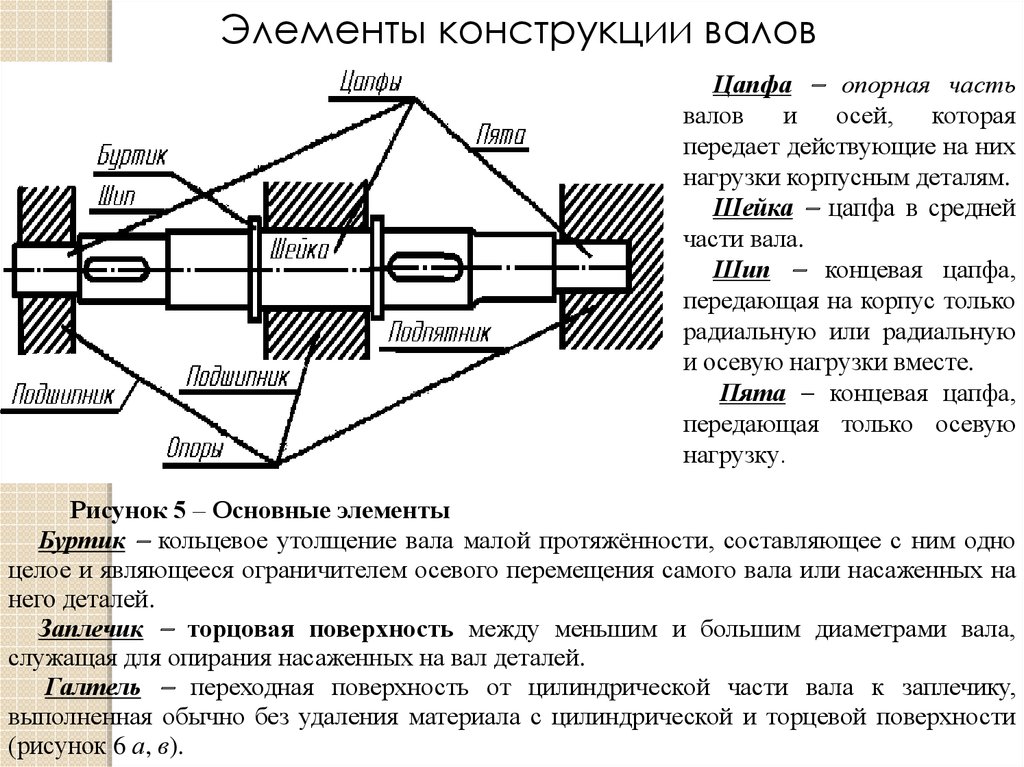

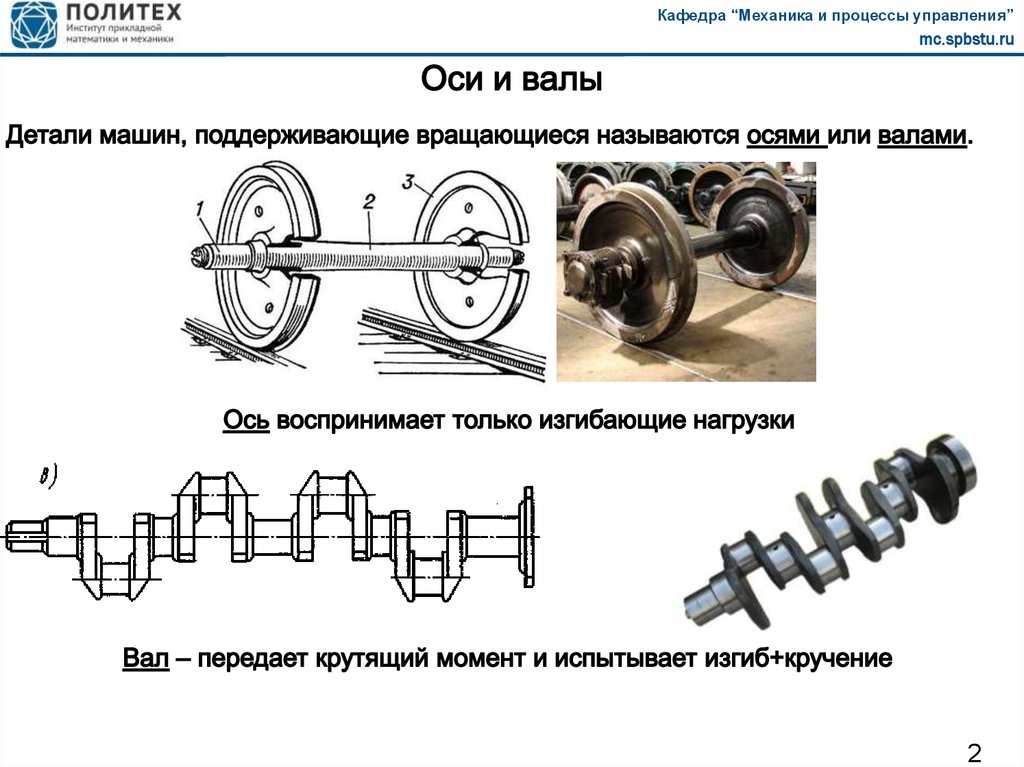
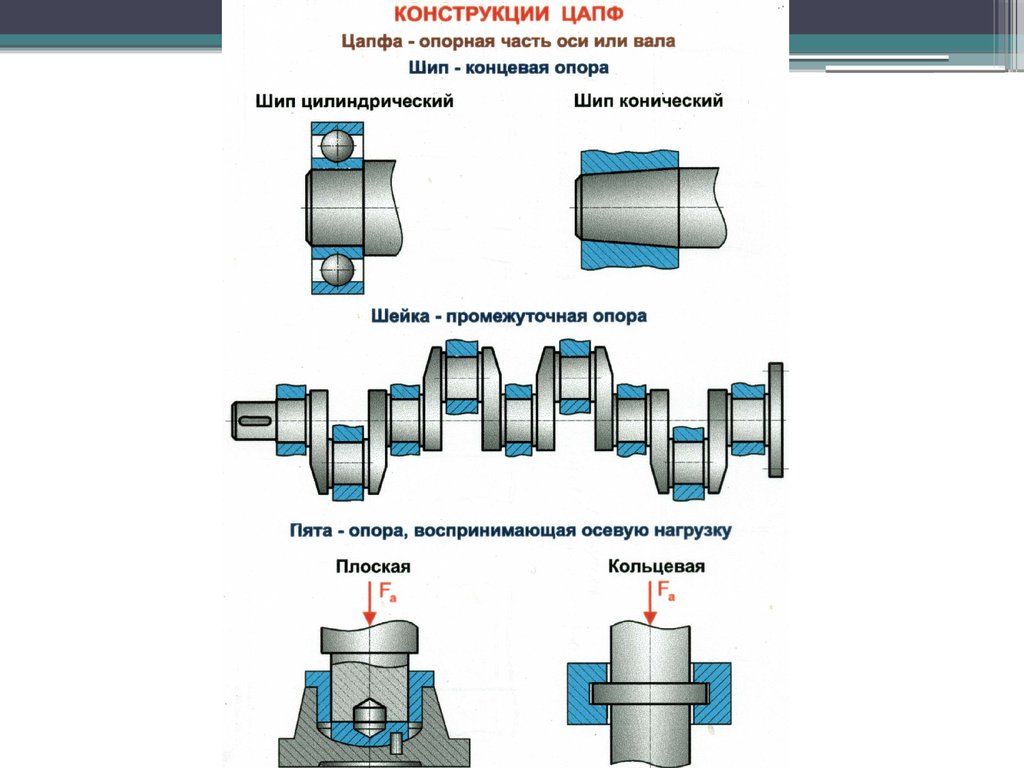
 Для передачи мощности один конец вала соединяется с источником энергии, а другой конец вала соединяется с машиной. Вал может быть сплошным или полым в зависимости от требований, полый вал помогает снизить вес и обеспечивает преимущество.
Для передачи мощности один конец вала соединяется с источником энергии, а другой конец вала соединяется с машиной. Вал может быть сплошным или полым в зависимости от требований, полый вал помогает снизить вес и обеспечивает преимущество.
 В основном они используются в транспортных средствах. Пример: ось в автомобиле.
В основном они используются в транспортных средствах. Пример: ось в автомобиле.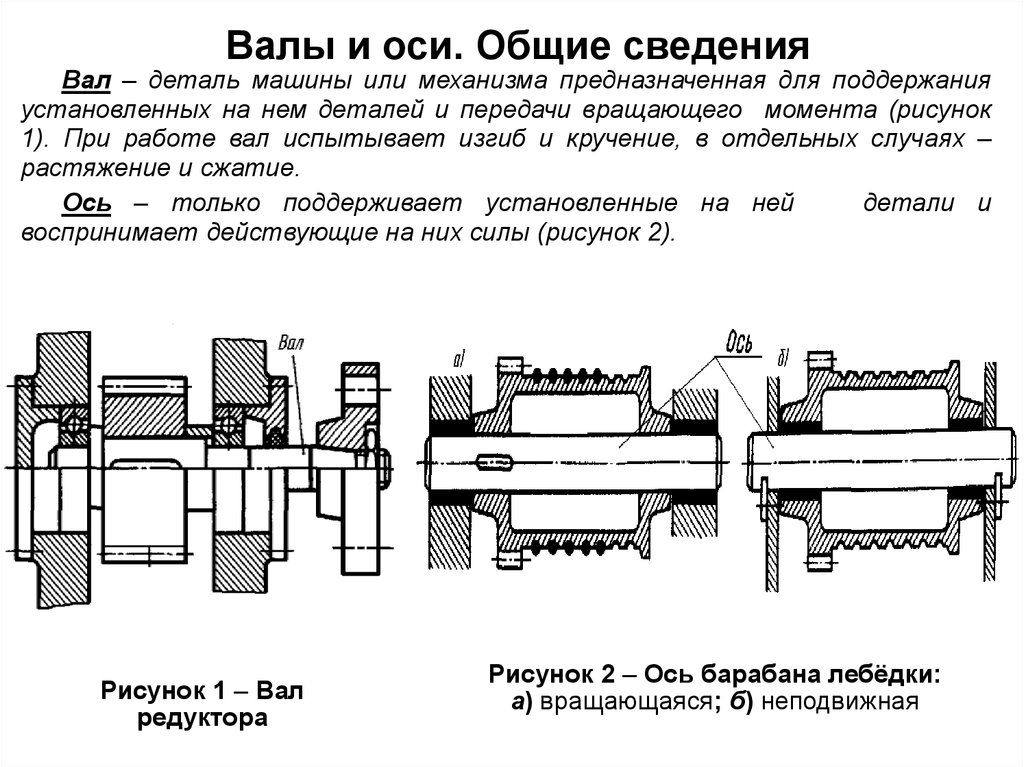

 Процесс ковки используется для изготовления валов большего диаметра. После прокатки валы затем подвергаются процессу торцевой обработки, при котором один конец вала нагружается на контроль, а другой конец вала поддерживается револьверной головкой токарного станка. Для чистовой обработки вала инструмент удерживает стойку инструмента, и при включении питания патрон начинает вращать вал.
Процесс ковки используется для изготовления валов большего диаметра. После прокатки валы затем подвергаются процессу торцевой обработки, при котором один конец вала нагружается на контроль, а другой конец вала поддерживается револьверной головкой токарного станка. Для чистовой обработки вала инструмент удерживает стойку инструмента, и при включении питания патрон начинает вращать вал. Трансмиссионные валы и двигатели обычно изготавливаются с помощью этого процесса.
Трансмиссионные валы и двигатели обычно изготавливаются с помощью этого процесса.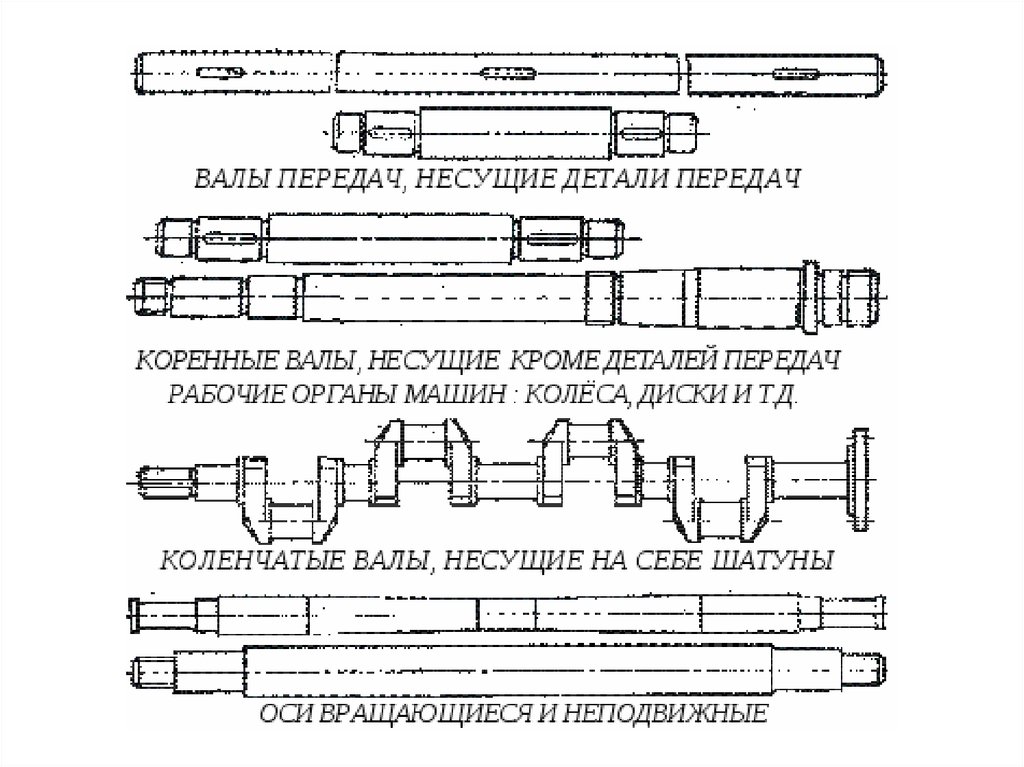

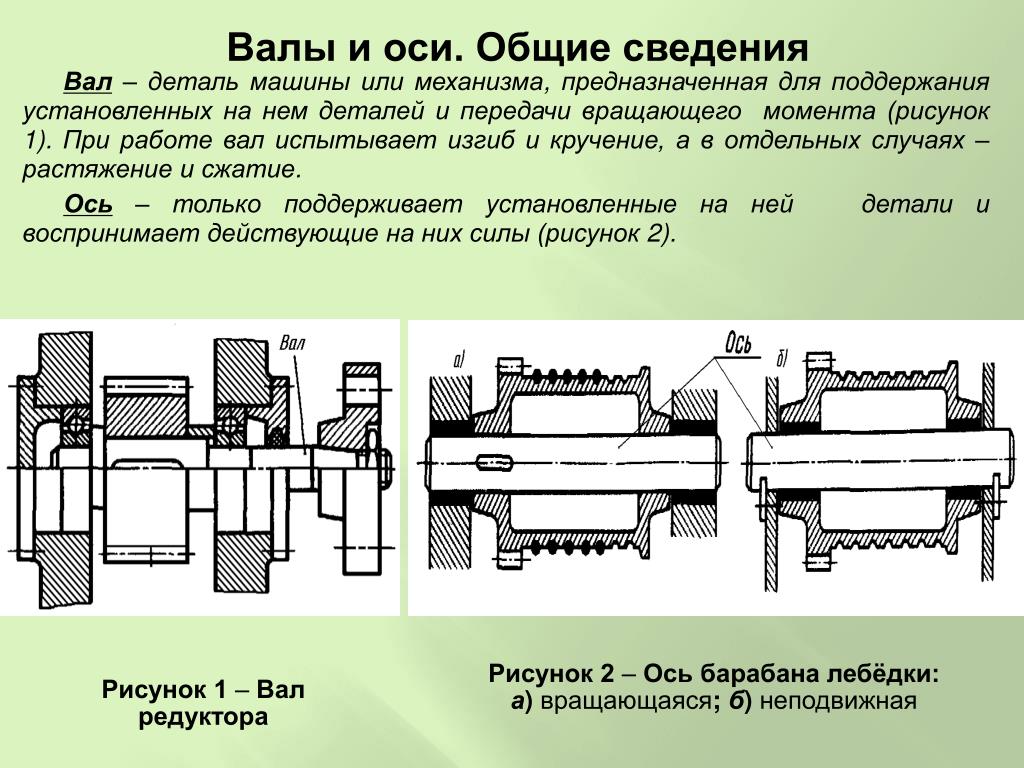
 ), сернистый газ или сульфиды (для меди, ниобия и др.) или водород (для вольфрама, молибдена и др.)
), сернистый газ или сульфиды (для меди, ниобия и др.) или водород (для вольфрама, молибдена и др.) Сущность процесса заключается в восстановлении окислов железа, входящих в состав руды.
Сущность процесса заключается в восстановлении окислов железа, входящих в состав руды.
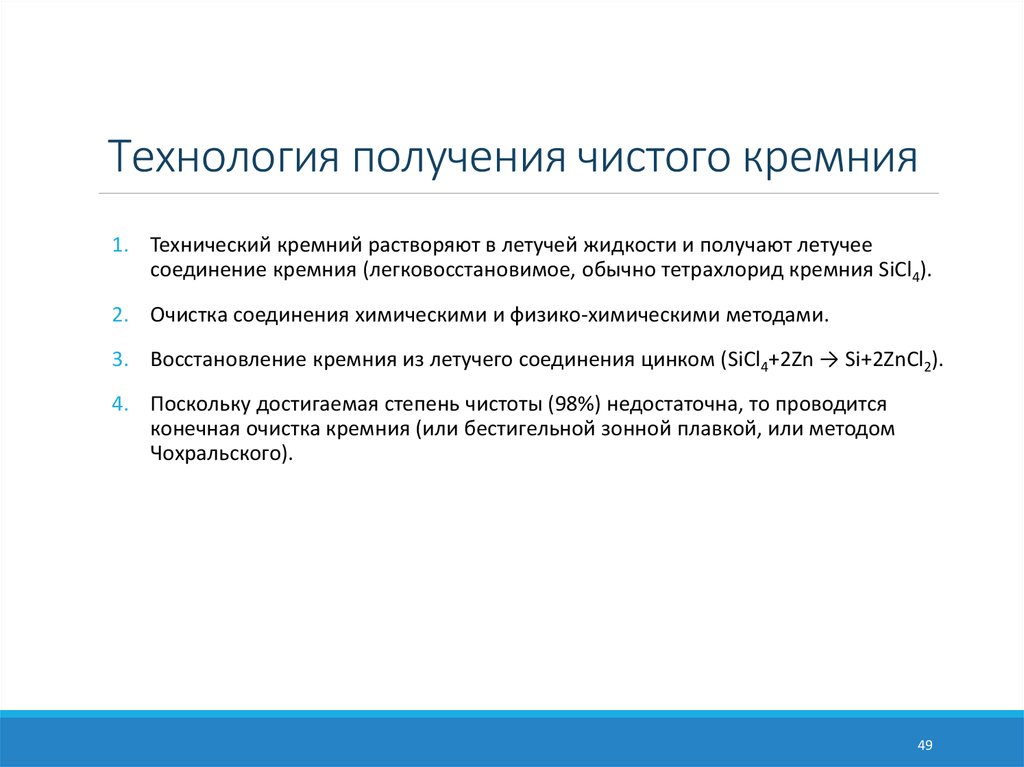
 Если письмо по-прежнему не приходит (проверьте папку «Спам«), обратитесь в деканат и убедитесь в корректности адреса электронной почты.
Если письмо по-прежнему не приходит (проверьте папку «Спам«), обратитесь в деканат и убедитесь в корректности адреса электронной почты. Это связано с включением для пользователей Firefox по умолчанию политики DNS через HTTPS. Отключить эту политику и вернуть нормальную работу портала …
Это связано с включением для пользователей Firefox по умолчанию политики DNS через HTTPS. Отключить эту политику и вернуть нормальную работу портала … ..Read the rest of this topic
..Read the rest of this topic

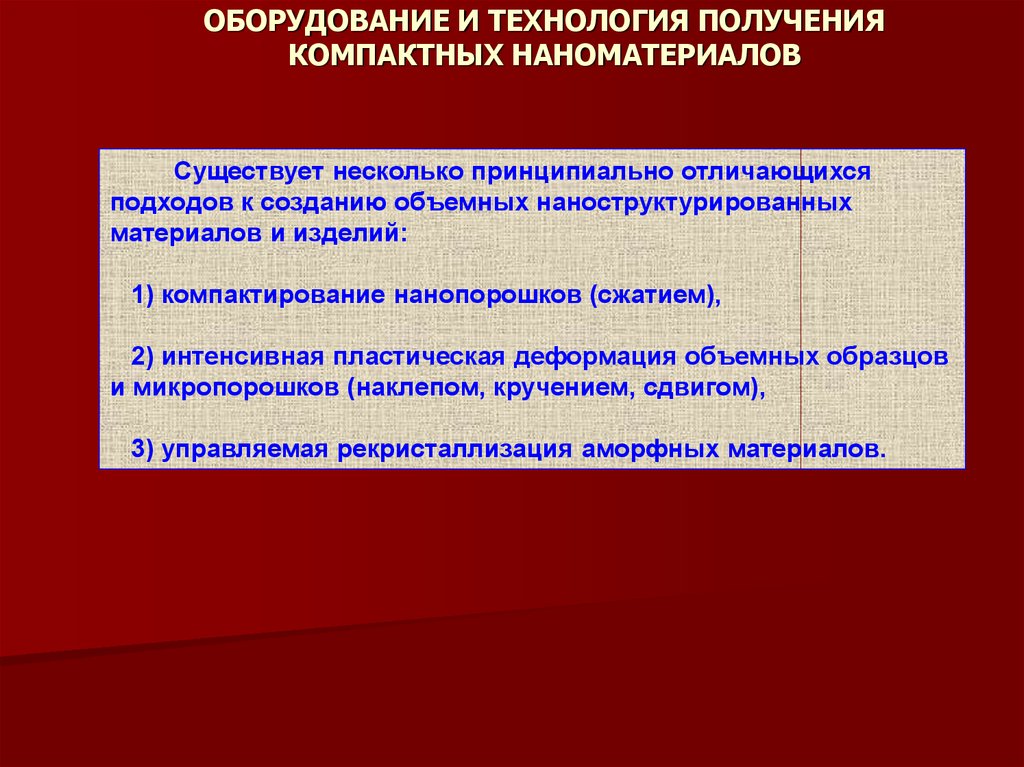

 инструменты магазинного типа с ручным управлением.
инструменты магазинного типа с ручным управлением.
 Тем не менее, правильный ответ может быть или не быть простым найти. В следующем списке показаны наиболее распространенные причины сбоя и способы предотвращения или сведения к минимуму его возникновения в будущем:
Тем не менее, правильный ответ может быть или не быть простым найти. В следующем списке показаны наиболее распространенные причины сбоя и способы предотвращения или сведения к минимуму его возникновения в будущем: Он выражается в ударах в минуту (SPM). Очевидно, это предполагало, что ход агрегата вверх и вниз составляет один полный цикл хода.
Он выражается в ударах в минуту (SPM). Очевидно, это предполагало, что ход агрегата вверх и вниз составляет один полный цикл хода. 

 Если вы решили, что будете конструировать станок с ЧПУ своими руками, не используя готового набора, то первое, что вам необходимо будет сделать, — это остановить свой выбор на принципиальной схеме, по которой будет работать такое мини-оборудование.
Если вы решили, что будете конструировать станок с ЧПУ своими руками, не используя готового набора, то первое, что вам необходимо будет сделать, — это остановить свой выбор на принципиальной схеме, по которой будет работать такое мини-оборудование.
 Чтобы правильно сделать такой механизм, вам потребуются подробные чертежи, которым необходимо будет строго следовать.
Чтобы правильно сделать такой механизм, вам потребуются подробные чертежи, которым необходимо будет строго следовать. Лучше всего использовать для этого винтовую передачу, вращение на которую будет передаваться при помощи зубчатого ремня. Важная деталь фрезерного станка — его вертикальная ось, которую для самодельного устройства можно изготовить из алюминиевой плиты.
Лучше всего использовать для этого винтовую передачу, вращение на которую будет передаваться при помощи зубчатого ремня. Важная деталь фрезерного станка — его вертикальная ось, которую для самодельного устройства можно изготовить из алюминиевой плиты. Вращение на все узлы самодельного оборудования с ЧПУ должно передаваться только посредством ременных передач.
Вращение на все узлы самодельного оборудования с ЧПУ должно передаваться только посредством ременных передач.
 Для того чтобы сделать такие несложные конструктивные элементы, вам понадобятся обычный напильник и дрель. Управлять вашим станком с ЧПУ, сделанным своими руками, будет программное обеспечение, а его необходимо правильно подобрать. Выбирая такое обеспечение его можно написать и самостоятельно , важно обращать внимание на то, чтобы оно было работоспособным и позволяло станку реализовывать все свои функциональные возможности.
Для того чтобы сделать такие несложные конструктивные элементы, вам понадобятся обычный напильник и дрель. Управлять вашим станком с ЧПУ, сделанным своими руками, будет программное обеспечение, а его необходимо правильно подобрать. Выбирая такое обеспечение его можно написать и самостоятельно , важно обращать внимание на то, чтобы оно было работоспособным и позволяло станку реализовывать все свои функциональные возможности.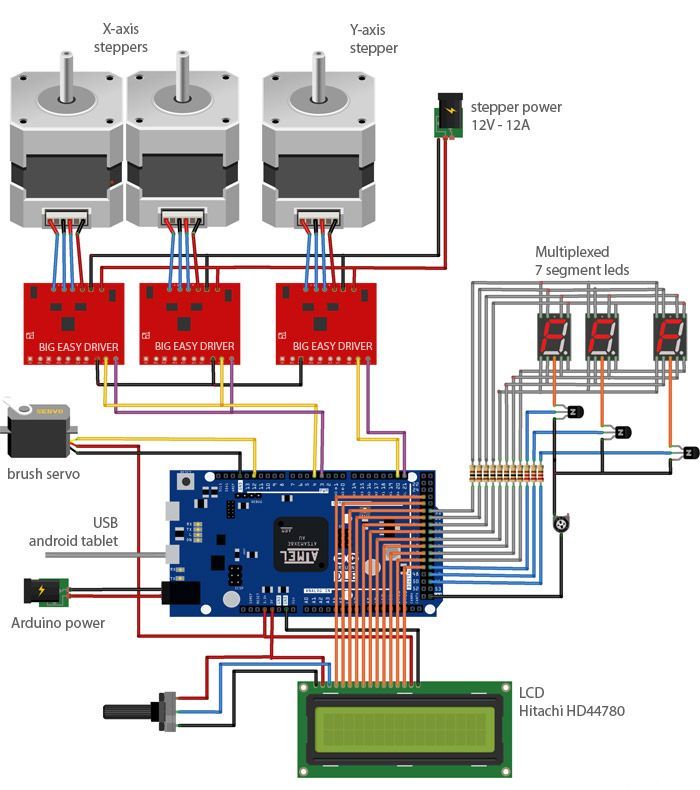
 Финальная стадия сборки станка. Закрепление шагового двигателя на верхней каретке.
Финальная стадия сборки станка. Закрепление шагового двигателя на верхней каретке. Экскурс в историю Однако его основной недостаток заключается в том, что обрабатывать на таком станке с ЧПУ можно будет только заготовки из пластика, древесины и тонкого листового металла. Одним из наиболее важных узлов любого подобного станка является механизм фрезера.
Экскурс в историю Однако его основной недостаток заключается в том, что обрабатывать на таком станке с ЧПУ можно будет только заготовки из пластика, древесины и тонкого листового металла. Одним из наиболее важных узлов любого подобного станка является механизм фрезера. Как подключить блок питания лед подсветки Схема подключения униполярных шаговых электродвигателей для 3-х координатного станка с ЧПУ нажмите для увеличения.
Как подключить блок питания лед подсветки Схема подключения униполярных шаговых электродвигателей для 3-х координатного станка с ЧПУ нажмите для увеличения.
 Собрать станок руки чесались почти два года, за это время собирал детали, электронику и знания.
Собрать станок руки чесались почти два года, за это время собирал детали, электронику и знания. Использование ЧПУ систем делает производство более предсказуемым, увеличивает повторяемость результата механообработки и снижает потребность в рабочих руках высококвалифицированных рабочих-станочников и операторов. Если в случае обычного станка перемещением рабочего инструмента резца, шпинделя, рабочего стола или заготовки вручную управляет рабочий-станочник, то в станке ЧПУ вся траектория рассчитывается заранее в специальных программах — CAM-системах, и сохраняется в пригодном к исполнению формате. Как правило, таким форматом является сервоприводы. В программе управления задаются координаты траектории, а точнее — синхронизированные во времени инструкции по перемещению каждой оси станка. Непосредственно станком управляет специализированное устройство — контроллер, в задачи которого стоит интерпретация программы, и превращение инструкций в последовательность управляющих импульсов.
Использование ЧПУ систем делает производство более предсказуемым, увеличивает повторяемость результата механообработки и снижает потребность в рабочих руках высококвалифицированных рабочих-станочников и операторов. Если в случае обычного станка перемещением рабочего инструмента резца, шпинделя, рабочего стола или заготовки вручную управляет рабочий-станочник, то в станке ЧПУ вся траектория рассчитывается заранее в специальных программах — CAM-системах, и сохраняется в пригодном к исполнению формате. Как правило, таким форматом является сервоприводы. В программе управления задаются координаты траектории, а точнее — синхронизированные во времени инструкции по перемещению каждой оси станка. Непосредственно станком управляет специализированное устройство — контроллер, в задачи которого стоит интерпретация программы, и превращение инструкций в последовательность управляющих импульсов.
 Стандартные типоразмеры в данном случае — 42, либо 57 миллиметров.
Стандартные типоразмеры в данном случае — 42, либо 57 миллиметров.
 youtube.com/embed/Wkmo_-ZRcDo» frameborder=»0″ allowfullscreen=»»/>
youtube.com/embed/Wkmo_-ZRcDo» frameborder=»0″ allowfullscreen=»»/> Оптимальным вариантом будет микросхема, обозначаемая как TB или A У этого изделия внутри есть контроллер, способствующий формированию правильной синусоиды для режимов, поддерживающих разные полушаги.
Оптимальным вариантом будет микросхема, обозначаемая как TB или A У этого изделия внутри есть контроллер, способствующий формированию правильной синусоиды для режимов, поддерживающих разные полушаги. Одно из самых простых решений для самодельного создания ЧПУ станка — использование деталей от другого оборудования, снабженного шаровыми двигателями.
Одно из самых простых решений для самодельного создания ЧПУ станка — использование деталей от другого оборудования, снабженного шаровыми двигателями.

 Возможно расскажу данный материал подопечным. ЭЭЭ братуха, полехчи!
Возможно расскажу данный материал подопечным. ЭЭЭ братуха, полехчи!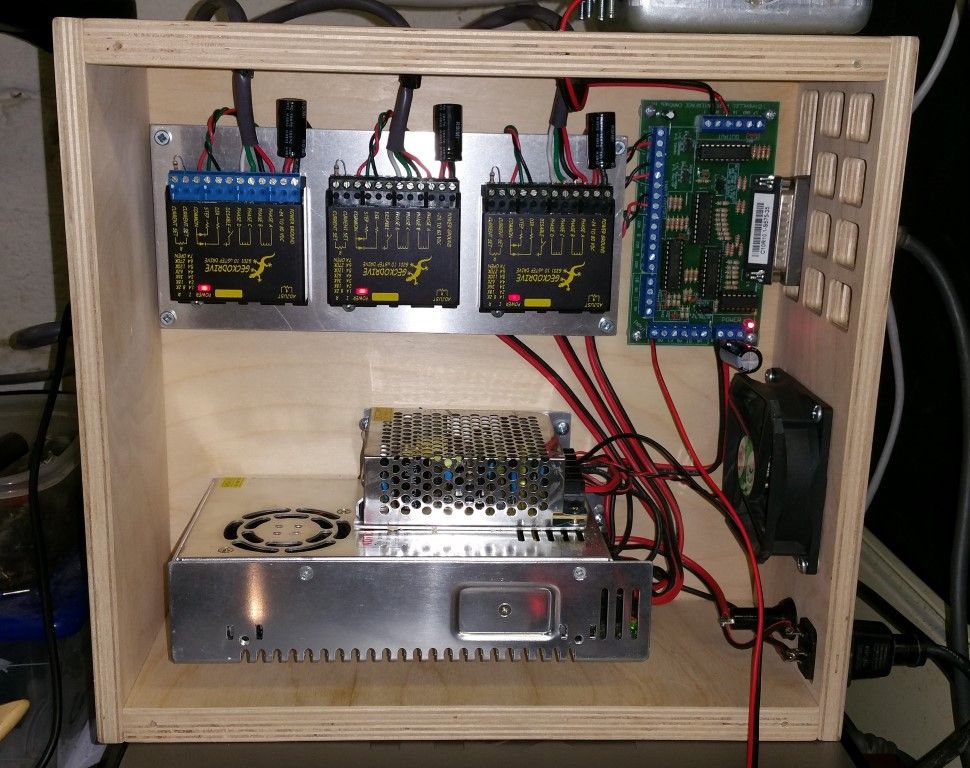 Получив первые навыки эксплуатации сложного устройства, его владелец, наконец, задумывается: как заработать на станке с ЧПУ, имея стабильную прибыль.
Получив первые навыки эксплуатации сложного устройства, его владелец, наконец, задумывается: как заработать на станке с ЧПУ, имея стабильную прибыль. Шаговый двигатель понадобится любому человеку, который собрался самостоятельно собрать станок с ЧПУ. Главное — заранее определиться со сферой применения устройства. Наибольших усилий и показателей требует обработка цветных металлов, что отдельно учитывается при выборе шагового двигателя для ЧПУ.
Шаговый двигатель понадобится любому человеку, который собрался самостоятельно собрать станок с ЧПУ. Главное — заранее определиться со сферой применения устройства. Наибольших усилий и показателей требует обработка цветных металлов, что отдельно учитывается при выборе шагового двигателя для ЧПУ.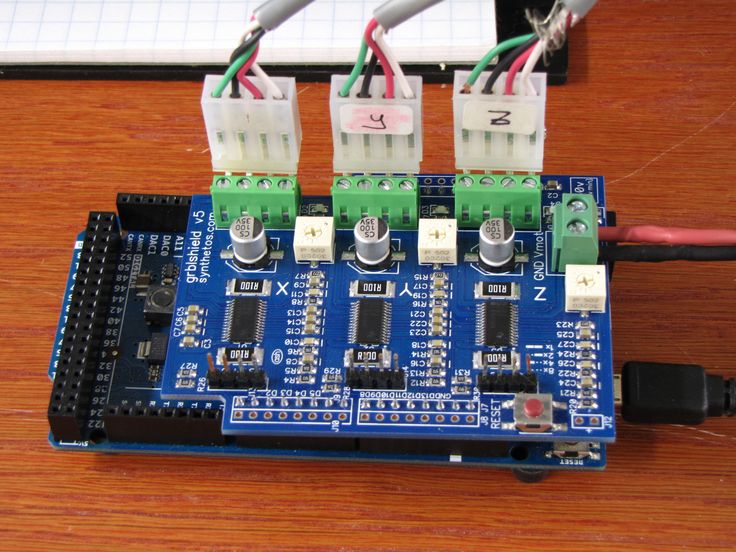 Простой в изготовлении контроллер шагового двигателя из старых деталей сканера. Самый простой способ изготовить самодельный ЧПУ станок — это распотрошить какой либо девайс имеющий шаговые двигатели. Например старый принтер или сканер. Именно об изготовлении ЧПУ станка своими руками из последнего и пойдет речь в сегодняшней статье.
Простой в изготовлении контроллер шагового двигателя из старых деталей сканера. Самый простой способ изготовить самодельный ЧПУ станок — это распотрошить какой либо девайс имеющий шаговые двигатели. Например старый принтер или сканер. Именно об изготовлении ЧПУ станка своими руками из последнего и пойдет речь в сегодняшней статье. Суппорта и направляющие В качестве направляющих использованы стальные прутки с диаметром 12мм, длина мм на ось Z 90мм , две штуки на ось. Текстолит имеет три сквозных отверстия, два из них для направляющих и одно для гайки.
Суппорта и направляющие В качестве направляющих использованы стальные прутки с диаметром 12мм, длина мм на ось Z 90мм , две штуки на ось. Текстолит имеет три сквозных отверстия, два из них для направляющих и одно для гайки. Задать нужные параметры не сложно, достаточно учесть несколько нюансов. Без правильного выбора контроллера для станка не удастся собрать сам контроллер для ЧПУ на Atmega8 16au своими руками. Эти устройства делятся на две разновидности:. Небольшие шаровые двигатели наиболее эффективно управляются многоканальными контроллерами.
Задать нужные параметры не сложно, достаточно учесть несколько нюансов. Без правильного выбора контроллера для станка не удастся собрать сам контроллер для ЧПУ на Atmega8 16au своими руками. Эти устройства делятся на две разновидности:. Небольшие шаровые двигатели наиболее эффективно управляются многоканальными контроллерами. Суппорта изготавливаются из текстолита размерами 25ХХ
Суппорта изготавливаются из текстолита размерами 25ХХ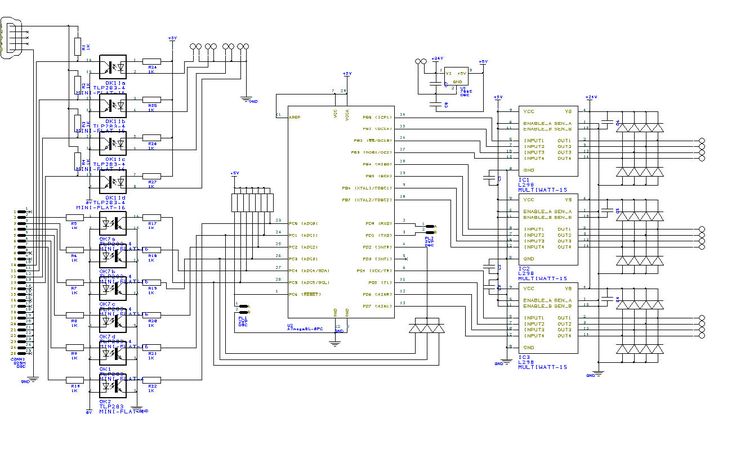
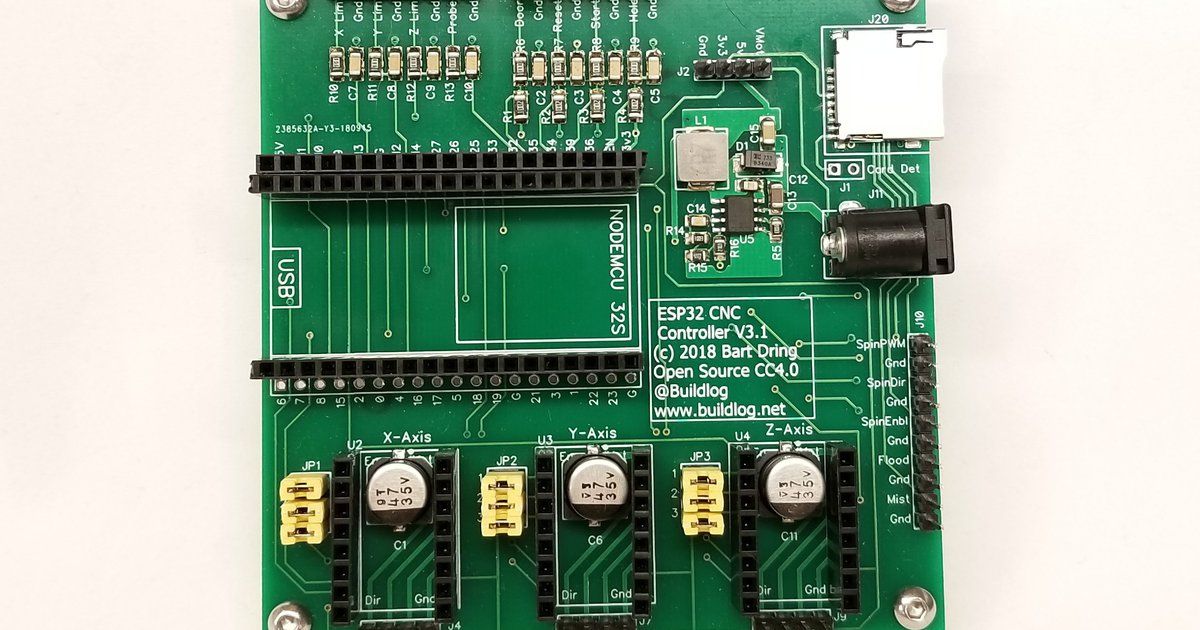 двигатели станка должны перемещать оси ЧПУ. Каждый DIY станок с ЧПУ нуждается в нем.
двигатели станка должны перемещать оси ЧПУ. Каждый DIY станок с ЧПУ нуждается в нем. Сервоприводы промышленного качества, домашние / концевые выключатели и все остальное действительно в спешке дорожают изрядным ценником.
Сервоприводы промышленного качества, домашние / концевые выключатели и все остальное действительно в спешке дорожают изрядным ценником. Они также продаются как способ обновить устаревшие элементы управления на промышленных станках с ЧПУ, чтобы обеспечить более современные функции и производительность.
Они также продаются как способ обновить устаревшие элементы управления на промышленных станках с ЧПУ, чтобы обеспечить более современные функции и производительность.

 По умолчанию контроллеры TinyG имеют 4 драйвера шаговых двигателей, а gShield (используемый с grbl) — 3.
По умолчанию контроллеры TinyG имеют 4 драйвера шаговых двигателей, а gShield (используемый с grbl) — 3.
 Это очень удобно, но не всегда. Возможно, вам потребуется приобрести или построить источник питания постоянного тока для питания приводов двигателей.
Это очень удобно, но не всегда. Возможно, вам потребуется приобрести или построить источник питания постоянного тока для питания приводов двигателей. Для начала вам нужно убедиться, что ваш частотно-регулируемый привод имеет достаточную мощность для запуска двигателя шпинделя. Существует несколько различных типов частотно-регулируемых приводов, но наибольшую отдачу от затраченных средств дает то, что называется «Бессенсорный векторный привод ».
Для начала вам нужно убедиться, что ваш частотно-регулируемый привод имеет достаточную мощность для запуска двигателя шпинделя. Существует несколько различных типов частотно-регулируемых приводов, но наибольшую отдачу от затраченных средств дает то, что называется «Бессенсорный векторный привод ». Также потребуется гораздо больше навыков.
Также потребуется гораздо больше навыков.




 Отсутствие вентилятора не только устраняет шум, но и предотвращает
Отсутствие вентилятора не только устраняет шум, но и предотвращает