Гидравлические насосы с электрическим приводом 700 Bar. Одноходовые и Двухходовые.
Тип
Гидравлический с электрическим приводом
Усилие
До 700 Bar.
Назначение
Нагнетание давления в гидравлический инструмент либо другие устройства.
Применение
Металлургическая
Машиностроительная
Энергетическая
Горнорудная
Судоремонтная
Нефтехимическая
Технические характеристики
1. Малогабаритные гидравлические насосы с электрическим приводом. (однопоточные)
|
1. Легкий и малогабаритный
2. Удобная ручка для переноски и максимальной портативности.
3. Двухскоростной режим сокращает время цикла для повышения производительности.
4. Высокопрочный литой кожух защищает двигатель и электрические компоненты от влаги, грязи и повреждений.
5. Все клапаны имеют 3 положения для движения вперед-назад-втягивание.
6. Дистанционный пульт управления
7. Внутренний предохранительный клапан предотвращает перегрузку.
8. Контрольное окно уровня масла.
9. Муфта с наружной резьбой 3/8 дюйма NPT.
10. Рабочее давление до 700 Bar.
|
| Модель | Мощность двигателя KW | Рабочее давление Bar. | Скорость подачи л/мин | Объем бака л. | Габариты мм. | Масса кг. |
| TTB-700D | 0.35 (220В) | 20-700 | 5-0,5 | 4 | 390*235*295 | 17. 5 5 |
| TTB-630D | 0.75 (220В) | 20-700 | 4-0,6 | 2 | 235*160*405 | 18.7 |
| TTB-700T | 1.2 (220В) | 20-700 | 5-0,7 | 2 | 210*145*330 | 11 |
2. Гидравлические насосы с электрическим приводом с ручным распределителем (Однопоточные и Двухпоточные)
|
1. Двухскоростной режим сокращает время цикла для повышения производительности.
2. Все распределители имеют 3 положения для движения вперед-назад-втягивание.
3. Все насосы оснащены манометром, который сводит к минимуму риск перегрузки и обеспечивает долгую и надежную работу.
4. Ручное управление клапаном и двигателем.
5.
6. Рабочее давление до 700 Bar.
7. Два варианта исполнения: Однопоточный и Двухпоточный.
|
 Каждый насос поставляется со шлангом длиной 1,5 метра и муфтой с наружной резьбой 3/8 дюйма NPT.
Каждый насос поставляется со шлангом длиной 1,5 метра и муфтой с наружной резьбой 3/8 дюйма NPT.| Модель | Тип насоса | Мощность двигателя KW | Рабочее давление Bar. | Скорость подачи л/мин | Объем бака л. | Габариты мм. | Масса кг. |
| TTB-630A | Однопоточный | 0,75 (220В) | 20-700 | 5-0,7 | 8 | 205*245*510 | 23 |
| TTB-630C | Однопоточный | 0,75 (220В) | 20-700 | 5-0,7 | 8 | 205*245*510 | 22 |
TTB-630M1. 5 5 | Однопоточный | 1.5 (220B и 380B) | 20-700 | 10-1.5 | 35 | 455*355*630 | 55 |
| TTB-630M2.2 | Однопоточный | 2.2 (220B и 380B) | 20-700 | 10-2.0 | 35 | 455*355*660 | 62 |
| TTB-630M3.0 | Однопоточный | 3.0 (220B и 380B) | 20-700 | 10-3.0 | 35 | 455*355*660 | 64 |
| TTB-630B | Двухпоточный | 0,75 (220В) | 20-700 | 5-0,7 | 8 | 205*245*510 | 26 |
| TTB-630B2-1.5 | Двухпоточный | 1.5 (220B и 380B) | 20-700 | 10-1.5 | 35 | 455*355*630 | 55 |
TTB-630B2-2. 2 2 | Двухпоточный | 2.2 (220B и 380B) | 20-700 | 10-2.0 | 35 | 455*355*660 | 62 |
| TTB-630B2-3.0 | Двухпоточный | 3.0 (220B и 380B) | 20-700 | 10-3.0 | 35 | 455*355*660 | 64 |
3. Гидравлические насосы с электрическим приводом с электромагнитным распределителем ПДУ (Однопоточные)
|
1. Двухскоростной режим сокращает время цикла для повышения производительности.
2. Электромагнитный распределитель и пульт ДУ
3. Все насосы оснащены манометром, который сводит к минимуму риск перегрузки и обеспечивает долгую и надежную работу.
5. Каждый насос поставляется со шлангом длиной 1,5 метра и муфтой с наружной резьбой 3/8 дюйма NPT.
6. Рабочее давление до 700 Bar.
|

| Модель | Мощность двигателя KW | Рабочее давление Bar. | Скорость подачи л/мин | Объем бака л. | Габариты мм. | Масса кг. |
| TTB-630E | 0.75 (220В) | 20-700 | 5-0.7 | 8 | 325*255*565 | 25.9 |
| TTB-630F | 0.75 (220В) | 20-700 | 5-0.7 | 8 | 305*245*515 | 25.2 |
4. Гидравлические насосы с электрическим приводом с ручным распределителем (Двухпоточные)
|
1.
2. Электромагнитный распределитель и пульт ДУ
3. Все насосы оснащены манометром, который сводит к минимуму риск перегрузки и обеспечивает долгую и надежную работу.
5. Каждый насос поставляется со шлангом длиной 1,5 метра и муфтой с наружной резьбой 3/8 дюйма NPT.
6. Рабочее давление до 700 Bar.
|
 Двухскоростной режим сокращает время цикла для повышения производительности.
Двухскоростной режим сокращает время цикла для повышения производительности.| Модель | Тип насоса | Мощность двигателя KW | Рабочее давление Bar. | Скорость подачи л/мин | Объем бака л. | Габариты мм. | Масса кг. |
| TTB-630B1 | Двухпоточный | 0. 75 (220В) 75 (220В) | 20-700 | 5-0.7 | 8 | 325*255*450 | 29 |
| TTB-630B3-1.5 | Двухпоточный | 1.5 (220B и 380B) | 20-700 | 10-1.5 | 35 | 455*355*630 | 55 |
| TTB-630B3-2.2 | Двухпоточный | 2.2 (220B и 380B) | 20-700 | 10-2.5 | 35 | 455*355*660 | 62 |
| TTB-630B3-3 | Двухпоточный | 3.0 (220B и 380B) | 20-700 | 10-3.0 | 35 | 455*355*660 | 64 |
Запросить руководство по эксплуатацииЗапросить цену
Гарантия и ремонт
Рекомендуемые товары
Гидравлический насос (гидронасос) — ручной, высокого давления
Гидравлический насос высокого давления получил широкое распространение в промышленности, сельском и коммунальном хозяйстве. Это неотъемлемый конструкционный элемент гидропривода, обеспечивающего бесперебойную работу двигателя.
Это неотъемлемый конструкционный элемент гидропривода, обеспечивающего бесперебойную работу двигателя.
При компактном размере установки этого типа обладают впечатляющими показателями мощности и способны к преобразованию энергии
Устройство и принцип работы
Содержание
- 1 Устройство и принцип работы
- 1.1 Область применения и назначение
- 1.2 Виды и отличия
- 1.3 Основные характеристики
- 2 Распространенные модели
- 3 Ремонт гидравлического насоса (видео)
Классический гидронасос обладает простой конструкцией типа «поршень-поршень». Эта система отличается повышенной устойчивостью к износу и обеспечивает полную свободу в использовании жидкости из естественного источника или резервуара.
Высокая производительность таких установок обусловлена особым принципом работы. Насосы гидравлические преобразовывают механическую энергию жидкости в гидравлическую. В процессе эксплуатации установки двигатель генерирует крутящий момент, который в зависимости от необходимости либо вырабатывает давление, либо образовывает подачу.
Внутри прибора присутствуют изолированные друг относительно друга камеры нагнетания и всасывания, между которыми с помощью гидравлики циркулирует жидкость. По мере полного заполнения камеры нагнетания она приводит в движение поршень. Всасывание жидкости в устройство осуществляется посредством патрубков, после чего она под давлением подается в необходимом направлении.
Область применения и назначение
Гидронасос применяется в оснащении строительных площадок, автомобильных моек, в системах очистки трубопроводов, машин для мытья улиц, подавления пыли и пожаротушения. Гидравлические насосы высокого давления востребованы в области нефтепереработки, лесозаготовки, автомобилестроения, в железнодорожной отрасли, в машиностроении, в частности, в производстве клининговой техники.
Современные модели комплектуются большим количеством насадок, которые позволяют использовать гидронасос как по прямому назначению, так и в качестве вспомогательного оборудования с расширенным функционалом.
Виды и отличия
Классификация по назначению, особенностям конструкции и областям применения делит гидравлические насосы на несколько групп оборудования:
- ручное;
- радиально-поршневое;
- аксиально-поршневое;
- шестеренное.
Ручной гидравлический насос – недорогая работающая по принципу вытеснения жидкости модель достаточной для выполнения ряда несложных задач производительности. Наибольшее распространение гидравлический насос с ручным приводом получил в автомобилестроении. В случае аварийного отключения снабжения с его помощью гидравлические двигатели обеспечиваются энергией.
К преимуществам ручного гидравлического насоса высокого давления относят простоту конструкции, невысокую стоимость, автономность, простоту и высокую лояльность к ремонту. При желании гидравлический насос своими руками можно собрать из подручных средств.
Радиально-поршневой гидронасос оснащается ротором или эксцентричным валом. К особенностям конструкции относится то, что поршневая группа полностью находится внутри установки. Роторные модели при генерации крутящего момента приводят в движение поршни, которые при чередовании возвратно-поступательного усилия стыкуются с предусмотренными конструкцией отверстиями для слива жидкости. В моделях с эксцентричным валом поршневая группа находится внутри статора, а перераспределение жидкости в отличие от роторных агрегатов не золотниковое, а клапанное.
Роторные модели при генерации крутящего момента приводят в движение поршни, которые при чередовании возвратно-поступательного усилия стыкуются с предусмотренными конструкцией отверстиями для слива жидкости. В моделях с эксцентричным валом поршневая группа находится внутри статора, а перераспределение жидкости в отличие от роторных агрегатов не золотниковое, а клапанное.
Преимущества: возможность работы в условиях повышенного давления до 100 Па, минимальный уровень шума. К недостаткам относится большой вес.
Аксиально-поршневой гидронасос отличается от предыдущей разновидности оборудования тем, что вместо поршневой системы вытеснения в их конструкции используется плунжерная. Оборудование этого типа делится на 2 категории – прямые и наклонные гидронасосы. Вал при вращении приводит в движение цилиндры. Выдавливание жидкости из камеры обусловлено цикличным совпадением оси цилиндрового блока и отверстия всасывающего типа. Несмотря на высокую стоимость, оборудование этой категории обладает лучшими показателями производительности и наиболее высоким КПД.
Шестеренный гидронасос – это разновидность роторного оборудования с электроприводом. Гидравлический элемент выполнен из 2 шестеренок, которые при сцеплении способствуют выдавливанию жидкости. В зависимости от расположения шестеренок различают модели в внутренним или внешним типом сцепления. Такие модели идеальны для работы в системах с невысоким давлением (не более 20 Мпа), что позволяет применять их в процессе производства техники спецназначения.
Нередко требуется и ремонт насосов, ремонт насоса может быть спровоцирован следующими факторами:
- несоблюдение правил управления;
- несвоевременное техобслуживание или его отсутствие;
- неверный выбор гидромасла;
- комплектация агрегата непредусмотренными элементами;
- ошибка в настройках.
Основные характеристики
При выборе модели помимо условий ее эксплуатации, давления в системе и стоимости необходимо учитывать еще и такие параметры:
- мощность насоса в гидравлическом эквиваленте – гидравлический расчет обычно предоставляется производителем и определяет основные параметры использования прибора;
- тип конструкции и ее соответствие условиям эксплуатации;
- частота вращения;
- допустимое рабочее давление;
- объем рабочих камер;
- допустимый уровень вязкости перекачиваемой жидкости;
- прилагаемое усилие для приведения рычага в движение;
- простота в управлении рабочими параметрами;
- размеры и масса устройства.


Распространенные модели
Насос гидравлический ручной – лидер в сегменте оборудования для дома, дачи и небольших производственных площадок. В этой категории популярностью пользуется техника отечественного производства, выпускаемая под маркой НРГ.
Это независимые от внешнего питания установки, которые используются для комплектации оборудования и инструмента с выносным насосом. Обратите внимание на модели НРГ…Р, в комплектацию которых входит встроенный распределительный элемент, и НРГ-7080РЭС-1, обладающую наиболее полной комплектацией.
В сервисной сфере (обслуживание и мойка автомобилей, оснащение ремонтных мастерских) популярен также пневмогидравлический насос с ножным управлением. В отличие от ручной модели он обладает большей производительностью и оставляет мастеру большую свободу действий. Пневмогидравлический насос с легкостью приводит в движение такое оборудование, как перфоратор, дрель, болгарка, ударный инструмент, может использоваться и для пресса. Применяется как альтернативный источник энергии в процессе выполнения выездных работ и в случае аварийного выхода из строя основного источника.
Применяется как альтернативный источник энергии в процессе выполнения выездных работ и в случае аварийного выхода из строя основного источника.
Наиболее популярный среди профессионалов пневмогидравлический насос – LHP 700. К его преимуществам относятся возможность вентиляции бака, разгона жидкости под нагрузкой, высокая точность параметров настройки, простота конструкции и рабочее давление от 2,8 бар.
Электрогидравлический насос САТ 134-0467 предназначен для двигателей крупногабаритного транспорта, в частности, автобусов ЛИАЗ и другой техники и гидроприводом. Считается лучшей моделью с точки зрения соотношения цены и качества. Как правило, электрогидравлический насос используется в комплектации рулевого колеса и обеспечивает его усиление.
Ремонт гидравлического насоса (видео)
HP0004 — Блок питания электрического гидравлического насоса, 2-ступенчатый, двустороннего действия, 120 В
ПРИМЕЧАНИЕ: Не поставляется с гидравлическим маслом. Вам понадобится 2,11 галлона гидравлического масла AW-15.
Вам понадобится 2,11 галлона гидравлического масла AW-15.
Особенности
- Цельнометаллический бак и шасси рассчитаны на тяжелые промышленные условия
- Двухскоростной режим работы сокращает время откачки на 70 % по сравнению с односкоростными версиями.
- Большой объем масла позволяет работать с широким выбором цилиндров.
- Baked Powder TUFF-COAT обеспечивает максимальную коррозионную стойкость сборки.
- 2x 5 футов — быстроразъемная гидравлическая муфта с пылезащитным колпачком
- избавляет от догадок при расчете силы.
- Полностью ремонтопригодные компоненты.
- Компактная конструкция для использования в полевых условиях на строительных площадках и при ремонтных работах.
- 5-летняя гарантия от американского производителя. НЕОБЫЧНЫЙ.
Покрытие
Встроенный заполненный жидкостью манометр
Приложения
- Цеховые прессы двустороннего действия
- Такелаж и перемещение тяжелой техники
- Ремонт автомобилей
- Нефтяная вышка
- Обслуживание машин
- Гидравлический шланг в комплекте:
- 2x 5 футов — быстроразъемная гидравлическая муфта с пылезащитным колпачком
- Объем масла:
- 488 кубических дюймов; (8 литров/8000 см3) 2,11 галлона
- Максимальное гидравлическое давление на выходе:
- 10 000 фунтов на квадратный дюйм (регулируемый диапазон 725–10 000 фунтов на квадратный дюйм)
- Стандартная муфта:
- ИСО 14540
- Соединительная резьба Тарелка:
- М30 х 1,5 мм
- Резьба муфты:
- 3/8 дюйма NPT
- Тип окклюзии муфты:
- Кукла
- Номинальное давление муфты:
- 10 000 фунтов на кв. дюйм
 дюйм
дюйм- Номинальный расход муфты:
- 6 гал/мин
- Материал уплотнения муфты:
- Нитриловый каучук (Buna-N, NBR)
- Муфта взаимозаменяема с:
- Enerpac C-604, серия Parker 3000, серия Safeway S30, серия Stucchi IVHP, серия Perfecting T, серия Snap Tite 76, серия Dnp PVM, серия Faster PVVM
- Напряжение:
- 120
- Тип разъема:
- Быстроразъемная гидравлическая муфта 3/8 дюйма NPT ISO 14540 с пылезащитным колпачком
- Действие:
- Двойного действия
- Управление:
Кнопка «Стоп/Старт», действие рычажного клапана — Рычаг управления вперед: Насос в шланг A, Возврат в резервуар по шлангу B.
Рычаг управления в нейтральном положении: Возврат в резервуар на шланге A и B. Рычаг управления назад: Насос в шланг B, Возвращается в резервуар через 9 ч.0005
 Рычаг управления в нейтральном положении: Возврат в резервуар на шланге A и B. Рычаг управления назад: Насос в шланг B, Возвращается в резервуар через 9 ч.0005
Рычаг управления в нейтральном положении: Возврат в резервуар на шланге A и B. Рычаг управления назад: Насос в шланг B, Возвращается в резервуар через 9 ч.0005- Тип насоса:
- Электрический
- Низкое давление:
- 290
- Высокое давление:
- 10000
- Ступень низкого давления Расход:
- 1,3 галлона в минуту
- Ступень высокого давления Расход:
- 0,18 галлона в минуту
- Мощность:
- 1
1. Договор купли-продажи
TEMCo — Tower Electric Motor Company (далее «Продавец») обязуется продать, а покупатель обязуется купить,
оборудование, описанное в настоящем Предложении/[Подтверждении][Счете-фактуре] в соответствии с настоящими положениями и условиями, которые
составляет весь договор купли-продажи между покупателем и продавцом. Эти условия заменяют собой и
Эти условия заменяют собой и
имеют преимущественную силу перед любыми и всеми условиями, включая, помимо прочего, любые противоречащие друг другу условия в любых документах (таких как
как заказы на поставку), представленные покупателем продавцу.
2. Приказы
Заказы подлежат приему в домашнем офисе Продавца.
3. 5 лет гарантии
На оборудование, распространяемое TEMCo, распространяется гарантия отсутствия дефектов материалов и изготовления при нормальных условиях.
использование, обслуживание и хранение в помещении. Настоящая гарантия ограничивается ремонтом, заменой или предоставлением кредита в зависимости от того, что Продавец может
на выбор и в распределительном центре Продавца таких деталей, которые Продавцу после осмотра покажется
с дефектами материала или изготовления, но не включает затраты на установку, оплату труда или транспортировку.
Когда оборудование достигает конечного пункта назначения, покупатель должен незамедлительно уведомить перевозчика о любых повреждениях,
если возникнет случай. В противном случае покупатель не будет иметь никаких претензий к TEMCo. TEMCo проверяет возвращенные детали
В противном случае покупатель не будет иметь никаких претензий к TEMCo. TEMCo проверяет возвращенные детали
для претензии по гарантии за неправильное применение. Неправильное использование оборудования аннулирует эту гарантию. TEMCo ни в коем случае не
несет ответственность за любые специальные или косвенные расходы, связанные с заменой или установкой гарантийных деталей.
4. Ограничение средств правовой защиты и возмещения ущерба
5-летняя гарантия, изложенная выше в Разделе 3, заменяет любые и все другие явные и/или подразумеваемые гарантии.
Все другие гарантии, как явные, так и/или подразумеваемые, включая, помимо прочего, подразумеваемые гарантии производительности,
товарная пригодность или пригодность для определенной цели прямо отвергаются и отрицаются.
За исключением средств правовой защиты, изложенных в Разделе 3 выше, Продавец не несет ответственности перед покупателем или какой-либо третьей стороной в соответствии с настоящим
договора или за что-либо, каким-либо образом относящееся к предмету настоящего договора или вытекающее из него, за любые убытки
бизнеса или прибыли или для любого общего, прямого, косвенного, специального, косвенного, показательного, карательного, случайного или
другие убытки, убытки или расходы, даже если Продавец был уведомлен о возможности таких убытков, убытков или
расход. Продавец не несет ответственности за любые последствия использования или применения продуктов покупателем.
Продавец не несет ответственности за любые последствия использования или применения продуктов покупателем.
Покупатель возмещает убытки и ограждает Продавца, а также его должностных лиц, директоров, сотрудников и агентов от любых и
все убытки, претензии, убытки, судебные решения, обязательства, затраты и расходы (включая гонорары и расходы на адвокатов)
возникающие в результате или каким-либо образом связанные с использованием продуктов Продавца покупателем и/или любым третьим лицом.
5. Доставка
Продавец не несет ответственности за невыполнение или задержку доставки из-за непредвиденных обстоятельств, не зависящих от него, или
контроль над своими поставщиками, который препятствует или мешает Продавцу осуществить поставку в указанную дату, включая, но
не ограничиваясь войнами или ограничениями, затрагивающими отгрузку, доставку материалов или кредит в результате забастовок,
локауты, пожары, наводнения или любые другие непредвиденные обстоятельства, влияющие на продавца или его поставщиков. Продавец имеет право
Продавец имеет право
расторгнуть договор купли-продажи или продлить дату отгрузки в случае, если любые такие непредвиденные обстоятельства препятствуют или
задерживают отгрузки.
Продавец не несет ответственности за любые убытки, понесенные в результате несвоевременной поставки оборудования. Все оборудование будет
должны быть надлежащим образом упакованы для внутренних перевозок и не пригодны для длительного хранения.
ЗАДЕРЖКИ
В случае, если Покупатель заставит Продавца задержать отгрузку или запуск оборудования в соответствии с настоящим предложением, любые дополнительные
расходы, понесенные Продавцом, возмещаются Покупателем. Продавец не несет ответственности за задержку доставки
вызванные стихийными бедствиями, постановлениями правительства, забастовками, авариями, задержками или невыполнением обязательств поставщиками Продавца, задержками, вызванными
действиями Покупателя или по другим причинам, находящимся вне разумного контроля Продавца.
6. Аннулирование
Заказы не подлежат отмене или изменению спецификаций, графиков доставки или других условий изначально.
согласовано без письменного согласия Продавца, а затем только при согласии компенсировать Продавцу
расходы, понесенные в результате такой отмены или изменения.
7. Налоги
Любой акцизный налог, налог с продаж, другие налоги или пошлины любого характера, возникающие в связи с оборудованием или заказами или начисляемые на них.
является единственной и исключительной ответственностью покупателя и добавляется к ценам, указанным или выставленным в счете-фактуре, и
при любых обстоятельствах оплачивается покупателем.
8. Страхование и риск потери
Оборудование, распространяемое TEMCo, должно всегда после доставки покупателю, агенту покупателя или транспортировки
компания, в зависимости от того, что произойдет раньше, является исключительной ответственностью покупателя, а все потери или повреждения указанного оборудования
или любая его часть оплачивается покупателем (даже если Продавец организовал транспортировку), если иное
согласовано в письменной форме.
9. Место проведения
Любые и все споры, претензии или основания для иска, возникающие в связи с любым распространяемым оборудованием или каким-либо образом связанные с ним.
от TEMCo, должно быть передано в Окружной суд Десятого судебного округа округа Аламеда, Калифорния.
10. Исключения
Все, что конкретно не указано выше вместо какой-либо спецификации.
3 отзыва
4
Достойный предмет.
Опубликовано tim 9 апреля 2020 г.
Заказ и доставка были простыми. Появился буквально через несколько дней. Я купил этот, потому что он говорит, что это восстанавливаемые компоненты. Надеюсь, мне это не нужно, но приятно иметь. Я немного разочарован пластиковыми накладками на двигателе. Хотелось бы увидеть металл, потому что он находится в магазине металла. Рукоятка клапана касается манометра в крайнем правом положении. В целом, я думаю, что он будет хорошо служить своей цели.
Я использую его на 20-тонном магазинном прессе.4
Продукт оправдал ожидания
Опубликовано LEE 8 апреля 2020 г.
Я заказал это примерно месяц назад и получил в течение 5 дней. Подключиться к моему проекту было легко, и когда у меня возникал технический вопрос, я получал быстрый ответ от TEMCo. Руководство пользователя / оператора могло бы быть значительно улучшено, поэтому я не поставил больше звезд..
5
Отличный продукт!
Опубликовано P1A 4 сентября 2018 г.
Легко заказать. Высокого качества. Хорошее обслуживание клиентов.
 Я использую его на 20-тонном магазинном прессе.
Я использую его на 20-тонном магазинном прессе.
Назад к категории продуктов
Карьера Сварщик Сварщики TIG могут найти работу в различных промышленных, строительных и производственных компаниях, где требуется высочайшее качество сварных швов. Сварщики TIG часто работают сварщиками труб во многих местах или в аэрокосмической промышленности с цветными металлами. Прогнозируемый рост рабочих мест Среднегодовая заработная плата 39 291 долл. США По данным EMSI на 2022 год Где я могу работать?
Что будет дальше после завершения этой программы?Дальнейшее образование Совершенствуйте свои навыки, пройдя курс Advanced Pipe Welding, CEWLD-884. Обучение процессу аргонно-дуговой сварки опоры плавки алюминиевых труб на электростанции сверхвысокого напряженияОткрытый доступ
MATEC Web of Conferences 175 , 03010 (2018) Hanyang Liyang Tangyanling State Grid of China Technology, Цзинань, Шаньдун 250000, Китай * Автор, ответственный за переписку: Электронная почта: hy19870604@163. Abstract Развитие электросети показывает, что уровень напряжения меняется от низкого к высокому, масштаб сети от малого к большому, уровень автоматизации от слабого к сильному.. [1] как центр подключения к электросети между подстанциями также повышается пропускная способность и уровень автоматизации подстанций. Широкое применение получили толстостенные трубчатые шины большого диаметра подстанций. Из-за широкого применения трубчатой алюминиевой шины качество ее сварки повлияло на общее качество электростанции. Следовательно, это эффективный способ повысить уровень сварки шинопровода электростанции путем научного определения технологических мер и правил сварки и проведения адаптивного обучения операторов сварки. Ввиду осуществимости процесса сварки аргонно-дуговой сваркой (MIG) и возможности обучения трубчатой алюминиевой шине электростанции сверхвысокого напряжения характеристики технологии сварки трубчатой алюминиевой шины и технологические меры, принимаемые специалистами по сварке, обсуждалось. Чем отделать дом снаружи: Чем обшить дом снаружи: дешево и красиво, фото, ценаЧем обшить дом снаружи: материалы, технологии, фото, видеоНекоторые строительные материалы, из которых возводят стены, сразу подразумевают необходимость наружной отделки дома: очень уж неприглядная получается картина. Другие могут с течением времени потерять привлекательность. И третий случай — обширное образование трещин, которое «лечится», но результаты остаются видны. Во всех этих случаях возникает вопрос: «Чем обшить дом снаружи». Причем чаще всего требуется именно «обшить» — без использования раствора или других подобных средств, которые требуют большого количества денег и времени. Хочется сделать все быстро и, очень желательно — недорого, да еще, по возможности, — своими руками. Как ни странно, но выбор материалов и технологий есть, и немалый. Содержание статьи
Основные правилаПодбирая материалы для обшивки дома с улицы, обязательно помните, что для поддержания нормальной влажности в помещениях паропроницаемость материалов должна уменьшаться изнутри помещения — наружу. Решая, чем лучше обшить дом снаружи, не забывайте учитывать паропроницаемость материалов Если этот принцип нарушен, влага будет скапливаться на границе материалов с разной паропроницаемостью. Она конденсируется, создавая условия для гниения, развития грибков и плесени. В зимнее время замерзает, разрушая материал стены и/или отделки. Рано или поздно такую систему придется демонтировать и переделывать. Вся беда в том, что этому требованию отвечает только древесина. Большая часть других материалов для наружной отделки дома имеет невысокую паропроницаемость. Решается проблема двумя способами: Сегодня все более популярным становится второй вариант. Появились очень эффективные теплоизоляционные материалы, позволяющие в разы снизить затраты на отопление. Но они имеют очень низкую паропроницаемость (пенополистирол и экструдированный пенополистирол). Деревянная обшивкаДревесина в строительстве и отделке используется не родин век, и, похоже, будет актуальной еще долго. Все благодаря отличному внешнему виду и свойству регулировать влажность в помещении. Это, пожалуй, единственный материал, который без проблем будет выводить излишки влаги независимо от того, из какого материала построены стены. Деревянная обшивка может иметь совсем нестандартный вид: разные цвета и размеры, разное направление. Все просто, а эффект потрясающий Наиболее популярные материалы для обшивки стен — блок-хаус и имитация бруса. Есть еще вагонка для наружной отделки — она имеет большую толщину, по сравнению с той, что предназначена для внутренней отделки дома в остальном же ничем не отличается . Блок-хаус имитирует поверхность оцилиндрованного бревна — лицевая часть имеет округлую форму. Имитация бруса очень похожа на строганный брус. Как выглядят пиломатериалы для наружной облицовки дома Если вы не можете решить, чем обшить дом из пеноблоков снаружи, рассмотрите вариант деревянной облицовки. В этом случае на стены прибивается обрешетка (металлическая или деревянная). При необходимости между планками укладывается утеплитель — базальтовая вата (пенопласт или пенополистирол использовать нельзя), а затем прибивается деревянная обшивка. Это здание, обшито имитацией бруса. Под обшивкой может быть кирпич, сруб, каркасник или любой из строительных блоков Если необходим самый дешевый вариант, для большинства регионов России это — обычная строганная доска. Ее толщина — от 40 мм, набивается также, как и вагонка или блок-хаус на обрешетку, нижний конец верхней доски заходит на 10-20 мм на расположенную под ней. Получается принцип шишки. Так можно дешево облицевать дачный дом или даже жилой. Чем дешево обшить дом снаружи ? Для средней полосы России — деревянной строганной доской Недостатки у такой отделки такие же, как у любой древесины: она может повреждаться вредителями, гнить, без должного ухода быстро теряет декоративность, становится темной и некрасивой. Если вы хотите обшить дом, и годами не вспоминать о нем, это — не ваш выбор. За деревянной обшивкой требуется уход, и, чаще всего, — ежегодный. Как обложить дом кирпичом читайте тут. СайдингВ некоторых регионах доски и другие пиломатериалы — далеко не самые доступные материалы. В этом случае дешевле оббить дом сайдингом. Это тот вариант, когда сделав один раз отделку, можно надолго о ней забыть. Если вы думаете, чем отделать дом из бруса снаружи, возможно ваш вариант — сайдинг Так как прибивается обшивка на обрешетку, фасад получается вентилируемый. Если необходимо недорого отделать деревянные стены (из бруса, бревна, щитов) сайдинг — один из вариантов. ВиниловыйСайдинг изготавливают из поливинилхлорида (ПВХ) и потому его еще называют виниловым. Он представляет собой полосы материала шириной 205 и 255 мм, толщиной 1,1 мм и 1,2 мм. На продольных гранях имеется с одной стороны замок, с другой — перфорация под крепеж (чаще используют саморезы). Достоинства этого материала для наружной обшивки дома: невысокие цены, легкий монтаж. Недостаток винилового сайдинга: он быстро выгорает на солнце, потому использовать желательно неяркие цвета. Имеет довольно широкий температурный режим эксплуатации: от +50°C до -35°C, но даже в небольшие морозы становится хрупким и легко повреждается. Еще один момент: хорошо выглядят дома, обшитые сайдингом, имеющие ломанную конфигурацию. Если здание просто длинное, без рельефов и выступов, обшивка стен садингом его не очень приукрасит МеталлическийМеталлический сайдинг представляет собой полосы тонкого алюминия или оцинкованной стали, на которые нанесено защитно-декоративное покрытие. Имеет такую же систему крепления, как и виниловый. Обшивка дома металлическим сайдингом проста: можно сделать своими руками даже без особого строительного опыта Покрытие может быть из полимеров. Отличается надежностью, стойкостью к выгоранию, другим климатическим факторам. Его недостаток — ограниченный выбор цветов. Второй вариант покрытия — порошковое окрашивание. Цветовая гамма намного шире, краска держится годами без признаков отслаивания. Если вы ищите, чем облицевать дом снаружи, чтобы отделка была надежной и яркой, возможно, вам подойдет один из вариантов металлического сайдинга. Его можно погнуть, сломать очень сложно, монтаж не очень сложный: необходимы хорошие ножницы по металлу, саморезы, шуруповерт или отвертка. Гармонично оформить здание, обшитое металлическим сайдингом непросто С точки зрения долговечности это — неплохой вариант, а вот с точки зрения эстетики работать с ним сложно: слишком «производственный» получается вид. Здание больше походе не на жилой дом, а на склад или какой-нибудь цех. ЦокольныйЭто одна из разновидностей винилового сайдинга, но она имеет совсем другую конфигурацию, внешний вид и большую толщину панели. Разрабатывалась специально для декорирования и защиты цоколей зданий, но так пришлась по вкусу, что стала использоваться и при обшивке фасада. Внешнее оформление — под кирпичную кладку разного вида и цвета, с рисунками или без, дикий камень. Иногда имитация настолько удачна, что понять, что перед вами не кирпичная облицовка, а виниловая, можно лишь потрогав стену. В этом доме цокольным сайдингом обшиты стены и фронтоны, просто использованы разные коллекции Монтируется, как и другие виды, на обрешетку, имеется перфорация и замки. Про монтаж цокольного сайдинга можно прочесть тут (один из пунктов). Особенности отделки дома из газобетона описаны тут. Фиброцементные плиты и сайдингОтносительно недавно появились на нашем рынке новая облицовка: фиброцементные плиты и сайдинг из этого же материала. Они состоят из древесной фибры, кварца, слюды, цемента, могут содержать хлор и асбест (некоторые материалы, применяемые только для внешней отделки).
Покрытие может быть гладким — глянцевым и матовым, может имитировать кирпичную кладку, дерево и другие отделочные материалы. Устанавливается на направляющие монтажные планки, крепится к стене кляймерами. Этот материал может вам подойти, если вы не знаете, чем обшить каркасный дом снаружи: он создает сплошную поверхность, соединения панелей герметичны и осадки не попадут внутрь. Этот дом тоже облицован фиброцементными плитами ТермопанелиТермопанели — это материал, выполняющий сразу две функции — облицовки и наружного утепления домов. На слой теплоизоляции в заводских условиях наносится слой декоративного покрытия. Оно похоже на мрамор или натуральный камень, не горит, имеет низкие характеристики по водопоглощению. Облицевать и утеплить дом одновременно одним материалом можно с использованием термопанелей Делают этот отделочный материал на основе пенопласта, минеральной ваты или экструдированного пенополистирола. В зависимости от типа утеплителя выбирается способ монтажа: пенополистирол и пенопласт клеится на соответствующий состав. Стыки закрываются специальной алюминиевой планкой или затираются пастой. Панели для облицовки фасада на основе минеральной ваты монтируются только на специальную систему профилей, стыки заделываются также. Очень привлекательная идея — сразу и утеплить дом, и облицевать. Отличный внешний вид, да и характеристики у такой облицовки впечатляющие. Жаль только что опыта эксплуатации мало и отзывов пока нет: совсем недавно он появился. Есть еще клинкерные термопанели. На утеплитель приклеена клинкерная плитка. Материал получается недешевый, но характеристики впечатляют, как и разнообразие отделки. Еще один вариант термопанелей — с клинкерной плиткой Выбор материалов, которыми можно обшивать дом в любое время — зимой или летом — немал. Есть дорогостоящие варианты, есть более дешевые. В любом случае, кроме стоимости учитывайте обязательно паропроницаемость. Тогда не придется бороться с плесенью и сыростью. Чем отделать фасад дома снаружиПри выборе обшивки нужно разбираться в нюансах. Выбор материала в зависимости от типа строенияОтделать дом снаружи гораздо сложнее, чем может показаться на первый взгляд. Несмотря на десятки вариантов обустройства фасада, выбирать необходимый тип материала нужно с учётом типа дома. Дома из дереваОтделку фасадов деревянных домов выполняют для:
Стоит помнить, что не все отделочные материалы обладают одинаковым набором свойств. Иногда приходится делать выбор в пользу практичности, отказываясь от определённой цветовой гаммы. Либо наоборот, приобретать красивый, но тонкий отделочный материал. Для отделки фасада деревянного дома применяют сайдинг виниловый, натуральную вагонку, блок-хаус. Декоративная штукатурка имеет красивый внешний вид, но требует предварительной подготовки поверхности. Перед монтажом на стены необходимо уложить теплоизоляционные плиты и армировать их сеткой. Только в этом случае штукатурка будет надёжно держаться на стене при любой температуре воздуха. Кирпичные строенияПостройки из натурального кирпича отличаются повышенной устойчивостью к нагрузкам и длительным сроком службы. Им не страшны перепады температуры, порывы ветра и воздействие вредных ультрафиолетовых лучей. Среди материалов, которые приобретают для облицовки фасада, особой популярностью пользуются:
Бюджетными вариантами в сравнении с камнем и фасадной плиткой являются фиброцементный и металлический сайдинг. К тому же, он обладает широкой цветовой гаммой. Чем обшить дом снаружи? Всё зависит только от предпочтений хозяина и финансовых возможностей. Каркасная постройкаДля каркасных домов следует выбирать облегчённый отделочные материалы. Вагонка и блок-хаус подойдут лучше всего. Эстетичные панели имеют малую массу и не создают значительной нагрузки на стены. Что выбрать?Обшить фасад дома лучше тем материалом, который сможет защитить строение от вредных воздействий. Зачастую выбор зависит от климатического района. Не стоит применять штукатурку, если стены строения постоянно находятся под воздействием прямых солнечных лучей. Для таких целей подойдёт вагонка из натуральной древесины. СайдингСтанет лучшим вариантом, если фасад необходимо обшить качественно и в короткие сроки. Он имеет неоспоримые преимущества:
Сегодня на рынке строительных материалов продаются следующие виды сайдинга:
Стандартная длина сайдинга составляет 6 метром. Для качественной отделки необходимы расходные материалы. Фасадные панелиВнешне похожи на сайдинг, но производятся они из полимерных волокон. Поливинилхлоридные заготовки монтируются на специальную обрешётку. Для идеально гладкой и ровной поверхности монтаж обрешётки не требуется. Ширина стандартной панели находится в пределах 460 мм, длина достигает 1550 мм. Термопанели клинкерного типаИнновационный материал. Они имеют двухслойную конструкцию. Нижний слой является теплоизолятором, а верхний – декоративным. Между слоями находится пенополистирол, обладающий высокими теплоизоляционными свойствами. Такие панели применяют для отделки фасадов домов в районах с холодным климатом. Материал обладает высокой прочностью, срок службы составляет не менее 15 лет. Вагонка из натуральной древесиныЭкологически чистый материал. Для изготовления не используются химические компоненты и связующие вещества. Вагонку можно покрыть лаком, краской, водоэмульсионкой и придать необходимый оттенок. Заготовки имеют соединение «шип-паз», позволяющее быстро монтировать панели на поверхности. Вагонка подразделяется на классы. Сорт «Экстра» обладает высшими потребительскими качествами: не имеет сучков, сколов и трещин. О чём нужно помнить при обшивке домаКонечно, каждому покупателю хочется сэкономить деньги и получить качественный красивый материал. Но, если вы хотите получить результат, который будет радовать в течение долгих лет, покупать второсортную продукцию не стоит. Главное – нужно обязательно учитывать климатический район, влажность и среднюю температуру окружающего воздуха. Сайдинг универсален, а вот кирпич не любит дождливого и морозного климата. Влага, попадая в поры, становится причиной образования микротрещин. Облицовочный кирпич чувствителен и к резким перепадам температуры. В любом случае, паропроницаемость облицовочного материала должна быть выше, чем у несущих стен. Это позволит строению выполнять естественную вентиляцию и терморегуляцию. потрясающих идей наружного декора стен, которые добавят ценности вашему домуBy Simona Ganea | Опубликовано Отзыв от Lance Crayon Купить сейчас Обдумывая идеи декора наружных стен, доверяйте своей интуиции. Посмотреть в галерее Наружные стены требуют не меньше внимания, чем внутренние. Если вам нужно вдохновение для проекта наружной стены, позвольте нам помочь вам. Обеденная зона на открытом воздухе или терраса с удобными шезлонгами выглядели бы более привлекательно и красиво, если бы они были украшены дополнительным слоем декора. Сегодня мы рассмотрим несколько способов, с помощью которых вы можете использовать декор для наружных стен , чтобы украсить свой дом и имущество. Лучшие способы украсить ваше открытое пространствоВот 30 способов повысить ценность вашего дома. Деревянный декор для наружной стеныНаружная настенная живопись может быть чем угодно: от картины до вертикального сада и многого другого. Этот предмет уникален и имеет особое значение для своих владельцев. Это то, что они сделали из дерева, оставшегося от предыдущего ремонта интерьера. Рисунки с аэрозольной краскойЕще один вид настенного декора, который вы можете сделать самостоятельно, — это работа с аэрозольной краской. В мире DIY создание собственного искусства — это самое приятное, что вы можете сделать. Начните с чистого холста, цветной аэрозольной краски нескольких разных цветов, веревки, малярного скотча, трафарета в виде шеврона и кружевной ленты васи. С помощью этих вещей вы можете сделать четыре различных настенных украшения, подобных тем, что представлены на сайте Brit+co. Внешний декор из переработанных материаловПереработка — это весело и вдохновляюще, когда вы находите действительно отличную идею. Например, таким проектом может быть превращение старых окон и цветочных горшков в украшения для наружных стен дома. Издалека может показаться, что в доме есть функциональные окна с той стороны стены. Садовые цветы Декор для стенПосмотреть в галерее Это аналогичный вариант, отличающийся очень очаровательным деревенским видом. Вместо кашпо было предложено использовать вазу со свежими яркими цветами. Они протискиваются между металлическими прутьями и изысканно смотрятся на открытой кирпичной стене. {найдено на Дебби}. Framed Garden StyleПосмотреть в галерее Наружная отделка стен, представленная на летней ярмарке, представленная в блоге Ouraestheticblog, может быть адаптирована к множеству других условий. Рамка будет красиво смотреться на стенах садового сарая или даже на стенах террасы. Наружный декор для вертикального садаСм. в галерее Точно так же вы можете украсить наружные стены вашего дома вертикальными садами из суккулентов. Их не сложно поддерживать. Просто поливайте их так же, как и любое другое кашпо. Снимите их, когда на улице станет слишком холодно. {найдено на charleshugo}. Пустые рамки для картин Простые рамки также могут иметь интересное визуальное воздействие. Художественное оформление садовых шланговМилая, красочная и забавная идея — украсить наружные стены дома, гаража или садового сарая садовыми шлангами. Яркие и свежие цветы служат прекрасным фоном для гостиной. {найдено на молотах и высоких каблуках}. Металлическое настенное панноДля современной обстановки мы могли бы порекомендовать что-то вроде этого: абстрактное металлическое настенное панно. Это минималистский подход, а также привлекающий внимание и даже немного драматичный. Вы можете попробовать воспроизвести внешний вид по-своему. Стена в стиле шебби-шикПосмотреть в галерее Поскольку речь идет о наружных стенах, постарайтесь мыслить немного по-другому и придумать идеи, которые можно было бы применить конкретно к наружным пространствам. Например, повесьте на одну из стен дома скворечник или милую маленькую гостиницу для насекомых. Конечно, это может сработать для вас, если вы любите насекомых и птиц и не возражаете против того, чтобы они жужжали вокруг вашего дома. Картины-триптихиПосмотреть в галерее Триптих — интересный вариант оформления наружных стен. Например, здесь вы видите, как водные объекты, акцентное освещение и органические настенные рисунки работают вместе, создавая расслабляющую атмосферу. Картина из трех частейЭта обстановка заднего дворика взята из сборника пьес в стиле бохо-шик. Настенное украшение из трех частей на наружных стенах дома или на садовой ограде, позволяющее создать общую комфортную и уютную атмосферу, идеально подходящую для гостиной или столовой. Наружная фреска Почему бы не изменить тон вашего района? Смелый тип, который любит выделяться среди остальных, попробовать что-то масштабное. Хорошим примером является то, как эти старые деревянные двери были переделаны в геометрическое искусство для стены большого здания. Геометрические художественные стилиНекоторые люди назвали бы это граффити. И что в этом плохого? Вам понравится, как вдохновение приходит во всех формах и размерах. проекты, подобные этому. Вы можете попробовать нечто подобное для своей собственности, хотя вы можете импровизировать и придумать другой, более подходящий дизайн. String Art DécorПосмотреть в галерее Аналогичные подходы можно использовать при декорировании заборов на вашем участке. Они тоже заслуживают того, чтобы выглядеть красиво. Симпатичная идея — попробовать стринг-арт. Вам понадобятся маленькие гвозди, шаблоны букв и цветная нить или пряжа. Получайте удовольствие, придумывая красивое сообщение. Прочный наружный декор для стенПосмотреть в галерее Учитывая, что открытые пространства подвержены влиянию погодных условий и не предлагают такого же типа окружающей среды, как внутренние помещения, тип декора стен, который вы используете, должен учитывать эти факторы. Перфорированные панелиПосмотреть в галерее Некоторые вещи, которые просто невозможно купить в магазине. Ну так что ты делаешь? Вы сами делаете декор. Украсьте высокие крепкие заборы перфорированными панелями. Вы можете использовать экраны конфиденциальности с дизайном, который вам нравится, или вы можете импровизировать каким-либо другим способом. {найдено на внешнем дизайне}. Минималистский декорПосмотреть в галерее Панели, используемые здесь для украшения стены забора, являются прекрасным дополнением и служат шикарным фоном для современной скамейки. Их геометрия согласуется со всем дизайном, минималистичным и гармоничным. Декор для кухонной тарелки Помните, что внешние стены вашего дома — это холст. У вас есть старые настенные тарелки, которые вы хотите вынести из дома? Используйте их, чтобы украсить забор в вашем саду. Винтажные тарелки здесь могут выглядеть очень мило. Моховое граффитиПосмотреть в галерее Хотите попробовать что-то необычное? Моховое граффити — идеальная идея. Вдохновение исходит от Анны Гарфорт. Она создает типографские и крупные геометрические узоры и узоры, используя живые материалы, и она была представлена на Designboom. Живая зеленая стенаПосмотреть в галерее Живые стены — это тип вещей, которые действительно могут добавить характер пространству, будь то внутри или снаружи. Возьмем, к примеру, этот внутренний дворик. Разве зеленый забор на заднем плане не прекрасен? Зеркальный эффектПосмотреть в галерее Выбрать правильный внешний декор так же просто, как не выбрасывать старую мебель. В этом примере все дело в зеркалах. Подарите своим гостям впечатления, которые они никогда не забудут. Если вы хотите создать домашнюю и уютную атмосферу, повесьте несколько зеркал и рам на живую стену или забор. И заодно приобретите торшер, может быть, даже телевизор, несколько удобных стульев и превратите задний двор во вторую гостиную. Свежая краскаПосмотреть в галерее Когда ничего не помогает, покрасьте свой дом новым слоем краски. Это может показаться обманчиво простым, но добавление свежего слоя краски на стену или забор может иметь большое значение для обновления внешнего декора стен. Фотографии до и после, представленные в Reflection Interior Design. Помимо стен и заборов, вы также можете использовать краску, чтобы украсить террасы, перила и даже предметы уличной мебели! Забор из каменной стеныПосмотреть в галерее Если вы не обменяли свой забор на живую стену наверху, или даже если вы это сделали, подумайте об обмене одного из других заборов на вашем участке на каменную стену, подобную той, что показана в Better Homes and Gardens. . Каменная стена будет умиротворяющим и гармоничным дополнением к внешнему виду вашего дома. Подробнее Стены из габионовПосмотреть в галерее Возможно, вы не знакомы с этим термином, но стена из габионов может стать еще одним отличным способом обновить ограждения на вашем участке. Это отличное решение для разделения имущества, но его также можно добавить к наружной стене вашего дома для уникального и естественного декора наружной стены. Стиль фэн-шуйСм. в галерее Добавление водного объекта к наружной стене сродни опыту, который меняет жизнь. Это также поможет с фэн-шуй вашего дома. Наружные настенные фонтаны бывают разных форм и размеров, и их легко вписать в любую дизайнерскую схему. Ознакомьтесь с полным набором водных элементов, доступных для украшения наружной стены на The Skunk Pot. Канатное освещениеПосмотреть в галерее В этом пространстве происходит множество вещей, и все это из-за света. Струнное освещение на заднем дворе украшает забор, создавая прохладную атмосферу на открытом воздухе. Преимущество веревочных светильников в том, что их можно перемещать и переназначать без особого труда, так что вы можете менять их по мере того, как ваши вкусы в декоре меняются. Гравировка забораПосмотреть в галерее Превратить забор в поверхность, на которой все проходит, — это опыт, которым должен наслаждаться каждый домовладелец. Замена забора другим типом ограждения может быть дорогостоящей и трудоемкой, но вам не нужно заменять свой забор, чтобы украсить и персонализировать его! Гравировка вашего забора путем вырезания на нем уникального рисунка улучшит внешний вид вашего дома во многих отношениях. Попробуйте лазерную гравировку, которая менее инвазивна и может быть нанесена на одну сторону забора, не повреждая другую сторону. Узнайте о широких возможностях ограждений с гравировкой и о том, как они могут улучшить внешний декор стен на AlunoTec. Индивидуальная вывескаПосмотреть в галерее Хотя это может показаться на удивление простым, установка индивидуальной вывески на внешней стене или заборе может значительно изменить внешний вид вашего двора. Повесить вывеску — это защищенное место, поэтому вода не испортит ее. Крытый внутренний дворик, так как они легко повреждаются ветром и дождем. Creative Tonic Design демонстрирует, как можно использовать вывеску, чтобы сделать место для сидения еще более уютным. Декор для занятий спортом на открытом воздухеУ вас есть каноэ, которым вы почти не пользуетесь, за исключением нескольких раз в летние месяцы? Или, может быть, доска для серфинга, выпущенная несколько лет назад, с которой вы не можете расстаться? Даже если вы все еще время от времени используете эти предметы, их можно повесить на наружные стены или заборы для создания креативного вида, а также использовать в качестве решения для хранения. Это достижение само по себе, и вы можете увидеть, как может выглядеть конечный результат от McCann Design Group. Часто задаваемые вопросы (FAQ)FAQКак украсить террасу к зиме? Крошечные белые огоньки, подвешенные на перилах или решетках террасы, а также растения в контейнерах придают праздничную атмосферу любому открытому пространству. Как сделать внешний вид дома современным середины века?Покрасьте свой фасад монохромным цветом середины века. Используйте входную дверь в качестве цветового акцента. Используйте пастель, например, желтый или очень пери. Какова основная цель использования внешней отделки?Вы хотите заявить о себе с помощью чего-то, что отражает вашу индивидуальность. В то же время вы не хотите быть оскорбительным или грубым. Украшение должно быть символическим, а не воинственным. Как покрыть неприглядную садовую стену? Приподнятая грядка у основания неприглядной стены помогает скрыть стену за ней. Этот метод полезен для сада среднего размера, в котором можно выделить место для высокой грядки. Важным решением будет то, какие виды растений вы используете у стены. Выбирайте растения, соответствующие микроклимату вашей стены. Как обновить кирпичный дом снаружи?Самый популярный метод – морилка. Домовладельцам нравится морилка за ее герметизирующие свойства. Немецкий шмеар — еще одна хорошая идея для облицовки наружных кирпичных стен. Идеи декора стен ЗаключениеНаружные стены должны выглядеть так же хорошо, как и внутренние. При наружной отделке стен используйте свое воображение и посмотрите, что получится. Посмотрите на это так: идеи декора наружных наружных стен — это способы, которыми вы можете выразить себя своим соседям. Если вы живете в большом доме, вам понадобится большая наружная отделка стен, так что планируйте заранее. Если вам нужно второе мнение, не вербуйте одного из своих друзей. Будет лучше, если вы наймете профессионала. Возможно, вам придется потратить больше авансом, но в конечном итоге это будет стоить того. Правила наружной отделки — Как украсить наружную территорию Каждый элемент на этой странице был отобран вручную редактором House Beautiful. Самые важные элементы шикарного двора. По
Команда дизайнеров медиаплатформ Дизайнеры самых важных элементов великолепного заднего двора. Команда разработчиков медиа-платформ 1 из 10 1. Создайте немного романтики «Наслаивайте различные типы освещения, такие как фонари, подвесные светильники, свечи и гирлянды — и растения, чтобы создать ощущение волшебного сада», — говорит дизайнер. Сэнди Копке. «Пергола, спасенные окна или железная решетка (или ворота) могут создать иллюзию ограждения и ощущение интимности, и вы все еще можете видеть звезды!» Группа разработчиков медиаплатформ 2 из 10 2. Включение воды «Везде, где это возможно!» говорит дизайнер Ли Ледбеттер. «Успокаивающий звук брызг воды делает ваше пространство более интимным». Команда разработчиков медиа-платформ 3 из 10 3. Садовые табуреты «Их очень легко передвигать, они создают дополнительные места для сидения, а также являются отличным местом, где люди могут поставить напиток », — говорит дизайнер Грант Гибсон. Команда дизайнеров Media Platforms 4 из 10 4. Включение скульптуры «Часто трудно найти место в интерьере дома для скульптуры, особенно для крупных объектов», — говорит дизайнер Уилл Вик. «Нет оправдания на открытом воздухе, и на самом деле ничто так не украшает открытое пространство, как красивая большая скульптура». Группа разработчиков медиаплатформ 5 из 10 5. Сделайте камин сердцем своего дома «Он великолепен внутри дома и расширяет внутренние помещения прямо на улицу», — говорит Кёпке. Команда разработчиков медиа-платформ 6 из 10 6. Внесите растения в горшках «Хотя я не люблю использовать растения в горшках в помещении, они являются отличным аксессуаром для сидения на открытом воздухе», — говорит Ледбеттер. «Горшечные растения имеют другой масштаб, цвет и текстуру, чем то, что вы получаете от более широкого ландшафта». Команда разработчиков медиаплатформ 7 из 10 7. Мыслите глобально для вдохновения «Не бойтесь позволять глобальному дизайну вдохновлять вас», — говорит Вик. «Я ценю марокканскую моду, дизайн африканских племен… даже вигвамы!» Команда разработчиков Media Platforms 8 из 10 8. «…и за которой легко ухаживать. И выбирайте рабочие поверхности, которые могут выдержать непогоду», — объясняет Кепке. . «Подумайте о раковине и проточной воде, как о внешнем, так и о рабочем освещении, розетках для блендера для домашней маргариты и гриля! Боковые конфорки отлично подходят для соусов. Небольшой холодильник, винный холодильник или кегератор не обязательны, но определенно забавны, и настоящий магнит для вечеринок — это печь для пиццы! Сделайте пространство подходящим для небольших групп или развлечений, подумайте о планировке и конфигурации для приготовления и подачи пищи. Наконец, подумайте об ориентации кухни, чтобы линии обзора были красивыми изнутри дома. Самое замечательное в уличной кухне то, что повар — настоящая звезда вечеринки!» Команда разработчиков медиа-платформ 9 из 10 9. Создать стойку для напитков Не можете построить целую кухню? Станция с напитками подойдет. Команда разработчиков медиа-платформ 10 из 10 10. Сопоставьте архитектуру наружной части с тем, что происходит в помещении «Оформите открытую комнату с железной или деревянной беседкой и объедините ее с архитектурой вашего дома, чтобы создать иллюзию того, что она всегда была там», — говорит Кёпке. «Открытые стропила обеспечивают некоторую структуру для виноградных лоз и плетистых роз, а также дают возможность для различных типов освещения, фонарей и подвесных растений. Архитектурное спасение создает мгновенный характер и ощущение места; винтажное освещение, старые окна и двери, колонны, Дверные окантовки и ставни добавляют столько индивидуальности и характера. Иногда обнаружение одного особенного архитектурного предмета является источником вдохновения для всего проекта». Как настроить сварочный инвертор: Ответы на вопросыКак правильно настроить сварочный ток. Советы для начинающего сварщикаДля дуговой электросварки сварочный ток выступает незаменимым Электросварщикам новичкам порой очень тяжело разобраться с множеством Общие характеристики На режим сварочного процесса влияет не только диаметр стрежня и сила тока, но также и такие немаловажные параметры, как:
Важно сразу определиться — интересует качество, размер или другие Важно знать! Для того чтобы рассчитать необходимую силу тока для сваривания следует отталкиваться от диаметра самого электрода. Как настроить силу тока, исходя из диаметра электрода Диаметр электрода при выборе силы тока является важным параметром. На Толщина свариваемого металла Толщина металла, который необходимо сварить, напрямую влияет на выбор Переменный и постоянный ток Какой род тока будет во время сварки, не влияет на ампераж.
Характеристики сварного соединения Есть два способа сварки:
Первый способ используется для сваривания деталей большой толщины. Как влияет марка стержня на выбор силы тока У каждой марки электродов присутствует своя обмазка. Так, к примеру, На какие показатели влияет сила выбранного тока для сварки Сила тока во время сварочного процесса напрямую влияет на количество Что нужно для успешной сварки металла Для того чтобы произвести сварку качественно нужно правильно выбрать Для розжига дуги применяется постукивание или чирканье. Новые Начинаем сварочный процесс Изначально перед сварочными работами на инверторе необходимо
Настройка сварочного полуавтомата перед сваркойНастройка сварочного полуавтомата перед сваркой – важный этап перед началом процесса. Идеально подобрать сам аппарат и расходники под конкретную задачу – только половина дела. Не выставив правильно параметров сварки, даже самому опытному исполнителю не получить качественного шва и не добиться оптимальной производительности процесса. Поэтому значения этого этапа нельзя преуменьшать. Содержание
Настройка сварочного аппарата: общие сведенияПрежде всего, необходимо понимать, что процесс настройки регулирует параметры сварочных работ. Они же, в свою очередь, ощутимо зависят от ряда факторов выполняемой задачи. В числе таковых толщина и сплав заготовки, положение соединения в пространстве, конфигурация стыка, внешние условия выполнения работ и другие. Кроме того, свой вклад осуществляют текущее реальное напряжение в сети, состав газа в баллоне (если есть), смена катушки проволоки и так далее. При этом в распоряжении сварщика всего четыре возможные регулировки:
Разумеется, многие эти факторы являются взаимосвязанными. Поэтому для настройки первичных значений, осуществляемых путем ручек на лицевой панели инверторного автомата, можно воспользоваться таблицей. Но тонкая подстройка аппарата в процессе работы все равно понадобится. И это станет наиболее сложной задачей, решение которой позволит получить оптимальный результат работы. Настройка сварочного полуавтомата: регулируем напряжениеРегулировка напряжения сварочной дуги является первым шагом при настройке сварочного полуавтомата. Рекомендуется установить для начала (тестового процесса варения) невысокие значения – 15-20 В и силу тока до 100 А. Процесс варения требует наличия горелки в одной руке сварщика, в то время как вторая остается свободной. Вот ею и регулируются параметры в режиме реального времени. Для этого применяется цифровые или механические регуляторы на инверторе. Регулировка может выполняться плавно либо ступенчато. При этом отслеживаются несколько факторов – процесс формирования сварного валика, звук дуги и ее горение, степень разбрызгивания металла. Таким образом, возможно прийти к оптимальному показателю рабочего напряжения. Это имеет важное значение, потому что:
Для конкретных полуавтоматических аппаратов производители нередко вкладывают табличку с рекомендуемыми значениями напряжений. Настройка силы тока и скорости подачи проволокиЭти взаимосвязанные величины подбираются по своим оптимальным значения после напряжения и постоянно определенном диаметре проволоки. Чем выше скорость подачи расходника, тем выше должен был рабочая сила тока для его расплавления. Ряд моделей полуавтоматов, имеющих синергетический режим SYN, могут автоматически регулировать скорость подачи проволоки в зависимости от показателей выставленного вольтажа. Ошибки в осуществлении этой регулировке приводят к негативным эффектам. В частности:
Подбор газа и настройка сварочного полуавтомата по его расходуВыбор защитного газа – фактор, не выбираемый исполнителем по желанию. То, какой конкретно газ будет использован в конкретной сварочной задаче, определяется несколькими факторами. Наиболее существенные их них – материал соединяемых элементов, их толщина и дополнительные требования по качеству исполнения. Исходя из этого мы рекомендуем придерживаться следующих рекомендаций:
Осуществлять контроль правильности соблюдения этого фактора можно даже визуально. Если при формировании шва он получается пористым, это говорит о том, что воздух попадает в рабочую зону и взаимодействует с раскаленным металлом. То есть, подачу защитного газа необходимо увеличивать. А вот чрезмерный расход газов определить может только человек с большим опытом. Как правило, это осуществляется на слух при работе с одной и той же моделью полуавтомата. Настройка полярности при сварке полуавтоматическим инверторомФактор полярности – прямая или обратная – также ощутимо влияет на конечный результат сварочных работ, выполняемых полуавтоматом. Прямая полярность подразумевает соединение горелки с минусовой клеммой, а соединяемых элементов – к плюсу. Такой вариант применяется при использовании флюсовой проволоки. При таком варианте активное выделение теплоты направлено на материал расходника. Флюс отлично плавится, но при этом наблюдается активное шлакообразование. Обратная полярность с подключение горелки к плюсовой клемме аппарата применяется при использовании сплошной сварочной проволоки. Как настроить сварочный полуавтомат для сварки алюминиевых конструкцийАлюминиевые конструкции ввиду специфики материала являются наиболее сложными при сварке и требуют особого подхода. Но если следовать рекомендациям, то проблем с соединением таких элементов не возникнет. В числе таковых особенностей:
Выполняя перечисленные рекомендации, Вы получите оптимальный результат сварки, который потребует минимальной доработки. Безопасная настройка сварочного аппарата для новых сварщиков — Baker’s Gas & Welding Supplies, Inc.Во время курортного сезона многие сварщики приобретут новые сварочные аппараты и сварочные материалы для своих магазинов и домашних сварочных работ, но если вы Новичок в сварке, вам нужно потратить некоторое время, чтобы убедиться, что ваш сварочный аппарат безопасен в использовании. Правильная настройка вашего сварочного аппарата не займет много времени, но она будет иметь огромное значение для вашей личной безопасности, долговечности вашего аппарата и вашей эффективности как сварщика. К счастью, новый сварочный аппарат не будет сильно изнашиваться, и вам не придется беспокоиться о проверке шлангов защитного газа на наличие утечек. Вот некоторые ключевые процедуры безопасности для нового сварочного аппарата: Новый сварочный аппарат должен быть установлен в месте с хорошей вентиляцией, особенно если это палка. Сварщики также могут испускать искры, которые могут быть опасны для людей или могут воспламенить коробку или кучу опилок. Иногда искра в куче опилок могла тлеть часами, прежде чем зажечься. Если у вас в гараже или магазине есть картон и дерево, вы можете столкнуться с огромным пожаром. Чем меньше их вокруг, тем лучше. Идеальная рабочая зона также должна быть сухой, так как вода проводит электричество и может нанести смертельный удар током. Даже сильное потоотделение может вызвать проблемы во время сварки, если вы находитесь в более теплом климате. Ваша электрическая розетка должна быть должным образом заземлена и способна выдерживать ток, выдаваемый вашей машиной. Если вы не уверены в заземлении в вашем магазине или если ваша розетка находится на старой стороне, попросите профессионального электрика проверить это. Скачок напряжения может привести к проблемам для вас и вашей машины. Каждый производитель сварочного аппарата скажет вам, что первым шагом является чтение инструкции по эксплуатации. Не оставляйте ничего на волю случая. Вашей самой большой проблемой будет соответствие силы тока толщине металла. Если вы работаете со сварочным аппаратом MIG, вам также нужно подумать о защитном газе и расходе проволоки. Если вы работаете с защитным газом для сварки MIG или TIG, газовые баллоны должны быть закреплены перед началом работы. Они должны быть закреплены либо на тележке, либо в надежном месте на стене. Дважды проверяйте свои фитинги, и по мере старения вашего сварщика периодически проводите тесты шланга на наличие защитного газа. Еще одним важным элементом безопасности является прочное металлическое основание, которое крепится к заготовке. Сварочный аппарат необходимо хранить на плоской, сухой поверхности, где он не будет перекатываться и не будет поврежден. Ни в коем случае нельзя снимать боковую панель сварочного аппарата. Если вы это сделаете, убедитесь, что вы следуете инструкциям производителя, который всегда советует вам отключить машину. Не выключайте его, если вам нужно проверить внутренний компонент. Одна из лучших инвестиций, которые вы можете сделать для своего сварочного аппарата, — это приобрести чехол, который предотвратит скопление в нем пыли, пока он не используется. Тем не менее, вы также можете поддерживать свой сварочный аппарат в идеальном состоянии, сверяясь с руководством по регулярному техническому обслуживанию, такому как удаление мусора сжатым воздухом или замена масла в машинах с приводом от двигателя. Вы не должны настраивать сварочный аппарат, если у вас нет надлежащего защитного снаряжения для сварки без риска обжечься или подвергнуть кожу воздействию вредных ультрафиолетовых лучей. Сварщики всегда должны носить огнестойкую одежду. Синтетика особенно опасна, так как легко воспламеняется. Большинство сварщиков носят как минимум хлопчатобумажную рубашку, но вам также следует обратить внимание на сварочный фартук или огнестойкую куртку. Есть как тяжелые кожаные куртки, так и более легкие куртки в зависимости от вашего климата. Сварочные перчатки также обеспечивают необходимую защиту рук во время работы, не теряя необходимой гибкости. Сверхпрочные перчатки для сварки стержнем защитят вас от искр и брызг, которые могут обжечь руки во время сварки. С другой стороны, тонкие и гибкие перчатки для сварки TIG позволяют подавать проволоку, не подвергая руки воздействию тепла, УФ-лучей или искр. Поданный в: миг сварка, палочная сварка, сварщик, сварка, Советы по безопасности при сварке, сварочный цех Как работает сварочный аппарат? Все, что вам нужно знать Если вы новичок в мире сварки или вам просто нужна дополнительная информация о том, как работает дуговая сварка, вы попали по адресу. Понимание основ дуговой сварки Дуговая сварка — не единственный вид сварки. Например, при сварке горелкой мощная горелка используется для расплавления заготовки и металлического сварочного стержня для соединения металлов. Но это относительно редкий тип технологии сварки сегодня. Однако дуговая сварка на сегодняшний день является наиболее распространенным видом сварки, поэтому именно о ней мы и поговорим в данном руководстве. Основы просты. Технология дуговой сварки использует мощную электрическую «дугу» для расплавления металлической заготовки, заземленной на сварочном аппарате, и электрода, который также прикреплен к сварочному аппарату. Электрическая дуга возникает, когда электрический ток «скачет» и течет по воздуху между двумя проводниками. Эта дуга нагревает металл до очень высокой температуры, расплавляя как электрод, так и металл, с которым он соприкасается, создавая сварочную ванну, позволяющую соединить два металла. Давайте подробнее рассмотрим этот процесс и то, как теперь работает аппарат для дуговой сварки. Как работает аппарат для дуговой сварки. Пошаговое описание Готовы углубиться в детали? Вот пошаговое руководство о том, как работает аппарат для дуговой сварки. 1. Настройка аппарата — Для начала необходимо настроить сварочный аппарат. Различные элементы управления могут использоваться для изменения мощности машины и ее работы. Важно внимательно прочитать руководство, предоставленное производителем, чтобы правильно настроить дуговой сварочный аппарат. 2. Заземление сварочного материала — Как только сварщик будет готов начать процесс сварки, он прикрепит заземляющий зажим к металлической заготовке. 3. Размещение провода электрода на сварочном материале — Когда сварщик будет готов начать процесс сварки, он поместит электрод с высокой проводимостью на сварочный материал и активирует аппарат для подачи электрического тока через заготовку. Электрод может представлять собой стержневой электрод или кусок проволоки, пропущенный через сварочный «пистолет», в зависимости от типа выполняемой дуговой сварки. 4. Формирование электрической дуги — Когда электрод слегка отводится от металлической заготовки, обычно примерно на 2–4 миллиметра, образуется электрическая дуга в виде электрических скачков между металлом и электродом. Эта чрезвычайно горячая дуга почти сразу начинает плавить металлическую заготовку и электрод. 5. Плавление металлов и их соединение — после образования дуги металлическая заготовка и электрод продолжают плавиться вместе, образуя так называемую «сварочную ванну». 6. Защита металла защитным газом — При высоких температурах кислород и другие газы в атмосфере имеют тенденцию вступать в реакцию с металлом в сварочной ванне и могут вызывать дефекты, ухудшающие качество металлического соединения. Для предотвращения этого используется защитный газ, такой как аргон, гелий или углекислый газ. В зависимости от типа сварки электрод может быть покрыт «флюсом» — материалом, выделяющим защитный газ при плавлении, или защитный газ может прокачиваться через сварочный инструмент из специальных резервуаров, используемых сварочным аппаратом. Это защищает целостность соединения и сохраняет его стабильность, предотвращая деградацию из-за распада газов в атмосфере. Узнайте больше с Vern Lewis Welding Supply – начните сегодня! Мы надеемся, что это руководство было полезным и информативным обзором современных технологий сварки. Похожие сообщенияРазличные типы проволоки для сварки MIG — что нужно знать
MIG состоит из свернутого в катушку электрода, который пропускается через «пистолет» для сварки MIG и нагревается для расплавления металла и соединения заготовок. Звучит достаточно просто, верно? Ну, это не так просто. Существует множество различных типов проволоки для сварки MIG, и в этой статье мы объясним некоторые из них… Читать далее Различные типы проволоки для сварки MIG – что нужно знатьПродолжить Какой сварочный аппарат лучше всего подходит для начинающих?
Пытаться определить, какой тип сварочного аппарата лучше всего подходит для начинающих, сложно, потому что на это влияет очень много факторов. Как многие из вас уже знают, существует множество различных типов сварочных процессов. Наиболее распространенными являются Stick, MIG, TIG и Flux Core. МИГ вообще считается самым легким, так что логично… Подробнее Какой сварочный аппарат лучше всего подходит для начинающих?Продолжить Какой газ лучше всего подходит для сварки MIG — выбор подходящего газа для подходящей работы
Для сварки методом МИГ используется ручной пистолет с проволочным электродом с катушки и газовым соплом, которое подает струю газа к месту сварки. Этот газ предотвращает контакт кислорода, азота и других газов из окружающей среды с валиком сварного шва, что помогает обеспечить стабильные и надежные результаты. Читать дальше Какой газ лучше всего подходит для сварки MIG — выбор правильного газа для правильной работыПродолжить Покупка подержанного сварочного оборудования
Независимо от того, являетесь ли вы новичком, только начинающим свой путь в области сварки, или давно являетесь профессионалом в этой области, приобретение хороших инструментов и оборудования может обойтись дорого. При поиске менее дорогих вариантов приобретения сварочного оборудования подержанное и/или отремонтированное оборудование может стать отличным выбором. В этой статье мы расскажем о некоторых преимуществах… Подробнее Покупка подержанного сварочного оборудованияПродолжить Краткий обзор холодной сварки
Видео уроки по сварке инвертором для начинающих: Уроки сварки: Сварка инвертором для начинающихУроки сварки: Сварка инвертором для начинающихОт умения и опыта сварщика напрямую зависит результат работы. А что если этого опыта попросту еще нет? Чтобы компенсировать нехватку стоит перенять знания от бывалых «товарищей по цеху».
О технике безопасности
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||


 предмета, который вы хотите
предмета, который вы хотите Пресс (psi)
Пресс (psi) 


 Клапан остается открытым во время работы.
Клапан остается открытым во время работы.
 » и разблокировка «ВЫКЛ.»
» и разблокировка «ВЫКЛ.»
 Процесс выполняется сварщиком.
Процесс выполняется сварщиком. Это является маркетинговым ходом, потому что хороший сварщик, овладевший такой тонкостью, как аргонная сварка, ценится «на вес золота».
Это является маркетинговым ходом, потому что хороший сварщик, овладевший такой тонкостью, как аргонная сварка, ценится «на вес золота». youtube.com/embed/VwiLCMq6bzU?autoplay=0&start=0&rel=0″>
youtube.com/embed/VwiLCMq6bzU?autoplay=0&start=0&rel=0″>  Сварка плавлением.
Сварка плавлением.
 Владелец удостоверения имеет право при
Владелец удостоверения имеет право при

 12.2020 № 11652 по вопросам ведения официальных сайтов ОО с 01.01.2021 г.
12.2020 № 11652 по вопросам ведения официальных сайтов ОО с 01.01.2021 г.
 Использует программное обеспечение для веб-конференций, например Zoom.
Использует программное обеспечение для веб-конференций, например Zoom. Для получения информации о курсах обучения свяжитесь с нашим отделом корпоративного и непрерывного образования (CCE) по телефону 803-732-0432 или по электронной почте
Для получения информации о курсах обучения свяжитесь с нашим отделом корпоративного и непрерывного образования (CCE) по телефону 803-732-0432 или по электронной почте  edu.
edu.
 com
com
 При их использовании возможна только вторая схема регулирования влажности. Выбирая, чем обшить дом, учитывайте эти моменты.
При их использовании возможна только вторая схема регулирования влажности. Выбирая, чем обшить дом, учитывайте эти моменты. Оба вида облицовки крепятся на обрешетку, затем шлифуются и покрываются защитными пропитками, по желанию еще лакируются или красятся.
Оба вида облицовки крепятся на обрешетку, затем шлифуются и покрываются защитными пропитками, по желанию еще лакируются или красятся. При должной обработке подобная облицовка имеет очень даже неплохой внешний вид.
При должной обработке подобная облицовка имеет очень даже неплохой внешний вид. Его можно использовать и для строения из любого другого материала: пеноблока, газобетона, шлаконаливного и т.п. Эта облицовка универсальна.
Его можно использовать и для строения из любого другого материала: пеноблока, газобетона, шлаконаливного и т.п. Эта облицовка универсальна. Если здание прямоугольное, без архитектурных излишеств, оно имеет не самый привлекательный вид (в подтверждение фото ниже).
Если здание прямоугольное, без архитектурных излишеств, оно имеет не самый привлекательный вид (в подтверждение фото ниже). Все особенности монтажа такие же как и у винилового, с той лишь разницей, что металл можно монтировать и при отрицательных температурах.
Все особенности монтажа такие же как и у винилового, с той лишь разницей, что металл можно монтировать и при отрицательных температурах. Отличие в том, что панель цокольного сайдинга имеет вид не длинного прямоугольника, а некоего участка стены с фигурными краями. Этими фигурными краями и стыкуется. Соответственно, обрешетку необходимо подстраивать под размеры фрагмента. При установке сначала край панели заводят в замок уже установленной, добиваются совпадения, а потом закрепляют. Главное — при монтаже не затягивайте сильно саморезы, оставляя возможность сайдингу двигаться при температурных изменениях.
Отличие в том, что панель цокольного сайдинга имеет вид не длинного прямоугольника, а некоего участка стены с фигурными краями. Этими фигурными краями и стыкуется. Соответственно, обрешетку необходимо подстраивать под размеры фрагмента. При установке сначала край панели заводят в замок уже установленной, добиваются совпадения, а потом закрепляют. Главное — при монтаже не затягивайте сильно саморезы, оставляя возможность сайдингу двигаться при температурных изменениях. Эта смесь формуется в листы, потом в несколько этапов обезвоживается, по некоторым технологиям обжигается. Потом на поверхность наносится защитно-декоративное покрытие:
Эта смесь формуется в листы, потом в несколько этапов обезвоживается, по некоторым технологиям обжигается. Потом на поверхность наносится защитно-декоративное покрытие:

 Именно облицовочный материал определяет привлекательность фасада и прочность стен. Рынок строительных материалов переполнен предложениями производителей. Поэтому выбрать подходящий тип не составляет труда. Перед покупкой внимательно изучите информацию о товаре, прочитайте отзывы специалистов, ознакомьтесь с техническими характеристиками.
Именно облицовочный материал определяет привлекательность фасада и прочность стен. Рынок строительных материалов переполнен предложениями производителей. Поэтому выбрать подходящий тип не составляет труда. Перед покупкой внимательно изучите информацию о товаре, прочитайте отзывы специалистов, ознакомьтесь с техническими характеристиками.


 Толщина изделий колеблется в пределах 1,2 мм. Панели устойчивы к коррозии и не выцветают даже под ярким солнцем.
Толщина изделий колеблется в пределах 1,2 мм. Панели устойчивы к коррозии и не выцветают даже под ярким солнцем.
 Вы не должны медлить с изменением внешнего вида вашего дома. Не беспокойтесь о том, что подумают другие люди.
Вы не должны медлить с изменением внешнего вида вашего дома. Не беспокойтесь о том, что подумают другие люди. Он очень уютно дополняет это обеденное пространство на открытом воздухе. {найдено на homedepot}.
Он очень уютно дополняет это обеденное пространство на открытом воздухе. {найдено на homedepot}.

 Узнал больше о проекте на Thisiscolossal.
Узнал больше о проекте на Thisiscolossal. Ищите что-то более надежное и менее хрупкое.
Ищите что-то более надежное и менее хрупкое.
 {найдено на eyelikeart}.
{найдено на eyelikeart}. Габионная стена — это подпорная стена, построенная путем помещения камней в клетку, как в этом примере в Eco Home. 9№ 0005
Габионная стена — это подпорная стена, построенная путем помещения камней в клетку, как в этом примере в Eco Home. 9№ 0005 В Backyard есть несколько способов, которыми можно использовать веревочные светильники, чтобы украсить декор наружной стены.
В Backyard есть несколько способов, которыми можно использовать веревочные светильники, чтобы украсить декор наружной стены.
 Или повесьте растения с украшениями, которые привлекают и кормят птиц. Свечи в ураганах или фонарях делают колоду волшебной, даже если на улице слишком холодно.
Или повесьте растения с украшениями, которые привлекают и кормят птиц. Свечи в ураганах или фонарях делают колоду волшебной, даже если на улице слишком холодно.
 Мы можем получать комиссию за некоторые товары, которые вы решите купить.
Мы можем получать комиссию за некоторые товары, которые вы решите купить. Дизайнер Уилл Вик добавляет: «Будь то бассейн, джакузи или простой фонтан, он может добавить безмятежности и умиротворения любому открытому пространству».
Дизайнер Уилл Вик добавляет: «Будь то бассейн, джакузи или простой фонтан, он может добавить безмятежности и умиротворения любому открытому пространству». «В качестве якоря для зоны отдыха это магнит. Все хотят обниматься там, и это гарантированно продлит вечеринку. Гости хотят тусоваться там и оставаться подольше. Некоторые из лучших разговоров проходят у костра. »
«В качестве якоря для зоны отдыха это магнит. Все хотят обниматься там, и это гарантированно продлит вечеринку. Гости хотят тусоваться там и оставаться подольше. Некоторые из лучших разговоров проходят у костра. » Создайте кухню на свежем воздухе, которой вы любите пользоваться
Создайте кухню на свежем воздухе, которой вы любите пользоваться «Таким образом, люди могут обслуживать себя и им не нужно постоянно заходить внутрь», — говорит Гибсон. «Они могут помочь себе сами, и это меньше напрягает хозяина!»
«Таким образом, люди могут обслуживать себя и им не нужно постоянно заходить внутрь», — говорит Гибсон. «Они могут помочь себе сами, и это меньше напрягает хозяина!»
 Он может быть таким:
Он может быть таким: В зависимости от этого зависит глубина плавки
В зависимости от этого зависит глубина плавки Для инверторных аппаратов сварка
Для инверторных аппаратов сварка А вопросу о том, как же все-таки правильно реализовать его, и посвящена данная статья.
А вопросу о том, как же все-таки правильно реализовать его, и посвящена данная статья. Соответственно, настройка сварочного аппарата полуавтоматического типа должна учитывать их все при выполнении корректировок параметров.
Соответственно, настройка сварочного аппарата полуавтоматического типа должна учитывать их все при выполнении корректировок параметров.
 Ее удобно разместить на внутренней стороне крышки емкости с присадками.
Ее удобно разместить на внутренней стороне крышки емкости с присадками.



 сварщика, и никто не будет подвергаться опасности ослепления УФ-лучами аппарата. Хотя есть вентиляционные установки, которые вы можете приобрести для небольшого закрытого помещения, вы можете решить большинство своих проблем, открыв дверь гаража и сварив за экраном или сварив снаружи, если нет ветра, который испортит ваш защитный газ.
сварщика, и никто не будет подвергаться опасности ослепления УФ-лучами аппарата. Хотя есть вентиляционные установки, которые вы можете приобрести для небольшого закрытого помещения, вы можете решить большинство своих проблем, открыв дверь гаража и сварив за экраном или сварив снаружи, если нет ветра, который испортит ваш защитный газ.
 Это важно не только для безопасности, у вас также будет более гладкий сварной шов, который не прыгает и не искрит во время работы.
Это важно не только для безопасности, у вас также будет более гладкий сварной шов, который не прыгает и не искрит во время работы.
 В этом блоге от Vern Lewis Welding Supply мы обсудим основы дуговой сварки и принцип работы сварочного аппарата, чтобы вы могли понять основы процесса. Читайте дальше и узнайте все, что вам нужно знать о современных технологиях сварки.
В этом блоге от Vern Lewis Welding Supply мы обсудим основы дуговой сварки и принцип работы сварочного аппарата, чтобы вы могли понять основы процесса. Читайте дальше и узнайте все, что вам нужно знать о современных технологиях сварки. В данном случае это металлическая заготовка и электрод, на которые через сварочный аппарат подается сильный электрический ток.
В данном случае это металлическая заготовка и электрод, на которые через сварочный аппарат подается сильный электрический ток. Он крепится непосредственно к сварочному аппарату. Это важно, потому что помогает замкнуть электрическую цепь, которая создаст дугу, которая используется для соединения двух кусков металла вместе.
Он крепится непосредственно к сварочному аппарату. Это важно, потому что помогает замкнуть электрическую цепь, которая создаст дугу, которая используется для соединения двух кусков металла вместе. Это лужа расплавленного металла, которая образует соединение между свариваемым металлом.
Это лужа расплавленного металла, которая образует соединение между свариваемым металлом. В Vern Lewis Welding Supply мы предлагаем курсы сварки, услуги по ремонту сварки и широкий выбор сварочного оборудования в Аризоне. Являетесь ли вы новичком в сварке или экспертом, у нас есть все, что вам нужно, чтобы поднять свои навыки сварки на новый уровень. Свяжитесь с нами сегодня, чтобы узнать больше о том, что мы делаем, или посетите один из наших 8 офисов в Аризоне для получения дополнительной информации.
В Vern Lewis Welding Supply мы предлагаем курсы сварки, услуги по ремонту сварки и широкий выбор сварочного оборудования в Аризоне. Являетесь ли вы новичком в сварке или экспертом, у нас есть все, что вам нужно, чтобы поднять свои навыки сварки на новый уровень. Свяжитесь с нами сегодня, чтобы узнать больше о том, что мы делаем, или посетите один из наших 8 офисов в Аризоне для получения дополнительной информации. Загрязнение может привести к…
Загрязнение может привести к…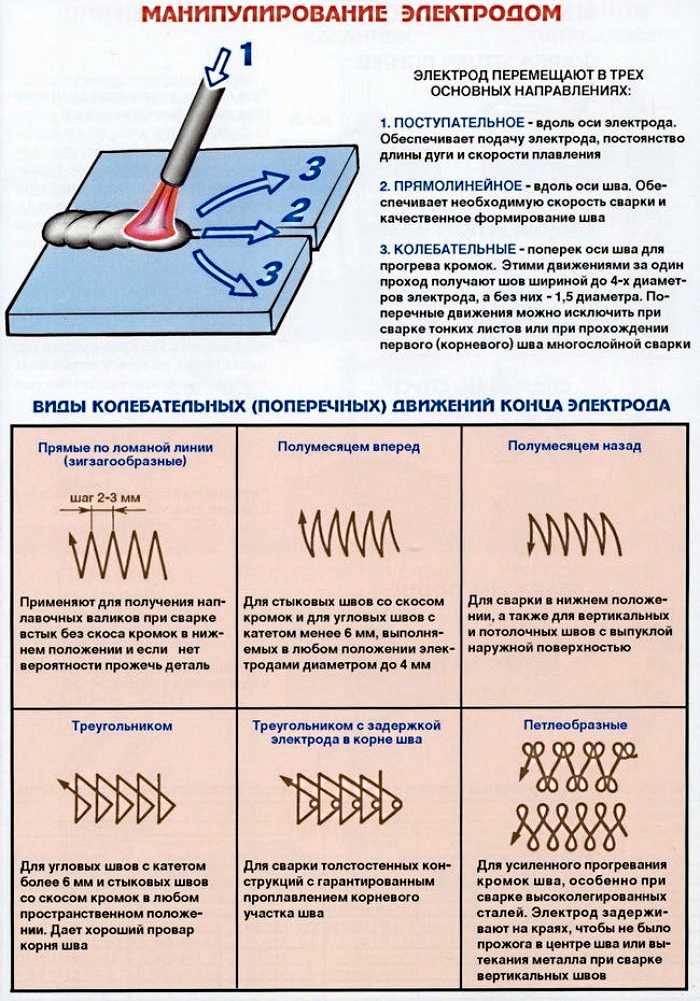
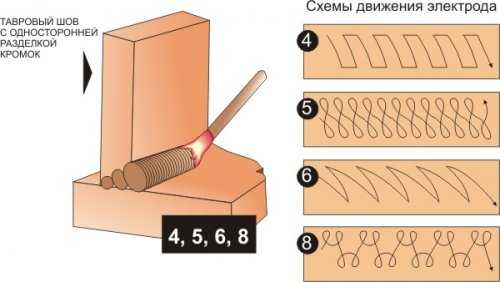 Такой расходник объединяет в себе лучшее из двух видов, из-за чего также рекомендуется новичкам.
Такой расходник объединяет в себе лучшее из двух видов, из-за чего также рекомендуется новичкам. Сделать это не сложно. Для этого есть всего два способа:
Сделать это не сложно. Для этого есть всего два способа:
 Да, она также важна. Несколько из приведенных ниже примеров стоит отработать до автоматизма.
Да, она также важна. Несколько из приведенных ниже примеров стоит отработать до автоматизма.
 Чтобы добиться качественного шва необходимо:
Чтобы добиться качественного шва необходимо: Убедиться в этом можно, попробовав резать металл при помощи сварочного аппарата. При одних и тех же настройках и расходниках, металл будет легче резаться при обратной полярности (попробуйте проверить).
Убедиться в этом можно, попробовав резать металл при помощи сварочного аппарата. При одних и тех же настройках и расходниках, металл будет легче резаться при обратной полярности (попробуйте проверить).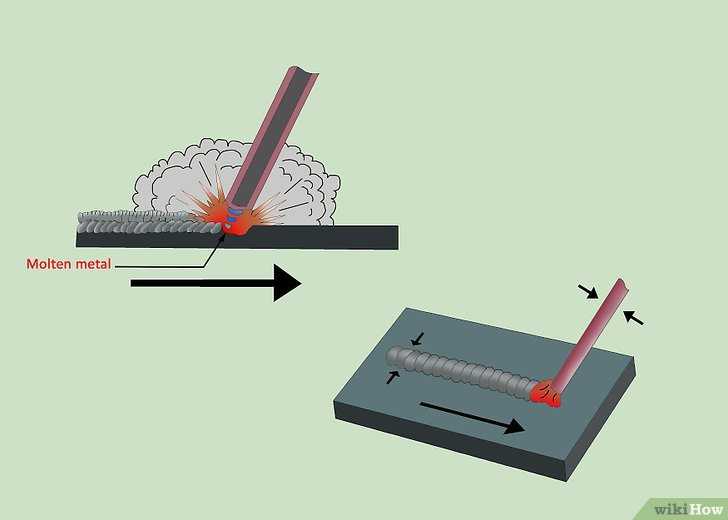
 Поэтому обязательным этапом работы с алюминиевыми деталями является их подготовка (зачистка).
Поэтому обязательным этапом работы с алюминиевыми деталями является их подготовка (зачистка).

 Чем эти показатели выше, тем больший номер защитного фильтра надо использовать. После комплектации маски фильтром необходимо проверить наличие возможных зазоров, посмотрев на свет. Замену стёкол нужно проводить по мере того, как на них появляются царапины или загрязнения, мешающие чётко видеть сварочную ванну и шов.
Чем эти показатели выше, тем больший номер защитного фильтра надо использовать. После комплектации маски фильтром необходимо проверить наличие возможных зазоров, посмотрев на свет. Замену стёкол нужно проводить по мере того, как на них появляются царапины или загрязнения, мешающие чётко видеть сварочную ванну и шов.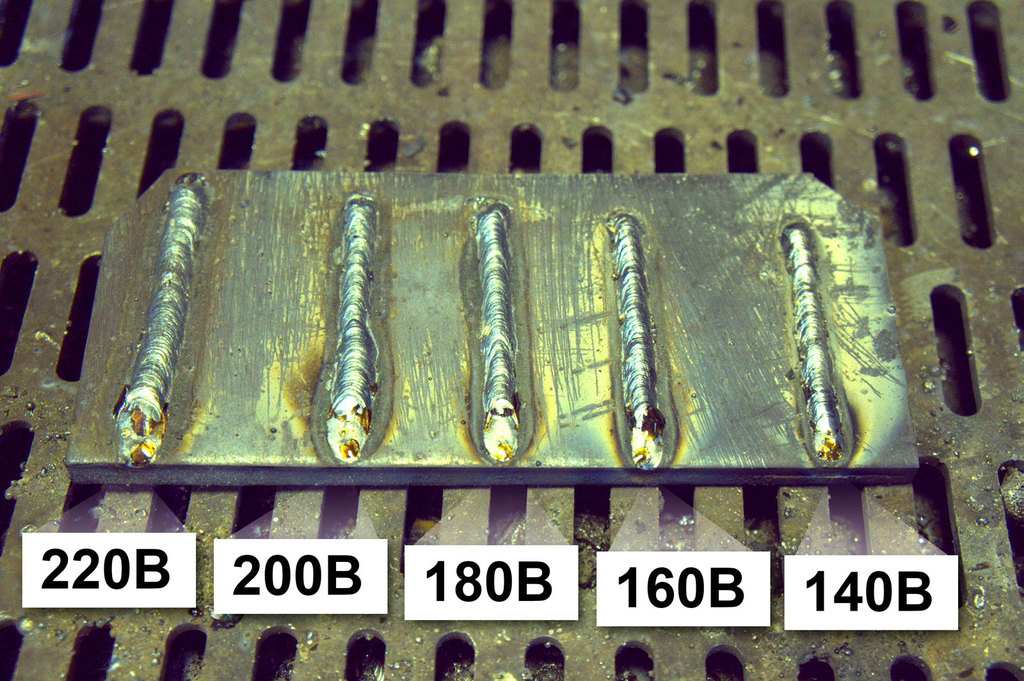
 Для прогрева обрабатываемого металла понадобится 2–3 небольших круговых движений электрода по периметру сварочной ванны. Надо следить за тем, чтобы её диаметр постоянно был одинаковым.
Для прогрева обрабатываемого металла понадобится 2–3 небольших круговых движений электрода по периметру сварочной ванны. Надо следить за тем, чтобы её диаметр постоянно был одинаковым.
| ✔ 7 ЛЕТ ГАРАНТИИ* |
| ✔ МИГ/МАГ: 20–160 А |
| ✔ Рабочий цикл MIG: 160–60 % / 125–100 % |
| ✔ Сварка порошковой проволокой FLUX (сварка без газа) |
| ✔ ММА: 20-160 А |
| ✔ Цифровой дисплей |
EAN: 4251395112557
Артикул: 1376
Категории: Бестселлеры, Сварочные аппараты MIG MAG, Сварочные аппараты MIG MAG
Описание
Дополнительная информация
–
Лучший сварочный аппарат MIG для начинающих
MIG-160ER — это высококачественный сварочный аппарат MIG MAG 2 в 1 с идеальным дизайном и цифровым дисплеем, который убеждает своей функциональностью, простотой использования и выдающимся качеством в своем классе!
F СОЕДИНЕНИЯ
Сварка MIG MAG
Сварка постоянным током (DC) в среде защитного газа в среде инертного газа «MIG сварка» или сварка в среде аргона в среде активного газа смесь углекислого газа CO2 и аргона)
Сварка порошковой проволокой FLUX
Сварка порошковой проволокой FLUX (сварка без защитного газа)
ММА
Сварка электродом до 160А. Диаметр электрода 1-4 мм
Диаметр электрода 1-4 мм
Цифровой дисплей
Цифровое управление отдельными параметрами сварки
Лучшая сварочная машина MIG для начинающих MIG 160 ER — T Echnical Data
-
Тип: MIG Mag Inverter. Процессы: сварка MIG/MAG на постоянном токе, MMA, сварка порошковой проволокой
-
Электропитание: 230 В, 1 фаза / частота: 50/60 Гц
-
Степень защиты корпуса: IP21S
-
Защита от перенапряжения: да
-
Охлаждение: Вентилятор
-
ДЛЯ ДЛЯ ДЕЛЕВОГО ДЛЯ ДЕЛЕВА: Да
-
MIG DIME CYCLE: 160A — 6050 / 125A —
-
MIG DIME CYCLE: 160A — 60% / 125A —
-
MIG CIPLE: 160A — 6.
1005A — -
MIG. Рабочее цикл: 160A-60% / 125A-100%
 1005A —
1005A —-
Сварка. MIG: 20-160A
-
Сварка. Ø проволоки MIG: 0,6/0,8 мм
-
Устройство подачи проволоки MIG: 2 ролика (1 с приводом)
-
Диаметр сварочной проволоки: 0,6 мм / 0,8 мм (также 0,9 мм)
- 90 Диаметр электрода M: электрод 4 мм
-
Arcforce / Antistick / Hot Start
-
Размеры (LXWXH): 360x150x350mm
-
Вес: 8 KG
. профессионалы
Лучший сварочный аппарат MIG для начинающих MIG 160 ER — это привлекательный аппарат, созданный для того, чтобы быть очень эффективным и прочным, а при весе 8 кг он также очень легкий, что также означает его большую долговечность. В верхней части устройства также есть ручка для переноски, которая поможет вам быть готовым, где бы вы ни находились, облегчая транспортировку.
В верхней части устройства также есть ручка для переноски, которая поможет вам быть готовым, где бы вы ни находились, облегчая транспортировку.
Будь вы мастер или профессионал, этот аппарат 2-в-1 поможет вам легко справиться со всеми сварочными задачами, включая сварку с флюсовой проволокой. Высококачественный 2-метровый шланг-пакет, 2,5-метровый держатель электрода и зажим заземления обеспечивают достаточную мобильность для максимально комфортной работы.
С помощью этого сварочного аппарата MIG MAG вы можете оптимально обрабатывать все распространенные материалы: сталь , нержавеющую сталь, алюминий и алюминиевые сплавы , получая высококачественные результаты сварки. Сварочный ток стабилен и плавно регулируется. Устройство производит красивый шов, при этом процесс сварки происходит с низким разбрызгиванием и бесшумно благодаря двум вентиляторам.
–
/
Лучший сварочный аппарат MIG для начинающих MIG 160 ER – Наглядная панель управления
На передней панели вы найдете панель управления с четким цифровым дисплеем, который дает вам полный контроль при настройке параметров сварки. Простым поворотом кнопки вы определяете скорость подачи проволоки, а также сварочный ток MIG и MMA, который вы также можете прочитать на дисплее. На панели управления вы также найдете кнопку выбора, с помощью которой вы можете выбрать параметры сварки FLUX (порошковая проволока) / MIX / Co2 / MIG / MMA.
Простым поворотом кнопки вы определяете скорость подачи проволоки, а также сварочный ток MIG и MMA, который вы также можете прочитать на дисплее. На панели управления вы также найдете кнопку выбора, с помощью которой вы можете выбрать параметры сварки FLUX (порошковая проволока) / MIX / Co2 / MIG / MMA.
ПАНЕЛЬ УПРАВЛЕНИЯ
1. Цифровой дисплей
2. Выбор
Выбор: Flux / Mix / CO2 / MIG MAG / MMA
3. Кнопка управления герта
3. Кнопка управления гнольской.
4. Поворотная кнопка управления
Выбор напряжения (отклонение +/- 10 В)
Механизм подачи проволоки
MIG 160ER оснащен высококачественным металлическим механизмом подачи проволоки, который захватывает 2 рулона макс. Диаметр 100 мм с диаметром проволоки 0,6 – 0,8 мм. В то же время один из роликов механизма подачи проволоки также имеет моторный привод, что гарантирует плавную и контролируемую подачу проволоки.
Сварка порошковой проволокой
Сварка порошковой проволокой — это процесс, сочетающий удобство в обращении, гибкость и экономичное оборудование. Порошковая проволока позволяет производить тонкие и ровные сварные швы за короткое время и имеет то преимущество, что не требуется дополнительный защитный газ. Чтобы перейти на сварку с флюсовой проволокой, вам нужно только изменить полярность, которую можно легко изменить; просто поменяйте полярность пистолета и кабеля заземления на отрицательный полюс.
Качество IPOTOOLS!
Сегодня оборудование IPOTOOLS является синонимом многолетнего опыта, постоянного развития в области сварочных аппаратов MIG TIG и плазменной резки, о чем свидетельствуют тысячи довольных клиентов. Ознакомьтесь с нашим ассортиментом оборудования IPOTOOLS, будем рады помочь Вам с выбором!
–
IPO Technik-Handels GmbH предоставляет всем клиентам 7-летнюю гарантию на все сварочные аппараты и/или плазменные резаки, приобретенные непосредственно у IPO Technik-Handels GmbH марки IPOTOOLS. С условиями гарантии можно ознакомиться здесь: условия гарантии
С условиями гарантии можно ознакомиться здесь: условия гарантии
SCOPE OF DELIVERY
-
1x 2in1 welding machine MIG-160ER
-
1x MIG hose package MB15 2m with accessories
-
1x 1kg Flux-cored welding wire 0.8mm
-
1x Держатель электрода, 3 м
-
1x Зажим заземления, 3 м
-
1x Сварочный щиток
7 951 9 Молоток для шлака с щеткой для шлака0102
1x Руководство по эксплуатации
Перейти к началу
10 лучших видеоуроков по сварке — Baker’s Gas & Welding Supplies, Inc.

Привет, все вы, студенты-сварщики и начинающие сварщики на дому, знаете ли вы, что вы можете научиться (или, по крайней мере, набраться опыта) практически на любом сварщике? сварочного процесса, техники или проекта, которые вы можете себе представить – все в одном месте?
Совершенно верно! И угадайте где? Угу — Ютуб!!!
YouTube полностью забит полезными, информативными и познавательными видеороликами о сварке всех видов. Практически на любой вопрос, связанный со сваркой, который вы можете задать — на YouTube наверняка есть видео с ответом.
Ниже приводится список из 10 самых популярных видеороликов о сварке на YouTube :
Как использовать дуговую сварку: основы дуговой сварки в защитном металле
Деревня экспертов Категория «Учебник» и их удачное название «Как пользоваться дуговой сваркой» — это не только одно из самых популярных видеоуроков, но и очень информативное введение в процесс дуговой сварки.
Basic MIG Welding
Более 37-минутный видеоурок по основам сварки MIG на самом деле представляет собой живую запись курса сварки, преподаваемого в Университете Южной Калифорнии в Ирвине , проводимого настоящим профессором в кампусе Калифорнийского университета в Ирвине. сварочный цех. Посещение этого курса лично обойдется вам в большие деньги – так что воспользуйтесь преимуществами этого первоклассного учебного пособия по низкой цене: совершенно БЕСПЛАТНО!
Метод сварки ВИГ
С более чем 632 000 регистрационных просмотров энтузиаст сварки в домашних условиях Введение Кевина Карона в сварку TIG — отличное место для начала изучения этого сложного и сложного в освоении процесса сварки. Видео Кевина и общий стиль обучения очень практичны и просты для восприятия.
Miller Millermatic Сварка MIG с флюсовой проволокой
И Lincoln , и Miller публикуют первоклассные видеоуроки по сварке на YouTube.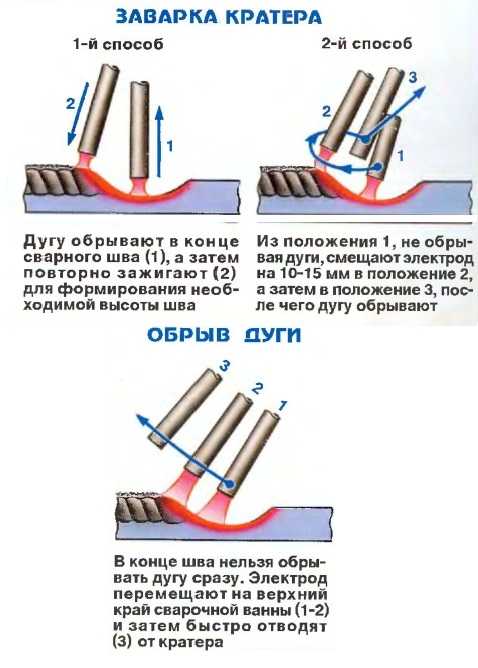 В этом видео рассказывается о сварке MIG с флюсовым сердечником с помощью сварочного аппарата 9.0072 Сварочный аппарат Millermatic .
В этом видео рассказывается о сварке MIG с флюсовым сердечником с помощью сварочного аппарата 9.0072 Сварочный аппарат Millermatic .
Как выполнять сварку MIG: Как сварить MIG сварку в ванне
Еще одна запись Expert Village , Как сварить MIG сварку в ванне. чтобы понять моду, идеально подходит для начинающих сварщиков.
Как выполнять прихватку
Кевин Карон снова вмешивается с еще одним полезным и информативным видео, представленным в его личном и интимном стиле, с краткими уроками по одному из самых важных видов сварки: прихваточный шов.
Технология Walking the Cup для сварки TIG
У одного из самых популярных блогов Google по сварке, Welding Tips and Tricks , есть собственный канал на YouTube, и они разместили невероятно информативный видеоучебник, предлагающий отличное понимание одного из них. из самых сложных методов сварки TIG: хождение по чаше.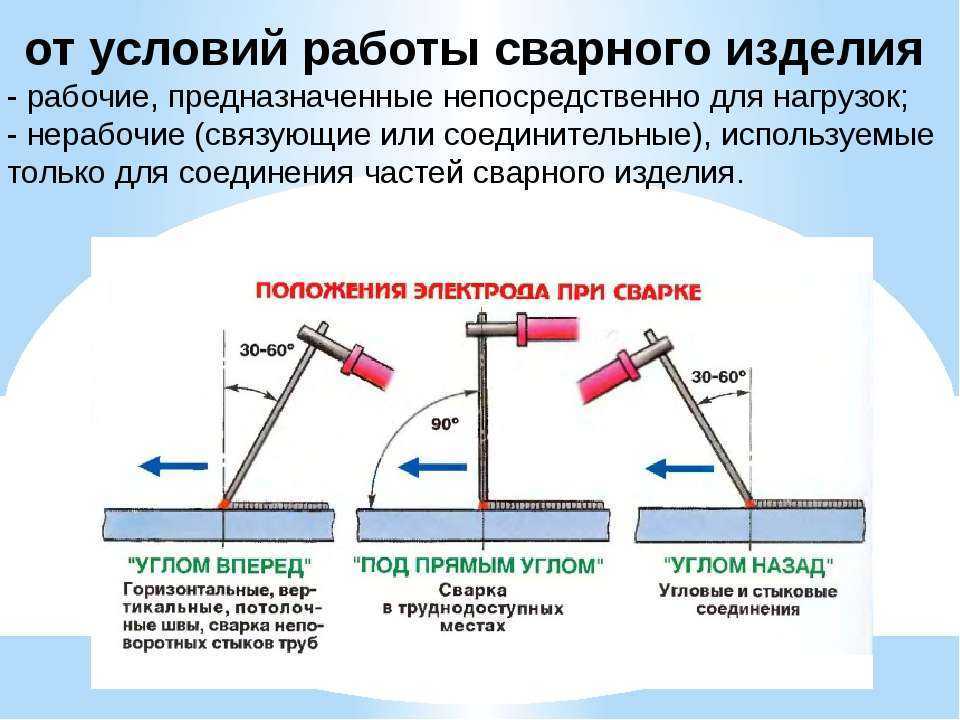
Лучшие сварочные маски на рынке
Канал Baker’s Gas на YouTube предлагает лучшие варианты автоматически затемняющихся масок. Эндрю рассказывает о том, что является большой ценностью, и о своих личных предпочтениях.
Дуговая сварка с использованием 3 автомобильных аккумуляторов (учебное пособие и демонстрация)
Что касается более веселой и уникальной стороны сварки, это самое классное (хотя и необычное) обучающее видео (набравшее более 300 000 просмотров) Дорожный энтузиаст Wheelie Pete демонстрирует, как соединить три 12-вольтовые батареи и создать импровизированный аппарат для дуговой сварки для тех моментов в полевых условиях (внедорожных или других), когда у вас нет сварочного аппарата под рукой или доступ к электричеству.
Как резать кислородно-ацетиленовым сварочным резаком
Зарегистрированный только как Freddytk421 , этот парень опубликовал более 246 высокорейтинговых видеороликов, набравших от 25 000 до почти 200 000 просмотров.
Виды чпу станков: Классификация станков с ЧПУ, их виды и возможности
Классификация станков с ЧПУ
MaxPlant
Как выбрать станок с ЧПУ
Поставщик подбирает станки, инструмент и оснастку в соответствии с техническим заданием.
Отличия станков одного типа
- Станки отличаются количеством выполняемых операций за одну установку заготовки.
Чем больше операций выполняет один станок, тем меньше станков необходимо для обработки одной детали и тем быстрее выполняется обработка. - Станки отличаются уровнем автоматизации. Станки с автоматической загрузкой, автоматической сменой паллет и инструмента
имеют более короткий цикл работы. - Станки отличаются размерами. Большие и тяжёлые станки могут обрабатывать более крупные и массивные детали.
- Станки с более массивной станиной отличаются более высокой точностью.
- Станки отличаются типами ЧПУ и электроприводов.
- Станки с более мощными электроприводами отличаются более высокой производительностью.
- Станки отличаются уровнем приборной безопасности (safety) для оператора.
- Станки отличаются решениями по удалению стружки, управлению инструментом и заготовками, компенсации тепловой деформации и др.
- Страны происхождения станков отличаются уровнем цен и качества (Европа, Япония, Корея, США, Тайвань, Китай).
- Производители станков отличаются уровнем сервиса, предоставляемого в России (наличием сети сервисных центров,
скоростью поставки запчастей).
Отличия станков разного типа
Отличие токарных станков от фрезерных
В токарных станках вращается обрабатываемая деталь, а во фрезерных станках вращается инструмент (фреза).
Отличие токарно-карусельных станков
В токарно-карусельном станке крупногабаритная заготовка устанавливается на вращающемся столе.
Многофункциональные обрабатывающие центры
Обрабатывающие центры выполняют разные операции: токарные, фрезерные, сверлильно-расточные, шлифовальные и др.
Отличие расточных станков от сверлильных
Расточные станки растачивают отверстия большого диаметра с помощью расточных резцов.
Отличие электроэрозионных супердрелей от сверлильных станков
Супердрель может делать отверстия очень маленького диаметра (от 0,1 мм) в очень твёрдых материалах и в труднодоступных местах.
Исходные данные для выбора станка
- Область применения деталей
- Характеристика деталей
- Конструкторская документация на детали
- Технологический процесс
- Размеры заготовок и готовых изделий
- Вес заготовок
- Материал заготовок
- Производственная программа
- Количество деталей в год
- Режим работы
- Количество рабочих дней в месяце
- Количество рабочих смен в сутки
- Количество рабочих часов в смену
- Цикл работы станка
- Время загрузки
- Время обработки
- Время выгрузки
- Условия эксплуатации и размещения оборудования
- Здание, участок
- Температура окружающей среды
- Влажность и наличие агрессивных сред
- Требования к оборудованию
- Тип привода зажимного приспособления (пневматический, гидравлический, электрический)
- Поставка инструмента и оснастки
- Время переналадки с одного типа деталей на другой
- Смена инструмента
- Смена зажимных приспособлений
- Уровень автоматизации
- Загрузка заготовок в станок на приспособление
- Зажим заготовки
- Обработка в автоматическом режиме
- Разжим
- Выгрузка заготовок со станка после обработки
- Производитель системы числового программного управления (ЧПУ).

Классификация станков
- Сверлильные станки
- Вертикально-сверлильные станки
- Одношпиндельные
- Многошпиндельные
- Радиально-сверлильные станки
- Горизонтально-сверлильные станки глубокого сверления
- Расточные станки
- Горизонтально-расточные
- Вертикально-расточные
- Координатно-расточные
- Токарные станки
- Токарно-карусельные
- Фрезерные станки
- Обрабатывающие центры
- Вертикальные обрабатывающие центры
- Горизонтальные обрабатывающие центры
- 5-осевые обрабатывающие центры
- Шлифовальные станки
- Плоскошлифовальные
- Внутришлифовальные
- Круглошлифовальные
- Бесцентровошлифовальные
- Резьбошлифовальные
- Хонинговальные станки
- Электроэрозионные станки
- Супердрели
- Проволочно-вырезные
- Копировально-прошивочные
- Ленточнопильные станки
- Маятниковые
- Одноколонные
- Двухколонные
- Портальные
- Вертикальные
- Повортоные горизонтальные
- Заточные станки
- Протяжные станки
- Листообрабатывающие станки
- Координатно-пробивные прессы
- Листогибочные прессы
- Вальцегибочные машины
- Гильотинные ножницы
- Лазерная резка металла
- Оптоволоконные резонаторы
- Газовые резонаторы
Производители станков с ЧПУ
Введение в неразрушающий контроль
10 лучших систем ЧПУ в мире
Система ЧПУ — это совокупность специализированных устройств, методов и средств, необходимых для реализации ЧПУ станком, предназначенная для выдачи управляющих воздействий исполнительным органам станка в соответствии с УП.
1. Японская система ЧПУ FANUC
Японская компания FANUC — самая мощная в мире компания в области исследований, проектирования, производстве и продажи систем ЧПУ, с общим числом сотрудников 4549 человек (по состоянию на сентябрь 2005 года) и 1500 исследования и специалистов по проектированию.
Пять характеристик ЧПУ системы FANUC:
1) Высоконадежная серия PowerMate 0 используется для управления небольшими 2-осевыми токарными станками. Она может быть оснащена CRT/MDI с четким экраном, простым управлением и китайским дисплеем или DPL/MDI с хорошим соотношением производительность/цена.
2) Популярные ЧПУ 0-D серии 0-TD используются для токарных станков, 0-MD — для фрезерных станков и небольших обрабатывающих центров, 0-GCD — для круглошлифовальных станков, 0-GSD — для плоскошлифовальных станков, и 0-PD — для пробивных станков.
3) Полнофункциональные 0-c серии 0-TC используются для универсальных токарных станков и автоматических токарных станков, 0-MC используется для фрезерных, сверлильных станков и обрабатывающих центров, 0-GCC используется
для внутренних и наружных круглошлифовальных станков, 0-GSC используется для плоскошлифовальных станков, и 0-TTC используется для двухревольверных 4-осевых токарных станков.
4) Высокопроизводительные и недорогие станки серии 0i имеют общий функциональный пакет программного обеспечения пакет программных функций, способный высокоскоростную и высокоточную обработку и имеет функцию искривления сетки.
5) Сверхмалый и ультратонкий блок управления серии CNC16i/18i/21i с функцией сети интегрирован с ЖК-дисплеем, с сетевой функцией и сверхскоростной последовательной передачей данных.
Стандартная серия является самой полной системой ЧПУ в мире на сегодняшний день.
2. Немецкая система ЧПУ Siemens
Система ЧПУ Siemens является продуктом группы Automation and Drive Group в составе концерна Siemens.
Система ЧПУ Siemens SINUMERIK развивалась на протяжении многих поколений.
В настоящее время широко используются в основном 802, 810, 840 и другие типы.
Устройство ЧПУ компании SIEMENS имеет модульную конструкцию, которая является
экономичной.
На стандартном оборудовании оно оснащено различным программным обеспечением для обеспечения различных типов процессов, что отвечает потребностям различных станков.
1960-1964 годах, промышленная система ЧПУ Siemens появилась на рынке.
С 1965 по 1972 год компания Siemens представила аппаратное обеспечение на основе транзисторной технологии для токарных, фрезерных и шлифовальных станков на базе предыдущего поколения систем ЧПУ.
1973-1981, Siemens представил систему SINUMERIK 550.
1982-1983, Siemens представил систему SINUMERIK 3.
1984-1994, Siemens представил систему SINUMERIK 840C.
1996-2000, Siemens выпустил систему SINUMERIK 840D, 5INUMERIK810D и SINUMERIK 802D.
Функции интеграции безопасности, связанные с людьми и машинами, были интегрированы в программное обеспечение.
ShopMil0 и ShopTurn для программирования графического интерфейса могут помочь операторам быстро приступить к работе с минимальной подготовкой.
В 1964 году компания Siemens зарегистрировала систему ЧПУ как бренд SINUMERIK
3. Японская система ЧПУ Mitsubishi
Mitsubishi стремится к повышению производительности своей продукции.
Линейка продуктов FA охватывает программируемое управление (PLC), интерфейс человек-машина (HM), сервосистемы переменного тока, инверторы, промышленных роботов и низковольтные распределительные устройства, которые доминируют в Азии.
Бизнес мехатроники также включает в себя поставку электроэрозионных станков и общего оборудования для лазерной обработки крови.
Для дальнейшего повышения производительности новая концепция интегрированных решений FA незаменима.
В промышленности широко используются такие системы ЧПУ Mitsubishi, как: M700V серия; M70V серия; M70 серия; M6OS серия; E68 серия; E60 серия; C6 серия; C64 серия; C70 серия.
Среди них серия M700V является продуктом высокого класса с полной нанометровой системой управления, высокоточной и высококачественной обработкой и поддержкой 5-осевой связи, которая позволяет обрабатывать заготовки со сложной формой поверхности.
Продажи систем промышленной автоматизации занимают первое место в Mitsubishi Group.
4. Немецкая система ЧПУ HEIDENHAIN
Компания HEIDENHAIN разрабатывает и производит высококачественные линейные и угловые энкодеры, поворотные энкодеры, цифровые считывающие устройства и системы числового управления.
Продукция HEIDENHAIN широко используется в прецизионных станках, оборудовании для производства и обработки электронных компонентов, а также в независимых машинных системах, особенно в полупроводниковой и электронной промышленности.
Система ЧПУ HEIDENHAIN — это система ЧПУ для контурной обработки, предназначенная для применения в мастерских.
Операторы могут использовать простой в использовании язык программирования диалогового формата для написания стандартных программ обработки ISO на станке. Она подходит для фрезерных станков.
Система HEIDENHAIN может управлять до 12 осями.
Жесткий диск, поставляемый с системой iTNC530, обеспечивает клиентскую память емкостью 26 ГБ, достаточную для хранения большого количества программ, в том числе программ, написанных в автономном режиме.
5. Немецкая система ЧПУ Rexroth
Инжиниринговая фирма Rexroth расположена в Германии, а бывший отдел технологий автоматизации Bosch стал Bosch Rexroth в 2001 году.
Компания полностью принадлежит группе Bosch, но работает независимо.
IndraMotion MTX — система ЧПУ от Bosch Rexroth.
Высококачественная система ЧПУ MTX Advanced может поддерживать до 250 осей с ЧПУ и 60 каналов с ЧПУ.
Система ЧПУ MTX основана на масштабируемой архитектуре, высокоскоростной шине Ethernet (серия 3) и платформе Open Core Engineering (Open Core Engineering), протоколе связи OPCUA M2M в сочетании с собственным производством Bosch OpCon MES. Благодаря подключению в реальном времени и эффективной коммуникации людей, оборудования и продуктов, построена очень гибкая, персонализированная и цифровая интеллектуальная модель производства.
Дополненная системой динамического управления производством с интеллектуальным подключением (Active Cockpit), она может осуществлять мониторинг взаимосвязей в режиме реального времени, что значительно повышает эффективность обмена информацией и доступа, повышает эффективность производства, а также качество обработки и производства продукции, точность материалов и процедур, а также сокращает материальные отходы и запасы.
В эпоху «Индустрии 4.0» компания хочет придать своей системе ЧПУ важную роль.
6. Французская система ЧПУ NUM
NUM — известная международная компания во Франции, специализирующаяся на разработке и исследовании систем числового программного управления с ЧПУ.
Она является дочерней компанией Schneider Electric и вторым по величине поставщиком систем ЧПУ в Европе.
Технические характеристики системы ЧПУ NUM:
Система ЧПУ NUM1020/1040 — это совершенно новая система ЧПУ, разработанная компанией NUM в 1995 году.
Это компактная и полнофункциональная 32-разрядная система ЧПУ, полностью совместимая с системой серии NUM1060, особенно для 1-6-осевых станков с ЧПУ.
Базовый блок NUM1020T подходит для 2-4-осевого встроенного программируемого контроллера с ЧПУ (PLC) 32-разрядного CPU VLSI CISC фрезерного станка.
Базовый блок базовой конфигурации NUM1040M подходит для встроенного программируемого контроллера (PLC) CNC 32-разрядного CPU CISC фрезерного, расточного станка и обрабатывающего центра.
NUM1060 модульная, мощная многоосевая группа ЧПУ NUM 1060 предназначена для обработки металлов (фрезерование, точение, шлифование), обработки древесины и различных зуборезных станков, специальных станков и линейных или роторных комбинированных станков.
Это второй по величине поставщик систем ЧПУ в Европе
7. Испания Система ЧПУ FAGOR
FAGOR AUTOMATION является всемирно известным профессиональным производителем систем ЧПУ (CNC) и цифровых дисплеев (DRO).
Fagor является дочерней компанией испанской группы Mondragon, которая была основана в 1972. Компания фокусируется на развитии автоматизации станков.
Представление серий систем ЧПУ:
Серия CNC 8070 в настоящее время является самой высококлассной системой ЧПУ компании FAGOR, которая представляет собой сочетание технологий ЧПУ и ПК.
Её передовая аппаратная конфигурация и богатые функции программного обеспечения могут удовлетворить ваши текущие и будущие требования.
Она может контролировать до 28 осей, 4 шпинделя, 4 инструментальных магазина и 4 исполнительных канала.
Система управления серии FAGOR 8050: Это система высшего класса компании, которая может реализовать
6 осей, 5 связей, и делится на три категории: токарный станок, фрезерный станок (обрабатывающий центр), и высококлассная система ЧПУ.
Система числового управления Fagor серии 800 подразделяется на две категории: для токарных и для фрезерных станков (обрабатывающих центров).
Система ЧПУ FAGOR серии 8025 является крупнейшей по объему продаж в Китае и является системой ЧПУ FAGOR среднего класса.
8. Японская система ЧПУ MAZAK
Компания Yamazaki Mazak была основана в 1919 году, компания производит токарные станки с ЧПУ, токарные и фрезерные обрабатывающие центры из композитных материалов, вертикальные обрабатывающие центры, горизонтальные обрабатывающие центры, лазерные системы с ЧПУ, гибкие производственные системы FMS, системы CAD/CAM, устройства с ЧПУ, программное обеспечение для поддержки производства и т.д.
Система ЧПУ Mazatrol Fusion 640 использует высокопроизводительный, высокоскоростной 64-битный RISC процессор, и применяет превосходные возможности обработки данных для достижения высокой скорости и высококачественного управления движением.
Система ЧПУ Mazatrol Fusion 640 впервые в мире использует технологию слияния ЧПУ и ПК, реализуя сетевые и интеллектуальные функции системы ЧПУ.
Когда система ЧПУ напрямую подключена к Интернету, можно применять 24-часовое онлайн обслуживание, предоставляемое компанией Little Giant Machine Tool Co, Ltd.
Уникальный язык программирования обработки Mazatrol системы ЧПУ Mazatrol Fusion 640 — это язык программирования, в котором применяется технология искусственного интеллекта.
Он включает в себя интеллектуальную экспертную систему с более чем 70-летним опытом механической обработки. Опыт MAZAK значительно упрощает написание программ обработки.
MAZAK — мировой лидер в области интеллектуальных систем ЧПУ.
9. HNC
Устройства с ЧПУ HNC с независимыми правами интеллектуальной собственности сформировали серию продуктов высокого, среднего и низкого качества.
Компания разработала новые продукты для высококлассных систем ЧПУ серии HNC 8, и десятки комплектов были использованы для высококлассных станков с ЧПУ, включенных в крупные национальные проекты.
Показатели производительности сервопривода и шпиндельного привода с независимыми правами интеллектуальной собственности достигли международного передового уровня.
Устройство ЧПУ HNC-848 — это полностью цифровое устройство ЧПУ с шиной, предназначенное для зарубежных систем ЧПУ высокого класса.
В нем используется верхняя и нижняя компьютерная структура с двумя модулями CPU, открытая архитектура, которая представляет собой технологию промышленной шины NCUC с независимыми правами интеллектуальной собственности.
Оно обладает функциями высококлассных систем ЧПУ, такими как многоканальная технология управления, пятиосевая обработка, высокоскоростная и высокоточная, токарная и фрезерная обработка, синхронное управление и т.д.
В основном используется в высокоскоростных, высокоточных, многоосевых, многоканальных вертикальных и горизонтальных обрабатывающих центрах, токарно-фрезерных комплексах, 5-осевых портальных станках и т.д.
HNC является одним из немногих брендов систем ЧПУ в Китае
10.
 GSK
GSK
GSK — это одна из крупнейших баз по исследованию и разработке, производств систем ЧПУ для станков, в которой работают более 800 научных сотрудников.
GSK имеет первоклассное производственное оборудование и технологические процессы, а ее ежегодное производство и продажи систем ЧПУ занимают первое место в стране уже 10 лет подряд.
Системы ЧПУ GSK используются в большом количестве оборудования, например в токарных станках с ЧПУ, сверлильно-фрезерных станках с ЧПУ, обрабатывающих центрах с ЧПУ, шлифовальных станках с ЧПУ и так далее.
Среди них система GSK27 использует несколько процессоров для достижения управления на уровне HM;
Она имеет гуманизированный интерфейс взаимодействия человека и компьютера и настраиваемые меню. Она разработана в соответствии с требованиями эргономики, что в большей степени соответствует привычкам операторов;
В ней используется открытая программная платформа, которая может легко соединяться с программным обеспечением сторонних производителей;
Высокопроизводительное оборудование поддерживает до 8 каналов и 64-осевое управление.
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
Описание 8 типов станков с ЧПУ: все типы
В 1949 году был изобретен первый станок с ЧПУ. С тех пор ЧПУ навсегда изменили отрасли и производство.
В зависимости от вашего бюджета, времени, рабочего материала, формы и размера продукта, вы можете выбрать один из нескольких типов станков с ЧПУ, чтобы сделать практически все, что вы хотите.
Существует восемь типов станков с ЧПУ: фрезерные станки с ЧПУ, фрезерные станки с ЧПУ, станки плазменной резки с ЧПУ, токарные станки с ЧПУ, лазерные резаки с ЧПУ, гидроабразивные станки с ЧПУ, электроэрозионные станки с ЧПУ и шлифовальные станки с ЧПУ.
| Типы машин с ЧПУ |
|---|
| 1. МЕЗИТЕЛЬНАЯ МАШИНКА КПЕ |
| 5. Станок лазерной резки с ЧПУ |
6. Станок гидроабразивной резки с ЧПУ Станок гидроабразивной резки с ЧПУ |
| 7. Электроэрозионный станок с ЧПУ |
| 8.Шлифовальный станок с ЧПУ0022 |
Различные типы станков с ЧПУ
Различные типы станков с ЧПУ
Станки с ЧПУ различаются по функциям, которые они выполняют, материалам, с которыми они работают, и базовой технологии станка.
В следующих разделах я дам общий обзор каждого типа станков с ЧПУ.
1. Фрезерный станок с ЧПУ
Фрезерный станок с ЧПУ HaaS
Фрезерные станки с ЧПУ являются одними из самых популярных станков с ЧПУ со встроенными инструментами, используемыми в основном для сверления и резки.
Фрезерные станки создают и преобразовывают специальные программы, состоящие из букв и цифр (G-код), чтобы направлять шпиндель различными способами.
После помещения заготовки внутрь фрезерного станка управление берет на себя компьютер.
Компьютерный код направляет и инструктирует каждое движение и действие шпинделя и инструментов для резки и преобразования заготовки в специально разработанную деталь с высокой точностью.
Нарезание резьбы метчиком, сверление, токарная обработка, торцовое фрезерование и фрезерование уступов — вот некоторые из распространенных функций, которые может выполнять фрезерный станок с ЧПУ.
Фрезерные станки с ЧПУ имеют конфигурации от 3 осей до шести осей.
В самом простом 3-осевом ЧПУ три оси представляют движения по оси X (горизонтальное), по оси Y (горизонтальное) и по оси Z (по глубине).
Фрезерные станки с ЧПУ довольно большие и дорогие по сравнению с другими станками с ЧПУ, такими как фрезерные станки с ЧПУ.
Обычно фрезерные станки с ЧПУ используются для обработки твердых металлов, а фрезерные станки с ЧПУ используются для обработки более мягких материалов, таких как дерево, пластик и мягкие металлы.
Okuma, Haas и DMG Mori — одни из самых популярных крупных производителей фрезерных станков с ЧПУ.
2. Фрезерный станок с ЧПУ
Фрезерный станок с ЧПУ для любителей
Фрезерный станок с ЧПУ — это машина, похожая на фрезерный станок с ЧПУ, но обычно используемый для обработки более мягких материалов и обычно менее точный по сравнению с фрезерными станками с ЧПУ.
Фрезерные станки с ЧПУ значительно дешевле фрезерных станков с ЧПУ.
Высококачественный фрезерный станок с ЧПУ можно купить менее чем за 2000 долларов, в то время как даже фрезерные станки с ЧПУ начального уровня стоят более 10000 долларов.
Фрезерные станки с ЧПУ характеризуются способностью использовать компьютерное числовое управление для маршрутизации траекторий шпинделя и станка для проектирования и придания формы таким материалам, как древесина, сталь, композиты, алюминий, пена и пластик, в желаемую форму и форму.
Маршрутизаторы с ЧПУ обычно состоят из механического основания, шпинделя, шаговых двигателей, шаговых драйверов, контроллеров и источника питания.
Фрезерные станки с ЧПУ сокращают потери, повышают производительность и точность, а также ускоряют производство продукции.
Большинство фрезерных станков с ЧПУ способны обрабатывать заготовку во всех трех измерениях и превосходно подходят для создания небольших проектов и прототипов простых и сложных конструкций.
Как и фрезерные станки с ЧПУ, фрезерные станки с ЧПУ также доступны с различными осями от трех до шести.
Одними из самых популярных марок фрезерных станков с ЧПУ на современном рынке являются Carbide 3D, Inventables, Avid CNC, BobsCNC и Onefinity.
3. Станок плазменной резки с ЧПУ
Станок плазменной резки с ЧПУ-KANO HD
Машины плазменной резки с ЧПУ аналогичны фрезерным станкам с ЧПУ тем, что выполняют одну и ту же функцию – резку материалов.
Однако в станках плазменной резки с ЧПУ для резки материалов используется плазменная горелка, в то время как в фрезерных станках используется концевая фреза или фреза, прикрепленная к шпинделю.
Главное требование к машинам плазменной резки с ЧПУ заключается в том, что всякий раз, когда используется плазменная резка, материал или обрабатываемая деталь должны быть электропроводными.
Типичными материалами, используемыми в качестве заготовок для плазменной резки, являются латунь, медь, алюминий, сталь и нержавеющая сталь. Это также можно отнести к недостаткам плазменной резки.
Это также можно отнести к недостаткам плазменной резки.
Станок плазменной резки с ЧПУ оснащен мощной горелкой, способной резать даже самые прочные материалы, такие как титан и сталь.
Плазменные резаки с ЧПУ в основном используются в тяжелой промышленности, такой как судостроение, автомобилестроение, химическое производство и промышленные металлоконструкции.
Следовательно, заготовка, как правило, большая и тяжелая при плазменной резке с ЧПУ.
В станке плазменной резки с ЧПУ факел создается за счет пропускания высокоскоростного газа через сопло.
Во время этого процесса возникает электрическая дуга.
Дуга проходит через высокоскоростной газ и прыгает на разрезаемый материал, превращая часть высокоскоростного газа в плазму (электронно-ионизированный газ).
Станок плазменной резки с ЧПУ по функциям и свойствам очень похож на ручную газовую горелку.
Однако, когда газовая горелка обеспечивает температуру до 10 000 градусов по Фаренгейту для сварки, плазменные горелки достигают температуры в диапазоне от 10 000 до 50 000 градусов по Фаренгейту.
Разрезаемый материал плавится при этой температуре из-за количества выделяемого тепла.
Одними из популярных марок станков с ЧПУ для плазменной резки являются STV CNC и Torchmate.
Станок плазменной резки с ЧПУ начального уровня будет стоить около 5000 долларов, а самые дорогие стоят сотни тысяч долларов.
4. Токарные станки с ЧПУ
Токарный станок с ЧПУ Tormach
Токарные станки с ЧПУ работают, вращая заготовку на высокой скорости, в то время как лезвие/нож применяется к поверхности для получения желаемого продукта.
Токарные станки, как правило, лучше всего подходят для изделий цилиндрической, конической или плоской формы. Это четкое различие между фрезерными станками с ЧПУ и токарными станками, потому что фрезерные станки с ЧПУ могут работать с любой формой.
Несмотря на то, что токарные станки с ЧПУ считаются менее точными и универсальными по сравнению с фрезерным станком с ЧПУ, они стоят меньше и отлично подходят для быстрых и простых работ.
Преимущество токарных станков с ЧПУ заключается в том, что станок меньше и компактнее, что повышает его портативность.
Станок также характеризуется возможностью вращения заготовки во время работы.
Токарные станки с ЧПУ оснащены токарным станком в центре, который может вращать и поворачивать сырье в нужное положение в соответствии с программами и командами компьютера.
Токарные станки с ЧПУ обычно имеют две оси. Ось Z, которая представляет собой движение вдоль патрона, контролирует длину заготовки.
Ось X, движение перпендикулярно патрону, управляет диаметром заготовки. Хотя возможны дополнительные конфигурации, это его основная форма.
Инструменты, используемые для резки заготовки, подаются по прямой или линейной траектории вдоль пруткового или вращающегося прутка.
Затем машина применяет метод вычитания, то есть удаляет материал по окружности материала до тех пор, пока не будет достигнут желаемый диаметр для индивидуального дизайна.
Поскольку машина имеет функцию вращения сырья, она требует и имеет меньшее количество осей для движения своих инструментов, что приводит к их меньшему форм-фактору.
Токарные станки с ЧПУ в основном используются из-за их способности создавать внешние и внутренние элементы на заготовке, такие как просверленные отверстия, отверстия и резьба.
Токарные станки с ЧПУ по способу управления аналогичны фрезерным станкам с ЧПУ и могут считывать как G-код, так и проприетарные языки программирования.
Валы, болты и винты — это некоторые компоненты, изготавливаемые на токарных и токарных станках с ЧПУ. Некоторые производители токарных станков с ЧПУ: HaaS, Okuma, DMG Mori.
5. Станок для лазерной резки с ЧПУ
Станок для лазерной резки с ЧПУ
Лазерные резаки с ЧПУ напоминают плазменные резаки с ЧПУ по своей способности резать жесткие материалы.
Однако в станке лазерной резки с ЧПУ для выполнения задачи используется сильный и высокофокусный лазер, в отличие от плазменной резки, в которой используется плазма (ионизированный газ).
Поскольку лазеры имеют меньшую точку контакта и разброс по сравнению с горелками, станки для лазерной резки с ЧПУ обычно обеспечивают более высокий уровень точности и лучшее качество поверхности по сравнению с плазменными резаками с ЧПУ.
Кроме того, лазерные резаки с ЧПУ намного дороже по сравнению с плазменными резаками с ЧПУ с аналогичными характеристиками (точность и глубина резки). но стоит дороже. Однако плазменные резаки с ЧПУ обеспечивают более высокую мощность резки, поскольку плазма довольно прочная по сравнению с лазерами.
Преимущественно используются для резки пластика, металлов и твердой древесины.
В зависимости от плотности и прочности материалов можно регулировать интенсивность лазера, чтобы легко прорезать материал.
В станках для лазерной резки с ЧПУ форма материала часто имеет форму листа. Затем лазерный луч движется вперед и назад по материалу, чтобы произвести точный разрез. Лазерный эффект нагревания испаряет или плавит заготовку, создавая точный разрез.
Станки для лазерной резки с ЧПУ часто могут производить различные конструкции по сравнению с другими станками для резки.
Часто резы и кромки получаются настолько точными и чистыми, что не требуют дополнительной обработки.
Поэтому лазерные граверы с ЧПУ часто используются для изготовления деталей и гравировки компонентов машин.
Лазерная гравировка широко используется в декоративных работах, таких как изготовление вывесок, деревообработка и гравировка по стеклу. Лазерная резка с ЧПУ выбирается, когда допуски жесткие и требуется точный результат.
Лазеры, такие как CO2 и иттрий-алюминиевый гранат (Nd:YAG), легированный неодимом (Nd), обычно используются в станках лазерной резки с ЧПУ.
Некоторые популярные бренды станков для лазерной резки с ЧПУ: OMtech, Flux Beamo и Glowforge.
6. Станок для гидроабразивной резки с ЧПУ
Станок для гидроабразивной резки с ЧПУ (Источник: flowwaterjetblog)
Станки для гидроабразивной резки с ЧПУ, как следует из названия, используют струи воды под высоким давлением для резки материалов.
Обычно гидроабразивная резка с ЧПУ используется, когда обрабатываемый материал чувствителен к температуре и может плавиться при высоких температурах, например пластик и алюминий.
Хотя эти машины могут резать только водой, обычно в воду добавляются дополнительные абразивные материалы, такие как гранат (минерал) или оксид алюминия для более эффективной резки.
Станок для гидроабразивной резки с ЧПУ стоит дороже, чем плазменный резак с аналогичными характеристиками. Но это стоит меньше по сравнению с лазерным резаком с ЧПУ с аналогичными характеристиками.
Одним из недостатков водоструйного резака с ЧПУ является то, что он обычно медленнее, чем плазменные резаки с ЧПУ и лазерные резаки с ЧПУ.
Некоторые популярные марки гидроабразивных станков с ЧПУ: KMT, WARDjet, OMAX и Flow.
7. Электроэрозионный станок с ЧПУ
Электроэрозионный станок с ЧПУ
Электроразрядные станки с ЧПУ (EDM) также называются искровыми станками с ЧПУ.
Процесс электроэрозионной обработки также может называться прожигом проволоки, погружением штампа, искровой обработкой или искровой эрозией.
Электроэрозионные станки с ЧПУ используют электрические искры, которые создают высокие температуры для обработки материалов и придания им желаемой формы.
Эрозионный эффект электрического разряда, т. е. его способность деформировать материалы, используется в электроэрозионных станках с ЧПУ.
Электроэрозионные станки с ЧПУ производят серию контролируемых искр или повторяющихся электрических разрядов с температурой до 21 000 градусов по Фаренгейту для изменения формы материалов.
Материалы или заготовки помещаются между двумя электродами, верхним и нижним электродами.
На основе G-кода компьютер указывает величину электрического разряда, который должен быть произведен электродами.
Этот процесс создает искры, которые поглощают материал на заготовке в соответствии с конструкцией.
Материалы, потребляемые искрами, промываются диэлектрической жидкостью, которая завершает процесс.
Электроэрозионный станок
отличается способностью создавать точные пазы, микроотверстия, угловые или конические элементы, которые обычно трудно обрабатывать с использованием традиционных методов ЧПУ.
Поскольку для электроэрозионной обработки используются искры, а не биты или концевые фрезы, обработка в электроэрозионной машине является бесконтактной.
Это помогает избежать деформации заготовки, что является явным преимуществом при работе с тонкими заготовками небольшого размера.
Примером может служить звездочка.
Kent USA — популярный в США бренд, производящий электроэрозионные станки (EDM).
8. Шлифовальный станок с ЧПУ
Шлифовальный станок с ЧПУ (Источник: Okuma)
Шлифовальный станок с ЧПУ использует абразивные инструменты для сглаживания и окончательной обработки обработанного изделия.
Шлифовальные станки обычно используются в приложениях, требующих чрезвычайно высокой точности, таких как обработка деталей двигателя.
Как правило, продукт сначала создается с шероховатой поверхностью на фрезерном или токарном станке с ЧПУ, а затем перемещается на шлифовальный станок с ЧПУ для окончательной обработки.
Шлифовальные станки с ЧПУ бывают различных типов, таких как плоскошлифовальные станки, вальцешлифовальные станки и круглошлифовальные станки.
Существует большое разнообразие типов абразивов, используемых для шлифования, таких как CBN с покрытием или стекловолокном, алмазные шлифовальные круги, оксид алюминия и керамические шлифовальные круги среди многих других.
Заключительные мысли
Это наиболее распространенные типы станков с ЧПУ, которые используются сегодня.
Выбор машины зависит от типа работы, требуемой точности бюджета работы и времени, доступного для выполнения работы.
Вам также может быть интересно прочитать:
- Лучшее программное обеспечение ЧПУ [2022] для любителей и профессионалов [бесплатно и платно]
12 различных типов станков с ЧПУ [Полное руководство] и PDF
В этой статье вы узнаете узнать что такое Станок с ЧПУ , Типы станков с ЧПУ с их принципом работы, спецификацией и многим другим. А также вы можете скачать PDF-файл этой статьи в конце ее.
А также вы можете скачать PDF-файл этой статьи в конце ее.
Станок с ЧПУ
Как вы знаете, такие машины, как токарный станок, фрезерный станок, сверление, выполняются вручную и несут большую ответственность за выполнение людьми и имеют более высокий средний уровень точности и точности в плане времени. Поэтому, чтобы решить эту проблему, машина изготовила ЧПУ , известную как 9.0007 Компьютер с числовым программным управлением .
Станки с числовым программным управлением (ЧПУ) широко используются в производственных отраслях. В последние годы они добились большой популярности.
Станок с ЧПУ, определяемый как система обработки, управляемая компьютером, позволяет производителям автоматизировать многие производственные операции, которые в противном случае пришлось бы выполнять вручную.
В результате станки с ЧПУ используются для повышения производительности, сокращения отходов и даже устранения риска человеческой ошибки. Станки с ЧПУ могут производить ряд продуктов, используя приводы, приводы и программное обеспечение.
Станки с ЧПУ могут производить ряд продуктов, используя приводы, приводы и программное обеспечение.
Читать Подробнее:
- Обзор машины ЧПУ
- 13 Основные различия между NC, CNC и DNC Machine
Типов CNC Machine
Следующие типов CNC Machine :
- 99999999999999888888888888888888888888888888888888888888888888
- Фрезерный станок с ЧПУ
- Сверлильный станок с ЧПУ
- Шлифовальный станок с ЧПУ
- Лазерный станок с ЧПУ
- Плазменный станок с ЧПУ
- Электроэрозионный станок с ЧПУ
- Фрезерный станок с ЧПУ
- Станок с ЧПУ с автоматической сменой инструмента
- 3-D принтер
- 5-осевой станок с ЧПУ
- Станок для захвата и размещения
1. Токарный станок с ЧПУ
Токарный станок с ЧПУ переворачивать материалы во время работы. У них меньше осей, чем у фрезерных станков с ЧПУ, что делает их короче и компактнее.
Токарные станки с ЧПУ состоят из токарного станка в центре, который управляет материалом и программно передает его на компьютер. В настоящее время он широко используется в качестве токарного станка из-за его быстрой и точной работы.
В настоящее время он широко используется в качестве токарного станка из-за его быстрой и точной работы.
После того, как первоначальная настройка завершена, с ней легко справится даже малоквалифицированный рабочий. Этот тип токарного станка также используется для массового производства, например, для токарных и револьверных станков. Но нет запрограммированной системы кормления.
2. Фрезерный станок с ЧПУ
Это один из наиболее распространенных типов станков с ЧПУ, которые имеют встроенные инструменты для сверления и резки. Материалы находятся внутри фрезерного станка с ЧПУ, после чего компьютер направит инструменты для их сверления или резки.
Большинство фрезерных станков с ЧПУ доступны в конфигурации от 3 до 6 осей. Этот станок используется для производства зубчатых колес, таких как цилиндрические зубчатые колеса, а также для сверления отверстия в заготовке и создания пазов путем вставки программы обработки детали в систему.
С ним легко справится малоквалифицированный рабочий. Он также используется для массового производства, например, для шпиля и башни. Но нет запрограммированной системы кормления. Детали, изготовленные на этой машине, имеют очень точные допуски на размеры.
Он также используется для массового производства, например, для шпиля и башни. Но нет запрограммированной системы кормления. Детали, изготовленные на этой машине, имеют очень точные допуски на размеры.
3. Сверлильный станок с ЧПУ
Сверлильный станок с ЧПУ обычно используется для массового производства. Однако сверлильные станки часто имеют многофункциональный обрабатывающий центр, который иногда смешивается, а иногда и скручивается. Наибольшее время снижения для сверления с ЧПУ приходится на смену инструмента, поэтому для повышения скорости необходимо уменьшить разброс диаметра отверстия.
Самый быстрый размер станка для сверления отверстий состоит из нескольких шпинделей в револьверной головке с предварительно установленными для сверления сверлами разного диаметра. Этот тип станка с ЧПУ может выполнять развертывание, зенкерование и нарезание резьбы.
4. Шлифовальный станок с ЧПУ
Это высокоточный инструмент, в котором используется вращающееся колесо для отделения металла от металла. Как правило, шлифовальные станки с ЧПУ используются для распредвалов, шарикоподшипников, трансмиссионных валов и других деталей, требующих точной и правильной обработки.
Как правило, шлифовальные станки с ЧПУ используются для распредвалов, шарикоподшипников, трансмиссионных валов и других деталей, требующих точной и правильной обработки.
Многочисленные детали, изготовленные на шлифовальном станке с ЧПУ, имеют цилиндрическую форму. Шлифовальный станок также используется для изготовления других типов заготовок. В шлифовальных станках с ЧПУ «ЧПУ» имеет место для числового программного управления.
5. Станок для лазерной резки с ЧПУ
Станки с ЧПУ для лазерной резки предназначены для резки твердых материалов, хотя для выполнения этой задачи они используют лазер вместо плазменного резака. Лазеры обеспечивают высокую степень точности, но они не так эффективны, как плазменные резаки.
Станки с ЧПУ для лазерной резки обычно используют один из этих трех типов лазеров: CO2, неодимовый (Nd) или иттрий-алюминиевый гранат (Nd: YAG).
6. Станок плазменной резки с ЧПУ
Этот станок похож на фрезерные станки с ЧПУ, станки плазменной резки с ЧПУ также используются для резки материалов. Но они отличаются от своих фрезерных собратьев тем, что выполняют эту операцию с применением плазменной горелки.
Но они отличаются от своих фрезерных собратьев тем, что выполняют эту операцию с применением плазменной горелки.
Машина плазменной резки определяется как метод резки электропроводящих материалов с использованием ускоренного потока горячей плазмы. Эти типы станков с ЧПУ оснащены мощным резаком, способным резать такие грубые материалы, как металл.
7. Электроэрозионный станок с ЧПУ
Они также известны как искровые станки с ЧПУ. Это особый тип станков с ЧПУ, которые используют электрические искры для придания материалам желаемой формы.
Электрический разряд имеет кратковременный эффект, а это означает, что он может разрушать элементы, из которых он возникает. Электроэрозионные станки с ЧПУ используют это преимущество, создавая контролируемые искры для изменения формы материалов.
Материалы располагаются между верхом и низом электрода, после чего компьютер решает, какой электрический разряд производят электроды.
8. Фрезерно-фрезерный станок с ЧПУ
Фрезерно-фрезерный станок с ЧПУ работает аналогично другим станкам с ЧПУ, таким как токарный станок или фрезерный станок. Принципиальное отличие в том, что все это плотник работает вручную: внутренняя, дверная резьба и наружная отделка, деревянные панели, вывески, деревянные рамы, лепнина, музыкальные инструменты, мебель и многое другое.
Принципиальное отличие в том, что все это плотник работает вручную: внутренняя, дверная резьба и наружная отделка, деревянные панели, вывески, деревянные рамы, лепнина, музыкальные инструменты, мебель и многое другое.
По эскизу можно спроектировать если возможно можно создать в системе потом выполнить на фрезерном станке с ЧПУ. Это обеспечивает лучшую отделку поверхности. Это была бы очень хорошая машина с точки зрения дизайна дверей и многого другого.
9. Станок с ЧПУ с автоматической сменой инструмента
Автоматическая смена инструмента Станок с ЧПУ применяется для повышения грузоподъемности инструмента и производительности станка. А также используется для улучшения возможностей станка для работы с рядом инструментов. Этот тип станков с ЧПУ меняет инструмент очень быстро и легко обрабатывает и заменяет изношенные или сломанные инструменты.
Самое важное в этом станке с ЧПУ — это сокращение непроизводительного времени. Станок с ЧПУ с автоматической сменой инструмента — идеальный шаг к полной автоматизации.
10. 3-D принтер
Это станок с ЧПУ, на котором элементы печатаются слой за слоем. Дизайн и чертеж создаются с помощью процессов CAD и CAM, а затем 3D-принтер используется для отображения этого дизайна. 3D-принтер с ЧПУ, используемый для печати зданий и помещений.
11. 5-осевой станок с ЧПУ
5-осевой станок с ЧПУ представляет собой станок с 5 осями. Изначально он имел 3 оси (X, Y и Z), операция резания любого инструмента выполнялась в 3 направлениях, но были добавлены 2 дополнительные оси (A, B), что означает наличие 5 осей. Эта машина используется для изготовления скульптур.
12. Станок Pick and Place
Это другой тип станка с ЧПУ. Он используется в промышленности. Станок с ЧПУ для захвата и размещения имеет множество насадок, которые поднимают электрические компоненты электронного оборудования и размещают их в нужном месте. Обычно они используются в производстве сотовых телефонов, компьютеров, планшетов и т. д.
Заключение
Станки с ЧПУ управляются компьютерами и используются для повышения производительности, сокращения отходов и даже устранения риска человеческих ошибок.
Чем закалка стали отличается от отпуска: Вопрос: Чем закалка стали отличается от отпуска? : Смотреть ответ
Термообработка: закалка, отпуск, нормализация, отжиг
Металлоизделия, используемые в любых отраслях хозяйства должны отвечать требованиям устойчивости к износу. Для этого используется воздействие высокими температурами, в результате чего усиливаются нужные эксплуатационные свойства. Этот процесс называется термической обработкой.
Термообработка представляет собой комплекс операций нагрева, охлаждения и выдержки металлических твердых сплавов для получения необходимых свойств благодаря изменению структуры и внутреннего строения. Термическая обработка применяется в качестве промежуточной операции для того, чтобы улучшить обрабатываемость резанием, давлением, либо в качестве окончательной операции технологического процесса, которая обеспечивает требуемый уровень свойств детали.
Различные методы закаливания применялись с давних пор: мастера погружали нагретую металлическую полоску в вино, в масло, в воду. Для охлаждения кузнецы порой применяли и достаточно интересные способы, например садились на коня и мчались, охлаждая изделие в воздухе.
Для охлаждения кузнецы порой применяли и достаточно интересные способы, например садились на коня и мчались, охлаждая изделие в воздухе.
По способу совершения термическая обработка бывает следующих видов:
-Термическая (нормализация, закалка, отпуск, отжиг, старение, криогенная обработка).
-Термо-механическая. Включает обработку высокими температурами в сочетании с механическим воздействием на сплав.
-Химико-термическая. Подразумевает термическую обработку металла с последующим обогащением поверхности изделия химическими элементами (углеродом, азотом, хромом и др.).
Основные виды термической обработки:
1. Закалка. Представляет собой вид термической обработки разных материалов (металлы, стекло), состоящий в нагреве их выше критической температуры с быстрым последующим охлаждением. Выполняется для получения неравновесных структур с повышенной скоростью охлаждения. Закалка может быть как с полиморфным превращением, так и без полиморфного превращения.
Выполняется для получения неравновесных структур с повышенной скоростью охлаждения. Закалка может быть как с полиморфным превращением, так и без полиморфного превращения.
2. Отпуск – это технологический процесс, суть которого заключается в термической обработке закалённого на мартенсит металла либо сплава, основными процессами при котором являются распад мартенсита, рекристаллизация и полигонизация. Проводится с целью снятия внутренних напряжений, для придания материалу необходимых эксплуатационных и механических свойств.
3. Нормализация. В данном случае изделие нагревается до аустенитного состояния и потом охлаждается на спокойном воздухе. В результате нормализации снижаются внутренние напряжения, выполняется перекристаллизация стали. В сравнении с отжигом, нормализация – процесс более короткий и более производительный.
4. Отжиг. Представляет собой операцию термической обработки, заключающуюся в нагреве стали, выдержке при данной температуре и последующем медленном охлаждении вместе с печью.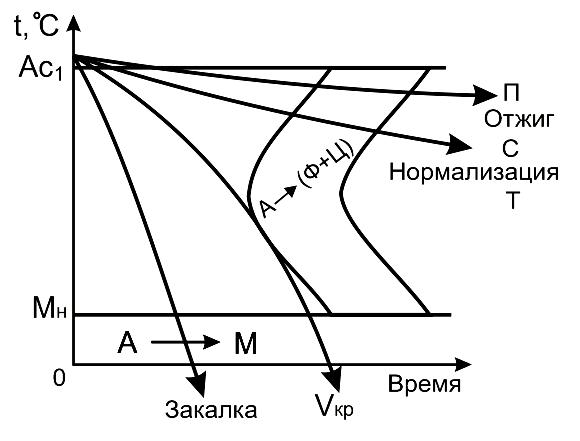 В результате отжига образуется устойчивая структура, свободная от остаточных напряжений. Отжиг является одной из важнейших массовых операций термической обработки стали.
В результате отжига образуется устойчивая структура, свободная от остаточных напряжений. Отжиг является одной из важнейших массовых операций термической обработки стали.
Цель отжига:
1) Снижение твердости и повышение пластичности для облегчения обработки металлов резанием;
2) Уменьшение внутреннего напряжения, возникающего после обработки давлением (ковка, штамповка), механической обработки и т. д.;
3) Снятие хрупкости и повышение сопротивляемости ударной вязкости;
4) Устранение структурной неоднородности состава материала, возникающей при затвердевании отливки в результате ликвации.
Для цветных сплавов (алюминиевые, медные, титановые) также широко применяется термическая обработка. Цветные сплавы подвергают как разупрочняющей, так и упрочняющей термической обработке, в зависимости от необходимых свойств и области применения.
Термическая обработка металлов и сплавов является основным технологическим процессом в чёрной и цветной металлургии. На данный момент в распоряжении технических специалистов множество методов термообработки, позволяющих добиться нужных свойств каждого вида обрабатываемых сплавов. Для каждого металла свойственна своя критическая температура, а это значит, что термообработка должна производиться с учётом структурных и физико-химических особенностей вещества. В конечном итоге это позволит не только достичь нужных результатов, но и в значительной степени рационализировать производственные процессы.
На данный момент в распоряжении технических специалистов множество методов термообработки, позволяющих добиться нужных свойств каждого вида обрабатываемых сплавов. Для каждого металла свойственна своя критическая температура, а это значит, что термообработка должна производиться с учётом структурных и физико-химических особенностей вещества. В конечном итоге это позволит не только достичь нужных результатов, но и в значительной степени рационализировать производственные процессы.
Отпуск стали — режимы, виды, температура отпуска и свойства стали после процесса
Отпуск стали – это процесс нагрева стали до определенной температуры и последующее охлаждение изделия. Процесс осуществляется для ликвидация внутренних напряжений, отрицательно влияющих на технические параметры металлоизделий.
Отпуск стали –это чаще всего финальная термическая обработка после закалки, представляющая собой процесс нагрева полуфабрикатов и изделий до определенной температуры с последующим охлаждением. Ее основное назначение – ликвидация внутренних напряжений, отрицательно влияющих на технические параметры металлоизделий.
Ее основное назначение – ликвидация внутренних напряжений, отрицательно влияющих на технические параметры металлоизделий.
Общее описание процесса
Основные этапы проведения отпуска стали:
- нагрев сплава до температур начала фазовых превращений;
- выдержка при требуемой температуре;
- охлаждение с установленной скоростью.
В результате этого вида т/о получают требуемые технические характеристики изделий, сводят к минимуму внутренние напряжения. Чем выше температура термообработки и чем ниже скорость остывания, тем эффективнее устраняются остаточные напряжения.
Скорость охлаждения зависит от химического состава сплава и запланированного результата:
- интенсивное охлаждение после отпуска при +550…+650°Cповышает предел выносливости стали за счет сохранения в приповерхностном слое остаточных напряжений сжатия;
- металлоизделия сложной конфигурации после высокотемпературного отпуска охлаждают медленно, что позволяет избежать коробления;
- полуфабрикаты из легированных сталей, для которых характерна отпускная хрупкость, после отпуска при +550…+650°C охлаждают только в ускоренном темпе.

В зависимости от температуры нагрева выделяют три вида отпуска стали – высокий, средний и низкий.
Особенности низкого отпуска стали
Этот вид термообработки подразумевает нагрев заготовок и полуфабрикатов до +250°C. Результаты процесса: уменьшение закалочных напряжений, улучшение вязкости без падения твердости.
Средне- и высокоуглеродистые закаленные стали с содержанием углерода 0,6-1,3% после низкого отпуска имеют твердость, равную 58-63 HRC, и высокую износостойкость. Но изделия из таких сплавов при отсутствии вязкой сердцевины неустойчивы к динамическим нагрузкам.
Чаще всего низкий отпуск применяется для режущего и мерительного инструмента, изготовленного из углеродистых и низколегированных марок, металлопродукции после цементации, нитроцементации, цианирования.
Режимы среднего (среднетемпературного) отпуска стали
Температуры среднетемпературного отпускного процесса – +350…+500°C. Этот вид т/о, применяемый в основном для пружин, рессор, штампов, обеспечивает значительные пределы выносливости и упругости, хорошую релаксационную стойкость. Получаемые структуры: троостит или тростомартенсит, твердость – 45-50 HRC.
Этот вид т/о, применяемый в основном для пружин, рессор, штампов, обеспечивает значительные пределы выносливости и упругости, хорошую релаксационную стойкость. Получаемые структуры: троостит или тростомартенсит, твердость – 45-50 HRC.
Охлаждение в воде после нагрева до температур +400…+450°C применяется для пружин с целью появления на поверхности остаточных напряжений сжатия, повышающих прочностные характеристики металла.
Высокотемпературный отпуск стали – режимы, цели
Температуры высокого отпуска – +500…+650°C, получаемая структура стали – сорбит отпуска. Задача, решаемая этим видом т/о, – получение оптимального соотношения между прочностью и вязкостью. Комплексная термообработка, включающая закалку и высокий отпуск, называется улучшением. Ее преимущество по сравнению с различными видами отжига и нормализацией – повышение временного сопротивления, предела текучести, ударной вязкости, относительного сужения.
Закалка и отпуск закаленной стали применяются для среднеуглеродистых сталей с содержанием C 0,3-0,5%, к которым предъявляются повышенные требования к ударной вязкости и пределу выносливости. С их помощью повышают прочность материала, снижают чувствительность к концентраторам напряжений, температуру порога хладоломкости, склонность к трещинообразованию.
С их помощью повышают прочность материала, снижают чувствительность к концентраторам напряжений, температуру порога хладоломкости, склонность к трещинообразованию.
Длительность высокого отпуска – 1-6 часов. Конкретное время зависит от габаритов металлоизделия.
Виды отпускной хрупкости
Повышение температуры отпуска в большинстве случаев улучшает характеристики металлоизделия, способствует эффективному снятию остаточных напряжений. Но есть ситуации, приводящие к ухудшению характеристик сплава. Ученые-металлурги разработали несколько действенных технологий устранения проблемы отпускной хрупкости, которая может быть низко- или высокотемпературной.
Хрупкость I рода – низкотемпературная
Эта разновидность хрупкости возникает при длительной выдержке материала при температурах +250…+350°C. Скорость охлаждения на вероятность ее появления не влияет. Распространяется эта проблема на все марки сталей. Причина возникновения хрупкости I рода – активное, но неравномерное распространение углерода по поверхности кристаллической решетки. Следствие этого процесса – искажение кристаллической структуры сплава, а, следовательно, существенное увеличению хрупкости.
Следствие этого процесса – искажение кристаллической структуры сплава, а, следовательно, существенное увеличению хрупкости.
Отпускная хрупкость I рода является необратимым процессом, и она резко снижает эксплуатационные характеристики сплава, который становится пригодным только для переплавки. Технология борьбы с этой проблемой – выполнение низко- либо среднетемпературного отпуска. Нагрев до промежуточных температур – не допускается. Склонность к низкотемпературной отпускной хрупкости снижает высокотемпературная ТМО.
Отпускная хрупкость II рода – высокотемпературная
Проблема высокотемпературной отпускной хрупкости возникает при совпадении трех факторов. Это:
- нагрев сплава до температур, превышающих +500°C;
- наличие в стали высокого процентного содержания Cr, Mn, Ni;
- медленное охлаждение.
Последствие сочетания этих параметров – неравномерность распределения атомов углерода, хрома, марганца, никеля, нарушающая кристаллическую решетку стали. Высокотемпературная отпускная хрупкость усиливается при выдержке в течение 8-10 часов изделий в опасном температурном диапазоне. Определить эту проблему можно только при травлении шлифов поверхностно-активными реагентами, выявляющими границы аустенитных зерен, по которым происходит хрупкое разрушение.
Высокотемпературная отпускная хрупкость усиливается при выдержке в течение 8-10 часов изделий в опасном температурном диапазоне. Определить эту проблему можно только при травлении шлифов поверхностно-активными реагентами, выявляющими границы аустенитных зерен, по которым происходит хрупкое разрушение.
Существует два наиболее эффективных варианта решения этой проблемы. Первый способ: после появления признаков отпускной хрупкости нагреть металлоизделие еще раз до заданной температуры в масляной среде и быстро охладить. Второй метод –легирование сплава вольфрамом (примерно в количестве 1%) или молибденом – 0,3-0,4%.
Другие статьи:
Виды и марки стали
Отпуск стали
Состав и свойства стали
Разница между закалкой и отпуском
Ключевое различие между закалкой и отпуском заключается в том, что закалка представляет собой быстрое охлаждение заготовки, тогда как отпуск представляет собой термообработку заготовки.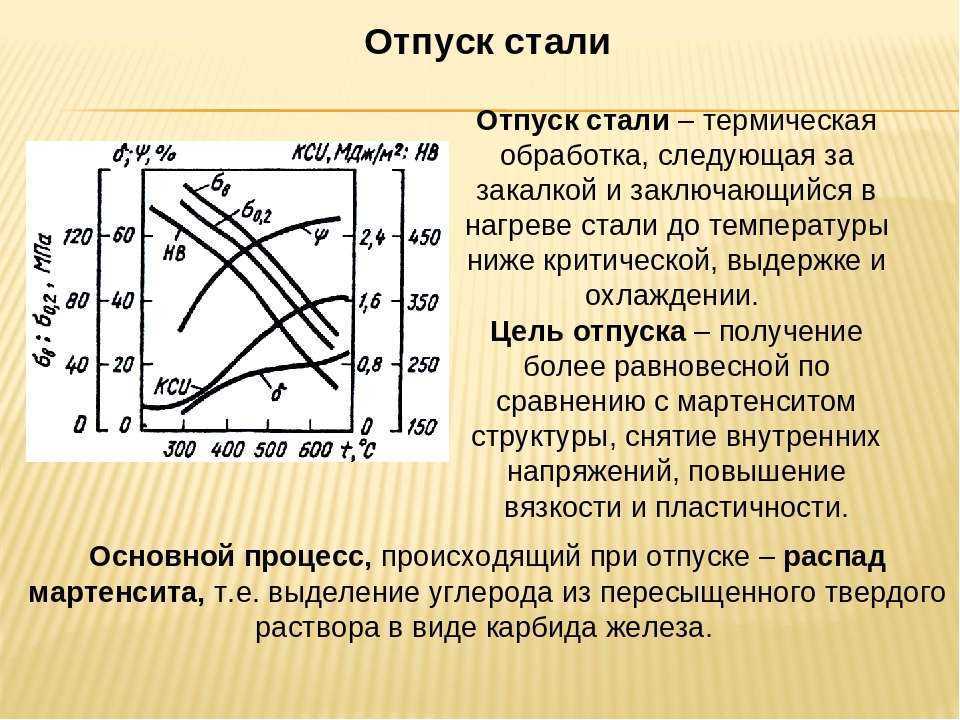
Закалка и отпуск являются важными процессами, которые используются для упрочнения и упрочнения таких материалов, как сталь и другие сплавы на основе железа. Эти процессы включают быстрый нагрев и охлаждение для немедленной установки компонентов в определенное положение. Причем эти процессы должны строго контролироваться.
СОДЕРЖАНИЕ
1. Обзор и ключевые отличия
2. Что такое закалка
3. Что такое отпуск
4. Сравнение бок о бок – закалка и отпуск в табличной форме
5. Резюме
Что такое закалка?
Закалка – это процесс быстрого охлаждения после термической обработки заготовки. Мы можем сделать это, используя воду, масло или воздух. Закалка важна для получения свойств материала заготовки. При этом не происходят нежелательные низкотемпературные процессы, т.е. фазовые превращения. Кроме того, закалка может уменьшить размер кристаллического зерна материалов, таких как металлические предметы и пластиковые материалы, для увеличения твердости. Кроме того, этот процесс в основном применяется для закалки стали.
Кроме того, этот процесс в основном применяется для закалки стали.
Рисунок 01: Закалка
Обычно литая сталь имеет однородную мягкую кристаллическую структуру, которую мы называем «перлитной структурой зерна». Поскольку он мягкий, его нельзя использовать в промышленных целях; таким образом, мы можем преобразовать эту структуру в «мартенситную зернистую структуру», которая обладает высокой прочностью и, следовательно, высокой устойчивостью к деформации. Итак, мы используем процесс закалки для этой цели.
Что такое закалка?
Отпуск — это процесс, включающий термообработку для повышения ударной вязкости сплавов на основе железа. Кроме того, этот процесс очень важен для устранения некоторой чрезмерной твердости стали. В этом процессе сначала нужно некоторое время нагреть металл до температуры ниже критической, а затем дать объекту остыть в неподвижном воздухе. Температура определяет степень твердости, которую мы можем удалить из стали. Однако температура, при которой мы собираемся нагревать металл, зависит от состава металла или сплава и желаемых свойств. Например, низкие температуры благоприятны для очень твердых инструментов, но мягкие инструменты, такие как пружины, требуют высоких температур.
Например, низкие температуры благоприятны для очень твердых инструментов, но мягкие инструменты, такие как пружины, требуют высоких температур.
Рисунок 02: Сталь, подвергнутая почтительному отпуску
На приведенном выше рисунке различные цвета обозначают температуру, до которой была нагрета сталь. Светло-соломенный указывает на 204 °C (399 °F), а светло-голубой указывает на 337 °C (639 °F).
Обычно в промышленности этап отпуска выполняется после закалки. Следовательно, заготовкой процесса отпуска является закаленное изделие, и нам необходимо нагреть изделие контролируемым образом до определенной температуры, которая ниже нижней критической точки изделия. Во время этого нагрева зернистая структура объекта (феррит и цементит) имеет тенденцию превращаться в аустенитную зернистую структуру. Это однофазный твердый раствор.
В чем разница между закалкой и отпуском?
Закалка — это процесс быстрого охлаждения после термической обработки заготовки, а отпуск — это процесс, включающий термическую обработку для повышения ударной вязкости сплавов на основе железа.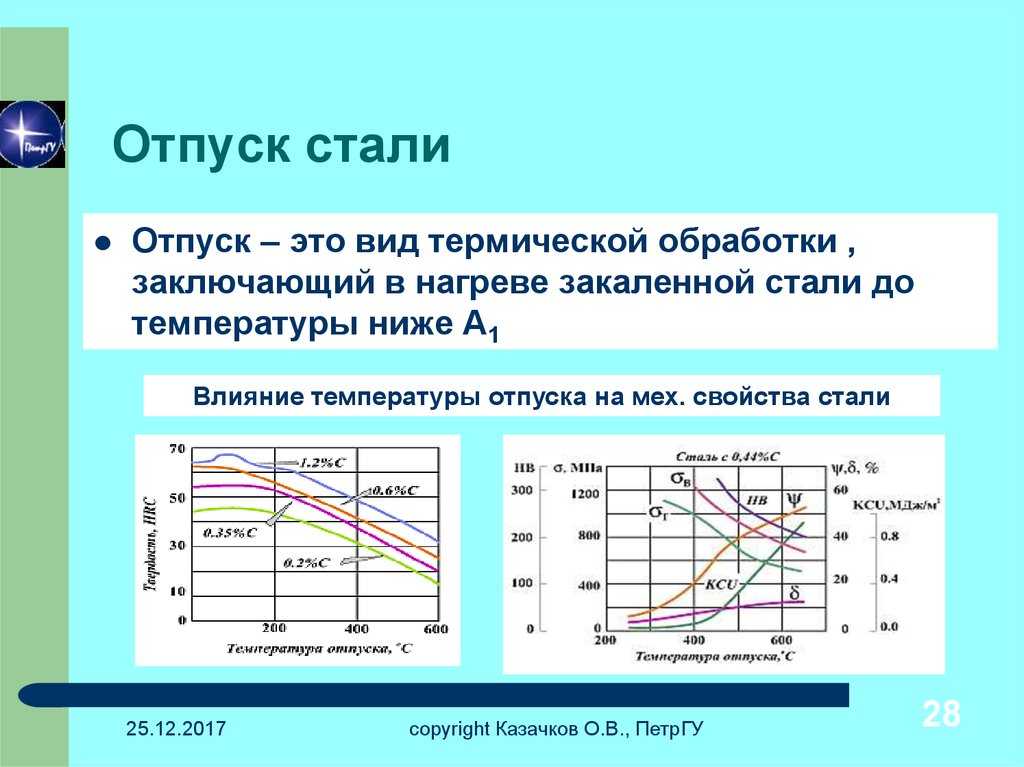 Итак, ключевое различие между закалкой и отпуском заключается в том, что закалка — это быстрое охлаждение заготовки, тогда как отпуск — это термическая обработка заготовки.
Итак, ключевое различие между закалкой и отпуском заключается в том, что закалка — это быстрое охлаждение заготовки, тогда как отпуск — это термическая обработка заготовки.
Кроме того, еще одно различие между закалкой и отпуском заключается в том, что мы проводим закалку для повышения сопротивления деформации, а отпуск может удалить часть чрезмерной твердости стали.
Ниже инфографика показывает больше фактов о разнице между закалкой и отпуском.
Резюме – Закалка по сравнению с отпуском
Закалка – это процесс быстрого охлаждения после термической обработки заготовки, а отпуск – это процесс, который включает термическую обработку для повышения ударной вязкости сплавов на основе железа. Итак, ключевое различие между закалкой и отпуском состоит в том, что закалка — это быстрое охлаждение заготовки, а отпуск — термическая обработка заготовки.
Ссылка:
1. «Что такое закаленная и отпущенная сталь?» ShapeCUT, 30 мая 2019 г., доступно здесь.
Изображение любезно предоставлено:
1. «ArthurSiegelcoke1» Артура С. Сигела — доступно в Библиотеке Конгресса США по печати и фотографиям (общественное достояние) через Викисклад Commons
2. «Закалка красок в стали» Заэрет — собственная работа (CC0) через Commons Wikimedia
Узнайте о закалке и отпуске
Сталь изначально прочна, но иногда необходимо сделать ее еще прочнее. Одним из распространенных способов достижения этого является закалка и отпуск. Это процесс, который упрочняет и упрочняет сплавы на основе железа путем нагрева, быстрого охлаждения и повторного нагрева. Когда сталь нагревается выше определенной точки, зернистая (молекулярная) структура изменяется. Затем сталь закаливают с различной скоростью для создания желаемой зернистой структуры. Это как готовить на пару зеленую фасоль, а затем окунать ее в холодную воду, чтобы она не варилась дальше. После закалки в воде материал становится самым твердым из возможных с учетом химического состава. Несмотря на твердость, материал очень хрупок и подвержен растрескиванию. Чтобы исправить это, мы закаляем металл, нагревая сталь до такой степени, что она становится пластичной.
Несмотря на твердость, материал очень хрупок и подвержен растрескиванию. Чтобы исправить это, мы закаляем металл, нагревая сталь до такой степени, что она становится пластичной.
Диаграмма ТТТ
Диаграмма время-температура-преобразование (ТТТ) является ключевым ориентиром для термической обработки стали. Используя диаграмму, можно разработать цикл термообработки, который обеспечит желаемую структуру зерна и требуемые свойства. Диаграмма представляет собой функцию температуры и времени, показывающую зернистую структуру, которая будет формироваться в зависимости от того, насколько быстро материал охлаждается или закаливается. Чем медленнее процесс охлаждения, тем больше останется аустенитной зернистой структуры, что обеспечивает мягкий материал с хорошей пластичностью, но меньшей прочностью. Очень быстрое охлаждение приводит к образованию мартенситной зернистой структуры, что делает изделие высокопрочным, но не пластичным. Процесс отпуска является важным этапом термической обработки, особенно при очень быстром охлаждении, поскольку он возвращает пластичность.
Прежде чем мы сможем начать процесс закалки, нам нужно нагреть сталь до высокой температуры. Здесь речь идет о экстремальных температурах — свыше 1600° F. Нагрев до этой температуры приводит к образованию зернистой структуры, называемой аустенитом. Структура аустенитного зерна дает очень мягкий металл.
Закалка
После нагрева металла необходимо быстро охладить сталь. По мере закалки материала аустенитная зернистая структура, созданная на стадии нагрева, трансформируется в различные зернистые структуры, такие как мартенсит, феррит, перлит и цементит. Тип развивающейся зернистой структуры зависит от того, насколько быстро материал охлаждается.
Существует несколько различных способов охлаждения. Использование раствора соленой воды является самым быстрым и наиболее жестким, за ним следуют пресная вода, полимер, масло и принудительный воздух, который является самым медленным. В этом случае самый быстрый не всегда лучший; иногда слишком быстрое охлаждение может привести к растрескиванию. Здесь, в Clifton Steel, мы используем процесс закалки пресной водой.
Здесь, в Clifton Steel, мы используем процесс закалки пресной водой.
Закалка пресной водой
- Равномерное охлаждение требует поддержания постоянной температуры и равномерного подачи воды
- Если вода станет слишком горячей, желаемая структура зерна не будет получена
- В Clifton у нас есть 2 машины для термообработки с использованием закалки пресной водой
Закалка полимера
- Процесс на водной основе
- Концентрация раствора, рабочая температура и перемешивание должны контролироваться для получения желаемых результатов
- Менее жесткая, чем закалка водой или соленой водой можно вынуть до полного остывания. Это может свести к минимуму искажения без риска возгорания.
Закалка в масле
- Обеспечивает более низкую скорость охлаждения
- Используется для легированных сталей, которые могут растрескиваться при использовании более жесткого метода допустимая степень допустимой деформации
- Процесс может быть намного безопаснее, чем раньше, за счет полной изоляции операций
- Возможность извлечения и повторного использования около 80% нефти обеспечивает то, что некоторые считают преимуществом
- Самым большим препятствием для этой техники является доступность
Рассол
- Не говоря уже о технике, часто используемой для приготовления индейки на День Благодарения
- Также известная как солевая закалка, так как считается более жесткой закалкой . Паровая подушка замедляет скорость закалки и твердость стали
- Два типа соли: на нитратной основе (наиболее распространенная) и на хлоридной основе
- Дает возможность контролировать жесткость закалки с помощью температуры, перемешивания и содержания воды.
 Паровая подушка замедляет скорость закалки и твердость стали
Паровая подушка замедляет скорость закалки и твердость сталиОтпуск
После закалки металл находится в очень твердом состоянии, но хрупкий. Сталь закаляется, чтобы уменьшить часть твердости и повысить пластичность. Она нагревается в течение установленного периода времени при температуре от 400°F до 1105°F. Иногда, если требуется дополнительная пластичность, используется более высокая температура — около 1300°F. Наконец, сталь охлаждается на неподвижном воздухе, а не чем снова закаляться.
Комбинация этих процессов позволяет получить сталь со свойствами, необходимыми для конкретного применения. Он идеально подходит для использования в военной, машиностроительной, горнодобывающей, карьерной, землеройной и строительной отраслях. Часто он используется для продуктов, которые подвергаются сильным ударам, таких как зубчатые колеса, режущие кромки, ковши для землеройных работ, износостойкие вкладыши самосвалов, желоба и многое другое.
Цементно стружечная плита характеристики: Технические характеристики цементно-стружечных плит, цена и применение листов ЦСП в Москве
Технические характеристики цементно-стружечных плит, цена и применение листов ЦСП в Москве
Номенклатура ЦСП ТАМАК
| Размеры, мм | Вес 1 листа*, кг | Площадь листа, м2 | Объём листа, м3 | Кол-во листов в 1 м3 | Вес 1 м3, кг | ||
|---|---|---|---|---|---|---|---|
| длина | ширина | толщина | |||||
| 2700 | 1250 | 8 | 36,45 | 3,375 | 0,0270 | 37,04 | 1300-1400 |
| 10 | 45,56 | 0,0338 | 29,63 | ||||
| 12 | 54,68 | 0,0405 | 24,69 | ||||
| 16 | 72,90 | 0,0540 | 18,52 | ||||
| 20 | 91,13 | 0,0675 | 14,81 | ||||
| 24 | 109,35 | 0,0810 | 12,53 | ||||
| 36 | 164,03 | 0,1215 | 8,23 | ||||
| 3200 | 1250 | 8 | 43,20 | 4,000 | 0,0320 | 31,25 | 1300-1400 |
| 10 | 54,00 | 0,0400 | 25,00 | ||||
| 12 | 64,80 | 0,0480 | 20,83 | ||||
| 16 | 86,40 | 0,0640 | 15,63 | ||||
| 20 | 108,00 | 0,0800 | 12,50 | ||||
| 24 | 129,60 | 0,0960 | 10,42 | ||||
| 36 | 194,40 | 0,1440 | 6,94 | ||||
* рассчитано для плотности 1350 кг/м3
Физико-механические свойства ЦСП ТАМАК
| Наименование показателя, ед. измерения | Величина показателя | ||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1. Плотность, кг/м3 | 1100 — 1400 | ||||||||||||||||||||
| 2. Влажность, % | 9 ± 3 | ||||||||||||||||||||
| 3. Разбухание по толщине за 24 ч, %, не более | 1,5 | ||||||||||||||||||||
| 4. Водопоглощение за 24 ч, %, не более | 16 | ||||||||||||||||||||
5. Прочность при изгибе, МПа, не менее
|
| ||||||||||||||||||||
| 6. Прочность при растяжении (перпендикулярно пласти плиты), МПа, не менее | 0,5 | ||||||||||||||||||||
7. Модуль упругости при изгибе, МПа, не менее Модуль упругости при изгибе, МПа, не менее | 4500 | ||||||||||||||||||||
| 8. Ударная вязкость, Дж/м2 | 1800 | ||||||||||||||||||||
| 9. Группа горючести | Г1 | ||||||||||||||||||||
| 10. Морозостойкость (снижение прочности при изгибе после 50 циклов), %, не более | 10 | ||||||||||||||||||||
11. Шероховатость Rz по ГОСТ 7016-82, мм, не более для плит:
|
| ||||||||||||||||||||
12. Предельные отклонения по толщине, мм, не более для плит:
|
| ||||||||||||||||||||
13. Предельные отклонения по длине и ширине плит, мм: Предельные отклонения по длине и ширине плит, мм: | ± 3 | ||||||||||||||||||||
| 14. Коэффициент теплопроводности, Вт/(м·К): | 0,26 | ||||||||||||||||||||
| 15. Коэффициент линейного расширения, мм/(п.м.·°C) или град-1·10-6: | 0,0235 или 23,5 | ||||||||||||||||||||
| 16. Коэффициент паропроницаемости, мг/(м·ч·Па): | 0,03 |
Справочные показатели физико-механических свойств ЦСП ТАМАК
| № | Наименование показателя, ед. измерения | Значение для плит ЦСП-1 | ГОСТ |
|---|---|---|---|
| 1 | Модуль упругости при изгибе, МПа, не менее | 4500 | ГОСТ 10635-88 |
| 2 | Твёрдость, МПа | 46-65 | ГОСТ 11843-76 |
| 3 | Ударная вязкость, Дж/м2, не менее | 1800 | ГОСТ 11843-76 |
| 4 | Удельное сопротивление выдёргиванию шурупов из пластин, Н/м | 4-7 | ГОСТ 10637-78 |
| 5 | Удельная теплоёмкость, кДж/(кг·K) | 1,15 | — |
| 6 | Класс биостойкости | 4 | ГОСТ 17612-89 |
| 8 | Снижение прочности при изгибе (после 20 циклов температурно-влажностных воздействий), %, не более | 30 | — |
| 9 | Разбухание по толщине (после 20 циклов температурно-влажностных воздействий), %, не более | 5 | — |
| 10 | Горючесть | Группа слабогорючих Г1 | ГОСТ 30244-94 |
| 11 | Морозостойкость (снижение прочности при изгибе после 50 циклов), %, не более | 10 | ГОСТ 8747-88 |
Таблица нагрузки на ЦСП Тамак «Сосредоточенная нагрузка — однопролётная балка»
| Пролёт, мм | Нагрузка, кН | |||||
|---|---|---|---|---|---|---|
| Толщина 8 мм | Толщина 10 мм | Толщина 12 мм | Толщина 16 мм | Толщина 20 мм | Толщина 24 мм | |
| 200 | 0,279 | 0,416 | 0,572 | 0,956 | 1,489 | 1,997 |
| 250 | 0,223 | 0,333 | 0,457 | 0,765 | 1,191 | 1,597 |
| 300 | 0,186 | 0,278 | 0,381 | 0,637 | 0,993 | 1,331 |
| 350 | 0,159 | 0,238 | 0,327 | 0,546 | 0,851 | 1,141 |
| 400 | 0,139 | 0,208 | 0,286 | 0,478 | 0,744 | 0,998 |
| 450 | 0,124 | 0,185 | 0,254 | 0,425 | 0,662 | 0,887 |
| 500 | 0,111 | 0,167 | 0,229 | 0,382 | 0,596 | 0,799 |
| 550 | 0,101 | 0,151 | 0,208 | 0,348 | 0,541 | 0,726 |
| 600 | 0,093 | 0,139 | 0,191 | 0,319 | 0,496 | 0,666 |
Теплотехнические свойства
ЦСП, благодаря органическому соединению древесины и цемента, представляют собой однородный монолитный материал без воздушных вкраплений, что обеспечивает высокую теплопроводность. Поэтому наибольшее применение ЦСП находят в конструкциях, где требуется сочетание высокой прочности и низкого температурного сопротивления материала. Теплотехнические свойства ЦСП оцениваются с помощью коэффициента теплопроводности, который является важнейшим теплотехническим показателем строительных материалов.
Поэтому наибольшее применение ЦСП находят в конструкциях, где требуется сочетание высокой прочности и низкого температурного сопротивления материала. Теплотехнические свойства ЦСП оцениваются с помощью коэффициента теплопроводности, который является важнейшим теплотехническим показателем строительных материалов.
Зависимость коэффициента теплопроводности от толщины плиты
| Толщина плит, мм | Теплопроводность, Вт/м·°C | Температурное сопротивление, м2·°C/Вт |
|---|---|---|
| 8 | 0,26 | 0,031 |
| 10 | 0,035 | |
| 12 | 0,046 | |
| 16 | 0,062 | |
| 20 | 0,077 | |
| 24 | 0,092 | |
| 36 | 0,138 |
Звукоизоляция
Индекс изоляции воздушного шума
| ЦСП ТАМАК 10 мм | RW=30 дБ |
| ЦСП ТАМАК 12 мм | RW=31 дБ |
Индекс изоляции ударного шума
Цементно-стружечные плиты толщиной 20 и 24 мм, уложенные непосредственно на железобетонное несущее перекрытие измерительной камеры НИИСФ РААСН, обеспечивают улучшение изоляции ударного шума на 16-17 дБ соответственно.
При укладывании цементно-стружечных плит толщиной 20 и 24 мм не непосредственно на железобетонную плиту перекрытия, а на промежуточный слой упруго мягкого материала происходит дополнительно улучшение изоляции ударного шума, составляющее 9-10 дБ.
Удельное сопротивление выдёргиванию шурупов
| № | Наименование шурупа, DxL, мм | Диаметр отверстия под шуруп, мм | Среднее удельное сопротивление из 5 испытаний, Н/мм | Разброс удельного сопротивления, Н/мм |
|---|---|---|---|---|
| 1 | 5,5 х 30 | 3,0 | 122 | 118 ÷ 137 |
| 2 | 5,0 х 30 | 3,0 | 85 | 68 ÷ 103 |
| 3 | 4,5 х 30 | 3,0 | 93 | 80 ÷ 108 |
| 4 | 4,0 х 30 (L резьбы 20 мм) | 2,5 | 110 | 88 ÷ 147 |
| 5 | 4,0 х 30 (L резьбы полная) | 2,5 | 114 | 103 ÷ 124 |
| 6 | 3,5 х 30 | 2,5 | 104 | 87 ÷ 116 |
ср. 105 105 |
Плита ЦСП: характеристики, применение, размеры, вес
Листовые строительные материалы используются во многих видах строительных работ, которые принято называть «сухими». Один из таких материалов — плита ЦСП. Это прочный материал, который можно использовать при строительстве каркасных домов и хозпостроек, для внутренних и наружных отделочных работ.
Содержание статьи
- 1 Что такое плита ЦСП
- 2 Область применения
- 2.1 Объекты для использования ЦСП
- 2.2 Для отделочных наружных и внутренних работ
- 3 Характеристики и свойства
- 3.1 Плотность и масса
- 3.2 Тепловое и влажностное расширение
- 3.3 Прочностные показатели и особенности монтажа
- 3.4 Пожароопасность и морозостойкость
- 3.5 Звукоизолирующие своства
- 3.6 Эксплуатационные характеристики
- 4 Размеры и масса
- 5 Способы крепления
- 6 Методы обработки и отделки
Что такое плита ЦСП
Цементно-стружечная плита (ЦСП) — листвой строительный материал, который делают из высококачественного цемента (портландцемент), смешанного с тонкой длинной древесной щепой (по ГОСТу 26816 толщина щепы 0,2-0,3 мм, длина от 10 мм до 30 мм). В состав добавляют сульфат алюминия и жидкое стекло. При замесе добавляется вода (около 8% от общей массы). Полученная субстанция формуется в виде плит, прессуется.
В состав добавляют сульфат алюминия и жидкое стекло. При замесе добавляется вода (около 8% от общей массы). Полученная субстанция формуется в виде плит, прессуется.
Плита ЦСП — листовой строительный материал для внутренних и наружных работ
Некоторые производители плиты ЦСП делают из нескольких слоев. Они отдельно замешивают составы с более мелкой и более крупной щепой. Смесь с крупной щепой используется для внутренних слоев, придает большую прочность. Из состава с более мелкой щепой формируются наружные слои, что делает ее поверхность более гладкой. Сложенный «пирог» поступает в пресс, в результате формируется монолитная плита ЦСП с улучшенными характеристиками.
Это плиты ЦСП для наружной отделки фасадов
Стоит также сказать, что есть шлифованные и нешлифованные плиты ЦСП. Шлифованные можно использовать для внутренней или наружной отделки в тех работах, после которых сразу могут следовать отделочные работы. Также есть отделочные плиты ЦСП, на одной из поверхностей которой сформирован отделочный слой в виде каменной или кирпичной кладки, декоративной штукатурки и т. д.
д.
Область применения
ЦСП, в основном, используют в технологиях «сухого» монтажа. Они хороши при строительстве каркасных домов, так как не выделяют вредных веществ, имеют высокую прочность, малогорючи, во время пожара выделяют малое количество дыма, не распространяют огонь. Имея высокую механическую прочность, они повышают жесткость каркасных конструкций. Все это делает каркасные дома, обшитые ЦСП, более безопасными и надежными.
Цементно-стружечные плиты используются для строительства, отделки
Объекты для использования ЦСП
Листовой ЦСП может применяться при строительстве следующих объектов:
- Каркасные жилые дома до 3-х этажей включительно.
- Промышленные, офисные здания.
- Гостиничные комплексы.
- Детские сады, школы.
- Лечебные учреждения.
- Спортивные залы.
- Склады, ангары.
Недостаток: плита ЦСП имеет значительную массу (в несколько раз тяжелее ОСБ), что повышает требования к фундаменту. Солидный вес также становится проблемой при подъеме на второй этаж — нужны помощники и леса или подъемная техника (хотя бы лебедка). Еще один недостаток ЦСП — низкая стойкость к изгибающим нагрузкам. Этим и ограничивается область их применения — они кладутся на основание, в местах с малой изгибающей нагрузкой или должны монтироваться вертикально.
Еще один недостаток ЦСП — низкая стойкость к изгибающим нагрузкам. Этим и ограничивается область их применения — они кладутся на основание, в местах с малой изгибающей нагрузкой или должны монтироваться вертикально.
С использованием ЦСП строят каркасные дома
Стойкость к атмосферным воздействиям и повышенной влажности, грибкам и бактериальным поражениям, позволяет использовать цементно-стружечные листы при строительстве хозпостроек: сараев, уличных туалетов, гаражей погребов.
Для отделочных наружных и внутренних работ
Еще одна область применения цементно стружечных плит — выравнивание пола, стен. По сравнению с другими материалами плита ЦСП имеет лучшие звукоизоляционные характеристики, не подвержена воздействию грибков, хорошо переносит климатические влияния. Поэтому часто используются при создании вентилируемых фасадов.
Примеры использования ЦСП в строительстве и отделке частных домов
Для внутренней отделки плиты ЦСП могут использоваться для следующих работ:
- Звукоизолированные и огнестойкие перегородки и стены.
- Внутренняя облицовка помещений любого назначения (жилых и нежилых, в том числе с повышенной влажностью).
- Подоконники.
- Черновой пол.
- Потолки.

Положительный момент в том, что есть цементно-стружечные плиты шлифованные и нешлифованные. Шлифованные имеют абсолютно гладкую поверхность. При их использовании можно только заделать швы и затем красить, клеить обои, использовать другие способы отделки.
Характеристики и свойства
Плита ЦСП — относительно новый материал, пока не слишком широко используемый в частном строительстве. Все потому что не все представляют как он себя ведет в долгосрочной перспективе. Чтобы понять, хорош он или нет для ваших целей, необходимо знать обо всех свойствах.
Плотность и масса
Плотность ЦСП 1100-1400 кг/м³. Высокая плотность придает каркасным конструкциям повышенный уровень жесткости. Если используется этот материал для внутренних отделочных работ, такие стены имеют достаточную несущую способность, чтобы удержать полки, шкафчики и другие достаточно тяжелые предметы.
Удельное сопротивление выдергиванию саморезов из плиты ЦСП
Материал достаточно плотный и тяжелый. Один лист высотой 2700 мм — в зависимости от толщины — весит от 37 кг и до 164 кг. Это делает неудобной обшивку второго этажа и выше. Это можно считать недостатком.
Тепловое и влажностное расширение
Для строительства еще важна такая характеристика, как линейное расширение при изменениях влажности и температуры. Для плиты ЦСП оно присутствует, но является небольшим. При расположении плит одна возле другой, между ними рекомендовано оставлять зазор в 2-3 мм. При установке второго ряда (по высоте) рекомендованный зазор — 8-10 мм.
- Нормальная влажность при продаже — 9% (±3%).
- Невысокое водопоглощение позволяет использовать этот тип материала для наружной отделки, для обшивки стен в помещении с повышенной влажностью. При нахождении в воде в течение 24 часов предел увеличения толщины — не более 1,5%. То есть, при намокании они почти не меняют размеры.
Что еще стоит знать: при погружении в воду размеры меняются незначительно — 2% по толщине и 3% по длине. Если материал сделан согласно технологии, то даже при длительном нахождении на улице под открытым небом, он годами не меняется.
Если материал сделан согласно технологии, то даже при длительном нахождении на улице под открытым небом, он годами не меняется.
Прочностные показатели и особенности монтажа
Цементно-стружечные плиты плохо переносят изгибающие деформации, но имеют очень высокую прочность при продольных нагрузках. Потому их используют для монтажа на вертикальные поверхности. Класть их на лаги производители не рекомендуют, а вот при укладке на черновой пол или черновую стяжку материал ведет себя стабильно. Так как плита ЦСП не боится попадания воды, ее можно укладывать на пол в помещениях с повышенной влажностью.
Модуль упругости:
- при сжатии и изгибе 2500 МПа;
- на растяжение — 3000 МПа;
- при сдвиге — 1200 МПа.
Если ЦСП Монтируется на каркас, необходима обрешетка с шагом не менее 60 см. При монтаже крепеж устанавливается с шагом 20 см. Саморезы ставим не только по периметру, но и по промежуточным рекам обрешетки. В этом случае на плиту ЦСП можно клеить плитку (грунтовка, после ее высыхания — не клеевой состав можно укладывать плитку).
Пожароопасность и морозостойкость
Плита ЦСП относится к трудносгораемым материалам, по поверхности огонь не распространяется, при сгорании токсичные или вредные газы не выделяются. Предел огнестойкости (способность сдерживать огонь) — 50 мин. Это значит, что материал разрушится после 50 минут нахождения в огне.
Высокая морозостойкость — снижение прочности после 50 циклов заморозки/разморозки не более 10%, что позволяет использовать материал для строительства домов даже в условиях Крайнего Севера. Срок эксплуатации этого материала на улице — 50 лет.
Сравнение ЦСП и ОСБ по горючести
Именно эти свойства делают ЦСП более предпочтительным материалом в каркасном домостроении. Строение получается более надежным с точки зрения пожарной безопасности.
Звукоизолирующие своства
Плита ЦСП имеет неплохие звукоизоляционные характеристики и может использоваться при обшивке наружных или внутренних стен:
- снижение уровня воздушных шумов для плиты толщиной 10 мм — порядка 30 дБ, для 12 мм — 31 дБ;
- снижение уровня ударных шумов при плитах, уложенных на железобетонное перекрытие — при толщине 20 мм составляет 16 дБ, при толщине 24 мм — 17 дБ;
При использовании дополнительных промежуточных слоев ударные шумы становятся тише еще на 9-10 дБ. То есть, каркасные стены, обшитые плитами ЦСП, задерживают достаточное количества звуков чтобы дом был тихим.
То есть, каркасные стены, обшитые плитами ЦСП, задерживают достаточное количества звуков чтобы дом был тихим.
Лучшая комбинация — сочетание цементно-стружечной плиты и минеральной ваты. Минеральная вата также служит в качестве утеплителя, так как из-за однородности ЦСП имеет небольшое тепловое сопротивление (не является теплоизоляционным материалом).
Эксплуатационные характеристики
Плитам ЦСП присуща высокая паропроницаемость — 0,03 — 0,23 мг/(м·ч·Па). Это примерно на том же уровне, что и у натуральной древесины. При правильном подборе пирога обшивки стен, в помещениях влажность будет регулироваться естественным путем.
Кроме того, плита ЦСП имеет высокую устойчивость к гниению. Происходит это за счет естественного процесса образования гидроксида кальция, который образуется при превращении цемента в бетон и защелачивает материал так, что он становится неблагоприятной средой для обитания грибков, насекомых и гнилостных бактерий.
Размеры и масса
При закупке материалов для строительных и отделочных работ важны такие характеристики как размеры и масса материала. Листы ЦСП выпускаются двух размеров: при ширине 1250 мм длина может быть 2700 или 3200 мм. При этом толщина плит ЦСП может быть 8, 10, 12, 16, 20, 24, 36 мм.
Листы ЦСП выпускаются двух размеров: при ширине 1250 мм длина может быть 2700 или 3200 мм. При этом толщина плит ЦСП может быть 8, 10, 12, 16, 20, 24, 36 мм.
Плита ЦСП: область применения в зависимости от толщины
Понятное дело, чем толще плита, тем больше ее масса. Примерные значения массы приведены в таблице (у разных производителей могут быть отклонения как в сторону увеличения, так и в сторону уменьшения массы).
Вес цементно-стружечных плит в зависимости от размеров и толщины
Еще могут понадобиться такие параметры:
- площадь одного листа:
- 1250*2700 — 3,375 м²;
- 1250*3200 — 4,0 м²;
- вес кубометра ЦСП — 1300-1400 кг.
Лист ЦСП представляет собой однородный монолитный материал без воздушных вкраплений, что объясняет высокую теплопроводность материала. Это надо учитывать при разработке пирога утепления. Материал хорошо клеится с древесиной, полимерами и металлом, так что при строительных работах он удобен.
Способы крепления
Плита ЦСП может крепиться при помощи гвоздей или саморезов. При монтаже на каркас, плиты должны монтироваться строго вертикально.
При монтаже на каркас, плиты должны монтироваться строго вертикально.
Область применения цементно-стружечных плит в частном строительстве
Для крепления цементно-стружечных плит можно использовать:
- Оцинкованные винтовые гвозди диаметром от 2,5 мм. Длина подбирается в зависимости от толщины листа и всего пирога. Ущемленная часть гвоздя должна быть не менее двойной толщины плиты, но не менее 10 диаметров гвоздя.
- Шуруп и саморезы с предварительным засверливанием отверстий под головки. Длина выбирается по тому же принципу.
При монтаже плит ЦСП необходимо строго следить за количеством и порядком установки крепежа: материал имеет большую массу, так что крепеж надо устанавливать не менее рекомендованных величин. Расстояние между гвоздями или саморезами зависит от толщины плиты и указано в таблице.
Как и с какой частотой устанавливать крепеж при монтаже ЦСП
Каждый лист цементно-стружечной плиты фиксируется по периметру, отступив определенное расстояние от кромки листа. Частота установки вдоль длинной и короткой стороны листа одинаковая, но зависит от толщины материала. Кроме того есть еще промежуточное крепление — посередине высоты. Тут частота установки саморезов или гвоздей в два раза реже чем по периметру.
Частота установки вдоль длинной и короткой стороны листа одинаковая, но зависит от толщины материала. Кроме того есть еще промежуточное крепление — посередине высоты. Тут частота установки саморезов или гвоздей в два раза реже чем по периметру.
Методы обработки и отделки
Несмотря на то что цементно стружечная плита намного прочнее ДСП, обрабатывается она теми же инструментами: фрезером, пилой, электролобзиком. Разница в том, что использовать надо более прочные пилки.
Для сверления рекомендуется использование сверла с твердым наконечником. Использовать можно как ручную, так и электрическую дрель. Шлифовать этот материал не рекомендуется, так как при этой работе снимается верхний слой, что увеличивает водопоглощение. Но при стыковке иногда возникает необходимость выравнивания высоты. В этом случае можно использовать шлифовальные машины любого типа. Рекомендуемое зерно наждачной бумаги — №16-25.
Швы при монтаже плит ЦСП
Обратите внимание, что для того чтобы швы между плитами не трескались, при внутренней отделе шов должен быть не менее 4 мм, при наружной — не менее 8 мм. Расстояние большое, может закрываться специальными рейками (обычно используется при наружной отделке) или при помощи эластичной ленты или герметика.
Расстояние большое, может закрываться специальными рейками (обычно используется при наружной отделке) или при помощи эластичной ленты или герметика.
В качестве финишной отделки плита ЦСП может быть покрашена или покрыта штукатуркой. При наружной отделке стыки между плитами часто просто прокрашивают, оставляя их незаделанными. Еще вариант — использование алюминиевой профильной накладки, которая подчеркивает швы. Также можно закрыть шов нащельной рейкой.
Как заделать шов между плитами ЦСП при наружной или внутренней отделке
Для внутренней отделки шов заполняют герметиком, который после высыхания сохраняет эластичность. После этого можно штукатурить. Второй вариант — прокладка специального эластичного шнура, поверх которого снова-таки наносится эластичная штукатурка.
Цементно-стружечная плита – применение
30.01.2020
Цементно-стружечная плита (ЦСП) изготавливается из смеси цемента и стружки. Цементно-стружечная смесь, в свою очередь, представляет собой разновидность бетона на основе минерального вяжущего. В качестве наполнителя вместо песка и гравия используются мелкие древесные частицы. Введение древесины в состав плиты снизило ее плотность, однако, самое главное, древесные частицы являются не просто легкими наполнителями, но и волокном, создающим объемную арматуру, способную поглощать растягивающую нагрузку Брошюра CSP (PDF) >
В качестве наполнителя вместо песка и гравия используются мелкие древесные частицы. Введение древесины в состав плиты снизило ее плотность, однако, самое главное, древесные частицы являются не просто легкими наполнителями, но и волокном, создающим объемную арматуру, способную поглощать растягивающую нагрузку Брошюра CSP (PDF) >
Материалы для производства плит:
- Цемент — 65%;
- Древесные частицы — 24%;
- Вода – 8,5%;
- Минерализирующие и гидратирующие добавки — 2,5%
Цементно-стружечная плита Характеристики
Основные характеристики CSP определяются его компонентами. Например, тяжесть цемента частично компенсируется легкостью наполнителя (древесных частиц).
Плотность и вес плиты
Плотность CSP составляет 1000 кг/м3, что меньше плотности большинства материалов на цементной основе. Доска размером 3200х1200х10 мм весит около 45 кг.
Влагостойкость и биостойкость CSP устойчив к влаге и биологическим факторам. Биостабильность возможна благодаря специальной обработке древесных частиц – минерализации. Влагостойкость – достоинство цемента. Цемент способен противостоять и уровню влажности. Водопоглощение при длительном погружении в воду не превышает 16 %, а набухание плиты по толщине не более 1,5 %. Морозостойкость CSP почти не впитывает воду. Это помогает CSP иметь хорошую устойчивость к низким температурам. Морозостойкость CSP -50 циклов замораживания-нагревания без видимых повреждений и с 90% остаточной прочностью. По этим параметрам плита пригодна для использования вне отапливаемых помещений при условии защиты от скопления влаги. |
Теплопроводность и паропроницаемость
CSP является пористым материалом, в связи с тем, что значительная его часть по объему состоит из древесных частиц. Благодаря своей структуре имеет низкую теплопроводность около 0,26 Вт/(м•°С). Это в 1,5 раза меньше, чем у кирпича и примерно в два раза больше, чем у гипсокартона. Несмотря на то, что CSP нельзя в полной мере рассматривать как теплоизоляционный материал, его применение оказывает существенное влияние на результат теплового сопротивления наружных строительных конструкций.
Благодаря своей структуре имеет низкую теплопроводность около 0,26 Вт/(м•°С). Это в 1,5 раза меньше, чем у кирпича и примерно в два раза больше, чем у гипсокартона. Несмотря на то, что CSP нельзя в полной мере рассматривать как теплоизоляционный материал, его применение оказывает существенное влияние на результат теплового сопротивления наружных строительных конструкций.
Пористая структура определяет паропроницаемость материала на уровне 0,03 мг/(м•ч•Па). Такой же паропроницаемостью обладает бетон. Этот параметр необходимо учитывать при проектировании многослойных стен. При использовании CSP для внутренней отделки наружных стен может служить пароизоляционным слоем, уменьшающим скопление влаги в стене и повышающим эффективность теплоизоляции.
Пожарная безопасность Характеристики пожарной безопасности CSP Матчи класс B- S 1, D 0 :
На основании этих характеристик CSP классифицируется как безопасный материал. Его использование также позволяет повысить огнестойкость строительных конструкций и снизить пожарную опасность помещений. Экологичность Этой характеристике уделяется большое внимание из-за значительного увеличения использования синтетических материалов. CSP состоит только из натуральных компонентов. Не содержит формальдегидных смол, полистирола и других веществ, которые могут служить источником выделения летучих токсичных соединений. Благодаря минерализующим добавкам древесные частицы устойчивы к гниению, что также способствует сохранению здоровой атмосферы в помещении. | |
Обработка CSP довольно легко режется и сверлится, поэтому с ним легко работать. На него легко наносится шпаклевка, а также краска. Использование CSP Использование CSP определяется его свойствами, описанными выше. Удачное сочетание замечательных качеств, дополняющих друг друга, особенно ценно. Материалов, обладающих прочностью, влагостойкостью, пожаробезопасностью, относительно небольшим весом и экологичностью, не так много. Материал в виде доски дает еще одно преимущество — простота использования, технологичность. Во многих случаях применение CSP помогает ускорить работу, исключить так называемые «мокрые процессы», требующие от строителей специальных навыков, трудоемкие, особенно учитывая время отверждения строительных смесей. Использование CSP включает только монтажные работы. Большой размер доски позволяет сразу покрыть большую площадь и упростить выравнивание поверхностей. | |
Sheating of Walls и разделы CSP хорошо подходит для настенных, оба масса, а также, а также, а также, а также, а также, а также, а также, а также, а также, а также для масса. Экологическая безопасность делает его хорошим материалом для внутренней отделки, а влагостойкость позволяет использовать его как для помещений с повышенной влажностью, так и для внешней отделки зданий. Плиты можно монтировать на кирпичную стену вместо традиционной штукатурки. Этот метод называется «сухая штукатурка». Использование досок позволяет легко делать ровные поверхности. Сложность этой работы намного ниже традиционной штукатурки. Для этих целей используются листы толщиной 8-12 мм. 9№ 0003 CSP отлично подходит для каркасных конструкций. Эта технология предполагает обшивку листами, что, в свою очередь, обеспечивает высокую технологичность и экономию времени. Одним из видов каркасных конструкций являются внутренние перегородки. CSP служит звукоизоляционным материалом, уменьшающим акустическую связь между помещениями, разделенными перегородкой. Для обшивки каркаса используют доски (толщиной до 20 мм). | |
Системы навесных фасадов Навесной вентилируемый фасад является одним из естественных применений CSP . CSP способен выдерживать высокие механические нагрузки, не портится от влаги и не распространяет пламя даже в условиях сильной тяги в вентиляционном зазоре. В этой области используются легкие доски толщиной до 12 мм. | |
Кровельные системы CSP применяется на плоских кровлях, в том числе эксплуатируемых, в том числе эксплуатируемых. Листы укладываются поверх утеплителя, а затем покрываются водонепроницаемой мембраной. Благодаря жесткости листов утеплитель не подвергается сосредоточенной нагрузке, а это позволяет легко ходить по крыше и даже использовать ее под летнее кафе или зону отдыха. В зависимости от нагрузки в кровельных системах используются листы толщиной до 20 мм, а в особых случаях и более 20 мм.
| |
Полы Такие качества CSP , как прочность на изгиб и влагостойкость, незаменимы при укладке пола. Этот материал отлично подходит для чернового пола – так называемой сухой стяжки. Вместо того, чтобы выкладывать слой цементно-песчаной смеси, выравнивать и ждать ее застывания, плиты ЦСП укладываются на подготовленные «маяки», что позволяет иметь и сразу ровную и готовую к дальнейшей работе основу, а также теплоизолятор. Для каркасного дома или при устройстве пола на лагах следует использовать более толстые доски. Толщина определяется будущей нагрузкой и расстоянием между лагами. Другой часто используемой конструкцией является плавающий пол. CSP идеально подходит и для этого типа пола. Опять же, толщина определяется плотностью утеплителя и расчетными нагрузками. Для чернового пола используются доски толщиной не менее 16 мм. | |
Опалубка Обычно в монолитном строительстве опалубка представляет собой временную конструкцию, которую снимают после завершения начального твердения бетона. Применение ЦСП позволяет совмещать подготовку опалубки с отделочными работами. Из этих плит делают несъемную опалубку, которая остается в составе стены, сразу образуя гладкую поверхность, не нуждающуюся в оштукатуривании. |



 Эти листы служат внешней обшивкой, защищающей внутренние слои от внешней влаги и ветра. Прочность, влагостойкость и пожаробезопасность материала крайне важны для вентилируемого фасада.
Эти листы служат внешней обшивкой, защищающей внутренние слои от внешней влаги и ветра. Прочность, влагостойкость и пожаробезопасность материала крайне важны для вентилируемого фасада.

Основные характеристики Цементно-стружечные плиты BetonWood
Основные характеристики Цементно-стружечные плиты
Панели на цементной основе изготавливаются из конгломерата цементицио «Портланд» (единственный бетон, не содержащий радона) и древесных волокон сосны до 100% прессования. Качество, гарантировано большими институтами сертификации европейского качества.
Определение
Цементно-стружечная плита представляет собой плитный продукт, изготовленный в плоском прессе из редуцированного древесного материала, древесной щепы с добавлением гидравлического вяжущего (портландцемент) и химической добавки для применения в строительстве.
Плиты, в которых спрессован цемент с связкой типа BetonWood, должны иметь повышенный удельный вес до 1350 кг. Al кубический метр, тепловой Коэффициент теплопроводности = 0,26 Вт/мК Звукоизоляция 30 дБ минимум на 12 мм толщины.
Основные свойства цементно-стружечных плит
Строительные плиты Betonyp сочетают в себе полезные свойства цемента и древесных частиц, обработанных химическими добавками. Структура плиты непрерывно слоистая от более мелкой фракции древесной щепы, образующей верхний слой с обеих сторон, до центрального более крупного слоя. Поверхности досок гладкие, цвет цементно-серый.
Плита Betonyp легче традиционных строительных материалов. Он атмосферостойкий и морозостойкий. Насекомые и грибок не атакуют и не повреждают его. Благодаря превосходным физико-механическим свойствам он является одним из важнейших базовых материалов в легком строительстве.
- Негорючий (A2sd1 -Afl2-s1 EN 13501-2)
- Сертифицировано CE — A2sd1 норма EN 13501-2
- Всепогодный
- Неуязвим для животных, грызунов, термитов и т. п.
- Противогрибковый
 п.
п.- Без формальдегида и асбеста
- Отсутствие переработанных чернил
- Стойкий к атмосферным воздействиям
- Работает с инструментами из дерева.
- Высокая производительность
Упаковка и транспортировка цементно-стружечных плит
Цементно-стружечные плиты упаковываются на заводе на несущих брусах или на поддонах в штучных штабелях. Защитный покровный лист сверху внизу штабеля изготовлен из ДСП более низкого сорта. Стопки зажимаются стальной или пластиковой полосой. Края ЦСП под циклополосу оборудуются защитными кромками. Общий вес средней стопки ок. 3200-3500 кг.
Готовые к поставке штабели могут перевозиться по железной дороге или автомобильным транспортом. Поскольку погрузка осуществляется механическим способом компанией BETONWOOD S.r.l., получатель также должен иметь при себе механическое разгрузочное оборудование. Дальнейшую транспортировку и разгрузку организует заказчик.
Стандарт упаковки строительных столов Betonyp
Свойства материала цементно-стружечных плит
- Степень влажности после кондиционирования воздуха:
- Прочность на изгиб:
- Прочность на растяжение перпендикулярно доске:
- Модуль прочности на изгиб 1 шт.:
- Модуль прочности на изгиб 2 ndc:
- Разбухание по толщине:
- Изменение длины и ширины под воздействием влажности:
- Коэффициент теплового расширения:
- Теплопроводность:
- Коэффициент сопротивления проникновению пара:
- Воздухопроницаемость:
- Морозостойкость:
- Изоляция воздушного шума:
- Значение pH на поверхности:
- 6% — 12%
- мин.
Вес заглушек стальных таблица: Заглушка эллиптическая ГОСТ 17379-2001 стальная
Заглушка эллиптическая ГОСТ 17379-2001 стальная
+7 (495) 641 16 85 город Москва
Главная \ Каталог товаров \ ПРИВАРНЫЕ ДЕТАЛИ ТРУБОПРОВОДОВ: Фланцы, Отводы, Переходы, Тройники, Заглушки \ Заглушка эллиптическая ГОСТ 17379-2001 стальная приварная
Наименование — Заглушка эллиптическая ГОСТ 17379-2001 стальная бесшовная
Применение — стальные эллиптические заглушки ГОСТ 17379-2001 используются для закрытия концевых отверстий в трубопроводах различного назначения ( включая подконтрольные органам надзора, при Pу до 16 МПа ( 160 кгс/см² ) ) и при изготовлении ёмкостей
Производитель — Россия, Беларусь
Сертификат официального дилера ( просмотр )
Регламентирующий документ — ГОСТ 17379-2001
Рабочая среда — вода, пар, газ и другие неагрессивные среды
Давление номинальное, PN = 4 ( 40 ) . . . 16 ( 160 ) МПа ( кгс/см² )
Температура рабочей среды = — 40°С . . . + 450°С
Материал корпуса — Сталь 20 ( Сталь 09Г2С — под заказ )
Конструктивные особенности — бесшовная
Присоединение — сварка
Сертификат соответствия / паспорт качества ( по запросу )
Цена / прайс ( по запросу )
Технические характеристики и размеры
Наименование | Диаметр условный | Диаметр наружный | H (мм) | S (мм) | Вес | Условия поставки | Стоимость |
| Заглушка эллиптическая стальная бесшовная приварная Дн 32 ( Ду 25 ) ГОСТ 17379-2001 | 25 | 32 | 15 | 2 | 0.1 | — | цена по запросу |
| 3 | 0.1 | под заказ | |||||
| Заглушка эллиптическая стальная бесшовная приварная Дн 38 ( Ду 32 ) ГОСТ 17379-2001 | 32 | 38 | 20 | 2 | 0.1 | — | цена по запросу |
3 | 0.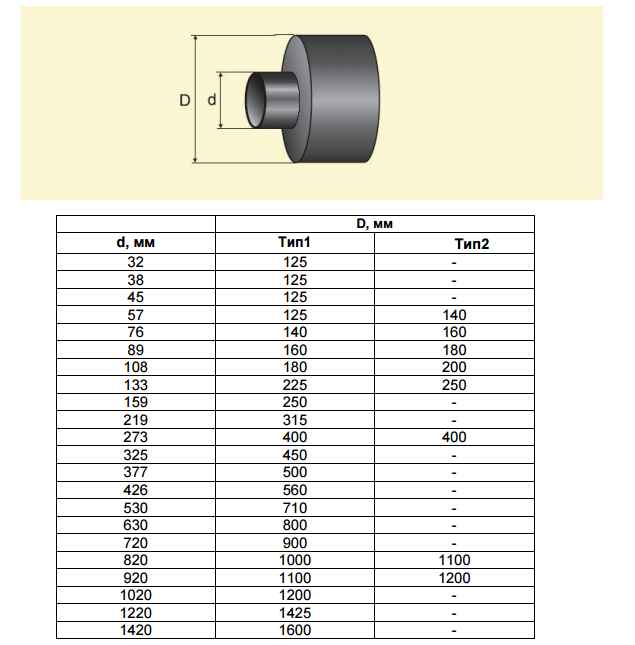 1 1 | под заказ | |||||
| Заглушка эллиптическая стальная бесшовная приварная Дн 45 ( Ду 40 ) ГОСТ 17379-2001 | 40 | 45 | 20 | 2.5 | 0.1 | — | цена по запросу |
| 4 | 0.2 | под заказ | |||||
| Заглушка эллиптическая стальная бесшовная приварная Дн 57 ( Ду 50 ) ГОСТ 17379-2001 | 50 | 57 | 30 | 3 | 0. | — | цена по запросу |
| 5 | 0.3 | под заказ | |||||
| Заглушка эллиптическая стальная бесшовная приварная Дн 76 ( Ду 65 ) ГОСТ 17379-2001 | 65 | 76 | 40 | 3.5 | 0.4 | — | цена по запросу |
| 6 | 0.5 | под заказ | |||||
| Заглушка эллиптическая стальная бесшовная приварная Дн 89 ( Ду 80 ) ГОСТ 17379-2001 | 80 | 89 | 45 | 3. | 0.6 | — | цена по запросу |
| 8 | 0.9 | под заказ | |||||
| Заглушка эллиптическая стальная бесшовная приварная Дн 108 ( Ду 100 ) ГОСТ 17379-2001 | 100 | 108 | 50 | 4 | 0.7 | — | цена по запросу |
| 8 | 1.3 | под заказ | |||||
| Заглушка эллиптическая стальная бесшовная приварная Дн 114 ( Ду 100 ) ГОСТ 17379-2001 | 100 | 114 | 50 | 4 | 0. | под заказ | цена по запросу |
| 8 | 1.3 | ||||||
| Заглушка эллиптическая стальная бесшовная приварная Дн 133 ( Ду 125 ) ГОСТ 17379-2001 | 125 | 133 | 55 | 4 | 0.9 | — | цена по запросу |
| 8 | 2 | под заказ | |||||
| Заглушка эллиптическая стальная бесшовная приварная Дн 159 ( Ду 150 ) ГОСТ 17379-2001 | 150 | 159 | 65 | 4. | 1.5 | — | цена по запросу |
| 8 | 2.3 | под заказ | |||||
| Заглушка эллиптическая стальная бесшовная приварная Дн 219 ( Ду 200 ) ГОСТ 17379-2001 | 200 | 219 | 75 | 6 | 4 | — | цена по запросу |
| 8 | 4.6 | под заказ | |||||
| Заглушка эллиптическая стальная бесшовная приварная Дн 273 ( Ду 250 ) ГОСТ 17379-2001 | 250 | 273 | 85 | 7 | 4. | — | цена по запросу |
| 8 | 4.9 | под заказ | |||||
Заглушка эллиптическая | 300 | 325 | 100 | 10 | 11 | — | цена по запросу |
Заглушка эллиптическая | 350 | 377 | 115 | 10 | 16 | — | цена по запросу |
Заглушка эллиптическая | 400 | 426 | 125 | 10 | 19 | — | цена по запросу |
Заглушка эллиптическая | 500 | 530 | 150 | 10 | 25 | под заказ | цена по запросу |
Заглушка стальная бесшовная эллиптическая ( днище ) | 600 | 630 | — | — | 50 | под заказ | цена по запросу |
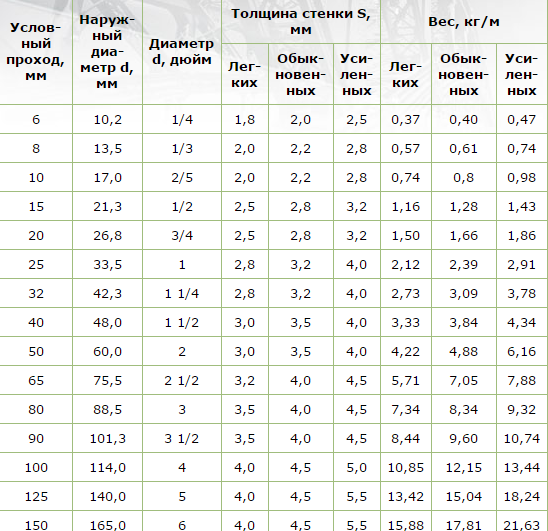 )
) 2
2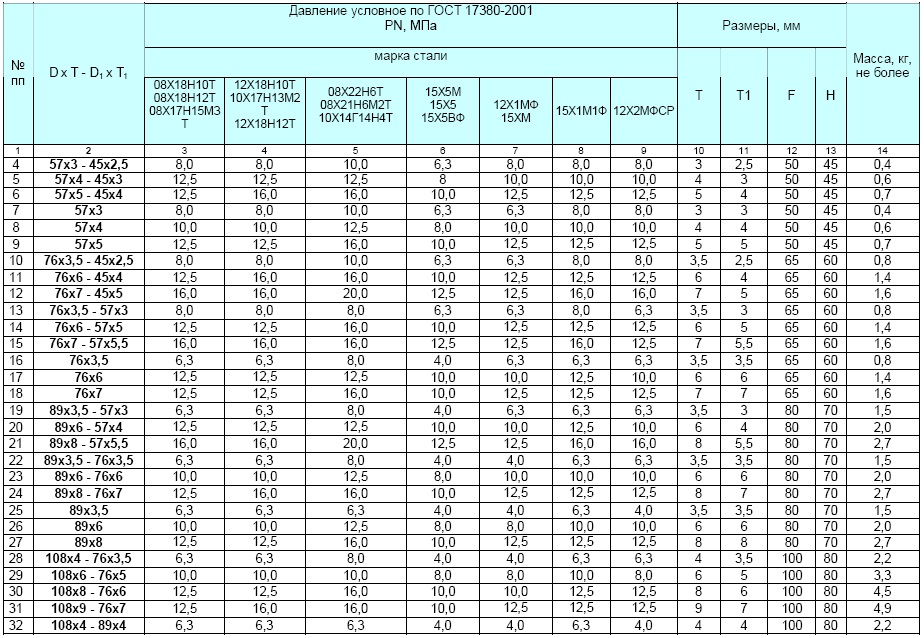 5
5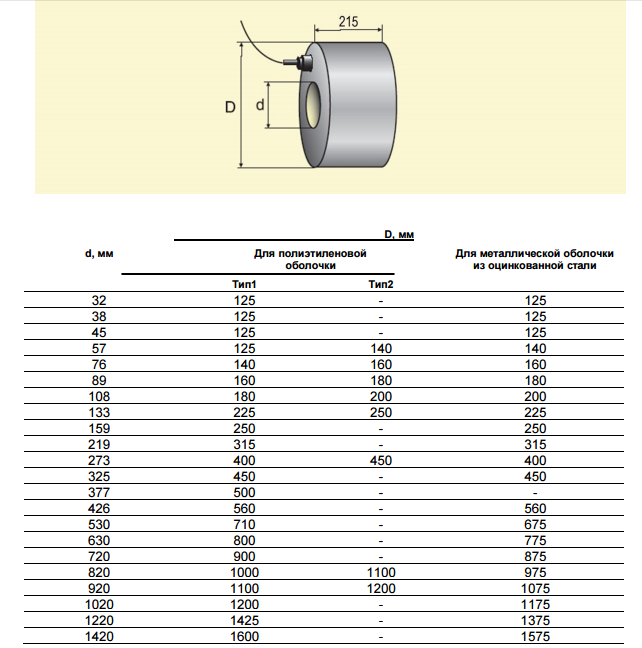 7
7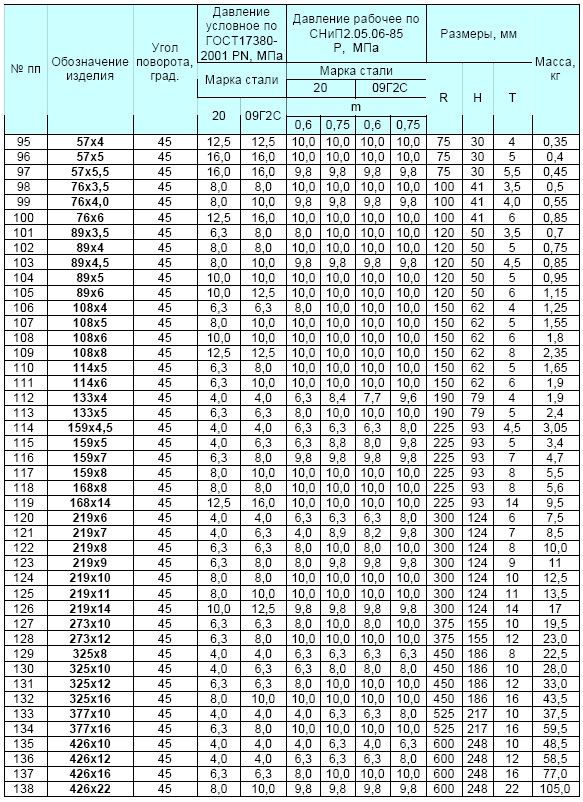 5
5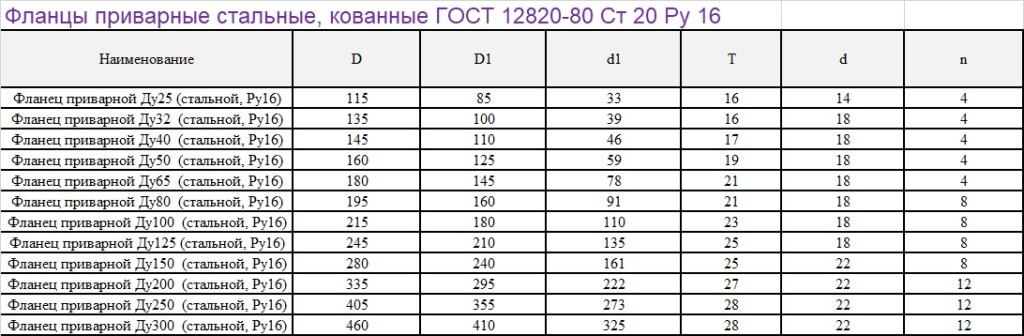 9
9Возможна поставка заглушек с толщиной стенок и из стали по
техническим условиям заказчика
С этим товаром покупают
| Фланцы плоские Ру 6 и Ру 10 | Фланцы плоские Ру 16 и Ру 25 | Фланцы воротниковые Ру 16 | Фланцы воротниковые Ру 25 | Фланцы воротниковые Ру 40 | Заглушки фланцевые Ру 10 / 16 |
Возврат в on-line каталог >>
Получить консультацию, узнать цены или оформить заявку, чтобы купить
этот товар Вы сможете, прислав запрос по электронной почте на адрес:
proton. lm@mail.ru или позвонив по телефону в Москве: +7 ( 495 ) 641 16 85
lm@mail.ru или позвонив по телефону в Москве: +7 ( 495 ) 641 16 85
ООО «ПРОТОН», Россия, Москва, проспект Андропова, дом 38
Официальный сайт: www.proton-st.ru, тел.: +7 (495) 641 16 85
Заглушки эллиптические (сферические) по ГОСТ 17379-01
Заглушки эллиптические штампованные бесшовные изготавливаются методом гидравлического выдавливания прессом из листа металла, т.е. отрезается часть листа нужного размера, затем нагревается, и, с помощью специального гидравлического пресса из данного листа выдавливается заглушка. Данный метод изготовления называется штамповка, поэтому такие заглушки принято называть штампованными. Такие заглушки имеют небольшой вес и габариты, а также не имеют ни одного сварного шва. На рисунке, приведенном ниже, вы можете посмотреть, как схематично выглядят заглушки эллиптические штампованные бесшовные:
Заглушка эллиптическая:
Как видно из схематичного изображения, приведенного выше, заглушки, изготовленные методом штамповки, имеют форму эллипса, поэтому и называются эллиптическими заглушками. Иногда эллиптические заглушки называют сферическими, считая, что такие заглушки имеют форму полусферы. Заглушки эллиптические штампованные изготавливаются по ГОСТ 17379-01 и бывают первого и второго исполнения. Такие заглушки могут выдерживать давление до 16МПа, благодаря тому, что не имеют ни одного сварного шва, поэтому если в монтируемом трубопроводе предполагается высокое давление, то для данного трубопровода применяют заглушки штампованные по ГОСТ 17379-01. В нижеприведенных таблицах указаны все виды штампованных заглушек первого и второго исполнения по ГОСТ 17379-01 поставляемые нашей компанией, а также все характеристики данных заглушек:
Иногда эллиптические заглушки называют сферическими, считая, что такие заглушки имеют форму полусферы. Заглушки эллиптические штампованные изготавливаются по ГОСТ 17379-01 и бывают первого и второго исполнения. Такие заглушки могут выдерживать давление до 16МПа, благодаря тому, что не имеют ни одного сварного шва, поэтому если в монтируемом трубопроводе предполагается высокое давление, то для данного трубопровода применяют заглушки штампованные по ГОСТ 17379-01. В нижеприведенных таблицах указаны все виды штампованных заглушек первого и второго исполнения по ГОСТ 17379-01 поставляемые нашей компанией, а также все характеристики данных заглушек:
Заглушки эллиптические по ГОСТ 17379-01:
| DN | D | T | К | Масса, кг, 1 заглушки | ||
|---|---|---|---|---|---|---|
| 15 | 21,3 | 2/3,2/4 | 25 | 0,04 | ||
| 20 | 26,9 | 2/3,2/4 | 0,07 | |||
| 25 | 33,7 | 2,3/3,2/4,5 | 38 | 0,10 | ||
| 32 | 42,4 | 2,6/3,6/5 | 0,14 | |||
| 40 | 48,3 | 2,6/3,6/5 | 0,17 | |||
| 50 | 60,3 | 2,9/4/5,6 | 0,24 | 0,24 | 0,32 | |
| 65 | 76,1 | 2,9/5/7,1 | 0,39 | 0,39 | 0,52 | |
| 80 | 88,9 | 3,2/5,6/8 | 51 | 0,67 | 0,67 | 0,91 |
| 100 | 114,3 | 3,6/6,3/8,8 | 64 | 1,2 | 1,2 | 1,6 |
| 125 | 139,7 | 4,0/6,3/10 | 76 | 1,8 | 1,8 | 2,8 |
| 150 | 168,3 | 4,5/7,1/11 | 89 | 2,9 | 2,9 | 4,4 |
| 200 | 219,1 | 6,3/8/12,5 | 102 | 5 | 5 | 7,6 |
| 250 | 273 | 6,3/10 | 152 | 9,8 | ||
| 300 | 323,9 | 7,1/10 | 178 | 14 | ||
| 350 | 355,6 | 8/11 | 191 | 18 | ||
| 400 | 406,4 | 8,8/12,5 | 203 | 26 | ||
| 450 | 457 | 10 | 229 | 29 | ||
| 500 | 508 | 11 | 254 | 37 | ||
| 600 | 610 | 12,5 | 305 | 54 | ||
| DN | D | T | К | Масса, кг, 1 заглушки | ||
|---|---|---|---|---|---|---|
| 25 | 32 | 2/3 | 15 | 0,1 | ||
| 32 | 38 | 2/3 | 20 | 0,1 | ||
| 40 | 45 | 2,5/4 | 0,1/0,2 | |||
| 50 | 57 | 3/5 | 30 | 0,2/0,3 | ||
| 65 | 76 | 3,5/6 | 40 | 0,4/0,5 | ||
| 80 | 89 | 3,5/8 | 45 | 0,6/0,9 | ||
| 100 | 108 | 4/8 | 50 | 0,7/1,3 | ||
| 114 | ||||||
| 125 | 133 | 4/8/10 | 55 | 0,9 | 2 | 2,5 |
| 150 | 159 | 4,5/8/11 | 65 | 1,5 | 2,3 | 3,2 |
| 168 | ||||||
| 200 | 219 | 8/10/12 | 75 | 4,6 | 5,1 | 6,1 |
| 250 | 273 | 7/12/14/18 | 85 | 4,9/9,2/11/14 | ||
| 300 | 325 | 10/12/18/20 | 100 | 11/13/19/21 | ||
| 350 | 377 | 10/12/16/20/24 | 115 | 16/19/26/32/38 | ||
| 400 | 426 | 10/12/16/18/22/26 | 125 | 19/23/30/34/42/50 | ||
| 500 | 530 | 10/16/20/22/26/30 | 150 | 25/40/50/55/65/75 | ||
Ниже приведены примеры условных обозначений заглушек по ГОСТ 17379-01:
Заглушка эллиптическая, исполнения 1, D=48,3мм, Т=2,6 из стали марки 20:
Заглушка 1-48,3х2,6 ст. 20 ГОСТ 17379-01
20 ГОСТ 17379-01
Заглушка эллиптическая, исполнения 2, D=133мм, Т=4 из стали марки 09г2с:
Заглушка 133х4ст.09г2с ГОСТ 17379-01
Не смотря на то, что штампованные заглушки выдерживают большое давление – их стоимость достаточно низкая, за счет технологии изготовления, при которой практически не остается отходов. Но, к сожалению, низкой стоимостью обладают только заглушки, изготовленные по исполнению – 2, ГОСТа 17379-01. Заглушки эллиптические (заглушки сферические), изготовленные по исполнению – 1 ГОСТа 17376-01, как правило, значительно дороже т.к. для их изготовления требуется другая оснастка, а иногда и другое оборудование. Спрос же на заглушки эллиптические первого исполнения низок, поэтому предприятия – изготовители предпочитают не тратить деньги на закуп дорогостоящих оснасток и оборудования, учитывая долгую окупаемость таких вложений, а ограничиваются производством заглушек второго исполнения по ГОСТ 17379-01.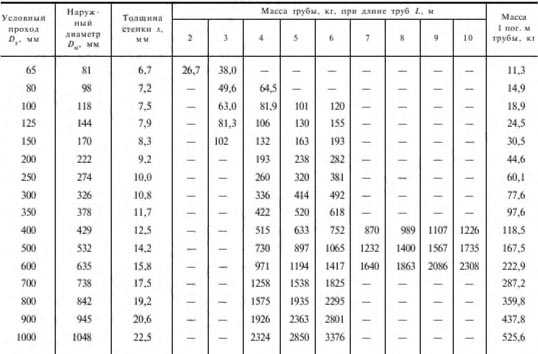 Предприятия, которые все же имеют возможность изготавливать заглушки эллиптические первого исполнения, пользуясь низкой конкурентностью формируют цены на такой тип заглушек значительно выше, чем на заглушки эллиптические (заглушки сферические) подобных диаметров второго исполнения.
Предприятия, которые все же имеют возможность изготавливать заглушки эллиптические первого исполнения, пользуясь низкой конкурентностью формируют цены на такой тип заглушек значительно выше, чем на заглушки эллиптические (заглушки сферические) подобных диаметров второго исполнения.
Пользуясь вышеприведенными таблицами на нашем сайте вы всегда сможете точно рассчитать стоимость транспортных расходов т.к. в данных таблицах указан вес каждой из существующих заглушек эллиптических по ГОСТ 17379-01.
Наша компания может поставлять заглушки эллиптические по ГОСТ 17379-01 из различных марок стали, таких как: сталь 20 и 09г2с (заглушки эллиптические стальные), сталь 12х18н10т, 10х17н13м2т (заглушки эллиптические нержавеющие), сталь 15х5м (заглушки эллиптические жаропрочные) и д.р.
На все
штампованные эллиптические заглушки (заглушки сферические), поставляемые нашей компанией, выдаются паспорта качества, разрешение на применение, а также сертификат соответствия.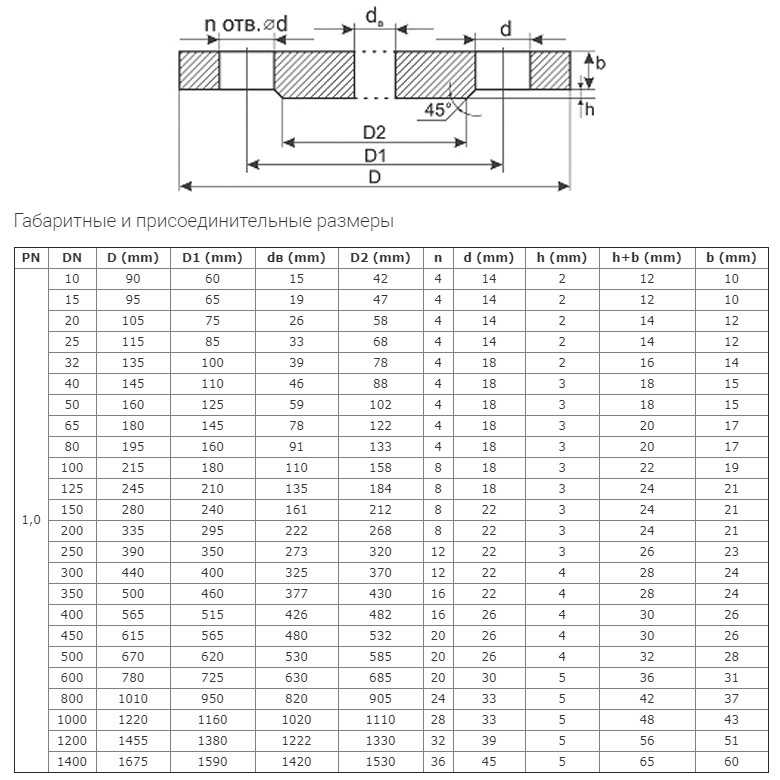
Возможно изготовление заглушек эллиптических стальных других диаметров и из других марок стали, а также по чертежам и эскизам заказчика.
Если у вас остались вопросы, связанные с заглушками эллиптическими штампованными бесшовными, то Вы можете задать их менеджерам нашей компании по электронной почте [email protected] или по телефону +7 (343)361 2377
Изготавливаемая продукция: Заглушки эллиптические
Может быть интересно
Днища эллиптические (бесшовные) (ГОСТ 6533-78)
Заглушки точеные (ТУ 3647-001)
Заглушки фланцевые (АТК 24.200.02-90, ГОСТ 12836-67)
Заглушки поворотные (АТК 26-18-5-93, Т-ММ 25-01-06, ГОСТ 12816-80 и пр.)
Заглушки с рукояткой (Т-ММ 25-01-06)
Mid-States: фитинг из углеродистой стали
О нас |
Свяжитесь с нами |
Места
Сохранение целостности и обслуживания, развитие с помощью технологий.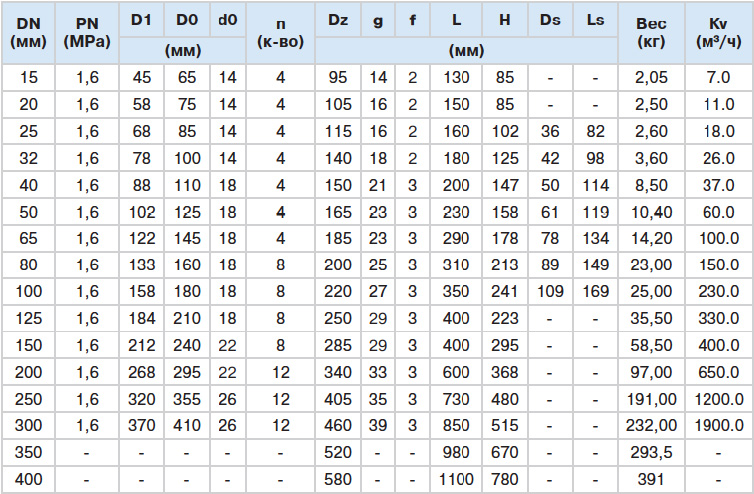
Сертификат ISO 9001:2008.
- Линейная карта
- Трубопровод
- Привод MTG
- Стим Средний Запад
- ВМ День открытых дверей
Предоставление столика
Weldbend Corporation
Стандарт
| 1/2 | 0,84 | 0,622 | 0,109 | 1 | 40 | 0,08 | |
| 3/4 | 1,05 | 0,824 | 0,113 | 1,25 | 40 | 0,14 | |
| 1 | 1,32 | 1,049 | 0,133 | 1,5 | 3 | 40 | |
| 1 1/4 | 1,66 | 1,38 | 0,14 | 1,5 | 30 9030 40 90 | ||
| 1 1/2 | 1,9 | 1,61 | 0,145 | 1,5 | 30 9030 40 90 | ||
| 2 | 2,38 | 2,067 | 0,154 | 1,5 | 40 | 33 | |
| 2 1/2 | 2,88 | 2,469 | 0,203 | 1,5 | 30 9 | 40 | |
| 3 | 3,5 | 3,068 | 0,216 | 2 | 40 | 3 9,00303 | |
| 3 1/2 | 4 | 3,548 | 0,226 | 2,5 | 40 | 2,3 | |
| 4 | 4,5 | 4,026 | 0,237 | 2,5 | 40 | 33 | |
| 5 | 5,56 | 5,047 | 0,258 | 3 | 40 3 40 3 | ||
| 6 | 6,62 | 6,065 | 0,28 | 3,5 | 40 | 6,9 | |
| 8 | 8,62 | 7,981 | 0,322 | 4 | 40 | 33 | |
| 10 | 10,75 | 10,02 | 0,365 | 5 | 30 | ||
| 12 | 12,75 | 12 | 0,375 | 6 | * | 30,3 | |
| 14 | 14 | 13,25 | 0,375 | 6,5 | 30 | ||
| 16 | 16 | 15,25 | 0,375 | 7 | 30 | 3 4 | 33 4 |
| 18 | 18 | 17,25 | 0,375 | 8 | * | ||
| 20 | 20 | 19,25 | 0,375 | 9 | 20 | 75,7 | |
| 24 | 24 | 23,25 | 0,375 | 10,5 | 20 | ||
| 30 | 30 | 29,24 | 0,38 | 10,5 | 7 * | 33 3 | |
| 36 | 36 | 35,24 | 0,38 | 10,5 | * | 175 | |
| 42 | 42 | 41,24 | 0,38 | 12 | * | ||
| 48 | 48 | 47,24 | 0,38 | 13,5 | 3 * | 33 |
Сверхпрочный
| 1/2 | 0,84 | 0,546 | 0,147 | 1 | 80 | 0,1 |
| 3/4 | 1,05 | 0,742 | 0,154 | 1,25 | 309 | 30 80 |
| 1 | 1,315 | 0,957 | 0,179 | 1,5 | 3 830 9008 | |
| 1 1/4 | 1,66 | 1,278 | 0,191 | 1,5 | 80 | 0,48 |
| 1 1/2 | 1,9 | 1,5 | 0,2 | 1,5 | 80 | |
| 2 | 2,375 | 1,939 | 0,218 | 1,5 | ||
| 2 1/2 | 2,875 | 2,323 | 0,276 | 1,5 | 1. 3 3 | |
| 3 | 3,5 | 2,9 | 0,3 | 2 | 80 | |
| 3 1/2 | 4 | 3,364 | 0,318 | 2,5 | 3 83 0 83 | |
| 4 | 4.5 | 3.826 | 0.337 | 2.5 | ||
| 5 | 5,563 | 4,813 | 0,375 | 3 | 80 | 5,8 |
| 6 | 6,625 | 5,761 | 0,432 | 3,5 | 3 83 900 | |
| 8 | 8,625 | 7,625 | 0,5 | 4 | 80 3 16 | |
| 10 | 10,75 | 9,75 | 0,5 | 5 | 60 | 26 |
| 12 | 12,75 | 11,75 | 0,5 | 6 | * | |
| 14 | 14 | 13 | 0,5 | 6,5 | * | |
| 16 | 16 | 15 | 0,5 | 7 | 40 | 57 |
| 18 | 18 | 17 | 0,5 | 8 | * | 78 |
| 20 | 20 | 19 | 0,5 | 9 | 30 | |
| 24 | 24 | 23 | 0,5 | 10,5 | * | |
| 30 | 30 | 29 | 0,5 | 10,5 | 20 | 634 |
| 36 | 36 | 35 | 0,5 | 10,5 | 20 | 930 |
| 42 | 42 | 41 | 0,5 | 12 | * | |
| 48 | 48 | 47 | 0,5 | 13,5 | * | 1675 |
Таблица размеров трубных фитингов
, заглушки под сварку встык, ASME B16.
 9 и вес
9 и вес
| NPS | Н.Д. Д | Длина В | Длина В(1) |
| 1/2 | 21,3 | 25 | 25 |
| 3/4 | 26,7 | 25 | 25 |
| 1 | 33,4 | 38 | 38 |
| 1,1/4 | 42,2 | 38 | 38 |
| 1,1/2 | 48,3 | 38 | 38 |
| 2 | 60,3 | 38 | 44 |
| 2,1/2 | 73 | 38 | 51 |
| 3 | 88,9 | 51 | 64 |
| 3,1/2 | 101,6 | 64 | 76 |
| 4 | 114,3 | 64 | 76 |
| 5 | 141,3 | 76 | 89 |
| 6 | 168,3 | 89 | 102 |
| 8 | 219.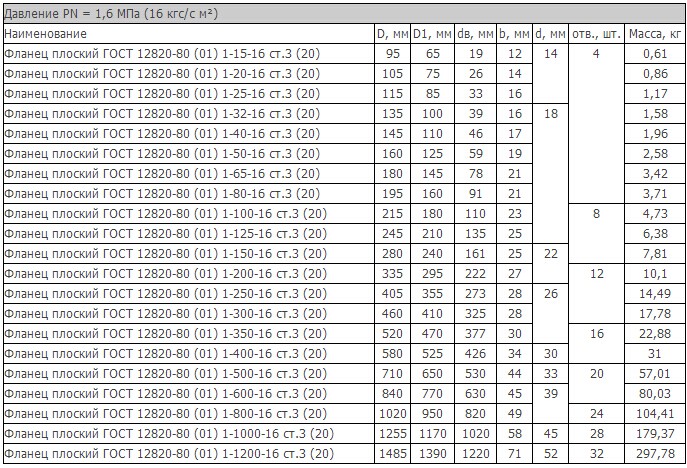 1 1 | 102 | 127 |
| 10 | 273 | 127 | 152 |
| 12 | 323,8 | 152 | 178 |
| 14 | 355,6 | 165 | 191 |
| 16 | 406,4 | 178 | 203 |
| 18 | 457 | 203 | 229 |
| 20 | 508 | 229 | 254 |
| 22 | 559 | 254 | 254 |
| 24 | 610 | 267 | 305 |
| 26 | 660 | 267 | — |
| 28 | 711 | 267 | — |
| 30 | 762 | 267 | — |
| 32 | 813 | 267 | — |
| 34 | 864 | 237 | — |
| 36 | 914 | 267 | — |
| 38 | 965 | 305 | — |
| 40 | 1016 | 305 | — |
| 42 | 1067 | 305 | — |
| 44 | 1118 | 343 | — |
| 46 | 1168 | 343 | — |
| 48 | 1219 | 343 | — |
Общие примечания.
- Размеры указаны в миллиметрах, если не указано иное.
- Толщина стенки ( t ) должна быть указана заказчиком.
- Форма должна быть эллипсоидальной и соответствовать требованиям, изложенным в Кодексе ASME по котлам и сосудам под давлением.
- Длина (H) применяется для толщины, не превышающей указанную в колонке «Толщина стенки» для длины, H.
- Длина (h2) относится к толщине, превышающей указанную в столбце «Толщина стенки» для NPS 24 и меньше. Для NPS 26 и больше длина h2 должна быть согласована между изготовителем и покупателем.
Допуски на размеры торцевых заглушек ASME B16.9
| Номинальный размер трубы | от 1/2 до 2,1/2 | от 3 до 3,1/2 | 4 | от 5 до 8 |
| Внешний диаметр на фаске ( D ) | + 1,6 — 0,8 | 1,6 | 1,6 | + 2,4 — 1,6 |
| Внутренний диаметр на конце | 0,8 | 1,6 | 1,6 | 1,6 |
| Общая длина ( H ) | 3 | 3 | 3 | 6 |
| Номинальный размер трубы | от 10 до 18 | от 20 до 24 | от 26 до 30 | от 32 до 48 |
| Внешний диаметр на фаске ( D ) | + 4 — 3,2 | + 6,4 — 4,8 | + 6,4 — 4,8 | + 6,4 — 4,8 |
| Внутренний диаметр на конце | 3,2 | 4,8 | + 6,4 — 4,8 | + 6,4 — 4,8 |
| Общая длина ( H ) | 6 | 6 | 10 | 10 |
| Толщина стенки ( т ) | Не менее 87,5% номинальной толщины стенки | |||
Допуски на размеры указаны в миллиметрах, если не указано иное, и равны ±, если не указано иное.
Примечание.
MSS SP-43 распространяется только на фитинги для сварки встык из нержавеющей стали, предназначенные для использования с трубами сортамента 5S и 10S, а также патрубки, подходящие для использования с трубами сортамента 40S, как определено в ASME B36.19.. Размеры и допуски на размеры, определенные в MSS SP-43, в основном такие же, как и в спецификациях ASME B16.9 от NPS 1/2 до NPS 24. За исключением внешнего диаметра на скосе.
| NPS | СТД | XS | СЧ 160 | ХХS | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1 | 0,09 | 0,14 | 0,18 | 0,23 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1,1/4 | 0,14 | 0,18 | 0,23 | 0,34 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1,1/2 | 0,18 | 0,23 | 0,27 | 0,41 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 2 | 0,27 | 0,34 | 0,57 | 0,68 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 2,1/2 | 0,41 | 0,45 | 0,79 | 1,13 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 3 | 0,68 | 0,79 | 1,32 | 1,81 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 3,1/2 | 0,91 | 1,13 | — | 2,72 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 4 | 1,13 | 1,36 | 2,68 | 3,4 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 5 | 2.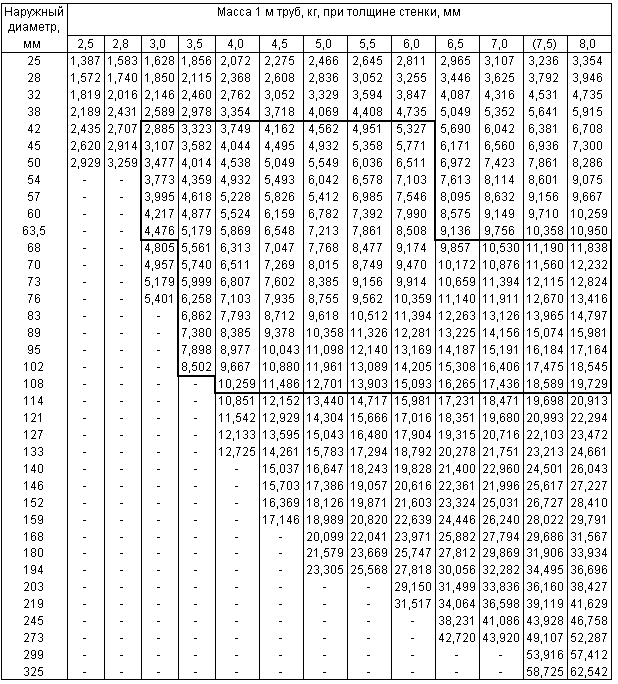 04 04 | 2,49 | 4,54 | 5,44 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 6 | 2,95 | 4.08 | 6,8 | 8.16 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 8 | 5,44 | 7,26 | 14.06 | 13,61 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 10 | 9.07 | 11.34 | 25,85 | — | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 12 | 13,61 | 16,33 | 43.09 | — | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 14 | 16,33 | 20.41 | — | — | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 16 | 18.14 | 24,49 | — | — | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 18 | 24,49 | 32,66 | — | — | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 20 | 34.02 | 39.01 | — | — | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 22 | 42,64 | 56,7 | — | — | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 24 | 43,54 | 58,97 | — | — | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 26 | 53,98 | 72. Вес стальной трубы 150 мм: Труба стальная Ø 150 – Вес 1 метра + КалькуляторВес трубы 400х10 в 1 метреИметь возможность рассчитать быстро вес погонного метра стальной трубы является очень важной, так как позволяет быстро определить примерный вес трубы или заготовки, изготовленной из нее. Произвести расчет веса трубы можно вручную с помощью достаточно сложной формулы, а можно это дело автоматизировать, воспользовавшись трубным онлайн калькулятором. Если расчет производится самостоятельно, то потребуется прибегать к разным формулам. Потребуется узнать внешний диаметр, с помощью формулы: D=L/π Таблица веса круглых стальных труб, с наружным диаметром 400 мм
Общая таблица сортамента составлена на основе данных из ГОСТ в которых удалось обнаружить возможность изготовления труб диаметром 400 миллиметров. Следует учесть факторы влияющие на вес:
На колебания веса влияют фактические предельные отклонения по толщине стенки, которые могут составлять от +12.5% до -15%. Следует помнить, что это теоретически допустимо и возможно на практике, но факт в любом случае выявляет измерение. Так же, приемлемым считается отклонение диаметра в пределах 0,7% для трубы с внешним диаметром 400 миллиметров. Можно допустить, что такие вариации имеют переменный характер от трубы к трубе и уравновешивают друг друга в той или иной степени, выравнивая вес партии тем самым. Масса трубы вычисляется по формуле: M = 0,02466 * S(Dн — S), где
*Отказ от ответственности. Расчитать вес стальной трубы вы можете используя формулу m = ro / 7850 * 0.0157 * S * (2 * a – 2.86 * S) * L, либо пользуясь трубным калькулятором.
Таблица веса трубы стальной водогазопроводной.Диаметр ДУ, мм (дюйм) Наружный диаметр dн, мм Легкие Обычные Усиленные Толщина стенки s, мм Масса 1м, кг Метров в тонне Толщина стенки s, мм Масса 1м, кг Метров в тонне Толщина стенки s, мм Масса 1м, кг Метров в тонне Вес погонного метра стальной трубы в таблице является теоретическим. Фактическое значение может отличаться на 4-8%. Для перевода метров в кг. трубы, нужно умножить значение веса погонного метра в таблице на общую длину трубного проката. Стандартное обозначение диаметра труб в сортаменте (см.
Вес ВГП-трубы, Сортамент, таблица расчета веса водогазопроводных труб2 мая 2018 г. Таблица расчета веса стальной водогазопроводной трубы. Теоретический вес метра погонного ВГП-труб по ГОСТ 3262-75.
На сайте StalnyeTruby.
Оптовая и розничная продажа стальных труб с доставкой по БеларусиСо склада в Минске и под заказ с металлургических предприятий России, Украины и Беларуси
мс веса трубы в кгСодержание
Мы являемся ведущими производителями, поставщиками, дилерами и экспортерами труб ms в Индии. Мы располагаем широким ассортиментом труб из мягкой стали, сваренных сопротивлением (ERW), в диапазоне размеров от 1/2 дюйма N. ПОСТАВЩИКИ ТРУБ ИЗ МЯГКОЙ СТАЛИ, ТРУБ ИЗ МЯГКОЙ СТАЛИ, ТРУБ ИЗ МЯГКОЙ СТАЛИ, ПРОИЗВОДИТЕЛЬ, ЭКСПОРТЕР В ИНДИИ 1387 /1985, IS: 3589-2001, IS: 10577-1982 Стальные трубки ERW, круглые трубы MS, круглые трубы MS, прямоугольный поставщик Pipes в Мумбаи, Индия м. Стальные трубы | IS:1239 Трубы MS | Трубы из мягкой стали | ERW Поставщик труб из мягкой стали | Сварные трубы из малоуглеродистой стали | Трубы из мягкой стали Индия | IS:3589 Трубы из мягкой стали | Квадратные полые секции MS | Прямоугольные Полые профили MS | Трубы из мягкой стали FE 330 Трубы из мягкой стали, трубы MS в соответствии с IS:1239 Часть I (от 1/2 до 6 дюймов NB — класс A, класс B ИЛИ класс C) Стальные трубы, соответствующие стандарту IS:3589Марка FE 330 или GR FE 410 (до 20″, 508 мм в зависимости от требуемой толщины стенки) Купить высококачественные трубы из мягкой стали в Мумбаи, Индия – Позвоните нам сейчас: +91 903 976 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 А так же, на основе данных продавцов трубопроката.
А так же, на основе данных продавцов трубопроката.  Таким образом трубы считаются:
Таким образом трубы считаются:
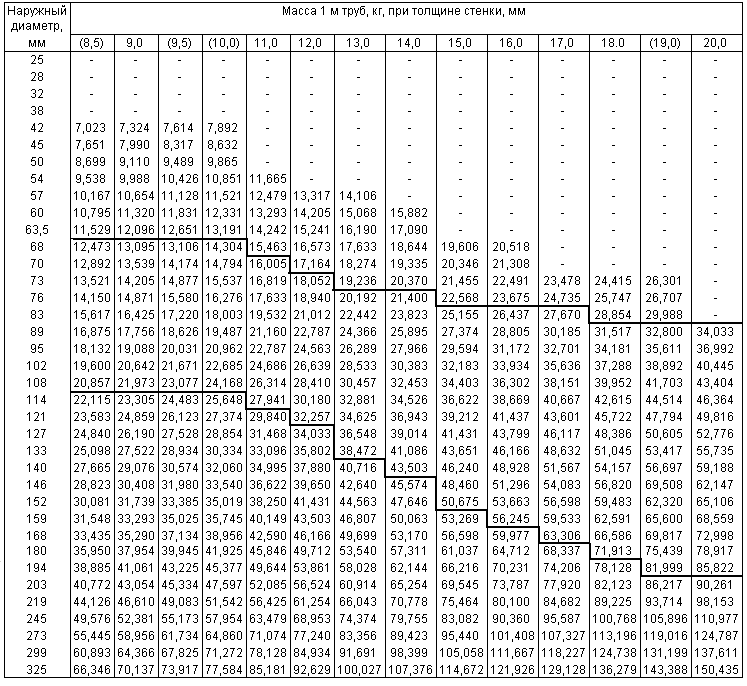 таблицу):
таблицу): BY вы можете купить водогазопроводную трубу в Минске оптом и в розницу.
BY вы можете купить водогазопроводную трубу в Минске оптом и в розницу.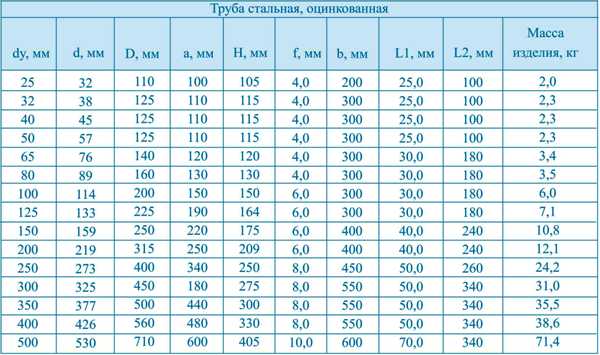 B. до 14 дюймов Н.Б. в классах Light, Medium и Heavy, подтверждающих IS: 1239(Часть-1) 2004 г., эквивалентно BS: 1387. Наши трубы из мягкой стали доступны в различных размерах, формах и сортах. Мы поставляем эти трубы в большинство крупных индийских городов более чем в 20 штатах. Мы Sachiya Steel International предлагаем различные типы марок стали, такие как трубы из нержавеющей стали, супердуплексные трубы, дуплексные трубы, трубы из углеродистой стали, трубы из легированной стали, трубы из никелевых сплавов, алюминиевые трубы и т. д.
B. до 14 дюймов Н.Б. в классах Light, Medium и Heavy, подтверждающих IS: 1239(Часть-1) 2004 г., эквивалентно BS: 1387. Наши трубы из мягкой стали доступны в различных размерах, формах и сортах. Мы поставляем эти трубы в большинство крупных индийских городов более чем в 20 штатах. Мы Sachiya Steel International предлагаем различные типы марок стали, такие как трубы из нержавеющей стали, супердуплексные трубы, дуплексные трубы, трубы из углеродистой стали, трубы из легированной стали, трубы из никелевых сплавов, алюминиевые трубы и т. д. Сырье для MS Plumbing, т.е. MS Steel Coils, было закуплено у известного производителя стали, т.е. Steel Authority of India (SAIL), которая будет фирмой государственного сектора и в настоящее время является крупнейшим интегрированным производителем стали в Индии. Мы предлагаем нашим клиентам качественную гибкость, поставщиков и качественные товары в соответствии с их графиком. Мы не только производим качественные товары, но и имеем связь с нашими клиентами. Таблица веса трубы MS| Таблица веса трубы MS| Таблица веса трубы MS|Таблица веса трубы MS
Сырье для MS Plumbing, т.е. MS Steel Coils, было закуплено у известного производителя стали, т.е. Steel Authority of India (SAIL), которая будет фирмой государственного сектора и в настоящее время является крупнейшим интегрированным производителем стали в Индии. Мы предлагаем нашим клиентам качественную гибкость, поставщиков и качественные товары в соответствии с их графиком. Мы не только производим качественные товары, но и имеем связь с нашими клиентами. Таблица веса трубы MS| Таблица веса трубы MS| Таблица веса трубы MS|Таблица веса трубы MS Номинальный диаметр| Внешний диаметр | Легкий (класс A) Толщина Вес | Средний (класс B) Толщина Вес | Тяжелый (C-класс) Толщина Вес | | |||||
| Дюйм | мм | Дюйм | мм | мм | кг/м | мм | кг/м | мм | кг/м |
| 1/8″ | 3 мм | 0,406 | 10,32 | 1,80 | 0,361 | 2,00 | 2,65 | 0,493 | |
| 1/4″ | 6 мм | 0,532 | 13,49 | 1,80 | 0,517 | 2,35 | 0,407 | 2,90 | 0,769 |
| 3/8″ | 10 мм | 0,872 | 17. 10 10 | 1,80 | 0,674 | 2,35 | 0,852 | 2,90 | 1,02 |
| 1/2″ | 15 мм | 0,844 | 21,43 | 2,00 | 0,952 | 2,65 | 1,122 | 3,25 | 1,45 |
| 3/4″ | 20 мм | 1,094 | 27,20 | 2,35 | 1.410 | 2,65 | 1,580 | 3,25 | 1,90 |
| 1″ | 25 мм | 1,312 | 33,80 | 2,65 | 2.010 | 3,25 | 2.440 | 4,05 | 2,97 |
| 1,1/4″ | 32 мм | 1,656 | 42,90 | 2,65 | 2,580 | 3,25 | 3.140 | 4,05 | 3,84 |
| 1,1/2″ | 40 мм | 1. 906 906 | 48,40 | 2,90 | 3.250 | 3,25 | 3,610 | 4,05 | 4,43 |
| 2″ | 50 мм | 2,375 | 60,30 | 2,90 | 4.110 | 3,65 | 5.100 | 4,47 | 6,17 |
| 2,1/2″ | 65 мм | 3.004 | 76,20 | 3,25 | 5.840 | 3,65 | 6.610 | 4,47 | 7,90 |
| 3″ | 80 мм | 3.500 | 88,90 | 3,25 | 6.810 | 4,05 | 8.470 | 4,85 | 10,1 |
| 4″ | 100 мм | 4.500 | 114,30 | 3,65 | 9.890 | 4,50 | 12.10 | 5,40 | 14,4 |
| 5″ | 125 мм | 5. 500 500 | 139,70 | – | – | 4,85 | 16.20 | 5,40 | 17,8 |
| 6″ | 150 мм | 6.500 | 165,10 | – | – | 4,85 | 19.20 | 5,40 | 21,2 |
Трубы большого диаметра из мягкой стали, трубы MS ERW, соответствующие требованиям IS 3589, марка FE330, марка FE410
| 90 | Номинальный диаметр 7″ NB 193,7 мм НД | Номинальный диаметр 8″ NB 219,1 мм НД | Номинальный диаметр 10″ NB 273 мм OD | Номинальный диаметр 12″ NB 323,7 мм НД | Номинальный диаметр 14″ NB 355,6 мм OD | Номинальный диаметр 16″ NB 406,4 мм НД | Номинальный диаметр 18″ NB 457 мм OD | Номинальный диаметр 20″ NB 508 мм OD |
| мм | кг/м | кг/м | кг/м | кг/м | кг/м | кг/м | кг/м | кг/м |
| 4,85 | 22,59 | 25,62 | 32,07 | 38,13 | – | – | – | – |
| 5,20 | 24. 17 17 | 27,43 | 34,34 | 40,85 | – | – | – | – |
| 5,60 | 26.00 | 29,28 | 36,93 | 43,93 | 48.11 | – | – | |
| 6,00 | 27,88 | 31,53 | 39,50 | 47.02 | 51,49 | 61,00 | 69,00 | – |
| 6,35 | 29,34 | 33,28 | 41,73 | 49,67 | 54,43 | 62,35 | 70,50 | 78,50 |
| 7,01 | 32,77 | 36,76 | 46,43 | 55,45 | 61,82 | 69.04 | – | – |
| 7,94 | – | 41,00 | 50,95 | 61,85 | 67,98 | 77,94 | 87,80 | – |
| 8.18 | – | 42,56 | 53,42 | 65,12 | – | – | – | – |
| 9,53 | – | 51,50 | 60,24 | 73,75 | 81. 21 21 | 93.13 | 105.00 | 117.00 |
| 12,70 | – | – | – | – | 107,28 | 123,30 | 139,00 | 155,00 |
Трубы из низкоуглеродистой стали, трубы Допуск по IS:1239
| (a) Толщина | ||
| (1) | Световоды, сваренные встык | +Не ограничено – 8 процентов |
| Средние и тяжелые пробирки | + без ограничений – 10 процентов | |
| (2) | Бесшовные трубы | +Без ограничений – 12,5% |
| (b) Вес: | ||
| (1) | Одинарная трубка (легкая серия) | +10 процентов – 8 процентов |
| (2) | Одинарная трубка (средняя и тяжелая серии) | +10 процентов |
Трубы из низкоуглеродистой стали, трубы MS, складской ассортимент
| Размер | : | от 15 мм NB до 150 мм NB (от 1/2 дюйма до 6 дюймов), 7 дюймов (наружный диаметр от 193,7 мм до 20 дюймов и внешний диаметр 508 мм) |
| Размер и допуск | : | Размеры труб из мягкой стали — IS: 1239 (Pt I) — 2004, эквивалентно BS — 1387/1985 |
| Технические характеристики | : | IS – 1239 (Часть -1) 2004 г. , эквивалент BS – 1387/1985 , эквивалент BS – 1387/1985 |
| Отделка поверхности | : | Черный |
| Характеристики | : | Высокая прочность, коррозионная стойкость, высокая прочность и деформируемость |
| Длина | : | По требованию заказчика (максимум до 7 метров) |
| Характеристики | : | Высокая прочность, коррозионная стойкость, высокая прочность и деформируемость |
Каково применение труб из мягкой стали и труб из мягкой стали?
- Промышленные водопроводы, заводские трубопроводы
- Сельское хозяйство и ирригация
- Ограждения из оцинкованной стали
- Дорожные барьеры
- Парковочные барьеры
- Временные ограждения
- Стальные ворота и окна
- Боковые ограждения дороги
- Строительные и сборочные работы
- Водопроводы
- Системы канализации
- Нефтепроводы
- Трубопровод нефтеперерабатывающего завода, трубопровод сырой нефти
Скачать массу веса труб PDF
График 40 Данные о трубах, включая данные фланца для 150 фунтов фланцев
Используйте таблицу для быстрого определения идентификатора (внутренний диаметр) и OD (диаметр Opter
.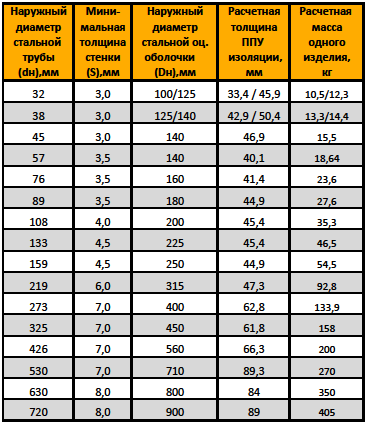 ) стальной трубы сортамента 40.
) стальной трубы сортамента 40.
| Номинальный диаметр (дюймы) | Фактический внутренний диаметр (дюймы) | Фактический наружный диаметр (дюймы) | Вес / фут | Диаметр фланца (дюймы) | Толщина фланца | Bolt Cir Dia (in) | No of Bolts | Bolt Dia (in) | Bolt Length (in) | |
|---|---|---|---|---|---|---|---|---|---|---|
| 1/8 | 0.269 | 0.405 | 0.25 | |||||||
| 1/4 | 0.364 | 0.540 | 0.43 | |||||||
| 3/8 | 0.493 | 0.675 | 0.57 | |||||||
| 1/2 | 0.622 | 0.840 | 0.86 | |||||||
| 3/4 | 0. 824 824 | 1.050 | 1.14 | |||||||
| 1 | 1.049 | 1.315 | 1.68 | 4.250 | 0.438 | 3.125 | 4 | 0.500 | 1.75 | |
| 1 1/4 | 1.380 | 1.660 | 2.28 | 4.625 | 0.500 | 3.500 | 4 | 0.500 | 2.00 | |
| 1 1/2 | 1.610 | 1.900 | 2.72 | 5.000 | 0.563 | 3.875 | 4 | 0.500 | 2.00 | |
| 2 | 2.067 | 2.375 | 3.66 | 6.000 | 0.625 | 4.750 | 4 | 0.625 | 2.25 | |
| 2 1/2 | 2.469 | 2.875 | 5.80 | 7.000 | 0.688 | 5.500 | 4 | 0. 625 625 | 2.50 | |
| 3 | 3.068 | 3.500 | 7.58 | 7.500 | 0.750 | 6.000 | 4 | 0.625 | 2.50 | |
| 3 1/2 | 3.548 | 4.000 | 9.11 | 8.500 | 0.813 | 7.000 | 8 | 0.625 | 2.75 | |
| 4 | 4.029 | 4.500 | 10.80 | 9.000 | 0.938 | 7.500 | 8 | 0.625 | 3.00 | |
| 5 | 5.047 | 5.563 | 14.70 | 10.000 | 0.938 | 8.500 | 8 | 0.750 | 3.00 | |
| 6 | 6.065 | 6.625 | 19.00 | 11.000 | 1.000 | 9.500 | 8 | 0.750 | 3.25 | |
| 8 | 7.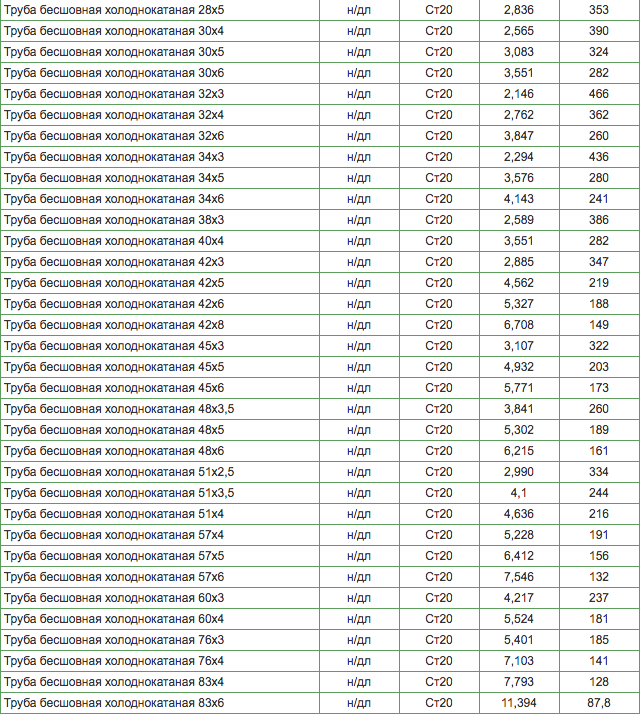 981 981 | 8.625 | 28.60 | 13.500 | 1.125 | 11.750 | 8 | 0.750 | 3.50 | |
| 10 | 10.020 | 10.750 | 40.50 | 16.000 | 1.188 | 14.250 | 12 | 0.875 | 3.75 | |
| 12 | 11.938 | 12.750 | 53.60 | 19.000 | 1.250 | 17.000 | 12 | 0.875 | 3.75 | |
| 14 | 13.126 | 14.000 | 63.30 | 21.000 | 1.375 | 18.750 | 12 | 1.000 | 4.25 | |
| 16 | 15.000 | 16.000 | 82.80 | 23.500 | 1.438 | 21.250 | 16 | 1.000 | 4.50 | |
| 18 | 16,876 | 18.000 | 105. |