Швеллер с уклоном внутренних граней полок — серия У
Швеллер с параллельными гранями полок — серия П
Швеллер экономичный — серия Э
Швеллер легкий — серия Л
Швеллер специальный — серия С
2. Предельные отклонения размеров и массы
3. Предельные отклонения по длине
Сортамент на горячекатаные швеллеры регламентируется ДСТУ 3436–96 (ГОСТ 8240–97). Данный стандарт устанавливает сортамент стальных горячекатаных швеллеров общего и специального назначения высотой от 50 до 400 мм и шириной полок от 32 до 115 мм.
По форме и размерам швеллеры подразделяют на:
У — с уклоном внутренних граней полок;
П — с параллельными гранями полок;
Э — экономичные с параллельными гранями полок;
Л — легкой серии с параллельными гранями полок;
С — специальные.
Швеллер с уклоном внутренних граней полок — серия У
вернуться к содержанию
Уклон внутренних граней полок швеллеров серии У должен быть в пределах от 4 до 10 %.
Рис. 1. Швеллер с уклоном внутренних граней полок — серия У по ДСТУ 3436–96 (ГОСТ 8240–97)
Условные обозначения: h — высота швеллера; b — ширина полки; S — толщина стенки; R — радиус внутреннего закругления полок; t — толщина полки; r — радиус закругления полок.
Таблица 1. Размеры и масса швеллеров с уклоном внутренних граней полок — серия У по ДСТУ 3436–96 (ГОСТ 8240–97)
Номер швеллера серии У
Размеры, мм
Масса 1 м, кг
Количество метров в тонне, м
h
b
S
t
R
r
не более
5У
50
32
4,4
7
6
2,5
4,842
206,5
6,5У
65
36
4,4
7,2
6
2,5
5,899
169,5
8У
80
40
4,5
7,4
6,5
2,5
7,049
141,9
10У
100
46
4,5
7,6
7
3
8,594
116,4
12У
120
52
4,8
7,8
7,5
3
10,43
95,87
14У
140
58
4,9
8,1
8
3
12,29
81,38
16У
160
64
5
8,4
8,5
3,5
14,23
70,30
15аУ
160
68
5
9
8,5
3,5
15,35
65,16
18У
180
70
5,1
8,7
9
3,5
16,26
61,50
18аУ
180
74
5,1
9,3
9
3,5
17,45
57,29
20У
200
76
5,2
9
9,5
4
18,37
54,43
22У
220
82
5,4
9,5
10
4
20,98
47,66
24У
240
90
5,6
10
10,5
4
24,06
41,56
27У
270
95
6
10,5
11
4,5
27,66
36,15
30У
300
100
6,5
11
12
5
31,78
31,47
33У
330
105
7
11,7
13
5
36,53
27,37
36У
360
110
7,5
12,6
14
6
41,91
23,86
40У
400
115
8
13,5
15
6
48,32
20,70
Примечание. Масса 1 м швеллера вычислена по номинальным размерам при плотности материала 7850 кг/м3 и является справочной величиной.
Швеллер с параллельными гранями полок — серия П
вернуться к содержанию
Рис. 2. Швеллер с параллельными гранями полок — серия П по ДСТУ 3436–96 (ГОСТ 8240–97)
Условные обозначения: h — высота швеллера; b — ширина полки; S — толщина стенки; R — радиус внутреннего закругления; t — толщина полки; r — радиус закругления полок.
Таблица 2. Размеры и масса швеллеров с параллельными гранями полок — серия П по ДСТУ 3436–96 (ГОСТ 8240–97)
Номер швеллера серии П
Размеры, мм
Масса 1 м, кг
Количество метров в тонне, м
h
b
S
t
R
r
не более
5П
50
32
4,4
7
6
3,5
4,840
206,6
6,5П
65
36
4,4
7,2
6
3,5
5,897
169,6
8П
80
40
4,5
7,4
6,5
3,5
7,051
141,8
10П
100
46
4,5
7,6
7
4
8,595
116,3
12П
120
52
4,8
7,8
7,5
4,5
10,42
95,94
14П
140
58
4,9
8,1
8
4,5
12,29
81,40
16П
160
64
5
8,4
8,5
5
14,22
70,32
16аП
160
68
5
9
8,5
5
15,34
65,18
18П
180
70
5,1
8,7
9
5
16,26
61,50
18аП
180
74
5,1
9,3
9
5
17,46
57,29
20П
200
76
5,2
9
9,5
5,5
18,37
54,44
22П
220
82
5,4
9,5
10
6
20,97
47,70
24П
240
90
5,6
10
10,5
6
24,05
41,58
27П
270
95
6
10,5
11
6,5
27,65
36,16
30П
300
100
6,5
11
12
7
31,78
31,47
33П
300
105
7
11,7
13
7,5
34,87
28,68
36П
360
110
7,5
12,6
14
8,5
41,89
23,87
40П
400
115
8
13,5
15
9
48,28
20,71
Примечание. Масса 1 м швеллера вычислена по номинальным размерам при плотности материала 7850 кг/м3 и является справочной величиной.
Швеллер экономичный – серия Э
вернуться к содержанию
Рис. 3. Швеллер экономичный — серия Э по ДСТУ 3436–96 (ГОСТ 8240–97)
Условные обозначения: h — высота швеллера; b — ширина полки; S — толщина стенки; R — радиус внутреннего закругления; t — толщина полки; r — радиус закругления полок.
Таблица 3. Размеры и масса швеллеров экономичных – серия Э по ДСТУ 3436–96 (ГОСТ 8240–97)
Номер швеллера серии Э
Размеры, мм
Масса м, кг
Количество метров в тонне, м
h
b
S
t
R
r
не более
5Э
50
32
4,2
7
6,5
2,5
4,79
207,3
6,5Э
65
36
4,2
7,2
6,5
2,5
5,82
170,7
8Э
80
40
4,2
7,4
7,5
2,5
6,92
143,6
10Э
100
46
4,2
7,6
9
3
8,47
117,3
12Э
120
52
4,5
7,8
9,5
3
10,24
96,81
14Э
140
58
4,6
8,1
10
3
12,15
82,29
16Э
160
64
4,7
8,4
11
3,5
14,01
70,97
18Э
180
70
4,8
8,7
11,5
3,5
16,01
62,14
20Э
200
76
4,9
9
12
4
18,07
55,03
22Э
220
82
5,1
9,5
13
4
20,69
48,09
24Э
240
90
5,3
10
13
4
23,69
42,02
27Э
270
95
5,8
10,5
13
4,5
27,37
36,37
30Э
300
100
6,3
11
13
5
31,35
31,74
33Э
330
105
6,9
11,7
13
5
36,14
27,49
36Э
360
110
7,4
12,6
14
6
41,53
23,95
40Э
400
115
7,9
13,5
15,5
6
47,97
20,75
Примечание. Масса 1 м швеллера вычислена по номинальным размерам при плотности материала 7850 кг/м3 и является справочной величиной.
Швеллер легкий – серия Л
вернуться к содержанию
Рис. 4. Швеллер легкий — серия Л по ДСТУ 3436–96 (ГОСТ 8240–97)
Условные обозначения: h — высота швеллера; b — ширина полки; S — толщина стенки; R — радиус внутреннего закругления; t — толщина полки; r — радиус закругления полок.
Таблица 4. Размеры и масса швеллеров легких — серия Л по ДСТУ 3436–96 (ГОСТ 8240–97)
Номер швеллера серии Л
Размеры, мм
Масса 1 м, кг
Количество метров в тонне, м
h
b
S
t
R
r
не более
12Л
120
30
3
4,8
7
0
5,026
199,0
14Л
140
32
3,2
5,6
7
0
6,214
160,9
16Л
160
35
3,4
5,3
8
0
7,115
140,5
18Л
180
40
3,6
5,6
8
0
8,503
117,6
20Л
200
45
3,8
6
9
0
10,12
98,81
22Л
220
50
4
6,4
10
0
11,87
84,27
24Л
240
55
4,2
6,8
10
0
13,67
73,14
27Л
270
60
4,5
7,3
11
0
16,31
61,33
30Л
300
65
4,8
7,8
11
0
19,08
52,40
Примечание. Масса 1 м швеллера вычислена по номинальным размерам при плотности мате-риала 7850 кг/м3 и является справочной величиной.
Швеллер специальный – серия С (соответствует ГОСТ 19425–74)
вернуться к содержанию
Рис. 5. Швеллер специальный — серия С по ДСТУ 3436–96 (ГОСТ 8240–97)
Условные обозначения: h — высота швеллера; b — ширина полки; S — толщина стенки; R — радиус внутреннего закругления; t — толщина полки; r — радиус закругления полок.
Таблица 5. Размеры и масса швеллеров специальных — серия С по ДСТУ 3436–96 (ГОСТ 8240–97)
Номер швеллера серии С
Размеры, мм
Уклон полок, %
Масса 1 м, кг
Количество метров в тонне
h
b
S
t
R
r
не более
8С
80
45
5,5
9
9
1,5
6
9,248
108,1
14С
140
58
6
9,5
9,5
4,75
–
14,54
68,80
14Са
140
60
8
9,5
9,5
5
10
16,70
59,89
16С
160
63
6,5
10
10
5
–
17,24
58,00
16Са
160
65
8,5
10
10
5
–
19,75
50,63
18С
180
68
7
10,5
10,5
5,3
–
20,17
49,57
18Са
180
70
9
10,5
10,5
5,3
–
23,00
43,48
18Сб
180
100
8
10,5
10,5
5
6
26,70
37,45
20С
200
73
7
11
11
5,5
10
22,60
44,25
20Са
200
75
9
11
11
5,5
10
25,74
38,85
20Сб
200
100
8
11
11
5,5
6
28,69
34,85
24С
240
85
9,5
14
14
7
–
34,90
28,66
26С
260
65
10
16
15
3
–
34,82
28,72
26Са
260
90
10
15
15
7,5
8
39,67
25,21
30С *
300
85
7,5
13,5
13,5
7
10
34,40
29,07
30Са
300
87
9,5
13,5
13,5
7
10
39,11
25,57
30Сб
300
89
11,5
13,5
13,5
7
10
43,82
22,82
Примечание. Масса 1 м швеллера вычислена по номинальным размерам при плотности материала 7850 кг/м3 и является справочной величиной. * — Геометрические размеры швеллера 30С по ГОСТ 8240–97 отличаются от размеров швеллера 30С по ГОСТ 19425–74 .
Швеллеры изготавливают длиной от 2 до 12 м. Допускается изготовление швеллеров длиной свыше 12 м по соглашению потребителя с изготовителем. По длине швеллеры подразделяются на:
мерной длины;
мерной длины с немерной в количестве не более 5 % от массы партии;
кратной мерной длины;
кратной мерной длины с немерной в количестве не более 5 % от массы партии;
немерной длины;
ограниченной длины в пределах немерной.
вернуться к содержанию
Рис. 6. Предельные отклонения размеров швеллера
Таблица 6. Предельные отклонения параметров
Параметр
Интервал значений параметра
Предельные отклонения
Высота, h
До 80 включ.
±1,5
От 80 до 200 включ.
±2,0
От 200 до 400 включ.
±3,0
Ширина полки, b
До 40 включ.
±1,5
От 40 до 89 включ.
±2,0
От 89
±3,0
Толщина полки, t
До 10 включ.
–0,5
От 10 до 11 включ.
–0,8
От 11
–1,0
Перекос полки, ∆, при ширине полки (b), не более
До 95 включ.
1,0
От 95
0,015 b
Прогиб стенки, f, по высоте (h) сечения профиля, не более
До 100 включ.
0,5
От 100 до 200 включ.
1,0
От 200 до 400 включ.
1,5
Предельные отклонения по массе не должны превышать ±4 % для партии и ±6 % для отдельного швеллера. Отклонение по массе — это разность между фактической массой в состоянии поставки и рассчитанной по данным таблиц теоретической массы.
Размеры и геометрическую форму швеллера контролируют на расстоянии не менее 500 мм от торца. Высоту швеллера контролируют в плоскости стенки, толщину стенки — у торца профиля.
вернуться к содержанию
Стандарт устанавливает предельные отклонения по длине швеллеров мерной и кратной мерной длины. Они не должны превышать:
при длине от 2 до 8 м включ. — до + 40 мм;
при длине свыше 8 м — до + [40+5•(L–8)] мм, но не более 100 мм, где L – длина швеллера в метрах.
Косина реза, возникающая при обрезке швеллера, не должна выводить длину швеллеров за предельные отклонения по длине. Длина отдельного швеллера определяется стандартом как наибольшая длина условно вырезанной штанги с торцами, перпендикулярными продольной оси. Кривизна швеллера в горизонтальной и вертикальной плоскостях не должна превышать 0,2 % длины, по соглашению изготовителя с потребителем — до 0,15 % длины.
При расчете массы партии к общей длине партии швеллеров в метрах мерной или кратной мерой длины прибавляют половину суммы предельных отклонений по длине швеллеров в партии.
вернуться к содержанию
Швеллер 20 ГОСТ 8240-89, критерии выбора, размерные параметры и назначение
Швеллер относится к металлопрокату, изготовленному в виде балки с поперечным сечением «П»-образной формы. Особенностью изделия является одностороннее расположение полок относительно боковой стенки. По способу производства фасонные изделия подразделяются на несколько видов, характеристики которых определяются назначением, степенью нагрузки, областью применения и условиями эксплуатации.
Разновидности швеллера
Сфера применения продукции
Справочные весовые величины швеллера
Марки стали для фасонного проката
Классификация, размеры и поперечное сечение
Масса швеллера 20
Разновидности швеллера
Среди большого сортамента наиболее востребованной считается продукция из стального металлопроката, которая бывает:
Горячекатаной, ГОСТ 8240–89 ;
Гнутой равнополочной, ГОСТ 8278–75 ;
Гнутой, не равнополочной, ГОСТ 8281–80 ;
Стальной специальной, ГОСТ 19425–74 ;
С параллельными гранями;
С уклоном внутренней грани полок.
Стальной швеллер 20 производится с высокой, повышенной и обычной точностью размеров методом горячей или холодной прокатки из квадратных заготовок кратной и немерной длины.
Сфера применения продукции
Изделие из стального металлопроката обладает высокими физическими и механическими свойствами, хорошо обрабатывается слесарными инструментами, сваривается, режется, сверлится. За счет П-образной формы сечения швеллер сохраняет заданные параметры при высоких эксплуатационных нагрузках, что особенно важно в разных сферах народного хозяйства.
Швеллер часто встречается в качестве нагружаемой конструкции при производстве:
подъемных кранов;
автотранспорта;
речных и морских судов;
ж/д вагонов;
межэтажных перекрытий, кровли;
пандуса;
предметов мебели;
дверных и оконных проемов;
перил;
заборов;
лестниц.
Стандартный вид фасонного профиля для конструктивных элементов выпускается из проката черного металла и устойчивой к ржавлению нержавейки. Стальная балка преобразуется в толстостенный швеллер после горячей прокатки на сортовом стане, продукция с тонкими полками, изготовленная из сплавов и цветных металлов, проходит формовку на профилегибочном стане методом прессования.
Справочные весовые величины швеллера
Справочная величина одного погонного метра горячекатаного швеллера рядовой серии с гранями параллельного типа рассчитывается по таблице минимального размера без учета допуска ширины, толщины, длины изделия и уклона полок. Производство продукции осуществляется из стали плотностью 7,85 г/см3, отклонение веса от расчетных показателей более 6% не допускается условиями ГОСТа.
По условиям государственного стандарта 8240−97 горячекатаный швеллер производится в нескольких вариантах исполнения:
«У» — с уклоном внутренней грани полок;
«П» — с параллельной гранью полок;
«Э» — экономичные, с параллельной гранью полок;
«Л» — легкая серия с параллельной гранью полок;
Специальный.
Горячекатаный швеллер 20 ГОСТ 8240 −89 «П» и «С» под заказ изготавливается утяжеленным, готовое изделие маркируется литерой «а». Прокат поставляется в продажу мерной, немерной и кратной мерной длины не короче 3 м и не длиннее 12 м. По условиям стандарта в изделиях мерной длины допускается отклонение до +10 см, в меньшую сторону — не допускается. Срок изготовления утяжеленного, экономичного и легкого фасонного проката зависит от рабочего графика завода и объема поставки, но не более 30 дней.
Марки стали для фасонного проката
Изготовление фасонного металлопроката горячекатаным способом осуществляется из углеродистой стали 5 категории Ст. 3сп/пс ГОСТ 380–2005 , низколегированной стали 09Г2С, 17Г1С, 10ХСНД или 15ХСНД (ГОСТ 19281−89), а также антикоррозийной 10ХСНД или 15ХСНД. Характеристики сплава помогают снизить вес нагружаемых металлоконструкций, сохранить свойства в течение всего срока эксплуатации. При небольшом весе гнутая сортовая сталь устойчива к деформации, прогибам, кручению.
Классификация, размеры и поперечное сечение
Все рабочие характеристики сортамента 8240−89 регламентируются ТУ и требованиями стандарта. По данным габаритных размеров, номинальной массы и размеров поперечного сечения можно рассчитать вес конструкции, выбрать фасонный прокат равнополочного и не равнополочного типа. Для каркасов облегченного типа используется устойчивый к атмосферным и климатическим факторам гнутый алюминиевый швеллер.
Масса швеллера 20
Перед выбором фасонного швеллера 20, изготовленного по условиям государственного стандарта, необходимо произвести расчет характеристик будущей конструкции. Специалисты, занятые в сфере производственного цикла с помощью таблицы помогут подобрать фасонный металлопрокат нужной марки стали, конфигурации, оптимального размера и допустимой нагрузки. Под заказ продукция может изготавливаться по индивидуальным чертежам.
При весе 18,4 кг одного метра швеллер идеально подходит для сооружения навесов, павильонов, терминалов, рельсов для подъемных кранов, перекрытий производственного цеха, мостов, эстакад. Продукция поставляется партиями по 60 т, связками, пачками или поштучно. Изделия оснащаются Сертификатом качества и бирками с информацией о размерных параметрах изделия, номере партии, количестве единиц в пачке и ее весе. Доставка продукции осуществляется автотранспортом, вагонами и в длинномерных контейнерах.
Двутавры и швеллеры стальные специального назначения. Размеры
ИКС 77.140.70 ОКП 09 2500
Дата введения 1975−01−01
Решением Госстандарта Совета Министров СССР от 17 января 1974 г. N 149 дата введения установлена 1001. .75
Ограничение действия, принятого Протоколом № 4-93 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 4-94)
ЗАМЕНА ГОСТ 5157-53 в части двутавровой балки на подвесные рельсы
ИЗДАНИЕ ( Октябрь 2012 г.) с Изменениями № 1, 2, утвержденными 19 ноября77 и июнь 1985 г. (I & C 1-78, 10-86)
1. Настоящий стандарт распространяется на горячекатаные двутавровые балки для подвесных рельсов (М), арматуру валов (S) и швеллеры для автомобильной промышленности. ().
1А. Для прецизионного проката изготавливаются профили:
— повышенной точности,
— нормальной точности — В.
(Доп. Ред. N 2).
2. Форма, размеры балок и швеллеров, площадь поперечного сечения, масса 1 м и справочные значения должны соответствовать указанным в черт.1 и 2 и табл.1.
Черт.1
Примечание. Уклон граней внутренних полок должен быть не более:
— для балок М — 12 %;
— для балок С 16%.
Черт.2
Примечание. Уклон лицевых поверхностей внутренних полок должен быть не более 10%.
Таблица 1
Номер Pro- Фил
Квадратный поперечный разрез , см
Вес 1 м кг
Опорные значения для осей
см.
мм
см.
см.
, см
см.
, см
см.
см.
Стальная двутавровая балка
14S
140
80
5,5
9,1
7,5
3,8
21,5
16,9
712
102
5,75
58,4
64,8
16,2
1,74
—
20С
200
100
7,0
11,4
9,0
4,5
35,6
27,9
2370
237
8,16
136
159
31,8
2,11
—
20са
200
102
9,0
11,4
9,0
4,5
39,6
31,1
2500
250
7,95
146
170
33,3
2,07
—
22S
220
110
7,5
12,3
9,5
4,8
42,1
33,1
3400
310
9,00
178
228
41,5
2,32
—
27С
270
122
8,5
13,7
10,5
5,3
54,5
42,8
6550
485
11,0
279
346
56,7
2,52
—
27Са
270
124
10,5
13,7
10,5
5,3
Для 59,9
47,0
6870
507
10,7
297
366
59,0
2,47
—
36С
360
140
14,0
15,8
12,0
6,0
Из 90,9
71,3
17360
964
13,8
574
618
88,3
2,61
—
18М
180
90
7,0
12,0
9,0
3,5
32,9
25,8
1760
196
7,32
113
130
28,9
1,99
—
24М
240
110
8,2
14,0
10,5
4,0
48,7
38,3
4640
387
9,75
223
276
50,2
2,38
—
З0М
300
130
9,0
15,0
12,0
6,0
64,0
50,2
9500
633
12,2
364
480
73,9
Из 2,74
—
36М
360
130
9,5
16,0
14,0
6,0
73,8
57,9
15340
852
14,4 В
493
518
79,7
2,65
—
45М
450
150
10,5
18,0
16,0
7,0
98,8
77,6
31900
1420
18,0
821
892
119
Из 3,00
—
Каналы
18S
180
68
7,0
10,5
10,5
5,3
25,7
20,2
1272
141
7. 04
83,5
98,5
20,1
1,96
из 1,88
18са
180
70
9,0
10,5
10,5
5,3
29,3
23,0
1370
152
6,84
91,6
111
21,3
1,95
1,84
20С
200
73
7,0
11,0
11,0
5,5
28,8
22,6
1780
178
7,86
104,7
128
24,2
2,11
2,01
З0С
300
87
9,5
13,5
13,5
6,8
49,6
39,1
6500
433
11,4
259,7
289
44,0
2,41
2,13
Примечания:
1. Площадь поперечного сечения и вес 1 м рассчитываются с учетом номинальных размеров. При расчете массы 1 м профиля плотность стали равна 7,85 г/см.
2. Радиусы кривых, показанных на черт.1 и 2, профилей не определены и это для строительного калибра/
Обозначения к ад.1 и 2 и табл.1:
— высота;
— ширина полки;
— толщина стенки;
— средняя толщина полки;
— радиус внутренней кривизны;
— радиус кривизны полки;
— момент инерции;
— момент сопротивления;
— радиус вращения;
— статический момент полиацена;
— расстояние от оси до граней наружной стены.
3. Предельные отклонения размеров секций должны соответствовать указанным в табл.2.
Таблица 2
Размеры, мм
Номер профиля
Предельное отклонение
Высота профиля
полки по ширине
толщина полок
прецизионная прокатка
обычная
высокий
обычный
высокий
14
—
±2,0
±2,0
+1,0 К 2. 0
-0,06
18
±2,5
—
±2,5
—
Положительные отклонения ограничены предельными отклонениями массы
SV.18 до 30
—
±3,0
—
±3,0
36
±3,5
—
±3,5
—
45
±4,0
—
±4,0
—
Примечание. Определение толщины профиля полок в калибрах валков при их расточке.
4. Уклон профилей наружной облицовки не должен превышать 0,015 .
По требованию потребителя профили изготавливаются с уклоном наружной кромки полки не более 0,0125 .
5. Кривизна стены на высоте сечения профиля не должна превышать 0,15 .
6. Притупление наружных кромок фланцев секций с 24 по Н включительно не должно превышать 0,3 t , свыше Н 24 — 3 мм.
7. По требованию потребителя асимметрия полок балки полок относительно вертикальной оси не должна превышать ½ суммы предельных отклонений по ширине полки.
6, 7. (Измененная редакция, ред. N 2).
8. По заказу балки и швеллеры изготавливаются длиной от 4 до 13 м:
— мерная длина;
— кратно мерной длине;
— мерная длина с остатком до 5% от массы партии;
— кратная длина с остатком до 5% от массы партии;
— случайная длина.
Остальные профили длиной менее 3 м.
9. По желанию заказчика могут быть изготовлены профили ограниченной длины в пределах немерной длины более 13 м.
(Пересмотренная редакция, Ред. N 2).
10. При изготовлении профилей переменной длины допускается использование профилей длиной не менее 3 м в количестве не более 5 % от массы партии.
11. Предельные отклонения по длине профилей размерных и кратных длин не должны превышать:
+40 мм при длине до 8 м;
+80 мм — при длине 8 м. Ст
Предельные отклонения по длине профилей и кратной мерной длине для высокоточной прокатки не должны превышать:
+40 мм при длине до 8 м;
+5 мм за каждый метр свыше 8 м.
12. Кривизна профилей в вертикальной и горизонтальной плоскостях не должна превышать 0,2% длины.
Кривизна профилей в вертикальной и горизонтальной плоскостях для высокоточной прокатки не должна превышать 0,15 % длины профилей высотой до 360 мм и 0,1 % длины — для профилей высотой более 360 мм.
10−12. (Переработанное издание, Ред. N 2).
13. Для каждого профиля дополнительно к требованиям ГОСТ 7566-94 в области маркировки проката проставляется номер профиля с индексом М или (18М, 20са, 36С и т.д.).
14. Проклейка производится на расстоянии не менее 500 мм от конца профиля. Высота балки измеряется по оси канала в плоскости стены.
Сегодня существует достаточно большое количество инверторных сварочных аппаратов. Большинство производителей предлагают промышленные и бытовые инверторы в различных ценовых категориях. Промышленные инверторы отличаются большей мощностью и повышенным «ПВ». Также одним из основных отличий служит максимальный выдаваемый сварочный ток. Как правило, у профессиональных аппаратов максимальные значения тока выше. Еще одним отличием может служить возможность подключения не только к бытовой сети 220 V, но и к 380 Вольтовой промышленной сети.
Сварочные инверторы являются наиболее распространённым типом сварочных аппаратов на массовом рынке. За счет своей универсальности и относительной компактности они практически вытеснили такие аппараты, как трансформаторы и выпрямители. Возможность инвертора выдавать постоянный и переменный ток делает его поистине универсальным. Именно благодаря этому для сварки инвертором подходят все типы покрытых сварочных электродов. А вкупе с небольшими габаритами и высокой мобильностью такой тип оборудования остается вне конкуренции.
На что обратить внимание при выборе электродов для инвертора
Существует ряд параметров, которые необходимо учесть при выборе сварочных материалов. Рассмотрим основные факторы, чтобы лучше понимать, что влияет на выбор электродов для сварки инвертором и какие лучше подходят для тех или иных работ.
Назначение электродов
По своему назначению сварочные электроды разделяются на несколько групп. Такое разделение обусловлено типом металла подлежащего соединению и его техническими характеристиками. Назначение изделий также закреплено в ГОСТ 9466-75.
Сварка углеродистых и низколегированных сталей;
Сварка легированных теплоустойчивых сталей;
Сварка высоколегированных сталей с особыми свойствами;
Электродуговая наплавка поверхностных слоев с особыми свойствами;
Сварка и наплавка чугуна;
Сварка и наплавка меди и сплавов.
Таким образом, электрод для инвертора лучше выбирать, ориентируясь сперва на его назначение. Это позволит избежать ошибки, например, сварки «нержавеющих» сталей электродами для «черных» металлов. В таком случае металл шва будет подвержен коррозии. Выбирайте расходные материалы, основываясь на типе соединяемого металла и его характеристиках. После чего можно определить необходимый тип расходника (например, для низколегированных сталей это может быть Э46 или Э50А).
Когда определено назначение электрода, можно переходить к выбору конкретной марки, подходящей по характеристикам, а также выбрать диаметр изделия.
Тип покрытия
Существует несколько типов покрытия сварочных электродов, наиболее популярными из которых являются рутиловое и основное. Эти типы покрытия имеют кардинальные различия, которые проявляются при их применении. У нас есть отдельная большая статья о видах покрытия сварочных электродов, их плюсов и минусов.
Основное покрытие
Изделия с основным покрытием имеют ряд преимуществ. Они обеспечивают высококачественный шов, стойкий к межкристаллитной коррозии и знакопеременным нагрузкам. Допускают выполнение работ и эксплуатацию готовой конструкции в условиях низких температур. Однако для их успешного применения необходимы определенные навыки. Также такие изделия обязательно подлежат прокаливанию перед использованием. А металл подлежащий соединению должен быть очищен от грязи и ржавчины. Работают такие электроды только на постоянном токе обратной полярности.
Рутиловое покрытие
Изделия с таким типом покрытия достаточно универсальны и подходят для сварки инвертором новичкам. Они обеспечивают качественное соединение при сварке даже по окисленному или загрязненному металлу. Однако при возможности зачистить участок сварки лучше это сделать. Работают эти расходники как на постоянном, так и на переменном токе. За счет состава обмазки они достаточно легко поджигаются повторно, а в процессе работы образуется относительно мало шлака. При этом отделение шлака не требует значительного механического воздействия.
Выбор типа покрытия основывается на требованиях, предъявляемых к сварному соединению. Среди них могут быть временное сопротивление разрыву, предел текучести, ударная вязкость и другие. На требования, обозначенные выше, может влиять тип свариваемого металла, его химический состав и прочие характеристики.
Диаметр электрода
Выбор диаметра зависит от толщины свариваемого металла. Для большей наглядности эта зависимость показана в таблице ниже.
Толщина стали (мм)
1,5-2,0
3,0
4,0-5,0
6,0-12,0
>13
Диаметр электрода (мм)
2
2,5-3
3-4
4-5
5-6
Для соединения металлов толщиной менее 1,5 мм ручная дуговая сварка инвертором, как правило, не применяется. Также следует учитывать, что от толщины стали и диаметра электрода, а также от пространственного положения сварки зависит настройка силы сварочного тока. Так что если планируете варить толстый металл, берите инвертор с высокими значениями максимального тока.
Настройка силы тока
Диаметр электрода (мм)
2
2,5
3
4
5
6
Сила тока (А)
40-64
65-80
70-130
130-160
180-210
200-350
В среднем на 1 миллиметр диаметра электрода добавляется 20-30 Ампер тока. Для каждой конкретной марки значения тока могут слегка отличаться. Обычно рекомендуемые значения силы сварочного тока нанесены на пачку с материалами. Как правило, в процессе работы мастер проводит более тонкую настройку исходя из субъективных ощущений.
Популярные марки электродов для инверторной сварки
Существует несколько наиболее распространенных и популярных марок электродов используемых при сварке инвертором.
Популярные электроды с рутиловым покрытием типа Э46
Наиболее распространенными электродами из этой группы являются изделия следующих марок: GOODEL-OK46, МР-3, МР-3С, ОЗС-12 и АНО-21. Несмотря на то, что эти марки относятся к одной группе и имеют схожие характеристики, они имеют ряд особенностей, которые определяют их применение. Например, МР-3 лучше переваривают ржавчину, а АНО-21 используются преимущественно для потолочных швов. В остальном эти расходники являются взаимозаменяемыми. Такими электродами удобнее всего работать начинающим сварщикам.
Популярные электроды с основным покрытием типа Э50А
В этой группе популярными можно назвать изделия марок УОНИ-13/55, GOODEL-OK48, а также LB-52 и его высококачественный аналог GOODEL-52U. Также как у материалов из предыдущей группы у них есть ряд отличий. УОНИ-13/55 чаще используются для соединения конструкционных сталей при строительстве мостов и ответственных конструкций. GOODEL-OK48 предпочтительней использовать при работе с толстолистовым металлом. А GOODEL-52U являются профессиональными электродами для сварки нефтепроводных труб и трубных элементов. Все эти марки обладают высокими техническими характеристиками и стойкостью к низким температурам.
Электроды для сварки нержавейки инвертором
Для соединения высоколегированных сталей (нержавейки) используются марки: НЖ-13, ОЗЛ-8, ОЗЛ-6, ЦЛ-11, ЦТ-15, ЭА-400/10, ЭА-395/9. Здесь выбор должен основываться на характеристиках и химическом составе свариваемого металла.
Электроды для сварки чугуна
Для работы с чугуном можно использовать изделия марок: МНЧ-2, ОЗЧ-2, ЦЧ-4. При этом МНЧ-2 применяются для сварки, наплавки и заварки дефектов чугунного литья деталей из серого, ковкого и высокопрочного чугуна. ЦЧ-4 для холодной сварки конструкций из высокопрочного чугуна с шаровидным графитом и серого чугуна с пластинчатым графитом. А ОЗЧ-2 для соединения и наплавки серого и ковкого чугуна и заварки дефектов чугунного литья.
Электроды для сварки меди
Для работы с медью применяют расходники марок: Комсомолец-100 и ОЗБ-2М. При этом изделия Комсомолец-100 предназначены для сварки и наплавки изделий из меди технических марок, а также разнородных соединений меди со сталью. А ОЗБ-2М для сварки и наплавки оловянно-фосфористых и художественных бронз, наплавки на сталь и бронзу и для заварки дефектов бронзового литья, а также латуни.
Электроды для резки
Для резки листового проката, и арматуры хорошо подойдут изделия марки ОЗР-1. Они пригодны для удаления дефектных мест сварных швов, или их участков, прихваток, заклепок и многого другого. Следует учитывать, что резка производится на повышенных значениях тока в пределах от 260 до 680 Ампер, в зависимости от диаметра электрода и толщины металла.
Что влияет на качество сварки инвертором
Мы уже рассказали, какие электроды лучше для сварки инвертором и готовы перейти к факторам, влияющим на качество сварного шва.
Навыки и опыт сварщика. Именно это является определяющим фактором. Опытный и грамотный сварщик всегда может выполнить качественную сварку с соблюдением всех технологий. Заметьте, что мы написали именно «навыки и опыт», так как существуют виды производств, в которых сварщики выполняют однообразные работы. Например, сварщик, выполняющий на производстве только горизонтальный шов, с большой долей вероятности не сможет выполнить качественный вертикал сверху вниз. Мы ни в коем случае не хотим обидеть сварщиков, но такие случаи встречались на практике. Не зря же существует специальная аттестация сварщиков в НАКС, прохождение которой открывает доступ к выполнению определенных видов работ.
Качество материалов. Это второй определяющий фактор. Электроды для сварки инвертором должны быть качественными. Также они должны правильно храниться, а перед применением прокаливаться согласно рекомендациям, указанным на упаковке.
Качество оборудования. Инвертор должен быть качественным, способным обеспечивать стабильную работу. Частой проблемой при не качественном оборудовании являются скачки напряжения, невозможность стабилизировать дугу, а также залипание электрода.
Мы перечислили три основных фактора, влияющих на качество сварного соединения. Туда же можно отнести и правильность подбора диаметра изделия, его марки, установки силы тока, условия в которых проводятся работы и многое другое.
Рекомендации начинающим сварщикам
Как и обещали в начале статьи, приведем несколько рекомендаций начинающим сварщикам.
Начинать практику лучше с рутиловых электродов. За счет состава покрытия ими легче работать. Такие расходники обладают более легким поджигом (в том числе и повторным), а также позволяют варить на средней дуге. Это в свою очередь дает возможность лучше видеть и контролировать сварочную ванну. Также плюсом таких изделий можно назвать легкое отделение шлака.
Правильно установленная полярность и сила тока – залог успеха. Если необходимо провести работы на постоянном токе прямой полярности, то свариваемое изделие подключается к зажиму «+», а электрод к «–». Соответственно при обратной полярности подключение осуществляется наоборот заготовка подсоединяется к клемме «–», а держак к «+». Силу тока лучше устанавливать в пределах указанных производителем, регулируя ее в процессе сварки.
Перед тем как приступить к работе следует потренироваться на обрезках, схожих по характеристикам с металлом заготовки. Это позволит настроить силу тока и привыкнуть к металлу.
Соблюдение техники безопасности является важным условием проведение сварочных работ. Не приступайте к сварке, не обезопасив себя и окружающих от возможных ожогов, поражений током и «зайцев». Используйте защитную одежду и перчатки, а также специальную маску или очки. Убедитесь в правильном подключении сварочного аппарата. Не допускайте нахождения в месте сварки легковоспламеняющихся объектов. Также не допускайте в место проведения работ посторонних людей (без специальной защиты) или животных (могут получить ожог глаз глядя на сварочную дугу).
Регулярно улучшайте свои навыки. Изучайте новые материалы, пробуйте различные положения сварки и расходники. Проходите курсы повышения квалификации. Практикуйтесь, и результат не заставит себя ждать.
Заключение
В этой статье мы кратко рассмотрели информацию об инверторах. Рассказали о типах покрытия и назначении сварочных материалов. Ответили на вопрос, какие электроды лучше для сварки инвертором. Привели популярные марки сварочных материалов и дали несколько советов начинающим сварщикам.
Если Вам понравилась статья, делитесь ей в социальных сетях, вступайте в группу завода сварочных материалов «GOODEL» ВКонтакте, подписывайтесь на Twitter и Instagram.
Самые качественные электроды для любительской и профессиональной сварки
Виды электродов
Для инверторной, а также дуговой сварки используют электроды плавящегося типа, которые производятся преимущественно из специальной сварочной проволоки.
Данные элементы имеют свою классификацию, которая соответствует установленному ГОСТу.
В настоящее время они производятся из легированной, углеродистой, а также высоколегированной проволоки определенной марки.
Вся поверхность такого электрода покрывается в обязательном порядке специальным покрытием при помощи опрессовки.
Данное покрытие наносится на сварочный стержень в целях защитить от атмосферного воздействия сварочную ванну во время выполнения работы, а кроме этого, дает возможность образующейся сварочной дуге гореть более стабильно.
Каждый мастер, который работает на сварочном аппарате инверторного типа, знает, что все электроды можно условно поделить на те, которые предназначены для выполнения сложной работы, и те, которые используются для всех остальных целей.
В этом случае следует отметить, что к первой категории относят электроды типа УОНИ, соответственно, ко второй — АНО.
При использовании электродов марки УОНИ можно осуществлять сварку поверхностей практически любой сложности, при этом работать с данными элементами достаточно сложно.
Нельзя использовать в работе те электроды, на которых даже частично отсутствует специальное защитное покрытие, а также те, которые находятся в сыром состоянии.
В большинстве случаев профессиональные мастера при работе с инверторами останавливают свой выбор на электродах марки УОНИ, которые дают возможность делать шов с максимальной плотностью.
В том случае, если необходимо выполнить шов с максимальным качеством, как правило, используют электроды марки МР-3С.
Наиболее универсальной и неприхотливой в работе считается марка электродов МР-3, при помощи которых моно проводить работы, в том числе и с ржавыми, а также влажными металлическими поверхностями.
В среде домашних умельцев чаще всего останавливают свой выбор на электродах марки АНО, которые отлично подходят для инверторных аппаратов практически всех типов.
Кусты смородины: почему не надо перекапывать почву осенью
Марки электродов
Чтобы ответить на вопрос, как выбрать электроды, необходимо разобраться с марками, обозначенными выше.
УОНИ
Основное их назначение – сварка изделий из углеродистых и низколегированных сталей. Как уже говорилось выше, их используют для сборки конструкций, к которым предъявляются повышенные требования. Особенно жесткие требования к сварным швам, которые должны обладать повышенной ударной вязкостью и пластичностью.
Сварка может производиться при низких температурах. Обмазка – основная, ток – постоянный, полярность – обратная. Диаметр стержня: 2-5 мм. Сварочный шов – качественный, высокой плотности. Сваренные этими электродами конструкции прекрасно справляются с перепадами температуры, нагрузками на изгиб и ударами.
МР
В этой категории две позиции.
МР-3. Используются для соединения углеродистых заготовок, стык которых может выдержать сопротивление (временное) до 490 МПа. Обмазка – рутиловая, ток – переменный или постоянный, полярность – любая. Варить электродом можно в любых положениях с оговоркой. Так при нижнем положении сварка проводится электродами диаметром до 6 мм, в вертикальном положении до 5 мм, в потолочном (верхнем) до 4 мм. С помощью МР-3 можно варить заготовки с ржавым покрытием, загрязненные. С ними сварка проводится с повышенной производительностью.
МР-3С. Это модель, которая используется для тех же целей, что и предыдущая. Сваренный ею стык может выдержать сопротивление до 450 МПа. Обмазка – рутило-целлюлозная, ток – переменный и постоянный, полярность – любая. Положение сварки – любое. Ими можно варить даже влажные металлы.
Марка расходников МР для начинающих можно назвать, как самые лучшие электроды. Не капризны, легко переносят сам процесс, небольшое разбрызгивание металла, плюс отличный шов.
АНО
Надо отдать должное этой марке, которую все специалисты считают универсальной. Именно АНО сегодня является самым популярным брендом. Если уж выбирать из всех видов, предложенных производителями, то именно этот.
С помощью этих электродов (сварочных для инвертора) можно варить заготовки толщиною до 5 мм в разных положениях, даже в вертикальном сверху вниз. При этом стыковка двух металлов может быть: стыковочной, внахлест, угловой. К чистоте свариваемых кромок не большие требования, можно проводить сварку окисленных поверхностей. Производится ими и корневая сварка толстых заготовок. Обмазка – рутило-целлюлозная. Ток – переменный или постоянный. Полярность – любая.
Есть в модельном ряду данного вида марка АНО-4 с рутил-карбонатной обмазкой, которую используют для сваривания ответственных конструкций.
ОК 63.34
Если появляется необходимость сварить две заготовки из нержавеющей стали, то это можно сделать при помощи инвертора, используя электрод от шведского производителя ESAB. Кстати, этим электродом можно соединять изделия из конструкционной стали.
Шов от такого расходника получается равным с плавным переходом от основного металла. При этом шлак образуется в малых количествах, отбивать его легко. Можно варить любые положения стыков в металлах толщиною 6-8 мм в корневой сварке. Хотя сам электрод был разработан для сваривания тонких изделий из нержавейки. Можно соединять им стыковые соединения и нахлесточные. Используется также для многослойной сварки не только в горизонтальной плоскости, но и в вертикальной.
Угольные и графитовые электроды
Графитовым и угольным электродом варят металлы дугой редко. Такой вид сварки производится в защитных газах с присадочной проволокой или прямым действием. При этом сам электрод не расплавляется, плавится металл, который сваривают. Угольным электродом сварку ведут постоянным током с прямой полярностью.
Важная составляющая сварочного процесса – это плотное прижатие кромок заготовок друг к другу. Это можно сделать прихватками, точечной сваркой или механическими приспособлениями (струбцинами, зажимами и так далее). Кстати, эта технология может быть использована только в нижнем положении.
Устройство электрода для сварки и наплавки
Основой любого электрода для сварки является металлический сердечник. При подаче на него электрического тока и образовании дуги происходит разогрев и плавление сердечника. На поверхности располагается обмазка, она при высокой температуре разогрева тоже расплавляется. Образует слой, предотвращающий попадание кислорода воздуха в зону плавления.
Для формирования обмазки используются несколько видов покрытия:
основной тип, используют для многократной проварки швов. Перед выполнением сварных работ требуется прокаливание или просушивание при температуре не менее 175…180 ⁰С;
кислотный тип применяют для сваривания заготовок, имеющих окисные пленки и ржавчину. Обязательно удалять окалину после завершения сварных работ. Прокаливание при температуре 180…220 ⁰С;
рутиловый тип, в составе присутствует окись титана. Для выполнения большинства работ с ручной электродуговой сваркой является самым подходящим вариантом. Требуется удаление остатков покрытия, имеет выраженную кислую реакцию. Краски на алкидной основе не могут удерживаться на поверхности шлака. При попадании во влажную среду нужно прокаливать при температуре не менее 185…200 ⁰С;
целлюлозный тип, в составе присутствуют органические материалы (кукурузная или древесная мука, целлюлоза, смолы органического происхождения). Маркируют такие электроды Э42…Э50 с разными буквенными обозначениями. Эксплуатируются на постоянном токе. Прокаливание при температуре не более 110…120 ⁰С.
Для инверторных аппаратов рекомендуют использовать кислотные и рутиловые электроды. Основной тип применяют редко, Трудно удерживается дуга. Капризное поведение не позволяет получать качественный сварной шов.
В быту использование расходного материала с целлюлозным покрытием также ограничено, цена довольно высокая.
Толщина покрытия
На практике толщина покрытия на поверхности электродов определяется в мм:
0,8…1,8 – тонкое покрытие. Используются максимально широко. До 90 % выпускаемой продукции имеет именно такую толщину.
2,0…3,6 – средняя толщина. Такие электроды используют для сваривания ответственных деталей, рассчитанных на динамическое нагружение с резкопеременной нагрузкой.
4,0…6,0 – большая толщина. Электроды используют для ответственных работ – сварки трубопроводов с высоким давлением внутри. При транспортировании агрессивной среды.
Материал сердечника
Для изготовления большинства электродов используется низкоуглеродистая сталь. В ней присутствует не более 0,72…0,78 % углерода. Металл:
Сравнительно легко расплавляется. Температура в зоне дуги находится на уровне 1750…1950 ⁰С.
Расплав заполняет предоставляемое ему пространство. Он затекает в полости, образующиеся при нагревании.
Нагрев близок к температуре кипения, поэтому расплавляемая обмазка понижает температуру расплава.
Ковкий чугун используют для сварки высокоуглеродистых сталей и чугунов. Однако, есть особенности при сварке серого чугуна. Нужно предварительно нагревать материалы до аустенитного состояния (730…850 ⁰С). После завершения процесса нужно обеспечить медленное охлаждение. Если произойдет быстрое охлаждение, тогда вблизи зон сварного шва формируется белый чугун. Он обладает высокой хладноломкостью.
Марганцевая сталь применяется для сварки легированных материалов. Используют основные и целлюлозные покрытия.
Нержавеющая сталь используется для сварки трубопроводов из нержавейки. Применяют и сплавы, содержащие марганец и медь.
Специальные типы электродов
Для сваривания нержавейки и высоколегированных сталей используют электроды, которые не сгорают в процессе сварки. Они только создают дугу. Здесь используются присадочные проволоки, которые расплавляются и попадают в зону нагрева.
В таких технологиях используют титан. Он выдерживает нагрев выше 2200 ⁰С. Присадочные проволоки изготавливают из нержавеющей стали 18ХН9Т. Температура плавления составляет 1340…1380 ⁰С.
При сваривании легированных изделий в качестве присадочного материала применяют проволоки ХВС, ХВГ, ХС12, ХН9Т и другие. Они имеют температуру плавления на уровне 1420…1510 ⁰С.
Для тугоплавких сталей применяют присадочные прутки из ХНГ, 12ХВ10Т, Т10ХВ. Эти сплавы плавятся при температуре 1670…1820 ⁰С.
Производители качества
Желающие приобрести мебель из массива дерева интересуются не только ценой, но и характеристиками изделия. Десятки фабрик предлагают свою продукцию. Но какой из них отдать предпочтение.
«Шатура-мебель»
Компания основана 50 лет назад. Подтвердила статус изделий многочисленными наградами. Имеет 600 сетевых точек продаж. Марка признана лучшей в России по соотношению цена — качество.
Производитель предлагает клиентам кухни из деревянных массивов всех стилей. Разнообразные цвета гарнитуров отвечают требованиям самых современных дизайнов.
«Лазурит»
Фирма основана в 1996 году в Калининграде. Ассортимент, практичность и экологичность – знак отличия бренда. Клиенты имеют возможность заказать деревянную мебель с доставкой по всей России.
Фабрика оснащена современными технологиями европейского качества. Продукция отвечает заявленным требованиям и стандартам.
«Союз-мебель»
Молодой бренд из Екатеринбурга смог завоевать уважение среди покупателей. Компания профилируется на изготовлении кухонь, в том числе из натуральных материалов.
Производитель предлагает большой выбор гарнитуров как для маленького помещения, так и для больших современных столовых.
Отделка стен панелями под кирпич своими руками: видео
Как выбрать диаметр электрода, как его подключить и какую выставить силу тока
Выбрать марку электродов для инвертора еще не все. Даже если вы определились, остаются, как минимум, три вопроса:
какой диаметр электрода использовать при сварке;
какой ток выставить;
к какому выходу «+» или «-» подключить электрод.
Обо всем по порядку. Начнем с того, какой диаметр электрода необходим для сварки. В общем рекомендуют исходить из толщины свариваемых металлов: при небольших толщинах электрод берут с диаметром того же размера, что и металл. Если вы варите металл 3 мм толщины, то и электроды берете аналогичного размера. Если варите что-то более толстое, соответственно берете 4 мм. Но большими электродами новичкам работать будет сложно. Начинайте осваивать сварку с толщины металла 3-4 мм. Для этого используйте электроды 3 мм, или как говорят «тройку».
Общие рекомендации по выбору диаметра электрода в зависимости от толщины металла
Относительно того, как какому выходу подключать электроды. В технических характеристиках на пачке, скорее всего, указано, для какой полярности предназначен электрод. При обратном подключении к положительному выходу подключают электрод, к отрицательному зажим, который цепляют на деталь. При прямой полярности на деталь сажают плюс, на электрод подают минус. Как это выглядит на сварочном инверторе, показано на фото.
Прямая и обратная полярность подключения на сварочном инверторе
Чем отличаются эти два типа подключения? Разное направление имеет поток электронов. Как известно, электроны движутся от «минуса» к «плюсу». Потому при сварке получается, что тот элемент, который подключен к «+» греется сильнее. Меняя режимы подключения можно управлять интенсивностью нагрева металла.
Рассмотрим несколько ситуаций. Например, у вас электрод 3 мм, металл 2 мм. Если на деталь подать «+» может получиться прогар. Потому в этом случае лучше использовать обратную полярность, при которой будет больше греться электрод. Если вы той же тройкой хотите сварить 6 мм металл, лучше это делать на прямой полярности: так разогрев металла будет более глубоким и шов получится более прочным.
Сила тока при сварке
В общем случае при установке электрода сила сварного тока для инвертора выставляется в зависимости от диаметра используемого электрода. Вообще, на каждой пачке есть рекомендации, но можно обойтись и без них: на каждый миллиметр диаметра берут 20-30 Ампер тока. Получается довольно широкий диапазон, но далее нужно еще учесть как будете класть шов: с отрывом или без. Для сварки без отрыва ставят более низкие токи, с отрывом — более высокие.
Каким током нужно варить при разных электродах (общие рекомендации, точно подбирайте опытным путем)
Например, для электрода диаметром 3 мм расчетный ток получается от 60 А до 90 А. Реально работают в диапазоне от 30 Ампер до 140 Ампер. При сварке без отрыва выставляют ток порядка 70-90 А, с отрывом — 90-120 А. Эти параметры могут «гулять» в обе стороны: зависит еще от скорости движения кончика электрода, от марки и «текучести» свариваемой стали, от положения шва (для вертикального и горизонтального шва ставят чуть меньше, для потолочного — еще меньше).
В общем, даже рекомендованные производителем токи — это далеко не требование. Начинайте с них, а потом подбирайте так, чтобы вам было удобно работать и шов получался хороший. У вас должно получиться качественное соединение, а соотношение силы тока и скорости движения вы подберете экспериментальным путем. При этом ориентируйтесь на состояние сварной ванны. Она — ваш главный показатель качества.
Ошибки, которые могут возникнуть при сварке
Теперь вы знаете не только, как выбрать электроды для инверторной сварки, но и как их подключить, какого диаметра они вам нужны для этой работы, и как для каждого типа электрода и шва подобрать ток. Теперь поговорим немного о держателях для электродов.
Сварка тонкой нержавейки
Сварка тонкого металла требует от исполнителя определенного уровня знаний и навыков
При работе с тонкостенными изделиями из коррозионностойких сталей важно не только верно выбрать электроды, но правильно определить напряжение. О том, как варить тонкую нержавейку электродом и каким током сваривают нержавейку будет рассказано далее
Если сравнивать с обыкновенной сталью, то сваривание тонкой нержавейки электродом должно проводится при меньшей величине силы тока. Требуемое количество ампер примерно на 20% меньше.
Важную роль играет диаметр сварочного прутка. При толщине свариваемого изделия 3 мм. диаметр расходника 3-4 мм.
Следует применять стержни длиной не более 35 мм. Температура нагрева не должна превышать 500°С.
Не рекомендуется резко охлаждать изделие.
Бытовая сварка тонкой нержавейки проводится с помощью инвертора. Рекомендуется выполнять следующие правила:
не нагревать заготовки и место соединения выше температуры в 150°С;
сварочный процесс осуществляется на малых величинах тока с высокой скоростью;
без колебательных движений электрической дуги;
под заготовки подкладывать пластины, которые будут “забирать” часть тепла на себя. Это предотвратит сильное нагревание рабочей зоны и возможность образования дыр.
Металл толщиной до 3 мм. варят без разделки. Между заготовками должен быть зазор в 1-2 мм.
При осуществлении инверторной сварки с помощью электродов диаметром 3 мм, необходимо выставлять напряжение величиной 80 А. Мастера применяют для соединения тонких коррозионностойких сталей следующие марки электродов:
ЦЛ-11 – распространенная и ходовая марка сварочных материалов. Материал шва, наплавленного ЦЛ-11, отличается стойкостью к коррозии в неблагоприятных условиях.
ОК 63.20 предназначен для работы с тонкостенными элементами, работающими в контакте с жидкими агрессивными неокислительными средами при температурах до 350°С.
Самые распространенные марки электродов и сфера их применения
Составить объективный рейтинг электродов для сварки инвертором невозможно, поскольку все они разрабатываются для различных металлов и условий применения
При этом принимается во внимание рекомендуемое рабочее положение стержня, характер покрытия, какой полярности постоянка или переменка нужна при выставлении настроек сварочного аппарата. Сильно влияют на выбор и индивидуальные предпочтения сварщика, складывающиеся в процессе многолетней работы
Мы представим наиболее распространенные в среде сварщиков марки, пользующиеся заслуженной популярностью не один год.
МП-3
Рутиловые электроды этой марки являются одними из самых распространенных и востребованных. Они разработаны для сварки углеродистых и низколегированных сталей с предельным усилием разрыва до 490 МПа. С их помощью можно варить инвертором детали размером до 2 см. Для этого используется источник переменного или постоянного тока обратной полярности с напряжением холостого хода не менее 50В.
легкость розжига и исключительная устойчивость дуги;
незначительное разбрызгивание стали;
легкость создания сплошного и ровного шва, доступная даже новичку;
простое отделение шлаковой корки;
высокая производительность работы;
минимальные требования к качеству подготовки кромок;
возможность сварки при любом положении электрода.
большое количество производителей изделий данной марки, среди которых встречаются и недобросовестные;
строгий подход к условиям хранения, объясняемый резким ухудшением эксплуатационных параметров шва при намокании обмазки стержней.
ОЗС-12
Еще один представитель семейства рутиловых электродов, который хорошо подходит для сварки сталей с низким содержанием углерода. Отменная прочность шва с отсутствием посторонних включений и склонности к растрескиванию в широком диапазоне термических условий и внешних нагрузок востребована при изготовлении сложных конструкций на потенциально опасных объектах. Варить ими можно постоянным и переменным током, при этом потребляется минимально возможная мощность.
превосходное качество шва;
любое направление стержня в процессе сварки;
моментальный розжиг и устойчивая дуга;
возможность сварки минимальными токами;
легкость очистки шва от шлаков;
низкая стоимость.
повышенная восприимчивость к влаге, что требует обязательной прокалки электродов перед работой при 150оС в течение часа;
необходимость тщательной зачистки области сварного соединения перед началом работы.
ОЗЧ-2
Электроды с кислой обмазкой, рассчитанные на сварку заготовок из серого и ковкого чугуна и устранения дефектов литья. На сварочном аппарате устанавливается постоянный ток обратной полярности. Шов выполняется в нижней горизонтальной плоскости или в вертикальном направлении при движении снизу вверх короткими валиками с периодической проковкой и охлаждением.
сложная технология производства работ;
приходится выдерживать расходную партию в муфельной печи течение часа при температуре 190-210оС.
УОНИ 13/55
Лучшие электроды для сварки инвертором самых сложных и качественных изделий из углеродистой и низколегированной стали имеют основной тип покрытия.
Неразъемное соединение превосходно выдерживает значительные нагрузки и может использоваться в широком интервале температур.
однородность шва, обеспечивающая применение изделий этой марки при изготовлении ответственных трубопроводов и нагружаемых строительных конструкций;
простое удаление шлака;
высокая производительность работы;
экономичный расход электродов;
широкий диапазон возможных пространственных положений стержня;
приемлемая стоимость.
сложность повторного розжига;
необходимость привыкания к достаточно сложному режиму поддержания дуги.
ОЗЛ-8
Эти электроды с обмазкой основного типа применяются для работы по нержавейке. При этом материал шва превосходно переносит влияние химически активных сред и не боится высоких механических нагрузок. Сварку ведут в произвольном положении постоянным током обратной полярности.
Совет! Для исключения растрескивания материала его охлаждение должно производиться в плавном режиме.
Такие электроды используются при изготовлении, монтаже и ремонте аппаратов и трубопроводов в пищевой, химической и нефтехимической промышленности. Полученные с их помощью швы выдерживают экстремальные температуры и повышенное давление.
высокое качество шва;
широкий диапазон применения;
устойчивая дуга;
простой режим сварки в любых положениях;
минимальное количество шлака и легкость его удаления;
доступная цена для изделий своего класса.
необходимость предварительной прокалки электродов при 300оС;
повышенный расход материала.
Лучшие сварочные электроды с рутиловым покрытием
№ 5 — Quattro Elementi 770-421
Quattro Elementi 770-421
Универсальный, очень дешевый электрод с рутиловым покрытием, на совесть упакованный производителем и поэтому не теряющий своих свойств при правильном хранении. Может использоваться в любом направлении, кроме вертикали сверху вниз. Расход составляет 1,7 кг на 1 кг металла.
Электрод ориентирован на сварку малоуглеродистых и низколегированных металлов, часто используется в сферах машиностроения и строительства. Дуга во время работы — мощная и стабильная. В швах во время сварки поры не образуются. Минусы — в упаковке очень мало штук.
Плюсы
отлично держат дугу
низкая цена
легкий розжиг
делают красивый шов
хорошая упаковка
Минусы
малое количество электродов в упаковке
Цены на электроды Quattro Elementi 770-421
Quattro Elementi 770-421
№ 4 — Сибртех MP-3C
Сибртех MP-3C
Рутиловый электрод для ручной сварки, который подойдет для различных режимов работы. Его можно использовать для изделий, имеющих абсолютно разную ориентацию в пространстве — ограничений нет.
Многие пользователи считают именно эти электроды одними из лучших, практически не имеющими недостатков. Они недорогие, позволяют получить качественный результат сварки, подходят для работы с ответственными конструкциями. Горят мягко, но вот разжечь их непросто — и это главный минус.
Плюсы
недорогие
отлично держат дугу
можно работать во всех направлениях
отличное соотношение цены и качества
позволяют получить красивый шов
Минусы
сложно разжечь
Цены на электроды Сибртех MP-3C
Сибртех MP-3C
№ 3 — Fubag FB3
Fubag FB3
Недорогой электрод с рутиловым покрытием, используемый для ручной дуговой сварки, который многие считают достаточно неплохим для своей стоимости. Хорошо упакован, из-за чего практически не испытывает воздействия окружающей среды при длительном хранении. Подойдет для сварки в различных пространственных положениях.
Электрод обеспечивает легкость сварки, без особого труда зажигается как первично, так и повторно. Дуга горит стабильно на протяжении всего рабочего процесса. В целом электрод формирует мало шлака.
Плюсы
низкая цена
можно использовать в различных пространственных положениях
формируют мало шлака
легко разжигаются
хорошая упаковка
Минусы
не обнаружено
Цены на электроды Fubag FB3
Fubag FB3
№ 2 — Ресанта МР-3
Ресанта МР-3
Это одни из самых распространенных в России электродов с рутиловым покрытием, практически не получающих никаких претензий от сварщиков. Продаются по умеренной цене, практически не отсыревают при хранении, позволяют получить прочный и надежный шов.
Электрод требует прокалки перед началом работ, длительность прокаливания — около 60 минут, но при сравнительно невысокой температуре до 170 градусов. Изделие очень легко разжигается, позволяет вести дугу в любом направлении. Одинаково хорошо ведет себя при работе с самыми разными видами стали.
Плюсы
умеренная цена
легко разжигается
можно работать с разными видами стали
обеспечивают прочный шов
очень популярный вариант
шлак легко отделяется
Минусы
требуют длительной прокалки
Цены на электроды Ресанта МР-3
Ресанта МР-3
№ 1 — ESAB-SVEL OK 46.00
ESAB-SVEL OK 46.00
Электроды, которые производятся в России, но под контролем компании из Швеции. Умеренная стоимость и высокое качество результатов работы делают эти изделия одними из самых популярных и одними из лучших на рынке по мнению многих.
Эти электроды обеспечивают хорошую стабильную дугу, отлично горят даже при небольшом отсыревании, превосходно разжигаются. Ими можно работать при разных типах сварки, в любом пространственном направлении. Шов в результате работы такими электродами получается красивый. Прокалка происходит при совсем низких температурах — в районе 90 градусов.
Плюсы
приятная стоимость
производятся под контролем шведов
можно работать с грязным или ржавым металлом
легко разжигаются
обеспечивают отличную дугу
Минусы
не подойдут для сварки труб
Подведение итогов
Если прогресс предполагает пользоваться какими-либо инструментами в силу развития, это делать нужно. Такое правило касается и сварочных работ. Мобильные аппараты создавались не зря и имеют ряд положительных характеристик, в том числе затрагивают и определение преимущества видов электродов. Сварка может быть качественной лишь тогда, когда все подобранное – от аппарата до материала и металла – соответствует назначенной цели. Это первое правило для начинающих сварщиков, которым руководствуются и профессионалы.
Лучшие или худшие варианты электродов могут быть определены для начинающего работника лишь по истечении какого-то времени и с опытом. Почувствовать разницу нужно самому. Нельзя опираться на советы некоторых профессионалов, которые считают, что различий нет. Они есть, иначе бы не существовало столько марок электродов и характеристик к ним.
Правильный выбор вольфрама
Но это уже не так, поскольку сварочная промышленность перешла на использование инверторных машин переменного тока GTAW, которые включают технологию прямоугольной волны.
Выбор правильного вольфрама становится все более важным вопросом с инверторной технологией, чтобы максимизировать ее преимущества. В прошлом чистый вольфрам был лучшим выбором для GTAW переменного тока, но сегодня отраслевые эксперты рекомендуют редкоземельные вольфрамы вместо чистого вольфрама при использовании источника питания инверторного типа.
Технология прямоугольной волны: основы
Технология прямоугольной волны обеспечивает улучшенный запуск дуги, более стабильную дугу и контроль баланса. С контролем баланса оператор может изменять продолжительность полупериода переменного тока, регулируя отрицательный электрод (EN) от 45 до 68 процентов. На ранних сварочных аппаратах частота была зафиксирована на уровне 60 герц, как и основная мощность.
Сегодняшние инверторные машины переменного тока GTAW увеличили свою скорость, расширив контроль баланса переменного тока с 30 до 99 процентов EN, а также их возможность регулировать выходную частоту сварки переменным током в диапазоне от 20 до 250 Гц.
Инверторный сварочный аппарат AC GTAW подходит для сварки алюминия, поскольку он позволяет точно настроить профиль сварного шва, контролируя форму конуса дуги и силу дуги за счет улучшенного баланса и контроля частоты, обеспечивая улучшенное управление направлением.
Регулятор частоты переменного тока можно представить как регулируемое сопло на пожарном шланге: оно изменяет форму и силу потока воды — или, в данном случае, сварочного тока — от широкого веера к более сфокусированному потоку. Если требуется более мягкая и широкая дуга, вы снижаете частоту переменного тока. Если вам нужна более мощная и жесткая дуга, вы можете увеличить частоту. 9Рис. 1 В режиме переменного тока ток чередуется между работой и вольфрамом.
До тех пор, пока не была разработана передовая технология прямоугольной волны, сварщики использовали чистый вольфрам для применений переменного тока, потому что он образовывал гладкий шар. Редкоземельные вольфрамовые электроды, хотя и подходят для отрицательных электродов постоянного тока (DCEN), имеют тенденцию образовывать небольшие конкреции, а не гладкие шарики при использовании в обычных приложениях.
Сварка переменным током отличается от сварки постоянным током (см. Рисунок 1 ). При сварке переменным током, поскольку ток чередуется между рабочим и вольфрамовым электродом, больше тепла направляется на электрод, чем при DCEN. Это проблема, потому что редкоземельные вольфрамовые электроды начинают трескаться и раскалываться под воздействием тепла обычной сварки переменным током, а электричество или дуга излучаются под разными углами. Поскольку электричество идет по пути наименьшего сопротивления, дуга будет блуждать. Также существует больший риск включения вольфрама в основной материал.
Несмотря на то, что чистый вольфрам обладает необходимыми свойствами скатывания для обычного GTAW на переменном токе, он плохо выдерживает нагрев. Редкоземельные элементы — торий, церий и лантан — добавляются к вольфраму для увеличения его пропускной способности по току, что позволяет ему выдерживать большее количество тепла и сохранять точку.
Рисунок 2 Обратите внимание на различия между этими вольфрамовыми наконечниками (слева направо): заостренные, усеченные и скругленные. Усеченная точка предпочтительнее, потому что она обеспечивает узкую сфокусированную дугу.
Использование редкоземельного вольфрама имеет смысл с инверторной технологией, поскольку инверторы отводят больше тепла от вольфрама. Инвертор делает это с улучшенным контролем баланса и регулируемой выходной частотой переменного тока. Чем меньше тепла концентрируется на вольфраме, тем меньше образование шариков, и на электроде может сохраняться острие. Поскольку заостренный электрод обеспечивает узкую сфокусированную дугу, вы можете улучшить управление дугой и более точно направить тепло на место соединения. Это помогает контролировать ширину валика, что напрямую влияет на искажения.
Для сварки переменным током с инвертором GTAW вольфрам должен быть подготовлен так же, как и для сварки DCEN. Как только дуга установится, форма электрода будет определяться балансом переменного тока и частотой переменного тока. Чем выше процент и частота EN, тем острее останется точка. Тем не менее, кончик электрода может слегка скругляться, сохраняя при этом большую часть конусности (см. Рисунок 2 ).
Конечно, если в вашей процедуре сварки используется чистый вольфрам, инверторы с расширенным контролем баланса и регулировкой частоты переменного тока могут концентрировать тепло на сварном шве, а не на электроде. Тем не менее, чистый вольфрам все же будет иметь склонность к слипанию.
Рис 3 Большинство экспертов рекомендуют электроды с церием и лантана для сварки как на переменном, так и на постоянном токе из-за их производительности и отсутствия радиации. Испытания показали, что цериевые и лантансодержащие электроды по своим сварочным свойствам не уступают торированным электродам и могут применяться практически для любых сварочных работ.
Следует помнить, что не все марки электродов созданы одинаково. Качественный электрод имеет равномерное распределение оксида в вольфрамовой матрице. Мелко и равномерно распределенные оксиды положительно влияют на такие сварочные свойства, как стабильность дуги, характер воспламенения, расход и срок службы.
Рисунок 4
Даже среди редкоземельных вольфрамов существуют различия (см. 0026). В результате процесса деформации при изготовлении электродов оксиды удлиняются и появляются в структуре в виде линейных фаз. Производители электродов ввели проверки качества, которые проверяют ряд факторов: химический состав, размер зерна, плотность, диаметр, твердость, длину, прямолинейность и шероховатость.
Если для металла, который вы свариваете, требуется инвертор, один вольфрамовый электрод может работать почти во всех случаях. Если вы свариваете алюминий или магний инвертором переменного тока и используете неподходящий вольфрам, вы не получите максимальных преимуществ от передовой технологии прямоугольной волны. Использование подходящего вольфрамового электрода — это первый шаг к получению всех преимуществ инверторной технологии.
Брент Уильямс — менеджер по продукции TIG Solutions в Miller Electric Mfg. Co., 1635 W. Spencer St., P.O. Box 1079, Appleton, WI 54912-1079, 920-734-9821, www.millerwelds.com.
Лучший универсальный вольфрамовый электрод для сварки TIG — Магазин Weldmonger
Мой быстрый ответ: 2% лантана.
И вот почему…
Я предпочитаю, чтобы все было как можно проще.
Не поймите меня неправильно, если бы я думал, что использование нескольких различных типов вольфрама поможет моей сварке, я бы так и сделал. Но если подойдет один-единственный тип, то мне не нужны вольфрамовые электроды разных видов и цветов в моем наборе инструментов.
Если вы похожи на меня, иногда, не задумываясь, я стачиваю цветовой код, чтобы у меня было 2 острых конца. Если у меня есть несколько различных типов вольфрамовых электродов в моем наборе инструментов, я не могу легко отличить их друг от друга без цветового кода.
Когда я работал в аэрокосмической отрасли, отдел безопасности потребовал от меня найти замену электродам с 2%-ным содержанием тория из-за всех негативных новостей о том, что электроды с торием радиоактивны. Поэтому я провел довольно обширные испытания, чтобы определить лучший универсальный вольфрамовый электрод как для постоянного, так и для переменного тока, который будет работать со всеми металлами, сталями, суперсплавами, титаном, алюминием, магнием и т. д.
Для меня три критерия, которые были наиболее важными для TIG-сварки всего, от толщины бритвенного лезвия на постоянном токе до толстых алюминиевых и магниевых отливок на переменном токе: при 200 амперах переменного тока с вольфрамом 3/32 дюйма. 3. Подходит как для трансформаторных, так и для инверторных сварочных аппаратов TIG.
Если вольфрамовый электрод соответствует этим трем критериям, то это хороший выбор для универсального вольфрамового электрода.
Итак, я проверил:
E3
Смеси Тримикс
Лайзр
2% цериат,
2% торированный
1,5% лантана
2% лантана
И некоторые другие
На DC были очень незначительные отличия — все они работали довольно хорошо. Но на переменном токе 2% лантана был намного более стабильным до 200 ампер, чем остальные.
Электроды с 2% лантана хорошо работали при запуске дуги постоянного тока с низким током 1 ампер, а также лучше других работали на переменном токе, независимо от того, использовался ли сварочный аппарат с трансформатором или инвертор.
Вот почему я рекомендую использовать 2% лантаната, если вы хотите остановиться на одном лучшем универсальном вольфрамовом электроде.
Я не хочу создать ложное впечатление, что 2% лантаната лучше всего подходит для каждого отдельного применения ….потому что не существует единственного типа вольфрама, который лучше всего подходит для каждого конкретного применения.
Вам потребуется несколько различных типов вольфрама, чтобы получить наилучшее качество для каждого применения, и иногда разница будет настолько мала, что ее будет трудно определить.
Со всеми тестами сварки в аэрокосмической отрасли, которые я проводил, со всеми работами в мастерской, которые я выполнял за последние 10 или 11 лет, и со всеми видеороликами, которые я сделал на YouTube, я использовал только электроды с 2% лантана примерно с 2009 года.
И это, безусловно, облегчило мне задачу!
Итак, если вы ищете лучший универсальный вольфрамовый электрод для сварки TIG всех металлов, я надеюсь, что эта статья поможет вам упростить задачу.
Несмотря на то, что технологии не стоят на месте и новые образцы отопительного оборудования каждый год появляются на рынке, старые добрые батареи из чугуна по-прежнему занимают свою нишу и до сих пор выпускаются отечественными и иностранными компаниями.
Статья посвящается наиболее востребованному радиатору марки МС-140. Из нее вы узнаете о технических характеристиках, о том, как произвести подсчет необходимого числа секций, а также как совершить его установку.
Почему чугун так востребован?
Радиаторы из чугуна имеют преимущества перед другими отопительными приборами. Они отличаются:
Высокой устойчивостью к коррозии. Данное свойство объясняется тем, что при эксплуатации поверхность батареи покрывается «сухой ржавчиной», неспособной перейти в стадию коррозии. Чугун обладает износоустойчивостью, на него не подействует разнообразный мусор из труб отопления.
Хорошей тепловой инерционностью. В то время как стальные радиаторы после выключения котла сохраняют свое тепло на 15 %, то чугунный аналог МС 140 даже через час способен излучать до 30% тепла.
Длительным сроком службы. Качественные модели чугунных радиаторов могут достигать и столетнего эксплуатационного периода. Но производители сокращают эти сроки и уверенную эксплуатацию обещают в промежутке между 10-30 годами.
Большим внутренним сечением. Благодаря данной технической характеристике чугунный радиатор МС 140 500 редко нуждается в очистке.
Данный материал не может являться причиной электрохимической коррозии. То есть чугун отлично входит в контакт со стальными или пластиковыми трубами.
О технических характеристиках батареи МС 140 500
А сейчас настало время засвидетельствовать технические характеристики модели МС 140.
Батарея отопления МС 140 производится в России и Украине.
Максимальной температуры теплоносителя аппарат достигает при 130. 0 град.
Давление при максимальной работе равно 9.0 бар.
Опрессовочное давление составляет 15.0 бар.
Конструкция прибора разделена на секции. В одной секции 2 канала, 1,35 литра воды, ее теплоотдача составляет 175,0 Вт, вес – 6,2 кг, ширина – 98 мм.
Ниппельное отверстие имеет диаметр 5/4 дюйма.
Между секциями установлены прокладки из термостойкой резины.
Но мало знать преимущества и технические характеристики прибора. Прежде чем совершить покупку, выясните, сколько нужно секций для обеспечения жилища комфортной температурой.
Подсчет секций
Количество секций целиком находится в зависимости от конфигурации помещения. Основной параметр — площадь, но есть и такие важные аспекты, как зональность, этаж, размеры ниши, высота потолков, присутствие стеклопакетов, число окон.
Если окно в помещении не одно, то специалисты рекомендуют разместить радиаторы отопления под каждым. Такая установка значительно снизит потерю тепла.Ниже предоставляется формула подсчета необходимого числа секций радиатора отопления.
Важно! На комфорт владельцев угловой квартиры могут оказать влияние дополнительные тепловые потери. Поэтому такие помещения нуждаются в более мощных чугунных радиаторах. К ним добавляется одна или две секции.
Есть много всяких методик технического расчета радиатора, но для стандартных помещений используется упрощенная, но достаточно точная формула подсчета необходимого числа секций.
Итак, чтобы произвести подсчет необходимо умножить 100 Вт на площадь помещения и разделить на тепловую отдачу одной секции батареи.
Важно! Если у вас получилось дробное число, тогда лучшим решением будет округление его в большую сторону. Этим вы создадите небольшой запас мощности.
После того как подсчет совершен, можно приступать непосредственно к установке чугунной батареи.
Установка радиатора МС 140 500
Монтаж осуществляется одним из двух вариантов. Либо доверяем процесс специалистам, либо делаем все своими руками. Второй вариант сподручнее.
Первым шагом перед процессом установки радиатора МС 140 является подбор крепления. Для секционных радиаторов используют штыревые и угловые кронштейны. Первый вид применяют для фиксации радиатора на кирпичной или гипсовой стене, второй — при деревянной стене. Следует помнить, чтобы осуществить угловое крепление нужно приобрести саморезы и дюбели.
Второй шаг – это непосредственная установка.
Первый этап начинается с выбора мест для монтажа кронштейнов. Один радиатор МС 140 требует их не менее трех. Затем, применяя дрель и дюбеля, крепятся кронштейны.
Вторым этапом становится крепление на кронштейны радиатора.
Важно! Защитную пленку снимайте только после установки чугунного радиатора, так как можно поцарапать его поверхность.
Осторожно подсоедините подведенные трубы к батарее. Крепление должно производиться аккуратно, но тщательно, следите за тем, чтобы не повредить резьбу, в противном случае рискуете получить утечку воды.
При установке следите за расстоянием конструкции от пола и стены. Над полом радиатор МС 140 должен возвышаться примерно на 10 сантиметров. Интервал между им и стеной должен быть в пределах 2-5 сантиметров.
Итак, чугунный радиатор МС 140 500 можно смело устанавливать в своих домах. Они немногим уступают по техническим характеристикам новым приборам, но цена является их преимуществом. Ко всему прочему, за ними тянется длинный шлейф из прошлого, доказывающий их пригодность на протяжении всего 20 века как в нашей стране, так и за рубежом. Главным показателем стал длительный срок службы.
Автор: Дмитрий Сергеевич Кириллов
Распечатать
Оцените статью:
(0 голосов, среднее: 0 из 5)
Поделитесь с друзьями!
Технические характеристики чугунных радиаторов МС-140-500
Чугунные радиаторы МС-140-500 до последнего времени были самыми распространенными приборами отопления, которыми комплектовались объекты промышленного и гражданского сектора.
Маркировка марки МС-140-500 расшифровывается следующим образом:
М — модернизированный;
С — стандарт;
140 — глубина (расстояние от передней до задней кромки) радиатора, мм;
500 — расстояние между осями (центрами отверстий), мм.
Иногда в маркировку добавляют значение рабочего давления радиатора. Тогда она выглядит следующим образом — МС-140-500-0,9.
Содержание
1 Материалы и технические характеристики чугунных радиаторов МС-140-500
2 Преимущества чугунных радиаторов
Материалы и технические характеристики чугунных радиаторов МС-140-500
Секции радиатора отливаются из серого чугуна СЧ 10 ГОСТ 1412-85. Соединяются секции радиатора при помощи радиаторного ниппеля, снабженного трубной резьбой по ГОСТу 6357-81.
Для стягивания секций радиатора на ниппеле с противоположных торцов расположена левая и правая резьба. Материал, из которого производятся ниппели, — ковкий чугун марки КЧ30-6-Ф ГОСТа 1215-79, стали 08 КП или 08 ПС ГОСТа 1050-2013.
Ниппель устанавливается между секциями. Его вращение осуществляется при помощи ключа с прямым наконечником. За счет того, что на ниппеле нанесена резьба разных направлений, секции стягиваются между собой. Доступ к нему производится через открытое отверстие радиатора.
Герметизация получившегося соединения осуществляется при помощи кольцевой прокладки. Материал прокладки — теплостойкая резина IТП или ITC, соответствующая ТУ 38 105376-82, либо кольцо 9833-73 / 18829-73.
При отсутствии возможности установить резиновую прокладку допускается герметизация стыков при помощи пакли. Пропитка пакли производится суриком или олифой. Торец радиаторной батареи закрывается пробкой из серого чугунного литья СЧ 10 ГОСТ 1412-85.
Таблица 1. Технические характеристики радиаторов МС-140-500
Производитель / Характеристики
Минский завод отопительного оборудования
ОАО «Сантехлит», Брянская область
Нижнетагильский котельно-радиаторный завод
ООО «Декарт» Новосибирск (Россия)
Луганский литейно-механический завод (Украина)
Маркировка
МС-140-500
МС-140-500-0,9
МС-140-М2-500
МС 140/500
МС-140-М4-500-0,9
Высота, мм
588
590
580
588
588
Ширина, мм
108
98
90
93
98
Глубина, мм
140
Масса, кг
7,12
6,25
6,25
7,1
6,74
Расстояние между центрами отверстий, мм
500
Размер проходного отверстия, дюйм
5/4
Объем воды в секции, л
1,45
1,45
1,4
1,45
1,33
Число каналов в секции
2
Допустимая температура теплоносителя, град.
130
Величина теплоотдачи секции, Вт (t=70 град)
185
160
160
160
184
Площадь прогрева 1 секцией кв.м.
0,244
Допустимая кислотность теплоносителя, pH
6–9
Давление испытаний, МПа
1,5
1,5
1,8
1,5
1,6
Давление рабочее, МПа
0,9
0,9
1,2
0,9
0,9
Данные модели можно применять практически с любым типом теплоносителя, отвечающим допустимым нормам кислотности.
Преимущества чугунных радиаторов
Высокая коррозионная устойчивость и нетребовательность к качеству теплоносителя дает возможность использовать чугунные радиаторы марки МС-140-500 в зданиях любой этажности и с любой системой отопления, в том числе и самотечной.
Также этому способствует высокая прочность радиаторов, что дает им возможность легко переносить гидравлические удары, свойственные центральному отоплению. В связи с тем, что серый чугун достаточно хрупок, изделия необходимо тщательно оберегать от возможных ударов и падений.
Большой внутренний объем секций, широкие проходные сечения каналов способствует низкому гидравлическому сопротивлению и снижению вероятности появления засоров, облегчает промывку прибора отопления.
Наборная конструкция радиатора позволяет собрать отопительный прибор, точно рассчитанный на обогрев конкретного помещения. Как правило, производители устанавливают небольшой гарантийный срок на чугунные радиаторы — от 3 до 5 лет. Тем не менее, средний срок их эксплуатации составляет 40-50 лет.
Технические характеристики описанных радиаторов у разных производителей слегка различны. Несмотря на всевозможные отклонения, все их параметры находятся в пределах ГОСТа 31311-2005 и технических условий 4935-005-00288372-05. Покупатель в результате получает возможность выбрать отопительный прибор, более подходящий под его индивидуальные требования, чем другие.
Чугунные радиаторы отопления МС 140: технические характеристики
Назначение, преимущества и недостатки радиаторов МС 140
Технические параметры чугунных радиаторов МС 140 позволяют использовать их в системах парового отопления любых зданий практически без ограничений : в частных домах, загородных коттеджах, квартирах в многоквартирных домах, административных офисах, общественных зданиях, производственных, складских, торговых помещениях. Оборудование предназначено для эксплуатации в условиях умеренного и холодного климата (УХЛ).
Преимущества радиаторов отопления МС 140
Долгий срок службы. Это один из самых прочных видов радиаторов со сроком службы 50 лет.
Надежность. Столетняя история этого типа радиаторов на рынке отопительного оборудования на практике подтвердила его высокую надежность.
Антикоррозийная стойкость. Чугун не портится со временем под воздействием воды.
Нетребователен к качеству охлаждающей жидкости. Чугунные радиаторы не чувствительны к качеству используемой в них воды. Наличие в воде песка, грязи, повышенное содержание солей, кислот, щелочей не оказывает сильного влияния на срок службы чугунных радиаторов.
Простота систем парового отопления. Чугунные радиаторы можно использовать в сетях с естественной циркуляцией воды, без использования насоса. Они совместимы со всеми типами котлов — твердотопливными, газовыми, пеллетными, жидкотопливными.
Термическая инертность. Чугун долго нагревается, хорошо аккумулирует тепло, медленно остывает. В системе отопления это считается большим преимуществом, так как после выключения горелки чугунный радиатор еще долго остается теплым, отдавая тепло в помещение.
Минусы радиаторов отопления МЦ 140
Чувствительность к гидроударам.
Склонность к зашлаковыванию внутренних поверхностей, что со временем приводит к снижению теплоотдачи.
Радиаторы собираются из отдельных секций, стыки которых уплотняются резиновыми прокладками. Срок службы прокладок намного меньше, чем у чугунных. Во избежание протечек через несколько лет эксплуатации вышедшие из строя межсекционные прокладки необходимо заменить.
Внешний вид таких радиаторов недостаточно изыскан; поверхность требует покраски.
Почему современный покупатель выбирает чугунные батареи?
Чугунные радиаторы имеют много преимуществ. Судя по отзывам покупателей, люди выделяют следующие преимущества:
Высокая коррозионная стойкость.
Превосходная тепловая инерция.
Долгий срок службы.
Радиаторы внушительного сечения.
Отсутствие возможности электрохимической коррозии.
Отличная коррозионная стойкость радиаторов, описанных в этой статье, по мнению пользователей, обусловлена тем, что в процессе эксплуатации поверхность покрывается сухой ржавчиной. Исключает развитие коррозионных процессов. Помимо всего прочего, чугун прочен. Поэтому ему не вредят мусор и камни, попадающие внутрь из труб отопления. Покупателям нравится чугунный радиатор МС-140, технические характеристики которого будут представлены ниже, еще и по той причине, что он обладает хорошей тепловой инерцией.
Технические характеристики радиаторов МС-140 — 500
Радиаторы группы МС относятся к категории секционных — собираются в единое целое из отдельных секций.
Секция чугунного радиатора мс 140.
Секции соединяются с радиатором с помощью межсекционных прокладок.
Поперечная прокладка для чугунного радиатора ms 140.
Одна секция прижимается к другой ниппелем.
Чугунный ниппель радиатора ms 140.
Торцы радиатора закрыты заглушками, которые могут быть запорными и проходными.
Пробка запорная радиатора мс 140.
Пробка радиатора сквозная мс 140.
Секции отлиты из серого чугуна с добавками графита. Отдельные параметры радиаторов МС 140 могут незначительно отличаться в моделях разных производителей.
Основные характеристики чугунного радиатора МС 140:
Radiator type
sectional
Number of channels for the coolant, pcs
2
Number of sections, pcs
from 2 to 10
Номинальный тепловой поток одной секции, Вт
160
Покрытие наружной оболочки
Грунтовка ГФ-021/0119
3 Материал секции 0089
Серый чугун в соответствии с GOST 1412-85
СПКАсер поперечного сечения
Резина в соответствии с GOST 1412, способный с выдержанием температуры до + 150ºC
99999993
8888888898 88888888888888 гг. чугун или сталь
. ГОСТ 1412 или 1050
Площадь обогрева одной секции, м2
0,195
Межосевое расстояние, мм
500
Nipple hole thread size
G11 / 4
Coolant type
water
Maximum coolant temperature, 0С
+ 1300C
Working избыточное давление теплоносителя, МПа (кгс/см2)
0,9
Другие технические данные:
Количество секций, шт.
Weight, kg
Length, mm
Rated heat flux, kW
Capacity, dm3 (l)
2
12.8
227
0.32
2.50
3
18.8
331
0.48
3. 75
4
24.8
435
0.64
5.00
5
30.8
539
0.80
6.25
6
36.8
643
0.96
7.50
7
42.8
747
1.12
8.75
The basic characteristics of a radiator can be identified by название модели и маркировка.
например , модель МС-140-500-0,9-7 обозначает радиатор с наименованием МС, глубиной 140 мм, межосевым расстоянием 500 мм, предельным давлением в системе 0,9 МПа, с количеством отдельных блоков в радиатор равный 7.
Преимущества и недостатки чугунных радиаторов
Как и все другие отопительные приборы, чугунные изделия имеют свои положительные и отрицательные стороны. К основным преимуществам такой продукции специалисты относят следующие характеристики:
Надежность – производители дают на такие устройства 50-летнюю гарантию.
Сами изделия, особенно при правильном уходе за ними, могут прослужить намного дольше.
Универсальность — чугунные радиаторы допускается монтировать в разные варианты систем отопления: центральные, автономные.
Низкое гидравлическое сопротивление позволяет использовать их в системах с центральной циркуляцией.
Низкая вероятность коррозионных процессов.
Доступная цена.
Стойкость к агрессивному теплоносителю.
Устойчивость к высоким температурам — выдерживают 130 градусов.
Радиационный обогрев — чугунная батарея лучше стальной, способна обогревать предметы, расположенные рядом.
Что касается отрицательных сторон изделия моделей MC, то некоторые специалисты считают таковыми:
Большая масса — одно изделие с учетом межосевого расстояния весит около 6-7,5 кг, а вся батарея в этом случае будет весить от 36 до 75 кг.
Необходимость ухода — чугун даже после грунтовки нуждается в окраске каждые 2-3 года.
Механические удары могут привести к растрескиванию конструкции.
Некоторые особенности чугунных батарей могут быть как достоинством, так и недостатком изделия. Широкие каналы: эта особенность вызывает потребность в большем количестве воды, но также позволяет избежать засорения системы.
Технические инструкции
1. Монтаж отопительного оборудования следует доверять организациям, специализирующимся в области строительно-монтажных работ, имеющим соответствующую лицензию.
2. Соединение радиаторов с числом секций менее 10 возможно любым способом — нижним, верхним, диагональным. Если секций больше 10, то рекомендуется подключение диагональным способом: вход теплоносителя сверху, выход снизу.
Диагональное подключение радиатора мс 140.
3. Перед установкой радиатора необходимо провести гидравлическое испытание целостности устройства, герметичности прокладок, прочности ниппельных соединений. Для этого проводятся гидравлические испытания давлением 1,5 МПа. Если обнаружена утечка из-за ослабления соединений ниппелей, их необходимо подтянуть и повторить проверку.
четыре. При изменении (увеличении или уменьшении) количества блоков в радиаторе необходимо использовать только прокладки, установленные требованиями ГОСТ 1412. После сборки радиатора проверяют прочность межсекционных соединений.
Делается это стандартно – проводятся гидравлические испытания под высоким давлением 1,5 МПа, превышающим максимально допустимые нагрузки. Во время испытания сборная конструкция не должна протекать или пропускать пузырьки воздуха.
5. После завершения монтажных работ производится опрессовка всей системы водяного отопления, по результатам которой составляется акт о вводе объекта в эксплуатацию.
Установка
Количество секций рассчитано, радиаторы куплены, осталось установить. Здесь есть два варианта — обратиться к специалистам, потратить деньги или сделать все самому. Рассмотрим второй вариант.
Процесс установки
Подбираем крепления
Первым этапом установки является выбор крепления для радиатора. На фото вы можете увидеть разные виды креплений.
Например, штыревые и угловые кронштейны используются для секционных радиаторов. Первые используются для закрепления батареи на кирпичной или оштукатуренной стене, а угловые – если стена деревянная. Также следует помнить, что для углового крепления необходимо запастись саморезами и дюбелями.
Типы застежек. Как вы уже догадались, для нашего случая применимы крепления №3 и №4
Непосредственная установка
На этом этапе необходимо выбрать места для установки кронштейнов. Помните, что на один радиатор нужно как минимум три кронштейна. Затем с помощью дюбелей и дрели нужно закрепить кронштейны.
Следующим шагом является крепление радиатора к кронштейнам.
Консультации. Нет необходимости сразу сдирать защитную пленку с радиатора, сначала установить ее на кронштейны, а потом, не боясь поцарапать радиатор, снять пленку.
Примеры подключения
Аккуратно подсоедините прилагаемые трубы к радиатору. Крепите осторожно и осторожно, но не повредите резьбу, иначе получите утечку воды из системы. Перед просмотром посмотрите видео установки в нашей галерее.
При установке важно соблюдать определенные расстояния. Например, высота установки над полом должна быть примерно равна 10 сантиметрам. Расстояние между стеной и батареей должно быть от 2 до 5 см.
Узнайте также об особенностях электрических двухконтурных котлов отопления.
Условия эксплуатации
Радиатор применяется в системах водяного/парового отопления с любым типом котла, в которых теплоносителем является обычная вода, без особых требований к ее качеству.
Монтаж должен производиться только в тепловой сети, проектируемой, монтируемой и эксплуатируемой в соответствии с нормативной документацией, принятой государственными отраслевыми организациями.
Для России таким нормативным актом являются правила СП 60. 13330.2012 или 73.13330.2012.
Рекомендации потребителю
Чугунные радиаторы МС-140 500, технические характеристики которых представлены в статье, необходимо устанавливать после выбора подходящего места. На один радиатор должно приходиться 3 и более кронштейнов. С помощью дюбелей и дрели фиксируются кронштейны. На следующем этапе, судя по отзывам потребителей, можно приступать к креплению радиатора. Не спешите снимать защитную пленку с устройства. Сначала нужно установить его на кронштейн. В противном случае аккумулятор может быть поцарапан.
Назначение, преимущества и недостатки радиаторов МС 140
Технические параметры МС 140 литые -железные радиаторы позволяют использовать их в системах парового отопления любых зданий практически без ограничений: в частных домах, загородных коттеджах, квартирах в многоквартирных домах, административных офисах, общественных зданиях, производственных, складских, торговых помещениях. Оборудование предназначено для эксплуатации в условиях умеренного и холодного климата (УХЛ).
Преимущества радиаторов отопления МС 140
Долгий срок службы. Это один из самых прочных видов радиаторов со сроком службы 50 лет.
Надежность. Столетняя история этого типа радиаторов на рынке отопительного оборудования на практике подтвердила его высокую надежность.
Антикоррозийная стойкость. Чугун не портится со временем под воздействием воды.
Нетребователен к качеству охлаждающей жидкости. Чугунные радиаторы не чувствительны к качеству используемой в них воды. Наличие в воде песка, грязи, повышенное содержание солей, кислот, щелочей не оказывает сильного влияния на срок службы чугунных радиаторов.
Простота систем парового отопления. Чугунные радиаторы можно использовать в сетях с естественной циркуляцией воды, без использования насоса. Они совместимы со всеми типами котлов — твердотопливными, газовыми, пеллетными, жидкотопливными.
Термическая инертность. Чугун долго нагревается, хорошо аккумулирует тепло, медленно остывает. В системе отопления это считается большим преимуществом, так как после выключения горелки чугунный радиатор еще долго остается теплым, отдавая тепло в помещение.
Минусы радиаторов отопления МЦ 140
Чувствительность к гидроударам.
Склонность к зашлаковыванию внутренних поверхностей, что со временем приводит к снижению теплоотдачи.
Радиаторы собираются из отдельных секций, стыки которых уплотняются резиновыми прокладками. Срок службы прокладок намного меньше, чем у чугунных. Во избежание протечек через несколько лет эксплуатации вышедшие из строя межсекционные прокладки необходимо заменить.
Внешний вид таких радиаторов недостаточно изыскан; поверхность требует покраски.
О ГОСТах и производителях
При выборе чугунных радиаторов большое значение имеет страна-производитель. Считается, что зарубежная продукция обрабатывается внутри, более качественно, что позволяет использовать СОЖ с малым гидравлическим сопротивлением. Утверждение как минимум спорное. Известные на всем постсоветском пространстве чугунные радиаторы МС 140 500 технические характеристики, которые определяются специально разработанным ГОСТ 8960, по качеству вряд ли уступают турецким батареям, изготовленным из импортного американского сырья, тем более, что иностранные производители слабо представляют себе специфику работы российских ТЭЦ.
Отечественный производитель вкладывает в изделие повышенную прочность.
Испытания систем отопления обязательны перед каждым отопительным сезоном. Рабочие ТЭЦ, подают критическое давление в трубы системы отопления. В результате в домах возможны аварийные ситуации. иностранные изделия не рассчитаны на давление свыше 5,5 – 6 атмосфер. В то время как в характеристиках бытовых радиаторов стоит цифра 9атмосферы.
Технические характеристики радиаторов МС-140 — 500
Радиаторы группы МС относятся к категории секционных — собираются в единое целое из отдельных секций.
Секция чугунного радиатора мс 140.
Секции соединяются с радиатором с помощью межсекционных прокладок.
Поперечная прокладка для чугунного радиатора ms 140.
Одна секция прижимается к другой ниппелем.
Чугунный ниппель радиатора ms 140.
Торцы радиатора закрыты заглушками, которые могут быть запорными и проходными.
Пробка запорная радиатора мс 140.
Пробка радиатора сквозная мс 140.
Секции отлиты из серого чугуна с добавками графита. Отдельные параметры радиаторов МС 140 могут незначительно отличаться в моделях разных производителей.
Основные характеристики чугунного радиатора МС 140:
Radiator type
sectional
Number of channels for the coolant, pcs
2
Number of sections, pcs
from 2 to 10
Номинальный тепловой поток одной секции, Вт
160
Покрытие наружной оболочки
Грунтовка ГФ-021/0119
3 Материал секции 0089
Серый чугун в соответствии с GOST 1412-85
СПКАсер поперечного сечения
Резина в соответствии с GOST 1412, способный с выдержанием температуры до + 150ºC
99999993
8888888898 88888888888888 гг. чугун или сталь
. ГОСТ 1412 или 1050
Площадь обогрева одной секции, м2
0,195
Межосевое расстояние, мм
500
Nipple hole thread size
G11 / 4
Coolant type
water
Maximum coolant temperature, 0С
+ 1300C
Working избыточное давление теплоносителя, МПа (кгс/см2)
0,9
Другие технические данные:
Количество секций, шт.
Weight, kg
Length, mm
Rated heat flux, kW
Capacity, dm3 (l)
2
12.8
227
0.32
2.50
3
18.8
331
0.48
3. 75
4
24.8
435
0.64
5.00
5
30.8
539
0.80
6.25
6
36.8
643
0.96
7.50
7
42.8
747
1.12
8.75
The basic characteristics of a radiator can be identified by название модели и маркировка.
например , модель МС-140-500-0,9-7 обозначает радиатор с наименованием МС, глубина 140 мм, межосевое расстояние 500 мм, предельное давление в системе 0,9 МПа, при этом количество отдельных блоков в радиаторе равно до 7.
Классические аккумуляторы
Действительно, 1 секция классического советского аккумулятора МС 140, который продается и по сей день, имеет немалый вес — 7,12 кг. Если учесть тот факт, что объем одной секции чугунной батареи МС 140 составляет 1,5 литра воды, то общая масса составит 8,62 кг. Зная, что тепловая мощность каждой секции составляет примерно 170 Вт, то на среднюю площадь 20 м2 потребуется 12 таких секций, это будет по весу 85,4 кг, а с водой 103,4 кг.
Примечание: здесь и далее для лучшего понимания вопроса приведен пример укрупненного расчета тепловой мощности и количества секций.
Можно сказать, что не обязательно ставить одно большое устройство, можно разделить на два, и будете правы. Однако масса нетто чугунных батарей старого образца тогда будет 43 кг что по правилам охраны труда не разрешается поднимать одному человеку, потребуется помощник.
Вторая проблема заключается в том, что классические радиаторы предназначены только для настенного монтажа, а подавляющее большинство современных домов построено из пористых материалов, в лучшем случае из газобетона или пенобетона, в худшем из СИП-панелей с пенопластовым наполнением. Такие стены потребуют специального крепления для чугунных радиаторов сложной конструкции с фиксацией во многих точках, что вам вряд ли понравится.
Технические инструкции
1. Монтаж отопительного оборудования следует доверять организациям, специализирующимся в области строительно-монтажных работ, имеющим соответствующую лицензию.
2. Соединение радиаторов с количеством секций менее 10 возможно любым способом — снизу, сверху, по диагонали. Если секций больше 10, то рекомендуется подключение диагональным способом: вход теплоносителя сверху, выход снизу.
Диагональное соединение радиатора мс 140.
3. Перед установкой радиатора необходимо провести гидравлическое испытание целостности устройства, герметичности прокладок, прочности ниппельных соединений. Для этого проводятся гидравлические испытания давлением 1,5 МПа. Если обнаружена утечка из-за ослабления соединений ниппелей, их необходимо подтянуть и повторить проверку.
четыре. При изменении (увеличении или уменьшении) количества блоков в радиаторе необходимо использовать только прокладки, установленные требованиями ГОСТ 1412. После сборки радиатора проверяют прочность межсекционных соединений.
Делается это стандартно – проводятся гидравлические испытания под высоким давлением 1,5 МПа, превышающим максимально допустимые нагрузки. Во время испытания сборная конструкция не должна протекать или пропускать пузырьки воздуха.
5. После завершения монтажных работ производится опрессовка всей системы водяного отопления, по результатам которой составляется акт о вводе объекта в эксплуатацию.
Рекомендации по выбору и установке
Подбор данного типа батарей сводится к определению необходимого количества секций для обогрева конкретного помещения и подходящего размера. Для этого следует знать требуемую тепловую мощность или приблизительно рассчитать ее по квадратуре, а радиаторы отопления взять с некоторым запасом. Если взять за основу, что на каждый м2 площади нужно 100 Вт тепловой энергии, то на помещение 10 м2 потребуется 1 кВт тепла, а секций аппарата МС 140 500 — 1000/160 = 6,25, Берется 7 шт.
Для северных регионов к значению тепловой мощности необходимо применять повышающий коэффициент от 1,5 до 2, а для южных регионов — понижающий коэффициент, равный 0,7.
Монтаж радиаторов осуществляется к наружной стене в соответствии со схемой.
Для крепления аккумуляторов MC 140 используются 2 типа кронштейнов: стальные и чугунные.
Имеются парные кронштейны, сваренные с полосой, которые лучше всего использовать при монтаже на стену из пористых материалов. Их можно крепить к поверхности в нескольких точках.
Условия эксплуатации
Радиатор применяется в системах водяного/парового отопления с любым типом котла, в которых теплоносителем является обычная вода, без особых требований к ее качеству.
Монтаж должен производиться только в тепловой сети, проектируемой, монтируемой и эксплуатируемой в соответствии с нормативной документацией, принятой государственными отраслевыми организациями.
Для России таким нормативным актом являются правила СП 60.
Планируя строительство дома необходимо тщательно просчитать стоимость и целесообразность применения всех материалов. У непрофессиональных строителей часто возникает вопрос, какие лучше использовать плиты перекрытия — ПК или ПБ. Для того чтобы осуществить осознанный выбор, необходимо разобраться, в чем состоят отличия плит ПБ и ПК. Как обычно, все технические характеристики закладываются еще на стадии производства.
Способ производства плит перекрытий
В плитах ПК используется железобетон классом В15 и выше. Армирование производится стальной предварительно напряженной арматурой. Обычно для армирования используются две сетки (вверху ВР-I 3-4 мм диаметром, а внизу усиленная из арматуры 8-12 мм класса АIII), но если длина плиты планируется более 4,2 метра, то необходимо проводить еще и преднапряжение армирующих элементов. Также для придания прочности для больших габаритов используются арматурные прутки АтV. Для качественного закрепления всех армирующих элементов используется опалубка в виде металлических форм, в которые заливается бетонная смесь.
Для производства плит ПБ применяется бетон более высоких марок. Например, на заводе нашей компании «Промстройдеталь» используется бетонная смесь марки Б30. Для армирования мы применяем преднапряженную проволоку из более прочных, дорогих металлических сплавов. Она гарантирует изделиям надежность и долговечность. Но в то же время увеличивается и вес готового изделия – так, плита ПБ в среднем на 6% тяжелее плиты ПК.
Использование высокотехнологичного оборудования «ТЕХНОСПАН» позволяет создавать идеальную геометрию плит компании «Промстройдеталь». Более подробно ознакомиться с методом производства плит ПБ Вы можете, посмотрев видео, либо перейдя по ссылке «Производство плит перекрытий».
Отличительные черты плит ПБ и ПК
Взглянув на особенности производства, можно оценить, чем плиты перекрытия ПБ выгодно отличаются от ПК:
Использование одного вида проволоки и её более компактное расположение облегчает и ускоряет производство;
Бетон более высоких марок позволяет увеличить прочность изделия;
Более эргономичное расположение армирующих элементов позволяет значительно ускорить производство, а значит Вы можете заказать плиты именно под свои нужды и получить их в кратчайшие сроки.
Плиты перекрытия ПБ можно нарезать с любым необходимым шагом в 10 сантиметров, в то время как длина плит ПК задается наличием форм определенного размера у производителя.
Плиты ПК и ПБ: разница в применении
Технологические особенности производства позволяют понять, какие плиты перекрытия — ПК или ПБ — лучше применить в Вашем случае. При строительстве относительно небольшого частного дома разница между плитами ПК и ПБ становится решающей. Выбирая ПБ, вы получаете следующие неоспоримые преимущества:
Заказ плит любых необходимых габаритов;
Наличие скрытых монтажных петель для более ровной состыковки плит;
Возможность создания косых срезов до 45°, которые необходимы, например, для перекрытия эркеров;
Одинаковое предварительное натяжение на плитах всех габаритов;
Более ровную поверхность готового изделия за счет технологии производства без опалубки.
Таким образом, сегодня вопрос выбора между плитами перекрытия ПК или ПБ для частного, а особенно загородного, строительства практически не стоит. Имеющиеся отличия плит перекрытия ПК и ПБ обусловлены техническими условиями производства. Так, ПК — более старый вариант, преимущества которого ограничены самой технологией, а ПБ — вариант современный, более привлекательный по скорости производства, конечным характеристикам и функциональности.
Основные отличия плит перекрытий ПК от ПБ.
Параметр
Плиты ПБ
Плиты ПК
1
Способ производства
Уплотнение бетона на подогреваемом стенде с помощью формовочной машины
Заливка бетона в металлические формы с последующим уплотнением на вибростоле и пропариванием
Производство ПБ — очень гибкое, имеет высокую степень автоматизации, быстро выполняются заявки из набора плит различных типоразмеров
Ограничена количеством форм у производителя, много ручного труда
4
Используемые материалы
Высокомарочные бетоны
Бетоны более низких марок
5
Длина плит
От 2,4 до 10,8 м с шагом 10 см
До 7,2 м, в основном с шагом в 30 см
Перекрытия ПБ в компании «Промстройдеталь»
Оценив преимущества плит перекрытий ПБ, Вы в любое удобное для Вас время можете заказать этот материал в компании «Промстройдеталь». Отличная материально-техническая база и высокая степень автоматизации позволяют нам быстро и качественно выполнять любые заявки наших клиентов.
Возведение зданий является сложным, многоэтапным процессом. Строителям приходится не только решать, какие плиты перекрытия выбрать — ПК или ПБ, — но и приобретать другие элементы из железобетона. В нашем каталоге вы сможете найти железобетонные изделия, которые могут потребоваться в строительстве как частного дома, так и различных промышленных объектов.
Чем отличаются плиты ПК от плит ПБ?
Чем отличаются плиты ПК от плит ПБ?
Железобетонные плиты ПБ и ПК относятся к категории пустотных плит перекрытия. Пустоты в них расположены по всей длине, что обеспечивает небольшой вес по сравнению с монолитными перекрытиями, позволяет незначительно улучшить звуко- и теплоизоляционные характеристики. Основное отличие плит ПК и ПБ заключается в их технологии изготовления:
ПК – изготовляются по старому методу опалубочного формования.
ПБ – производятся по новой технологии безопалубочного непрерывного формования.
Изготовление плит марки ПБ методом непрерывного формования ЖБИ серии ПК производятся из бетона марки М200-М400. Для армирования применяется арматура класса АIII. В изделиях длиной более 4,2м используются преднапряженные армирующие элементы. Формование осуществляется в металлической опалубке с последующим уплотнением бетона с помощью специального вибрационного оборудования.
Плиты перекрытия ПБ изготовляются с применением бетона более высоких марок прочности – М400-М500. Для армирования изделий любой длины используется преднапряженная арматура. Предварительное напряжение сжатых и растянутых зон позволяет минимизировать свободный прогиб ЖБИ этого типа и увеличить их стойкость к трещинообразованию по сравнению с ПК.
Чтобы окончательно определиться с вопросом о том, какие выбрать плиты перекрытия – ПК или ПБ, нужно рассмотреть и другие их особенности – основные технические характеристики, геометрические параметры и конструктивные отличия.
Одной из основных технико-эксплуатационных характеристик плит перекрытия является их несущая способность. Данный параметр определяет предельную нагрузку, превышение которой ведет к деформации и нарушению целостности конструкций. Железобетонные изделия ПК выпускаются со стандартной несущей способностью 800 кг/м2. Гораздо реже можно встретить продукцию с предельной нагрузкой 1250 кг/м2.
Плиты ПБ производятся в более широком ассортименте по несущей способности – от 30 до 1600 кг/м2, но тем не менее, стандартной несущей способностью является 800кг/м2.
Геометрические параметры ЖБИ, изготовленных опалубочным и безопалубочным методами: Максимальная длина – у ПБ составляет 12,0 м, у ПК 7,2 м. Ширина – 1, 1,2 и 1,5 , м.
Конструкции ПК могут иметь ширину 1,8 м, но широкого распространения не нашли из-за большого веса, поэтому встречаются очень редко. Толщина – стандартная 220 мм. Качество поверхности – плиты ПБ отличаются гладкой поверхностью с минимальным количеством дефектов, что позволяет сэкономить на отделочных работах (за счет нанесения более тонкого слоя стяжки).ПК формуются в металлических опалубках, поэтому качество поверхности существенно ниже.
Также изделия ПБ характеризуются более качественной геометрией, что достигается благодаря современной технологии непрерывного формования.
Пустотелые плиты ПК опалубочного формования характеризуются следующими конструктивными особенностями, которые отличают их от изделий ПБ: Большой диаметр продольных технологических пустот – в зависимости от разновидности может составлять 149 и 160 мм. Это позволяет прокладывать по ним инженерные коммуникации – например, канализационные стояки, стандартное сечение которых обычно не превышает 100 мм. Наличие монтажных петель – обеспечивают легкое перемещение ЖБИ при транспортировке и укладке.
Железобетонные изделия ПБ обладают большим количеством преимуществ: Минимальные допуски – обеспечивают идеально точные геометрические размеры, что облегчает монтажные работы. Широкий выбор типоразмеров – резка выполняется после формования, поэтому плиты выпускаются длиной от 1,6 до 12,0 м с шагом 100 мм. Возможность резки торцевой части под любым углом. Отсутствие армирующей сетки в конструкции – позволяет проще и быстрее формировать каналы под инженерные коммуникации.
Чем отличаются плиты ПК от плит ПБ?
Какую плиты выбирать решать Вам. Весь ассортимент плит на нашем сайте За новостями и акциями следите в нашей группе в ВК По вопросам и расчету заявок звоните: +79193233344 Анастасия
Часто задаваемые вопросы
Ваша корзина пуста.
Часто задаваемые вопросы
Ниже перечислены часто задаваемые вопросы наших клиентов. Нажмите на любой вопрос, чтобы увидеть ответ.
Что делать, если мой номерной знак не соответствует Ограничениям?
Если ваш номерной знак не соответствует ограничениям, вы можете получить другой номерной знак в DMV. Если вы заинтересованы в этом, позвоните в DMV по телефону (302) 744-2500. Имейте в виду, что вы не можете выбрать свой собственный номер, и у DMV может не быть свободных номеров.
Я заметил что-то между цифрами на ваших фарфоровых номерных знаках. Что это такое и что делать, если я не хочу, чтобы мои номера разделялись?
Все черно-белые фарфоровые номерные знаки, содержащие более 3 символов, будут иметь ромбовидный разделитель между третьей и четвертой цифрами справа. Это то, как они были сделаны изначально, и для того, чтобы сделать точную копию оригиналов, которая будет легальна для вашего автомобиля, мы должны включить это. Мы не можем опустить ромб на бирке, где он должен быть, и не можем поставить его в любом другом месте на тарелке. Для получения дополнительной информации, пожалуйста, обратитесь к Правилам политики DMV штата Делавэр, касающимся черно-белых номерных знаков. Пластины из нержавеющей стали НЕ будут иметь алмазного сепаратора.
В моем номерном знаке перед цифрами стоит «ПК». Могу ли я сделать эту бирку из черно-белого фарфора?
Нет, мы не можем изготовить ярлыки «PC» из черно-белого фарфора. Причина этого в том, что они никогда не изготавливались таким образом изначально и, следовательно, не были бы точными копиями. Однако мы можем изготовить пластину «PC» из нержавеющей стали, если она соответствует ограничениям. В наших разделах «Ограничения» и «Правила политики DMV» содержится дополнительная информация о том, что мы можем и что не можем воспроизводить. Впервые ярлыки «PC» были представлены в Делавэре после того, как штат прекратил выпуск фарфоровых ярлыков. Вы можете обратиться к нашему разделу, посвященному тегам History of Delaware, для получения дополнительной информации о том, какие типы номерных знаков были выпущены штатом в разные периоды времени.
Если на моем номерном знаке перед цифрами стоит «ПК», могу ли я снять «ПК» и сделать номер без него?
НЕТ, просто удалить «ПК» нельзя. Видите ли, каждое число может появляться само по себе, а также как число с буквами перед ним. Например, номерной знак 86999, который мы использовали в качестве образца на нашей домашней странице, также отображается как PC86999, C86999 и т. д. Поэтому, если вы удалите «PC», у вас будет чужой номерной знак! Тем не менее, вы можете изменить свой номер на подходящий. Пожалуйста, обратитесь к первому вопросу на этой странице для изменения вашего номерного знака.
Я видел на дороге черно-белые фарфоровые тарелки «ПК». Если вы не можете их сделать, откуда они берутся?
Хороший вопрос. Любая тарелка «PC» из черно-белого фарфора запрещена к производству и/или демонстрации. Мы также видели их на дороге, но не уверены в их происхождении. Мы никогда не производили и никогда не будем производить тарелки «ПК» из черно-белого фарфора. Мы также рекомендуем не отображать его, так как это опять-таки незаконно.
Можете ли вы сделать черно-белую фарфоровую тарелку для моего трейлера, у которой перед номером стоит буква «Т»?
Нет, мы не можем изготовить черно-белую фарфоровую тарелку для прицепа (T9999), так как изначально они не производились из фарфора. Однако мы можем изготовить пластины для прицепов из нержавеющей стали, если они соответствуют ограничениям.
Почему ваши номера меньше обычных номерных знаков?
Наши фарфоровые тарелки являются точными копиями тарелок, которые были выпущены штатом Германия, начиная с 1942 года. Наши тарелки из нержавеющей стали являются точными копиями тарелок, которые были выпущены штатом Германия, начиная с 19 года.47. Размер наших номеров такой же, как у оригинальных номеров государственного образца.
Какого размера ваши номерные знаки?
Наши фарфоровые пластины для легковых автомобилей имеют размеры 5 1/2” x 9 1/2”. Наши фарфоровые мотоциклетные пластины имеют размеры 4 x 7 дюймов (наши MC теперь имеют тот же размер, что и пластины MC, выпускаемые DMV Делавэра). Наши таблички из нержавеющей стали с 5 цифрами или меньше имеют размеры 5 1/2” x 9 1/2 дюйма. Наши таблички из нержавеющей стали с 6 цифрами имеют размеры 5 1/2” x 11”.
У вас есть рамки, которые подходят к вашим тарелкам?
Да, мы предлагаем рамки для наших автомобильных номерных знаков из фарфора и нержавеющей стали с 5 или менее цифрами, доступные в 3 цветовых вариантах: черный, полированная нержавеющая сталь и белый. В настоящее время у нас НЕТ рамок для фарфоровых мотоциклетных табличек ИЛИ шестизначных табличек из нержавеющей стали. Мы НАСТОЯТЕЛЬНО рекомендуем рамку для наших фарфоровых тарелок, так как она помогает защитить края тарелки, которая является наиболее уязвимой областью тарелки.
Можете ли вы сделать мой номерной знак с маленькой буквой «C» или «D»?
Нет, мы не можем сделать маленькую букву «С» или «Д». В соответствии с правилами DMV, все буквы и цифры должны быть не менее 3 дюймов в высоту. Несмотря на то, что были выпущены оригинальные маленькие тарелки «C» и «D» из фарфора, мы не можем их воспроизвести. Кроме того, отображение тега с маленькой буквой «C» или «D» является незаконным.
Я видел черные таблички с чем-то вроде металлических номеров. Вы делаете это?
Возможно, вы имеете в виду бирки из нержавеющей стали, первоначально выпущенные государством после того, как они прекратили выпуск фарфора. Для получения дополнительной информации об этом стиле пластин, пожалуйста, смотрите наш раздел «История». Оригинальных пластин из нержавеющей стали сегодня на дорогах очень мало. Большая часть того, что сегодня встречается на дорогах, представляет собой дешевые, нелегально произведенные алюминиевые пластины без отражающего покрытия на номерах. Мы уполномочены штатом Делавэр производить точную копию таблички из нержавеющей стали 50-х годов, изготовленной из нержавеющей стали с номерами из нержавеющей стали. Наши таблички изготовлены из нержавеющей стали, номера из нержавеющей стали имеют отражающее покрытие.
Можешь сделать табличку с моим именем или другими буквами?
Нет, мы не можем производить ЛЮБЫЕ туалетные столики из черно-белого фарфора или нержавеющей стали для регистрации в штате Делавэр. В наших разделах «Ограничения» и «Правила политики DMV» содержится дополнительная информация о том, что мы можем и что не можем воспроизводить.
Должен ли я получить новую наклейку с истечением срока действия для моего черно-белого планшета?
Да. Почти невозможно удалить наклейку с истечением срока действия с сине-золотых номерных знаков. Чтобы получить новую наклейку с истечением срока действия, просто возьмите свою регистрационную карточку и страховое свидетельство в местный отдел DMV. Скажите им, что вы только что приобрели новый черно-белый фарфоровый номерной знак или номерной знак из нержавеющей стали и что вам нужна новая наклейка с истечением срока действия. Они продадут вам один за 5 долларов. Вам не нужно проходить повторную проверку автомобиля, вы получите ту же наклейку с датой истечения месяца/года, что и на вашей сине-золотой табличке.
Куда приклеить наклейку с истечением срока годности на моем новом черно-белом планшете?
Для фарфоровых номерных знаков наклейка с истечением срока действия должна быть помещена между двумя вертикальными прорезями слева от DEL или слева от DEL, если это номерной знак мотоцикла. Для номерных знаков из нержавеющей стали наклейка с истечением срока действия должна быть размещена в центре нижней части номерного знака.
Могу ли я выбрать любой номер, который я хочу, чтобы вы сделали мою тарелку?
НЕТ, вы не можете выбрать любой номер, который хотите поставить на свой автомобиль… вот почему вы идете в DMV в первую очередь! Мы воспроизводим только номер, присвоенный вашему автомобилю, если он соответствует требованиям. В наших разделах «Ограничения» и «Правила политики DMV» содержится дополнительная информация о том, что мы можем и не можем воспроизводить.
Подойдут ли ваши фарфоровые пластины для мотоциклов к моему велосипеду?
Предыдущие версии наших меток MC имели размеры 5 1/4” x 7 1/2”, из-за чего у некоторых людей возникали проблемы с установкой их меток. В результате мы изменили размер наших табличек MC на 4 x 7 дюймов, теперь это тот же размер, что и выданный вашим штатом сине-золотой номерной знак MC, полученный через DMV.
Почему в ваших номерных знаках есть отверстия/прорези?
В наших тарелках есть прорези, потому что они были изначально изготовлены таким образом. Первоначально штат Делавэр выпускал ярлыки истечения срока действия, один для месяца и один для года, которые устанавливались в вертикальных прорезях пластины.
Мои винты не проходят через резиновые втулки, когда я пытаюсь прикрепить пластину к машине, что мне делать?
НЕ СНИМАЙТЕ ВТУЛКИ С ПЛИТЫ!! Это может привести к повреждению пластины. Мы не несем ответственности за повреждение вашей пластины, вызванное удалением люверсов. Нет никаких причин, по которым винты вашего номерного знака не должны проходить через резиновые втулки на наших номерных знаках. Лучший способ прикрепить пластину к автомобилю — сначала вкрутить винты в резиновые втулки, когда пластина снята с автомобиля. После этого поднесите пластину с уже вставленными винтами к автомобилю и прикрепите винты к автомобилю.
Как долго прослужит моя фарфоровая тарелка?
Невозможно предсказать, сколько прослужит фарфоровая тарелка. Существует множество факторов, которые могут повлиять на срок службы тарелки, в том числе ненастная погода, использование, уход, дорожный мусор, возраст, покрытие фарфора и т. д. Из-за свойств керамической эмали особенно трудно достаточно защитить края, и они обычно это первая область пластины, на которой появляются признаки износа/ржавчины.
Почему я должен отправить вам копию моей регистрации?
Отдел автотранспортных средств штата Делавэр требует от нас получения копии действующей регистрационной карты для каждого заказа на номерные знаки, размещенного у нас.
У меня есть временная регистрация, могу я вам ее отправить?
НЕТ, мы не можем принять временную регистрацию. Мы должны получить копию либо действующей регистрационной карточки, либо копию документа о праве собственности на транспортное средство, если срок его действия не истек.
Я хочу заказать более одной тарелки, вы предлагаете скидки за количество?
Нет, мы не предлагаем никаких оптовых скидок на наши номерные знаки штата Делавэр.
Я хочу зайти, где вы находитесь?
У нас нет розничного магазина, поэтому вы не можете зайти внутрь. Мы занимаемся доставкой товаров по почте и проводим транзакции по телефону, факсу, почте или через наш веб-сайт. Наши продукты для номерных знаков выставлены на обозрение и могут быть просмотрены и приобретены в любом месте DMV.
Чем чистить тарелку?
Фарфоровые тарелки: Для очистки фарфоровой тарелки можно использовать любое обычное неабразивное бытовое чистящее средство. Поскольку это фарфоровая эмаль, это тот же материал, из которого, вероятно, сделаны ваша стиральная машина, сушилка и плита. Пластины из нержавеющей стали: вы можете использовать любое обычное неабразивное бытовое чистящее средство для очистки пластины из нержавеющей стали. Наши пластины из нержавеющей стали имеют порошковое покрытие, поэтому не используйте абразивные чистящие средства, так как они могут поцарапать окрашенную поверхность.
Сколько у вас часов?
Мы работаем с понедельника по пятницу с 8:00 до 16:00. У нас небольшой бизнес, поэтому иногда нам звонят не по телефону и/или мы помогаем другому клиенту по телефону. Пожалуйста, оставьте нам сообщение, и вам перезвонят, или вы можете связаться с нами по электронной почте.
Взимается ли ежегодная плата за черно-белую фарфоровую тарелку или тарелку из нержавеющей стали?
Нет, ежегодная плата за демонстрацию черно-белой фарфоровой тарелки или тарелки из нержавеющей стали не взимается. Ваша черно-белая бирка или бирка из нержавеющей стали заменяет вашу бирку, выданную штатом Делавэр, и единственная связанная с этим стоимость — это цена покупки.
Теперь мы предлагаем рекламные возможности. Доступно ограниченное пространство.
Помимо основных сведений о том, где находятся скрытые камеры контроля скорости в Сингапуре или различных ограничениях скорости, еще один аспект, о котором должен знать каждый водитель в Сингапуре, — это номерные знаки автомобилей.
Номерные знаки для частных автомобилей
Номерные знаки для частных автомобилей в Сингапуре начинаются с буквы S, а с ростом количества транспортных средств их диапазон расширился до значений от «SA» до «SY». Наряду с использованием автомобильных номеров «S» в частных автомобилях начали использовать букву «E», вплоть до «EZ», которая применялась до сих пор и используется до сих пор.
Номерные знаки такси
Несмотря на то, что все частные автомобили в Сингапуре имеют номерные знаки, начинающиеся с «S», существует определенный номерной знак, который может использоваться только такси, это «SH».
Другие уникальные автомобильные номерные знаки, которые используются, включают:
SBS: Автобусы, которыми управляет SBS Transit
SMB: Автобусы, которыми управляет автобус SMRT.
SEP: , он же Избранный президент Сингапура, это официальный государственный автомобиль страны. Рядом с ним, наверное, не проедешь, силовики обычно едут впереди или сзади машины.
SJ: Автомобили для судей Верховного суда. SJ1 используется главой юстиции Сундареш Менон.
SPF: Автомобиль комиссара полиции Сингапура.
LTA: Велосипеды, эксплуатируемые Департаментом правоприменения Управления наземного транспорта
MID: Транспортные средства, эксплуатируемые вооруженными силами Сингапура.
MP: Транспортные средства, находящиеся в ведении командования военной полиции вооруженных сил Сингапура
PA, PB, PC, PH, PZ : Они использовались для разделения частных автобусов, частных арендованных автомобилей и т. д., но позже все частные арендованные автомобили были выпущены с номерами PA
PU: Транспортные средства, которые освобождены от налогов и используются исключительно на острове Пулау-Убин
QX: Транспортные средства, эксплуатируемые службами экстренной помощи и правоохранительными органами, такими как Полиция Сингапура и Силы гражданской обороны Сингапура
RD: Для автомобилей, используемых в исследованиях и разработках проекты, такие как топливные элементы и электромобили
RU: Для транспортных средств ограниченного использования, освобожденных от дорожного налога.
При строительстве зданий между этажами используются прочные железобетонные перекрытия разных видов, которые сложно отличить по внешнему виду друг от друга. Диаметр пустотных отверстий, равный 159 мм, позволяет прокладывать внутри плит инженерные коммуникации (например, электропроводку или сантехнические трубы). Определить марку используемой железобетонной продукции способны только профессионалы.
Отличие плит перекрытия ПК и ПБ
Плита перекрытия ПК – это изделие с полостями округлой формы внутри конструкции, которые используются для перекрытий пролетов зданий жилого и административного назначения. На сегодняшний день плиты перекрытия ПК повсеместно используются в процессе возведения практически каждого здания. Учитывая функции данного строительного элемента важно соблюдать нормы производства. В отличие от ПБ обладает напряженной поперечной и продольная арматурой. Пустоты плиты ПК предусмотрены для прокладки труб и коммуникаций.
Плита перекрытия ПБ производится по улучшенной технологии, на ней отсутствуют трещины поверхностного натяжения. Это балочная плита перекрытия, которая не имеет поперечного армирования. Несмотря на свое внешнее сходство с ПК, плита ПБ имеет свои ключевые особенности. В ней используется только продольная арматура, поэтому такую плиту можно резать вдоль и наискось под углом 45 гр. под любые размеры, что будет полезно для нестандартных решений.
Особенности маркировки
Рассмотрим плиты ПК 60.10-8Ат5 и ПБ2 63.15-8. Расшифровка первой плиты такая:
Плиты перекрытия ПК изготавливаются традиционным методом путем заливки бетонной смеси в опалубку (металлическую форму), где находится каркас будущей плиты — арматурная решетка. При помощи вибрационного прессования достигается равномерное заполнение металлоформы бетонной смесью. После формирования плита подвергается термической обработке паром с соблюдением температурного режима. Шаг плиты перекрытия ПК кратен 300 мм. Данный метод изготовления позволяет получить изделия, которые практически не подвержены прогибанию и способны выдержать высокие механические нагрузки.
Плиты перекрытия ПБ изготавливаются при помощи современных строительных технологий путем заливки бетонной смеси на непрерывно движущийся вибрационный подогреваемый формовочный стенд (конвейерную линию) с натянутыми металлическими тросами или канатами. Такой метод производства называется технологией безопалубочного формования. Вдоль вибрационной линии стенда проходит формовочная машина, выравнивающая поверхность плиты. Полученный железобетонный пласт закрывают теплоизоляционным материалом и прогревают. После просушки пласт разрезают на готовые изделия необходимой заказчику длины. Шаг плиты перекрытия ПБ кратен 100 мм. Технология безопалубочного формования позволяет снизить вес изделия на 5% и получить железобетонную плиту с гладкой поверхностью, без трещин, индивидуального типоразмера.
Плиты перекрытия получили очень широкое применение, и это пожалуй, наиболее применяемый вид железобетонной продукции. Они используются для перекрытия пролетов до 12 метров, хотя наиболее распространенный тип плит, это плиты длиной 6300 мм. Подвалы, цокольные этажи, межэтажные перекрытия – везде применяются данные плиты. В многоэтажном строительстве плиты также получили широкое распространение, особенно в советский период где была важна скорость строительства – нужно было обеспечить жильем большое число граждан.
В настоящее время плиты перекрытия также часто применяются при строительстве коттеджей и загородных дач.
Свойства плит перекрытия ПК
Технические характеристики:
ПК дополнительно усилены металлической или специальной напряженной арматурой;
используются для возведения любых типов строительных конструкций;
повышенная звуконепроницаемость и стойкость к высоким температурам;
виброустойчивый строительный материал;
используются для возведения любых типов строительных конструкций.
Опалубочные панели оснащаются специальными монтажными проушинами, которые облегчают их перемещение. Это их основное отличие от безопалубочных конструкций.
Достоинства плит перекрытия ПБ
У железобетонных плит безопалубочного типа есть преимущества перед другими строительными материалами:
Независимо от габаритов панели усиливаются напряженными тросами. Благодаря этому строительный материал способен выдерживать большие нагрузки — 600-1450 кг/м².
Минимальные допуски, которые обеспечивают точные геометрические размеры и правильную форму изделия. Это существенно облегчает строительные работы, так как одинаковые плиты правильной геометрической формы легче монтировать.
Для обустройства в здании необходимых коммуникационных систем в плитах перекрытия можно легко сделать отверстия нужного диаметра, так как в них отсутствует металлический каркас.
Технология производства без использования опалубки позволяет изготавливать железобетонные плиты разных размеров. Шаг изменения габаритов изделия составляет 10 см, а длина может быть от 2 до 12 м.
Поверхность стройматериалов отличается высоким качеством.
У плит перекрытия ПБ есть один недостаток — это некоторые затруднения в процессе их транспортировки и перемещения, что невозможно сделать без применения специального такелажного оснащения. А изделия с маркировкой ПК изначально оснащаются специальными монтажными проушинами.
Несмотря на недостатки, панели перекрытия ПБ и ПК благодаря хорошим прочностным качествам востребованы в строительстве. Марку изделия для выполнения строительного проекта устанавливают профессиональные строители или проектировщики.
Остались вопросы? Звоните, наши консультанты помогут правильно выбрать плиту перекрытия по типу и размеру.
Завод ЖБИ изделий «Партнер+». Стройка в плюсе!
Что лучше, плиты ПК или ПБ: отличия
В данной статье, мы рассмотрим основные различия пустотных плит ПК, от сравнительно недавно появившихся на строительном рынке Сибири пустотных плит ПБ.
Надо отметить, что у этих железобетонных плит много общего:
Оба типа плит предназначены для разделения строительных объектов на этажи, исполняют роль межэтажных перекрытий.
Изделия являются многопустотными, благодаря этому обеспечивается надежная звукоизоляция, низкая теплопроводность, уменьшается нагрузка на фундамент.
При производстве данных плит перекрытий используется стальная арматура, соединенная с бетоном, обеспечивая надежную устойчивость к высоким нагрузкам на изделие.
Так же оба вида продукции обладают высокой огнестойкостью и влагостойкостью.
Основным и главным отличием ПК от ПБ – является технология производства. Ниже мы рассмотрим технологический процесс, достоинства и недостатки каждого типа плит.
При изготовлении ПК используют опалубки (метало формы), в которые закладывается предварительно напряженная арматура (метало каркас) и вводятся пуансоны (металлические трубы), позволяющие получать в плите ПК отверстия круглой формы. В подготовленную форму бетоноукладчиком заливается бетон и уплотняется, путем вибрационного прессования. Произведенная продукция вместе с опалубкой поступает в пропарочные камеры и проходит термическую обработку. За ночь плиты набирают 80% прочности и уже на следующий день готовы к транспортировке и монтажу.
Очень удобно, что диаметр отверстий плит перекрытия ПК, позволяет прокладывать внутри пустот инженерные коммуникации, например сантехнические трубы и электропроводку. К недостаткам данной продукции можно отнести их внешний вид. Пустотные плиты ПК выпускаются на протяжении 50-ти лет и по праву заслужили доверие строителей, зарекомендовав себя на рынке строительных материалов надежными и долговечными изделиями.
Производство ПБ происходит на специализированных стендах без опалубочной технологии формирования железобетона. На подогреваемой площадке стенда натягивается металлическая проволока, позже вдоль вибрационной линии производства проходит формовочная машина, формируя плиту-полуфабрикат длинной до 190 м. Полученная продукция накрывается теплоизоляционным материалом. После просушки, изделие размечают и режут, получая многопустотные плиты ПБ необходимых размеров.
Основные достоинства данной продукции, заключаются в ровной/гладкой поверхности, широким спектром геометрических размеров, относительно не большим весом изделий. Наряду с преимуществами, многопустотные плиты ПБ имеют и недостатки — отсутствует возможность прокладки коммуникаций в пустотах (приходится ломать ребра жесткости между пустотами), монтажные петли расположены с боку плиты, затрудняя погрузочно-разгрузочные работы и укладку изделий.
Многопустотные плиты перекрытия ПБ и ПК нашли широкое применение в современной строительной отрасли. Независимо от того какая плита применяется на Вашей стройплощадке — вы получите надежное, долговечное и высокопрочное перекрытие частого или многоэтажного домостроения. И ПБ и ПК предназначены для решения одних и тех же задач, обладая при этом конструктивными отличиями, изложенными в данном материале. Если Вы заинтересовались пустотными плитами ПК, перейдите в каталог нашего сайта и узнайте цены и размеры на плиты перекрытия в Новосибирске. Желаем Вам строительных успехов!
РАССКАЖИ ДРУЗЬЯМ
BMV: Регистрация и номерные знаки: Обзор номерных знаков
Регистрация и номерные знаки
Текущий:
Обзор номерных знаков
Найдите подходящий вам номерной знак. Посмотреть все дизайны тарелок. →
BMV предлагает на выбор множество стандартных и отличительных дизайнов номерных знаков. Отличительные дизайны номерных знаков включают стандартные и исторические номера Индианы, номера для военнослужащих и членов их семей, номера для местных колледжей, университетов или организаций, персонализированные номера и номера для определенных типов транспортных средств.
При покупке или замене любого номерного знака штата Индиана вы должны будете уплатить регистрационные сборы и налоги, размер которых зависит от года выпуска и марки вашего автомобиля, а также от вашего округа и муниципалитета проживания. Если вы покупаете или продлеваете номерной знак Special Group Recognition, вы можете оплатить административные и групповые сборы, определяемые организацией, спонсирующей номерной знак. Чтобы узнать больше о сборах и налогах на регистрацию транспортных средств, посетите нашу веб-страницу о сборах и налогах.
Требования к отображению рамок и наклеек
Стандартные номерные знаки
Персонализированные номерные знаки
Номерные знаки мотоциклов
Номерные знаки университетов и колледжей
Организационные номерные знаки
Военные номерные знаки Индианы
Подать заявку на получение номерных знаков специального группового признания
Номерные знаки для гражданских мероприятий
Программа регистрации транспортных средств
Mitsubishi Challenger PB/PC | Комплект из 3-х частей днища
Mitsubishi Challenger PB/PC | Комплект из 3-х частей днища — пластины Bash
0477799639
Поиск товаров
Бесплатная доставка в большинство районов метро. В регионы может взиматься дополнительная плата за доставку ; дополнительную информацию см. в правилах доставки.
Описание
Дополнительная информация
Отзывы (1)
Часто задаваемые вопросы
Описание
Наши специальные внедорожные аксессуары, разработанные Pty Ltd и изготовленные в Австралии, подходят для всех новых моделей с 2005 по 2015 год. Пластины были разработаны для использования существующих отверстий, к которым стандартные пластины крепятся болтами, и для работы со всеми рулями Bull Bar.
Пластины поставляются только с вентиляционными отверстиями
Пластина трансмиссии следует за пластиной дифференциала
Доступен из мягкой стали толщиной 3 мм, нержавеющей стали толщиной 3 мм и 4 мм. 3 мм мягкая сталь поставляется неокрашенной.
Сделано в Австралии, все наши тарелки производятся прямо здесь, в Брисбене!
Комбинированная передняя часть, дифференциал/отстойник и защита коробки передач, 3 шт.
Замените стандартные жестяные пластины толщиной 1,5 мм.
Slim Design для максимального зазора, без модификаций и всего за 5 минут для установки.
Мы рекомендуем использовать стандартные болты, так как высокая прочность на растяжение оказывает сильное давление на крепления.
Не подходит для Diff Drop, если вы находитесь в Брисбене с Diff Drop, пожалуйста, свяжитесь с нами, и мы можем внести изменения.
Специальные предложения, акции и конкурсы публикуются на нашей странице в Facebook. Поиск «Индивидуальные внедорожные аксессуары»
Фитинг – Выше есть фотография того, как трансмиссионная плита прижимается/зажимается к задней части поперечины трансмиссии. В передней части переходной пластины используются те же отверстия, что и в поддоне, а затем просто совместите отверстия остальных пластин.
Не знаете, какой материал и толщину выбрать?
Мягкая сталь отлично подходит для краткосрочного использования от 6 до 12 месяцев. После различных ударов мягкая сталь со временем начинает трескаться и ржаветь. Нержавеющая сталь – это намного лучший металл, который выдерживает гораздо больше ударов и вождения по пляжу. Самая популярная установка — нержавеющая сталь 3 мм, эти пластины отлично подходят для общего 4wding, прослужат вам долгие годы и дадут вам спокойствие. Если вам нравится ездить более агрессивно и вам нужна дополнительная прочность, тогда нержавеющая сталь толщиной 4 мм для вас.
Зачем мне обновлять защитные пластины днища?
На рынке, насыщенном бесконечным списком обязательных обновлений для вашего полноприводного автомобиля, защита днища часто упускается из виду. Производители транспортных средств не считают защитные пластины необходимыми для работы автомобиля, даже если они производят автомобили для бездорожья.
За прошедшие годы на рынке произошел переход от старых автомобилей с ведущим мостом к более комфортной независимой передней подвеске «IFS». В то время как управление автомобилем становится более приятным, это означает, что жизненно важные компоненты, такие как радиатор, поддон, привод дифференциала и раздаточная коробка, становятся более уязвимыми.
Владельцы транспортных средств часто не знают или не хотят вкладывать средства в защитные пластины, поскольку они считают свое бездорожье ручным или «используемым только на пляже». Некоторые из самых серьезных повреждений днища автомобилей, которые мы видели, были получены на пляже во время движения по распилу или при столкновении с размывом на скорости. Часто повреждение делает автомобиль неуправляемым из-за разделенных радиаторов или поврежденных приводов, делающих автомобиль 2wd.
Защитные пластины должны быть одной из первых модификаций, проводимых перед выездом на бездорожье. Возможный ущерб, стоимость восстановления и ремонта по сравнению с покупной ценой — это простое уравнение.
Какая толщина мне нужна?
Многие энтузиасты считают, что чем толще пластина, тем лучше! В какой-то степени это верно, но некоторые «эксперты» не учитывают, что когда ваши пластины выдерживают удар, давление и удар должны где-то поглощаться. Если пластина не прогибается, то амортизатор снова вставляется в крепления, приваренные к шасси. Гораздо проще и дешевле заменить опорные пластины через несколько лет, чем ремонтировать крепления или шасси!
Мы предлагаем различные толщины в зависимости от ваших предпочтений, автомобиля и типа привода на 4 колеса. С пластинами толщиной от 3 мм до 4 мм для более распространенных двойных кабин и до 4 мм для более тяжелых автомобилей.
Нержавеющая или мягкая сталь?
После бесчисленных поездок на полноприводных автомобилях больше всего я заменял защиту днища. Несмотря на то, что они сильно пострадали, главной проблемой был фактор ржавчины, особенно из-за моей любви к пляжному вождению.
Моя машина выглядела бы прекрасно, если бы она была полностью отполирована и вымыта, если бы днище не было изогнутым и покрылось ржавчиной. Я разработал набор из нержавеющей стали из-за устойчивости к коррозии и прочности, чтобы обеспечить лучший и более долговечный срок службы моих пластин.
Нержавеющая сталь имеет матово-серый цвет 2b, который отлично защищает от царапин, а благодаря дополнительной прочности нержавеющей стали я изо всех сил пытался выбить их из формы, но безуспешно. Если вам нужна пластина, которую вы хотели бы надеть и не менять каждые 6 месяцев, нержавеющая сталь — это то, что вам нужно.
Каков вес пластин?
Изготовленные из качественной нержавеющей стали, наши пластины Bash обеспечивают идеальное соотношение веса и прочности для вашего полноприводного автомобиля. Поскольку каждая марка и модель различны, вес каждой пластины тоже разный. Однако, как правило, набор из трех частей толщиной 3 мм обычно весит от 24 до 30 кг, а набор из трех частей толщиной 4 мм обычно весит от 35 до 40 кг.
Пожалуйста, обратитесь к странице продукта интересующего вас автомобиля, чтобы узнать точный вес этих пластин Bash.
Есть в наличии?
Наша цель — постоянно поддерживать уровень складских запасов, чтобы мы могли доставить вам наши тарелки как можно скорее.
Микроструктура доэвтектоидных сталей (до 0,8%С) состоит из феррита и перлита (Рис. 3). По мере увеличения содержания углерода в стали количество перлита возрастает, а феррита уменьшается. Поэтому по микроструктуре доэвтектойдной стали можно ориентировочно определить содержания в ней углерода. Для этого необходимо определить площадь в процентах, занимаемую ферритом и перлитом.
В связи с малой растворимостью углерода в феррите, практически можно допустить, что весь углерод в доэвтектойдной стали находится в перлите. Отсюда, содержание углерода «C» стали можно определить по формуле:
где: Р – площадь занимаемая перлитом, %.
0.8 — содержание углерода в перлите, %.
Например, предположим, что 40% всей площади микрошлифа, видимой под микроскопом, занято ферритом, а 60% — перлитом. Такая сталь содержит углерода:
Эвтектоидные стали
В эвтектоидных сталях содержится 0,8%С. В отожженном состоянии имеют однородную перлитную структуру (рис. 4). Первичная кристаллизация этих сталей закапчивается образованием аустенита и выше критической точки А1 (727°С) эвтектоидные стали полностью состоят из аустенита.
АУСТЕНИТ — твердый раствор внедрения углерода в гамма-железе. Кристаллическая решетка – ГЦК — кубическая гранецентрированная. Предельная растворимость углерода в аустените равна 2.14% (при 1147°С). Аустенит парамагнитен.
Заэвтектоидные стали
Стали, содержащие углерода от 0,8 до 2,14%, называются заэвтектоидными. Их структура состоит из перлита и вторичного цементита (рис. 6). Вторичный цементит выделяется из аустенита при охлаждении стали от линии ES до линии PSK (727°С) вследствие уменьшения растворимости углерода в аустените с понижением температуры.
Вторичный цементит может располагаться в виде светлой (при обычном травлении) сетки вокруг перлитных зерен или в виде отдельных включений в зависимости от условий нагрева и охлаждения. При перегреве выше критической точки А3 в процессе отжига и последующем медленном охлаждении вторичный цементит выделяется в виде сетки по границам зерен. Чем больше углерода в заэвтектоидной стали, тем более толстой получается цементитная сетка. При незначительном перегреве выше А1 и несколько ускоренном охлаждении после выдержки образуется зернистый цементит.
Рис. 2
Рис. 3
Рис. 4
п/п
Наименование и марка стали
Содержание углерода, %
Микроструктура
Зарисовка
Наименование
1
2
3
4
5
1
Сталь 45
0,44
Рис. 2
доэвтектоидная
2
У8
0,8
Рис. 4, 5
эвтектоидная
3
У10
1,0
Рис.3
завтектоидная
Лабораторная работа №4 структура чугунов
Цель работы: ознакомится с микроструктурой белых и графитных чугунов.
Общие сведения
Сплав железа с углеродом, содержащий более 2,14% С называется ЧУГУНОМ.
Однако, строго говоря, чугун является многокомпонентным сплавом: в промышленных марках содержится Si, Mn, P, S.
В небольших количествах может присутствовать Cr, Ni, Cu, которые попадаю из руды. Соответственно диаграмма состояния сплавов «железо-углерод» только в первом приближении описывает поведение сплавов, которые относят к чугунам. Вместе с тем, изучение бинарной системы, рассмотрение вопроса в целом, позволяет получить необходимые и наиболее ценные сведения по характеру важнейших структкрно-фазовых изменений, протекающих в чугунах.
Рассматривая область чугунов в диаграмме, следует подчеркнуть, что по сравнению с областью сталей она отличается большей сложностью. Это связано с возможностью выделения углерода в двух формах: связанном (Fe3C) и свободном (графит) виде. Соответственно отличают метастабильную («Fe-Fe3C» сплошные линии на рис. 1) и стабильную («Fe-C – пунктирные линии») диаграммы состояния сплавов «железо-углерод».
Решающее влияние на форму выделения углерода оказывают условия кристаллизации (главным образом, скорость охлаждения в зоне первичной кристаллизации) и химический состав чугунов. При малых скоростях кристаллизации (до 10 К/мин) углерод из жидкой фазы выделяется в свободном состоянии (графит), при больших скоростях процесс протекает с выделением углерода в связанном состоянии (цементит). Перегрев чугуна, способствуя растворению твердых частичек (тугоплавкие примеси), являющихся обычно зародышами графита, приводит к образованию метастабильной структуры. Повышение содержания углерода в чугунах увеличивает вероятность и образования графита. Однако снижение углерода отрицательно сказывается на жидкотекучести. Стимулирует процесс графитизации такие элементы, как Si, Ni, Cu (особенно Si). Отбеливающими элементами, препятствующими процессу графитизации, являются S, Mn, Cr и др. поэтому на степень графитизации чугуна регулируется изменением количественного отношения кремния и марганца. Введение в чугун малых добавок Mg, Ca, Al и других элементов, образующие тугоплавкие окиси, на поверхности которых адсорбируются атомы углерода, облегчает образование графита. Такие добавки, изменяющие химический состав чугуна, но влияющие на процесс кристаллизации, называются МОДИФИКАТОРАМИ.
Таким образом, в зависимости от кристаллизации и химического состава, углерод в чугунах может находиться в связанном (цементит) или свободном (графит) состоянии. Соответственно чугуны делятся на две большие группы: БЕЛЫЕ и ГРАФИТНЫЕ.
Доэвтектоидные и эвтектоидные стали
Стали, содержащие от 0,025 до 0,8% углерода, называются доэвтектоидными.
Структура этих сталей состоит из феррита (светлый фон) и перлита (темные зерна). Количество перлита увеличивается, а феррита уменьшается пропорционально увеличению содержания углерода (рис.5) в соответствие с диаграммой состояния (рис.1).
а
б
в
Феррит + перлит –
+ (+Fe3C)
— 0,2-0,3% С
Перлит + феррит –
(+Fe3C)+
— 0,4-0,5 % С
Перлит + феррит –
(+Fe3C) +
0,5-0,7% С
Рис. 5. Микроструктура доэвтектоидных сталей:
а – сталь 20, б – сталь 45, в – сталь 60
Поэтому, считая, что феррит углерод практически не растворяет, а наличие в структуре 100% перлита соответствует 0,81% С, можно найти содержание углерода в любой доэвтэктоидной стали, определив с помощью микроскопа количественное соотношение между структурными составляющими и решая затем простую пропорцию.
0,81% С — 100% перлита
X % С — А % перлита,
где А — количество перлита в стали, определенное визуально с помощью микроскопа.
Отсюда
При содержании 0,8% С сталь называется эвтектоидной и состоит из одного перлита.
Твердость и предел прочности эвтектоидной стали выше, чем доэвтектидной, а пластичность ниже.
Заэвтектоидные стали
Стали с содержанием углерода от 0,81 до 2% называются заэвтектоидными, их
структура состоит из перлита и вторичного цементита.
Цементит
Цементит — самая хрупкая и твердая (НВ>800) структурная составляющая. Пластичность цементита ничтожно мала и практически равна нулю, что, вероятно, является следствием сложного строения его кристаллической решетки. Кристаллическая структура цементита очень сложна. Есть много различных способов ее изображения, один из наиболее удачных показан на рис. 6.
Цементитная сетка в структуре стали снижает ее пластичность, а твердость — увеличивает. Поэтому с возрастанием количества вторичного цементита пропорционально увеличению концентрации в ней углерода твердость ее повышается, а пластичность падает.
Рис. 6. Кристаллическая структура цементита
Цементит содержит 6,67% углерода, является самой хрупкой и твердой (НВ до 800) структурной составляющей железоуглеродистых сплавов.
В заэвтектоидной стали вторичный цементит обычно расположен в виде светлой сетки или светлых зерен (цепочки) по границам перлитных зерен или в виде игл (рис. 7).
Рис.7. Микроструктура заэвтектоидной стали У12 — 1,2 % С
(перлит + цементит вторичный)
а – цементит вторичный зернистый; б – в виде сетки по границам зерен
В сталях, содержащих углерод несколько меньше 0,81%, в виде сетки по границам зерен перлита может также выделиться феррит. При обычном травлении 4%-ным раствором азотной кислоты эта сетка также получается светлой. Для выяснения, является эта сетка ферритной или цементитной, микрошлиф подвергают травлению пикратом натрия.
Если сетка после травления осталась светлой, то это феррит и, следовательно, сталь является доэвтектоидной; если сетка потемнеет, то это цементит, и сталь является заэвтектоидной.
Вторичный цементит в заэвтектоидиой стали занимает незначительную по величине площадь, определить которую на глаз затруднительно. Поэтому методом, которым определяют содержание углерода в доэвтектоидных сталях, для заэвтектоидных — не пользуются.
Выделение вторичного цементита по границам зерен аустенита и цементита перлита в виде пластинок нежелательно, так как такая структура обладает повышенной хрупкостью, плохо обрабатывается резанием и после окончательной термической обработки готовые детали (инструмент) будут иметь пониженные механические свойства, главным образом малую пластичность и ударную вязкость. Поэтому стремятся получать цементит в виде мелких зерен округлой формы (шарики). Структура зернистого перлита является исходной структурой для инструментальных сталей (рис.4).
Таким образом, свойства стали после медленного охлаждения определяются свойствами ее структурных составляющих и их количественным соотношением. Структура же стали состоит из перлита с избыточным или ферритом, или цементитом, в зависимости от количества в ней углерода. Следовательно, именно содержание углерода в стали определяет ее механические и технологические свойства — прочность, твердость, пластичность, вязкость.
Количество цементита в структуре стали возрастает прямо пропорционально содержанию углерода, а как указывалось выше, твердость цементита НВ>800 (8000-8500 МПа) на порядок больше твердости феррита НВ 45-80 (450-800 МПа). Кроме того, частицы цементита повышают сопротивление движению дислокаций, т.е. повышают сопротивление деформации, уменьшают пластичность и вязкость. Вследствие этого с увеличением в стали содержания углерода до 1,0% возрастают твердость, прочность, предел текучести и понижаются показатели пластичности (относительное удлинение и сужение) и ударная вязкость (рис.6).
При содержании углерода свыше 1,0-1,1% твердость стали в отожженном состоянии возрастает, а прочность уменьшается из-за наличия вторичного цементита, образующего сплошную сетку и вызывающего хрупкое преждевременное разрушение.
С увеличением содержания углерода меняется структура стали, увеличивается количество цементита и уменьшается количество феррита. Это приводит соответственно к изменению свойств стали.
Pиc. 8. Влияние углерода на механические свойства стали
Чем больше углерода в стали, тем выше твердость и прочность, но ниже пластичность (рис.8).
Механические свойства стали зависят также от формы и размеров феррито-цементитной смеси.
Чем дисперсней (тоньше) частички феррито-цементитной смеси, тем выше твердость и прочность стали.
Зернистая форма цементита по сравнению с пластинчатой при одинаковой твердости обладает более высокой пластичностью и ударной вязкостью.
С повышением содержания углерода в стали:
— снижается свариваемость, углерод способствует также образованию трещин и пор в процессе сварки в сварном шве,
— до некоторого содержания углерода (0,3-0,5%) улучшается обрабатываемость резанием.
материалов —
материалов —
Содержание
Материалы и конструкция
Схемы показать влияние изменения содержания углерода на механические свойства низкоуглеродистых сталей после отжига. Видно (а), что предел прочности при растяжении этих сплавов увеличивается с увеличением содержания углерода. увеличивается, и что предел текучести выходит на плато примерно при 0,6 масс. 5 углеродных содержание в сплаве. Как было видно в системе медь-никель, пластичность этих сплавов уменьшается по мере увеличения содержания сплава. доэвтектоид сталь является наиболее пластичной, и пластичность уменьшилась в несколько раз из трех для эвтектоидного сплава. В заэвтектоидных сплавах дополнительные, хрупкий цементит на границах зерен перлита еще больше снижает пластичность сплава. Доэвтектоидный цементит ограничивает пластическую деформацию. к пластинкам феррита в перлите и разрушение происходит в хрупком зернограничная зона.
При выборе таких сплавов для использования в светопрочных структуры состав должен быть выбран, чтобы сбалансировать эти свойства с потребности дизайна. Хотя требования к передней вилке на велосипеде подразумевают потребность в высоком пределе текучести, высокой ударной вязкости является еще одним требованием и это требует адаптации содержания углерода для обеспечения необходимой пластичности. Доэвтектоидный состав может удовлетворить эту потребность с содержанием C от 0,4 до 0,6 мас.%. в сплаве. Добавление других элементов также может быть использовано для дальнейшей модификации характеристики.
От: Ньюи и Уивер, «Принципы и практика использования материалов», Баттервортс (1990)
7.
2.1 Гипо и гипер
7.2.1 Гипо и гипер
7.2.1 Гипо и гипер
Вывод Стальные конструкции
После того, как мы разобрались с эвтектоид состав, мы должны дать быстрый взгляд на доэвтектоидный и заэвтектоидный сталь во время медленного охлаждения . Давайте начнем с точки состояния внутри чистой g-фазы в обоих случаях.
Для случая гипо («ниже») (синяя точка состояния) некоторые первичный феррит (светло-голубой на картинке ниже) должен сформироваться, как только g ® a + g температура перехода достиг.
Для гипер («чрезмерного») случая (красная точка состояния), первичный цементит (розовый на картинке ниже) должен образоваться, как только g ® g + Fe 3 C переход достигается температура.
Вы уже знаете, что в обоих случаях происходит зарождение новой фазы легче всего на границах зерен и особенно на узлах границ зерен аустенита. Позже мы увидим, что некоторые примесные атомы также способствуют образованию цементита.
Как только обе стали попали в главное 1000 K (727 o C, 1341 o F) температура превращения , еще присутствует аустенит в обоих случаях должен перейти в феррито-цементитную смесь (полосатая в картинку ниже). Это показано на рисунке ниже.
Формирование структуры доэвтектических и заэвтектическая сталь при медленном охлаждении.
Я собираюсь обсудить эту цифру в некоторые детали, глядя на различные точки состояния на фазовой диаграмме и (схема!) Структура, идущая с ними, как показано слева и справа от фазовая диаграмма
В обоих случаях мы начинаем с чистого аустенита или ГЦК железо с небольшим количеством растворенного углерода при температуре несколько выше 1200 0 C (2192 0 C) Мы не можем отобразить структуру при такой высокой температуре но мы можем быть уверены, что он состоит из крупных зерен без многих дефектов. Этот обозначен двумя верхними фигурами конструкции.
Через некоторое время после начала охлаждения состояние точки попадают на линию, отделяющую область чистого аустенита от двух смешанных области фаз a + g для гипо и г + Fe 3 C для гиперкомпозиции. Мы теперь нужно сформировать какой-то феррит или какой-то Fe 3 C цементит соответственно. Сколько из этих новых фаз необходимое даст «правило рычага», с которым мы познакомимся довольно скоро. Как бы то ни было, в начале нам не нужно всего этого и осаждения новые фазы начнутся в хороших местах зародышеобразования, в частности, в зерне пограничные узлы. Это показано на втором структурном рисунке в вниз.
По мере перехода точек состояния к более низким температурам в областях смешанной фазы должно образовываться больше феррита или цементита, и новые фазы растут. Это может происходить по границам зерен (указаны в третьем структурном рисунке справа), более равномерно (правый рисунок), или каким-то другим образом.
В конце концов мы достигли температуры, при которой переход в феррит и цементит происходит как в случаев (чуть ниже 1000 К на рисунке). Мы знаем состав g фаза в этот момент: она должна иметь именно эвтектоид Состав в обоих случаях. В гипотетическом случае концентрация углерода в аустените должна была в раз увеличиться в раз, чтобы получить этот состав. С образовался малоуглеродистый феррит, такое могло случиться. В гиперслучае это то же самое, только с обратными знаками. Концентрация углерода в аустените должен был опуститься, и он мог это сделать, потому что образовался богатый углеродом цементит.
Таким образом, мы находим как раз нужное количество феррита или цементита, распределенное как показано до того, как произойдет переход.
Теперь мы идем ниже перехода 1000 K температура. В обоих случаях окончательная структура должна состоять из феррит и цементит Fe 3 C — только суммы должны быть разными. Принцип в высшей степени лень диктует оставить первичный феррит или первичный цементит как есть. В обоих случаях тогда только остаточный аустенит с эвтектоидный состав должен измениться на феррит и цементит. Он будет делать это точно так же, как это было, когда у нас была эвтектоидная композиция из самое начало. Другими словами, он превратится в перлит . Это схематично показано на последнем структурные рисунки выше. Затем перлит состоит из вторичного феррита плюс цементита , для гипокорпус и вторичный цементит плюс феррит в гипер кейс. Первичный феррит и первичный цементит соответственно остаются без изменений
Тогда мы получим:
Для случая гипо (синяя точка состояния): перлит, встроенный в первичный феррит
Для корпуса Hyper (красная точка): перлит с небольшим количеством первичного цементита между ними.
Снова предполагаем, что новые фазы зарождаются на зерне границы, а затем растут (мы скоро рассмотрим это подробнее). Что за структура действительно выглядит так, как показано ниже. Первый случай гипо:
Структура доэвтектоидной стали
Верхний снимок сделан с сканирующий электронный микроскоп при (среднем) увеличении, достаточном для разрешения перлит с расстоянием между пластинами около 0,5 мкм. Пришла нижняя картинка под световым микроскопом при малом увеличении (200х). Бесструктурные зерна первичные феррит; «зебра» или черные зерна — это перлит с неразрешенным «шаблон зебры» на нижнем рисунке. Обратите внимание, что не все зерно границы хорошо видны.
Теперь к структуре из заэвтектоидной стали. Вот фото светового микроскопа на среднем уровне увеличение
Структура заэвтектоидной стали (легкая микроскоп, среднее увеличение) Белые области чистый цементит
Источник: д-р Р.Ф. Кокрейн, Департамент материалов, Университет Лидса; по разрешению
Белое вещество, полностью покрывающее зерно границами является первичный цементит. Остальные (темный) – перлит (неразрешенный) с несколькими включениями чистого цементита.
Псевдо Фазы
Мое использование слова «перлит» во всем вышеперечисленном хитро подготовил вас к важная новая идея:
По практическим соображениям мы считаем перлит фаза сама по себе.
Перлит это не настоящий этап, конечно так как он состоит из двух «настоящих» фаз — но какого черта. Для всех практических целей перлит ведет себя просто как реальная фаза. Можно было бы назвать это псевдофазой , но обычно так не делают.
На фазовой диаграмме перлит как фаза быть вертикальной линией, как цементит. Если мы втянем перлит как фазу в на фазовой диаграмме ниже разложение высокотемпературной смешанной фазы в феррит и цементит (Fe 3 C), как показано несколько раз раньше, теперь можно упростить до разложения на феррит и перлит для доэвтектических сталей или в перлит и цементит (Fe 3 C) для заэвтектических сталей соответственно.
Вентилятор улитка своими руками — устройство и конструкция
Оглавление
Устройство и конструкция
Особенности
Крыльчатки, лопасти
Самостоятельное изготовление
Чертеж
Видеообзор
Рабочее колесо
Посадочная муфта
Корпус
Сборка
Обзор и сравнение производственных моделей
Радиальные вентиляторы низкого давления ВР 80-75
ВР 80-75 №10 11кВт 750 об/мин
ВР 80-75 №10 15кВт 1000 об/мин
ВР 80-75 №10 18,5кВт 1000 об/мин
ВР 80-75 №10 22кВт 1000 об/мин
Радиальные вентиляторы среднего давления ВЦ 14-46
ВЦ 14-46 №2 0,18кВт 1500 об/мин
ВЦ 14-46 №2 0,25кВт 1500 об/мин
ВЦ 14-46 №2 0,37кВт 1500 об/мин
ВЦ 14-46 №2 1,1кВт 3000 об/мин
Пылевые вентиляторы ВЦП 7-40
ВЦП 7-40 №10 11кВт 750 об/мин
ВЦП 7-40 №10 22кВт 1000 об/мин
ВЦП 7-40 №10 75кВт 1500 об/мин
ВЦП 7-40 №12,5 30кВт 750 об/мин
Центробежный вентилятор 220 В
Вентилятор OBR 200M-2K
Вентилятор улитка — так в обиходе называют радиальные, или центробежные вентиляторы. Они широко распространены в промышленности или в крупных системах вентиляции, требующих достаточно высокой энергоемкости воздушного потока для преодоления сопротивления воздуховодов. В большинстве случаев используются промышленные модели вентиляторов, но при необходимости можно изготовить вентилятор «улитка» своими руками.
Устройство и конструкция
Радиальные вентиляторы производят перемещение воздушных потоков с помощью рабочего колеса, установленного внутри корпуса специфической формы. Название «улитка» возникло благодаря некоторому сходству внешнего вида корпуса со спиралеобразной раковиной. Рабочее колесо имеет вид барабана, оборудованного лопатками, расположенными параллельно оси вращения. Работа устройства происходит в тесном взаимодействии корпуса и рабочего колеса, функции которых одинаково важны.
Всасывание происходит в направлении оси вращения, а выброс — по касательной к нему, перпендикулярно к всасыванию. При вращении лопатки захватывают частицы воздуха и с усилием выбрасывают их в центробежном направлении. Корпус вентилятора не позволяет потоку рассеиваться, направляя его в выходное отверстие. В районе центральной части рабочего колеса образуется разрежение, тут же пополняемое притоком из входного отверстия, расположенного в центральной части плоской стороны корпуса.
Особенности
Специфика работы центробежных вентиляторов состоит в способности производить реверс воздушной струи при изменении направления вращения рабочего колеса. При этом, разницы в давлении практически не наблюдается, имеются лишь небольшие отличия параметров, обусловленные использованием обратных сторон лопаток. Это позволяет устанавливать вентилятор в разных участках системы воздуховодов и обеспечивать определенные режимы работы системы.
Конструкция вентилятора улитки достаточно проста. На приводном валу установлено рабочее колесо, вращающееся внутри корпуса. Существуют варианты конструкции, где рабочее колесо не имеет собственного вала и установлено прямо на валу электродвигателя. Это свойственно вентиляторам небольших размеров. Величина определяется номером вентилятора, который обозначает диаметр крыльчатки в дм. Например, радиальный вентилятор № 4 имеет рабочее колесо диаметром 40 см.
Крыльчатки, лопасти
Рабочее колесо (крыльчатка) состоит из лопаток, осуществляющих воздействие на определенные участки воздушного потока, и опорной конструкции карусельного типа.
Существует два вида:
рабочее колесо барабанного типа. Внешне напоминает беличье колесо. Используется в вентиляторах, осуществляющих перемещение газовоздушной среды с обычными требованиями — температура до 80°, отсутствие агрессивных, легковоспламеняющихся, липких или волокнистых включений. Устанавливается в большинстве вентиляторов
открытая крыльчатка. Используется намного реже, так как конструкция подобного типа менее устойчива к механическим воздействиям. Большинство производителей делают такие рабочие колеса только на заказ. Применяется для работ в качестве пылевых устройств, работающих со сложными материалами с волокнистыми включениями
Перемещение воздушного потока происходит посредством контакта с лопатками рабочего колеса. При вращении плоскости лопаток воздействуют на определенный объем воздуха, с которым находятся в непосредственном контакте, уплотняют его и придают соответствующий импульс.
Мнение эксперта
Интернет-магазин вентиляции «Руником»
Эксплуатационные параметры центробежных вентиляторов определяются размерами рабочего колеса, его диаметром и шириной, величиной площади лопаток, их количеством. Чем больше диаметр, тем выше линейная скорость потока и больше его энергия. Соответственно, возрастает давление и производительность вентилятора. При этом, значительно увеличивается аэродинамическое сопротивление установки, что создает сильную нагрузку на электродвигатель. Увеличение диаметра позволяет получить высокое давление, а увеличение ширины крыльчатки (высоты барабана) повышает производительность.
Лопатки рабочего колеса имеют слегка выгнутую форму в виде ложбинки. Существуют колеса с лопатками, загнутыми вперед и назад. Если имеется наклон в сторону вращения (вперед), появляется более мощный импульс воздушного потока, но, при недостаточном питании установки (например, если входной патрубок не способен обеспечить подачу в достаточном объеме) вентилятор начинает «захлебываться». Лопатки, выгнутые назад, дают несколько меньший импульс, но позволяют получить ровный и стабильный режим работы без появления сбоев или срывов.
Самостоятельное изготовление
Рассмотрим, каким образом может быть создан вентилятор улитка своими руками, чертежи которого можно отыскать в сети интернет или изготовить самостоятельно.
Чертеж
Видеообзор
Рабочее колесо
Прежде всего необходимо обзавестись рабочим колесом. Это важно, так как оно является достаточно массивным элементом и требует хорошей балансировки. Если крыльчатка хоть немного бьет, подшипники электродвигателя (или собственного приводного вала) быстро выйдут из строя. Часто используются готовые крыльчатки от вентиляторов или кондиционеров, но если отыскать их нет возможности, придется делать самостоятельно.
Посадочная муфта
Прежде всего, надо изготовить посадочную муфту. Она делается на токарном станке. Затем муфту прикрепляют к листу металла сваркой или винтами, зажимают в токарном станке и тщательно центруют. В результате получится круглый диск с посадочной муфтой в центре. На нем делается разметка и прикрепляются лопатки. Делать рабочее колесо барабанного типа своими руками нецелесообразно, поскольку качественная балансировка самодельных элементов невозможна.
Корпус
Для корпуса используется листовая сталь или, как в примере на видео, дерево. Из нее вырезают полосу шириной на 0,5-1 см больше толщины рабочего колеса. Полосу сгибают, придавая ей форму улитки. Это — боковая часть корпуса. Затем изготавливают две одинаковых части, повторяющие профиль бокового элемента.
Одна из частей станет внешней стороной корпуса, на ней делают всасывающее отверстие и закрепляют фланец для монтажа воздуховодов или решетки. Вторая часть крепится к корпусу электродвигателя и имеет отверстие для прохода его вала. Она укрепляется на двигателе при помощи болтов, боковая изогнутая часть приваривается к ней сплошным швом без щелей. На кромку привариваются болты, которыми будет прижата внешняя часть со всасывающим отверстием.
Сборка
Самостоятельное изготовление вентилятора — достаточно сложная задача, поскольку необходимо сделать криволинейные детали. Некачественная сборка, ошибки в форме элементов, дисбаланс рабочего колеса являются распространенными недостатками самодельных вентиляторов.
Кроме того, все самоделки сильно шумят во время работы, и избавиться от этого удается крайне редко. Браться за изготовление, не имея навыков слесарных работ, умения качественно варить листовую сталь и выполнять прочие работы бессмысленно. Цена готового вентилятора не настолько велика, чтобы расходовать понапрасну время, материалы и занимать оборудование.
Обзор и сравнение производственных моделей
Готовые вентиляторы имеют стабильные и устойчивые рабочие характеристики, обеспечивают качественную работу с низким уровнем шума. При наличии разветвленной системы воздуховодов, распространяющих звук по всем помещениям, использование малошумящего оборудования очень важно. Рассмотрим эксплуатационные характеристики нескольких промышленных образцов, чтобы знать, от чего следует отталкиваться при проектировании собственного изделия:
Радиальные вентиляторы низкого давления ВР 80-75
Имеют достаточно высокую производительность (от 370 до 71000 м3/ч в зависимости от номера вентилятора). Давление находится в пределах 0,37-1820 Па. Используются в системах общеобменной вентиляции или в составе технологического оборудования.
Радиальные вентиляторы среднего давления ВЦ 14-46
Показатель давления у этого модельного ряда увеличен, как и производительность, доходящая у крупных номеров до 127000 м3/ч. Такие установки используются в крупных разветвленных вентиляционных системах с большой протяженностью воздуховодов.
Пылевые вентиляторы ВЦП 7-40
Используются в составе технологического цикла для перемещения сыпучих материалов мелкой фракции. Применяются для транспортировки зерна, крупы, для удаления древесных опилок или стружки. Особенность этой группы состоит в конструкции рабочего колеса, имеющего малое число лопаток. Это позволяет исключить опасность застревания материала между элементами крыльчатки.
Центробежный вентилятор 220 В
Как сделать улитку своими руками. Поделка Улитка
Улитки – это очень интересные создания, которые способны вызывать невероятный восторг у маленьких детей. Ведь их можно трогать, можно наблюдать за их поведением и даже содержать дома в качестве домашнего питомца.
В этой статье мы подготовили для вас несколько простых мастер классов, которые позволят вам вместе с вашим ребенком сделать этих милых существ из подручных материалов.
Итак, давайте приступать к творчеству!
Как сделать улитку?
Как сделать улитку своими руками?
Поделка Улитка из одноразовой тарелки
Для изготовления этой очаровательной улитки вам будут необходимы следующие материалы: одноразовая тарелка, кусок цветного картона, краски, клей, черный маркер, глазки, белая бумага.
Из цветного картона вырежьте тело будущей улитки. Как видите оно имеет форму, чем то напоминающую бумеранг.
Из белой бумаги вырежьте два круга, в нутрии каждого из них черным маркером нарисуйте зрачки.
Тарелку разукрасьте в любой яркий цвет. Нижнюю часть тарелки немного срежьте.
Черным маркером нарисуйте спираль внутри тарелки.
Приклейте тарелку к картонному телу улитки.
Приклейте глаза и дорисуйте очаровательную улыбку.
Если нет в наличии одноразовой тарелки, то ее можно смело заменить на абсолютно любую бумагу: цветной картон, журналы, газеты, альбомные листы.
Поделка Улитка из бумаги
Очень простая и быстрая поделка. Для изготовления вам будут необходимы следующие материалы: крафтовая бумага, краски, деревянная веточка.
Скрутите бумагу в трубку. Немного скомкайте ее. Сверните в аккуратный рулетик.
Теперь бумажный рулетик разукрасьте красками.
Проткните бумажный рулетик, в нижней его части, деревянной веточкой с раздвоенным концом.
Поделка Улитка из деревянных палочек
Остались деревянные палочки от мороженого эскимо? Тогда сделайте с ребенком вот таких забавных деревянных улиток. А затем украсьте их блестками, бусинами, бантиками и т.п.
Поделка улитка из бусин
Для изготовления такой красавицы-улитки вам будут необходимы следующие материалы: синельная проволока, деревянная палочка от мороженого, бусины, клей и глазки.
Нанизайте бусины на синельную проволоку. Скрутите заготовку в спираль.
Готовую спираль приклейте к деревянной палочке.
Так же из синельной проволоки сделайте рожки улитке.
Приклейте глазки или нарисуйте черным маркером.
Поделка Улитка из яичных лотков
Очень забавная улитка может получиться из картонных яичных лотков и синельной проволоки.
Отрежьте одно отделение у яичного лотка. Покрасьте его краской.
Из синельной проволоки скрутите рожки и тельце улитки.
Приклейте глазки.
Поделка Улитка из картона и камня
Оригинальную поделку Улитку можно сделать из самого обыкновенного камня и куска картона.
Первым делом необходимо красками разрисовать камень. Камень будет панцирем для будущей улитки.
Из картона вырежьте тело улитки. Разукрасьте его красками.
При помощи горячего клеевого пистолета прикрепите разукрашенный камень к картонной заготовке.
Согните картонное тело улитки.
Нарисуйте улыбку и приклейте глазки.
Поделка-игрушка Улитка из бумаги
Прекрасная поделка Улитка, которую можно использовать для развития логического мышления вашего ребенка.
Из желтого картона вырежьте тело улитки – продолговатый овал.
Теперь сверните отрезок мягкого картона в трубочку, сделайте надрезы по краю и приклейте к телу улитки (см. фото).
По такому же принципу сделайте еще несколько картонных трубок разного размера и цвета, но уже приклеивать к телу улитки их не нужно. Проверьте, чтобы картонные трубки хорошо вставлялись друг в друга.
Приклейте улитке рожки и глазки. Согните картонное тело улитки.
Теперь ваш малыш может вставлять друг в друга картонные трубки от самого большого и широкого к самому высокому и узкому.
Среда обитания улиток — Как сделать террариум для улиток
Вы всегда хотели создать среду обитания для улиток? Посмотрите на этот простой проект, который мы недавно сделали и получили огромное удовольствие!
Недавний школьный проект моей 6-летней дочери во время дистанционного обучения очень ее взволновал. Она собиралась узнать все об улитках, создав среду обитания для улиток и наблюдая за своей улиткой, пока она жила в террариуме для улиток.
В последние несколько дней шел дождь, поэтому нам нужно было найти короткие моменты без дождей, чтобы мы могли собрать наши материалы.
Мы очень ждали этого проекта и планировали его несколько недель. Часть времени мы потратили на разговоры о том, что нам нужно, а другую половину пытались придумать милое имя для нашей улитки! (еще не определились!)
Среда обитания улиток
Для начала нам просто нужно было собрать несколько простых материалов!
Во-первых, нам понадобился контейнер для жилья. Я осмотрел дом, чтобы посмотреть, что я могу найти, так как поход в магазин сейчас для нас не вариант. У меня были эти контейнеры дома, поэтому я просто пошел с ними. Я использую их для хранения игрушек, и они недорогие, на тот случай, если мне нужно будет просверлить отверстия в крышке для воздуха.
Мы сделали этот проект за несколько дней. В первый день мы получили почву и обустроили среду обитания для улиток. На второй день мы нашли нашу землю. День 3+4 мы наблюдали за нашей улиткой и к 5 дню отпускали нашу улитку на свободу.
Наверное, хорошо, что мы так и не определились с именем… Несмотря на то, что наше время с маленьким парнем (или девочкой) было коротким, у нас сложилась особая связь, и нам было грустно видеть, как он (или она) уходит.
Интересные факты об улитках
Прежде чем погрузиться в среду обитания улиток, найдите время, чтобы узнать некоторые из этих забавных фактов об улитках.
Улитки фактически связаны с моллюсками
У улиток могут быть либо легкие, либо жабры
Улитки могут спать до 3 лет подряд
У садовых улиток более 14 000 зубов!
Кто бы мог подумать, что улитки такие уникальные и крутые? Нам нравилось узнавать некоторые случайные и забавные факты об улитках на протяжении всего этого!
Создание собственной среды обитания улиток
Мы следовали приведенным здесь инструкциям, чтобы создать среду обитания улиток.
Во-первых, нам нужна была грязь (почва), чтобы поместить ее в среду обитания улиток. Беспокойство с использованием почвы на открытом воздухе заключается в том, что вы принесете в свой дом живых насекомых. Вы можете решить эту проблему, запекая землю или вместо этого купив и используя универсальную почву, не содержащую торфа.
Затем моя дочь добавила палочки, листья и другие предметы, чтобы улитка могла спрятаться в среде обитания улиток.
Это была ее работа, и ей нравилось проектировать «дом» для улитки. Это большая часть среды обитания улиток, и она была так горда, что смогла сделать ее своей.
День 2:
Весь день шел проливной дождь, и моя дочь так хотела получить свою улитку. Она беспокоилась о том, как мы найдем улитку и кто ее подберет. Она никогда раньше не прикасалась к улитке и не брала ее в руки.
В тот момент, когда она услышала, что дождь стих, мы вышли, чтобы быстро осмотреться.
Через несколько минут угадайте, кто попал под дождь? Моя дочь была в порядке… у нее был великолепный радужный зонтик.
У меня, наоборот, не было зонта для этой мамочки и фотоаппарата.
Но риск намочить мою камеру определенно стоил того, когда вы смотрели на эти счастливые радужные фотографии.
Это просто доказывает… что вы всегда можете найти радугу счастья сквозь бурю.
Мне так повезло, что я могу запечатлеть эти моменты и провести время вместе с детьми. Танцы под дождем — отличный способ повеселиться и просто отвлечься от дневных забот. И это был простой способ скоротать время, чтобы продолжить нашу охоту на улиток…
Как только дождь снова утих, на этот раз она начала искать быстро.
Где, где мы могли бы найти улитку? Она смотрела вверх и вниз, и именно тогда, когда она думала, что не каждый может найти…
Она заметила одного под машиной и подняла его!
(Посмотрите на эту улыбку! Она была так взволнована и горда, что не сдалась!)
Она так гордилась собой. Она буквально не могла перестать улыбаться и побежала внутрь, чтобы похвастаться своей новой подругой.
подготовка
Мы поместили улитку в среду обитания для улиток, а затем прорезали в пластиковой пленке отверстия для воздуха.
Проблема с этим способом заключается в том, что каждый раз, когда ваш ребенок снимает покрывало, чтобы посмотреть на улитку… вы в конечном итоге оставляете щель. Наша улитка однажды ночью сбежала через маленькую дырочку, которую моя дочь оставила открытой… поэтому вам нужно убедиться, что она закрывается скотчем каждую ночь без больших дыр.
(К счастью, мы нашли улитку, так как она не была самой быстрой!)
После нескольких дней наблюдения пришло время прощаться…
Прощай, улитка… ты доставил нам огромную радость и наблюдение, пока был в нашем доме. Спасибо, что позволили нам узнать о вас больше.
Нам было очень весело знакомиться с этой средой обитания улиток и узнавать больше о жизни улиток. На самом деле я никогда не делал этого раньше, так что это тоже было весело для меня.
Мы использовали инструкции отсюда: https://snailsandslugs.wordpress.com/2010/10/04/terrarium/
Видео Инструкции:
Понравился этот пост о среде обитания улиток? Вот и другие развлечения:
Идеи летнего лагеря для детей
Сенсорный столик Muddy Oobleck с животными
Хрустящая жующая гусеница: занятия с бабочками для дошкольников
Как сделать террариум для улиток
Последнее обновление: 10 октября 2022 г., автор: ellen
Узнайте, как сделать террариум из улиток для домашних улиток. Этот простой вольер для улиток представляет собой удобную среду обитания для улиток, которая выглядит потрясающе.
Сообщения могут быть спонсированы. Этот пост содержит партнерские ссылки, а это означает, что я буду платить вам комиссию без каких-либо дополнительных затрат, если вы перейдете по ссылке и совершите покупку. Как партнер Amazon я зарабатываю на соответствующих покупках.
Разведение улиток может быть очень полезным хобби. За садовыми улитками легко ухаживать. Если вы хотите домашнее животное, не требующее особого ухода, наземные улитки — отличный вариант.
Сухопутные улитки – отличные питомцы для детей младшего возраста, которым нужен домашний питомец, не требующий особого ухода. Вот как легко сделать вольер для улиток.
Содержание
Что нужно домашним улиткам в среде обитания?
Садовым улиткам нужна влажная среда. Отличный способ обеспечить влажность для улиток — создать террариум.
Большинство домашних улиток вполне счастливы в простой среде обитания, такой как небольшой аквариум. В зоомагазинах можно найти почти все, что нужно для улитки.
И вы можете найти материалы для создания этой среды обитания в садоводческих магазинах.
Что такое террариум?
Террариум представляет собой небольшой вольер, в котором содержатся растения и животные. Слово террариум происходит от латинского слова terra, что означает земля.
Террариум может быть изготовлен из разных материалов, но наиболее распространенным является стекло. Стеклянные резервуары легко найти, и они относительно недороги.
Могут ли садовые улитки жить в террариуме?
Садовые улитки могут жить в террариуме, но важно обеспечить им надлежащие условия. Садовым улиткам нужна влажная среда и много мест, где можно спрятаться.
Зачем мне делать террариум для моей любимой улитки?
Создание террариума для домашних улиток имеет много преимуществ. Террариум создает микроклимат для вашей улитки. Это означает, что резервуар может поддерживать более высокую влажность, чем окружающий воздух.
Террариум также обеспечивает безопасную среду для вашего питомца. Бак с крышкой защитит от хищников и вредителей.
Террариум также эстетичен. Хорошо сделанный террариум может стать прекрасным украшением вашего дома.
Как сделать террариум для улитки?
Вам понадобится несколько основных материалов для создания среды обитания улиток:
Стеклянный резервуар или контейнер. Хорошим вариантом будет аквариум или аквариум. Вы также можете использовать банку Мейсона, вазу или любой другой стеклянный контейнер.
Крышка для стеклянного контейнера. Это может быть кусок стекла, пластика или металла.
Гравий или мелкие камни.
Древесный уголь.
Горшечная почва.
Живые растения. Обязательно выбирайте живые растения, которые не нуждаются в прямом солнечном свете и безопасны для домашних улиток. Паукообразные растения, папоротники, мох и плющ — отличные варианты. Не используйте пластиковые растения. Улиткам нужны настоящие растения.
Украшения. Это необязательно, но вы можете добавить ракушки, кусочки дерева или что-то еще, что вам нравится. Это дает вашим домашним улиткам укрытие.
Обычная вода. Важно, чтобы почва была влажной.
Что делать, если у моей стеклянной емкости нет крышки?
У вашего аквариума должна быть крышка, иначе ваша садовая улитка вылезет наружу. Вам понадобится съемная крышка, чтобы добавить воду и еду.
Если у вас нет крышки, вы можете сделать ее, обернув сверху полиэтиленовую пленку и закрепив ее резинкой. Добавьте небольшие отверстия, чтобы к вашей маленькой улитке поступал воздух.
Какой горшок мне нужен для террариума?
Почва, которую вы выбираете для своего небольшого аквариума, должна быть хорошо дренированной. Это связано с тем, что домашние улитки могут утонуть.
Вам также следует избегать использования почвы, содержащей химические удобрения, так как они могут нанести вред вашей улитке.
Можно ли использовать обычную грязь в аквариуме для улиток?
Нет. В домике для улиток нельзя использовать обычную грязь или садовую землю. Обычная грязь может содержать химические удобрения и пестициды, которые могут нанести вред вашей улитке.
Вам также следует избегать использования почвы, содержащей глину. Глинистые почвы плохо пропускают воду и могут удерживать слишком много влаги. Это может привести к таким проблемам, как рост плесени.
Лучшим типом почвы для использования в аквариуме является горшечная смесь или горшечная почва. Этот тип почвы предназначен для хорошего дренажа и не содержит вредных химических веществ.
Где найти садовых улиток?
Если вы живете в районе, где улитки являются аборигенными, вы, вероятно, можете найти улиток в своем саду. Как правило, улиток можно купить в местном зоомагазине, если у вас нет сада.
Как ухаживать за улиткой?
Кормите свою домашнюю улитку овощами и фруктами. Улитки любят салат, огурцы и помидоры.
Вы также можете давать своим улиткам добавку кальция вместе с пищей, чтобы помочь им вырастить прочные раковины.
Меняйте воду в террариуме каждую неделю. Удалите всю несъеденную пищу, так как она начнет гнить и выделять вредные бактерии.
При необходимости очищайте стекло резервуара или контейнера.
Вы также должны регулярно обращаться с улитками. Это поможет вашему питомцу привыкнуть к вам и снизит вероятность укусов.
Чем питаются улитки?
Кормить домашних улиток очень просто. Большинство улиток любят листья одуванчика и многие фрукты. Избегайте цитрусовых, потому что они вредны для улиток.
Если вы используете листья одуванчика, убедитесь, что на них нет пестицидов или выхлопных газов.
Они могут употреблять кость каракатицы как источник кальция. Вы можете найти его в зоомагазине или прямо здесь.
Помните, что давать питомцу свежие продукты, такие как фрукты, очень важно. Это гарантирует, что у них будет здоровая оболочка.
Когда мне следует чистить место обитания улиток?
Вы должны проводить генеральную уборку в доме для улиток каждые шесть месяцев. Уберите все растения, украшения и гравий. Вымойте стекло теплой водой с мылом.
Замените гравий, растения и украшения в аквариуме. Вы также можете добавить новые растения в свой террариум во время генеральной уборки.
Как часто нужно брать в руки улитку?
Вы должны каждый день прикасаться к своей садовой улитке. Это поможет вашей улитке привыкнуть к вам и снизит вероятность укусов.
Как узнать, счастлива ли моя улитка?
У счастливой улитки здоровая раковина и активное тело. Если ваша улитка не двигается или ее раковина выглядит поврежденной, возможно, она больна.
Если вы считаете, что ваша домашняя улитка больна, отведите ее к ветеринару, специализирующемуся на экзотических животных.
Как настроить террариум?
Хотите знать, как сделать террариум для улиток? Продолжай читать.
1. Начните с добавления слоя гравия или мелких камней на дно стеклянного резервуара или контейнера. Этот слой поможет с дренажем. Вы можете добавить их слоями, чтобы сделать его визуально привлекательным.
2. Затем добавьте слой древесного угля. Этот слой поможет сохранить ваш аквариум чистым и свободным от запахов.
3. Затем добавьте слой почвы. Убедитесь, что почва в горшке влажная, но не мокрая. Используйте чистую бутылку с распылителем.
4. Теперь пришло время добавить в аквариум настоящие растения. Аккуратно выньте растения из горшков и поместите их в почву. Оставьте достаточно места между растениями в аквариуме, чтобы улитка могла передвигаться.
5. После того, как вы добавили все свои растения, пришло время добавить украшения. Это необязательно, но может сделать ваш аквариум более эстетичным. Подумайте о ракушках или небольших камнях для ваших улиток.
6. Наконец, добавьте в почву слой воды. Это поможет сохранить почву влажной.
7. Накройте аквариум пластиковой крышкой и дайте ему несколько часов, чтобы он приспособился к новой среде обитания.
Ваш аквариум для улиток готов! Теперь, когда я поделился некоторыми основными советами по уходу за улитками, я надеюсь, что вы будете считать садовую улитку домашним животным.
Почему бы не попробовать двух улиток в качестве домашних животных в вашей среде обитания? Две улитки всегда лучше, чем одна.
Уход за домашними улитками
Можно ли завести домашнюю улитку?
Хорошие названия улитки
Подарки на улитку
Лучшая рыба для детей
Спрей для собак
Время приготовления 10 МИНУТА
ВРЕМЯ 30 МИНУТА 9000 9000 2
4242 30 минут 9000 9000 2
4242 . easy
Материалы
Стеклянный бак или контейнер.
Крышка для стеклянного контейнера.
Гравий или мелкие камни.
Древесный уголь.
Горшечная почва.
Живые растения.
Украшения.
Обычная вода.
Инструменты
Мастерок
Инструкции
Начните с добавления слоя гравия или мелких камней на дно стеклянного резервуара или контейнера. Этот слой поможет с дренажем. Вы можете добавить их слоями, чтобы сделать его визуально привлекательным.
Затем добавьте слой древесного угля. Этот слой поможет сохранить ваш аквариум чистым и свободным от запахов.
Затем добавьте слой почвы. Убедитесь, что почва в горшке влажная, но не мокрая. Используйте чистую бутылку с распылителем.
Теперь пришло время добавить в аквариум настоящие растения. Аккуратно выньте растения из горшков и поместите их в почву. Оставьте достаточно места между растениями в аквариуме, чтобы улитка могла передвигаться.
После того, как вы добавили все свои растения, пришло время добавить украшения. Это необязательно, но может сделать ваш аквариум более эстетичным. Подумайте о ракушках или небольших камнях для ваших улиток.
Наконец, добавьте в почву слой воды. Это поможет сохранить почву влажной.
Накройте аквариум пластиковой крышкой и дайте ему несколько часов, чтобы он приспособился к новой среде обитания.
Эллен
Эллен — занятая мама 24-летнего сына и 29-летней дочери.
Ремонт болгарки в домашних условиях: устройства и распространенные поломки
Болгарка считается очень популярным инструментом, который востребован у многих мастеров. При этом иногда приспособление выходит из строя: работает с перебоями или ломается полностью. Самостоятельный ремонт болгарки вполне возможен. Однако нужно изучить детали конструкции и провести диагностику поломки.
Содержание
Устройство электрооборудования УШМ
Диагностика неисправностей в работе УШМ
Проверка электрической части
Проверка цепей питания
Проверка блока пуска и управления
Диагностика ротора — как «прозвонить» якорь тестером?
Диагностика статора электродвигателя
Проверка механической части машины
Осмотр шестерней редуктора
Проверка стопорной кнопки
Осмотр фланца для крепления насадок
Проверка подшипников вала ротора
Как разобрать УШМ
Что чаще всего ломается на болгарках разных марок
Ремонт болгарки своими руками в домашних условиях — диагностика и способы устранения
Поломки электрической части
Ремонт кнопки болгарки своими руками
Ремонт сетевого кабеля болгарки своими руками
Ремонт электродвигателя болгарки — виды поломок и способы их устранения самостоятельно
Как проверить исправность якоря и выполнить его ремонт на болгарке своими руками
Проверяем исправность статора двигателя УШМ
Неисправности регулятора болгарки и его ремонт своими руками
Как устранить неисправность щеток самостоятельно
Неисправности механической части УШМ
Как отремонтировать редуктор на болгарке своими руками
Как заменить подшипники на болгарке
Сломалась кнопка фиксации шпинделя отремонтировать своими силами
Профилактика поломки болгарки и обслуживание инструмента
Ремонт болгарки имеет целый ряд особенностей
Устройство электрооборудования УШМ
Болгарка представляет собой угловую шлифовальную машину (УШМ), которая требует бережного обращения. Однако иногда она выходит из строя и не может нормально работать. Для качественного ремонта болгарки своими руками необходимо ознакомиться с конструктивными особенностями инструмента.
В состав УШМ входит следующее:
Якорь — этот элемент находится в электрическом двигателе. При включении он начинает вращаться. Чем выше скорость, тем более мощным считается инструмент.
Коллектор — это отдельный элемент якоря с силовыми и управляющими обмотками.
Электрические щетки — применяются для подведения тока кабеля к коллектору.
Редуктор — передает механическую энергию к диску.
Статор — представляет собой фрагмент двигателя и обладает самой сложной конструкцией.
Важно! Перед началом ремонта УШМ своими руками необходимо подготовить схемы и инструкцию в зависимости от модели. Это поможет все сделать правильно.
Диагностика неисправностей в работе УШМ
Перед тем как пытаться разобрать УШМ, нужно провести диагностику поломки. Перед окончательным выходом из строя могут появляться такие признаки:
наблюдается сильная вибрация;
щетки коллектора могут искрить;
мотор может включаться с утробным гудением;
подклинивают подшипники вращения;
наблюдается запах или дым из корпуса.
Проверка электрической части
В электрическую часть инструмента входят такие элементы:
электрический двигатель;
кнопка включения;
электронный блок для управления скоростью вращения.
Обратите внимание! Для проверки их работы требуется воспользоваться специальными приспособлениями. Так, можно применять тестер или мультиметр.
Для оценки работы электрической части потребуется тестер
Проверка цепей питания
Вначале нужно оценить целостность сетевого шнура. На нем не должно быть повреждений. Также можно включить тестер в режим вольтметра и оценить входное напряжение в УШМ. Оно должно быть 220 В.
Проверка блока пуска и управления
Затем рекомендуется протестировать работу кнопки пуска. Немаловажное значение имеет функционирование электронного блока управления. Нередко контакты выключателя окисляются или засоряются.
Диагностика ротора — как «прозвонить» якорь тестером?
Для оценки работы ротора нужно воспользоваться тестером. Для этого мультиметр нужно включить на 200 Ом и поочередно оценить сопротивление обмоток. Если оно совпадает на всех участках, это говорит о целостности якоря. В противном случае элемент подлежит замене.
Диагностика статора электродвигателя
При исправности якоря все манипуляции проводят со статором. При этом рекомендуется оценить сопротивление обмоток. При перемотке катушек нужно использовать специальный шаблон из фанеры.
Для справки! Чтобы правильно перемотать статор инструмента, рекомендуется ознакомиться с видео. Это поможет добиться нужного результата и избежать ошибок.
Перемотка статора обладает некоторыми особенностями
Проверка механической части машины
Для выявления поломок механических элементов рекомендуется разбирать корпус устройства. Обычно крышка редуктора фиксируется с помощью 4 шурупов. Их нужно открутить, чтобы добраться до пары шестерней.
Осмотр шестерней редуктора
При осмотре зубчатой передачи нужно оценить прочность крепления шестерней. Немаловажное значение имеет объем смазки и определение структуры зубьев.
Проверка стопорной кнопки
Этот элемент является подпружиненным стальным штоком, который препятствует вращению рабочего вала. Кнопку применяют при смене режущих дисков. Поломки возможны при заклинивании диска. Также они случаются при включении двигателя с нажатой кнопкой.
Осмотр фланца для крепления насадок
Диск болгарки крепится фланцевым резьбовым зажимом. Он отличается простой конструкцией, потому ломается очень редко. При осмотре нужно ознакомиться с состоянием резьбы. Если необходимо, эту деталь можно обработать солидолом.
Проверка подшипников вала ротора
Для оценки работы этих элементов их нужно визуально осмотреть. Исправные подшипники обладают однотонным цветом и легко вращаются при прокручивании.
Как разобрать УШМ
При выявлении причин неисправности нужно начинать ремонт УШМ. Важно знать, как разобрать болгарку. При этом нужно соблюдать такие правила:
отключить устройство от сети;
поместить инструмент на хорошо освещенный стол или верстак;
придерживаться порядка разборки и обратной сборки устройства.
Разбор устройства имеет ряд особенностей
Что чаще всего ломается на болгарках разных марок
Болгарки изготавливают разные производители — Бош, Дефолт, Зубр, Интерскол, Хитачи, Цыганка. При этом инструменты ломаются вне зависимости от бренда. Основной причиной выхода из строя считается неправильная эксплуатация, а не качество изделия.
Существует 2 основных типа изделий:
Бытовые — используются в домашних условиях. Их нельзя подвергать постоянным или длительным нагрузкам. Такие устройства подходят для 10 минут непрерывной работы. Затем нужно на такой же интервал прерваться.
Профессиональные — подходят для длительной эксплуатации. Их можно непрерывно использовать в течение 40-50 минут.
Ремонт болгарки своими руками в домашних условиях — диагностика и способы устранения
Как же правильно отремонтировать болгарку? Этот вопрос интересует многих мастеров. Подход к выполнению ремонтных работ может быть разным — все зависит от типа неисправности.
Поломки электрической части
Если на щетки не поступает ток, необходимо зачистить контактные пластины держателей. Если эта манипуляция не дала эффекта, рекомендуется заменить щетки.
Ремонт кнопки болгарки своими руками
Чтобы справиться с этой неисправностью, нужно купить новую кнопку подходящей конструкции и установить ее на машину. Отремонтировать этот элемент самостоятельно не удастся. Эта деталь включает маленькие элементы, которые во время разборки могут рассыпаться.
Ремонт сетевого кабеля болгарки своими руками
При выявлении обрыва кабеля его требуется разрезать в этом месте. После чего его нужно качественно соединить и надежно заизолировать.
Ремонт электродвигателя болгарки — виды поломок и способы их устранения самостоятельно
Чаще всего ломается якорь машинки, но может выйти из строя и статор.
При поломке якоря его нужно заменить на новый.
Если же вышел из строя статор, его можно отремонтировать. Однако для этого устройство рекомендуется сдать в ремонтную мастерскую, в которой перемотают обмотку.
Как проверить исправность якоря и выполнить его ремонт на болгарке своими руками
Чтобы оценить работу якоря, рекомендуется использовать мультиметр. Этот инструмент поможет измерить сопротивление обмотки якоря. Для ремонта этого элемента рекомендуется обратиться к профессиональным мастерам.
Проверяем исправность статора двигателя УШМ
Для проверки работы статора нужно сделать следующее:
Измерить сопротивление между обмоткой статора и сердечником. Оно свидетельствует о нарушении изоляции медной проволоки.
Проверить сопротивление в обмотке. Для этого щупами нужно коснуться выводных контактов. Важно, чтобы сопротивление в двух обмотках совпадало.
Неисправности регулятора болгарки и его ремонт своими руками
Некоторые модели имеют регуляторы, которые меняют темпы вращения шпинделей. Это очень удобная функция. Чтобы выявить поломку регулятора, стоит обратить внимание на работу изделия.
Важно! Если при перемещении диска обороты не увеличиваются и не снижаются, это говорит о выходе элемента из строя. Для устранения поломки следует припаять провод или выполнить очищение окислов на микросхеме.
Как устранить неисправность щеток самостоятельно
При истирании щеток более чем на 30-40 %, их нужно заменить. Для этого достаточно отсоединить провода и вытащить их из особых держателей. Затем на место старых щеток можно поставить новые и подсоединить провода к контактам.
Неисправности механической части УШМ
Механические поломки проще выявить и устранить. Их зачастую удается диагностировать на слух:
гул во время работы свидетельствует об изнашивании подшипников;
появление стука говорит о неисправности в узле редуктора;
при проблемах с фиксацией насадки шпинделя можно подозревать поломку кнопки.
Как отремонтировать редуктор на болгарке своими руками
Редуктор представляет собой пару косозубых шестеренок. Со временем их зубья могут истираться. Это создает необходимость замены элемента. Для разбора редукторной пары нужно сделать следующее:
выкрутить гайку;
достать ротор;
выбить с вала шестеренку и поставить новую;
вытащить и заменить вторую шестерню.
Как заменить подшипники на болгарке
Для замены подшипника потребуется особый съемник. Также подойдет фрагмент трубы нужного диаметра. После смены элемента необходимо убрать старую смазку и нанести новую. Для этого допустимо применять солидол.
Сломалась кнопка фиксации шпинделя отремонтировать своими силами
Чтобы снять насадку, потребуется тонкий рожковый ключ. Им нужно добраться к внутренней гайке шпинделя и вывинтить ее. После чего можно установить новый элемент.
Для профилактики поломок нужно вовремя смазывать элементы устройства
Профилактика поломки болгарки и обслуживание инструмента
Чтобы избежать поломки устройства, его нужно полностью или частично разобрать, смазать и при необходимости заменить некоторые элементы.
Важно! Своевременная замена деталей, которые быстро изнашиваются, позволяет сохранить более дорогие элементы.
Эффективность самостоятельного ремонта болгарки зависит от типа поломки. Чтобы процедура была успешной, важно провести детальную диагностику.
Как правильно выполнить ремонт болгарки своими руками
Механические неисправности УШМ
Ремонт подшипников скольжения
Ремонт редуктора болгарки
Как правильно разобрать редуктор болгарки
Как снимать шестеренки редуктора
Ремонт кнопки фиксации шпинделя
Электрические неисправности болгарки
Нахождение обрыва провода питания
Неисправности угольных щеток
Ремонт кнопки включения и регулятора оборотов
Ремонт статора
Ремонт ротора УШМ
Видео ремонта болгарки
Ремонт Болгарки своими руками (кнопка пуска)
Как заменить подшипники на болгарке Bosch
Угловые шлифовальные машины (УШМ), называемые в народе болгарками, являются востребованным и надежным инструментом. Но все когда-то ломается. Выполнить ремонт болгарки своими руками несложно, если перед вами инструкция, рассказывающая пошаговый порядок выполнения ремонта УШМ. Ниже вы найдете ответы на любые вопросы о ремонте редуктора, ротора, статора, угольных щеток углошлифовальных машин.
Углошлифовальные машины в среде домашних мастеров пользуются особой популярностью. Возможность сменяемости рабочих органов позволяет производить отрезные, шлифовальные, полировальные операции.
Наличие устройства плавного пуска делает работу инструмента безопасным и удобным. Ремонт угловой шлифовальной машины несложный и может выполняться самостоятельно. Для тех, кто решится осуществить ремонт ушм самостоятельно, понадобится схема углошлифовальной машинки нужного типа, инструмент, смазочные материалы и данная инструкция.
Любой ремонт болгарки своими руками начинается с исследования возникающих неисправностей. Устройство болгарки достаточно простое. Вращающийся ротор через косозубую шестерню передает крутящий момент на вал (шпиндель) рабочего органа. На шпинделе устанавливается нужный рабочий инструмент, будь то отрезной камень, шлифовальный или полировальный круг и выполняется нужная технологическая операция.
Кстати, о форме зуба. На маломощных болгарках устанавливаются прямозубые шестерни. Косозубые шестерни используются в болгарках с мощностью свыше 1000 Вт.
Углошлифовальные машинки, как и любой инструмент со временем ломаются. Причины неисправностей болгарки могут быть разные. Они появляются не только от неправильной эксплуатации инструмента, но и несвоевременной замены угольных щеток, смазочных жидкостей.
В независимости от модели угловой шлифовальной машины неисправности у всех появляются в одних и тех же узлах. Неисправности болгарок условно делятся на механические и электрические. Для начинающих ремонтников неисправности делятся на простые и сложные.
Механические неисправности УШМ
Болгарка – это углошлифовальная машина, предназначенная для выполнения отрезных, шлифовальных, полировальных работ. Болгарка в процессе работы подвергается большим нагрузкам, работает в запыленной среде.
Чрезмерные нагрузки при использовании болгарки в режиме «Резание» вызывают повышенный износ не только подшипника, но и зубьев шестеренок редуктора.
Главная неисправность болгарки по механической части, износ или разрушение подшипника скольжения на валу большой косозубой шестерни редуктора.
Устранить неисправности болгарки несложно, если под рукой есть ее схема, описание и рекомендации по выполнению ремонтных работ.
Ремонт подшипников скольжения
Слабым местом любой угловой шлифовальной машины являются подшипники. И хотя, их немного в конструкции, всего три, именно они чаще всего приводят к механическим поломкам. На подшипники отрицательное воздействие оказывают:
высокая скорость вращения;
работа на предельных режимах;
недостаточное количество смазки;
попадание пыли или грязи;
несвоевременная замена или разрушение угольных щеток.
Конструкция всякой болгарки предусматривает быструю и не составляющую сложности замену любого подшипника.
Неисправности болгарки, связанные с износом или разрушением подшипника скольжения на валу редуктора характеризуются появлением неприятного постороннего звука.
Разрушение подшипника скольжения обнаруживается проверкой люфта вала установки рабочего инструмента. Определяется путем покачивания в разные стороны вала при установке рабочего инструмента.
При очередной установке рабочего инструмента проверьте люфт вала, покачивая за его конец в разные стороны. Люфт должен отсутствовать или быть минимальный.
Появление люфта указывает на необходимость замены подшипника скольжения.
Ремонт подшипника заключается в его извлечении из корпуса и снятии с вала редуктора.
Снимать подшипник с вала лучше при помощи съемника. Внутреннюю обойму разрушенного подшипника лучше всего доставать при помощи метчика нужного диаметра, предварительно вкрученного в обойму.
С ротора подшипники снимаются при помощи съемника или народным способом.
В тиски вставляются ключи или полосы металла, подшипники укладываются на ключи и при помощи наставки из мягкого металла и молотка весом не менее 400 г выколачиваются с оси вала.
Ремонт редуктора болгарки
Степень износа шестерней редуктора болгарки проверяется на пятно контакта. Предварительно редуктор полностью очищается от старой смазки. На малую шестерню редуктора наносится специальная синька, редуктор проворачивается. Дальше надо снять ведомую большую косозубую шестерню и посмотреть через лупу на пятно контакта. Оно должно занимать в общей сложности не менее 50% поверхности зуба.
В противном случае шестерни необходимо заменить или откорректировать профиль зуба. Исправление профиля зуба не раз описывалось на страницах данного сайта.
Но такая неисправность устраняется только опытным мастером.Чаще всего зализанные, срезанные или разрушенные шестерни меняются целиком, причем в паре.
Как правильно разобрать редуктор болгарки
При ремонте редуктора любой болгарки самой сложной задачей является снятие шестеренок и выпрессовка опорного подшипника.
Разборка редуктора начинается со снятия крышки редуктора поз.1 и отсоединения корпуса статора и освобождения ротора поз.2. Освободившийся ротор зажимают в тисках и выкручивают гайку крепления поз.3 ведущей малой шестерни.
В крышке редуктора запрессован подшипник шпинделя. Чтобы достать подшипник, в некоторых болгарках следует снять стопорное кольцо, фиксирующее опорный подшипник, и извлечь подшипник.
Разрушенный подшипник поз.1 в корпусе редуктора поз.2 легче всего достать , поддев его отверткой.
В других моделях шестеренку в шпинделе фиксирует стопорное кольцо.
Ведомая большая шестерня на шпинделе крепится несколькими способами:
Шестерня напрессовывается на шпиндель.
Шестерня крепится шпонкой.
Ведущая малая шестерня либо на валу накручивается по левой резьбе (в некоторых моделях Спарки, резьба правая), либо фиксируется шпоночным соединением и зажимается гайкой.
Как снимать шестеренки редуктора
В болгарках до 1000 Вт применяются прямозубые шестеренки, а в углошлифовальных машинках используются косозубые шестерни.
Шестеренки крепятся в различных болгарках по-разному. Ведущая шестерня крепится на валу ротора шпоночным соединением или устанавливается на резьбе. Ведомая шестерня крепится на валу шпинделя посадкой с натягом или при помощи шпоночного соединения. Подробно о том как снять шестерни и подшипник с вала.
Ремонт шестеренок заключается в их замене, причем только в паре.
Продолжительная и бесперебойная работа редуктора зависит от наличия достаточного количества смазки и своевременной ее замены.
Ремонт кнопки фиксации шпинделя
Кнопка фиксации шпинделя предназначена для быстрого снятия рабочего инструмента.Кнопка ломается при нажатии на нее в момент вращения диска. Ремонт болгарки заключается в полной замене кнопки.
Кнопку следует нажимать только в состоянии полной остановки болгарки.
Электрические неисправности болгарки
Электрическая схема основной части болгарок практически одинаковая. Ротор передает вращательный момент через редуктор на рабочий инструмент. Ротор вращается в поле статора. Цепи управления состоят из кнопки, регулирующей обороты и осуществляющей плавный пуск инструмента, угольных щеток, обеспечивающих передачу переменного напряжения на ламели коллектора. Питание на инструмент подается через соединительный кабель.
К основным неисправностям болгарки по электрической части относятся:
обрыв питающего кабеля на входе в инструмент;
разрушение или износ угольных щеток;
выход из строя кнопки включения;
обрыв или короткое замыкание статора;
обрыв или короткое замыкание ротора;
отслоение или выработка ламелей коллектора.
Неисправности болгарки по электрической части лучше всего определять тестером или другим прибором. Подойдет для этих целее и самодельное устройство, называемое в народе «аркашка».
Схема болгарки достаточно простая и не требует особых знаний. Надо только соблюдать осторожность и технику безопасности при выполнении ремонтных работ и знать электротехнику в объеме средней школы.
Нахождение обрыва провода питания
Одной из распространенных поломок болгарки становится невозможность включения инструмента или самопроизвольная остановка в процессе работы. Причиной неисправностей подобного рода становится обрыв кабеля питания поз.27 в месте входа. Устраняется неисправность заменой кабеля или выбрасыванием вышедшего из строя участка. Неисправность легко находится при помощи тестера.
Если нет тестера под рукой, но есть отвертка с неоновой индикаторной лампочкой, то неисправность можно найти, поочередно подключая провода питания к фазе.
Неисправности угольных щеток
Надежная работа любого электроинструмента в большой степени зависит от целостности и правильной работы угольных щеток. Качественное прилегание угольных щеток, их правильное расположение относительно ламелей коллектора влияет на работоспособность коллектора ротора.
Помните! Длина угольной электрощетки не может быть меньше 8 мм.
Своевременная замена угольных щеток позволяет избежать большую часть неисправностей.
Степень износа угольных щеток характеризуется видами искрения в месте коллектора. Искрение должно быть равномерным по всему пятну контакта угольной щетки и ламелей и не превышать длины более 8 мм. Круговое искрение говорит о появлении неисправности в цепях ротора.
В болгарках рекомендуется применять угольные щетки только производителей инструмента. Самодельные угольные щетки можно устанавливать, но только на непродолжительный период и сразу же заменять при первой возможности.
Ремонт кнопки включения и регулятора оборотов
Неисправности кнопки включения чаще всего проявляются в затруднительном и ненадежном включении инструмента при пуске. Такая неисправность самопроизвольно появляется и пропадает.
Недопустимо работать болгаркой с неисправной кнопкой включения. Данная неисправность приводит к заклиниванию отрезных дисков в процессе работы и их разрушению с непредсказуемыми последствиями.
Неисправность устраняется полной заменой кнопки на новую.
В современных моделях болгарок встроено устройство плавного пуска с регулятором оборотов. Ремонту оно не подлежит, а потребует полной замены. Нет, продвинутые мастера-левши, конечно, смогут починить и такой узел.
Ремонт статора
На выход из строя статора указывает самопроизвольная раскрутка вала машины, болгарка начинает набирать максимальные обороты. Такая неисправность указывает на появление межвиткового замыкания в обмотке статора.
Некоторые неисправности могут устранить только специалисты. Продление бесперебойной работы статора можно только своевременной чисткой, смазкой и заменой угольных щеток и подшипников.
Обычно статор выходит из строя достаточно редко. К этому приводит частый перегрев инструмента при работе. Неисправность проявляется сильным нагревом корпуса болгарки и появлением запаха горелой изоляции.
В статоре может быть как обрыв, так и короткое замыкание. Не разбирая статора, данные неисправности легко найти при помощи прибора ИК-32.
Неисправности устраняются заменой статора. Для любителей мастерить своими руками можем порекомендовать перемотать вышедший из строя статор своими руками. Ничего сложного в этом нет.
Снимается статор легко, но в разных моделях УШМ по-своему.
снять крышку ручки и отсоединить провода питания к статору;
извлечь статор путем постукивания по корпусу деревянным молотком или бруском.
Ремонт ротора УШМ
Выход из строя ротора в болгарке вызван неправильной эксплуатацией инструмента, частыми перегревами, несвоевременной заменой угольных щеток, попаданием на ламели коллектора абразивных частиц и пыли.
Вначале увеличивается длина искры на коллекторе, затем появляется запах гари и, на последнем этапе, дым. Работа неисправного редуктора сопровождается стуком и гулом.
Разрушение даже пары зубьев приводит к неправильной работе инструмента.
Продлить срок жизни ротора можно предотвращением попадания внутрь инструмента пыли, недопущением перегрева инструмента, своевременной сменой угольных щеток и смазочных материалов, применением только тех рабочих инструментов и такого диаметра, которые рекомендует производитель электроинструмента.
Ротор представляет собой сложный узел, который требует ремонта в сервисных центрах. Но любители мастерить своими руками могут отремонтировать ротор самостоятельно.
Ремонт коллектора и ламелей ротора
Демонтаж ротора не представляет особой сложности.
Порядок извлечения ротора из угловой шлифовальной машинки:
снять крышку ручки шлифмашины;
освободить и извлечь угольные щетки;
раскрутить винты крепления корпуса редуктора к основному корпусу;
снять корпус редуктора;
извлечь ротор.
Снятый ротор надо внимательно осмотреть. Если на ламелях натерты большие канавки, их следует удалить, проточив коллектора в токарном станке.
При незначительных канавках дефект устраняется путем шлифования. Ротор зажимается в патрон электродрели и при помощи надфиля и шлифовальной бумаги удаляется выработка. Процесс несложный.
Дрель зажимается в тисках или надежно крепится на ровной поверхности. В патрон дрели вставляет тот конец ротора, на котором размещена ламель, и надежно зажимается. С ротора предварительно сняты подшипники.
Второй конец ротора необходимо подпереть набором деревянных брусков. Дрель включается и выставляется небольшое число оборотов. На первом этапе используйте шлифовальную бумагу крупной зернистости №40..80, на заключительном этапе более мелкую №120..200.
После шлифовки надо профрезеровать пазы между ламелями. Это лучше всего выполнить ножовочным полотном, специально заточенным. После фрезеровки пазов коллектора, края ламелей надо зачистить от заусенцев, при помощи алмазного надфиля. Правильно отшлифованные ламели не должны иметь заусенцев.
Помимо общих неисправностей в моделях угловых шлифовальных машин разных производителей встречаются и специфические поломки, характерные только для инструмента данного производителя. Но об этом в другой статье.
Успехов вам!
Видео ремонта болгарки
Ремонт Болгарки своими руками (кнопка пуска)
Видео:
Как заменить подшипники на болгарке Bosch
Видео:
Как починить кофемолку
Угловая шлифовальная машина — это удобный инструмент, который должен быть в вашем распоряжении, если вы заядлый любитель рукоделия. Однако, если он не работает эффективно, его ценность значительно снижается. Мы здесь, чтобы помочь вам точно определить симптом и причину его возникновения, а также как диагностировать его как можно быстрее.
Невозможно заблокировать шпиндель для замены шлифовальных кругов
Сообщается в 10% случаев
Если вы не можете заблокировать шпиндель для замены шлифовальных кругов на шлифовальном станке, вам следует проверить ключ, пружину, колпачок, штифт с буртиком, кнопку и многое другое. Избавьте себя от хлопот и затрат, связанных с наймом специалиста по ремонту, и воспользуйтесь нашим экспертным руководством, чтобы выполнить ремонт самостоятельно. Обратитесь к руководству пользователя для инструкций, основанных на вашей модели.
Плохая вибрация
Сообщается в 9% случаев
С шлифовальной машиной с плохой вибрацией трудно обращаться. Взгляните на детали, которые мы предложили как наиболее распространенные детали, связанные с плохой вибрацией. Эти детали включают подшипник, угольную щетку, шестерню, фланец и диск. Как только вы нашли часть, которая, по вашему мнению, вызывает проблему, прочитайте наши советы о том, как вы можете исправить это самостоятельно.
Чрезмерное искрообразование двигателя
Сообщается в 8% случаев
Если вы видите искры, исходящие от двигателя вашей кофемолки, это вызывает беспокойство, но, к счастью, вы можете исправить это самостоятельно. Мы максимально упростили процесс диагностики вашего электроинструмента с помощью руководства по ремонту, призванного помочь вам сузить круг проблемных деталей и своевременно их устранить. Начните с осмотра угольной щетки, якоря, держателя и пружин.
Скрип или визг
Сообщается в 6% случаев
Если вы слышите скрежет или визг, исходящий от кофемолки, скорее всего, требуется ремонт. Начните с осмотра этих общих частей на наличие повреждений: шестерни, подшипник, якорь, угольная щетка и шпиндель. Возьмитесь за ремонт самостоятельно и ознакомьтесь с нашими советами о наиболее эффективном и точном способе восстановления работоспособности вашего инструмента. Подробные инструкции для вашей модели см. в руководстве пользователя.
Двигатель вращается, но шлифовальный круг не вращается
Сообщается в 6% случаев
Если двигатель вращается, а шлифовальный круг на шлифовальном станке не вращается, есть вероятность, что потребуется заменить одну из этих деталей: шестерни, фланец, шпиндель и муфту. Прочтите наше руководство по устранению неполадок, чтобы узнать, как можно решить эту распространенную проблему самостоятельно как можно быстрее и проще. Обратитесь к руководству пользователя для конкретных инструкций для вашей модели.
Колебания шлифовального круга
Сообщается в 3% случаев
Если колесо шлифовального станка качается, это может затруднить точность вашей работы. Это то, что вам нужно исправить прямо сейчас. Начните с проверки фланца, подшипников, шайб, шестерен, шпинделя и шлифовального круга. Воспользуйтесь нашим руководством, чтобы определить, какую деталь необходимо заменить и как ее можно быстро исправить. Если вам нужны конкретные инструкции для вашей модели, обратитесь к руководству пользователя.
Дым от инструмента
Сообщается в 3% случаев
Дым, идущий из кофемолки, — верный признак того, что требуется ремонт. Наши эксперты сузили список наиболее распространенных деталей, вызывающих этот симптом, до угольных щеток, якоря, поля, шнура питания и переключателя. Используйте наше руководство по ремонту, чтобы определить, какая из этих частей является виновником, и как можно диагностировать проблему как можно быстрее.
Двигатель нагревается
Сообщается в 3% случаев
Если двигатель кофемолки нагревается, проверьте угольные щетки, подшипники, якорь, поле, вентилятор, держатель и шестерни. Наши специалисты составили руководство, которое поможет вам самостоятельно выполнить ремонт своими руками, сэкономив вам время и деньги, связанные с необходимостью нанимать помощников или полностью заменять инструмент. Начните с поиска необходимой детали и читайте дальше, чтобы узнать, как ее можно быстро заменить.
Отключает автоматический выключатель источника питания
Сообщается в 2% случаев
Ваша кофемолка отключает автоматический выключатель источника питания? Это может быть неприятно, но мы здесь, чтобы помочь. Вероятными частями, вызывающими проблему, являются шнур питания, угольные щетки, переключатель, арматура, поле и удлинитель. Прочтите наше руководство по ремонту, чтобы узнать, как самостоятельно починить кофемолку, сэкономив время и деньги. Обратитесь к руководству пользователя за советом, адаптированным для вашей модели.
Большинство небольших бытовых приборов изнашиваются или перестают быть полезными в течение очень короткого времени. Эти приборы трудно и дорого ремонтировать, поэтому потребители обучены выбрасывать и заменять. Это часто называют запланированным устареванием, и оно не только тратит впустую деньги потребителей, но также истощает ценные ресурсы, засоряет наши свалки и имеет большие последствия для окружающей среды.
Мы специально разработали кофемолки Baratza таким образом, чтобы их можно было обслуживать так же, как и коммерческие кофемолки. При регулярной очистке, техническом обслуживании, ремонте и даже восстановлении наши кофемолки могут обеспечить превосходный и точный помол в течение многих лет. Построить исправный измельчитель стоит немного дороже, но мы считаем, что это хорошо потраченные деньги, которые приносят дивиденды на долгие годы. Чтобы сделать это простым и доступным, у Baratza есть:
Разъединяемые защелки и простые винты по сравнению с одноразовыми защелками или клеем; это обеспечивает легкий доступ к внутренностям кофемолки даже для конечных пользователей без необходимости использования специальных инструментов.
Команда чрезвычайно знающих и доступных сотрудников, предлагающих поддержку по электронной почте и телефону для устранения неполадок и ремонта кофемолок.
Разработаны четкие и краткие руководства по устранению неполадок, инструкции и видеоролики, помогающие при ремонте и восстановлении. Все они находятся в открытом доступе на нашем сайте.
Недорогие запчасти для ремонта кофемолок, легко доступны на нашем сайте 24/7.
Разработаны и размещены покомпонентные изображения всех наших кофемолок (пример в формате pdf)
Недорогой ремонт для тех, кто не может или не хочет делать ремонт самостоятельно.
Обновления и аксессуары, по возможности, обратно совместимые с существующими кофемолками
Программа «Восстановленная кофемолка». Подержанные шлифовальные машины отремонтированы, очищены и обновлены до новейших деталей, и на них предоставляется гарантия 1 год. Программа предлагает двойной эффект: минимизация отходов и повышение доступности наших кофемолок для людей с ограниченным бюджетом.
Когда люди узнают о стремлении Baratza не допускать попадания нашей продукции на свалки, они часто удивляются тому, почему компания тратит столько усилий на продление срока службы своей продукции. К концу беседы все соглашаются (и видят), что лучший способ побудить людей купить еще одну кофемолку Baratza — это максимизировать СТОИМОСТЬ владения. Мы делаем это, делая все возможное, чтобы наши кофемолки служили долгие годы. Когда люди решают обновить или купить вторую кофемолку, мы хотим убедиться, что это не потому, что их старая кофемолка Baratza вышла из строя, а они предпочитают довериться компании, которая поддерживает их продукцию еще долгое время после того, как покупатель ушел. дверь.
«Я просто хотел выразить свою признательность за то, что вы дали мне возможность легко починить мою старую кофемолку. Кофемолка перестала регулироваться из-за скопления мусора, а затем отказа пластикового регулировочного кольца под нагрузкой. Тем не менее, я смог получить детали с вашего веб-сайта и найти четкий PDF-файл с подробными инструкциями по замене. В наши дни действительно приятно иметь возможность починить небольшую сломанную деталь, чем выбросить надежно работающее устройство. Спасибо за качественный дизайн, суперподдержку и приверженность жизненному циклу вашей продукции».
Bob Bowser
«У меня есть гриндер Virtuoso, которым я пользуюсь около 4 лет.
Труба полипропиленовая PP-R SDR 6 (PN20) Valfex, белая
Экономия 25%
Трубы ПП (цельнопластиковые трубы полипропиленовые) PPRC PP PPR . Трубы полипропиленовые PPR для водоснабжения и отопления. Трубы… Подробнее
Категория: Полипропиленовые трубы Valfex
Производитель: Valfex (Россия)
Код товара: 10102020 (4м)
Наличие:
Нет на складе
В наличии
Рейтинг:
(5.0)
0 (5.0)
5
45 руб
60
Выберите вариант
Труба цельнопластиковая (полипропиленовая) белая (PP-R) SDR 6 PN 20 D20х3,4 м (Valfex)-Применение: в системах питьевого, холодного водоснабжения, горячего водоснабжения, в системах отопления, (Кол-во в уп. , 140/35 м/шт)Труба цельнопластиковая (полипропиленовая) белая (PP-R) SDR 6 PN 20 D25х4,2 м (Valfex)-Применение: в системах питьевого, холодного водоснабжения, горячего водоснабжения, в системах отопления, (Кол-во в уп., 100/25 м/шт)Труба цельнопластиковая (полипропиленовая) белая (PP-R) SDR 6 PN 20 D32х5,4 м (Valfex)-Применение: в системах питьевого, холодного водоснабжения, горячего водоснабжения, в системах отопления, (Кол-во в уп., 60/15 м/шт)Труба цельнопластиковая (полипропиленовая) белая (PP-R) SDR 6 PN 20 D40х6,7 м (Valfex)-Применение: в системах питьевого, холодного водоснабжения, горячего водоснабжения, в системах отопления, (Кол-во в уп., 40/10 м/шт)Труба цельнопластиковая (полипропиленовая) белая (PP-R) SDR 6 PN 20 D50х8,3 м (Valfex)-Применение: в системах питьевого, холодного водоснабжения, горячего водоснабжения, в системах отопления, (Кол-во в уп., 24/6 м/шт)Труба цельнопластиковая (полипропиленовая) белая (PP-R) SDR 6 PN 20 D63х10,5 м (Valfex)-Применение: в системах питьевого, холодного водоснабжения, горячего водоснабжения, в системах отопления, (Кол-во в уп. , 20/5 м/шт)Труба цельнопластиковая (полипропиленовая) белая (PP-R) SDR 6 PN 20 D75х12,5 м (Valfex)-Применение: в системах питьевого, холодного водоснабжения, горячего водоснабжения, в системах отопления, (Кол-во в уп., 16/4 м/шт)Труба цельнопластиковая (полипропиленовая) белая (PP-R) SDR 6 PN 20 D90х15 м (Valfex)-Применение: в системах питьевого, холодного водоснабжения, горячего водоснабжения, в системах отопления, (Кол-во в уп., 8/2 м/шт)Труба цельнопластиковая (полипропиленовая) белая (PP-R) SDR 6 PN 20 D110х18,3 м (Valfex)-Применение: в системах питьевого, холодного водоснабжения, горячего водоснабжения, в системах отопления, (Кол-во в уп., 4/1 м/шт)
−
+
Способы доставки
Доставка по Москве
Самовывоз
Способ оплаты
Банковская карта
Оплата наличными
Безналичный расчет
Гарантия производителя
Проверяем перед отправкой. Гарантия производителя на все товары. Если хоть что-то не понравится, вернем деньги!
Возможно купить в кредит!
Наши сотрудники готовы ответить на ваши вопросы. Вам помочь с выбором?
Доступные варианты для заказа:
Артикул
Наименование
Склад
Ед.изм
Цена
10102020 (4м)
Труба цельнопластиковая (полипропиленовая) белая (PP-R) SDR 6 PN 20 D20х3,4 м (Valfex)-Применение: в системах питьевого, холодного водоснабжения, горячего водоснабжения, в системах отопления, (Кол-во в уп., 140/35 м/шт)
есть
1 пог.м
45 руб
10102025 (4м)
Труба цельнопластиковая (полипропиленовая) белая (PP-R) SDR 6 PN 20 D25х4,2 м (Valfex)-Применение: в системах питьевого, холодного водоснабжения, горячего водоснабжения, в системах отопления, (Кол-во в уп. , 100/25 м/шт)
есть
1 пог.м
75 руб
10102032 (4м)
Труба цельнопластиковая (полипропиленовая) белая (PP-R) SDR 6 PN 20 D32х5,4 м (Valfex)-Применение: в системах питьевого, холодного водоснабжения, горячего водоснабжения, в системах отопления, (Кол-во в уп., 60/15 м/шт)
есть
1 пог.м
115 руб
10102040 (4м)
Труба цельнопластиковая (полипропиленовая) белая (PP-R) SDR 6 PN 20 D40х6,7 м (Valfex)-Применение: в системах питьевого, холодного водоснабжения, горячего водоснабжения, в системах отопления, (Кол-во в уп., 40/10 м/шт)
есть
1 пог.м
185 руб
10102050 (4м)
Труба цельнопластиковая (полипропиленовая) белая (PP-R) SDR 6 PN 20 D50х8,3 м (Valfex)-Применение: в системах питьевого, холодного водоснабжения, горячего водоснабжения, в системах отопления, (Кол-во в уп. , 24/6 м/шт)
есть
1 пог.м
255 руб
10102063 (4м)
Труба цельнопластиковая (полипропиленовая) белая (PP-R) SDR 6 PN 20 D63х10,5 м (Valfex)-Применение: в системах питьевого, холодного водоснабжения, горячего водоснабжения, в системах отопления, (Кол-во в уп., 20/5 м/шт)
есть
1 пог.м
370 руб
10102075 (4м)
Труба цельнопластиковая (полипропиленовая) белая (PP-R) SDR 6 PN 20 D75х12,5 м (Valfex)-Применение: в системах питьевого, холодного водоснабжения, горячего водоснабжения, в системах отопления, (Кол-во в уп., 16/4 м/шт)
есть
1 пог.м
590 руб
10102090 (4м)
Труба цельнопластиковая (полипропиленовая) белая (PP-R) SDR 6 PN 20 D90х15 м (Valfex)-Применение: в системах питьевого, холодного водоснабжения, горячего водоснабжения, в системах отопления, (Кол-во в уп. , 8/2 м/шт)
есть
1 пог.м
890 руб
10102110 (4м)
Труба цельнопластиковая (полипропиленовая) белая (PP-R) SDR 6 PN 20 D110х18,3 м (Valfex)-Применение: в системах питьевого, холодного водоснабжения, горячего водоснабжения, в системах отопления, (Кол-во в уп., 4/1 м/шт)
есть
1 пог.м
1 360 руб
Описание
Отзывы (0)
Трубы ПП (полипропиленовые трубы) PPRC PP PPR
Трубы (ПП) напорные неармированные из полипропилена рандомсополимера PP-R предназначенные для трубопроводов систем холодного водоснабжения, транспортирующих воду, в том числе питьевую.
Труба из полипропилена PPR-C SDR 6 (PN 20) соответствует ГОСТу 32415-2013, подходит для систем питьевого и хозяйственно-питьевого холодного водоснабжения, горячего водоснабжения, а также технологических трубопроводов, транспортирующих жидкости и газы, неагрессивные к материалам трубы. Трубы обладают хорошими теплоизоляционными свойствами, химической стойкостью более чем к 300 веществам и растворам, а также шумопоглащающим свойством. Максимальная температура эксплуатации: +80 °С. Технология монтажа трубопроводов – полифузионная сварка.
В каталоге представлены трубы из полипропилена PPRC трех основных типов:
для трубопроводов холодного водоснабжения с давлением 1 МПа;
для трубопроводов горячего и холодного водоснабжения с давлением при t=20ºС — 2,0 МПа, при t=75ºС — 0,6 МПа. PN 25 (армированные)
для трубопроводов холодного и горячего водоснабжения и отопления с давлением при t=20ºС — 2,5 МПа, при t=90ºС — 1,0 МПа.
Полипропиленовые трубы SDR 6 PN20 применяются для системы холодного водоснабжения, системы подачи и транспортировки питьевой воды, системы кондиционирования, напорные трубопроводы.
Информация о системе Valfex PPR:
ХАРАКТЕРИСТИКА И ПРЕИМУЩЕСТВА СИСТЕМЫ
пластиковая трубопроводная система для внутренней разводки холодной и теплой воды, для подпольного и центрального отопления для
распределения воздуха, а также для других способов применения в промышленности и сельском хозяйстве
соответствует требованиям гигиены и санитарных норм
не ржавеет и не зарастает
чрезвычайно долговременный срок службы при сохранении высокой потребительской стоимости
эксплуатация без проблем при пониженном шумовом уровне
потери в результате трения ниже, чем в случае использования традиционных материалов
шумовой уровень ниже, чем в случае традиционных материалов
быстрый, простой и чистый монтаж
стойкость к агрессивной среде (например, трубопроводы в пищевой промышленности)
ЭКОЛОГИЧЕСКИЙ АСПЕКТ
полностью перерабатываемое изделие, в ходе его производства и применения не используются ни токсические, ни какие — либо другие вредные вещества
фитинги — цельнопластиковые (применяются для всех напорных серий в рамках PN 20) — комбинированные (пластик + никелированная латунь — PN 20)
ПРИМЕНЕНИЕ
для разводки холодной и теплой воды, подпольного и центрального отопления, для разводки воздуха
PN 10 — разводка холодной воды, подпольное отопление
PN 20 — разводка холодной воды повышенного давления и трубопроводы центрального отопления пониженного давления
PN 25 — разводка теплой воды, центральное отопление
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
размеры — внешний диаметр труб — 20, 25, 32, 40, 50, 63, 75, 90 и 110 мм; напорные серии PN 10, PN 20 и PN 25
СТРОИТЕЛЬНАЯ РЕАЛИЗАЦИЯ
разводка труб
свободно в желобах
на консольном креплении
в пластиковых зажимах или металлических хомутах
в свободных пазах кладки
вдоль строительной конструкции в кожухе
в полу
необходимым условием является соблюдение монтажной инструкции!
не рекомендуется применять сварочное соединение с другой пластиковой системой
рекомендуется изоляция при помощи пенистого полиэтилена, полиуретана, полистирола
Цена указана за — 1 пог. м, продажа кратно 1м. Подробную информацию о наличии и цене вы можете узнать оставив заявку на сайте или позвонив нам прямо сейчас.
Страна
Россия
Рабочая среда
Жидкая среда, неагрессивная среда, вода, воздух
Модель
PPR-C SDR 6
Бренд:
VALFEX
Назначение
отопление/водоснабжение
Область применения
Применяется для распределения потоков жидкостей в контурах теплого пола, радиаторного отопления, холодного и горячего водоснабжения.
Материал
Полипропилен (PPR)
Тип фитинга
Труба
Производитель:
Valfex
Тип оборудования
Труба полипропиленовая
Гарантия
7 лет
Тип трубы
напорная
Единица измерения:
м
Присоединение
Под сварку
Базовая единица
м
Рабочее давление, бар
20
Диаметр трубы, мм
20,25,32,40,50,63,75,90,110
Сечение трубы
круглое
Давление номинальное PN, (кгс/м2)
20
Цена за 1 пог. м.
(отрезок 4 м.)
марка / напорный ряд / серия труб
цельнопластиковые PN20 (20-110 мм)
материал трубы
PP-R (тип 3)
ДОКУМЕНТАЦИЯ
сертифицировано по классам эксплуатации (ГОСТ Р 52134)
Максимальная рабочая температура:
80ºС
Максимальное рабочее давления бар
20
Назначение использования
ХВС, ГВС, отопление
Армирование
Без армирования (цельнопластиковая)
Для отопления
Да
Для газа
Да
Для питьевой воды
Да
Внешний диаметр трубы (мм)
DN: мм 20,25,32,40,50,63,75,90,110
Рабочая температура, Max,°С
80
Толщина стенки (мм)
3,4 — 18,3
Длина бухты/хлыста (м)
4
Диаметр (монтажный)
DN: мм: 20,25,32,40,50,63,75,90,110
Маркировка трубы
PP-R
Материал трубы/фитинга
Полипропилен
Понравилось? Поделитесь с друзьями!
Свяжитесь с нами и наши специалисты быстро и качественно проконсультируют вас по интересующему вопросу.
Товар с гарантией от производителя. Мы работаем только с официальными представителями самых известных брендов.
«sandomrf.ru» отправляет товар по всей стране транспортными компаниями. Возможен возврат товара в течении 14 дней.
Cвой заказ можно получить в пункте выдачи. Минимальная сумма заказа отсутствует. Зарезервировав на сайте товар из наличия, получите его уже сегодня!
Рекомендуем: с этим товаром смотрят
Штуцеры под шланги с наружной резьбой 1/4″ х 1/2″ (Ду-мм) TIM
75 руб
105
Соединение угловое гайка/штуцер 1/2″х1/2″ ВН (пара), для полотенцесушителя
1 550 руб
1 670
Труба металлопластиковая 32*3.0 Henco PEX-c Standart (AL слой — 0.7 мм: бухта 50 м)
145 руб
210
Муфта PPRC разъемная американка ПП-латунь с наружной резьбой, (Valfex)
115 руб
165
Переходники хромированные резьбовые TIM
90 руб
125
Труба металлопластиковая UNI-FITT Professional Series PEX-b/PEX-c D20х2. 0 (0.5) мм бухта 100 м
125 руб
195
Штуцеры под шланги с наружной резьбой 3/4″ х 2″ (Ду-мм) TIM
155 руб
185
Сгоны латунные хромированные резьбовые TIM
145 руб
170
Новинки нашего магазина
Обратите внимание на последние поступления. Смотреть все
Дверь Sigma Комфорт Wood
(0.0)
(0.0)
Новинка!!! Дверь «Sigma Комфорт Wood» в Москве характеризуется стильным дизайном, теперь ещё и с внешней декоративной отделкой, разнообразием возможностей отделки внутренней части полотна. Изготовлена из холоднокатаной стали толщиной в 2 мм. Оснащена двумя цилинровыми замками KALE с поворотными ригелями против механического отжима. Такая дверь является отличным выбором, т.к. в ней сочетаются следующие ключевые преимущества:…
65 900 руб
70 900
SIGMA COMFORT WOOD
Дверь Sigma Ratex T1
(5. 0)
0 (5.0)
5
Серия Ratex новинка в линейке наших дверей. Вся серия Ratex оснащается терморазрывом. Разработана специально для установки в загородные дома и коттеджа . Она, представляющая собой идеальную защиту от холода и сквозняков в загородном доме, обеспечивает идеальную шумоизоляцию. Мощная, но изящная дверь, которая легко защитит ваш дом от взлома и холода.
В ее конструкции нет ничего…
91 900 руб
98 900
Sigma Ratex T1
Дверь Sigma Ratex T4 Brown
(5.0)
0 (5.0)
5
Серия Ratex новинка в линейке наших дверей. Вся серия Ratex оснащается терморазрывом. Разработана специально для установки в загородные дома и коттеджа . Она, представляющая собой идеальную защиту от холода и сквозняков в загородном доме, обеспечивает идеальную шумоизоляцию. Мощная, но изящная дверь, которая легко защитит ваш дом от взлома и холода. В ее конструкции нет ничего…
89 900 руб
96 900
Sigma Ratex T4 Brown
Дверь Sigma Ratex T2 Brown
(5.0)
0 (5.0)
5
Входная дверь Sigma Ratex T2 Brown, купить которую можно в Москве на нашем сайте, является прекрасным выбором для владельцев городских квартир и частных домов. Она характеризуется высоким качеством, стильным внешним видом, доступной ценой.
Изготавливается дверь Сигма Ратекс Т2 Brown по современной технологии с терморазрывом в коробе и полотне. Поэтому ее практически невозможно вскрыть и взломать.
72 900 руб
78 900
Sigma Ratex T2 Brown
Дверь Sigma Termo Серая
(5.0)
0 (5.0)
5
Новинка! Дверь Sigma Термо разработана специально для установки в загородные дома и коттеджа . Она, представляющая собой идеальную защиту от холода и сквозняков в загородном доме, обеспечивает идеальную шумоизоляцию. Мощная, но изящная дверь, которая легко защитит ваш дом от взлома и холода.
В ее конструкции нет ничего лишнего, каждая деталь выполняет свою задачу. Модель выполнена…
47 900 руб
54 900
Sigma Termo Серая
Дверь Sigma Ratex T4 7024
(5.0)
0 (5.0)
5
Серия Ratex новинка в линейке наших дверей. Вся серия Ratex оснащается терморазрывом. Разработана специально для установки в загородные дома и коттеджа . Она, представляющая собой идеальную защиту от холода и сквозняков в загородном доме, обеспечивает идеальную шумоизоляцию. Мощная, но изящная дверь, которая легко защитит ваш дом от взлома и холода.
В ее конструкции нет ничего…
89 900 руб
96 900
Дверь Sigma Ratex T4 7024
Дверь Sigma DEVICE 01
(5. 0)
0 (5.0)
5
Новинка! Sigma Device-01 с электронным биометрическим замком от компании Keywe модель «Brian» с bluetooth (двух ригельной врезная частью).
Современное решение для частных домов, квартир и коммерческой недвижимости – электронный биометрический замок Brian . Устройство высокотехнологично и может интегрироваться практически со всеми системами.
Электронный дверной замок KeyWe Brian — совместная модель…
191 900 руб
205 900
Sigma DEVICE 01
Дверь Sigma DEVICE
(5.0)
0 (5.0)
5
Новинка! Sigma Device с электронным биометрическим замком от компании Keywe модель «Brian» с bluetooth (двух ригельной врезная частью).
Современное решение для частных домов, квартир и коммерческой недвижимости – электронный биометрический замок Brian . Устройство высокотехнологично и может интегрироваться практически со всеми системами.
Электронный дверной замок KeyWe Brian — совместная модель…
170 900 руб
182 900
Sigma DEVICE
Дверь Sigma White Edition
(0.0)
(0.0)
На современном рынке предоставлен огромный выбор входных дверей, отличающихся высокими техническими характеристиками. Идеальным выбором станет входная дверь Sigma White Edition, которая порадует высокими техническими характеристиками.
К основным преимуществам Sigma White относятся:
высокая стойкость к механическим нагрузкам;
взломостойкость;
наличие тройной звукоизоляции. Для этого производитель использует акустическую плиту и…
99 900 руб
106 900
Sigma White Edition
Дверь Sigma Black Edition
(5. 0)
0 (5.0)
5
сли вам необходима входная дверь Sigma Black Edition, то она порадует: оригинальным и эксклюзивным внешним видом, высокими техническими качествами, приемлемой ценой. Эта модель оснащается с двух сторон декоративными МДФ панелями, выдержанными в черном цвете. Поэтому она идеально впишется в такие современные стили, как хай-тек, минимализм, лофт.
99 900 руб
106 900
Sigma Black Edition
Дверь Sigma Bionic
(5.0)
0 (5.0)
5
Для тех, кто ищет качественные и надежные двери для установки в квартиру или в частный дом, предлагаем обратить внимание на оригинальную модель Sigma Bionic. Эти входные двери прекрасно защитят жилье от: попадания в него посторонних звуков, проникновения нежелательных гостей, влаги. Эта модель гармонично впишется в любой интерьер помещения и станет его ярким элементом. Изготавливается входная дверь Sigma Bionic из стали, толщиной 2…
79 900 руб
85 900
Sigma Bionic
Дверь Sigma Mottura
(5.0)
0 (5.0)
5
Дверь Сигма Моттура идеально впишется и в интерьер, и в экстерьер любого дома или квартиры. Металлические части двери окрашены специальной порошковой краской, которая отличается абсолютным равнодушием по отношению к негативным факторам внешней среды и механическим повреждениям.
Для внутренней части дверного полотна, обращенного в сторону квартиры, представлено большое количество вариантов отделки. При заказе вы можете отдать предпочтение…
74 900 руб
85 900
Sigma Mottura
Дверь Sigma Mottura NEW
(5.0)
0 (5.0)
5
Заказывайте на выгодных условиях двери Mottura в Москве для квартиры , которые смогут ее защитить от злоумышленников, обеспечат должный уровень звукоизоляции. Мы работаем быстро, после выезда замерщика уже на следующий день мы будем готовы произвести установку.
Выбирайте качественную продукцию, чтобы воспользоваться ее преимуществами. Мы не завышаем стоимость услуг, чтобы продукция компании была широко доступной. Жесткий контроль…
74 900 руб
85 900
Sigma Mottura NEW
Дверь Sigma GRAND
(5.0)
0 (5.0)
5
Дверь Сигма Гранд дополнительно укомплектована шумоизоляционной мембраной. Поэтому владельцы квартир могут не переживать, что в помещение будут доноситься посторонние звуки. Для безопасности жильцов, дверное полотно оснащается двух системным замком Гардиан с 4 классом секретности. В зависимости от личных пожеланий, покупатели могут выбрать на свое усмотрение замки от производителей: GARDIAN, Mottura, Cisa,
Отделка дверного полотна…
69 900 руб
74 900
Sigma GRAND
Дверь Sigma Комфорт LINE
(5. 0)
0 (5.0)
5
Новинка!!! Дверь «Sigma Комфорт LINE» в Москве характеризуется стильным дизайном, теперь ещё и с внешней декоративной отделкой, разнообразием возможностей отделки внутренней части полотна. Изготовлена из холоднокатаной стали толщиной в 2 мм. Оснащена двумя цилинровыми замками KALE с поворотными ригелями против механического отжима. Такая дверь является отличным выбором, т.к. в ней сочетаются следующие ключевые преимущества:…
65 900 руб
70 900
Sigma Комфорт LINE
Как оформить покупку и получить заказ?
Несколько простых шагов для совершения покупки. Обязательно проверьте наши скидки!
Оформите заказ на сайте
Выберите понравившиеся предложения и добавьте в корзину. Выберите удобный способ оплаты и вариант доставки. Обязательно укажите контактный телефон для связи. Вам помочь с выбором?
Звонок сотрудника
После получения заказа, наш сотрудник свяжется с вами по указанному телефону. Согласует дату и способ отправки заказа. В зависимости от выбранного варианта доставки или оплаты — уточняется сумма заказа.
Получение заказа!
Все наши товары проверяются перед отправкой! Собранный заказ отправляется покупателю. При получении, обязательно проверьте комплектацию.
ПРЕИМУЩЕСТВА
Доставка по всей России
Осуществляем доставку по всей России и СНГ. Мы сотрудничаем только с проверенными грузоперевозчиками.
Специальные цены и скидки
Для постоянных клиентов действует гибкая система скидок. Для торгующих организаций предлагаем специальные цены.
Нам доверяют клиенты со всей России
Мы заслужили репутацию надежного поставщика у тысячи клиентов из различных отраслей.
Реализуем более 79997 товаров
Предлагаем оборудование и инструменты, проверенные временем и непрерывной работой в тяжёлых условиях.
Гарантия на все 100%
На все товары распространяется гарантия производителя от 1 до 5 лет. Также мы осуществляем постгарантийный ремонт и ТО.
Успешно работаем с 1997-го года!
Мы стали крупнейшим поставщиком профессионального оборудования и инструментов.
Предлагаем более 177 брендов
В каталоге нашей компании представлено самое современное оборудование и инструменты от ведущих мировых производителей.
Подпишитесь на новости
Получайте только полезные ссылки и новости о наших скидках! Мы не занимаемся рассылкой спама!
Труба полипропиленовая PN20 Дн 20 цена за метр
Трубы полипропиленовые
Артикул:
4400056
Бренд\производство:
PlasticPro
Материал:
полипропилен ПП (PPR/PPRC)
Диаметр:
20
Описание:
Трубы полипропиленовые 20 мм представляют собой пластиковые трубы, обычно белого цвета (также возможно изготовление практически любого цвета, при помощи специальных красителей). Ка правило, трубы 20 мм производят длиной 4 метра, но в гипермаркетах также представлены трубы в отрезках по 2 метра – для удобства перевозки. Продукция из полипропилена успешно вытесняет традиционные трубопроводы из металла.
Трубы полипропиленовые 20 мм предназначены для обустройства систем водоснабжения и отопления зданий и сооружений. Трубопроводы из полимеров все чаше используют строительные организации благодаря, характеристикам, которые существенно выше, нежели у традиционных трубопроводов. Благодаря гладкой структуре внутренней поверхности пластиковых труб, теплоноситель, пусть даже не самого лучшего качества, не задерживается на стенках, что обеспечивает отличную эксплуатационную долговечность. Трубы изготавливают вплоть до диаметра 160 мм. Стоимость труб из полипропилена выгодно отличается от металлических и металлопластиковых труб, без потери качества.
Заказать трубы полипропиленовые 20 мм по низкой цене за метр можно в нашей компании. Для этого достаточно отправить запрос на наш e-mail [email protected] или просто позвонить по многоканальному телефону. 8 (495) 771-75-25.
Технические характеристики:
Применяется в системах:
водоснабжение/отопление
Диаметр:
20
Давление, бар:
20
Материал:
полипропилен ПП (PPR/PPRC)
Тип присоединения:
под пайку
Длина:
4000
Толщина стенки:
03. апр
Цвет:
белый
Вес, кг:
0.16
Ед. изм:
метр
Срок эксплуатации, лет:
50
Брэнд/ страна производитель:
PlasticPro
PN20 PPR Поставщики и производители труб Китай — Заводская цена
Труба PPR PN20
Трубы и фитинги PPR изготавливаются из рандом-сополимера полипропилена, который также называют типом 3.
Трубы и фитинги PPR, отличающиеся превосходной чистотой, экономической эффективностью, применимостью и преимуществом в безопасности, в настоящее время считаются наиболее благоприятным материалом для труб для систем холодного (PN10) и горячего (PN20) водоснабжения, водоочистных сооружений, систем подземного отопления для деревянного пола. , химические трубные работы и так далее. При нормальном рабочем давлении и условиях срок службы трубопроводной системы может достигать не менее 50 лет.
Трубы и фитинги SUNPLAST PPR производятся в соответствии с нашими внутренними стандартами GB/T 18742 с размерами от 20 мм до 110 мм, в то же время они также могут соответствовать стандартам DIN8077/8078 и EN ISO15874. Выдающиеся рабочие температуры до 95 ℃ и номинальное давление до 25 бар делают систему трубопроводов PPR идеальным решением для различных применений, включая:
※ Сети трубопроводов горячей и холодной питьевой воды в жилых и коммерческих зданиях. ※ Системы отопления. ※ Сети охлажденной воды в системах кондиционирования воздуха, как эффективная легкая и коррозионностойкая замена стальным трубам. ※ Перевозка широкого спектра химикатов в промышленности. ※ Сети трубопроводов для систем утилизации дождевой воды и бассейнов. ※ Установки сжатого воздуха и другие промышленные применения.
Наименование товара
труба ППР
Доступные размеры
Ду20-110мм
Номинальное давление
PN12,5 бар, PN16 бар, PN20 бар, PN25 бар
Используемый материал
Высококачественное сырье PPR
Доступные цвета
Зеленый, серый и белый или по запросу
Стандарты следуют
ГБ/Т 18742, ДИН 8077/8078, ЭН ИСО 15874
Доступно для изготовителей оборудования
Доступный
Доступны образцы
Да, образец доступен для небольшого количества.
Способ упаковки
Труба в стержнях длиной 4 м, каждая упаковка упакована в полипропиленовые пакеты или по запросу.
Минимальный заказ
оборотный
Время выполнения продукции
Около 10-15 дней для 20-футового контейнера, 20-25 дней для 40-футового контейнера.
Гарантийный срок
15 лет при нормальном использовании
Условия оплаты
T/T или LC по предъявлении
Порт погрузки FOB
Нинбо или Шанхай Китай
Место происхождения
Чжэцзян, Китай
Технические характеристики изделия:
Труба PPR (GB/T 18742, DIN 8077/8078, EN ISO 15874)
S5/ PN12,5 бар
S4/ PN16бар
S3. 2/ PN20 бар
S2,5/ PN25 бар
20×2,0
20×2,3
20×2,8
20×3,4
25×2,3
25×2,8
25×3,5
25×4,2
32×2,9
32×3,6
32×4,4
32×5,4
40×3,7
40×4,5
40×5,5
40×6,7
50×4,6
50×5,6
50×6,9
50×8,3
63×5,8
63×7,1
63×8,6
63×10,5
75×6,8
75×8,4
75×10,3
75×12,5
90×8,2
90×10,1
90×12,3
90×15,0
110×10,0
110×12,3
110×15,1
110×18,3
Вопрос: ※ Можно ли использовать трубы и фитинги SUNPLAST PPR в системах водоснабжения с высокой температурой? A: Да, трубы и фитинги PPR можно использовать при макс. Горячая вода 95 ℃ в течение 50 лет при нормальном использовании.
※ Можно ли использовать трубы SUNPLAST PPR в системах напольного отопления? A: Да, трубы и фитинги из полипропилена хорошо себя зарекомендовали при использовании для горячего водоснабжения. Таким образом, их можно использовать в качестве труб для теплого пола.
※ В чем основное различие между трубой из полиэтилена высокой плотности и трубой из полипропилена? Как я могу сделать выбор? A: Труба из полиэтилена высокой плотности, изготовленная из полиэтилена, НЕ подходит для горячего водоснабжения. Трубу PPR можно использовать при макс. 95 ℃ температуры горячей воды. Для системы трубопроводов для горячей воды хорошим выбором будет труба PPR. В противном случае для холодной воды трубы из полиэтилена высокой плотности могут быть очень хорошими.
Свяжитесь с нами Свяжитесь с нами по любым вопросам, касающимся нашей продукции, по телефону: . Электронная почта: [электронная почта защищена]
Sunplast, благодаря более чем 15-летнему развитию, в настоящее время известен как один из ведущих производителей и поставщиков стандартных din8077/8078 труб pn16, pn20, pn25 зеленого/белого/серого полипропилена для водопроводных систем в Китае. Наша фабрика внедрила в нее множество передовых технологий и оборудования. Пожалуйста, будьте свободны покупать качественные и недорогие товары, сделанные в Китае у нас.
Hot Tags: Труба PN20 PPR, Китай, поставщики, производители, завод, цена, купить, сделано в Китае
PN20 S3.2 2.0Mpa PP-R Полипропиленовая труба и фитинги для производителей и поставщиков горячей воды Китай — Индивидуальные продукты оптом
Описание продукта
1.
Введение
Трубу PP-R также называют трубой из полипропилена третьего типа и полипропиленом со статистической сополимеризацией. Он изготовлен из случайного сополимеризованного полипропилена, который можно экструдировать в тубы и формовать в тубы. Этилен является наиболее часто используемым мономером, который вызывает изменения физических свойств полипропилена. Он обладает такими характеристиками, как хорошая ударная вязкость, высокая прочность, отличная технологичность, высокое сопротивление ползучести при высоких температурах и уникальная высокая прозрачность атактического полипропилена.
2.Производственная информация
Описание продукта
Технические характеристики
Материал: PPR (SINOPEC) Длина: 4 м/шт или по индивидуальному заказу Фирменное наименование: KANGYU Толщина: 2,0–23,3 мм Спецификация: DN20–160 мм Класс давления: PN1,25, PN1,6, PN2,0, PN2. 5 Температура: от -40°C до 85°C Цвета: зеленый, белый, серый или индивидуальный Соединение: горячая сварка Применение: Система горячего и холодного водоснабжения OEM: Доступен Бесплатный образец: Поддержка Срок службы: 50 лет при нормальных условиях
Аргон — химический элемент, который находится под номером 18 в периодической таблице Менделеева. Как вещество, аргон представляет собой одноатомный инертный газ без запаха, вкуса и цвета. Занимает 3-е место по распространённости на Земле. Его опережают кислород и азот.
История открытия
Учёные не подозревали о существовании аргона до 1785 года. С того момента начались многочисленные эксперименты. Химики и физики из Англии подвергали порцию воздуха воздействию электрического тока и щёлочи. Это было необходимо для того, чтобы разделить воздух на молекулы веществ, из которых он состоит. В конце экспериментов всегда оставался неизвестный газ, который в полтора раза тяжелее азота.
Аргон официально был представлен 7 августа 1894 года на Британском собрании физиков, химиков и естествоиспытателей в Оксфорде. О его открытии был сделан доклад английскими учёными Джоном Рэлеем и Уильямом Рамзаем. Именно они проводили большинство исследований воздуха, и в конце концов обнаружили аргон.
«Аргон» с древнегреческого переводится как «неактивный, медленный, ленивый». Название полностью отражает суть элемента, поскольку он химически неактивен.
Химические и физические свойства
Аргон недеятелен. Практически не вступает в реакцию с другими веществами. Кипит при температуре -185 °C в нормальных условиях. При температуре -189 °C образует кристаллы. Имеет 3 стабильных изотопа 36Ar (0,337 %), 38Ar (0,063 %), 40Ar (99,600 %).
Где находится
На Земле аргона больше всего содержится в воздухе. Также вещество находится в Мировом океане, в солёной и пресной воде, и в земной коре.
Во Вселенной данный инертный газ распространён мало. Совместно с неоном аргон присутствует в некоторых планетарных туманностях и на звёздах.
В каких областях применяется
Аргон используется для создания лазеров и плазмообразователя. Широкое применение для инертного газа нашли в контактной, лазерной и дуговой сварке. При этом существует 3 сорта аргона. Они различаются между собой по наличию посторонних примесей и используются для разных металлов. Первый сорт чист на 99,99%, второй на 99,99%, а третий на 99,95%.
Инертный газ нашёл своё место не только в технической промышленности, но и в пищевой. Так, пищевая добавка Е938 — это и есть аргон.
Аргон не влияет на организм человека, если он находится в воздухе в нормальных количествах. Всемирное антидопинговое агентство (ВАДА) признало аргон допингом в 2014 году. При барометрическом давлении от 0,2 МПа и выше данный инертный газ может временно усилить психологическую или физическую деятельность человека. Только при очень высокой концентрации аргон может спровоцировать тошноту, головную боль, рвоту и даже удушение от нехватки кислорода.
Смотрите также химические соединения аргона.
Аргон: факты и фактики
А. Мотыляев «Химия и жизнь» №7, 2015
Как аргон поставил в тупик Д. И. Менделеева и других именитых химиков? Первым аргон открыл Генри Кавендиш в 1795 году: он несколько недель пропускал электрический разряд сквозь воздух, при этом кислород реагировал с азотом (их тогда называли «дефлогистонный воздух» и «флогистонный воздух» соответственно) и давал азотистую кислоту, которую поглощал поташ. Объем газа в сосуде уменьшался, однако газ не исчезал полностью: оставалось что-то, не вступающее в реакцию. Никто на открытие Кавендиша особого внимания не обратил. Но вот в 1882 году лорд Рэлей начал серию нудных опытов по измерению плотности газов. И все время у него получалось, что соотношение веса водорода и изучаемого газа немного меньше целочисленного. Физикам же, еще не подозревавшим о существовании изотопов, очень хотелось, чтобы оно было целочисленным. Желая найти источник ошибки, Рэлей решил получить чистый, не атмосферный, азот. Для этого он прогнал над раскаленной медью смесь аммиака с кислородом: аммиак разлагался, давая азот и воду. Такой азот оказался на полпроцента легче, нежели атмосферный. А в 1894 году Уильям Рамзай обнаружил, что азот поглощается раскаленным магнием. Он-то и решил выделить обнаруженную Рэлеем тяжелую примесь к азоту. Вскоре в руках Рамзая оказалось 40 мл газа, который не поглощался магнием. Измерения показали, что его молекулярный вес равен 40. Поскольку все известные на тот момент газы были двухатомными, получался атомный вес 20, что выглядело странно — тяжелее фтора, легче натрия. Одноатомный же газ был бы слишком тяжелым и никак не вписывался в Периодическую таблицу — такой элемент следовало поставить между двумя металлами — калием и кальцием. Поэтому возникла гипотеза, что Рамзай обнаружил трехатомный азот, благо 40 примерно в три раза больше, чем 14. Вот как Менделеев пишет об этом в «Дополнении к 5-й главе» шестого издания «Основ химии»: «Гипотеза А=40 вовсе не дает места аргону в периодической системе… Мне кажется более простым предположение, что аргон содержит N3, особенно потому, что аргон содержится в азоте…» Рэлей, огорченный неприятием его нового газа, больше химией не занимался и Нобелевскую премию получил в 1904 году по физике за исследование плотностей газов и открытие в связи с этим аргона. А Рамзай за открытие и исследование элементов нулевой группы получил в том же году премию по химии.
Почему аргон с весом 39,9 стоит в таблице перед калием, вес которого 39,1? У аргона есть три устойчивых изотопа с весами 36, 38 и 40. Во Вселенной больше легких изотопов, а аргона-40 очень мало. При этом аргона в планетарных туманностях и в веществе звезд много, он преобладает над такими распространенными на Земле элементами, как калий, кальций, фтор и хлор. А вот на нашей планете и самого-то аргона немного, и его легких изотопов ничтожно мало — видимо, они улетели на периферию Солнечной системы. Аргон-40 мы не унаследовали из протопланетного облака; он образуется здесь и сейчас — в результате радиоактивного превращения калия-40. Обычно у этого изотопа, обеспечивающего основную часть природного фона излучений, нейтрон становится протоном с испусканием позитрона, и получается следующий элемент — кальций-40. Но в каждом пятом случае происходит так называемый К-захват: электрон с нижней орбитали падает в ядро, один из протонов становится нейтроном с испусканием нейтрино, атом же уходит на предыдущую клетку Периодической системы. Именно из-за недостатка легких изотопов аргона на Земле его вес, измеренный химиками, оказался больше, чем у следующего за ним калия, представленного всеми изотопами.
Есть ли на Земле радиоактивный аргон? В природе радиоактивного аргона почти нет, поскольку самый долгоживущий — аргон-39 — имеет период полураспада 269 лет. Однако высокоактивный аргон-41 с периодом полураспада 1,85 часа непрерывно образуется в атомном реакторе, а при неисправностях в системе вентиляции может попасть и за его пределы. После запуска термоядерного реактора проблема усложнится. Согласно расчету Владимира Хрипунова из Курчатовского института (Fusion Engineering and Design, 2015, DOI:10.1016/j.fusengdes.2015.02.058), при массированной нейтронной бомбардировке — напомним, что именно за счет торможения нейтронов стенками токамака планируется снимать тепло, выделяющееся при термоядерном синтезе, — начнет образовываться аргон-39 в достаточном количестве, чтобы вызвать беспокойство за здоровье работников термоядерной станции.
Как аргоном измеряют время? Калий — один из самых распространенных элементов на Земле и других каменистых планетах, а период полураспад калия-40 — 1,3 млрд лет. Постоянно образующийся аргон-40 оказывается заключенным в любую горную породу, и его количество растет начиная со времени ее затвердевания. Соответственно по соотношению аргона-40 и калия-40 можно узнать, когда эта порода (как правило, речь идет о базальте) была извержена из недр планеты. Измерения проводят, бомбардируя аргон-40 потоком нейтронов: получается короткоживущий аргон-41, его распад легко заметить. Аргоном удается мерить время в масштабе от сотен миллионов до десятков тысяч лет, то есть когда углеродный метод работает уже неточно. За разработку метода профессор Э. К. Герлинг получил в 1963 году Ленинскую премию. В частности, аргоновым методом по возрасту окружающих камешков были датированы первые, найденные в Олдувейском ущелье в Кении, останки человека умелого Homo habilis, его возраст оказался 1,7 млн лет (см. «Химию и жизнь», 1967, №6). В числе последних достижений — новая датировка Деканских траппов (Journal of Asian Earth Sciences, 2014, 84, 9–23, DOI:10.1016/j.jseaes.2013.08.021), крупнейшего разлива лавы, занимающего треть Индостана с западной его стороны. Как оказалось, возраст наиболее объемных разливов статистически неотличим от даты катастрофы, погубившей динозавров. Падение же метеорита в районе Юкатана, создавшее кратер Чиксулуб, по новейшим данным произошло на 300 тысяч лет раньше массового вымирания. Вообще, деканская гипотеза давно конкурирует с чиксулубской.
В какие реакции вступает аргон? Не имея свободных электронов и потому будучи химически инертным, аргон образует химические соединения неохотно и в весьма экзотических условиях. Однако он формирует так называемые клатратные соединения: атом аргона может оказаться заключенным в полость, образованную какой-то молекулой, либо в кристаллической решетке другого вещества. Подобно ксенону, аргон способен образовывать и соединения с белками; в результате при повышенном давлении аргон-кислородная смесь вызывает потерю сознания — аргоновый наркоз.
Чем опасен аргон? При работе с установками, заполненными аргоном, следует соблюдать меры предосторожности: аргон — тяжелый газ, он скапливается во всевозможных углублениях, например колодцах, вытесняя оттуда кислород, то есть может создать атмосферу, непригодную для дыхания. Если рабочий, потеряв сознание, упадет в такое углубление, он задохнется. Материаловеды, работающие с аргоном, говорят: «Аргон дырочку найдет», а изготовители оборудования это обстоятельство учитывают. Рассказывают такой случай. На одном предприятии ставили новый шведский газостат. Это огромная установка высотой с пятиэтажный дом, в которой можно подвергать детали нагреву и высокому давлению для устранения внутренних полостей в металле, образующихся при изготовлении. Чтобы избежать окисления детали, газостат заполняют инертным газом — аргоном. Поскольку копать вниз проще, чем строить вверх, газостат хотели заглубить, но изготовители категорически это запретили именно потому, что вытекающий из установки аргон нигде не должен скапливаться. А вот на растения аргон влияет хорошо: в атмосфере из 98% аргона и 2% кислорода семена лука, моркови и салата прорастают вполне успешно.
Зачем заполняют аргоном стеклопакет? Для повышения звукоизоляции и снижения теплопроводности — у аргона выше модуль упругости и ниже теплопроводность, чем у воздуха. Правда, с учетом правила «аргон дырочку найдет», не ясно, как долго этот газ будет находиться внутри стеклопакета.
Как получают аргон? При разделении воздуха на кислород и азот в колоннах высокого давления. Летучесть аргона больше, чем у кислорода, и меньше, чем у азота, — его и забирают из верхней трети колонны. Отделяют аргон также из отхода производства аммиака — того азота, что не израсходовался на реакцию с водородом; он сам собой оказывается обогащенным аргоном.
Как аргон применяют в технике? Будучи самым распространенным инертным газом — все-таки третий по значимости компонент атмосферы Земли после азота и кислорода, — аргон очень востребован, прежде всего в качестве вещества, не способного к химическим реакциям. Заполнив установку или весь цех аргоном, можно не бояться, что нагретая металлическая деталь или заготовка окислится либо насытится азотом с последующим выделением нитридов. Склонны к окислению, например, молибден и вольфрам: многие могли наблюдать мгновенное превращение спирали лампы накаливания в синеватый порошок при попадании в нее воздуха. В среде аргона обрабатывают титан, тантал, ниобий, бериллий, гафний, цирконий, а также уран, торий и плутоний. Продувая аргон через сталь в конвертере, из нее удаляют газовые включения. Революцию в технике совершил метод аргонно-дуговой сварки: поток аргона, подаваемый в то место, где горит электрическая дуга, вытесняет воздух и не дает металлу окисляться — оксиды снижают прочность шва, а то и вовсе делают сварку материалов невозможной. Таким методом сваривают легированные стали и цветные металлы, режут их толстые листы. Еще одно серьезное направление — распыление всевозможных материалов для получения чистого от оксидов порошка.
Что такое аргоновые кластеры? Пучки ионизированных кластеров — новый метод обработки поверхности до атомной гладкости. Его суть — бомбардировка не отдельными ионами (это называется «ионное травление»), а гораздо более тяжелыми частицами, состоящими из десятков, а то и тысяч атомов. Пучки аргоновых кластеров получили широкое распространение из-за инертности газа и его относительной дешевизны. Кластеры формируют, подавая газ под высоким давлением через узкое сопло. Проходя сквозь него, газовый поток резко расширяется и охлаждается; атомы аргона слипаются в твердое вещество, где их удерживают силы Ван-дер-Ваальса. Когда поверхность бомбардируют кластерами с высокой энергией, образуются кратеры размером в нанометры; такой будет и гладкость всей поверхности. Повторяя сканирование пучком менее энергичных кластеров, гладкость увеличивают. Таким методом обрабатывают полупроводники, тонкие пленки, поверхность дисков для компьютеров и многое другое. Кластерными пучками можно и создавать наноузоры на поверхностях. Они же позволяют, не нагревая образец, проводить послойное изучение его состава, постепенно забираясь все глубже и глубже; этот метод применяют для анализа строения органических веществ.
Как аргон работает в нанотехнологиях? Аргоновая плазма либо добавка аргона к плазме другого газа — важнейший метод получения всяческих наноструктур: сферических наночастиц, нанолезвий, наноигл. Суть плазменного метода состоит в том, что разделенное на ионы и электроны вещество обладает способностью активировать химические реакции и даже делает возможными те, что в нормальных условиях запрещены термодинамически. Аргон — прекрасный активатор: сам в реакцию не вмешивается, а продукты реакции либо конденсируются в равноосные частицы, либо оседают на поверхности, давая неравноосные структуры. Он же может служить разбавителем плазмы другого, реакционного газа — таким способом меняют параметры процесса. Наконец, высокотемпературную плазму аргона применяют для распыления металлической мишени и получения из нее нанопорошков с частицами заданного размера. Другие инертные газы — неон, ксенон — дают свои размеры. Применяют аргон и как охладитель: он выдувает порошок из зоны плазмы, что опять же позволяет регулировать размер частиц, поскольку тот зависит от времени нахождения материала в зоне плазмы.
Кому нужна пена с аргоном? С помощью аргона можно делать пористые шаблоны из желатина для последующего их заселения клетками при выращивании искусственных органов. Преимущество аргона здесь очевидно — его химическая инертность.
Что такое аргоновый лазер? В этом лазере, изобретенном в 1964 году, генератором света служит трубка, заполненная аргоном. Электроды создают в ней плазму с большой плотностью ионов аргона, а катушка, обмотанная вокруг трубки, формирует магнитное поле, еще больше увеличивающее плотность плазмы. Этот лазер дешевле твердотельных аналогов, дает мощное — 20–30 ватт — излучение в сине-зеленой части спектра, причем его цвет можно переключать между 14-ю спектральными линиями. Такие лазеры применяют для накачки других лазеров, для световых шоу, а также для стимулирования флуоресценции при химическом анализе сложных органических веществ. С его помощью, например, находят следы РНК в количестве пикограмм, то есть столько, сколько есть в одной клетке (Electrophoresis, 2015, DOI:10. 1002/elps.201500117). Применяют аргоновый лазер и при лечении слепоты, вызванной диабетом, — она появляется из-за чрезмерного развития кровеносных сосудов в глазу, а лазером их можно безболезненно проредить.
Как аргоном проводят стерилизацию? Для уничтожения бактерий используют холодную аргоновую плазму. В такой плазме есть горячие электроны, а температура ионов равна комнатной, то есть она не может обжечь, но сохраняет способность активировать реакции. Реакции же эти зависят и от способа получения плазмы (от температуры ее электронов), и от добавок других газов. Например, облучение клеток млекопитающих в физиологическом растворе чистым или влажным аргоном давало прежде всего гидроксил-радикал, который угнетал развитие клеток. А вот плазма из аргона с добавками 1% кислорода или 1% воздуха давала, скорее всего, атомарный кислород. Реагируя с хлорид-ионом, он порождал радикалы Cl2– или ClO–, убийственно действующие на клетки, причем никакие ферменты-антиоксиданты вроде супероксиддисмутазы с ними справиться не могли. Время жизни таких радикалов оказалось на уровне получаса (Biointerphases, 2015, 10, 2: 029518; DOI:10.1116/1.4919710). Итог понятен: аргоновой плазмой можно проводить «холодную» дезинфекцию. Так, кишечную палочку на образце удается извести за 10 минут (Applied Biochemistry & Biotechnology, 2013, 171, 7; DOI:10.1007/s12010-013-0430-9), а с добавкой 0,5% кислорода — уже за 30 секунд (International Journal of Radiation Biology, 2009, 85, 4; DOI:10.1080/09553000902781105). Вообще, холодная плазма из различных газов очищает поверхность мяса, птицы, овощей, фруктов от таких микробов, как кишечная палочка, листерия, сальмонелла, золотистый стафилококк, за считаные секунды. И никакой антимикробной «химии», пугающей потребителя. Однако технология эта новая, оборудование не стандартизировано, каждый генератор дает свою плазму, и результаты опытов сравнивать трудно. Также неизвестно, как такая обработка повлияет на качество пищи при ее массовой обработке (Annual Review of Food Science & Technology. 2012, 3, 125-42; DOI:10.1146/annurev-food-022811-101132).
Как аргон применяют в медицине? Разными способами. Например, плазма может пригодиться для той же дезинфекции ран, хотя в случае с трофическими язвами результаты вышли неоднозначными: вроде бы число бактерий уменьшалось не так быстро, как при применении лекарства, однако язвы заживали с той же скоростью. Возможно, дело в том, что плазмой можно обрабатывать язвы меньшего размера и они заживают быстрее (Journal of Wound Care, 201, 24, 5; DOI:10.12968/jowc.2015.24.5.196). Плазменное лечение не вызывает таких побочных действий, как лекарственные средства, поэтому авторы рекомендуют продолжить исследования с разными источниками плазмы, тем более что устойчивости к ней не может развиться по определению, чего о лекарствах не скажешь.
С помощью специально придуманной плазменной щетки удается уничтожать и бактерии, вызывающие кариес. Но здесь есть нюансы. Так, основными вредителями зубов считаются Streptococcus mutans и Lactobacillus acidophilus, которые образуют на эмали бактериальные маты и выделяют много кислоты. У стрептококка клетки маленькие, и они разрушаются всего за 13 секунд. А у лактобактерии — большие, образующие толстые слои, и, чтобы избавиться от них, нужны уже минуты (Journal of Dentistry, 2011, 39, 1; DOI:10.1016/j.jdent.2010.10.002). Вряд ли такая щетка появится в быту, а вот стоматологу для дезинфекции свежеобработанного дупла пригодится. К тому же плазма изменяет поверхность вещества зуба, что увеличивает прочность ее соединения с пломбой на 60%. Тут главное — не перестараться: эффект дает обработка в течение 30 секунд, а несколько минут, наоборот, ухудшают сцепление (European Journal of Oral Science. 2010, 118, 5; DOI:10.1111/j.1600-0722.2010.00761). Аргоновой плазмой можно быстро остановить кровь при внутреннем кровотечении. Вдыхание аргона защищает нейроны, пострадавшие от ишемического удара или вследствие травмы (PLoS One, 2014, 9, 12:e115984, DOI:10.1371/journal.pone.0115984).
Как работает аргоновая криохирургия? Криохирургия — это уничтожение больных тканей в результате их быстрого замораживания. Ее применяют по самым разным показаниям, от сведения бородавок и сглаживания шрамов до удаления опухолей. Если бородавки замораживают снаружи ваткой, смоченной в жидком азоте, то шрамы и опухоли — изнутри, вводя в них полую иглу — криозонд, через которую прокачивают холодное вещество. Используют еще и криоаппликаторы — их на замораживаемый объект накладывают. Установка с жидким азотом — гораздо проще и дешевле, но в ней применяют толстые, диаметром 6 мм, зонды. Аргоновая же устроена гораздо сложнее, требует высокой квалификации персонала, в частности специальных знаний по работе с высоким давлением, но позволяет очень точно замораживать ткань: диаметр иглы может быть величиной с миллиметр, такая игла легко проходит сквозь кожу. Заморозку проводят газообразным аргоном. Газ хранят под давлением 400 атмосфер, а, проходя через узкое сопло и затем резко расширяясь, он вследствие эффекта Джоуля—Томсона охлаждает до –140°С. Если термодатчики, воткнутые рядом с местом заморозки, показывают, что температура слишком упала и могут пострадать здоровые ткани, в зонд подают гелий, который отогревает замерзшую ткань. Так можно проводить циклы контролируемого замораживания-размораживания, что увеличивает эффективность процедуры, да и примерзший криозонд проще извлекать.
Как аргоновый резак используют хирурги? С помощью аргонового плазменного резака можно проводить удивительные по виртуозности операции — подрезать стенты, вставленные в кишечник, или тонкие протоки пищеварительной системы, например те, что доставляют желчь и секрет поджелудочной железы. В силу разных причин (опухоль, камни и подобное) проток может перекрыться. Для лечения туда вставляют трубочку — стент, например, из интерметаллида NiTi — нитинола. Изначально ее диаметр невелик, а попав на место и нагревшись, изделие, в силу эффекта памяти формы нитинола, увеличивается в размере и расширяет просвет сосуда. Однако может получиться так, что размер стента выбран неверно либо со временем из-за изменений в организме становится неподходящим. Кроме того, стент может зарасти или сдвинуться с места и так перекрыть канал, что к нему не подберешься с тем эндоскопом, которым этот стент размещали. Тогда вводят плазменный резак мощностью в несколько десятков ватт и подрезают стент. Во многих случаях эта операция проходит вполне успешно, никаких повреждений сосудов и кровотечения не вызывает (а если и вызовет, той же плазмой можно остановить кровь), но для самочувствия пациента она гораздо лучше, нежели изъятие старого стента и установка нового (Endoscopy, 2005, 37, 5,434–438). Это важно, поскольку возраст пациента может быть преклонным.
Элемент Аргон — Атом Аргона
хлор аргон
Ne Ar Kr
Полный стол
Общий
Имя, символ, номер
аргон, Ar, 18
Химическая серия
благородные газы
Группа, период, блок
18 (VIIIA), д. 3, стр.
Плотность, твердость
1,784 кг/м 3 (273 К) , Н/Д
Внешний вид
Бесцветный
Атомные свойства
Атомный вес
39,948 а.е.м.
Атомный радиус (расч.)
нет данных (19:00)
Ковалентный радиус
97 вечера
Радиус Ван-дер-Ваальса
188 вечера
Электронная конфигурация
[Ne]3s 2 3p 6
e — на уровень энергии
2, 8, 8
Степени окисления (оксид)
0 (неизвестно)
Кристаллическая структура
кубический гранецентрированный
Физические свойства
Состояние вещества
газ (немагнитный)
Температура плавления
83,8 К (308,7 F)
Точка кипения
87,3 К («302,4 F»)
Молярный объем
22,56 10 -6 м 3 /моль
Теплота парообразования
6,447 кДж/моль
Теплота плавления
1,188 кДж/моль
Давление паров
нет данных
Скорость звука
319 м/с при 293,15 К
Разное
Электроотрицательность
нет данных (шкала Полинга)
Удельная теплоемкость
520 Дж/(кг*К)
Электропроводность
нет данных
Теплопроводность
0,01772 Вт/(м*К)
1 st потенциал ионизации
1520,6 кДж/моль
2 nd потенциал ионизации
2665,8 кДж/моль
3 rd потенциал ионизации
3931 кДж/моль
4 -й потенциал ионизации
5771 кДж/моль
5 -й потенциал ионизации
7238 кДж/моль
6 -й потенциал ионизации
8781 кДж/моль
7 -й потенциал ионизации
11995 кДж/моль
8 -й потенциал ионизации
13842 кДж/моль
СИ единицы и STP используются, если не указано иное.
Аргон — химический элемент в периодической таблице, который имеет символ Ar и атомный номер 18. Третий благородный газ в периоде 8, аргон составляет около 1% атмосферы Земли.
Примечательные характеристики
Аргон растворим в воде в 2,5 раза лучше, чем азот, что примерно равно растворимость в виде кислорода. Этот химически инертный элемент не имеет цвета и запаха. как в жидком, так и в газообразном виде. Нет известных истинных химические соединения, содержащие аргон. Создание аргона гидрофторида (HArF) сообщили исследователи из Университета Хельсинки в 2000 году. Сообщалось о крайне нестабильном соединении с фтором, но это еще не доказано. Несмотря на то что химические соединения аргона в настоящее время не подтверждены, аргон может образовывать клатраты с водой, когда ее атомы захвачены в решетке молекул воды.
Применение
Используется в освещении, так как не реагирует на нить накаливания в лампочке даже при высоких температурах и другие случаи, когда двухатомный азот является непригодным (полу)инертным газ. Другое использование;
Используется в качестве защиты от инертного газа во многих видах сварки, включая миг и тиг (где « I » означает инертный).
в качестве нереакционноспособного покрытия при производстве титана и другие реактивные элементы.
в качестве защитной атмосферы для выращивания кремния и германия кристаллы.
Аргон-39 использовался для ряда применений, прежде всего ледяной керн. Он также использовался для земли водные знакомства.
Аргон также используется в техническом подводном плавании с аквалангом для надувания сухой костюм из-за его нереактивного теплоизолирующего эффекта.
История
Подозревался Аргон (греч. argos , что означает «ленивый») присутствовать в воздухе Генри Кавендиша в 1785 году, но был не обнаружен до 1894 года лордом Рэлеем и сэром Уильямом. Рамзи.
Возникновение
Этот газ выделяют с помощью жидкостного фракционирования воздуха, поскольку в атмосфере всего 0,94% объема аргона (1,29% масса). Марсианская атмосфера, напротив, содержит 1,6% Ar-40 и 5 мд Ar-36.
Изотопы
Основными изотопами аргона, встречающимися на Земле, являются Ar-40, Ar-36, и Ар-38. Встречающийся в природе К-40 с периодом полураспада 1,250 x 10 9 лет, распадается до стабильного Ar-40 (11,2%) захватом электронов и испусканием позитронов, а также распадом до стабильного Ca-40 (88,8%) по негатронному излучению. Эти свойства и коэффициенты используются для определения возраста горных пород.
В атмосфере Земли Ar-39 производится космическими лучами активность, в первую очередь с Ар-40. В подземной среде, он также производится путем захвата нейтронов К-39 или альфа эмиссия кальцием. Аргон-37 создается из распада кальция-40 в результате подземных ядерных взрывов. Период полувыведения составляет 35 дней.
Ссылка
Лос-Аламосская национальная лаборатория Аргон ( http://periodic.lanl.gov/elements/18.html )
Общая информация и повседневные товары
Забавно, что ученым понадобилось 1894 год, чтобы открыть самый распространенный благородный газ на Земле. Правильно, аргон (Ar) составляет немногим более одного процента нашей атмосферы. Лорд Рэлей и сэр Уильям Рамзи открыли и выделили аргон, но мы шутим о том, сколько времени это заняло. Они никогда не смогли бы сделать это раньше, потому что технологии не были доступны. Мы говорим, что сегодняшние ученые находятся на переднем крае и открывают элементы, которые будут иметь атомные номера более 120. Столетие назад методы, используемые для открытия аргона, были на переднем крае. Потому что это инертный , вы найдете аргон в лампочках, сварке и электронных лампах (хотя вы, вероятно, не знаете, что это такое).
Когда-то изолированный аргон не был чем-то особенным. Он не имеет запаха и цвета. Он оказался последним элементом в третьем периоде на восемнадцатой позиции. Как обычно, последним элементом в ряду является благородный газ. Аргон находится в том же семействе , что и гелий (He) и неон (Ne). Долгое время ученые считали, что аргон не соединяется ни с какими другими элементами. Они были не правы. Видеть? Даже ученые не всегда получают правильный ответ!
Сварка Если вы видите, что кто-то занимается сваркой, знайте, что иногда они используют аргон. Аргон нереактивен, так что это хороший элемент, когда вы используете очень высокие температуры. Это делает вещи более безопасными.
Выращивание кристаллов Аргон используется для выращивания кристаллов кремния. Когда ученые выращивают кристаллы кремния, это нужно делать в чистой среде. Не может быть никаких других элементов, которые могли бы сочетаться с кремнием. Аргон используется потому, что он не вступает в реакцию с кремнием.
Лампочки Когда вы смотрите в лампочку, кажется, что там ничего нет. Но есть! Аргон — это газ, который ученые добавляют в лампочки, чтобы они работали лучше.
Вакуумные лампы Когда вы смотрите на радио, они очень маленькие. Много лет назад радиоприемники были намного больше и имели внутри большие стеклянные трубки.

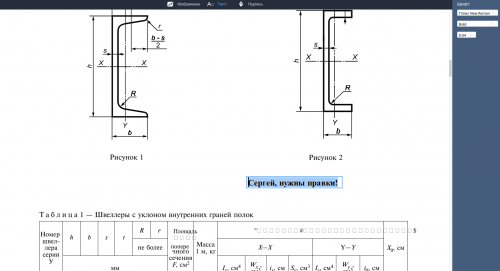 Масса 1 м швеллера вычислена по номинальным размерам при плотности материала 7850 кг/м3 и является справочной величиной.
Масса 1 м швеллера вычислена по номинальным размерам при плотности материала 7850 кг/м3 и является справочной величиной.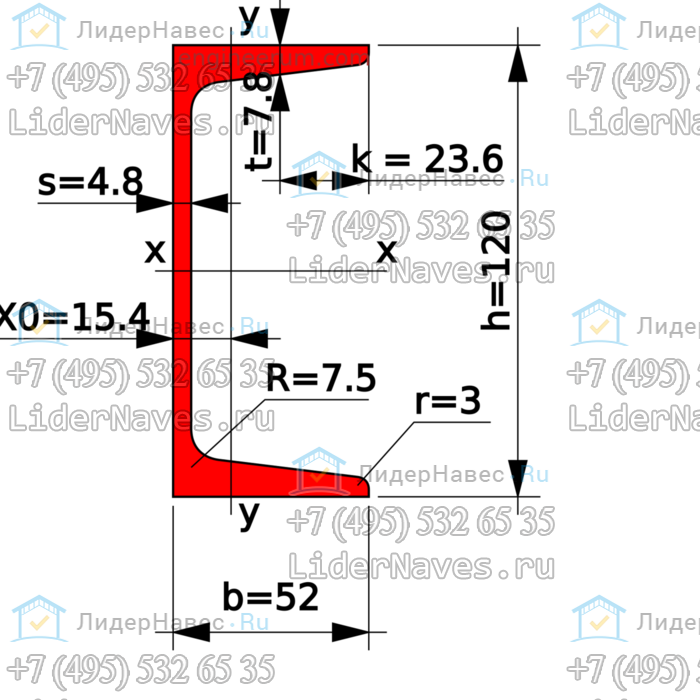 Масса 1 м швеллера вычислена по номинальным размерам при плотности материала 7850 кг/м3 и является справочной величиной.
Масса 1 м швеллера вычислена по номинальным размерам при плотности материала 7850 кг/м3 и является справочной величиной.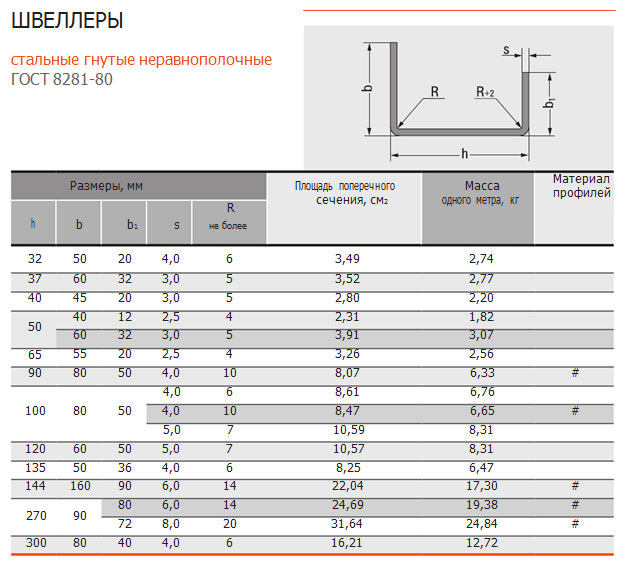 Масса 1 м швеллера вычислена по номинальным размерам при плотности материала 7850 кг/м3 и является справочной величиной.
Масса 1 м швеллера вычислена по номинальным размерам при плотности материала 7850 кг/м3 и является справочной величиной.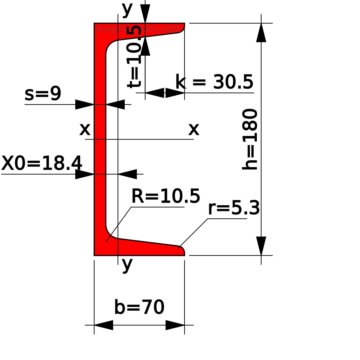 Масса 1 м швеллера вычислена по номинальным размерам при плотности мате-риала 7850 кг/м3 и является справочной величиной.
Масса 1 м швеллера вычислена по номинальным размерам при плотности мате-риала 7850 кг/м3 и является справочной величиной. Масса 1 м швеллера вычислена по номинальным размерам при плотности материала 7850 кг/м3 и является справочной величиной. * — Геометрические размеры швеллера 30С по ГОСТ 8240–97 отличаются от размеров швеллера 30С по ГОСТ 19425–74 .
Масса 1 м швеллера вычислена по номинальным размерам при плотности материала 7850 кг/м3 и является справочной величиной. * — Геометрические размеры швеллера 30С по ГОСТ 8240–97 отличаются от размеров швеллера 30С по ГОСТ 19425–74 .



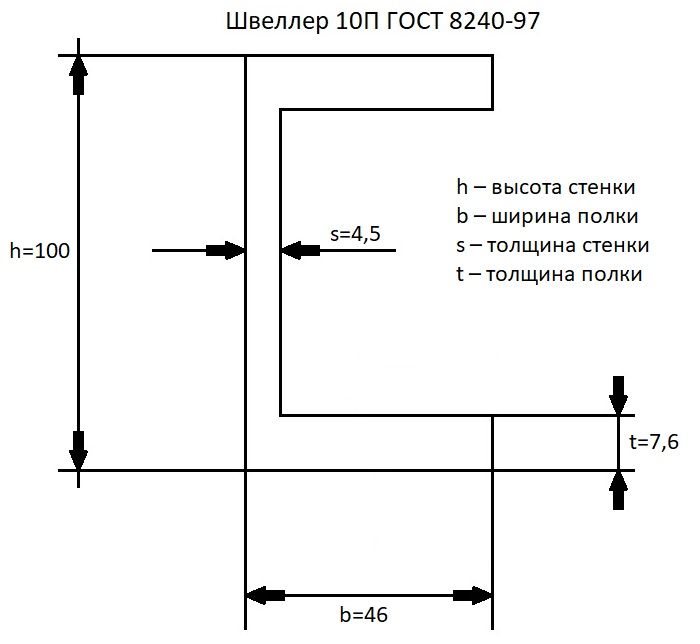
 Стальная балка преобразуется в толстостенный швеллер после горячей прокатки на сортовом стане, продукция с тонкими полками, изготовленная из сплавов и цветных металлов, проходит формовку на профилегибочном стане методом прессования.
Стальная балка преобразуется в толстостенный швеллер после горячей прокатки на сортовом стане, продукция с тонкими полками, изготовленная из сплавов и цветных металлов, проходит формовку на профилегибочном стане методом прессования.
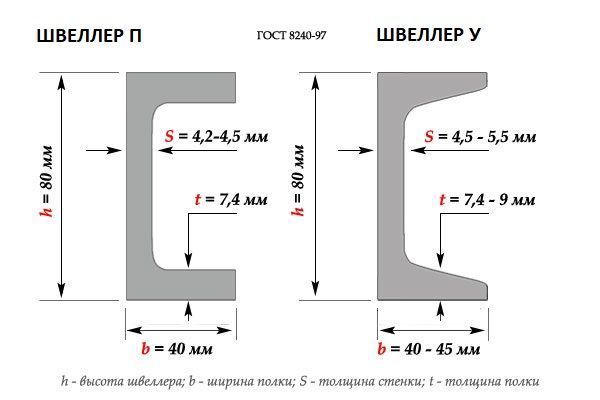
 Продукция поставляется партиями по 60 т, связками, пачками или поштучно. Изделия оснащаются Сертификатом качества и бирками с информацией о размерных параметрах изделия, номере партии, количестве единиц в пачке и ее весе. Доставка продукции осуществляется автотранспортом, вагонами и в длинномерных контейнерах.
Продукция поставляется партиями по 60 т, связками, пачками или поштучно. Изделия оснащаются Сертификатом качества и бирками с информацией о размерных параметрах изделия, номере партии, количестве единиц в пачке и ее весе. Доставка продукции осуществляется автотранспортом, вагонами и в длинномерных контейнерах. 6-90
6-90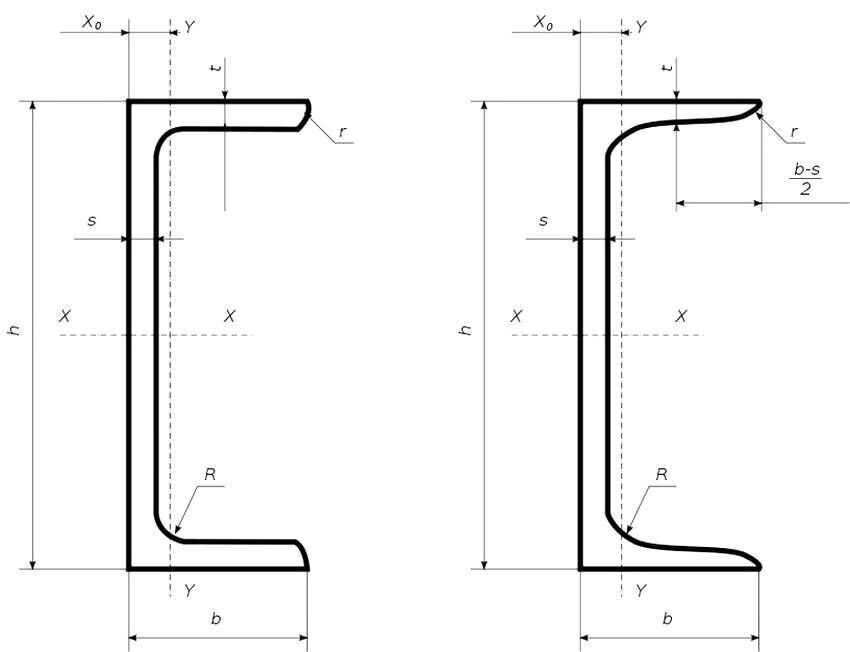 N 149 дата введения установлена 1001. .75
N 149 дата введения установлена 1001. .75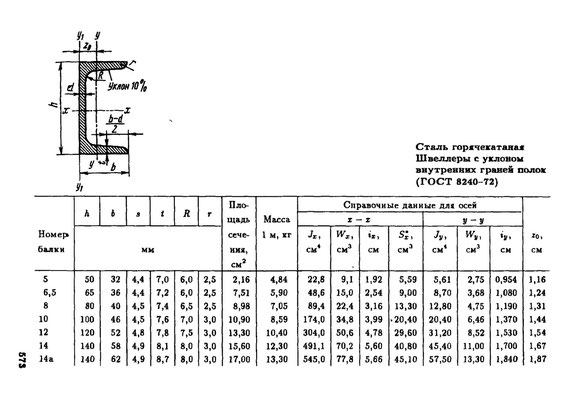
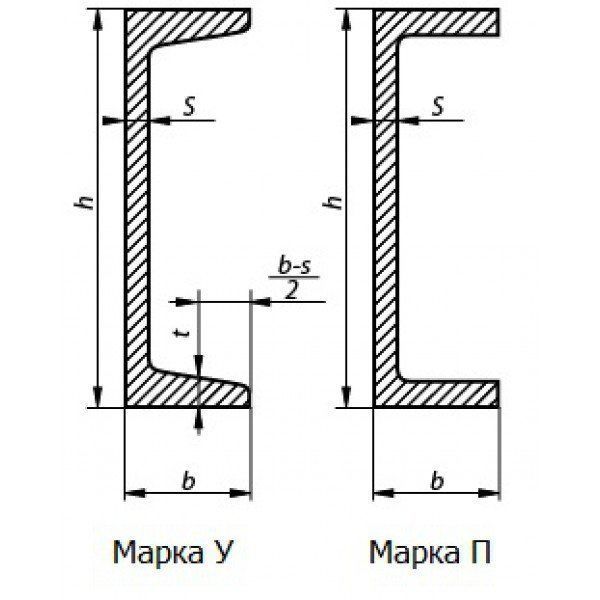 04
04 Площадь поперечного сечения и вес 1 м рассчитываются с учетом номинальных размеров. При расчете массы 1 м профиля плотность стали равна 7,85 г/см.
Площадь поперечного сечения и вес 1 м рассчитываются с учетом номинальных размеров. При расчете массы 1 м профиля плотность стали равна 7,85 г/см.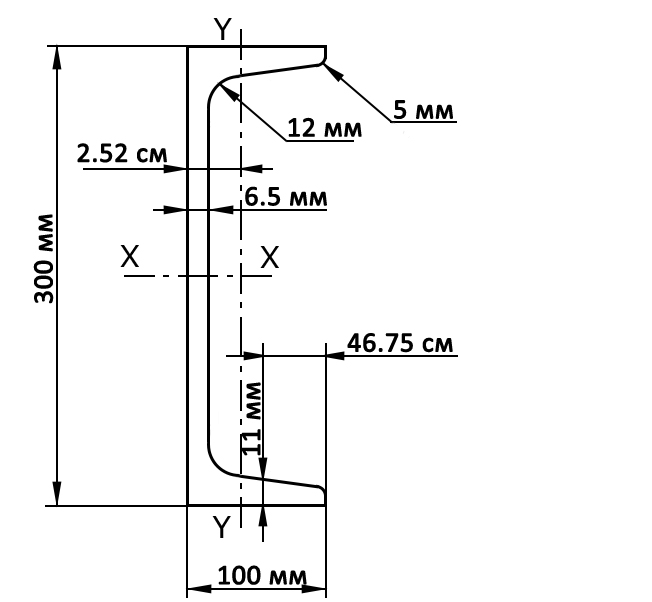 0
0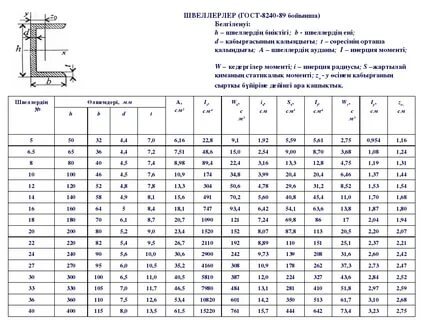
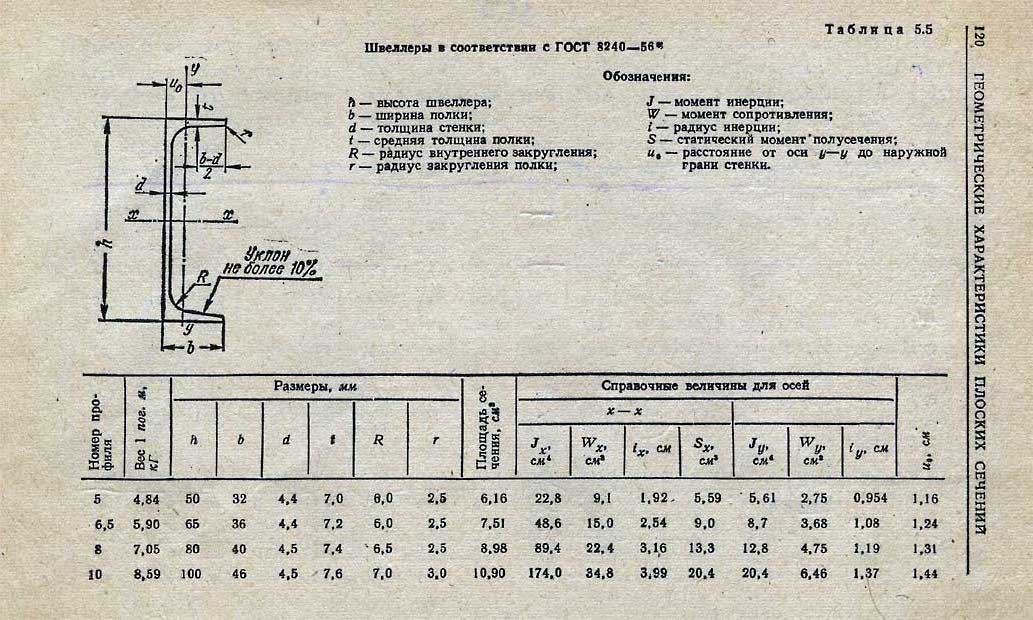 Предельные отклонения по длине профилей размерных и кратных длин не должны превышать:
Предельные отклонения по длине профилей размерных и кратных длин не должны превышать: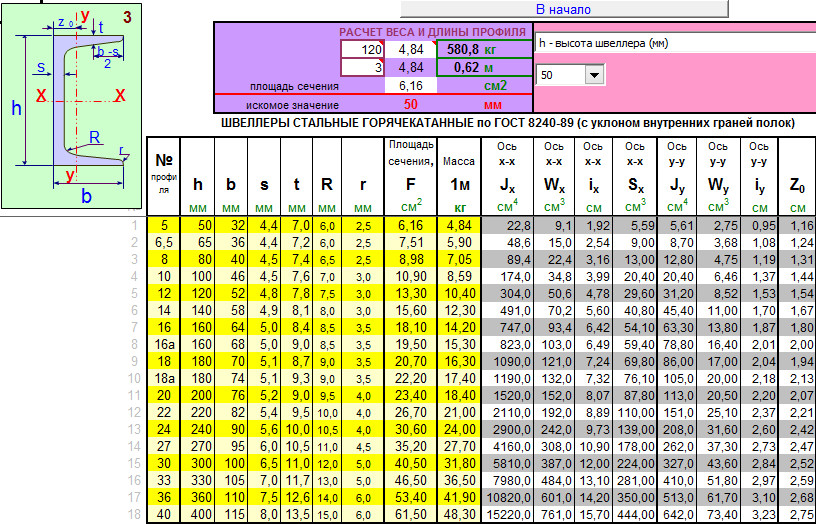


 При этом отделение шлака не требует значительного механического воздействия.
При этом отделение шлака не требует значительного механического воздействия.
 Также следует учитывать, что от толщины стали и диаметра электрода, а также от пространственного положения сварки зависит настройка силы сварочного тока. Так что если планируете варить толстый металл, берите инвертор с высокими значениями максимального тока.
Также следует учитывать, что от толщины стали и диаметра электрода, а также от пространственного положения сварки зависит настройка силы сварочного тока. Так что если планируете варить толстый металл, берите инвертор с высокими значениями максимального тока.
 Для каждой конкретной марки значения тока могут слегка отличаться. Обычно рекомендуемые значения силы сварочного тока нанесены на пачку с материалами. Как правило, в процессе работы мастер проводит более тонкую настройку исходя из субъективных ощущений.
Для каждой конкретной марки значения тока могут слегка отличаться. Обычно рекомендуемые значения силы сварочного тока нанесены на пачку с материалами. Как правило, в процессе работы мастер проводит более тонкую настройку исходя из субъективных ощущений.
 В остальном эти расходники являются взаимозаменяемыми. Такими электродами удобнее всего работать начинающим сварщикам.
В остальном эти расходники являются взаимозаменяемыми. Такими электродами удобнее всего работать начинающим сварщикам.
 Здесь выбор должен основываться на характеристиках и химическом составе свариваемого металла.
Здесь выбор должен основываться на характеристиках и химическом составе свариваемого металла.

 Мы ни в коем случае не хотим обидеть сварщиков, но такие случаи встречались на практике. Не зря же существует специальная аттестация сварщиков в НАКС, прохождение которой открывает доступ к выполнению определенных видов работ.
Мы ни в коем случае не хотим обидеть сварщиков, но такие случаи встречались на практике. Не зря же существует специальная аттестация сварщиков в НАКС, прохождение которой открывает доступ к выполнению определенных видов работ.

 Привели популярные марки сварочных материалов и дали несколько советов начинающим сварщикам.
Привели популярные марки сварочных материалов и дали несколько советов начинающим сварщикам.
 com/embed/v4L8XYbfD9s?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
com/embed/v4L8XYbfD9s?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> 
 Особенно жесткие требования к сварным швам, которые должны обладать повышенной ударной вязкостью и пластичностью.
Особенно жесткие требования к сварным швам, которые должны обладать повышенной ударной вязкостью и пластичностью.
 Производится ими и корневая сварка толстых заготовок. Обмазка – рутило-целлюлозная. Ток – переменный или постоянный. Полярность – любая.
Производится ими и корневая сварка толстых заготовок. Обмазка – рутило-целлюлозная. Ток – переменный или постоянный. Полярность – любая.

 Эксплуатируются на постоянном токе. Прокаливание при температуре не более 110…120 ⁰С.
Эксплуатируются на постоянном токе. Прокаливание при температуре не более 110…120 ⁰С. В ней присутствует не более 0,72…0,78 % углерода. Металл:
В ней присутствует не более 0,72…0,78 % углерода. Металл:


 В технических характеристиках на пачке, скорее всего, указано, для какой полярности предназначен электрод. При обратном подключении к положительному выходу подключают электрод, к отрицательному зажим, который цепляют на деталь. При прямой полярности на деталь сажают плюс, на электрод подают минус. Как это выглядит на сварочном инверторе, показано на фото.
В технических характеристиках на пачке, скорее всего, указано, для какой полярности предназначен электрод. При обратном подключении к положительному выходу подключают электрод, к отрицательному зажим, который цепляют на деталь. При прямой полярности на деталь сажают плюс, на электрод подают минус. Как это выглядит на сварочном инверторе, показано на фото.

 Требуемое количество ампер примерно на 20% меньше.
Требуемое количество ампер примерно на 20% меньше.


 На сварочном аппарате устанавливается постоянный ток обратной полярности. Шов выполняется в нижней горизонтальной плоскости или в вертикальном направлении при движении снизу вверх короткими валиками с периодической проковкой и охлаждением.
На сварочном аппарате устанавливается постоянный ток обратной полярности. Шов выполняется в нижней горизонтальной плоскости или в вертикальном направлении при движении снизу вверх короткими валиками с периодической проковкой и охлаждением.

 Его можно использовать для изделий, имеющих абсолютно разную ориентацию в пространстве — ограничений нет.
Его можно использовать для изделий, имеющих абсолютно разную ориентацию в пространстве — ограничений нет.  Подойдет для сварки в различных пространственных положениях.
Подойдет для сварки в различных пространственных положениях. Изделие очень легко разжигается, позволяет вести дугу в любом направлении. Одинаково хорошо ведет себя при работе с самыми разными видами стали.
Изделие очень легко разжигается, позволяет вести дугу в любом направлении. Одинаково хорошо ведет себя при работе с самыми разными видами стали. Прокалка происходит при совсем низких температурах — в районе 90 градусов.
Прокалка происходит при совсем низких температурах — в районе 90 градусов. Почувствовать разницу нужно самому. Нельзя опираться на советы некоторых профессионалов, которые считают, что различий нет. Они есть, иначе бы не существовало столько марок электродов и характеристик к ним.
Почувствовать разницу нужно самому. Нельзя опираться на советы некоторых профессионалов, которые считают, что различий нет. Они есть, иначе бы не существовало столько марок электродов и характеристик к ним.
 Если требуется более мягкая и широкая дуга, вы снижаете частоту переменного тока. Если вам нужна более мощная и жесткая дуга, вы можете увеличить частоту. 9Рис. 1 В режиме переменного тока ток чередуется между работой и вольфрамом.
Если требуется более мягкая и широкая дуга, вы снижаете частоту переменного тока. Если вам нужна более мощная и жесткая дуга, вы можете увеличить частоту. 9Рис. 1 В режиме переменного тока ток чередуется между работой и вольфрамом. Поскольку электричество идет по пути наименьшего сопротивления, дуга будет блуждать. Также существует больший риск включения вольфрама в основной материал.
Поскольку электричество идет по пути наименьшего сопротивления, дуга будет блуждать. Также существует больший риск включения вольфрама в основной материал. Инвертор делает это с улучшенным контролем баланса и регулируемой выходной частотой переменного тока. Чем меньше тепла концентрируется на вольфраме, тем меньше образование шариков, и на электроде может сохраняться острие. Поскольку заостренный электрод обеспечивает узкую сфокусированную дугу, вы можете улучшить управление дугой и более точно направить тепло на место соединения. Это помогает контролировать ширину валика, что напрямую влияет на искажения.
Инвертор делает это с улучшенным контролем баланса и регулируемой выходной частотой переменного тока. Чем меньше тепла концентрируется на вольфраме, тем меньше образование шариков, и на электроде может сохраняться острие. Поскольку заостренный электрод обеспечивает узкую сфокусированную дугу, вы можете улучшить управление дугой и более точно направить тепло на место соединения. Это помогает контролировать ширину валика, что напрямую влияет на искажения.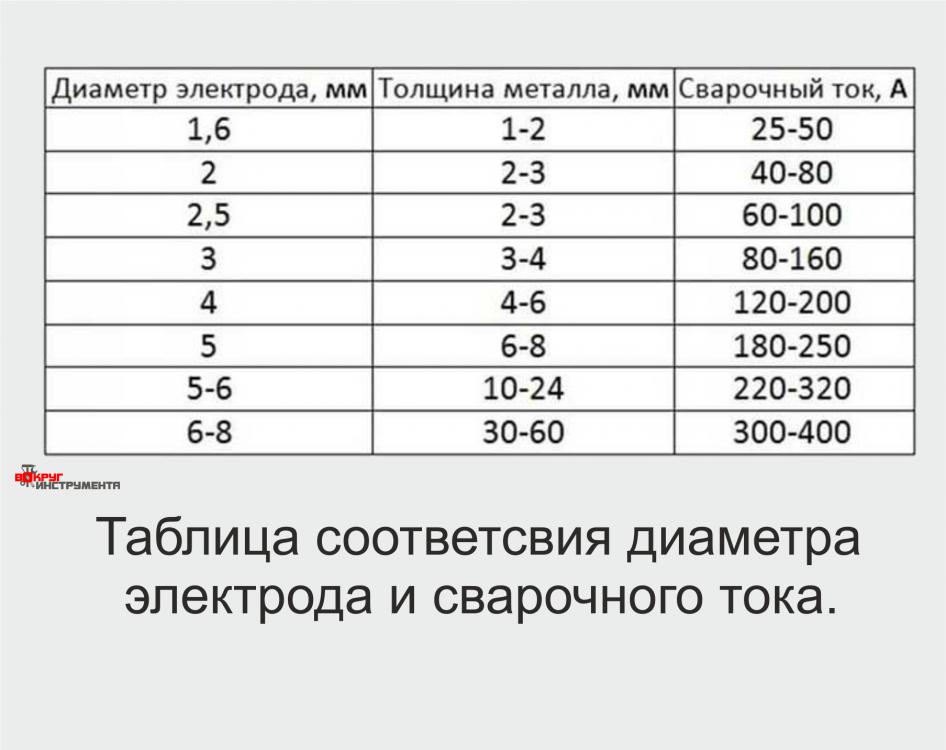 Тем не менее, чистый вольфрам все же будет иметь склонность к слипанию.
Тем не менее, чистый вольфрам все же будет иметь склонность к слипанию. 0026). В результате процесса деформации при изготовлении электродов оксиды удлиняются и появляются в структуре в виде линейных фаз. Производители электродов ввели проверки качества, которые проверяют ряд факторов: химический состав, размер зерна, плотность, диаметр, твердость, длину, прямолинейность и шероховатость.
0026). В результате процесса деформации при изготовлении электродов оксиды удлиняются и появляются в структуре в виде линейных фаз. Производители электродов ввели проверки качества, которые проверяют ряд факторов: химический состав, размер зерна, плотность, диаметр, твердость, длину, прямолинейность и шероховатость.
 д.
д.

 0 град.
0 град.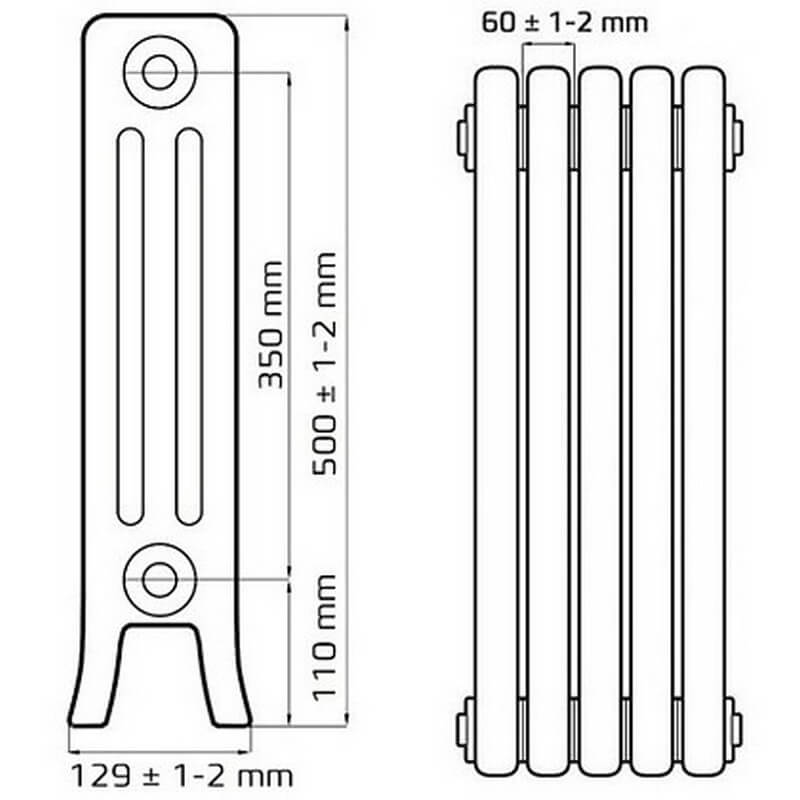 Ниже предоставляется формула подсчета необходимого числа секций радиатора отопления.
Ниже предоставляется формула подсчета необходимого числа секций радиатора отопления. Либо доверяем процесс специалистам, либо делаем все своими руками. Второй вариант сподручнее.
Либо доверяем процесс специалистам, либо делаем все своими руками. Второй вариант сподручнее.




 Покупатель в результате получает возможность выбрать отопительный прибор, более подходящий под его индивидуальные требования, чем другие.
Покупатель в результате получает возможность выбрать отопительный прибор, более подходящий под его индивидуальные требования, чем другие.

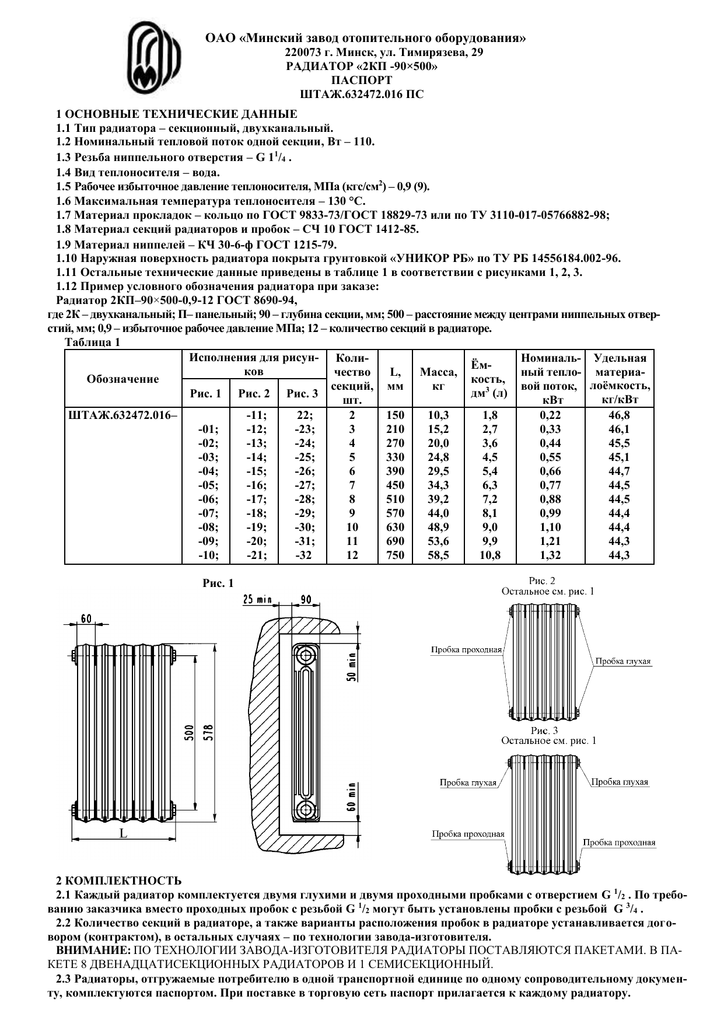 Помимо всего прочего, чугун прочен. Поэтому ему не вредят мусор и камни, попадающие внутрь из труб отопления. Покупателям нравится чугунный радиатор МС-140, технические характеристики которого будут представлены ниже, еще и по той причине, что он обладает хорошей тепловой инерцией.
Помимо всего прочего, чугун прочен. Поэтому ему не вредят мусор и камни, попадающие внутрь из труб отопления. Покупателям нравится чугунный радиатор МС-140, технические характеристики которого будут представлены ниже, еще и по той причине, что он обладает хорошей тепловой инерцией.
 чугун или сталь
чугун или сталь 75
75
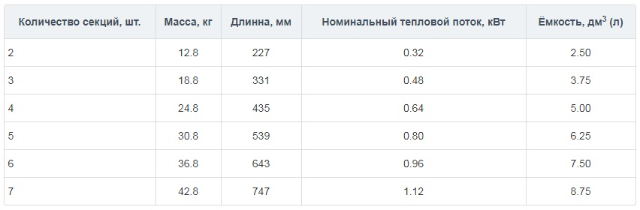
 Для этого проводятся гидравлические испытания давлением 1,5 МПа. Если обнаружена утечка из-за ослабления соединений ниппелей, их необходимо подтянуть и повторить проверку.
Для этого проводятся гидравлические испытания давлением 1,5 МПа. Если обнаружена утечка из-за ослабления соединений ниппелей, их необходимо подтянуть и повторить проверку.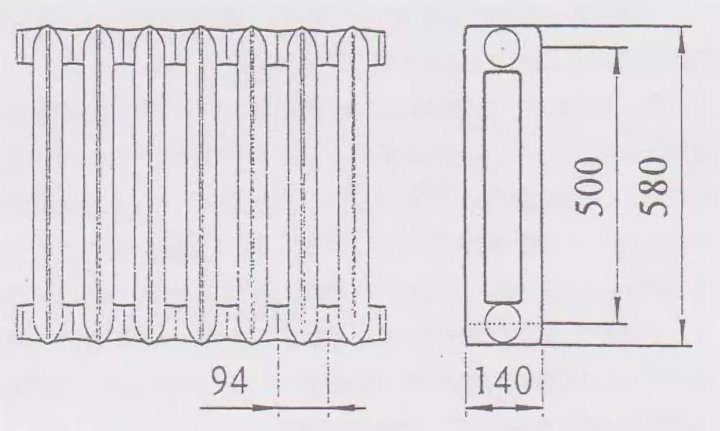
 13330.2012 или 73.13330.2012.
13330.2012 или 73.13330.2012. Оборудование предназначено для эксплуатации в условиях умеренного и холодного климата (УХЛ).
Оборудование предназначено для эксплуатации в условиях умеренного и холодного климата (УХЛ).
 Утверждение как минимум спорное. Известные на всем постсоветском пространстве чугунные радиаторы МС 140 500 технические характеристики, которые определяются специально разработанным ГОСТ 8960, по качеству вряд ли уступают турецким батареям, изготовленным из импортного американского сырья, тем более, что иностранные производители слабо представляют себе специфику работы российских ТЭЦ.
Утверждение как минимум спорное. Известные на всем постсоветском пространстве чугунные радиаторы МС 140 500 технические характеристики, которые определяются специально разработанным ГОСТ 8960, по качеству вряд ли уступают турецким батареям, изготовленным из импортного американского сырья, тем более, что иностранные производители слабо представляют себе специфику работы российских ТЭЦ.
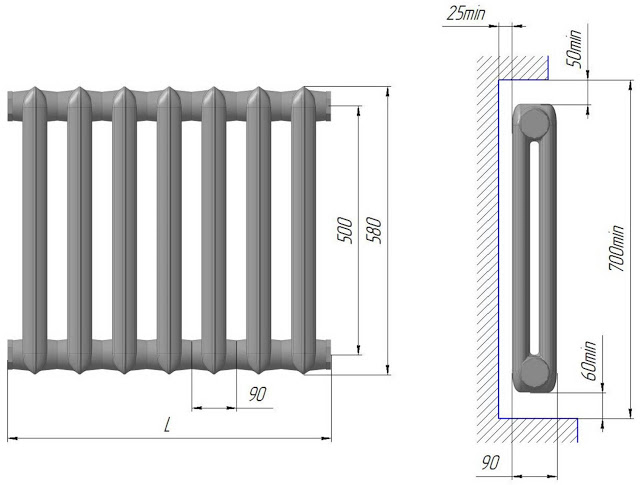 чугун или сталь
чугун или сталь 75
75 Зная, что тепловая мощность каждой секции составляет примерно 170 Вт, то на среднюю площадь 20 м2 потребуется 12 таких секций, это будет по весу 85,4 кг, а с водой 103,4 кг.
Зная, что тепловая мощность каждой секции составляет примерно 170 Вт, то на среднюю площадь 20 м2 потребуется 12 таких секций, это будет по весу 85,4 кг, а с водой 103,4 кг.
 После сборки радиатора проверяют прочность межсекционных соединений.
После сборки радиатора проверяют прочность межсекционных соединений.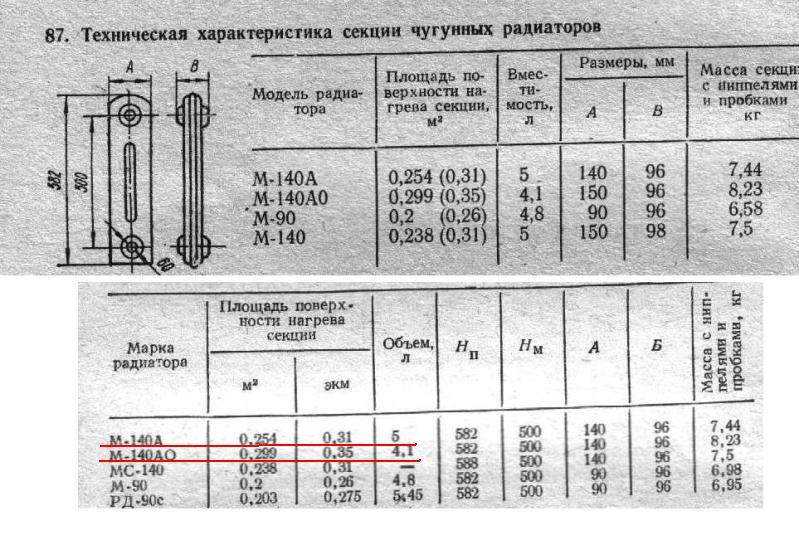


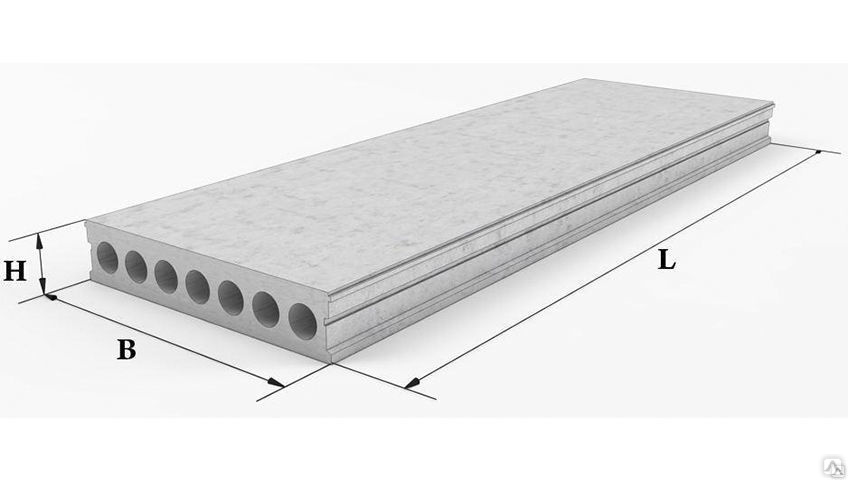 Имеющиеся отличия плит перекрытия ПК и ПБ обусловлены техническими условиями производства. Так, ПК — более старый вариант, преимущества которого ограничены самой технологией, а ПБ — вариант современный, более привлекательный по скорости производства, конечным характеристикам и функциональности.
Имеющиеся отличия плит перекрытия ПК и ПБ обусловлены техническими условиями производства. Так, ПК — более старый вариант, преимущества которого ограничены самой технологией, а ПБ — вариант современный, более привлекательный по скорости производства, конечным характеристикам и функциональности. Отличная материально-техническая база и высокая степень автоматизации позволяют нам быстро и качественно выполнять любые заявки наших клиентов.
Отличная материально-техническая база и высокая степень автоматизации позволяют нам быстро и качественно выполнять любые заявки наших клиентов.


 ПК формуются в металлических опалубках, поэтому качество поверхности существенно ниже.
ПК формуются в металлических опалубках, поэтому качество поверхности существенно ниже. Широкий выбор типоразмеров – резка выполняется после формования, поэтому плиты выпускаются длиной от 1,6 до 12,0 м с шагом 100 мм. Возможность резки торцевой части под любым углом. Отсутствие армирующей сетки в конструкции – позволяет проще и быстрее формировать каналы под инженерные коммуникации.
Широкий выбор типоразмеров – резка выполняется после формования, поэтому плиты выпускаются длиной от 1,6 до 12,0 м с шагом 100 мм. Возможность резки торцевой части под любым углом. Отсутствие армирующей сетки в конструкции – позволяет проще и быстрее формировать каналы под инженерные коммуникации. Нажмите на любой вопрос, чтобы увидеть ответ.
Нажмите на любой вопрос, чтобы увидеть ответ. Для получения дополнительной информации, пожалуйста, обратитесь к Правилам политики DMV штата Делавэр, касающимся черно-белых номерных знаков. Пластины из нержавеющей стали НЕ будут иметь алмазного сепаратора.
Для получения дополнительной информации, пожалуйста, обратитесь к Правилам политики DMV штата Делавэр, касающимся черно-белых номерных знаков. Пластины из нержавеющей стали НЕ будут иметь алмазного сепаратора.
 Мы никогда не производили и никогда не будем производить тарелки «ПК» из черно-белого фарфора. Мы также рекомендуем не отображать его, так как это опять-таки незаконно.
Мы никогда не производили и никогда не будем производить тарелки «ПК» из черно-белого фарфора. Мы также рекомендуем не отображать его, так как это опять-таки незаконно.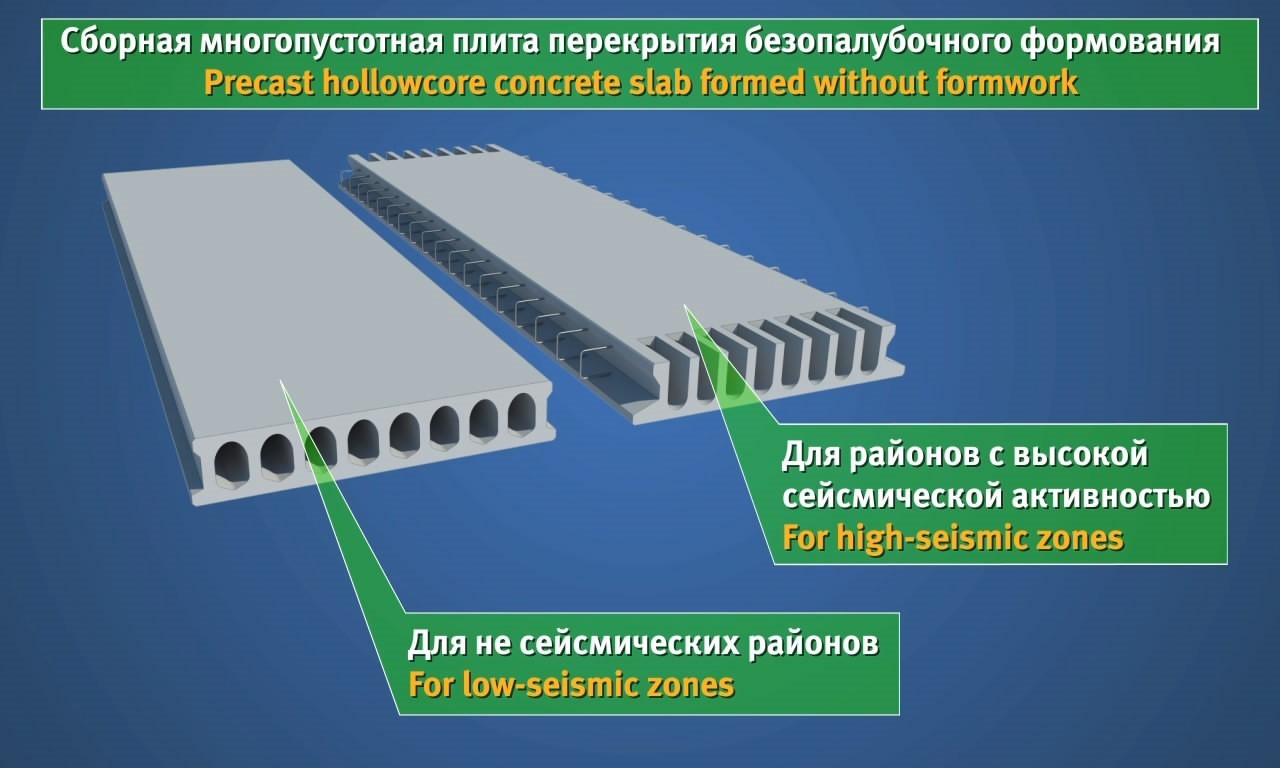

 Мы уполномочены штатом Делавэр производить точную копию таблички из нержавеющей стали 50-х годов, изготовленной из нержавеющей стали с номерами из нержавеющей стали. Наши таблички изготовлены из нержавеющей стали, номера из нержавеющей стали имеют отражающее покрытие.
Мы уполномочены штатом Делавэр производить точную копию таблички из нержавеющей стали 50-х годов, изготовленной из нержавеющей стали с номерами из нержавеющей стали. Наши таблички изготовлены из нержавеющей стали, номера из нержавеющей стали имеют отражающее покрытие. Скажите им, что вы только что приобрели новый черно-белый фарфоровый номерной знак или номерной знак из нержавеющей стали и что вам нужна новая наклейка с истечением срока действия. Они продадут вам один за 5 долларов. Вам не нужно проходить повторную проверку автомобиля, вы получите ту же наклейку с датой истечения месяца/года, что и на вашей сине-золотой табличке.
Скажите им, что вы только что приобрели новый черно-белый фарфоровый номерной знак или номерной знак из нержавеющей стали и что вам нужна новая наклейка с истечением срока действия. Они продадут вам один за 5 долларов. Вам не нужно проходить повторную проверку автомобиля, вы получите ту же наклейку с датой истечения месяца/года, что и на вашей сине-золотой табличке. В наших разделах «Ограничения» и «Правила политики DMV» содержится дополнительная информация о том, что мы можем и не можем воспроизводить.
В наших разделах «Ограничения» и «Правила политики DMV» содержится дополнительная информация о том, что мы можем и не можем воспроизводить. Мы не несем ответственности за повреждение вашей пластины, вызванное удалением люверсов. Нет никаких причин, по которым винты вашего номерного знака не должны проходить через резиновые втулки на наших номерных знаках. Лучший способ прикрепить пластину к автомобилю — сначала вкрутить винты в резиновые втулки, когда пластина снята с автомобиля. После этого поднесите пластину с уже вставленными винтами к автомобилю и прикрепите винты к автомобилю.
Мы не несем ответственности за повреждение вашей пластины, вызванное удалением люверсов. Нет никаких причин, по которым винты вашего номерного знака не должны проходить через резиновые втулки на наших номерных знаках. Лучший способ прикрепить пластину к автомобилю — сначала вкрутить винты в резиновые втулки, когда пластина снята с автомобиля. После этого поднесите пластину с уже вставленными винтами к автомобилю и прикрепите винты к автомобилю.


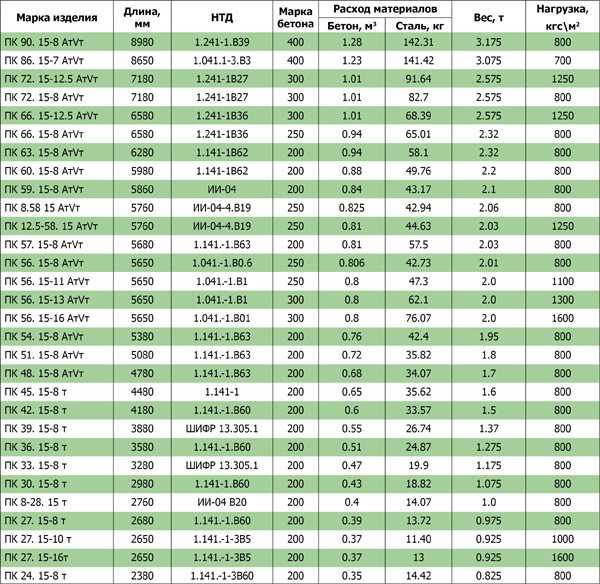

 При помощи вибрационного прессования достигается равномерное заполнение металлоформы бетонной смесью. После формирования плита подвергается термической обработке паром с соблюдением температурного режима. Шаг плиты перекрытия ПК кратен 300 мм. Данный метод изготовления позволяет получить изделия, которые практически не подвержены прогибанию и способны выдержать высокие механические нагрузки.
При помощи вибрационного прессования достигается равномерное заполнение металлоформы бетонной смесью. После формирования плита подвергается термической обработке паром с соблюдением температурного режима. Шаг плиты перекрытия ПК кратен 300 мм. Данный метод изготовления позволяет получить изделия, которые практически не подвержены прогибанию и способны выдержать высокие механические нагрузки. Технология безопалубочного формования позволяет снизить вес изделия на 5% и получить железобетонную плиту с гладкой поверхностью, без трещин, индивидуального типоразмера.
Технология безопалубочного формования позволяет снизить вес изделия на 5% и получить железобетонную плиту с гладкой поверхностью, без трещин, индивидуального типоразмера.
 Шаг изменения габаритов изделия составляет 10 см, а длина может быть от 2 до 12 м.
Шаг изменения габаритов изделия составляет 10 см, а длина может быть от 2 до 12 м.
 В подготовленную форму бетоноукладчиком заливается бетон и уплотняется, путем вибрационного прессования. Произведенная продукция вместе с опалубкой поступает в пропарочные камеры и проходит термическую обработку. За ночь плиты набирают 80% прочности и уже на следующий день готовы к транспортировке и монтажу.
В подготовленную форму бетоноукладчиком заливается бетон и уплотняется, путем вибрационного прессования. Произведенная продукция вместе с опалубкой поступает в пропарочные камеры и проходит термическую обработку. За ночь плиты набирают 80% прочности и уже на следующий день готовы к транспортировке и монтажу. Полученная продукция накрывается теплоизоляционным материалом. После просушки, изделие размечают и режут, получая многопустотные плиты ПБ необходимых размеров.
Полученная продукция накрывается теплоизоляционным материалом. После просушки, изделие размечают и режут, получая многопустотные плиты ПБ необходимых размеров. Если Вы заинтересовались пустотными плитами ПК, перейдите в каталог нашего сайта и узнайте цены и размеры на плиты перекрытия в Новосибирске. Желаем Вам строительных успехов!
Если Вы заинтересовались пустотными плитами ПК, перейдите в каталог нашего сайта и узнайте цены и размеры на плиты перекрытия в Новосибирске. Желаем Вам строительных успехов!
 В регионы может взиматься дополнительная плата за доставку ; дополнительную информацию см. в правилах доставки.
В регионы может взиматься дополнительная плата за доставку ; дополнительную информацию см. в правилах доставки. 3 мм мягкая сталь поставляется неокрашенной.
3 мм мягкая сталь поставляется неокрашенной.
 В то время как управление автомобилем становится более приятным, это означает, что жизненно важные компоненты, такие как радиатор, поддон, привод дифференциала и раздаточная коробка, становятся более уязвимыми.
В то время как управление автомобилем становится более приятным, это означает, что жизненно важные компоненты, такие как радиатор, поддон, привод дифференциала и раздаточная коробка, становятся более уязвимыми. Если пластина не прогибается, то амортизатор снова вставляется в крепления, приваренные к шасси. Гораздо проще и дешевле заменить опорные пластины через несколько лет, чем ремонтировать крепления или шасси!
Если пластина не прогибается, то амортизатор снова вставляется в крепления, приваренные к шасси. Гораздо проще и дешевле заменить опорные пластины через несколько лет, чем ремонтировать крепления или шасси!

 При
При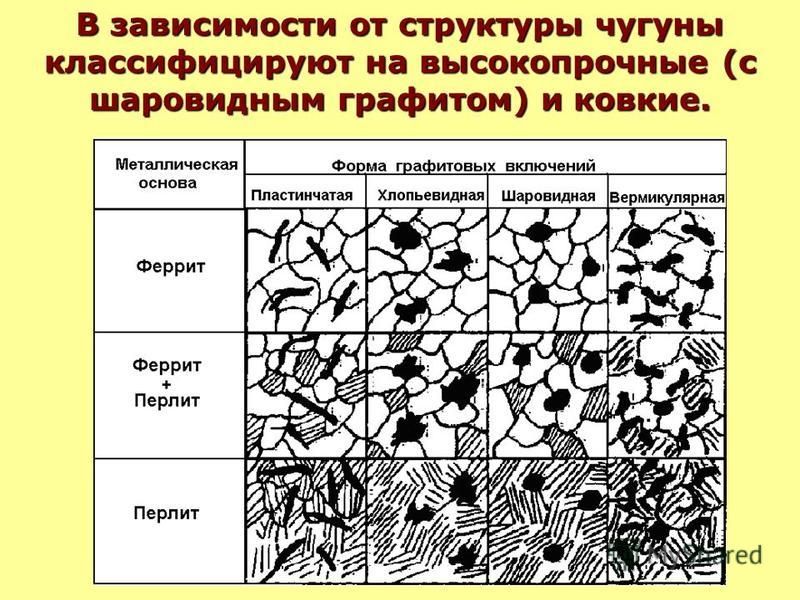
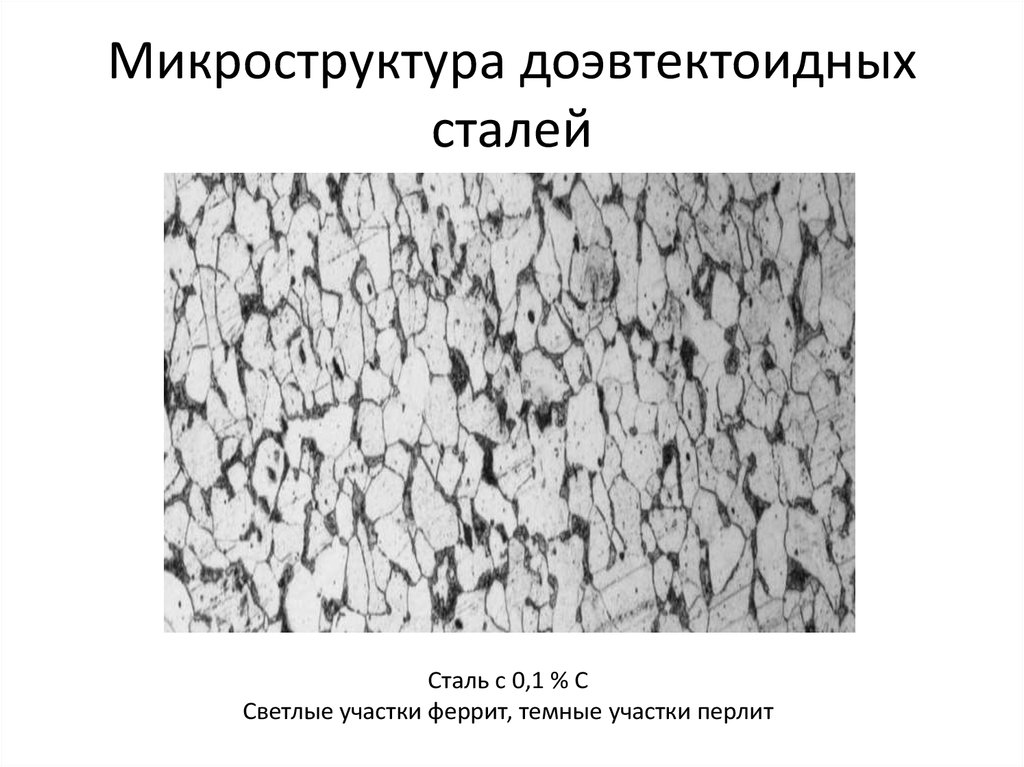 Вместе с тем, изучение бинарной
Вместе с тем, изучение бинарной
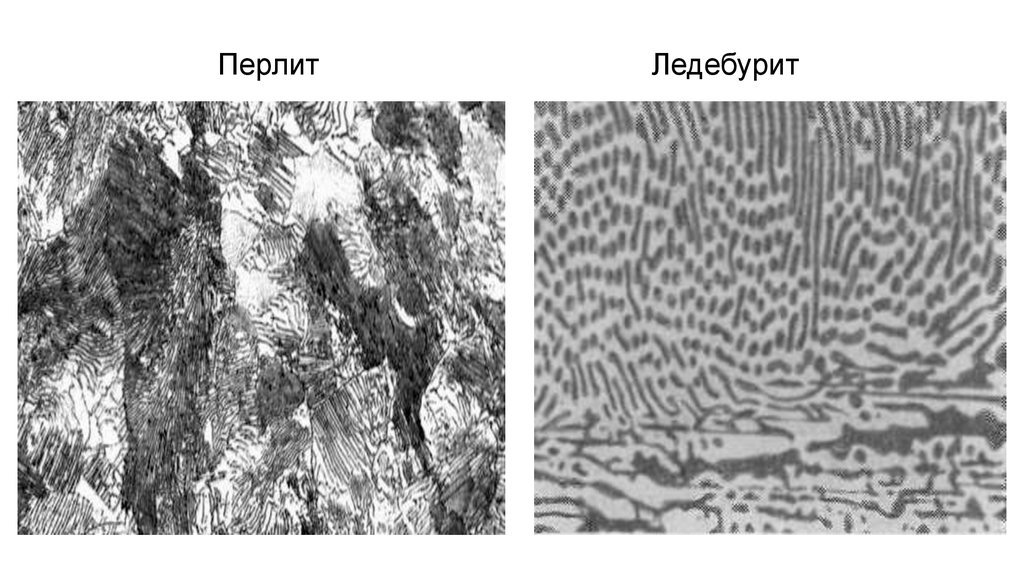 5. Микроструктура
5. Микроструктура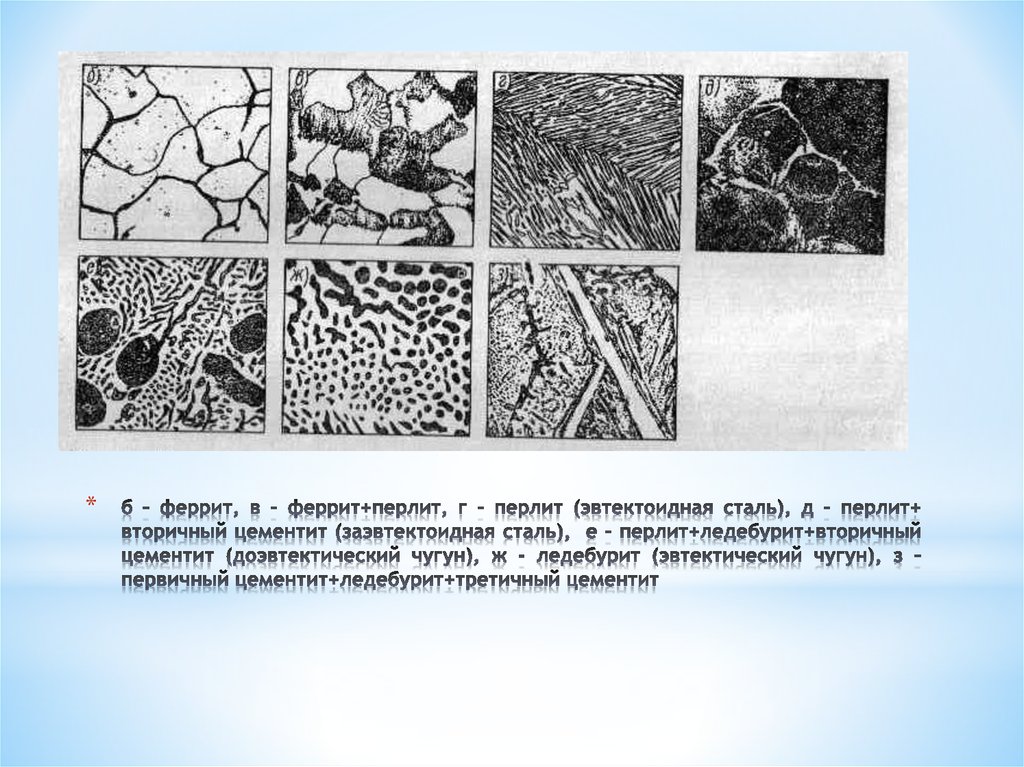
 Корпус вентилятора не позволяет потоку рассеиваться, направляя его в выходное отверстие. В районе центральной части рабочего колеса образуется разрежение, тут же пополняемое притоком из входного отверстия, расположенного в центральной части плоской стороны корпуса.
Корпус вентилятора не позволяет потоку рассеиваться, направляя его в выходное отверстие. В районе центральной части рабочего колеса образуется разрежение, тут же пополняемое притоком из входного отверстия, расположенного в центральной части плоской стороны корпуса. Это свойственно вентиляторам небольших размеров. Величина определяется номером вентилятора, который обозначает диаметр крыльчатки в дм. Например, радиальный вентилятор № 4 имеет рабочее колесо диаметром 40 см.
Это свойственно вентиляторам небольших размеров. Величина определяется номером вентилятора, который обозначает диаметр крыльчатки в дм. Например, радиальный вентилятор № 4 имеет рабочее колесо диаметром 40 см. Устанавливается в большинстве вентиляторов
Устанавливается в большинстве вентиляторов При этом, значительно увеличивается аэродинамическое сопротивление установки, что создает сильную нагрузку на электродвигатель. Увеличение диаметра позволяет получить высокое давление, а увеличение ширины крыльчатки (высоты барабана) повышает производительность.
При этом, значительно увеличивается аэродинамическое сопротивление установки, что создает сильную нагрузку на электродвигатель. Увеличение диаметра позволяет получить высокое давление, а увеличение ширины крыльчатки (высоты барабана) повышает производительность.
 Она делается на токарном станке. Затем муфту прикрепляют к листу металла сваркой или винтами, зажимают в токарном станке и тщательно центруют. В результате получится круглый диск с посадочной муфтой в центре. На нем делается разметка и прикрепляются лопатки. Делать рабочее колесо барабанного типа своими руками нецелесообразно, поскольку качественная балансировка самодельных элементов невозможна.
Она делается на токарном станке. Затем муфту прикрепляют к листу металла сваркой или винтами, зажимают в токарном станке и тщательно центруют. В результате получится круглый диск с посадочной муфтой в центре. На нем делается разметка и прикрепляются лопатки. Делать рабочее колесо барабанного типа своими руками нецелесообразно, поскольку качественная балансировка самодельных элементов невозможна. Она укрепляется на двигателе при помощи болтов, боковая изогнутая часть приваривается к ней сплошным швом без щелей. На кромку привариваются болты, которыми будет прижата внешняя часть со всасывающим отверстием.
Она укрепляется на двигателе при помощи болтов, боковая изогнутая часть приваривается к ней сплошным швом без щелей. На кромку привариваются болты, которыми будет прижата внешняя часть со всасывающим отверстием. Цена готового вентилятора не настолько велика, чтобы расходовать понапрасну время, материалы и занимать оборудование.
Цена готового вентилятора не настолько велика, чтобы расходовать понапрасну время, материалы и занимать оборудование. Такие установки используются в крупных разветвленных вентиляционных системах с большой протяженностью воздуховодов.
Такие установки используются в крупных разветвленных вентиляционных системах с большой протяженностью воздуховодов.

 Скрутите заготовку в спираль.
Скрутите заготовку в спираль.
 Она собиралась узнать все об улитках, создав среду обитания для улиток и наблюдая за своей улиткой, пока она жила в террариуме для улиток.
Она собиралась узнать все об улитках, создав среду обитания для улиток и наблюдая за своей улиткой, пока она жила в террариуме для улиток. В первый день мы получили почву и обустроили среду обитания для улиток. На второй день мы нашли нашу землю. День 3+4 мы наблюдали за нашей улиткой и к 5 дню отпускали нашу улитку на свободу.
В первый день мы получили почву и обустроили среду обитания для улиток. На второй день мы нашли нашу землю. День 3+4 мы наблюдали за нашей улиткой и к 5 дню отпускали нашу улитку на свободу.

 Как партнер Amazon я зарабатываю на соответствующих покупках.
Как партнер Amazon я зарабатываю на соответствующих покупках. Слово террариум происходит от латинского слова terra, что означает земля.
Слово террариум происходит от латинского слова terra, что означает земля. Хорошим вариантом будет аквариум или аквариум. Вы также можете использовать банку Мейсона, вазу или любой другой стеклянный контейнер.
Хорошим вариантом будет аквариум или аквариум. Вы также можете использовать банку Мейсона, вазу или любой другой стеклянный контейнер.
 Глинистые почвы плохо пропускают воду и могут удерживать слишком много влаги. Это может привести к таким проблемам, как рост плесени.
Глинистые почвы плохо пропускают воду и могут удерживать слишком много влаги. Это может привести к таким проблемам, как рост плесени.

 Убедитесь, что почва в горшке влажная, но не мокрая. Используйте чистую бутылку с распылителем.
Убедитесь, что почва в горшке влажная, но не мокрая. Используйте чистую бутылку с распылителем.
 Этот слой поможет сохранить ваш аквариум чистым и свободным от запахов.
Этот слой поможет сохранить ваш аквариум чистым и свободным от запахов.
 Перед окончательным выходом из строя могут появляться такие признаки:
Перед окончательным выходом из строя могут появляться такие признаки:
 Обычно крышка редуктора фиксируется с помощью 4 шурупов. Их нужно открутить, чтобы добраться до пары шестерней.
Обычно крышка редуктора фиксируется с помощью 4 шурупов. Их нужно открутить, чтобы добраться до пары шестерней.
 Их можно непрерывно использовать в течение 40-50 минут.
Их можно непрерывно использовать в течение 40-50 минут.
 Важно, чтобы сопротивление в двух обмотках совпадало.
Важно, чтобы сопротивление в двух обмотках совпадало.

 Но все когда-то ломается. Выполнить ремонт болгарки своими руками несложно, если перед вами инструкция, рассказывающая пошаговый порядок выполнения ремонта УШМ. Ниже вы найдете ответы на любые вопросы о ремонте редуктора, ротора, статора, угольных щеток углошлифовальных машин.
Но все когда-то ломается. Выполнить ремонт болгарки своими руками несложно, если перед вами инструкция, рассказывающая пошаговый порядок выполнения ремонта УШМ. Ниже вы найдете ответы на любые вопросы о ремонте редуктора, ротора, статора, угольных щеток углошлифовальных машин. На шпинделе устанавливается нужный рабочий инструмент, будь то отрезной камень, шлифовальный или полировальный круг и выполняется нужная технологическая операция.
На шпинделе устанавливается нужный рабочий инструмент, будь то отрезной камень, шлифовальный или полировальный круг и выполняется нужная технологическая операция. Болгарка в процессе работы подвергается большим нагрузкам, работает в запыленной среде.
Болгарка в процессе работы подвергается большим нагрузкам, работает в запыленной среде.



 Ротор передает вращательный момент через редуктор на рабочий инструмент. Ротор вращается в поле статора. Цепи управления состоят из кнопки, регулирующей обороты и осуществляющей плавный пуск инструмента, угольных щеток, обеспечивающих передачу переменного напряжения на ламели коллектора. Питание на инструмент подается через соединительный кабель.
Ротор передает вращательный момент через редуктор на рабочий инструмент. Ротор вращается в поле статора. Цепи управления состоят из кнопки, регулирующей обороты и осуществляющей плавный пуск инструмента, угольных щеток, обеспечивающих передачу переменного напряжения на ламели коллектора. Питание на инструмент подается через соединительный кабель. Надо только соблюдать осторожность и технику безопасности при выполнении ремонтных работ и знать электротехнику в объеме средней школы.
Надо только соблюдать осторожность и технику безопасности при выполнении ремонтных работ и знать электротехнику в объеме средней школы.

 Не разбирая статора, данные неисправности легко найти при помощи прибора ИК-32.
Не разбирая статора, данные неисправности легко найти при помощи прибора ИК-32. Работа неисправного редуктора сопровождается стуком и гулом.
Работа неисправного редуктора сопровождается стуком и гулом. Если на ламелях натерты большие канавки, их следует удалить, проточив коллектора в токарном станке.
Если на ламелях натерты большие канавки, их следует удалить, проточив коллектора в токарном станке. Правильно отшлифованные ламели не должны иметь заусенцев.
Правильно отшлифованные ламели не должны иметь заусенцев.



 Все они находятся в открытом доступе на нашем сайте.
Все они находятся в открытом доступе на нашем сайте. Мы делаем это, делая все возможное, чтобы наши кофемолки служили долгие годы. Когда люди решают обновить или купить вторую кофемолку, мы хотим убедиться, что это не потому, что их старая кофемолка Baratza вышла из строя, а они предпочитают довериться компании, которая поддерживает их продукцию еще долгое время после того, как покупатель ушел. дверь.
Мы делаем это, делая все возможное, чтобы наши кофемолки служили долгие годы. Когда люди решают обновить или купить вторую кофемолку, мы хотим убедиться, что это не потому, что их старая кофемолка Baratza вышла из строя, а они предпочитают довериться компании, которая поддерживает их продукцию еще долгое время после того, как покупатель ушел. дверь.
 , 20/5 м/шт)Труба цельнопластиковая (полипропиленовая) белая (PP-R) SDR 6 PN 20 D75х12,5 м (Valfex)-Применение: в системах питьевого, холодного водоснабжения, горячего водоснабжения, в системах отопления, (Кол-во в уп., 16/4 м/шт)Труба цельнопластиковая (полипропиленовая) белая (PP-R) SDR 6 PN 20 D90х15 м (Valfex)-Применение: в системах питьевого, холодного водоснабжения, горячего водоснабжения, в системах отопления, (Кол-во в уп., 8/2 м/шт)Труба цельнопластиковая (полипропиленовая) белая (PP-R) SDR 6 PN 20 D110х18,3 м (Valfex)-Применение: в системах питьевого, холодного водоснабжения, горячего водоснабжения, в системах отопления, (Кол-во в уп., 4/1 м/шт)
, 20/5 м/шт)Труба цельнопластиковая (полипропиленовая) белая (PP-R) SDR 6 PN 20 D75х12,5 м (Valfex)-Применение: в системах питьевого, холодного водоснабжения, горячего водоснабжения, в системах отопления, (Кол-во в уп., 16/4 м/шт)Труба цельнопластиковая (полипропиленовая) белая (PP-R) SDR 6 PN 20 D90х15 м (Valfex)-Применение: в системах питьевого, холодного водоснабжения, горячего водоснабжения, в системах отопления, (Кол-во в уп., 8/2 м/шт)Труба цельнопластиковая (полипропиленовая) белая (PP-R) SDR 6 PN 20 D110х18,3 м (Valfex)-Применение: в системах питьевого, холодного водоснабжения, горячего водоснабжения, в системах отопления, (Кол-во в уп., 4/1 м/шт) Гарантия производителя на все товары. Если хоть что-то не понравится, вернем деньги!
Гарантия производителя на все товары. Если хоть что-то не понравится, вернем деньги!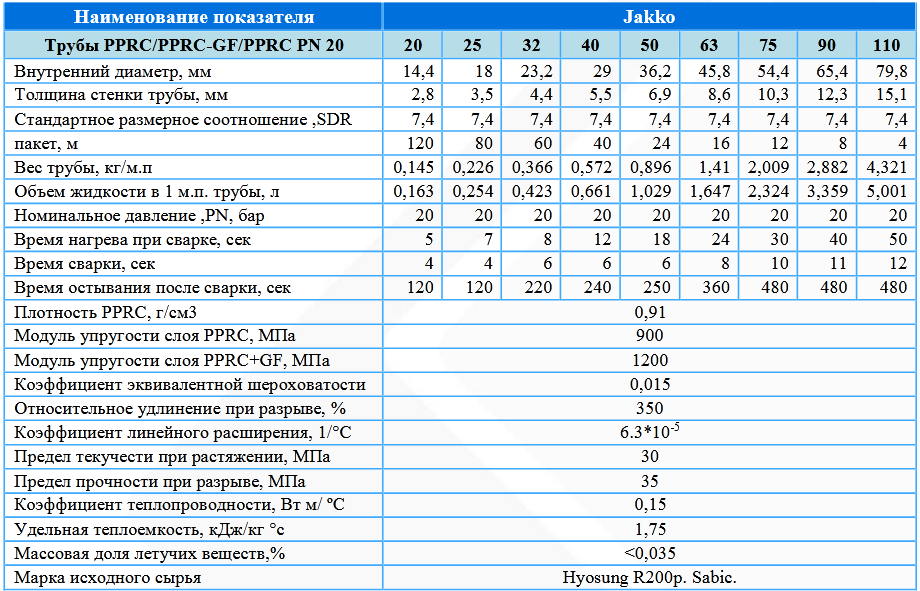 , 100/25 м/шт)
, 100/25 м/шт) , 24/6 м/шт)
, 24/6 м/шт) , 8/2 м/шт)
, 8/2 м/шт)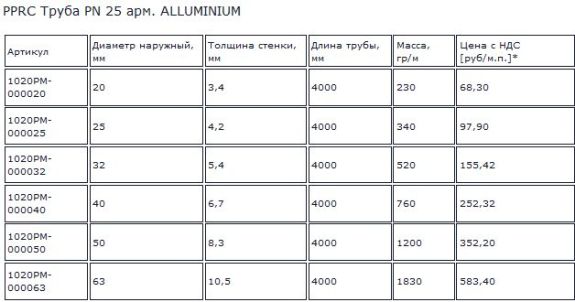 Трубы обладают хорошими теплоизоляционными свойствами, химической стойкостью более чем к 300 веществам и растворам, а также шумопоглащающим свойством. Максимальная температура эксплуатации: +80 °С. Технология монтажа трубопроводов – полифузионная сварка.
Трубы обладают хорошими теплоизоляционными свойствами, химической стойкостью более чем к 300 веществам и растворам, а также шумопоглащающим свойством. Максимальная температура эксплуатации: +80 °С. Технология монтажа трубопроводов – полифузионная сварка. м, продажа кратно 1м.
м, продажа кратно 1м. м.
м.
 0 (0.5) мм бухта 100 м
0 (0.5) мм бухта 100 м 0)
0)
 Она, представляющая собой идеальную защиту от холода и сквозняков в загородном доме, обеспечивает идеальную шумоизоляцию. Мощная, но изящная дверь, которая легко защитит ваш дом от взлома и холода.
Она, представляющая собой идеальную защиту от холода и сквозняков в загородном доме, обеспечивает идеальную шумоизоляцию. Мощная, но изящная дверь, которая легко защитит ваш дом от взлома и холода.
 0)
0) Устройство высокотехнологично и может интегрироваться практически со всеми системами.
Устройство высокотехнологично и может интегрироваться практически со всеми системами.
 0)
0)
 Мы работаем быстро, после выезда замерщика уже на следующий день мы будем готовы произвести установку.
Мы работаем быстро, после выезда замерщика уже на следующий день мы будем готовы произвести установку.
 0)
0) Согласует дату и способ отправки заказа. В зависимости от выбранного варианта доставки или оплаты — уточняется сумма заказа.
Согласует дату и способ отправки заказа. В зависимости от выбранного варианта доставки или оплаты — уточняется сумма заказа. Также мы осуществляем постгарантийный ремонт и ТО.
Также мы осуществляем постгарантийный ремонт и ТО. Продукция из полипропилена успешно вытесняет традиционные трубопроводы из металла.
Продукция из полипропилена успешно вытесняет традиционные трубопроводы из металла. апр
апр


 Горячая вода 95 ℃ в течение 50 лет при нормальном использовании.
Горячая вода 95 ℃ в течение 50 лет при нормальном использовании.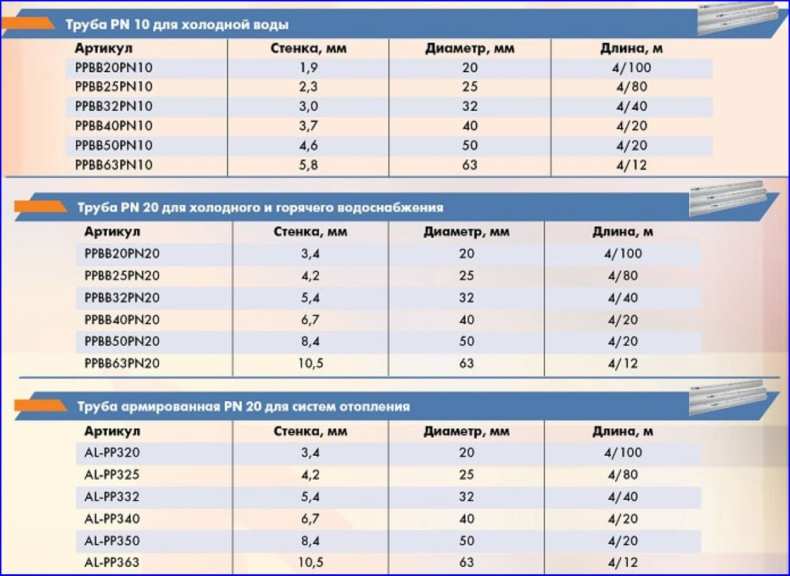
 Введение
Введение 5
5 
 Широкое применение для инертного газа нашли в контактной, лазерной и дуговой сварке. При этом существует 3 сорта аргона. Они различаются между собой по наличию посторонних примесей и используются для разных металлов. Первый сорт чист на 99,99%, второй на 99,99%, а третий на 99,95%.
Широкое применение для инертного газа нашли в контактной, лазерной и дуговой сварке. При этом существует 3 сорта аргона. Они различаются между собой по наличию посторонних примесей и используются для разных металлов. Первый сорт чист на 99,99%, второй на 99,99%, а третий на 99,95%. И. Менделеева и других именитых химиков? Первым аргон открыл Генри Кавендиш в 1795 году: он несколько недель пропускал электрический разряд сквозь воздух, при этом кислород реагировал с азотом (их тогда называли «дефлогистонный воздух» и «флогистонный воздух» соответственно) и давал азотистую кислоту, которую поглощал поташ. Объем газа в сосуде уменьшался, однако газ не исчезал полностью: оставалось что-то, не вступающее в реакцию. Никто на открытие Кавендиша особого внимания не обратил. Но вот в 1882 году лорд Рэлей начал серию нудных опытов по измерению плотности газов. И все время у него получалось, что соотношение веса водорода и изучаемого газа немного меньше целочисленного. Физикам же, еще не подозревавшим о существовании изотопов, очень хотелось, чтобы оно было целочисленным. Желая найти источник ошибки, Рэлей решил получить чистый, не атмосферный, азот. Для этого он прогнал над раскаленной медью смесь аммиака с кислородом: аммиак разлагался, давая азот и воду. Такой азот оказался на полпроцента легче, нежели атмосферный.
И. Менделеева и других именитых химиков? Первым аргон открыл Генри Кавендиш в 1795 году: он несколько недель пропускал электрический разряд сквозь воздух, при этом кислород реагировал с азотом (их тогда называли «дефлогистонный воздух» и «флогистонный воздух» соответственно) и давал азотистую кислоту, которую поглощал поташ. Объем газа в сосуде уменьшался, однако газ не исчезал полностью: оставалось что-то, не вступающее в реакцию. Никто на открытие Кавендиша особого внимания не обратил. Но вот в 1882 году лорд Рэлей начал серию нудных опытов по измерению плотности газов. И все время у него получалось, что соотношение веса водорода и изучаемого газа немного меньше целочисленного. Физикам же, еще не подозревавшим о существовании изотопов, очень хотелось, чтобы оно было целочисленным. Желая найти источник ошибки, Рэлей решил получить чистый, не атмосферный, азот. Для этого он прогнал над раскаленной медью смесь аммиака с кислородом: аммиак разлагался, давая азот и воду. Такой азот оказался на полпроцента легче, нежели атмосферный. А в 1894 году Уильям Рамзай обнаружил, что азот поглощается раскаленным магнием. Он-то и решил выделить обнаруженную Рэлеем тяжелую примесь к азоту. Вскоре в руках Рамзая оказалось 40 мл газа, который не поглощался магнием. Измерения показали, что его молекулярный вес равен 40. Поскольку все известные на тот момент газы были двухатомными, получался атомный вес 20, что выглядело странно — тяжелее фтора, легче натрия. Одноатомный же газ был бы слишком тяжелым и никак не вписывался в Периодическую таблицу — такой элемент следовало поставить между двумя металлами — калием и кальцием. Поэтому возникла гипотеза, что Рамзай обнаружил трехатомный азот, благо 40 примерно в три раза больше, чем 14. Вот как Менделеев пишет об этом в «Дополнении к 5-й главе» шестого издания «Основ химии»: «Гипотеза А=40 вовсе не дает места аргону в периодической системе… Мне кажется более простым предположение, что аргон содержит N3, особенно потому, что аргон содержится в азоте…» Рэлей, огорченный неприятием его нового газа, больше химией не занимался и Нобелевскую премию получил в 1904 году по физике за исследование плотностей газов и открытие в связи с этим аргона.
А в 1894 году Уильям Рамзай обнаружил, что азот поглощается раскаленным магнием. Он-то и решил выделить обнаруженную Рэлеем тяжелую примесь к азоту. Вскоре в руках Рамзая оказалось 40 мл газа, который не поглощался магнием. Измерения показали, что его молекулярный вес равен 40. Поскольку все известные на тот момент газы были двухатомными, получался атомный вес 20, что выглядело странно — тяжелее фтора, легче натрия. Одноатомный же газ был бы слишком тяжелым и никак не вписывался в Периодическую таблицу — такой элемент следовало поставить между двумя металлами — калием и кальцием. Поэтому возникла гипотеза, что Рамзай обнаружил трехатомный азот, благо 40 примерно в три раза больше, чем 14. Вот как Менделеев пишет об этом в «Дополнении к 5-й главе» шестого издания «Основ химии»: «Гипотеза А=40 вовсе не дает места аргону в периодической системе… Мне кажется более простым предположение, что аргон содержит N3, особенно потому, что аргон содержится в азоте…» Рэлей, огорченный неприятием его нового газа, больше химией не занимался и Нобелевскую премию получил в 1904 году по физике за исследование плотностей газов и открытие в связи с этим аргона. А Рамзай за открытие и исследование элементов нулевой группы получил в том же году премию по химии.
А Рамзай за открытие и исследование элементов нулевой группы получил в том же году премию по химии. Именно из-за недостатка легких изотопов аргона на Земле его вес, измеренный химиками, оказался больше, чем у следующего за ним калия, представленного всеми изотопами.
Именно из-за недостатка легких изотопов аргона на Земле его вес, измеренный химиками, оказался больше, чем у следующего за ним калия, представленного всеми изотопами.
 «Химию и жизнь», 1967, №6). В числе последних достижений — новая датировка Деканских траппов (Journal of Asian Earth Sciences, 2014, 84, 9–23, DOI:10.1016/j.jseaes.2013.08.021), крупнейшего разлива лавы, занимающего треть Индостана с западной его стороны. Как оказалось, возраст наиболее объемных разливов статистически неотличим от даты катастрофы, погубившей динозавров. Падение же метеорита в районе Юкатана, создавшее кратер Чиксулуб, по новейшим данным произошло на 300 тысяч лет раньше массового вымирания. Вообще, деканская гипотеза давно конкурирует с чиксулубской.
«Химию и жизнь», 1967, №6). В числе последних достижений — новая датировка Деканских траппов (Journal of Asian Earth Sciences, 2014, 84, 9–23, DOI:10.1016/j.jseaes.2013.08.021), крупнейшего разлива лавы, занимающего треть Индостана с западной его стороны. Как оказалось, возраст наиболее объемных разливов статистически неотличим от даты катастрофы, погубившей динозавров. Падение же метеорита в районе Юкатана, создавшее кратер Чиксулуб, по новейшим данным произошло на 300 тысяч лет раньше массового вымирания. Вообще, деканская гипотеза давно конкурирует с чиксулубской.
 Заполнив установку или весь цех аргоном, можно не бояться, что нагретая металлическая деталь или заготовка окислится либо насытится азотом с последующим выделением нитридов. Склонны к окислению, например, молибден и вольфрам: многие могли наблюдать мгновенное превращение спирали лампы накаливания в синеватый порошок при попадании в нее воздуха. В среде аргона обрабатывают титан, тантал, ниобий, бериллий, гафний, цирконий, а также уран, торий и плутоний. Продувая аргон через сталь в конвертере, из нее удаляют газовые включения. Революцию в технике совершил метод аргонно-дуговой сварки: поток аргона, подаваемый в то место, где горит электрическая дуга, вытесняет воздух и не дает металлу окисляться — оксиды снижают прочность шва, а то и вовсе делают сварку материалов невозможной. Таким методом сваривают легированные стали и цветные металлы, режут их толстые листы. Еще одно серьезное направление — распыление всевозможных материалов для получения чистого от оксидов порошка.
Заполнив установку или весь цех аргоном, можно не бояться, что нагретая металлическая деталь или заготовка окислится либо насытится азотом с последующим выделением нитридов. Склонны к окислению, например, молибден и вольфрам: многие могли наблюдать мгновенное превращение спирали лампы накаливания в синеватый порошок при попадании в нее воздуха. В среде аргона обрабатывают титан, тантал, ниобий, бериллий, гафний, цирконий, а также уран, торий и плутоний. Продувая аргон через сталь в конвертере, из нее удаляют газовые включения. Революцию в технике совершил метод аргонно-дуговой сварки: поток аргона, подаваемый в то место, где горит электрическая дуга, вытесняет воздух и не дает металлу окисляться — оксиды снижают прочность шва, а то и вовсе делают сварку материалов невозможной. Таким методом сваривают легированные стали и цветные металлы, режут их толстые листы. Еще одно серьезное направление — распыление всевозможных материалов для получения чистого от оксидов порошка. Его суть — бомбардировка не отдельными ионами (это называется «ионное травление»), а гораздо более тяжелыми частицами, состоящими из десятков, а то и тысяч атомов. Пучки аргоновых кластеров получили широкое распространение из-за инертности газа и его относительной дешевизны. Кластеры формируют, подавая газ под высоким давлением через узкое сопло. Проходя сквозь него, газовый поток резко расширяется и охлаждается; атомы аргона слипаются в твердое вещество, где их удерживают силы Ван-дер-Ваальса. Когда поверхность бомбардируют кластерами с высокой энергией, образуются кратеры размером в нанометры; такой будет и гладкость всей поверхности. Повторяя сканирование пучком менее энергичных кластеров, гладкость увеличивают. Таким методом обрабатывают полупроводники, тонкие пленки, поверхность дисков для компьютеров и многое другое. Кластерными пучками можно и создавать наноузоры на поверхностях. Они же позволяют, не нагревая образец, проводить послойное изучение его состава, постепенно забираясь все глубже и глубже; этот метод применяют для анализа строения органических веществ.
Его суть — бомбардировка не отдельными ионами (это называется «ионное травление»), а гораздо более тяжелыми частицами, состоящими из десятков, а то и тысяч атомов. Пучки аргоновых кластеров получили широкое распространение из-за инертности газа и его относительной дешевизны. Кластеры формируют, подавая газ под высоким давлением через узкое сопло. Проходя сквозь него, газовый поток резко расширяется и охлаждается; атомы аргона слипаются в твердое вещество, где их удерживают силы Ван-дер-Ваальса. Когда поверхность бомбардируют кластерами с высокой энергией, образуются кратеры размером в нанометры; такой будет и гладкость всей поверхности. Повторяя сканирование пучком менее энергичных кластеров, гладкость увеличивают. Таким методом обрабатывают полупроводники, тонкие пленки, поверхность дисков для компьютеров и многое другое. Кластерными пучками можно и создавать наноузоры на поверхностях. Они же позволяют, не нагревая образец, проводить послойное изучение его состава, постепенно забираясь все глубже и глубже; этот метод применяют для анализа строения органических веществ.

 1002/elps.201500117). Применяют аргоновый лазер и при лечении слепоты, вызванной диабетом, — она появляется из-за чрезмерного развития кровеносных сосудов в глазу, а лазером их можно безболезненно проредить.
1002/elps.201500117). Применяют аргоновый лазер и при лечении слепоты, вызванной диабетом, — она появляется из-за чрезмерного развития кровеносных сосудов в глазу, а лазером их можно безболезненно проредить. Время жизни таких радикалов оказалось на уровне получаса (Biointerphases, 2015, 10, 2: 029518; DOI:10.1116/1.4919710). Итог понятен: аргоновой плазмой можно проводить «холодную» дезинфекцию. Так, кишечную палочку на образце удается извести за 10 минут (Applied Biochemistry & Biotechnology, 2013, 171, 7; DOI:10.1007/s12010-013-0430-9), а с добавкой 0,5% кислорода — уже за 30 секунд (International Journal of Radiation Biology, 2009, 85, 4; DOI:10.1080/09553000902781105). Вообще, холодная плазма из различных газов очищает поверхность мяса, птицы, овощей, фруктов от таких микробов, как кишечная палочка, листерия, сальмонелла, золотистый стафилококк, за считаные секунды. И никакой антимикробной «химии», пугающей потребителя. Однако технология эта новая, оборудование не стандартизировано, каждый генератор дает свою плазму, и результаты опытов сравнивать трудно. Также неизвестно, как такая обработка повлияет на качество пищи при ее массовой обработке (Annual Review of Food Science & Technology.
Время жизни таких радикалов оказалось на уровне получаса (Biointerphases, 2015, 10, 2: 029518; DOI:10.1116/1.4919710). Итог понятен: аргоновой плазмой можно проводить «холодную» дезинфекцию. Так, кишечную палочку на образце удается извести за 10 минут (Applied Biochemistry & Biotechnology, 2013, 171, 7; DOI:10.1007/s12010-013-0430-9), а с добавкой 0,5% кислорода — уже за 30 секунд (International Journal of Radiation Biology, 2009, 85, 4; DOI:10.1080/09553000902781105). Вообще, холодная плазма из различных газов очищает поверхность мяса, птицы, овощей, фруктов от таких микробов, как кишечная палочка, листерия, сальмонелла, золотистый стафилококк, за считаные секунды. И никакой антимикробной «химии», пугающей потребителя. Однако технология эта новая, оборудование не стандартизировано, каждый генератор дает свою плазму, и результаты опытов сравнивать трудно. Также неизвестно, как такая обработка повлияет на качество пищи при ее массовой обработке (Annual Review of Food Science & Technology. 2012, 3, 125-42; DOI:10.1146/annurev-food-022811-101132).
2012, 3, 125-42; DOI:10.1146/annurev-food-022811-101132). У стрептококка клетки маленькие, и они разрушаются всего за 13 секунд. А у лактобактерии — большие, образующие толстые слои, и, чтобы избавиться от них, нужны уже минуты (Journal of Dentistry, 2011, 39, 1; DOI:10.1016/j.jdent.2010.10.002). Вряд ли такая щетка появится в быту, а вот стоматологу для дезинфекции свежеобработанного дупла пригодится. К тому же плазма изменяет поверхность вещества зуба, что увеличивает прочность ее соединения с пломбой на 60%. Тут главное — не перестараться: эффект дает обработка в течение 30 секунд, а несколько минут, наоборот, ухудшают сцепление (European Journal of Oral Science. 2010, 118, 5; DOI:10.1111/j.1600-0722.2010.00761). Аргоновой плазмой можно быстро остановить кровь при внутреннем кровотечении. Вдыхание аргона защищает нейроны, пострадавшие от ишемического удара или вследствие травмы (PLoS One, 2014, 9, 12:e115984, DOI:10.1371/journal.pone.0115984).
У стрептококка клетки маленькие, и они разрушаются всего за 13 секунд. А у лактобактерии — большие, образующие толстые слои, и, чтобы избавиться от них, нужны уже минуты (Journal of Dentistry, 2011, 39, 1; DOI:10.1016/j.jdent.2010.10.002). Вряд ли такая щетка появится в быту, а вот стоматологу для дезинфекции свежеобработанного дупла пригодится. К тому же плазма изменяет поверхность вещества зуба, что увеличивает прочность ее соединения с пломбой на 60%. Тут главное — не перестараться: эффект дает обработка в течение 30 секунд, а несколько минут, наоборот, ухудшают сцепление (European Journal of Oral Science. 2010, 118, 5; DOI:10.1111/j.1600-0722.2010.00761). Аргоновой плазмой можно быстро остановить кровь при внутреннем кровотечении. Вдыхание аргона защищает нейроны, пострадавшие от ишемического удара или вследствие травмы (PLoS One, 2014, 9, 12:e115984, DOI:10.1371/journal.pone.0115984). Ее применяют по самым разным показаниям, от сведения бородавок и сглаживания шрамов до удаления опухолей. Если бородавки замораживают снаружи ваткой, смоченной в жидком азоте, то шрамы и опухоли — изнутри, вводя в них полую иглу — криозонд, через которую прокачивают холодное вещество. Используют еще и криоаппликаторы — их на замораживаемый объект накладывают. Установка с жидким азотом — гораздо проще и дешевле, но в ней применяют толстые, диаметром 6 мм, зонды. Аргоновая же устроена гораздо сложнее, требует высокой квалификации персонала, в частности специальных знаний по работе с высоким давлением, но позволяет очень точно замораживать ткань: диаметр иглы может быть величиной с миллиметр, такая игла легко проходит сквозь кожу. Заморозку проводят газообразным аргоном. Газ хранят под давлением 400 атмосфер, а, проходя через узкое сопло и затем резко расширяясь, он вследствие эффекта Джоуля—Томсона охлаждает до –140°С. Если термодатчики, воткнутые рядом с местом заморозки, показывают, что температура слишком упала и могут пострадать здоровые ткани, в зонд подают гелий, который отогревает замерзшую ткань.
Ее применяют по самым разным показаниям, от сведения бородавок и сглаживания шрамов до удаления опухолей. Если бородавки замораживают снаружи ваткой, смоченной в жидком азоте, то шрамы и опухоли — изнутри, вводя в них полую иглу — криозонд, через которую прокачивают холодное вещество. Используют еще и криоаппликаторы — их на замораживаемый объект накладывают. Установка с жидким азотом — гораздо проще и дешевле, но в ней применяют толстые, диаметром 6 мм, зонды. Аргоновая же устроена гораздо сложнее, требует высокой квалификации персонала, в частности специальных знаний по работе с высоким давлением, но позволяет очень точно замораживать ткань: диаметр иглы может быть величиной с миллиметр, такая игла легко проходит сквозь кожу. Заморозку проводят газообразным аргоном. Газ хранят под давлением 400 атмосфер, а, проходя через узкое сопло и затем резко расширяясь, он вследствие эффекта Джоуля—Томсона охлаждает до –140°С. Если термодатчики, воткнутые рядом с местом заморозки, показывают, что температура слишком упала и могут пострадать здоровые ткани, в зонд подают гелий, который отогревает замерзшую ткань. Так можно проводить циклы контролируемого замораживания-размораживания, что увеличивает эффективность процедуры, да и примерзший криозонд проще извлекать.
Так можно проводить циклы контролируемого замораживания-размораживания, что увеличивает эффективность процедуры, да и примерзший криозонд проще извлекать. Тогда вводят плазменный резак мощностью в несколько десятков ватт и подрезают стент. Во многих случаях эта операция проходит вполне успешно, никаких повреждений сосудов и кровотечения не вызывает (а если и вызовет, той же плазмой можно остановить кровь), но для самочувствия пациента она гораздо лучше, нежели изъятие старого стента и установка нового (Endoscopy, 2005, 37, 5,434–438). Это важно, поскольку возраст пациента может быть преклонным.
Тогда вводят плазменный резак мощностью в несколько десятков ватт и подрезают стент. Во многих случаях эта операция проходит вполне успешно, никаких повреждений сосудов и кровотечения не вызывает (а если и вызовет, той же плазмой можно остановить кровь), но для самочувствия пациента она гораздо лучше, нежели изъятие старого стента и установка нового (Endoscopy, 2005, 37, 5,434–438). Это важно, поскольку возраст пациента может быть преклонным. 3, стр.
3, стр.
 Эти свойства
Эти свойства Лорд Рэлей и сэр Уильям Рамзи открыли и выделили аргон, но мы шутим о том, сколько времени это заняло. Они никогда не смогли бы сделать это раньше, потому что технологии не были доступны. Мы говорим, что сегодняшние ученые находятся на переднем крае и открывают элементы, которые будут иметь атомные номера более 120. Столетие назад методы, используемые для открытия аргона, были на переднем крае. Потому что это инертный , вы найдете аргон в лампочках, сварке и электронных лампах (хотя вы, вероятно, не знаете, что это такое).
Лорд Рэлей и сэр Уильям Рамзи открыли и выделили аргон, но мы шутим о том, сколько времени это заняло. Они никогда не смогли бы сделать это раньше, потому что технологии не были доступны. Мы говорим, что сегодняшние ученые находятся на переднем крае и открывают элементы, которые будут иметь атомные номера более 120. Столетие назад методы, используемые для открытия аргона, были на переднем крае. Потому что это инертный , вы найдете аргон в лампочках, сварке и электронных лампах (хотя вы, вероятно, не знаете, что это такое). Аргон нереактивен, так что это хороший элемент, когда вы используете очень высокие температуры. Это делает вещи более безопасными.
Аргон нереактивен, так что это хороший элемент, когда вы используете очень высокие температуры. Это делает вещи более безопасными.