Плоскогубцы для монтажа проводов хромированные 160 мм Knipex KN-1305160
0
5940 руб
Стамеска плоская универсальная MULTI Narex 816032
0
2880 руб
Бор-фреза форма D сферическая (KUD) D 16.0мм тверосплав Ruko 116045
0
2940 руб
Ящик для инструмента Jumbo 22″ STANLEY 1-92-908
0
3900 руб
Прижимной толкатель заготовки для пиления / фрезерования расширеный MICROJIG GR-200
0
8490 руб
Пояс с пластиковой застежкой TOUGHBUILT TB-CT-41B
0
2750 руб
KRAFTOOL A5 Premium рубанок металлический 360×60 мм.
0
13440 руб
Патрон удлинитель для фрез хвостовик 8 плюс 80мм к длине фрезы хвостовик 12 L100_S WPW TXL0802
0
3780 руб
Клей для дерева поливинилацетатный D3/D4 4.5кг Kleiberit 303.0
0
3399 руб
Сумка для расходных материалов поясная TOUGHBUILT TB-CT-05
0
3660 руб
Drill Case — Etsy.
de
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Найдите что-нибудь памятное, присоединяйтесь к сообществу, делающему добро.
( 363 релевантных результата,
с рекламой
Продавцы, желающие расширить свой бизнес и привлечь больше заинтересованных покупателей, могут использовать рекламную платформу Etsy для продвижения своих товаров. Вы увидите результаты объявлений, основанные на таких факторах, как релевантность и сумма, которую продавцы платят за клик. Учить больше.
)
Прецизионные дисковые пневматические сеялки | Посадка и посев
Назад
Главная | Продукты | Посадка и посев |
30–60 футов
13,1–14,9 футов
12,5–18,8 футов
от 110 до 950 буш.
Представляем пневматическую сеялку Precision Disk 550
Пневматическая сеялка Precision Disk™ серии 550 с увеличенным объемом бака и высевающей секцией, разработанной для обеспечения точности в тяжелых условиях, предлагает большую универсальность, помогающую повысить потенциал урожайности в различных условиях, в том числе на полях с нулевой обработкой почвы.
Повышайте рентабельность инвестиций благодаря более раннему всходу сои
Исследования показывают, что раннее начало посева имеет решающее значение для максимизации потенциальной урожайности сои 1 — а поздние всходы сои могут быть дорогостоящими, с возможными потерями до $140/акр. 2 Вот почему пневматические сеялки серии Precision Disk 550 имеют агрономическую конструкцию с параллельным высевающим аппаратом, что обеспечивает более раннее и быстрое появление всходов по сравнению с пневматическими сеялками конкурентов.
Пневматические сеялки серии Precision Disk 550 позволяют сеять сою раньше и в прочные грядки с нулевой обработкой почвы, чтобы вы могли точно сеять в любых условиях. И держать вас в рамках бюджета. Однорядная пневматическая сеялка Precision Disk 550T представляет собой экономичное решение для раннего посева сои.
Узнайте больше о том, как пневматические сеялки Precision Disk серии 550 помогают повысить рентабельность инвестиций, в блоге Case IH.
1. На основе полевых исследований Университета Иллинойса в Урбана-Шампейн. 2. Основано на полевых исследованиях, проведенных организацией North Carolina State Extension и Ассоциацией производителей сои Северной Каролины.
Основная рама
Рамы крыльев
Транспорт
Основная несущая рама
Стенные трубы размером 15 x 25 x 9,5 см (6 x 10 дюймов x 3,8 дюйма) поддерживают подрамник, несущий высевающую секцию.
Центральная основная рама
» для распределения веса основной рамы, добавляя дополнительную поддержку и устойчивость во время транспортировки.
Передние самоустанавливающиеся колеса
Траектория движения отличается от траектории задних самоустанавливающихся колес, что обеспечивает исключительное распределение веса, снижает давление на грунт для равномерного всхода и позволяет транспортировочный конверт меньшего размера
Краска
Почти все части машины покрыты порошковой краской, что обеспечивает превосходное лакокрасочное покрытие, устойчивое к ударам и ультрафиолетовым лучам, вызывающим выцветание краски, и помогает предотвратить коррозию.
Three-Section Flex
Трехсекционная рама с одностворчатыми крыльями обеспечивает транспортировку в узком пространстве. В полевом положении крылья могут сгибаться на 15 градусов вверх и на 10 градусов вниз для превосходного копирования поверхности.
Одинарное складывание
Цилиндр одинарного складывания используется для складывания крыльев, обеспечивая меньше точек обслуживания и увеличивая время безотказной работы и надежность.
Барашковые пальцы
В каждом шарнире крыла используются закаленные барашковые пальцы класса 8 со сменными закаленными втулками для увеличения срока службы.
Конструкция с вертикальным складыванием
Обеспечивает самую низкую транспортную высоту в отрасли, а также узкую транспортную ширину.
Замок крыла
25- и 30-футовые модели также используют замок крыла для безопасной транспортировки.
Один дистанционный рычаг
Один дистанционный рычаг внутри трактора складывает и раскладывает пневматическую сеялку Precision Disk.
Транспортные колеса с широким профилем
Широкий профиль транспортных колес обеспечивает устойчивость для уверенного перемещения дисковой сеялки даже на высоких скоростях движения.
Повышение эффективности и повышение потенциала урожайности
В рамках нашего процесса проектирования продукта, ориентированного на клиента (CDPD), компания Case IH разработала агрономическую высевающую секцию, которая сокращает пожнивные остатки; открывает качественную однородную семенную борозду; отлично подает семена; и закрывает борозду лучше, чем любая другая высевающая секция на рынке. С помощью пневматической сеялки Precision Disk 500 с двойным всходом (DS) вы можете добавить к этим преимуществам экономию времени за счет одновременного посева и внесения удобрений. Пневматическая сеялка серии Precision Disk 550 является дальнейшим усовершенствованием конструкции высевающих секций с параллельными звеньями, обеспечивая более высокую точность укладки семян, чем когда-либо прежде.
550 Модель
Модель 550T
Модель 500DS
Совместимость с пневматической тележкой
Модель пневматической сеялки Precision Disk 550 разработана специально для использования с пневматической тележкой серии Precision Air 5. Эти воздушные тележки включают в себя такие функции, как видеокамеры в баке, управление секциями AccuSection, датчики давления и многое другое.
Емкость бака
Имея емкость от 350 до 950 бушелей, тележки Precision Air доступны в конфигурации бака с двумя или тремя основными отсеками. Дополнительные вспомогательные баки на 25 или 35 бушелей помогают удовлетворить ваши потребности в сырье.
Расстояние между рядами
Выберите конфигурацию междурядья 7,5 или 10 дюймов. Передние или задние ряды могут быть гидравлически подняты и заблокированы для посева с расстоянием между рядами 15 или 20 дюймов соответственно.
Универсальность продукта
Вы можете смешивать продукт из любого бака с любым из других баков, что дает вам максимальную гибкость для достижения высокой эффективности при посеве.
Навесной бак
Сеялка Precision Disk 550T оснащена навесным баком с системой дозирования семян, контролем перекрытия четырех секций и дополнительными весами, установленными на баке, которые помогают контролировать нормы высева и выполнять автоматическую калибровку.
Емкость бака
30-футовая машина Precision Disk 550T оснащена баком на 110 бушелей, а 40-футовая машина оснащена баком на 140 бушелей.
Расстояние между рядами
Выберите одну из конфигураций междурядья 7,5, 10 или 15 дюймов. При наличии 7,5- или 10-дюймового междурядья передние или задние ряды могут быть гидравлически подняты и заблокированы для посева с 15- или 20-дюймовым междурядьем соответственно. Сеялка 550T также доступна в однорядной конфигурации с шагом 15 дюймов, что идеально подходит для посева сои.
Легкий доступ и загрузка
Высокое положение установки сзади обеспечивает легкий доступ к высевающему аппарату и высевающим блокам под ним. Кроме того, большая платформа дает вам достаточно места для загрузки.
Совместимость с пневмоприцепами
Модели пневматических сеялок Precision Disk 550 и 500DS разработаны специально для работы с пневмоприцепами серии Precision Air 5. Эти пневмоприцепы включают в себя модульную систему управления дозированием AccuSection™ со встроенным управлением секциями, видеокамерой в баке, датчиками давления в баке и многим другим.
Универсальность продукта
Вы можете смешивать продукт из любого бака с любым из других баков, что дает вам максимальную гибкость для достижения высокой эффективности при посеве.
Расстояние между рядами
Все панели инструментов, от 30 футов до 60 футов, поставляются с 10-дюймовым интервалом.
Вместимость бака
Эти тележки вместимостью от 350 до 950 бушелей доступны в конфигурации бака с двумя или тремя основными отсеками. Дополнительные вспомогательные баки на 25 или 35 бушелей помогают удовлетворить ваши потребности в сырье.
Найдите подходящую модель для легкого маневрирования
Наши модели Precision Disk 550 и 500DS позволяют выбрать конфигурацию с буксировкой сзади или между ними, а наша модель 550T позволяет вам быть более универсальным с навесным семенным бункером. Какую бы модель вы ни выбрали, все они оснащены прочной литой скобой сцепки категории IV для надежной сцепки.
Добейтесь эффективности посева с помощью принятия решений на основе данных
Передовые сельскохозяйственные системы Case IH (AFS) помогут вам извлечь выгоду из всех преимуществ и выгод, которые пневматические сеялки Precision Disk принесут на вашу ферму. AFS предлагает полностью интегрированную платформу, которая собирает данные на каждом этапе производства, и все это контролируется с помощью нового, интуитивно понятного нового интерфейса дисплея.
Мониторинг расхода, заполнения и блокировки
Сокращение неприглядных пропусков из-за заблокированных рядов посевного материала и контроль плотности посева для обеспечения достижения заданных норм
Опционально для Precision Disk 550, беспроводная система мониторинга блокировки потока использует акустические датчики для непрерывного обновления статуса блокировки в режиме реального времени и отслеживания истории блокировки
Датчики расхода Precision Disk 550T обеспечивают точную оценку плотности посева крупных посевных культур
Гистограмма на датчиках потока Precision Disk 550T отображает целевые нормы и поток высева
Управление секциями и скоростью
Распределяйте семена, удобрения и другие материалы точно там, где вы хотите, используя секцию AFS и регулировку нормы внесения.
Уменьшение количества перекрытий в сочетании с внесением с переменной нормой и точным размещением продукта поможет вам сэкономить средства, улучшить агротехнические показатели и снизить общие затраты.
Внесение с переменной скоростью позволяет сократить количество поездок по полю.
Наведение и рулевое управление
Достигните воспроизводимой из года в год точности на уровне менее дюйма с помощью автогида AFS AccuGuide.
Autoguidance помогает уменьшить пропуски и перекрытия; экономить на топливе и трудозатратах; лучше управлять своими семенами, удобрениями и химикатами; упростить эксплуатацию; и просто делать больше каждый день.
Управление данными и анализ
Просматривайте, редактируйте, управляйте, анализируйте и используйте данные точного земледелия — все в одном пакете — с программным обеспечением AFS.
Создавайте карты урожайности, точные карты и многое другое с помощью единого интегрированного программного пакета.
Создание карт отбора проб почвы, создание и печать отчетов, а также импорт спутниковых изображений.
Безопасно и легко импортируйте и управляйте всеми источниками данных с помощью программного обеспечения AFS.
Сокращенное техническое обслуживание и простота обслуживания
Открытая конструкция рамы наших пневматических сеялок Precision Disk обеспечивает легкий доступ ко всем частям сеялки, что упрощает техническое обслуживание. Кроме того, большая часть настройки выполняется на заводе, что сокращает время настройки, повышает надежность и увеличивает время безотказной работы.
Это однопроходное решение для ваших полей экономит время, работу и производственные затраты, позволяя одновременно сеять и вносить удобрения для получения максимально возможной урожайности. Доступны с шагом 10 дюймов и шириной панели инструментов от 30 до 60 футов.
Обеспечьте точность в своих условиях с помощью этого универсального посевного решения. Доступны конфигурации с буксировкой сзади или между буксировкой и шириной навесного бруса 30, 40, 50 или 60 футов.
Навесной бак вместимостью до 140 буш. обеспечивает большую производительность в поле. Доступен с шириной инструментальной панели 30 и 40 футов.
Пневматическая сеялка Precision Disk серии 550 (1,18 МБ)
Делиться
Скачать
Только оригинальные детали Case IH были изготовлены специально для вашей машины и рассчитаны на максимальную производительность. В магазине запчастей Case IH вы найдете все, что вам нужно, от фильтров, жидкостей, продуктов и оборудования для обеспечения безопасности до руководств по эксплуатации, схем деталей, красок и аккумуляторов.
Посетите магазин запасных частей Case IHЗагрузите или закажите руководства оператора
Сборка и цена
Сконфигурируйте и укажите цену на свои новые прецизионные дисковые пневматические сеялки. Настройте его по своему усмотрению.
Начать сейчас
Сравните характеристики
Сравните характеристики наших прецизионных дисковых пневматических дрелей со спецификациями других производителей.
Сравнить
Блог Case IH
Будьте в курсе последней информации о продуктах, отчетах о сельскохозяйственных выставках и отраслевых новостях.
Пресс для яблок своими руками: 2 пошаговых инструкции
Просмотров 4377
Время на чтение 4 минуты
Встречается несколько видов прессов для яблок. От их разновидности зависит и удобство эксплуатации. Опишем каждый из них.
Содержание
Механический пресс
Пневматический
Гидравлический
Электрогидравлический
Как выбрать пресс
Преимущества и недостатки самодельного пресса
Из чего сделать пресс для яблок
Пресс для яблок своими руками из домкрата
Пресс для яблок своими руками из дерева
Механический пресс
Самый простой вариант. Есть два типа конструкции: с винтом у основания и с винтом на самой раме. Чтобы привести конструкцию в действие, нужно вручную прокрутить основной элемент. Когда вращается ручка, поршень опускается. Под давлением поршня из яблок выдавливается сок. Внизу конструкции находится специальная емкость для сбора сока. Такой вариант требует прикладывания большой силы и не может отличаться высокой производительностью (в час получают от 10 до 30 литров сока).
Такой вариант пресса можно использовать и для обработки других фруктов и ягод. Также с его помощью можно получить мед из сот и даже приготовить сыр.
Пневматический
Это устройство приводится в действие компрессором, подключенным к сети. Для изготовления корпуса используются прочные материалы, а привод можно приобрести отдельно. Идеально подходит для обработки большого количества яблок (такие прессы применяются в садовых хозяйствах).
Основные преимущества пневматических прессов:
физические усилия при обработке фруктов не требуются;
на аппарате установлен защитный клапан для полностью безопасной работы;
за один раз можно получить большое количество сока;
в конструкции нет подвижных деталей, которые могут выйти из строя.
В отличие от гидравлических прессов у пневматических нет водной мембраны.
Гидравлический
Здесь для получения давления используется сила воды. Эти конструкции самые дорогие. Но зато гидравлические прессы позволяют получить 70 % от заложенного сырья. Здесь вместо металлических емкостей используются деревянные.
Существуют модели с домкратами и без них. Высокая производительность агрегата дает возможность перерабатывать много яблок за короткий период времени.
При покупке пресса без домкрата нужно учитывать возможность подключения к водопроводу.
Электрогидравлический
Электричество объединяют с гидравликой для полной механизации процесса труда. Основные достоинства электрогидравлических моделей:
высокие показатели производительности;
электронное управление;
легкость очищения после использования;
возможность получить сок из любого вида сырья.
Главный минус подобных конструкций — их высокая стоимость. Поэтому зачастую их используют на крупном производстве, в домашних условиях такая покупка вряд ли оправдается. Но электрогидравлические устройства могут быть использованы для домашнего виноделия.
Как выбрать пресс
При покупке пресса для яблок стоит обращать внимание на следующие параметры конструкции:
Объем емкости для загрузки. От объема зависит количество сырья, которое возможно переработать за один раз.
Материал корзины. Лучший вариант — нержавейка. Она дольше служит и проще в уходе.
Особенности конструкции. Нужно знать, необходимо ли подключение к электросети или водопроводу.
Габариты. От размеров зависит условия хранения агрегата, удобство его применения.
Необходимость прикладывания физической силы для работы с прессом. С некоторыми моделями девушкам будет трудно справиться.
Производительность конструкции (какое количество сока производит за единицу времени). Для больших объемов фруктов оптимальные показатели — 200 и более литров в час.
Цена. Данный параметр считается относительным, но не учитывать его нельзя. Самыми доступными по стоимости являются механические. В них цена зависит от размера корзины. Оптимальные по цене — гидравлические конструкции (стоят недорого и при этом не требуют физических усилий).
Преимущества и недостатки самодельного пресса
Начнем с плюсов самодельных конструкций:
Размер и вариант конструкции подбирается индивидуально.
При наличии материала и инструментов самодельный агрегат выйдет дешевле покупного.
Пресс прост в эксплуатации.
Но у самостоятельного изготовления пресса есть и недостатки:
При отсутствии опыта необходимая конструкция может не получиться.
Материалы (дерево и металл) для продуктовых прессов стоят дороже.
Из чего сделать пресс для яблок
Самые популярные и экономичные материалы для изготовления пресса для яблок — дерево и металл (нержавейка). Эти материалы можно приобрести в любом строительном магазине, а прослужат они не один сезон.
Пресс для яблок своими руками из домкрата
Этапы создания и чертежи
Алгоритм создания пресса:
Взять металлический профиль (размер определяется индивидуально) и сварить из него конструкцию в виде буквы П.
На торцевой стороне профиля проделывается отверстие (именно через него проходит головка с резьбой). Фиксируются детали сварочным аппаратом.
Корпус создается из дощечек (ширина — 4 см и толщина — примерно 5 мм).
Железную пластину шириной около 5 см разрезают на 4 равных полоски.
Далее весь корпус собирается (верхние пластины крепятся к нижним).
Поддон делают металлический (желательно с загнутыми краями).
Пресс для яблок своими руками из дерева
Этапы создания и чертежи
Для самостоятельного изготовления пресса из домкрата понадобятся такие материалы:
корзина перфорированная;
круг из дерева;
металлический прокат;
шурупы для крепежа;
бревно.
Домкрат рекомендуется выбирать для машин массой 2–3 тонны.
Все заготовки изготавливаются согласно чертежу. А после этого все детали соединяются в цельную конструкцию. Перфорированную корзину можно сделать с использованием обычного сверла. Для этого готовится емкость, в которой выполняются отверстия определенного размера (рекомендуемый диаметр — 5–7 мм).
Далее вырезается круг из дерева (его диаметр равен диаметру корзины). На круг устанавливается бревно (именно на него приходится все давление, поэтому выбирать нужно максимально прочное бревно). Сверху устанавливается домкрат. Устройство готово к использованию!
Чтобы избежать разбрызгивания сока, рекомендуется использовать чехол (его тоже можно сделать самостоятельно).
Предыдущая
Переработка яблок 🧃Как высушить яблоки в домашних условиях: 8 способов
Следующая
Переработка яблок 🧃Гусеница из яблок своими руками: идеи для поделки в садик
чертежи, как сделать из домкрата
Каждый садовод знает, что кроме посадки и выращивания, важно обеспечить и правильное хранение урожая. И совсем неважно, в каком виде вы будете хранить, например, яблоки: в свежем виде, в консервированном или в качестве вина и сока. Для последнего варианта потребуется также специальное оборудование. Как выбрать пресс для отжима яблок?
Большой урожай фруктовых и ягодных плодов часто требует использования пресса для изготовления соков, а также других напитков.
Принцип работы пресса
Типы конструкции
Механический пресс
Пневматический
Гидравлический
Электрогидравлические
Процесс отжима
Как выбрать пресс
Самодельный пресс для фруктов и овощей
Принцип работы пресса
Все прессы, независимо от их разновидности, работают по одному принципу – создание давления на размельченное сырье. Мезгу (размельченные ягоды или фрукты) помещают в емкость с отверстиями или специальные мешочки. При сдавливании сок стекает в поддон, а отработанные выжимки после окончания работы удаляется.
Наиболее востребованным является пресс для яблок, который можно использовать и для других фруктов.
Главная отличительная особенность каждого устройства – это способ создания давления. По этому признаку прессы делятся на:
Механические – давление создается вручную;
С частичным использованием ручной силы – гидравлика с домкратом;
Электромеханические – гидравлические с подачей воды, пневматические, электрогидравлические.
Чтобы правильно на нём работать, следует знать принцип его действия и особенности.
Самыми производительными считаются комбинированные конструкции (с использованием электричества и гидравлики). Такие устройства позволяют за короткое время обработать большое количество сырья. Да и выход напитка неплохой – 70% от массы плодов.
Тем, кто занимается изготовлением сока для его продажи или изготовлением алкогольных напитков, рекомендуется приобрести современный аппарат и пользоваться им индивидуально.
Механические же прессы пользуются популярностью благодаря возможности использования в любых условиях, даже без источников электричества и воды.
Прессы любой конструкции изготавливаются из качественных прочных материалов и не оказывают негативного воздействия на используемое сырье.
Типы конструкции
Конструкция выбирается в зависимости от личных предпочтений, а также объемов сока, которые вы планируете получить. Например, механические модели идеальны для ежедневного использования, когда вам нужно единовременно напоить семью. А вот гидравлический аппарат и модели с электрическим приводом дают больший объем сока, не случайно именно такие конструкции используют для заготовок на зиму.
Разновидности прессов во многом определяют их удобство в эксплуатации и популярность.
Кроме этого, важно знать, какое обслуживание потребуется каждой модели, оценить их достоинства и недостатки.
Механический пресс
Это бюджетный вариант, изобретенный десятки лет назад. Можно смело утверждать, что механизм его действия отлажен до мелочей. В емкость с перфорацией закладываются яблоки. В процессе вращения ручки опускается поршень и приводится в действие винтовой механизм пресса. Под давлением из яблок выжимается сок. В нижней части располагается емкость для «сбора» сока. Такой пресс требует серьезных физических усилий и не очень производителен – в час можно получить от 10 до 30 литров (в зависимости от усилий и сорта яблок).
Приводится в работу такой пресс вручную, методом раскручивания винта.
Механические варианты доступны в двух исполнениях:
Без рамы. Винт крепится к основанию пресса.
С рамкой. Ручка упирается в крышку, и крутить ее гораздо удобнее, но требуются большие усилия.
Такие прессы имеют массу преимуществ: не занимают много места, идеальны для ежедневного использования (0,5-3 литра вы сможете приготовить достаточно быстро). Если вы являетесь счастливым обладателем деревянного механического пресса, то конструкция станет еще и достойным украшением вашей кухни. Наконец, их ценят за многофункциональность: с помощью механической модели вы не только получите сок из яблок, но и сможете переработать другие фрукты и ягоды, а также извлечь мед из сот. Кроме этого, с помощью такого пресса вы сможете даже приготовить сыр.
Винт оборачивается по часовой стрелке. Он прижимает сырье к дренажным решеткам и бочке, выдавливая сок из яблок.
Пневматический
В пневматических прессах для отжима яблок давление является следствием работы сжатого воздуха. Для этого каждый агрегат оснащен компрессором, работающим от сети.
Пневматические прессы схожи по способу работы с теми, которые работают от гидроцилиндра.
Преимущества пневматических прессов:
В процессе работы не требуются физические усилия;
Аппарат оснащен защитными клапанами, а значит, рабочий процесс полностью безопасен для человека;
В течение одного рабочего процесса вы можете получить достаточное количество готового сока, не разбирая агрегат, и не добавляя сырье;
Конструкция не имеет подвижных механических деталей, которые обычно быстро выходят из строя. Благодаря этому гарантируется длительная эксплуатация прибора.
Приводится в работу этот аппарат при помощи сжатого воздуха от компрессора. Данный метод помогает отжать до 70% сока из заготавливаемого сырья.
Корпус у таких моделей изготавливается из очень прочных материалов, а пневмопривод можно купить отдельно. Данная конструкция идеально подойдет для переработки большого количества яблок, других фруктов и ягод. Такие прессы часто используют и в агрохозяйствах. Главное отличие пневматических конструкций от гидравлических – это отсутствие водной мембраны.
Гидравлический
В этих моделях для отжима используется давление воды. Такие агрегаты самые дорогие из всех вышеперечисленных, но благодаря им можно получить самый большой объем сока – до 70% от веса используемого сырья. Вместо металлической емкости с перфорацией используют деревянные рамки. Яблоки измельчают и помещают в специальные мешочки, которые, в свою очередь, располагают между рамами.
Гидравлические прессы для яблок экономят силы тех, кто приводит их в действие.
Доступны следующие варианты конструкций:
Домкрат на гидравлике. С такой конструкцией справятся даже представительницы прекрасной половины человечества, усилия требуются минимальные.
Модели без домкрата. Давление создается водой. Жидкость, скапливаясь, давит на разложенные плоды, а сок стекает в специальную емкость.
Производительность гидравлических домкратов достаточно велика и позволяет перерабатывать большие объемы фруктов. Приобретая аппарат без домкрата, нужно предусмотреть возможность подключения к водопроводу.
При пользовании аппаратом механические усилия тех, кто приводит их в действие, уменьшаются.
Электрогидравлические
Гидравлику объединяют с электричеством для полной механизации процесса получения сока. Вода из труб подается в мембрану, а высокое давление обеспечивается благодаря компрессору. Жмых остается в корзине.
Комбинированные варианты включают в себя те, в составе которых есть и винт и гидравлический домкрат. Такие механизмы позволяют отжать наибольшее количество сока.
Достоинства электрогидравлических моделей:
Высокая производительность;
Электронная система управления;
Легкость мытья после эксплуатации;
Сок можно получать из любого сырья.
Главный «недостаток» – это высокая стоимость. Чаще всего подобные модели используют для промышленного производства. В домашних условиях такой агрегат оправдан лишь в случаях, когда вам нужно перерабатывать большое количество сырья. Кстати, часто с его помощью делают сырье для домашних вин. Справиться с электрогидравлическим прессом для получения сока смогут даже представительницы слабого пола.
Особенностью эксплуатации электрического пресса является необходимость постоянного, а также полного контроля всего процесса производства, к тому же важно следить за наполненностью бака для сырья.
Процесс отжима
Проходит в два этапа:
Подготовка сырья. Для измельчения яблок используют специальные аппараты, напоминающие терки у мясорубок. Благодаря электроприводу работают такие агрегаты достаточно продуктивно, и «полуфабрикат» быстро подготавливается.
Закладка сырья в пресс и выполнение отжима.
После работы пресс нужно разобрать, промыть и хорошо высушить. Жмых убрать, прочистить перфорационные отверстия. Особенно внимательного отношения к себе требуют емкости из деревянных рамок, поскольку они окрашиваются, впитывают сок и запах.
Различные прессы работают по-разному, некоторые имеют ощутимые достоинства перед другими.
Так как яблоко – фрукт достаточно твердый, используют дополнительные способы для увеличения выхода жидкости. Например, мешочки из ткани, фильтрующие сок, или приспособления для дренажа – деревянные планки или перфорированные диски из нержавеющей стали.
Как выбрать пресс
Если вы приняли решение приобрести пресс для отжима сока из яблок, обратите внимание на следующие критерии:
Объем загрузочной емкости. От этого показателя зависит, сколько сырья вы сможете переработать за один цикл.
Материал, из которого изготовлена корзина. Предпочтение отдается емкости из нержавейки, поскольку за ней проще ухаживать, да и прослужит она дольше.
Особенности конструкции. Узнайте, нужно ли подключение к водопроводу или электросети. Иначе может получиться так, что вы приобретете агрегат, который в ваших условиях окажется бесполезным (например, на даче с неполным «набором» коммунальных услуг).
Размер. От параметров зависит удобство хранения и эксплуатации.
Какие физические усилия потребуются для работы. В некоторых ситуациях лучше приобрести модель без механики.
Пресс – это возможность регулярно изготавливать новую партию продукции, не кипятить и не стерилизовать продукт, что помогает сбережению полезных свойств и витаминов.
Производительность пресса. Какое количество сока вы сможете получить за определенное время. При больших объемах сырья выбирайте модель, которая сможет производить 100-200 литров сока в час.
Стоимость. Этот критерий, конечно, относительный, но все-таки его следует принять во внимание. Механические прессы самые доступные по цене. Фактором, определяющим их стоимость, считается объем корзины: чем она больше – тем пресс дороже. Если же нет желания прикладывать физические усилия и нести серьезные финансовые затраты, то выбирайте гидравлические прессы с домкратом.
Перед покупкой габаритного аппарата следует подумать о месте его сбережения в течение зимы. Некоторые аппараты являются очень тяжелыми и трудно транспортируемыми.
Для большинства пресс для отжима сока – это не роскошь, а необходимый агрегат, который позволит обеспечить семью витаминными напитками. Тем более, что современные конструкции позволяют делать это быстро, эффективно и с минимальными физическими затратами.
Самодельный пресс для фруктов и овощей
Как сделать пресс для сидра своими руками бесплатно
You are here: Home / DIY / Как сделать пресс для сидра своими руками бесплатно
от Ashley Adamant 23 комментариев
Этот пост может содержать партнерские ссылки. Полное раскрытие читайте здесь.
2223 акции
Поделиться
Твит
Отжим сидра — отличный способ сохранить вкус яблок на всю зиму. Сидр можно консервировать как свежий сок, замораживать или ферментировать в крепкий сидр, и все это хранится месяцами, если не годами.
Хитрость в том, как сделать сидр, не разорившись? Мы тратим годы, копя на двухствольный пресс для сидра, и я должен был пообещать, что он будет моим подарком на день рождения каждый год в течение следующего десятилетия. Эти вещи недешевы!
Недавно со мной связалась читательница по имени Саша и рассказала о своем самодельном прессе для сидра, который она собрала из переработанных материалов за считанные минуты. Она видит урожайность, сравнимую с нашим модным прессом, и бесплатно!
Саша говорит мне, что ей «пресс — это два перевернутых друг в друге ведра в кастрюле, чтобы поймать его. Потом я стою на нем, потом мой муж, а потом мы стоим на нем вместе. Каждый раз мне удавалось получить около 3 литров из многоразового мешка».
Правда? Ковши внутри друг друга весом тела, что ли? Я должен был это увидеть. Я попросил ее прислать фотографии, чтобы я мог поделиться ими со всеми вами.
Материалы:
Ведро на 5 галлонов
Ведро чуть меньшего размера (или большая посуда Tupperware)
Мешок для муки или наволочка
Большая кастрюля или еще большее ведро
Масса тела
Поместите небольшое ведро в кастрюлю — это первый шаг. Мешок с яблоками будет лежать поверх этого ведра. Вы можете видеть, что внутренняя часть ведра набита полотенцами, чтобы выдержать вес, чтобы внутреннее ведро не рухнуло.
Для начала нарежьте яблоки как можно мельче, а затем положите их в мешок для муки или наволочку. Пульсирование с помощью кухонного комбайна тоже может сработать.
Мне сказали, что эти яблоки случайно замерзли, что, вероятно, помогает при извлечении сока. Замораживание поможет лопнуть клетки и получить больше сока из яблок.
Поместите перевернутое ведро меньшего размера в большую кастрюлю и положите сверху мешок с яблоками.
Затем мешок с нарезанными яблоками кладут на меньшее ведро. Ведро побольше переворачивается сверху, и яблоки помещаются между двумя ведрами.
Накройте яблоки и меньшее ведро 5-галлонным ведром. Видишь, что она здесь сделала?
Она зажала яблоки между двумя ведрами, но поскольку внутреннее ведро меньше, в пространство между ведрами все еще остается место для вытекания сока. Затем он стекает по стенкам внутреннего ведра в кастрюлю.
Встаньте на ведро, чтобы вдавить яблоки между двумя ведрами. Это так просто!
В этот момент просто нажмите на яблоки с увеличивающимся весом. Сядьте на него. Тогда встаньте на него. Затем пусть 2 человека встанут на него.
Она сообщает, что из одного мешка нарезанных яблок получается около 3 литров, что, глядя на фотографии, говорит мне, что она справляется не хуже моего причудливого пресса. Излишне говорить, что я впечатлен.
Выход сидра после прессования
Вот ее описание процесса, «Я использовала огромный контейнер Tupperware, на нем нет размера, но моя тетя использовала его для хранения муки. Я положил внутрь несколько полотенец для поддержки, чтобы не выдуло дно. Крышка очень хорошо закрывается, поэтому у меня никогда не было протечек на полотенцах. Другое ведро (около 3 галлонов ) из пекарни цели. Моя мама работает там, и кто-то хранит их для нее. Они с отцом использовали их для постукивания один год. Плюс кухонное полотенце из мешка для муки, чтобы держать пюре. Я удваиваю еще один в качестве фильтра, когда наливаю в банки, на случай, если какая-либо мезга вытечет и попадет в нее. У меня постоянно было около 3 литров из одного многоразового продуктового пакета. Кроме того, в месиве все еще было довольно много влаги. Я пропустил одну партию уже отжатого пюре через мой сжиматель, чтобы сделать яблочное масло. Получилось примерно литр пюре для яблочного масла».
В итоге общий выход составил 3 литра сидра для домашнего консервирования и один литр яблочного масла.
Готовый сидр фильтруют через мелкоячеистую ткань или марлю. Это достает любое из яблок, которые уцелели во время прессования.
Большое спасибо Саше за то, что поделилась своим самодельным прессом для сидра!
Вы построили свой собственный пресс для сидра? Как это работает? Оставьте заметку в комментариях.
Или, что еще лучше, отправьте фотографии своего изобретения Эшли дот Адамант на адрес gmail dot com, и я опубликую ваши фотографии и рассказ, чтобы другие могли попробовать его.
Рубрики: Сделай сам, Фруктовый сад
гений! Пресс для яблочного сидра своими руками
Мало что говорит об осени лучше, чем свежий яблочный сидр. Так что, если бы вы могли сделать свой собственный со своего заднего двора. Это то, чего хотели достичь пользователь Instructables Майк Крэгхед и его друг Джон Савелифф. И исполнение этого DIY-проекта просто гениальное! Хочешь сделать свой собственный? Читайте дальше, чтобы учиться у Майка и Джона, и получить учебник.
Примечание: Это не обязательно проект для начинающих. Майк остается скромным в отношении своего собственного мастерства в рукоделии, признавая: «У меня есть базовое понимание того, как избежать острого конца пил, сверл и прочего… но я абсолютно не смог бы справиться с остальным без инструментов и опыта Джона». Джон добавляет, что всем, кто рассматривает возможность изготовления пресса для яблочного сидра своими руками, «настоятельно рекомендуются средние навыки работы с деревом и доступ к сверлильному станку, настольной пиле, фрезерному столу или токарному станку и шуруповерту».
Материалы — Винты квадратных голов — 11/2 ″ гвозди из нержавеющей стали — Болты каретки — Состав — Power Drill
Реклама
. , мы «отобрали» наши любимые функции из различных версий, и есть бесконечные способы повторного смешивания различных компонентов: например, большой винт можно заменить бутылочным домкратом.
Существует примерно четыре миллиона способов построить один из них, так что я оставлю это на ваше усмотрение и избавлю вас от точных измерений.
ШАГ 2
Мы пропустили всю древесину через фуганок Джона, что очень забавно, если вы никогда не делали этого с твердой древесиной: кусок дерева, выглядящий шероховатым, входит с одного конца, и красивое произведение искусства выходит с другого конца, зерно внезапно становится видимым на почти идеально гладкой поверхности.
ЭТАП 3
Я просверлил хорошие направляющие отверстия, намылил каждый винт… и все же выдрал из них несколько. Поэтому, когда вы смотрите на детали, которые я сделал, пожалуйста, не смотрите слишком внимательно.
Реклама
ШАГ 4
Шлифовальный круг Джона был одной из первых вещей, с которыми мы смогли по-настоящему поиграть, когда рама собиралась вместе. Бункер снимается как для очистки, так и для того, чтобы его можно было упаковать поменьше, когда сезон закончится. Небольшой зажим обеспечивает небольшую страховку, поэтому во время измельчения бункер не отрывается от рамы.
ШАГ 5
После того, как пресс для яблочного сидра построен, пора измельчать фрукты. Но сначала продезинфицируйте все поверхности разбавленным раствором йода и дайте ему высохнуть.
Чтобы максимизировать выход сока, мы оставляем яблоки на неделю или около того. Смесь сладких и кислых яблок обычно вкуснее, но я никогда не встречала партию, которая бы мне не понравилась. Яблоки разрезают на половинки или четвертинки (иначе они бы просто валялись в воронке!). Мы выбрасываем любые коричневые грубые кусочки в компост, но незначительные пятна на фруктах не имеют большого значения.
5-галлонное ведро находится под бункером для сбора молотых яблок и удерживается на месте маленьким деревянным рычагом, который поворачивается в нужное положение. Затем наполняем бункер и начинаем измельчать!
ШАГ 6
Ведро будет собирать молотые яблоки или жмых. Когда он наполнится примерно на 2/3, прекратите измельчение. Поместите жмых в пластиковое ведро, выстланное сеткой, и свяжите его в пучок. Поместите связку в бочку или «ванну для прессования», а затем поместите сверху диск, сделанный из материала для разделочной доски. Повторяйте, пока не соберете четыре пучка жмыха.
Объявление
ШАГ 7
Цилиндр, слив и лоток скользят под винт, а небольшой жертвенный кусок дуба защищает прижимную доску от прямого контакта с винтом. Поместите ведро с сеткой под носик.
Вращайте винт, пока он не упрется в доску и не замедлится, затем проверните его еще на несколько оборотов, пока вся конструкция не издаст легкий стон. В зависимости от того, насколько сочной является партия, сидр начинает выливаться сразу, и первые несколько галлонов вытекают сразу. Когда сок замедлится, поверните ручку еще на пол-оборота и продолжайте в том же духе не менее 15 минут.
Реклама
Когда пресс для сидра Майка не отжимает сидр, он хранит его под навесом на заднем дворе.
Клеевые технологии при соединении деталей, имеющих цилиндрическую форму
Использование клеев при соединении деталей, имеющих цилиндрическую форму
Использование склеивания упрощает конструкцию, изготовление и сборку деталей. Так, например, в процессе сборки подшипников, применение клея позволяет компенсировать неточное центрирование деталей (разумеется, в допустимых границах). Подшипники и валы, монтаж которых был произведен без нарушения центрирования и при отсутствующих нагрузках, обладают более длительным сроком эксплуатации. После демонтажа и последующей очистки они могут быть использованы многократно. От прессовых посадок клеевые соединения отличает то, что их применение позволяет использовать в соединении детали, имеющие тонкостенную конструкцию.
Рис. 1: Типы клеевых соединений деталей, имеющих цилиндрическую форму.
Порядок работы
Чтобы оптимизировать конструкции клеевой сборки необходимо учитывать нагрузки, воздействующие на соединение. Чаще всего это совокупность различных нагрузок: осевых, крутящих, радиальных и изгибающих (см. рис. 2).
Существующие нагрузки подразделяются на динамические и статические.
Требования к конструкции соединения
При создании клеевого соединения необходимо минимизировать отрывающую и расслаивающую нагрузки на клеевой шов. При этом прочность соединения на сдвиг и на сжатие должны оставаться максимальными на протяжении всего срока его эксплуатации. При внесении относительно небольших изменений в конструкции деталей можно значительно увеличить их предельную прочность (см. рис. 3).
О распределении нагрузок в соединении
Как показывает практика, по длине соединения напряжения распределяются неравномерно. Они концентрируются по краям соединяемых поверхностей и, следовательно, при увеличении длины соединения не происходит пропорционального усиления напряжения. С целью более равномерного распределения напряжений используются специальные конфигурации, в которых реализуются соответствующие требования, благодаря которым пиковые напряжения снижаются (см. рис. 4 и 5).
Отличия тепловых расширений
Довольно часто при соединении деталей, имеющих цилиндрическую форму, используются материалы, у которых коэффициенты теплового расширения различны. Это приводит к тому, что клеевой шов, подвергающийся воздействию рабочих температур, испытывает большие напряжения на разрыв, что в дальнейшем отрицательно сказывается на его надежности.
Рис. 2: Перечень возможных нагрузок.
Осевая нагрузка
Нагрузка кручения
Нагрузка изгиба
Радиальная нагрузка
Рис. 3. Примеры различных конструкций клеевых соединений цилиндрических деталей и варианты их оптимизации.
Рис. 4: Изменив геометрию конструкции, можно уменьшить концентрацию напряжений.
Формула для расчета теплового расширения
d = do(1+αDT )
Обозначения:
d — значение диаметра при нагреве, измеряемое в миллиметрах
do – значение первоначального диаметра, измеряемое в миллиметрах
α — значение коэффициента линейного теплового расширения, измеряемого в мм oC-1
DT значение разницы температур, измеряемой в градусах Цельсия
При использовании клеевого метода для состыковки деталей, имеющих различные температурные расширения, возможны следующие варианты соединений:
Метод соединения внатяг с клеем.
Использование данного метода возможно, когда в соединении будет присутствовать небольшое напряжение, при всех значениях рабочих температур.
Метод соединения с большим зазором.
Наличие у продуктов Loctite относительно низкого модуля упругости и высокого коэффициента расширения при соединении деталей, имеющих цилиндрическую форму, позволяет исключить или снизить возникающую в соединении нагрузку на растяжение. Это достигается путем создания зазора с величиной, оптимальной для заполнения его клеем. На рисунке 7 изображен пример подобного соединения.
Рис. 5: Примеры распределения нагрузок по клеевым слоям.
Рис. 6: Оптимизированное распределение нагрузки в шпоночном соединении.
DS — это диаметр детали из стали @ 20 градусов Цельсия
DB — это диаметр детали из латуни @ 20 градусов Цельсия
Метод клеевого соединения с нагревом
При наличии у внешней детали большого коэффициента теплового расширения, превышающего коэффициент внутренней детали, например, при установке подшипника (или стального вала) в алюминиевый корпус (или в шкив), используется клеевая сборка, совмещаемая с горячей посадкой с зазором. Так, например, при диаметре детали, равном 50 миллиметрам, величина зазора будет составлять 0.05 миллиметра. При этом нанесение клея осуществляется на поверхность внутренней детали, а наружная деталь нагревается, после чего производится сборка деталей. Как правило, величина DT (разница температур) равняется 100 градусам Цельсия.
Наряду с этим, на клеевой шов, находящийся в статическом состоянии, будут воздействовать напряжения сжатия. При различных температурных расширениях наружной и внутренней деталей, происходящих во время эксплуатации соединения, клеевой зазор будет увеличиваться. При этом будет происходить ослабление компрессионного напряжения на клей. В результате — воздействие на клей недопустимых нагрузок растяжения полностью исключается.
Динамическая (циклическая) нагрузка
В случаях, когда на клеевое соединение воздействуют динамические (циклические) нагрузки, особое внимание необходимо уделять усталостной прочности.
На основании тщательно проведенных лабораторных исследований, целью которых являлось получение точных расчетных данных, было выполнено построение кривой Wohler (см. рисунок 8).
Соединение деталей комбинированным методом
Если сравнивать со стандартными методами, используемыми для сборки цилиндрических деталей, то преимущества, получаемые при использовании клеев несомненны. Они полностью избавляют от образования фреттинговой коррозии и позволяют передавать высокие нагрузки.
Метод жесткого механического соединения
При использовании в соединении шпонок, шлицев и тому подобных элементов, возникают такие явления, как люфт и подверженность деталей коррозионному износу. Используемые при сборке вышеперечисленных деталей клеи заполняют все имеющиеся в соединении пустоты, а затем, после завершения процесса полимеризации, способствуют устранению перемещений соединяемых деталей по отношению друг к другу, а также повышают способность узла противостоять длительным нагрузкам.
Благодаря способности клеев выдерживать осевые нагрузки, в некоторых случаях можно отказаться от использования дополнительных элементов крепления, таких как втулки, пальцы, запорные кольца и др.
Рис. 8: Вид кривой при клеевой сборке с зазором, испытывающей полную нагрузку с циклической частотой 15 — 20 Гц. Величины вращающей динамической усталостной прочности клея, разработанного корпорацией Loctite, отображены в затененной области.
Рис. 9: Пример усиления шлицевого соединения путем применения клея Loctite, в КПП транспортного средства с повышенной проходимостью.
Метод склеивания деталей с натягом
Для определения прочности соединений по посадке внатяг, в которых клей не применяется, необходимо напряжение втулки умножить сначала на коэффициент трения, а затем на площадь контакта. На значения используемых в данной формуле переменных будут оказывать влияние некоторые факторы. Так на величину напряжения втулки, посаженной внатяг, будут оказывать влияние величина натяга, модуль упругости материалов и конструкция деталей. По мере усиления натяга будет возрастать и напряжение. Значение коэффициента трения будет зависеть от типа материала, состояния его поверхностей и способа его обработки. Согласно проведенным исследованиям, даже в случае соединения деталей по горячей или прессовой посадке, площадь максимального контакта соединяемых металлических поверхностей втулки и вала будет составлять 25-30 процентов от площади поверхности.
Использование в процессе соединения клея позволяет увеличить площадь контакта до 100 процентов, в результате чего нагрузки на сжатие и на сдвиг могут распределяться равномерно по поверхности соединения. Прочность адгезии клея может суммироваться с прочностью бесклеевого соединения внатяг, благодаря чему соединение будет способно выдерживать повышенные нагрузки при неизменном размере.
Использование клеев при соединении деталей, имеющих цилиндрическую форму, позволяет модернизировать (усилить) старые конструкции, а новые сделать более дешевыми, легкими и компактными.
Клеевую сборку по посадкам внатяг осуществляют двумя методами:
Метод соединения по прессовой посадке:
При использовании данного метода клей в виде пленки наносится на одну или на обе соединяемые рабочие поверхности (см. рис. 10). В процессе сборки следует избегать выдавливания клея наружу или его стирания с поверхностей деталей.
Рис. 10: Процесс клеевой сборки, осуществляемой методом соединения по прессовой посадке КПП грузового автомобиля для двигателя с мощностью, равной 500 л.с. Клей наносится роликом автоматически.
Метод соединения деталей с горячей прессовой посадкой
При рабочих температурах в деталях имеется определенное напряжение, не смотря на то, что их монтаж осуществляется с определенным зазором. Для клеевых соединений с горячей прессовой посадкой предпочтительной является такая методика, при которой нанесение клея производится на рабочую поверхность внутренней детали. В этом случае для получения требуемого зазора выполняется нагрев внешней детали. Использование технологии по соединению деталей с горячей прессовой посадкой позволяет достичь оптимальной прочности соединения, так как в результате нагревания удается достичь высокой скорости полимеризации, а при усадке внешней детали возникает нагрузка на сжатие, воздействующая на отверждающийся клей. Полученная общая прочность сборки в конечном результате будет значительно превышать прочность клея на сдвиг и прочность при бесклеевой посадке внатяг.
Рис. 11: Сравнение бесклеевого и клеевого методов горячего соединения деталей.
Диаметр пальца: — 120 миллиметров.
Размеры втулки:
Диаметр внутренний — 120 миллиметров.
Диаметр внешний — 145 миллиметров.
Длина соединения: 25 миллиметров
Сущность альтернативного метода заключается в следующем: при его использование происходит охлаждение внутренней детали и нанесение клея на поверхность внешней. На практике, из-за появления конденсата, образующегося в результате охлаждения поверхности холодного компонента, использование данной технологии не рекомендуется. Это объясняется тем, что образование конденсата отрицательно воздействует на процесс полимеризации клея и, соответственно, на клеевую прочность всего соединения.
Иногда, при небольших диаметрах деталей, когда имеет место небольшое тепловое расширение, а также в случаях получения слишком большого напряжения, используется комбинация двух вышеописанных методов. При необходимости получения более подробных рекомендаций следует обратиться в компанию Germeticus.
Конструкторские приемы
Заключительная обработка поверхностей
Окончательную обработку поверхностей рекомендуется проводить до достижения уровня шероховатости, равного 0.8-3.2 микрон. Следует избегать слишком гладких поверхностей соединяемых деталей, так как это способствует уменьшению коэффициента их «сцепления».
Процесс механической обработки сопрягаемых поверхностей необходимо выполнять с шероховатостью, зависящей от направления нагрузок, воздействующих на соединение. Усилие, действующее на клеевое соединение должно быть при этом перпендикулярным по отношению к наибольшей шероховатости соединяемых поверхностей.
Рис. 12, слева: Зависимость относительной себестоимости производства от допусков, показанная на примере двух деталей с различными диаметрами. Типичные допуски, используемые в клеевых соединениях, показаны серым цветом. По вертикальной оси показана относительная себестоимость. Данный график наглядно подтверждает тот факт, что, благодаря использованию клеевых технологий, можно снизить производственные затраты.
Рис. 13, справа: Зависимость между шероховатостью поверхности и относительной себестоимостью, показанная на примере двух деталей, имеющих различные диаметры. Оптимальный участок для клеевых сборок, в зависимости от уровня шероховатости, выделен серым цветом. Следует обратить особое внимание на то, как снижается себестоимость.
Использование фасок
Для того чтобы в момент сборки минимизировать возможность схода клея с рабочих поверхностей соединяемых деталей желательно на их торцевых краях делать фаски шириной в один миллиметр, расположенные к линии оси детали под углом в 15-35 градусов, как это показано на рисунке 14.
Ступенчатые валы
В случаях, когда на одном из концов вала осуществляется монтаж 2-х или более деталей, задействованной части вала придается ступенчатость, как это показано на рисунке 15.
Конусные соединения
Применение клеев в процессе соединения конусных деталей позволяет устранить фреттинг-коррозию и увеличить способность сборки противостоять продолжительным нагрузкам. В конусных соединениях обеспечивается точная концентричность, а также, благодаря форме деталей, обеспечивается хорошая эффективность при использовании клея на сопрягаемых поверхностях большого размера, подвергнутых обдирочным операциям, например, таким как шабрение.
Клеевые слои различной толщины
Использование областей склейки, имеющих различную толщину зазора, необходимо в тех случаях, когда тонкий слой клея требуется нанести только на часть склеиваемой поверхности, например, для того, чтобы соблюсти концентричность, а на остальную часть наносится толстый слой, компенсирующий тепловое расширение.
Использование клеев для герметизации
Используемые для соединения деталей, имеющих цилиндрическую форму, клеи могут одновременно выполнять функцию идеального герметика и могут использоваться в водяных рубашках, коробках передач и других устройствах с целью герметизации сквозных отверстий. Подобное использование, по сравнению с прежними конструкциями, имеющими глухие отверстия, сокращает расходы на механическую обработку деталей и снижает вес соединения.
Рис. 14: При монтаже соединения, скошенные под углами в 15 и 35 градусов фаски, препятствуют выдавливанию клея.
Рис. 15: Уменьшение размера ступенчатого вала с целью выполнения монтажа, при котором не происходит стирания клея, нанесенного на поверхность изделия.
Нанесение клея и монтаж
Процесс подготовки поверхностей
Соединяемые поверхности необходимо очистить от масел, жиров, защитных покрытий, остатков смазочно-охлаждающих жидкостей и т.п. Для этого, как правило, используются обезжириватели, в качестве которых выступают моющие растворы на водной основе или растворители.
Применяемый очиститель должен избавить обрабатываемую поверхность от всех веществ, препятствующих процессу полимеризации клея. В первую очередь это относится к остаточным нитритам, некоторым смазочноохлаждающим жидкостям и моющим растворам на водной основе. Вышеперечисленные вещества удалить обезжиривающими растворителями невозможно, поэтому для достижения хорошего результата поверхности необходимо промыть чистой водой.
Позитивно воздействуют на прочность сборки травление, а также абразивная или пескоструйная обработка. Все технические характеристики производимых компанией Loctite клеев, получены в результате проведения стандартных испытаний деталей, поверхности которых были предварительно подвергнуты обезжириванию.
Клеи, используемые при соединении замасленных поверхностей
Компания Loctite выпускает клеи, специально предназначенные для соединения замасленных деталей. Используя эти клеи, можно эффективно соединять детали, имеющие умеренное «масляное» загрязнение. Данная продукция идеально подходит для крупносерийных производств.
Целесообразно использовать эту технологию в тех случаях, когда требуется склеить цилиндрические втулки пропитанные маслом или когда в результате полного обезжиривания поверхностей может произойти снижение срока службы подшипников или будет затруднено соединение деталей методом прессовой посадки. При использовании таких клеев становится возможным производство монтажа втулок с зазором. С целью очистки соединяемые поверхности предварительно протираются обычной ветошью.
Применение — клеевое соединение — Большая Энциклопедия Нефти и Газа, статья, страница 1
Cтраница 1
Применение клеевых соединений в металлич. Клеевые соединения препятствуют возникновению коррозионных явлений, создают герметичное соединение, не требующее дополнит, уплотнения, облегчают вес конструкции, допуская применение довольно тонких металлов. Склеивание эффективно в случае необходимости создать тепловую, а иногда и электрич. По сравнению с заклепочными и сварными соединениями клеевое соединение обладает высокой прочностью при эксплуатации в условиях умеренных темп-р, при вибрационных нагрузках и тонких сечениях металлов. Недостатки метода склеивания: сравнительно невысокая теплостойкость клеевых соединений па органич. Перед нанесением клея поверхность металлов очищают от различных загрязнений, особенно от масла и жира. Прочность склеивания повышают путем создания на поверхности металла оксидной пленки. [1]
Направляющие из пластмассы, приклеенные к столу строгального станка.
[2]
Применение клеевого соединения дает возможность уменьшить толщину направляющих.
[3]
Применение клеевых соединений часто упрощает технологию изготовления конструкций: при изготовлении элементов гидростатических опор и передач и креплении их к несущим поверхностям сложной формы с высокой точностью обрабатывают только охватываемую деталь, а образующийся между ними зазор компенсируют за счет клея. Наиболее высокая точность посадки достигается при толщине слоя 1 мм; погрешность формы как в продольном, так и в поперечном направлениях не превышает 0 005 мм; усадка составляет 0 005 — 0 001 мм.
[4]
Направляющие из пластмассы, приклеенные к столу строгального станка.
[5]
Применение клеевого соединения дает возможность уменьшить толщину направляющих. [6]
Применение клеевых соединений в авиационных конструкциях постоянно возрастает. Хвостовое оперение истребителя F-15 представляет собой клееную конструкцию.
[7]
Применение клеевых соединений при монтаже санитарно-тех-нических устройств пассажирских вагонов получает все более широкое распространение в отечественной и зарубежной практике. Так, для склеивания металлических труб используют эпоксидные клеи. Ими также уплотняют резьбовые соединения для сохранения герметичности при вибрации.
[8]
Применение клеевых соединений в металлич. Клеевые соединения препятствуют возникновению коррозионных явлений, создают герметичное соединение, не требующее дополнит, уплотнения, облегчают вес конструкции, допуская применение довольно тонких металлов. Склеивание эффективно в случае необходимости создать тепловую, а иногда и электрич. По сравнению с заклепочными и сварными соединениями клеевое соединение обладает высокой прочностью при эксплуатации в условиях умеренных темп-р, при вибрационных нагрузках и тонких сечениях металлов. Недостатки метода склеивания: сравнительно невысокая теплостойкость клеевых соединений на органич. Перед нанесением клея поверхность металлов очищают от различных загрязнений, особенно от масла и жира. Прочность склеивания повышают путем создания на поверхности металла оксидной пленки.
[9]
Применение клеевых соединений снижает вес изделия, позволяет получать клееные агрегаты с гладкой внешней поверхностью, исключает ослабление связываемых элементов отверстиями, которые неминуемы при механическом креплении. Склеиванием в ряде случаев удается решить задачу герметизации соединений. Путем склеивания можно получить соединения металлов, стойкие в отношении коррозии.
[10]
Влияние высоты неровности на контактную жесткость плоских стыков.
[11]
Применение клеевых соединений, что очень важно, способствует увеличению контактной жесткости стыков и соответственно приспособления в целом. Проведенные эксперименты показали, что контактная жесткость плоских стыков существенно зависит от шероховатости поверхности.
[12]
Влияние наполнителя на контактную жесткость плоских стыков ( давление 150 кгс / см2. высота неровностей сопряженных стыков — / — 130 мкм, 2 — 50 мкм, 3 — 37 мкм, 4 — 19 мкм, 5 — 6 мкм.
[13]
Применение клеевого соединения взамен или в дополнение к болтовому позволяет значительно повысить жесткость стыков в несколько раз. Это объясняется тем, что клей заполняет микро — и макронеровности поверхностей, что препятствует смятию микронеровностей в стыках деталей приспособлений. Преимущество клеевых соединений по сравнению с болтовыми заключается также в том, что при длительном действии вибраций жесткость болтового соединения несколько уменьшается в связи с ослаблением силы затяжки, жесткость клеевого соединения остается на прежнем уровне. [14]
Применение клеевых соединений пока ограничено из-за недостаточной теплостойкости, старения и других недостатков.
[15]
Страницы:
1
2
3
4
Влияние клеевого соединения на композитное взаимодействие между настилом моста из стеклопластика и стальной балкой мосты. Однако понимание сложного действия между настилами FRP и стальными балками ограничено и требует систематического изучения. В этой статье, в зависимости от экспериментальных исследований системы FRP для стальных балок, были разработаны и проанализированы модели конечных элементов (FE) в экспериментах. Сравнение экспериментов и результатов КЭ показало, что модели КЭ были намного жестче для жесткости на сдвиг в плоскости панели палубы FRP. Чтобы изменить модели КЭ, между стенками и полками настилов из FRP были добавлены вращающиеся пружинные элементы для имитации полужестких соединений. Были также проведены численные анализы четырехточечных экспериментов по изгибу композитных балок из FRP-стали.
Хорошее соответствие между экспериментальными результатами и анализом FE было достигнуто путем сравнения кривых нагрузки-прогиба в середине пролета и вклада составного действия от палуб FRP. С проверенными моделями КЭ были проведены параметрические исследования клеевого соединения между настилами из стеклопластика и стальными балками, которые показали, что способность передачи нагрузки клеевого соединения не просто зависела от модуля сдвига или толщины клеевого слоя, но преобладала в -жесткость плоского сдвига.
1. Введение
Полимерные материалы, армированные волокном (FRP), все чаще используются в гражданской инфраструктуре. Одним из заметных применений композитов FRP являются настилы мостов (рис. 1) для восстановления и нового строительства пешеходных и автомобильных мостов [1–3]. Благодаря малому весу мостовых настилов из армированного стеклопластика (около 10–20 % веса железобетонного настила) можно существенно снизить собственную нагрузку, что приводит к значительной экономии конструкции и фундаментов. Между тем, легкие настилы могут быть быстро установлены с минимальным нарушением движения. По сравнению с арматурной сталью композиционные материалы FRP обладают большей устойчивостью к морозу и противогололедным солям. Следовательно, более длительный срок службы и низкие затраты на техническое обслуживание подтверждаются.
В целях экономической эффективности большинству настилов из стеклопластика требуются стальные главные балки для перекрытия требуемых пролетов. Стальные балки повышают пластичность этой композитной мостовой системы после достижения разрушающей нагрузки, что компенсирует хрупкие характеристики композитов FRP. На рис. 2 показана типичная система моста из композита FRP со стальной балкой, которая уже использовалась на мосту Вест-Милл, построенном в Великобритании в 2002 г. [2], и автомобильном мосту Фридберг, построенном в Германии, 2008 г. [4]. Композитные настилы из пултрузионного FRP поддерживаются стальными балками I-образной формы, а между ними находится клеевое соединение. Метод клеевого соединения обычно является отличной альтернативой для соединений между настилами из стеклопластика и стальными балками [5-7]. По сравнению с болтовыми или шпильочными соединениями клеевые соединения могут сократить время строительства, снизить вес за счет отказа от крепежа, обеспечить более равномерную передачу нагрузки и обеспечить лучшие долгосрочные характеристики.
Чтобы конкурировать с бетонными настилами, в дополнение к поперечной несущей функции, мостовые настилы из FRP также должны выполнять роль верхних поясов основных балок вдоль продольной оси моста. В частности, в случае замены бетонного настила для восстановления старых мостов, настилы из FRP должны быть способны поддерживать функцию продольного верхнего пояса; в противном случае основные балки должны быть усилены. Очевидно, что настил из FRP не такой жесткий, как бетонный настил в продольном направлении мостов, и поэтому будет в меньшей степени способствовать композиционному взаимодействию между настилами из FRP и стальными балками. В случае, когда сложное воздействие между фермами и настилом из FRP точно не понято, эти два элемента часто проектируются очень консервативно с двумя ограничивающими условиями: фермы рассчитываются без учета какого-либо сложного действия настила из FRP, а для настила выполняются расчеты. предполагая полное составное действие [7]. Таким образом, очень важно понять степень композиционного действия между настилами FRP и стальными балками. Как показано в [7], клеевого соединения между настилами моста и стальными балками было достаточно, чтобы гарантировать передачу полной нагрузки между верхними стальными полками и лицевой панелью нижнего настила. И жесткость на сдвиг в плоскости настилов FRP доминировала в степени композитного действия этой композитной балочной системы. Эта статья является продолжением исследования докторской диссертации Гертлера. работ [7].
Поведение настилов из FRP и железобетонных конструкций из FRP изучалось в ходе многих теоретических и экспериментальных исследований (Bottenberg, 2010 [8]; Pilakoutas et al. , 2011 [9]). Оптимальная конструкция настила моста с ребристым сердечником из FRP была предложена Dey et al., 2013 [10]. Дей и др., 2015 [11], разработали эффективный метод облегченного проектирования настила моста из FRP. В этом исследовании модель конечных элементов (КЭ) была разработана и модифицирована на основе экспериментальных исследований. Впоследствии были проведены параметрические исследования способности передачи нагрузки клеевым соединением путем изменения модуля и толщины клеевого слоя между настилами из стеклопластика и стальной балкой.
2. Численное моделирование
В исследовании Гертлера [7] были проведены эксперименты по сжатию и сдвигу «в плоскости» настила FRP (рис. 3) для получения номинального модуля сжатия и номинального модуля сдвига всей панели настила FRP. , которые использовались для разработки методов проектирования композитной балочной системы FRP-сталь. Каждый образец состоит из двух элементов ASSET (рис. 4), склеенных между собой двухкомпонентным эпоксидным клеем NM BPE Lim 465. На рис. Профили FRP имеют волокна Е-стекла в виде пучков ровинга, используемых в качестве армирования посередине. Направление волокон ровницы соответствует направлению пултрузии. Дополнительные маты из стекловолокна используются в качестве внешних слоев для сопротивления сдвигу. Маты могут быть из рубленых прядей (КРМ), тканых матов или их комбинаций. Типичное поперечное сечение пултрузионного профиля из стеклопластика толщиной 10 мм показано на рис. 5. Полиэфирная вуаль на поверхности часто добавляется для защиты и отделки поверхности. Механические свойства элемента ASSET предоставляются производителем, как указано в таблице 1, которые будут использоваться в качестве ввода механических свойств для моделей FE. Более подробную информацию об экспериментах можно найти в докторской диссертации Гуртлера. диссертация [7].
Модели КЭ были разработаны с элементами оболочки в пакете КЭ ABAQUS 6.8. (Рисунок 6), а нагрузка и граничные условия показаны на Рисунке 7. Клеевые соединения между элементами ASSET можно смоделировать с помощью составных слоев, которые включают один слой наружного полотна толщиной 7,8 мм, один слой клея толщиной 1 мм и снова один слой наружного полотна толщиной 7,8 мм. Более подробную информацию о составных командах укладки можно найти в Руководстве пользователя Abaqus/CAE. Весь анализ КЭ является линейно-упругим. Нелинейные свойства материалов не учитываются.
На рис. 8(а) представлены экспериментальные результаты кривых нагрузки-перемещения на верхней части образцов палубы из стеклопластика в сравнении с результатами анализа КЭ, что подразумевает приемлемое соответствие между двумя кривыми в условиях сжимающей нагрузки. Только кривая FE немного жестче, в то время как для условия поперечной нагрузки дифференциальные смещения (сдвиги) между панелями лица палубы в зависимости от нагрузки показаны на рисунке 8 (b). Видно, что наблюдается большое расхождение между экспериментальными результатами и анализом КЭ. Жесткость КЭ модели намного выше, что указывает на необходимость модификации КЭ модели.
Дальнейшее рассмотрение отклонений результатов КЭ приводит к выводу, что соединение между стенками и полками в элементе ASSET не является полностью жестким. Полужесткие соединения приводят к существенному снижению модуля сдвига в плоскости панелей настила из стеклопластика. Но в условиях сжимающей нагрузки модуль полки доминирует над жесткостью на сжатие настила из стеклопластика, но не чувствительно связан с полужестким соединением. Для модификации КЭ-моделей были добавлены поворотные пружинные элементы, соединяющие стенки и полки для имитации полужестких соединений. Жесткость пружинных элементов определяется путем подгонки результатов КЭ к экспериментальным результатам. Кривые нагрузки-перемещения для модифицированных моделей КЭ показаны на рисунке 9., сравнивая с экспериментальными результатами. Как при сжатии, так и при сдвиге две кривые гораздо ближе друг к другу, что означает, что модели КЭ достаточно точны.
Чтобы исследовать поведение сложного воздействия между настилами из FRP и стальными балками, компания Gurtler [7] провела полномасштабные эксперименты по четырехточечному изгибу. Это одноопорная мостовая конструкция с пролетом 7,5 м (рис. 10). Для соединения между настилами из стеклопластика и стальной балкой использовался двухкомпонентный эпоксидный клей (SikaDur 330), свойства которого представлены в таблице 2. Толщина слоя клея контролировалась на уровне 6~10 мм с помощью прокладок.
Модель FE была построена с теми же размерами эксперимента, как показано на рисунке 11. Все компоненты конструкции были смоделированы с помощью элемента оболочки, за исключением клеевого слоя между настилами FRP и стальной балкой. Так как в следующих параметрических исследованиях толщина клеевого слоя была одним из существенных факторов, влияющих на поведение составного воздействия, четыре элемента были построены в направлении по толщине, которые представляли собой линейные твердотельные элементы с 8 узлами. По сравнению с оболочечными элементами твердые элементы могут деформироваться в направлении по толщине, что гораздо ближе к реальным условиям экспериментов.
Сравнение экспериментальных и конечных результатов показано на рисунках 12 и 13. На рисунке 12 представлены кривые нагрузка-прогиб в середине пролета. Между двумя кривыми достигнуто хорошее соответствие, что означает, что жесткость модели КЭ почти такая же, как у экспериментальных структур. На рис. 13 показано распределение осевой деформации в средней части пролета при нагрузке 90 кН на домкрат. Установлено, что распределения осевых деформаций по стальному сечению из экспериментальных данных и результатов КЭ накладываются друг на друга, а это означает, что вклады композиционного воздействия настила из стеклопластика эквивалентны. Полная пропускная способность, очевидно, достигается при клеевом соединении между палубами и фермами. Но для осевой деформации верхней полки настилов FRP обнаруживаются отклонения между двумя кривыми. Это можно объяснить тем, что из рисунка 3 полужесткая жесткость соединения внутренних стенок с полками должна отличаться от жесткости соединения наружных стенок с полками. Но в модели FE все полужесткие жесткости поворотных пружинных элементов одинаковы, поскольку экспериментальные данные слишком ограничены, чтобы предложить отдельные значения жесткости пружин. Таким образом, пропускная способность для каждого соединения между стенками и полками настилов FRP не одинакова в экспериментах, но она одинакова для моделей FE. Таким образом, между экспериментальными и FE результаты для осевой деформации в середине пролета возникают отклонения. Основываясь на приведенном выше обсуждении, можно подтвердить, что модели конечных элементов хорошо построены и достаточно точны для параметрического исследования.
3. Параметрическое исследование
Параметрическое исследование было сосредоточено на клеевом соединении. Варьируя модуль и толщину клеевого слоя, исследовали степень композиционного действия системы FRP-стальная балка. Согласно исследованию Гюртлера [7], жесткость на сдвиг в плоскости преобладала над способностью переноса нагрузки клеевым слоем. К представляется следующим образом: где – модуль сдвига клеевого материала, – толщина клеевого слоя. при модуле = 3800 МПа и коэффициенте Пуассона модуль сдвига клея SikaDur 330, использованного в экспериментах по четырехточечному изгибу, определяется следующим образом:
Несколько значений жесткости на сдвиг в плоскости были выбраны для параметрического исследования, сравнивая с экспериментами. Толщина клеевого слоя предлагалась равной 8 мм и 16 мм. Соответственно, модуль сдвига клеев был рассчитан по (1), как указано в таблице 3. -образный пучок. Высота балки 500 мм. Таким образом, нейтральная ось составной балки без вклада составного действия от настилов FRP составляет 250 мм. Экспериментальные результаты также используются в качестве эталонных значений. На рис. 14 показано изменение осевой деформации в средней части пролета при различных значениях модуля сдвига в плоскости. Можно обнаружить, что распределение деформации и положение нейтральной оси из кривых = 5 МПа/мм и = 176 МПа/мм практически идентичны друг другу, что означает, что даже чрезвычайно низкий модуль сдвига клеевого слоя может обеспечить полное грузоподъемность для этого типа палуб FRP. Это указывает на то, что нет необходимости в том, чтобы клей был таким жестким. Некоторые другие гибкие клеи могут быть хорошей альтернативой, потому что из-за разных коэффициентов теплового расширения настилов из стеклопластика и стальных балок термоциклирование в течение сезона приведет к трещинам из-за хрупких клеевых соединений. Эластичные клеи с большой деформацией разрушения обеспечивают хорошую стойкость к термическим трещинам. Из Рисунка 14 и Таблицы 3 дальнейшее параметрическое исследование показывает, что распределение деформации и положение нейтральной оси не просто зависят от модуля сдвига или толщины клеевого слоя, а зависят от жесткости клеевого слоя при сдвиге в плоскости. Слой клея с разным модулем и толщиной может обеспечивать почти одинаковую способность передачи нагрузки. Например, кривые от = 1,0 МПа/мм значительно ближе друг к другу, как и кривые от = 0,4 МПа/мм. Также фактом является то, что если значения ниже определенного значения, то это приведет к уменьшению степени сложного действия и, соответственно, нейтральная ось сместится вниз. Нижняя часть палуб FRP находится под напряжением для случаев = 0,4 МПа/мм и = 0,2 МПа/мм. Тем не менее, даже небольшое значение 0,2 МПа/мм может по-прежнему обеспечивать значительную способность передачи нагрузки, при этом нейтральная ось на 16,4 мм выше, чем у одинарной стальной балки без комбинированного действия. Для большинства коммерчески доступных клеев на рынке и реальной толщины клея для применения в композитных мостах их жесткость на сдвиг в плоскости s достаточна для достижения полной способности переноса нагрузки клеевым слоем.
4. Выводы
В зависимости от экспериментального исследования из исследования Гертлера [7] были разработаны и проанализированы модели КЭ на экспериментах. Сравнение с экспериментальными результатами показало, что модели FE были намного жестче для жесткости на сдвиг в плоскости панели палубы FRP. Чтобы изменить модели КЭ, между стенками и полками настилов из FRP были добавлены вращающиеся пружинные элементы для имитации полужестких соединений. Также был проведен численный анализ четырехточечных экспериментов по изгибу композитных балок из FRP-стали. Хорошее соответствие между экспериментальными результатами и анализом FE было достигнуто путем сравнения кривых нагрузки-прогиба в середине пролета и вклада составного действия от палуб FRP. С проверенными моделями КЭ были проведены параметрические исследования клеевого соединения между настилами из FRP и стальными балками. Можно сделать вывод, что способность клеевого соединения передавать нагрузку не просто зависит от модуля сдвига или толщины клеевого слоя, но доминирует жесткость на сдвиг в плоскости. Клеевого соединения с давлением 5 МПа/мм было достаточно, чтобы обеспечить полную пропускную способность. Таким образом, жесткость на сдвиг в плоскости следует рассматривать как основной фактор при проектировании клеевых соединений. И небольшое значение 0,2 МПа/мм все еще может обеспечить значительную пропускную способность, что указывает на определенный диапазон безопасности в практической технике. Исследование этой статьи может привести к лучшему пониманию композиционного взаимодействия между настилами из FRP и стальными балками, а также к разумному выбору механических свойств и толщины клеевых соединений.
Конфликт интересов
Авторы заявляют об отсутствии конфликта интересов.
Благодарности
Авторы хотели бы поблагодарить Национальный фонд естественных наук Китая (Программа № 51408424) и Фонды фундаментальных исследований центральных университетов за финансовую поддержку этого исследования.
Ссылки
Т. Келлер, Ю. Бай и Т. Валье, «Долгосрочная работа моста с ферменными фермами из армированного стекловолокном полимера», Журнал композитов для строительства , том. 11, нет. 1, стр. 99–108, 2007 г.
Посмотреть по адресу:
Сайт издателя | Google Scholar
С. Люк, Л. Каннинг, С. Коллинз и др., «Усовершенствованная композитная система настила моста — проект ASSET», Structural Engineering International , vol. 12, нет. 2, стр. 76–79, 2002 г.
Посмотреть по адресу:
Сайт издателя | Google Scholar
С. Алампалли и Дж. Кунин, «Восстановление и полевые испытания настила моста из FRP на ферменном мосту», Композитные конструкции , вып. 57, нет. 1–4, стр. 373–375, 2002.
Посмотреть по адресу:
Сайт издателя | Google Scholar
Дж. Книпперс, Э. Пелке, М. Габлер и Д. Бергер, «Мосты с настилами из армированного стекловолокном полимера: автомобильный мост во Фридберге, Германия», Structural Engineering International: Journal of the Международная ассоциация проектирования мостов и конструкций (IABSE) , vol. 20, нет. 4, стр. 400–404, 2010.
Просмотр:
Сайт издателя | Google Scholar
А. Чжоу и Т. Келлер, «Технологии соединения армированных волокном полимерных композитных мостовых систем», Composite Structures , vol. 69, нет. 3, стр. 336–345, 2005 г.
Посмотреть по адресу:
Сайт издателя | Google Scholar
M. Schollmayer, Характеристики клеевых соединений по толщине между настилами мостов из стеклопластика и стальными основными балками [Ph.D. диссертация] , Федеральная политехническая школа Лозанны, Лозанна, Швейцария, 2009 г. . [Ph.D. диссертация] , Ecole Polytechnique Federale de Lausanne, Лозанна, Швейцария, 2004.
Р. Д. Боттенберг, «Армированные волокнами полимерные настилы для разводных мостов», Structural Engineering International , vol. 20, нет. 4, стр. 418–422, 2010.
Посмотреть по адресу:
Сайт издателя | Google Scholar
К. Пилакутас, М. Гуаданьини, К. Неоклеус и С. Маттис, «Руководство по проектированию железобетонных конструкций из FRP», Труды Института инженеров-строителей: строения и строения , том. 164, нет. 4, стр. 255–263, 2011.
Посмотреть по адресу:
Сайт издателя | Google Scholar
Т. К. Дей, И. Сривастава, Р. П. Ханделвал, У. К. Шарма и А. Чакрабарти, «Оптимальный дизайн мостового настила с ребристым сердечником из стеклопластика», Composites Part B: Engineering , vol. 45, нет. 1, стр. 930–938, 2013 г.
Посмотреть по адресу:
Сайт издателя | Академия Google
Т. К. Дей, Т. Мухопадхьяй, А. Чакрабарти и У. К. Шарма, «Эффективная облегченная конструкция настила моста из FRP», Труды Института инженеров-строителей — конструкции и здания , том. 168, нет. 10, стр. 697–707, 2015.
Изготовлена из соэкструдированного полиолефина и термопластичной смолы. Рекомендуется использовать в автомобильной промышленности или в электронике, где требуется соединение кабелей различных сечений или герметизация деталей неправильной формы. Помимо защиты от пыли важна и защита от воды.
Коэффициент усадки: 4:1
Стойкий к ультрафиолетовому излучению
Огнестойкий
-55°С – +125°С
Гибкий
UL224, 125°C, VW-1
Экологически чистое сырье, произведенное в соответствии с директивой ЕС RoHS.
какие комплектующие понадобятся, как осуществить монтаж на рукав для полива компрессионного фитинга, соединителя с разрезным кольцом?
Содержание
Какие комплектующие понадобятся?
Пошаговая инструкция
Монтаж компрессионного фитинга
Соединитель с разрезным кольцом
Седёлка
Быстросъёмы
Как проверить надёжность соединения?
Заключение
Какие комплектующие понадобятся?
Для обустройства водоразборного узла используют следующие комплектующие:
Фитинги с резьбовым соединением, устанавливаемые в разрез или на конец разводящей трубы ПНД.
Отсекающий кран на каждый шланг.
Штуцер или наконечник для быстросъёмного подключения.
Присоединение к магистрали осуществляют фитингами компрессионного типа или с разрезным кольцом, седёлкой. Шланги присоединяют с помощью штуцеров, муфт или устройств, обеспечивающих быстросъёмное подключение.
Пошаговая инструкция
Соединение каждого узла осуществляют согласно инструкциям — только в этом случае удастся избежать ошибок и получить конструкцию, способную работать в течение всего срока службы водопровода.
Монтаж компрессионного фитинга
Компрессионные фитинги любой конфигурации доступны в точках продаж, стоят недорого, а для установки достаточно ножовки по металлу или острого ножа.
На практике чаще всего используют несколько модификаций компрессионных фитингов:
тройник обжимной (компрессионный) с наружной резьбой;
тройник с внутренней резьбой;
переходник с наружной или внутренней резьбой, устанавливаемый на дальний конец ПНД трубы.
Резьба на фитингах соответствует принятым размерам: ½, ¾, 1 дюйм и т.д. Размер сторон для подключения выбирают с учётом используемого водопровода (20, 25, 32 мм).
Алгоритм подключения:
Очистить участок ПНД-водопровода от грязи.
Сделать строго перпендикулярный разрез в месте установки муфты.
На трубу последовательно надеть накидную гайку, цанговый зажим, стопорное и уплотнительное кольцо.
Протолкнуть трубу в корпус фитинга до упора.
Сдвинуть в корпус уплотнительное и стопорные кольца.
Переместить цанговый зажим вплотную к корпусу.
Затянуть накидной гайкой получившееся соединение.
Гайка надавливает на элементы конструкции, сжимая уплотнительное кольцо. Тем самым достигается компрессионное соединение и герметизация.
Далее к резьбе присоединяют кран, для исключения течи используют ленту ФУМ. На последнем этапе к резьбе крана прикручивают штуцер или наконечник для быстросъёмного соединения.
Пластик и металл имеют разную прочность. Приложив чрезмерные усилия, резьбой крана можно повредить резьбу на полипропиленовом фитинге — необходимо соблюдать осторожность. Часть переходников имеет защитное металлическое кольцо, что предотвращает разрушение резьбы.
Соединитель с разрезным кольцом
В водопроводах с большими перепадами давления вместо пластиковых целесообразно установить латунные фитинги с разрезным кольцом.
Монтаж устройства:
Выбрать место установки, очистить водопровод от загрязнения.
Разрезать ПНД трубу под прямым углом.
Разобрать одну сторону фитинга.
Надеть на трубу накидную гайку, разрезное латунное и резиновое уплотнительные кольца.
Вставить трубу в корпус фитинга.
Надвинуть разрезное кольцо вплотную к корпусу.
Затянуть накидную гайку.
Повторить те же действия со вторым концом детали.
Латунные фитинги в 2–3 раза дороже пластиковых, но имеют меньшее количество деталей, значительно проще в установке и надёжнее. После монтажа фитинга к нему присоединяют водоразборный кран, далее штуцер.
Седёлка
Универсальный, простой и недорогой способ подключить кран или шланг на трубу ПНД — использовать седёлку. Устройство состоит из двух полуколец: одно из которых имеет прилив с резьбой, а второе глухое. Для стяжки используют болты с гайками. Для уплотнения в комплект входит резиновое кольцо.
Преимущества устройства:
трубу не надо разрезать, в ней сверлят отверстие нужного диаметра для отбора воды;
при необходимости отверстие легко заглушить, перевернув устройство на 180о, закрыв отверстие глухим полукольцом;
устройство надёжно работает на старых трубах, потерявших цилиндрическую форму.
Для установки:
Очищают участок магистрали.
Сверлят в трубе отверстие 10 мм, чего достаточно для полива шлангом популярных размеров.
Открутив болты, разъединяют деталь.
Совместив отверстие в трубе и выходную резьбу, соединяют полукольца седёлки. Уплотнительные кольца должны располагаться в канавках-пазах.
Далее присоединяют кран и штуцер.
Быстросъёмы
В отличие от штуцеров, пользоваться быстросъёмными соединениями проще: они не подвержены влиянию температуры (при тёплой погоде шланг легко соскальзывает, в холода его трудно снять), подключение/отключение производится одним движением.
Для монтажа необходим наконечник-коннектор, который накручивают на кран, присоединённый к водопроводу ранее описанными способами.
На шланг фиксируют корпус быстросъёмного соединения, для этого:
Откручивают фиксирующую гайку.
Надевают гайку на шланг.
Вставляют шланг в корпус быстросъёма.
Затягивают гайку.
При присоединении шланга важно проследить, чтобы все прижимные лепестки находились в рабочем положении — если даже один будет загнут, образуется течь.
Как проверить надёжность соединения?
Правильность соединения проверяют сначала визуальным осмотром — ни в одном соединении не должно быть протечек, которые при необходимости устраняют. Если в рабочем состоянии всё исправно, то перегибают шланг в произвольном месте — его не должно сорвать со штуцера или быстросъёма.
Заключение
Присоединить шланг к ПНД трубе можно разными способами. Наиболее простой — воспользоваться компрессионными фитингами, для работы понадобится только ножовка по металлу или нож.
В водопроводах с большими колебаниями давления используют латунные фитинги, в этом случае для фиксации применяют разводной газовый ключ. Универсальный способ — монтаж седёлок необходимого размера. При необходимости целостность водопровода легко восстановить.
А какова Ваша оценка данной статье?
Загрузка…
Как соединить ПНД трубу: способы стыковки, монтаж
Содержание
Что из себя представляют трубы ПНД?
Сфера применения
Преимущества и недостатки
Способы соединения
Разъемное соединение
Неразъемное соединение
Трубы из полиэтилена низкого давления востребованы в современном строительстве и ремонте, поскольку отличаются высоким качеством. Осуществить монтаж трубопровода можно, изучив инструкцию о том, как соединить ПНД трубу.
Соединение ПНД трубы
Что из себя представляют трубы ПНД?
Трубы ПНД изготавливаются из полиэтилена низкого давления марок ПЭ63, ПЭ80, ПЭ100. Производство осуществляется промышленным методом полимеризации этилена.
В процессе производства труба ПНД маркируется цветной продольной полосой по всей длине изделия. Изделия с полосой синего цвета подходят для водоснабжения, с желтой полосой — для газоснабжения. Трубопровод, предназначенный для технических целей, отличается отсутствием маркировки.
Сфера применения
Различают 2 типа труб ПНД: напорные и безнапорные. По сфере применения напорные трубы делятся на:
водопроводные, предназначенные для систем водопровода;
газовые, используемые для систем газоснабжения.
Безнапорные используются только для ливневой и фекальной канализации.
За счет своих характеристик ПНД широко применяют как в капитальном строительстве, так и в бытовых условиях.
К преимуществам использования труб ПНД можно отнести следующие:
долгий срок эксплуатации;
коррозионная стойкость;
небольшая масса изделия;
быстрый и простой монтаж;
доступная цена;
устойчивость к химическим и механическим воздействиям;
низкая теплоотдача;
отсутствие токсических соединений.
К недостаткам относятся:
восприимчивость материала к воздействию ультрафиолетовых лучей;
неустойчивость к высоким температурам;
плохая механическая прочность.
Способы соединения
Способы стыковки труб делятся на 2 типа:
неразъемные, которые создаются сваркой;
разъемные (монтаж осуществляется посредством фитингов).
Разъемное соединение
Этот вид соединения отдельных элементов трубопроводов используется, когда в будущем может появиться необходимость демонтажа или сварка не может быть задействована.
Существует 2 вида данных соединений:
раструбное, для которого нужно использовать уплотнители, изготовленные из резины;
фитинговое или фланцевое, выполняемое с помощью специальных элементов крепления.
Фиксация в раструб используется для самотечных канализационных систем. Однако такая стыковка имеет плохую герметичность.
При стыковке трубопровода d < 35 мм применяются компрессионные фитинги. После демонтажа соединения компрессионную муфту можно использовать повторно. Монтажные работы осуществляются таким образом:
Необходимо разобрать фасонные части, откручивая гайки на 2-3 оборота.
Затем требуется очистить поверхность труб от грязи и подрезать снаружи фаску.
После этого на трубах следует определить глубину вхождения внутрь фитинга, а торцы смочить жидким мылом.
Детали трубопровода необходимо ввести в соединительные элементы, а потом затянуть гайки.
Для трубопровода большего диаметра необходимо использование фитингов с разрезным кольцом, надеваемым в конце монтажа. Для закрепления резьбовых соединений не понадобится сложное оборудование. Но при этом необходимо контролировать величину прилагаемого усилия, в противном случае можно повредить элементы трубопровода.
Фланцевое соединение нередко используется для соединения трубопровода из полиэтилена низкого давления с металлическим. Производится стыковка при помощи болтов, фиксирующих конец фланца на втулке ПНД-трубы с концом фланца, который приварен к металлической конструкции.
В качестве защитной оболочки для прокладки силовых или телефонных линий используются ПНД-изделия с резьбой на концах. На одной из конструкций имеется наружное резьбовое соединение, соответствующее внутреннему на другой. Стыкуются детали трубопровода между собой методом скрутки.
Неразъемное соединение
Данный способ соединения выполняется при помощи разных видов сварки и предназначен для стыковки трубопровода большого диаметра (более 50 мм). Полученное соединение отличается высокой прочностью, что позволяет его применять на участках с высоким давлением.
Существуют такие способы неразъмного соединения, как:
стыковая сварка;
электромухтовая сварка.
Сварка встык производится путем нагревания концов труб ПНД до вязкого состояния с помощью нагревательного элемента. После чего детали трубопровода соединятся между собой, а потом отпускаются после полного охлаждения шва.
Последовательность выполнения работ:
Трубы следует очистить от загрязнений.
Затем концы деталей трубопровода требуется установить в кольцевых зажимах сварочного оборудования и центрировать.
После этого провести торцевание с применением специальных ножей и дальнейший осмотр для определения точности совпадения.
Потом выполняется нагрев подготовленных поверхностей нагревательным элементом и последующее их оплавление.
Затем следует убрать нагревательное приспособление, соединить трубы между собой под давлением и выполнить осадку стыка.
После окончания сварочных работ шов охлаждается. При охлаждении происходит достижение нужной прочности.
Для выполнения электромуфтовой сварки применяются специальные соединители (муфты). Внутри них вмонтирована низкотемпературная электроспираль. Во время подачи напряжения она нагревается и приваривает элементы трубопровода к внутренним стенкам фасонных деталей.
Сварка выполняется специализированным оборудованием при соблюдении таких правил:
обязательной предварительной зачистки труб;
обеспечения неподвижности соединяемых деталей в процессе нагревания и охлаждения.
Последовательность выполнения работы:
Сначала следует обрезать торцы под прямым углом, снять фаски.
Затем требуется очистить поверхности соединяемых деталей.
После этого зафиксировать трубы внутри муфты и подсоединить к ее механическим зажимам провода с электропитанием (клеммам).
Потом включить аппарат в сеть и дождаться нагрева пластин, посредством которых осуществляется размягчение внутренней поверхности полиэтилена.
Затем надо отключить оборудование, снять провода.
В завершение нужно охладить полученное соединение.
Для обеспечения длительного срока службы коммуникаций при выборе способа стыковки элементов трубопровода ПНД нужно учесть все нюансы их монтажа, а также соблюдать правила выполнения сборки.
Руководство по трубным фитингам, соединителям и клапанам для прудов 2022
Большая часть оборудования для пруда будет подсоединена через тот или иной вид трубопровода, включая главный насос и систему фильтрации. Понимание того, какой тип трубопровода лучше всего использовать, а также когда добавлять клапаны и соединители, позволит вам повысить надежность и эффективность вашей системы в долгосрочной перспективе. Ниже мы представили обзор распространенных типов шлангов для пруда, соединителей, клапанов и фитингов, а также объяснили, почему каждый элемент полезен и как их оптимально использовать при проектировании пруда.
Трубопровод шланга насоса для пруда – какой лучше?
Совет по уходу за прудом: Убедитесь, что вы приобрели трубу правильного типа и размера для вашего оборудования, и всегда дважды проверяйте трубы и клапаны, прежде чем склеивать соединения, сваренные с помощью растворителя.
1) Гибкий шланг для пруда
Герметичная гибкая труба из ПВХ диаметром 2 дюйма, шланг длиной 50 футов, черная трубка, сортамент 40, высшего качества…
2-дюймовый внутренний диаметр, длина 50 футов. грунтовки Гибкость для простоты в обращении…
Произведено в США из высококачественного первичного ПВХ-компаунда. Без фталатов. Гладкая поверхность
Гибкая стенка и крышка из ПВХ для простоты использования. Допуск на внешний диаметр +0,020 дюйма. Жесткая спираль из ПВХ устойчива к сдавливанию и ударам
Лучше всего подходит для: Малых и средних прудов с простыми системами насосов/фильтров.
Гибкий шланг для пруда — это самый дешевый и гибкий тип трубопровода для пруда, который обычно используется в большинстве малых и больших прудов с небольшим количеством рыбы. Шланг обычно изготавливается из устойчивого к ультрафиолетовому излучению армированного ПВХ и выпускается в различных исполнениях, включая прозрачный шланг, зеленый прозрачный шланг и ребристый шланг. Основным преимуществом использования гибкого шланга для пруда является его способность принимать любую форму водного сада, которую вы имеете, легко сгибаясь вокруг узких углов, где обычно требуется коленчатый фитинг с жесткими трубопроводами. Кроме того, гибкий шланг для пруда может быть установлен гораздо большей длины, при этом максимальное расстояние составляет около 100 футов (30 м), что значительно упрощает создание более длинных сантехнических конструкций. Обычные размеры внутреннего диаметра гибкого шланга варьируются от 0,125 дюйма до 2 дюймов, хотя 1-1,5 дюйма наиболее распространены в садовых прудах.
Основным недостатком гибких прудов является то, что они не поддерживают многие клапаны и аксессуары, которые широко используются в аквариумистике, что усложняет обслуживание и очистку больших систем. Он также может выглядеть менее профессионально по сравнению с каркасом из жесткой трубы, поскольку гибкий шланг часто трудно спрятать из-за его длины и отсутствия аксессуаров.
Несмотря на недостатки, гибкий шланг является простым, дешевым и легким вариантом для большинства владельцев прудов с простыми схемами насос-фильтр. Для более крупных прудов, особенно с большим количеством карпов кои, в долгосрочной перспективе может быть лучше переход на жесткую систему трубопроводов для более легкого управления и большей универсальности. Если вы выбираете гибкий шланг, мы рекомендуем черный ребристый шланг, так как он предотвращает образование водорослей в трубопроводе и не так легко перекручивается на узких изгибах.
Преимущества:
Гибкость для узких углов.
Позволяет использовать большие длины.
Легко для начинающих.
Недостатки:
Неприглядный и трудно скрыть.
Не допускайте принадлежностей клапанов/соединителей.
2) Жесткий трубопровод пруда
letsFix 3/4 «ПВХ Труба, Проекты из ПВХ своими руками для дома, сада, теплицы, фермы и мастерской, Ш. 40…
Лучше всего использовать для: больших прудов с карпами, систем самотечной подачи или установок с несколькими фильтрами.
Несмотря на то, что жесткая труба менее распространена для небольших садовых прудов, она очень популярна среди любителей карпов кои, предоставляя больше возможностей, когда дело доходит до обслуживания. Как следует из названия, жесткие трубопроводы не такие гибкие, как обычные шланги, поэтому их необходимо тщательно укладывать с помощью различных соединений, колен, клапанов и соединителей. Этот тип трубопровода более долговечен по сравнению с мягким шлангом из ПВХ и отлично подходит для прудов с карпами, аквариумов для выращивания и установок с гравитационной подачей. Если у вас есть опыт работы с обычной бытовой сантехникой, вы уже впереди игры и можете быстро воспользоваться преимуществом жесткого устройства пруда. Существует множество типов трубопроводов и размеров отверстий, причем трубы, сваренные растворителем, являются особенно прочными и эффективными, а внутренний диаметр варьируется от 0,5 дюйма до более 3 дюймов. При выборе трубопровода следует избегать пластиковых трубопроводов с вставными соединителями, которые, по возможности, уплотнены резиновыми уплотнительными кольцами, поскольку они плохо работают при более высоких давлениях.
Основным преимуществом этой системы трубопроводов является то, что вы можете создать профессиональную и герметичную конструкцию, а также можете включить ряд клапанов и аксессуаров для облегчения обслуживания. Например, установка шаровых кранов помогает изолировать определенное оборудование для облегчения ремонта и модернизации. Аналогичным образом, установка задвижки перед основным блоком фильтра может помочь с продувкой труб или подключением к отстойнику для быстрого слива воды. Поскольку в больших прудах для разведения рыбы имеется гораздо больше компонентов, возможность быстро изолировать части системы и регулировать поток воды очень удобна, когда вы сталкиваетесь с проблемами.
Основным недостатком является то, что это не так просто, как гибкий шланг, и, вероятно, будет излишним для небольших прудов с простым расположением оборудования. Несмотря на то, что купить трубопровод дешевле, дополнительные клапаны и аксессуары могут быстро увеличить затраты, и именно в этом заключаются основные преимущества этого трубопровода. Определенно рекомендуется для больших рыбных прудов или более сложного оборудования, но гибкий шланг по-прежнему является отличным выбором для небольших прудов или прудов с небольшим количеством населения.
Преимущества:
Позволяет использовать более высокое давление.
Поддерживает клапаны, соединители и фитинги.
Выглядит профессионально.
Недостатки:
Сложнее настроить новичку.
Необходимы дополнительные разъемы (поскольку они негибкие).
Клапаны для трубопроводов пруда — что полезно?
Совет по уходу за прудом: Используйте много клапанов! Установите как можно больше клапанов при использовании жестких трубопроводов, так как это поможет вам локализовать неисправности, модернизировать оборудование, слить воду и сохранить воду для заливки.
1) Обратный клапан для пруда
Продажа
Jandy 7305 Обратный клапан на 180 градусов, от 2 до 2 1/2 дюймов
Для прямого потока
Прозрачная крышка с красным уплотнением для удобства осмотра
Уникальная поворотно-пружинная конструкция как для обратной, так и для заборной воды
Лучше всего использовать для: заливки насосов внешнего пруда и остановки потока воды после отключения насоса.
Простой многоцелевой клапан. Обратный клапан работает, открываясь при потоке жидкости в одном направлении и закрываясь, если поток воды реверсируется или прекращается. Наиболее распространенные типы работают с «поворотным» диском или резиновой диафрагмой, с поворотным клапаном, работающим на простом шарнире, и резиновым клапаном, изгибающимся под действием различных давлений жидкости. Для использования в прудовых системах гораздо более распространены поворотные обратные клапаны (на фото), поскольку они предназначены для более высоких давлений и работают с трубопроводами большего диаметра. Нет необходимости в ручном управлении, поскольку обратные клапаны открываются и закрываются автоматически при изменении давления воды, что делает их очень полезными в некоторых прудах.
Обратные клапаны лучше всего использовать для заливки внешних прудовых насосов и поддержания воды в корзинах для листьев (заливных горшках). Поскольку внешним насосам, даже самовсасывающим моделям, для работы требуется вода, обратные клапаны полезны для поддержания постоянной подачи в трубопроводе и заливном баке между использованиями. Например, обычным устройством может быть обратный клапан на входе заливного бака внешнего насоса, так что, когда насос выключается (и давление воды падает), клапан закрывается, но вода остается в главном баке заливки. камера. Это предотвращает слив воды из насоса, поэтому заливка упрощается, а насос не становится «связанным воздухом» и не повреждается при повторном запуске.
2) Шаровой кран для пруда
HYDROSEAL Kaplan PVC 1 1/2″ Шаровой кран True Union с полнопроходным отверстием, ASTM F1970, уплотнительные кольца из EPDM и…
ПРИМЕНЕНИЕ — Коммерческая сантехника, аквариумы, рифовые резервуары, ирригация, плавательные бассейны, аквапарки и OEM-приложения
КОНСТРУКЦИЯ – МУФТА (ТОЛЬКО НА КЛЕЙ), 2 уплотнительных кольца из EPDM и 2 седла из ПТФЭ для долговечной и превосходной работы
ПОЛНОПРОХОДНАЯ – Характеристики работы с полнопроходной жидкостью для долговременной и превосходной работы в полевых условиях
Лучше всего использовать для: заливки внешних прудовых насосов и для ручного регулирования потока.
Удивительно полезный клапан, который регулирует поток с помощью внутреннего шара, который управляется вручную с помощью рукоятки. Эти клапаны популярны в сантехнике из-за простоты использования и широкого спектра применений, позволяя вам отделять части системы для модернизации, ремонта или промывки. Клапан работает с металлическим шаром с полым центром, который поворачивается на 90 градусов при повороте рукоятки. Клапан открыт, когда полый центр находится на одной линии с потоком воды, и закрыт, когда шар поворачивается 90 градусов с помощью ручки. Конструкция с двойным соединением означает, что с обеих сторон имеется резьбовой соединительный фитинг, что значительно упрощает отсоединение от трубопровода. Мы рекомендуем шаровой кран с двойным соединением для установки в пруду, особенно вокруг оборудования, иначе вам придется врезаться в трубопровод, если вы хотите выполнить какие-либо обновления! №
Удобен во многих частях прудовой системы, особенно до и после внешнего прудового насоса или коробки фильтра, позволяя управлять оборудованием, не разрезая трубы. Они также отлично подходят для остановки потока, когда оборудование необходимо очистить, или для заливки внешних насосов ниже уровня воды, сохраняя определенное количество воды в трубопроводе, когда насос выключен.
Клапан автоматического наполнения Little Giant AFV-GH, для прудов, фонтанов, водных объектов, аквариумов или резервуаров,…
Работает с большинством скиммеров и другого прудового оборудования, позволяя воде автоматически наполнять хранилище скиммера
Для всех прудов
1/2-дюймовый клапан NPT
Лучше всего использовать для: Поддержание уровня воды в пруду или в скиммерных ящиках при подключении к источнику воды.
Клапан автозаполнения, поплавковый клапан или «шаровой кран» представляет собой интересный клапан, обеспечивающий метод поддержания постоянного уровня воды в прудах или скиммерах. Клапан работает через поплавок, который находится над водой и открывает или закрывает вход клапана в зависимости от текущего уровня жидкости. Подобный тип клапана можно найти в большинстве туалетов по всему миру, он работает для слива воды, когда унитаз смывается, а затем медленно заполняется, пока поплавок не достигнет идеального уровня, закрывающего дверцу клапана. Название «шаровой кран» происходит от того, что во многих оригинальных моделях в качестве поплавков использовались шарики, однако в последнее время появилось множество различных форм и размеров.
Их применение очень полезно для владельцев прудов в очень теплых и засушливых странах, где испарение происходит быстрее. В большинстве случаев поплавковые клапаны можно приобрести так, чтобы они подходили непосредственно к садовому шлангу, что делает их невероятно простыми в установке и использовании. Вы оставляете воду течь, а поплавок будет определять, пропускает ли клапан воду в пруд через водопроводную сеть в зависимости от текущего уровня воды. Другое распространенное использование — внутри системы скиммеров, чтобы вы могли поддерживать более оптимальный уровень воды для лучшего скиммера с поверхности и предотвращения работы внутреннего насоса всухую из-за потери воды.
Сделано в США из качественного полиона график 80 Материал PVC ii
Сертифицирован NSF как безопасный для питьевой воды и одобренный с низким содержанием свинца
Внесен в список Upc/IAPMO
Лучше всего использовать для: Дренаж сточных вод из системы фильтрации или отстойника. Простой дизайн включения / выключения.
Вероятно, это самый простой клапан, который вы можете установить в системе пруда, но он очень полезен для продувки воды и дренажа сточных вод. Задвижки для пруда или задвижки работают с использованием базовой конструкции открытия / закрытия, когда вы вручную регулируете поток с помощью прикрепленной рукоятки. Особенно хорошо подходит для слива отходов из фильтров или для слива воды из отстойника, но также может использоваться для изоляции оборудования, где шаровой кран не подходит. Преимуществом этих клапанов является их простой механизм и дешевая закупочная цена по сравнению с шаровыми кранами. Однако они должны быть приклеены к трубопроводу и не могут быть просто удалены после установки, как шаровой кран с муфтой. Мы бы порекомендовали шаровой кран для большинства ситуаций, когда вам необходимо регулярно работать с оборудованием, хотя задвижка по-прежнему полезна для систем дренажа отходов, которые требуют меньшего «ручного» обслуживания.
Фитинги для шлангов для пруда — что полезного?
Совет по уходу за прудом: Несмотря на то, что гибкий шланг не имеет клапанов, вы все равно можете получить некоторый контроль с помощью адаптеров, таких как регуляторы потока. При монтаже всегда следует использовать хомуты с гибким шлангом!
1) Разделитель шланга для пруда
Распродажа
Y-образный соединитель Laguna с муфтами Click-Fit, 3 шт. длиной 1-1/2 дюйма
Эффективный способ равномерного распределения потока воды
Оснащен тремя 1-1/2-дюймовыми защелкивающимися соединителями
Не ограничивает поток воды
Лучше всего подходит для:
Резьбовые адаптеры для нескольких шлангов или тройники подходят как для установки гибких шлангов, так и для жестких трубопроводов. Эти фитинги, также известные как «разветвители», буквально делят поток воды внутри трубопровода, что может быть полезно для питания нескольких частей оборудования. Например, если у вас есть насос для пруда с большим пространством для маневра на высоте головы, вы можете использовать сплиттер для питания как фонтана, так и небольшой системы фильтров без необходимости двух отдельных цепей. Для жестких трубопроводов они даже более полезны, поскольку вы можете установить несколько регулирующих клапанов на выходах каждой линии и легко регулировать поток воды в разные части системы. Участки Y/T не являются многопоточными, поэтому вам необходимо убедиться, что размер элемента соответствует размеру вашего идентификатора конвейера. Для гибкого шланга вы можете приобрести многорезьбовые адаптеры (например, как показано на рисунке), которые могут быть полезны, если в вашем контуре есть шланги с различными внутренними диаметрами.
2) Адаптер переходника шланга для пруда
Адаптер для нескольких шлангов Laguna, от 1/4 до 1 дюйма
Длина 1 дюйм, высота 7 1/2 дюйма, ширина 4 1/2 дюйма
Простота установки и надежное соединение
Предназначен для шлангов как с метрическими, так и с дюймовыми размерами
Лучше всего подходит для:
Только для гибких шлангов. Конструкция аналогична некоторым многорезьбовым разветвителям (см. выше), что позволяет соединять в системе шланги с разными внутренними диаметрами. Простой по конструкции, но невероятно полезный, если вы боретесь с различными типами шлангов и вам нужно что-то в качестве соединительного элемента. Хотя их можно использовать отдельно, мы всегда рекомендуем использовать зажимы для фиксации гибкого шланга как на входе, так и на выходе. Эти детали предназначены для перекрытия соединения, но не предназначены для высокого давления воды, которое часто встречается в трубопроводах пруда. Подобрать пару основных хомутов для шланга, чтобы закрепить шланг на месте, — лучший способ убедиться, что вы не получите серьезных утечек с помощью этих адаптеров.
3) Регулятор стока пруда
Продажа
Шаровой кран Two Little Fishies ATL5445W для регулирования расхода воды, 1/2 дюйма
Шаровой кран Two Little Fishies
Шаровой кран для водных видов спорта с зазубринами для регулирования расхода воды
Используется для таких устройств, как канистровые фильтры, возвратные линии насосов, белковые скиммеры , кальциевые реакторы и т. д.
Лучше всего использовать для: Уменьшения расхода воды на оборудование или водоемы, где давление может быть слишком высоким.
Несмотря на то, что регуляторы расхода бесполезны для локализации неисправностей оборудования, такого как некоторые трубопроводные клапаны, они представляют собой удобный способ регулирования расхода воды, идущей к оборудованию пруда. Они не предназначены для полной остановки потока воды (следовательно, «регулятор» не «выключает»), а вместо этого работают с простым диском, чтобы замедлить или ускорить поток воды из вашего прудового насоса. Это осуществляется с помощью базовой рукоятки сверху, которая перемещает внутренний диск или заслонку для регулировки потока жидкости.
Если у вас есть насос, который слишком мощный для вашего фонтана, водопада или системы фильтрации, регулятор потока может быть идеальным выбором для уменьшения потока и предотвращения повреждений. Несмотря на то, что размер оборудования всегда лучше определить заранее, добавление регулятора потока является хорошим решением, если у вас уже есть оборудование и вы хотите получить более оптимальный поток от насоса для пруда.
вода — Как соединить гибкую трубку из ПВХ с трубой из ПВХ без риска разрыва соединения?
Задавать вопрос
спросил
Изменено 1 год, 6 месяцев назад
Просмотрено 395 раз
Собираю водопровод для пруда. Я поместил почти всю сантехнику под воду, поэтому, если что-то сломается, утечка произойдет под водой, в пруду, и, таким образом, нет никаких шансов, что утечка приведет к тому, что вода попадет туда, куда ее не должно быть… облицовка пруда также изготовлена из резины толщиной 1/4 дюйма и имеет мало шансов сломаться.
Однако есть одна точка отказа: место, где 2-дюймовая гофрированная гибкая трубка из ПВХ соединяется с вертикально расположенной трубой из ПВХ сортамента 40 2 дюйма. Через это соединение проходит 4000 галлонов воды, поэтому прорыв будет очень плохим (т. е. затопит окрестности) 9.0003
| | <-- открытие трубы пвх
| | \ <-- конец гибкой трубки длиной 80 футов и диаметром 2 дюйма
| | <-- 2-дюймовая труба из ПВХ, торчит примерно на 5 дюймов над камнями \/\
| | \/\
| | \/\
.......... <-- труба хорошо заглублена в камни в пруду \/ <-- другой конец соединяется с подводным насосом
Какой очень-очень надежный способ защитить эти два предмета?
Поток воды со скоростью 4000 галлонов в час означает, что поток воды может разбрасывать трубы, как пожарные выпускают пожарный шланг.
Инструмент для притирки клапанов — Восьмеркин инструмент
Каталог товаров
Акции
Распродажа
Все для шиномонтажа
Автосервисное оборудование
Подъемное оборудование
Пневматика
Сварка, рихтовка, покраска
Ручной инструмент
Специальный инструмент
Инструмент для ходовой части
Съемники пружин
Съемники пружин ручные
Съемники пружин гидравлические
Съемники пружин стационарные механические
Обслуживание стоек амортизаторов
Инструмент для стоек Force
Инструмент для стоек Toptul
Инструмент для стоек JTC
Инструмент для стоек King Tony
Инструмент для стоек Licota
Инструмент для стоек Ampro
СНГ и Украина
Съемники сайлент-блоков
Съемники подшипников ступиц
Ключи для снятия ступиц
Съемники крестовин
Съемники полуосей
Обслуживание тормозов
Обслуживание ШРУСа
Съемники шаровых опор и рулевых тяг
Инструмент для ремонта рулевого узла
Обслуживание шкворней
Инструмент для моторной группы
Съемники масляных фильтров
Цепные съемники м/ф
Ленточные съемники м/ф
Съемники м/ф чашка
Съемники м/ф краб
Съемники м/ф клещи
Наборы съемников м/ф
Съемники топливных фильтров
Инструменты для маслосливных пробок
Инструмент для блоков и головок
Инструмент для притирки клапанов
Съёмники сальников клапанов
Рассухариватель клапанов
Зенкера для клапанов
Инструмент для регулировки клапанов
Инструмент для поршневой группы
Инструмент для свечей накала, зажигания
Инструмент для шкивов, ремней, валов, роликов
Съемники шкивов
Инструмент для топливной системы
Инструмент для форсунок
Очистка и проверка форсунок
Обслуживание топливных насосов, ТНВД
Тестирование инжектора
Инструмент автоэлектрика
Индикаторы, тестеры
Щупы к приборам
Наборы с тестерами
Мультиметры универсальные
Автотестеры специальные
Индикаторы напряжения 12В
Индикаторы напряжения 220В
Тестеры аккумуляторов
Тестеры генераторов
Проверка свечей и зажигания
Токоизмерительные клещи
Обслуживание свечей зажигания
Клещи для обжима контактов
Съемники изоляции
Обслуживание генератора и стартера
Съемники датчиков
Обслуживание аккумулятора
Зарядные и пускозарядные устройства
Наборы электрика
Лента изоляционная
Съемники замка зажигания
Клеммы, разъемы, соединители
Обслуживание зажигания
Диагностика
Автомобильные сканеры
Стетоскопы
Эндоскопы
Стробоскопы
Видеоскопы
Диагностика топливной системы
Диагностика системы охлаждения
Вакуумметры
Диагностика тормозной системы
Диагностика ходовой части
Измерители давления масла
Инструмент для обслуживания салона
Съемники обшивки, крючки
Съемник клипс, пистонов
Съемники разные
Съемники с захватами
Съемники сепараторные
Съемники хомутов
Съемники инерционные
Съемники гидравлические
Съемник поводков стеклоочистителей
Съемники подшипников, втулок
Измерительный инструмент
Штангенциркули
Измерители угла доворота
Щупы автомобильные
Резьбомеры
Рулетки измерительные
Линейки и угольники
Микрометры
Термометры
Измерители биения
Измерительные приборы разные
Угломеры
Мерный инструмент
Инструмент для ремонта резьбы
Наборы для восстановления резьбы
Держатели плашек и метчиков
Метчики
Плашки
Экстракторы для болтов и саморезов
Шпильковерты
Гайкорезы (гайколомы)
Головки для поврежденных гаек, Surface
Инструмент для труб, патрубков
Трубогибы
Трубогибы ручные
Трубогибы гидравлические
Съемники патрубков
Инструменты для пережатия шлангов
Инструмент развальцовки и резки труб
Инструмент для замены авто стекол
Инструмент для трансмиссии, АКПП, КПП
Новинки специального инструмента
Пайка пластика
Автомоечная химия
Автомоечное оборудование
Автоаксессуары и мелочевка
Средства защиты и гигиены
Электроинструмент
Гидравлика
Мебель
Строительный инструмент
Дача, сад и огород
Запасные части
По умолчаниюНазвание (А — Я)Название (Я — А)Цена (низкая > высокая)Цена (высокая > низкая)Рейтинг (начиная с высокого)Рейтинг (начиная с низкого)Код Товара (А — Я)Код Товара (Я — А)
15255075100
69. 76грн.
Код товара: 57424
Притирочная насадка 20 мм 5716A-S2 JTC
Производитель: JTC
Страна производитель: Тайвань
74.84грн.
Код товара: 57425
Притирочная насадка 30 мм 5716A-S3 JTC
Производитель: JTC
Страна производитель: Тайвань
121.97грн.
Код товара: 57426
Притирочная насадка 35 мм 5716A-S4 JTC
Производитель: JTC
Страна производитель: Тайвань
132.39грн.
Код товара: 27525
Приспособление для притирки клапанов 5/8 — 13/16 AI030011 Jonnesway
Приспособление для притирки клапанов (5/8” — 13/16”) Jonnesway AI030011 47820 служит для быстрой и. .
Производитель: Jonnesway
Страна производитель: Тайвань
Длина (мм): 300
Ширина (мм): 70
Высота, толщина (мм): 30
Вес (грам): 50
149.82грн.
Код товара: 27524
Приспособление для притирки клапанов 1-1/8 — 1-3/8 AI030010 Jonnesway
Приспособление для притирки клапанов (1 1/8”-1 3/8”) Jonnesway AI030010 47819 — это простой в испо..
Производитель: Jonnesway
Страна производитель: Тайвань
Длина (мм): 300
Ширина (мм): 70
Высота, толщина (мм): 30
Вес (грам): 80
196.00грн.
Код товара: 11577
Притирка клапанов с карданом d 5 длинная ПРИТ5ДЛ VGT0501 ХЗСО
Инструмент и оборудование производство СНГ отличается доступной ценой и отвечает всем нормам качест. .
Страна производитель: Украина
196.00грн.
Код товара: 11579
Притирка клапанов с карданом d 6 длинная ПРИТ6ДЛ VGT0601 ХЗСО
Инструмент и оборудование производство СНГ отличается доступной ценой и отвечает всем нормам качест..
Страна производитель: Украина
196.00грн.
Код товара: 11581
Притирка клапанов с карданом d 7 длинная ПРИТ7ДЛ VGT0701 ХЗСО
Инструмент и оборудование производство СНГ отличается доступной ценой и отвечает всем нормам качест..
Страна производитель: Украина
196.00грн.
Код товара: 11583
Притирка клапанов с карданом d 8 длинная ПРИТ8ДЛ VGT0801 ХЗСО
Инструмент и оборудование производство СНГ отличается доступной ценой и отвечает всем нормам качест. .
Страна производитель: Украина
196.00грн.
Код товара: 11585
Притирка клапанов с карданом d 9 длинная ПРИТ9ДЛ VGT0901 ХЗСО
Инструмент и оборудование производство СНГ отличается доступной ценой и отвечает всем нормам качест..
Страна производитель: Украина
257.04грн.
Код товара: 9336
Притирка клапанов с присоской 2ед. JGAR0201 TOPTUL
Притирка клапанов с присоской предназначена для шлифования стороны с плоской головкой в слоте клапан..
Гарантийный срок (мес): 12
Производитель: Toptul
Страна производитель: Тайвань
351.12грн.
Код товара: 18656
Притирка клапанов с присоской JGAR0201 1113 JTC
Инструмент JTC завоевал свое признание на рынке благодаря непревзойденному качеству и большому ассо. .
Гарантийный срок (мес): 12
Производитель: JTC
Страна производитель: Тайвань
3403.26грн.
Код товара: 76767
Набор для притирки клапанов пневматический TP030 Airkraft
Технические характеристики: Присоски: 16, 20, 30, 35 мм Рабочее давление: 6.2 Бар Расход воздуха..
Производитель: AirKraft
Страна производитель: КНР
Инструмент для притирки клапанов. Инструмент для притирки клапанов . Не герметичность клапана или герметичная стыковка рабочих поверхностей седла и фаски клапана. Есть процент допустимой не герметичности, но идеальный вариант это 100% герметичность которой не возможно добиться. В реальных условиях выходит добиться хорошей герметичности, можно сказать что почти 100%. Восьмеркин инструмент.
Фильтр товаров
Сброс
Сброс
ВОСЬМЕРКИН РЕКОМЕНДУЕТ
Лидеры продаж
Новинки
Отзывы о магазине
Саня Куркин
Понравился магазин, хороший ассортимент инструмента и адекватный консультант. Всё рассказали и помогли выбрать. Поддержка после продажи, на высшем уровне.
Евгений Галийчук
Усім добра! Заказ виконано, під час виконання заказу була низка перешкод, але зараз і час складний. Усі проблеми було вирішено, ціна не змінилася, а за затримку виконання заказа магазином був зроблений крок на зустріч клієнту. Тож можу рекомендувати магазин до співпраці, магазин чесно намагається дотримуватися договору та з порозумінням йде на контакт із кліентом.
Андрей Фоменко
Цікаво, що перерив з пів сотні магазиныв і тільки тут шиповальний пістолет Rossvik був реально у наявності, а не тілько світився на сайті. Дякую продавцеві за чесність!
Дмитро Матвіїв
Хороший рівень операторів, надають всю потрібну інформацію, оформлення замовлень проходить швидко, з термінами доставки проблем не було. Сам товар в хорошому стані, в цілому я задоволений. 4 з 5 тому що бувать проблеми з терміналом.
А.С. Рябокляч
Дуже сподобалось відношення до покупця. 888888.com.
Все отзывы
Устройства блокировки безопасности | Loto
Самый широкий выбор
БЕСПЛАТНАЯ США по доставке
Awesome Service
Экспертные советы
Мы получили ваше решение
. / Доступно оборудование Tagout. Мы также производим множество специализированных продуктов, которые вы больше нигде не найдете, и можем создавать индивидуальные продукты, точно соответствующие вашим потребностям.
Купить сейчас
Обучение и рекомендации
Компания Total Lockout стремится помочь нашим клиентам понять преимущества процедур блокировки / маркировки для обеспечения безопасности на рабочем месте, а также текущие нормативные требования и требования OSHA. Начните здесь!
Узнать больше
Индивидуальные продукты LOTO
Бывают ситуации, когда рабочие места и оборудование требуют уникальных средств безопасности. Total Lockout проектирует, проектирует и производит индивидуальные системы, которые, как мы гарантируем, будут соответствовать вашим потребностям.
Запросить информацию
Делайте покупки уверенно
Мы продаем только лучшие продукты Lockout / Tagout на рынке и отвечаем за все, что продаем. Наслаждайтесь БЕСПЛАТНОЙ доставкой по США и будьте уверены, что наша служба поддержки всегда готова помочь вам в случае возникновения проблемы.
Политика продаж и возвратов
РЕШЕНИЯ ДЛЯ ПРИВОДОВ КЛАПАНОВ
Total Lockout USA является ведущим поставщиком приводов для клапанов для промышленности. Использование переносных приводов для конкретных клапанов упрощает открытие и закрытие клапанов и снижает трудозатраты, необходимые для поддержания работы клапана и его смазки.
В различных отраслях промышленности требуются различные типы инструментов и принадлежностей для клапанов с электроприводом в зависимости от факторов риска, таких как легковоспламеняющаяся среда, отсутствие электропитания и типы самих клапанов.
Узнайте больше о наших портативных приводах: Переносные приводы и инструменты для клапанов
ПОЧЕМУ ВЫБИРАЮТ TOTAL LOCKOUT?
Блокировка/маркировка — это наша работа — мы знаем каждый продукт, который мы продаем
У нас многолетний опыт работы с государственным регулированием
Мы предлагаем самые широкие доступные запасы, включая пользовательские предметы
Пользовательские системы папкетов и хранения
Квалифицированная консультация и информация о обучении безопасности
Наша продукция удовлетворяет требованиям OSHA
.
Есть вопрос? Мы эксперты.
Члены команды Total Lockout имеют практический практический опыт в области охраны труда. Мы здесь, чтобы помочь поделиться нашим опытом в области соблюдения правил блокировки и маркировки, а также помочь свести к минимуму травмы на рабочем месте.
Позвоните нам: (727) 608 4325 Напишите нам по электронной почте
Я обратился в компанию Total Lockout, потому что мне нужна была специальная система гидравлической блокировки. Компания Total Lockout смогла спроектировать и предоставить решение, которое точно соответствовало моим потребностям. Это решило большую проблему для моей компании и для меня лично.
Мэтт Б. / Директор по безопасности
Большое спасибо за вашу преданность LOTO. Нам приходилось покупать нашу продукцию по частям в крупных магазинах, поэтому поиск вас сэкономил нам много времени. Мы также довольны тем, как быстро были выполнены наши заказы.
Роджер Ф. / Менеджер участка
Спасибо Total Lockout за совет, который вы смогли дать нам, когда мы позвонили. Наша компания не знакома с процедурами Lockout Tagout, и ваш представитель точно знал, какой продукт порекомендовать без перепродажи. Первый класс!
Николь С. / Эксплуатация завода
У нас есть решение
Новости и информация
0131
Конструкция блокировки автоматического выключателя — путь к исследованиям и разработкам
Переносные приводы клапанов облегчают управление наводнениями.
Duke Energy выбирает портативные приводы клапанов от Total Lockout
Какое устройство блокировки подойдет к моему гидромолоту?
21 августа 2020 г.
Блокируемый кулисный переключатель
Ограничение крутящего момента при управлении клапанами.
abn Набор инструментов для притирки клапанов Приспособление для притирки клапанов для дрели Набор для притирки клапанов Комплект для притирки клапанов для малых двигателей
Прайс.com | Набор инструментов для притирки клапанов abn, инструмент для притирки клапанов, инструмент для сверления, набор для притирки клапанов, набор для притирки клапанов малого двигателя
Представляем расширение для браузера Price. com. Получите лучшую цену, купоны и кэшбэк.
Добавить в Chrome
Тенденции
/
Все магазины
Установить снижение цен
Получите уведомление, как только товар появится в продаже.
Винт для верстачных тисков с сухарём D 28 мм 440 / 330 мм York HV582 М00018063
Применение
Винт для изготовления тисков к деревянным верстакам.
Описание
Компактные низкопрофильные тиски для установки в столешницу верстака.
Тиски разработаны для зажима заготовок между упором верстака и упором на тисках.
Длина зажимаемой заготовки ограничена только размерами между отверстиями в вашем верстаке.
Отверстие под рукоять диаметром 30мм.
Характеристики
Размер «сухаря» 41х41х65мм, с отверстием диаметром 23 мм.
Скользящий подшипник с посадочным диаметром 20,5 мм.
Винт с левой резьбой из высококачественной стали диаметром 28 мм и шагом резьбы 5 мм.
Расстояние между крепежными отверстиями 62 мм, 2 отверстя диаметром 6 мм.
Ход винта — 290 мм.
Общая длина — 460 мм.
Производство — York (Чехия).
Компания York spol. s r.o является производителем тисков ЙОРК для ремесленников и имеет многолетнюю традицию. С 1921 года York предлагает высокое качество и надёжность всех своих изделий. К настоящему времени произведено более 3 миллионов тисков ЙОРК для применения по всему миру.
Рекомендация «Арсенал Мастера РУ»
Рекомендуем к покупке, доставим по всей России.
Посмотреть в каталоге с ценами Все тиски York
Доступны для покупки:
York HV582 Винт для верст. тисков с сухарём, D28мм, 440/330мм М00018063
York HV515 MH Винт для верст. тисков со съёмной магнитной рукоятью, с двумя направляющими, D24мм, 390/205мм М00018059
York HV516 MH Винт для верст. тисков со съёмной магнитной рукоятью, с двумя направляющими, D28мм, 550/335мм М00018060
York HV515 W Винт для верст. тисков со штурвалом, с двумя направляющими, D24мм, 390/205мм М00018400
York HV516 W Винт для верст. тисков со штурвалом, с двумя направляющими, D28мм, 550/335мм М00018401
York HV517 Винт для верст. тисков, D24мм, 400/320мм М00005229
York HV510 Винт для верст. тисков, D28мм, 535/390мм М00000675
York HV515 Винт для верст. тисков, с двумя направляющими, D24мм, 390/205мм М00000676
York HVQ 515 Винт для верст. тисков, с двумя направляющими, D24мм, 390/205мм, быстрозажимной М00007879
York HV516 Винт для верст. тисков, с двумя направляющими, D28мм, 550/335мм М00000677
York HVQ 516 Винт для верст. тисков, с двумя направляющими, D28мм, 550/335мм, быстрозажимной М00012150
York HV519 Винт для верст. тисков, с корпусом, D28мм, 580/250мм М00004812
York HV511 Винт для верст. тисков, с упором на конце винта, D28мм, 330/165мм М00000679
Отзывы о YORK СКИДКА 26% Винт для верстачных тисков с сухарём D 28 мм 440 / 330 мм York HV582 М00018063
Отзывов пока не было. Вы можете оставить его первым
Оборудование и вспомогательный инструмент — Столярные работы
Оборудование и вспомогательный инструмент
Категория:
Столярные работы
Оборудование и вспомогательный инструмент
Верстаки. Ручными инструментами деревянные детали обрабатывают на верстаках. Верстак состоит из подверстачья (шкафа или подставок) и крышки — верстачной доски. Верстачную доску делают из твердой древесины (березы, дуба, ясеня, бука) толщиной 6—7 см, шириной 40—50 см, длиной 1,5—3 м. В лотке — продольной впадине — размещают мелкие инструменты. Передние тиски (суппорт) имеют зажимной винт и подкладочную доску 8 и служат для зажима обрабатываемого материала. Задние тиски (коробка) движутся при помощи винта. По переднему краю верстачной доски и в переднем
Рис. 1. Столярный верстак: а — общий вид, б — передние тиски, в — задние тиски; 1 — верстачная доска, 2 — лоток, 3 — передние тиски, 4 — винт, 5 — шкафчик, 6 — задние тиски, 7 — гнезда для гребенок и клинков, 8 — подкладочная доска
бруске задней зажимной коробки выдолблены сквозные гнезда. В них вставляют деревянные или металлические зажимы — клинки или гребенки, которыми при вращении винта коробки зажимают материал в горизонтальном положении. В гнезде клинок удерживается пружинами.
Детали и изделия большой длины закрепляют на верстаке костылями.
Рис. 2. Зажимы и костыли: а — клинок, б — гребенка, в — «валет» простой, г — «валет» винтовой, д — прижим «валетом»
В вертикальном положении материал зажимают передним зажимным винтом и задней зажимной коробкой. При зажиме доски в горизонтальном положении «на ребро» пользуются передним винтом, а свободный конец доски опирают на подставку.
Винты у верстака бывают деревянные и металлические. Для деревянных винтов лучшим материалом считается вяз и свилеватая береза.
При обработке деталей, не помещающихся на верстаке, их концы ставят на верстачные подставки. Подставка состоит из двух стоек, связанных между собой продольными брусками посредством клинового соединения. При ослаблении и расшатывании отдельных стоек их укрепляют, подбивая клинья.
Рис. 3. Ящик для инструмента
Инструменты и мелкий инвентарь хранят в подверстачье, имеющем вид шкафа, а при открытых подставках —в специальных инструментальных шкафах. Инструментальный шкаф располагают в непосредственной близости к верстаку. В нем для каждого инструмента отведено свое место. Хранение инструмента навалом не допускается. В нижних специальных ящиках находятся наряды, чертежи и другая техническая документация.
Индивидуальный столярный инструмент хранят также в специальных ящиках, которые находятся в инструментальной кладовой.
В существующую конструкцию верстака строители-новаторы внесли ряд усовершенствований.
Верстак с шаблоном и тисками удобен как для индивидуальной столярной работы, гак и для работы в сборочном цехе столярных изделий. На нем можно обрабатывать брусья, доски и детали длиной до 3 м, собирать столярные изделия из Деталей и отделывать готовую продукцию. За верстаком могут работать одновременно столяр и подсобный рабочий. Длина верстака 2,2 м, ширина и высота по 0,8 м.
Верстак состоит из каркаса, верстачной доски с отверстиями для упорной гребенки, торцовых зажимных винтов, углового зажимного винта, передвижной опоры с доской опоры, в которой имеются вырезы, подставки, серьги, направляющей рейки и опорной скобы.
Деревянные щиты, оконные переплеты, двери, форточки и другие детали укладывают между двумя гребенками и прижимают двумя торцовыми зажимными винтами. Металлические винты втоплены в тело крышки верстака и не мешают работе.
На винтах устанавливают гребенки с пружинами, благодаря которым гребенки поддерживаются на нужной высоте. При обработке ребер изделий, при продольном распиливании и других подобных операциях детали зажимают угловым зажимным винтом. Для поддержания второго конца обрабатываемой детали служит передвижная опора, закрепленная на направляющей рейке при помощи опорной скобы.
Верстак имеет шкаф с двумя полками и ящиками для размещения в них комплектов столярных инструментов. На дверках шкафа помещают мелкий, часто применяемый инструмент.
Во избежание повреждения верстака под обрабатываемый предмет необходимо подкладывать дощечку. На верстак не рекомендуется ставить горячие предметы и мочить его водой. Под клеянку необходимо подкладывать отрезок доски или кусок фанеры. Клей, попавший на верстак, нужно счищать, а верстачную доску каждый месяц покрывать олифой.
Верстачная доска должна быть гладкой и ровной, коробка зажима передвигаться без перекоса и давать плавный и прочный зажим. Все болты и клинья должны быть наглухо затянутыми и туго установленными в гнездах, а гнезда одинаковыми, чтобы клин можно было поставить в любое гнездо.
Верстак должен обеспечивать надежный прижим материала к столу сверху, зажим на ребро и стоймя.
Прижимные винты следует содержать в частоте и регулярно смазывать. Деревянные винты рекомендуется пропитать горячей олифой, а для того, чтобы они легко ходили, их периодически следует натирать салом, парафином, мылом или порошком талька, графита. Особенно хороша для этой цели мазь из топленого несоленого сала и порошка графита
Рис. 5. Виды напильников и их насечка
Зажимы верстака, когда на нем не работают, должны быть затянуты во избежание их коробления. Новый верстак для предохранения его частей от коробления покрывают олифой.
Систематический уход за оборудованием и приспособлениями, бережное хранение инструмента и правильное использование его улучшают качество изделий и способствуют увеличению производительности труда.
Вспомогательные инструменты. При выполнении столярных работ применяют различные инструменты. Их подразделяют на основные и вспомогательные. К основным относятся пилы, рубанки, сверла, долота и др., к вспомогательным — напильники, молотки, клещи, кусачки, плоскогубцы, гаечные ключи и отвертки, а также деревянные киянки.
Для зачистки непрямолинейных поверхностей на углах или в недоступных для других инструментов местах и для заточки сверл и пил применяют напильники разной формы и размеров: личные, бархатные, рашпили. Рашпили имеют крупную насечку в виде треугольных ямок с острыми буграми, личные напильники — в виде сплошных пересекающихся канавок и бархатные — мелкую однорядную и двухрядную насечку. Напильники очищают проволочной щеткой, но не выжиганием, так как от этого насечка быстрее срабатывается. Простейший способ очистки напильников — погружение их на несколько минут в кипящую воду. Напильники должны быть прочно закреплены в ручках.
Рис. 6. Вспомогательные инструменты: а — молоток, б — киянки, в — отвертки, г — гаечный ключ, д — плоскогубцы, е — кусачки, ж — клещи
Вспомогательные инструменты — молоток, клещи, кусачки, плоскогубцы, гаечный ключ, отвертки и киянки — изображены на рис. 6.
Столярные молотки должны иметь призматическую форму с ровной ударной поверхностью бойка в отличие от круглого слесарного молотка с выпуклым бойком, при ударе которым на древесине образуются вмятины. Для работы столяру необходимо иметь три молотка весом 600, 400 и 200 г. Ручки к молоткам изготовляют из древесины березы, бука, граба, клена и кизила. Молоток весом 400 г имеет длину 110 мм, а поперечное сечение бойка 20X20 мм.
Гаечные ключи применяют для завинчивания крупных шурупов с граневой головкой, болтов и при наладке станков.
В столярных работах применяют шурупы разных размеров. Поэтому необходимо иметь несколько отверток с разными по ширине и толщине заостренными концами, чтобы они соответствовали шлицевой канавке (прорези) на головке шурупа. Удобна отвертка с двухсторонней вставной железкой и особенно отвертка со сменными железками, дающими возможность завинчивать и вывинчивать шурупы различных размеров. Можно пользоваться и коловоротом. Вставленная в него железка позволяет легко вывинчивать и завинчивать шурупы.
Киянка — деревянный молоток с плоской или круглой (бочкообразной) головкой — применяется для удара по ручке долота или стамески. Размеры круглой киянки: наибольший диаметр 120 мм, диаметр торцов 80 мм, высота 180 мм, длина ручки 390 мм. Изготовляют киянки из древесины вяза, граба, карагача или свилеватой березы.
Клещами вытаскивают гвозди или шпильки. Губки их должны быть прочными и плотно сходиться.
Кусачки используют для откусывания головок гвоздей, чтобы получить шпильки, необходимые в скрытых соединениях изделий.
Реклама:
Читать далее:
Разметка и раскрой материала
Статьи по теме:
Противопожарные мероприятия
Производственная санитария
Техника безопасности, производственная санитария
Организация труда, нормы, расценки, планирование и учет
Независимо от того, модернизируете ли вы старый верстак или строите новый, вам понадобятся тиски. Это могут быть плечевые тиски, передние (лицевые) тиски, хвостовые тиски или любая комбинация вышеперечисленного, в зависимости от ваших идей!
На этой странице мы предлагаем три линии продукции:
Слесарные винты немецкого производства — передние и задние тиски, используемые известными немецкими производителями верстаков. Они очень точные, прочные и, очевидно, являются продуктом многолетнего производственного опыта.
Фурнитура для передних тисков производства Чехии — хорошее качество и низкая цена. Они имеют накатанную резьбу, чугунные корпуса и точные двойные направляющие.
Комбинированные передние и задние тиски производства Швеции — легко устанавливаются!
Отверстие в тройнике для ручек не одинаково для всех продуктов. Убедитесь, что вы выбрали правильную ручку!
Мы настоятельно рекомендуем вам НЕ начинать установку, пока у вас не будет всего необходимого оборудования.
Фурнитура для передних и задних тисков производства Германии
Малые передние тиски
Длина, без тройника, 360 мм (14-3/16 дюйма) Диаметр шпинделя 25 мм Диаметр направляющего стержня 20 мм Отверстие для рукоятки 24 мм (15/16 дюйма) Вес 5,2 кг (11,5 фунта) Подробнее информация (PDF) Добавить деревянную челюсть
Код 300655Цена ∗ 71,71 €
Большие передние тиски
Длина, без тройника, 480 мм (18-7/8 дюйма) Диаметр шпинделя 30 мм Диаметр направляющего стержня 20 мм Отверстие для рукоятки 27 мм Вес 8,2 кг (18 фунтов) Дополнительная информация (PDF) Добавить деревянную губку
Код 300654Цена ∗ 107,83 €
Вилка для малых передних тисков
(подходит только для фурнитуры Код 300655) Эти хомуты обеспечивают точную параллельную регулировку направляющих и установку начального натяжения на любой желаемый уровень.
Подходит только для тисков, показанных выше. Тип винта — с шестигранной головкой или с внутренним шестигранником — может меняться в зависимости от наличия. Дополнительная информация (PDF)
Код 300665Цена ∗ 33,07 €
Вилка для больших передних тисков
(подходит только для оборудования Код 300654) Дополнительная информация (PDF)
В настоящее время нет в наличии
Код 300664 Цена ∗ 38,16 €
Передние быстросъемные тиски (торцевые тиски)
Длина без тройника 480 мм (прибл. 18-7/8 дюйма) Диаметр шпинделя 26 мм Диаметр направляющего стержня 20 мм Отверстие для рукоятки 27 мм Вес 9 кг/19,8 фунта Дополнительная информация (PDF) без утомительного прокручивания. Быстроразъемное действие простое, плавное и надежное, приводится в действие рукояткой тисков и не требует дополнительного механизма разблокировки. Добавить деревянную челюсть
Код 300651Цена ∗ € 149,00
Передние тиски повышенной прочности с цепными винтами/направляющими
Эти передние тиски также подходят для левшей и могут быть установлены с правой стороны станка. Вам нужно только повернуть переднюю крышку после ослабления 2 винтов с внутренним шестигранником. Отверстие для ручки 27 мм Вес: 13 кг/28,6 фунта Дополнительная информация (PDF)
Код 300653Цена ∗ 246,63 €
Короткие хвостовые тиски
Длина 350 мм Отверстие под ручку 24 мм Дополнительная информация (PDF) Для небольших или коротких верстаки Вес 7,5 кг/16,5 фунта
Код 300656Цена ∗ 142,21 €
Хвостовые тиски большие
Длина 440 мм Отверстие под ручку 27 мм Дополнительная информация (PDF) Для полноразмерных тяжелых верстаков Вес 9 кг/19,8 фунта
Код 300650Цена ∗ 153,24 €
Установка передних тисков относительно проста и не требует пояснений. Установка хвостовых тисков значительно сложнее. Вы должны иметь некоторый опыт работы с деревом, прежде чем пытаться установить хвостовые тиски.
Рене Б. использовал одни из наших хвостовых тисков при изготовлении своей выставочной скамьи. Нажмите здесь, чтобы получить рабочий чертеж, изображения и инструкции, чтобы лучше понять проект, который вы собираетесь реализовать. Более полезные советы вместе с пояснительными фотографиями можно получить у Карла V., который также использовал наши хвостовые тиски для сборки своего верстака.
Слесарный винт для немецких и скандинавских L-образных передних тисков
Общая длина 400 мм (прибл. 15-3/4 дюйма) Отверстие для рукоятки 27 мм (1-1/16 дюйма) Вес 3 кг (6,6 фунта) Дополнительная информация (PDF)
Код 300659Цена ∗ € 57,87
Регулировочный винт для строгальных станков
Скоро будет переведено! Als Schutz vor Verkantungen der Vorderzange bei einseitigem einspannen der Werkstücke.
Die Befestigungsplatte wird in eine entsprechend zugefertigte Aussparung in der Holzbacke eingesetzt und zweifach verschraubt. Für die Spindel muss eine Bohrung in eine ggf. vorhandene Schürze bzw. die Bankplatte eingebracht werden.
Mit etwas Fantasie lässt sich mit zwei Stellschrauben auch leicht eine Mini-Moxon Aufsatzange fertigen.
Резьба M14 Длина резьбы 175 мм
В настоящее время нет в наличии
Код 300675 Цена ∗ € 21,53
Слесарные винты и передние тиски производства Чехии
Малый верстак
Общая длина 400 мм (15-3/4 дюйма) Резьба 24 x 5 мм (диаметр резьбы 15/16 дюйма, глубина резьбы 3/16 дюйма) Отверстие для рукоятки 29 мм (1-1/16 дюйма) Вес прибл. 2,1 кг (4,6 фунта) Дополнительная информация (PDF)
Код 307754Цена ∗ 44,31 €
Большой слесарный винт
Общая длина 545 мм (21,47 дюйма) Резьба 28 x 5 мм (диаметр резьбы 1-3/32 дюйма, глубина резьбы -3/16 дюйма) Отверстие для ручки 29 мм (1-3/16 дюйма) Вес прибл. 3,4 кг (7,5 фунта) Дополнительная информация (PDF)
Сейчас нет в наличии
Код 307750 Цена ∗ 50,72 €
Малый слесарный винт для немецких и скандинавских L-образных передних тисков
Другое изображение Общая длина 250 мм Максимальный ход 110 мм Диаметр резьбы 24 мм Отверстие для ручки 29 мм Вес прибл. 1,9 кг Дополнительная информация (PDF)
Код 307755Цена ∗ 37,29 €
Большой слесарный винт для немецких и скандинавских L-образных передних тисков
Общая длина 330 мм Максимальный ход 170 мм Диаметр резьбы 28 мм Отверстие под ручку 29 мм Вес прибл. 2,6 кг Дополнительная информация (PDF)
Код 307756Цена ∗ 41,22 €
Малые передние тиски
Общая длина 390 мм (15-3/8 дюйма) Резьба 24 x 5 мм (диаметр резьбы 15/16 дюйма, глубина резьбы -3/16 дюйма) Отверстие для ручки 29 мм (1-5/32 дюйма) Вес ок. 4,0 кг (8,8 фунта) Дополнительная информация (PDF)
Код 307757Цена ∗ € 55,72
Малые передние тиски с колесиком и рукояткой
Длина без колеса 305 мм Диаметр шпинделя 24 мм Диаметр направляющего стержня 14 мм Вес 4,7 кг Дополнительная информация (PDF)
Код 307759Цена ∗ € 120,75
Деревянная губка для малых передних тисков York Код 307757 или 307759
Этот деревянный брусок из бука с отверстиями для передних тисков York, код 307757, еще больше упрощает сборку верстака. Отверстия расположены так, что верхняя кромка деревянной губки оказывается заподлицо со стандартной столешницей толщиной 40 мм. Поскольку отверстия на несколько миллиметров больше, чем диаметр шпинделя и направляющих стержней, высота может быть точно выровнена, даже если верхняя часть больше или меньше до 3 мм. Примечание: Также подходят малые передние тиски немецкого производства Код 300655 , но выравнивание по высоте вряд ли возможно из-за более толстой резьбы.
Подсказка: Плотно прикрутите деревянную губку к передним тискам только после того, как передние тиски будут закреплены на нижней стороне столешницы. Это позволяет точно выровнять высоту вплоть до последнего момента.
Размеры 356 x 90 x 60 мм Вес 1,4 кг Поверхность промаслена Передние тиски в комплект не входят! Дополнительная информация (PDF)
Код 328650Цена ∗ 37,23 €
Большие передние тиски
Общая длина 550 мм (21-5/8 дюйма) Резьба 28 x 5 мм (1-3/32 дюйма, глубина резьбы -3/16 дюйма) Отверстие для ручки 29 мм (1-5/32 дюйма) Вес ок. 8,6 кг (19 фунтов) Дополнительная информация (PDF)
Код 307758Цена ∗ € 95,00
Примечание: Стопорное кольцо на одном из двух направляющих стержней предотвращает падение оборудования на землю, если вы полностью раскрутите тиски. Только один направляющий стержень оснащен стопорным кольцом. Одно стопорное кольцо эффективно предотвратит падение тисков на землю.
Деревянная губка для больших передних тисков York Код 307758
Этот деревянный брусок из бука с отверстиями для передних тисков York, код 307758, еще больше упрощает сборку верстака. Отверстия расположены так, что верхняя кромка деревянной губки оказывается заподлицо со стандартной столешницей толщиной 40 мм. Поскольку отверстия на несколько миллиметров больше, чем диаметр шпинделя и направляющих стержней, высота может быть точно выровнена, даже если верхняя часть больше или меньше до 3 мм. Примечание: Также подходит для больших передних тисков немецкого производства, коды 300651 и 300654 .
Подсказка: Плотно прикрутите деревянную губку к передним тискам только после того, как передние тиски будут закреплены на нижней стороне столешницы. Это позволяет точно выровнять высоту вплоть до последнего момента.
Размеры 470 x 120 x 80 мм Вес 3 кг Поверхность смазана Передние тиски в комплект не входят! Дополнительная информация (PDF)
Код 328651Цена ∗ € 41,04
Прижимной винт для пресса для шпона
Изготовьте собственные пресс-рамы для шпона или приспособления для склеивания с помощью этих сверхтяжелых и прочных пресс-винтов. Винт толщиной 28 мм (1-3/32 дюйма)! Длина резьбы 330 мм (12-3/16 дюйма) Резьба 28 x 8 мм (1-3/32 дюйма, глубина резьбы -3/8 дюйма) Вес прибл. 4,3 кг (10 фунтов) Дополнительная информация (PDF)
Код 307775Цена ∗ € 99,93
Комбинированные передние и задние тиски шведского производства
Комбинированные передние и задние тиски Sjöbergs
Эти тиски предназначены для использования в качестве передних или задних тисков. Вы можете использовать его на новом скамейке или установить на существующем скамейке. Тиски просты в установке и очень прочны для такой дополнительной степени зажимной способности. Примечание по конструкции: Деревянный лицевой блок для тисков должен быть на 25 мм больше по высоте, чем толщина столешницы вашего стола. Эти верстачные тиски очень просто установить с помощью прилагаемых винтов — они просто ввинчиваются под верстак. В комплект поставки тисков входит рукоятка тисков или задвижка. Монтажная длина под столешницей 320 мм Монтажная ширина под столешницей 380 мм Монтажная высота под столешницей 40 мм Длина уголка для деревянной лицевой панели 400 мм Максимальная глубина зажима 150 мм при толщине лицевой панели 65 мм Резьба 23 x 4 мм Материал Листовая сталь толщиной 4 мм Диаметр стержня Tommy Bar 27 мм Вес ок. 11,6 кг Дополнительная информация (PDF)
Код 303101Цена ∗ 356,11 €
Перекладины (рукоятки тисков)
Отверстие в тройнике для ручек не одинаково для всех продуктов. Убедитесь, что вы выбрали правильную ручку!
Бар автомат PINIE
Бук, деревянные накладки Длина 30 см Диаметр 28 мм Диаметр деревянных накладок 45 мм Этот зажимной брус подходит ко всем типам тисков с Т-образным отверстием 29 мм и более. Примечание. Одна деревянная крышка не закреплена, и ее необходимо приклеить на место после сборки.
Код 328629Цена ∗ 18,15 €
Маленькая ручка ANKE
Бук, синтетические насадки Длина 26 см (прибл. 10 дюймов) Диаметр 22 мм (прибл. 7/8 дюйма) Эту рукоятку можно использовать только с небольшими тисками, изготовленными в Германии.
Код 303139Цена ∗ 9,62 €
Большая ручка ANKE
Бук, синтетические насадки Длина 31 см (прибл. 12-1/4 дюйма) Диаметр 26 мм (прибл. 1 дюйм) Эту рукоятку можно использовать с большими немецкими передними тисками).
Код 303142Цена ∗ 12,04 €
Ручка тисков VERITAS
Клен, деревянные навинчивающиеся колпачки Длина 31 см (около 12-1/4 дюйма) Диаметр 28,5 мм (1-1/8 дюйма) Эта рукоятка подходит для всех тисков производства Чехии (Т-образная рукоятка 29 мм) и некоторые немецкие тиски (при Т-образной рукоятке 30 мм). Перед заказом ручек проверьте описание тисков!
Код 307974Цена ∗ 12,01 €
Тиски ULMIA
Бук, деревянные колпачки, закрепленные дюбелем (в комплекте) Длина 35 см (примерно 13-3/4 дюйма) Диаметр 27 мм Этот вороток подходит для всех больших тисков.
Код 300501Цена ∗ 17,48 €
Запасные части
Тройник T3
Отверстие для шпинделя 18 мм Отверстие для ручки 24 мм подходит для кода 300655
Код 300666Цена ∗ 14,96 €
Тройник T4
Отверстие для шпинделя 20 мм Отверстие для ручки 27 мм подходит для кодов 300654, 300651, 300653, 300656, 300650, 300659
Код 300669Цена ∗ 18,48 €
Чугунная гайка M32
для немецких и скандинавских тисков подходит для кода 300659 Примечание: M32 — это код производителя, а не размер резьбы! Основание 68 x 68 мм
Код 300671Цена ∗ 19,58 €
Нажимная деталь D1
для немецких и скандинавских тисков подходит для кода 300659
Код 300672Цена ∗ € 18,48
Гайка для быстросъемных передних тисков
Деталь корпуса Подходит для кода 300651
Код 300673Цена ∗ 20,88 €
Гайка для быстросъемных передних тисков
Полукруглая деталь с внутренней резьбой Подходит для кода 300651
Код 300674Цена ∗ 20,50 €
Вы находитесь здесь: Главная страница › Оборудование для мастерских › Настольные тиски, передние тиски, задние тиски, винтовые шпиндели можно представить работу по дереву без прижимов.
Вместо 24,99 € только 21,00 € Только при наличии на складе
Рубанок с корпусом из белого дуба
Эта углеродистая сталь имеет высокое содержание углерода, что заметно повышает износостойкость.
Вместо 56,65 € только 48,00 € Только при наличии на складе
Деревянный молоток
Этот молоток поставляется с головкой из бука и ручкой из ясеня.
Вместо 16,94 € только 14,50 € Только при наличии на складе
Резьбовое соединение — наиболее распространенный способ сопряжения деталей при сборке механизмов, машин, конструкций, промышленного оборудования, различных изделий. Одной из важных характеристик резьбы является применяемая единица измерения ее параметров. По этой характеристики они бывают метрическими и дюймовыми.
Различия между ними не ограничиваются единицами измерения, но затрагивают и конструктивные характеристики. Это приводит к несовместимости крепежных элементов и деталей с резьбой разных типов, даже если внешне они кажутся идентичными. Поэтому необходимо иметь представление о том, чем отличается метрическая резьба от дюймовой.
Распространение дюймовой резьбы
Несмотря на распространение метрической системы в большинстве стран мира, применение дюймовой резьбы остается очень широким. Она используется для соединения деталей трубопроводов и всего связанного оборудования, включая насосы, арматуру, сантехнику. Поэтому дюймовую резьбу часто называют трубной. Также ее применяют для изготовления многих крепежных элементов, деталей техники. Поэтому сегодня существует множество отраслей, где используется дюймовая резьба.
Одной из причин такого положения вещей является то, что промышленная революция берет свое начало из Англии, где дюйм и по сей день остается одной из основных единиц измерения длины. Сегодня неметрическая система, в которой используются дюймы, применяется в США, Великобритании, ряде других крупных промышленных стран.
Кроме того, распространение дюймовой резьбы связано и с удобством ее использования. Измерение десятых долей миллиметра может быть затруднительным и ухудшает точность. Дюймовая резьба измеряется с шагом в 1/4 дюйма. Это значительно упрощает обозначение и точность замеров резьбовых элементов, а также сокращает количество типоразмеров.
Основные отличия резьб
Любая резьба характеризуется следующими основными параметрами:
Наружный диаметр — расстояние между вершинами двух диаметрально расположенных гребней. Равняется диаметру окружности цилиндра, по которому выполнялась нарезка.
Внутренний диаметр — расстояние между впадинами двух диаметрально расположенных гребней.
Шаг резьбы — расстояние между двумя соседними вершинами профильных гребней или количество витков на единицу длины нарезанной резьбы.
Угол профиля — угол гребня в градусах.
Глубина резьбы — расстояние между впадиной и вершиной профильного гребня.
Разница резьбы метрической и дюймовой заключается в измерении этих основных параметров. Так, диаметры метрической резьбы указываются в миллиметрах, а дюймовой — дюймах (2,54 см). Дюймы указываются в целых и дробных долях, например, 1 1/4″. Существенные отличия есть и в принципах измерения шага. Для метрической резьбы он представляет собой расстояние между вершинами соседних профильных гребней, выраженное в миллиметрах. Шаг дюймовой резьбы — это количество витков (ниток) на один дюйм длины.
В отличие от метрической, у трубной резьбы по стандарту для каждого диаметра устанавливается свое значение шага. Это позволяет учитывать толщину стенок труб и их прочностные характеристики для образования наиболее надежного резьбового соединения, устойчивого к переменным нагрузкам и повышенному внутреннему давлению в трубопроводе.
Важным конструктивным отличием является профильный угол. Более того, по этому параметру можно отличить метрическую резьбу от дюймовой. В соответствии с нормами ГОСТ 6211-81 и 6357-81 гребни резьбы должны иметь профиль равностороннего треугольника. При этом угол наклона профильного гребня у метрической равняется 60°, а у трубной — 55°. Поэтому для специалиста доступно определение дюймовой резьбы визуально по данному параметру.
Эти отличия делают детали с разными видами резьб несовместимыми друг с другом. Они не подходят в связи с разными значениями диаметра и шага. Даже если эти параметры будут приблизительно совпадать, разный профильный угол не позволит создать рабочее резьбовое соединение.
Измерения
Несмотря на отличия метрической и дюймовой резьбы, их измерение выполняется одинаковыми инструментами:
Механические измерители могут применяться только для измерения внешнего диаметра. Поэтому такие инструменты используются только для предварительных измерений.
Удобным способом определить шаг дюймовой резьбы, является использование калибра. Этот же метод может применяться и для метрической нарезки. Калибром выступает штуцер или муфта, на которых нарезана соответственно внутренняя или наружная резьба, параметры которой точно соответствую стандарту. Деталь с измеряемой резьбой вкручивается в калибр или накручивается на него.
Если при этом не возникает затруднений, и образуется плотное соединение, значит, измеряемый шаг соответствует стандартному значению, указанному на калибре. Если же выполнить соединение не удалось, нужно взять калибр с другими параметрами и повторить попытку. Для проведения таких измерений калибры используются с учетом различия метрической и дюймовой резьбы.
Резьбомер еще более упрощает процесс промеров. Он представляет собой комплект пластинок с гребенками, размеры которых соответствуют стандартным размерам резьб. Пластинку прикладывают к резьбе гребенкой. Ее профиль должен точно совпасть с профилем резьбы. Это позволяет говорить, что параметры последней соответствуют стандартным значениям, которые указаны на пластинке резьбомера.
Различия дюймовой и метрической резьбы оптомеханических компонентов Thorlabs
Размерности на чертежах дюймовой и метрической резьбы
На самом деле, различие между дюймовыми и метрическими креплениями имеет значение, когда деталь имеет механические элементы крепления, для установки которых необходимы резьбовые отверстия. В резьбовые отверстия помещается шуруп с установочным винтом или колпачком. Болт совместим только с одним видом резьбы. Поскольку существуют стандарты резьбы в обеих системах измерений, то и на чертеже детали должны присутствовать размерности резьбового отверстия в двух вариантах.
В качестве примера приведем чертеж трапецеидальной резьбы от Thorlabs. На нем можно наблюдать пару резьбовых соединений. Британские заказчики используют чертежи со следующими стандартами резьбы: 8-32 на одном конце и 1/4 «- 20 на другом. Для заказчиков, пользующихся метрическими единицами, наши стержни TR/M содержат резьбу вида М4 на одном конце и вида M6 на другом. Английские единицы измерения вводят в соответствие метрической, а последняя, в свою очередь, не может быть напрямую использована с английской, поэтому должны существовать два варианта.
Для сравнения обратите внимание на кинематический держатель с зеркалом KM100 от Thorlabs. В установке можно наблюдать раззенкованные отверстия с гладкими краями, которые используют для монтажа, а не для резьбы. Отсутствие резьбы означает, что винты 8-32 или M4 могут быть размещены напрямую в деталь. В итоге была утверждена только одна версия, которую называют «универсальной».
Если предполагается использование как метрических, так и английских систем мер, метрические части выписаны с использованием идентификационного кода, которого нет в британском эквиваленте. Например, на рисунке 1. метрические штыри с резьбой обрабатываются кольцом на конической кромке рядом с отверстием с резьбой вида M4.
Установка может сочетать в себе как универсальные и английские стандарты, так и универсальные и метрические. Однако сочетание английских и метрических единиц в одном приборе недопустимо – чтобы устранить разницу, необходимо специальное оборудование. Одним из таких приспособлений в Thorlabs служат резьбовые адаптеры.
Универсальные детали крепятся к другим частям с помощью шурупов
В универсальных креплениях нет резьбовых отверстий. Сразу же возникает вопрос: как присоединить универсальное крепление к болту с дюймовой и метрической резьбой, если продукция выпускается только в одном варианте: либо с размерами резьбы вида 8-32, либо M4? Этот установочный шуруп легко устанавливается с помощью 5/64 » или 2-х миллиметрового штыревого ключа (либо шестигранным ключом) для резьбы вида 8-32(M4). Затем через универсальный крепеж можно вставить винт с размерами 8-32(M4) и плотно закрутить его в свободное резьбовое отверстие.
Поскольку универсальные детали предназначены для сборок с использованием болтов с крышками, мы выпускаем как винты с дюймовой, так и с метрической резьбой с каждой деталью.
Детали с дюймовой и метрической резьбой имеют разные единицы измерения длины
Дюймовая и метрическая резьба имеет разные физические размеры. Вернемся к нашим чертежам: длины у шурупов с дюймовой резьбой дискретны: 1 «(25,4 мм), 1,5» (38,1 мм), 2 «(50,8 мм) и более. Однако длина их метрические версий просто различна: 30 мм (1,18 дюйма), 40 мм (1,57 дюйма), 50 мм (1,97 дюйма), и т.д.
Из-за этих различий гораздо популярнее стали дюймовые детали с размерами в дюймах, и метрические детали с метрическими параметрами, даже если элементы универсальны. Например, базовые держатели BA2 и BA2/M от Thorlabs включают в себя противоточные фильтры, которые можно считать универсальными, поскольку счетчики в них не резьбовые. Однако отверстия и пазы основания BA2 (в дюймах) расположены так, чтобы точно совпадать с матрицей с резьбовым отверстием на макете с дюймовыми размерами, а отверстия и пазы базы BA2/M (метрика) точно совпадают с матрицей резьбовых отверстий на макете с метрическими размерами.
Кроме того, внешние габариты BA2 составляют 2 «x 3» x 3/8 «(50,8 x 76,2 мм x 9,5 мм), а внешние размеры BA2/M — 50 мм x 75 мм x 10 мм (1,97 «х 2,95» х 0,39 «). Эти небольшие различия означают, что несколько баз BA2 (или BA2/M) могут быть размещены физически на дюймовые (или метрические) оптические столы, при этом свободных отверстий не останется.
Наименования деталей
Иногда возникают ситуации, когда ключевыми различиями между частями в одном и том же семействе являются их механические размеры. Тогда название детали тоже может меняться в дюймовой и метрической версии для удобства и удобочитаемости. Например, 1-й винт TR1 называется TR1, винт 1.5″ называется TR1.5, в то время как 2-позиционный TR назван TR2. Число после префикса TR указывает длину элемента (в английских единицах измерения).
Теперь рассмотрим метрические обозначения: 30-миллиметровый называется TR30/M, 40-миллиметровый — TR40/M, 50-миллиметровый называется TR50/M. Здесь дополнительная цифра в названии позволяет обозначать их единицами их натуральной длины, то есть TR30/M имеет на один знак больше, чем TR1. Однако это не означает, что винт TR30/M в тридцать раз больше!
Главная цель при подготовке технической документации изделий это лаконичность и практичность. Поэтому в позиционном номере иногда опускается одна цифра, это касается метрических деталей. Вместо этого используется добавка /M, чтобы знать является ли эта часть метрической. Например, рассмотрите наши алюминиевые плиты.
MB1012 – это макет с дюймовой резьбой шириной 10 «x 12 дюймов (с отверстиями 1/4» -20 с отверстиями на расстоянии 1 дюйм), а MB1560/M – метрическая, габариты — 15 см x 60 см (с отверстиями M6 с резьбой на расстоянии 25 мм).
Обе эти части имеют четыре цифры в своих номерах, но один дан в дюймах, а другой – в миллиметрах.
Дюймовые и миллиметровые детали с одинаковыми оптическими размерами
Зачастую считается, что метрическая версия крепления предназначена для оптики с метрическими конструктивными элементами. Например, имеются два варианта элемента LMR1 для оптики Ø1” : LMR1, имеющее крепежное отверстие с резьбой 8-32 и LMR1/M, имеющее крепежное резьбовое отверстие M4. Может показаться, что LMR1 предназначен для оптики Ø1 «(Ø25,4 мм) и что LMR1/M предназначен для оптики Ø25,0 мм. Но фактически оба элемента предназначены для оптики Ø25,4 мм (вдобавок в креплении использовано одно и то же удерживающее кольцо SM1RR).
Остановимся на этом моменте и рассмотрим примеры ближе. Во-первых, LMR1/M по своим габаритам вполне подходит для оптики Ø1 «, поэтому размещение крепления в оптике диаметра до 1 мм не вызовет трудностей. Однако центрировка LMR1/M в оптике Ø25.0 мм потребует значительных допусков. Точность прибора снизится, а потому такой вариант неудобен при решении задач, где необходим объектив.
На некоторых рисунках на веб-сайте Thorlabs могут быть опущены замечания, что дюймовые и метрические части имеют одинаковый размер отверстия. Такое происходит вследствие округления.
Отверстия с SM-резьбой не отличаются в метрических и дюймовых частях установки
Корпорация Thorlabs разработала семейство локальных стандартов резьбы для общих оптических диаметров, обозначенных префиксом SM. Эти резьбы обеспечивают удобный способ центрирования, закрепления и позиционирования оптики в их креплениях. Thorlabs активно использует стандарты SM во всей оптико-механической линейке продуктов, а потому вы можете быть уверены, что части, которые вы покупаете, полностью совместимы механически. Список общих префиксов SM и связанных с ними оптических диаметров показан в таблице 1.
В оптических креплениях суффикс /M относится только к резьбовым установочным отверстиям. Иными словами, когда Thorlabs обозначает продукт с SM-резьбой как дюймовый или метрический, отверстие с SM-резьбой в обеих версиях не отличается.
На инженерных чертежах вначале содержатся сведения о проектировании
Thorlabs предоставляет конструкторские чертежи практически всех частей продукта в форматах PDF и DXF, большинство элементов даже представлены в 3D, открыть которые можно в программах SolidWorks, eDrawing и Step. На чертеже PDF и DXF нанесены все размерности, отражены важные физические характеристики каждого элемента (например, соединительные отверстия, метрические идентификационные метки и некоторые особенности конструкции – например, стопорные винты и стопорные кольца), являются основой для эскизов, иллюстрации которых есть в инструкции. Вся эта информация есть и на веб-сайте компании Thorlabs.
Измерения на каждом чертеже приведены в обеих единицах измерения: используется или дюймовая с метрическим эквивалентом в скобках; или метрическая с дюймовым эквивалентом. Элементы, перечисленные первыми, являются конструктивными единицами. Согласно стандартам, приводятся дюймовые измерения с точностью до сотых, а метрические – с точностью до десятых. Это возникло из-за того, что стандартные допуски оборудования составляют ± 0,005 дюйма (примерно ± 0,1 мм).
Несмотря на то, что измерения в конструктивных единицах детали всегда точны для данных условий, преобразованные измерения могут быть округлены. Например, если точность преобразованного измерения не указана (два знака после запятой для дюймов и один для метрических размеров), то оно округлено. При этом наличие подходящего числа цифр после запятой совсем не гарантирует, что округление не произошло. Thorlabs отказались от практики округления несколько лет назад, но на необновленных версиях она по-прежнему существует. Поэтому, если Вам нужно использовать преобразование измерений, следует проверить эквивалентность самостоятельно, обратившись к базовым конструктивным единицам 1 » эквивалентно 25,4 мм.
Что характеризует резьбовые соединения?
Резьба и нарезка резьбы определяется главным образом основным диаметром ствола и шагом резьбы. В британской номенклатуре винт 1/4 «-20 имеет диаметр 1/4», а шаг — 20 на дюйм (TPI). В метрической номенклатуре винт крышки M4 x 0,7 имеет внутренний диаметр 4 мм, а шаг — 1 на 0,7 мм. Размер вида M4 x 0.7 часто сокращается до M4. Нарезка также определяется допуском резьбы (допустимое отклонение длины), форма резьбы (есть ли скругленные края, либо нарезка острая), угол резьбы, внешний и внутренний диаметр.
Компания INSCIENCE помогает своим заказчикам решать любые вопросы и потребности по продукции Thorlabs на территории РФ
Разница между мелкой и стандартной резьбой
В чем разница между метрической резьбой ISO и метрической мелкой резьбой ISO?
Во-первых, давайте посмотрим, что у них общего. Оба типа резьбы являются метрическими и определены в DIN 13 . И стандартная резьба , и мелкая резьба имеют угол по бокам 60 градусов . Но если вы сейчас присмотритесь, то заметите решающие отличия.
Зачем вообще нужна метрическая мелкая резьба? И для чего он используется? Каковы преимущества и недостатки тонкой резьбы? Это то, что мы хотим выяснить вместе в этом сообщении в блоге. Приятного чтения!
Зачем использовать тонкую резьбу?
Существует так много типов потоков из-за различных функций типов потоков. Взглянув на мелкую метрическую резьбу , это станет особенно ясно. Чем отличается мелкая резьба (MF) и более грубая стандартная резьба (M) ?
В случае мелкой резьбы номинальный размер может иметь разный шаг. В связи с этим необходимо и предписано расширить обозначение на шаг резьбы.
Пример:
Обозначение стандартной резьбы M 10. Шаг 1,5 четко определен в стандарте DIN 13-1. Для мелкой резьбы М 10 возможны следующие шаги согласно DIN 13-2:
M10 x 0,5
М10 х 0,75
M10 x 1
M10 x 1,25
М10 с шагом 1,5 мм для стандартной резьбы
Метчик с мелким шагом резьбы М10 с шагом 1,5 и соответствующим калибром
М10 с шагом 1,00 мм для резьбы с мелким шагом
Метчик с мелким шагом резьбы М10 с шагом 1,00 и соответствующим калибром
М10 шаг 1,25 мм для резьбы с мелким шагом
Шаг резьбы Метчик с мелким шагом M10 с шагом 1,25 и соответствующим калибром
М10 с шагом 0,75 мм для резьбы с мелким шагом
Метчик с мелким шагом резьбы М10 с шагом 0,75 и соответствующим калибром
Чем меньше шаг, тем тоньше резьба. Однако из указания шага в обозначении нельзя сделать вывод, что это всегда мелкая резьба. Некоторые производители за рубежом иногда также указывают шаг в стандартной резьбе. Это может привести к большой путанице.
При более узком профиле резьбы диаметр стержня меньше, а глубина резьбы меньше. Таким образом, наборы метчиков с метрической точностью состоят из предварительной и чистовой фрезы. Центральный метчик не нужен, потому что снимается меньше материала.
Преимущества мелкой резьбы
Так в чем преимущества? Благодаря более узкому профилю резьбы возможна более точная подача, например, с помощью измерительных инструментов, потому что вы покрываете очень небольшое расстояние за один оборот. У вас также более высокое контактное давление при том же крутящем моменте. Еще одним преимуществом является меньшая глубина резьбы. Если место для резьбы небольшое, например, в случае тонкостенных труб или коротких отрезков, то правильным выбором будет метрическая резьба. Резьба также имеет более высокий эффект самоблокировки. Это может сыграть роль, если резьбовые соединения подвергаются вибрациям. По этой причине метрическая мелкая резьба в основном используется для винтовых соединений с высокими нагрузками, которые также подвержены движениям.
Недостатки мелкой резьбы
Каковы недостатки? Этот тип резьбы очень чувствителен к загрязнениям и повреждениям. Из-за меньшей глубины резьбы их легче вырвать, в зависимости от типа нагрузки.
Краткий обзор различий
Ниже вы найдете краткий обзор всех основных различий между крупной и мелкой резьбой. Мы также еще раз суммировали преимущества и недостатки для вас здесь:
Обозначение резьбы показано с шагом. За номинальным размером следует шаг. (МФ 10 х 0,75 )
Номинальный размер может иметь различный шаг (MF 10 x 0,2 / MF 10 x 0,25 / MF 10 x 0,35 / MF 10 x 0,5 и т. д.)
Более узкий профиль резьбы
Больший диаметр сердечника
Меньшая глубина резьбы
Преимущества мелкой резьбы:
Более точная подача (например, с помощью измерительных инструментов)
Более высокое контактное давление при том же крутящем моменте
Требуется меньше места (например, тонкостенные трубки, глушители, оптические устройства)
Менее чувствителен к вибрациям, повышенный эффект самоблокировки
Недостатки мелкой резьбы:
Легкое загрязнение
Легкий захват
Чувствителен к повреждениям
Легче вытащить
Стандартная резьба и мелкая резьба для дюймовой резьбы
Мелкая резьба встречается не только в метрической резьбе ISO. Существует также различие между крупной резьбой c и мелкой резьбой в типах дюймовой резьбы. Американским аналогом метрической стандартной резьбы является UNC (унифицированная национальная крупная резьба) , а мелкой резьбой является UNF (унифицированная национальная тонкая резьба) и UNS (унифицированная национальная специальная резьба) . С другой стороны, британским эквивалентом стандартной резьбы является BSW (British Standard Whitworth Corase) 9.0006 . Английский вариант обозначается аббревиатурой BSF (British Standard Fine) . Мы собрали для вас более подробную информацию о различных типах резьбы здесь .
Кстати, в нашем магазине www.gewindewerkzeuge.com вы найдете большой выбор метчиков
Щелкните здесь, чтобы перейти к нашему новому цифровому каталогу!
В каталог
Последние статьи
Шаг метрической резьбы
Метрическая резьба
Метрическая резьба измеряется диаметром резьбовой части и расстоянием между резьбами. Обычная метрическая резьба 10 мм x 1,0 указывает на внешний диаметр 10 мм. на резьбовой части и шагом резьбы 1,0 мм, что соответствует одной резьбе на каждый миллиметр. Поскольку есть 25,4 мм в 1 дюйм, что составляет 25,4 витка на дюйм. Шаг поля 10 мм x 1,25. С резьбой на расстоянии 1,25 мм получается 20,3 нити на дюйм. Шаг 1,5 мм это поле для гольфа, которое работает до 16,9резьбы на дюйм.
Общая поперечная резьба! M1-3 Гайка с метрической резьбой в соединении с американской резьбой UA1-3
Вы можете вкрутить гайки с резьбой 10 мм x 1,0 в фитинг с резьбой США 3/8″ x 24, но он немедленно начнет сдирать резьбу. заставляет тебя думать что он войдет, но разрушит нити.
Как определить гайки тормозной магистрали с метрической резьбой? (Часть 1)
Теперь самое сложное. Если вы работаете над отечественным автомобилем последней модели с АБС, вам нужно пиво. У нас есть семь различных гаек с наружной метрической резьбой, которые подходят для тормоза 3/16″. линии. Если ты когда-нибудь посмотришь если коснуться нити, то вы обнаружите, что большинство из них — ублюдочные (если вы еще не догадались, мне на самом деле наплевать на ублюдков).
Начну с самой распространенной метрической гайки тормозной магистрали. Гайка M1-3 заменяет трубку 3/16 дюйма. резьба 10 мм х 1,0. Немецкий/DIN по происхождению, сейчас широко используется на американских автомобилях. Если у вас есть насос Bosch ABS, у вас есть эти гайки. Теперь он также появляется на азиатских автомобилях. Обратите внимание на раструбы на обоих концах лески, так как используется порожек этого типа. с обоими SAE/двойными раструбы и раструбы DIN/пузырьковые. Обратите внимание на характерную свинцовую часть без резьбы на конце раструба. Не заменяйте гайку с полной резьбой гайкой с «привести». Нити будут дно до того, как трубка затянется, давая вам ложное чувство выполненного долга.
Как определить гайки тормозной магистрали с метрической резьбой? (Часть 2)
Стандартный азиатский стиль — M5-3, как и M1-3, также имеет резьбу 10 мм x 1,0 для 3/16 «. трубка. Он всегда используется с раструбом SAE и имеет полную резьбу. Очень похоже на стандартный А1-3 Американский орех. Вы можете вкрутить гайки с резьбой 10 мм x 1,0 в фитинг с резьбой 3/8″ x 24 для США, но он сразу же начнет сдирать резьбу.
Как измерить диаметр гаек тормозных магистралей?
Штангенциркуль используется для измерения диаметра. Пожалуйста, имейте в виду, что дешевый штангенциркуль может легко быть 0,010 дюйма от отметки. При измерении диаметра гайки или болта он будет немного меньше указанного размера. 3/8 дюйма составляет 0,375 дюйма в десятичной дроби. измерение. Настоящий размер гайки тормозной магистрали будет 0,365 дюйма. 10 мм — это 0,3937 дюйма в десятичном измерении. Гайка тормозной магистрали диаметром 10 мм будет иметь размер 9,8 мм или 0,382 дюйма.
Как измерить резьбу гаек тормозных магистралей?
Измеритель шага резьбы необходим для точного измерения резьбы. Вы просто сравниваете зубы на калибра к резьбе на гайке.
Насосная установка и Пошаговая инструкция монтажа +Фото и Видео
Имея загородную недвижимость, будь то дом с постоянным проживанием или дача не всегда есть возможность подключиться к центральному водоснабжению. По этой причине источники воды оборудуются самостоятельно. Встает вопрос о том, как доставить воду до нужной точки, для этого устанавливаются водяные насосы. Для любого монтажа требуется схема подключения насосной станции.
Как известно насосные агрегаты имеют разные модификации. Есть с внешним эжектором и встроенным или вообще быть без него, влияющие на давление в трубах, с накопителем и без, автоматические или с поплавком.
Все они выполняют одну функцию – доставляют жидкость до требуемой точки.
Содержание статьи:
1 Выбирая насосную установку
1.1 Особенности накопительного бака
1.2 Функции
1.3 Разберем пример
2 Размещаем оборудование
2.1 Как правильно выбрать место для установки насосной станции для дома или дачи?
2. 2 При выборе места для насосной станции следуйте рекомендациям
2.3 Варианты мест размещения оборудования
2.4 Однотрубная система или двухтрубная система подключения?
2.4.1 1-но трубное
2.4.2 2-х трубное
2.5 Как подключить насосную станцию
3 Рекомендация
Выбирая насосную установку
Особенности накопительного бака
Самым востребованным на рынке является насос с накопительным баком (гидроаккумулятором) – эта насосная станция имеет внушительные габариты, соответственно ее монтаж является более сложным. Его и рассмотрим.
Особенность насоса в том, что его главный узел разделен на две часть, одна отвечает за подкачку воды, вторая отвечает за количество воздуха.
Давление в системе регулируется автоматически. Когда стрелка манометра показывает минимальный уровень давления, установка включается, как только требуемый параметр достигнут, система отключается.
Функции
Выбирая насосную установку, требуется обратить внимание на самые важные ее функции:
С какой глубины насос может поднять воду.
Производительность
Мощность
Автоматическое управление или механическое
Сколько жильцов в доме
Объем накопителя
Производительность насоса должна быть ниже или равна производительности источника воды. В противном случае качество доставляемой жидкости будет низким (содержать примеси и песок)
Если неправильно выбрать установку, то возможны перебои с водоснабжением и плохой напор воды.
Разберем пример
4 человека постоянно проживают. Производительность изделия потребуется не ниже 3 м3/ч
Размещаем оборудование
Как правильно выбрать место для установки насосной станции для дома или дачи?
Главный минус установки в неспособности функционировать при минусовой температуре. Даже если обустроить строение под насосную станцию и утеплить ее, производительность снизится или насос совсем перестанет работать. Конечно, можно поставить рядом обогреватель, но это приведет только к перерасходу электроэнергии.
При выборе места для насосной станции следуйте рекомендациям
Оборудование устанавливайте в помещение с централизованным отоплением.
К насосной установке обеспечьте свободный доступ, для обслуживания
Постарайтесь минимизировать расстояние от источника забора воды.
Варианты мест размещения оборудования
Отдельно оборудованное помещение в доме, желательно со звукоизоляцией.
Возможна установка в санузлах (кухня, ванна)
В подвале и цоколе. При условии, что там тепло и сухо
В кессоне – рядом со скважиной. В этом варианте насосная станция будет работать продуктивно, только если установить ее ниже уровня промерзания грунта.
Однотрубная система или двухтрубная система подключения?
Данный вопрос зависит от того на какой глубине расположена установка и водопровода.
1-но трубное
Однотрубное подключение применяют при малых глубинах до 8 метров. Двухтрубная система используется, когда требуется увеличить глубину забора воды насосом от 8 метров.
2-х трубное
Двухтрубная система подключения подразумевает насос с внешним эжектором.
Как подключить насосную станцию
Вырывается траншея ниже уровня промерзания почвы. Обязательно выдержать уклон в сторону скважины.
На трубу ПВХ установить обратный клапан или приобрести уже готовое изделие с клапаном и фильтром.
Соединение с насосом производится с помощью фитинга «американки», муфты, уголка с резьбой из металла.
Труба идущая к водопроводной магистрали от установки подсоединяется по тому же принципу
Прежде чем включить систему, агрегат заполняется водой.
Если трубопровод расположен выше уровня промерзания, его следует утеплить.
К водопроводной магистрали дома насосная станция подключается при помощи фитингов.
Рекомендация
Чтобы повысить качество воды устанавливаю два фильтра. Перед насосом – фильтр грубой очистки. После установки монтируется фильтр глубокой очистки.
Сам процесс установки не является сложным и длительным. Основное время занимает подготовка к монтажу: оборудование помещения, организация траншеи, укладка труб и т.д.
Иногда, чтобы снизать вибрацию, насосную установку ставят на бетонную или кирпичную подушку, застеленную резиновым ковриком.
Как подключить насосную станцию — советы специалистов
Как подключать насосные станции
Насосная станция — как подключить?
Покупая насос в дом , часто задают этот вопрос. Мы всегда отвечаем, что лучше, если подключение насосной станции выполнит специалист. А как же быть, если место установки насосной станции находится далеко от «цивилизации». Стоимость выезда специалиста и монтажнасосной станции может превысить стоимость самого оборудования.На такой случай дадим несколько рекомендаций. Хотим подчеркнуть, что не претендуем на полную инструкцию по монтажу насосной станции. Повторимся, установку станций должен выполнять специалист.
Итак для монтажа бытовой насосной установки нам потребуется сама станция водоснабжения, обратный клапан с фильтром, быстроразъемные фитинги Unidelta, труба ПЭ.
Для нормальной работы насосной станции необходимо, чтобы всасывающий участок трубопровода до насоса был герметичен.Это достигается правильным соединением и уплотнением фитингов. Отметим, что не всегда герметичных соединений можно достичь в «полевых условиях».
Как же быть? Решение есть!
В Насосвдом можно заказать насосную станцию с уже собранным и правильно уплотненным монтажным комплектом. Стоимость такой станции всего лишь на 50 грн. дороже покупки комплектующих по отдельности. На месте монтажа останется только подсоединиться к трубе с помощью быстромонтируемых фитингов Unidelta.
Устанавливать насосную станцию необходимо как можно ближе к скважине или колодцу. При стационарном использовании станции рекомендуем закрепить ее на твердой опорной поверхности с использованием резиновых прокладок. Насосная станция обязательно должна быть защищена от атмосферных осадков.И еще одно важное замечание.Нам часто задают вопрос: а можно ли кратковременно включить насос на сухую, чтобы убедиться в его исправности.
Отвечаем — нельзя!
Работа насоса насухо приводит к его поломке.И обмануть сервисный центр не удастся. Такая поломка является не гарантийной. Поэтому наберитесь терпения и после монтажа обязательно, подчеркнем обязательно заполните всасывающий трубопровод и корпус насоса водой через заливное отверстие.
Вот и всё. Удачи!
Поделиться полезной информацией
Twitter
Facebook
Pinterest
Рекомендуем обратить внимание
Нет в наличии
Насосные станции
GP45424 Комплект насосной станции Grundfos
GRUNDFOS
3249
4 495,00 грн
Насосная станция GP45424 с насосом Грундфос JPA 4-54 Р=1130 Вт, Нmax=54 м, U=220 В, Qmax=3,6 м3/ч, Т-ра жидкости=0. ..35 °C
Гарантия 2 года
Подробнее
Нет в наличии
Нет в наличии
В наличии
Насосные станции
Насосная станция Grundfos Scala2 3-45 98562862
GRUNDFOS
2967
21 972,80 грн
В наличии! Звоните! Суперцена!
P=550 Вт, U=1×200-240 V, Qmax=4,8 м³/ч, Нmax=47 м, Dпатр.=1″
Артикул: 98562862
Гарантия: 5 лет
Моделирование насосных станций внутри 2D областей потока
Страница загрузки Моделирование насосных станций внутри двухмерных областей потока.
Насосная станция может использоваться для перекачки воды между двумя водохранилищами, водохранилищем и участком реки, между двумя участками реки, участком реки и 2D-проходной зоной, между хранилищем и 2D-проходной зоной, между двумя 2D-расходами Области или от одной ячейки к другой в пределах одной и той же 2D-области потока. На каждой насосной станции может быть до десяти разных групп насосов, а в каждой группе насосов может быть до двадцати одинаковых насосов.
Чтобы добавить насосную станцию в систему, выберите инструмент рисования Pump Station в верхней части редактора геометрических данных. Когда эта кнопка нажата, переместите мышь в место, где будет располагаться насосная станция, и щелкните левой кнопкой мыши. Откроется редактор HEC-RAS, предлагающий пользователям ввести имя насосной станции. Это установит местоположение насосной станции и значок. На рис. 3-64 показан пример соединения двухмерной области потока с одномерным поперечным сечением (TestPump) и двухмерной области потока с областью хранения (SAPump).
После добавления насосной станции в систему пользователь должен отредактировать насосную станцию и ввести необходимые данные. Чтобы открыть редактор насосной станции, нажмите кнопку редактора насосной станции в левой части редактора геометрических данных. Либо наведите указатель мыши на значок насосной станции на схеме, щелкните насосную станцию левой кнопкой мыши и выберите Edit Pump Station из контекстного меню. Откроется Редактор данных насосной станции (Рисунок 3-65).
Как показано на рис. 3-65, редактор насосных станций имеет следующие три вкладки: «Данные подключения насоса», «Данные группы насосов» и «Расширенные правила управления» (для применения расширенных правил управления). правила управления насосной станцией).
Вкладка Данные о подключении насоса содержит следующие данные:
Кнопка «Переименовать насосную станцию» : Эта опция позволяет пользователю переименовать насосную станцию в другое имя, отличное от значения по умолчанию.
Вход насоса : Это место, откуда насосная станция качает. Это место может быть либо складом, 2D-областью потока, либо речной станцией на участке реки. Кнопка Set RS позволяет пользователю подключить насос с речной станции участка, кнопка Set SA/2D позволяет подключить насос из области хранения или 2D области потока.
Выпускное отверстие насоса : Это место, куда перекачивает насосная станция. Это место может быть либо областью хранения, либо областью потока 2D (используйте Кнопка Set SA/2D ) или речной вокзал с участка реки (используйте кнопку Set RS ).
Дополнительный монитор включения-выключения, номер : По умолчанию программа использует расположение «Вход насоса», чтобы определить, когда насос должен включаться или выключаться. Однако у пользователя есть возможность установить другое место, которое будет использоваться в качестве контрольной точки для определения того, следует ли включать или выключать помпу. Это дополнительное местоположение монитора может быть областью хранения, 2D-областью потока (при использовании 2D-области потока пользователь должен добавить опорную точку в геометрические данные в пределах этой 2D-области потока) или речной станцией в пределах участка реки.
Самая высокая отметка в насосной линии : Эта опция позволяет пользователю ввести отметку, которая будет использоваться в качестве самой высокой отметки в насосной линии. Одним из примеров того, где это может быть полезно, является использование насосной станции для перекачки воды через дамбу. В этой ситуации требуемый напор для перекачивания воды через дамбу не полностью определяется также и высотой водной поверхности; поэтому необходимо ввести высоту самой высокой точки в линии насоса (вершина дамбы), чтобы точно рассчитать расход, проходящий через насос.
Оптимизация постоянного потока : Этот параметр предназначен только для моделирования постоянного потока. Если вода перекачивается из речного участка или в него, при расчете профилей водной поверхности следует учитывать объем потока, входящего или выходящего из участка. Тем не менее, профили поверхности воды будут влиять на расчет расхода через насосы. Следовательно, чтобы точно рассчитать это, профили потока насоса и поверхности воды должны рассчитываться итеративно, пока не будет найден баланс между потоками реки и потоками насосов. Эта функция оптимизации не выполняется автоматически программой устойчивого потока; однако пользователь может настроить HEC-RAS на включение функции оптимизации, выбрав Оптимизация установившегося потока . При выборе этой опции открывается окно, позволяющее пользователю включить функцию оптимизации потока насоса.
В дополнение к данным о подключении насоса пользователь должен заполнить данные о группе насосов. Выберите вкладку Данные группы насосов , и редактор обновится (Рисунок 3-66).
Как показано на рис. 3-66, вкладка Данные группы насосов состоит из следующих элементов:
Имя группы насосов : вторым будет «Группа насосов № 2» и т. д. У пользователя есть возможность переименовать группы насосов, щелкнув значок Переименовать Группа кнопка.
Добавить группу : Эта кнопка используется для добавления другой группы насосов. Если для модели требуются насосы с разной пропускной способностью и с разными кривыми эффективности насосов, то насосы необходимо вводить как отдельную группу насосов.
Переименовать группу : позволяет пользователю переименовать группу насосов.
Удалить группу : Эта кнопка используется для удаления текущей выбранной группы насосов.
Включить групповые операции смещения (только для стабильного потока) : Этот параметр подходит только для работы с постоянным потоком. Если выбран этот параметр и конкретный профиль водной поверхности находится между отметками включения и выключения насоса, HEC-RAS будет считать, что насос включен. Если этот параметр не отмечен, программа будет считать, что насос выключен, когда поверхность воды находится между уровнями включения и выключения.
Запуск (мин) : Этот параметр используется только для нестационарного потока. Когда включается насос, по умолчанию насос включается мгновенно и начинает качать на полную мощность уже на следующем временном шаге. Эта опция позволяет пользователю ввести время запуска, в течение которого насосы перейдут от нулевого расхода к полной производительности в течение введенного пользователем временного шага (в минутах). Эта опция очень полезна для предотвращения нестабильности расчетов нестационарного расхода, когда при включении насоса наблюдается слишком большое изменение расхода.
Останов (мин) : Этот параметр используется только для нестационарного потока. Когда помпа срабатывает для выключения, операция по умолчанию заключается в том, что помпа мгновенно выключается и прекращает качать на следующем временном шаге. Эта опция позволяет пользователю ввести время отключения, в течение которого насосы перейдут с полной производительности на нулевой расход в течение введенного пользователем временного шага в минутах. Эта опция очень полезна для предотвращения нестабильности расчетов нестационарного расхода, когда происходит слишком большое изменение расхода из-за резкого отключения насоса.
Ширина насоса : Это поле используется только для отображения ширины линии насоса в окне геометрических данных.
Количество насосов в группе : это поле используется для ввода количества идентичных насосов в текущей группе насосов. Идентичные насосы должны использовать одну и ту же кривую КПД насоса, но могут иметь разную высоту включения и выключения триггера.
Кривая эффективности насоса : Эта таблица используется для ввода кривой эффективности насоса, которая представляет собой таблицу зависимости статического напора от расхода. Напор представляет собой общий напор в системе, который обычно представляет собой разницу высот поверхности воды между точками «от» и «до».
Не вводите номинальную характеристику насоса от производителя, эта характеристика не учитывает потери в насосной линии. Пример того, как рассчитать кривую КПД насоса, показан на рис. 3-67. Как показано на рис. 3-67, пользователь должен рассчитать все потери энергии в системе между двумя статическими пулами. Потери энергии в линии вычитаются из кривой эффективности насоса производителя, чтобы получить кривую для использования в HEC-RAS. Кривую производительности насоса можно построить для визуального контроля, нажав кнопку 9.0007 Кнопка «Построить кривые насоса» внизу окна.
По умолчанию местом контроля включения или выключения насоса является место впуска, если иное не указано в поле Дополнительное значение включения-выключения. Как правило, насос на возвышении должен быть выше, чем насос на высоте. Кроме того, для всех насосов должны быть указаны отметки срабатывания. Если пользователь вводит отметку отключения насоса, которая выше, чем отметка включения насоса, то насос включается, когда поверхность воды опускается ниже отметки включения, и насос остается включенным до тех пор, пока поверхность воды не станет выше отметки отключения насоса. Например, эта ситуация может быть использована для перекачивания воды в накопительный бак. С другой стороны, когда высота выключения насоса ниже, чем высота насоса на высоте (типичный способ его использования), то насос включается, когда поверхность воды становится выше, чем насос на высоте, и насос выключается, когда он уходит. ниже отметины. Это типичное использование насосов для внутренних водоемов.
Нижняя половина вкладки Данные группы насосов содержит таблицу со всеми отдельными насосами в группе. Таблица содержит следующее:
Название насоса : Это поле содержит название каждого из отдельных насосов. Насосам автоматически присваиваются имена «Насос № 1», затем «Насос № 2» и т. д. Пользователь может дважды щелкнуть в поле «Название насоса» и изменить названия насосов, чтобы они были более конкретными (т. е. для определения местоположения).
WS Elev On : это высота, на которой насос будет включен. Это основано на высоте поверхности воды в месте «Вход», подключенном к насосу.
WS Elev Off : Это высота, на которой насос будет отключен. Это основано на высоте поверхности воды в месте «Вход», подключенном к насосу.
ГИС-данные насосов: Другая таблица, расположенная непосредственно справа от таблицы имен отдельных насосов, представляет собой таблицу, содержащую ГИС-координаты отдельных насосов. Если пользователь щелкает строку насоса в таблице «Имена насосов» (например, если был выбран насос № 1), то координаты X, Y в таблице «Координаты насоса» относятся к насосу № 1. Если выбран другой насос, то координаты X, Y будут для этого насоса. Ввод координат X, Y для насоса необходим только при подключении насосов к 2D Flow Areas. Местоположение необходимо для определения того, к какой ячейке (ячейкам) подключен насос в 2D-области потока. Пользователи должны провести пространственную линию, идущую от входа насоса к выходу насоса. Эта линия будет использоваться для пространственного отображения подключения насоса в редакторе геометрических данных, а также для определения того, какая ячейка подключена к насосу. Координаты X, Y не требуются, если насосы не подключены к 2D области потока. Однако если хотя бы один конец насоса подключен к 2D-области потока, то требуются координаты X, Y.
Последняя вкладка с меткой Расширенные правила управления — это необязательная вкладка, используемая для указания правил, которые переопределяют физические данные помпы. На рис. 3-68 показана схема вкладки Advanced Control Rules в редакторе данных насосной станции .
Как показано на рис. 3-68, вкладка Advanced Control Rules имеет три кнопки в верхней части редактора: Добавить новое правило, Удалить правило и Копировать правило . Кнопка Удалить правило удалит текущее выбранное правило из списка правил помпы, показанного в текстовом поле Правила помпы . Кнопка Копировать Правило создает копию текущего открытого правила. Кнопка Добавить Новое Правило открывает редактор типов правил HEC-RAS (Рисунок 3-69), который позволяет пользователю выбрать новое правило из списка Типы правил .
Как показано на рис. 3-69, существует шесть типов правил, которые можно применить к насосной станции. Каждый из шести типов правил позволяет пользователю указать минимальный и максимальный расход для всей насосной станции. Этот минимальный и максимальный расход сужает диапазон возможных потоков, рассчитанных для насосной станции на основе физических данных насоса. Типы правил отличаются только тем, как и когда применяется минимальный и максимальный диапазон потока.
Первый тип правила, Всегда применять это правило применяется для всех временных шагов в решении. Второй тип правила, Применить на основе целевого потока , применяется только в случае превышения целевого минимального и/или максимального потока (поток больше заданного максимума или меньше заданного минимума) в указанном пользователем местоположении контроля потока. Местом мониторинга стока может быть поперечный разрез в пределах участка реки или водохранилище. Третий тип правила, Применить на основе целевого WS , применяется только в случае превышения целевого минимума и/или максимальной отметки водной поверхности (уровень больше указанного максимума или меньше заданного минимума) в указанном пользователем месте наблюдения за этапом. Четвертый тип правила, Применить на основе дня/часа , применяется только в течение указанного пользователем временного окна. Пользователь вводит день и время начала и день и время окончания. Заданные максимальный и минимальный расход затем применяются к насосной станции только в течение заданного пользователем временного окна. Пятый тип правила, Применить на основе дня/часа и потока , представляет собой комбинацию указанного пользователем временного окна и максимального и/или минимального целевого потока в указанном пользователем местоположении мониторинга потока. Последний тип правила, Применить на основе дня/часа и WS , представляет собой комбинацию заданного пользователем временного окна и максимального и/или минимального целевого этапа в указанном пользователем месте мониторинга этапа.
Пользователь также может задать время перехода в минутах для максимального и минимального расхода для каждого из правил. Таким образом, если правило изменит поток с текущего вычисленного значения на максимальное значение, введенное пользователем, время перехода используется для того, чтобы разрешить изменение потока в течение заданного пользователем времени. Эта же концепция используется и для минимального расхода.
Пользователь может указать любое количество правил для каждой насосной станции. Правила будут применяться к насосной станции в том порядке, в котором они были введены (это также порядок, в котором они отображаются в редакторе). Пользователь может перемещать правило вверх или вниз в списке, выделяя правило, а затем используя кнопки со стрелками вверх и вниз для перемещения правила.
После ввода всех данных насоса нажмите кнопку OK , чтобы данные были исключены программой. Это не сохраняет данные на жесткий диск; он позволяет использовать его только в текущем выполнении программы. Чтобы сохранить данные навсегда, пользователь должен сохранить данные геометрии из Меню File редактора геометрических данных.
Устройство насосной станции предназначено для простого подключения без специальных знаний, кроме базовых навыков электрика.
Заинтересованы в приборостроении?
Получайте статьи, новости и видео о приборостроении прямо на свой почтовый ящик! Войти Сейчас.
Инструментарий
+ Получать оповещения
В течение многих лет предприятия водоснабжения и водоотведения контролировали разбросанные насосные станции с помощью систем SCADA. Но как насчет сообществ, у которых есть только одна или несколько насосных станций и не хватает ресурсов для проектирования, проектирования и настройки SCADA?
Как правило, такие коммунальные службы должны были контролировать насосные станции вручную, периодически отправляя водителя для посещения каждой станции, проверки ее работы и записи рабочих данных со счетчиков или датчиков.
Теперь GE Intelligent Platforms предлагает устройство Pump Station Appliance, которое компания описывает как специально разработанное решение для управления и мониторинга, которое можно приобрести через Интернет, настроить и установить за один день штатным электриком или электриком, работающим по контракту.
Он разработан как экономичный способ для небольших коммунальных служб автоматизировать мониторинг и работу станций. Алан Хинчман, директор по маркетингу инфраструктуры GE Intelligent Platforms, рассказал об этом предложении в интервью для оператора очистных сооружений.
TPO: Какой мыслительный процесс стоял за этим предложением?
Hinchman: GE Intelligent Platforms давно работает на рынке водоснабжения и водоотведения как поставщик программного обеспечения, контроллеров и других устройств. По мере того, как мы изучали, куда движется отрасль, мы увидели возможность для специализированных устройств мониторинга, которые пользователи могли бы заказать в Интернете, а также легко установить и настроить. Мы придумали несколько приложений, и первым запустилось устройство насосной станции.
TPO: В чем основное преимущество этого устройства?
Hinchman: Если вы посмотрите, как сельские общины управляют своими станциями перекачки сточных вод, в некоторых случаях это происходит с помощью автоматических дозвонщиков, а в других случаях технические специалисты подъезжают к каждой насосной станции, проводят физический осмотр, регистрируют время работы насоса и время его запуска. и другая информация. С нашим устройством все эти данные собираются в электронном виде. Таким образом, они экономят рабочую силу, потому что им больше не нужно выходить на улицу и собирать эту информацию. Во-вторых, прибор очень быстро уведомляет вас, когда что-то не так, например, неисправность помпы, переполнение или недостаточное наполнение, что может привести к сгоранию помпы.
TPO: Как бы вы описали этот прибор?
Hinchman: Он основан на нашем контроллере PACSystems RXi и блоке ввода/вывода RSTi Slice. Клиенты могут зайти на наш веб-сайт и узнать о нем, и они могут фактически заказать его с веб-сайта. Мы отправляем его им в коробке, как компьютерный принтер. Прибор имеет белый корпус. Он включает в себя иллюстрированные инструкции, которые позволяют электрику установить его, не обладая какими-либо специальными возможностями. Все провода и соединения имеют цветовую маркировку. Они монтируют его и прокладывают один отрезок кабелепровода от нашего шкафа к существующей коробке или пускателю двигателя, а затем подключают его к физическим компонентам подъемной станции.
TPO: Как после установки устройства оно приобретает способность передавать информацию?
Hinchman: После того, как все это собрано, устройство включается, а встроенный модем с шифрованием полицейского уровня подключается к сети Verizon через соединение 3G VPN. Он подключается к нашему серверу, и через подписку они могут использовать смартфон, iPad или Android-устройство и завершить настройку через Интернет. Мы задаем всего 20 простых вопросов. Какой тип измерения уровня они используют? Мы можем поддерживать аналоговые приборы, такие как ультразвуковые датчики или поплавки. Сколько у них насосов? Мы можем справиться с одним до четырех. Имеются ли у них входящие или выходящие расходомеры? Кому они хотят, чтобы сигналы тревоги отправлялись по электронной почте? Как долго они хотят, чтобы двигатель пытался запуститься, прежде чем он выйдет из строя? Имеются ли на насосах предупредительные сигналы, такие как высокая вибрация или высокая температура? Как только они ответят на эти и другие вопросы, интерфейс веб-страницы настраивается, и они готовы к работе с устройством.
TPO: Если у них несколько подъемных станций, нужно ли им устройство для каждой из них?
Хинчмен: Да. Если они покупают вторую, третью или четвертую единицу, мы просто складываем их. На главной странице веб-сайта указывается адрес любой насосной станции, которую они выбирают.
TPO: Зачем нужно такое устройство? Разве в большинстве сообществ нет систем SCADA, которые позволили бы осуществлять такой мониторинг?
Хинчмен: Изучив рынок, мы обнаружили, что сельские сообщества с от одной до 10 насосных станций и где-то между 500 и 3500 человек, иногда более 5000 или 6000 человек — это подавляющее большинство внедренных подъемных станций, и очень немногие имеют SCADA. системы. Кроме того, очень немногие имеют доступ к системному интегратору SCADA в радиусе 50 миль. Таким образом, этот прибор представляет собой очень хорошее решение для небольшой сельской системы водоснабжения. Мы полагали, что если мы предложим этим коммунальным предприятиям решение, не предъявляющее особых требований к ИТ, которое они смогут заказать очень просто, без необходимости заниматься проектированием или проектированием, они будут очень заинтересованы. И это было так.
TPO: Есть ли у этого устройства приложения в сообществах, в которых есть SCADA?
Hinchman: Для коммунальных предприятий, имеющих SCADA, мы предлагаем версию, которая не включает радио или услугу на основе подписки. Они получают такой же белый шкаф и могут просто связать его со своим программным обеспечением SCADA. Это дает им устройство заводского изготовления, на которое они могут установить собственное радио.
TPO: Как бы вы описали для этих небольших сообществ преимущества этого решения по сравнению со SCADA?
Hinchman: Основное преимущество в том, что им не нужно устанавливать собственный SCADA-сервер. Они избегают этого компьютера, всей инфраструктуры, связанной с созданием основного радиорешения, и всех затрат и управления, связанных с системным интегратором. Они уходят от программирования к простой конфигурации. Мы разработали систему для операторов, которые, как правило, больше сосредоточены на механике, чем на программировании, и мы предоставили все на их языке. Наконец, поскольку он изготовлен заранее, они знают, что все, что они закажут, будет точно таким же, сделанным в США, с использованием стандартных запасных частей, одобренных UL и в корпусе NEMA 4. Мы считаем, что это более дешевое устройство с более быстрым развертыванием, чем те, которые используют традиционные бизнес-модели.
TPO: Нужна ли покупателям этой системы поддержка со стороны GE для завершения установки?
Hinchman: Мы потратили много времени на размышления об опыте работы с клиентами, и мы предоставляем действительно простые инструкции, вплоть до фотографий, как установить устройство. Мы предоставляем одностраничный документ, в котором описаны все инструкции по установке. Есть небольшое руководство, если кто-то хочет немного углубиться в гарантии и другую информацию. Стандартная установка занимает около семи часов. Мы можем оказывать поддержку через наш обычный колл-центр, но это редко требуется.
TPO: Может ли коммунальное предприятие использовать это устройство для удаленного управления насосной станцией?
Hinchman: Онлайн-версия не поддерживает ручное управление.
25 идей для начала домашнего бизнеса с минимальными вложениями
Каким бизнесом заняться – это очень правильный вопрос. Не смотря на все проблемы, мы сейчас живем в одной из лучших экономических эпох. Сегодня при минимальных вложениях можно начать бизнес, не выходя из дома. Но где сейчас взять самые креативные бизнес-идеи? Вашему вниманию предлагается 25 бизнес-идей для создания домашнего бизнеса. Искрение надеемся, что они побудят у Вас вдохновение.
Мы не хотим демонизировать работу на полный рабочий день. Для многих это лучший выбор. Босс, который сам назначает обязанности, четкая и понятная структура задач, которые должны выполняться каждый день. Как правило, относительно стабильные доходы. Таким образом вы можете чувствовать себя в безопасности. К сожалению, все больше людей просто не довольны своей постоянной работой в полной мере. И некоторые из них хотели бы создать свое собственное дело или сделать новый источник дополнительного дохода в свободное от работы время. Поэтому вам может понадобиться эта статья с домашними бизнес-идеями с минимальными вложениями:
Оригинальные букеты. Многие возразят, что сейчас флористы на каждом шагу. Но как только у вас возникнет такая потребность – трудно найти что-то действительно приятное для особого случая. Найдите время, чтобы узнать своего клиента и понять его потребности! С другой стороны, букеты можно сделать не только из цветов! Леденцы, свечи, памперсы, чаи, овощи или что-то еще приходит на ум. Это может быть идея самого необычного, креативного и оригинального подарка для людей, у которых уже все есть.
Производство бижутерии и брелоков. Все мы ценим уникальные предметы. Женщинам нравится регулярно менять свои украшения. И хотя таких компаний много, красивая бижутерия всегда будет продаваться, потому что все постоянно хотят чего-то новенького. Кроме того, рынок украшений для мужчин также растет. Если вы хотите преуспеть в этой отрасли, следует позаботиться о высоком качестве! Ищите хороший склад, начните с небольших количеств материалов для небольшой, но самой востребованной группы изделий. Не создавайте тысячи браслетов. Попытайтесь создать что-то уникальное, творческое и просто красивое. Это рецепт для бизнеса, который позволит вам эффективно зарабатывать деньги. Создавайте только те украшения, которые вы сами хотели бы носить!
Изготовление детских игрушек на дому. Рынок детских товаров был, есть и будет. Ребенок через игру познает мир! Родители часто прибегают к активному поиску креативных игрушек. Это могут быть смешные чучела животных из старых материалов. Конечно, все находится в пределах здравого смысла. Если все сделать красиво, креативно и со вкусом, то спрос на такую продукцию — потрясающий! В интернете полно выкроек и шаблонов для изготовления мягких игрушек своими руками. Также стоит рассмотреть, пошив детской одежды, которая по стоимости равна одежде для взрослых, а по расходам на материалы – меньше в разы. Вся детская индустрия — отличная идея для домашнего бизнеса.
Детские шарфы, детские носки. Если вы умеете и любите шить, сделайте это! В эпоху оптовых торговцев с тканями и возможность импортировать красивые нити, ткани, кажется, это отличная бизнес-идея. Тем не менее, стоит проверить заранее, если будут необходимы какие-либо утверждения и сертификаты. Ведь некоторые ткани могут вызывать аллергическую реакцию у детей.
Рамки для картин и вышиванок. Это также хорошая бизнес-идея, которую можно реализовать в домашних условиях. К данной бизнес-идее можно отнести и необычные фоторамки. Возможно, у вас нет места для деревообработки. Тогда станьте дизайнером эскизов для шаблонов! Организуйте сотрудничество с плотником, и, возможно, вы сможете создавать с ним интересные проекты.
Фетровые сумки и тапки. Очень популярные и интересные аксессуары, а сам фетр — весьма благодарный материал. Смотрите в первую очередь на хорошую модель организации продаж. Рассмотрите возможность присутствия на различных ярмарках и рынках ремесел. Была возможность встретиться с несколькими людьми, которые производят эти типы сумок. В большинстве случаев им удалось получить оптовый заказ на этих мероприятиях.
Подушки с печатью и вышивкой. Очень популярные и красивое дополнения к любой спальне или гостиной. Знаете ли вы, более 30 000 человек ищут декоративные подушки в Google каждый месяц? На практике это означает, что каждый месяц сотни людей готовы купить новые подушки для своей квартиры в Вашем городе! Десятки из них покупают через интернет-магазин.
Джемы, консервы из полностью натуральных ингредиентов. Сегодня в сфере питания все что натуральное, то модно и востребовано! Даже сложно представить в каком мире мы теперь живем. Если вы позаботитесь об уникальных ингредиентах (в идеале, если у вас есть собственный огород, теплица или фруктовый сад), вы можете получить много постоянных клиентов.
Торты на заказ. Если вы можете испечь торт – это отличное решение для создания домашнего бизнеса. Если вы добавите фото своего творчества на хорошо раскрученный профиль, например, на FB, вы можете получить больше заказов очень быстро, чем можете ожидать. Это идеальное дополнение к кофе, а для вас отличная идея домашнего бизнеса.
Корзины, шкатулки с благодарностью. Их всегда можно использовать в различных случаях. Inbox + products + decoration = удовлетворенный клиент, которому нужен такой товар для подарка, благодарности, извинений и т.п.
Изготовление садовых декораций. Все, что требуется – это недорогие материалы немного воображения и хороший вкус. В худшем случае можно заняться декором для сада из старых автомобильных шин.
Необычный мусорный контейнер. Надо ли мусорному контейнеру быть скучным? Совсем нет. Если он стоит в видимом месте (например, в офисе), пусть это будет дизайнерский шедевр. Особенно обратите внимание сколько стоит обычный скучный офисный контейнер для мусора.
Освещение своими руками. Следует обладать определенными знаниями в данной области, чтобы все было ясно. Сейчас очень популярные светящиеся мячики «cotton ball», которые можно изготавливать своими руками в домашних условиях. В частности, если вы можете создавать уникальные и вполне дизайнерские проекты из гирлянд – это может быть отличной идеей для красивого бизнеса с творческой самореализацией.
Подписка на коробки с сюрпризом. Данная идея сейчас стремительно набирает популярность в США. Клиент платит согласованную цену, и только позже узнает, что в коробке! Может быть, хорошая идея при отсутствии идей. В настоящее время абонементные коробки уже известны в странах Европы и чаще всего содержат косметические продукты. На американских сайтах можно найти много идей для интересных ящиков с сюрпризами и экспериментами. Вопрос творчества!
Фриланс – работа на дому через интернет. Это выполнение рутинной работы на компьютере через фрилансовые биржи. Сотни фирм каждую неделю ищут субподрядчиков, которым они могут передавать различные заказы на аутсорсинг – написание уникальных статей, перевод текста (не обязательно документов), заполнение баз данных и т. д. Это также очень хорошая бизнес-идея для дома. Почему? Ну, это как минимум окупается. Как Вы думаете, 10$-30$ в день – это совсем не плохо. Кроме того, у Вас свободный график работы. В ИТ-индустрии это очень низкие ставки. Вот почему фирмам заказчикам разных рутинных работ – это выгодно.
Домашний переводчик текстов. Если Вы свободно владеете иностранным языком – это для Вас. Если нет, возможно, стоит пойти на курс, получить квалификацию и стать удаленным переводчиком текстов. В интернете невероятно много заказов для переводов текстов разного уровня сложности. Тихая работа для дома. Если вы надежно выполняете свой заказ, у вас есть реальный шанс для долгосрочного сотрудничества.
Раскрутка профиля социальных сетей. Здесь на первый взгляд все просто раскручиваете свой аккаунт на ВК, Фейсбук или Интсаграмм. Потом охватываете большое количество тематической аудитории (не менее 10 000 подписчиков) и привлекаете рекламодателей для размещения рекламных постов на Вашем аккаунте. Конечно конкуренция сегодня в этой отрасли очень высока. Вам необходимые специальные знания маркетинга в социальных сетях для создания стратегий продвижения, подготовки профессиональных и интересных постов с высокой виральностю (показатель привлекательности информации для распространения в сети). С другой стороны, в мире есть много компаний, которые просто нуждаются в удаленных сотрудниках, которые возьмут на себя рутинную работу для продвижения их аккаунтов. Наверное, с этого вы должны начать, там вы не только получите свой доход, но и полезные навыки, которые можно будет применить для Вашего аккаунта.
Создание платных онлайн-курсов. Если вы специалист в какой-то области, вы, вероятно, захотите поделиться этими знаниями с другими. Курсы могут быть организованы в различных формах, и сборы могут взиматься за участие в них или за рекламу. В начале бизнеса вы можете воспользоваться услугами сервисов, которые специализируются на распространении онлайн-курсов за процент от продаж.
Создание тематического блога. Вы на блоговых сервисах постите интересные статьи на одну близкую Вам тематику. Довольно трудоемкий процесс и в начале требует много усилий и времени пока вы наберете свою аудиторию читателей. Но если это область, в которой вы чувствуете себя рыбой в воде, тогда работа будет приятной. Если в день на ваш блог будут заходить хотя-бы по 200 читателей, тогда уже можно размещать в нем контекстную, тизерную или баннерную рекламу соответственных рекламных бирж.
Написание текстов под заказ. В интернете полно текстовых бирж для фрилансеров (исполнителей) и вебмастеров (заказчиков). Вебмастеры заказывают уникальный текстовый контент для своих сайтов – это текстовые статьи на разные тематики. Вы выбираете к исполнению только те заказы написания статей, которые близки Вам по тематики. Пользовательские тексты должны иметь определенное количество символов. Оплата считается за каждую 1000 символов от 0,8$-3$ (в зависимости от вашего рейтинга, уровня сложности задания и т. д.). Текст должен быть уникальным без многократного повторения одних и тех же слов, полезный совет – чаще используйте синонимы.
Репетиторство на дому. Вспомните школьные времена, может быть, вы были математическим гением, или вы свободно владеете иностранным языком? Возможно, просто обновите свои знания или приобретите целенаправленно новые навыки для данной деятельности. Овладейте знаниями и делитесь ними с другими людьми, которым они нужны за финансовое вознаграждение. Обучение — это самый надежный бизнес в мире!
Салон красоты в домашних условиях. В домашних условиях вполне возможно предоставлять услуги парикмахера, маникюра и макияжа. Если у Вас уже есть навыки или есть желание пойти на курсы для приобретения данных навыков, тогда начните свой домашний бизнес.
Быстрое выращивание роз из черенков за два месяца. Цветочный бизнес привлекательный высокой рентабельностью и низким порогом входа. Цветы всегда, кстати, на праздниках и любых мероприятиях. Потребность в цветах не ниже чем в парфюмерии. Вашему вниманию предлагается секретная технология помогающая вырастить розу, даже на балконе всего за 2 месяца. Для достижения такого высокого результата в цветоводстве применяются ускорители роста цветов. Следует только использовать правильную методику и придерживаться рецептуры. Успех гарантирован.
Производство сыра в домашних условиях как мини-бизнес. Производство всех сортов сыра в домашних условиях позволяет создать свой малый, но очень престижный бизнес. В этой производственной бизнес идеи много преимуществ. Например, все виды сыров производятся на одном и том же оборудовании. А рентабельность в этом бизнесе не только высока, но и поддается управлению. Одни виды сыров быстро готовятся и в кратчайшие сроки приносят первую прибыль. Другие сорта требуют время для производства, но обладают высокой стоимостью и долгими сроками хранения.
Выращивание кристаллов рубина и других искусственных камней в домашних условиях. Несмотря на невысокую цену (пару долларов за 1 грамм) качественные искусственные камни пользуются спросом у ювелиров. Ведь многие из них не менее эффектно создают светопреломление и обладают уникальными цветами. Данный факт делает привлекательным производство синтетических минералов в домашних условиях.
Возможно кто-то из читателей этой статьи готов прямо сейчас принять на себя решение с огромной финансовой ответственностью – поменять рабочее место на домашний бизнес. Но Вам не нужно немедленно менять свою жизнь на 180 градусов. Большинство идей, описанных выше, можно просто рассматривать как дополнительную работу. Кто знает? Возможно, со временем это принесет вам столь высокий доход, что вы действительно можете отказаться от своей постоянной работы. Многие люди решают заняться бизнесом, потому что:
хотят реализовать свои мечты;
проверить свой потенциал в бизнесе и удовлетворить свои амбиции;
просто хотят зарабатывать больше;
предпочитают работать самостоятельно или стать лидером своей команды;
попробовать что-то новое.
Сейчас пошла большая мода на стартапы. Все будущие стартаперы в погоне за изобретением новых решений для удовлетворения потребностей потенциальных покупателей. Первый вопрос – с чего начать? Начните с идеи. Определите, что вы можете и хотите делать, работая дома? Успехов в начинаниях, ведь самое сложное в любом деле это начать!
10 ошибок при изготовлении тротуарной плитки своими руками
При изготовлении тротуарной плитки своими руками начинающих умельцев поджидает множество разнообразных и не всегда приятных сюрпризов.
Плитка, имеющая поначалу вполне эстетичный и прочный вид, может неожиданно начать массово разрушаться как на этапе просушки, складирования и укладки, так и в самом начале эксплуатации. Тому может быть масса причин, но все они, как правило, успешно складываются в одну вполне прозаичную причину, имя которой – попытка сэкономить. Причем речь не всегда идет об экономии материалов. Иногда дело в попытке сэкономить время. В этой публикации мы расскажем, как избежать наиболее частых ошибок, чтобы не стать героем пословицы о том, что «скупой платит дважды».
Ошибка 1. Неподходящий цемент
Для изготовления тротуарной плитки рекомендуется использовать цемент марки М 500. Он быстро схватывается, способен выдерживать нагрузки до 500 кг на 1 кв.см, растворы на основе данного цемента устойчивы к агрессивному воздействию окружающей среды.
Тротуарная плитка, как правило, подвержена значительному износу. И если сэкономить на материалах, то она выглядит эстетично лишь поначалу, но при эксплуатации довольно быстро ломается или просто постепенно истирается в пыль. Поэтому использовать цемент худшего качества не рекомендуется.
Ошибка 2. Некачественный песок
Частенько, чтобы сэкономить, дачники привозят песок с ближайшего карьера и тут же пускают его в дело. Но для того, чтобы получить качественный продукт, одной визуальной оценки используемых материалов недостаточно. Песок обязательно нужно просеивать. В противном случае входящие в его состав разнородные компоненты могут сильно осложнить вам жизнь. К примеру, мелкие ракушки оседают на лицевой стороне плитки и портят ее рисунок. Если же они остаются внутри, то зачастую полностью не заполняются бетонной смесью. В дальнейшем плитка активно впитывает воду, которая накапливается в пустотах и при колебании температур разрушает бетон изнутри
Непросеянный песок нельзя использовать для приготовления раствора, это приводит к появлению дефектов на поверхности плитки и ее дальнейшему растрескиванию
Если в песке были комья глины, затем попавшие в бетонную смесь, то они, скорее всего, не растворятся полностью, а при изготовлении плитки спрячутся под тонким слоем цемента. При укладке или эксплуатации такая плитка, как правило, лопается.
Ошибка 3. Избыток или недостаток воды
Вода может значительно повлиять на прочность изделия. Если бетонный раствор слишком жидкий, то плитка получится хрупкой. Но если вы замесили слишком сухой раствор, то внутри могут сохраниться шарики цемента, которые в дальнейшем превратятся в поры на «лице» вашей плитки. Консистенция раствора должна напоминать тягучее тесто, смесь не должна сползать с мастерка.
Если вы используете воду из открытых источников, убедитесь, что в них не содержится чрезмерно большое количество мела, т.к. такая вода сделает плитку ломкой.
Ошибка 4. Использование некачественного масла
Для того чтобы готовая плитка лучше отходила от формы, многие используют различные виды масел. Как правило, чтобы сэкономить, начинающие плиточники смазывают формы отработанным машинным маслом и в итоге получают первую партию плитки, испорченную черными пятнами. Использовать такую плитку, как правило, не решаются, ведь садовые дорожки – артерии участка и всегда на виду.
Но и новое машинное масло также может стать источником головной боли. Ведь оно не предназначено для изготовления плитки, а значит, не обладает нужными характеристиками. Зачастую при колебаниях вибростола слой бетона оседает, внизу образуется так называемое «молочко», а масло его отталкивает. В результате на лицевой стороне плитки появляются неровности, в народе именуемые «раковинами». Для того чтобы такого не случалось, при изготовлении плитки можно использовать Эмульсол. Он успешно применяется в строительстве при заливке опалубки.
При отсутствии достойных альтернатив, некоторые умельцы рекомендуют использовать «предка» Эмульсола – веретенное масло.
Наносить смазку на форму нужно предельно тонким слоем, лучше всего провести предварительное тестирование, ведь одна-две выброшенных плитки дешевле, чем целая испорченная партия. Но самый лучший вариант – это приобрести формы для плитки из материала, обладающего низкой степенью адгезии к цементу. Обычно они похожи на силиконовые формочки для выпечки, а произведенная с их помощью плитка – на разноцветное фигурное печенье.
Ошибка 5. Отказ от пластификатора
Безусловно, можно изготовить плитку и без него. Но в условиях нестабильного климата и температурных колебаний это рискованно. Пластификатор помогает сделать раствор более однородным, равномернее распределить красящий пигмент (при его использовании), повысить прочность и морозостойкость, а также водоотталкивающие свойства изделий. Кроме того, он позволяет снизить расход цемента и воды и в некоторых случаях обойтись без вибростола, т.к. составы на основе многих пластификаторов являются самоуплотняющимися.
Пластификатор необходимо разводить водой, желательно делать это за день до замешивания раствора для плитки (если это не противоречит инструкции).
Ошибка 6. Отсутствие арматуры при изготовлении бордюров и крупных элементов
При изготовлении больших или вытянутых элементов, таких как бордюры, многие надеются обойтись без использования арматуры. Но в таких случаях армирование просто необходимо. Для этого можно использовать металлический прут или сетку, а также некоторые виды проволоки.
Форма заполняется раствором примерно наполовину, затем укладывается армирующий материал, который заливается вторым слоем раствора.
Если не использовать арматуру, бордюр, скорее всего, придется собирать из неаккуратных обломков
Ошибка 7. Неправильное уплотнение
Одним из критериев качества плитки является ее плотность. А это значит, что при изготовлении плитки своими руками желательно использовать вибростол. Его можно купить. Но многие начинающие плиточники предпочитают сделать вибростол своими руками на основе небольшого отрезка доски, пружин от клапанов автомобилей и простейшего электромотора, обеспечивающего необходимые колебания. Плитка, изготовленная методом вибролитья, обычно долговечнее той, которая получается в результате простой заливки.
В качестве вибростолов некоторые умельцы умудряются использовать старые стиральные машинки. Обычно они обеспечивают достаточный уровень колебаний для уплотнения раствора.
Важно учитывать, что при слишком сильной вибрации бетонная смесь неравномерно отбивается от стенок формы, а при слишком слабой – плохо уплотняется. Максимальное время вибрации обычно составляет 3 минуты. Но для некоторых составов достаточно 30 секунд. Если форма с плиткой будет вибрировать слишком долго, то может начаться обратный процесс – вовлечение воздуха и, как следствие, расслоение бетона.
Поскольку при колебаниях на вибростоле бетон оседает, нужно своевременно добавлять раствор, чтобы все плитки имели одинаковую толщину. Это особенно важно при отливке бордюров, иначе обрамление вашей дорожки будет неоднородным.
Ошибка 8. Преждевременное извлечение из формы
Если попытаться извлечь плитку из формы раньше времени, то она начинает крошиться, края осыпаются или вовсе остаются на форме. Выдерживать плитку в форме необходимо не менее 2-х суток при правильном температурном режиме или теплой погоде. После заливки нельзя переносить формы с места на место.
Ошибка 9. Неправильное складирование
Некоторые начинающие мастера выдерживают плитку в форме около двух суток, а затем складывают в горки, перекладывая картоном. Но поскольку плитка к этому моменту еще не успевает окончательно высохнуть и стать достаточно прочной, она лопается. Опытные плиточники советуют не складывать плитку горкой более трех штук, пока она не наберет достаточной прочности. На это потребуется 3-4 дня.
Некоторые умельцы также советуют до набора максимальной прочности хранить плитку вертикально
Ошибка 10. Неправильная просушка
После заливки форму с плиткой необходимо укутать пленкой для поддержания постоянной температуры и влажности и поставить в теплое, но не солнечное место, которое хорошо защищено от осадков. Плитку можно доставать из формы через 2-3 дня, но это не значит, что с этого момента ею можно устилать садовые дорожки. Она требует дополнительной просушки в течение 2-3 недель. Как это ни парадоксально, для того чтобы набрать прочность, бетону нужна вода. Поэтому если вы сушите плитку в очень жаркую погоду, можно периодически аккуратно увлажнять ее.
Максимальной прочности бетон, приготовленный на основе цемента М 500, достигает через 28 дней после отливки. С этого момента плитку можно безбоязненно укладывать и эксплуатировать
Если вы прочли этот материал и передумали ввязываться в довольно авантюрное мероприятие по изготовлению плитки своими руками, не отчаивайтесь. Существует множество других идей оформления садовых дорожек. А если все еще настроены решительно – Огород.ru искренне желает вам удачи и подходящей погоды.
Понимание методов производства, доступных для ваших проектов DIY
Возможность работать с новыми материалами открывает двери для бесчисленных возможностей проектов. Набор инструментов даст вам возможность разбирать вещи и собирать их вместе, а 3D-принтер позволяет создавать новые объекты в мире. Но как далеко вы можете зайти со своими амбициями в области домашнего производства?
Существует бесчисленное множество способов изготовления и производства, многие из которых отлично подходят для проектов «сделай сам». Большинство приведенных ниже примеров можно безопасно использовать дома, и они помечены как таковые, но для некоторых потребуется помощь профессионала.
3D-печать (сделай сам)
В 2021 году по всему миру было продано около 2,2 миллиона 3D-принтеров. По мере того, как это хобби становится все более популярным, технологии совершенствуются, а 3D-принтеры дешевеют. Никогда не было лучшего времени, чтобы заняться 3D-печатью, особенно для тех, кто любит делать электронику своими руками, но не имеет инструментов или навыков, чтобы делать такие вещи, как корпуса, вручную.
Что такое 3D-печать?
3D-печать — это форма аддитивного производства, которая включает создание 3D-объектов с использованием 3D-модели в качестве ориентира. Объекты создаются слой за слоем, обычно из твердого или жидкого термопластика, но 3D-печать существует во многих формах.
Можно ли 3D-печать дома?
Короче говоря, да. 3D-печать безопасно делать дома, если вы принимаете правильные меры предосторожности. При использовании 3D-принтера важно помнить о домашних животных и детях, и никогда не оставляйте принтер без присмотра на длительное время. 3D-печать FDM и SLA — самые популярные и доступные варианты домашней 3D-печати.
Усовершенствованная 3D-печать
Авторы и права: Shapeways/Flickr
Наиболее распространенные формы 3D-печати предназначены для работы с полимерами, но это не означает, что другие материалы не подходят для этого процесса. Металлы, керамика, шоколад и ряд других материалов могут быть напечатаны на 3D-принтере. Машины, которые работают с этими материалами, обычно дорогие, громоздкие и не подходят для домашнего использования, но вы можете заплатить за услуги, которые сделают работу за вас.
SLS (селективное лазерное спекание) и LMD (лазерное осаждение металла) — два распространенных примера процессов 3D-печати металлом, для использования которых требуется высокий уровень знаний. Вы можете узнать больше по этой теме в нашем удобном руководстве по передовым методам 3D-печати.
Сколько стоит 3D-печать?
3D-печать — одна из самых доступных производственных услуг на рынке, но только если вы работаете с очень небольшими партиями. Изготовление одного предмета всегда намного дешевле с 3D-печатью по сравнению с обработкой на станке с ЧПУ. Трудно точно сказать, сколько будет стоить ваше задание на печать, не посетив поставщиков, чтобы узнать цены.
Деревообработка с помощью ручных инструментов (сделай сам)
Древесина невероятно универсальна, особенно если учесть, что она растет органически. Вы можете использовать дерево для создания чего угодно, от мебели и зданий до корпусов электроники и даже украшений. Работа с ручными инструментами, такими как пилы, молотки и рубанки, — это самый дешевый способ начать работу по дереву дома.
Можно ли работать по дереву только ручными инструментами?
Искусству обработки дерева тысячи лет, а электроинструментам всего около века. Вполне возможно создавать детализированные и прочные детали из дерева, используя только ручные инструменты, но стоит помнить, что вам может потребоваться освоить новые навыки, чтобы получить желаемые результаты.
Деревообработка с помощью электроинструментов (удобно для себя)
Электроинструменты значительно облегчают работу по дереву. Электропилы режут дерево намного быстрее, чем ручная пила, а такие инструменты, как токарные станки, могут придать вашей работе идеальную симметрию. Вы можете арендовать оборудование, необходимое для ваших проектов, если вы хотите использовать электроинструменты для деревообработки, но вы также можете заплатить кому-то другому, чтобы он сделал эту работу за вас.
Металлическое литье своими руками (удобно для самостоятельного изготовления)
Литье алюминия в домашних условиях стало очень популярным на онлайн-платформах, таких как TikTok, с бесчисленными руководствами, показывающими, как добиться наилучших результатов. Литье — простой процесс: вы заливаете расплавленный металл в форму, и после затвердевания металл сохраняет свою форму. Методы литья, такие как Lost PLA или Lost Foam, позволяют изготавливать одноразовые формы из предметов, которые уже есть у вас дома.
Можно ли лить металл дома?
Можно лить металл дома, но нужно быть осторожным. Алюминий плавится при температуре около 1220 ° F, а другим металлам требуется еще больше тепла, прежде чем они смогут попасть в форму. Это делает процесс литья металлов опасным без соответствующего оборудования и ноу-хау. Крайне важно, чтобы вы много читали и готовились, прежде чем пытаться сделать свой собственный слепок.
Резка с ЧПУ
Станки для резки с ЧПУ
не встречаются в большинстве домов, но это меняется с такими продуктами, как Glowforge. Лазерные, водоструйные и плазменные резаки — все это хорошие примеры станков с ЧПУ для резки, и все они предлагают разные преимущества. В большинстве случаев резка с ЧПУ используется для вырезания 2D-форм из плоских листов материала, хотя некоторые машины могут резать в трех измерениях.
Как и другие процессы, описанные здесь, вы можете найти услуги по резке с ЧПУ в Интернете. Это позволяет вам легко тестировать дизайн и привыкать к дизайну для этих машин, прежде чем покупать их для своих проектов «сделай сам».
Что означает ЧПУ?
ЧПУ или компьютерное числовое управление — это метод автоматизации инструментов, в котором компьютеры используются для предоставления инструкций машинам. Это позволяет программировать точные движения, которые можно воспроизвести тысячи раз без каких-либо отклонений. ЧПУ идеально подходит для современного производства.
Обработка с ЧПУ
CNC-обработка является одним из самых популярных методов производства как для домашних мастеров, так и для производителей. Практически любому материалу можно придать форму с помощью станка с ЧПУ, и инструменты, доступные в этой сфере, только улучшаются. Однако, конечно, обработка с ЧПУ — это не то, к чему многие люди имеют доступ дома, и это означает, что вам нужна услуга, которая поможет вам.
Что такое обработка с ЧПУ?
CNC чем-то напоминает лепку, когда из куска материала вырезаются кусочки для достижения желаемой формы. Если используемая вами машина имеет подходящую концевую фрезу и достаточную мощность, вы можете резать практически любой материал, используя этот метод. Для работы на станке с ЧПУ необходимо создавать производственные чертежи и 3D-модели.
Фрезерная обработка с ЧПУ и токарная обработка
Фрезерование и токарная обработка являются двумя наиболее популярными видами обработки с ЧПУ. Фрезерование с ЧПУ обычно выполняется с неподвижным блоком материала и подвижной головкой, содержащей концевую фрезу, тогда как токарная обработка с ЧПУ выполняется с вращающимся куском материала и неподвижной головкой. Токарные станки с ЧПУ часто называют автоматическими токарными станками.
Резка и гибка металла (сделай сам)
Гибка листового металла — один из самых экономичных и простых способов изготовления коробок и других типов ограждений. Такие инструменты, как ножницы по металлу, угловые шлифовальные машины и даже дремель, могут резать алюминий и другие мягкие металлы, а дешевые бывшие в употреблении тиски идеально подходят для гибки. Чтобы получить наилучшие результаты с помощью этого метода, требуется время и терпение, но вы также можете заплатить компании, которая сделает это за вас.
Поиск хороших производственных услуг
С появлением Интернета многие производственные услуги появились онлайн. Такие компании могут взять ваши файлы и превратить их в объекты реального мира, и это может быть на удивление дешево в зависимости от выбранного вами метода.
Такие компании, как Protocase, заработали себе хорошую репутацию, предоставляя отличные услуги по резке и гибке листового металла, но они также могут предоставлять услуги по обработке с ЧПУ и 3D-печати. Fractory — еще один хороший пример таких компаний, и стоит поискать вариант, который подходит вам лучше всего.
Выбор лучшего метода производства/изготовления для вашего проекта
Существует множество методов производства, и эта статья лишь поверхностно описывает те варианты, которые доступны для домашних мастеров. От вакуумного формования до литья под давлением — вы можете выбирать из множества вариантов, когда вступаете в мир производства.
Стоимость, простота использования и доступность — все это влияет на решение, которое вы должны принять при выборе подходящего метода. 3D-печать — один из лучших вариантов для домашних мастеров, желающих начать работу, но при работе с такими материалами, как металл, потребуются такие опции, как обработка на станке с ЧПУ.
3 90 Pallet Systems0095 , www.x1palletchanger.com «Fab it Now», Machine Design, (22 мая 2008 г.), tinyurl.com/yke88kl «Быстрое прототипирование по дешевке», Machine Design, 14 января, 2010, tinyurl.com/ylkdoof «Социальные сети в инженерии», Machine Design, (19 мая 2009 г.), tinyurl.com/nbw54f
Без сомнения, персональные подходы к так называемым тенденциям производство перевернуло старые методы с ног на голову, предоставив почти каждому средства для изготовления вещей. За последние несколько лет в Machine Design появились статьи о некоторых из этих подходов. Например, в «Fab it Now» (22 мая 2008 г.) обсуждается разработка «персонального производителя», аддитивной машины размером с микроволновую печь, которую каждый может купить за несколько тысяч долларов. Строители использовали его для 3D-печати всего, от деталей роботов до небольших рабочих батарей. А «Быстрое прототипирование «по дешевке»» (14 января 2010 г.) рассказывает о том, как сочетание социальных сетей с цифровым производством является рецептом быстрой массовой настройки. Кроме того, «Социальные сети в инженерии» (19 мая, 2009) обсуждает, как технологии социальных сетей, такие как блоги, вики и RSS-каналы, меняют работу инженеров и производителей.
Другой подход к «личному производству» исходит от производителей станков, разработчиков программного обеспечения и небольших компаний, балансирующих между новыми идеями и традиционным производством. Рассмотрим, например, Tormach LCC , Уонаки, Висконсин, разработчик персонального станка с ЧПУ (PCNC).
Индивидуальные станки «Краудсорсинг и социальные сети включают в себя множество дискуссионных форумов и групп, которые делают интересные вещи с технологиями», — говорит Грег Джексон, президент Tormach. «На самом деле, эти люди в основном просто развлекаются, возясь с крутыми вещами». «Например, парень может быть любителем или энтузиастом винтажных Triumph 9.0094 мотоциклов», — говорит он. «Но компонентов для них больше нет. Поэтому он открывает в гараже мастерскую по резке деталей для мотоциклов, а затем начинает продавать их другим людям из своей группы интересов».
Персональный станок с ЧПУ, занимающий меньше места, предназначен для мастерских, состоящих из одного человека, говорит Джексон. «В качестве вертикально интегрированной компании выступает один человек — он и машинист, но он же и программист, и дизайнер, и бухгалтер, и продавец. Магазины заполняют нишевые или бутиковые рынки и обычно занимаются так называемым «мелкосерийным производством» от одной до 50 деталей».
Поскольку машины меньше и весят меньше, PCNC менее жесткие, чем традиционные станки. «Однако это обычно не является фактором для шпинделя меньшей мощности», — говорит Джексон. «Во-первых, в мастерских, где работает один человек, обычно вырезают более мелкие детали — одну можно держать на ладони. Небольшие станки вырезают такие детали так же точно, как и традиционные большие станки общего назначения, способные выдерживать допуски в 0,001 дюйма. И хотя пользователям приходится резать детали медленнее, в конце концов это не имеет значения. Например, рассмотрим традиционный подход изготовления одноразовой детали. Пользователь, вероятно, пойдет в большой механический цех, где потребуется около 8 часов, чтобы спроектировать и выложить деталь, проверить программу и все прикрутить. Затем требуется 5 минут, чтобы вырезать деталь. Маленькому парню с PCNC также потребовалось бы 8 часов плюс, может быть, 15 минут, чтобы вырезать деталь. Разница незначительна».
Небольшим магазинам нужно много возможностей, добавляет Джексон. «С этой целью мы предоставляем достаточно насадок для PCNC, которые внутри компании мы неофициально называем «машиной швейцарского армейского ножа», — говорит он. Один из вариантов, например, обеспечивает проверку деталей и обратный инжиниринг. Устройство состоит из недорогого USB-микроскопа, который создает видеоизображения и устанавливается там, где обычно крепится режущий инструмент. Система ЧПУ перемещает камеру к детали, делает серию снимков, а затем сшивает их вместе, создавая изображение, эквивалентное изображению 200-мегабайтной камеры. Система использует принцип, подобный Google Maps, для соединения множества изображений вместе для создания более крупной и полной картины.
А для тех, кто хочет производить продукт, но не имеет навыков работы с ЧПУ, компания перечисляет на своем веб-сайте полезных консультантов по производству — либо машинистов, либо инженеров-технологов, которые не имеют прямого отношения к Tormach. Консультанты владеют по крайней мере одним PCNC и регулярно используют его в профессиональных целях. «Они помогают менее опытным магазинам продвигаться вперед», — говорит Джексон. «Например, если вы только начинаете и еще не знаете, как использовать программное обеспечение CAM, небольшой проект может состоять в получении кода G&M на основе вашего чертежа. Это способ быстро приступить к резке деталей».
По словам Джексона, к недорогим ЧПУ (простой фрезерный станок стоит около 6000 долларов) подходит недорогое программное обеспечение CAD, такое как Alibre, и инструменты CAM, такие как SprutCAM из России. «SprutCAM включает в себя широкий спектр стратегий обработки для улучшения качества отделки, ускорения резки и повышения точности», — говорит он. «Это стоит около 1000 долларов и сопоставимо с программами, которые обычно стоят 5000 долларов». Базовый пакет Alibre стоит менее 100 долларов, и плата за обслуживание не взимается.
Программное обеспечение помогает сделать дизайн более демократичным По словам Макса Фримана, вице-президента по маркетингу компании Alibre , Ричардсон, штат Техас, программное обеспечение САПР нацелено на «полуночных инженеров» — людей в условиях новой экономики, пытающихся открыть собственный бизнес. «Недорогие программы, подобные нашей, способствуют демократизации технологий, если хотите», — говорит он.
Базовая версия программы 3D CAD стоит 97 долларов. «Раньше наше программное обеспечение стоило от 1000 до 2000 долларов, — говорит Фриман. «Нашей целью было открыть дверь для любителей и домашних парней, которые не могли позволить себе более дорогие пакеты. В какой-то степени такой подход удался, но по такой цене мы их все равно толком не зацепили. 9 долларовОднако версия 7, наше основное программное обеспечение, получила отличный отклик. Мы также предоставляем программное обеспечение CAM примерно за 4000 долларов, что намного дешевле, чем стоимость основной системы от 10 000 до 30 000 долларов».
Свободные пользователи делают все, от простых безделушек до полных сборок из 3000 деталей, говорит Фриман. «Например, отставной офицер ВВС проектирует системы инвалидных колясок в 3D CAD, которые позволяют ветеранам-инвалидам сесть в красивый хот-род и управлять им вместо бабушкиного фургона», — говорит он. «Другой парень разрабатывает специальные кронштейны для автомобильных ремней безопасности, чтобы люди невысокого роста не задохнулись ремнем. Еще один человек делает алюминиевые йо-йо, которые, хотите верьте, хотите нет, популярны среди определенной молодежи по всему миру. Все эти люди зарабатывают на жизнь производством чего-то».
Другой пакет САПР, играющий важную роль, — CoCreate Modeling Personal Edition, которую можно бесплатно загрузить с сайта PTC Corp., Needham, Mass. ( www.ptc.com/go/modelingpe ). «Для специалиста по моделированию это один из самых простых способов изучения 3D CAD, — говорит Джефф Хеджес, директор по маркетингу PTC. «Пользователям не нужно беспокоиться о традиционных сложностях других инструментов САПР, таких как понимание параметров, механизмов ограничений или деревьев истории. Они просто толкают и вытягивают геометрию, чтобы быстро и легко создавать свои первые 3D-проекты».
По словам Хеджеса, пользователи создают все, от компьютерной мыши до дома. «Единственное реальное ограничение — вы можете создавать модели только из 60 отдельных деталей», — говорит он. «Но для любителей и небольших магазинов этого вполне достаточно для их сборки».
В настоящее время в компании зарегистрировано более 175 000 пользователей, что свидетельствует о том, что многие заинтересованы в 3D CAD, говорит Хеджес. «Чтобы отслеживать, кто использует программное обеспечение и как часто, а не просто наблюдать за волной людей, загружающих продукт и никогда его не использующих, в программное обеспечение включен механизм, который проверяет центральный сервер при открытии программы. Этот процесс прозрачен для конечного пользователя. Более 1,5 миллиона запусков продуктов свидетельствуют о растущем интересе к использованию бесплатного или недорогого программного обеспечения при проектировании и производстве», — говорит он.
Моделирование подводной лодки для наблюдения за большими белыми акулами Инженеры проекта по изучению больших белых акул использовали бесплатную загружаемую версию CoCreate Modeling Personal Edition для разработки подводного аппарата для наблюдения за животными с близкого расстояния. Раньше исследователям приходилось полагаться на то, что акулы добровольно приближаются к их клеткам для дайвинга. Но как только интерес акулы угас и она исчезла в морских глубинах, наблюдательное погружение закончилось.
Итак, Питер Арнольд из SharkProject разработал новый аппарат для наблюдения за акулами II (SOVII). У команды было всего девять месяцев на проектирование, разработку, производство и тестирование. «Все компоненты и инструменты SOVII пришлось переделывать с нуля, потому что все должно было быть герметичным и устойчивым к соленой воде», — говорит Арнольд. «Проекты, подобные этому, проще всего реализовать с помощью явного моделирования. У меня не было времени планировать заранее или думать о параметрах и граничных условиях».
SOVII имеет длину 4,5 м, ширину 1,6 м и высоту 1,6 м с открытой алюминиевой рамой. Он был разработан для длительных погружений и работы в течение всего дня с максимальной глубиной 70 м и рабочей глубиной для наблюдения за акулами от 5 до 30 м. Автомобиль обеспечивает достаточно места и защиты для двух человек, и в то же время он достаточно маневренный, чтобы следовать за акулами.
Интересно, что двигатель — обычный подвесной мотор для надувных лодок. Для подводного использования он должен реагировать на постоянно меняющееся давление на разных глубинах. Арнольд разработал автоматический регулятор воздуха, который измеряет внешнее давление, поэтому в двигателе создается достаточное давление, чтобы предотвратить попадание воды в двигатель.
«Я выяснил этот и ряд других вопросов разработки методом проб и ошибок, — говорит Арнольд». Явный разработчик моделей позволил легко опробовать новые идеи для обзора и просто продолжать отбрасывать их, пока я не найду правильное решение. Пришлось неоднократно перестраивать отдельные узлы и выводить чертежи. Оптимизация веса лодки была немного пугающей, потому что у меня не было опыта в том, насколько тяжелой должна быть субмарина».
Сначала команда провела испытания субмарины в бассейне Европейского центра астронавтов Европейского космического агентства в Кёльне, Германия. Хорошая новость: SOVII не был слишком тяжелым. Плохая новость: он был слишком легким. «CoCreate упростила внесение необходимых изменений веса, что позволило нам уложиться в срок», — говорит Арнольд.
Быстрый загрузчик деталей Владелец токарно-фрезерного цеха использовал Alibre для разработки инновационного загрузчика поддонов или деталей для станков. X1 Pallet Systems , Бербанк, Калифорния, также использует это программное обеспечение для проектирования и обработки компонентов аэрокосмической и военной техники, а также промышленных исполнительных систем.
«Одна из моих задач — увеличить производство, не прерывая его и не тратя много денег», — говорит Майкл А. Ниар, владелец компании. «Я заметил, что одному из наших трехосевых станков с ЧПУ требуется 12 минут для обработки детали, но общее время цикла составляет 16,5 минут, потому что очень много времени уходит на выгрузку готовой детали, вставку и выравнивание следующей детали для обработки. Четыре с половиной минуты показались слишком долгими. Поэтому я разработал быстрый загрузчик деталей, который сократил время перезарядки до менее чем 30 секунд».
Загрузчик состоит из двух частей, говорит Ниа. «Основа присоединяется к станку с ЧПУ. Поддон с деталями для обработки быстро крепится к основанию с помощью установочных штифтов и поворотных зажимов. Я сделал два поддона, один для использования на станке, а другой в автономном режиме, чтобы оператор мог выгружать готовые детали и загружать новые детали во время работы станка.
Что можно сделать из старой ручной дрели своими руками
Не секрет, что в мастерской у каждого домашнего умельца находят свое место инструменты, которые по праву могли бы уйти на «заслуженный покой». Не поднимается рука хозяина выбросить из своей жизни инструмент, который с одной стороны, уже устарел, с другой – до сих пор может решить ту или иную задачу. А может и послужить основой для нужной мастеру «самоделки».
Вот и старая ручная дрель советских времен может сослужить службу в качестве насадки для шуруповерта, ключа для открывания и закрывания болтов, устройства для снятия изоляции из кабелей и других приспособлений. Можно придумать много разных инструментов, всё ограничивается лишь вашей фантазией.
А какой хозяин откажет себе в удовольствии украсить свой дом или мастерскую винтажной дрелью?
Содержание
Ключ
Видео
Насадка на шуруповерт
Видео
Реставрация
Ключ
Для «ключа-самоделки» нам нужно только две шестеренки малой и большой плоской из старой ручной дрели.
Только обязательно стальные, а не чугунные.
Дополнительно требуется небольшие материалы, которые есть в доме у каждого мастера.
Конечно же не обойдется без сварочного оборудования, точильного станка, дрели и мелких инструментов. Вся технология выполнения самодельного ключа состоит из следующих этапов:
Разбираем старую ручную дрель. Выбивая шплинты, освободим малую и большую плоскую шестерни. Только эти детали из дрели нам в дальнейшем понадобятся.
С помощью точильного станка изготовляем короткую ось. Запрессовываем ее в большую плоскую шестеренку.
Детали обваривают аргонной сваркой. Если используется обычный электрод, то после сварочного процесса нужно зачистить и спланировать шов.
Подготовим для ключа две шины – короткую и длинную (плоские полосы металла). В обеих шинах сверлим отверстия, равные по диаметру оси вала. На обеих шинах с помощью станка и молотка делаем г-ообразный двойной изгиб под прямыми углами, предварительно незначительно размягчив металл сваркой. На более длинной шине – более глубокий изгиб, на короткой – незначительный. Это делается для того, чтобы короткая шина огибала плоскую шестерню, а длинная – малую шестерню.
Подготовим металлический кругляк (вал) и две полдюймовые трубки. Кругляк должен заходить в трубку и свободно вращаться в ней.
Протачиваем на станке одну сторону кругляка, чтобы его диаметр был равен внутреннему диаметру малой шестерни. Одеваем на сделанный вал вышеупомянутую шестеренку. Сверлильным станком проделываем в валу два отверстия и соединяем шплинтом кругляк (вал) и малую шестерню.
Собираем ключ в одну конструкцию. Прикладываем шестеренки между двумя шинами таким образом, что согнутая более короткая шина находится со стороны большой плоской шестерни. А длинная — огибает малую шестеренку. При этом, короткая шестерня установлена под углом 90 градусов к оси большой плоской шестерни.
Малая и большая шестерни дрели должны соприкасаться зубчатыми частями, т.е. если сказать проще — совпадать по своему ходу, таким образом передавая вращение друг другу.
Производим сварку, где оба конца длинной и короткой шины соединяем с трубкой, внутри которой находится вал с короткой шестерней.
Остается сделать рукоятку. Для этого привариваем второй кусок трубки к валу.
Со стороны короткой шины вал с большой плоской шестерней обтачивается болгаркой по форме квадрата. Это делается для того, чтобы надевать головки.
Ключ с помощью старой дрели полностью готов!
Ключ специально сделан чтобы откручивать и закручивать болты и гайки в трудно доступных местах. При этом мы экономим свое время и силы.
Видео
Видео о том, как сделать ключ из старой дрели своими руками:
Насадка на шуруповерт
Что еще можно сделать из старой дрели своими руками?
Немного поразмыслив можно смастерить насадку для шуруповерта.
Такую простейшую по своей конструкции насадку можно создать без лишних сложностей.
Идея хороша тем, что нет необходимости тратиться на дополнительные детали. Все что нужно, уже есть в конструкции дрели. Необходим только токарный станок, болгарка, сварочный аппарат и конечно же — шуруповерт, насадку на который мы сейчас будем делать:
Снимаем две крышки с корпуса дрели. Откручиваем упорную часть.
Выбиваем шплинт с малой шестерни и снимаем ее с вала, на котором крепиться сверлильный патрон.
С помощью точильного станка растачиваем конусный наконечник вала до 10 мм.
Вставляем вал обратно в корпус дрели, надеваем шестерню и шплинтуем.
С правой стороны болгаркой отрезаем вал с резьбой.
Вкручиваем резиновую рукоять (улучшенный вариант) в корпус справа.
Срезаем резьбовую часть вала большой шестерни.
К валу большой шестерни необходимо приварить головку.
Прикрутить две крышки к корпусу обратно и смазать шестерни специальной графитной смазкой.
Насадка готова к использованию!
Механизм «самоделки» позволяет ввинчивать и вывинчивать болты и гайки в труднодоступных местах. Увеличивает крутящий момент в 6-7 раз. Поскольку насадка имеет большую длину, чем простой шуруповерт, то инструмент может быть использован в хозяйстве, для сборки мебели, при ремонте автомобилей, если к гаечному соединению не добраться другим способом.
Стоит обратить внимание на то, что в этой насадке из дрели сохраняется рабочий угол 90 градусов, а эта функциональная особенность незаменима при работе, где пространство над гайкой ограничено и можно ввинчивать-вывинчивать гайку только с боку. Насадка проста в исполнении, не требующая дополнительных капиталовложений, и послужит долгие годы.
Видео
Подробное видео о том, как сделать описанную выше насадку из дрели:
Реставрация
Вы не можете отказаться от старого, но любимого инструмента?
Дайте ему вторую жизнь и результат будет радовать каждый раз, когда берете инструмент в руки.
Для того, чтобы реставрировать ручную дрель, не нужно особого мастерства. Достаточно тщательным образом выполнить по пунктам все этапы работы:
Раскрутить все винтовые соединения дрели. Снять ручку и обе крышки. Если возникают трудности при раскрутке винтов, используйте любое средство для растворения ржавчины аэрозольного типа.
Вытащить все шплинты, освободив шестерни. Снять валы быстрого и медленного вращения. Демонтируем упор, шпиндель, ручку, сверлильный патрон. Аккуратно снимаем подшипник, чтобы содержащиеся внутри металлические шарики не рассыпались.
Раскладываем все детали и винты на рабочем столе. Салфеткой, смоченной специальным антикоррозийным составом, протираем каждую составляющую инструмента. Удаляем старое масло с шестерней и внутри корпуса. При необходимости используем щетку по металлу.
Наступает время «водных процедур» — аккуратно помещаем все детали дрели (кроме деревянной части ручки) в емкость с нейтрализатором ржавчины, таким как ВСН-1, например. Оставляем на пару часов.
Достаем все детали из емкости, и еще раз тщательно очищаем щеткой с пластиковым ворсом каждую деталь со всех сторон от остатков ржавчины. Не забудьте о винтах, они также не должны уходить от руки «реставратора»
Когда вы убедитесь в том, что с ржавчиной покончено, приступите к удалению остатков краски. Для этого потребуется гель для удаления лакокрасочных покрытий. Нанесите этот гель кисточкой на все детали, где необходимо удалить остатки красочного покрытия.
Снимите остатки краски щеткой по металлу или шпателем (в труднодоступных местах).
Отполируйте поверхность крышек, корпуса и ручки дрелью с войлочной насадкой.
При необходимости произведите рехтовку поверхности крышек молотком.
Начинаем подготовку к покрасочным работам. Заклейте малярным скотчем отверстия от крышек на корпусе, внутрь отверстий для винтов поместите заглушки из бумаги. Отдельно развесьте корпус, ручку, крышки, упор и вскройте аэрозольной шпаклевкой каждую деталь со всех сторон. Подождите, пока высохнет.
Затрите каждую деталь наждачной бумагой и покройте еще раз краской из аэрозольного баллончика. Делайте это осторожно и на расстоянии, чтобы не было подтеков.
Деревянную часть ручки также отшкурьте и вскройте лаком, или можно сделать новую на токарном станке.
Приступаем к сборке. Смазываем специальной графитной смазкой шарикоподшипник. Устанавливаем его. Укрепляем на валах малую и большие шестерни соответствующими шплинтами. Устанавливаем на место сверлильный патрон и упор.
Смазываем все шестерни специальной графитной пастой и закрываем корпус крышками с двух сторон. Завинчиваем винтами.
Присоединяем винтом к корпусу ручку с деревянной частью.
Готово! Старенький инструмент преобразился и радует своего хозяина!
Ручная дрель может оставаться не только надежным помощников в работе домашнего мастера, но и стать источником технических новшеств. Ибо творческое начало присуще каждому умельцу!
Циркулярка из дрели своими руками и другие самодельные станки
Иногда возникает потребность распилить довольно твердую доску на несколько планок. Вручную такую работу не осилить, а покупать заводской циркулярный станок ради единичного случая нерентабельно. Выход есть весьма простой — делается небольшого размера циркулярка из обычной дрели.
Содержание
1 Конструкция
2 Меры безопасности
3 Другие самодельные станки
4 Оригинальные устройства
4.1 Бормашина
4.2 Токарный станок
4.3 Лебедка
Конструкция
Станок лучше делать небольшого размера, чтобы убрать на полку, когда надобность в его присутствии отпадает. Конструкция его предельна простая:
основание из толстой доски или куска ДСП;
рабочая поверхность;
стойки;
вал с дисковой пилой;
электропривод в виде дрели.
Основание делаем из листа ДСП толщиной 30 мм, достаточно выпилить кусок размером 300х250 мм. Для рабочего стола выбираем лист дюралюминия толщиной 4 мм — он довольно жесткий и легкий, чтобы не утяжелять всю конструкцию. В нужном месте проделываем отверстие для дисковой пилы размером примерно 160х10 мм.
Держатель для самой дрели можно изготовить самостоятельно — все необходимые размеры и чертежи есть в интернете, а вот аналогичную конструкцию для вала с пилой можно приобрести в магазине или на вещевом базаре. Подшипник для вала надо выбирать пылезащитный — когда самодельный станок будет работать, то мелких отходов в виде древесной пыли будет много.
Циркулярная пила из дрели собирается по стандартной схеме: сначала все детали закрепляются на основании, потом производится монтаж рабочего стола и подсоединение дрели.
Меры безопасности
При работе на любом станке необходимо строго выполнять правила следующие правила:
место предстоящей работы надо освободить от лишних материалов и инструментов;
заготовки подаются плавно без рывков и перекосов, чтобы не заклинило режущий инструмент;
плоскость вращения дисковой пилы надо ограничить сверху специальным защитным кожухом;
станок надо содержать в чистоте и убирать после каждого использования;
если долго не используется мини-пилорама, то все металлические детали смазать машинным маслом.
Этот небольшого размера станок может разрезать не только деревянные доски. Если установить на нем специальные фрезы, то можно обрабатывать детали из латуни и других цветных металлов, пластмассы или пропилена.
Другие самодельные станки
Многих пользователей интересует, что еще можно сделать с помощью подручных средств из дрели своими руками? Ответов множество — домашние умельцы уже делают в гаражных мастерских различные самоделки из дрели. Дрель — универсальный инструмент, поэтому при определенном умении и фантазии можно изготовить все, что душе угодно.
Точило, надо только приобрести наждак в виде круга и сделать специальный держатель, в котором крепится дрель.
Сверлильный станок — есть специальные держатели для вертикального сверления или стойки.
Токарный станок небольшого размера для обработки древесины.
Мини-бормашину для различных нужд домашнего мастера.
Чтобы без проблем косить траву вокруг приусадебного участка, можно сделать собственноручно триммер из дрели.
Болгарка из дрели делается быстро, достаточно купить специфические насадки.
Гаражные мастера по ремонту автомобилей устанавливают оригинальные лебедки для замены двигателей на основе старых весьма мощных инструментов.
Огородники делают ямки для посадки молодых деревьев с помощью самодельного бура из дрели.
При заливке фундамента для подсобного помещения в частном секторе некоторые пользователи применяют самодельный вибратор, сделанный из дрели, чтобы быстро уплотнить бетонную конструкцию.
Оригинальные устройства
Продолжать список самоделок можно до бесконечности, но мы лучше более подробно расскажем о некоторых самодельных станках, которые можно сделать из любой модели дрели.
Бормашина
Бормашина из дрели — это не фантастика, а реальный и довольно универсальный станок, собранный самостоятельно. Главное, надо заказать у китайских инженеров (если вы не смогли найти его в своем городе) гибкий вал от стандартного медицинского агрегата. В результате в вашем арсенале появляется бормашина, которую можно использовать для граверных работ или сверлить при помощи специальных боров отверстия в маленьких деталях или конструкциях, куда со стандартной дрелью не подойти.
Токарный станок
Деревообрабатывающий или токарный станок для дома легко можно сделать на основе дрели. Инструмент необходимо закрепить специальными хомутами достаточно жестко, в патрон вставить специальной конструкции держак с несколькими острыми штырями, удерживающими заготовку от проворачивания. Центр заднего держателя (бабки) и фиксатора спереди самодельного токарного станка должны быть расположены на одной оси. Точность необходима для предотвращения биения во время вращения заготовки. После установки детали, задняя бабка прочно фиксируется специальным зажимом.
Третий элемент станка — это подручник в виде деревянного бруска, на который будет опираться стамеска или другой инструмент для обработки заготовки.
Важно! При работе на токарном станке не забывайте о безопасности, обязательно надеть защитные очки, рукава одежды должны плотно облегать предплечья.
Токарный станок для обработки деревянных заготовок будет работать исправно, если у дрели есть встроенный электронный регулятор оборотов. Методом проб вы устанавливаете оптимальный режим вращения для эффективной обработки древесины. На таком деревообрабатывающим устройстве можно делать уникальные изделия для хозяйственных нужд: например, скалку или пестик со ступой, подсвечник или сборной конструкции канделябр.
Лебедка
Оригинальная лебедка на основе старой, но мощной дрели станет незаменимым помощником в хозяйстве, особенно для тех пользователей, кто проживает в собственном доме и есть приусадебный участок. Простая ситуация: в летнем душе вы решили установить более объемную емкость, но поднять ее на такую высоту одному проблематично. Используя лебедку, это можно сделать в течение нескольких минут. Только надо предварительно рассчитать вес емкости и скорость вращения шпинделя.
По заверению гаражных умельцев, самодельная лебедка легко поднимает двигатель от легкового автомобиля. Посмотрите видео, если не верите на слово:
Специалисты советуют использовать самодельное устройство, устанавливая дрель на самые минимальные обороты. Такая конструкция может перемещать объекты с различной массой, ведь народные умельцы делают лебедки даже на основе обыкновенного стартера от авто.
Разные вещи, которые можно делать с помощью старой электродрели
Роберта Смита
Содержание
Может быть сложно понять, что делать со старой электродрелью. С одной стороны, вы не хотите просто выбрасывать его, потому что это все еще очень хороший инструмент.
Но с другой стороны, если он вам больше не нужен, нет смысла держать его при себе, занимая место. Итак, что нужно сделать?
Вот несколько вещей, которые можно сделать со старой электродрелью:
Пожертвуйте его местной школе или общественному центру.
Отдайте его другу или члену семьи, который может им пользоваться.
Продайте через Интернет или на гаражной распродаже.
Утилизируйте его надлежащим образом, чтобы материалы можно было использовать повторно.
Используйте его сами для проектов по дому!
Если у вас есть старая электродрель, отслужившая свой срок, не выбрасывайте ее. Есть много творческих способов перепрофилировать старые инструменты. Ниже представлены восемь умных самодельных проектов для вашей старой электродрели!
1) Швейная машинка — отличный инструмент для изготовления петель на одежде или других тканевых изделиях, но если у вас нет швейной машины, а она нужна прямо сейчас, попробуйте этот лайфхак!
Возьмите старую электрическую дрель с соответствующими насадками и используйте ее как ручную швейную машину, поворачивая ручку и крепко удерживая иглу напротив насадки. Вы также можете использовать эту технику, чтобы зашить дыры в одежде (удобно в походах).
2) Если у вас есть лишнее место на стене, используйте старую электрическую дрель, чтобы сделать уникальный подвесной держатель для растений! Просто возьмите сверло немного шире горшка, который вы будете использовать, и аккуратно просверлите четыре или пять отверстий подряд.
Затем проденьте веревку или пряжу через отверстия и завяжите ее узлом сзади, чтобы получилась «вешалка». Наконец, поместите растения в горшки и повесьте их!
3) Кто знал, что электрическая дрель может быть таким прекрасным инструментом для резьбы по дереву? Если вам нужно вырезать рисунок из дерева (например, для этой потрясающей ключницы своими руками), просто возьмите старую электрическую дрель и начните сверлить!
Обязательно наденьте перчатки и защитные очки и сначала работайте медленно, пока не почувствуете, как сверло движется по дереву.
4) Сделайте свое собственное уникальное настенное искусство, используя электрическую дрель для создания трафарета! Просто выберите любой дизайн, который вы хотите, обведите его на листе тонкого картона или плаката, а затем используйте острый нож, чтобы вырезать фигуру.
Затем поместите трафарет на стену и с помощью электродрели «закрасьте» края. Удалите трафарет и наслаждайтесь своим новым искусством!
5) Устали терять ключи? Создайте ключницу своими руками из старой электродрели и обрезков дерева! Просто просверлите отверстие в центре небольшого куска дерева, проденьте через него веревку и завяжите.
Затем с помощью электродрели сделайте два или три небольших отверстия по краю дерева. Проденьте ключи в маленькие отверстия и вуаля!
6) Если вы любитель вина, используйте старую электрическую дрель, изготовив собственную винную полку! Просто возьмите неиспользованную винную бутылку и просверлите отверстие в центре основания.
Затем проденьте прочную проволоку или веревку через отверстие и завяжите ее. Наконец, найдите место, куда можно повесить свою новую винную стойку, и наслаждайтесь!
7) У вас завалялись старые диски, которые вы больше не слушаете? Превратите их в подставки с помощью этого простого проекта «Сделай сам»!
Просто с помощью электродрели проделайте четыре маленьких отверстия в каждом компакт-диске, затем проденьте в них ленту или шпагат и завяжите. Вы даже можете персонализировать свои подставки, украсив их краской или маркерами.
8) Сделайте лампу своими руками из старой электродрели и запасных частей! Просто возьмите лампочку, розетку и шнур и с помощью электродрели проделайте отверстие в центре небольшого куска дерева.
Затем вставьте патрон лампочки в отверстие и закрутите его. Наконец, проденьте шнур через отверстие и вставьте его в розетку. Готово!
Как утилизировать электрическую дрель
Важно правильно утилизировать электронику, чтобы она не попала на свалки и не загрязнила окружающую среду. Вы можете утилизировать свою старую электрическую дрель через местный центр утилизации или пожертвовать ее благотворительной или некоммерческой организации.
Если вы решите утилизировать свою старую электрическую дрель, обязательно извлеките из нее батареи и другие опасные материалы, прежде чем отнести ее в центр утилизации. Многие центры утилизации бесплатно принимают небольшие электронные предметы, такие как электрические дрели, но некоторые могут взимать небольшую плату.
Если вы решите подарить свою старую электродрель, есть много организаций, которые с радостью примут ее у вас из рук. Habitat for Humanity — один из примеров организации, которая принимает пожертвованную электронику и использует ее для строительства домов для нуждающихся семей. Goodwill и The Salvation Army также являются отличными вариантами для пожертвования старых электродрелей.
Обязательно заранее позвоните в организацию, чтобы узнать их конкретные правила передачи электроники в дар. Некоторые организации могут принимать электродрели только определенных типов или марок, поэтому всегда лучше проверить, прежде чем жертвовать.
При утилизации любых электронных устройств всегда помните о том, что нужно делать это ответственно, чтобы защитить окружающую среду. Переработка или пожертвование вашей старой электродрели — отличный способ дать ей новую жизнь и не допустить ее попадания на свалку.
Если вам по какой-либо причине необходимо прекратить использование электродрели, важно выполнить соответствующие действия по ее отключению. Это поможет гарантировать, что буровые долота можно будет надлежащим образом утилизировать, а корпус сверла будет чистым.
Аккумулятор также следует утилизировать надлежащим образом во избежание несчастных случаев. Наконец, храните дрель в безопасном месте, чтобы она была готова к использованию в следующий раз, когда она вам понадобится.
FAQ (Часто задаваемые вопросы)
Можно ли ремонтировать электродрели?
Электродрели
можно отремонтировать, но зачастую выгоднее купить новую. В зависимости от марки и модели дрели некоторые компоненты могут быть трудно найти или заменить. Если дрель еще находится на гарантии, производитель может отремонтировать ее бесплатно.
Какова частая причина поломки электродрели?
Наиболее распространенными причинами поломки электродрели являются: изношенное сверло, неправильное использование сверла (т. е. приложение слишком большого давления) и использование сверла на твердых материалах, таких как бетон. Если у вас возникли проблемы с дрелью, лучше всего обратиться к профессионалам для ремонта.
Когда дело доходит до ремонта электродрели, есть несколько вещей, которые вы можете сделать самостоятельно. Во-первых, проверьте, не изношено ли сверло. Если это так, то вам нужно будет заменить его. Еще одна вещь, которую вы можете сделать, это убедиться, что вы не используете слишком большое давление при использовании дрели.
Это может привести к повреждению внутренних частей дрели и ее поломке. Наконец, если вы используете дрель на твердых материалах, таких как бетон, убедитесь, что у вас есть подходящие насадки для этого типа работы. В противном случае вы можете повредить дрель или даже пораниться.
Можно ли превратить дрель в генератор?
Нет, дрель нельзя превратить в генератор. Дрель предназначена для проделывания отверстий в материалах, а генератор вырабатывает электричество.
Электродвигатель дрели переменного или постоянного тока?
Электродвигатель дрели может быть как переменного, так и постоянного тока. Двигатель переменного тока имеет две обмотки, по одной для каждого направления вращения, а двигатель постоянного тока имеет только одну обмотку.
10 невероятных лайфхаков с дрелью, которые вам нужно знать
Ваша дрель более универсальна, чем вы думаете. Проверьте эти умные лайфхаки для вашей скромной тренировки.
1 / 10
Семейный мастер на все руки
Электрический консервный нож
Этот хак превращает простой кухонный консервный нож в мощное электрическое устройство. Снимите ручку с ручного консервного ножа (они обычно отрываются при повороте или удалении шплинта), чтобы открыть ось ручки. Вставьте эту ось в патрон вашей дрели, и вуаля — электрический консервный нож.
2 / 10
Семейный мастер на все руки
Power Clean
Ускорьте уборку, добавив щетку в коллекцию насадок для дрели. Этот лайфхак позволит вам тщательно очистить труднодоступные места вашего дома. Регулируемая скорость вашей дрели означает, что вы не повредите мелкие материалы по пути.
3 / 10
Быстрые и легкие направляющие отверстия
Время от времени вы можете столкнуться с тем, что вам приходится работать с темпераментным материалом, который склонен раскалываться при ударе по нему молотком. Лучшее решение — просверлить пилотную скважину. Но что делать, если у вас под рукой нет биты нужного размера?
Конечно, ты можешь сбегать в хозяйственный магазин и купить его. Но почему бы не использовать гвоздь, чтобы начать пилотное отверстие? Просто отрежьте шляпку гвоздя, вставьте тело гвоздя в патрон дрели, и все готово!
4 / 10
Karel Pesorna/Shutterstock
Мгновенный магнитный держатель для винтов
Если вы когда-нибудь пытались достать крепеж или сверла из кармана на полпути к выполнению проекта, то это лайфхак для вас!
Нанесите немного суперклея или даже горячего клея на раму дрели. Прикрепите сильный магнит в идеальном месте, чтобы винты и незакрепленные материалы были легко доступны во время работы
5 / 10
Семейный мастер на все руки
Дайте себе немного Дайте
При сверлении гладкой поверхности может быть трудно начать отверстие без «проходки» сверла. Некоторые материалы настолько мягки, что вы можете использовать набор гвоздей или пробойник, чтобы сделать углубление, чтобы вставить сверло. Но другие материалы, такие как стекло, являются более сложными.
Держите в сумке с инструментами малярный скотч и плотный картон. Приклейте картон к области, которую вы хотите просверлить, затем используйте сверло с твердосплавным наконечником на низкой скорости, чтобы создать углубление в материале. Картон закрепит биту. Как только у вас появится стартовое отверстие, выбросьте картон и действуйте как обычно.
6 / 10
Семейный мастер на все руки
Упрощенный ограничитель глубины
Скорее всего, вы видели хитрость использования изоленты для маркировки сверла, когда вам нужно остановить отверстие на определенной заданной глубине. Это отличный совет. Но если вы просверлите несколько отверстий, эта лента может довольно быстро порваться. И как только это происходит, это больше не является точной остановкой глубины.
Вместо этого используйте перманентный маркер для обозначения целевой глубины, и вы получите гораздо больше пользы от него, прежде чем он износится. Как только вы закончите свой проект, протрите сверло каким-нибудь средством для удаления краски или Goo Gone, и чернила должны сразу же сойти.
7 / 10
Сверхдлинный удлинитель сверла
Иногда вам нужно немного увеличить радиус действия сверла. Вы можете сбегать в местный хозяйственный магазин, чтобы купить удлинитель, но он стоит дорого. Если вам нужен расширитель только для одноразового или краткосрочного проекта, почему бы не сделать его самостоятельно?
8 / 10
Lisy/Shutterstock
Пылеуловитель Dixie Cup
Сверлить прямо над головой — проблема. Он не только может носиться на ваших руках и плечах, но и «мякина» или отходы из отверстия будут падать вниз, почти неизбежно приземляясь на вас. Особенно это раздражает при сверлении гипсокартона.
К счастью, вы можете избежать всего этого беспорядка с помощью этого простого хака. Возьмите чашку Dixie или похожую маленькую бумажную чашку и проткните отверстие в дне. Сдвиньте его вниз по сверлу, ртом вверх. Тогда, когда вы будете сверлить, отходы будут падать в чашку!
9 / 10
Семейный мастер на все руки
Овощечистка и овощечистка
Это, пожалуй, самый забавный лайфхак в этом списке.
Начните с установки предварительно промытого набора винтов в патрон дрели, чтобы врезаться в сердцевину фрукта или овоща. Прижмите овощечистку к кожуре фрукта или овоща и позвольте сверлу порваться! Пилер быстро справится с кожей. Затем все, что вам нужно сделать, это открутить винт, и вы готовы к следующему пункту.
Этот прием лучше всего работает с такими вещами, как яблоки, у которых сердцевина более жесткая и ее нельзя есть. Но его можно приспособить практически ко всему. Вы можете заменить шуруп пластиковым анкером с резьбой для гипсокартона, который сильнее укусит более мягкую сердцевину.
10 / 10
Семейный мастер на все руки
Дешевый шлифовальный станок
Замените сверло на тканевый буфер, и вы сможете полировать и чистить все, от обуви до колец с бриллиантами. Чтобы перейти на следующий уровень, переверните дрель на бок и прикрепите ее к рабочему столу с помощью металлического ремня. Как только он будет закреплен, вы получите эффективную шлифовальную машину, шлифовальный круг или дисковый шлифовальный станок, в зависимости от вашего выбора насадки.
Первоначально опубликовано: 10 октября 2018 г.
Дэн Стаут
Писатель-фрилансер и автор из Огайо Дэн Стаут в прошлом занимался ремонтом жилых домов, руководителем коммерческих объектов и менеджером по техническому обслуживанию. Он работал практически над всеми аспектами строительства и DIY, включая планирование проекта и получение разрешений, сантехнику, основные электрические работы, гипсокартон, столярные работы, плитку, покраску и многое другое.
 Ивано-Франковск
Ивано-Франковск )
) Ивано-Франковск
Ивано-Франковск 51 грн
51 грн
 691.11B
691.11B de
de




 С помощью пневматической сеялки Precision Disk 500 с двойным всходом (DS) вы можете добавить к этим преимуществам экономию времени за счет одновременного посева и внесения удобрений. Пневматическая сеялка серии Precision Disk 550 является дальнейшим усовершенствованием конструкции высевающих секций с параллельными звеньями, обеспечивая более высокую точность укладки семян, чем когда-либо прежде.
С помощью пневматической сеялки Precision Disk 500 с двойным всходом (DS) вы можете добавить к этим преимуществам экономию времени за счет одновременного посева и внесения удобрений. Пневматическая сеялка серии Precision Disk 550 является дальнейшим усовершенствованием конструкции высевающих секций с параллельными звеньями, обеспечивая более высокую точность укладки семян, чем когда-либо прежде. Дополнительные вспомогательные баки на 25 или 35 бушелей помогают удовлетворить ваши потребности в сырье.
Дополнительные вспомогательные баки на 25 или 35 бушелей помогают удовлетворить ваши потребности в сырье. При наличии 7,5- или 10-дюймового междурядья передние или задние ряды могут быть гидравлически подняты и заблокированы для посева с 15- или 20-дюймовым междурядьем соответственно.
При наличии 7,5- или 10-дюймового междурядья передние или задние ряды могут быть гидравлически подняты и заблокированы для посева с 15- или 20-дюймовым междурядьем соответственно. 
 AFS предлагает полностью интегрированную платформу, которая собирает данные на каждом этапе производства, и все это контролируется с помощью нового, интуитивно понятного нового интерфейса дисплея.
AFS предлагает полностью интегрированную платформу, которая собирает данные на каждом этапе производства, и все это контролируется с помощью нового, интуитивно понятного нового интерфейса дисплея.

 Доступны с шагом 10 дюймов и шириной панели инструментов от 30 до 60 футов.
Доступны с шагом 10 дюймов и шириной панели инструментов от 30 до 60 футов. В магазине запчастей Case IH вы найдете все, что вам нужно, от фильтров, жидкостей, продуктов и оборудования для обеспечения безопасности до руководств по эксплуатации, схем деталей, красок и аккумуляторов.
В магазине запчастей Case IH вы найдете все, что вам нужно, от фильтров, жидкостей, продуктов и оборудования для обеспечения безопасности до руководств по эксплуатации, схем деталей, красок и аккумуляторов.






 Мезгу (размельченные ягоды или фрукты) помещают в емкость с отверстиями или специальные мешочки. При сдавливании сок стекает в поддон, а отработанные выжимки после окончания работы удаляется.
Мезгу (размельченные ягоды или фрукты) помещают в емкость с отверстиями или специальные мешочки. При сдавливании сок стекает в поддон, а отработанные выжимки после окончания работы удаляется.
 В емкость с перфорацией закладываются яблоки. В процессе вращения ручки опускается поршень и приводится в действие винтовой механизм пресса. Под давлением из яблок выжимается сок. В нижней части располагается емкость для «сбора» сока. Такой пресс требует серьезных физических усилий и не очень производителен – в час можно получить от 10 до 30 литров (в зависимости от усилий и сорта яблок).
В емкость с перфорацией закладываются яблоки. В процессе вращения ручки опускается поршень и приводится в действие винтовой механизм пресса. Под давлением из яблок выжимается сок. В нижней части располагается емкость для «сбора» сока. Такой пресс требует серьезных физических усилий и не очень производителен – в час можно получить от 10 до 30 литров (в зависимости от усилий и сорта яблок). Кроме этого, с помощью такого пресса вы сможете даже приготовить сыр.
Кроме этого, с помощью такого пресса вы сможете даже приготовить сыр. Данный метод помогает отжать до 70% сока из заготавливаемого сырья.
Данный метод помогает отжать до 70% сока из заготавливаемого сырья.

 Жмых убрать, прочистить перфорационные отверстия. Особенно внимательного отношения к себе требуют емкости из деревянных рамок, поскольку они окрашиваются, впитывают сок и запах.
Жмых убрать, прочистить перфорационные отверстия. Особенно внимательного отношения к себе требуют емкости из деревянных рамок, поскольку они окрашиваются, впитывают сок и запах. Иначе может получиться так, что вы приобретете агрегат, который в ваших условиях окажется бесполезным (например, на даче с неполным «набором» коммунальных услуг).
Иначе может получиться так, что вы приобретете агрегат, который в ваших условиях окажется бесполезным (например, на даче с неполным «набором» коммунальных услуг).
 Полное раскрытие читайте здесь.
Полное раскрытие читайте здесь.  Каждый раз мне удавалось получить около 3 литров из многоразового мешка».
Каждый раз мне удавалось получить около 3 литров из многоразового мешка».  Замораживание поможет лопнуть клетки и получить больше сока из яблок.
Замораживание поможет лопнуть клетки и получить больше сока из яблок. Излишне говорить, что я впечатлен.
Излишне говорить, что я впечатлен.
 И исполнение этого DIY-проекта просто гениальное! Хочешь сделать свой собственный? Читайте дальше, чтобы учиться у Майка и Джона, и получить учебник.
И исполнение этого DIY-проекта просто гениальное! Хочешь сделать свой собственный? Читайте дальше, чтобы учиться у Майка и Джона, и получить учебник. Существует примерно четыре миллиона способов построить один из них, так что я оставлю это на ваше усмотрение и избавлю вас от точных измерений.
Существует примерно четыре миллиона способов построить один из них, так что я оставлю это на ваше усмотрение и избавлю вас от точных измерений. Небольшой зажим обеспечивает небольшую страховку, поэтому во время измельчения бункер не отрывается от рамы.
Небольшой зажим обеспечивает небольшую страховку, поэтому во время измельчения бункер не отрывается от рамы. Когда он наполнится примерно на 2/3, прекратите измельчение. Поместите жмых в пластиковое ведро, выстланное сеткой, и свяжите его в пучок. Поместите связку в бочку или «ванну для прессования», а затем поместите сверху диск, сделанный из материала для разделочной доски. Повторяйте, пока не соберете четыре пучка жмыха.
Когда он наполнится примерно на 2/3, прекратите измельчение. Поместите жмых в пластиковое ведро, выстланное сеткой, и свяжите его в пучок. Поместите связку в бочку или «ванну для прессования», а затем поместите сверху диск, сделанный из материала для разделочной доски. Повторяйте, пока не соберете четыре пучка жмыха.
 рис. 4 и 5).
рис. 4 и 5).
 Так, например, при диаметре детали, равном 50 миллиметрам, величина зазора будет составлять 0.05 миллиметра. При этом нанесение клея осуществляется на поверхность внутренней детали, а наружная деталь нагревается, после чего производится сборка деталей. Как правило, величина DT (разница температур) равняется 100 градусам Цельсия.
Так, например, при диаметре детали, равном 50 миллиметрам, величина зазора будет составлять 0.05 миллиметра. При этом нанесение клея осуществляется на поверхность внутренней детали, а наружная деталь нагревается, после чего производится сборка деталей. Как правило, величина DT (разница температур) равняется 100 градусам Цельсия. рисунок 8).
рисунок 8).
 Согласно проведенным исследованиям, даже в случае соединения деталей по горячей или прессовой посадке, площадь максимального контакта соединяемых металлических поверхностей втулки и вала будет составлять 25-30 процентов от площади поверхности.
Согласно проведенным исследованиям, даже в случае соединения деталей по горячей или прессовой посадке, площадь максимального контакта соединяемых металлических поверхностей втулки и вала будет составлять 25-30 процентов от площади поверхности. рис. 10). В процессе сборки следует избегать выдавливания клея наружу или его стирания с поверхностей деталей.
рис. 10). В процессе сборки следует избегать выдавливания клея наружу или его стирания с поверхностей деталей. Полученная общая прочность сборки в конечном результате будет значительно превышать прочность клея на сдвиг и прочность при бесклеевой посадке внатяг.
Полученная общая прочность сборки в конечном результате будет значительно превышать прочность клея на сдвиг и прочность при бесклеевой посадке внатяг. При необходимости получения более подробных рекомендаций следует обратиться в компанию Germeticus.
При необходимости получения более подробных рекомендаций следует обратиться в компанию Germeticus.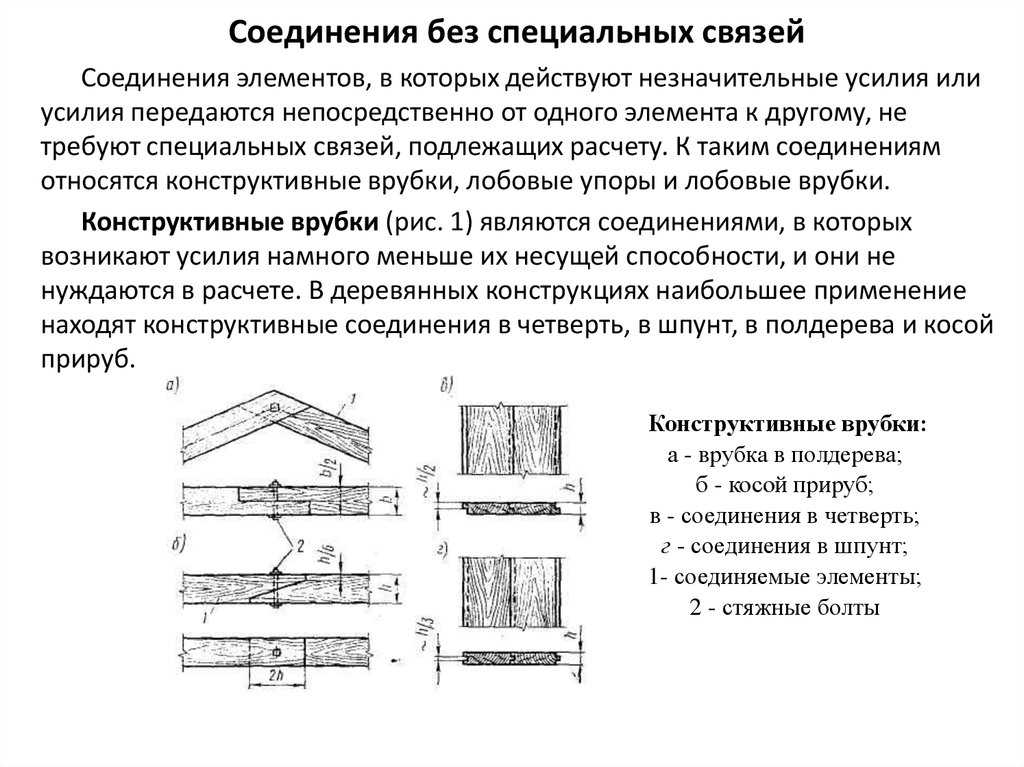 Данный график наглядно подтверждает тот факт, что, благодаря использованию клеевых технологий, можно снизить производственные затраты.
Данный график наглядно подтверждает тот факт, что, благодаря использованию клеевых технологий, можно снизить производственные затраты. В конусных соединениях обеспечивается точная концентричность, а также, благодаря форме деталей, обеспечивается хорошая эффективность при использовании клея на сопрягаемых поверхностях большого размера, подвергнутых обдирочным операциям, например, таким как шабрение.
В конусных соединениях обеспечивается точная концентричность, а также, благодаря форме деталей, обеспечивается хорошая эффективность при использовании клея на сопрягаемых поверхностях большого размера, подвергнутых обдирочным операциям, например, таким как шабрение.

 С целью очистки соединяемые поверхности предварительно протираются обычной ветошью.
С целью очистки соединяемые поверхности предварительно протираются обычной ветошью.

 Недостатки метода склеивания: сравнительно невысокая теплостойкость клеевых соединений на органич. Перед нанесением клея поверхность металлов очищают от различных загрязнений, особенно от масла и жира. Прочность склеивания повышают путем создания на поверхности металла оксидной пленки.
Недостатки метода склеивания: сравнительно невысокая теплостойкость клеевых соединений на органич. Перед нанесением клея поверхность металлов очищают от различных загрязнений, особенно от масла и жира. Прочность склеивания повышают путем создания на поверхности металла оксидной пленки.
 Проведенные эксперименты показали, что контактная жесткость плоских стыков существенно зависит от шероховатости поверхности.
Проведенные эксперименты показали, что контактная жесткость плоских стыков существенно зависит от шероховатости поверхности.

 Хорошее соответствие между экспериментальными результатами и анализом FE было достигнуто путем сравнения кривых нагрузки-прогиба в середине пролета и вклада составного действия от палуб FRP. С проверенными моделями КЭ были проведены параметрические исследования клеевого соединения между настилами из стеклопластика и стальными балками, которые показали, что способность передачи нагрузки клеевого соединения не просто зависела от модуля сдвига или толщины клеевого слоя, но преобладала в -жесткость плоского сдвига.
Хорошее соответствие между экспериментальными результатами и анализом FE было достигнуто путем сравнения кривых нагрузки-прогиба в середине пролета и вклада составного действия от палуб FRP. С проверенными моделями КЭ были проведены параметрические исследования клеевого соединения между настилами из стеклопластика и стальными балками, которые показали, что способность передачи нагрузки клеевого соединения не просто зависела от модуля сдвига или толщины клеевого слоя, но преобладала в -жесткость плоского сдвига. Между тем, легкие настилы могут быть быстро установлены с минимальным нарушением движения. По сравнению с арматурной сталью композиционные материалы FRP обладают большей устойчивостью к морозу и противогололедным солям. Следовательно, более длительный срок службы и низкие затраты на техническое обслуживание подтверждаются.
Между тем, легкие настилы могут быть быстро установлены с минимальным нарушением движения. По сравнению с арматурной сталью композиционные материалы FRP обладают большей устойчивостью к морозу и противогололедным солям. Следовательно, более длительный срок службы и низкие затраты на техническое обслуживание подтверждаются. Метод клеевого соединения обычно является отличной альтернативой для соединений между настилами из стеклопластика и стальными балками [5-7]. По сравнению с болтовыми или шпильочными соединениями клеевые соединения могут сократить время строительства, снизить вес за счет отказа от крепежа, обеспечить более равномерную передачу нагрузки и обеспечить лучшие долгосрочные характеристики.
Метод клеевого соединения обычно является отличной альтернативой для соединений между настилами из стеклопластика и стальными балками [5-7]. По сравнению с болтовыми или шпильочными соединениями клеевые соединения могут сократить время строительства, снизить вес за счет отказа от крепежа, обеспечить более равномерную передачу нагрузки и обеспечить лучшие долгосрочные характеристики. В случае, когда сложное воздействие между фермами и настилом из FRP точно не понято, эти два элемента часто проектируются очень консервативно с двумя ограничивающими условиями: фермы рассчитываются без учета какого-либо сложного действия настила из FRP, а для настила выполняются расчеты. предполагая полное составное действие [7]. Таким образом, очень важно понять степень композиционного действия между настилами FRP и стальными балками. Как показано в [7], клеевого соединения между настилами моста и стальными балками было достаточно, чтобы гарантировать передачу полной нагрузки между верхними стальными полками и лицевой панелью нижнего настила. И жесткость на сдвиг в плоскости настилов FRP доминировала в степени композитного действия этой композитной балочной системы. Эта статья является продолжением исследования докторской диссертации Гертлера. работ [7].
В случае, когда сложное воздействие между фермами и настилом из FRP точно не понято, эти два элемента часто проектируются очень консервативно с двумя ограничивающими условиями: фермы рассчитываются без учета какого-либо сложного действия настила из FRP, а для настила выполняются расчеты. предполагая полное составное действие [7]. Таким образом, очень важно понять степень композиционного действия между настилами FRP и стальными балками. Как показано в [7], клеевого соединения между настилами моста и стальными балками было достаточно, чтобы гарантировать передачу полной нагрузки между верхними стальными полками и лицевой панелью нижнего настила. И жесткость на сдвиг в плоскости настилов FRP доминировала в степени композитного действия этой композитной балочной системы. Эта статья является продолжением исследования докторской диссертации Гертлера. работ [7]. , 2011 [9]). Оптимальная конструкция настила моста с ребристым сердечником из FRP была предложена Dey et al., 2013 [10]. Дей и др., 2015 [11], разработали эффективный метод облегченного проектирования настила моста из FRP. В этом исследовании модель конечных элементов (КЭ) была разработана и модифицирована на основе экспериментальных исследований. Впоследствии были проведены параметрические исследования способности передачи нагрузки клеевым соединением путем изменения модуля и толщины клеевого слоя между настилами из стеклопластика и стальной балкой.
, 2011 [9]). Оптимальная конструкция настила моста с ребристым сердечником из FRP была предложена Dey et al., 2013 [10]. Дей и др., 2015 [11], разработали эффективный метод облегченного проектирования настила моста из FRP. В этом исследовании модель конечных элементов (КЭ) была разработана и модифицирована на основе экспериментальных исследований. Впоследствии были проведены параметрические исследования способности передачи нагрузки клеевым соединением путем изменения модуля и толщины клеевого слоя между настилами из стеклопластика и стальной балкой. На рис. Профили FRP имеют волокна Е-стекла в виде пучков ровинга, используемых в качестве армирования посередине. Направление волокон ровницы соответствует направлению пултрузии. Дополнительные маты из стекловолокна используются в качестве внешних слоев для сопротивления сдвигу. Маты могут быть из рубленых прядей (КРМ), тканых матов или их комбинаций. Типичное поперечное сечение пултрузионного профиля из стеклопластика толщиной 10 мм показано на рис. 5. Полиэфирная вуаль на поверхности часто добавляется для защиты и отделки поверхности. Механические свойства элемента ASSET предоставляются производителем, как указано в таблице 1, которые будут использоваться в качестве ввода механических свойств для моделей FE. Более подробную информацию об экспериментах можно найти в докторской диссертации Гуртлера. диссертация [7].
На рис. Профили FRP имеют волокна Е-стекла в виде пучков ровинга, используемых в качестве армирования посередине. Направление волокон ровницы соответствует направлению пултрузии. Дополнительные маты из стекловолокна используются в качестве внешних слоев для сопротивления сдвигу. Маты могут быть из рубленых прядей (КРМ), тканых матов или их комбинаций. Типичное поперечное сечение пултрузионного профиля из стеклопластика толщиной 10 мм показано на рис. 5. Полиэфирная вуаль на поверхности часто добавляется для защиты и отделки поверхности. Механические свойства элемента ASSET предоставляются производителем, как указано в таблице 1, которые будут использоваться в качестве ввода механических свойств для моделей FE. Более подробную информацию об экспериментах можно найти в докторской диссертации Гуртлера. диссертация [7]. Более подробную информацию о составных командах укладки можно найти в Руководстве пользователя Abaqus/CAE. Весь анализ КЭ является линейно-упругим. Нелинейные свойства материалов не учитываются.
Более подробную информацию о составных командах укладки можно найти в Руководстве пользователя Abaqus/CAE. Весь анализ КЭ является линейно-упругим. Нелинейные свойства материалов не учитываются. Полужесткие соединения приводят к существенному снижению модуля сдвига в плоскости панелей настила из стеклопластика. Но в условиях сжимающей нагрузки модуль полки доминирует над жесткостью на сжатие настила из стеклопластика, но не чувствительно связан с полужестким соединением. Для модификации КЭ-моделей были добавлены поворотные пружинные элементы, соединяющие стенки и полки для имитации полужестких соединений. Жесткость пружинных элементов определяется путем подгонки результатов КЭ к экспериментальным результатам. Кривые нагрузки-перемещения для модифицированных моделей КЭ показаны на рисунке 9., сравнивая с экспериментальными результатами. Как при сжатии, так и при сдвиге две кривые гораздо ближе друг к другу, что означает, что модели КЭ достаточно точны.
Полужесткие соединения приводят к существенному снижению модуля сдвига в плоскости панелей настила из стеклопластика. Но в условиях сжимающей нагрузки модуль полки доминирует над жесткостью на сжатие настила из стеклопластика, но не чувствительно связан с полужестким соединением. Для модификации КЭ-моделей были добавлены поворотные пружинные элементы, соединяющие стенки и полки для имитации полужестких соединений. Жесткость пружинных элементов определяется путем подгонки результатов КЭ к экспериментальным результатам. Кривые нагрузки-перемещения для модифицированных моделей КЭ показаны на рисунке 9., сравнивая с экспериментальными результатами. Как при сжатии, так и при сдвиге две кривые гораздо ближе друг к другу, что означает, что модели КЭ достаточно точны. 10). Для соединения между настилами из стеклопластика и стальной балкой использовался двухкомпонентный эпоксидный клей (SikaDur 330), свойства которого представлены в таблице 2. Толщина слоя клея контролировалась на уровне 6~10 мм с помощью прокладок.
10). Для соединения между настилами из стеклопластика и стальной балкой использовался двухкомпонентный эпоксидный клей (SikaDur 330), свойства которого представлены в таблице 2. Толщина слоя клея контролировалась на уровне 6~10 мм с помощью прокладок. На рисунке 12 представлены кривые нагрузка-прогиб в середине пролета. Между двумя кривыми достигнуто хорошее соответствие, что означает, что жесткость модели КЭ почти такая же, как у экспериментальных структур. На рис. 13 показано распределение осевой деформации в средней части пролета при нагрузке 90 кН на домкрат. Установлено, что распределения осевых деформаций по стальному сечению из экспериментальных данных и результатов КЭ накладываются друг на друга, а это означает, что вклады композиционного воздействия настила из стеклопластика эквивалентны. Полная пропускная способность, очевидно, достигается при клеевом соединении между палубами и фермами. Но для осевой деформации верхней полки настилов FRP обнаруживаются отклонения между двумя кривыми. Это можно объяснить тем, что из рисунка 3 полужесткая жесткость соединения внутренних стенок с полками должна отличаться от жесткости соединения наружных стенок с полками. Но в модели FE все полужесткие жесткости поворотных пружинных элементов одинаковы, поскольку экспериментальные данные слишком ограничены, чтобы предложить отдельные значения жесткости пружин.
На рисунке 12 представлены кривые нагрузка-прогиб в середине пролета. Между двумя кривыми достигнуто хорошее соответствие, что означает, что жесткость модели КЭ почти такая же, как у экспериментальных структур. На рис. 13 показано распределение осевой деформации в средней части пролета при нагрузке 90 кН на домкрат. Установлено, что распределения осевых деформаций по стальному сечению из экспериментальных данных и результатов КЭ накладываются друг на друга, а это означает, что вклады композиционного воздействия настила из стеклопластика эквивалентны. Полная пропускная способность, очевидно, достигается при клеевом соединении между палубами и фермами. Но для осевой деформации верхней полки настилов FRP обнаруживаются отклонения между двумя кривыми. Это можно объяснить тем, что из рисунка 3 полужесткая жесткость соединения внутренних стенок с полками должна отличаться от жесткости соединения наружных стенок с полками. Но в модели FE все полужесткие жесткости поворотных пружинных элементов одинаковы, поскольку экспериментальные данные слишком ограничены, чтобы предложить отдельные значения жесткости пружин. Таким образом, пропускная способность для каждого соединения между стенками и полками настилов FRP не одинакова в экспериментах, но она одинакова для моделей FE. Таким образом, между экспериментальными и FE результаты для осевой деформации в середине пролета возникают отклонения. Основываясь на приведенном выше обсуждении, можно подтвердить, что модели конечных элементов хорошо построены и достаточно точны для параметрического исследования.
Таким образом, пропускная способность для каждого соединения между стенками и полками настилов FRP не одинакова в экспериментах, но она одинакова для моделей FE. Таким образом, между экспериментальными и FE результаты для осевой деформации в середине пролета возникают отклонения. Основываясь на приведенном выше обсуждении, можно подтвердить, что модели конечных элементов хорошо построены и достаточно точны для параметрического исследования. Толщина клеевого слоя предлагалась равной 8 мм и 16 мм. Соответственно, модуль сдвига клеев был рассчитан по (1), как указано в таблице 3. -образный пучок. Высота балки 500 мм. Таким образом, нейтральная ось составной балки без вклада составного действия от настилов FRP составляет 250 мм. Экспериментальные результаты также используются в качестве эталонных значений. На рис. 14 показано изменение осевой деформации в средней части пролета при различных значениях модуля сдвига в плоскости. Можно обнаружить, что распределение деформации и положение нейтральной оси из кривых = 5 МПа/мм и = 176 МПа/мм практически идентичны друг другу, что означает, что даже чрезвычайно низкий модуль сдвига клеевого слоя может обеспечить полное грузоподъемность для этого типа палуб FRP. Это указывает на то, что нет необходимости в том, чтобы клей был таким жестким. Некоторые другие гибкие клеи могут быть хорошей альтернативой, потому что из-за разных коэффициентов теплового расширения настилов из стеклопластика и стальных балок термоциклирование в течение сезона приведет к трещинам из-за хрупких клеевых соединений.
Толщина клеевого слоя предлагалась равной 8 мм и 16 мм. Соответственно, модуль сдвига клеев был рассчитан по (1), как указано в таблице 3. -образный пучок. Высота балки 500 мм. Таким образом, нейтральная ось составной балки без вклада составного действия от настилов FRP составляет 250 мм. Экспериментальные результаты также используются в качестве эталонных значений. На рис. 14 показано изменение осевой деформации в средней части пролета при различных значениях модуля сдвига в плоскости. Можно обнаружить, что распределение деформации и положение нейтральной оси из кривых = 5 МПа/мм и = 176 МПа/мм практически идентичны друг другу, что означает, что даже чрезвычайно низкий модуль сдвига клеевого слоя может обеспечить полное грузоподъемность для этого типа палуб FRP. Это указывает на то, что нет необходимости в том, чтобы клей был таким жестким. Некоторые другие гибкие клеи могут быть хорошей альтернативой, потому что из-за разных коэффициентов теплового расширения настилов из стеклопластика и стальных балок термоциклирование в течение сезона приведет к трещинам из-за хрупких клеевых соединений. Эластичные клеи с большой деформацией разрушения обеспечивают хорошую стойкость к термическим трещинам. Из Рисунка 14 и Таблицы 3 дальнейшее параметрическое исследование показывает, что распределение деформации и положение нейтральной оси не просто зависят от модуля сдвига или толщины клеевого слоя, а зависят от жесткости клеевого слоя при сдвиге в плоскости. Слой клея с разным модулем и толщиной может обеспечивать почти одинаковую способность передачи нагрузки. Например, кривые от = 1,0 МПа/мм значительно ближе друг к другу, как и кривые от = 0,4 МПа/мм. Также фактом является то, что если значения ниже определенного значения, то это приведет к уменьшению степени сложного действия и, соответственно, нейтральная ось сместится вниз. Нижняя часть палуб FRP находится под напряжением для случаев = 0,4 МПа/мм и = 0,2 МПа/мм. Тем не менее, даже небольшое значение 0,2 МПа/мм может по-прежнему обеспечивать значительную способность передачи нагрузки, при этом нейтральная ось на 16,4 мм выше, чем у одинарной стальной балки без комбинированного действия.
Эластичные клеи с большой деформацией разрушения обеспечивают хорошую стойкость к термическим трещинам. Из Рисунка 14 и Таблицы 3 дальнейшее параметрическое исследование показывает, что распределение деформации и положение нейтральной оси не просто зависят от модуля сдвига или толщины клеевого слоя, а зависят от жесткости клеевого слоя при сдвиге в плоскости. Слой клея с разным модулем и толщиной может обеспечивать почти одинаковую способность передачи нагрузки. Например, кривые от = 1,0 МПа/мм значительно ближе друг к другу, как и кривые от = 0,4 МПа/мм. Также фактом является то, что если значения ниже определенного значения, то это приведет к уменьшению степени сложного действия и, соответственно, нейтральная ось сместится вниз. Нижняя часть палуб FRP находится под напряжением для случаев = 0,4 МПа/мм и = 0,2 МПа/мм. Тем не менее, даже небольшое значение 0,2 МПа/мм может по-прежнему обеспечивать значительную способность передачи нагрузки, при этом нейтральная ось на 16,4 мм выше, чем у одинарной стальной балки без комбинированного действия. Для большинства коммерчески доступных клеев на рынке и реальной толщины клея для применения в композитных мостах их жесткость на сдвиг в плоскости s достаточна для достижения полной способности переноса нагрузки клеевым слоем.
Для большинства коммерчески доступных клеев на рынке и реальной толщины клея для применения в композитных мостах их жесткость на сдвиг в плоскости s достаточна для достижения полной способности переноса нагрузки клеевым слоем. Можно сделать вывод, что способность клеевого соединения передавать нагрузку не просто зависит от модуля сдвига или толщины клеевого слоя, но доминирует жесткость на сдвиг в плоскости. Клеевого соединения с давлением 5 МПа/мм было достаточно, чтобы обеспечить полную пропускную способность. Таким образом, жесткость на сдвиг в плоскости следует рассматривать как основной фактор при проектировании клеевых соединений. И небольшое значение 0,2 МПа/мм все еще может обеспечить значительную пропускную способность, что указывает на определенный диапазон безопасности в практической технике. Исследование этой статьи может привести к лучшему пониманию композиционного взаимодействия между настилами из FRP и стальными балками, а также к разумному выбору механических свойств и толщины клеевых соединений.
Можно сделать вывод, что способность клеевого соединения передавать нагрузку не просто зависит от модуля сдвига или толщины клеевого слоя, но доминирует жесткость на сдвиг в плоскости. Клеевого соединения с давлением 5 МПа/мм было достаточно, чтобы обеспечить полную пропускную способность. Таким образом, жесткость на сдвиг в плоскости следует рассматривать как основной фактор при проектировании клеевых соединений. И небольшое значение 0,2 МПа/мм все еще может обеспечить значительную пропускную способность, что указывает на определенный диапазон безопасности в практической технике. Исследование этой статьи может привести к лучшему пониманию композиционного взаимодействия между настилами из FRP и стальными балками, а также к разумному выбору механических свойств и толщины клеевых соединений.
 Книпперс, Э. Пелке, М. Габлер и Д. Бергер, «Мосты с настилами из армированного стекловолокном полимера: автомобильный мост во Фридберге, Германия», Structural Engineering International: Journal of the Международная ассоциация проектирования мостов и конструкций (IABSE) , vol. 20, нет. 4, стр. 400–404, 2010.
Книпперс, Э. Пелке, М. Габлер и Д. Бергер, «Мосты с настилами из армированного стекловолокном полимера: автомобильный мост во Фридберге, Германия», Structural Engineering International: Journal of the Международная ассоциация проектирования мостов и конструкций (IABSE) , vol. 20, нет. 4, стр. 400–404, 2010. . [Ph.D. диссертация] , Ecole Polytechnique Federale de Lausanne, Лозанна, Швейцария, 2004.
. [Ph.D. диссертация] , Ecole Polytechnique Federale de Lausanne, Лозанна, Швейцария, 2004. 45, нет. 1, стр. 930–938, 2013 г.
45, нет. 1, стр. 930–938, 2013 г. Рекомендуется использовать в автомобильной промышленности или в электронике, где требуется соединение кабелей различных сечений или герметизация деталей неправильной формы. Помимо защиты от пыли важна и защита от воды.
Рекомендуется использовать в автомобильной промышленности или в электронике, где требуется соединение кабелей различных сечений или герметизация деталей неправильной формы. Помимо защиты от пыли важна и защита от воды. полностью выздоровел
полностью выздоровел





 Производство осуществляется промышленным методом полимеризации этилена.
Производство осуществляется промышленным методом полимеризации этилена.
 Однако такая стыковка имеет плохую герметичность.
Однако такая стыковка имеет плохую герметичность. Производится стыковка при помощи болтов, фиксирующих конец фланца на втулке ПНД-трубы с концом фланца, который приварен к металлической конструкции.
Производится стыковка при помощи болтов, фиксирующих конец фланца на втулке ПНД-трубы с концом фланца, который приварен к металлической конструкции.

 Понимание того, какой тип трубопровода лучше всего использовать, а также когда добавлять клапаны и соединители, позволит вам повысить надежность и эффективность вашей системы в долгосрочной перспективе. Ниже мы представили обзор распространенных типов шлангов для пруда, соединителей, клапанов и фитингов, а также объяснили, почему каждый элемент полезен и как их оптимально использовать при проектировании пруда.
Понимание того, какой тип трубопровода лучше всего использовать, а также когда добавлять клапаны и соединители, позволит вам повысить надежность и эффективность вашей системы в долгосрочной перспективе. Ниже мы представили обзор распространенных типов шлангов для пруда, соединителей, клапанов и фитингов, а также объяснили, почему каждый элемент полезен и как их оптимально использовать при проектировании пруда. грунтовки Гибкость для простоты в обращении…
грунтовки Гибкость для простоты в обращении… Кроме того, гибкий шланг для пруда может быть установлен гораздо большей длины, при этом максимальное расстояние составляет около 100 футов (30 м), что значительно упрощает создание более длинных сантехнических конструкций. Обычные размеры внутреннего диаметра гибкого шланга варьируются от 0,125 дюйма до 2 дюймов, хотя 1-1,5 дюйма наиболее распространены в садовых прудах.
Кроме того, гибкий шланг для пруда может быть установлен гораздо большей длины, при этом максимальное расстояние составляет около 100 футов (30 м), что значительно упрощает создание более длинных сантехнических конструкций. Обычные размеры внутреннего диаметра гибкого шланга варьируются от 0,125 дюйма до 2 дюймов, хотя 1-1,5 дюйма наиболее распространены в садовых прудах. Если вы выбираете гибкий шланг, мы рекомендуем черный ребристый шланг, так как он предотвращает образование водорослей в трубопроводе и не так легко перекручивается на узких изгибах.
Если вы выбираете гибкий шланг, мы рекомендуем черный ребристый шланг, так как он предотвращает образование водорослей в трубопроводе и не так легко перекручивается на узких изгибах.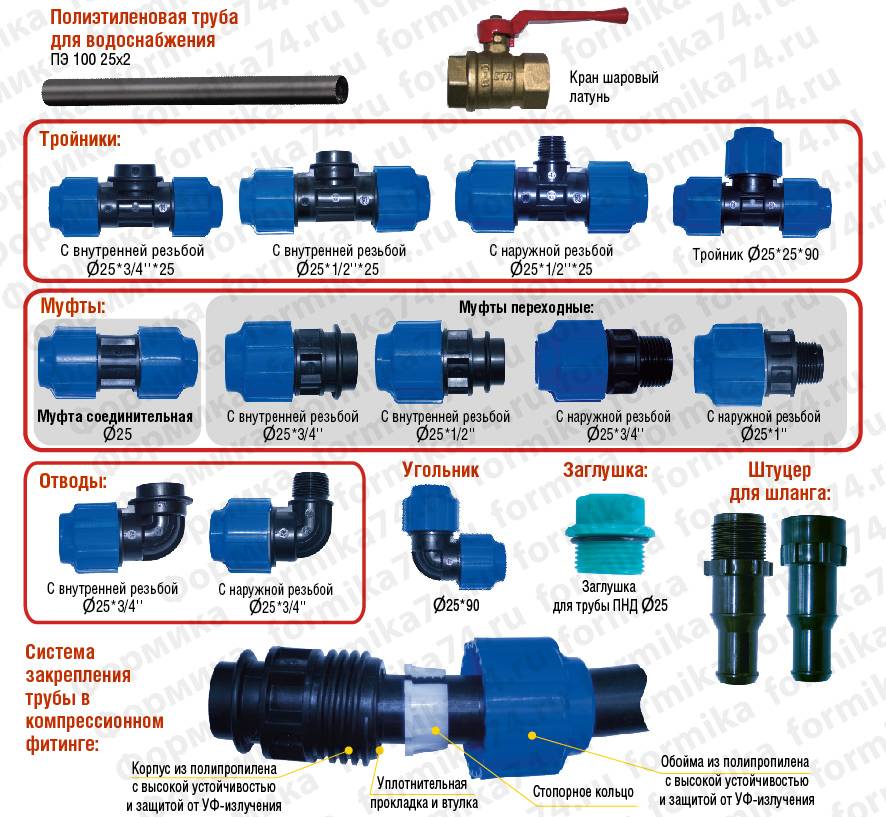 Как следует из названия, жесткие трубопроводы не такие гибкие, как обычные шланги, поэтому их необходимо тщательно укладывать с помощью различных соединений, колен, клапанов и соединителей. Этот тип трубопровода более долговечен по сравнению с мягким шлангом из ПВХ и отлично подходит для прудов с карпами, аквариумов для выращивания и установок с гравитационной подачей. Если у вас есть опыт работы с обычной бытовой сантехникой, вы уже впереди игры и можете быстро воспользоваться преимуществом жесткого устройства пруда. Существует множество типов трубопроводов и размеров отверстий, причем трубы, сваренные растворителем, являются особенно прочными и эффективными, а внутренний диаметр варьируется от 0,5 дюйма до более 3 дюймов. При выборе трубопровода следует избегать пластиковых трубопроводов с вставными соединителями, которые, по возможности, уплотнены резиновыми уплотнительными кольцами, поскольку они плохо работают при более высоких давлениях.
Как следует из названия, жесткие трубопроводы не такие гибкие, как обычные шланги, поэтому их необходимо тщательно укладывать с помощью различных соединений, колен, клапанов и соединителей. Этот тип трубопровода более долговечен по сравнению с мягким шлангом из ПВХ и отлично подходит для прудов с карпами, аквариумов для выращивания и установок с гравитационной подачей. Если у вас есть опыт работы с обычной бытовой сантехникой, вы уже впереди игры и можете быстро воспользоваться преимуществом жесткого устройства пруда. Существует множество типов трубопроводов и размеров отверстий, причем трубы, сваренные растворителем, являются особенно прочными и эффективными, а внутренний диаметр варьируется от 0,5 дюйма до более 3 дюймов. При выборе трубопровода следует избегать пластиковых трубопроводов с вставными соединителями, которые, по возможности, уплотнены резиновыми уплотнительными кольцами, поскольку они плохо работают при более высоких давлениях. Например, установка шаровых кранов помогает изолировать определенное оборудование для облегчения ремонта и модернизации. Аналогичным образом, установка задвижки перед основным блоком фильтра может помочь с продувкой труб или подключением к отстойнику для быстрого слива воды. Поскольку в больших прудах для разведения рыбы имеется гораздо больше компонентов, возможность быстро изолировать части системы и регулировать поток воды очень удобна, когда вы сталкиваетесь с проблемами.
Например, установка шаровых кранов помогает изолировать определенное оборудование для облегчения ремонта и модернизации. Аналогичным образом, установка задвижки перед основным блоком фильтра может помочь с продувкой труб или подключением к отстойнику для быстрого слива воды. Поскольку в больших прудах для разведения рыбы имеется гораздо больше компонентов, возможность быстро изолировать части системы и регулировать поток воды очень удобна, когда вы сталкиваетесь с проблемами.

 Например, обычным устройством может быть обратный клапан на входе заливного бака внешнего насоса, так что, когда насос выключается (и давление воды падает), клапан закрывается, но вода остается в главном баке заливки. камера. Это предотвращает слив воды из насоса, поэтому заливка упрощается, а насос не становится «связанным воздухом» и не повреждается при повторном запуске.
Например, обычным устройством может быть обратный клапан на входе заливного бака внешнего насоса, так что, когда насос выключается (и давление воды падает), клапан закрывается, но вода остается в главном баке заливки. камера. Это предотвращает слив воды из насоса, поэтому заливка упрощается, а насос не становится «связанным воздухом» и не повреждается при повторном запуске.
 Они также отлично подходят для остановки потока, когда оборудование необходимо очистить, или для заливки внешних насосов ниже уровня воды, сохраняя определенное количество воды в трубопроводе, когда насос выключен.
Они также отлично подходят для остановки потока, когда оборудование необходимо очистить, или для заливки внешних насосов ниже уровня воды, сохраняя определенное количество воды в трубопроводе, когда насос выключен. Клапан работает через поплавок, который находится над водой и открывает или закрывает вход клапана в зависимости от текущего уровня жидкости. Подобный тип клапана можно найти в большинстве туалетов по всему миру, он работает для слива воды, когда унитаз смывается, а затем медленно заполняется, пока поплавок не достигнет идеального уровня, закрывающего дверцу клапана. Название «шаровой кран» происходит от того, что во многих оригинальных моделях в качестве поплавков использовались шарики, однако в последнее время появилось множество различных форм и размеров.
Клапан работает через поплавок, который находится над водой и открывает или закрывает вход клапана в зависимости от текущего уровня жидкости. Подобный тип клапана можно найти в большинстве туалетов по всему миру, он работает для слива воды, когда унитаз смывается, а затем медленно заполняется, пока поплавок не достигнет идеального уровня, закрывающего дверцу клапана. Название «шаровой кран» происходит от того, что во многих оригинальных моделях в качестве поплавков использовались шарики, однако в последнее время появилось множество различных форм и размеров. Другое распространенное использование — внутри системы скиммеров, чтобы вы могли поддерживать более оптимальный уровень воды для лучшего скиммера с поверхности и предотвращения работы внутреннего насоса всухую из-за потери воды.
Другое распространенное использование — внутри системы скиммеров, чтобы вы могли поддерживать более оптимальный уровень воды для лучшего скиммера с поверхности и предотвращения работы внутреннего насоса всухую из-за потери воды. Особенно хорошо подходит для слива отходов из фильтров или для слива воды из отстойника, но также может использоваться для изоляции оборудования, где шаровой кран не подходит. Преимуществом этих клапанов является их простой механизм и дешевая закупочная цена по сравнению с шаровыми кранами. Однако они должны быть приклеены к трубопроводу и не могут быть просто удалены после установки, как шаровой кран с муфтой. Мы бы порекомендовали шаровой кран для большинства ситуаций, когда вам необходимо регулярно работать с оборудованием, хотя задвижка по-прежнему полезна для систем дренажа отходов, которые требуют меньшего «ручного» обслуживания.
Особенно хорошо подходит для слива отходов из фильтров или для слива воды из отстойника, но также может использоваться для изоляции оборудования, где шаровой кран не подходит. Преимуществом этих клапанов является их простой механизм и дешевая закупочная цена по сравнению с шаровыми кранами. Однако они должны быть приклеены к трубопроводу и не могут быть просто удалены после установки, как шаровой кран с муфтой. Мы бы порекомендовали шаровой кран для большинства ситуаций, когда вам необходимо регулярно работать с оборудованием, хотя задвижка по-прежнему полезна для систем дренажа отходов, которые требуют меньшего «ручного» обслуживания. длиной 1-1/2 дюйма
длиной 1-1/2 дюйма Для гибкого шланга вы можете приобрести многорезьбовые адаптеры (например, как показано на рисунке), которые могут быть полезны, если в вашем контуре есть шланги с различными внутренними диаметрами.
Для гибкого шланга вы можете приобрести многорезьбовые адаптеры (например, как показано на рисунке), которые могут быть полезны, если в вашем контуре есть шланги с различными внутренними диаметрами. Эти детали предназначены для перекрытия соединения, но не предназначены для высокого давления воды, которое часто встречается в трубопроводах пруда. Подобрать пару основных хомутов для шланга, чтобы закрепить шланг на месте, — лучший способ убедиться, что вы не получите серьезных утечек с помощью этих адаптеров.
Эти детали предназначены для перекрытия соединения, но не предназначены для высокого давления воды, которое часто встречается в трубопроводах пруда. Подобрать пару основных хомутов для шланга, чтобы закрепить шланг на месте, — лучший способ убедиться, что вы не получите серьезных утечек с помощью этих адаптеров. Они не предназначены для полной остановки потока воды (следовательно, «регулятор» не «выключает»), а вместо этого работают с простым диском, чтобы замедлить или ускорить поток воды из вашего прудового насоса. Это осуществляется с помощью базовой рукоятки сверху, которая перемещает внутренний диск или заслонку для регулировки потока жидкости.
Они не предназначены для полной остановки потока воды (следовательно, «регулятор» не «выключает»), а вместо этого работают с простым диском, чтобы замедлить или ускорить поток воды из вашего прудового насоса. Это осуществляется с помощью базовой рукоятки сверху, которая перемещает внутренний диск или заслонку для регулировки потока жидкости. Я поместил почти всю сантехнику под воду, поэтому, если что-то сломается, утечка произойдет под водой, в пруду, и, таким образом, нет никаких шансов, что утечка приведет к тому, что вода попадет туда, куда ее не должно быть… облицовка пруда также изготовлена из резины толщиной 1/4 дюйма и имеет мало шансов сломаться.
Я поместил почти всю сантехнику под воду, поэтому, если что-то сломается, утечка произойдет под водой, в пруду, и, таким образом, нет никаких шансов, что утечка приведет к тому, что вода попадет туда, куда ее не должно быть… облицовка пруда также изготовлена из резины толщиной 1/4 дюйма и имеет мало шансов сломаться.
 д/притирки клапанов 3000об/мин, L=154мм (4 насадки 16-35мм) JTC/1/12 (JTC-5716A)
д/притирки клапанов 3000об/мин, L=154мм (4 насадки 16-35мм) JTC/1/12 (JTC-5716A) , 90PSI, L=154мм (4 насадки 15-35мм) JTC
, 90PSI, L=154мм (4 насадки 15-35мм) JTC 76грн.
76грн. .
. .
. .
. .
. Всё рассказали и помогли выбрать. Поддержка после продажи, на высшем уровне.
Всё рассказали и помогли выбрать. Поддержка после продажи, на высшем уровне.
 Сам товар в хорошому стані, в цілому я задоволений. 4 з 5 тому що бувать проблеми з терміналом.
Сам товар в хорошому стані, в цілому я задоволений. 4 з 5 тому що бувать проблеми з терміналом.
 Начните здесь!
Начните здесь!
 Мы здесь, чтобы помочь поделиться нашим опытом в области соблюдения правил блокировки и маркировки, а также помочь свести к минимуму травмы на рабочем месте.
Мы здесь, чтобы помочь поделиться нашим опытом в области соблюдения правил блокировки и маркировки, а также помочь свести к минимуму травмы на рабочем месте. Первый класс!
Первый класс! com. Получите лучшую цену, купоны и кэшбэк.
com. Получите лучшую цену, купоны и кэшбэк. 
 тисков со штурвалом, с двумя направляющими, D28мм, 550/335мм М00018401
тисков со штурвалом, с двумя направляющими, D28мм, 550/335мм М00018401 Ручными инструментами деревянные детали обрабатывают на верстаках. Верстак состоит из подверстачья (шкафа или подставок) и крышки — верстачной доски. Верстачную доску делают из твердой древесины (березы, дуба, ясеня, бука) толщиной 6—7 см, шириной 40—50 см, длиной 1,5—3 м. В лотке — продольной впадине — размещают мелкие инструменты. Передние тиски (суппорт) имеют зажимной винт и подкладочную доску 8 и служат для зажима обрабатываемого материала. Задние тиски (коробка) движутся при помощи винта. По переднему краю верстачной доски и в переднем
Ручными инструментами деревянные детали обрабатывают на верстаках. Верстак состоит из подверстачья (шкафа или подставок) и крышки — верстачной доски. Верстачную доску делают из твердой древесины (березы, дуба, ясеня, бука) толщиной 6—7 см, шириной 40—50 см, длиной 1,5—3 м. В лотке — продольной впадине — размещают мелкие инструменты. Передние тиски (суппорт) имеют зажимной винт и подкладочную доску 8 и служат для зажима обрабатываемого материала. Задние тиски (коробка) движутся при помощи винта. По переднему краю верстачной доски и в переднем В гнезде клинок удерживается пружинами.
В гнезде клинок удерживается пружинами. Инструментальный шкаф располагают в непосредственной близости к верстаку. В нем для каждого инструмента отведено свое место. Хранение инструмента навалом не допускается. В нижних специальных ящиках находятся наряды, чертежи и другая техническая документация.
Инструментальный шкаф располагают в непосредственной близости к верстаку. В нем для каждого инструмента отведено свое место. Хранение инструмента навалом не допускается. В нижних специальных ящиках находятся наряды, чертежи и другая техническая документация.
 На дверках шкафа помещают мелкий, часто применяемый инструмент.
На дверках шкафа помещают мелкий, часто применяемый инструмент. Особенно хороша для этой цели мазь из топленого несоленого сала и порошка графита
Особенно хороша для этой цели мазь из топленого несоленого сала и порошка графита Рашпили имеют крупную насечку в виде треугольных ямок с острыми буграми, личные напильники — в виде сплошных пересекающихся канавок и бархатные — мелкую однорядную и двухрядную насечку. Напильники очищают проволочной щеткой, но не выжиганием, так как от этого насечка быстрее срабатывается. Простейший способ очистки напильников — погружение их на несколько минут в кипящую воду. Напильники должны быть прочно закреплены в ручках.
Рашпили имеют крупную насечку в виде треугольных ямок с острыми буграми, личные напильники — в виде сплошных пересекающихся канавок и бархатные — мелкую однорядную и двухрядную насечку. Напильники очищают проволочной щеткой, но не выжиганием, так как от этого насечка быстрее срабатывается. Простейший способ очистки напильников — погружение их на несколько минут в кипящую воду. Напильники должны быть прочно закреплены в ручках. Молоток весом 400 г имеет длину 110 мм, а поперечное сечение бойка 20X20 мм.
Молоток весом 400 г имеет длину 110 мм, а поперечное сечение бойка 20X20 мм.
 Это могут быть плечевые тиски, передние (лицевые) тиски, хвостовые тиски или любая комбинация вышеперечисленного, в зависимости от ваших идей!
Это могут быть плечевые тиски, передние (лицевые) тиски, хвостовые тиски или любая комбинация вышеперечисленного, в зависимости от ваших идей!

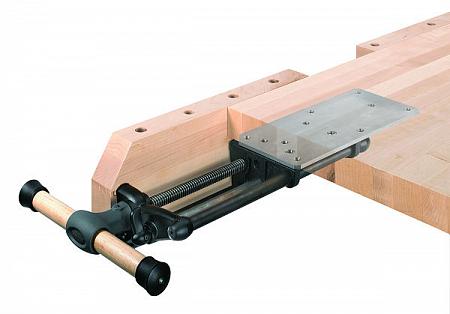 Установка хвостовых тисков значительно сложнее. Вы должны иметь некоторый опыт работы с деревом, прежде чем пытаться установить хвостовые тиски.
Установка хвостовых тисков значительно сложнее. Вы должны иметь некоторый опыт работы с деревом, прежде чем пытаться установить хвостовые тиски.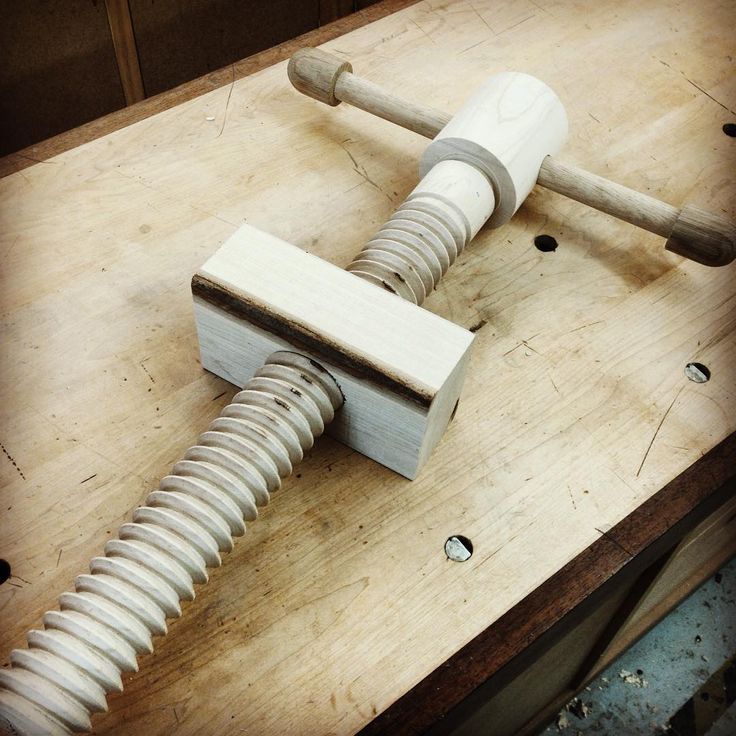
 3,4 кг (7,5 фунта)
3,4 кг (7,5 фунта)  4,0 кг (8,8 фунта)
4,0 кг (8,8 фунта) 
 Только один направляющий стержень оснащен стопорным кольцом. Одно стопорное кольцо эффективно предотвратит падение тисков на землю.
Только один направляющий стержень оснащен стопорным кольцом. Одно стопорное кольцо эффективно предотвратит падение тисков на землю.

 Убедитесь, что вы выбрали правильную ручку!
Убедитесь, что вы выбрали правильную ручку!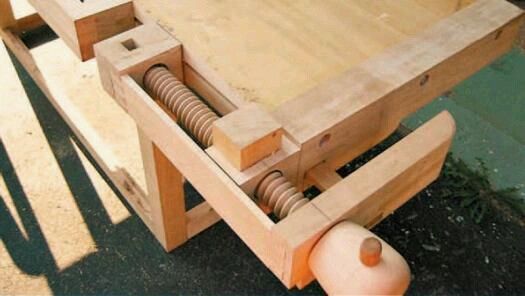 12-1/4 дюйма)
12-1/4 дюйма) 
 США
США
 Равняется диаметру окружности цилиндра, по которому выполнялась нарезка.
Равняется диаметру окружности цилиндра, по которому выполнялась нарезка.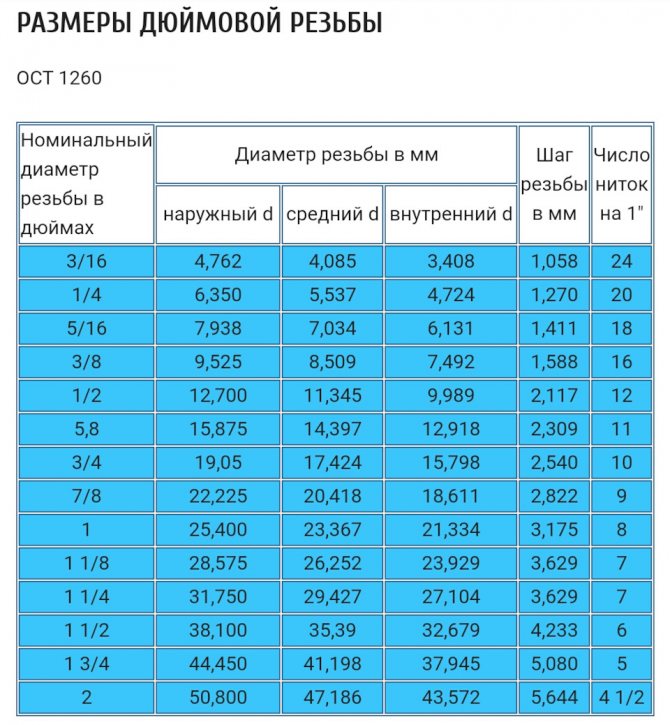

 Для проведения таких измерений калибры используются с учетом различия метрической и дюймовой резьбы.
Для проведения таких измерений калибры используются с учетом различия метрической и дюймовой резьбы.
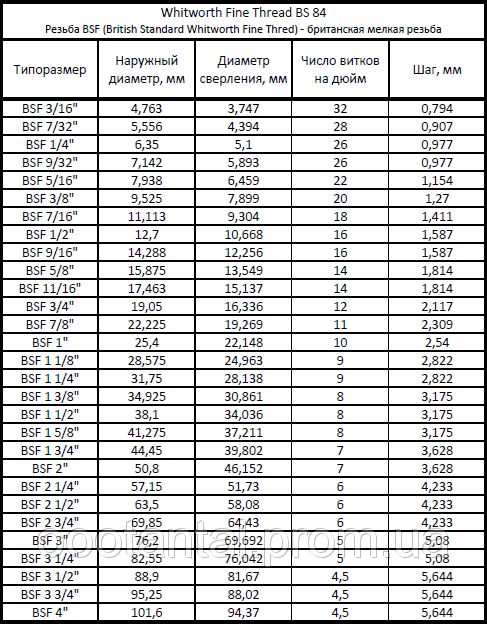
 Затем через универсальный крепеж можно вставить винт с размерами 8-32(M4) и плотно закрутить его в свободное резьбовое отверстие.
Затем через универсальный крепеж можно вставить винт с размерами 8-32(M4) и плотно закрутить его в свободное резьбовое отверстие.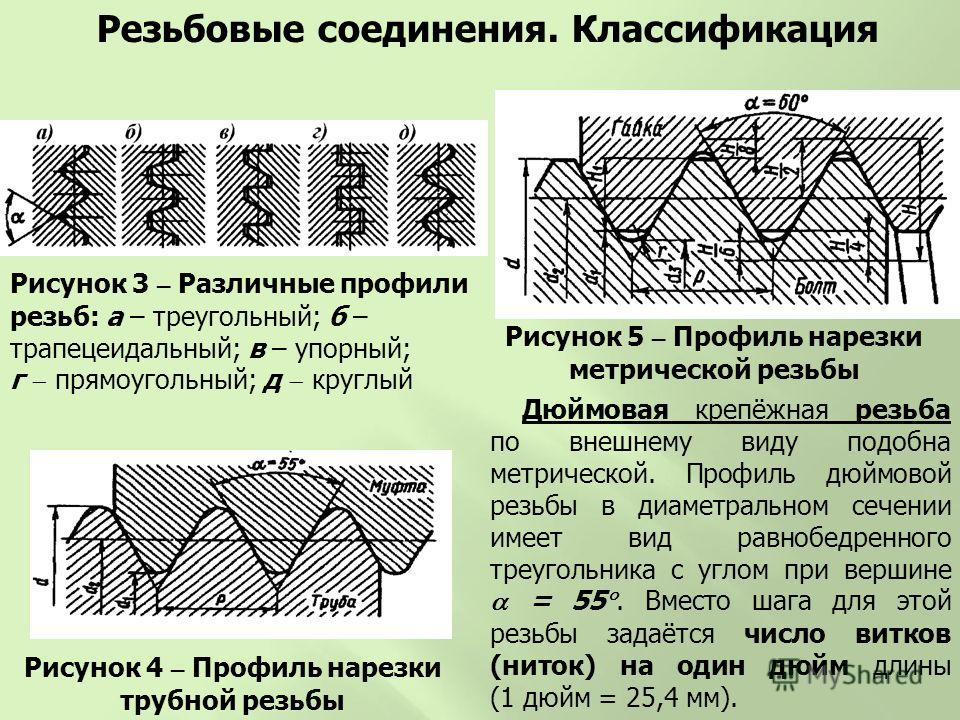 Однако отверстия и пазы основания BA2 (в дюймах) расположены так, чтобы точно совпадать с матрицей с резьбовым отверстием на макете с дюймовыми размерами, а отверстия и пазы базы BA2/M (метрика) точно совпадают с матрицей резьбовых отверстий на макете с метрическими размерами.
Однако отверстия и пазы основания BA2 (в дюймах) расположены так, чтобы точно совпадать с матрицей с резьбовым отверстием на макете с дюймовыми размерами, а отверстия и пазы базы BA2/M (метрика) точно совпадают с матрицей резьбовых отверстий на макете с метрическими размерами. Например, 1-й винт TR1 называется TR1, винт 1.5″ называется TR1.5, в то время как 2-позиционный TR назван TR2. Число после префикса TR указывает длину элемента (в английских единицах измерения).
Например, 1-й винт TR1 называется TR1, винт 1.5″ называется TR1.5, в то время как 2-позиционный TR назван TR2. Число после префикса TR указывает длину элемента (в английских единицах измерения).

 Список общих префиксов SM и связанных с ними оптических диаметров показан в таблице 1.
Список общих префиксов SM и связанных с ними оптических диаметров показан в таблице 1.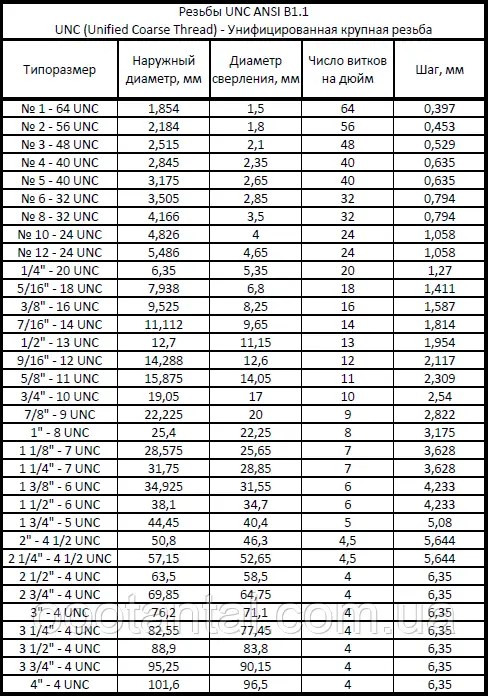 Вся эта информация есть и на веб-сайте компании Thorlabs.
Вся эта информация есть и на веб-сайте компании Thorlabs. Поэтому, если Вам нужно использовать преобразование измерений, следует проверить эквивалентность самостоятельно, обратившись к базовым конструктивным единицам 1 » эквивалентно 25,4 мм.
Поэтому, если Вам нужно использовать преобразование измерений, следует проверить эквивалентность самостоятельно, обратившись к базовым конструктивным единицам 1 » эквивалентно 25,4 мм. Шаг 1,5 четко определен в стандарте DIN 13-1. Для мелкой резьбы М 10 возможны следующие шаги согласно DIN 13-2:
Шаг 1,5 четко определен в стандарте DIN 13-1. Для мелкой резьбы М 10 возможны следующие шаги согласно DIN 13-2: Это может привести к большой путанице.
Это может привести к большой путанице.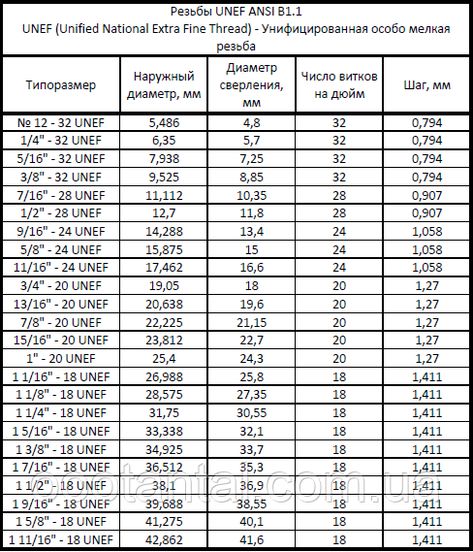
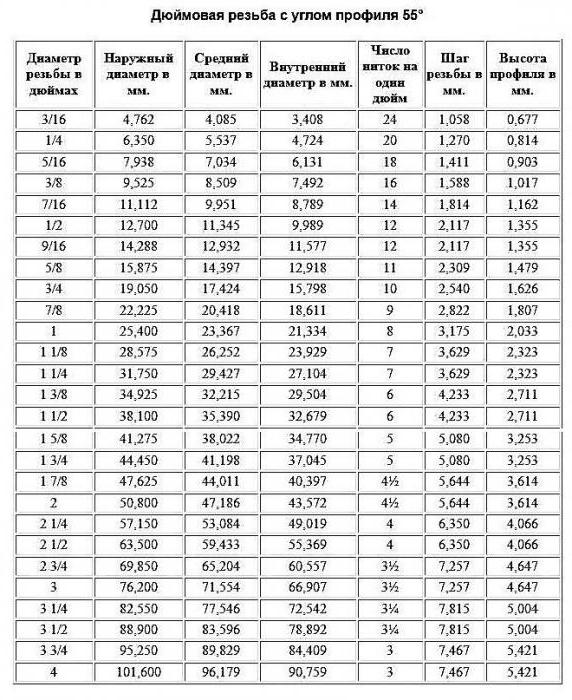 Существует также различие между крупной резьбой c и мелкой резьбой в типах дюймовой резьбы. Американским аналогом метрической стандартной резьбы является UNC (унифицированная национальная крупная резьба) , а мелкой резьбой является UNF (унифицированная национальная тонкая резьба) и UNS (унифицированная национальная специальная резьба) . С другой стороны, британским эквивалентом стандартной резьбы является BSW (British Standard Whitworth Corase) 9.0006 . Английский вариант обозначается аббревиатурой BSF (British Standard Fine) . Мы собрали для вас более подробную информацию о различных типах резьбы здесь .
Существует также различие между крупной резьбой c и мелкой резьбой в типах дюймовой резьбы. Американским аналогом метрической стандартной резьбы является UNC (унифицированная национальная крупная резьба) , а мелкой резьбой является UNF (унифицированная национальная тонкая резьба) и UNS (унифицированная национальная специальная резьба) . С другой стороны, британским эквивалентом стандартной резьбы является BSW (British Standard Whitworth Corase) 9.0006 . Английский вариант обозначается аббревиатурой BSF (British Standard Fine) . Мы собрали для вас более подробную информацию о различных типах резьбы здесь .




 Даже если обустроить строение под насосную станцию и утеплить ее, производительность снизится или насос совсем перестанет работать. Конечно, можно поставить рядом обогреватель, но это приведет только к перерасходу электроэнергии.
Даже если обустроить строение под насосную станцию и утеплить ее, производительность снизится или насос совсем перестанет работать. Конечно, можно поставить рядом обогреватель, но это приведет только к перерасходу электроэнергии.

 Мы всегда отвечаем, что лучше, если подключение насосной станции выполнит специалист. А как же быть, если место установки насосной станции находится далеко от «цивилизации». Стоимость выезда специалиста и монтаж насосной станции может превысить стоимость самого оборудования.На такой случай дадим несколько рекомендаций. Хотим подчеркнуть, что не претендуем на полную инструкцию по монтажу насосной станции. Повторимся, установку станций должен выполнять специалист.
Мы всегда отвечаем, что лучше, если подключение насосной станции выполнит специалист. А как же быть, если место установки насосной станции находится далеко от «цивилизации». Стоимость выезда специалиста и монтаж насосной станции может превысить стоимость самого оборудования.На такой случай дадим несколько рекомендаций. Хотим подчеркнуть, что не претендуем на полную инструкцию по монтажу насосной станции. Повторимся, установку станций должен выполнять специалист. Стоимость такой станции всего лишь на 50 грн. дороже покупки комплектующих по отдельности. На месте монтажа останется только подсоединиться к трубе с помощью быстромонтируемых фитингов Unidelta.
Стоимость такой станции всего лишь на 50 грн. дороже покупки комплектующих по отдельности. На месте монтажа останется только подсоединиться к трубе с помощью быстромонтируемых фитингов Unidelta. ..35 °C
..35 °C



 Это дополнительное местоположение монитора может быть областью хранения, 2D-областью потока (при использовании 2D-области потока пользователь должен добавить опорную точку в геометрические данные в пределах этой 2D-области потока) или речной станцией в пределах участка реки.
Это дополнительное местоположение монитора может быть областью хранения, 2D-областью потока (при использовании 2D-области потока пользователь должен добавить опорную точку в геометрические данные в пределах этой 2D-области потока) или речной станцией в пределах участка реки. Тем не менее, профили поверхности воды будут влиять на расчет расхода через насосы. Следовательно, чтобы точно рассчитать это, профили потока насоса и поверхности воды должны рассчитываться итеративно, пока не будет найден баланс между потоками реки и потоками насосов. Эта функция оптимизации не выполняется автоматически программой устойчивого потока; однако пользователь может настроить HEC-RAS на включение функции оптимизации, выбрав Оптимизация установившегося потока . При выборе этой опции открывается окно, позволяющее пользователю включить функцию оптимизации потока насоса.
Тем не менее, профили поверхности воды будут влиять на расчет расхода через насосы. Следовательно, чтобы точно рассчитать это, профили потока насоса и поверхности воды должны рассчитываться итеративно, пока не будет найден баланс между потоками реки и потоками насосов. Эта функция оптимизации не выполняется автоматически программой устойчивого потока; однако пользователь может настроить HEC-RAS на включение функции оптимизации, выбрав Оптимизация установившегося потока . При выборе этой опции открывается окно, позволяющее пользователю включить функцию оптимизации потока насоса. д. У пользователя есть возможность переименовать группы насосов, щелкнув значок Переименовать Группа кнопка.
д. У пользователя есть возможность переименовать группы насосов, щелкнув значок Переименовать Группа кнопка.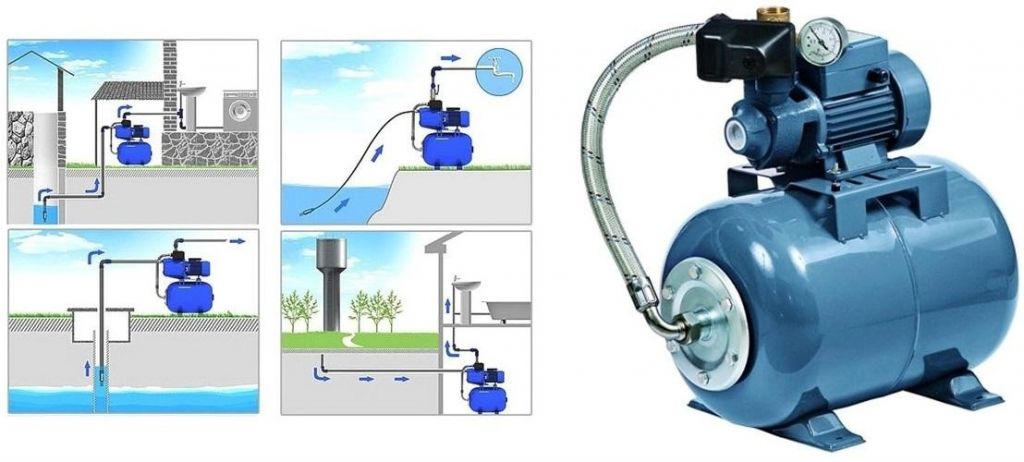
 Эта опция очень полезна для предотвращения нестабильности расчетов нестационарного расхода, когда происходит слишком большое изменение расхода из-за резкого отключения насоса.
Эта опция очень полезна для предотвращения нестабильности расчетов нестационарного расхода, когда происходит слишком большое изменение расхода из-за резкого отключения насоса. Пример того, как рассчитать кривую КПД насоса, показан на рис. 3-67. Как показано на рис. 3-67, пользователь должен рассчитать все потери энергии в системе между двумя статическими пулами. Потери энергии в линии вычитаются из кривой эффективности насоса производителя, чтобы получить кривую для использования в HEC-RAS. Кривую производительности насоса можно построить для визуального контроля, нажав кнопку 9.0007 Кнопка «Построить кривые насоса» внизу окна.
Пример того, как рассчитать кривую КПД насоса, показан на рис. 3-67. Как показано на рис. 3-67, пользователь должен рассчитать все потери энергии в системе между двумя статическими пулами. Потери энергии в линии вычитаются из кривой эффективности насоса производителя, чтобы получить кривую для использования в HEC-RAS. Кривую производительности насоса можно построить для визуального контроля, нажав кнопку 9.0007 Кнопка «Построить кривые насоса» внизу окна. Например, эта ситуация может быть использована для перекачивания воды в накопительный бак. С другой стороны, когда высота выключения насоса ниже, чем высота насоса на высоте (типичный способ его использования), то насос включается, когда поверхность воды становится выше, чем насос на высоте, и насос выключается, когда он уходит. ниже отметины. Это типичное использование насосов для внутренних водоемов.
Например, эта ситуация может быть использована для перекачивания воды в накопительный бак. С другой стороны, когда высота выключения насоса ниже, чем высота насоса на высоте (типичный способ его использования), то насос включается, когда поверхность воды становится выше, чем насос на высоте, и насос выключается, когда он уходит. ниже отметины. Это типичное использование насосов для внутренних водоемов.
 Координаты X, Y не требуются, если насосы не подключены к 2D области потока. Однако если хотя бы один конец насоса подключен к 2D-области потока, то требуются координаты X, Y.
Координаты X, Y не требуются, если насосы не подключены к 2D области потока. Однако если хотя бы один конец насоса подключен к 2D-области потока, то требуются координаты X, Y. Кнопка Добавить Новое Правило открывает редактор типов правил HEC-RAS (Рисунок 3-69), который позволяет пользователю выбрать новое правило из списка Типы правил .
Кнопка Добавить Новое Правило открывает редактор типов правил HEC-RAS (Рисунок 3-69), который позволяет пользователю выбрать новое правило из списка Типы правил . Местом мониторинга стока может быть поперечный разрез в пределах участка реки или водохранилище. Третий тип правила, Применить на основе целевого WS , применяется только в случае превышения целевого минимума и/или максимальной отметки водной поверхности (уровень больше указанного максимума или меньше заданного минимума) в указанном пользователем месте наблюдения за этапом. Четвертый тип правила, Применить на основе дня/часа , применяется только в течение указанного пользователем временного окна. Пользователь вводит день и время начала и день и время окончания. Заданные максимальный и минимальный расход затем применяются к насосной станции только в течение заданного пользователем временного окна. Пятый тип правила, Применить на основе дня/часа и потока , представляет собой комбинацию указанного пользователем временного окна и максимального и/или минимального целевого потока в указанном пользователем местоположении мониторинга потока.
Местом мониторинга стока может быть поперечный разрез в пределах участка реки или водохранилище. Третий тип правила, Применить на основе целевого WS , применяется только в случае превышения целевого минимума и/или максимальной отметки водной поверхности (уровень больше указанного максимума или меньше заданного минимума) в указанном пользователем месте наблюдения за этапом. Четвертый тип правила, Применить на основе дня/часа , применяется только в течение указанного пользователем временного окна. Пользователь вводит день и время начала и день и время окончания. Заданные максимальный и минимальный расход затем применяются к насосной станции только в течение заданного пользователем временного окна. Пятый тип правила, Применить на основе дня/часа и потока , представляет собой комбинацию указанного пользователем временного окна и максимального и/или минимального целевого потока в указанном пользователем местоположении мониторинга потока. Последний тип правила, Применить на основе дня/часа и WS , представляет собой комбинацию заданного пользователем временного окна и максимального и/или минимального целевого этапа в указанном пользователем месте мониторинга этапа.
Последний тип правила, Применить на основе дня/часа и WS , представляет собой комбинацию заданного пользователем временного окна и максимального и/или минимального целевого этапа в указанном пользователем месте мониторинга этапа.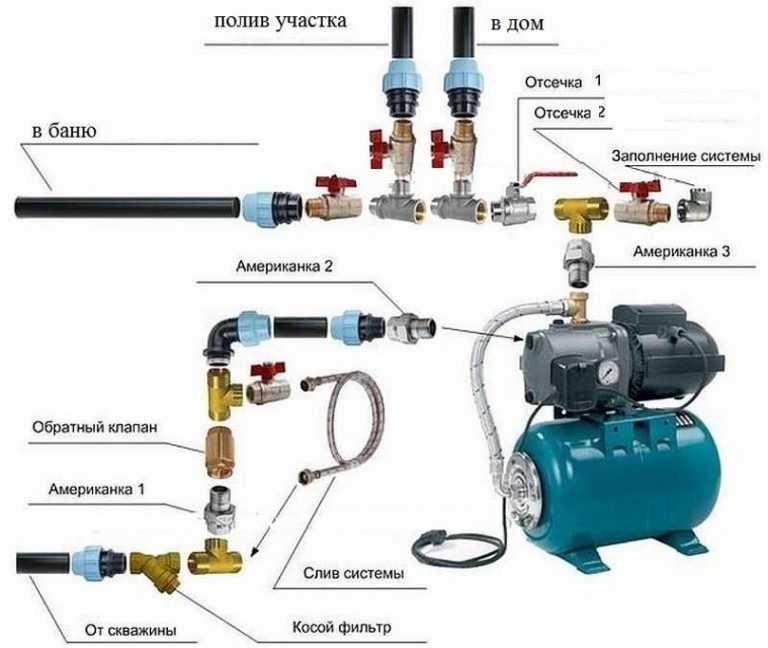

.png) Мы придумали несколько приложений, и первым запустилось устройство насосной станции.
Мы придумали несколько приложений, и первым запустилось устройство насосной станции. Клиенты могут зайти на наш веб-сайт и узнать о нем, и они могут фактически заказать его с веб-сайта. Мы отправляем его им в коробке, как компьютерный принтер. Прибор имеет белый корпус. Он включает в себя иллюстрированные инструкции, которые позволяют электрику установить его, не обладая какими-либо специальными возможностями. Все провода и соединения имеют цветовую маркировку. Они монтируют его и прокладывают один отрезок кабелепровода от нашего шкафа к существующей коробке или пускателю двигателя, а затем подключают его к физическим компонентам подъемной станции.
Клиенты могут зайти на наш веб-сайт и узнать о нем, и они могут фактически заказать его с веб-сайта. Мы отправляем его им в коробке, как компьютерный принтер. Прибор имеет белый корпус. Он включает в себя иллюстрированные инструкции, которые позволяют электрику установить его, не обладая какими-либо специальными возможностями. Все провода и соединения имеют цветовую маркировку. Они монтируют его и прокладывают один отрезок кабелепровода от нашего шкафа к существующей коробке или пускателю двигателя, а затем подключают его к физическим компонентам подъемной станции. Мы задаем всего 20 простых вопросов. Какой тип измерения уровня они используют? Мы можем поддерживать аналоговые приборы, такие как ультразвуковые датчики или поплавки. Сколько у них насосов? Мы можем справиться с одним до четырех. Имеются ли у них входящие или выходящие расходомеры? Кому они хотят, чтобы сигналы тревоги отправлялись по электронной почте? Как долго они хотят, чтобы двигатель пытался запуститься, прежде чем он выйдет из строя? Имеются ли на насосах предупредительные сигналы, такие как высокая вибрация или высокая температура? Как только они ответят на эти и другие вопросы, интерфейс веб-страницы настраивается, и они готовы к работе с устройством.
Мы задаем всего 20 простых вопросов. Какой тип измерения уровня они используют? Мы можем поддерживать аналоговые приборы, такие как ультразвуковые датчики или поплавки. Сколько у них насосов? Мы можем справиться с одним до четырех. Имеются ли у них входящие или выходящие расходомеры? Кому они хотят, чтобы сигналы тревоги отправлялись по электронной почте? Как долго они хотят, чтобы двигатель пытался запуститься, прежде чем он выйдет из строя? Имеются ли на насосах предупредительные сигналы, такие как высокая вибрация или высокая температура? Как только они ответят на эти и другие вопросы, интерфейс веб-страницы настраивается, и они готовы к работе с устройством.
 Они получают такой же белый шкаф и могут просто связать его со своим программным обеспечением SCADA. Это дает им устройство заводского изготовления, на которое они могут установить собственное радио.
Они получают такой же белый шкаф и могут просто связать его со своим программным обеспечением SCADA. Это дает им устройство заводского изготовления, на которое они могут установить собственное радио. Мы считаем, что это более дешевое устройство с более быстрым развертыванием, чем те, которые используют традиционные бизнес-модели.
Мы считаем, что это более дешевое устройство с более быстрым развертыванием, чем те, которые используют традиционные бизнес-модели.
 Не создавайте тысячи браслетов. Попытайтесь создать что-то уникальное, творческое и просто красивое. Это рецепт для бизнеса, который позволит вам эффективно зарабатывать деньги. Создавайте только те украшения, которые вы сами хотели бы носить!
Не создавайте тысячи браслетов. Попытайтесь создать что-то уникальное, творческое и просто красивое. Это рецепт для бизнеса, который позволит вам эффективно зарабатывать деньги. Создавайте только те украшения, которые вы сами хотели бы носить! Если вы умеете и любите шить, сделайте это! В эпоху оптовых торговцев с тканями и возможность импортировать красивые нити, ткани, кажется, это отличная бизнес-идея. Тем не менее, стоит проверить заранее, если будут необходимы какие-либо утверждения и сертификаты. Ведь некоторые ткани могут вызывать аллергическую реакцию у детей.
Если вы умеете и любите шить, сделайте это! В эпоху оптовых торговцев с тканями и возможность импортировать красивые нити, ткани, кажется, это отличная бизнес-идея. Тем не менее, стоит проверить заранее, если будут необходимы какие-либо утверждения и сертификаты. Ведь некоторые ткани могут вызывать аллергическую реакцию у детей.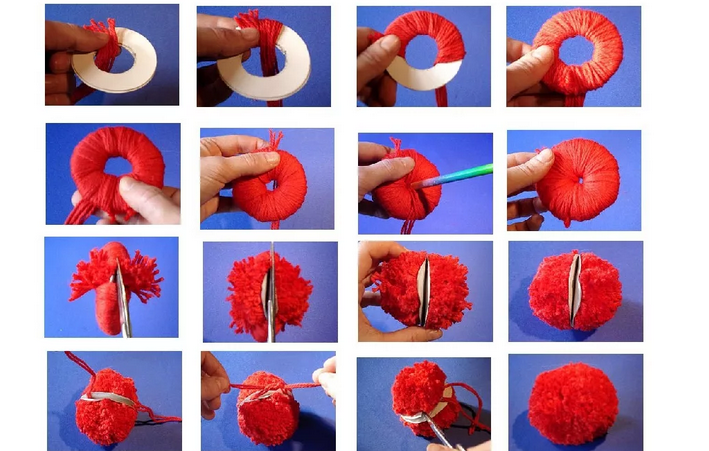 Была возможность встретиться с несколькими людьми, которые производят эти типы сумок. В большинстве случаев им удалось получить оптовый заказ на этих мероприятиях.
Была возможность встретиться с несколькими людьми, которые производят эти типы сумок. В большинстве случаев им удалось получить оптовый заказ на этих мероприятиях. Если вы добавите фото своего творчества на хорошо раскрученный профиль, например, на FB, вы можете получить больше заказов очень быстро, чем можете ожидать. Это идеальное дополнение к кофе, а для вас отличная идея домашнего бизнеса.
Если вы добавите фото своего творчества на хорошо раскрученный профиль, например, на FB, вы можете получить больше заказов очень быстро, чем можете ожидать. Это идеальное дополнение к кофе, а для вас отличная идея домашнего бизнеса. Следует обладать определенными знаниями в данной области, чтобы все было ясно. Сейчас очень популярные светящиеся мячики «cotton ball», которые можно изготавливать своими руками в домашних условиях. В частности, если вы можете создавать уникальные и вполне дизайнерские проекты из гирлянд – это может быть отличной идеей для красивого бизнеса с творческой самореализацией.
Следует обладать определенными знаниями в данной области, чтобы все было ясно. Сейчас очень популярные светящиеся мячики «cotton ball», которые можно изготавливать своими руками в домашних условиях. В частности, если вы можете создавать уникальные и вполне дизайнерские проекты из гирлянд – это может быть отличной идеей для красивого бизнеса с творческой самореализацией. д. Это также очень хорошая бизнес-идея для дома. Почему? Ну, это как минимум окупается. Как Вы думаете, 10$-30$ в день – это совсем не плохо. Кроме того, у Вас свободный график работы. В ИТ-индустрии это очень низкие ставки. Вот почему фирмам заказчикам разных рутинных работ – это выгодно.
д. Это также очень хорошая бизнес-идея для дома. Почему? Ну, это как минимум окупается. Как Вы думаете, 10$-30$ в день – это совсем не плохо. Кроме того, у Вас свободный график работы. В ИТ-индустрии это очень низкие ставки. Вот почему фирмам заказчикам разных рутинных работ – это выгодно. Конечно конкуренция сегодня в этой отрасли очень высока. Вам необходимые специальные знания маркетинга в социальных сетях для создания стратегий продвижения, подготовки профессиональных и интересных постов с высокой виральностю (показатель привлекательности информации для распространения в сети). С другой стороны, в мире есть много компаний, которые просто нуждаются в удаленных сотрудниках, которые возьмут на себя рутинную работу для продвижения их аккаунтов. Наверное, с этого вы должны начать, там вы не только получите свой доход, но и полезные навыки, которые можно будет применить для Вашего аккаунта.
Конечно конкуренция сегодня в этой отрасли очень высока. Вам необходимые специальные знания маркетинга в социальных сетях для создания стратегий продвижения, подготовки профессиональных и интересных постов с высокой виральностю (показатель привлекательности информации для распространения в сети). С другой стороны, в мире есть много компаний, которые просто нуждаются в удаленных сотрудниках, которые возьмут на себя рутинную работу для продвижения их аккаунтов. Наверное, с этого вы должны начать, там вы не только получите свой доход, но и полезные навыки, которые можно будет применить для Вашего аккаунта.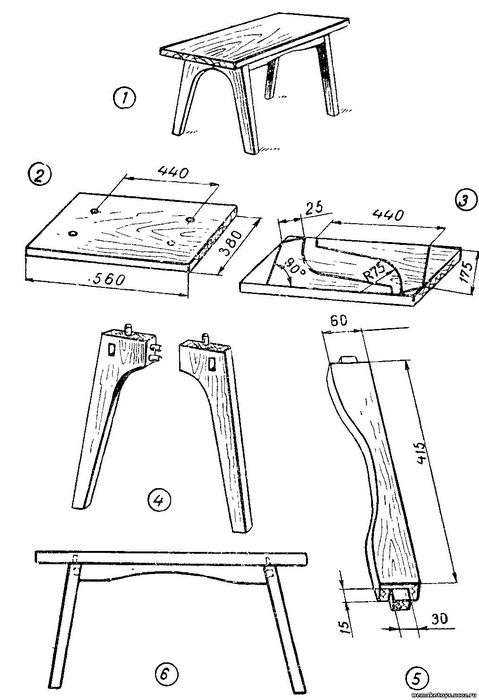
 д.). Текст должен быть уникальным без многократного повторения одних и тех же слов, полезный совет – чаще используйте синонимы.
д.). Текст должен быть уникальным без многократного повторения одних и тех же слов, полезный совет – чаще используйте синонимы. Цветы всегда, кстати, на праздниках и любых мероприятиях. Потребность в цветах не ниже чем в парфюмерии. Вашему вниманию предлагается секретная технология помогающая вырастить розу, даже на балконе всего за 2 месяца. Для достижения такого высокого результата в цветоводстве применяются ускорители роста цветов. Следует только использовать правильную методику и придерживаться рецептуры. Успех гарантирован.
Цветы всегда, кстати, на праздниках и любых мероприятиях. Потребность в цветах не ниже чем в парфюмерии. Вашему вниманию предлагается секретная технология помогающая вырастить розу, даже на балконе всего за 2 месяца. Для достижения такого высокого результата в цветоводстве применяются ускорители роста цветов. Следует только использовать правильную методику и придерживаться рецептуры. Успех гарантирован.


 Если же они остаются внутри, то зачастую полностью не заполняются бетонной смесью. В дальнейшем плитка активно впитывает воду, которая накапливается в пустотах и при колебании температур разрушает бетон изнутри
Если же они остаются внутри, то зачастую полностью не заполняются бетонной смесью. В дальнейшем плитка активно впитывает воду, которая накапливается в пустотах и при колебании температур разрушает бетон изнутри
 Он успешно применяется в строительстве при заливке опалубки.
Он успешно применяется в строительстве при заливке опалубки. Кроме того, он позволяет снизить расход цемента и воды и в некоторых случаях обойтись без вибростола, т.к. составы на основе многих пластификаторов являются самоуплотняющимися.
Кроме того, он позволяет снизить расход цемента и воды и в некоторых случаях обойтись без вибростола, т.к. составы на основе многих пластификаторов являются самоуплотняющимися. А это значит, что при изготовлении плитки своими руками желательно использовать вибростол. Его можно купить. Но многие начинающие плиточники предпочитают сделать вибростол своими руками на основе небольшого отрезка доски, пружин от клапанов автомобилей и простейшего электромотора, обеспечивающего необходимые колебания. Плитка, изготовленная методом вибролитья, обычно долговечнее той, которая получается в результате простой заливки.
А это значит, что при изготовлении плитки своими руками желательно использовать вибростол. Его можно купить. Но многие начинающие плиточники предпочитают сделать вибростол своими руками на основе небольшого отрезка доски, пружин от клапанов автомобилей и простейшего электромотора, обеспечивающего необходимые колебания. Плитка, изготовленная методом вибролитья, обычно долговечнее той, которая получается в результате простой заливки.

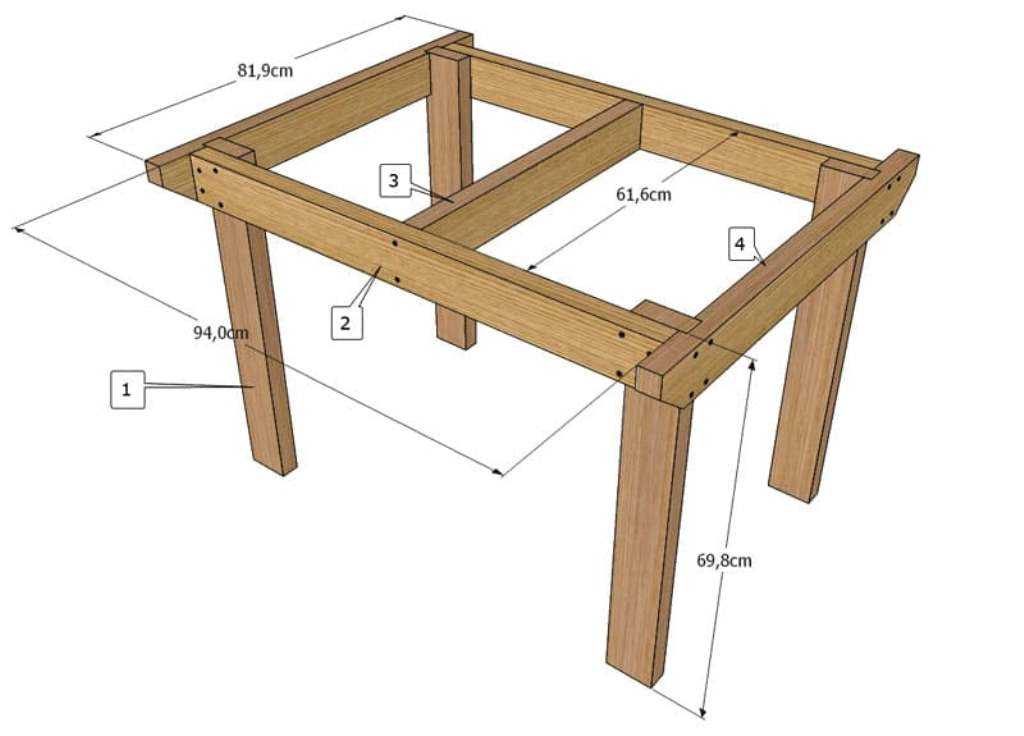 Существует множество других идей оформления садовых дорожек. А если все еще настроены решительно – Огород.ru искренне желает вам удачи и подходящей погоды.
Существует множество других идей оформления садовых дорожек. А если все еще настроены решительно – Огород.ru искренне желает вам удачи и подходящей погоды. Никогда не было лучшего времени, чтобы заняться 3D-печатью, особенно для тех, кто любит делать электронику своими руками, но не имеет инструментов или навыков, чтобы делать такие вещи, как корпуса, вручную.
Никогда не было лучшего времени, чтобы заняться 3D-печатью, особенно для тех, кто любит делать электронику своими руками, но не имеет инструментов или навыков, чтобы делать такие вещи, как корпуса, вручную. Металлы, керамика, шоколад и ряд других материалов могут быть напечатаны на 3D-принтере. Машины, которые работают с этими материалами, обычно дорогие, громоздкие и не подходят для домашнего использования, но вы можете заплатить за услуги, которые сделают работу за вас.
Металлы, керамика, шоколад и ряд других материалов могут быть напечатаны на 3D-принтере. Машины, которые работают с этими материалами, обычно дорогие, громоздкие и не подходят для домашнего использования, но вы можете заплатить за услуги, которые сделают работу за вас. Вы можете использовать дерево для создания чего угодно, от мебели и зданий до корпусов электроники и даже украшений. Работа с ручными инструментами, такими как пилы, молотки и рубанки, — это самый дешевый способ начать работу по дереву дома.
Вы можете использовать дерево для создания чего угодно, от мебели и зданий до корпусов электроники и даже украшений. Работа с ручными инструментами, такими как пилы, молотки и рубанки, — это самый дешевый способ начать работу по дереву дома.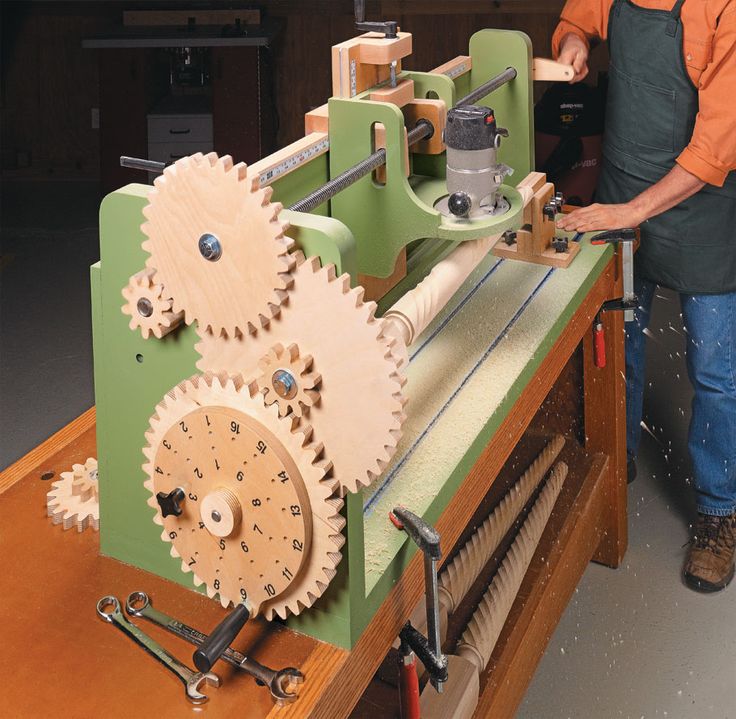
 Лазерные, водоструйные и плазменные резаки — все это хорошие примеры станков с ЧПУ для резки, и все они предлагают разные преимущества. В большинстве случаев резка с ЧПУ используется для вырезания 2D-форм из плоских листов материала, хотя некоторые машины могут резать в трех измерениях.
Лазерные, водоструйные и плазменные резаки — все это хорошие примеры станков с ЧПУ для резки, и все они предлагают разные преимущества. В большинстве случаев резка с ЧПУ используется для вырезания 2D-форм из плоских листов материала, хотя некоторые машины могут резать в трех измерениях. Практически любому материалу можно придать форму с помощью станка с ЧПУ, и инструменты, доступные в этой сфере, только улучшаются. Однако, конечно, обработка с ЧПУ — это не то, к чему многие люди имеют доступ дома, и это означает, что вам нужна услуга, которая поможет вам.
Практически любому материалу можно придать форму с помощью станка с ЧПУ, и инструменты, доступные в этой сфере, только улучшаются. Однако, конечно, обработка с ЧПУ — это не то, к чему многие люди имеют доступ дома, и это означает, что вам нужна услуга, которая поможет вам. Токарные станки с ЧПУ часто называют автоматическими токарными станками.
Токарные станки с ЧПУ часто называют автоматическими токарными станками. Fractory — еще один хороший пример таких компаний, и стоит поискать вариант, который подходит вам лучше всего.
Fractory — еще один хороший пример таких компаний, и стоит поискать вариант, который подходит вам лучше всего. com , ,
com , ,  Строители использовали его для 3D-печати всего, от деталей роботов до небольших рабочих батарей. А «Быстрое прототипирование «по дешевке»» (14 января 2010 г.) рассказывает о том, как сочетание социальных сетей с цифровым производством является рецептом быстрой массовой настройки. Кроме того, «Социальные сети в инженерии» (19 мая, 2009) обсуждает, как технологии социальных сетей, такие как блоги, вики и RSS-каналы, меняют работу инженеров и производителей.
Строители использовали его для 3D-печати всего, от деталей роботов до небольших рабочих батарей. А «Быстрое прототипирование «по дешевке»» (14 января 2010 г.) рассказывает о том, как сочетание социальных сетей с цифровым производством является рецептом быстрой массовой настройки. Кроме того, «Социальные сети в инженерии» (19 мая, 2009) обсуждает, как технологии социальных сетей, такие как блоги, вики и RSS-каналы, меняют работу инженеров и производителей. «На самом деле, эти люди в основном просто развлекаются, возясь с крутыми вещами». «Например, парень может быть любителем или энтузиастом винтажных Triumph 9.0094 мотоциклов», — говорит он. «Но компонентов для них больше нет. Поэтому он открывает в гараже мастерскую по резке деталей для мотоциклов, а затем начинает продавать их другим людям из своей группы интересов».
«На самом деле, эти люди в основном просто развлекаются, возясь с крутыми вещами». «Например, парень может быть любителем или энтузиастом винтажных Triumph 9.0094 мотоциклов», — говорит он. «Но компонентов для них больше нет. Поэтому он открывает в гараже мастерскую по резке деталей для мотоциклов, а затем начинает продавать их другим людям из своей группы интересов». Небольшие станки вырезают такие детали так же точно, как и традиционные большие станки общего назначения, способные выдерживать допуски в 0,001 дюйма. И хотя пользователям приходится резать детали медленнее, в конце концов это не имеет значения. Например, рассмотрим традиционный подход изготовления одноразовой детали. Пользователь, вероятно, пойдет в большой механический цех, где потребуется около 8 часов, чтобы спроектировать и выложить деталь, проверить программу и все прикрутить. Затем требуется 5 минут, чтобы вырезать деталь. Маленькому парню с PCNC также потребовалось бы 8 часов плюс, может быть, 15 минут, чтобы вырезать деталь. Разница незначительна».
Небольшие станки вырезают такие детали так же точно, как и традиционные большие станки общего назначения, способные выдерживать допуски в 0,001 дюйма. И хотя пользователям приходится резать детали медленнее, в конце концов это не имеет значения. Например, рассмотрим традиционный подход изготовления одноразовой детали. Пользователь, вероятно, пойдет в большой механический цех, где потребуется около 8 часов, чтобы спроектировать и выложить деталь, проверить программу и все прикрутить. Затем требуется 5 минут, чтобы вырезать деталь. Маленькому парню с PCNC также потребовалось бы 8 часов плюс, может быть, 15 минут, чтобы вырезать деталь. Разница незначительна». Система ЧПУ перемещает камеру к детали, делает серию снимков, а затем сшивает их вместе, создавая изображение, эквивалентное изображению 200-мегабайтной камеры. Система использует принцип, подобный Google Maps, для соединения множества изображений вместе для создания более крупной и полной картины.
Система ЧПУ перемещает камеру к детали, делает серию снимков, а затем сшивает их вместе, создавая изображение, эквивалентное изображению 200-мегабайтной камеры. Система использует принцип, подобный Google Maps, для соединения множества изображений вместе для создания более крупной и полной картины. «SprutCAM включает в себя широкий спектр стратегий обработки для улучшения качества отделки, ускорения резки и повышения точности», — говорит он. «Это стоит около 1000 долларов и сопоставимо с программами, которые обычно стоят 5000 долларов». Базовый пакет Alibre стоит менее 100 долларов, и плата за обслуживание не взимается.
«SprutCAM включает в себя широкий спектр стратегий обработки для улучшения качества отделки, ускорения резки и повышения точности», — говорит он. «Это стоит около 1000 долларов и сопоставимо с программами, которые обычно стоят 5000 долларов». Базовый пакет Alibre стоит менее 100 долларов, и плата за обслуживание не взимается. В какой-то степени такой подход удался, но по такой цене мы их все равно толком не зацепили. 9 долларовОднако версия 7, наше основное программное обеспечение, получила отличный отклик. Мы также предоставляем программное обеспечение CAM примерно за 4000 долларов, что намного дешевле, чем стоимость основной системы от 10 000 до 30 000 долларов».
В какой-то степени такой подход удался, но по такой цене мы их все равно толком не зацепили. 9 долларовОднако версия 7, наше основное программное обеспечение, получила отличный отклик. Мы также предоставляем программное обеспечение CAM примерно за 4000 долларов, что намного дешевле, чем стоимость основной системы от 10 000 до 30 000 долларов». , Needham, Mass. ( www.ptc.com/go/modelingpe ). «Для специалиста по моделированию это один из самых простых способов изучения 3D CAD, — говорит Джефф Хеджес, директор по маркетингу PTC. «Пользователям не нужно беспокоиться о традиционных сложностях других инструментов САПР, таких как понимание параметров, механизмов ограничений или деревьев истории. Они просто толкают и вытягивают геометрию, чтобы быстро и легко создавать свои первые 3D-проекты».
, Needham, Mass. ( www.ptc.com/go/modelingpe ). «Для специалиста по моделированию это один из самых простых способов изучения 3D CAD, — говорит Джефф Хеджес, директор по маркетингу PTC. «Пользователям не нужно беспокоиться о традиционных сложностях других инструментов САПР, таких как понимание параметров, механизмов ограничений или деревьев истории. Они просто толкают и вытягивают геометрию, чтобы быстро и легко создавать свои первые 3D-проекты». Этот процесс прозрачен для конечного пользователя. Более 1,5 миллиона запусков продуктов свидетельствуют о растущем интересе к использованию бесплатного или недорогого программного обеспечения при проектировании и производстве», — говорит он.
Этот процесс прозрачен для конечного пользователя. Более 1,5 миллиона запусков продуктов свидетельствуют о растущем интересе к использованию бесплатного или недорогого программного обеспечения при проектировании и производстве», — говорит он. «Все компоненты и инструменты SOVII пришлось переделывать с нуля, потому что все должно было быть герметичным и устойчивым к соленой воде», — говорит Арнольд. «Проекты, подобные этому, проще всего реализовать с помощью явного моделирования. У меня не было времени планировать заранее или думать о параметрах и граничных условиях».
«Все компоненты и инструменты SOVII пришлось переделывать с нуля, потому что все должно было быть герметичным и устойчивым к соленой воде», — говорит Арнольд. «Проекты, подобные этому, проще всего реализовать с помощью явного моделирования. У меня не было времени планировать заранее или думать о параметрах и граничных условиях».
 X1 Pallet Systems , Бербанк, Калифорния, также использует это программное обеспечение для проектирования и обработки компонентов аэрокосмической и военной техники, а также промышленных исполнительных систем.
X1 Pallet Systems , Бербанк, Калифорния, также использует это программное обеспечение для проектирования и обработки компонентов аэрокосмической и военной техники, а также промышленных исполнительных систем.
 На более длинной шине – более глубокий изгиб, на короткой – незначительный. Это делается для того, чтобы короткая шина огибала плоскую шестерню, а длинная – малую шестерню.
На более длинной шине – более глубокий изгиб, на короткой – незначительный. Это делается для того, чтобы короткая шина огибала плоскую шестерню, а длинная – малую шестерню.



 Оставляем на пару часов.
Оставляем на пару часов. Подождите, пока высохнет.
Подождите, пока высохнет. youtube.com/embed/XKFScaJFd9U» frameborder=»0″ allowfullscreen=»allowfullscreen»/>
youtube.com/embed/XKFScaJFd9U» frameborder=»0″ allowfullscreen=»allowfullscreen»/>


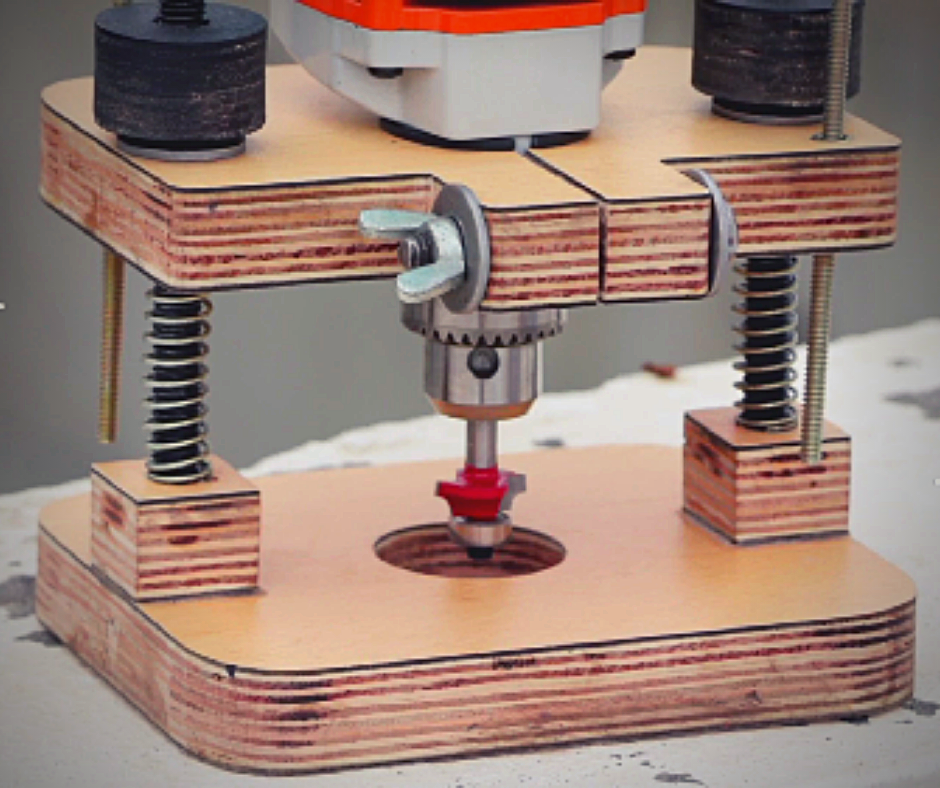 Только надо предварительно рассчитать вес емкости и скорость вращения шпинделя.
Только надо предварительно рассчитать вес емкости и скорость вращения шпинделя.
 Вы также можете использовать эту технику, чтобы зашить дыры в одежде (удобно в походах).
Вы также можете использовать эту технику, чтобы зашить дыры в одежде (удобно в походах).

 Это поможет гарантировать, что буровые долота можно будет надлежащим образом утилизировать, а корпус сверла будет чистым.
Это поможет гарантировать, что буровые долота можно будет надлежащим образом утилизировать, а корпус сверла будет чистым. Если у вас возникли проблемы с дрелью, лучше всего обратиться к профессионалам для ремонта.
Если у вас возникли проблемы с дрелью, лучше всего обратиться к профессионалам для ремонта. Двигатель переменного тока имеет две обмотки, по одной для каждого направления вращения, а двигатель постоянного тока имеет только одну обмотку.
Двигатель переменного тока имеет две обмотки, по одной для каждого направления вращения, а двигатель постоянного тока имеет только одну обмотку. Прикрепите сильный магнит в идеальном месте, чтобы винты и незакрепленные материалы были легко доступны во время работы
Прикрепите сильный магнит в идеальном месте, чтобы винты и незакрепленные материалы были легко доступны во время работы Это отличный совет. Но если вы просверлите несколько отверстий, эта лента может довольно быстро порваться. И как только это происходит, это больше не является точной остановкой глубины.
Это отличный совет. Но если вы просверлите несколько отверстий, эта лента может довольно быстро порваться. И как только это происходит, это больше не является точной остановкой глубины. Особенно это раздражает при сверлении гипсокартона.
Особенно это раздражает при сверлении гипсокартона. Вы можете заменить шуруп пластиковым анкером с резьбой для гипсокартона, который сильнее укусит более мягкую сердцевину.
Вы можете заменить шуруп пластиковым анкером с резьбой для гипсокартона, который сильнее укусит более мягкую сердцевину.