Выбор сварочного аппарата для гаража: советы и обзор оборудования
В гараже, имея сварочный аппарат, можно решать бытовые и даже полупрофессиональные задачи, выполнять мелкий ремонт или зарабатывать деньги. В этом обзоре я расскажу, какой сварочный аппарат лучше купить для гаража и приведу ТОП-5 лучших примеров оборудования каждого типа.
Содержание
Аппараты ручной дуговой сварки
Полуавтоматы для сварки проволокой
Аргонодуговые аппараты для TIG сварки
Ответы на популярные вопросы о сварочных аппаратах для гаража
Выбор сварочного аппарата исходя из задач по сварке в гараже
Одними аппаратами удобнее варить тонкий металл, другими — толстый. Одни быстрее и подходят для задач, где требуется повышенная производительность, а другие пригодны для неспешной работы. Различается оборудование и в зависимости от видов металла (нержавейка, алюминий, «чернуха»). Поэтому считаю, что выбор сварочного аппарата для гаража должен зависеть от предстоящих задач по его использованию. Вот три самых распространенных типа оборудования, области, для которых оно подходит, и ТОП-5 лучших примеров конкретных моделей.
Инверторы РДС для гаража
Инверторы для ММА сварки покрытыми электродами выбирают, если в гараже хотят варить оградки для клумб, соединять куски трубы под опоры, стойки, приваривать фланцы, сооружать небольшой навес над входом и т. д. Особенность такой работы — не требуется повышенная скорость исполнения и высокое качество шва по прочности и герметичности. Если больше в гараже ничего серьезного не планируется, то простого инвертора будет достаточно.
Критерии выбора
Рассмотрим, как выбрать сварочный аппарат для гаража с учетом этих задач по сварке:
Сила тока. Для сварки труб достаточно сварочного аппарата с силой тока 160 А, поскольку толщина стенок там 1.0-1.5 мм — проварите легко. Если нужна сварка оградок из квадратного проката толщиной 10-15 мм, то возьмите инвертор на 180-200 А, чтобы проплавление было глубже.
Мощность кВт. Здесь все зависит от проводки в гараже. Если у вас сечение медной жилы 1.5 мм², то нагрузка от аппарата не должна превышать 4.1 кВт. Но такой показатель есть только у самых слабеньких инверторов, поэтому рекомендую заменить проводку в гараже на 2.5 мм² (допустима нагрузка 5.9 кВт), а еще лучше 4 мм² — тогда можно выбрать инвертор с мощностью до 8.3 кВт, что позволит варить толстый металл до 10-20 мм. Например, это может быть стойка из швеллера.
Устойчивость к просадкам. В гараже на даче или в частном секторе нередко напряжение падает из-за других соседей, работающих сварочником, сверлильным станком или пилорамой. Вы можете проверить напряжение вольтметром или заметить падение по мигающей лампочке освещения. Чтобы ваш сварочный аппарат мог продолжать работать в таких условиях, выбирайте модели, у которых в характеристиках указана способность варить при 140-160 В.
Способ регулировки. Для работы с болванками достаточно регулировки «крутилкой» по нарисованной шкале. А вот сварку труб с разной толщиной стенок легче выполнять при помощи более точной настройки по цифровому дисплею.
Дополнительные функции. Если большинство работу будет с ржавым дворовым металлом, советую выбрать сварочный аппарат для гаража с функцией «Горячего старта». Тогда не придется стучать подолгу кончиком электрода, чтобы распалить дугу. Сварка тонкостенных труб на малых токах дастся вам легче с функцией «Антиприлипания».
Масса аппарата. Варить мелочевку в гараже можно стационарным аппаратом с массой 10-30 кг, а вот бегать вокруг объемной конструкции, например навеса над входом, легче с небольшим инвертором 5-8 кг. Ну или возьмите длинный кабель держателя 5-7 м, чтобы не тягать аппарат.
ТОП-5 инверторов РДС для гаража
Как и обещал, приведу примеры конкретного оборудования, которое уже прошло проверку временем при гаражной эксплуатации и имеет много положительных отзывов:
ТЕРМИТ ВДИ-180 — простой аппарат российской сборки на 180 А. Весит 3.5 кг, есть «Антиприлипание», а цена одна из самых дешевых.
Ресанта САИ 190 — недорогая модель с силой тока 190 А. Заявлено, что варит при напряжении от 190 В. Дуга поджигается легко благодаря холостому ходу 80 В, но качество сборки «хромает». Рекомендую для редкого использования.
Сварог REAL ARC 160 (Z240N) — чуть проигрывает предыдущим моделям по рабочему току — 160 А, но отлично собран. Варит от 160 В и весит всего 3.9 кг.
Ресанта САИ 220ПН — обладает повышенным сварочным током 220 А, с которым вы легко проварите металл швеллера. Есть цифровой дисплей для точной настройки. Варит от 140 В, а цена довольно доступная.
ТОР Торус-200Д Классик — серьезный аппарат российской сборки с силой тока 200 А. Обладает функциями «Антиприлипание» и «Быстрый старт». Варит от 165 В.
Полуавтоматы для гаража
Если говорить о полуавтоматических сварочных аппаратах для гаража, какой выбрать зависит тоже от намеченных целей по эксплуатации. MIG сварка подойдет для изготовления ворот, каркаса теплицы, металлических дверей, калиток, баков (для топлива, воды, других жидкостей). Некоторые открывают в гараже небольшой бизнес по производству стеллажей, ящиков, сейфов. Оптимальны полуавтоматы для гаражного кузовного ремонта автомобилей (замена порогов, арок, заварка днища).
Критерии выбора
Держа в уме вышеописанные задачи, рассмотрим ключевые параметры для выбора полуавтомата:
Сила тока. Для сварки тонкого кузовного металла или небольших емкостей рекомендую аппараты с рабочим током 160 А. Стеллажи, каркасы теплиц, двери лучше варить полуавтоматами 180-200 А, поскольку там есть жесткие стойки в виде уголков или профиля, с которых можно переносить дугу на листовой металл, добиваясь лучшего провара и без прожогов.
Габариты и вес. Для мелких работ за столом подойдет модель любых размеров и массы, а вот скакать вокруг каркаса крупной теплицы лучше с небольшими полуавтоматами до 10 кг и размером 40х20х50 см. Как альтернатива, можно взять более тяжелый аппарат, но с кабель-каналом горелки 5 м. Тогда полуавтомат будет стоять на своем месте постоянно, а длины горелки должно хватить для маневренности сварщика.
Масса устанавливаемых катушек. В небольшие полуавтоматы помещаются катушки до 5 кг. Этого достаточно для периодической эксплуатации. В случае полупрофессиональной деятельности в гараже возьмите модели, рассчитанные на 15 кг, чтобы реже переставлять бобины на барабане.
Способ управления. Обычные «крутилки» с регулировкой силы тока, напряжения и индуктивности подойдут для однотипной сварочной работы. Если вы часто меняете род задач, например сегодня варите двери, а завтра пороги авто, возьмите модель с синергетическим управлением. В ней нужно указать только толщину металла и его тип, а остальное программа подберет сама.
Просадки напряжения полуавтоматы не любят, поэтому для гаража со слабой линией электропередачи советую позаботиться о стабилизаторе напряжения. Выберите один из этих.
ТОП-5 полуавтоматов для гаража
Теперь покажу лучшие сварочные аппараты полуавтоматы для гаража, чтобы вы могли сразу увидеть конкретные примеры оборудования:
ПТК МАСТЕР MIG 200 F16 — простой и дешевый полуавтомат с рабочим током 200 А, вмещающий катушки до 5 кг.
Сварог REAL MIG 160 (N24001N) — здесь ток MIG сварки 160 А, зато полуавтомат очень надежный и есть режим ММА сварки.
AuroraPRO OVERMAN 180 — хороший бюджетный аппарат с тремя «крутилками», но без ММА сварки. Может эксплуатироваться даже в неотапливаемом гараже при температуре до -20 градусов.
Fubag INMIG 200 SYN LCD — отличается синергетическим управлением и дисплеем. Кроме MIG режима способен варить TIG и MMA. Этот подойдет для полупрофессиональной деятельности.
KEMPPI MinarcMIG EVO 200 — настоящее европейское качество, большой экран, много тонких настроек и отличные швы. Сварочный аппарат полуавтомат для гаража рекомендую для регулярного кузовного ремонта, изготовления герметичных емкостей под технические жидкости и пр.
Обзоры и практика применения оборудования, инсайды производителей, новости!
Читайте бесплатно эксклюзивные материалы нашего блога. Знания в 2021 году самый ценный из ресурсов!
TIG инверторы для гаража
Сварка вольфрамовым электродом в среде защитного газа в гараже используется для заварки трещин в поддоне картера (в основном это алюминий), ремонта литых дисков (сплав алюминия с другими металлами), заварки трещин в головках блока цилиндров (алюминий). Если есть отрезной и сверлильный станок, а также небольшой трубогиб, то в гараже можно выпускать полотенцесушители из нержавейки.
Критерии выбора
Если вы планируете такие работы в гараже, то выбирайте сварочный инвертор с ТИГ сваркой по следующим параметрам:
Сила тока. Для сварки поддона авто или полотенцесушителей хватит инвертора с максимальной силой тока 160 А. Там вообще вся работа ведется на 50-60 А. А вот глубоко проварить ГБЦ или колесный диск получится только с аппаратом на 200-300 А.
Напряжение питающей сети. Входящее напряжение влияет на мощность. Модели на 220 В подойдут для сварки металла толщиной 1.5-5 мм. Далее советую смотреть в сторону инверторов ТИГ на 380 В.
Максимальный диаметр вольфрамового электрода. Тонкий металл «возьмет» игла 1.6 мм, да и шов будет узкий и аккуратный, а для сварки колесных дисков авто ищите модели с диаметром вольфрамового электрода 3.2-4 мм.
Длина кабель-канала горелки. При работе за верстаком достаточно длины рукава 4 м. Если придется варить аргоном объемную конструкцию из нержавейки, то лучше купить горелку 8 м.
Тип транзисторов. В инверторе может быть один из двух типов — MOSFET и IGBT. Второй выдает повышенную мощность и я рекомендую покупать оборудования с такими транзисторами для сварки колесных дисков.
Возможность сварки на переменном токе. Если собираетесь варить нержавейку, то эта функция не нужна, а вот для колесных литых дисков, ГБЦ и поддонов картера без нее никак.
ТОП-5 инверторов TIG для гаража
Как обычно, ТОП от меня, упрощающий вам выбор лучшего сварочного аппарата для гаража:
ПТК Мастер TIG 200 D90 — простая и недорогая модель с бесконтактным возбуждением дуги.
Сварог PRO TIG 200 P DSP (W212) — здесь уже есть импульсный режим и более тонкие настройки.
ПТК Мастер TIG 200 P AC/DC D92 — это самый доступный аппарат по цене, обладающий режимом сварки на переменном токе. Рекомендую для работы с алюминием в гараже.
Fubag INTIG 200 AC/DC Pulse — крутая модель с переменным и постоянным током, сваркой импульсом. Очень удобное управление.
Сварог TECH TIG 315 P DSP AC/DC (E106) — инвертор с питанием от 380 В, переменным током, памятью на 30 видов настроек. Отличный выбор для сварки колесных литых дисков и других ремонтных работ с алюминием.
Популярные вопросы относительно сварочных аппаратов для гаража:
Какая максимальная сила тока нужна для аппарата?
Все зависит от толщины свариваемого металла. Для 1-3 мм достаточно 160 А. При сварке 5-10 мм ищите оборудование с рабочим током 200-220 А.
Какая ПВ должна быть?
Если вы будете только изредка соединять стойки в гараже, варить оградки и пр. , то достаточно ПВ 40%. При регулярной загрузке по сварке дверей, емкостей, ворот советую ПВ 60-100%.
Можно ли подключать сварочный аппарат в обычную розетку в гараже?
Зависит от сечения жил провода в самой розетке. При медном проводнике 1.5 мм² получится подключать аппараты с мощностью не более 4 кВт. Это самые слабенькие бытовые инверторы. Для более серьезных задач используют аппараты 6-8 кВт, но к ним нужна проводка с сечением 2.5-4 мм².
Реально ли купить дешевый, но надежный российский аппарат?
Да, реально. Сейчас выпускается много инверторов и полуавтоматов российской сборки с отличным качеством и по доступной цене. Если в гараже вести сварку простых деталей (фланцы, трубы, профиль), то получится отлично сэкономить, купив отечественный аппарат.
Стоит ли переплачивать за европейский сварочный аппарат для гаража?
Если гараж обустроен под мастерскую для полупрофессиональной деятельности, то европейский аппарат позволит дольше работать по продолжительности сварки, а швы будут качественнее. Тогда покупка будет оправданной и окупится. Для бытовых задач переплачивать смысла нет.
Надеюсь, я дал исчерпывающую информацию по подбору сварочного аппарата для гаража. Если нет, то задать дополнительные вопросы можно в комментариях. Все примеры оборудования из статьи есть у нас в наличие и их можно купить с доставкой по Москве, Санкт-Петербургу и другим городам России.
Сергей Шевцов
Сварщик и специалист демо-зала
Какой сварочный автомат выбрать новичку? Советы по выбору аппарата для сварки начинающим
Содержание
Полуавтомат или инвертор: что лучше для новичка
Как выбрать сварочный аппарат новичку: на что обращать внимание
Наш топ лучших сварочных аппаратов для новичков
Сварить каркас для навеса, теплицы или ворот, поставить на окна дачного дома решетки, выполнять мелкий ремонт в гараже можно и самостоятельно. Для этого надо разобраться в сварочном процессе и подобрать сварочный аппарат.
В продаже есть модели для бытовых, полупрофессиональных и профессиональных целей с разными характеристиками, функционалом, возможностями и ценой. Делимся советами, какой сварочный аппарат выбрать и купить новичку для дачи и дома, исходя из предстоящих задач.
Полуавтомат или инвертор: что лучше для новичка
Одни аппараты подходят для работы только с тонким металлом, другие — и с толстым. У одних высокая производительность наплавки, у других сравнительно низкая. Есть оборудование, которое удобно использовать вне помещений и в труднодоступных местах, и модели, непредназначенные для «полей». Поэтому при выборе сварочного аппарата для новичка важно отталкиваться не от суммы, которую он готов потратить, а от целей покупки и условий эксплуатации.
Инверторы ручной дуговой сварки
Ручная или ММА сварка штучным покрытым электродом наиболее распространена. Метод прост — сердечник электрода плавится и переносится в сварочную ванну. Внешняя подача защитного газа не нужна. Её обеспечивает обмазка электрода, образующая газ и шлак. Они защищают ванну от воздуха: кислорода, водорода и азота.
Штучные электроды нужно часто заменять из-за небольшой длины. Производительность сварки достаточна для бытовых задач и подработки. Носить с собой баллон с защитным газом не нужно. Благодаря этому инверторы удобны, когда нужно загрузить аппарат в багажник и отправиться из гаража на дачу, а также выполнять сварку на улице или в ограниченном пространстве.
Существуют десятки типов электродов. Это позволяет работать с разными сплавами и расширяет возможности. Но нужно помнить, что электроды сгорают не целиком — огарки выбрасывают, поэтому коэффициент использования их не более 70% с 1 кг.
Полуавтоматы для сварки в защитных газах
Для полуавтоматической или MIG сварки нужны катушка с проволокой, газовый баллон и горелка. Дугу и сварочную ванну защищает газ, в котором вы работаете.
Сварка полуавтоматом быстрее и производительнее, чем ММА. Поэтому он больше подходит для гаражного ремонта, старта мелкого бизнеса и заработка денег. Это целесообразный выбор, когда выполнять сварочные работы нужно достаточно активно и часто, и есть возможность возить на объекты и сам аппарат с катушкой проволоки, и баллон со шлангами.
Коэффициент использования сварочной проволоки до 90%. Её не нужно часто менять и постоянно выбрасывать остатки.
Сравнивать инверторы для ММА и полуавтоматы для MIG с точки зрения, каким сварочным аппаратом легче варить новичку, не стоит. Чтобы наработать любые навыки нужна практика.
Для дома, дачи и мелких ремонтных работ можно рекомендовать инвертор по причине его практичности: мобильности, компактности и универсальности. Если в планах гаражный ремонт и заработок — лучше выбрать полуавтомат.
Как выбрать сварочный аппарат новичку: на что обращать внимание
Алгоритм выбора прост — сначала определяетесь с основными техническими параметрами, затем с дополнительными функциями. Выбирать начинающему, какой купить сварочный аппарат, нужно именно в такой последовательности. На первом этапе вы выделяете ряд моделей, соответствующих цели покупки, на втором — отсеиваете те, в которых нет нужных вам функций или, наоборот, есть ненужные опции.
Главные параметры
Основные характеристики — максимальный сварочный ток и диаметр электродов, потребляемая мощность, сетевое напряжение, продолжительность работы.
Максимальный сварочный ток
От него зависит, металл какой толщины вы сможете сваривать и электроды какого диаметра будете использовать. Например, если планируются работы с трубами или профилем толщиной до 5 мм, то достаточно будет инвертора с максимальный выходным током на 160 А. Покупать аппарат с более высокими показателями нет смысла, если сваривать заготовки толще вы не будете.
При выборе можно ориентироваться на нашу таблицу:
Металл
Диаметр электрода, мм
Толщина заготовки, мм
Максимальный ток, А
Углеродистая/нержавеющая сталь
1,6-2,5
до 4
145
1,6-3,2
до 5
160
1,6-4
до 10
200
1,6-5
до 15
250
1,6-6
до 24
300
Потребляемая мощность
При оценке потребляемой мощности нужно учитывать возможности сети на вашей даче или в гараже. Сейчас на дачные участки выделяют по 15 кВт. Этого достаточно для работы с инвертором до 200 А, даже если в доме включена другая техника. На старых дачах и в гаражах сеть может быть рассчитана на меньшую нагрузку.
Покупая аппарат, лучше отдать предпочтение модели с запасом по току и мощности около 20-30%. Это даст вам немного больше возможностей и позволит решить нестандарные задачи, если возникнет необходимость.
Напряжение в сети
По техническим условиям на электрификацию участка или гаража могут выделить одну или три фазы. В зависимости от модели, сварочные аппараты могут работать от однофазной или трехфазной сети. Существуют инверторы и со встроенным автоматическим трансформатором, работающие при любом напряжении. Но их цена выше, и нужны они для профессионального использования и выездов.
Как правило, сварочники для бытовых и полупрофессиональных нужд с рабочим током до 250 А подключают к сетям на 220 В. Если ваша сеть предлагает 380 В, то можно выбрать аппарат и с более высоким сварочным током.
Для однофазных сетей на дачах и в гаражах характерны просадки напряжения. Чтобы вы могли работать в таких условиях, лучше купить инвертор, в характеристиках которого указана возможность сварки при 130-160 В. В противном случае понадобиться стабилизатор. Как и для полуавтоматов, которые не любят провалов напряжения.
Продолжительность непрерывной работы
Показатель ПВ или ПН показывает, сколько времени аппарат будет работать и отдыхать. Например, при заданном промежутке времени в 10 минут модель с ПВ 60% в режиме максимального сварочного тока работает 6 минут, а отдыхает 4 минуты. На малых токах выполнять сварку можно столько времени, сколько нужно — ПВ 100%.
Дополнительные функции
Чтобы аппараты было проще и удобнее использовать, их оснащают дополнительными функциями. На практике могут понадобиться не все. Новичку в ММА могут быть полезны:
Горячий старт. Помогает зажечь дугу в начале сварки, особенно полезен при работе с ржавым металлом, сырыми электродами и электродами с основным покрытием, и позволяет не стучать долго кончиком для поджига.
Антистик. Сбрасывает ток до минимальных значений при залипании электрода и избежать его перегрева, облегчит сварку тонкостенного металла и работу в целом — электроды периодически залипают даже у опытных сварщиков, а отрывать их долго и сложно.
Регулируемый форсаж дуги. Поддерживает стабильное горение, нужен при отсутствии навыка держать дугу и при сварке на малых токах — когда дуга начинает затухать, рабочий ток нарастает автоматически.
К дополнительному полезному функционалу полуавтоматов можно отнести регулировку индуктивности. Она позволяет изменять характеристики дуги — делать её более жесткой для позиционной сварки и глубокого проплавления и более мягкой с меньшим разбрызгиванием для лицевых швов. Пригодится и функция отжига проволоки, обеспечивающая её постоянный вылет после каждого цикла — это удобно для следующего старта.
В современных аппаратах может присутствовать синергетическое управление для интеллектуальной сварки. Вам нужно только выставить диаметр электрода или толщину металла и аппарат сам оптимизирует параметры и функции.
Наш топ лучших сварочных аппаратов для новичков
Мы можем рекомендовать несколько аппаратов, которые подойдут начинающим. Характеристики и функционал моделей позволяют выбрать их для дома, дачи и гаража.
Лучшие инверторные сварочные аппараты для новичка
Сварог REAL ARC 200 BLACK со сварочным током 200 А для ММА — хороший выбор для новичков, подбирающих инвертор для дачных задач. Аппарат хорош для хозяйства и позволяет работать электродами толщиной до 4 мм. Этого достаточно для сварки заборов, калиток, ворот и навесов, в том числе из толстостенных труб из разных видов стали. Аппарат стабильно варит при просадках до 160 В и оснащен функцией антизалипания.
Немного дороже Сварог REALSMART ARC 200 — инвертор с синергетическим управлением и удобной цифровой панель. Он предлагает функции антистика, горячего старта для легкого зажигания и форсирования дуги, улучшающего показатели сварки. При выборе диаметра электрода сварочный ток и функции форсажа и горячего старта подстраиваются автоматически. Аппарат подходит для сварки электродами до 4 мм и работы со сталью до 10 см толщиной.
Лучшие полуавтоматы для начинающих
Компактный полуавтомат Aurora POLO 160 — практичное решение для начинающих, планирующих заниматься MIG сваркой и работать с проволокой до 0,8 мм. Аналоговая панель управления позволяет оператору легко устанавливать толщину свариваемого материала, после чего аппарат автоматически устанавливает оптимальные значения тока и напряжения. Модель легкая и весит всего 8,6 кг, оснащена функцией дожигания и регулировки индуктивности.
Полярность легко меняется, что дает возможность использовать самозащитную проволоку и исключить необходимость переносить баллон с газом, поэтому аппарат по настоящему портативен.
Для тех, кто хочет приобрести аппарат с расширенными возможности для гаражной, дачной мастерской и подработки советуем AuroraPRO SPEEDWAY 180 SYNERGIC. Это универсальный полупрофессиональный полуавтомат, с помощью которого можно работать сплошной и порошковой проволокой до 1 мм, а также штучными электродами толщиной до 3 мм в режиме ММА.
Для MIG сварки доступны настройка индуктивности для регулировки характеристик дуги и постоянный отжиг проволоки. Для ММА полный комплект полезных функций — антизалипание, форсаж дуги и горячий старт. Управление синергетическое — это упрощает настройку.
4 Лучший инверторный сварочный аппарат – Weld Gears
Инверторный сварочный аппарат находится в отдельной категории, независимо от того, являетесь ли вы профессиональным сварщиком или любителем. Сварочные аппараты соединяют различные металлы и придают им форму.
Не все знают, как управлять сварочным аппаратом, так как это требует ноу-хау и определенного уровня навыков, которые будут зависеть от типа сварки, которую вы планируете выполнять.
В этом смысле разумно всегда выбирать правильный электроинструмент для вашего проекта и вашего уровня квалификации. Использование инверторной технологии в сварочных аппаратах стало более распространенным в последние годы, и на то есть несколько веских причин.
Мы изучили и протестировали множество инверторных сварочных аппаратов, чтобы помочь вам ориентироваться во многих продуктах, доступных на рынке.
Наша команда опытных сварщиков выбрала сварочный аппарат Eastwood MIG Inverter 180A в качестве лучшего сварочного аппарата для сварки MIG, а инверторный сварочный аппарат Yeswelder ACDC TIG-250P – в качестве лучшего сварочного аппарата TIG.
Мы также выбрали сварочный аппарат дуговой сварки с инверторной технологией и многопроцессорный сварочный аппарат для тех, кому требуется больше возможностей при сварке.
Product
Welding Type
Voltage
Amps
Duty Cycle
Forney Easy Weld 291 180 Stick Welder
Arc Stick, TIG capability
120V, 230V
10 to 180A
80 amps @ 30% для 120 вольт; 180 ампер @ 25% для 230 вольт
Eastwood MIG Inverter 180a Welder
MIG
120 В, 240 В
180
30% Действие.0034
Yeswelder ACDC TIG-250p Инвертер сварщик
TIG
220V
5A-250A для TIG, 10A-200 %@155A
Инвертор Weldpro 200A Многопроцессорный сварочный аппарат с двумя напряжениями
Наши любимые лучшие инверторные сварочные аппараты
Лучший аппарат для дуговой сварки
1. ) Forney Easy Weld 291 180 Stick Weld
Возможность сварки TIG на постоянном токе.
Его конструкция также рассчитана на работу с грязной энергией или генератором. Это сварочный аппарат с двойным напряжением и может использовать мощность 120 В или 240 В.
В Easy Weld предусмотрен высокочастотный пуск горелки TIG подъемного типа для минимизации риска загрязнения и снижения расхода расходных материалов.
Принадлежности для сварки TIG, такие как горелка и газовый регулятор, необходимо приобретать отдельно. Машина не совместима с ножными педалями.
Достаточный выходной ток от 10 до 180 А делает этот вариант привлекательным. Он может сваривать сталь толщиной до ½ дюйма, но весит всего 14 фунтов.
Минимальный ток 10 А отлично подходит для сварки тонкого металла кузова автомобиля. Рабочий цикл — 80 ампер при 30% для 120 вольт; 180 ампер при 25% для 230 вольт. Он поставляется с 5-летней гарантией.
Pros
Инверторная технология IGBT
Широкий 10–180 A
8 футов. соединения
Легкий вес 14 фунтов.
Dual arc welder with TIG capability
Welds 18 gauge to ½-inch thick metals
Cons
No torch for TIG welds
Not compatible with foot pedal for TIG сварные швы
Проверка цена и обзоры на Amazon
Лучший сварочный аппарат инвертора MIG
2.) Eastwood Mig Inverter 180a Сварщик
Уэлдвуд Eastwood. И Eastwood Wablid сила. Он будет производить 120 А при 120 В и 180 А при 240 В, а более низкая настройка 30 А означает, что вы можете сваривать металл толщиной до 24 калибра.
Он также может похвастаться пусковым замком 2T/4T для более длинных сварных швов. Он очень хорошо подходит для кузовных работ. Он поставляется с горелкой MIG, совместимой с Tweco, и имеет функцию сварки прихватками для импульсной дуги.
Рабочий цикл 30% при 180 А и 60% при 130 А. Портативный на 26 фунтов. Сварочный аппарат поставляется с катушкой для проволоки MIG, газовым регулятором и шлангом, зажимом заземления, горелкой и соплом, переходным шнуром и т. д.
Pros
IGBT inverter
Tweco type torch
Dual voltage
Lots of adjustment in controls
Compatible with spool guns
Can mount 4-inch and 8-inch spools
В комплекте регулятор
Cons
Torch leads could be longer
Most 120V welding machines go to 140A
Check Price and Reviews on Amazon
Best TIG Инверторный сварочный аппарат
3. ) Yeswelder ACDC TIG-250P Инверторный сварочный аппарат
Этот аппарат YesWelder оснащен великолепной импульсной функцией. Импульсная модуляция позволяет удалить окисление поверхности и предотвратить попадание примесей в сварной шов.
Цифровые настройки упрощают работу, за исключением настройки аналоговой силы тока. YesWelder будет регулировать во время сварки так, чтобы дуга оставалась неизменной.
Этот аппарат для сварки TIG оснащен устройством блокировки пускового курка 2T/4T, снижающим утомляемость рук при более длинных сварных швах. Кнопка фонарика тугая и держится. Он имеет 5-контактную металлическую педаль.
Машина переменного тока, легко сваривает алюминий. Он может похвастаться таймером точечной сварки, возможностью грязной мощности с генератором и режимом прямоугольной волны. Этот сварочный аппарат дополняется возможностью сварки электродом от 10 до 165 ампер и от 5 до 250 ампер.
Pros
Триггер
Плавочный таймер
.
Автоматическое сохранение настроек
Цифровые настройки
Функция защиты от прилипания
Управление подогревом ножной педалью
Функция Pulse
CONS
Без газового регулятора
TIG TORCH может быть лучшим качеством
.
4.) Weldpro Inverter 200A Многопроцессорный сварочный аппарат с двойным напряжением
Этот впечатляющий многофункциональный сварочный аппарат имеет возможности для сварки TIG, MIG, сварки с флюсом и сварки алюминия. Его можно использовать для автомобильных работ, обслуживания, украшения и многого другого.
Это устройство 3-в-1 весит всего 30 фунтов, что делает его портативным, и может похвастаться легко читаемым двойным цифровым дисплеем, показывающим ввод и вывод.
Благодаря удобному меню можно настроить скорость подачи проволоки и силу тока. Настройки индуктивности также регулируются.
Компактная конструкция включает в себя защиту от перегрузки и перегрева. Он также имеет возможность регулировать напряжение на минус или плюс 20% от вашего начального напряжения, что позволяет выполнять множество настроек.
Инвертор IGBT выдает большую выходную мощность. Присутствует переключатель шпульного пистолета для сварки алюминия. Диапазоны сварочных токов TIG: 15-200A115V: MMA: 40-120A; МИГ: 40-120А; 230В: МИГ: 40-200А; ММА: 40-200А; ВИГ: 15-120А; 30 % при рабочем цикле 200 А.
Pros
Максимальная мощность 200 А
Легкий вес 30 фунтов.
Компактная конструкция
Кабель-переходник
Защита от перегрузки и перегрева
Прочный
East set up
Cons
Some reported leakage
Check Price and Reviews on Amazon
What Is Inverter IGBT Technology?
IGBT означает «Биполярные транзисторы с изолированным затвором». Эти транзисторы представляют собой переключающие устройства, которые работают на высокой скорости и используются в инверторных сварочных аппаратах. Они облегчают регулирование напряжения.
Существуют инверторные сварочные аппараты, в которых используется более старая технология, известная как MOSFET или MOSFET-транзисторы.
Более современная технология IGBT предлагает несколько преимуществ по сравнению с MOSFET, наиболее важным из которых является то, что IGBT меньше подвержены риску колебаний мощности, будь то сеть или генератор.
Следовательно, они более надежны и менее подвержены риску как повреждения, так и выхода из строя.
Как работает сварочный инвертор?
Инвертор в сварочном аппарате представляет собой электронную систему. Он используется для регулирования напряжения.
При специальном интегрировании в сварочный аппарат он преобразует переменный или переменный ток в более низкое и более простое в использовании выходное напряжение.
Примером может служить 240 В переменного тока, который преобразуется в 20 В постоянного или постоянного тока на выходе.
Устройства на основе инвертора содержат группу электронных компонентов для преобразования энергии. Обычное трансформаторное устройство обычно имеет один довольно большой трансформатор, который должен регулировать напряжение.
В сварочном аппарате с инвертором частота основного источника питания с помощью электронных переключателей. Эти переключатели быстро включают и выключают питание даже за одну миллионную долю секунды.
Контроль источника питания еще до того, как он поступит в трансформатор, позволяет использовать трансформатор меньшего размера.
См. также: Подходит ли инверторный сварочный аппарат для домашнего использования?
Есть ли преимущества у инверторного сварочного аппарата?
Сварочный аппарат с инвертором имеет ряд преимуществ по сравнению со сварочным аппаратом с традиционным трансформатором. Среди них мы находим:
1.) Выход постоянного тока
Многие сварочные аппараты MMA с трансформатором (Stick) поставляются только с выходом переменного тока. Это означает, что выбор типов электродов будет ограничен.
При использовании инверторного сварочного аппарата ток можно преобразовать в постоянный, что означает, что эти аппараты могут работать с гораздо более широким набором сварочных электродов.
Еще одним преимуществом является то, что аппараты для ручной сварки MMA также могут выполнять сварку TIG на постоянном токе, что невозможно при использовании традиционных аппаратов для сварки на переменном токе.
2.) Рабочий цикл
Вообще говоря, более высокие рабочие циклы могут быть достигнуты благодаря сварочным аппаратам с инверторной технологией. Размер трансформатора имеет решающее значение.
Небольшие компоненты сварочного аппарата могут нагреваться быстрее, а также быстрее охлаждаться, чем в трансформаторном сварочном аппарате.
В трансформаторных сварочных аппаратах компоненты крупнее. Когда они нагреваются, им нужно гораздо больше времени, чтобы остыть. Таким образом, рабочие циклы инвертора будут выше, что позволит вам повысить производительность и производительность.
3.) Эффективность
Инверторные сварочные аппараты хорошего качества имеют КПД от 80 до 90%, в то время как обычные сварочные аппараты имеют КПД ближе к 50%.
Более низкий рейтинг связан с тем, что более крупные трансформаторы, используемые в традиционных сварочных аппаратах, имеют большее сопротивление, поэтому они теряют мощность из-за рассеивания тепла.
4.) Функции
Электроника инверторного сварочного аппарата позволяет интегрировать дополнительные функции, такие как сварка TIG. Существующие функции также выигрывают от повышенного контроля.
5.) Мощность генератора
Эффективность означает, что инверторные сварочные аппараты могут использовать мощность генератора благодаря портативным генераторам меньшего размера.
Это обычно нецелесообразно с более крупными традиционными сварочными аппаратами. Есть риски, но этот вариант более жизнеспособен с инверторным сварочным аппаратом.
6.) Производительность
Производительность является основным фактором при выборе любого электроинструмента, а сварочные аппараты с инвертором обеспечивают производительность, превосходящую традиционные сварочные аппараты.
Это особенно заметно при сварке электродом (MMA), поскольку сварщикам не нужно бороться с дугой.
В основном это связано с тем, что инверторные сварочные аппараты могут иметь более высокое напряжение холостого хода. В результате они часто могут похвастаться функциями Anti-stick, Hot Start и Arc-Force.
Отличным примером является сварка тонких металлов, что практически невозможно при использовании аппаратов для сварки электродом. Некоторые инверторные сварочные аппараты имеют исключительную возможность регулировки силы тока, а также очень стабильную дугу.
Выходная мощность может быть снижена до очень низкого уровня, что позволяет сваривать листовой металл или секции труб.
7.) Размер и вес
Это самый впечатляющий аспект инверторных сварочных аппаратов. Инверторные сварочные аппараты меньше, как правило, меньше чемодана, поэтому их легко носить с собой.
Они весят значительно меньше, но при этом могут производить мощность, сравнимую с традиционным трансформаторным сварочным аппаратом, который весит 50 фунтов. или больше.
Типы инверторных сварочных аппаратов
1.) Инверторный сварочный аппарат MIG
Инверторный сварочный аппарат MIG позволяет сваривать самые разные металлы и часто используется профессиональными сварщиками.
Эти машины сваривают алюминий, нержавеющую сталь, медь, железо, мягкую сталь, никель и бронзу различной толщины. Сварочные аппараты MIG также позволяют выполнять сварку в различных положениях.
2.) Многопроцессорный инверторный сварочный аппарат
Многопроцессорный инверторный сварочный аппарат позволяет выполнять сварку различными методами, включая дуговую дугу, MMA, MIG и TIG.
Некоторые из этих машин могут также включать Flux Core и позволяют сваривать различные металлы различной толщины.
Эти машины очень удобны. Пистолеты для катушек можно использовать для сварки алюминия.
См. также: Лучший многопроцессорный сварочный аппарат до 1000 долларов (для начинающих)
3.) Сварочный инвертор
Это сварочный аппарат, который позволяет выполнять электродуговую сварку. Электричество используется для сварки металлов дуговой палкой. Благодаря инвертору электроэнергия в форме переменного тока будет преобразована в постоянный ток, а затем отправлена на трансформатор.
4.) Инверторный сварочный аппарат TIG
Сварка TIG использует тепло для расплавления металлических деталей и формирования сварного шва. Между вольфрамовым электродом и куском металла возникает дуга. Это нагревает металл.
Защитный газ используется в течение всего процесса для предотвращения загрязнения. Можно использовать металлическую присадочную проволоку.
Это исключительный метод сварки тонких металлов. Это метод точной сварки, которым часто пользуются профессионалы, потому что его трудно освоить.
См. также: Лучший сварочный аппарат TIG переменного/постоянного тока для начинающих
В заключение
Инверторная технология в сварочном аппарате преобразует мощность переменного тока в более низкое выходное напряжение, что делает его более пригодным для использования, и этот факт позволил конструкциям сварочных аппаратов стать более совершенными. компактны и намного легче по весу, что увеличивает их портативность в десять раз.
Какой бы тип сварки вам не понадобился или какой бы вы ни предпочли, теперь есть несколько вариантов сварочных аппаратов, оснащенных инверторной технологией IGBT, которые заслуживают вашего внимания по ценам для любого бюджета.
Электросварщики инверторные VS. Трансформатор
Электросварщики используются уже более века. Как и любая технология, сегодняшние сварочные аппараты значительно более совершенны, чем аппараты предыдущих десятилетий, но есть что сказать и о надежности старой школы.
Большинство специалистов по сварке отдают предпочтение инверторным или трансформаторным сварочным аппаратам, но ваш выбор всегда должен сводиться к тому, какой из них лучше подходит для поставленной задачи. Вот плюсы и минусы обоих типов сварочных аппаратов.
Сварочные аппараты инверторного типа — это легкие, универсальные и эффективные сварочные аппараты. Независимо от того, нужна ли вам сварка электродом, сварка MIG или TIG, один аппарат можно откалибровать для различных стилей сварки. Они также могут сваривать различные металлы, включая нержавеющую сталь и углеродистую сталь.
Доступны размеры от 100A до 270A и сварочные аппараты TIG от 130A до 160A при 240В.
Что такое трансформаторы?
Сварочные аппараты-трансформеры представляют собой более традиционный вариант сварки. Эти мощные машины, являющиеся рабочими лошадками отрасли, требуют подключения к электросети и в основном используются для сварки электродами в промышленных условиях.
Доступны размеры от 250 до 600 А при 415 В.
Что вы свариваете?
Если вам нужен гибкий сварочный аппарат, который может переключаться между методами сварки электродом, MIG и TIG и сваривать различные основные металлы, инверторный сварочный аппарат для вас. Новейшие машины дают отличное качество отделки.
Если вам нужно сваривать только мягкую сталь, и вы довольны использованием электродуговой сварки или других методов дуговой сварки, вам подойдет трансформаторный сварочный аппарат.
Где вы свариваете?
Инверторные сварочные аппараты лучше всего работают в контролируемых помещениях. Это может быть где угодно, от домашней мастерской до строительной площадки или нефтехимической площадки.
Сварочные аппараты с трансформаторами могут работать как на открытом воздухе, так и в помещении, даже в пыльных, грязных или ветреных условиях.
Обычно их можно увидеть на строительных и промышленных объектах.
Вам нужен переносной сварочный аппарат?
Еще одним преимуществом инверторов является то, что они меньше и легче, часто примерно вдвое меньше трансформаторы. Это упрощает их перемещение по сайту и между сайтами, когда это необходимо. Это должно быть решающим фактором, если вам нужен мобильный сварочный аппарат.
Насколько опытны ваши сварщики?
Сварочные инверторные аппараты легче освоить новичкам, чем трансформаторы. Их рекомендуется настройки подходят для многих сварочных работ и могут быть скорректированы и персонализированы по мере роста навыков сварщика.
У нас вы можете купить трубу нержавеющую 159 мм. бесшовную изготовленную из различных марок нержавеющей стали. Сортамент, вес и размеры соответствуют ГОСТ 9940-81 (для горячедеформированных труб) или ГОСТ 9941-81 (для холодно- и теплодеформированных труб).
Популярные размеры:
159х3 мм. 159х3.5 мм. 159х4 мм. 159х4.5 мм. 159х5 мм. 159х6 мм. 159х7 мм. 159х8 мм. 159х9 мм. 159х10 мм. 159х11 мм. 159х12 мм. 159х16 мм. 159х18 мм. 159х20 мм. 159х25 мм.
Популярные толщины:
3 мм. 3.5 мм. 4 мм. 4.5 мм. 5 мм. 6 мм. 7 мм. 8 мм. 9 мм. 10 мм. 11 мм. 12 мм. 16 мм. 18 мм. 20 мм. 25 мм.
В таблице ниже представлен сортамент товаров, указан вес метра каждой трубы, а так же количество погонных метров в тонне.
Наименование
Размер
Толщина
Вес 1 метра
Метров в тонне
Труба бесшовная 159×3 12Х18Н10Т
159×3
3 мм.
11.639 кг.
85.9
Труба бесшовная 159×3.5 12Х18Н10Т
159×3.5
3.5 мм.
13.535 кг.
73.9
Труба бесшовная 159×4 12Х18Н10Т
159×4
4 мм.
15.419 кг.
64.9
Труба бесшовная 159×4.5 12Х18Н10Т
159×4.5
4.5 мм.
17.29 кг.
57.8
Труба бесшовная 159×5 12Х18Н10Т
159×5
5 мм.
19.149 кг.
52.2
Труба бесшовная 159×6 12Х18Н10Т
159×6
6 мм.
22.83 кг.
43.8
Труба бесшовная 159×7 12Х18Н10Т
159×7
7 мм.
26.46 кг.
37.8
Труба бесшовная 159×8 12Х18Н10Т
159×8
8 мм.
30.042 кг.
33.3
Труба бесшовная 159×9 12Х18Н10Т
159×9
9 мм.
33.573 кг.
29.8
Труба бесшовная 159×10 12Х18Н10Т
159×10
10 мм.
37.055 кг.
27
Труба бесшовная 159×11 12Х18Н10Т
159×11
11 мм.
40.486 кг.
24.7
Труба бесшовная 159×12 12Х18Н10Т
159×12
12 мм.
43.869 кг.
22.8
Труба бесшовная 159×16 12Х18Н10Т
159×16
16 мм.
56.9 кг.
17.6
Труба бесшовная 159×18 12Х18Н10Т
159×18
18 мм.
63.117 кг.
15.8
Труба бесшовная 159×20 12Х18Н10Т
159×20
20 мм.
69.135 кг.
14.5
Труба бесшовная 159×25 12Х18Н10Т
159×25
25 мм.
83.31 кг.
12
Труба бесшовная 159×4. 5 10Х17Н13М2Т
159×4.5
4.5 мм.
17.356 кг.
57.6
Труба бесшовная 159×5 10Х17Н13М2Т
159×5
5 мм.
19.222 кг.
52
Труба бесшовная 159×6 10Х17Н13М2Т
159×6
6 мм.
22.916 кг.
43.6
Труба бесшовная 159×7 10Х17Н13М2Т
159×7
7 мм.
26.561 кг.
37.6
Труба бесшовная 159×8 10Х17Н13М2Т
159×8
8 мм.
30.155 кг.
33.2
Труба бесшовная 159×9 10Х17Н13М2Т
159×9
9 мм.
33.7 кг.
29.7
Труба бесшовная 159×10 10Х17Н13М2Т
159×10
10 мм.
37.195 кг.
26.9
Труба бесшовная 159×3 10Х23Н18
159×3
3 мм.
11. 683 кг.
85.3
Труба бесшовная 159×3.5 10Х23Н18
159×3.5
3.5 мм.
13.586 кг.
73.3
Труба бесшовная 159×4 10Х23Н18
159×4
4 мм.
15.477 кг.
64.4
Труба бесшовная 159×4.5 10Х23Н18
159×4.5
4.5 мм.
17.356 кг.
57.4
Труба бесшовная 159×5 10Х23Н18
159×5
5 мм.
19.222 кг.
51.8
Труба бесшовная 159×6 10Х23Н18
159×6
6 мм.
22.916 кг.
43.5
Труба бесшовная 159×7 10Х23Н18
159×7
7 мм.
26.561 кг.
37.5
Труба бесшовная 159×8 10Х23Н18
159×8
8 мм.
30.155 кг.
33
Труба бесшовная 159×9 10Х23Н18
159×9
9 мм.
33.7 кг.
29.6
Труба бесшовная 159×10 10Х23Н18
159×10
10 мм.
37.195 кг.
26.8
Труба бесшовная 159×11 10Х23Н18
159×11
11 мм.
40.64 кг.
24.5
Труба бесшовная 159×12 10Х23Н18
159×12
12 мм.
44.035 кг.
22.6
Труба бесшовная 159×16 10Х23Н18
159×16
16 мм.
57.115 кг.
17.4
Труба бесшовная 159×18 10Х23Н18
159×18
18 мм.
63.356 кг.
15.7
Труба бесшовная 159×20 10Х23Н18
159×20
20 мм.
69.397 кг.
14.4
Труба бесшовная 159×25 10Х23Н18
159×25
25 мм.
83.626 кг.
11.9
Труба бесшовная 159×3 20Х23Н18
159×3
3 мм.
11.609 кг.
86.1
Труба бесшовная 159×3.5 20Х23Н18
159×3.5
3.5 мм.
13.501 кг.
74.1
Труба бесшовная 159×4 20Х23Н18
159×4
4 мм.
15.38 кг.
65
Труба бесшовная 159×4.5 20Х23Н18
159×4.5
4.5 мм.
17.246 кг.
58
Труба бесшовная 159×5 20Х23Н18
159×5
5 мм.
19.101 кг.
52.4
Труба бесшовная 159×6 20Х23Н18
159×6
6 мм.
22.772 кг.
43.9
Труба бесшовная 159×7 20Х23Н18
159×7
7 мм.
26.394 кг.
37.9
Труба бесшовная 159×8 20Х23Н18
159×8
8 мм.
29.966 кг.
33.4
Труба бесшовная 159×9 20Х23Н18
159×9
9 мм.
33.488 кг.
29.9
Труба бесшовная 159×10 20Х23Н18
159×10
10 мм.
36.961 кг.
27.1
Труба бесшовная 159×11 20Х23Н18
159×11
11 мм.
40.384 кг.
24.8
Труба бесшовная 159×12 20Х23Н18
159×12
12 мм.
43.758 кг.
22.9
Труба бесшовная 159×16 20Х23Н18
159×16
16 мм.
56.756 кг.
17.6
Труба бесшовная 159×18 20Х23Н18
159×18
18 мм.
62.958 кг.
15.9
Труба бесшовная 159×20 20Х23Н18
159×20
20 мм.
68.961 кг.
14.5
Труба бесшовная 159×25 20Х23Н18
159×25
25 мм.
83.1 кг.
12
Не нашли нужный товар на странице? Это не значит, что его нет в наличии! Позвоните нам или закажите обратный звонок для уточнения. Наш специалист перезвонит и проконсультирует Вас.
Толщина
Расчетный вес метра в зависимости от стали
AISI 201 / 12X15Г9НД
AISI 304 / 08Х18Н10
AISI 316 / 08Х17Н13М2
AISI 321 / 12Х18Н10Т
AISI 430 / 20Х13
AISI 431 / 14Х17Н2
3 мм
11.46 кг
11.61 кг
11.76 кг
11.64 кг
11.34 кг
11.64 кг
3.5 мм
13.33 кг
13.5 кг
13.67 кг
13.53 кг
13.19 кг
13.53 кг
4 мм
15.19 кг
15.38 кг
15.57 кг
15.42 кг
15.03 кг
15.42 кг
4.5 мм
17.03 кг
17.25 кг
17.46 кг
17.29 кг
16.85 кг
17.29 кг
5 мм
18.86 кг
19.1 кг
19.34 кг
19.15 кг
18.67 кг
19. 15 кг
6 мм
22.48 кг
22.77 кг
23.06 кг
22.83 кг
22.25 кг
22.83 кг
7 мм
26.06 кг
26.39 кг
26.73 кг
26.46 кг
25.79 кг
26.46 кг
8 мм
29.59 кг
29.97 кг
30.35 кг
30.04 кг
29.28 кг
30.04 кг
9 мм
33.06 кг
33.49 кг
33.91 кг
33.57 кг
32.73 кг
33.57 кг
10 мм
36.49 кг
36.96 кг
37.43 кг
37.05 кг
36.12 кг
37.05 кг
11 мм
39.87 кг
40.38 кг
40.9 кг
40.49 кг
39.46 кг
40.49 кг
12 мм
43.2 кг
43.76 кг
44.31 кг
43.87 кг
42.76 кг
43.87 кг
16 мм
56.04 кг
56.76 кг
57.47 кг
56. 9 кг
55.46 кг
56.9 кг
18 мм
62.16 кг
62.96 кг
63.75 кг
63.12 кг
61.52 кг
63.12 кг
20 мм
68.09 кг
68.96 кг
69.83 кг
69.14 кг
67.39 кг
69.14 кг
25 мм
82.05 кг
83.1 кг
84.15 кг
83.31 кг
81.21 кг
83.31 кг
Внимание! Вес погонного метра трубы рассчитан с учетом плотности стали, которая используется для производства конкретного изделия. Допустимые отклонения по диаметру при этом не учитывались. Все данные в таблице носят информационный характер.
Металлопрокат, без сомнений, основа современного строительства, машиностроения, добывающего производства и так далее. Области применения продукции необыкновенно обширны, что обуславливает и разнообразие конструкций, и величину размерного ряда.
Назначение изделия
Трубы разделяются на изделия с круглым сечением и другим – профильные. Форма, как ни странно, здесь заметно влияет на применение. Особенностью круглых является максимальная проходимость при соответствующих размерах, а это означает максимальную скорость перемещения жидкости или газа.
Профильные, напротив, таким достоинством не обладают. Однако наличие в них ребер жесткости делает их более удобными и выгодными при возведении каркасных сооружениях. Да и соединять изделия с квадратным или прямоугольным сечением намного проще, чем с круглым.
Некоторое исключение составляет обсадная труба. Здесь круглое сечение оказывается более выгодным, поскольку отсутствие углов упрощает процесс заглубления в грунт. Труба, диаметром 159 мм, вполне может играть роль обсадной, однако при соответствующей толщине стенки.
Сварной трубопровод
Способ изготовления стального трубопровода влияет на качества конечного продукта ничуть не меньше, чем состав исходного сырья. Труба металлическая 159 мм, полученная методом сварки, отличается от аналогичного изделия с тем же внутренним диаметром в 159 мм, но изготовленного горячекатаным способом.
Суть процесса производства сварным методом сводится к изготовлению металлической ленты, которую затем сворачивают в заготовку и сваривают. Качеству шва уделяется максимум внимания, поскольку в такой конструкции он является слабым местом. Из-за этого сварной трубопрокат считается менее прочным, чем холоднодеформированный.
По способу сварки различают следующие изделия.
Прямошовные – шов представляет собой прямую линию. Такие изделия регламентирует ГОСТ 10704-91. Толщина стенок может варьироваться от 1 до 32 мм, а размер может достигать 1420 мм. Вес трубы 159 мм зависит от толщины стенки. Как правило, изделия используются для сооружения водо- и газопровода с умеренным давлением. Не менее часто применяют трубопровод при сооружении каркасов.
Газо- и водопроводные трубы 159 мм могут иметь накатанную или нарезную резьбу.
Спиральношовные – лента-заготовка в этом случае сворачивается по спирали, соответственно, и шов получается спиралевидный. Здесь наружный диаметр варьируется от 159 мм до 2520 мм, а толщина стенок – от 3,5 до 25 мм. Вес, соответственно, может быть очень разный.
Спиральношовные изделия отличаются более высокой прочностью. За счет равномерного «распределения» шва, нагрузка также распределяется более равномерно. Применяется трубопровод в основном для водоснабжения и при сооружении нефте- и газопроводов.
Бесшовные изделия
Труба стальная 159 мм может и не включать в себя шов. Такое изделие, благодаря монолитности будет отличаться чрезвычайно высокой стойкостью к внутреннему давлению, и стойкостью к нагрузке на сжатие.
Горячедеформированные производятся из цельной заготовки на специальных станках. Процесс осуществляется при повышенной температуре, когда металл обретает некоторую пластичность и стальному изделию можно придать определенную форму.
Горячекатаный металлопрокат регламентирует ГОСТ 8732-78. Диаметр здесь может достигать 550 мм. Но куда большее впечатление производит толщина стенок – от 2,5 до 75 мм. Такие изделия выдерживают гигантское давление, что позволяет использовать их в нефтепромысле, при переработке газа и нефти, для сооружения гидравлических систем, в энергетика и так далее. Не менее значимым оказывается отсутствие швов: это качество востребовано в химической промышленности, где важно не допустить утечки.
Соединяются такие изделия методом сварки, резьба не практикуется. Тем более речь не идет о резьбе при большой толщине стенок или длине трубопровода.
Холоднокатаная труба стальная диаметром 159 мм изготавливается практически таким же методом, но при низкой температуре. Такой способ сообщает изделию максимальную прочность, но и удлиняет процесс изготовления: необходимо прогревание готового трубопровода для снятия напряжения.
Толщина стенок холоднодеформированных изделий колеблется в куда меньшем пределе – от 0,3 до 24 мм, при размерах сечения от 5 до 250 мм. В общем, они имеют меньший вес при таком же сечении. Эта особенность определяет и область применения: машиностроение, авиастроение, судостроение и так далее, где необходимо сочетать прочность с малым весом. На фото – продукция металлопроката.
Калькулятор веса трубы из нержавеющей стали
Что такое труба из нержавеющей стали?
Труба из нержавеющей стали представляет собой полую длинную круглую сталь, которая широко используется в промышленных трубопроводах и механических конструкционных частях нефтяной, химической промышленности, медицинской, пищевой, легкой промышленности, механических инструментов и т. Д.
Кроме того, когда прочность на изгиб и кручение одинаковы, вес легкий, поэтому он также широко используется для изготовления механических деталей и инженерных конструкций. Он также широко используется в качестве мебели и кухонной утвари.
Должностная инструкция начальника отдела технического контроля (рус.). Должностные инструкции на Jobs.ua
ДОЛЖНОСТНАЯ ИНСТРУКЦИЯ НАЧАЛЬНИКА ОТДЕЛА ТЕХНИЧЕСКОГО КОНТРОЛЯ
I. Общие положения
Начальник отдела технического контроля относится к категории руководителей, принимается на работу и увольняется с работы приказом директора предприятия.
На должность начальника отдела технического контроля назначается лицо, имеющее высшее техническое образование и стаж работы по специальности на руководящих должностях не менее 5 лет.
Начальник отдела технического контроля непосредственно подчиняется директору предприятия.
В своей деятельности начальник отдела технического контроля руководствуется:
— законодательными и нормативными документами, регулирующими соответствующие вопросы;
— методическими материалами, касающимися вопросов его деятельности;
— уставом предприятия;
— приказами, распоряжениями директора предприятия;
— настоящей должностной инструкцией.
Начальник отдела технического контроля должен знать:
— постановления, распоряжения, приказы вышестоящих органов, методические, нормативные и другие руководящие материалы по управлению качеством продукции;
— систему государственного надзора, межведомственного и ведомственного контроля за качеством продукции;
— методы планирования повышения качества продукции;
— системы, методы и средства технического контроля;
— технологию производства продукции предприятия;
— действующие в отрасли и на предприятии стандарты и технические условия;
— порядок сертификации промышленной продукции;
— порядок предъявления и рассмотрения рекламаций по качеству сырья, материалов, полуфабрикатов, комплектующих изделий и готовой продукции;
— правила проведения испытаний и приемки продукции;
— организацию учета, порядок и сроки составления отчетности о качестве продукции;
— опыт передовых отечественных и зарубежных предприятий по достижению высоких показателей качества продукции и организации его контроля;
— основы экономики, организации труда, производства и управления;
— основы трудового законодательства Украины;
— правила и нормы охраны труда, техники безопасности, производственной санитарии и противопожарной защиты.
Во время отсутствия начальника отдела технического контроля предприятия его обязанности выполняет в установленном порядке назначаемый заместитель, несущий полную ответственность за их надлежащее исполнение.
Организовывать проведение работ по контролю качества выпускаемой предприятием продукции, выполнение работ (услуг) в соответствии с требованиями стандартов и технических условий, утвержденными образцами (эталонами) и технической документацией, условиями поставок и договоров, а также по укреплению производственной дисциплины, обеспечению высокого технического уровня и качества продукции.
Участвовать в планировании повышения качества продукции (работ, услуг), отвечающих по своим технико-экономическим показателям уровню развития науки и техники, потребностям экономики, населения страны, экспортным требованиям и т. п.
Обеспечивать проверку поступающих на предприятие материальных ресурсов (сырья, материалов, полуфабрикатов, комплектующих изделий), подготовку заключений о соответствии их качества стандартам и техническим условиям; операционный контроль на всех стадиях производственного процесса, контроль качества и комплектности готовой продукции, качества изготовленных на предприятии инструмента и технологической оснастки, а также правильности хранения сырья, материалов, полуфабрикатов, комплектующих изделий в подразделениях предприятия и на складах, готовой продукции до ее отправки потребителям.
Руководить разработкой и проведением мероприятий по повышению качества продукции (работ, услуг), внедрением системы управления качеством, стандартов и нормативов, показателей, регламентирующих качество продукции (работ, услуг), наиболее совершенных методов контроля, предусматривающих механизацию и автоматизацию контрольных операций, систем бездефектной сдачи продукции, не разрушающего контроля и др. , созданию для этих целей специальных средств.
Участвовать в работе по:
—
определению номенклатуры измеряемых параметров и оптимальных норм точности измерений,
—
выбору необходимых средств их выполнения,
—
осуществлению контроля за соблюдением нормативных сроков обновления продукции и подготовки ее к сертификации.
Организовывать проведение не предусмотренных технологическим процессом выборочных проверок качества готовой продукции и поступающих на предприятие материальных ресурсов, качества и состояния технологического оборудования и инструмента, условий производства, упаковки, хранения, загрузки и транспортировки продукции, сырья, материалов, полуфабрикатов, комплектующих изделий и инструмента внутри предприятия.
Обеспечивать контроль за:
—
испытаниями готовых изделий и оформлением документов, удостоверяющих качество продукции (работ, услуг),
—
подготовкой рекламаций при нарушениях поставщиками требований к качеству поставок, а также своевременной подготовкой методик и технологических инструкций по текущему контролю процесса изготовления продукции,
— состоянием контрольно-измерительных средств на предприятии и своевременностью их представления для государственной проверки,
— обеспечением служб контроля качества необходимой технической документацией.
Возглавлять работу по:
—
анализу рекламаций,
—
изучению причин возникновения дефектов и нарушений технологии производства, ухудшения качества работ, выпуска брака и продукции пониженных сортов,
—
по разработке предложений по их устранению,
— контролю за осуществлением необходимых мер по повышению ответственности всех звеньев производства за выпуск продукции, соответствующей установленным требованиям,
-
по прекращению приема и отгрузки некачественной продукции.
Организовывать работу по:
—
оформлению результатов контрольных операций,
—
ведению учета показателей качества продукции, брака, его причин и виновников, составление периодической отчетности о качестве выпускаемой продукции, выполняемых работ (услуг).
Начальник отдела технического контроля имеет право:
Знакомиться с проектами решений директора предприятия, касающимися деятельности отдела технического контроля.
Вносить на рассмотрение директора предприятия предложения по совершенствованию работы отдела.
Подписывать и визировать документы в пределах своей компетенции.
Получать от руководителей структурных подразделений предприятия (специалистов) информацию и документы, необходимые для выполнения своих должностных обязанностей.
Вносить на рассмотрение директора предприятия представления о назначении, перемещении, увольнении подчиненных ему работников, предложения об их поощрении или наложении на них взысканий.
Требовать от директора предприятия оказания содействия в исполнении своих должностных обязанностей и прав.
Начальник отдела технического контроля несет ответственность:
За неисполнение (ненадлежащее исполнение) своих должностных обязанностей, предусмотренных настоящей должностной инструкцией, в пределах, определенных действующим трудовым законодательством Украины.
За совершенные в процессе осуществления своей деятельности правонарушения — в пределах, определенных действующим административным, уголовным и гражданским законодательством Украины.
За причинение материального ущерба — в пределах, определенных действующим трудовым, уголовным и гражданским законодательством Украины.
Должностная инструкция начальника отдела технического контроля
Должностная инструкция начальника отдела технического контроля
Общие положения
1. 1 Настоящая должностная инструкция определяет функциональные обязанности, права и ответственность начальника отдела технического контроля.
1.2 Начальник отдела технического контроля относится к категории руководителей.
1.3 Начальник отдела технического контроля назначается на должность и освобождается от должности в установленном действующим трудовым законодательством порядке приказом директора предприятия.
1.4 Взаимоотношения по должности:
1.4.1
Прямое подчинение
Директору предприятия
1.4.2.
Дополнительное подчинение
‑‑‑
1.4.3
Отдает распоряжения
Сотрудникам отдела технического контроля
1. 4.4
Работника замещает
Заместитель начальника отдела технического контроля
1.4.5
Работник замещает
‑‑‑
Квалификационные требования начальника отдела технического контроля:
2.1
образование
Высшее профессиональное образование
2.2
опыт работы
Не менее 4 лет
2.3
знания
Устав автомобильного транспорта;
основы транспортного законодательства;
основы трудового законодательства;
постановления, распоряжения, приказы вышестоящих организаций, нормативные документы по вопросам организации технического контроля в условиях автотранспортных предприятий;
правила дорожного движения;
системы, методы и средства технического контроля;
устройство и конструктивные особенности автомобилей, их агрегатов и узлов; правила технической эксплуатации подвижного состава, организацию и технологию технического обслуживания и ремонта подвижного состава, агрегатов, узлов и деталей автомобилей;
действующие стандарты и технические условия;
порядок предъявления рекламаций по качеству сырья и материалов;
организацию учета, порядок и сроки составления отчетности;
основы экономики, организации производства и управления, организации труда;
правила и нормы охраны труда, техники безопасности, производственной санитарии и противопожарной защиты;
2. 4
навыки
работы по специальности
2.5
дополнительные требования
—
Документы, регламентирующие деятельность начальника отдела технического контроля
3.1 Внешние документы:
Законодательные и нормативные акты, касающиеся выполняемой работы.
3.2 Внутренние документы:
Устав предприятия, Приказы и распоряжения директора предприятия; Положение об отделе технического контроля, Должностная инструкция начальника отдела технического контроля, Правила внутреннего трудового распорядка.
Должностные обязанности начальника отдела технического контроля
Начальник отдела технического контроля исполняет следующие обязанности:
4. 1. Организует работу по проведению контроля: технического состояния подвижного состава при выезде и по возвращении с линии, качества и полноты выполнения объема работ при производстве всех видов технического обслуживания и текущего ремонта подвижного состава; качества изготавливаемых и восстанавливаемых на предприятии деталей и узлов; качества поступающих на предприятие материалов, запасных частей, а также отремонтированных автомобилей и агрегатов; состояния находящихся в эксплуатации контрольно-измерительных средств, приспособлений, инструмента, технологической оснастки.
4.2. Обеспечивает контроль соблюдения технологии обслуживания и ремонта подвижного состава.
4.3. Предотвращает выпуск на линию подвижного состава с техническими неисправностями.
4.4. Анализирует причины возникновения неисправностей, а также причины аварий и дорожно-транспортных происшествий по техническим неисправностям.
4.5. Осуществляет контроль за соблюдением графика постановки подвижного состава на техническое обслуживание.
4.6. Участвует в приемке подвижного состава, агрегатов, поступающих с заводов-изготовителей и авторемонтных заводов, списании подвижного состава, агрегатов и шин.
4.7. Составляет рекламационные акты на поставки недоброкачественной продукции, акты повреждения автомобилей на линии.
4.8. Участвует в разработке и осуществлении мероприятий, направленных на повышение качества технического обслуживания и ремонта подвижного состава, увеличение срока службы и надежности агрегатов и узлов автомобилей.
4.9. Контролирует выполнение приказов и распоряжений по вопросам организации технического обслуживания и ремонта подвижного состава.
4.10. Своевременно информирует руководство предприятия о всех случаях выпуска на линию неисправного подвижного состава, нарушениях технологии при производстве всех видов работ и низком качестве выполнения работ участками предприятия.
4.11. Обеспечивает: сочетание экономических и административных методов руководства, единоначалия и коллегиальности в обсуждении и решении вопросов, материальных и моральных стимулов повышения эффективности работы подчиненных; применение принципов материальной заинтересованности и ответственности каждого работника за порученное ему дело и результаты работы отдела.
Права начальника отдела технического контроля
Начальник отдела технического контроля вправе:
5.1. Знакомиться с проектами решений руководства предприятия, касающимися деятельности отдела технического контроля.
5.2. Вносить на рассмотрение руководства предприятия предложения по улучшению деятельности отдела технического контроля.
5.3. Осуществлять взаимодействие с руководителями всех (отдельных) структурных подразделений предприятия.
5.4. Подписывать и визировать документы в пределах своей компетенции.
5.5. Требовать от руководства предприятия содействия в исполнении своих должностных обязанностей и прав.
Ответственность начальника отдела технического контроля
Начальник отдела технического контроля несет ответственность:
6.1. За ненадлежащее исполнение или неисполнение своих должностных обязанностей, предусмотренных настоящей должностной инструкцией — в пределах, определенных действующим трудовым законодательством Украины.
6.2. За правонарушения, совершенные в процессе осуществления своей деятельности — в пределах, определенных действующим административным, уголовным и гражданским законодательством Украины.
6.3. За причинение материального ущерба — в пределах, определенных действующим трудовым и гражданским законодательством Украины.
Условия работы начальника отдела технического контроля
Режим работы начальника отдела технического контроля определяется в соответствии с Правилами внутреннего трудового распорядка, установленными на предприятии.
Условия оплаты труда
Условия оплаты труда начальника отдела технического контроля определяются в соответствии с Положением об оплате труда персонала.
9 Заключительные положения
9.1 Настоящая Должностная инструкция составлена в двух экземплярах, один из которых хранится у Предприятия, другой — у работника.
9.2 Задачи, Обязанности, Права и Ответственность могут быть уточнены в соответствии с изменением Структуры, Задач и Функций структурного подразделения и рабочего места.
9.3 Изменения и дополнения в настоящую Должностную инструкцию вносятся приказом генерального директора предприятия.
Руководитель структурного подразделения
(подпись)
(фамилия, инициалы)
СОГЛАСОВАНО:
Начальник юридического отдела
(подпись)
(фамилия, инициалы)
00. 00.0000
С инструкцией ознакомлен:
(подпись)
(фамилия, инициалы)
00.00.00
OTK Media и WePlay Esports объединились, чтобы провести выставку игр, не похожую ни на одну другую
Райан Эппс, Tech Times
Компания One True King, основанная в 2020 году, прошла долгий путь за почти два года своего существования. Известный своей невероятной группой забавных, остроумных и творческих участников, работающих вместе с еще более выдающейся продюсирующей продукцией, бренд OTK Media сам еще раз доказывает, что он останется в авангарде индустрии киберспорта и прямых трансляций, сражаясь с такими называет 100 Thieves, Faze Clan и TSM, даже не вспотев.
Объявлено во вторник, 7 июня, в первоклассном стиле OTK, с, казалось бы, заурядной трансляцией Asmongold, которая превратилась в полноценную презентацию, WePlay Esports и медиа-организация будут объединяться, чтобы донести содержание класса через центр фирмы в Лос-Анджелесе. Как продемонстрировано в своем грандиозном стиле на фоне трансляции Асмонгольда, арена OTK предлагает несколько интересных инструментов для игры, в том числе полностью оборудованную сцену дополненной реальности, экран площадью 200 м2 и камеры под каждым углом, чтобы зрители не пропустили одна унция действия.
Стратегическое партнерство также было позже подробно описано в полном пресс-релизе, в котором более подробно рассказывается о том, как WePlay Esports помогает OTK в предстоящей выставке OTK Games Expo, открытие которой намечено на 8 мая. может вместить всего около 100 человек, пространство площадью 20 000 квадратных футов предназначено больше для мировой аудитории, которая смотрит в прямом эфире на Twitch, которая должна превысить 100 000 человек, если предыдущее количество трансляций отдельных участников OTK является достаточным доказательством.
Статья по теме: Twitch Memes: реакции xQc, эмоции теперь доступны для использования на платформе
OTK стоит за некоторыми из крупнейших шоу на Twitch, включая OTK Schooled, Loot Goblins, Parasocial и многие другие. Известная своим потертым качеством продукции среди предыдущих прямых трансляций событий, OTK направляется в совершенно новую эру благодаря этому новому партнерству и теперь сможет полностью реализовать свой потенциал за счет невероятной интеграции программного обеспечения, как объясняет соучредитель и главный операционный директор. в пресс-релизе:
«Возможности дополненной и виртуальной реальности в WePlay Esports добавляют совершенно новое измерение совместному контенту. Контент, который обычно требовал, чтобы участники находились в одном физическом пространстве, теперь доступен удаленно».
Зал в Лос-Анджелесе занимает второе место после первоначальной арены WePlay, созданной в Киеве, Украина, где находится штаб-квартира компании. Компания впервые открыла магазин в 2006 году и с тех пор сделала себе имя на живых киберспортивных мероприятиях, используя невероятные студии и талантливые команды для проведения новаторских турниров с использованием высококачественных технологических инноваций. Киберспортивная фирма установила рекорды в прошлом году, обогнав количество зрителей на своем русскоязычном турнире по CS:GO, пик которого составил 865 000 одновременных зрителей.
«Мы работали довольно долго, прежде чем, наконец, запустили нашу WePlay Esports Arena L. A., и рады, что это произошло с нашими партнерами по ОТК», — сказал главный визионер и генеральный продюсер WePlay Максим Белоногов. «Надеюсь, трансляция от 7 июня 2022 года была только началом серии наших совместных инициатив, проводимых на нашей американской арене и за ее пределами».
Планируется, что на выставке OTK Games Expo будет представлено около 30 различных игр, а также грант в размере 50 000 долларов США на разработку тех игр, которые, по-видимому, впечатляют команду OTK. Кроме того, и OTK, и WePlay Esports будут вести благотворительную деятельность, пожертвования которой будут направлены на мир и гуманитарную помощь Украине.
Вы можете следить за всеми потрясающими игровыми действиями Games Expo от OTK в прямом эфире на собственном Twitch WePlay Esports, а также Asmongold, начиная с 14:00 по восточному поясному времени.
Читайте также: Twitch «Тихое чтение» Категория: Тысячи смотрели, как стример читает книгу
ⓒ 2022 TECHTIMES.com Все права защищены. Не воспроизводить без разрешения.
Теги: дергаться Потоковое вещание СМИ Twitch-стримеры Видеоигры
Семья Робацци выбирает QCapital и BIC Capital для ускорения роста OTK Kart Group
30.06.22 — Новости и анонсы
Пресс-релиз от: OTK Kart Group
Клубная сделка, организованная QCapital и BIC Capital, заключалась в приобретении 70% капитала мирового лидера в производстве гоночных картингов. Роберто Робацци утвержден в качестве председателя и главного исполнительного директора
Многие великие чемпионы Формулы-1 выступали за гоночную команду OTK Kart Group, Tony Kart Racing Team 9. 0005
Милан, 30 июня 2022 г. — OTK Kart Group («OTK») — итальянская компания, мировой лидер в производстве гоночных картингов под престижным брендом Tony Kart — готовится вступить на путь консолидации и дальнейшего расширения в глобальном рынке благодаря вкладу основной группы инвесторов в рамках клубных сделок, организованных QCapital и BIC Capital.
Новые инвесторы приобретут 70% акций Группы и будут поддерживать семью Робацци, которая, помимо владения оставшимися 30%, останется у руля компании, тем самым продолжая играть стратегическую роль в Группе. . Роберто Робацци был утвержден в качестве председателя и главного исполнительного директора, а его дочь Эрика Робацци — в качестве директора по маркетингу.
OTK Kart Group, базирующаяся в Превалье (Брешиа), генерирует более 90% своих доходов за пределами Италии и работает в глобальном масштабе благодаря трем филиалам, расположенным в США, Японии и Сингапуре, а также сети из более чем 130 дистрибьюторов, присутствующих в более чем 70 странах. На промышленном уровне Группа ежегодно производит около шести тысяч шасси и более двух тысяч двигателей марки Vortex. Группа разрабатывает и производит все компоненты картов на своем заводе площадью более 17 000 квадратных метров, расположенном в провинции Брешиа. Характерной чертой, которая отличает OTK Kart Group на рынке, всегда был тот факт, что все процессы — от проектирования до разработки и производства — выполняются собственными силами и на 100% производятся в Италии. Это позволяет иметь максимальный контроль над всей цепочкой поставок и гарантировать абсолютное качество конечного продукта.
Гоночные карты — это процветающий и быстрорастущий бизнес (основные рынки — США, Австралия и Северная Европа), вдохновленный страстью клиентов-водителей, как профессиональных, так и любителей, активно вовлеченных в этот вид спорта и поэтому готовых вкладывать время и ресурсов для улучшения характеристик своих картов. Растущий интерес, который отмечается на глобальном уровне к Формуле 1 и автогонкам в целом, еще больше подталкивает тенденцию развития гоночных картингов: почти все автогонщики и гонщики Формулы 1 фактически начали свою карьеру в гонках на картах.
OTK Kart Group также имеет в своем портфолио гоночную команду Tony Kart Racing Team — обладателя более двадцати мировых титулов и официального партнера Академии водителей Ferrari. Несколько гонщиков Формулы-1, такие как Михаэль и Мик Шумахеры, Себастьян Феттель, Карлос Сайнс и Ярно Трулли, выступали за Tony Kart.
Кроме того, OTK Kart Group также организует Rok Cup, международный монобрендовый чемпионат, в котором участвуют более 1000 гонщиков со всего мира, а также эксклюзивное использование двигателей OTK. С этой сделкой OTK Kart Group вступает в новую фазу своей славной истории и благодаря вкладу новых акционеров — во главе с QCapital президентом Стефано Миччинелли и генеральным директором Франческо Ньутта, а с BIC Capital основатель Никола Вольпи и Генеральный директор Антонио Заккео сможет ускорить свой рост за счет выхода на новые рынки и укрепления своего присутствия в таких стратегически важных регионах, как Северная Америка.
Кроме того, благодаря вкладу новых акционеров, OTK Kart Group намерена укрепить свое присутствие в новых сегментах, таких как производство и коммерциализация прокатных картов для любительского использования, используя весь опыт, накопленный в секторе гоночных картингов. в создании новой продуктовой линейки, в которой в основном будут использоваться электродвигатели. Финансовые показатели Группы демонстрируют постоянный рост. Фактически, 2021 год завершился с выручкой в размере 35 миллионов евро и EBITDA в размере 6 миллионов евро. Сильная положительная тенденция подтверждается прогнозами на 2022 год, согласно которым ожидаемая выручка составит более 40 млн евро, а EBITDA — более 8 млн евро. В течение следующих нескольких лет, благодаря солидному генерированию денежных средств, семья Робацци и ее новые партнеры будут совместно изучать будущие инвестиции и новые проекты для дальнейшего укрепления лидерства Группы на рынке.
Роберто Робацци, председатель ОТК Карт Груп, прокомментировал: «Сегодня особенный день для нашей компании, которая, благодаря вкладу новых партнеров, вступает в новый захватывающий этап своего пути роста. Мы с нетерпением ждем совместной работы с таким престижным группой профессионалов, с целью принять новые вызовы и продолжать строить будущее OTK Kart Group на благо сотрудников, клиентов и энтузиастов в целом». Никола Вольпи из BIC Capital и Стефано Миччинелли из QCapital прокомментировали: «Для нас большая честь быть частью семьи OTK Kart Group, важного превосходства предпринимательской ткани нашей страны, которая на протяжении десятилетий была мировым лидером в интересном секторе. .Вместе мы хотим помочь создать новую страницу в ее славной истории.Вызовы будущего заставят нас вместе с семьей Робацци идти по пути дальнейшего роста компании с целью выхода на новые предприятия и новые международные рынки. рынки».
Семье Робацци помогал Паоло Фавилла из KT Finance, а транзакцию с инвесторами организовали: EY по финансовой и фискальной части, ADVANT Nctm и Virtax по юридическим аспектам, Essentia и Pedersoli Studio Legale по финансированию, OC&C/Long Term Partners для коммерческой части и ERM для экологической части.
Для получения дополнительной информации Сообщество Марко Рубино Джулиана Пампани [email protected]
OTK Kart Group.
История OTK Kart Group начинается с Tony Kart, бренда шасси, основанного в 1960-х годах в Италии. Поворотный момент для компании произошел в 1980-х годах с новым владельцем, который добавил к ремесленной составляющей технологическую. С этого момента компания приступила к плану развития и инвестиций, который сделал ее сегодня лидером в области картинговых гонок. OTK Kart Group всегда отличалась своей инновационной работой, которая стала результатом 38 лет исследований и разработок; Фактически, OTK является синонимом качества, производительности и технологии: каждый продукт OTK проектируется, разрабатывается и производится собственными силами. Сегодня ОТК производит не только шасси под брендом Tony Kart, но и Kosmic Kart, Exprit Kart, Redspeed Kart, Gillard Kart, Ln Racing Kart и Eos Kart, а также выпускает двигатели под брендами Vortex и Rok. Деятельность OTK находит применение на трассе с ее гоночной командой Tony Kart Racing Team, которая может похвастаться более чем 20 мировыми титулами и многими другими европейскими титулами.
QКапитал.
Компания QCapital, основанная Стефано Миччинелли, Франческо Ньутта, Массимо Бузетти, Ренато Перони и Джованни Педерсоли, занимается организацией сделок Private Equity Club для итальянских МСП. В 2021 году QCapital приобрела миноритарный пакет акций Venpa S.p.A., ведущего итальянского оператора в сфере аренды автовышек. Целями сделок, организованных QCapital, являются итальянские компании с отличным положением на рынке и значительными возможностями роста в секторах с хорошей прибыльностью и положительными долгосрочными тенденциями. Партнеры QCapital имеют успешный многолетний опыт работы в сфере прямых инвестиций, в качестве инвесторов, а также в качестве консультантов по вопросам стратегии, слияний и поглощений и юридических консультантов.
БИК Капитал.
Он был основан в 2021 году как консалтинговая компания, занимающаяся поддержкой избранной группы инвесторов в выполнении международных клубных сделок, продвигаемых бывшим Permira Никола Вольпи, Карлосом Малло, Франческо де Мохана и Антонио Заккео. Сеть BIC может похвастаться уникальными навыками и включает в себя генеральных директоров, предпринимателей или бывших партнеров фондов прямых инвестиций на международном уровне, способных понять логику бизнеса и драйверы роста с конечной целью поддержки компаний в достижении их собственных целей.
Продажа металлических листов толщиной 1.2 мм в Москве: описание и применение оцинкованного и холоднокатаного листа.
Лист стальной металлический – важный материал, используемый при изготовлении различных изделий. Применяется как в сложном серийном производстве — автомобилестроении, машиностроении, авиастроении, индивидуальном строительстве, материала для изготовления вентиляционных и водосточных систем Толщина стального листа обычно составляет от 0, 4 до 20 мм. От этого зависит его цена. Компания «МеталлСтрой» предлагает купить оптом и в розницу по доступным ценам стальные листы толщиной 1.2 с доставкой по Москве и области.
Виды стального листа.
Горячекатаный – производится из горячекатаной стали. Этот метод широко используется в строительстве из-за его удобства.
Холоднокатаный: Холоднокатаная сталь изготавливается путем помещения металлического сплава между двумя валками, которые раскатывают кусок в более тонкий лист. Этот прокат считается горячекатаной сталью, но перед тем, как стать готовым изделием, его промывают кислотой и подвергают термической обработке, называемой «отжигом». Предлагаем прокат холоднокатаный 1, 2 на складе Металлобазы «МеталлСтрой» в Москве. Вы всегда можете узнать цену, проконсультироваться, купить его у наших специалистов по телефону или отправить заявку на сайт.
Оцинкованный — Стальной металлопрокат оцинкованный толщиной 1.2 производится методом холодной прокатки. Это металл, который после обработки погружается в защитное цинковое покрытие для дополнительной защиты. Купить продукцию 1.2 в Москве выгодно от компании «МеталлСтрой» оптом. У нас низкие цены, качественный продукт, доставка по Москве.
Рифленый: при ее изготовлении на лицевую сторону наносится выпуклый гофр в форме ромба, елочки или чечевицы. Профнастил используется декоративных целях, для устройства лестниц, ступеней, площадок, полов внутри кузовов грузовиков или контейнеров для предотвращения их скольжения.
Наш интернет-магазин предлагает множество вариантов проката 1.2, купить материал возможно как в розницу, так и оптом. Цена указана за тонну, погонный метр. Вы можете купить металлопрокат тонколистовой, толстолистовой с различными кромками: обрезными или не обрезными.
Оцинкованная сталь толщиной 1.2 в Москве по выгодной цене
Представляет собой лист черной стали Ст1-3, 08пс, ГОСТ 19904-90, Р 52246-2016, покрытый тонким слоем цинка, что позволяет получить антикоррозийные свойства. Срок службы оцинкованной стали увеличивается до 40-50 лет.
При производстве используется метод непрерывной холодной прокатки, металл добавляют фосфор, углерод. Для нанесения защитного покрытия используется технология горячего цинкования. Поверхность сохраняется проходом, промасливанием. После предварительной очистки (обезжиривания, удаления окалины) обрабатываемый металл помещают в ванну с расплавленным цинком. Когда сталь нагревается, она зачищается, образуется цинковое покрытие толщиной от 10 до 60 микрон.
У нас можно купить качественный оцинкованный лист толщиной 1, 2 с доставкой по Москве, МО. Мы предлагаем только сертифицированную продукцию.
Лист из коррозионностойкой стали используется там, где требуется легкий вес и прочность. Часто изготавливается из:
Предметы домашнего обихода небольшого объема;
корпуса бытовой техники;
Элементы автомобильных кузовов.
Наиболее часто используется для производства: водосточных элементов, хозяйственного инвентаря (ведра, бидона), качестве конструкции для отделочных материалов, при изготовлении кузовов в машиностроении, производстве бытовой техники, оборудования для пищевой промышленности.
На нашей Металлобазе можно купить лист оцинкованный по низкой цене с доставкой по Москве, Московской области,
Лист холоднокатаный 1.2х1250х2500 мм по выгодной цене от компании «МеталлСтрой»
При производстве листового проката используется высококачественная полуспокойная литая сталь 08 пс, обладающая улучшенными свойствами на микроскопическом и макроскопическом уровне. На практике это означает большую прочность, хорошие механические свойства, минимальное количество внутренних дефектов (пор, полостей). После холодной прокатки получают сталь необходимой толщины, но с определенной глубиной закалки. Если требуется закалка, сталь должна быть отожжена.
Преимущества холоднокатаной листовой стали 1.2:
Возможность более тонкой прокатки
Более гладкая и эластичная поверхность
Технологичность
Хорошая обрабатываемость
У нас Вы можете купить холоднокатанный лист 1 2х1250х2500 по низкой цене. Наша компания доставляет товары по Москве, Московской области.
Металлический холоднокатаный лист 1, 2х2500×1250 мм — размеры, характеристики, вес
Для того, чтобы купить металлический холоднокатаный лист в Москве 1, 2х1250х2500 добавьте товар «В корзину» или нажмите на кнопку «Купить» для быстрого оформления заказа. Уточнить цены, сортамент и остаток на складе можно по телефону +7 (495) 640-68-58. Эксперт быстро ответит на звонок и подробно проконсультирует по всем интересующим вопросам.
Сколько весит шумка? — STP-Install Иваново
Нас очень часто спрашивают на сколько изменится масса автомобиля после комплексной шумоизоляции. Владельцы авто опасаются увеличения расхода топлива из-за изменения массы. Кроме того, существует миф, что автомобиль просто «перестанет ехать», потеряется динамика разгона. Особенно сильно это касается владельцев малолитражек. Чтобы ответить на все вопросы и развенчать мифы, в этой статье мы посчитаем массу комплексной шумоизоляции для большинства типов авто и сделаем выводы.
Условно разделим все автомобили на малые легковые автомобили, среднеразмерные легковые автомобили, кроссоверы, внедорожники и микроавтобусы. Затем выберем по одному конкретному представителю из каждого класса. Для малых легковых авто как пример возьмем Chevrolet Spark, для среднеразмерных — KIA Optima, нишу кроссоверов в нашей статье займет Hyundai Creta, в качестве внедорожника выступит Toyota Land Cruiser Prado, а представителем от микроавтобусов станет Volkswagen Caravelle. Количество затраченных на шумоизоляцию материалов берем из калькулятора на сайте компании «Стандартпласт». Подсчет массы шумоизоляции ведем исходя из варианта обработки премиум-материалами.
Начнем наше исследование с малолитражки Chevrolet Spark.
I. Капот автомобиля:
Расход материала – 1 лист StP Aero.
0,75х0,47 (размер листа StP Aero) * 1 (количество листов) * 2,9 (масса материала в кг на м²) = 0,3525 * 1 * 2,9 = 1,02225 кг.
Итого багажник: 8,922 + 1,00125 + 4,1895 = 14,11275 кг.
Масса комплексной шумоизоляции внедорожника: 2,0445 (капот) + 1,54725 (крышка багажника) + 7,7085 (крыша) + 19,8126 (пол) + 10,503 (двери) + 14,11275 (багажник) = 55,7286 кг. ≈ 56 кг.
Из расчета видно, что во внедорожнике масса шумоизоляции сопоставима со среднеразмерным легковым автомобилем и ниже, чем в кроссовере. Это зависит от конструктивных особенностей авто и возможности нанесения материалов определенной толщины.
Для завершения эксперимента нужно посчитать массу комплексной шумоизоляции микроавтобуса. Начинаем расчет на примере Volkswagen Caravelle.
I. Капот:
Расход материала – 1 лист StP Aero.
0,75х0,47 * 1 * 2,9 = 1,02225 кг.
II. Крышка багажника:
Расход материала – 1 лист StP Aero; 1 лист StP Biplast Premium 15A.
1 слой: 0,75х0,47 * 1 * 2,9 = 1,02225 кг.
2 слой: 0,75х1 * 1 * 0,7 = 0,525 кг.
Итого крышка багажника: 1,02225 + 0,525 = 1,54725 кг.
III. Крыша:
Расход материалов – 7 листов StP Aero; 5 листов StP Biplast Premium 15A.
Итого пол: 26,8185 + 2,3625 + 20,1096 = 49,2906 кг.
V. Двери:
Расход материала – 5 листов StP Aero; 1,5 листа StP Accent Premium; 3 листа StP Biplast Premium 15A.
1 слой: 0,75х0,47 * 5 * 2,9 = 5,11125 кг.
2 слой: 0,75х1 * 1,5 * 0,5 = 0,5625 кг.
3 слой: 0,75х1 * 3 * 0,7 = 1,575 кг.
Итого двери: 5,11125 + 0,5625 + 1,575 = 7,24875 кг.
VI. Боковины:
Расход материала – 3 листа StP Aero; 5 листов StP Biplast Premium 15A.
1 слой: 0,75х0,47 * 3 * 2,9 = 3,06675 кг.
2 слой: 0,75х1 * 5 * 0,7 = 2,625 кг.
Итого боковина: 2,625 + 3,06675 = 5,69175 кг.
Масса комплексной шумоизоляции микроавтобуса: 1,02225 (капот) + 1,54725 (крышка багажника) + 9,78075 (крыша) + 49,2906 (пол) + 7,24875 (двери) + 5,69175 (боковина) = 74,58135 кг ≈ 74,6 кг.
Для удобства сведем полученные данные в таблицу.
Класс автомобиля
Зона обработки
Капот (кг)
Крышка багажника (кг)
Крыша (кг)
Пол (кг)
Двери (кг)
Боковина (кг)
Багажник (кг)
Комплексная шумоизоляция (кг)
Малый легковой
1,02
1,02
4,12
14,34
8,46
-
8
37
Среднеразмерный легковой
1,02
1,02
5,14
27
6,8
-
14,32
55,3
Кроссовер
1,53
1,55
5,14
18,7
11,03
-
8,14
46,1
Внедорожник
2,05
1,55
7,71
19,8
10,5
-
14,11
56
Микроавтобус
1,02
1,55
9,78
49,3
7,25
5,69
-
74,6
Исходя из полученных в результате расчета данных, видим, что масса шумоизоляции не всегда находится в прямой зависимости от размера автомобиля. Здесь в учет больше идут конструктивные особенности, такие как кривизна металлических поверхностей, толщина штатного ковра и обшивок. Кроме того, из исследования можем сделать вывод, что при работе «премиум»-линейкой материалов по технологии завода-производителя масса комплексной шумоизоляции только в одном случае оказалась выше, чем средняя масса человека. Таким образом, после комплексной обработки, автомобиль не прибавит в массе даже на одного пассажира, что способно крайне незначительно повлиять на расход топлива и динамику или не повлиять вовсе.
Хотите больше информации о шумоизоляции? Позвоните по телефону 8 (4932) 466-466 или подайте заявку на установку Запись на установку
Stirlings Performance Steels
Калькулятор веса
Формула расчета веса
Пожалуйста, выберите калькулятор:
Лист и плитаКруглая трубаКруглый стерженьКвадратный стерженьШестиугольный стерженьПлоский стерженьМедная труба
Масса листов из нержавеющей стали Пластины
Ширина (мм):
*
Толщина (мм):
*
Длина (мм):
кг. за метр:
кг. за квадратный метр:
кг. за штуку:
* обязательное поле
Масса круга из нержавеющей стали
Диаметр (мм):
*
Толщина (мм):
*
кг. за квадратный метр:
кг. за штуку:
* обязательное поле
Вес трубы из нержавеющей стали (40S)
Внешний диаметр (мм):
*
Толщина стенки (мм):
*
Длина (мм):
кг. за метр:
кг. за штуку:
* обязательное поле
Вес круглого стержня из нержавеющей стали.
Диаметр (мм):
*
Длина (мм):
кг. за метр:
кг. за штуку:
* обязательное поле
Вес квадратного стержня из нержавеющей стали
Размер (мм):
*
Длина (мм):
кг. за метр:
кг. за штуку:
* обязательное поле
Вес шестигранного стержня из нержавеющей стали
Размер (мм):
*
Длина (мм):
кг. за метр:
кг. за штуку:
* обязательное поле
Вес плоского стержня из нержавеющей стали
Ширина (мм):
*
Толщина (мм):
*
Длина (мм):
кг. за метр:
кг. за штуку:
* обязательное поле
Вес латунной трубы / медной трубы
Внешний диаметр (мм):
*
Толщина стенки (мм):
*
Длина (мм):
кг. за метр:
кг. за штуку:
* обязательное поле
Пластинчатый груз MS | Удельный вес плиты MS
Конструкционная сталь уже более века используется в строительной отрасли для возведения различных типов конструкций. В этой статье вы узнаете, как рассчитать вес MS Plate.
Важное замечание
Удельный вес листа MS
Листы из стали MS широко используются в строительстве стальных конструкций. Плотность листа из мягкой стали составляет 7850 кг/м 3 . Она также известна как единица плотности и измеряется в единицах СИ. Плотность пластин МС в установке CGS составляет 7,85 г/см 3 .
Удельный вес листа MS разных размеров толщиной 6 мм, 8 мм и 12,5 мм , что составляет около 47,1 кг/м 2 , 62,8 кг/м 2 , 78,5 кг/м 2 и 98,1 кг/м 2 соответственно .
На рынке доступны пластины MS различных размеров.
Также читайте: 10 лучших цементных компаний в Индии 2022
Плотность плиты MS (мягкая сталь)
8,05 г/см 3 .
Сколько весит сталь?
На рынке доступны листы из мягкой стали различных размеров толщиной 6 мм, 8 мм, 10 мм и 12,5 мм. Удельный вес плиты MS обычно рассчитывается в килограммах на квадратный метр или в килограммах на квадратный фут.
Формула расчета веса плиты MS
Расчет веса плиты MS выглядит следующим образом:
Вес плиты (W) = 7,85 т
0494
t= толщина листа
W= Вес плиты в кг/м 2
Вес стального листа по толщине/ширине:
Вес листа МС разной толщины в кг/м2 приведен ниже в табличной форме
Толщина листа в мм
Вес плиты в кг/м 2
1,6 мм
12,6 кг/м 2
2,0 мм
15,7 кг/м 2
2,5 мм
19,6 кг/м 2
3 мм
23,6 кг/м 2
3,2 мм
25,1 кг/м 2
4 мм
31,4 кг/м 2
5 мм
39,3 кг/м 2
6 мм
47,1 кг/м 2
8 мм
62,8 кг/м 2
10 мм
78,5 кг/м 2
12,5 мм
98,1 кг/м 2
15 мм
118 кг/м 2
20 мм
157 кг/м 2
22,5 мм
177 кг/м 2
25 мм
196 кг/м 2
30 мм
236 кг/м 2
32 мм
251 кг/м 2
35 мм
275 кг/м 2
40 мм
314 кг/м 2
45 мм
353 кг/м 2
50 мм
393 кг/м 2
60 мм
432 кг/м 2
65 мм
471 кг/м 2
70 мм
510 кг/м 2
75 мм
550 кг/м 2
80 мм
589 кг/м 2
90 мм
628 кг/м 2
100 мм
707 кг/м 2
110 мм
785 кг/м 2
120 мм
864 кг/м 2
130 мм
942 кг/м 2
150 мм
1051 кг/м 2
160 мм
1178 кг/м 2
180 мм
1256 кг/м 2
200 мм
1413 кг/м 2
250 мм
1964 кг/м 2
Также читайте: 10 лучших брендов резервуаров для воды в Индии
Вес стальных листов (метрические размеры)
Вес листа MS в фунтах / футах 2 , которые указаны для различной толщины следует
Толщина листа в дюймах
Вес в фунтах/футах 2
3/16 дюйма
7,65 фунт/фут 2
1/4 дюйма
10,20 фунт/фут 2
5/16 дюйма
12,75 фунт/фут 2
3/8 дюйма
15,30 фунт/фут 2
7/16 дюйма
17,85 фунт/фут 2
1/2 дюйма
20,40 фунт/фут 2
9/16 дюйма
22,95 фунт/фут 2
5/8 дюйма
25,50 фунт/фут 2
11/16 дюймов
28,05 фунт/фут 2
3/4 дюйма
30,60 фунт/фут 2
13/16 дюймов
33,15 фунт/фут 2
7/8 дюйма
35,70 фунт/фут 2
1 дюйм
40,80 фунт/фут 2
1 1/8 дюйма
45,90 фунт/фут 2
1 1/4 дюйма
51 фунт/фут 2
1 3/8 дюйма
56,10 фунт/фут 2
1 1/2 дюйма
61,20 фунт/фут 2
1 5/8 дюйма
66,30 фунт/фут 2
1 3/4 дюйма
71,40 фунт/фут 2
1 7/8 дюйма
76,50 фунт/фут 2
2 дюйма
81,60 фунт/фут 2
2 1/8 дюйма
86,70 фунт/фут 2
2 1/4 дюйма
91,80 фунт/фут 2
2 1/2 дюйма
102 фунт/фут 2
2 3/4 дюйма
112,20 фунт/фут 2
3 дюйма
122,40 фунт/фут 2
3 1/4 дюйма
132,60 фунт/фут 2
3 1/2 дюйма
142,80 фунт/фут 2
3 3/4 дюйма
153 фунт/фут 2
4 дюйма
163,20 фунт/фут 2
4 1/4 дюйма
173,40 фунт/фут 2
4 1/2 дюйма
183,60 фунт/фут 2
5 дюймов
204 фунт/фут 2
5 1/2 дюйма
244,40 фунт/фут 2
6 дюймов
244,80 фунт/фут 2
6 1/2 дюйма
265,20 фунт/фут 2
7 дюймов
285,60 фунт/фут 2
7 1/2 дюйма
306 фунт/фут 2
8 дюймов
326,40 фунт/фут 2
9 дюймов
367,2 фунт/фут 2
10 дюймов
408 фунт/фут 2
Расчет и получение формулы веса пластины MS
Здесь вы поймете вывод формулы, которая используется для расчета веса пластины MS
Мы знаем, что основная формула, которая используется для расчета плотности, следующим образом.
Плотность стального листа = (Вес стального листа/ объем стального листа)
Мы знаем, что плотность стали 7850 кг/м 3
Вес тарелки MS = объем веса тарелки MS X плотность веса тарелки MS
Это формула, которая обычно используется для расчета веса тарелки MS. По этой формуле можно рассчитать вес плиты MS любой толщины.
Также читайте: Испытание на истирание | Испытание на определение коэффициента истирания | Принцип испытания на истирание | Важная информация об испытании на истирание
Как рассчитать вес плиты MS толщиной 6 мм?
Нам известна толщина плиты МС, которая составляет 6 мм. Расчет веса стального листа размером 6 мм выглядит следующим образом.
Для расчета веса плиты MS необходимо перевести толщину плиты MS из мм в метры.
Толщина листа MS = 0,006 м
Пусть длина пластины МС = 1 м.
Ширина плиты MS = 1 м.
Площадь пластины MS = длина пластины MS X ширина пластины MS
Площадь пластины MS = 1 x 1 м = 1 квадратный метр
Объем массы пластины MS толщиной 6 мм
Объем пластины MS = площадь пластины MS X толщина пластины MS
Объем пластины MS = 1 x 0,006
Объем пластины MS = 0,006 м 3
Мы знаем, что плотность листа MS составляет 7850 кг/м 3
Плотность стального листа = (Вес стального листа/объем стального листа)
Вес пластины MS = плотность пластины MS X объем пластины MS
Вес пластины MS = 7850 x 0,006
Масса пластины MS = 47,1 кг
Вес листа MS толщиной 6 мм составляет 47,1 кг на метр
Как рассчитать вес листа MS толщиной 8 мм?
Нам известна толщина плиты MS, которая составляет 8 мм .
Для расчета веса плиты MS необходимо перевести толщину плиты MS из мм в метры.
Толщина листа MS = 0,008 м
Пусть длина пластины МС = 1 м.
Ширина плиты MS = 1 м.
Площадь пластины MS = длина пластины MS X ширина пластины MS
Площадь пластины MS = 1 x 1 м = 1 квадратный метр
Объем массы пластины MS толщиной 6 мм
Объем пластины MS = площадь пластины MS X толщина пластины MS
Объем пластины MS = 1 x 0,008
Объем пластины MS = 0,008 м 3
Мы знаем, что плотность листа MS равна 7850 кг/м 3
Плотность стального листа = (Вес стального листа/объем стального листа)
Вес листа MS = Плотность листа MS X объем планшета MS
Вес планшета MS = 7850 x 0,008
Масса пластины MS = 62,8 кг
Масса листа MS толщиной 8 мм составляет 62,8 кг на метр
Также читайте: Раствор против цемента | Тип цемента | Тип раствора
Как рассчитать вес плит MS 10 мм на квадратный метр?
Нам известна толщина плиты MS, которая составляет 10 мм . Для расчета веса плиты MS нам необходимо перевести толщину плиты MS из мм в метры.
Для расчета веса плиты MS необходимо перевести толщину плиты MS из мм в метры.
Толщина листа MS = 0,010 м
Пусть длина пластины МС = 1 м.
Ширина плиты MS = 1 м.
Площадь пластины MS = длина пластины MS X ширина пластины MS
Площадь пластины MS = 1 x 1 м = 1 квадратный метр
Объем массы пластины MS толщиной 6 мм
Объем пластины MS = площадь пластины MS X толщина пластины MS
Объем пластины MS = 1 x 0,010
Объем пластины MS = 0,010 м 3
Мы знаем, что плотность листа MS равна 7850 кг/м 3
Плотность стального листа = (Вес стального листа/объем стального листа)
Вес листа MS = Плотность листа MS X объем планшета MS
Вес планшета MS = 7850 x 0,010
Масса пластины MS = 78,5 кг
Масса листа MS толщиной 10 мм составляет 78,50 кг на метр
Также читайте: Дизайн замачиваемой ямы | Аспекты здоровья | Эксплуатация и техническое обслуживание ямы для замачивания | Применимость Soak Pit Design
Расчет веса пластины MS 12,5 мм
Метод расчета веса пластины MS 12,5 мм следующий:
Нам известна толщина пластины MS, которая составляет 12,5 мм . Для расчета веса плиты MS нам необходимо перевести толщину плиты MS из мм в метры.
Для расчета веса плиты MS нам необходимо преобразовать толщину плиты MS из мм в метры.
Толщина листа MS = 0,0125 м
Пусть длина пластины МС = 1 м.
Ширина плиты MS = 1 м.
Площадь пластины MS = длина пластины MS X ширина пластины MS
Площадь пластины MS = 1 x 1 м = 1 квадратный метр
Объем МС Пластинчатый груз толщиной 6 мм
Объем пластины MS = площадь пластины MS X толщина пластины MS
Объем пластины MS = 1 x 0,0125
Объем пластины MS = 0,0125 м 3
Мы знаем, что плотность листа MS равна 7850 кг/м 3
Плотность стального листа = (Вес стального листа/объем стального листа)
Вес листа MS = Плотность листа MS X объем планшета MS
Вес планшета MS = 7850 x 0,0125
Масса пластины MS = 98,125 кг
Вес стального листа толщиной 12,5 мм составляет 98,125 кг на метр. Вес стальной пластины = 0,07 х 7850 = 549,5 кг. Точно так же можно рассчитать вес стальных листов разной толщины.
Плита из среднеуглеродистой стали
Среднеуглеродистая сталь обеспечивает баланс между низкоуглеродистой и высокоуглеродистой сталью, предлагая большую прочность и твердость, чем низкоуглеродистая сталь, но при этом оставаясь более пластичной, чем высокоуглеродистая сталь. Среднеуглеродистая сталь также обычно содержит другие сплавы, такие как марганец, которые также способствуют ее свойствам.
Плита из мягкой стали
Плита из низкоуглеродистой стали: для содержания углерода от 0,06% до 0,25%, также мы называем ее толстолистовой из мягкой стали. Лист из среднеуглеродистой стали: содержание с от 0,25% до 0,55%. Лист из высокоуглеродистой стали: от 0,55% до 1,0%, также называемый листом из твердой стали.
Цены на листы из мягкой стали
Цена на прутки из мягкой стали составляет от 48 до 60 фунтов стерлингов за кг в период с 21 февраля по 22 января. Это ориентировочные значения, основанные на популярных ценах на продукты.
Плита из мягкой стали на продажу
Лист из мягкой стали толщиной 6 мм, толщина: 6 мм, для строительства, 45 рупий за килограмм
Лист из мягкой стали
Лист из мягкой стали, также известный как плита, имеется на складе различной толщины от 0,8 мм до 5 мм. Листы толщиной от 0,8 мм до 3 мм относятся к классу cr4 (холодное обжатие). Листы толщиной 4 мм и 5 мм подвергаются горячей прокатке.
Плита из углеродистой стали A36
Стальная плита Astm a36 является одним из наиболее распространенных сортов стали, используемых в конструкционных применениях. Этот сорт мягкой углеродистой стали содержит химические сплавы, которые придают ей такие свойства, как обрабатываемость, пластичность и прочность, которые идеально подходят для использования в строительстве различных конструкций.
Лист из мягкой стали
Термин «листовой металл» относится к любому металлу, из которого можно сформировать плоские детали различной толщины.
Сварочный полуавтомат дает возможность увеличить продуктивность и качество работы. Оборудование не предполагает использования традиционных электродов. Вместо них применяется специальная присадочная проволока, которая намотана на катушку. Преимущество такого подхода заключается в том, что специалисту не приходится разрывать шов, чтобы сменить стержень. Операция выполняется непрерывно, сохраняется целостность шва и экономится время.
Помимо этого, оборудование позволяет сваривать заготовки разной толщины: от 0,2 мм до нескольких сантиметров. При этом сварщик может работать с заготовками из разных материалов или их сплавов. Для того, чтобы воспользоваться всеми перечисленными преимуществами требуется газ для сварки полуавтоматом. Он будет препятствовать проникновению в сварочную ванну атмосферной влаги и содержащихся в воздухе других элементов.
СОДЕРЖАНИЕ
Какой газ нужен для сварки полуавтоматом
Сварочная смесь для полуавтомата
Технология выполнения работ
Особенности сваривания под газом
Основные преимущества сварки полуавтоматом с газом
Какой газ нужен для сварки полуавтоматом
Технологическим регламентом при работе полуавтоматической сваркой предусматривается применения инертного или активного газа в качестве флюса. Активный вступает в химическую реакцию во время сварки и меняет физико-химические показатели сварного шва. Защитный газ не реагирует, но защищает рабочую среду от окислительных процессов. Такой способ особенно актуален в случаях сваривания заготовок из алюминиевого сплава, которые быстро поддаются окислению.
Наиболее распространенными газами из числа инертных являются гелий и аргон. Активная группа состоит из распространенных элементов: углекислый газ (СО2), кислород, азот. Самые популярные соединения:
смесь аргона с углекислотой. Инертно-активная среда минимизирует количество брызг;
состав из гелия и аргона. Инертная среда, позволяющая повысить температуру дуги;
аргоно-кислородная газовая среда. Инертно активное соединение, которое используется при работе с легированной и низколегированной сталью;
углекислый газ в сочетании с кислородом. Активная среда, применяемая для повышения производительности полуавтоматического оборудования.
Читайте также: Как правильно варить полуавтоматом
Сварочная смесь для полуавтомата
Выбирая смесь для полуавтомата, специалист учитывает такие критерии: тип материала заготовок, диаметр используемой проволоки, оптимальная толщина сварного шва. На практике для выбора смеси достаточно сопоставить приведенные в специальных таблицах данные. Здесь уже подобраны оптимальные варианты составов для работы с конкретными материалами с учетом технологических особенностей процесса.
Опытный сварщик учитывает и сопутствующие эффекты от использования той или другой газовой смеси. К примеру, применение углекислого газа дает возможность снизить разбрызгиваемость. Поэтому их часто выбирают для формирования потолочных швов.
Технология выполнения работ
Принципиального отличия от дуговой сварки нет, поскольку в основу положены те же физико-химические процессы. Между электродом и рабочей поверхностью создается разница потенциалов, что дает возможность сформировать электрическую дугу. Она накаляется до температуры, которой достаточно для плавления металлов. Расплавленная присадочная проволока связывается с телом заготовки на атомарном уровне. После остывания образуется цельный конструкционный элемент. Прочность соединения присадки и тела заготовки составляет примерно 90% от показателя основного конструкционного материала.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими сварочными столами собственного производства от компании VTM.
Нужно учитывать и особенности, которые характерны для полуавтоматической сварки:
Присадочная проволока подается в рабочую зону непрерывно через специальный проводящий электричество мундштук. При этом расход материала можно отрегулировать вручную, придерживая или отпуская кнопку подачи.
Вместо привычного флюса в твердой форме, от плавления которого образуется газовое облако, тут подается уже готовая газовая смесь или же чистая среда. Газ поступает все время: как при активной, так и потухшей электрической дуге.
Благодаря такому решению уменьшается количество брызг, показатели работы дуги более стабильны, повышается производительность труда сварщика и, соответственно, снижается трудоемкость сварочных процессов.
Особенности сваривания под газом
Техника сваривания полуавтоматическими устройствами практически ничем не отличается от приемов, которые применяются в традиционной электродуговой сварке. При помощи полуавтоматов можно формировать горизонтальные или вертикальные швы, делать «прихватку», делать стыки герметичными, делать сопряжения встык или внахлест.
Способы формирования остаются точно такими же, как и при использовании классических аппаратов ММА-серии. Более того, по общей схеме определяются оптимальная сила тока и режима сварки — на основе данных о толщине стыка и диаметре электрода.
Единственная особенность, которую отмечают практически все пользователи — простота соединения тонких листов металла. Поэтому чаще всего полуавтоматы используются в кузовном ремонте и при сваривании металлических конструкций из тонких листов.
Основные преимущества сварки полуавтоматом с газом
Высокая температура воздействует на ограниченный участок заготовки. Поэтому металлы не меняют свих физических свойств.
Нет дыма в рабочей зоне. Это существенно облегчает визуальный контроль над сварочным процессом.
Универсальность. Технология отлично подходит для соединения разных металлов: от алюминия и титана до высоколегированной конструкционной стали.
Нет ограничений относительно пространственного расположения заготовки. Достаточно отрегулировать мощность горелки для того, чтобы положить наклонный или потолочный шов.
Отсутствуют ограничения по минимальной толщине. Технология дает возможность работать с листами толщиной от 0,2 мм. Максимальная толщина заготовки зависит от навыков специалиста.
Не требуется постоянно зачищать швы даже при многослойной сварке. Газовый флюс улетучивается сразу после прекращения подачи смеси.
Высокая производительность установки.
Какой газ используется для сварки полуавтоматом
Оцените, пожалуйста, статью
12345
Всего оценок: 71, Средняя: 2
Какой газ нужен для сварки полуавтоматом
Сварочный полуавтомат дает возможность увеличить продуктивность и качество работы. Оборудование не предполагает использования традиционных электродов. Вместо них применяется специальная присадочная проволока, которая намотана на катушку. Преимущество такого подхода заключается в том, что специалисту не приходится разрывать шов, чтобы сменить стержень. Операция выполняется непрерывно, сохраняется целостность шва и экономится время.
Помимо этого, оборудование позволяет сваривать заготовки разной толщины: от 0,2 мм до нескольких сантиметров. При этом сварщик может работать с заготовками из разных материалов или их сплавов. Для того, чтобы воспользоваться всеми перечисленными преимуществами требуется газ для сварки полуавтоматом. Он будет препятствовать проникновению в сварочную ванну атмосферной влаги и содержащихся в воздухе других элементов.
СОДЕРЖАНИЕ
Какой газ нужен для сварки полуавтоматом
Сварочная смесь для полуавтомата
Технология выполнения работ
Особенности сваривания под газом
Основные преимущества сварки полуавтоматом с газом
Какой газ нужен для сварки полуавтоматом
Технологическим регламентом при работе полуавтоматической сваркой предусматривается применения инертного или активного газа в качестве флюса. Активный вступает в химическую реакцию во время сварки и меняет физико-химические показатели сварного шва. Защитный газ не реагирует, но защищает рабочую среду от окислительных процессов. Такой способ особенно актуален в случаях сваривания заготовок из алюминиевого сплава, которые быстро поддаются окислению.
Наиболее распространенными газами из числа инертных являются гелий и аргон. Активная группа состоит из распространенных элементов: углекислый газ (СО2), кислород, азот. Самые популярные соединения:
смесь аргона с углекислотой. Инертно-активная среда минимизирует количество брызг;
состав из гелия и аргона. Инертная среда, позволяющая повысить температуру дуги;
аргоно-кислородная газовая среда. Инертно активное соединение, которое используется при работе с легированной и низколегированной сталью;
углекислый газ в сочетании с кислородом. Активная среда, применяемая для повышения производительности полуавтоматического оборудования.
Читайте также: Как правильно варить полуавтоматом
Сварочная смесь для полуавтомата
Выбирая смесь для полуавтомата, специалист учитывает такие критерии: тип материала заготовок, диаметр используемой проволоки, оптимальная толщина сварного шва. На практике для выбора смеси достаточно сопоставить приведенные в специальных таблицах данные. Здесь уже подобраны оптимальные варианты составов для работы с конкретными материалами с учетом технологических особенностей процесса.
Опытный сварщик учитывает и сопутствующие эффекты от использования той или другой газовой смеси. К примеру, применение углекислого газа дает возможность снизить разбрызгиваемость. Поэтому их часто выбирают для формирования потолочных швов.
Технология выполнения работ
Принципиального отличия от дуговой сварки нет, поскольку в основу положены те же физико-химические процессы. Между электродом и рабочей поверхностью создается разница потенциалов, что дает возможность сформировать электрическую дугу. Она накаляется до температуры, которой достаточно для плавления металлов. Расплавленная присадочная проволока связывается с телом заготовки на атомарном уровне. После остывания образуется цельный конструкционный элемент. Прочность соединения присадки и тела заготовки составляет примерно 90% от показателя основного конструкционного материала.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими сварочными столами собственного производства от компании VTM.
Нужно учитывать и особенности, которые характерны для полуавтоматической сварки:
Присадочная проволока подается в рабочую зону непрерывно через специальный проводящий электричество мундштук. При этом расход материала можно отрегулировать вручную, придерживая или отпуская кнопку подачи.
Вместо привычного флюса в твердой форме, от плавления которого образуется газовое облако, тут подается уже готовая газовая смесь или же чистая среда. Газ поступает все время: как при активной, так и потухшей электрической дуге.
Благодаря такому решению уменьшается количество брызг, показатели работы дуги более стабильны, повышается производительность труда сварщика и, соответственно, снижается трудоемкость сварочных процессов.
Особенности сваривания под газом
Техника сваривания полуавтоматическими устройствами практически ничем не отличается от приемов, которые применяются в традиционной электродуговой сварке. При помощи полуавтоматов можно формировать горизонтальные или вертикальные швы, делать «прихватку», делать стыки герметичными, делать сопряжения встык или внахлест.
Способы формирования остаются точно такими же, как и при использовании классических аппаратов ММА-серии. Более того, по общей схеме определяются оптимальная сила тока и режима сварки — на основе данных о толщине стыка и диаметре электрода.
Единственная особенность, которую отмечают практически все пользователи — простота соединения тонких листов металла. Поэтому чаще всего полуавтоматы используются в кузовном ремонте и при сваривании металлических конструкций из тонких листов.
Основные преимущества сварки полуавтоматом с газом
Высокая температура воздействует на ограниченный участок заготовки. Поэтому металлы не меняют свих физических свойств.
Нет дыма в рабочей зоне. Это существенно облегчает визуальный контроль над сварочным процессом.
Универсальность. Технология отлично подходит для соединения разных металлов: от алюминия и титана до высоколегированной конструкционной стали.
Нет ограничений относительно пространственного расположения заготовки. Достаточно отрегулировать мощность горелки для того, чтобы положить наклонный или потолочный шов.
Отсутствуют ограничения по минимальной толщине. Технология дает возможность работать с листами толщиной от 0,2 мм. Максимальная толщина заготовки зависит от навыков специалиста.
Не требуется постоянно зачищать швы даже при многослойной сварке. Газовый флюс улетучивается сразу после прекращения подачи смеси.
Высокая производительность установки.
Какой газ используется для сварки полуавтоматом
Оцените, пожалуйста, статью
12345
Всего оценок: 71, Средняя: 2
Исследование
: Сварщики предпочитают полуавтоматическое оборудование для дуговой сварки
Согласно последнему отчету о рынке оборудования для дуговой сварки, в 2018 году мировые продажи оборудования для дуговой сварки достигли ~1 600 000 единиц. Согласно анализу исследования, прогнозируется, что мировой рынок оборудования для дуговой сварки будет демонстрировать среднегодовой темп роста примерно 6% в течение прогнозируемого периода 2019 и 2029 годов. Растущий спрос на продукцию для дуговой сварки со стороны нескольких отраслей конечного использования, таких как автомобилестроение и Строительство, по оценкам, будет стимулировать рост рынка оборудования для дуговой сварки в прогнозируемый период.
Согласно всестороннему исследованию и глубокому изучению, ожидается, что увеличение числа жилищных и инфраструктурных проектов и улучшение объектов общественного транспорта, в том числе железных и автомобильных дорог, приведет к значительному росту рынка дуговой сварки во всем мире. Различные технологии дуговой сварки, такие как дуговая сварка металлическим газом (GMAW) и дуговая сварка газовым вольфрамом (GTAW), широко используются в автомобильной промышленности. Ожидается, что рост рынка будет в дальнейшем обусловлен развитием автомобильных конструкций, нуждающихся в конкурентоспособных процедурах дуговой сварки, в сочетании с растущим спросом на автомобили.
Кроме того, ожидается, что несколько крупномасштабных инфраструктурных проектов, запущенных в рамках государственных программ развития, станут основными движущими силами роста рынка оборудования для дуговой сварки на международном уровне. По оценкам, в 2019 году мировой рынок оборудования для дуговой сварки достигнет выручки в размере ~ 5 млрд долларов США, и ожидается, что к концу 2029 года он продемонстрирует впечатляющий рост.0010
Ожидается, что увеличение капитальных затрат на строительство в сочетании с крупными инфраструктурными проектами, запланированными в развивающихся регионах в ближайшем будущем, будет стимулировать продажи оборудования для дуговой сварки в течение расчетного периода. Ожидается, что безудержные инвестиции в основные отрасли промышленности будут стимулировать спрос на оборудование для дуговой сварки и газы в течение прогнозируемого периода.
Хотя дуговая сварка металлическим электродом в среде защитного газа (SMAW), или более известная как технология дуговой сварки, является самым старым методом дуговой сварки на современном рынке, она, как ни странно, занимает наибольшую долю рынка, несмотря на другие технологии дуговой сварки, разработанные для различных областей применения. Другие технологии сварки, следующие за пятками, — это дуговая сварка с флюсовой проволокой (FCAW), плазменная дуговая сварка (PAW) и дуговая сварка металлическим газом (GMAW). Индивидуальные и специфические сварочные операции требуют дуговой сварки вольфрамовым электродом в среде защитного газа (GTAW), для которой требуется профессиональный опытный персонал по дуговой сварке, поскольку ее нельзя легко автоматизировать.
Сварщики считают полуавтоматическое оборудование для дуговой сварки более экономичным и эффективным по сравнению с оборудованием для ручной и автоматической дуговой сварки. Таким образом, растущий спрос на полуавтоматическую дуговую сварку, по оценкам, будет стимулировать рост мирового рынка оборудования для дуговой сварки. Полуавтоматическое оборудование для дуговой сварки, такое как TIG (вольфрамовый инертный газ), MIG (металлический инертный газ) и оборудование для дуговой сварки с флюсовой проволокой, завоевывают популярность на рынке Ближнего Востока и Африки благодаря росту отраслей конечного использования, таких как как строительство, энергетика, автомобилестроение, нефть и газ.
Тенденции развивающихся рынков, продиктованные технологиями и использованием газа
Использование гелия для защиты при дуговой сварке могло бы быть плодотворным, но его высокая цена и дефицит привели к его неравномерному использованию в различных странах мира. Использование гелия особенно распространено в странах с избытком природного газа, что приводит к резкому снижению отпускных цен. США, Катар и Алжир являются одними из крупнейших стран, производящих около 75% всего мирового производства гелия. Гелий в таких странах продается по цене около 30 000 долларов США за тонну, в то время как цена продажи в других странах может достигать 75 000 долларов США за тонну. Недавняя инфляция цен на гелий также была тревожным фактором, поскольку цены на сырой гелий выросли на 135% в годовом исчислении на недавно завершившемся аукционе правительства США.
Когда дело доходит до выбора защитного газа для сварки металлов дуговой технологией, инертные газы занимают первое место в списке по сравнению с другими газами. Гелий и аргон являются двумя наиболее распространенными инертными газами, используемыми в технологии дуговой сварки, но высокая цена гелия вынуждает операторов сварки выбирать аргон для защиты. Его низкая цена в сочетании с выгодными защитными свойствами, вероятно, повлияет на доминирование аргона на рынке оборудования для дуговой сварки и газа в текущем сценарии, а также в будущем.
Рынок оборудования для дуговой сварки: информация о поставщиках
В анализе исследования также представлены ценные сведения о конкурентной структуре рынка оборудования для дуговой сварки и типичных подходах ведущих игроков рынка. По оценкам, мировой рынок оборудования для дуговой сварки достаточно фрагментирован: на ведущих игроков приходится менее 43% всего рынка. Некоторыми ключевыми игроками на глобальном конкурентном рынке являются Daihen Corporation, The Lincoln Electric Company, Colfax Corporation, Obara Group, Inc., Illinois Tool Works Inc, Hyundai Welding Co. Ltd, Fronius International GmbH, Panasonic Corporation и Kemppi Oy. .
Это исследование освещает ключевые возможности рынка оборудования для дуговой сварки и показывает, что в течение прогнозируемого периода рынок будет демонстрировать среднегодовой рост примерно на 6%.
Эти выводы основаны на отчете «Рынок оборудования для дуговой сварки» , подготовленном Persistence Market Research.
Что такое дуговая сварка металлическим газом? (Сварка MIG / MAG Welding)
Сварка металлическим электродом в среде инертного газа (MIG) и сварка металлическим активным газом (MAG), номера процессов 131 и 135 соответственно в соответствии со стандартом ISO 4063, являются вариантами процесса дуговой сварки металлическим электродом (GMAW) , как их чаще называют в США и некоторых других странах. Они используют тепло, создаваемое электрической дугой между расходуемым металлическим электродом и заготовкой, создавая сварочную ванну и сплавляя их вместе, образуя соединение. Дуга и сварочная ванна защищены от окружающей среды и загрязнений защитным газом.
Это часть серии часто задаваемых вопросов TWI.
MIG/MAG подобен другим процессам дуговой сварки, т.е. ММА, в котором тепло для сварки вырабатывается путем образования дуги между расходуемым металлическим электродом и заготовкой; электрод плавится, образуя сварной шов. Основное отличие состоит в том, что металлический электрод представляет собой проволоку малого диаметра, непрерывно подаваемую через контактный наконечник сварочной горелки с катушки с проволокой, а защитный газ подается через сварочную горелку. Поскольку проволока подается непрерывно, ручной процесс иногда называют полуавтоматической сваркой. При сварке MIG и MAG для защиты дуги используется подача газа, в отличие от MMA, где флюс на электроде расплавляется для защиты дуги.
В чем разница между MIG и MAG?
Единственная разница между MIG и MAG заключается в типе используемого защитного газа.
Состав защитного газа важен, поскольку он оказывает значительное влияние на стабильность дуги, перенос металла, профиль сварного шва, проплавление и степень разбрызгивания.
Сварка MIG (металл в инертном газе): В этом процессе в качестве защитного газа используются инертные газы или газовые смеси. Аргон и гелий или смеси Ar/He являются инертными газами и обычно используются для сварки MIG цветных металлов, таких как алюминий. Инертные газы не вступают в реакцию с присадочным материалом или сварочной ванной.
Сварка MAG (Metal Active Gas): В этом процессе используются активные защитные газы. Эти газы могут вступать в реакцию с присадочным металлом, перемещающимся через дугу и сварочную ванну, влияя на его химический состав и/или результирующие механические свойства.
Активные защитные газы, используемые для сварки сталей, представляют собой двуокись углерода или смеси аргона, двуокиси углерода и кислорода. Примеры этих активных газов включают CO 2 , Ar + от 2 до 5% O 2 , Ar + от 5 до 25% CO 2 и Ar + CO 2 + O 2 .
Газы для других материалов могут включать водород, азот или другие специальные газы.
Режим переноса металла
Способ или режим переноса металла из присадочной проволоки в сварочную ванну в значительной степени определяет особенности технологического процесса. Согласно ISO 4063, существует четыре основных режима переноса металла:
Короткое замыкание (перенос погружением)
Шаровидная передача
Спрей-перенос
Импульсная передача
Перенос металла с коротким замыканием используется для операций с низким подводом тепла, и требуется навык, чтобы избежать непровара. При коротком замыкании или переносе «погружением» расплавленный металл, образующийся на кончике проволоки, переносится проволокой, погружающейся в сварочную ванну. Это достигается установкой низкого напряжения. Внимание при установке напряжения и индуктивности в зависимости от скорости подачи проволоки необходимо для сведения к минимуму разбрызгивания. Индуктивность используется для контроля скачков тока, возникающих при погружении проволоки в сварочную ванну.
Для переноса распылением требуются более высокое напряжение и ток, что приводит к более высокому подводу тепла. Расплавленный металл на конце проволоки переходит в сварочную ванну в виде брызг мелких капель (меньше диаметра проволоки). Однако существует минимальный уровень тока или порог, ниже которого капли не проецируются принудительно через дугу; это глобальный перенос. Если предпринимается попытка сварки значительно ниже порогового уровня тока, малой силы дуги недостаточно для предотвращения образования крупных капель на конце проволоки. Эти капли хаотично перемещаются по дуге под действием обычной гравитационной силы, часто образуя большое количество брызг, а иногда также может происходить перенос по падению.
Импульсный режим был разработан как средство снижения тепловложения при переносе распылением при сохранении его преимуществ. Перенос металла распылением достигается путем подачи импульсов высокого тока, каждый импульс имеет достаточную силу, чтобы отделить каплю металла сварного шва.
Обычная сварка MIG/MAG выполняется с использованием источника постоянного напряжения, который обеспечивает стабильную «саморегулирующуюся» дугу.
Каковы преимущества сварки MIG/MAG?
может работать несколькими способами, включая полуавтоматический и полностью автоматический, в том числе роботизированный
позволяет быстро производить высококачественные сварные швы
из-за отсутствия флюса нет возможности застревания шлака в металле сварного шва
— это универсальный процесс, который можно использовать для соединения различных металлов и сплавов
. Сварку MAG
можно выполнять во всех положениях, что делает ее одним из наиболее широко используемых сварочных процессов.
Каковы недостатки сварки MIG/MAG?
для вертикальной или потолочной сварки требуется передача короткого замыкания. Без быстрозамерзающего флюса ничто не удерживает сварочную ванну в позиции
.
сварка не может выполняться на открытом воздухе без ограждений, так как сварочный газ должен быть защищен от ветра
с ограниченным количеством раскислителей, доступных в процессе, вся ржавчина должна быть удалена с заготовки до начала сварки.
Диаметры (размеры) отверстий и диаметры (размеры) сверл под нарезание дюймовой трубной цилиндрической резьбы BSPP=ISO228-1=DIN259=ГОСТ6357-81. Данные из ГОСТ 21348-75. Резьба G1/8» — 6»
Раздел недели: Плоские фигуры. Свойства, стороны, углы, признаки, периметры, равенства, подобия, хорды, секторы, площади и т.д.
Поиск на сайте DPVA
Поставщики оборудования
Полезные ссылки
О проекте
Обратная связь
Ответы на вопросы.
Оглавление
Таблицы DPVA.ru — Инженерный Справочник
Адрес этой страницы (вложенность) в справочнике dpva.ru: главная страница / / Техническая информация/ / Оборудование/ / Фланцы, резьбы, трубы, фитинги….Элементы трубопроводов./ / Резьбы. Резьба на трубах. Резьба крепежная. Метрическая резьба — размеры, таблицы. Дюймовые резьбы — размеры, таблицы. Таблицы соответствия резьб. / / Диаметры (размеры) отверстий и диаметры (размеры) сверл под нарезание дюймовой трубной цилиндрической резьбы BSPP=ISO228-1=DIN259=ГОСТ6357-81. Данные из ГОСТ 21348-75. Резьба G1/8» — 6»
Поделиться:
Диаметры (размеры) отверстий и диаметры (размеры) сверл под нарезание дюймовой трубной цилиндрической резьбы BSPP=ISO228-1=DIN259=ГОСТ6357-81. Данные из ГОСТ 21348-75. Резьба G1/8» — 6».
Стандарт устанавливает диаметры отверстий под нарезание трубной цилиндрической резьбы по BSPP=ISO228-1=DIN259=ГОСТ6357-81 в изделиях из сталей по ГОСТ 380, ГОСТ 4543, ГОСТ 1050, ГОСТ 19282 и ГОСТ 5632 (кроме сплавов на никелевой основе) и меди по ГОСТ 859.
Таблица: диаметры отверстий под нарезание трубной цилиндрической резьбы по BSPP=ISO228-1=DIN259=ГОСТ6357-81 в изделиях из сталей (диаметры сверл — ниже):
Размер резьбы, BSPP, G, дюймы
Число ниток на 1″
Шаг Р, мм
Диаметр отверстия под резьбу, мм
Номин.
Пред. откл. для классов точности
А
В
1/8″
28
0,907
8,62
+ 0,10
+ 0,20
1/4″
19
1,337
11,50
+ 0,12
+ 0,25
3/8″
15,00
1/2″
14
1,814
18,68
+ 0,14
+ 0,28
5/8″
20,64
3/4″
24,17
7/8″
27,93
Размер резьбы, BSPP, G, дюймы
Число ниток на 1″
Шаг Р, мм
Диаметр отверстия под резьбу, мм
Номин.
Пред. откл. для классов точности
А
В
1″
11
2,309
30,34
+ 0,18
+ 0,36
1 1/8 «
35,00
1 1/4 «
39,00
1 3/8 «
41,41
1 1/2 «
44,90
1 3/4 «
50,84
2 «
56,70
2 1/4 «
62,80
+0, 22
+ 0,43
2 1/2 «
72,27
2 3/4 «
78,62
3 «
84,97
3 1/4 «
91,07
3 1/2 «
97,42
3 3/4 «
103,77
4 «
110,12
4 1/2 «
122,82
5 «
135,52
5 1/2 «
148,22
6 «
160,92
. Допускается под нарезание трубной цилиндрической резьбы применять отверстия других диаметров, полученных на основании экспериментальных данных.
Таблица: диаметры сверл под нарезание трубной цилиндрической резьбы по BSPP=ISO228-1=DIN259=ГОСТ6357-81 в изделиях из сталей (диаметры отверстий — выше):
Номинальный размер резьбы BSPP, G, дюймы
Шаг Р, мм
Диаметр сверла для классов точности резьбы
А
В
1/8″
0,907
—
8,7
1/4″
1,337
11,5
11,5
3/8″
15,0
15
1/2″
1,814
—
18,75
5/8″
20,75
3/4″
24,25
7/8″
28
1″
2,309
—
30,5
1 1/8 «
35,0
35
1 1/4 «
39,0
39
1 3/8 «
—
41,5
1 1/2 «
45
1 3/4 «
51
Поиск в инженерном справочнике DPVA. Введите свой запрос:
Дополнительная информация от Инженерного cправочника DPVA, а именно — другие подразделы данного раздела:
Поиск в инженерном справочнике DPVA. Введите свой запрос:
Если Вы не обнаружили себя в списке поставщиков, заметили ошибку, или у Вас есть дополнительные численные данные для коллег по теме, сообщите , пожалуйста.
Вложите в письмо ссылку на страницу с ошибкой, пожалуйста.
Коды баннеров проекта DPVA.ru Начинка: KJR Publisiers
Консультации и техническая поддержка сайта: Zavarka Team
Проект является некоммерческим. Информация, представленная на сайте, не является официальной и предоставлена только в целях ознакомления. Владельцы сайта www.dpva.ru не несут никакой ответственности за риски, связанные с использованием информации, полученной с этого интернет-ресурса. Free xml sitemap generator
Стандарт резьбы UNC и UNF. Размеры резьбы и диаметр сверла
Ремонт бытовой техники ➦ Статьи ➦ резьба UNC и UNF
Бытовая техника
В авто и бытовой технике зарубежного производства, резьба UNC, UNF имеет широкое применение. Например, резьбу UNC 3/8 и 1/4 дюйма можно встретить в устройствах для фиксации видео-фотокамер (штативы, моноподы, кронштейны для вспышек). UNC, UNF это стандарт США, резьбы которых применяются в странах Европы, и в частности США. В России резьбу UNC и UNF называют дюймовая резьба.
Профиль резьбы UNC, UNF такой же, как и в метрической резьбе 60°, но размеры резьбы считаются в дюймах.
UNC — крупная резьба; UNF — мелкая резьба.
Ниже в таблице приведены подробные размеры резьбы и необходимым диаметром сверла под нарезаемую резьбу.
Унифицированная крупная резьба UNC
Обозначение резьбы
Наружный диаметр, дюйм
Наружный диаметр, мм
Диаметр сверла под резьбу, мм
Число ниток на дюйм
Шаг нарезаемой резьбы, мм
N 1 — 64 UNC
0,073
1,854
1,5
64
0,397
N 2 — 56 UNC
0,086
2,184
1,8
56
0,453
N 3 — 48 UNC
0,099
2,515
2,1
48
0,529
N 4 — 40 UNC
0,112
2,845
2,35
40
0,635
N 5 — 40 UNC
0,125
3,175
2,65
40
0,635
N 6 — 32 UNC
0,138
3,505
2,85
32
0,794
N 8 — 32 UNC
0,164
4,166
3,5
32
0,794
N 10 — 24 UNC
0,19
4,826
4
24
1,058
N 12 — 24 UNC
0,216
5,486
4,65
24
1,058
1/4″ — 20 UNC
0,25
6,35
5,35
20
1,27
5/16″ — 18 UNC
0,313
7,938
6,8
18
1,411
3/8″ — 16 UNC
0,375
9,525
8,25
16
1,587
7/16″ — 14 UNC
0,438
11,112
9,65
14
1,814
1/2″ — 13 UNC
0,5
12,7
11,15
13
1,954
9/16″ — 12 UNC
0,563
14,288
12,6
12
2,117
5/8″ — 11 UNC
0,625
15,875
14,05
11
2,309
3/4″ — 10 UNC
0,75
19,05
17
10
2,54
7/8″ — 9 UNC
0,875
22,225
20
9
2,822
1″ — 8 UNC
1
25,4
22,25
8
3,175
1 1/8″ — 7 UNC
1,125
28,575
25,65
7
3,628
1 1/4″ — 7 UNC
1,25
31,75
28,85
7
3,628
1 3/8″ — 6 UNC
1,375
34,925
31,55
6
4,233
1 1/2″ — 6 UNC
1,5
38,1
34,7
6
4,233
1 3/4″ — 5 UNC
1,75
44,45
40,4
5
5,08
2″ — 4 1/2 UNC
2
50,8
46,3
4,5
5,644
2 1/4″ — 4 1/2 UNC
2,25
57,15
52,65
4,5
5,644
2 1/2″ — 4 UNC
2,5
63,5
58,5
4
6,35
2 3/4″ — 4 UNC
2,75
69,85
64,75
4
6,35
3″ — 4 UNC
3
76,2
71,1
4
6,35
3 1/4″ — 4 UNC
3,25
82,55
77,45
4
6,35
3 1/2″ — 4 UNC
3,5
88,9
83,8
4
6,35
3 3/4″ — 4 UNC
3,75
95,25
90,15
4
6,35
4″ — 4 UNC
4
101,6
96,5
4
6,35
Унифицированная крупная резьба UNC
Обозначение резьбы
Наружный диаметр, дюйм
Наружный диаметр, мм
Диаметр сверла под резьбу, мм
Число ниток на дюйм
Шаг нарезаемой резьбы, мм
N 0 — 80 UNF
0,06
1,524
1,25
80
0,317
N 1 — 72 UNF
0,073
1,854
1,55
72
0,353
N 2 — 64 UNF
0,068
2,184
1,9
64
0,397
N 3 — 56 UNF
0,099
2,515
2,15
56
0,453
N 4 — 48 UNF
0,112
2,845
2,4
48
0,529
N 5 — 44 UNF
0,125
3,175
2,7
44
0,577
N 6 — 40 UNF
0,138
3,505
2,95
40
0,635
N 8 — 36 UNF
0,164
4,166
3,5
36
0,705
N 10 — 32 UNF
0,19
4,826
4,1
32
0,794
N 12 — 28 UNF
0,216
5,486
4,7
28
0,907
1/4″ — 28 UNF
0,25
6,35
5,5
28
0,907
5/16″ — 24 UNF
0,313
7,938
6,9
24
1,058
3/8″ — 24 UNF
0,375
9,525
8,5
24
1,058
7/16″ — 20 UNF
0,438
11,112
9,9
20
1,27
1/2″ — 20 UNF
0,5
12,7
11,5
20
1,27
9/16″ — 18 UNF
0,563
14,288
12,9
18
1,411
5/8″ — 18 UNF
0,625
15,875
14,5
18
1,411
3/4″ — 16 UNF
0,75
19,05
17,5
16
1,587
7/8″ — 14 UNF
0,875
22,225
20,4
14
1,814
1″ — 12 UNF
1
25,4
23,25
12
2,117
1 1/8″ — 12UNF
1,125
28,575
26,5
12
2,117
1 1/4″ — 12 UNF
1,25
31,75
29,5
12
2,117
1 3/8″ — 12 UNF
1,375
34,925
32,75
12
2,117
1 1/2″ — 12 UNF
1,5
38,1
36
12
2,117
Размеры метчиков и калькулятор размеров метчиков
Обслуживание канадских провинций и территорий Ньюфаундленд, NF, NL, Nova Шотландия, NS, Нью-Брансуик, NB, Остров Принца Эдуарда, PEI, PE, Квебек, PQ, QC, Онтарио, ON, Manitoba, MB, Saskatchewan, SK, Alberta, AB, British Columbia, BC, Northwest Territories, NT, Nunavut, NU, Yukon, YT
Обслуживание штатов США Алабама, Алабама, Аляска, Аляска, Аризона, Арканзас, Арканзас, Калифорния, Калифорния, Колорадо, Колорадо, Коннектикут, Коннектикут, Делавэр, Делавэр, округ Колумбия, округ Колумбия, Флорида, Флорида, Джорджия, Джорджия, Гавайи, Гавайи, Айдахо, Айдахо, Иллинойс, Иллинойс, Индиана, Индиана, Айова, Айова, Канзас, Канзас, Кентукки, Кентукки, Луизиана, Лос-Анджелес, Мэн, Мэн, Мэриленд, Мэриленд, Массачусетс, Массачусетс, Мичиган, Мичиган, Миннесота, Миннесота, Миссисипи, Массачусетс, Миссури, Миссури, Монтана, Монтана, Монтана, Небраска, Северная Каролина, Невада, Невада, Нью-Гэмпшир, Нью-Хэмпшир, Нью-Джерси, Нью-Джерси, Нью-Мексико, Нью-Мексико, Нью-Йорк, Нью-Йорк, Север Каролина, Северная Каролина, Северная Дакота, Северная Дакота, Огайо, Огайо, Оклахома, OK, Орегон, Орегон, Пенсильвания, Пенсильвания, Род-Айленд, Род-Айленд, Южная Каролина, Южная Каролина, Южная Дакота, Южная Дакота, Теннесси, Теннесси, Техас, Техас, Юта, Юта, Вермонт, Вирджиния, Вирджиния, Вашингтон, Вашингтон, Западная Вирджиния, Западная Вирджиния, Висконсин, Висконсин, Вайоминг, Вайоминг,
Мы можем отправить на Афганистан, Аландские острова, Албания, Алжир , Американское Самоа , Андорра , Ангола , Ангилья , Антигуа и Барбуда, Аргентина, Армения, Аруба, Австралия, Австрия , Азербайджан , Азорские острова , Багамы , Бахрейн , Бангладеш , Барбадос , Беларусь , Бельгия , Белиз , Бенин , Бермуды , Бутан , Боливия , Бонайре , Босния , Ботсвана , Бразилия , Британские Виргинские острова , Бруней , Болгария , Буркина Фасо , Бурунди , Камбоджа , Камерун , Канада , Канарские острова , Кабо-Верде , Каймановы острова , Центральная Африканская Республика, Чад, Чили, Китай, Колумбия, Коморские Острова, Конго, Острова Кука, Коста-Рика, Хорватия, Кюрасао, Кипр , Чехия , Демократическая Республика Конго , Дания , Джибути , Доминика , Доминиканская Республика , Эквадор , Египет , Сальвадор , Англия , Экваториальная Гвинея , Эритрея , Эстония , Эфиопия , Фарерские острова, Фиджи, Финляндия, Франция, Французская Гвиана, Французская Полинезия , Габон , Гамбия , Грузия , Германия , Гана , Гибралтар , Греция , Гренландия , Гренада , Гваделупа , Гуам , ГУ, Гватемала , Гернси , Гвинея , Гвинея-Бисау , Гайана , Гаити , Голландия , Гондурас , Гонконг , Венгрия , Исландия , Индия , Индонезия , Ирак , Ирландия , Израиль , Италия , Кот-д’Ивуар , Ямайка , Япония , Джерси , Иордания , Казахстан , Кения , Кирибати , Косрае , Кувейт , Кыргызстан , Лаос , Латвия , Ливан , Лесото , Либерия , Ливия , Лихтенштейн , Литва , Люксембург , Макао , Македония (Fyrom) , Мадагаскар , Мадейра , Малави , Малайзия , Мальдивы , Мали , Мальта , Маршалловы острова , MH , Мартиника , Мавритания , Маврикий , Майотта , Мексика , Микронезия , Молдова , Монако , Монголия , Черногория , Монтсеррат , Марокко , Мозамбик , Северная Мариана острова , Намибия , Непал , Нидерланды , Нидерландские Антильские острова , Новая Каледония , Новая Зеландия , Никарагуа , Нигер , Нигерия , Остров Норфолк, Северная Ирландия, Норвегия, Оман, Пакистан, Палау, PW, Панама, Папуа-Новая Гвинея, Парагвай, Перу, Филиппины , Польша , Понапе , Португалия , Пуэрто Рико , Пр , Катар , Реюньон , Румыния , Рота , Россия , Руанда , Саба , Сайпан , Сан-Марино , Саудовская Аравия , Шотландия , Сенегал , Сербия , Сейшелы , Сьерра Леоне , Сингапур , Словакия , Словения , Соломоновы острова , Юг Африка, Южная Корея, Испания, Шри-Ланка, Сен-Бартельми, Св. Кристофер, Санта-Крус, Сент-Эстатиус, Сент-Джон, Сент-Китс и Невис, Сент-Люсия, Сен-Мартен, Сент-Мартин, Сент-Томас , Сент-Винсент/Гренадины, Суринам, Свазиленд, Швеция, Швейцария , Сирия , Таити , Тайвань , Таджикистан , Танзания , Таиланд , Тимор-Лешти, Тиниан, Того, Тонга, Тортола, Тринидад и Тобаго, Трук, Тунис, Турция, Туркменистан, турки и Кайкос, Тувалу, Уганда, Украина, Юнион-Айленд, Соединенные Штаты Арабские Эмираты , Великобритания , США , Уругвай, девственница США острова, VI, Узбекистан, Ванату, город-государство Ватикан, Венесуэла , Вьетнам , Виргин-Горда , Уэльс , острова Валлия и Футуна , Западное Самоа , Яп , Йемен , Замбия , Зимбабве
Мы стараемся отправлять в крупнейшие города мира Токио, Япония, Сеул, Южная Корея, Мехико, Мексика, Нью-Йорк, США, Мумбаи, Индия, Джакарта, Индонезия, Сан-Паулу, Бразилия, Дели , Индия, Осака/Кобе, Япония, Шанхай, Китай, Манила, Филиппины, Лос-Анджелес, США, Калькутта, Индия, Москва, Российская Федерация, Каир, Египет, Лагос, Нигерия, Буэнос-Айрес, Аргентина, Лондон, Великобритания, Пекин, Китай, Карачи, Пакистан, Дакка, Бангладеш, Рио-де-Жанейро, Бразилия, Тяньцзинь, Китай, Париж, Франция, Стамбул, Турция, Лима, Перу, Тегеран, Иран, Бангкок, Таиланд, Чикаго, США, Богота, Колумбия, Хайдарабад, Индия, Ченнаи, Индия, Эссен, Германия, Хошимин, Вьетнам, Ханчжоу, Китай, Гонконг, Китай, Лахор, Пакистан, Шэньян, Китай, Чанчунь, Китай, Бангалор, Индия, Харбин, Китай, Чэнду, Китай, Сантьяго, Чили, Гуанчжоу, Китай, Санкт-Петербург, Российская Федерация, Киншаса, ДРК, Багдад, Ирак, Цзинань, Китай, Хьюстон , США, Торонто, Канада, Янгон, Мьянма (Бирма), Алжир, Алжир, Филадельфия, США, Циндао, Китай, Милан, Италия, Пусан, Южная Корея, Белу-Оризонти, Бразилия, Алмадабад, Индия, Мадрид, Испания, Сан-Франциско, США, Александрия, Египет, Вашингтон, округ Колумбия, США, Ухань, Китай, Даллас, США, Гвадалахара, Мексика, Чунцин, Китай, Медельин, Колумбия, Детройт, США, Ханьдань, Китай, Франкфурт, Германия, Порту-Алегри, Бразилия, Ханой, Вьетнам, Сидней, Австралия, Санто-Доминго, Дом. Республика, Сингапур, Сингапур, Касабланка, Марокко, Катовице, Польша, Пуна, Индия, Бангдунг, Индонезия, Монтеррей, Мексика, Монреаль, Канада, Нагоя, Япония, Нанкин, Китай, Абиджан, Кот-д’Ивуар, Сиань, Китай, Берлин, Германия, Эр-Рияд, Саудовская Аравия, Ресифи, Бразилия, Дюссельдорф, Германия, Анкара, Турция, Мельбурн, Австралия, Сальвадор, Бразилия, Далянь, Китай, Каракас, Венесуэла, Адис-Абеба, Эфиопия, Афина, Греция, Кейптаун, Южная Африка, Кельн, Германия, Мапуту, Мозамбик, Неаполь, Италия
Размер сверла 1/2 дюйма [2022]
by Robert Johnson
Последнее обновление:
Если вы покупаете что-то через наши посты, мы можем получить небольшую комиссию. Подробнее здесь. Кроме того, наша команда подготовила таблицу, которая поможет вам подобрать правильный размер сверла для метчика ½ дюйма.
Какой размер сверла использовать для метчика 1/2 дюйма?
В приведенной ниже таблице размеров метчика указаны размеры метчика, сверла с крупной и мелкой резьбой, а также размер сверла, который следует использовать для Проект. Таблица также включает в себя 50% и 75% потоков в десятичном эквиваленте.
Размер крана и высота
Резюк
Формирование TAPS
.0086
Decimal Equivalent
Drill Size
Decimal Equivalent
1/2-13
27/64
0.4219
29/64
0.453
1/ 2-20
29/64
0.4531
15/32
0.469
1/2-28
15/32
0.4690
15/32
0.469
The Размер сверла для метчика 1/2 дюйма имеет три различных количества резьб или шагов. 13-дюймовый, будучи самым коротким, может производить самое мелкое пилотное отверстие среди трех. 20-дюймовый имеет тонкую резьбу и может делать более глубокие направляющие отверстия, чем 13-дюймовый.
Как работает размер метчика 1/2 дюйма
Метчик или плашка маркируются тремя различными номерами:
Диаметр
Шаг (число витков на дюйм) [1]
Тип нарезаемой резьбы
8
8
Таблица размеров метчика показывает правильный размер сверла для метчика, который можно использовать для соответствия винту или болту, для которого вы нарезаете резьбу. Это работает почти так же, как выбор размера сверла для обычного сверления.
Однако размеры сверла для метчика изготовлены в соответствии со стандартными размерами отверстий для нарезания резьбы. Со всеми цифрами, которые вы можете видеть, это может быть очень запутанным. Но приведенная выше таблица является упрощенной, но точной версией.
Как рассчитать размер сверла метчика для 1/2 дюйма
Существует два способа расчета размера сверла метчика для 1/2 дюйма. Ниже приведены некоторые примеры расчета для нарезания метчиков и формирования метчиков.
Для метчиков, вам нужно вычесть шаг из основного большого диаметра метчика, чтобы получить размер сверла метчика.
Размер сверла = основной диаметр метчика – шаг
Чтобы получить размер сверла, посмотрите на уравнение ниже:
Размер сверла = большой диаметр – [(0,01299 x требуемый % резьбы) / резьбы на дюйм]
Чтобы получить размер сверла в мм, следуйте приведенному ниже уравнению:
Размер сверла (мм) = большой диаметр – (желаемый % резьбы x шаг (мм) / 76,98 )
Чтобы получить размер сверла для нарезания метчиков, разделите шаг на два и вычтите его из основного диаметра. Вы также можете выполнить другие расчеты ниже, чтобы получить размер сверла:
Размер сверла = большой диаметр – [(0,0068 x желаемый % резьбы) / резьбы на дюйм]
Размер сверла (мм) = основной диаметр – (желаемый % резьбы x шаг (мм) / 147,06)
Почему для диаметров 13 и 20 дюймов требуются разные размеры?
Несмотря на то, что 13 и 20 имеют одинаковый диаметр, который составляет 1/2 дюйма, 13 дюймов и 20 дюймов относятся к числу витков резьбы на дюйм, другими словами, к шагу резьбы метчика. Длина метчика зависит от количества витков на дюйм.
Метчик -13 имеет более грубую и меньшую резьбу. В то время как метчик -20 длиннее и может сделать более глубокое отверстие, чем метчик 13.
Вот почему им нужны разные размеры. Из-за этого им также нужны сверла разных размеров, даже если они имеют одинаковый диаметр.
Что можно использовать, если у меня нет сверла на 1/2 дюйма?
Если у вас нет ½-дюймового сверла, вы можете использовать медный кусок для сверления отверстий в пластике. Вы также можете использовать саморезы или обычную отвертку, чтобы сделать отверстие.
Как просверлить в дереве отверстие диаметром 1/2 дюйма?
Чтобы просверлить ½-дюймовое отверстие в древесине, вам нужно прикрепить кусок дерева к задней части заготовки. Начните сверлить медленно, затем постепенно увеличивайте скорость. Когда почувствуете дно, снова двигайтесь медленно, чтобы не сломаться.
Заключение
Использование таблицы для точного определения размера сверла метчика 1/2 может помочь вам эффективно работать над проектом.
Далеко не всегда у заказчика есть возможность высчитать вес профильной трубы по формуле. Он может забыть или просто не знать принцип расчёта массы изделия. Поэтому используется два варианта – онлайн калькуляторы и таблицы. Конечно, они оба не дают 100% точность, т.к. учитывают средние параметры, а за образец берётся определенная марка стали. В то же время, клиент получает представление о том, сколько в среднем будет весить изделие, к примеру, длиной 6 или 12 метров. Помножив на количество, он получит массу всей покупаемой партии товара.
Мы решили привести вам несколько примеров, которые, возможно, пригодятся при заказе. К примеру, вот так выглядит таблица веса трубы профильной стальной с сечением от 15 х 15 до 30 х 30 мм при длине 6 метров.
Вес профильных труб
Тип профиля
Длина в метрах
Масса 1 погонного метра (кг)
15х15 мм. стенка 1 мм.
6
0,479
15х15 мм. стенка 1.2 мм.
6
0,501
15х15 мм. стенка 1.5 мм.
6
0,605
20х20 мм, стенка 1. 2 мм.
6
0,689
20х20 мм, стенка 1.5 мм.
6
0,841
20х20 мм, стенка 2.0 мм.
6
1,08
25х25 мм, стенка 1.2 мм.
6
0,877
25х25 мм, стенка 1.5. мм.
6
1,07
25х25 мм, стенка 2. 0 мм.
6
1,39
30х30 мм, стенка 1.5 мм.
6
1,31
30 х 30 мм, стенка 2.0 мм.
6
1,70
Вес профильной трубы
Если вас интересует стальная труба профильная, размеры и вес можно уточнить у менеджера компании «Региональный дом металла». Получить эту информацию можно по телефону +7 (812) 425-12-32, либо написав нам на электронную почту.
Стальной профиль бывает с разной формой сечения. К примеру, вот таблица весов профильной трубы с прямоугольным сечением:
Вес профильных труб
Тип профиля
Длина в метрах
Масса 1 м. п. (кг.)
20х10 мм, стенка 1.2 мм.
6
0,501
20х10 мм, стенка 1.5 мм.
6
0,605
25х10 мм, стенка 1.5 мм.
6
0,723
28х25 мм, стенка 1,2 мм.
6
0,934
28х25 мм, стенка 1.5 мм.
6
1,15
28х25 мм, стенка 2. 0 мм.
6
1,48
30х15 мм, стенка 1.5 мм.
6
0,959
30х20 мм, стенка 1.5 мм.
6
1,08
30х15 мм, стенка 2.0 мм.
6
1,39
Вес 1 погонного метра профильной трубы
Не менее интересны данные по стальным профилям больших размеров. Вот таблица весов профильных стальных труб со стенкой от 100 до 180 мм.
Вес профильных труб
Тип профиля
Длина в метрах
Масса 1 м. п. (кг.)
100х50 мм, стенка 3 мм.
12
6,66
120х60 мм, стенка 3 мм.
12
8,07
140х60 мм, стенка 4 мм.
12
11,84
150х100 мм, стенка 5 мм.
12
18,50
160х80 мм, стенка 5 мм.
12
17,72
180х100 мм, стенка 6 мм.
12
24,76
Если вес профильной трубы 15х30 с толщиной стенки 1.5 мм. составляет 0.959 кг, то более массивные изделия тяжелее за счёт габаритов и толщины (схожими параметра обладает уголок нержавеющий: https://rdmetall.ru/prokat-nerzhaveuschiy/nerzhaveyuschiy-prokat/ugolok-nerzhaveyuschiy/). К примеру, вес профильных труб 30х30 с толщиной стенки 1.5 мм – 1.31 кг, а её аналог с 2 см. стенкой весит 1.7 кг. Поэтому, планируя какие-либо работы, суммируйте массу материала. Так же у нас на сайте вы можете приобрести лист из нержавейки, перейдя по ссылке.
Определение веса профильной трубы: таблицы и рекомендации
Профильные трубы – востребованный металлопрокат, особенно это относится к изделиям прямоугольного и квадратного (частный случай – прямоугольного) сечения. Используются для сооружения металлоконструкций различного назначения, в машино- и станкостроении, в качестве защитных коробов при монтаже инженерных коммуникаций. Для проектирования конструкций и механизмов необходимо знать вес 1 погонного метра профильной трубы. На этот параметр влияют: плотность металла, размеры сечения – ширина, высота, толщина стенки.
Плотность стали
Для усредненных расчетов массы профильных труб удельный вес (плотность) принимают равным 7850 кг/м3. В зависимости от содержания углерода и легирующих элементов, эта величина может изменяться.
Таблица плотностей сталей различных марок
Виды сталей
Плотность, кг/м3
Углеродистые обыкновенного качества и качественные, низколегированные
7850-7870
Коррозионностойкие стали
7900
Рессорно-пружинные
7850
Инструментальные
7700
Инструментальные штамповые
7800
Определение массы с использованием таблиц
Сортамент и вес погонного метра прямоугольных и квадратных профильных труб определяются ГОСТом Р 54157-2010. В зависимости от способа производства, углы этих металлоизделий могут быть четкими или скругленными. Скругленность мало влияет на массу погонного метра.
Таблица веса погонного метра квадратной профильной трубы, кг
Размер сечения, мм
Толщина стенки, мм
0,7
0,8
1,0
1,2
1,6
1,8
2,0
2,2
2,35
2,5
2,8
3,0
3,2
3,5
4,0
10х10
0,198
0,222
0,269
0,312
15х15
0,308
0,348
0,426
0,501
0,639
0,702
0,762
0,819
20х20
0,418
0,474
0,583
0,589
0,89
0,985
1,075
1,16
25х25
0,599
0,74
0,88
1,14
1,27
1,39
1,51
1,6
1,68
30х30
0,897
1,07
1,39
1,55
1,7
1,86
1,97
2,07
40х40
1,21
1,44
1,89
2,12
2,33
2,54
2,7
2,85
3,16
3,36
50х50
1,82
2,4
2,68
2,96
3,24
3,44
3,64
4,04
4,31
4,56
4,95
5,56
60х60
2,9
3,25
3,59
3,93
4,18
4,43
4,92
5,25
5,57
6,04
6,82
80х80
3,9
4,38
4,84
5,31
5,66
6,0
6,68
7,13
7,58
8,24
9,33
100х100
6,1
6,69
7,13
7,57
8,44
9,13
9,59
10,44
12,05
Определение массы профильных труб с использованием онлайн-калькуляторов
Рассчитать вес профильных труб, изготовленных из стали или других металлов, можно с использованием онлайн-калькуляторов, составленных на основе ГОСТов, ТУ и другой нормативной документации. Для расчета понадобятся следующие данные:
размер стенки для квадратной трубы, длина и ширина поперечного сечения для изделий прямоугольного профиля;
толщина стенки;
марка стали или другого металла или сплава;
длина изделия;
в некоторых калькуляторах – цена за метр или тонну, что позволяет сразу определить стоимость партии.
Расчет веса 1 м профильных труб по формуле
Формула расчета массы для изделий квадратного и прямоугольного профиля:
M=2*(A+B)*s*p, где
A – ширина сечения, м;
B – длина поперечного сечения, м;
p – плотность материала, кг/м3,
s – толщина стенки, м.
Для определения массы партии вес погонного метра умножают на общий метраж.
Калькулятор веса труб — Расчет веса труб различных профилей
Главная » Строительные материалы » Калькулятор веса труб — Расчет веса труб различных профилей
Необходимо рассчитать вес металлических труб? Наш удобный калькулятор веса труб поможет вам рассчитать вес круглых, квадратных, прямоугольных или шестиугольных труб за считанные секунды.
Мы разместили под калькулятором полезное руководство пользователя, если вы застряли. Мы также написали серию руководств, чтобы показать вам, как выполнить расчет вручную, если вы предпочитаете обойти калькулятор.
Расчет веса трубы:
Выберите тип трубы:
Материал круглой трубы:
Плотность:
кг/м 3
Количество:
Количество:
):
Толщина круглой трубы (T):
Материал квадратной трубы:
Плотность:
кг/м 3
Количество:
Длина квадратной трубы (L):
9000th :
Толщина квадратной трубы (T):
Прямок. Материал трубки:
Плотность:
кг/м 3
Количество:
Длина прямоугольной трубки (Д):
Ширина прямоугольной трубки (Ш):
Высота прямоугольной трубки0 (03): 9.0 Толщина трубы (T):
Материал шестигранной трубы:
Плотность:
кг/м 3
Количество:
Длина шестигранной трубы (L):
Ширина шестигранной трубы (03): 90 Толщина (T):
Общий вес = 0,00 фунта / 0,00 кг
Advertisements
Как пользоваться калькулятором веса трубы
Первым шагом является выбор типа трубы для расчета: круглая , квадратная , прямоугольная
0 8 и прямоугольная
0 8 и 90 Раскрывающийся список «Выберите тип трубки».
Вы можете изменить материал, используемый для трубок, в вашем расчете с помощью раскрывающегося списка «Материал» в поле (2).
Поле «Плотность» будет автоматически заполнено в зависимости от выбранного вами типа материала.
При необходимости вы можете обновить значение «Плотность», хотя мы основываем значение, используемое для каждого материала, на отраслевых рекомендациях.
Вы можете изменить количество труб, которые вы включаете в свой расчет, обновив раскрывающийся список «Количество» в поле (2).
В зависимости от типа трубы, выбранного для расчета, вам потребуется ввести различные размеры, например «Длина», «Диаметр», «Ширина» и «Толщина».
Калькулятор автоматически переформатируется в зависимости от выбранного типа профиля трубы, то есть будут показаны только соответствующие размеры.
Вы можете выбрать соответствующие единицы для каждого измерения, используя раскрывающиеся списки «Единицы», включая миллиметры, сантиметры, метры, дюймы и футы.
!
Примечание: Если вы выберете в качестве единицы «дюйм», вам нужно будет использовать целые или десятичные числа вместо дробей. Например, 0,25 вместо 1 / 4 .
Мы включили удобную таблицу преобразования стандартных размеров материалов, которую вы можете использовать в калькуляторе веса трубы. Нажмите на кнопку ниже, чтобы просмотреть таблицу:
Tube Weight Calculator – Inch to Decimal Conversion Table
1/8
0.125
1-9/16
1.5625
3- 5/8
3.625
5/32
0.15625
1-5/8
1. 625
3-11/16
3.6875
3/16
0.1875
1-11/16
1.6875
3-3/4
3.75
7/32
0.21875
1-3/4
1.75
3-13/16
3.8125
1/4
0.25
1-13/16
1.8125
3-7/8
3.875
9/32
0. 28125
1-7/8
1.875
3-15/16
3.9375
5/16
0.1325
1-15/16
1.9375
4
4.00
11/32
0.34375
2
2.00
4-1/8
4.125
3/8
0.375
2-1/16
2.0625
4-3/16
4. 1875
13/32
0.40625
2-1/8
2.125
4-1/4
4.25
7/ 16
0.4375
2-3/16
2.1875
4-5/16
4.3125
15/16
0.9375
2-1/4
2.25
4-3/8
4.375
1/2
0.5
2-5 /16
2. 3125
4-7/16
4.4375
17/32
0.53125
2-3/8
2.375
4-1/2
4,50
9/16
0,5625
/160002 0,5625
/16000209625
0,5625
0,5625.
4.5625
19/32
0.59375
2-1/2
2.50
4-5/8
4. 625
5/8
0.625
2-9/16
2.5625
4-11/16
4.6875
11/16
0.6875
2-5/8
2.625
5
5.00
3/4
0.75
2-11/16
2.6875
5-1/16
5.0625
13/16
0.8125
2-3/4
2. 75
5-1/8
5.125
7/8
0.875
2-7/8
2.875
5 -3/16
5.1875
13/16
0.8125
2-15/16
2.9375
5-1/4
5.25
15/16
0.9375
3
3.00
5-3/8
5.375
1
1. 00
3-1/16
3.0625
5-7/16
5.4375
1-1/16
1.0625
3-1/8
3.125
5-1/2
5.50
1-1/8
1.125
3-3/ 16
3.1875
5-5/8
5.625
1-3/16
1.1875
3-1/4
3.25
5-3/4
5. 75
1-1/4
1.25
3-5/16
3.3125
5-7/8
5,875
1-5/16
1.3125
3-3/8
3.375
5-15/16
5.9375
1-3/8
1.375
3-7/16
3.4375
6
6.00
1-7/16
1.4375
3-1/2
3. 50
1-1/2
1.50
3-9/16
3,5625
Используйте кнопку «Рассчитать», чтобы завершить расчет, или кнопку «Сброс», чтобы сбросить калькулятор веса трубчатого стержня, если вы хотите начать сначала.
Объявления
Как рассчитать вес трубы
Не хотите пользоваться нашим удобным калькулятором веса трубы? Без проблем. В этом разделе мы покажем вам, как рассчитать вес металлической трубы вручную:
Расчет веса круглой трубы
Расчет веса квадратной трубы
Расчет веса прямоугольной трубы
Расчет веса шестиугольной трубы
Как рассчитать Вес круглой трубы
Расчет веса круглой трубы или трубы относительно прост, и вы можете выполнить расчет в три отдельных этапа.
Шаг первый
На первом этапе мы будем рассматривать круглую трубу, как сплошной круглый стержень, не принимая во внимание полую часть трубы.
Общий объем можно рассчитать следующим образом:
V = π r 2 л
Вышеприведенное уравнение состоит из следующих элементов:
r = радиус круглой трубы в квадрате
l = длина круглой трубы
Чтобы показать вам, как работает расчет, мы рассмотрим пример круглой трубы из мягкой стали с диаметром 40 мм и длиной 1- метр .
Для этого расчета мы умножим число Пи, равное 3,142, на квадрат радиуса круглой трубы (радиус равен половине диаметра, поэтому в этом примере 20 мм), и, наконец, мы умножим это на радиус круглой трубы. длина (в данном случае 1 метр).
Поскольку для этого расчета мы используем плотность 7850 кг/м 3 (т. е. плотность мягкой стали на метр), нам нужно преобразовать все другие измерения, используемые в формуле, в метры. .
Нам не нужно изменять длину, так как она уже указана в метрах (в данном случае 1 метр), но радиус 20 мм должен быть равен 0,020 (размер радиуса, преобразованный в метры).
Затем мы можем рассчитать объем круглой трубы, как если бы это был сплошной стержень, следующим образом:
Общий объем круглой трубы = (3,142 x (0,020 x 0,020)) x 1 круглую трубу, и мы будем использовать то же уравнение из шага один выше, чтобы сделать это.
В этом примере мы предположим, что круглая труба диаметром 40 мм имеет толщину 8 мм , что означает, что полая секция круглой трубы имеет диаметр 24 мм (40 мм минус стороны, каждая из которых имеет толщину 8 мм) .
Как и выше, нам нужно преобразовать размеры в метры, чтобы они соответствовали плотности 7850 кг/м 3 , которую мы используем для расчетов мягкой стали. Итак, мы будем использовать значение 0,012 для радиуса полого сечения (помните, что радиус равен половине диаметра).
Вот как работает вторая часть расчета:
Объем полого сечения = (3,142 x (0,012 x 0,012)) x 1 Объем полого сечения = 0,00045 м 3
0003
Наконец, нам нужно вычесть объем полого сечения круглой трубы из общего объема трубы.
Например:
Общий объем = общий объем круглой трубы – объем полой секции Общий объем = 0,00081 м 3
Значение плотности для низкоуглеродистой стали, мы получаем вес 6,36 кг или 14,02 фунта для круглой трубы.
Как рассчитать вес квадратной трубы
Как и при расчете веса круглой трубы выше, расчет веса квадратной трубы состоит из трех этапов.
Шаг первый
Первый шаг состоит в том, чтобы полностью игнорировать полую часть квадратной трубы и вычислить общий объем трубы, как если бы это был сплошной квадратный стержень.
Общий объем можно рассчитать следующим образом:
V = w 2 л
Вышеприведенное уравнение состоит из следующих элементов:
V = Объем
w = Ширина квадратной трубы в квадрате
l = Длина квадратной трубы
Чтобы показать вам, как работает расчет, мы рассмотрим пример. из квадратной трубы из нержавеющей стали с шириной 50 мм и длиной 1 метр .
Для этого расчета возведем ширину квадратной трубы в квадрат, чтобы найти площадь поперечного сечения (в данном случае 50 мм x 50 мм или 2500 мм 9 ).0018 2 и умножить это число на длину квадратной трубы (в данном случае 1 метр).
Поскольку для этого расчета мы используем плотность 7930 кг/м 3 (т. е. плотность нержавеющей стали типа 304 на метр), нам потребуется преобразовать все другие измерения, используемые в формуле до метров.
Advertisements
Нам не нужно изменять длину, так как она уже указана в метрах (в данном случае 1 метр), но ширина 50 мм должна быть 0,050 (размер ширины, преобразованный в метры).
Затем мы можем рассчитать объем квадратной трубы, как если бы это был сплошной квадратный стержень, следующим образом:
Общий объем квадратной трубы = (0,050 x 0,050) x 1 Общий объем квадратной трубы = 0,0025 м 3
Шаг второй
Далее нам нужно рассчитать объем полого сечения квадратной трубы, и для этого мы воспользуемся тем же уравнением, что и на первом этапе.
В этом примере мы предположим, что квадратная труба 50 мм имеет толщина 10 мм , что означает, что полая секция квадратной трубы имеет ширину 30 мм (50 мм минус стороны, каждая из которых имеет толщину 10 мм).
Как и выше, нам нужно преобразовать размеры в метры, чтобы они соответствовали плотности 7930 кг/м 3 , которую мы используем для расчета нержавеющей стали. Итак, мы будем использовать цифру 0,030 для ширины полого сечения.
Выполним вторую часть расчета следующим образом:
Объем полого сечения = (0,030 x 0,030) x 1 Объем полой секции = 0,0009 м 3
Шаг третий
Последний шаг — вычесть объем полой секции квадратной трубы из общего объема трубы.
В нашем примере:
Общий объем = общий объем квадратной трубы – объем полого сечения Общий объем = 0,0016 м 3
/м 3 показатель плотности для нержавеющей стали типа 304, мы получаем вес 12,69 кг или 27,97 фунтов для квадратной трубы.
Как рассчитать вес прямоугольной трубы
Расчет веса прямоугольной трубы аналогичен весу квадратной трубы. Однако, несмотря на то, что ширина и высота квадрата одинаковы, при работе с прямоугольником необходимо учитывать увеличение одного из этих измерений.
Как и при расчете квадратной трубы, вам сначала нужно не учитывать полую часть прямоугольной трубы и рассчитать общий объем, как если бы труба была сплошной.
Расчет для этого выглядит следующим образом:
V = w h l
Приведенное выше уравнение состоит из следующих элементов:
V = объем
w = ширина прямоугольной трубы
3
0 = высота прямоугольной трубы
l = длина квадратной трубы
Далее вам нужно рассчитать объем полой части прямоугольной трубы, и вы можете сделать это, повторив формулу выше с соответствующими размерами полого сечения.
Наконец, вам нужно вычесть объем полой секции из общего объема прямоугольной трубы, прежде чем умножить это число на плотность любого материала, который вы используете.
Как рассчитать вес шестигранной трубы
Как и для других профилей трубы в этом разделе, мы можем рассчитать вес шестиугольной трубы в три этапа.
Шаг первый
Первый шаг заключается в определении общего объема шестиугольной трубы, как если бы она не была полой, с помощью следующего уравнения:
V = (((√3/2) x AFW 2 ) x L)
При расчете веса трубы с шестигранным стержнем уравнение состоит из следующих элементов:
V = объем
AFW = ширина шестигранника
L = длина шестигранника
Давайте рассмотрим пример шестигранной трубы из нержавеющей стали типа 304 , которая имеет «поперек граней» ширина 40мм и длина 2 метра .
В этом случае мы разделим квадратный корень из 3 (приблизительно 1,73) на два, а затем умножим эту цифру на квадрат ширины ключа (40 мм) и, наконец, умножим эту цифру на длину стальной шестигранной трубы. (2 метра).
Поскольку для расчета мы используем плотность 7930 кг/м 3 , нам нужно преобразовать размеры в этом примере в метры. Длина стержня уже 2 метра, поэтому нам не нужно это менять, но ширина 40 мм должна быть 0,04 (размер ширины, преобразованный в метры).
Вот как работает расчет:
Общий объем шестигранной трубы = (((1,73÷2)×(0,04×0,04)×2)) Общий объем шестигранной трубы = 0,0020018 м 3
Шаг второй
Следующим шагом является расчет объема полой секции шестиугольной трубы, и мы можем использовать то же уравнение, что и в первом шаге.
В этом примере мы предположим, что шестигранная трубка 40 мм имеет толщину 8 мм , что означает, что полая секция квадратной трубы имеет ширину 24 мм (40 мм минус две стороны, каждая из которых имеет толщину 8 мм).
Как и выше, нам нужно преобразовать размеры в метры, чтобы они соответствовали плотности 7930 кг/м 3 , которую мы используем для расчета нержавеющей стали. Итак, мы будем использовать цифру 0,024 для ширины полого сечения.
Вот пример второй части расчета:
Полое сечение, том = (((1,73÷2)×(0,024×0,024)×2)) Объем полого сечения = 0,00099648 м 3
Шаг третий
Из объема полого сечения необходимо вычесть сечение шестигранной трубы (ответ из второго шага) от общего объема трубы (ответ из первого шага).
Вот что у нас получается:
Общий объем = Общий объем шестигранной трубы – Объем полой секции Общий объем = 0,00177152 м 3
Если мы умножим значение объема 0,00177152 м 3 на значение плотности 7930 кг/м 3 для нержавеющей стали типа 304, мы получим вес 14,05 кг или 30,97 фунтов для шестигранной трубы . .
Advertisements
Other Helpful Weight Calculators
Calculators by Section Type:
C-Channel
Equal / Unequal Angle
H-Beam
Hex Bar
I-Beam
Металлическая пластина
Круглый стержень
Калькуляторы по материалу:
Сталь
Drywall
MDF
OSB
СПУБЕРЫ. вес круглой медной трубы прямо сейчас.
Внешний диаметр (мм)
Толщина (мм)
Длина (м)
Как рассчитать вес медной трубы?
Чтобы узнать вес медной трубы, необходимо знать три основных размера:
Внешний диаметр Также см. наружный диаметр.
Толщина стенки См. также W.T.
Длина Длина трубки
При указанных выше размерах мы можем рассчитать вес по формуле:
Вес = (Н.Д. — В.Т.) * В.Т. * 0,02796 * Длина и вес медной трубы указан в миллиметрах (мм), а длина медной трубы в метрах (м), результат веса составляет 9 кг.0003
Тогда вы успешно получите вес труб, это просто, но имейте в виду, что вес является теоретическим. Потому что на окончательный вес влияют различные условия производства, допуски и другие факторы.
Вы можете узнать о наших медных трубах и медных фитингах, заполнив форму ниже.
Применение продукта
Сантехника
HVAC
Медицина и газ
Прочее
Контакты
Компания
Страна — None -AfghanistanAlbaniaAlgeriaAmerican SamoaAndorraAngolaAnguillaAntarcticaAntigua and BarbudaArgentinaArmeniaArubaAscension IslandAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBoliviaBosnia and HerzegovinaBotswanaBouvet IslandBrazilBritish Indian Ocean TerritoryBritish Virgin IslandsBruneiBulgariaBurkina FasoBurundiCambodiaCameroonCanadaCanary IslandsCape VerdeCaribbean NetherlandsCayman IslandsCentral African RepublicCeuta and MelillaChadChileChinaChristmas IslandClipperton IslandCocos [Keeling] IslandsColombiaComorosCongo — BrazzavilleCongo — KinshasaCook IslandsCosta RicaCroatiaCubaCuraçaoCyprusCzech RepublicCôte d’IvoireDenmarkDiego GarciaDjiboutiDominicaDominican RepublicEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEthiopiaFalkland IslandsFaroe IslandsFijiFinlandFranceFrench GuianaFrench PolynesiaFrench Southern ТерриторииГабонГамбияГрузияГерманияГанаГибралтарГрецияГренландияГренадаГваделупаГуамГватемалаГернсиГуина aGuinea-BissauGuyanaHaitiHeard Island and McDonald IslandsHondurasHong Kong SAR ChinaHungaryIcelandIndiaIndonesiaIranIraqIrelandIsle of ManIsraelItalyJamaicaJapanJerseyJordanKazakhstanKenyaKiribatiKosovoKuwaitKyrgyzstanLaosLatviaLebanonLesothoLiberiaLibyaLiechtensteinLithuaniaLuxembourgMacau SAR ChinaMacedoniaMadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMicronesiaMoldovaMonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmar [Burma]NamibiaNauruNepalNetherlandsNetherlands AntillesNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorthern Mariana IslandsNorth KoreaNorwayOmanOutlying OceaniaPakistanPalauPalestinian TerritoriesPanamaPapua New GuineaParaguayPeruPhilippinesPitcairn IslandsPolandPortugalPuerto RicoQatarRomaniaRussiaRwandaRéunionSaint BarthélemySaint HelenaSaint Kitts and NevisSaint LuciaSaint MartinSaint Pierre and MiquelonSaint Vincent and the GrenadinesSamoaSan MarinoSaudi ArabiaSenegalSerbiaSeychellesSie rra LeoneSingaporeSint MaartenSlovakiaSloveniaSolomon IslandsSomaliaSouth AfricaSouth Georgia and the South Sandwich IslandsSouth KoreaSouth SudanSpainSri LankaSudanSurinameSvalbard and Jan MayenSwazilandSwedenSwitzerlandSyriaSão Tomé and PríncipeTaiwanTajikistanTanzaniaThailandTimor-LesteTogoTokelauTongaTrinidad and TobagoTristan da CunhaTunisiaTurkeyTurkmenistanTurks and Caicos IslandsTuvaluU.
Уважаемые покупатели, в связи с нестабильным положением курсов валют цены могут отличаться от указанных на сайте. Просим учитывать этот момент при оформлении заказов на нашем сайте. Приносим свои извинения за предоставленные неудобства.
Сортировать: По умолчаниюПо имени (A — Я)По имени (Я — A)По цене (возрастанию)По цене (убыванию)По рейтингу (убыванию)По рейтингу (возрастанию)По модели (A — Я)По модели (Я — A)
Показывать: 16255075100
В корзину
Насос для рециркуляции в системе водоснабжении горячей воды Wilo-Star-Z NOVA A (ROW) 1х230в (4132761..
Нет в наличии
6 898.40 р.
В корзину
Насос для рециркуляции в системе водоснабжении с таймером Wilo-Star-Z NOVA C (ROW) 1х230в (4132762),..
В наличии
12 065.60 р.
В корзину
Насос для рециркуляции в системе водоснабжении горячей воды Wilo-Star-Z NOVA (ROW) 1х230в (4132760),..
Нет в наличии
5 648. 00 р.
В корзину
Насос для рециркуляции с мокрым ротором UP 15-14 B в бронзовом корпусе с теплоизолирующим кожухом..
Нет в наличии
11 672.00 р.
В корзину
Умный насос для отопления дома и дачи в комплекте с гайками ALPHA1 L 25-40 180 (99199611), производс..
В наличии
14 744.00 р.
Показано с 1 по 5 из 5 (всего 1 страниц)
Насос циркуляционный для ГВС
Насосы для горячего водоснабжения
Насосы циркуляционные для ГВС предназначены для принудительной рециркуляции горячей воды, что бы в самых дальних точках потребления постоянно была горячая вода. Эти водяные насосы устанавливают в частном доме, в квартире, на даче и на прочих объектах.
Использование рециркуляционных насосов горячего водоснабжения позволяет экономить потребление воды, газа и электричества, а так же и удобства в эксплуатации, открыл кран и сразу течет горячая вода.
Циркуляционный (рециркуляционный) насос для горячей воды
Содержание
Назначение насосов
Область применения устройств
Какие особенности насосов для горячей воды?
Виды и отличия
Технология монтажа
Обзор циркуляционного насоса с сухим ротором (видео)
Циркуляционные насосы для горячего водоснабжения и отопления применяются для выполнения чрезвычайно полезных задач. Они обеспечивают рециркуляционный поток жидкости и работают на повышения давления в системе. Без циркуляционных насосов современные системы ГВС и отопления не смогли бы похвастаться столь впечатляющими характеристиками.
Обычный циркуляционный насос для горячего водоснабжения
Более того, в некоторых ситуациях только циркуляционный насос способен полностью обеспечить их работоспособность.
1 Назначение насосов
Циркуляционные насосы для горячей жидкости выполняют чрезвычайно важную функцию. Они способствуют нормальной эксплуатации всей системы и в некоторых случаях, является едва ли не главным стимулирующим фактором для ее нормальной работы.
Для работы они используют рециркуляционный принцип действия, когда жидкость в трубе нагнетается за счет вращения специальных элементов, тем самым увеличивая напор и скорость перемещения носителя по всей системе.
Рециркуляционный принцип в первую очередь необходим для систем отопления, так как там необходимо создавать нормальные условия для эффективной перекачки теплового носителя по трубам.
Как мы все знаем, большинство современных систем водяного отопления работает за счет теплового носителя, что отдает свое тепло в помещение. Нагревается он непосредственно в водонагревателе, бойлере или котле. Оттуда водяной тепловой носитель выходить по трубам отопительного контура и расходится по всему дому.
Проблема в том, что часто для нормального функционирования всей системы необходимо создать условия для рециркуляции и повышения давления в трубах.
В противном случае носитель будет перемещаться слишком медленно либо вообще практически встанет. Подобное часто случается, если существует серьезная необходимость повышения давления и рециркуляции, но она не удовлетворяется.
В итоге носитель встречает слишком серьезное сопротивление в трубах и постоянно гасит свою энергию. Без качественной рециркуляции он будет прогревать трубы неравномерно, и терять тепло быстрее, чем это необходимо. А ваш дом или квартира не будут обогреты должным образом.
Мощный циркуляционный насос для отопления с сухим ротором, от компании Wilo
А все из-за того, что в трубопроводе отопления попросту не удалось обеспечить нормальные условия для перекачки и рециркуляции жидкости. к меню ↑
1.1 Область применения устройств
Впрочем, решить эту проблему можно очень просто. Достаточно всего лишь установить рециркуляционный водяной насос повышения давления. Даже один такой агрегат способен существенно улучшить ситуативные функции отопительного контура.
Касается это как стандартных радиаторных систем, так и водяных теплых полов. Причем в последнем случае рециркуляционный насос необходим даже больше, так как для откачки и перекачки жидкости в контуре теплого пола необходимо прилагать больше усилий. Ведь в них трубопроводы очень протяжны и имеют малое сечение.
Если говорить конкретно о системах ГВС (горячего водоснабжения), то здесь от повышения давления и качественной рециркуляции тоже есть большая польза. Особенно если рассматриваются трубопроводы в крупном здании, где есть протяжные ветки, что тянутся на многие десятки метров.
В таких условиях вода от нагревателя, пусть и очень мощного, быстро остывает и теряет свою энергию. В естественном состоянии она может израсходовать ее так быстро, что до потребителя, нагретый до 50-60 градусов по Цельсию носитель придет с температурой минимум на 15 градусов ниже. И это в лучшем случае.
Совершенно очевидно, что такое развитие событий неприемлемо и его надо исправлять. К счастью обычный рециркуляционный насос с такими задачами справляется без проблем.
Вторая распространенная проблема в трубопроводах ГВС – это непосредственно недостаток давления на горячем контуре. Проявляется она очень тривиально, и наверняка вы хоть раз, но сталкивались с подобными вещами. Проследить недостаток давления достаточно легко.
Если в вашем доме есть несколько кранов, но при открытии одного из них, другие уже не могут подавать горячую воду в таких же количествах за одну единицу времени, значит рециркуляционный процесс в трубах проходит плохо.
Модели промышленных циркуляционных насосов
Нагреватель, скорее всего, подает достаточное количество жидкости, но само сопротивление труб и их протяжность распределяет ее так, что на выходе вы получаете слишком мало горячей воды.
Если же вмонтировать на одной из выходных веток насос для рециркуляции, повышения давления и откачки жидкости, то бойлер сможет подавать воду в прежнем режиме, а за счет повышения давления и общих характеристик трубопровода она будет доходить до всех конечных потребителей в полной мере.
Причем в большинстве случаев достаточно просто ускорить темпы откачки воды из бойлера. Сам по себе циркуляционный насос работает по простейшему принципу. Небольшой двигатель вращает ротор, на котором установлена крыльчатка. Она же, в свою очередь, нагнетает жидкость в рабочей камере, что стимулирует движение носителя.
Встречаются и промышленные образцы такого оборудования. Промышленные системы рециркуляции имеют увеличенные габариты и высокую мощность, но в остальном практически ничем не отличаются от своих бытовых собратьев. Разве что задачи промышленные модели выполняют более специфические.
Читайте также: преимущества обезжелезивания воды аэрацией.
к меню ↑
1.2 Какие особенности насосов для горячей воды?
Теперь остановимся на нюансах непосредственно насосов для горячей воды. Многие люди не совсем понимают, чем насос для ГВС или отопления отличается от стандартного, и почему его стоимость может в несколько раз превышать цену аналогичных моделей для холодного водоснабжения.
Заранее заметим, что для горячей жидкости чаще всего используют дренажный погружной или циркуляционный насосы. Иногда встречается еще дренажный поверхностный и обычный поверхностный агрегат, но такое бывает редко.
Все остальные модели в большинстве случае предназначаются для применения с носителями, у которых высший температурный порог равняется +40 градусам по Цельсию.
Особенность таких устройств в их повышенной прочности и устойчивости. Они применяются для откачки горячей жидкости. Причем откачки постоянной и бесперебойной, что надо учитывать.
Многоскоростной циркуляционный насос для горячего водоснабжения
При постоянном контакте с такой водой материалы, из которых собирали дренажный или циркуляционный насос подвергаются постоянному негативному воздействию. Это же касается его рабочих внутренностей. Слабые полимеры, и дешевые металлы попросту не выдержат длительного функционирования в подобных условиях.
Если говорить про погружной дренажный насос, то тут все усугубляется еще и тем, что он обеспечивает процесс откачки жидкости, находясь непосредственно в ней. Также дренажный насос может серьезно перегреваться даже в холодной воде. Что уже и говорить о моделях, которые применяются для откачки горячих стоков.
Именно поэтому любой дренажный или циркуляционный насос, что предназначается для работы в подобных условиях, будет намного дороже своих собратьев по классу. Это объясняется их качеством сборки, используемыми материалами и принципами охлаждения. к меню ↑
2 Виды и отличия
В первую очередь насосы для рециркуляции и повышения давления делят на:
Образцы с мокрым ротором;
Образцы с сухим ротором.
В первом случае мы рассматриваем насосы для откачки жидкости с малой мощностью. Они способны поднять давление в системе на 1,5-3 атмосферы. Такие устройства довольно удобны, почти не потребляют энергии и отличаются практичностью. Мокрый ротор постоянно омывается, что способствует водяной смазке всех его составляющих.
Модели с сухим ротором имеют мощный двигатель, что практически не контактирует с жидкостью. Он размещен в отдельной камере и имеет куда более внушительные характеристики.
Такое оборудование может обеспечивать уровень повышения давления в 5-10 атмосфер. Из его недостатков отличают повышенное звуковое давление и высокую цену. Практически все промышленные модели циркуляционников, так или иначе, относятся к этому классу.
По возможности переключения скоростей их делят на:
Односкоростные насосы для рециркуляции применяются в быту и отличаются пониженной производительностью. Их достаточно просто врезать в систему и оставить для самостоятельной работы.
Многоскоростные модели можно настраивать на те или иные показатели за счет переключения алгоритмов работы. Они стоят дороже, но в быту применяются только при обустройстве систем ГВС и отопления в крупных коттеджах.
Также насосы для рециркуляции по своей конструкции делятся на:
Одиночные;
Спаренные.
Эти две разновидности скорее относятся к водяной схеме откачки с мокрым ротором, так как часто мощности единственного мокрого циркуляционника просто не хватает.
Одиночные насосы имеют единственный двигатель и крыльчатку. Спаренные модели для повышения давления, соответственно, имеют два двигателя.
Они мощнее, надежнее и могут заменять друг друга, в случае поломки парного механизма. Очень часто встречаются промышленные циркуляционные насосы спаренного типа. Для откачки воды в бытовых системах они используются намного реже. к меню ↑
2.1 Технология монтажа
Пример подключения циркуляционного насоса к системе отопления
Водяной циркуляционный насос для ГВС монтируют по простой схеме. Его врезают в трубопровод на определенном участке и подключают к электричеству.
Врезать устройство можно на трубе прямой или обратной подачи. Здесь уже надо ориентироваться по вашей конкретной схеме водоснабжения.
Так, в системах теплых полов лучше подключать устройство на трубах обратки, чтобы стимулировать ее дальнейшее движение. Если же рассматривается протяжный трубопровод ГВС, то здесь уже лучше устанавливать насос на ветке прямой подачи, чтобы вода доходила до потребителя горячей и в достаточном количестве.
Непосредственно врезка выполняется в несколько этапов:
Собираем насос, знакомимся с инструкцией. Выбираем правильное место и положение для его установки.
Отключаем воду в системе. Вырезаем либо удаляем часть трубы.
Подключаем насос с помощью резьбовых или фланцевых соединений.
Герметизируем стыки.
Подключаем электричество.
Тестируем и настраиваем работу устройства.
Рекомендуется устанавливать циркуляционный насос в так называемом кармане (коротком отводе трубы, что отрезан запорными арматурами). В таком случае ваша система будет более функциональной, так как в любой момент циркуляционник можно будет отключить и снять, а движение носителя переориентировать на центральную ветку. к меню ↑
2.2 Обзор циркуляционного насоса с сухим ротором (видео)
Главная страница » Насосы
Циркуляционный насос для горячей воды: что нужно знать перед покупкой
Попрощайтесь с ожиданием горячей воды.
Рециркуляционный насос горячей воды обеспечивает теплый душ по запросу.
Когда вы открываете кран, через какое время появляется горячая вода? Запуск его может привести к пустой трате денег и воды, не говоря уже о времени и терпении.
Одно решение гарантирует, что вам больше никогда не придется мыть руки в холодной воде: рециркуляционный насос для горячей воды. Эти удобные устройства меняют правила игры.
На этой странице
Что такое рециркуляционный насос для горячей воды?
Рециркуляционный насос для горячей воды крепится к водонагревателю. Он обеспечивает циркуляцию горячей воды по трубам, чтобы она всегда была под рукой у крана. Это доступно и не тратит воду.
«Рециркуляционный насос стоит примерно столько же, сколько 25-ваттная лампочка», — говорит Умберто Гриччино, сантехник и консультант HouseGrail.
Многие системы включаются и выключаются автоматически, чтобы поддерживать температуру воды в заданном диапазоне. Другие работают по таймеру. Оба варианта потребляют меньше энергии, чем непрерывно работающая система.
Типы циркуляционных насосов для горячей воды
Существует два основных типа насосов. Требуется дополнительная водопроводная линия для отправки неиспользованной воды обратно в водонагреватель после того, как ее температура упадет ниже установленной. Другой возвращает неиспользованную нагретую воду через существующие трубы холодной воды.
Первый тип лучше всего подходит для нового строительства. Наряду с обычными линиями горячей и холодной воды сантехник устанавливает третью трубу для возврата неиспользованной горячей воды, обычно между водонагревателем и самым дальним прибором. Полная система, подобная этой, дорога и сложна для установки в существующем доме.
Второй тип, называемый системой комфорта, дешевле и намного проще для существующих домов, говорит Гриччино. Неиспользованная нагретая вода возвращается по трубам холодной воды. Поскольку для горячей и холодной воды используются одни и те же трубы, есть один существенный недостаток: для получения холодной воды требуется больше времени. Решить эту проблему может система с датчиком температуры.
Зачем приобретать рециркуляционный насос для горячей воды
По данным Национального совета по защите ресурсов (NRDC), исследования показывают, что «более 10 процентов всей горячей воды, потребляемой для душа в типичном доме на одну семью, тратится впустую в ожидании горячей воды». вода должна прибыть».
Большая часть воды в этих трубах когда-то нагревалась. Без рециркуляционного насоса он остается в трубах для охлаждения. Это много воды, энергии и денег на ветер.
Сколько денег реально экономит рециркуляционный насос горячей воды? Хотя это может спасти некоторых, это в основном для удобства. «За 12 месяцев они могут сэкономить вам примерно 120 долларов», — говорит Гриччино.
Циркуляционный насос относительно доступен по цене. Таким образом, даже если вы сэкономите менее 120 долларов, они все равно могут быстро окупиться. Сэкономленного времени может быть достаточно, чтобы оправдать первоначальные затраты, даже без значительного сокращения счетов за коммунальные услуги.
Чтобы сэкономить больше воды, используйте рециркуляционный насос для горячей воды вместе с водосберегающими приборами и приспособлениями. Унитаз с двойным смывом и эффективная насадка для душа значительно сокращают счета за коммунальные услуги.
Рециркуляционный насос для горячей воды Стоимость и соображения
Гриччино говорит, что рециркуляционный насос для горячей воды стоит около 200 долларов, а многие системы обеспечения комфорта можно установить своими руками. Если вам нужна новая сантехника, лучше обратиться к профессионалам.
Домашние мастера должны установить насос рядом с водонагревателем и источником питания, а сенсорный клапан — на самом дальнем от нагревателя приспособлении, говорит Гриччино. Перед началом работы выключите и слейте воду из водонагревателя. Если вы не уверены в своих способностях к сантехнике своими руками, обратитесь к профессионалу.
Системы рециркуляции горячей воды требуют минимального обслуживания. Следите и прислушивайтесь к утечкам или необычным звукам. Гриччино говорит, что если вы столкнетесь с проблемой, немедленно вызовите сантехника. За исключением каких-либо неисправностей, срок службы насоса должен составлять около 10 лет.
Рециркуляционный насос для горячей воды: что нужно знать
Что нужно знать о рециркуляционном насосе для горячей воды
Горячая вода — это современное удобство, о котором большинство из нас обычно не задумывается. Однако, если вам когда-либо приходилось ждать несколько минут, пока вода, выходящая из крана, нагреется, вам может быть интересно узнать больше о рециркуляционных насосах для горячей воды. Вместо того, чтобы направлять горячую воду в ваш кран только тогда, когда вы ее вызываете, эти типы систем гарантируют, что всегда есть стабильная подача горячей воды, готовой выйти из крана прямо сейчас.
Хотя ожидание горячей воды в течение нескольких минут доставляет больше неудобств, чем что-либо еще, оно также может быть весьма расточительным. Если вы не соберете эту неиспользованную холодную воду в ведро для повторного использования в своем саду или в другом месте вокруг вашего дома, вся она просто уйдет в канализацию. С рециркуляционным насосом для горячей воды холодная вода, находящаяся в ваших трубах, будет возвращаться к водонагревателю, подавая новую горячую воду в кран, чтобы она была готова, когда бы вы ни были.
Из-за частых засушливых условий и ограничений на воду здесь, в Калифорнии, Стандарты энергоэффективности зданий штата теперь требуют, чтобы во всех новых домах были установлены рециркуляционные насосы для горячей воды, если в них есть какие-либо краны, которые находятся на расстоянии более 50 футов от водонагревателя. Целью этой политики является предотвращение потерь воды, пока домовладельцы ждут поступления горячей воды. Даже если ваш дом старше и не обязан следовать этому новому правилу, все равно стоит переключиться. Вот что вам нужно знать.
Почему из крана с горячей водой течет холодная вода
Если у вас есть отдельные ручки для горячей и холодной воды, вы ожидаете, что горячая вода пойдет из крана, когда вы поворачиваете ручку для горячей воды, и наоборот. Итак, почему вы получаете поток холодной воды из горячего крана до того, как вода нагреется? Ответ заключается в том, что оставшаяся в трубах вода со временем остыла.
Когда вы в последний раз открывали кран с горячей водой, вода перекрывается, как только вы закрываете кран. Однако горячая вода должна была пройти от вашего водонагревателя до крана, чтобы вы могли ее использовать. Когда вы закрыли кран, в пути было еще много горячей воды. Когда кран закрыт, этой горячей воде некуда идти, поэтому она просто остается в ваших трубах. Со временем он будет постепенно терять свое тепло, оставляя холодную воду в трубах горячего водоснабжения.
Затем, в следующий раз, когда вы включите горячую воду, эта холодная вода в трубах должна выйти, прежде чем сможет пройти свежая горячая вода. Это холодная вода, которую вы чувствуете в первую минуту или около того после открытия крана. Как только у горячей воды будет достаточно времени, чтобы пройти путь от водонагревателя до крана, вытеснив по пути всю холодную воду, вы получите нужную горячую воду. Чем больше расстояние между водонагревателем и краном, тем больше времени потребуется для того, чтобы горячая вода дошла до вас, и тем больше воды вы будете тратить впустую.
Типы рециркуляционных насосов для горячей воды
Чтобы свести к минимуму потери воды в ожидании горячей воды, на водонагреватель можно установить рециркуляционный насос. Эти насосы возвращают любую неиспользованную горячую воду в водонагреватель для поддержания ее температуры, а также направляют свежую горячую воду в ваши краны, чтобы вам не приходилось ждать, пока вода нагреется. Рециркуляционные насосы для горячей воды обычно делятся на две основные категории.
Полная насосная система рециркуляции
В этом типе системы ваш сантехник установит в вашем доме дополнительные трубы для горячей воды. Эти трубы могут затем возвращать неиспользованную горячую воду в водонагреватель. По мере того, как охлаждающая горячая вода возвращается в водонагреватель, новая горячая вода может занять ее место, чтобы она всегда была готова к работе, когда вам это нужно. Горячая вода течет через непрерывный контур по всей вашей системе, чтобы обеспечить постоянную подачу горячей воды, сводя к минимуму время ожидания и потери воды.
Если вас беспокоит, как эта постоянная работа может повлиять на ваши затраты на электроэнергию для нагрева воды, то в этом нет необходимости. Хотя система способна работать непрерывно, она не всегда делает это. Большинство насосов рециркуляции горячей воды оснащены датчиками или таймерами для регулирования работы. Датчики могут определять температуру горячей воды в трубе, запуская рециркуляционный насос только тогда, когда температура падает ниже заданного уровня. Таким образом, вода не будет продолжать циркулировать, когда вода уже теплая, обычно останавливаясь после одного полного цикла.
Таймеры дают вам еще больший контроль над тем, когда работает ваша система. Например, вы можете запрограммировать свою систему на автоматическое отключение в определенное время вечером, чтобы она не работала, пока вы спите. Вы также можете запрограммировать расписание на отключение системы, когда вы на работе или уезжаете в отпуск за город.
Даже если рециркуляционный насос горячей воды, который вы выберете, не оснащен датчиком или таймером, ваш сантехник может легко установить их для вас. Таким образом, вы получите все преимущества большего контроля над своей системой без необходимости выбирать совершенно новую насосную систему.
В процессе установки вашему сантехнику потребуется проложить дополнительные трубы по всему дому, чтобы вернуть неиспользованную горячую воду к водонагревателю. Это может значительно увеличить стоимость установки, особенно если доступ к трубам в вашем доме затруднен. Если вы не хотите нести дополнительные расходы или если установка будет слишком сложной, у вас есть другой вариант.
Рециркуляционный насос Система комфорта
Чтобы избежать установки новых труб, вы можете выбрать рециркуляционный насос для горячей воды, который отправляет неиспользованную воду обратно в водонагреватель через трубы холодной воды, а не через отдельную систему труб. Этот вариант гораздо более экономичен и прост в установке, что делает этот стиль системы доступным для более широкого круга домовладельцев. Тем не менее, вы все равно получите преимущество быстрой горячей воды, когда вам это нужно.
У комфортных систем есть один существенный недостаток. Поскольку горячая вода будет течь обратно в водонагреватель по трубам холодной воды, вода, вытекающая из холодного крана, поначалу, скорее всего, будет теплее, чем вы привыкли. Также может потребоваться некоторое время, чтобы вода стала по-настоящему холодной. В большинстве случаев это не будет большой проблемой, так как теплая вода идеально подходит для многих домашних дел, таких как уборка и приготовление пищи. Однако, если вы пользуетесь краном для подачи питьевой воды, вам, возможно, придется подождать, пока вода не станет достаточно прохладной, чтобы стать приятной на вкус.
Если вы знаете, что вам понадобится холодная вода, вы можете решить эту проблему, временно отключив насос. Этот метод особенно эффективен летом. Поскольку в это время года погода теплее, вам не нужно будет запускать насос так часто, чтобы получить горячую воду, так как вода, уже находящаяся в трубах, будет оставаться горячей дольше.
Экономия воды с помощью рециркуляционных насосов для горячей воды
Хотя наиболее очевидным преимуществом рециркуляционных насосов для горячей воды является то, что у вас будет доступ к практически мгновенной горячей воде из каждой раковины в вашем доме, вы также значительно сэкономите воды. Поскольку существует так много факторов, которые учитываются при расчете экономии воды, трудно точно определить, сколько вы сэкономите, хотя по некоторым оценкам эта сумма достигает 15 000 галлонов в год. Однако некоторые факторы могут увеличить или уменьшить ваши сбережения.
Во-первых, большую роль играет размер ваших труб. Трубы большего диаметра могут нести гораздо больше воды, чем их более узкие аналоги, поэтому вы увидите наибольшую экономию, если у вас есть трубы с более широкой стороной. Также важно расстояние между водонагревателем и кранами. Если ранее вашей горячей воде приходилось преодолевать большой путь, чтобы добраться до крана, ваша экономия будет выше, чем если бы ваши краны были ближе к водонагревателю.
Выбор насосной системы рециркуляции горячей воды
При выборе рециркуляционного насоса для горячей воды в первую очередь следует решить, предпочитаете ли вы систему с полной рециркуляцией или систему управления комфортом. Ваш бюджет и конфигурация вашего дома будут одними из наиболее важных факторов при принятии этого решения. Если сантехники могут легко получить доступ к вашей системе трубопроводов, а вы можете позволить себе заплатить немного больше, система с полной рециркуляцией принесет вам наибольшую выгоду без необходимости подогревать холодную воду на возврате. Чтобы сэкономить деньги, время и нервы, система комфорта может быть лучшим вариантом для вас.
После того, как вы выбрали желаемый стиль системы, следующим шагом будет выбор датчика или таймера для управления ею. Если вы не хотите беспокоиться о программировании вашей системы, датчик может сделать эту работу за вас, контролируя температуру воды в ваших трубах. Однако, чтобы максимизировать эффективность вашей системы, вы должны иметь максимально возможный контроль над тем, когда ваша система работает. Для этого вам понадобится таймер.
Простые механические таймеры просты в установке и еще проще в настройке. Однако вы можете быть ограничены в том, насколько подробно вы можете указать свое время. Если ваше расписание меняется от одного дня к другому, электронный таймер даст вам больше гибкости. Обычно вы можете запрограммировать несколько сценариев, чтобы учесть изменения в вашем ежедневном расписании, например, с рабочих дней на выходные или если ваше расписание не соответствует типичной рабочей неделе.
Прочие соображения
Также рекомендуется изолировать трубы горячей воды, ведущие к кранам и обратно к водонагревателю. Это поможет удерживать тепло внутри и предотвратит его рассеивание через стенки труб с течением времени. С надлежащей изоляцией вода будет оставаться горячей гораздо дольше, сводя к минимуму количество включений насоса в течение дня, чтобы поддерживать горячую воду в трубах постоянно. Это может привести к значительной экономии энергии с течением времени.
Калифорния известна своей жесткой водой, и если в вашем доме не установлен смягчитель воды, минералы в воде могут нанести ущерб вашему рециркуляционному насосу горячей воды. Чтобы он прослужил как можно дольше, ищите насосы из нержавеющей стали, чтобы свести к минимуму риск коррозии и предотвратить образование отложений кальция.
Также обратите внимание на размер входных и выходных отверстий. Поскольку в трубах образуются отложения кальция, они со временем могут сузить эти отверстия. Чем больше отверстие, тем легче воде будет продолжать течь через него. Даже при небольшом накоплении у вас все равно будет проходить много воды, что максимально увеличивает время между техническим обслуживанием.
Узнайте больше о рециркуляционных насосах для горячей воды
Здесь, в компании Best San Diego Leak Detection, мы гордимся тем, что предлагаем услуги по горячему водоснабжению.
В полевых условиях, когда негде подключиться к сети энергоснабжения, а использовать газовые баллоны не представляется возможным, целесообразно прибегнуть к технологии термитной сварки. Простой и в то же время надежный способ позволяет создавать прочные сварные соединения.
СОДЕРЖАНИЕ
Область применения
Технология термитной сварки
Виды
Составы
Оборудование для термитной сварки
Термитная сварка проводов
Алюминотермитная сварка рельсов
Особенности применение термитной сварки
Производство и ремонт металлоконструкций почти что всегда подразумевает использование сварочного оборудования. Однако традиционные установки применить модно не всегда. К примеру, для сваривания крупногабаритной металлоконструкции в полевых условиях потребуется основательная подготовка и во весь рост встанет вопрос отсутствия электричества на участке. Если газосварочное оборудование по какой-либо причине недоступно или неприемлемо, то хорошим выходом станет способ соединения металлов с помощью термитной технологии.
Термитная сварка – это способ соединения металлических заготовок путем сжигания термита – специального порошкового состава, состоящего из оксида металлов и алюминия. Смесь включает магниевую и алюминиевую пудру, окалину и металлические присадки.
Область применения
Чаще всего к технологии термитной сварки на основе алюминиевой пудры прибегают в случаях наплавки на элементы конструкций, при необходимости соединения чугунных или других хрупких сплавов. Метод идеально подходит для ремонта ЖД путей: он недорогой, выполняется достаточно быстро и обеспечивает прочное соединение с длительным сроком службы. Все операции по свариванию железнодорожных рельсов проводятся в соответствии с требованиями ГОСТ Р 57181-2016.
Термитная технология востребована и в других областях производства. К примеру, в машиностроении это наиболее приемлемый вариант в изготовлении гребных винтов для большегрузных морских судов. Большинство коленвалов автомобильного транспорта сделаны с применением данного метода. На предприятиях, связанных с металлообработкой, термитная сварка применяется в ремонте прокатных станов, роторных валов и целого ряда иного крупногабаритного оборудования и оснастки.
Еще одна важная область, где применяется данная технология – энергоснабжение и передача данных. В линиях связи и транспортировки электричества нередко используются кабели большого диаметра. Для их ремонта и прокладки новых магистралей прибегают к термитной сварке. Расходный материал для таких случаев производится их магния.
Технология термитной сварки
Производственный процесс характерен тем, что для его протекания не требуется подключение к сети энергоснабжения или подачи специфических газовых составов. Для соединения металлов используются различные порошковые смеси: алюминиевые, железоокисные, магниевые. Их принято называть термитами, поскольку в процессе их горения образуется большое количество тепловой энергии.
Высокая температура воздействует на металлические заготовки, доводя их до полужидкого состояния. Благодаря изменению агрегатного состояния, металл заготовок смешивается с расплавом порошковых смесей, образуя цельную конструкцию. В уточнении нуждается способ поджога смеси. Для инициализации процесса температура должна достигнуть 1350 градусов Цельсия. Для этого можно использовать один из трех доступных способов. Первый – при помощи электрического разряда. В полевых условиях он недоступен, поэтому более приемлемым вариантом станет взрыв пиропатрона или поджог специального шнура.
Температура горения металлического порошка доходит до 2400-2700 градусов Цельсия. Этого достаточно для плавления большей части металлов. Важно обратить внимание на то, что для поддержания процесса горения не требуется приток кислорода: его достаточно содержится в самой смеси. Поэтому термитное сваривание можно выполнять в инертной среде.
Виды
Существуют два разных способа термитной сварки – тигельный и муфельный. Их применение обуславливается условиями работы и соединяемыми материалами. Первый вид сварки называется еще алюмотермитной и применяется в сборке разных металлоконструкций и заземляющих контуров. Термит для такого вида сварки готовится из алюминиевого порошка и окисла железа. Соотношение составляет 23:70 соответственно. В процессе горения из окалины восстанавливается железо, расплав которого и соединяет заготовки.
Помимо этого, алюмотермитную сварку очень часто выбирают для ремонта металлических поверхностей способом наплавки. Основным достоинством данного метода является возможность соединения чугунных заготовок без стыков. Формирование швов на алюминиевых элементах при помощи такого способа соединения невозможно. Для их соединения лучше прибегнуть к другому виду сварки.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Для муфельной сварки берется термит на основе магния, так как алюминий под воздействием высокой температуры испаряется. Магния же имеет высокую температуру плавления, поэтому не растекается на поверхности. В результате формируется прочное сварное соединение без шва. Когда свариваются алюминиевые заготовки, для избавления от слоя оксида применяется специальный флюс.
Выполняется термитная сварка одним из четырех способов:
Встык. Предварительно требуется основательная подготовка. Поверхность заготовок тщательно очищается. Чтобы избежать нежелательной деформации заготовок детали обертываются специальной пленкой. После сгорания термита получается расплав. Из тигля он заливается в стыковое пространство между двумя заготовками. Детали плотно сжимаются между собой.
Промежуточное литье. Методика применяется для соединения деталей, зафиксированных в определенном пространственном положении. Это самый простой вариант соединения. Предварительно приготовленным в тигле расплавом заполняется пространство между двумя заготовками.
Комбинированный. Метод объединяет два типа сваривания. Используется для ремонта железнодорожного полотна. Торцы рельс предварительно зачищаются, после чего выполняется формовка стыка с помощью металлических форм-пластин. Образуется закрытая полость, в которую вливается расплав. Рельсы сжимаются. После затвердения расплава стык по периметру еще раз проваривается.
Самой популярной является железоалюминиевая термитная сварка. В составе термита доминирует оксид железа. Есть в смеси и алюминий, но его часть невысока и составляет 25%. Помимо основных ингредиентов есть и дополнительные – железная обсечка, флюс, легирующие присадки и другие. Горит термит в магнезитовом тигле, здесь же и плавится металл. Кроме алюминия смесь может содержать и другие составляющие. Так с оксидом железа может использоваться:
магний – 31%;
кремний – 21%;
кальций – 43%;
титан – 31%.
Вид смеси зависит от области использования сварки. Самый простой – железная окалина в сочетании с алюминиевым порошком. Важно в точности соблюсти пропорции компонентов. Для ремонта железнодорожного полотна применяется специальный состав, называемый «рельсовым». При алюминотермитной сварке применяется шихта со стальным наполнителем, состоящим из графитной стружки и ферромарганца. Для соединения легированных сталей применяется особый состав, в который добавляются присадки из ферротитана и феррованадия.
Сварка чугуна связана с необходимостью придерживаться особых требований. Термит, предназначенный для соединения чугунных деталей, обязательно должен содержать кремний. При условии выполнения всех требований получается прочное и долговечное соединение. В присадках для сварки чугуна отсутствует марганец.
Оборудование для термитной сварки
Технологически процесс не представляет сложности. Тем не мене, для нормального протекания реакции и получения нужного результата требуется специальный инструмент и оснастка:
Тигель. Делается он или из тугоплавкого металла, или из керамики. Резервуар должен обеспечивать безопасность слива расплавленного металла.
Формы и матрицы потребуются для создания отливок. Они могут быть одноразовыми или длительного использования. Чтобы жидкий металл не растекался, поверхность формы обмазывается специальной глиной для термитной сварки.
Тиски, струбцины и другие аналогичные устройства для сжатия частей форм.
Термитный карандаш. Потребуется во многих операциях сварки или резки металла.
Абразивы для зачистки поверхности зоны сварки. Это может быть болгарка со шлифовальным кругом, наждачная бумага, щетка по металлу.
Набор вспомогательного инструмента: термометр полоскового типа, ножовка по металлу, газовая горелка, кислородный резак и другие.
Термитная сварка проводов
Метод отлично подходит для соединения многожильных кабельных магистралей из алюминия или меди. Сравнительно с механическими способами соединения – скрутки, колодки и прочие варианты – термическая сварка выгодно отличается меньшим электрическим сопротивлением стыка. Такой эффект достигается за счет увеличения поперечного сечения. Перед сваркой соединяемые концы следует хорошо очистить и обезжирить. Это необходимое условие для получения качественного стыка.
Для соединения кабельных систем применяются специальные термические патроны. Они имеют простое устройство и состоят из кокиля и вкладыша. Есть различия в устройстве в зависимости от материала жил. Если предстоит соединить алюминиевый многожильный провод, включая проводку со стальным сердечником, применяется кокиль из стали разъемной конструкции. Вкладыш алюминиевый. Патроны, предназначенные для работы с медными магистралями, имеют выполненный из листовой меди кокиль, а вкладыш изготовлен из сплава меди и фосфора. Для соединения проводки требуется тепловая энергия. Она генерируется термитной шашкой, которая напрессована на кокиль.
После выполнения каждой операции требуется небольшая чистка вкладыша. А именно: ершиком с его внутренней поверхности нужно удалить оксидную пленку.
Алюминотермитная сварка рельсов
Процесс можно разбить на несколько этапов. Предварительно просчитывается количество тепловой энергии, которая будет выделена термитом. В соответствии с полученными вычислениями подбирается состав термитной шихты. Важно, чтобы смесь была однородной и все компоненты равномерно распределены по всему объему. Далее смесь поджигается, температура доводится до 1350 градусов Цельсия.
Термит превращается в расплав быстро – примерно за 20-30 секунд. Его масса составляет примерно половину от общего объема смеси. Все остальное является дополнительными включениями, которые оседают в виде шлака. Поскольку металл тяжелее, то он займет нижнюю часть тигля, а шлак, соответственно, будет вытесняться наверх.
Основная сложность ремонта рельсов заключается в полевом характере работ. К тому же приспособление для сваривания рельс очень массивно. Однако это самый приемлемый вариант ремонта железнодорожного полотна. Изначально готовятся торцы будущего стыка. Края выравниваются, а зазор подгоняется до 2-3 сантиметров. Две рельсы устанавливаются в одной плоскости. При этом необходимо обеспечить точную соосность расположения элементов. После устанавливается форма и начинаются сварочные работы.
Естественно, что каждый хотел бы доиться максимально качественного результата термитной сварки. Чтобы воплотить желание в фактический результат, потребуются точные расчеты. Нужно выбрать достаточный объем термита, чтобы расплав полностью заполнил собой проем между заготовками. Очень важно, чтобы смесь была идеально перемешанной, а все компоненты равномерно распределены по объему. На первых порах температура будет составлять 1400 градусов Цельсия. При меньшем нагреве термит не возгорится.
Особенности применение термитной сварки
Технология позволяет соединять все виды металлов – цветные и черные – без дорогостоящего оборудования и сложной оснастки. Сравнительно с другими способами термитная сварка обладает весомыми преимуществами:
невысокий уровень трудозатрат на выполнения большого объема работ;
высокое качество сварного соединения, безупречная эстетичность стыков;
на выполнение операций уходит немного времени;
не требуется привлечение высококвалифицированных специалистов сварочного дела;
стоимость расходных материалов невысока, а приобрести их несложно в специализированных магазинах;
для сваривания не требуется наличие электричества или газ. Технология идеально подходит для работы в «полевых» условиях.
Как недостаток следует отметить высокие требования по технике безопасности. Термитная смесь является веществом пожароопасным: она легко воспламеняется. Поэтому требуются особые условия хранения и транспортировки. Выполняя работы, оператор должен быть внимательным, чтобы не допустить попадание жидкости в горящий термит. Если это произойдет, то получится взрывоопасная смесь, которая может детонировать в любой момент.
Строго запрещено инициировать розжиг шихты от электрической дуги, поскольку тоже может произойти взрыв. Сварочные работы допускается выполнять при температуре окружающего воздуха не ниже 10 градусов Цельсия.
Термитная технология получила меньшее распространение сравнительно с электродуговой сваркой. Тем не менее, такой вариант соединения металлов можно рассматривать не только для промышленного, но и для домашнего использования. Нет особых технологических сложностей. Применять термитный карандаш можно научить любого желающего. Только не стоит в работе использовать самодельные или сомнительные термитные смеси, поскольку они могут взрываться.
Термитная сварка рельсов трамвайного пути методом промежуточного литья
Основные методы сварки рельс
Прежде чем приступить к подробному описанию технологического процесса термитной сварки рельсов трамвайного пути, целесообразно рассмотреть специфику данного вида работ и применяемых для его выполнения способов. Характерными особенностями рельсовых трамвайных путей выступают:
изготовление из очень прочного материала – высокоуглеродистой стали, одним из свойств которой является плохая свариваемость;
высокие требования к точности геометрических размеров конечного продукта, так как любые отклонения резко увеличивают вероятность аварии;
большая протяженность путей, результатом которой становится необходимость быстрого перемещения в процессе работы.
Следствием перечисленных особенностей рельсовых трамвайных путей становятся следующие требования к исполнителю работ по их монтажу:
специализированное профессиональное оборудование;
качественные комплектующие и расходные материалы;
жесткая система мер по контролю над качеством сварных швов и работы в целом.
Электроконтактная сварка
Технология широко применяется в различных сферах деятельности для соединения однотипных деталей. Применительно к монтажу рельсовых трамвайных путей принцип действия электроконтактной сварки выглядит следующим образом:
сначала стыки рельсов сильно нагреваются под воздействием электрической дуги;
результатом становится расплавление металла;
затем происходит стыковка отдельных элементов с образованием в месте соединения однородной массы
Производство работ происходит с применением мобильных машинных комплексов, выполняющих сварку в автоматическом режиме и передвигающихся по смонтированному участку пути. На подготовительном этапе рельсы укладываются в непосредственной близости от предполагаемого места размещения.
Основные достоинства технологии электроконтактной сварки трамвайного пути – универсальность, отменная производительность, серьезный уровень автоматизации рабочего процесса. В числе недостатков – высокая стоимость профессионального оборудования и существенные эксплуатационные расходы. В первую очередь, они необходимы для комплектования рельсосварочной станции дорогостоящими контактными головками разного типа в зависимости от требуемого режима сварки.
Рис. 1. ПРСМ-6 – популярная модель автоматизированной установки для сварки электроконтактным методом
Электродуговой метод
Электродуговая сварка бесконтактным способом, наряду с термитной, считается наиболее часто применяемой технологией монтажа трамвайных путей. Рабочий процесс ее практического использования выглядит следующим образом:
рельсы укладываются в месте расположения трамвайного пути;
между ними остается небольшой по размерам зазор;
концы рельсов соединяются между собой при помощи металла электродов, который расплавляется под действием электрической дуги.
Главное достоинство описываемого метода – отсутствие необходимости прилагать серьезные усилия при стыковке рельсов и доступная стоимость выполнения работ. Дополнительные и весьма немаловажные плюсы – возможность использования как стационарных, так и мобильных источников электроснабжения разной мощности.
Рис. 2. Сварка рельсового пути электродуговым способом
Наибольшее распространение получил так называемый ванный способ электродуговой сварки. В соответствии с его технологическим процессом, стык размещается в специальной герметичной емкости — ванне. Между рельсами остается зазор от 14 до 16 мм. Между торцами вертикально сверху помещается электрод. На него подается электрический ток, сила которого составляет около 350 А. В результате металл электрода расплавляется и равномерно распределяется внутри ванны, обеспечивая прочное надежное и долговечное соединение. Основным недостатком технологии выступает сравнительно невысокая производительность, которая объясняется серьезным уровнем трудозатрат.
Газопрессовая сварка
В данном случае применяется совершенно иной принцип соединения стыков рельсов трамвайного пути. Он предполагает сварку отдельных элементов в единую конструкцию при намного более низких температурах, исключающих плавление металла, под воздействием высокого давления. На подготовительном этапе происходит максимально плотное прижатие стыков рельсов друг к другу, которое достигается при помощи специального рельсорезного станка.
Затем место соединения обрабатывается четыреххлористым углеродом или дихлорэтаном, незначительно нагревается с применением комбинированной горелки и сильно сжимается с использованием гидравлического пресса. Воздействие давления с усилием около 10-13 тонн сопровождается разогревом стыка примерно до 1 200 градусов.
Такая технология позволяет получить еще более однородное и прочное соединение рельсов, чем описанные выше способы. Как следствие, чаще всего газопрессовая сварка применяется для монтажа путей, эксплуатация которых предполагаем самые высокие нагрузки, то есть железнодорожных. Основным недостатком метода является высокая стоимость, необходимость в узкоспециализированном дорогостоящем оборудовании и сравнительно низкая производительность.
Термитная (алюмотермитная) сварка
Каждый из перечисленных выше методом сварки рельсового трамвайного пути не лишен каких-либо существенных недостатков. Наиболее сбалансированным и отвечающим современным требованиям к качеству, стоимости и скорости выполнения монтажных работ справедливо считается термитный способ (другие его часто применяемые наименования – алюмотермитный или метод промежуточного литья).
В его основе лежит реакция, происходящая при контакте алюминия и окиси железа, которые входят в состав специального порошка – термита. Результатом реакции становится образование восстановленного железа. Она сопровождается выделением большого количества тепла, что ведет к дальнейшему нагреву металла до температуры примерно 2 000 градусов. После этого он заливается в специальную форму, которая размещается на стыке рельсов и совпадает с ними по форме. Использование в технологическом процессе термита на основе алюминия стало причиной появления названия сварки – термитная или алюмотермитная.
Рис. 3. Алюмотермитная сварка рельсового пути
Технология была разработана достаточно давно – в середине XIX века. Ее постоянное совершенствование в сочетании с разработкой нового более эффективного и производительного оборудования, а также впечатляющим набором достоинств сделали термитную сварку самым востребованным на данный момент способом монтажа и ремонта рельсовых трамвайных путей.
Технологические особенности, сфера применения и преимущества термитной сварки методом промежуточного литья
В настоящее время применяются 4 базовых метода термитной сварки. Каждый из них имеет характерные особенности и собственную область практического использования. В указанную цифру входят следующие способы выполнения сварочных работ:
соединение встык. Наиболее трудоемкая и сложная для практического применения технология;
способ промежуточного литья. Обладает комплексом достоинств, подробно описанных ниже;
комбинированная сварка. Предусматривает совмещение характерных особенностей двух указанных выше методов, комбинируя и их недостатки;
метод дуплекс. Отличительная особенность данного способа – дополнительная стадия технологического процесса, представляющая собой спрессовку заготовок после заливки сплава восстановленного железа.
Рис. 4. Технологическая схема сварки методом промежуточного литья
Самой популярной и часто применяемой разновидностью термитной сварки заслуженно считается способ промежуточного литья. В большинстве случаев именно он имеется в виду, если речь идет о рассматриваемой технологии. Основными причинами востребованности метода следует считать три фактора:
сравнительно простой рабочий процесс;
длинный перечень достоинств, с лихвой компенсирующий небольшое количество недостатков;
универсальность в сочетании с широкой сферой практического применения;
наличие четких и детализированных стандартов, регламентирующих выполнение работ.
Для получения объективного и более глубокого представления об особенностях технологии, требуется подробно рассмотреть каждый из перечисленных факторов.
Схема технологического процесса
Традиционный метод термитной сварки рельсового пути способом промежуточного литья включает в себя следующие технологические этапы:
над стыком двух рельсов устанавливается специальная конструкция в виде емкости;
внутрь ее помещается специальный порошок — термит, на 23% состоящий на крошки алюминия и на 77% — из оксида железа. Он имеет мелкодисперсную структуру с размерами гранул около 0,5 мм;
непосредственно на стык монтируется герметичная заливочная форма, конфигурация которой совпадает с профилем рельс;
металлическая емкость нагревается до 1 000 градусов при помощи разового воздействия специального воспламенителя, запускающего алюмотермитную реакцию;
она протекает с выделением тепла, результатом чего становится дальнейший нагрев порошка до 2 000 градусов и перемещение получившегося расплава в заливочную форму;
под воздействием расплава торцы рельсов также сильно нагреваются, оплавляются, в результате чего в месте стыка создается однородная масса по всему сечению рельса;
постепенное охлаждение сварного шва сопровождается дополнительным уплотнением металла и выдавливанием шлака на поверхность;
завершающая стадия рабочего процесса – отбивка шлака и шлифовка сварного шва при помощи обычной болгарки или угловой шлифмашинки.
Преимущества и недостатки
Повсеместное применение алюмотермитной сварки в целом и конкретно метода промежуточного литья объясняется рядом серьезных преимуществ, которые достигаются при грамотном использовании технологии. Самыми впечатляющими из них являются такие:
высокая скорость ведения сварочных работ. Продолжительность технологического процесса составляет не более 25-30 минут. Как следствие – бригада сварщиков, укомплектованная необходимым оборудованием, способна выполнить 10-12 сварных швов в течение часа;
отсутствие привязки к стационарным источникам электроснабжения. Для выполнения работ используются мобильные установки, обладающие компактными размерами и работающие в автономном режиме. Общий вес необходимого оборудования редко превышает 350-400 кг;
сравнительно невысокие требования к квалификации исполнителей. Для грамотного практического применения описываемого способа сварки достаточно четко следовать пошаговой инструкции по выполнению работ и технологической схеме рабочего процесса;
высокий уровень безопасности, для обеспечения которого достаточно использовать исправное оборудование и выполнять общепринятые правила техники безопасности при проведении сварочных работ;
одинаковая эффективность как для монтажа нового рельсового пути, так и при ремонте существующего. Важный дополнительный плюс – отсутствие необходимости делать длительные перерывы в движении транспорта при выполнении ремонтных работ;
отменные эксплуатационные характеристики сварного шва. Они не уступают или даже превосходят аналогичные показатели, полученные при использовании альтернативных методов сварки, при заметно более высокой производительности и доступной стоимости производства монтажных работ.
Рис. 5. Термитная сварка рельсового пути
К числу недостатков, характерных для термитной сварки рельсов трамвайного пути, следует отнести такие особенности технологии:
необходимость аккуратного и осторожного обращения с используемым в ходе работ порошком, который является легко воспламеняемым веществом;
для получения качественного шва требуется четкое выполнение схемы и последовательности производимых технологических операций;
обязательное условие для безопасного ведения сварочных работ – исключение возможности попадания в рабочие емкости воды, что приведет к разбрызгиванию металла.
Анализ приведенных выше списков достоинств и недостатков наглядно демонстрирует главную причину популярности и востребованности рассматриваемой технологии. Она заключается в сочетании хороших эксплуатационных свойств получаемого на выходе сварного шва с высокой производительностью и доступной стоимостью выполняемых монтажных работ. Очевидным и легко предсказуемым следствием настолько впечатляющего перечня достоинств технологии становится крайне обширная сфера применения термитной сварки в сегодняшних условиях.
Технические стандарты, регулирующие требования к проведению работ
Немаловажным достоинством термитной сварки рельсовых путей выступает наличие детально проработанного стандарта, четко регламентирующего требования к технологическому процессу и правила проведения сварочных работ. Речь в данном случае идет о национальном стандарте РФ – ГОСТ Р 57181-2016. Нормативный документ был введен в действие с 1 июня 2017 года и актуален до настоящего времени.
Положения стандарта содержат рекомендации в области грамотной организации работ по монтажу рельсовых путей любого типа – железнодорожных, трамвайных или для других разновидностей городского электротранспорта. Кроме того, стандарт дает основные определения терминам и понятиям, которые используются для описания технологии термитной сварки, а также устанавливает базовые методы контроля над качеством сварного шва.
Руководство по термитной сварке: процесс и оборудование
Последнее обновление:
Партнерский отказ от ответственности: этот пост может содержать ссылки, которые принесут нам комиссию бесплатно для вас. Это помогает сохранить Weldguru бесплатным ресурсом для наших читателей.
Процесс сварки термитом® является результатом плавления, возникающего в результате химической реакции, происходящей из-за разницы свободной энергии между алюминием и оксидом металла.
Эта разница производит достаточно тепла, чтобы произвести жидкую сталь или любой другой металл и позволить без применения внешней энергии.
Происходит без давления или с приложением давления. Использование присадочного металла не является обязательным.
Все компоненты алюминотермического процесса используются в виде порошков или гранул.
Как только реакция инициируется внешним источником тепла, алюминий восстанавливает кислород из оксида металла, что приводит к образованию жидкого перегретого оксида алюминия (Al(2)O(3).
Поскольку эти два компонента различаются по плотности, они автоматически разделяются, и жидкий металл можно использовать для производства сплавов, специальных металлов или для различных сварочных работ (см. видео ниже)
Этот процесс был открыт Гансом Гольдшмидтом в 1898 году. С начала века термитный процесс использовался для соединения железнодорожных рельсов, а также для других применений в транспортной отрасли.
Тигель : термитная химическая реакция происходит в сосуде, называемом тиглем
Смесь : Смесь тонкоизмельченного алюминия, оксида металла с добавлением любых требуемых легирующих металлов
Форма : Это форма, которая формируется вокруг деталей, которые необходимо сварить. Режим приема расплавленного металла.
Реакция : Химическая реакция между алюминием и оксидом металла. В результате реакции образуется шлак оксида алюминия и перегретый расплавленный металл.
Материал
Термитный материал представляет собой механическую смесь металлического алюминия и обработанного оксида железа.
Расплавленная сталь производится термитной реакцией в тигле с магнезитовой футеровкой.
На дне тигля обжигается магнезитовый камень, в который вставляется наперсток из магнезитового камня.
Наперсток представляет собой канал, через который расплавленная сталь выгружается в литейную форму.
Отверстие в наперстке заглушено пробойником, который засыпан огнеупорной шайбой и огнеупорным песком.
Тигель загружается путем помещения в него правильного количества тщательно перемешанного термитного материала.
Процесс
При подготовке стыка к термитной сварке свариваемые детали должны быть зачищены, выровнены и прочно закреплены.
При необходимости металл удаляется из стыка, чтобы обеспечить свободный поток термитного металла в стык.
Затем вокруг стыка делается восковой шаблон по размеру и форме предполагаемого сварного шва.
Форма из огнеупорного песка строится вокруг восковой модели и соединения для удерживания расплавленного металла после его заливки.
Затем песчаную форму нагревают, чтобы расплавить воск и высушить форму. Форма должна быть надлежащим образом вентилируема, чтобы обеспечить выход газов и обеспечить надлежащее распределение термитного металла в стыке.
Тигель и форма для термитной сварки показаны на рис. 5-41 ниже.
Процесс сварки рельса: (см. видео выше)
Подготовка рельса к сварке
Установить зазор сварки
Зажим
Прикладные формы
Поместите часть термита в тигель
Подогрев концов рельсов
Зажечь и залить сталь
Извлечение из формы
Избыточная головка металла
Грубая шлифовка
Окончательное шлифование
Схема формы и тигля для термитной сварки
Рис. 5-41 Анимационный видеоролик процесса термитной сварки
Комплекты для термитной сварки
Показан: Набор инструментов для запуска от Orgo Thermit
Наборы могут различаться в зависимости от требуемого процесса сварки:
Процесс SKV: общий подход к соединению двух железнодорожных рельсов
1,5-дюймовый процесс SKV: новый процесс, снижающий риск внутренних включений.
2,75-дюймовый сварной шов с широким зазором: используется при замене дефектного стыкового или термитного сварного шва.
Полная ремонтная сварка головки рельса: используется для заполнения после удаления поврежденного участка головки рельса.
Набор инструментов для крановых рельсов Thermit
Набор инструментов для крановых рельсов Thermit
Каталожные номера
Orgo Thermit
Хотите узнать больше о сварке бесплатно?
Зарегистрируйтесь и присоединитесь к более чем 10 000 других учащихся и получайте бесплатные статьи и советы по сварке, отправленные прямо на ваш почтовый ящик.
Как работает термитная сварка?
Пьер Янг
Термитная сварка — это процесс, в котором используется сочетание оксида железа и алюминиевого порошка для создания интенсивного локализованного тепла. Принцип работы термитной сварки был запатентован Эдвардом Г. Ачесоном в 1919 году. В этой статье мы обсудим, как работают термитные сварщики и как они используются в промышленности сегодня!
Что такое термитная сварка?
Термитная сварка – это процесс соединения металлов с помощью термитной реакции. Термит нагревает металлические детали до очень высокой температуры, а затем они сжимаются вместе, образуя расплавленную ванну, которая затем затвердевает.
Термитная сварка — это тип соединения на основе трения, который можно выполнять без использования флюса. Этот процесс также не требует предварительной очистки или подготовки поверхностей, что означает, что это простой и быстрый метод, который не займет слишком много времени по сравнению с другими методами соединения металлов, такими как пайка.
Какое оборудование необходимо для термитной сварки?
Оборудование для термитной сварки включает термитную загрузку, состоящую из оксида железа и порошка алюминия. Алюминий заключен в защитную бумажную или металлическую оболочку для предотвращения окисления. Куски металла, которые сварщики собираются соединять, обычно нагревают до начала процесса. В частности, термитная сварка включает в себя нагрев обеих поверхностей до температуры, достаточной для того, чтобы произошла реакция.
Приведите пример использования термитной сварки?
Термитная сварка сегодня часто используется в промышленности, когда требуется большое количество прочных и надежных сварных швов. Он также широко используется в качестве альтернативы другим методам сварки, таким как дуговая сварка, дуговая сварка вольфрамовым электродом (GTAW) и дуговая сварка металлическим газом (MIG).
Сварочные аппараты для термитной сварки также могут использоваться для тонких материалов, что обеспечивает более контролируемый процесс термитной сварки. Это особенно полезно при соединении деталей разного размера или при необходимости очень жестких допусков для готового продукта.
Как работает термитная сварка
Термитная реакция представляет собой окисление металлических порошков с использованием локализованной экзотермической реакции, при которой выделяется достаточно тепла, чтобы расплавить металлы на границе раздела и образовать сварной шов.
На первом этапе термитной реакции смешивают два вещества: оксид металла и оксид железа (III). Смесь этих двух порошков будет производить тепло без искры или пламени.
Термитная сварка осуществляется путем смешивания алюминиевого порошка с другим типом металлического топлива, например, полосой магния или цинковой пылью. В смесь добавляется небольшое количество воды, после чего она поджигается небольшим пламенем. Алюминий будет бурно реагировать при нагревании, выделяя достаточно тепла, чтобы расплавить любой металл поблизости.
Реакция продолжается до тех пор, пока не будет израсходовано все металлическое топливо или не сгорит полностью алюминиевый порошок.
Существует два типа термитных реакций, которые можно использовать для сварки металлов. Первый — это безгазовая сварка, при которой в качестве топлива используется магний, а в качестве оксида металла — порошок алюминия или цинка. Этот тип реакции не требует воздуха или кислорода для поддержания себя.
Второй тип термитной сварки представляет собой более традиционную форму, называемую сваркой с зажиганием, при которой небольшое количество воздуха или кислорода смешивается с металлическим топливом и оксидом алюминия.
Зачем использовать термитную сварку?
Термитные сварочные аппараты — это простая и быстрая технология, которая не займет много времени. По сравнению с другими методами сварки металлов, термитная сварка является более простым процессом, который не требует какой-либо подготовки поверхностей.
Термитная сварка также представляет собой тип соединения на основе трения без флюса, что делает его очень простым. Термитная сварка также не требует воздуха или кислорода, потому что алюминиевый порошок сгорает с небольшим пламенем, что является экологически безопасным методом.
Термитная сварка — отличный выбор для соединения металлов по многим причинам!
Кому не стоит заниматься термитной сваркой?
Термитная сварка не должна использоваться теми, кто не уверен в ее работе. Вам также не следует пробовать термитную сварку, если вы используете какой-либо нерафинированный металл, такой как алюминиевый шлак или переработанный металл. Термитная сварка также небезопасна для полых секций труб или материалов, которые не могут быть полностью покрыты расплавленным металлом во время процесса.
Безопасна ли термитная сварка?
Ответ на вопрос о безопасности термитной сварки зависит от того, как она используется.
Термитная сварка обычно считается безопасным процессом, если она выполняется с должным вниманием. Это не должно предприниматься кем-либо, кто не имеет подготовки и опыта в использовании такого процесса. Вам также не следует пробовать термитную сварку, если вы используете какой-либо нерафинированный металл, такой как алюминиевый шлак или переработанный металл.
Один из классических вопросов, возникающих в строительной сфере, касается предпочтительного крепежного элемента. Распространенная дилемма: что же обеспечивает более надежную фиксацию — обычный дюбель с шурупом или анкер. Отметим, что все определяется особенностями конкретной ситуации — типом и силой нагрузки, материалом конструкции. Разберемся в различиях между двумя этими фиксирующими элементами, чтобы покупатель мог примерно составить представление о преимуществах и недостатках дюбелей и анкеров.
Анкер
Анкерный болт существенно отличается от дюбеля тем, что является самостоятельным типом крепежного элемента. В структурном плане это болт, имеющий распорную втулку и гайку в форме конуса. Кончик элемента выполняется в виде кольца либо крюка. Анкеры очень часто используются при монтаже светотехнических изделий (например, при подвешивании люстр).
Установка на анкер предполагает забивание крепежного элемента; также зачастую его вставляют в предварительно заготовленное отверстие. Большинство изделий затягиваются при помощи обычных гаечных ключей. При вкручивании втулочные элементы расходятся, обеспечивая надежную фиксацию за счёт распора (неспроста «Anker» переводится с немецкого как «якорь»). Чтобы демонтировать крепеж, потребуется раскрутка болта (ослабить крепление несложно).
Весомым преимуществом анкера является устойчивость к серьезному давлению: с помощью подобных болтов могут быть закреплены достаточно тяжелые конструкции. Однако существует и определенный недостаток, ограничивающий сферу их применения: анкер может быть вкручен только в прочный материал (бетонную либо сплошную кирпичную конструкцию). А вот вбивать анкерный болт в «дырчатый» кирпич запрещается: фиксирующий элемент не будет надежно закреплен. Естественно, анкеры не подойдут и для таких материалов как пеносиликатный блок.
Дюбели
В структурном плане принцип крепления дюбелей схож с анкерным. Закручиваясь, крепежный элемент претерпевает расширение и обеспечивает распирание стен отверстия; сила трения обеспечивает удержания на месте. Однако есть и значительные различия. Дюбель не является самостоятельным крепежным элементом — это лишь распорная часть, в которую нужно ввинчивать шуруп либо саморез. Сообразные конкретному дюбелю метизы подбирают в индивидуальном порядке.
Также нужно учитывать, что анкерные крепления сделаны из стали, а дюбель — из полимерных материалов (изредка — из сплава металла). Дюбель используется преимущественно при фиксации, не отличающихся большой массой, конструкций. Простейший пример — монтаж настенной бельевой сушилки, полочки, небольшого навесного шкафа. Однако дюбель, в отличие от анкера, может быть монтирован в сухую штукатурку, гипсовый картон, гипсовый бетон и т.д.
Заключение
По надежности и прочности анкер существенно превосходит дюбель. Первый ориентирован преимущественно на фиксацию тяжелых конструкций (он отличается высокой несущей способностью), второй — на средние и легкие нагрузки. Однако зачастую дюбель остается единственным вариантом по той причине, что он подходит для более широкого спектра материалов, в то время как анкер ориентирован на твердые монолитные конструкции. Также нужно отметить, что средняя стоимость дюбеля существенно ниже средней стоимости анкера (однако здесь все зависит от конкретного типа крепежного элемента).
Выбрать и приобрести крепеж оптом вы можете в нашей компании. Чтобы сделать заказ, позвоните нам или оставьте заявку в форме на сайте.
Главные отличия дюбелей и анкеров: обзор
При работе с мягкими материалами практически не возникает трудностей. Вы сможете легко вкрутить саморез или шуруп в основание, прикрепить к пластику или дереву необходимую конструкцию. Если же вам нужно просверлить бетон, камень, кирпич и другие твердые материалы, тогда потребуется анкер или дюбель. Для их установки нужно правильно рассчитать нагрузку на крепежное соединение, длину, диаметр изделия. При этом учитываются не только особенности крепежа, но и материала, в который его монтируют.
В зависимости от области применения и внешних факторов выбор правильного анкера может зависеть и от типа нагрузки. Существует несколько видов нагрузок, оказывающих влияние на дюбеля и анкеры. Они бывают следующих типов:
статическая нагрузка — постоянная нагрузка. Например, вес конструкции, которую вы крепите дюбелем;
живая нагрузка — приложенная нагрузка;
ветровая нагрузка — нагрузка от ветра;
нагрузка на конструкцию от движения грунта. Показатель, используемый для определения использования сейсмической привязки;
сдвигающая нагрузка — сила, которая имеет тенденцию вызывать разрушение материала при скольжении или изменении положения;
растягивающая нагрузка;
комбинированное растяжение — одновременное приложение к элементу нагрузки при растяжении или сдвиге;
предельная нагрузка — абсолютная максимальная нагрузка, которую конструкция может выдержать без сбоев. Из этого показателя часто определяют срок эксплуатации;
служебные нагрузки — нагрузки, возникающие при эксплуатации конструкции, но недостаточные для разрушения конструкции. Например, при монтаже лестницы;
статическая нагрузка — груз, который остается в неподвижном состоянии на протяжении всего срока эксплуатации;
динамическая нагрузка – непостоянные нагрузки, которые могут изменяться со временем.
Особенности анкеров
Анкер – это крепеж, предназначенный для соединения деталей конструкций, предметов. Чаще всего его используют в случаях, когда гвозди, клей или шурупы неэффективны и не могут обеспечить надежное соединение. Анкер используют для двух типов поверхностей:
твердые, по типу камня, бетона;
пустотелые, например, двери, потолок, стены.
Есть много видов анкеров, каждый из которых имеет свои сильные и слабые стороны. Важна также специфика крепежа. Например, на рынке можно найти анкеры для гипсокартона или бетонные. В данном случае их лучше применять по назначению. Со временем анкер, который не соответствует материалу стены, в конечном итоге ослабнет, что приведет к повреждению стены и соединения.
Прочность анкерного соединения зависит от: типа поверхности, его состояния, вида анкера. Рассмотрим разновидности анкеров, которые чаще всего встречаются на рынке:
Расширительные анкеры. Предназначены они для толстых прочных материалов. Например, бетон, кирпич, металл. Они работают за счет расширения, когда в них ввинчивается метиз. Крепление распорных анкеров зависит от материала, в который они установлены.
Анкеры для пустотелых стенок. Они не подходят для твердых материалов. Они предназначены для использования в тонких материалах или на полых стенах.
Пластиковые распорные анкеры являются одними из наиболее распространенных. Пластиковые анкеры большего размера подходят для метизов большего размера и имеют увеличенную несущую способность. Анкеры с более высокой степенью «ребристости» обеспечат наибольшую прочность захвата независимо от материала стены.
Изобилие дюбелей: для чего они подходят
Дюбели представляю собой часть крепежного элемента, которая используются для фиксации шурупа или гвоздя в материале. Дюбели бывают металлическими или пластиковыми.
Специалисты выделяют несколько популярных видов дюбелей на рынке:
классический дюбель-гвоздь состоит из двух частей. Для создания такого крепежа придерживаются следующего алгоритма: просверливают отверстие, вбивают дюбель, вкручивают метиз. За счет этого не возникает трудностей с демонтажем крепления. В продаже встречаются разновидности конфигураций по типу головки;
дюбель для гипсокартона. Конфигурация отличается конусообразной формой и наличием выступающей резьбы. Используются даже для хрупких оснований, которые часто подвергаются деформации или разрушению;
изоляционные дюбели. Круглая головка увеличенной формы обеспечивает лучшую фиксацию изделий. Такие дюбели применяются для гидроизоляции, поскольку сохраняют ее целостность.
Чем отличается дюбель от анкера: основные критерии
Общей особенностью для анкера и дюбеля будет способность соединять элементы и фиксировать конструкции. Крепежи работают по одному принципу: при ввинчивании метиза расширяется анкер и дюбель, обеспечивая силу трения. Два вида крепежей имеют следующие отличия:
дюбель считается частью крепежного элемента, а не самостоятельным изделием. Если вы купили отдельно дюбеля, под них придется подбирать отдельно крепеж;
дюбеля чаще изготавливаются из пластика, анкера – это металлические крепежи;
дюбель не может выдержать серьезных нагрузок, поэтому считается изделием бытового назначения для крепления легких предметов интерьера, полок, шкафов, сушилки для белья и других конструкций;
дюбель – универсальный крепеж для различных типов оснований. Он сохраняет свои функции даже при установке в пустотелые материалы;
анкер выдерживает более серьезный вес. Существуют разновидности промышленных анкеров с увеличенной несущей способностью;
анкер подходит для монолитных материалов.
Вывод: когда используют анкера и дюбели
Главным отличием крепежных изделий будет сфера их применения. Анкера устанавливаются только в прочные основания, где исключена пористость. В противном случае метиз вырвет из стены. Даже если поначалу вам будет казаться, что крепление надежное, со временем неправильное применение обернется ослаблением соединения. Анкер – это прочный крепеж, выдерживающий большие нагрузки, но только при правильном использовании и просчете размеров. Анкера стоят на порядок дороже дюбелей.
К плюсам дюбелей относят большую область применения. С их помощью вы можете решить множество бытовых задач, связанных с креплением конструкций с небольшим и средним весом.
Дюбели и стенные дюбели – Выбор для установки
Исторические методы крепления стен
Предшественниками сегодняшних дюбелей и дюбелей были мягкие трубчатые детали, которым всего сто лет. В еще более ранние времена шпалеры из дерева или проволоки анкеровались двумя способами: либо массивные железные анкеры вклеивались в стену, либо в стене проделывались конические (конические) более крупные, направленные назад отверстия, в которые вставлялся кусок такой же формы. Затем лиственных пород цементировали или оштукатуривали в качестве «анкера / пробки». Затем можно было прикрепить винты, втулки или гвозди.
Спецификация для стенных дюбелей с приспособлениями для подъема
Держатели (скобы) для натянутых тросов особенно подвержены изгибу, а не вытягиванию. Это учитывается в нашем ассортименте анкеров: обычно предпочтительны длинные анкеры (дюбели/дюбеля) с буртиком; они обеспечивают глубокую анкеровку и обеспечивают защиту от изгиба спереди. В дополнение к конструктивным требованиям, это также вопрос закрытия отверстия, особенно с оштукатуренными стенами . Опять же, анкер (стеновой дюбель) с передним армированием или «воротником» имеет преимущество, поскольку он лучше направляет выступающий резьбовой стержень и тем самым предотвращает вызванные нагрузкой смещения и отслаивание гипса.
Комплекты Easy и ‘Eco’: универсальные крепления (кольцевые анкеры)
Из большого количества имеющихся в продаже пластиковых анкеров (дюбелей), особенно «анкеров для садовых навесов», DH 10065 оказался особенно эффективным с наши легкие наборы. Прочный хомут (с его мощным соединением) предотвращает более глубокое опускание анкера во время сборки, направляет и удерживает ввинченные люверсы (даже при больших нагрузках) и хорошо закрывает отверстие. Благодаря своей прямоугольной геометрии и рядам «когтей» вставка имеет хорошую начальную липкость/сцепление; то есть анкер не будет скручиваться при ввинчивании. Он также доступен в разных размерах для особых случаев.
Комплекты Light и Premium: Спиральные заглушки
«Спиральные заглушки» — это анкеры, используемые в наших комплектах Light и Medium «Premium», но они не доступны отдельно в нашей линейке продуктов. Мягкий материал позволяет вкручивать метрическую резьбу.
Комплекты Medium Classic: Параллельное распорное крепление (анкер)
Анкеры для комплектов Medium ‘Classic’ крепятся к стене для обеспечения опоры, тем самым увеличивая прочность на изгиб (сопротивление изгибу) . Это предварительное натяжение приводит к высоким растягивающим усилиям, которые требуют надежной и глубокой анкеровки. Для этого якорь DL 12090 — технология необычно длинного анкера (дюбель/дюбель) позволяет создавать высокие анкерные усилия по всей длине анкера.
Тяжелые комплекты: Композитный раствор
«Цементирование» держателей композитным раствором VM 00300 является недорогой альтернативой и используется с Тяжелыми комплектами. Для зимы доступен специальный зимний раствор. Для пустотелой кладки анкерные втулки для композитного раствора (решетчатые втулки) SD 16130 нужны, кроме композитного миномета.
Важно: цементные соединения являются «неразъемными соединениями». Если вы хотите снять их со стены, их необходимо «выточить», отпилить (например, с помощью угловой шлифовальной машины) или отрезать.
Комплекты Massive: Анкер для тяжелых условий эксплуатации
Эти запатентованные анкеры для комплектов Massive не продаются отдельно, а уже установлены на креплениях для канатов/ распорках . С ними крепления очень легко устанавливаются, и в отличие от скрепления композитным раствором, анкер при необходимости можно снова ослабить.
Бетонные гаражи и гранит: латунные дюбели
Для тонких бетонных стен (например, в бетонных гаражах) и для некоторых особых случаев, таких как рым-болты из гранита, можно использовать латунные дюбели DM 10030 различных размеров.
Панельные строительные материалы: анкеры для полых стен
Анкеры для полых стен («полые») HD 06050 и HD 08050 иногда используются для сложной установки в облицовке стен (опалубке) и панелях, что позволяет Light или Medium Premium Наборы для полых стен, такие как DK 08050 , затем исчезают из ассортимента.
Прочие специальные анкеры
Для прямого монтажа в изоляцию рекомендуется DD 00085 ; для особых случаев иногда требуются короткие ситовые рукава. Более специальные заглушки/крепления, такие как рычажный болт KD 10080 и вставной фитинг ED 01060, почти не имеют отношения к нашему ассортименту держателей, но продолжают предлагаться нашим постоянным клиентам.
3053 L Анкер с дюбелем
Вопросы?
Документы: 3
добавить
ТИП
ПОСМОТРЕТЬ ДОКУМЕНТ
подчинение
папка
Представление
ссылка 3053
сдс
папка
Паспорт безопасности
ссылка Нержавеющая сталь
Лид
папка
ЛЕЕД
ссылка Каменные анкеры из нержавеющей стали
В категории:
звено каменные анкеры
Закрыть
3053 L Анкер с доковым домом
Документы — 3
Тип
Документ
Электронный документ
Описание
1
имеет-фон-информация имеет-текст-белый
ссылка Отправить
ссылка 3053
электронная почта 3053. pdf
3053 Каменный анкер
имеет фоновое предупреждение
ссылка паспорт безопасности
ссылка Нержавеющая сталь
электронная почта нержавеющая сталь sds.pdf
Нержавеющая сталь SDS Flats
имеет-фон-успех
ссылка LEED
ссылка Каменные анкеры из нержавеющей стали
электронная почта Каменные анкеры из нержавеющей стали_LEED.
 Различается оборудование и в зависимости от видов металла (нержавейка, алюминий, «чернуха»). Поэтому считаю, что выбор сварочного аппарата для гаража должен зависеть от предстоящих задач по его использованию. Вот три самых распространенных типа оборудования, области, для которых оно подходит, и ТОП-5 лучших примеров конкретных моделей.
Различается оборудование и в зависимости от видов металла (нержавейка, алюминий, «чернуха»). Поэтому считаю, что выбор сварочного аппарата для гаража должен зависеть от предстоящих задач по его использованию. Вот три самых распространенных типа оборудования, области, для которых оно подходит, и ТОП-5 лучших примеров конкретных моделей.
 Вы можете проверить напряжение вольтметром или заметить падение по мигающей лампочке освещения. Чтобы ваш сварочный аппарат мог продолжать работать в таких условиях, выбирайте модели, у которых в характеристиках указана способность варить при 140-160 В.
Вы можете проверить напряжение вольтметром или заметить падение по мигающей лампочке освещения. Чтобы ваш сварочный аппарат мог продолжать работать в таких условиях, выбирайте модели, у которых в характеристиках указана способность варить при 140-160 В. Вы можете проверить напряжение вольтметром или заметить падение по мигающей лампочке освещения. Чтобы ваш сварочный аппарат мог продолжать работать в таких условиях, выбирайте модели, у которых в характеристиках указана способность варить при 140-160 В.
Вы можете проверить напряжение вольтметром или заметить падение по мигающей лампочке освещения. Чтобы ваш сварочный аппарат мог продолжать работать в таких условиях, выбирайте модели, у которых в характеристиках указана способность варить при 140-160 В. Ну или возьмите длинный кабель держателя 5-7 м, чтобы не тягать аппарат.
Ну или возьмите длинный кабель держателя 5-7 м, чтобы не тягать аппарат. Варит от 160 В и весит всего 3.9 кг.
Варит от 160 В и весит всего 3.9 кг.
 Для сварки тонкого кузовного металла или небольших емкостей рекомендую аппараты с рабочим током 160 А. Стеллажи, каркасы теплиц, двери лучше варить полуавтоматами 180-200 А, поскольку там есть жесткие стойки в виде уголков или профиля, с которых можно переносить дугу на листовой металл, добиваясь лучшего провара и без прожогов.
Для сварки тонкого кузовного металла или небольших емкостей рекомендую аппараты с рабочим током 160 А. Стеллажи, каркасы теплиц, двери лучше варить полуавтоматами 180-200 А, поскольку там есть жесткие стойки в виде уголков или профиля, с которых можно переносить дугу на листовой металл, добиваясь лучшего провара и без прожогов.

 Если есть отрезной и сверлильный станок, а также небольшой трубогиб, то в гараже можно выпускать полотенцесушители из нержавейки.
Если есть отрезной и сверлильный станок, а также небольшой трубогиб, то в гараже можно выпускать полотенцесушители из нержавейки. При работе за верстаком достаточно длины рукава 4 м. Если придется варить аргоном объемную конструкцию из нержавейки, то лучше купить горелку 8 м.
При работе за верстаком достаточно длины рукава 4 м. Если придется варить аргоном объемную конструкцию из нержавейки, то лучше купить горелку 8 м. , то достаточно ПВ 40%. При регулярной загрузке по сварке дверей, емкостей, ворот советую ПВ 60-100%.
, то достаточно ПВ 40%. При регулярной загрузке по сварке дверей, емкостей, ворот советую ПВ 60-100%. Тогда покупка будет оправданной и окупится. Для бытовых задач переплачивать смысла нет.
Тогда покупка будет оправданной и окупится. Для бытовых задач переплачивать смысла нет. Для этого надо разобраться в сварочном процессе и подобрать сварочный аппарат.
Для этого надо разобраться в сварочном процессе и подобрать сварочный аппарат.  Внешняя подача защитного газа не нужна. Её обеспечивает обмазка электрода, образующая газ и шлак. Они защищают ванну от воздуха: кислорода, водорода и азота.
Внешняя подача защитного газа не нужна. Её обеспечивает обмазка электрода, образующая газ и шлак. Они защищают ванну от воздуха: кислорода, водорода и азота. Поэтому он больше подходит для гаражного ремонта, старта мелкого бизнеса и заработка денег. Это целесообразный выбор, когда выполнять сварочные работы нужно достаточно активно и часто, и есть возможность возить на объекты и сам аппарат с катушкой проволоки, и баллон со шлангами.
Поэтому он больше подходит для гаражного ремонта, старта мелкого бизнеса и заработка денег. Это целесообразный выбор, когда выполнять сварочные работы нужно достаточно активно и часто, и есть возможность возить на объекты и сам аппарат с катушкой проволоки, и баллон со шлангами.  На первом этапе вы выделяете ряд моделей, соответствующих цели покупки, на втором — отсеиваете те, в которых нет нужных вам функций или, наоборот, есть ненужные опции.
На первом этапе вы выделяете ряд моделей, соответствующих цели покупки, на втором — отсеиваете те, в которых нет нужных вам функций или, наоборот, есть ненужные опции. Сейчас на дачные участки выделяют по 15 кВт. Этого достаточно для работы с инвертором до 200 А, даже если в доме включена другая техника. На старых дачах и в гаражах сеть может быть рассчитана на меньшую нагрузку.
Сейчас на дачные участки выделяют по 15 кВт. Этого достаточно для работы с инвертором до 200 А, даже если в доме включена другая техника. На старых дачах и в гаражах сеть может быть рассчитана на меньшую нагрузку. 

 Аппарат подходит для сварки электродами до 4 мм и работы со сталью до 10 см толщиной.
Аппарат подходит для сварки электродами до 4 мм и работы со сталью до 10 см толщиной.

 ) Forney Easy Weld 291 180 Stick Weld
) Forney Easy Weld 291 180 Stick Weld  соединения
соединения
 ) Yeswelder ACDC TIG-250P Инверторный сварочный аппарат
) Yeswelder ACDC TIG-250P Инверторный сварочный аппарат 
 Настройки индуктивности также регулируются.
Настройки индуктивности также регулируются. Эти транзисторы представляют собой переключающие устройства, которые работают на высокой скорости и используются в инверторных сварочных аппаратах. Они облегчают регулирование напряжения.
Эти транзисторы представляют собой переключающие устройства, которые работают на высокой скорости и используются в инверторных сварочных аппаратах. Они облегчают регулирование напряжения.
 Среди них мы находим:
Среди них мы находим:



 Между вольфрамовым электродом и куском металла возникает дуга. Это нагревает металл.
Между вольфрамовым электродом и куском металла возникает дуга. Это нагревает металл.

 Это может быть где угодно, от домашней мастерской до строительной площадки или нефтехимической площадки.
Это может быть где угодно, от домашней мастерской до строительной площадки или нефтехимической площадки.

 5 10Х17Н13М2Т
5 10Х17Н13М2Т 683 кг.
683 кг.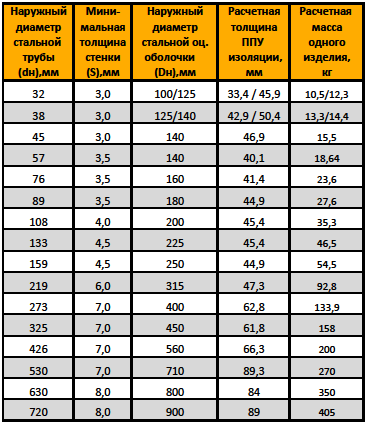


 Наш специалист перезвонит и проконсультирует Вас.
Наш специалист перезвонит и проконсультирует Вас.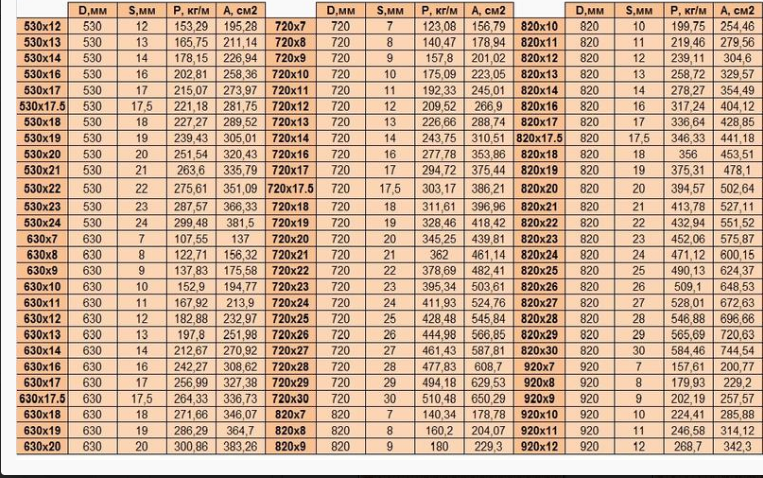 15 кг
15 кг 9 кг
9 кг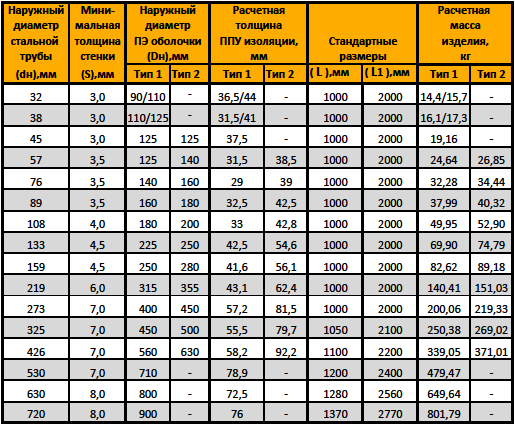 Области применения продукции необыкновенно обширны, что обуславливает и разнообразие конструкций, и величину размерного ряда.
Области применения продукции необыкновенно обширны, что обуславливает и разнообразие конструкций, и величину размерного ряда. Труба металлическая 159 мм, полученная методом сварки, отличается от аналогичного изделия с тем же внутренним диаметром в 159 мм, но изготовленного горячекатаным способом.
Труба металлическая 159 мм, полученная методом сварки, отличается от аналогичного изделия с тем же внутренним диаметром в 159 мм, но изготовленного горячекатаным способом.

 В общем, они имеют меньший вес при таком же сечении. Эта особенность определяет и область применения: машиностроение, авиастроение, судостроение и так далее, где необходимо сочетать прочность с малым весом. На фото – продукция металлопроката.
В общем, они имеют меньший вес при таком же сечении. Эта особенность определяет и область применения: машиностроение, авиастроение, судостроение и так далее, где необходимо сочетать прочность с малым весом. На фото – продукция металлопроката.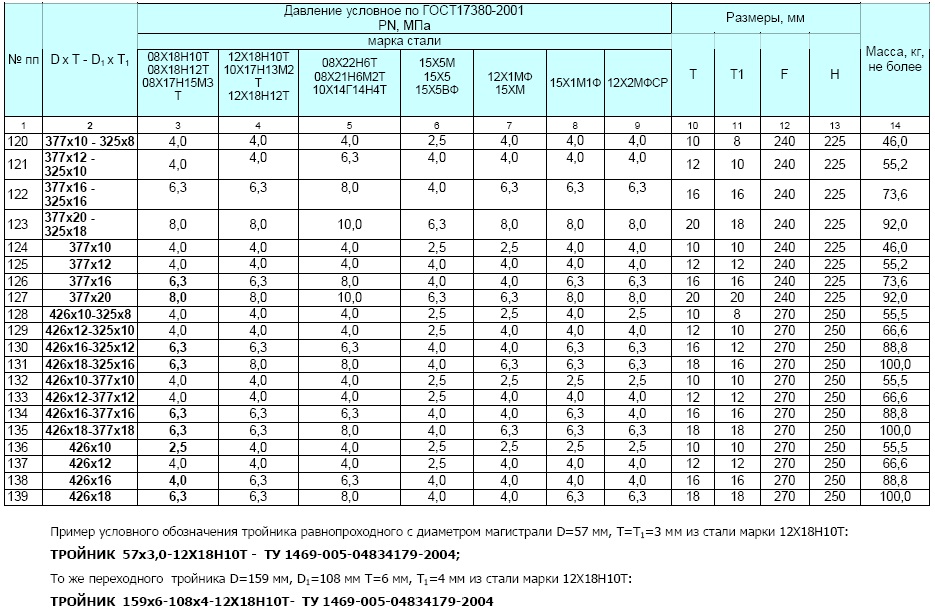
 822
822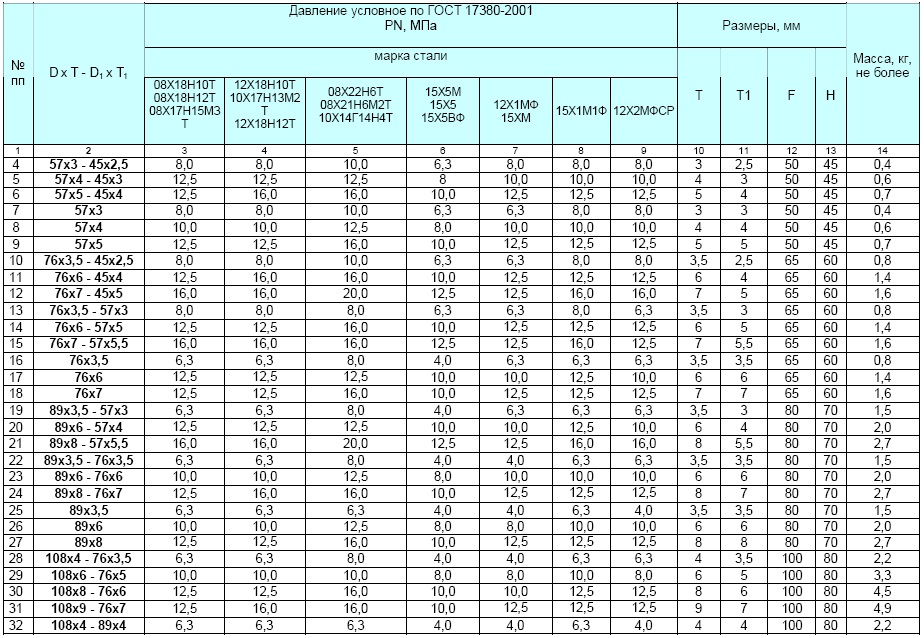 146
146 317
317 583
583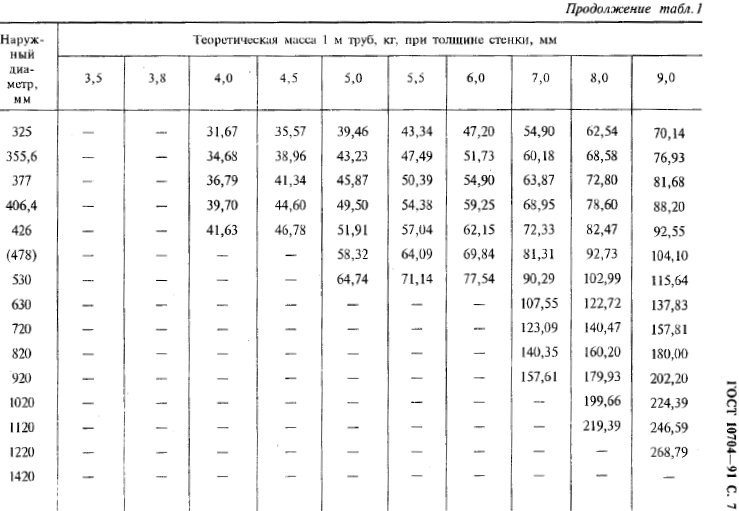 5
5 867
867 16
16 16
16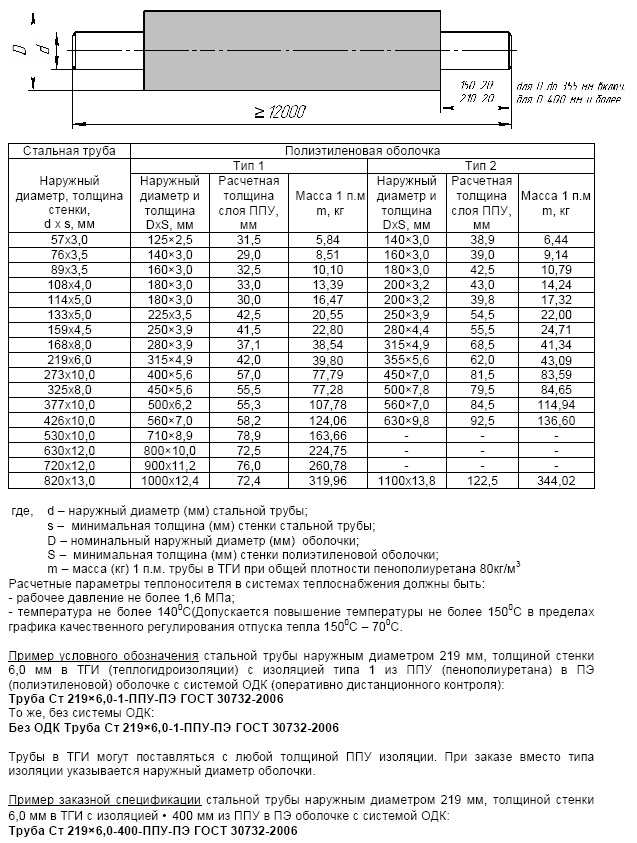
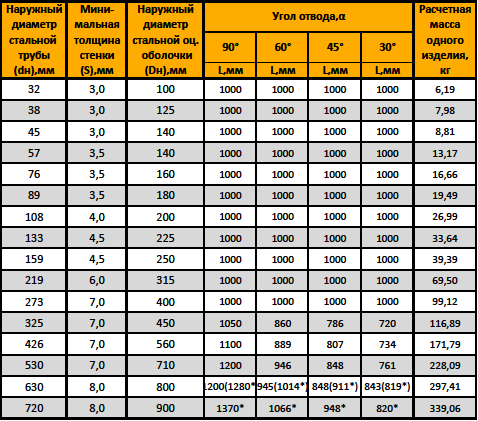


 п.
п.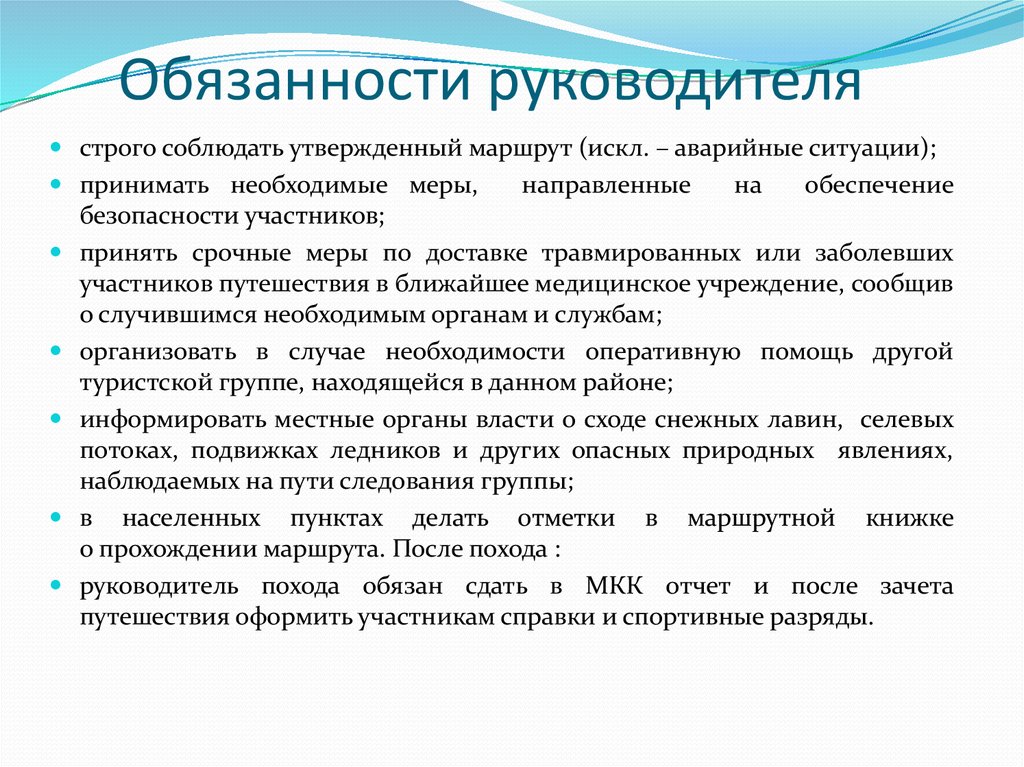 , созданию для этих целей специальных средств.
, созданию для этих целей специальных средств.
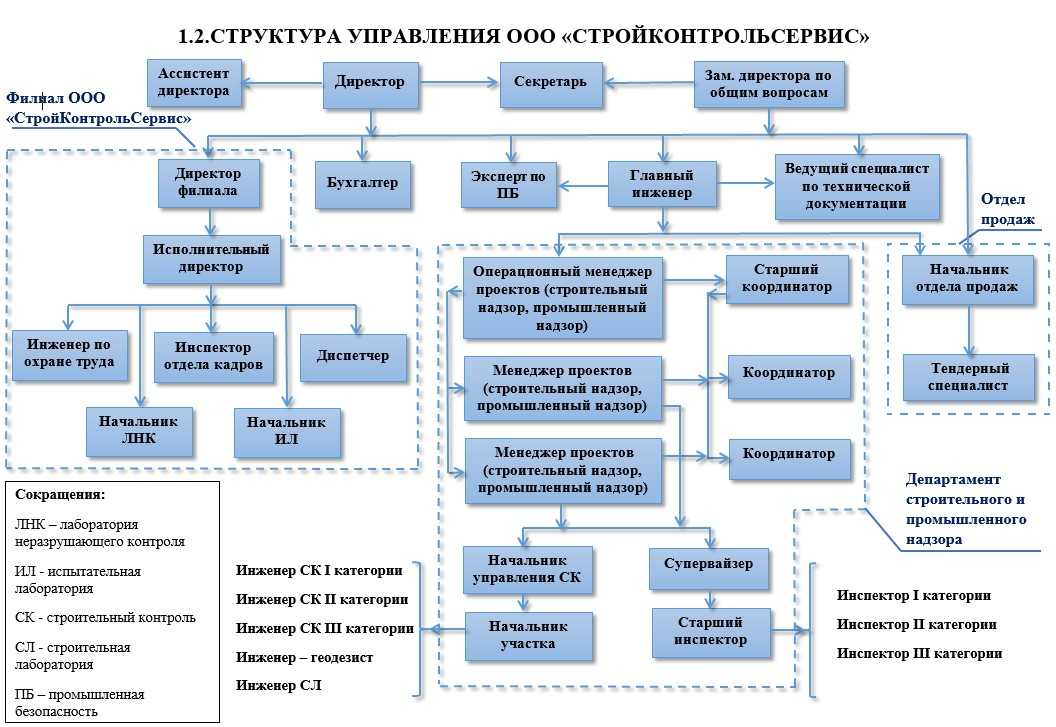

 1 Настоящая должностная инструкция определяет функциональные обязанности, права и ответственность начальника отдела технического контроля.
1 Настоящая должностная инструкция определяет функциональные обязанности, права и ответственность начальника отдела технического контроля. 4.4
4.4 4
4 1. Организует работу по проведению контроля: технического состояния подвижного состава при выезде и по возвращении с линии, качества и полноты выполнения объема работ при производстве всех видов технического обслуживания и текущего ремонта подвижного состава; качества изготавливаемых и восстанавливаемых на предприятии деталей и узлов; качества поступающих на предприятие материалов, запасных частей, а также отремонтированных автомобилей и агрегатов; состояния находящихся в эксплуатации контрольно-измерительных средств, приспособлений, инструмента, технологической оснастки.
1. Организует работу по проведению контроля: технического состояния подвижного состава при выезде и по возвращении с линии, качества и полноты выполнения объема работ при производстве всех видов технического обслуживания и текущего ремонта подвижного состава; качества изготавливаемых и восстанавливаемых на предприятии деталей и узлов; качества поступающих на предприятие материалов, запасных частей, а также отремонтированных автомобилей и агрегатов; состояния находящихся в эксплуатации контрольно-измерительных средств, приспособлений, инструмента, технологической оснастки.



 00.0000
00.0000
 в пресс-релизе:
в пресс-релизе: A., и рады, что это произошло с нашими партнерами по ОТК», — сказал главный визионер и генеральный продюсер WePlay Максим Белоногов. «Надеюсь, трансляция от 7 июня 2022 года была только началом серии наших совместных инициатив, проводимых на нашей американской арене и за ее пределами».
A., и рады, что это произошло с нашими партнерами по ОТК», — сказал главный визионер и генеральный продюсер WePlay Максим Белоногов. «Надеюсь, трансляция от 7 июня 2022 года была только началом серии наших совместных инициатив, проводимых на нашей американской арене и за ее пределами».
 0005
0005 На промышленном уровне Группа ежегодно производит около шести тысяч шасси и более двух тысяч двигателей марки Vortex.
На промышленном уровне Группа ежегодно производит около шести тысяч шасси и более двух тысяч двигателей марки Vortex. 
 в создании новой продуктовой линейки, в которой в основном будут использоваться электродвигатели.
в создании новой продуктовой линейки, в которой в основном будут использоваться электродвигатели. 
 Поворотный момент для компании произошел в 1980-х годах с новым владельцем, который добавил к ремесленной составляющей технологическую. С этого момента компания приступила к плану развития и инвестиций, который сделал ее сегодня лидером в области картинговых гонок. OTK Kart Group всегда отличалась своей инновационной работой, которая стала результатом 38 лет исследований и разработок; Фактически, OTK является синонимом качества, производительности и технологии: каждый продукт OTK проектируется, разрабатывается и производится собственными силами. Сегодня ОТК производит не только шасси под брендом Tony Kart, но и Kosmic Kart, Exprit Kart, Redspeed Kart, Gillard Kart, Ln Racing Kart и Eos Kart, а также выпускает двигатели под брендами Vortex и Rok. Деятельность OTK находит применение на трассе с ее гоночной командой Tony Kart Racing Team, которая может похвастаться более чем 20 мировыми титулами и многими другими европейскими титулами.
Поворотный момент для компании произошел в 1980-х годах с новым владельцем, который добавил к ремесленной составляющей технологическую. С этого момента компания приступила к плану развития и инвестиций, который сделал ее сегодня лидером в области картинговых гонок. OTK Kart Group всегда отличалась своей инновационной работой, которая стала результатом 38 лет исследований и разработок; Фактически, OTK является синонимом качества, производительности и технологии: каждый продукт OTK проектируется, разрабатывается и производится собственными силами. Сегодня ОТК производит не только шасси под брендом Tony Kart, но и Kosmic Kart, Exprit Kart, Redspeed Kart, Gillard Kart, Ln Racing Kart и Eos Kart, а также выпускает двигатели под брендами Vortex и Rok. Деятельность OTK находит применение на трассе с ее гоночной командой Tony Kart Racing Team, которая может похвастаться более чем 20 мировыми титулами и многими другими европейскими титулами. В 2021 году QCapital приобрела миноритарный пакет акций Venpa S.p.A., ведущего итальянского оператора в сфере аренды автовышек. Целями сделок, организованных QCapital, являются итальянские компании с отличным положением на рынке и значительными возможностями роста в секторах с хорошей прибыльностью и положительными долгосрочными тенденциями. Партнеры QCapital имеют успешный многолетний опыт работы в сфере прямых инвестиций, в качестве инвесторов, а также в качестве консультантов по вопросам стратегии, слияний и поглощений и юридических консультантов.
В 2021 году QCapital приобрела миноритарный пакет акций Venpa S.p.A., ведущего итальянского оператора в сфере аренды автовышек. Целями сделок, организованных QCapital, являются итальянские компании с отличным положением на рынке и значительными возможностями роста в секторах с хорошей прибыльностью и положительными долгосрочными тенденциями. Партнеры QCapital имеют успешный многолетний опыт работы в сфере прямых инвестиций, в качестве инвесторов, а также в качестве консультантов по вопросам стратегии, слияний и поглощений и юридических консультантов.


 На практике это означает большую прочность, хорошие механические свойства, минимальное количество внутренних дефектов (пор, полостей). После холодной прокатки получают сталь необходимой толщины, но с определенной глубиной закалки. Если требуется закалка, сталь должна быть отожжена.
На практике это означает большую прочность, хорошие механические свойства, минимальное количество внутренних дефектов (пор, полостей). После холодной прокатки получают сталь необходимой толщины, но с определенной глубиной закалки. Если требуется закалка, сталь должна быть отожжена. Уточнить цены, сортамент и остаток на складе можно по телефону +7 (495) 640-68-58. Эксперт быстро ответит на звонок и подробно проконсультирует по всем интересующим вопросам.
Уточнить цены, сортамент и остаток на складе можно по телефону +7 (495) 640-68-58. Эксперт быстро ответит на звонок и подробно проконсультирует по всем интересующим вопросам. Количество затраченных на шумоизоляцию материалов берем из калькулятора на сайте компании «Стандартпласт». Подсчет массы шумоизоляции ведем исходя из варианта обработки премиум-материалами.
Количество затраченных на шумоизоляцию материалов берем из калькулятора на сайте компании «Стандартпласт». Подсчет массы шумоизоляции ведем исходя из варианта обработки премиум-материалами.







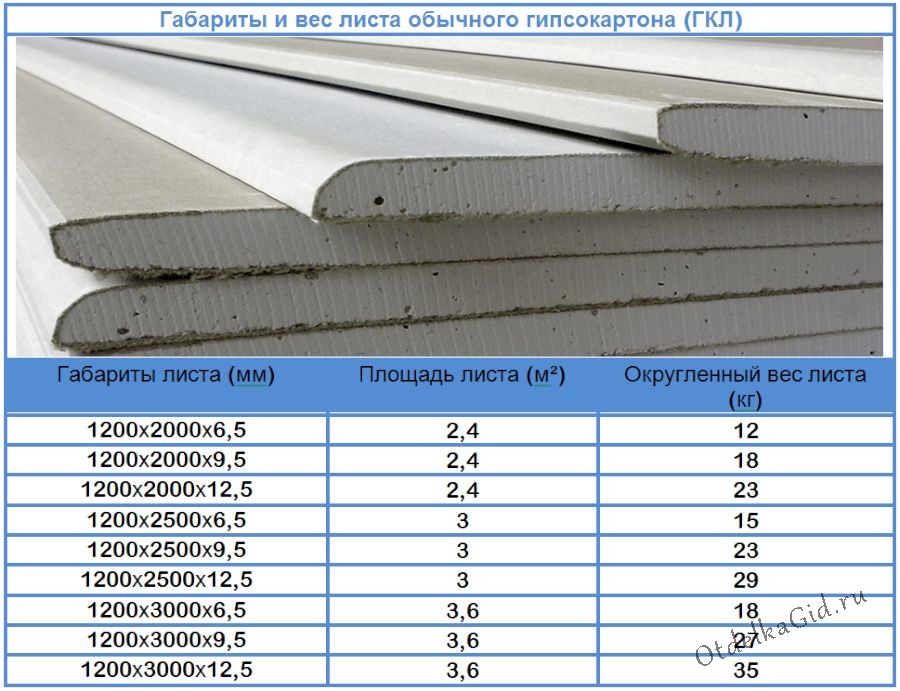

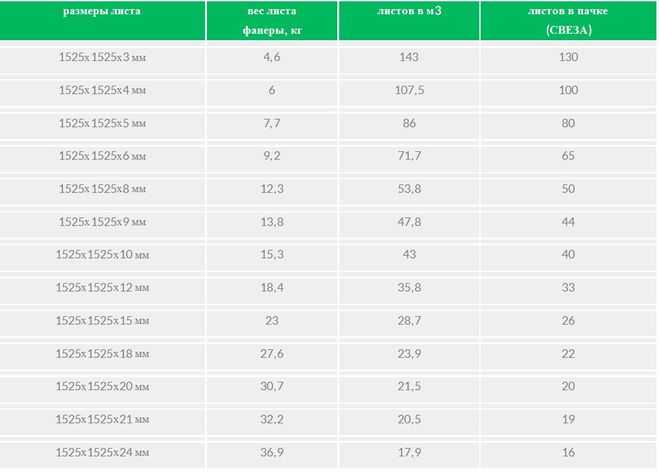

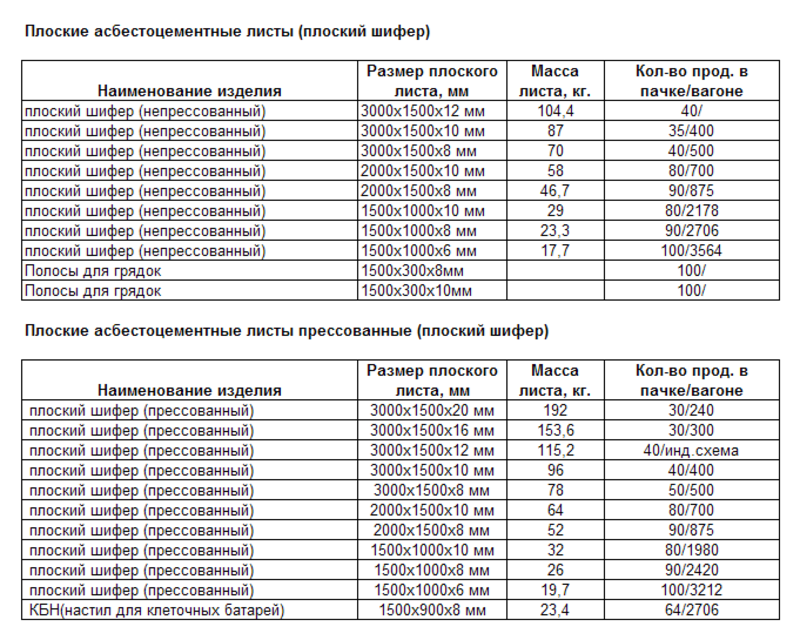

 Здесь в учет больше идут конструктивные особенности, такие как кривизна металлических поверхностей, толщина штатного ковра и обшивок. Кроме того, из исследования можем сделать вывод, что при работе «премиум»-линейкой материалов по технологии завода-производителя масса комплексной шумоизоляции только в одном случае оказалась выше, чем средняя масса человека. Таким образом, после комплексной обработки, автомобиль не прибавит в массе даже на одного пассажира, что способно крайне незначительно повлиять на расход топлива и динамику или не повлиять вовсе.
Здесь в учет больше идут конструктивные особенности, такие как кривизна металлических поверхностей, толщина штатного ковра и обшивок. Кроме того, из исследования можем сделать вывод, что при работе «премиум»-линейкой материалов по технологии завода-производителя масса комплексной шумоизоляции только в одном случае оказалась выше, чем средняя масса человека. Таким образом, после комплексной обработки, автомобиль не прибавит в массе даже на одного пассажира, что способно крайне незначительно повлиять на расход топлива и динамику или не повлиять вовсе.
 за метр:
за метр: 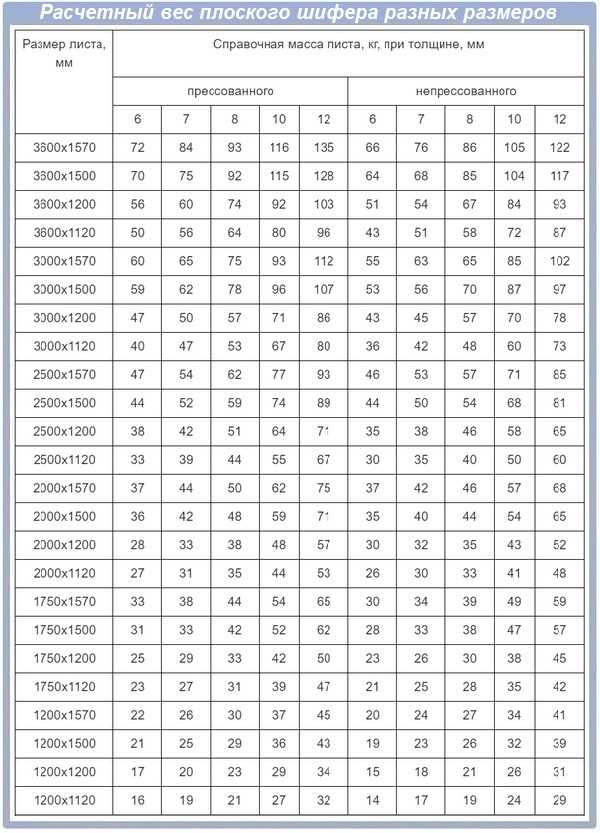 за метр:
за метр:  за метр:
за метр:  за метр:
за метр: 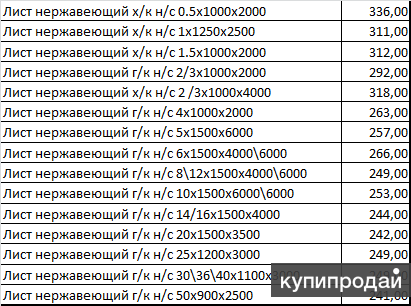 В этой статье вы узнаете, как рассчитать вес MS Plate.
В этой статье вы узнаете, как рассчитать вес MS Plate. Удельный вес плиты MS обычно рассчитывается в килограммах на квадратный метр или в килограммах на квадратный фут.
Удельный вес плиты MS обычно рассчитывается в килограммах на квадратный метр или в килограммах на квадратный фут.
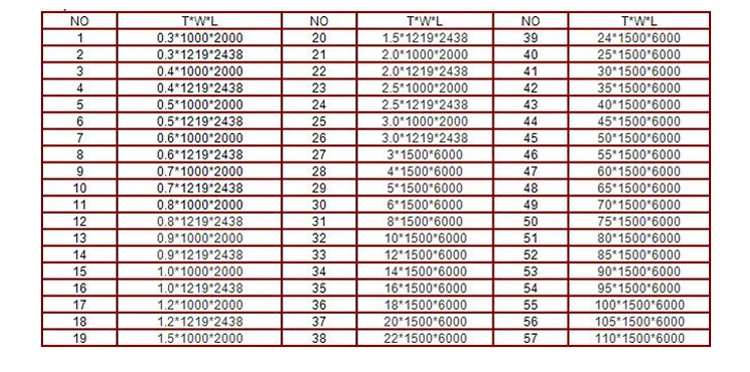

 Для расчета веса плиты MS нам необходимо перевести толщину плиты MS из мм в метры.
Для расчета веса плиты MS нам необходимо перевести толщину плиты MS из мм в метры. Для расчета веса плиты MS нам необходимо перевести толщину плиты MS из мм в метры.
Для расчета веса плиты MS нам необходимо перевести толщину плиты MS из мм в метры. Вес стальной пластины = 0,07 х 7850 = 549,5 кг. Точно так же можно рассчитать вес стальных листов разной толщины.
Вес стальной пластины = 0,07 х 7850 = 549,5 кг. Точно так же можно рассчитать вес стальных листов разной толщины.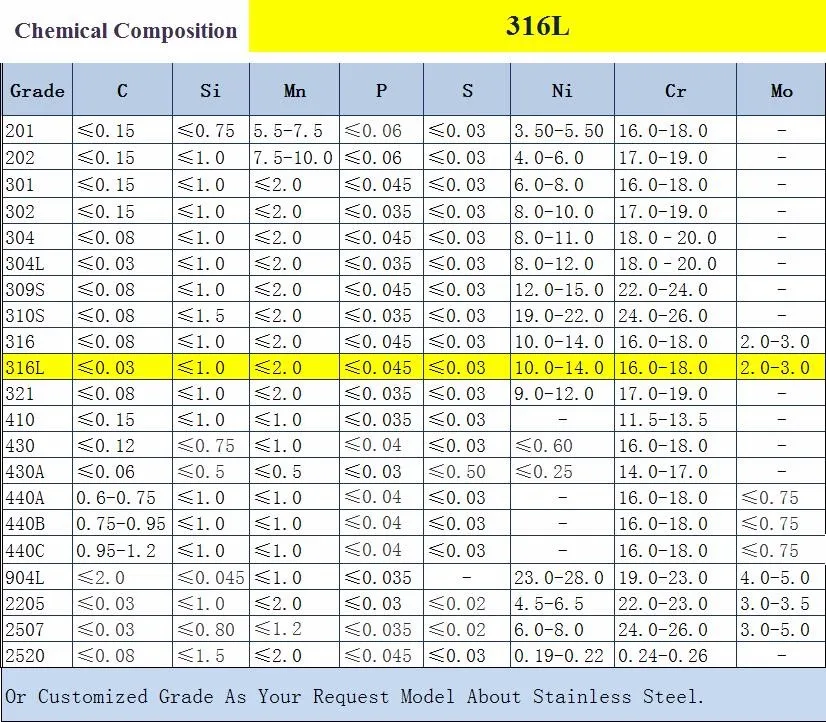 Это ориентировочные значения, основанные на популярных ценах на продукты.
Это ориентировочные значения, основанные на популярных ценах на продукты.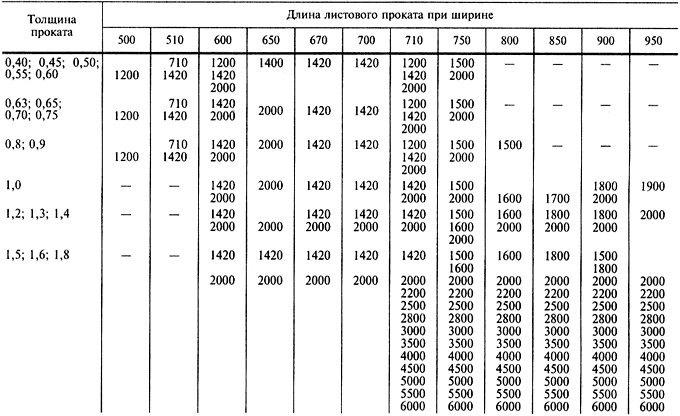

 Между электродом и рабочей поверхностью создается разница потенциалов, что дает возможность сформировать электрическую дугу. Она накаляется до температуры, которой достаточно для плавления металлов. Расплавленная присадочная проволока связывается с телом заготовки на атомарном уровне. После остывания образуется цельный конструкционный элемент. Прочность соединения присадки и тела заготовки составляет примерно 90% от показателя основного конструкционного материала.
Между электродом и рабочей поверхностью создается разница потенциалов, что дает возможность сформировать электрическую дугу. Она накаляется до температуры, которой достаточно для плавления металлов. Расплавленная присадочная проволока связывается с телом заготовки на атомарном уровне. После остывания образуется цельный конструкционный элемент. Прочность соединения присадки и тела заготовки составляет примерно 90% от показателя основного конструкционного материала. Газ поступает все время: как при активной, так и потухшей электрической дуге.
Газ поступает все время: как при активной, так и потухшей электрической дуге. Поэтому чаще всего полуавтоматы используются в кузовном ремонте и при сваривании металлических конструкций из тонких листов.
Поэтому чаще всего полуавтоматы используются в кузовном ремонте и при сваривании металлических конструкций из тонких листов. Газовый флюс улетучивается сразу после прекращения подачи смеси.
Газовый флюс улетучивается сразу после прекращения подачи смеси. Он будет препятствовать проникновению в сварочную ванну атмосферной влаги и содержащихся в воздухе других элементов.
Он будет препятствовать проникновению в сварочную ванну атмосферной влаги и содержащихся в воздухе других элементов. Самые популярные соединения:
Самые популярные соединения: На практике для выбора смеси достаточно сопоставить приведенные в специальных таблицах данные. Здесь уже подобраны оптимальные варианты составов для работы с конкретными материалами с учетом технологических особенностей процесса.
На практике для выбора смеси достаточно сопоставить приведенные в специальных таблицах данные. Здесь уже подобраны оптимальные варианты составов для работы с конкретными материалами с учетом технологических особенностей процесса.
 При помощи полуавтоматов можно формировать горизонтальные или вертикальные швы, делать «прихватку», делать стыки герметичными, делать сопряжения встык или внахлест.
При помощи полуавтоматов можно формировать горизонтальные или вертикальные швы, делать «прихватку», делать стыки герметичными, делать сопряжения встык или внахлест.
 Согласно анализу исследования, прогнозируется, что мировой рынок оборудования для дуговой сварки будет демонстрировать среднегодовой темп роста примерно 6% в течение прогнозируемого периода 2019 и 2029 годов. Растущий спрос на продукцию для дуговой сварки со стороны нескольких отраслей конечного использования, таких как автомобилестроение и Строительство, по оценкам, будет стимулировать рост рынка оборудования для дуговой сварки в прогнозируемый период.
Согласно анализу исследования, прогнозируется, что мировой рынок оборудования для дуговой сварки будет демонстрировать среднегодовой темп роста примерно 6% в течение прогнозируемого периода 2019 и 2029 годов. Растущий спрос на продукцию для дуговой сварки со стороны нескольких отраслей конечного использования, таких как автомобилестроение и Строительство, по оценкам, будет стимулировать рост рынка оборудования для дуговой сварки в прогнозируемый период.
 Другие технологии сварки, следующие за пятками, — это дуговая сварка с флюсовой проволокой (FCAW), плазменная дуговая сварка (PAW) и дуговая сварка металлическим газом (GMAW). Индивидуальные и специфические сварочные операции требуют дуговой сварки вольфрамовым электродом в среде защитного газа (GTAW), для которой требуется профессиональный опытный персонал по дуговой сварке, поскольку ее нельзя легко автоматизировать.
Другие технологии сварки, следующие за пятками, — это дуговая сварка с флюсовой проволокой (FCAW), плазменная дуговая сварка (PAW) и дуговая сварка металлическим газом (GMAW). Индивидуальные и специфические сварочные операции требуют дуговой сварки вольфрамовым электродом в среде защитного газа (GTAW), для которой требуется профессиональный опытный персонал по дуговой сварке, поскольку ее нельзя легко автоматизировать.
 Гелий и аргон являются двумя наиболее распространенными инертными газами, используемыми в технологии дуговой сварки, но высокая цена гелия вынуждает операторов сварки выбирать аргон для защиты. Его низкая цена в сочетании с выгодными защитными свойствами, вероятно, повлияет на доминирование аргона на рынке оборудования для дуговой сварки и газа в текущем сценарии, а также в будущем.
Гелий и аргон являются двумя наиболее распространенными инертными газами, используемыми в технологии дуговой сварки, но высокая цена гелия вынуждает операторов сварки выбирать аргон для защиты. Его низкая цена в сочетании с выгодными защитными свойствами, вероятно, повлияет на доминирование аргона на рынке оборудования для дуговой сварки и газа в текущем сценарии, а также в будущем. .
.





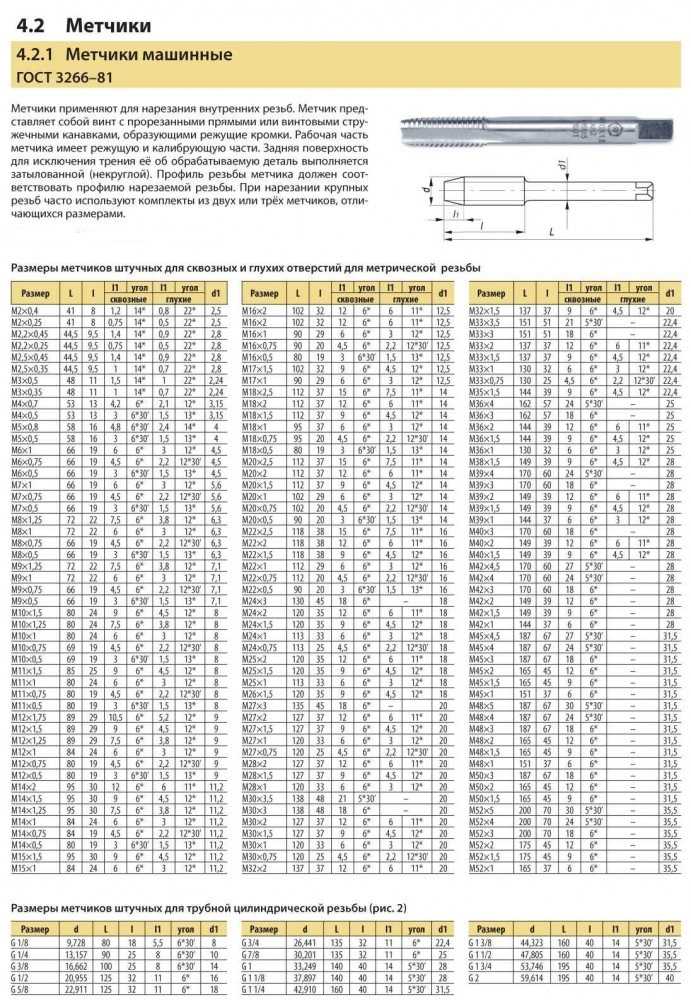
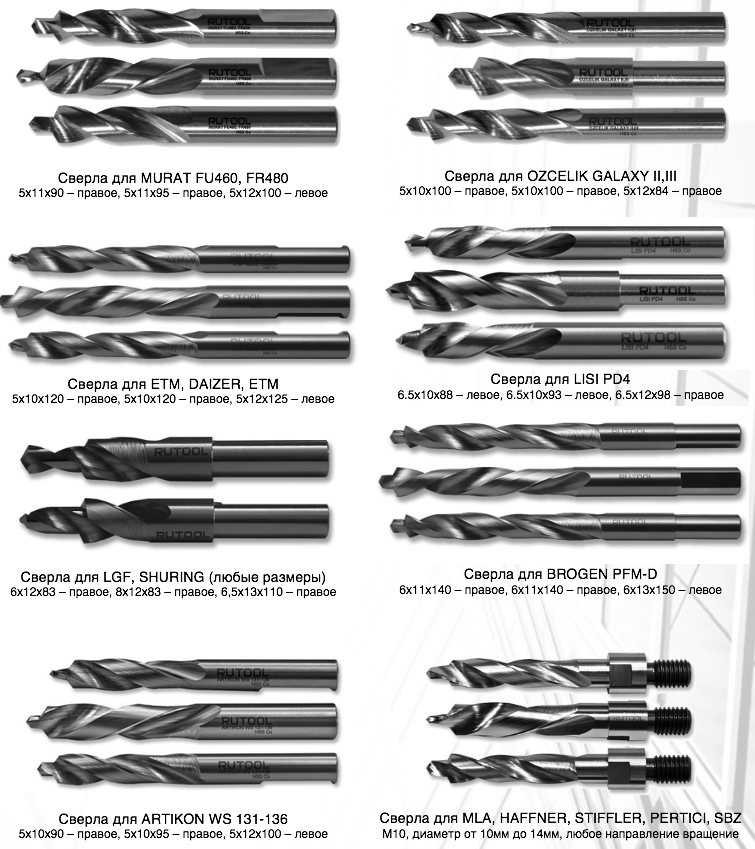
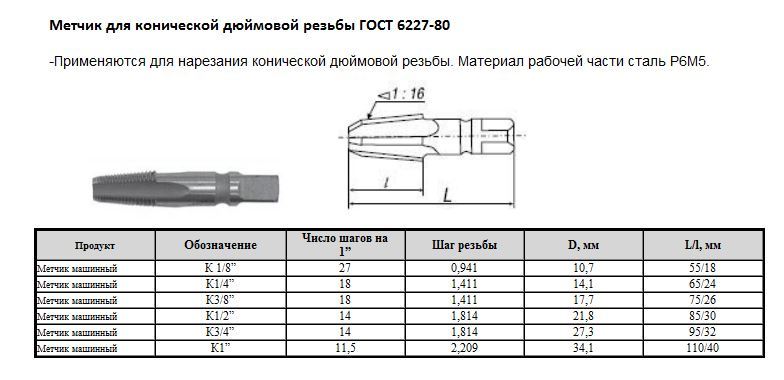 Допускается под нарезание трубной цилиндрической резьбы применять отверстия других диаметров, полученных на основании экспериментальных данных.
Допускается под нарезание трубной цилиндрической резьбы применять отверстия других диаметров, полученных на основании экспериментальных данных.
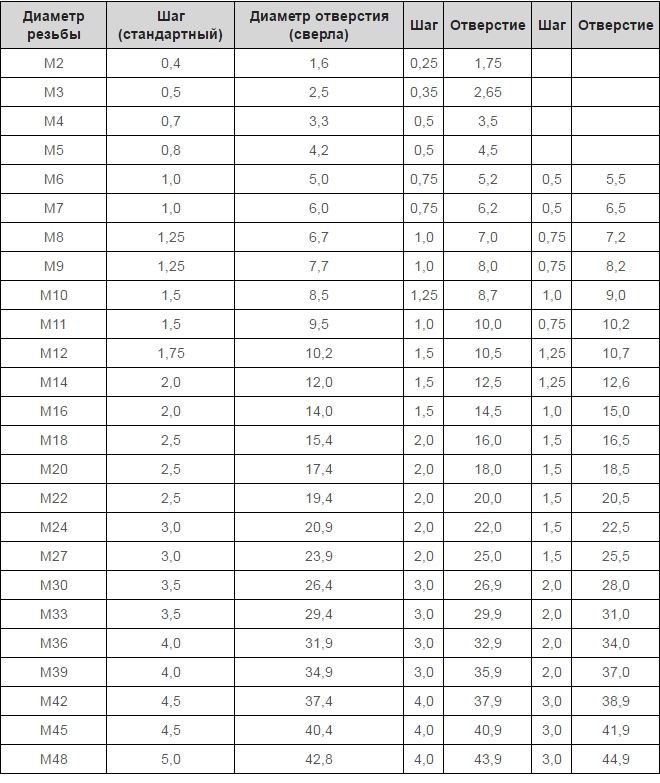 Введите свой запрос:
Введите свой запрос:

 Республика, Сингапур, Сингапур, Касабланка, Марокко, Катовице, Польша, Пуна, Индия, Бангдунг, Индонезия, Монтеррей, Мексика, Монреаль, Канада, Нагоя, Япония, Нанкин, Китай, Абиджан, Кот-д’Ивуар, Сиань, Китай, Берлин, Германия, Эр-Рияд, Саудовская Аравия, Ресифи, Бразилия, Дюссельдорф, Германия, Анкара, Турция, Мельбурн, Австралия, Сальвадор, Бразилия, Далянь, Китай, Каракас, Венесуэла, Адис-Абеба, Эфиопия,
Республика, Сингапур, Сингапур, Касабланка, Марокко, Катовице, Польша, Пуна, Индия, Бангдунг, Индонезия, Монтеррей, Мексика, Монреаль, Канада, Нагоя, Япония, Нанкин, Китай, Абиджан, Кот-д’Ивуар, Сиань, Китай, Берлин, Германия, Эр-Рияд, Саудовская Аравия, Ресифи, Бразилия, Дюссельдорф, Германия, Анкара, Турция, Мельбурн, Австралия, Сальвадор, Бразилия, Далянь, Китай, Каракас, Венесуэла, Адис-Абеба, Эфиопия,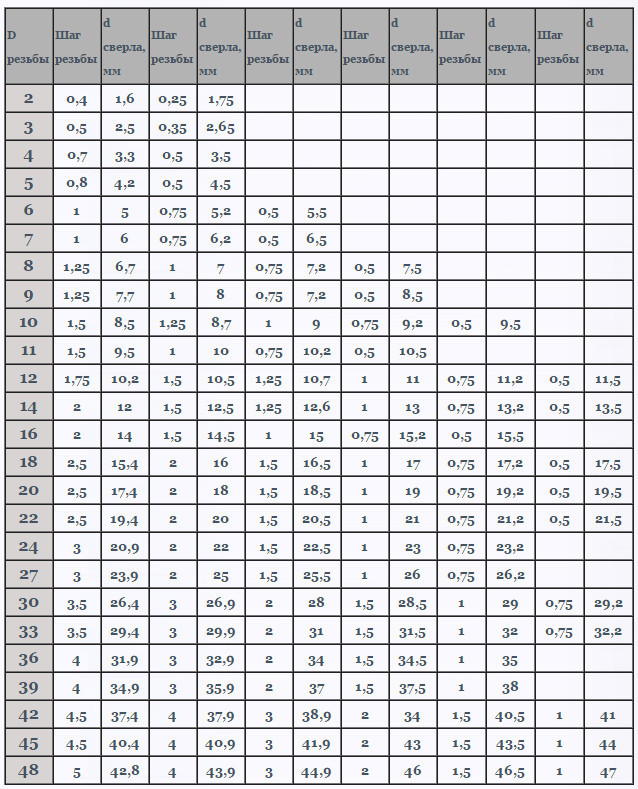 Таблица также включает в себя 50% и 75% потоков в десятичном эквиваленте.
Таблица также включает в себя 50% и 75% потоков в десятичном эквиваленте. 20-дюймовый имеет тонкую резьбу и может делать более глубокие направляющие отверстия, чем 13-дюймовый.
20-дюймовый имеет тонкую резьбу и может делать более глубокие направляющие отверстия, чем 13-дюймовый. Ниже приведены некоторые примеры расчета для нарезания метчиков и формирования метчиков.
Ниже приведены некоторые примеры расчета для нарезания метчиков и формирования метчиков.  Длина метчика зависит от количества витков на дюйм.
Длина метчика зависит от количества витков на дюйм.
 2 мм.
2 мм. 0 мм.
0 мм.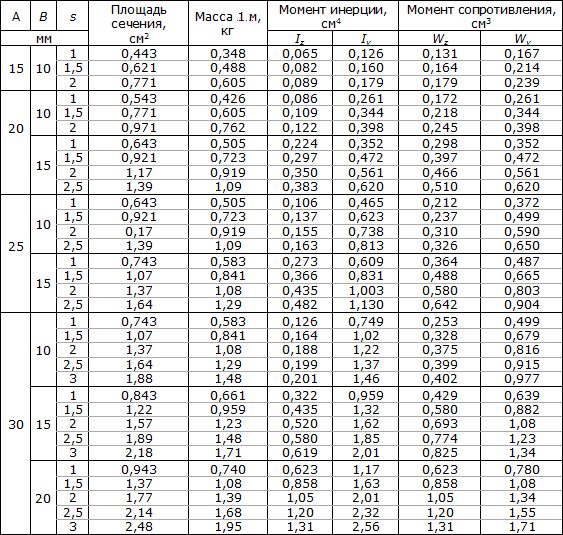 п. (кг.)
п. (кг.)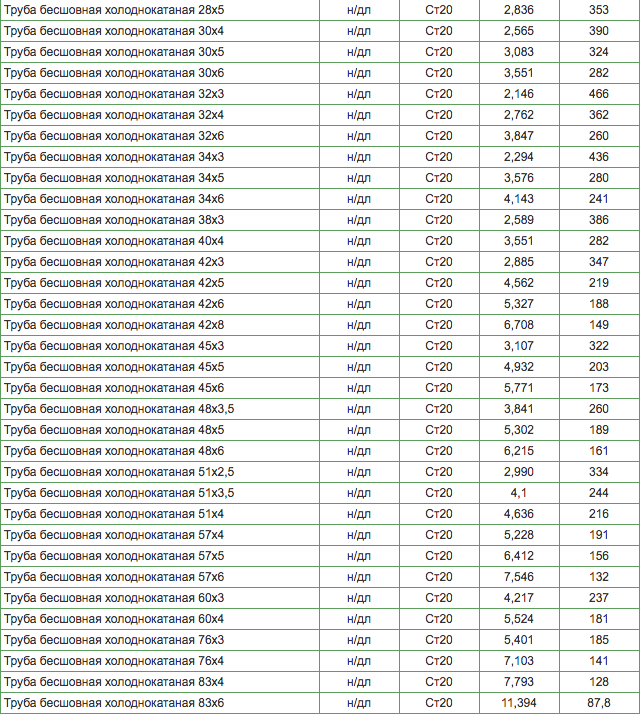 0 мм.
0 мм. п. (кг.)
п. (кг.)
 Для проектирования конструкций и механизмов необходимо знать вес 1 погонного метра профильной трубы. На этот параметр влияют: плотность металла, размеры сечения – ширина, высота, толщина стенки.
Для проектирования конструкций и механизмов необходимо знать вес 1 погонного метра профильной трубы. На этот параметр влияют: плотность металла, размеры сечения – ширина, высота, толщина стенки.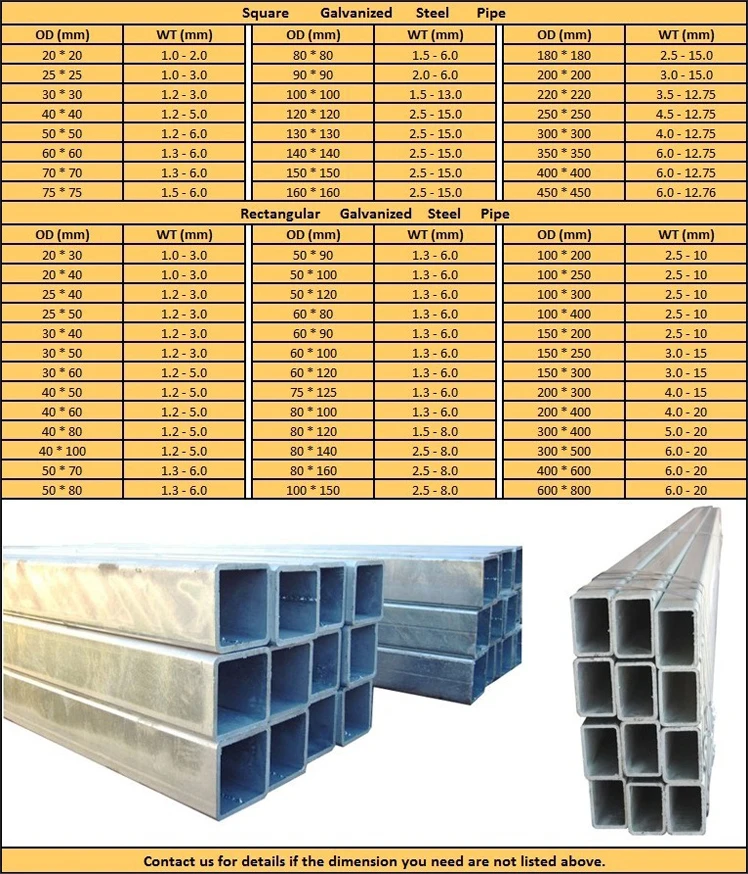 В зависимости от способа производства, углы этих металлоизделий могут быть четкими или скругленными. Скругленность мало влияет на массу погонного метра.
В зависимости от способа производства, углы этих металлоизделий могут быть четкими или скругленными. Скругленность мало влияет на массу погонного метра.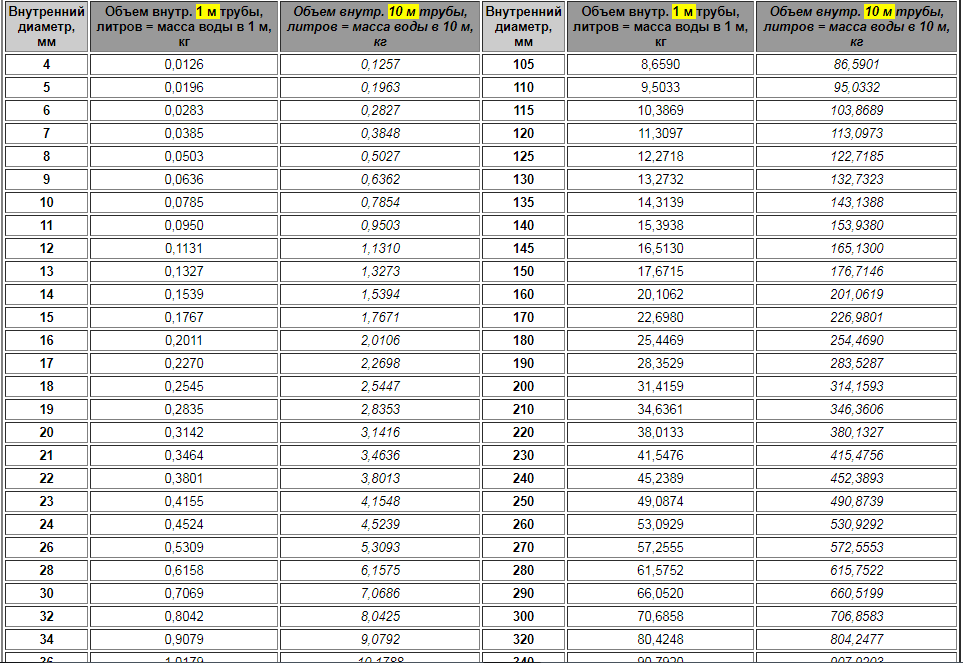 Для расчета понадобятся следующие данные:
Для расчета понадобятся следующие данные:


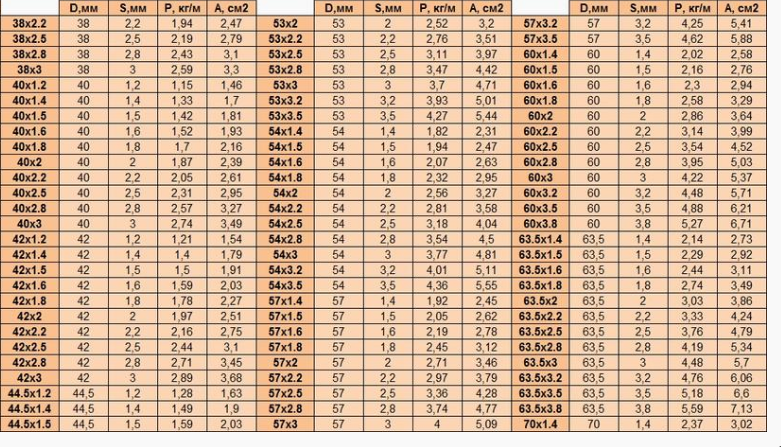 625
625 28125
28125 1875
1875 3125
3125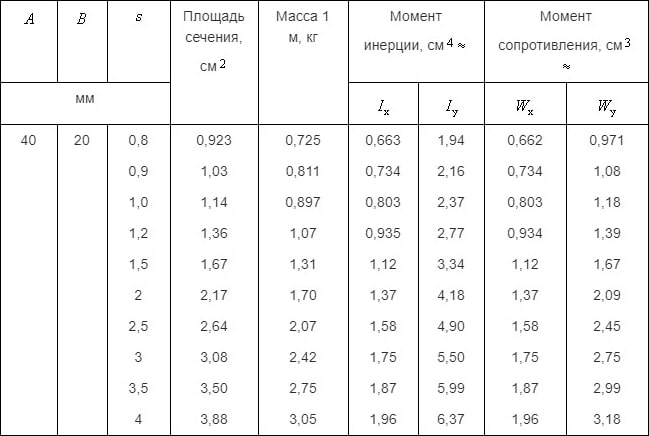 625
625 75
75 00
00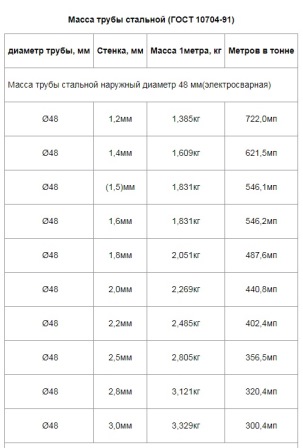 75
75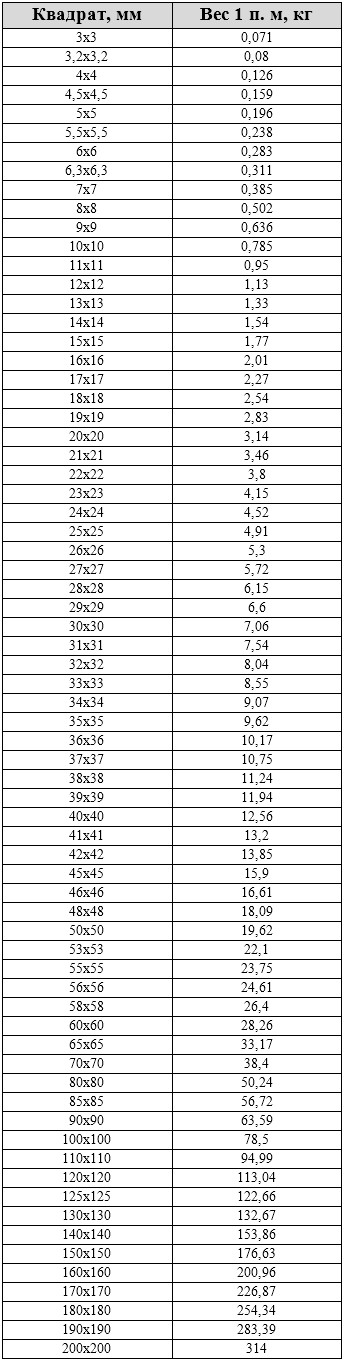 50
50
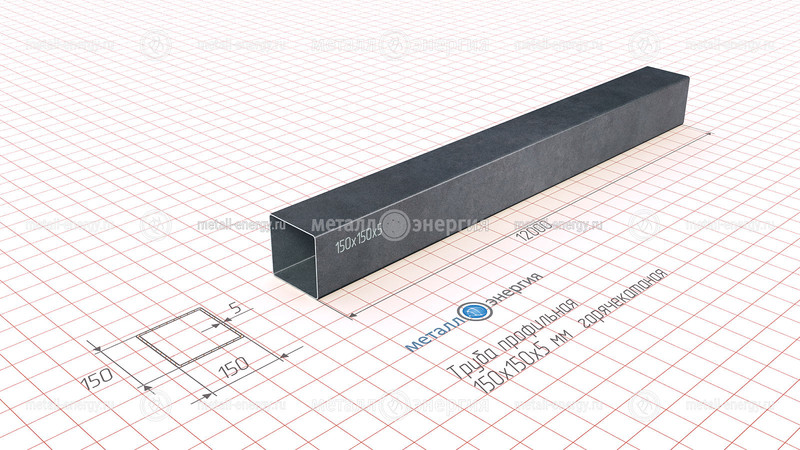 .
.

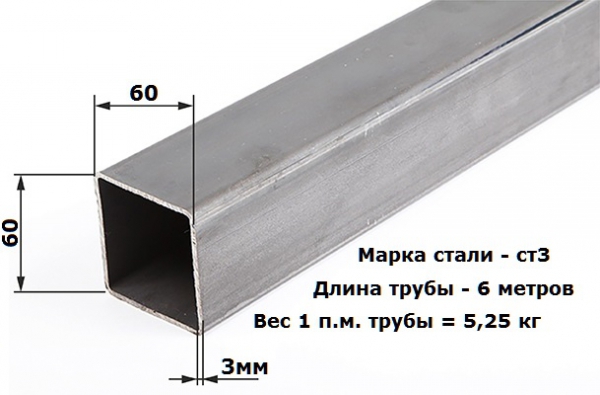


 Длина стержня уже 2 метра, поэтому нам не нужно это менять, но ширина 40 мм должна быть 0,04 (размер ширины, преобразованный в метры).
Длина стержня уже 2 метра, поэтому нам не нужно это менять, но ширина 40 мм должна быть 0,04 (размер ширины, преобразованный в метры).
 наружный диаметр.
наружный диаметр. 00 р.
00 р.
 Они способствуют нормальной эксплуатации всей системы и в некоторых случаях, является едва ли не главным стимулирующим фактором для ее нормальной работы.
Они способствуют нормальной эксплуатации всей системы и в некоторых случаях, является едва ли не главным стимулирующим фактором для ее нормальной работы.




 Также дренажный насос может серьезно перегреваться даже в холодной воде. Что уже и говорить о моделях, которые применяются для откачки горячих стоков.
Также дренажный насос может серьезно перегреваться даже в холодной воде. Что уже и говорить о моделях, которые применяются для откачки горячих стоков. Он размещен в отдельной камере и имеет куда более внушительные характеристики.
Он размещен в отдельной камере и имеет куда более внушительные характеристики.

 Рециркуляционный насос горячей воды обеспечивает теплый душ по запросу.
Рециркуляционный насос горячей воды обеспечивает теплый душ по запросу. Оба варианта потребляют меньше энергии, чем непрерывно работающая система.
Оба варианта потребляют меньше энергии, чем непрерывно работающая система. Решить эту проблему может система с датчиком температуры.
Решить эту проблему может система с датчиком температуры.
 Гриччино говорит, что если вы столкнетесь с проблемой, немедленно вызовите сантехника. За исключением каких-либо неисправностей, срок службы насоса должен составлять около 10 лет.
Гриччино говорит, что если вы столкнетесь с проблемой, немедленно вызовите сантехника. За исключением каких-либо неисправностей, срок службы насоса должен составлять около 10 лет. С рециркуляционным насосом для горячей воды холодная вода, находящаяся в ваших трубах, будет возвращаться к водонагревателю, подавая новую горячую воду в кран, чтобы она была готова, когда бы вы ни были.
С рециркуляционным насосом для горячей воды холодная вода, находящаяся в ваших трубах, будет возвращаться к водонагревателю, подавая новую горячую воду в кран, чтобы она была готова, когда бы вы ни были. Итак, почему вы получаете поток холодной воды из горячего крана до того, как вода нагреется? Ответ заключается в том, что оставшаяся в трубах вода со временем остыла.
Итак, почему вы получаете поток холодной воды из горячего крана до того, как вода нагреется? Ответ заключается в том, что оставшаяся в трубах вода со временем остыла. Чем больше расстояние между водонагревателем и краном, тем больше времени потребуется для того, чтобы горячая вода дошла до вас, и тем больше воды вы будете тратить впустую.
Чем больше расстояние между водонагревателем и краном, тем больше времени потребуется для того, чтобы горячая вода дошла до вас, и тем больше воды вы будете тратить впустую. Горячая вода течет через непрерывный контур по всей вашей системе, чтобы обеспечить постоянную подачу горячей воды, сводя к минимуму время ожидания и потери воды.
Горячая вода течет через непрерывный контур по всей вашей системе, чтобы обеспечить постоянную подачу горячей воды, сводя к минимуму время ожидания и потери воды. Вы также можете запрограммировать расписание на отключение системы, когда вы на работе или уезжаете в отпуск за город.
Вы также можете запрограммировать расписание на отключение системы, когда вы на работе или уезжаете в отпуск за город. Этот вариант гораздо более экономичен и прост в установке, что делает этот стиль системы доступным для более широкого круга домовладельцев. Тем не менее, вы все равно получите преимущество быстрой горячей воды, когда вам это нужно.
Этот вариант гораздо более экономичен и прост в установке, что делает этот стиль системы доступным для более широкого круга домовладельцев. Тем не менее, вы все равно получите преимущество быстрой горячей воды, когда вам это нужно. Поскольку в это время года погода теплее, вам не нужно будет запускать насос так часто, чтобы получить горячую воду, так как вода, уже находящаяся в трубах, будет оставаться горячей дольше.
Поскольку в это время года погода теплее, вам не нужно будет запускать насос так часто, чтобы получить горячую воду, так как вода, уже находящаяся в трубах, будет оставаться горячей дольше. Также важно расстояние между водонагревателем и кранами. Если ранее вашей горячей воде приходилось преодолевать большой путь, чтобы добраться до крана, ваша экономия будет выше, чем если бы ваши краны были ближе к водонагревателю.
Также важно расстояние между водонагревателем и кранами. Если ранее вашей горячей воде приходилось преодолевать большой путь, чтобы добраться до крана, ваша экономия будет выше, чем если бы ваши краны были ближе к водонагревателю. Если вы не хотите беспокоиться о программировании вашей системы, датчик может сделать эту работу за вас, контролируя температуру воды в ваших трубах. Однако, чтобы максимизировать эффективность вашей системы, вы должны иметь максимально возможный контроль над тем, когда ваша система работает. Для этого вам понадобится таймер.
Если вы не хотите беспокоиться о программировании вашей системы, датчик может сделать эту работу за вас, контролируя температуру воды в ваших трубах. Однако, чтобы максимизировать эффективность вашей системы, вы должны иметь максимально возможный контроль над тем, когда ваша система работает. Для этого вам понадобится таймер. С надлежащей изоляцией вода будет оставаться горячей гораздо дольше, сводя к минимуму количество включений насоса в течение дня, чтобы поддерживать горячую воду в трубах постоянно. Это может привести к значительной экономии энергии с течением времени.
С надлежащей изоляцией вода будет оставаться горячей гораздо дольше, сводя к минимуму количество включений насоса в течение дня, чтобы поддерживать горячую воду в трубах постоянно. Это может привести к значительной экономии энергии с течением времени.
 К примеру, в машиностроении это наиболее приемлемый вариант в изготовлении гребных винтов для большегрузных морских судов. Большинство коленвалов автомобильного транспорта сделаны с применением данного метода. На предприятиях, связанных с металлообработкой, термитная сварка применяется в ремонте прокатных станов, роторных валов и целого ряда иного крупногабаритного оборудования и оснастки.
К примеру, в машиностроении это наиболее приемлемый вариант в изготовлении гребных винтов для большегрузных морских судов. Большинство коленвалов автомобильного транспорта сделаны с применением данного метода. На предприятиях, связанных с металлообработкой, термитная сварка применяется в ремонте прокатных станов, роторных валов и целого ряда иного крупногабаритного оборудования и оснастки. Для соединения металлов используются различные порошковые смеси: алюминиевые, железоокисные, магниевые. Их принято называть термитами, поскольку в процессе их горения образуется большое количество тепловой энергии.
Для соединения металлов используются различные порошковые смеси: алюминиевые, железоокисные, магниевые. Их принято называть термитами, поскольку в процессе их горения образуется большое количество тепловой энергии. Поэтому термитное сваривание можно выполнять в инертной среде.
Поэтому термитное сваривание можно выполнять в инертной среде.
 Делается он или из тугоплавкого металла, или из керамики. Резервуар должен обеспечивать безопасность слива расплавленного металла.
Делается он или из тугоплавкого металла, или из керамики. Резервуар должен обеспечивать безопасность слива расплавленного металла. Такой эффект достигается за счет увеличения поперечного сечения. Перед сваркой соединяемые концы следует хорошо очистить и обезжирить. Это необходимое условие для получения качественного стыка.
Такой эффект достигается за счет увеличения поперечного сечения. Перед сваркой соединяемые концы следует хорошо очистить и обезжирить. Это необходимое условие для получения качественного стыка. Предварительно просчитывается количество тепловой энергии, которая будет выделена термитом. В соответствии с полученными вычислениями подбирается состав термитной шихты. Важно, чтобы смесь была однородной и все компоненты равномерно распределены по всему объему. Далее смесь поджигается, температура доводится до 1350 градусов Цельсия.
Предварительно просчитывается количество тепловой энергии, которая будет выделена термитом. В соответствии с полученными вычислениями подбирается состав термитной шихты. Важно, чтобы смесь была однородной и все компоненты равномерно распределены по всему объему. Далее смесь поджигается, температура доводится до 1350 градусов Цельсия. При этом необходимо обеспечить точную соосность расположения элементов. После устанавливается форма и начинаются сварочные работы.
При этом необходимо обеспечить точную соосность расположения элементов. После устанавливается форма и начинаются сварочные работы. Технология идеально подходит для работы в «полевых» условиях.
Технология идеально подходит для работы в «полевых» условиях. Только не стоит в работе использовать самодельные или сомнительные термитные смеси, поскольку они могут взрываться.
Только не стоит в работе использовать самодельные или сомнительные термитные смеси, поскольку они могут взрываться.
 На подготовительном этапе рельсы укладываются в непосредственной близости от предполагаемого места размещения.
На подготовительном этапе рельсы укладываются в непосредственной близости от предполагаемого места размещения.
 Рабочий процесс ее практического использования выглядит следующим образом:
Рабочий процесс ее практического использования выглядит следующим образом:
 В соответствии с его технологическим процессом, стык размещается в специальной герметичной емкости — ванне. Между рельсами остается зазор от 14 до 16 мм. Между торцами вертикально сверху помещается электрод. На него подается электрический ток, сила которого составляет около 350 А. В результате металл электрода расплавляется и равномерно распределяется внутри ванны, обеспечивая прочное надежное и долговечное соединение. Основным недостатком технологии выступает сравнительно невысокая производительность, которая объясняется серьезным уровнем трудозатрат.
В соответствии с его технологическим процессом, стык размещается в специальной герметичной емкости — ванне. Между рельсами остается зазор от 14 до 16 мм. Между торцами вертикально сверху помещается электрод. На него подается электрический ток, сила которого составляет около 350 А. В результате металл электрода расплавляется и равномерно распределяется внутри ванны, обеспечивая прочное надежное и долговечное соединение. Основным недостатком технологии выступает сравнительно невысокая производительность, которая объясняется серьезным уровнем трудозатрат.


 4. Технологическая схема сварки методом промежуточного литья
4. Технологическая схема сварки методом промежуточного литья
 Он имеет мелкодисперсную структуру с размерами гранул около 0,5 мм;
Он имеет мелкодисперсную структуру с размерами гранул около 0,5 мм;
 Важный дополнительный плюс – отсутствие необходимости делать длительные перерывы в движении транспорта при выполнении ремонтных работ;
Важный дополнительный плюс – отсутствие необходимости делать длительные перерывы в движении транспорта при выполнении ремонтных работ;


 youtube.com/embed/5uxsFglz2ig?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/5uxsFglz2ig?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> 
 Форма должна быть надлежащим образом вентилируема, чтобы обеспечить выход газов и обеспечить надлежащее распределение термитного металла в стыке.
Форма должна быть надлежащим образом вентилируема, чтобы обеспечить выход газов и обеспечить надлежащее распределение термитного металла в стыке.
 Принцип работы термитной сварки был запатентован Эдвардом Г. Ачесоном в 1919 году. В этой статье мы обсудим, как работают термитные сварщики и как они используются в промышленности сегодня!
Принцип работы термитной сварки был запатентован Эдвардом Г. Ачесоном в 1919 году. В этой статье мы обсудим, как работают термитные сварщики и как они используются в промышленности сегодня! Алюминий заключен в защитную бумажную или металлическую оболочку для предотвращения окисления. Куски металла, которые сварщики собираются соединять, обычно нагревают до начала процесса. В частности, термитная сварка включает в себя нагрев обеих поверхностей до температуры, достаточной для того, чтобы произошла реакция.
Алюминий заключен в защитную бумажную или металлическую оболочку для предотвращения окисления. Куски металла, которые сварщики собираются соединять, обычно нагревают до начала процесса. В частности, термитная сварка включает в себя нагрев обеих поверхностей до температуры, достаточной для того, чтобы произошла реакция.
 Первый — это безгазовая сварка, при которой в качестве топлива используется магний, а в качестве оксида металла — порошок алюминия или цинка. Этот тип реакции не требует воздуха или кислорода для поддержания себя.
Первый — это безгазовая сварка, при которой в качестве топлива используется магний, а в качестве оксида металла — порошок алюминия или цинка. Этот тип реакции не требует воздуха или кислорода для поддержания себя.

 Однако есть и значительные различия. Дюбель не является самостоятельным крепежным элементом — это лишь распорная часть, в которую нужно ввинчивать шуруп либо саморез. Сообразные конкретному дюбелю метизы подбирают в индивидуальном порядке.
Однако есть и значительные различия. Дюбель не является самостоятельным крепежным элементом — это лишь распорная часть, в которую нужно ввинчивать шуруп либо саморез. Сообразные конкретному дюбелю метизы подбирают в индивидуальном порядке.
 Также нужно отметить, что средняя стоимость дюбеля существенно ниже средней стоимости анкера (однако здесь все зависит от конкретного типа крепежного элемента).
Также нужно отметить, что средняя стоимость дюбеля существенно ниже средней стоимости анкера (однако здесь все зависит от конкретного типа крепежного элемента).
 Существует несколько видов нагрузок, оказывающих влияние на дюбеля и анкеры. Они бывают следующих типов:
Существует несколько видов нагрузок, оказывающих влияние на дюбеля и анкеры. Они бывают следующих типов:
 Например, при монтаже лестницы;
Например, при монтаже лестницы;
 Дюбели бывают металлическими или пластиковыми.
Дюбели бывают металлическими или пластиковыми.
 Крепежи работают по одному принципу: при ввинчивании метиза расширяется анкер и дюбель, обеспечивая силу трения. Два вида крепежей имеют следующие отличия:
Крепежи работают по одному принципу: при ввинчивании метиза расширяется анкер и дюбель, обеспечивая силу трения. Два вида крепежей имеют следующие отличия:
 Анкера устанавливаются только в прочные основания, где исключена пористость. В противном случае метиз вырвет из стены. Даже если поначалу вам будет казаться, что крепление надежное, со временем неправильное применение обернется ослаблением соединения. Анкер – это прочный крепеж, выдерживающий большие нагрузки, но только при правильном использовании и просчете размеров. Анкера стоят на порядок дороже дюбелей.
Анкера устанавливаются только в прочные основания, где исключена пористость. В противном случае метиз вырвет из стены. Даже если поначалу вам будет казаться, что крепление надежное, со временем неправильное применение обернется ослаблением соединения. Анкер – это прочный крепеж, выдерживающий большие нагрузки, но только при правильном использовании и просчете размеров. Анкера стоят на порядок дороже дюбелей.
 Затем лиственных пород цементировали или оштукатуривали в качестве «анкера / пробки». Затем можно было прикрепить винты, втулки или гвозди.
Затем лиственных пород цементировали или оштукатуривали в качестве «анкера / пробки». Затем можно было прикрепить винты, втулки или гвозди. Прочный хомут (с его мощным соединением) предотвращает более глубокое опускание анкера во время сборки, направляет и удерживает ввинченные люверсы (даже при больших нагрузках) и хорошо закрывает отверстие. Благодаря своей прямоугольной геометрии и рядам «когтей» вставка имеет хорошую начальную липкость/сцепление; то есть анкер не будет скручиваться при ввинчивании. Он также доступен в разных размерах для особых случаев.
Прочный хомут (с его мощным соединением) предотвращает более глубокое опускание анкера во время сборки, направляет и удерживает ввинченные люверсы (даже при больших нагрузках) и хорошо закрывает отверстие. Благодаря своей прямоугольной геометрии и рядам «когтей» вставка имеет хорошую начальную липкость/сцепление; то есть анкер не будет скручиваться при ввинчивании. Он также доступен в разных размерах для особых случаев. Для этого якорь DL 12090 — технология необычно длинного анкера (дюбель/дюбель) позволяет создавать высокие анкерные усилия по всей длине анкера.
Для этого якорь DL 12090 — технология необычно длинного анкера (дюбель/дюбель) позволяет создавать высокие анкерные усилия по всей длине анкера.

 pdf
pdf