2011-2021 все права защищены. Копирование материалов сайта, без указания прямой ссылки на источник запрещено. Информация на сайте не является публичной офертой, цена завит от объема.
Прокрутить наверх
Оформить
заявку
кругов, поковок, катанки и арматуры.
Теоретический вес 1 метра круга Мкр определяется по формуле: Mкр = L • ρу, где L — длина круга; ρу — теоретическая масса 1 м круга, вычисленная по его номинальным размерам:
При плотности стали ρ = 7850 кг/м3: ρу = 0,0061654 • d2, (кг/м), где d — диаметр круга в мм.
Наиболее распространенные сортаменты круглого проката Ø 16, 18 и 20 по ГОСТ 2590-06 имеют следующий вес: 1.578, 1.998, 2.466 кг соответственно.
Таблицы веса металлического круга, катанки по различным ГОСТ и ТУ
Теоретическая масса 1 погонного метра круга по ГОСТ 2590-06
Диаметр круга, мм
Вес метра, кг
Метров в тонне
Круг 5
0. 154
6493.51
Круг 5,5
0.187
5347.59
Круг 6
0.222
4504.5
Круг 6,3
0.245
4081.63
Круг 6,5
0.261
3831.42
Круг 7
0.302
3311.26
Круг 8
0.395
2531.65
Круг 9
0.499
2004. 01
Круг 10
0.617
1620.75
Круг 11
0.746
1340.48
Круг 12
0.888
1126.13
Круг 13
1.042
959.69
Круг 14
1.208
827.81
Круг 15
1.387
720.98
Круг 16
1.578
633.71
Круг 17
1. 782
561.17
Круг 18
1.998
500.5
Круг 19
2.226
449.24
Круг 20
2.466
405.52
Круг 21
2.719
367.78
Круг 22
2.984
335.12
Круг 23
3.262
306.56
Круг 24
3.551
281. 61
Круг 25
3.853
259.54
Круг 26
4.168
239.92
Круг 27
4.495
222.47
Круг 28
4.834
206.87
Круг 29
5.185
192.86
Круг 30
5.549
180.21
Круг 31
5.925
168.78
Круг 32
6. 313
158.4
Круг 33
6.714
148.94
Круг 34
7.127
140.31
Круг 35
7.553
132.4
Круг 36
7.990
125.16
Круг 37
8.440
118.48
Круг 38
8.903
112.32
Круг 39
9.378
106. 63
Круг 40
9.865
101.37
Круг 41
10.364
96.49
Круг 42
10.876
91.95
Круг 43
11.400
87.72
Круг 44
11.936
83.78
Круг 45
12.485
80.1
Круг 46
13.046
76.65
Круг 47
13. 619
73.43
Круг 48
14.205
70.4
Круг 50
15.413
64.88
Круг 52
16.671
59.98
Круг 53
17.319
57.74
Круг 54
17.978
55.62
Круг 55
18.650
53.62
Круг 56
19.335
51. 72
Круг 58
20.740
48.22
Круг 60
22.195
45.06
Круг 62
23.700
42.19
Круг 63
24.470
40.87
Круг 65
26.049
38.39
Круг 67
27.676
36.13
Круг 68
28.509
35.08
Круг 70
30. 210
33.1
Круг 72
31.961
31.29
Круг 73
32.855
30.44
Круг 75
34.680
28.84
Круг 78
37.510
26.66
Круг 80
39.458
25.34
Круг 82
41.456
24.12
Круг 85
44.545
22. 45
Круг 87
46.666
21.43
Круг 90
49.940
20.02
Круг 92
52.184
19.16
Круг 95
55.643
17.97
Круг 97
58.010
17.24
Круг 100
61.654
16.22
Круг 105
67.973
14.71
Круг 110
74. 601
13.4
Круг 115
81.537
12.26
Круг 120
88.781
11.26
Круг 125
96.334
10.38
Круг 130
104.195
9.6
Круг 135
112.364
8.9
Круг 140
120.841
8.28
Круг 145
129.627
7. 71
Круг 150
138.721
7.21
Круг 155
148.123
6.75
Круг 160
157.834
6.34
Круг 165
167.852
5.96
Круг 170
178.179
5.61
Круг 175
188.815
5.3
Круг 180
199.758
5.01
Круг 185
211. 010
4.74
Круг 190
222.570
4.49
Круг 195
234.438
4.27
Круг 200
246.615
4.05
Круг 210
271.893
3.68
Круг 220
298.404
3.35
Круг 230
326.148
3.07
Круг 240
355.126
2. 82
Круг 250
385.336
2.6
Круг 260
416.779
2.4
Круг 270
449.456
2.22
калькулятор веса — портал гражданского строительства
Стандартные коэффициенты преобразования дюйма = 25,4 миллиметра фута = 0,3048 метра ярд = 0,9144 метра миль = 1,6093 Kilogers ACRE = 0,4047 Hectare фунт = 0,4536 KILOGRAM 5. 9 — 32 = степень Цельсий миллиметра = 0,0394 дюйма метра = 3,2808 фута метра = 1,0936 Ярд
1) Мягкая сталь (мс) Лист Вес (кг) = длина (мм) x Шири (мм . ) X 0. 00000785 X ТОЛЩИНА Пример — вес листа MS толщиной 1 мм и размером 1250 мм х 2500 мм должен составлять 2500 мм x 1250 мм x 0,00000785 x 1 = 24,53 кг/ лист
Квадратные стальные каналы
9000 9003 МС кв. ВЕС (КГС) = ШИРИНА X ШИРИНА X 0,00000785 X ДЛИНА. Пример: Квадрат размером 25 мм и длиной 1 метр, тогда вес должен быть. 25x25X 0,00000785 X 1000 мм = 4,90 кг/метр
MS КРУГЛЫЙ ВЕС (КГС) = 3,14 X 0,00000785 X ((диаметр / 2) X (диаметр / 2)) X ДЛИНА. Пример: Круг диаметром 20 мм и длиной 1 метр, тогда вес должен быть равен. 3,14 X 0,00000785 X ((20/2) X (20/2)) X 1000 мм = 2,46 кг/метр METER SS / MS Труба Наружный диаметр (мм) – W.Tтолщина (мм) X W.Толщина (мм) X 0,0248 = Вес на метр OD (мм) – W.Tthick (мм) X W.Thick (мм) X 0,00756 = Вес на фут
SS / MS CIRCLE ДИАМ. (мм) X ДИАМ. (мм) X ТОЛЩИНА (мм) 0,0000063 = кг на штуку
лист из нержавеющей стали длина (м) х ширина (м) х толщина (мм) х 8 = вес на штуку длина (футы) х ширина (футы) х толщина (дюймы) х 3/4 = Вес за штуку
ШЕСТИУГОЛЬНЫЙ СТЕРЖЕНЬ ДИАМ. (мм) X ДИАМ. (мм) X 0,00680 = ВЕС. PER Mtr Диаметр (мм) X Диаметр (мм) X 0,002072 = Вес. За фут.
ЛИСТ ЛАТУННЫЙ ВЕС (КГ) = ДЛИНА (ММ) X ШИРИНА (ММ) X 0. 0000085 X ТОЛЩИНА 0,0000085 X 1 = 3,68 кг/лист
Реклама
МЕДНЫЙ ЛИСТ ВЕС (КГС) = ДЛИНА (ММ) X ШИРИНА (ММ) X 0,0000087 X ТОЛЩИНА мм Пример – толщина листа меди , длина 1220 мм и ширина 355 мм должны быть 1220×355 x 0,0000087 x 1 = 3,76 кг / лист
Латунь / медная труба OD (мм) — толщина (мм) x толщина (мм) x 0,0260 = вес на метр
Алюмин лист (кг. ) = ДЛИНА (ММ) X ШИРИНА (ММ) X 0. 00000026 X ТОЛЩИНА Пример – Вес алюминиевого листа толщиной 1 мм, длиной 2500 мм и шириной 1250 мм должен составлять 2500x1250X 0,0000026 X 1 = 8,12 кг/лист
АЛЮМИНИЕВАЯ ТРУБА Наружный диаметр (мм) – ТОЛЩИНА (мм) X ТОЛЩИНА (мм) X 0,0083 = ВЕС НА МЕТР
Объявления
Мы очень благодарны Эр. Harpal Aujla за то, что поделились этим на нашем сайте и тем самым помогли студентам-строителям.
Поделиться этой публикацией
Если у вас есть вопросы, вы можете задать вопрос здесь .
Введите либо время финиша гонки, либо темп/скорость
Время окончания:
часа
мин.
сек.
Темп/скорость:
мин/миля
мин/км
миль в час
км/ч
мин/км
мин/миля
км/ч
миль в час
Этот калькулятор основан на идее из формулы бега Дэниэлса. Предполагается, что изменения веса после перерыва в беге приведут к изменениям VO 2 Max (или VDOT), что повлияет на темпы тренировок и результаты в гонках.
Введение
Многие бегуны заинтригованы идеей, что они могут бежать быстрее, сбрасывая вес. Но это не так просто, как «похудеть, бегать быстрее». Это правда, что потеря любого нефункционального веса может помочь улучшить вашу производительность. И наоборот, добавление нефункционального веса может привести к замедлению времени. Однако потеря веса, когда в этом нет необходимости, может негативно сказаться на ваших результатах бега. К нефункциональный вес мы подразумеваем любой вес, который не является необходимым для здоровья, хорошего самочувствия и различных составляющих фитнеса.
Этот калькулятор работает на упрощенной идее, что, при прочих равных условиях, изменение веса приведет к изменению вашего VO 2 Max и, следовательно, производительности. Тренер Джек Дэниелс предполагает, что такой расчет может быть полезен для тех, кто возвращается к бегу после перерыва и, возможно, набрал вес из-за снижения активности. Он также предоставляет расчеты, чтобы помочь определить, насколько физическая форма может быть потеряна из-за бездействия.
Логика
В Википедии есть хорошее описание ВО 2 Макс. Проще говоря, это число, которое указывает максимальное количество кислорода, которое ваши мышцы могут использовать во время тренировки. Если у вас более высокий показатель VO 2 Max, тогда вы сможете лучше использовать кислород, чтобы ваши мышцы работали более эффективно, и вы могли бегать быстрее.
VO 2 Макс обычно выражается как количество миллилитров кислорода, используемого в минуту на каждый килограмм массы тела:
VO 2 Max = потребление кислорода в минуту / масса тела
Если «масса тела» ниже в приведенном выше уравнении, то VO 2 Max будет выше. Это говорит о том, что потеря веса приведет к более высокому VO 2 Макс. Этот вывод связан с довольно большим требованием, чтобы другие вещи оставались равными.
Трудности
В действительности все редко бывает равным. Например, потеря веса будет означать, что у вас будет меньше веса, который нужно носить с собой, и, следовательно, меньше работы, но часть потери, вероятно, будет связана с мышечной массой, поэтому вы в конечном итоге станете слабее и, возможно, в конечном итоге у вас будет меньше возможностей транспортировать это уменьшенное тело. масса. А если у вас и так недостаточный вес, то дальнейшая потеря веса обязательно ослабит работоспособность.
Есть также примеры функционального веса, которые не связаны напрямую с составом нашего тела в долгосрочной перспективе. Например, в краткосрочной перспективе вес может колебаться из-за уровня гидратации и запасов энергии. Взвесьтесь до и после долгой пробежки, чтобы увидеть это в действии!
Одна из трудностей в определении точного влияния увеличения или уменьшения веса на скорость бега заключается в том, что полезные изменения в составе тела требуют времени. И за это время также изменятся различные другие вещи, которые непосредственно способствуют фитнесу. Имейте в виду, что объем, частота и интенсивность тренировок, как правило, оказывают гораздо большее влияние на физическую форму, чем масса тела.
Например, бегун, который набирает 6 фунтов из-за травмы и неспособности тренироваться, а затем замечает снижение работоспособности при возвращении к тренировкам, с трудом может определить, какая часть этого снижения вызвана лишней массой, а какая пропорция произошло из-за потери времени на обучение. Каждый из них оказал влияние, но точный вклад каждого определить очень сложно, если не невозможно.
Некоторые предполагают, что можно измерить влияние дополнительной массы, бегая с утяжеленным рюкзаком или утяжеленным жилетом, но это игнорирует распределение массы, которое происходит в реальной жизни, и соотношение функциональной и нефункциональной массы.
Возможное использование
После всего сказанного может показаться, что приведенный ниже калькулятор не особенно полезен. Тем не менее, у него есть некоторые применения. Например:
Бегун, чей вес немного выше идеального для забега и который планирует сбросить этот вес до начала забега, может использовать калькулятор, чтобы предсказать вероятное время забега. Затем они могут корректировать тренировочные темпы, возможно, постепенно, по мере потери веса, в соответствии с этим.
Бегун, набравший вес без какого-либо сокращения тренировок, может использовать калькулятор, чтобы указать, как ему следует скорректировать свой тренировочный темп или как подходить к забегу.
За пределами нескольких фунтов или килограммов в любом направлении прогнозы будут становиться все менее и менее надежными. Если вам нужно сбросить много веса, важно постоянно пересматривать свои результаты, темпы тренировок и соревнований.
Как пользоваться калькулятором
Чтобы использовать калькулятор, просто введите свой вес, выберите или введите дистанцию гонки, выберите время или темп и нажмите «Рассчитать». В таблице результатов показано прогнозируемое влияние потери/прибавки веса на время для выбранной вами дистанции.
Обратите внимание, что калькулятор не учитывает возраст, рост и пол, поэтому вполне возможно, что он ложно предположит, что возможно более быстрое время при недостижимом и нездоровом весе. Также предполагается, что ваш вес выше оптимального для гонки.
Последнее примечание
Если вам действительно нужно похудеть, то лучший подход — разумная диета, которая приводит к постепенным изменениям. Это сведет к минимуму потерю мышечной массы тела и гарантирует, что вы удовлетворяете свои потребности в питании, чтобы уровень энергии и беговые результаты не пострадали отрицательно. Еще одно преимущество постепенной потери веса заключается в том, что гораздо проще оценить и проследить влияние такой потери и точно определить, какой на самом деле ваш идеальный беговой вес.
Избегайте жестких диет и трюков. Это может привести к краткосрочной быстрой потере веса, но это не волшебная палочка, и вы, скорее всего, увидите снижение производительности, если примете этот подход. Ключевым моментом, как упоминалось выше, является то, что потеря веса не обязательно означает, что вы будете бегать быстрее. Определение идеального веса для бега или соревнований требует серьезного рассмотрения многих факторов.
Нам нравится подход к определению и достижению вашего идеального гоночного веса, изложенный в книге Мэтта Фитцджеральда Racing Weight.
Многие бегуны хотят знать, какие виды бега лучше всего подходят для похудения. Трудно дать простой ответ. Очевидно, что более интенсивный бег сжигает больше калорий, но поддерживать высокую интенсивность в течение длительного времени невозможно, поэтому продолжительность тренировки будет ограничена. Более тяжелые занятия также требуют больше времени для восстановления, а это означает, что ваш общий рабочий объем будет меньше, чем если бы вы выбрали менее интенсивные занятия.
Механизмы передачи вращательного движения — Ремонт промышленного оборудования
Механизмы передачи вращательного движения
Категория:
Ремонт промышленного оборудования
Механизмы передачи вращательного движения
Общее понятие о передачах между валами
Между валами двигателя и рабочей машины, а также между органами самой машины устанавливают механизмы для включения и выключения, изменения скорости и направления движения, носящие общее название — передачи. Передачи вращательного движения широко применяются в механизмах и машинах. Они служат для изменения частоты и направления вращения, обеспечивают непрерывное и равномерное движение.
Вращательное движение в машинах и механизмах передается посредством гибких передач — ременных, цепных и через жесткие передачи — фрикционные, зубчатые. В ременных и фрикционных передачах используются силы трения, а в зубчатых и цепных — непосредственное механическое зацепление элементов передачи. Каждая из передач имеет ведущее звено, сообщающее движение, и ведомые звенья, через которые движение передается от данного механизма к другому, связанному с ним.
Важнейшей характеристикой передач вращательного движения является передаточное отношение, или передаточное число.
Отношение угловой скорости, частоты вращения (числа оборотов в минуту) и диаметров одного из валов к соответствующим величинам другого вала, участвующего в совместном вращении с первым валом, называется передаточным отношением, которое принято обозначать буквой и. Отношение частоты вращения ведущего вала к частоте вращения ведомого называют передаточным числом, которое показывает, во сколько раз ускоряется или замедляется движение.
Ременные передачи
Этот вид гибкой передачи наиболее распространен. По сравнению с другими видами механических передач, они позволяют наиболее просто и бесшумно передать крутящий момент от двигателя или промежуточного вала к рабочему органу станка в достаточно широком диапазоне скоростей и мощностей. Ремень охватывает два шкива, насаженных на валы. Нагрузка передается силами трения, возникающими между шкивом и ремнем вследствие натяжения последнего. Эти передачи бывают с плоским ремнем, с клиновым ремнем и круглым ремнем.
Различают ременные передачи: открытую, перекрестную и полуперекрестную.
В открытой передаче валы параллельны друг другу и шкивы вращаются в одном направлении. В перекрестной передаче валы расположены параллельно, но при этом ведущий шкив вращается, например, по часовой стрелке, а ведомый — против часовой стрелки, т. е. в обратном направлении полуперекрестную передачу применяют между валами, оси которых расположены в разных плоскостях под углом друг к другу.
В приводах машин применяются плоские ремни — кожаные, хлопчатобумажные цельнотканые, хлопчатобумажные шитые, тканые прорезиненные и клиновидные. Используются также шерстяные тканые ремни. В станках применяются главным образом ремни кожаные, прорезиненные и клиновидные. Для уменьшения скольжения ремня вследствие недостаточного трения из-за небольшого угла обхвата применяют натяжные ролики. Натяжной ролик представляет собой промежуточный шкив на шарнирно укрепленном рычаге. Под действием груза на длинном плече рычага ролик нажимает на ремень, натягивая его и увеличивая угол обхвата ремнем большого шкива.
Рис. 1. Передачи с плоским ремнем: а — открытая: б — перекрестная, в — полуперекрестная, с — с натяжным роликом
Диаметр натяжного ролика не должен быть меньше диаметра малого шкива. Натяжной ролик следует устанавливать у ведомой ветви не слишком близко к шкивам.
Передача клиновыми (текстропными) ремнями широко распространены в промышленности, они просты и надежны в эксплуатации. Основное преимущество клиновых ремней — лучшее сцепление их по шкивом и относительно малое скольжение. Причем габариты передачи получаются значительно меньше по сравнению с плоскими ремнями.
Для передачи больших крутящих усилий применяют многоручьевые клиноременные приводы со шкивами обода, которые оснащены рядом канавок.
Клиновидные ремни нельзя удлинять или укорачивать, их применяют определенной длины.
ГОСТ предусматривает для клиноременных приводов общего назначения семь сечений клиновых ремней, имеющих обозначения О, А, Б, В, Г, Д и Е (О — самое малое сечение).
Номинальная длина клиновых ремней (длина по их внутреннему периметру) от 500 до 1400 мм. Угол натяжения ремня равен 40°.
Клиновидные ремни подбирают по сечению в зависимости от передаваемой мощности и предусматриваемой скорости вращения.
Передачи с широким клиновидным ремнем получают все большее распространение. Эти передачи дают возможность бесступенчато регулировать скорость вращения рабочего органа на ходу под нагрузкой, что позволяет установить оптимальный режим работы Наличие такой передачи в станке позволяет механизировать и автоматизировать процесс обработки.
На рис. 2, б показана передача с широким клиновидным ремнем, которая состоит из двух обособленных раздвижных ведущего и ведомого шкивов. Ведущий шкив при помощи ступицы закреплен консольно на валу электродвигателя. На ступице закреплен неподвижно конус. Подвижной конус закреплен на стакане, соединенном при помощи шлицев со ступицей, и прижат пружиной. Ведомый шкив также состоит из подвижного стакана и неподвижного, конусов со ступицей, соединенной с валом привода. Управление передачей осуществляется специальным устройством (на рисунке не показано) путем перемещения стакана подвижного ведомого конуса. При приближении конусов ремень удаляется от оси вращения шкива, одновременно приближаясь к оси вала. Ведущий шкив, преодолевая сопротивление пружины, изменяет передаточное отношение и частоту вращения ведомого шкива,
Рис. 2. Передачи с клиновидным ремнем: а — нормального сечения, б — шариком
Цепные передачи
Для передачи вращательного движения между удаленными друг от друга валами применяется помимо ременной цепная передача Как показано на рис. 3, а, она представляет собой замкнутую металлическую шарнирую цепь, охватывающую два зубчатых колеса (звездочки). Цепь в отличие от ремня не проскальзывает, кроме того, ее можно применять в передачах также при малом расстоянии между валами и в передачах со значительным передаточным числом.
Рис. 3. Цепные передачи: а — общий вид, б — однорядная роликовая цепь, в — замок, г — пластинчатая цепь; а-межосевое расстояние, Р — шаг цепи
Цепные передачи передают мощность от долей лошадиных сил (велосипедные цепи) до тысячи лошадиных сил (многорядные цепи повышенной прочности).
Цепи работают с большими скоростями, доходящими до 30 м/с, и передаточным числом и — 15. Коэффициент полезного действия цепных передач составляет в отдельных случаях 0,98.
Цепная передача состоит из двух звездочек — ведущей и ведомой, сидящих на валах, и бесконечной цепи, надетой на эти звездочки.
Из различных видов цепей наибольшее распространение имеют Цепи однорядные и многорядные роликовые и пластинчатые.
Роликовые цепи допускают наибольшую скорость до м/с, пластинчатые — до 30 м/с.
Роликовая цепь состоит из шарнирно соединенных пластинок, между которыми помещаются ролики, свободно вращающиеся на втулке. Втулка, запрессованная в отверстия внутренних пластинок, может поворачиваться на валике. Расстояние между осями двух соседних валиков или, иначе, шаг цепи должен равняться шагу звездочки. Под шагом звездочки понимают длину дуги, описанной по верху ее зубьев и ограниченной вертикальными осями симметрии двух смежных зубьев.
Валики плотно запрессовываются в отверстиях наружных пластинок. На одном из звеньев цепи делают замок из двух валиков, соединительной пластинки, изогнутой пластинки и шплинтов для крепления пластинок. Чтобы снять или установить цепь, ее размыкают, для чего сначала разбирают замок.
Пластинчатая цепь состоит из нескольких рядов пластин с зубцами, соединенных между собой втулками и шарнирно укрепленных на общих валиках.
В цепных передачах сохраняется постоянным передаточное число: кроме того, они очень прочны, что позволяет передавать большие усилия. В связи с этим цепные передачи применяют, например, в таких грузоподъемных механизмах, как тали и лебедки. Цепи большой длины используются в эскалаторах метро, конвейерах.
Фрикционные передачи
Во фрикционных передачах вращательное движение передается от ведущего к ведомому валу посредством плотно прижатых друг к другу гладких колес (дисков) цилиндрической или конической формы. Фрикционная передача применяется в лебедках, винтовых прессах, станках и ряде других машин.
Рис. 4. Фрикционные передачи: а — с цилиндрическими колесами, б — с коническими колесами
Рис. 5. Одинарный торцовый вариатор
Чтобы фрикционная передача работала без скольжения и таким образом обеспечивала необходимую величину силы трения (сцепления) Т, поверхность ведомого колеса покрывают кожей, резиной, прессованной бумагой, древесиной или другим материалом, который может создать надлежащее сцепление со стальным или чугунным ведущим колесом.
Во фрикционных передачах применяют цилиндрические колеса для передачи движения между валами, расположенными параллельно, а конические — между пересекающимися валами.
В оборудовании находят применение фрикционные передачи с регулируемым передаточным числом. Одна из простейших таких передач показана на рис. 5.
Для изменения передаточного числа они оснащены устройствами, перемещающими одно из колес (дисков) вдоль вала и в соответствующем месте его закрепляющими. Уменьшение таким устройством диаметра D ведомого колеса до рабочего диаметра D, обеспечивающее увеличение частоты вращения ведомого колеса. В результате уменьшается передаточное число По мере удаления ведущего колеса от оси ведомого передаточное число, наоборот, увеличивается. Такое плавное регулирование скорости называется беоступенчатым, а устройство, осуществляющее регулирование — ваумаюром скоростей.
Зубчатые передачи
Зубчатые передачи имеются почти во всех сборочных единицах промышленного оборудования. С их помощью изменяют по величине и направлению скорости движущихся частей станков, передают от одного вала к другому усилия и крутящие моменты, а также преобразуют их.
В зубчатой передаче движение передается с помощью пары зубчатых колес. В практике меньшее зубчатое колесо принято называть шестерней, а большее — колесом. Термин «зубчатое колесо» относится как к шестерне, так и к колесу.
В зависимости от взаимного расположения геометрических осей валов зубчатые передачи бывают: цилиндрические, конические и винтовые. Зубчатые колеса для промышленного оборудования изготовляют с прямыми, косыми и угловыми (шевронными) зубьями.
По профилю зубьев зубчатые передачи различают: эвольвентные, с зацеплением Новикова и циклоидальные. В машиностроении широко применяют эвольвентное зацепление. Принципиально новое зацепление М. А. Новикова возможно лишь в косых зубьях и благодаря высокой несущей способности является перспективным. Циклоидальное зацепление используется в приборах и часах.
Цилиндрические зубчатые колеса с прямым зубом служат в передачах с параллельно расположенными осями валов и монтируются на последних неподвижно или подвижно.
Косозубые колеса монтируют на валах только неподвижно. Работа косозубых колес сопровождается осевым давлением, а потому они пригодны для передачи лишь сравнительно небольших мощностей. Осевое давление можно устранить, соединив два косозубых колеса с одинаковыми, но направленными в разные стороны зубьями. Так получают шевронное колесо, которое монтируют, обращая вершину угла зубьев в сторону вращения колеса. На специальных станках шевронные колеса изготовляют целыми из одной заготовки.
Шевронные колеса отличаются большой прочностью, их применяют для передачи больших мощностей в условиях, когда зубчатое зацепление испытывает во время работы толчки и удары. Эти колеса также устанавливают на валах неподвижно.
Рис. 6. Зубчатые зацепления: а — цилиндрическое с прямым зубом, б — то же, с косым зубом, е — с шевронными зубьями, г — коническое, д—колесо—рейка, е — червячное, ж —с круговым зубом
Конические зубчатые передачи различают по форме зубьев: прямозубые, косозубые и круговые.
На рис. 6, г показаны конические прямозубые, а на рис. 6, ж круговые зубчатые колеса. Их назначение — передача вращения между валами, оси которых пересекаются.
Конические зубчатые колеса с круговым зубом применяются в передачах, где требуется особая плавность и бесшумность движения.
На рис. 6, д изображены зубчатое колесо и рейка. В этой передаче вращательное движение колеса преобразуется в прямолинейное движение рейки.
Зубчатая передача с зацеплением Новикова. Эвольвентное зацепление является линейчатым, так как контакт зубьев практически происходит по узкой площадке, расположенной вдоль зуба, почему контактная прочность этого зацепления сравнительно невысока.
В зацеплении Новикова линия контакта зубьев обращается в точку и зубья касаются только в момент прохождения профилей через эту точку, а непрерывность передачи движения обеспечивается винтовой формой зубьев. Поэтому данное зацепление может быть только косозубым е углом наклона f = 10—30°. При взаимном перекатывании зубьев контактная площадка перемещается вдоль зуба о большой скоростью, что создает благоприятные условия для образования устойчивого масляного слоя между зубьями, благодаря чему трение в передаче уменьшается почти в два раза, соответственно повышается несущая способность зубьев.
Существенным недостатком рассмотренного зацепления является повышенная чувствительность к изменению межосевого расстояния и значительным колебаниям нагрузок.
Основные характеристики зубчатых колес. В каждом зубчатом колесе различают три окружности (делительную окружность, окружность выступов, окружность впадин) и, следовательно, три соответствующих им диаметра.
Делительная, или начальная, окружность делит зуб по высоте на две неравные части: верхнюю, называемую головкой зуба, и нижнюю, называемую ножкой зуба. Высоту головки зуба принято обозначать ha, высоту ножки— hf, а диаметр окружности — d.
Окружность выступов — это окружность, ограничивающая сверху профили зубьев колеса. Обозначают ее da.
Окружность впадин проходит по основанию впадин зубьев: диаметр этой окружности обозначают df.
Рис. 7. Схема движения контактной площадки и основные элементы зубчатого колеса: а — эвольвентное зацепление, б — зацепление Новикова, в — основные злементы зубчатого колеса
Необходимо отметить, что в таблице не приведены характеристики широко применяемых корригированных зубчатых колес, у которых относительные размеры зуба и другие показатели иные, чем вытекающие из приведенных формул, а также колеса, в основе размеров элементов которых лежит двойной модуль.
Тихоходные зубчатые колеся изготовляют из чугуна или углеродистой стали, быстроходные — из легированной стали. После нарезания зубьев на зуборезных стенках зубчатые колеса подвергают термической обработке, чтобы увеличить их прочность и повысить стойкость против износа У колес из углеродистой стали поверхность зубьев улучшают химико-термическим способом — цементацией и потом закаливанием. Зубья быстроходных колес после термической обработки шлифуют или притирают. Применяется также поверхностная закалка токами высокой частоты.
Чтобы зацепление было плавным и бесшумным, одно из двух колес в зубчатых парах в отдельных случаях, когда это позволяет нагрузка, выполняют из текстолита, древеснослоистого пластика ДСП-Г или капрона.
Для облегчения зацепления зубчатых колес при включении посредством перемещения по валу, торцы зубьев со стороны включения закругляют.
Червячные передачи. Червячные передачи позволяют получить малые передаточные числа, что делает их применение целесообразным в случаях, когда требуются небольшие частоты вращения ведомого вала. Имеет существенное значение и то, что червячные пере-
Дачи занимают меньше места, чем зубчатые. Червячная передача состоит из червяка, насаживаемого на ведущий вал или изготовляемого заодно с ним, и червячного колеса, закрепляемого на ведомом валу. Червяк представляет собой винт с трапецеидальной резьбой Червячное колесо имеет вогнутые по длине винтовые зубья.
По числу зубьев различают червяки однозаходные, двухзаходные и т. д. Однозаходный червяк за один оборот поворачивает колесо на один зуб, двухзаходный червяк — на два и г. д.
Недостатком червячных передач являются большие потери передаваемой мощности на трение. Для уменьшения потерь червяк изготовляют из стали и его поверхность после закалки шлифуют, а червячное колесо изготовляют из бронзы. При таком сочетании материалов трение уменьшается, следовательно, меньше становятся потери мощности; кроме того, уменьшается износ детали.
Из бронзы в целях экономии обычно делают не все червячное колесо, а только обод, надеваемый затем на стальную ступицу.
Реклама:
Читать далее:
Механизмы преобразования вращательного движения
Статьи по теме:
Классификация металлорежущих станков
Электробезопасность при ремонтных работах
Правила безопасности при пользовании подъемно-транспортными устройствами
Требования безопасности при выполнении ремонтных работ
Ремонт литейного оборудования
Главная → Справочник → Статьи → Блог → Форум
9. Механизмы передачи движения. Обозначение на кинематических схемах
Механизмы, предназначенные для передачи движения с преобразованием скорости и крутящего момента, называются механизмами передачи движения. При помощи передач изменяют скорость, направление движения, преобразуют вращательное движение в поступательное и винтовое.
По способу передачи вращательного движения передачи разделяются на передачи трением (ременные, фрикционные) и передачи зацеплением (зубчатые, червячные, цепные, винтовые).
На короткие расстояния движение передается с помощью винтового или зубчатого механизмов. Зубчатые механизмы бывают цилиндрические и конические (состоящие из цилиндрических или конических колес).
Для передачи вращения на большие расстояния используется ременная передача, состоящая из двух шкивов и надетого на них ремня. Ремни бывают плоские и клиновидные.
В механизмах и машинах движение не только передается, но и преобразуется (вращательное в поступательное и наоборот). Для этого применяется, например, реечный механизм преобразует вращательное движение зубчатого колеса в поступательное движение зубчатой рейки, или наоборот.
Ременная передача осуществляется посредством плоских, клиновидных и реже круглых ремней и шкивов.
Передаточное отношение ременной передачи
i=D1/D2*η=n2/n1*η,где D1 — диаметр ведущего шкива в мм;
D2 — диаметр ведомого шкива в мм; n1 и n 2 — соответствующие числа оборотов этих шкивов; η = 0,98 — коэффициент, учитывающий проскальзывание ремня.
Зубчатая передача осуществляется посредством цилиндрических зубчатых колес (при параллельных осях валов) или конических зубчатых колес (при пересекающихся осях валов).
Передаточное отношение зубчатой передачи
i=z1/z2=n2/n1,
где z1 и z2 — числа зубьев ведущего и ведомого зубчатых колес.
Цепная передача состоит из двух звездочек и бесшумной или роликовой цепи.
Передаточное отношение цепной передачи i=z1/z2=n2/n1
где z1 и z2 — числа зубьев ведущей и ведомой звездочек.
Червячная передача состоит из ведомого червячного колеса и ведущего червяка. Передаточное отношение червячной передачи i=k/z=n2/n1,где k — число заходов червяка; z — число зубьев червячного колеса.
Применяются для суммирования движений на одном звене в сложных группах формообразования зуборезных, затыловочных, резьбошлифовальных станков. Применяются винтовые, реечные, конические, червячные. планетарные, дифференциальные передачи.
Одновременное перемещение рейки lp и колеса на lк , получаем
Червячная пара:
Дает большее число вариантов суммирования. Применяется в станках для обработки червяков чашечным резцом, в зубофрезеных станках с осевой подачей червячной фрезы.
z -число зубьев, к-число заходов
р-шаг винта
При nк – оборотов червячного колеса, червяк совершит nкz/к оборотов. При перемещении колеса на lк червяк сделает lк/кр оборотов.
Конический дифференциал
Создает различные варианты передаточных отношений.
1. z4 –неподвижное, I – ведущее, z1 – ведомое:
2. z4 – неподвижное, z1 – ведущее, I – ведомое:
3. I – неподвижное, z1 – ведущее, z4 – ведомое:
4. I, z1 ведущее, ведомое z4:
5. z1, z4 ведущие, I – ведомое:
КРАТКОЕ ВВЕДЕНИЕ В КОНСТРУКЦИЮ МЕХАНИЗМА. ЧАСТЬ 3
Были два предыдущих поста о конструкции механизмов, которые можно найти (здесь) и (здесь). В этой третьей и последней части мы рассмотрим еще несколько механизмов, полезных в мире литья пластмасс: зубчатые и храповые механизмы.
Зубчатые колеса
Зубчатые колеса — это механизмы, которые используются для передачи вращательного движения или крутящего момента с одного вала на другой. Они также способны преобразовывать вращательное движение в поступательное, как в стойке. Шестерни являются одним из наиболее широко используемых механизмов и, следовательно, одним из самых полезных. Две или более шестерни, работающие синхронно, становятся зубчатой передачей, и ее можно считать машиной, потому что в ней выполняется работа. Взаимодействие между двумя шестернями создает механическое преимущество, которое меньше, равно или больше 1 в зависимости от соотношения размеров зацепляющихся шестерен. Крутящий момент следует пропорциональному соотношению между шестернями, как и относительные размеры шестерен и скорости вращения. Первичная шестерня, которая вращает другие шестерни, известна как ведущая шестерня; шестерни, которые вращаются, называются ведомыми шестернями. Другие шестерни в зубчатой передаче между входной и выходной шестернями называются промежуточными шестернями, поскольку их роль заключается только в передаче крутящего момента или вращения.
Существует великое множество типов зубчатых колес и конфигураций зубчатых колес, но мы будем классифицировать их по взаимному расположению осей вращения. По этой классификации в основном существует три типа зубчатых колес: параллельные, пересекающиеся и ни параллельные, ни пересекающиеся.
Шестерни для соединения параллельных валов
Эти конфигурации шестерен таковы, что оба вала выровнены параллельно друг другу и перпендикулярны осям вращения.
Цилиндрические зубчатые колеса: Это самые основные типы зубчатых колес, которые могут быть двух типов — внутренние и внешние. Внутренняя шестерня, как и большинство шестерен, имеет зубья на внешней поверхности цилиндра, а внешняя шестерня имеет зубья на внутренней поверхности цилиндра. Это приводит к внутреннему и внешнему зацеплению шестерен соответственно.
Косозубые шестерни: В отличие от прямозубых шестерен, эти шестерни имеют зубья, нарезанные под углом и не параллельные осям вращения. Это является преимуществом, поскольку зубья между противоположными шестернями входят в контакт более плавно и, таким образом, создают гораздо меньший шум.
Шестерни типа «елочка» (двойные косозубые): эта шестерня создается путем соединения двух косозубых шестерен, которые являются симметричными, но зеркальными, что приводит к V-образному набору зубьев. Шестерни-елочки полезны, потому что они уравновешивают осевое усилие, которое можно найти в косозубых передачах.
Зубчатые рейки и шестерни: Эта конфигурация зубчатых колес состоит из обычной шестерни и прямого стержня — зубчатой рейки, которая может иметь бесконечный радиус кривизны. Это особенно полезно для преобразования вращательного движения в поступательное.
Шестерни для соединения пересекающихся валов
Эти конфигурации шестерен имеют валы, которые не параллельны друг другу, а расположены таким образом, что при их удлинении они пересекаются в одной точке.
Прямые конические зубчатые колеса: Взаимодействие зубчатого колеса прямолинейного конического зубчатого колеса аналогично зацеплению двух конусов, но с обрезанием большей части их вершин, оставляя только основание. Когда шестерни входят в зацепление, воображаемые вершины обоих конусов должны встретиться в одной мгновенной точке. Зубья конических шестерен прямые.
Спиральные конические шестерни: Эти шестерни практически не отличаются от прямозубых конических шестерен, но отличаются одним важным моментом; зубья нарезаны таким образом, что если их вытянуть к общему центру, они образуют спираль. Преимущества и недостатки между спиральными и прямыми коническими зубчатыми колесами аналогичны преимуществам и недостаткам между прямозубыми и косозубыми колесами.
Шестерни для соединения не параллельных и не пересекающихся валов
Эти конфигурации шестерен имеют валы, которые не параллельны и не пересекаются.
Косозубые шестерни: Также известные как косые шестерни, оси вала не параллельны, как и его оси вращения. По сути, это две косозубые шестерни, зацепляющиеся перпендикулярно, что приводит к изменению направления и оси вращения между валами.
Гипоидные шестерни: Эти шестерни очень похожи на спиральные конические шестерни, с тем отличием, что оси валов не пересекаются. Эти шестерни в основном предназначены для валов, которые перпендикулярны друг другу.
Червячные передачи: Как и конические передачи, червячные передачи могут изменять ось вращения между двумя валами, но ограничены одной ориентацией: валы перпендикулярны друг другу. Набор червячной передачи выглядит как винт и типичная прямозубая или косозубая шестерня, соединенные вместе для обеспечения перпендикулярного вращения. Его основным преимуществом является способность обеспечивать передаточное число до 500:1, а его основным недостатком является низкий КПД из-за большого трения.
Шестерни — очень полезные механизмы, и они не ограничиваются упомянутыми выше. Некоторые другие типы включают: коронные шестерни, магнитные шестерни, зубчатые колеса, гармонические шестерни и другие; у каждого из них есть приложения, которые можно адаптировать для пластиковых деталей.
Храповые механизмы
Этот механизм состоит из колеса или зубчатой рейки. Зубчатая рейка очень похожа на шестерню, но без взаимодействия с другой шестерней. Они сцепляются с ведущей собачкой таким образом, что вращение колеса или перемещение рейки ограничивается одним направлением. Ведущая собачка прикреплена к качающемуся рычагу, который управляет движением колеса или стойки. Затем дополнительная собачка гарантирует, что движение не изменится на противоположное, заклинивая на месте после каждой доли оборота или линейного движения, но в противном случае будет скользить по зубьям храпового колеса или рейки только в том случае, если оно движется в правильном направлении.
Храповые механизмы применяются в простых формах, таких как замки и застежки ремней безопасности, а также в необычных формах, таких как турникеты.
На этом мы завершаем серию статей о конструкции механизмов. Область проектирования механизмов действительно интересна, и практически нет ограничений на то, как каждый из этих механизмов может быть объединен и заставить взаимодействовать друг с другом для создания чрезвычайно сложных и умных движений. Изобретательность и импровизация, связанные с созданием некоторых механизмов, могут быть действительно захватывающими.
Чтобы узнать больше о механизмах, нажмите здесь
Нажмите на картинку, чтобы загрузить нашу электронную книгу по проектированию механизмов мы показали вам, как работают такие механизмы, как кулачки, Женевское колесо и универсальные шарниры. Эти посты можно найти здесь и здесь соответственно.
В последней части этой серии мы рассмотрим шестерни и некоторые их разновидности.
Шестерни
Шестерни — один из самых универсальных и адаптируемых механизмов. Зубчатые колеса представляют собой вращающиеся дискообразные элементы машин, по окружности которых прорезаны зубья. Они взаимодействуют с другими дисками аналогичной огранки, чтобы передавать вращательное движение. Их можно модифицировать для решения любой задачи, требующей преобразования вращательного входа в вращающийся выход. Разница между входом и выходом может заключаться в направлении вращения, скорости вращения или величине создаваемого крутящего момента. Целью может быть увеличение или уменьшение любого из этих параметров, что достигается соотношением между размерами шестерен, взаимодействующих между собой. Это называется механическим преимуществом.
Типовые зубчатые механизмы
Как бы ни отличались друг от друга две шестерни, всегда остается одно и то же: профиль зубьев шестерни в точный момент взаимодействия двух шестерен. Это означает, что зубья двух шестерен, какими бы непохожими они ни были, будут идеально сливаться при каждом взаимодействии.
Существует много типов зубчатых передач и их применения. Некоторые из них будут описаны ниже:
Червячные механизмы
Червячный механизм включает в себя винтообразную часть — червяк — с резьбой, взаимодействующей с обычной шестерней. Когда червяк вращается, его резьба натыкается на зубья другой шестерни и приводит ее в движение таким образом, что это можно сравнить с тем, как дрель поднимает срезанный материал при сверлении. Червячная передача — это очень изобретательный способ изменения оси вращения, а также обеспечения того, чтобы передача движения или движение могли быть ограничены только одним направлением. Червяк всегда может приводить в движение шестерню, но не всегда шестерня может приводить в движение червяк. Это соотношение определяется углом зубьев и трением между червяком и шестерней.
Солнечные и планетарные зубчатые механизмы
Солнечные и планетарные зубчатые механизмы преобразуют вращательное движение в возвратно-поступательное, как это делает кривошипно-шатунный механизм. Разница заключается в способе перемещения кривошипа или возвратно-поступательного рычага: в кривошипном механизме с ползунком один конец кривошипа прикреплен к точке на поверхности вращающейся части, и в ходе каждого вращения совершается возвратно-поступательное движение. Однако в солнечно-планетарном механизме возвратно-поступательный рычаг прикреплен к шестерне, которая, в свою очередь, взаимодействует с другой вращающейся шестерней, поскольку они зацепляются друг с другом. Шестерня, соединенная с возвратно-поступательным рычагом, называется планетой, потому что она вращается вокруг неподвижного рычага, которым является солнце, когда оно вращается в одном положении, а соединенный рычаг переводит движение планеты в возвратно-поступательное движение.
Механизмы с реечной передачей
Механизм с реечной передачей представляет собой обычное зубчатое колесо, которое вращается и воздействует на то, что можно назвать зубчатым ремнем или зубчатой рейкой.
Словарь: Словарь сокращений и аббревиатур армии и спецслужб. Сост. А. А. Щелоков. — М.: ООО «Издательство АСТ», ЗАО «Издательский дом Гелеос», 2003. — 318 с.
Центр программных средств массового применения в строительстве
ФГУП
http://www.gpcps.ru/
организация
ЦПС
центральные промысловые сооружения
нефт.
воен., энерг.
Словарь сокращений и аббревиатур. Академик. 2015.
Поможем написать реферат
ДАЭ
стальцех
Полезное
Цементно-песчаная смесь ЦПС М200 для стяжки пола
Цементно-песчаная смесь М200 изготавливается с применением качественных сырьевых компонентов и соблюдением точной дозировки. Растворы на его основе называют монтажно-кладочными. В зависимости от конкретной области применения в него вводятся добавки, усиливающие определенные характеристики.
Состав и свойства
Состав строительных смесей может изменяться в зависимости от области применения. Основные компоненты:
портландцемент М400 или М500;
песок очищенный, соответствующий требованиям ГОСТа 8736-93 к песку для общестроительных работ;
минеральные добавки, органические пластификаторы.
В продажу продукция поступает в мешках. Внешне материал представляет собой порошок серого цвета, для затворения которого на месте производства работ используется вода питьевого качества или проверенная в лабораторных условиях на наличие примесей. После отвердевания раствор на базе ЦПС образует устойчивый к усадке слой, прочность которого составляет 200 кгс/см2.
Области применения
Сухая цементно-песчаная смесь используется для приготовления растворов следующего назначения.
Штукатурные. Могут применяться для фасадных и внутренних работ в помещениях с нормальной и повышенной влажностью на объектах жилого, общественного, производственного, сельскохозяйственного назначения. Нанесение – ручное или машинное. Основание перед нанесением штукатурки очищают и грунтуют.
Кладочные. Используются для ведения кирпичной, блочной, каменной кладки, соединения других сборных элементов строительных конструкций.
Для устройства стяжки пола. Такие смеси подходят для выравнивания пола, потолка, устранения трещин.
Пропорции и расход
Для приготовления ЦПС марки М200 портландцемент и песок берут в следующих пропорциях по массе (примерно):
портландцемент М400 – 1:2,5;
портландцемент М500 – 1:3.
Порядок приготовления раствора на основе сухого порошка:
Сухой продукт предварительно перемешивают, слежавшиеся места разминают.
В чистую емкость заливают воду в количестве, указанном на таре.
Миксером раствор перемешивают до однородного состояния.
Готовый раствор необходимо использовать в течение 1-2 часов. Точное время указано в инструкции к сухому составу.
Допустимые температуры, при которых можно вести ремонтно-строительные работы с ЦПС: +5…+35 °C. При температурах выше +25 °C время жизни раствора сокращается на 20-25 %. Расход сухого порошка, необходимого для создания слоя толщиной 1 мм на площади 1 м2, составляет 1,8-2,0 кг.
При эксплуатации отвердевший раствор сохраняет характеристики в широком температурном интервале – от -40 до +70 °C.
Преимущества покупки цементно-песчаных смесей на заводе «Молодой Ударник»
Компания «Молодой Ударник» предлагает купить цементно-песчаную смесь ЦПС М200, используемую в штукатурных, кладочных и других ремонтно-строительных работах, цена товара указана в прайсе. Для получения продукта с определенными характеристиками в состав могут быть введены специальные добавки.
Мы обеспечиваем:
продажу качественных ЦПС на базе портландцемента и песка;
помощь в выборе подходящего строительного материала;
доставку товара к месту назначения по Санкт-Петербургу.
Всю информацию по техническим, организационным и финансовым вопросам вам предоставят наши менеджеры по телефонам +7 (812) 333-44-66 или +7 (812) 292-00-66.
Оформить заказ на цементно-песчаную смесь М200 Вы можете любым удобным для Вас способом:
Позвонить по телефону +7 (812) 333-44-66 или +7 (812) 292-00-66, чтобы узнать о процессе оформления заявки, расчета, условиях доставки цементно-песчаной смеси М200 и окончательной стоимости продукции;
Воспользуйтесь формой ОнЛайн заказа. Наш менеджер свяжется с Вами после отправки формы.
Не смогли дозвониться, закажите «Обратный звонок», менеджеры перезвонят Вам в течение 10 минут и помогут с оформлением заказа.
1 Программа трансляционных исследований инфекционных заболеваний, кафедра микробиологии и иммунологии, Медицинская школа Йонг Лу Лин, Национальный университет Сингапура, Сингапур 117545, Сингапур.
1 Программа трансляционных исследований инфекционных заболеваний, кафедра микробиологии и иммунологии, Медицинская школа Йонг Лу Лин, Национальный университет Сингапура, Сингапур 117545, Сингапур.
PMID:
33338218
DOI:
10. 1093/фемсрэ/фуаа067
Абстрактный
Streptococcus pneumoniae синтезирует более 100 типов капсулярных полисахаридов (CPS). Хотя разнообразие задействованных ферментов и переносчиков огромно, оно не безгранично. В этом обзоре мы обобщили недавний прогресс в выяснении структурно-функциональных взаимосвязей CPS, механизмов их синтеза, того, как регулируется их синтез, иммунного ответа хозяина против них и разработки новых пневмококковых вакцин. Основываясь на доступной генетической и структурной информации, мы создали предварительные модели повторяющихся единиц CPS, которые остаются нерешенными. Кроме того, чтобы облегчить межвидовое сравнение и назначение гликозилтрансфераз, мы проиллюстрировали пути биосинтеза известных CPS в стандартизированном формате. Изучение сложных этапов сборки CPS пневмококков обещает дать новые идеи для разработки лекарств и вакцин, а также улучшить наше понимание родственных путей у других видов.
Ключевые слова:
Пневмококк; капсульные полисахариды; капсула; поверхность клетки; разработка вакцины.
Су Х, Лю Кью, Бьян Х, Ван С, Кёртисс Р 3-й, Конг Кью. Су Х и др. Proc Natl Acad Sci U S A. 2021 12 января; 118 (2): e2013350118. doi: 10.1073/pnas.2013350118. Proc Natl Acad Sci U S A. 2021.
PMID: 33380455 Бесплатная статья ЧВК.
Разработка конъюгированной вакцины против инвазивной пневмококковой инфекции на основе капсулярных полисахаридов, сопряженных с белком PspA/семейства 1 Streptococcus pneumoniae.
Линь Х., Пэн Ю., Линь З., Чжан С., Го Ю. Лин Х и др. Микроб Патог. 2015 июнь-июль;83-84:35-40. doi: 10.1016/j.micpath.2015.04.006. Epub 2015 7 мая. Микроб Патог. 2015.
PMID: 25959527
Streptococcus pneumoniae Капсульный полисахарид.
Патон Дж.С., Траппетти К. Патон Дж.С. и соавт. Микробиологический спектр. 2019 март;7(2). doi: 10.1128/microbiolspec.GPP3-0019-2018. Микробиологический спектр. 2019.
PMID: 30977464
Обзор.
Посмотреть все похожие статьи
Цитируется
Инкапсуляция септальной клеточной стенки защищает Streptococcus pneumoniae от его основной пептидогликангидролазы и защитных сил хозяина.
Фигейреду Х. , Энрикес М.Х., Каталао М.Дж., Пинейро С., Нарсисо А.Р., Мескита Ф., Сарайва Б.М., Каридо М., Кабанес Д., Пиньо М.Г., Филипе С.Р. Фигейредо Дж. и др. PLoS Патог. 22 июня 2022 г .; 18 (6): e1010516. doi: 10.1371/journal.ppat.1010516. электронная коллекция 2022 июнь. PLoS Патог. 2022.
PMID: 35731836 Бесплатная статья ЧВК.
Бактериальная тирозинкиназная система CpsBCD определяет длину капсульных полимеров.
Накамото Р., Кван Дж.М.С., Чин Дж.Ф.Л., Онг Х.Т., Флорес-Ким Дж., Мидонет С., ВанНьювенхзе М.С., Гуан С.Л., Шам Л.Т. Накамото Р. и др. Proc Natl Acad Sci U S A. 9 ноября 2021 г.; 118 (45): e2103377118. doi: 10.1073/pnas.2103377118. Proc Natl Acad Sci U S A. 2021.
PMID: 34732571 Бесплатная статья ЧВК.
Эксперименты по высокопроизводительному мутагенезу и кросс-комплементации выявили предпочтение субстрата и критические остатки транспортеров капсулы в Streptococcus pneumoniae .
NUHSRO/2017/070/SU/01/Национальный университет Сингапура
Национальный исследовательский фонд Сингапура
NRF-NRFF-2019-0005/Сингапурский национальный исследовательский фонд
Пролить свет на инициативы местных властей путем расшифровки бизнеса 41: Бизнес-уроки смешанных единоборств
Кодекс поведения для тренировочных лагерей и объектов в стиле ММА тесно связан с успешными бизнес-моделями: Доверие, Принятие неудач, Эмоциональный контроль и Основы. Они также довольно близки к нашим стандартам доверия BBB 8! Вот почему мы пригласили сенсея Скотти С. Джексона из PKIMMA в Сан-Антонио, чтобы он познакомил нас (или проложил нам путь) с ценностями управления комплексом смешанных единоборств. Что привело в мир ММА/дзюкидо отставного офицера ВВС, прошедшего обучение на инженера-программиста, и какие уроки он передает своим «маленьким драконам», которых могут использовать бизнес-операторы?
27:34
01 ноября 2022 г.
Heeling Hounds: дрессировка собак PAWSitive
Дрессировка собак в 2022 году действительно адаптировалась! В связи с рекордным усыновлением во время COVID многие семьи обратились к профессиональным дрессировщикам собак. Как мы узнали, не все организации практикуют модель положительного подкрепления и не тратят время на то, чтобы по-настоящему понять своих четырехногих клиентов. Наша гостья Гленда Херрин из Heeling Hounds Dog Training приветствовала нас на своем ранчо и рассказала нам, как она развивает отношения 1:1 с домашними животными (и их владельцами), чтобы обеспечить счастливый дом и результат. Ветеран ВВС США, Гленда также провела нас через свой переход от военной карьеры к области, в которой она действительно «роет»!
20:27
23 июня 2022 г.
VenturePoint: определение гибкого рабочего пространства
Пандемия позволила провести крупнейший в мире эксперимент по удаленной работе. По данным Ergonomic Trends, 68% американцев теперь предпочитают гибридную модель работы, которая предполагает удаленную работу в той или иной форме. Введите: гибкая аренда офисных помещений. Как и во многих отраслях, операторы коворкингов пострадали во время COVID-19, но переживают серьезное возрождение благодаря таким факторам, как близость к пригороду, офисы с почасовой оплатой и управление через одно приложение. Мы приветствуем Луиса Эскобара, президента/генерального директора VenturePoint Everywhere, который поделится своим предпринимательским опытом и своим видением гибкого пространства в ближайшие несколько лет.
53:31
20 мая 2022 г.
Каковы перспективы предприятий Техаса и страховой отрасли?
Более 10 миллиардов долларов страховых выплат было выплачено владельцам собственности в Техасе в результате зимнего шторма Ури. Что мы узнали? Что это говорит нам о снижении риска для будущего события? К кому мы обращаемся, когда видим страховое мошенничество? Мы беседуем с Мелиссой Херман из TDI (Департамент страхования Техаса) о том, что малому бизнесу следует искать в своих страховых компаниях. Мы также задаем несколько вопросов, чтобы узнать больше о TDI и их конкретной роли в обеспечении равных условий игры. ГОСТЬ: Мелисса Херман, менеджер отдела P&C ПОКАЗАТЬ ПРИМЕЧАНИЯ: Линия поддержки TDI: 800-252-3439http://www.TDI.Texas.gov
11:28
18 апреля 2022 г.
CPS Energy: Проливая свет на инициативы местной власти
На этой неделе нашим гостем является исполняющий обязанности президента/генеральный директор Руди Гарза, подготовка к зиме для инициатив малого бизнеса и мошенничества. ПОКАЗАТЬ ПРИМЕЧАНИЯ: КПС Энергия (210) 353-2222 общая информация (210) 353-2782 Утвержденная программа поставщиков солнечной энергии www.cpsenergy.com
23:42
21 декабря 2021 г.
Мошенничество с таймшерами: что это такое и как с ним бороться?
Сотни тысяч долларов ежегодно теряются из-за ничего не подозревающих покупателей или продавцов таймшеров. Много раз нам нужны эксперты, агенты или компании, чтобы помочь владельцам таймшеров ориентироваться в неспокойных водах. Но не все таймшеры одинаковы, и не все компании ведут честную игру. У нас в гостях Дж. Эндрю Мейер, адвокат Finn Law Group из Флориды, специализирующийся в этой области. Эндрю поможет нам разобраться в распространенных тактиках, которые мошенники используют против искателей и владельцев таймшеров. Мы также обсудим, что они видят, и советы, которые помогут избежать мошенничества.
24:07
17 ноября 2021 г.
Регистрация: куда дальше пойдет индустрия гостеприимства?
Подумайте о своем последнем пребывании в отеле (если помните). Вы хотели, чтобы все было как надо, в конце концов, это был ваш дом вдали от дома. От процесса бронирования до обслуживания, от чистоты до цен COVID-19 серьезно подорвал гостиничный бизнес. Небольшие гостиничные операторы изо всех сил пытались сохранить забронированные номера, но при этом обеспечивали работу и безопасность для сотрудников. Так как же выглядит их восстановление? Мы садимся с Сарой Джапалуччи, директором по продажам и маркетингу Holiday Inn of Temple-Belton, Техас. Они недавно стали финалистами премии BBB Torch Award for Ethics и поделились своим мнением о том, что делает их отель уникальным, и об очаровании района Храма.
16:15
29 октября 2021 г.
Брукс: следующий быстрорастущий город для сообществ смешанного использования
Каковы преимущества жизни, работы и отдыха в сообществе смешанного использования? Бизнес-парк? В то время как удобства могут показаться привлекательными для малого бизнеса, Брукс в Сан-Антонио усиливает устаревающую бизнес-модель. Бывшая база ВВС США, Брукс включает в себя международную штаб-квартиру, отели, апартаменты и множество малых предприятий в динамичной экосистеме (со своим почтовым индексом). Конни Гонсалес, новоиспеченный директор по стратегии Brooks, делится своими планами на 2022 год и далее. ПОКАЗАТЬ ПРИМЕЧАНИЯ: www.livebrooks.com
22:17
14 октября 2021 г.
Связи с общественностью: что нужно понимать бизнесу для получения максимальной выгоды?
У нас в гостях Мелисса Вела-Уильямсон, отмеченный наградами PR-стратег, которая раскрывает основы связей с общественностью и объясняет, почему каждое предприятие, большое и маленькое, должно это понимать. Мелисса привносит в свой консалтинговый бизнес большой опыт корпоративного маркетинга и связей с общественностью. Тем не менее, именно в латиноамериканской/латиноамериканской/латиноамериканской культуре она помогает клиентам говорить целенаправленно, уравновешенно и правильно. ПОКАЗАТЬ ПРИМЕЧАНИЯ: сайт: www.mvw360.com mvw360.com/блог Социальная ответственность: https://www.mvw360.com/blog/2021/6/9/four-steps-for-practicing-social-responsibility
26:34
04 октября 2021 г.
Red Hot Real Estate: CA & CO
Могли ли мы предсказать сегодняшнее бурное развитие рынка жилой недвижимости в прошлом году? Мы встретились с Сезаром Амескуа, брокером/риелтором из CA&CO в Сан-Антонио, чтобы проанализировать, что движет невероятным рынком продавцов в Техасе. Мы также обсуждаем, свидетелем каких видов мошенничества с недвижимостью он стал, и даем советы многочисленным новым риелторам, выходящим на рынок. Это глубокое погружение в понимание того, с чем сталкиваются сегодняшние риелторы и чего следует ожидать покупателям.
50:01
10 сентября 2021 г.
Зоопарк Сан-Антонио: Чему дикие животные могут научить нас бизнесу?
Если вы можете вести свой бизнес как зоопарк (что вы уже можете), то какие уроки могут преподать нам экзотические виды в бизнесе? В этом выпуске рассказывается Тим Морроу, генеральный директор зоопарка Сан-Антонио. Опираясь на свою карьеру в двух крупных тематических парках, Тим хотел придать 109-летнему зоопарку изюминку и волнение. В дополнение к изменению среды обитания, зоопарк открыл дошкольное учреждение, основанное на природе, выставку носорогов, переместил культовый городской Детский парк на территорию зоопарка, поиграл с тако по вторникам и даже пишет любовные письма между бегемотами. Каждая отрасль обязательно примет несколько советов от Тима, который отказался от карьеры в правоохранительных органах, чтобы спасать животных, сохранять рабочие места и спасать людей здесь и там.
26:26
26 августа 2021 г.
Изменение стратегии юридической отрасли — закон FVF
В бизнес-среде, известной акулами, нападениями и бременем правды, юридическая фирма FVF из Остина, штат Техас, надеется, что у них есть различное видение для своих клиентов и юридической индустрии. Джош и Аарон, победители премии BBB Torch Award 2020 за этику и принципы FVF, рассказывают, чем отличается их практика и что любой оператор малого бизнеса может получить от новой юридической фирмы по травмам.
25:48
13 августа 2021 г.
Автодилеры преодолевают новые препятствия: разговор с Эйприл Ансира
2021 поставил перед местными автодилерами немало проблем. Начиная с нехватки полупроводниковых чипов, влияющей на производство новых автомобилей, и заканчивая взрывным ростом рынка подержанных автомобилей, дилерские центры должны были проявить творческий подход, чтобы сохранить прибыль и сохранить загруженность выставочных залов. Мы повторно встретились с Эйприл Ансирой, вице-президентом Ancira Auto Group в Сан-Антонио и нынешним председателем Ассоциации автодилеров Техаса, чтобы узнать ее мнение о том, что поддерживает активность их автомобильных парков, и есть ли облегчение в 2022 году? Как всегда, Эйприл рассказывает, что держит ее в напряжении, и чему мы можем научиться из бизнес-модели автодилера.
36:13
24 июля 2021 г.
Движущие силы и шейкеры: от футбольной славы к истории предпринимателя США Травио применил свои уроки работы на сетке в новом бизнес-предприятии в Харкер-Хайтс, штат Техас. Сегодня Т.П.Г. (Team Perseverance Global) «Уход за газоном» — это многопрофильное предприятие с шестизначной суммой, которое Уорд считает выдержкой, решимостью и преодолением самых мрачных дней после того, как его мама умерла от рака. Эта история тронет непоколебимое и зажжет разговор для любого стартапа в любой отрасли.
14:13
16 июля 2021 г.
Let’s Talk Torch: руководство по получению награды BBB Torch Award за этику!
Скорее всего, вы слышали о компаниях, которые выйдут на новый уровень в 2020 и 2021 годах… номинируйте их на нашу ежегодную премию BBB Torch Award за этику! Срок подачи заявок теперь до 16 июля. В этом эпизоде мы разбираем критерии, соответствие требованиям и даже беседуем с бывшими победителями и финалистами Факела. Введите Torch Awards здесь: us.bbb.org/centex-torch
28:39
28 июня 2021 г.
Социальное существо: как маркетинг в социальных сетях меняет правила игры
Вероника Моралес, президент и основатель The Social Being, чуть не сдалась в своем бизнесе в социальных сетях. Как и многие предприниматели и владельцы малого бизнеса, она боролась с идеей безопасной/надежной карьеры в другой компании или продолжала свою страсть консультировать клиентов по их цифровому маркетингу. Что изменило ее мнение? Насколько прибыльным является владелец бизнеса по управлению социальными сетями? Вероника делится своей историей создания женского предприятия, принадлежащего меньшинству, в признанном на национальном уровне и отмеченном наградами агентстве, которое недавно было принято в программу SBA Emerging Leaders. Кроме того, она раскрывает некоторые тактики, которые предприятия должны учитывать при развертывании стратегии в социальных сетях. Вероника Моралес, Социальное Существо www. thesocialbeing.com (210) 901-8221
21:21
9 июня 2021 г.
При создании рекламных продуктов начинается полноценный бизнес
Большинство компаний выделяют много долларов на забавные продукты для продвижения своего бизнеса. Это индустрия стоимостью 28 миллиардов долларов, в которой работает множество компаний, начиная от стартапов и заканчивая глобальными игроками. У нас в гостях Соня Сиснерос, владелица TruBranding, которая раскрывает свой рецепт того, как взять на себя рекламную деятельность неполный рабочий день в рамках операции FT. Кроме того, она научилась искусству «поворачиваться» к дизайнерским маскам после COVID-19.. И когда появляется Fiesta San Antonio, Соня извлекает выгоду из всего, что связано с Fiesta! ТруБрендинг trubranding.espwebsite.com
16:18
14 мая 2021 г.
Основываясь на семейных корнях: Ремонт фундамента Baird
Многие говорят, что самая важная часть дома – это фундамент… предприятия всех размеров. Если корни сильны и у вас есть надежный бизнес-план, остальное можно исправить. Нашими гостями являются Джон и Мелани Чейни из Baird Foundation Repair в Сан-Антонио, штат Техас; унаследованная операция, основанная на правильных действиях, даже если это сложно сделать. Мы сосредоточимся на том, как пандемия помогла Baird установить рекордный год, как их команда демонстрирует прозрачность и что поддерживало семейный бизнес на протяжении более 50 лет.
14:07
04 мая 2021 г.
Их история: более разумный шаг с Apex Smart Home Protection
Наши дома становятся умнее. Технологии позволяют нам синхронизировать наши кондиционеры, системы безопасности и даже нашу технику для связи с нами через единственное приложение для смартфона! Мы хотели увидеть перспективу от кого-то, кто извлекает выгоду из этой развивающейся отрасли. Наш гость — Джейсон Маккинзи, управляющий член Apex Smart Home Protection в Сан-Антонио. Узнайте, как он обеспечивает ЦЕННОСТЬ по сравнению с конкурентами и что делает его команда для обеспечения качества своих установок.
30:16
20 апреля 2021 г.
Новый ландшафт для типографий: Guadalupe Printing
Местные типографии уже боролись с цифровой революцией в изготовлении вывесок, но после пандемии COVID-19 они сильно пострадали. Куда денется провинциальный полиграфический бизнес? Мы встретились со Скоттом Фордом из компании Guadalupe Printing & Solutions, расположенной в Сегене, чтобы узнать их историю: историю выживания, адаптации и решимости. Множество выводов для владельца малого бизнеса, столкнувшегося с трудным возвращением в потрепанную отрасль.
19:16
05 апреля 2021 г.
Их история: на голову выше остальных с париками Trinity Lace Wigs
Парики Trinity Lace Wigs получили награду BBB Torch Award 2020 за этику рынка ПОБЕДИТЕЛЬ в категории сотрудников 1–10! Стефани Андерсон называет свой салон своим «служением». Стефани создает парики на заказ для мужчин и женщин, которые подвержены выпадению волос из-за рака, алопеции или других заболеваний. Ее бизнес учит нас, как создать настоящую связь между клиентом и поставщиком. Стефани также объясняет свою особую помощь вооруженным силам США, советы для женщин, стартапов из числа меньшинств и свой уникальный способ отдачи.
23:56
19 марта 2021 г.
Деловые советы: Федеральный кредитный союз Generations
Мы с гордостью предлагаем интервью, состоящее из двух частей, с давним аккредитованным членом BBB Generations FCU. Предприятия слышали все о кредитах PPP, но каковы преимущества подачи заявки и что именно необходимо? Марк Джонстон, вице-президент по коммерческим услугам, расскажет о процессе, в том числе о прощении кредита. И что еще могут сделать потребители и компании, чтобы избежать финансового мошенничества и кражи идентификационных данных? Джессика Эрнандес, вице-президент по эксплуатации, предлагает несколько практических решений, которые помогут слушателям стать пуленепробиваемыми, когда дело доходит до мошенничества.
18:32
08 марта 2021 г.
Наша история: Дин Тейлор отмечает 50-летие службы BBB
Сколько людей могут сказать, что проработали в организации 50 лет? Дин Тейлор, наш нынешний менеджер по взаимодействию с общественностью, в свое время занимал все должности от помощника до президента BBB в Сан-Антонио. Дин, пришедшая в нашу организацию вслед за своим покойным мужем Лео, объясняет, почему компаниям больше, чем когда-либо, нужен авторитетный голос, такой как BBB. В этом году Дин подпишет 50 лет воспоминаний о Южном Техасе, обслуживаемых предприятий, помощи потребителям и множества ярких историй от Better Business Bureau в этом увлекательном эпизоде!
14:26
22 февраля 2021 г.
Движущие силы и шейкеры: Объединенные решения и индустрия платежей
Скорее всего, на этой неделе вы дважды пользовались услугой обработки платежей и не осознавали этого. Когда большая часть мира обратилась к онлайн-продажам и электронной коммерции для безопасных покупок, многие компании обратились к платежным системам, таким как United Solutions of Laredo, Texas. Наш гость Луис Гутьеррес рассказывает о начале работы в индустрии обработки платежей и о том, как он извлек выгоду из зарождающейся цифровой индустрии.
18:56
25 января 2021 г.
Их история: Cantwell Mattress обеспечивает 100 лет мечты
Что может быть важнее комфортного ночного сна? Немного! С 1920 года компания Cantwell Mattress из Сан-Антонио сосредоточилась на превосходном хлопке, профессиональном мастерстве и предпринимательском духе. Мы сидим с Кертисом Кантуэллом, бизнес-оператором в четвертом поколении, который рассказывает замечательную историю матрасов Кантуэлл с корнями в Корпус-Кристи, Шугар Лэнд, Брейди, Харлинген и, наконец, в Сан-Антонио. Если ваша бизнес-цель такая же личная, как хороший ночной сон, вам понравится, как они заставили техасцев мечтать! 97 января 2021 г. Для компании LK Specialties и ее владельца Лэнса Вулфа, расположенной в Западном Техасе, это все. С момента запуска и до сегодняшнего дня Лэнс столкнулся с жесткой конкуренцией на нефтяных месторождениях в сочетании с COVID-19 и поставил свои контейнеры для вывозных отходов со всем, чего не сделали крупные операторы. Мы разбираемся, что именно движет LK Specialties и как мы нашли возможность для его бизнеса. ООО «ЛК Спешелтишнс» (432) 853-0549
12:45
23 декабря 2020 г.
Их история: Cen-Tex Roof Systems строит традиции обслуживания
Большинство из нас практически не уделяют внимания тому, что защищает наши головы: нашим крышам! У нас была возможность проанализировать семейный бизнес CEN-TEX ROOF SYSTEMS в Вако, штат Техас, и выявить движущие факторы для надежного кровельщика. Наш гость — Тони Ленуар, президент Cen-Tex Roof Systems, который лично вступил в борьбу с COVID-19 и продолжает служить своему сообществу, несмотря на полученные тяжелые уроки. Много отличного, легко усваиваемого материала, если вы работаете в кровельной отрасли!
18:30
14 декабря 2020 г.
Мошенничество с домашними животными: как фальшивые списки завоевывают сердца и кошельки
Мы отвлекаемся на несколько минут от нашего обычного диалога, чтобы привлечь внимание к мошенничеству, о котором чаще всего сообщается на BBB: Мошенничество с домашними животными. Эти мошенничества не только вновь появились из-за COVID-19, но и сейчас, в праздничный сезон, они взорвались в пять раз. Все начинается невинно с онлайн-поиска породы или питомца, который вам нравится. Но вас может соблазнить бедный владелец домашнего животного или заводчик с прекрасной фотографией, которому нужно продать своего питомца. 80% спонсируемых объявлений о домашних животных могут быть фальшивыми! В этом выпуске мы дадим предупреждающие знаки и советы, которые помогут потребителям избежать печально известного мошенничества с домашними животными.
23:23
04 декабря 2020 г.
Movers and Shakers: круизные кухни откусывают от COVID
COVID, без сомнения, изменил то, как мы потребляем и посещаем рестораны. Одна компания, базирующаяся в Сан-Антонио, буквально нашла свою нишу, помогая предприятиям доставлять свою продукцию «в дорогу». Cruising Kitchens, детище генерального директора Кэмерона Дэвиса, берет концепцию и изготавливает по индивидуальному заказу мобильный грузовик с едой в надежде на стимулирование продаж и соблюдение аспекта безопасности, связанного с социальной дистанцией. В этом выпуске мы поговорим с недавно назначенным главным операционным директором Маркосом Резендесом о том, как они управляют своей бизнес-моделью и помогают уважаемым брендам создавать мобильные приложения от концепции до конечного пользователя. Cruising Kitchens — это также реалити-шоу, новые эпизоды которого выходят по четвергам в 17:30 по центральному поясному времени на MotorTrend TV. «Круизные кухни», только что обновленный на второй сезон, — это больше, чем просто сборка и демонстрация шоу, в котором переплетаются ценности, ориентированные на BBB, такие как Честность, Доверие и Этика.
28:27
16 ноября 2020 г.
Большой экран против COVID: кинотеатры снимают большие, не связанные с кино хиты
2020 год должен был стать важным годом для кассовых сборов и киноиндустрии. Когда разразился COVID, местным кинотеатрам, которые зависели от больших релизов, буквально нечего было показывать. Мы встретились с Тимом Хэндреном, генеральным директором кинотеатров Santikos в Сан-Антонио, чтобы узнать, насколько тяжело пандемия влияет на кинотеатры, и что они делают, чтобы остановить кровотечение. В этой серии статей «Расшифровка бизнеса» Better Business Bureau (BBB) Serving the Heart of Texas исследует основные моменты и проблемы каждой отрасли применительно к малому бизнесу с точки зрения Техаса. Сантикос https://www.santikos.com [email protected]
26:37
02 ноября 2020 г.
Чистый рост: специалисты по уборке в Техасе
Многие предприятия и потребители требуют от своих партнеров по уборке большего, включая дезинфекцию и санитарную обработку от коронавируса. Многие малые предприятия были подготовлены и развернуты услуги по уборке, специфичные для COVID. От новых технологий до продуктов, одобренных EPA, многие предприятия, такие как наш гость Texas Cleaning Pros, адаптировались и процветают. В этом пространстве также существует угроза того, что недобросовестные злоумышленники воспользуются ситуацией и очистят поверхность, но не до степени, убивающей COVID. В этой серии статей «Расшифровка бизнеса» Better Business Bureau (BBB) Serving the Heart of Texas исследует основные моменты и проблемы каждой отрасли применительно к малому бизнесу с точки зрения Техаса. Техасские клининговые профи https://www.texascleaningpros.com (210) 394-9523
15:45
20 октября 2020 г.
Tapped Out: Что ждет техасские пивоварни в будущем?
Столкнувшись со снижением продаж на месте и постоянным открытием/закрытием, индустрия крафтового пивоварения и ее многочисленные мелкие операторы стали свидетелями жесткой борьбы во время пандемии. Мы беседуем с Биллом Сисояном, президентом FreeTail Brewing в Сан-Антонио, штат Техас. Билл объясняет, что делает его команда, чтобы краны текли, и как другие производители крафтового пива могут изменить ситуацию. В этой серии статей «Расшифровка бизнеса» Better Business Bureau (BBB) Serving the Heart of Texas исследует основные моменты и проблемы каждой отрасли применительно к малому бизнесу с точки зрения Техаса.
16:20
06 октября 2020 г.
Преодоление препятствий: разговор с Эйприл Ансирой.
В этом выпуске мы встретимся с Эйприл Ансирой, вице-президентом Ancira Enterprises, сети автосалонов в Сан-Антонио и Южном Техасе. По мере того, как страна боролась с пандемией, закрытие заводов привело к нехватке запасов и пустым выставочным залам. Ancira вместе с другими дилерами пережила трудные летние месяцы, предприняв некоторые стратегические шаги. Кроме того, Эйприл откровенно говорит о том, что нравится и не нравится покупателям автомобилей в плане опыта покупки и обслуживания после продажи. Узнайте, как этот дилер позиционирует себя с точки зрения заинтересованности сотрудников, построения отношений и духа щедрости.
41:00
22 сентября 2020 г.
Как Fiesta San Antonio означает большой Dinero для бизнеса История Сан-Антонио. Мы встретимся с королевой Riverwalk 2020 года Мишель Бонончини, чтобы проиллюстрировать дух Fiesta и то, как ее роль в продвижении и защите реки играет важную роль. Мишель также является представителем по развитию бизнеса в Better Business Bureau; без сомнения, мы узнаем ее мнение о том, как она помогает компаниям продвигать свои товары/услуги через BBB. Это веселое интервью!
21:17
08 сентября 2020 г.
Тенденции в сфере недвижимости и мошенничество во время COVID-19
Мы беседуем с Сезаром Амескуа из CA&CO, брокером/риелтором, который объясняет пульс рынка недвижимости Сан-Антонио и то, как мошенники находят возможности в процессе покупки. Мы также представляем владельцам бизнеса несколько тактик, чтобы узнать от риелторов о том, как масштабировать бизнес, используя их лучшие практики.
33:08
25 августа 2020 г.
Movers and Shakers: как компания Square Cow Moovers держит Техас в движении
Во многих секторах страны объем транспортных услуг сократился на 12-19%, и BBB ежегодно регистрирует более 13 000 жалоб на транспортные компании. Мы встретились с Уэйдом Ломбардом из компании Square Cow MOOvers из Остина, штат Техас, чтобы узнать, что они делают для достижения успеха. С момента основания компании в 2008 году в условиях рецессии и ипотечного кризиса до сегодняшних дней с COVID-19 Уэйд быстро рассказывает, как они выросли и почему TRUST остается опорой в их работе.
22:23
11 августа 2020 г.
Доверяйте своему бизнесу: Президент/генеральный директор BBB Кэрри Хёрт
Мы встречаемся один на один с нашим бесстрашным лидером здесь, в BBB, и она рассказывает о последних изменениях во время COVID-19, связанных с восстановлением бизнеса. Она также обсуждает важность того, чтобы сотрудники уделяли это время себе, особенно обучению. И мы дадим ей понять, что бизнес может сделать, чтобы укрепить их перспективы на осень.
31:36
28 июля 2020 г.
Самые популярные мошенничества, связанные с COVID-19
Как мошенники наиболее гнусно используют потребителей во время этой пандемии? Ответы могут вас удивить, поскольку мы раскрываем 5 самых крупных мошенничеств, связанных с COVID-19, о которых сообщает BBB Scam Tracker. Мы привлечем нашего аналитика данных и дадим вам советы, как держаться подальше и оставаться в безопасности!
19:40
21 июля 2020 г.
Как техасские предприятия по производству кондиционеров сохраняют спокойствие в сегодняшнем климате
Как вы адаптируетесь к новому «климату» бизнеса; особенно в сфере услуг (и особенно в рекордно жаркие дни)? Мы беседуем с Чейзом Андерсоном из Shafer Services Plus в Сан-Антонио, чтобы узнать об их инновационной благотворительной кампании, призванной держать их бизнес в центре внимания. Мы также узнаем его советы для бизнес-операторов, которые управляют несколькими сотрудниками.
18:09
14 июля 2020 г.
Мошенничество с трудоустройством: самая рискованная афера в Америке.
Поскольку миллионы людей обращаются к поисковым системам или начинают процесс собеседования после потери работы из-за COVID-19, мошенники заняты как никогда. Они размещают поддельные объявления о вакансиях, получают личную информацию и/или создают головную боль в самый уязвимый момент. Мы разберем мошенничество с трудоустройством, как распознать поддельное предложение о работе и советы, как не попасть в ловушку мошенничества.
19:22
7 июля 2020 г.
O’Krent Floors: более 100 лет прокладывания пути для нашего семейного бизнеса.
После пандемии COVID-19 многим компаниям пришлось решать, возможно ли сохранить семейное наследие. С каждым днем все меньше компаний, которые пережили годы Великой депрессии, пытаются сохранить семейный бизнес, особенно в рамках нескольких поколений или продуктовых линеек. Мы беседуем с Сэмом О’Крентом, президентом и исполнительным директором O’Krent Floors в Сан-Антонио, штат Техас, о том, что делает O’Krent успешной, особенно во время экономического спада.
Сварочная маска с креплением на каску КН Crystaline Universal Favori®T
Маска КН Crystaline Universal Favori®T (арт. 05175) c каской надежно защитит сварщика в тяжелых производственных условиях сварочных цехов.
В соответствии с санитарными правилами при сварке СП 1009-73 и правилами по охране труда на производстве ПОТ Р О-14000-001-98 сварщик при выполнении определенных работ должен обязательно носить не только сварочную маску, но и каску.
Сварочная маска КН Crystaline Universal Favori®T с каской для сварщика – идеальное комбинированное решение.
Защитный лицевой щиток сварщика КН Crystaline Universal Favori®T предназначен для защиты головы рабочего от попадания брызг расплавленного металла и искр, а также от прямого воздействия различных видов излучения. Сварочная маска имеет специальный надежный адаптер для крепления его на каску. С помощью крепления щиток может быть зафиксирован в двух положения: в «рабочем» и в «нерабочем», при этом оба положения имеют 100% фиксацию.
Каска, которая применяется с данной моделью маски сварщика, имеет укороченный козырек. У нас вы можете выбрать каску из широкого ассортимента по недорогим ценам:
Маска сварщика КН Crystaline Universal Favori®T с каской имеет небольшой вес. Предназначение — защита от различных видов сварки: ручной дуговой, полуавтоматической в среде защитного газа, ручной аргонодуговой сварки и т.д. Защитный лицевой щиток КН Crystaline Universal Favori®T широко используется во многих отраслях промышленности: судостроении, машиностроении, турбостроении, в трудных условиях промышленных цехов и при монтаже опасных производственных объектов. Корпус маски имеет аэродинамическую форму, в нижней части находится специальный буртик, а с двух сторон корпуса располагаются три канала для отвода сварочного дыма и газа из зоны дыхания сварщика. Корпус щитка имеет два положения фиксации: первое «рабочее» — щиток опущен вниз, второе «нерабочее» — щиток поднят «вверх». Форма щитка предусматривает плотное прилегание к каске, что не допускает проникновения сварочного дыма и газа во внутреннее пространство щитка.
Защитный лицевой щиток КН Crystaline Universal Favori®T оборудован автоматическим светофильтром Universal: оптический класс 1, класс по светорассеянию 2, класс по неравномерности коэффициента пропускания 1, класс по угловой зависимости 2. Светофильтр имеет затемнение от 9 до 13 DIN. Удобное расположение регулятора уровня затемнения позволяет сварщику производить настройку, не снимая щитка и защитных перчаток. Для предотвращения повреждения светофильтра щиток сверху закрыт покрывным стеклом из прочного прозрачного материала.
Маска сварщика КН Crystaline Universal Favori®T с каской СОМЗ надежно защитит Вас в условиях сварочного производства.
Преимущества:
Надежное крепление сварочного щитка на каску.
Наружная регулировка, уровни затемнения от 9 до 13 DIN.
Небольшой вес защитного щитка вместе с каской.
Индикатор разряда батарейки
Обратите внимание, что в стоимость данного щитка не входит каска. По стоимости и ассортименту касок Вас сможет сориентировать наш менеджер. Данную модель сварочного щитка можно приобрести и без адаптеров крепления на каску – подробнее на странице товара щиток НН12 Crystaline Universal Favori®T.
Разработан в соответствии с ТР ТС 019/2011 EN 166, EN 175 ГОСТ Р 12.4.238-2007
Документы
Сертификат маски сварщика Фаворит
759,5 кб
Маска сварщика — 1 шт
Картонная упаковка — 1 шт
Панорамное покровное стекло — 1 шт
Адаптеры для крепления на каску — 1 пара
Инструкция — 1 шт
Расходники: Комплект подложек (105х54) к щитку для электросварщиков, артикул 00430, комплект из 10 шт
Расходники: Комплект подложек (105х54) к щитку для электросварщиков, артикул 00407, комплект из 10 шт
Расходники: Комплект подложек (110х65) к щитку сварщика, артикул 01130, комплект из 10 шт
Расходники: Комплект подложек (110х65) к щитку сварщика, артикул 01107, комплект из 10 шт
Расходники: Комплект покровных стекол (110х90) к щитку сварщика, артикул 00230, комплект из 10 шт
Расходники: Комплект панорамных покровных стёкол к щитку сварщика, артикул 00630, комплект из 5 стекол и 10 кнопок-фиксаторов стекла
Расходники: Комплект адаптеров для крепления на каску Favori®T, артикул 00975, комплект из 5 пар
Чтобы приобрести товар в нашем интернет-магазине выберите подходящий товар и добавьте его в корзину, нажав кнопку «Купить». Далее перейдите в Корзину и нажмите на «Оформить заказ» или «Быстрый заказ».
При оформлении быстрого заказа, укажите ФИО, телефон и e-mail. Вам перезвонит или напишет наш менеджер и уточнит условия заказа.
Как оформить свой заказ? Нужно добавить информацию в соответствующие поля: адрес, способ доставки, оплаты, данные о себе. Советуем в комментарии к заказу написать информацию, которая поможет курьеру вас найти. Нажмите кнопку «Оформить заказ».
Для того чтобы оплатить товар как Юридическое лицо, нужно прислать на почту [email protected] реквизиты Вашей организации и указать позиции, которые хотите приобрести.
Для физических лиц предусмотрены следующие способы оплаты:
Наличными при самовывозе из офиса в г. Санкт-Петербург.
Оплата по QR-коду, при выставлении счета.
Банковским переводом по нашим реквизитам.
Наложенным платежом.
Вы можете выбрать один из следующих вариантов доставки заказанного Вами товара:
Самовывоз из офиса.
Доставка курьерскими службами по РФ и СНГ (EMS Почта России).
Доставка транспортными компаниями: ТК «Деловые линии», ТК «СДЭК», ТК «Байкал Сервис».
Сварочные маски: виды, характеристики, особенности выбора
Электрическая дуга издает яркий свет и ультрафиолетовые лучи, способные обжечь роговицу глаз. Чтобы защитить зрение и хорошо видеть процессы, происходящие в сварочной ванне, необходима качественная сварочная маска. Какие они бывают, чем отличаются и на что обращать внимание при выборе, рассмотрим в этой статье.
В этой статье:
Устройство сварочной маски
На что обратить внимание при выборе
Параметры выбора сварочной маски
Принцип работы сварочной маски
Лучшие производители масок для сварки
Устройство сварочной маски
Материал корпуса
Размер смотрового окна
Тип светофильтра
На что обратить внимание при выборе
Степень затемнения и ее изменение
Степень затемнения светофильтра выбирают, отталкиваясь от освещенности рабочего места и силы сварочного тока. Чем больше света и выше сила тока, тем темнее должно быть стекло. Для масок с обычными светофильтрами при работе на улице или сварке с силой тока 300-400 А необходимо стекло под номером 5. В помещении его меняют на номер 4. Сварка на малых токах 50-120 А требует светофильтра №3.
У хамелеонов степень затемнения обозначается в DIN. Аргоновая, полуавтоматическая и ручная сварка покрытыми электродами требует таких значений:
на токах 40-80 А — 10-11 DIN;
100-150 А — 12 DIN;
200-300 А — 13 DIN;
400 А — 14 DIN;
500 А — 15 DIN.
Режим «шлифовка» и варианты конструкции маски
Количество сенсоров
Подключение к турбоблоку
Параметры выбора сварочной маски
Расположение органов управления
Регулировка чувствительности срабатывания и степени затемнения выполняется двумя «крутилками», взаимодействующими с электронной платой. Они могут быть расположены как внутри шлема, так и снаружи. В первом случае понадобится снять маску, снять перчатки (колесики внутри очень маленькие) и выполнить настройку. Это приемлемо, когда регулировка нужна не часто. Во втором случае изменять чувствительность и силу затемнения получится прямо во время ведения шва, что удобно при частом переходе между сваркой тонких и толстых металлов.
Тип питания
Маски-хамелеон подпитываются в процессе работы при помощи поглощения света электрической дуги солнечной панелью. Пока сварка не ведется, для стартовой энергии задействуется батарейка или аккумулятор. Батарейки придется периодически менять, а аккумулятор прослужит дольше.
Оптический класс линзы
Характеристика указывается четырьмя цифрами, пишущимися через косую черту. Они обозначают следующие свойства:
Точность изображения.
Уровень рассеивания света.
Равномерность пропускания света.
Влияние угла просмотра на пропускание света.
Цифра 1 указывает на первый, т.е. высший класс по каждой категории. Например: 1/1/1/1 — это линза с лучшими параметрами по четкости, пропусканию света и его равномерности. В маске с линзой 1/2/1/2 картинка будет не такая четкая, углы могут быть затемнены.
При сварке швеллера и других крупных конструкций высокая детализация изображения не нужна. Достаточно хорошо видеть края стыка, повороты линии шва. Поэтому здесь подойдет любая линза. А вот при аргоновой сварке тонких металлов 0.6-1.0 мм на малых токах света от дуги мало, поэтому нужно высокое качество картинки. В таком случае купите шлем с линзой 1/1/1/1.
Конструкция наголовника
Существуют трехреечные и четырехреечные варианты. Последние надежнее сидят на голове и обладают большим количеством регулировок. Выбирайте четырехреечное крепление оголовья, если часто перемещаетесь в маске, варите, перегнувшись через перила и т. д.
Принцип работы сварочной маски
Время срабатывания
Сказывается на том, как быстро развернутся кристаллы, чтобы защитить глаза от вспышки. Визуально все происходит мгновенно, но на самом деле в бытовых масках на этой уходит 1/10000 секунды, а в профессиональных — 1/20000 или 1/30000 секунды. При работе в течение дня глаза больше устают в бытовой маске. А когда сварка нужна пару часов в неделю, то ощутимой разницы нет.
Температура эксплуатации
СИЗ с самозатемнением имеет один существенный недостаток — они плохо работают на морозе. Все дело в жидких кристаллах, а жидкость, как правило, замерзает при отрицательных температурах. Но и здесь есть различия: одни маски-хамелеоны можно использовать лишь при -5º С, а другие выдерживают до -10º С. При более низких температурах экран начинает «моргать», происходят задержки срабатывания. Если хотите варить в хамелеоне зимой в неотапливаемом помещении, обращайте внимание на эту характеристику.
При регулярной работе на улице в морозы -15º С и ниже больше подойдет маска с обычным темным стеклом. Отрицательная температура никак не влияет на него.
Вес маски
Вес сварочной маски колеблется от 400 до 700 грамм. При редкой эксплуатации это неощутимо, а вот при каждодневной работе и кивках, чтобы опустить шлем, шея быстрее устает от тяжелых щитков. Разумно выбирать маску полегче — оптимально до 500 г. У бренда OPTREL есть сварочная кепка Weldcap, которая весит 400 г и подойдет для работы в нижнем положении.
Технология FULL COLOR
Лучшие производители масок для сварки
Страна-производитель
Хотя характеристики сварочных масок могут быть одинаковыми, модели от мировых производителей больше соответствуют указанным в документации параметрам. Их качество изготовления выше, а срок службы дольше. Мы рекомендуем к покупке СИЗ таких брендов как ESAB, Optrel, Fubag, БАРСВЕЛД.
Ответы на вопросы: виды, характеристики и особенности выбора сварочных масок
Запотевает стекло маски — что делать?
СкрытьПодробнее
Стекло запотевает в зимнее время года, когда оно холодное. На нем конденсируются капельки воды из воздуха или от дыхания сварщика. Подогрейте стекло, подержав маску рядом с электрической дугой, радиатором отопления, тепловой пушкой.
Какой силы удар выдержит наружное стекло?
СкрытьПодробнее
Если сварочная маска выполнена в соответствии с ГОСтом, то она соответствует минимальным требованиям. Для линз предусмотрен стандарт нагрузки 14.9 Дж. Поэтому отлетающие окалины при резки или сварке на повредят экран.
Защитное стекло загрязнилось окалинами, как быть?
СкрытьПодробнее
Некоторые производители кладут в коробки с масками дополнительные стекла. Просто переставьте их, сняв предварительно старое. Если запасного стекла нет, его можно купить, зная размер смотрового окна. Искать при этом точно такой же бренд не обязательно. В крайнем случае вырезать защитное стекло можно стеклорезом, замерив размеры предыдущего. Лучше всего подойдет сечение стекла 3 мм.
Светофильтр «моргает» при сварке, как исправить?
СкрытьПодробнее
Протрите датчики света ветошью — возможно они запылились и плохо срабатывают. Если не помогло, замените батарейку. Установив новую, подержите маску немного при зажженной дуге, чтобы она подзарядилась.
Какую маску выбрать новичку?
СкрытьПодробнее
Новичку трудно быстро ориентироваться при свете дуги и наводить электрод на место прокладки шва, глядя через обычный светофильтр. Купите маску-хамелеон с диапазоном затемнения 5-13 DIN и наружной регулировкой, чтобы быстро изменять силу фильтрации. Если не предвидится сварки на малых токах, достаточно линзы 1/1/1/2.
Остались вопросы
Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время
Обратная связь
Вернуться к списку
Save Phace 3010288 Сварочный шлем EFP Gen X Chameleon
JB Tools Гарантия удовлетворенности клиентов: , связанная с производителями или торговыми марками продуктов, которые она продает, JB Tools стоит за всеми продуктами, которые она продает, потому что продукты, которые продает JB Tools, являются подлинными и аутентичными. Поскольку JB Tools продает только подлинные и аутентичные продукты, JB Tools предлагает своим клиентам 100% гарантию удовлетворения. Чтобы обеспечить 100% удовлетворенность клиентов , JB Tools придерживается и строго соблюдает свою политику возврата, которая предлагает своим клиентам замену продуктов (при наличии продукта) или полный возврат средств (за вычетом стоимости обратной доставки), по выбору клиента, и к которым вы можете получить доступ, нажав здесь.
Поскольку JB Tools является независимым реселлером, JB Tools может предлагать продаваемую продукцию по наиболее конкурентоспособным ценам, что обеспечивает значительную экономию средств непосредственно клиентам JB Tools. JB Tools гордится тем, что является надежным интернет-продавцом, на которого клиенты могут положиться в плане качественных продуктов по разумным ценам. Стремление JB Tools к 100% удовлетворенности клиентов не имеет себе равных, поэтому JB Tools предлагает своим клиентам лучшую в своем классе гарантийную программу для всех своих клиентов на все продукты, продаваемые JB Tools. Если клиент JB Tools считает, что продукт, приобретенный у JB Tools, имеет дефектное состояние и/или неисправность, клиенты JB Tools могут быть уверены, что JB Tools будет работать со своими клиентами, чтобы обеспечить решение проблем в соответствии с положениями JB Tools. Гарантийная программа, доступ к которой можно получить, нажав здесь.
JB Tools Уведомление о неаффилированности и отказ от ответственности: JB Tools не позиционирует себя ни производителем, ни аффилированным лицом производителя, ни «уполномоченным» дистрибьютором данного продукта. Приобретая этот продукт у JB Tools, покупатели не могут гарантировать какие-либо услуги, предоставляемые производителем , предлагаемые производителем этого продукта (включая любое обучение или техническую поддержку, которые могут быть доступны в противном случае). При покупке этого продукта у JB Tools гарантия производителя, если таковая имеется, потенциально связанная с продуктом, может быть не соблюдена производителем. JB Tools предоставляет это заявление об отказе от ответственности, чтобы исключить вероятность путаницы, которая неправомерно повлияет на ваше решение о покупке этого продукта или любого другого продукта у JB Tools, а также чтобы не было путаницы в отношении существования какой-либо аффилированности между JB Tools и производитель этого товара. Тем не менее, клиенты JB Tools могут быть уверены, что JB Tools поддерживает свою Гарантийную программу и Политику соответствия производителей в 100% случаев. Кроме того, в связи с гарантией соответствия JB Tools, JB Tools соответствует цене и/или любой акции, связанной с ее продуктами.
4 простых способа проверить сварочную маску с автоматическим затемнением
Сварочная маска с автоматическим затемнением — это наиболее важная часть защитного снаряжения при сварке. Он автоматически настраивается от светлого к темному.
Однако по этой причине очень важно знать, как проверить сварочную маску с автоматическим затемнением.
Проблема в том, что если ваша линза с автоматическим затемнением работает неправильно, вы можете испытывать усталость глаз или сварочные вспышки, которые могут повредить ваши глаза, поэтому важно знать, что ваша маска с автоматическим затемнением работает, прежде чем зажечь дугу.
К счастью, есть четыре простых способа проверить линзу сварочной маски с автоматическим затемнением. Давайте взглянем!
Как протестировать сварочную маску с автоматическим затемнением
Примечание . Некоторые маски имеют «режим шлифовки», который отключает датчики дуги с автоматическим затемнением, когда они включены. Это полезно при использовании угловой шлифовальной машины, и вам не нужен высокий уровень затемнения 9.-15.
Если в вашем шлеме есть режим шлифовки, убедитесь, что он выключен, прежде чем приступать к каким-либо из этих световых тестов.
1. Поместите линзу на прямой солнечный свет
Поместите шлем с автоматическим затемнением на прямой солнечный свет — это лучший способ проверить светочувствительность линзы. Для этого воздействия требуется, чтобы датчик шлема запускал функцию автоматического затемнения, когда вы смотрите на солнце.
В это время обязательно проверяйте настройку чувствительности шлема. Если уровень чувствительности низкий, вам понадобится много света, чтобы вызвать смену линз; если уровень чувствительности высокий, требуется лишь немного света.
Лицом к солнцу также проще всего проверить шлем, так как для этого не требуется никакого другого оборудования. Конечно, это работает только в том случае, если на улице светло и солнечно. В противном случае попробуйте один из следующих вариантов:
2.
Используйте искру от зажигалки
Искра от зажигалки — это второй вариант проверки автозатемнения шлема. Искра является точной копией пламени сварочного аппарата и будет достаточно яркой, чтобы датчик спровоцировал смену линзы.
Вы также можете перемещать зажигалку, как сварщик, чтобы гарантировать, что движения не повлияют на функциональность шлема. Другой тест — включить и выключить пламя зажигалки, чтобы посмотреть, как реагирует шлем.
Этот способ подходит для курильщиков, поскольку зажигалка часто находится с вами. Это простой и быстрый способ убедиться, что ваш автоматически затемняющийся шлем работает должным образом.
3. Подсветите линзу ярким флуоресцентным светом
Если у вас нет под рукой зажигалки, вы всегда можете использовать яркий свет для проверки шлема. Яркие люминесцентные лампы можно найти во многих мастерских, и они легко доступны.
Датчик улавливает любой яркий верхний свет и активирует функцию автоматического затемнения шлема. Затем попробуйте переместить руки перед лицом, чтобы убедиться, что это движение не меняет настройки.
Вы также можете выключить яркий свет (все еще глядя на него), чтобы увидеть, как быстро шлем освещает линзу. Существует настройка задержки, которую вы можете настроить, чтобы изменить скорость возврата шлема в нормальное состояние после дуги.
4. Используйте пульт от телевизора
Еще один интересный способ узнать, работает ли ваш шлем с автоматическим затемнением, — использовать пульт дистанционного управления, использующий ИК-сигнал. Многие стандартные пульты дистанционного управления для телевизоров и стереосистем посылают ИК-сигналы и могут использоваться для этой цели.
Использование пульта дистанционного управления с ИК-сигналом работает, поскольку сварочные маски блокируют как УФ-, так и ИК-излучение. Таким образом, если надеть шлем, направить на него пульт и нажать любую кнопку на пульте, функция автоматического затемнения должна сработать и перейти в темное состояние.
Тем не менее, при использовании этой техники вы должны быть осторожны. Если ИК-сигнал не очень сильный, вам может потребоваться настроить чувствительность шлема на максимально возможное значение. Кроме того, некоторые ИК-пульты посылают импульсные сигналы, из-за которых ваш шлем может мерцать.
Если ваш шлем начинает мерцать, увеличьте время задержки. Конечно, если вы попробуете этот метод и ничего не произойдет, убедитесь, что пульт работает и посылает ИК-сигналы, прежде чем делать какие-либо выводы.
Как долго служат автоматически затемняющиеся каски?
Срок службы вашего автозатемняющегося шлема зависит от нескольких факторов, в том числе от того, насколько хорошо вы за ним ухаживаете.
Например, если он будет кататься в кузове вашего грузовика, пачкаться и повреждаться, вряд ли он прослужит долго.
Однако при надлежащем уходе большинство самозатемняющихся шлемов прослужат вам от семи до десяти лет. Эта долговечность в основном связана с датчиками, линзами, которые можно заменить в некоторых шлемах, и с аккумулятором.
Важно помнить, что основными причинами выхода из строя шлемов с автоматическим затемнением являются линзы или батарея. Во многих дешевых шлемах эти компоненты не подлежат замене, поэтому вам придется покупать новый.
Если у вас уже много лет есть шлем с автоматическим затемнением, возможно, вы захотите купить новый — мы рассмотрели все лучшие модели на рынке.
Линзы Longevity
Линзы — самая уязвимая часть сварочной маски с автоматическим затемнением. Поэтому вы всегда должны помнить о том, как вы справляетесь с этим. Не роняйте шлем и не используйте его неправильно, иначе вы можете повредить линзу, и ее придется заменить.
Тем не менее, если вы правильно ухаживаете за своим шлемом, линзы должны прослужить целых семь-десять лет, прежде чем они потребуют замены. Однако имейте в виду, что линзу можно заменить только на некоторых шлемах.
Итак, при выборе шлема важно обращать внимание не только на диапазон затемнения линз. Если вы планируете часто использовать свой шлем, приятно иметь возможность менять линзу, когда она вам понадобится в будущем, особенно если вы довольны посадкой и уровнем комфорта в целом.
Срок службы батареи
Другим фактором, влияющим на срок службы автоматически затемняемой каски, является тип используемой батареи. Некоторые батареи необходимо перезаряжать и заменять чаще, чем другие.
Шлемы с автоматическим затемнением часто содержат литий-ионные батареи, которые можно заряжать либо путем подключения к электрической розетке, либо автоматически с помощью солнечных элементов. Наиболее удобными и долговечными являются те, которые используют в качестве источника энергии солнечную энергию.
В целом срок службы большинства несменных батарей в автозатемняющихся шлемах составляет около семи лет. По этой причине, как правило, лучше приобрести шлем со сменной батареей. Многие шлемы также питаются от солнечной энергии, чего обычно более чем достаточно для большего количества людей, и их зарядка не занимает много времени.
Другие факторы, влияющие на срок службы
Другие важные факторы, влияющие на срок службы вашего автозатемняющегося шлема, включают воздействие низких температур и длительное хранение без использования энергии. Мало того, что батарея подвержена потере мощности, это может повлиять на время реакции ЖК-дисплея.
Температура ниже нуля влияет на время реакции автоматически затемняющихся линз, поэтому лучше никогда не хранить шлем в гараже, сарае или кузове грузовика в зимние месяцы. Последнее, что вы хотите сделать, это сократить срок службы линз автозатемняющего шлема при хранении.
Батареи в шлеме также могут саморазряжаться, если они не используются в течение длительного времени.
Упаковка
Проверка самозатемняющейся сварочной маски перед началом сварки является важным шагом по обеспечению безопасности, который необходимо предпринять, чтобы избежать потенциального напряжения глаз или чего-то похуже. К счастью, вам не нужно зажигать дугу, чтобы проверить сварочную маску с автоматическим затемнением, так как другие методы столь же эффективны.
Например, вы можете подвергнуть объектив воздействию прямых солнечных лучей или использовать искру от зажигалки. Когда у вас нет солнечного света, вы также можете использовать яркий флуоресцентный свет.
Инверторный источник сварочного тока — один из современных видов источника питания сварочной дуги.
Сварщики-профессионалы, да и просто те, кому нравиться дома при помощи сварки делать что-либо, относительно недавно получили возможность значительно облегчить себе работу. В продаже появились сварочные инверторы, которые позволяют совершить качественный скачок в электросварке.
Достаточно вспомнить просто неподъемные сварочные трансформаторы и выпрямители, выпускавшиеся ранее. При прочих равных вес сварочного инвертора на порядок меньше, чем у любого другого сварочного аппарата, а это заметно повышает производительность сварки.
Сварочные инверторы — это самые современные сварочные аппараты, которые в настоящее время почти полностью вытесняют на второй план классические сварочные трансформаторы, выпрямители и генераторы.
Принцип действия сварочного инвертора
Переменный ток от потребительской сети, частотой 50 Гц, поступает на выпрямитель.
Выпрямленный ток сглаживается фильтром, затем полученный постоянный ток преобразуется инвертором с помощью специальных транзисторов с очень большой частотой коммутаций в переменный, но уже высокой частоты 20-50 кГц.
Затем переменное напряжение высокой частоты понижается до 70-90 В, а сила тока соответственно повышается до необходимых для сварки 100-200 А.
Высокая частота является основным техническим решением, которое позволяет добиться колоссальных преимуществ сварочного инвертора, если сравнивать с другими источниками питания сварочной дуги.
Устройство сварочного инвертора
В инверторном сварочном аппарате сила сварочного тока нужной величины достигается путем преобразования высокочастотных токов, а не путем преобразования ЭДС в катушке индукции как это происходит в трансформаторных аппаратах. Предварительные преобразования электрических токов позволяют использовать трансформатор с очень малыми габаритами.
К примеру, чтобы получить в инверторе сварочный ток 160А достаточно трансформатора вес, которого 250 г, а на обычных сварочных аппаратах необходим медный трансформатор с весом 18 кг.
Как устроен и работает сварочный инвертор на видео:
Преимущества и недостатки сварочных инверторов
Главным достоинством инвертора является минимальный вес. Кроме того возможность применять для сварки электроды как переменного, так и постоянного тока. Что важно при сварке цветных металлов и чугуна.
Инверторный сварочный аппарат имеет широкий диапазон регулировки сварочного тока. Это дает возможность для применения аргонодуговой сварки неплавящимся электродом.
Помимо этого в каждом инверторе есть функции: «Hot start» (горячий старт) для поджига электрода подаются максимальная величина тока, «Anti-Sticking» при коротком замыкании сварочный ток снижается до минимума, что не позволяет электроду залипать при соприкосновении с деталью, «Arc Force» — для предотвращения залипания в момент отрыва капли металла ток возрастает до оптимального значения.
Из недостатков сварочных инверторов можно назвать высокую стоимость (в 2 – 3 раза больше, чем у трансформаторов). Как и любая электроника, инверторы боятся пыли, поэтому производители рекомендуют хотя бы раза два в год вскрывать аппарат и удалять пыль. Если он работает на стройке или производстве, то чаще, по мере загрязнения. И как любая электроника сварочные инверторы не любят мороза.
Так при температуре ниже -15оС эксплуатация инвертора возможна не во всех случаях, в зависимости от того, какие детали использовал производитель. Поэтому в таких условиях, нужно смотреть на технические характеристики, заявленные заводом-изготовителем.
И еще одно, длина каждого из сварочных кабелей при подключении сварочного аппарата не должна превышать 2,5 метра, но к этому нужно просто привыкнуть.
Передняя панель сварочного инвертора
Сварочные инверторы — качество и удобство сварочных работ
Дуговая сварка – ответственная работа. Для её проведения сварщик должен обладать достаточным практическим опытом и знанием теории. Сварочные инверторы упростили процесс и решили многие возникавшие вопросы.
Первая решённая проблема – это поджигание дуги. У прежних сварочных трансформаторов выходное напряжение пропорционально зависит от входного. Низкое напряжение, распространённое в наших сетях, не даёт возможности поджечь дугу, электрод начинает «залипать».
При добавлении тока трансформатора, наоборот, металл «пережигается». Устройство сварочных инверторов таково, что напряжение на выходе не зависит от напряжения на входе, а установленный сварочный ток держится неизменным независимо от сетевого напряжения. Инверторы предотвращают «залипание» электродов и легко создают устойчивую дугу.
При работе с обычными аппаратами возможно «пережечь» или «недожечь» металл. Это обусловлено тем, что они плохо держат требуемую величину тока сварки. Ведь она меняется и зависит от напряжения сети.
Когда металл «пережжён», сварочный шов ослабляется, в нём образуются отверстия и раковины. При «недожоге» также происходит ослабление шва. У сварочного инвертора ток устанавливается потенциометром согласно шкале сварочного тока и остаётся неизменным.
Начинающему сварщику трудно научиться удерживать дугу. После образования дуги электроду даётся наклон примерно в 15 градусов и его нужно перемещать относительно стыка деталей. Наклон может быть как в сторону движения электрода, так и в противоположную. Наряду с продольным движением его необходимо перемещать перпендикулярно шву. С этим связана длина дуги.
Основные виды электродов предусмотрены для работы короткой дугой. Поэтому нужно постоянно двигать электрод в перпендикулярном направлении таким образом, чтобы от электрода до свариваемых деталей был промежуток примерно в два его диаметра.
Сварочные инверторы способны строго поддерживать выбранный ток и к тому же он постоянный. Эти факторы позволяют не особо критично относиться к длине дуги, что облегчает работу сварщика, особенно начинающего, причём качество шва в данном случае с длиной дуги уже не связано.
Когда нет возможности расположить детали горизонтально, нужно помнить, что расплавленный металл подвергается земному притяжению так же, как и капля воды.
При работе с потолочными и вертикальными швами нужно своевременно остановиться и выждать, когда расплавленная капля внутри шва слегка остынет, и сразу же «поджигать» рядом следующую дугу, двигаясь выше и выше вдоль шва. Такую сварку называют «прихватками». Применяя сварочный инвертор, овладеть «прихватками» не составляет труда даже новичку.
Опыт показывает, сварочный инверторы облегчают «поджиг», контролируют дугу, устраняют «залипание», не требуют специальных навыков для обращения с собой. Всё это делает инверторы выгодными для применения и в сфере профессионального строительства, и домашнего ремонта.
Сварочный аппарат инверторного типа
Сколько электроэнергии потребляет сварочный инвертор в различных режимах работы? Смотрите на видео:
Как выбрать сварочный инвертор
В зависимости от того, где будет работать сварочный аппарат нужно покупать бытовой, или профессиональный инвертор. Разница между ними в продолжительности времени работы.
Профессиональный сварочный инвертор рассчитан на 8-ми часовой рабочий день, бытовой же потребует после 20 – 30 минут работы, перерыва минут 30 – 60, поэтому бытовые дешевле. Есть еще промышленные инверторные сварочные аппараты, которые предназначены для работы продолжительное время в тяжелых условиях.
Для дома достаточно сварочного инвертора с максимальным сварочным током 160 А. Но это при напряжении в сети хотя бы 210 В. При низком сетевом напряжении лучше купить инвертор на 200 А.
Ранее ЭлектроВести писали, что SMA и Infineon совместно разработали инверторы на основе карбида кремния в качестве полупроводников, что позволило не только снизить вес, но и отказаться от использования некоторых комплектующих.
По материалам: electrik.info.
Устройство сварочного инвертора: принцип работы, схема
Все чаще для сварки стали использовать не трансформаторные сварочные аппараты, а инверторные. Они не просаживают сеть, ими легче варить. Это обусловлено тем, что устройство сварочного инвертора значительно отличается от трансформаторного сварочного аппарата.
Содержание статьи
1 Чем сварочный инвертор лучше трансформатора
1.1 Как работает инверторный сварочный аппарат: блок-схема
1.2 Для чего нужны все эти преобразования и почему инверторный сварочный аппарат такой маленький и легкий
2 Устройство сварочного инвертора: описание работы и назначение блоков на базе схемы РЕСАНТА САИ 140
2.1 Первичный выпрямитель и конденсаторный фильтр
2.2 Инвертор
2.3 Выпрямление и стабилизация
3 На что обратить внимание при выборе сварочного инвертора
3.1 Ремонт и сервис
Чем сварочный инвертор лучше трансформатора
Начнем с того, что такое инверторный сварочный аппарат. Это устройство для ручной или полуавтоматической сварки, работающее от сетевого напряжения. Есть аппараты, которые подключают к сети 220 В, есть на 380 В. Вне зависимости от количества фаз, сварочный ток (который идет на электрод) постоянный. Так что варить инверторным сварочным аппаратом легче — дуга стабильна и не скачет. Кроме того, есть такие опции как «антизалипание» и защита от перегрева. Но это не все его плюсы.
Сварочный инверторный аппарат намного меньше и легче трансформаторного. Это важно, особенно, если надо таскать его по участку. Еще одно преимущество — он не «садит» сеть, не «дает» скачков напряжения.
В чем же дело, чем отличается инверторный аппарат от трансформаторного? Весь секрет в тройном преобразовании напряжения. Сначала переменное напряжение преобразуют в постоянное, а затем снова в переменное, но уже очень высокой частоты. Его затем на вторичном выпрямителе снова преобразуют в постоянный ток. Он и используется при сварке. Это и есть вкратце принцип работы сварочного инвертора.
Благодаря современной схемотехнике, качественные сварочные инверторы обладают высокой надежностью.
Как работает инверторный сварочный аппарат: блок-схема
Принципиальные схемы инверторных сварочников разных фирм отличаются, как отличается и элементная база. Но состоят все они из тех же блоков, так как принцип работы у всех одинаковый.
В первичном НЧ (низкочастотном) выпрямителе сетевое напряжение преобразуется в постоянное, которое подается на вход инвертора. Инвертор преобразует постоянное напряжение частотой 50 Гц в переменное напряжение высокой частоты (десятки кГц). Высокочастотный трансформатор понижает напряжение и увеличивает ток, который может превышать 250 А. Именно сила тока нужна при сварке. Вторичный выпрямитель преобразует переменное напряжение в постоянное, а дроссель завершает преобразование и на электрод уходит постоянный ток.
Блок-схема сварочного инверторного аппарата
Это общий принцип работы инверторного сварочного инвертора. Как видите, он называется так потому что инвертор — ключевой элемент схемы.
Инвертор — это устройство для преобразования постоянного тока в переменный с изменением величины напряжения. Обычно представляет собой генератор периодического напряжения, по форме приближённого к синусоиде, или дискретного сигнала.
Большая часть инверторных сварочных аппаратов имеет еще контроллеры и устройства поддержания заданных параметров. Выполнены они обычно на базе процессоров, хотя есть и электромеханические модели.
Для чего нужны все эти преобразования и почему инверторный сварочный аппарат такой маленький и легкий
Для чего столько ступеней преобразования? Для того чтобы получить на выходе ток в сотни ампер и не перегрузить при этом электрическую сеть. Вторая задача — получить постоянный ток, так как варить на «постоянке» проще. Дуга стабильна, ее проще контролировать.
В простейших трансформаторных сварочных аппаратах выпрямление происходило на трансформаторе и, после некоторой стабилизации (несколько конденсаторов), сразу шло на электрод. Для преобразования сетевого напряжения частотой 50 Гц трансформатор требуется большой по размеру, так как диаметр проволоки должен быть большим. И это определяло размеры самого аппарата и его вес.
Принцип работы сварочного инвертора: ступени преобразования напряжения и тока
В инверторах путем преобразований частоту увеличивают до нескольких десятков килогерц (может быть 50-80 кГц) и уже после этого преобразуют в постоянное. Высокочастотное переменное напряжение преобразуется в постоянное на трансформаторе малого размера. Он в разы меньше и легче. Именно поэтому инверторные сварочники такие компактные и легкие. Но так как ступеней преобразования много, требуется контроль и согласование работы всех блоков. Поэтому инверторные сварочные аппараты при малых размерах и весе стоят больше. Хоть, вроде, налицо экономия материалов. А дело в том, что есть еще контролеры, которые стоят немало.
Устройство сварочного инвертора: описание работы и назначение блоков на базе схемы РЕСАНТА САИ 140
У каждого производителя принципиальные схемы инверторных сварочных аппаратов разные. Мало того, даже разные линейки одного и того же производителя могут существенно отличаться. Но устройство сварочного инвертора имеет общие черты. Блоки те же. Просто собраны смогут быть по-разному. Это входной выпрямитель на базе мощного диодного моста и сглаживающих конденсаторов, инвертор — на ключевых транзисторах (тип IGBT или MOSFET) и выходной выпрямитель на базе высокочастотного понижающего трансформатора и диодного моста с выходным конденсаторным фильтром.
Принципиальная схема инверторного сварочного аппарата РЕСАНТА САИ 140
Далее рассмотрим, как работает сварочный аппарат, основываясь на схеме инверторного сварочного аппарата РЕСАНТА САИ 140. Он не лучше и не хуже остальных, просто есть его схемы.
Первичный выпрямитель и конденсаторный фильтр
Задача первичного выпрямителя — преобразовать синусоиду частотой в 50 Гц в постоянный ток. В реалии он получается не совсем постоянным, а с некоторой пульсацией, но это уже явно не синусоида. Реализуется это обычным диодным мостом, который «переворачивает» нижнюю полуволну синусоиды.
Как работает сварочный инвертор: первая ступень преобразования напряжения в Ресанта САИ 140
Сетевое напряжение через входную стабилизирующую группу попадает на конденсаторы С1 и С2. Основная задача — снятие статического напряжения на землю. Именно поэтому включать инверторную сварку крайне желательно в розетку с действующим заземлением, а не просто с имеющимся контактом.
Далее, диодный мост «переворачивает» нижнюю полуволну. На его выходе получается пульсирующее напряжение. Для сглаживания пульсаций ставят конденсаторы (в приведенной схеме это конденсатор С8 ёмкостью 1 микрофарад на напряжение 400 В ). На их выходе напряжение уже постоянное. Конденсаторы стоят с солидным запасом по напряжению — 400 Вольт и выше, так как на выходе диодного моста напряжение уже больше чем сетевое — порядка 320-350 В. А если учесть еще возможные скачки… вот и ставят с запасом — на 400 В.
И конденсаторы, и диоды при работе сильно греются. Для лучшего отвода тепла их монтируют на алюминиевые радиаторы. Часто еще делают дополнительный обдув — ставят вентилятор. Если вы хотите, чтобы сварочный аппарат прослужил долго, следите за тем, чтобы кулер был в рабочем состоянии.
Инвертор
Блок инвертора преобразует постоянное выпрямленное напряжение низкой частоты в переменное напряжение высокой частоты. Реализуется обычно на ключевых транзисторах, которые открываются и закрываются с большой частотой. Именно они формируют переменное напряжение с частотой в десятки килогерц. Управляет их переключением контроллер.
Силовые транзисторы G30N60, при помощи которых преобразуется постоянный ток в высокочастотный переменный
G30N60 — биполярный транзистор с изолированным затвором (IGBTs).
На выходе инвертора получаем не синусоиду, а практически прямоугольные импульсы. Но для дальнейшего выпрямления это не проблема. Зато частота высокая, что значит, что вторичный выпрямитель можно сделать на небольшом по размеру трансформаторе.
Выпрямление и стабилизация
Полученное высокочастотное напряжение подается на высокочастотный трансформатор. Напряжение на нем понижается, ток увеличивается. Через его первичную обмотку протекает высокое напряжение небольшой силы тока, а со вторичной снимается более низкое напряжение, но сила тока уже порядка 150-220 ампер — в зависимости от мощности и класса аппарата.
Выходное преобразование напряжения перед подачей на электрод
Для получения постоянного напряжения на выходе трансформатора стоит диодный мост. Он выдает уже практически постоянное напряжение, которое «доглаживается» выходными конденсаторами и идет на сварочный электрод. Диоды на выходном мосту стоят особые — с высокой скоростью срабатывания (не более 40-55 наносекунд). Они должны сглаживать напряжение частотой в десятки килогерц, так что скорость срабатывания должна быть очень высокой. Если в процессе ремонта возникла необходимость их замены, то надо подбирать именно с высоким быстродействием. Иначе работать аппарат не будет.
Остальные блоки на схеме — это как раз управление, «дополнительные опции» типа защит от перегрева и залипания электрода.
На что обратить внимание при выборе сварочного инвертора
Речь пойдет не о характеристиках, а о выборе марок и производителей. Ситуация на рынке со сварочными инверторами не лучше и не хуже, чем с остальными инструментами или бытовой техникой. Очень много товара из Поднебесной. Ценовая категория — от самого дешевого, до среднего. Есть также российские аппараты, украинские и белорусские. Они, в основном, в среднем ценовом диапазоне, хотя есть и более дорогие линейки. «Европейцев» в последние годы очень мало и цена далеко не «средняя».
Как работает сварочный инвертор — это одно. Надо еще, чтобы он был ремонтопригодным. Схемотехника может существенно различаться
Так что же выбрать? Оптимально — нормальный Китай и аппараты производства стран СНГ. И будьте осторожны. Очень много дешевых китайских подделок, которые имитируют российские, украинские или белорусские марки или даже «нормальный» товар из Поднебесной. В «фирменных» приборах заявленные параметры соответствуют реальным. И, если вы выставили ток, скажем, 130 ампер, на выходе вы получите именно 130 ампер плюс-минус пару процентов. В дешевых же поделках приходится потом «опытным» путем переписывать цифры на регуляторах. Потому что при положении регулятора 150 А, но на выходе может быть всего 90 А. В лучшем случае — 110-120 А, что явно не радует.
Ремонт и сервис
Второй момент, на который надо обратить внимание при выборе сварочного инверторного аппарата — его ремонтопригодность и доступность элементной базы. Производители разделились на два лагеря. У одних компоненты для ремонта стоят недорого, легкодоступны. Следовательно, ремонт быстрый, без особых проблем и недорого. Вторая группа производителей исходит из того, что нечего ремонтировать — покупайте новый аппарат. Элементная база подбирается особая, просто так ее не найти, приходится заказывать. Поставляет ее тот же производитель по очень высоким ценам. Так что действительно, часто получается дешевле купить новый аппарат, чем ремонтировать вышедший из строя.
Важно чтобы заявленные характеристики совпадали с реальными
Как ни странно, сварочные инверторы «второй группы» обычно работают нормально и довольно долго. Так что отзывы о работе обычно положительные. Но вот ремонт… Это проблема.
Ну, и следует обратить внимание на наличие сервисных центров в вашем регионе. И на то, на какой срок дают гарантию. Не только производители, но и сервисники. Может получиться так, что гарантия на аппарат солидная — несколько лет. А на ремонтные работы — всего месяц-два-три. Скажем, вам не повезло, ваш сварочник сломался очень быстро. Отвезли в мастерскую, они отремонтировали, а на отремонтированный аппарат дают гарантию два месяца. И все. Дальше «за свои деньги».
Что такое инверторный сварочный аппарат
Будь то сварка TIG или MIG, инверторный сварочный аппарат можно использовать для калибровки для различных стилей сварки.
Поскольку в инверторных сварочных аппаратах используются трансформаторы меньшего размера, они имеют малый вес, универсальны и эффективно справляются со своей задачей. Кроме того, они потребляют меньше энергии и могут работать от обычного бытового тока.
Сварочные аппараты с инвертором используют новейшие кремниевые технологии для обеспечения электронного управления процессом сварки. Эта технология включает преобразование первичного переменного тока в постоянный до увеличения частоты тока. И, наконец, он будет выпрямлен обратно в постоянный ток для питания электрода.
Они содержат компоненты на основе кремния, которые обеспечивают управление процессом повышения частоты и выпрямления тока. Это помогает с защитой от перегрузки и контролем производительности машины.
Этот конкретный сварочный аппарат работает в этом процессе – Первоначально высокое постоянное напряжение подается путем выпрямления высокого входного напряжения 110–240 В. Система управления, присутствующая в машине, преобразует ее обратно в переменный ток. Кроме того, частота увеличена с обычных 50 Гц до диапазона высоких значений от 10 000 Гц до 30 000 Гц.
Наконец, переменное напряжение (высокочастотное) окончательно преобразуется обратно в постоянное выходное напряжение в диапазоне 20–50 В, которое подается на сварочную дугу. Из-за высокой частоты размер преобразователя резко увеличивается, что позволяет сварочному аппарату иметь компактные размеры.
Сварочный инвертор представляет собой простое электронное устройство, помогающее регулировать напряжение. Они обеспечивают более низкое используемое выходное напряжение за счет преобразования источника питания переменного тока. Например, питание 240 В переменного тока преобразуется в выходное напряжение 20 В постоянного тока.
Они используют ряд электронных компонентов для процесса преобразования энергии. В то время как обычные устройства на основе трансформаторов в основном используют один большой трансформатор для регулирования напряжения.
Инвертор увеличивает частоту основного питания с 50 Гц до 20 000 – 100 000 Гц. Это делается с помощью ряда электронных переключателей, которые быстро (за миллионную долю секунды) включают/выключают питание. Этот рабочий механизм управления источником питания до того, как он достигнет трансформатора, позволяет значительно уменьшить размер трансформатора.
Преимущества инверторного сварочного аппарата?
Инверторный сварочный аппарат имеет несколько преимуществ. Мы упомянули некоторые из них ниже для справки.
1. Компактная конструкция
По сравнению с обычными аппаратами компактный размер является одним из основных и значительных преимуществ использования инверторного сварочного аппарата. Например, инверторный сварочный аппарат, который весит менее 5 кг, компактнее чемодана и его легко носить на плече, способен обеспечить мощность, аналогичную 50-килограммовому трансформаторному аппарату.
2. Эффективность
Идеальные инверторные сварочные аппараты имеют КПД от 80% до 90%. По сравнению с обычными машинами, которые имеют КПД 50%, эта намного выгоднее. Меньший КПД в традиционных вариантах объясняется тем, что более крупные трансформаторы в них имеют большее сопротивление, что приводит к потерям мощности за счет рассеивания тепла.
3. Несколько сварочных процессов
Процесс сварки электродом является наиболее популярным в мире сварки. Тем не менее, такие методы, как TIG и MIG, по-прежнему могут быть надежными для сварки различных материалов, которые возможны с помощью дуговой сварки.
Раньше для сварки электродом после сварки TIG приходилось использовать разные машины. Инверторные сварочные аппараты премиум-класса позволяют использовать только одну машину для различных требований к сварке.
Сварочные аппараты инверторного типа поставляются с простыми компонентами, помогающими настроить процесс в соответствии с поставленной задачей. Большинство из них поставляются с держателем палки, горелкой MIG и другими необходимыми кабелями. Вместо того, чтобы вкладывать средства в отдельные компоненты, вы приобретете все необходимое оборудование всего за одну покупку.
4. Контроль дуги
По сравнению с традиционными аппаратами для дуговой сварки инверторы обеспечивают хороший контроль над электрической дугой. Таким образом, это обеспечит жизнеспособность сварных швов благодаря стабильности и простоте управления дугой. Программное обеспечение инвертора настраивается на основе управления дугой. Поскольку инверторы имеют более высокое напряжение холостого хода по сравнению со стандартной машиной, они просты в эксплуатации и обслуживании.
5. Разновидность электродов
Обычно стандартная сварочная машина полностью использует переменный ток для сварки. Однако инверторы преобразуют переменный ток в постоянный, поэтому вы можете подобрать разные электроды для работы с DC- и DC+.
Хотя электроды можно использовать с любым током, специальные предназначены для определенных задач. Таким образом, если вы просто используете сварочный аппарат переменного тока, то сварочные работы, которые вы можете попробовать, ограничены. Однако с инверторным сварочным аппаратом вы можете начать день со сварки нержавеющей стали и переключиться на сварку алюминиевых прутков в течение нескольких минут.
6. Рабочий цикл
Обычно вы можете достичь более высоких рабочих циклов с инверторными машинами из-за размера трансформатора. Из-за мелких компонентов в инверторе сварочный аппарат может быстро перегреваться, они также намного быстрее остывают. Но в обычном сварочном аппарате с трансформатором компоненты больше, поэтому они накапливают тепло и требуют больше времени для охлаждения.
7. Потребляемая мощность
Сварщики инверторной сварки могут использовать только бытовой ток (110 вольт), в то время как традиционная дуговая сварка использует розетку 220 вольт. при работе с инвертором. Вы можете с радостью подключиться к любой бытовой электрической розетке для ее включения.
Поскольку инвертор потребляет более низкий диапазон мощности для работы, вы получите меньше счетов за электроэнергию и сэкономите больше денег. Таким образом, вы можете попробовать несколько инверторных сварочных аппаратов, не беспокоясь о перегорании предохранителя. Они полезны для людей, у которых есть сварочный цех, тогда вы можете сэкономить на эксплуатационных расходах, особенно если вы используете инверторные сварочные аппараты, а не полагаетесь на традиционные варианты.
8. Охлаждающие свойства
Внутренние детали инверторного сварочного аппарата могут перегреться, особенно если они работали в течение нескольких часов. При длительном использовании даже при перегреве это может привести к выходу из строя некоторых деталей и сокращению срока службы инверторного сварочного аппарата.
Как и настольный компьютер, инверторные сварочные аппараты оснащены охлаждающим вентилятором для уменьшения нагрева и защиты внутренних частей.
9. Преобразование переменного тока
Сварочные аппараты с инвертором преобразуют переменный ток в постоянный, в отличие от стандартного сварочного аппарата, в котором используются электроды переменного и переменного тока. Инверторы способны принимать высокое входное напряжение переменного тока и преобразовывать его в более низкое выходное напряжение SC.
Инверторные сварочные аппараты имеют специальную программную технологию, которая преобразует и регулирует ток. Это программное обеспечение помогает регулировать напряжения, а не трансформаторы, которые используются в традиционных машинах. Трансформатор инвертора легкий и маленький, что делает инвертор портативным, компактным и удобным для путешествий.
10. Использование генератора
При выполнении сварочных работ вне вашего цеха или на территории заказчика вам может потребоваться генератор, если у вас нет свободного доступа к электрической розетке. Генераторы доступны в различных мощностях и размерах. Обычно для традиционных сварщиков только более крупные генераторы способны обеспечить достаточную мощность.
Еще одна проблема, с которой обычно сталкиваются сварщики при выполнении сварочных работ на открытом воздухе, — это колебания мощности генератора, которые не так распространены в стандартной розетке. Если в середине работы над проектом сварки возникают колебания, возможно, вы не сможете контролировать сварочную ванну или дугу.
При использовании инвертора колебания генератора не влияют на качество сварки. Новейшие инверторные сварочные аппараты поставляются с IGBT (биполярными транзисторами с изолированным затвором), которые регулируют напряжение машины, что помогает вам работать с генератором с флуктуирующей выходной мощностью. Традиционные сварочные аппараты могут быть повреждены во время скачков напряжения. Однако инверторный сварочный аппарат использует программное обеспечение IGBT для управления любыми изменениями напряжения.
Недостатки инверторных сварочных аппаратов
Как и любой другой прибор или оборудование, даже инверторные сварочные аппараты имеют недостатки. Хотя они перевешивают преимущества, о них стоит знать.
Поскольку вы, возможно, уже состоите в семьях, более дешевые варианты в основном ненадежны и никогда не служат всю жизнь. Вам повезет, если более дешевый вариант прослужит хотя бы несколько месяцев, прежде чем выйдет из строя. Когда дело доходит до затрат на ремонт, они могут быть довольно дорогими, что составляет почти половину стоимости машины. При покупке инверторных сварочных аппаратов вам, возможно, придется потратить дополнительные деньги на начальном этапе, но они прослужат вам всю жизнь.
2. Более высокие затраты на ремонт
Большинство стандартных сварочных аппаратов переменного тока имеют одинаковую конструкцию за последние 50 лет. Они в основном доступны по цене и более подвержены ремонту. Однако модели инверторов немного сложны и разработаны с использованием электроники и программного обеспечения, которых нет в стандартных опциях.
По истечении гарантийного срока вам может потребоваться небольшая дополнительная плата за обслуживание инверторного сварочного аппарата. Один из способов просто избежать таких затрат на ремонт и обслуживание — выбрать продление гарантии, полученной при покупке. Некоторые бренды позволяют сделать это при покупке модели.
3. Менее прочный
Несмотря на то, что аппарат имеет компактную конструкцию, которая удобна и практична для работы за пределами площадки, он не является прочным и громоздким, как сварочный аппарат переменного тока. Легкие инверторные сварочные аппараты обычно подвержены повреждениям из-за запыленности и сильных падений.
Если в инверторе скапливаются переносимые по воздуху частицы пыли, подобные тем, которые имеются в зернохранилище, электрические компоненты машины внутри него могут быть повреждены и, возможно, выйти из строя.
Инверторные сварочные аппараты переменного или постоянного тока?
Обычно сварочные аппараты питаются переменным током, но преобразуют его в постоянный ток. Некоторые из новейших машин могут обеспечивать выход переменного и постоянного тока.
Это достигается за счет наличия в машине понижающих трансформаторов и выпрямителей. Они преобразуют входной переменный ток в постоянное напряжение, необходимое для процесса сварки. Это иногда мешало им использовать их для сварки переменным током.
Развитие технологии сварки позволило включить в новые модели опции для выполнения сварки как на постоянном, так и на переменном токе в зависимости от материалов и их требований к сварке.
Из-за этого большинство сварщиков в настоящее время используют инверторные сварочные аппараты, которые имеют два режима работы переменного/постоянного тока. Это дает им полную гибкость в использовании инверторного сварочного аппарата для различных материалов без каких-либо проблем.
Как долго работает инверторный сварочный аппарат?
Обычно инверторные сварочные аппараты имеют более короткий срок службы, который может еще больше сократиться, если вы не храните или не обслуживаете его должным образом. Поскольку он имеет чувствительные и большее количество компонентов, его можно довольно легко повредить, если вы не позаботитесь о нем должным образом. Обычно инверторный сварочный аппарат служит от 5 до 6 лет.
Сварочные аппараты инверторного типа имеют относительно новую технологию, которая претерпела множество усовершенствований и разработок. Но благодаря конструкции с электронным управлением вы можете получать обновления программного обеспечения и делать обновления в будущем без каких-либо дорогостоящих компонентов.
По сравнению с традиционным сварочным аппаратом-трансформером модель с инвертором имеет более короткий срок службы. Чувствительные компоненты и дорогостоящие технологии дороги как в замене, так и в ремонте, что делает бессмысленными затраты на это. Таким образом, вы можете в конечном итоге позаботиться об обслуживании и правильном хранении машины. В противном случае вы столкнетесь с серьезными проблемами позже, чем ожидалось.
Ваш инвертор обычно служит от 5 до 10 лет в зависимости от марки, которую вы вложили. Если вы инвестируете в продукт, который прослужит долго, вам, возможно, придется потратить на него часть денег.
Как пользоваться инверторным сварочным аппаратом?
По сравнению с традиционным трансформаторным сварочным аппаратом инверторный сварочный аппарат считается простым в эксплуатации и установке. Если вы не знакомы с инверторным сварочным аппаратом, вы можете ознакомиться с инструкцией, которая прилагается к нему. Или же вы можете проверить видео на YouTube. Ниже приведены некоторые шаги, которые необходимо учитывать для изучения основ правильного процесса использования инверторного сварочного аппарата.
Во-первых, вам необходимо подключить инверторный сварочный аппарат к электрической розетке. После этого подключите заземление, минус и плюс к рабочему столу.
Теперь взгляните на наконечник сварочного пистолета, чтобы убедиться, что металлы были сплавлены с помощью наконечника в предыдущем процессе. Если да, то вам придется аккуратно с помощью плоскогубцев выкорчевать ненужный материал.
Вы должны носить защитное снаряжение, такое как перчатки, каски и обувь для защиты.
Выберите необходимые настройки и инструменты, чтобы начать процесс сварки.
Очистите детали и поместите их рядом друг с другом в местах, где они должны быть сварены. После этого подпилите материалы так, чтобы они образовали V-образное углубление.
Вы должны медленно перемещать инверторный сварочный аппарат вдоль V в одном направлении, чтобы он мог сформировать соединение.
Напилите и отшлифуйте дополнительный сварной шов для получения гладкой и однородной поверхности.
Какие области применения инверторного сварочного аппарата?
Используя передовые технологии сварки, такие как IGBT, mosafet и другие, сварщики-сварщики могут выполнять требования к сварке нержавеющей стали и железа. Они подходят для сварки изделий из нержавеющей стали, сварки железных дверей и ряда других. Они также удобны для сварки предметов домашнего обихода, строительных и промышленных сварочных работ.
Недавно я решил купить сварочный аппарат для своей строительной компании и начал изучать различные типы сварочных аппаратов. Именно тогда мое внимание привлек инверторный сварочный аппарат. В то время как привлекательная новая технология сделала этот продукт очень привлекательным, я хотел знать, почему инверторный сварочный аппарат лучше, чем традиционные трансформаторные инверторы?
Инверторные сварочные аппараты легкие, компактные, портативные и очень простые в использовании. Вы можете подключить его к бытовой розетке, потому что он потребляет очень мало электроэнергии. Он также имеет несколько настроек регулирования мощности, при этом он может работать с низкокачественными системами электроснабжения.
Благодаря концепции и работе инверторного сварочного аппарата используемые трансформаторы имеют гораздо меньшие размеры. В результате это позволяет машине быть легкой и компактной до такой степени, что она может поместиться в портфеле. В результате это также позволяет вам легко носить его с собой.
Что такое инверторный сварочный аппарат?
Инверторный сварочный аппарат использует недавно разработанную кремниевую технологию для электронного управления процессом сварки. Он выпрямляет первичный переменный ток в постоянный перед увеличением частоты тока. Наконец, он снова выпрямляется до постоянного тока и подается на электрод.
Компоненты этой машины на основе кремния обеспечивают критический контроль над процессами повышения частоты и выпрямления тока. Это также помогает добавлять такие функции, как защита от перегрузки, а также контролировать выходную мощность машины.
— Читайте также: Сколько электроэнергии потребляет воздуходувка?
Первоначально высокое входное напряжение 110–240 В выпрямляется до высокого напряжения постоянного тока. Затем система управления преобразует это постоянное напряжение в переменное, увеличивая частоту с обычных 50 Гц до гораздо более высокого значения в диапазоне от 10 000 до 30 000 Гц.
Это высокочастотное переменное напряжение окончательно преобразуется в выходное постоянное напряжение в диапазоне 20–50 В, которое обеспечивает сварочную дугу. Благодаря высокой частоте размер трансформатора резко уменьшается. Это позволяет уменьшить размеры сварочного аппарата.
Power Efficient : Машина позволяет самостоятельно подключать ее к бытовой розетке благодаря трансформатору, потребляющему меньше энергии из-за небольшого размера. В результате вы можете обойтись обычной розеткой для выполнения сварочных работ, сводя при этом к минимуму свои счета за электроэнергию.
Компактный размер : Вам также не потребуются громоздкие трансформаторы или генераторы, что позволяет использовать этот тип сварочного аппарата в разных местах, где есть только розетка на 110 В. Потому что он использует контроллер мощности, что означает, что вам не нужен большой трансформатор для повышения напряжения.
Гибкое управление : Инверторный сварочный аппарат имеет электронные компоненты, которые регулируют подачу питания. В результате вы можете легко выполнять точные сварные швы, требующие точных настроек. Это дает вам дополнительную гибкость при сварке в зависимости от типа материала и типа требуемого сварного шва.
В некоторых местах электроснабжение может быть нестабильным. Колебания напряжения и скачки частоты часто могут воздействовать на чувствительные внутренние компоненты сварочного аппарата, вызывая его повреждение.
Сварочный инвертор имеет повышенную устойчивость к таким проблемам, защищая компоненты от повреждений и гарантируя, что сварочная дуга останется неизменной.
— Читайте также: Каковы причины БАН Листодува?
Я испытал огромное облегчение от того, что инверторный сварочный аппарат решил большинство моих предыдущих проблем со сваркой. Это убедило меня провести дополнительные исследования и найти лучший инверторный сварочный аппарат, доступный на рынке, чтобы я мог начать работу как можно скорее.
Продолжайте читать, поскольку я делюсь некоторыми вещами, с которыми столкнулся во время своих исследований. Это включает в себя, что такое инверторный сварочный аппарат и советы по его использованию. Я также рассмотрел мой любимый инверторный сварочный аппарат на тот случай, если вы ищете его сами.
Инверторные сварочные аппараты переменного или постоянного тока?
Большинство инверторных сварочных аппаратов потребляют входную мощность переменного тока, но выдают выходную мощность в форме постоянного тока. Несколько машин, доступных сегодня, обеспечивают выход переменного тока, а также выход постоянного тока.
Это делается с помощью выпрямителей и понижающих трансформаторов внутри аппарата, которые преобразуют входной переменный ток в требуемое постоянное напряжение, необходимое для сварки. Однако это не позволило использовать эти машины для целей, требующих сварки переменным током.
Развитие сварочных технологий позволило использовать новые модели с опциями, позволяющими выполнять сварку как на переменном, так и на постоянном токе, в зависимости от соединяемых материалов и других факторов.
В результате многие сварщики теперь предпочитают инверторные сварочные аппараты с двумя режимами работы переменного/постоянного тока, так как это дает им возможность выполнять сварку различных материалов с помощью одной компактной машины.
Читайте дальше, пока я обсуждаю характеристики инверторного сварочного аппарата, которые я использовал и предпочитаю лично.
Как долго служат инверторные сварочные аппараты?
Инверторные сварочные аппараты имеют короткий срок службы. Это может уменьшиться еще больше, если они не обслуживаются и не хранятся должным образом. Так как в нем больше деталей, которые можно легко повредить, если не позаботиться о них должным образом. Инверторный сварочный аппарат может прослужить до 5-6 лет.
Инверторные сварочные аппараты — это новая технология, которая все еще находится в стадии усовершенствования и развития. Однако благодаря своей конструкции с электронным управлением он позволяет обновлять программное обеспечение, что позволяет выполнять небольшие обновления без дорогостоящих новых компонентов.
— Также читайте: Плохо ли оставлять воздушный компрессор под давлением?
Если сравнить его с традиционным трансформаторным сварочным аппаратом, то срок его службы намного меньше. Ремонт и замена чувствительных компонентов и дорогих новых технологий требует больших затрат, что делает ремонт на данном этапе бессмысленным.
В связи с этим вам также придется позаботиться о надлежащем обслуживании и хранении машины. В противном случае у вас возникнут серьезные проблемы с инверторным сварочным аппаратом намного раньше, чем ожидалось.
В лучшем случае ваш инверторный сварочный аппарат прослужит от 5 до 10 лет, в зависимости от приобретенной вами марки. Однако, если вы ищете продукт, который прослужит вам в течение длительного периода времени, будьте готовы выложить за него немало денег.
Как пользоваться инверторным сварочным аппаратом?
Инверторные сварочные аппараты просты в установке и эксплуатации по сравнению с традиционными трансформаторными сварочными аппаратами. Если вы не знаете, как пользоваться инверторным сварочным аппаратом, вы можете прочитать прилагаемое к нему руководство или посмотреть видео на YouTube. Вот шаги, которые вы можете прочитать, чтобы изучить основы использования инверторного сварочного аппарата.
Подключите машину к обычной розетке и выполните необходимые положительные, отрицательные и заземляющие соединения с рабочей станиной.
Проверьте наконечник вашего сварочного пистолета, чтобы увидеть, не сплавился ли какой-либо металл с наконечником в предыдущем процессе. Если это так, удалите ненужный материал плоскогубцами.
Носите защитное снаряжение, такое как шлемы, перчатки и закрытая обувь с защитой.
Выберите соответствующие настройки, необходимые для сварки материалов по вашему выбору.
Очистите и положите свариваемые детали рядом друг с другом. В точках, где они должны быть сварены, отшлифуйте материал, чтобы сформировать V-образное углубление.
Переместите сварочный пистолет вдоль V-образной формы в одном направлении, чтобы сформировать соединение.
Отшлифуйте и спилите излишки сварного шва, чтобы получить однородную и гладкую поверхность.
Какой инверторный сварочный аппарат лучше?
CC: Amazon
Из личного опыта мне понравилось использовать сварочный аппарат DEKO 160AMMA. Сначала я задавался вопросом, не иду ли я на компромисс, когда речь шла о качестве, поскольку я не мог поверить, насколько доступным он был. Однако его использование меня полностью удивило, так как я понял, сколько ценности и возможностей я получил за свои деньги.
Я кратко расскажу о его функциях, прежде чем быстро перечислить его плюсы и минусы, основанные на личном опыте, а также на опыте других пользователей. Это даст вам представление о том, что искать в инверторной сварке, или даже убедит вас в том, что сварочный аппарат DEKO 160A — идеальный выбор для вас.
Этот сварочный аппарат MMA оснащен инверторной технологией IGBT, которая позволяет уменьшить размер аппарата и повысить его универсальность. С помощью этого инвертора вы можете легко сваривать мягкую сталь, нержавеющую сталь, чугун и алюминий.
Легкая и компактная конструкция этой машины обеспечивает отличную мобильность, а ручка для переноски позволяет легко переносить ее. Используемые материалы хорошего качества также гарантируют, что он прочный и долговечный, что позволяет использовать его на разных рабочих площадках.
Управление с обратной связью и другая электроника позволяют пользователям подключать его к различным электрическим сетям. Он также имеет систему согласования напряжения, которая гарантирует, что ток остается стабильным на всем протяжении, обеспечивая более качественную сварку.
Электроника обеспечивает защиту от перегрузок и защиту чувствительных внутренних компонентов от повреждений. Охлаждающий вентилятор помогает бесшумно рассеивать тепло изнутри, обеспечивая более эффективную сварку и повышенную безопасность.
Этот продукт поставляется с руководством, сварочным аппаратом, адаптером питания, вилкой и кабелем, электрододержателем с кабелем, рабочим зажимом с кабелем и щеткой.
Если вы хотите узнать больше об этом продукте, вы можете прочитать страницу продаж Amazon.
Как Убрать Ржавчину С Кузова (Удаление Ржавчины Кислотой)
Появление «рыжиков» на кузове автомобиля – крайне опасная проблема, требующая немедленного решения. В противном случае металл под сколами начнет поддаваться окислению, а царапины будут увеличиваться в размере и углубляться. На поверхности появятся сквозные дыры, а кузов потеряет свой привлекательный внешний вид и прочность. В результате, на первый взгляд безобидное пятнышко ржавчины станет причиной необходимости полной замены поврежденной детали.
Кроме того, решив продать изъеденную коррозией машину, не рассчитывайте на выгодную сделку: стоимость автомобиля упадет в 2, а то и в 3 раза. Поэтому придется заменить ржавеющие элементы, а это процедура не быстрая и не дешевая.
Остановить развитие коррозионного процесса очень трудно, но в менее запущенных случаях – возможно. Наиболее распространенным методом удаления ржавых пятен на кузове автомобиля является их обработка ортофосфорной кислотой.
Почему именно ортофосфорная?
Одно из самых главных преимуществ применения данного метода – образование тонкой защитной пленки на поверхности металла после тщательной очистки от рыхлой массы окислов. Благодаря этому обработанный кузовной элемент на некоторое время будет надежно защищен от дальнейшего развития коррозии.
Принцип действия кислоты заключается в том, что она разъедает и поглощает оксид железа, при этом фосфатируя поверхность. Поэтому после проведения процедуры и полного высыхания средства на месте «рыжиков» образуется сероватая маслянистая пленка.
Кислотный состав очень быстро убирает ржавчину – всего за 1-2 часа. Кроме того, использование такого способа не предполагает последующей покраски, так как не затрагивает слой заводского ЛКП, и не требует применения специализированных инструментов: дрели, болгарки, пескоструйного агрегата и даже наждачной бумаги.
Меры предосторожности
Так как фосфорная кислота – очень токсичное и агрессивное вещество, способное привести к появлению серьезных химических ожогов, при работе с ней необходимо использовать респиратор, защитные очки и резиновые перчатки.
Работы следует выполнять в хорошо проветриваемых помещениях, не допускать вдыхания паров средства и попадания на кожные покровы. Если контакта с кислотным составом избежать не удалось, следует промыть пораженный участок водой и немедленно обратиться за медицинской помощью.
Этапы проведения работ
Выполнение процедуры химического удаления ржавчины с помощью ортофосфорной кислоты проходит в несколько этапов. После того, как вы надели защитные средства и обеспечили доступ воздуха в рабочее помещение, их следует осуществлять в следующем порядке:
— машина тщательно отмывается от пыли и грязи, чтобы пораженные участки стали более заметны и легче было определить очаг распространения коррозии; — поврежденные поверхности обезжириваются при помощи специального средства; — на обезжиренные зоны сухой и чистой тряпкой равномерно наносится ортофосфорная кислота. Время воздействия – 1-2 часа; — обработанный участок повторно подвергается обезжириванию чистой ветошью – она отлично впитает всю ржавчину.
*Если коррозионный процесс зашел достаточно далеко и кузовная часть сильно повреждена, рекомендуется провести процедуру дважды. В запущенных случаях этот метод может не принести нужного результата, и детали все же придется менять. Поэтому очень важно удалять ржавчину своевременно и защищать автомобиль от дальнейшего развития коррозии.
Как продлить эффект?
Защитный цинковый слой, образующийся на поверхности, может защитить металл от коррозии на 4-6 недель. Чтобы увеличить этот промежуток, можно залакировать обработанный участок – таким образом он будет полностью защищен от агрессивного воздействия внешней среды. Но у этого способа есть недостатки: на видимых элементах (двери, капот) переходы по лаку могут быть сильно заметны.
Поэтому лучше проводить профилактическую обработку кислотным составом каждые 1-1,5 месяца, чтобы избежать стирания защитного слоя. Кроме того, следует держать автомобиль в чистоте и сухости, после поездок в снежную или дождливую погоду обязательно просушивать днище.
Для максимального эффекта желательно снабдить гараж хорошими системами регулировки температуры и вентиляции. Во избежание появления трещин и отслоения краски не мыть машину горячей водой в холодное время года. Также может помочь ламинирование кузова – полимерная пленка надежно защитит от температурных перепадов и воздействия окружающей среды.
Вывод
Своевременное устранение ржавчины и правильный уход за транспортным средством помогут вам избежать лишних затрат, поддерживать хорошее состояние автомобиля и предупредить развитие коррозионных процессов.
Как применять ортофосфорную кислоту от ржавчины
ПОСЛЕДНИЕ ЗАПИСИ
Краски и эмали по металлу и ржавчине
Пленка гидроизоляционная для крыши
Как выбрать хорошую акриловую ванну
Какие бывают розетки, их устройство, типы и классификация
РУБРИКИ
Автоматическое открывание, проветривание и полив теплиц
Акриловые краски
Балкон
Блоки арболитовые
Бурение скважин на воду
Вода из скважины
Водосток кровельный
Воздух в квартире
Выращивание дома
Гидроизоляция
Гидрофобизация материалов
Дорожки садовые
Камин своими руками
Каркасный дом
Кладка печи своими руками
Крыша из металлочерепицы
МДФ
Монтаж кровли
Монтаж ламината
Монтаж линолеума
Монтаж подложки под ламинат
Натяжные потолки
Опилкобетон
ОСБ плита
Отделка откосов
Оштукатуривание
Полипропиленовые трубы
Расход материалов
Тротуарная плитка
Устройство отмостки
Утепление
Утепляем баню самостоятельно
Фасад
Фундамент из свай
Шлакоблок
Эмаль для ванны
Ржавчина является опасной болезнью для металла, она появляется от реакции кислорода и углекислого газа с водой. При первоначальном появлении ржавых пятен на металле, его необходимо зачистить, и обработать защитным средством. Можно производить очистку химического вида с помощью ортофосфорной кислоты.
Что такое ортофосфорная кислота и как она используется?
Ортофосфорной кислотой является порошок, который разводится водой, используется в различной промышленности, а также медицине. Кислоту применяют в разведенном виде, 85% водного раствора, который не имеет едкого запаха. Кислоту используют в производстве бытовых средств, которые применяются для удаления ржавчины. Также её добавляют в грунтовочные смеси для металла. После обработки поверхности ортофосфорной кислотой, образуется защитный слой, который предотвращает материал от разрушения.
Основные правила предосторожности при работе с ортофосфорной кислотой
При удалении ржавчины химическим способом, необходимо обезопасить дыхательные пути и руки, для этого используют респиратор и перчатки. Так как испарение кислоты может вызвать ожоги дыхательных путей, и кожи. Помимо этого средство является пожароопасным, поэтому при работе необходимо обеспечить хорошее проветривание в помещении. Если кислота попала на кожу, необходимо сразу обильно промыть это место водой, это делают около 15 минут. При значительном повреждении, нужно немедленно посетить больницу. Запрещается вытирать средство салфеткой или полотенцем.
Как правильно удалить ржавчину с помощью ортофосфорной кислоты
Преимуществом ортофосфорной кислоты является то, что она удаляет рыхлую ржавчину, а также образует тонкий слой, который служит защитой. Кислота способна разъедать ржавчину, и обеспечивать защитную пленку в виде масляной поверхности.
Способы удаления ржавчины зависят от степени повреждения:
очищение элементов при полном погружении в средство;
обработка поверхности с помощью валика или пульверизатора;
наносится на металлические изделия после очистки механического вида.
Очищение элементов при полном погружении в ортофосфорную кислоту
Если имеется достаточное количество средства, то для удаления ржавчины можно воспользоваться способом полного погружения. Для этого вначале необходимо обезжирить очищаемый элемент с помощью моющего состава, а затем тщательно его вымыть. После этого в подготовленную емкость налить 100 грамм 85% раствора кислоты, и добавить 1 литр воды. Очищаемый элемент погружают в раствор на один час, периодически перемешивая средство. Затем изделие необходимо вынуть, и хорошо помыть. После такого очищения, изделие промывают другим раствором, состоящим из 50% воды, 2% нашатырного спирта и 48% спирта. Затем изделие снова вымывают обычной водой, и просушивают. Все этапы должны выполняться в строгой последовательности. Если не обезжирить изделие, то очищение будет неравномерным, так как средство может не разъесть обычные загрязнения, и потребуется дополнительное очищение. Таким способом можно очищать любые изделия с разной степенью ржавчины, но чем толще налет, тем больше времени нужно держать элемент в растворе. Если после вымывания не высушить элемент, то на нем появляется гидрооксид. Сушку можно производить любым методом.
Очищение ржавчины путем нанесения ортофосфорной кислоты на поверхность
Если изделие не поддается погружению из-за размера или в наличии маленькое количество средства, то применяют способ нанесения кислоты на поверхность распылителем, валиком или кисточкой. Но вначале необходимо обозначить степень повреждения.
При значительном налете, вначале необходимо снять верхний слой с помощью болгарки и щетки из металла. Затем поверхность обезжиривают, и распыляют раствор ортофосфорной кислоты. При этом раствор должен быть нанесен на всю пораженную поверхность, без пробелов. Спустя два часа промывают это место нейтральным раствором. В конце выполняют окончательную промывку, и тщательно просушивают обработанное место.
Если слой ржавчины небольшой, можно не производить зачистку щеткой, а сразу приступить к обезжириванию, и нанесению раствора. Но может потребоваться повторное распыление, в случае неполного очищения.
С помощью ортофосфорной кислоты можно очищать ванны, умывальники и унитазы, она полностью очищает ржавые налеты на эмалированной поверхности. Для изделий из акрилового материала такое очищение не приемлемо.
Для эмалированных и фаянсовых изделий необходимо развести 100 грамм кислоты с 500 миллилитров воды. Вначале поверхность обезжиривают с помощью моющего состава, хорошо очистить от бытовых загрязнений. Затем наносят кислоту, смывают её содовым раствором. Для этого 1 ложку соды разбавляют в литре воды. При этом не производится никакого трения, в результате эмалевая поверхность сохраняет свою целостность.
При использовании кислоты, нельзя допускать, чтобы она попадала на кожу, в противном случае необходимо длительно промывать это место водой.
Как правильно хранить и перевозить ортофосфорную кислоту
Ортофосфорная кислота является агрессивным средством, поэтому необходимо соблюдать определенные правила при перевозке и хранении этого вещества. Порошок должен быть помещен в герметичную тару. Чтобы в кислоту не попадали посторонние элементы, все емкости должны использоваться в чистом и сухом виде, тогда приготовленный раствор будет иметь высокое качество.
Приготовление некачественного состава грозит опасным отравлением парами или отсутствием желаемого результата. Хранят емкости с кислотой в сухом и теплом месте, где отсутствует сырость и появление конденсата. Не нужно пересыпать порошок в другую емкость, лучше оставить её в первоначальной упаковке. Такой груз считается опасным, поэтому для его перевозки на дальние расстояния, понадобиться специальная документация.
Рекомендации по очищению изделий ортофосфорной кислотой
Очищение производят с осторожностью, чтобы металлическая поверхность не стала слишком тонкой, и не образовались дыры. Во время предварительного очищения механическим путем, нельзя использовать диски с крупными элементами, иначе можно нанести значительный вред поверхности.
Перед началом основной работы, остальную поверхность необходимо закрыть пленкой, так как в результате воздействия такого сильного средства может повредиться остальное покрытие. Поэтому обработку необходимо выполнять аккуратно, чтобы не пришлось реставрировать испорченную поверхность, это приведет к дополнительным расходам.
Если работа произведена правильно, то в результате получается надежная и прочная поверхность, не содержащая ржавых пятен, которые приводят к разрушению металлических изделий.
При нанесении ортофосфорной кислоты на поверхность, необходимо надевать перчатки и респиратор, они служат средствами защиты от вредного вещества. В случае попадания кислоты на одежду, её нужно немедленно снять, чтобы средство не попало на кожу, и не оставило ожог.
Основные правила при использовании ортофосфорной кислоты для удаления ржавчины
Перед началом основной работы, необходимо подготовить все средства защиты, так как вещество является агрессивным, и при попадании на кожу, оставляет ожоги.
Вначале поверхность необходимо очистить от обычных загрязнений, чтобы средство могло выполнять свои функции в полной мере, иначе поверхность очистится частями.
Если слой ржавчины слишком толстый, то необходимо прибегнуть к механической очистке поверхности, для этого используют болгарку и щетку из металла.
Место очищения обязательно необходимо обезжирить, а затем промыть водой, чтобы средство хорошо ложилось, и действовало эффективно.
После окончания очищения, кислоту необходимо смыть нейтральным раствором, а затем водой.
Так как вещество является агрессивным, оно может повредить основную поверхность, поэтому её необходимо закрыть пленкой.
Если не получается производить очищение методом погружения, то используют распылители или наносят кислоту с помощью кисточки или валика на ржавую поверхность.
Если поверхность не очистилась с первого нанесения, то потребуется дополнительное распыление. После этого очищаемое место необходимо промыть нейтральным раствором, а затем водой.
Ортофосфорную кислоту нельзя использовать для очищения ржавчины на акриловой поверхности.
Преимущества ортофосфорной кислоты для удаления ржавчины
Ортофосфорная кислота хорошо удаляет ржавые налеты на эмалевых и фаянсовых изделиях, на металлической поверхности, активно используется в автомобильной промышленности.
С помощью такого средства можно удалить ржавчину, не натирая поверхность, это помогает сохранить эмаль.
Ортофосфорная кислота образует на очищенном месте пленку, которая служит защитой поверхности от нового образования коррозии, и других повреждений.
Такую кислоту можно использовать для очищения ванн, унитазов и умывальников, а также других бытовых приборов, имеющих аналогичную поверхность.
Ортофосфорная кислота помогает вывести ржавые пятна, и в дальнейшем защитить поверхность от повреждения коррозией.
При работе с кислотой, необходимо надевать средства защиты, респиратор и перчатки, так как вещество является агрессивным. Перед нанесением кислоты, поверхность необходимо обезжирить с помощью моющих составов, затем хорошо промыть водой, а после этого распылять кислоту. По истечении необходимого времени, кислоту смывают нейтральным раствором на основе спирта, нашатыря и воды. После этого поверхность промывают водой и высушивают. Если слой ржавчины слишком толстый, то его предварительно очищают металлической щеткой или болгаркой со специальной насадкой. Работу необходимо выполнять в правильной последовательности, если пропустить хотя бы одно действие, это приведет к некачественному очищению.
Как правильно использовать фосфорную кислоту для удаления ржавчины
от AZ Rust
Ржавчина или коррозия — неприятность, которую никто не любит и не терпит в своих домах. Людям не нравится ржавчина, потому что она вызывает разложение металлических предметов, и она может быть довольно опасной, так как может вызвать столбняк, если человек получит травму при обращении с ржавым предметом. Поэтому некоторые пытаются избавиться от него любым возможным способом, а некоторые даже используют для удаления ржавчины фосфорную кислоту.
Хотя этот раствор довольно эффективен, когда речь идет об удалении ржавчины, есть много факторов, которые вы должны учитывать перед его использованием. Вам необходимо познакомиться с фосфорной кислотой, чтобы правильно ее использовать и защитить себя и других от возможных травм.
И именно об этом я сегодня и буду говорить. Если вы планируете использовать этот раствор для удаления ржавчины, вот как правильно и безопасно применять его.
Содержание
Меры предосторожности при использовании фосфорной кислоты для удаления ржавчины
Прежде чем я перейду к некоторым советам, я должен объяснить, что такое фосфорная кислота. По определению, это минеральная кислота без цвета и запаха , которая используется во многих отраслях промышленности. Вы даже можете найти его в некоторых продуктах питания и напитках, включая всеми любимый безалкогольный напиток Coca-Cola. Однако, несмотря на его популярность, вы должны иметь в виду, что он довольно опасен, если с ним не обращаться осторожно и ответственно .
Выход на улицу при использовании фосфорной кислоты
Прежде чем нанести фосфорную кислоту на проржавевший объект, убедитесь, что вы находитесь на улице. При контакте с коррозией это химическое вещество выделяет пары, которые потенциально могут быть опасны при их вдыхании . Работа с фосфорной кислотой в хорошо проветриваемом помещении или на улице определенно снижает риск вдыхания ядовитых паров.
Используйте надлежащее оборудование при работе с химическим веществом
Вы должны знать, что в случае контакта фосфорная кислота может вызвать серьезное повреждение кожи, глаз, рта и органов дыхания . Поэтому при работе с этим химическим веществом вы всегда должны надевать средства защиты.
Вот что необходимо надеть при удалении ржавчины с помощью фосфорной кислоты:
Маска для лица или защитные очки
Защитные перчатки
Длинные рукава
Обычные брюки (избегайте коротких брюк, так как они сильно обнажают кожу)
Как правильно нанести фосфорную кислоту на корродированный объект
Чтобы получить наилучшие результаты и удалить ржавчину с объекта, вы должны знать, как правильно наносить это химическое вещество. Делая это бессистемно, вы не только получите посредственные результаты, но и поставите под угрозу свое здоровье. Итак, вот как устранить ржавчину, но при этом оставаться в безопасности при использовании кислоты.
Используйте кисть для нанесения кислоты
Когда вы покупаете фосфорную кислоту для удаления ржавчины, раствор обычно поставляется в банке в виде желе. Поэтому лучше всего наносить его кистью. Покройте объект желе, даже те части, которые не подверглись коррозии. Таким образом, вы защитите участки без ржавчины от потенциальной коррозии.
После того, как вы покроете объект желе, оставьте его на определенное время. Вы точно увидите, сколько времени указано в инструкции производителя. Обычно вам придется ждать примерно пять минут .
Почистите ржавые детали
Когда вы закончите ждать, пока желе сотворит свое волшебство, не забудьте почистить ржавые детали стальной мочалкой или проволочной щеткой. Если ржавчина не исчезла, оставьте желе еще на несколько минут, а затем сотрите его.
Очистите объект водой
Возьмите садовый шланг, отойдите от объекта и промойте его водой . Следите за тем, чтобы кислота не попала на кожу. Затем посыпьте металлический предмет пищевой содой, потрите щеткой и еще раз промойте водой.
Как только вы все это сделаете, оставьте объект сохнуть снаружи . Этого должно быть достаточно, чтобы удалить ржавчину.
Связанный пост: Как использовать морское желе для удаления ржавчины
Что делать, если вы вступаете в контакт с фосфорнокислым желе
Как упоминалось ранее, это решение может вызвать некоторые довольно неприятные проблемы со здоровьем, поэтому крайне важно, чтобы вы его предотвратили от прикосновения к коже, рту или глазам. Однако, если это все же произойдет, вы должны сохранять спокойствие и сделать следующее:
Если вы вдохнули пары, выйдите на свежий воздух и обратитесь к врачу.
В случае попадания в глаза промойте их и обратитесь в больницу.
При попадании на кожу промойте ее водой и обратитесь к врачу.
В случае контакта с фосфорной кислотой важно, чтобы вы получили помощь как можно скорее. Не ждите, поправятся ли раны. Если вы будете действовать быстро, вы сможете избежать дальнейшего вреда и должным образом обработать раны.
Заключительные мысли
Несмотря на то, что использование фосфорной кислоты для удаления ржавчины является одним из лучших способов избавиться от коррозии, при обращении с ней необходимо соблюдать осторожность. Если вы не используете его должным образом, вы можете получить серьезные травмы. Поэтому тщательно следуйте инструкциям и используйте рекомендуемую защиту . А если вам так не повезло, что вы все-таки соприкоснулись с кислотой, как можно быстрее добирайтесь до больницы — врачи знают, как вам помочь.
Общий | Будет ли фосфорная кислота съедать здоровый металл, если ее оставить слишком долго? | Практик-механик
СвалкаJ
Титан
#1
У меня прямо сейчас в бензобаке моей Honda 750 есть галлон смеси 50/50 средства для травления бетона и средства для удаления ржавчины марки Home Depot Behr (фосфорная кислота) и колодезной воды. Кажется, он сотворил ЧУДЕСА с оставшейся ржавчиной в баке. Чтобы выбить шероховатости изнутри, я использовал несколько (пару сотен) шариков калибра 0,177 и воду для предотвращения искр после того, как убедился, что ВЕСЬ газ вышел. Некоторое время вытряхивал его из себя, под разными углами. Сработало НА УДИВИТЕЛЬНО хорошо, и я промыл его шлангом, когда закончил. В любом случае, внутренняя часть бака выглядит ВЕЛИКОЛЕПНО, в паре мест на швах все еще есть немного ржавчины, но большинство выглядит хорошо. Я постоянно встряхиваю бак и пытаюсь дать всем поверхностям одинаковое время пропитаться. Итак, если я оставлю его на ночь, он разъест швы??? Я не ДУМАЮ, что он проржавел до такой степени, что не осталось бы ни одного здорового металла, но я ошибался в подобных вещах раньше! Если он будет есть здоровый металл, мне нужно его оттуда вытащить, а если нет, то я хочу оставить его подольше.
Я готовлюсь к работе с вкладышем для бензобака Крима. У JC Whitney были галлоны со скидкой за 54,99 доллара и бесплатная доставка, поэтому я пошел на это. У меня есть несколько человек, которые хотят сделать это со своими велосипедами, если это сработает. Думаю, я продам им банку крема за 20 долларов и дам им средство для удаления ржавчины, когда закончу. Я даже добавлю несколько BB. Должно хватить как минимум на 6 танков.
Альпакка сорок пять
Нержавеющая сталь
#2
Нет ничего плохого в том, чтобы вылить кислоту в пластиковое ведро на ночь, просто на всякий случай.
Фосфор не любит поедать твердую сталь, так как образуемое им фосфатное покрытие имеет тенденцию замедлять дальнейшую атаку, но это не значит, что этого не произойдет.
ИИЦ; чем более концентрирована фосфорная кислота, тем меньше она будет воздействовать на твердый металл.
Кит
Норман Аткинсон
Титан
#3
Фосфорная кислота
Я думаю, что Кит дал большую часть ответа, но вы не сказали нам, какого цвета фосфат.
Если фосфат черный, он будет содержать воду, и вы вернетесь к исходной точке.
Это один из «старых» вопросов в курсах по ремонту кузовов автомобилей. Доходит до сварочных работ на топливных баках. Я не хочу вас больше развлекать, кроме фосфатирования, а я использовал только фосфатирующие смеси с соляной (соляной) кислотой и фосфорной оставляют черный фосфат. Если в вашей смеси есть это, я бы посоветовал вам провести манекен на куске ржавого металла, смыть, как вы это сделали, и поставить на него источник тепла. Если фосфат станет беловатым, в вашем черном материале все еще есть вода. Если вы не избавитесь от воды, вы вернетесь к Square One.
Вспомните мои предыдущие замечания об источниках тепла и топливных баках! У вас может быть самая быстрая Хонда на блоке
Ура
Норма
СвалкаJ
Титан
#4
На самом деле, он становится серым.
Мой друг сделал это со своим танком около 5 лет назад, и это сработало хорошо. Ржавчина, которая была очень тонкой, просто исчезла, а большая часть толстого материала приобрела серый цвет. Я тоже думал, что он будет черным, но он выглядит как голый металл с шероховатой поверхностью. Этот бак не был ужасно ржавым с самого начала, просто пара плохих мест прямо по шву. Я не видел там черного цвета.
СвалкаJ
Титан
#5
Круто, выглядит ОТЛИЧНО!
Даже ПРОТИВНЫЕ пятна выглядят как голый металл. Я собираюсь вылить кислоту, предположительно это ортофосфорная кислота и загуститель (и вода). На вид приличная концентрация, ржавчину съел в мгновение ока! Он поступил в @ около 22:00, а сейчас 3:40. Меньше 6 часов, и это выглядит хорошо.
Норман Аткинсон
Титан
#6
Фосфорная кислота
Ладно, надо еще воду из швов выгнать! Возможно, подойдет воздушная магистраль или шланг от пылесоса.
Меня обучали люди, «которые написали книгу», и, честно говоря, то, что было достаточно хорошо для них, достаточно хорошо и для меня.
Помните, я работал над неразорвавшимися бомбами во время войны, и это то, что у вас есть.
Удачи,
Норман
СвалкаJ
Титан
#7
Перед тем, как начать, я продул его воздушным компрессором.
Весь запах газа исчез, я просто промыл его изопропиловым спиртом, чтобы удалить воду из углов и помочь ему быстрее высохнуть. Я знаю, что изопропил все еще очень легко воспламеняется, но я также выдуваю его компрессором. Я не собираюсь пробовать пылесос, статика заставляет его БУМ! Уже почти высохло, только завтра нужно нанести покрытие. Я собираюсь оставить под ней лампочку, чтобы согреть ее на ночь, чтобы она стала красивой и сухой.
Ник Айронс
Алюминий
#8
Привет, новичок, я занимаюсь восстановлением Yamaha RD350LC, Кажется, в США они называются RZ, я использовал герметик для баков POR 15 на своем баке, и он загерметизирует протекающие швы, отверстия под штифты и крышка ржавчины очень эффективно. Просто погуглите POR 15, так как я уверен, что он доступен в США. Надеюсь, это поможет… ATB, Ник.
JST
Алмаз
#9
Фосфор, по моему опыту, НЕ съедает твердый металл со значительной скоростью.
Однако, если у вас сильно нагруженный металл, это может усугубить коррозию под напряжением или ее разновидности.
Я почистил несколько (предположительно) закаленных мерных цилиндров. Это не представляло особого интереса, так как любая ржавчина на датчике в целом губительна для его назначения.
Так или иначе, получается, что меня прервали, и они провели несколько часов в люминесцентной. Обычно я позволяю ему работать не более часа, так как обычно этого достаточно. Они ДЕЙСТВИТЕЛЬНО получили дополнительное травление по образцу, напоминающему «цветное закаливание», что наводит меня на мысль, что напряжения при закалке вызвали предпочтительное травление.
Кажется, я также помню то же самое с пружиной, которая все еще была нагружена, когда ее вставили… Плоская пружина, которую я не заметил. Это также было вытравлено поперек.
У меня НИКОГДА не было проблем с обычными «деталями», чугуном, сталью и т. д., даже с CRS, который несет нагрузки.
Швы будут нагружены из-за изгиба, хотя и могут быть протравлены, если фосфор останется там на более длительное время.
Норман Аткинсон
Титан
#10
Фосфорная кислота
Хорошо, но я понятия не имею, есть ли швы на баке. Я как бы забыл, что мотоциклы делают, а не шумят, и люди на них гибнут. Если есть шов, есть вероятность, что фосфорная кислота не въестся в шов и не сделает свое дело.
Напоминаем, что это не «накрутка», а значительное внимание уделено ремонту точечной сваркой оцинкованных соединений автомобилей. Если бак можно разделить, вся кабина может быть подвергнута дробеструйной очистке внутри и снаружи, а затем либо точечной сваркой, либо сшивкой с использованием системы сварки MIG/MAG. Это правильный путь!
Ну?
Норма
AlleyCat
Чугун
#11
Заполните топливный бак раствором воды и кальцинированной соды, чтобы использовать метод электролитической очистки. Затем пару слоев хлопчатобумажных носков со стальной цепью можно опустить в топливный бак, чтобы они стали анодом. Подсоедините цепь к плюсу источника питания, а минус к топливному баку. Время от времени поворачивайте топливный бак, чтобы выпустить скопившийся газ. (Не зажигайте дым при этом!!) Когда очистка завершена, промойте резервуар большим количеством воды. Последнее полоскание литром спирта удалит любые следы воды. Я использовал этот метод на топливных баках, и он отлично работает.
дельтаэнтерпрайзес
Нержавеющая сталь
#12
Я сделал то же самое, что и AlleyCat, все отлично сработало.
Мотоморон
Нержавеющая сталь
№13
В наборы для восстановления и покрытия резервуаров марки «Kreem» входили немного кислоты для травления, бутылка MEK и материалы для покрытия.
Инструкции заключались в том, чтобы наполнить в основном горячей водой, добавить кислоту, протравить в течение некоторого времени, промыть, слить, затем вылить в МЕК и взболтать, затем вылить. Это должно было восстановить баланс воды.
Обычно я нейтрализую кислоту горячей водой и небольшим количеством пищевой соды Arm and Hammer.
Я считаю, что материал POR15 в целом лучше, чем крем, но стальной бак, заполненный бензином, в любом случае не должен быть средой, подверженной коррозии. Я никогда не покрываю свои, если они не ~полностью~ израсходованы.
Альпакка сорок пять
Нержавеющая сталь
№14
При электролитическом удалении ржавчины ржавчина превращается в мягкий сыпучий черный порошок (на самом деле очень мелкий порошок металлического железа), он намного мягче, чем ржавчина, но вам все равно нужно встряхивать его с помощью шариков или дроби, чтобы очистить его.
Если вы попробуете, не делайте раствор соды слишком крепким, иначе сопротивление будет настолько низким, что это приведет к срабатыванию причудливых зарядных устройств.
Также мелкодисперсный туман от сильного раствора очень вреден для носа и горла.
Он работает и работает хорошо,
после того, как сталь станет чистой, вы можете даже гальванизировать внутреннюю часть вашего резервуара, если вы используете оцинкованный лом или литье цинка на положительном электроде и раствор промывочной или каустической соды.
Будьте осторожны с любыми деталями, находящимися под напряжением, поскольку существует риск водородного охрупчивания в результате электролитического удаления ржавчины. Выпекание от 24 до 48 часов при температуре от 200 до 400°С должно удалить любой водород, но будьте осторожны!
Кит
Гонщик Al
Нержавеющая сталь
№15
Я поделюсь тем, что на *действительно* ржавых танках вы хотите сделать травление на открытом воздухе. Я сделал резервуар в помещении, оставил его на ночь, и он пролил гребаную кислоту на весь пол, проржавев к черту кучу вещей.
Kreem прекрасно работает и является долговечным продуктом, но только в том случае, если вы будете следовать инструкциям в точности. Более современные каталитические препараты для подготовки резервуаров, такие как продукты POR, кажутся немного более щадящими в применении.
Одним из главных ключей к успеху с Kreem, кажется, является следование регулярному графику (каждые 15 минут или около того) вращения бака, чтобы равномерно распределить Kreem по всему интерьеру и предотвратить образование луж, которые не заживают. Другое дело, дать ему высохнуть/застыть гораздо дольше, чем вы думаете, так как салон практически не вентилируется.
Кендалл
Чугун
№16
приличным покрытием для резервуара является использование обычной эпоксидной смолы, доступной почти везде, где есть запасы стекловолокна. Многие лайнеры представляют собой просто загущенную эпоксидную краску. «Набор» обычно содержит травитель, который делает то же самое, что и вы.
Я должен сделать то же самое с 74 honda 750 tank, который был как новый, но я по глупости убрал его на год, не смазав салон маслом, так что теперь он имеет очень тонкий слой ржавчины внутри.
Мои гонщики я обычно заливаю до краев очень обедненную смесь для 2-тактных двигателей перед тем, как поставить ее на зиму, с тех пор как я начал это делать, у меня не было никаких проблем, кроме небольшого количества дыма весной, пока не был заправлен первый бак. пробежать. Никакой ржавчины в баке, и не нужно чистить карбюраторы, что было весенним ритуалом.
Кен.
Ньюман109
Алмаз
# 17
Кислотная ванна.
В течение многих лет я использовал фосфорную кислоту для очистки ржавых топливных баков мотоциклов. Я получаю 70% фосфора с местного склада химикатов. Последний галлон, который я купил, стоил около 30 долларов плюс налог.
Если бак очень ржавый, я использую около фунта гаек и болтов с литром фосфорной кислоты. Затем я затыкаю отверстия и периодически встряхиваю в течение часа или около того. Я сохраняю использованную кислоту, так как она подходит для нескольких таких применений.
Один слив, я промываю чистой водой, а затем использую что-то вроде МЭК или спирта, чтобы поглотить воду. Он оставляет приятный серебристо-серый налет внутри бака и удаляет всю ржавчину. Гайки и болты тоже хорошие и чистые.
Я не использую герметики для баков, так как через несколько лет они выходят из строя. Если они не сработают, вам будет трудно удалить герметик из бака. Выпавшие куски забьют топливный кран и остановят двигатель.
Отвечая на вопрос автора плаката, нет, я не думаю, что фосфорная кислота съест металл. Кажется, что это идет к точке и останавливается после того, как ржавчина была съедена.
Мои 2 цента
Последнее редактирование:
JST
Алмаз
# 18
Гонщик Эл сказал:
Я поделюсь этим на *действительно* ржавых танках, которые вы хотите сделать на открытом воздухе. Я сделал резервуар в помещении, оставил его на ночь, и он пролил гребаную кислоту на весь пол, проржавев к черту кучу вещей.
Нажмите, чтобы развернуть…
Тогда вам следует прекратить использовать соляную или серную кислоту и использовать вместо нее фосфорную. Фосфорный раствор не вызывает ржавчины вокруг него, как соляной раствор и т. д………
СвалкаJ
Титан
# 19
Я уже покрыл бак.
Я использовал НАМНОГО МЕНЬШЕ рекомендуемого количества, я использовал около 10 унций, и бак покрылся полностью непрозрачным слоем белой липкой массы. Я сидел, наблюдая за трубкой для груди с баком на коленях и маленьким светодиодным фонариком с гибкой головкой, чтобы я мог видеть, что происходит. Переворачивал его каждые пару минут и заглядывал внутрь. Вентилятор выдувал дым в дверь. Если вы читаете инструкции, там написано, что если вы дуете воздухом, это значительно сокращает время высыхания. Я должен согласиться с этим, работал хорошо, теперь он почти сухой. Кажется, он перестал капать и течь, теперь я просто оставлю его и время от времени вдувать воздух.
Фосфорная кислота разъедала ржавчину прямо по швам, это было ОЧЕНЬ ХОРОШО! Я думаю, это будет работать нормально, друг использовал этот же базовый процесс около 5 лет назад на своем 750.
Бронза и латунь представляют собой сплавы металлов и сегодня широко используются в обрабатывающей промышленности. Оба металла называются красными металлами из-за их отчетливого красноватого цвета. Бронза и латунь содержат различное количество других элементов, и в результате они существуют с разными свойствами. Будучи сплавом меди, латунь обычно состоит из меди и цинка, а бронза обычно состоит из меди и олова.
Эти два металла обладают схожими свойствами, но для правильного использования необходимо различать их. В результате этот пост посвящен сравнению с использованием их характеристик, свойств и преимуществ.
Во-первых, давайте узнаем, что такое бронза и латунь.
Чтобы мы могли проводить сравнения между латунью и бронзой, важно иметь четкое представление о том, что такое латунь и бронза. Мы подготовили этот раздел, чтобы представить четкое представление о том, что представляют собой оба металла.
Что такое бронза?
Бронза — это металлический сплав, состоящий в основном из меди и олова. Этот металл восходит к 3500 г. до н.э. у шумеров, и этот век упоминается как бронзовый век. Он считается медным сплавом и определяется на основе его рабочих свойств, а также конкретных легирующих элементов.
Следовательно, свойства и характеристики бронзы можно улучшить, используя различные составы элементов. К таким металлам относятся марганец, никель, кремний, свинец, сурьма, цинк и многие другие. Благодаря этому дизайнерам предоставляется широкий выбор марок бронзы. Бронза, как правило, красновато-коричневая/золотая, хрупкая, но менее хрупкая по сравнению с чугуном.
Что такое латунь?
Латунь была обнаружена пользователями около 500 г. до н.э. и во многом совпадает с бронзой. Латунь — это металлический сплав, состоящий в основном из меди и цинка. Его элементный состав металлов, включая олово, железо, алюминий, свинец, кремний и марганец. Этот элементный состав помогает достичь различных электрических и механических свойств латуни. Если взять в качестве примера содержание цинка, оно помогает латуни повысить пластичность и прочность основного медного материала. Доказано, что чем выше концентрация цинка в латуни, тем пластичнее и прочнее ее сплав.
Латунь может существовать в цветовой гамме, включая яркое золото, серебро и многие другие, в зависимости от соотношения цинка и меди. Можно сказать, что он более пластичен по сравнению с цинком с таким же низким трением при обработке с другими металлами. Кроме того, латунь часто известна своим декоративным применением из-за сходства с золотом.
Давайте сравним 17 различий между бронзой и латунью
В этом разделе основное внимание уделяется сравнению бронзы и латуни с использованием различных индивидуальных характеристик.
Бронза против латуни: состав элементов
Бронзу и латунь можно отличить, сравнив их по элементному составу. Для сравнения, бронза как медный сплав содержит медь (Cu) и олово (sn), а ее основные компоненты в зависимости от формы сплава:
Алюминий
Свинец (Pb)
сурьма
Никель (Ni)
Фосфор (P)
Силикон (Si)
Сера (S)
Кобальт
Chromium
Цинк
С другой стороны, латунь как металл представляет собой просто сплав меди и цинка. В природе его первичный элементный состав включает медь (Cu) и цинк (Zn), хотя в зависимости от формы сплава он может иметь следующие компоненты:
Олово (Sn)
Сера (S)
Силикон (Si)
Фосфор (P)
Никель (Ni)
Свинец (Pb)
Железо (Fe)
Сурьма (Sb)
Алюминий (Al)
Бронза против латуни: коррозионная стойкость
Еще один способ провести сравнение между латунью и бронзой — использовать уровень их коррозионной стойкости. Бронза окисляется на воздухе из-за содержания в ней меди (Cu), что приводит к появлению отчетливой пятнистой патины. Это помогает предотвратить легкую коррозию бронзы, особенно когда бронза находится в такой среде, как соленая вода. Однако при контакте бронзы с соединениями хлора начинается процесс, называемый «бронзовой болезнью». Это заболевание делает бронзу более восприимчивой к коррозии, которая со временем медленно разрушает медный сплав. Из-за устойчивости бронзы к коррозии в соленой воде ее часто используют для изготовления лодочной арматуры и морских деталей.
С другой стороны, латунь устойчива к коррозии, особенно в гальванической морской воде. Однако, когда латунь подвергается коррозии, она теряет содержание цинка, оставляя только медь в процессе, называемом обесцинкованием. Во время этого процесса происходит косметическое изменение, при котором цвет латуни меняется с желтого на розовый. Однако этот процесс можно предотвратить, нанеся бронзовый слой.
Бронза против латуни: электропроводность
Эти два металла являются сплавами меди. Медь является стандартом, в котором большинство металлов оценивается по электропроводности. Один из интересных фактов, которые мы обнаружили в отношении этих двух металлов, заключается в том, что латунь и бронза имеют низкую относительную электропроводность.
Можно было бы подумать, что и бронза, и латунь состоят в основном из меди, тогда их проводимость должна быть почти такой же, как у меди. Однако это не так из-за другого элементного состава. Оба они содержат небольшой процент других элементов, таких как алюминий, олово, цинк, никель, кобальт, и многие другие ухудшают характеристики электропроводности бронзы и латуни. По сравнению с использованием меди в качестве стандарта латунь имеет более высокую электропроводность 28%, а бронза имеет наименьшую (15%) проводимость.
Бронза против латуни: теплопроводность
Теплопроводность материала является мерой, позволяющей узнать, можно ли использовать такой материал для тепловых применений. Это помогает узнать количество энергии, которое может быть передано через такой материал, и скорость, с которой она может быть передана. При сравнении бронзы с латунью мы обнаружили, что теплопроводность латуни намного выше, чем у бронзы, что делает ее более подходящей для производства радиаторов. Тем не менее, бронза может использоваться в термических приложениях, но ее аналог — латунь будет рассматриваться как бронза, когда требуются термические приложения.
Бронза против латуни: точка плавления
Бронза имеет более высокую температуру плавления (315–1080 °C), чем латунь (809–1030 °C), и обе они легко отливаются. Температура плавления латуни и бронзы очень важна и имеет решающее значение для выбора бронзы или латуни для проекта. Это связано с тем, что при температуре плавления может произойти отказ компонента.
Когда материал достигает своего уровня температуры плавления, происходит переход из твердого состояния в жидкое состояние. В этом состоянии этому материалу можно легко придать различные формы. При использовании латуни или бронзы для фасонного корпуса необходимо учитывать желаемые механические свойства. Более декоративный проект, скорее всего, выиграет от латуни, в то время как более устойчивый проект, скорее всего, выиграет от бронзы.
Бронза против латуни: твердость
Твердость материала — это мера его реакции на локальное поверхностное напряжение и то, как материал реагирует на вмятины, царапины и многое другое. В этой мере шкала твердости по Бринеллю существует как одна из многих доступных мер твердости. Он использует индентор твердости для оценки реакции материала на стандартную силу. По этой шкале бронза оценивается от 40 до 420, а латунь — от 55 до 73.
Этот результат показывает, что бронза в среднем тверже латуни. Можно сказать, что более твердый материал более хрупок, и бронза подчиняется этому правилу: она гораздо более склонна к разрушению по сравнению с латунью. Если в проекте большое внимание уделяется износостойкости и прочности, бронза может быть идеальным выбором. Однако, если обрабатываемость становится необходимостью, латунь намного важнее бронзы.
Бронза против латуни: вес
Когда дело доходит до сравнения веса бронзы и латуни, вода может быть выбрана в качестве базовой линии для удельного веса — учитывая значение 1. Затем удельный вес бронзы и латуни сравнивается как доля более тяжелой или более легкой плотности. Из наших сравнений мы обнаружили, что бронза самая тяжелая с плотностью 7400 – 8900 кг/куб.м. С другой стороны, вес латуни ниже по элементному составу и колеблется от 8400 до 8730 кг/мXNUMX.
Бронза против латуни: долговечность
Долговечность материала — это способность этого материала оставаться функциональным без использования чрезмерного ремонта или технического обслуживания всякий раз, когда материал сталкивается с проблемами нормальной эксплуатации в течение своего полураспада. Бронза — твердый и крепкий металл, но ее нелегко согнуть. Бронза также может противостоять воде и, как следствие, невосприимчива к коррозии, вызванной водой. С другой стороны, латунь прочна и не так долговечна, как бронза. Он также невосприимчив к коррозии и растрескиванию, что делает его средним по долговечности.
Бронза против латуни: обрабатываемость
Сравнительная оценка, присваиваемая металлам для оценки того, как они реагируют на нагрузку при механической обработке, такую как штамповка, фрезерование, токарная обработка и т. д., называется обрабатываемостью. Оценка обрабатываемости выбранного материала имеет большое значение, поскольку она определяет тип механической обработки, которую можно выполнять с такими материалами.
Процент обрабатываемости материалов делается по сравнению с эталонным материалом, где материалу присваивается рейтинг 100%. Материал, который сложнее обрабатывать, имеет процентное содержание ниже 100, например, латунь и бронза. Большинство медных сплавов слишком пластичны для механической обработки, но некоторые из них разработаны специально для механической обработки, например, латунный сплав C360.
Бронза против латуни: формуемость
С точки зрения формуемости латунь более формуема, чем бронза. Говорят, что латунь твердая, но она мягче бронзы, которая представляет собой сплав меди и олова. Эта сравнительная мягкость латуни облегчает ее формование, резку и напильник.
Бронза против латуни: свариваемость
Важно отметить, что и бронза, и латунь поддаются сварке. Однако есть исключение для латунного сплава, содержащего свинец, и чем меньше содержание цинка в латуни, тем легче ее сваривать. Латунь, содержащая 20% цинка, имеет хорошую свариваемость, в то время как латунь с содержанием цинка 20% и выше считается удовлетворительной свариваемостью. Кроме того, литые латунные металлы лишь незначительно поддаются сварке.
С другой стороны, сплавы неэтилированной бронзы демонстрируют удовлетворительную свариваемость и в напряженном состоянии становятся склонными к растрескиванию. Однако свинцово-фосфорную бронзу можно аккуратно сварить с помощью SMAW.
Бронза против латуни: предел текучести
Предел текучести металла рассматривается как максимальное напряжение, при котором металл начинает необратимо деформироваться. При сравнении бронзы и латуни латунь обладает более высоким пределом текучести, чем медь. В подтверждение этого утверждения бронза имеет самый высокий предел текучести при 69.0–800 МПа (10000–116000 фунтов на квадратный дюйм), а латунь — от 34.5 до 683 МПа (5000–99100 фунтов на квадратный дюйм).
Бронза против латуни: прочность на растяжение
Многие производители в обрабатывающей промышленности считают прочность материала основным фактором, особенно при выборе материала. Бронза и латунь пользуются спросом из-за повышенной прочности на растяжение, которую они демонстрируют при холодной обработке или, в случае латуни, при добавлении большего количества цинка.
Для сравнения, бронза имеет предел прочности при растяжении 50 Ksi (350 МПа) при отжиге и предел прочности при растяжении 92 Ksi (635 МПа) при холоднокатаном отпуске. С другой стороны, латунь имеет предел прочности при растяжении 53 Ksi (365 МПа) при отжиге и 88 Ksi (607 МПа) при холоднокатаном отпуске.
Бронза против латуни: прочность на сдвиг
Это называется прочностью по отношению к типу текучести или разрушения конструкции, особенно когда металл разрушается при сдвиге. Нагрузка на сдвиг означает силу, которая вызывает разрушение материала или компонента при скольжении вдоль плоскости, параллельной направлению действия силы. При измерении становится очевидным, что латунь имеет самую высокую прочность на сдвиг в диапазоне от 35000 фунтов на квадратный дюйм до 48000 фунтов на квадратный дюйм, а бронза имеет самую низкую прочность на сдвиг в диапазоне от 35000 фунтов на квадратный дюйм до 47000 фунтов на квадратный дюйм.
Бронза против латуни: цвет
Одним из самых простых способов отличить бронзу от латуни является использование цвета. Бронза по цвету красновато-коричневая. Это свойство может незначительно измениться при добавлении в бронзовую смесь других элементов. Независимо от его изменения, бронзу по-прежнему легко отличить от латуни. С другой стороны, латунь обычно имеет приглушенный желтый оттенок и очень похожа на матовое золото. Это свойство делает его идеальным материалом для изготовления мебели и светильников.
Бронза против латуни: цена
Кусок бронзы и меди может варьироваться в зависимости от различных факторов, таких как содержание меди. Содержание меди в обоих сплавах определяет их цену на рынке. Однако бронза по сравнению с латунью обычно дороже. Это можно объяснить содержанием в нем меди и процессом, необходимым для производства бронзы.
Бронза против латуни: области применения
Бронза
Бронза существует в различных формах или сплавах, и независимо от ее сплава она предлагает широкий спектр применений. В течение многих лет бронза использовалась для изготовления монет и подходила для использования в судах и лодках до того, как стала широко использоваться нержавеющая сталь. До сих пор бронза используется в корабельных гребных винтах и погружных подшипниках. Бронза имеет очень низкое трение по отношению к разнородным металлам, и в результате она используется сегодня для подшипников, пружин, втулок направляющих подшипников автомобильных трансмиссий, подшипников для небольших электродвигателей и многого другого.
Бронза используется для изготовления молотков, молотков, гаечных ключей и других прочных инструментов, поскольку они не дают искры при ударе о твердую поверхность. Они также используются в производстве бронзовой шерсти для деревообработки. Бронза также находит широкое применение в скульптурах, музыкальных инструментах и электрических контактах. Конкретные бронзовые сплавы обладают следующими свойствами:
863 — марганцевая бронза
Этот бронзовый сплав известен своей коррозионной стойкостью и высокой прочностью. Он отличается долговечностью в результате долговечности, что делает его идеальным вариантом для тяжелых условий эксплуатации. К таким приложениям относится сельскохозяйственная и строительная техника. 863 Марганцевая бронза применяется при изготовлении следующего:
Булавки мостовидные
Бронза для шестерен
Камеры
Gibs
Компоненты гидроцилиндра
Клапаны с большим штоком
Несущие подшипники
Завинчивающиеся гайки
907 оловянная бронза
Оловянная бронза 907 отличается качественной коррозионной стойкостью, особенно при работе с морской водой. Он отлично работает в условиях износа и усталости и умеренно поддается механической обработке. Сплав применим для изготовления:
Подшипники
Бронза для шестерен
Вводы
Морская арматура
Поршневые кольца
Компоненты насоса
917 оловянная бронза
Этот сплав известен своей повышенной грузоподъемностью, особенно для тяжелых грузов, которые подвергаются медленным и неравномерным движениям. Оловянная бронза 917 обладает высокой коррозионной стойкостью и требует соответствующей смазки. Он обычно используется для таких приложений, как:
Подшипники с низкой скоростью и высокой нагрузкой
Вертушки для мостов
Gears
Колеса в червячных передачах
Компоненты подвижного моста
954 алюминиевая бронза
Алюминиевая бронза 954 — чрезвычайно прочный бронзовый сплав, обладающий превосходной коррозионной стойкостью. Будучи самым популярным сплавом алюминиевой бронзы, он отличается исключительной прочностью при повышенных температурах, свариваемостью, высокой пластичностью, высокой текучестью и высокой прочностью на растяжение. Обычно он используется для приложений, включая:
Червяки и червячные передачи (низкоскоростные/высокопрочные)
Цилиндрические редукторы
Вводы
Подшипники
Травление (корзины/крючки)
Компоненты клапана
955 алюминиевая бронза
Алюминиевая бронза 955 — один из самых прочных существующих цветных сплавов. Этот сплав отличается превосходной прочностью на сжатие и пределом текучести в сочетании с высокой твердостью и удлинением. Он устойчив к коррозии в морской воде с впечатляющей термостойкостью. Алюминиевая бронза 955 хорошо поддается сварке. Он обычно встречается в таких приложениях, как:
агитаторы
Авиадвигатель (сиденья, направляющие клапанов)
Бронза для шестерен
Вводы
Компоненты шасси
Травление (корзины/крючки)
Worms
Латунь
Латунь – сплав меди предлагает широкий спектр применения в обрабатывающей промышленности. Его обычное применение можно найти в украшении, потому что он имеет сходство с золотом. Благодаря своей долговечности и обрабатываемости латунь является идеальным исходным материалом для изготовления музыкальных инструментов. Он применим в производстве сантехнических труб и трубопроводов в результате его высокой коррозионной стойкости. Латунь широко используется в электронных приборах, потому что она обладает отличной электропроводностью.
Несомненно, латунь применяется в механике, включая производство отливок для винтовки М-16, зубчатых колес, подшипников и многого другого. Различное применение определенных сплавов латуни включает:
Красная латунь
Это сплав латуни, состоящий примерно из 95% меди и 5% цинка. Красная латунь — это мягкий сплав латуни, которому можно легко придать желаемую форму. Он больше всего подходит для проектов, связанных с ремеслами, благодаря своему необычному глубокому бронзовому цвету. Красная латунь имеет широкий спектр применения, например:
Архитектурный фасциальный
Значки
ювелирных изделий
Гриль
Морское оборудование
Дверные ручки
Декоративная отделка
Гравюра Латунь
Латунь для гравировки известна как C35600 или C37000 с содержанием свинца от 1% до 2%. Как следует из его суффикса, его применение, по сути, для создания гравированных табличек и именных табличек. Латунь для гравировки имеет следующие применения:
Оборудование для строителей
Счетчики передач
Компоненты часов
Обод прибора
Свободная резка латуни
Этот тип латунного сплава обозначается C-360 и состоит из меди, цинка и свинца. Он обычно встречается в таких приложениях, как:
Болты, гайки, резьбовые детали
Разъемы
Трубы или водопроводные фитинги
Отводы
Корпус клапана
Форсунки
Вес баланса
Высокопрочная латунь
Высокопрочная латунь представляет собой сплав латуни, содержащий марганец. Эта форма латунного сплава обладает высоким уровнем прочности и применима в изделиях, подвергающихся большим нагрузкам. Примеры применения высокопрочной латуни включают:
Локомотивная букса
Морские Двигатели
Тарелки перекоса
Зажимы аккумуляторные
Направляющие клапанов
Втулки Подшипники
Колеса для тяжелых грузов
Таблица результатов
Как отличить бронзу от латуни?
Цветовая идентификация
Для правильной идентификации очистите два металла пастой из соли и уксуса. Это связано с тем, что на старых изделиях из бронзы и латуни обычно образуется темный или зеленый налет, известный как патина. Эта патина затрудняет различение обоих металлов по цвету. Для тщательной очистки смешайте 1 чайную ложку (17 г) соли с мукой (8 г) и добавьте столько белого уксуса, чтобы получилась густая паста. Затем нанесите пасту на неопознанный металл губкой и смойте пасту горячей водой.
Проверьте металл, если он красновато-коричневый. После очистки металла, из которого проявился его истинный цвет, проверьте, имеет ли цвет красновато-коричневый оттенок. Бронза состоит из меди и олова, поэтому она не имеет желтого цвета латуни. Простой совет, как распознать цвет, состоит в том, чтобы взять несколько разных металлических кусочков, чтобы цвет было легче увидеть. Если видно, что металл имеет красновато-коричневый цвет, это бронза.
Проверьте металл, если он желтого цвета.
На первый взгляд, латунь имеет желтую окраску, как и золото, из-за ее элементного состава меди и цинка. Медно-желтая окраска выглядит более тусклой и менее яркой, чем золото, которое выглядит более желтым. Если металлический материал желтоватого цвета и не сильно потускнел, то говорят, что это латунь.
Чтобы проверить свое открытие, проверьте металл на наличие колец. Бронзу обычно отливают с применением вращательной или центробежной силы. Этот процесс создает на поверхности бронзы слабое кольцо. Если вы чувствуете, что металлическая деталь сделана из бронзы, то пощупайте или поищите кольца. Это легко заметить, если деталь представляет собой цилиндр или металлическую трубу.
Часто задаваемые вопросы о бронзе и латуни
Резюме: бронза или латунь, что лучше для вашего проекта?
Бронза и латунь — это медные сплавы, которые сохраняют многие качества меди, но имеют уникальные отличия. Когда дело доходит до выбора металла, часто путают бронзу и латунь, в нашей статье представлено сравнение свойств, областей применения и прочности. На данный момент вы должны иметь возможность получить лучший вариант на основе нашего сравнения, и мы рады, что ваш проект будет успешным.
Латунь или бронза? Какой материал и когда лучше выбрать
15.11.2020
Советы инженерам-проектировщикам, занятым разработкой деталей и компонентов. Исходя из опыта обработки различных марок бронзы и латуни на фрезерных и токарных станках с ЧПУ.
За годы работы нам в NC Engineering Украины пришлось столкнуться с большим количеством заказов. Работаем с любыми металлами, их сплавами или пластиками. Можно сказать, что нам безразлично, какую заготовку подвергать токарной или фрезерной обработке. Однако, мы стараемся помочь каждому заказчику. Подсказать или дать совет, исходя из нашего опыта. Чтобы каждый заказчик мог проектировать готовые изделия с максимальной эффективностью. Как технологической, так и экономической.
Сравнительная таблица свойств латуни и бронзы
Латунь
Бронза
Комбинируя различные сплавы латуни, можно добиться идеальной устойчивости к дезцинкификации (когда коррозии подвергается цинк, входящий в сплав), великолепной обрабатываемости.
100% устойчивость к дезцинкификации. Ведь в сплаве вообще нет цинка. Хуже обрабатываемость, чем у латуни.
Цена в основном ниже бронзы из-за отсутствия олова в сплаве, который является относительно дорогим металлом.
Цены в основном выше, чем у латуни. Зависит, главным образом, от количества олова в сплаве.
Латунь проще резать, поскольку верхний слой при механической обработке дольше сохраняет жидкое агрегатное состояние.
Верхний слой относительно быстро затвердевает, поэтому резать бронзу труднее.
Достичь хорошей пластичности в горячем состоянии можно комбинированием сплавов.
Благодаря хорошей пластичности в горячем состоянии, можно изготавливать сложные изделия в формах.
Латунь имеет желтый цвет, очень похожий на цвет золота. Он относительно устойчив к потемнению, поэтому сплав часто используют в декоративных целях.
Издавна бронза использовалась для изготовления украшений.
Существует свинцовая добавка для улучшения обрабатываемости. Количество свинца в сплавах всегда контролируется. Любые санитарно-гигиенические нормы допускают только незначительное количество свинца в изделии из-за его токсичности.
Из-за отсутствия свинца бронза лучше подходит для изготовления клапанов, фитингов, клапанов, регулирующих системы, динамических регулирующих фитингов, термостатических клапанов и т.д., но производственные расходы значительно возрастают.
Латунь плавится при более низкой температуре и поэтому тратится меньше энергии для плавления. Полировать и обрабатывать ее гораздо проще, чем бронзу, и поэтому цена на изготовление фитингов из латуни ниже. Она также быстрее изнашивается, и поэтому клиенту придется покупать запчасти гораздо раньше.
Если по тем или иным причинам различные специальные стали даже нельзя обсуждать, стоит выбирать бронзу. Она превосходит железо почти в каждом применении. Хотя бронза покрывается патиной, она не окисляется. Бронза значительно менее хрупкая, чем железо, и имеет более низкую температуру литья. (Сталь, особенно специальных марок, конечно, имеет свойства, в которых бронза не может соревноваться)
Обработка латуни и бронзы на токарных и фрезерных станках ЧПУ
Чем легче обрабатывается металл, тем меньше изнашивается инструмент. Поэтому детали из латуни изготавливаются быстрее и дешевле, чем из бронзы. Но для нас не принципиально, с каким металлом работать. То есть, партию, скажем, в 10 000 деталей мы изготовим за то же время. Независимо, от того, будут ли они бронзовыми или латунными. Главное правило — латунь дешевле, а бронза — долговечна. Обязательно изучайте состав выбранного сплава и требования санитарно-гигиенических служб и других государственных регулирующих служб до готовых изделий. Особенно это касается оборудования, задействованного в медицине или пищевой промышленности. Мы используем исключительно бронзу и латунь, изготовленную в странах ЕС. Эти материалы отвечают самым строгим требованиям, что подтверждено сертификатами соответствия.
Бронза
против латуни — в чем разница?
Задолго до эпохи алюминия и стали был изобретен металлический сплав, то есть материал, созданный путем объединения двух взаимодействующих металлов. Таким образом, полученный сплав не только сохраняет некоторые свойства каждого элемента, но и может иметь новые свойства, которых нет ни у одного из них, что произвело революцию в нашем современном выборе материалов. Два сплава, с которых начался этот сдвиг, — бронза и латунь, древние металлические сплавы, которые тысячелетиями использовались греками и другими империями прошлого. Эти металлы послужили отправной точкой для всех других сплавов, и в этой статье мы рассмотрим бронзу и латунь и их различия. Будут подробно описаны физические, химические и механические свойства бронзы и латуни, а также способы их использования сегодня. Эта статья призвана показать, как эти металлы, будучи более архаичными, чем большинство других инженерных материалов, по-прежнему являются необходимыми компонентами нашего успеха в современную эпоху.
Бронза
Бронза является результатом добавления олова к меди, хотя часто есть много дополнительных побочных элементов, потому что бронза была открыта примерно в 3500 г. до н.э., до того, как были разработаны точные химические методы. В современную эпоху бронза считается классом медных сплавов, которые определяются на основе их рабочих свойств и конкретных легирующих элементов. Было обнаружено, что такие металлы, как свинец, марганец, сурьма, никель, цинк, кремний и другие улучшают качество бронзы, поэтому дизайнеры теперь могут выбирать из широкого спектра марок бронзы. Чтобы узнать больше о различных типах бронзы, прочитайте нашу статью о типах бронзы.
Типичная бронза имеет красновато-коричневый/золотистый цвет и является хрупкой, но менее хрупкой, чем чугун. Он имеет относительную плотность около 8,8 г/см 3 и демонстрирует низкое трение при контакте с другими металлами. Он легко проводит тепло и электричество и имеет температуру плавления в диапазоне 950–1050 ° C, в зависимости от количества присутствующего олова. Он окисляется на воздухе из-за высокого содержания меди, что придает бронзе отчетливую пятнистую патину. Это окисление предотвращает коррозию бронзы, особенно в соленой воде; однако, если соединения хлора могут реагировать с бронзой, начинается процесс, известный как «бронзовая болезнь», когда коррозия вызывает еще большую коррозию, медленно разрушая сплав с течением времени. Благодаря устойчивости к соленой воде бронза используется для изготовления деталей лодок и подводных морских частей, а также скульптур, которые должны противостоять разрушению во внешней среде. Он демонстрирует отличные литейные свойства и может быть легко отлит в качестве подшипников, зажимов, электрических соединений, пружин и многого другого.
Если вы заинтересованы в покупке бронзы для своего проекта, не стесняйтесь просматривать нашу платформу для закупок поставщиков бронзы.
Латунь
Латунь была обнаружена около 500 г. до н.э. и представляет собой сплав меди и цинка, хотя она также содержит другие элементы, как и бронза. Поскольку между латунью и бронзой много общего, латунь обычно обозначается большим процентным содержанием цинка и относительным отсутствием олова (хотя, что сбивает с толку, существуют также луженые латунные сплавы, что еще больше стирает границы). Свинец является обычной добавкой в латунь, которая повышает ее обрабатываемость, а также другие уникальные элементы, которые составляют класс латунных сплавов.
Латунь яркого золотого, медного или даже серебряного цвета, в зависимости от соотношения цинка и меди. Он более пластичен, чем бронза, и демонстрирует такое же низкое трение при контакте с другими металлами. Он имеет плотность около 8,73 г/см 3 и низкую температуру плавления 900–1000 °C, в зависимости от сплава. Латунь является отличным проводником тепла и устойчива к коррозии, особенно к гальванической коррозии в морской воде. Он хорошо отливается, достаточно прочен и привлекателен, и даже обладает некоторыми антимикробными свойствами благодаря высокому содержанию меди. Чаще всего латунь используется в музыкальных инструментах, декоративной отделке, винтах, радиаторах, гильзах и многом другом.
Если вы заинтересованы в покупке латуни для своего проекта, не стесняйтесь просматривать нашу платформу для закупок поставщиков латуни.
Сравнение бронзы и латуни
Несмотря на то, что эти металлы родственны по составу, внешнему виду и даже применению, латунь и бронза часто используются для разных целей. Будет полезно изучить, чем эти два медных сплава отличаются друг от друга, изучив некоторые общие механические свойства, показанные ниже в таблице 1.
Таблица 1: Сравнение свойств материалов бронзы и латуни.
Свойства материалов
Бронза
Латунь
Единицы
Метрическая система
Английский
Метрическая система
Английский
Теплопроводность (20 °C)
24 Вт/м-К
15 БТЕ/(ч фут °F)
120 Вт/м-К
64,1 БТЕ/(час·фут·°F)
Усталостная прочность
90,0-352 МПа
13100-51100 фунтов на кв. дюйм
22-360 МПа
3190-52200 фунтов на кв. дюйм
Температура плавления (средняя)
1010 °С
917 °С
Твердость (по Бринеллю)
40 — 420
55-73
Обрабатываемость (средняя)
33,0%
46,8%
Теплопроводность является хорошей мерой, позволяющей узнать, будет ли металл использоваться в термических целях, поскольку она показывает, сколько энергии может передаваться через материал и с какой скоростью. Теплопроводность латуни намного выше, чем у бронзы, что делает ее идеальным выбором для радиаторов. Бронза также может использоваться в термических целях, но латунь всегда будет иметь преимущество, если есть выбор между ними.
Усталостное напряжение — это напряжение, вызванное высокой цикличностью небольших напряжений, которые могут вызывать микро- и даже макротрещины в материале в течение длительного периода времени. Это значение имеет жизненно важное значение для понимания того, будет ли материал подвергаться постоянному напряжению, например, частым изменениям температуры или нагрузок, которые могут нарушить целостность сплава при достаточном количестве циклов. Усталостная прочность бронзы и латуни представлена в виде диапазонов в таблице 1, так как существует множество сплавов каждого металла. Бронза обычно имеет более высокое сопротивление усталости, чем латунь, что можно увидеть, сравнив нижнюю границу их диапазонов усталостной прочности. Это качество делает бронзу более подходящей для морских деталей и пружин, которые подвергаются постоянным нагрузкам во время использования.
Латунь имеет более низкую среднюю температуру плавления, чем бронза (917°C против 1010°C), но обе они легко отливаются. При использовании любого из этих металлов для литья форм учитывайте желаемые механические свойства; более устойчивый проект, скорее всего, выиграет от бронзы, в то время как более декоративный можно использовать латунь с большим эффектом.
Твердость — это мера реакции материала на локальные поверхностные напряжения и то, как он реагирует на царапание, вдавливание и т. д. Шкала твердости по Бринеллю — одна из многочисленных доступных шкал твердости, в которой используется собственный индентор твердости для оценки реакции материала на воздействие нормированное усилие. Для справки: типичное стекло имеет 1500 баллов по шкале твердости Бринелля, а свинец — 5; Используя их в качестве эталона, таблица 1 ясно показывает, что бронза в среднем тверже латуни. Более твердый материал обычно более хрупок, и бронза следует этому правилу, будучи гораздо более склонной к разрушению, чем латунь. Если необходима обрабатываемость, латунь является лучшим выбором, чем бронза. Однако, если важны прочность и износостойкость, лучшим вариантом может быть бронза.
Обрабатываемость — это сравнительная оценка, присваиваемая металлам, чтобы показать, как они реагируют на механические нагрузки, такие как токарная обработка, фрезерование, штамповка и другие процедуры. Важно понимать показатель обрабатываемости металла, поскольку он определяет, какие типы механической обработки могут быть выполнены, если таковые имеются. Процент обрабатываемости металла сравнивается с эталонным металлом, где этому металлу присваивается оценка 100% (легко поддается механической обработке). Металлу, который сложнее обрабатывать, присваивается рейтинг ниже 100%, как в случае с бронзой, так и с латунью. Некоторые сплавы разработаны специально для механической обработки (например, латунный сплав C360), но большинство медных сплавов слишком пластичны для механической обработки. Оба металла обладают отличными литейными характеристиками, поэтому перед механической обработкой этих металлов следует рассмотреть процедуру литья. Если его необходимо подвергнуть механической обработке, убедитесь, что выбранный вами сплав предназначен для механической обработки, иначе вы рискуете испортить свою мельницу.
И бронза, и латунь бывают разных форм, размеров и составов. Как всегда, обратитесь к своему поставщику за самой последней информацией о том, что доступно и какой тип бронзы или латуни лучше всего подходит для вашего применения.
Резюме
В этой статье представлено краткое сравнение свойств, прочности и областей применения бронзы и латуни. Для получения информации о других продуктах обратитесь к нашим дополнительным руководствам или посетите платформу поиска поставщиков Thomas, чтобы найти потенциальные источники поставок или просмотреть подробную информацию о конкретных продуктах.
Источники:
Руководство по металлургии
О медных сплавах и латунях
Обзор материалов для бронзы
Обзор материалов для латуни
Теплопроводность металлов, металлических элементов и сплавов
Sequoia Brass & Copper: справочник по картриджу из сплава 260, желтая латунь
Sequoia Brass & Copper: руководство по военно-морской латуни
Sequoia Brass & Copper: руководство по 272 латуни
Другие изделия из бронзы
Все о фосфористой бронзе — прочность, свойства и применение
Все о марганцевой бронзе — прочность, свойства и применение
Все о висмутовой бронзе — прочность, свойства и применение
Все о подшипниковой бронзе — прочность, свойства и применение
Все о кремниевой бронзе (свойства, прочность и применение)
Больше из Металлы и изделия из металла
бронза против латуни, в чем разница? Как лучше?
Остин Пэн
20 декабря 2020 г.
Категория: Блог
Бронза и латунь
представляют собой сплавы металлов и сегодня широко используются в обрабатывающей промышленности. Оба металла называются красными металлами из-за их отчетливого красноватого цвета. Бронза и латунь содержат различное количество других элементов, и в результате они существуют с разными свойствами. Будучи сплавом меди, латунь обычно состоит из меди и цинка, а бронза обычно состоит из меди и олова.
Эти два металла обладают сходными свойствами, но для правильного использования их необходимо различать. В результате этот пост посвящен сравнению с использованием их характеристик, свойств и преимуществ.
Во-первых, давайте узнаем, что такое бронза и латунь
Чтобы мы могли провести сравнение между латунью и бронзой, важно иметь четкое представление о том, что такое латунь и бронза. Мы подготовили этот раздел, чтобы представить четкое представление о том, что представляют собой оба металла.
Что такое бронза?
Бронза представляет собой металлический сплав, состоящий в основном из меди и олова. Этот металл восходит к 3500 г. до н.э. у шумеров, и этот век упоминается как бронзовый век. Он считается медным сплавом и определяется на основе его рабочих свойств, а также конкретных легирующих элементов.
Следовательно, свойства и характеристики бронзы можно улучшить, используя различные составы элементов. К таким металлам относятся марганец, никель, кремний, свинец, сурьма, цинк и многие другие. Благодаря этому дизайнерам предоставляется широкий выбор марок бронзы. Бронза, как правило, красновато-коричневая/золотая, хрупкая, но менее хрупкая по сравнению с чугуном.
Что такое латунь?
Латунь была обнаружена пользователями около 500 г. до н.э. и во многом совпадает с бронзой. Латунь — это металлический сплав, состоящий в основном из меди и цинка. Его элементный состав металлов, включая олово, железо, алюминий, свинец, кремний и марганец. Этот элементный состав помогает достичь различных электрических и механических свойств латуни. Если взять в качестве примера содержание цинка, оно помогает латуни повысить пластичность и прочность основного медного материала. Доказано, что чем выше концентрация цинка в латуни, тем пластичнее и прочнее ее сплав.
Цвет латуни может быть ярко-золотым, серебряным и многими другими, в зависимости от соотношения цинка и меди. Можно сказать, что он более пластичен по сравнению с цинком с таким же низким трением при обработке с другими металлами. Кроме того, латунь часто известна своим декоративным применением из-за сходства с золотом.
Давайте сравним 17 различий между бронзой и латунью
В этом разделе основное внимание уделяется сравнению бронзы и латуни с использованием различных индивидуальных характеристик.
Бронза и латунь: состав элементов
Бронзу и латунь можно отличить, проведя сравнение по их элементному составу. Для сравнения, бронза как медный сплав содержит медь (Cu) и олово (sn), а ее основные компоненты в зависимости от формы сплава:
Алюминий
Свинец (Pb)
Сурьма
Никель (Ni)
Фосфор ( P)
Кремний (Si)
Сера (S)
Кобальт
Хром
Цинк
С другой стороны, латунь как металл представляет собой просто сплав меди и цинка. В природе его первичный элементный состав включает медь (Cu) и цинк (Zn), хотя он может иметь следующие компоненты в зависимости от формы сплава:
олово (Sn)
сера (S)
кремний (Si)
Фосфор (P)
Никель (Ni)
Свинец (Pb)
Железо (Fe)
Сурьма (Sb)
Алюминий (Al)
Бронза и латунь: коррозионная стойкость
Еще один способ провести сравнение между латунью и бронзой — использовать их уровень коррозионной стойкости. Бронза окисляется на воздухе из-за содержания в ней меди (Cu), что приводит к появлению отчетливой пятнистой патины. Это помогает предотвратить легкую коррозию бронзы, особенно когда бронза находится в такой среде, как соленая вода. Однако при контакте бронзы с соединениями хлора начинается процесс, называемый «бронзовой болезнью». Это заболевание делает бронзу более восприимчивой к коррозии, которая со временем медленно разрушает медный сплав. Из-за устойчивости бронзы к коррозии в соленой воде ее часто используют для изготовления деталей для лодок и морских судов.
С другой стороны, латунь устойчива к коррозии, особенно в гальванической морской воде. Однако, когда латунь подвергается коррозии, она теряет содержание цинка, оставляя только медь в процессе, называемом обесцинкованием. Во время этого процесса происходит косметическое изменение, при котором цвет латуни меняется с желтого на розовый. Однако этот процесс можно предотвратить, нанеся бронзовый слой.
Бронза и латунь: электропроводность
Эти два металла представляют собой сплавы меди. Медь является стандартом, в котором большинство металлов оценивается по электропроводности. Один из интересных фактов, которые мы обнаружили в отношении двух металлов, заключается в том, что латунь и бронза имеют низкую относительную электропроводность.
Можно подумать, что и бронза, и латунь состоят в основном из меди, тогда их проводимость должна быть почти такой же, как у меди. Однако это не так из-за другого элементного состава. Оба они содержат небольшой процент других элементов, таких как алюминий, олово, цинк, никель, кобальт, и многие другие ухудшают характеристики электропроводности бронзы и латуни. По сравнению с использованием меди в качестве стандарта, латунь имеет более высокую электропроводность 28%, а бронза имеет наименьшую (15%) проводимость.
Бронза и латунь: теплопроводность
Теплопроводность материала — это мера, позволяющая определить, можно ли использовать такой материал для тепловых целей. Это помогает узнать количество энергии, которое может быть передано через такой материал, и скорость, с которой она может быть передана. При сравнении бронзы с латунью мы обнаружили, что теплопроводность латуни намного выше, чем у бронзы, что делает ее более подходящей для изготовления радиаторов. Тем не менее, бронза может использоваться в термических приложениях, но ее аналог — латунь будет рассматриваться как бронза, когда требуются термические приложения.
Бронза и латунь: температура плавления
Бронза имеет более высокую температуру плавления (315–1080 °C), чем латунь (809–1030 °C), и обе они легко отливаются. Температура плавления латуни и бронзы очень важна и имеет решающее значение для выбора бронзы или латуни для проекта. Это связано с тем, что при температуре плавления может произойти отказ компонента.
Когда материал достигает точки плавления, происходит переход из твердого состояния в жидкое. В этом состоянии этому материалу можно легко придать различные формы. При использовании латуни или бронзы для фасонного корпуса необходимо учитывать желаемые механические свойства. Более декоративный проект, скорее всего, выиграет от латуни, в то время как более устойчивый проект, скорее всего, выиграет от бронзы.
Бронза и латунь: твердость
Твердость материала является мерой его реакции на локальное поверхностное напряжение и того, как материал реагирует на вмятины, царапины и многое другое. В этой мере шкала твердости по Бринеллю существует как одна из многих доступных мер твердости. Он использует индентор твердости для оценки реакции материала на стандартную силу. По этой шкале бронза имеет от 40 до 420 баллов, а латунь — от 55 до 73.
Этот результат показывает, что бронза в среднем тверже латуни. Можно сказать, что более твердый материал более хрупок, и бронза подчиняется этому правилу: она гораздо более склонна к разрушению по сравнению с латунью. Если в проекте большое внимание уделяется износостойкости и прочности, бронза может быть идеальным выбором. Однако, если обрабатываемость становится необходимостью, латунь намного важнее бронзы.
Бронза и латунь: вес
Когда дело доходит до сравнения веса бронзы и латуни, вода может быть выбрана в качестве базовой линии удельного веса – учитывая значение 1. Затем сравнивается удельный вес бронзы и латуни. как доля большей или меньшей плотности. Из наших сравнений мы обнаружили, что бронза самая тяжелая с плотностью 7400 – 8900 кг/куб.м. С другой стороны, вес латуни ниже по элементному составу и колеблется от 8400 до 8730 кг/м3.
Бронза и латунь: долговечность
Долговечность материала — это способность этого материала оставаться функциональным без использования чрезмерного ремонта или технического обслуживания всякий раз, когда материал сталкивается с нормальными эксплуатационными проблемами в течение периода полураспада. Бронза — твердый и прочный металл, но ее нелегко согнуть. Бронза также может противостоять воде и, как следствие, невосприимчива к коррозии, вызванной водой. С другой стороны, латунь прочна и не так долговечна, как бронза. Он также невосприимчив к коррозии и растрескиванию, что делает его средним по долговечности.
Бронза и латунь: обрабатываемость
Сравнительная оценка, присваиваемая металлам для оценки того, как они реагируют на механические нагрузки, такие как штамповка, фрезерование, токарная обработка и т. д., называется обрабатываемостью. Оценка обрабатываемости выбранного материала имеет большое значение, поскольку она определяет тип механической обработки, которую можно выполнять с такими материалами.
Процент обрабатываемости материала делается по сравнению с эталонным материалом, где материалу присваивается рейтинг 100%. Материал, который сложнее обрабатывать, имеет процентное содержание ниже 100, например, латунь и бронза. Большинство медных сплавов слишком пластичны для механической обработки, но некоторые из них разработаны специально для механической обработки, например, латунный сплав C360.
Бронза и латунь: формуемость
Что касается формуемости, латунь лучше формуется, чем бронза. Говорят, что латунь твердая, но она мягче бронзы, которая представляет собой сплав меди и олова. Эта сравнительная мягкость латуни облегчает ее формование, резку и напильник.
Бронза и латунь: свариваемость
Важно отметить, что и бронза, и латунь поддаются сварке. Однако есть исключение для латунного сплава, содержащего свинец, и чем меньше содержание цинка в латуни, тем легче ее сваривать. Латунь, содержащая 20% цинка, имеет хорошую свариваемость, в то время как латунь с содержанием цинка 20% и выше считается удовлетворительной свариваемостью. Кроме того, литые латунные металлы лишь незначительно поддаются сварке.
С другой стороны, сплавы неэтилированной бронзы демонстрируют удовлетворительную свариваемость и в напряженном состоянии становятся склонными к растрескиванию. Однако свинцово-фосфорную бронзу можно аккуратно сварить с помощью SMAW.
Сравнение бронзы и латуни: предел текучести
Предел текучести металла считается наивысшим напряжением, при котором металл начинает необратимо деформироваться. При сравнении бронзы и латуни латунь обладает более высоким пределом текучести, чем медь. В подтверждение этого утверждения бронза имеет самый высокий предел текучести на уровне 69.0,0 — 800 МПа (10000 — 116000 фунтов на квадратный дюйм), в то время как латунь показывает от 34,5 до 683 МПа (5000 — 99100 фунтов на квадратный дюйм).
Бронза и латунь: прочность на растяжение
Многие производители в обрабатывающей промышленности считают прочность материала основным фактором, особенно при выборе материала. Бронза и латунь пользуются спросом из-за повышенной прочности на растяжение, которую они демонстрируют при холодной обработке или, в случае латуни, при добавлении большего количества цинка.
Для сравнения, бронза имеет прочность на растяжение 50 Ksi (350 МПа) при отжиге и прочность на растяжение 92 Ksi (635 МПа) при холоднокатаном отпуске. С другой стороны, латунь имеет предел прочности при растяжении 53 Ksi (365 МПа) при отжиге и 88 Ksi (607 МПа) при холоднокатаном отпуске.
Бронза и латунь: прочность на сдвиг
Это называется прочностью по отношению к типу текучести или разрушению конструкции, особенно когда металл разрушается при сдвиге. Сдвигающая нагрузка означает силу, которая вызывает разрушение материала или компонента при скольжении вдоль плоскости, параллельной направлению действия силы. При измерении становится очевидным, что латунь имеет самую высокую прочность на сдвиг в диапазоне от 35000 фунтов на квадратный дюйм до 48000 фунтов на квадратный дюйм, в то время как бронза имеет самую низкую прочность на сдвиг в диапазоне от 35000 фунтов на квадратный дюйм до 47000 фунтов на квадратный дюйм.
Бронза и латунь: цвет
Одним из самых простых способов отличить бронзу от латуни является использование цвета. Бронза по цвету красновато-коричневая. Это свойство может незначительно измениться при добавлении в бронзовую смесь других элементов. Независимо от его изменения, бронзу по-прежнему легко отличить от латуни. С другой стороны, латунь обычно имеет приглушенный желтый оттенок и очень похожа на матовое золото. Это свойство делает его идеальным материалом для изготовления мебели и светильников.
Бронза и латунь: Цена
Кусок бронзы и меди может различаться в зависимости от различных факторов, таких как содержание меди. Содержание меди в обоих сплавах определяет их цену на рынке. Однако бронза по сравнению с латунью обычно дороже. Это можно объяснить содержанием в нем меди и процессом, необходимым для производства бронзы.
Бронза и латунь: области применения
Бронза
Бронза существует в различных формах или сплавах, и независимо от ее сплава, она предлагает широкий спектр применений. В течение многих лет бронза использовалась для изготовления монет и подходила для использования в судах и лодках до того, как стала широко использоваться нержавеющая сталь. До сих пор бронза используется в корабельных гребных винтах и погружных подшипниках. Бронза имеет очень низкое трение по отношению к разнородным металлам, и в результате она используется сегодня для подшипников, пружин, втулок направляющих подшипников автомобильных трансмиссий, подшипников для небольших электродвигателей и многого другого.
Бронза используется для изготовления молотков, молотков, гаечных ключей и других прочных инструментов, поскольку они не дают искры при ударе о твердую поверхность. Они также используются в производстве бронзовой шерсти для деревообработки. Бронза также находит широкое применение в скульптурах, музыкальных инструментах и электрических контактах. Специальные бронзовые сплавы обладают следующими свойствами:
863 — Марганцевая бронза
Этот бронзовый сплав известен своей коррозионной стойкостью и высокой прочностью. Он отличается долговечностью в результате долговечности, что делает его идеальным вариантом для тяжелых условий эксплуатации. К таким приложениям относится сельскохозяйственная и строительная техника. 863 Марганцевая бронза применяется при изготовлении следующего:
Bridge pins
Bronze for gears
Cams
Gibs
Hydraulic cylinder components
Large stem valves
Load bearings
Screw-down nuts
907 Tin Bronze
The 907 Tin Bronze обладает качественной коррозионной стойкостью, особенно в условиях воздействия морской воды. Он отлично работает в условиях износа и усталости и умеренно поддается механической обработке. Сплав применим для изготовления:
Подшипники
Бронза для передач
втулках
Морские фитинги
Поршневые кольца
Насосы
917. медленное и неравномерное движение. Оловянная бронза 917 обладает высокой коррозионной стойкостью и требует соответствующей смазки. Он обычно используется для таких приложений, как:
Подшипники с низкой скоростью и высокой нагрузкой
Поворотные круги для мостов
Шестерни
Колеса в червячных передачах
Компоненты подвижного моста
954 Алюминиевая бронза
Алюминиевая бронза 954 обладает чрезвычайно высокой устойчивостью к коррозии. Будучи самым популярным сплавом алюминиевой бронзы, он отличается исключительной прочностью при повышенных температурах, свариваемостью, высокой пластичностью, высокой текучестью и высокой прочностью на растяжение. Он обычно используется для приложений, включая:
Черви и сквозные шестерни (низкая скорость/высокая прочность)
Шервисные шестерни
втулки
Подшипники
является одним из самых прочных сплавов цветных металлов. Этот сплав отличается превосходной прочностью на сжатие и пределом текучести в сочетании с высокой твердостью и удлинением. Он устойчив к коррозии в морской воде с впечатляющей термостойкостью. 955 Алюминиевая бронза хорошо поддается сварке. It commonly found in applications such as:
Agitators
Aircraft engine (seats, valve guides)
Bronze for gears
Bushings
Landing gear components
Pickling (baskets/hooks)
Worms
Brass – сплав меди предлагает широкий спектр применения в обрабатывающей промышленности. Его обычное применение можно найти в украшении, потому что он имеет сходство с золотом. Благодаря своей долговечности и обрабатываемости латунь является идеальным исходным материалом для изготовления музыкальных инструментов. Он применим в производстве сантехнических труб и трубопроводов в результате его высокой коррозионной стойкости. Латунь широко используется в электронных приборах, потому что она обладает отличной электропроводностью.
Несомненно, латунь применяется в механике, включая производство отливок для винтовки М-16, зубчатых колес, подшипников и многого другого. Различное применение определенных сплавов латуни включает:
Красная латунь
Это сплав латуни, состоящий примерно на 95% из меди и на 5% из цинка. Красная латунь — это мягкий сплав латуни, которому можно легко придать желаемую форму. Он больше всего подходит для проектов, связанных с ремеслами, благодаря своему необычному глубокому бронзовому цвету. Красная латунь имеет широкий спектр применения, например:
Архитектурный фасциал
Знаки
Ювелирные изделия
Гриль
Морское оборудование
Дверные ручки
Органие
с помощью Brass rabressive 9002.
1% и 2%. Как следует из его суффикса, его применение, по сути, для создания гравированных табличек и именных табличек. Латунь для гравировки имеет следующие применения:
Оборудование для сборки
Измерители шестерен
Компоненты часов
Обод прибора
Латунь для свободной резки
Этот тип сплава меди, цинка и латуни обозначается С-3. Он обычно используется в таких приложениях, как:
Болты, гайки, резьбовые детали
Клеммы
Трубная или водопроводная арматура
Краны
Корпус клапана
Форсунки
Балансировочный груз
Высокопрочная латунь
Высокопрочная латунь представляет собой сплав латуни, содержащий марганец. Эта форма латунного сплава обладает высоким уровнем прочности и применима в изделиях, подвергающихся большим нагрузкам. Примеры применения высокопрочной латуни:
Локомотивная осевая коробка
Судовые двигатели
Автомат перекоса
Зажимы аккумуляторных батарей
Направляющие клапана
Втулки Подшипники
Колеса для тяжелых грузов
Сводная таблица
Как отличить бронзу от латуни?
Обозначение цвета
Для правильной идентификации очистите два металла пастой из соли и уксуса. Это связано с тем, что на старых изделиях из бронзы и латуни обычно образуется темный или зеленый налет, известный как патина. Эта патина затрудняет различение обоих металлов по цвету. Для тщательной очистки смешайте 1 чайную ложку (17 г) соли с мукой (8 г) и добавьте столько белого уксуса, чтобы получилась густая паста. Затем нанесите пасту на неопознанный металл губкой и смойте пасту горячей водой.
Проверьте металл на наличие красновато-коричневого цвета. После очистки металла, из которого проявился его истинный цвет, проверьте, имеет ли цвет красновато-коричневый оттенок. Бронза состоит из меди и олова, поэтому она не имеет желтого цвета латуни. Простой совет, как распознать цвет, состоит в том, чтобы взять несколько разных металлических кусочков, чтобы цвет было легче увидеть. Если видно, что металл имеет красновато-коричневый цвет, это бронза.
Проверьте металл желтого цвета
На первый взгляд, латунь имеет желтую окраску, похожую на золото, из-за того, что в ее состав входят медь и цинк. Медно-желтая окраска выглядит более тусклой и менее яркой, чем золото, которое выглядит более желтым. Если металлический материал желтоватого цвета и не сильно потускнел, то говорят, что это латунь.
Чтобы подтвердить свое открытие, проверьте металл на наличие колец. Бронзу обычно отливают с применением вращательной или центробежной силы. Этот процесс создает на поверхности бронзы слабое кольцо. Если вы чувствуете, что металлическая деталь сделана из бронзы, то пощупайте или поищите кольца. Это легко заметить, если деталь представляет собой цилиндр или металлическую трубу.
Бронза и латунь Часто задаваемые вопросы
Резюме: бронза или латунь, что лучше для вашего проекта?
Бронза и латунь — это медные сплавы, которые сохраняют многие качества меди, но имеют уникальные отличия. Когда дело доходит до выбора металла, часто путают бронзу и латунь, в нашей статье представлено сравнение свойств, областей применения и прочности.
Производство вина начинается с момента поступления собранного урожая на переработку. Раньше для дробления гроздей использовался только ручной труд (точнее ножной: в специальных чанах винную ягоду давили ногами). Первая дробилка для винограда появились в Испании в начале XVII века.
Сейчас на винодельческих заводах применяются высокопроизводительные установки, способные за час переработать десятки тонн доставленного сырья.
В домашнем хозяйстве можно иметь небольшое устройство. Но производство малогабаритных машин было прекращено в середине 80-х годов прошлого столетия. Поэтому виноградари вынуждены создавать их своими руками или обращаться за помощью к знакомым специалистам.
Особенности устройства
Делается давилка для винограда своими руками по нескольким схемам.
Валковое устройство, в нем вращаются два параллельных валика специальной формы;
Давилки с механизмом, совершающим возвратно-поступательное движение. При такой последовательности порции сырья раздавливаются и перемещаются в накопитель;
Дробилка измельчительного действия. В них активатор вращается внутри массы виноградных гроздей, его лопасти активно воздействуют на ягоды и разбивают их;
Установки молоткового типа имеют вал, на нем имеется ротор. На периферии располагаются оси, а на осях висят молотковые пластины. При вращении под действием центробежной силы пластины расходятся в разные стороны. Поступающее сырье оказывается на перфорированной деке в зоне удара пластин. Ягоды разбиваются и в виде мезги (измельченное плодово-ягодное сырье) проталкиваются в накопитель;
Машины шнекового типа. Имеется шнек с переменным шагом. Давилка винограда сжимает и перемещает поступающую массу, грозди сдавливаются, из них выделяется сок. В раздробленном виде сырье выдавливается из зоны переработки в техпроцесс сбраживания вина;
Эксцентриковые: состоят из цилиндра, внутри которого вращается второй цилиндр. В определенном положении сырьевая масса поджимается, ягоды раздавливаются, вытекает сок. Полученная мезга продавливается сквозь перфорированную поверхность наружного цилиндра.
Важно! Для изготовления используются материалы, не вступающие в химические реакции с соком: нержавеющая сталь, пластик, стекло или древесина.
После завершения обработки определенного количества плодово-ягодного сырья установки промываются щелочными растворами, а потом ополаскиваются чистой водой.
Гребнеотделители
Важная опция для механического устройства – это гребнеотделитель. Он отделяет гребни (кисти) от ягод. Принцип действия заключается на том, что размер веточек значительно превосходит проходное сечение отверстий перфорации.
Варианты конструкции:
центробежного типа, ягоды отрываются от гребней под действием центробежной силы;
отряхивающего действия: плодоножка у созревшего винограда легко ломается, происходит разделение грозди на составляющие;
лопастного вида: лопасти располагаются на вращающемся валу, при этом создается поступательное движение (вся масса перемещается по цилиндрической поверхности с отверстиями, мезга проваливается вниз, а гребни выводятся наружу в другом направлении).
Пошаговая инструкция изготовления
Разработка конструкции
Чтобы сделать дробилку винограда своими руками, нужно разработать эскиз или чертеж будущего изделия.
Из всего разнообразия конструкций проще всего изготовить валковое устройство: оно активно давит грозди.
В продвинутых конструкциях расстояние между валиками регулируется.
Бункер
Дробилки должны иметь бункер на 10-20 кг виноградной массы. Для изготовления придется использовать пластик, деревянные щиты или листы из нержавеющей стали.
Бункер имеет сверху широкую часть, а внизу сужается: такая форма дает возможность поджимать продукт, направляемый на активный рабочий орган.
Привод
Небольшая самодельная дробилка для винограда оснащается рукояткой: её ось является продолжением одного из валиков.
Для масштабной переработки нужен электропривод. Однако следует учитывать, что частота вращения вала должна быть не более 3-4 об/сек. Используется мотор-редуктор с количеством оборотов 180-240 об/мин. Потребуется мощность около 1-2 кВт.
Тара для ягод
Самодельная давилка может быть настольной, а может располагаться на собственной раме.
Тара для мезги размещается под изделием. Используют пластиковые ведра для пищевых продуктов, в них легче переносить полуфабрикат в бродильную емкость.
Изготовление элементов
Внутри устанавливаются валики из дерева. В качестве основы используются скалки для теста из березы или липы.
Для выступов виноградодробилки применяются рейки (штапики).
Измеряется длина скалок.
Отпиливается по 6 штапиков (всего 12).
Размечаются цилиндры (скалки) на 6 частей.
С помощью медных или латунных гвоздей части штапиков прибиваются по месту — валики готовы.
Из фанеры толщиной 4-6 мм выпиливаются элементы бункера. Между собой фрагменты скрепляются медными саморезами или гвоздями. Готовые части пропитываются горячей олифой или грунтовкой для наружных работ (двойное покрытие).
Для самодельной дробилки винограда и установки валиков подбираются закрытые подшипники, которые фиксируются на внешней стороне бункера. Используются корпуса, изготовленные из нержавеющей стали или бронзы.
Монтаж электрической дробилки
Сборку нужно выполнить на раме. Ее можно изготовить из деревянных брусков сечением (40х40 мм) или сварить из профильных труб (25х25 мм).
Электрическую дробилку для винограда оснащают мотор-редуктором с частотой вращения 180-240 об/мин. Для привода вала гребнеотделителя используют цепной привод. Можно использовать звездочки от велосипеда.
Монтаж дробилки с гребнеотделителем
Такая дробилка для винограда имеет механизм отделений гребней, который монтируется ниже валиков. Он представляет собой полуцилиндр, изготовленный из нержавеющей сетки с ячейками 15х15 мм.
Вал делают из березового черенка. Из пластины толщиной 0,8-1,5 мм (нержавеющая сталь) изготавливаются лопасти. Их крепят к валу медными или латунными саморезами. Устанавливают так, чтобы при вращении происходило перемещение в горизонтальной плоскости.
Из нержавеющей сетки выгибают полуцилиндр. Расстояние между лопастями и стенкой оставляют не более 5 мм.
Раздробленные ягоды проваливаются сквозь ячейки, а гребни перемещаются на выгрузку.
Правила эксплуатации
Проверяют качество разделения гребневой части от ягод и количество нераздробленных виноградин.
Готовится порция виноградных гроздей, обычно 10-20 кг.
Устанавливается емкость для сбора мезги.
Насыпается виноград в бункер.
Включается электродвигатель.
Перерабатывается приготовленная порция сырья.
Теперь нужно провести анализ результатов. Взвешивается масса гребней, а затем взвешивается полученная мезга.
Сумма обоих масс сопоставляется со значением массы исходного сырья. Уточняется потерянная масса. Самодельные давилки для винограда теряют не более 1-2 % от исходной массы.
Попутно анализируется количество гребней, попавших в мезгу. Удовлетворительным считается попадание не более 1 % от отделенных в гребнеотделителе частиц. Если результат выходит за указанный допуск, анализируется рабочий процесс. Изыскиваются пути для повышения эффективности.
Проверяется качество мезги. Допускается прохождение не более 3 % неповрежденных ягод. Повысить эффективность можно уменьшением зазора между валиками. Некоторые виноградари устанавливают двухуровневую вальцовую систему, где сырье проходит двойное измельчение.
Советы
Для винограда подойдет механическая дробилка, в которой используется вальцовый измельчитель.
Электропривод позволит механизировать процесс переработки винограда.
По результатам испытаний уточняется эффективность работы малогабаритной дробилки винограда с гребнеотделителем.
автор
Мартынова Валерия
Давилка для винограда своими руками, виноградная дробилка
Домашний виноград приносит массу пользы. Вино – самый распространенный виноградный продукт. Напиток легко приготовить в домашних условиях. Облегчает жизнь домашним виноделам и любителям сока специальный пресс. Процесс получения сока становится легким и не занимает много времени.
Краткий обзор оборудования для давки винограда
Обычно устройство состоит из рамы, поддона для сока, цилиндрической емкости для сырья, фильтра, механического или механизированного устройства для отжима.
Пресс может использоваться не только для давки и добычи сока из винограда. В ход идут и другие фрукты, ягоды. Все прессы для вина изготавливаются из экологически чистых материалов. Их взаимодействие с продуктом не несет опасности. Большим преимуществом многих производителей является ручной привод. Это позволяет не использовать электроэнергию. Но благодаря прогрессу появились автоматические механизмы.
Итак, в настоящее время существует несколько разновидностей прессов:
Механические ручные. Конструкция довольна простая, что позволяет самостоятельно руководить процессом переработки и отжима.
Механизированные с электроприводом. Работа с таким прессом идет легко. Радует производительность, простота управления.
В основном оборудование изготавливается из двух материалов – дерева и металла (нержавейки, чугуна, алюминия).
Среди ручных прессов различают 2 основных вида:
Домкратный тип оборудования. Управлять рычагом домкрата нужно вручную, поднимая и опуская его. Чтоб регулировать давление на мезгу, размещаются дополнительные бруски. Материал экологически чистый;
Винтовой винный пресс. Сок выжимается с помощью вращения рукоятки винта, вращательное движение которого передается на валки. Среди виноделов такие конструкции пользуются популярностью.
Винодельческое оборудование для прессовки винограда имеет довольно простой принцип действия. Ягода помещается в корпус, сверху прижимается рабочей поверхностью с винтом, вращательные движения которого продолжаются до момента, пока вся жидкость выйдет из сырья. Далее полученный в процессе отжима жмых удаляется, а в случае необходимости используется повторно.
Механизированное оборудования делятся на две разновидности:
Гидравлический пресс, что работает под воздействием нагнетания в камеру рабочей жидкости. Вследствие чего создается давление, с помощью которого из ягод/ плодов и выдавливается сок.
Пресс с пневмоприводом – механизм, где давление на рабочую поверхность для давки оказывает воздух.
Преимущества и недостатки пневматических прессов для вина
Пневматические прессы расширяют возможности отделения сока из ягод/ плодов и быстро модернизируются. Принцип работы: расширение рабочей камеры и процесс давки происходит под давлением воздуха. Это устройство имеет свои преимущества:
Обладает большой производительностью.
Существенно сокращает затраты времени.
Облегчает процесс, так как отпадает необходимость в ручном труде.
Недостатки:
Потребление электроэнергии и, следовательно, необходимость платы за нее.
Сравнительно высокая стоимость заводского оборудования.
Требования к давилке сока при виноделии в домашних условиях
Все виды сокодавилок практичны и имеют свои преимущества. Ваш выбор должен зависеть от предпочтений, объема урожая и финансовых возможностей. Помимо принципа работы устройства важно правильно выбрать материалы, из которых изготовлено оборудование.
Экологически чистые материалы для изготовления прессов — залог долгой службы и качественного конечного продукта (сока). Долгие годы работы аппарату обеспечит нержавеющая сталь. Это надежный металл, что не поддается коррозии, а значит, не только долго проживет, но и не испортит сок, который можно употреблять в чистом виде или сбраживать на вино. Алюминий — тоже хороший выбор. Этот материал способен на долгие годы службы, из преимуществ в сравнении с нержавеющей сталью можно отметить малый удельный вес.
Качественный пресс изготавливается и из чугуна. Этот материал имеет высокую прочность на протяжении многих десятилетий не теряет своих физических показателей. Корзина изготавливается из древесины. Оптимальный вариант — бук. Преимущества этого материала — натуральность, прочность, долговечность. Помимо этого, такой пресс выглядит очень эффектным и презентабельным.
В каких случаях используется дробилка, как ее сделать самостоятельно?
Основная задача дробилки – измельчение ягод. Некоторые виды оборудования позволяют отделять гребни. Это избавит от попадания лишних кислот и дубильных веществ в сок. В домашних условиях часто используется механическое устройство, хотя при крупных масштабах производства лучше брать электрическое оборудование.
Между валиками дробилки необходимо оставить зазор, иначе косточки будут измельчаться вместе с ягодами и приведут к излишней терпкости сока.
Дробилка для винограда, своими руками изготовленная, имеет такой принцип действия: в емкость для загрузки помещаются ягоды винограда. Валки измельчителя дробят его. Жмых попадает в специальный отсек.
Самостоятельно собрать дробилку не составит труда. Любое изготовление начинается с чертежа. Интернет поможет отыскать понравившееся изображение дробильной конструкции. А смастерить можно, если найти все элементы:
Доски дубовые.
Два валика.
Две одинаковые шестеренки.
Брусья для рамы размером 50х50.
Рукоятка.
Резервуар, в который загружается мезга.
Бункер для загрузки делается из дубовой древесины в виде перевернутой пирамиды.
На валке нужно нарисовать 6 линий. По длине каждой просверлить отверстия диаметром 10 мм и глубиной – 50 мм на расстоянии 50 мм.
Деревянные брусья нужны для изготовления рамы. По ее центру крепятся валки. Важно, чтоб зазор можно было регулировать. Иначе косточки будут дробиться и испортят вино.
С внешней стороны устанавливаются шестеренки.
Раму вместе с валками крепят на резервуаре для мезги. Сверху устанавливается бункер.
На ось одного из валков надевается рукоятка, при вращении которой механизм приходит в движение.
Особенности устройства виноградной сокодавилки
Достоинства и нюансы работы:
Давилка путем прессования сырья отожмет сок.
Можно получить большое количество сока без кожи, косточек, гребней.
В бункере соковыжималки в виде пресса находится виноград, при давлении по стекателям выходит сок, в другую емкость с помощью шнека подается жмых.
Правильный процесс изготовления домашнего устройства обеспечит выход хорошего сока.
Пресс можно настроить под другие фрукты, например, яблоки, с помощью регулировки зазора между шестернями.
Как фильтровать вино дома, чем заменить заводской винный фильтр-пресс?
Иногда вино нуждается в очистке. В промышленных условиях это делают с применением фильтрпресса. В то же время, ценители отмечают, что фильтрация убивает вкус, а эстеты твердят, что чистый напиток пить куда приятнее. Если нет возможности купить фильтр пресс для вина, то можно его заменить:
Желатин отлично спасет ситуацию. Важно! Очищать таким способом желательно только светлые и белые вина. На сто литров напитка берется 10 грамм желатина. Необходимо опустить его в холодную воду на 24 часа. После разбухания желатина поставить его в теплую воду и растворить. Затем его влить в вино и оставить на несколько недель для очистки и отделения осадка.
Белок поможет сделать чистым красное вино. Необходимо взять всего два белка на сто литров вина. Их нужно взбить в пену с небольшим количеством воды. Через 20 дней можно заметить результат очистки и провести фильтрацию.
Молоко. Для осветления отлично подходит нежирное коровье молоко. Чайная ложка добавляется в 1 литр винного напитка. Процесс отделения осадка и осветления вина займет несколько дней при температуре 23 градуса.
Нагревание вина сделает его чистым как слеза. Напиток в стеклянной таре нужно закрыть установить в другую емкость побольше и залить в нее холодную воду. Нагревать необходимо медленно до 50 градусов. После остывания процедура повторяется три раза.
Воздействие холода. Если остудить вино до -2 градусов, осадок опустится на дно. Затем напиток снять с осадка и профильтровать.
Если в вине присутствуют сивушные масла и запах, то можно прибегнуть к помощи активированного угля. Древесный уголь измельчается до крахмального состояния. Десять литров вина с 3 граммами угля нужно настаивать три дня. Раз в сутки проводить очищение.
Танин из сердцевины дуба можно приобрести в аптеках. Он очистит мутное вино. Десять грамм вещества разводят в двух литрах воды. На один литр вина нужно 6 ложек танина. Отстаивать его нужно около десяти дней, потом снимать с осадка.
Как сделать виноградодавилку своими руками?
Если нет возможности купить заводской механизм, то можно сделать пресс для винограда своими руками. Перед изготовлением нужно убедиться в наличии следующих материалов:
Брусья из дерева для изготовления рамы П-образной формы.
Необходимые инструменты для обработки дерева и металла.
Две емкости из материала, не поддающегося коррозии, чтобы вставить их друг в друга.
Тара для сбора сока, например, из пищевого пластика.
Винт или домкрат.
Шланг для слива сока.
Процесс, как делать пресс:
В качестве внутренней емкости, в которую будут загружаться ягоды, можно использовать бак от стиральной машины. В стенках дрелью нужно просверлить отверстия. Вторая емкость должна быть большего диаметра и без дна. Вставить посудины друг в друга, для фиксации зазор между ними расклинить деревянными брусками.
Собрать П-образную раму и забетонировать стойки.
Закрепить на раме вставленные друг в друга емкости.
В верхнюю часть (перекладину) рамы врезать винт или установить домкрат с рычагом, внизу движущегося механизма закрепить толстую круглую пластину (блин) из чугуна или нержавеющей стали – это рабочая поверхность давилки. Давление на сырье будет регулироваться вращением рукоятки или движением рычага.
Тара для сбора сока ставится в основание самого пресса. В ней проделывается отверстие, к которому подсоединяется шланг – стекатель для сока.
Этапы работы:
Во внутреннюю емкость загрузить ягоды.
Закрыть сырье щитом из дерева или пластиной из нержавеющего металла.
Вращая рукоятку винта или двигая рычаг домкрата с толстым металлическим блином в основании, создать необходимое давление для прессования ягод.
Собирать отжимаемый сок, стекающий по шлангу, в заготовленную емкость.
Сокодавилка для винограда готова. Первая порция сока будет самой чистой. Ее используют для приготовления высококачественного вина. Остальные порции – уже не такие чистые. В дальнейшем все полученные партии разной степени отжима можно смещать, таким образом выровняв качество конечного продукта.
Каждый винодел имеет под рукой пресс, современные технологии позволяют создать устройства для отделения сока, не теряя полезных свойств ягод и витаминов. Если заводского механизма нет, то можно создать пресс для вина своими руками. Он не сложен в изготовлении и не потребует много усилий и затрат, но принесет много пользы. Достаточно найти чертеж и можно приступать к изготовлению такого уникального устройства, как давилка для винограда своими руками!
Соберите свою собственную дробилку для дестеммеров — WineMakerMag.com
Я начал делать вино с помощью наборов, а позже решил попробовать сделать вино из свежего винограда. Когда я начал планировать свой переход от сборных вин к производству вина из винограда, я знал, что мне нужна хорошая виноградная дробилка/гребнеотделитель. Я нашел несколько моделей, которые я мог купить, по цене от 300 долларов, бывших в употреблении, до 1000 долларов, новых. Затем я заметил сообщение на форуме http://winepress.us, в котором показывался самодельный дестеммер/дробилка. Порядок процессов в машине был другим, так как перед дроблением виноград отделяют от гребней. Я обнаружил, что доступная версия машины такого типа для хобби недоступна, и я не собирался тратить 2500 долларов на коммерческую версию. Я посмотрел на машину, которую построил кто-то другой, и подумал, что смогу построить такую же. Ну, по крайней мере, я думал, что могу попытаться построить один.
Первым препятствием, с которым я столкнулся, было то, что у меня не было большого опыта передачи энергии. Под этим я подразумеваю шкивы, звездочки, двигатели и т. д. Итак, я знал, что мне нужно кое-чему научиться. К счастью, в статье Стива Хьюза в журнале WineMaker за октябрь-ноябрь 2011 года было подробно описано, как построить дробилку/гребнеотделитель, и применялись многие из тех же принципов. Имея это в виду, я решил разработать свой собственный гребнеотделитель/дробилку, начав сначала с части гребнеотделителя.
Дестеммер
Для гребнеотделителя установка, по сути, представляет собой набор «пальцев», расположенных по спирали, которые выталкивают стебли и ягоды к концу. Пальцы вращаются внутри корзины с отверстиями, достаточно большими для винограда, но не для стеблей. Таким образом, стебли выталкиваются наружу, а ягоды проваливаются для дальнейшей обработки.
Первым шагом было проектирование ящика, который, по сути, будет отсеком для сбрасывания винограда и отсеком для размещения гребнеотделителя. Основываясь на том, что я видел в других самодельных конструкциях, секция для сброса винограда может быть небольшой, около 14 дюймов (36 см) в длину и 12 дюймов (30 см) в ширину. Пространство для удаления гребней должно было быть намного длиннее, чтобы гарантировать, что весь виноград отделится от стеблей. Я определил, что это 36 дюймов (91 см) в длину. Это означало, что я должен был сделать коробку длиной 48 дюймов (121 см) и шириной 12 дюймов (30 см). Для этого я вырезал четыре куска 3/4-дюймовой фанеры. Затем я соединил детали вместе, чтобы сформировать основную коробку. Передняя и две боковые стороны были сплошными, но мне пришлось вырезать отверстие диаметром 12 дюймов (30 см) в центре, чтобы можно было вытолкнуть стебли и поместиться корзина для удаления стеблей. Для этого я просто нарисовал круг диаметром 12 дюймов (30 см) и вырезал его лобзиком.
Затем я отделил отделение для винограда от остальной части коробки, поместив кусок 3/8-дюймового HDPE и вырезав отверстие диаметром 12 дюймов (30 см) прямо в центре. Именно здесь виноград будет выталкиваться из первого отделения в отделение для удаления гребней. Он был размещен на расстоянии 12 дюймов (30 см) от передней части коробки. Для того, чтобы виноград можно было протолкнуть в часть гребнеотделителя, мне пришлось сделать шнек, чтобы протолкнуть его вперед. Это означало, что пол отсека для винограда должен был быть изогнутым, чтобы через него можно было протолкнуть весь виноград. Для этого я вырезал два полукруга из 3/4-дюймовой фанеры и поместил их на дно отсека для винограда. Это позволило мне вдавить кусок 1/8-дюймового HDPE в эти полукруги, чтобы создать кривую, в которую вписался шнек (но я еще не вставил ее).
В верхней части коробки находится отделяющая часть механизма. Сюда входят вал гребнеотделителя и секция шнека, прикрепленная к двигателю.
К этому моменту у меня была основная коробка, но мне нужна была крышка, чтобы поместить в нее виноград в отделении для удаления гребней. Я хотел сделать съемную верхнюю часть, поэтому я вырезал кусок 3/4-дюймовой фанеры на 11/4 дюйма (4 см) шире коробки и такой же длины, как часть для удаления стеблей. Это позволяло накладываться на 3⁄8 дюйма (2 см) с каждой стороны. Затем я отрезал кусок 1/8-дюймового листа полиэтилена высокой плотности, чтобы пройтись по нему со стороны разделителя. На 3⁄4-дюймовом (2-сантиметровом) нахлесте я привинтил куски пиломатериалов размером 1 дюйм (2,5 см) (фактические 3⁄4 дюйма/2 см). На этом прикладе я собирался разместить защелки, чтобы придерживать верхнюю часть, а также сделать ее съемной. Итак, я прикрепил защелку из четырех защелок к 3⁄4-дюймовому прикладу. На этом каркас коробки завершен.
Следующим шагом было изготовление корзины для отделения гребнеотделения. Зная, что у меня диаметр 12 дюймов (30 см), используя уравнение c = πd, это означало, что материал должен быть шириной примерно 37 дюймов (94 см). Так как мне нужен нахлест, чтобы скрепить его вместе, я решил сделать его 39 дюймов (99 см). Затем последовал утомительный процесс сверления отверстий. Отверстия имеют размер 3/4 дюйма и расположены на расстоянии 1 дюйм (2,5 см) друг от друга. Я нарисовал сетку на интервалах в 1 дюйм (2,5 см) и начал сверлить ступенчатым сверлом. Примерно через час прямого бурения я был готов. Теперь мне нужно было поместить его в коробку, которую я построил, а затем скрепить ее вместе. После того, как он оказался в коробке и совпал с отверстиями, которые я проделал, я просверлил восемь новых отверстий в перекрывающейся части, чтобы они подходили к болтам с квадратным подголовком 1/4 дюйма x 20 из нержавеющей стали. У них шпилька обращена вверх, поэтому выступ в секцию удаления стеблей представляет собой только закругленную головку. Затем мне нужно было прикрепить корзину к коробке. Для этого я вырезал кусок нержавеющей стали, а затем согнул его в форме буквы L. Затем я просверлил отверстие в задней панели коробки и в корзине, затем сделал соответствующие отверстия в кронштейне. Это эффективно удерживает корзину на месте.
Теперь, когда все статичные детали были построены, можно было приступить к шахте. Для вала требовалось две секции, одна для шнека и одна для гребнеотделения, но сначала мне нужно было заставить вал вращаться в коробке. На фронте было легко. Я просто просверлил отверстие диаметром 1 1⁄4 дюйма (4 см), поместил фланцевый подшипник снаружи коробки и закрепил его болтами. Установленные подшипники имели установочный винт, поэтому я не беспокоился о его закреплении. С обратной стороны пришлось сделать поперечный кронштейн, чтобы удерживать опорный подшипник на месте. Я сделал это, поместив два блока 2 x 4 снаружи коробки, а затем разрезав еще один блок 2 x 4, чтобы пройти поперек. Затем я закрепил это, просверлив два отверстия (по одному с каждой стороны) в блоках, а затем вставив в них болты с квадратным подголовком длиной 8 дюймов (20 см). Это позволяет мне снять поперечину и выполнить любую чистку. Затем я установил опорный подшипник на поперечину (с двумя болтами, просверленными через поперечину). Самая большая проблема заключалась в том, что вал на самом деле больше 11/4 дюймов (4 см) в диаметре. Итак, когда вы покупаете стержень из полиэтилена высокой плотности, размер больше, чем указано. Мне пришлось отшлифовать каждый конец вала, чтобы он подошёл, что я и сделал вручную, и это была огромная работа. Токарный станок работал бы намного лучше, чтобы довести его до нужного размера.
Теперь мне нужно было сделать «пальцы» для вала, который будет проталкивать виноград через отверстия. Для этого я отметил для каждого пальца расстояние 11/2 дюйма (4 см) друг от друга и 3/4 дюйма (2 см) оборота. После того, как я сделал все отметки, я использовал фрезерный станок, чтобы просверлить отверстия. Эти отверстия чуть больше 1⁄2 дюйма (с учетом большего диаметра, чем они продаются). Затем я нарезал куски 1/2-дюймового стержня из полиэтилена высокой плотности длиной 6 дюймов (15 см) и вставил их в эти отверстия. Затем я использовал полугибкую силиконовую трубку диаметром 1/2 дюйма (внутренний), чтобы надеть эти стержни в шахте (см. фото ниже).
Внутри корзины для гребнеотделения, прикрепленной к валу, находится ряд «пальцев», которые проталкивают виноград через отверстия в корзине. Как верхняя часть машины (гребнеотделитель), так и нижняя часть (дробилка) содержат самодельные шнеки, которые перемещают виноградный материал в процессе.
Следующей частью было создание шнека в передней части верхней части, в который я мог сбрасывать виноград (см. фото вверху слева). Затем шнек проталкивал виноград в отделение удаления гребней. Для этого я использовал идеи винта Архимеда. Я просто взял лист полиэтилена высокой плотности толщиной 1⁄8 дюйма и вырезал из него овал диаметром примерно 14 дюймов (36 см). Затем я вырезал отверстие диаметром 1 1/2 дюйма (4 см) в центре с помощью кольцевой пилы, а затем сделал один разрез снаружи внутрь. Затем я надел его на стержень и растянул. Это указало, где я должен был сократить это.
Внутреннее отверстие пришлось немного подрезать, а внешнее подрезать. Я попытался использовать расчет винта Архимеда, но было проще немного отрезать, попробовать еще раз и отрезать еще. Затем я сделал два кронштейна из нержавеющей стали, чтобы удерживать шнек на месте. Они согнуты под углом 60 градусов, чтобы соответствовать спиральной природе шнека. Затем я просверлил два отверстия в стержне, чтобы прикрепить кронштейны, и два отверстия в каждом конце шнека. Я вставил в них нержавеющие болты и затянул их. При вращении шнека не было трения, и он хорошо продвигал вещи. Это завершило часть верхней части, которая была необходима. Однако я не собирался проворачивать эту штуку вручную.
Следующим шагом было присоединение мотора. Я купил новый реверсивный двигатель мощностью 1/4 л. с., 1725 об/мин. Затем я поместил на него 2-дюймовый (5-сантиметровый) шкив, а затем пальцами надел 123/4-дюймовый (32-сантиметровый) шкив на стержень, а затем просто прикрепил клиновой ремень. Чтобы определить точный размер ремня, нужно было купить пару разных ремней и решить, какой из них подходит лучше всего. Затем я подключил двигатель к выключателю, который питается от розетки GFCI (прерыватель цепи замыкания на землю), чтобы предотвратить любую возможность поражения электрическим током.
Дополнительным элементом верхней секции является наклонный желоб для сброса винограда в шнек. Это 1/2-дюймовая (1,25 см) фанерная коробка, покрытая изнутри 1/8-дюймовым HDPE с углами 45 градусов по бокам. Я также установил 1/2-дюймовую (1,25 см) фанерную подставку для желоба, чтобы удерживать его на месте. Когда виноград спускается по желобу, все, что отбрасывается шнеком, не возвращается вверх по углу и не попадает в лицо погрузчика. Это по своей сути ограничивает пропускную способность машины. Вы не можете просто бросить гроздь винограда и уйти. Связки приходится подавать по одной, что ограничивает выход. Для обработки 500 фунтов требуется около одного часа. (227 кг) винограда с двумя людьми. Один человек подает пучки в машину, а другой передает им проушины. Если бы я хотел увеличить производительность, мне пришлось бы внести некоторые изменения (возможно, более длинную корзину). К счастью, я вешу только до 500 фунтов. (227 кг) за раз.
Последней деталью гребнеотделителя был ящик для винограда, который должен был выбрасываться с конца до того, как он упадет в корзину. Чтобы гарантировать, что ни один виноград не будет потерян, я удалил последние два пальца с вала и соорудил коробчатый желоб на конце. Он изготовлен из 1/2-дюймовой фанеры, покрытой 1/8-дюймовым пластиком HDPE. Он крепится к задней поперечной распорке для стержня дестеммера парой винтов. Теперь, когда виноград в конце пытается вылететь, он ударяется о стенки желоба и падает в ожидающую корзину, чтобы пройти обратно через гребнеотделитель.
Лоток
Для нижнего лотка мне нужно было построить секцию для падения винограда, а затем шнек, чтобы тянуть виноград к дробилке. Для этого я построил фанерный ящик того же размера, что и верхняя часть. Затем я сделал арки, чтобы иметь возможность удерживать лист HDPE в изогнутом виде. Это позволило бы мне сделать шнек, который шел бы посередине, чтобы направлять измельченный виноград к валкам дробилки. Я вставил пять арок, останавливаясь на расстоянии 15 дюймов (38 см) от конца коробки. Во-первых, я поместил по одному листу полиэтилена высокой плотности на каждый конец коробки. Затем я взял цельный кусок листа полиэтилена высокой плотности толщиной 1⁄8 дюйма и вложил его в арки. Затем я прикрутил это к бокам. Затем я положил меньший кусок листа полиэтилена высокой плотности на последнюю арку, чтобы ни одна часть фанеры не подвергалась воздействию винограда.
Следующим шагом был шнек. Я снова использовал конструкцию винта Архимеда. Я взял кусок 1-дюймового стержня из полиэтилена высокой плотности и провел его по центру кривизны, созданной в арках. Верхняя часть стержня находится на 3 дюйма (7,5 см) выше нижней части арки. Я купил 2 фланцевых подшипника (один для переднего и один для заднего), а затем просверлил отверстия для штока и болтов, крепящих подшипники. Ключ был в том, чтобы выровнять стержень с верхним стержнем, чтобы конечный шкив был прямо под другим. Теперь мне предстояло сделать шнековый винт. Я сделал это, сделав картонный вырез круглой формы с отверстием диаметром 1 дюйм (2,5 см) посередине. Затем я надел его на стержень и растянул. Затем я продолжал обрезать его в центре и по краям, пока он не стал почти подходящим. Затем я сделал семь дисков одинакового размера и соединил их болтами из нержавеющей стали размером 1⁄4 дюйма x 20. Я надел диски на стержень и растянул его (как гармошку). Я сделал две скобы из нержавеющей стали (по одной на каждом конце), а затем прикрепил шнек к стержню. Я проверил это, вращая удочку, чтобы увидеть, где мне нужно было подрезать шнек, где он терся о желоб. Поскольку разрезы были не идеальными, мне пришлось снять некоторые детали и отшлифовать некоторые края. Как только я убедился, что шнек будет вращаться свободно, я добавил небольшой 103/4-дюймовый (27,3 см) шкив наружного диаметра к внешней стороне стержня, убедившись, что он совпадет со шкивом из части гребнеотделителя. Я также поставил звездочку на стержень, чтобы в конечном итоге привести в действие ролики.
В нижней части машины находится дробилка. Самодельный шнек в этой секции проталкивает бесстебельный виноградный материал на ролики, сделанные из двух 2-дюймовых (5-сантиметровых) рифленых стержней из полиэтилена высокой плотности.
В конце ящика (оставив 15 дюймов/38 см в конце открытым) было место, куда должны были войти дробильные ролики. Однако теперь мне нужно было построить раму, чтобы она не касалась земли, чтобы я мог установить ее на коробку дробилки. Я прикрепил 2 x 4 к каждой стороне нижней коробки (со шнеком) и продлил ее дальше коробки в область шкива. Я использовал еще 2 x 4, чтобы соединить две доски вместе со стороны шкива. Затем я построил ноги. Я знал, что хочу иметь возможность поставить внизу ковш Rubbermaid Brute®, поэтому сделал его достаточно высоким (убедившись, что ящик для дробилки еще не построен). Кроме того, поскольку я хотел иметь возможность втягивать и выдвигать ведро, я оставил зазор в нижней части рамы. Это потребовало небольшой дополнительной работы, чтобы сделать его устойчивым (некоторые дополнительные поперечные распорки). Затем я установил шесть роликов на дно, чтобы сделать его портативным. Это позволило мне перемещать его самостоятельно, но, что более важно, теперь я мог работать с дробилками. Единственным недостатком этой высоты является то, что человек, который подает виноград, должен стоять на лестнице, чтобы подавать грозди винограда в машину. Было бы быстрее и безопаснее, если бы эта функция была ближе к земле. Очевидно, это лишило бы меня возможности размещать мои настоящие ферментеры под машиной. Таким образом, мне пришлось бы либо вручную перекачивать сусло из ведра меньшего размера, либо покупать насос для его перемещения, если бы я решил сделать эту модификацию.
Чтобы построить дробилку в конце нижней коробки (с открытым концом 15 дюймов/38 см), я построил коробку размером 17 x 10 дюймов (43 x 25 см) из 1/2-дюймовой фанеры, имел воронкообразную форму. Для этого я отрезал две части для передней и задней части, а затем взял по одной части с каждой стороны и наклонил ее так, чтобы ягоды падали к роликам. Затем я вырезал еще две части, чтобы они шли прямо вниз от этих угловых частей, чтобы создать пространство для роликов. Затем я покрыл всю эту фанеру 1⁄8-дюймовым листом HDPE.
Следующим шагом было создание роликов (см. фото на стр. 51). Ролики сложные. Первое, что я сделал, это купил два 2-дюймовых (5-сантиметровых) стержня из полиэтилена высокой плотности по 12 дюймов (30 см). Думая, что гладкие ролики могут плохо тянуть виноград между собой, я сделал канавки в роликах, чтобы им было легче захватывать виноград и раздавливать его. Для этого я установил на свой фрезерный стол 1/4-дюймовую прямую фрезу, так что 1/2 дюйма (1,25 см) фрезы торчало вверх. Затем я провел по нему стержнем, сделав угловую канавку. Я повторил это несколько раз на каждом стержне. Следующим шагом было просверлить отверстие по центру каждого ролика на токарном станке. Я сделал отверстие чуть меньше 1/4 дюйма (0,6 см) для одного из стержней и чуть меньше 1/2 (1,25 см) для другого. Пришло время собрать дробилки внутри машины. Итак, я просверлил два отверстия с каждой стороны коробки, оставив достаточно места для 1/2-дюймового (1,25 см) пространства между роликами. Я поместил небольшие нейлоновые втулки в каждое отверстие, чтобы уменьшить износ. Затем я выровнял все и вставил в центр стержень из нержавеющей стали длиной 24 дюйма (61 см) и диаметром 1/4 дюйма. Это было немного сложно, так как нужно было просунуть стержень через коробку в дробилки. Отверстия дробилки были тугими (намеренно), так что пришлось просто немного постучать, чтобы не перенапрягаться и не погнуть нержавеющий стержень.
Следующим шагом были шестерни для дробилок. Я зашел на сайт и нашел бесплатный шаблон шестерни, а затем распечатал его и приклеил на старую разделочную доску с помощью клея-карандаша. Сначала я использовал лобзик, и шестерни вышли ужасно. Для следующей попытки я использовал ленточнопильный станок, и получилось намного лучше. Затем я просверлил отверстие чуть меньше 1/4 дюйма (0,6 см) в центре одного и отверстие чуть меньше 1/2 дюйма (1,25 см) в другом и надел их на внешние стержни из нержавеющей стали. . Затем я прикрепил звездочку к 1/2-дюймовому стержню. Эта звездочка предназначалась для роликовой цепи с 40 шагами. Я просто выровнял две звездочки, измерил необходимую цепь и обрезал ее по размеру. Я прикрепил цепь, и он был готов к работе. Затем я поместил часть гребнеотделителя на лоток и установил четыре защелки, чтобы убедиться, что он останется выровненным. Я также разместил две защелки спереди и сзади части дробилки. Это позволяет мне разобрать все во время уборки.
Я также добавил защиту шкива. Это гарантировало бы, что никто не сможет случайно засунуть руку в шкивы. Для этого я сделал 1/2-дюймовый (1,25 см) фанерный ящик, скрепленный винтами, который защищает все шкивы. Прорезал отверстие для ремня, сходящего с двигателя. Я немного изменю это, чтобы заключить в капсулу двигатель. Это гарантирует, что никакие движущиеся предметы не могут быть затронуты, пока защитное ограждение находится на месте. Последним элементом безопасности будет большая кнопка аварийной остановки. Рекомендую добавить и это.
Дробилка-гребнеотделитель моторизована с использованием шестерен и шкивов. В этом дизайне используется шаблон шестеренки, найденный в Интернете. Конструкция позволяет виноделу разбирать все во время очистки.
e гребнеотделитель/дробилка в сборе. Виноград загружается сверху (с помощью стремянки), а измельченный виноград выходит в ведро внизу.
Перечень запасных частей для дробилки/дробилки
Дестеммер
Фанера 3⁄4 дюйма (2) 42 дюйма. х 16 дюймов. (стороны) (2) 16 дюймов. х 16 дюймов. (спереди/сзади) 18 1/2 дюйма x 32 дюйма (сверху)
1/2 дюйма фанера (2) 9 дюймов х 21 дюйм. (стороны ограждения шкива) 20 3⁄4 дюйма. х 21 дюйм. (передний кожух шкива) 9 1/2 дюйма. х 21 дюйм. (верхнее ограждение шкива) 16 3⁄4 дюйма. х 14 1⁄4 дюйма (верхняя часть наклонного желоба) (2) 5 1/2 дюйма. х 141⁄2 дюйма. (наклонные стороны желоба) 17 дюймов. х 8 дюймов. (угловое дно желоба) 17 дюймов. х 4 дюйма (подставка под наклонный желоб) 18 дюймов. х 15 дюймов. (задний желоб сзади) (2) 14 дюймов. х 41⁄2 дюйма. (задние стороны желоба)
1 дюйм. пиломатериал размером x ~ 8 футов (~2,4 м)
1/8 дюйма, пластик HDPE 181/2 дюйма. x 32 дюйма (сверху) (2) 16 дюймов. х 32 дюйма. (боковые стороны) 35 дюймов. х 9 дюймов. (передняя корзина для шнека) 16 дюймов. х 16 дюймов. (спереди) 39 дюймов. х 32 дюйма. (корзина дестеммера) 14 дюймов. х 14 дюймов. (для винта режущего шнека) (2) 153/4 дюйма. х 141⁄2 дюйма. (верхняя часть наклонного желоба) (2) 5 1/2 дюйма. х 141⁄2 дюйма. (угловые стороны желоба) 16 дюймов. х 8 дюймов. (угловое дно желоба) 17 дюймов. х 15 дюймов. (задний желоб сзади) (2) 14 дюймов. х 41⁄2 дюйма. (задние стороны желоба)
3⁄8 дюйма. Пластик HDPE 16 дюймов. х 16 дюймов. (переход от шнека к корзине)
11⁄2 дюйма. Пластиковый стержень из полиэтилена высокой плотности 55 дюймов
1/2 дюйма Пластиковый стержень из полиэтилена высокой плотности (20) 6 дюймов. (для пальцев)
1/2 дюйма. Пластиковая трубка с внутренним диаметром (40) 5 дюймов. (для пальцев)
2 x 4 пиломатериала 36 дюймов
Оборудование для удаления стеблей
1 1/2 дюйма Опорный подшипник 11⁄2 дюйма. Фланцевый подшипник 1⁄4 дюйма. Электродвигатель 1725 об/мин л.с. Розетка GFCI 15 А Однополюсный переключатель (7) 1⁄4 x 20 x 1 дюйм. болты с квадратным подголовком из нержавеющей стали, плоские шайбы, стопорные шайбы, гайки (корзина отбойника) 1/4 x 20 x 11/2 дюйма. болт с квадратным подголовком из нержавеющей стали, плоская шайба, стопорная шайба, гайка (2) 3/8 дюйма. х 8 дюймов. оцинкованные болты с квадратным подголовком, шайбы, гайки (2) 1/2 дюйма. х 2 дюйма болты с квадратным подголовком из нержавеющей стали, плоские шайбы, стопорные шайбы, гайка (передний фланцевый подшипник) (2) 3⁄8 дюйма х 3 дюйма оцинкованные болты (подшипник задней опоры) 12 3⁄4 дюйма. Внешний диаметр 1 1/2 дюйма шкив с внутренним отверстием и 1 канавкой 2 1/2 дюйма. Внешний диаметр, 1 1/2 дюйма. шкив с внутренним отверстием и 1 канавкой 2 дюйма. наружный диаметр, 3⁄8 дюйма шкив с внутренним отверстием и 1 канавкой Ремень 4L550 (клиновой ремень) Кронштейны из нержавеющей стали (для крепления шнека и корзины) 1/4 дюйма. х 20 х 2 дюйма Болты с квадратным подголовком из нержавеющей стали, плоская шайба, стопорная шайба, гайка (прикрепите кронштейн к стержню шнека) Коробка 3/4 дюйма. винты из нержавеющей стали 1 тюбик силикона RTV-108.
Шнек/дробилка
½ дюйма. фанера (2) 42 дюйма х 121⁄2 дюйма. (боковой шнек) (5) 16 дюймов. х 5 дюймов. (нижние опоры желоба для шнека) (2) 17 дюймов. х 10 дюймов. (дробилка спереди/сзади) ¾ дюйма. Фанера (2) 16 1⁄4 дюйма х 121⁄2 дюйма. (передний/задний шнек) (2) 5-дюймов. х 10 дюймов. (основание дробилки) (2) 5 дюймов. х 7 дюймов. (основание дробилки) 1⁄8 дюйма. Пластик HDPE (3) 16 1⁄4 дюйма. х 121⁄2 дюйма. (передний/задний шнек) 32 дюйма. х 27 дюймов. (лоток шнека) (2) 5 дюймов х 10 дюймов. (база дробилки) (2) 5 дюймов х 7 дюймов. (основание дробилки) (2) 17 дюймов. х 10 дюймов. (дробилка спереди/сзади) 20 дюймов. х 20 дюймов. (для резки шнеков)
Сделай сам Отбойник для бедняков | Winemaking Talk
JavaScript отключен. Для лучшего опыта, пожалуйста, включите JavaScript в вашем браузере, прежде чем продолжить.
Автор темы Зеленая зависть22
Дата начала
Help Support Winemaking Talk — Winemaking Forum:
GreenEnvy22
Старший член
#1
В прошлом я в основном не беспокоился об удалении плодоножек с винограда, поскольку это занимало слишком много времени. У меня есть дробилка, их можно найти довольно дешево на сайтах типа Craigslist/Kijiji, но дестеммеров обычно намного больше.
На этой неделе я искал информацию о том, как сделать самодельный, и хотя я все еще хочу построить что-то автоматическое, что можно было бы подключить к моей дробилке, я нашел дешевое и простое решение, которым решил поделиться.
У нас есть несколько мини-теплиц, которые мы используем весной для выращивания семян для нашего огорода. На них есть полки из зеленой проволочной сетки. Я взял 3 таких и соединил их вместе, слегка сместив друг друга, чтобы уменьшить зазор между каждым проводом.
Сделав это, я положил его на одного из своих животных и положил горсть виноградных гроздей. перемещая их руками из стороны в сторону, весь виноград упал в корзину, оставив большую часть стеблей наверху.
Мне нужно было пройти 3 уха, и это заняло у меня чуть меньше часа. В следующий раз, наверное, быстрее. Так что, если кто-то собирает меньшее количество винограда и удаляет плодоножки вручную, это может сэкономить вам время.
Вот установка стеллажей. Простое перекатывание/очистка кластеров взад и вперед здесь работало довольно хорошо.
Удаление стеблей завершено, готово.
Дробление завершено.
ЛюбовьВино
Участник
#2
Хорошая работа. Я использую что-то похожее, натянутую на дубовую раму тонкую проволочную сетку.
Бернард Смит
Старший член
#3
Я не делаю вина из винограда, поэтому мне не приходилось думать об отделении от гребней, но интересно — и по совпадению, в среду, 1 ноября, Эрик Азимов в статье в NY Times — Delicious and Beyond рассказывает о том, как некоторые виноделы в долине Роны предпочитают не выбрасывать стебли, чтобы усилить «пикантный» вкус, который добавляется к винограду, вместе с большей сложностью танинов, которые стебли добавляют в их вина. .
вакуумный насос
Поставщик
#4
Я использовал свою дробилку и пластиковый ящик для молока, чтобы отделить стебли от небольших партий, иначе я возьму дробилку / депаратизатор моих друзей
Стресс-ребенок
Просто член
#5
Это похоже на трюк с подставкой для печенья/бузины.
Закалка металла позволяет произвести некоторые изменения в его структуре, сделав ее более мягкой или наоборот твердой. При закалке очень многое зависит не только от самого нагрева, но и от процесса и времени охлаждения. В основном производители производят закалку стали, делая изделие более прочным, однако, может быть произведена и закалка меди, если возникает такая необходимость. Закалка меди производится при помощи использовании метода отжига. Во время термообработки медь можно сделать более мягкой или более твердой в зависимости от того, для чего она будет применяться в дальнейшем. Однако важно помнить, что способ закалки меди значительно отличается от того, при помощи которого закаливается сталь.
Поиск данных по Вашему запросу:
Схемы, справочники, даташиты:
Прайс-листы, цены:
Обсуждения, статьи, мануалы:
Дождитесь окончания поиска во всех базах.
По завершению появится ссылка для доступа к найденным материалам.
Содержание:
Принципы закалки металла в домашних условиях
3 способа самостоятельной закалки металла
Как закалить олово?
Отжиг, закалка и термическая обработка меди
Сайт, Милена Драгомирова
Вопрос по закалке меди.
18. Медь, ее свойства, применения. Медные сплавы. Примеры.
Плавление меди в домашних условиях: пошаговая инструкция, видео
Отжиг металлов меди и латуни
ПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: Опыты по химии. Закалка и отпуск стали
Принципы закалки металла в домашних условиях
Отбеливание и отбеливающие растворы. Отбеливание — это помещение изделия в кислоту. Выпускаемые промышленностью растворы отбелов «Спарекс» Sparex 2. Они работают медленнее кислот, но менее коррозионно-активны и менее опасны в работе.
Раствор не следует кипятить, так как выделяются опасные пары. Активное вещество в этих отбелах — бисульфат натрия. Эти растворы эффективны для серебряных и золотых сплавов, латуни, бронзы и меди. Его не следует применять для отбеливания стерлингового серебра. Можно использовать холодным или подогретым до. Никелевый отбел при кипении выделяет опасные вещества. Если оставить в нем металл надолго, возможно значительное травление изделий.
Действующие вещества этого отбела -бисульфат натрия и бихромат калия. Некоторые предпочитают готовить отбелы самостоятельно. Такие отбелы представляют собой разбавленные кислоты и при работе с ними требуют осторожности. Помните, что следует понемногу приливать кислоту к воде и никогда наоборот. Иначе может произойти разбрызгивание и интенсивное выделение испарений, что очень опасно. Отбеливающие растворы в ходе работы насыщаются ионами меди. Если в такой раствор поместить железный или стальной предмет, медь осядет на всех золотых или серебряных изделиях, находящихся в данный момент в растворе.
При удалении такого предмета выделение меди прекращается. Растворы отбедов для самостоятельного приготовления. Отбеливающие растворы удаляют СиО -оксид меди II — черного или серого цвета. Красный оксид одновалентной меди, Си.
Его образование типично для стерлингового серебра и низкопробных сплавов золота. Это явление можно свести к. Последствия пережога можно ликвидировать или уменьшить химическими способами. Так как оксид находится под поверхностью металла, применение абразивов само по себе обычно безрезультатно. Погрузите изделие на несколько секунд, поверхность потемнеет, сполосните, обработайте щеткой.
Повторяйте до полного устранения. Осторожно: эти химикаты чрезвычайно ядовиты, обращайтесь с осторожностью и избегайте вдыхать испарения. Нагрейте до образования тонкой пленки оксида, погрузите в свежий отбел, ополосните, осторожно обработайте щеткой.
Повторите 35 раз. Золочение травлением. Раствор N2 3. Электроотслаивание процесс,. Подают ток при напряжении В в течение 5 секунд. При необходимости повторите Тщательно промойте.
3 способа самостоятельной закалки металла
Термической обработке подвергают и медь. При этом медь можно сделать либо более мягкой, либо более твердой. Однако в отличие от стали закалка меди происходит при медленном остывании на воздухе, а мягкость медь приобретает при быстром охлаждении в воде. Проволока или трубка после этого станет твердой.
с медью. Это допустимо, поскольку легирование их другими элементами (Мg, раствора меди валюминии (закалка без полиморфного превращения).
Как закалить олово?
Аналогичная тема по меди, бронзам и латуни здесь. Закалка бериллиевой бронзы. Старение при градусов, если не изменяет память ч. Впрочем если деталь не сильно ответственная и тонкостенная, то можно и 1ч. Мы ленту до 0,5 делаем без закалки, сразу старение. После старения и появятся упругие свойства. Вопрос по БрБ2.
Отжиг, закалка и термическая обработка меди
Как можно закалить металл в домашних условиях, наверное, знает каждый мастер, работающий со слесарным или столярным инструментом. Считается, что для этого достаточно разогреть изделие докрасна, а затем охладить его в емкости с водой. Однако в домашней мастерской этим способом можно получить только твердый и хрупкий металл, который вполне подходит для стамесок и ножей, но непригоден для молотков, кернеров или зубил. Режимы термообработки зависят от марки стали и требуемых параметров изделия после закалки, а к ним относятся не только твердость, но и прочность, износостойкость, пластичность и вязкость.
При изготовлении металлические изделия подвергают дополнительной термообработке.
Сайт, Милена Драгомирова
Процесс закалки стали позволяет повысить твердость изделия примерно в раза. Многие производители проводят подобный процесс на момент производства продукции, однако в некоторых случаях ее следует повторить, так как твердость стали или другого сплава имеет малый уровень. Именно поэтому многие задаются вопросом, как закалить металл в домашних условиях? Закалка металла в домашних условиях. Для того чтобы провести работу по закалке стали нужно учитывать то, как выполняется подобный процесс правильно.
Вопрос по закалке меди.
Вас интересует термическая обработка: отжиг, закалка медного проката? Цена оптимальная. Чтобы получить равновесную структуру без внутренних напряжений, полуфабрикаты подвергают двухступенчатому отжигу. Вас интересует термическая обработка: отжиг, закалка меди? Поиск по сайту. Контактный телефон. Главная Справочник Медь, латунь, бронза Медь справка Обработка, прокатка и деформирование меди. Отжиг, закалка и термическая обработка меди Резка и сверление меди.
Однако в отличие от стали закалка меди происходит при медленном остывании на воздухе, а мягкость медь приобретает при быстром охлаждении в.
18. Медь, ее свойства, применения. Медные сплавы. Примеры.
Просмотр полной версии : Медные шайбы в гидросистемах. Форум Velomania. Имеются тормоза Hope Mono mini. Поменял гидролинию.
Плавление меди в домашних условиях: пошаговая инструкция, видео
Войти Регистрация Восстановление пароля Вы можете войти через одну из учетных записей:. Вы можете войти через одну из учетных записей:. Получить ссылку на изменение пароля. Все Коллективные Персональные Найти. Доброго времени суток, господа.
Отбеливание и отбеливающие растворы.
Отжиг металлов меди и латуни
Кристаллическая решетка ГЦК с периодом а 0, ям. Технические и технологические свойства меди: высокие электро— и теплопроводность, достаточная коррозионная стойкость, хорошая обрабатываемость давлением, свариваемость всеми видами сварки, хорошо поддается пайке, легко полируется. У чистой меди небольшая прочность и высокая пластичность. К недостаткам меди относятся:. Различают две основные группы медных сплавов: латуни — сплавы меди с цинком; бронзы — сплавы меди с другими элементами.
Log in No account? Create an account. Remember me.
Закалка меди
Под термической обработкой цветного металла понимается нагрев до определенной температуры, после чего следует охлаждение с определенной скоростью. Общая эффективность термической обработки цветного металла зависит от его предшествующей обработки, от температуры и скорости нагрева, продолжительности выдержки при этой температуре и скорости охлаждения. Процессы термической обработки цветных металлов можно разделить на две основные группы: термическая обработка, целью которой является получение структуры, максимально приближающейся к равновесному состоянию, и термическая обработка, целью которой, наоборот, является достижение неравновесного состояния. В некоторых случаях обе упомянутые группы процессов взаимно перекрываются. К первой группе относятся рекристаллизационный отжиг деформированного материала, далее отжиг для снятия внутренних напряжений и, наконец, гомогенизационный отжиг отливок.
Поиск данных по Вашему запросу:
Закалка меди
Схемы, справочники, даташиты:
Прайс-листы, цены:
Обсуждения, статьи, мануалы:
Дождитесь окончания поиска во всех базах.
По завершению появится ссылка для доступа к найденным материалам.
Содержание:
Энциклопедия по машиностроению XXL
Вы точно человек?
Вопрос по закалке меди.
Чем различаются технологии цементации и индукционной закалки?
Особенности отжига меди
Термическая обработка цветных сплавов
Отжиг, закалка и термическая обработка меди
ПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: Восстановление меди в пламени горелки/Recovery of copper in the flame
Как оставлять свои сообщения Предупреждение и вечный бан для постоянных нарушителей. Автор kimsos Технологии. Автор Злой Спроси совет. Автор TANk Акустические системы. Клуб DiyAudio Звук в твоих руках! Добро пожаловать, Гость. Пожалуйста, войдите или зарегистрируйтесь. Автор Тема: Обработка меди. Прочитано раз. Цитата: drummer от 27 Августа , Цитата: SixtySeven от 28 Августа , Цитата: Sergey49 от 28 Августа , Цитата: Horri от 28 Августа , Да, металлурги они те еще теоретики.
Цитата: ДДО от 28 Августа , Дюраль тоже кстати закаливают. Знакомый кузнец по секрету мне поведал: нагреваеш медяшку до красна и в серу. Много лет уже прошло а так и не довелось попробовать. Правда или нет что закалится и станет отожжёная снова пружинистой. Цитата: yurkov от 28 Августа , А что смешного? Она ведь такая и есть. А я вот заметил одну особенность при разборке залитых лаком трансов: при долгом проваривании в воде несколько часов провод с этих трансов становится очень мягким.
Правда, лаку тоже кирдык приходит. Насчет жесткости литца — вопрос спорный, поскольку имею разный, и весьма мягкий в том числе. У нас в цехе ТАИ, для манометров, рубят шайбы из листовой меди.
Потом их нанизывают на стальку, греют резаком сварщик знает да какого цвета и опускают эти «бусики» в воду. Шайбы становятся мягкими. Используют берут в случае нужды нужное количество. Если залежались не знаю сколько по времени , «ожерелье» несут к сварному и процесс повторяется.
Цитата: drummer от 28 Августа , Надо было 0. Цитата: hippo64 от 28 Августа , Сегодня сил уже нет, завтрема найду песок, медь листовая есть, фен тоже. Таки проверю.
Безопасный общедоступный состав для травления меди в домашних условиях. Перенесено: Обработка меди. Все материалы форума защищены законом об авторском праве. При публичном использовании, цитировании или копировании обязательна ссылка на форум с указанием конкретного имени или ника автора материала. Powered by SMF 2.
Вы точно человек?
Войти Регистрация Восстановление пароля Вы можете войти через одну из учетных записей:. Вы можете войти через одну из учетных записей:. Получить ссылку на изменение пароля. Все Коллективные Персональные Найти.
Для алюминиевых сплавов медь — основной второй компонент, и поэтому структурные Закалка применяется для повышения прочности сплавов.
Вопрос по закалке меди.
В зависимости от химического состава сплавы подразделяются на термически неупрочняемые и термически упрочняемые. Первые или вообще не подвергают никакой термообработке как например, многие сплавы на основе меди, алюминиевые сплавы типа АД1, АМЦ и др. Вторые также могут поставляться без термообработки в состоянии после прессования или после отжига, но их можно и упрочнять путем закалки и старения. Впервые основы теории термической обработки металлических сплавов разработал великий русский металлург Д. Операция отжига заключается в нагреве металла до определенной температуры, характерной для данного сплава, выдержке при этой температуре и медленном охлаждении. В результате отжига металл становится более мягким, пластичным. Поэтому часто отжиг применяют для тех пресс-изделий, которые подвергают дальнейшей обработке давлением. Например, прессуют пруток из алюминиевого сплава Д Этот пруток служит заготовкой для последующего волочения на проволоку меньшего диаметра.
Чем различаются технологии цементации и индукционной закалки?
Вас интересует термическая обработка: отжиг, закалка медного проката? Цена оптимальная. Чтобы получить равновесную структуру без внутренних напряжений, полуфабрикаты подвергают двухступенчатому отжигу. Вас интересует термическая обработка: отжиг, закалка меди?
Как оставлять свои сообщения Предупреждение и вечный бан для постоянных нарушителей.
Особенности отжига меди
Отжиг меди. Термической обработке подвергают и медь. При этом медь можно сделать либо более мягкой, либо более твердой. Однако в отличие от стали закалка меди происходит при медленном остывании на воздухе, а мягкость медь приобретает при быстром охлаждении в воде. Проволока или трубка после этого станет твердой. Если необходимо выгнуть трубку, ее плотно заполняют песком, чтобы избежать сплющивания и образования трещин.
Термическая обработка цветных сплавов
Растворимость большинства компонентов в алюминии при понижении температуры уменьшается рис. Алюминиевые сплавы не претерпевают полиморфных превращений, и их упрочняющая термическая обработка закалка и старение обусловлена уменьшением растворимости легирующих элементов в матричном твердом растворе при понижении температуры от эвтектической или перитектической до комнатной. Закалка алюминиевых сплавов — заключается в нагреве их до температуры, при которой избыточные интерметаллидные фазы, полностью или большей частью растворяются в алюминии, выдержке при этой температуре и быстром охлаждении до комнатной температуры для получения пересыщенного твердого раствора. Сущность закалки без полиморфных превращений заключается в насыщении твердого раствора легирующими элементами и точечными дефектами до концентраций, соответствующих выбранной температуре нагрева, а также в фиксации полученного состояния сплава в результате резкого охлаждения. Свойства закаленных алюминиевых деформируемых сплавов и кинетика последующего старения во многом определяются степенью пересыщения твердого раствора легирующими элементами, зеренной структурой, которая окончательно может формироваться в процессе нагрева под закалку, а также плотностью и типом дефектов кристаллического строения закалочного роисхождения. С увеличением степени пересыщения твердого раствора легирующими элементами повышается прочность закаленных сплавов, что можно объяснить непосредственным взаимодействием дислокаций с растворенными атомами, а также с некоторым изменением дислокационной структуры в сплаве.
Сплавы, содержащие от 0,2 до 5,7 % меди (см. рис. ), способны закаливаться (причем эффект закалки возрастает с увеличением содержания.
Отжиг, закалка и термическая обработка меди
Закалка меди
При изготовлении металлические изделия подвергают дополнительной термообработке. После нагревания изменяются характеристики материала, улучшается структура. Для этого не нужно покупать дорогое оборудование, можно сделать закалку металла в домашних условиях. Чтобы не допустить ошибок, необходимо знать нюансы процедуры, разбираться в технологическом процессе.
Источник: Николаев Е. Термическая обработка металлов токами высокой частоты М. Зарегистрироваться Запросить новый пароль. Медь применяют для производства листов, ленты, проволоки методом холодной деформации. Сплав меди с цинком называют латунью.
Выбор металла. При работе с металлами необходимо учитывать их свойства.
Я специалист множества областей науки- хобби, техника, оборудование, а, Общество, я, любовь, рефераты, Образование. Есть вопросы ко мне как с специалисту? С помощью каких эффектов и движения можно максимально «оживить» фотографию в слайдах? С помощью каких эффектов и движения можно максимально «оживить» фотографию в слайдах Можно ли так переводить фамилии? Как Вы относитесь к национализму, во всех его формах!?
Цвет каления: стали Температура нагрева «С Темно-коричневый заметен в темноте — Коричнево-красный — Темно-красный — Темно-вишнево-красный — Вишнево-красный — Светло-вишнево-красный — Светло-красный — Оранжевый — Темно-желтый — Светло-желтый — Ярко-белый — Изготовление корпусной мебели. Необходимость термической обработки. Термическую обработку стальных деталей проводят в тех случаях, когда необходимо либо повысить прочность, твердость, износоустойчивость или упругость детали или инструмента, либо, наоборот, сделать металл более мягким, легче поддающимся механической обработке.
Закалка медных сплавов
Медные сплавы, упрочняемые термической обработкой, делятся на два основных типа: те, которые размягчаются при высокотемпературной закалке и упрочняются при низкотемпературной обработке, и те, которые упрочняются закалкой от высоких температур по реакциям мартенситного типа. Сплавы, упрочняющиеся при низко- и среднетемпературных обработках после закалки на раствор, включают дисперсионное твердение, спинодальное твердение и упорядоченное твердение. К закалочным сплавам относятся алюминиевые бронзы, никель-алюминиевые бронзы и некоторые медно-цинковые сплавы. Сплавы, упрочненные закалкой, обычно подвергают отпуску для повышения ударной вязкости и пластичности, а также снижения твердости аналогично тому, как это делается для легированных сталей.
Медные сплавы, упрочняемые термической обработкой, делятся на два основных типа: те, которые смягчаются высокотемпературная закалка и закалка при более низкой температуре обработки, а также те, которые упрочняются закалкой из при высоких температурах за счет реакций мартенситного типа.
Сплавы, твердеющие при низких и средних температурах обработка после закалки раствором включает осаждение упрочнение, спинодальное упрочнение и порядковое упрочнение. К закалочным сплавам относятся алюминиевые бронзы, никель-алюминиевые бронзы и несколько медно-цинковых сплавов. Сплавы, упрочненные закалкой, обычно подвергают отпуску для улучшения прочность и пластичность и уменьшить твердость таким образом, аналогично легированным сталям.
Низкотемпературные упрочняемые сплавы
Для сравнения в Таблице 1 приведены примеры различные виды низкотемпературных упрочняемых сплавов, а также типичные термообработки и достижимые уровни свойств для эти сплавы.
Сплав C18000 (81540) должен пройти двойное старение, обычно 3 часа. при 540°С, затем 3 ч при 425°С.
Сплавы дисперсионного твердения
Большинство медных сплавов дисперсионно-твердеющего типа находят использование в электрических и теплопроводных приложениях. Жара поэтому лечение должно быть направлено на развитие необходимого механическая прочность и электропроводность. результирующая твердость и прочность зависят как от эффективность тушения раствором и контроль обработка осаждением (старение) («старение» или «старение» применяется в термической практике в качестве заменителей термины «осаждение» или «спиноидальное затвердевание»).
Медные сплавы упрочняются обработкой при повышенных температурах. а не старение от температуры окружающей среды, как в случае некоторых алюминиевые сплавы. Электропроводность увеличивается непрерывно со временем, пока не будет достигнут некоторый максимум, обычно в полностью осажденном состоянии. Оптимум обычно предпочтительное состояние возникает в результате осаждения обработка температуры и продолжительности чуть выше тех, которые соответствуют пику старения твердости. Холодная обработка перед атмосферное старение имеет тенденцию улучшать термообработанные твердость.
В случае низкопрочных деформируемых сплавов, таких как C18200 (Cu-Cr) и C15000 (Cu-Zr), некоторая твердость после термообработки можно пожертвовать для достижения повышенной проводимости, с окончательным твердость и прочность повышаются при холодной обработке. Два Обработка осадками необходима для развития максимальная электропроводность и твердость в сплаве C18000 (Cu-Ni-Si-Cr) из-за двух различных механизмов осаждения.
При дисперсионном твердении на мельнице дополнительно обработка после изготовления деталей не требуется. Тем не менее, может оказаться желательным снять напряжение с частей, чтобы снять их. напряжения, возникающие при изготовлении, особенно для высоко сформированные пружины консольного типа и сложные механически обработанные формы которые требуют максимального сопротивления расслаблению при умеренной повышенные температуры.
Трансформационное упрочнение
Трансформационная закалка упрочняет некоторые сплавы за счет вызывая фазовый переход в более твердую и сильную фазу. Двухфазные алюминиевые бронзы и некоторые марганцевые бронзы подвергнуты закалке и отпуску для увеличения прочности без чрезмерного ущерба пластичности.
Эти сплавы закаляются быстрым охлаждением с высокой температуры. температуры для получения структуры мартенситного типа, и затем закаляют при более низкой температуре, чтобы стабилизировать структуру и частично восстановить пластичность и ударную вязкость.
Двухфазные алюминиевые бронзы. Бинарные медно-алюминиевые сплавы имеют две стабильные фазы при комнатной температуре, когда алюминий содержание от 9,5 до 16%. Когда другие элементы (особенно от 1 до 5% железа), соответствующий алюминий содержание для двухфазных сплавов составляет от 8 до 14%. Закалка и отпуск может упрочнить любой из двухфазных сплавов. В температурах от 815 до 1010°C, два комнатных фазы превращаются в бета так же, как альфа плюс Fe3C в стали превращается в аустенит. Быстрое гашение образует твердую хрупкую структуру из-за образования метастабильная, упорядоченная, плотноупакованная гексагональная бета, которая называется мартенситным бета. Закалка маслом и водой используются в коммерческих целях.
Отпуск в течение 2 ч при температуре от 595 до 650 °С вызывает повторное осаждение. мелкодисперсного альфа в отпущенной бета-мартенситной структуре, снижение твердости при одновременном повышении пластичности и прочности.
Никель-алюминиевые бронзы, хотя и более сложные, реагируют на аналогичная закалка и отпуск. Никельсодержащие сплавы, такие как C95500 и C63000 закаливаются до более высокой твердости и более восприимчивы к закалке растрескивание в тяжелых и/или сложных сечениях, что делает масло желательно закалка.
Литые двухфазные алюминиевые бронзы часто нормализуют нагрев до 815°С, охлаждение в печи примерно до 550°С и затем охлаждение на воздухе до комнатной температуры. Это лечение обеспечивает равномерную твердость и улучшает обрабатываемость.
Спинодально-твердеющие сплавы
Сплавы, упрочняющиеся спинодальным распадом, упрочняются обработка аналогична той, которая используется для дисперсионного твердения сплавы. Создается мягкая и пластичная спинодальная структура. обработкой высокотемпературным раствором с последующей закалка. Материал может быть подвергнут холодной обработке или формован в этом условие. Низкотемпературный спинодальный распад лечение, обычно называемое старением, затем используется для повысить твердость и прочность сплава.
Спинодально-твердеющие сплавы в основном представляют собой медно-никелевые сплавы. с добавками хрома или олова. Механизм затвердевания такой связано с нарушением смесимости в твердом растворе и не не приводит к выпадению осадков. Механизм спинодального отверждения приводит к химической сегрегации альфа-кристаллической матрицы в очень мелком масштабе и требует электронного микроскопа, чтобы различать металлографические эффекты. Поскольку нет кристаллографического происходят изменения, сплавы со спинодальным упрочнением сохраняют отличные стабильность размеров при затвердевании.
Упрочняющие сплавы
Некоторые сплавы, как правило, почти насыщенные легирующий элемент, растворенный в альфа-фазе, будет подвергаться реакции упорядочения, когда сильно наклепанный материал отжигается при относительно низкой температуре. Сплавы C61500 , C63800 , C68800 и C69000 являются примерами медных сплавов, проявляющих такое поведение. Укрепление объясняется ближним упорядочением атомов растворенного вещества внутри медной матрицы, что сильно препятствует движению дислокации по кристаллам.
Обработка низкотемпературным отжигом также действует как антистрессовая обработка, повышающая предел текучести за счет уменьшение концентрации напряжений в решетке в фокусах дислокационных скоплений. В результате отожженные по порядку сплавы обладают улучшенными стресс-релаксационными свойствами.
Отжиг порядка производится за относительно короткое время при относительно низкие температуры, как правило, в диапазоне от от 150 до 400°С. Из-за низкой температуры нет специального требуется защитная атмосфера. Закалка порядка часто делается после последнего шага изготовления, чтобы полностью преимущество антистрессового аспекта лечения, особенно там, где требуется устойчивость к релаксации напряжения.
Закалка и отпуск
Закалка и отпуск используются в основном для алюминия. бронзовые и никель-алюминиевые бронзовые сплавы, а иногда и для некоторых литейных сплавов марганцевой бронзы с эквивалентами цинка от 37 до 41%. Алюминиевые бронзы с содержанием Al от 9 до 11,5% и никелево-алюминиевые бронзы с содержанием 8,5-11,5% Al , ответ практическим способом закалки по мартенситному типу реакция. Сплавы с более высоким содержанием алюминия обычно слишком подвержены закалочному растрескиванию, в то время как те, у которых меньше содержание алюминия не содержит достаточного количества высокотемпературного бета фаза ответа на закаливающие процедуры.
Медь можно закалить | Maclean’s
Медь может быть закалена
С прочностью на растяжение выше, чем у стали, возможны многие новые применения.
WILLIAM E. GAMMON
НОВЫЙ процесс закалки меди, который может оказать важное влияние на промышленность, описан Уильямом Э. Гэммоном в Review of Reviews.
«Как и все товары первой необходимости, медь подвержена депрессии. За последние полтора года производители поседели, довольствуясь экономической аксиомой о том, что мир не может долго обходиться без металла.
«Тем временем тихие исследования направлены на омоложение отрасли и этого векового ресурса. Аладдин промышленности в облике профессора колледжа, доктора Кертиса Л. Уилсона из Горной школы Монтаны в Бьютте, которому еще не исполнилось тридцати пяти, привнес в завоевание меди молодость, энергию и науку.
«В грубом обращении кроется секрет так называемого утерянного искусства закалки меди — искусства, существовавшего только в мифах, чтобы его передавали ничего не подозревающим поколениям археологи, чья сильная сторона заключалась не в металлургии, а в других областях. Тем не менее, медь можно закаливать до тех пор, пока ее прочность на растяжение не станет на 100 % выше, чем у конструкционной стали.
«Этот процесс рассматривается металлургами, руководителями промышленных предприятий и множеством производственных концернов как крупный вклад как в науку, так и в промышленность, обеспечивающий новое рождение металла, который уже имел счастливый опыт двух юношей.
«Это иллюстрирует отношение доктора Уилсона к исследованиям, что закалка меди не была основным объектом первоначального исследования, которое привело его к совершенствованию процесса. Твердость была лишь второстепенным объектом исследования, который был официально зарегистрирован в Горной школе. график как «исследование свойств меди, содержащей небольшое количество никеля и кремния».0004
«Такой сплав ранее производился г-ном М. Г. Корсоном, но никаких критических отчетов о его металлургии не было сделано, и он не был адаптирован для промышленности. Для того, чтобы получить эти данные, чтобы полностью охватить ограниченную область исследований, указанную в названии предприятия, и была начата работа.
«Интерес к масштабам и значению исследования получил огромный импульс, когда первые результаты показали д-ру Уилсону, что твердость была не просто случайным свойством медного сплава, но тем свойством, которым можно было положительно управлять. Эксперименты были начаты немедленно. Чтобы доказать или опровергнуть эту теорию. Месяцы спустя доктор Уилсон и его коллеги смогли сказать, что происходит с медью, когда добавляются небольшие проценты никеля и кремния. Что еще более важно, они нанесли на график критическое соотношение времени и температура на начальном этапе процесса, простая термическая обработка, с помощью которой меди, чистоте 98%, можно придать прочность на растяжение 130 000 фунтов на квадратный дюйм. Это в два раза превышает прочность на растяжение конструкционной стали. , однако полученный металл обладает основными характеристиками чистой меди.
«Кусочек красного металла помещен в трубку из плавленого кварца, через которую мы можем наблюдать за его необычным туалетом. Доктор Уилсон соединяет трубку с аппаратом, который пропускает постоянный поток газообразного водорода через медь и медленно нагревает трубку небольшим газовым пламенем. Водород служит только для защиты металла от кислорода воздуха; и так как кислород, введенный в трубку с металлом, отгоняется теплом, медь обнаруживает себя как блестящая серебристая масса.
«Успех доктора Уилсона отчасти объясняется тем, что вещи не такие, какими кажутся. Первобытный человек считал
мир плоским, потому что он выглядел плоским. Он, например, считал небо перевернутой чашей. Для него солнце вставало с одной стороны и садилось с другой. Это был мир первых впечатлений. Наука теперь отменила медь, чтобы быть другим, чем кажется. С помощью рентгеновских лучей и микроскопа мы узнаем, что слиток меди на самом деле представляет собой массу кристаллов меди; а если мы сделаем еще один шаг, то узнаем, что сам кристалл состоит из более мелких атомов, каждый из которых представляет собой миниатюрную солнечную систему.
«Все это нам дала новая наука о металлографии; эти знания накапливались медленно на протяжении многих лет; они появились одновременно с использованием микроскопа и рентгеновских лучей. Потому что длина чрезвычайно коротких рентгеновских лучей составляет О расстоянии между атомами в кристалле металла металлурги смогли нанести на бумагу замысловатые атомные узоры металла.
«В меди этот узор напоминает яблоневый сад, атомы лежат взаимно перпендикулярными рядами. когда медь подвергают деформации, ударам молотком или изгибу, эти кристаллы скользят друг относительно друга по хорошо очерченным плоскостям, наблюдаемым в микроскоп.0004
«При ударе по меди происходит проскальзывание сначала по одной плоскости, потом по другой. Кристаллы сжимаются и деформируются до тех пор, пока они не станут более плотными. Это заставляет металл оказывать большее сопротивление внешнему напряжению; другими словами, стать твердым. Кованая медь была первой твердой медью, хотя и не такой твердой по сравнению с последующими бронзами.
«Подобно тому, как первая медь, используемая человеком, была самородным металлом, найденным в ручьях и обнажениях, таких как залежи Верхнего озера, которые использовались американскими индейцами задолго до прихода белого человека, — так и первые изделия из бронзы были результатом плавление медных руд, содержащих олово. Это не были настоящие сплавы, поскольку сплав представляет собой целенаправленную смесь металлов. Олово не встречается в самородном или металлическом состоянии и в то раннее время, вероятно, не выплавлялось из его руды. Позже настоящие бронзы производились путем смешивания отдельных руд меди и олова.0004
«И олово, и медь — мягкие металлы, но сплав — бронза — сравнительно твердый. Имея в виду аналогию с яблоневым садом, интересно посмотреть, что происходит, когда небольшой процент олова
расплавляется с медью. Рентгеновский снимок показывает, что атомы олова вытесняют атомы меди в рядах точно так же, как садовод мог бы через равные промежутки времени посадить персиковые деревья в своем яблоневом саду. Кроме того, атомы олова, будучи крупнее атомов меди, проникают дальше в промежутки между рядами. Следовательно, они действуют примерно так же, как тормозные колодки в автомобиле или песок на железнодорожных путях. Они служат для замедления проскальзывания по плоскостям.
«Похоже, что препятствием, которое доктор Уилсон преодолел при закалке меди, является тенденция кристаллов металла скользить друг по другу. Кремний и никель сплавляются с медью; они усваиваются так же, как чайная ложка сахара усваивается в стакане воды. Сплав закаливают в воде, что делает возможным сохранение в твердой форме структурного качества, в чем-то аналогичного жидкому раствору сахара и воды.
«В этом состоянии медь мягкая. С ней можно обращаться так же легко, как с другими мягкими сплавами, особенно с латунью. Она сохраняет выдающиеся характеристики чистой меди, так что из нее можно нарезать шестерни, вытягивать в проволоку или кабель, или иным образом сфабрикованы.
«Затем сплав помещают в нагревательную печь и медленно обжигают в течение часа при температуре около 500 градусов. Эта окончательная обработка приводит к тому, что силицид никеля, теперь равномерно рассеянный по меди, выпадает в осадок, точно так же, как сахар осаждается на краю стакана, когда вода испаряется из раствора.
«Опять вспоминая аналогию с яблоневым садом, исследуют сплав под микроскопом и рентгеном. Между рядами атомов, соответствующими проходам между деревьями, выпали мельчайшие частицы силицида никеля. Предотвращается проскальзывание кристаллов при растяжении металла.
«То, какое применение будет иметь новый сплав, пока неизвестно. Но множество производственных концернов исследуют твердую медь с целью адаптации ее к своим операциям. Кажется, что это может произвести революцию в искусстве гравера; что это может позволить огромную экономию на литейных заводах и фабриках, где изготавливаются шестерни, колеса и другие тяжелые детали; что он может заменить кадамовый медный контактный провод наших уличных железных дорог; что его можно широко использовать в производстве деталей машин, где требуется высокая прочность на растяжение в дополнение к другим особым свойствам меди».
Аргон — инертный одноатомный газ без цвета, вкуса и запаха. Третий по распространённости элемент в земной атмосфере (после азота и кислорода) — 0,93 % по объёму и 1,29 % по массе. Аргон — самый распространённый инертный газ в земной атмосфере, в 1 м3 воздуха содержится 9,34 л аргона (для сравнения: в том же объеме воздуха содержится 18,2 см3 неона, 5,2 см3 гелия, 1,1 см3 криптона, 0,09 см3 ксенона). Есть аргон и в воде, до 0,3 см3 в литре морской и до 0,55 см3 в литре пресной воды. Его среднее содержание в земной коре (кларк) — 0,04 г на тонну, что в 14 раз больше, чем гелия, и в 57 — чем неона. Получается, что на Земле аргона намного больше, чем всех прочих элементов его группы, вместе взятых.
Содержание аргона в мировой материи оценивается приблизительно в 0,02 % по массе. Аргон (вместе с неоном) наблюдается на некоторых звездах и в планетарных туманностях. В целом его в космосе больше, чем кальция, фосфора, хлора, в то время как на Земле существуют обратные отношения.
Физические свойства
Аргон — одноатомный газ с температурой кипения (при нормальном давлении) -185,9 °C (немного ниже, чем у кислорода, но немного выше, чем у азота). Температура плавления -189,4°С. В 100 мл воды при 20 °C растворяется 3,3 мл аргона, в некоторых органических растворителях аргон растворяется значительно лучше, чем в воде.
Химические свойства
Название «аргон» (от греч. — ленивый, медленный, неактивный) — подчеркивает важнейшее свойство элемента — его химическую неактивность.
Пока известны только 2 химических соединения аргона — гидрофторид аргона и CU(Ar)O, которые существуют при очень низких температурах. Кроме того, аргон образует эксимерные молекулы, то есть молекулы, у которых устойчивы возбужденные электронные состояния и неустойчиво основное состояние. Также со многими веществами, между молекулами которых действуют водородные связи (водой, фенолом, гидрохиноном и другими), образует соединения включения (клатраты), где атом аргона, как своего рода «гость», находится в полости, образованной в кристаллической решётке молекулами вещества-хозяина.
Получение
Получают аргон как побочный продукт при разделении воздуха на кислород и азот. Обычно используют воздухоразделительные аппараты двукратной ректификации, состоящие из нижней колонны высокого давления (предварительное разделение), верхней колонны низкого давления и промежуточного конденсатора-испарителя. В конечном счете азот отводится сверху, а кислород – из пространства над конденсатором. Летучесть аргона больше, чем кислорода, но меньше, чем азота. Поэтому аргонную фракцию отбирают в точке, находящейся примерно на трети высоты верхней колонны, и отводят в специальную колонну. Дальше следует очистка «сырого» аргона от кислорода (химическим путем или адсорбцией) и от азота (ректификацией).
Классификация аргона по сортам
Аргон обеспечивает хорошую защиту сварочной ванны. В зависимости от назначения и содержания этот газ делится на три сорта. Высший сорт аргона (99,99% Ar) используется для сварки, химически активных металлов, циркония, титановых сплавов, молибдена, сплавов на их основе, ответственных конструкций из нержавеющих сталей. Первый сорт аргона (99,98% Ar) применяется для сварки неплавящимся электродом, магния, алюминия, магниевых и алюминиевых сплавов, менее чувствительных к примесям кислорода и азота. Второй сорт аргона (99,95% Ar) используется для сварки нержавеющих сталей, жаропрочных сплавов и чистого алюминия. Для сварки могут также использоваться смеси аргона с другими газами (кислородом, углекислым газом).
Хранение и транспортировка аргона
Хранится и транспортируется аргон в газообразном виде в стальных баллонах под давлением 150 ат, то есть в баллоне находится 6,2 м3 газообразного аргона в пересчете на темературу 20˚С и давление 760 мм рт. ст. Возможна также транспортировка аргона в жидком виде в специальных цистернах или сосудах Дьюара с последующей его газификацией. Эксплуатация баллонов должна проводиться в соответствии с правилами безопасной эксплуатации сосудов, которые работают под давлением.
Влияние аргона на человека
При содержании аргона в воздухе свыше 70% на человека будет действовать эффект наркоза. Он тяжелее воздуха и может накапливаться в плохо проветриваемых местах снижая при этом концентрацию кислорода, что может вызвать кислородную недостаточность. При выполнении работ в среде аргона необходимо пользоваться изолирующими приборами и противогазами.
Газ аргон: технические характеристики и применение
Инертные газы практически не вступают в реакцию с другими веществами, поэтому их нельзя использовать, например, для отопления жилища или производства химических соединений. Несмотря на свой «асоциальный характер» такие элементы получили очень большое распространение в промышленности, благодаря наличию очень интересных физических свойств. Газ аргон относится именно к таким элементам.
Об основных качествах аргона, а также о сферах его применения будет подробно рассказано в этой статье.
Аргон: технические характеристики
Аргон представляет собой бесцветный газ, который не оказывает никакого действия на органы вкуса и обоняния. Этот одноатомный элемент является одним из самых распространённых инертных газообразных веществ на земле.
Аргон был открыт в конце XIX века британским учёным Джоном Стреттом. Исследователь проводил опыты по выделению азота из воздуха. В результате экспериментов было выяснено, что азот полученный таким образом имеет немного большую плотность, чем в случае, когда для получения этого газа использовались органические вещества. Учёный предположил, что азот из атмосферы содержит примесь неизвестного на тот момент газообразного вещества. Впоследствии, эти догадки были подтверждены, и аргон был получен в чистом виде и тщательно исследован.
Учёных, которые пытались произвести различные опыты с аргоном, ошеломил тот факт, что этот газ не вступал в реакцию с другими химическими элементами. Таким образом удалось впервые получить благородный газ с подобными характеристиками.
Несмотря на отсутствие соединений аргон, как и другие вещества, обладает физическими свойствами. К наиболее важным характеристикам газа относятся:
Плотность: 1,784 кг/м3.
Температура кипения: -185,8 ˚С.
Тройная точка: -189,8˚С.
Содержание в воздухе: 0,9% объёма.
Аргон практически не растворяется в воде, а также абсолютно безопасен в плане пожарной активности. Этот газ не ядовит, поэтому при работе с ним не требуется использовать каких-либо средств защиты.
Где применяется аргон
Аргон получил большое распространение в промышленности. Инертные свойства этого газа особенно востребованы в различных производственных процессах, где необходимо вытеснить один из самых активных элементов – кислород. Использование аргона очень дёшево, в сравнении с другими инертными летучими веществами, поэтому газ незаменим в том случае, когда требуется защитная среда при сваривании металлов, а также вытеснение влаги и кислорода в ёмкостях, где хранятся пищевые продукты.
Наполнение колб ламп накаливания инертным газом, позволяет значительно увеличить ресурс работы осветительного прибора. Кроме повышенного срока использования такие элементы обладают большей яркостью. Используется инертный газ и при производстве люминесцентных ламп. Применение аргона позволяет облегчить запуск разряда электрической дуги, а также значительно увеличить ресурс электродов.
При изготовлении стеклопакетов, инертным газом заполняются полости между стёклами, что позволяет значительно улучшить теплоизоляционные свойства. Учитывая тот факт, что аргон является абсолютно прозрачным, использование его никак не ограниченно даже при изготовлении многослойных конструкций.
Инертный газ аргон используется также в установках плазменной резки металлов. Преимущество использования этого газа заключается в том, что для возникновения дуги не требуется слишком высокого напряжения, поэтому такие установки могут иметь очень простую конструкцию. При генерации плазмы с использованием аргона образуется минимальное количество вредных газообразных веществ во время выполнения резки, поэтому этот метод идеально подходит для ручных приборов.
Благодаря возможности образовывать плазму при относительно невысоком напряжении, этот благородный газ используется в медицине для проведения аргоновой коагуляции. Такой метод успешно используется для удаления новообразований, а также для остановки кровотечений.
Аргон применяется и в химической промышленности. Благодаря отсутствию взаимодействия с другими элементами этот газ используется для получения сверхчистых веществ, а также для их анализа. В металлургической промышленности благородный газ позволяет обрабатывать такие металлы, как: титан, тантал, ниобий, бериллий, цирконий и др. Кроме этого, газ используется для перемешивания расплавленных веществ и снижения окисления хрома при производстве хромированной стали.
Способы получения аргона
Аргон является третьим по распространённости газом в земной атмосфере, поэтому наиболее логичным способом является добывание его из воздуха. Для этой цели используются специальные низкотемпературные ректификационные аппараты.
Процесс отделения инертного вещества осуществляется в такой последовательности:
Воздух очищается от пыли и подвергается сжатию до жидкого состояния.
Жидкий воздух, состоящий преимущественно из кислорода, азота и аргона подвергается ректификации.
После отделения азота, из получившейся при сжатии жидкости, осуществляется доочистка кислородно-аргоновой смеси.
Температура кипения аргона в ректификационной установке составляет минус 185,3˚С. При этом, кислород кипит при температуре на 3 градуса выше, а азот – на 13˚С ниже этого показателя. По причине небольшого отличия в переходе из одного агрегатного состояния в другое, на первом этапе отделения аргона смесь содержит большое количество жидкого кислорода. На заключительной стадии получения аргона производится отделение благородного газа из кислородно-аргоновой смеси. Процесс доочистки, как правило, осуществляется с помощью электролитического водорода. В результате реакции в контактном аппарате с кислородом образуется водяной пар, который затем утилизируется через влагоотделитель.
Аргон может быть получен не только из атмосферного воздуха. При некоторых производственных процессах этот газ может являться сопутствующим продуктом. Например, при производстве аммиака, аргон является примесью азота и является совершенно ненужным элементом, поэтому полученный таким образом газ имеет очень низкую себестоимость, в сравнении с криогенным аргоном.
Правила хранения и транспортировки
Хранение и перевозка газа осуществляется в специальных металлических баллонах. Несмотря на то, что аргон является инертным газом, к ёмкостям всё равно предъявляются определённые технические требования, нарушение которых приведёт к невозможности использовать сосуд в дальнейшем. Кроме этого, утечка благородного газа в закрытом помещении может вызвать тошноту и потерю сознания у людей, ведь этот газ тяжелее воздуха и способен вытеснить необходимый для дыхания кислород.
Баллоны, используемые для хранения и транспортировки аргона, представляют собой цилиндрические ёмкости, которые могут быть разделены на следующие категории:
Малого объёма: 0,4 – 12 л.
Среднего объёма: 20 – 50 л.
Большого объёма: более 50 л.
Стандартное давление в аргоновом баллоне составляет 150 атм, но в ёмкостях объёмом 40 литров разрешается хранить газ давлением до 200 атм. На ёмкости для хранения аргона наносится информация о дате изготовления и аттестации, а также такие параметры, как вес и объём.
Аргоновые баллоны имеют в верхней части горловины вентиль, с помощью которого можно надёжно перекрыть подачу газа, а также колпак, который защищает запорное устройство от механических повреждений. Все баллоны, вне зависимости от объёма, окрашиваются в серый цвет и маркируются надписью «Аргон» зелёного цвета.
Транспортировка аргона должна осуществляться по правилам. Автомобили должны маркироваться специальным знаком, которые указывает на перевозку нетоксичных и невзрывоопасных веществ. Все документы оформляются в строгом соответствии с правилами ДОПОГ.
Кроме этого, при перевозке аргона необходимо:
Надёжно закрепить баллоны.
Размещение ёмкостей осуществляется в горизонтальной плоскости.
Возможно вертикальное размещение только при наличии специальных приспособлений, повышающих устойчивость баллонов.
Заправленные аргоном баллоны разрешается перевозить только при отсутствии утечек из ёмкости.
При перевозке аргона в количестве до 18 баллонов (объём 40 л) груз не является опасным, поэтому специальное разрешение не требуется. Тем не менее, даже при перемещении небольших партий следует придерживаться вышеописанных правил транспортировки ёмкостей с этим газом.
Похожие статьи
Как правильно ездить с газобаллонным оборудованием
Оборотная газовая тара: разбор понятия и основные требования
Баллоны для кислорода: области применения и правила эксплуатации
Argon – написанная экспертом, удобная для пользователя информация об элементе
Data Zone | Открытие | Факты | Внешний вид и характеристики | Использование | Изобилие и изотопы | Каталожные номера
18
Ar
39,95
Химический элемент аргон классифицируется как благородный газ и неметалл. Он был открыт в 1895 году Уильямом Рамзи и лордом Рэлеем.
Зона данных
Классификация:
Аргон — благородный газ и неметалл
Цвет:
бесцветный
Атомный вес:
39,948
Состояние:
газ
Температура плавления:
-189,3 o С, 83,85 К
Точка кипения:
-185,8 o С, 87,3 К
Электроны:
18
Протоны:
18
Нейтронов в наиболее распространенном изотопе:
22
Электронные оболочки:
2,8,8
Электронная конфигурация:
1с 2 2с 2 2п 6 3с 2 3п 6
Плотность @ 20 или C:
0,001784 г/см 3
Соединения, радиусы, проводимости»>Показать больше, в том числе: Теплота, Энергия, Окисление, Реакции, Соединения, Радиусы, Проводимости
Атомный объем:
22,4 см 3 /моль
Структура:
fcc: гранецентрированная кубическая форма в твердом состоянии
Удельная теплоемкость
0,520 Дж г -1 К -1
Теплота плавления
1,188 кДж моль -1
Теплота распыления
0 кДж моль -1
Теплота парообразования
6,447 кДж моль -1
1 ст энергия ионизации
1520,5 кДж моль -1
2 nd энергия ионизации
2665,8 кДж моль -1
3 rd энергия ионизации
3930,8 кДж моль -1
Сродство к электрону
–
Минимальная степень окисления
0
Мин. общее окисление нет.
0
Максимальная степень окисления
0
Макс. общее окисление нет.
0
Электроотрицательность (шкала Полинга)
–
Объем поляризуемости
1,586 Å 3
Реакция с воздухом
нет
Реакция с 15 M HNO 3
нет
Реакция с 6 М HCl
нет
Реакция с 6 М раствором NaOH
нет
Оксид(ы)
нет
Гидрид(ы)
нет
Хлорид(ы)
нет
Атомный радиус
71 пм (измерено)
Ионный радиус (1+ ион)
–
Ионный радиус (2+ ион)
–
Ионный радиус (3+ ион)
–
Ионный радиус (1-ион)
–
Ионный радиус (2-ионный)
–
Ионный радиус (3-ионный)
–
Теплопроводность
1,77 x 10 -2 Ш м -1 К -1
Электропроводность
0 мСм см -1
Температура замерзания/плавления:
-189,3 o С, 83,85 К
Твердый аргон при температуре плавления -189,3 o C. Image Ref (8) .
Фиолетовое свечение ионизированного газа аргона в газоразрядной трубке. Изображение: Джанфуффо.
Процентное содержание каждого газа в сухой атмосфере Земли. На практике также присутствует водяной пар. Изображение: Мисид.
Слабая линия аргона видна в спектре обреченной звезды Эта Киля. Эта Киля имеет массу более 100 земных солнц. Уильям Рамсей открыл аргон, когда впервые увидел его спектр и понял, что он не соответствует ни одному другому. Изображение: НАСА, ЕКА и команда Hubble SM4 ERO.
Открытие аргона
Доктор Дуг Стюарт
Аргон был первым обнаруженным благородным газом.
Первый намек на его существование дал английский ученый сэр Генри Кавендиш еще в 1785 году. Кавендиш был недоволен тем, что о воздухе так мало известно. Он был особенно недоволен отсутствием информации о той части воздуха (большинство), которая не была кислородом. (1)
Он знал, что азот в воздухе может реагировать с кислородом с образованием азотистой кислоты. Он стремился выяснить, может ли ВЕСЬ воздух, который не был кислородом или углекислым газом, быть преобразован в азотистую кислоту. Если бы это было возможно, он бы знал, что воздух полностью состоит из кислорода, углекислого газа и азота.
Кавендиш использовал электрическую искру в воздухе для реакции кислорода и азота с образованием оксидов азота. Затем он добавил дополнительный кислород, пока весь азот не прореагировал.
Оксиды азота кислые. Кавендиш использовал водный раствор гидроксида натрия для их удаления из аппарата. [Это также, конечно, удалило бы весь присутствующий углекислый газ.] Он удалил оставшийся кислород, используя полисульфиды калия.
Остался небольшой пузырек газа [в основном аргон]. Кавендиш писал, что этот пузырь «составлял не более ста двадцатых от массы флостигированного воздуха [азота]». (1) Итак, Кавендиш утверждает, что воздух состоит как минимум на 99,3% из азота/кислорода/двуокиси углерода и максимум на 0,7% из чего-то еще. Теперь мы знаем, что «что-то еще», аргон, очень нереакционноспособен; это позволило Кавендишу найти его, но также помешало ему узнать о нем больше. (Гигантские достижения в области спектроскопии, достигнутые Густавом Кирхгофом и Робертом Бунзеном, отложатся на 85 лет вперед.)
Оглядываясь назад, мы можем сказать, что Кавендиш немного недооценил ту часть воздуха, которая не состоит из кислорода, азота или углекислого газа. Несмотря на это, он опередил свое время. После его эксперимента прошло более 100 лет, пока ученые снова не начали думать, что с воздухом что-то не совсем складывается.
В 1892 году английский физик Джон Уильям Стратт (более известный как лорд Рэлей) объявил, что независимо от того, как он был получен, кислород всегда в 15,882 раза плотнее водорода. Эта очень точная работа заняла десять лет.
Продолжая работать с большим вниманием к деталям, он обнаружил, что «азот» в воздухе всегда был примерно на 0,5 процента плотнее, чем азот, полученный из соединений азота. (2), (3) Как это объяснить? В 1893 году он написал в Nature, объявив об этой проблеме всему миру. Любой ученый, ответивший на этот вызов, действительно имел шанс открыть новый элемент. Ни один не сделал!
В апреле 1894 года Рэлей написал научную статью о проблеме азота. Как ни странно, Рэлей рассматривал чистый азот, не содержащий аргона, как «аномально легкий азот». Он хранил его в течение восьми месяцев и повторно проверил, чтобы увидеть, увеличится ли его плотность. (4)
Статья Рэлея вызвала серьезный интерес у шотландского химика Уильяма Рамзи, который уже знал об этой проблеме.
Рэлей и Рамзи проводили дальнейшие эксперименты, поддерживая связь друг с другом по поводу их прогресса.
В августе 1894 года Рамзи взял воздух и удалил из него компоненты – кислород, углекислый газ и азот. Он удалил азот, прореагировав его с магнием. После удаления из воздуха всех известных газов он обнаружил оставшийся газ, занимающий одну восьмидесятую часть первоначального объема. Его спектр не соответствовал ни одному известному газу.
В 1895 году Рэлей и Рамзи написали совместную статью, в которой уведомили мир об их открытии. Новый газ ни с чем не реагировал, поэтому его назвали аргоном, от греческого «argos», что означает «неактивный» или «ленивый». (5)
В своем обращении к лауреату Нобелевской премии Рэйли сказал: «Аргон нельзя считать редким. Большой зал легко может вместить больший вес, чем может унести человек». (6) Уильям Рамсей открыл или открыл большинство других благородных газов: гелий, неон, криптон и ксенон.
Он отвечал за добавление целой новой группы в периодическую таблицу. Радон был единственным благородным газом, который он не открыл.
Интересные факты об аргоне
904:16 Лорд Рэлей сказал: «Аргон нельзя считать редким. Большой зал легко может вместить больший вес, чем может унести человек». В планетарном масштабе мы можем подсчитать, что атмосфера Земли содержит 65 триллионов метрических тонн аргона. Это более 9 метрических тонн аргона на человека на Земле.
До 1957 года химическим символом аргона была буква А. В 1957 году ИЮПАК согласился изменить этот символ на Ar. Аргон был не единственным элементом, символ которого изменился в 1957 г. ИЮПАК также изменил менделевий с Mv на Md.9.0417
Большинство людей знакомы с углеродным датированием, которое использует распад радиоактивного изотопа углерода-14 для определения возраста вещей, которые когда-то были живыми. Период полураспада углерода-14 составляет около 5730 лет, и этот метод бесполезен для материала возрастом более 60 тысяч лет. Калий-аргоновое и аргон-аргоновое датирование позволяют нам датировать породы, которые намного старше этого. Калий-40 распадается на аргон-40 и кальций-40 с периодом полураспада 1,25 миллиарда лет. Соотношение калия-40 и аргона-40, захваченных в породе, можно использовать для определения того, сколько времени прошло с момента затвердевания породы. Совсем недавно отношение аргона-39к аргону-40 использовался для точного датирования.
Подавляющее большинство аргона на Земле образуется в результате радиоактивного распада калия-40 с образованием стабильного аргона-40. Более 99% аргона Земли составляет аргон-40.
Вдали от Земли аргон-36 является наиболее распространенным изотопом, синтезируемым в фазе горения кремния звезд с массой около 11 или более земных солнц. Во время горения кремния альфа-частица добавляется к ядру кремния-32, образуя серу-36, которая может добавить другую альфа-частицу, чтобы стать аргоном-36, некоторые из которых могут стать кальцием-40 и т. д.
Изображение семейства Homo erectus на Яве. Калиево-аргоновое, а затем аргонно-аргоновое датирование подтвердило присутствие Homo erectus на Яве 1,8 миллиона лет назад, что опровергло представления ряда археологов. Анализ вулканической пемзы внутри черепа позволил определить возраст черепа. (7) Изображение Гунавана Картапранаты.
Инфракрасное изображение светящегося аргона, созданного сверхновой Кассиопеей А, находящейся на расстоянии 10 000 световых лет в нашей собственной галактике. Изображение НАСА.
Аргоновый лазер (синий), формирующий изображения.
Внешний вид и характеристики
Вредное воздействие:
Аргон считается нетоксичным.
Характеристики:
Аргон — благородный газ. Он бесцветен, не имеет запаха и крайне неактивен.
Однако он не является полностью инертным — фотолиз фтористого водорода в твердой аргоновой матрице при 7,5 К дает фторгидрид аргона, HArF.
Аргон не образует стабильных соединений при комнатной температуре.
Использование аргона
Из-за своей инертности аргон используется в лампочках для защиты нити накала и создания инертной атмосферы вблизи места сварки.
Он также используется в полупроводниковой промышленности для создания инертной атмосферы для выращивания кристаллов кремния и германия.
Аргон используется в медицинских лазерах, в офтальмологии, например, для исправления дефектов глаз, таких как просачивание кровеносных сосудов, отслоение сетчатки, глаукома и дегенерация желтого пятна.
Аргон имеет низкую теплопроводность и используется в качестве газа между стеклами в высокоэффективных двойных и тройных стеклопакетах.
Изобилие и изотопы
Изобилие в земной коре: 3,5 части на миллион по массе, 1,8 части на миллион по молям
Изобилие в солнечной системе: 0,01 процента по массе, 3,3 части на миллион по молям
Стоимость, навалом: $ за 100 г
Источник: Аргон образуется, когда 40 К, естественным образом присутствующий в земной коре, подвергается радиоактивному распаду до 40 Ар. Аргон уходит в атмосферу. Аргон производится в промышленных масштабах путем фракционной перегонки сжиженного воздуха с (для аргона высокой чистоты) каталитическим сжиганием оставшихся следов кислорода.
Изотопы: 18, период полураспада которых известен, массовые числа от 30 до 47. Из них три стабильны. Они встречаются в природе в указанных процентах: 36 Ar (0,337%), 38 Ar (0,063%) и 40 Ar (99,600%).
Каталожные номера
Encyclopaedia Perthensis, или Универсальный словарь искусств, наук, литературы и т. Д., 1816 г., том 1, стр. 231–232, Джон Браун.
Джон Х. Вольфенден, Благородные газы и периодическая таблица: рассказывая все как есть, J. Chem. образования, 1969, 46 (9), стр. 569.
Мэри Эльвира Уикс, Открытие элементов. XVIII. The Inert Gases., J. Chem. образования, 1932, 9 (12), с.2065.
Лорд Рэлей, Об аномалии, обнаруженной при определении плотности газообразного азота, Proc. Рой. соц. Лондон, 1894, 55, стр. 340.
Виви Рингнес, Происхождение названий химических элементов, J. Chem. образования, 1989, 66 (9), с.731.
Лорд Рэлей, Плотность газов в воздухе и открытие аргона, Нобелевская лекция, 12 декабря 1904 г. (скачать в формате pdf)
Роберт Л. Келли, Дэвид Херст Томас, Археология., Шестое издание, 2012 г., Уодсворт, стр. 137.
Изображение Deglr6328.
Процитировать эту страницу
Для онлайн-ссылки скопируйте и вставьте одно из следующего:
Для цитирования этой страницы в академическом документе используйте следующую ссылку в соответствии с MLA:
«Аргон». Химическая периодическая таблица. Chemicool.com. 15 октября 2012 г. Интернет.
.
Аргон (Ar) – химические свойства, влияние на здоровье человека и окружающую среду
Аргон
Генри Кавендиш подозревал присутствие аргона в воздухе в 1785 году, но не был обнаружен до 1894 года лордом Рэлеем и сэром Уильямом Рамзи.
Аргон является третьим благородным газом в периоде 8 и составляет около 1% атмосферы Земли.
Аргон имеет примерно такую же растворимость, как кислород, и в 2,5 раза растворимость в воде больше, чем азот. Этот химически инертный элемент не имеет цвета и запаха как в жидкой, так и в газообразной форме. Он не содержится ни в каких соединениях.
Этот газ выделяют с помощью жидкостного фракционирования воздуха, так как атмосфера содержит всего 0,94% аргона. Марсианская атмосфера, напротив, содержит 1,6% Ar-40 и 5 частей на миллион Ar-36. Мировое производство превышает 750 000 тонн в год, запасы практически неисчерпаемы.
Применение
Аргон не вступает в реакцию с нитью накаливания в лампочке даже при высоких температурах, поэтому используется в освещении и в других случаях, когда двухатомный азот является непригодным (полу)инертным газом. Аргон особенно важен для металлургической промышленности, так как используется в качестве защиты от инертного газа при дуговой сварке и резке. Другие области применения включают нереактивное покрытие при производстве титана и других реактивных элементов, а также в качестве защитной атмосферы для выращивания кристаллов кремния и германия. Аргон-39 использовался для ряда применений, в первую очередь для бурения льда. Он также использовался для датирования грунтовых вод. Аргон также используется в техническом подводном плавании с аквалангом для надувания сухого костюма из-за его нереактивного теплоизолирующего эффекта. Аргон в виде зазора между стеклами обеспечивает лучшую изоляцию, поскольку он хуже проводит тепло, чем обычный воздух. Самое экзотическое применение аргона — в шинах роскошных автомобилей.
Аргон в окружающей среде
В земной атмосфере Ar-39 образуется под действием космических лучей, в первую очередь Ar-40. В подземной среде он также образуется в результате захвата нейтронов К-39 или альфа-излучения кальция. Аргон-37 образуется при распаде кальция-40 в результате подземных ядерных взрывов. Период полувыведения составляет 35 дней.
Аргон присутствует в некоторых минералах калия из-за радиоактивного распада изотопа калия-40
Пути воздействия: Вещество может попадать в организм при вдыхании.
Риск при вдыхании: При разгерметизации эта жидкость очень быстро испаряется, вызывая перенасыщение воздуха с серьезным риском удушья в закрытых помещениях.
Последствия воздействия: Вдыхание: Головокружение. Тупость. Головная боль. Удушье. Кожа: При контакте с жидкостью: обморожение. Глаза: При контакте с жидкостью: обморожение.
Вдыхание: Этот газ инертен и классифицируется как простое удушающее средство. Вдыхание чрезмерных концентраций может привести к головокружению, тошноте, рвоте, потере сознания и смерти. Смерть может наступить в результате ошибок в суждениях, спутанности сознания или потери сознания, которые препятствуют самоспасению. При низкой концентрации кислорода потеря сознания и смерть могут наступить в считанные секунды без предупреждения.
Действие простых удушающих газов пропорционально степени, в которой они уменьшают количество (парциальное давление) кислорода во вдыхаемом воздухе. Содержание кислорода в воздухе может снизиться до 75% от его нормального процентного содержания до того, как разовьются заметные симптомы. Это в свою очередь требует наличия простого удушающего средства в концентрации 33% в смеси воздуха и газа. Когда простой удушающий агент достигает концентрации 50%, могут появиться выраженные симптомы. Концентрация 75% смертельна за считанные минуты.
Симптомы: Первыми симптомами простого удушья являются учащенное дыхание и недостаток воздуха. Умственная активность снижена, мышечная координация нарушена. Позднее суждение становится ошибочным, и все ощущения притупляются. Часто возникает эмоциональная нестабильность и быстро наступает утомление. По мере прогрессирования асфиксии возможны тошнота и рвота, прострация и потеря сознания и, наконец, судороги, глубокая кома и смерть.
Экологический ущерб, причиняемый аргоном, не известен.
Неблагоприятных последствий для окружающей среды не ожидается. Газ аргон встречается в природе в окружающей среде. В хорошо проветриваемых помещениях газ быстро рассеивается.
Воздействие аргона на растения и животных в настоящее время неизвестно. Ожидается, что это не нанесет вред водной флоре и фауне.
Аргон не содержит химических веществ, разрушающих озоновый слой, и не внесен в список DOT (Министерство транспорта США) как загрязнитель морской среды.
 0 мм
0 мм ru
ru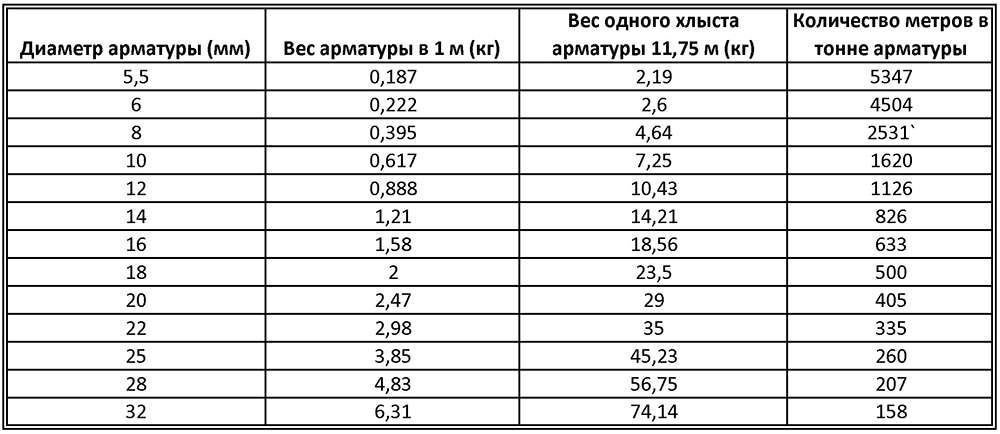 ru
ru
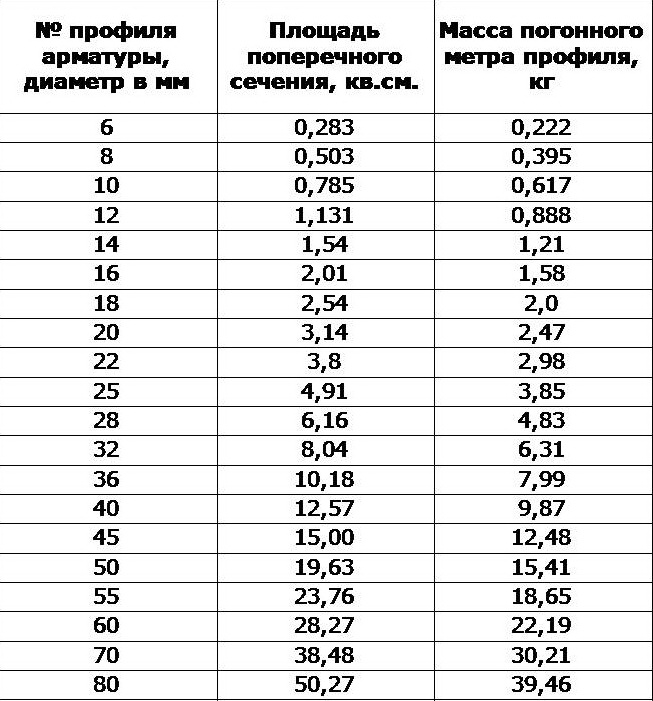 154
154 01
01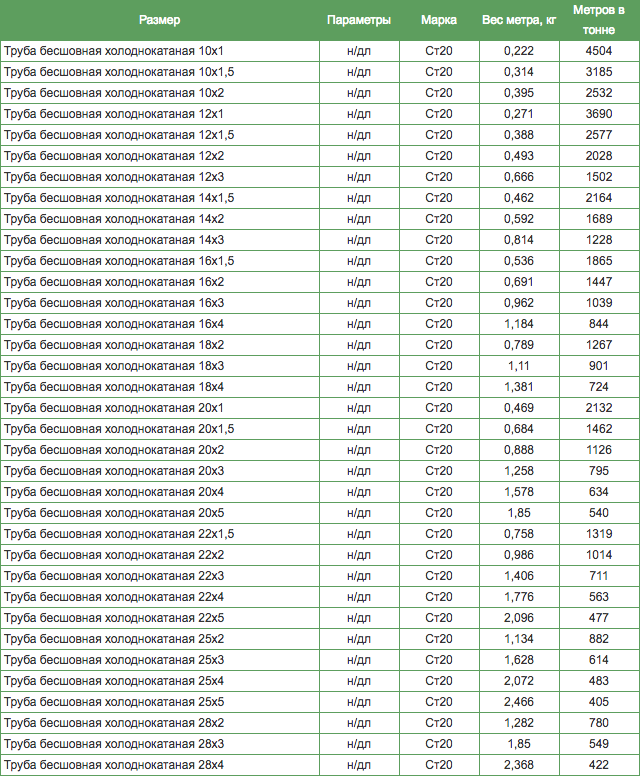 782
782 61
61 313
313 63
63 619
619 72
72 210
210 45
45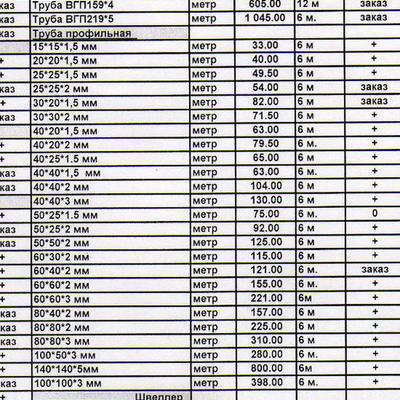 601
601 71
71 010
010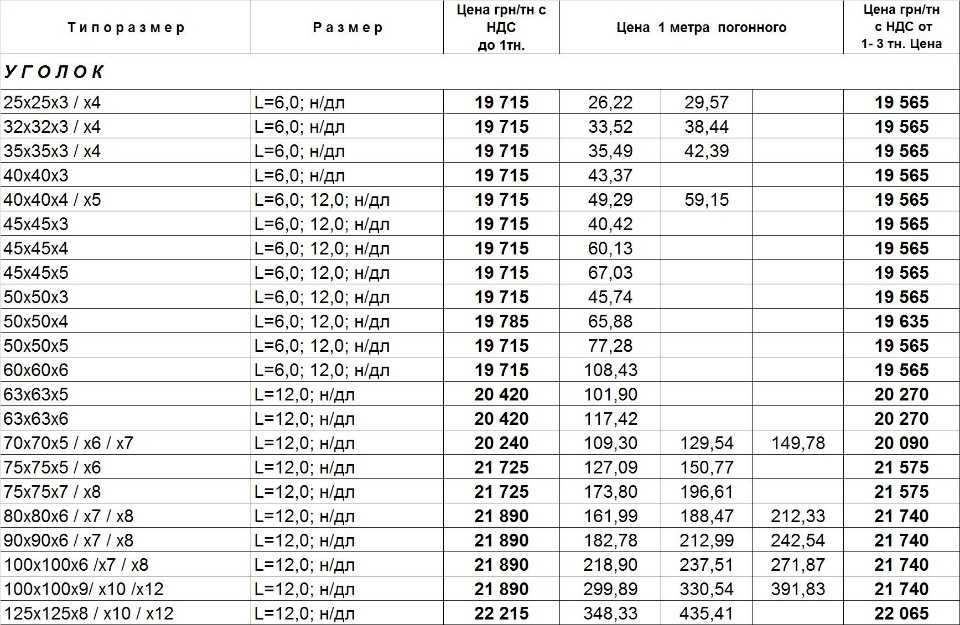 82
82
 (мм) X ДИАМ. (мм) X 0,00680 = ВЕС. PER Mtr
(мм) X ДИАМ. (мм) X 0,00680 = ВЕС. PER Mtr  Harpal Aujla за то, что поделились этим на нашем сайте и тем самым помогли студентам-строителям.
Harpal Aujla за то, что поделились этим на нашем сайте и тем самым помогли студентам-строителям.  ..
.. Предполагается, что изменения веса после перерыва в беге приведут к изменениям VO 2 Max (или VDOT), что повлияет на темпы тренировок и результаты в гонках.
Предполагается, что изменения веса после перерыва в беге приведут к изменениям VO 2 Max (или VDOT), что повлияет на темпы тренировок и результаты в гонках. 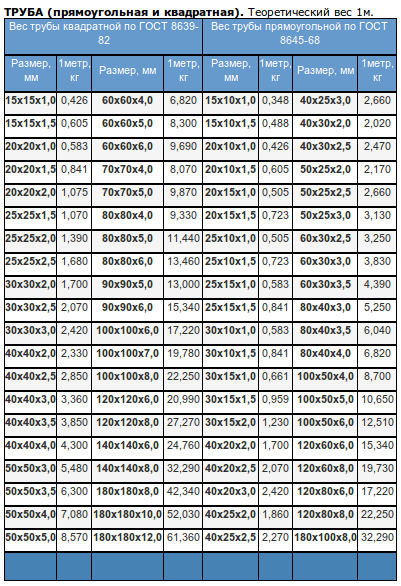 Тренер Джек Дэниелс предполагает, что такой расчет может быть полезен для тех, кто возвращается к бегу после перерыва и, возможно, набрал вес из-за снижения активности. Он также предоставляет расчеты, чтобы помочь определить, насколько физическая форма может быть потеряна из-за бездействия.
Тренер Джек Дэниелс предполагает, что такой расчет может быть полезен для тех, кто возвращается к бегу после перерыва и, возможно, набрал вес из-за снижения активности. Он также предоставляет расчеты, чтобы помочь определить, насколько физическая форма может быть потеряна из-за бездействия. И за это время также изменятся различные другие вещи, которые непосредственно способствуют фитнесу. Имейте в виду, что объем, частота и интенсивность тренировок, как правило, оказывают гораздо большее влияние на физическую форму, чем масса тела.
И за это время также изменятся различные другие вещи, которые непосредственно способствуют фитнесу. Имейте в виду, что объем, частота и интенсивность тренировок, как правило, оказывают гораздо большее влияние на физическую форму, чем масса тела. Тем не менее, у него есть некоторые применения. Например:
Тем не менее, у него есть некоторые применения. Например: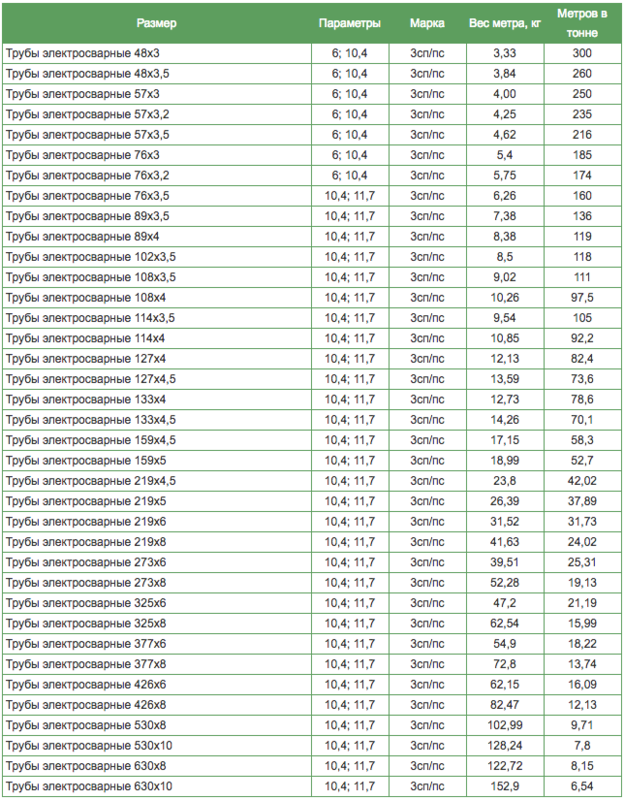 В таблице результатов показано прогнозируемое влияние потери/прибавки веса на время для выбранной вами дистанции.
В таблице результатов показано прогнозируемое влияние потери/прибавки веса на время для выбранной вами дистанции.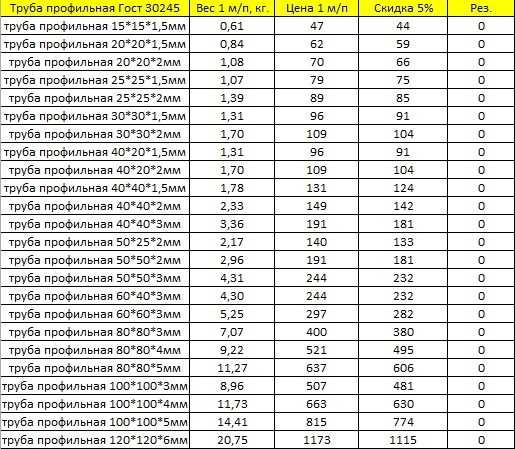
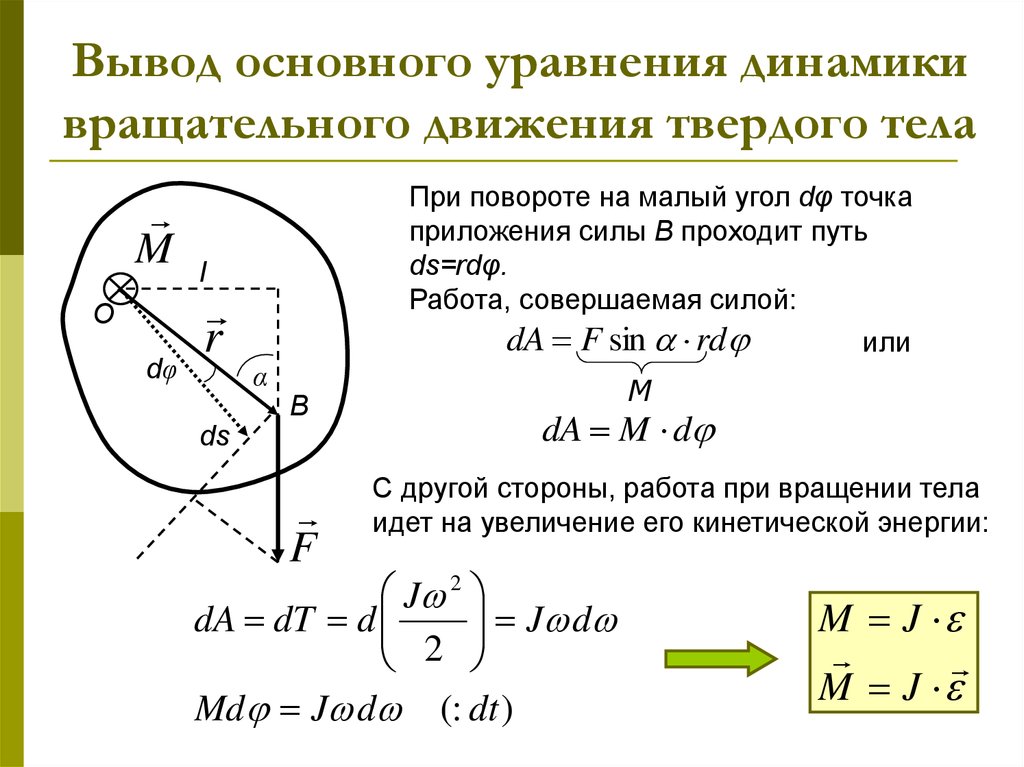 Ремень охватывает два шкива, насаженных на валы. Нагрузка передается силами трения, возникающими между шкивом и ремнем вследствие натяжения последнего. Эти передачи бывают с плоским ремнем, с клиновым ремнем и круглым ремнем.
Ремень охватывает два шкива, насаженных на валы. Нагрузка передается силами трения, возникающими между шкивом и ремнем вследствие натяжения последнего. Эти передачи бывают с плоским ремнем, с клиновым ремнем и круглым ремнем. Натяжной ролик представляет собой промежуточный шкив на шарнирно укрепленном рычаге. Под действием груза на длинном плече рычага ролик нажимает на ремень, натягивая его и увеличивая угол обхвата ремнем большого шкива.
Натяжной ролик представляет собой промежуточный шкив на шарнирно укрепленном рычаге. Под действием груза на длинном плече рычага ролик нажимает на ремень, натягивая его и увеличивая угол обхвата ремнем большого шкива.
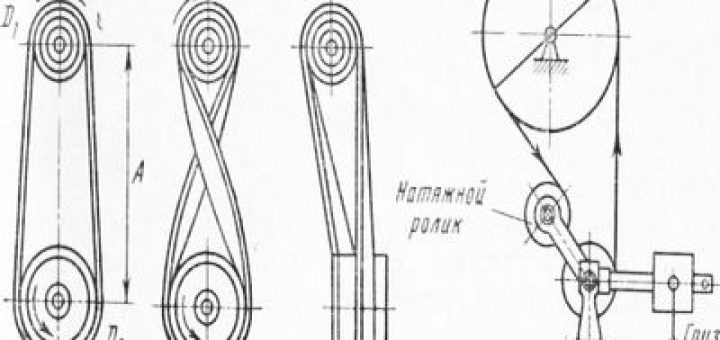 Подвижной конус закреплен на стакане, соединенном при помощи шлицев со ступицей, и прижат пружиной. Ведомый шкив также состоит из подвижного стакана и неподвижного, конусов со ступицей, соединенной с валом привода. Управление передачей осуществляется специальным устройством (на рисунке не показано) путем перемещения стакана подвижного ведомого конуса. При приближении конусов ремень удаляется от оси вращения шкива, одновременно приближаясь к оси вала. Ведущий шкив, преодолевая сопротивление пружины, изменяет передаточное отношение и частоту вращения ведомого шкива,
Подвижной конус закреплен на стакане, соединенном при помощи шлицев со ступицей, и прижат пружиной. Ведомый шкив также состоит из подвижного стакана и неподвижного, конусов со ступицей, соединенной с валом привода. Управление передачей осуществляется специальным устройством (на рисунке не показано) путем перемещения стакана подвижного ведомого конуса. При приближении конусов ремень удаляется от оси вращения шкива, одновременно приближаясь к оси вала. Ведущий шкив, преодолевая сопротивление пружины, изменяет передаточное отношение и частоту вращения ведомого шкива,
 Расстояние между осями двух соседних валиков или, иначе, шаг цепи должен равняться шагу звездочки. Под шагом звездочки понимают длину дуги, описанной по верху ее зубьев и ограниченной вертикальными осями симметрии двух смежных зубьев.
Расстояние между осями двух соседних валиков или, иначе, шаг цепи должен равняться шагу звездочки. Под шагом звездочки понимают длину дуги, описанной по верху ее зубьев и ограниченной вертикальными осями симметрии двух смежных зубьев.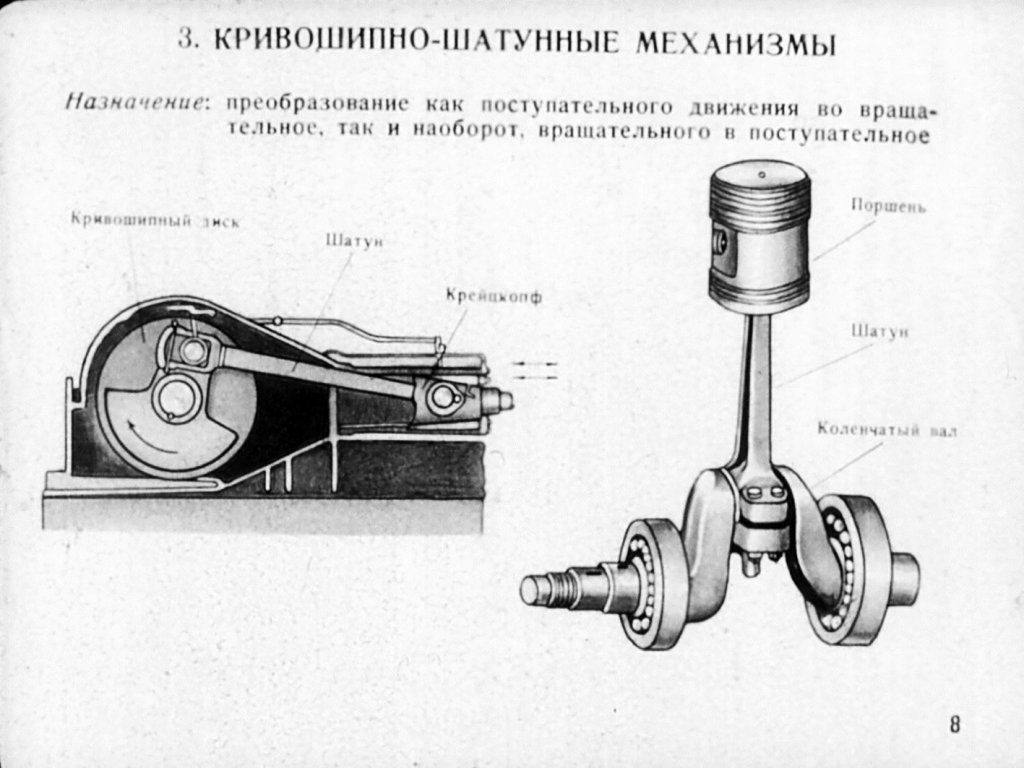 Фрикционная передача применяется в лебедках, винтовых прессах, станках и ряде других машин.
Фрикционная передача применяется в лебедках, винтовых прессах, станках и ряде других машин.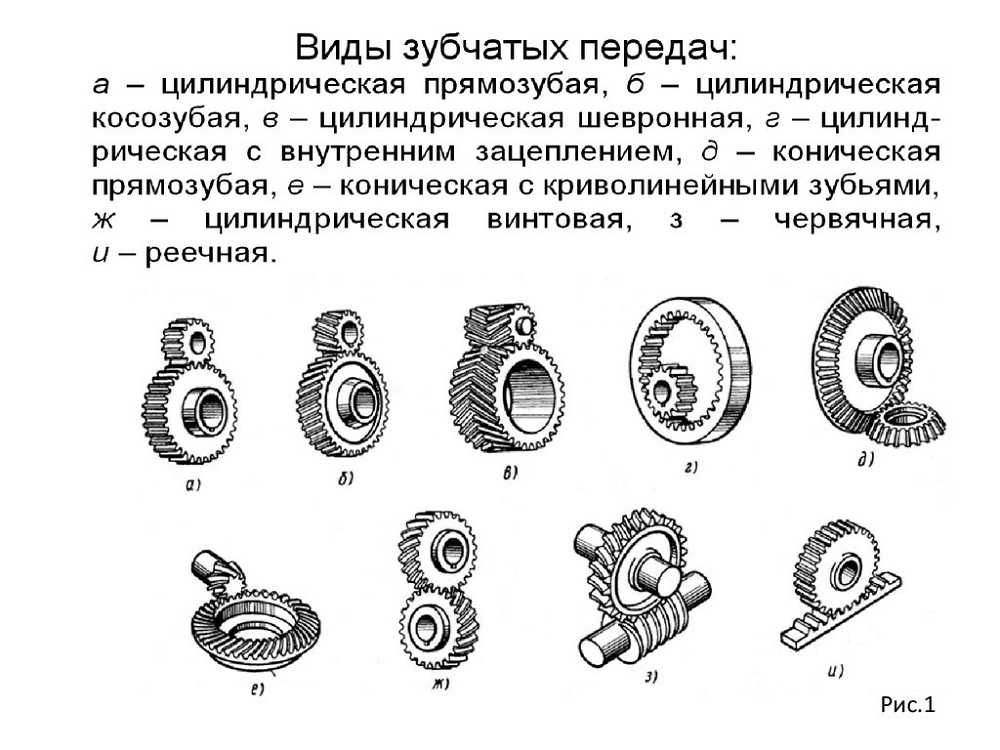 Уменьшение таким устройством диаметра D ведомого колеса до рабочего диаметра D, обеспечивающее увеличение частоты вращения ведомого колеса. В результате уменьшается передаточное число По мере удаления ведущего колеса от оси ведомого передаточное число, наоборот, увеличивается. Такое плавное регулирование скорости называется беоступенчатым, а устройство, осуществляющее регулирование — ваумаюром скоростей.
Уменьшение таким устройством диаметра D ведомого колеса до рабочего диаметра D, обеспечивающее увеличение частоты вращения ведомого колеса. В результате уменьшается передаточное число По мере удаления ведущего колеса от оси ведомого передаточное число, наоборот, увеличивается. Такое плавное регулирование скорости называется беоступенчатым, а устройство, осуществляющее регулирование — ваумаюром скоростей. Зубчатые колеса для промышленного оборудования изготовляют с прямыми, косыми и угловыми (шевронными) зубьями.
Зубчатые колеса для промышленного оборудования изготовляют с прямыми, косыми и угловыми (шевронными) зубьями. На специальных станках шевронные колеса изготовляют целыми из одной заготовки.
На специальных станках шевронные колеса изготовляют целыми из одной заготовки.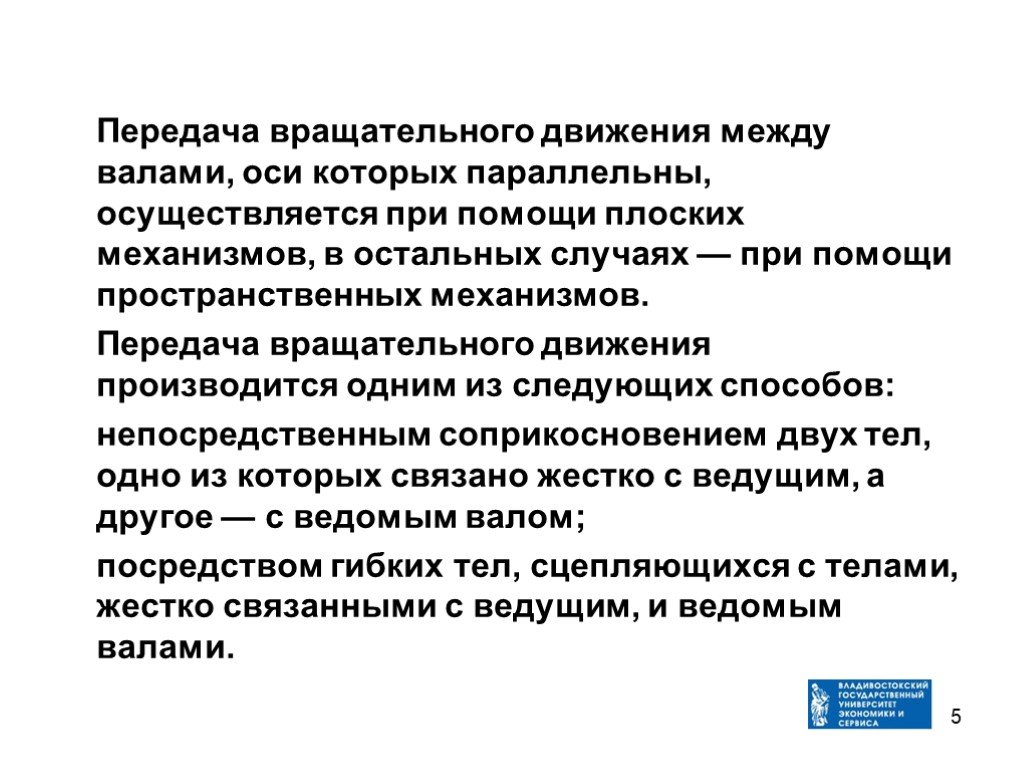


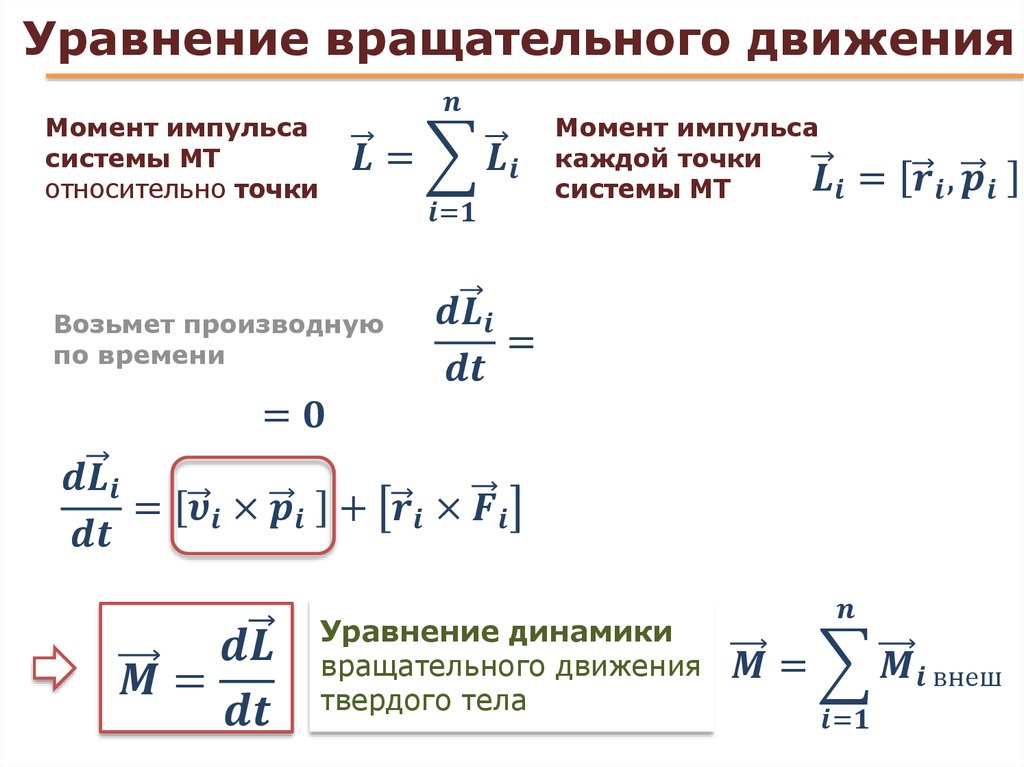 Имеет существенное значение и то, что червячные пере-
Имеет существенное значение и то, что червячные пере-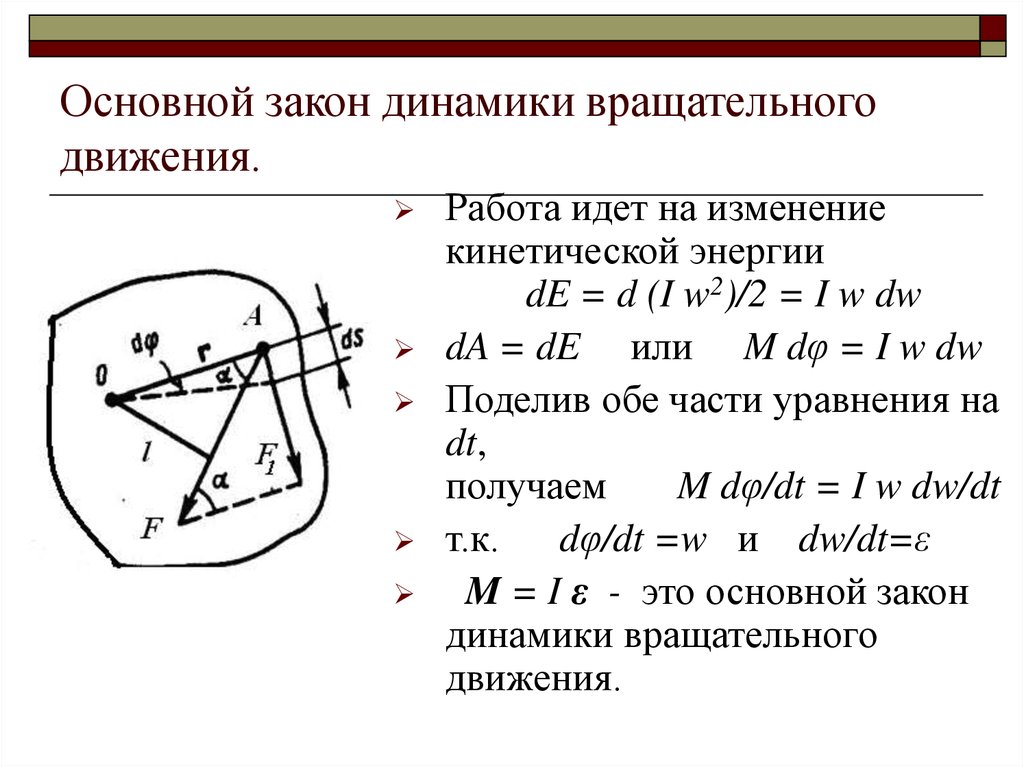

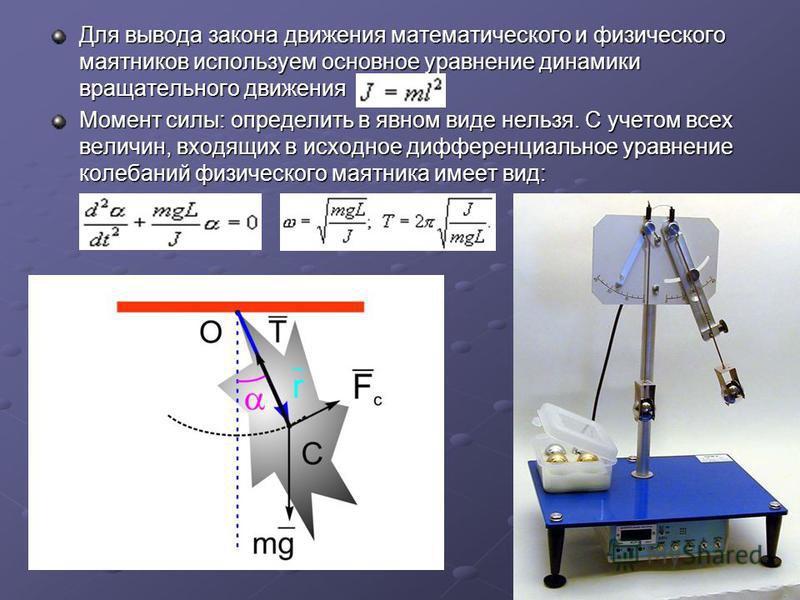

 Крутящий момент следует пропорциональному соотношению между шестернями, как и относительные размеры шестерен и скорости вращения. Первичная шестерня, которая вращает другие шестерни, известна как ведущая шестерня; шестерни, которые вращаются, называются ведомыми шестернями. Другие шестерни в зубчатой передаче между входной и выходной шестернями называются промежуточными шестернями, поскольку их роль заключается только в передаче крутящего момента или вращения.
Крутящий момент следует пропорциональному соотношению между шестернями, как и относительные размеры шестерен и скорости вращения. Первичная шестерня, которая вращает другие шестерни, известна как ведущая шестерня; шестерни, которые вращаются, называются ведомыми шестернями. Другие шестерни в зубчатой передаче между входной и выходной шестернями называются промежуточными шестернями, поскольку их роль заключается только в передаче крутящего момента или вращения.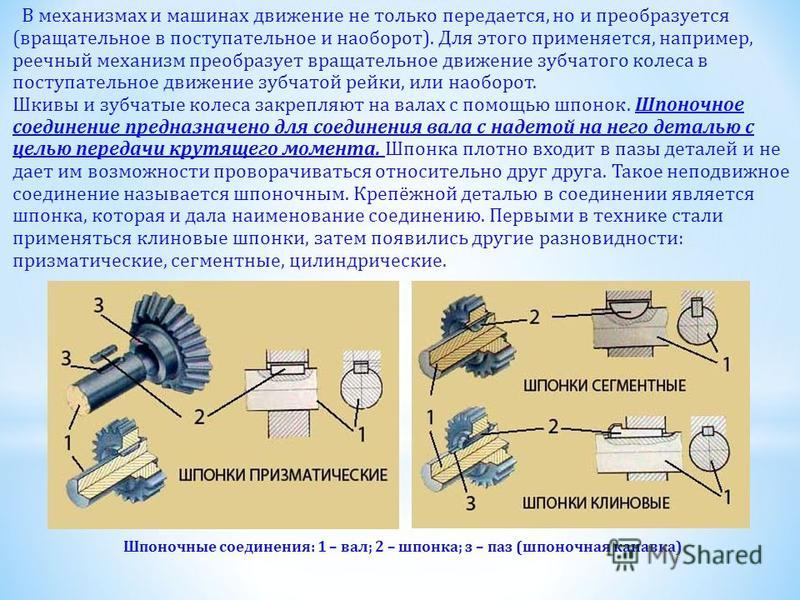 Внутренняя шестерня, как и большинство шестерен, имеет зубья на внешней поверхности цилиндра, а внешняя шестерня имеет зубья на внутренней поверхности цилиндра. Это приводит к внутреннему и внешнему зацеплению шестерен соответственно.
Внутренняя шестерня, как и большинство шестерен, имеет зубья на внешней поверхности цилиндра, а внешняя шестерня имеет зубья на внутренней поверхности цилиндра. Это приводит к внутреннему и внешнему зацеплению шестерен соответственно.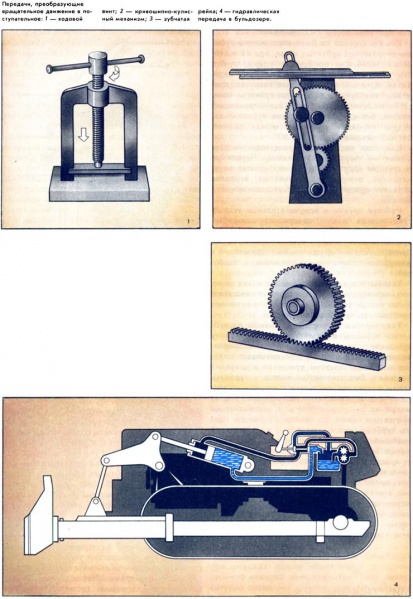 Это особенно полезно для преобразования вращательного движения в поступательное.
Это особенно полезно для преобразования вращательного движения в поступательное.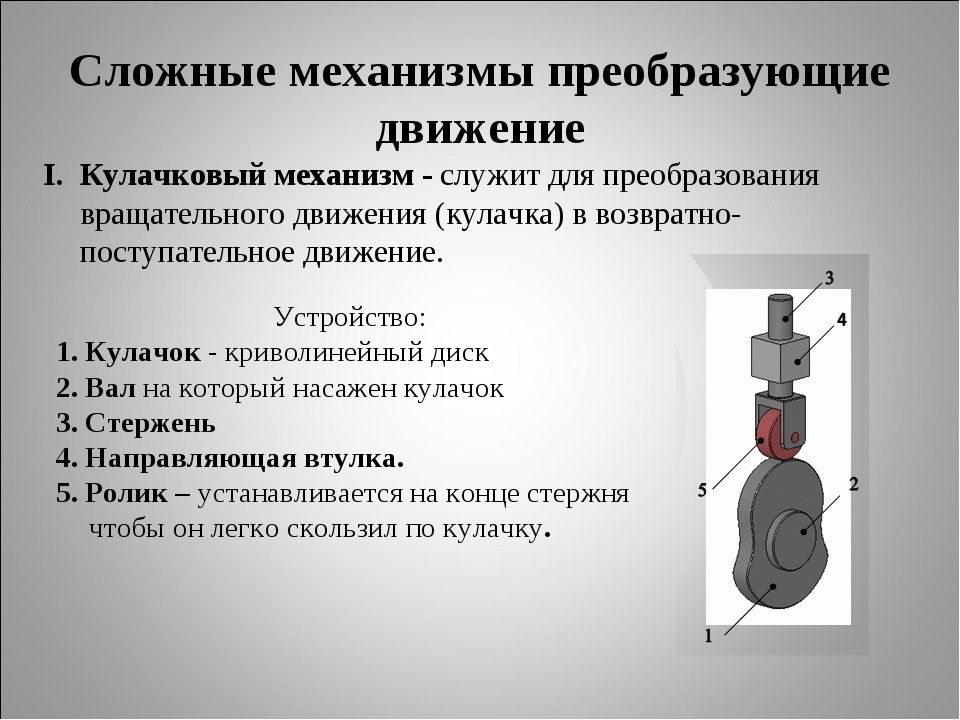
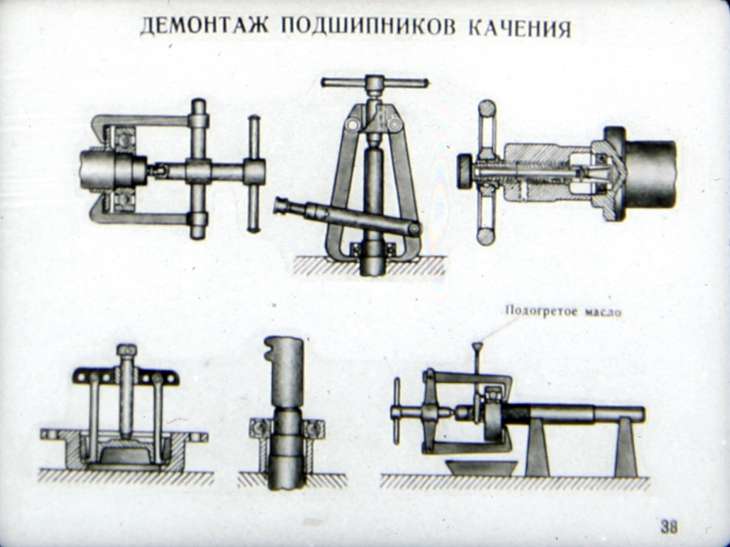 Его основным преимуществом является способность обеспечивать передаточное число до 500:1, а его основным недостатком является низкий КПД из-за большого трения.
Его основным преимуществом является способность обеспечивать передаточное число до 500:1, а его основным недостатком является низкий КПД из-за большого трения.
 Зубчатые колеса представляют собой вращающиеся дискообразные элементы машин, по окружности которых прорезаны зубья. Они взаимодействуют с другими дисками аналогичной огранки, чтобы передавать вращательное движение. Их можно модифицировать для решения любой задачи, требующей преобразования вращательного входа в вращающийся выход. Разница между входом и выходом может заключаться в направлении вращения, скорости вращения или величине создаваемого крутящего момента. Целью может быть увеличение или уменьшение любого из этих параметров, что достигается соотношением между размерами шестерен, взаимодействующих между собой. Это называется механическим преимуществом.
Зубчатые колеса представляют собой вращающиеся дискообразные элементы машин, по окружности которых прорезаны зубья. Они взаимодействуют с другими дисками аналогичной огранки, чтобы передавать вращательное движение. Их можно модифицировать для решения любой задачи, требующей преобразования вращательного входа в вращающийся выход. Разница между входом и выходом может заключаться в направлении вращения, скорости вращения или величине создаваемого крутящего момента. Целью может быть увеличение или уменьшение любого из этих параметров, что достигается соотношением между размерами шестерен, взаимодействующих между собой. Это называется механическим преимуществом.
 Разница заключается в способе перемещения кривошипа или возвратно-поступательного рычага: в кривошипном механизме с ползунком один конец кривошипа прикреплен к точке на поверхности вращающейся части, и в ходе каждого вращения совершается возвратно-поступательное движение. Однако в солнечно-планетарном механизме возвратно-поступательный рычаг прикреплен к шестерне, которая, в свою очередь, взаимодействует с другой вращающейся шестерней, поскольку они зацепляются друг с другом. Шестерня, соединенная с возвратно-поступательным рычагом, называется планетой, потому что она вращается вокруг неподвижного рычага, которым является солнце, когда оно вращается в одном положении, а соединенный рычаг переводит движение планеты в возвратно-поступательное движение.
Разница заключается в способе перемещения кривошипа или возвратно-поступательного рычага: в кривошипном механизме с ползунком один конец кривошипа прикреплен к точке на поверхности вращающейся части, и в ходе каждого вращения совершается возвратно-поступательное движение. Однако в солнечно-планетарном механизме возвратно-поступательный рычаг прикреплен к шестерне, которая, в свою очередь, взаимодействует с другой вращающейся шестерней, поскольку они зацепляются друг с другом. Шестерня, соединенная с возвратно-поступательным рычагом, называется планетой, потому что она вращается вокруг неподвижного рычага, которым является солнце, когда оно вращается в одном положении, а соединенный рычаг переводит движение планеты в возвратно-поступательное движение.
 wdvs.ru/strtech3.php
wdvs.ru/strtech3.php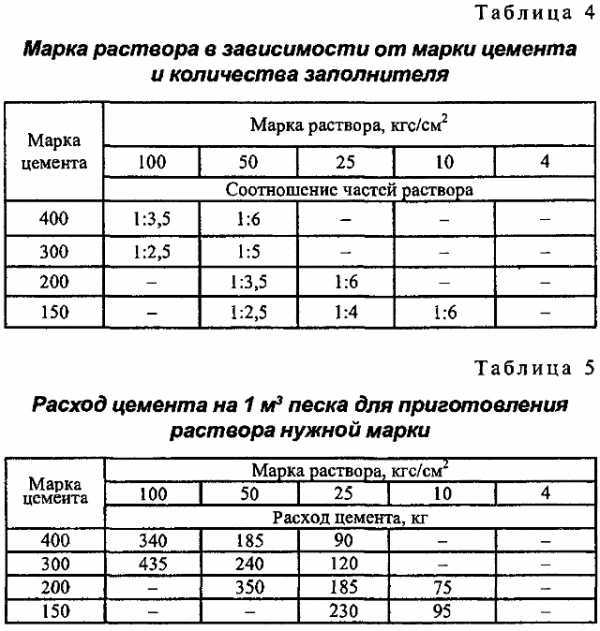 kommersant.ru/k-vlast/get_page.asp?page_id=2005769-22.htm
kommersant.ru/k-vlast/get_page.asp?page_id=2005769-22.htm В зависимости от конкретной области применения в него вводятся добавки, усиливающие определенные характеристики.
В зависимости от конкретной области применения в него вводятся добавки, усиливающие определенные характеристики.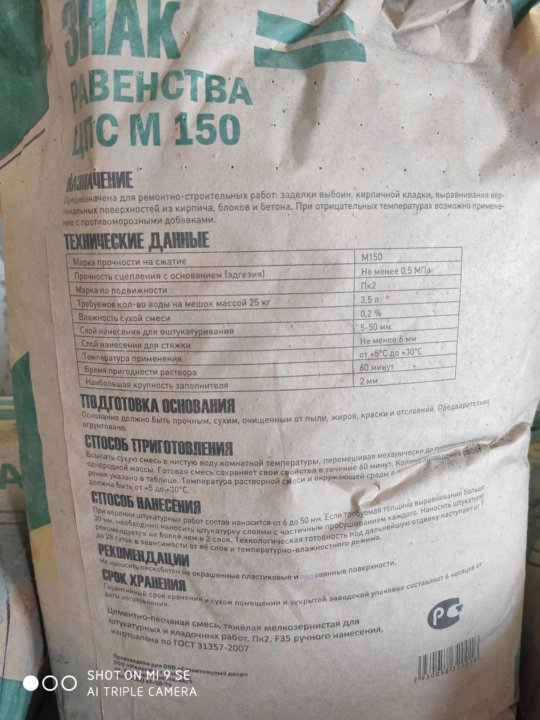 Могут применяться для фасадных и внутренних работ в помещениях с нормальной и повышенной влажностью на объектах жилого, общественного, производственного, сельскохозяйственного назначения. Нанесение – ручное или машинное. Основание перед нанесением штукатурки очищают и грунтуют.
Могут применяться для фасадных и внутренних работ в помещениях с нормальной и повышенной влажностью на объектах жилого, общественного, производственного, сельскохозяйственного назначения. Нанесение – ручное или машинное. Основание перед нанесением штукатурки очищают и грунтуют.
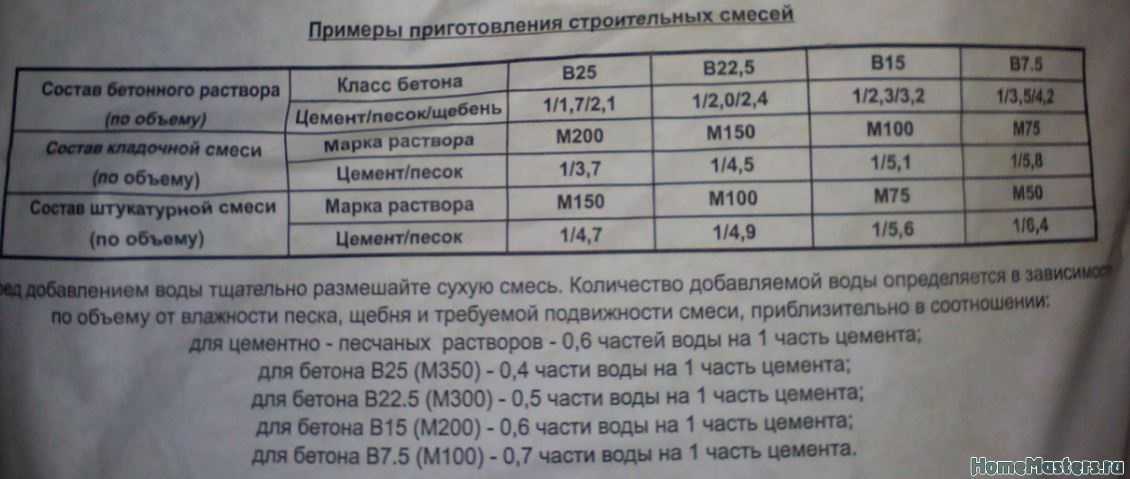 Зик
Зик  1093/фемсрэ/фуаа067.
1093/фемсрэ/фуаа067. 1093/фемсрэ/фуаа067
1093/фемсрэ/фуаа067
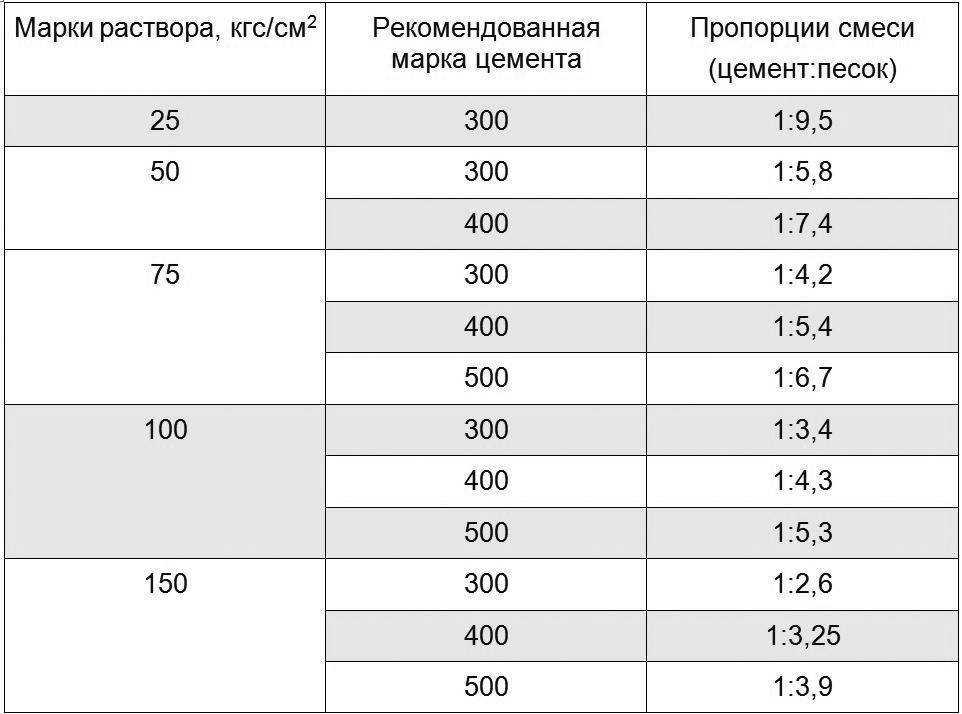
 , Энрикес М.Х., Каталао М.Дж., Пинейро С., Нарсисо А.Р., Мескита Ф., Сарайва Б.М., Каридо М., Кабанес Д., Пиньо М.Г., Филипе С.Р.
, Энрикес М.Х., Каталао М.Дж., Пинейро С., Нарсисо А.Р., Мескита Ф., Сарайва Б.М., Каридо М., Кабанес Д., Пиньо М.Г., Филипе С.Р.
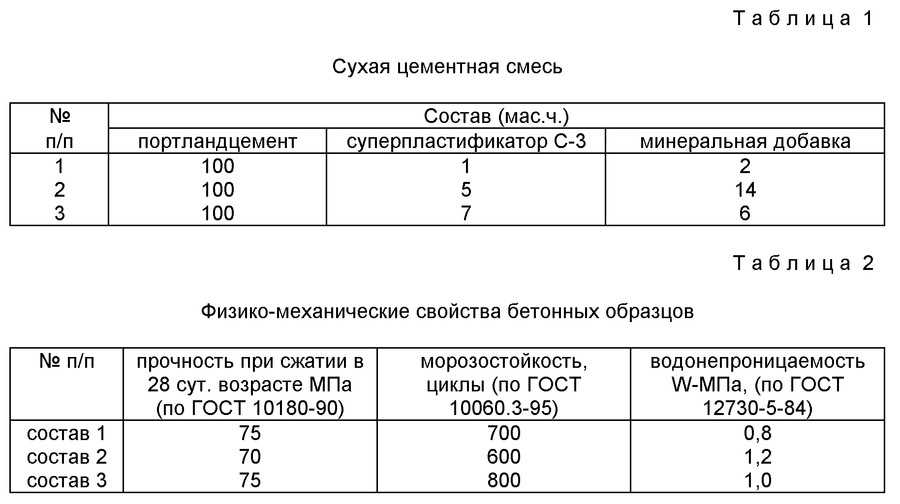 Они также довольно близки к нашим стандартам доверия BBB 8!
Они также довольно близки к нашим стандартам доверия BBB 8!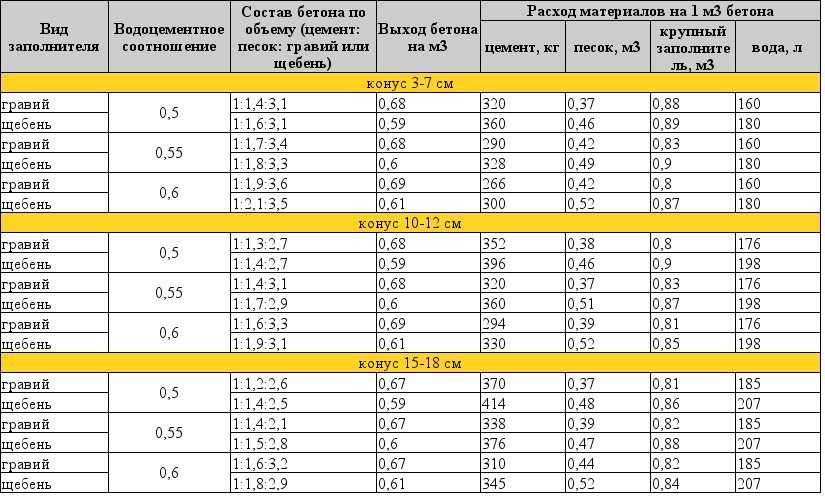 Ветеран ВВС США, Гленда также провела нас через свой переход от военной карьеры к области, в которой она действительно «роет»!
Ветеран ВВС США, Гленда также провела нас через свой переход от военной карьеры к области, в которой она действительно «роет»! Что мы узнали? Что это говорит нам о снижении риска для будущего события? К кому мы обращаемся, когда видим страховое мошенничество?
Что мы узнали? Что это говорит нам о снижении риска для будущего события? К кому мы обращаемся, когда видим страховое мошенничество? Много раз нам нужны эксперты, агенты или компании, чтобы помочь владельцам таймшеров ориентироваться в неспокойных водах. Но не все таймшеры одинаковы, и не все компании ведут честную игру.
Много раз нам нужны эксперты, агенты или компании, чтобы помочь владельцам таймшеров ориентироваться в неспокойных водах. Но не все таймшеры одинаковы, и не все компании ведут честную игру. Так как же выглядит их восстановление?
Так как же выглядит их восстановление?
 Мы также обсуждаем, свидетелем каких видов мошенничества с недвижимостью он стал, и даем советы многочисленным новым риелторам, выходящим на рынок.
Мы также обсуждаем, свидетелем каких видов мошенничества с недвижимостью он стал, и даем советы многочисленным новым риелторам, выходящим на рынок.

 thesocialbeing.com
thesocialbeing.com
 Дин, пришедшая в нашу организацию вслед за своим покойным мужем Лео, объясняет, почему компаниям больше, чем когда-либо, нужен авторитетный голос, такой как BBB. В этом году Дин подпишет 50 лет воспоминаний о Южном Техасе, обслуживаемых предприятий, помощи потребителям и множества ярких историй от Better Business Bureau в этом увлекательном эпизоде!
Дин, пришедшая в нашу организацию вслед за своим покойным мужем Лео, объясняет, почему компаниям больше, чем когда-либо, нужен авторитетный голос, такой как BBB. В этом году Дин подпишет 50 лет воспоминаний о Южном Техасе, обслуживаемых предприятий, помощи потребителям и множества ярких историй от Better Business Bureau в этом увлекательном эпизоде!



 Многие малые предприятия были подготовлены и развернуты услуги по уборке, специфичные для COVID. От новых технологий до продуктов, одобренных EPA, многие предприятия, такие как наш гость Texas Cleaning Pros, адаптировались и процветают. В этом пространстве также существует угроза того, что недобросовестные злоумышленники воспользуются ситуацией и очистят поверхность, но не до степени, убивающей COVID.
Многие малые предприятия были подготовлены и развернуты услуги по уборке, специфичные для COVID. От новых технологий до продуктов, одобренных EPA, многие предприятия, такие как наш гость Texas Cleaning Pros, адаптировались и процветают. В этом пространстве также существует угроза того, что недобросовестные злоумышленники воспользуются ситуацией и очистят поверхность, но не до степени, убивающей COVID. Мы беседуем с Биллом Сисояном, президентом FreeTail Brewing в Сан-Антонио, штат Техас. Билл объясняет, что делает его команда, чтобы краны текли, и как другие производители крафтового пива могут изменить ситуацию.
Мы беседуем с Биллом Сисояном, президентом FreeTail Brewing в Сан-Антонио, штат Техас. Билл объясняет, что делает его команда, чтобы краны текли, и как другие производители крафтового пива могут изменить ситуацию. Узнайте, как этот дилер позиционирует себя с точки зрения заинтересованности сотрудников, построения отношений и духа щедрости.
Узнайте, как этот дилер позиционирует себя с точки зрения заинтересованности сотрудников, построения отношений и духа щедрости.
 И мы дадим ей понять, что бизнес может сделать, чтобы укрепить их перспективы на осень.
И мы дадим ей понять, что бизнес может сделать, чтобы укрепить их перспективы на осень.


 Светофильтр имеет затемнение от 9 до 13 DIN. Удобное расположение регулятора уровня затемнения позволяет сварщику производить настройку, не снимая щитка и защитных перчаток. Для предотвращения повреждения светофильтра щиток сверху закрыт покрывным стеклом из прочного прозрачного материала.
Светофильтр имеет затемнение от 9 до 13 DIN. Удобное расположение регулятора уровня затемнения позволяет сварщику производить настройку, не снимая щитка и защитных перчаток. Для предотвращения повреждения светофильтра щиток сверху закрыт покрывным стеклом из прочного прозрачного материала.

 Далее перейдите в Корзину и нажмите на «Оформить заказ» или «Быстрый заказ».
Далее перейдите в Корзину и нажмите на «Оформить заказ» или «Быстрый заказ».
 Чем больше света и выше сила тока, тем темнее должно быть стекло. Для масок с обычными светофильтрами при работе на улице или сварке с силой тока 300-400 А необходимо стекло под номером 5. В помещении его меняют на номер 4. Сварка на малых токах 50-120 А требует светофильтра №3.
Чем больше света и выше сила тока, тем темнее должно быть стекло. Для масок с обычными светофильтрами при работе на улице или сварке с силой тока 300-400 А необходимо стекло под номером 5. В помещении его меняют на номер 4. Сварка на малых токах 50-120 А требует светофильтра №3.
 В первом случае понадобится снять маску, снять перчатки (колесики внутри очень маленькие) и выполнить настройку. Это приемлемо, когда регулировка нужна не часто. Во втором случае изменять чувствительность и силу затемнения получится прямо во время ведения шва, что удобно при частом переходе между сваркой тонких и толстых металлов.
В первом случае понадобится снять маску, снять перчатки (колесики внутри очень маленькие) и выполнить настройку. Это приемлемо, когда регулировка нужна не часто. Во втором случае изменять чувствительность и силу затемнения получится прямо во время ведения шва, что удобно при частом переходе между сваркой тонких и толстых металлов.

 Визуально все происходит мгновенно, но на самом деле в бытовых масках на этой уходит 1/10000 секунды, а в профессиональных — 1/20000 или 1/30000 секунды. При работе в течение дня глаза больше устают в бытовой маске. А когда сварка нужна пару часов в неделю, то ощутимой разницы нет.
Визуально все происходит мгновенно, но на самом деле в бытовых масках на этой уходит 1/10000 секунды, а в профессиональных — 1/20000 или 1/30000 секунды. При работе в течение дня глаза больше устают в бытовой маске. А когда сварка нужна пару часов в неделю, то ощутимой разницы нет.

 На нем конденсируются капельки воды из воздуха или от дыхания сварщика. Подогрейте стекло, подержав маску рядом с электрической дугой, радиатором отопления, тепловой пушкой.
На нем конденсируются капельки воды из воздуха или от дыхания сварщика. Подогрейте стекло, подержав маску рядом с электрической дугой, радиатором отопления, тепловой пушкой.
 В крайнем случае вырезать защитное стекло можно стеклорезом, замерив размеры предыдущего. Лучше всего подойдет сечение стекла 3 мм.
В крайнем случае вырезать защитное стекло можно стеклорезом, замерив размеры предыдущего. Лучше всего подойдет сечение стекла 3 мм.


 Приобретая этот продукт у JB Tools, покупатели не могут гарантировать какие-либо услуги, предоставляемые производителем , предлагаемые производителем этого продукта (включая любое обучение или техническую поддержку, которые могут быть доступны в противном случае). При покупке этого продукта у JB Tools гарантия производителя, если таковая имеется, потенциально связанная с продуктом, может быть не соблюдена производителем. JB Tools предоставляет это заявление об отказе от ответственности, чтобы исключить вероятность путаницы, которая неправомерно повлияет на ваше решение о покупке этого продукта или любого другого продукта у JB Tools, а также чтобы не было путаницы в отношении существования какой-либо аффилированности между JB Tools и производитель этого товара. Тем не менее, клиенты JB Tools могут быть уверены, что JB Tools поддерживает свою Гарантийную программу и Политику соответствия производителей в 100% случаев. Кроме того, в связи с гарантией соответствия JB Tools, JB Tools соответствует цене и/или любой акции, связанной с ее продуктами.
Приобретая этот продукт у JB Tools, покупатели не могут гарантировать какие-либо услуги, предоставляемые производителем , предлагаемые производителем этого продукта (включая любое обучение или техническую поддержку, которые могут быть доступны в противном случае). При покупке этого продукта у JB Tools гарантия производителя, если таковая имеется, потенциально связанная с продуктом, может быть не соблюдена производителем. JB Tools предоставляет это заявление об отказе от ответственности, чтобы исключить вероятность путаницы, которая неправомерно повлияет на ваше решение о покупке этого продукта или любого другого продукта у JB Tools, а также чтобы не было путаницы в отношении существования какой-либо аффилированности между JB Tools и производитель этого товара. Тем не менее, клиенты JB Tools могут быть уверены, что JB Tools поддерживает свою Гарантийную программу и Политику соответствия производителей в 100% случаев. Кроме того, в связи с гарантией соответствия JB Tools, JB Tools соответствует цене и/или любой акции, связанной с ее продуктами.
 Это полезно при использовании угловой шлифовальной машины, и вам не нужен высокий уровень затемнения 9.-15.
Это полезно при использовании угловой шлифовальной машины, и вам не нужен высокий уровень затемнения 9.-15. Используйте искру от зажигалки
Используйте искру от зажигалки Затем попробуйте переместить руки перед лицом, чтобы убедиться, что это движение не меняет настройки.
Затем попробуйте переместить руки перед лицом, чтобы убедиться, что это движение не меняет настройки.


 Мало того, что батарея подвержена потере мощности, это может повлиять на время реакции ЖК-дисплея.
Мало того, что батарея подвержена потере мощности, это может повлиять на время реакции ЖК-дисплея.


 Для её проведения сварщик должен обладать достаточным практическим опытом и знанием теории. Сварочные инверторы упростили процесс и решили многие возникавшие вопросы.
Для её проведения сварщик должен обладать достаточным практическим опытом и знанием теории. Сварочные инверторы упростили процесс и решили многие возникавшие вопросы.

 Разница между ними в продолжительности времени работы.
Разница между ними в продолжительности времени работы.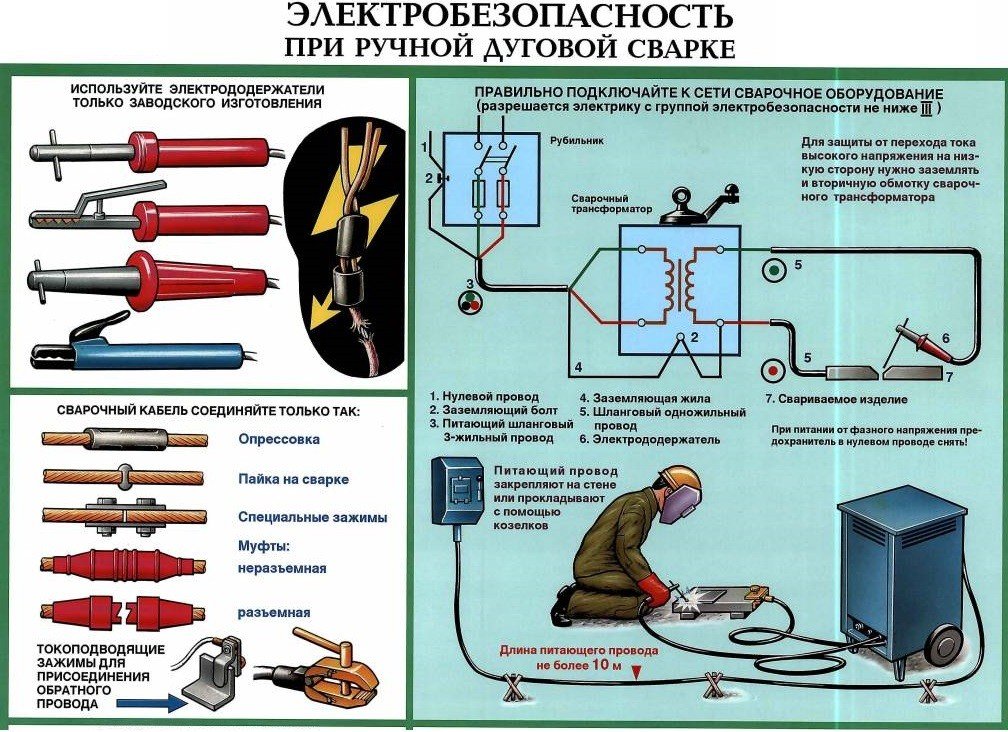 Это обусловлено тем, что устройство сварочного инвертора значительно отличается от трансформаторного сварочного аппарата.
Это обусловлено тем, что устройство сварочного инвертора значительно отличается от трансформаторного сварочного аппарата. Вне зависимости от количества фаз, сварочный ток (который идет на электрод) постоянный. Так что варить инверторным сварочным аппаратом легче — дуга стабильна и не скачет. Кроме того, есть такие опции как «антизалипание» и защита от перегрева. Но это не все его плюсы.
Вне зависимости от количества фаз, сварочный ток (который идет на электрод) постоянный. Так что варить инверторным сварочным аппаратом легче — дуга стабильна и не скачет. Кроме того, есть такие опции как «антизалипание» и защита от перегрева. Но это не все его плюсы. Но состоят все они из тех же блоков, так как принцип работы у всех одинаковый.
Но состоят все они из тех же блоков, так как принцип работы у всех одинаковый.
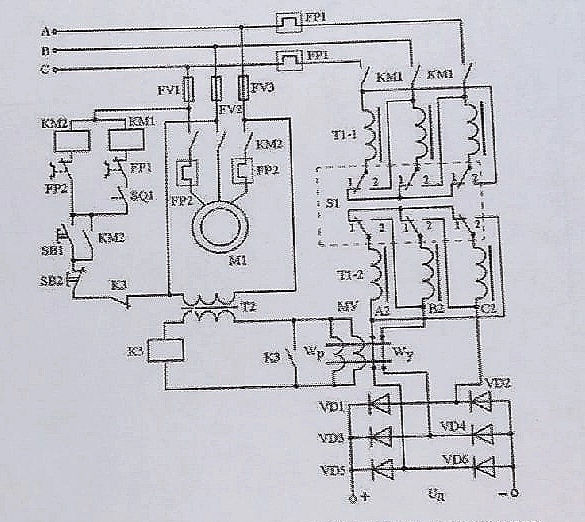 Высокочастотное переменное напряжение преобразуется в постоянное на трансформаторе малого размера. Он в разы меньше и легче. Именно поэтому инверторные сварочники такие компактные и легкие. Но так как ступеней преобразования много, требуется контроль и согласование работы всех блоков. Поэтому инверторные сварочные аппараты при малых размерах и весе стоят больше. Хоть, вроде, налицо экономия материалов. А дело в том, что есть еще контролеры, которые стоят немало.
Высокочастотное переменное напряжение преобразуется в постоянное на трансформаторе малого размера. Он в разы меньше и легче. Именно поэтому инверторные сварочники такие компактные и легкие. Но так как ступеней преобразования много, требуется контроль и согласование работы всех блоков. Поэтому инверторные сварочные аппараты при малых размерах и весе стоят больше. Хоть, вроде, налицо экономия материалов. А дело в том, что есть еще контролеры, которые стоят немало.
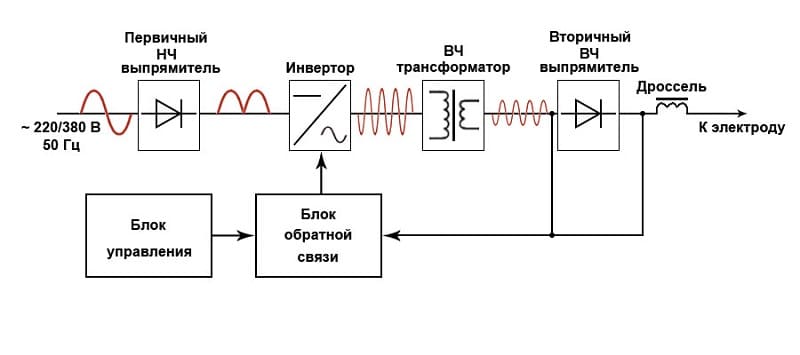 На его выходе получается пульсирующее напряжение. Для сглаживания пульсаций ставят конденсаторы (в приведенной схеме это конденсатор С8 ёмкостью 1 микрофарад на напряжение 400 В ). На их выходе напряжение уже постоянное. Конденсаторы стоят с солидным запасом по напряжению — 400 Вольт и выше, так как на выходе диодного моста напряжение уже больше чем сетевое — порядка 320-350 В. А если учесть еще возможные скачки… вот и ставят с запасом — на 400 В.
На его выходе получается пульсирующее напряжение. Для сглаживания пульсаций ставят конденсаторы (в приведенной схеме это конденсатор С8 ёмкостью 1 микрофарад на напряжение 400 В ). На их выходе напряжение уже постоянное. Конденсаторы стоят с солидным запасом по напряжению — 400 Вольт и выше, так как на выходе диодного моста напряжение уже больше чем сетевое — порядка 320-350 В. А если учесть еще возможные скачки… вот и ставят с запасом — на 400 В. Управляет их переключением контроллер.
Управляет их переключением контроллер. Он выдает уже практически постоянное напряжение, которое «доглаживается» выходными конденсаторами и идет на сварочный электрод. Диоды на выходном мосту стоят особые — с высокой скоростью срабатывания (не более 40-55 наносекунд). Они должны сглаживать напряжение частотой в десятки килогерц, так что скорость срабатывания должна быть очень высокой. Если в процессе ремонта возникла необходимость их замены, то надо подбирать именно с высоким быстродействием. Иначе работать аппарат не будет.
Он выдает уже практически постоянное напряжение, которое «доглаживается» выходными конденсаторами и идет на сварочный электрод. Диоды на выходном мосту стоят особые — с высокой скоростью срабатывания (не более 40-55 наносекунд). Они должны сглаживать напряжение частотой в десятки килогерц, так что скорость срабатывания должна быть очень высокой. Если в процессе ремонта возникла необходимость их замены, то надо подбирать именно с высоким быстродействием. Иначе работать аппарат не будет. Есть также российские аппараты, украинские и белорусские. Они, в основном, в среднем ценовом диапазоне, хотя есть и более дорогие линейки. «Европейцев» в последние годы очень мало и цена далеко не «средняя».
Есть также российские аппараты, украинские и белорусские. Они, в основном, в среднем ценовом диапазоне, хотя есть и более дорогие линейки. «Европейцев» в последние годы очень мало и цена далеко не «средняя». Производители разделились на два лагеря. У одних компоненты для ремонта стоят недорого, легкодоступны. Следовательно, ремонт быстрый, без особых проблем и недорого. Вторая группа производителей исходит из того, что нечего ремонтировать — покупайте новый аппарат. Элементная база подбирается особая, просто так ее не найти, приходится заказывать. Поставляет ее тот же производитель по очень высоким ценам. Так что действительно, часто получается дешевле купить новый аппарат, чем ремонтировать вышедший из строя.
Производители разделились на два лагеря. У одних компоненты для ремонта стоят недорого, легкодоступны. Следовательно, ремонт быстрый, без особых проблем и недорого. Вторая группа производителей исходит из того, что нечего ремонтировать — покупайте новый аппарат. Элементная база подбирается особая, просто так ее не найти, приходится заказывать. Поставляет ее тот же производитель по очень высоким ценам. Так что действительно, часто получается дешевле купить новый аппарат, чем ремонтировать вышедший из строя. Скажем, вам не повезло, ваш сварочник сломался очень быстро. Отвезли в мастерскую, они отремонтировали, а на отремонтированный аппарат дают гарантию два месяца. И все. Дальше «за свои деньги».
Скажем, вам не повезло, ваш сварочник сломался очень быстро. Отвезли в мастерскую, они отремонтировали, а на отремонтированный аппарат дают гарантию два месяца. И все. Дальше «за свои деньги». Эта технология включает преобразование первичного переменного тока в постоянный до увеличения частоты тока. И, наконец, он будет выпрямлен обратно в постоянный ток для питания электрода.
Эта технология включает преобразование первичного переменного тока в постоянный до увеличения частоты тока. И, наконец, он будет выпрямлен обратно в постоянный ток для питания электрода.
 Мы упомянули некоторые из них ниже для справки.
Мы упомянули некоторые из них ниже для справки.


 При длительном использовании даже при перегреве это может привести к выходу из строя некоторых деталей и сокращению срока службы инверторного сварочного аппарата.
При длительном использовании даже при перегреве это может привести к выходу из строя некоторых деталей и сокращению срока службы инверторного сварочного аппарата.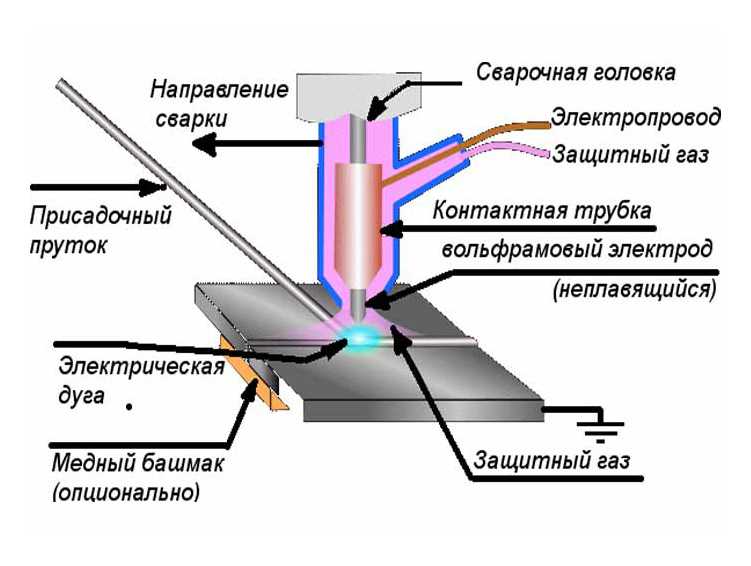
 Традиционные сварочные аппараты могут быть повреждены во время скачков напряжения. Однако инверторный сварочный аппарат использует программное обеспечение IGBT для управления любыми изменениями напряжения.
Традиционные сварочные аппараты могут быть повреждены во время скачков напряжения. Однако инверторный сварочный аппарат использует программное обеспечение IGBT для управления любыми изменениями напряжения.
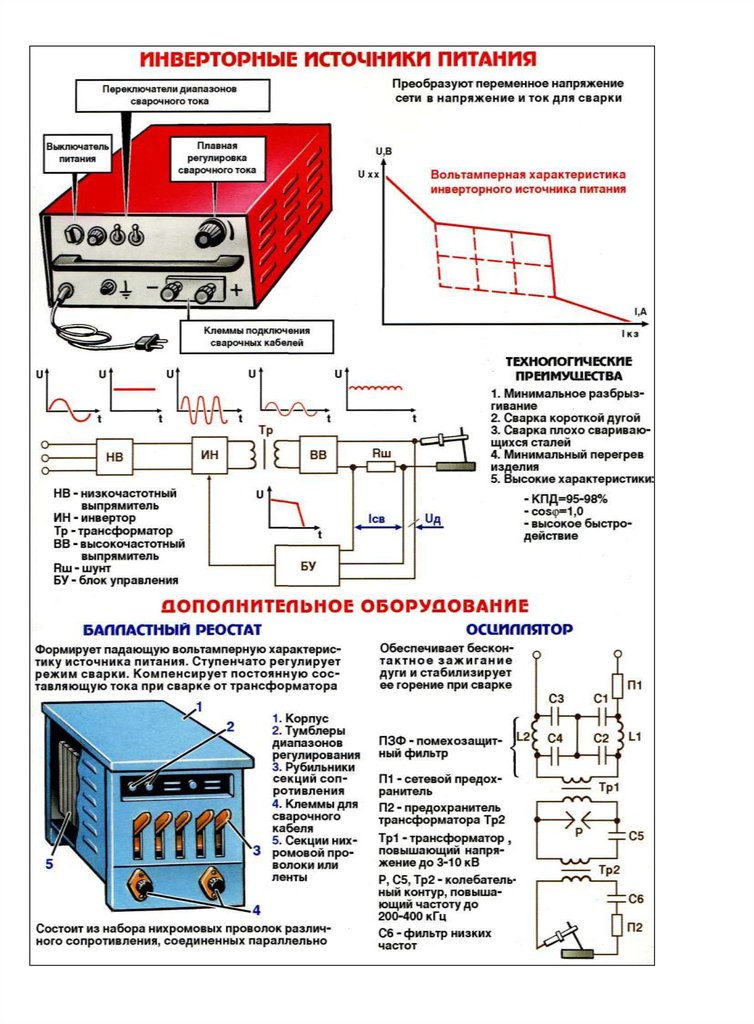
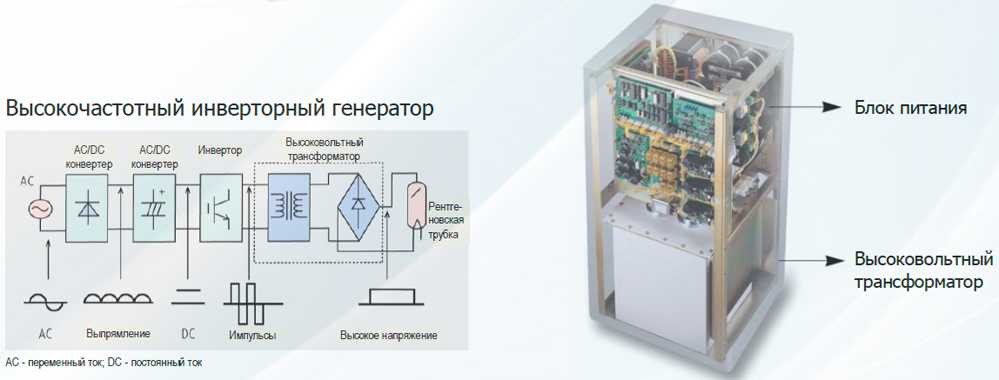 Это дает им полную гибкость в использовании инверторного сварочного аппарата для различных материалов без каких-либо проблем.
Это дает им полную гибкость в использовании инверторного сварочного аппарата для различных материалов без каких-либо проблем. Чувствительные компоненты и дорогостоящие технологии дороги как в замене, так и в ремонте, что делает бессмысленными затраты на это. Таким образом, вы можете в конечном итоге позаботиться об обслуживании и правильном хранении машины. В противном случае вы столкнетесь с серьезными проблемами позже, чем ожидалось.
Чувствительные компоненты и дорогостоящие технологии дороги как в замене, так и в ремонте, что делает бессмысленными затраты на это. Таким образом, вы можете в конечном итоге позаботиться об обслуживании и правильном хранении машины. В противном случае вы столкнетесь с серьезными проблемами позже, чем ожидалось.

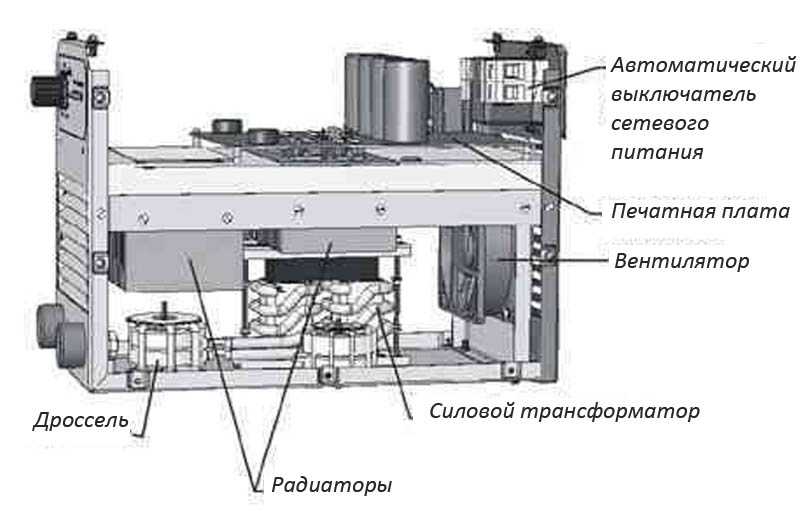 Вы можете подключить его к бытовой розетке, потому что он потребляет очень мало электроэнергии. Он также имеет несколько настроек регулирования мощности, при этом он может работать с низкокачественными системами электроснабжения.
Вы можете подключить его к бытовой розетке, потому что он потребляет очень мало электроэнергии. Он также имеет несколько настроек регулирования мощности, при этом он может работать с низкокачественными системами электроснабжения. 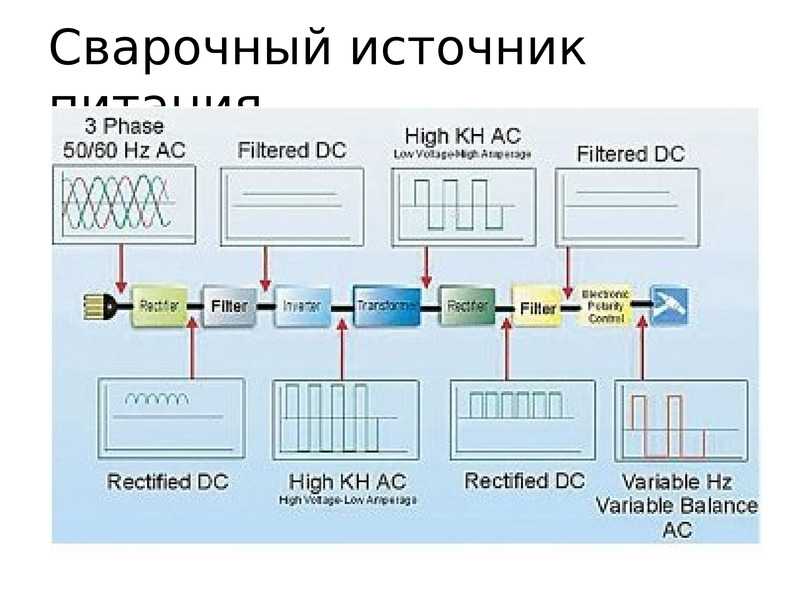 Это также помогает добавлять такие функции, как защита от перегрузки, а также контролировать выходную мощность машины.
Это также помогает добавлять такие функции, как защита от перегрузки, а также контролировать выходную мощность машины. В результате вы можете обойтись обычной розеткой для выполнения сварочных работ, сводя при этом к минимуму свои счета за электроэнергию.
В результате вы можете обойтись обычной розеткой для выполнения сварочных работ, сводя при этом к минимуму свои счета за электроэнергию.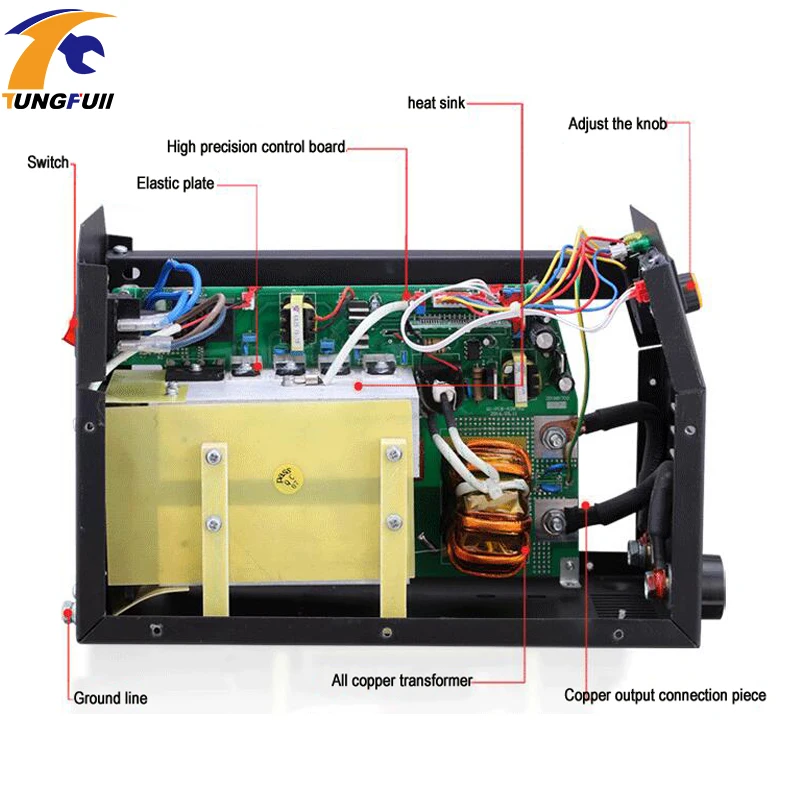
 Несколько машин, доступных сегодня, обеспечивают выход переменного тока, а также выход постоянного тока.
Несколько машин, доступных сегодня, обеспечивают выход переменного тока, а также выход постоянного тока. Это может уменьшиться еще больше, если они не обслуживаются и не хранятся должным образом. Так как в нем больше деталей, которые можно легко повредить, если не позаботиться о них должным образом. Инверторный сварочный аппарат может прослужить до 5-6 лет.
Это может уменьшиться еще больше, если они не обслуживаются и не хранятся должным образом. Так как в нем больше деталей, которые можно легко повредить, если не позаботиться о них должным образом. Инверторный сварочный аппарат может прослужить до 5-6 лет. В противном случае у вас возникнут серьезные проблемы с инверторным сварочным аппаратом намного раньше, чем ожидалось.
В противном случае у вас возникнут серьезные проблемы с инверторным сварочным аппаратом намного раньше, чем ожидалось.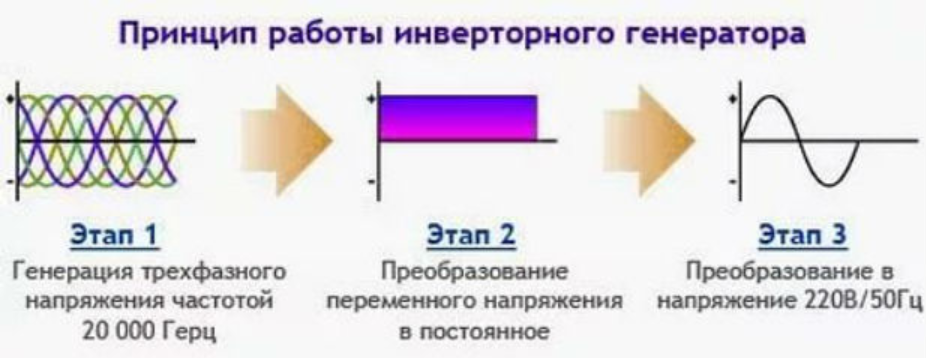 Если это так, удалите ненужный материал плоскогубцами.
Если это так, удалите ненужный материал плоскогубцами.
 Используемые материалы хорошего качества также гарантируют, что он прочный и долговечный, что позволяет использовать его на разных рабочих площадках.
Используемые материалы хорошего качества также гарантируют, что он прочный и долговечный, что позволяет использовать его на разных рабочих площадках.
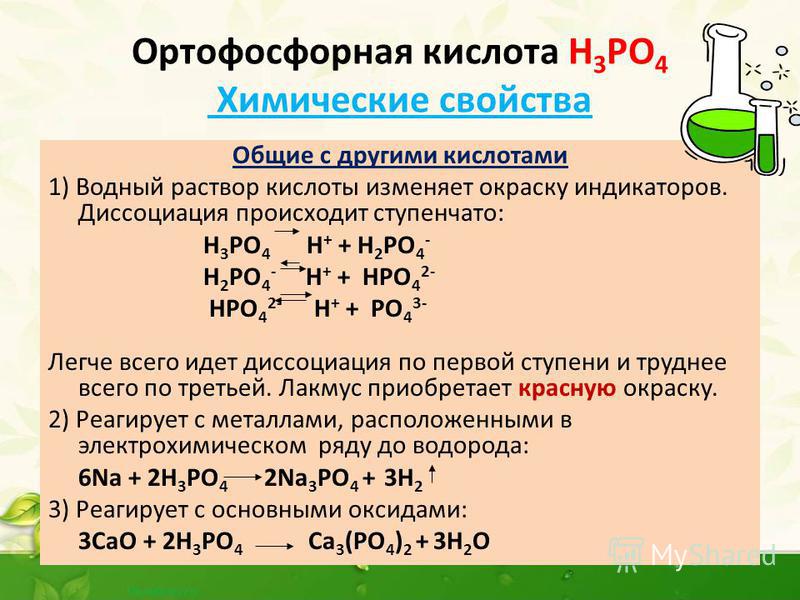


 При первоначальном появлении ржавых пятен на металле, его необходимо зачистить, и обработать защитным средством. Можно производить очистку химического вида с помощью ортофосфорной кислоты.
При первоначальном появлении ржавых пятен на металле, его необходимо зачистить, и обработать защитным средством. Можно производить очистку химического вида с помощью ортофосфорной кислоты. Помимо этого средство является пожароопасным, поэтому при работе необходимо обеспечить хорошее проветривание в помещении. Если кислота попала на кожу, необходимо сразу обильно промыть это место водой, это делают около 15 минут. При значительном повреждении, нужно немедленно посетить больницу. Запрещается вытирать средство салфеткой или полотенцем.
Помимо этого средство является пожароопасным, поэтому при работе необходимо обеспечить хорошее проветривание в помещении. Если кислота попала на кожу, необходимо сразу обильно промыть это место водой, это делают около 15 минут. При значительном повреждении, нужно немедленно посетить больницу. Запрещается вытирать средство салфеткой или полотенцем.
 Если после вымывания не высушить элемент, то на нем появляется гидрооксид. Сушку можно производить любым методом.
Если после вымывания не высушить элемент, то на нем появляется гидрооксид. Сушку можно производить любым методом.
 Чтобы в кислоту не попадали посторонние элементы, все емкости должны использоваться в чистом и сухом виде, тогда приготовленный раствор будет иметь высокое качество.
Чтобы в кислоту не попадали посторонние элементы, все емкости должны использоваться в чистом и сухом виде, тогда приготовленный раствор будет иметь высокое качество. Поэтому обработку необходимо выполнять аккуратно, чтобы не пришлось реставрировать испорченную поверхность, это приведет к дополнительным расходам.
Поэтому обработку необходимо выполнять аккуратно, чтобы не пришлось реставрировать испорченную поверхность, это приведет к дополнительным расходам.

 По истечении необходимого времени, кислоту смывают нейтральным раствором на основе спирта, нашатыря и воды. После этого поверхность промывают водой и высушивают. Если слой ржавчины слишком толстый, то его предварительно очищают металлической щеткой или болгаркой со специальной насадкой. Работу необходимо выполнять в правильной последовательности, если пропустить хотя бы одно действие, это приведет к некачественному очищению.
По истечении необходимого времени, кислоту смывают нейтральным раствором на основе спирта, нашатыря и воды. После этого поверхность промывают водой и высушивают. Если слой ржавчины слишком толстый, то его предварительно очищают металлической щеткой или болгаркой со специальной насадкой. Работу необходимо выполнять в правильной последовательности, если пропустить хотя бы одно действие, это приведет к некачественному очищению. Вам необходимо познакомиться с фосфорной кислотой, чтобы правильно ее использовать и защитить себя и других от возможных травм.
Вам необходимо познакомиться с фосфорной кислотой, чтобы правильно ее использовать и защитить себя и других от возможных травм. При контакте с коррозией это химическое вещество выделяет пары, которые потенциально могут быть опасны при их вдыхании . Работа с фосфорной кислотой в хорошо проветриваемом помещении или на улице определенно снижает риск вдыхания ядовитых паров.
При контакте с коррозией это химическое вещество выделяет пары, которые потенциально могут быть опасны при их вдыхании . Работа с фосфорной кислотой в хорошо проветриваемом помещении или на улице определенно снижает риск вдыхания ядовитых паров. Делая это бессистемно, вы не только получите посредственные результаты, но и поставите под угрозу свое здоровье. Итак, вот как устранить ржавчину, но при этом оставаться в безопасности при использовании кислоты.
Делая это бессистемно, вы не только получите посредственные результаты, но и поставите под угрозу свое здоровье. Итак, вот как устранить ржавчину, но при этом оставаться в безопасности при использовании кислоты.

 Доходит до сварочных работ на топливных баках. Я не хочу вас больше развлекать, кроме фосфатирования, а я использовал только фосфатирующие смеси с соляной (соляной) кислотой и фосфорной оставляют черный фосфат. Если в вашей смеси есть это, я бы посоветовал вам провести манекен на куске ржавого металла, смыть, как вы это сделали, и поставить на него источник тепла.
Доходит до сварочных работ на топливных баках. Я не хочу вас больше развлекать, кроме фосфатирования, а я использовал только фосфатирующие смеси с соляной (соляной) кислотой и фосфорной оставляют черный фосфат. Если в вашей смеси есть это, я бы посоветовал вам провести манекен на куске ржавого металла, смыть, как вы это сделали, и поставить на него источник тепла. 
 На вид приличная концентрация, ржавчину съел в мгновение ока! Он поступил в @ около 22:00, а сейчас 3:40. Меньше 6 часов, и это выглядит хорошо.
На вид приличная концентрация, ржавчину съел в мгновение ока! Он поступил в @ около 22:00, а сейчас 3:40. Меньше 6 часов, и это выглядит хорошо. Просто погуглите POR 15, так как я уверен, что он доступен в
Просто погуглите POR 15, так как я уверен, что он доступен в  Обычно я позволяю ему работать не более часа, так как обычно этого достаточно. Они ДЕЙСТВИТЕЛЬНО получили дополнительное травление по образцу, напоминающему «цветное закаливание», что наводит меня на мысль, что напряжения при закалке вызвали предпочтительное травление.
Обычно я позволяю ему работать не более часа, так как обычно этого достаточно. Они ДЕЙСТВИТЕЛЬНО получили дополнительное травление по образцу, напоминающему «цветное закаливание», что наводит меня на мысль, что напряжения при закалке вызвали предпочтительное травление.


 пробежать. Никакой ржавчины в баке, и не нужно чистить карбюраторы, что было весенним ритуалом.
пробежать. Никакой ржавчины в баке, и не нужно чистить карбюраторы, что было весенним ритуалом.

 Его элементный состав металлов, включая олово, железо, алюминий, свинец, кремний и марганец. Этот элементный состав помогает достичь различных электрических и механических свойств латуни. Если взять в качестве примера содержание цинка, оно помогает латуни повысить пластичность и прочность основного медного материала. Доказано, что чем выше концентрация цинка в латуни, тем пластичнее и прочнее ее сплав.
Его элементный состав металлов, включая олово, железо, алюминий, свинец, кремний и марганец. Этот элементный состав помогает достичь различных электрических и механических свойств латуни. Если взять в качестве примера содержание цинка, оно помогает латуни повысить пластичность и прочность основного медного материала. Доказано, что чем выше концентрация цинка в латуни, тем пластичнее и прочнее ее сплав. Для сравнения, бронза как медный сплав содержит медь (Cu) и олово (sn), а ее основные компоненты в зависимости от формы сплава:
Для сравнения, бронза как медный сплав содержит медь (Cu) и олово (sn), а ее основные компоненты в зависимости от формы сплава: Это помогает предотвратить легкую коррозию бронзы, особенно когда бронза находится в такой среде, как соленая вода. Однако при контакте бронзы с соединениями хлора начинается процесс, называемый «бронзовой болезнью». Это заболевание делает бронзу более восприимчивой к коррозии, которая со временем медленно разрушает медный сплав. Из-за устойчивости бронзы к коррозии в соленой воде ее часто используют для изготовления лодочной арматуры и морских деталей.
Это помогает предотвратить легкую коррозию бронзы, особенно когда бронза находится в такой среде, как соленая вода. Однако при контакте бронзы с соединениями хлора начинается процесс, называемый «бронзовой болезнью». Это заболевание делает бронзу более восприимчивой к коррозии, которая со временем медленно разрушает медный сплав. Из-за устойчивости бронзы к коррозии в соленой воде ее часто используют для изготовления лодочной арматуры и морских деталей. Один из интересных фактов, которые мы обнаружили в отношении этих двух металлов, заключается в том, что латунь и бронза имеют низкую относительную электропроводность.
Один из интересных фактов, которые мы обнаружили в отношении этих двух металлов, заключается в том, что латунь и бронза имеют низкую относительную электропроводность. При сравнении бронзы с латунью мы обнаружили, что теплопроводность латуни намного выше, чем у бронзы, что делает ее более подходящей для производства радиаторов. Тем не менее, бронза может использоваться в термических приложениях, но ее аналог — латунь будет рассматриваться как бронза, когда требуются термические приложения.
При сравнении бронзы с латунью мы обнаружили, что теплопроводность латуни намного выше, чем у бронзы, что делает ее более подходящей для производства радиаторов. Тем не менее, бронза может использоваться в термических приложениях, но ее аналог — латунь будет рассматриваться как бронза, когда требуются термические приложения. Более декоративный проект, скорее всего, выиграет от латуни, в то время как более устойчивый проект, скорее всего, выиграет от бронзы.
Более декоративный проект, скорее всего, выиграет от латуни, в то время как более устойчивый проект, скорее всего, выиграет от бронзы.
 Он также невосприимчив к коррозии и растрескиванию, что делает его средним по долговечности.
Он также невосприимчив к коррозии и растрескиванию, что делает его средним по долговечности. Говорят, что латунь твердая, но она мягче бронзы, которая представляет собой сплав меди и олова. Эта сравнительная мягкость латуни облегчает ее формование, резку и напильник.
Говорят, что латунь твердая, но она мягче бронзы, которая представляет собой сплав меди и олова. Эта сравнительная мягкость латуни облегчает ее формование, резку и напильник. При сравнении бронзы и латуни латунь обладает более высоким пределом текучести, чем медь. В подтверждение этого утверждения бронза имеет самый высокий предел текучести при 69.0–800 МПа (10000–116000 фунтов на квадратный дюйм), а латунь — от 34.5 до 683 МПа (5000–99100 фунтов на квадратный дюйм).
При сравнении бронзы и латуни латунь обладает более высоким пределом текучести, чем медь. В подтверждение этого утверждения бронза имеет самый высокий предел текучести при 69.0–800 МПа (10000–116000 фунтов на квадратный дюйм), а латунь — от 34.5 до 683 МПа (5000–99100 фунтов на квадратный дюйм). Нагрузка на сдвиг означает силу, которая вызывает разрушение материала или компонента при скольжении вдоль плоскости, параллельной направлению действия силы. При измерении становится очевидным, что латунь имеет самую высокую прочность на сдвиг в диапазоне от 35000 фунтов на квадратный дюйм до 48000 фунтов на квадратный дюйм, а бронза имеет самую низкую прочность на сдвиг в диапазоне от 35000 фунтов на квадратный дюйм до 47000 фунтов на квадратный дюйм.
Нагрузка на сдвиг означает силу, которая вызывает разрушение материала или компонента при скольжении вдоль плоскости, параллельной направлению действия силы. При измерении становится очевидным, что латунь имеет самую высокую прочность на сдвиг в диапазоне от 35000 фунтов на квадратный дюйм до 48000 фунтов на квадратный дюйм, а бронза имеет самую низкую прочность на сдвиг в диапазоне от 35000 фунтов на квадратный дюйм до 47000 фунтов на квадратный дюйм. Содержание меди в обоих сплавах определяет их цену на рынке. Однако бронза по сравнению с латунью обычно дороже. Это можно объяснить содержанием в нем меди и процессом, необходимым для производства бронзы.
Содержание меди в обоих сплавах определяет их цену на рынке. Однако бронза по сравнению с латунью обычно дороже. Это можно объяснить содержанием в нем меди и процессом, необходимым для производства бронзы. Они также используются в производстве бронзовой шерсти для деревообработки. Бронза также находит широкое применение в скульптурах, музыкальных инструментах и электрических контактах. Конкретные бронзовые сплавы обладают следующими свойствами:
Они также используются в производстве бронзовой шерсти для деревообработки. Бронза также находит широкое применение в скульптурах, музыкальных инструментах и электрических контактах. Конкретные бронзовые сплавы обладают следующими свойствами: Он отлично работает в условиях износа и усталости и умеренно поддается механической обработке. Сплав применим для изготовления:
Он отлично работает в условиях износа и усталости и умеренно поддается механической обработке. Сплав применим для изготовления: Обычно он используется для приложений, включая:
Обычно он используется для приложений, включая: Благодаря своей долговечности и обрабатываемости латунь является идеальным исходным материалом для изготовления музыкальных инструментов. Он применим в производстве сантехнических труб и трубопроводов в результате его высокой коррозионной стойкости. Латунь широко используется в электронных приборах, потому что она обладает отличной электропроводностью.
Благодаря своей долговечности и обрабатываемости латунь является идеальным исходным материалом для изготовления музыкальных инструментов. Он применим в производстве сантехнических труб и трубопроводов в результате его высокой коррозионной стойкости. Латунь широко используется в электронных приборах, потому что она обладает отличной электропроводностью. Как следует из его суффикса, его применение, по сути, для создания гравированных табличек и именных табличек. Латунь для гравировки имеет следующие применения:
Как следует из его суффикса, его применение, по сути, для создания гравированных табличек и именных табличек. Латунь для гравировки имеет следующие применения: Это связано с тем, что на старых изделиях из бронзы и латуни обычно образуется темный или зеленый налет, известный как патина. Эта патина затрудняет различение обоих металлов по цвету. Для тщательной очистки смешайте 1 чайную ложку (17 г) соли с мукой (8 г) и добавьте столько белого уксуса, чтобы получилась густая паста. Затем нанесите пасту на неопознанный металл губкой и смойте пасту горячей водой.
Это связано с тем, что на старых изделиях из бронзы и латуни обычно образуется темный или зеленый налет, известный как патина. Эта патина затрудняет различение обоих металлов по цвету. Для тщательной очистки смешайте 1 чайную ложку (17 г) соли с мукой (8 г) и добавьте столько белого уксуса, чтобы получилась густая паста. Затем нанесите пасту на неопознанный металл губкой и смойте пасту горячей водой. Медно-желтая окраска выглядит более тусклой и менее яркой, чем золото, которое выглядит более желтым. Если металлический материал желтоватого цвета и не сильно потускнел, то говорят, что это латунь.
Медно-желтая окраска выглядит более тусклой и менее яркой, чем золото, которое выглядит более желтым. Если металлический материал желтоватого цвета и не сильно потускнел, то говорят, что это латунь.

 Он относительно устойчив к потемнению, поэтому сплав часто используют в декоративных целях.
Он относительно устойчив к потемнению, поэтому сплав часто используют в декоративных целях.
 Особенно это касается оборудования, задействованного в медицине или пищевой промышленности. Мы используем исключительно бронзу и латунь, изготовленную в странах ЕС. Эти материалы отвечают самым строгим требованиям, что подтверждено сертификатами соответствия.
Особенно это касается оборудования, задействованного в медицине или пищевой промышленности. Мы используем исключительно бронзу и латунь, изготовленную в странах ЕС. Эти материалы отвечают самым строгим требованиям, что подтверждено сертификатами соответствия. Эта статья призвана показать, как эти металлы, будучи более архаичными, чем большинство других инженерных материалов, по-прежнему являются необходимыми компонентами нашего успеха в современную эпоху.
Эта статья призвана показать, как эти металлы, будучи более архаичными, чем большинство других инженерных материалов, по-прежнему являются необходимыми компонентами нашего успеха в современную эпоху. Он имеет относительную плотность около 8,8 г/см 3 и демонстрирует низкое трение при контакте с другими металлами. Он легко проводит тепло и электричество и имеет температуру плавления в диапазоне 950–1050 ° C, в зависимости от количества присутствующего олова. Он окисляется на воздухе из-за высокого содержания меди, что придает бронзе отчетливую пятнистую патину. Это окисление предотвращает коррозию бронзы, особенно в соленой воде; однако, если соединения хлора могут реагировать с бронзой, начинается процесс, известный как «бронзовая болезнь», когда коррозия вызывает еще большую коррозию, медленно разрушая сплав с течением времени. Благодаря устойчивости к соленой воде бронза используется для изготовления деталей лодок и подводных морских частей, а также скульптур, которые должны противостоять разрушению во внешней среде. Он демонстрирует отличные литейные свойства и может быть легко отлит в качестве подшипников, зажимов, электрических соединений, пружин и многого другого.
Он имеет относительную плотность около 8,8 г/см 3 и демонстрирует низкое трение при контакте с другими металлами. Он легко проводит тепло и электричество и имеет температуру плавления в диапазоне 950–1050 ° C, в зависимости от количества присутствующего олова. Он окисляется на воздухе из-за высокого содержания меди, что придает бронзе отчетливую пятнистую патину. Это окисление предотвращает коррозию бронзы, особенно в соленой воде; однако, если соединения хлора могут реагировать с бронзой, начинается процесс, известный как «бронзовая болезнь», когда коррозия вызывает еще большую коррозию, медленно разрушая сплав с течением времени. Благодаря устойчивости к соленой воде бронза используется для изготовления деталей лодок и подводных морских частей, а также скульптур, которые должны противостоять разрушению во внешней среде. Он демонстрирует отличные литейные свойства и может быть легко отлит в качестве подшипников, зажимов, электрических соединений, пружин и многого другого.
 Латунь является отличным проводником тепла и устойчива к коррозии, особенно к гальванической коррозии в морской воде. Он хорошо отливается, достаточно прочен и привлекателен, и даже обладает некоторыми антимикробными свойствами благодаря высокому содержанию меди. Чаще всего латунь используется в музыкальных инструментах, декоративной отделке, винтах, радиаторах, гильзах и многом другом.
Латунь является отличным проводником тепла и устойчива к коррозии, особенно к гальванической коррозии в морской воде. Он хорошо отливается, достаточно прочен и привлекателен, и даже обладает некоторыми антимикробными свойствами благодаря высокому содержанию меди. Чаще всего латунь используется в музыкальных инструментах, декоративной отделке, винтах, радиаторах, гильзах и многом другом. дюйм
дюйм Теплопроводность латуни намного выше, чем у бронзы, что делает ее идеальным выбором для радиаторов. Бронза также может использоваться в термических целях, но латунь всегда будет иметь преимущество, если есть выбор между ними.
Теплопроводность латуни намного выше, чем у бронзы, что делает ее идеальным выбором для радиаторов. Бронза также может использоваться в термических целях, но латунь всегда будет иметь преимущество, если есть выбор между ними.
 Если необходима обрабатываемость, латунь является лучшим выбором, чем бронза. Однако, если важны прочность и износостойкость, лучшим вариантом может быть бронза.
Если необходима обрабатываемость, латунь является лучшим выбором, чем бронза. Однако, если важны прочность и износостойкость, лучшим вариантом может быть бронза. Если его необходимо подвергнуть механической обработке, убедитесь, что выбранный вами сплав предназначен для механической обработки, иначе вы рискуете испортить свою мельницу.
Если его необходимо подвергнуть механической обработке, убедитесь, что выбранный вами сплав предназначен для механической обработки, иначе вы рискуете испортить свою мельницу.
 Этот металл восходит к 3500 г. до н.э. у шумеров, и этот век упоминается как бронзовый век. Он считается медным сплавом и определяется на основе его рабочих свойств, а также конкретных легирующих элементов.
Этот металл восходит к 3500 г. до н.э. у шумеров, и этот век упоминается как бронзовый век. Он считается медным сплавом и определяется на основе его рабочих свойств, а также конкретных легирующих элементов. Доказано, что чем выше концентрация цинка в латуни, тем пластичнее и прочнее ее сплав.
Доказано, что чем выше концентрация цинка в латуни, тем пластичнее и прочнее ее сплав. В природе его первичный элементный состав включает медь (Cu) и цинк (Zn), хотя он может иметь следующие компоненты в зависимости от формы сплава:
В природе его первичный элементный состав включает медь (Cu) и цинк (Zn), хотя он может иметь следующие компоненты в зависимости от формы сплава:
 По сравнению с использованием меди в качестве стандарта, латунь имеет более высокую электропроводность 28%, а бронза имеет наименьшую (15%) проводимость.
По сравнению с использованием меди в качестве стандарта, латунь имеет более высокую электропроводность 28%, а бронза имеет наименьшую (15%) проводимость. Это связано с тем, что при температуре плавления может произойти отказ компонента.
Это связано с тем, что при температуре плавления может произойти отказ компонента. Можно сказать, что более твердый материал более хрупок, и бронза подчиняется этому правилу: она гораздо более склонна к разрушению по сравнению с латунью. Если в проекте большое внимание уделяется износостойкости и прочности, бронза может быть идеальным выбором. Однако, если обрабатываемость становится необходимостью, латунь намного важнее бронзы.
Можно сказать, что более твердый материал более хрупок, и бронза подчиняется этому правилу: она гораздо более склонна к разрушению по сравнению с латунью. Если в проекте большое внимание уделяется износостойкости и прочности, бронза может быть идеальным выбором. Однако, если обрабатываемость становится необходимостью, латунь намного важнее бронзы. Бронза — твердый и прочный металл, но ее нелегко согнуть. Бронза также может противостоять воде и, как следствие, невосприимчива к коррозии, вызванной водой. С другой стороны, латунь прочна и не так долговечна, как бронза. Он также невосприимчив к коррозии и растрескиванию, что делает его средним по долговечности.
Бронза — твердый и прочный металл, но ее нелегко согнуть. Бронза также может противостоять воде и, как следствие, невосприимчива к коррозии, вызванной водой. С другой стороны, латунь прочна и не так долговечна, как бронза. Он также невосприимчив к коррозии и растрескиванию, что делает его средним по долговечности.

 С другой стороны, латунь имеет предел прочности при растяжении 53 Ksi (365 МПа) при отжиге и 88 Ksi (607 МПа) при холоднокатаном отпуске.
С другой стороны, латунь имеет предел прочности при растяжении 53 Ksi (365 МПа) при отжиге и 88 Ksi (607 МПа) при холоднокатаном отпуске. Независимо от его изменения, бронзу по-прежнему легко отличить от латуни. С другой стороны, латунь обычно имеет приглушенный желтый оттенок и очень похожа на матовое золото. Это свойство делает его идеальным материалом для изготовления мебели и светильников.
Независимо от его изменения, бронзу по-прежнему легко отличить от латуни. С другой стороны, латунь обычно имеет приглушенный желтый оттенок и очень похожа на матовое золото. Это свойство делает его идеальным материалом для изготовления мебели и светильников. До сих пор бронза используется в корабельных гребных винтах и погружных подшипниках. Бронза имеет очень низкое трение по отношению к разнородным металлам, и в результате она используется сегодня для подшипников, пружин, втулок направляющих подшипников автомобильных трансмиссий, подшипников для небольших электродвигателей и многого другого.
До сих пор бронза используется в корабельных гребных винтах и погружных подшипниках. Бронза имеет очень низкое трение по отношению к разнородным металлам, и в результате она используется сегодня для подшипников, пружин, втулок направляющих подшипников автомобильных трансмиссий, подшипников для небольших электродвигателей и многого другого. К таким приложениям относится сельскохозяйственная и строительная техника. 863 Марганцевая бронза применяется при изготовлении следующего:
К таким приложениям относится сельскохозяйственная и строительная техника. 863 Марганцевая бронза применяется при изготовлении следующего:  Будучи самым популярным сплавом алюминиевой бронзы, он отличается исключительной прочностью при повышенных температурах, свариваемостью, высокой пластичностью, высокой текучестью и высокой прочностью на растяжение. Он обычно используется для приложений, включая:
Будучи самым популярным сплавом алюминиевой бронзы, он отличается исключительной прочностью при повышенных температурах, свариваемостью, высокой пластичностью, высокой текучестью и высокой прочностью на растяжение. Он обычно используется для приложений, включая: 1% и 2%. Как следует из его суффикса, его применение, по сути, для создания гравированных табличек и именных табличек. Латунь для гравировки имеет следующие применения:
1% и 2%. Как следует из его суффикса, его применение, по сути, для создания гравированных табличек и именных табличек. Латунь для гравировки имеет следующие применения: Это связано с тем, что на старых изделиях из бронзы и латуни обычно образуется темный или зеленый налет, известный как патина. Эта патина затрудняет различение обоих металлов по цвету. Для тщательной очистки смешайте 1 чайную ложку (17 г) соли с мукой (8 г) и добавьте столько белого уксуса, чтобы получилась густая паста. Затем нанесите пасту на неопознанный металл губкой и смойте пасту горячей водой.
Это связано с тем, что на старых изделиях из бронзы и латуни обычно образуется темный или зеленый налет, известный как патина. Эта патина затрудняет различение обоих металлов по цвету. Для тщательной очистки смешайте 1 чайную ложку (17 г) соли с мукой (8 г) и добавьте столько белого уксуса, чтобы получилась густая паста. Затем нанесите пасту на неопознанный металл губкой и смойте пасту горячей водой. Медно-желтая окраска выглядит более тусклой и менее яркой, чем золото, которое выглядит более желтым. Если металлический материал желтоватого цвета и не сильно потускнел, то говорят, что это латунь.
Медно-желтая окраска выглядит более тусклой и менее яркой, чем золото, которое выглядит более желтым. Если металлический материал желтоватого цвета и не сильно потускнел, то говорят, что это латунь.
 В определенном положении сырьевая масса поджимается, ягоды раздавливаются, вытекает сок. Полученная мезга продавливается сквозь перфорированную поверхность наружного цилиндра.
В определенном положении сырьевая масса поджимается, ягоды раздавливаются, вытекает сок. Полученная мезга продавливается сквозь перфорированную поверхность наружного цилиндра.
 Однако следует учитывать, что частота вращения вала должна быть не более 3-4 об/сек. Используется мотор-редуктор с количеством оборотов 180-240 об/мин. Потребуется мощность около 1-2 кВт.
Однако следует учитывать, что частота вращения вала должна быть не более 3-4 об/сек. Используется мотор-редуктор с количеством оборотов 180-240 об/мин. Потребуется мощность около 1-2 кВт. Между собой фрагменты скрепляются медными саморезами или гвоздями. Готовые части пропитываются горячей олифой или грунтовкой для наружных работ (двойное покрытие).
Между собой фрагменты скрепляются медными саморезами или гвоздями. Готовые части пропитываются горячей олифой или грунтовкой для наружных работ (двойное покрытие).


 В ход идут и другие фрукты, ягоды. Все прессы для вина изготавливаются из экологически чистых материалов. Их взаимодействие с продуктом не несет опасности. Большим преимуществом многих производителей является ручной привод. Это позволяет не использовать электроэнергию. Но благодаря прогрессу появились автоматические механизмы.
В ход идут и другие фрукты, ягоды. Все прессы для вина изготавливаются из экологически чистых материалов. Их взаимодействие с продуктом не несет опасности. Большим преимуществом многих производителей является ручной привод. Это позволяет не использовать электроэнергию. Но благодаря прогрессу появились автоматические механизмы. Материал экологически чистый;
Материал экологически чистый; » src=»https://www.youtube.com/embed/HVv8I7BUiZE?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
» src=»https://www.youtube.com/embed/HVv8I7BUiZE?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>  Ваш выбор должен зависеть от предпочтений, объема урожая и финансовых возможностей. Помимо принципа работы устройства важно правильно выбрать материалы, из которых изготовлено оборудование.
Ваш выбор должен зависеть от предпочтений, объема урожая и финансовых возможностей. Помимо принципа работы устройства важно правильно выбрать материалы, из которых изготовлено оборудование. Помимо этого, такой пресс выглядит очень эффектным и презентабельным.
Помимо этого, такой пресс выглядит очень эффектным и презентабельным. Валки измельчителя дробят его. Жмых попадает в специальный отсек.
Валки измельчителя дробят его. Жмых попадает в специальный отсек. Сверху устанавливается бункер.
Сверху устанавливается бункер. В промышленных условиях это делают с применением фильтрпресса. В то же время, ценители отмечают, что фильтрация убивает вкус, а эстеты твердят, что чистый напиток пить куда приятнее. Если нет возможности купить фильтр пресс для вина, то можно его заменить:
В промышленных условиях это делают с применением фильтрпресса. В то же время, ценители отмечают, что фильтрация убивает вкус, а эстеты твердят, что чистый напиток пить куда приятнее. Если нет возможности купить фильтр пресс для вина, то можно его заменить:
 Перед изготовлением нужно убедиться в наличии следующих материалов:
Перед изготовлением нужно убедиться в наличии следующих материалов: Давление на сырье будет регулироваться вращением рукоятки или движением рычага.
Давление на сырье будет регулироваться вращением рукоятки или движением рычага. Остальные порции – уже не такие чистые. В дальнейшем все полученные партии разной степени отжима можно смещать, таким образом выровняв качество конечного продукта.
Остальные порции – уже не такие чистые. В дальнейшем все полученные партии разной степени отжима можно смещать, таким образом выровняв качество конечного продукта. Затем я заметил сообщение на форуме http://winepress.us, в котором показывался самодельный дестеммер/дробилка. Порядок процессов в машине был другим, так как перед дроблением виноград отделяют от гребней. Я обнаружил, что доступная версия машины такого типа для хобби недоступна, и я не собирался тратить 2500 долларов на коммерческую версию. Я посмотрел на машину, которую построил кто-то другой, и подумал, что смогу построить такую же. Ну, по крайней мере, я думал, что могу попытаться построить один.
Затем я заметил сообщение на форуме http://winepress.us, в котором показывался самодельный дестеммер/дробилка. Порядок процессов в машине был другим, так как перед дроблением виноград отделяют от гребней. Я обнаружил, что доступная версия машины такого типа для хобби недоступна, и я не собирался тратить 2500 долларов на коммерческую версию. Я посмотрел на машину, которую построил кто-то другой, и подумал, что смогу построить такую же. Ну, по крайней мере, я думал, что могу попытаться построить один.
 Затем я соединил детали вместе, чтобы сформировать основную коробку. Передняя и две боковые стороны были сплошными, но мне пришлось вырезать отверстие диаметром 12 дюймов (30 см) в центре, чтобы можно было вытолкнуть стебли и поместиться корзина для удаления стеблей. Для этого я просто нарисовал круг диаметром 12 дюймов (30 см) и вырезал его лобзиком.
Затем я соединил детали вместе, чтобы сформировать основную коробку. Передняя и две боковые стороны были сплошными, но мне пришлось вырезать отверстие диаметром 12 дюймов (30 см) в центре, чтобы можно было вытолкнуть стебли и поместиться корзина для удаления стеблей. Для этого я просто нарисовал круг диаметром 12 дюймов (30 см) и вырезал его лобзиком. Это позволило мне вдавить кусок 1/8-дюймового HDPE в эти полукруги, чтобы создать кривую, в которую вписался шнек (но я еще не вставил ее).
Это позволило мне вдавить кусок 1/8-дюймового HDPE в эти полукруги, чтобы создать кривую, в которую вписался шнек (но я еще не вставил ее). Итак, я прикрепил защелку из четырех защелок к 3⁄4-дюймовому прикладу. На этом каркас коробки завершен.
Итак, я прикрепил защелку из четырех защелок к 3⁄4-дюймовому прикладу. На этом каркас коробки завершен. У них шпилька обращена вверх, поэтому выступ в секцию удаления стеблей представляет собой только закругленную головку. Затем мне нужно было прикрепить корзину к коробке. Для этого я вырезал кусок нержавеющей стали, а затем согнул его в форме буквы L. Затем я просверлил отверстие в задней панели коробки и в корзине, затем сделал соответствующие отверстия в кронштейне. Это эффективно удерживает корзину на месте.
У них шпилька обращена вверх, поэтому выступ в секцию удаления стеблей представляет собой только закругленную головку. Затем мне нужно было прикрепить корзину к коробке. Для этого я вырезал кусок нержавеющей стали, а затем согнул его в форме буквы L. Затем я просверлил отверстие в задней панели коробки и в корзине, затем сделал соответствующие отверстия в кронштейне. Это эффективно удерживает корзину на месте. Затем я закрепил это, просверлив два отверстия (по одному с каждой стороны) в блоках, а затем вставив в них болты с квадратным подголовком длиной 8 дюймов (20 см). Это позволяет мне снять поперечину и выполнить любую чистку. Затем я установил опорный подшипник на поперечину (с двумя болтами, просверленными через поперечину). Самая большая проблема заключалась в том, что вал на самом деле больше 11/4 дюймов (4 см) в диаметре. Итак, когда вы покупаете стержень из полиэтилена высокой плотности, размер больше, чем указано. Мне пришлось отшлифовать каждый конец вала, чтобы он подошёл, что я и сделал вручную, и это была огромная работа. Токарный станок работал бы намного лучше, чтобы довести его до нужного размера.
Затем я закрепил это, просверлив два отверстия (по одному с каждой стороны) в блоках, а затем вставив в них болты с квадратным подголовком длиной 8 дюймов (20 см). Это позволяет мне снять поперечину и выполнить любую чистку. Затем я установил опорный подшипник на поперечину (с двумя болтами, просверленными через поперечину). Самая большая проблема заключалась в том, что вал на самом деле больше 11/4 дюймов (4 см) в диаметре. Итак, когда вы покупаете стержень из полиэтилена высокой плотности, размер больше, чем указано. Мне пришлось отшлифовать каждый конец вала, чтобы он подошёл, что я и сделал вручную, и это была огромная работа. Токарный станок работал бы намного лучше, чтобы довести его до нужного размера. Эти отверстия чуть больше 1⁄2 дюйма (с учетом большего диаметра, чем они продаются). Затем я нарезал куски 1/2-дюймового стержня из полиэтилена высокой плотности длиной 6 дюймов (15 см) и вставил их в эти отверстия. Затем я использовал полугибкую силиконовую трубку диаметром 1/2 дюйма (внутренний), чтобы надеть эти стержни в шахте (см. фото ниже).
Эти отверстия чуть больше 1⁄2 дюйма (с учетом большего диаметра, чем они продаются). Затем я нарезал куски 1/2-дюймового стержня из полиэтилена высокой плотности длиной 6 дюймов (15 см) и вставил их в эти отверстия. Затем я использовал полугибкую силиконовую трубку диаметром 1/2 дюйма (внутренний), чтобы надеть эти стержни в шахте (см. фото ниже). Затем я вырезал отверстие диаметром 1 1/2 дюйма (4 см) в центре с помощью кольцевой пилы, а затем сделал один разрез снаружи внутрь. Затем я надел его на стержень и растянул. Это указало, где я должен был сократить это.
Затем я вырезал отверстие диаметром 1 1/2 дюйма (4 см) в центре с помощью кольцевой пилы, а затем сделал один разрез снаружи внутрь. Затем я надел его на стержень и растянул. Это указало, где я должен был сократить это. с., 1725 об/мин. Затем я поместил на него 2-дюймовый (5-сантиметровый) шкив, а затем пальцами надел 123/4-дюймовый (32-сантиметровый) шкив на стержень, а затем просто прикрепил клиновой ремень. Чтобы определить точный размер ремня, нужно было купить пару разных ремней и решить, какой из них подходит лучше всего. Затем я подключил двигатель к выключателю, который питается от розетки GFCI (прерыватель цепи замыкания на землю), чтобы предотвратить любую возможность поражения электрическим током.
с., 1725 об/мин. Затем я поместил на него 2-дюймовый (5-сантиметровый) шкив, а затем пальцами надел 123/4-дюймовый (32-сантиметровый) шкив на стержень, а затем просто прикрепил клиновой ремень. Чтобы определить точный размер ремня, нужно было купить пару разных ремней и решить, какой из них подходит лучше всего. Затем я подключил двигатель к выключателю, который питается от розетки GFCI (прерыватель цепи замыкания на землю), чтобы предотвратить любую возможность поражения электрическим током. Вы не можете просто бросить гроздь винограда и уйти. Связки приходится подавать по одной, что ограничивает выход. Для обработки 500 фунтов требуется около одного часа. (227 кг) винограда с двумя людьми. Один человек подает пучки в машину, а другой передает им проушины. Если бы я хотел увеличить производительность, мне пришлось бы внести некоторые изменения (возможно, более длинную корзину). К счастью, я вешу только до 500 фунтов. (227 кг) за раз.
Вы не можете просто бросить гроздь винограда и уйти. Связки приходится подавать по одной, что ограничивает выход. Для обработки 500 фунтов требуется около одного часа. (227 кг) винограда с двумя людьми. Один человек подает пучки в машину, а другой передает им проушины. Если бы я хотел увеличить производительность, мне пришлось бы внести некоторые изменения (возможно, более длинную корзину). К счастью, я вешу только до 500 фунтов. (227 кг) за раз.
 Верхняя часть стержня находится на 3 дюйма (7,5 см) выше нижней части арки. Я купил 2 фланцевых подшипника (один для переднего и один для заднего), а затем просверлил отверстия для штока и болтов, крепящих подшипники. Ключ был в том, чтобы выровнять стержень с верхним стержнем, чтобы конечный шкив был прямо под другим. Теперь мне предстояло сделать шнековый винт. Я сделал это, сделав картонный вырез круглой формы с отверстием диаметром 1 дюйм (2,5 см) посередине. Затем я надел его на стержень и растянул. Затем я продолжал обрезать его в центре и по краям, пока он не стал почти подходящим. Затем я сделал семь дисков одинакового размера и соединил их болтами из нержавеющей стали размером 1⁄4 дюйма x 20. Я надел диски на стержень и растянул его (как гармошку). Я сделал две скобы из нержавеющей стали (по одной на каждом конце), а затем прикрепил шнек к стержню. Я проверил это, вращая удочку, чтобы увидеть, где мне нужно было подрезать шнек, где он терся о желоб. Поскольку разрезы были не идеальными, мне пришлось снять некоторые детали и отшлифовать некоторые края.
Верхняя часть стержня находится на 3 дюйма (7,5 см) выше нижней части арки. Я купил 2 фланцевых подшипника (один для переднего и один для заднего), а затем просверлил отверстия для штока и болтов, крепящих подшипники. Ключ был в том, чтобы выровнять стержень с верхним стержнем, чтобы конечный шкив был прямо под другим. Теперь мне предстояло сделать шнековый винт. Я сделал это, сделав картонный вырез круглой формы с отверстием диаметром 1 дюйм (2,5 см) посередине. Затем я надел его на стержень и растянул. Затем я продолжал обрезать его в центре и по краям, пока он не стал почти подходящим. Затем я сделал семь дисков одинакового размера и соединил их болтами из нержавеющей стали размером 1⁄4 дюйма x 20. Я надел диски на стержень и растянул его (как гармошку). Я сделал две скобы из нержавеющей стали (по одной на каждом конце), а затем прикрепил шнек к стержню. Я проверил это, вращая удочку, чтобы увидеть, где мне нужно было подрезать шнек, где он терся о желоб. Поскольку разрезы были не идеальными, мне пришлось снять некоторые детали и отшлифовать некоторые края. Как только я убедился, что шнек будет вращаться свободно, я добавил небольшой 103/4-дюймовый (27,3 см) шкив наружного диаметра к внешней стороне стержня, убедившись, что он совпадет со шкивом из части гребнеотделителя. Я также поставил звездочку на стержень, чтобы в конечном итоге привести в действие ролики.
Как только я убедился, что шнек будет вращаться свободно, я добавил небольшой 103/4-дюймовый (27,3 см) шкив наружного диаметра к внешней стороне стержня, убедившись, что он совпадет со шкивом из части гребнеотделителя. Я также поставил звездочку на стержень, чтобы в конечном итоге привести в действие ролики. Кроме того, поскольку я хотел иметь возможность втягивать и выдвигать ведро, я оставил зазор в нижней части рамы. Это потребовало небольшой дополнительной работы, чтобы сделать его устойчивым (некоторые дополнительные поперечные распорки). Затем я установил шесть роликов на дно, чтобы сделать его портативным. Это позволило мне перемещать его самостоятельно, но, что более важно, теперь я мог работать с дробилками. Единственным недостатком этой высоты является то, что человек, который подает виноград, должен стоять на лестнице, чтобы подавать грозди винограда в машину. Было бы быстрее и безопаснее, если бы эта функция была ближе к земле. Очевидно, это лишило бы меня возможности размещать мои настоящие ферментеры под машиной. Таким образом, мне пришлось бы либо вручную перекачивать сусло из ведра меньшего размера, либо покупать насос для его перемещения, если бы я решил сделать эту модификацию.
Кроме того, поскольку я хотел иметь возможность втягивать и выдвигать ведро, я оставил зазор в нижней части рамы. Это потребовало небольшой дополнительной работы, чтобы сделать его устойчивым (некоторые дополнительные поперечные распорки). Затем я установил шесть роликов на дно, чтобы сделать его портативным. Это позволило мне перемещать его самостоятельно, но, что более важно, теперь я мог работать с дробилками. Единственным недостатком этой высоты является то, что человек, который подает виноград, должен стоять на лестнице, чтобы подавать грозди винограда в машину. Было бы быстрее и безопаснее, если бы эта функция была ближе к земле. Очевидно, это лишило бы меня возможности размещать мои настоящие ферментеры под машиной. Таким образом, мне пришлось бы либо вручную перекачивать сусло из ведра меньшего размера, либо покупать насос для его перемещения, если бы я решил сделать эту модификацию. Для этого я отрезал две части для передней и задней части, а затем взял по одной части с каждой стороны и наклонил ее так, чтобы ягоды падали к роликам. Затем я вырезал еще две части, чтобы они шли прямо вниз от этих угловых частей, чтобы создать пространство для роликов. Затем я покрыл
Для этого я отрезал две части для передней и задней части, а затем взял по одной части с каждой стороны и наклонил ее так, чтобы ягоды падали к роликам. Затем я вырезал еще две части, чтобы они шли прямо вниз от этих угловых частей, чтобы создать пространство для роликов. Затем я покрыл  Я сделал отверстие чуть меньше 1/4 дюйма (0,6 см) для одного из стержней и чуть меньше 1/2 (1,25 см) для другого. Пришло время собрать дробилки внутри машины. Итак, я просверлил два отверстия с каждой стороны коробки, оставив достаточно места для 1/2-дюймового (1,25 см) пространства между роликами. Я поместил небольшие нейлоновые втулки в каждое отверстие, чтобы уменьшить износ. Затем я выровнял все и вставил в центр стержень из нержавеющей стали длиной 24 дюйма (61 см) и диаметром 1/4 дюйма. Это было немного сложно, так как нужно было просунуть стержень через коробку в дробилки. Отверстия дробилки были тугими (намеренно), так что пришлось просто немного постучать, чтобы не перенапрягаться и не погнуть нержавеющий стержень.
Я сделал отверстие чуть меньше 1/4 дюйма (0,6 см) для одного из стержней и чуть меньше 1/2 (1,25 см) для другого. Пришло время собрать дробилки внутри машины. Итак, я просверлил два отверстия с каждой стороны коробки, оставив достаточно места для 1/2-дюймового (1,25 см) пространства между роликами. Я поместил небольшие нейлоновые втулки в каждое отверстие, чтобы уменьшить износ. Затем я выровнял все и вставил в центр стержень из нержавеющей стали длиной 24 дюйма (61 см) и диаметром 1/4 дюйма. Это было немного сложно, так как нужно было просунуть стержень через коробку в дробилки. Отверстия дробилки были тугими (намеренно), так что пришлось просто немного постучать, чтобы не перенапрягаться и не погнуть нержавеющий стержень. Затем я просверлил отверстие чуть меньше 1/4 дюйма (0,6 см) в центре одного и отверстие чуть меньше 1/2 дюйма (1,25 см) в другом и надел их на внешние стержни из нержавеющей стали. . Затем я прикрепил звездочку к 1/2-дюймовому стержню. Эта звездочка предназначалась для роликовой цепи с 40 шагами. Я просто выровнял две звездочки, измерил необходимую цепь и обрезал ее по размеру. Я прикрепил цепь, и он был готов к работе. Затем я поместил часть гребнеотделителя на лоток и установил четыре защелки, чтобы убедиться, что он останется выровненным. Я также разместил две защелки спереди и сзади части дробилки. Это позволяет мне разобрать все во время уборки.
Затем я просверлил отверстие чуть меньше 1/4 дюйма (0,6 см) в центре одного и отверстие чуть меньше 1/2 дюйма (1,25 см) в другом и надел их на внешние стержни из нержавеющей стали. . Затем я прикрепил звездочку к 1/2-дюймовому стержню. Эта звездочка предназначалась для роликовой цепи с 40 шагами. Я просто выровнял две звездочки, измерил необходимую цепь и обрезал ее по размеру. Я прикрепил цепь, и он был готов к работе. Затем я поместил часть гребнеотделителя на лоток и установил четыре защелки, чтобы убедиться, что он останется выровненным. Я также разместил две защелки спереди и сзади части дробилки. Это позволяет мне разобрать все во время уборки. Последним элементом безопасности будет большая кнопка аварийной остановки. Рекомендую добавить и это.
Последним элементом безопасности будет большая кнопка аварийной остановки. Рекомендую добавить и это. х 141⁄2 дюйма. (наклонные стороны желоба)
х 141⁄2 дюйма. (наклонные стороны желоба)  Пластик HDPE
Пластик HDPE  х 8 дюймов. оцинкованные болты с квадратным подголовком, шайбы, гайки
х 8 дюймов. оцинкованные болты с квадратным подголовком, шайбы, гайки  х 5 дюймов. (нижние опоры желоба для шнека)
х 5 дюймов. (нижние опоры желоба для шнека)  х 18 дюймов. стержень из нержавеющей стали (дробильные валки)
х 18 дюймов. стержень из нержавеющей стали (дробильные валки) 
 .
.
 адрес
адрес
 Закалка и отпуск стали
Закалка и отпуск стали Такие отбелы представляют собой разбавленные кислоты и при работе с ними требуют осторожности. Помните, что следует понемногу приливать кислоту к воде и никогда наоборот. Иначе может произойти разбрызгивание и интенсивное выделение испарений, что очень опасно. Отбеливающие растворы в ходе работы насыщаются ионами меди. Если в такой раствор поместить железный или стальной предмет, медь осядет на всех золотых или серебряных изделиях, находящихся в данный момент в растворе.
Такие отбелы представляют собой разбавленные кислоты и при работе с ними требуют осторожности. Помните, что следует понемногу приливать кислоту к воде и никогда наоборот. Иначе может произойти разбрызгивание и интенсивное выделение испарений, что очень опасно. Отбеливающие растворы в ходе работы насыщаются ионами меди. Если в такой раствор поместить железный или стальной предмет, медь осядет на всех золотых или серебряных изделиях, находящихся в данный момент в растворе. Погрузите изделие на несколько секунд, поверхность потемнеет, сполосните, обработайте щеткой.
Погрузите изделие на несколько секунд, поверхность потемнеет, сполосните, обработайте щеткой.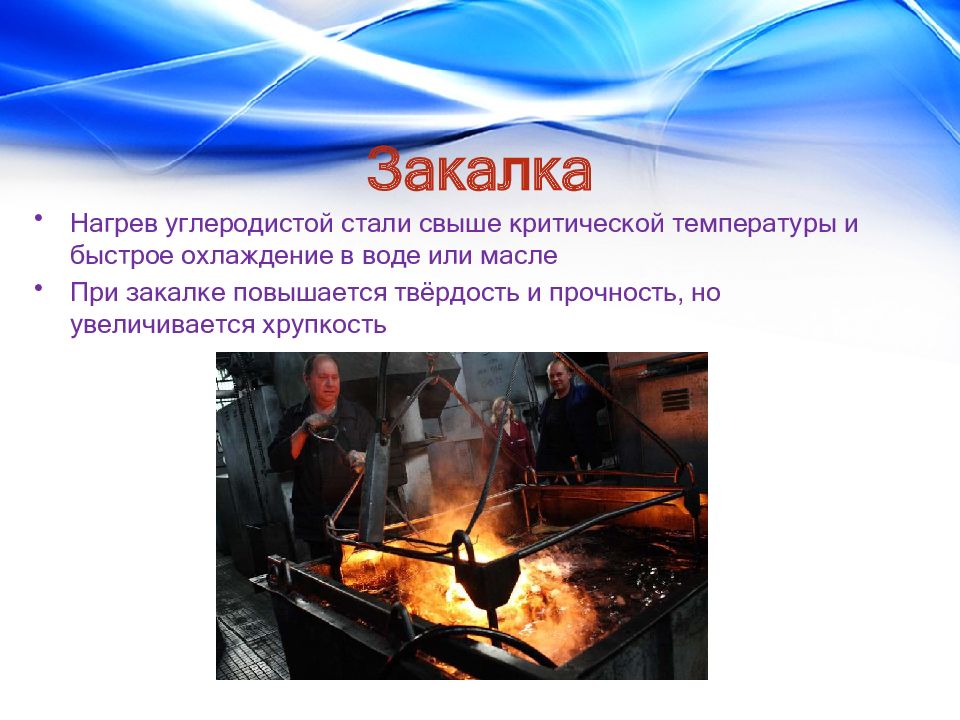

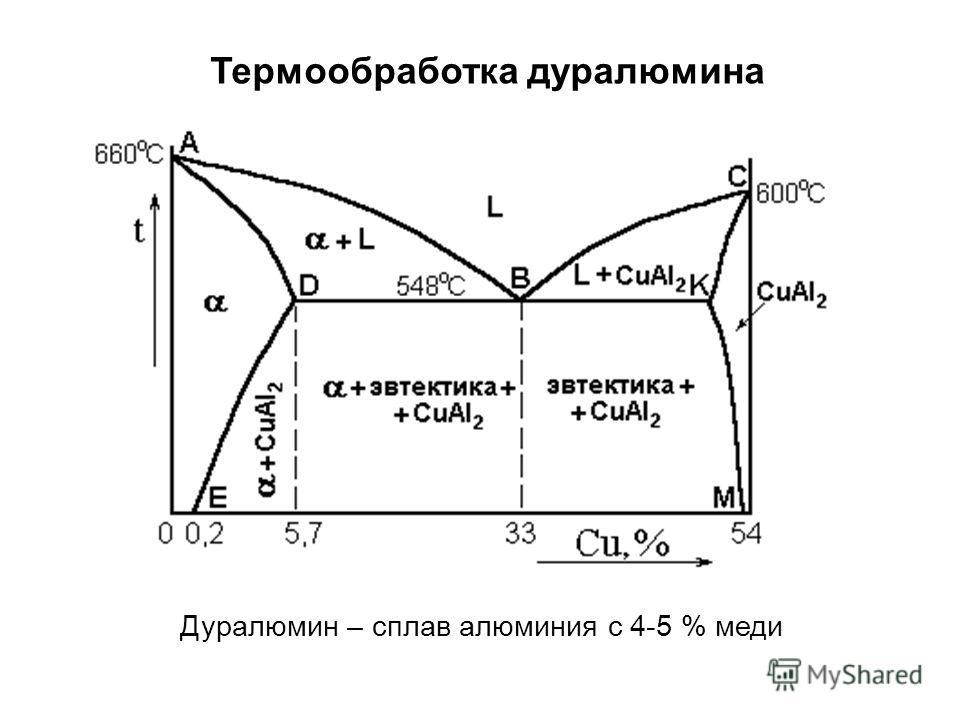 Отжиг, закалка и термическая обработка меди Резка и сверление меди.
Отжиг, закалка и термическая обработка меди Резка и сверление меди. У чистой меди небольшая прочность и высокая пластичность. К недостаткам меди относятся:. Различают две основные группы медных сплавов: латуни — сплавы меди с цинком; бронзы — сплавы меди с другими элементами.
У чистой меди небольшая прочность и высокая пластичность. К недостаткам меди относятся:. Различают две основные группы медных сплавов: латуни — сплавы меди с цинком; бронзы — сплавы меди с другими элементами. К первой группе относятся рекристаллизационный отжиг деформированного материала, далее отжиг для снятия внутренних напряжений и, наконец, гомогенизационный отжиг отливок.
К первой группе относятся рекристаллизационный отжиг деформированного материала, далее отжиг для снятия внутренних напряжений и, наконец, гомогенизационный отжиг отливок. youtube.com/embed/m0n_ED6GloY» frameborder=»0″ allowfullscreen=»»/>
youtube.com/embed/m0n_ED6GloY» frameborder=»0″ allowfullscreen=»»/>
 Вы можете войти через одну из учетных записей:. Получить ссылку на изменение пароля. Все Коллективные Персональные Найти.
Вы можете войти через одну из учетных записей:. Получить ссылку на изменение пароля. Все Коллективные Персональные Найти. Поэтому часто отжиг применяют для тех пресс-изделий, которые подвергают дальнейшей обработке давлением. Например, прессуют пруток из алюминиевого сплава Д Этот пруток служит заготовкой для последующего волочения на проволоку меньшего диаметра.
Поэтому часто отжиг применяют для тех пресс-изделий, которые подвергают дальнейшей обработке давлением. Например, прессуют пруток из алюминиевого сплава Д Этот пруток служит заготовкой для последующего волочения на проволоку меньшего диаметра. Если необходимо выгнуть трубку, ее плотно заполняют песком, чтобы избежать сплющивания и образования трещин.
Если необходимо выгнуть трубку, ее плотно заполняют песком, чтобы избежать сплющивания и образования трещин. Свойства закаленных алюминиевых деформируемых сплавов и кинетика последующего старения во многом определяются степенью пересыщения твердого раствора легирующими элементами, зеренной структурой, которая окончательно может формироваться в процессе нагрева под закалку, а также плотностью и типом дефектов кристаллического строения закалочного роисхождения. С увеличением степени пересыщения твердого раствора легирующими элементами повышается прочность закаленных сплавов, что можно объяснить непосредственным взаимодействием дислокаций с растворенными атомами, а также с некоторым изменением дислокационной структуры в сплаве.
Свойства закаленных алюминиевых деформируемых сплавов и кинетика последующего старения во многом определяются степенью пересыщения твердого раствора легирующими элементами, зеренной структурой, которая окончательно может формироваться в процессе нагрева под закалку, а также плотностью и типом дефектов кристаллического строения закалочного роисхождения. С увеличением степени пересыщения твердого раствора легирующими элементами повышается прочность закаленных сплавов, что можно объяснить непосредственным взаимодействием дислокаций с растворенными атомами, а также с некоторым изменением дислокационной структуры в сплаве. Для этого не нужно покупать дорогое оборудование, можно сделать закалку металла в домашних условиях. Чтобы не допустить ошибок, необходимо знать нюансы процедуры, разбираться в технологическом процессе.
Для этого не нужно покупать дорогое оборудование, можно сделать закалку металла в домашних условиях. Чтобы не допустить ошибок, необходимо знать нюансы процедуры, разбираться в технологическом процессе. Необходимость термической обработки. Термическую обработку стальных деталей проводят в тех случаях, когда необходимо либо повысить прочность, твердость, износоустойчивость или упругость детали или инструмента, либо, наоборот, сделать металл более мягким, легче поддающимся механической обработке.
Необходимость термической обработки. Термическую обработку стальных деталей проводят в тех случаях, когда необходимо либо повысить прочность, твердость, износоустойчивость или упругость детали или инструмента, либо, наоборот, сделать металл более мягким, легче поддающимся механической обработке.

 ч.
ч.
 Оптимум
Оптимум
 В
В Это лечение
Это лечение Поскольку нет кристаллографического
Поскольку нет кристаллографического

 Тем не менее, медь можно закаливать до тех пор, пока ее прочность на растяжение не станет на 100 % выше, чем у конструкционной стали.
Тем не менее, медь можно закаливать до тех пор, пока ее прочность на растяжение не станет на 100 % выше, чем у конструкционной стали.
 Доктор Уилсон соединяет трубку с аппаратом, который пропускает постоянный поток газообразного водорода через медь и медленно нагревает трубку небольшим газовым пламенем. Водород служит только для защиты металла от кислорода воздуха; и так как кислород, введенный в трубку с металлом, отгоняется теплом, медь обнаруживает себя как блестящая серебристая масса.
Доктор Уилсон соединяет трубку с аппаратом, который пропускает постоянный поток газообразного водорода через медь и медленно нагревает трубку небольшим газовым пламенем. Водород служит только для защиты металла от кислорода воздуха; и так как кислород, введенный в трубку с металлом, отгоняется теплом, медь обнаруживает себя как блестящая серебристая масса.
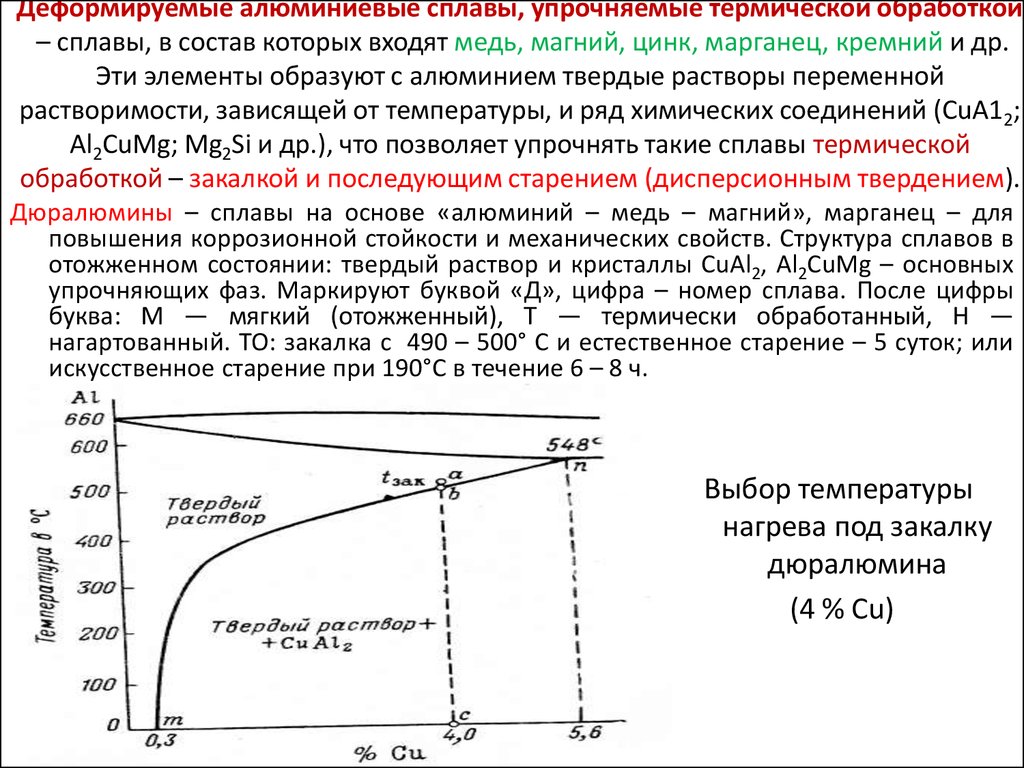
 Кроме того, атомы олова, будучи крупнее атомов меди, проникают дальше в промежутки между рядами. Следовательно, они действуют примерно так же, как тормозные колодки в автомобиле или песок на железнодорожных путях. Они служат для замедления проскальзывания по плоскостям.
Кроме того, атомы олова, будучи крупнее атомов меди, проникают дальше в промежутки между рядами. Следовательно, они действуют примерно так же, как тормозные колодки в автомобиле или песок на железнодорожных путях. Они служат для замедления проскальзывания по плоскостям. Эта окончательная обработка приводит к тому, что силицид никеля, теперь равномерно рассеянный по меди, выпадает в осадок, точно так же, как сахар осаждается на краю стакана, когда вода испаряется из раствора.
Эта окончательная обработка приводит к тому, что силицид никеля, теперь равномерно рассеянный по меди, выпадает в осадок, точно так же, как сахар осаждается на краю стакана, когда вода испаряется из раствора.
 Первый сорт аргона (99,98% Ar) применяется для сварки неплавящимся электродом, магния, алюминия, магниевых и алюминиевых сплавов, менее чувствительных к примесям кислорода и азота. Второй сорт аргона (99,95% Ar) используется для сварки нержавеющих сталей, жаропрочных сплавов и чистого алюминия. Для сварки могут также использоваться смеси аргона с другими газами (кислородом, углекислым газом).
Первый сорт аргона (99,98% Ar) применяется для сварки неплавящимся электродом, магния, алюминия, магниевых и алюминиевых сплавов, менее чувствительных к примесям кислорода и азота. Второй сорт аргона (99,95% Ar) используется для сварки нержавеющих сталей, жаропрочных сплавов и чистого алюминия. Для сварки могут также использоваться смеси аргона с другими газами (кислородом, углекислым газом).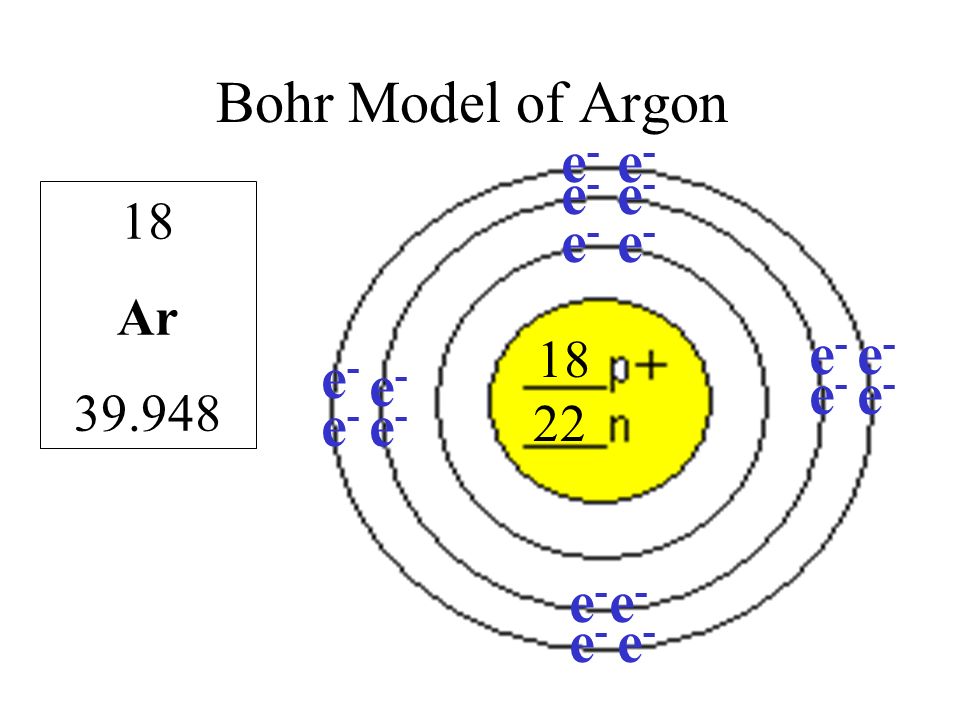 Он тяжелее воздуха и может накапливаться в плохо проветриваемых местах снижая при этом концентрацию кислорода, что может вызвать кислородную недостаточность. При выполнении работ в среде аргона необходимо пользоваться изолирующими приборами и противогазами.
Он тяжелее воздуха и может накапливаться в плохо проветриваемых местах снижая при этом концентрацию кислорода, что может вызвать кислородную недостаточность. При выполнении работ в среде аргона необходимо пользоваться изолирующими приборами и противогазами.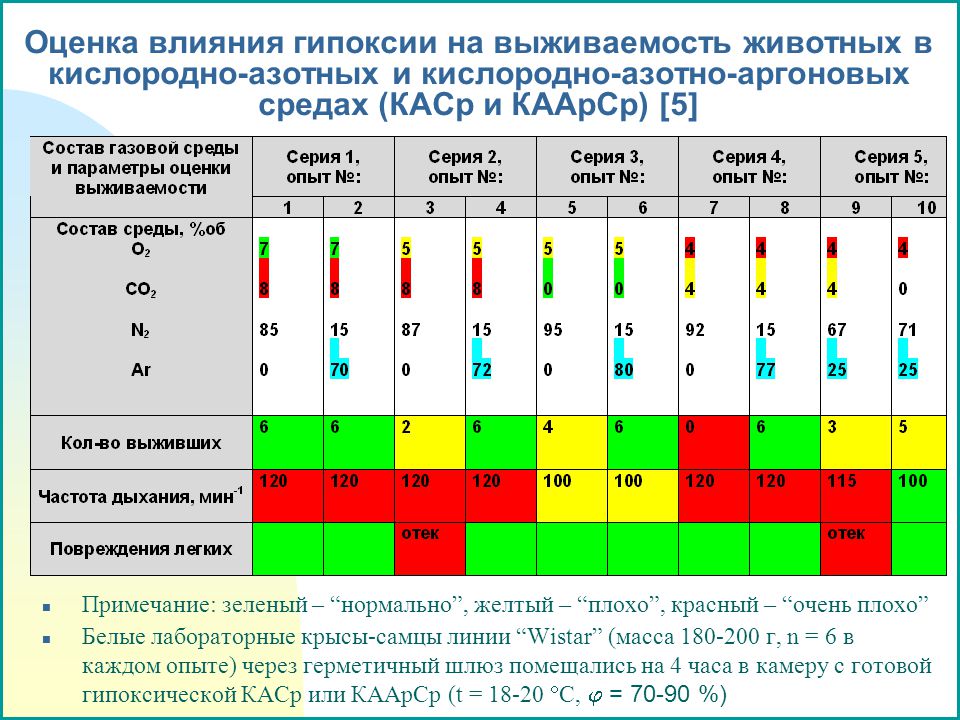

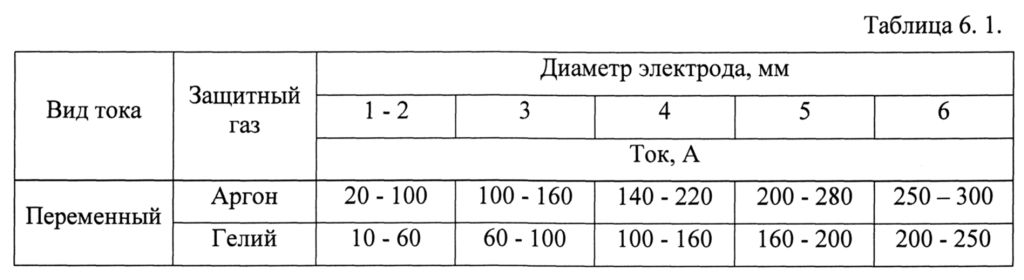 Используется инертный газ и при производстве люминесцентных ламп. Применение аргона позволяет облегчить запуск разряда электрической дуги, а также значительно увеличить ресурс электродов.
Используется инертный газ и при производстве люминесцентных ламп. Применение аргона позволяет облегчить запуск разряда электрической дуги, а также значительно увеличить ресурс электродов. Такой метод успешно используется для удаления новообразований, а также для остановки кровотечений.
Такой метод успешно используется для удаления новообразований, а также для остановки кровотечений.

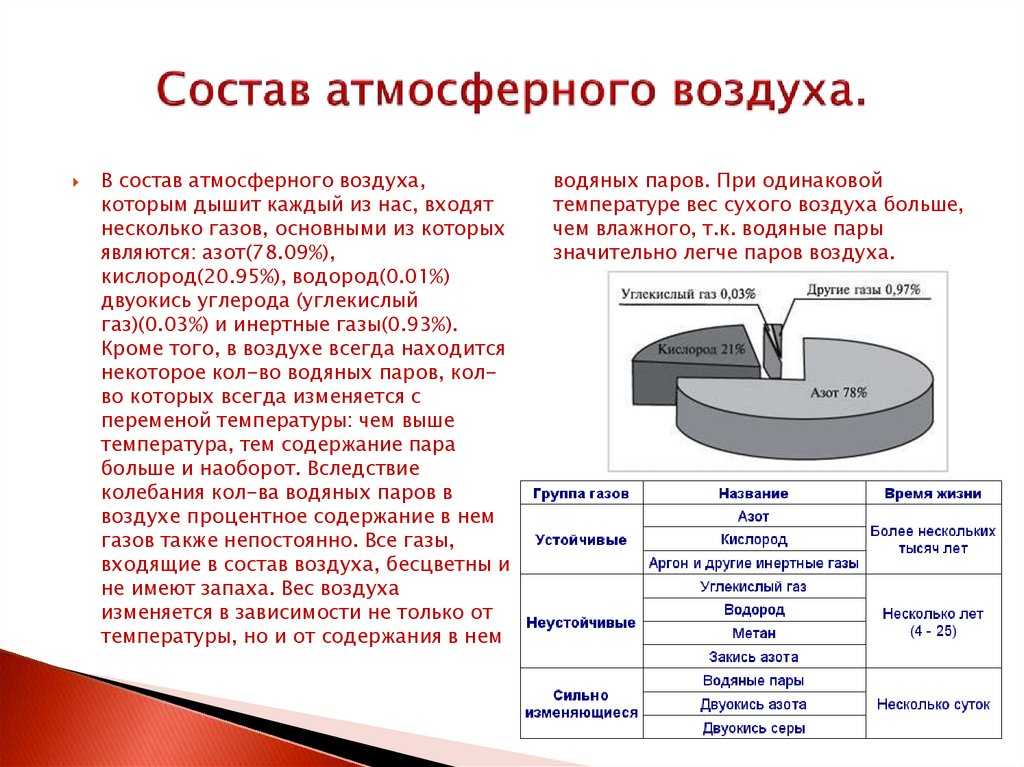
 Тем не менее, даже при перемещении небольших партий следует придерживаться вышеописанных правил транспортировки ёмкостей с этим газом.
Тем не менее, даже при перемещении небольших партий следует придерживаться вышеописанных правил транспортировки ёмкостей с этим газом.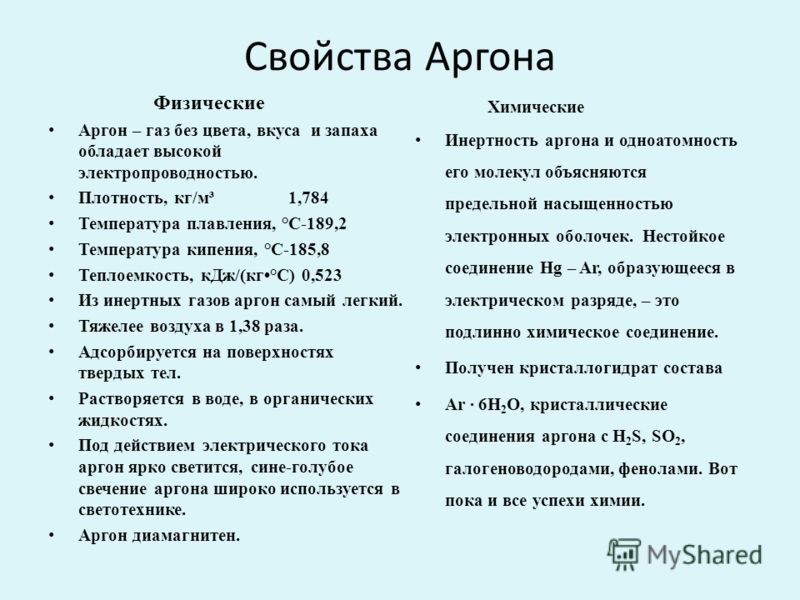 общее окисление нет.
общее окисление нет.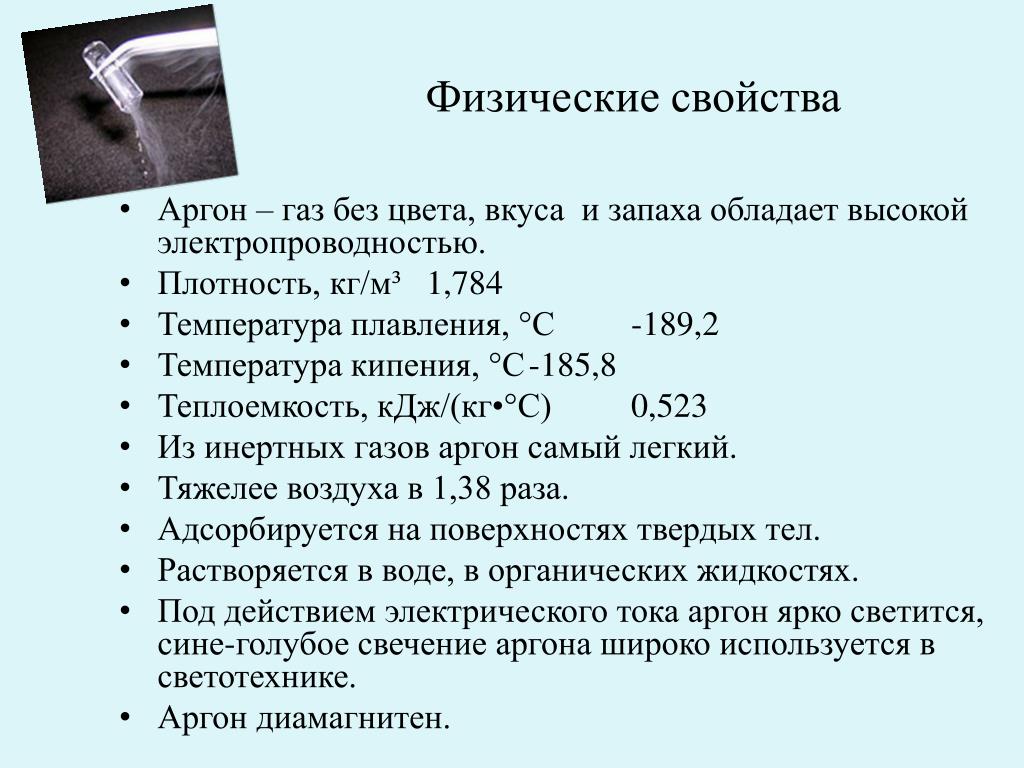 Image Ref (8) .
Image Ref (8) .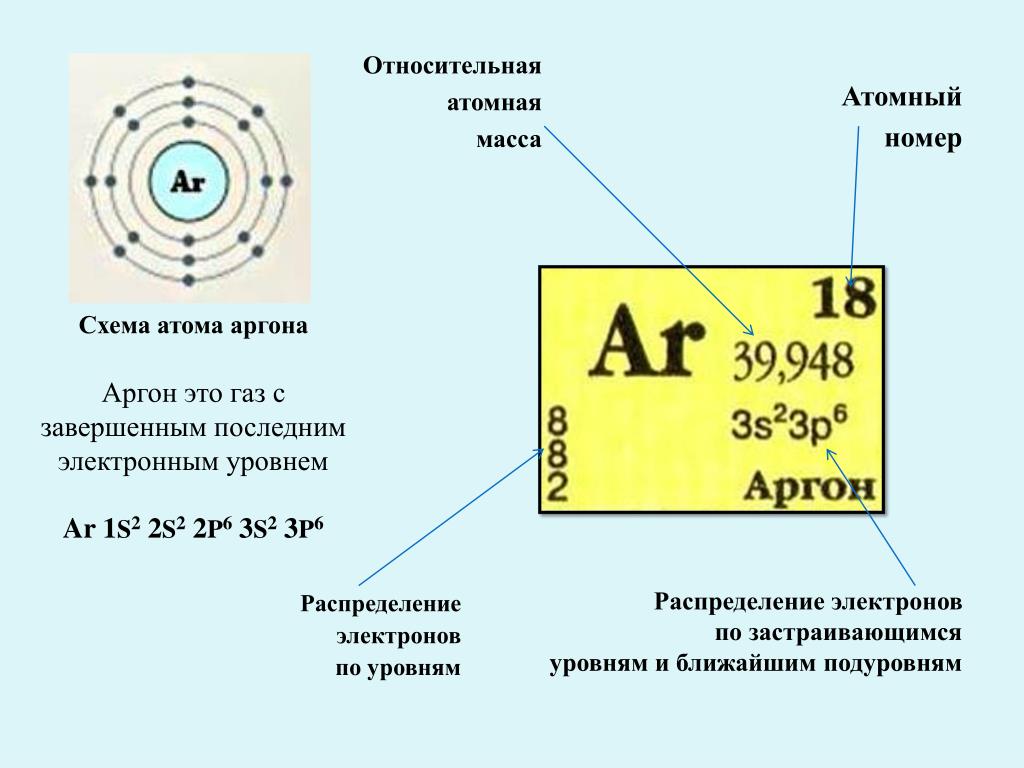 Он стремился выяснить, может ли ВЕСЬ воздух, который не был кислородом или углекислым газом, быть преобразован в азотистую кислоту. Если бы это было возможно, он бы знал, что воздух полностью состоит из кислорода, углекислого газа и азота.
Он стремился выяснить, может ли ВЕСЬ воздух, который не был кислородом или углекислым газом, быть преобразован в азотистую кислоту. Если бы это было возможно, он бы знал, что воздух полностью состоит из кислорода, углекислого газа и азота.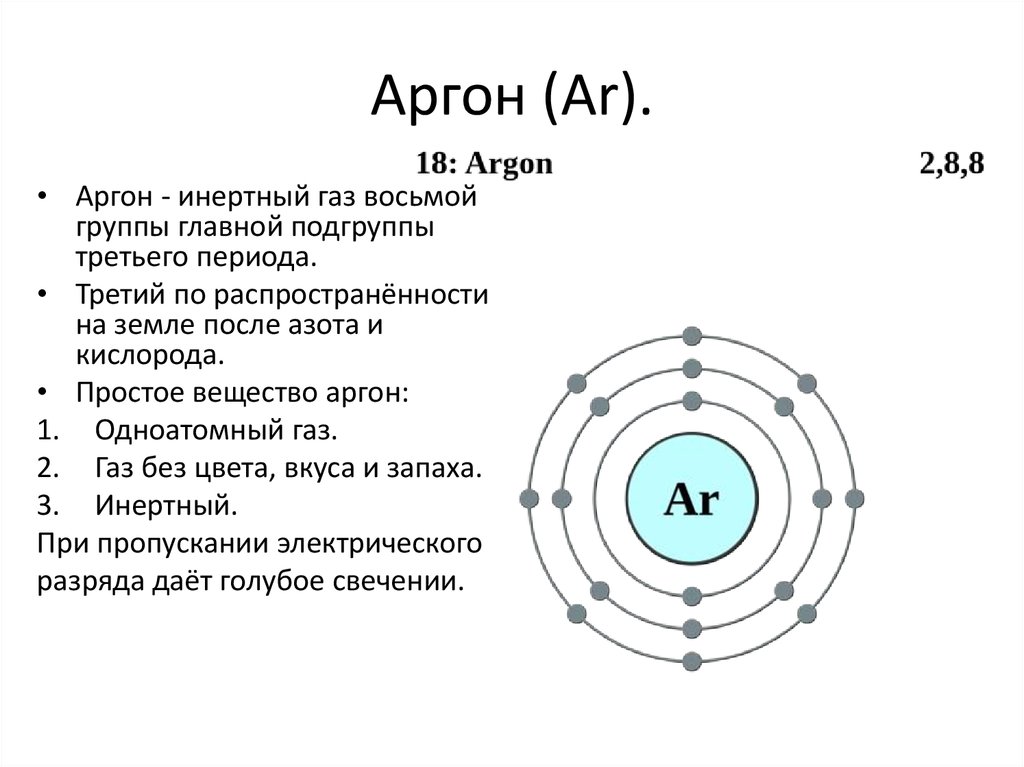 Теперь мы знаем, что «что-то еще», аргон, очень нереакционноспособен; это позволило Кавендишу найти его, но также помешало ему узнать о нем больше. (Гигантские достижения в области спектроскопии, достигнутые Густавом Кирхгофом и Робертом Бунзеном, отложатся на 85 лет вперед.)
Теперь мы знаем, что «что-то еще», аргон, очень нереакционноспособен; это позволило Кавендишу найти его, но также помешало ему узнать о нем больше. (Гигантские достижения в области спектроскопии, достигнутые Густавом Кирхгофом и Робертом Бунзеном, отложатся на 85 лет вперед.) (2), (3) Как это объяснить? В 1893 году он написал в Nature, объявив об этой проблеме всему миру. Любой ученый, ответивший на этот вызов, действительно имел шанс открыть новый элемент. Ни один не сделал!
(2), (3) Как это объяснить? В 1893 году он написал в Nature, объявив об этой проблеме всему миру. Любой ученый, ответивший на этот вызов, действительно имел шанс открыть новый элемент. Ни один не сделал! Его спектр не соответствовал ни одному известному газу.
Его спектр не соответствовал ни одному известному газу.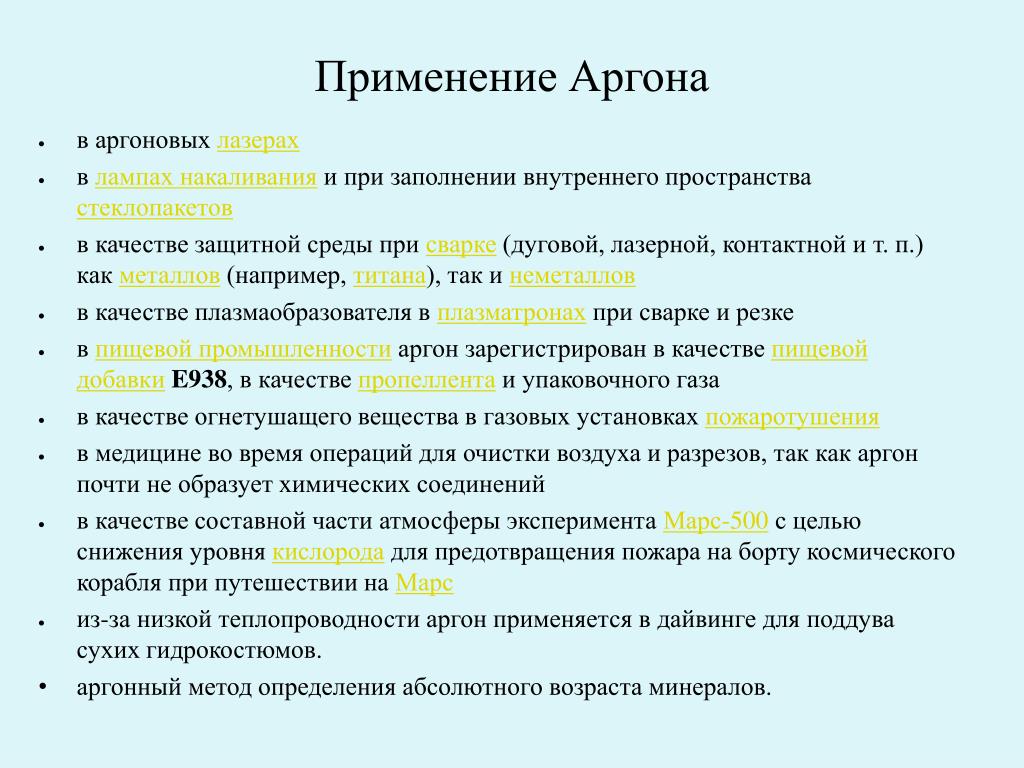 Это более 9 метрических тонн аргона на человека на Земле.
Это более 9 метрических тонн аргона на человека на Земле.
 Изображение НАСА.
Изображение НАСА.
 chemicool.com/elements/argon.html">аргон
chemicool.com/elements/argon.html">аргон
 Он не содержится ни в каких соединениях.
Он не содержится ни в каких соединениях. Он также использовался для датирования грунтовых вод. Аргон также используется в техническом подводном плавании с аквалангом для надувания сухого костюма из-за его нереактивного теплоизолирующего эффекта.
Он также использовался для датирования грунтовых вод. Аргон также используется в техническом подводном плавании с аквалангом для надувания сухого костюма из-за его нереактивного теплоизолирующего эффекта. 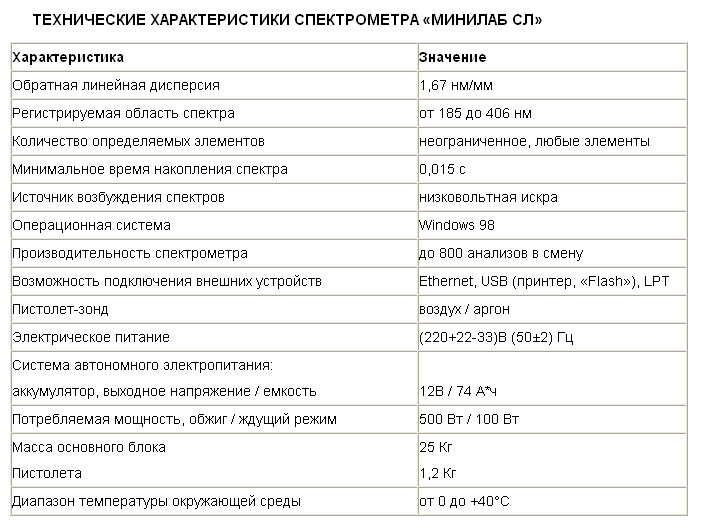
 Когда простой удушающий агент достигает концентрации 50%, могут появиться выраженные симптомы. Концентрация 75% смертельна за считанные минуты.
Когда простой удушающий агент достигает концентрации 50%, могут появиться выраженные симптомы. Концентрация 75% смертельна за считанные минуты.