Плазморез Ресанта ИПР-40К — цена и отзывы сварщиков
24210,00 ₽
Отзывы сварщиков об аппарате плазменной резки
Достоинства:
Прошли те времена, когда лидерство принадлежало исключительно газовым резакам. Технологии не стоят на месте и вслед за инверторными сварочными аппаратами начали появляться аппараты плазменной резки. Для получения плазмы этим устройствам достаточно электричества и подачи сжатого воздуха. Высокотемпературная плазма образуется в плазмотроне при прохождении воздуха через электрический разряд. Воздух ионизируется и переходит в необычное состояние. Истечение плазмы из сопла плазмотрона (или плазменной горелки) происходит благодаря приданию разрезаемому металлу положительного заряда. Отсюда следует, что масса подключается всегда к плюсовому полюсу.
Высокоточные резы на сталях толщиной до 12 мм теперь выполняют исключительно плазморезами, толстый металл (лом) по прежнему «рубят» газовым резаком.
Итак, очень хочется стать обладателем плазмореза, но трудно выбрать из имеющегося ассортимента.
 Что делать?
Что делать?Отвечая на этот вопрос, нужно отметить, что на рынке сегодня прочно закрепился плазморез под названием CUT 40. Идет он под разными торговыми марками. Наиболее известная из них – это AuroraPRO AIRHOLD 40, вы наверное, слышали о ней. Она реализуется и под другим названием — Кедр CUT 40. И то, и другое – это одно и то же.
Так вот, этим зарекомендовавшим продуктам уже ни один год успешно противостоит Ресанта ИПР-40К, которая, кстати, зарекомендовала себя, как более стабильно работающий аппарат, чем CUT 40. Часто плазморез Ресанта выбирают обладатели успешно работающих (у кого они действительно успешно работают) многие годы сварочных инверторов Ресанта. И не жалеют о потраченных деньгах.
Характеристики резака Ресанта:
Питание:220В, 50Гц
Ток на выходе: 15-40А
Рабочий цикл: 40 А- 35% ;
30 А– 60% ;
20А-100%
Максимальные толщины в зависимости от металла:
углеродистые и конструкционные стали до 12 мм
коррозионностойкие стали – до 7 мм
алюминий и его сплавы – до 6мм.
Как видим, чем выше электропроводность металла – тем ниже толщина реза.
 Что делать?
Что делать?
Недостатки:
Многие интернет-магазины реализуют сам аппарат, но не реализуют расходники. А они периодически горят. Температура плазмы очень высокая, порядка 10 тыс. градусов, разрезаемый металл местами даже испаряется. Интересуйтесь наличием расходников, если их нет, то и в покупке аппарата смысла нет.
Есть опыт? ПОДЕЛИТЕСЬ на вкладке «Отзывы», или задайте вопрос — получите ответ от опытных сварщиков.
В корзину
Категория: Плазморезы
Метки: плазморез ресанта, ресанта отзывы, ресанта цена
- Описание
Product Description
Действие резака ИПР-40К основано на подаче воздухе через электрическую дугу: он нагревается до очень высокой температуры, превращаясь в плазму, которая способна резать металл. | ||
Похожие товары
Плазморез Redbo INTEC CUT-60 |
Инверторный аппарат плазменной резки и сварки: как выбрать
В настоящее время альтернативой обычному электросварочному аппарату стал инвертор плазменной сварки и резки.
Ранее это устройство активно использовалось только в промышленности, однако с каждым днем оно все более часто находит свое применение и в бытовой сфере.
Этот факт и обусловил актуальность данной статьи, в которой будут рассмотрены инверторные сварочные аппараты как тип, охарактеризованы их основные виды, а также проанализированы преимущества и недостатки этого многофункционального устройства.
Содержание
Инверторный плазменный сварочный аппарат – что это такое
Сварочный аппарат плазменного типа – устройство, имеющее сравнительно небольшой размер и потребляющее минимальное количество электроэнергии. При помощи плазменного инвертора осуществляется соединение и резка черных и цветных металлов.
Принцип его работы заключается в том, что при помощи электрических разрядов специальная смесь (аргон, азот, воздух или водород) превращается в плазму, максимальная температура которой колеблется в промежутке от 6 до 7 тысяч градусов (оценки температуры у разных производителей расходятся, да и не особо это важно для конечного потребителя в большинстве случаев).
Это приспособление состоит из плазмотрона (резака) и источника питания (в данном контексте, мы говорим об инверторе). Плазмотрон инвертора, в зависимости от функционального назначения установки, может быть прямого и косвенного действия. Сварочный аппарат с плазмотроном прямого действия используется при необходимости генерации дуги, а механизм косвенного действия активно применяют в случаях, когда требуется генерация струи плазмы.
После окончания работы плазмотрон нуждается в охлаждении, поскольку образуемая им плазма достигает очень высоких температур. В зависимости от способа охлаждения плазмотрона сварочные аппараты подразделяются на охлаждаемые при помощи воздуха и воды. Первый вид наиболее выгоден с финансовой точки зрения, а второй – максимально эффективен, но сложен в использовании.
К сведению! Инвертор плазменной резки можно противопоставить с плазменным выпрямителем, друг от друга эти устройства имеют ряд отличий.
Аппарат для сварки превращает переменный электрический ток в постоянный, а затем снова возвращает его в прежнее состояние, в то время как выпрямитель работает лишь с переменным током
Инвертор потребляет в два раза меньше электроэнергии
Выпрямитель имеет силовой трансформатор, которого в сварочном аппарате нет
Размер и вес инвертора гораздо ниже
Инвертор плазменной резки: плюсы и минусы
Как и любой другой сварочный аппарат, плазменный инвертор имеет свои достоинства и недостатки, в сравнении с устройствами для газовой, электродуговой, электрошлаковой, лазерной и другими видами сварки.
Имеет высокую эффективность нагрева металла, в отличие от газовой сварки, в процессе которой этого добиться практически невозможно
Может сваривать максимально толстые детали (это свойство, кроме плазменного, обеспечивает только аппарат для электрошлаковой сварки, в то время как все остальные устройства имеют ограничения в объеме деталей, с которыми работают)
Способен работать со всеми видами металлов и даже с неметаллическими веществами, чего не может гарантировать больше ни один сварочный аппарат
Обладает небольшим размером, надежен и максимально прост в использовании
Отличается высокой стоимостью, в отличие от устройства для газовой сварки, приобретение которого не ударит по кошельку среднестатистическому пользователю
Характеризуется инфракрасным и ультрафиолетовым излучением, а также насыщением воздуха вредными ионами, в противовес абсолютно безопасной лазерной сварке
В процессе работы выделяет вредные пары металлов, в противоположность агрегату для холодной сварки
Где применяются
Плазменный сварочный аппарат многофункционален, в силу чего нашел свое применение во многих сферах деятельности. Его используют:
Его используют:
- В процессе термической обработки стали и других металлов.
- При соединении (сварке и пайке) или резке черных и цветных металлов.
- В процедуре воронения стали.
- Для резки плитки, стекла, бетона и прочих материалов.
Видео — как работает плазменный резак
Вот, к примеру резка керамической плитки Мультиплазом 3500:
Популярные производители и модели
Наиболее популярными производителями инверторных сварочных механизмов плазменного типа являются компании Горыныч, Плазариум и Мультиплаз. Какой лучше, судить конечным пользователям, вы можете перейти по ссылкам в тексте ниже, чтобы ознакомиться с отзывами по конкретным моделям.
Основной особенностью модели компании-производителя Горыныч является тот факт, что в качестве смеси, используемой для образования плазмы, в ней применяется вода в чистом виде или в смешении со спиртом.
Это свойство становится препятствием для образования коррозии. Работать такой аппарат может как от сети, так и от генератора.
Принцип работы устройства фирмы Мультиплаз схож с предыдущим. Еще одним достоинством этого инвертора является компактный размер, ведь вес его «младших моделей» (подробности см. по ссылке) не превышает шести килограмм. Кроме того, такой сварочный аппарат, в отличие от своих аналогов, в процессе работы практически не выделяет вредных веществ.
Компания Плазариум не разрабатывает таких мощных устройств, как ее конкуренты. Соответственно, цены на ее продукцию гораздо ниже. Однако характерным нововведением моделей этой фирмы является наличие на аппаратах специальных датчиков, помогающих регулировать температуру сварки, чтобы избежать поломки вследствие перегрева.
Бесконтактный пилотный дуговой плазменный резак, 50 А, инвертор, 110/230 В, цифровой, двухвольтный улучшить и улучшить качество резки. Машина для резки подходит для предприятий и пользователей DIY и полностью отвечает требованиям профессиональных операторов.

Tough Equipment & Tools, Pay Less
VEVOR — ведущий бренд, специализирующийся на оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
- Premium Tough Quality
- Невероятно низкие цены
- Быстрая и безопасная доставка
- 30-дневный бесплатный возврат
- Внимательное обслуживание 24 часа в сутки 7 дней в неделю в оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
- Премиальное жесткое качество
- Невероятно низкие цены
- Быстрая и безопасная доставка
- 30-дневные бесплатные доходности
- 24/7 Ольтразамная служба
50A Плазма
Пилотная дуга.
ржавые поверхности. По сравнению с кислородно-водородной резкой плазменная резка более безопасна, экономична и проста в использовании.Отличная производительность
110/220 В переменного тока; 50А; Плазменный резак может легко резать металл толщиной до 0,47 дюйма (12 мм) при максимальной производительности.
Горелка для плазменной резки
Горелка для плазменной резки 4M легко заменяет электрод и наконечник. Технология пилотной дуги позволяет резать, не касаясь наконечником металла.
Простота в эксплуатации
Простая, но не загроможденная панель управления удобна для чтения и управления. Кроме того, конструкция входа 220 В позволяет легко подключать машину к имеющейся сетевой розетке.
Хорошее рассеивание тепла
Внутренний вентилятор и отверстие для отвода тепла сбоку станка обеспечивают стабильную работу станка плазменной резки благодаря эффективному охлаждению.
Широкое применение
Идеально подходит для домашних работ в гараже и общих ремонтных работ, таких как резка нержавеющей стали, легированной стали, мягкой стали, меди и алюминия.
Технические характеристики
Модель: CUT-50F
Входные напряжения: 110 ~ 220V, 1-PH, 50/60 Гц
Входной ток: 40a@110V, 1-PH/20A@220V, 1. -PH
Выходной ток: 10~50A
Рабочий цикл: 38A
Подача газа: чистый, сухой, безмасляный воздух
Рекомендуемый расход / давление газа на входе: 3,6 станд. футов в минуту при 65 фунт/кв. Сталь: не более 14 мм при 50 А
Нержавеющая сталь: не более 1/2 дюйма / 12 мм при 50 А
Алюминий: не более 3/5 дюйма (16 мм) при 50 А
КПД
Сварочный ток: 50 А
Коэффициент мощности: 0,93
Степень защиты: IP21
Класс изоляции: F
Размеры (LX WX H): 37 x 15,5 x 30 CM
Веса: 25 л.11KG
.
Содержание пакета
1 X CUT-50F Не касание пилотной дуги плазменной плазменной режущей Водомасляный сепаратор
4 x Hose Clamps
2 x Gas Joints
2 x Nozzles
2 x Electrodes
1 x 6.
5FT Long Trachea (8mm x 12mm)1 x Руководство
Прочное оборудование и инструменты, платите меньше
VEVOR — ведущий бренд, специализирующийся на оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
- Premium Tough Quality
- Невероятно низкие цены
- Быстрая и безопасная доставка
- 30-дневный бесплатный возврат
- Внимательное обслуживание 24 часа в сутки 7 дней в неделю в оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
- Премиальное жесткое качество
- Невероятно низкие цены
- Быстрая и безопасная доставка
- . с высококачественным бесконтактным плазменным резаком вспомогательной дуги, специально разработанным для повышения качества резки. Машина для резки подходит для предприятий и пользователей DIY и полностью отвечает требованиям профессиональных операторов.
- воздушная плазменная резак
- Выход и производительность
- Плазменная режущая факел
- Установка в течение 1 мин
- Эффективная система охлаждения
50A Plasma Cutter
Пилотная дуговая дуга эффективно порезается. По сравнению с кислородно-водородной резкой плазменная резка более безопасна, экономична и проста в использовании.
Отличная производительность
110/220 В переменного тока; 50А; Плазменный резак может легко резать металл толщиной до 0,47 дюйма (12 мм) при максимальной производительности.
Горелка для плазменной резки
Горелка для плазменной резки 4M легко заменяет электрод и наконечник. Технология пилотной дуги позволяет резать, не касаясь наконечником металла.
Простота в эксплуатации
Простая, но не загроможденная панель управления удобна для чтения и управления. Кроме того, конструкция входа 220 В позволяет легко подключать машину к имеющейся сетевой розетке.
Хорошее рассеивание тепла
Внутренний вентилятор и отверстие для отвода тепла сбоку станка обеспечивают стабильную работу станка плазменной резки благодаря эффективному охлаждению.
Широкое применение
Идеально подходит для домашних работ в гараже и общих ремонтных работ, таких как резка нержавеющей стали, легированной стали, мягкой стали, меди и алюминия.
Содержимое упаковки
- 1 x Бесконтактный пилотный дуговой плазменный резак CUT-50F
- 1 x 13 футов Резак AG-60
- 1 x Заземляющий зажим 200A
- 1 x Сепаратор воды AFR-1400 9 x Зажимы для шлангов
- 2 x Газовые соединения
- 2 x Форсунки
- 2 электрода
- 1 длинная трахея 6,5 футов (8 мм x 12 мм)
- 1 x Руководство
Технические характеристики
- Модель: CUT-50F
- Входной ток: 40 А при 110 В, 1 фаза/20 А при 220 В, 1 фаза
- Выходной ток: 10~50 А
- Рабочий цикл: 38 А
- Подача газа: Чистый, сухой, безмасляный воздух
- Рекомендуется Расход/давление газа на входе: 3,6 станд. куб. фут/мин при 65 фунт/кв. дюйм
- Максимальная толщина отрывного реза: 3/5 дюйма (16 мм)
- Мягкая сталь: макс. 14 мм при 50 А
- Нержавеющая сталь: макс. 1/2 дюйма / 12 мм при 50 А
- Алюминий: Макс. 3/5″ (16 мм) при 50 А
- КПД: 89 %
- Сварочный ток: 50 А
- Коэффициент мощности: 0,93
- Степень защиты: IP21
- Класс изоляции: F
- Размеры (Д x 7 Ш x 7): 15,5 x 30 см
- Вес: 25 фунтов / 11 кг
Портативный плазменный резак CUT50D, 50 А
Обзор
плюсCUT50D Портативный плазменный резак с воздушным инвертором на 50 А предлагает вам возможность резки в тяжелых условиях прямо из коробки. Этот инверторный плазменный резак имеет выходную мощность 50 ампер и может резать стальные листы толщиной до 1/2 дюйма.
Портативный плазменный резак для удобства и мощности
Это инструмент, который должен быть в арсенале каждого производителя.
Экономьте место, время и деньги с помощью плазменного резака на 50 А в одном удобном корпусе.CUT50D — инверторный плазменный резак на МОП-транзисторах весом всего 23 фунта. Достаточно легкий, чтобы взять его с собой, когда вы отправляетесь к другу, чтобы немного починить кузов и подвеску.
Легко режущий чувствительный листовой металл
Нижний предел мощности 20 ампер позволяет резать листовой металл толщиной до 22 без выдувания аккуратно обрезанных кромок, экономя время на подготовку заготовки к сварке.
Получите исключительную мощность резки в своем магазине менее чем за 300 долларов. Работайте с легким 50-амперным инверторным плазменным резаком MOSFET с надежным качеством сборки, инновационным дизайном и полезной поддержкой опытной команды обслуживания клиентов. Портативный плазменный резак CUT50D 50A с воздушным инвертором может обеспечить работу любого проекта мастерской «сделай сам».
Высокочастотное управление дугой для точных резов
Высокочастотное управление дугой портативного плазменного резака CUT50D использует беспилотный запуск дуги «коснись и подними».
Машины с подъемным стартом хороши для драгстарта и драг-резки. Кратковременно коснитесь резака, чтобы зажечь дугу, затем проведите факелом по поверхности, чтобы сделать разрез. Наконечник резака находится так близко к металлу, что пуск с протягиванием позволяет выполнять более тонкие и точные разрезы Легкий вес, входная мощность с двойным напряжением
Портативный плазменный резак PrimeWeld CUT50D 50A с воздушным инвертором работает от входного напряжения 120 или 240 вольт. Он использует косичку адаптера, позволяющую подключать базовый блок питания на 240 вольт к розеткам на 120 вольт.
ЛЕГЕНДАРНАЯ Служба поддержки клиентов PrimeWeld поможет вам сохранить сварку
БЕЗ ПРОБЛЕМ 3-ЛЕТНЯЯ ГАРАНТИЯ!
Если вы столкнетесь с проблемами, у вас возникнут проблемы или вам понадобится совет, позвоните в PrimeWeld, чтобы получить индивидуальную поддержку от живых людей. С ними легко связаться, они хорошо осведомлены и предоставляют ноу-хау по устранению неполадок, которые позволяют вам работать.
СКАЧАТЬ PDF
Руководство пользователя и инструкции по технике безопасности
Информация о гарантии
3-летняя гарантия
PrimeWeld предлагает беспроблемную 3-летнюю гарантию.* Нажмите здесь, чтобы узнать больше.
Служба поддержки клиентов
Служба поддержки клиентов, запасные части, техническая поддержка находятся в США.
Щелкните здесь, чтобы позвонить нам по телефону (856) 500-2000.
Особенности
плюс50A Портативный плазменный резак с воздушным инвертором Характеристики:
- Двойной вход 120/240 В
- МОП-транзистор с инверторным питанием
- Начать вырезание из коробки
- Запуск дуги подъемного типа
- Постпоток подачи воздуха
- Возможность запуска с перетаскиванием
ХАРАКТЕРИСТИКИ ЗАЩИТЫ:
- Защита от перегрузки по току
- Защита от перегрева
- Защита от скачков напряжения
ЭКСПЛУАТАЦИОННЫЕ ХАРАКТЕРИСТИКИ:
- Соединения Dinse
- Манометр на передней панели
- Цифровой индикатор мощности
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
Типоразмер выключателя:
- (120 В) 30 А
- (240 В) 50 А
Выход плазмы в амперах:
- Дуга 120 вольт: 20-40 ампер
- Arc 240 вольт: 20-50 ампер
Рабочий цикл:
- 60% при макс. номинальном (120/240 В)
- 100 процентов при 23 А (120 В)
- 100 процентов при 40 А (240 В)
Давление воздуха:
- 40-75 PSI
Требуемый расход воздуха:
- 5 куб. футов/мин при 80 фунт/кв. дюйм
Постпоток воздуха:
- 5 секунд
Вес:
- 22,5 фунта
Технические характеристики
плюсТаблица технических характеристик
Портативный плазменный резак CUT50D с воздушным инвертором весит всего 8,9 кг, то есть менее 20 фунтов. Он промышленного класса, с током резки 50 ампер, легкий и портативный. Ознакомьтесь с другими характеристиками этого высококлассного плазменного резака ниже:
Модель CUT50D (110/220 В) 110 В 220 В Источник питания / фазы (V-Ph) 220 В +/-15 % 110 В +/-15 % Рабочий цикл при 78°F (25C)
60 % при 50 А
60 % при 40 А Номинальная мощность (кВА) 5,90
4,40
Диапазон входного тока (А) 35-40
40-45
Диапазон выходного тока (А) 20-50 А
20-40 А
Номинальное выходное напряжение (В) 100
96
Напряжение холостого хода (открытый CricuC(V)) 260
260
Эффективность (%) 60
60
Класс изоляции Ф
Ф
Класс защиты ИП21С
ИП21С
Запуск плазменной дуги ВЧ сенсорный
ВЧ сенсорный
Диапазон давления потока воздуха 40–65 фунтов на квадратный дюйм
40–65 фунтов на квадратный дюйм
Расход воздуха (куб. фут/мин)5 л/мин
5 л/мин
Толщина чистого реза (мм) 12 мм
12 мм
Толщина резки Отрез (мм) 16 мм 065psi
12 мм 065psi
Скорость резания (10 мм) 200 мм/мин (065 фунтов/кв. дюйм)
150 мм/мин (065 фунтов/кв. дюйм)
Размеры машины (дюймы) 13,7 х 5,6 х 9,2
13,7 х 5,6 х 9,2
Транспортировочный вес (кг) 8,9 кг (19,62 фунта)
8,9 кг (19,62 фунта)
Что включено
плюсCUT50D Плазменный резак двойного напряжения 60 А В комплекте: 9 шт.0335
- Горелка AG60
- 13-футовый шланг горелки
- Расходомер
- Шланг подачи воздуха
- Заземляющий зажим 10 футов
- Щетка
- Ручная маска
- Справочное руководство
- Кабельный переходник с 240 В на 120 В
- БЕСПЛАТНАЯ ДОСТАВКА В ХОРОШО УПАКОВАННОЙ, ПРОЧНОЙ КОРОБКЕ!
Как использовать
плюсКак использовать
Технические советы
- Резак легче протащить через разрез, чем толкать.
 ржавые поверхности. По сравнению с кислородно-водородной резкой плазменная резка более безопасна, экономична и проста в использовании.
ржавые поверхности. По сравнению с кислородно-водородной резкой плазменная резка более безопасна, экономична и проста в использовании.
 5FT Long Trachea (8mm x 12mm)
5FT Long Trachea (8mm x 12mm)

 куб. фут/мин при 65 фунт/кв. дюйм
куб. фут/мин при 65 фунт/кв. дюйм Экономьте место, время и деньги с помощью плазменного резака на 50 А в одном удобном корпусе.
Экономьте место, время и деньги с помощью плазменного резака на 50 А в одном удобном корпусе.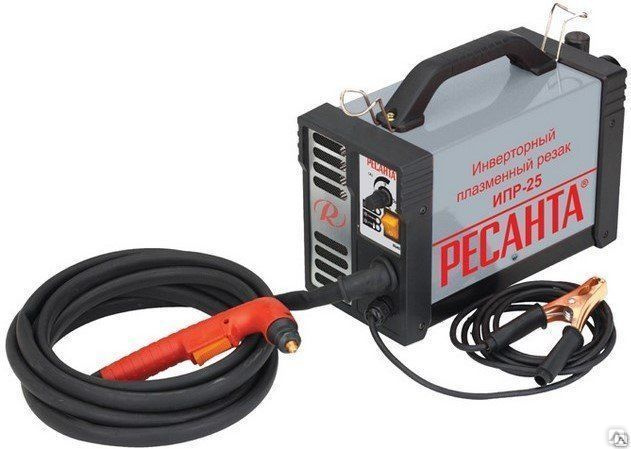 Машины с подъемным стартом хороши для драгстарта и драг-резки. Кратковременно коснитесь резака, чтобы зажечь дугу, затем проведите факелом по поверхности, чтобы сделать разрез. Наконечник резака находится так близко к металлу, что пуск с протягиванием позволяет выполнять более тонкие и точные разрезы
Машины с подъемным стартом хороши для драгстарта и драг-резки. Кратковременно коснитесь резака, чтобы зажечь дугу, затем проведите факелом по поверхности, чтобы сделать разрез. Наконечник резака находится так близко к металлу, что пуск с протягиванием позволяет выполнять более тонкие и точные разрезы 
 номинальном (120/240 В)
номинальном (120/240 В) фут/мин)
фут/мин)
 sOtZJOEpKiNeS0BxPuBhKeXCKVC3CUxF0cm-01qoQpQ» data-advtracking-product-id=»730277036″ data-tg-chain=»{"view_type": "preview"}»>
sOtZJOEpKiNeS0BxPuBhKeXCKVC3CUxF0cm-01qoQpQ» data-advtracking-product-id=»730277036″ data-tg-chain=»{"view_type": "preview"}»> eyJwcm9kdWN0SWQiOjczMDI3NzAzOCwiY2F0ZWdvcnlJZCI6MTQyNjA2MDIsImNvbXBhbnlJZCI6Mjk1MjgwNywic291cmNlIjoicHJvbTpjb21wYW55X3NpdGUiLCJpYXQiOjE2NjgzNTU3OTQuNTc5NzQ5MywicGFnZUlkIjoiNzZhZDA5OGQtYTBmZC00ZDg1LTk3OWUtZmIzNmU1ZjMzYmMwIiwicG93IjoidjIifQ.CreZHgd4fcZzEFhtBTUMF8B2qMLpWoko77C1DWgYuVU» data-advtracking-product-id=»730277038″ data-tg-chain=»{"view_type": "preview"}»>
eyJwcm9kdWN0SWQiOjczMDI3NzAzOCwiY2F0ZWdvcnlJZCI6MTQyNjA2MDIsImNvbXBhbnlJZCI6Mjk1MjgwNywic291cmNlIjoicHJvbTpjb21wYW55X3NpdGUiLCJpYXQiOjE2NjgzNTU3OTQuNTc5NzQ5MywicGFnZUlkIjoiNzZhZDA5OGQtYTBmZC00ZDg1LTk3OWUtZmIzNmU1ZjMzYmMwIiwicG93IjoidjIifQ.CreZHgd4fcZzEFhtBTUMF8B2qMLpWoko77C1DWgYuVU» data-advtracking-product-id=»730277038″ data-tg-chain=»{"view_type": "preview"}»> eyJwcm9kdWN0SWQiOjkyNDUyNjg2MCwiY2F0ZWdvcnlJZCI6MTQyNjA2MDIsImNvbXBhbnlJZCI6Mjk1MjgwNywic291cmNlIjoicHJvbTpjb21wYW55X3NpdGUiLCJpYXQiOjE2NjgzNTU3OTQuNTgxMDYyOCwicGFnZUlkIjoiYWRkNjI4ZDEtMTg0Yi00NzE2LTk2MjItN2Q3Yjg5OGZmYTk4IiwicG93IjoidjIifQ.Z6NGmtPEprvYhatr-CJFrya3M4QRZXR8nXxMG31CGDw» data-advtracking-product-id=»924526860″ data-tg-chain=»{"view_type": "preview"}»>
eyJwcm9kdWN0SWQiOjkyNDUyNjg2MCwiY2F0ZWdvcnlJZCI6MTQyNjA2MDIsImNvbXBhbnlJZCI6Mjk1MjgwNywic291cmNlIjoicHJvbTpjb21wYW55X3NpdGUiLCJpYXQiOjE2NjgzNTU3OTQuNTgxMDYyOCwicGFnZUlkIjoiYWRkNjI4ZDEtMTg0Yi00NzE2LTk2MjItN2Q3Yjg5OGZmYTk4IiwicG93IjoidjIifQ.Z6NGmtPEprvYhatr-CJFrya3M4QRZXR8nXxMG31CGDw» data-advtracking-product-id=»924526860″ data-tg-chain=»{"view_type": "preview"}»> eyJwcm9kdWN0SWQiOjczMDI3Nzc3NSwiY2F0ZWdvcnlJZCI6MTQyNjA2MDIsImNvbXBhbnlJZCI6Mjk1MjgwNywic291cmNlIjoicHJvbTpjb21wYW55X3NpdGUiLCJpYXQiOjE2NjgzNTU3OTQuNTgyMjM2OCwicGFnZUlkIjoiMmNiOTlmMjYtZTlkYi00NjhhLWExMmYtM2U4NGY0OGFlZTc2IiwicG93IjoidjIifQ.ipS4MHhsLDalZ72Dsr46_ZN3yG8J9EPWMlQ9Y85jyC4″ data-advtracking-product-id=»730277775″ data-tg-chain=»{"view_type": "preview"}»>
eyJwcm9kdWN0SWQiOjczMDI3Nzc3NSwiY2F0ZWdvcnlJZCI6MTQyNjA2MDIsImNvbXBhbnlJZCI6Mjk1MjgwNywic291cmNlIjoicHJvbTpjb21wYW55X3NpdGUiLCJpYXQiOjE2NjgzNTU3OTQuNTgyMjM2OCwicGFnZUlkIjoiMmNiOTlmMjYtZTlkYi00NjhhLWExMmYtM2U4NGY0OGFlZTc2IiwicG93IjoidjIifQ.ipS4MHhsLDalZ72Dsr46_ZN3yG8J9EPWMlQ9Y85jyC4″ data-advtracking-product-id=»730277775″ data-tg-chain=»{"view_type": "preview"}»> eyJwcm9kdWN0SWQiOjczMDI3Nzc3NywiY2F0ZWdvcnlJZCI6MTQyNjA2MDIsImNvbXBhbnlJZCI6Mjk1MjgwNywic291cmNlIjoicHJvbTpjb21wYW55X3NpdGUiLCJpYXQiOjE2NjgzNTU3OTQuNTgzNDg1NCwicGFnZUlkIjoiODQyYTE3OTItZjFjMi00MzQ4LWExNTctZTEyZjU2OThmNzRiIiwicG93IjoidjIifQ.EIU-_3LH6mMa9EM5AZHpsgmjFaSGtSlOqww7Je40fG0″ data-advtracking-product-id=»730277777″ data-tg-chain=»{"view_type": "preview"}»>
eyJwcm9kdWN0SWQiOjczMDI3Nzc3NywiY2F0ZWdvcnlJZCI6MTQyNjA2MDIsImNvbXBhbnlJZCI6Mjk1MjgwNywic291cmNlIjoicHJvbTpjb21wYW55X3NpdGUiLCJpYXQiOjE2NjgzNTU3OTQuNTgzNDg1NCwicGFnZUlkIjoiODQyYTE3OTItZjFjMi00MzQ4LWExNTctZTEyZjU2OThmNzRiIiwicG93IjoidjIifQ.EIU-_3LH6mMa9EM5AZHpsgmjFaSGtSlOqww7Je40fG0″ data-advtracking-product-id=»730277777″ data-tg-chain=»{"view_type": "preview"}»> eyJwcm9kdWN0SWQiOjczMDI3Nzc3OSwiY2F0ZWdvcnlJZCI6MTQyNjA2MDIsImNvbXBhbnlJZCI6Mjk1MjgwNywic291cmNlIjoicHJvbTpjb21wYW55X3NpdGUiLCJpYXQiOjE2NjgzNTU3OTQuNTg0NjM3LCJwYWdlSWQiOiJiZGZiYWM1Zi1hYzAyLTRlODItYTM3MC04MzEzNTgzMzliODYiLCJwb3ciOiJ2MiJ9.J2Y97YkVe4AQzl1STw0g5A5U3AlHr8jjpngM_UouFmI» data-advtracking-product-id=»730277779″ data-tg-chain=»{"view_type": "preview"}»>
eyJwcm9kdWN0SWQiOjczMDI3Nzc3OSwiY2F0ZWdvcnlJZCI6MTQyNjA2MDIsImNvbXBhbnlJZCI6Mjk1MjgwNywic291cmNlIjoicHJvbTpjb21wYW55X3NpdGUiLCJpYXQiOjE2NjgzNTU3OTQuNTg0NjM3LCJwYWdlSWQiOiJiZGZiYWM1Zi1hYzAyLTRlODItYTM3MC04MzEzNTgzMzliODYiLCJwb3ciOiJ2MiJ9.J2Y97YkVe4AQzl1STw0g5A5U3AlHr8jjpngM_UouFmI» data-advtracking-product-id=»730277779″ data-tg-chain=»{"view_type": "preview"}»> eyJwcm9kdWN0SWQiOjczMDI3Nzc4MSwiY2F0ZWdvcnlJZCI6MTQyNjA2MDIsImNvbXBhbnlJZCI6Mjk1MjgwNywic291cmNlIjoicHJvbTpjb21wYW55X3NpdGUiLCJpYXQiOjE2NjgzNTU3OTQuNTg1OTEyLCJwYWdlSWQiOiJhMjYwMGUzZS0yNzRlLTRkZmMtODViYy1iMThiODE3ZmUxNzAiLCJwb3ciOiJ2MiJ9.WS6agedOE5HtmgrmOTKGy5tB5arLnnU21ExiVrGgNjA» data-advtracking-product-id=»730277781″ data-tg-chain=»{"view_type": "preview"}»>
eyJwcm9kdWN0SWQiOjczMDI3Nzc4MSwiY2F0ZWdvcnlJZCI6MTQyNjA2MDIsImNvbXBhbnlJZCI6Mjk1MjgwNywic291cmNlIjoicHJvbTpjb21wYW55X3NpdGUiLCJpYXQiOjE2NjgzNTU3OTQuNTg1OTEyLCJwYWdlSWQiOiJhMjYwMGUzZS0yNzRlLTRkZmMtODViYy1iMThiODE3ZmUxNzAiLCJwb3ciOiJ2MiJ9.WS6agedOE5HtmgrmOTKGy5tB5arLnnU21ExiVrGgNjA» data-advtracking-product-id=»730277781″ data-tg-chain=»{"view_type": "preview"}»> eyJwcm9kdWN0SWQiOjczMDI3Nzc4MywiY2F0ZWdvcnlJZCI6MTQyNjA2MDIsImNvbXBhbnlJZCI6Mjk1MjgwNywic291cmNlIjoicHJvbTpjb21wYW55X3NpdGUiLCJpYXQiOjE2NjgzNTU3OTQuNTg3MDU4LCJwYWdlSWQiOiI4OGM3ZmE4My0wZjY1LTQ1NDEtYjU2MC05NDJjOWJkZmJhYTgiLCJwb3ciOiJ2MiJ9.ekpfcq8JZEXAkOwbBueyGh24SFBUoecWUN2m2cs1ZdM» data-advtracking-product-id=»730277783″ data-tg-chain=»{"view_type": "preview"}»>
eyJwcm9kdWN0SWQiOjczMDI3Nzc4MywiY2F0ZWdvcnlJZCI6MTQyNjA2MDIsImNvbXBhbnlJZCI6Mjk1MjgwNywic291cmNlIjoicHJvbTpjb21wYW55X3NpdGUiLCJpYXQiOjE2NjgzNTU3OTQuNTg3MDU4LCJwYWdlSWQiOiI4OGM3ZmE4My0wZjY1LTQ1NDEtYjU2MC05NDJjOWJkZmJhYTgiLCJwb3ciOiJ2MiJ9.ekpfcq8JZEXAkOwbBueyGh24SFBUoecWUN2m2cs1ZdM» data-advtracking-product-id=»730277783″ data-tg-chain=»{"view_type": "preview"}»> eyJwcm9kdWN0SWQiOjczMDI3Nzc4NSwiY2F0ZWdvcnlJZCI6MTQyNjA2MDIsImNvbXBhbnlJZCI6Mjk1MjgwNywic291cmNlIjoicHJvbTpjb21wYW55X3NpdGUiLCJpYXQiOjE2NjgzNTU3OTQuNTg4MTkxMywicGFnZUlkIjoiNDQ3NjQ3MTItOTU4NS00Y2ZiLTg0ZGMtZTQ5YzQyMzBiODU1IiwicG93IjoidjIifQ._9em0LD5U_8TLspsGYmJPJVYA5gMYOdW0rnQ42FTBvA» data-advtracking-product-id=»730277785″ data-tg-chain=»{"view_type": "preview"}»>
eyJwcm9kdWN0SWQiOjczMDI3Nzc4NSwiY2F0ZWdvcnlJZCI6MTQyNjA2MDIsImNvbXBhbnlJZCI6Mjk1MjgwNywic291cmNlIjoicHJvbTpjb21wYW55X3NpdGUiLCJpYXQiOjE2NjgzNTU3OTQuNTg4MTkxMywicGFnZUlkIjoiNDQ3NjQ3MTItOTU4NS00Y2ZiLTg0ZGMtZTQ5YzQyMzBiODU1IiwicG93IjoidjIifQ._9em0LD5U_8TLspsGYmJPJVYA5gMYOdW0rnQ42FTBvA» data-advtracking-product-id=»730277785″ data-tg-chain=»{"view_type": "preview"}»> eyJwcm9kdWN0SWQiOjczMDI3Nzc4NywiY2F0ZWdvcnlJZCI6MTQyNjA2MDIsImNvbXBhbnlJZCI6Mjk1MjgwNywic291cmNlIjoicHJvbTpjb21wYW55X3NpdGUiLCJpYXQiOjE2NjgzNTU3OTQuNTg5NDE5OCwicGFnZUlkIjoiZWQyOGVmMDktZDRiMi00ZTgyLTlmNGEtZTEyNTEyNGNiMWI2IiwicG93IjoidjIifQ.Tia25Ma3odebYbO50MHGsjhDkg18fg-fGbhymVSrVPA» data-advtracking-product-id=»730277787″ data-tg-chain=»{"view_type": "preview"}»>
eyJwcm9kdWN0SWQiOjczMDI3Nzc4NywiY2F0ZWdvcnlJZCI6MTQyNjA2MDIsImNvbXBhbnlJZCI6Mjk1MjgwNywic291cmNlIjoicHJvbTpjb21wYW55X3NpdGUiLCJpYXQiOjE2NjgzNTU3OTQuNTg5NDE5OCwicGFnZUlkIjoiZWQyOGVmMDktZDRiMi00ZTgyLTlmNGEtZTEyNTEyNGNiMWI2IiwicG93IjoidjIifQ.Tia25Ma3odebYbO50MHGsjhDkg18fg-fGbhymVSrVPA» data-advtracking-product-id=»730277787″ data-tg-chain=»{"view_type": "preview"}»> eyJwcm9kdWN0SWQiOjczMDI3Nzc4OSwiY2F0ZWdvcnlJZCI6MTQyNjA2MDIsImNvbXBhbnlJZCI6Mjk1MjgwNywic291cmNlIjoicHJvbTpjb21wYW55X3NpdGUiLCJpYXQiOjE2NjgzNTU3OTQuNTkwNTU3OCwicGFnZUlkIjoiMTg1OGI0YTUtMjM4Ny00YzA2LWEzMWQtYTc5YWRmNmQxNmNjIiwicG93IjoidjIifQ.oVA05VJrXb4Zk1b6nrJasZgt4NggWOLDdRj2Gb0rJ-I» data-advtracking-product-id=»730277789″ data-tg-chain=»{"view_type": "preview"}»>
eyJwcm9kdWN0SWQiOjczMDI3Nzc4OSwiY2F0ZWdvcnlJZCI6MTQyNjA2MDIsImNvbXBhbnlJZCI6Mjk1MjgwNywic291cmNlIjoicHJvbTpjb21wYW55X3NpdGUiLCJpYXQiOjE2NjgzNTU3OTQuNTkwNTU3OCwicGFnZUlkIjoiMTg1OGI0YTUtMjM4Ny00YzA2LWEzMWQtYTc5YWRmNmQxNmNjIiwicG93IjoidjIifQ.oVA05VJrXb4Zk1b6nrJasZgt4NggWOLDdRj2Gb0rJ-I» data-advtracking-product-id=»730277789″ data-tg-chain=»{"view_type": "preview"}»> eyJwcm9kdWN0SWQiOjczMDI3NzIwMywiY2F0ZWdvcnlJZCI6MTQyNjA2MDIsImNvbXBhbnlJZCI6Mjk1MjgwNywic291cmNlIjoicHJvbTpjb21wYW55X3NpdGUiLCJpYXQiOjE2NjgzNTU3OTQuNTkxNjgzNiwicGFnZUlkIjoiNTE5OTNjNGQtMGRmYS00ZjE2LWI0YjQtYWRjNGJkOWFiZjQzIiwicG93IjoidjIifQ.iW66zPDJmswoNNpml4SiGUzi56-GMcySmz1ES2RUfss» data-advtracking-product-id=»730277203″ data-tg-chain=»{"view_type": "preview"}»>
eyJwcm9kdWN0SWQiOjczMDI3NzIwMywiY2F0ZWdvcnlJZCI6MTQyNjA2MDIsImNvbXBhbnlJZCI6Mjk1MjgwNywic291cmNlIjoicHJvbTpjb21wYW55X3NpdGUiLCJpYXQiOjE2NjgzNTU3OTQuNTkxNjgzNiwicGFnZUlkIjoiNTE5OTNjNGQtMGRmYS00ZjE2LWI0YjQtYWRjNGJkOWFiZjQzIiwicG93IjoidjIifQ.iW66zPDJmswoNNpml4SiGUzi56-GMcySmz1ES2RUfss» data-advtracking-product-id=»730277203″ data-tg-chain=»{"view_type": "preview"}»> A.C.C. 100 000 фунтов. Сила @ 9058 фунтов на квадратный дюйм (Максимальное давление). Одностороннего действия с пружинным возвратом (выдвижение-втягивание). 6,25″ Ход/ход. Резьба воротника…
A.C.C. 100 000 фунтов. Сила @ 9058 фунтов на квадратный дюйм (Максимальное давление). Одностороннего действия с пружинным возвратом (выдвижение-втягивание). 6,25″ Ход/ход. Резьба воротника… 00-SPL 115 В переменного тока, 1 фаза, 60 Гц. 20 000 фунтов. Усилие @ 8 929 фунтов на квадратный дюйм. (Максимальное давление). Одностороннего действия (выдвижение-втягивание). 12.00″ Ход/ход. 4-стоечный, резьба на воротнике…
00-SPL 115 В переменного тока, 1 фаза, 60 Гц. 20 000 фунтов. Усилие @ 8 929 фунтов на квадратный дюйм. (Максимальное давление). Одностороннего действия (выдвижение-втягивание). 12.00″ Ход/ход. 4-стоечный, резьба на воротнике… 00-SPL Гидравлический пресс 20 000 фунтов. Усилие @ 8 969 фунтов на квадратный дюйм (Максимальное давление). Двойного действия (выдвижение-втягивание). 10.00″ Ход/ход. Фланцевое крепление с буртиковой резьбой. 22.00″ Горизонтальное открытие. 12.00″ Вертикальное отверстие. Исправлено…
00-SPL Гидравлический пресс 20 000 фунтов. Усилие @ 8 969 фунтов на квадратный дюйм (Максимальное давление). Двойного действия (выдвижение-втягивание). 10.00″ Ход/ход. Фланцевое крепление с буртиковой резьбой. 22.00″ Горизонтальное открытие. 12.00″ Вертикальное отверстие. Исправлено… 00-SPL Гидравлический пресс 30 000 фунтов. Усилие @ 9 554 фунтов на квадратный дюйм (Максимальное давление). Одностороннего действия — пружинный возврат (выдвижение-втягивание). 8.00″ Ход/ход. Фланцевое крепление с буртиковой резьбой. 28.00″ Горизонтальное открытие. 5…
00-SPL Гидравлический пресс 30 000 фунтов. Усилие @ 9 554 фунтов на квадратный дюйм (Максимальное давление). Одностороннего действия — пружинный возврат (выдвижение-втягивание). 8.00″ Ход/ход. Фланцевое крепление с буртиковой резьбой. 28.00″ Горизонтальное открытие. 5…
 с., 460 В, 3 фазы
с., 460 В, 3 фазы
 США/MO
США/MO

 0004
0004
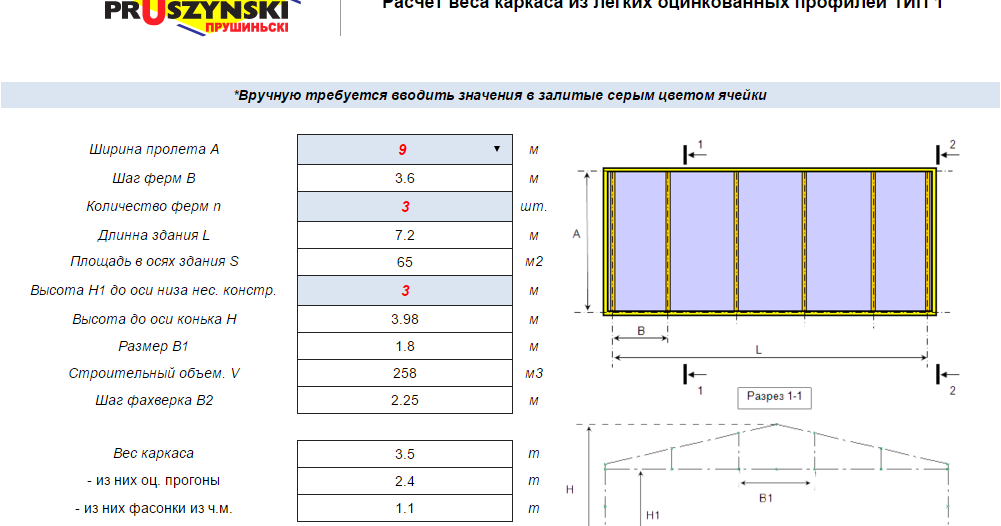 Однако между стойками в участках размещения окон расстояние должно составлять не меньше 1,2м.
Однако между стойками в участках размещения окон расстояние должно составлять не меньше 1,2м.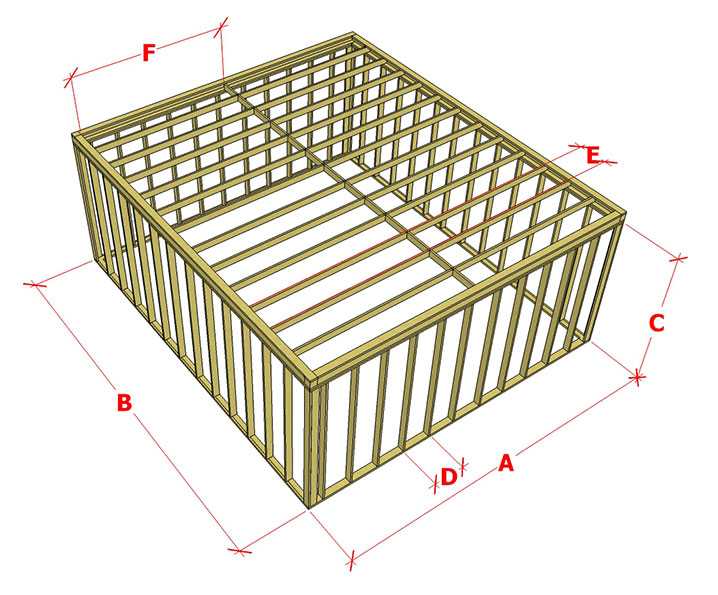 Здесь все определяется тем, какого рода утеплитель вы будете использовать. Кроме того, на полученный результат расчетов влияет толщина утеплителя, его габаритные размеры. Зная параметры утеплителя каркасного дома, данные вычисления легко выполняются самостоятельно.
Здесь все определяется тем, какого рода утеплитель вы будете использовать. Кроме того, на полученный результат расчетов влияет толщина утеплителя, его габаритные размеры. Зная параметры утеплителя каркасного дома, данные вычисления легко выполняются самостоятельно.
 Недобросовестные подрядчики часто пользуются «приписками» к сметам в надежде на неграмотного заказчика. В итоге по смете вы платите не только за свой дом, но и за материал для какого-то другого объекта. Поэтому важно уметь проверять расчеты строительной компании, чтобы не быть обманутым. Необязательно проверять всю сметы. Вы можете пересчитать лишь некоторые ее элементы.
Недобросовестные подрядчики часто пользуются «приписками» к сметам в надежде на неграмотного заказчика. В итоге по смете вы платите не только за свой дом, но и за материал для какого-то другого объекта. Поэтому важно уметь проверять расчеты строительной компании, чтобы не быть обманутым. Необязательно проверять всю сметы. Вы можете пересчитать лишь некоторые ее элементы. 65%
65% Именно с составления таких чертежей и необходимо начинать расчет.
Именно с составления таких чертежей и необходимо начинать расчет. Для каркасного дома используют столбчатый, ленточный или фундамент на винтовых сваях. Также может использоваться фундамент на основе монолитной плиты, но этот вариант встречается слишком редко. При необходимости его применения (плывучие грунты) весьма сомнительно строительство дома без привлечения профессионалов.
Для каркасного дома используют столбчатый, ленточный или фундамент на винтовых сваях. Также может использоваться фундамент на основе монолитной плиты, но этот вариант встречается слишком редко. При необходимости его применения (плывучие грунты) весьма сомнительно строительство дома без привлечения профессионалов.

 Общую протяженность лаг умножаем на 2, получаем общую протяженность черепного бруса.
Общую протяженность лаг умножаем на 2, получаем общую протяженность черепного бруса.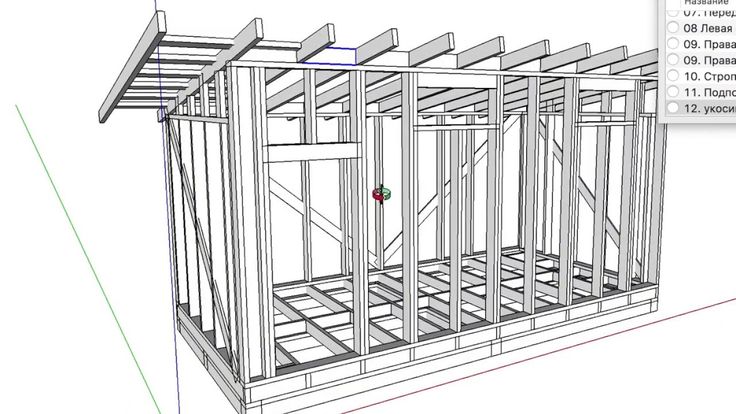 Для точного расчета необходимо площадь пола разделить на площадь одной доски или площадь одного листа используемого материала. Рекомендуем добавить к полученной цифре 10% запаса (потери на раскрой, бракованный материал).
Для точного расчета необходимо площадь пола разделить на площадь одной доски или площадь одного листа используемого материала. Рекомендуем добавить к полученной цифре 10% запаса (потери на раскрой, бракованный материал). Тогда для вас не составит труда просто пересчитать каждый из брусьев и умножить на их длину. При отсутствии такого чертежа можно воспользоваться правилами расчета наплольных лаг (стойки устанавливаются с таким же шагом, а по углам получаем сдвоенные опоры). Не стоит вычитать из расчетов проемы, ведь там также устанавливаются сдвоенные стойки. Необходим лишь расчет хидеров. Для этого нужно сложить периметр всех оконных и дверных проемов и полученное число умножить на 2.
Тогда для вас не составит труда просто пересчитать каждый из брусьев и умножить на их длину. При отсутствии такого чертежа можно воспользоваться правилами расчета наплольных лаг (стойки устанавливаются с таким же шагом, а по углам получаем сдвоенные опоры). Не стоит вычитать из расчетов проемы, ведь там также устанавливаются сдвоенные стойки. Необходим лишь расчет хидеров. Для этого нужно сложить периметр всех оконных и дверных проемов и полученное число умножить на 2.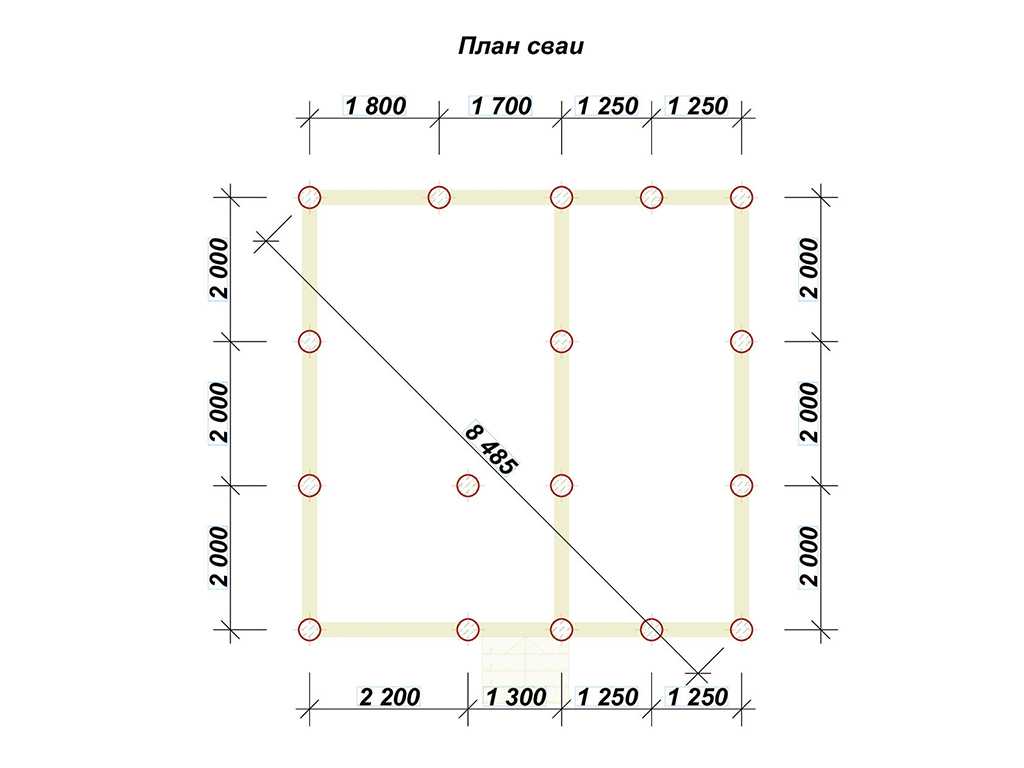 Обшивку каркасных стен можно производить специальными досками – это вагонка, имитация бруса, блокхаус, планкен или доска пола; или листовыми материалами – ОСБ, фанерой, гипсокартоном, ДСП. Расчет ничем не отличается от расчетов финишных напольных покрытий. Рекомендуем не вычитать площадь проемов, так как для обшивочных материалов также необходим небольшой запас.
Обшивку каркасных стен можно производить специальными досками – это вагонка, имитация бруса, блокхаус, планкен или доска пола; или листовыми материалами – ОСБ, фанерой, гипсокартоном, ДСП. Расчет ничем не отличается от расчетов финишных напольных покрытий. Рекомендуем не вычитать площадь проемов, так как для обшивочных материалов также необходим небольшой запас. 5 = 80 кв. м – общая площадь несущих стен.
5 = 80 кв. м – общая площадь несущих стен. Здесь мы можем дать вам лишь один совет: правильно рассчитайте нагрузку на стропильную систему, составьте подробный чертеж кровли со спецификацией необходимого пиломатериала.
Здесь мы можем дать вам лишь один совет: правильно рассчитайте нагрузку на стропильную систему, составьте подробный чертеж кровли со спецификацией необходимого пиломатериала. Обратитесь в соответствующие организации для составления плана и расчета необходимых материалов.
Обратитесь в соответствующие организации для составления плана и расчета необходимых материалов. Средний размер дома составляет 2687 квадратных футов по состоянию на 2019 год, что стоило бы 5374–32 244 долларов 3 в каркасе. С ростом цен на строительные материалы стоимость, вероятно, сегодня выше.
Средний размер дома составляет 2687 квадратных футов по состоянию на 2019 год, что стоило бы 5374–32 244 долларов 3 в каркасе. С ростом цен на строительные материалы стоимость, вероятно, сегодня выше. Для нового дома это включает в себя строительство каркасов из палочек для стен с пустыми пространствами, очерчивающими окна и двери. Этот каркас обеспечивает основу для вашего дома, которая будет поддерживать ваши стены, двери, окна и крышу. Кадров обычно
Для нового дома это включает в себя строительство каркасов из палочек для стен с пустыми пространствами, очерчивающими окна и двери. Этот каркас обеспечивает основу для вашего дома, которая будет поддерживать ваши стены, двери, окна и крышу. Кадров обычно Например, если вы используете сталь для создания рамы вместо пиломатериалов, это будет дороже. Если ваш дом больше, то труд, необходимый для возведения каркаса, будет стоить дороже.
Например, если вы используете сталь для создания рамы вместо пиломатериалов, это будет дороже. Если ваш дом больше, то труд, необходимый для возведения каркаса, будет стоить дороже.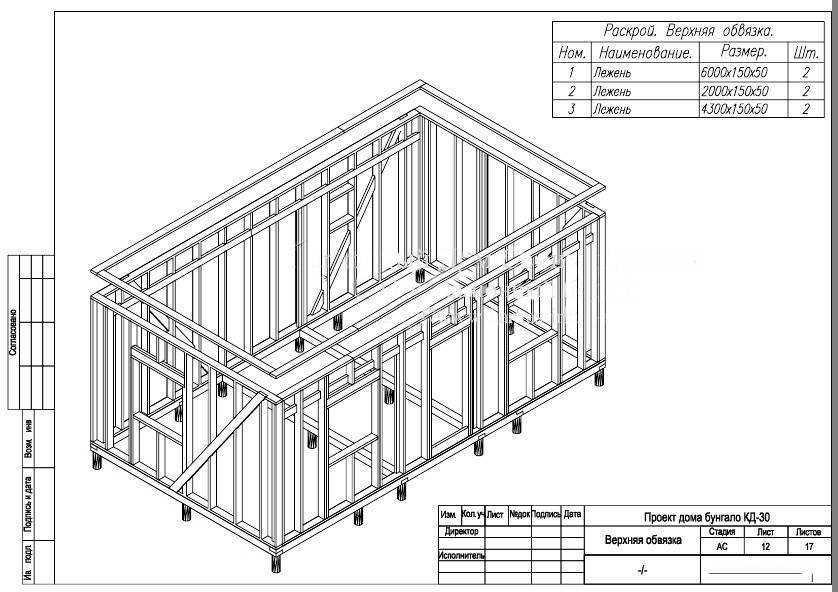 Это приводит к тому, что коммерческие проекты стоят дороже.
Это приводит к тому, что коммерческие проекты стоят дороже.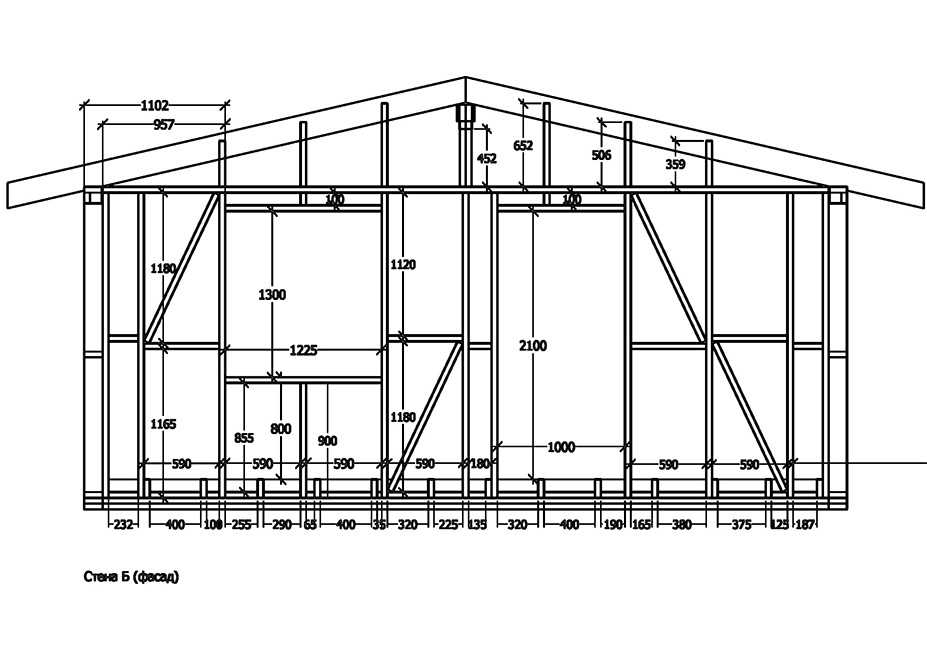 д.)
д.) В зависимости от сложности проекта каркас крыши может стоить от 6 до 9 долларов за квадратный фут. 1 Дополнительные долины, уклоны и углы приводят к увеличению затрат.
В зависимости от сложности проекта каркас крыши может стоить от 6 до 9 долларов за квадратный фут. 1 Дополнительные долины, уклоны и углы приводят к увеличению затрат.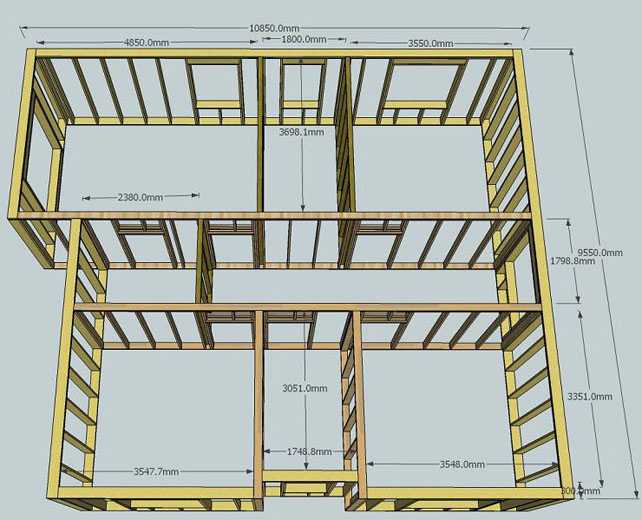 Таким образом, важно найти надежного плотника с квалификацией, соответствующей вашему проекту.
Таким образом, важно найти надежного плотника с квалификацией, соответствующей вашему проекту.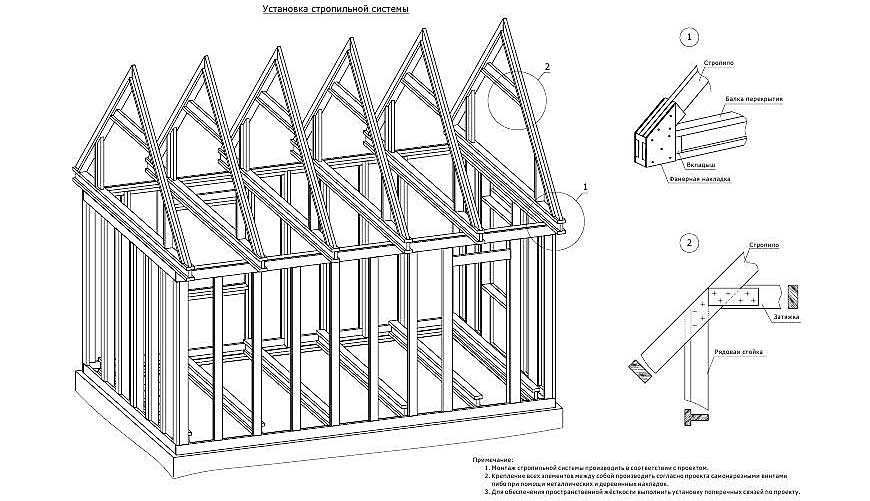 Поскольку они находятся в вашем сообществе, с ними должно быть легко связаться, и они, вероятно, будут больше заботиться о своей работе, чтобы поддерживать свою репутацию в вашем регионе.
Поскольку они находятся в вашем сообществе, с ними должно быть легко связаться, и они, вероятно, будут больше заботиться о своей работе, чтобы поддерживать свою репутацию в вашем регионе. Это означает, что стоимость пиломатериалов для каркаса дома площадью 2000 квадратных футов может стоить от 6000 до 16000 долларов.
Это означает, что стоимость пиломатериалов для каркаса дома площадью 2000 квадратных футов может стоить от 6000 до 16000 долларов.

 Помните, не измеряйте OC с конца каждой шпильки!
Помните, не измеряйте OC с конца каждой шпильки!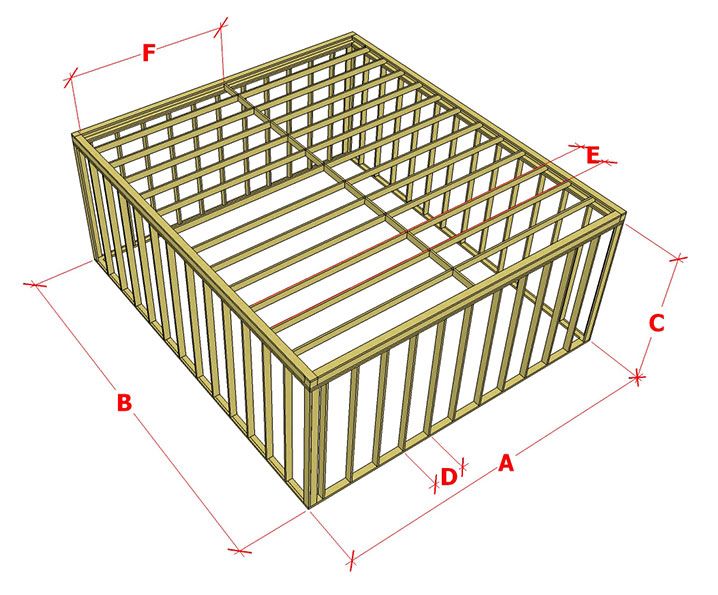
 ru или по телефону +7 (812) 346-80-60, оснакомиться со стомостью продукции и проверить наличие на складе вы можете на странице трубы нержавеющие бесшовные.
ru или по телефону +7 (812) 346-80-60, оснакомиться со стомостью продукции и проверить наличие на складе вы можете на странице трубы нержавеющие бесшовные. , предоставляются скидки, крупный опт проходит по индивидуальной цене. Труба х/т 32,0х1,0 цельнотянутая из марки стали с титаном 12Х18Н10Т в наличии на складе. Доставка по России от 2 до 7 рабочих дней после оплаты счета. Сроки поставки зависят от вашего региона и объема груза.
, предоставляются скидки, крупный опт проходит по индивидуальной цене. Труба х/т 32,0х1,0 цельнотянутая из марки стали с титаном 12Х18Н10Т в наличии на складе. Доставка по России от 2 до 7 рабочих дней после оплаты счета. Сроки поставки зависят от вашего региона и объема груза. Бесшовная нержавеющая труба 32х1 имеет сертификаты завода производителя, отвечает нормам химического состава и механических свойств. Вы можете заказать дополнительную проверку нержавеющей трубы 32х1 ГОСТ 9941-81: соответствие требованиям ГУП «ТЭК СПб», проверка химического состава, УЗК (ультразвуковой контроль) и т.д.
Бесшовная нержавеющая труба 32х1 имеет сертификаты завода производителя, отвечает нормам химического состава и механических свойств. Вы можете заказать дополнительную проверку нержавеющей трубы 32х1 ГОСТ 9941-81: соответствие требованиям ГУП «ТЭК СПб», проверка химического состава, УЗК (ультразвуковой контроль) и т.д. Он имеет горячую прокатку, может производить все виды тонкой, разумной формы и сложного поперечного сечения.
Он имеет горячую прокатку, может производить все виды тонкой, разумной формы и сложного поперечного сечения. Основными отличиями холодногнутой стали от сварной стали являются: сварные стальные трубы в основном используются для транспортировки жидкостей, таких как газ, вода. Нефть, газ, пар и так далее. К стали предъявляются требования выдерживать определенное давление, а холодногнутая сталь используется для изготовления конструкций, выдерживающих внешнее усилие, к форме поперечного сечения балки, размерам и механическим свойствам предъявляются определенные требования.
Основными отличиями холодногнутой стали от сварной стали являются: сварные стальные трубы в основном используются для транспортировки жидкостей, таких как газ, вода. Нефть, газ, пар и так далее. К стали предъявляются требования выдерживать определенное давление, а холодногнутая сталь используется для изготовления конструкций, выдерживающих внешнее усилие, к форме поперечного сечения балки, размерам и механическим свойствам предъявляются определенные требования.


 Все права защищены ICP No.:08010763
Все права защищены ICP No.:08010763 Totten Tubes — ваш первоклассный поставщик высококачественных труб из конструкционной углеродистой стали A 500.
Totten Tubes — ваш первоклассный поставщик высококачественных труб из конструкционной углеродистой стали A 500.

 Прочность на растяжение является важным показателем способности A500 работать в приложениях. Прочность на растяжение углеродистой стали A500 описана в таблице ниже.
Прочность на растяжение является важным показателем способности A500 работать в приложениях. Прочность на растяжение углеродистой стали A500 описана в таблице ниже.
 Максимальная толщина стенки без учета сварных швов не должна превышать 110 % от указанной номинальной толщины стенки. Толщина стенки квадратных конструкционных труб и прямоугольных конструкционных труб должна измеряться в центре квартиры.
Максимальная толщина стенки без учета сварных швов не должна превышать 110 % от указанной номинальной толщины стенки. Толщина стенки квадратных конструкционных труб и прямоугольных конструкционных труб должна измеряться в центре квартиры.

 п;
п; Он позволяет работать в сетях со слабой проводкой и сетях, не оснащенных защитой (установлен на задней панели).
Он позволяет работать в сетях со слабой проводкой и сетях, не оснащенных защитой (установлен на задней панели). Эффект в том, что за счёт них срок использования аппарата увеличивается в 7 раз. Помимо этого уменьшается вес и габариты. У IGBT плата расположена вертикально, пыль на ней не оседает.
Эффект в том, что за счёт них срок использования аппарата увеличивается в 7 раз. Помимо этого уменьшается вес и габариты. У IGBT плата расположена вертикально, пыль на ней не оседает. Это означает, что 70% от 10-минутного интервала (то есть 7 минут) аппарат может непрерывно варить, не отрывая дуги на указанном токе, а остальные 3 минуты он должен «отдыхать» на холостом ходу, при этом нельзя выключать аппарат из сети, что бы работало принудительное охлаждение (вентилятор).
Это означает, что 70% от 10-минутного интервала (то есть 7 минут) аппарат может непрерывно варить, не отрывая дуги на указанном токе, а остальные 3 минуты он должен «отдыхать» на холостом ходу, при этом нельзя выключать аппарат из сети, что бы работало принудительное охлаждение (вентилятор).
 7
7 08.2018
08.2018 org/Rating»>
org/Rating»> 5 метра, из-за этого заклинило воздуховодную решётку, но поправил её руками и всё стало нормально. Поэтому агрегат очень надёжный и прочный, ударов не боится. Рады такому помощнику в хозяйстве, от него только одна радость.
5 метра, из-за этого заклинило воздуховодную решётку, но поправил её руками и всё стало нормально. Поэтому агрегат очень надёжный и прочный, ударов не боится. Рады такому помощнику в хозяйстве, от него только одна радость. org/Review»>
org/Review»> Аппарат крутой! Твёрдая 5+ с плюсом от меня.
Аппарат крутой! Твёрдая 5+ с плюсом от меня. Советую всем!
Советую всем! Сейчас сам хочу что-нибудь соорудить для его хранения и спать спокойно
Сейчас сам хочу что-нибудь соорудить для его хранения и спать спокойно Это вот кстати один раз пригодилось, когда из-за моей криворукости на него грохнулись ворота)) И отмечу входной автомат, но со временем как-то стал приходить к такому мнению, что он по-сути ему и не нужен. Но для защиты проводки от замыкания пригождается, прям лучше всех.
Это вот кстати один раз пригодилось, когда из-за моей криворукости на него грохнулись ворота)) И отмечу входной автомат, но со временем как-то стал приходить к такому мнению, что он по-сути ему и не нужен. Но для защиты проводки от замыкания пригождается, прям лучше всех. ..
..


 А любые ремонтно — восстановительные работы без сварочного аппарата невозможны. Требовалось установить забор с воротами, и материал был в наличии, не было только сварки. А согласитесь, нанимать профессионального сварщика дело затратное, тем более, что были ограничения по финансам. Вот и решился на приобретение сварочного аппарата, но бюджет на покупку заведомо ограничил. Так как я не сварщик по профессии и неясно потребуется аппарат в будущем или нет, а выкинуть кучу денег на оборудование, которое возможно, будет пылиться в гараже, не хотелось. Но и было желание приобрести качественный и надежный агрегат по низкой стоимости, который отработает свое, без ремонта. Конечно, как и у большинства желающих приобрести сварку первый мой выбор пал на старую проверенную классику – сварочный трансформатор. Уже практически был готов купить, но останавливало понимание неудобства его транспортировки. Я не мог решить, как таскать за собой этот огроменный и тяжелый ящик при любом желании поработать. И вот в один из вечеров при изучении информации о сварочных аппаратах наткнулся на огромное количество положительных отзывов в сторону сварочных инверторов.
А любые ремонтно — восстановительные работы без сварочного аппарата невозможны. Требовалось установить забор с воротами, и материал был в наличии, не было только сварки. А согласитесь, нанимать профессионального сварщика дело затратное, тем более, что были ограничения по финансам. Вот и решился на приобретение сварочного аппарата, но бюджет на покупку заведомо ограничил. Так как я не сварщик по профессии и неясно потребуется аппарат в будущем или нет, а выкинуть кучу денег на оборудование, которое возможно, будет пылиться в гараже, не хотелось. Но и было желание приобрести качественный и надежный агрегат по низкой стоимости, который отработает свое, без ремонта. Конечно, как и у большинства желающих приобрести сварку первый мой выбор пал на старую проверенную классику – сварочный трансформатор. Уже практически был готов купить, но останавливало понимание неудобства его транспортировки. Я не мог решить, как таскать за собой этот огроменный и тяжелый ящик при любом желании поработать. И вот в один из вечеров при изучении информации о сварочных аппаратах наткнулся на огромное количество положительных отзывов в сторону сварочных инверторов. Присмотрелся к этому чуду техники и был удивлен, маленькие и легкие инверторы обещали технические характеристики не хуже чем у трансформаторов. Выходные токи бытовых моделей колебались в диапазоне от 120-240А, да и вес они имели детский, в сравнении с классикой! Решение было очевидно, и чаша весов склонилась в сторону покупки сварочного инвертора. Теперь следовало изучить представленные торговые марки, модели и цены. На одном из форумов, во время беседы со старожилами, мне посоветовали конкретную модель инвертора САИ 220 от «Ресанты». Причем, почти все отзывы в сторону этой модели были положительные. Асы в области сварки делали акцент на проверенную временем схемотехнику, функциональность и эргономичность. Продавцы утверждали, что это самая продаваемая модель из всей линейки «Ресанта». После долгих раздумий, решился на покупку именно этой модели, нашел самый дешевый ценник в интернет магазине «Ресанта-Урал». Это моя первая покупка сварочного аппарата, но все равно я остался под впечатлением.
Присмотрелся к этому чуду техники и был удивлен, маленькие и легкие инверторы обещали технические характеристики не хуже чем у трансформаторов. Выходные токи бытовых моделей колебались в диапазоне от 120-240А, да и вес они имели детский, в сравнении с классикой! Решение было очевидно, и чаша весов склонилась в сторону покупки сварочного инвертора. Теперь следовало изучить представленные торговые марки, модели и цены. На одном из форумов, во время беседы со старожилами, мне посоветовали конкретную модель инвертора САИ 220 от «Ресанты». Причем, почти все отзывы в сторону этой модели были положительные. Асы в области сварки делали акцент на проверенную временем схемотехнику, функциональность и эргономичность. Продавцы утверждали, что это самая продаваемая модель из всей линейки «Ресанта». После долгих раздумий, решился на покупку именно этой модели, нашел самый дешевый ценник в интернет магазине «Ресанта-Урал». Это моя первая покупка сварочного аппарата, но все равно я остался под впечатлением. Даже не мог подумать, что сварочник может быть таким компактным и легким и при этом выдавать рабочий ток до 220А. Поразило так же малое энергопотребление, которое приблизительно сравнимо с работой двух электрочайников. Уже после некоторого срока эксплуатации я смог оценить широту регулирования тока, от 10-220А, которая позволяла уверенно работать с разными диаметрами электрода. После двух лет использования инвертора, я уже не могу назвать себя новичком в области сварки и вполне обоснованно говорю, что сделал правильный выбор. Для дачи, гаража или мастерской эта модель наиболее актуальная и востребованная. Для этих целей, можно конечно выбрать и менее мощный инвертор, например на 160-180А, но я считаю, что лучше иметь запас мощности, да и напряжение в наших сетях часто не в норме.
Даже не мог подумать, что сварочник может быть таким компактным и легким и при этом выдавать рабочий ток до 220А. Поразило так же малое энергопотребление, которое приблизительно сравнимо с работой двух электрочайников. Уже после некоторого срока эксплуатации я смог оценить широту регулирования тока, от 10-220А, которая позволяла уверенно работать с разными диаметрами электрода. После двух лет использования инвертора, я уже не могу назвать себя новичком в области сварки и вполне обоснованно говорю, что сделал правильный выбор. Для дачи, гаража или мастерской эта модель наиболее актуальная и востребованная. Для этих целей, можно конечно выбрать и менее мощный инвертор, например на 160-180А, но я считаю, что лучше иметь запас мощности, да и напряжение в наших сетях часто не в норме. При покупке переживал, что будет проблематично работать с нержавейкой без добавления аргона. Но опасения были напрасны, варю с нержавеющим электродом на 3мм и все отлично. Единственный недостаток инвертора — короткие провода, но вопрос решаем с помощью переноски.
При покупке переживал, что будет проблематично работать с нержавейкой без добавления аргона. Но опасения были напрасны, варю с нержавеющим электродом на 3мм и все отлично. Единственный недостаток инвертора — короткие провода, но вопрос решаем с помощью переноски. Однажды пришел к знакомому, который как раз пользовал Ресанта САИ 220. С помощью этого аппарата были сварены забор и печь для бани, вот и уговорил меня попробовать, убеждая, что ничего сложного в этом нет. Вручил мне два 3мм уголка и показал, как сваривать. На удивление все получилось с первого раза, хоть и кривовато, но факт на лицо, все держалось. Через неделю я уже имел свою Ресанта САИ 220 и с успехом тренировался на приваривании навесов к дверям. В последующем отремонтировал бак из нержавейки и забор. В планах сделать печь для бани. Вообщем, покупкой доволен, и потихоньку набираюсь опыта.
Однажды пришел к знакомому, который как раз пользовал Ресанта САИ 220. С помощью этого аппарата были сварены забор и печь для бани, вот и уговорил меня попробовать, убеждая, что ничего сложного в этом нет. Вручил мне два 3мм уголка и показал, как сваривать. На удивление все получилось с первого раза, хоть и кривовато, но факт на лицо, все держалось. Через неделю я уже имел свою Ресанта САИ 220 и с успехом тренировался на приваривании навесов к дверям. В последующем отремонтировал бак из нержавейки и забор. В планах сделать печь для бани. Вообщем, покупкой доволен, и потихоньку набираюсь опыта.  Бензотехника и техника для сада HUTER — это неоспоримо идеальные по цене и качеству бензогенераторы, триммеры, мотокосы, газонокосилки и мотопомпы, модельный ряд которых не оставит равнодушным даже самого искушенного потребителя.
Бензотехника и техника для сада HUTER — это неоспоримо идеальные по цене и качеству бензогенераторы, триммеры, мотокосы, газонокосилки и мотопомпы, модельный ряд которых не оставит равнодушным даже самого искушенного потребителя. 
 Имейте в виду, что мы не можем нести ответственность за ущерб из-за неправильного диагноза……
Имейте в виду, что мы не можем нести ответственность за ущерб из-за неправильного диагноза…… В некоторых случаях производители продают запчасти «как есть» или не будут……
В некоторых случаях производители продают запчасти «как есть» или не будут…… Если вы не уверены в своей способности диагностировать неисправность вашего товара;……
Если вы не уверены в своей способности диагностировать неисправность вашего товара;…… Если вы нашли деталь, которая подходит для вашего товара, но вашей модели нет в списке, свяжитесь с нами, чтобы мы могли подтвердить совместимость. Вполне возможно, что деталь подходит для большего количества моделей, чем мы перечислили.
Если вы нашли деталь, которая подходит для вашего товара, но вашей модели нет в списке, свяжитесь с нами, чтобы мы могли подтвердить совместимость. Вполне возможно, что деталь подходит для большего количества моделей, чем мы перечислили. Todas лас devoluciones дефективного сына соло де intercambio, не се reembolsará эль dinero.
Todas лас devoluciones дефективного сына соло де intercambio, не се reembolsará эль dinero.
 Эти данные могут не совпадать с общедоступными записями. Учить больше.
Эти данные могут не совпадать с общедоступными записями. Учить больше. Сборы
Сборы
 г/г | Сентябрь 2022 г.
г/г | Сентябрь 2022 г.
 футов
футов м. футов
м. футов футов
футов за 119 900 долларов
за 119 900 долларов
 ;
; Сварной шов формируется за счет основного и присадочного металлов, расплавленных газовым пламенем.
Сварной шов формируется за счет основного и присадочного металлов, расплавленных газовым пламенем.
 В дальнейшем были созданы особые легкоплавкие сплавы для заполнения соединительных твои и наряду с литейной сваркой
В дальнейшем были созданы особые легкоплавкие сплавы для заполнения соединительных твои и наряду с литейной сваркой

 Г. Славянов, разработавший его в
Г. Славянов, разработавший его в Они даже разработали проект ремонта российского памятника литейного производства «Царь-колокола», но работа не была разрешена, и мы сейчас можем любоваться на российские нетленные символы: колокол, который не звонил, и на пушку, которая не стреляла.
Они даже разработали проект ремонта российского памятника литейного производства «Царь-колокола», но работа не была разрешена, и мы сейчас можем любоваться на российские нетленные символы: колокол, который не звонил, и на пушку, которая не стреляла. , многие из которых были разработаны в Институте электросварки имени Е.О. Патона, который в последние годы возглавлял сын основателя института — академик Борис Евгеньевич Патон.
, многие из которых были разработаны в Институте электросварки имени Е.О. Патона, который в последние годы возглавлял сын основателя института — академик Борис Евгеньевич Патон.
 Махачева будет
Махачева будет Лэдд недавно расстался с UFC после того, как несколько раз пропустил вес в легчайшем весе. Бадд появится впервые после того, как в июле она была вынуждена отказаться от участия в сезонном матче против Кайлы Харрисон.
Лэдд недавно расстался с UFC после того, как несколько раз пропустил вес в легчайшем весе. Бадд появится впервые после того, как в июле она была вынуждена отказаться от участия в сезонном матче против Кайлы Харрисон.
 Аскаров должен был сразиться с Брэндоном Ройвалом 15 октября, но этот бой был отменен из-за проблем со здоровьем во время сгонки веса. Он подписал контракт с UFC в 2019 году.и пошел 3-1-1, с его единственным поражением от Кая Кара-Франса в его недавнем появлении.
Аскаров должен был сразиться с Брэндоном Ройвалом 15 октября, но этот бой был отменен из-за проблем со здоровьем во время сгонки веса. Он подписал контракт с UFC в 2019 году.и пошел 3-1-1, с его единственным поражением от Кая Кара-Франса в его недавнем появлении.



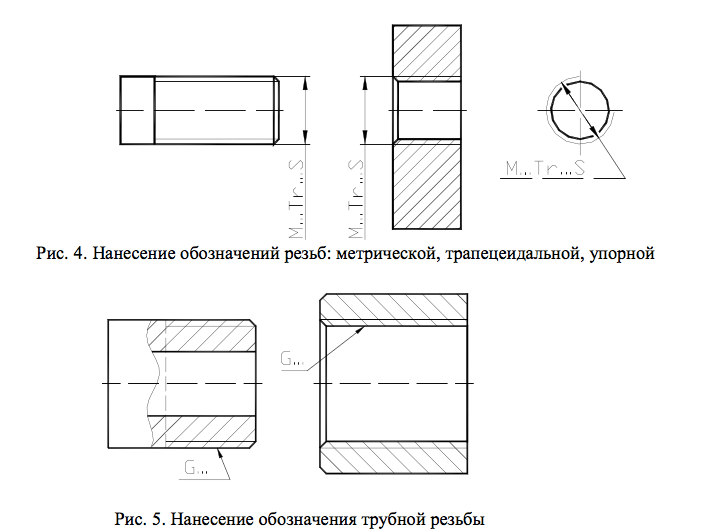
 Пример: Tr16x4. Для многозаходной трапециевидной рези в определении фигурируют: сочетание Tr, внешний поперечник, а также шаг и ход. Пример: Tr16x8(P4)LH.
Пример: Tr16x4. Для многозаходной трапециевидной рези в определении фигурируют: сочетание Tr, внешний поперечник, а также шаг и ход. Пример: Tr16x8(P4)LH. Пример: S45200-13. В случае если резьба левосторонняя, дополнительно указываются буквы LH. Если необходимо определить многозаходную резь, то указывают букву S, величину угла 45, поперечник, ход и символ Р вместе со значением шага, выделенные скобками. Пример: S4520024(P12) — двузаходная, значение хода 24 мм, шаг — 12 мм. Для левосторонней рези указывается дополнительно LH.
Пример: S45200-13. В случае если резьба левосторонняя, дополнительно указываются буквы LH. Если необходимо определить многозаходную резь, то указывают букву S, величину угла 45, поперечник, ход и символ Р вместе со значением шага, выделенные скобками. Пример: S4520024(P12) — двузаходная, значение хода 24 мм, шаг — 12 мм. Для левосторонней рези указывается дополнительно LH. Подразделяются на гребенчатые цилиндрические, дисковые, гребенчатые сборные, головки для скоростного фрезерования.
Подразделяются на гребенчатые цилиндрические, дисковые, гребенчатые сборные, головки для скоростного фрезерования. Без них невозможно было бы представить работу многих машин и механизмов.
Без них невозможно было бы представить работу многих машин и механизмов.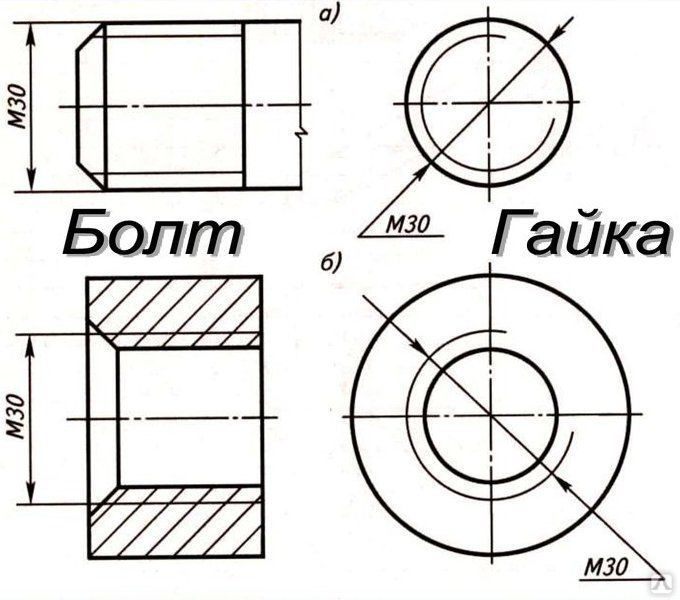 20.1 (США)
20.1 (США) 20.1 (США)
20.1 (США) Это совершенно ошибочная практика. Я бы дважды подумал о покупке у любой компании, которая использует это обозначение в своей литературе по продажам. Если они не потратили время на то, чтобы изучить и правильно обозначить резьбу в своей торговой литературе, сколько времени, по вашему мнению, они потратили на то, чтобы научиться правильно изготавливать резьбу продукта.
Это совершенно ошибочная практика. Я бы дважды подумал о покупке у любой компании, которая использует это обозначение в своей литературе по продажам. Если они не потратили время на то, чтобы изучить и правильно обозначить резьбу в своей торговой литературе, сколько времени, по вашему мнению, они потратили на то, чтобы научиться правильно изготавливать резьбу продукта. Без четвертой буквы требуется минимальный и максимальный диаметры шага в сочетании с обозначением NPS, размером трубы и числом витков резьбы на дюйм, чтобы полностью определить размер резьбы.
Без четвертой буквы требуется минимальный и максимальный диаметры шага в сочетании с обозначением NPS, размером трубы и числом витков резьбы на дюйм, чтобы полностью определить размер резьбы.
 Если они не потратили время на то, чтобы изучить и правильно обозначить резьбу в своей торговой литературе, сколько времени, по вашему мнению, они потратили на то, чтобы научиться правильно изготавливать резьбу продукта.
Если они не потратили время на то, чтобы изучить и правильно обозначить резьбу в своей торговой литературе, сколько времени, по вашему мнению, они потратили на то, чтобы научиться правильно изготавливать резьбу продукта. 20.3. Короткие калибры PTF SAE определены в ANSI/ASME.
20.3. Короткие калибры PTF SAE определены в ANSI/ASME.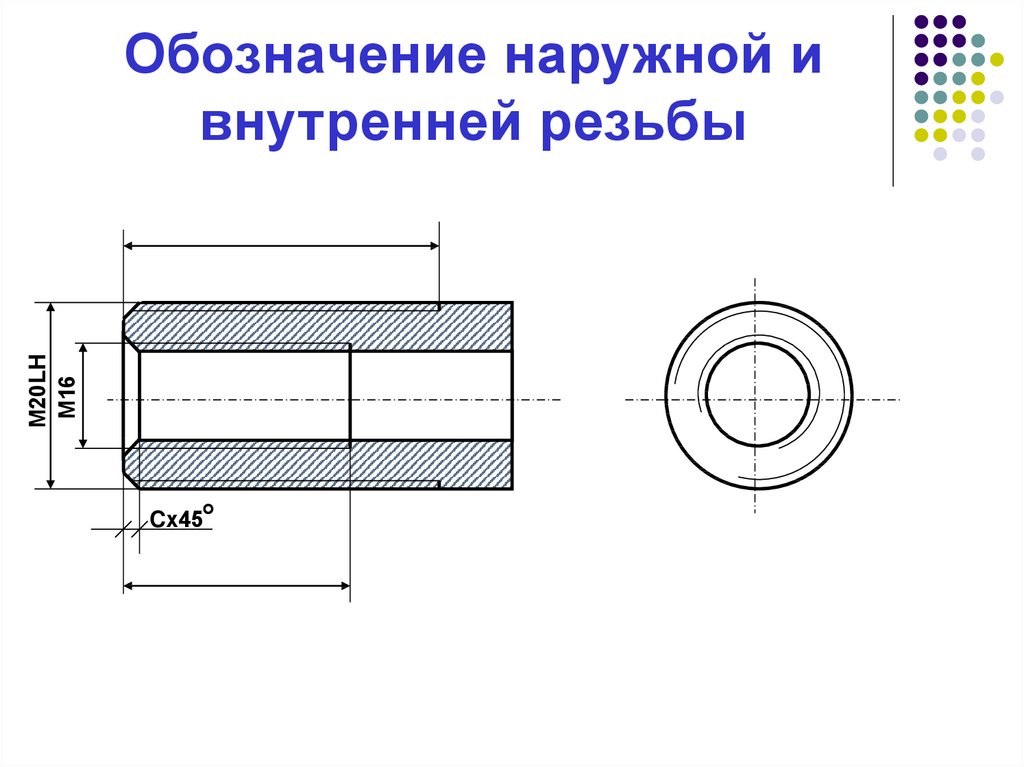 Чтобы купить копию, посетите
Чтобы купить копию, посетите Зазоры должны применяться к базовому профилю
Зазоры должны применяться к базовому профилю После покрытия фактический профиль резьбы
После покрытия фактический профиль резьбы
 (Положительное основное отклонение указывает на то, что
(Положительное основное отклонение указывает на то, что
 Во-вторых, тонкий металл, менее 2 мм, толщиной, практически не прожигается, если выдерживать очень короткую дугу и использовать электроды подходящего диаметра, не более 2-3 мм.
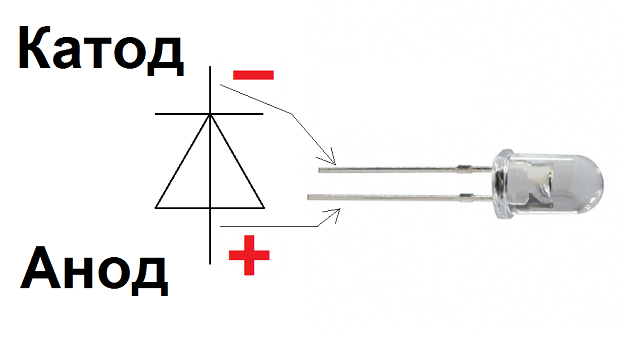
Во-вторых, тонкий металл, менее 2 мм, толщиной, практически не прожигается, если выдерживать очень короткую дугу и использовать электроды подходящего диаметра, не более 2-3 мм. Зачастую начинающие сварщики пренебрегают или не знают, что такое прямая и обратная полярность, и как её можно использовать.
Зачастую начинающие сварщики пренебрегают или не знают, что такое прямая и обратная полярность, и как её можно использовать. При сварке на прямой полярности наибольшая часть тепла будет приходиться на металл, а не на кончик электрода. Такое обильное тепловыделение поспособствует лучшему провару и углублению корня сварочного шва.
При сварке на прямой полярности наибольшая часть тепла будет приходиться на металл, а не на кончик электрода. Такое обильное тепловыделение поспособствует лучшему провару и углублению корня сварочного шва. При сварке постоянным током металл не так сильно разбрызгивается, сварной шов получается ровный и аккуратный;
При сварке постоянным током металл не так сильно разбрызгивается, сварной шов получается ровный и аккуратный;
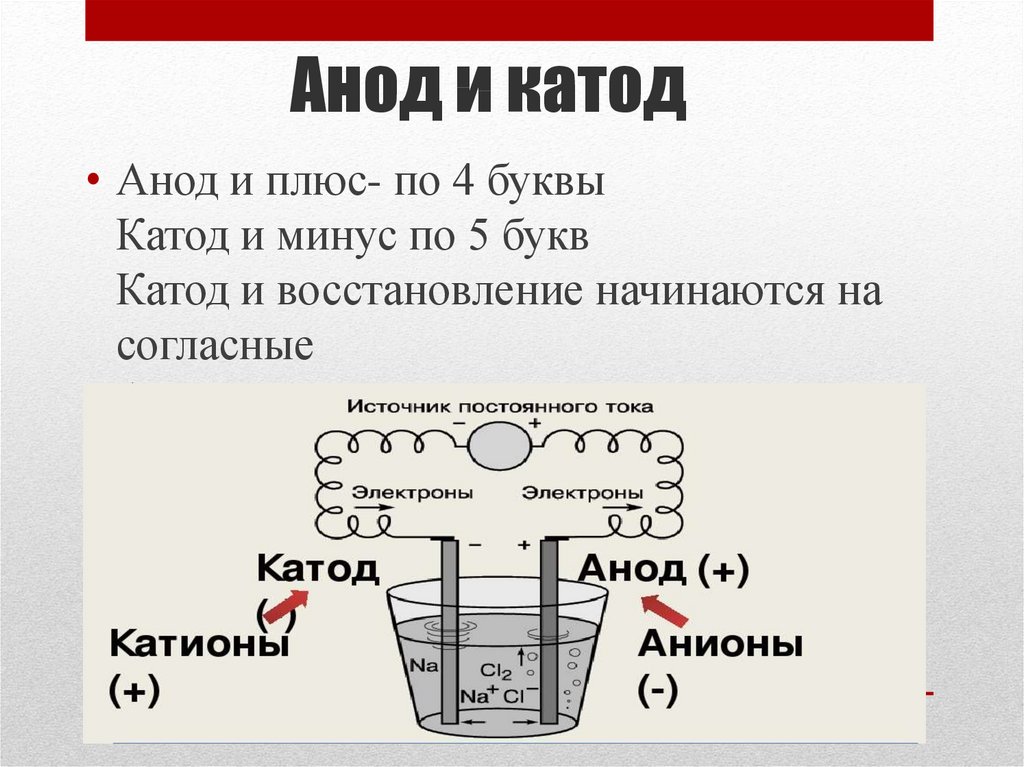
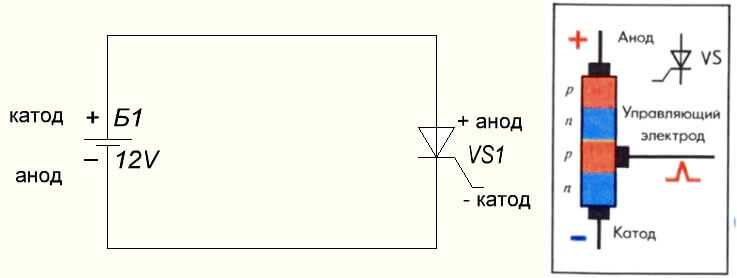 Редукция — это приобретение электронов.
Редукция — это приобретение электронов.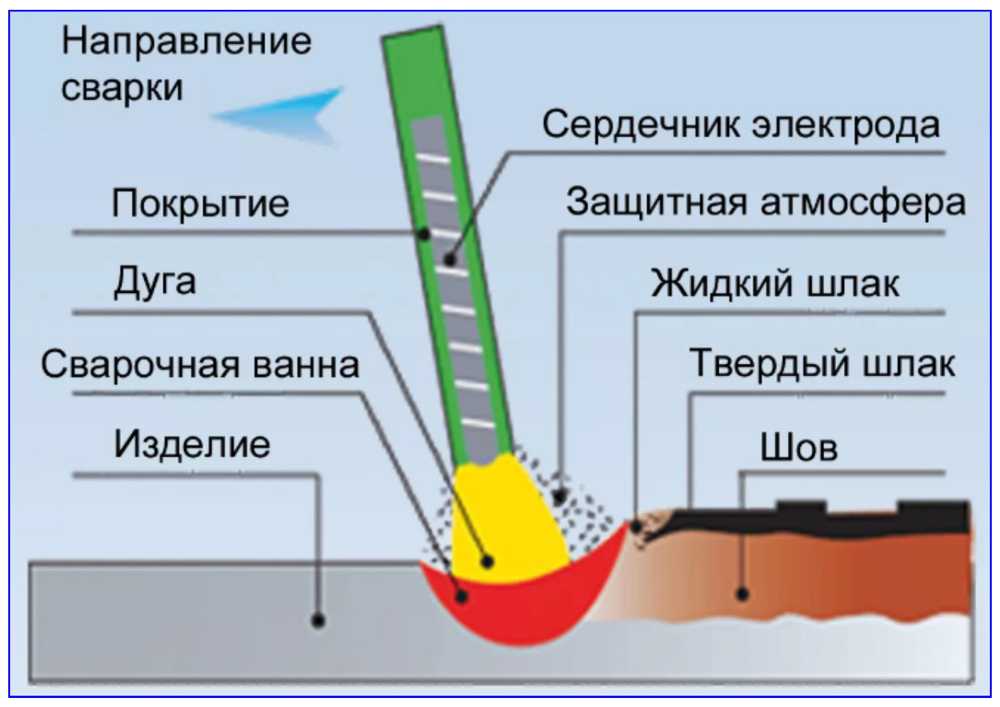 +$ → положительный электрод является анодом. 9-$ → отрицательный электрод является катодом.
+$ → положительный электрод является анодом. 9-$ → отрицательный электрод является катодом.
 Состоящие из трех основных продуктов (BCS-805, 810 и 815), эти передовые аккумуляторные циклеры предлагают 8 независимых каналов с максимальным током ±150 мА, ±1,5 А и ±15 А соответственно на канал.
Состоящие из трех основных продуктов (BCS-805, 810 и 815), эти передовые аккумуляторные циклеры предлагают 8 независимых каналов с максимальным током ±150 мА, ±1,5 А и ±15 А соответственно на канал.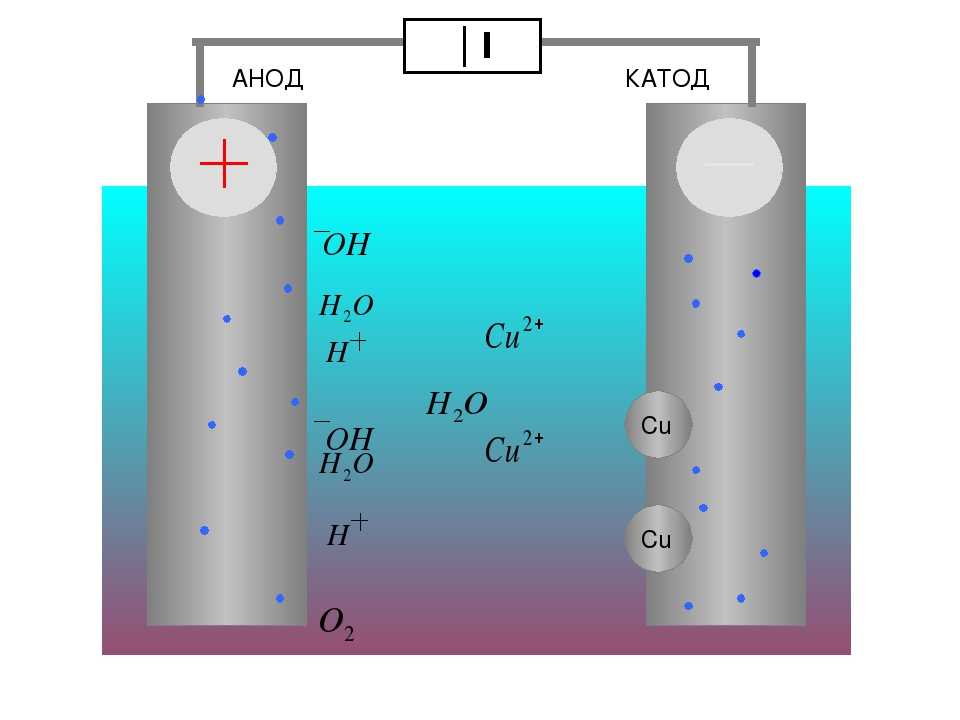 Однако реакция все еще похожа, в результате чего электроны от анода текут к положительному выводу батареи, а электроны от батареи текут к катоду.
Однако реакция все еще похожа, в результате чего электроны от анода текут к положительному выводу батареи, а электроны от батареи текут к катоду. Таким образом, анод отрицательный.
Таким образом, анод отрицательный.
 столб. Электроды будут похожи на точки реки незадолго до или после водопадов на этой картинке: катод подобен краю водопада, где вода падает, а анод — точке, куда вода падает.
столб. Электроды будут похожи на точки реки незадолго до или после водопадов на этой картинке: катод подобен краю водопада, где вода падает, а анод — точке, куда вода падает. И источник напряжения (источник реки) не может исчерпать электроны, потому что он получает свои электроны из розетки.
И источник напряжения (источник реки) не может исчерпать электроны, потому что он получает свои электроны из розетки. -} $, а в 9- \длинная правая стрелка\; Бык }$.
-} $, а в 9- \длинная правая стрелка\; Бык }$. .. по крайней мере, для меня… что, как мне кажется, может прояснить полярность переключение между гальваническим элементом и электролитическим элементом для этого пользователя.
.. по крайней мере, для меня… что, как мне кажется, может прояснить полярность переключение между гальваническим элементом и электролитическим элементом для этого пользователя.
 .. заставляя объект ток играет против, несмотря на их полюса и из-за направления потока.
.. заставляя объект ток играет против, несмотря на их полюса и из-за направления потока. аккумулятор дальше разряжаться не может, так что экспериментально не скажешь). Метки анода и катода относятся к конкретной ситуации. Поэтому, если вы подключите источник питания с более высоким напряжением к заряженной батарее вместо разряженной батареи, вы будете заряжать ее дальше. Это обратит химическую реакцию в этой батарее, и метки анода и катода придется поменять местами.
аккумулятор дальше разряжаться не может, так что экспериментально не скажешь). Метки анода и катода относятся к конкретной ситуации. Поэтому, если вы подключите источник питания с более высоким напряжением к заряженной батарее вместо разряженной батареи, вы будете заряжать ее дальше. Это обратит химическую реакцию в этой батарее, и метки анода и катода придется поменять местами.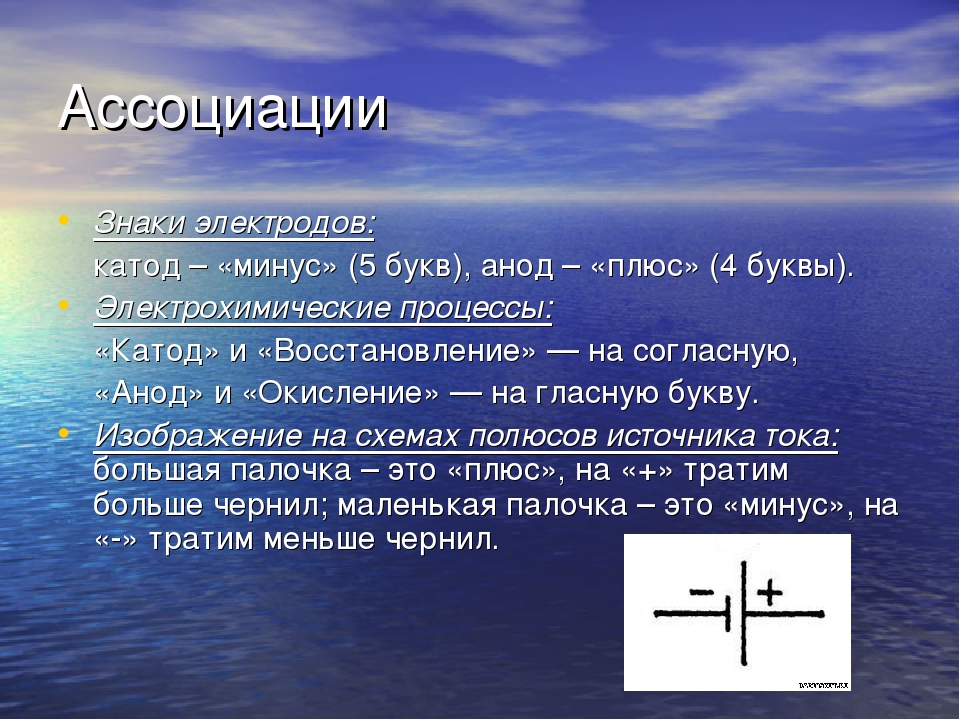



 пуль
пуль de
de )
)
 Алунитовую руду обжигают при 500−580°С в восстановительной атмосфере и обрабатывают раствором NaOH по способу Байера.
Алунитовую руду обжигают при 500−580°С в восстановительной атмосфере и обрабатывают раствором NaOH по способу Байера. Полученные гидроксиды сушат и прокаливают, в результате образуется порошок Аl2O3 с размером частиц 10−100 нм.
Полученные гидроксиды сушат и прокаливают, в результате образуется порошок Аl2O3 с размером частиц 10−100 нм. Этот способ известен под названием «Байер-процесс».
Этот способ известен под названием «Байер-процесс». Эти способы широко применяются в промышленности. Если первый способ основан на использовании природного сырья, то второй на использовании отходов. Алюминий можно получить из минеральных руд (бокситы, нефелин, алунит). Наибольшее содержание оксида алюминия в бокситах (до 50%), на втором месте по содержанию оксида алюминия нефелин (до 30%), алунит содержат до 20%.
Эти способы широко применяются в промышленности. Если первый способ основан на использовании природного сырья, то второй на использовании отходов. Алюминий можно получить из минеральных руд (бокситы, нефелин, алунит). Наибольшее содержание оксида алюминия в бокситах (до 50%), на втором месте по содержанию оксида алюминия нефелин (до 30%), алунит содержат до 20%.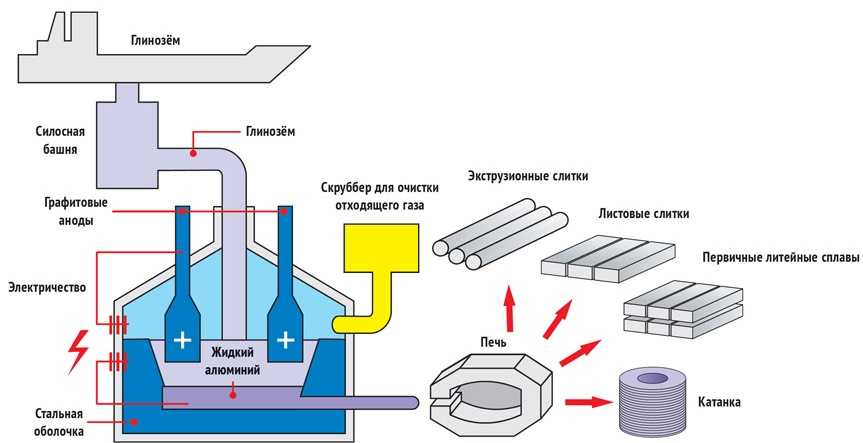 Такой алюминий называют вторичным. Это второй способ получения алюминия.
Такой алюминий называют вторичным. Это второй способ получения алюминия. Но давайте начнем с самого начала.
Но давайте начнем с самого начала.
 Гвинея имеет самые большие запасы бокситов, 5,3 миллиарда тонн (28,4% мировых запасов) и гвинейские бокситы очень высокого качества, содержащие минимальное количество примесей. Они также находятся очень близко к поверхности, что делает их добычу очень легкой.
Гвинея имеет самые большие запасы бокситов, 5,3 миллиарда тонн (28,4% мировых запасов) и гвинейские бокситы очень высокого качества, содержащие минимальное количество примесей. Они также находятся очень близко к поверхности, что делает их добычу очень легкой.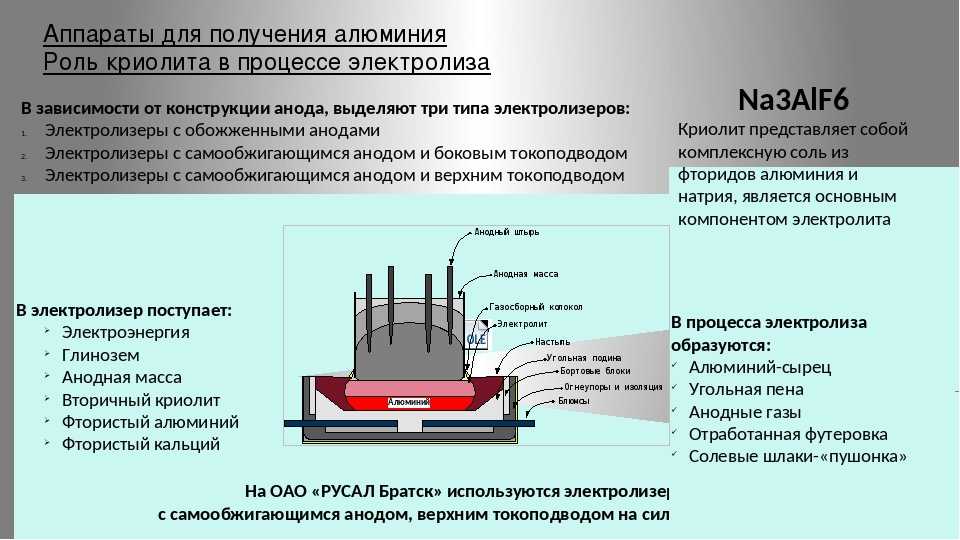 Наиболее распространенным процессом производства глинозема из бокситов является процесс Байера, который был впервые обнаружен более 100 лет назад, но широко используется и сегодня. Около 90% глиноземных заводов в мире используют процесс Байера. Он очень эффективен, но его можно использовать только на высококачественных бокситах с довольно низким содержанием примесей, особенно кремния.
Наиболее распространенным процессом производства глинозема из бокситов является процесс Байера, который был впервые обнаружен более 100 лет назад, но широко используется и сегодня. Около 90% глиноземных заводов в мире используют процесс Байера. Он очень эффективен, но его можно использовать только на высококачественных бокситах с довольно низким содержанием примесей, особенно кремния.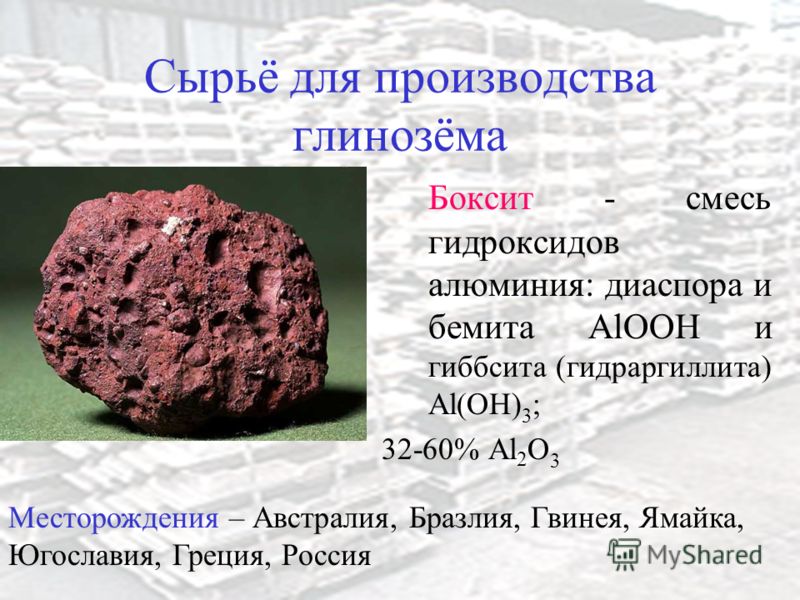
 Первый глинозем укладывается в штабели весом до 30 000 тонн. В итоге таким образом строится своего рода слоеный пирог высотой 10-12 метров. Затем куча разрезается и загружается в железнодорожные вагоны по 60-75 тонн в вагоне (в зависимости от типа вагона) для отправки на плавильные заводы.
Первый глинозем укладывается в штабели весом до 30 000 тонн. В итоге таким образом строится своего рода слоеный пирог высотой 10-12 метров. Затем куча разрезается и загружается в железнодорожные вагоны по 60-75 тонн в вагоне (в зависимости от типа вагона) для отправки на плавильные заводы.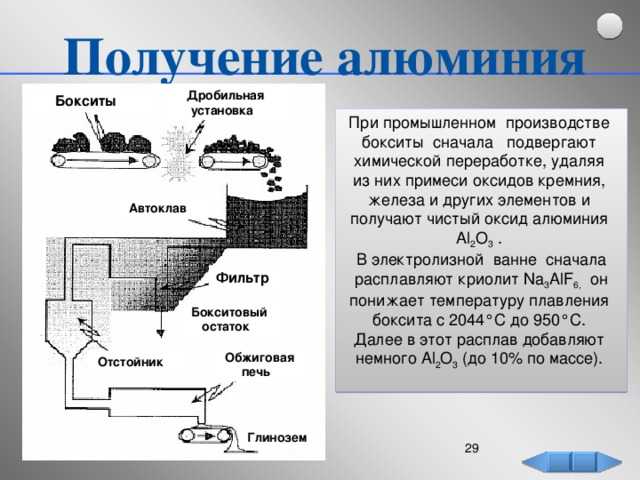 Добыча криолита прекратилась в 1987 году, когда был разработан процесс производства искусственного криолита. Позднее криолит был обнаружен в Ильменских горах на Южном Урале (в Миассе) и в Колорадо, США.
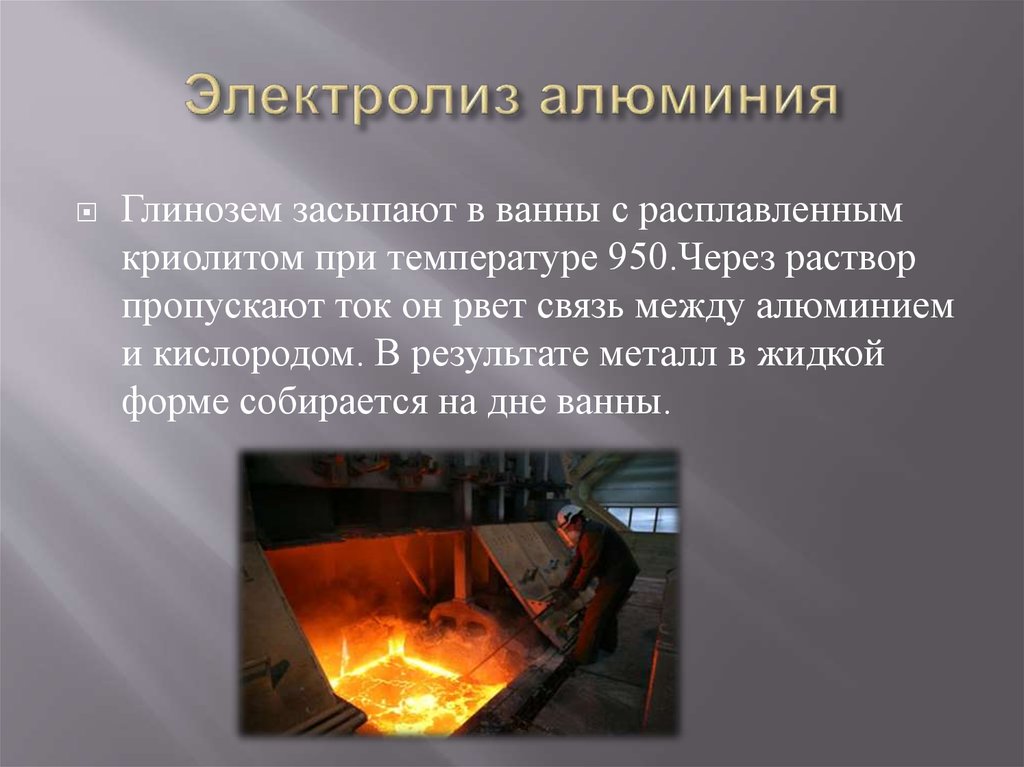
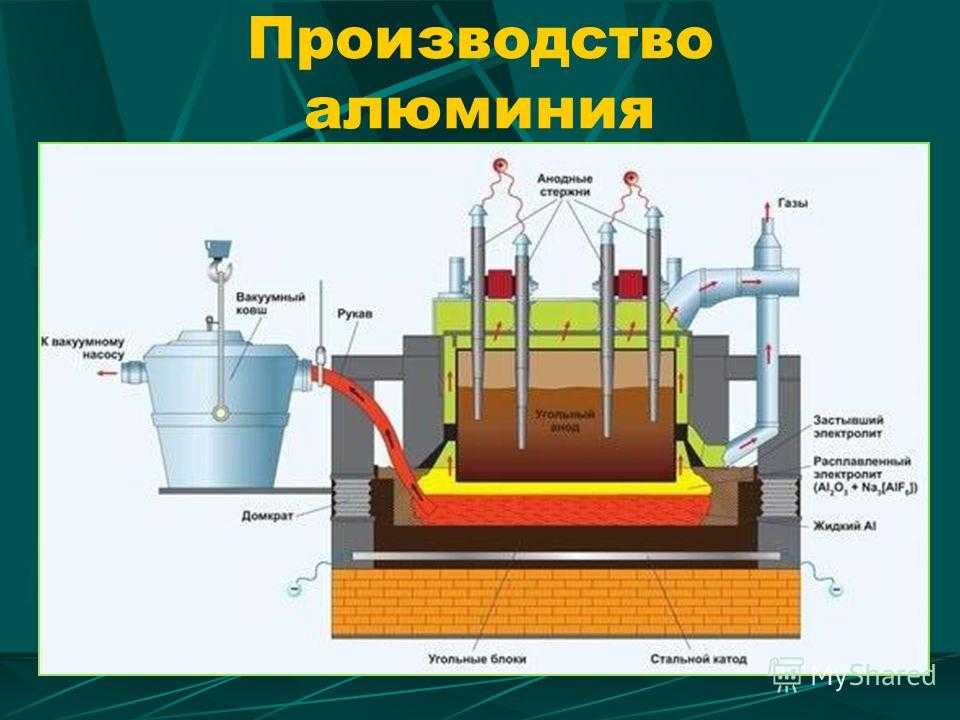
Добыча криолита прекратилась в 1987 году, когда был разработан процесс производства искусственного криолита. Позднее криолит был обнаружен в Ильменских горах на Южном Урале (в Миассе) и в Колорадо, США. Район редукции состоит из нескольких прямоугольных зданий, длина которых иногда превышает 1 километр. Внутри сотни редукционных ячеек или котлов, расположенных рядами и подключенных к источникам питания через массивные кабели. Постоянное напряжение на электродах каждой восстановительной ячейки колеблется в пределах от 4 до 6 вольт, при этом сила тока может достигать 300, 400 кА и более. Именно электрический ток является основной производительной силой в этом процессе. В типичной зоне сокращения находится всего несколько человек, поскольку все ключевые процессы автоматизированы.
Район редукции состоит из нескольких прямоугольных зданий, длина которых иногда превышает 1 километр. Внутри сотни редукционных ячеек или котлов, расположенных рядами и подключенных к источникам питания через массивные кабели. Постоянное напряжение на электродах каждой восстановительной ячейки колеблется в пределах от 4 до 6 вольт, при этом сила тока может достигать 300, 400 кА и более. Именно электрический ток является основной производительной силой в этом процессе. В типичной зоне сокращения находится всего несколько человек, поскольку все ключевые процессы автоматизированы. Дно ячейки работает как катод, а роль катода играют специальные криолито-углеродные блоки длиной 1,5 метра и шириной 0,5 метра, которые опускают в ячейку. Эти блоки выглядят как массивные молотки.
Дно ячейки работает как катод, а роль катода играют специальные криолито-углеродные блоки длиной 1,5 метра и шириной 0,5 метра, которые опускают в ячейку. Эти блоки выглядят как массивные молотки. Как только ведро наполнится, его отвезут в литейный двор.
Как только ведро наполнится, его отвезут в литейный двор. Например, в России 95% алюминиевых заводов получают электроэнергию от гидроэлектростанций. Однако в мире есть места, где по-прежнему доминирует угольная генерация, например, в Китае, 93% производства алюминия получают энергию от электростанций, работающих на угле. При использовании гидроэлектроэнергии в атмосферу выбрасывается всего 4 тонны углекислого газа на каждую тонну произведенного алюминия, а при использовании угольной генерации выбрасывается в пять раз больше углекислого газа на каждую тонну произведенного алюминия, или 21,6 тонны. углекислый газ.
Например, в России 95% алюминиевых заводов получают электроэнергию от гидроэлектростанций. Однако в мире есть места, где по-прежнему доминирует угольная генерация, например, в Китае, 93% производства алюминия получают энергию от электростанций, работающих на угле. При использовании гидроэлектроэнергии в атмосферу выбрасывается всего 4 тонны углекислого газа на каждую тонну произведенного алюминия, а при использовании угольной генерации выбрасывается в пять раз больше углекислого газа на каждую тонну произведенного алюминия, или 21,6 тонны. углекислый газ. Полученный чистый алюминий отливается в специальные формы, где он может затвердеть.
Полученный чистый алюминий отливается в специальные формы, где он может затвердеть. Экструзия — это процесс, используемый для изготовления подавляющего большинства алюминиевых изделий.
Экструзия — это процесс, используемый для изготовления подавляющего большинства алюминиевых изделий.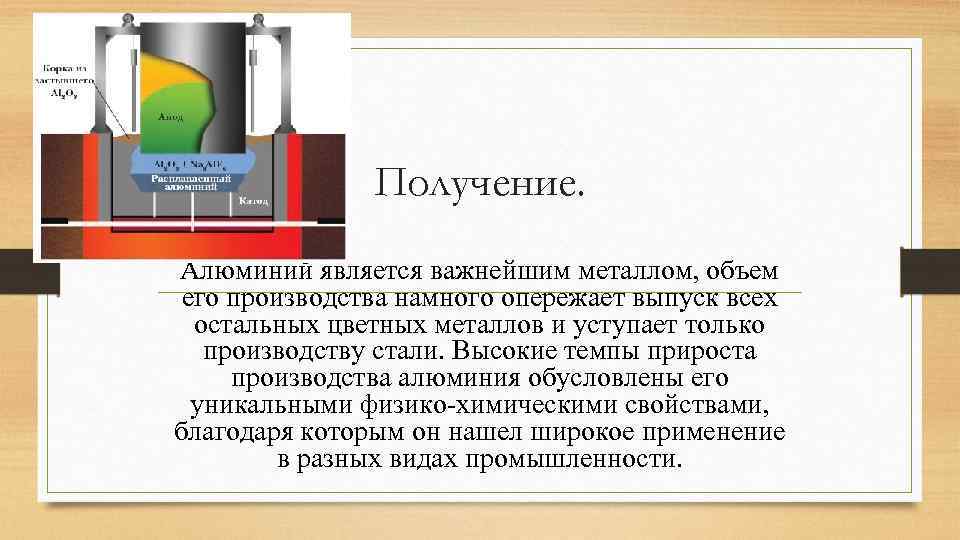

 Кроме того, переработка алюминия значительно снижает негативное воздействие постоянно расширяющихся свалок на окружающую среду. По мере того, как идея экологической ответственности набирает все большую популярность, раздельная переработка мусора становится все более популярной во всем мире.
Кроме того, переработка алюминия значительно снижает негативное воздействие постоянно расширяющихся свалок на окружающую среду. По мере того, как идея экологической ответственности набирает все большую популярность, раздельная переработка мусора становится все более популярной во всем мире.

 Затем оставшийся глинозем пропускают через огромные «листья» или тканевые фильтры, чтобы удалить любые твердые частицы из раствора.
Затем оставшийся глинозем пропускают через огромные «листья» или тканевые фильтры, чтобы удалить любые твердые частицы из раствора.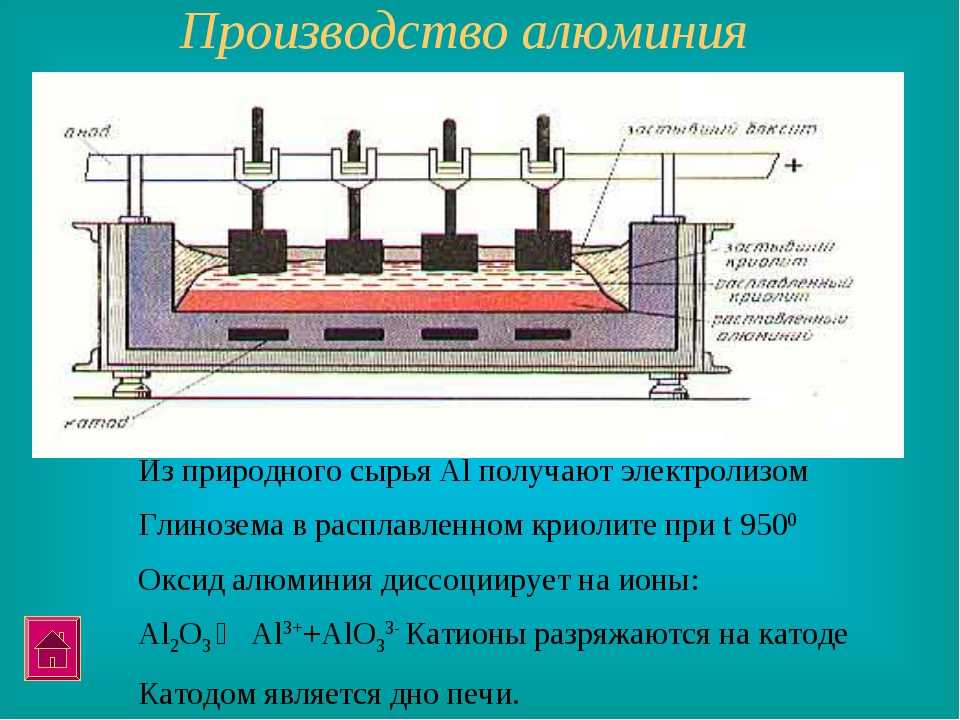 В результате получается алюминий чистоты 99,8%.
В результате получается алюминий чистоты 99,8%.