Универсальный листогиб с более мощной конструкцией прижимной, гибочной и нижней траверс по сравнению с моделями листогибов UK, может гнуть стальной лист толщиной до 1,5 мм. Благодаря наличию сегментов позволяет изготавливать изделия коробчатой формы или изделия, у которых отогнутые стенки направлены в разные стороны. Устанавливая сегменты в разных комбинация, можно согнуть грани короба длинной от 30 до 1500мм. В моделях сегментных листогибов «UKV/S» применён патентованный быстросъёмный способ крепления сегментов получивший индекс «S», позволяющий быстро установить- снять блок сегментов и настроиться на нужную длину гибки грани. На задней стороне листогиба устанавливается инструментальный ящик, в котором хранятся снятые с траверс сегменты и который одновременно служит опорой для обрабатываемой заготовки. Если на листогибе устанавливается задний упор, то он служит и опорой, а ящик устанавливается ниже. Сегментный листогиб также может быть дополнительно укомплектован угловым упором, вкладками для изготовления подоконников, дисковым ножом.
Заказать и купить инструмент ручной сегментный листогиб Schechtl UKV 150/S в Москве можно по телефону:
+7 (495) 134-03-15
Мы доставим инструмент ручной сегментный листогиб Schechtl UKV 150/S ценой 1 845 600 ₽ по Москве максимально быстро.
Характеристики
Рабочая длина
1500 мм
Толщина металла, cталь 400 Н/мм2
1. 5 мм
Толщина металла, нерж. сталь 600 Н/мм2
1 мм
Толщина металла, алюминий 250 Н/мм2
2.25 мм
Высота открытия прижимной балки
96 мм
Распределение сегментов
угловые сегменты 100 мм слева и справа, по одному сегменту 30/40/50/60/70 мм, 11 сегментов 100 мм
Вы можете очень быстро сравнить цены листогиба ручного б/у и подобрать оптимальные варианты из более чем 16951 предложений
Реклама
Вальцы листогибочные ручные ТВ-1000х4
Диаметр валов 65 мм. Наибольшая длина обработки 1000мм. Максимальная толщина металла 4 мм
Подробное описание и цена >>>
Реклама
Листогиб ручной PРB-1020/2.5
сегментный, лист 2х1020мм, угол гибки 135гр.
Подробное описание и цена >>>
Реклама
Станок листогибочный ручной сегментный W1. 5x610Z
Макс. рабочая длина, 610 мм. Макс. толщина листа, 1,5 мм. Угол гибки, 0-135?.
Подробное описание и цена >>>
Листогиб ручной ЛГС с отрезным станком
Состояние: Новый Год выпуска: 2012
В наличии
Ручные листогибы (листогибочные станки) модели ЛГС совмещают в себе высокие эксплуатационные параметры и невысокую стоимость. Проходная конструкция листогибов ЛГС позволяет выполнять гибы для…
22.08.2012
Липецк (Россия)
36 000
Листогиб ручной сигментный
Состояние: Новый Год выпуска: 2013
В наличии
Листогиб ручной сигментный 3000мм рабочая 2800мм сталь гиба до 2мм вес 560кг LV 2013год новый
14.10.2013
Москва (Россия)
140 000
ЛИСТОГИБ РУЧНОЙ TAPCO MAX 20-10
Состояние: Новый Год выпуска: 2014
В наличии
Листогибы ТАРСО (США) уже более 12 лет продаются в России и заслужили звание Самого Популярного Ручного Листогиба.
Почему листогибы TAPCO так любят строители: 1. Очень доступный в цене. 2….
03.03.2015
Москва (Россия)
210 000
Листогиб ручной и другое листогибочное оборудование для малого бизнеса и открытия своего жестяного цеха.
Состояние: Новый
В наличии
Продажа, разработка и производство листогибов ручных и другого жестяного оборудованияЛистогиб ручной, вальцы трехвалковые ручные,зиг машина ручная, фальцеосадочный станок,круглогиб,фальцегибочный…
18.09.2015
Орск (Россия)
229 000
Станок Листогиб ручной Mazanek ZGR 2500
Состояние: Б/У Производитель: Польша
Станок Листогиб ручной Mazanek ZGR 2500 б.у в рабочем состояние
06.06.2016
Москва (Россия)
92 150
Листогиб ручной 2,5 м/ 1 мм
Состояние: Новый Производитель: ООО «РИТМ» (Россия)
В наличии
Листогиб ручной, полнопроходной, длина гиба 2550 мм. Уверенный гиб стального листа до 1 мм на полную длину листогиба.Мин. полка отбортовки — 5 мм, раскрытие листогиба — 110 мм. Вес станка -390…
29.04.2020
Самара (Россия)
118 000
Листогиб ручной Van Mark IT 1463
Состояние: Новый Производитель: VAN MARK (США)
В наличии
Габариты: 4500x600x400 Вес: 107 Максимальный угол гиба: 180,00 град Длина листа (мм): 4400,00 Толщина листа (мм): 1,00 Глубина подачи листа: 380 Страна происхождения: США Тип привода:…
14.03.2017
Зеленоград (Россия)
Листогиб ручной Bertech ZG 2500/0,7, количество 1 шт
Состояние: Б/У Год выпуска: 2012 Производитель: Bertech (Польша)
Состояние — требует ремонтаЛистогиб ручной Bertech zg-2500 0,7 мм (рабочая длина 2500 мм) — надежный станок изготовленный из качественной стали, работает с листовой оцинкованной сталью толщиной 0,7. ..
12.05.2017
Москва (Россия)
50 000
Листогиб ручной ЛГР-2000/2500/3000
Состояние: Новый Производитель: Уральский завод «Пневмомашина» (Россия)
В наличии
Листогибы ручные ЛГР-2500 и ЛГР-3000 разработаны специально для кровельщиков, оконщиков и других строительных специальностей, предназначены для изготовления доборных элементов, кровли, окон, стен и…
15.06.2021
Екатеринбург (Россия)
40 000
Листогиб ручной 2000/1 ММ
Состояние: Новый
Листогиб сочетает в себе высокие технические и эксплуатационные характеристики. Листогиб предназначен для работы в цеху при изготовлении доборных элементов кровли, комплектующих вентиляции и…
13.11.2022
Казань (Россия)
Листогиб ручной 2500/2 ММ
Состояние: Новый
Листогиб сочетает в себе высокие технические и эксплуатационные характеристики и доступную цену. Листогиб предназначен для работы в цеху при изготовлении доборных элементов кровли, комплектующих…
13.11.2022
Казань (Россия)
Листогиб ручной сегментный
Состояние: Б/У Год выпуска: 2013
Продается Листогиб ручной сегментный в хорошем исправном состоянииВ связи с закрытием предприятия распродается оборудование (станки, инструмент). Есть многое по разумной цене.Разумный торг…
18.02.2019
Москва (Россия)
90 000
Листогиб ручной — для гибки листового металла
Состояние: Б/У Год выпуска: 2015 Производитель: СтанкоАгрегат (Россия)
Листогиб ручной — для гибки листового металла.
24.01.2020
Санкт-Петербург (Россия)
36 000
Листогиб ручной
Состояние: Новый
В наличии
Продам листогиб ручной новый в подарок нож
12. 05.2021
Люберцы (Россия)
120 000
Листогиб ручной 1600мм
Состояние: Б/У Год выпуска: 1993
Листогиб ручной 1600ммВ рабочем состоянии Локация г. Таганрог По всем интересующим Вас вопросам — обращайтесь по телефону!
28.07.2022
Таганрог (Россия)
листогиб ручной
Состояние: Б/У Год выпуска: 2004 Производитель: SCHECHTL (Германия)
листогиб ручной SCHECHTL 2500х1,2
05.06.2022
Верхняя Салда (Россия)
150 000
Листогибы ручные
Состояние: Новый Год выпуска: 2015
В наличии
ООО Вентас реализует высокопроизводительные ручные листогибы, выпускаемые турецкими производителями ILMAKSAN и SAY-MAK (SCM). Мобильное оборудование, с помощью которого осуществляется гибка…
18.10.2018
Москва (Россия)
133 950
Листогиб ручной ZR + роликовый нож
Состояние: Б/У Год выпуска: 2013 Производитель: PROD- Источник: MASZ (Польша)
Ручной листогиб с роликовым ножом.Длинна 2140Толщина металла 1.2ммРоликовый нож
03.10.2016
Тверь (Россия)
91 000
Листогиб ручной лс-рим-30
Состояние: Новый Год выпуска: 2016 Производитель: Россия
В наличии
Ручной листогиб.ХАРАКТЕРИСТИКИ ЛС-РИМ-30• габаритные размеры: 3400 х 700 х 1200 мм.• обрабатываемый металл: медь,алюминий, сталь с краской.• толщина металла (сталь, σ в < 400 МПа): 0,4 — 0. 7 мм….
02.11.2016
Курган (Россия)
45 000
Популярные категории
Да кстати, на портале ProСтанки выбор предложений по листогибу ручному б/у почти как на Авито и TIU
Изображения могут быть неточными. См. номер детали и описание.
Добавить в корзину
Масло Лукас
Масло для ступиц Lucas Oil, 1 кварта (1 шт.)
Сейчас:
$18,25
Ступичное масло подвергается чрезмерной обработке, и им часто пренебрегают. Его также трудно заменить, и он подвержен протечкам. Lucas Hub Oil — это смесь специальных масел и присадок для тяжелых условий эксплуатации, предназначенная для компенсации…
1029-10088-1
В корзину
Добавить в корзину
Гринли
Механический трубогиб Greenlee, серия 1800, для 1/2 дюйма, 3/4 дюйма и 1 дюйма IMC/жесткого кабелепровода (1 шт.
)
Сейчас:
1 873,50 $
Храповой механизм для увеличения рычага Обход храпового механизма для быстрой прямой гибки на меньших размерах Прочная сварная конструкция для долгой и надежной службы Встроенный индикатор степени изгиба и простота…
332-1800
Добавить в корзину
Добавить в корзину
Компания Ridgid Tool
Гидравлический желобонакатчик Ridgid, только желобонакатчик 918 (1 шт.)
Сейчас:
4 834,23 $
Гидравлический желобонакатчик RIDGID модели 918 оснащен мощным 15-тонным гидравлическим цилиндром в компактном, удобном для транспортировки устройстве. Модель 918 устанавливается и обслуживается одним человеком и является идеальным желоборезом для строительной площадки…
632 -47222
Добавить в корзину
Добавить в корзину
Лучшие сварные швы
Кабельный соединитель Best Welds, LC40, вилка/мама, шаровое соединение, емкость кабеля от 1/0 до 2/0 (1 ST/ST)
Сейчас:
$11. 20
Best Welds: кабельный соединитель, шариковое соединение, колпачок 1/0-2/0. Описание:Предназначен для эффективного проведения тока через разъемное соединение. Кулачковая конструкция позволяет зафиксировать…
900-LC-40
В корзину
Добавить в корзину
Риджид
Ручной резьбонарезной станок Ridgid с редуктором, модель 141, вместимость трубы от 2-1/2 дюйма NPT до 4 дюймов (NPT) (1 шт.)
Сейчас:
3 132,40 долл. США
Ridgid: Резьбонарезной станок с механической резьбой/редукторный резьбонарезной инструмент, диаметр трубы от 2 1/2 дюйма до 4 дюймов (NPT) 161 резьба 4″, 4 1/2″, 5″, 6″ труба…
632-36620
Добавить в корзину
Добавить в корзину
БРАУНИНГ
Browning 30HP100 ШКИВЫ РЕМНЯ ПЕРЕДАЧИ-500
Сейчас:
183,70 долл. США
Продукция Browning включает клиноременные приводы и широкий спектр продуктов для передачи мощности, таких как зубчатые передачи, подшипники, муфты и другие компоненты привода.
HA18GO
Добавить в корзину
Руководства по продуктам
Huth — загружаемые PDF-файлы
Электрические усовершенствования HB-10
Наш самый популярный гибочный станок модели 1600, входящий в популярную комбинацию гибочного станка HB-10, был усовершенствован!
Скачать
2016 Изменения продукта Huth
Используйте этот PDF-файл, чтобы ознакомиться с изменениями в цветовом кодировании, упаковках штампов и этикетках Accusizer (2016)
Скачать
Huth Segment Set Silhouette Charts
Используйте эту таблицу, чтобы определить свой сегментированный инструмент.
Скачать
Таблица запасных уплотнительных колец Huth для сегментов
Используйте эту таблицу для определения запасных уплотнительных колец для вашего конкретного набора сегментов Huth.
Скачать
Таблицы контуров уплотнительных колец Huth
Используйте эту таблицу для идентификации ваших сегментных колец.
Скачать
Huth Bender Operations Manual
Модели: 2008, 2806, 1600, HB-10 и 2600HD
Скачать
Матрицы для гибки плоских заготовок
Повысьте гибкость гибки! Эти универсальные гибочные матрицы позволяют сгибать самые разные твердые материалы.
Скачать
Руководство по эксплуатации вертикальных гибочных станков Huth
Модели: 3002 и 3006
Загрузить
Матрица Huth модели 2600 с контролем складок
Матрица 5531 с контролем складок была разработана для гибки 3 дюймов из нержавеющей стали 304 со стенкой 0,059 (1,5 мм) или больше. Эта матрица работает только с нашим сверхмощным гибочным станком модели 2600. У нас возможность добавления складчатых полостей к другим радиусным штампам, подходящим для вашей конкретной модели.Для получения дополнительной информации, пожалуйста, свяжитесь с нами.
Экспандер Huth Модели 1673/1674 Руководство по эксплуатации
Модели: 1673 и 1674
Скачать
Экспандер Huth, модель 1685. Руководство по эксплуатации
Модель: 1685 Mitey Mate Jr. Expander
Скачать
Экспандер Huth Модели 1690/1691 Руководство по эксплуатации
Модели: 1690/1691 Настольные расширители
Скачать
Экспандер Huth, модель 1685S. Руководство по эксплуатации
Алюминий – это распространенный цветной металл, который хорошо поддается вторичной переработке, поэтому он пользуется спросом в пунктах приема металлов. Есть несколько видов изделий, где он содержится, поэтому важно знать, где можно найти алюминий.
Это мягкий металл серебристо-белого цвета, но в отличие от чистого серебра, он обладает глянцевой поверхностью. Имеет высокий коэффициент пластичности, а также низкую температуру плавления. Его цена в пунктах приема не так высока, как той же меди или бронзы, но если сдавать большую партию металлолома, то можно получить достаточно хорошую прибыль.
Алюминий вполне можно найти в следующих предметах:
Кухонная посуда. Из пищевого алюминия изготавливаются ложки, тарелки, вилки, кастрюли, а также другая посуда. Такой лом в больших количествах собирается в различных предприятиях общепита, а также на производстве (списание, складской неликвид, брак).
Строительные материалы. Алюминий обладает небольшим весом и отличается простотой обработки, поэтому его использование позволяет усилить конструкцию без дополнительной нагрузки на фундамент. Он содержится в защитных щитах, а также используется в качестве изолирующего покрытия.
Кабели и провода (в качестве токопроводящей жилы). Это электротехнический лом, который считается самым дорогим. Основные источники: списанные кабели, провода, отходы монтажных работ, трансформаторная обмотка. Алюминий можно обнаружить при разборке планшетов, радиоприемников, а также компьютеров.
Детали транспорта. Металл активно используется при изготовлении деталей кузова автомобилей, элементов двигателя, литых дисков. Отдельная категория – это моторный алюминий, который используется для изготовления элементов двигателей моторных лодок.
Алюминиевый профиль. Дверной, оконный (с термовставками и без).
Где его искать?
Определенное количество алюминия можно найти у себя дома: посуда, провода и т. д. Но если стоит цель заработать больше, то придется выйти из дома и отправиться на поиски этого цветного металла.
Металлолом можно найти в различных местах:
Городские свалки. Люди выбрасывают много мусора, среди которого вполне можно отыскать ценный лом, пригодный для сдачи (бытовая техника, профиль, посуда).
Заброшенные деревни. В домах, где уже никто не живет, можно найти большое количество металлолома. Такого ценного «мусора» полно и на окраинах сёл.
Территории бывших фабрик, заводов.
Поля. Здесь часто находят детали вышедшей из строя сельскохозяйственной техники: корпуса двигателей, поршни, аккумуляторы.
Полигоны, куда свозятся отходы металлургических предприятий.
Автомобильные свалки, различные ремонтные базы.
Будьте готовы к тому, что для поиска этого цветного металла вам потребуется определенный набор инструментов (болгарка, отвертки, гаечные ключи и т.д.), а также транспорт, чтобы перевозить найденный лом. Помните, что сбор цветмета должен проводиться в соответствии с действующим законодательством, иначе вам грозит штраф.
Специалисты компании «ЭкоПромМет» изучат найденный вами лом, взвесят его и при необходимости отправят на дополнительную химическую экспертизу. Работаем только официально, принимая металлолом на основании выданной нам лицензии.
Где алюминий Статьи про металлолом
Главная \ Статьи
\ Где алюминий
26.07.2018 10:56
Алюминий представляет собой мягкий металл серебристо-белого цвета, отличающийся высоким коэффициентом пластичности и низкой температурой плавления. В природе алюминий содержится в породных квасцах: минеральных соединениях, объединяющих две доли серной кислоты, что приводит к окислению легко сплавных металлов и формирования алюминия.
Где найти алюминий в домашних условиях?
Алюминий является наиболее распространенным металлом на планеты – массовая доля алюминиевых сплавов составляет порядка 8% от массы земной коры. Основными источниками алюминия среди хозяйственной утвари являются:
Кухонная посуда – ввиду легкости переработки, из алюминия производятся столовые приборы, а также кастрюли, тарелки и кружки путем литья или штамповки расплавленного метала. Особенностями алюминия являются устойчивость к перепадам температур и высокая прочность, благодаря чему посуда имеет долгий срок эксплуатации;
Стройматериалы – алюминий широко используется при строительстве благодаря легкости обработки и малому весу, в результате чего возможно усилить любую конструкцию без повышения нагрузки на фундамент. На стройках или при разборке зданий алюминий можно найти в составе опорных панелей, защитных щитков или в качестве изолирующего покрытия – алюминиевая фольга используется как составляющая оплетки электропроводки или термоэкраниющий слой;
Антенны и электроника – высокая пластичность и электропроводимость обеспечивает передачу тока без энергопотерь или радиоимпульсов без ошибок при модулировании сигнала. Высокое содержание метала находится в силовых кабелях большого сечения и сигнальных ретрансляторах. Также алюминий можно найти при разборке различных гаджетов: компьютеров, радиоприемников или планшетов в составе корпуса или элементов электрогарнитуры;
Детали транспорта – низкий вес и прочность сравнимая со сталью стали причиной использования алюминия в автомобилестроении или при производстве хозяйственно-бытовой техники. С алюминия выливаются детали кузова или компоненты периферийного оборудования: элементы двигателя, шасси, литые диски – богатый источник метала.
Обратите внимание! При наличии механических повреждений на алюминии снимается защитная оксидная пленка, что приводит к дальнейшему окислению метала – чтобы восстановить защитный слой рекомендуется окунуть поврежденный предмет в холодную воду на несколько часов, в противном случае метал начнет постепенно ссыхаться.
Производство алюминия своими руками: все гениальное – просто!
Популярным способом заработка на сдаче металлолома является собственноручная отливка алюминия, что можно сделать даже в домашних условиях – для производства потребуется:
Источник электротока 220 Вольт на 1. 5 кВт;
Соляная кислота или графит;
Металлическая бочка или бетономешалка;
Глина или бокситы.
Глину, привезенную с карьера, придется просушить на солнце или с помощью тепловентилятора, после чего сырье измельчаем до порошкообразной консистенции. Далее закладываем материал в тару и смешиваем с графитом или соляной кислотой из расчета 1 кг электролитов на 10 кг сырья – это необходимо для стабилизации химических процессов при плавлении.
Далее заливаем бочку с сырья водой для повышения влажности компонентов в 60-70%, после чего подключаем сварочный аппарат на 5-15 с для образования алюминия. Через 3-4 часа после остывания полученные кусочки алюминия требуется очистить от глины. Из 500 кг сырья получается примерно 150-200 кг сплава алюминия.
Это интересно! Алюминий является высокоактивным металлом, в результате чего легко окисляется с щелочными или кислотными соединениями. При длительном контакте алюминий взаимодействует даже с атмосферой, покрываясь тонкой оксидной пленкой – именно поэтому данный металл в чистом виде не встречается.
Цветные металлы
Медь
Латунь
Алюминий
Свинец
АКБ
Лом электродвигателей
Черные металлы
Нержавеющая сталь
Лом стали
Чугун
3A габарит
Мы вывозим металлолом из любого района Санкт-Петербурга
Адмиралтейский
Горелово
Василеостровский
Девяткино
Выборгский
Кировский
Калининский
Красногвардейский
Колпино
Купчино
Невский
Московский
Мурино
Парголово
Парнас
Приморский
Ржевка
Рыбацкое
Софийская
Славянка, Шушары
Фрунзенский
Где найти алюминий — Scrap Gators
5 источников качественного алюминиевого лома
Алюминий является основой находок металлолома. Итак, узнайте, где найти алюминий в этом посте.
Для начала алюминиевый лом сворачивается в фольгу и банки и раскладывается в листы для строительных проектов. Таким образом, понимание свойств алюминия очень поможет в ваших поисках. Потому что они укажут вам правильное направление для поиска этого популярного лома.
Знание того, что алюминий легкий и податливый, например, сразу скажет вам, что вы найдете алюминий в потребительских товарах, упаковке и строительной промышленности. Узнайте, где еще можно найти этот металл, и узнайте, как придумать собственное мнение о том, где искать алюминий.
Давайте научимся добывать и утилизировать алюминий! Пять мест, где можно найти алюминий, приведенные ниже, — это только начало хорошей практики утилизации металлолома для вашего бизнеса. (Не пропустите наше обсуждение свойств алюминия для профессиональных наконечников.)
Где я могу найти алюминий?
Начнем с того, где вы найдете самый очевидный алюминиевый лом. По мере продвижения обратите внимание, почему вы найдете алюминий в этих различных областях, основываясь на его уникальных свойствах.
#1. ПОТРЕБИТЕЛЬСКАЯ УПАКОВКА
Во-первых, важным свойством алюминия является его легкость. По этой причине его можно очень хорошо носить с собой и путешествовать, не теряя своей формы и прочности. Вот почему алюминий входит в состав обычной упаковки, такой как банки, пищевые контейнеры и фольга. И это делает столовые, кухни и общественные места прекрасными местами для поиска алюминия.
Совет для профессионалов: некоторые мероприятия будут рады, если вы зайдете в конце мероприятия, чтобы забрать отходы из их занятых рук. Возможно, они даже не думали, что мусор можно переработать. Сообщите им!
#2. СТРОИТЕЛЬНЫЕ ПРОЕКТЫ
Во-вторых, алюминий прочен. Несмотря на то, что алюминий можно легко катить, он достаточно прочен, чтобы удерживать окна и светильники. В строительной отрасли это знают. Таким образом, они используют его для каркасов, крыш, сайдинга, стен, дверных ручек и кондиционеров. Почему? Потому что это снижает затраты. Это делает коммерческие строительные площадки отличным местом для поиска алюминиевого лома.
#3. КУЗОВА
В-третьих, алюминий устойчив к коррозии. Кроме того, это привлекательный и часто используемый металл для изготовления транспортных средств, таких как автомобили, грузовики и поезда. На самом деле, из алюминия состоят блоки двигателя, колеса и даже панели кузова. Таким образом, вы можете найти алюминий в изрядных фунтах в автомобилях, которые сломаны и брошены.
#4. МОРСКИЕ СУДА
В-четвертых, подумайте о сочетании легкости, прочности и антикоррозионных свойств. Другими словами, алюминий неприхотлив в уходе. Идеальный материал для строительства лодок, которым нужна прочность без увеличения веса, это означает, что вы найдете алюминий в больших кораблях, катерах на воздушной подушке и судах с корпусом.
#5. УСТАНОВКИ HVAC
В-пятых, алюминий не требует особого ухода и является менее дорогим металлом, поэтому его можно использовать многократно. Алюминий используется как в жилом, так и в коммерческом строительстве, но мы уделяем особое внимание охлаждающим и нагревательным устройствам из-за огромного объема алюминия.
Совет профессионала: если вы присматриваете за летом, за ремонтом жилья на Craigslist или через простой автомобиль, возможно, выплата того стоит.
Короче говоря, этот список можно продолжать и продолжать. Мы хотим дать вам представление о лучших источниках алюминия, а также поделиться ключевыми характеристиками, которые позволят вам найти алюминий самостоятельно:
Алюминий легкий.
Это прочный металл.
Алюминий устойчив к естественной коррозии.
Это металл, не требующий особого ухода.
Алюминий очень пригоден для повторного использования и при этом недорог.
По правде говоря, знание этих особенностей алюминия позволит вам найти новые, неизведанные места, которые другие упускают из виду.
Сообщите нам в комментариях ниже, где вы нашли алюминий в своей работе, особенно если вы хотите, чтобы кто-то перерабатывал его для вас.
Узнайте больше об использовании и цене алюминия:
Сколько стоит алюминий за фунт?
Использование алюминия
Где найти алюминий, источник алюминия, переработка алюминия
Перейти к содержимому
Найти алюминий и переработать алюминий
Сборщики алюминия озабочены тем, где найти алюминий. Алюминиевый лом имеет богатые источники, такие как алюминиевые банки, алюминиевые радиаторы, алюминиевые провода и т. д. Они могут быть переработаны на наших машинах по переработке металла.
1. Алюминиевые банки Алюминиевые банки легко собирать. Вы можете употреблять напиток самостоятельно. Вы можете найти банки в бизнесе, Вы можете найти их на дорогах и в парках. Так легко быть коллекционером алюминиевых банок. Переработка алюминиевых банок является наиболее важной функцией нашей дробилки металла. Дробилка может перерабатывать банки в гранулы, при этом полностью удаляя краску. Конечно, вы можете использовать наш пресс-подборщик для изготовления квадратных, круглых или восьмиугольных тюков.
2. Алюминиевый радиатор и алюминиево-медный радиатор Алюминиевые радиаторы широко используются в автомобилях. Алюминиево-медные радиаторы в основном используются в кондиционерах. Последний имеет медные трубки, окруженные алюминиевым оребрением, так что, кроме переработки алюминия, можно перерабатывать и медь. Медные трубки и алюминиевое оребрение в медно-алюминиевом радиаторе можно отделить с помощью машины для переработки радиаторов. Эта машина приносила большую прибыль переработчикам. Вы также можете поместить радиаторы в машину для дробления радиаторов, таким образом, вы можете получать куски алюминия, меди и стали по отдельности с высокой скоростью.
3. Автомобили Кроме алюминиевых радиаторов, о которых мы говорили выше, в автомобилях также есть много других деталей, содержащих алюминий, таких как неровности, колеса, декоративные планки и т. д. Есть ли у нас машины, которые работают с автомобилями? Ответ: да, вы можете поместить автомобильные корпуса в металлическую дробилку или в пресс-подборщик. Это типичное применение для больших металлов нашей машины для переработки металла.
4. Алюминиевые провода Кроме медных проводов, которые являются наиболее распространенным материалом для наших кабельных грануляторов, существуют алюминиевые провода, которые также передают электричество. Алюминиевые провода не могут быть обработаны нашим кабельным гранулятором, но их можно зачистить с помощью нашего устройства для зачистки проводов. Найдите интересующий вас инструмент для зачистки кабеля и проконсультируйтесь с нами, если у вас есть какие-либо требования.
Хороший нож, это сочетание многих составляющих, в числе которых можно упомянуть такие важные элементы, как общий дизайн и конструкция, строй клинка и его заточка. Несомненно, одним из важнейших параметров является и материал, из которого изготовлен нож.
Стали, используемые, как в ножевой промышленности, так и отдельными мастерами-ножеделами, весьма разнообразны. Источники информации пестрят множеством маркировок и аббревиатур, означающих тот или иной сорт, произвёдённый в той или иной стране. Этот факт поясняется тем, что у каждой страны-производителя исторически сложились собственные традиции и технологии металлообработки и создания стальных сплавов. Не менее частой причиной разнообразия присутствующих на рынке сталей является и маркетинг. Ведь в нынешних условиях жёсткой конкуренции между производителями, необходимость насыщать все ниши рынка как можно большим ассортиментом продукции зачастую является способом выживания той или иной торговой марки.
При попытке узнать побольше о разных сортах стали, следует понимать, что однозначное деление на плохие и хорошие марки тут мало уместно. Характеристики каждого сплава являются сочетанием некоего перечня свойств, соотношения которых во многом продиктованы целями, преследуемыми производителем именно в данном конкретном случае. На те или иные качества очередного сорта стали в равной степени могут повлиять, как наличие тех или иных материалов и технологий у производителя, так и представление о ценовой категории и отрасли применения нового продукта.
Создание стальных сплавов, это поиск компромиссов и баланса, поскольку идеала попросту не бывает, а максимальные показатели – это не совсем то, что подходит для практического применения и продажи ножевых изделий.
К примеру, мягкость означает, что клинок будет постоянно терять остроту, хотя будет и без труда точится. Сверхтвердые сплавы будут хрупки как стекло. Сложные химические составы и высокотехнологические процессы влекут значительное повышение конечной стоимости. Достижение баланса характеристик – процесс сложный и неочевидный для непосвящённых. Каждый производитель достигает его по-своему.
Таблица химического состава известных ножевых сталей
Углерод
Хром
Марганец
Ванадий
Молибден
Никель
Кремний
Сера
Фосфор
Селен
420J2
0.15-0.3
13
1
1
0. 03
H-1
0.15
14-16
2
1.5
6-8
4.5
0.03
0.04
420HC
0.45-0.7
13.5
0.35-0.9
12C27
0.025
0.4
0.01
0. 4
0.01
0.025
1.4116
0.45-0.55
14-15
1
0.1-0.2
0.5-0.8
1
0.03
0.04
3Cr13
0.35
13.5
0.8
0.6
0.5
1
0.03
0.04
5Cr15MoV
0. 45-055
14-15
1
0.1-0.2
0.4-0.5
0.6
1
0.03
0.035
X15 T.N.
0.4
16
0.35
2
0.005
0.020
Z60
0.6-0.65
14
0.45
0.15-0.2
0. 55-0.6
0.15
440A
0.6-0.75
16-18
1
0.75
1
0.03
0.04
0.75
440B
0.75-0.95
16-18
1
1
0.03
0.04
0. 75
440C
0.95-1.2
17-18
1
0.75
1
0.03
0.04
0.75
8Cr14MoV
0.8
14.5
1
0.2
0.2
1
0.03
0.03
8Cr13MoV
0.8
13
0. 2
0.2
1
0.03
0.03
AUS-4
0.4-0.45
13-14.5
1
0.49
0.04
0.03
1
AUS-6
0.55-0.65
13-14.5
1
0.1-0.25
0.49
0.04
0.03
1
AUS-8
0. 7-0.8
13-14.5
1
0.1-0.25
0.1-0.3
0.5
0.04
0.03
1
AUS-10
0.95-1.10
13-14.5
0.5
0.1-0.27
0.1-0.31
0.49
0.04
0.03
1
VG-1
0.95-1.05
13-15
0. 2-0.4
0.25
VG-10
1
15
0.2
1
1095HC
0.9-1.03
0.3-0.5
0.05
0.04
154CM
1. 05
14
0.5
4
0.25
ATS34
1.05
14
0.4
1
0.4-0.5
0.002
0.029
3G
1.4
15
0.4
2
2.8
0. 5
0.03
0.03
S30V
1.45
14
4
2
0.4
D-2
1.5
12
0.35
0.9-1
0.8-1
0.45
ZDP-189
3
20
0. 1
1.3
Как химический состав влияет на качество стали?
На каждый из упомянутых в данной таблице компонентов стали возложена своя роль. Сочетаемые в необходимых пропорциях, разные химические элементы помогают наделять ножевую сталь полезными свойствами:
Углерод – наиважнейший элемент. Ведь сталь – ни что иное, как сплав железа с углеродом. Увеличивает прочность, без должного его количества нормальной твердости не достичь. Но следует помнить, что его большое содержание повышает хрупкость и снижает коррозионную стойкость сплава.
Нормальное содержание железа в стали – не менее 45%, углерода – от 0,02 до 2,14 %. Сталь в которой углерода от 0,6 % до 2,14 % называется высокоуглеродистой. Это твёрдая сталь. Если углерода в сплаве будет больше 2,14 % получится не сталь, а чугун.
Хром – значительно повышает антикоррозионные свойства. Карбиды хрома увеличивают износостойкость и прокаливаемость. Однако чрезмерное количество хрома в сплаве приводит к повышению хрупкости. Этот элемент присутствует в нержавеющих сталях практически всех видов.
Марганец – обеспечивает хорошую прокаливаемость. Повышает сопротивляемость износу и прочность. Без его использования не обходится буквально ни одна современная марка стали.
Молибден – отвечает за формирование карбидов, которые предотвращают ломкость сталей, и обеспечивают прочность, как в обычных условиях, так и при высоких температурах. Повышает коррозионную стойкость, твердость, прокаливаемость, ударную вязкость и делает сталь удобнее в обработке.
Никель – способен повысить показатели прочности, ударной вязкости и коррозионной стойкости.
Кремний – увеличивает прочность и стойкость к износу.
Ванадий – способствует формированию структуры карбидов, что повышает износостойкость, обеспечивает долголетние использование ножа.
Какие марки стали применяют для изготовления ножей?
Современный ножепром предпочитает нержавеющие стали углеродистым. Во многом это продиктовано вкусами и потребностями массового потребителя. Даже несмотря на то, что известно, что клинки из углеродистых сталей превосходят нержавеющие по качеству реза.
Однако, по причине того, что современная металлургия не стоит на месте, новые многокомпонентные стальные сплавы вполне догоняют углеродные стали по качеству реза, а по сопротивляемости влаге и не требовательности к постоянному уходу приближаются к «нержавейкам» (хоть пока, зачастую, и не равны им).
Ниже мы рассмотрим несколько наиболее популярных в ножевой индустрии марок стали.
420 сталь. Содержание углерода в этой марке — всего 0,5%. Поэтому 420-я, это простейшая в производстве и обработке, а потому дешёвая и доступная сталь. Для неё характерна высокая сопротивляемость коррозии. Сталь эта — мягкая, потому острота заточки удерживается 420-й недолго. Но и затачивается такой нож очень легко, даже без наличия специальных средств.
Японские аналоги этой марки стали — AUS-4 и 420J2.
Применяется сталь 420 крайне широко, как в производстве бюджетных массовых ножей (низкая стоимость) так и для изготовления ножей для дайвинга и разнообразных кухонников (коррозионная стойкость).
Недорогие и практичные ножи из стали 420 широко представлены в интернет-магазине Grand Way.
420J2 – усовершенствованная 420-я родом из Японии. Находит применение как сама по себе, так и включается в состав сплавов-композитов. Её отечественный аналог — 40X13.
Ножи от украинских производителей из стали 40X13 можно найти в соответствующем разделе интернет-магазина Grand Way. На посвящённой им странице, вы сможете легко купить недорогие, но красивые охотничьи ножи. Все модели эффектно украшены травлением на темы рыбалки и охоты и комплектуются качественными кожаными ножнами.
440А, 440B, 440C – буквы в названиях этих нержавеющих марок обозначают, сколько в них содержится углерода.
А — 0,75%, B — 0,9% и С — 1,2%.
Вся тройка этих сталей отличается коррозионной сопротивляемостью. Она долго считалась наиболее сбалансированной нержавеющей ножевой сталью.
440А и 440В – не менее качественные сорта, хорошо переносящие нагрузки.
Grand Way предлагает большой выбор складных и фиксированных ножей из сталей 440С и 440A. Всё ещё оставаясь доступными по цене, эти изделия превосходят по параметрам стойкости режущей кромки и механической прочности модели с клинками из стали марки 420. Правда, при этом они всё-таки несколько дороже и чуть хуже сопротивляются ржавлению.
12С27 Sandvik – популярная шведская марка стали. Является высококачественной и универсальной нержавейкой среднего класса. Годится для изготовления самых разных по назначению ножей. Традиционная особенность этой марки – «чистота состава», т. е отсутствие примесей, что положительно сказывается как на коррозионной стойкости так и на прочности изделий из неё изготовленных. Именно этим удачным сочетанием параметров и славится 12С27.
Изделий из этой популярной стали становится всё больше на рынке. Можно купить ножи из 12С27 и в нашем магазине. Так, например, широко используется сэндвик в ножах от известного бренда Real Steel, прямыми поставщиками которого мы являемся.
14C28 – одна из новейших разработок торговой марки Sandvik. Благодаря современным технологиям, производителю удалось ещё больше повысить характеристики своей и без того качественной стали. Таким образом, 14C28 с уверенностью можно отнести к нержавеющим сталям высшего класса.
Интернет-магазин Grand Way предлагает высококачественные ножи с клинками из 14C28 от таких известных брендов, как SanRenMu и Real Steel. По ссылкам вы сможете найти широкий выбор по-настоящему качественных ножей разного назначения. Это – изделия по-настоящему мирового уровня, охотно раскупающееся покупателями из развитых стран. При этом, их цена всё ещё остаётся достаточно демократичной, чтобы оставаться доступной для достаточно широкого круга потребителей. Наш магазин – удачное место для того, чтобы купить качественные ножи 14C28 в Украине. Благодаря нашим отношениям с поставщиками для вас это будет совершенно не дорого.
8Cr14MoV и 8Cr13MoV, или же «восемь-хром-четырнадцать» и «восемь-хром-тринадцать». Пожалуй, одни из лучших нержавеек производства КНР. Их характерная особенность – достаточно сбалансированное содержание углерода, хрома, ванадия и других подобных компонентов. Такой состав обеспечивает клинки долгим удержанием остроты, к тому же, они не сложны в заточке.
В магазине Grand Way можно купить складные ножи серий AKS, S и «Скандинавская» с клинками из «восемь-хром».
Так же ножи из этой стали представлены и в линейках SanRenMu и Real Steel.
AUS-6 — AUS-8 — AUS-10 – изготавливаемые в Японии нержавейки, которые по параметрам к схожи с 440A (AUS-6. 65% углерода), 440В (AUS-8.75% углерода) и 440C (AUS-10, 1,1% углерода).
154CM – марка, являющаяся одной из самых высокотехнологичных среди нержавеек (является примерным аналогом японской ATS-34). 154CM – высокоуглеродистая сталь холодной закалки, разработанная в США. Поскольку она проходит криогенную обработку, клинок, сделанный из нее, обладает повышенной эластичностью и способностью подолгу сохранять остроту. Клинки из 154СМ замечательно режут и подолгу не затупляются. Одним из немногих недостатков этой марки стали является способность ржаветь при длительном контакте с влагой.
Из этой стали изготавливают ножи топового уровня. Если вы хотите купить себе такой высококлассный складной нож, обратите внимание на модель CH 3510 от CH Knives. Качество изготовления и эксплуатационные характеристики у этой модели просто исключительные.
Böhler M390 – ещё одна высокотехнологичная марка стали, отличающаяся крайне высокими характеристиками. Считается одной из лучших ножевых сталей в мире. Прекрасно сочетает в себе прочность, ударную вязкость, стойкость к коррозии и механическому износу. Применяется при производстве ножей, хирургических и промышленных режущих инструментов высшего класса. Фактически, обладает лишь одним недостатком – достаточно высокой ценой.
Примером такого ножа премиум-класса является CH 3507-SL. Изделия такого уровня качества не бывают дешёвыми. Но, благодаря тому, что интернет-магазин Grand Way является прямым поставщиком продукции CH Knives, теперь такой топовый складник можно купить по хорошей цене и в Украине.
D2 – марка инструментальной стали, разработана в 60-е годы в США. Часто её называют и «полунержавейкой». Это объясняется довольно высоким содержанием хрома и углерода в сплаве. Это придаёт D2 великолепные режущие свойства, полезную для ножевой стали вязкость, а также некоторую коррозионную стойкость, более высокую, чем у всех углеродок, но всё же несколько уступающую «настоящим» нержавейкам. Вдобавок, для D2 характерна высокая прочность, благодаря чему острота режущей кромки у клинка из этой стали держится довольно долго.
D2 крайне популярна среди производителей ножей по всему миру. Она считается оптимальной для изготовления качественных ножей среднего и чуть выше среднего ценового диапазона.
Интернет-магазин Grand Way является прямым поставщиком брендов CH Knives и Bestech knives в Украину. Качественные ножи с клинками из D2 богато представлены в ассортименте этих торговых марок.
Так как мне выбрать лучшую сталь для ножа?
Особенности выбора видов ножевых сталей, заключается в том, что нужно найти оптимальное соотношение противоречивых параметров. Твёрдость трудно сочетается с вязкостью, а высшие показатели реза, с коррозионной стойкостью. Всё это – вопросы сочетания и баланса. Поэтому поиск наилучшей стали может стать делом долгим, а то и бесконечным.
Предпочтение конкретного сорта стали всё-таки зависит от того, для чего вы покупаете нож. Старая шведская поговорка «не то хорошо, что хорошо, а то, что к чему подходит» очень хорошо описывает особенности подобного выбора. Например, нож для дайвера – совсем не то же самое, что джентльменский пиджачник. Их ждёт совершенно разная жизнь, совершенно различные условия работы. Столь же разные требования будут и к ножу для коллекционера и ножу для повседневной элементарной работы типа вскрытия упаковок.
Мы постарались предложить вам максимально возможный выбор, рассчитанный на самые различные вкусы, потребности и личные бюджеты. Если вы всё же испытываете некоторые сложности при выборе подходящего вам ножа, рекомендуем обратиться к соответствующей статье нашего блога, либо связаться с одним из наших консультантов. Мы с радостью поможем вам в вопросах выбора и приобретения любого товара в нашем магазине!
Стамески по дереву – как выбрать, изготовить или заточить? + видео
Одна из самых актуальных тем для любого резчика -где взять хороший инструмент по дереву? Качественные хорошо заточенные резцы по дереву могут выручить даже не совсем опытного мастера. Срезы получаются гладкими, чистыми, да и работать с таким инструментом куда легче! Перепробовав разные варианты исходного материала для изготовления инструмента для работы по дереву, от скальпелей до бритв, я остановился на фрезах по металлу.
Они достаточно хрупкие и прочные одновременно. Углеродистая сталь позволяет долго держать кромку лезвия острой, она не тупится даже о твердые породы дерева. Итак, вначале разрезаем фрезу на резаке по металлу по заранее нанесенному рисунку будущего резака.
В нашем случае это маленький нож-резак, который является основным инструментом резчика.
Наличие такого обилия искр при резке говорит о том, что сталь хорошая, углеродистая, значит годится для резьбы по дереву.
Получается такая заготовка.
Желательно, чтобы та часть, которая будет в ручке была больше лезвия. Это для прочности. Отшлифовываем лезвие ножа, постоянно окуная его в холодную воду, чтобы не перекалилось.
Теперь необходимо сделать ручку для ножа. Для этого берем реечки из прочной породы дерева. В одной части рисуем контур ножа, другая как накладка.
Вырезаем выемку в дереве по форме ножа, чтобы он утопился заподлицо, промазываем клеем Пва обе части.
Склеиваем нож в тисках. На склеивание уходит часов 12- сутки.
После склейки отшлифовываем ручку, а нож доводим на точиле до нужной остроты. По такому принципу можно изготовить нож своими руками. Кстати, отличные стамески по дереву получаются из сверел по металлу.
А полукруглые стамески из пробойников.
Нож – косяк можно изготовить из рапитовой пилы.
Вот еще резцы по дереву, которые я сделал своими руками из фрезы по металлу.
Похожие записи
Как сделать простую пилораму из бензопилы и двух досок
Самодельный токарный станок по дереву
Самодельный деревообрабатывающий станок
« Предыдущая запись
Как сделать стамеску из подручных материалов?
Название этого приспособления произошло от немецкого слова Stemmeisen, которое переводится, как «долбежный инструмент», «инструмент для выдалбливания». Под этим термином подразумевался тонкий, продвигаемый руками, без использования киянки, инструмент. В Россию этот термин пришел, предположительно, при Петре I и означал приспособление, которое сейчас попадает под определение «долото», т.е. предмет для долбления.
Состоят стамески для резьбы по дереву из ручки и металлического полотна. В недалеком прошлом, когда чаще все приходилось не покупать, а «доставать», многие умельцы делали такой предмет хозяйства для себя сами. Кроме того, не всегда можно было найти инструмент, необходимый «здесь и сейчас». Изготавливать полотна под самодельные стамески можно из списанных пил с любой пилорамы. Годятся как дисковые, так и плоские полотна. Из куска пилы болгаркой вырезается заготовка, затем обрабатывается, затачивается, далее насаживается ручка.
Есть мастера, делающие полотно из наружной обоймы подшипника. Для этого обойма разрезается на две части, нагревается до оранжевого цвета и выпрямляется молотком на наковальне. Из полученной пластины выходят две заготовки. Как сделать стамеску с закругленной режущей кромкой, станет понятно, если взглянуть на трубу. Придется резать закаленный металл, а поэтому, пользуясь болгаркой, необходимо помнить, что при большой скорости и непрерывной резке может произойти отпуск металла, так что нельзя допускать перегрева заготовки.
Заточка стамесок, то есть их режущей кромки, должна производиться на наждаке, на малой скорости, при периодическом смачивании водой. Нельзя допускать перегрева металла, иначе вся заготовка будет безнадежно испорчена.
Как правильно работать стамеской
Чтобы не испортить дерево, сделать красивый узор и не пораниться, нужно умело пользоваться приспособлением. Специфическая область применения ручного устройства определяет свои правила использования.
Стамески для резьбы могут приводиться в действие двумя способами. Первый – это работа, которая предполагает исключительно воздействие мастера. Второй – в помощь для нанесения более глубоких выемок берется молоток.
Существует три основных техники работы с приспособлением. Обрезка осуществляется при «срезании» волокон вдоль. Если удаление кусочков дерева производится под углом к основе, то это боковая резьба. Обрезка концов возможна при поперечном снятии волокон.
Работа стамеской производится в соответствии с простыми алгоритмами действий:
При обрезке инструмент располагается под углом относительно поверхности. Не заточенная часть лезвия располагается кверху. Одной рукой взять приспособление в области ручки, а вторую уложить на металлическое полотно так, чтобы большой палец был направлен к рукоятке. В таком положении и производится вырезание.
Боковая резьба производится таким же образом, что и обрезка. Используются совершенно другие виды стамесок. Обычно это прямая или боковая. Некоторые мастера применяют круговые. Разновидностью боковой резьбы является вырезание паза. В данном случае сначала формируются надрезы, а потом производится выбирание.
При обрезке концов положение рук, на приспособлении следующее – одна рука на рукоятке, а вторая располагается так, чтобы металлическая пластина располагалась между большим и указательным пальцами. Рабочая часть должна двигаться в двух направлениях относительно деревянной основы. Придавливая можно получить прямой, а главное, гладкий срез.
Начинающему мастеру обычно сложно на первых порах справляться с инструментом, но с опытом и практикой все будет получаться.
Виды стамесок по принципу работы
В настоящее время инструментальные заводы выпускают, а многочисленные магазины продают огромное количество обсуждаемого инструмента. По принципу работы выделим следующие виды стамесок:
те, которыми режут без помощи дополнительных инструментов, используется только сила рук; такие приспособления изготавливаются небольших размеров, с более тонкой металлической частью; работать ими можно по любому дереву, удобно вырезать мелкие детали и узоры.
варианты большего размера, которыми можно работать за счет усилия рук, а при необходимости можно использовать киянку; на ручку таких стамесок надевается металлическое кольцо, а киянки можно применять деревянные, резиновые и полиуретановые.
разновидности, которыми работают только с помощью киянки, обычно такие стамески бывают больших размеров; обрабатывают ими дерево твердых пород, ручка стамесок обязательно закольцовывается, иначе она быстро выйдет из строя.
Заточка стамесок
Чтобы угол заточки был обширным, а само «лезвие» легко отсекло нужные куски дерева, нужно своевременно затачивать стамески. Процедура состоит из трех этапов:
Сначала нужно использовать крупнозернистый точильный камень.
Потом дублируется процесс точения на камне со средней зернистостью.
Последний этап – заточка на камне с мягким (бархатистым) покрытием.
Желательно производить процесс заточку вручную. Это поможет сохранить свойств металла и не утончит «лезвие». Фрезерная машина актуальна только в тех ситуациях, когда нужно убрать дефекты с режущей поверхности.
Идеальным вариантом камня ля произведения заточки станет именно алмазный. Работу по улучшению полотна с помощью такого приспособления можно произвести за 5-10 минут. На обычном камне работа будет протекать около 20 минут.
Перед использованием камень нужно обработать специальным маслом или сбрызнуть водой.
Заточка производится посредством осуществления поступательных движений взад и вперед. После прохождения второго этапа, стоит создать микрофаску. Нужно сделать 5 односторонних движений «лезвия», которое расположено под углом 5 градусов относительно точильного камня.
Данную процедуру достаточно повторять 1-2 раза в год. Данные приспособления для работы с деревом тупятся медленно.
Стамески по дереву и для токарного станка
Особые, специфические инструменты изготавливаются для резьбы по дереву, с их помощью мастера создают уникальные панно, гравюры по дереву и линолеуму. Набор стамесок для таких работ выпускают с самыми разнообразными формами режущих кромок. Есть ложкорезы, полотна их делаются изогнутыми по всей длине, предназначены они для выборки круглых глубоких впадин в дереве. Название свое получили из-за того, что первоначально использовались для изготовления ложек, мисок, черпаков и другой кухонной утвари. Сейчас нашлось и более широкое применение, однако комплекты посуды и ложек с хохломской росписью до сих пор популярны.
Для изготовления большого количества однотипных изделий используются токарные станки по дереву. Стамески для токарного станка могут быть ручными и суппортными (резцы). Ручной инструмент должен иметь длинную и толстую ручку, которая позволяет крепко держать его и работать на достаточно безопасном расстоянии. Направление и сила резания определяются рукой мастера. Суппортные стамески делаются значительно короче и не имеют ручки. Подача и скорость осуществляется через суппорт, привод может быть механическим или электрическим. Токарные резцы можно купить в магазинах как поштучно, так и в комплекте. Выпускаются наборы инструмента для токарных станков самых различных размеров и модификаций. И по разным ценам, в зависимости от способа и качества изготовления металла и самого инструмента.
Изготовление ножа
Вариантов самостоятельного изготовления ножей существует огромное множество, рассмотрим самый популярный из них.
Нож из полотна от ножовки по металлу
Для такого ножика подойдет поломанное или сточенное полотно. Процесс его обработки довольно сложен, это объясняется высоким качеством стали, но с другой стороны тем лучше получится инструмент.
При помощи болгарки разрежьте полотно на три части, под углом в 45 градусов, этот угол будет рабочей поверхностью будущего ножа.
Болгарка при работе разгоняется до высоких оборотов, что повлияет на качество металла, все легирующие элементы вблизи пропила просто выгорят. Поэтому после распиливания потребуется зажать нужную часть полотна в тиски и при помощи напильника снять два, три испорченных миллиметра.
Если полотно слишком толстое, то мелким напильником или надфилем рекомендуется снять излишки металла. Заточка инструмента для резьбы по дереву требует основательного подхода, для этого потребуется надфиль и наждачная бумага.
Когда заточенный резец готов можно подумать о рукояти. Самым простым будет просто обмотать ее изолентой или сырой резиной, но профессионалы предпочитают ручки из древесины.
Выбираем набор стамесок на все случаи жизни
Перед приобретением стамесок, прежде всего, нужно определиться, для чего они нужны. Если это приобретение для одноразовой работы (ремонт окон в квартире), можно купить недорогой набор, который не потребуется несколько ближайших лет. Если резьба по дереву – дело всей жизни, то к выбору инструмента нужно отнестись со всей ответственностью. По способу изготовления стамески бывают кованые, вырубные и штампованные. Кованые имеют полотно толще, что позволяет работать с более твердыми материалами.
Вырубные позволяют выдержать высокую точность при работе с материалами меньшей плотности и твердости. На штампованные стамески необходимо устанавливать упорные шайбы, чтобы ручки не «садились» на хвостовик при ударах киянки. По виду креплений ручек стамески выпускаются с насадными конусами-юбками и с хвостовиками. Варианты с креплением-конусом лучше выдерживают достаточно сильные боковые и ударные нагрузки. Также они лучше противостоят скручиванию и изгибу при выборке отверстий, если их использовать, как рычаг. Имеет значение длина стамески: оптимально – 10-15 см.
При большей длине уменьшается нагрузка, которую может выдержать полотно. Внимание нужно обращать и на ручки. Ручка должна быть гладкой, обтекаемой. На конце должен быть установлен стальной колпачок, который будет предотвращать расплющивание древесины. ГОСТы предусматривают рукоятки из разных пород древесины, но практика показывает, что современные пластмассы служат дольше и выдерживают ударные нагрузки лучше, чем самые твердые породы дерева.
Ножи
В работе с деревом не обойтись без хорошего ножа, выбирая этот инструмент, следует отдавать предпочтение тому, который будет наиболее удобным в обработке древесины. Так же немаловажно узнать какая марка стали использовалась при его изготовлении.
Выбирая нож от зарубежного производителя необходимо сопоставить указанную марку стали с отечественным аналогом, и проверить какими свойствами она обладает согласно марочнику сталей.
Для хорошего ножа характерно высокое содержание углерода с добавлением легирующих элементов.
Ножи для работы с деревом делятся на три вида складные, со сменным и фиксированным лезвием. Оптимальным считается лезвие длиной от 40 до 50 мм и толщиной в 4 мм.
Как выбрать инструмент и где купить
Начинающие резчики по дереву, как правило, не понимают, как выбрать и где купить подходящий им инструментарий. На самом деле в настоящее время существует огромный выбор различных приспособлений для выполнения столярных работ.
При выборе инструментов необходимо обратить внимание на такие нюансы, как:
Сложность работы. Если она не очень высокая, достаточно будет приобретения нескольких отдельных приспособлений. В свою очередь инструменты для резьбы по дереву для начинающих нередко продаются в соответствующих наборах. Некоторые специалисты не советуют их приобретать, не имея соответствующей практики.
Марка стали. Необходимо выбирать инструменты более качественные и надежные. Это влияет на длительность их эксплуатации и простоту использования.
Фирма-изготовитель. Лучше всего отдавать свое предпочтение известным брендам или проверенным компаниям.
Страна изготовления. В большинстве случаев китайские инструменты не отличаются высоким качеством. Опытные мастера советуют приобретать отечественные или же европейские приспособления для резьбы по дереву.
От правильности подбора инструментов зависит не только комфорт выполнения резьбы, но и конечный результат работы.
Доставка в течение 4-7 дней Благодаря новой конструкции основной рамы очень легко садиться и выходить из тележки. Пневматическая подвеска сиденья и толстые 26-дюймовые колеса обеспечивают максимальный комфорт при вождении как для лошади, так и для водителя. Простая регулировка сиденья и подножек позволяет легко найти удобное положение за рулем. Есть вопросы по тележкам? Позвоните или напишите письмо нашему эксперту по тележкам Торгейру ([email protected], +4740482004) ПРИМЕЧАНИЕ: Доставка тележек в Великобританию возможна только с номером EORI. Пожалуйста, свяжитесь с hello@finntack. com для получения дополнительной информации.
Техническое описание:
26-дюймовые толстые колеса входят в комплект. Вес (с колесами): 38,5 кг. Ширина рамы: 140 см. Длина стержня: 150 см.
Артикул: 60058
Подпишитесь на нашу рассылку, чтобы получить шанс выиграть подарочную карту на 1000 €.
Да, пожалуйста, подпишитесь на меня, чтобы получать отличные и персонализированные предложения , новости и конкурсы от Finntack. Конкурс заканчивается 6.11.2022, а с победителем свяжутся по электронной почте 7.11.2022. Подарочная карта распространяется на все продукты Finntack и Pharmacare и действует в течение одного года.
гоночная упряжь
В Finntack вы найдете самый большой выбор снаряжения для рыси в Интернете по разумной цене и с быстрой доставкой. Теперь в нашем интернет-магазине легко и быстро можно купить гоночное снаряжение, если вы не живете рядом с магазином Finntack. Здесь вы найдете все необходимое снаряжение, чтобы ваша рысистая лошадь показала себя с лучшей стороны на ипподроме.
Статья — обзор калькуляторов крепежа и метизов. На мой взгляд очень нужная программа в любом производстве и строительстве.
В статье хочу поделится с вами ссылкой на калькулятор по расчету теоретического веса крепежа и метизов. На мой взгляд это один из самых лучших сайтов с калькулятором для расчета веса болтов, гаек, шайб, заклепок. Прелесть данного калькулятора в том, что там можно выбрать ГОСТ необходимого Вам метиза, длину и его покрытие. Если же вы не знаете ГОСТ своего крепежа, то по умолчанию, там стоит самый востребованный из них.
Первый онлайн калькулятор расчета веса крепежа и метизов.
Очень удобный калькулятор крепежей, ему выделили целую страницу, которая не загромождена рекламой. Страница быстро загружается, что увеличивает скорость расчета. При выводе результата веса нужного Вам метиза, отчет можно сохранить в формате Excel или же распечатать его.
Ссылка на калькулятор крепежа и метизов здесь.
Второй онлайн калькулятор расчета веса крепежа и метизов.
Второй вид онлайн калькулятора крепежа и метизов находится на сайте http://www.metiz-krepej.ru/ . Основной плюс данного калькулятора в том, что его можно совершенствовать и добавлять нужные Вам метизы. Добавить его можно нажав по ссылке ниже калькулятора (фото ниже).
На этом сайте также, как и на первом, очень много позиций и видов крепежей, по которым мы можем рассчитать теоретический вес 1 или 1000 болтов, гаек, шайб, заклепок, шпилек.
Также возможен расчет метизов из других металлов (алюминия, латуни, меди).
Минусом данного онлайн калькулятора является то, что в нем меньше позиций крепежа в отличии от первого калькулятора.
Ссылка на калькулятор крепежа и метизов здесь.
Портативный калькулятор на ваш компьютер. Скачать калькулятор расчета крепежа и метизов.
В том случае, если у вас нет постоянного доступа к интернету, можно скачать по ссылке портативную программу, которую не нужно устанавливать на ваш компьютер. Для того чтобы ее запустить необходимо нажать на файл двойным щелчком и программа запустится. Вы сами убедитесь на сколько прост данный калькулятор крепежа и метизов в расчете.
Скачать данный калькулятор крепежа и метизов вы сможете, пройдя по прямойссылке в яндекс диске. Откроется вкладка яндекс диска, где справой стороны вы сможете нажать кнопку «скачать» и он загрузится на ваш компьютер.
В этой программе очень много различных видов крепежей, которых Вы можете определить теоретический вес: болт, винт, гайка, гвоздь, гровер, ж/д крепеж, заклепка, кольцо стопорное, саморез, талреп, шплинт, шайба, шпилька, штифт, шуруп и даже пружины.
Всем удачи в расчетах крепежей и метизов.
Буду рад любым отзывам к статье!
P.S. Если у вас есть программы или сайты с калькуляторами лучше, чем я написал в статье, буду признателен если вы ими поделитесь. Заранее спасибо!
Арматурные сетки сварные. Характеристики. Преимущества. Область применения.
Шпилька резьбовая. Резьбовое соединение шпилькой.
Купить канат стальной ГОСТ. Трос, канат стальной.
Калькулятор крепежа
Калькулятор крепежа
Данный калькулятор позволяет в онлайн-режиме рассчитать цены на крепёжную продукцию по ГОСТ, а также выставить себе действующее коммерческое предложение от нашей компании.
Краткая инструкция
Пользоваться калькулятором очень просто:
Выберите кнопкой нужный тип изделия (болт, гайка, шпилька и т.п.)
Затем последовательно укажите ГОСТ, исполнение, диаметр резьбы (М) и длину изделия
В следующем разделе укажите сталь, класс прочности и покрытие
Нажав кнопку «Рассчитать цену» вы получите цену данного изделия.
Для некоторых типов изделий доступны не все параметры.
Вы также можете добавить данное изделие в таблицу заявки, для этого:
Укажите нужное Вам количество изделий в штуках или килограммах
Нажмите кнопку «Добавить в заявку»
Калькулятор автоматически переведёт вес изделий в количество в штуках и добавит изделие в таблицу
Вы можете удалить изделие из таблицы заявки нажав кнопку с крестиком справа от изделия в таблице
Вы можете добавить любое количество изделий в таблицу заявок.
После добавления всех интересующих Вас изделий укажите Вашу контактную информацию и нажмите кнопку «Получить коммерческое предложение».
Вы получите коммерческое предложение от нашей компании по интересующей Вас продукции. Вы можете сохранить его к себе на компьютер.
В каждом коммерческом предложении будут указаны контакты Вашего персонального менеджера. Вы можете связаться с ним и уточнить сроки поставок, получение скидок а также любые другие интересующие Вас вопросы.
Мы гарантируем:
Качество продукции
Исполнение в срок
Соответствие ГОСТ
Изготовление любого нужного количества
Работу с любым городом, районом, областью России
Бесплатная доставка по Москве, Твери
При заказе продукции от 4,5 тонн доставка бесплатна и по Московской области. Также мы бесплатно доставляем продукцию до любой транспортной компании.
Вся продукция сопровождается сертификатами на металл и техническим паспортом на изделия.
Мы — производители, поэтому можем обеспечить нашим клиентам самые низкие цены.
Мы используем современное оборудование, позволяющее нам исполнять самые нестандартные заказы. Мы не боимся изготовления сложных изделий, и всегда производим нужное количество в нужные сроки. Наша команда профессионалов справится с заданием любой сложности!
Заказ месяца
СЕНТЯБРЬ 2022
Закладные детали и фундаментные блоки разной конструкции выполнены по чертежам заказчика в течении 4 рабочих дней.
ПОДРОБНЕЕ >
ПРОИЗВОДСТВО И ПРОДАЖА крепёжной продукции на заказ с доставкой по России
Бесплатный звонок по России 8 800 700 06 82 Многоканальный 8 495 103 40 91 [email protected]
Bolt Torque Calculator
Соотношение между приложенным крутящим моментом и осевой силой или нагрузкой на болт можно рассчитать по этому общему уравнению как где
T = момент затяжки (Нм, фунт f фут)
K = константа, зависящая от материала и размера болта
d
F = осевое усилие болта (Н, фунт f )
l = коэффициент смазки (%)
Нормальная сухость: K = 0,2
Непланированная черная отделка: K = 0,3
Цинк. = 0,16
Примечание! — имейте в виду, что это грубый расчет, в который не включен шаг винта. Стандартные метрические и британские болты указаны по ссылкам ниже:
Метрические болты — Моменты затяжки
Болты США — Моменты затяжки
Производственные данные всегда следует проверять перед использованием.
Кроме того, точность динамометрического ключа обычно не выше +-25%.
Самодельный динамометрический ключ
Типовые метрические и британские крутящие моменты для болтов
Калькулятор крутящего момента для болтов
Приведенный ниже калькулятор можно использовать для расчета крутящего момента, необходимого для достижения заданного осевого усилия болта или нагрузки. Калькулятор является универсальным и может использоваться для имперских и метрических единиц, если использование единиц согласовано.
K — постоянная
d — диаметр болта (м, фут)
F — осевое усилие болта или нагрузка (Н, фунт f )
снижение крутящего момента из-за смазки (%)
Обратите внимание, что стандартные крутящие моменты всухую обычно рассчитываются для создания растягивающего напряжения — или осевой силы, или зажимной нагрузки — в болте, равном 70% от минимального предел прочности при растяжении или 75% условного предела прочности.
Метрические болты — Минимальные предельные нагрузки на растяжение и пробные нагрузки
Болты США — Прочность на растяжение и пробные нагрузки
Сделать ярлык для этого калькулятора на главном экране?
Пример. Требуемый крутящий момент для затяжки британского болта
Требуемое усилие зажима болта для соединения составляет 20000 фунтов . Крутящий момент, необходимый для сухого стального болта 3/4 дюйма со смазкой 0% для достижения этого натяжения, можно рассчитать как 12 футов/дюйм) (1 — (0%) / (100%))
= 250 (фунтов f футов)
0087
Пробная нагрузка для метрического болта M30 класса 8.8 составляет 337000 Н . Крутящий момент, необходимый для достижения этого натяжения с сухим болтом со смазкой 0% , можно рассчитать как
T сухой = (0,2) ( 337000 Н ) (30 мм) (10 -3 м/ мм)
= 2022 (Нм)
Смазывание болта маслом SAE 30 снижает крутящий момент, необходимый для достижения того же натяжения, примерно на 40 %. Приведенный крутящий момент можно рассчитать
T SAE30 = (2022 Нм) (1 — (40%) / (100%))
= 1213 Нм
Сила болта в зависимости от крутящего момента
7 Уравнение 90 1 можно преобразовать, чтобы выразить усилие болта как
F = T / (K d (1 — l / 100)) (1a)
Пример — сухой болт по сравнению со смазанным болтом
Пробная нагрузка для M30 M30 метрический болт класса 8.8 337000 N . Крутящий момент, необходимый для достижения этой силы с помощью сухого болта рассчитывается как 2022 Нм .
При выходе из строя болт смазывается и затягивается с тем же моментом 2022 Нм . Сила, действующая в смазанном болте, может быть рассчитана как
F смазанный = (2022 Нм) / (0,2 (0,03 м) (1 — (40%) / (100%))))
= 561667 N
Это намного больше, чем может выдержать болт, и вероятен фатальный сбой .
Калькулятор усилия болта
Этот калькулятор можно использовать для расчета силы, действующей на болт.
T — крутящий момент (NM, LB F FT)
K — Константа
D — Болт диаметра (M, FT)
Уменьшение затяжного кнопки из -за LUBICARAT
Рассчитать нагрузку на болт
Как быстро бежит Усэйн Болт в милях в час/км в час? Является ли он самым быстрым зарегистрированным человеком? Рекорд на 100 м?
С какой скоростью бежит Усэйн Болт в милях в час/км в час? Является ли он самым быстрым зарегистрированным человеком? Рекорд на 100 м? — Евроспорт
Легкая атлетика
Поскольку он приближается к своему уходу из профессиональной легкой атлетики после чемпионата мира в Лондоне, мы посмотрим, насколько быстр Усэйн Болт на самом деле…
Усэйн Болт
Изображение предоставлено: AFP
Как быстро бегает Усэйн Болт?
Болту принадлежат мировые рекорды на дистанциях 100 и 200 метров (9,58 и 19,19 секунды соответственно) и три последних олимпийских титула в каждом виде спорта.
Поскольку автоматический хронометраж стал обязательным, он считается самым быстрым человеком, когда-либо установившим свои мировые рекорды.
Легкая атлетика
Усэйн Болт: Я мог бы выиграть больше, если бы серьезно относился к делу Изображение предоставлено: Reuters
Как Болт стал самым быстрым зарегистрированным человеком?
Самая высокая зарегистрированная скорость человека была зафиксирована между 60 и 80 м в финальном забеге на 100 м в Берлине в 2009 году, когда Болт установил мировой рекорд за 9,58 секунды.
Ямаец преодолел расстояние от 60 до 80 метров всего за 1,61 секунды.
Действительно ли мировой рекорд Болта на 100 м является самым быстрым?
Официально да. Но непопулярным ответом будет «нет» из-за того, что в 2011 году соперник Болта Джастин Гэтлин пробежал очень сильно с помощью ветра. запись на 0,13 секунды.
Однако Гатлину, которому дважды запретили участвовать в соревнованиях за правонарушения, связанные с наркотиками, помогал сильный попутный ветер со скоростью 20 метров в секунду в рамках японского игрового шоу, поэтому время не учитывалось.
Тем не менее, никто никогда не бежал быстрее после старта с места на плоской поверхности — отсюда и самодовольная ухмылка Гэтлина, когда он позировал у часов.
100 м — это даже самое быстрое соревнование?
В среднем на дистанции 200 м обычно регистрируется более высокая скорость бега из-за того, что спортсменам не нужно реагировать и ускоряться на протяжении большей части дистанции.
Например, когда Болт побил мировые рекорды на 100 и 200 метров на Олимпийских играх 2008 года в Пекине, его время на 200 метров составило 19.30 — менее чем в два раза больше времени его 100 м 9,69 секунды.
Но самое быстрое время зафиксировано в эстафете 4×100 м, когда бегун с «якорной» ногой может ускориться еще до того, как получит эстафетную палочку, и пробежит через линию.
«Якорная» нога Болта на Играх Содружества 2014 в Глазго была рассчитана на ошеломляющие 8,65 секунды. Ямайка явно выиграла.
Усэйн Болт со своими товарищами по команде из Ямайки на Играх Содружества в Глазго в 2014 году
Изображение предоставлено Reuters
Как время Болта соотносится со временем наземных животных?
По данным Американского музея естественной истории, максимальная зарегистрированная скорость Болта 27,8 миль в час на дистанции 100 м не слишком выгодна для сравнения:
Гепард — 70 миль в час
Антилопа — 61 миль в час 39 миль в час
Бородавка — 30 миль в час
Медведь гризли — 30 миль в час
Домашняя кошка — 30 миль в час
Помните, когда звезда регби Брайан Хабана состязался с гепардом в гонке? Даже с 50-метровой форой все пошло не очень.
Санузлы с столешницей из меди – 135 лучших фото, дизайн интерьера и декор санузла
Sticks and Stones
Post 31 Interiors
На фото: ванная комната среднего размера в стиле кантри с фасадами островного типа, искусственно-состаренными фасадами, белыми стенами, паркетным полом среднего тона, душевой кабиной, монолитной раковиной, коричневым полом и столешницей из меди с
Upstairs powder bath
Chase Ryan
Cork wall covering accessorized with multiple mirrors with small furniture vanity. Стильный дизайн: маленький туалет в классическом стиле с фасадами островного типа, искусственно-состаренными фасадами, унитазом-моноблоком, фиолетовыми стенами, полом из травертина, столешницей из меди, бежевым полом и накладной раковиной — последний тренд
Coastal Sunset Cliffs
EcoLux Interiors — San Diego — Suzi OBrien
Gail Owen Стильный дизайн: маленькая ванная комната в стиле фьюжн с душем в нише, унитазом-моноблоком, черно-белой плиткой, керамической плиткой, синими стенами, полом из терракотовой плитки, накладной раковиной, столешницей из меди, красным полом и душем с распашными дверями — последний тренд
Mountain Timber
TKP Architects
Источник вдохновения для домашнего уюта: туалет среднего размера в стиле рустика с плоскими фасадами, бежевыми фасадами, паркетным полом среднего тона, настольной раковиной, столешницей из меди, синей столешницей и подвесной тумбой
Avalon
Eheart Interior Solutions
Источник вдохновения для домашнего уюта: большая главная ванная комната в стиле рустика с фасадами с декоративным кантом, фасадами цвета дерева среднего тона, угловой ванной, угловым душем, коричневой плиткой, серой плиткой, каменной плиткой, бежевыми стенами, полом из керамогранита, накладной раковиной и столешницей из меди
Farmhouse Basement Bath
KraftMaster Renovations
This basement bathroom used to be a powder room with limited space. We transformed the space so that this family has an additional full bath for guests in the basement. Photos by Chris Veith
«Hidden» Guest Bathroom
Midland Cabinet Company
Grain-matched, ebonized oak wall panels with hidden blind doors open to reveal a guest powder room located in the home’s entryway. Photo by Rusty Reniers
Mediterranean Whole House Remodel
Douglah Designs
Scott Hargis Photography Свежая идея для дизайна: маленький туалет в средиземноморском стиле с открытыми фасадами, коричневыми фасадами, унитазом-моноблоком, черно-белой плиткой, керамогранитной плиткой, бежевыми стенами, полом из керамогранита, монолитной раковиной, столешницей из меди и коричневым полом — отличное фото интерьера
Organic Pueblo at Privada
Urban Design Associates
Southwestern style powder room with integrated sink and textured walls. Architect: Urban Design Associates Builder: R-Net Custom Homes Interiors: Billie Springer Photography: Thompson Photographic
Martha’s Vineyard Tree House
William D. Earls AIA Architect
Copper sink, stained wood cabinets and wainscoting. Свежая идея для дизайна: главная ванная комната среднего размера в стиле неоклассика (современная классика) с фасадами в стиле шейкер, фасадами цвета дерева среднего тона, отдельно стоящей ванной, полом из галечной плитки, накладной раковиной и столешницей из меди — отличное фото интерьера
Sunnyside
Structerra, Inc.
Tahoe Real Estate Photography Стильный дизайн: маленький туалет в стиле рустика с монолитной раковиной, фасадами в стиле шейкер, столешницей из меди и красными стенами — последний тренд
Modern Bathroom Sink Faucets
Carro Technology Inc.
Источник вдохновения для домашнего уюта: маленькая главная ванная комната, совмещенная с туалетом в современном стиле с фасадами разных видов, черными фасадами, душевой комнатой, настольной раковиной, столешницей из меди, черной столешницей, тумбой под одну раковину и встроенной тумбой
Heated Towel Warmers
Dlaguna LLC
Turn Your Bathroom into a Mini Spa With These Must-Have Towel Warmers. Towel warmers, also called heated towel rails, are great for warming your towels and helping towels dry quickly post-shower. Shop at DLaguna Heated Towel Warmer Design. Best in Modern Furniture and Lighting. Paris Mirror Rep and Worldwide Delivery. Get it now! https://www.dlaguna.com/bath/bath-accessories/heated-towel-warmers.html
Ridge Road, Paremoremo
Cain Built ltd
На фото: ванная комната в стиле неоклассика (современная классика) с душем в нише, инсталляцией, белой плиткой, плиткой кабанчик, белыми стенами, паркетным полом среднего тона, настольной раковиной, столешницей из меди, душем с распашными дверями, тумбой под две раковины и подвесной тумбой
After Interior Bathroom
RIEK Builds, Inc.
After Interior Bathroom На фото: ванная комната с коричневыми фасадами, открытым душем, унитазом-моноблоком, разноцветной плиткой, керамической плиткой, полом из керамической плитки, столешницей из меди, тумбой под одну раковину и напольной тумбой с
Powder Room
MC Design LLC
This powder room sits between the kitchen and the home office. To maximize space, we built a furniture-like vanity with a vessel sink on top and a wall mounted faucet. We placed pocket doors on both sides, and wrapped the room in a custom-made wainscoting, painted green with a glazed finish.
Powder Room, San Jose, CA
Fiorito Interior Design
This formerly dull powder room was part of a whole house remodel. The overall concept for the home was to bring in natural, organic colors and elements and to reference stone, metals, wood, trees, and leaves. A powder room is always a great canvas on which to build a dramatic scene and the amazing sliced agate wallpaper for this powder room fits that bill perfectly. A hammered copper vanity and sink, a copper-colored pendant light, and a new ceramic wood floor give the space a clean but hearty outdoor feeling. Photo by Bernardo Grijalva
GODNEY ARTS HOUSE somerset
LEDSON
Идея дизайна: главная ванная комната в современном стиле с ванной на ножках, черной плиткой, черными стенами, деревянным полом и столешницей из меди
Custom Master Bath Vanity — Mixed Metals
Studio H, Inc.
Свежая идея для дизайна: главная ванная комната среднего размера в современном стиле с открытыми фасадами, бежевой плиткой, черной плиткой, плиткой мозаикой, фиолетовыми стенами, полом из травертина, врезной раковиной, столешницей из меди и бежевым полом — отличное фото интерьера
Farmhouse Basement Bath
KraftMaster Renovations
This basement bathroom used to be a powder room with limited space. We transformed the space so that this family has an additional full bath for guests in the basement. Photos by Chris Veith
Медь 99,999% в слитках особо чистая цена, описание, фото и видео
Описание
Характеристики
Оплата и Доставка
Гарантия
Прочее
Отзывы (0)
Особо чистая медь в слитках цена 9900руб/кг
(медь высокой чистоты, медь особо чистая, медь ОСЧ)
Чистота: 99,99975%
Минимальная партия на продажу 0,05кг (50гр.)
Производство Россия
Внешний вид: цилиндрические слитки
Размеры слитка: диаметр 70мм, длина 75мм, вес 2-4кг
При продаже мелкими партия от 100гр, цилиндр разрезается на мелкие куски
Оплатить за нашу продукцию можно следующими способами:
1) Безналичный способ оплаты по счету согласно реквизитам. Выставим счет, заключим договор.
2) Через интернет магазин (физлица, юрлица): Банковская карта; Webmoney; Яндекс.Кошелек; Терминалы; Салоны связи; Интернет-банки; Внутренний счет платежной системы.
3) Наличными средствами на складе по факту покупки. Выдадим чек.
4) С бюджетными организациями работаем на различных условиях, в том числе с отсрочкой платежа, в том числе по 30% предоплате.
Быстро организуем доставку по Москве, регионам России, странам СНГ и дальнего зарубежья.
В среднем в зависимости от транспортных компаний, стоимость доставки следующая:
Москва 590руб-990руб
Регионы России-1300руб
Страны СНГ-3500руб
Дальнее зарубежье-6500руб
Виды доставок и транспортные компании:
1) Доставка через транспортные компании: Деловые Линии, ПЭК, СДЭК, и т.д. Срок доставки от 2х дней
2) Курьерская экспресс доставка: Курьер экспресс, Пони экспресс, Достависта и т.д. Срок доставки от 1 дня
Друзья. Самое главное, что нужно знать о нас, так это то, что в случае если по какой-либо причине, объективной ли, субъективной ли, вас не устроило или не устроит качество купленного у нас товар, мы быстро, без всяких долгих разбирательств, бумаг и бюрократий вернем вам деньги обратно. Может вы проснулись не в духе, может вы чаю не выпили, может погода повлияла, но если вы вдруг решили вернуть товар обратно, то ничего не нужно выдумывать, просто сообщите нам об этом любым удобным вам способом. Максимум на возврат средств уйдет 1-2 дня, обычно это происходит день в день после возврата товара. Таким образом, мы гарантируем быстрый возврат уплаченных вами средств.
Далее
1) Мы гарантируем что наши цены одни из самых дешевых на рынке. Сообщите пожалуйста если нашли дешевле и мы тут же снизим цену.
2) Мы гарантируем, что товары выложенные у нас на сайте, всегда в наличии на нашем складе, т.е. мы не тратим время на поиски или перекупку у другого поставщика.
3) Мы гарантируем быструю доставку товара. Так как товары представленные на нашем сайте всегда в наличии, то остается лишь транспортной компании забрать у нас груз
4) Мы гарантируем что заявленные на сайте характеристики соответствуют фактическим.
Акции, скидки, распродажа Отправить заявку или заказать обратный звонок Купить продукцию: [email protected] или (495) 923-81-68 Сертификаты Специалисты компании Справочник Схема проезда
Гарантии на покупку
Всегда в наличии
Продукция в интернет-магазине, всегда в наличии на нашем складе. Смело оплачивайте.
Точное соответствие
Заявленные на сайте характеристики продукции соответствуют фактическим.
Вернем деньги
Если не устроит качество или просто передумаете-быстро вернем деньги, без долгих процедур
Здравствуйте, меня зовут Никки. Я свадебный и семейный фотограф из Кливленда, штат Огайо. Я здесь, чтобы достоверно сфотографировать вашу любовь, вашу историю. Моя цель состоит в том, чтобы мои объекты развлекались и были самими собой, чтобы я мог запечатлеть их такими, какие они есть. Я за естественное освещение и за приключения вместе. Я хочу запечатлеть вас и вашу жизнь такой, какая она есть в данный момент: яркие цвета, эмоции и связь.
больше о Никки
Просмотреть мое портфолио
Приключения
Пары
Свадьбы
Побеги. Путешествия. Пары. Свадьбы по назначению. Чистая радость.
Связь + радость. Никогда не «под одну гребенку», а для всех пар: вместе, помолвлены, женаты.
Твоя любовь. Ваш день. От маленьких деталей до больших моментов и всего, что между ними.
начинает волноваться? просто подождите, пока это изображения вас.
Подключим
Добрые слова
Посмотреть больше отзывов
Никки — ЛУЧШАЯ из ЛУЧШИХ. От поиска самых красивых мест до знакомства с вами лично, чтобы она могла адаптировать вашу сессию специально к тому, кто ВЫ как пара/семья/и т. д., Никки поразит вас любовью и вниманием к деталям, присутствующим на каждом сессия. Ее способность без усилий делать осмысленные снимки самых простых и прекрасных моментов не имеет себе равных. Вам будет трудно найти кого-то столь же отзывчивого, опытного и влюбленного в свою работу, как Никки.
Лучшего фотографа и пожелать нельзя!! Когда мы сказали им, что собираемся пожениться в Афинах, штат Огайо, вы могли чувствовать волнение по этому поводу в каждом сообщении. Они, не колеблясь, сделали все возможное, чтобы приспособить то, что мы хотели. Мы до сих пор не можем свыкнуться с тем, как потрясающе выглядят наши фотографии, и ищем любой повод, чтобы нанять их снова. Спасибо за то, что позволяете нам переживать лучший день в нашей жизни снова и снова!
«Никки просто лучшая! Как только мы начали планировать, я связался с ней, чтобы узнать ее расписание — другого фотографа, который нам нужен, не было, и мы были готовы спланировать свидание с ее доступностью.
Как произвести укладку полусухой стяжки на теплый водяной пол
Выбор напольного покрытия
Особенности стяжки
Инструменты и материалы
Проведение горизонта
Выбор толщины
Подготовка основания
Монтаж полусухой стяжки
Советы
Полусухая стяжка пола имеет свои особенности при ее устройстве на основание в помещении. Огромную роль сыграет качество выполнения работ, от которого будет зависеть не только прочность всей конструкции, но и долговечность в эксплуатации. Если поверхность получится ровной, то даже напольное покрытие будет меньше изнашиваться. Никаких дефектов не должно быть, ни при каких обстоятельствах, чтобы получить действительно положительный результат.
Выбор напольного покрытия
Когда выполняется стяжка теплого водяного пола своими руками, следует почерпнуть информацию о том, какое именно напольное покрытие в последующем можно выбрать. Главное, чтобы оно обладало отличными характеристиками теплопроводности. Самый идеальный вариант в таком случае – керамическая плитка или керамогранит. Данный материал способен прослужить на протяжении длительного времени, сохранить все эксплуатационные характеристики. Теплоотдача хорошая, а, следовательно, вся энергия снизу будет очень хорошо проступать наружу. Правда для ног будет удобен такой выбор лишь в отопительный сезон. Полусухая стяжка для теплого водяного пола будет холодной в летнее время.
Многие делают ошибку и укладывают пластиковую плитку. При повышенных температурах, нагреве, она будет трескаться и придет с течением времени в негодность. Так что лучше при выборе обойти ее стороной.
Еще один оптимальный вариант – ламинат. Тем более что купить в магазине можно специальный материал, предназначенный под теплый пол. Среди производителей популярностью пользуются Tarkett, Parador и прочие. Полусухая цементная стяжка способна выдержать и линолеум. Есть тут одна особенность, заключающаяся в том, что сырье выбираться должно натуральное. В противном случае в помещение при нагревании будут выделяться различные химические вещества, канцерогены. Это касается линолеума на флизелиновой основе.
Для теплого водяного пола применяют в качестве напольного покрытия и натуральные материалы – паркет, пробка. Главное, чтобы продукция была сертифицированной, и она могла укладываться на теплый пол. Очень важно прочитать рекомендации производителя.
Особенности стяжки
Полусухая цементно песчаная стяжка пола в особенности в основном включает все свои положительные качества. К ним можно отнести:
Но это только часть от того, что вообще имеется в полусухой стяжке. Как говорилось ранее, все следует делать поэтапно, следить за качеством и пропорциями приготовленного раствора. Тогда никаких погрешностей в работе не будет.
Инструменты и материалы
Чтобы работа началась и прошла без отвлечений, следует подумать о том, чтобы заранее приготовить не только про инструменты, но и соответствующие материалы. Что касается последнего, то тут в полной мере должны быть соблюдены пропорции полусухой стяжки пола. Именно от пропорций и будет зависеть основное качество готового основания под настил напольного покрытия.
Среди инструментов выделяют строительный или водяной уровень. Не меньшей популярностью пользуется лазерный нивелир. Но его стоимость некоторых отталкивает. Не всегда есть желание тратить большие средства на единичное задание. Также пригодится рулетка, различные емкости для замешивания раствора и размешивания при помощи дрели с соответствующей насадкой. Кроме этого в работе пригодятся шпателя и кельмы.
В зависимости от процесса выполнения монтажа полусухой стяжки, будет зависеть и какой-либо дополнительный инструмент. Если маяки выставляются и крепятся к основанию при помощи саморезов с проволокой, то не понадобиться шуруповерт, а также кусачки.
Имеет полусухая стяжка пропорции, которые лучше всего посмотреть на инструкции к приобретенного материалу. Цементный раствор должен получиться однородным и без лишних комков. Чтобы избежать возможных трудностей с размешиванием, то в сети магазинов достаточно сухих смесей, в которые останется лишь добавить определенное количество воды. Правда, тут пропорции жидкости по отношению к смеси должны быть соответствующими.
При самостоятельном изготовлении раствора под полусухую стяжку, в магазине покупается:
50 кг цемента. Его марка должна быть как минимум М-400.
Для такого количества цемента потребуется 200 кг песка, с фракцией не более 0.8 мм.
30-40 литров воды. По поводу воды торопиться ни в коем случае нельзя. Лучше залить несколько меньше нужного количества, а уже потом добавлять сколько потребуется. Главное, чтобы раствор не получился жидким.
Пластификатор. В готовом виде его можно найти в магазинах. Его количество будет незначительным, около 200 грамм. Некоторые специалисты советуют вместо дорогостоящей добавки добавлять обычного жидкого мыла. Эластичность стяжки останется на достойном уровне.
Теплоизоляционный слой выполняется из плит пенополистирола.
В качестве маяков берется специальный металлический профиль, получивший название «маячковый». Маяки кстати можно выполнять и другими вариантами, которых существует огромное количество.
Проведение горизонта
Для повышения точности применяются специальные средства, например строительный уровень. Следует найти не только самую низшую точку на полу, но и самую высокую. Последняя и будет служить отправной точкой для определения высоты стяжки.
В современном строительстве популярность набрал лазерный нивелир. С его помощью проводятся все точки в помещении и выставляются ориентиры для последующих маяков, по которым заливается полусухая стяжка под теплый водяной пол.
Выбор толщины
Если выполняется на полусухие полы заливка, следует определить точную толщину ее слоя. Она будет зависеть от ровности поверхности перекрытия, от имеющихся неровностей, а также от наличия или отсутствия элементов коммуникаций в квартире. У нас будет теплый пол со всеми составляющими. Это говорит о том, что толщина полусухой стяжки для водяного теплого пола не должна превышать 50 мм. От слоя будет зависеть и качество прогрева напольного покрытия. Чем меньше толщина полусухой стяжки, тем быстрее пол станет теплым после включения систем отопления в помещении.
Толщина оказывает влияние и на остывание. Тут уже все будет наоборот. Долгое нагревание поверхности приводит к длительному ее остыванию. Если касаться экономии, то тут окажется максимальной. Правда, неизвестно, какие придут счета для оплаты за обогрев.
Все тонкости и выбор толщины будут зависеть от заказчика. Он выбирает конкретный вариант, который к тому же будет зависеть и от выбранного напольного покрытия. Стоит отметить, что если трубы теплого пола будут выложены на неровное основание, то и толщина стяжки по площади помещения будет отличаться. Это приведет к тому, что прогрев пола будет различным на разных участках. В некоторых случаях будет происходить перерасход энергии.
Когда задумались о том, какая стяжка лучше для теплого водяного пола, лучше всего сделать выбор в пользу самостоятельного ее выполнения или обращения за помощью к специалистам. Должны быть взвешены все плюсы и минусы, с которыми придется столкнуться. Некачественно выполненная полусухая стяжка приведет к большим проблемам в процессе эксплуатации.
Видео:
Подготовка основания
Данный этап в проведении монтажа полусухой стяжки на теплый водяной пол ничем не отличается от стандартного выполнения. Следует удалить вес имеющийся мусор и элементы от предыдущих работ. Слой гидроизоляции должен был быть выполнен до укладки теплого пола, а вот демпферная лента по периметру стен и любых декоративных элементов фиксируется в обязательном порядке. Главное, чтобы сам водяной теплый пол прошел все проверки, в том числе и работу под давлением. Если он работает отлично, можно приступать к следующему этапу.
Монтаж полусухой стяжки
До подготовки раствора следует знать его компоненты. Некоторые стараются сэкономить и выставить стальную сетку в качестве армирующего элемента. Но современные технологии доказали, что этого лучше не делать, а использовать в работе фиброволокна, которые добавляются во время подготовки раствора. В качестве альтернативы применяется полусухая стяжка со стекловолокном.
Применяя готовые строительные смеси для полусухой стяжки, следует позаботиться о том, чтобы соблюдались пропорции добавления воды и других добавок. В остальном никаких экспериментов делать не стоит. Консистенция проверяется очень просто: берется часть и сжимается в руке. Много жидкости будет в том случае, если она просачивается между пальцами. Идеальный случай – комок образует единое целое после его сжатия. Состав полусухой стяжки пола должен быть таким, который необходим для работы.
Все помещение делится условно на так называемые зоны. За деление будут отвечать маяки для стяжки теплого водяного пола. Между ними засыпается раствор, который разравнивается правилом. После укладки раствора, рекомендуется выполнить трамбовку основания. Стоит отметить, что имеется определенное время, в рамки которого необходимо уложиться. Трамбовка, шлифовка, затирка должны быть выполнены не позднее шести часов после того, как готовая сухая смесь разложена на перекрытие и теплый пол. Только в таком случае полусухая стяжка под водяной пол в итоге получится ровной и гладкой, без негативных проявлений.
После окончания работ, следует уделить внимание уходу за полусухой стяжкой. При необходимости она смачивается при помощи пульверизатора в нужном количестве. Сразу же после укладки и затирки стяжка накрывается пленкой из полиэтилена, чтобы влага распределялась равномерно по всей площади. Этого можно не делать когда в помещении отсутствуют сквозняки или перепады температур.
Советы
Можно выделить некоторые рекомендации специалистов, с которыми следует согласиться при выполнении полусухой стяжки под теплый водяной пол:
Оптимальная толщина слоя раствора должны быть в пределах 50-70 мм. В качестве материала для армирования в таком случае лучше использовать современные средства, к которым относят фиброволокно.
При укладке плит из пенополистирола их плотность должна быть более 35 кг на м3. В противном случае они не смогут выдержать все нагрузки, с течением времени разрушаться.
До проверки работоспособности теплого пола лучше будет уложить слой теплоизоляции, а также рантовую ленту, которая способна в последующем компенсировать расширение полусухой стяжки из-за изменений температурных показателей. Если теплый пол работает и под давлением, можно приступать к заливке подготовленного раствора, придерживаясь требуемых пропорций.
Включение системы теплого пола возможно только после полного высыхания раствора. Чем больше времени пройдет, тем лучше будет результат. Прочностные характеристики цемент набирает только спустя как минимум месяц после окончания работ.
Набор температуры теплого пола должен выполняться последовательно, без скачков. Иначе это может привести к появлению трещин по основанию «чернового» пола.
Если будет соблюдена технология устройства пола на теплый вариант, то в итоге получится действительно качественная конструкция. Вне зависимости от площади помещения, где устроен теплый пол, оплата будет производиться лишь за центральное отопление в квартире или доме.
Видео:
Видео:
Видео:
Видео:
какая лучше для водяного полусухая или мокрая
Монтаж теплого пола в доме или квартире неизменно сопровождается работами по формированию стяжки. Такую процедуру можно выполнить самостоятельно, но перед этим стоит рассмотреть возможные способы ее проведения, а также ознакомиться с некоторыми моментами, так или иначе, влияющими на качество результата.
Содержание
1 Предназначение
2 Выбор
2.1 Бетонная
2.2 Полусухая
2.3 Сухая
3 Толщина
3. 1 Минимальная
3.2 Максимальная
4 Установка водяного теплого пола
Предназначение
С помощью этой конструкции решается сразу несколько задач:
формирование ровной поверхности пола;
подготовка основания для укладки финишного напольного покрытия;
равномерное распределение температуры при работе системы «теплый пол»;
фиксация нагревательных элементов;
изоляция обогревающей системы от внешней среды и уменьшение теплопотерь при ее эксплуатации;
защита нагревательных элементов от повреждений.
Выбор
Чтобы определиться с тем, какая стяжка лучше для теплого водяного пола, стоит рассмотреть способы ее изготовления.
Бетонная
Для замешивания раствора используют цемент марки не ниже М-300, смешивая его с песком или отсевом. Смесь разбавляют водой, доводя до состояния, при котором готовый раствор становится похож на сметану. Про расход цементно-песчаной смеси на 1 м2 узнайте здесь.
Бетонная
Достоинства такой стяжки заключаются в более высокой прочности и сравнительно небольших затратах на ее сооружение. Недостаток – долгий срок полного высыхания (около одного месяца). Про расход фиброволокна для бетонной стяжки пола расскажет эта ссылка.
Подробнее о бетонной стяжке смотрите на видео:
Полусухая
Полусухая стяжка формируется с помощью цементно-песчаной смеси, в которую добавляют полимерные модификаторы. Главное отличие этого способа от предыдущего заключается в наличии малого количества воды в составе раствора.
Полусухая
Благодаря этому полусухая стяжка высыхает гораздо быстрее, чем мокрая, что сокращает срок проведения работ.
Сухая
Сухая стяжка пола подойдет для обустройства теплого пола по деревянным перекрытиям, где нельзя использовать цементно-песчаную стяжку из-за ее большого веса. В таком случае между лагами укладывается утеплитель, затем основание из ОСБ, на которое монтируют трубы отопительного контура.
Сухая
Между трубами укладывают куски плит ГВЛ (в несколько слоев, количество которых зависит от толщины конструкции теплого пола). Пустоты между листами и нагревательным элементами замазывают плиточным клеем. Поверх труб также монтируют листы ГВЛ.
Толщина
Перед проведением работ также стоит выяснить, какая толщина для стяжки теплого водяного пола является оптимальной. Здесь все зависит от конструкции самой стяжки, а также от характера помещения, в котором монтируется теплый пол.
Минимальная
Этот показатель согласно СНиП может составлять 20 мм над трубами системы, но это лишь в том случае, когда используется армирование. При отсутствии такового рекомендуется укладывать стяжку толщиной не меньше 40 мм. Таким образом, с учетом диаметра трубы общая толщина стяжки без армирования будет составлять порядка 60-70 мм.
Минимальная
Необходимость более толстой стяжки связана с тем, что при отсутствии армирующего каркаса малая толщина не сможет обеспечить достаточную прочность напольного покрытия.
Не следует укладывать тонкослойную стяжку в технических помещениях (к примеру, в гараже), а также делать стяжку с керамзитом, в комнатах, где полы подвергаются более значительным нагрузкам (прихожая, ванная, кухня).
Максимальная
СНиП не предоставляет информации о том, каким должен быть максимальный слой над нагревательными элементами.
Слишком превышать минимально допустимую толщину стяжки в квартире не имеет смысла, так как это повлечет за собой неблагоприятные последствия.
Последствия могут быть следующими:
увеличение расхода материалов и, как следствие, – дополнительные финансовые затраты;
более длительный срок нагрева поверхности;
уменьшение жилого пространства помещения.
Чаще всего заливка более толстого слоя обусловлена необходимостью выравнивания поверхности или формирования пола, уровень которого будет совпадать с полами в смежных комнатах. Как подобрать клей для плитки с теплым водяным полом читайте тут.
Максимальная
Для решения этих задач лучше использовать черновую стяжку (основание, на которое укладывается система «теплый пол»), что поможет избежать увеличения инерционности в процессе нагревания поверхности.
Установка водяного теплого пола
Помимо рассмотренных выше моментов некоторых может заинтересовать вопрос: как уложить водяной теплый пол под стяжку? Далее будет рассмотрена вся процедура монтажа на примере использования бетонной стяжки. Узнайте чем отличается гипсовая штукатурка от шпаклевки стен в этом материале.
Все начинается с подготовки площади, на которой будут размещены трубы. Поверхность очищается от мусора, после чего следует измерить перепады высоты в разных точках комнаты. При наличии перепада до 20 мм можно браться за укладку.
Если же этот параметр превышает указанную величину, необходимо выровнять поверхность с помощью цементного раствора или наливного пола. На подготовленное основание укладывается гидроизоляционный слой, что защитит отопительную систему от влаги, которая может проникнуть снизу. Как сделать ступени из террасной доску подскажет эта статья.
Установка водяного теплого пола
Далее по периметру вдоль стен монтируется демпферная лента для компенсации увеличения объема стяжки при нагревании. После этого выполняют укладку теплоизоляции, в качестве которой используют плитный утеплитель. Листы укладывают со смещением стыков для более плотной связки.
Следующий этап – армирование. Для этого поверх утеплителя укладывается арматурная сетка. Размер ячеек лучше определять в соответствии с шагом укладки труб, что обеспечит более удобное крепление. Сечение прутков сетки должно составлять 4-5 мм.
После монтажа армирующей сетки можно приступать к укладке труб нагревательной системы, которая выполняется одним из двух способов: «улиткой» (спиралью) либо «змейкой». Перед укладкой трубу подключают к подающему коллектору.
Если помещение будет отапливаться с помощью одного лишь теплого пола, то трубы следует монтировать с минимальным шагом (20 см). Толщина стяжки водяного, теплого пола составляет 45-70 мм, а допустимое расстояние между трубами – 0,3 м, но не более.
Труба фиксируется к армирующему каркасу с помощью специальных клипс. По окончании монтажа конец трубы подсоединяется к возвратному коллектору.
Установленную систему отопления проверяют на работоспособность. Для этого на несколько часов включают коллектор. Если все в порядке, можно заливать стяжку.
Способ монтажа стяжки для водяного теплого пола обусловлен, прежде всего, материалом перекрытия, на которое монтируется система. Если основанием служит конструкция из бетона (что характерно для квартир многоэтажных домов), то лучший вариант – бетонная стяжка.
Для деревянных перекрытий, встречающихся в основном в частных домах, оптимальное решение – использование сухой стяжки. Рекомендуем также ознакомиться с нашей статьёй про самовыравнивающуюся стяжку для пола.
Что такое полусухая стяжка, ее преимущества и недостатки
Полусухая стяжка, как обычно, применяется для выравнивания черновых полов под различные покрытия или для применения в промышленных полах после ошкуривания и окраски специальными бетонными красками. Изменения касаются только технологии монтажа, что обусловлено некоторыми новшествами, внесенными в традиционную формулу решения.
По сравнению с обычным способом заливки бетона или смеси цемента и песка полусухой способ имеет ряд преимуществ, но не лишен и недостатков. Обо всех преимуществах и недостатках полусухой стяжки пола вы узнаете, прочитав статью ниже. При анализе может показаться, что недостатки полусухой стяжки пола очень существенны, но если это так, то она не получила бы такого распространения, особенно в промышленном строительстве.
Что такое полусухая стяжка и какие материалы для нее используются
Содержание
Среди всех видов стяжки полусухая занимает среднее положение между обычной (мокрой) и менее обычной сухой. По сравнению с обычной стяжкой отличается меньшим содержанием воды в готовом растворе. Остальные компоненты – цемент и песок – используются в обычных пропорциях, а прочность полусухой смеси после застывания практически неотличима.
К стандартным типам полусухих стяжек относятся:
Цемент марки М500.
Песок крупный фракции не менее 0,25 мм.
Минеральное волокно длиной 12 мм.
Пластификаторы.
Чистая вода.
Воду добавляют в таком количестве, чтобы сухая смесь обладала пластичностью и из материала можно было изготовить бюстгальтер. В общем, количество воды определяется рецептом, но можно воспользоваться и этим простым методом определения готовности массы.
Еще одним компонентом, который не используется в других типах вкладышей, являются микрофибры – специальные волокна из пропилена, смешанного с большинством растворов. Хотя они небольшие по размерам (толщине и длине), они надежно укрепляют раствор и не дают появиться трещинам и сколам после высыхания. По механической прочности на растяжение, изгиб и удар стяжка становится похожей на железобетон.
При наличии ряда рукавов трубопроводов, кабелей и других коммуникаций и элементов конструкций толщина должна быть такой, чтобы раствор покрываемой конструкции был не менее 1 см. Это обеспечивает достаточную защиту коммуникаций и хорошую устойчивость конструкции к деформационным нагрузкам стяжки, например, после расширения трубы теплого пола или теплового смещения электрических кабелей из-за нагрева.
В классическом случае полуэссенциальный вкладыш представляет собой смесь заводского приготовления, которая подается специальными насосами через место трубопровода. Пластичность массы позволяет поднимать ее на высоту 30 этажей, что практически снимает ограничения использования в высотном строительстве. Это одно из основных преимуществ – масса подается на всю площадь одновременно, за исключением ручного перемещения рулями или водилами.
Пластичность состава способствует выравниванию и выравниванию поверхности, а наличие полимерных волокон не допускает растрескивания. Ускоренное высыхание, благодаря уменьшенному количеству воды, позволяет работать быстро и перемещать поверхность намного быстрее, чем это происходит при обычных способах укладки пола под пол.
При приготовлении раствора для стяжки необходимо учитывать, что присутствие в воде хлора и фтора значительно ухудшает прочность готового слоя. Воду следует брать не из городского водопровода, а из природных водоемов или глубоких колодцев, как, впрочем, и для приготовления любого другого раствора, от прочности которого зависит результат строительства.
Преимущества полусухой стяжки
Основные положительные стороны полусухой стяжки проявляются при промышленной укладке с использованием специального оборудования, позволяющего производить смесь до 200 м по горизонтали и по высоте до 100 м. Успокоение и выравнивание смеси производится сразу после заливки поверхностей пола и не требует временного интервала для корректировки.
Если рассматривать очевидные преимущества полусухого вкладыша, то можно выделить несколько основных:
Регулируемые стойки;
Качество поверхности;
Отсутствие утечек;
Возможность установки разных уровней;
Высокая производительность;
Высокие термические и механические характеристики;
Экологические свойства;
Затраты.
Стенд для регулировки скорости
Физико-химические процессы, происходящие внутри арматуры, такие же, как и в обычном растворе. Но влаги здесь мало — достаточно, чтобы все молекулы цемента гидратировались и участвовали в понимании раствора. Вода практически не испаряется с поверхности – все участвует в химических связях. Это сокращает время высыхания стяжки – поверхность можно использовать уже через 12 часов после укладки и выравнивания.
Но под навесом следует с некоторыми предосторожностями. Хотя влажность и корова низкая, в ней содержится достаточно воды, чтобы создать неблагоприятные условия для деревянных конструкций. Поэтому керамобетон, плитку, линолеум можно укладывать через 2 – 3 дня после выравнивания пола полусухой стяжкой, а деревянные полы, паркет и ламинат можно укладывать через 10 – 14 дней, дождавшись испарения всей влаги, не только от поверхности, но и объемов вкладыша.
Учитывать, что толщина слоя должна быть не менее 5 см. При площади от 10 до 75 м 2 влага в ней содержится хоть и мало, но для ее удаления до безопасного для древесины уровня требуется не менее 10 – 14 дней.
Качество поверхности
Консистенция раствора и наличие стекловолокна исключает рыхлость поверхности при высыхании, образование полостей и каверн после испарения воды внутри (ничего просто не испаряется), появление трещин из-за неравномерного высыхания . Нанесение шлифовальных машин на стяжку поверхности, когда раствор дополнительно закрывает наружный слой и превращает бетон в практически монолитный водостойкий.
При последующей укладке сплошных полов из эпоксидных или полимерных материалов значительно снижается их расход – пористость основания очень низкая и материал практически не проникает в стяжку. Однако на уровне адгезии это совершенно не сказывается – покрытие держится на полусухой стяжке не хуже, чем на обычной.
Свойства материала обеспечивают высокую точность – после шлифовки отклонения по высоте не превышают 2 мм на метр длины. Если учесть высокую стоимость пола, то снижение расхода материала приводит к значительной экономии, которая превысит затраты на использование специального оборудования.
Отсутствие протечек и чистота работы
Еще одним преимуществом использования полусухой стяжки является чистота работы. Помимо отсутствия загрязненных брызг и трещин на поверхности, небольшое количество воды в массе исключает протекание через стыки панелей перекрытий на нижние этажи. Это позволяет использовать данный вариант стяжки в случае ремонта, когда на нижних этажах уже закончена отделка.
По сравнению с полностью сухими эфирами опасность проникновения воды в нижние этажи несколько выше. Однако в классическом виде сухая стяжка практически не используется при выполнении промышленного строительства. Сфера его применения – дачи и каркасные дома, гражданское строительство, коттеджи.
Возможность устройства разных уровней
За счет пластичности и плотности раствора, а также возможности сохранения затухшей формы полусухой способ укладки стяжки позволяет выполнять процесс непрерывно при подготовке оснований для разных покрытий. В случае с жидким цементно-песчаным раствором выполнить такую работу за одну операцию гораздо сложнее – это потребует значительного временного интервала или оплаты, что в свою очередь требует временного интервала и дополнительных затрат на материалы и оплату работ.
Высокая производительность
По сравнению с другими способами выравнивания оснований и подготовки промышленных полов полусухая стяжка обеспечивает наибольшую производительность – до 400 м 2 готового слоя в смену. Качество особенно ценно при устройстве стяжки на больших площадях:
ангары;
торговые залы;
производственные цеха;
гараж;
спортивные сооружения;
склады.
Механическая подача готового раствора той же консистенции и химического состава позволяет без ограничения максимальной площади укладки полусухой стяжки. Этот метод оценили крупные строительные организации, так как он позволяет сократить сроки строительства.
Высокие термические и механические характеристики
Состав компонентов полусухой стяжки и монолитной конструкции значительно повышает стойкость поверхности к истиранию. Даже при использовании в качестве промышленных напольных покрытий поверхность не пылит и не повреждается при использовании складского или цехового оборудования на пневматических или пластиковых колесах.
При воздействии на поверхность стяжки нагрузка распределяется равномерно и меньше деформируется вся конструкция помещения. Индивидуальная пористость несущего слоя также имеет меньшие нагрузки на слои основания или перекрытия.
Пористость несущего слоя и наличие минеральных или полимерных волокон повышают тепловые и звуковые свойства материала. Это позволяет сэкономить на использовании дополнительных демпферов и теплозащитных материалов на потолках — их слой можно сделать тоньше или вовсе исключить. Но тепловые свойства не препятствуют использованию полусухой стяжки в качестве основы для устройства теплых полов. Небольшой слой фибробетона поверх труб или кабелей не снижает эффективность системы отопления.
Экологические свойства
С точки зрения экологии полусухая стяжка рассматривается как с рабочей точки зрения, так и в контексте строительного процесса.
Как уже было сказано, готовый полусухой вкладыш:
практически не пылит,
не впитывает влагу,
не шумит,
очень чистый и аккуратный, даже без использования даже умеренно активных моющих средств и легких абразивов.
При нагревании под прямыми солнечными лучами не деформируется, не трескается и не падает. Также полусухая шерсть безразлична к низким и высоким температурам воздуха. При нагревании материал ведет себя аналогично бетону, не выделяя летучих соединений и аллергенов. Полимерные и минеральные волокна прочно сцепляются с цементом и не выделяются в виде пыли даже при сильных механических воздействиях на поверхность.
Работа на стройке также безопасна – вся фаза смеси производится в специальной закрытой емкости – миксере. Подача осуществляется по герметичным трубопроводам, не оказывающим воздействия на окружающую среду. При гладких поверхностях и глажке мокрой поверхности не образуют пыли и брызг, которые могут раздражать дыхательные пути человека или слизистые оболочки.
Стоимость укладки полусухой стяжки
Стоимость полусухой стяжки ниже мокрой, а тем более сухой. Наиболее ощутимый экономический эффект проявляется при его установке на площади более 100 м 2 . Такие количества позволяют максимально использовать оборудование и снизить трудозатраты на изготовление 1 м 2 готовой поверхности. При приготовлении раствора вручную и упаковке без применения специальных машин стоимость почти такая же, как и у обычного, мокрого, но сохраняются все основные преимущества.
Полусухая стяжка
Помимо очевидных достоинств полусухие эфиры имеют ряд недостатков, которые в основном носят объективный характер и наблюдаются во всех условиях его применения. Эти качества:
Высокая цена при небольшом количестве использования;
Трудности при работе при низких температурах;
Плохой поток;
Боязнь воды;
Толщина;
Недостаточное уплотнение.
Высокая цена при небольших объемах использования
Одним из недостатков является относительно высокая стоимость, если работа происходит на ограниченных участках. Например, стоимость монтажа такого стыка в частном доме может быть в несколько раз выше, чем мокрого, даже с учетом подготовки штукатурки.
Для приготовления раствора нужен специальный песок, который встречается очень редко. Доставка песка на дальние расстояния значительно увеличивает стоимость смеси, особенно если требуется небольшое количество, около 1,5-2 м 3 . Однако если стяжка укладывается на большой площади, песок доставляется большегрузным автотранспортом, что несколько снижает затраты.
Та же картина с цементом – покупка нескольких мешков цемента будет стоить дороже, чем оптовая продажа с доставкой. Также сложно приготовить необходимый раствор на месте, для этого необходимо доставить необходимое оборудование на объект. Аренда оборудования стоит определенную сумму денег.
При укладке мокрого слоя затраты значительно ниже – песок подходит всем, для замеса достаточно простой бетономешалки, нет необходимости заказывать пневмооборудование. Но опять же, этот минус чувствуется, когда работаешь на небольших площадях или объектах, удаленных друг от друга. При промышленном строительстве многоэтажного дома или общежития эти расходы нивелируются, а стоимость квадратного метра стяжки значительно снижается.
Низкие температуры
Другой недостаток при работе с полусухими эфирами связан с температурой воздуха. Монтаж возможен только при плюсовой температуре или в отапливаемых помещениях, а основание под стяжки тоже достаточно теплое. Но и здесь подстерегают «ловушки». Все оборудование для приготовления раствора, как правило, находится на улице.
При низких температурах песок смерзается в глыбы и камни, которые трудно измельчить вручную. Возникла проблема с доставкой воды. Хотя его нужно не так уж и много, но хранить в цистернах все же невозможно, а шланги и трубы быстро замерзают.
В условиях крупного строительства выход достаточно простой – установить оборудование в отапливаемом временном помещении, обогреваемом воздушными пушками. Обычно достаточно нагреть воздух до +5 – 7 0 С, чтобы можно было без препятствий приготовить раствор. В движении в трубопроводах он не замерзнет – теплоемкость цементно-песчаной смеси достаточно высока и пока она не достигнет пункта назначения, ее температура успеет упасть всего на 1 – 3 градуса, что не критично.
В крупных городах при строительстве в условиях плотной застройки возникает новая сложность – нехватка места для установки оборудования и хранения большого количества долей сырья. Но при правильной организации строительной площадки этот недостаток просто устраняется. Возможно большое количество вариантов, все зависит от конкретных условий на строительной площадке и мастерства инженеров и прорабов.
Малый жидкий раствор
Одним из основных недостатков, определяемых характеристиками смеси, является недостаточное количество жидкости. Если в трубопроводе, подаваемом под давлением, масса течет вполне терпимо и даже ведет себя как жидкость, то в свободном состоянии она растекается очень слабо. Это приводит к затруднениям при заполнении углов, линий соприкосновения с колоннами, стенами и полками.
Устранить этот недостаток тоже довольно просто, но как и все дополнительные действия и материалы стоит определенную сумму денег и увеличивает затраты на один квадратный метр, впрочем, не критично. Для повышения текучести в рецептуру добавляют пластификаторы, специальные химические реагенты, которые практически не влияют на процесс гидратации и не снижают прочности готового покрытия. Пластификаторы лишь незначительно увеличивают текучесть, чего обычно достаточно для облегчения растворения.
Если этого недостаточно, на начальном этапе подачи раствора можно вручную вмассировать массу в крестики. Как правило, длина линий соприкосновения со стеной не слишком велика, поэтому задача вполне выполнима, а стоимость стяжки и скорость выполнения работ не сильно сказываются.
Единственное, что делать не рекомендуется – добавлять в раствор воду. В этом случае масса станет слишком жидкой, а лайнер в местах смачивания будет иметь низкую прочность.
Гидрофобность
Следующий недостаток – гидрофобность. До полного высыхания следует полностью исключить контакт с водой и ограничить действие жидкости при дальнейшем использовании. Дело в том, что процесс гидратации при недостатке воды протекает медленно и неполно. Всегда существует определенный процент непрореагировавших молекул цемента, готовых к взаимодействию с контактирующей водой. В результате стяжка может потрескаться и вздуться, что нежелательно перед нанесением краски или наливом.
Толщина
Полусухая стяжка толщиной менее 5 см не рекомендуется. Это также связано с процессами, происходящими внутри массы. Если слой слишком тонкий. Что вода испаряется быстрее, чем схватывающие растворы, и нет времени зацикливаться на основах. Поэтому наблюдаются отряды, часто довольно крупные по площади.
Однако толщина слоя более 7 см нецелесообразна из-за большого веса материала – квадратная стяжка толщиной 7 см весит более 120 кг. Такие перекрывающие нагрузки нежелательны, можно делать более толстый слой, разве что на грунт или рыхлый субстрат. Частая засыпка керамзитобетона или заливка керамзитобетоном под полусухие эфиры также применяется на полах, если необходимо поднять пол.
Недостаточное уплотнение
Часто стяжка не уплотняется по разным причинам, что приводит к частичному разрушению после укладки напольного покрытия, появлению пушек и шума. Чтобы этого не допустить, обязательно нужно приступить к выравниванию и полировке поверхности. Своевременное применение шлифовальных машин позволит довести материал до необходимого предела компактности.
Чтобы исключить большее количество нежелательных явлений, монтаж стяжки производится строго по технологии. Незначительные отклонения приводят к растрескиванию или отслаиванию. Внимательно соблюдайте пропорции компонентов, особенно количество воды. Повышенная влажность, как и ее недостаток, одинаково нежелательны. При чрезмерном количестве стяжка теряет плотность, становится менее прочной, дает усадку и растрескивается. Если воды мало, то гидратация не происходит полностью, что приводит к появлению пор и каверн.
Часть недостатков, на которые часто ссылаются противники полусухой стяжки, на самом деле не являются недостатками. В качестве примера можно привести неоднородную плотность – основание стяжки гораздо более хрупкое, чем верхняя часть. Плотность постепенно увеличивается снизу вверх из-за низкой текучести материала. Средняя плотность высушенной стяжки составляет до 1800 кг/м 3 , что несколько ниже, чем у жидкого бетона (песок/цемент, без минеральных наполнителей).
При испытании прочность на разрыв контрольного куба полусухой стяжки до 150 кг/см 2 , что соответствует бетону М150, рекомендуется для устройства оснований под полы.
Что касается чтения о том, что полуэссенционный шов образует неровную поверхность, которую необходимо выровнять от пола для заливки, то это не совсем верно. Если использовать маяки и обслуживаемые шлифовальные станки, то любое напольное покрытие можно укладывать без выравнивания навалом. В общем случае после установки полусухого эфира проявляются только его положительные качества, следует использовать качественные материалы и строго соблюдать технологические требования.
Также следует отметить, что каждая из технологий строительства, в том числе и самая инновационная, не содержит в себе каких-то преимуществ. Всегда можно найти то, что вам не подходит и не подходит для конкретного применения. Именно знание всех положительных и отрицательных качеств позволяет выбрать варианты того или иного способа построения, в данном случае расположения вкладыша.
Как производить укладку полусухой стяжки на теплый водяной пол
Выбор напольного покрытия
Особенности стяжки
Инструменты и материалы
холдинг горизонт
Выбор толщины
Подготовка основания
Устройство полусухих стяжек
Советы
Полусухая стяжка имеет свои особенности при устройстве на комнатном основании. Огромную роль играет качественная работа, от которой будет зависеть не только прочность всей конструкции, но и долговечность в эксплуатации. Если поверхность будет гладкой, даже пол будет меньше изнашиваться. Никаких дефектов быть не должно, ни при каких обстоятельствах, чтобы получить действительно положительный результат.
Выбор напольного покрытия
При выполнении водяной теплой стяжки пола своими руками, следует собрать информацию о том, какое напольное покрытие в дальнейшем можно выбрать. главное, чтобы он обладал отличными свойствами теплопроводности. Самый идеальный вариант в этом случае – терракота или гранит. Этот материал способен прослужить долгое время, сохранить все эксплуатационные качества. хороший отвод тепла, но, следовательно, вся энергия днища будет очень хорошо выходить наружу. Правда для ног такой выбор пригодится только в холодное время года. В полусухой стяжке пола теплая вода летом будет холодной.
Многие делают ошибку и кладут пластиковую плитку. При повышенных температурах, нагреве он растрескается и со временем придет в негодность. Так что лучше при выборе обойти его.
Еще один лучший вариант — ламинат. Тем более, что вы можете купить в магазине специальный материал, предназначенный для теплого пола. Среди популярных производителей Tarkett, Parador и другие. Полусухой цемент выдерживает и линолеум. Есть одна особенность, заключается она в том, что сырье необходимо подбирать натуральное. В противном случае помещение будет обеспечено нагревом различных химикатов, канцерогенов. Это касается линолеума на бумажной основе.
Для теплых полов используется вода в качестве напольного покрытия и натуральные материалы — паркет, пробка. главное, чтобы продукция была сертифицирована, и ее можно было укладывать на теплый пол. Важно ознакомиться с рекомендациями производителя.
Характеристики стяжки
Полусухая цементно-песчаная стяжка пола, в частности, обладает всеми своими положительными качествами. К ним относятся:
Но это только часть того, что вообще доступно в полусухой стяжке. Как я уже упоминал ранее, все нужно делать поэтапно, следите за качеством и пропорциями приготовленного раствора. Тогда никаких ошибок в работе не будет.
Инструменты и материалы
Чтобы работа началась и проходила без отвлекающих факторов, следует подумать, заранее подготовить не только инструменты, но и соответствующие материалы. Что касается последнего, то здесь в полной мере должна соблюдаться пропорция полусухой стяжки пола. Именно от пропорций будет зависеть основное качество готового основания под пол напольного покрытия.
Среди инструментов выделяют строительный или водяной уровень. Не менее популярен лазерный уровень. Но это отталкивает стоимость некоторых. Не всегда есть желание тратить больше на одну задачу. Также пригодятся рулетки, различные емкости для смешивания и размешивания раствора с помощью дрели с соответствующей насадкой. Кроме того, удобный шпатель и кельма.
В зависимости от производительности процесса сборки полусухой стяжки, Это будет зависеть от любых дополнительных инструментов. Если маяки выставляются и крепятся к основанию с помощью саморезов с проволокой, Вам не понадобятся ни отвертки, ни кусачки.
Имеет пропорции полусухой стяжки, кому лучше смотреть в мануале по закупке материалов. Затирка должна быть однородной и без лишних комочков. Чтобы избежать возможных сложностей с размешиванием, в магазинах достаточно сухих смесей, в которые достаточно будет добавить определенное количество воды. правда, тогда соотношение жидкости по отношению к смесям было бы подходящим.
При изготовлении самостоятельного раствора под полусухую стяжку магазин закупил:
50 кг цемента. Его оценка должна быть не ниже М-400.
Для этого количества цемента требуется 200 кг песка, фракцией не более 0,8 мм.
30-40 литров воды. По воде бросаться ни в коем случае нельзя. Лучше налить несколько меньше необходимого количества, а уже потом добавлять по мере необходимости. главное, чтобы раствор превратился в жидкость.
пластификатор. В готовом виде его можно найти в магазинах. Его количество будет незначительным, около 200 грамм. Некоторые специалисты советуют вместо дорогостоящих добавок добавлять обычное жидкое мыло. Гибкость галстуков остается на достойном уровне.
Теплоизоляционный слой из плит пенополистирола.
В качестве маяков взят специальный металлический профиль, называемый «Маяк». Маяки могут быть выполнены и в других вариантах, где их огромное количество.
удерживающий горизонт
Для повышения точности применяют специальные приспособления, например, строительный уровень. Он находится не только в самой нижней точке этажа, но и в самой высокой. Последняя будет отправной точкой для определения высоты стяжки.
В современном строительстве популярность набрал лазерный уровень. С его помощью все точки проводятся в помещении и выставляются мишени для очередного маяка, который заливается полусухой стяжкой под теплый водяной пол.
Выбор толщины
Если вы находитесь в полузаливке пола, следует определить точную толщину слоя. Это будет зависеть от ровности поверхности плиты, от имеющихся неровностей, а также наличия или отсутствия в квартире коммуникационных элементов. У нас получится теплый пол со всеми его составляющими. Это указывает на то, что толщина полусухой стяжки водяного теплого пола не должна превышать 50 мм. Слой будет зависеть от качества утепления пола. Чем меньше толщина полусухой стяжки, тем быстрее становится теплым пол после прогрева в помещении.
Толщина может повлиять на охлаждение. Есть уже все наоборот. Длинная поверхность нагрева приводит к длительному ее охлаждению. Если коснуться сохранения, то будет максимум. Правда, неизвестно, откуда приходят счета на оплату отопления.
Все детали и выбор толщины будут зависеть от заказчика. Он подбирает тот или иной вариант, который также будет зависеть от выбранного напольного покрытия. Стоит отметить, что если трубы теплого пола будут укладываться на неровном грунте, то толщина стяжек в районе пола будет разной. Это приведет к тому, что подогрев пола будет разным в разных помещениях. В некоторых случаях произойдет перерасход энергии.
Задумываясь над тем, какая лучше стяжка для теплого водяного пола, лучше всего остановить свой выбор на самостоятельном ее выполнении или обращении к специалистам. надо взвесить все за и против, смириться. Некачественно сделанная полусухая стяжка приводит к большим проблемам в процессе эксплуатации.
Видео:
Подготовка основания
Этот этап монтажа полупроводящих стяжек на Теплый водяной пол ничем не отличается от стандартного исполнения. Груз должен быть доступен для удаления мусора и элементов от предыдущих работ. Гидроизоляционный слой необходимо было сформировать до монтажа теплого пола, а вот демпферную ленту по периметру стен и любые декоративные элементы закреплять в обязательном порядке. главное, сам теплый пол прошел все проверки, в том числе и работу под давлением. Если он работает нормально, вы можете перейти к следующему шагу.
Устройство полусухих стяжек
Перед приготовлением раствора следует ознакомиться с его компонентами. Некоторые пытаются сэкономить и устанавливают в качестве армирующего элемента стальную сетку. Но современные технологии доказали, что лучше этого не делать, а использовать стекловолокно, которое добавляют при приготовлении раствора. Как вариант, применяется полусухая стяжка со стекловолокном.
При использовании готовых смесей для полусухих стяжек следует соблюдать осторожность, соблюдать пропорции добавления воды и других добавок. В остальном никаких экспериментов не стоит. Соответствие проверяется очень просто: участие принято, договоры на руках. Много жидкости будет в том случае, если она просочится между пальцами. Идеальный случай — комок образовался целиком после сжатия. Состав полусухой стяжки пола должен быть таким, какой необходим для эксплуатации.
Вся комната условно разделена на так называемые зоны. За отделение маяков будет отвечать стяжка теплого водяного пола. Между ними заливается раствор, который выравнивается правилом. После размещения раствора рекомендуем закрепить трамбовку. Стоит отметить, что есть определенное время, в которое вы должны встретиться. трамбовка, шлифовка, затирка должны быть произведены не позднее шести часов после того, как готовая сухая смесь и расширена до перекрытия теплого пола. Только в этом случае полусухая стяжка пола под водой в итоге получится ровной и гладкой, без негативных проявлений.
После окончания работ, следует уделить внимание уходу за полусухой стяжкой. При необходимости смачивается опрыскиванием в нужном количестве. Сразу после нанесения и выравнивания стяжку накрывают пленкой из полиэтилена, чтобы влага распределялась равномерно по всей площади. Этого нельзя делать, когда в помещении нет сквозняков или перепадов температур.
Советы
Вы можете подобрать несколько советов специалистов, которые согласуются с выполнением полусухой стяжки под теплый водяной пол:
Оптимальная толщина слоя раствора должна быть в пределах 50-70 мм. В качестве материала для армирования в этом случае лучше использовать современные средства, в состав которых входит фиброволокно.
При укладке плит пенополистирола его плотность должна быть более 35 кг на м 3 . В противном случае они не выдержат всех нагрузок, порвутся.
Перед проверкой эффективности теплого пола лучше положить слой теплоизоляции и рантовой ленты, которая способна компенсировать расширение при последующей полусухой стяжке из-за изменения температурных показателей. Если теплый пол работает под давлением, можно приступать к заливке приготовленного раствора, придерживаясь необходимых пропорций.
Как самому изготовить трубогиб дома из подручных материалов идеи инструкция и описание – Мои инструменты
Содержание
1 Конструкция трубогибных станков классификация
2 Обкаточные или роликовые устройства и их особенности
3 Арбалетные станки и их основные достоинства
4 Намоточные станки и их конструктивные особенности
5 Прокаточные или вальцовочные трубогибы и их принцип функционирования
6 Какой вариант приспособления легко изготовить в домашних условиях выбираем лучшее
7 Трубогиб ручной своими руками как сделать простейший вариант
8 Вариант ручного трубогиба из подручных средств сделать быстро и легко
9 Как соорудить станок для изгиба труб и профиля в домашних условиях из лебедки
10 Вальцовочный станок для изгибания труб и пластин из подручных средств как сделать самостоятельно
11 Делаем станок для сгибания труб — приспособление с прижимным роликом
12 Как сделать трубогиб с прокаточным роликом из стали
13 Арбалетный трубогиб с пуансоном сделать самостоятельно
14 Как правильно согнуть трубу без специального оборудования
15 Как сделать ролики для трубогиба
16 Изготовление трубогиба из ступицы
17 Трубогибы для быстрого сооружения теплицы
18 Фото идеи трубогибочных станков для изготовления своими руками
Вопрос об изготовлении трубогиба своими руками возникает тогда, когда выясняется реальная стоимость заводского станка для изгибания труб и профилей. Это устройство пользуется популярностью не только среди сантехников и монтажников отопительных систем, но и среди фермеров, которые занимаются тепличным хозяйством. Имея трубогиб для изгибания стальных материалов, не составит труда сделать теплицу, арку и прочие конструкции, например, ворота и забор. Как сделать трубогиб самостоятельно, интересуются многие владельцы частных домов, поэтому пришло время выяснить технологию и принцип изготовления трубогибных станков.
Конструкция трубогибных станков классификация
Перед тем, как приступать к изготовлению трубогиба своими руками, следует выяснить, какие варианты устройств бывают. Зная варианты трубогибочных станков, не составит большого труда выбрать для себя оптимальный, чтобы реализовать его в домашних условиях из подручных средств. Рассматриваемые устройства классифицируют по таким факторам:
Тип размещения — стационарные и мобильные
Тип приводного механизма — ручные, электрические и гидравлические
Способ воздействия на материал. Именно этому критерию необходимо уделить особое внимание, ведь по типу воздействия трубогибы бывают роликовыми, арбалетными, намоточными и вальцовочными
Многие не понимают, чем отличаются все эти приспособления по способу воздействия, поэтому перед описанием инструкции, как сделать изогнутую трубу трубогибом, выясним особенности каждой разновидности.
Обкаточные или роликовые устройства и их особенности
Конструктивно обкаточный станок напоминает советский закаточный ключ для банок. Состоит приспособление из двух круглых роликов, один из которых закреплен неподвижно, а второй перемещается по вокруг него, обеспечивая при этом изгиб труб и профиля. Обкаточным такой тип оснастки называется по конструктивным соображениям, так как процесс деформации материала обеспечивается за счет обкатки.
Сделать станок такого типа не трудно, и для этого понадобится минимум материалов, найти которые можно в гараже. Для изготовления понадобятся два подшипника, а также сооружение прижимного механизма для фиксации трубы в одной точке. Чертеж обкаточного трубогиба представлен на фото ниже.
Арбалетные станки и их основные достоинства
Такого типа устройствами пользуются сантехники для сгибания труб малого диаметра. Стационарные устройства позволяют выполнять изгибание материалов большого диаметра и размера. Принцип работы основывается на упоре сгибаемого материала в двух неподвижных роликах. Деформация осуществляется шаблоном в виде пуансона, перемещающимся по подвижному штоку. Шаблон воздействует на центральную часть закругленного участка материала, осуществляя деформацию до необходимого угла.
Такой тип станка также не трудно изготовить в домашних условиях, а в качестве подвижного шаблона используется масляный домкрат. Приспособление подходит для деформирования не только круглых стальных материалов, но и профилированной трубы. Достоинство таких станков в том, что сделать их можно с подручных средств, а изгибание выполняется за счет прикладывания усилия от домкрата, то есть, исключена необходимость физического воздействия человеком.
Намоточные станки и их конструктивные особенности
В домашних условиях также можно соорудить трубогиб намоточного типа, конструкция которого основывается на применении подвижного ролика и специального упора. Есть у такого устройства существенный недостаток — угол изгиба зависит от диаметра подвижного элемента. Принцип работы намоточных трубогибов имеет следующий вид:
Край материала фиксируется в одной точке подвижного ролика прижимным механизмом
Он перемещается по оси, тем самым происходит изгибание материала
В качестве второго упора применяется конструкция, состоящая из двух роликов малого диаметра. Обычно такие элементы имеют подвижный механизм, что позволяет отрегулировать угол сгиба
Трубогиб, работающий по принципу намотки, может иметь электрический привод или работать вручную от приложения физических усилий. Однако согнуть материал большого диаметра вручную таким способом будет невозможно.
Прокаточные или вальцовочные трубогибы и их принцип функционирования
Оснастка вальцовочного типа состоит из двух неподвижных и одного подвижного ролика. Подвижный элемент воздействует на материал, и в зависимости от его положения, определяется радиус изгиба. Трубогиб прокаточного типа считается универсальным, так как он позволяет получать изгиб разного радиуса. Ниже на фото показан прокаточный станок для сгибания труб и профиля.
Какой вариант приспособления легко изготовить в домашних условиях выбираем лучшее
Сделать домашний трубогиб не трудно, но для начала надо определиться с предпочитаемым вариантом. Самым трудным для реализации из представленных выше вариантов является станок намоточного типа. Сделать в домашних условиях его трудно, но реально, если уделить немного больше времени, чем на прочие варианты.
Выбирая арбалетный станок, необходимо знать о том, что их главным недостатком считается воздействие на материал только в одной точке. Такое воздействие на оснастку приводит к тому, что материал испытывает растяжение, поэтому не исключается образование разрыва стенок или уменьшение их толщины. Не рекомендуется применять арбалетные приспособления для изгибания толстостенных стальных материалов.
Вальцовочные или прокаточные приспособления лишены всех вышеуказанных недостатков, поэтому они пользуются популярностью среди мастеров, поставивших себе цель сделать трубогибочный станок для профильной или круглой трубы.
Если поставлена задача изготовления приспособления своими руками, необходимо для начала решить, какой радиус или угол изгиба необходимо получить. Прежде чем приступать к перегибанию стальных труб, следует разобраться с допустимыми радиусами, которые зависят от толщины стенок и диаметра. Ниже приведена таблица, в которой указаны допустимые радиусы изгиба, зависящие от толщины стенок и диаметра оснастки.
Если не соблюдать рекомендации из таблицы, то превышение нормы повлечет за собой нарушение целостности материала. Если надо согнуть трубу меньшего радиуса, чем указано в таблице, следует прибегнуть к применению горячего метода вальцевания, использующиеся в производственных условиях.
Это интересно! Есть также дорновые трубогибы, которые имеют сложное устройство, и не изготавливаются в домашних условиях. Если необходимо согнуть трубу по методу горячей прокатки, тогда ее можно реализовать в домашних условиях. Для этого используется обычный вальцовочный трубогиб, а также паяльная лампа или газовая горелка.
Трубогиб ручной своими руками как сделать простейший вариант
Простой станок для изгибания труб можно сделать из подручных средств, используя при этом не только металл, но и древесину. Отыскать ненужную доску намного проще в хозяйстве, чем стальное основание необходимой толщины. Для начала берется доска, толщина которой должна быть толще диаметра материала, подлежащему деформированию. Дальнейшая инструкция по изготовлению простейшего трубогиба из досок имеет следующий вид:
Из доски вырезается шаблон дугообразной формы. Форма должна быть такой, какой радиус изгиба оснастки надо получить в итоге
Закрепить полученный шаблон на основании в виде листа 2-3 листов ДВП или ДСП. Очень важно, чтобы шаблон крепко фиксировался к основанию, так как в процессе изгибания он может оторваться. Дополнительно для фиксации можно использовать струбцину или маленькие тиски
С одного края следует закрепить упор, посредством которого изгибаемый материал будет упираться. В качестве такого упора можно использовать отрезок доски, закрепленного к основанию
Пользоваться таким устройством не трудно, и для этого следует завести материал между шаблоном и упором и, контролируя, чтобы труба не соскочила, приступить к выполнению работ. Принцип изготовления простейшего трубогиба не требует никаких финансовых вложений, и такой способ отлично подходит, когда нужно согнуть небольшое количество профилей. Есть и другие варианты изготовления простейших трубогибов своими руками из подручных средств, которые описаны ниже.
Вариант ручного трубогиба из подручных средств сделать быстро и легко
Если в распоряжении имеются крючки на стену для одежды, то из них также можно изготовить трубогиб. Суть изготовления заключается в том, что предварительно на ровной поверхности следует начертить шаблон, по которому располагаются крючки. Шаблон должен иметь такой вид, какой радиус изгиба трубы нужно получить.
При сооружении приспособления немаловажно учитывать, что количество крюков должно быть достаточным, чтобы выдержать нагрузку. Достоинство этого устройства в том, что крюки можно расположить при необходимости в таком виде, котором нужно получить изгиб трубы. Аналогично, как и в первом варианте, необходимо также предусмотреть сооружение упора, от которого будет совершаться изгибание оснастки.
Как соорудить станок для изгиба труб и профиля в домашних условиях из лебедки
Вышеописанные способы имеют один существенный недостаток — они не позволяют согнуть материалы большого размера. Чтобы иметь возможность деформации профиля и труб большого диаметра, следует воспользоваться лебедкой. Принцип изготовления трубогиба с использованием лебедки имеет следующий вид:
Изначально подготавливается шаблон из ДСП, который должен иметь форму в виде радиуса изгиба металлопрофиля
Для закрепления материала в одной точки используется упор. В качестве такового применяется доска, привинченная к основанию или струбцина
К другому концу трубы крепится крюк от лебедки. Лебедка должна быть надежно зафиксирована к стене или бетонному основанию. Приводя в действие ручку лебедки, происходит деформация материала
Такой способ исключает необходимость прикладывания физических усилий, так как эта задача возложена на лебедку. При сооружении рассматриваемого устройства немаловажно соблюдать технику безопасности. Одна из больших опасностей в том, что крюк во время изгибания может сорваться. Чтобы этого не случилось, следует его как можно лучше зафиксировать.
Вальцовочный станок для изгибания труб и пластин из подручных средств как сделать самостоятельно
Если предстоит изогнуть не один десяток труб большого диаметра, тогда следует изготовить более серьезное приспособление. Для этого понадобятся не только расходные материалы, но и сварочный аппарат. Вальцовочные станки пользуются популярностью, что связано с их достоинствами:
Возможность изогнуть трубки и профиль разного диаметра, толщины и размера
Предварительное установление радиуса или угла изгиба
Отсутствие необходимости выполнять работу вручную, так как процесс происходит автоматически, а человеку необходимо только вращать рукоятку, посредством которой происходит перемещение материала
Компактность — станки такого типа являются мобильными, и не требуют много места для их хранения
Рассмотрим простейший вариант изготовления трубогиба из подручных средств по предварительно подготовленному чертежу. Для изготовления оснастки понадобятся такие материалы:
Швеллер размером 50х100 мм и длиной 1 метр
Труба диаметром 80 мм и длиной до 50 см
Винтовой домкрат. Если есть масляный домкрат, то можно его использовать
Подшипники в количестве 6 штук, из которых изготавливаются прокаточные ролики
Трубки диаметром, равным размеру внутренней обоймы подшипников. Из нее будут изготавливаться прокаточные ролики
Уголки для закрепления прокаточных элементов
Расходные материалы — стальные пластины, болты с гайками стальные и прочее
Предварительно следует начертить схему, по которой будет собираться установка. Ниже приведено фото готовой установки, по образцу которой можно сделать трубогиб.
Процесс изготовления вальцовочного трубогиба из подручных средств имеет следующий вид:
Из швеллера длиной 500 мм изготавливается основание. К основанию необходимо приварить два отрезка трубок по 200 мм на расстоянии друг от друга 15 см
Сверху необходимо приварить отрезок швеллера длиной 250 мм
Изготовить из подшипников ролики, соединив их между собой трубками
Изготовленные ролики следует расположить на верхней части швеллера в разных плоскостях. Для закрепления элементов на швеллере, необходимо воспользоваться уголками, приварив их к наружной поверхности швеллера
Расстояние между осями крайнего и среднего ролика составляет 20-25 см
На следующем этапе следует изготовить подвижную станину, которая будет приводиться в действие посредством резьбового домкрата
Нижняя ножка домкрата приваривается к нижней станине, а верхняя часть со швеллером, на которой следует расположить третий ролик из подшипников и трубки. Соединить подвижную часть с неподвижной, следует посредством болтов с гайками, предварительно просверлив отверстия
Соединив подвижную станину с неподвижной, получается конструкция, как показано на фото ниже
Заключительный штрих — изготовление рукоятки (можно использовать педаль от велосипеда), посредством которой в действие приводится средний ролик. При вращении рукоятки приводится в движение закрепленная оснастка или швеллер
Домкратом регулируется угол изгиба, а посредством рукояти приводится в действие труба. Для размеренной регулировки приспособление можно дополнить стальной линейкой, по которой можно ориентироваться на величину изгиба. В итоге получается удобный станок для сгиба профилей, пластин и арматуры, фото которого показано на схеме ниже.
Вместо рукоятки можно подключить электродвигатель через редуктор, что позволит увеличить скорость изгибания труб, что актуально, например, когда изготавливается теплица или арка. Видео материал, который представлен ниже, поможет изготовить трубогиб в домашних условиях с минимальными затратами времени и сил.
Делаем станок для сгибания труб — приспособление с прижимным роликом
При монтаже сантехники или систем отопления в доме вовсе не обязательно покупать станок или делать приспособление вальцовочного типа. Есть вариант проще — это трубогиб с прижимным роликом. В качестве роликов можно использовать, как стальные, так и деревянные устройства. Если выбран вариант изготовления приспособления из древесины, то гнуть можно трубы из мягких материалов, а стальная конструкция позволит сгибать металлические изделия и профиль.
Основу сооружения составляют два ролика, один из которых является подвижным, а второй неподвижный. Посредством подвижного ролика производится прикатка материала к неподвижному устройству. Ниже приведен чертеж, как сделать с прижимным роликом трубогиб.
Главные особенности, которые надо учитывать при изготовлении станка с прижимным роликом:
Изготовить П-образное основание, на котором крепится подвижный ролик
Одна часть такого основания выступает в качестве рукоятки, приводимой в действие вручную
Вторая часть крепится к станине, в качестве которой можно использовать торцевую часть столешницы верстака
Важно закрепить П-образную часть так, чтобы ролик прилегал к станине на одинаковое расстояние, что позволит выполнить качественный изгиб
Конструкция трубогибочного станка ручного с прижимным роликом из дерева показана на фото ниже.
Как сделать трубогиб с прокаточным роликом из стали
Мастера по изготовлению ворот и прочих изделий, работу которых можно назвать ювелирной, нуждаются в использовании трубогибочных станков. Если вариант по изготовлению станка из дерева не подходит (ведь он имеет низкую стойкость), то предлагается изготовить подобную конструкцию из стали.
Для изготовления трубогиба из металла с прижимным роликом понадобится выполнить следующие действия:
Сварить два уголка друг с другом. Выступ уголков зажимается в тисках. Эти уголки играют роль основания будущего устройства
Приварить на основание упор, в качестве которого можно использовать отрезок трубы
Далее изготовить конструкцию в виде барабана. Для этого используются круглые пластины, диски, ступицы (все, что есть в хозяйстве). Из них изготавливается барабан, по которому будет происходить изгиб. Чем больше диаметр барабана, тем большего радиуса можно гнуть трубу. Кстати, в зависимости от поставленной технологической задачи, можно сделать, чтобы барабаны можно было менять
На завершающем этапе остается только изготовить П-образную конструкцию, на которой располагается прижимной ролик (он делается из набора подшипников одинакового диаметра)
П-образная конструкция крепится к валу барабана, и получается в итоге приспособление, следующего вида
Принцип работы приспособления простой и незамысловатый. Гнуть трубы большого размера не получится, так как все зависит от запаса физической силы у мастера. Ведь станок этот ручной, поэтому понадобится приложить немало усилий, чтобы согнуть разные материалы.
Весь процесс изготовления такого станка показан на видео ниже.
Арбалетный трубогиб с пуансоном сделать самостоятельно
Называются трубогибочные станки по причине схожести с таким видом оружия, как арбалет. Только вместо стрел используется гидравлический домкрат, воздействующий на профиль или трубу, выполняя их изгибание. Чтобы сконструировать трубогибочную машину арбалетного типа, понадобится воспользоваться сварочным аппаратом. Для реализации задумки понадобится выполнить следующие действия:
Изготавливается рама конусообразной конструкции. Для этого применяются уголки, швеллера, профиль и т.п.
Две стальные пластины соединяются при помощи подвижных вальцов, посредством которых происходит изгибание детали
Внутри между вальцами располагается домкрат, на который надевается башмак С-образной формы или пуансон
На башмаке должны быть канавки, посредством которых исключается вероятность соскальзывания трубки или профиля
Это интересно!Пуансон можно купить или изготовить самостоятельно. Для изготовления понадобится трубка, из которой изготавливается посадочное место под изгибаемый материал.
Использовать подобные трубогибы рекомендуется для сгибания труб, так как другие формы изделий посредством такого станка будут попросту деформироваться. Сделать такое приспособление не трудно, но для этого понадобится гидравлический домкрат.
Ниже в видеоролике показано, как сделать арбалетный трубогиб своими силами.
Как правильно согнуть трубу без специального оборудования
Если изготовить самодельный трубосгибающий станок нет возможности, то реализовать поставленную задачу можно без специального станка или оборудования. Как согнуть круглую трубу или профиль без применения трубогибов, рассмотрим далее. Для этого есть следующие способы:
Самый простой — это зажать трубу между двумя столбиками (они должны быть крепче, чем сгибаемый материал), и произвести сгибание до необходимой величины
Заполнить трубу или профиль песком, и разогреть место изгиба паяльной лампой, после чего произвести изгибание ручным способом. Нагретый металл легко поддается деформациям, но здесь главное не переусердствовать. Этот метод популярен среди монтажников систем отопления, когда изгибы стальных труб получали именно таким способом
Воспользоваться болгаркой и сваркой. Если труба имеет большой диаметр, то самый простой способ ее согнуть — это сделать пропилы в месте будущего изгиба, и произвести сгибание. Чтобы восстановить прочность материала, оставшееся пространство области прореза следует заварить
Способов для сгибания труб и профиля достаточное количество, и для их реализации не понадобится предварительно изготавливать гибочные приспособления. Однако такие методы рациональны только в одном случае, когда необходимо выполнить работы в единичном количестве.
Как сделать ролики для трубогиба
Часто возникают трудности с изготовлением самодельных трубогибов, и главная проблема — как сделать ролики. Для изготовления роликов на трубогибочный станок понадобится воспользоваться следующими деталями:
Подшипники — это идеальный вариант, так как они имеют внутреннюю и наружную обойму, посредством чего деталь можно закрепить на основании. Подшипники применяются для изготовления вальцевого трубогибочного станка
Ролики, например, ролик натяжителя от автомобиля. Круглые ролики применяются для изготовления станков с прижимным механизмом. В качестве обкаточного инструмента применяется ролик натяжителя от авто
Ступицы от автомобиля — хороший вариант для изготовления подвижных роликов. Ниже представлен пример изготовления станка для сгибания труб из ступиц автомобиля
Для изготовления роликов на вальцевой станок, необходимо воспользоваться подшипниками соответствующего диаметра, а также стальной трубкой. Принцип изготовления имеет следующий вид:
Два подшипника соединяются между собой посредством стальной трубки, диаметр которой равен или меньше внутреннего отверстия детали
Стальная трубка приваривается к внутренней обойме подшипников, в результате чего получается готовый ролик
К основанию станка наружная обойма подшипника прихватывается сварочным швом
Получаются надежные ролики на трубогиб, посредством которых происходит перемещение трубы при ее деформировании.
Изготовление трубогиба из ступицы
Наверняка в хозяйстве имеются старые ступицы от советских автомобилей. Не торопитесь их утилизировать или сдавать на металл, так как это отличный вариант для изготовления трубогиба. Это практически готовый станок для сгибания труб и профилей. Реализовать устройство можно на металлическом верстаке. Для этого выполняются следующие действия:
Расположить три ролика в шахматном порядке. Два ролика из ступицы являются ведомыми, а один ведущий
Ведущий ролик из ступицы соединяется с рукояткой, посредством которой приводится в движение от руки
Для регулировки угла или радиуса изгиба, в конструкции станка предусматривается регулировочный механизм. Реализуется этот механизм за счет винтового регулятора, посредством которого в движение приводится основание с закрепленным на нем подвижным ступичным роликом
На фото ниже представлен готовый вариант трубогибочного приспособления, в котором ролики изготовлены из ступиц.
На видео показано, как работает станок в действии.
Трубогибы для быстрого сооружения теплицы
Если нужно сделать теплицу в домашних условиях, то для этого вовсе не обязательно изготавливать самодельное приспособление для сгибания труб и профиля или вовсе покупать его. Есть простейший способ, как научиться изгибать металлические детали, чтобы в последующем изготовить из них теплицу. Перед рассмотрением этого способа надо отметить, что его недостаток в том, что требуется много времени для достижения результата.
Если учесть, что для этого практически ничего не понадобится, то этот недостаток можно считать неактуальным. Чтобы согнуть профиль или трубу в виде полумесяца для изготовления теплицы, понадобится сделать Т-образный трубогиб.
Соединить две трубы — одна длинная, которая выступает в качестве рукоятки или держателя
Вторая трубка короткая — 10-15 см. Диаметр этой трубки должен быть в 1,5-2 раза больше, чем изгибаемая заготовка
Для увеличения прочности соединения двух трубок, рекомендуется их тщательно проварить сваркой, дополнительно воспользовавшись стальными уголками или пластинами
Этот метод требует приложения физических усилий, а еще он неудобен в реализации, но если нет других вариантов, то этот способ работает эффективно, и не требует изготовления специального станка.
Фото идеи трубогибочных станков для изготовления своими руками
Ниже представлены варианты, которые помогут развивать вашу идею по изготовлению самодельных трубогибов в домашних условиях. Собрать трубогибочное приспособление можно не только ручного, но и электрического типа. Однако это актуально только в случае, когда ежедневно приходится работать с большим количеством стальных материалов.
Вальцовочный станок для сгиба труб из домкрата
Конструкция вальцовочного станка с шестернями
Простой станок для гибки труб
Вальцовочный станок согнуть трубу
Интересный вариант простейшего трубогиба
Трубогиб для изгибания стальных труб декоративного вида
Подводя итог, необходимо отметить, что имея трубогиб в гараже, никогда не возникнет необходимости что-либо выдумывать, чтобы изогнуть заготовку. Особой популярностью приспособления пользуются среди мастеров, которые изготавливают арки, ворота, заборы из металла. Этим мастерам понадобится не один станок, так как кроме труб и профиля, возникает потребность изгибания стальных прутьев, арматуры, квадрата и т.п. Уделив один раз время на изготовление трубогиба, больше никогда не возникнет необходимости каждый раз думать, где и как можно изогнуть трубку или профиль.
Публикации по теме
Трубогиб своими руками из подручных средств (фото + чертеж) | Своими руками
Содержание ✓
✓ ТРУБОГИБ СВОИМИ РУКАМИ – ФОТО
✓ РУЧНОЙ ТРУБОГИБ СВОИМИ РУКАМИ – ЧЕРТЕЖ
У Вас была опубликована моя статья о теплице. Повторюсь: теплица арочного типа под пленкой, площадью 130 кв. м, за очень небольшие деньги, полностью изготовлена вручную. Конструкция вызвала у многих интерес. И больше всего вопросов было о том, как я изготовил арки.
Такой же вопрос стоял и передо мною, когда я думал над постройкой теплицы. Как согнуть профильную трубу, чтобы дуги были одного радиуса?
Вариант с изгибанием кувалдой отпал сразу.
ВСЕ ЧТО НЕОБХОДИМО ДЛЯ ЭТОЙ СТАТЬИ НАХОДИТСЯ ЗДЕСЬ >>>
Это можно сделать, но результат будет типа «кривое согнутое сверло».
Заказать согнуть профиль в организациях, занимающихся подобными работами, тоже не вариант. А как доставлять уже готовые дуги? В моем случае их радиус составил 3 м, а длина готового сегмента – 6 м. Таким нужен специальный транспорт, а это совсем не бюджетно. После недолгих размышлений пришел к выводу, что надо изготовить трубогиб своими руками.
Так как я не планировал использовать его в профессиональных масштабах, сделал его максимально упрощенным. Главное, чтобы была возможность контролировать радиус изгиба, а сам трубогиб обладал достаточной жесткостью рамы, особенно в шарнирном сочленении.
Для изготовления рамы взял профильную трубу и куски уголка, которые нашел в металлоломе, а также старый, но рабочий гидравлический домкрат. Домкрат годится любой, вплоть до того, что есть в комплекте легкового автомобиля. Как оказалось, для изгиба профильной трубы 25×50 мм усилие требуется небольшое.
Читайте также: Теплица своими руками из профильной трубы – фото и чертежи
На рынке купил 6 подшипников 180307. Самая затратная деталь – 3 вала. Их пришлось заказать у токаря, он их выточил и доставил за пару дней.
Конечно, хорошо, если вы сделаете корпуса для подшипников. Я же в процессе конструирования просто приварил их к раме. Подшипники старался варить быстро, особо не перегревая, и сразу же охлаждал, чтобы не расплавились пластмассовые заглушки, которые закрывают шарики. Вариант не очень хороший, но если учитывать, что трубогиб нужен на один-два дня, то пойдет.
Важно в процессе установки валов выставить их в одной плоскости, чтобы в процессе изгиба арок не получить то же «кривое сверло», что могло бы получиться и при простом рихтовании кувалдой.
На один из валов приварил ручку, прокручивая которую, я выдвигал будущую арку. Также немаловажно иметь какой-то указатель изгиба. Следя за его отклонением, можно контролировать радиус закругления арок. В моем случае это пластинка, приваренная на неподвижную часть рамы. На нее и нанес метки, указатель-стрелка из полоски металла приварена на ту часть конструкции, что приподымается домкратом.
Процесс изгиба трубы выглядел так. Взял профильную трубу нужной длины (в моем случае – 9 м) и заложил в трубогиб, поджав домкратом. Надо, чтобы было видно, как труба начнет немного изгибаться. Сразу поставил метку напротив стрелки на пластинке контроля, чтобы для следующей трубы использовать эту же метку.
Крутя ручку, протянул трубу по всей длине, дойдя до конца, еще поджал трубу, сделал вторую метку и протянул ту же трубу уже в обратном направлении – и так три раза, пока моя 3-метровая арка не приобрела нужный радиус.
Особенно важно, делая последний проход, следить, чтобы стрелка, указывающая изгиб, всегда была бы в одной позиции. В этом случае все арки будут иметь одинаковое закругление. Что и требовалось!
Для изготовления одной арки мне понадобилось минут 5-6. Работы вели вдвоем, но удобнее, когда есть два помощника. Самая большая сложность -придерживать почти готовую арку два последних прохода, ведь она поднимается вверх на 6 м.
Мы для этой цели использовали крышу строения: один человек стоял на ней и фиксировал трубу, пока второй делал протяжку. Так что это не так сложно, как кажется.
В итоге буквально за пару часов я создал комплект из 12 идеально согнутых арок одного размера. Этого было достаточно для теплицы длиной 22 м. Ну и как бонус мне остался рабочий трубогиб.
ТРУБОГИБ СВОИМИ РУКАМИ – ФОТО
Читайте также: Навес у бани из сотового поликарбоната своими руками
ИНСТРУМЕНТ ДЛЯ МАСТЕРОВ И МАСТЕРИЦ, И ТОВАРЫ ДЛЯ ДОМА ОЧЕНЬ ДЕШЕВО. БЕСПЛАТНАЯ ДОСТАВКА. ЕСТЬ ОТЗЫВЫ.
Ниже другие записи по теме «Как сделать своими руками — домохозяину!»
Подпишитесь на обновления в наших группах и поделитесь.
Будем друзьями!
Сборка трубогибочного станка с использованием деталей из металлолома
Если видеоплеер не работает, вы можете нажать на эту альтернативную ссылку на видео.
Если один из наших других проектов трубогибочного станка не дал вам достаточно мощности, то этот, безусловно, будет.
Следуйте этому простому руководству, чтобы превратить металлолом в мощный трубогибочный станок.
Источник: Sek Austria/YouTube
Как и в любом проекте такого рода, вам понадобятся некоторые инструменты и материалы, прежде чем вы начнете.
Необходимые материалы и приспособления
Лом L-образной стали
Листовой металлолом
Бутылочный гидравлический домкрат для металлолома
Звездочки
Опорные подшипники
Валы из металлолома
Утилизированные подшипники вала
Металлическая втулка
Мотор-редуктор для металлолома
Цилиндрические петли
Аэрозольные краски Dupli Color металлик
Сварочное оборудование Dekopro и защитное оборудование
Набор отверток Amartsin
Основные инструменты Prostormer (гаечный ключ, отвертки и т. д.)
Мини токарный станок
Со всеми инструментами и материалами в руках пришло время приступить к этой эпической сборке.
Шаг 1: Изготовьте раму
Первый шаг — возьмите L-образную сталь и разложите ее, чтобы сделать раму. Когда форма вас удовлетворит, сварите детали вместе по мере необходимости.
Продолжайте собирать рамку, как показано на видео.
Источник: Sek Austria/YouTube
Сделав это, возьмите металлолом и цилиндрические петли и сварите их вместе, как показано в видео.
Источник: Sek Austria/YouTube
Приварите узел петли к верхней части рамы, как показано на рисунке. Затем приварите металлическую втулку к одному концу петли.
Шаг 2: Добавьте приводную цепь и двигатель
Теперь, когда рама более или менее готова, мы можем перейти к тому, чтобы заставить машину работать. Возьмите гидравлический домкрат для бутылок и разберите его, чтобы удалить главный винт.
Поместите винт в токарный станок и станок, как показано на видео. Затем прикрепите и приварите металлический шарнир к концу винта. Соберите бутылочный домкрат и прикрепите его к раме, как показано на видео.
Источник: Sek Austria/YouTube
После этого подсоедините домкрат к главному шарниру машины. Проверьте домкрат с помощью его рукоятки, чтобы убедиться, что главный шарнир поднимается и опускается по команде.
Затем возьмите мотор-редуктор и прикрепите его к задней части рамы, как показано на рисунке. Убедитесь, что одна ось выставлена за пределы рамы, и прикрепите звездочку.
Источник: Sek Austria/YouTube
Затем возьмите вал, приварите концевую пластину к одному концу и вставьте вал в подшипники. Проверьте вращение и при необходимости отрегулируйте.
Приварите подшипники к паре монтажных пластин, как показано на видео. Сделав это, прикрепите звездочку большего размера к торцевой пластине.
Затем поместите вал и звездочку в сборе над главным двигателем, соедините две звездочки с помощью приводной цепи и приварите монтажные пластины на место.
Источник: Sek Austria/YouTube
Подключите двигатель и проверьте приводную цепь. Отрегулируйте по мере необходимости.
Шаг 3: Завершите сборку машины
Затем возьмите опорные подшипники и установите их на заднюю часть рамы над двигателем. Добавьте еще одну пару к концу подвижной пластины.
Они будут использоваться в качестве роликов для трубогибочного станка. Добавьте пару металлических валов подходящего размера к каждой паре опорных подшипников.
Сделав это, согните несколько тонких металлических листов, чтобы построить корпус для приводной цепи, и установите его по мере необходимости.
Источник: Sek Austria/YouTube
После этого вы добавляете последние штрихи к машине. Либо очистите и отполируйте металлические детали, либо покрасьте их по желанию.
Когда-то счастливый, теперь ваш трубогибочный станок своими руками готов. Теперь все, что вам нужно сделать, это протестировать эту вещь.
Если вам понравился этот проект трубогибочного станка, не хотели бы вы построить более крупный и смелый?
Изготовление стенда для трубогиба
Этот учебный стенд для трубогиба идет рука об руку с фактической сборкой трубогиба, которая находится здесь. Но вы можете использовать эту подставку с другими типами трубогибов, с небольшими изменениями.
Здесь вы можете получить фактические планы всей сборки. В противном случае следуйте простым указаниям, и у вас будет хорошая подставка для вашего бендера.
Стойка для трубогиба своими руками.
Детали:
Пластина заземления (BTBD125 — 11.00.100).
Плита верхняя (BTBD125 — 11.00.200).
Квадратный профиль TS2x2x0,25×44.
Косынка передняя (BTBD125 — 11.00.300).
Косынка боковая (BTBD125 — 11.00.400).
Косынка верхняя (BTBD125 — 11.00.500).
Косынка передняя средняя (BTBD125 — 11.00.600).
Косынка средняя боковая (BTBD125 — 11.00.700).
Шаг 1: Отрежьте кусок 9×19 дюймов из листа мягкой стали толщиной 0,5 дюйма. Станком по чертежу БТБД125 — 11.00.100 и просверливанием отверстий.
Шаг 2: Повторите шаг 1 для верхней пластины. См. чертеж BTBD125 — 11.00.200.
Шаг 3: Отрежьте четыре куска квадратного профиля 2×2 дюйма длиной 46 дюймов. Вырезать по размеру согласно чертежу. Обратите внимание на определенные углы в обоих направлениях. Они обеспечат пирамидальную форму подставки.
Шаг 4: Поместите заземляющую пластину на плоскую рабочую поверхность. Соберите подготовленные детали из предыдущих шагов, соблюдая основной сборочный чертеж BTBD125 — 11.00.000. Используйте сварочные приспособления, чтобы обеспечить правильные углы и соосность деталей. Прихватите их на месте. Проверьте выравнивание компонентов.
Шаг 5: Вырежьте косынки из листа мягкой стали толщиной 0,25 дюйма. Обратите внимание на соответствующие рисунки. Прихватите косынки к раме.
Шаг 6: Еще раз проверьте соосность и завершите сварку в соответствии со схемой сварки (рис. 3.1).
На этом вы закончили работу со стойкой трубогиба. Если вам нужна помощь, чтобы установить трубогиб на подставку, следуйте инструкциям ниже. Планы для всего этого будут лучшим подспорьем, но вы все равно можете обойтись без них, если будете следовать приведенным ниже инструкциям, а также основному руководству по изготовлению трубогиба здесь.
Настольный трубогиб и подставка в сборе:
Сборка всего станка для гибки труб!
Детали:
Неподвижный рычаг в сборе (BTBD125 — 01.00.000).
Проставка (BTBD125 — 08.00.000).
Шайба FW 0,875.
HБОЛТ (0,8750-9×5,75×2-S).
Стойка (BTBD125 — 11.00.000).
Кольцо
(BTBD125 — 06.00.000).
Шайба FW 0,75.
ПРАВЫЙ БОЛТ 0,75-10x2x1,75-S.
ХНУТ 0.7500-10-Д-С.
Пин (BTBD125 — 07.00.000).
Поворотный рычаг в сборе (BTBD125 — 02.00.000).
Матрица (BTBD125 — 04.00.000).
Быстросъемный штифт высотой 5 дюймов.
Блок эксцентриковый (БТБД125 — 09.00.000).
Колесо направляющее (БТБД125 — 05.00.000).
Быстросъемный штифт высотой 3,75 дюйма.
Шаг 1: Поместите узел фиксированного рычага (1) на плоскую рабочую поверхность и расположите распорку (2) концентрично последнему отверстию, как показано на следующем рисунке. Проденьте болты 0,875 дюйма (4) через шайбы (3) и отверстия в неподвижном рычаге.
Шаг 2: Прикрепите фиксированный рычаг к подставке (5) с помощью болтов.
Шаг 3: Прикрепите кольцо (6) к нижней стороне неподвижного рычага, используя болт с круглой головкой (8), шайбы (7) и гайку (9). См. монтажный план (рис. 4.1).
Шаг 4: Отрежьте 2,5-дюймовый кусок 10-дюймового круглого стержня. Станок по размерам на чертеже БТБД125 — 04.00.000. Расположите последнее внешнее отверстие поворотного рычага (11) концентрично внешнему отверстию неподвижного рычага (1) и матрицы (12). Зафиксируйте с помощью быстроразъемного штифта (13) и установите направляющее колесо (15) с помощью короткого быстроразъемного штифта (16).
Как сделать аппарат точечной сварки своими руками в домашних условиях: особенности устройства
Рано или поздно у многих людей возникает желание приобрести собственный сварочный аппарат. Но, к сожалению, подобное оборудование отличается высокой стоимостью, поэтому многие ставят приоритет на изготовление самодельного устройства. С помощью имеющихся в свободном доступе схем, чертежей и прочего пошагового руководства предстоящее мероприятие может стать очень простым и понятным.
Описание и принцип работы
Важные конструктивные свойства
Схема точечной сварки
Особенности устройства и конструкция
Изготовление клещей для сварочного оборудования
Точечная сварка из микроволновки
Заключение
Описание и принцип работы
В настоящее время точечная контактная сварка пользуется очень большим спросом и используется в самых различных сферах деятельности человека. Инструмент незаменим при ремонте или производстве металлических деталей. Также он может применяться для изготовления металлических лестниц, ворот, отдельных конструктивных элементов и других деталей.
Принцип работы контактной сварки заключается в следующем: имеющийся в ключевом узле электрический ток способен нагревать отдельные детали стальной заготовки, которые соединены друг с другой. Таким образом происходит формирование особого сварного соединения — шва. Качество результата определяется типом материала, из которого выполнено изделие, а также плотностью. К тому же при проведении сварочных мероприятий следует обратить внимание на такие особенности:
У сварочной цепи должны присутствовать низкие показатели напряжение — от 1 до 10 ватт.
Процесс сваривания продолжается на протяжении нескольких секунд.
Для сварочного импульса характерна большая сила тока.
Чем меньше зона расплавления, тем выше качество сваривания.
Сварочный шов должен справляться и выдерживать большие нагрузки.
От правильного соблюдения подобных правил зависит конечный результат сварочных мероприятий. Изготовить устройство своими руками достаточно сложно. Чтобы выполнение поставленной задачи было успешным, необходимо в точности выучить ряд определенных инструкций и технологический рекомендаций.
Более простое решение заключается в сборке сварочной установки с переменной силой тока. Такой прибор способен управлять процессом сваривания посредством изменения продолжительности сварочного импульса, который попадает на заготовку. К тому же, чтобы успешно завершить поставленную задачу необходимо обустроить часовое реле, которым можно управлять автоматическим или ручным путём.
Важные конструктивные свойства
Ключевой узел сварочного устройства точечного типа — это сварочный трансформатор, который часто встречается в микроволновых печах, телевизорах и другом оборудовании. Перематывание обмотки проводят только после определения соотношения нужной силы тока и напряжения, в процессе подачи которого происходит сваривание.
Чтобы подобрать подходящий вариант управления устройством, необходимо правильно собрать основные механизмы. Не секрет, что конструктивные детали подбирают с учётом мощности и параметров трансформатора.
При изготовлении контактно-сварочных систем учитывается соотношение типа применения и свойств материала, который поддаётся обработке. В большинстве случаев к основному прибору фиксируют сварочные клещи.
Выполняя любую сборочную работу, будьте предельно внимательными и тщательными. Качество сборки должно быть максимальным, иначе дальнейшая эксплуатация может стать проблематичной. Провода выбирают с соответствующим диаметром и сечением. Если надёжность цепи недостаточно хорошая, интенсивность требуемого электрического тока не будет стабильной. К тому же повышается риск появления искр, что заставит рабочих остановить сваривание.
Схема точечной сварки
Чтобы самостоятельно изготовить точечную контактную сварку, внимательно изучите соответствующие схемы. Самая популярная из них эффективна в тех ситуациях, где приходится обрабатывать металлические листы с толщиной от одного миллиметра или проводку и прут с диаметром до 4 миллиметром.
В данном случае необходимо учесть такие особенности:
Для сваривания следует обзавестись оборудованием с переменным напряжением в 220 Вт.
Что касается выходного типа напряжения при работе на холостом ходу, то оно составляет 3−7 В.
Максимальные показатели сварочного тока достигают 1,5 тысячи ампер.
Вся конструкция характеризуется принципиальной схемой, которая состоит из силовых частей, автоматизированного выключателя и контрольной цепи. Если при выполнении поставленной задачи возникают опасные ситуации, для их предотвращения достаточно нажать на выключатель. На первом узле установлен трансформатор для сварки т2 и прибор бесконтактного тиристорного включателя однофазного типа, который подключает первичную обмотку к источнику электрического питания.
Что касается второй схемы, то она требует выполнение характерной обмотки на сварочном трансформаторе с помощью определенных витков. На первичной обмотке размещены выводные участки, которые предназначаются для регулировки выходного сварочного тока с учётом соотношения вторичной обмотки. Таким образом постоянное соединение сетевой цепи остаётся на первом выводе, а работа электропитания регулируется посредством остальных.
Важная деталь системы с маркировкой М ТТ4 К отличается серийным производством. В таком модуле предусмотрен тиристорный ключ, который выполняет коммутацию нагрузки через 1 и 3 контакты. Устройство может работать под нагрузками с напряжением до 800 ватт и током до 80 ампер. Состав схемы включает в себя:
блок питания.
цепь для настройки механизма.
реле к1.
В качестве источника электрического питания для сварочного оборудования используются любые трансформаторные системы с мощностью до 20 ватт. При этом его используют при работе на номинальной сети в 220 В. Что касается напряжения, которое выдается на втором варианте обмотки, то его показатели достигают 22 В. Чтобы выпрямить интенсивность подачи тока, можно установить диодный мост. Также не исключается вариант использования любых других узлов с подобными параметрами.
Особенности устройства и конструкция
В настоящее время существует несколько функций цепи управления. Если необходимо включать к1 на заданном промежутке времени, нужно правильно задать этот промежуток, определяя конкретное время подачи электронных импульсов на свариваемых элементах.
В устройстве электрической цепи предусмотрены конденсаторры: от с1 до с6 с характерными электролитическими свойствами. Их напряжение равно 52 В. К тому же необходимо воспользоваться конденсатором ёмкостью в 46 мкФ.
Основной силовой узел механизма — трансформатор. Он выполняет роль преобразователя одного вида электроэнергии в другой. В данном случае принято использовать магнитный провод на 2,5 А. Старую обмотку лучше не использовать, а на торце магнитного провода установить кольца из электрического картона. Их подгибают по внутренней и верхней кромке. На следующем этапе следует выполнить обмотку магнитопровода латотканью в три или более слоев. Для успешного выполнения обмотки следует воспользоваться такими проводами:
первичная обмотка с диаметром 1,5 миллиметров, которую пропитывают лаковым составом.
второй вариант обмотки с диаметром около двух сантиметров, который оборудован многожильной изоляцией с кремниевоорганическим происхождением.
При выполнении первой обмотки важно обустроить выводы промежуточного типа. Затем обмотку пропитывают специальным лаком, а на первичную катушку наматывают хлопчатобумажную ленту, которую тоже пропитывают лаковым составом. Затем начинается процесс вторичной обмотки, а также дальнейшее пропитывание лаком.
Изготовление клещей для сварочного оборудования
При желании изготовить самодельную точечную сварку вы должны ответственно отнестись к конструированию клещей. Сегодня применяется две разновидности таких элементов:
стационарные.
выносные.
Первое решение характеризуется простотой в эксплуатации, а также качественной и надёжной изоляцией, которая обусловлена прочно соединенными узловыми участками. Правда, подобные клещи характеризуются одним недостатком — чтобы обеспечить прижимное усилие, нужно приложить физическое усилие.
Вариант выносных клещей отличается особым удобством работы и компактными размерами. Чтобы контролировать усилия клещей, достаточно поменять длины их вынесения за аппарат. В мете подсоединения таких деталей устанавливают болты, втулки и шайбы, для более надёжной гидроизоляции.
При изготовлении деталей принято использовать медные прутья или бериллиевую бронзу. Также можно воспользоваться жалом от паяльного аппарата с высокими показателями мощности. Что касается диаметра электрода, то он должен соответствовать диаметру провода, к которому подключен.
Чтобы сварочные ядра обладали хорошим качеством, концы электродов сужают и делают небольшими.
Точечная сварка из микроволновки
Не секрет, что покупные модели стоят очень дорого, поэтому есть смысл отдать предпочтение самодельным решениям. Для изготовления продуктивной установки можно применить микроволновую печь с большими размерами. Именно габариты определяют мощность будущего устройства.
Если вы не располагаете микроволновкой, попробуйте поискать её на барахолке или купить у соседей. Подобное приобретение не станет большим вложением. В дальнейшем остаётся разобрать микроволновку и извлечь из неё высоковольтный трансформатор.
Будьте внимательны, т. к. даже в разобранном состоянии без прямого подключения к электрической сети отдельные узлы оборудования могут «биться» током.
Основные части трансформатора представлены сердечником и двумя видами обмотки — первичным и вторичным. Чтобы соединить сердечник, можно использовать два сварочных шва с небольшой толщиной. Заранее избавьтесь от них, что можно сделать посредством молотка и ножовки. Также вы можете применить болгарку, что позволит добраться до трансформаторных обмоток, не повредив их. Чтобы извлечь вторичную обмотку, достаточно аккуратными движениями разрезать вторичную.
В конечном итоге вам будет открыт доступ к сердечнику от трансформатора, который состоит из двух частей.
На следующем этапе следует провести вторичную обмотку трансформаторной детали. Здесь понадобится воспользоваться медным кабелем с таким же сечением, как трансформаторная прорезь. Необходимо намотать около двух витков. Используя стандартную двухкомпонентную эпоксидную смолу, осуществите соединение двух половин сердечника между собой. Чтобы процесс был выполнен по-особому успешно, попробуйте зафиксировать их в тисках.
Не забудьте проверить уровень напряжения на выходе из трансформаторного механизма. Оно не должно превышать отметку в 2 вольта. При этом минимальное значение силы тока варьируется в пределе 850 А.
Затем необходимо приступить к изготовлению корпуса сварочного материала. На данном этапе можно воспользоваться деревом или высокопрочным пластиком. На задней панели размещается несколько отверстий. Одно из них отвечает за электрическое снабжение, а второе — за включение и выключение системы.
Заключение
Если корпусная часть высохнет, можно переходить к сборке устройства, соединив рабочие узлы между собой. Затем необходимо отрезать две части медного провода с размером около 25 миллиметров. Они выполняют роль электродов, которые фиксируются в держателе с помощью обычной отвертки. Затем необходимо зафиксировать выключатель с помощью утолщенного кабеля, который предотвратит выпадение. Трансформатор фиксируется с помощью обычных саморезов. Также важно позаботиться о заземлении, которое фиксируется на одной из клемм.
Если внимательно соблюсти все рекомендации и пошаговое руководство, процесс сборки сварочного аппарата будет успешным. В таком случае вы сможете снизить все расходы, лишив себя необходимости покупать дорогостоящее профессиональное оборудование.
Точечная сварка своими руками из микроволновки
Главная » Оборудование » Точечная сварка своими руками из микроволновки
Есть масса методов сварки и каждый из них применяется в определенных условиях и для сварки определенных материалов. Методы сваривания материалов могут быть разными, а результат один — прочное неразъемное соединение. Оно образуется в результате активирования межатомных связей под действием определенной катализирующей энергии — либо механической, тогда сваривание производится методом пластической деформации, либо термической, тогда сваривание производится под воздействием тока и нагрева деталей. Хорошо справляется с этой задачей точечный метод сварки, а об аппарате для этого вида работ мы сегодня поговорим.
Содержание:
Мини точечная сварка для моделизма и для аккумуляторов
Точечная сварка из трансформатора микроволновки
Сборка устройства и электроды точечной сварки
Мини точечная сварка для моделизма и для аккумуляторов
Точечная сварка — это сварка контактным способом. Она стала одной из самых удобных и применяемых даже на бытовом уровне, поскольку аппаратура для проведения работ довольно компактна и проста в использовании. Термомеханический процесс сварки происходит в несколько этапов:
Детали помещаются между электродами устройства.
Плотно сжимаются в нужном положении.
Через них пропускается электрический ток.
Детали прогреваются до предела пластичности.
После этого происходит процесс точечной деформации, во время которого детали соединяются между собой.
В промышленности точечная сварка используется для соединения листового металла разной толщины, а бытовые аппараты для точечной сварки отлично подходят для моделизма, мелких ремонтных работ по бытовой технике и сваривания аккумуляторов. Нагревание происходит в импульсном режиме, сам импульс длится не более одной десятой секунды, при этом сварочное ядро образуется в диаметре около 10 мм. Мини сварочный аппарат имеет массу преимуществ перед другими видами сварки, а именно:
бытовой сварочный аппарат удобен в использовании как дома, так и в мастерской;
обеспечивает высокую прочность соединения;
это один самых экономных видов сварки.
Тем не менее, есть у точечной сварки и недостатки — невозможность добиться герметичного шва и высокая стоимость аппарата. Если с первым недостатком мы сделать ничего не сможем, то точечная сварка своими руками из микроволновки позволит получить аппарат практически бесплатно. Также Вы можете купить сварочный аппарат в Харькове
Точечная сварка из трансформатора микроволновки
Для сборки устройства идеально подходит трансформатор от микроволновки, который мы будем дорабатывать и на его основе строить аппарат. Цель реконструкции трансформатора от микроволновой печи — получения на выходе кратковременного импульса не менее 1000 А. Такие параметры прибора позволят без проблем проводить сварку стали толщиной до миллиметра, при этом мощность на выходе трансформатора будет составлять около четырех киловатт при потребляемых 800 Вт.
Доработка трансформатора проходит в несколько этапов, и в первую очередь, нужно достать трансформатор из микроволновки. С остальными деталями можно не любезничать, поскольку в трансформаторе нас интересует только сердечник и первичная обмотка. (Она отличается проводом большего диаметра и меньшим количеством витков.) Все остальное можно смело удалять, только нужно следить за тем, чтобы не повредить нужную обмотку. Если микроволновка посредственного качества, что в нашем случае лучше, удаление тонкой вторички не представит сложностей. На ее место наматывается провод сечением не менее 100 мм², независимо от количества жил. На этом этапе важно максимально плотно намотать толстый провод на сердечник.
Сборка устройства и электроды точечной сварки
В зависимости от того, какие выбраны трансформаторы, может понадобиться получить на выходе большую мощность. Для этого необходимо подсоединить еще один трансформатор, согласно схеме, приведенной ниже.
После этого проверяют напряжение холостого хода на выходе трансформатора. Если ток не превышает 2000 А, устройством можно пользоваться. Схема управления устройством показана на фото и выполняется она с применением обычных деталей указанного номинала.
Точечная сварка из микроволновки сваривает, как и любая другая сварка, при помощи токопроводящих электродов. Один из электродов неподвижный, второй — подвижный электрод. При сборке нужно стараться сделать так, чтобы провод, который подходит к электродам был как можно короче, чтобы избежать потери напряжения. Наконечники, как правило, выполняют из медного прута толщиной около 15 мм.
Все работы по закреплению проводов и электродов проводятся резьбовыми соединениями, причем нужно учесть, что самые большие потери мощности приходятся именно на контакты. Учитывая довольно сильный нагрев во время работы, при интенсивном использовании ставят вентилятор охлаждения, укрепляя его на корпусе.
Это основные вопросы, которые необходимо знать, чтобы подготовить трансформатор от микроволновой печи для контактной сварки своими руками. Удачной работы!
Как сделать профессиональный аппарат для точечной сварки
Опубликовано: · Изменено: автором Allison · Эта запись может содержать партнерские ссылки · Этот блог приносит доход за счет рекламы деньги и энергию. Не каждый, кто пытается сделать аппарат для точечной сварки самостоятельно, добивается успеха, поэтому этот мастер-класс необходим для того, чтобы вы могли легко получить знания, необходимые для создания аппарата для точечной сварки.
Мы перечислили 24 проекта точечной сварки своими руками, которые вы можете сделать своими руками, не тратя слишком много денег и времени. Готовы строить? Тогда ознакомьтесь с проектами, перечисленными ниже.
1. Самодельный точечный сварочный аппарат
Этот проект особенно долгий и сложный, вам необходимо иметь опыт в области электротехники, чтобы понять, что было сказано в руководстве. Этот аппарат для точечной сварки был создан для аккумуляторной батареи и имеет два уникальных метода работы.
Щелкните для получения более подробной информации
2. Дешевый аппарат для точечной сварки своими руками
Если бы вы купили аппарат для точечной сварки, это обошлось бы вам примерно в 200–800 долларов, но с помощью этого руководства вы можете сделать этот аппарат для точечной сварки так же дешево. как 10 долларов. Он дешевый, простой в сборке и функциональный.
Щелкните для получения более подробной информации
3. Аппарат для точечной сварки с использованием микроволн Upcycle
Это отличный портативный аппарат для точечной сварки с использованием микроволн. Основным сердечником этого аппарата для точечной сварки является трансформатор, полученный от старой микроволновки, которую создатель нашел на улице. Он превратил его в отличный аппарат для точечной сварки, теперь можете и вы.
Щелкните для получения более подробной информации
4. Мини-аппарат для точечной сварки своими руками
Это мини-аппарат для точечной сварки, он довольно маленький, создатель этого руководства использовал только один аппаратный компонент, специализированную печатную плату JLPCB и несколько других соединительных элементов. инструменты.
Итак, в этом видеоруководстве создатель использовал 2 трансформатора для микроволновой печи и деревянную раму. Этот проект довольно напряженный, если вы не опытный инженер-электрик, у вас могут возникнуть проблемы с завершением процесса изготовления.
6. Как сделать самодельный аппарат для точечной сварки Бесплатно
Это руководство не потребует от вас многого, это простой аппарат для точечной сварки 18650, довольно дешевый и простой в изготовлении. Это было сделано для сварки аккумуляторных батарей, поэтому, если вам нужно что-то более мощное, попробуйте другое руководство.
7. Аппарат для точечной сварки своими руками
Аппарат для точечной сварки можно сделать, не выходя из дома. Во-первых, вам понадобится трансформатор 12 В 3 А, несколько аккумуляторных элементов и несколько других простых компонентов.
8. Дешевый аппарат для точечной сварки своими руками
Это очень дешевый аппарат для точечной сварки, который стоит всего 11 долларов. Вам понадобится трансформатор, желательно со свалки, который будет стоить 2 доллара, разъемы за 1 доллар, 1-метровый сварочный кабель за 2 доллара, алюминиевая квадратная трубка за 4 доллара и несколько дверных петель за 2 доллара.
9. Самодельный аппарат для точечной сварки
Это небольшой простой самодельный аппарат для точечной сварки. В процессе изготовления он может обжечь пальцы, поэтому перед выполнением шагов обязательно примите меры предосторожности и наденьте перчатки. Это портативный аппарат для точечной сварки, эффективный и простой в эксплуатации.
Щелкните для получения более подробной информации
10.
Самодельный аппарат для точечной сварки
Итак, мы подошли к руководству по точечной сварке, в котором в качестве основного материала используется дерево. Сборка не сложная, нужно просто соорудить деревянный каркас, в котором разместится трансформатор, доставшийся от старой микроволновки, и остальные электрические компоненты для подключения.
Нажмите, чтобы получить более подробную информацию
11. Самодельный аппарат для точечной сварки
Вот еще один аппарат для точечной сварки, сделанный из дерева и нескольких металлических труб. Эта конкретная сборка немного сложна из-за комбинации нескольких материалов для создания одного точечного сварщика. Тем не менее, он оказался довольно хорошим точечным сварочным аппаратом с высоким уровнем успеха.
Нажмите, чтобы узнать подробнее
12. Самодельный точечный сварочный аппарат
Для этого руководства вам понадобится металлическая рама, трансформатор, медный кабель, панель управления и несколько других компонентов. Если вас не устраивает письменное руководство, вы можете просмотреть обучающее видео на YouTube с более подробным объяснением.
Щелкните, чтобы получить более подробную информацию
13. Самодельный аккумуляторный аппарат для точечной сварки
Это видеоруководство идеально подходит для начинающих, его создатель быстро продемонстрировал и объяснил, как работает этот аккумуляторный аппарат для точечной сварки. Таким образом, вы можете построить его в любое время, даже не проверяя какое-либо другое руководство. Это довольно просто построить, а также довольно недорого.
14. Как сделать самодельный аппарат для точечной сварки из мосфета
Поскольку большинство из них работает в качестве транзистора для этого аппарата для точечной сварки, вам понадобится несколько других компонентов, таких как резистор 2,2 кОм, диод 1N4007 и другие важные компоненты. которые довольно дешево получить в Интернете.
15. Изготовление аппарата для точечной сварки
Этот аппарат для точечной сварки является лучшим в своем роде, он может сваривать самые разные материалы, от железных пластин до аккумуляторных батарей и других тяжелых конструкций. В этом видео-описании есть план постройки, который покажет вам пошаговые инструкции о том, как сделать это легко, не тратя много денег.
16. Самодельный аппарат для точечной сварки на аккумуляторе
Это простой аппарат для точечной сварки на аккумуляторе, без микроволнового трансформатора, без мощного конденсатора, всего несколько аккумуляторных элементов, блок питания переменного тока и несколько других компонентов.
17. Как собрать аппарат для точечной сварки
Это уникальный аппарат для точечной сварки с платой управления. Отличительной чертой этого конкретного аппарата для точечной сварки является то, что его можно использовать в 2 режимах сварки, он улучшает зажим за счет создания двойного импульса, он имеет прочный электрододержатель с отличной регулировкой усилия электрода, что позволяет уменьшить ток для сварки чувствительных участков. вашей работы.
Щелкните для получения более подробной информации
18. Простой аппарат для точечной сварки на аккумуляторе
Таким образом, имея такое руководство, вы должны с нетерпением ждать такого великолепного аппарата для точечной сварки. Все, что вам нужно, это несколько плит МДФ, стальные стержни, прочные кабели, соленоид автомобильного стартера, 60-амперная колодка и схема реле таймера.
Нажмите, чтобы узнать подробнее
19. Как сделать аппарат для точечной сварки своими руками
Вам не нужно искать большой аппарат для точечной сварки, если у вас есть следующие материалы: трансформатор для микроволновой печи, сетевой шнур, паяльник, шурупы, фанера, проволока 12 калибра и многое другое. Процесс изготовления прост.
Щелкните, чтобы получить более подробную информацию
20. Самодельный аппарат для точечной сварки аккумуляторной батареи
Этот проект не так уж и дорог, он стоит 90 евро, что может быть много денег или меньше в вашей валюте. Тем не менее, это все еще отличное место для сборки сварщика. Необходимые материалы можно найти на Amazon и eBay, создатель этого руководства прикрепил ссылки на элементы, необходимые для изготовления этого аппарата для точечной сварки. Вы также можете просмотреть видеогид на YouTube для получения дополнительной информации.
Щелкните для получения более подробной информации
21. Самодельный аппарат для точечной сварки из микроволнового трансформатора
Если вы ищете мощный аппарат для точечной сварки, ознакомьтесь с этим видеоруководством, в нем есть все, что вам нужно, чтобы сделать его без особых усилий. Для начала вам потребуются некоторые компоненты, такие как микроволновый трансформатор, медные электроды, соединительная клемма, входное гнездо постоянного тока, латунная стойка, клеммы на 150 А, кабели, контроллер на 100 А и многое другое. Процесс изготовления прост.
22. Ручной самодельный аппарат для точечной сварки (MOT)
Это простой проект «сделай сам» с видеоруководством, содержащим все подробности о том, как сделать этот аппарат для точечной сварки с использованием трансформатора для микроволновой печи. Есть и другие компоненты, которые вам нужно будет купить, поэтому ознакомьтесь с описанием под видео, чтобы увидеть ссылки, где вы можете получить их по разумной цене. Процесс изготовления прост и быстр, если у вас есть готовые материалы.
23. Самодельный аккумуляторный точечный сварочный аппарат
Вот еще один аккумуляторный точечный сварочный аппарат, его легко сделать, и вам понадобится много аккумуляторных элементов, медные гвозди, никелевые полоски, кабель большого сечения, переключатель мгновенного действия, электрический провод блока шоколада и электромагнитное реле. Этот проект отлично подходит для начинающих, чтобы узнать кое-что о сварке и о том, как это сделать, соблюдая некоторые меры предосторожности.
24. Самодельный аппарат для точечной сварки на аккумуляторе своими руками
Сделать этот аппарат для точечной сварки на аккумуляторе очень просто, если у вас есть необходимые материалы и инструменты для выполнения работы. Создатель использовал несколько кабелей большого сечения, несколько компонентов и автомобильный аккумулятор. Компоненты просты в настройке, но небольшой опыт может ускорить процесс. После изготовления компонента вам нужно будет подключить его к положительной и отрицательной клеммам автомобильного аккумулятора, и теперь вы можете использовать его для сварки аккумуляторных блоков и некоторых других легких конструкций.
Заключение
Теперь у вас есть идеи для точечной сварки, которые работают, и вы можете сразу их опробовать. Каждое руководство в этом списке выше подходит практически всем, от тех, кто не может позволить себе купить определенные компоненты, до тех, кто ищет сложные вещи, все это готово и готово, так что удачи вам в ваших сварочных усилиях. Спасибо за ваше время, ура.
Аппарат для точечной сварки своими руками
Я разработал аппарат для точечной сварки своими руками, потому что мне понадобился специальный аппарат для точечной сварки для сборки моего солнечного велосипеда Maxun One. Оказалось, что аппарат для точечной сварки строится многими людьми по всему миру, поэтому я опубликовал здесь весь строительный проект.
Плата контроллера для точечной сварки
Поскольку электронику было не так просто собрать, я изготовил плату контроллера для точечной сварки, которая продается вместе с некоторыми другими деталями.
Особенности аппарата для точечной сварки
Аппарат для точечной сварки — одно из немногих устройств, сборка которого дешевле, чем покупка. Уже опубликовано много аппаратов для точечной сварки, сделанных своими руками, этот аппарат имеет несколько уникальных особенностей:
Его можно использовать для двух видов сварки: встречной и последовательной конфигурации.
Конструкция очень проста.
Точная регулировка усилия электрода.
Имеет прочный электрододержатель, выполненный из зажима заземления радиатора.
Микроконтроллер Arduino используется для точной установки времени сварки.
Создает двойной импульс, улучшающий фиксацию.
Ток может быть уменьшен для сварки чувствительных деталей.
Меры предосторожности при ремонте микроволновой печи
Работать с микроволновой печью чрезвычайно опасно. Вы, как правило, НЕ переживете высокое напряжение, доступной мощности более 1000 Вт достаточно, чтобы убить вас мгновенно, как электрический стул. Сначала прочтите эту статью.
Аппарат для точечной сварки оппозитной конфигурации
Высокое напряжение!
Обратите внимание: печатная плата напрямую подключена к сети, только низковольтная часть безопасна. Использование на свой страх и риск .
Вопросы
Если у вас есть какие-либо вопросы, задайте их на instructables.com.
Электрические характеристики
Сварочный ток: 1100 А или 400 А
Напряжение размыкания: 2,6 В
Сетевой ток во время сварочного импульса: 14 А
Ток покоя: 1,6 А
Максимальная толщина свариваемого металла
Легкие портативные сварочные пистолеты для точечной сварки имеют сварочный ток не менее 4000 А, что позволяет сваривать листы из низкоуглеродистой стали размером 2 x 1 мм. Аппарат точечной сварки своими руками выдает ток всего 1100 А, что достаточно для сварки небольших электронных деталей. Хотя я видел, что люди сваривают листы 2 х 0,75 мм такими точечными сварочными аппаратами.
Параметры сварки выступов батареи
Настройки для никелированных стальных полос толщиной 0,15 мм
Чаще всего используются никелированные стальные полосы толщиной 0,15 мм, которые лучше всего свариваются. Возможно, вам придется поэкспериментировать со временем сварки и силой электрода, но начните со следующих значений:
Сила сварки электродом 0,4 кг (4 Н)
Время перед сваркой 50 мс
Пауза 500 мс
Длительность сварочного импульса 100 мс (от 50 до 250 мс)
Диаметр наконечника электрода 1,5 мм
Внешнее расстояние электрода 5 мм
Примечание. Полосы из никелированной стали дешевле, чем полосы из чистого никеля, и имеют более высокое сопротивление, что упрощает сварку.
Примечания по точечной сварке
Серийная конфигурация точечной сварки
Оба электрода расположены с одной стороны. Очень важно, чтобы усилие обоих электродов было практически одинаковым; иначе одна сторона будет плохо сварена.
Точечная сварка встречной конфигурации
Наиболее часто используется; свариваемые детали зажимаются между электродами.
Измерение сварочного тока
Вы можете определить сварочный ток, измерив напряжение на определенном расстоянии от сварочного кабеля. Рассчитайте сварочный ток следующим образом: I = U * диаметр [мм2] / (0,0175 * длина [м]) Для измерения сварочного тока к сварочному кабелю присоединяют два провода на расстоянии 44,5 см. Напряжение при коротком замыкании 0,34В; поэтому максимальный сварочный ток = 0,34 В * 25 мм2 / (0,0175 * 0,445 м) = 1100А.
Двойной импульс
Двойной импульс улучшает качество сварки. Первый импульс, короткий, размягчит металл. Второй импульс является импульсом сварки. Во время паузы между двумя импульсами детали сближаются и лучше соприкасаются.
Время сварки
Первый импульс, импульс перед сваркой, составляет 50 мс. Второй импульс, импульс сварки, можно установить поворотным переключателем с шагом 50 мс. Я обнаружил, что время сварки от 50 до 250 мс работает во многих случаях.
Уменьшение сварочного тока
Сварочный ток 1100 А может быть слишком большим, поэтому полезно уменьшить ток. Проволочный резистор 27 Ом мощностью 50 Вт, включенный последовательно с сетью, снижает сварочный ток примерно до 400 А. Обратите внимание, что резистор перегружен на 120 %, но импульсная перегрузочная способность проволочного резистора WH50 позволяет это сделать.
Нагреватель или фен в качестве силового сопротивления
Чтобы определить, какое сопротивление необходимо для получения определенного сварочного тока, в качестве резисторов я взял нагреватель и фен. Их можно комбинировать последовательно или параллельно, чтобы получить желаемое сопротивление.
Конструкция для точечной сварки
Фанерная панель
Все детали смонтированы на опалубочной фанерной панели толщиной 15 мм и размером 15см x 18см. Обратите внимание, что плата питания является старым прототипом и заменена новой печатной платой точечной сварки.
Трансформатор для микроволновой печи
Попробуйте достать из неисправной микроволновой печи трансформатор мощностью 800Вт…1100Вт, чем выше, тем лучше. Обратите внимание, что в некоторых микроволновых печах высокой мощности вместо трансформатора используется электронный инвертор высокого напряжения для уменьшения веса, вы не можете использовать их:
Отпилите одну сторону вторичной обмотки пилой по металлу. Затем вытолкните обмотку из сердечника с помощью специального деревянного бруска и большого молотка. Магнитный шунт между первичной и вторичной обмотками ограничивает ток и должен быть удален:
Используйте 3 вторичные обмотки. Вы можете приклеить их полиуретановым клеем, увлажнив его, чтобы он вспенился.
Держатели электродов
Два держателя электродов изготовлены из U-образного алюминиевого профиля шириной 20 мм.
Соединение электродов
Соедините рычаги вместе с помощью болта с буртиком 4 мм:
Два алюминиевых шарнира рычага и болт с буртиком должны быть изолированы друг от друга во избежание короткого замыкания. Поэтому отверстие под болт в правом шарнире алюминиевого рычага на 2 мм больше диаметра болта, т. е. 6 мм. Изоляция между соединениями рычагов создается печатными платами с эпоксидной смолой размером 80 x 20 мм и 16 x 20 мм. Трение между руками должно быть очень низким; это создается эпоксидной доской между ними. Также между левым рычагом и фанерной панелью помещается эпоксидная плита 80 х 20 мм вместе с алюминиевой пластиной 80 х 20 мм. Затяните болт таким образом, чтобы трение было небольшим, но зазор не был слишком большим.
Держатель электрода
Держатель электрода изготовлен из прямоугольного латунного радиаторного зажима шириной 20 мм. К сожалению, в большинстве стран их не достать, я продаю их ЗДЕСЬ. Посередине просверлите отверстие диаметром 4 мм для крепежного винта. Увеличьте отверстие для сварочного кабеля до 7 мм.
Эта клемма заземления доступна не во всех странах. Но на eBay есть хорошие альтернативы; поиск по «Клеммная шина заземления».
Сварочный кабель
Используйте гибкий 3AWG / 25 мм 2 сварочный кабель длиной 140 см, позволяет 3 витка. Я проверил, дает ли более толстый кабель более высокий сварочный ток, но это не так. Сварочный ток ограничивается самим трансформатором. Поскольку сила электрода имеет решающее значение, сварочные кронштейны должны иметь возможность свободно двигаться, не сдерживаясь жесткостью тросов. Поэтому тросы имеют большой изгиб. Не используйте сплошной кабель, сварочный кабель является гибким и будет стоить всего около 15 долларов США за метр.
Электроды для точечной сварки
Важно использовать чистый медный стержень. Нет латунной или электрической проволоки, которая подвергается мягкому отжигу. Используйте квадратный стержень того же размера, что и прорезь держателя электрода, или подпилите стержень до соответствующего размера. Я использую наконечник диаметром 1,5 мм. Для простоты вы можете подпилить кончик электрода квадратным, а не круглым. Я продаю подходящие медные стержни ЗДЕСЬ.
Периодически очищайте наконечники сварочных электродов наждачной бумагой.
Пружинные зажимы
Усилие электрода является таким же важным параметром, как и другие параметры сварки, такие как сварочный ток и длительность импульса. Здесь мы используем два небольших пружинных зажима. Отрегулируйте усилие электрода, сдвинув положение пружинного зажима, и измерьте усилие с помощью кухонных весов:
Полностью вдавите пару раз новые пружинные зажимы. Вы можете изменить усилие зажима, согнув пружину. См. здесь, как установить пружинный зажим:
Рычаг управления
Я использовал нейлоновую пластину толщиной 5 мм, которую выпилил лобзиком.
Алюминий применяют для производства из него изделий и сплавов на его основе.
Легирование — процесс введения в расплав дополнительных элементов, улучшающих механические, физические и химические свойства основного материала. Легирование является обобщающим понятием ряда технологических процедур, проводимых на различных этапах получения металлического материала с целями повышения качества металлургической продукции.
Введение различных легирующих элементов в алюминий существенно изменяет его свойства, а иногда придает ему новые специфические свойства.
Прочность чистого алюминия не удовлетворяет современные промышленные нужды, поэтому для изготовления любых изделий, предназначенных для промышленности, применяют не чистый алюминий, а его сплавы.
При различном легировании повышаются прочность, твердость, приобретается жаропрочность и другие свойства. При этом происходят и нежелательные изменения: неизбежно снижается электропроводность, во многих случаях ухудшается коррозионная стойкость, почти всегда повышается относительная плотность. Исключение составляет легирование марганцем, который не только не снижает коррозионную стойкость, но даже несколько повышает ее, и магнием, который тоже повышает коррозионную стойкость (если его не более 3 %) и снижает относительную плотность, так как он легче, чем алюминий.
Алюминиевые сплавы
Алюминиевые сплавы по способу изготовления из них изделий делят на две группы: 1) деформируемые (имеют высокую пластичность в нагретом состоянии), 2) литейные (имеют хорошую жидкотекучесть).
Такое деление отражает основные технологические свойства сплавов. Для получения этих свойств в алюминий вводят разные легирующие элементы и в неодинаковом количестве.
Сырьем для получения сплавов обоего типа являются не только технически чистый алюминий, но также и двойные сплавы алюминия с кремнием, которые содержат 10-13 % Si, и немного отличаются друг от друга количеством примесей железа, кальция, титана и марганца. Общее содержание примесей в них 0.5-1.7 %. Эти сплавы называют силуминами. Для получения деформируемых сплавов в алюминий вводят в основном растворимые в нем легирующие элементы в количестве, не превышающем предел их растворимости при высокой температуре. Деформируемые сплавы при нагреве под обработку давлением должны иметь гомогенную структуру твердого раствора, обеспечивающую наибольшую пластичность и наименьшую прочность. Это и обусловливает их хорошую обрабатываемость давлением.
Основными легирующими элементами в различных деформируемых сплавах является медь, магний, марганец и цинк, кроме того, в сравнительно небольших количествах вводят также кремний, железо, никель и некоторые другие элементы.
Дюралюминии — сплавы алюминия с медью
Характерными упрочняемыми сплавами являются дюралюминии — сплавы алюминия с медью, которые содержат постоянные примеси кремния и железа и могут быть легированы магнием и марганцем. Количество меди в них находится в пределах 2.2-7 %.
Медь растворяется в алюминии в количестве 0,5% при комнатной температуре и 5,7% при эвтектической температуре, равной 548 C.
Термическая обработка дюралюминия состоит из двух этапов. Сначала его нагревают выше линии предельной растворимости (обычно приблизительно до 500 C). При этой температуре его структура представляет собой гомогенный твердый раствор меди в алюминии. Путем закалки, т.е. быстрого охлаждения в воде, эту структуру фиксируют при комнатной температуре. При этом раствор получается пересыщенным. В этом состоянии, т.е. в состоянии закалки, дюралюминий очень мягок и пластичен.
Структура закаленного дюралюминия имеет малую стабильность и даже при комнатной температуре в ней самопроизвольно происходят изменения. Эти изменения сводятся к тому, что атомы избыточной меди группируются в растворе, располагаясь в порядке, близком к характерному для кристаллов химического соединения CuAl. Химическое соединение еще не образуется и тем более не отделяется от твердого раствора, но за счет неравномерности распределения атомов в кристаллической решетке твердого раствора в ней возникают искажения, которые приводят к значительному повышению твердости и прочности с одновременным снижением пластичности сплава. Процесс изменения структуры закаленного сплава при комнатной температуре носит название естественного старения.
Естественное старение особенно интенсивно происходит в течение первых нескольких часов, полностью же завершается, придавая сплаву максимальную для него прочность, через 4-6 суток. Если же сплав подогреть до 100-150 C, то произойдет искусственное старение. В этом случае процесс совершается быстро, но упрочнение происходит меньшее. Объясняется это тем, что при более высокой температуре диффузионные перемещения атомов меди осуществляются более легко, поэтому происходит завершенное образование фазы CuAl и выделение ее из твердого раствора. Упрочняющее же действие полученной фазы оказывается меньшим, чем действие искаженности решетки твердого раствора, возникающей при естественном старении.
Сравнение результатов старения дюралюминия при различной температуре показывает, что максимальное упрочнение обеспечивается при естественном старении в течении четырех дней.
Сплавы алюминия с марганцем и магнием
Среди неупрочняемых алюминиевых сплавов наибольшее значение приобрели сплавы на основе Al-Mn и Al-Mg.
Марганец и магний, так же как и медь, имеют ограниченную растворимость в алюминии, уменьшающуюся при снижении температуры. Однако эффект упрочнения при их термообработке невелик. Объясняется это следующим образом. В процессе кристаллизации при изготовлении сплавов, содержащих до 1,9% Mn, выделяющийся из твердого раствора избыточный марганец должен был бы образовать с алюминием растворимое в нем химическое соединение Al (MnFe), которое в алюминии не растворяется. Следовательно, последующий нагрев выше линии предельной растворимости не обеспечивает образование гомогенного твердого раствора, сплав остается гетерогенным, состоящим из твердого раствора и частиц Al (MnFe), а это приводит к невозможности закалки и последущего старения.
В случае системы Al-Mg причина отсутствия упрочнения при термической обработке иная. При содержании магния до 1,4% упрочнения быть не может, так как в этих пределах он растворяется в алюминии при комнатной температуре и никакого выделения избыточных фаз не происходит. При большем же содержании магния закалка с последующим химическим старением приводит к выделению избыточной фазы — химического соединения Mg Al .
Однако свойства этого соединения таковы, что процессы, предшествующие его выделению, а затем и образующиеся включения не вызывают заметногоэффекта упрочнения. Несмотря на это, введение и марганца, и магния в алюминий полезно. Они повышают его прочность и коррозионную стойкость (при содержании магния не более 3%). Кроме того, сплавы с магнием более легкие, чем чистый алюминий.
Другие легирующие элементы
Также для улучшения некоторых характеристик алюминия в качестве легирующих элементов используются:
Бериллий добавляется для уменьшения окисления при повышенных температурах. Небольшие добавки бериллия (0,01-0,05%) применяют в алюминиевых литейных сплавах для улучшения текучести в производстве деталей двигателей внутреннего сгорания (поршней и головок цилиндров).
Бор вводят для повышения электропроводимости и как рафинирующую добавку. Бор вводится в алюминиевые сплавы, используемые в атомной энергетике(кроме деталей реакторов), т.к. он поглощает нейтроны, препятствуя распространению радиации. Бор вводится в среднем в количестве 0,095-0,1%.
Висмут. Металлы с низкой температурой плавления, такие как висмут, свинец, олово, кадмий вводят в алюминиевые сплавы для улучшения обрабатываемости резанием. Эти элементы образуют мягкие легкоплавкие фазы, которые способствуют ломкости стружки и смазыванию резца.
Галлий добавляется в количестве 0,01 — 0,1% в сплавы, из которых далее изготавливаются расходуемые аноды.
Железо. В малых количествах (>0,04%) вводится при производстве проводов для увеличения прочности и улучшает характеристики ползучести. Так же железо уменьшает прилипание к стенкам форм при литье в кокиль.
Индий. Добавка 0,05 — 0,2% упрочняют сплавы алюминия при старении, особенно при низком содержании меди. Индиевые добавки используются в алюминиево — кадмиевых подшипниковых сплавах.
Кадмий. Примерно 0,3% кадмия вводят для повышения прочности и улучшения коррозионных свойств сплавов.
Кальций придает пластичность. При содержании кальция 5% сплав обладает эффектом сверхпластичности.
Кремний является наиболее используемой добавкой в литейных сплавах. В количестве 0,5-4% уменьшает склонность к трещинообразованию. Сочетание кремния с магнием делают возможным термоуплотнение сплава.
Олово улучшает обработку резанием.
Титан. Основная задача титана в сплавах — измельчение зерна в отливках и слитках, что очень повышает прочность и равномерность свойств во всем объеме.
Применение алюминиевых сплавов
Большинство алюминиевых сплавов имеют высокую коррозионную стойкость в естественной атмосфере, морской воде, растворах многих солей и химикатов и в большинстве пищевых продуктов. Последнее свойство в сочетании с тем, что алюминий не разрушает витамины, позволяет широко использовать его в производстве посуды. Конструкции из алюминиевых сплавов часто используют в морской воде. Алюминий в большом объеме используется в строительстве в виде облицовочных панелей, дверей, оконных рам, электрических кабелей. Алюминиевые сплавы не подвержены сильной коррозии в течение длительного времени при контакте с бетоном, строительным раствором, штукатуркой, особенно если конструкции не подвергаются частому намоканию. Алюминий также широко применяется в машиностроении, т.к. обладает хорошими физическими качествами.
Но главная отрасль, в настоящее время просто не мыслимая без использования алюминия — это, конечно, авиация. Именно в авиации наиболее полно нашли применение всем важным характеристикам алюминия
Полный каталог статей
Применение алюминия – Транспорт
Все виды транспорта на земле от велосипедов до космических ракет производятся из алюминия. Этот металл позволяет человеку двигаться с высокой скоростью, переплывать океаны, подниматься в небо и покидать пределы нашей планеты. На транспортную сферу уже приходится наибольшая часть мирового потребления алюминия – 27%. И в ближайшие года эта цифра будет только увеличиваться.
Авиация и космос
Автомобилестроение
Железнодорожный транспорт
Судостроение
Ричард Бах Чайка по имени Джонатан Ливингстон
Авиация и космос
Алюминий навсегда вошел в историю как металл, позволивший человеку летать. Легкий, прочный и пластичный, он оказался идеальным материалом для создания управляемых летательных аппаратов. Не даром второе имя алюминия – «крылатый металл».
Сегодня на алюминий приходится около 75-80% общей массы современного самолета. А первое его применение в авиации зафиксировано еще до изобретения самих самолетов. Например, граф Фердинанд Цеппелин делал из алюминиевого сплава каркасы для своих знаменитых дирижаблей.
Прорыв, положивший начало современной авиации, произошел в 1903 году, когда братья Райт впервые в истории человечества совершили полет на управляемом летательном аппарате «Флайер-1». Автомобильные двигатели того времени весили слишком много, обладали низкой мощностью и были неспособны поднять аппарат в воздух. Специально для этой цели был разработан новый двигатель, детали которого, в том числе блок цилиндров, были отлиты из алюминия.
В дальнейшем «крылатый» металл заменил дерево, сталь и другие материалы в конструкции первых самолетов и уже в 1917 году знаменитый немец авиаконструктор Хуго Юнкерс поднял в воздух первый цельнометаллический самолет, фюзеляж которого был выполнен из алюминиевого сплава – дюралюминия, в состав которого также входят медь (4,5%), магний (1,5%) и марганец (0,5%). Создателем уникального сплава в 1909 году стал Альфредом Вильмом. Он также обнаружил эффект старения сплава, заключающийся в существенном увеличении его прочности после закалки в течение длительного времени.
Дюралюминий
Во время Первой Мировой войны дюралюминий был настоящей военной технологией. Его состав и технология тепообработки были засекречены, поскольку он являлся важнейшим конструкционным материалом в самолетостроении.
С тех пор алюминий получил статус ключевого конструкционного материала в авиации, и держит эту марку по сей день. Состав авиационных сплавов меняется, самолеты совершенствуются, но главная задача авиаконструкторов остается неизменной: создание легкой машины с максимальной вместимостью, использующей минимальное количество топлива и не поддающееся коррозии со временем. Именно алюминий позволяет инженерам добиваться выполнения всех необходимых условий. В современных самолетах алюминий применяется буквально повсюду: в фюзеляже, закрылках, конструкциях крыла и хвостовой части, крепежных системах, конструкциях выхлопных отверстий, блоков питания, заправочных штангов, дверей и полов, каркасов пилотных и пассажирских сидений, топливных разъемах, гидравлических системах, кабинных стойках, подшипниках, приборах в кабине пилотов, турбинах двигателей и много где еще.
Основные алюминиевые сплавы, применяемые в авиации, — серии 2ххх, 3ххх, 5ххх, 6ххх и 7ххх. Серия 2ххх рекомендована для работы при высоких температурах и с повышенными значениями коэффициента вязкости разрушения. Сплавы серии 7ххх — для работы при более низких температурах значительно нагруженных деталей и для деталей с высокой сопротивляемостью к коррозии под напряжением. Для малонагруженных узлов применяются сплавы серии 3ххх, 5ххх и 6xxx. Они же используются в гидро-, масло- и топливных системах.
Наибольшее применение получил сплав 7075, состоящий из алюминия, цинка, магния и меди. Это самый прочный из всех алюминиевых сплавов, сравнимый по этому показателю со сталью, но в 3 раза легче нее.
Самолеты собираются из листов и профилей, соединяющихся друг с другом алюминиевыми заклепками, число заклепок в одной машине может достигать нескольких миллионов. В некоторых моделях вместо листов используются прессованные панели, и в случае появления трещины она доходит только до конца такой панели. Например, крыло крупнейшего грузового самолета в мире Ан-124-100 «Руслан», грузоподъемностью до 120 тонн, состоит из восьми прессованных алюминиевых панелей шириной 9 метров каждая. Конструкция крыла такова, что оно работает даже при двух разрушенных панелях.
Сегодня авиаконструкторы пытаются найти материал, обладающий всеми преимуществами алюминия, но еще более легкий. Единственным кандидатом, подходящим на эту роль, на данный момент является углеродное волокно. Оно состоит из нитей диаметром от 5 до 15 мкм, образованных преимущественно атомами углерода. Первым магистральным пассажирским самолетом, фюзеляж которого был полностью изготовлен из композиционных материалов, стал Boeing 787 Dreamliner, выполневший свой первый коммерческий полет в 2011 году.
Однако производство таких самолетов обходится гораздо дороже, чем при использовании алюминия. Кроме этого, углеволокно не обеспечивает должного уровня безопасности летательных аппаратов.
Основные сильные стороны космических алюминиевых сплавов – стойкость к высоким и низким температурам, вибрационным нагрузкам и воздействию радиации. Более того, они обладают свойством «криогенного упрочнения» – с понижением температуры их прочность и пластичность только возрастают. Это сплавы видов «титан-алюминий», «никель-алюминий» и «железо-хром-алюминий».
Алюминий оказался незаменим не только в авиации, но и в космонавтике, где сочетание минимальной массы с максимальной прочностью еще более критично. Корпус первого искусственного космического спутника Земли, запущенного в СССР в 1957 году, был выполнен из алюминиевого сплава.
Ни один современный космический корабль не обходится без алюминия – от 50% до 90% веса космических летательных аппаратов приходится на конструкции из алюминиевых сплавов. Они использовались для изготовления корпуса космических челноков Space Shuttle, телескопической балки антенны космического телескопа Hubble, из них изготавливаются водородные ракетные баки, носовые части ракет, конструкции разгонных блоков, корпуса орбитальных космических станций и крепежей для солнечных батарей на них.
Даже твердотопливные ракетные ускорители работают на алюминии. Такие ускорители разгоняют первую ступень космических кораблей и состоят из алюминиевого порошка, окислителя в виде перхлората того же алюминия и связующего вещества. Например, самая мощная на сегодня в мире ракета-носитель «Сатурн-5» (может вывезти на околоземную орбиту 140-тонный груз) за время полета сжигает 36 тонн алюминиевого порошка.
Автомобилестроение
Автомобиль – самый распространенный вид транспорта в мире. Главным конструкционным материалом здесь является относительно дешевая сталь. Однако вместе с тем как основными приоритетами автомобильной отрасли становятся экономия топлива, снижение выбросов СО2, а также дизайн автомобиля, все более важную роль в автомобилестроении начинает играть алюминий.
В 2014 году мировая автомобильная индустрия (без учета Китая) потребила 2,87 млн тонн алюминия. Ожидается, что к 2020 году эта цифра вырастет до 4,49 млн тонн. Ключевыми факторами этого роста являются как увеличение производства самих автомобилей, так и повышение использования алюминия в них.
Каждый килограмм алюминия, использованный при изготовлении автомобиля, позволяет снизить общую массу машины на килограмм. Поэтому на алюминий переводилось производство все большего количества его деталей: радиаторы системы охлаждения двигателя, колесные диски, бампера, детали подвески, блоки цилиндров двигателя, корпуса трансмиссий и, наконец, детали кузова – капоты, двери и даже вся рама. В результате с 1970-х годов доля алюминия в общем весе автомобиля постоянно увеличивается – с 35 кг до сегодняшних 152 кг. Согласно прогнозам экспертов, к 2025 году среднее содержание алюминия в одном автомобиле достигнет 250 кг.
Формула 1
Гоночный болид Формулы-1, согласно требованиям на 2015 год, должен весить не менее 702 килограммов. Две трети этой массы приходится на алюминий. В то время как обшивка кузова выполнена из углепластика, все внутренние узлы и компоненты изготавливаются именно из «крылатого металла».
Алюминий использовался в автомобилестроении практически с момента начала промышленного использования этого металла. В 1899 году на международной выставке в Берлине был представлен первый автомобиль, корпус которого был полностью сделан из алюминия, — спортивный Durkopp. А в 1901 году алюминиевым стал и двигатель — для участия в гонках в Ницце его смастерил знаменитый немецкий изобретатель Карл Бенц. В 1962 году легендарный гонщик Микки Томпсон участвовал в гонках Индианаполис 500 на машине с двигателем из алюминия и показал превосходный результат. Многие фирмы позднее усовершенствовали этот двигатель и использовали его в различных массовых моделях и гоночных автомобилях, в том числе и в болидах Формулы-1. Интерес к алюминиевым деталям подстегнул и нефтяной кризис 1970-х. Вынужденные озаботиться экономией топлива, конструкторы стали заменять детали из стали на более легкие алюминиевые, тем самым снижая общий вес машины.
Микки Томпсон
Индианаполис 500, 1962 г.
Range Rover Последняя модель Range Rover с полностью алюминиевым кузовом стала легче на 39% или 420 килограмм. Это равноценно весу пяти человек.
Применять алюминий для изготовления кузова первыми стали производители автомобилей класса «премиум». Так, первым серийным автомобилем с полностью алюминиевым кузовом стала Audi A8, выпущенная в 1994 году. За ней последовали и другие люксовые бренды – BMW, Mercedes-Benz, Porsche, Land Rover, Jaguar.
В 2014 году произошло очередное знаковое событие для отрасли – автомобиль с полностью алюминиевым кузовом появился в массовом сегменте. Им стал Ford-150 – самый популярный пикап в США на протяжении 38 лет. Благодаря переходу на алюминий автомобиль стал легче на 315 кг по сравнению с предшествующей моделью, что позволило существенно снизить расход топлива, выхлоп CO2, а также увеличить грузоподъемность и улучшить динамику разгона и торможения. При этом автомобиль получил самый высокий рейтинг надежности NHTSA – пять звезд вместо четырех в предыдущей модели.
Основными методами изготовления различных автодеталей являются литье и штамповка из прокатанных листов и полос. Но некоторые из них изготавливаются необычным способом горячего прессования мелкого алюминиевого порошка – САП (спеченная алюминиевая пудра). Окисленную алюминиевую пудру помещают в алюминиевую же оболочку и нагревают до температуры чуть меньшей, чем плавление металла, и в горячем виде прессуют. Получившиеся изделия отличаются высокой прочностью и используются там, где нужны детали для работы в условиях высоких температур с низким коэффициентом трения – например, так делаются поршни двигателей.
Tesla Полностью дополнительная защита Tesla состоит из трех уровней. Первый – полый алюминиевый брус специальной формы, который либо отбрасывает лежащий на дороге предмет, либо смягчает удар. Второй – плита из титана, защищающая наиболее уязвимые компоненты в передней части автомобиля. Третий – щит из штампованного алюминия, который рассеивает энергию удара и, если препятствие твердое и неподвижное, приподнимает автомобиль над ним.
Еще одно замечательное свойство алюминия – он отлично «гасит» удар, причем делает это в два раза эффективнее, чем сталь. Поэтому автопроизводители уже давно используют этот металл для бамперов. Днище революционного электрического автомобиля Tesla оснащено 8-миллиметровой пуленепробиваемой броней из алюминиевых сплавов, которая защищает батарейный отсек и гарантирует безопасность при движении на скорости в 200 км/ч. Недавно компания установила на свои машины дополнительную алюминиево-титановую защиту, которая позволяет автомобилю в прямом смысле слова разрушать попадающие под колеса препятствия из бетона и закаленной стали, сохраняя управляемость.
Алюминиевый кузов имеет преимущества перед стальным в плане безопасности еще и потому, что деформации в алюминиевых конструкциях локализуются в компактных зонах, не давая деформироваться другим частям кузова и сохраняя максимальную безопасность той части машины, где находятся пассажиры.
Эксперты утверждают, что в ближайшее десятилетие автопроизводители существенно увеличат использование алюминия в своих моделях. «Крылатый металл» в большом количестве будет использоваться в деталях кузова либо для изготовления кузова целиком.
При этом многие автомобильные компании сегодня договариваются с производителями алюминия о создании производств замкнутого цикла, когда из идущих на лом алюминиевых деталей утилизируемых автомобилей создаются запчасти для новых машин. Сложно представить себе более экологичный вид промышленного производства.
Железнодорожный транспорт
Применение алюминия в железнодорожном транспорте началось практически сразу после образования самой алюминиевой промышленности. В 1894 году железнодорожная компания New York, New Haven, and Hartford Railroad, принадлежавшая тогда банкиру Джону Пирпонту Моргану (J.P. Morgan), начала выпускать специальные легкие пассажирские вагоны, сидения которых были выполнены из алюминия.
Однако сначала алюминий оказался наиболее востребованным в сегменте грузоперевозок, где от состава требуется максимально низкий вес, что позволяет перевезти больший объем грузов.
Первые грузовые вагоны, полностью выполненные из алюминия, были выпущены в 1931 году в США. Это был хоппер – вагон для перевозки сыпучих и гранулированных грузов, кузов которого имеет форму воронки с люками для разгрузки в донной части. Сегодня для производства таких вагонов используются, в основном, сплавы 6ххх серии, — они обладают повышенной прочностью и коррозийной стойкостью.
Shinkansen Первый высокоскоростной поезд в мире появился в Японии в 1964 году. Он курсировал между Токио и Осакой и преодолевал расстояние в 515 км за 3 часа 10 минут, разгоняясь до 210 км/ч. Shinkansen позволил разрешить острую транспортную проблему этого региона, в котором проживало более 45 млн человек.
Сегодня алюминиевые вагоны используются для перевозки угля, различных руд и минералов, а также зерна, в вагонах-цистернах перевозят кислоты. Существуют также вагоны для перевозки готовых товаров, например, новых автомобилей – с завода до автодилерского центра.
Алюминиевый грузовой вагон на треть легче, чем стальной. Его более высокая изначальная стоимость окупается в среднем за два первых года эксплуатации за счет перевозки большего объема грузов. При этом алюминий в отличие от стали не подвержен коррозии, поэтому алюминиевые вагоны долговечны и за 40 лет использования теряют лишь 10% своей стоимости.
В пассажирском железнодороджном транспорте алюминий позволяет производить вагоны на треть более легкие, чем стальные аналоги. В случае метро и пригородных поездов, для которых характерны частые остановки, это позволяет добиться существенной экономии энергии, затрачиваемой на разгон состава. Помимо этого, алюминиевые вагоны проще в производстве и содержат значительно меньшее количество деталей.
В железнодорожном транспорте дальнего следования алюминий активно применяется в производстве высокоскоростных поездов, активное применение которых в мире началось в 1980-х годах. Такие поезда развивают скорость до 360 км/ч и выше. Новые технологии в этом направлении позволят добиться скоростей более 600 км/ч.
Алюминий дает возможность снизить вес такого поезда и соответственно уменьшить прогиб рельсов, создающий сопротивление движению. Кроме того, высокоскоростной поезд, как самолет, должен обладать обтекаемой формой и минимальным числом выступающих деталей – здесь на помощь конструкторам вновь приходит «крылатый металл».
Transrapid Маглев-трасса в Китае, соединяющая Шанхай и шанхайский аэропорт Пудун. Поезд движется по ней со с коростью 450 км/ч и преодолевает расстояние в 30,5 км всего за 8 минут.
Высокоскоростные поезда, выполненные из алюминия, используются на французской сети скоростных электропоездов TGV. Поезда для этой сети в 1970-х годах начала разрабатывать компани Alstom (Франция), первый – между Парижем и Лионом – был запущен в 1981 году. Сегодня TGV является крупнейшей в Европе сетью высокоскосростных поездов и является основой для строительства общеевропейской сети высокоскоростных железных дорог. Первые поезда для сети TGV изготавлись из стали, но в новых поколениях ее начал заменять алюминий. В частности, последняя модель высокоскоростного поезда называется AGV полностью выполнена из алюминиевых сплавов и развивает скорость до 360 км/ч. На данный момент AGV эксплуатируется только в одной железнодорожной сети – итальянской Nuovo Trasporto Viaggiatori.
Корпус первого российского скоростного поезда «Сапсан» также выполнен из алюминиевых сплавов.
Технология магнитной левитации – следующий шаг развития высокоскоростного железнодорожного транспорта. Поезд на магнитной подушке удерживается над полотном силой магнитного поля и не касается поверхности. В результате он может развивать более высоких скоростей скорости – на данный момент в ходе испытаний в Японии достигнута скорость 603 км/ч.
Судостроение
Корпуса современных морских судов различного типа изготавливаются с использованием так называемого «морского алюминия» – это общее название для целого ряда алюминиево-магниевых сплавов (содержание магния – от 3% до 6%), применяемых в этом сегменте машиностроения. Они обладают особой коррозийной стойкостью, как в пресной, так и в морской воде.
Безусловным важным качеством судового алюминия является также хорошая свариваемость и хорошие прочностно-механические свойства. Алюминиевые листы и плиты для судостроения производятся методами холодной или горячей прокатки, а профили, прутки и трубы могут производиться методами прессования, прокатки или волочения.
Первый частично алюминиевый катер Le Migron был изготовлен в Швейцарии в 1891 году. Через несколько лет успешный опыт алюминиевого судостроения был применен в Шотландии при постройке 58-метровой торпедной лодки. Она была весьма прочной и развивала максимальную для того времени скорость в 32 узла. Катер назывался «Сокол» и был сделан для военно-морского флота России.
Корпус высокоскоростных пассажирских теплоходов на подводных крыльях, развивающих скорость свыше 80 км/ч, изготавливается из алюминиевых сплавов – дюрали или магналия. Для развития высокой скорости и манёвренности судам нужна сравнительно небольшая собственная масса.
Коррозия в течение первого года эксплуатации
Коррозия в течение первого года эксплуатации
Морской алюминий в 100 раз медленнее поддается коррозии, чем сталь. В течение первого года эксплуатации сталь покрывается коррозией со скоростью 120 мм в год, а алюминий – 1 мм в год. Кроме этого, «морской алюминий» обладает отличными прочностными характеристиками. Он пластичен, и даже при сильном ударе цельносваренный алюминий почти не пробивается насквозь. Алюминиевый каркас помогает улучшить мореходность, повысить безопасность и снизить расходы на текущее обслуживание.
Поэтому из этого металла делают яхты, моторные лодки, катера, а также глубоководные аппараты. Как правило, спортивные суда от корпуса до надстроек изготавливаются из алюминия, что дает выигрыш в скорости; а корпуса судов повышенной грузоподъемности изготавливаются из стали, а вот надстройки и другое вспомогательное оборудование делаются из алюминиевых сплавов, снижая общий вес судна и повышая его грузоподъемность.
Алюминий высокой чистоты представляет собой мягкий материал с пределом прочности около 10 МПа, что ограничивает его использование в промышленности. Алюминий технической чистоты (99-99,6%) становится более твердым и прочным из-за наличия примесей, особенно Si и Fe. Но при легировании алюминиевые сплавы поддаются термообработке, что существенно изменяет их механические свойства.
Алюминиевые сплавы основаны на алюминии, в котором основными легирующими элементами являются Cu, Mn, Si, Mg, Mg+Si и Zn. Композиции алюминиевых сплавов зарегистрированы в The Aluminium Association. Алюминиевые сплавы делятся на 9 семейств (от Al1xxx до Al9xxx). Различные семейства сплавов и основные легирующие элементы:
1xxx: без легирующих элементов
2xxx: медь
3xxx: марганец
4xxx: кремний
5xxxxxx: магний
6
0012
7xxx: Цинк, магний и медь
8xxx: другие элементы, не включенные в другие серии
Существуют также две основные классификации, а именно литейные сплавы и деформируемые сплавы , которые далее подразделяются на категории термообрабатываемые и нетермообрабатываемые. Алюминиевые сплавы, содержащие легирующие элементы с ограниченной растворимостью в твердом состоянии при комнатной температуре и с сильной температурной зависимостью растворимости в твердом состоянии (например, Cu), могут быть упрочнены соответствующей термической обработкой (9).0003 дисперсионное твердение ). Прочность термообработанных промышленных алюминиевых сплавов превышает 550 МПа.
Механические свойства алюминиевых сплавов сильно зависят от их фазового состава и микроструктуры. Среди прочего, высокая прочность может быть достигнута за счет введения большой объемной доли мелких, однородно распределенных частиц второй фазы и уменьшения размера зерна. В целом алюминиевые сплавы характеризуются относительно низкой плотностью (2,7 г/см 3 по сравнению с 7,9 г/см 3 для стали), высокой электро- и теплопроводностью, а также устойчивостью к коррозии в некоторых обычных средах, включая окружающую атмосферу. Главным ограничением алюминия является его низкая температура плавления (660°С), ограничивающая максимальную температуру, при которой его можно использовать. Для общего производства сплавы серий 5000 и 6000 обеспечивают достаточную прочность, хорошую коррозионную стойкость, высокую ударную вязкость и простоту сварки.
Алюминий и его сплавы широко используются в аэрокосмической, автомобильной, архитектурной, литографической, упаковочной, электрической и электронной промышленности. Это был основной материал для строительства авиационной промышленности на протяжении большей части своей истории. Около 70% планеров коммерческих и гражданских самолетов изготавливаются из алюминиевых сплавов; гражданская авиация была бы экономически нежизнеспособна без алюминия. В настоящее время автомобильная промышленность использует алюминий для изготовления отливок двигателей, колес, радиаторов и все чаще деталей кузова. Алюминий 6111 и алюминиевый сплав 2008 широко используются для наружных панелей кузова автомобиля. Блоки цилиндров и картеры чаще всего литые и изготавливаются из алюминиевых сплавов.
Механизмы упрочнения алюминиевых сплавов
Прочность алюминиевых сплавов можно изменить с помощью различных комбинаций холодной обработки, легирования и термической обработки. Например, микроструктура с более мелкими зернами обычно приводит к более высокой прочности и превосходной ударной вязкости, чем тот же сплав с физически более крупными зернами. В случае размера зерна также может существовать компромисс между характеристиками прочности и ползучести. Другие механизмы упрочнения достигаются за счет более низкой пластичности и ударной вязкости.
Закалка на твердый раствор (легирование). Атомы различных элементов, растворенные в матричной фазе, могут привести к ее упрочнению за счет твердорастворного упрочнения. Растворенное вещество может включаться в кристаллическую решетку растворителя замещающим путем, замещая частицу растворителя в решетке, или интерстициально, помещаясь в пространство между частицами растворителя. Это налагает деформации решетки на окружающие атомы, что приводит к возникновению поля деформации решетки. Даже небольшое количество растворенного вещества может повлиять на электрические и физические свойства растворителя. Марганец и магний являются примерами элементов, добавляемых к алюминию для усиления. Упрочнение твердого раствора происходит в сплавах 3ххх и 5ххх путем добавления к алюминию марганца (3ххх) и магния (5ххх).
Деформационное упрочнение (холодная обработка). Деформационное упрочнение также называемое деформационное упрочнение, или холодная обработка, представляет собой метод упрочнения, часто используемый в материалах, прочность которых не может быть повышена путем термической обработки, например, путем изменения их фазового состава. Он называется холодной обработкой, потому что пластическая деформация должна происходить при достаточно низкой температуре, чтобы атомы не могли перестроиться. Это процесс, при котором металл становится более твердым и прочным за счет пластической деформации. При пластической деформации металла дислокации перемещаются, порождая дополнительные дислокации. Дислокации могут двигаться, если атомы из одной из окружающих плоскостей разрывают свои связи и снова соединяются с атомами на концевой кромке. Плотность дислокаций в металле увеличивается при деформации или наклепе из-за размножения дислокаций или образования новых дислокаций. Чем больше дислокаций в материале, тем больше они взаимодействуют между собой и становятся зажатыми или запутанными. Это приведет к уменьшению подвижности дислокаций и упрочнению материала. Холодная обработка заключается в уменьшении толщины материала. Плиты и листы различной толщины производятся методом холодной прокатки. Волочением изготавливают проволоку и трубы различного диаметра и толщины стенки. Все алюминиевые сплавы можно упрочнять холодной обработкой.
Осадки (возраст) Закалка . Дисперсионное твердение, также называемое старением или упрочнением частицами, представляет собой метод термической обработки, основанный на формировании чрезвычайно мелких, равномерно распределенных частиц (выделений) второй фазы в исходной фазовой матрице для повышения прочности и твердости некоторых металлических сплавов. Частицы второй фазы представляют дополнительные препятствия для движения дислокаций. Наличие частицы второй фазы представляет собой искажение решетки матрицы. Следовательно, препятствиями, препятствующими движению дислокаций, являются поле деформации вокруг частиц второй фазы, сами частицы второй фазы или и то, и другое. Дисперсионное твердение увеличивает предел текучести ковких материалов, включая большинство конструкционных сплавов алюминия, магния, никеля, титана, некоторых сталей и нержавеющей стали. Известно, что в суперсплавах он вызывает аномалию предела текучести, обеспечивая превосходную жаропрочность. В случае алюминиевых сплавов , дисперсионное упрочнение может увеличить предел текучести алюминия примерно в пять-пятнадцать раз по сравнению с нелегированным алюминием. В частности, серия 2xxx, легированная медью, может подвергаться дисперсионному твердению до прочности, сравнимой со сталью. Что касается старения, то алюминиево-медные сплавы, отожженные на твердый раствор, могут подвергаться естественному старению при комнатной температуре в течение четырех или более дней для получения максимальных свойств, таких как твердость и прочность. Этот процесс известен как естественное старение . Процесс старения также может быть ускорен до нескольких часов после обработки на твердый раствор и закалки путем нагревания пересыщенного сплава до определенной температуры и выдержки при этой температуре в течение определенного времени. Этот процесс называется искусственным старением .
Дисперсное твердение . При дисперсионном упрочнении в металл включаются мелкие твердые частицы, ограничивающие движение дислокаций и повышающие прочностные характеристики. Во многом это очень похоже на возрастное закаливание. Отличие заключается в самих осадках — выбор частиц обусловлен их термической стабильностью, т. е. устойчивостью к укрупнению или росту частиц при высоких температурах. Дисперсоидные частицы влияют на зернистую структуру, а повышение прочности обусловлено зернистой структурой, сформированной за счет присутствия дисперсоидов.
Измельчение зерна (мелкий размер зерна). Размер зерна определяет свойства металла. Например, меньший размер зерна увеличивает прочность на растяжение и имеет тенденцию к увеличению пластичности. Более крупный размер зерна предпочтителен для улучшения характеристик ползучести при высоких температурах. Уменьшение размера зерна также является эффективным способом повышения пластичности. Когда размер зерна уменьшается, появляется больше зерен с большим количеством произвольно выровненных плоскостей скольжения для дислокаций в зернах. Это дает больше возможностей для некоторых проскальзываний в напряженном материале. Таким образом, измельчение зерна является важным средством повышения прочности, пластичности и ударной вязкости. Многие другие механизмы упрочнения достигаются за счет пластичности и ударной вязкости.
Использование алюминия в реакторах
Алюминий с его низкой стоимостью, низким поглощением тепловых нейтронов (0,24 барна) и отсутствием коррозии при низких температурах идеально подходит для исследовательских или учебных реакторов (например, материал оболочки) при низких температурах. киловаттная мощность и низкотемпературный рабочий диапазон. Как правило, при высоких температурах (в воде коррозия ограничивает использование алюминия до температур около 100°C) относительно низкая прочность и плохие коррозионные свойства алюминия делают его непригодным в качестве конструкционного материала в энергетических реакторах из-за образования водорода.
Пример – алюминиевые сплавы – серия 2000 – дюралюминий
Алюминиевые сплавы серии 2000 легированы медью и могут подвергаться дисперсионному твердению до прочности, сравнимой со сталью. Ранее называвшиеся duralumin , когда-то они были наиболее распространенными аэрокосмическими сплавами, но были подвержены коррозионному растрескиванию под напряжением и все чаще заменяются серией 7000 в новых конструкциях. Помимо алюминия, основными материалами в дюралюминии являются медь, марганец и магний.
Дюралюминий (также называемый дюралюминием, дюралюминием, дюралем, дюрал(л)ий или дюраль) представляет собой прочный и легкий сплав алюминия, открытый в 1910 году немецким металлургом Альфредом Вильмом. Он обнаружил, что после закалки алюминиевый сплав, содержащий 4% меди, медленно затвердевает, если оставить его при комнатной температуре на несколько дней. Этот процесс теперь известен как естественное старение . Он также разработал сплав (дюралюминий), подходящий для упрочнения с помощью этого процесса, который сейчас известен как дисперсионное твердение. Хотя объяснение этому явлению не было дано до 1919, дюраль был одним из первых использованных сплавов со старением.
Что касается упрочнения старением, отожженные на твердый раствор алюминиево-медные сплавы можно подвергать естественному старению при комнатной температуре в течение четырех или более дней для получения максимальных свойств, таких как твердость и прочность. Этот процесс известен как естественное старение. При комнатной температуре растворимость меди в алюминии падает до небольшой доли 1%. В этот момент растворенное вещество меди заперто внутри алюминиевой решетки (матрицы), но должно «осаждаться» из пересыщенной алюминиевой решетки. Процесс старения также может быть ускорен до нескольких часов после обработки на твердый раствор и закалки путем нагревания пересыщенного сплава до определенной температуры и выдержки при этой температуре в течение определенного времени. Этот процесс называется искусственным старением.
Дюралюминий относительно мягкий, пластичный и легко обрабатывается при нормальных температурах. Сплав можно прокатывать, ковать и экструдировать в различные формы и изделия. Легкий вес и высокая прочность дюралюминия по сравнению со сталью позволили использовать его в авиастроении. Хотя добавление меди повышает прочность, оно также делает эти сплавы восприимчивыми к коррозии. Электро- и теплопроводность дюралюминия меньше, чем у чистого алюминия и больше, чем у стали.
Пример – алюминиевые сплавы – сплав 6061
Как правило, алюминиевые сплавы серии 6000 легированы магнием и кремнием. Сплав 6061 — один из наиболее широко используемых сплавов в серии 6000. Он имеет хорошие механические свойства и легко обрабатывается. Он поддается сварке и может подвергаться дисперсионному твердению, но не до высокой прочности, которой могут достичь 2000 и 7000. Он обладает очень хорошей коррозионной стойкостью и очень хорошей свариваемостью, хотя и имеет пониженную прочность в зоне сварки. Механические свойства 6061 в значительной степени зависят от состояния материала или термической обработки. По сравнению со сплавом 2024, сплав 6061 легче обрабатывается и остается устойчивым к коррозии даже при истирании поверхности.
Этот стандартный конструкционный сплав, один из самых универсальных сплавов, поддающихся термообработке, популярен для требований к средней и высокой прочности и имеет хорошие характеристики ударной вязкости. Области применения варьируются от компонентов самолетов (конструкций самолетов, таких как крылья и фюзеляжи) до автомобильных деталей, таких как шасси Audi A8. 6061-T6 широко используется для велосипедных рам и компонентов.
Свойства алюминиевых сплавов
Свойства материалов являются интенсивными свойствами , что означает, что они не зависят от количества массы и могут варьироваться от места к месту в системе в любой момент. Материаловедение включает в себя изучение структуры материалов и связывание их с их свойствами (механическими, электрическими и т. д.). Как только материаловед узнает об этой корреляции структура-свойство, он может приступить к изучению относительных характеристик материала в данном приложении. Основными факторами, определяющими структуру материала и, следовательно, его свойства, являются входящие в его состав химические элементы и то, как он был обработан до конечной формы.
Механические свойства алюминиевых сплавов
Материалы часто выбирают для различных применений, поскольку они имеют желаемое сочетание механических характеристик. Для конструкционных приложений свойства материалов имеют решающее значение, и инженеры должны их учитывать.
Прочность алюминиевых сплавов
В механике материалов прочность материала — это его способность выдерживать приложенную нагрузку без разрушения или пластической деформации. Прочность материалов учитывает взаимосвязь между внешними нагрузками , приложенными к материалу, и результирующей деформацией или изменением размеров материала. Прочность материала – это его способность выдерживать приложенную нагрузку без разрушения или пластической деформации.
Предел прочности при растяжении
Предел прочности при растяжении алюминиевого сплава 2024 сильно зависит от состояния материала, но составляет около 450 МПа.
Предел прочности при растяжении алюминиевого сплава 6061 сильно зависит от состояния материала, но для состояния Т6 он составляет около 290 МПа.
Предел прочности при растяжении является максимальным на инженерной кривой напряжения-деформации. Это соответствует максимальному напряжению , выдерживаемому растянутой конструкцией. Предельная прочность на растяжение часто сокращается до «предельной прочности» или «предела прочности». Если это напряжение применяется и поддерживается, в результате произойдет перелом. Часто это значение значительно превышает предел текучести (на 50–60 % превышает предел текучести для некоторых типов металлов). Когда пластичный материал достигает предела прочности, он испытывает сужение, когда площадь поперечного сечения локально уменьшается. Кривая напряжение-деформация не содержит более высокого напряжения, чем предел прочности. Несмотря на то, что деформации могут продолжать увеличиваться, напряжение обычно уменьшается после достижения предела прочности. Это интенсивное свойство; следовательно, его значение не зависит от размеров испытуемого образца. Однако это зависит от других факторов, таких как подготовка образца, наличие или отсутствие поверхностных дефектов, температура тестовой среды и материала. Предел прочности при растяжении варьируется от 50 МПа для алюминия до 3000 МПа для очень высокопрочной стали.
Предел текучести
Предел текучести алюминиевого сплава 2024 сильно зависит от состояния материала, но составляет около 300 МПа.
Предел текучести алюминиевого сплава 6061 сильно зависит от состояния материала, но для состояния Т6 он составляет около 240 МПа.
точка текучести — это точка на кривой напряжения-деформации, которая указывает предел упругого поведения и начало пластического поведения. Предел текучести или предел текучести — это свойство материала, определяемое как напряжение, при котором материал начинает пластически деформироваться. Напротив, предел текучести — это место, где начинается нелинейная (упругая + пластическая) деформация. Перед пределом текучести материал упруго деформируется и возвращается к своей первоначальной форме после снятия приложенного напряжения. Как только предел текучести пройден, некоторая часть деформации будет постоянной и необратимой. Некоторые стали и другие материалы демонстрируют явление, называемое явлением предела текучести. Пределы текучести варьируются от 35 МПа для низкопрочного алюминия до более 1400 МПа для высокопрочной стали.
Модуль упругости Юнга
Модуль упругости Юнга алюминиевого сплава 2024 составляет около 76 ГПа.
Модуль упругости Юнга алюминиевого сплава 6061 составляет около 69 ГПа.
Модуль упругости Юнга представляет собой модуль упругости при растяжении и сжатии в режиме линейной упругости при одноосной деформации и обычно оценивается испытаниями на растяжение. Вплоть до предельного напряжения тело сможет восстановить свои размеры при снятии нагрузки. Приложенные напряжения заставляют атомы в кристалле перемещаться из своего равновесного положения, и все атомы смещаются на одинаковую величину и сохраняют свою относительную геометрию. Когда напряжения снимаются, все атомы возвращаются в исходное положение, и никакой остаточной деформации не происходит. Согласно Закон Гука, напряжение пропорционально деформации (в упругой области), а наклон модуль Юнга . Модуль Юнга равен продольному напряжению, деленному на деформацию.
Твердость алюминиевых сплавов
Твердость по Бринеллю алюминиевого сплава 2024 сильно зависит от состояния материала, но составляет примерно 110 МПа.
Твердость по Бринеллю алюминиевого сплава 6061 сильно зависит от состояния материала, но для состояния Т6 она составляет примерно 95 МПа.
Испытание на твердость по Роквеллу является одним из наиболее распространенных испытаний на твердость путем вдавливания, разработанных для определения твердости. В отличие от теста Бринелля, тестер Роквелла измеряет глубину проникновения индентора при большой нагрузке (большая нагрузка) по сравнению с проникновением, достигнутым при предварительном нагружении (незначительная нагрузка). Второстепенная нагрузка устанавливает нулевое положение, а большая нагрузка прикладывается, а затем снимается при сохранении второстепенной нагрузки. Разница между глубиной проникновения до и после приложения основной нагрузки используется для расчета Число твердости по Роквеллу . То есть глубина проникновения и твердость обратно пропорциональны. Главным преимуществом твердости по Роквеллу является ее способность отображать значения твердости напрямую . Результатом является безразмерное число, обозначаемое как HRA, HRB, HRC и т. д., где последняя буква соответствует соответствующей шкале Роквелла.
Испытание Rockwell C проводится с пенетратором Brale ( алмазный конус 120° ) и основной нагрузкой 150 кг.
Тепловые свойства алюминиевых сплавов
Термические свойства материалов относятся к реакции материалов на изменения их температуры и приложение тепла. Когда твердое тело поглощает энергию в виде тепла, его температура повышается, а его размеры увеличиваются. Но различных материалов реагируют на приложение тепла по-разному .
Теплоемкость, тепловое расширение и теплопроводность часто имеют решающее значение при практическом использовании твердых тел.
Температура плавления алюминиевых сплавов
Температура плавления алюминиевого сплава 2024 составляет около 570°C.
Температура плавления алюминиевого сплава 6061 составляет около 600°C.
В общем, плавление является фазовым переходом вещества из твердой фазы в жидкую. Точка плавления вещества — это температура, при которой происходит это фазовое превращение. Точка плавления также определяет состояние, при котором твердое тело и жидкость могут существовать в равновесии.
Теплопроводность алюминиевых сплавов
Теплопроводность алюминиевого сплава 2024 составляет 140 Вт/(м·К).
Теплопроводность алюминиевого сплава 6061 составляет 150 Вт/(м·К).
Характеристики теплопередачи твердого материала измеряются свойством, называемым теплопроводностью , k (или λ), измеряемой в Вт/м·K . Он измеряет способность вещества передавать тепло через материал за счет теплопроводности. Обратите внимание, что закон Фурье применим ко всем веществам, независимо от их состояния (твердое, жидкое или газообразное). Поэтому он также определен для жидкостей и газов.
Теплопроводность большинства жидкостей и твердых тел зависит от температуры, а для паров она также зависит от давления. В целом:
Большинство материалов практически однородны. Поэтому обычно мы можем написать k = k (T) . Аналогичные определения связаны с теплопроводностью в направлениях y и z (ky, kz). Однако для изотропного материала теплопроводность не зависит от направления переноса, kx = ky = kz = k.
Ссылки:
Материаловедение:
Министерство энергетики США, Материаловедение. Справочник по основам Министерства энергетики, том 1 и 2. Январь 1993 г. Министерство энергетики США, материаловедение. Справочник по основам Министерства энергетики, том 2 и 2. Январь 1993 г. Уильям Д. Каллистер, Дэвид Г. Ретвиш. Материаловедение и инженерия: введение, 9-е издание, Wiley; 9 издание (4 декабря 2013 г.), ISBN-13: 978-1118324578. Эберхарт, Марк (2003). Почему все ломается: понимание мира по тому, как он разваливается. Гармония. ISBN 978-1-4000-4760-4. Гаскелл, Дэвид Р. (1995). Введение в термодинамику материалов (4-е изд.). Издательство Тейлор и Фрэнсис. ISBN 978-1-56032-992-3. Гонсалес-Виньяс, В. и Манчини, Х.Л. (2004). Введение в материаловедение. Издательство Принстонского университета. ISBN 978-0-691-07097-1. Эшби, Майкл; Хью Шерклифф; Дэвид Себон (2007). Материалы: инженерия, наука, обработка и дизайн (1-е изд.). Баттерворт-Хайнеманн. ISBN 978-0-7506-8391-3. Дж. Р. Ламарш, А. Дж. Баратта, Введение в ядерную технику, 3-е изд., Prentice-Hall, 2001, ISBN: 0-201-82498-1.
10 основных применений алюминия в современной промышленности — материалы и инженерные ресурсы
Бытовая электроника
Бытовая и промышленная техника
Компоненты самолетов
Компоненты космических аппаратов
Корабли
Поезда
Личные транспортные средства
Алюминий, или «алюминий», в зависимости от того, на какой стороне Атлантического океана вы проживаете, является 13-м элементом в периодической таблице и постпереходным металлом. Это самый распространенный минерал на Земле после кислорода и кремния, что делает его самым распространенным металлом, встречающимся в природе на планете, и вторым наиболее используемым металлом в мире после железа. Он в основном используется в виде сплава, даже если содержание алюминия достигает 99%.
Почти каждый в мире когда-либо использовал продукт, содержащий алюминий. Во многом это связано с его желательными физическими свойствами:
Плотность: 2,7 г/см³ при 20 °C
Твердость по Бринеллю: 245 [-] при 20 °C
Прочность на растяжение: 90 МПа при 20 °C
Температура плавления: 660 °C
12 90 : 900 Дж/(кг·K) при 20 °C
Удельное электрическое сопротивление: 2,6E-8 Ом·м при 20 °C
Загрузите полное техническое описание здесь.
Благодаря всем этим факторам, от изобилия до теплоемкости и прочности на растяжение, алюминий используется в чрезвычайно широком диапазоне коммерческих товаров. Он также бесконечно перерабатывается и составляет часть базовой инфраструктуры мира. Ниже приведены десять наиболее распространенных и полезных применений алюминия в современном обществе.
1. Линии электропередач
Алюминий идеально подходит для проводки электрических сетей, включая воздушные линии электропередач и местные линии электропередачи, поскольку он обеспечивает лучшее соотношение проводимости к весу, чем медь — также один из наиболее распространенных материалов, используемых в электротехнике.
Алюминий имеет вдвое меньшую проводимость, чем медь, но при весе всего 30 процентов оголенный провод из алюминия с таким же электрическим сопротивлением будет весить вдвое меньше. Алюминий также дешевле меди, что делает его более привлекательным с экономической и финансовой точки зрения.
2. Высотные здания
Благодаря своей высокой пластичности, высокому соотношению прочности к весу и универсальности алюминий является ценным материалом в основе высотных зданий и небоскребов. Это также идеальный материал из-за его долговечности, гибкости дизайна и вклада в экономию энергии, как на входе, так и на выходе.
Кроме того, небоскребы будут весить значительно больше, если использовать сталь, что потребует более глубокого фундамента здания и увеличит стоимость строительства.
3. Оконные рамы
Алюминиевые рамы, как правило, являются достаточно прочным и экономичным вариантом для дома и офиса. Они также легкие и могут быть сделаны ударопрочными, что полезно в местах с сильным ветром и сильными штормами.
Использование алюминия для оконных рам обычно менее затратно в обслуживании и дешевле, чем дерево, а также более устойчиво к царапинам, растрескиванию и повреждению. Однако одним из основных недостатков использования алюминиевых рам является то, что они не так энергоэффективны, как деревянные, и не обеспечивают такой же уровень изоляции.
4. Бытовая электроника
Смартфоны, планшеты, ноутбуки, телевизоры с плоским экраном, компьютерные мониторы и другая электроника все чаще используют в своем производстве алюминий. Алюминий сочетает в себе красоту и практичность с возможностью выглядеть утонченно, но надежно. Это важные функции для электронной промышленности.
Производители электроники недавно внедрили алюминий вместо стали и пластика . Он использовался в основном для охлаждения ЦП и графических процессоров, а его отличная теплопроводность делает его идеальным выбором. Новые модели электроники имеют алюминиевые корпуса и компоненты корпуса .
Алюминий прочнее и надежнее пластика, но легче стали, что в сочетании с его природной способностью поглощать и рассеивать тепло привело к увеличению использования алюминия ведущими производителями рынка .
5. Бытовая и промышленная техника
Алюминий используется в прецизионных трубках для холодильников и кондиционеров – но это еще не все, что этот материал служит в такой технике.
Во многих потребительских стиральных и сушильных машинах, посудомоечных машинах и других бытовых приборах также используются алюминиевые рамы. Холодильное и морозильное оборудование особенно хорошо подходит для практического применения алюминия, с характеристиками, которые облегчают процесс охлаждения и создают высокоэффективное охлаждение. Современные холодильники были бы совсем другими, если бы не преимущества алюминия.
6. Детали самолетов
Алюминий обладает, в частности, тремя превосходными свойствами, которые делают его столь полезным в авиационной промышленности: высокое отношение прочности к весу, превосходная пластичность и высокая устойчивость к коррозии. Фактически, именно благодаря алюминию люди впервые смогли летать, с тех пор как братья Райт использовали алюминий для изготовления картера двигателя своего первого биплана с деревянным каркасом.
Учитывая, что алюминий сравним по прочности со сталью с лишь частью веса, использование его в авиастроении дает самолетам большую грузоподъемность для груза и пассажиров, а также большую топливную экономичность. Высокая коррозионная стойкость алюминия также помогает обеспечить безопасность самолета и его пассажиров, что является одним из основных требований при авиаперелетах.
Свойства алюминия
Плотность: 2,7 г/см³ при 20 °C
Модуль упругости: 70 ГПа при 20 °C
Твердость по Бринеллю: 245 [-] при 20 °C
Коэффициент Пуассона: 0,35 [-] при 20 °C
Прочность на растяжение: 90 МПа при 20 °C
Бесплатно загрузите полное техническое описание на сайте Matmatch.
Прошлое, настоящее и будущее: алюминиевые сплавы в аэрокосмической промышленности
Алюминий был выбран из-за его легкости (примерно на 70% легче стали), прочности и высокой коррозионной стойкости. В этой статье мы рассмотрим некоторые распространенные сплавы, используемые в аэрокосмической технике, и их применение, а также некоторые менее известные сплавы, а также то, что ждет аэрокосмические материалы в будущем.
7. Компоненты космических кораблей
Развитие космических кораблей и ракетных технологий напрямую связано с развитием алюминиевых сплавов . Начиная с первых прототипов двигателей и заканчивая использованием НАСА алюминиево-литиевого сплава, этот материал был частью космической программы с момента ее создания.
Как и в случае с самолетами, соотношение прочности и веса алюминия, устойчивость к коррозии и пластичность являются идеальными свойствами для чего-то, что должно быть прочным и легким, без возможности поломки. Окна космического корабля также являются отличным применением материаловедения: Одним из способов их изготовления является оксинитрид алюминия , который на самом деле представляет собой прозрачную керамику, которую мы используем, чтобы сделать вещи пуленепробиваемыми.
Однако еще более впечатляющим является то, что алюминиево-ниобиевые сплавы , используемые в космическом корабле , способны выдерживать тепло, сконцентрированное внутри двигателя Falcon 9.
8. Корабли
Легкие и прочные материалы хорошо подходят для кораблей , особенно для тех, корпус которых заполнен грузом . Легкие свойства алюминия обеспечивают большую поверхность и меньшую массу — без ущерба для прочности, необходимой для противостояния трещинам и пробоинам в корпусе.
Это позволяет загружать больший вес в виде товаров, людей или топлива. Помимо танкеров и больших кораблей, алюминий используется при строительстве яхт, катеров и подводных судов . Большинство спортивных лодок также построены из алюминия, от киля до мачты, что дает им преимущество в скорости в гонках и добавляет азарта во время отдыха.
9. Поезда
Поезда могут очень хорошо функционировать, используя железо и сталь, как это было на протяжении веков. Но почему бы не улучшить дизайн, если вы можете это сделать? Использование алюминиевых компонентов вместо стальных может иметь преимущества: алюминий легче формуется и повышается эффективность .
В то время как железные дороги когда-то делались в основном из железа, многие элементы современных поездов сделаны из алюминия . Фактически, соотношение прочности и веса алюминия является одним из основных факторов, позволяющих поездам развивать скорость более 350 км/ч.
Алюминиевые сплавы, используемые в этих высокоскоростных железнодорожных вагонах, имеют меньшую плотность, но сравнимую по прочности со сталью, а также превосходную коррозионную стойкость, что облегчает техническое обслуживание. Кроме того, кабели из алюминиевого сплава все чаще используются в качестве заменяет традиционные медные кабели в железнодорожных передачах и установках.
10. Личный транспорт
Алюминий считается наиболее экономичным и экологически безопасным способом повышения производительности, экономии топлива и сокращения выбросов при одновременном повышении безопасности и долговечности.
Будь то личные автомобили, такие как средний седан Ford, или модели автомобилей класса люкс, такие как Mercedes Benz, алюминий становится все более предпочтительным материалом для производителей автомобилей благодаря своей прочности и экологическим преимуществам.
Транспортные средства могут быть легче и маневреннее без потери прочности и долговечности. Это также выгодно, поскольку автомобили легче перерабатывать, что повышает уровень устойчивости использования алюминия в транспортных средствах.
Дальнейшее применение алюминия
Хотя это десять наиболее распространенных или полезных применений алюминия, существует множество других областей, в которых может использоваться этот универсальный металл.
Узнайте больше о различных областях применения алюминия на специальной странице Matmatch, посвященной алюминию.
«Мне нравится исследовать, как различные материалы могут повлиять на инженерные и экологические проблемы».
Джордан Флагел Ученый-эколог и политический аналитик
*Эта статья является работой приглашенного автора, указанного выше. Приглашенный автор несет полную ответственность за точность и законность своего содержания. Содержание статьи и выраженные в ней взгляды принадлежат исключительно этому автору и не отражают точку зрения Matmatch или каких-либо нынешних или прошлых работодателей, академических учреждений, профессиональных обществ или организаций, с которыми автор в настоящее время или ранее был связан.
Важно: компании, производящие стальные горячекатаные двутавры с параллельными гранями полок на постсоветском пространстве, руководствуются нормативами ГОСТ Р 57837-2017.
Общая масса двутавра 20, ГОСТ Р 57837-2017
Чертеж Чертеж и параметры типовой модели
m (кг) Предел массы погонного номера швеллера в (кг)
s (см2) Площадь поперечного сечения в (см2)
Норматив Основной нормативный документ
Нормальные
от 18. 2 (кг) до 31.6 (кг)
от 23.18 (см2) до 40.24 (см2)
ГОСТ Р 57837-2017
Широкополочные
от 24.4 (кг) до 88.1 (кг)
от 31.11 (см2) до 112.29 (см2)
ГОСТ Р 57837-2017
Колонные
от 41.4 (кг) до 118.4 (кг)
от 52.69 (см2) до 150.87 (см2)
ГОСТ Р 57837-2017
Стальные
21.00 (кг)
26.8 (см2)
ГОСТ 8239-89
Таблица массы нормальных двутавров, ГОСТ Р 57837-2017
Номер Номер швеллера
m (кг) Предел массы погонного номера швеллера в (кг)
s (см2) Площадь поперечного сечения в (см2)
20Б0
18.2 (кг)
23.18 (см2)
20Б1
21. 3 (кг)
27.16 (см2)
20Б2
25.3 (кг)
32.19 (см2)
20Б3
31.6 (кг)
40.24 (см2)
Таблица массы широкополочных двутавров, ГОСТ Р 57837-2017
Номер Номер швеллера
m (кг) Предел массы погонного номера швеллера в (кг)
s (см2) Площадь поперечного сечения в (см2)
20Ш0
24.4 (кг)
31.11 (см2)
20Ш1
30.6 (кг)
39.01 (см2)
20Ш2
38.8 (кг)
49.38 (см2)
20Ш3
47 (кг)
59.85 (см2)
20Ш4
58.9 (кг)
75.06 (см2)
20Ш5
70. 9 (кг)
90.27 (см2)
20Ш6
88.1 (кг)
112.29 (см2)
Таблица массы колонных двутавров, ГОСТ Р 57837-2017
Номер Номер швеллера
m (кг) Предел массы погонного номера швеллера в (кг)
s (см2) Площадь поперечного сечения в (см2)
20К1
41.4 (кг)
52.69 (см2)
20К2
49.9 (кг)
63.53 (см2)
20К3
57.8 (кг)
73.57 (см2)
20К4
69.3 (кг)
88.27 (см2)
20К5
78 (кг)
99.33 (см2)
20К6
90.3 (кг)
114.97 (см2)
20К7
102. 9 (кг)
131.11 (см2)
20К8
118.4 (кг)
150.87 (см2)
Таблица массы двутавров, ГОСТ 8239-89
Номер Номер швеллера
m (кг) Предел массы погонного номера швеллера в (кг)
s (см2) Площадь поперечного сечения в (см2)
20
21.00 (кг)
26.8 (см2)
Балка 20Б1, 20К1, 20К2, 20Ш1
ГлавнаяСтатьиБалка двутавр 20 (Б1, К1, К2, Ш1)
Статьи
Цены на балку двутавровую
20Б1 (200х100х5,5)
20К1 (196х199х6,5)
20К2 (200х200х8,0)
20Ш1 (194х150х6,0)
Балка ГОСТ 26020, СТО АСЧМ 20-93
Балка ГОСТ 8239
Балка ГОСТ 19425
Характеристики и размеры балки 20
Двутавры с номером профиля 20 типа Б, Ш, К имеют одинаковый номер профиля, соответствующий высоте двутавра (в пределах 200 мм), производятся с параллельными гранями полок и имеет симметричный профиль сечения относительно осей У и Х.
Балка изготавливается в соответствии с ГОСТ 26020, СТО АСЧМ 20-93. Используя справочные данные таблицы 1 СТО АСЧМ 20-93, определим основные отличия двутавров рассматриваемых типов:
№ профиля
h, мм
b, мм
s, мм
t, мм
r, мм
Площадь сечения, см2
Вес 1 метра длины, кг
I-x, см4
W-x, см3
S-x, см3
ri-x, см
I-y, см4
W-y, см3
ri-y, см
Стоимость в прайс-листе
Нормальные двутавры
Балка 20Б1
200
100
5,5
8
11
27,16
21,3
1844
184,4
104,7
8,24
133,9
26,8
2,22
открыть цены
Колонные двутавры
Балка 20К1
196
199
6,5
10
13
52,69
41,4
3846
392,5
216,4
8,54
1314,4
132,1
4,99
открыть цены
Балка 20К2
200
200
8
12
13
63,53
49,9
4716
471,6
262,8
8,62
1601,4
160,1
5,02
открыть цены
Широкополочные двутавры
Балка 20Ш1
194
150
6
9
13
39,01
30,6
2690
277,3
154,3
8,30
507,1
67,6
3,61
открыть цены
Как видно из таблицы, двутавровые балки прокатываются 3 типов:
Балка 20Б1 — относится к нормальным двутаврам с соотношением ширины полок к высоте профиля b/h = 100/200 = 1:2. Это наиболее экономичный профиль с точки зрения металлоемкости. По сравнению с двутаврами типа К и Ш имеет меньшую ширину полок и толщину стенок.
Двутавры 20К1 и 20К2 относятся к колонным профилям проката с соотношением b/h = 200:195 = 1:0,98 (для профиля К1) и b/h = 200:198 = 1:0,99 (для профиля К2), то есть примерно с соотношением b/h, близким к 1:1. Такая конструктивная особенность придает профилям балок 20К1 и 20К2 хорошую устойчивость относительно оси У.
Профиль 20Ш1 по конструкции относится к широкополочному типу с соотношением b/h = 150:193 ≈ 1:1,29. Конструктивные особенности балок типа Ш — параллельность граней полок и мощность сечения. Поэтому двутавр 20Ш1 применяется в виде самостоятельного конструктивного элемента – балки, колонны, стержневого элемента тяжелых ферм.
Применение
Нормальные, широкополочные и колонные тавры 20-й серии в зависимости от профиля широко применяются:
в решетчатых конструкциях
в качестве поясов стропильных и подстропильных кровельных ферм
элементов верхних и нижних поясов сварных подкрановых балок
в поясах ферм пролетных строений эстакад технологических трубопроводов
в мостостроительных конструкциях.
Как правильно определить стоимость 1 балки
В прайс-листе на сайте АРЕХ METAL приведена цена балки 20Б1 и других типов профиля (20К1, 20К2, 20Ш1) за 1 тонну проката. Используя данную величину и теоретическую массу 1 метра, можно вычислить стоимость двутавра требуемой длины по формуле:
Стоимость 1 шт = (Вес, кг х Цена за тонну : 1000) х Длина, м
Какова средняя стоимость установки стальной балки?
Типичный диапазон:
1323 доллара США — 4727 долларов США
Данные о затратах основаны на фактических затратах на проект, о которых сообщили 103 участника HomeAdvisor. Встроить эти данные
Как мы получаем эти данные
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
Домовладельцы используют HomeAdvisor, чтобы найти профессионалов для домашних проектов.
Когда их проекты завершены, они заполняют краткий обзор стоимости.
Мы собираем данные и сообщаем вам о затратах.
Обновлено 20 сентября 2022 г.
Рассмотрено Эзра Ланиадо, Экспертный участник.
Автор HomeAdvisor.
Установка стальных балок стоит от 1323 до 4727 долларов (включая оплату труда) для большинства домовладельцев, при этом средняя стоимость 3009 долларов . Цена варьируется и зависит от размера и пролета марки балок и стоек. Ожидайте более высокую цену проекта, если вам нужно заменить несущую стену. Установка стальных двутавровых балок в вашем доме — отличный способ увеличить прочность вашей конструкции, открывая стены и поддерживая более тяжелые строительные материалы, такие как кирпичная кладка.
Хотя «стальные двутавровые балки более распространены в коммерческом и промышленном строительстве, поскольку они позволяют создавать большие открытые площадки и большие помещения, необходимые для производства, выставочных залов или складских помещений», — говорит Эзра Ланиадо, член экспертного совета Angi и владелец Landmark Construction. & Development Group, Inc., «они становятся все более популярными в жилищном строительстве, поскольку большие открытые планировки становятся все более популярными».
В этой статье
Калькулятор стоимости стальной двутавровой балки
Разбивка стоимости
Стоимость за фут
Стоимость за фунт
Цены на стальные конструкционные балки по сравнению с другими материалами
Стоимость строительства дома из стальных балок
Типы стальных балок
Установка стальной балки своими руками против найма профессионала
Часто задаваемые вопросы
Калькулятор стоимости стальной двутавровой балки
Рассчитаем для вас данные о затратах. Где вы находитесь?
Где вы находитесь?
Почтовый индекс
Среднее по стране
3009 долл. США
Типовой диапазон
1323 доллара США — 4 727 долл. США
Низкий уровень — высокий уровень
$300 — 8 200 долларов США
Данные о затратах основаны на фактических затратах на проект, о которых сообщили 103 участника HomeAdvisor.
Разбивка стоимости установки стальной балки
На окончательную стоимость установки стальной балки влияет несколько факторов. Затраты, связанные со следующими пунктами, варьируются в зависимости от требований разрешений, цен на материалы и ставок оплаты труда в вашем регионе.
Материал и стоимость доставки стальной балки
Стоимость разрешения и требования
Наем инженера-строителя для определения потребностей проекта
Рабочая сила и материалы для установки постоянной опоры стальной балки
Другие элементы, которые могут повлиять на окончательную стоимость проекта, включают следующее.
Снос, утилизация и подготовка к работе
Временные строительные работы и материалы во время проекта
Стоимость аренды монтажного оборудования (например, крана), если необходимо
9018 Стоимость труда и материалов скрыть балку(и) и выполнить отделочные работы
Cost Factor
Average Cost Range
Steel Beam
$80 – $190
Permit
$90 – $450
Structural Engineer
$390 – $1,400
Доставка материалов
100 – 370 долларов
Установка
656 – 2342 долларов
Общая стоимость
– 4,93129 долларов0130
Стоимость стальных балок за фут
Установка стальных балок стоит от 100 до 400 долларов за фут . Это включает в себя работу и материалы для установки, но не дополнительные услуги, такие как демонтаж стены.
Вот некоторые дополнительные расходы, с которыми вы можете столкнуться:
Стоимость демонтажа несущей стены составляет от 1200 до 10 000 долларов США .
Установка нового потолка стоит В среднем 1610 долларов.
Перемещение или изменение маршрута газопровода стоит 15–25 долларов США за погонный фут.
Поскольку для вашего проекта могут потребоваться или не потребоваться эти дополнительные компоненты, рекомендуется поговорить с ближайшим к вам генеральным подрядчиком . Они предоставят вам детали проекта и смету.
Стальные двутавровые балки Прайс-лист по длине
Цены на стальные двутавровые балки варьируются от 6 до 20 долларов за фут Только материалы.
Steel I-Beam Length
Price Range
10 feet
$60 — $180
20 feet
$120 — $360
30 feet
$180 — $540
40 футов
240–720 долларов
Сравните продукты и оценки от местных профессионалов в области строительства
Почтовый индекс
Сравнить расходы
Стоимость стальных балок за фунт
Стоимость стальных балок от 0,90 до 1,60 долларов за фунт . Двутавровые балки обычно весят от 6 до 12 фунтов на фут , но могут весить до 50 фунтов и более . Более тяжелые балки распространены в промышленном или коммерческом строительстве.
Основным фактором, определяющим цену стальной двутавровой балки, является не ее конструкция или длина, а высота и вес на погонный фут балки. Двутавровая балка 8 на 17 имеет высоту 8 дюймов и весит 17 фунтов на погонный фут . Это будет стоить меньше, чем двутавровая балка 10 на 35.
Вы можете приобрести любую балку необходимой длины. Тем не менее, важно отметить различия и то, как балки будут работать в вашем общем дизайне, прежде чем решить, что лучше всего подойдет для вашего конкретного проекта.
Цены на стальные конструкционные балки по сравнению с другими материалами
Цены на стальные балки в линейных футах такие же, как и на другие материалы, используемые в несущих конструкциях, за исключением алюминиевых двутавровых балок, которые дороже стали.
Type of Beam
Average Cost Range for Material Only (per Linear Foot)
Steel
$6 — $20
Wood
$5 — $30
Aluminum
$13 — $30
LVL
$3 — $12
Flitch
Обратитесь к подрядчику или застройщику, чтобы узнать смету
0129 $3 – $40
Glulam
$5 – $40
Wood I-Beam
Most wood beams run from $5 to $30 per linear foot but could cost upwards of $90 per linear foot для более редких пород дерева. В то время как когда-то они были основным типом конструкционной балки, в настоящее время домовладельцы часто используют деревянные балки в качестве украшения .
В отличие от стандартных прямоугольных деревянных балок в форме призмы, двутавровые балки из дерева часто требуют указания цены материала. Найдите потолочный подрядчик в вашем районе , чтобы получить оценку цен на двутавровые балки за фут.
Алюминиевая двутавровая балка
Алюминиевая двутавровая балка стоит в среднем от 13 до 30 долларов за погонный фут , хотя некоторые модели стоят до 140 долларов и выше . Более дорогие модели толще и выше и обычно не встречаются в жилом строительстве.
Балка LVL
Балки LVL стоят от до 12 долларов США за погонный фут только за материал или от 50 до 200 долларов США за погонный фут . LVL расшифровывается как клееный брус и представляет собой разновидность инженерного бруса.
Перекладина
Цены на перекладину варьируются, поэтому для оценки стоимости вам необходимо обратиться к ближайшему подрядчику или строителю . Этот тип балки имеет стальную внутреннюю часть, зажатую между деревом. Материал стоит меньше, чем сталь, но установка сложнее, чем традиционные деревянные балки. Из-за этого брусовые балки менее распространены в строительстве.
Инженерная балка
Инженерные балки обычно стоят от до 40 долларов за погонный фут . Наиболее распространенными конструкционными материалами являются LVL или Glulam, которые изготавливаются из древесного ламината. Одним из преимуществ инженерных балок является то, что их установка занимает меньше времени, но они не так долговечны, как сталь.
Клееная балка
Клееная балка — это клееный брус по цене от 5 до 40 долларов США за погонный фут. Эти конструкционные балки состоят из габаритных пиломатериалов, склеенных вместе с клеем. Они часто используются для покрытия больших площадей и для эстетической привлекательности.
Получите расценки для вашего строительного проекта
Почтовый индекс
Сравните оценки
Затраты на строительство дома из стальных балок
Использование стальных конструкционных опорных балок обычно происходит в сочетании с другими опорными конструкциями. Ниже перечислены другие расходы на строительство, связанные с установкой стальной балки.
Опорные балки цокольного этажа
При первой установке опорной балки цокольного этажа (например, при строительстве нового дома) вам придется заплатить от от 1270 до 4950 долларов США . Если вам нужно заменить подвальную балку, вы можете заплатить от от 6 500 до 25 000 долларов, , но менее сложные работы не будут стоить более 10 000 долларов.
Стальные колонны
Стальные колонны обычно стоят от 50 до 100 долларов США только за колонну. Их часто можно увидеть в подвалах как постоянное приспособление, но иногда они используются для поддержки (например, при удалении несущей стены).
Стальные балки
Стальные балки представляют собой тип конструкционной балки и стоят от до 20 долларов за фут , не включая установку. Хотя балки часто считаются тем же самым, что и стальная балка, они обычно больше средней балки и обеспечивают горизонтальную поддержку.
Замена опорной балки
Средняя стоимость замены опорной балки в жилом помещении или подвале дома составляет от 6 500 до 25 000 долл. США или более . Замена балки в подполье, вероятно, будет стоить от 1500 до 4000 долларов , а средняя стоимость ремонта или очистки подполья составляет около 6000 долларов . Эти балки обычно меньше по размеру и имеют меньший вес, что упрощает их замену.
Обратите внимание: поскольку стальные балки очень долговечны, вам может никогда не понадобиться их замена. Правильно установленная балка может легко прослужить 200 лет и более . Другие материалы (например, дерево) не служат так долго.
Замена несущей стены стальной балкой
Замена несущей стены стальной балкой и опорной конструкцией для создания открытой планировки стоит в среднем от 4 000 до 10 000 долларов и часто является частью крупной проект реконструкции дома. Демонтаж несущей стены стоит от 1200 до 3000 долларов для одноэтажного дома. Вам также потребуется отделка стен и потолка после установки стальной балки.
Типы стальных балок
Стальные конструкционные балки доступны в различных формах. Все они считаются двутавровыми балками, но каждый из них получил свое название в зависимости от дизайна и того, на какую букву похожа форма.
Двутавровая балка
Двутавровая балка является стандартом для несущих стальных балок. Они состоят из двух параллельных частей, между которыми расположена перпендикулярная часть, образующая структурную единицу, которая часто устанавливается горизонтально для несущей опоры. Есть несколько других названий вариаций двутавров. Наиболее распространенными переменными являются двутавровые и S-образные балки. Стандартные двутавровые балки могут охватывать до 20 футов.
Двутавровая балка
Двутавровая балка также называется W-образной балкой. У них нет какого-либо конического фланца вверху и внизу, поэтому они напоминают букву «H», когда их кладут на бок. Двутавровые балки обычно шире двутавровых и намного тяжелее. Поскольку они прочнее, двутавровые балки могут выдерживать вес при длине до 330 футов .
S-образная балка
S-образные балки, также известные как младшие балки, отличаются коническими полками в верхней и нижней части, что обеспечивает большую прочность при меньшей плотности. В идеале эта смесь хорошо подходит для небольших зданий, где структурная поддержка стены не должна быть такой прочной. S-образные балки обычно доступны длиной до 100 футов .
Установка стальной балки своими руками или вызов профессионала
Стальные балки требуют профессионального определения размеров и установки. Это не проект «сделай сам», потому что вы имеете дело со структурным проектированием. Инженер должен определить размер ваших балок и убедиться, что размещение правильное как для целей проверки, так и для целей безопасности. Свяжитесь с инженером-конструктором по номеру рядом с вами , чтобы получить расценки.
Часто задаваемые вопросы
Сколько стоит конструкционная сталь?
Текущие ставки на конструкционную сталь составляют от 0,90 до 1,60 доллара за фунт . Цены на сталь зависят от колебаний рынка и мирового спроса. Спрос и предложение влияют на стоимость материала. Когда доступно много стали и мало кто ее использует, цены низкие. Когда много проектов требуют всего сразу, все наоборот.
Better Header Цены на пластинчатые щитки жатки зависят от проекта. Компания из Нью-Йорка может предоставить оценки для рабочих мест в своем районе.
Сколько стоит колонка Lally?
Столбец Lally стоит не менее 2500 долларов . Цены зависят от рабочего пространства и типа имеющихся балок. Колонны Lally распространены в подвалах и обеспечивают структурную поддержку.
Каковы цены на балки LiteSteel?
Цены на балки LiteSteel варьируются от до 20 долларов за фут . Эти балки из оцинкованной стали легче традиционной стали.
Сколько весит стальная балка?
Вес стальной балки зависит от ее размера и толщины. Стальные балки можно разрезать практически до любой длины, и обычно они весят от 6 и 12 фунтов на погонный фут . 10-футовая двутавровая балка весом десять фунтов на фут будет весить 100 фунтов . В коммерческом строительстве часто используются более крупные стальные конструкционные балки, которые весят более 50 фунтов на погонный фут .
Наймите местного специалиста по установке стальных балок рядом с вами
Почтовый индекс
Найдите плюсы
Затраты на сопутствующие проекты
Сварной металл
Стройте дополнение
Краска металлической крыши
Установите потолок
Наем инженер -строитель
Найщик строитель Док
Фото: Westend61/Getty Images
Популярные категории
Дополнения и переделки
Ванные комнаты
Отопление охлаждение
Кухни
Пейзаж
Все категории
Популярные проекты
Наймите разнорабочего
Нанять горничную
Установить Ландшафтный дизайн
Реконструировать ванную комнату
Реконструировать кухню
Избранные статьи
Сколько стоит установить или заменить кухонные шкафы?
Сколько стоит пристройка к дому?
Установить столешницы
Сколько стоит установить окно?
Сколько стоит чистка водостоков?
Найти услуги стальных балок рядом с вами
Чикаго, Иллинойс
Денвер, Колорадо
Филадельфия, Пенсильвания
Хьюстон, Техас
Миннеаполис, Миннесота
Сент-Луис, Миссури
Атланта, Джорджия
Форт-Лодердейл, Флорида
Канзас-Сити, Миссури
Шарлотта, Северная Каролина
Сиэтл, Вашингтон
Колумбус, Огайо
Луисвилл, Кентукки
Даллас, Техас
Детройт, Мичиган
Вашингтон
Лос Анджелес, Калифорния
Литтлтон, Колорадо
Майами, Флорида
Ямайка, Нью-Йорк
Тампа, Флорида
Нью-Йорк, штат Нью-Йорк
Альбукерке, Нью-Мексико
Портленд, Орегон
Мариетта, Джорджия
Индианаполис, Индиана
Форт-Уэрт, Техас
Цинциннати, Огайо
Балтимор, Мэриленд
Вестминстер, Колорадо
Сент-Пол, Миннесота
Сакраменто, Калифорния
Кливленд, Огайо
Аврора, Колорадо
Сан-Франциско, Калифорния
Сан-Антонио, Техас
Роли, Северная Каролина
Феникс, Аризона
Гранд-Рапидс, Мичиган
Колорадо-Спрингс, Колорадо
Не видите свой город?
Двутавровые балки|Продукты из стали|Продукты|Yamato Steel Co.
, Ltd. Одинаковая толщина на двух параллельных фланцах без конусности на внутренней поверхности. Классифицируются на узкие, средние и широкие в зависимости от высоты и ширины полки.

 5 мм
5 мм
 reviews-tab’)
reviews-tab’)
 5x610Z
5x610Z
 Уверенный гиб стального листа до 1 мм на полную длину листогиба.Мин. полка отбортовки — 5 мм, раскрытие листогиба — 110 мм. Вес станка -390…
Уверенный гиб стального листа до 1 мм на полную длину листогиба.Мин. полка отбортовки — 5 мм, раскрытие листогиба — 110 мм. Вес станка -390… ..
.. Листогиб предназначен для работы в цеху при изготовлении доборных элементов кровли, комплектующих…
Листогиб предназначен для работы в цеху при изготовлении доборных элементов кровли, комплектующих… 05.2021
05.2021 Мобильное оборудование, с помощью которого осуществляется гибка…
Мобильное оборудование, с помощью которого осуществляется гибка… 7 мм….
7 мм…. См. номер детали и описание.
См. номер детали и описание. )
) 20
20 США
США
 Эта матрица работает только с нашим сверхмощным гибочным станком модели 2600. У нас возможность добавления складчатых полостей к другим радиусным штампам, подходящим для вашей конкретной модели.Для получения дополнительной информации, пожалуйста, свяжитесь с нами.
Эта матрица работает только с нашим сверхмощным гибочным станком модели 2600. У нас возможность добавления складчатых полостей к другим радиусным штампам, подходящим для вашей конкретной модели.Для получения дополнительной информации, пожалуйста, свяжитесь с нами.
 д. Но если стоит цель заработать больше, то придется выйти из дома и отправиться на поиски этого цветного металла.
д. Но если стоит цель заработать больше, то придется выйти из дома и отправиться на поиски этого цветного металла. Помните, что сбор цветмета должен проводиться в соответствии с действующим законодательством, иначе вам грозит штраф.
Помните, что сбор цветмета должен проводиться в соответствии с действующим законодательством, иначе вам грозит штраф. Основными источниками алюминия среди хозяйственной утвари являются:
Основными источниками алюминия среди хозяйственной утвари являются: Высокое содержание метала находится в силовых кабелях большого сечения и сигнальных ретрансляторах. Также алюминий можно найти при разборке различных гаджетов: компьютеров, радиоприемников или планшетов в составе корпуса или элементов электрогарнитуры;
Высокое содержание метала находится в силовых кабелях большого сечения и сигнальных ретрансляторах. Также алюминий можно найти при разборке различных гаджетов: компьютеров, радиоприемников или планшетов в составе корпуса или элементов электрогарнитуры; 5 кВт;
5 кВт;
 Итак, узнайте, где найти алюминий в этом посте.
Итак, узнайте, где найти алюминий в этом посте. По мере продвижения обратите внимание, почему вы найдете алюминий в этих различных областях, основываясь на его уникальных свойствах.
По мере продвижения обратите внимание, почему вы найдете алюминий в этих различных областях, основываясь на его уникальных свойствах. Таким образом, они используют его для каркасов, крыш, сайдинга, стен, дверных ручек и кондиционеров. Почему? Потому что это снижает затраты. Это делает коммерческие строительные площадки отличным местом для поиска алюминиевого лома.
Таким образом, они используют его для каркасов, крыш, сайдинга, стен, дверных ручек и кондиционеров. Почему? Потому что это снижает затраты. Это делает коммерческие строительные площадки отличным местом для поиска алюминиевого лома.

 Так легко быть коллекционером алюминиевых банок. Переработка алюминиевых банок является наиболее важной функцией нашей дробилки металла. Дробилка может перерабатывать банки в гранулы, при этом полностью удаляя краску. Конечно, вы можете использовать наш пресс-подборщик для изготовления квадратных, круглых или восьмиугольных тюков.
Так легко быть коллекционером алюминиевых банок. Переработка алюминиевых банок является наиболее важной функцией нашей дробилки металла. Дробилка может перерабатывать банки в гранулы, при этом полностью удаляя краску. Конечно, вы можете использовать наш пресс-подборщик для изготовления квадратных, круглых или восьмиугольных тюков.

 Достижение баланса характеристик – процесс сложный и неочевидный для непосвящённых. Каждый производитель достигает его по-своему.
Достижение баланса характеристик – процесс сложный и неочевидный для непосвящённых. Каждый производитель достигает его по-своему.  03
03 4
4 45-055
45-055 55-0.6
55-0.6 75
75 2
2 7-0.8
7-0.8 2-0.4
2-0.4 05
05 5
5 1
1 Это твёрдая сталь. Если углерода в сплаве будет больше 2,14 % получится не сталь, а чугун.
Это твёрдая сталь. Если углерода в сплаве будет больше 2,14 % получится не сталь, а чугун.
 Для неё характерна высокая сопротивляемость коррозии. Сталь эта — мягкая, потому острота заточки удерживается 420-й недолго. Но и затачивается такой нож очень легко, даже без наличия специальных средств.
Для неё характерна высокая сопротивляемость коррозии. Сталь эта — мягкая, потому острота заточки удерживается 420-й недолго. Но и затачивается такой нож очень легко, даже без наличия специальных средств.
 е отсутствие примесей, что положительно сказывается как на коррозионной стойкости так и на прочности изделий из неё изготовленных. Именно этим удачным сочетанием параметров и славится 12С27.
е отсутствие примесей, что положительно сказывается как на коррозионной стойкости так и на прочности изделий из неё изготовленных. Именно этим удачным сочетанием параметров и славится 12С27. При этом, их цена всё ещё остаётся достаточно демократичной, чтобы оставаться доступной для достаточно широкого круга потребителей. Наш магазин – удачное место для того, чтобы купить качественные ножи 14C28 в Украине. Благодаря нашим отношениям с поставщиками для вас это будет совершенно не дорого.
При этом, их цена всё ещё остаётся достаточно демократичной, чтобы оставаться доступной для достаточно широкого круга потребителей. Наш магазин – удачное место для того, чтобы купить качественные ножи 14C28 в Украине. Благодаря нашим отношениям с поставщиками для вас это будет совершенно не дорого. 65% углерода), 440В (AUS-8.75% углерода) и 440C (AUS-10, 1,1% углерода).
65% углерода), 440В (AUS-8.75% углерода) и 440C (AUS-10, 1,1% углерода). Считается одной из лучших ножевых сталей в мире. Прекрасно сочетает в себе прочность, ударную вязкость, стойкость к коррозии и механическому износу. Применяется при производстве ножей, хирургических и промышленных режущих инструментов высшего класса. Фактически, обладает лишь одним недостатком – достаточно высокой ценой.
Считается одной из лучших ножевых сталей в мире. Прекрасно сочетает в себе прочность, ударную вязкость, стойкость к коррозии и механическому износу. Применяется при производстве ножей, хирургических и промышленных режущих инструментов высшего класса. Фактически, обладает лишь одним недостатком – достаточно высокой ценой. Вдобавок, для D2 характерна высокая прочность, благодаря чему острота режущей кромки у клинка из этой стали держится довольно долго.
Вдобавок, для D2 характерна высокая прочность, благодаря чему острота режущей кромки у клинка из этой стали держится довольно долго. Старая шведская поговорка «не то хорошо, что хорошо, а то, что к чему подходит» очень хорошо описывает особенности подобного выбора. Например, нож для дайвера – совсем не то же самое, что джентльменский пиджачник. Их ждёт совершенно разная жизнь, совершенно различные условия работы. Столь же разные требования будут и к ножу для коллекционера и ножу для повседневной элементарной работы типа вскрытия упаковок.
Старая шведская поговорка «не то хорошо, что хорошо, а то, что к чему подходит» очень хорошо описывает особенности подобного выбора. Например, нож для дайвера – совсем не то же самое, что джентльменский пиджачник. Их ждёт совершенно разная жизнь, совершенно различные условия работы. Столь же разные требования будут и к ножу для коллекционера и ножу для повседневной элементарной работы типа вскрытия упаковок. Срезы получаются гладкими, чистыми, да и работать с таким инструментом куда легче! Перепробовав разные варианты исходного материала для изготовления инструмента для работы по дереву, от скальпелей до бритв, я остановился на фрезах по металлу.
Срезы получаются гладкими, чистыми, да и работать с таким инструментом куда легче! Перепробовав разные варианты исходного материала для изготовления инструмента для работы по дереву, от скальпелей до бритв, я остановился на фрезах по металлу. Для этого берем реечки из прочной породы дерева. В одной части рисуем контур ножа, другая как накладка.
Для этого берем реечки из прочной породы дерева. В одной части рисуем контур ножа, другая как накладка. Под этим термином подразумевался тонкий, продвигаемый руками, без использования киянки, инструмент. В Россию этот термин пришел, предположительно, при Петре I и означал приспособление, которое сейчас попадает под определение «долото», т.е. предмет для долбления.
Под этим термином подразумевался тонкий, продвигаемый руками, без использования киянки, инструмент. В Россию этот термин пришел, предположительно, при Петре I и означал приспособление, которое сейчас попадает под определение «долото», т.е. предмет для долбления. Как сделать стамеску с закругленной режущей кромкой, станет понятно, если взглянуть на трубу. Придется резать закаленный металл, а поэтому, пользуясь болгаркой, необходимо помнить, что при большой скорости и непрерывной резке может произойти отпуск металла, так что нельзя допускать перегрева заготовки.
Как сделать стамеску с закругленной режущей кромкой, станет понятно, если взглянуть на трубу. Придется резать закаленный металл, а поэтому, пользуясь болгаркой, необходимо помнить, что при большой скорости и непрерывной резке может произойти отпуск металла, так что нельзя допускать перегрева заготовки.
 Рабочая часть должна двигаться в двух направлениях относительно деревянной основы. Придавливая можно получить прямой, а главное, гладкий срез.
Рабочая часть должна двигаться в двух направлениях относительно деревянной основы. Придавливая можно получить прямой, а главное, гладкий срез.
 На обычном камне работа будет протекать около 20 минут.
На обычном камне работа будет протекать около 20 минут. Сейчас нашлось и более широкое применение, однако комплекты посуды и ложек с хохломской росписью до сих пор популярны.
Сейчас нашлось и более широкое применение, однако комплекты посуды и ложек с хохломской росписью до сих пор популярны.

 Имеет значение длина стамески: оптимально – 10-15 см.
Имеет значение длина стамески: оптимально – 10-15 см.

 Нажмите этот бизнес
Нажмите этот бизнес rapidsteel.us
rapidsteel.us
 youtube.com/embed/-EkaLMdC_nQ?autoplay=0&rel=0&controls=0&loop=1&modestbranding=0&playsinline=1&showinfo=0&playlist=-EkaLMdC_nQ» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/-EkaLMdC_nQ?autoplay=0&rel=0&controls=0&loop=1&modestbranding=0&playsinline=1&showinfo=0&playlist=-EkaLMdC_nQ» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>  com для получения дополнительной информации.
com для получения дополнительной информации.
 Для того чтобы ее запустить необходимо нажать на файл двойным щелчком и программа запустится. Вы сами убедитесь на сколько прост данный калькулятор крепежа и метизов в расчете.
Для того чтобы ее запустить необходимо нажать на файл двойным щелчком и программа запустится. Вы сами убедитесь на сколько прост данный калькулятор крепежа и метизов в расчете.

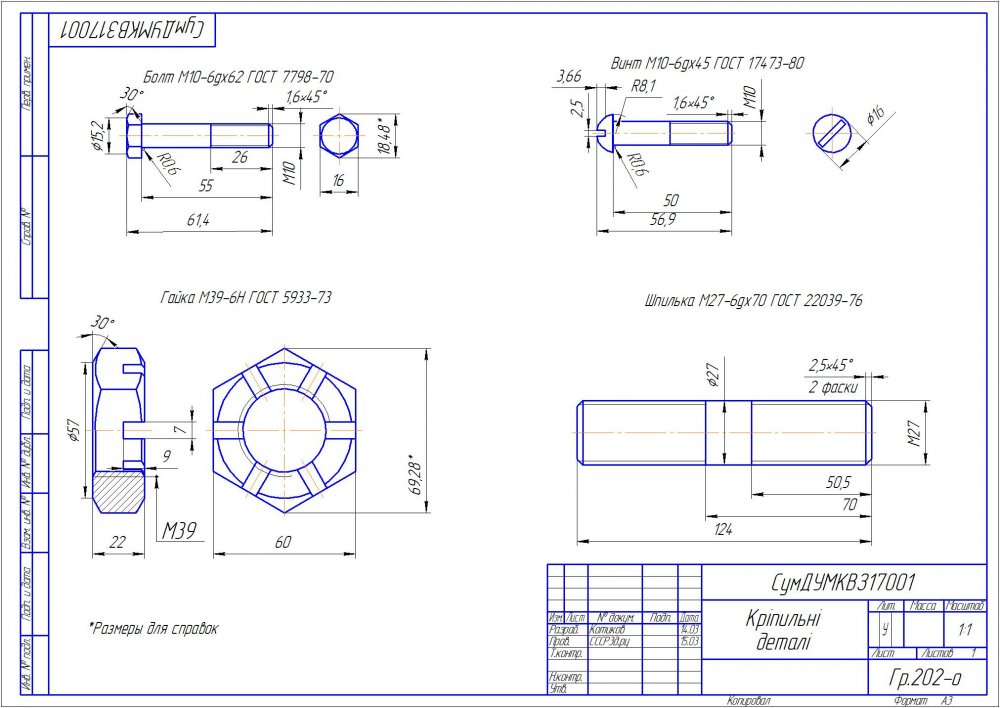
 = 0,16
= 0,16 
 Приведенный крутящий момент можно рассчитать
Приведенный крутящий момент можно рассчитать

 Earls AIA Architect
Earls AIA Architect
 To maximize space, we built a furniture-like vanity with a vessel sink on top and a wall mounted faucet. We placed pocket doors on both sides, and wrapped the room in a custom-made wainscoting, painted green with a glazed finish.
To maximize space, we built a furniture-like vanity with a vessel sink on top and a wall mounted faucet. We placed pocket doors on both sides, and wrapped the room in a custom-made wainscoting, painted green with a glazed finish.
 youtube.com/embed/c3gKjISTiB8?autohide=1&controls=1&showinfo=0″>
youtube.com/embed/c3gKjISTiB8?autohide=1&controls=1&showinfo=0″> 
 Максимум на возврат средств уйдет 1-2 дня, обычно это происходит день в день после возврата товара. Таким образом, мы гарантируем быстрый возврат уплаченных вами средств.
Максимум на возврат средств уйдет 1-2 дня, обычно это происходит день в день после возврата товара. Таким образом, мы гарантируем быстрый возврат уплаченных вами средств. Смело оплачивайте.
Смело оплачивайте. Моя цель состоит в том, чтобы мои объекты развлекались и были самими собой, чтобы я мог запечатлеть их такими, какие они есть. Я за естественное освещение и за приключения вместе. Я хочу запечатлеть вас и вашу жизнь такой, какая она есть в данный момент: яркие цвета, эмоции и связь.
Моя цель состоит в том, чтобы мои объекты развлекались и были самими собой, чтобы я мог запечатлеть их такими, какие они есть. Я за естественное освещение и за приключения вместе. Я хочу запечатлеть вас и вашу жизнь такой, какая она есть в данный момент: яркие цвета, эмоции и связь. От поиска самых красивых мест до знакомства с вами лично, чтобы она могла адаптировать вашу сессию специально к тому, кто ВЫ как пара/семья/и т. д., Никки поразит вас любовью и вниманием к деталям, присутствующим на каждом сессия. Ее способность без усилий делать осмысленные снимки самых простых и прекрасных моментов не имеет себе равных. Вам будет трудно найти кого-то столь же отзывчивого, опытного и влюбленного в свою работу, как Никки.
От поиска самых красивых мест до знакомства с вами лично, чтобы она могла адаптировать вашу сессию специально к тому, кто ВЫ как пара/семья/и т. д., Никки поразит вас любовью и вниманием к деталям, присутствующим на каждом сессия. Ее способность без усилий делать осмысленные снимки самых простых и прекрасных моментов не имеет себе равных. Вам будет трудно найти кого-то столь же отзывчивого, опытного и влюбленного в свою работу, как Никки.
 В противном случае в помещение при нагревании будут выделяться различные химические вещества, канцерогены. Это касается линолеума на флизелиновой основе.
В противном случае в помещение при нагревании будут выделяться различные химические вещества, канцерогены. Это касается линолеума на флизелиновой основе. Именно от пропорций и будет зависеть основное качество готового основания под настил напольного покрытия.
Именно от пропорций и будет зависеть основное качество готового основания под настил напольного покрытия. Правда, тут пропорции жидкости по отношению к смеси должны быть соответствующими.
Правда, тут пропорции жидкости по отношению к смеси должны быть соответствующими.


 В качестве альтернативы применяется полусухая стяжка со стекловолокном.
В качестве альтернативы применяется полусухая стяжка со стекловолокном. Только в таком случае полусухая стяжка под водяной пол в итоге получится ровной и гладкой, без негативных проявлений.
Только в таком случае полусухая стяжка под водяной пол в итоге получится ровной и гладкой, без негативных проявлений.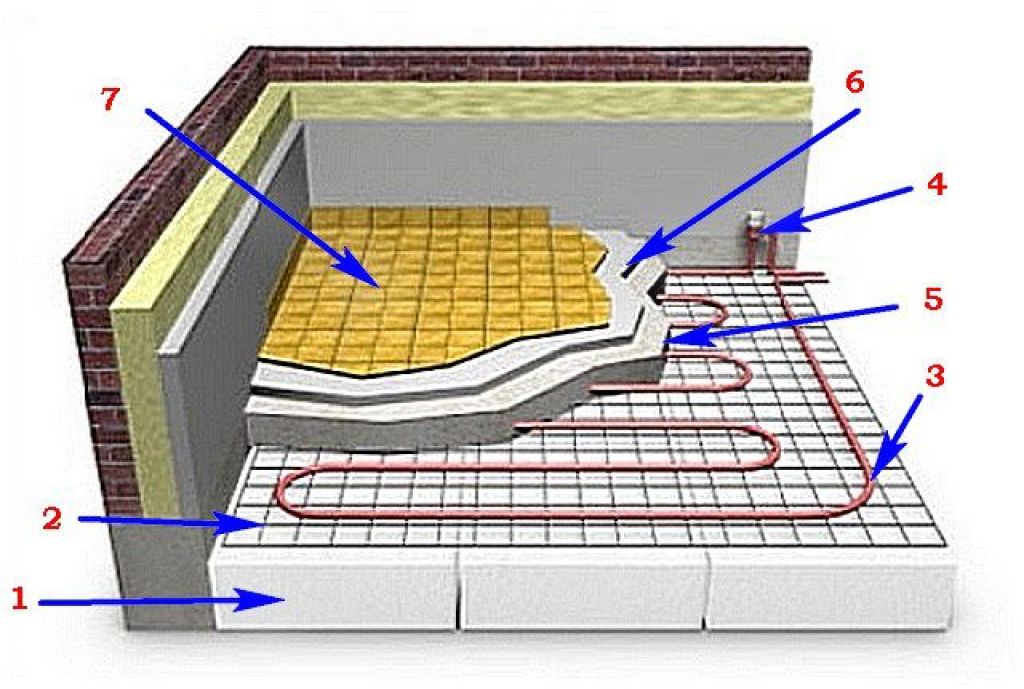

 1 Минимальная
1 Минимальная
 В таком случае между лагами укладывается утеплитель, затем основание из ОСБ, на которое монтируют трубы отопительного контура.
В таком случае между лагами укладывается утеплитель, затем основание из ОСБ, на которое монтируют трубы отопительного контура. При отсутствии такового рекомендуется укладывать стяжку толщиной не меньше 40 мм. Таким образом, с учетом диаметра трубы общая толщина стяжки без армирования будет составлять порядка 60-70 мм.
При отсутствии такового рекомендуется укладывать стяжку толщиной не меньше 40 мм. Таким образом, с учетом диаметра трубы общая толщина стяжки без армирования будет составлять порядка 60-70 мм.
 При наличии перепада до 20 мм можно браться за укладку.
При наличии перепада до 20 мм можно браться за укладку.

 Это одно из основных преимуществ – масса подается на всю площадь одновременно, за исключением ручного перемещения рулями или водилами.
Это одно из основных преимуществ – масса подается на всю площадь одновременно, за исключением ручного перемещения рулями или водилами. Успокоение и выравнивание смеси производится сразу после заливки поверхностей пола и не требует временного интервала для корректировки.
Успокоение и выравнивание смеси производится сразу после заливки поверхностей пола и не требует временного интервала для корректировки.


 Качество особенно ценно при устройстве стяжки на больших площадях:
Качество особенно ценно при устройстве стяжки на больших площадях: Индивидуальная пористость несущего слоя также имеет меньшие нагрузки на слои основания или перекрытия.
Индивидуальная пористость несущего слоя также имеет меньшие нагрузки на слои основания или перекрытия.
 Такие количества позволяют максимально использовать оборудование и снизить трудозатраты на изготовление 1 м 2 готовой поверхности. При приготовлении раствора вручную и упаковке без применения специальных машин стоимость почти такая же, как и у обычного, мокрого, но сохраняются все основные преимущества.
Такие количества позволяют максимально использовать оборудование и снизить трудозатраты на изготовление 1 м 2 готовой поверхности. При приготовлении раствора вручную и упаковке без применения специальных машин стоимость почти такая же, как и у обычного, мокрого, но сохраняются все основные преимущества.


 Для повышения текучести в рецептуру добавляют пластификаторы, специальные химические реагенты, которые практически не влияют на процесс гидратации и не снижают прочности готового покрытия. Пластификаторы лишь незначительно увеличивают текучесть, чего обычно достаточно для облегчения растворения.
Для повышения текучести в рецептуру добавляют пластификаторы, специальные химические реагенты, которые практически не влияют на процесс гидратации и не снижают прочности готового покрытия. Пластификаторы лишь незначительно увеличивают текучесть, чего обычно достаточно для облегчения растворения. Всегда существует определенный процент непрореагировавших молекул цемента, готовых к взаимодействию с контактирующей водой. В результате стяжка может потрескаться и вздуться, что нежелательно перед нанесением краски или наливом.
Всегда существует определенный процент непрореагировавших молекул цемента, готовых к взаимодействию с контактирующей водой. В результате стяжка может потрескаться и вздуться, что нежелательно перед нанесением краски или наливом. Чтобы этого не допустить, обязательно нужно приступить к выравниванию и полировке поверхности. Своевременное применение шлифовальных машин позволит довести материал до необходимого предела компактности.
Чтобы этого не допустить, обязательно нужно приступить к выравниванию и полировке поверхности. Своевременное применение шлифовальных машин позволит довести материал до необходимого предела компактности. Средняя плотность высушенной стяжки составляет до 1800 кг/м 3 , что несколько ниже, чем у жидкого бетона (песок/цемент, без минеральных наполнителей).
Средняя плотность высушенной стяжки составляет до 1800 кг/м 3 , что несколько ниже, чем у жидкого бетона (песок/цемент, без минеральных наполнителей). Именно знание всех положительных и отрицательных качеств позволяет выбрать варианты того или иного способа построения, в данном случае расположения вкладыша.
Именно знание всех положительных и отрицательных качеств позволяет выбрать варианты того или иного способа построения, в данном случае расположения вкладыша. главное, чтобы он обладал отличными свойствами теплопроводности. Самый идеальный вариант в этом случае – терракота или гранит. Этот материал способен прослужить долгое время, сохранить все эксплуатационные качества. хороший отвод тепла, но, следовательно, вся энергия днища будет очень хорошо выходить наружу. Правда для ног такой выбор пригодится только в холодное время года. В полусухой стяжке пола теплая вода летом будет холодной.
главное, чтобы он обладал отличными свойствами теплопроводности. Самый идеальный вариант в этом случае – терракота или гранит. Этот материал способен прослужить долгое время, сохранить все эксплуатационные качества. хороший отвод тепла, но, следовательно, вся энергия днища будет очень хорошо выходить наружу. Правда для ног такой выбор пригодится только в холодное время года. В полусухой стяжке пола теплая вода летом будет холодной. Это касается линолеума на бумажной основе.
Это касается линолеума на бумажной основе.

 Он находится не только в самой нижней точке этажа, но и в самой высокой. Последняя будет отправной точкой для определения высоты стяжки.
Он находится не только в самой нижней точке этажа, но и в самой высокой. Последняя будет отправной точкой для определения высоты стяжки. Если коснуться сохранения, то будет максимум. Правда, неизвестно, откуда приходят счета на оплату отопления.
Если коснуться сохранения, то будет максимум. Правда, неизвестно, откуда приходят счета на оплату отопления. Груз должен быть доступен для удаления мусора и элементов от предыдущих работ. Гидроизоляционный слой необходимо было сформировать до монтажа теплого пола, а вот демпферную ленту по периметру стен и любые декоративные элементы закреплять в обязательном порядке. главное, сам теплый пол прошел все проверки, в том числе и работу под давлением. Если он работает нормально, вы можете перейти к следующему шагу.
Груз должен быть доступен для удаления мусора и элементов от предыдущих работ. Гидроизоляционный слой необходимо было сформировать до монтажа теплого пола, а вот демпферную ленту по периметру стен и любые декоративные элементы закреплять в обязательном порядке. главное, сам теплый пол прошел все проверки, в том числе и работу под давлением. Если он работает нормально, вы можете перейти к следующему шагу. Соответствие проверяется очень просто: участие принято, договоры на руках. Много жидкости будет в том случае, если она просочится между пальцами. Идеальный случай — комок образовался целиком после сжатия. Состав полусухой стяжки пола должен быть таким, какой необходим для эксплуатации.
Соответствие проверяется очень просто: участие принято, договоры на руках. Много жидкости будет в том случае, если она просочится между пальцами. Идеальный случай — комок образовался целиком после сжатия. Состав полусухой стяжки пола должен быть таким, какой необходим для эксплуатации. Сразу после нанесения и выравнивания стяжку накрывают пленкой из полиэтилена, чтобы влага распределялась равномерно по всей площади. Этого нельзя делать, когда в помещении нет сквозняков или перепадов температур.
Сразу после нанесения и выравнивания стяжку накрывают пленкой из полиэтилена, чтобы влага распределялась равномерно по всей площади. Этого нельзя делать, когда в помещении нет сквозняков или перепадов температур.
 Именно этому критерию необходимо уделить особое внимание, ведь по типу воздействия трубогибы бывают роликовыми, арбалетными, намоточными и вальцовочными
Именно этому критерию необходимо уделить особое внимание, ведь по типу воздействия трубогибы бывают роликовыми, арбалетными, намоточными и вальцовочными Чертеж обкаточного трубогиба представлен на фото ниже.
Чертеж обкаточного трубогиба представлен на фото ниже.
 Подвижный элемент воздействует на материал, и в зависимости от его положения, определяется радиус изгиба. Трубогиб прокаточного типа считается универсальным, так как он позволяет получать изгиб разного радиуса. Ниже на фото показан прокаточный станок для сгибания труб и профиля.
Подвижный элемент воздействует на материал, и в зависимости от его положения, определяется радиус изгиба. Трубогиб прокаточного типа считается универсальным, так как он позволяет получать изгиб разного радиуса. Ниже на фото показан прокаточный станок для сгибания труб и профиля. Не рекомендуется применять арбалетные приспособления для изгибания толстостенных стальных материалов.
Не рекомендуется применять арбалетные приспособления для изгибания толстостенных стальных материалов.
 Очень важно, чтобы шаблон крепко фиксировался к основанию, так как в процессе изгибания он может оторваться. Дополнительно для фиксации можно использовать струбцину или маленькие тиски
Очень важно, чтобы шаблон крепко фиксировался к основанию, так как в процессе изгибания он может оторваться. Дополнительно для фиксации можно использовать струбцину или маленькие тиски Суть изготовления заключается в том, что предварительно на ровной поверхности следует начертить шаблон, по которому располагаются крючки. Шаблон должен иметь такой вид, какой радиус изгиба трубы нужно получить.
Суть изготовления заключается в том, что предварительно на ровной поверхности следует начертить шаблон, по которому располагаются крючки. Шаблон должен иметь такой вид, какой радиус изгиба трубы нужно получить. В качестве такового применяется доска, привинченная к основанию или струбцина
В качестве такового применяется доска, привинченная к основанию или струбцина Для изготовления оснастки понадобятся такие материалы:
Для изготовления оснастки понадобятся такие материалы: Для закрепления элементов на швеллере, необходимо воспользоваться уголками, приварив их к наружной поверхности швеллера
Для закрепления элементов на швеллере, необходимо воспользоваться уголками, приварив их к наружной поверхности швеллера Для размеренной регулировки приспособление можно дополнить стальной линейкой, по которой можно ориентироваться на величину изгиба. В итоге получается удобный станок для сгиба профилей, пластин и арматуры, фото которого показано на схеме ниже.
Для размеренной регулировки приспособление можно дополнить стальной линейкой, по которой можно ориентироваться на величину изгиба. В итоге получается удобный станок для сгиба профилей, пластин и арматуры, фото которого показано на схеме ниже.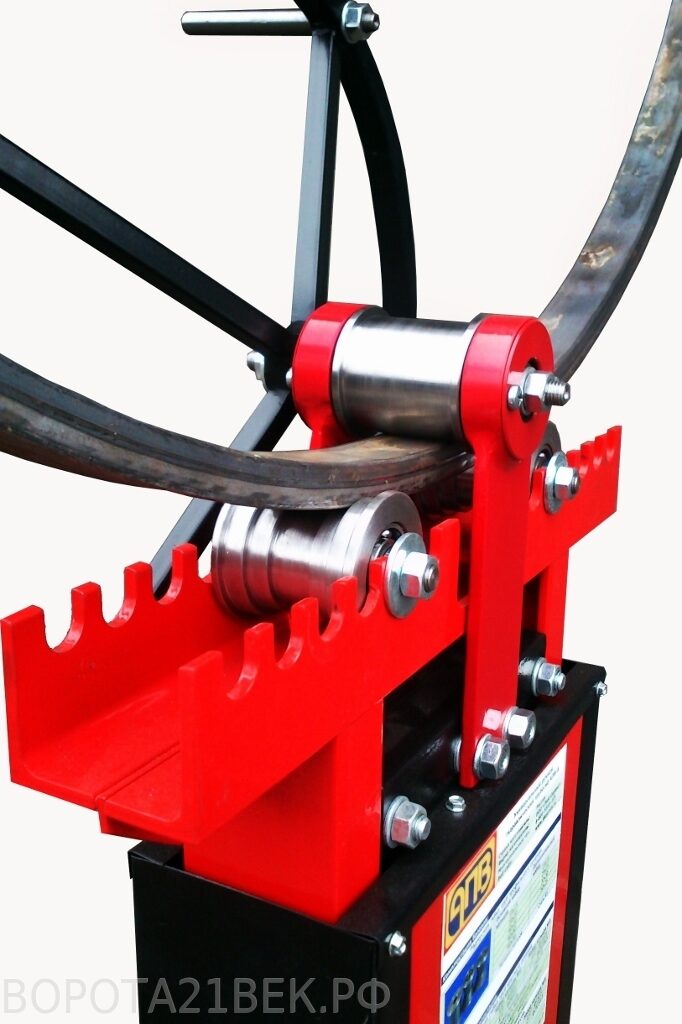 В качестве роликов можно использовать, как стальные, так и деревянные устройства. Если выбран вариант изготовления приспособления из древесины, то гнуть можно трубы из мягких материалов, а стальная конструкция позволит сгибать металлические изделия и профиль.
В качестве роликов можно использовать, как стальные, так и деревянные устройства. Если выбран вариант изготовления приспособления из древесины, то гнуть можно трубы из мягких материалов, а стальная конструкция позволит сгибать металлические изделия и профиль.
 Кстати, в зависимости от поставленной технологической задачи, можно сделать, чтобы барабаны можно было менять
Кстати, в зависимости от поставленной технологической задачи, можно сделать, чтобы барабаны можно было менять Только вместо стрел используется гидравлический домкрат, воздействующий на профиль или трубу, выполняя их изгибание. Чтобы сконструировать трубогибочную машину арбалетного типа, понадобится воспользоваться сварочным аппаратом. Для реализации задумки понадобится выполнить следующие действия:
Только вместо стрел используется гидравлический домкрат, воздействующий на профиль или трубу, выполняя их изгибание. Чтобы сконструировать трубогибочную машину арбалетного типа, понадобится воспользоваться сварочным аппаратом. Для реализации задумки понадобится выполнить следующие действия: Сделать такое приспособление не трудно, но для этого понадобится гидравлический домкрат.
Сделать такое приспособление не трудно, но для этого понадобится гидравлический домкрат. Этот метод популярен среди монтажников систем отопления, когда изгибы стальных труб получали именно таким способом
Этот метод популярен среди монтажников систем отопления, когда изгибы стальных труб получали именно таким способом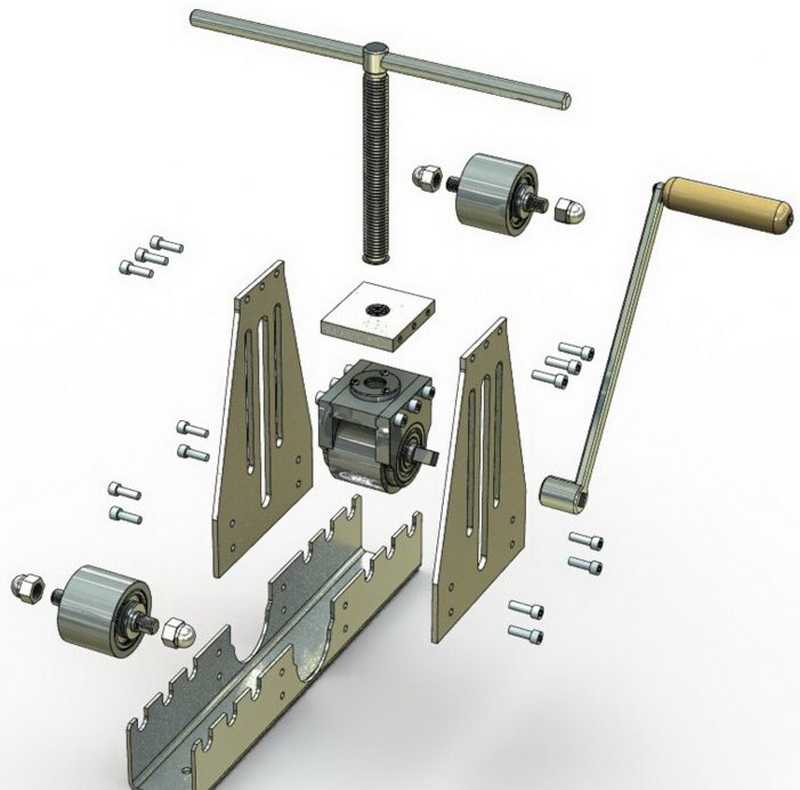 Подшипники применяются для изготовления вальцевого трубогибочного станка
Подшипники применяются для изготовления вальцевого трубогибочного станка

 Диаметр этой трубки должен быть в 1,5-2 раза больше, чем изгибаемая заготовка
Диаметр этой трубки должен быть в 1,5-2 раза больше, чем изгибаемая заготовка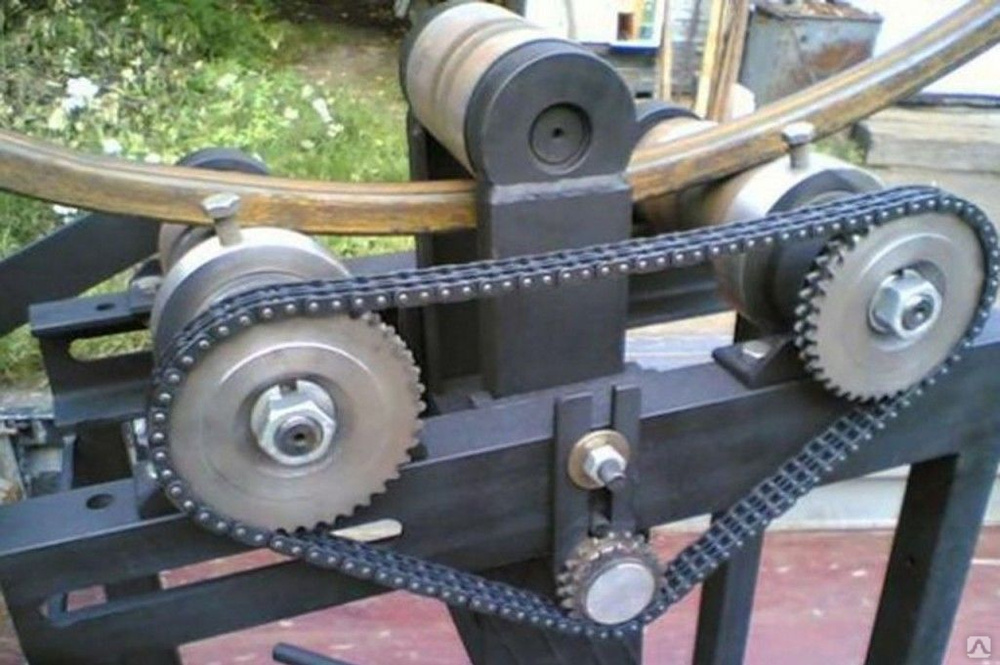
 Повторюсь: теплица арочного типа под пленкой, площадью 130 кв. м, за очень небольшие деньги, полностью изготовлена вручную. Конструкция вызвала у многих интерес. И больше всего вопросов было о том, как я изготовил арки.
Повторюсь: теплица арочного типа под пленкой, площадью 130 кв. м, за очень небольшие деньги, полностью изготовлена вручную. Конструкция вызвала у многих интерес. И больше всего вопросов было о том, как я изготовил арки. Главное, чтобы была возможность контролировать радиус изгиба, а сам трубогиб обладал достаточной жесткостью рамы, особенно в шарнирном сочленении.
Главное, чтобы была возможность контролировать радиус изгиба, а сам трубогиб обладал достаточной жесткостью рамы, особенно в шарнирном сочленении.

 ГОРОБЕЙ
ГОРОБЕЙ д.)
д.) Затем прикрепите и приварите металлический шарнир к концу винта. Соберите бутылочный домкрат и прикрепите его к раме, как показано на видео.
Затем прикрепите и приварите металлический шарнир к концу винта. Соберите бутылочный домкрат и прикрепите его к раме, как показано на видео.
 Но вы можете использовать эту подставку с другими типами трубогибов, с небольшими изменениями.
Но вы можете использовать эту подставку с другими типами трубогибов, с небольшими изменениями. См. чертеж BTBD125 — 11.00.200.
См. чертеж BTBD125 — 11.00.200.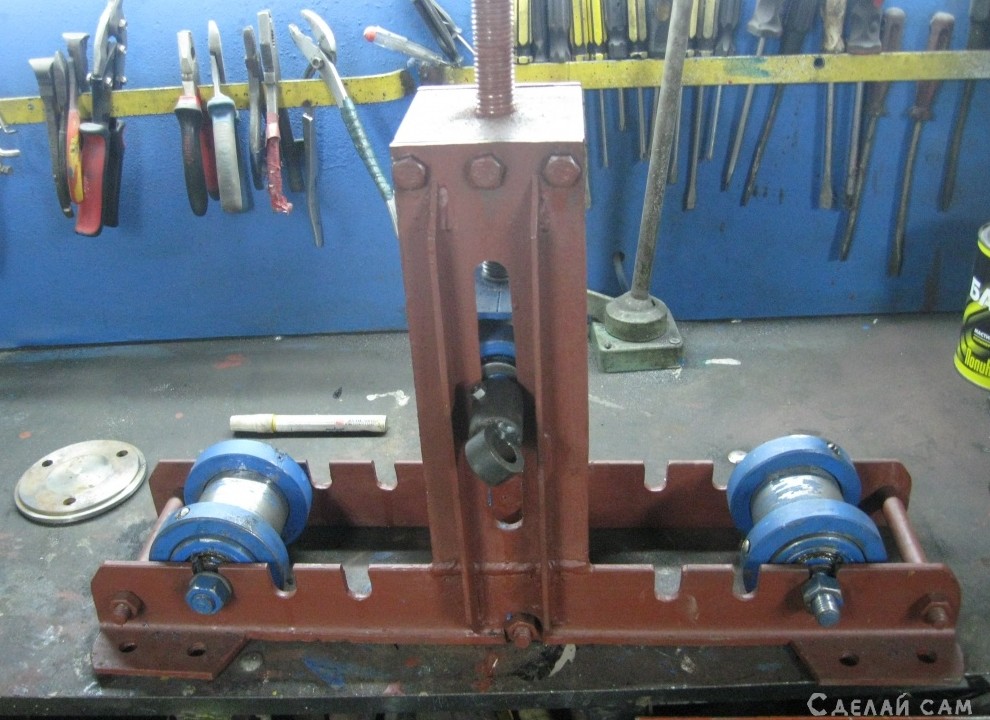 Планы для всего этого будут лучшим подспорьем, но вы все равно можете обойтись без них, если будете следовать приведенным ниже инструкциям, а также основному руководству по изготовлению трубогиба здесь.
Планы для всего этого будут лучшим подспорьем, но вы все равно можете обойтись без них, если будете следовать приведенным ниже инструкциям, а также основному руководству по изготовлению трубогиба здесь.



 Самая популярная из них эффективна в тех ситуациях, где приходится обрабатывать металлические листы с толщиной от одного миллиметра или проводку и прут с диаметром до 4 миллиметром.
Самая популярная из них эффективна в тех ситуациях, где приходится обрабатывать металлические листы с толщиной от одного миллиметра или проводку и прут с диаметром до 4 миллиметром.
 Что касается напряжения, которое выдается на втором варианте обмотки, то его показатели достигают 22 В. Чтобы выпрямить интенсивность подачи тока, можно установить диодный мост. Также не исключается вариант использования любых других узлов с подобными параметрами.
Что касается напряжения, которое выдается на втором варианте обмотки, то его показатели достигают 22 В. Чтобы выпрямить интенсивность подачи тока, можно установить диодный мост. Также не исключается вариант использования любых других узлов с подобными параметрами. Старую обмотку лучше не использовать, а на торце магнитного провода установить кольца из электрического картона. Их подгибают по внутренней и верхней кромке. На следующем этапе следует выполнить обмотку магнитопровода латотканью в три или более слоев. Для успешного выполнения обмотки следует воспользоваться такими проводами:
Старую обмотку лучше не использовать, а на торце магнитного провода установить кольца из электрического картона. Их подгибают по внутренней и верхней кромке. На следующем этапе следует выполнить обмотку магнитопровода латотканью в три или более слоев. Для успешного выполнения обмотки следует воспользоваться такими проводами: Сегодня применяется две разновидности таких элементов:
Сегодня применяется две разновидности таких элементов:
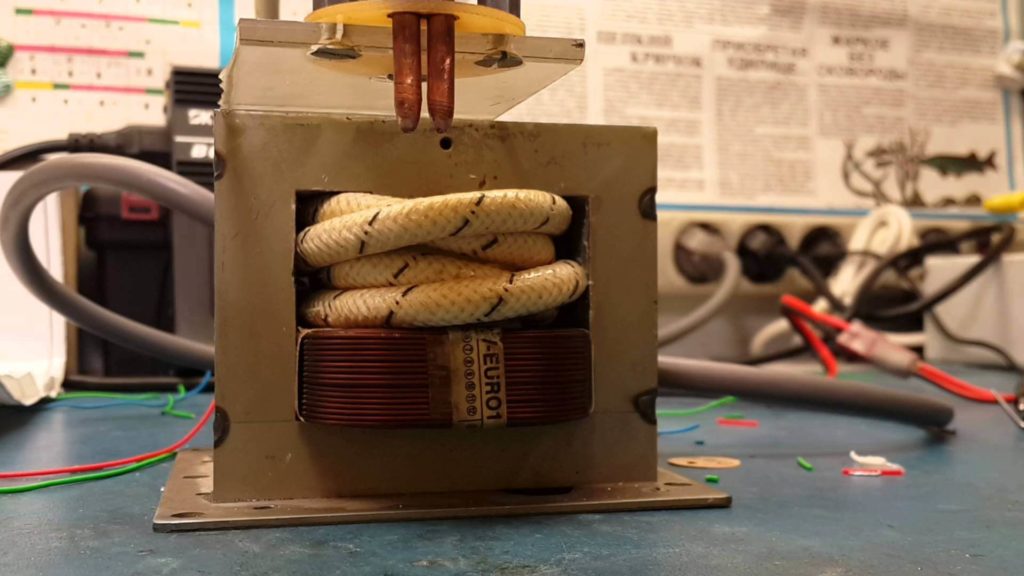 Также вы можете применить болгарку, что позволит добраться до трансформаторных обмоток, не повредив их. Чтобы извлечь вторичную обмотку, достаточно аккуратными движениями разрезать вторичную.
Также вы можете применить болгарку, что позволит добраться до трансформаторных обмоток, не повредив их. Чтобы извлечь вторичную обмотку, достаточно аккуратными движениями разрезать вторичную. На данном этапе можно воспользоваться деревом или высокопрочным пластиком. На задней панели размещается несколько отверстий. Одно из них отвечает за электрическое снабжение, а второе — за включение и выключение системы.
На данном этапе можно воспользоваться деревом или высокопрочным пластиком. На задней панели размещается несколько отверстий. Одно из них отвечает за электрическое снабжение, а второе — за включение и выключение системы.
 Она стала одной из самых удобных и применяемых даже на бытовом уровне, поскольку аппаратура для проведения работ довольно компактна и проста в использовании. Термомеханический процесс сварки происходит в несколько этапов:
Она стала одной из самых удобных и применяемых даже на бытовом уровне, поскольку аппаратура для проведения работ довольно компактна и проста в использовании. Термомеханический процесс сварки происходит в несколько этапов:
 (Она отличается проводом большего диаметра и меньшим количеством витков.) Все остальное можно смело удалять, только нужно следить за тем, чтобы не повредить нужную обмотку. Если микроволновка посредственного качества, что в нашем случае лучше, удаление тонкой вторички не представит сложностей. На ее место наматывается провод сечением не менее 100 мм², независимо от количества жил. На этом этапе важно максимально плотно намотать толстый провод на сердечник.
(Она отличается проводом большего диаметра и меньшим количеством витков.) Все остальное можно смело удалять, только нужно следить за тем, чтобы не повредить нужную обмотку. Если микроволновка посредственного качества, что в нашем случае лучше, удаление тонкой вторички не представит сложностей. На ее место наматывается провод сечением не менее 100 мм², независимо от количества жил. На этом этапе важно максимально плотно намотать толстый провод на сердечник. Один из электродов неподвижный, второй — подвижный электрод. При сборке нужно стараться сделать так, чтобы провод, который подходит к электродам был как можно короче, чтобы избежать потери напряжения. Наконечники, как правило, выполняют из медного прута толщиной около 15 мм.
Один из электродов неподвижный, второй — подвижный электрод. При сборке нужно стараться сделать так, чтобы провод, который подходит к электродам был как можно короче, чтобы избежать потери напряжения. Наконечники, как правило, выполняют из медного прута толщиной около 15 мм. Не каждый, кто пытается сделать аппарат для точечной сварки самостоятельно, добивается успеха, поэтому этот мастер-класс необходим для того, чтобы вы могли легко получить знания, необходимые для создания аппарата для точечной сварки.
Не каждый, кто пытается сделать аппарат для точечной сварки самостоятельно, добивается успеха, поэтому этот мастер-класс необходим для того, чтобы вы могли легко получить знания, необходимые для создания аппарата для точечной сварки. как 10 долларов. Он дешевый, простой в сборке и функциональный.
как 10 долларов. Он дешевый, простой в сборке и функциональный. youtube.com/embed/hTaGa93lOGU» frameborder=»0″ allowfullscreen=»allowfullscreen»/>
youtube.com/embed/hTaGa93lOGU» frameborder=»0″ allowfullscreen=»allowfullscreen»/>  Во-первых, вам понадобится трансформатор 12 В 3 А, несколько аккумуляторных элементов и несколько других простых компонентов.
Во-первых, вам понадобится трансформатор 12 В 3 А, несколько аккумуляторных элементов и несколько других простых компонентов. Самодельный аппарат для точечной сварки
Самодельный аппарат для точечной сварки Если вас не устраивает письменное руководство, вы можете просмотреть обучающее видео на YouTube с более подробным объяснением.
Если вас не устраивает письменное руководство, вы можете просмотреть обучающее видео на YouTube с более подробным объяснением. которые довольно дешево получить в Интернете.
которые довольно дешево получить в Интернете. Отличительной чертой этого конкретного аппарата для точечной сварки является то, что его можно использовать в 2 режимах сварки, он улучшает зажим за счет создания двойного импульса, он имеет прочный электрододержатель с отличной регулировкой усилия электрода, что позволяет уменьшить ток для сварки чувствительных участков. вашей работы.
Отличительной чертой этого конкретного аппарата для точечной сварки является то, что его можно использовать в 2 режимах сварки, он улучшает зажим за счет создания двойного импульса, он имеет прочный электрододержатель с отличной регулировкой усилия электрода, что позволяет уменьшить ток для сварки чувствительных участков. вашей работы. Процесс изготовления прост.
Процесс изготовления прост. Для начала вам потребуются некоторые компоненты, такие как микроволновый трансформатор, медные электроды, соединительная клемма, входное гнездо постоянного тока, латунная стойка, клеммы на 150 А, кабели, контроллер на 100 А и многое другое. Процесс изготовления прост.
Для начала вам потребуются некоторые компоненты, такие как микроволновый трансформатор, медные электроды, соединительная клемма, входное гнездо постоянного тока, латунная стойка, клеммы на 150 А, кабели, контроллер на 100 А и многое другое. Процесс изготовления прост. Этот проект отлично подходит для начинающих, чтобы узнать кое-что о сварке и о том, как это сделать, соблюдая некоторые меры предосторожности.
Этот проект отлично подходит для начинающих, чтобы узнать кое-что о сварке и о том, как это сделать, соблюдая некоторые меры предосторожности. Каждое руководство в этом списке выше подходит практически всем, от тех, кто не может позволить себе купить определенные компоненты, до тех, кто ищет сложные вещи, все это готово и готово, так что удачи вам в ваших сварочных усилиях. Спасибо за ваше время, ура.
Каждое руководство в этом списке выше подходит практически всем, от тех, кто не может позволить себе купить определенные компоненты, до тех, кто ищет сложные вещи, все это готово и готово, так что удачи вам в ваших сварочных усилиях. Спасибо за ваше время, ура.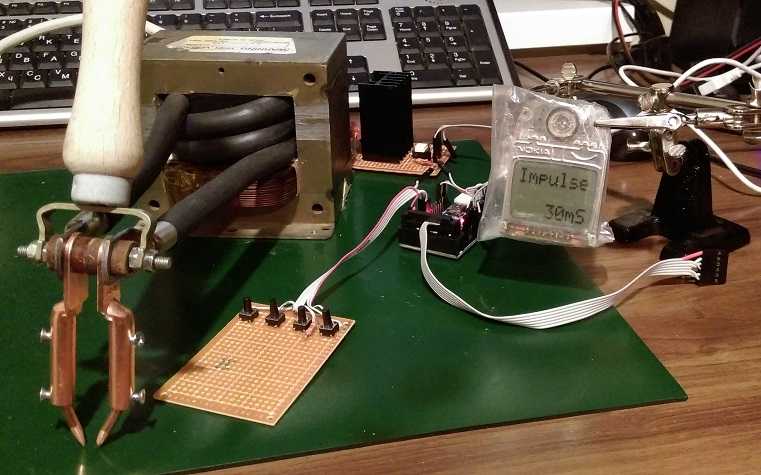 Уже опубликовано много аппаратов для точечной сварки, сделанных своими руками, этот аппарат имеет несколько уникальных особенностей:
Уже опубликовано много аппаратов для точечной сварки, сделанных своими руками, этот аппарат имеет несколько уникальных особенностей: youtube.com/embed/HXLXmi4EkaA» frameborder=»0″ allowfullscreen=»allowfullscreen»>
youtube.com/embed/HXLXmi4EkaA» frameborder=»0″ allowfullscreen=»allowfullscreen»>  Аппарат точечной сварки своими руками выдает ток всего 1100 А, что достаточно для сварки небольших электронных деталей. Хотя я видел, что люди сваривают листы 2 х 0,75 мм такими точечными сварочными аппаратами.
Аппарат точечной сварки своими руками выдает ток всего 1100 А, что достаточно для сварки небольших электронных деталей. Хотя я видел, что люди сваривают листы 2 х 0,75 мм такими точечными сварочными аппаратами.
 Второй импульс является импульсом сварки. Во время паузы между двумя импульсами детали сближаются и лучше соприкасаются.
Второй импульс является импульсом сварки. Во время паузы между двумя импульсами детали сближаются и лучше соприкасаются.

 К сожалению, в большинстве стран их не достать, я продаю их ЗДЕСЬ. Посередине просверлите отверстие диаметром 4 мм для крепежного винта. Увеличьте отверстие для сварочного кабеля до 7 мм.
К сожалению, в большинстве стран их не достать, я продаю их ЗДЕСЬ. Посередине просверлите отверстие диаметром 4 мм для крепежного винта. Увеличьте отверстие для сварочного кабеля до 7 мм. Нет латунной или электрической проволоки, которая подвергается мягкому отжигу. Используйте квадратный стержень того же размера, что и прорезь держателя электрода, или подпилите стержень до соответствующего размера. Я использую наконечник диаметром 1,5 мм. Для простоты вы можете подпилить кончик электрода квадратным, а не круглым. Я продаю подходящие медные стержни ЗДЕСЬ.
Нет латунной или электрической проволоки, которая подвергается мягкому отжигу. Используйте квадратный стержень того же размера, что и прорезь держателя электрода, или подпилите стержень до соответствующего размера. Я использую наконечник диаметром 1,5 мм. Для простоты вы можете подпилить кончик электрода квадратным, а не круглым. Я продаю подходящие медные стержни ЗДЕСЬ.
 Для получения деформируемых сплавов в алюминий вводят в основном растворимые в нем легирующие элементы в количестве, не превышающем предел их растворимости при высокой температуре. Деформируемые сплавы при нагреве под обработку давлением должны иметь гомогенную структуру твердого раствора, обеспечивающую наибольшую пластичность и наименьшую прочность. Это и обусловливает их хорошую обрабатываемость давлением.
Для получения деформируемых сплавов в алюминий вводят в основном растворимые в нем легирующие элементы в количестве, не превышающем предел их растворимости при высокой температуре. Деформируемые сплавы при нагреве под обработку давлением должны иметь гомогенную структуру твердого раствора, обеспечивающую наибольшую пластичность и наименьшую прочность. Это и обусловливает их хорошую обрабатываемость давлением.
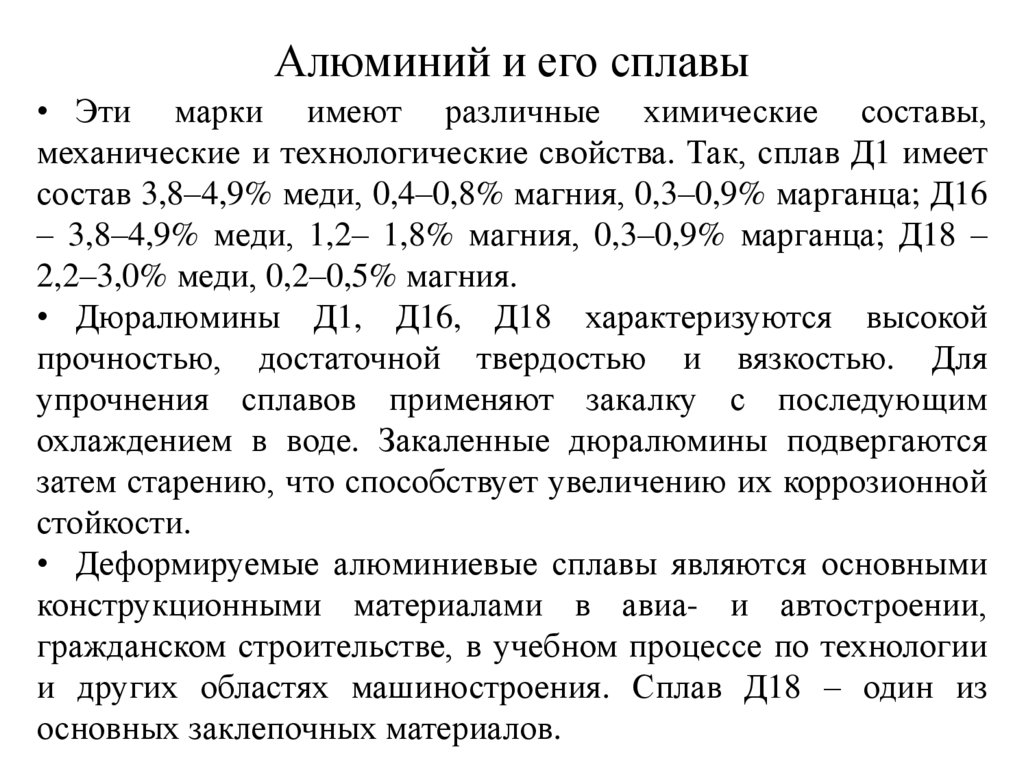 Процесс изменения структуры закаленного сплава при комнатной температуре носит название естественного старения.
Процесс изменения структуры закаленного сплава при комнатной температуре носит название естественного старения.
 При большем же содержании магния закалка с последующим химическим старением приводит к выделению избыточной фазы — химического соединения Mg Al .
При большем же содержании магния закалка с последующим химическим старением приводит к выделению избыточной фазы — химического соединения Mg Al . Бор вводится в алюминиевые сплавы, используемые в атомной энергетике(кроме деталей реакторов), т.к. он поглощает нейтроны, препятствуя распространению радиации. Бор вводится в среднем в количестве 0,095-0,1%.
Бор вводится в алюминиевые сплавы, используемые в атомной энергетике(кроме деталей реакторов), т.к. он поглощает нейтроны, препятствуя распространению радиации. Бор вводится в среднем в количестве 0,095-0,1%. Примерно 0,3% кадмия вводят для повышения прочности и улучшения коррозионных свойств сплавов.
Примерно 0,3% кадмия вводят для повышения прочности и улучшения коррозионных свойств сплавов. Алюминий в большом объеме используется в строительстве в виде облицовочных панелей, дверей, оконных рам, электрических кабелей. Алюминиевые сплавы не подвержены сильной коррозии в течение длительного времени при контакте с бетоном, строительным раствором, штукатуркой, особенно если конструкции не подвергаются частому намоканию. Алюминий также широко применяется в машиностроении, т.к. обладает хорошими физическими качествами.
Алюминий в большом объеме используется в строительстве в виде облицовочных панелей, дверей, оконных рам, электрических кабелей. Алюминиевые сплавы не подвержены сильной коррозии в течение длительного времени при контакте с бетоном, строительным раствором, штукатуркой, особенно если конструкции не подвергаются частому намоканию. Алюминий также широко применяется в машиностроении, т.к. обладает хорошими физическими качествами. И в ближайшие года эта цифра будет только увеличиваться.
И в ближайшие года эта цифра будет только увеличиваться.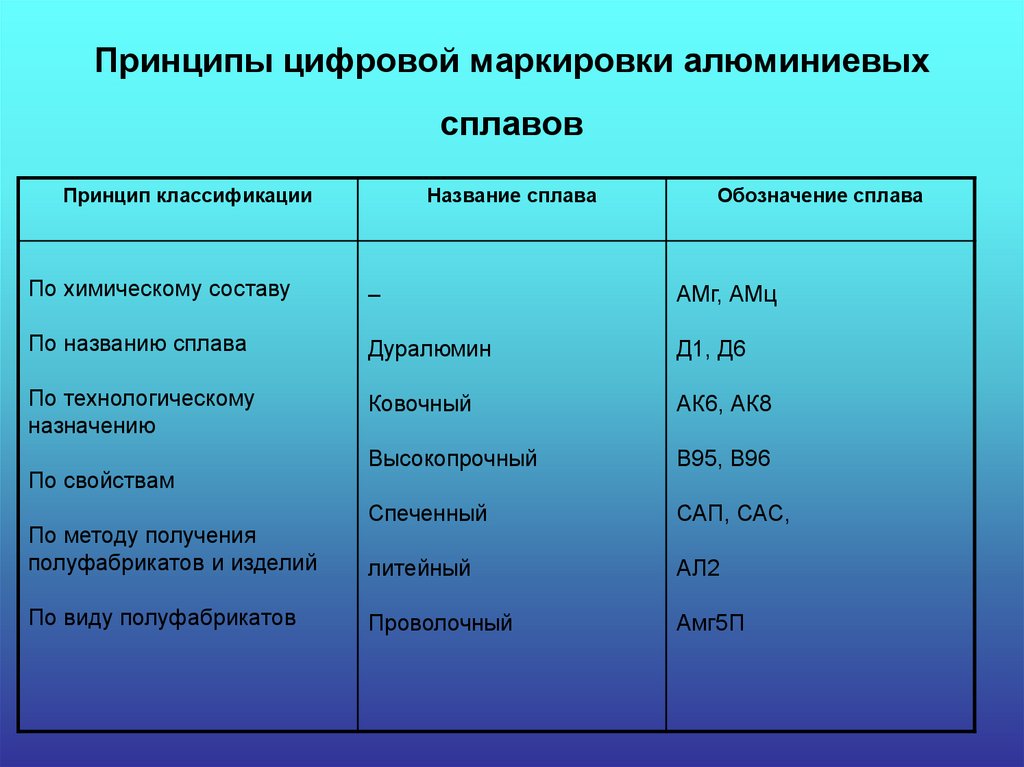 Автомобильные двигатели того времени весили слишком много, обладали низкой мощностью и были неспособны поднять аппарат в воздух. Специально для этой цели был разработан новый двигатель, детали которого, в том числе блок цилиндров, были отлиты из алюминия.
Автомобильные двигатели того времени весили слишком много, обладали низкой мощностью и были неспособны поднять аппарат в воздух. Специально для этой цели был разработан новый двигатель, детали которого, в том числе блок цилиндров, были отлиты из алюминия. Его состав и технология тепообработки были засекречены, поскольку он являлся важнейшим конструкционным материалом в самолетостроении.
Его состав и технология тепообработки были засекречены, поскольку он являлся важнейшим конструкционным материалом в самолетостроении.
 Например, крыло крупнейшего грузового самолета в мире Ан-124-100 «Руслан», грузоподъемностью до 120 тонн, состоит из восьми прессованных алюминиевых панелей шириной 9 метров каждая. Конструкция крыла такова, что оно работает даже при двух разрушенных панелях.
Например, крыло крупнейшего грузового самолета в мире Ан-124-100 «Руслан», грузоподъемностью до 120 тонн, состоит из восьми прессованных алюминиевых панелей шириной 9 метров каждая. Конструкция крыла такова, что оно работает даже при двух разрушенных панелях. Более того, они обладают свойством «криогенного упрочнения» – с понижением температуры их прочность и пластичность только возрастают. Это сплавы видов «титан-алюминий», «никель-алюминий» и «железо-хром-алюминий».
Более того, они обладают свойством «криогенного упрочнения» – с понижением температуры их прочность и пластичность только возрастают. Это сплавы видов «титан-алюминий», «никель-алюминий» и «железо-хром-алюминий».
 Ключевыми факторами этого роста являются как увеличение производства самих автомобилей, так и повышение использования алюминия в них.
Ключевыми факторами этого роста являются как увеличение производства самих автомобилей, так и повышение использования алюминия в них.
 Это равноценно весу пяти человек.
Это равноценно весу пяти человек. Но некоторые из них изготавливаются необычным способом горячего прессования мелкого алюминиевого порошка – САП (спеченная алюминиевая пудра). Окисленную алюминиевую пудру помещают в алюминиевую же оболочку и нагревают до температуры чуть меньшей, чем плавление металла, и в горячем виде прессуют. Получившиеся изделия отличаются высокой прочностью и используются там, где нужны детали для работы в условиях высоких температур с низким коэффициентом трения – например, так делаются поршни двигателей.
Но некоторые из них изготавливаются необычным способом горячего прессования мелкого алюминиевого порошка – САП (спеченная алюминиевая пудра). Окисленную алюминиевую пудру помещают в алюминиевую же оболочку и нагревают до температуры чуть меньшей, чем плавление металла, и в горячем виде прессуют. Получившиеся изделия отличаются высокой прочностью и используются там, где нужны детали для работы в условиях высоких температур с низким коэффициентом трения – например, так делаются поршни двигателей. Поэтому автопроизводители уже давно используют этот металл для бамперов. Днище революционного электрического автомобиля Tesla оснащено 8-миллиметровой пуленепробиваемой броней из алюминиевых сплавов, которая защищает батарейный отсек и гарантирует безопасность при движении на скорости в 200 км/ч. Недавно компания установила на свои машины дополнительную алюминиево-титановую защиту, которая позволяет автомобилю в прямом смысле слова разрушать попадающие под колеса препятствия из бетона и закаленной стали, сохраняя управляемость.
Поэтому автопроизводители уже давно используют этот металл для бамперов. Днище революционного электрического автомобиля Tesla оснащено 8-миллиметровой пуленепробиваемой броней из алюминиевых сплавов, которая защищает батарейный отсек и гарантирует безопасность при движении на скорости в 200 км/ч. Недавно компания установила на свои машины дополнительную алюминиево-титановую защиту, которая позволяет автомобилю в прямом смысле слова разрушать попадающие под колеса препятствия из бетона и закаленной стали, сохраняя управляемость.
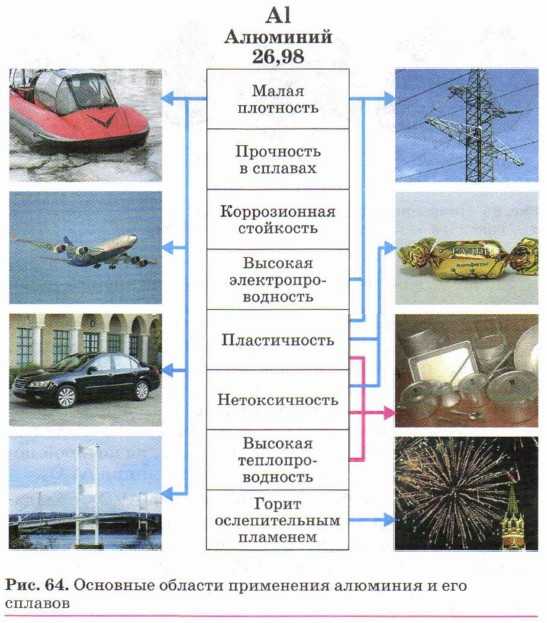 Это был хоппер – вагон для перевозки сыпучих и гранулированных грузов, кузов которого имеет форму воронки с люками для разгрузки в донной части. Сегодня для производства таких вагонов используются, в основном, сплавы 6ххх серии, — они обладают повышенной прочностью и коррозийной стойкостью.
Это был хоппер – вагон для перевозки сыпучих и гранулированных грузов, кузов которого имеет форму воронки с люками для разгрузки в донной части. Сегодня для производства таких вагонов используются, в основном, сплавы 6ххх серии, — они обладают повышенной прочностью и коррозийной стойкостью. При этом алюминий в отличие от стали не подвержен коррозии, поэтому алюминиевые вагоны долговечны и за 40 лет использования теряют лишь 10% своей стоимости.
При этом алюминий в отличие от стали не подвержен коррозии, поэтому алюминиевые вагоны долговечны и за 40 лет использования теряют лишь 10% своей стоимости. Кроме того, высокоскоростной поезд, как самолет, должен обладать обтекаемой формой и минимальным числом выступающих деталей – здесь на помощь конструкторам вновь приходит «крылатый металл».
Кроме того, высокоскоростной поезд, как самолет, должен обладать обтекаемой формой и минимальным числом выступающих деталей – здесь на помощь конструкторам вновь приходит «крылатый металл». На данный момент AGV эксплуатируется только в одной железнодорожной сети – итальянской Nuovo Trasporto Viaggiatori.
На данный момент AGV эксплуатируется только в одной железнодорожной сети – итальянской Nuovo Trasporto Viaggiatori. Алюминиевые листы и плиты для судостроения производятся методами холодной или горячей прокатки, а профили, прутки и трубы могут производиться методами прессования, прокатки или волочения.
Алюминиевые листы и плиты для судостроения производятся методами холодной или горячей прокатки, а профили, прутки и трубы могут производиться методами прессования, прокатки или волочения. В течение первого года эксплуатации сталь покрывается коррозией со скоростью 120 мм в год, а алюминий – 1 мм в год. Кроме этого, «морской алюминий» обладает отличными прочностными характеристиками. Он пластичен, и даже при сильном ударе цельносваренный алюминий почти не пробивается насквозь. Алюминиевый каркас помогает улучшить мореходность, повысить безопасность и снизить расходы на текущее обслуживание.
В течение первого года эксплуатации сталь покрывается коррозией со скоростью 120 мм в год, а алюминий – 1 мм в год. Кроме этого, «морской алюминий» обладает отличными прочностными характеристиками. Он пластичен, и даже при сильном ударе цельносваренный алюминий почти не пробивается насквозь. Алюминиевый каркас помогает улучшить мореходность, повысить безопасность и снизить расходы на текущее обслуживание. Алюминий технической чистоты (99-99,6%) становится более твердым и прочным из-за наличия примесей, особенно Si и Fe. Но при легировании алюминиевые сплавы поддаются термообработке, что существенно изменяет их механические свойства.
Алюминий технической чистоты (99-99,6%) становится более твердым и прочным из-за наличия примесей, особенно Si и Fe. Но при легировании алюминиевые сплавы поддаются термообработке, что существенно изменяет их механические свойства. Алюминиевые сплавы, содержащие легирующие элементы с ограниченной растворимостью в твердом состоянии при комнатной температуре и с сильной температурной зависимостью растворимости в твердом состоянии (например, Cu), могут быть упрочнены соответствующей термической обработкой (9).0003 дисперсионное твердение ). Прочность термообработанных промышленных алюминиевых сплавов превышает 550 МПа.
Алюминиевые сплавы, содержащие легирующие элементы с ограниченной растворимостью в твердом состоянии при комнатной температуре и с сильной температурной зависимостью растворимости в твердом состоянии (например, Cu), могут быть упрочнены соответствующей термической обработкой (9).0003 дисперсионное твердение ). Прочность термообработанных промышленных алюминиевых сплавов превышает 550 МПа. Для общего производства сплавы серий 5000 и 6000 обеспечивают достаточную прочность, хорошую коррозионную стойкость, высокую ударную вязкость и простоту сварки.
Для общего производства сплавы серий 5000 и 6000 обеспечивают достаточную прочность, хорошую коррозионную стойкость, высокую ударную вязкость и простоту сварки. Например, микроструктура с более мелкими зернами обычно приводит к более высокой прочности и превосходной ударной вязкости, чем тот же сплав с физически более крупными зернами. В случае размера зерна также может существовать компромисс между характеристиками прочности и ползучести. Другие механизмы упрочнения достигаются за счет более низкой пластичности и ударной вязкости.
Например, микроструктура с более мелкими зернами обычно приводит к более высокой прочности и превосходной ударной вязкости, чем тот же сплав с физически более крупными зернами. В случае размера зерна также может существовать компромисс между характеристиками прочности и ползучести. Другие механизмы упрочнения достигаются за счет более низкой пластичности и ударной вязкости. Марганец и магний являются примерами элементов, добавляемых к алюминию для усиления. Упрочнение твердого раствора происходит в сплавах 3ххх и 5ххх путем добавления к алюминию марганца (3ххх) и магния (5ххх).
Марганец и магний являются примерами элементов, добавляемых к алюминию для усиления. Упрочнение твердого раствора происходит в сплавах 3ххх и 5ххх путем добавления к алюминию марганца (3ххх) и магния (5ххх). Плотность дислокаций в металле увеличивается при деформации или наклепе из-за размножения дислокаций или образования новых дислокаций. Чем больше дислокаций в материале, тем больше они взаимодействуют между собой и становятся зажатыми или запутанными. Это приведет к уменьшению подвижности дислокаций и упрочнению материала. Холодная обработка заключается в уменьшении толщины материала. Плиты и листы различной толщины производятся методом холодной прокатки. Волочением изготавливают проволоку и трубы различного диаметра и толщины стенки. Все алюминиевые сплавы можно упрочнять холодной обработкой.
Плотность дислокаций в металле увеличивается при деформации или наклепе из-за размножения дислокаций или образования новых дислокаций. Чем больше дислокаций в материале, тем больше они взаимодействуют между собой и становятся зажатыми или запутанными. Это приведет к уменьшению подвижности дислокаций и упрочнению материала. Холодная обработка заключается в уменьшении толщины материала. Плиты и листы различной толщины производятся методом холодной прокатки. Волочением изготавливают проволоку и трубы различного диаметра и толщины стенки. Все алюминиевые сплавы можно упрочнять холодной обработкой. Наличие частицы второй фазы представляет собой искажение решетки матрицы. Следовательно, препятствиями, препятствующими движению дислокаций, являются поле деформации вокруг частиц второй фазы, сами частицы второй фазы или и то, и другое. Дисперсионное твердение увеличивает предел текучести ковких материалов, включая большинство конструкционных сплавов алюминия, магния, никеля, титана, некоторых сталей и нержавеющей стали. Известно, что в суперсплавах он вызывает аномалию предела текучести, обеспечивая превосходную жаропрочность. В случае алюминиевых сплавов , дисперсионное упрочнение может увеличить предел текучести алюминия примерно в пять-пятнадцать раз по сравнению с нелегированным алюминием. В частности, серия 2xxx, легированная медью, может подвергаться дисперсионному твердению до прочности, сравнимой со сталью. Что касается старения, то алюминиево-медные сплавы, отожженные на твердый раствор, могут подвергаться естественному старению при комнатной температуре в течение четырех или более дней для получения максимальных свойств, таких как твердость и прочность.
Наличие частицы второй фазы представляет собой искажение решетки матрицы. Следовательно, препятствиями, препятствующими движению дислокаций, являются поле деформации вокруг частиц второй фазы, сами частицы второй фазы или и то, и другое. Дисперсионное твердение увеличивает предел текучести ковких материалов, включая большинство конструкционных сплавов алюминия, магния, никеля, титана, некоторых сталей и нержавеющей стали. Известно, что в суперсплавах он вызывает аномалию предела текучести, обеспечивая превосходную жаропрочность. В случае алюминиевых сплавов , дисперсионное упрочнение может увеличить предел текучести алюминия примерно в пять-пятнадцать раз по сравнению с нелегированным алюминием. В частности, серия 2xxx, легированная медью, может подвергаться дисперсионному твердению до прочности, сравнимой со сталью. Что касается старения, то алюминиево-медные сплавы, отожженные на твердый раствор, могут подвергаться естественному старению при комнатной температуре в течение четырех или более дней для получения максимальных свойств, таких как твердость и прочность. Этот процесс известен как естественное старение . Процесс старения также может быть ускорен до нескольких часов после обработки на твердый раствор и закалки путем нагревания пересыщенного сплава до определенной температуры и выдержки при этой температуре в течение определенного времени. Этот процесс называется искусственным старением .
Этот процесс известен как естественное старение . Процесс старения также может быть ускорен до нескольких часов после обработки на твердый раствор и закалки путем нагревания пересыщенного сплава до определенной температуры и выдержки при этой температуре в течение определенного времени. Этот процесс называется искусственным старением . Размер зерна определяет свойства металла. Например, меньший размер зерна увеличивает прочность на растяжение и имеет тенденцию к увеличению пластичности. Более крупный размер зерна предпочтителен для улучшения характеристик ползучести при высоких температурах. Уменьшение размера зерна также является эффективным способом повышения пластичности. Когда размер зерна уменьшается, появляется больше зерен с большим количеством произвольно выровненных плоскостей скольжения для дислокаций в зернах. Это дает больше возможностей для некоторых проскальзываний в напряженном материале. Таким образом, измельчение зерна является важным средством повышения прочности, пластичности и ударной вязкости. Многие другие механизмы упрочнения достигаются за счет пластичности и ударной вязкости.
Размер зерна определяет свойства металла. Например, меньший размер зерна увеличивает прочность на растяжение и имеет тенденцию к увеличению пластичности. Более крупный размер зерна предпочтителен для улучшения характеристик ползучести при высоких температурах. Уменьшение размера зерна также является эффективным способом повышения пластичности. Когда размер зерна уменьшается, появляется больше зерен с большим количеством произвольно выровненных плоскостей скольжения для дислокаций в зернах. Это дает больше возможностей для некоторых проскальзываний в напряженном материале. Таким образом, измельчение зерна является важным средством повышения прочности, пластичности и ударной вязкости. Многие другие механизмы упрочнения достигаются за счет пластичности и ударной вязкости. киловаттная мощность и низкотемпературный рабочий диапазон. Как правило, при высоких температурах (в воде коррозия ограничивает использование алюминия до температур около 100°C) относительно низкая прочность и плохие коррозионные свойства алюминия делают его непригодным в качестве конструкционного материала в энергетических реакторах из-за образования водорода.
киловаттная мощность и низкотемпературный рабочий диапазон. Как правило, при высоких температурах (в воде коррозия ограничивает использование алюминия до температур около 100°C) относительно низкая прочность и плохие коррозионные свойства алюминия делают его непригодным в качестве конструкционного материала в энергетических реакторах из-за образования водорода. Он обнаружил, что после закалки алюминиевый сплав, содержащий 4% меди, медленно затвердевает, если оставить его при комнатной температуре на несколько дней. Этот процесс теперь известен как естественное старение . Он также разработал сплав (дюралюминий), подходящий для упрочнения с помощью этого процесса, который сейчас известен как дисперсионное твердение. Хотя объяснение этому явлению не было дано до 1919, дюраль был одним из первых использованных сплавов со старением.
Он обнаружил, что после закалки алюминиевый сплав, содержащий 4% меди, медленно затвердевает, если оставить его при комнатной температуре на несколько дней. Этот процесс теперь известен как естественное старение . Он также разработал сплав (дюралюминий), подходящий для упрочнения с помощью этого процесса, который сейчас известен как дисперсионное твердение. Хотя объяснение этому явлению не было дано до 1919, дюраль был одним из первых использованных сплавов со старением. Процесс старения также может быть ускорен до нескольких часов после обработки на твердый раствор и закалки путем нагревания пересыщенного сплава до определенной температуры и выдержки при этой температуре в течение определенного времени. Этот процесс называется искусственным старением.
Процесс старения также может быть ускорен до нескольких часов после обработки на твердый раствор и закалки путем нагревания пересыщенного сплава до определенной температуры и выдержки при этой температуре в течение определенного времени. Этот процесс называется искусственным старением. Он имеет хорошие механические свойства и легко обрабатывается. Он поддается сварке и может подвергаться дисперсионному твердению, но не до высокой прочности, которой могут достичь 2000 и 7000. Он обладает очень хорошей коррозионной стойкостью и очень хорошей свариваемостью, хотя и имеет пониженную прочность в зоне сварки. Механические свойства 6061 в значительной степени зависят от состояния материала или термической обработки. По сравнению со сплавом 2024, сплав 6061 легче обрабатывается и остается устойчивым к коррозии даже при истирании поверхности.
Он имеет хорошие механические свойства и легко обрабатывается. Он поддается сварке и может подвергаться дисперсионному твердению, но не до высокой прочности, которой могут достичь 2000 и 7000. Он обладает очень хорошей коррозионной стойкостью и очень хорошей свариваемостью, хотя и имеет пониженную прочность в зоне сварки. Механические свойства 6061 в значительной степени зависят от состояния материала или термической обработки. По сравнению со сплавом 2024, сплав 6061 легче обрабатывается и остается устойчивым к коррозии даже при истирании поверхности.

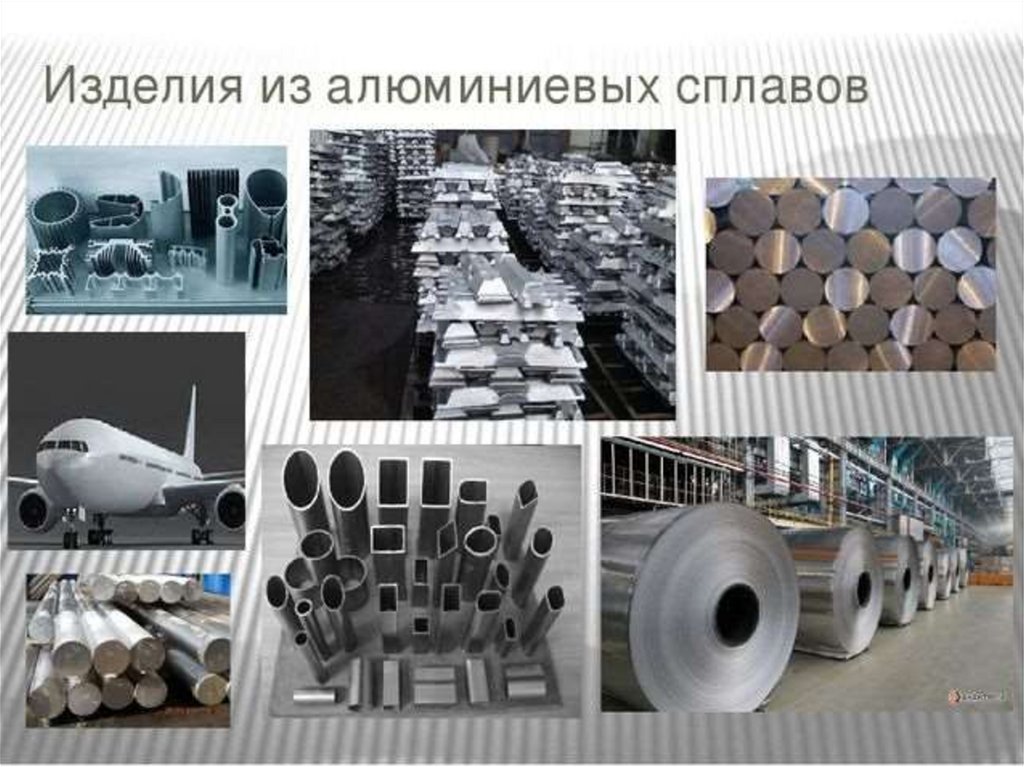 Это соответствует максимальному напряжению , выдерживаемому растянутой конструкцией. Предельная прочность на растяжение часто сокращается до «предельной прочности» или «предела прочности». Если это напряжение применяется и поддерживается, в результате произойдет перелом. Часто это значение значительно превышает предел текучести (на 50–60 % превышает предел текучести для некоторых типов металлов). Когда пластичный материал достигает предела прочности, он испытывает сужение, когда площадь поперечного сечения локально уменьшается. Кривая напряжение-деформация не содержит более высокого напряжения, чем предел прочности. Несмотря на то, что деформации могут продолжать увеличиваться, напряжение обычно уменьшается после достижения предела прочности. Это интенсивное свойство; следовательно, его значение не зависит от размеров испытуемого образца. Однако это зависит от других факторов, таких как подготовка образца, наличие или отсутствие поверхностных дефектов, температура тестовой среды и материала.
Это соответствует максимальному напряжению , выдерживаемому растянутой конструкцией. Предельная прочность на растяжение часто сокращается до «предельной прочности» или «предела прочности». Если это напряжение применяется и поддерживается, в результате произойдет перелом. Часто это значение значительно превышает предел текучести (на 50–60 % превышает предел текучести для некоторых типов металлов). Когда пластичный материал достигает предела прочности, он испытывает сужение, когда площадь поперечного сечения локально уменьшается. Кривая напряжение-деформация не содержит более высокого напряжения, чем предел прочности. Несмотря на то, что деформации могут продолжать увеличиваться, напряжение обычно уменьшается после достижения предела прочности. Это интенсивное свойство; следовательно, его значение не зависит от размеров испытуемого образца. Однако это зависит от других факторов, таких как подготовка образца, наличие или отсутствие поверхностных дефектов, температура тестовой среды и материала. Предел прочности при растяжении варьируется от 50 МПа для алюминия до 3000 МПа для очень высокопрочной стали.
Предел прочности при растяжении варьируется от 50 МПа для алюминия до 3000 МПа для очень высокопрочной стали. Некоторые стали и другие материалы демонстрируют явление, называемое явлением предела текучести. Пределы текучести варьируются от 35 МПа для низкопрочного алюминия до более 1400 МПа для высокопрочной стали.
Некоторые стали и другие материалы демонстрируют явление, называемое явлением предела текучести. Пределы текучести варьируются от 35 МПа для низкопрочного алюминия до более 1400 МПа для высокопрочной стали. Модуль Юнга равен продольному напряжению, деленному на деформацию.
Модуль Юнга равен продольному напряжению, деленному на деформацию. То есть глубина проникновения и твердость обратно пропорциональны. Главным преимуществом твердости по Роквеллу является ее способность отображать значения твердости напрямую . Результатом является безразмерное число, обозначаемое как HRA, HRB, HRC и т. д., где последняя буква соответствует соответствующей шкале Роквелла.
То есть глубина проникновения и твердость обратно пропорциональны. Главным преимуществом твердости по Роквеллу является ее способность отображать значения твердости напрямую . Результатом является безразмерное число, обозначаемое как HRA, HRB, HRC и т. д., где последняя буква соответствует соответствующей шкале Роквелла.
 Обратите внимание, что закон Фурье применим ко всем веществам, независимо от их состояния (твердое, жидкое или газообразное). Поэтому он также определен для жидкостей и газов.
Обратите внимание, что закон Фурье применим ко всем веществам, независимо от их состояния (твердое, жидкое или газообразное). Поэтому он также определен для жидкостей и газов.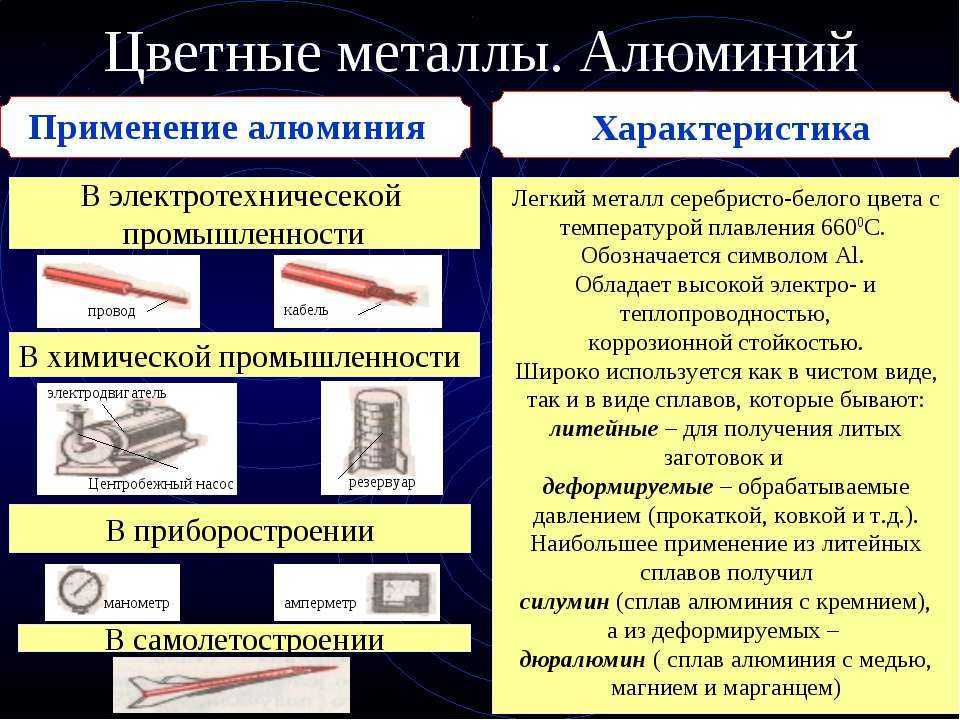 Каллистер, Дэвид Г. Ретвиш. Материаловедение и инженерия: введение, 9-е издание, Wiley; 9 издание (4 декабря 2013 г.), ISBN-13: 978-1118324578.
Каллистер, Дэвид Г. Ретвиш. Материаловедение и инженерия: введение, 9-е издание, Wiley; 9 издание (4 декабря 2013 г.), ISBN-13: 978-1118324578.  Это самый распространенный минерал на Земле после кислорода и кремния, что делает его самым распространенным металлом, встречающимся в природе на планете, и вторым наиболее используемым металлом в мире после железа. Он в основном используется в виде сплава, даже если содержание алюминия достигает 99%.
Это самый распространенный минерал на Земле после кислорода и кремния, что делает его самым распространенным металлом, встречающимся в природе на планете, и вторым наиболее используемым металлом в мире после железа. Он в основном используется в виде сплава, даже если содержание алюминия достигает 99%. Ниже приведены десять наиболее распространенных и полезных применений алюминия в современном обществе.
Ниже приведены десять наиболее распространенных и полезных применений алюминия в современном обществе.
 Это важные функции для электронной промышленности.
Это важные функции для электронной промышленности. Холодильное и морозильное оборудование особенно хорошо подходит для практического применения алюминия, с характеристиками, которые облегчают процесс охлаждения и создают высокоэффективное охлаждение. Современные холодильники были бы совсем другими, если бы не преимущества алюминия.
Холодильное и морозильное оборудование особенно хорошо подходит для практического применения алюминия, с характеристиками, которые облегчают процесс охлаждения и создают высокоэффективное охлаждение. Современные холодильники были бы совсем другими, если бы не преимущества алюминия. Высокая коррозионная стойкость алюминия также помогает обеспечить безопасность самолета и его пассажиров, что является одним из основных требований при авиаперелетах.
Высокая коррозионная стойкость алюминия также помогает обеспечить безопасность самолета и его пассажиров, что является одним из основных требований при авиаперелетах. Начиная с первых прототипов двигателей и заканчивая использованием НАСА алюминиево-литиевого сплава, этот материал был частью космической программы с момента ее создания.
Начиная с первых прототипов двигателей и заканчивая использованием НАСА алюминиево-литиевого сплава, этот материал был частью космической программы с момента ее создания. Легкие свойства алюминия обеспечивают большую поверхность и меньшую массу — без ущерба для прочности, необходимой для противостояния трещинам и пробоинам в корпусе.
Легкие свойства алюминия обеспечивают большую поверхность и меньшую массу — без ущерба для прочности, необходимой для противостояния трещинам и пробоинам в корпусе. Фактически, соотношение прочности и веса алюминия является одним из основных факторов, позволяющих поездам развивать скорость более 350 км/ч.
Фактически, соотношение прочности и веса алюминия является одним из основных факторов, позволяющих поездам развивать скорость более 350 км/ч.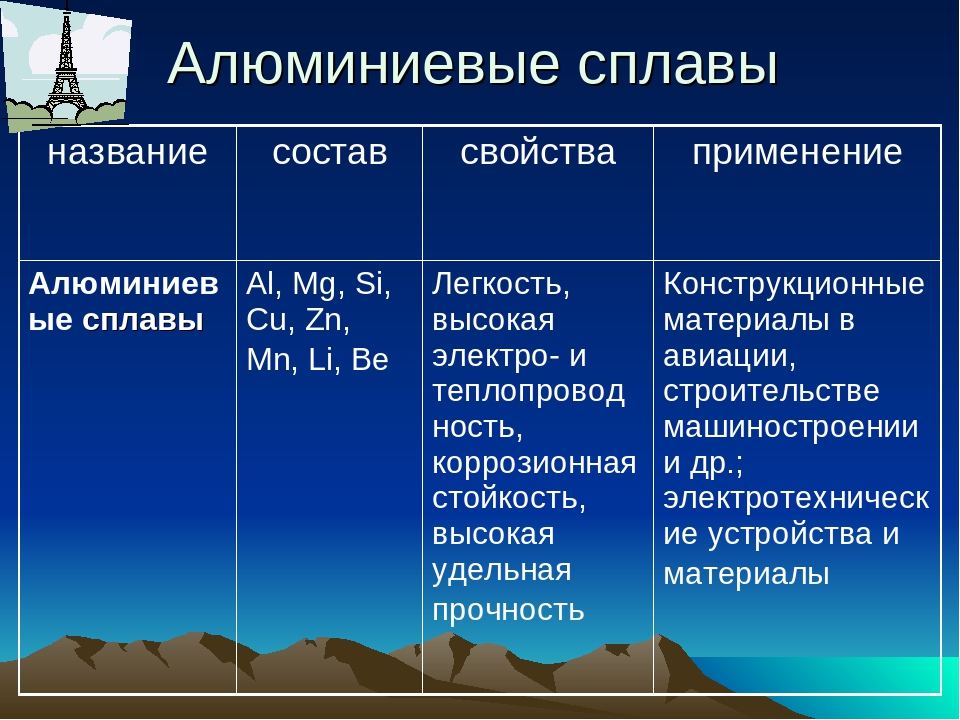
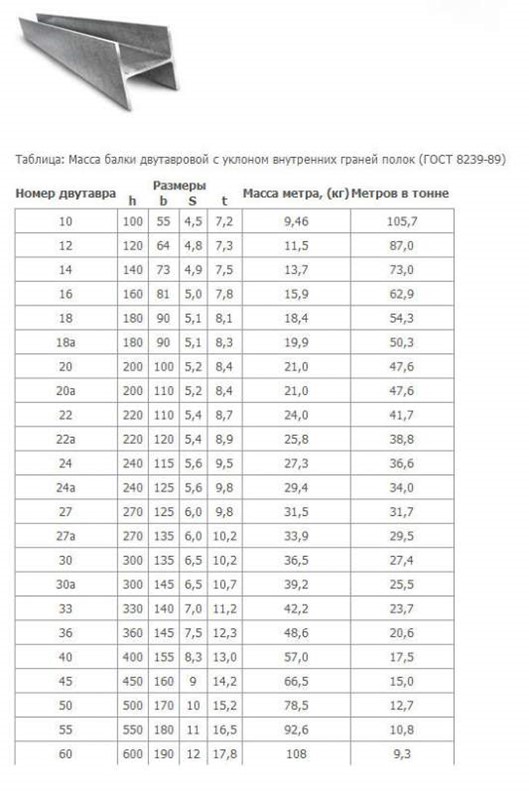 3 (кг)
3 (кг)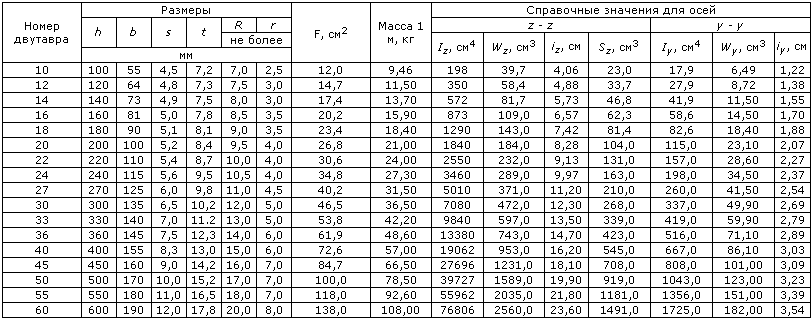 9 (кг)
9 (кг) 9 (кг)
9 (кг)
 Это наиболее экономичный профиль с точки зрения металлоемкости. По сравнению с двутаврами типа К и Ш имеет меньшую ширину полок и толщину стенок.
Это наиболее экономичный профиль с точки зрения металлоемкости. По сравнению с двутаврами типа К и Ш имеет меньшую ширину полок и толщину стенок.

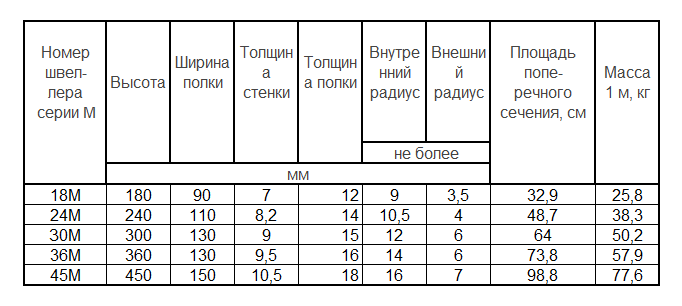 Установка стальных двутавровых балок в вашем доме — отличный способ увеличить прочность вашей конструкции, открывая стены и поддерживая более тяжелые строительные материалы, такие как кирпичная кладка.
Установка стальных двутавровых балок в вашем доме — отличный способ увеличить прочность вашей конструкции, открывая стены и поддерживая более тяжелые строительные материалы, такие как кирпичная кладка.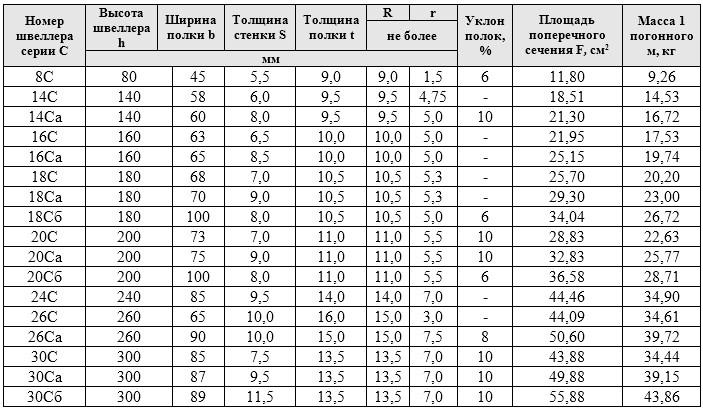 Где вы находитесь?
Где вы находитесь?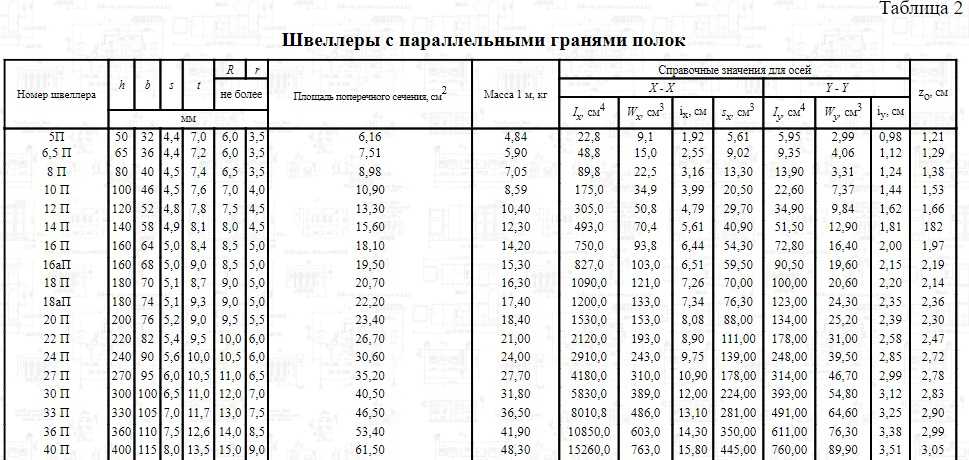
 Двутавровые балки обычно весят от 6 до 12 фунтов на фут , но могут весить до 50 фунтов и более . Более тяжелые балки распространены в промышленном или коммерческом строительстве.
Двутавровые балки обычно весят от 6 до 12 фунтов на фут , но могут весить до 50 фунтов и более . Более тяжелые балки распространены в промышленном или коммерческом строительстве.
 Найдите потолочный подрядчик в вашем районе , чтобы получить оценку цен на двутавровые балки за фут.
Найдите потолочный подрядчик в вашем районе , чтобы получить оценку цен на двутавровые балки за фут.
 Ниже перечислены другие расходы на строительство, связанные с установкой стальной балки.
Ниже перечислены другие расходы на строительство, связанные с установкой стальной балки.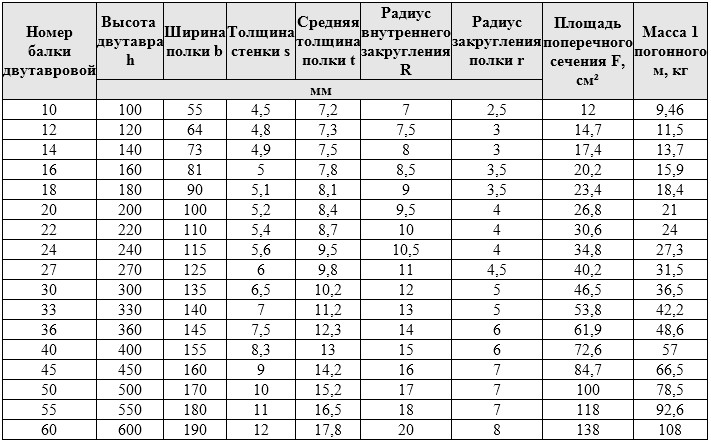
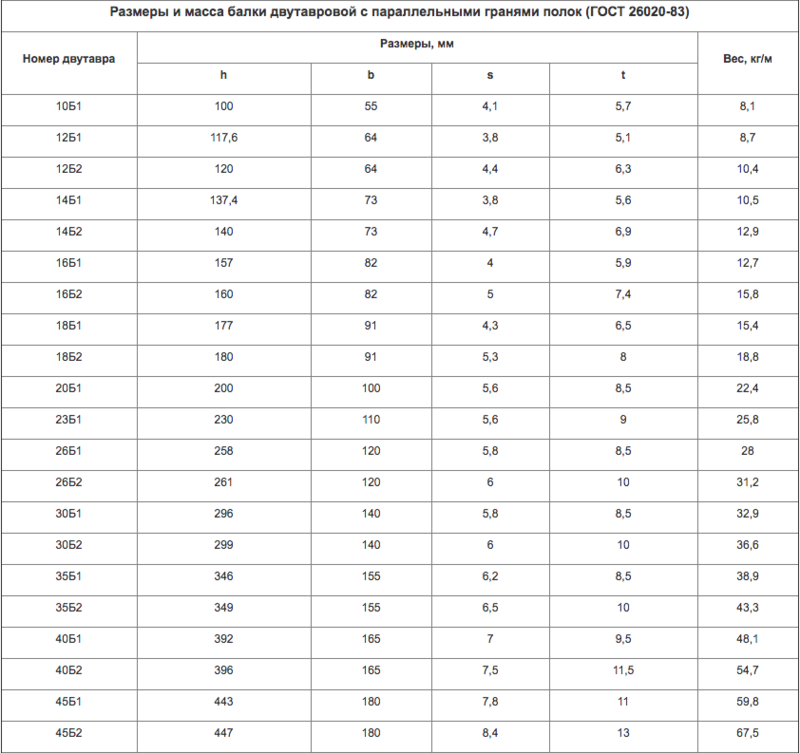 Вам также потребуется отделка стен и потолка после установки стальной балки.
Вам также потребуется отделка стен и потолка после установки стальной балки. Двутавровые балки обычно шире двутавровых и намного тяжелее. Поскольку они прочнее, двутавровые балки могут выдерживать вес при длине до 330 футов .
Двутавровые балки обычно шире двутавровых и намного тяжелее. Поскольку они прочнее, двутавровые балки могут выдерживать вес при длине до 330 футов .

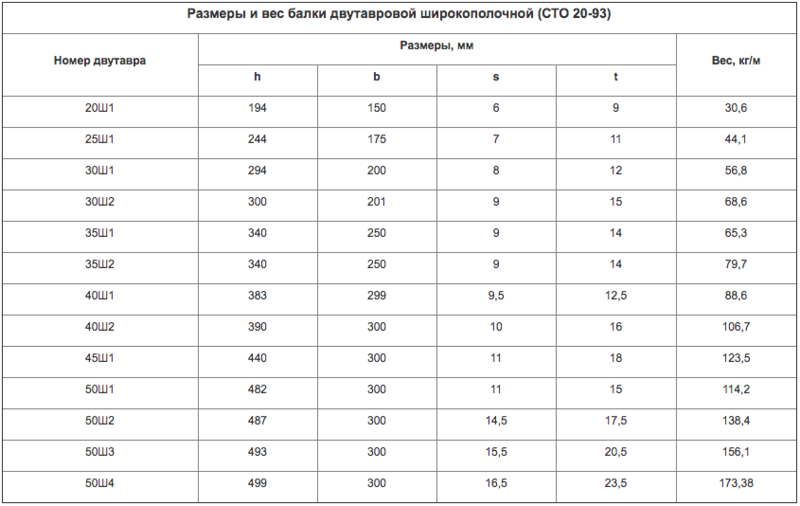 , Ltd. Одинаковая толщина на двух параллельных фланцах без конусности на внутренней поверхности. Классифицируются на узкие, средние и широкие в зависимости от высоты и ширины полки.
, Ltd. Одинаковая толщина на двух параллельных фланцах без конусности на внутренней поверхности. Классифицируются на узкие, средние и широкие в зависимости от высоты и ширины полки.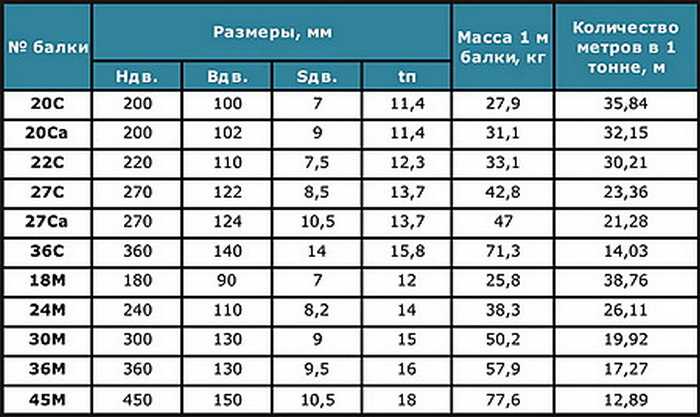 00
00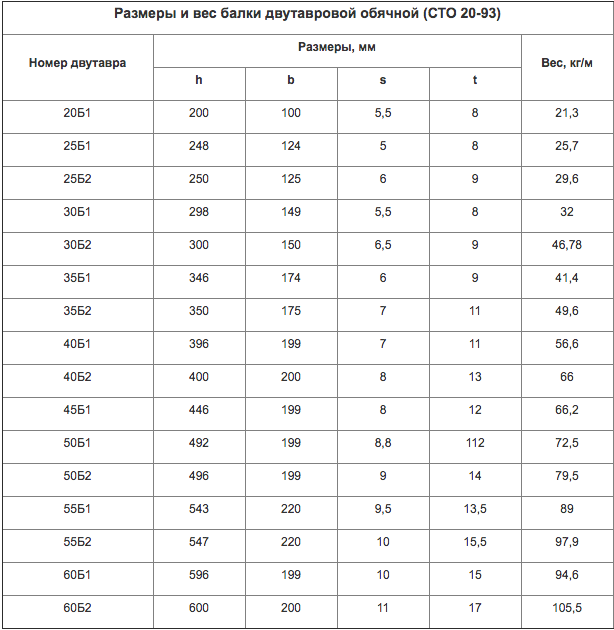
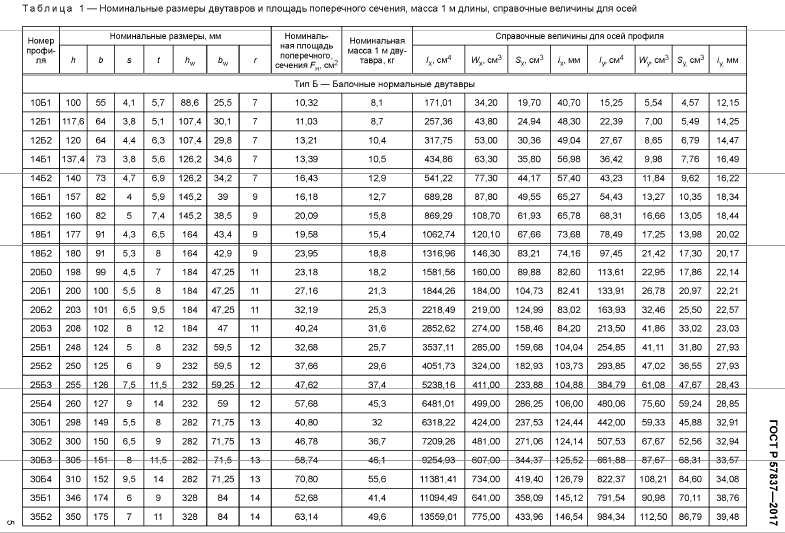 20
20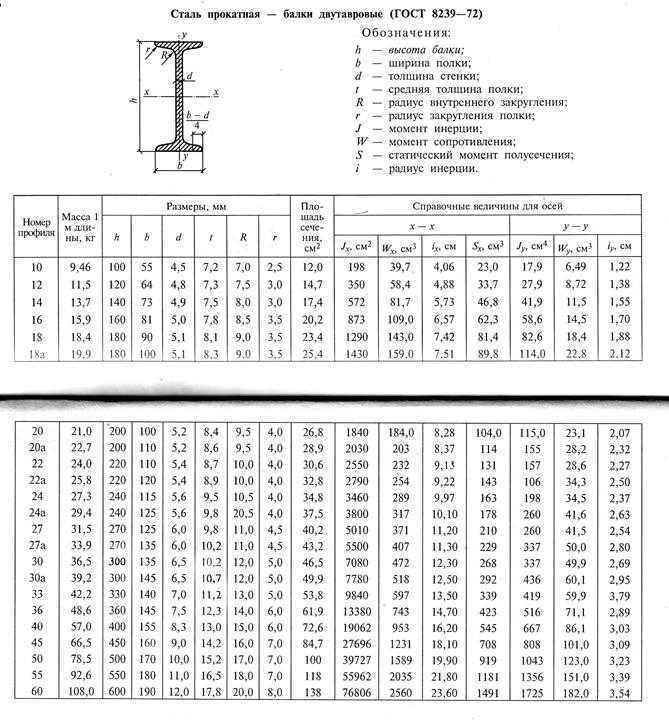 11
11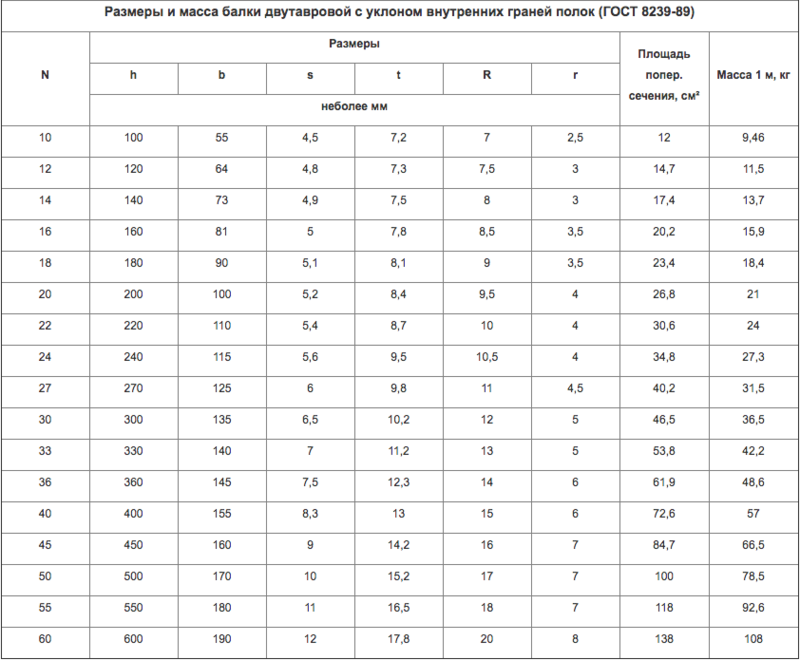 50
50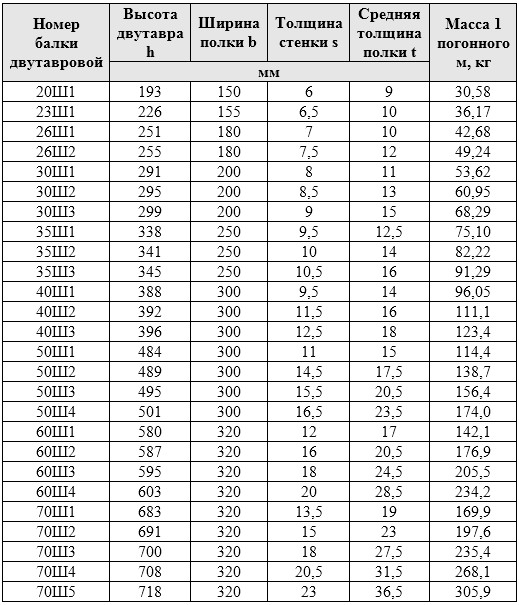
 50
50