01. Станция гидравлическая с двигателем внутреннего сгорания
СГ — Станция гидравлическая
СГМ — Станция гидравлическая мобильная
СГД — Станция гидравлическая с двигателем внутреннего сгорания
СГВЗ — Станция гидравлическая взрывозащищенная
02. Давление в системе, 150 бар.
Возможные значения: от 50 до 700 бар
03. Производительность станции, 20 л
Возможные значения: от 10 до 500 л/мин
04. Полезный объем бака
Возможные значения: от 20 до 300 литров
05. ОРИОН
Производитель
Ознакомиться с декларацией Вы можете здесь.
Проверить подлинность декларации о соответствии на сайте РосАкредитации можно, перейдя по ссылке.
№
Наименование
Возможные значения
1
Рабочее давление
от 50 до 700 бар
2
Производительность
от 10 до 500 л/мин
3
Мощность
от 7 до 220 кВт
БАЗОВЫЕ ЭЛЕМЕНТЫ ГИДРОСТАНЦИИ
Наименование
Производитель
1
Бак гидравлический
Россия, ОРИОН
2
Шестеренный насос
Италия
3
Гидропанель в сборе (монтажная плита, предохранительный клапан)
Россия, ОРИОН
4
Муфта соединения двигателя и насоса
Италия
5
Фланец под установку двигателя
Италия
6
Заливная горловина с воздушным фильтром
Италия
7
Визуальный индикатор уровня масла
Италия
8
Фильтр сливной с визуальным индикатором загрязнённости
Италия
9
Всасывающий фильтр
Италия
10
Манометр с запорным краном
Швейцария
11
Сливной кран
Италия
Дополнительные элементы бензиновой гидростанции
Наименование
Производитель
1
Воздушно-масляный или водно-масляный теплообменник
Италия, Россия, ОРИОН
2
Фильтр напорный
Италия
3
Гидропневмоаккумулятор
Италия
4
Гидрораспределитель
Италия
5
Гидроклапан
Италия
6
Электронагревательный элемент (ТЭН)
Россия
Цена гидростанции, стоимость гидростанции, продажа гидростанции, прайс на гидростанцию
Мы не уступаем в качестве импортным аналогам, при этом цена и сроки изготовления для наших клиентов оптимальны — в зависимости от сложности изготовление не более 30 календарных дней. Расходные комплектующие и запчасти поддерживаются у нас на складе — Вам не придётся искать замену сломавшейся детали, тратя на это время и силы, а главное — не будет простоя оборудования.
Цены на гидростанции (маслостации) зависят от технического задания заказчика. Наши менеджеры быстро и оперативно помогут Вам выбрать гидростанцию и со ориентируют по цене.
Звоните по указанному номеру, чтобы узнать цену или купить гидростанцию.
Изготовление гидростанций на заказ
Наши специалисты помогут подобрать для Вас необходимое гидравлическое или нефтепромысловое оборудование согласно потребностям Вашего производства.
Свяжитесь с нами для дальнейшего обсуждения технического задания. Для этого Вам необходимо воспользоваться любым удобным способом:
позвонить нам по номеру 8 (3412) 65‑57‑30, 8 (3412) 65‑58‑30
отправить заявку по электронной почте info@orion-18. ru
по факсу: 8 (3412) 65‑53‑40
воспользоваться кнопкой «ПОЛУЧИТЬ КОНСУЛЬТАЦИЮ», заполнить необходимые поля и мы Вам сами перезвоним.
Спрос на автомобили и цена на бензин: подход с учетом издержек пользователя (Журнальная статья)
Спрос на автомобили и цена на бензин: подход с учетом затрат на использование (Журнальная статья) | ОСТИ.GOV
перейти к основному содержанию
Полная запись
Другое связанное исследование
Теория потребительской стоимости капитала используется для оценки спроса на новые и подержанные автомобили в Израиле. Результаты показывают, что цена эксплуатационных расходов должна быть включена в функцию спроса. Они также показывают, что значение цены на бензин возрастает с увеличением объема двигателя. Эластичность по доходу выше для новых автомобилей, чем для старых, и увеличивается с увеличением объема двигателя. Неизбежность дальнейшего повышения цен на бензин предполагает дальнейшее сокращение среднего размера автомобилей и возможное сокращение количества автомобилей в экономике, если эта тенденция не будет смягчена ускорением экономического роста. Будущее автомобильной промышленности США будет в значительной степени зависеть от ее способности конкурировать на рынках малых и средних автомобилей. 13 ссылок, 3 таблицы.
Авторов:
Тишлер А
Дата публикации:
Исследовательская организация:
Тель-Авивский университет, Израиль
Идентификатор ОСТИ:
5334053
Тип ресурса:
Журнальная статья
Название журнала:
Ред. Экон. Стат.; (США)
Дополнительная информация журнала:
Объем журнала: 64:2
Страна публикации:
США
Язык:
Английский
Тема:
29 ЭНЕРГЕТИЧЕСКОЕ ПЛАНИРОВАНИЕ, ПОЛИТИКА И ЭКОНОМИКА; 32 ЭНЕРГОСБЕРЕЖЕНИЕ, ПОТРЕБЛЕНИЕ И ИСПОЛЬЗОВАНИЕ; АВТОМОБИЛИ; ФАКТОРЫ СПРОСА; ЭКСПЛУАТАЦИОННЫЕ РАСХОДЫ; БЕНЗИН; ЦЕНЫ; ЭКОНОМИЧЕСКАЯ ЭЛАСТИЧНОСТЬ; СТОИМОСТЬ; ТОПЛИВО; ЖИДКОЕ ТОПЛИВО; НЕФТЯНЫЕ ПРОДУКТЫ; ТРАНСПОРТНЫЕ СРЕДСТВА; 290200* – Энергетическое планирование и политика – экономика и социология; 320203 — Энергосбережение, потребление и использование — Транспорт — Земля и дороги
Форматы цитирования
MLA
АПА
Чикаго
БибТекс
Тишлер, А. Спрос на автомобили и цена на бензин: подход пользовательских затрат . США: Н. П., 1982. Веб. дои: 10.2307/1924297.
Копировать в буфер обмена
Тишлер А. Спрос на автомобили и цена на бензин: подход «потребитель-затраты» . Соединенные Штаты. https://doi.org/10.2307/1924297
Копировать в буфер обмена
Тишлер, А. 1982. «Спрос на автомобили и цена на бензин: подход «затраты пользователя»». Соединенные Штаты. https://doi.org/10.2307/1924297.
Копировать в буфер обмена
@статья{osti_5334053, title = {Спрос на автомобили и цены на бензин: подход на основе затрат на пользователя}, автор = {Тишлер, А}, abstractNote = {Теория потребительской стоимости капитала используется для оценки спроса на новые и подержанные автомобили в Израиле. Результаты показывают, что цена эксплуатационных расходов должна быть включена в функцию спроса. Они также показывают, что значение цены на бензин возрастает с увеличением объема двигателя. Эластичность по доходу выше для новых автомобилей, чем для старых, и увеличивается с увеличением объема двигателя. Неизбежность дальнейшего повышения цен на бензин предполагает дальнейшее сокращение среднего размера автомобилей и возможное сокращение количества автомобилей в экономике, если эта тенденция не будет смягчена ускорением экономического роста. Будущее автомобильной промышленности США будет в значительной степени зависеть от ее способности конкурировать на рынках малых и средних автомобилей. 13 ссылок, 3 табл.}, дои = {10.2307/1924297}, URL = {https://www.osti.gov/biblio/5334053}, журнал = {Rev. Экон. Стат.; (США)}, номер = , громкость = 64:2, место = {США}, год = {1982}, месяц = {5} }
Копировать в буфер обмена
https://doi. org/10.2307/1924297
Найти в Google Scholar
Выполнить поиск в WorldCat, чтобы найти библиотеки, в которых может храниться этот журнал
Экспортировать метаданные
Сохранить в мою библиотеку
Вы должны войти в систему или создать учетную запись, чтобы сохранять документы в своей библиотеке.
Аналогичных записей в сборниках OSTI.GOV:
Аналогичные записи
UPDATE 1-Расходы на инфраструктуру в Уганде обеспечивают рост в 2012/13
By
0 Min Read
* Расходы на инфраструктуру в Уганде стимулируют рост * Выделяет 85,52 миллиона долларов на строительство плотины мощностью 700 МВт. * Стремится сократить инфляцию до однозначного числа в 2012/2013 гг. Элиас Бирьябарема КАМПАЛА, 26 апреля. (Рейтер) - Экономический курс Уганды ожидается, что рост немного увеличится в течение следующего финансового года поскольку страна наращивает инвестиции в транспорт инфраструктура, энергетика и образование, говорится в сообщении министерства финансов. в четверг. Третья по величине экономика Восточной Африки прогнозирует свою экономику на увеличиться на 5,4 процента в 2012/13 (июль-июнь) финансовом году, примерно с 5 процентов в этом году, чему способствовало увеличение расходы на инфраструктуру. Крупнейший экспортер кофе в Африке, пострадавший от роста инфляции, ослабление валюты и высокие процентные ставки в прошлом году также сосредоточиться на сдерживании инфляции, пытаясь стимулировать экономическую восстановление, показал бюджетный рамочный документ. Ограниченный приток долларов на фоне растущего спроса спровоцировал падение шиллинга до рекордно низкого уровня 2,901 за долларов в сентябре, а инфляция взлетела до 18-летнего максимума выше 30,4 процента в октябре. «Основные макроэкономические задачи на 2012/2013 финансовый год включает снижение инфляции до однозначных цифр и содействие восстановление экономики после недавнего замедления экономического роста», показала газета министерства финансов. «Ожидается, что рост ВВП (валового внутреннего продукта) восстановиться... в связи с ожидаемыми значительными инвестициями в сельскохозяйственное производство и производительность, электроэнергия и дороги, и восстановление макроэкономической стабильности", - говорится в сообщении министерства. Одним из ключевых проектов является гидростанция Карума мощностью 700 МВт. развиваться на водопаде Карума на Ниле, для которого правительство выделило 215 миллиардов шиллингов (85,52 миллиона долларов). Несмотря на то, что Уганда стремится войти в топ-50 производителей сырой нефти, страдает от хронического кризиса энергоснабжения, который уже давно беспокоит предприятий, замедлил экономический рост и затормозил развитие. В прошлом году 24-часовые отключения электроэнергии привели к ряду беспорядки по всей стране, где дефицит электроснабжения в настоящее время составляет около 130 МВт при пиковом спросе.
Резка металла – это процесс отделения частей или заготовок от сортового, литого и листового металла. Этот процесс является основой всей металлообрабатывающей отрасли. И не исключением стали работы по ремонту или строительству зданий. Различные типы резки обязательным образом применяются также в ремонте и обслуживании любой механической и даже электронной техники. На сегодняшний день резка металла представлена несколькими методами с применением специального оборудования. Каждый из вариантов отличается своими особенными качествами и свойствами, и применение того или иного метода обработки металла требует некоторых знаний данных методик.
Основные характеристики, по которым определяют какой именно тип и инструмент для резкиметалла применять, можно выделить в следующий список:
температура резки, главное условие – минимальный нагрев разрезаемого материала;
скорость;
качество срезов и граней, особенно высокие требования предъявляются деталям, которые применяются в движущихся механизмах или лицевым сторонам конструкций в сооружениях;
стоимость использования данного инструмента;
безопасность работы на определенном участке строительства или месте работы.
Mетоды резки металла, которые представлены в приведенном выше списке, позволяют подбирать лучший вариант для каждого отдельного условия. В некоторых случаях, например при выполнении работы в жилых массивах, учитывается также фактор шумового, светового и пылевого загрязнений. Особенности резки металлов важно учитывать, так как это основной залог успеха в работе и экономии, как времени, так и денег. Правильно выбираемый тип резки гарантирует сохранение технических характеристик заготовки и детали. На выбор современным мастерам предлагается следующий список основных и самых доступных типов резкиметалла:
лазерная резка;
плазменная резка;
газовая резка;
Резка электродуговой сваркой;
резка аргонодуговой сваркой;
механическая резка;
гидроабразивная резка.
Подбор типа резки может изменяться в зависимости от рода металла, который нужно обрабатывать. Для этого стоит знать главные особенности резки металлов каждым из представленных типов инструмента.
Лазерная резка
Рабочим инструментом выступает лазер, твердотельного или газового типов. Метод считается одним из лучших среди современных предложений. Минимальная ширина реза лазера составляет всего 0,1 мм, поэтому инструмент применяется даже при высокоточном производстве. Точность размеров заготовок представляется с погрешностью +/- 0,01 мм. Кроме того, лазерная резка металла отличается высокой продуктивностью работы, скорость реза 0,167 м/с, позволяет выполнять большие объемы работы при времени стандартной рабочей смены. В зависимости от мощности установки, максимальная толщина разрезаемой стали может достигать 20 мм.
Плазменная резка
Технология резки плазмой основывается на интенсивном разогреве металла под воздействием электрической дуги и с дальнейшим удалением расплавленного материала с помощью высокоскоростного плазменного потока. Температура плазмы достигает 15 000 – 20 000 С0. Производительность работы плазменной резки значительно выше, чем кислородной или электродуговой. Плазменная резка металла позволяет выполнять резы любой сложности и конфигурации, при этом не требуется заправки баллонов воздухом или сжатым воздухом. Этот вид обработки металла считается одним из самых доступных в экономическом плане. Толщина листа может достигать 50 мм.
Газовая резка
Газовая резка металла на сегодняшний день является одним из самых популярных методов обработки металла. Простота в работе и обслуживании установки делает свое дело. Принцип работы основан на разогреве металла в месте реза и удалении жидкого материала под воздействием высокого давления подаваемого кислорода, который одновременно служит и разогревающим средством. Однако газовая резка подходит далеко не для всех металлов и сплавов. Алюминий не удастся разрезать по нужным контурам, так как его температура горения всего 900 С0, а при газовой резке нужно прогревать достаточный участок материала. Рез таким оборудованием получается значительной ширины, на котором остаются окислы, наплывы и шлаки. В результате получаются далеко неточные контуры деталей.
Резка сварочным инвертором
Резкаметалла сварочным инвертором требует расходования электродов и не может обеспечить точных контуров вырезаемых деталей. Не все металлы могут обрабатываться таким инструментом.
Аргонодуговая резка
Аргонодуговая резка и сварка выполняются в среде инертного газа аргона. Выполняется с применением электродов. Инструмент применяется для обработки цветных металлов и углеродистых сталей.
Механическая резка
Механическая резка выполняется различным инструментом в зависимости от толщины обрабатываемого материала и требований к получаемой детали. Применяются ленточнопильные станки, болгарки, ручные пилы, ножницы и гильотины. Этот метод является одним из самых распространенных среди населения. Качество срезов и толщина обрабатываемого металла зависят от применяемого инструмента.
Гидроабразивная резка
Уникальная в своем роде гидроабразивная резка отличается настоящей универсальностью и многозадачностью. Основной недостаток – дороговизна оборудования. Обрабатываемый материал не поддается воздействию температуры. Скорость и точность резов на высоком уровне, поэтому используется при изготовлении сложных механизмов и точных деталей машин. Толщина разрезаемого материала (обрабатываются практически любые материалы: керамика, пластик, металл) может достигать 300мм и больше.
На страницах этого сайта можно найти всю необходимую для пользователей инструмента информацию. В отдельном разделе представлена подборка, где резка металла резаком и другим инструментом, представлена в видео.
Газовая резка металла — технология обработки, устройства, рекомендации
СОДЕРЖАНИЕ:
• Основные методы резки металла газом
• Как рассчитать стоимость услуги за метр
• Расход газа при резке металла
• Особенности резки в размер
• Преимущества метода газовой резки
• Возможность деформации
• Процесс раскроя металла
• Устройство ручного газового резака
• Устройство инжекторного резака
• От чего зависит расход газа
Газовая резка металла (кислородная/автогенная) – процесс разрезания стальных и металлических изделии/заготовок кислородным потоком, который подается из специального аппарата. Суть процедуры раскроя заключается в горении металла, с помощью газовой смеси и кислорода, подаваемых на обрабатываемый элемент.
Предварительно изделие нагревается до 1300 градусов открытым пламенем, затем подается кислородная струя, разрезающая металл в соответствии со схемой. Современная технология газовой резки позволяет производить раскрой листа любой конфигурации толщиной до 300 мм, в отдельных случаях до 1000 мм.
Основные методы резки металла газом
Копьевая резка — с помощью данной операции производится обработка нержавейки, чугуна и
низкоуглеродистой стали больших диаметров. Суть резки заключается в том, что копье разогревается до температуры плавления
и прижимается к разрезаемой заготовке. Метод распространен в области машиностроения и металлургии.
Кислородно-флюсовая резка используется для работы с высоколегированными хромистыми и хромоникелевыми сплавами. Данный способ характеризуется тем, что в струю газа (кислорода) начинает вводится порошкообразный флюс, он
служит дополнительным источником тепла.
Воздушно-дуговая резка основана на расплавлении металла посредством электрической дуги. При использовании
данного метода газ подается вдоль всего электрода.
Резка пропаном выполняется при необходимости раскроя титана, низколегированных и низкоуглеродистых стальных сплавов.
Оборудование данного типа не может раскроить металл толще 300 мм.
Толщина материала, см
Пробивание, сек.
Ширина реза, см
Расход пропана, м3
Расход кислорода, м3
0,4
От 5 до 8
0,25
0,035
0,289
1,0
От 8 до 13
0,3
0,041
0,415
2,0
От 13 до 18
0,4
0,051
0,623
4,0
От 22 до 28
0,45
0,071
1,037
6,0
От 25 до 30
0,5
0,071
1,461
Как рассчитать стоимость услуги за метр
При расчете стоимости в рассмотрение принимается: толщина металла, максимальный размер детали, ширина реза, кромка, особенности конфигурации, исходный материал – черный или цветной металл, а также предусмотрена резка под углом. Как правило, формула для расчета принимает во внимание прямой рез, если же она осуществляется по окружности/сектору, тогда используется повышающий коэффициент 2.0. Стоимость одного отверстия = 0,25 стоимости реза 1 п.м. металла.
Расход газа при резке металла
Рабочий диапазон, мм
Резательное сопло NX
Кислород (давление, bar)
Горючий газ (давление, bar)
Кислород (потребление, m3/h)
Горючий газ (потребление, m3/h)
3-5
000 NX
1,0-2,0
0,5
1,5-2,0
0,20
5-10
00 NX
1,5-2,0
0,5
2,0-3,0
0,30
10-15
0 NX
2,0-3,0
0,5
3,0-3,5
0,35
15-25
1 NX
2,5-3,5
0,5
3,5-4,5
0,40
25-50
2 NX
3,5-4,0
0,5
4,0-4,8
0,40
50-75
3 NX
3,0-4,5
0,5
5,0-6,5
0,40
75-150
4 NX
3,5-5,5
0,5
6,5-9,5
0,50
150-200
5 NX
4,5-5,5
0,5
10,0-14,0
0,60
200-300
6 NX
5,5-6,5
0,5
15,0-19,0
0,70
Особенности резки в размер
Газовая резка позволяет проводить фигурный раскрой листа. Используя газовый резак, можно получить ровный вертикальный край без рваных швов. Также повысить качество можно применяя трафаретную резку. Среди достоинств метода – мобильность оборудования, благодаря чему можно совершать одинаковые операции по шаблонным задачам.
Преимущества метода газовой резки
● быстрота и универсальность
● оптимальная стоимость и высокое качество
● любой уровень сложности
● любая конфигурация реза
● возможность работы с металлом разной толщины
Возможность деформации
Деформация — обычное явление, если на металл оказывается термическое воздействие. Исправить дефекты можно с помощью вальцовки,
обжига, предварительного закрепления изделия, также не стоит превышать допустимую скорость обработки.
Процесс раскроя металла
● Резка начинается с точки, от которой должен идти разрез.
● Эта точка разогревается до температуры 1000-1300 С. После воспламенения материала пускается
узконаправленная струя кислорода.
● Резак плвно ведется по линии (угол — 84-85 градусов), сторона — противоположная от резки.
● Когда линия раскроя достигнет 20 мм, угол наклона меняется на 20-30 градусов.
Устройство ручного газового резака
Устройство инжекторного резака
От чего зависит расход газа:
● квалификации мастера
● технических характеристик оборудования
● вида и толщины разрезаемой детали
● глубины и ширины реза
Руководство по резке металлов
Опубликовано AAA Metals Company в | Оставить комментарий
Резка металла — это производственный процесс, при котором больший кусок материала разделяется на более мелкие куски или части. Существует множество доступных методов резки металла, каждый из которых имеет свои преимущества и ограничения, которые делают его пригодным для различных производственных проектов. Ниже мы выделяем некоторые из наиболее распространенных, описывая, как они работают, какие у них есть преимущества и недостатки, какие типы металлов они режут и в каких областях они используются, чтобы помочь профессионалам отрасли выбрать лучший метод для своих нужд:
Пиление/распиловка
Лазерная резка
Гидроабразивная резка
Стрижка
Распиловка, также иногда называемая распиловкой, представляет собой метод распиловки, при котором используется пильный диск, т. е. инструмент с острыми металлическими зубьями, для разрезания материала на более удобные части или определенные формы и размеры. Основными типами резки, используемыми производителями, являются резка циркулярной и ленточной пилой. При резке циркулярной пилой используется круглое лезвие, которое режет материал по мере его вращения, а при резке ленточной пилой используется удлиненное прямое лезвие, обеспечивающее непрерывное равномерное действие.
Предлагаемые преимущества
Этот метод резки имеет ряд преимуществ по сравнению с некоторыми другими методами резки металла. Например, он позволяет выполнять резку с жесткими допусками, что снижает количество отходов, образующихся при резке. Кроме того, он предлагает как высокую скорость резки, так и высокое качество резки, что приводит к более быстрой обработке без необходимости дополнительных процедур чистовой обработки. В целом это приводит к снижению общей стоимости проекта для некоторых приложений.
Используемые материалы
Пиление подходит для различных металлов, включая, помимо прочего, алюминий, латунь, бронзу, медь, жаропрочные сплавы, никелевые сплавы, нержавеющую сталь и титан. Он может резать эти материалы в виде стержней, пластин, труб и труб. Тем не менее, он лучше всего подходит для резки материалов большой толщины или различного поперечного сечения, поскольку у оборудования могут возникнуть трудности с сохранением стабильности тонкого плоского материала во время резки.
Обслуживаемые отрасли
Некоторые из отраслей, которые регулярно полагаются на распиловку для производства своих деталей и продуктов, включают аэрокосмическую, архитектурную, биотехнологическую, химическую, пищевую, морскую, упаковочную и фармацевтическую.
Лазерная резка — это метод резки, в котором используются мощные сфокусированные лучи света для нагрева, расплавления и разрезания материала, не касаясь его напрямую. Он может использовать различные механизмы резки и удаления, чтобы соответствовать различным материалам и требованиям резки. Помимо разделения больших деталей на более мелкие части или части, лазерная технология также может использоваться для травления или гравировки материалов в функциональных и эстетических целях.
Предлагаемые преимущества
Сегодня многие технологии лазерной резки поставляются с компьютеризированным управлением. Эти системы помогают точно и аккуратно позиционировать и перемещать лазер по материалу, гарантируя, что вырезанная деталь имеет правильную форму и размер. В дополнение к высокой точности и правильности резки другие преимущества лазерной резки по сравнению с некоторыми другими методами резки металла включают меньшие затраты на техническое обслуживание и замену, меньшую вероятность загрязнения материала и большую безопасность на рабочем месте.
Используемые материалы
Этот метод резки металла можно использовать для широкого диапазона материалов. Он часто используется для резки пластин и листов из алюминия, латуни, меди, никеля, нержавеющей стали и титана. Он не подходит для использования с термочувствительными или отражающими материалами, так как первые могут деформироваться, а вторые могут повредить оборудование.
Обслуживаемые отрасли
Лазерная резка находит применение в производственных операциях самых разных отраслей промышленности. Некоторые из отраслей, которые регулярно используют его, включают аэрокосмическую, архитектурную, биотехнологическую, химическую, пищевую, морскую, упаковочную и фармацевтическую.
Гидроабразивная резка — это метод резки металла, в котором используется вода под давлением для придания материалу желаемой формы и размера. Потоки воды под высоким давлением, т. е. водометы, могут также содержать абразивы, такие как оксид алюминия или гранат, чтобы облегчить процесс резки, гарантируя полную резку даже очень толстых или очень твердых материалов.
Предлагаемые преимущества
Гидроабразивная резка — это метод холодной резки, то есть он не требует нагревания или напряжения материала с помощью машин. В результате он создает меньшую зону термического влияния (ЗТВ) во время операций резки, что снижает риск термической деформации материала. Кроме того, по сравнению с лазерной резкой, он режет более толстые материалы с более жесткими допусками и производит меньше побочных продуктов шлака.
Используемые материалы
Этот метод резки металла хорошо работает с различными материалами, такими как алюминий, латунь, медь, никель, сталь и титан. Его можно использовать для резки плит и листов толщиной до 6 дюймов.
Обслуживаемые отрасли
Гидроабразивная резка позволяет выполнять 2D- и 3D-резки в зависимости от оборудования. Это качество позволяет производителям изготавливать простые и сложные компоненты для различных отраслей промышленности. Примеры деталей и изделий, вырезанных с помощью гидроабразивной резки, включают двигатели, лопатки турбин и панели управления для аэрокосмической промышленности, а также трубы и насосы для морской промышленности.
Резка — это метод резки металла, при котором для резки материала используется движущееся верхнее лезвие и неподвижное нижнее лезвие, которые слегка смещены друг относительно друга. При опускании верхнего лезвия материал прижимается к нижнему лезвию. Оказываемое давление деформирует материал, в конечном итоге заставляя его напрягаться и поддаваться. Это формирует разрез.
Предлагаемые преимущества
По сравнению с другими методами резки стрижка более универсальна. Помимо резки, ножницы также можно использовать для гибки, штамповки и прессования металлических материалов. Процесс также практически не производит отходов, поскольку во время операций резки не образуется стружка, что может помочь снизить общие затраты на материалы.
Используемые материалы
Этот метод резки лучше всего подходит для пластин и листовых материалов. Для резки толстых материалов может потребоваться слишком большое усилие, в то время как полые материалы могут деформироваться при резке. Типичные используемые материалы включают алюминий, латунь, бронзу, медь, никель, нержавеющую сталь и титан.
Обслуживаемые отрасли
Детали из металла, подвергшиеся резке, используются в различных отраслях промышленности. Примеры включают авиационные двигатели, диски, трубы, насосы, кольца и трубки.
Услуги по резке металла на заказ от AAA Metals
Нужна ли вам резка пилой, лазерная резка, гидроабразивная резка или резка для вашего проекта, AAA Metals поможет вам! Мы можем разрезать широкий спектр металлов на различные формы, размеры и количества в соответствии со строгими спецификациями. Чтобы узнать больше о наших возможностях резки и о том, как определить, какой из них подходит именно вам, свяжитесь с нами сегодня. Чтобы обсудить ваши требования к резке с одним из наших экспертов, запросите предложение.
Резка металлов: значение, история и принципы
РЕКЛАМА:
Прочитав эту статью, вы узнаете о:- 1. Значение резки металла 2. История резки металла 3. Типы процессов резки 4. Факторы 5. Методы 6. Принципы 7. Скорости.
Резка металла :
Резка металла — это «процесс удаления нежелательного материала в виде стружки из блока металла с помощью режущего инструмента». Человек, который специализируется на механической обработке, называется машинистом. Помещение, здание или компания, где производится механическая обработка, называется механическим цехом.
Основные элементы, участвующие в этом процессе:
РЕКЛАМА:
(i) Металлический блок (заготовка).
(ii) Режущий инструмент.
(iii) Станки.
(iv) Смазочно-охлаждающая жидкость.
РЕКЛАМА:
(v) Скорость резания (основное движение).
(vi) Подача (вторичное движение).
(vii) Чипсы.
(viii) Закрепление и крепление.
ОБЪЯВЛЕНИЙ:
(ix) Рассеивание силы и энергии и
(x) Отделка поверхности.
Необходимыми условиями для успешной резки металла являются:
(a) Относительное движение между заготовкой и режущим инструментом.
РЕКЛАМА:
(b) Материал инструмента должен быть тверже рабочего материала.
(c) Работа и инструмент должны жестко удерживаться приспособлением и приспособлениями.
(d) Острая Режущая кромка режущего инструмента.
(e) Первичное движение (скорость резания).
РЕКЛАМА:
(f) Вторичное движение (режущая подача).
Почти все продукты, произведенные методом удаления металла, прямо или косвенно. Основными недостатками способа являются потери материала в виде стружки.
История металлообработки:
История резки металла началась в Египте, где вращающееся устройство, называемое тетивой, использовалось для сверления отверстий в камнях.
История резки металла приведена в таблице 9.1:
Типы процессов резания (операций):
Механическая обработка — это не просто один процесс; это группа процессов. Существует множество видов механообработки. Каждый из них специализируется на создании определенной геометрии детали и качества обработки поверхности.
Некоторые из наиболее распространенных процессов резки показаны на рис. 9.1:
(i) Токарная обработка:
ОБЪЯВЛЕНИЙ:
Токарная обработка используется для создания цилиндрической формы. В этом процессе заготовка вращается, а режущий инструмент удаляет нежелательный материал в виде стружки. Режущий инструмент имеет одну режущую кромку. Скоростное движение обеспечивается вращающейся заготовкой, а движение подачи достигается за счет медленного перемещения режущего инструмента в направлении, параллельном оси вращения заготовки.
(ii) Бурение:
Сверление используется для создания круглого отверстия. В этом процессе режущий инструмент вращается и подается к заготовке, закрепленной в удерживающем устройстве. Режущий инструмент обычно имеет две или более режущие кромки. Инструмент подается в направлении, параллельном его оси вращения, в заготовку, чтобы сформировать круглое отверстие.
(iii) Сверление:
Растачивание используется для увеличения уже просверленного отверстия. Это тонкая отделочная операция, используемая на заключительном этапе производства продукта.
(iv) Фрезерование:
РЕКЛАМА:
Фрезерование применяется для снятия слоя материала с рабочей поверхности. Он также используется для создания полости в рабочей поверхности. В первом случае это известно как фрезерование слябов, а во втором — как торцовое фрезерование. В основном процесс фрезерования используется для получения плоской или прямой поверхности. Используемый режущий инструмент имеет несколько режущих кромок. Скорость движения обеспечивается вращающейся фрезой. Направление движения подачи перпендикулярно оси вращения инструмента.
(v) Отрезка:
Отрезка предназначена для разрезания металла на две части. В этой операции заготовка вращается, а режущий инструмент перемещается радиально внутрь, чтобы разделить компоненты.
Факторы, влияющие на процесс резки металла:
Различные факторы или параметры, влияющие на процесс резания и, следовательно, качество поверхности и точность геометрии детали, приведены в таблице 9.2:
Независимые переменные:
РЕКЛАМА:
Основные независимые переменные:
(a) Материал режущего инструмента, форма, геометрия, углы.
(b) Материал заготовки, состояние, температура.
(c) Параметры резания, такие как скорость, подача и глубина резания.
(d) Смазочно-охлаждающие жидкости.
(e) Технические характеристики станков.
РЕКЛАМА:
(f) Закрепление и крепление.
Зависимые переменные:
На зависимые переменные влияют изменения независимых переменных.
Основные зависимые переменные:
(a) Типы образовавшейся стружки.
(b) Температурная зона на границе рабочего инструмента.
РЕКЛАМА:
(c) Износ и отказы инструмента.
(d) Поверхностная обработка.
(e) Сила и энергия в процессе резания.
Методы резки металлов :
Существует два основных метода резки металла, основанных на режущей кромке и направлении относительного движения между инструментом и заготовкой:
(i) Процесс ортогональной резки (двумерный)
РЕКЛАМА:
(ii) Процесс наклонной резки (трехмерный)
(i) Процесс ортогональной резки:
В процессе ортогонального резания режущая кромка перпендикулярна (90 градусов) направлению подачи. Стружка стекает в направлении, нормальном к режущей кромке инструмента. Идеально острый инструмент разрежет металл на поверхности стойки.
Процесс ортогональной резки показан на рис. 9.3. (а):
(ii) Процесс косой резки:
При косом резании режущая кромка наклонена под острым углом (менее 90 градусов) к направлению подачи. Чип стекает в сторону длинным завитком. Стружка стекает под углом к нормали к режущей кромке инструмента.
Некоторые основные сравнительные характеристики обоих процессов приведены в таблице 9..3:
Принцип резки металла :
Типовой процесс резки металла одноточечным режущим инструментом показан на рис. 9.2. При этом клиновидный инструмент перемещается относительно заготовки под углом а. Когда инструмент соприкасается с металлом, он оказывает на него давление. Из-за давления, оказываемого вершиной инструмента, металл будет срезаться в виде стружки по плоскости среза АВ. Стружка образуется перед режущим инструментом за счет непрерывной деформации и срезания материала вдоль плоскости сдвига АВ.
Плоскость сдвига на самом деле представляет собой узкую зону и простирается от режущей кромки инструмента до поверхности заготовки. Режущая кромка инструмента образована двумя пересекающимися поверхностями.
Подробное описание различных терминов приведено ниже:
(i) Поверхность стойки:
Это поверхность между стружкой и верхней поверхностью режущего инструмента. Это поверхность, по которой чип движется вверх.
(ii) Боковая поверхность:
Это поверхность между заготовкой и нижней частью режущего инструмента. Эта поверхность предусмотрена, чтобы избежать трения с обработанной поверхностью.
(iii) Угол стойки (α):
Угол между поверхностью рейки и нормалью к заготовке. Угол стойки может быть положительным или отрицательным.
(iv) Задний угол/задний угол/задний угол (γ):
Угол между боковой поверхностью и горизонтальной обработанной поверхностью. Предусмотрен некоторый зазор между боковой поверхностью и обработанной поверхностью заготовки, чтобы избежать трения режущего инструмента об обработанную поверхность.
(v) Зона первичной деформации:
Это зона между вершиной инструмента и плоскостью сдвига AB.
(vi) Зона вторичной деформации:
Зона между поверхностью зубчатой рейки инструмента и стружкой.
(vii) Зона третичной деформации:
Это зона между боковой поверхностью инструмента и обрабатываемой поверхностью заготовки.
Почти все процессы резания основаны на одной и той же теории деформации сдвига. Режущий инструмент, используемый в процессе резки, может быть одноточечным или многоточечным. Токарная обработка, нарезание резьбы и формование, растачивание, снятие фасок и торцовка — это некоторые операции резания, выполняемые одноточечным режущим инструментом. Фрезерование, сверление, шлифование, развертывание и протягивание — это некоторые операции резания, выполняемые многоточечным режущим инструментом.
Механика стружкообразования:
Типичный процесс резки металла одноточечным режущим инструментом показан на рис. 9.5. При этом клиновидный инструмент перемещается относительно заготовки под углом α. Когда инструмент соприкасается с металлом, он оказывает на него давление. Из-за давления, оказываемого вершиной инструмента, металл будет срезаться в виде стружки по плоскости среза АВ. Стружка образуется перед режущим инструментом за счет непрерывной деформации и срезания материала вдоль плоскости сдвига AB.
Микроскопическое исследование показывает, что стружка образуется в процессе резки. Процесс сдвига при формировании фишек подобен движению карт в колоде, скользящих друг относительно друга, как показано на рис. 9.5. Сдвиг происходит по зоне сдвига (плоскости сдвига). Плоскость сдвига на самом деле представляет собой узкую зону. Он простирается от режущей кромки инструмента до поверхности заготовки.
Эта плоскость находится под углом, называемым углом сдвига (φ), с поверхностью заготовки. Зона сдвига оказывает большое влияние на качество обрабатываемой поверхности. Ниже плоскости сдвига заготовка недоформована, а над плоскостью сдвига стружка уже сформировалась и движется вверх к поверхности инструмента.
Отношение толщины стружки перед резанием (t o ) к толщине стружки после реза (t c ) называется коэффициентом толщины стружки.
Обычно обозначается буквой r, которая может быть выражена как:
Толщина стружки после реза (t c ) всегда больше, чем толщина стружки до реза (t o ). Поэтому значение r всегда меньше единицы. Величина, обратная r, известна как коэффициент сжатия стружки или коэффициент сокращения стружки (1/r). Коэффициент уменьшения стружки является мерой того, насколько толстой стала стружка по сравнению с глубиной резания (t 0 ). Таким образом, коэффициент уменьшения стружки всегда больше единицы.
Расчет углов сдвига:
Рассмотрение процесса ортогонального резания для получения выражения для расчета угла сдвига, как показано на рис. 9.6. Режущий инструмент определяется передним углом (α) и зазором или задним углом (γ). Стружка образуется перпендикулярно режущей кромке инструмента.
Ниже приведены некоторые допущения относительно механики образования стружки:
(i) Инструмент должен коснуться стружки своей передней поверхностью.
(ii) Рассмотрены условия простой деформации. Это означает отсутствие бокового схода стружки во время резания.
(iii) Зона деформации очень тонкая (порядка от 10 -2 до 10 -3 мм) рядом с плоскостью сдвига AB.
В вышеуказанном 9.6. используются следующие символы:
α – Передний угол
γ – Задний (задний) угол
φ – Угол сдвига
AB – Плоскость сдвига
t 0 – Толщина необрезанной стружки
t c – Толщина стружки (деформированная)
Area DEFG – Площадь неразрезанной стружки
Area HIJK – Площадь стружки после резки.
Это необходимое соотношение для расчета угла сдвига (φ). Это соотношение показывает, что φ зависит от t 0 , t c и α (передний угол). Это означает, что при измерении t 0 , t c и a инструмента, угол сдвига (φ) можно определить, используя приведенное выше выражение.
Отношение толщины стружки (r) может быть определено следующими методами:
(i) Используя уравнение непрерывности
(ii) Путем взвешивания стружки известной длины.
(iii) Зная скорость стружки (V c ) и скорость заготовки (V).
(i) Используя уравнение непрерывности:
Первоначальный вес щепы до резки = вес стружки после резки.
(ii) Путем взвешивания стружки известной длины:
Если длина реза неизвестна напрямую, то ее можно оценить путем взвешивания стружки известной длины; затем
вычислить «r» и ɸ из приведенных выше уравнений.
(iii) Зная скорость стружки (V C ) и скорость заготовки (V):
Применение уравнения непрерывности как:
Поставив значение r и α, мы можем получить угол сдвига (φ).
Скорости в процессе резки металла:
Из-за относительного движения между режущей кромкой инструмента и заготовкой и удаляемой стружкой возникают три типа скоростей.
Это следующие:
(i) Скорость резания или скорость (V):
Скорость режущего инструмента относительно заготовки.
(ii) Скорость сдвига (V s ):
Скорость стружки относительно заготовки. Другими словами, скорость, с которой происходит сдвиг.
(iii) Скорость стружки (V c ):
Скорость стружки вверх по поверхности инструмента (передней поверхности) во время резания.
Рис. 9.7. Скорости процесса резки металла.
На рис. 9.7 показаны три скорости и их соотношения:
Пусть V — скорость резания
В с – Скорость сдвига
В c – Скорость стружки
φ – Угол сдвига
α – Передний угол
r – Коэффициент толщины стружки
γ – Задний угол
Согласно уравнению непрерывности объем съема металла до и после одинаков, следовательно:
Vt = V с т с
В с/В = т/т с = р
На рис. 9.7, используя правило синусов для векторов скорости, мы можем записать:
Из теории кинематики относительная скорость двух тел (инструмента и стружки) равна разности векторов между их скоростями относительно эталонного тела (заготовки), тогда
В = В С + В С
Силы, действующие на чип:
Различные силы, действующие на стружку при ортогональном резании металла, показаны на рис. 9.8:
(i) Сила сдвига (F s ):
Действует вдоль плоскости сдвига. Это сопротивление сдвигу металла.
(ii) Нормальная сила (F n ):
Он перпендикулярен плоскости сдвига, создаваемой заготовкой.
(iii) Нормальное усилие (Н):
Оказывает острие инструмента на чип.
(iv) Относительная сила сопротивления (F):
Воздействует на стружку и препятствует движению стружки вдоль торца инструмента.
На рис. 9.8 (б) показана схема свободного тела стружки, находящейся в равновесии под действием равнодействующих сил, равных и противоположных по величине и направлению.
Таким образом,
Поскольку чип находится в равновесном состоянии, то можно сказать, что
Типы стружки, производимой при механической обработке:
Стружка, полученная в процессе резки металла, неодинакова. Тип образующейся стружки зависит от обрабатываемого материала и условий резания.
Эти условия включают:
(а) Тип используемого режущего инструмента.
(b) Скорость и скорость резания.
(c) Геометрия инструмента и углы резания.
(d) Состояние машины.
(e) Наличие/отсутствие смазочно-охлаждающей жидкости и т. д.
Изучение производимой стружки очень важно, поскольку тип производимой стружки влияет на чистоту поверхности заготовки, срок службы инструмента, вибрацию, вибрацию, требования к усилию и мощности и т. д.
Важно отметить, что чип имеет две поверхности:
(а) Блестящая поверхность:
Это поверхность, соприкасающаяся с передней поверхностью инструмента. Его блестящий вид вызван трением стружки, когда она движется вверх по поверхности инструмента.
(b) Шероховатая поверхность:
Это поверхность, которая не соприкасается ни с каким твердым телом. Это исходная поверхность заготовки. Его грубый вид вызван действием сдвига, как показано на рис. 9..9.
Обычно на практике встречаются три типа чипов, как показано на рис. 9.9:
Они обсуждаются ниже:
(i) Непрерывная стружка.
(ii) Непрерывная стружка с наростом на кромке.
(iii) Прерывистая или сегментная стружка.
(i) Непрерывная стружка:
Непрерывная стружка образуется при обработке более пластичных материалов, таких как мягкая сталь, медь и алюминий.
Из-за большой пластической деформации, возможной при использовании более пластичных материалов, образуется более длинная непрерывная стружка. Это связано с хорошими углами инструмента, правильными скоростями и подачами, а также с использованием смазочно-охлаждающих жидкостей.
Преимущества:
1. Как правило, они обеспечивают хорошее качество поверхности.
2. Они наиболее желательны, потому что силы стабильны, а работа становится менее вибрации.
3. Обеспечивают высокую скорость резания.
Ограничения:
1. С непрерывной стружкой трудно обращаться и утилизировать.
2. Непрерывная стружка скручивается в спираль и закручивается вокруг инструмента, работает и даже может травмировать оператора, если внезапно вырвется.
3. Непрерывная стружка остается в контакте с поверхностью инструмента в течение более длительного периода времени, в результате чего используется больше тепла трения, чтобы разбить сплошную стружку на мелкие части, чтобы стружка не могла закручиваться вокруг режущего инструмента.
Самая простая форма стружколома изготавливается путем шлифовки канавки на торце инструмента в нескольких миллиметрах позади режущей кромки. Иногда в качестве стружколома используется небольшой металлический стержень с режущей поверхностью.
Благоприятные условия резания:
Благоприятные условия резания для производства непрерывной стружки следующие:
я. Обработка более пластичных материалов, таких как медь, алюминий.
ii. Высокая скорость резания с тонкой подачей.
III. Больший передний угол.
ив. Более острая режущая кромка.
v. Эффективная смазка.
(ii) Непрерывная стружка с наростом:
Непрерывная стружка с наростом (BUE) образуется при обработке пластичных материалов при следующих условиях:
я. Высокая локальная температура в зоне резания.
ii. Экстремальное давление в зоне резания.
III. Высокое трение на границе инструмент-чип.
Вышеупомянутые условия обработки приводят к тому, что рабочий материал прилипает или прилипает к режущей кромке инструмента и образует наросты (BUE). Нарост на кромке генерирует локальное тепло и трение, что приводит к ухудшению качества поверхности и потере мощности.
Нарост часто наблюдается на практике. Нарост меняет свой размер в процессе резки. Она сначала увеличивается, затем уменьшается, затем снова увеличивается и т. д. Этот цикл является источником вибрации и плохой чистоты поверхности.
Преимущества:
Хотя нарост на кромке, как правило, нежелателен, обычно желателен тонкий, прочный BUE, поскольку он снижает износ, защищая переднюю поверхность инструмента.
Ограничения:
я. Это чип, которого следует избегать.
ii. Это явление приводит к ухудшению качества поверхности и повреждению инструмента.
Благоприятные условия резания:
Благоприятные условия резания для производства сплошной стружки с наростом следующие:
я. Низкая скорость резания.
ii. Низкий передний угол.
III. Высокая подача.
ив. Недостаточная подача охлаждающей жидкости.
v. Более высокое сродство (склонность к образованию связи) между инструментальным и рабочим материалом.
Сокращение или ликвидация BUE:
Тенденция к формированию BUE может быть уменьшена или устранена любым из следующих методов:
я. Увеличение скорости резки.
ii. Увеличение переднего угла.
III. Уменьшение глубины резания.
ив. Использование эффективной смазочно-охлаждающей жидкости.
v. Использование острого инструмента.
VI. Легкие сокращения на более высоких скоростях.
(iii) Прерывистая или сегментная стружка:
Прерывистая стружка образуется при обработке более хрупких материалов, таких как серый чугун, бронза, латунь и т. д., с малыми передними углами. Этим материалам не хватает пластичности, необходимой для заметной пластической деформации стружки. Материал разрушается в результате хрупкого разрушения перед кромкой инструмента вдоль зоны сдвига. Это приводит к небольшим сегментам прерывистой стружки. В этих обстоятельствах нет ничего плохого в этом типе чипов.
Преимущества:
я. Поскольку стружка распадается на мелкие сегменты, трение между инструментом и стружкой уменьшается, что приводит к улучшению качества поверхности.
ii. Эти чипсы удобно собирать, обрабатывать и утилизировать.
Ограничения:
я. Из-за прерывистого характера образования стружки силы постоянно изменяются в процессе резания.
ii. Требуется большая жесткость или жесткость режущего инструмента, держателя и удерживающего устройства из-за различных сил резания.
III. Следовательно, при недостаточной жесткости станок может начать вибрировать и стучать. Это, в свою очередь, отрицательно влияет на чистоту поверхности и точность детали. Это может привести к повреждению режущего инструмента или чрезмерному износу.
Благоприятные условия резания:
Благоприятные условия резания для производства прерывистой стружки следующие:
Как правильно варить сваркой электродами: виды и технологии
Содержание:
Выбор электрода
Подготовка
Процесс сварки
Положение электрода
Расстояние между электродом и деталью
Технология
Движения электрода
Преимущества метода
Ошибки при использовании электродов
Сварка без электродов
Практические советы
Интересное видео
Для образования электрической дуги для сварочного процесса необходимы токопроводящие элементы — две детали, подлежащие сварке, и электрод. Электрическая дуга появляется при их соприкосновении, и сразу начинают одновременно плавиться металл изделия и конец электрода. Удачно выбрать электрод можно согласно рекомендациям и советам продавца, а правильно им пользоваться для получения красивого надежного и прочного шва является искусством.
Умение, как правильно варить сваркой электродами, приходит с опытом. Промышленность выпускает большое разнообразие этого инструмента в зависимости от диаметра, технологии процесса, наличия покрытия. Существенным является и ценовое различие. Для ответственных конструкций выбор более дорогого варианта окупит себя получением надежного соединения и сведением к минимуму возникновение дефектов.
Выбор электрода
Этот инструмент, предназначенный для сварки, представляет собой стержень из металла, имеющий особое покрытие, которое называется обмазкой. При сварке сердечник начинает плавиться. Обмазка, сгорая, выделяет газ, который будет служить защитой для шва от неблагоприятного воздействия кислорода в воздухе, способствующего созданию окислов.
При выборе электрода следует обратить внимание на материал сердечника, который должен быть похожим на составные части свариваемых изделий. Существуют электроды, предназначенные для сваривания следующих материалов:
углеродистая сталь;
легированная сталь;
высоколегированная сталь;
нержавейка;
жаростойкая сталь;
алюминий;
чугун.
Этим не исчерпывается полный список материалов. В быту наиболее частое применение находит не толстая конструкционная сталь.
Существуют следующие типы покрытия электродов:
Основной.
Рутиловый.
Кислый.
Целлюлозный.
Каждый из них решает свою задачу. Основная и целлюлозная обмазки применяются для сварки постоянным током. Могут использоваться при работах на ответственных конструкциях. Достоинствами рутилового покрытия являются легкость поджига и небольшое разбрызгивание раскаленного металла.
При использовании электродов, имеющих кислое покрытие, происходит легкое отделение шлака. Но в замкнутом пространстве такой вид использовать не рекомендуется, поскольку это может нанести вред здоровью сварщика. Наиболее широко применяемыми являются электроды, имеющие основное и рутиловое покрытия. Они подходят для начинающих сварщиков.
При выборе диаметра учитывают толщину свариваемых деталей. Тонкие металлы предпочтительнее сваривать полуавтоматами или инверторами. Также имеются советы по настройке тока. Они соответствуют рекомендациям, как правильно варить электродной сваркой. Существует зависимость его от диаметра выбранного электрода.
Сварочный ток подбирают соответственно расчету: 20-30 А на каждый миллиметр диаметра электрода. В пределах этого разброса учитываются также пространственное положение шва, толщина свариваемых металлов, количество слоев.
Достаточную информацию о различных электродах при выборе среди них подходящих к конкретному виду сварки можно получить на маркировке этих инструментов. Разобраться в ней не составит большого труда.
Подготовка
Перед началом процесса следует подготовить сварочный аппарат и проверить его работоспособность. Убедиться, что имеется достаточное количество электродов, подходящих для конкретных материалов. Для отбивания шлака потребуется молоток или кувалда, а для уборки кусочков — щетка.
Сварка не является безопасным процессом, поэтому потребуется защитный костюм для сварщика, маска со светофильтром, рукавицы, прочная обувь. Около места проведения сварки должна находиться емкость с водой. Рядом не должно быть легковоспламеняющихся предметов. Остатки шлака следует убирать сразу после окончания. Электродуговую сварку для начинающих следует проводить под присмотром опытного специалиста.
Процесс сварки
Технология сварки электродом состоит из нескольких этапов. Электрод подключают к сварочному аппарату для получения переменного тока. Если предполагается использовать постоянный ток, то потребуется выпрямитель. При касании электродом металла или чирканьем по нему появляется электрическая дуга. Ее сверхвысокая температура обеспечивает расплав металла и конца стержня с обмазкой.
Одним из обстоятельств, как правильно делать сварку электродом, является грамотное его подключение. При подсоединении к изделию анода будет происходить ручная сварка с прямой полярностью. Если подсоединить отрицательный полюс, то полярность будет обратная. Подключать электрод прямым или обратным способом зависит от толщины изделия. Для тонких металлов применяют обратное включение, а при толщине более 0,3 см — прямое.
Методика сварки электродом требует выбора правильного тока на сварочном аппарате. Устройство имеет два кабеля — один с зажимом, а второй с держателем для электрода. Зажав надежно электрод в держателе, зажигают дугу касанием или чирканьем.
При методе касанием электрод держат перпендикулярно по отношению к свариваемой поверхности. Коснувшись, его отводят на небольшое расстояние. Чирканье осуществляется плавным движением, а затем электрод так же отводят в сторону. В случае, когда зажигание дуги не произошло, надо попробовать увеличить силу тока.
Перед тем, как варить электродом, следует правильно выбрать его диаметр, что находится в прямой зависимости от толщины металлических деталей. Допустим, что необходимо сварить изделия, поперечный размер которых составляет 3 мм. Из таблицы видно, что для принятия решения, как правильно варить электродом 3 мм, выбирают электроды, имеющие диаметр величиной от 2 до 3 мм.
Методика, как правильно варить электродом, говорит о том, что по мере постепенного сгорания его постоянно приближают к металлической поверхности. Если произойдет залипание, то следует оторвать проводник, покачивая его в разные стороны.
Положение электрода
Наука, как правильно сваривать металл электросваркой, говорит о том, что важной составляющей процесса является нужное расположение электрода.
Правила сварки металла электродом предусматривают три варианта: угол вперед, назад и прямой. Угол отклонения от вертикали находится в диапазоне 30-60 градусов. При положении «углом вперед» сварщик следует за электродом. Шлак начнет перемещаться к сварочной ванне, накрывая расплавленную часть металла. Небольшое количество шлака вытесняет более тяжелый металл. При увеличении шлака уменьшают угол наклона электрода. При более критическом состоянии электрод устанавливают прямо, а через некоторое время возвращают на место.
Прямой угол — это вариант того, как держать электрод при сварке в месте, доступ куда затруднен. Шов при этом способе образуется ровный и красивый.
При варианте «углом назад» наблюдается обратная картина. Жидкий шлак отбрасывается назад и находится позади сварочной ванны. Из существующих вариантов следует выбирать такой угол, чтобы жидкий шлак поступал за электродом и покрывал расплавленный металл. Такой вариант обеспечивает глубокую проплавку.
Если соблюдать советы, как правильно держать электрод при сварке, то делать сварку станет легче, а шов будет более качественным.
Расстояние между электродом и деталью
Имеет немаловажное значение, на каком расстоянии держать электрод при сварке. Это влияет на форму, ширину, шероховатость шва. В зависимости от этого параметра находится и длина электрической дуги. Идеальной считается сварочная дуга длиной 2-3 мм.
Небольшое расстояние следует выбирать, когда предстоит сваривание толстых деталей. Поперечные движения становятся необязательными. Короткая дуга получается, когда расстояние от конца электрода до металлической поверхности равно половине диаметра электрода. Такая дистанция увеличивает глубину проплавки. Ширина шва уменьшается. Короткая дуга актуальна для получения вертикального шва, но может использоваться и при других положений и всех типов соединений.
Дуга средней величины равняется диаметру сварочного электрода. Шов значительно расширяется, а напряжение становится больше. При таком расстоянии сварки увеличиваются ток и глубина проплавления, а ширина шва и напряжение уменьшаются. Достоинством является отличная защищенность ванны. Средняя дуга возникает при расстоянии между электродом и металлической поверхностью, равным или немного превосходящим диаметр электрода.
Длинная дуга в полтора раза превышает диаметр электрода. Это не особенно желательно, поскольку шов становится слишком широким, глубина проплавления уменьшается, а брызги раскаленного металла начинают лететь во все стороны. В сварочном шве будут формироваться поры. Значительно снижается защита ванны.
Технология
Суть сварки электродом заключается в том, что на металл происходит воздействие высокой температуры. Между электродом и металлической поверхностью возникает дуга, происходит плавление и образование сварного шва. Однако, получить качественный, прочный и красивый сварной шов можно только изучив все тонкости того, как правильно варить сваркой электродами и типы швов, а так же, как правильно вести электрод при сварке металла.
Сварка одиночными электродами состоит из следующих этапов:
Выбор электрода.
Установка тока необходимой величины.
Поджог дуги.
Определение с расположением электрода.
Выбор, как вести электрод при сварке.
Формирование шва.
Контроль зазора.
Выявление дефектов и их ликвидация.
Повышенную трудность представляет собой сварка тонкого металла. Она заключается в опасности появления прожогов. Этот дефект относится к категории недопустимых, поскольку значительно снижает прочность конструкции. Чтобы уменьшить температуру свариваемого материала, следует величину тока сделать минимальной. Сварку надо вести с обратной полярностью. Шов следует делать прерывистым.
Сильное коробление шва предотвратит перемещение электрода в разные зоны, чтобы дать возможность небольшого остывания на предыдущем участке. Если металл не просто тонкий, а очень тонкий, то придется прибегать к непопулярному методу — периодическому прерыванию дуги. При окончании процесса сварки следует заварить кратер.
После окончания формирования шва необходимо выявить наличие дефектов. Наружные изъяны можно определить внешним осмотром. Применение лупы с большим увеличением поможет найти микродефекты. Для определения внутренних дефектов существует контроль с применением специальных приборов. Имеется возможность обратиться в лаборатории, специализирующиеся на контроле сварных соединений, в которых работают профессиональные сотрудники, и имеется оборудование, проходящее обязательную поверку.
Движения электрода
Перед началом процесса необходимо определиться, как водить электродом при сварке конкретных изделий. Существует три вида перемещения электрода:
вдоль его собственной оси называется поступательным;
вдоль оси шва является прямолинейным;
колебательные движения хорошо прогревают кромки и применяются наиболее часто.
Колебательные движения могут выписывать различные рисунки: елочку, лесенку, треугольники и многие другие. От этого выбора зависят ширина шва и прочность соединения. Имеется также разделение движений электрода по направлению.
Как правильно вести электрод при сварке зависит от конкретного вида соединения, расположения шва в пространстве и предыдущего опыта сварщика или его желания осваивать новые технологии сварки.
Преимущества метода
К достоинствам сварки электродом относятся:
возможность сваривания при всех положениях шва в пространстве;
возможность соединения деталей, выполненных из разных материалов;
формирование шва в труднодоступных местах;
легкость обучения, как варить сваркой электродами;
возможность сваривания деталей различной толщины;
простота технологии;
невысокая стоимость.
Недостатками являются вредные условия работы, низкая производительность, зависимость качества получаемого шва от квалификации сварщика.
Ошибки при использовании электродов
Ошибки при сварке электродом приводят к созданию некачественного шва и образованию в нем дефектов. К ним относятся:
Неумение держать дугу, что приводит к неравномерному расплавлению. Результатом является неровный и грубый шов.
Использование при сварке влажных электродов.
Неправильный выбор длины сварочной дуги.
Слишком быстрое или слишком медленное перемещения электрода.
Отсутствие подготовки поверхности металлических поверхностей или некачественное ее проведение.
Неправильно выбранный наклон электрода.
Важным является проверка работоспособности сварочного аппарата.
Сварка без электродов
При промышленном производстве или просто при желании овладеть более прогрессивными методами прибегают к сварке с применением современного оборудования, в котором электроды не требуются. Сварка без электродов предполагает их замену на проволоку, которая дозированно поступает из применяемого оборудования. К ним относятся полуавтоматы. Они являются аналогами уже несколько устаревших, но все еще применяемых и имеющихся в продаже трансформаторов.
В полуавтоматах сварочная проволока намотана на бобину внутри аппарата. При сварке осуществляется ее непрерывная подача. Специальный механизм обеспечивает перемещение проволоки по мере ее оплавления, что дало основание назвать это устройство полуавтоматическим.
Практические советы
Рекомендации, как сваривать металл электросваркой, можно получить от профессионалов и опытных сварщиков:
Проведение перед началом сварки подготовительных работ.
Осуществлять очищение металлических поверхностей от загрязнений, масла, краски, пыли.
Обеспечение сварщика защитным снаряжением. Не забывать установку рядом с проведением работ емкости с водой.
Проще разжечь дугу можно новым электродом, а не уже частично использованным.
Помнить, что не бывает универсальных электродов. Подбирать их следует, исходя из того, какие материалы подлежат сварке и их толщины.
Перед сваркой электроды необходимо подсушивать.
Свариваемые детали должны быть хорошо закреплены.
Придерживаться одинакового расстояния между электродом и металлической поверхностью на всем протяжении сварочного процесса.
Понимать отличие между ванной и шлаком. Когда происходит первое касание электрода к поверхности, на ней появляется красное пятно, от начала плавки металла. Не следует ошибочно принимать его за сварочную ванну. О ее появлении будет свидетельствовать образование белого пятна.
Чтобы понять, как правильно варить электродуговой сваркой, следует начинать с точечного варианта, чтобы было легче делать дорожку и не допускать гашения дуги.
После окончания процесса необходимо провести внешний осмотр для выявления имеющихся дефектов.
Обучаясь тому, как правильно варить металл электродом, не надо бояться экспериментировать. Чтобы овладеть этим искусством, следует попробовать разные методы установки электрода и способы его движения.
Интересное видео
Как правильно вести электрод во время сварки начинающему
Содержание статьи:
Как правильно вести электрод во время сварки начинающему
Более чем сто лет назад люди стали использовать сварку для соединения металлов. Для этих целей, как и сейчас, используется электрод.
Сварочный электрод — это металлический стержень с обмазкой. Состав обмазки, как и сталь из которой изготовлен стержень, играет важную роль.
Электрод, его состав и значение
Обмазка электрода состоит из различных компонентов. Это такая себе смесь из марганца, никеля, железа и минералов. Будучи в порошкообразном состоянии обмазка наносится на металлический стержень электрода.
В процессе сгорания, обмазка, как и металл, плавится, образуя в зоне сварки газообразное облако, состоящее из минералов. Основная задача этого облака — защита шва от воздействия кислорода. Такая защита необходима для усиления будущего соединения.
Основой в качестве электродного стержня выступает металлическая проволока. Вид сварочной проволоки зависит от того, для сварки каких именно металлов будут предназначены электроды. В основном используется проволока, выполненная из углеродистой и нержавеющей стали.
Как вести электрод во время сварки
Стержень, из которого изготовлен электрод, проводит ток. В результате короткого замыкания образуется сварочная дуга. Под воздействием высоких температур электрод начинает гореть, плавя основной металл и расплавляясь сам, заполняя собой образовавшуюся сварочную ванну.
Правильное движение электродом, как и расстояние его кончика до поверхности металла, играют ключевую роль в сварке. Расстояние между концом электрода и металлом называется сварочной дугой. Чем длинней сварочная дуга, тем больше разбрызгивание металла.
Вести электрод во время сварки можно различными колебательными движениями:
Елочкой;
Углом;
Спиралью и полумесяцем.
При этом колебательные движения электродом должны быть небольшими, амплитуда которых не будет превышать три диаметра электрода. Очень важно при формировании сварочного валика держать металл в расплавленном состоянии.
Если по каким-то причинам слишком быстро перемещать и возвращать электрод обратно, может возникнуть кристаллизация сварочной ванны вследствие её охлаждения. Это поспособствует застыванию шлака в металле, что скажется на внешнем виде, прочности, а также, надежности будущего соединения.
Во время сварочного процесса сварщик должен все время следить за шириной и глубиной сварочной ванны. Нельзя слишком быстро перемещать электрод. При поперечных колебаниях электродом амплитуда должна быть несколько меньше ширины наплавленного валика. В конце каждого перемещения нужно делать небольшую паузу, и как бы на мгновение останавливать движение электродом.
Научиться правильно вести электрод во время сварки непросто. Здесь многое зависит не столько от знаний, сколько от опыта. Чем чаще вы будете варить, и тренироваться, тем лучше и качественней у вас будет получаться сварочный шов.
Поделиться в соцсетях
Сварка электродом [SMAW] — Основные советы, электроды и преимущества
В этом посте могут быть партнерские ссылки. Покупка через них может принести нам небольшую комиссию бесплатно для вас. Это покрывает нашу заработную плату и позволяет бесплатно использовать наши ресурсы.
Последнее обновление:
Сварка электродом по-прежнему является одним из наиболее важных сварочных процессов, используемых в промышленности.
Многие думают, что он устарел, но это далеко не так. Он по-прежнему используется сегодня для многих целей, так как он производит качественные сварные швы и дает отличные результаты.
Сварка стержнем впервые была представлена в 1920-х годах с появлением первого электрода с флюсовым покрытием. Сегодня его применяют для сварки мостов, в строительстве, трубопроводах, при ремонте и т. д.
Но давайте разберем его подробнее и определим, как клеить шов.
Быстрая навигация
Что такое дуговая сварка защитным металлом [SMAW] или, сокращенно, сварка электродом?
Как работает сварка электродами?
Сварка электродом на переменном или постоянном токе?
DCEP или DCEN?
Материалы и применение
Преимущества сварки электродом
Недостатки сварки электродом
Аппарат и оборудование для сварки электродом
Сколько стоит оборудование для сварки электродом?
Сколько мощности или силы тока мне нужно для сварочного аппарата?
Защитное оборудование
Инструменты для удаления шлака
Выбор электрода
Как выполнить первую сварку электродом?
Подготовьте сварочную деталь
Настройка тока
Запуск дуги
Угол перемещения
Скорость перемещения
Манипуляции с электродом
Часто задаваемые вопросы [FAQ]
Трудно приклеивать сварку?
Можно ли держать палку при сварке электродом?
Что такое хороший сварочный электрод общего назначения?
Вы толкаете или тянете сварочным аппаратом?
Что вызывает прилипание сварочной проволоки?
Заключение
Ресурсы:
Что такое дуговая сварка защитным металлом [SMAW] или сокращенно – сварка электродом?
Сварка стержнем — это сленговый термин, принятый в отрасли для обозначения процесса, технически называемого дуговой сваркой в среде защитного металла. Причина, по которой многие люди так его называют, заключается в том, что электрод, используемый для сварки металла, имеет форму палочки.
Сварка стержнем использует электричество для плавления стержня присадочного металла или электрода, как его правильно называют. И металлическое соединение, и электрод расплавляются одновременно и сплавляются вместе. Стык одновременно заполняется присадочным металлом, чтобы сделать сварной шов прочнее.
Электрод покрыт слоем флюса.(1) Флюс плавится под действием тепла и служит защитой сварочной ванны от загрязнения атмосферой. Флюс выполняет ту же защитную функцию, что и защитный газ при сварке MIG и TIG.
Однако при расплавлении флюс образует слой шлака поверх наплавленного валика. Эту заготовку необходимо удалить, и сварщики обычно счищают ее или откалывают после завершения сварки.
Как работает сварка электродами?
Сварка электродом выполняется так, что ток проходит от источника питания через электрододержатель и заземляющий зажим и образует замкнутый круг. (2) Это приводит к расплавлению электрода и металлической детали.
Как варить с помощью сварочного аппарата?
Первое, что должен сделать сварщик, это подключить электрододержатель и заземляющий зажим к источнику питания, соблюдая необходимую полярность.
Полярность зависит от используемого электрода. Следующий шаг включает в себя подключение зажима заземления к металлу, с которым вы будете работать. Последний шаг включает установку электрода в держатель палочки и запуск сварочной дуги.
Запустить электродуговую сварку очень просто. Нужно зажечь его так же, как спичку, и слегка приподнять, и прут загорится сам по себе.
Электричество сварщика проходит через стержень и дугу и создает температуру до 7000°F в точке контакта. Покрытие начнет плавиться и будет создан экран, защищающий рабочую зону от кислородного загрязнения.
Подпишитесь: Получите БЕСПЛАТНО 30-страничную таблицу символов сварки в формате PDF с примерами применения каждого символа!
Именно отсюда происходит технический термин дуговая сварка защитным металлом (SMAW). Когда вы двигаете стержень, он будет продолжать плавиться над зоной сварки (как брызги), создавая кратер и заполняя сварной шов.
Сварка электродом на переменном или постоянном токе?
Источник питания для сварочного аппарата может быть переменного, постоянного тока или обоих , это зависит от типа используемого аппарата. Сварочные аппараты постоянного тока являются предпочтительным выбором среди современных сварщиков, поскольку они обеспечивают более ровную и стабильную сварочную дугу.
Использование постоянного тока позволяет выбирать между положительным электродом постоянного тока (DCEP) и отрицательным электродом постоянного тока (DCEN).
Выбор между ними поможет вам работать с разными типами металла. При сварке на переменном токе ток меняется с положительного на отрицательный 120 раз в секунду.
При каждом переключении дуга гаснет и снова зажигается. Это приводит к меньшей согласованности. С другой стороны, постоянный ток обеспечивает непрерывный ток с момента запуска сварочной дуги. Тем не менее, переменный ток является лучшим выбором, если расстояние между источником питания и рабочей зоной больше. Это связано с тем, что напряжение, проходящее через кабель, падает по сравнению с переменным током. Сопротивление в кабеле становится тем больше, чем длиннее он, даже несмотря на то, что они обычно изготавливаются из алюминия или меди.
Также важно отметить, что сварка на переменном токе во влажных условиях повышает вероятность поражения сварщика электрическим током.
DCEP или DCEN?
Очень важно настроить аппарат для ручной сварки на DCEP или DCEN!
Обычно на вашем сварочном аппарате есть два разъема, один из которых помечен «+», а другой — «-». Вы подключите держатель палки и заземляющий зажим туда. То, как вы подключаете свое оборудование, также определяет выбор между положительным и отрицательным электродом.
Таким образом, подсоединение держателя электрода к положительному разъему, а зажима к отрицательному будет означать, что вы выполняете сварку положительным электродом (DCEP). Если вы сделаете соединение наоборот, это будет означать, что вы выполняете сварку отрицательным электродом (DCEN).
DCEP
Настройка DCEP означает, что ваш электрод будет заряжен положительно, а сварочная деталь заряжена отрицательно. Поскольку электричество всегда движется от отрицательного к положительному, это означает, что ток будет проходить от сварочной детали к электроду. Это приводит к большему нагреву и проникновению в свариваемую деталь.
DCEN
Настройка DCEN означает, что ваш электрод будет заряжен отрицательно, а сварочная деталь — положительно. В этом случае ток течет от электрода к свариваемой детали. В этом случае ток меньше концентрируется в свариваемом металле и больше в электроде. Таким образом, в результате получается меньшее проникновение и меньший нагрев металла, с которым вы работаете.
Материалы и применение
Дуговая сварка металлическим электродом в среде защитного газа является популярным методом ремонта и технического обслуживания благодаря своей универсальности и простоте использования. Он находит применение в промышленном производстве и строительстве стальных конструкций. Тем не менее, его по-прежнему интересно использовать различным любителям, которые выполняют свою работу в гараже.
Дуговая сварка в среде защитного металла для низкокачественной и высококачественной стали, углеродистой стали, нержавеющей стали, ковкого чугуна и чугуна. Но это не совсем применимо для цветных материалов. Но его можно использовать для никеля, меди и даже алюминия.
Преимущества сварки стержнем
Согласно основам сварки стержнем, этот метод имеет множество преимуществ.
К ним относятся:
Работы на открытом воздухе : Сварка электродом идеально подходит для любых работ на открытом воздухе, так как работа с газом неудобна в ветреную погоду.
Простота в освоении : Ручная сварка для начинающих проста в освоении, особенно в отличие от сварки TIG.
Доступность : Базовые сварочные аппараты очень доступны по цене.
Легкая утилизация сварочного дыма : Вы можете просто использовать вентилятор, чтобы избавиться от сварочного дыма, чего нельзя сказать о сварке MIG или TIG.
Универсальность : С помощью Stick можно сваривать различные материалы, и это оборудование простое в использовании.
Портативный : Хороший сварочный аппарат легко носить с собой и перемещать. Вам не потребуется дополнительное оборудование, такое как газовый баллон или механизм подачи проволоки.
Недостатки сварки электродом
Однако, когда вы научитесь пользоваться сварочным аппаратом, вы заметите, что у него есть определенные недостатки.
Это:
Образуется намного больше брызг и шлака.
Не очень удобно использовать для некоторых тонких металлов.
Для этого требуется больше навыков, чем для MIG, так как вам нужно держать сварочный электрод на определенной длине от металла, чтобы он не сгорел.
Сварка электродами не обеспечивает такого же качества, как сварка TIG.
Необходимо больше электродов для стержневой сварки, так как они позволяют использовать только короткие электроды.
Сварка электродами занимает больше времени и является гораздо более медленным процессом по сравнению, например, со сваркой MIG.
Сварочный аппарат и оборудование для сварки стержнем
Сварка стержнем считается самым легким и простым процессом сварки. Оборудование, которое он использует, и его настройка могут быть выполнены довольно быстро.
Он состоит из четырех частей: сварочного аппарата или источника постоянного напряжения, электрододержателя (также называемого держателем стержня), заземляющего зажима и сварочных электродов, которые представляют собой стержни, используемые для сварки.
Сколько стоит сварочное оборудование?
Как и в случае с любым оборудованием, цена оборудования для сварки стержнем может варьироваться. Все зависит от того, для чего вы планируете его использовать и вашего бюджета. Для выполнения основных сварочных работ вам действительно не нужно тратить большие суммы денег. Подойдет любой сварочный аппарат. Но если вам нужны качественные вещи, вам нужно подумать о марке, гарантии, наличии запчастей и т. д.
Если вы планируете больше заниматься сваркой, вам следует ориентироваться на известную марку. Некоторые из самых популярных брендов в мире в настоящее время включают Miller, Lincoln Electric, Hobart, Everlast и ESAB. С другой стороны, более дешевый вариант подойдет для некоторых нерегулярных работ.
Сколько мощности или силы тока мне нужно для сварочного аппарата?
Вообще говоря, при достаточном навыке человек сможет сварить почти все, что угодно с помощью Stick на 150 ампер. Кроме того, вы также можете сделать несколько проходов, чтобы сделать сварной шов таким, каким вы хотите его видеть. Но чем больше усилителей вы используете, тем меньше проходов вам понадобится.
Нет ничего плохого в использовании нескольких проходов, но для этого требуются определенные навыки. Лучшим советом будет изучить таблицу сварки стержнем и максимальную толщину материала, для которой она предназначена.
Но учтите, что данное число не является окончательным, и вы можете сваривать более толстые материалы, если сможете сделать больше проходов. Размер сварочного стержня (диаметр электрода) для толщины металла также важен, и если вы планируете использовать более толстые стержни, вам следует посмотреть, какой ток указал производитель.
Защитное оборудование
Некоторые очень серьезные насадки для сварки электродом поставляются с защитным оборудованием, которое необходимо использовать. Защита является одним из наиболее важных аспектов этого вида работ. Если относиться к этому легкомысленно, это может привести к серьезным травмам и даже смерти.
Безопасность при сварке включает в себя защиту ваших глаз и головы, вашего тела, окружающей среды и заботу о воздухе, которым вы дышите.
Защита тела и огнестойкая одежда с длинными рукавами защищают вас от УФ-излучения, искр, осколков шлака и металлических брызг повсюду. Сварочная маска с защитными очками предназначена для защиты головы и глаз. Слепота сварщика является одной из самых тяжелых травм при выполнении данного вида работ. Вы также должны следить за своим окружением и работать в хорошо проветриваемом помещении.
Безопасность сварки требует, чтобы, если вы работаете в помещении, вы должны убедиться, что помещение проветривается из-за образующихся опасных паров. Но сварка снаружи требует от вас только наблюдения за окружающей обстановкой.
Инструменты для удаления шлака
В процессе дуговой сварки образуется много шлака. Важно понимать, что зачистка сварного шва после того, как вы закончите, необходима для завершения работы. Сварщик должен отколоть шлак отбойным молотком. Завершите процесс очистки, очистив сварной шов основного металла проволочной щеткой. Последние штрихи, сделанные с помощью проволочной щетки, гарантируют, что сварной шов также будет эстетически привлекательным.
Выбор электрода
Выбор сварочного электрода является важной частью электродуговой сварки. Существуют тысячи сварочных электродов для стержневой сварки, но наиболее популярными из них по-прежнему являются сварочные стержни из мягкой стали. Они подпадают под классификацию A5.1 Американского общества сварщиков (AWS).(3) Включены электроды 6010, 6011, 6012, 6013, 7014, 7024 и 7018.
Но чтобы правильно подобрать сварочный электрод, нужно понимать маркировку и что она означает. Объяснение сварочных стержней говорит вам, что раньше для маркировки электродов использовались буквы.
Буква «Е» просто означала «электрод». Однако буквы были удалены, и остались только цифры.
Первые две цифры отражают прочность сварочного присадочного металла. Таким образом, сварка палочкой 7018 означает, что она имеет предел прочности на растяжение 70 000 фунтов на квадратный дюйм.
Третье число в последовательности говорит нам, в каком положении можно использовать электрод. Номер 1 означает, что стержень можно использовать в любом положении и создавать вертикальные сварные швы, а номер 2 означает, что его можно использовать только в горизонтальном положении.
Четвертая цифра отражает флюсовое покрытие электрода и ток, для которого может использоваться стержень. На самом деле покрытия могут состоять из ряда различных соединений. Основными из них являются рутил, фторид кальция, целлюлоза и порошок железа.
Рутиловые электроды просты в использовании и обеспечивают красивый внешний вид сварных швов. Однако создаваемые сварные швы имеют высокое содержание водорода и подвержены растрескиванию. Электроды из фторида кальция, также известные как основные или электроды с низким содержанием водорода, могут обеспечивать прочные сварные швы, но могут иметь выпуклые или шероховатые поверхности соединения. Электроды из целлюлозы обеспечивают глубокое проплавление сварного шва, но требуют специальной обработки из-за высокого содержания влаги, чтобы предотвратить растрескивание. Электроды с железным порошком заполняют сварной шов в два раза быстрее, чем другие.
Выбор покрытия также определяет полярность, которую вы собираетесь использовать, угол движения и время остановки. Однако сварщикам, умеющим сваривать основным электродом, трудно сваривать целлюлозным.
Вы можете увидеть таблицу стержневых электродов ниже для получения дополнительной информации о последней цифре.
Номер
Тип покрытия
Тип тока
0
Натрий с высоким содержанием целлюлозы
DC+
1
Калий с высоким содержанием целлюлозы
AC, DC+ или DC-
2
Высокое содержание титана натрия
AC, DC-
3
Высокое содержание титана и калия
AC, DC+
4
Железный порошок, диоксид титана
AC, DC+ или DC-
5
Натрий с низким содержанием водорода
DC+
6
Низководородный калий
AC, DC+
7
Высокое содержание оксида железа, железный порошок
AC, DC+ или DC-
9
Калий с низким содержанием водорода, железный порошок
AC, DC+ или DC-
Большинство людей используют один из трех стандартных электродов. E6010 обычно используется для обработки грязных и ржавых металлов. Он обеспечивает глубокое проникновение, может сваривать во всех положениях и способен прожигать различный мусор. E6013 идеально подходит для универсальной сварки. Он обеспечивает более гладкие сварные швы, обладает приличной проникающей способностью и прост в использовании. Этот стержневой электрод также идеально подходит для начинающих. Наконец, 7018 позволяет работать с чистым металлом во всех возможных положениях. Он считается отраслевым стандартом и обеспечивает очень привлекательные сварные швы.
Как сделать первый сварной шов?
Если вы смогли все правильно установить, пришло время уложить первый электродный сварной шов. Самое главное, что нужно проверить перед тем, как зажечь дугу, это ваши настройки, посмотреть, совпадает ли полярность с электродом. Вы также можете получить несколько кусков металлолома, которые можно использовать в качестве стыкового соединения.
Так как сварка стержнем требует большого количества навыков, а кривая обучения различна, перед началом работы вам также следует потренироваться. Сварите кусок металлолома, прежде чем делать настоящий.
Есть пять элементов, на которые следует обратить внимание при сварке электродом, поэтому обязательно следите за длиной дуги, настройками тока, манипулированием электродом, углом наклона электрода и скоростью перемещения.
Подготовьте сварочную деталь
Для обеспечения качественного сварного шва при сварке нержавеющей стержнем или любого другого типа металла у вас должна быть чистая деталь. Сварка стержнем может быть наиболее щадящей при работе с ржавым или грязным металлом. Даже в этом случае качество будет зависеть от чистоты свариваемой детали.
Чтобы обеспечить чистоту места сварки, используйте проволочную щетку и сначала удалите всю грязь и копоть. Если этого не сделать, это существенно повлияет на качество первого сварного шва. Это может привести к пористости, растрескиванию сварного шва, несплавлению или даже включениям.
Также необходимо чистое место для рабочих зажимов и хорошее электрическое соединение, необходимое для качественной дуговой сварки.
Текущая настройка
Текущая настройка важна для типа металла, который вы собираетесь сваривать, типа электрода и диаметра, который вы собираетесь выбрать. Таким образом, электрод, который вы решите использовать, будет определять, как вы настроите свою машину — постоянный постоянный ток, постоянный отрицательный или переменный ток. Вы установите его на основе того, что вы планируете делать в данный момент, прежде чем начать.
Положительный электрод увеличивает проникновение на 10 % при заданной силе тока при переменном токе. Но если вы работаете с более тонкими металлами, такими как алюминий, сваренный электродом, вам следует использовать прямую полярность постоянного тока, отрицательный электрод.
Если вы не уверены, какой сварочный электрод использовать, посмотрите на рабочий диапазон, указанный производителем для каждого электрода.
Таким образом, сила тока должна устанавливаться в зависимости от используемого электрода. 1 ампер на каждые 0,001 дюйма диаметра электрода — это хороший способ. Также необходимо учитывать положение сварщика, так как для надземных работ потребуется на 15% меньше тепла, чем для плоских горизонтальных швов.
Чтобы получить правильное значение, настраивайте сварочный аппарат на 5–10 ампер за раз, пока не получите правильную настройку.
Запуск дуги
Если вы выполнили все указанные выше настройки и позаботились о безопасности сварки, пришло время запустить дуговую сварку.
Убедитесь, что вы держите держатель палки обеими руками, что сварочные детали находятся перед вами. Вы также должны быть в состоянии ясно видеть область, где вы собираетесь зажечь дугу. Приложите кончик электрода к металлу и проведите им, как если бы вы зажигали спичку. Если вы видите, что дуга образовалась, поднимите ее и слегка потяните в сторону.
Если дуга гаснет, это означает, что вы слишком высоко подняли электрод от поверхности, а значит, должны были держать его ниже.
Когда дуга загорится, она начнет издавать шипящий звук. Если звук слишком агрессивный, уменьшите силу тока. Если сила тока низкая, электрод будет липким. Дуга начнет гаснуть, сохраняя правильную длину дуги, и будет останавливаться.
Если установить слишком высокую силу тока, вы заметите обугливание электрода, а сварочная ванна станет слишком жидкой и трудно контролируемой. Слишком большое количество тепла отрицательно скажется на свойствах электродного флюса.
Вам также необходимо научиться чинить сколотый флюс из-за неудачного зажигания дуги. Возьмите кусок металлолома и ударьте по стержню на расстоянии 1/4 дюйма от металла, пока он не сгорит до неповрежденной части стержня. Затем вам нужно очистить стержень и удалить флюс. Это помогает в перезапуске дуги позже.
Длина дуги
При дуговой сварке электродом длина дуги зависит от области применения и электрода. Длина дуги не должна превышать диаметр стержня электрода. Слишком длинные дуги приведут к разбрызгиванию, подрезам, низкой скорости наплавки и оставит пористость.
При сварке электродом в первый раз большинство людей считают логичным использовать длинную дугу, обычно для лучшего обзора сварочной ванны. Но избегайте этого, лучше позиционируйте себя и двигайте головой в правильном положении. Положение важно при обучении использованию аппарата для дуговой сварки, и вы увидите, что контролируемая длина дуги улучшит внешний вид валика и сведет к минимуму разбрызгивание.
Угол перемещения
Сварщики также должны учитывать угол перемещения при этом типе сварки. Существуют два основных положения сварки, которые можно использовать.
Техника сварки стержнем, используемая для плоского, горизонтального положения или положения над головой, называется методом перетаскивания или техникой наотмашь. Это включает в себя удерживание электрода перпендикулярно суставу из начальной точки, а затем наклон верхней части примерно на 5–15 градусов в направлении движения.
Сварка вертикально вверх, используется метод сварки стержнем, называемый толчком или передним краем. Здесь угол наклона штока от 0 до 15 градусов от направления движения. В любом случае, чтобы правильно выполнить технику, попробуйте отрегулировать положение тела.
Правильная регулировка угла гарантирует отличные результаты и хороший сварной шов. Иногда длина шва или угол скоса указываются на сварочных чертежах дополнительной информацией на условном обозначении шва. Для сварщиков важно понимать символы так же, как научиться правильно сваривать.
Скорость перемещения
Если вы задаетесь вопросом, как выполнять дуговую сварку и поддерживать скорость перемещения, вам просто нужно удерживать дугу в передней 1/3 сварочной ванны.
Слишком медленное движение приведет к образованию широкого выпуклого валика. Он также имеет неглубокое проникновение и может вызвать холодный притир.
Слишком быстрое перемещение снижает проникновение и создает узкий и выпуклый валик.
Манипуляции с электродом
Каждый сварщик использует электрод по-своему. Новичкам следует посмотреть на опытных сварщиков и попытаться скопировать их движения. Но в конечном итоге это приведет к тому, что вы создадите свой собственный способ передвижения.
Три наиболее часто используемых метода или схемы сварки включают в себя взбивание стержня (движение его назад и вперед), круговое движение и колебание из стороны в сторону (создание более широких сварных швов).
Однако сварщики в основном используют прямой валик, им этого вполне достаточно. Вращательное движение не следует использовать для материала толще 1/4 дюйма, так как это может создать более широкий валик, чем необходимо.
Часто задаваемые вопросы [FAQ]
Трудно ли приклеивать сварку?
Сварка стержнем — довольно сложный процесс сварки для новичков. Хотя он существует уже много лет, может потребоваться некоторое время, чтобы действительно освоить этот метод. Но это все еще то, что используется сегодня для различных целей.
Можно ли держать палку при сварке электродом?
Да, конечно, вы можете держать палку во время сварки. Тем не менее, есть вероятность, что вы можете получить удар током и даже больше шансов, что вы можете обжечься. Поэтому помните о безопасности при сварке и обязательно надевайте защитные перчатки.
Что такое хороший сварочный электрод общего назначения?
Наиболее популярным сварочным электродом общего назначения является электрод 6011. Он хорош для начинающих и любителей, так как может справиться с любой работой своими руками. Он выпускается в размерах 3/32 и 1/8 и хорошо работает даже с грязными или загрязненными металлами.
Толкать или тянуть сварочным аппаратом?
В случае сварочного стержня общим правилом является тянуть или тянуть. Опытные сварщики обычно говорят, что если будет шлак, то надо тянуть. Проталкивание обычно связано со сваркой MIG.
Что вызывает прилипание сварочного стержня?
Основной причиной прилипания сварочной палочки к основному металлу является низкая сила тока. Однако существует множество других причин, которые также могут быть причиной, например, проблемы с флюсом, использование сварочных аппаратов с низким OCV или применение плохой техники сварки. Кроме того, важно использовать правильный размер электрода для конкретной задачи.
Заключение
Сварка стержнем может быть не такой современной, как некоторые другие более современные методы, используемые сегодня. Это также может быть не так просто, как другие формы, и может быть не для новичков. Но это, безусловно, делает работу.
Несмотря на то, что многие считают эту технику древней, она до сих пор используется для различных видов работ и обеспечивает идеальные сварные швы. Таким образом, вы не хотите, чтобы вас поймали, не зная, как использовать его в ужасной ситуации.
Ресурсы:
Старые правила сварочного аппарата Джоди Коллиер на сайте www. weldingtipsandtricks.com
Электроды для электродуговой сварки Джоди Коллиер на сайте www.weldingtipsandtricks.com
Пять шагов к совершенствованию техники электродуговой сварки на сайте www.millerwelds.com
основы сварки Майкл Аллен и Натан Лотт, www.thefabricator.com
Что вам нужно знать о сварочных электродах Оанх Нгуен, www.tws.edu
Советы и методы сварки стержнем / SMAW
Дуговая сварка металлическим электродом в среде защитного газа (SMAW) требует настройки, а затем сварки.
Обычно коэффициент оператора или процент времени, затрачиваемого оператором на укладку сварного шва, составляет приблизительно 25 %. Остальное уходит на подготовку и удаление шлака.
Фактическая используемая технология сварки зависит от электрода, состава заготовки и положения свариваемого соединения.
Выбор электрода и положения при сварке также определяет скорость сварки.
Плоские сварные швы требуют наименьших навыков оператора и могут выполняться электродами, которые быстро плавятся, но медленно затвердевают. Это позволяет увеличить скорость сварки.
Наклонная, вертикальная или перевернутая сварка требует большего мастерства оператора и часто требует использования электрода, который быстро затвердевает, чтобы предотвратить вытекание расплавленного металла из сварочной ванны.
Однако обычно это означает, что электрод плавится медленнее, что увеличивает время, необходимое для укладки сварного шва.
Настройка работы SMAW
Перед началом убедитесь, что вы используете хороший шлем для сварки SMAW, а также защитную одежду.
Очистить заготовку
Закрепите деталь рядом со сварным швом
Вставьте электрод в изолированный держатель держателя. Установите силу тока на уровне, рекомендованном производителем электрода.
Определите наилучшую длину дуги. Ориентировочно дуга для электрода диаметром от 1/16″ до 3/32″ составляет 1/16″ (1,6 мм). Длина дуги для электродов 1/8″ и 5/32″ составляет 1/8″ (3 мм).
Подготовьте отбойный молоток для удаления шлака и перед выполнением второго прохода сварного шва.
Примеры сварки электродом
Плохие характеристики сварного шва включают большое количество брызг, использование неправильной дуги, более высокие/более низкие значения силы тока, чем рекомендуется, и плохое проплавление.
Операция
Зажигание дуги
Техника старта с нуля:
Для зажигания электрической дуги при запуске операции SMAW электрод приводится в контакт с заготовкой, протаскивается, как зажигание спички, а затем слегка оттягивается . Если дуга загорается, а затем гаснет, это означает, что электрод был отведен слишком далеко от основного металла. Если электрод прилипает к металлу, поверните его, и он должен освободиться.
Техника постукивания:
Переместите электрод прямо к основному металлу. Затем слегка приподнимите. Дуга должна начаться. Если дуга гаснет, значит, она была поднята слишком высоко над заготовкой.
Работа с электрододержателем
Это инициирует плавление заготовки и расходуемого электрода и вызывает попадание капель электрода с электрода в сварочную ванну.
По мере плавления электрода флюсовое покрытие распадается, выделяя пары, которые защищают зону сварки от кислорода и других атмосферных газов.
Кроме того, флюс образует расплавленный шлак, который покрывает присадочный металл по мере его продвижения от электрода к сварочной ванне.
Будучи частью сварочной ванны, шлак всплывает на поверхность и защищает сварной шов от загрязнения по мере его затвердевания.
Стыковая сварка
Прихватка
Прихватка
Прихватка сваривает два куска металла, чтобы удерживать их на месте. Это уменьшит деформацию соединения, вызванную расширением и сжатием металла при его нагревании и охлаждении.
Читайте также : Какова цель прихваточного шва?
Сварные швы с двойной V-образной канавкой, одинарной V-образной канавкой и квадратной канавкой
При выполнении разделочной сварки держите электрод перпендикулярно сварному шву. Наклоните электрод в направлении сварки.
Однорядный валик — это все, что необходимо для сварного соединения с узкой разделкой кромок. Для сварки с более широкой канавкой лучше использовать плетеный валик или множество стрингерных валиков.
Связанное чтение: Типы сварных швов: стрингер и канавка
Сварной шов с квадратной разделкой
Сварной шов с квадратной разделкой
Если толщина материалов составляет 3/16″ (5 мм), их обычно можно сваривать сварным швом с квадратной разделкой без предварительной подготовки.
Сварные швы с одинарной и двойной V-образной канавкой
Сварные швы с одинарной и двойной V-образной канавкой
Сварные швы с V-образной канавкой
хорошие сварные швы.
V-образная канавка рекомендуется для металла толщиной от 3/16″ до 3/4″ (от 5 до 19мм). Он также используется для любой толщины, когда сварка может производиться только с одной стороны.
Скос можно создать (под углом 30 градусов) с помощью шлифовального станка, оборудования для плазменной или кислородно-ацетиленовой резки. После создания фаски удалите окалину.
Сопутствующая дуговая сварка Прочтите: Лучшие машины для дуговой сварки
T-образная сварка
Угловой сварной шов
Электрод (1) должен находиться под углом 45 градусов или меньше при выполнении углового сварного шва.
Для углового шва держите электрод под углом 45 градусов или меньше к сварному шву. Наклоните электрод на 10-30 градусов в направлении сварки.
Используйте короткую дугу и двигайтесь с постоянной скоростью. Для вертикальных секций приварите обе стороны.
При необходимости для прочности добавить второй слой (удалить шлак перед нанесением следующего слоя).
Перемещайте электрод круговыми движениями.
Однослойный угловой сварной шов
При нанесении однослойного или многослойного сварочного прохода Двигайте электрод круговыми движениями
При сварке внахлестку электрод следует держать под углом 30 градусов или меньше. При необходимости используйте один или два прохода сварки. Перед вторым проходом удалите весь шлак.
Положения сварки
Каждое положение сварки описано ниже. Обратите внимание, что не каждый электрод подходит для каждой позиции . Ознакомьтесь с указаниями производителя, прежде чем приступать к любой операции SMAW.
Горизонтальная
Однопроходная сварка валиком
При выполнении горизонтальной сварки сварщик должен учитывать деформацию, вызванную силой тяжести
Проблема горизонтальной сварки заключается в искажающем воздействии силы тяжести на сварочную ванну. При необходимости или если это поможет, прихватите подкладочную полосу. Скошенные края также могут быть полезными.
При сварке в режиме SMAW держите электрод под углом 90 градусов к сварному шву. Наклонитесь в направлении сварки на 15 градусов.
Материалы со скошенной кромкой для горизонтального сварного шва
Расположение многопроходных сварных швов
Каждое число указывает расположение каждого сварочного прохода. Обратите внимание на использование опорной пластины. Шлеп необходимо удалять после каждого сварного шва.
Вертикальное положение сварки
Схема многопроходной вертикальной сварки
Иллюстрация направления сварки и расположения каждого прохода при выполнении вертикальной сварки
Направление сварки может перемещаться сверху вниз или снизу вверх. Легче сваривать в направлении вверх.
При необходимости используйте опорную пластину, приваренную прихваточным швом, а для более толстых материалов скосите края.
Держите электрод под углом 90 градусов к свариваемому материалу.
Схема сварки вертикального тройника
Помните об искажающем влиянии силы тяжести. Сварите соединение с обеих сторон, чтобы максимизировать прочность. Используйте раскачивающее движение при движении вдоль сварного шва с электродом.
Схема сварки внахлестку
Положение для сварки в потолке
Для сварки в потолке дуга должна располагаться немного в стороне от кратера. Прихватите опорную пластину и при необходимости используйте скошенные кромки.
Схема потолочного соединения с канавкой
Потолочное тройниковое соединение
Проверка сварного шва
Схема проверки прочности сварного шва
Проверка сварных швов с использованием молотка в указанном выше направлении. Слабость может быть связана с пористостью (отверстиями в сварном шве), неправильным нагревом или высокой скоростью перемещения.
Используйте молоток, чтобы ударить по стыку материала, приваренного к основанию. Сварной шов должен слегка прогибаться и не ломаться.
Поломка может быть вызвана слишком большим количеством отверстий (пористых) в сварном шве или наличием в сварном шве шлака.
Также обратите внимание, видны ли какие-либо скошенные области.
Если это так, это может означать, что присадочный материал не полностью расплавился из-за слишком быстрого перемещения электрода или из-за недостаточного использования тепла.
Как Наточить Сверло По Металлу Болгаркой Видео • AURAMM.RU
Это не требует особых доказательств того, что сверло теряет остроту во время работы, то есть, проще говоря, оно тупое. Тупое упражнение не является проблемой, пока оно вам не понадобится. Тогда вдруг оказывается, что невозможно работать с изношенной или тупой дрелью. Нужно только сожалеть, что геометрия и размер сверла не были восстановлены вовремя. В этой статье объясняется, как заточить спиральное сверло, а также жесткое сверло для сверления бетона.
Как заточить спиральное сверло
Вам не нужно беспокоиться об заточке сверла на дереве; Вы можете работать с таким сеялкой много месяцев и даже лет без какой-либо заточки. К сожалению, это не относится к металлическому сверлу, которое должно быть острым. То есть металл можно сверлить только острым, хорошо заточенным сверлом.
Резкий скрип в начале сверления характерен для потери резкости сверла. Не заточенный вовремя, сверло производит больше тепла и, следовательно, изнашивается даже быстрее, чем острое.
Можно заточить сверло на специальных станках или с помощью инструментов. Конечно, желательно, если это возможно, делать это на специальном оборудовании. Но в домашней мастерской таких машин, как правило, нет ни одной, поэтому приходится использовать обычную электрическую кофемолку.
Основные компоненты сверла-свитка.
Итак, подумайте, как заточить металлическое сверло? Тип заточки зависит от формы, которая должна быть придана задней поверхности сверла, и может быть одноплоскостной, двухплоскостной, конической, цилиндрической и винтовой.
Сверло заточено по задним граням. Оба зуба (перья) сверла должны быть заточены одинаково. Вручную это сделать нелегко. Также нелегко вручную поддерживать желаемую форму задней поверхности и правильный угол заднего угла.
1. Одноплоскостная заточка сверла отличается тем, что задняя поверхность пера выполнена в виде единой плоскости. Задний угол в этом случае колеблется в пределах 28-30 °. Сверло просто прикреплено к кругу, так что режущая часть проходит параллельно кругу и без вращения, без движения сверла, заточена. При такой заточке режущие кромки бурового долота могут становиться сколотыми во время сверления, что является недостатком этого способа заточки. Это самый простой метод ручной заточки, который можно использовать для тонких сверл диаметром до 3 мм.
2. Сверла диаметром более 3 мм предпочтительно имеют коническую форму. Вручную без навыков такая заточка трудна, но возможна. Сверло достигается левой рукой в рабочей части как можно ближе к входному конусу, а правой рукой. хвостом. Сверло прижимается к концу шлифовального камня режущей кромкой и задней поверхностью и слегка покачивается правой рукой, создавая коническую поверхность на тыльной стороне перьев. Во время заточки сверло не отрывается от камня, движения рук медленные и плавные. Для второй ручки все повторяется одинаково.
Подведите сверло с режущей кромкой к шлифовальному кругу.
Мы качаем дрель вниз, а затем снова вверх.
При заточке старайтесь максимально сохранить первоначальную форму заводской поверхности задней части, чтобы поддерживать необходимые углы поворота назад. Если заточка сделана правильно, то достаточно сверл диаметром до 10 мм. При диаметре более 10 мм эта заточка может быть улучшена путем шлифования передней поверхности, как показано на фотографии:
Измельчить переднюю поверхность.
Какой смысл подрывать? При уменьшении угла рельса и увеличении угла режущей кромки сопротивление скалыванию увеличивается, что увеличивает срок службы сверла. Кроме того, ширина поперечного края становится меньше. Поперечный край не затвердевает, но царапает металл в центре отверстия. Вторая фигура ясно показывает, что она здесь укорочена, что облегчает бурение.
Для дрелей с выбранным небольшим углом наклона можно дополнительно повысить резкость задней поверхности. В этом случае сверло менее трети находится в сверле с задней поверхностью. См фото:
Измельчить заднюю поверхность.
В производственных условиях после заточки, как правило, проводится тонкая настройка, которая сглаживает поверхность, удаляя небольшие выемки. Сверло, на котором производится регулировка, изнашивается меньше, чем заостренное сверло. Точная настройка должна проводиться при любой возможности.
Для отделки используйте шлифование круглых камней из зеленого карбида кремния (класс 63C, размер зерна 5-6, твердость M3-CM1) на бакелитовой связке, а также круги с коленом LO (размер зерна 6-8) на бакелитовой связке.
Ниже мы представляем вам большой выбор обучающих видео, которые помогут вам оттачивать упражнение.
Источник
Как Точить Сверла По Металлу Болгаркой
GrogoreБолгарки
Заточить сверло – это на самом деле просто
В домашнем хозяйстве самым нужным электроинструментом является дрель. Используя надежного ассистента есть вариант не столько высверливать фактически любые отверстия, зато вырезать места под установку электромонтажных устройств, включая розетки, выключатели. Увы для этой цели для вас непременно пригодится набор сверл. Выпускаются сверла для выполнения работ с хоть какими материалами. При работе сверла тупятся и нуждаются в заточке. Размещенный ниже материал ведает, как верно заточить сверло по металлу. Для выполнения сверлильных работ выпускаются особые инструменты, самым всераспространенным где является сверло
Внимание! На работе с разными материалами выпускаются особые сверла с различным углом заточки сверла.
Уже сегодня, на углы заточки оказывает влияние структура материала.Но о всем все по порядку.
Виды свел
Что такое сверло и как его заточить
Сверлом именуется режущий инструмент, выполняющий процесс резания по причине вращательного движения при осевой подаче.
Сверла используются не только лишь для производства сквозных отверстий разных поперечников, да и для рассверливания уже имеющихся отверстий.Применяя сверло, можно без проблем просверлить сквозное отверстие, сделать углубление подходящего поперечника, выполнить сверловку на требуемую глубину.
Но для выполнения перечисленных работ необходимо сверло подходящего поперечника.
Еще и сверло будет верно заточенное. А чтобы выяснить, как заточить сверло, нужно уточнить, для какого материала инструмент будет употребляться.
Конструктивно сверла выпускаются спиральные, плоские либо перовые, кольцевые, центровые, для глубочайшего как еще его называют однобокого резания. Спиральные сверла выпускаются разных поперечников. Спектр 0,1…80 мм при длине рабочей части до 275 мм. Плоские сверла употребляются для производства отверстий огромного поперечника на огромную глубину. Конструктивно режущая часть выполнена в форме лопатки, крепится к державке. Кольцевые сверла выполнены в форме пустотелой трубы, у какой занимается работает узенькая кольцевая режущая часть. Центровые сверла употребляются для центровки деталей при точении.Однако что остается сделать нашему клиенту перечисленные инструменты при работе тупятся. А раз сверла тупятся, их нужно затачивать. А чтоб выяснить, как верно заточить сверло, нужно представлять, для какого материала будет употребляться инструмент и од этого поменять угол наклона заточки. Пореже всего тупятся сверла во время работы по дереву. Если вы используете сверла при сверловке только по дереву, то такие сверла не требуют заточки в протяжении нескольких месяцев иначе говоря лет. Необходимо лишь заботливо относиться к их хранению и использованию. Нам же принципиально научиться затачивать сверла во время работы по металлу, бетону.
Затачиваем сверла для выполнения работ по металлу
Если вы поставили цель выяснить, как верно заточить сверло по металлу, довольно прочесть приведенную ниже статью. Чтоб произвести заточные работы, нужно иметь не только лишь заточное оборудование, да и средства защиты. Из средств защиты нужно непременно приобрести защитные очки. Для заточки сверла значительно надежнее приобрести заточной станок.
Несколько слов о заточном станке
В большинстве случаев заточной станок делается на базе маленького электродвигателя переменного тока 220 в.
Частота вращения заточного станка от 1500 об/мин.
Станок обязан оборудован обязательно прозрачным защитным экраном, подпятником.
Самостоятельно не нужно использовать сверла поперечником более 16 мм.
Потому что верно заточить сверло по металлу, если сверло затупилось?
Как
заточить сверло ?
Кобальтовые сверла Как получить огромную скидку на строй материалы смотри тут .
Как заточить сверло, самому
Как заточить сверло, верно.
Что, что сверлу требуется заточка, посудите по появляющемуся соответствующему скрипу при сверлении, в особенности в его начале. Сразу сверло начинает очень греться, что в большей степени приводит к его стиранию.
Точатся сверла на особых заточных станках. Своими силами сверла можно затачивать на примитивном точиле с камнем, с помощью болгарки с насадкой, на наждачной бумаге. Что нужно, как верно заточить сверло по металлу? Как затачивать сверло, определяет форма задней плоскости сверла. Что существует, что заточка сверла делается по задним граням. Внимание! Верно заточенное сверло имеет два зуба, заточенные полностью идиентично. Говоря о видах заточки, отметим, что их бывает несколько. Простой, одноплоскостной. Для выполнения одноплоскостной заточки сверло приставляется режущей частью к заточному кругу параллельно. В течении заточки воспрещается перемещать либо крутить сверло. Это простейший вид заточки. Однако его рекомендуется использовать для сверл поперечником до 3 мм. Наибольшим недочетом такового вида заточки считается разрушение режущей кромки сверла при работе в форме выкрашиваемости. 2-ой всераспространенный вид заточки именуется коническим. Данный вид заточки употребляется для сверл поперечником выше 3 мм. Это более непростой вид заточки. Коническую заточку сверла трудно выполнить вручную. Для ее выполнения, нужно взять сверло в левую руку, зажав рабочую часть. Правой рукою зажимается хвостовик. Сверло прижимается режущей кромкой к торцу заточного круга под необходимым углом. Покачивая сверло правой рукою, сделайте конусную поверхность на задней грани сверла. Внимание! Плавными и неспешными движениями руки затачивайте перо сверла, не отрывая его от поверхности камня. Эти же деяния сделайте и так же для 2-ой части сверла. Пристально смотрите за выдерживанием формы задней грани и углом заточки. Для четкого измерения углов заточки применяйте особый устройство, именуемый угломером. Если измерительного устройства нет, делают шаблон. А какие углы нужно выдерживать, где выяснить их величину. Угол заточки сверла по металлу выбирается из таблицы.
Принципиально! В процессе работы не перегревать сверло, перегрев приводит к послаблению стали. Непременно делайте остывание и закалку водой.
Чтоб обеспечить требуемые углы заточки сверла, рекомендуется использовать особые приспособления. Приспособление позволяет затачивать углы сверла с выдерживанием требований таблиц.
Таблица угла заточки сверла, для разных материалов
Способы заточки сверл на дому, самостоятельно
О заточке сверла с помощью точильного камня мы разглядели. Вам как самому заточить сверло? Если нет рядом заточного станка, многие обходятся болгаркой. Метод 1 Данный метод состоит в том, что сверло агрессивно крепится в тисках как еще его называют приспособлении. Задается угол закрепления. На болгарку устанавливается диск для выполнения работ по металлу. Крутящийся диск временами подводится к плоскости сверла. Как заточить сверло болгаркой, отлично показано на предлагаемом видео. Внимание! Предлагаемый вариант опасен. Лучше и надежнее будет, если закреплять сверло в приспособлении либо тисках.
Метод 2.7 Одновременно методе заточки крепится болгарка. На болгарку устанавливается диск с маленькой наждачкой. Сверло держится рукою, прикладывается к диску режущей частью. Нашему клиенту остается отлично видно, как заточить сверло по металлу болгаркой на видео.
Правила заточки победитовых сверл
Как заточить победитовое сверло? Победитовое сверло в большинстве случаев употребляют для выполнения сверлений отверстий в бетоне, кирпиче, камне. При работе сверло греется, издавая визжащий звук. Это 1-ый признак, что сверло нуждается в заточке. Чтоб заточить победитовое сверло, лучше пользоваться точильным станком с алмазным диском. Внимание! Пытайтесь выдерживать угол заточки. Для победитового сверла он равен 170º. Заточка победитового сверла заключается в подправке затупившейся режущей кромки.
Работа с нждаком
Плавным касанием сверла к заточному камню подправьте переднюю поверхность сверла. Сверло берется в левую руку поближе к режущей части, правой рукою держится за хвостовик. Сверло подводится к заточному камню, отрезному диску болгарки либо грибу с установленным наждачным полотном. Заточка заключается в подправке режущей кромки победитового сверла, которая при сверловке жесткой поверхности затупляется. Внимание! Нужно держать в голове, что частота вращения заточного камня находится в зависимости от твердости сверла. Чем тверже материал сверла, том медлительнее должен крутиться диск. В течении заточки нужно смотреть за одинаковостью режущих сторон. Иначе у вас получатся увеличенные и неровные отверстия. Принципиально не перекаливать сверло и охлаждать.
Выводы:
— сверло есть вариант заточить верно и своими силами самому; — сверла до 3 мм лучше затачивать одноплоскостным видом заточки; — для сверл выше 3 мм рекомендуется использовать коническую заточку; — для заточки применяют не только лишь особое оборудование, да и болгарку с наждачной насадкой; — заточку победитового сверла лучше создавать на заточном станке с алмазным диском; — при заточке непременно воспользоваться защитными очками.
Источник
болгарка, металл, сверло, точить
Related Posts
Как заточить сверло по металлу! Видео о правильной заточке сверл
Что такое сверло и как его заточить
Заточка сверл по металлу
Несколько слов о заточке
Способы заточки сверл болгаркой в домашних условиях, своими руками
Правила победитовые заточки сверл
Работа с наждаком
В бытовых электроинструментах самая популярная дрель. С помощью надежного помощника можно не только просверлить практически любые отверстия, но и вырезать места для установки электроприборов, в том числе розеток, выключателей. Но для этого обязательно нужен набор сверл. Выпускается дрель для работы с любыми материалами. В процессе эксплуатации сверла тупятся и нуждаются в заточке. Размещенный ниже материал рассказывает, как заточить сверло по металлу помимо заточки смотрите видео варианты
Что такое сверло и как его заточить
Для проведения сверлильных работ выпускается специальный инструмент, самым распространенным из которых является сверло .
Внимание! Для работы с разными материалами выпускаются специальные сверла с разным углом заточки сверл.
Кроме того, шлифовка под углом влияет на структуру материала. Но обо всем по порядку.
Различные способы заточки
Сверлом называют режущий инструмент, осуществляющий процесс резания вращательным движением с осевым потоком.
Сверла применяются не только для изготовления сквозных отверстий различного диаметра, но и для развёртывания существующих отверстий.Применяя сверло, можно просверлить сквозное отверстие, сделать отверстие нужного диаметра, сверление выполнить до необходимого глубина.
Но для проведения этих работ вам понадобится сверло нужного диаметра.
Кроме того, сверло должно быть правильно заточено.
Различные способы заточки определенного материала
А для того, чтобы узнать, как заточить сверло, необходимо уточнить, для какого материала будет использоваться инструмент.
Конструктивно сверла изготавливаются спиральными, плоскими или перьевыми, кольцевыми, шкворневыми, для глубокого или одностороннего резания. Спиральные сверла доступны в различных диаметрах. Диапазон 0,1…80 мм при длине рабочей части до 275 мм. Плоское сверло применяется для изготовления отверстий большого диаметра на большую глубину. Конструктивно режущая часть выполнена в виде лезвия, прикрепленного к держателю. Кольцевое сверло в виде полой трубы, у которой работает узкая круглая режущая часть. Центровочные сверла используются для центрирования при токарной обработке деталей.
Но все эти инструменты в процессе тупятся. А раз сверла тупятся, их надо точить. И чтобы узнать, как заточить сверло, надо представить, для какого материала будет использоваться этот инструмент и оды для изменения угла наклона заточки. Меньше всего тупятся сверла при работе по дереву. Если использовать сверло только при сверлении дерева, то такие сверла не требуют заточки в течение нескольких месяцев или лет. Нужно только позаботиться об их хранении и использовании. Для нас важно научиться затачивать сверла при работе по металлу, бетону.
Заточка сверл по металлу
Чтобы узнать, как заточить сверло по металлу, достаточно посмотреть видео о способах заточки и углах. Для выполнения шлифовальных работ необходимо иметь не только шлифовальное оборудование, но и средства защиты. Для защиты необходимо приобрести очки. Для заточки сверла лучше купить точильный станок.
Видео:
Несколько слов о заточке
Чаще всего точильный станок изготавливается на базе небольшого двигателя переменного тока 220 ат.
Частота вращения шлифовального станка от 1500 об/мин.
Машина должна быть оборудована в обязательном порядке прозрачным защитным экраном, глиссадом.
В домашних условиях не используйте сверла диаметром более 16 мм.
Итак, как правильно заточить сверло по металлу, если сверло затупилось?
О том, что требуется заточка сверла, можно судить по появлению характерного скрипа при сверлении, особенно в его начале. При этом сверло начинает нагреваться, что в дальнейшем приводит к его истиранию.
Заточка сверл на специальных заточных станках. В домашних условиях сверло можно заточить на камне с помощью простого пресса, с помощью болгарки с насадкой, на наждачной бумаге. Итак, как заточить сверло по металлу? Как заточить сверло, определяет форма задней плоскости сверла. Дело в том, что заточка сверла осуществляется с обратной стороны. Внимание! Правильно заточенное сверло имеет два зуба, заточенных абсолютно одинаково. Говоря о видах заточки, учтите, что их будет несколько.
Уголки для заточки
Простейшие, одноплоскостные. Для выполнения одноплоскостной заточки сверло прижимает режущую часть параллельно шлифовальному кругу. В процессе заточки запрещается перемещать и вращать сверло.
Это самый простой вид заточки. Но рекомендуется использовать для сверла диаметром до 3 мм. Самым большим недостатком этого вида разрушения считается заточка режущей кромки сверла при работе в качестве присыпки. Второй распространенный вид заточки называется коническим. Этот тип используется для заточки сверл диаметром более 3 мм. Это более сложная форма заточки. Конусную заточку сверл сложно выполнить вручную. Для его выполнения надо взять биту в левую руку, удерживая рабочую часть. Хвостовик с правым зажимом. Сверло прижимается режущей кромкой к концу шлифовального круга под нужным углом. Встряхивая правой рукой сверло, создайте коническую поверхность на задней грани сверла. Внимание! Плавными и медленными движениями руки затачивают перо сверла, не отрывая его от поверхности камня. Эти шаги следуют и для второй части тренировки. Следите за сохранением формы задней поверхности и угла заточки. Для точного измерения углов заточки используйте специальный прибор, называемый угломером. Если счетчика нет, то можно сделать шаблон. А какие углы необходимо сохранять, где их узнать значение. Угол заточки сверла по металлу выбираем из таблицы.
Важно! В процессе работы не перегревайте сверло, перегрев приводит к ослаблению стали. Убедитесь в охлаждении и закалке водой.
Для обеспечения нужного угла заточки сверл рекомендуется использовать специальные приспособления. Устройство позволяет затачивать углы сверла с ведением таблиц требований.
Настольная заточка угловых сверл, для различных материалов
Способы заточки сверл болгаркой в домашних условиях, своими руками
О заточке сверл с помощью бруска мы рассмотрели. А как заточить сверло? Если нет под рукой шлифовального станка, то можно сделать болгарку. Способ 1 Этот способ заключается в том, что сверло жестко закрепляется в тисках или приспособлениях. Устанавливает угол крепления. На шлифмашины устанавливается привод для работы по металлу. Вращающийся диск периодически подводится к плоскости сверла. Как заточить сверло болгаркой, хорошо показано в предлагаемом видео. Внимание! Предлагаемый вариант небезопасен. Лучше и надежнее будет, если закрепить в дрели или тисках.
Видео:
Способ 2 В этом способе к заточке прикрепляется болгарка. На шлифовальные машины устанавливается диск с мелкой наждачной бумагой. Ручная дрель, крепится к диску режущей частью. Все прекрасно понятно, как заточить сверло по металлу болгаркой на видео.
Видео:
Правила заточки победитовых сверл
Как заточить победитовое сверло? Победитовое сверло чаще всего используется для сверления отверстий в бетоне, кирпиче, камне. В процессе работы сверло нагревается, издавая визжащий звук. Это первый признак того, что сверло нужно заточить.
Подробно о том, как заточить сверло, чтобы пробивать победитовые. Для заточки победитового сверла лучше использовать шлифовальный станок с алмазным диском. Внимание! Старайтесь выдерживать угол заточки. Для сверл это победитовые 170º. Заточка победитовых сверл с затуплением режущей кромки.
Видео:
Работа с наждаком
Гладкие шлифовальные бруски для сверла для подправки передней поверхности сверла. Сверло берется в левую руку возле режущей части, правая рука держится за хвостовик. Сверло подается на шлифовальные камни, отрезные круги на шлифовальном станке или на грибке, установленные с помощью наждачной шкурки. Заточка заключается в подрезке режущей кромки сверла победитовыми, токарными работами, которые при твердой поверхности затупляются. Внимание! Следует помнить, что скорость вращения точильного камня зависит от твердости сверла. Чем тверже материал сверла, тем медленнее должен вращаться привод. В процессе заточки нужно следить за одинаковыми режущими сторонами. В противном случае вы получите увеличенные и неправильные отверстия. Важно не перегревать и не охлаждать сверло.
Видео:
Видео:
выводы:
— сверло можно заточить правильно и в домашних условиях;
— Сверло до 3 мм желательно заточенное одноплоскостное вид заточки;
— Рекомендуемая коническая заточка для сверления более 3 мм;
– можно использовать для шлифовки не только специальным оборудованием, но и с насадкой-шлифмашинкой;
— заточку победитовых сверл лучше всего производить на шлифовальных станках с алмазным диском;
— При заточке обязательно используйте защитные очки.
Sharp Советы и рекомендации, чтобы держать ваши сверла в форме
знания для обеспечения безопасного и практического использования. От ежедневных ремонтных работ до крупномасштабных проектов — электроинструменты необходимы для эффективной работы. Несмотря на удобство, электроинструменты могут быть опасны при неправильном использовании. Для их безопасной эксплуатации требуются не только соответствующие знания, но и техническое обслуживание. Вот почему поддержание ваших инструментов в отличной форме имеет решающее значение для безопасное использование . Помимо обеспечения безопасности вашего электроинструмента, мы также хотим избежать таких проблем, как неэффективность, дорогостоящие несчастные случаи и брак деталей. Края сверла предназначены специально для резки и изнашиваются и снижают уровень эффективности после интенсивного использования. Тупые сверла могут привести к некачественному резу и перегреву. В случае более твердых материалов, таких как металл, тупое сверло может не полностью врезаться в материал. Заточка сверл — важный шаг в обслуживании ваших инструментов, чтобы убедиться, что они работают эффективно и продуктивно.
Анатомия сверла
Прежде чем научиться обслуживать сверло, важно понять, из чего оно состоит. Обычно сверло имеет две режущие поверхности. Эти поверхности, которые могут варьироваться от 60 градусов (для пластика) до 135 градусов (для алюминия и стали) — наиболее распространенный угол при вершине составляет 118 градусов, обычно называют «режущими кромками» . Как вы можете видеть на изображении ниже, каждая угловая поверхность срезана под немного более узким углом, образуя другую плоскость в сверле — создавая режущую кромку. За этим краем находится рельефная область (обычно вырезается с рельефом ~12 градусов). Эта часть долота обеспечивает эффективное бурение за счет снижения уровня трения. Глядя на сверло, мы можем увидеть канавку, также известную как канавка, которая оборачивается вокруг и вниз по куску. Канавка позволяет лому отходить от режущей поверхности долота. Если бит острый, результат истинный, цилиндрическое отверстие в выбранном материале.
Рис. 1: Части сверла.
Техническое обслуживание вручную
Теперь, когда вы знакомы с устройством сверла, вы можете приступить к его заточке. Шлифовальный круг — это эффективный и простой способ заточки сверл. Начав с режущей кромки, мы располагаем ее горизонтально напротив колеса. Поворот биты по часовой стрелке позволяет отшлифовать область за режущей кромкой. Важно убедиться, что режущая кромка находится дальше всего от сверла. Удостоверьтесь, что деталь расположена по центру и даже имеет решающее значение для эффективной резки биты.
Тщательное шлифование имеет решающее значение для вашей дрели. На изображении ниже левая насадка является примером неправильной заточки. Эта часть не сможет функционировать так же эффективно, как та, что справа.
Машинная заточка – Drill Doctor
Когда дело доходит до заточки деталей, личным фаворитом Leading Edge Industrial является станок Drill Doctor . Этот эффективный станок заточит затупившиеся насадки за считанные секунды. Станок Drill Doctor воспроизводит тот же тип движения для заточки сверла, что и фабрики, когда они изначально изготавливают деталь. Машина стала невероятно популярной с момента своего появления в 1973, продано более 4 миллионов инструментов для заточки!
Добро пожаловать в эффективность
Совершенствуя навыки заточки сверл, вы сразу оцените преимущества. Вы не только сэкономите деньги, продолжая использовать одну и ту же насадку вместо замены, но и получите следующие преимущества: приводит к более быстрой обработке материалов. С помощью сверла вы сможете выполнить больше работы за меньшее время.
Теплоизоляция – Когда сверло затупилось, пользователи, как правило, прилагают большее усилие, чтобы компенсировать снижение эффективности сверла. Это приводит к перегреву сверла, что способствует дальнейшему затуплению. Убедившись, что ваши сверла правильно заточены, вы также предотвратите эту проблему и снизите риск повреждения сверла. При перегреве инструмент может образовать микротрещин и сломаться. Простое обслуживание может сэкономить много денег в течение срока службы инструмента.
Чистые резы – Использование свежезаточенного сверла означает получение цилиндрических резов, которые являются чистыми и соответствуют размеру и посадке сверла. Это помогает обеспечить чистую поверхность и точность ваших проектов.
Надежная безопасность – Работа с затупленным оборудованием означает приложение большего давления или силы для получения тех же результатов, что и при использовании хорошо обслуживаемого инструмента. Увеличение давления на инструмент также увеличивает риск поломки или соскальзывания инструмента, что может привести к травме. Заточка сверл — это простой способ снизить ненужный риск.
Небольшой шаг вперед
Чистая работа может доставлять невероятное удовольствие. Будь то ручные усилия или удобная помощь мастера-сверлильщика, вам больше не придется иметь дело с тупыми сверлами. На самом деле, с вашим текущим запасом деталей у вас может хватить на всю жизнь проектов. Пара минут и повороты запястья и вы в кратчайшие сроки отправитесь к эффективному, экономичному и безопасному проекту!
Практически в любой ремонтной мастерской можно увидеть стол слесаря-ремонтника, на котором разложены инструменты, детали, заготовки, материалы и многое другое. Как правило, рядом или же под самим столом располагаются одна или несколько тумб, а стену около него от загрязнений защищает специальный щит с размещенными на нем держателями для инструментов. Такой стол является рабочим местом слесаря-ремонтника и зачастую еще называется слесарным верстаком. Он предназначен для быстрого и качественного исправления повреждений слесарных конструкций. Использование удобной мебели для обустройства рабочего места мастера, позволяет не только в несколько раз увеличить производительность его труда, но и предотвратить появление производственных травм, связанных с использованием не эргономичного оборудования.
Хороший стол слесаря-ремонтника изготавливается из листового металла, толщина которого должна быть не менее двух-трех миллиметров. Наиболее удачной считается конструкция универсальных верстаков с усиленной столешницей, изготавливаемой из более плотного металла. Еще одной немаловажной особенностью хорошего стола слесаря-ремонтника являются исключительно устойчивые ножки.
Такие требования к конструкции этой металлической мебели выдвигаются, отнюдь не случайно. Приемлемая нагрузка на стол слесаря составляет около пятисот килограмм. Понятно, что при таких нагрузках тоненькая столешница быстро погнется, а ножки расшатаются, что сделает верстак совершенно непригодным к дальнейшей эксплуатации.
Помимо прочности, поверхность столешницы верстака для слесарных работ должна отличаться устойчивостью к появлению царапин и воздействию высоких температур. Поэтому для окраски стола используют специальные порошковые красители, наносимые электростатическим способом. Поверхности, окрашенные таким способом отличаются устойчивостью к воздействию высоких температур, появлению царапин и износостойкостью.
Как уже говорилось ранее, верстаки слесаря-ремонтика чаще всего оснащаются одной или несколькими тумбами. Ведь в процессе работы мастеру требуется большое количество разнообразных инструментов, хранить которые удобнее всего в непосредственной близости от рабочей поверхности. Особенно удобными считаются модели верстаков с тремя тумбами с разным расположением ящиков: одним, тремя и пятью. Таким образом, можно компактно и упорядоченно разметить как крупные инструменты, наподобие пил и молотков, так и всевозможные мелкие детали: винты шурупы, отвертки.
К задней стенке стола как правило крепится специальный защитный экран. Одной из основных его функций помимо защиты стен от загрязнений и механических повреждений является удобное размещение нетяжелых и часто используемых инструментов в непосредственной близости от рабочей поверхности. Защитные экраны бывают двух видов: с перфорацией и без. Последние считаются более удобными, так для крепления держателей и крюков для инструментов в них нет необходимости просверливать отверстия. Это позволяет очень гибко варьировать расположение полочек относительно столешницы для достижения максимальной функциональности.
Таким образом, стол слесаря-ремонтника не только позволяет увеличить качество работы, но и существенно уменьшить время выполнения ремонтных операций, тем самым повышая производительность труда.
Где купить стол слесаря?
Приобретать слесарный стол необходимо у производителя, чтобы цена на донное устройство была минимальной. Компания «KRONVUZ» — изготовитель рабочих столов слесаря, предлагает широкий ассортимент слесарных верстаков по самым минимальным ценам и различной модификации. Так же возможно изготовление данного оборудования на заказ, по техническому заданию покупателя.
Стол CCP-01-02 предназначен для слесарно-сборочных, рихтовочных, доводочных, монтажных, регулировочных, наладочных и других видов работ. Широкая область применения – от небольших подсобных помещений и учебных мастерских до автосервисов и крупных промышленных предприятий. э
Надежная металлическая конструкция может быть дополнительно оснащена инструментом, тисками, осветительными узлами и приспособлениями для ремонта и обработки изделий, что позволяет удовлетворять потребности Заказчика на любых участках работ.
2000х720х1700
Сталь
Нагрузка на рабочую поверхность: 2050 кг
Масса: 158 кг
Количество товара CCP-02 стол слесаря-ремонтника
Точную цену на изделия уточняйте у менеджера по продажам.
Вы можете заказать изготовление металлоконструкций или купить готовую продукцию. Работаем оптом и в розницу. Осуществляем доставку. Данный ресурс не является публичной офертой. Цена изделий уточняется у менеджера по продажам.
Все материалы данного сайта являются объектами авторского права (в том числе дизайн). Запрещается копирование, распространение (в том числе путем копирования на другие сайты и ресурсы в Интернете) или любое иное использование информации и объектов без предварительного согласия правообладателя.
Компания службы поддержки в округах Ориндж и Лос-Анджелес
Ищете оперативную ИТ-поддержку в округе Ориндж или Лос-Анджелесе?
Когда технология компании дает сбой, они должны знать, что их команда ИТ-поддержки быстро отреагирует на их вызов. Любое количество простоев быстро приводит к неспособности выполнять жесткие производственные графики, что приводит к потере доходов и недовольству клиентов. Ни один бизнес этого не хочет.
Владельцы предприятий округа Ориндж и Лос-Анджелеса платят хорошие деньги фирмам по поддержке ИТ, доверяя поставщикам, которые заявляют, что могут поддерживать свои технологические активы в полном рабочем состоянии и устранять досадные простои. К сожалению, не все компании, дающие такое обещание, обладают умением сдержать свое слово настолько благонамеренно, насколько это возможно.
Мы делаем ИТ до смешного простым для наших уважаемых клиентов, позволяя им свободно уделять все свое внимание повседневным операциям своего бизнеса.
Независимо от того, находится ли компания в конце очереди на ремонт из-за перегруженного рабочего графика или потому, что технический специалист просто не обладает знаниями для быстрого решения своих проблем, эти компании не получают ИТ-поддержку, за которую они платят.
Orange Crew делает своим приоритетом быть полностью доступными для своих уважаемых клиентов, чтобы давать ответы на повседневные вопросы в области ИТ и более сложные советы для принятия управленческих решений.
Наше внимание к продуктивным ИТ-решениям зависит от регулярного общения с нашими клиентами, чтобы обеспечить удовлетворение всех их технологических потребностей.
Как работают службы поддержки от Orange Crew?
Orange Crew упрощает для наших клиентов подачу заявки в службу поддержки. Когда что-то пойдет не так или у сотрудника возникнет вопрос, он может связаться с нашим офисом по телефону или электронной почте. В течение 30 минут их тикет будет закреплен за одним из наших технических специалистов.
Заявки службы поддержки, считающиеся серьезными по масштабу, получают наивысший приоритет. Имея в штате большое количество квалифицированных ИТ-специалистов, мы легко можем оперативно решать технологические проблемы наших клиентов.
Каковы часы работы службы поддержки Orange Crew?
Как и большинство предприятий, Orange Crew соблюдает установленный график работы. Наш дружелюбный офисный персонал готов принять звонок каждого клиента с 7:00 до 17:00 ежедневно. Мы также предоставляем обслуживание в нерабочее время для чрезвычайных ситуаций, таких как сбои сервера или нарушения безопасности.
Какие еще услуги предоставляет Orange Crew для предприятий округа Ориндж и Лос-Анджелеса?
Управляемые ИТ-услуги
Безопасность сети
Резервное копирование и восстановление данных
Услуги VOIP
Кибербезопасность
Облачные службы
Управление поставщиками
Консультационные услуги в области ИТ
Могут ли службы Help Desk помочь мне в достижении результатов моего бизнеса?
Наличие полнофункциональных ИТ-сетей и активов является важной частью стратегии успеха любого бизнеса. Служба поддержки от Orange Crew дает клиентам уверенность в том, что помощь всегда доступна в случае возникновения проблемы.
Мы работаем в тандеме с владельцами бизнеса, чтобы поддерживать их цели, предоставляя им идеальную рабочую ИТ-среду и выступая в качестве их сторожа на стене, чтобы предотвратить возникновение проблем благодаря внедрению и управлению нашими проактивными и эффективными ИТ-решениями.
• НАТУРАЛЬНОЕ ДЕРЕВО (настоящее дерево, а не фанера)
• НАТУРАЛЬНЫЕ ОТДЕЛОЧНЫЕ МАТЕРИАЛЫ (пчелиный воск и минеральное масло)
• ЭКОЛОГИЧНЫЕ УПАКОВОЧНЫЕ МАТЕРИАЛЫ (НЕ ПЛАСТИКОВЫЕ)
• ОРИГИНАЛЬНЫЙ, ВЫСОКИЙ ДИЗАЙН 100% РУЧНАЯ РАБОТА
Визитница изготовлена из цельного куска дерева (украинский бук). Мы вручную шлифуем каждый кусок дерева для супергладкости и запечатываем его натуральным пчелиным воском и минеральным маслом. Так вы получите абсолютно экологически чистый продукт! Это не стандартные держатели, они были разработаны нами, и каждый из них собирается вручную.
Вмещает не менее 70 визитных карточек стандартной толщины – макс. 3,74×2,16 дюйма. (95×55 мм)
См. другие наши настольные держатели карт —> https://www.etsy.com/shop/BlazerWorkshop?section_id=25536605
———————————————— ————
Примечание: Вы получите картхолдер, как на фото. но цвет и текстура материала немного различаются, потому что каждый кусок дерева имеет свой цвет и текстуру. ————————————————— ———-
Пожалуйста, добавьте точный текст, который должен быть выгравирован на изделии.
ПЕРЕДНЯЯ сторона: макс. 36 симв. (макс. 20 на одну строку)
Задняя сторона: Макс. 120 символов
Мы рекомендуем добавлять только имя, фамилию и статус. (меньше текста = лучшее качество гравировки)
————————————— ———————
Чтобы защитить владельцев карт, мы отправляем их хорошо упакованными. Мы также берем на себя ПОЛНУЮ ответственность за любой ущерб.
ДОСТАВКА:
США — 8-14 дней Европа — 12-20 дней Великобритания — 18-30 дней Италия и Испания — 18-30 дней Канада — 18-60 дней (информация об отслеживании недоступна) Австралия — 20-60 дней (информация об отслеживании недоступна) Азия, Латинская Америка и Карибский бассейн — 14-25 дней
Номер отслеживания будет предоставлен.
Пожалуйста, делайте заказ заранее, потому что международная доставка может занять до 4-6 недель до Рождества и во время праздников!
———————————————— ———— ✓ Мы берем на себя полную ответственность за нашу продукцию, отгрузку и доставку.
Заливка фундаментной плиты, как заливать, как правильно залить, стоимость в ООО Проект
Фундамент — важнейший элемент любого строения, будь то мелкий торговый павильончик или многоэтажный небоскреб. И любая ошибка в расчетах или желание сэкономить на стоимости может повлечь очень печальные последствия для всего здания в целом.
Плитный фундамент относится к категории незаглубленного или мелкозаглубленного ленточного фундамента. По своей сути, это железобетонная решетка либо монолитная плита толщиной от 20 до 50 см, расположенная под всей площадью здания. Она укладывается на 30-40-сантиметровый слой плотно утрамбованного песка (или песка, перемешанного со щебнем), а тот, в свою очередь, располагается на выровненном цельном грунте (не копаном и не рыхленном).
Фундаментная плита может быть как цельной монолитной, так и сборной — из бетонных блоков или строительных плит, поверх которых делается цементная стяжка, которая заполняет все щели и выравнивает поверхность. Самой надежной считается сплошная монолитная конструкция, поскольку она имеет более высокую пространственную жесткость и гораздо долговечнее в эксплуатации. Да и стоимость заливки фундаментной плиты прямо на стройплощадке будет значительно меньшей, нежели покупка, доставка и укладка подъемным краном готовых бетонных изделий. Тем более, поверх них все равно придется делать стяжку.
строится большое здание, которое будет оказывать большое давление на грунт;
грунт на стройплощадке слабый, разрушенный, насыпной, обладает неравномерной сжимаемостью или склонен к сильному промерзанию;
необходимо защитить основание постройки от высокого уровня талых или грунтовых вод.
В тех зонах, где почва глубоко промерзает (например, в странах Скандинавии) широко распространен морозостойкий фундамент. Для этого фундаментную плиту кладут на «ковер» из теплоизоляционного материала — экструдированного пенополистирола.
До недавнего времени монолит не использовали при строительстве домов, в которых планировался подвал или высокий цокольный этаж. Однако в современном частном строительстве заливки фундаментной плиты стала встречаться все чаще.
Как правильно залить фундаментную плиту?
Если вкратце, то правильная технология заливки фундаментной плиты выглядит так:
Масштабные земляные работы — рытье котлована под всю площадь основания, выравнивание поверхности.
Устройство дорнитовой прослойки (материала, который будет задерживать песок, не позволяя ему впитаться в почву).
Сооружение и утрамбовка песочного или песочно-щебневого слоя.
Монтаж водопровода, канализации и других коммуникаций.
Бетонная стяжка поверх песочного слоя толщиной около 10 см.
Устройство гидроизоляции. Обычно используется рубероид или аналогичный рулонный материал. Все швы обязательно спаиваются паяльной лампой. Причем гидроизоляционный «ковер» должен выступать за края плиты примерно на полметра (потом эти края завернутся наверх и припаяются к торцам).
Устройство теплоизоляции. По своей сути это слой экструдированного пенополистирола, накрытый полиэтиленовой пленкой.
Монтаж каркаса из арматуры.
Установка опалубки и заливка основной массы бетона.
Как видите, объем работ более чем существенный, и без помощи строительной бригады и специальной техники вряд ли удастся обойтись. Да и желание сэкономить может, в конечном счете, обернуться куда более серьезными расходами, если фундаментная плита будет залита неправильно. Поэтому лучшим выходом будет обратиться к строителям-профессионалам. Строительная компания «Проект» выполнит для вас практически любые строительные и монтажные работы на профессиональном уровне и за невысокую стоимость. Причем, работаем мы не только в Москве, но и в Подмосковье. Обращайтесь, мы всегда к вашим услугам!
Фундамент плита своими руками: пошаговая инструкция
Фундаментная плита в отличие от основания ленты является относительно редко используемым типом несущего базиса. Устройство плитного фундамента достаточно простое, но заливка плиты требует строгого соблюдения технологий.
Чтобы получить надёжную и прочную монолитную плиту, нужно учесть целый ряд аспектов, а также произвести правильный расчёт и качественную подготовку грунта.
В данной статье содержится пошаговая инструкция заливки фундаментной плиты своими руками.
Содержание
Технические особенности
Область применения
Плюсы технологии
Заливка основания-плиты
Проектировка
Подготовка участка
Формирование защитной подушки
Установка опалубки и армирование
Заливка бетона
Технические особенности
Монолитная плита подойдет как фундамент для многих грунтов
Монолитный фундамент представляет собой железобетонную плиту-основание, на котором располагается постройка. Технология строительства такого основания не представляет особых сложностей.
Залить плитный фундамент своими руками может любой частный застройщик, даже не обладающий особыми навыками в строительном ремесле.
Однако подобная технология имеет свои особенности и нюансы, несоблюдение которых может стать причиной преждевременного разрушения основания и всей постройки.
Область применения
Ленточный фундамент – оптимальный вариант в большинстве случаев
Наиболее распространённым на сегодня в частной застройке типом несущих оснований является фундамент-лента. Он универсален и достаточно прост в изготовлении. Но в некоторых случаях подобный вариант может быть абсолютно неприемлем. Причиной этому, прежде всего, могут быть особенности грунта на участке строительства.
Например, высокий или постоянно изменяющийся уровень грунтовых вод, а также большая глубина промерзания почв потребует обустройства фундамента глубокого заложения. Это делает устройство монолитного фундамента ленточного типа экономически невыгодным из-за технической сложности работ и их высокой сметной стоимости.
В то же время, заливка монолитной плиты фундамента становится целесообразной при ряде условий.
Проведение работ на сложных грунтах, когда необходимо равномерно распределить нагрузку на как можно большую площадь основания. Технология плитного фундамента даёт возможность увеличить площадь опоры, тем самым снизив удельное давление на грунт.
Отсутствие в проекте дома подвального помещения или цокольного этажа.
При необходимости заливки чернового пола. В этом случае возможно использование фундаментной плиты не только в виде несущего основания, но и в качестве бетонного пола.
При выборе фундамента для частного дома следует внимательно проанализировать все плюсы и минусы той или иной технологии. Так, если застройщик решил остановить свой выбор на фундаменте плите, он должен разобраться, все ли технические условия строительства подходят именно для плитного фундамента.
Плюсы технологии
Технология заливки такого основания проста, ее можно выполнить своими руками
Устройство фундамента плиты несёт в себе целый ряд преимуществ для застройщика, решившего выбрать данный вариант несущего основания для своей постройки.
Среди основных преимуществ, которыми обладает плиточный фундамент, можно отметить следующие:
Высокая прочность. Наличие объёмного армирования и монолитная бетонная заливка позволяют создать прочную плиту фундамента, способную успешно противостоять внешним воздействиям и физическим нагрузкам.
Простота технологии позволяет залить монолитную плиту фундамента своими руками без привлечения профессионалов и специальной строительной техники. Заливка плитного фундамента своими руками позволяет значительно снизить общие сметные расходы на постройку дома.
Низкое давление на грунт. Данный показатель для основания-плиты составляет порядка 0,1 кг на кв. см, что является рекордом для всех типов несущих оснований. Достигается это равномерным распределением веса постройки по всей площади опоры и позволяет возводить достаточно массивные конструкции на слабых грунтах.
Жёсткая конструкция бетонной платформы позволяет ей равномерно опускаться и подниматься в зимний и летний периоды, что особенно актуально для участков с пучинистым грунтом. Силы, действующие при этом на плиту фундамента, не приводят к её деформации, что позволяет предотвратить растрескивания стен постройки. Аналогичные силы, действующие снизу на ленточный фундамент, способны попросту расколоть его со всеми негативными для здания последствиями.
Увеличение темпов строительства. Возможность совмещения функций основания и заливного пола позволяет сократить общее время строительства и упростить весь процесс. Обустройство фундамента плиты своими руками само по себе не занимает много времени благодаря простоте конструкции и технологии заливки. Перед тем, как сделать фундамент, не нужно производить длительных подготовительных работ по рытью траншей и монтажу опалубки сложной формы.
Заливка основания-плиты
Устройство плитного основания
Несмотря на всю простоту плитного фундамента технология его устройства должна соблюдаться максимально чётко. Перед тем, как залить плиту под фундамент, следует ознакомиться с рядом нюансов, которые позволят получить действительно качественное и долговечное основание.
Ниже приведены инструкции, как правильно залить монолитную плиту-основание. Если частный застройщик желает произвести всю работу своими руками, пошаговое руководство окажет ему в этом неоценимую помощь.
Проектировка
Перед тем, как сделать фундамент, необходимо произвести технологические расчёты и создать проект будущей конструкции на бумаге.
Делается проект строительства с максимально полным учётом всех аспектов, которые могут оказать влияние на строительство и дальнейшую эксплуатацию основания. Допущенные в расчётах ошибки могут самым негативным образом сказаться на всём дальнейшем процессе строительства дома.
Среди основных факторов, которые необходимо учесть при составлении проекта, нужно особо отметить:
характеристики грунта: его прочность, высота подпочвенных вод, рельеф;
возможные внешние воздействия на основание: размыв дождевыми водами, давление сил пучения, усадка конструкции;
размеры постройки. Чем более массивное здание будет построено на монолитной плите, тем больше должна быть толщина плиты и более рационально распределена нагрузка по всей её площади.
При возведении небольших строений, таких как баня, гараж, лёгкий дачный домик, расчёт может производиться на глаз. Даже небольшого слоя армированного монолитного бетона будет достаточно, чтобы выдержать их вес. Но если на основании-плите будет сооружаться капитальное жилое строение, лучше всего обратиться за помощью к специалистам с инженерным образованием.
В связи со сложностью расчётов высока вероятность допустить в проектировании ошибки, исправить которые в дальнейшем будет очень трудно.
Подготовка участка
Разметку делают на выровненном очищенном участке
Данный этап работ включает в себя планировку участка, выемку и отсыпку грунта. Прежде всего, необходимо очистить участок строительства от растительности: спилить деревья и кустарник, выкорчевать пни. После этого следует снять верхний плодородный слой почвы, богатый органикой.
Органические включения, находящиеся в почве имеют свойство со временем перегнивать, в результате чего объём грунта уменьшается, поэтому плита, заливаемая поверх органики, рано или поздно оказывается в подвешенном состоянии, что не лучшим образом сказывается на её несущих способностях.
После удаления чернозёма нужно будет произвести планировку участка – выравнивание его в горизонтальной плоскости. Для этого обычно используется нивелир, посредством которого определяется горизонталь. Но, поскольку не у каждого владельца земли имеется данный инструмент, и далеко не все умеют им пользоваться, можно применить лазерный уровень.
Самую низкую точку основания будущей постройки берут за «ноль» и выравнивают по ней всю площадку. Можно также применить комбинированный метод выемки и отсыпки, когда выбранный в высокой части площадки грунт используют для поднятия её низкой части.
При заливке фундаментного основания использовать отсыпку нужно очень осторожно, так как насыпной грунт обладает низкими несущими способностями. Отсыпанную часть площадки следует тщательно утрамбовать во избежание просадки фундамента в этом месте после постройки.
Формирование защитной подушки
Песчано-гравийная подушка смягчит воздействие грунта на плиту
Следующим шагом создаётся многослойная защитная подушка, играющая роль буфера между бетонной заливкой и почвой. Поверх грунта отсыпается слой крупного песка, гравия или щебня толщиной 10-15 см. Он необходим для смягчения давления на бетонное основание со стороны сезонных сил пучения грунта.
Песчано-гравийная подушка после отсыпки трамбуется для большей плотности виброплитой или ручной трамбовкой в виде чурки с прикреплёнными к ней ручками. При возведении фундаментного основания на глинистых или болотистых почвах перед отсыпкой гравия грунт застилается геотекстилем, который предотвратит углубление защитного слоя в грунт.
Поверх гравия заливается защитная выравнивающая стяжка из «тощего» бетона – марок М-100 … М-200. Своё название данный раствор получил из-за малого процентного соотношения цемента по отношению к наполнителям.
На слой гравия уложите слой утеплителя
Выше выравнивающей стяжки укладывается теплоизолирующий слой, предотвращающий промерзание черновых полов в зимнее время. Изготавливается он из пенопласта высокой плотности или экструдированного пенополистирола.
Между слоем утеплителя и песчано-гравийной подушкой сооружается слой гидроизоляции из рулонных материалов – рубероида или его современных аналогов. С помощью гидроизоляции останавливают проникновение сырости из почвы в слой утеплителя. Поверх теплоизолирующих материалов укладывается второй слой гидроизоляции, после чего производится непосредственное бетонирование опорной плиты.
Установка опалубки и армирование
Установите внутри опалубки металлический каркас
Опалубка для монолитной плиты по сравнению с опалубкой для ленточных фундаментов отличается простотой конструкции. По всему периметру будущего основания устанавливаются бортики из досок, которые закрепляются в вертикальном положении упорами. Внутри опалубки над слоем гидроизоляции устраивается объёмный армирующий каркас. Конструктивно он представляет собой две сетки из арматуры, расположенные одна над другой.
Сетки изготавливаются из стальной или стеклопластиковой арматуры. Для этих целей берут арматуру диаметром 10 – 16 мм, при этом желательно, чтобы нижняя сетка была сделана из более толстой арматуры, нежели верхняя.
Между сетками и гидроизоляцией с одной стороны и поверхностью плиты – с другой, должен располагаться защитный слой бетона как минимум в 3-5 см. Поэтому под нижнюю сетку устанавливаются закладные из металла или камня, а верхняя сетка крепится так, чтобы заливаемая поверхность была выше её.
Заливка бетона
Залитый раствор уплотняется вибратором
Для заливки монолитного плитного фундамента применяется бетон марки не ниже М-200. При строительстве массивных зданий – например, жилых домов из кирпича или камня, оптимальным вариантом будет бетон марки М-300 – М-400. Сама технология заливки не представляет большой сложности – бетон заливается до нужного уровня и разравнивается.
При заливке обязательно должно производиться уплотнение раствора при помощи вибратора. Залитый бетон содержит в своём составе большое количество пузырьков воздуха, что делает его менее плотным, пористым, а это снижает общую прочность всей несущей конструкции.
Во время вибрирования бетонный раствор уплотняется, заполняет всё пространство внутри опалубки, пузырьки воздуха выходят из него, поднимаясь вверх.
Также при заливке плиты следует тщательно выравнивать её поверхность. В дальнейшем это значительно упростит отделочные работы, позволит сэкономить время и силы при монтаже чистовых полов.
Как видно из инструкции, сделать плитное основание для дома вполне доступно каждому человеку, даже не имеющему большого опыта строительных работ. Самое главное здесь – произвести правильный расчёт и тщательно соблюдать технологии строительства фундамента-плиты.
Как правильно залить бетонную плиту — Семейный мастер на все руки
Весной строить сарай? Прежде чем вы сможете даже подумать о поднятии стен, необходимо иметь прочный фундамент. Узнайте, как успешно залить бетонную плиту здесь.
1 / 32
Zurijeta/Shutterstock
Как залить бетонную плиту: основы
Основная часть работы для новой плиты заключается в земляных работах и строительстве опалубки. Если вам нужно выровнять участок с уклоном или внести много насыпи, наймите экскаватор на день, чтобы помочь подготовить участок. Затем рассчитывайте потратить день на изготовление форм и еще один на заливку плиты.
2 / 32
Сколько нужно залить бетонной плиты: расчет заказа бетона
Вот краткое изложение того, что вам нужно знать о бетоне и ценах на бетон. В качестве примера возьмем плиту размером 10 x 10 футов:
Рассчитайте необходимый объем в кубических ярдах. Умножьте длину (10 футов) на ширину (10 футов) на глубину (0,35 фута или 4 дюйма) и разделите на 27 (количество кубических футов в кубическом ярде). У вас получится 1,3 куб. ярдов Затем добавьте 10 процентов, чтобы учесть вариации утечки и глубины плиты, чтобы помочь определить стоимость бетона за ярд.
Не перерасходуйте деньги на следующую каменную работу. Вот как рассчитать конкретный заказ:
3 / 32
Как залить бетонную плиту: подготовка площадки
Прежде чем приступить к работе, свяжитесь с местным строительным отделом, чтобы узнать, требуется ли разрешение и насколько близко к линиям участка вы можете строить. В большинстве случаев вы будете измерять от линии участка, чтобы расположить плиту параллельно ей. Затем вбейте четыре колышка, чтобы примерно обозначить углы новой плиты. Отметив приблизительный размер и местоположение, используйте линейный уровень и веревку или строительный уровень, чтобы увидеть, насколько уклон земли. Выравнивание наклонного участка означает перемещение тонн почвы. Вы можете построить низкую сторону или вкопать высокую сторону в склон и добавить низкую подпорную стенку, чтобы сдерживать почву. Примечание. Прежде чем приступить к раскопкам, позвоните по номеру 811 или посетите веб-сайт call811.com, чтобы договориться с местными коммунальными службами о местонахождении и маркировке закопанных труб и проводов.
4 / 32
Дополнительные советы специалистов по самостоятельной заливке бетонной плиты смотрите в этом видео:
5 / 32
Выбор досок для формы
Начните с выбора досок прямой формы. Для плиты толщиной 5 дюймов с утолщенными краями, которая идеально подходит для большинства гаражей и навесов, лучше всего подходят доски 2×12. Для проезда или другой плиты без утолщенных краев используйте 2x6s. Если у вас нет достаточно длинных досок, соедините их вместе, прибив 4-футовые гвозди. Накладка 2×12 на стык. Осмотрите доски, чтобы убедиться, что они выровнены и выровнены, прежде чем прибивать планку.
7 / 32
Отделка формы
Отрежьте вторую доску по ширине плиты. Прибейте один конец к распорке и используйте расчетную длину диагонали, чтобы установить форму под углом 90 градусов. Вбейте кол в конце. Выровняйте, выровняйте и закрепите вторую доску формы. Добавьте третью сторону.
Примечание. Отрежьте две боковые опалубочные доски на 3 дюйма длиннее, чем длина плиты. Затем обрежьте торцевые доски точно по ширине плиты. Вы прибьете торцевые доски между боковыми досками, чтобы создать форму правильного размера. Используйте дюплексные (двухгранные) гвозди 16d, чтобы соединить доски опалубки и прикрепить раскосы. Гвозди через колья в формы.
8 / 32
Крашеница Дмитрий/Shutterstock
Рассчитайте необходимое количество заливки
Ключом к трещиностойкому бетону является прочное основание с хорошим дренажем. Если у вас песчаная почва, это означает добавление слоя гравия.
Имея формы, вы можете оценить, сколько заполнения вам нужно. Чтобы рассчитать необходимое количество наполнителя, протяните веревку через верхнюю часть форм и измерьте расстояние до земли. Сделайте это в трех или четырех точках и усредните результаты. Вычтите толщину плиты. Затем используйте эту глубину для расчета необходимых кубических ярдов заполнения. Обязательно спросите, что рекомендует ваш поставщик для заполнения плит. Щебень из бетона хорошо уплотняется и дренируется.
При выполнении небольших бетонных работ следуйте этим советам по смешиванию бетона до идеальной консистенции.
9 / 32
Засыпка и выравнивание основания
Распределите засыпку слоями толщиной не более 3 дюймов и утрамбуйте каждый слой взятой напрокат виброплитой. Оставьте траншею глубиной 12 дюймов и шириной 12 дюймов по периметру для утолщения края. Если вы строите отапливаемую конструкцию на плите, покройте землю внутри бетонных форм полиэтиленовой пленкой толщиной 6 мил. В противном случае вы можете оставить его открытым.
10 / 32
Peangdao/Shutterstock
Армирование арматурой
Бетон нуждается в армировании для повышения прочности и устойчивости к растрескиванию. Небольшие дополнительные затраты и трудозатраты на установку 1/2-дюйм. арматура (стальной арматурный стержень). Вы найдете арматуру в домашних центрах и у поставщиков изделий из бетона и каменной кладки (длиной 20 футов). Вам также понадобится пучок вязальной проволоки и инструмент для скручивания вязальной проволоки, чтобы соединить арматуру.
11 / 32
Разметка сетки арматурных стержней
Вырежьте и согните куски арматуры, чтобы сформировать армирование по периметру. Соедините части вместе, перекрывая их не менее чем на 6 дюймов и обернув проволоку вокруг перекрытия. Привяжите арматуру по периметру к арматурным стержням для поддержки. Затем вырежьте и разложите кусочки в виде сетки с шагом 4 фута в центре. Проведите пересечения вместе. Вы будете тянуть сетку в центр бетона, когда будете заливать плиту.
12 / 32
Смочите основание, чтобы продлить время отделки
Чтобы продлить время отделки в жаркие солнечные дни, опрыскайте сухую землю водой, чтобы основание не высасывало воду из бетона. Распыление воды также замедляет отверждение, что делает плиту более прочной. Если поблизости нет нагрудника для шланга, вы можете использовать воду и шланг, которые есть на борту грузовика. Если у вас нет воды на месте, также используйте шланг грузовика, чтобы налить пару ведер воды для мытья инструментов после того, как грузовик уедет.
13 / 32
Фото: любезно предоставлено компанией Jackson Professional Tools
День подготовки к заливке
Имейте под рукой не менее двух рабочих тачек и трех или четырех сильных помощников. Спланируйте маршрут, по которому будет двигаться грузовик. Для больших плит лучше всего, если грузовик может подъехать к бетонным формам. По возможности избегайте жарких и ветреных дней. Такая погода ускоряет процесс затвердевания — плита может затвердеть до того, как вы успеете загладить поверхность шпателем. Если прогноз обещает дождь, перенесите доставку бетона на сухой день. Дождь испортит поверхность.
14 / 32
Семейный мастер на все руки
Защитное снаряжение
Влажный бетон на коже может вызвать все, от легкого покраснения до третьей степени, необратимо обезображивающих химические ожоги. Вы и ваши помощники должны предпринять следующие шаги:
Носите защитные очки. Брызги песчаного бетона могут повредить глаза. Носите длинные брюки и одежду с длинными рукавами, чтобы защитить кожу.
Носите высокие резиновые сапоги, если вам приходится бродить по мокрому бетону.
Плюс: Защитное снаряжение, которое должно быть у каждого домашнего мастера.
15 / 32
Лучше использовать более сухую смесь
Добавление воды в бетон позволяет ей стекать по желобу и легче заполнять формы, но это также ослабляет готовую плиту. Более сухую смесь труднее упаковать в форму, особенно по краям, но она делает плиту более прочной и устойчивой к растрескиванию.
16 / 32
Заливка по частям
Заливайте бетон небольшими порциями, распределяя бетон, перемещая желоб вперед и назад, а машинист тянет вперед по мере движения. Как только грузовик достигнет конца секции, равномерно распределите бетон и немного выше формы с помощью бетоноукладчика / граблей. Не заполняйте всю форму или гигантские секции, потому что насыпь лишнего бетона, которую вы перетащите с помощью стяжки, станет слишком тяжелой.
17 / 32
Коммуникация при заливке бетона
Вот несколько основных жестов, которые помогут вам общаться с водителем грузовика. Убедитесь, что вы видите лицо водителя в боковом зеркале — если вы его не видите, он не может видеть вас.
18 / 32
Начальное выравнивание
Перетащите прямую 2×4 (разметочную доску) по верху бетонных форм, чтобы выровнять бетон. При необходимости сделайте несколько проходов, чтобы создать плоскую, равномерно заполненную область. Попросите помощника добавлять или удалять бетон перед стяжкой, когда вы ее тянете. Ознакомьтесь с подробными инструкциями по заливке идеальной бетонной плиты здесь.
19 / 32
Выравнивающая плита Основы
Уберите излишки бетона с помощью выглаживающей плиты. Когда вы тянете, двигайте стяжку вперед и назад, чтобы избежать пустот на поверхности. Попросите отбойник (так они на самом деле называются) вытащите излишки и заполните углубления во время процесса стяжки. Вам нужно достаточное количество бетона, чтобы заполнить все пустоты, но не настолько, чтобы было трудно тянуть доску. Примерно от 1/2 до 1 дюйма в глубину перед стяжкой – это правильно. Лучше сделать несколько проходов стяжкой, сдвигая каждый раз понемногу бетона, чем пытаться тянуть сразу много бетона.
20 / 32
Наконечник для стяжки
Небольшая выпуклость (изгиб) на стяжке не только допустима; это предпочтительно. Просто убедитесь, что сторона с короной обращена вверх. Это создаст небольшую выпуклость посередине плиты, по которой вода будет стекать. Если корона направлена вниз, вы в конечном итоге создадите желоб в плите, где может скапливаться вода.
21 / 32
Затирочная машина для выравнивания поверхности
Начинайте затирку бетона как можно скорее после укладки стяжки. Цель состоит в том, чтобы удалить следы, оставленные стяжкой, и заполнить углубления, чтобы создать плоскую ровную поверхность. Плавающий бык также выталкивает более крупные заполнители под поверхность. Держите переднюю кромку поплавка чуть выше поверхности, поднимая или опуская ручку поплавка. Если угол наклона слишком крутой, вы будете вспахивать мокрый бетон и создавать углубления. Обычно бывает достаточно трех-четырех проходов поплавком. Слишком много плавучести может ослабить поверхность, втягивая слишком много воды и цемента.
22 / 32
Наконечник Bull-Float
Крупный заполнитель (кусочки гравия) вблизи поверхности может вызвать выкрашивание (выкрашивание). Наш эксперт проталкивает более крупные камни глубже в смесь. Он делает это, делая небольшие колющие движения поплавком на первом возвратном проходе. Начинайте плавать плиту сразу после завершения заливки
23 / 32
Затирка в двух направлениях, если это возможно
В дополнение к проталкиванию заполнителя под поверхность, затирка помогает выравнивать плиту, поэтому начинайте затирку сразу после стяжки, пока бетон еще достаточно влажный, чтобы принять форму.
Когда это возможно, двигайте поплавком перпендикулярно направлению, в котором вы тянули бетон с помощью разглаживающей плиты (эта плита была слишком длинной для этого). Это поможет сгладить выступы, впадины и впадины, образовавшиеся в результате стяжки. Наш эксперт любит плыть в обоих направлениях, когда может.
Нужно снять бетонную плиту? Вот что вам нужно знать.
24 / 32
Скругление краев
Скругление краев плиты с помощью кромочного инструмента после того, как вода на поверхности исчезнет. Работайте кромкообрезным станком, пока край не станет прочным и гладким. Бетон должен быть твердым, прежде чем вы начнете окантовку. Если обрезной станок оставляет после себя большие мокрые канавки, подождите некоторое время, прежде чем продолжить. Более длинные штрихи приведут к более прямым линиям.
25 / 32
Ручная терка по мере необходимости
Проведите ручной теркой по гребням, оставленным обрезным станком. Ручная терка также является хорошим инструментом для перетаскивания небольшого количества материала или влаги (сливок) в любые пустоты или сухие места у края.
26 / 32
Добавить канавки
Нарезка канавок создает ослабленное место в бетоне, что позволяет неизбежному усадочному растрескиванию происходить в канавке, а не в произвольном месте. Вырежьте контрольные швы, чтобы создать отдельные секции размером не более 8 x 8 футов для плиты толщиной 3-1/2 дюйма и не более 10 x 10 футов для плиты толщиной 5-1/2 дюйма. толстая плита.
Хотите изменить свой старый бетонный дворик? Покройте его брусчаткой.
27 / 32
Нескользящая поверхность Ребра
Обработка щеткой создает нескользящую поверхность во влажных условиях. Чем тверже бетон, тем меньше шероховатостей оставит метла с поверхности. Постарайтесь сделать поверхность достаточно шероховатой для сцепления, но не настолько шероховатой, чтобы было больно ходить босиком. Если метла начинает подпрыгивать, когда вы тянете, уменьшите угол ручки. Если возможно, метите перпендикулярно направлению, в котором плита наиболее видна. Волнистые, кривые линии метлы так менее заметны.
Плюс: узнайте, как окрашивать бетон, чтобы придать ему красивый вид.
28 / 32
Подготовка после заливки
По плите можно ходить и опалубку можно вытягивать через 24 часа. Подождите не менее 10 дней, прежде чем ездить на нем, и избегайте распыления каких-либо химикатов для плавления льда в течение первых двух лет. Попросите своих соседей присмотреть за своими питомцами, прежде чем вы нальете воду, и обклейте участок предупредительной лентой, чтобы предупредить надоедливых соседских детей.
Plus: узнайте, как удалить пятна с бетона.
29 / 32
Увлажнение для медленного отверждения
Сохраняйте бетон влажным после заливки, чтобы он медленно затвердевал и набирал максимальную прочность. Самый простой способ обеспечить надлежащее отверждение – это распылить на готовый бетон отвердитель. Отвердитель доступен в домашних центрах. Следуйте инструкциям на этикетке. Для нанесения состава используйте обычный садовый распылитель. Вместо этого вы можете положить пластик поверх бетона, хотя это может привести к обесцвечиванию поверхности.
Plus: Как заделать трещины в бетоне.
30 / 32
Как залить бетонные ступени
Срезание поврежденного бетона и заливка новой бетонной крышки на ступени часто может помочь восстановить сильно разрушенные бетонные ступени. Крепление будет прочным, и вы избежите больших затрат на полное вырывание.
31 / 32
Семейный мастер на все руки
Проект «Остаток бетона»
Добавьте очарования своему переднему двору, создав большие бетонные дома с номерами. Посмотрите видео, чтобы увидеть, как этот проект объединяется; затем следуйте простым шагам, чтобы сделать их для своего переднего двора.
32 / 32
Семейный мастер на все руки
Сборка стола с бетонной столешницей
Вот еще одна идея использования остатков бетона: сделайте полированный бетонный стол с основанием из цельного дерева, со вставками из стекла, листьев, плитки или других материалов. Этот проект достаточно прост, чтобы с ним справились даже начинающие мастера по дереву.
Первоначально опубликовано: 29 августа 2019 г.
3 типа бетонных фундаментов — плита на уровне грунта, Т-образная форма, защита от мороза
Существует множество разновидностей бетонных плит в зависимости от назначения плиты. Ниже приведены некоторые полезные ссылки для понимания бетонных фундаментов, а также трех типов бетонных фундаментов.
Найти подрядчиков по фундаменту рядом со мной
Процесс строительства фундамента
Бетонные основания
Т-образный
Т-образный
Традиционный метод фундамента для поддержки конструкции в области, где грунт промерзает. Фундамент размещается ниже линии промерзания, а затем сверху добавляются стены. Фундамент шире стены, обеспечивая дополнительную поддержку основания фундамента. Укладывают Т-образный фундамент и дают ему затвердеть; во-вторых, строятся стены; и, наконец, между стенами заливается плита.
Кратко:
Т-образные фундаменты используются в районах с промерзающими грунтами.
Сначала устанавливается фундамент.
Во-вторых, построены и залиты стены.
Наконец, плита уложена.
Плитный фундамент
Плитный фундамент
Как следует из названия, плита представляет собой один слой бетона толщиной в несколько дюймов. Плита утолщена по краям, чтобы образовалась цельная основа; арматурные стержни укрепляют утолщенный край. Плита обычно укладывается на подушку из щебня для улучшения дренажа. Заливка проволочной сетки в бетон снижает вероятность растрескивания. Плита на уклоне подходит для районов, где земля не промерзает, но ее также можно адаптировать с изоляцией, чтобы предотвратить воздействие морозного пучения. (см. ниже)
Вкратце:
Плита на грунте, используемая в местах, где грунт не промерзает.
Края плиты на грунте толще внутренней части плиты.
Плита на уклоне монолитная (заливается вся за один раз).
Защита от замерзания
Защита от замерзания
Этот метод работает только с отапливаемой конструкцией. Он основан на использовании двух листов жесткой изоляции из полистирола — один на внешней стороне стены фундамента, а другой — на подушке из гравия у основания стены — для предотвращения промерзания, что является проблемой для плиты. на грунтовых основаниях в районах с морозом. Изоляция удерживает тепло от конструкции в грунте под фундаментами и предотвращает потери тепла с края плиты. Это тепло поддерживает температуру земли вокруг фундамента выше точки замерзания.
Вкратце:
Работает только с отапливаемой конструкцией.
Обладает преимуществами метода «плита на грунте» (монолитная заливка бетона) в районах, подверженных морозам.
Бетон заливается за одну операцию вместо 3 заливок, необходимых для Т-образных фундаментов.
Возврат к строительству высококачественных плит класса
Информация о ремонте фундамента
Вся информация о фундаментах взята из Sunset Books «Сараи и гаражи».
В сегодняшней заметке рассмотрим основные требования техники безопасности и охраны труда, которые должны применяться при работе на станках различного типа и характеристик. Помимо этого рассмотрим, основную документацию, которая вам понадобиться в работе, применяемые средства индивидуальной защиты, ограждения и т.д.
На многих предприятиях, в зависимости от характера производственной деятельности и работы, используются различные типы станков и другого производственного оборудования. Работы на них должны выполняться с соблюдением требований охраны труда.
Если работа с применением станочного оборудования проводиться с соблюдением всех правил и требований безопасности, то количество возможных несчастных случаев и травм работников сводиться к нулю.
При работе на станке, основную опасность для работника предоставляет следующий перечень механизмов и устройств.
Механические передачи
Рабочие органы
Электрооборудование
Органы управления
Материалы конструкций
Далее я рассмотрю основные типы и виды применяемых станков и по возможности приведу примеры, что относиться к каждому из них.
В зависимости от вида или типа, большинство станочного оборудования подразделяется:
Металлообрабатывающее оборудование.
К данной группе станков относиться токарный станок, сверлильный станок, фрезерный станок и т.д.
Деревообрабатывающее оборудование.
Если мы говорим о данном типе оборудования, то большая часть из них – станки для распиловки (продольной, поперечной) и обработки древесины.
Кузнечно-прессовальное оборудование.
К данной группе станком, можно отнести гидравлические прессы, молоты и т.д.
Литейное производство.
Общие требования безопасности
Расписывать все требования, которые предъявляются к станкам и производственному оборудованию, не хватит страниц сайта, поэтому я распишу самые основные требования, требования безопасности и охраны труда, на которые необходимо обратить внимание.
Все движущиеся части оборудования должны иметь ограждение, средства блокировки и сигнализации. Они должны быть окрашены в сигнальные цвета и обозначены соответствующими знаками безопасности.
Любые эксплуатируемые станки не должны представлять опасность для работников. Они не должны иметь никаких травмоопасных элементов, острых краев и, например, горячих узлов механизмов и как я уже написал выше неограждённых движущихся элементов.
Устанавливаемые для работы, станки и оборудование должны отвечать эргономическим требованиям.
К эргономическим требованиям относятся:
Удобство для работы
Свободные проходы и зона работ
Безопасные приспособления и устройства для работы
Достаточный уровень освещения
Станки должны иметь защиту от поражения электрическим током. К данному пункту относиться:
Все токоведущие части должны быть изолированы и ограждены
Металлические части станков должны быть заземлены
Оборудование устройства, отключающее станок от питающей его сети.
Станки должны иметь устройства, которые удаляют вредные и взрывопожароопасные вещества, выделяемые в процессе его работы. Самый простой пример – это вытяжная вентиляция, подключенная к оборудованию.
Если в случае работы станков или оборудования выделяются вредные излучения, они должны быть оборудованы соответствующей защитой, от этих излучений.
О том, что все применяемые в работе станки должны иметь уровни шума, ультразвука, инфразвука и вибрации не выше регламентированных.
Все станки должны иметь удобные приспособления для подъема и перемещения.
Требования к органам управления
Органы управления – это устройства, которыми управляет работник для производства работы на станке.
Все органы управления, по форме и размерам должны быть безопасными и удобными в работе. Они не должны затруднять выполнение должностных обязанностей работника.
Органы управления должны иметь схемы и надписи, которые указывают правильную последовательность операций.
Органы управления должны иметь надежные фиксаторы, исключающие их самопроизвольное перемещение
Органы аварийного отключения должны быть красного цвета, иметь указатели расположения и по форме отличаться от остальных форм.
Требования к световой сигнализации
В соответствии с требованиями охраны труда, различается следующая сигнализация.
Красный – запрещающая сигнализация
Зеленый – безопасный режим работы
Желтый – привлечение внимания
Синий – различные специальные случаи.
Документация на станки и станочное оборудование
На каждый станок, эксплуатирующийся в организации должны быть следующая документация:
1. Паспорт
Основной технический документ, который должен иметь каждый станок. Данный документ, изготавливается заводом-изготовителем станка и поставляется совместно с приобретаемым станком или оборудованием.
2. Акт приемки в эксплуатацию
После приобретения станка, его необходимо принять в эксплуатацию. Это делается путем заполнения акта ввода в эксплуатацию. Данная процедура выполняется в составе комиссии, назначенной соответствующим приказом.
В ходе приема в эксплуатацию необходимо проверить станок на соответствие его требованиям стандартов.
3. Инструкции по охране труда при работе, обслуживании и ремонте
На каждый станок и оборудование разрабатывается инструкция по охране труда, при работе на нем и при выполнении вспомогательных мероприятий, таких как техническое обслуживание и ремонт. Инструкция по охране труда утверждается руководителем организации, вывешивается на видном месте. Работники должны быть ознакомлены с инструкцией под роспись.
4. График технического обслуживания и ремонта
Проведение технического ремонта и обслуживания станка необходимо проводить в соответствии с разработанным и утвержденным руководителем графиком. Периодичность технического обслуживания и ремонта станков устанавливается технической документацией (паспорт).
5. Приказ о назначении лиц ответственных за содержание станка в исправном состоянии
В данном приказе необходимо указать лицо, которое ответсвенно за содержание станка в исправном техническом состоянии и его безопасную эксплуатацию.
6. Перечень лиц, имеющих право работы на станках
Рядом с каждым станком, должен быть вывешен список лиц, которые имеют право выполнять работы на нем.
Это самый минимум документации. В зависимости от вида или характера станка, перечень может быть расширен.
Инструкция по охране труда при ремонте станочного оборудования
Инструкция по охране труда при ремонте станочного оборудования
1. Общие положения.
1.1. Настоящая инструкция предназначена для работающих на предприятии.
1.2. К выполнению работ допускаются лица:
Не моложе 18 лет;
Прошедшие медицинский осмотр;
Прошедшие вводный инструктаж по охране труда, а также инструктаж по охране труда на рабочем месте;
Прошедшие обучение безопасным приемам труда на рабочем месте по выполняемой работе.
1.3. Рабочий обязан:
Выполнять правила внутреннего трудового распорядка.
Выполнять требования настоящей инструкции;
Иметь при себе удостоверение о проверке знаний безопасных методов и приемов выполнения работ по основной и смежным профессиям. Периодически не реже 1 раза в год проходить очередную проверку знаний по охране труда согласно утвержденному графику;
Знать устройство и условия безопасной эксплуатации станков и оборудования, на котором ему приходится работать;
Сообщать руководителю работ о неисправностях, при которых невозможно безопасное производство работ;
Пользоваться спец одеждой и индивидуальными средствами защиты, предусмотренными нормами, утвержденными руководителем предприятияю.
Не допускать присутствия на рабочем месте посторонних лиц;
Уметь оказывать первую помощь и при необходимости оказывать ее пострадавшим при несчастных случаях на производстве, по возможности сохранив обстановку на месте происшествия без изменения и сообщив о случившемся руководителю;
Выполнять требования противопожарной безопасности не разводить открытый огонь без специального на то разрешения руководителя работ;
Периодически проходить медицинский осмотр в сроки, предусмотренные для данной профессии.
1.4. Рабочий должен знать опасные и вредные производственные факторы, присутствующие на данном рабочем месте:
Возможность травмирования электрическим током при отсутствии или неисправности заземляющих устройств;
1.5. При передвижении по городу по пути на работу и с работы работник обязан соблюдать правила дорожного движения в части, касающейся пешеходов, а при доставке на работу на транспорте в части касающейся пассажиров.
1.6.Работник при выполнении любой работы должен обладать здоровым чувством опасности и руководствоваться здравым смыслом. При отсутствии данных качеств он к самостоятельной работе не допускается.
2. Требования охраны труда перед началом работы.
2.1. Перед началом работы работник обязан:
Получить от руководителя работ инструктаж о безопасных методах, приемах и последовательности выполнения производственного задания;
Надеть спец одежду, предусмотренную нормами, привести ее в порядок, застегнуть на все пуговицы, чтобы не было свисающих концов;
Привести рабочее место в безопасное состояние;
3. Требования охраны труда во время работы.
При ремонте станочного оборудования соблюдать следующие меры безопасности:
1. Для предохранения от само включения или случайного включения оборудования слесарь должен применять предосторожности:
Потребовать от электрослесаря удаления предохранителей в сети электродвигателя или другого электропривода станка. При длительном ремонте отключения и изоляции концов кабеля или провода, питающего электропривод станка. При этом на месте, где произведено отключение, должен быть вывешен плакат: «Не включать – ремонт!»;
После полной остановки станка снять приводные ремни, разъединить полумуфты вала двигателя и раздвинуть их на такое расстояние, чтобы они не могли случайно сомкнуться. При зубчатых передачах разобрать первую от двигателя зубчатую пару главного привода;
При кратковременном ремонте у выключенного устройства (рубильника или предохранителей) выставить на время ремонта специальный пост охраны, чтобы предупредить преждевременное включение тока;
При ремонте паровых и пневматических молотов, гидравлических прессов и других агрегатов, находящихся под давлением, потребовать отключения их от электросети в порядке, описанном выше.
2. Если работа проводится около электрических неизолированных проводов и открытых электроустановок, потребовать от электрослесаря выключения тока на время работ. Если это сделать нельзя, то токоведущие части должны быть ограждены и работы должны производиться только в присутствии руководителя работ.
3. При работе около движущихся частей оборудования или механизмов требовать ограждения опасных мест.
4. Не приступать к ремонту оборудования без ведома лиц, обслуживающих его, или мастера, в ведении которого оно находится.
.5. К ремонту грузоподъемных машин допускается слесарь, прошедший специальное обучение, аттестацию и получивший допуск к этим работам в установленном порядке.
.6. Не производить проверку «на ощупь» зубчатых передач в закрытых коробках, кожухах, масляных ваннах.
.7. Разборку станков производить последовательно. Открепляя деталь, следить за тем, чтобы не упали сопрягаемые детали. Детали до переноски их с места разборки на верстак (в слесарную мастерскую) протереть от масла. Не становиться на станины и детали станков, не вытерев их предварительно от масла. Если для выполнения работы приходится ходить по основанию станка, на него необходимо предварительно уложить деревянный настил.
.8. Пуск двигателя станка слесарь может производить только в том случае, ели он хорошо знаком с правилами пуска. В противном случае следует обращаться к работающему на данном станке рабочему или к мастеру.
.9. Перед пуском отремонтированного станка следует:
Тщательно осмотреть его и убедиться в том, что на станке нет посторонних предметов и деталей;
Удалить от станка стоящих близко людей;
Проверить установлены ли все необходимые ограждения;
Проверить исправность станка, проворачивая его вручную (если это возможно) при всех рабочих положениях;
Проверить, нет ли заеданий, ударов, подозрительных шумов;
После тщательной проверки включить станок.
10. Испытание станков, отдельных механизмов и обкатку их производить только в том случае, если установлены ограждения кожухи. Если пробный пуск необходим при снятых ограждениях, предупредить об этом всех работающих рядом, выставить предупредительные сигналы и убедиться, что пуск станка никому не грозит опасностью.
4. Требования охраны труда по окончании работы.
4.1. По окончании работы работник обязан выполнить следующее:
Привести в порядок рабочее место;
Убрать инструмент и приспособления в специально отведенные для него места хранения;
Обо всех замеченных неисправностях и отклонениях от нормального состояния сообщить руководителю работ;
Привести рабочее место в соответствие с требованиями пожарной безопасности;
Спец одежду и спец обувь оставить в «грязной» раздевалке, помыться и переодеться.
5. Действие при аварии, пожаре, травме.
5.1. В случае возникновения опасности травмирования работников, а также при появлении дыма, запаха гари, необычного шума немедленно остановите работу и. сообщите заведующему током.
5.2. В случае возникновения пожара на стационарных объектах вызовите пожарную команду, сообщите руководителю работ и примите меры к ликвидации очага загорания.
5.3. При поражении работника электрическим током как можно быстрее освободите пострадавшего от его действия (продолжительность действия тока определяет тяжесть травмирования), для этого быстро отключите рубильник или другое устройство.
5.4. При невозможности быстрого отключения электроустановки примите меры по освобождению пострадавшего от токоведущих частей:
— при освобождении пострадавшего от токоведущих частей или провода под напряжением до 1000 В пользуйтесь веревкой, палкой, доской или другими сухими токонепроводящими предметами или оттяните пострадавшего за одежду (если она сухая и отстает от тела), например, за полы пиджака или пальто, за воротник, избегая при этом прикосновения к окружающим металлическим предметам и частям тела пострадавшего, не прикрытым одеждой:
— если пострадавший касается провода, который лежит на земле, то прежде чем подойти к нему, подложите себе под ноги сухую доску, сверток сухой одежды или какую-либо сухую, не проводящую электрический ток подставку и отделите провод от пострадавшего с помощью сухой палки, доски. Рекомендуется при этом действовать, по возможности, одной рукой;
— если пострадавший судорожно сжимает в руке один токоведущий элемент (например, провод), отделите пострадавшего от земли, просунув под него сухую доску, оттянув ноги от земли веревкой или оттащив за одежду. Соблюдайте при этом описанные выше меры безопасности;
— при оттаскивании пострадавшего за ноги не касайтесь его обуви или одежды, если Ваши руки не изолированы или плохо изолированы, т.к. обувь
и одежда могут быть сырыми и явиться проводниками электрического тока. Для изоляции рук, особенно если необходимо коснуться тела пострадавшего, не прикрытого одеждой, наденьте диэлектрические перчатки; при их отсутствии обмотайте руки шарфом или используйте любую другую сухую одежду;
— если нет возможности отделить пострадавшего от токоведущих частей или отключить электроустановку от источника питания, то перерубите провода топором с сухим деревянным топорищем или перекусите их инструментом с изолированными ручками (пассатижи, кусачки). Перерубайте и перекусывайте провода пофазно, т.е. каждый провод в отдельности. Можно воспользоваться и неизолированным инструментом, но надо обернуть его рукоятку сухой шерстяной или прорезиненной материей;
— если поражение произошло на ЛЭП, прибегните к короткому замыканию всех проводов, для этого набросьте на них проволоку, металлический трос или голый провод. Перед замыканием проводов ЛЭП один конец набрасываемого провода заземлите (подсоедините к металлической опоре, заземляющему спуску и т.д.).
Следите за тем, чтобы набрасываемый провод не коснулся пострадавшего или людей, оказывающих помощь.
5.5. Если пораженный находится в сознании, но испугался, растерялся и не знает, что для освобождения от тока ему необходимо оторваться от земли, резким окриком «подпрыгни» заставьте его действовать правильно.
5.6. При возникновении пожара на электроустановках первый, заметивший загорание, должен сообщить об этом в пожарную охрану, ответственному за электрохозяйство, начальнику цеха.
5.7. При возникновении пожара в самой электроустановке или вблизи нее, в первую очередь, до прибытия пожарных, произведите отключение электроустановки от сети. Если это невозможно, то попытайтесь перерезать провода (последовательно, по одному) инструментом с изолированными ручками.
5.8. При тушении пожара под напряжением пользуйтесь углекислотными ручными огнетушителями типа ОУ-2, ОУ-5, ОУ-8 или стационарным типа ОСУ-5, а также углекислотнобромэтиловыми ОУБ-З, ОУБ-7, при этом не прикасайтесь к проводам и кабелям, корпусам электроустановок. Можно использовать для тушения сухой чистый песок. При пользовании огнетушителями ОП-1 и ОП-2 не направляйте струю порошка на раскаленные предметы: возможен взрыв.
5.9. Не применяйте для тушения пожара в электроустановке, находящейся под напряжением, химически пенные или химически воздушно-пенные огнетушители.
Оказание доврачебной помощи
5.10. Поражение электрическим током. После освобождения пострадавшего от действия электрического тока уложите его на подстилку и тепло укройте, быстро, в течение 15-20 с, определите характер требующейся первой медицинской помощи, организуйте вызов врача и примите следующие меры:
— если пострадавший дышит и находится в сознании, уложите его в удобное положение, расстегните на нем одежду. До прихода врача обеспечьте пострадавшему полный покой и доступ свежего воздуха, следите за его пульсом и дыханием. Не позволяйте пострадавшему до прихода врача вставать и двигаться, а тем более, продолжать работу;
— если пострадавший находится в бессознательном состоянии, но у него сохраняются устойчивые дыхание и пульс, постоянно следите за ними, давайте ему нюхать нашатырный спирт и обрызгивайте лицо водой, обеспечивая полный покой до прихода врача;
— при отсутствии дыхания, а также редком, судорожном дыхании, остановке сердца (отсутствие пульса) немедленно делайте искусственное дыхание, закрытый массаж сердца.
Искусственное дыхание и массаж сердца начинайте проводить не позднее чем через 4-6 минут с момента прекращения сердечной деятельности и дыхания, т.к. после этого срока наступает клиническая смерть. Ни в коем случае не закапывайте пострадавшего в землю.
5.11. Искусственное дыхание «изо рта в рот» или «изо рта в нос» проводите следующим образом. Уложите пострадавшего на спину, расстегните стесняющую дыхание одежду, под лопатки подложите валик из одежды. Обеспечьте проходимость дыхательных путей, которые могут быть закрыты запавшим языком или инородным содержимым. Для этого голову пострадавшего максимально запрокиньте, подкладывая одну руку под шею и надавливая другой на лоб. В этом положении рот обычно раскрывается, а язык смещается к задней стенке гортани, обеспечивая проходимость дыхательных путей. Если во рту имеется инородное содержимое, поверните плечи и голову пострадавшего набок и очистите полость рта и глотки бинтом, носовым платком или краем рубашки, намотанным на указательный палец.
Если рот не открылся, то осторожно введите металлическую пластинку, дощечку и т.п. между задними зубами, откройте рот и, при необходимости, очистите полость рта и горла.
После этого расположитесь на коленях с любой стороны головы пострадавшего и, удерживая голову в запрокинутом состоянии, сделайте глубокий вдох и, плотно прижав свой рот (через платок или марлю) к открытому рту пострадавшего, сильно вдувайте воздух в него. При этом нос пострадавшего закроите щекой или пальцами находящейся на лбу руки. Следите, чтобы воздух попал в легкие, а не в желудок, это обнаруживается по вздутию живота и отсутствию расширения грудной клетки. Если воздух попал в желудок, удалите его оттуда, быстро прижав на короткое время область желудка между грудиной и пупком.
Примите меры к освобождению дыхательных путей и повторите вдувание воздуха в легкие пострадавшего. После вдувания рот и нос пострадавшего освободите для свободного выхода воздуха из легких. Для более глубокого выдоха несильно нажмите на грудную клетку. Каждое вдувание воздуха производите через 5 с, что соответствует ритму собственного дыхания.
Если челюсти пострадавшего сжаты настолько плотно, что раскрыть рот не удается, то проводите искусственное дыхание по методу «изо рта в нос», т.е. вдувайте воздух в нос пострадавшего.
При появлении первых самостоятельных вдохов проведение искусственного вдоха приурочьте к началу самостоятельного вдоха.
Искусственное дыхание проводите до восстановления глубокого и ритмичного дыхания у пострадавшего.
5.12. Наружный массаж сердца проводите в случае остановки сердца, что определяется отсутствием пульса, расширением зрачков и синюшностью кожи и слизистых оболочек.
Для проведения наружного массажа сердца пострадавшего уложите спиной на жесткую поверхность или подложите под него доску, освободите грудную клетку от одежды и приподнимите ноги примерно на 0,5 м. Расположитесь сбоку от пострадавшего и определите место надавливания, для этого нащупайте нижний мягкий конец грудины и на 3-4 см выше этого места вдоль нее определяется точка нажатия. Наложите ладонь на место надавливания так, чтобы пальцы не касались грудной клетки, ладонь второй руки наложите под прямым углом на тыльную сторону ладони первой руки. Произведите быстрое (толчком) и сильное нажатие на грудину и зафиксируйте ее в этом положении примерно на 0,5 с, после чего быстро отпустите ее, расслабив руки, но не отнимая их от грудины. Массаж сердца производите примерно 60 — 80 раз в минуту. Массаж сердца делайте до появления собственного (не поддерживаемого массажем) регулярного пульса.
5.13. При необходимости одновременного выполнения искусственного дыхания и массажа сердца:
— если помощь оказывает один человек, то после двух глубоких вдуваний делайте 15 надавливаний на грудную клетку, затем снова два глубоких вдувания и 15 надавливаний на грудину и т.д.;
— если помощь оказываете вдвоем, то один делает одно вдувание, а второй через 2 с производит 5-6 надавливаний на грудину и т.д.
5.14. Искусственное дыхание и массаж сердца проводите до полного восстановления жизненных функций организма или до прихода врача.
5.15. Ранения. Ссадины, уколы, мелкие раны смажьте йодом или бриллиантовой зеленью и наложите стерильную повязку или заклейте полоской липкого пластыря. При большой ране наложите жгут, смажьте кожу вокруг раны йодом и перевяжите чистым марлевым бинтом или стерильным бинтом из индивидуального пакета.
Если бинт или пакет отсутствуют, возьмите чистые носовой платок или тряпочку, накапайте йода, чтобы получилось пятно размером больше раны, и наложите на рану.
Повязку накладывайте так, чтобы не сдавливались кровеносные сосуды, а повязка держалась на ране. При ранении сделайте в лечебном учреждении противостолбнячную инъекцию.
5.16. Остановка кровотечения. При остановке кровотечения поднимите раненую конечность вверх или расположите поврежденную часть тела (голову, туловище и т.д.) так, чтобы она оказалась на возвышении и наложите тугую давящую повязку, если при артериальном кровотечении (течет алая кровь пульсирующей струей) кровь не останавливается, наложите жгут или закрутку. Жгут (закрутку) затягивайте только до остановки кровотечения. Время наложения жгута отметьте на бирке, бумажке и т.д. и закрепите ее на жгуте. Жгут разрешается держать затянутым не более 1,5 — 2 часов. При артериальном кровотечении как можно скорее пострадавшего доставьте к врачу. Перевозите его на удобном и по возможности быстром транспортном средстве обязательно с сопровождающим.
5.17. Ушибы. При ушибах наложите тугую стягивающую повязку и применяйте холодные примочки. При значительных ушибах туловища и нижних конечностей пострадавшего доставьте в лечебное учреждение.
Ушибы в области живота ведут к разрывам внутренних органов. Немедленно доставьте пострадавшего в лечебное учреждение при малейшем подозрении на это. Таким больным не давайте пить и есть.
5.18. Переломы костей. При закрытом переломе придайте конечности удобное положение, обращайтесь с ней при этом осторожно, не допускайте резких движений, наложите шины. Шины накладывайте с двух сторон, подложите под них вату, чтобы шины не касались кожи конечностей, и обязательно захватите суставы выше и ниже мест перелома. Шины можно наложить поверх одежды. При открытом переломе остановите кровотечение, мажьте края раны йодом, перевяжите рану и наложите шины. Не трогайте руками и не вправляйте в рану торчащие из нее обломки костей. При отсутствии шин используйте фанеру, доски, держаки вил и т.п. В крайнем случае, прибинтуйте сломанную ногу к здоровой ноге, а руку — к грудной клетке.
При переломе ключицы или лопатки в подмышечную область с поврежденной стороны вложите тугой ватный валик, а руку подвесьте на косынку. При переломе ребер туго забинтуйте грудь или стяните ее полотенцем во время выдоха.
При переломе позвоночника осторожно уложите пострадавшего на доски или фанеру, следите за тем, чтобы туловище не перегибалось (во избежание повреждения спинного мозга).
При переломе костей примите срочные меры к доставке пострадавшего в ближайшее медицинское учреждение.
5.19. Вывихи. При вывихе обеспечьте неподвижность поврежденной конечности, наложите шины, не изменяя того угла, который образовался в суставе при вывихе. Вывихи должны вправлять только врачи. Для доставки пострадавшего в медицинское учреждение уложите его на носилки или в кузов автомобиля, а конечность обложите валиками из одежды или подушек.
5.20. Ожоги. При термическом ожоге снимите одежду с обожженного места, не отрывая прилипшие части одежды, накройте место стерильным материалом, сверху положите слой ваты и забинтуйте. Во время оказания помощи не прикасайтесь к обожженным местам, не прокалывайте пузыри. Обожженную поверхность не смазывайте мазями и не засыпайте порошками. При сильных ожогах пострадавшего немедленно доставьте в больницу.
При ожоге кислотой снимите одежду и тщательно, в течение 15 мин., промойте обожженное место струей воды, затем промойте 5% раствором перманганата калия или 10% раствором питьевой соды (чайная ложка на стакан воды). После этого пораженные участки тела накройте марлей, пропитанной смесью растительного масла и известковой воды, забинтуйте.
При ожогах щелочью пораженные участки в течение 10 – 15 мин. промойте струей воды, а затем 3-6% раствором уксусной кислоты или раствором борной кислоты (чайная ложка кислоты на стакан воды). После этого пораженные участки накройте марлей, пропитанной 5% раствором уксусной кислоты, и забинтуйте.
5.21. Обморожение. При обморожении I степени (кожа отечная, бледная, синюшная, утрачивает чувствительность) пострадавшего внесите в прохладное помещение и разотрите кожу сухой чистой материей до покраснения или ощущения тепла, смажьте жиром (маслом, салом, борной мазью) и наложите утепленную повязку. Напоите пострадавшего горячим чаем и перенесите в теплое помещение.
При обморожении II-III степени (на коже появляются пузыри с кровянистой жидкостью, и она приобретает багрово-синюшную окраску — II степень; мертвеют слои кожи и подлежащие ткани, кожа становится черной — III степень; полное омертвление кожи и тканей — IV степень) на пораженную кожу наложите сухую повязку, дайте пострадавшему выпить горячего чаю или кофе и немедленно отправьте в ближайшее медицинское учреждение.
5.22. Тепловой и солнечный удары. При первых признаках недомогания (головная боль, шум в ушах, тошнота, учащенное дыхание, сильная жажда, иногда рвота) пострадавшего уложите в тень или внесите в прохладное помещение, освободите шею и грудь от стесняющей одежды; если пострадавший в сознании, дайте попить холодной воды; голову, грудь и шею периодически смачивайте холодной водой, давайте нюхать нашатырный спирт. Если пострадавший не дышит, сделайте искусственное дыхание, согласно п. 4.11 настоящей инструкции.
5.23. Отравления пестицидами, минеральными удобрениями, консервантами и продуктами их распада, ядовитыми газами. Пострадавшего прежде всего вынесите из загрязненной зоны и освободите от стесняющей дыхание одежды и средств защиты органов дыхания. Примите меры оказания первой помощи, направленные на прекращение поступления яда в организм:
через дыхательные пути — удалите пострадавшего из опасной зоны на свежий воздух;
через кожу — тщательно смойте препарат струей воды, лучше с мылом, или, не размазывая по коже и не втирая, промокните его куском ткани, затем обмойте холодной водой или слабощелочным раствором; при попадании яда в глаза обильно промойте их водой, 2% раствором питьевой соды или борной кислоты;
через желудочно-кишечный тракт — дайте выпить несколько стаканов воды (желательно теплой) или слабо-розового раствора марганцево-кислого калия и раздражением задней стенки глотки вызовите рвоту. Повторите эту процедуру 1-3 раза. Рвоту можно вызвать при помощи горчицы (1/2 — 1 чайная ложка сухого порошка на стакан теплой воды), соли (2 столовые ложки на стакан теплой воды) или стакана мыльного раствора. Не вызывайте рвоту у пострадавшего, находящегося в бессознательном состоянии или с судорожным синдромом. После рвоты дайте выпить полстакана воды с двумя-тремя столовыми ложками активированного угля, а затем солевое слабительное (20 г горькой соли на полстакана воды), не давайте в качестве слабительного касторовое масло; при отравлении кислотой дайте выпить раствор питьевой соды (1 чайная ложка на стакан воды), молока или воды; при отравлении щелочью дайте выпить молока, лимонного сока или уксусной воды.
Пострадавшего, если есть возможность, внесите в теплое помещение. При бессознательном состоянии применяйте грелки, но с большой осторожностью; при отравлении ДНОКом, нитрафеном, пентахлорфенолом натрия и пентахлорфенолятом натрия тепло противопоказано, проведите холодные процедуры — прохладные ванны, влажные обтирания, холодные компрессы, пузыри со льдом. При ослаблении дыхания давайте нюхать нашатырный спирт, в случаях прекращения дыхания или сердечной деятельности делайте искусственное дыхание или закрытый массаж сердца. При наличии судорог исключите всякие раздражения, предоставьте больному полный покой. При попадании в организм раздражающих веществ, например формалина, дайте пострадавшему выпить обволакивающее средство водный раствор крахмала). Не давайте молоко, жиры, алкогольные напитки. При кожных кровотечениях прикладывайте тампоны, смоченные перекисью водорода, при носовых кровотечениях уложите пострадавшего, приподнимите и слегка запрокиньте голову, прикладывайте холодные компрессы на переносицу и затылок, в нос вставляйте тампоны, увлажненные перекисью водорода. При отравлении фосфорорганическими соединениями, сопровождающемся слюновыделением, слезотечением, сужением зрачков, замедлением дыхания, замедлением пульса, мышечными подергиваниями, давайте препараты белладонны: 3-4 таблетки бесалола (бекарбона) или 1-3 таблетки беллалгина.
Во всех случаях отравления (даже легкого) немедленно направьте пострадавшего к врачу или фельдшеру.
При отравлении ядовитыми газами (головная боль, шум в ушах, головокружение, расширение зрачков, тошнота и рвота, потеря сознания) пострадавшего немедленно выведите на свежий воздух и организуйте подачу кислорода для дыхания, воспользовавшись резиновой подушкой или баллоном с кислородом. При отсутствии кислорода пострадавшего уложите, приподымите ноги, дайте выпить холодной воды или много молока, давайте нюхать вату, смоченную нашатырным спиртом. При слабом дыхании или прекращении его делайте искусственное дыхание до прибытия врача или восстановления дыхания.
5.24. Повреждение глаз. При засорении глаз промойте их 1% раствором борной кислоты, струей чистой воды или влажным ватным (марлевым) тампоном. Для этого голову пострадавшего положите так, чтобы можно было направить струю от наружного угла глаза (от виска) к внутреннему. Не трите засоренный глаз. При попадании брызг кислоты и щелочи в глаз промойте его в течение 5 мин. чистой водой. После промывки на глаз наложите повязку и отправьте пострадавшего к врачу.
Разработал
Согласовал
Средства индивидуальной защиты — обзор
Вопросы безопасности и охраны здоровья
Средства индивидуальной защиты
Средства индивидуальной защиты
Обзор
В центре внимания
На странице OSHA, касающейся вопросов безопасности и здоровья в связи с COVID-19, содержится конкретная информация о защите работников от коронавируса во время продолжающейся вспышки.
Страницы, связанные с безопасностью и здоровьем
Защита глаз и лица
Защита от падения
Безопасный пистолет для гвоздей
Защита органов дыхания
Что такое средства индивидуальной защиты?
Средства индивидуальной защиты, обычно называемые «СИЗ», представляют собой средства, которые носят для сведения к минимуму воздействия опасностей, вызывающих серьезные травмы и заболевания на рабочем месте. Эти травмы и заболевания могут быть результатом контакта с химическими, радиационными, физическими, электрическими, механическими или другими опасностями на рабочем месте. Средства индивидуальной защиты могут включать такие предметы, как перчатки, защитные очки и обувь, беруши или наушники, каски, респираторы или комбинезоны, жилеты и комбинезоны.
Что можно сделать, чтобы обеспечить надлежащее использование средств индивидуальной защиты?
Все средства индивидуальной защиты должны быть спроектированы и изготовлены с учетом требований безопасности, а также содержаться в чистоте и надежном состоянии. Он должен удобно сидеть, поощряя использование работника. Если средства индивидуальной защиты не подходят должным образом, это может иметь значение между безопасным укрытием или опасным воздействием. Когда инженерно-техническое обеспечение, методы работы и административный контроль невозможны или не обеспечивают достаточную защиту, работодатели должны предоставить своим работникам средства индивидуальной защиты и обеспечить их надлежащее использование. Работодатели также обязаны обучать каждого работника, которому необходимо использовать средства индивидуальной защиты, знать:
При необходимости
Какой нужен
Как правильно надевать, регулировать, носить и снимать
Ограничения оборудования
Надлежащий уход, техническое обслуживание, срок службы и утилизация оборудования
Если предполагается использование СИЗ, должна быть реализована программа СИЗ. Эта программа должна учитывать существующие опасности; выбор, техническое обслуживание и использование СИЗ; обучение сотрудников; и мониторинг программы для обеспечения ее постоянной эффективности.
Стандарты
Средства индивидуальной защиты рассматриваются в конкретных стандартах OSHA для промышленности, морского судоходства и строительства. OSHA требует, чтобы многие категории средств индивидуальной защиты соответствовали или были эквивалентны стандартам, разработанным Американским национальным институтом стандартов (ANSI).
Подробнее »
Опасности и решения
Содержит справочные материалы, которые могут помочь в определении необходимости в средствах индивидуальной защиты (СИЗ), и предоставляет информацию о правильном выборе и использовании СИЗ.
Подробнее »
Плата за СИЗ
Предоставляет информацию о том, кто должен платить за средства индивидуальной защиты (СИЗ), когда они используются в соответствии со стандартами OSHA.
Подробнее »
Строительство
Выделяет информацию о строительстве, связанную со средствами индивидуальной защиты (СИЗ).
Подробнее »
Средства индивидуальной защиты.
Стандарты
Вопросы безопасности и охраны здоровья
Средства индивидуальной защиты
Средства индивидуальной защиты
Стандарты
Средства индивидуальной защиты рассматриваются в конкретных стандартах OSHA для промышленности, морского судоходства и строительства. OSHA требует, чтобы многие категории средств индивидуальной защиты соответствовали или были эквивалентны стандартам, разработанным Американским национальным институтом стандартов (ANSI). В этом разделе освещаются стандарты и документы OSHA, касающиеся средств индивидуальной защиты.
Стандарты OSHA
Общая промышленность (29 CFR 1910)
Общая промышленность (29 CFR 1910)
Связанная информация
1910 Подраздел G — Гигиена труда и контроль окружающей среды
1910. 94, Вентиляция.
Связанная информация
1910.95, Воздействие профессионального шума.
Связанная информация
1910 Подраздел H — Опасные материалы
1910.120, Работа с опасными отходами и аварийное реагирование.
Связанная информация
1910 г. Подчасть I — Средства индивидуальной защиты
1910.132, Общие требования.
Связанная информация
1910.133, Защита глаз и лица.
Связанная информация
1910.134, Защита органов дыхания.
Связанная информация
1910.135, Защита головы.
Связанная информация
1910.136, Защита для ног.
Связанная информация
1910.137, Электрозащитное оборудование.
Связанная информация
1910.138, Защита рук.
Связанная информация
1910.140, Системы индивидуальной защиты от падения с высоты.
Связанная информация
1910 Подраздел J — Общий контроль окружающей среды
1915 г. Подчасть I — Средства индивидуальной защиты
Связанная информация
1917 г., подраздел Е
Связанная информация
1918 Подраздел J — Средства индивидуальной защиты
Связанная информация
Строительство
Информацию о конструкции см. на странице «Средства индивидуальной защиты — конструкция».
Дополнительные уведомления Федерального реестра
Примечание. Уведомления в этом списке содержат дополнительную информацию, которая не обязательно связана с конкретным стандартом OSHA, выделенным на этой странице «Темы безопасности и здоровья».
Оплата работодателем средств индивидуальной защиты; Окончательное правило. Окончательное правило 72:64341-64430 (15 ноября 2007 г.).
Средства индивидуальной защиты для работы на верфях (СИЗ). Окончательное правило 61:29957-29958 (13 июня 1996 г.).
Средства индивидуальной защиты для работы на верфях (СИЗ). Окончательное правило 61:26321-26360 (24 мая 1996 г.).
Средства индивидуальной защиты для промышленности. Окончательное правило 61:19547-19548, (02 мая 1996 г.).
Средства индивидуальной защиты для промышленности. Последнее правило 59:33910-33911 (1 июля 1994 г.).
Средства индивидуальной защиты для промышленности. Последнее правило 59:16334-16364 (6 апреля 1994 г.).
Дополнительные директивы
Примечание. Директивы в этом списке содержат дополнительную информацию, которая не обязательно связана с конкретным стандартом OSHA, выделенным на этой странице «Темы безопасности и здоровья».
29 CFR, часть 1915, подраздел I, Руководство по применению средств индивидуальной защиты (СИЗ) при работе на верфях . CPL 02-01-060, (22 мая 2019 г.).
29 CFR Part 1910, подраздел I, Руководство по применению средств индивидуальной защиты в промышленности общего назначения. CPL 02-01-050, (10 февраля 2011 г.).
Дополнительные письма с разъяснениями
Примечание. Буквы в этом списке содержат дополнительную информацию, которая не обязательно связана с конкретным стандартом OSHA, выделенным на этой странице «Темы безопасности и здоровья».
Сетевая монтажная пила по металлу Bosch GCO 14-24J 0.601.B37.200 (мощность 2400 вт, оснастка 355 мм, 3800 оборотов/мин)
Смотреть
Нет в наличии
Присадка к топливу Stihl 07813198433, 5 л
Смотреть
Описание
Характеристики и комплектация
Документы
Рейтинги и отзывы
Производитель
Мощность, Вт
710
Напряжение сети, В
220
Тип электродвигателя
асинхронный
Мин. частота вращения шпинделя, об/мин
200
Макс. частота вращения шпинделя, об/мин
2500
Число скоростей
2
Размер основания, мм
330x350x30
Регулировка оборотов
Нет
Вес, кг
11.2
Макс. диаметр сверла, мм
13
Система подачи СОЖ
Нет
Материал обработки
дерево, металл
Наличие лазера
Да
Реверс
Нет
Тип сверлильного патрона
быстрозажимной
Тип конструкции
вертикально-сверлильный
Частота, Гц
50
Страна производства
Китай
Родина бренда
Германия
Нашли неточность в описании?
В комплекте
Сверлильный станок
1 шт.
Торцевой ключ
1 шт.
1 шт.
Параллельный упор
1 шт.
Руководство пользователя
1 шт.
Сверлильный станок Bosch PBD 40 0603B07000 в Москве
Сверлильный станок Bosch PBD 40 0603B07000 применяется в мастерских для аккуратного и точечного сверления деревянных и металлических изделий. Блокировочное кольцо надежно фиксирует сверло, тем самым гарантируя высокую точность сверления.
Встроенный цифровой дисплей позволяет вести визуальный контроль за скоростью вращения шпинделя.
Способен сверлить отверстия в стали диаметром до 13 мм. Быстродействующий зажим успешно заменяет тиски.
Наведите курсор на изображение, чтобы увеличить Нажмите на изображение, чтобы увеличить
Скидка 0%
Bosch DIYSKU: 0603B07000
36 месяцев Ограниченная гарантия производителя
Без проблем Обмен и возврат в течение 30 дней.
VisaMaestroMasterpassPayFast Instant EFTmobicred Гарантированная безопасная и надежная касса
Power Tool Services SA — 221 Imam Haron Rd, Claremont
Поделиться этим продуктом
Настольный сверлильный станок PBD 40 особенно точен и очень прост в использовании благодаря своим техническим характеристикам с универсальным двигателем мощностью 710 Вт, заменяющим классический ременный привод, используемый в обычных настольных сверлильных станках. Это означает, что скорость можно плавно регулировать с помощью поворотной ручки. Утомительная задача повторного натяжения ремня теперь осталась в прошлом. PBD 40 также оснащен двумя передачами и электронной системой управления Constant Electronic, которая предотвращает падение скорости при сверлении твердых материалов.
Цифровая система для простого считывания скорости и глубины бурения
Быстрозажимной зажим удерживает даже круглые материалы для точного сверления
Бесключевой прецизионный патрон автоматически подтягивает сверло
2-ступенчатая коробка передач: высокая мощность на первой передаче и высокая скорость на второй передаче
Просто регулируйте скорость в зависимости от материала с помощью Bosch Electronic для лучших результатов
Вероятно, в вашем браузере отключен JavaScript. Для использования функций этого веб-сайта в вашем браузере должен быть включен JavaScript.
Будьте первым кто оценит этот продукт
Bosch 0603B07000 PBD 40 Настольная дрель
Артикул: 0603B07000
Наличие: Доставка обычно занимает 5–7 рабочих дней
5 599,00 рэндов
Детали
Дополнительная информация
отзывов
Детали
Детали
Настольный сверлильный станок PBD 40 – удобный способ добиться высокоточных результатов сверления
Электронный цифровой дисплей позволяет точно установить скорость в соответствии с требованиями, а электронная система констант Bosch обеспечивает постоянную скорость
Инновационный цифровой дисплей позволяет легко считывать точную глубину сверления. Ровные ряды отверстий, т.е. для деревянных конструкций, поэтому их можно без проблем сверлить
С 2-ступенчатой коробкой передач: высокая мощность на 1-й передаче, высокая скорость на 2-й передаче
Высококачественный прецизионный патрон без ключа автоматически подтягивает сверло. Стопорное кольцо гарантирует идеальную фиксацию сверла
Встроенный лазер для облегчения сверления: для легкого и точного сверления точно в нужном положении. Светодиод обеспечивает хорошее освещение рабочей зоны
Даже круглые заготовки можно удобно зафиксировать с помощью быстродействующего зажима – для абсолютно точного результата сверления
Параллельный упор и большая рабочая пластина обеспечивают точное и безопасное позиционирование заготовки
Вращающееся колесо со встроенной мягкой накладкой обеспечивает контролируемую и удобную скорость сверления
Потребляемая мощность: 710 Вт
Число оборотов холостого хода (1-я передача/2-я передача): 200–850/600–2 500 об/мин
Узнайте как правильно пользоваться холодной сваркой в домашних условиях
Многие из вас слышали термин «холодная сварка». Однако не все знают, что это за технология соединения материалов. Под сваркой следует понимать способ скрепления материалов, способных плавиться, с помощью локального нагрева.
Так что словосочетание «холодная сварка» в некотором смысле абсурдно. Тем не менее, этот термин активно используется производителями.
Что такое холодная сварка?
Сам термин, не что иное, как маркетинговый слоган, означающий, что соединение не уступает по прочности реальным сварочным работам. Так ли это? Давайте выясним. И так, перед нами туба или брусок клеящего материала с броским названием.
Что находится внутри? На манер мороженого «Лакомка» мы видим два пластичных вещества разного цвета, вставленные друг в друга и разделенные пленкой.
Эти два материала представляют собой очень сильный компонентный клей на основе эпоксидных смол. Мы все знаем, как клеить классической эпоксидной (или полиэфирной) смолой. Смешиваем смолу и отвердитель в пропорции 1:10, и после этого состав приобретает свойства клея. Универсальное средство, только клеить им можно не всё и не всегда.
Во-первых, – несколько капель воды, попавшие в раствор при затвердевании – могут свести всю работу на нет;
Во-вторых, — высокая текучесть клея делает невозможным формировать объемные швы. Только плоское склеивание, или изготовление импровизированной опалубки;
Еще один недостаток – до полной фиксации нельзя перемещать детали, а соответственно и пользоваться ими. Схватывание наступает через несколько часов, а полное затвердевание спустя сутки.
Эти недостатки сужают сферу применения классического эпоксидного клея.
Что же делать, если понадобилось экстренно соединить прочные и твердые материалы, а ждать затвердевания или создать опалубку невозможно? И как быть в случаях, когда не избежать воздействия влаги?
Иных вариантов, кроме как использовать холодную сварку – нет. Такой клей существует. Эпоксидная смола, путем добавления в нее армирующего порошка (как правило – металла) и загустителей доводится до консистенции пасты. Это стабильное состояние, смола может находиться в нем довольно долго, как минимум до окончания срока хранения.
Важно! Это правило действует лишь в случае, когда нет контакта с отвердителем, а желательно и с воздухом.
В таком же виде хранится второй компонент – отвердитель. По-хорошему, их надо хранить в разных упаковках. Но поскольку «холодная сварка» — это продукт скорее для экстренной помощи, на первое место выходит оперативность и удобство в использовании.
В результате обе составные части хранятся в одной колбе, разделенные пленкой. Контакт на уровне диффузии присутствует, поэтому срок хранения клея в одной упаковке короткий.
Для прочности в клей добавляют наполнитель. Целлюлоза, металлические опилки, керамические порошки. Это добавляет вязкости, и позволяет буквально вылепить необходимый шов, не фиксируя его специально.
Выпускается и более жидкий состав. Он содержится в двух независимых герметичных тюбиках или иных дозаторах. Имеет консистенцию густой сметаны.
Эффективность такой формы выпуска выше: исключено взаимодействие компонентов между собой при хранении, и свойства сохраняются при многократном использовании. Дело в том, что пластилина образный клей в общей упаковке, после вскрытия имеет очень короткий срок хранения. Фактически – он одноразовый.
А вариант в тюбиках применяется малыми дозами, и каждый раз при выдавливании вы пользуетесь одинаково качественным составом.
Единственный недостаток – из такого клея нельзя вылепить устойчивую форму, им можно только соединять детали.
Состав «холодной сварки» может быть универсальным (что чаще всего и бывает), а может быть выполнен для конкретного материала. Соответственно, наполнитель также подбирается согласно применимости клея.
В таком случае прочность «правильного» стыка достаточно велика, а склеивание иных материалов возможно, но не так прочно.
Поэтому перед покупкой внимательно прочитайте инструкцию.
Что можно заклеить холодной сваркой?
Ответ на этот вопрос – практически всё! Исключение составляют лишь гибкие материалы. После окончательного затвердевания холодная сварка становится жесткой.
Металлы. Можно склеивать между собой, или соединять разнородные материалы;
Пластик. Любой, кроме полиэтилена. Опять же, помним о жесткости стыка;
Керамику, камень, стекло. В любых сочетаниях без ограничений. Плитка, склеенная встык – ломается в любом другом месте, только не по шву;
Ковровые покрытия и линолеум. Можно к полу, можно встык.
Отдельная тема – сантехника. Дело в том, что материал клея можно мочить при работе. Это позволяет склеивать повреждения батарей отопления или водопроводных труб без спуска воды из системы.
Можно себе представить, как будут «рады» жители целого подъезды в разгар зимы, если все квартиры на целый день останутся без тепла, пока у вас будут ремонтировать отопление. А с помощью холодной сварки вы быстро устраните течь самостоятельно.
Ремонт продержится до окончания отопительного сезона. Хотя, следуя поговорке: «нет ничего более постоянного, чем временное» – наши люди просто «забывают» о временном шве, и холодная сварка прекрасно держится годами.
Кстати, отсутствие гигроскопичности используется не только при ремонте текущей сантехники. Когда вы смешиваете компоненты клея (а это удобнее делать руками), липкая масса прилипает к пальцам. Если немного смочить руки перед работой, формировать состав будет легче, а на качество шва это не влияет.
Важно! Не стоит злоупотреблять этим свойством. Если есть возможность работать «на сухую», не применяйте воду. Шов будет долговечнее.
Следующее применение, делающее этот клей уникальным – склеивание автомобильных глушителей. Разумеется, речь идет не о полноценном ремонте. Силового шва получить не удастся. Но замазать отверстие размером с палец – запросто.
Причем речь идет не о способе «доковылять до сервиса», с таким ремонтом можно ездить продолжительное время. Клей не загорится, не раскрошится. Единственное условие, при покупке прочитайте на этикетке, какую температуру выдерживает холодная сварка.
После такого применения, беспокоиться о ремонте радиатора вообще не приходится. Это просто «семечки».
Как правильно пользоваться холодной сваркой?
Прежде всего, определитесь с выбором самого клея. Универсальный или специализированный, для определенного материала. Если вы приобретаете его по факту аварии – берите узкопрофильный. А в качестве домашней «аптечки» следует иметь универсальный клей.
И напоследок совет, как убрать холодную сварку. Способа всего два: размочить растворителем (если позволяет материал) или убрать механическим путем (напильник, зубило).
Как пользоваться холодной сваркой для металла — видео. Тонкости использования и способ смешивания компонентов.
Еще один пример того, как холодной сваркой склеить линолеум — видео.
Как использовать «Холодную сварку»? | Эксклюзивный представитель ABRO в России на территории ПФО, УФО, СФО и ДВФО
В повседневном обиходе, «Холодной сваркой» принято считать эпоксидный пластилин для склеивания различных материалов, таких как металл, дерево, керамику, стекло, пластик, многое другое…
Применение «сварки» практически безгранично.
Например, благодаря своим высокотемпературным свойствам, ее широко применяют в экстренном авто-ремонте, таких как протекший радиатор, прогоревший глушителей, пробитый корпус аккумулятора или даже поддон картера.
Так же, можно применять в быту практически для любых работ связанных с мебелью и сантехникой.
Сегодня, мы рассмотрим весь технологический процесс использования «Холодной сварки» разобрав его до мельчайших подробностей.
Что понадобится:
Холодная сварка- представляет собой эпоксидный клей-шпаклевку с упрочняющей добавкой стального порошка. Склеивает металл, дерево, керамику, стекло, пластик. Устойчивая к агрессивным средам холодная сварка сохраняет свои свойства до температуры 260°С. Безотходная и проста в применении.
Электрические свойства:
Объемное удельное сопротивление холодной сварки- 5×1015 oм-см
Электрическая прочность — 400 в/мм 0,1215 м
Физические свойства:
— плотность холодной сварки- 1,9 гр/см3;
— прочность на сжатие — 1176 атм;
— прочность на разрыв — 392 атм;
Сварка увеличивает свой объем при затвердевании, т. е. возникает эффект пробки. Таким образом, возможен ремонт при вытекании жидкости из поврежденного агрегата или даже под водой, поэтому холодная сварка универсальная ABRO незаменима при ремонте любой сантехники, починке катеров и яхт.
После отвердевания холодная сварка допускает обработку на токарном станке, шлифовку, сверление, нарезку резьбы, а также покраску. С помощью холодной сварки ABRO вы легко восстановите отломанную или потерянную деталь
— модуль упругости — 3,9×104 атм;
— прочность на сдвиг — 52 атм;
— максимальная температура — 260°С.
Состав: металло- и керамикополимерные компаунды на основе эпоксидных смол.
Работа:
1. Упаковка холодной сварки представляет собой герметичный контейнер, позволяющий неоднократно использовать средство.
2. Открываем крышку
3. Аккуратно достаем этикету «АBRO STEEL» она является инструкцией к применению
4. Внимательно знакомимся с инструкцией
5. Очистим и обезжирим поверхность перед применением. Для лучшей адгезии придадим ей шерховатость
6. Достанем брусок сварки
7. Отрежем необходимое количество состава, сделав разрез строго перпендикулярно.
8. Разрезав брусок, мы увидим двойную консистенцию сварки.
9. Хорошо очищаем от упаковки
10. Смочив руки водой, смешиваем составы сварки подобно пластелину, до образования однородного состава
11. Наносим холодную сварку на поверхность, придав ей необходимую форму
12. Затвердевает холодная сварка от 1 часа до 1 суток, в зависимости от толщины, температуры и т. д. После применения, аккуратно запакуйте «Холодную сварку» обратно в упаковку. Таким образом, она прослужит вам еще долго и будет так нужна в самый ответственный момент
На этом все, здоровья вам и вашей машине! Пока!
Информация о подводной сварке | Академия коммерческого дайвинга
Подводная сварка выполняется, когда сварщик находится под водой, часто при повышенном барометрическом давлении. Это создает множество проблем, требующих специальных навыков и обучения, которые преподаются в Техническом институте CDA (ранее Академия коммерческого дайвинга). Из-за неблагоприятных условий и неотъемлемых опасностей, связанных с подводной сваркой (также известной как мокрая сварка), дайверы должны проходить обучение в соответствии с исключительно строгими стандартами с узкоспециализированным инструктажем.
Мокрая сварка
Сварка под водой может выполняться двумя способами: мокрая сварка и сухая сварка. Мокрая сварка предполагает, что водолаз выполняет сварку непосредственно в воде. Он включает использование специально разработанного сварочного стержня и использует процесс, аналогичный используемому при обычной сварке. Вот преимущества мокрой сварки:
Дешево и быстро
высокая прочность на растяжение
легкий доступ к месту сварки
нет среды обитания
без конструкции
Сухая сварка/гипербарическая сварка
Другой метод сварки под водой — это гипербарическая сварка или сухая сварка. Гипербарическая сварка — это процесс, при котором камера герметизируется вокруг свариваемой конструкции. Затем он заполняется газом (обычно смесью гелия и кислорода или аргона), который выталкивает воду за пределы гипербарической сферы. Это обеспечивает сухую среду для выполнения сварки. Вот некоторые преимущества сухой сварки:
безопасность сварщика / водолаза
более высокое качество сварки
поверхностный мониторинг
неразрушающий контроль
Подводная сварка Сертификация AWS
Программа Air Mixed Gas Commercial Diver не дает студенту права стать специалистом по подводной сварке. Для получения сертификата требуется дополнительное обучение. Учащиеся могут получить сертификат по сварке под водой в соответствии со стандартами AWS D3.6. после того, как он станет сертифицированным коммерческим дайвером. Сертификация подводной сварки признается квалификацией AWS по подводной сварке для углового сварного шва класса C по стандарту AWS D3.6M.
Комплексное обучение
Наша подготовка коммерческих водолазов выходит за рамки подводной сварки, и наши выпускники владеют многими другими полезными навыками из подводного спасения, строительства и ремонта трубопроводов, такелажа, работы с подводными инструментами (отбойными молотками, гидравлическими бурами и бензопилами).
Эти навыки и сертификаты выходят за рамки обязательного обучения и являются частью The CDA Advantage . Благодаря им выпускники программы коммерческого дайвинга на воздухе и смешанном газе Технического института CDA являются лучшим выбором для компаний, занимающихся дайвингом. Щелкните здесь для получения дополнительной информации об учебном плане CDA и комплексной программе коммерческого дайвинга.
Лица, заинтересованные в карьере в области подводной сварки, должны знать, что эта конкретная задача представляет собой лишь от 5 до 10% обязанностей, которые должен выполнять коммерческий дайвер, и не является отдельной карьерой. Вот почему CDA стремится обеспечить всестороннее обучение всем аспектам коммерческого дайвинга. Стоит отметить, что CDA — единственная школа, которой владеет и управляет активный коммерческий дайвер и подводный сварщик! Основатель компании капитан Рэй Блэк занимается подводной сваркой с 19 лет.89 и работал по всему миру.
CDA гордится своей командой инструкторов с многолетним опытом дайвинга, международной подготовкой и почти 200-летним совместным военным стажем. Технический институт CDA является единственной полностью аккредитованной школой дайвинга в Соединенных Штатах Америки, которой владеет и управляет активный коммерческий дайвер и подводный сварщик. Водолазное резюме капитана Блэка включает подводную сварку по всему миру; в морских глубинах у берегов Сингапура и Малайзии, Перу, Бразилии, Южной Африки, Абердина, Шотландия (Северное море) и Израиля (см. видеозапись этого погружения).
«В качестве профессионального водолаза и подводного сварщика я работал по всему миру. Я испытал различные культуры, людей и окружающую среду; Я видел мир с поверхности и из глубин мировых морей. Будучи коммерческим дайвером / подводным сварщиком, я и моя семья обрели такой образ жизни, который я не могу себе представить, занимаясь чем-то другим. Из; Мокрая сварка (подводная) 42-дюймовых трубопроводов, поступающих с реактивным топливом в израильскую армию, 9щелчки из сектора Газа, в Средиземное море до; ремонт нефтяных вышек у берегов Перу и Чили, до; Спасение 300-футового / 1000-тонного сухого дока у побережья Флориды, который когда-то поддерживал и ремонтировал USS «Конституция». Все мои приключения в море научили меня необходимости и спросу на качественное обучение глубоководных дайверов. Если вы хотите стать подводным сварщиком, я бы посоветовал вам воспользоваться всемирно известным, всемирно признанным обучением, которое предлагает моя школа, и взяться за свою жизнь прямо сейчас, потому что «Знание — сила», когда вы решите отправиться в глубины. морских глубин». «Сделай погорячее» — Капитан Рэй Блэк
Что такое подводная сварка и как она работает?
Сварка под водой, также известная как гипербарическая сварка, предполагает сварку при повышенном давлении.
Сварка может производиться либо в самой воде (известная как мокрая сварка), либо в сухом герметичном корпусе (известная как сухая сварка), причем чаще всего свариваемым материалом является сталь.
Термин «гипербарическая сварка» обычно используется применительно к сухой сварке и «сварке под водой» во влажной среде.
Сухие сварные швы, как правило, имеют лучшее качество, чем мокрые швы, благодаря большему контролю над условиями сварки и возможности выполнять термообработку до и после сварки.
Однако определить качество подводных сварных швов, особенно при мокрой сварке, может быть сложно, так как дефекты трудно обнаружить под поверхностью сварного шва.
Гипербарическая сварка была изобретена в 1932 году русским металлургом Константином Креновым и с тех пор нашла применение по всему миру, в том числе при ремонте судов, трубопроводов и морских нефтяных платформ.
Содержание
Нажмите на ссылки ниже, чтобы перейти к разделу руководства:
Как работает подводная сварка?
Обучение подводной сварке
Типы
Приложения
Часто задаваемые вопросы
Вывод
Как упоминалось выше, существует два основных типа подводной сварки; сухая сварка и мокрая сварка .
При сухой сварке барокамера герметизируется вокруг свариваемой конструкции. Затем камера заполняется газом (обычно смесью кислорода и гелия), чтобы вытеснить воду и создать сухую атмосферу для выполнения сварки. В камере должно быть давление до нужного уровня, чтобы сварщики не страдали от декомпрессионной болезни во время работы.
Однако бывают случаи, когда водолазы-сварщики не имеют доступа к барокамере или когда срочность означает, что ремонт необходимо произвести немедленно. В этих случаях вместо этого можно использовать мокрую сварку.
Влажная сварка основана на выделении пузырьков газа вокруг электрической дуги для защиты сварного шва и предотвращения прохождения электричества через воду. Этот изолирующий слой из пузырьков защищает дайвера, но также закрывает зону сварки, что затрудняет правильное выполнение сварки. Пузырьки также могут нарушить сварочную ванну, а сварной шов может слишком быстро остыть из-за рассеивания тепла через окружающую воду. Это увеличивает риск появления дефектов, таких как растрескивание.
При подводной сварке используется постоянный ток, а не переменный, так как он безопаснее для подводных сварщиков.
Трудно игнорировать риски, присущие подводной сварке, но эти риски также являются причиной того, что подводная сварка является одним из самых высокооплачиваемых вариантов карьеры для коммерческих дайверов.
Многие подводные сварщики начинают обучение, чтобы стать профессиональными сварщиками, прежде чем изучать коммерческое погружение. Вы должны убедиться, что вы поступили в высококачественные учебные заведения, чтобы изучить аспекты сварки и дайвинга, прежде чем искать дальнейшее обучение в аккредитованном учреждении, чтобы объединить навыки подводного сварщика.
На это обучение могут уйти годы, но оно поможет избежать потенциальных опасностей, включая поражение электрическим током и утопление.
Можно использовать различные сварочные процессы как для мокрой, так и для сухой подводной сварки.
Процессы мокрой сварки:
Дуговая сварка в защитном металле
Этот метод, также известный как сварка стержнем, часто используется для мокрой сварки. С помощью этого универсального и экономичного процесса сварщики создают электрическую дугу между электродом и свариваемой конструкцией. Эта дуга расплавляет и откладывает наполнитель в шов. Электроды и поверхности основного металла должны быть чистыми для правильного выполнения этой сварки, и дайвер также должен осмотреть участок на наличие препятствий или других угроз безопасности.
Подробнее
Дуговая сварка с флюсовой проволокой
В этом методе используется трубка из присадочного материала с флюсом в сердцевине. Электродная проволока автоматически подается через сварочный пистолет, что позволяет выполнять точные и контролируемые сварные швы. Этот метод используется для материалов, включая чугун и металлические сплавы, такие как никелевый сплав.
Подробнее
Сварка трением
Сварка трением использует тепло и трение для сплавления материалов и может выполняться под водой.
Узнать больше
Камеры и процессы для сухой сварки:
Тип метода сварки, используемого при сухой сварке, зависит от размера используемой барокамеры. К ним относятся:
Сварка в жилых помещениях
Этот метод использует небольшую камеру и часто используется для огневых работ. Газы непрерывно прокачиваются через камеру, чтобы поддерживать пригодную для дыхания атмосферу и поддерживать давление немного выше, чем давление снаружи. Эта разница давлений предотвращает приток опасных газов и горючих углеводородов, а также выведение токсичных сварочных дымов из камеры. Более крупные места обитания могут вместить двух или трех дайверов одновременно.
Сварка давлением
Сварка давлением использует взрывную силу и/или трение. Этот широкий тип сварки твердого тела включает в себя такие процессы, как диффузионная сварка, сварка взрывом, газовая сварка, контактная сварка, ультразвуковая сварка и сварка трением, которые были изобретены TWI в 1991 году.
Сухая точечная сварка
камеры, которые размещаются над зоной сварки для создания сухой атмосферы. Электрод помещается в камеру для создания сварного шва.
Сварка в сухой камере
Подобно сварке в естественных условиях, этот метод использует гипербарическую камеру для создания сухой атмосферы для сварки. Однако в этом случае камера меньше и вмещает только верхнюю часть тела сварщика.
Что касается процессов, то при сухой сварке используется дуговая сварка защитным металлом и дуговая сварка с флюсовой проволокой, как и мокрая сварка (см. выше). Кроме того, при сухой сварке также используются:
Газовая вольфрамовая дуговая сварка
В этом методе, обычно называемом сваркой ВИГ, используется неплавящийся вольфрамовый электрод для создания электрической дуги и еще одна проволока для присадочного материала. Этот метод создает высококачественные, прочные сварные швы, но также требует высокого уровня навыков и точности сварщика.
Подробнее
Дуговая сварка металлическим электродом в среде защитного газа
В этом методе, также известном как «сварка МИГ», используется сварочный пистолет, который автоматически подает присадочную проволоку при одновременной подаче защитного газа для защиты зоны сварки.
Подробнее
Плазменная дуговая сварка
При плазменной дуговой сварке используется электрод для создания электрической дуги. Этот электрод, обычно изготавливаемый из спеченного вольфрама, расположен в корпусе горелки, чтобы дуга не контактировала с инертным газом. Плазма впрыскивается через медное сопло горелки на высоких скоростях, создавая чрезвычайно высокие температуры. Сопло используется для ограничения плазмы в одном направлении для создания точных сварных швов.
Узнать больше
Сварка обычно используется для ряда морских и морских работ. Учитывая трудности и опасности подводной сварки, большая часть этих работ выполняется на мелководье или путем перемещения конструкций в первую очередь в сухие места.
Однако сварка конструкций на большей глубине может сэкономить затраты на извлечение конструкции из воды, а также расходы на стыковку в сухом доке. Сварка под водой не только позволяет сэкономить средства, но также может быть использована для аварийного ремонта.
Используется для сварки полностью или частично погруженных в воду морских конструкций, подводная сварка используется на кораблях, плотинах, нефтяных платформах, трубопроводах, мостах и т. д. Методы подводной сварки также используются в приложениях, связанных с атомными электростанциями, реками, каналами и т. д.
Сколько зарабатывает подводный сварщик?
Из-за опасностей, связанных с работой, подводные сварщики могут получать очень хорошую годовую заработную плату. Фактическая заработная плата определяется такими факторами, как опыт, сертификация, местоположение, рабочая среда, глубина работы, расстояние от берега, методы погружения и используемое оборудование и многое другое. Статистические данные показывают, что диапазоны заработной платы могут сильно различаться: от примерно 25 000 фунтов стерлингов в год до более чем 230 000 фунтов стерлингов в год.
Как стать подводным сварщиком
Чтобы стать подводным сварщиком, вы должны быть опытным дайвером, для чего обычно требуется пройти курс обучения в коммерческой школе дайвинга. Это не только научит вас навыкам дайвинга, но также расскажет о безопасности под водой и действиях в чрезвычайных ситуациях. Помимо прохождения школы дайвинга, вам также необходимо быть сертифицированным сварщиком. Имея за плечами эти навыки, вам нужно будет пройти специальный курс подводной сварки, чтобы узнать о конкретных инструментах и методах, связанных с работой. Это обучение может длиться годами.
Является ли подводная сварка хорошей карьерой?
Профессия подводного сварщика может быть очень прибыльной, но она также требует серьезной подготовки и может быть опасной. В результате многие подводные сварщики инвестируют свои доходы, чтобы выйти на пенсию раньше.
Почему подводная сварка так опасна?
Сварка под водой более опасна, чем сварка на суше, так как она выполняется в условиях, в которых действуют дополнительные факторы безопасности. К ним относятся давление газа, давление воды, снаряжение для дайвинга, работа в ограниченном пространстве, электроснабжение и многое другое. Кроме того, подводным сварщикам часто приходится работать в удаленных и потенциально опасных морских зонах, таких как нефтяные вышки и подводные трубопроводы.
Несмотря на финансовое вознаграждение, подводная сварка является одной из самых опасных работ, которые вы можете выполнять, поскольку утопление, взрывы и поражение электрическим током представляют собой очень реальную опасность, наряду с долгосрочными проблемами со здоровьем, связанными с вашим носом, легкими и ушами, если слишком много времени тратится на работу глубоко под водой, декомпрессионную болезнь и нападения морской фауны!
Какова смертность при подводной сварке?
Основными причинами смерти подводных сварщиков являются утопление и декомпрессионная болезнь, при этом, согласно исследованиям, уровень смертности среди подводных сварщиков достигает 15%. Это самый высокий уровень смертности среди всех профессий, и вы можете сравнить его со смертностью в 0,2% среди тех, кто занимается лесозаготовками или рыболовством.
Подводная сварка может быть разделена на сухую и мокрую сварку. Сухая сварка, при которой используется гипербарическая камера для создания сухой среды вокруг зоны сварки, в которой работает сварщик, дает лучшие результаты, чем влажная сварка, при которой используются пузырьки, создаваемые защитным газом, для покрытия области сварки.
Труба круглая ВГП представляет собой один из видов трубопроката, который используется для водопроводных и газопроводных систем, отличающихся низким давлением, из-за чего она и получила соответствующую маркировку.
читать дальше
Оплата наличным и безналичным
Резка металла по вашим размерам
Доставка по Москве и Московской Области
Труба круглая металлическая ВГП Ø 15х2,8 мм
Внутренний диаметр трубы
15 мм
Внешний диаметр трубы
21,3 мм
Толщина металла трубы
2,8 мм
Длина трубы
6 метров
Вес 1 метра
1,28 кг.
Цена: 95 руб
в один клик
Труба круглая металлическая ВГП Ø 20х2,8 мм
Внутренний диаметр трубы
20 мм
Внешний диаметр трубы
26,8 мм
Толщина металла трубы
2,8 мм
Длина трубы
6 метров
Вес 1 метра
1,66 кг.
Цена: 120 руб
в один клик
Труба круглая металлическая ВГП Ø 25х2,8 мм
Внутренний диаметр трубы
25 мм
Внешний диаметр трубы
33,5 мм
Толщина металла трубы
2,8 мм
Длина трубы
10,5 метров
Вес 1 метра
2,12 кг.
Цена: 155 руб
в один клик
Труба круглая металлическая ВГП Ø 32х2,8 мм
Внутренний диаметр трубы
32 мм
Внешний диаметр трубы
42,3 мм
Толщина металла трубы
2,8 мм
Длина трубы
10,5 метров
Вес 1 метра
2,73 кг.
Цена: 210 руб
в один клик
Труба круглая металлическая ВГП Ø 40х3 мм
Внутренний диаметр трубы
40 мм
Внешний диаметр трубы
48 мм
Толщина металла трубы
3 мм
Длина трубы
10,5 метров
Вес 1 метра
3,38 кг.
Цена: 245 руб
в один клик
Труба круглая металлическая ВГП Ø 50х3 мм
Внутренний диаметр трубы
50 мм
Внешний диаметр трубы
60 мм
Толщина металла трубы
3 мм
Длина трубы
6 метров
Вес 1 метра
4,22 кг.
Цена: 290 руб
в один клик
Труба круглая металлическая ВГП Ø 57х3 мм
Внутренний диаметр трубы
50 мм
Внешний диаметр трубы
57 мм
Толщина металла трубы
3 мм
Длина трубы
10,5 метров
Вес 1 метра
4. 2 кг.
Цена: 300 руб
в один клик
Труба круглая металлическая ВГП Ø 76х3 мм
Внутренний диаметр трубы
76 мм
Внешний диаметр трубы
65 мм
Толщина металла трубы
3 мм
Длина трубы
10,5 метров
Вес 1 метра
5,71 кг.
Цена: 405 руб
в один клик
Труба круглая металлическая ВГП Ø 89х3 мм
Внутренний диаметр трубы
80 мм
Внешний диаметр трубы
89 мм
Толщина металла трубы
3 мм
Длина трубы
10,5 метров
Вес 1 метра
7,1 кг.
Цена: 465 руб
в один клик
Труба круглая металлическая ВГП Ø 102х3 мм
Внутренний диаметр трубы
90 мм
Внешний диаметр трубы
102 мм
Толщина металла трубы
3 мм
Длина трубы
12 метров
Вес 1 метра
8,44 кг.
Цена: 545 руб
в один клик
Труба круглая металлическая ВГП Ø 108х3 мм
Внутренний диаметр трубы
96 мм
Внешний диаметр трубы
108 мм
Толщина металла трубы
3 мм
Длина трубы
10,5 метров
Вес 1 метра
8,8 кг.
Цена: 575 руб
в один клик
Труба круглая металлическая ВГП Ø 133х4 мм
Внутренний диаметр трубы
120 мм
Внешний диаметр трубы
133 мм
Толщина металла трубы
4 мм
Длина трубы
12 метров
Вес 1 метра
12,8 кг.
Цена: 950 руб
в один клик
Труба круглая металлическая ВГП Ø 219х5 мм
Внутренний диаметр трубы
207 мм
Внешний диаметр трубы
219 мм
Толщина металла трубы
5 мм
Длина трубы
12 метров
Вес 1 метра
31,5 кг.
Цена: 1750 руб
в один клик
Труба круглая металлическая ВГП Ø 273х6 мм
Внутренний диаметр трубы
260 мм
Внешний диаметр трубы
273 мм
Толщина металла трубы
6 мм
Длина трубы
11,4 метров
Вес 1 метра
39,5 кг.
Цена: 3000 руб
в один клик
Труба круглая металлическая ВГП Ø 325х6 мм
Внутренний диаметр трубы
310 мм
Внешний диаметр трубы
325 мм
Толщина металла трубы
6 мм
Длина трубы
11,4 метров
Вес 1 метра
47. 2 кг.
Цена: 4200 руб
в один клик
Труба круглая металлическая ВГП Ø 15х2,8 мм, оцинкованный
Внутренний диаметр трубы
15 мм
Внешний диаметр трубы
21,3 мм
Толщина металла трубы
2,8 мм
Длина трубы
7.8 метров
Вес 1 метра
1,28 кг.
Цена: 120 руб
в один клик
Труба круглая металлическая ВГП Ø 20х2,8 мм, оцинкованный
Внутренний диаметр трубы
20 мм
Внешний диаметр трубы
26,8 мм
Толщина металла трубы
2,8 мм
Длина трубы
6 метров
Вес 1 метра
1,66 кг.
Цена: 150 руб
в один клик
Труба круглая металлическая ВГП Ø 25х2,8 мм, оцинкованный
Внутренний диаметр трубы
25 мм
Внешний диаметр трубы
33,5 мм
Толщина металла трубы
2,8 мм
Длина трубы
6 метров
Вес 1 метра
2,12 кг.
Цена: 220 руб
в один клик
Труба круглая металлическая ВГП Ø 32х2,8 мм, оцинкованный
Внутренний диаметр трубы
32 мм
Внешний диаметр трубы
42,3 мм
Толщина металла трубы
2,8 мм
Длина трубы
6 метров
Вес 1 метра
2,73 кг.
Цена: 275 руб
в один клик
Труба круглая металлическая ВГП Ø 40х3 мм, оцинкованный
Внутренний диаметр трубы
40 мм
Внешний диаметр трубы
48 мм
Толщина металла трубы
3 мм
Длина трубы
6 метров
Вес 1 метра
3,38 кг.
Цена: 340 руб
в один клик
Труба круглая металлическая ВГП Ø 57х3 мм, оцинкованный
Внутренний диаметр трубы
50 мм
Внешний диаметр трубы
57 мм
Толщина металла трубы
3 мм
Длина трубы
6 метров
Вес 1 метра
4. 2 кг.
Цена: 405 руб
в один клик
Труба круглая металлическая ВГП Ø 76х3 мм, оцинкованный
Внутренний диаметр трубы
76 мм
Внешний диаметр трубы
65 мм
Толщина металла трубы
3 мм
Длина трубы
10,5 метров
Вес 1 метра
5,71 кг.
Цена: 550 руб
в один клик
Труба круглая металлическая ВГП Ø 89х3 мм, оцинкованный
Внутренний диаметр трубы
80 мм
Внешний диаметр трубы
89 мм
Толщина металла трубы
3 мм
Длина трубы
11 метров
Вес 1 метра
7,1 кг.
Цена: 650 руб
в один клик
Труба круглая металлическая ВГП Ø 108х3 мм, оцинкованный
Внутренний диаметр трубы
96 мм
Внешний диаметр трубы
108 мм
Толщина металла трубы
3 мм
Длина трубы
6 метров
Вес 1 метра
8,8 кг.
Цена: 790 руб
в один клик
Труба круглая ВГП представляет собой один из видов трубопроката, который используется для водопроводных и газопроводных систем, отличающихся низким давлением, из-за чего она и получила соответствующую маркировку. Производится данная металлическая труба длиной в 6 или же 12 метров.
Из-за того, что труба металлическая кругла имеет шов сварного типа. Для систем же с высоким показателем давления применяются бесшовные трубы цельнотянутого типа.
Области применения
ВГП трубы пользуются сегодня большой популярностью. Их используют в следующих сферах деятельности:
Прокладка канализаций наружного типа, различных поливочных, а также систем орошения почвы;
Ремонт и возведение бытовых водо и газопроводов;
Изготовление деталей для промышленных трубопроводов.
Виды ВГП труб
Труба стальная ВГП может классифицироваться длиной (мерные, а также немерные изделия, либо кратной длиной) и точности.
По группе точности трубы ВГП разделятся:
В зависимости от толщины стенок, труба ВГП может быть как усиленной, так и легкой. Все это зависит от условий эксплуатации и поставленных целей;
Существуют оцинкованные и неоцинкованные изделия. Все они могут иметь цилиндрическую резьбу, либо и вовсе быть без нее.
Помимо этого, подобные трубы различаются на два основные класса точности:
Изготовляемые из материалов обычной точности. В таких случаях, не проходит нормировку согласно механическим качествам, параметров, а также химическому составу;
Изготовляемые из материалов, отличающихся повышенной точностью. Это стальные оцинкованные трубы, используемые для выпуска элементов особо крупных трубопроводов.
Положительные качества ВГП труб
Круглые трубы ВГП отличаются следующими преимуществами:
Повышенная стойкость к высоким температурным режимам. Существуют определенные коммуникации, которые имеют температуру потока свыше 130 градусов по Цельсию. В случаях, если настолько разогретая жидкая среда попасть в сети внутри жилых домов, ни один вид пластика не выдержит подобного перегрева и начнет деформироваться (возможен прорыв труб). Тогда как ВГП трубопроводам такие проблемы не страшны;
Высокий показатель механической прочности. Трубопровод или газопровод, изготовленный из таких труб, способен выдержать даже самые большие нагрузки.
Трубы стальные вгп
+7 (495) 627-76-76
Московская обл, Люберецкий район, Томилино, Птицефабрика, корп. 10
Трубы и фитинги
Трубы стальные вгп
Левая колонка
Артикул
Фото
Наименование
Бренд
Упак.
Цена
Склад
Кол-во
В корзину
423863
Труба бесшовная г/к 133х5,0 черн.
Россия
1
906р.
2
423864
Труба бесшовная г/к 159х5,0 черн.
Россия
1
1111р.
1
423865
Труба бесшовная г/к 219х8,0 черн.
Россия
1
1920р.
16
431066
Труба бесшовная г/к 42х3,0 черн.
Россия
1
186р.
118
419096
Труба бесшовная г/к 76 черн.
Россия
1
283р.
1
419492
Труба ВГП ДУ 15х2,8 оцинков.
Россия
1
212р.
1754
419273
Труба ВГП ДУ 15х2,8 черн.
Россия
1
134р.
3499
418031
Труба ВГП ДУ 20х2,8 оцинков.
Россия
1
264р.
1674
419274
Труба ВГП ДУ 20х2,8 черн.
Россия
1
163р.
4215
419185
Труба ВГП ДУ 25х2,8 черн.
Россия
1
209р.
2181
408555
Труба ВГП ДУ 25х3,2 оцинков.
Россия
1
382р.
3463
419201
Труба ВГП ДУ 25х3,2 черн.
Россия
1
244р.
2287
419287
Труба ВГП ДУ 32х2,8 черн.
Россия
1
273р.
4424
408556
Труба ВГП ДУ 32х3,2 оцинков.
Россия
1
501р.
2120
419710
Труба ВГП ДУ 32х3,2 черн.
Россия
1
311р.
2324
419804
Труба ВГП ДУ 40х3,0 черн.
Россия
1
344р.
3689
408557
Труба ВГП ДУ 40х3,5 оцинков.
Россия
1
683р.
2563
418845
Труба ВГП ДУ 40х3,5 черн.
Россия
1
398р.
1870
420207
Труба ВГП ДУ 50х3,0 черн.
Россия
1
397р.
1785
408558
Труба ВГП ДУ 50х3,5 оцинков.
Россия
1
834р.
1782
419160
Труба ВГП ДУ 50х3,5 черн.
Россия
1
471р.
1851
Наша команда | Ветеринарные партнеры по росту
Наша разнообразная команда опытных профессионалов увлечена и увлечена тем, что мы делаем, и стремится помочь вашей практике добиться большего успеха! Найдите минутку, чтобы навести курсор на фотографию каждого члена команды, чтобы узнать немного больше о том, что движет каждым из нас. И так.
Рэйчел Тайхберг работала как в общей, так и в специализированной практике, и хотя у нее любовь к домашним животным, она нашла свою истинную страсть в работе с людьми в ветеринарной медицине. Имея практический опыт работы на всех уровнях ветеринарной практики, а также управления в небольших животных / экзотических и специализированных практик, Рэйчел привносит в нее более чем десятилетний опыт работы в отрасли. текущая позиция. Обладая постоянной жаждой знаний, она всегда пытается найти новые идеи. и инновационные решения, которые могут помочь практическим командам эффективно общаться и выполнять большинство эффективно.
Ее страсть помогать процветанию ветеринарных клиник привела ее в VGP, а также в национальная и международная арена, работающая с командами, чтобы лучше управлять своими финансами, улучшать практиковать культуру, способствовать вовлечению команды и улучшать общее общение. Она любит создание программ обучения, которые помогают лидерским командам расти и достигать своих долгосрочных целей.
Рэйчел с отличием окончила Северо-восточный университет со степенью бакалавра. в биологии. В В 2019 году она стала сертифицированным менеджером ветеринарной практики и получила сертификат Лидер ветеринарного бизнеса в 2021 году. Она также является сертифицированным посредником на рабочем месте и сертифицированным Тренер по разрешению конфликтов на рабочем месте.
Рэйчел живет в Майами, штат Флорида, со своим мужем и тройкой домашних животных: Фрикаделькой, Киви и Руби. Снаружи работы, она проводит как можно больше времени на свежем воздухе, наслаждаясь погодой и культурой Майами. Рэйчел любит тихое утро с чашечкой вкусного кофе, хорошей книгой и дудлом. свернулась у ее ног.
Рэйчел Тайхберг, CVPM, CVBL
Джулия Бер, CVPM, CVBL, CCFP, является директором по коучингу VGP и была работает с VGP с апреля 2015 года, когда она присоединилась к ней в качестве первого тренировочного тренера. С тех пор ее команда выросла до 9практикующие тренеры. Она увлечена предоставлением поддержки, инструментов и ресурсы, чтобы помочь ветеринарным больницам процветать!
Юлия имеет более 25 лет опыта работы в ветеринарии, в том числе 18 лет стажа в управлении ветеринарной практикой. Она имеет степень бакалавра в области биологии с несовершеннолетними в Психология и история музыки Университета Индианы. Она посещала ветеринарную клинику AAHA. Школа менеджмента в 2003 году, где она впервые увидела выступление Шона Маквея. Она является сертифицированным Менеджер ветеринарной практики, высшая награда в отрасли для ветеринарных менеджеров. У нее есть также стать сертифицированным руководителем ветеринарного бизнеса через NAVC и является сертифицированным Сострадание Усталость Профессионал.
Джулия руководила как общими врачебными практиками для мелких животных, так и неотложными и специализированными врачами. Она работала с Шоном Маквеем над внедрением планирования пути в двух первых практиках. был использован в. Увидев успех этого процесса наряду с улучшением лидерства и обучение общению, она была в восторге от работы с VGP, чтобы делиться ресурсами и практиковать поддержка руководства в усилиях по развитию ветеринарной отрасли.
В настоящее время она проживает в доме, в котором выросла, в Нью-Олбани, штат Индиана, со своим мужем и их дети, Амелия и Итан, их золотистый ретривер Сэди и их лабрадор-ретривер, сержант. Перец. Ей нравится заниматься садоводством, готовить, путешествовать, смотреть, как дети занимаются спортом, и слушать Музыка.
Джулия Бер, CVPM, CVBL, CCFP
Кожа Моргану Брайсу всегда нравилось работать и общаться с животными. Она начала кататься на лошадях в нежном двухлетнем возрасте, а затем уже в подростковом возрасте участвовала в гонках на бочках. Страсть кожи к Верховая езда и родео продолжаются, поскольку в настоящее время она снова участвует в гонках на бочках и изучает командное искусство. связываться с мужем 18 лет. Вместе у них три лошади, шесть кур, одна собака и четыре кошки. Летом 2017 года они вместе купили ранчо в Пайп-Крик, штат Техас. с тех пор люблю загородный образ жизни.
Лезер Брайс начала свой путь в мире ветеринарии, когда жила на Карибах со своим мужем. Только один житель иностранного домохозяйства может иметь разрешение на работу, чтобы получить работу в карибской семье. Компания. Ее муж был нанят для работы на островах, поэтому Лезер, как активный человек, искал занятия, чтобы занять ее. Сначала ее поиски привели ее в ботанический сад Ардастры. и зоопарк в Нассау, Багамы, где она вызвалась добровольцем и быстро стала членом ветеринарной службы. команда. Ее огонь для ветеринарной промышленности был зажжен, и она продолжала занимать должности во многих других организации по всему Карибскому региону все в качестве добровольцев. Достигнув острова Сент-Томас, она была предоставлена возможность работать в потрясающей больнице. Сент-Томас является территорией США и поэтому позволил Лезеру работать наемным работником, а не волонтером. Она оттачивала свои навыки в качестве администратора, техник и менеджер по инвентаризации. Вернувшись в континентальную часть США, она устроилась на работу в Больница для птиц и животных Northern Oaks, где она быстро поднялась по служебной лестнице и стала практиком. Управляющий делами. Именно после посещения своего первого семинара по планированию пути в 2015 году она почувствовала уверенность в своих силах. соглашается на роль менеджера по практике в Northern Oaks.
Кожа не всегда была в ветеринарии. Ее первая карьера была в мире права. Она работала как секретарем по правовым вопросам, а позже получила сертификат помощника юриста и работала в двух престижных юридических фирмах в Остин, штат Техас, в качестве секретаря и помощника юриста. Навыки, которые она приобрела за время работы помощником юриста, был полезен в управлении бизнесом ветеринарной больницы.
Летом 2018 года Лезер принял предложение стать тренером-практиком в VGP. она любит ее карьера тренера в VGP и возможность поделиться своими знаниями и навыками с практиками по всей стране. Кожа сертифицирована в области управления запасами и учится, чтобы стать сертифицированным Руководитель ветеринарного бизнеса.
Кожаная тесьма, CVBL, CCFP
Джейми Дэвис, CVPM, начал заниматься ветеринарной медициной еще в старшей школе с целью стать ветеринар. Вскоре после окончания программы бакалавриата ее страсть к бизнесу и Управление было полностью раскрыто, и она вскочила обеими ногами и ни разу не оглянулась. Она гордится тем, что выполнял все функции групп поддержки в клинике, и считает управление идеальным способом сочетает в себе любовь к животным и людям. Последние пять лет Джейми сосредоточился на поддержке команд. в создании культуры вокруг благополучия и создании здоровой устойчивой карьеры в ветеринарии лекарственное средство.
В 2008 году она получила звание Сертифицированного менеджера ветеринарной практики (CVPM) и осталась активный участник с. Джейми входил в совет Американской ассоциации ветеринарных клиник (AAHA). директора в качестве руководителя практики. Она также любит писать, вести видеоблог и выступать на различных ветеринарная тематика.
Джейми была глубоко впечатлена собственным опытом коучинга VGP, и после ее первого коучингового звонка заинтригован этой ролью, которая может привести к позитивным изменениям в более широком масштабе. Она рада быть частью команду практических тренеров VGP и с нетерпением ждет возможности поделиться своим более чем 20-летним опытом ветеринарного менеджмента. опыт работы с членами ВГП. В настоящее время Джейми живет на юге Миссури со своим мужем и тремя детьми. дочери. В свободное время она любит исследовать и добавлять новые вещи в свою новую усадьбу площадью 5 акров. проводить время с семьей, заниматься спортом и слушать подкасты о настоящих преступлениях.
Джейми Дэвис, CVPM
Джоди Джонсон работает в ветеринарии 14 лет. Она работала на многих должностях, в том числе от представителя службы поддержки до администратора больницы. Джоди имеет опыт работы в общей, специализированной и неотложной медицине. Она работала с VGP во время работы в больнице и рада начать это новое путешествие.
Джоди живет в Техасе со своим партнером Эндрю, тремя приемными детьми, 7 рыбками и собакой. В свободное время любит проводить время с семьей, смотреть фильмы, читать книги и посещать детские спортивные соревнования.
Джоди Джонсон, CVBL
Кайл Вандерверф присоединился к команде VGP в феврале 2022 года! Он начал свою работу в ветеринарной сфере в старшей школе в качестве волонтера в заповеднике дикой природы. Хотя большая часть его карьеры связана с уходом за животными, Кайл также имеет опыт работы как в финансовой, так и в медицинской отраслях, что дает ему уникальные перспективы, которые играют роль в ветеринарной практике. У него была уникальная возможность успешно восстановить борющуюся практику, сосредоточившись на том, как культура влияет на общую деятельность клиники; работать над созданием увлеченной и чуткой команды и прививать культуру командной работы там, где ее раньше не было.
Родом из Южной Флориды, в настоящее время он проживает в Роли, Северная Каролина, со своим партнером Тимом и двумя своими лабораторными миксами, Бо и Аэро. В свободное от работы время он любит проставлять штампы в паспорте, проводить время на свежем воздухе и совершенствовать свои навыки фотографа.
Кайл Вандерверф, CVBL, CCFP
Лорен занимала множество должностей в области ветеринарии от ассистента ветеринара до руководителя практики. Она имеет более чем 10-летний опыт работы в ветеринарной отрасли с различными практиками от общей смешанной практики до амбулаторного ухода за крупными животными. За время работы в качестве менеджера практики она преуспела в управлении бизнесом и осознала свою страсть к преобразованию культуры практики и улучшению благосостояния тех, кто работает в ветеринарной отрасли.
Лорен окончила Государственный университет Стивена Ф. Остина в 2012 году со степенью бакалавра наук. в области зоотехники с акцентом на лошадей. Лорен живет в Северном Техасе со своим мужем Уильямом, сыном младшим, очень избалованной таксой по имени Лили и милой смесью пуделя по имени Гиббс. В свободное время она любит кататься на своей американской четвероногой лошади Ремингтон по тропам, проводить время со своей семьей, ремонтировать дома и болеть за местные спортивные команды. Она в восторге от того, что присоединилась к команде практических тренеров VGP, и надеется на сотрудничество с членами VGP.
Лорен Дэвис, CCFP
Джессика Строхекер имеет более чем 10-летний опыт управления ветеринарной практикой и 15-летний опыт работы в ветеринарной отрасли. Творческий ботаник в душе, она начала свою карьеру в качестве специалиста по работе с клиентами в 2006 году и быстро поняла, что ветеринарным клиникам нужна помощь в маркетинге. Она применила свои базовые навыки и за 2 года прошла путь от специалиста по работе с клиентами до бизнес-менеджера. Она твердо убеждена, что любая практика может создать уникальное наследие для достижения финансовых, инвентарных и карьерных целей, используя творческий подход. За свою карьеру она руководила двумя аккредитованными AAHA врачебными практиками для мелких животных и круглосуточной общей/экстренной практикой с курортными службами.
Джессика окончила Пенсильванский колледж искусств и дизайна со степенью бакалавра изящных искусств в 2004 году. Она является сертифицированным руководителем ветеринарного бизнеса и имеет двойную сертификацию в области маркетинга, как профессиональный сертифицированный маркетолог Американской ассоциации маркетинга и как сертифицированный специалист по цифровому маркетингу. через ДМИ. Она является членом Общества управления человеческими ресурсами и имеет сертификат Fear Free. В настоящее время она работает над своими сертификатами Facebook Blueprint в области науки и развития.
Она живет в историческом Йорке, штат Пенсильвания, со своим мужем и невероятно разговорчивым беличьим псом Кентукки Куинси.
Джессика Строекер, CVBL, PCM, CDMP
Регулярная подача воды остается несбыточной мечтой для жителей Велачери | Новости Ченнаи
Регулярное водоснабжение остается несбыточной мечтой для этих жителей Велачери | Новости Ченнаи — Times of India
Топ поисковых запросов
Edition
Подпись в
Эта история — с 6 декабря 2018 г.
TNN / 6 декабря 2018, 06:44 IST
AA
Text Size
Small
Средний
70003
Small
Средний
70003
Средний
Репрезентативное изображение
ЧЕННАИ: Спустя почти год после того, как они подключили трубопровод, несколько населенных пунктов в Велачери до сих пор не получили воду. Несмотря на то, что они тратят огромные суммы на подключение, жители вынуждены платить цистернам за ежедневную подачу воды. В то время как в некоторых населенных пунктах вода подается на короткое время через день, во многих районах водопровод метрополитена вообще отсутствует. Bethel Avenue, VGP Selva Nagar, Venus Colony, Bhuvaneswari Nagar, Balakrishna Nagar — вот некоторые из районов, где трубы были проложены до апреля этого года. Однако регулярная подача воды остается несбыточной мечтой. «После того, как были даны подключения по водоснабжению, мы получали воду где-то двое суток. С тех пор мы зависим исключительно от цистерн с водой, которые стоят огромных денег», — сказал Д. Пракаш, житель Вефиль-авеню. Он добавил, что четыре улицы вдоль проспекта не имеют водопровода, несмотря на то, что он заплатил за подключение. 900:15 Жители Бхуванешвари Нагар и Танси Нагар говорят, что раз в два дня им не хватает воды. «Информации о том, когда будет вода, нет. Обычно его доставляют раз в два дня, но в ограниченном количестве», — сказал М.
 Станция гидравлическая с двигателем внутреннего сгорания
Станция гидравлическая с двигателем внутреннего сгорания Расходные комплектующие и запчасти поддерживаются у нас на складе — Вам не придётся искать замену сломавшейся детали, тратя на это время и силы, а главное — не будет простоя оборудования.
Расходные комплектующие и запчасти поддерживаются у нас на складе — Вам не придётся искать замену сломавшейся детали, тратя на это время и силы, а главное — не будет простоя оборудования. ru
ru
 ru
ru
 Они также показывают, что значение цены на бензин возрастает с увеличением объема двигателя. Эластичность по доходу выше для новых автомобилей, чем для старых, и увеличивается с увеличением объема двигателя. Неизбежность дальнейшего повышения цен на бензин предполагает дальнейшее сокращение среднего размера автомобилей и возможное сокращение количества автомобилей в экономике, если эта тенденция не будет смягчена ускорением экономического роста. Будущее автомобильной промышленности США будет в значительной степени зависеть от ее способности конкурировать на рынках малых и средних автомобилей. 13 ссылок, 3 таблицы.
Они также показывают, что значение цены на бензин возрастает с увеличением объема двигателя. Эластичность по доходу выше для новых автомобилей, чем для старых, и увеличивается с увеличением объема двигателя. Неизбежность дальнейшего повышения цен на бензин предполагает дальнейшее сокращение среднего размера автомобилей и возможное сокращение количества автомобилей в экономике, если эта тенденция не будет смягчена ускорением экономического роста. Будущее автомобильной промышленности США будет в значительной степени зависеть от ее способности конкурировать на рынках малых и средних автомобилей. 13 ссылок, 3 таблицы. Экон. Стат.; (США)
Экон. Стат.; (США) Спрос на автомобили и цена на бензин: подход пользовательских затрат . США: Н. П., 1982.
Спрос на автомобили и цена на бензин: подход пользовательских затрат . США: Н. П., 1982.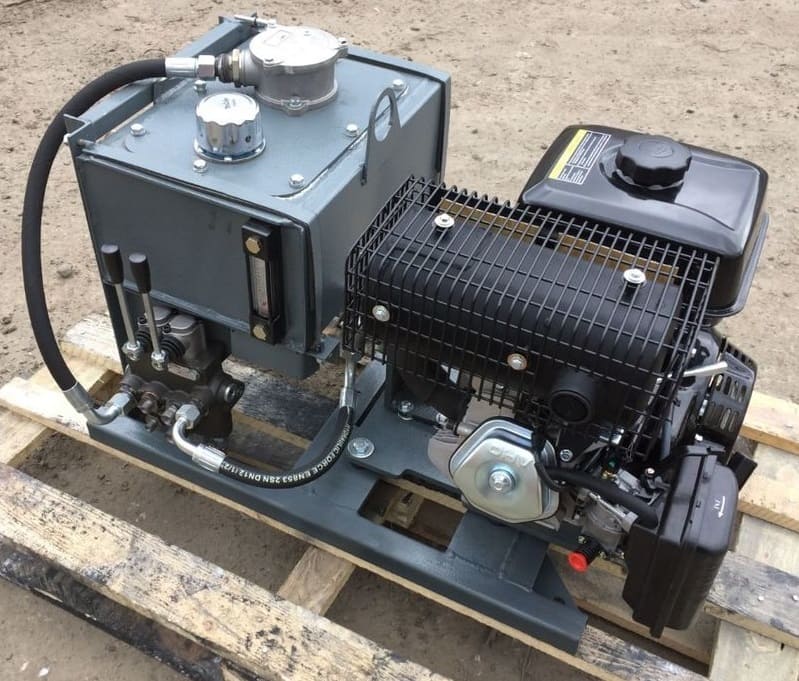 Результаты показывают, что цена эксплуатационных расходов должна быть включена в функцию спроса. Они также показывают, что значение цены на бензин возрастает с увеличением объема двигателя. Эластичность по доходу выше для новых автомобилей, чем для старых, и увеличивается с увеличением объема двигателя. Неизбежность дальнейшего повышения цен на бензин предполагает дальнейшее сокращение среднего размера автомобилей и возможное сокращение количества автомобилей в экономике, если эта тенденция не будет смягчена ускорением экономического роста. Будущее автомобильной промышленности США будет в значительной степени зависеть от ее способности конкурировать на рынках малых и средних автомобилей. 13 ссылок, 3 табл.},
Результаты показывают, что цена эксплуатационных расходов должна быть включена в функцию спроса. Они также показывают, что значение цены на бензин возрастает с увеличением объема двигателя. Эластичность по доходу выше для новых автомобилей, чем для старых, и увеличивается с увеличением объема двигателя. Неизбежность дальнейшего повышения цен на бензин предполагает дальнейшее сокращение среднего размера автомобилей и возможное сокращение количества автомобилей в экономике, если эта тенденция не будет смягчена ускорением экономического роста. Будущее автомобильной промышленности США будет в значительной степени зависеть от ее способности конкурировать на рынках малых и средних автомобилей. 13 ссылок, 3 табл.},  org/10.2307/1924297
org/10.2307/1924297



 Для этого стоит знать главные особенности резки металлов каждым из представленных типов инструмента.
Для этого стоит знать главные особенности резки металлов каждым из представленных типов инструмента. Температура плазмы достигает 15 000 – 20 000 С0. Производительность работы плазменной резки значительно выше, чем кислородной или электродуговой. Плазменная резка металла позволяет выполнять резы любой сложности и конфигурации, при этом не требуется заправки баллонов воздухом или сжатым воздухом. Этот вид обработки металла считается одним из самых доступных в экономическом плане. Толщина листа может достигать 50 мм.
Температура плазмы достигает 15 000 – 20 000 С0. Производительность работы плазменной резки значительно выше, чем кислородной или электродуговой. Плазменная резка металла позволяет выполнять резы любой сложности и конфигурации, при этом не требуется заправки баллонов воздухом или сжатым воздухом. Этот вид обработки металла считается одним из самых доступных в экономическом плане. Толщина листа может достигать 50 мм. Рез таким оборудованием получается значительной ширины, на котором остаются окислы, наплывы и шлаки. В результате получаются далеко неточные контуры деталей.
Рез таким оборудованием получается значительной ширины, на котором остаются окислы, наплывы и шлаки. В результате получаются далеко неточные контуры деталей.
 Суть процедуры раскроя заключается в горении металла, с помощью газовой смеси и кислорода, подаваемых на обрабатываемый элемент.
Суть процедуры раскроя заключается в горении металла, с помощью газовой смеси и кислорода, подаваемых на обрабатываемый элемент.


 Используя газовый резак, можно получить ровный вертикальный край без рваных швов. Также повысить качество можно применяя трафаретную резку. Среди достоинств метода – мобильность оборудования, благодаря чему можно совершать одинаковые операции по шаблонным задачам.
Используя газовый резак, можно получить ровный вертикальный край без рваных швов. Также повысить качество можно применяя трафаретную резку. Среди достоинств метода – мобильность оборудования, благодаря чему можно совершать одинаковые операции по шаблонным задачам.

 Существует множество доступных методов резки металла, каждый из которых имеет свои преимущества и ограничения, которые делают его пригодным для различных производственных проектов. Ниже мы выделяем некоторые из наиболее распространенных, описывая, как они работают, какие у них есть преимущества и недостатки, какие типы металлов они режут и в каких областях они используются, чтобы помочь профессионалам отрасли выбрать лучший метод для своих нужд:
Существует множество доступных методов резки металла, каждый из которых имеет свои преимущества и ограничения, которые делают его пригодным для различных производственных проектов. Ниже мы выделяем некоторые из наиболее распространенных, описывая, как они работают, какие у них есть преимущества и недостатки, какие типы металлов они режут и в каких областях они используются, чтобы помочь профессионалам отрасли выбрать лучший метод для своих нужд:

 В дополнение к высокой точности и правильности резки другие преимущества лазерной резки по сравнению с некоторыми другими методами резки металла включают меньшие затраты на техническое обслуживание и замену, меньшую вероятность загрязнения материала и большую безопасность на рабочем месте.
В дополнение к высокой точности и правильности резки другие преимущества лазерной резки по сравнению с некоторыми другими методами резки металла включают меньшие затраты на техническое обслуживание и замену, меньшую вероятность загрязнения материала и большую безопасность на рабочем месте.
 Его можно использовать для резки плит и листов толщиной до 6 дюймов.
Его можно использовать для резки плит и листов толщиной до 6 дюймов. Помимо резки, ножницы также можно использовать для гибки, штамповки и прессования металлических материалов. Процесс также практически не производит отходов, поскольку во время операций резки не образуется стружка, что может помочь снизить общие затраты на материалы.
Помимо резки, ножницы также можно использовать для гибки, штамповки и прессования металлических материалов. Процесс также практически не производит отходов, поскольку во время операций резки не образуется стружка, что может помочь снизить общие затраты на материалы. Чтобы узнать больше о наших возможностях резки и о том, как определить, какой из них подходит именно вам, свяжитесь с нами сегодня. Чтобы обсудить ваши требования к резке с одним из наших экспертов, запросите предложение.
Чтобы узнать больше о наших возможностях резки и о том, как определить, какой из них подходит именно вам, свяжитесь с нами сегодня. Чтобы обсудить ваши требования к резке с одним из наших экспертов, запросите предложение.
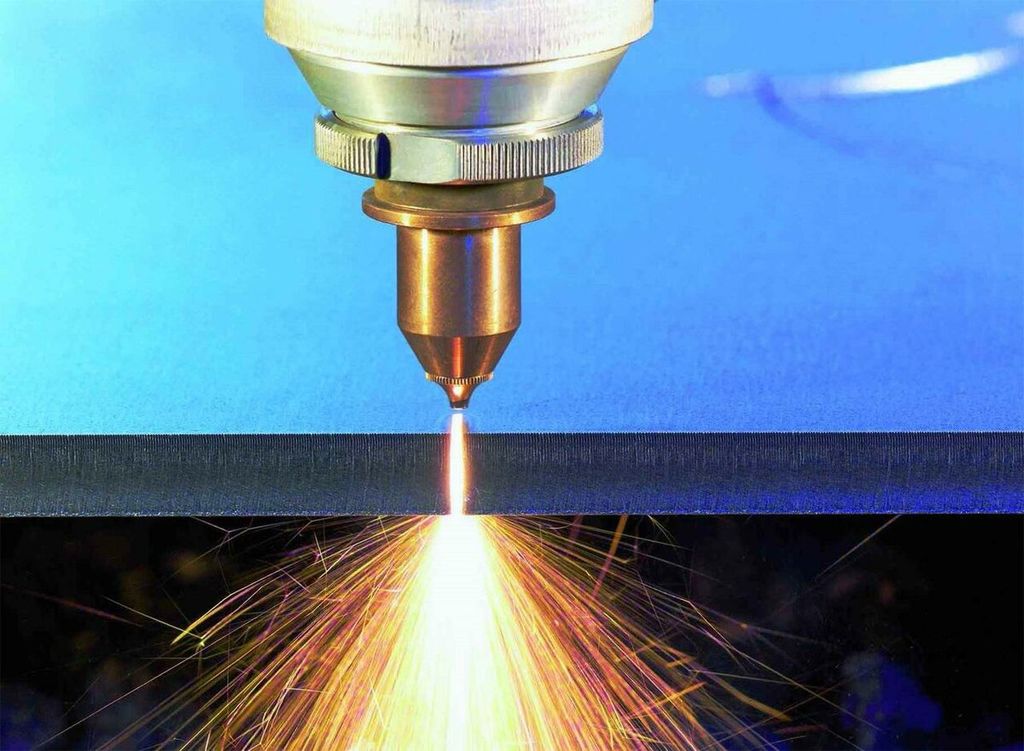

 Скорость движения обеспечивается вращающейся фрезой. Направление движения подачи перпендикулярно оси вращения инструмента.
Скорость движения обеспечивается вращающейся фрезой. Направление движения подачи перпендикулярно оси вращения инструмента.
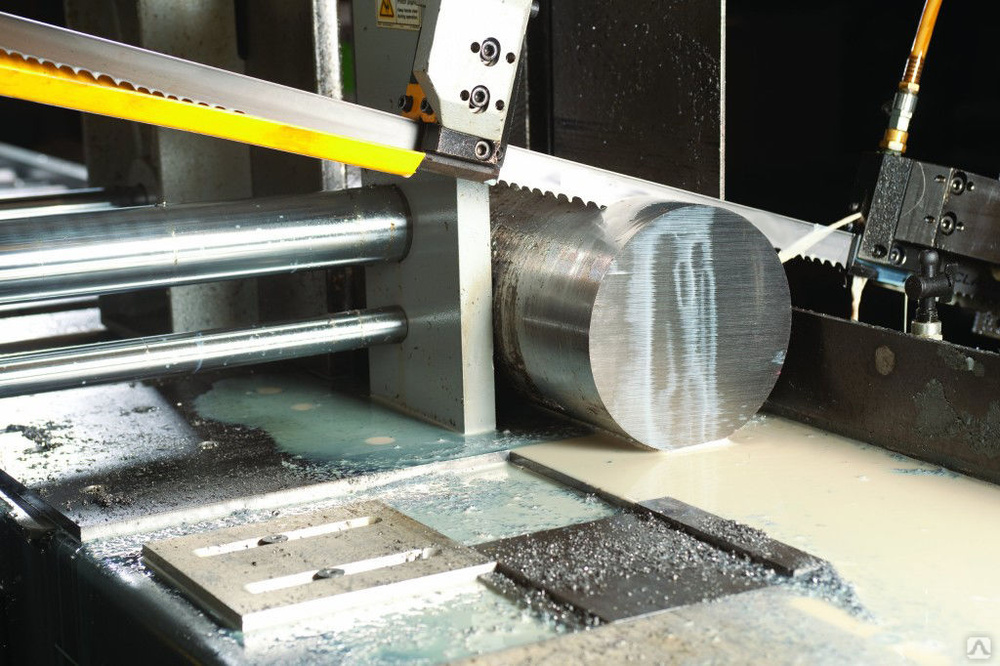 Идеально острый инструмент разрежет металл на поверхности стойки.
Идеально острый инструмент разрежет металл на поверхности стойки.

 9.5. При этом клиновидный инструмент перемещается относительно заготовки под углом α. Когда инструмент соприкасается с металлом, он оказывает на него давление. Из-за давления, оказываемого вершиной инструмента, металл будет срезаться в виде стружки по плоскости среза АВ. Стружка образуется перед режущим инструментом за счет непрерывной деформации и срезания материала вдоль плоскости сдвига AB.
9.5. При этом клиновидный инструмент перемещается относительно заготовки под углом α. Когда инструмент соприкасается с металлом, он оказывает на него давление. Из-за давления, оказываемого вершиной инструмента, металл будет срезаться в виде стружки по плоскости среза АВ. Стружка образуется перед режущим инструментом за счет непрерывной деформации и срезания материала вдоль плоскости сдвига AB.

 Это означает, что при измерении t 0 , t c и a инструмента, угол сдвига (φ) можно определить, используя приведенное выше выражение.
Это означает, что при измерении t 0 , t c и a инструмента, угол сдвига (φ) можно определить, используя приведенное выше выражение.
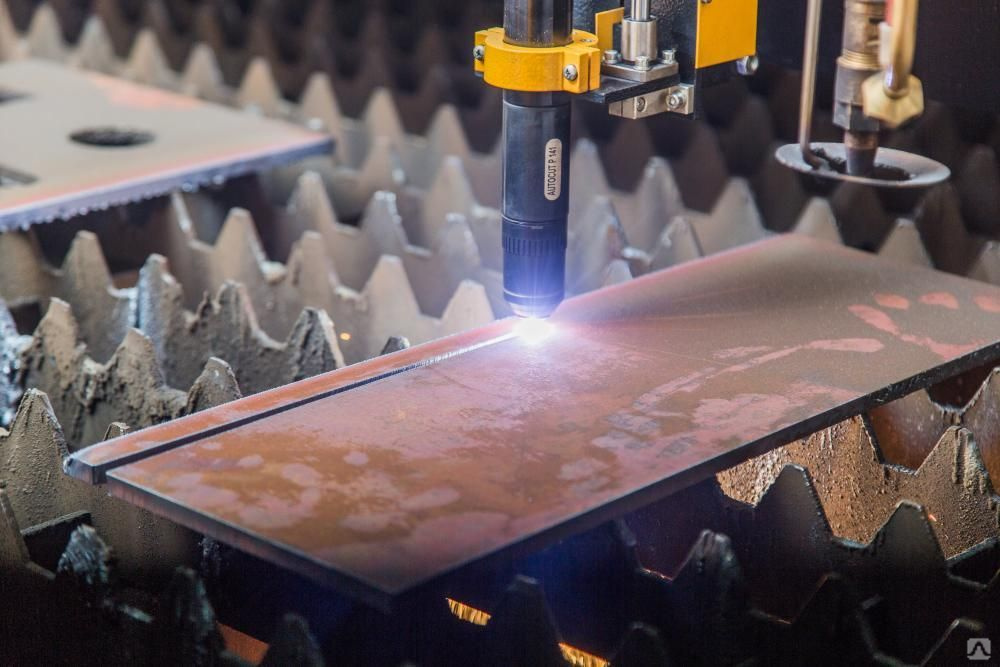 9.7, используя правило синусов для векторов скорости, мы можем записать:
9.7, используя правило синусов для векторов скорости, мы можем записать: 
 д.
д. Это связано с хорошими углами инструмента, правильными скоростями и подачами, а также с использованием смазочно-охлаждающих жидкостей.
Это связано с хорошими углами инструмента, правильными скоростями и подачами, а также с использованием смазочно-охлаждающих жидкостей. Иногда в качестве стружколома используется небольшой металлический стержень с режущей поверхностью.
Иногда в качестве стружколома используется небольшой металлический стержень с режущей поверхностью. Нарост на кромке генерирует локальное тепло и трение, что приводит к ухудшению качества поверхности и потере мощности.
Нарост на кромке генерирует локальное тепло и трение, что приводит к ухудшению качества поверхности и потере мощности. Недостаточная подача охлаждающей жидкости.
Недостаточная подача охлаждающей жидкости. Это приводит к небольшим сегментам прерывистой стружки. В этих обстоятельствах нет ничего плохого в этом типе чипов.
Это приводит к небольшим сегментам прерывистой стружки. В этих обстоятельствах нет ничего плохого в этом типе чипов.
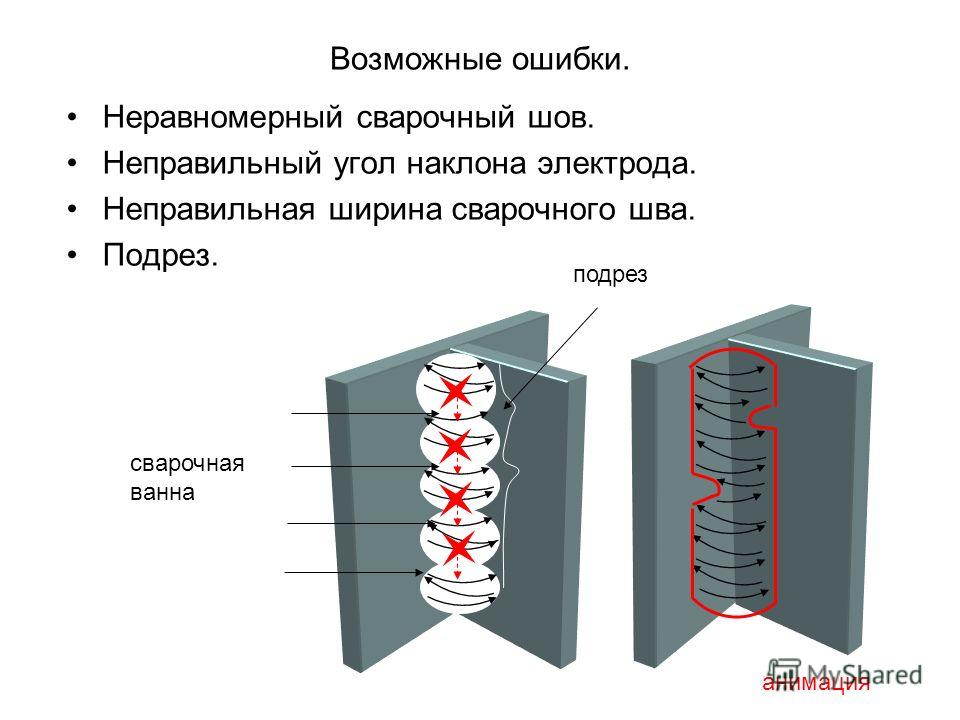 Существуют электроды, предназначенные для сваривания следующих материалов:
Существуют электроды, предназначенные для сваривания следующих материалов: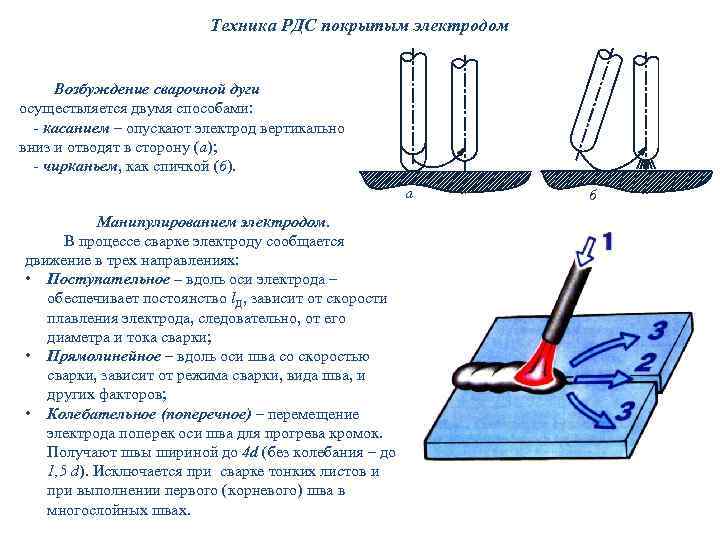 Наиболее широко применяемыми являются электроды, имеющие основное и рутиловое покрытия. Они подходят для начинающих сварщиков.
Наиболее широко применяемыми являются электроды, имеющие основное и рутиловое покрытия. Они подходят для начинающих сварщиков.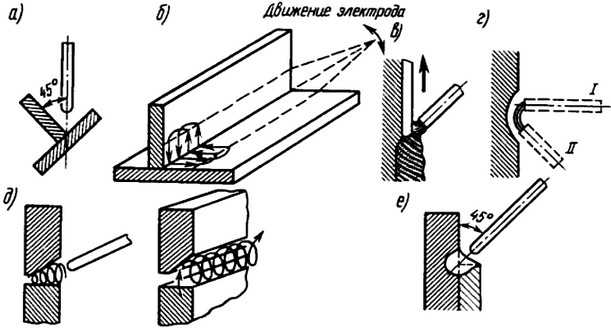 Убедиться, что имеется достаточное количество электродов, подходящих для конкретных материалов. Для отбивания шлака потребуется молоток или кувалда, а для уборки кусочков — щетка.
Убедиться, что имеется достаточное количество электродов, подходящих для конкретных материалов. Для отбивания шлака потребуется молоток или кувалда, а для уборки кусочков — щетка.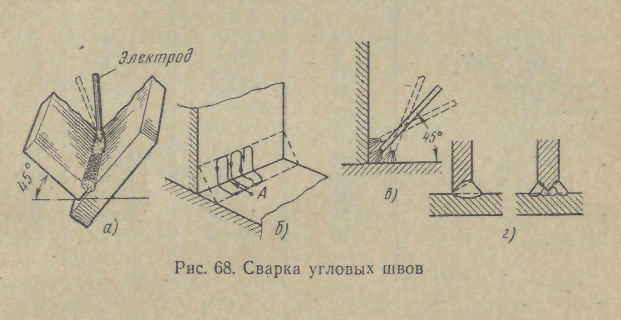 При подсоединении к изделию анода будет происходить ручная сварка с прямой полярностью. Если подсоединить отрицательный полюс, то полярность будет обратная. Подключать электрод прямым или обратным способом зависит от толщины изделия. Для тонких металлов применяют обратное включение, а при толщине более 0,3 см — прямое.
При подсоединении к изделию анода будет происходить ручная сварка с прямой полярностью. Если подсоединить отрицательный полюс, то полярность будет обратная. Подключать электрод прямым или обратным способом зависит от толщины изделия. Для тонких металлов применяют обратное включение, а при толщине более 0,3 см — прямое. Допустим, что необходимо сварить изделия, поперечный размер которых составляет 3 мм. Из таблицы видно, что для принятия решения, как правильно варить электродом 3 мм, выбирают электроды, имеющие диаметр величиной от 2 до 3 мм.
Допустим, что необходимо сварить изделия, поперечный размер которых составляет 3 мм. Из таблицы видно, что для принятия решения, как правильно варить электродом 3 мм, выбирают электроды, имеющие диаметр величиной от 2 до 3 мм. При увеличении шлака уменьшают угол наклона электрода. При более критическом состоянии электрод устанавливают прямо, а через некоторое время возвращают на место.
При увеличении шлака уменьшают угол наклона электрода. При более критическом состоянии электрод устанавливают прямо, а через некоторое время возвращают на место. Идеальной считается сварочная дуга длиной 2-3 мм.
Идеальной считается сварочная дуга длиной 2-3 мм. Это не особенно желательно, поскольку шов становится слишком широким, глубина проплавления уменьшается, а брызги раскаленного металла начинают лететь во все стороны. В сварочном шве будут формироваться поры. Значительно снижается защита ванны.
Это не особенно желательно, поскольку шов становится слишком широким, глубина проплавления уменьшается, а брызги раскаленного металла начинают лететь во все стороны. В сварочном шве будут формироваться поры. Значительно снижается защита ванны.
 Имеется возможность обратиться в лаборатории, специализирующиеся на контроле сварных соединений, в которых работают профессиональные сотрудники, и имеется оборудование, проходящее обязательную поверку.
Имеется возможность обратиться в лаборатории, специализирующиеся на контроле сварных соединений, в которых работают профессиональные сотрудники, и имеется оборудование, проходящее обязательную поверку.

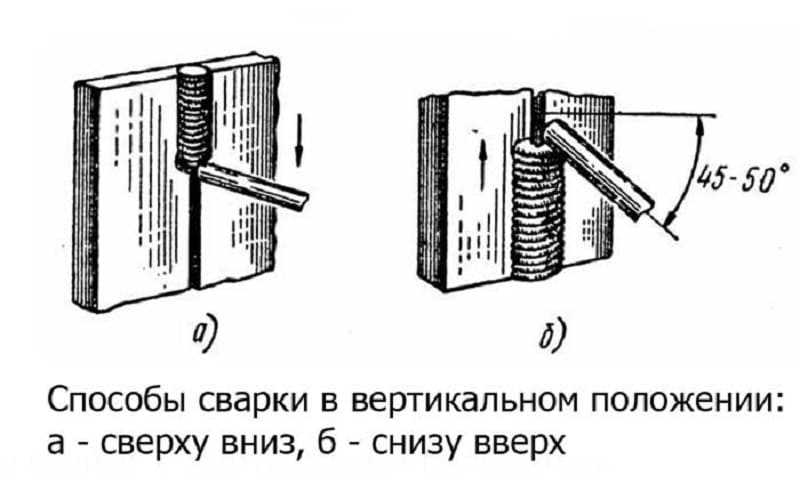 Не следует ошибочно принимать его за сварочную ванну. О ее появлении будет свидетельствовать образование белого пятна.
Не следует ошибочно принимать его за сварочную ванну. О ее появлении будет свидетельствовать образование белого пятна.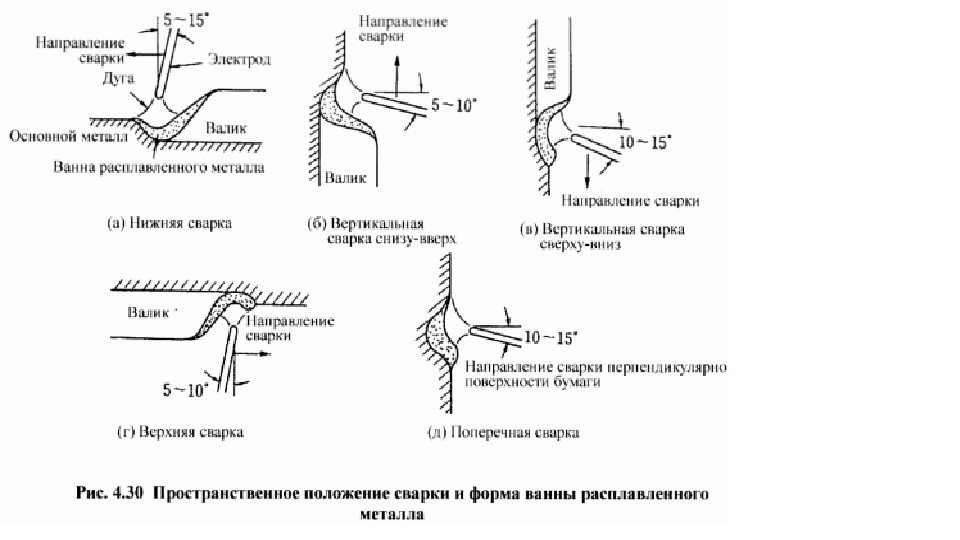 Для этих целей, как и сейчас, используется электрод.
Для этих целей, как и сейчас, используется электрод.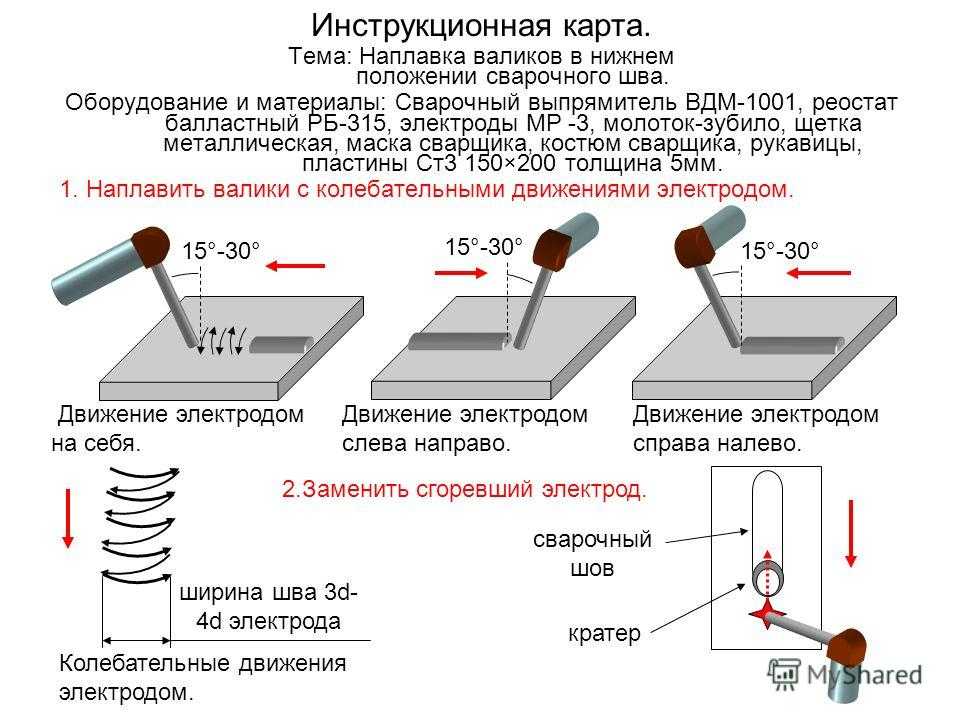 В результате короткого замыкания образуется сварочная дуга. Под воздействием высоких температур электрод начинает гореть, плавя основной металл и расплавляясь сам, заполняя собой образовавшуюся сварочную ванну.
В результате короткого замыкания образуется сварочная дуга. Под воздействием высоких температур электрод начинает гореть, плавя основной металл и расплавляясь сам, заполняя собой образовавшуюся сварочную ванну. Это поспособствует застыванию шлака в металле, что скажется на внешнем виде, прочности, а также, надежности будущего соединения.
Это поспособствует застыванию шлака в металле, что скажется на внешнем виде, прочности, а также, надежности будущего соединения.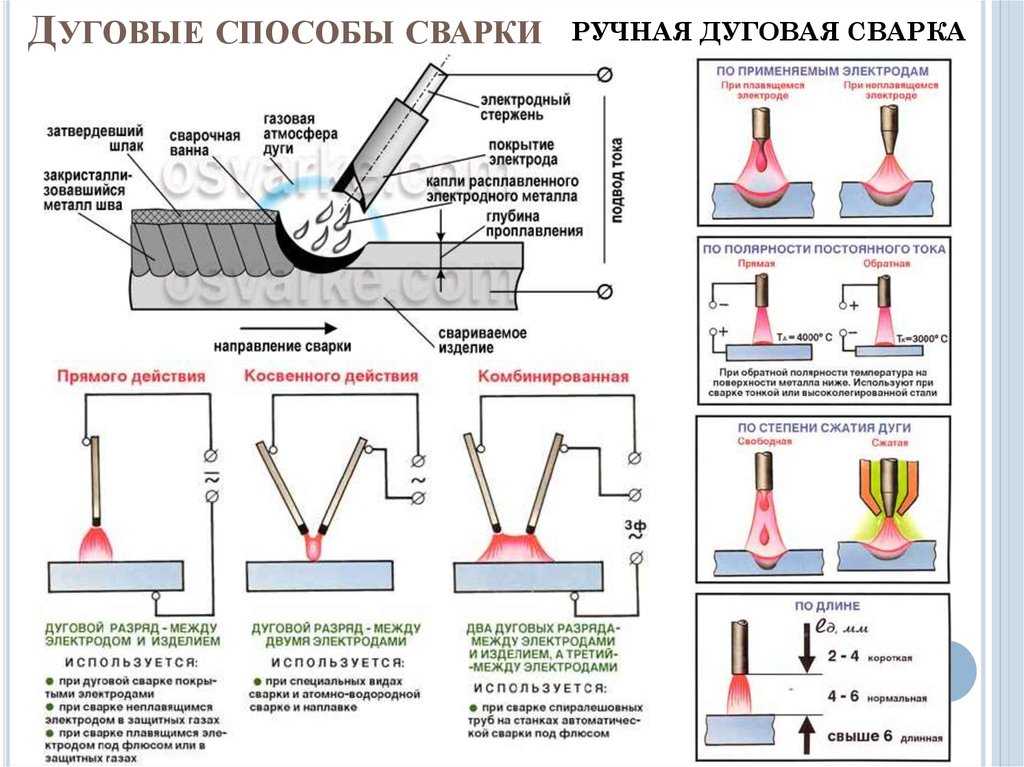
 Причина, по которой многие люди так его называют, заключается в том, что электрод, используемый для сварки металла, имеет форму палочки.
Причина, по которой многие люди так его называют, заключается в том, что электрод, используемый для сварки металла, имеет форму палочки. (2) Это приводит к расплавлению электрода и металлической детали.
(2) Это приводит к расплавлению электрода и металлической детали. Когда вы двигаете стержень, он будет продолжать плавиться над зоной сварки (как брызги), создавая кратер и заполняя сварной шов.
Когда вы двигаете стержень, он будет продолжать плавиться над зоной сварки (как брызги), создавая кратер и заполняя сварной шов. Тем не менее, переменный ток является лучшим выбором, если расстояние между источником питания и рабочей зоной больше. Это связано с тем, что напряжение, проходящее через кабель, падает по сравнению с переменным током. Сопротивление в кабеле становится тем больше, чем длиннее он, даже несмотря на то, что они обычно изготавливаются из алюминия или меди.
Тем не менее, переменный ток является лучшим выбором, если расстояние между источником питания и рабочей зоной больше. Это связано с тем, что напряжение, проходящее через кабель, падает по сравнению с переменным током. Сопротивление в кабеле становится тем больше, чем длиннее он, даже несмотря на то, что они обычно изготавливаются из алюминия или меди. Если вы сделаете соединение наоборот, это будет означать, что вы выполняете сварку отрицательным электродом (DCEN).
Если вы сделаете соединение наоборот, это будет означать, что вы выполняете сварку отрицательным электродом (DCEN).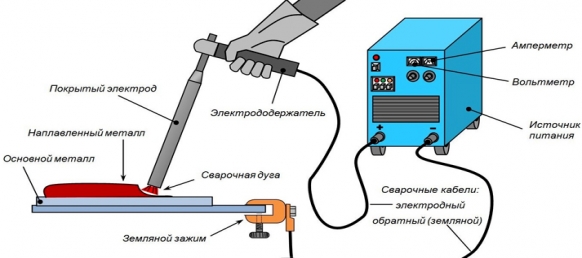 Он находит применение в промышленном производстве и строительстве стальных конструкций. Тем не менее, его по-прежнему интересно использовать различным любителям, которые выполняют свою работу в гараже.
Он находит применение в промышленном производстве и строительстве стальных конструкций. Тем не менее, его по-прежнему интересно использовать различным любителям, которые выполняют свою работу в гараже.

 Для выполнения основных сварочных работ вам действительно не нужно тратить большие суммы денег. Подойдет любой сварочный аппарат. Но если вам нужны качественные вещи, вам нужно подумать о марке, гарантии, наличии запчастей и т. д.
Для выполнения основных сварочных работ вам действительно не нужно тратить большие суммы денег. Подойдет любой сварочный аппарат. Но если вам нужны качественные вещи, вам нужно подумать о марке, гарантии, наличии запчастей и т. д.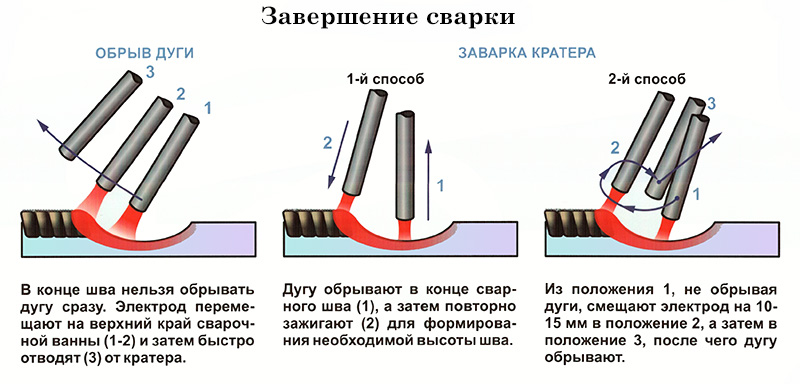 Лучшим советом будет изучить таблицу сварки стержнем и максимальную толщину материала, для которой она предназначена.
Лучшим советом будет изучить таблицу сварки стержнем и максимальную толщину материала, для которой она предназначена. Сварочная маска с защитными очками предназначена для защиты головы и глаз. Слепота сварщика является одной из самых тяжелых травм при выполнении данного вида работ. Вы также должны следить за своим окружением и работать в хорошо проветриваемом помещении.
Сварочная маска с защитными очками предназначена для защиты головы и глаз. Слепота сварщика является одной из самых тяжелых травм при выполнении данного вида работ. Вы также должны следить за своим окружением и работать в хорошо проветриваемом помещении.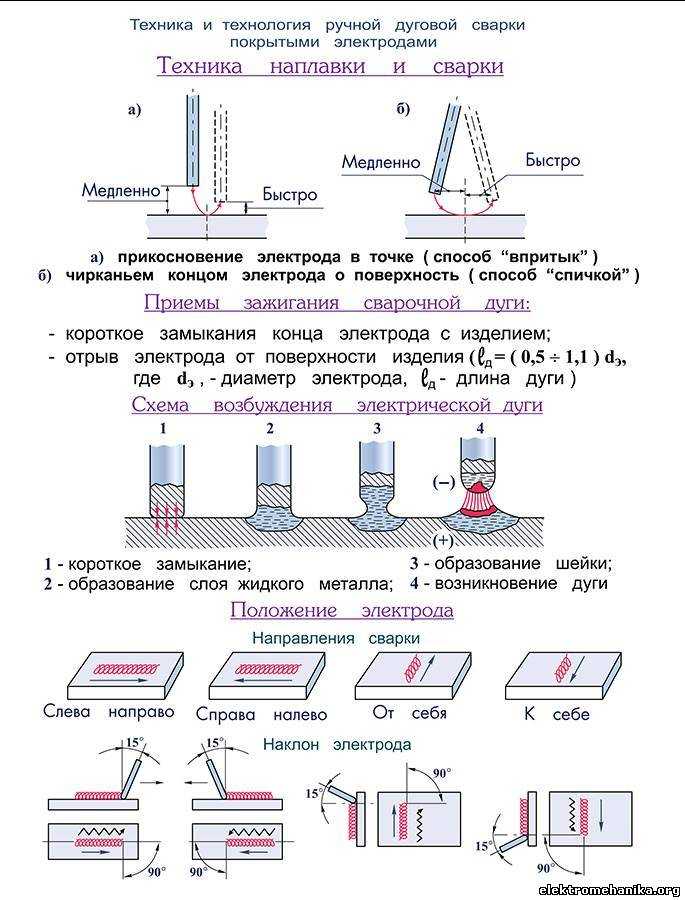 Существуют тысячи сварочных электродов для стержневой сварки, но наиболее популярными из них по-прежнему являются сварочные стержни из мягкой стали. Они подпадают под классификацию A5.1 Американского общества сварщиков (AWS).(3) Включены электроды 6010, 6011, 6012, 6013, 7014, 7024 и 7018.
Существуют тысячи сварочных электродов для стержневой сварки, но наиболее популярными из них по-прежнему являются сварочные стержни из мягкой стали. Они подпадают под классификацию A5.1 Американского общества сварщиков (AWS).(3) Включены электроды 6010, 6011, 6012, 6013, 7014, 7024 и 7018.
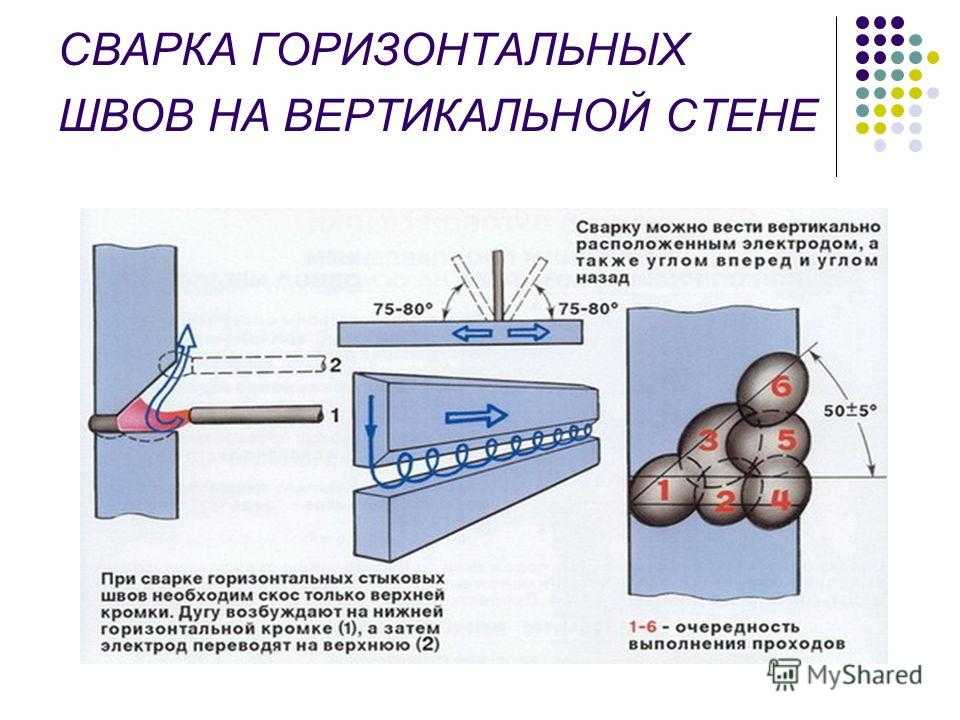 Однако сварщикам, умеющим сваривать основным электродом, трудно сваривать целлюлозным.
Однако сварщикам, умеющим сваривать основным электродом, трудно сваривать целлюлозным.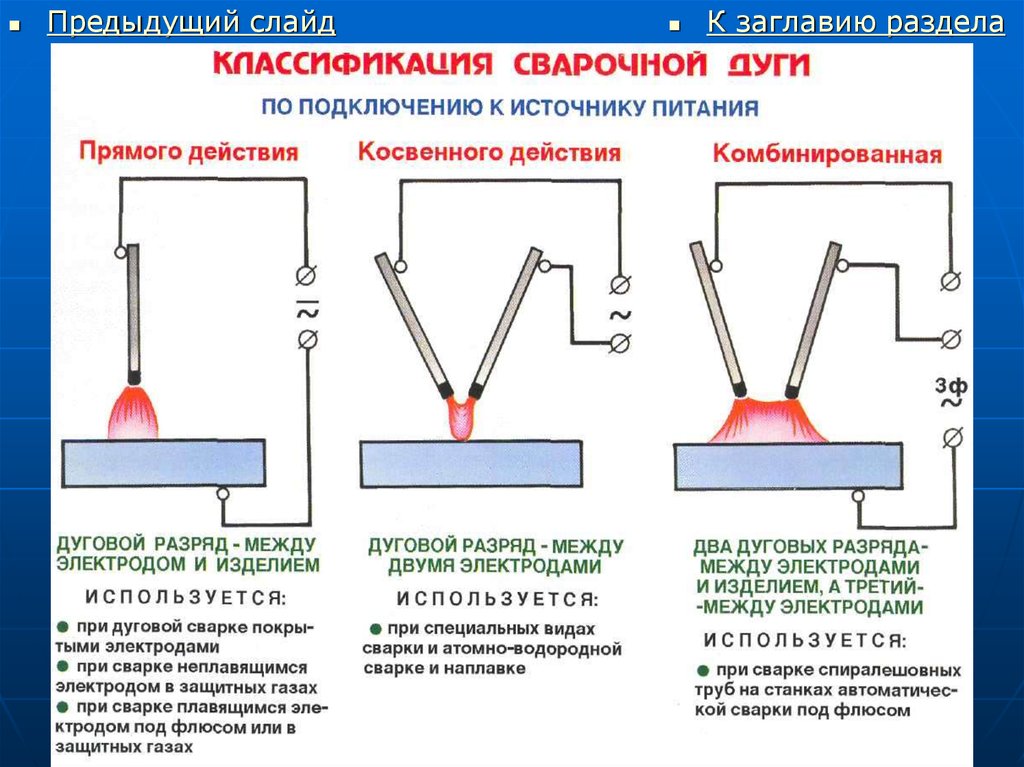 E6010 обычно используется для обработки грязных и ржавых металлов. Он обеспечивает глубокое проникновение, может сваривать во всех положениях и способен прожигать различный мусор. E6013 идеально подходит для универсальной сварки. Он обеспечивает более гладкие сварные швы, обладает приличной проникающей способностью и прост в использовании. Этот стержневой электрод также идеально подходит для начинающих. Наконец, 7018 позволяет работать с чистым металлом во всех возможных положениях. Он считается отраслевым стандартом и обеспечивает очень привлекательные сварные швы.
E6010 обычно используется для обработки грязных и ржавых металлов. Он обеспечивает глубокое проникновение, может сваривать во всех положениях и способен прожигать различный мусор. E6013 идеально подходит для универсальной сварки. Он обеспечивает более гладкие сварные швы, обладает приличной проникающей способностью и прост в использовании. Этот стержневой электрод также идеально подходит для начинающих. Наконец, 7018 позволяет работать с чистым металлом во всех возможных положениях. Он считается отраслевым стандартом и обеспечивает очень привлекательные сварные швы.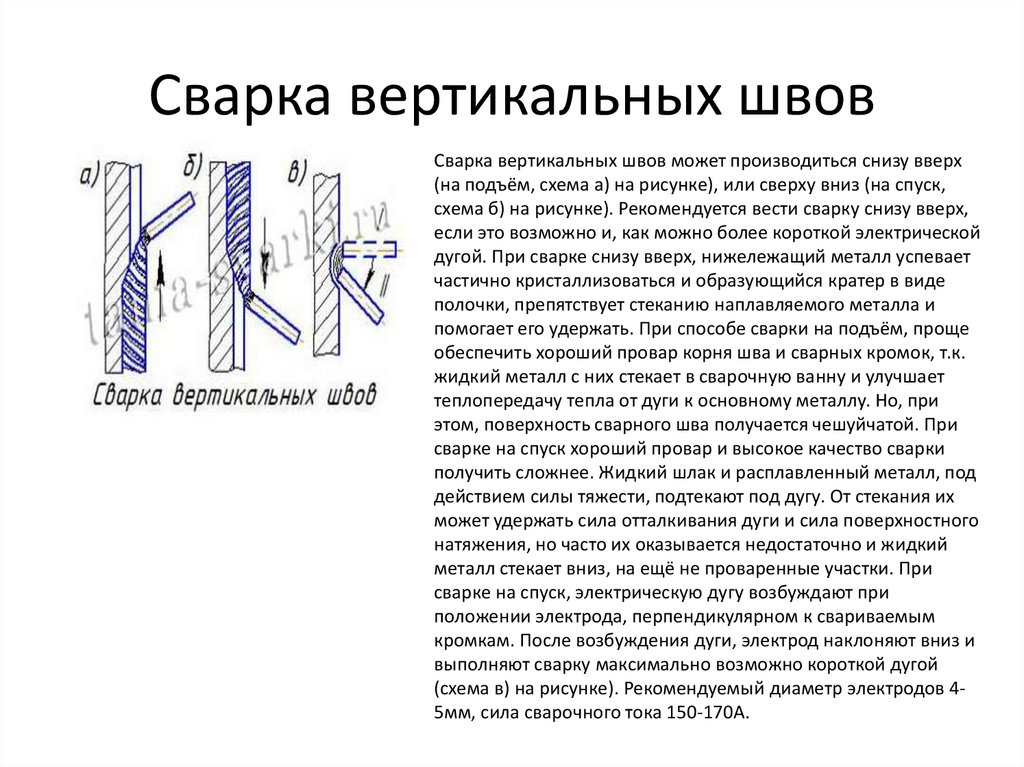 Сварите кусок металлолома, прежде чем делать настоящий.
Сварите кусок металлолома, прежде чем делать настоящий. youtube.com/embed/x8VJiZtCi3k?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/x8VJiZtCi3k?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/> 
 Если вы видите, что дуга образовалась, поднимите ее и слегка потяните в сторону.
Если вы видите, что дуга образовалась, поднимите ее и слегка потяните в сторону.
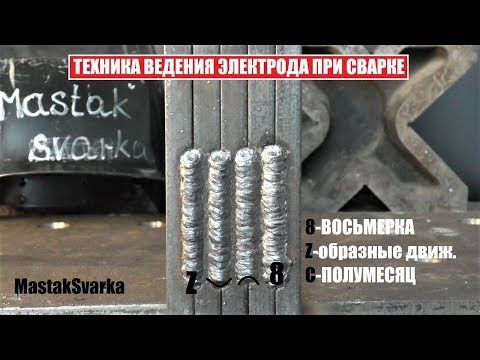 Это включает в себя удерживание электрода перпендикулярно суставу из начальной точки, а затем наклон верхней части примерно на 5–15 градусов в направлении движения.
Это включает в себя удерживание электрода перпендикулярно суставу из начальной точки, а затем наклон верхней части примерно на 5–15 градусов в направлении движения. Он также имеет неглубокое проникновение и может вызвать холодный притир.
Он также имеет неглубокое проникновение и может вызвать холодный притир. Хотя он существует уже много лет, может потребоваться некоторое время, чтобы действительно освоить этот метод. Но это все еще то, что используется сегодня для различных целей.
Хотя он существует уже много лет, может потребоваться некоторое время, чтобы действительно освоить этот метод. Но это все еще то, что используется сегодня для различных целей.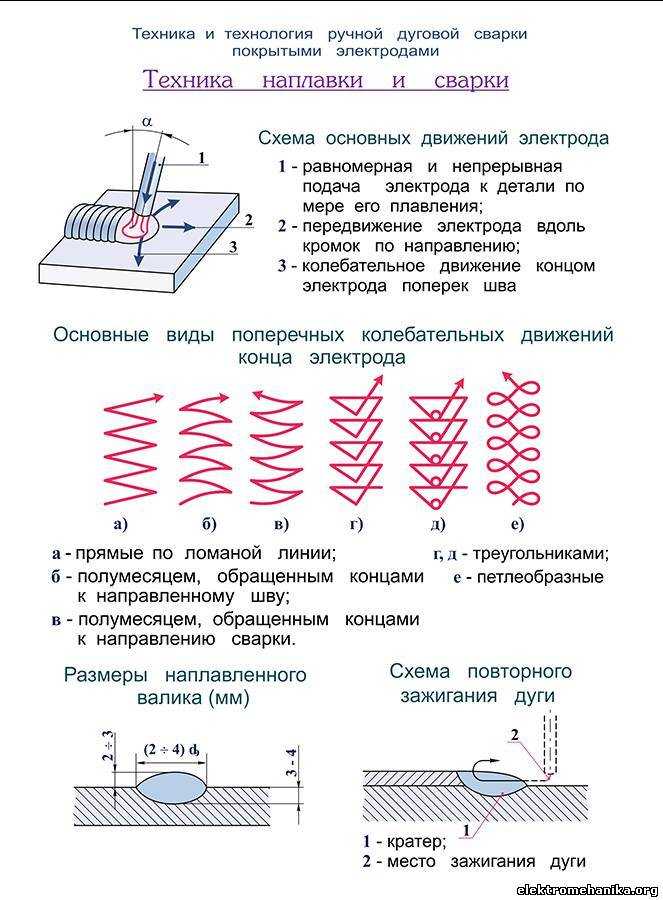 Проталкивание обычно связано со сваркой MIG.
Проталкивание обычно связано со сваркой MIG.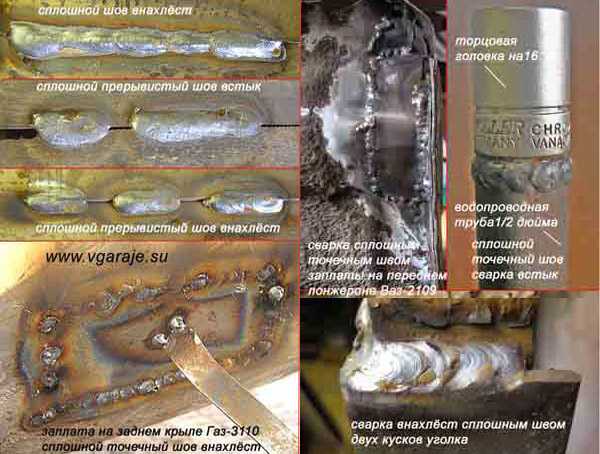 weldingtipsandtricks.com
weldingtipsandtricks.com


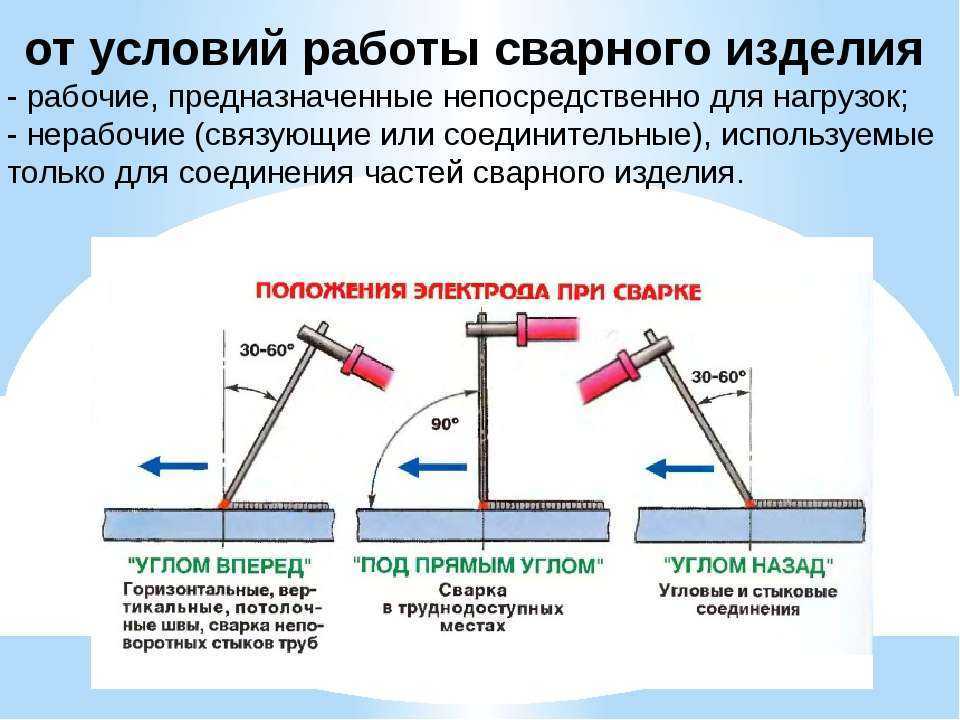 После создания фаски удалите окалину.
После создания фаски удалите окалину.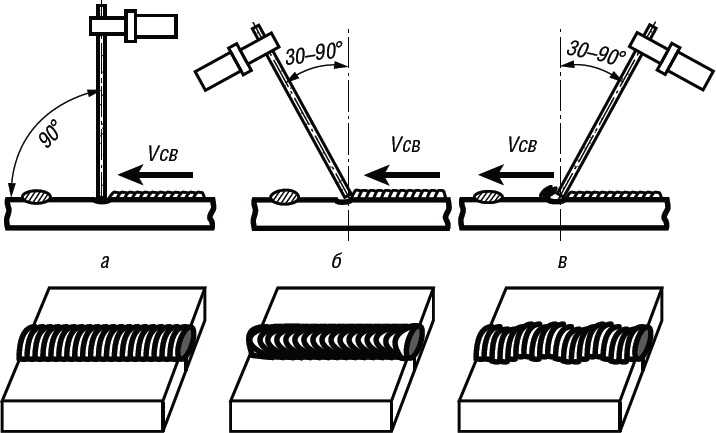 Перед вторым проходом удалите весь шлак.
Перед вторым проходом удалите весь шлак. Обратите внимание на использование опорной пластины. Шлеп необходимо удалять после каждого сварного шва.
Обратите внимание на использование опорной пластины. Шлеп необходимо удалять после каждого сварного шва. Прихватите опорную пластину и при необходимости используйте скошенные кромки.
Прихватите опорную пластину и при необходимости используйте скошенные кромки.
 При такой заточке режущие кромки бурового долота могут становиться сколотыми во время сверления, что является недостатком этого способа заточки. Это самый простой метод ручной заточки, который можно использовать для тонких сверл диаметром до 3 мм.
При такой заточке режущие кромки бурового долота могут становиться сколотыми во время сверления, что является недостатком этого способа заточки. Это самый простой метод ручной заточки, который можно использовать для тонких сверл диаметром до 3 мм. Если заточка сделана правильно, то достаточно сверл диаметром до 10 мм. При диаметре более 10 мм эта заточка может быть улучшена путем шлифования передней поверхности, как показано на фотографии:
Если заточка сделана правильно, то достаточно сверл диаметром до 10 мм. При диаметре более 10 мм эта заточка может быть улучшена путем шлифования передней поверхности, как показано на фотографии: Точная настройка должна проводиться при любой возможности.
Точная настройка должна проводиться при любой возможности.





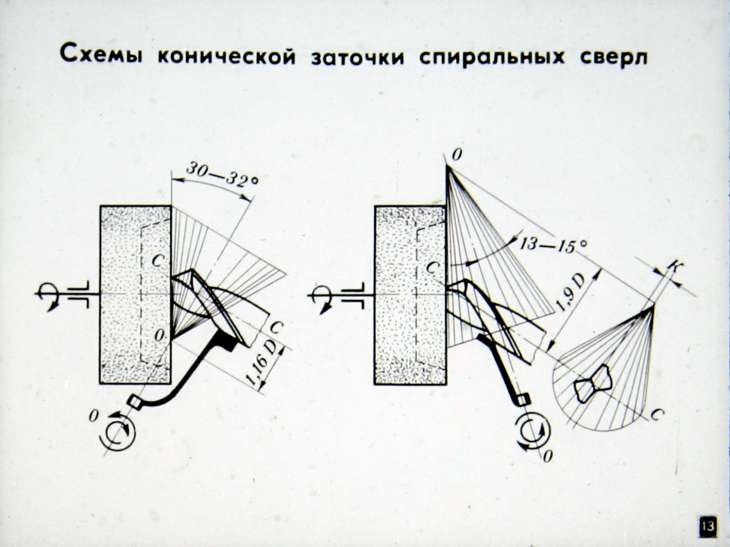 Непременно делайте остывание и закалку водой.
Непременно делайте остывание и закалку водой.




 При этом сверло начинает нагреваться, что в дальнейшем приводит к его истиранию.
При этом сверло начинает нагреваться, что в дальнейшем приводит к его истиранию. Внимание! Старайтесь выдерживать угол заточки. Для сверл это победитовые 170º.
Внимание! Старайтесь выдерживать угол заточки. Для сверл это победитовые 170º.  Важно не перегревать и не охлаждать сверло.
Важно не перегревать и не охлаждать сверло. youtube.com/embed/n-NEcGEApTg?rel=0″ frameborder=»0″ allowfullscreen=»»>
youtube.com/embed/n-NEcGEApTg?rel=0″ frameborder=»0″ allowfullscreen=»»>  Края сверла предназначены специально для резки и изнашиваются и снижают уровень эффективности после интенсивного использования. Тупые сверла могут привести к некачественному резу и перегреву. В случае более твердых материалов, таких как металл, тупое сверло может не полностью врезаться в материал. Заточка сверл — важный шаг в обслуживании ваших инструментов, чтобы убедиться, что они работают эффективно и продуктивно.
Края сверла предназначены специально для резки и изнашиваются и снижают уровень эффективности после интенсивного использования. Тупые сверла могут привести к некачественному резу и перегреву. В случае более твердых материалов, таких как металл, тупое сверло может не полностью врезаться в материал. Заточка сверл — важный шаг в обслуживании ваших инструментов, чтобы убедиться, что они работают эффективно и продуктивно. Эта часть долота обеспечивает эффективное бурение за счет снижения уровня трения. Глядя на сверло, мы можем увидеть канавку, также известную как канавка, которая оборачивается вокруг и вниз по куску. Канавка позволяет лому отходить от режущей поверхности долота. Если бит острый, результат истинный, цилиндрическое отверстие в выбранном материале.
Эта часть долота обеспечивает эффективное бурение за счет снижения уровня трения. Глядя на сверло, мы можем увидеть канавку, также известную как канавка, которая оборачивается вокруг и вниз по куску. Канавка позволяет лому отходить от режущей поверхности долота. Если бит острый, результат истинный, цилиндрическое отверстие в выбранном материале. На изображении ниже левая насадка является примером неправильной заточки. Эта часть не сможет функционировать так же эффективно, как та, что справа.
На изображении ниже левая насадка является примером неправильной заточки. Эта часть не сможет функционировать так же эффективно, как та, что справа. С помощью сверла вы сможете выполнить больше работы за меньшее время.
С помощью сверла вы сможете выполнить больше работы за меньшее время. Увеличение давления на инструмент также увеличивает риск поломки или соскальзывания инструмента, что может привести к травме. Заточка сверл — это простой способ снизить ненужный риск.
Увеличение давления на инструмент также увеличивает риск поломки или соскальзывания инструмента, что может привести к травме. Заточка сверл — это простой способ снизить ненужный риск.

 Это позволяет очень гибко варьировать расположение полочек относительно столешницы для достижения максимальной функциональности.
Это позволяет очень гибко варьировать расположение полочек относительно столешницы для достижения максимальной функциональности.
 ru
ru Новокузнецк, ул. Слесарная, 7а, корпус 3
Новокузнецк, ул. Слесарная, 7а, корпус 3 Запрещается копирование, распространение (в том числе путем копирования на другие сайты и ресурсы в Интернете) или любое иное использование информации и объектов без предварительного согласия правообладателя.
Запрещается копирование, распространение (в том числе путем копирования на другие сайты и ресурсы в Интернете) или любое иное использование информации и объектов без предварительного согласия правообладателя.
 В течение 30 минут их тикет будет закреплен за одним из наших технических специалистов.
В течение 30 минут их тикет будет закреплен за одним из наших технических специалистов. Служба поддержки от Orange Crew дает клиентам уверенность в том, что помощь всегда доступна в случае возникновения проблемы.
Служба поддержки от Orange Crew дает клиентам уверенность в том, что помощь всегда доступна в случае возникновения проблемы. Мы вручную шлифуем каждый кусок дерева для супергладкости и запечатываем его натуральным пчелиным воском и минеральным маслом. Так вы получите абсолютно экологически чистый продукт!
Мы вручную шлифуем каждый кусок дерева для супергладкости и запечатываем его натуральным пчелиным воском и минеральным маслом. Так вы получите абсолютно экологически чистый продукт! 

 Однако в современном частном строительстве заливки фундаментной плиты стала встречаться все чаще.
Однако в современном частном строительстве заливки фундаментной плиты стала встречаться все чаще.
 Устройство плитного фундамента достаточно простое, но заливка плиты требует строгого соблюдения технологий.
Устройство плитного фундамента достаточно простое, но заливка плиты требует строгого соблюдения технологий.


 Силы, действующие при этом на плиту фундамента, не приводят к её деформации, что позволяет предотвратить растрескивания стен постройки. Аналогичные силы, действующие снизу на ленточный фундамент, способны попросту расколоть его со всеми негативными для здания последствиями.
Силы, действующие при этом на плиту фундамента, не приводят к её деформации, что позволяет предотвратить растрескивания стен постройки. Аналогичные силы, действующие снизу на ленточный фундамент, способны попросту расколоть его со всеми негативными для здания последствиями.
 Чем более массивное здание будет построено на монолитной плите, тем больше должна быть толщина плиты и более рационально распределена нагрузка по всей её площади.
Чем более массивное здание будет построено на монолитной плите, тем больше должна быть толщина плиты и более рационально распределена нагрузка по всей её площади.
 Отсыпанную часть площадки следует тщательно утрамбовать во избежание просадки фундамента в этом месте после постройки.
Отсыпанную часть площадки следует тщательно утрамбовать во избежание просадки фундамента в этом месте после постройки.
 Конструктивно он представляет собой две сетки из арматуры, расположенные одна над другой.
Конструктивно он представляет собой две сетки из арматуры, расположенные одна над другой. Сама технология заливки не представляет большой сложности – бетон заливается до нужного уровня и разравнивается.
Сама технология заливки не представляет большой сложности – бетон заливается до нужного уровня и разравнивается. Самое главное здесь – произвести правильный расчёт и тщательно соблюдать технологии строительства фундамента-плиты.
Самое главное здесь – произвести правильный расчёт и тщательно соблюдать технологии строительства фундамента-плиты.  Умножьте длину (10 футов) на ширину (10 футов) на глубину (0,35 фута или 4 дюйма) и разделите на 27 (количество кубических футов в кубическом ярде). У вас получится 1,3 куб. ярдов Затем добавьте 10 процентов, чтобы учесть вариации утечки и глубины плиты, чтобы помочь определить стоимость бетона за ярд.
Умножьте длину (10 футов) на ширину (10 футов) на глубину (0,35 фута или 4 дюйма) и разделите на 27 (количество кубических футов в кубическом ярде). У вас получится 1,3 куб. ярдов Затем добавьте 10 процентов, чтобы учесть вариации утечки и глубины плиты, чтобы помочь определить стоимость бетона за ярд. Вы можете построить низкую сторону или вкопать высокую сторону в склон и добавить низкую подпорную стенку, чтобы сдерживать почву. Примечание. Прежде чем приступить к раскопкам, позвоните по номеру 811 или посетите веб-сайт call811.com, чтобы договориться с местными коммунальными службами о местонахождении и маркировке закопанных труб и проводов.
Вы можете построить низкую сторону или вкопать высокую сторону в склон и добавить низкую подпорную стенку, чтобы сдерживать почву. Примечание. Прежде чем приступить к раскопкам, позвоните по номеру 811 или посетите веб-сайт call811.com, чтобы договориться с местными коммунальными службами о местонахождении и маркировке закопанных труб и проводов. Прибейте один конец к распорке и используйте расчетную длину диагонали, чтобы установить форму под углом 90 градусов. Вбейте кол в конце. Выровняйте, выровняйте и закрепите вторую доску формы. Добавьте третью сторону.
Прибейте один конец к распорке и используйте расчетную длину диагонали, чтобы установить форму под углом 90 градусов. Вбейте кол в конце. Выровняйте, выровняйте и закрепите вторую доску формы. Добавьте третью сторону. Сделайте это в трех или четырех точках и усредните результаты. Вычтите толщину плиты. Затем используйте эту глубину для расчета необходимых кубических ярдов заполнения. Обязательно спросите, что рекомендует ваш поставщик для заполнения плит. Щебень из бетона хорошо уплотняется и дренируется.
Сделайте это в трех или четырех точках и усредните результаты. Вычтите толщину плиты. Затем используйте эту глубину для расчета необходимых кубических ярдов заполнения. Обязательно спросите, что рекомендует ваш поставщик для заполнения плит. Щебень из бетона хорошо уплотняется и дренируется. Небольшие дополнительные затраты и трудозатраты на установку 1/2-дюйм. арматура (стальной арматурный стержень). Вы найдете арматуру в домашних центрах и у поставщиков изделий из бетона и каменной кладки (длиной 20 футов). Вам также понадобится пучок вязальной проволоки и инструмент для скручивания вязальной проволоки, чтобы соединить арматуру.
Небольшие дополнительные затраты и трудозатраты на установку 1/2-дюйм. арматура (стальной арматурный стержень). Вы найдете арматуру в домашних центрах и у поставщиков изделий из бетона и каменной кладки (длиной 20 футов). Вам также понадобится пучок вязальной проволоки и инструмент для скручивания вязальной проволоки, чтобы соединить арматуру. Распыление воды также замедляет отверждение, что делает плиту более прочной. Если поблизости нет нагрудника для шланга, вы можете использовать воду и шланг, которые есть на борту грузовика. Если у вас нет воды на месте, также используйте шланг грузовика, чтобы налить пару ведер воды для мытья инструментов после того, как грузовик уедет.
Распыление воды также замедляет отверждение, что делает плиту более прочной. Если поблизости нет нагрудника для шланга, вы можете использовать воду и шланг, которые есть на борту грузовика. Если у вас нет воды на месте, также используйте шланг грузовика, чтобы налить пару ведер воды для мытья инструментов после того, как грузовик уедет.

 Ознакомьтесь с подробными инструкциями по заливке идеальной бетонной плиты здесь.
Ознакомьтесь с подробными инструкциями по заливке идеальной бетонной плиты здесь.




 Этот проект достаточно прост, чтобы с ним справились даже начинающие мастера по дереву.
Этот проект достаточно прост, чтобы с ним справились даже начинающие мастера по дереву.


 Они должны быть окрашены в сигнальные цвета и обозначены соответствующими знаками безопасности.
Они должны быть окрашены в сигнальные цвета и обозначены соответствующими знаками безопасности.
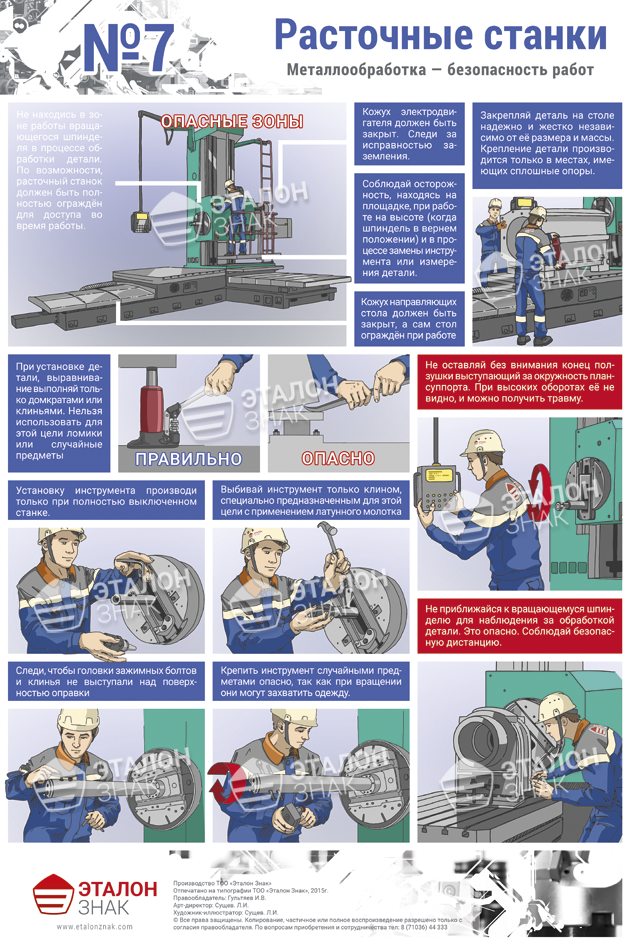
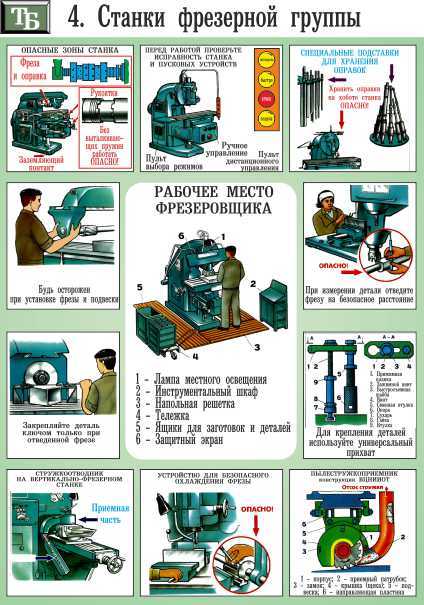
 Периодичность технического обслуживания и ремонта станков устанавливается технической документацией (паспорт).
Периодичность технического обслуживания и ремонта станков устанавливается технической документацией (паспорт).


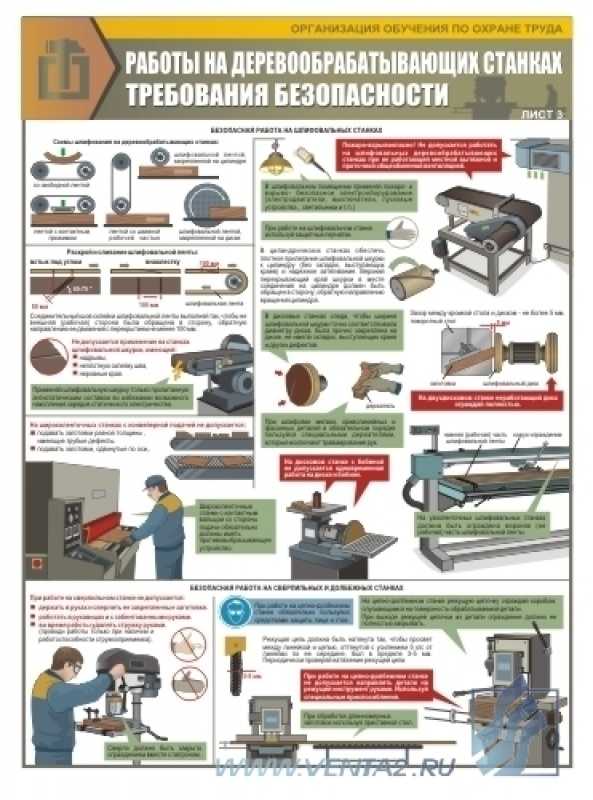 При длительном ремонте отключения и изоляции концов кабеля или провода, питающего электропривод станка. При этом на месте, где произведено отключение, должен быть вывешен плакат: «Не включать – ремонт!»;
При длительном ремонте отключения и изоляции концов кабеля или провода, питающего электропривод станка. При этом на месте, где произведено отключение, должен быть вывешен плакат: «Не включать – ремонт!»; Если это сделать нельзя, то токоведущие части должны быть ограждены и работы должны производиться только в присутствии руководителя работ.
Если это сделать нельзя, то токоведущие части должны быть ограждены и работы должны производиться только в присутствии руководителя работ.


 Рекомендуется при этом действовать, по возможности, одной рукой;
Рекомендуется при этом действовать, по возможности, одной рукой;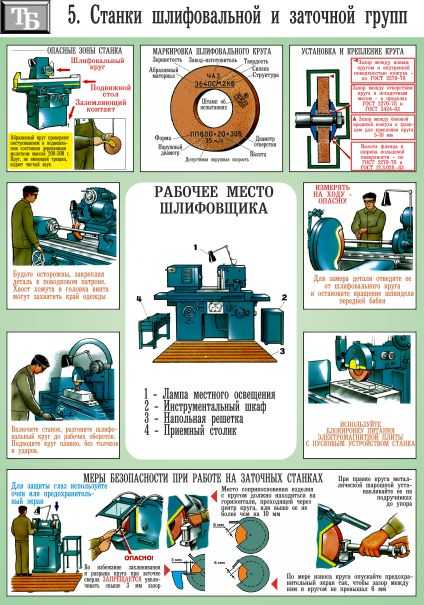 Перерубайте и перекусывайте провода пофазно, т.е. каждый провод в отдельности. Можно воспользоваться и неизолированным инструментом, но надо обернуть его рукоятку сухой шерстяной или прорезиненной материей;
Перерубайте и перекусывайте провода пофазно, т.е. каждый провод в отдельности. Можно воспользоваться и неизолированным инструментом, но надо обернуть его рукоятку сухой шерстяной или прорезиненной материей;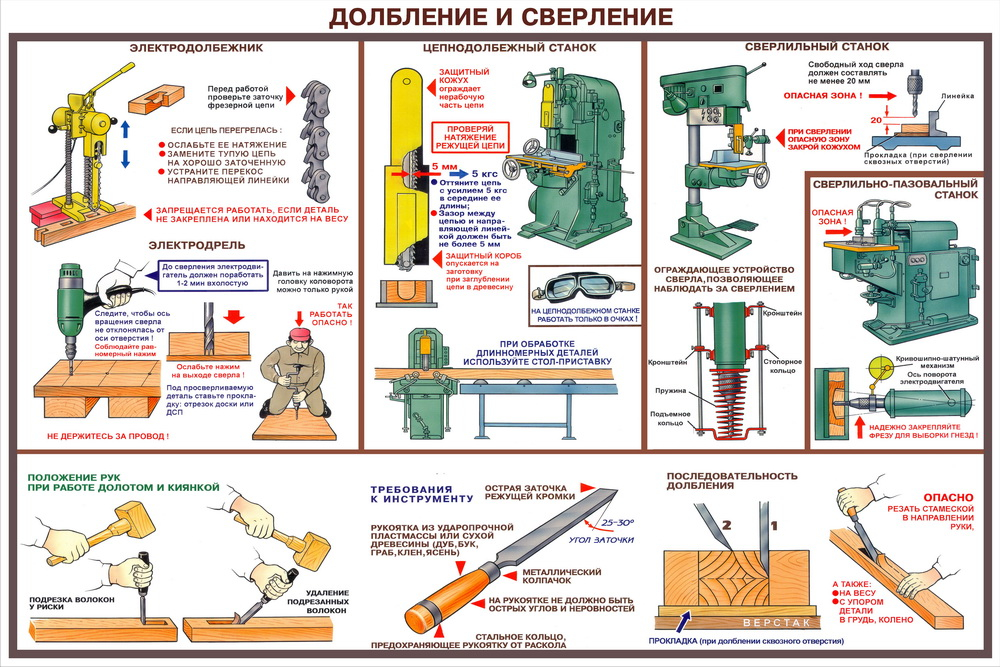
 До прихода врача обеспечьте пострадавшему полный покой и доступ свежего воздуха, следите за его пульсом и дыханием. Не позволяйте пострадавшему до прихода врача вставать и двигаться, а тем более, продолжать работу;
До прихода врача обеспечьте пострадавшему полный покой и доступ свежего воздуха, следите за его пульсом и дыханием. Не позволяйте пострадавшему до прихода врача вставать и двигаться, а тем более, продолжать работу; Обеспечьте проходимость дыхательных путей, которые могут быть закрыты запавшим языком или инородным содержимым. Для этого голову пострадавшего максимально запрокиньте, подкладывая одну руку под шею и надавливая другой на лоб. В этом положении рот обычно раскрывается, а язык смещается к задней стенке гортани, обеспечивая проходимость дыхательных путей. Если во рту имеется инородное содержимое, поверните плечи и голову пострадавшего набок и очистите полость рта и глотки бинтом, носовым платком или краем рубашки, намотанным на указательный палец.
Обеспечьте проходимость дыхательных путей, которые могут быть закрыты запавшим языком или инородным содержимым. Для этого голову пострадавшего максимально запрокиньте, подкладывая одну руку под шею и надавливая другой на лоб. В этом положении рот обычно раскрывается, а язык смещается к задней стенке гортани, обеспечивая проходимость дыхательных путей. Если во рту имеется инородное содержимое, поверните плечи и голову пострадавшего набок и очистите полость рта и глотки бинтом, носовым платком или краем рубашки, намотанным на указательный палец. Следите, чтобы воздух попал в легкие, а не в желудок, это обнаруживается по вздутию живота и отсутствию расширения грудной клетки. Если воздух попал в желудок, удалите его оттуда, быстро прижав на короткое время область желудка между грудиной и пупком.
Следите, чтобы воздух попал в легкие, а не в желудок, это обнаруживается по вздутию живота и отсутствию расширения грудной клетки. Если воздух попал в желудок, удалите его оттуда, быстро прижав на короткое время область желудка между грудиной и пупком.


 При значительных ушибах туловища и нижних конечностей пострадавшего доставьте в лечебное учреждение.
При значительных ушибах туловища и нижних конечностей пострадавшего доставьте в лечебное учреждение.
 Во время оказания помощи не прикасайтесь к обожженным местам, не прокалывайте пузыри. Обожженную поверхность не смазывайте мазями и не засыпайте порошками. При сильных ожогах пострадавшего немедленно доставьте в больницу.
Во время оказания помощи не прикасайтесь к обожженным местам, не прокалывайте пузыри. Обожженную поверхность не смазывайте мазями и не засыпайте порошками. При сильных ожогах пострадавшего немедленно доставьте в больницу. Напоите пострадавшего горячим чаем и перенесите в теплое помещение.
Напоите пострадавшего горячим чаем и перенесите в теплое помещение.
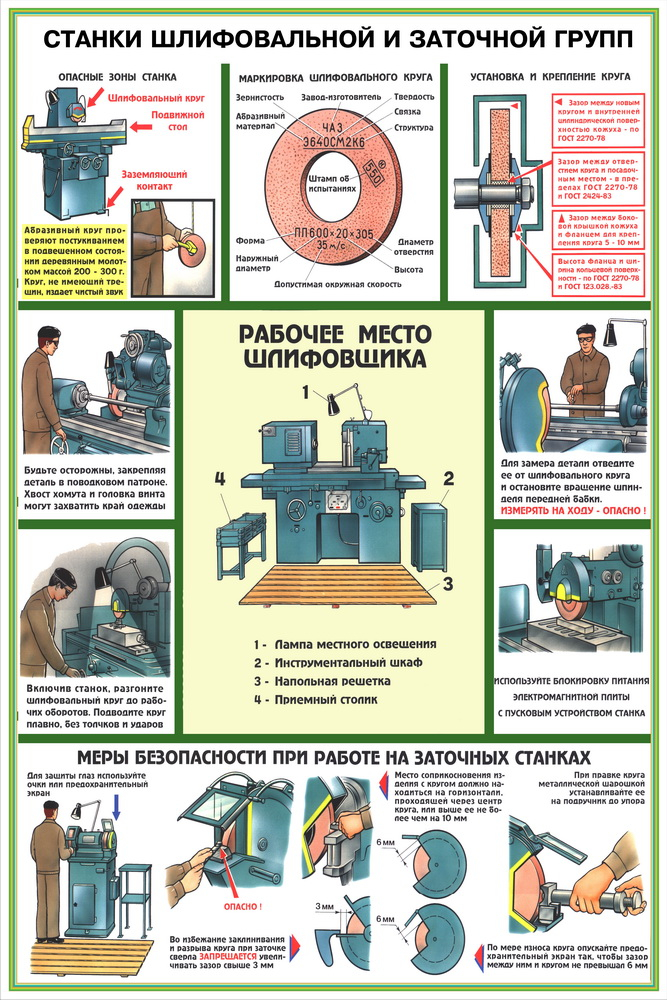 Не вызывайте рвоту у пострадавшего, находящегося в бессознательном состоянии или с судорожным синдромом. После рвоты дайте выпить полстакана воды с двумя-тремя столовыми ложками активированного угля, а затем солевое слабительное (20 г горькой соли на полстакана воды), не давайте в качестве слабительного касторовое масло; при отравлении кислотой дайте выпить раствор питьевой соды (1 чайная ложка на стакан воды), молока или воды; при отравлении щелочью дайте выпить молока, лимонного сока или уксусной воды.
Не вызывайте рвоту у пострадавшего, находящегося в бессознательном состоянии или с судорожным синдромом. После рвоты дайте выпить полстакана воды с двумя-тремя столовыми ложками активированного угля, а затем солевое слабительное (20 г горькой соли на полстакана воды), не давайте в качестве слабительного касторовое масло; при отравлении кислотой дайте выпить раствор питьевой соды (1 чайная ложка на стакан воды), молока или воды; при отравлении щелочью дайте выпить молока, лимонного сока или уксусной воды. При наличии судорог исключите всякие раздражения, предоставьте больному полный покой. При попадании в организм раздражающих веществ, например формалина, дайте пострадавшему выпить обволакивающее средство водный раствор крахмала). Не давайте молоко, жиры, алкогольные напитки. При кожных кровотечениях прикладывайте тампоны, смоченные перекисью водорода, при носовых кровотечениях уложите пострадавшего, приподнимите и слегка запрокиньте голову, прикладывайте холодные компрессы на переносицу и затылок, в нос вставляйте тампоны, увлажненные перекисью водорода. При отравлении фосфорорганическими соединениями, сопровождающемся слюновыделением, слезотечением, сужением зрачков, замедлением дыхания, замедлением пульса, мышечными подергиваниями, давайте препараты белладонны: 3-4 таблетки бесалола (бекарбона) или 1-3 таблетки беллалгина.
При наличии судорог исключите всякие раздражения, предоставьте больному полный покой. При попадании в организм раздражающих веществ, например формалина, дайте пострадавшему выпить обволакивающее средство водный раствор крахмала). Не давайте молоко, жиры, алкогольные напитки. При кожных кровотечениях прикладывайте тампоны, смоченные перекисью водорода, при носовых кровотечениях уложите пострадавшего, приподнимите и слегка запрокиньте голову, прикладывайте холодные компрессы на переносицу и затылок, в нос вставляйте тампоны, увлажненные перекисью водорода. При отравлении фосфорорганическими соединениями, сопровождающемся слюновыделением, слезотечением, сужением зрачков, замедлением дыхания, замедлением пульса, мышечными подергиваниями, давайте препараты белладонны: 3-4 таблетки бесалола (бекарбона) или 1-3 таблетки беллалгина. При отсутствии кислорода пострадавшего уложите, приподымите ноги, дайте выпить холодной воды или много молока, давайте нюхать вату, смоченную нашатырным спиртом. При слабом дыхании или прекращении его делайте искусственное дыхание до прибытия врача или восстановления дыхания.
При отсутствии кислорода пострадавшего уложите, приподымите ноги, дайте выпить холодной воды или много молока, давайте нюхать вату, смоченную нашатырным спиртом. При слабом дыхании или прекращении его делайте искусственное дыхание до прибытия врача или восстановления дыхания.
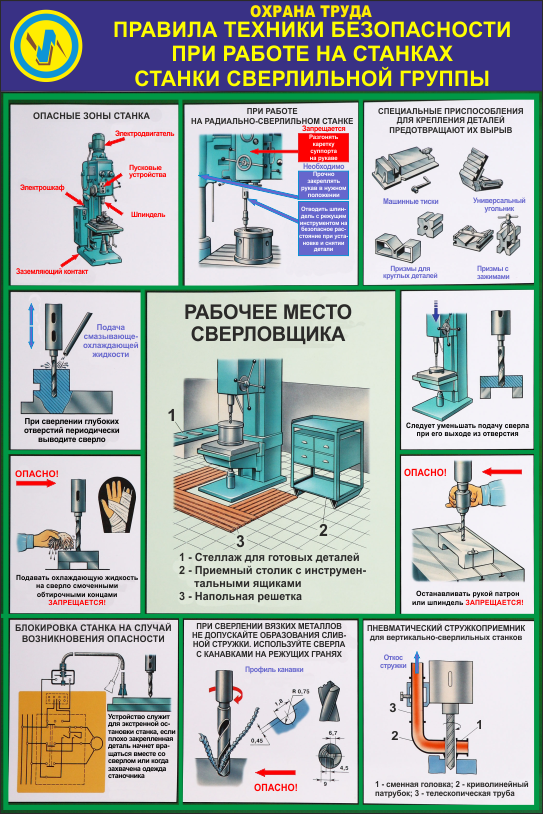 Он должен удобно сидеть, поощряя использование работника. Если средства индивидуальной защиты не подходят должным образом, это может иметь значение между безопасным укрытием или опасным воздействием. Когда инженерно-техническое обеспечение, методы работы и административный контроль невозможны или не обеспечивают достаточную защиту, работодатели должны предоставить своим работникам средства индивидуальной защиты и обеспечить их надлежащее использование. Работодатели также обязаны обучать каждого работника, которому необходимо использовать средства индивидуальной защиты, знать:
Он должен удобно сидеть, поощряя использование работника. Если средства индивидуальной защиты не подходят должным образом, это может иметь значение между безопасным укрытием или опасным воздействием. Когда инженерно-техническое обеспечение, методы работы и административный контроль невозможны или не обеспечивают достаточную защиту, работодатели должны предоставить своим работникам средства индивидуальной защиты и обеспечить их надлежащее использование. Работодатели также обязаны обучать каждого работника, которому необходимо использовать средства индивидуальной защиты, знать:
 Стандарты
Стандарты 94, Вентиляция.
94, Вентиляция.
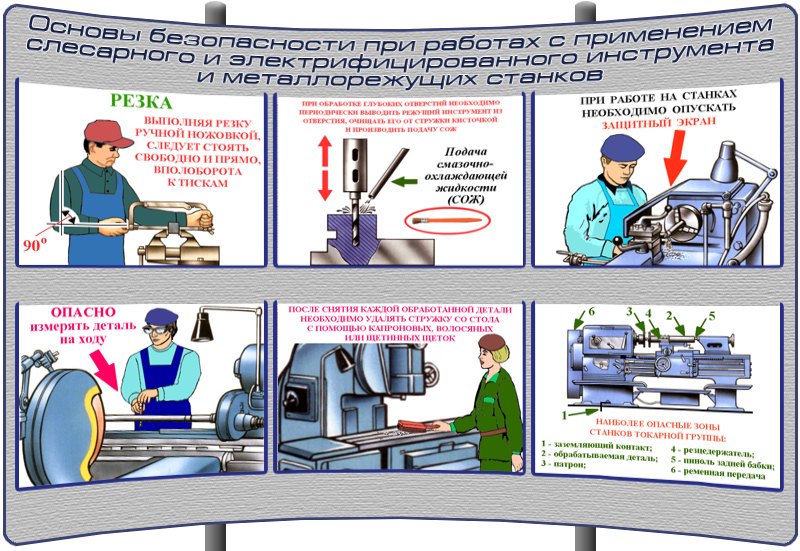 252, Общие требования.
252, Общие требования. на странице «Средства индивидуальной защиты — конструкция».
на странице «Средства индивидуальной защиты — конструкция». Последнее правило 59:33910-33911 (1 июля 1994 г.).
Последнее правило 59:33910-33911 (1 июля 1994 г.).
 частота вращения шпинделя, об/мин
частота вращения шпинделя, об/мин
 2
2 org/NameValueStructure»>
org/NameValueStructure»> org/NameValueStructure»>
org/NameValueStructure»>
 w3.org/1999/xhtml» border=»1″ dir=»ltr» cellpadding=»0″ cellspacing=»0″>
w3.org/1999/xhtml» border=»1″ dir=»ltr» cellpadding=»0″ cellspacing=»0″> youtube.com/embed/_-J0OyEUNKo» allowfullscreen=»» allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» frameborder=»0″>
youtube.com/embed/_-J0OyEUNKo» allowfullscreen=»» allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» frameborder=»0″>  Ровные ряды отверстий, т.е. для деревянных конструкций, поэтому их можно без проблем сверлить
Ровные ряды отверстий, т.е. для деревянных конструкций, поэтому их можно без проблем сверлить
 Эпоксидная смола, путем добавления в нее армирующего порошка (как правило – металла) и загустителей доводится до консистенции пасты. Это стабильное состояние, смола может находиться в нем довольно долго, как минимум до окончания срока хранения.
Эпоксидная смола, путем добавления в нее армирующего порошка (как правило – металла) и загустителей доводится до консистенции пасты. Это стабильное состояние, смола может находиться в нем довольно долго, как минимум до окончания срока хранения.

 А с помощью холодной сварки вы быстро устраните течь самостоятельно.
А с помощью холодной сварки вы быстро устраните течь самостоятельно. Клей не загорится, не раскрошится. Единственное условие, при покупке прочитайте на этикетке, какую температуру выдерживает холодная сварка.
Клей не загорится, не раскрошится. Единственное условие, при покупке прочитайте на этикетке, какую температуру выдерживает холодная сварка.

 С помощью холодной сварки ABRO вы легко восстановите отломанную или потерянную деталь
С помощью холодной сварки ABRO вы легко восстановите отломанную или потерянную деталь Смочив руки водой, смешиваем составы сварки подобно пластелину, до образования однородного состава
Смочив руки водой, смешиваем составы сварки подобно пластелину, до образования однородного состава
 Для получения сертификата требуется дополнительное обучение. Учащиеся могут получить сертификат по сварке под водой в соответствии со стандартами AWS D3.6. после того, как он станет сертифицированным коммерческим дайвером. Сертификация подводной сварки признается квалификацией AWS по подводной сварке для углового сварного шва класса C по стандарту AWS D3.6M.
Для получения сертификата требуется дополнительное обучение. Учащиеся могут получить сертификат по сварке под водой в соответствии со стандартами AWS D3.6. после того, как он станет сертифицированным коммерческим дайвером. Сертификация подводной сварки признается квалификацией AWS по подводной сварке для углового сварного шва класса C по стандарту AWS D3.6M. Щелкните здесь для получения дополнительной информации об учебном плане CDA и комплексной программе коммерческого дайвинга.
Щелкните здесь для получения дополнительной информации об учебном плане CDA и комплексной программе коммерческого дайвинга. Водолазное резюме капитана Блэка включает подводную сварку по всему миру; в морских глубинах у берегов Сингапура и Малайзии, Перу, Бразилии, Южной Африки, Абердина, Шотландия (Северное море) и Израиля (см. видеозапись этого погружения).
Водолазное резюме капитана Блэка включает подводную сварку по всему миру; в морских глубинах у берегов Сингапура и Малайзии, Перу, Бразилии, Южной Африки, Абердина, Шотландия (Северное море) и Израиля (см. видеозапись этого погружения). Если вы хотите стать подводным сварщиком, я бы посоветовал вам воспользоваться всемирно известным, всемирно признанным обучением, которое предлагает моя школа, и взяться за свою жизнь прямо сейчас, потому что «Знание — сила», когда вы решите отправиться в глубины. морских глубин».
Если вы хотите стать подводным сварщиком, я бы посоветовал вам воспользоваться всемирно известным, всемирно признанным обучением, которое предлагает моя школа, и взяться за свою жизнь прямо сейчас, потому что «Знание — сила», когда вы решите отправиться в глубины. морских глубин». 
 В камере должно быть давление до нужного уровня, чтобы сварщики не страдали от декомпрессионной болезни во время работы.
В камере должно быть давление до нужного уровня, чтобы сварщики не страдали от декомпрессионной болезни во время работы.
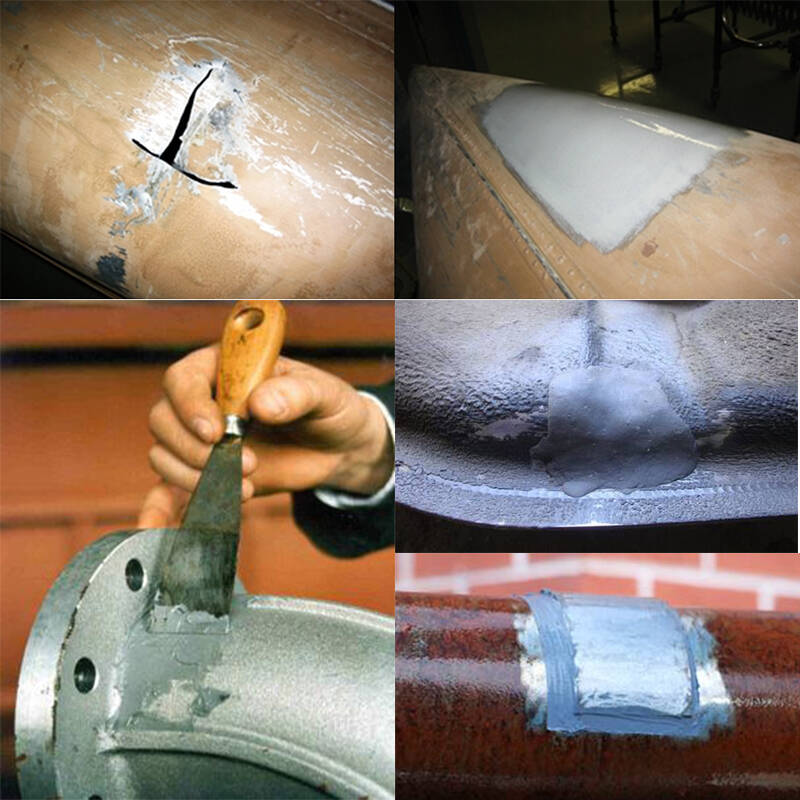 Электроды и поверхности основного металла должны быть чистыми для правильного выполнения этой сварки, и дайвер также должен осмотреть участок на наличие препятствий или других угроз безопасности.
Электроды и поверхности основного металла должны быть чистыми для правильного выполнения этой сварки, и дайвер также должен осмотреть участок на наличие препятствий или других угроз безопасности. Газы непрерывно прокачиваются через камеру, чтобы поддерживать пригодную для дыхания атмосферу и поддерживать давление немного выше, чем давление снаружи. Эта разница давлений предотвращает приток опасных газов и горючих углеводородов, а также выведение токсичных сварочных дымов из камеры. Более крупные места обитания могут вместить двух или трех дайверов одновременно.
Газы непрерывно прокачиваются через камеру, чтобы поддерживать пригодную для дыхания атмосферу и поддерживать давление немного выше, чем давление снаружи. Эта разница давлений предотвращает приток опасных газов и горючих углеводородов, а также выведение токсичных сварочных дымов из камеры. Более крупные места обитания могут вместить двух или трех дайверов одновременно. Однако в этом случае камера меньше и вмещает только верхнюю часть тела сварщика.
Однако в этом случае камера меньше и вмещает только верхнюю часть тела сварщика. Этот электрод, обычно изготавливаемый из спеченного вольфрама, расположен в корпусе горелки, чтобы дуга не контактировала с инертным газом. Плазма впрыскивается через медное сопло горелки на высоких скоростях, создавая чрезвычайно высокие температуры. Сопло используется для ограничения плазмы в одном направлении для создания точных сварных швов.
Этот электрод, обычно изготавливаемый из спеченного вольфрама, расположен в корпусе горелки, чтобы дуга не контактировала с инертным газом. Плазма впрыскивается через медное сопло горелки на высоких скоростях, создавая чрезвычайно высокие температуры. Сопло используется для ограничения плазмы в одном направлении для создания точных сварных швов.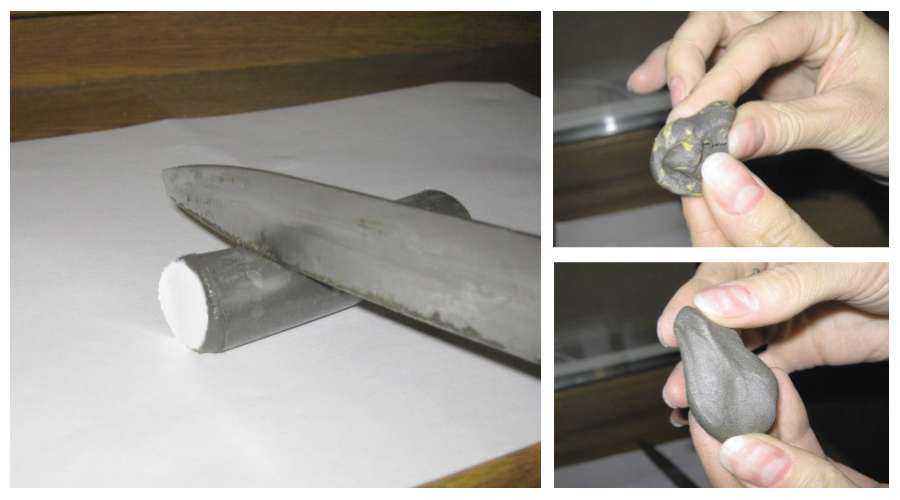 д. Методы подводной сварки также используются в приложениях, связанных с атомными электростанциями, реками, каналами и т. д.
д. Методы подводной сварки также используются в приложениях, связанных с атомными электростанциями, реками, каналами и т. д. Помимо прохождения школы дайвинга, вам также необходимо быть сертифицированным сварщиком. Имея за плечами эти навыки, вам нужно будет пройти специальный курс подводной сварки, чтобы узнать о конкретных инструментах и методах, связанных с работой. Это обучение может длиться годами.
Помимо прохождения школы дайвинга, вам также необходимо быть сертифицированным сварщиком. Имея за плечами эти навыки, вам нужно будет пройти специальный курс подводной сварки, чтобы узнать о конкретных инструментах и методах, связанных с работой. Это обучение может длиться годами.



 2 кг.
2 кг.


 2 кг.
2 кг.

 2 кг.
2 кг.

 В таких случаях, не проходит нормировку согласно механическим качествам, параметров, а также химическому составу;
В таких случаях, не проходит нормировку согласно механическим качествам, параметров, а также химическому составу; 10
10







 И так.
И так.
 С тех пор ее
С тех пор ее

 Она оттачивала свои навыки в качестве администратора,
Она оттачивала свои навыки в качестве администратора, Кожа сертифицирована в области управления запасами и учится, чтобы стать сертифицированным
Кожа сертифицирована в области управления запасами и учится, чтобы стать сертифицированным
 Джоди имеет опыт работы в общей, специализированной и неотложной медицине. Она работала с VGP во время работы в больнице и рада начать это новое путешествие.
Джоди имеет опыт работы в общей, специализированной и неотложной медицине. Она работала с VGP во время работы в больнице и рада начать это новое путешествие.
 в области зоотехники с акцентом на лошадей. Лорен живет в Северном Техасе со своим мужем Уильямом, сыном младшим, очень избалованной таксой по имени Лили и милой смесью пуделя по имени Гиббс. В свободное время она любит кататься на своей американской четвероногой лошади Ремингтон по тропам, проводить время со своей семьей, ремонтировать дома и болеть за местные спортивные команды. Она в восторге от того, что присоединилась к команде практических тренеров VGP, и надеется на сотрудничество с членами VGP.
в области зоотехники с акцентом на лошадей. Лорен живет в Северном Техасе со своим мужем Уильямом, сыном младшим, очень избалованной таксой по имени Лили и милой смесью пуделя по имени Гиббс. В свободное время она любит кататься на своей американской четвероногой лошади Ремингтон по тропам, проводить время со своей семьей, ремонтировать дома и болеть за местные спортивные команды. Она в восторге от того, что присоединилась к команде практических тренеров VGP, и надеется на сотрудничество с членами VGP. Она твердо убеждена, что любая практика может создать уникальное наследие для достижения финансовых, инвентарных и карьерных целей, используя творческий подход. За свою карьеру она руководила двумя аккредитованными AAHA врачебными практиками для мелких животных и круглосуточной общей/экстренной практикой с курортными службами.
Она твердо убеждена, что любая практика может создать уникальное наследие для достижения финансовых, инвентарных и карьерных целей, используя творческий подход. За свою карьеру она руководила двумя аккредитованными AAHA врачебными практиками для мелких животных и круглосуточной общей/экстренной практикой с курортными службами.
 Несмотря на то, что они тратят огромные суммы на подключение, жители вынуждены платить цистернам за ежедневную подачу воды. В то время как в некоторых населенных пунктах вода подается на короткое время через день, во многих районах водопровод метрополитена вообще отсутствует.
Несмотря на то, что они тратят огромные суммы на подключение, жители вынуждены платить цистернам за ежедневную подачу воды. В то время как в некоторых населенных пунктах вода подается на короткое время через день, во многих районах водопровод метрополитена вообще отсутствует. 