Тройники стальные, изготавливаемые по ГОСТ 17376-2001 являются приварными соединительными деталями трубопроводов и предназначены для крепления боковых трубных ответвлений к основной магистрали и распределения по трубопроводам технологических потоков ( при этом рабочая среда меняет своё направление под углом 90 градусов )
Тройники стальные ГОСТ 17376-2001 приварные бесшовные переходные и равнопроходные применяются в паровых трубопроводах, водопроводных системах горячего и холодного водоснабжения, системах отопления, на предприятиях нефтегазовой и химической промышленности, а так же во многих других отраслях
На заводах — производителях стальных тройников ГОСТ 17376-2001 применяют различные способы их изготовления: штамповкой из трубных заготовок, литьём в формы, штамповкой цельной поковки и последующим сверлением отверстий, газовой вырезкой деталей из трубы и последующей их сваркой, штамповкой из листа с последующей сваркой
По типу крепления к трубопроводам бесшовные стальные тройники подразделяются на фланцевые, резьбовые и под приварку. Кроме этого различают два типа стальных тройников: переходные и равнопроходные. Равнопроходные стальные тройники ГОСТ 17376-2001 имеет одинаковые диаметры всех трёх отверстий. Переходные тройники ГОСТ 17376-2001 имеют разные диаметры отверстий горловины и корпуса. Такие тройники используют ответвления трубопровода меньшего диаметра к продольной оси основной магистрали
Возврат в on-line каталог >>
Получить консультацию, узнать цены или оформить заявку, чтобы купить этот товар Вы сможете, прислав запрос по электронной почте на адрес: proton.lm@mail.ru или позвонив по телефону в Москве: +7 ( 495 ) 641 16 85
ООО «ПРОТОН», Россия, Москва, проспект Андропова, дом 38 Официальный сайт: www. proton-st.ru,тел.: +7 (495) 641 16 85
Доброго времени суток. Компания ООО СИС рада приветствовать Вас на страницах нашего сайта.
Тройники стальные — Тройники равнопроходные и переходные, стальные бесшовные и сварные приварные предназначены для соединений труб при строительстве трубопроводов различного назначения, включая подконтрольные органам Ростехнадзора.
Перейти в раздел Фасонные части трубопровода и фитинги
Тройники стальные приварные
Тройник ГОСТ 17376-2001 исп.1
Тройник ГОСТ 17376-2001 исп.2
Тройник ТУ 1468-001
Тройник ОСТ 34. 10.762-97
Тройник ОСТ 34.10.764-97
Тройник ТС-588.000
Обозначения:
DN — условный проход; D — наружный диаметр торцов равнопроходных тройников; больший наружный диаметр торцов переходных тройников; D1 — меньший наружный диаметр торцов переходных тройников; Т — толщина стенки деталей на торцах диаметра D; Т1 — толщина стенки деталей на торцах диаметра D1; Тв — толщина стенки тройников в зоне сопряжения магистрали и ответвления; F — размер между плоскостью торца магистрали и центром торца ответвления тройников; Н — размер между плоскостью торца ответвления и центрами торцов магистрали тройников; r — радиус наружной поверхности тройников в зоне сопряжения магистрали и ответвления в плоскости, проходящей через центры торцов;
Тройник стальной — Примеры условных обозначений:
— тройника исполнения 2, D=159,0 мм, Т=8,0 мм, из стали марки 20: Тройник 159х8 ст. 20 ГОСТ 17376-2001
— тройника исполнения 2, D=108 мм, Т=4,0 мм, из оцинкованной стали марки 20: Тройник оцинкованный 108х4 ГОСТ 17376-2001 — тройника исполнения 2, D=89,0 мм, Т=5,0 мм из легированной стали марки 09Г2С: Тройник 89х5-09Г2С ГОСТ 17376-2001 — тройника исполнения 2, D=89,0 мм, Т=5,0 мм из стали марки 09Г2С для трубопроводов, подконтрольных органам надзора: Тройник П 89х5-09Г2С ГОСТ 17376-2001 — переходного тройника исполнения 1, из стали марки 09Г2С, D=62.4мм, T=3мм, D1=50мм, T1=4мм: Тройник 1-62.4х3-50х4-09Г2С ГОСТ 17376-2001 — тройника исполнения 2, D=89 мм, T=8 мм, из нержавеющей стали марки 12х18н10т. Тройник нержавеющий 89х8 ст.12х18н10т ГОСТ 17376-2001
В настоящем стандарте использована ссылка на ГОСТ 17380-2001. Детали трубопроводов бесшовные приварные из нержавеющей, углеродистой и низколегированной стали. Общие технические условия. Тройники стальные бесшовные приварные изготавливают методами горячей протяжки или штамповки.
Наша компания имеет возможность изготавливать стальные тройники с оцинкованным покрытием (горячее или холодное цинкование).
Вместе со стальными бесшовными приварными тройниками покупают стальные трубы бесшовные,электросварные, водогазопроводные, нержавеющие и оцинкованные, материалы изоляции, арматуру трубопровода. Всю поставляемую нами продукцию можно посмотреть в каталоге ООО СИС.
За годы успешной работы предприятие ООО Системы Инженерного Снабжения приобрела бесценный опыт, о чем свидетельствуют лестные отзывы наших клиентов. Посмотреть фото компании ООО СИС можно в разделе «Фотогалерея».
Стальные приварные бесшовные тройники поставляются высокого качества, что соответствует сертификату завода изготовителя.
Скачать прайс-лист на тройник стальной приварной бесшовный или узнать цену стальные бесшовные приварные равнопроходные и переходные тройники можно на нашем сайте ООО СИС в разделе ПРАЙС-ЛИСТ.
По желанию заказчика наша компания доставит в минимальные сроки и по низкой цене стальные бесшовные приварные тройники по Санкт-Петербургу, Ленинградской области или в любую точку России, Казахстана, Белоруссии и ближнего зарубежья. При необходимости на нашем складе можно осуществить резку, снятие торцов и нарезку фасок, сборку и упаковку комплектующих.
За годы успешной работы предприятие ООО Системы Инженерного Снабжения приобрела бесценный опыт, о чем свидетельствуют лестные отзывы наших клиентов.
В случае, если у Вас возникли вопросы при оформлении заказа, Вы всегда можете обратиться к нашим специалистам по тел. 8(921)3914842, 8(911)114-2936 Елена или воспользовавшись онлайн-консультантом на сайте на E-mail: [email protected].
Наш опыт — ваше преимущество! Опыт. Качество. Надежность. Выбор профессионалов.
Специальные или «переходные» муфты обычно относятся к типу фитингов, состоящих из резиновой прокладки цилиндрической формы с внутренней трубной заглушкой и металлического экрана с прикрепленными вокруг него зажимами в виде червячной передачи, которые используются для соединения труб разных типов, материалов и размеров вместе. прямая линия. Переходные муфты широко используются в сфере ремонта и реконструкции, где трубопроводы старого типа необходимо адаптировать/подключить к новым.
Выбор переходной муфты подходящего типа в зависимости от размера и материала трубы
Вы можете использовать наш фильтр продуктов выше, чтобы подобрать тип муфты, или воспользоваться подробными инструкциями ниже:
Сокращения: CI — чугун без ступицы (стандартный/сервисный тип) PL — Пластик (классы 40 и 80, ПВХ, ХПВХ, АБС или полипропилен/ПП) ST — Сталь (черная, оцинкованная, нержавеющая) K — Медь (типы K, L, M или DWV) XH — сверхтяжелый чугун без ступицы T — трубчатый (любой калибр) Внешний диаметр (трубы)
Примечание: некоторые трубы из разнородного материала имеют одинаковые или похожие наружные диаметры разных размеров — они будут отмечены как «соответствует».
Чугунная труба без ступицы Наружный диаметр: 1-1/2″ (CI): 1,900″ — также соответствует 1-1/2″ (PL/ST) 2 дюйма (CI): 2,350 дюйма — также соответствует 2 дюймам (PL/ST/XH) 3 дюйма (CI): 3,350 дюйма 90 159 4 дюйма (CI): 4,380 дюйма
Пластик и сталь (PL и ST) имеют одинаковый внешний диаметр: 1″ (PL/ST): 1,315″ — также соответствует 1-1/4″ (K) 1-1/4″ (PL/ST): 1,660″ — также соответствует 1-1/2″ (K) 1-1/2″ (PL/ST): 1,900″ — также соответствует 1-1/2″ (CI) 2″ (PL/ST): 2,375″ — также соответствует 2″ (CI/XH) 3″ (PL/ST): 3.500″ — также соответствует 3″ (XH) 4″ (PL/ST): 4.500″ — также соответствует 4″ (XH)
Все типы медных труб (K) — будь то K, L, M или DWV, имеют одинаковые наружные диаметры: 1 дюйм (К): 1,125 дюйма 1-1/4″ (K): 1,375″ — также соответствует 1″ (PL/ST) 1-1/2″ (K): 1,625″ — также соответствует 1-1/4″ (PL/ST) 2 дюйма (К): 2,125 дюйма 3 дюйма (К): 3,125 дюйма 4″ (K): 4,125″
Сверхтяжелый чугун (XH) Наружный диаметр без ступицы: 2 дюйма (XH): 2,380 дюйма — также соответствует 2 дюймам (CI/PL/ST) 3″ (XH): 3,500″ — также соответствует 3″ (PL/ST) 4″ (XH): 4,500″ — также соответствует 4″ (PL/ST)
Часто задаваемые вопросы
В: Каков максимальный крутящий момент для этих муфт? A: 60 дюймов/фунтов. Мы рекомендуем предварительно настроенный и предварительно откалиброванный динамометрический ключ.
В: Есть ли у них внутренний упор? О: Да, посередине есть внутренняя остановка. Это не муфты скользящего типа, которые могут свободно скользить по трубе в любом направлении.
В: Что делать, если тип (материал) трубы не указан здесь? A: Обратитесь к наружному диаметру трубы и сопоставьте его с данными, представленными выше. Обратите внимание, что можно использовать только жесткие трубы (не использовать виниловые или резиновые шланги и т. д.)
В: Нужно ли использовать какой-либо герметик для этих соединений? О: Нет. Нельзя использовать ни герметик, ни какие-либо химические вещества.
В: Эти фитинги подходят для подземного захоронения? О: Хотя в инструкциях производителя нет четкого ответа, муфты серии Band-Seal указаны как «наземные». Вместо этого мы рекомендуем использовать муфты Mission Heavyweight/Heavy-Duty, чтобы быть уверенными.
Как быстро ощипать курицу, утку, индюка и гуся?Машинка для ощипывания пера птицы!
Перощипальная насадка на дрель ёрш Фермер НП 01 машинка для ощипывания пера домашней птицы
Заказать и купить перосъёмную насадку на дрель ёрш Фермер НП 01 оригинал машинку и бильные пальцы для ощипывания пера утки, гуся, бройлера и другой домашней птицы можно на сайте http://www. domsadiogorod.ru/shop/43/desc/perosjomnaja-nasadka-jorsh-fermer-np-01-dlja-oshhipyvanija-domashnej-pticy
С этой чудо насадкой одно удовольствие щипать голубей, перепелов, гусей, бройлеров, уток, индюков, индоуток и кур.
Отзывы о работе перосъёмной насадки Фермер НП 01
Универсальная бытовая насадка отечественного производства Фермер НП 01 пользуется хорошим спросом у потребителей.
Масса отличных отзывов говорит о том, что это один из лучших приборов, предназначенных для ощипывания домашней птицы.
Причём, перощипатель качественно удаляет в домашних условиях перо, как с мелкой, так и со средней и крупной пернатой.
Он позволяет быстро и аккуратно обработать тушку сухим способом.
Без остатков выщипывает:
— короткое, среднее и длинное перо;
— пух и волоски;
— пеньки;
После ощипки кожа курицы, индюка и страуса остаётся чистой и не повреждённой.
И вы сможете быстро, легко и качественно обрабатывать забитую утку, перепёлку, гуся или курицу.
В интернет магазине Дом и Сад можно приобрести ощипыватель домашней птицы Фермер НП-01 в розницу.
А так же, купить несколько устройств или сделать заявку на крупный опт.
Мы постараемся в максимально быстро принять, обработать и отправить ваш заказ.
Отправляем машинки для ощипа в любой населённый пункт России, Казахстана, Белоруссии, Армении и Киргизии.
А ещё, в любые другие страны мира.
Вы сами выбираете удобный способ доставки:
— Почтой;
— Транспортной Логистической Компанией;
— Курьерской Службой;
Минимальная покупка в розницу 1 набор.
В набор входит перосъёмная ёрш насадка для ощипывания домашней птицы Фермер НП 01, 15 бильных пальцев и инструкция.
Заказать и купить перосъёмную насадку на дрель ёрш Фермер НП-01 оригинал машинку и бильные пальцы для ощипывания пера утки, гуся, бройлера и другой домашней птицы можно на сайте http://www.domsadiogorod.ru/shop/43/desc/perosjomnaja-nasadka-jorsh-fermer-np-01-dlja-oshhipyvanija-domashnej-pticy
Или приобрести по телефонам: 89277260320, 89608033739, 89063753197
Руководство по разделке цыплят – YardbirdPoultry
Yardbird
Независимо от того, разделываете ли вы цыплят впервые или вам просто нужно напоминание, руководство Yardbird по разделке цыплят проведет вас через каждый шаг, от начала до конца.
Оборудование:
Ограничительный конус(ы) Ведро(я) на 5 галлонов Большой охладитель(и) Шланги с распылительными форсунками
Доступ к энергии
Доступ к воде
Разделочные столы Разделочные доски
Ощипыватель кур Yardbird
Шпарилка для птицы
Подготовка
Убедитесь, что ваши столы, ощипчик и шпаралка стоят на ровной поверхности. Ваша перерабатывающая станция должна иметь возможность принимать значительное количество воды во время процесса разделки и должным образом сливать воду.
Перевозка птиц
Многие люди перерабатывают своих птиц вдали от мест, где они выращивали и кормили птиц, чтобы иметь доступ к воде и электричеству. Конура для собак или ящик подобного типа хорошо подходят для перевозки ваших птиц. Это также может помочь вам разделывать небольшие партии за один раз и сосредоточиться на птице под рукой.
Отправка птиц
Надежно прикрепите фиксирующие конусы к прочному рабочему месту. Обычно используются деревья, козлы, столбы забора или листы фанеры, установленные вертикально. Поместите птицу спиной к краю конуса и вставьте в конус головой вперед, пока голова не будет торчать из нижней части. Конусы Yardbird имеют большие отверстия в нижней части, что значительно облегчает извлечение головы. Совет от профессионала: в некоторых случаях использование скамеек на ногах цыпленка может помочь удержать птицу от падения или побега.
Опрыскивание конусов аэрозольным распылителем для овощей может помочь в очистке. Острым ножом сделайте небольшой горизонтальный надрез на правой и левой сторонах шеи, чтобы отделить сонную артерию и яремную вену. Для мозга важно оставаться связанным с позвоночником, чтобы птица оставалась максимально спокойной. Начнут падать две узкие «струи» крови. Дайте птице истечь кровью в течение как минимум 2-3 минут и убедитесь, что птица истекла кровью, прежде чем начинать дальнейшую обработку.
Важно отметить, что этот этап процесса может быть грязным, поэтому сбор и хранение крови будет содержать вашу рабочую станцию в чистоте. Кроме того, следует отметить, что на этом этапе птицы имеют тенденцию к дефекации или мочеиспусканию. Большинство опытных переработчиков курицы скажут вам, что этот шаг одновременно унизителен и ужасен.
Ошпаривание
Ошпаривание не кипящей водой при 212 градусах. Если вода слишком горячая, то в процессе ощипывания с цыплят будет сдираться кожа. Правильная емкость для масштабирования будет поддерживать температуру около 150 градусов и сэкономит ваше время, поддерживая постоянную температуру на протяжении всего процесса.
Используя термостойкую перчатку, окуните птицу в кастрюлю для ошпаривания, удерживая ее за ногу в течение 10-15 секунд. Как только перья булавки можно будет легко вытащить, они готовы к выщипыванию цыплят Yardbird.
Многие люди используют шпарильки без контроля температуры, это может привести к плохому процессу разделки или неблагоприятным результатам при обработке цыплят. Шпарка очень важна, потому что она также удаляет много грязи и другой грязи с птицы. Обязательно контролируйте температуру на протяжении всего процесса с помощью термометра, чтобы убедиться, что шпаритель работает правильно.
Ощипывание
Подсоедините шланг к ощипывателю для кур и включите воду и машину. Поместите в ощипчик по 1 или 2 птицы за раз (в зависимости от размера) и следите за тем, чтобы птицы продолжали вращаться в машине во время удаления оперения. Совет профессионала: у вас должно быть 5-галлонное ведро с небольшими отверстиями, чтобы собирать выброшенные перья и сливать воду. Весь процесс должен занять около 15-30 секунд, если ваша температура ошпаривания была точной, а ваши резиновые пальцы Yardbird в хорошей форме.
Удаление сальника и ножек
Масло или сальник необходимо удалить, иначе он может испортить вкус мяса. Сделайте надрез над железой у основания хвоста и дорежьте до кости. Проведите ножом вдоль кости, заканчивая кончиком хвоста. Убедитесь, что на хвосте птицы не осталось желтой железистой ткани.
Чтобы удалить ноги, выпрямите и согните ногу, пока не увидите, где именно находится сустав, и разрежьте между суставами, чтобы удалить куриные ноги.
Удаление головы, трахеи, пищевода и зоба
С помощью острого ножа или тесака прорежьте кость, чтобы удалить голову. Надрежьте кожу вдоль задней части шеи и сдвиньте ее вниз. Отделите трахею и пищевод от шеи. Ослабьте трахею и пищевод до места их входа в полость тела. Вы должны чувствовать урожай. Это сохранит ваше мясо чистым и упростит процесс. Освободите урожай от кожицы. Осторожно вытащите зоб из тела и оставьте трахею, пищевод и зоб свободными от тела до следующего шага. Совет профессионала: не кормите птиц за 24 часа до разделки, чтобы убедиться, что зоб пуст.
Разрежьте полость тела
Вставьте нож примерно на 1 дюйм выше анального отверстия и надрежьте кожу до грудины. Аккуратно обрежьте вентиляционное отверстие с обеих сторон. Вытяните вентиляционное отверстие из тела, и кишки последуют за ним. Будьте очень осторожны, чтобы не разрезать кишечник.
Выпотрошить птицу
Засунуть руку внутрь птицы через надрез в ее нижней части и провести рукой по внутренней стороне ребер и боков, чтобы освободить внутренности. Вытягивая внутренности птицы, начните с захвата желудка и вытягивания (желудок представляет собой твердый орган овальной формы). Остальные внутренности должны следовать. Если вы расшатали трахею, пищевод и зоб, они также должны выйти вместе с внутренностями. Если их нет, вы можете удалить их отдельно.
Легкие — единственный орган, который обычно не выходит вместе с остальными. Они имеют мягкую консистенцию и крепятся к ребрам вдоль позвоночника. Доберитесь и удалите их по отдельности. Иногда они распадаются на части, поэтому продолжайте вводить их снова, пока не перестанете ощущать мягкую легочную ткань. Существует также инструмент под названием «скребок для легких», который может помочь на этом этапе. Удалите шею, разрезав мышечную ткань вокруг кости, затем согнув ее и проломив кость. Обязательно тщательно промойте птицу, если какие-либо пищеварительные жидкости соприкасались с мясом.
Охлаждение
Приготовьте ледяную баню в большом холодильнике. Охладите птицу в растворе ледяной воды не менее 30 минут, а лучше 60 минут.
Упаковка и очистка
После охлаждения выньте птицу из ледяной воды, положите на бумажные полотенца и промокните. Многие термоусадочные пакеты популярны для хранения целых птиц. Каждая сумка поставляется с собственным набором инструкций, которым важно следовать. По нашему опыту, лучше всего удалить весь наружный воздух.
Для окончательной очистки обязательно промойте все, чем вы пользовались — ножи, термометр, ведра, удерживающий конус, брезент/скатерть и т. д. — разбавленным раствором отбеливателя и ополосните водой. Ощипыватель кур Yardbird легко моется благодаря съемному барабану.
Закажите птицеоборот сейчас! |
ПРИМЕЧАНИЯ :
Мы принимаем кредитные карты по телефону и через PalPal на нашей странице заказа.
Только почтовый адрес (без почтового ящика), пожалуйста, для заказов на выщипывание (в соответствии с требованиями UPS).
The FowlPlucker: $729
Ваше удовлетворение гарантировано на 100%!
Размеры: 25,5″ x 17″ x 14,5″ Вес: 28 фунтов
Shop-Vac ready, встроенный шнур выключателя длиной 10 футов для тяжелых условий эксплуатации, щетка из нержавеющей стали, крепежные болты, двигатель Emerson мощностью 1/3 л.с. в и выщипывать.
Бесплатная доставка и обработка в США
Внимание Canadian Hunters – Заказывайте здесь!
плюс 85 долларов США за доставку и обработку в течение 3-5 дней UPS Air Service
Big Bird FowlPlucker: 749 долларов США
Это наш стандартный FowlPlucker с зеленым кожухом на дне.
Бесплатная доставка и обработка в США
Внимание Canadian Hunters – Заказывайте здесь!
плюс 85 долларов США за доставку и обработку в течение 3-5 дней UPS Air Service
Профессиональный ощипчик для гусей: $995
Специализированный ощипчик для гусей лучше всего подходит для серьезного выращивания гусей, переработки или охотника на гусей. Подходит для 55-галлонной бочки или тяжелого мусорного бака. Приводится в действие однофазным двигателем мощностью 1 1/2 л.с., 1800 об/мин. Поставляется с валом и головкой ощипывателя птиц, прикрепленными к двигателю. Он портативный и весит 51 фунт.
Бесплатная доставка и обработка в США
Набор для ощипывания птиц своими руками: $199
Соберите свой собственный ощипчик для птиц. Включает в себя уникальные пальцы из мягкой резины, установленные в головке, валу и муфте двигателя в предварительно собранном виде.
Добавьте дополнительную головку FowlPlucker всего за 59 долларов.
Доступен с валом размером 1/2″ или 5/8″.
плюс 9 долларов США за доставку и обработку
Внимание, Канадские охотники – Заказывайте здесь!
плюс 29 долларов США за доставку и обработку
Сменные пальцы FowlPlucker (14 шт. в комплекте): $39
Палец « Black Original » для всех крупных уток; с 1969 г.
Палец « Teal Quail » для мелких птиц; новинка 2019 года.
Палец « Blue Goose » для всех гусей; с 2012 г.
плюс 8 долларов США за доставку и обработку
Внимание, Canada Hunters – заказывайте здесь!
Замена пальцев также доступна от Pascal Roleau в Альфреде, Онтарио: 613-679-2722
плюс 10 долларов США. Двух. , наружные шайбы и предварительно просверленная деревянная вставка для головы. Сделайте свой собственный ощипчик на всю жизнь, добавив вал и двигатель.
плюс 7 долларов США за доставку и обработку
Внимание, Canada Hunters – Заказывайте здесь!
плюс 10 долларов США за доставку и обработку
Кожух FowlPlucker: 149 $
Наш кожух FowlPlucker для сбора перьев теперь продается отдельно!
Вниманию владельцев набора «Сделай сам»: добавьте наш кожух FowlPlucker в свой пылесос и создайте полностью защитный ощипыватель перьев.
плюс 21 доллар США за доставку и обработку
Внимание, Канадские охотники – Заказывайте здесь!
плюс 41 доллар США за доставку и обработку
Самодельный газовый насос для путешествий: 309 долларов США
Включает двигатель объемом 79 куб.
плюс 39 долларов США за доставку и обработку
Самодельный электрический ощипыватель для путешествий: 368 долларов США
Включает американский электродвигатель мощностью 1/3 л.
Гвозди продолжительный отрезок времени входили в категорию дорогой продукции. Об этом свидетельствует факт, что деревянные постройки, отслужившие свой век, не сносили, а сжигали, чтобы было проще собрать из пепла эти ценные крепежные детали. Характеризоваться доступной стоимостью гвозди стали лишь после внедрения прокатной технологии. А первым продуктом металлопроката, собственно, и является проволочный гвоздь. Этот принцип производства актуален и в настоящее время.
Конструкция строительных гвоздей
Предприятия металлургической отрасли при производстве гвоздей руководствуются положениями конструкторской документации, разработка которой велась на основе норм действующих государственных стандартов. Основной из них – ГОСТ 4028-63. Именно он устанавливает варианты исполнения гвоздей и их размерные характеристики. Ниже представлена соответствующая информация.
Данные изделия должны изготавливаться на основе следующего чертежа:
Нормы Государственного стандарта 4028 от 1963 года требуют, чтобы минимальная толщина головки (параметр «h») и ее минимальный диаметр (обозначение «D») были равны 06d и 2d, соответственно, где d – диаметр стержня. Взаимосвязь численных значений последнего параметра и общей длины гвоздя (обозначение L) отображена в табличной форме. Единица измерения здесь и далее – миллиметры.
Диаметр стержня
Длина изделия
1,60
50,0
40,0
25,0
1,40
40,0
32,0
25,0
1,20
25,0
20,0
16,0
1,0
16,0
0,8
12,0
8,0
Гвозди с конусообразной шляпкой/головкой
Положения ГОСТа 4028-63 устанавливают 3 исполнения данных крепежных деталей. Чертеж первого варианта – гвозди круглые – размещен ниже.
По нормам этого стандарта требуется, чтобы и в данном случае высота шляпки/головки гвоздя была равна 0,6d.Также в ГОСТе 6028-63 оговорено, что по требованию заказчика гвозди данного вида с d=1,8мм и l=32,0 мм могут производиться с плоской шляпкой.
Второе исполнение – гвозди трефовые – более сложное.
Требование к высоте шляпки/головки гвоздя остается прежним: h=0,6d.
Наиболее сложное третье исполнение – трефовые гвозди с перемычками.
И здесь соотношение высоты головки и диаметра гвоздя сохраняется: h=0,6d. А расстояние между перемычками (параметр Т) должно лежать в пределах от 1,25d до 1,5d. Значения размерных характеристик трефовых гвоздей, указанных на чертежах, размещены в таблице.
Диаметр стержня условный, d
Диаметр шляпки наименьший, D
Параметр a
Длина гвоздя (обозначение L)
8,0
14,0
7,13
250
6,0
11,0
5,30
200,0
150,0
5,0
9,0
4,45
150,0
120,0
4,0
7,5
3,55
120,0
100,0
3,5
7,0
3,10
90,0
3,0
6,0
2,65
80,0
70,0
2,5
5,0
2,20
60,0
50,0
2,0
4,0
1,75
50,0
40,0
1,8
3,5
____________
60,0
50,0
40,0
32,0
Гвозди круглые толевые
Происхождение название толевых гвоздей связано со сферой их применения. Ранее с их помощью осуществлялся монтаж одноименного кровельного материала – толь. Но несмотря на то, что кровля такого типа отходит постепенно в прошлое, название сохранилось, а данные крепежные детали обретают сегодня вторую жизнь.
Производство гвоздей круглых толевых нормируется ГОСТом 4029-63. Этот документ устанавливает одно исполнение такого крепежа.
Требования касательно головки гвоздей круглых толевых выглядят так:
Dмин = 2,5d; hмин = 0,25d.
Соответствие численных значений параметров L (длина гвоздя) и d (диаметр гвоздя) представлено в таблице.
Диаметр гвоздя
Длина гвоздя
3,0
40,0
2,5
40,0
32,0
2,0
25,0
20,0
Действующие стандарты допускают следующие погрешности исполнения гвоздей толевых:
отклонение оси шляпки относительно продольной оси стержня:
при d=2,0; d=2,5 не должно превышать 0,3 мм;
при d=3,0 – не больше 0,5 мм:
отклонение от округлости – до 0,4 мм;
угол заострения конца стержня метиза не должен превышать 40°;
допускается прогиб стержня. Его степень зависит от длины гвоздя. Например, для метиза с L= 25 мм, прогиб не должен быть больше 0,2 мм, а при максимальной длине толевого гвоздя 40 мм значение этого показателя должно быть не более 0,3 мм;
При изготовлении гвоздей толевых применяется низкоуглеродистая сталь следующих марок: Cт3кп, Cт2кп, Cт1кп и Cт0.Для повышения антикоррозионных свойств эти крепежные детали могут покрываться защитным слоем цинка.
Шиферные гвозди, выполненные по ГОСТ 9870-61
Нормы ГОСТа 9870-61 предусматривают одно исполнение гвоздей шиферных
Значение параметра h – толщина шляпки – должно быть не меньше 1,8 мм, а ее диаметра (обозначение D) – не менее 12 мм.
Соответствие длины гвоздя его диаметру представлено в таблице.
Диаметр стержня
Длина гвоздя
Номинальное значение
Предельное отклонение
Номинальное значение
Предельное отклонение
4,5
±0,8
120,0
±4,0
4,0
120,0
100,0
90,0
Государственным стандартом 9870 от 1961 года установлены следующие основные технические требования к конечной продукции в виде гвоздей шиферных:
в качестве материала изготовления этих изделий должна использоваться стальная низкоуглеродистая светлая термически необработанная проволока, соответствующая нормам ГОСТа 3282-84;
слой цинкового покрытия должен быть сплошным, не иметь утолщений, растрескиваний, пропусков, которые можно увидеть без использования увеличительных приспособлений. Допускается наличие на опорных поверхностях шляпок гвоздей и на их стержнях, покрытых слоем элемента Zn, небольших продольных рисок, следов от разъемных плашек, а также от зажимов.
испытание качества оцинкования проводится путем двухразового погружения на 1 минуту шляпок гвоздей в раствор сульфата меди. В результате этой процедуры целостность защитного слоя должна сохраниться;
допускается отклонение соосности тела шляпки гвоздя и его стержня не более, чем на 1 мм;
угол заострения равен либо меньше 40°.
Шиферные гвозди ТO TУ 17-14-22-91
Данные метизы выпускаются без защитного цинкового слоя. Поэтому они входят в группу бюджетного ценового класса. Для предохранения головок от воздействия коррозии, их покрывают краской либо другим маловосприимчивым к влаге материалом. Все размерные характеристики аналогичны прописанным в ГОСТе 9870-61.
Винтовые гвозди чертеж 7811-7070
Винтовые гвозди (другое их название – витые) применяются для сборки деревянных ответственных конструкций, к которым предъявляются повышенные требования:
по уровню прочности;
по степени устойчивости к нагрузкам на изгиб.
Особенностью данных изделий является неполный винт.
Примечателен следующий факт. Если сравнивать конструкции, собранные стандартными строительными гвоздями и с помощью гвоздей винтового типа, прочность последних выше (внимание) в четыре раза! Объясняется данное явление особенностью установки винтовых гвоздей: в ходе процесса забивания в прикрепляемый объект и в монтажную основу, эти элементы за счет витков резьбы проворачиваются и вкручиваются в оба материала. Таким образом обеспечивается более надежное крепление.
Технические характеристики винтовых гвоздей, выполненных по чертежу 7811-7070, представлены в таблице.
В качестве сырья для производства этих изделий используется стальная проволока с сечением квадратной конфигурации. Выпускаются с покрытием и без такового.
Винтовые гвозди чертеж 7811-7335
В отличие от изделий предыдущего варианта, витки резьбы у винтовых гвоздей, выполненных по чертежу 7811-7335, доходят, практически, до шляпки.
Крепежные элементы данного вида находят применение при:
внутренней и наружной отделке сооружений;
проведении работ, связанных со сборкой кровельных конструкций;
изготовлении:
контейнеров с повышенными прочностными характеристиками;
европоддонов;
крупногабаритной тары, выполненной из дерева.
В таблице представлены значения технических характеристик, отображенных на чертеже.
Диаметр стержня (параметр d)
Длина гвоздя (обозначение L)
Высота головки (параметр h)
Диаметр шляпки (обозначение )D
5,0
140,0
1,2
11,0
4,0
120,0; 110,0
1,0
8,0
3,4
90,0; 70,0; 60,0
7,0
3,0
80,0; 70,0
0,8
6,5
2,5
60,0; 50,0
0,7
5,4
Благодаря винтовым гвоздям, изготовленным по чертежу 7811-7335, собранная с их применением конструкция обладает:
повышенной прочностью;
устойчивостью к изгибающим внешним нагрузкам.
Гвозди финишные, выполненные по чертежу 7811-7035
Такой крепежный элемент легко отличить от других подобных метизов. Его шляпка имеет необычную для гвоздя форму, близкую к цилиндрической.
Используется там, где нужно обеспечить созданной конструкции привлекательный вид. Забивать гвоздь финишный следует под углом к поверхности в участках прилегания элементов отделки одного к другому, удобных для сокрытия головки.
Размерные характеристики гвоздей этого типа выглядят так:
Рекомендуем ознакомиться с видео, в котором рассказывается о существующих разновидностях гвоздей, о методике их безопасного монтажа, об особенностях применения при отделке вагонкой и при установке плинтусов. Обязательно досмотрите ролик до конца. Там демонстрируется необычный вариант использования стандартных строительных гвоздей. Для воспроизведения видео, на ниже размещенную картинку следует навести курсор компьютерной мышки, а затем действовать в соответствии с высветившейся подсказкой.
Please enable JavaScript to view the comments powered by Disqus.comments powered by Disqus
Размеры и вес гвоздей
Гвоздь — самый древний и известный представитель строительного крепежа, который и сейчас, в наше время, имеет простую конфигурацию: стержень-ножку и головку-шляпку.
При этом стержень может быть цилиндрическим гладким (классическая форма), а также пирамидальным, параллелепидным, конусовидным, с разной резьбой по всей длине стержня или частичной.
Головка помимо плоской стандартной может иметь полукруглую форму, с бороздками или вовсе декоративная (условная).
О покрытии, материале, форме Вы можете прочитать в разделе «Строительный крепеж / Гвозди».
Гвозди диаметром до 2 мм представлены тремя-четырьмя динами: 1,2х16, 1,2х20, 1,2х25 или 1,8х32,1,8х40, 1,8х50, 1,8х60.
Гвозди диаметром от 2 до 4 мм изготовляют чаще в двух длинах: … 2,5х50, 2,5х60; 3х70, 3х80…4х100, 4х120.
Наибольшие длины крепежа для строительства, которые можно встретить, это 200. 300, 400 мм. Диаметр шляпки при этом будет 6 мм, 7,5 мм, 8,8 мм.
Высота самой шляпки (головки) составляет 1-2 мм, что считается незначительным при общей длине изделия и поэтому включена в измерительный параметр
Гвозди строительные ГОСТ 4028 63
Гвозди строительные применяются для скрепления деревянных деталей конструкции. Другие возможные названия: гвозди обыкновенные или гвозди столярные. В продаже оптом и в розницу гвозди без покрытия и оцинкованные.
Гвозди строительные можно купить в пром упаковке кратностью 25 кг и 5 кг. Фасованные гвозди продаются в пакетах из плотного полиэтилена по 1 кг и 0,2 кг, в удобных прозрачных контейнерах небольшого размера по 0,2-0,8 кг и в маленьких подвесах по 50 грамм для бытовых нужд.
Показать все…
Открыть калькулятор веса
Гвозди для кровли
Применяются для крепления кровельных материалов на деревянные конструкции (мягких кровельных материалов, рубероида, асбоцементного шифера)
Гвозди финишные применяют для крепления доски, вагонки и паркета. Как результат монтажа — головка гвоздя полностью «утапливается» в древесине.
Купить гвозди финишные можно в удобной транспортной упаковке по 5 кг и в подвесах по 20 и 50 гр. Гвозди финишные с покрытием цинк покупают чаще, поэтому добавлена фасовка в средние контейнеры.
Показать все…
Открыть калькулятор веса
Скобы строительные
Скобы строительные применяют в строительстве для скрепления деревянных конструкций и формировании железобетонных конструкций.
В типоразмере скобы указывается диаметр стального прутка и длина изделия. Длина ножек, которые утапливаются в древесине при монтаже, указана в таблице ниже. Самыми продаваемыми являются скобы строительные диаметром сечения 8 мм и 10 мм. Купить скобы строительные можно как оптом (по 75-100 шт), так и в розницу (по 5 шт).
Таблица размеров ногтей — различные размеры и диаметры ногтей
Изображение предоставлено: KYTan/Shutterstock.com
Гвозди используются в различных строительных работах, например, при изготовлении коробок, сборке мебели и т. д. Хотя они не так четко определены, как крепежные винты и гайки, которые должны соединяться друг с другом, гвозди до некоторой степени стандартизированы, особенно те, которые используются для строительных целей. . В следующей статье приведены некоторые стандартные размеры гвоздей и кратко описан широкий ассортимент гвоздей, доступных в таблицах длины гвоздей.
Стандартные размеры гвоздей/размеры гвоздей
Приведенные ниже таблицы размеров гвоздей иллюстрируют отраслевые стандарты размеров гвоздей и их размеров. Под «размером ногтя» «размер пенни» (также известный как пеннивейт) относится к стандартной единице ногтя. Гвозди измеряются в пенни, как полагают, с древних времен, когда гвозди продавались по пенни. В то время аббревиатура для пенни была d, поэтому размеры гвоздей описывались как 2d гвозди, 3d гвозди и т. д. Таким образом, 16-пенсовый гвоздь также описывается как 16-дюймовый гвоздь, а 8-пенсовые гвозди обозначаются аббревиатурой 8-d гвозди. Однако пеннивейт не соответствует точно весу гвоздя, толщине или другим измерениям; например, обычные гвозди 10d имеют длину 3 дюйма, диаметр головки 5/16 дюйма и диаметр 9измерительный хвостовик.
Хотя пенни-система все еще широко используется, она считается устаревшей, и некоторые международные поставщики ее не используют. Диаметр и длина стержня относятся к части стержня гвоздя, называемой стержнем, который вбивается в поверхность. Головка — это, конечно, верхняя часть, по которой ударяют, чтобы вбить гвоздь в материал.
Таблица 1 – Размеры гвоздей (обычные гвозди)
Размер гвоздя
Диаметр хвостовика
Длина хвостовика
Диаметр головки
Размер пенни
Манометр
Номинал
Номинал
Прибл.
2d гвозди
15
0,072
1″
3/16″
14
0,083
1″
13/64″
3D ногти
14
0,083
1,25 дюйма
13/64″
4d гвозди
12
0,109
1,5 дюйма
1/4″
5d гвозди
12
0,109
1,75 дюйма
1/4″
гвозди 6d
11
0,12
2 дюйма
17/64″
гвозди 8d
10
0,134
2,5 дюйма
9/32″
гвозди 10d
9
0,148
3 дюйма
5/16″
гвозди 12d
9
0,148
3,25 дюйма
5/16″
Гвозди 16d
8
0,165
3,5 дюйма
11/32″
Гвозди 20d
6
0,203
4 дюйма
13/32″
Гвозди 30d
5
0,22
4,5 дюйма
7/16″
Гвозди 40d
4
0,238
5 дюймов
15/32″
Гвозди 60d
4
0,238
6 дюймов
17/32″
Таблица 2 – Размеры гвоздей (коробчатые гвозди)
Размер гвоздя
Диаметр хвостовика
Длина хвостовика
Размер пенни
Манометр
Номинал
Номинал
3д
14-1/2
0,076
1,25 дюйма
4д
14
0,080
1,5 дюйма
5д
14
0,080
1,75 дюйма
6д
12-1/2
0,098
2 дюйма
7д
12-1/2
0,098
2,25 дюйма
8д
11-1/2
0,113
2,5 дюйма
10д
10-1/2
0,128
3 дюйма
16д
10
0,135
3,5 дюйма
20д
9
0,148
4 дюйма
Таблица 3 – Размеры гвоздей (кольцевые и резьбовые гвозди)
Размер гвоздя
Диаметр хвостовика
Длина хвостовика
Размер пенни
Номинал
Номинал
6д
0,12
2 дюйма
8д
0,12
2,5 дюйма
10д
0,135
3 дюйма
12д
0,135
3,25 дюйма
16д
0,148
3,5 дюйма
20д
0,177
4″
30д
0,177
4,5 дюйма
40д
0,177
5 дюймов
50д
0,177
5,5 дюйма
60д
0,177
6 дюймов
70д
0,207
7 дюймов
80д
0,207
8 дюймов
90д
0,207
9 дюймов
Типы гвоздей
Существует множество типов гвоздей. Гвозди рассчитаны на сопротивление как выдергиванию, так и сдвигу, при этом прочность на сдвиг определяется в основном диаметром стержня и прочностью на вырыв, зависящей от этого, а также конструкцией стержня. Гвозди, используемые для каркаса, обычно имеют гладкие стержни, поскольку они в основном используются для поддержки боковых нагрузок, где сопротивление выдергиванию играет лишь небольшую роль. Таким образом, обычный гвоздь адекватно служит в этой ситуации.
Сопротивление вытягиванию увеличивается за счет добавления к хвостовику колец, резьбы или того и другого. Эти так называемые гвозди с деформированным стержнем используются в других аспектах строительства, чтобы гарантировать, что гвоздь не вырвется, например, из-за ударов ветра или пешеходного движения. Гвозди с резьбовым стержнем вращаются при вбивании в дерево или каменную кладку, а гвозди с кольцевым стержнем способствуют заклиниванию между гвоздем и древесными волокнами. Гвозди с кольцевым стержнем часто используются в мягкой древесине, в то время как зазубренные стержни увеличивают удерживающую способность гвоздей в твердой древесине.
Коробчатые гвозди
немного меньше обычных гвоздей и используются там, где сила удержания не имеет большого значения, например, для изготовления ящиков и аналогичных ненесущих конструкций.
Материал гвоздя
варьируется от блестящей стали для использования внутри помещений до электрооцинкованного или оцинкованного покрытия для наружных работ. Нержавеющая сталь также используется там, где могут быть видны гвозди, например, для подвешивания натурального сайдинга. Другие специальные материалы, такие как медь, доступны для нестандартных применений. В то время как большинство гвоздей сделаны из проволоки, некоторые гвозди «обрезаются», например те, которые используются для забивания гвоздей в каменную кладку.
Шляпки гвоздей
также различаются в зависимости от области применения. Например, кровельные гвозди имеют тонкие широкие шляпки, которые ровно лежат под последующей черепицей и обеспечивают широкую опорную поверхность на материале, чтобы предотвратить его разрыв. Отделочные гвозди имеют маленькие шляпки, которые слегка захватывают древесину, но позволяют утопить гвозди под поверхностью, а затем зашпаклевать. Напольные гвозди, используемые для укладки чернового пола, также имеют более широкую плоскую головку — и обычно также имеют кольцевой стержень — опять же, чтобы ровно лежать под готовым полом и обеспечивать защиту от ослабления досок и появления скрипа.
Специализированных гвоздей предостаточно. Двусторонние или дуплексные гвозди используются для временного строительства, например, для установки строительных лесов, где одна головка позволяет полностью забить гвоздь в древесину, а вторая головка позволяет вытащить гвоздь после завершения работы. . Пружинные кровельные гвозди используются для крепления профнастила. Гвозди для обивки имеют широкие куполообразные головки, чтобы придать мебели законченный вид.
Некоторые гвозди имеют покрытие, например гвозди с грузилами, для увеличения сопротивления выдергиванию. Бетонные покрытия, наносимые на стержни гвоздей, предназначены для придания шероховатости поверхности стержня для лучшего сцепления с древесиной. Виниловые покрытия на гвоздях плавятся при вбивании, а затем затвердевают для улучшения сцепления стержня гвоздя с древесиной.
Шурупы по дереву отняли часть рынка у гвоздей из-за разработки приводных шурупов. Конструкция палубы является одним из таких примеров, где преобладают резьбовые крепления, поскольку винт обеспечивает превосходную удерживающую способность против подъема ветром. Для структурных работ гвозди по-прежнему являются предпочтительным методом крепления из-за их превосходной прочности на сдвиг.
Резюме
В этой статье представлено краткое обсуждение размеров гвоздей и стандартных размеров гвоздей. Для получения дополнительной информации о сопутствующих продуктах или процессах обратитесь к другим нашим руководствам или посетите платформу поиска поставщиков Thomas, чтобы найти потенциальные источники поставок или просмотреть подробную информацию о конкретных продуктах. Подробное техническое обсуждение сопротивления выдергиванию гвоздей см. в этой статье Лаборатории лесных товаров Министерства сельского хозяйства США.
Другие сопутствующие инструменты и крепежные детали
Таблица размеров шестигранного ключа/ключа
Эволюция производства болтов
Общая терминология резьбы
Типы заклепок
Типы болтов
Удаление ржавчины с гаек и болтов
Болты с головкой
и шпильки с головкой
Операция с заклепочным пистолетом
Как работает болт
Направляющие для сопутствующих инструментов
Лучшие пилы по бетону
Лучший локатор автоматических выключателей
Лучшие производители и поставщики бензопил в США
Лучший мультитул
Лучший тактический фонарь
Лучшие толкающие метлы
Лучший перезаряжаемый фонарик 2021 года
Лучшая сетевая дрель
Лучшая аккумуляторная дрель
Лучший набор торцевых ключей
Лучший универсальный нож
Лучшие анкеры для гипсокартона в
Лучшая сумка для инструментов для плотников
Лучшая расширяющаяся пена
Лучший сварочный аппарат для начинающих
Лучшая головоломка
Лучший органайзер для инструментов
Лучшая кисть для отделки салона
Самая мощная аккумуляторная дрель
Больше из оборудования
Основные сведения о размерах и типах ногтей
По
Боб Формисано
Боб Формисано
Боб Формисано — лицензированный архитектор и строитель с почти 40-летним опытом строительства новых домов и восстановления старых домов. Одной из его специальностей является ремонт старых систем 19-го века.20-х годов, включая оцинкованные водопроводные трубы, проводку с ручкой и трубкой и многое другое. Его статьи о ремонте дома для The Spruce написаны более 10 лет назад.
Узнайте больше о The Spruce’s Редакционный процесс
Обновлено 01.11.21
Рассмотрено
Дин Бирмайер
Рассмотрено Дин Бирмайер
Дин Бирмайер — опытный подрядчик с почти 30-летним опытом работы во всех видах ремонта, технического обслуживания и реконструкции домов. Он является сертифицированным ведущим плотником, а также имеет сертификат Агентства по охране окружающей среды. Дин является членом Наблюдательного совета по благоустройству дома The Spruce.
Узнайте больше о The Spruce’s Наблюдательный совет
Ель / Марго Кавин
Молоток и гвоздь. Подобно арахисовому маслу и желе, это классическое сочетание, которое существует всегда. Латунные гвозди, выкованные огнем, в Египте датируются 3400 г. до н.э., и с тех пор гвозди стали основой строительства.
Хотя молоток и гвоздь могут показаться настолько простыми, насколько это возможно, знаете ли вы, какой гвоздь использовать в каждом случае? Точно так же, как молотки требуют определенных знаний для их эффективного использования, гвозди имеют правильное и неправильное применение. Правильный гвоздь имеет правильную прочность, размер и другие конструктивные особенности для выполняемой работы. Неправильный гвоздь для работы может привести к слабому соединению и/или повреждению дерева.
Физика того, как работают ногти, проста. При вбивании в древесину стержень гвоздя раздвигает древесные волокна по мере проникновения острия. Удерживающая способность гвоздя обусловлена простым трением смещенных древесных волокон, сжимающих стержень гвоздя. Доступны гвозди разных размеров и конфигураций стержня, чтобы максимизировать их удерживающую способность в различных областях применения.
Материалы для ногтей
Гвозди могут быть изготовлены из различных металлов, включая обычную сталь, нержавеющую сталь, латунь, медь или алюминий. Или гвозди могут быть оцинкованы или покрыты цинком или другим металлом. Большинство строительных гвоздей стальные, часто с каким-либо поверхностным покрытием. Многие строительные гвозди покрыты тонким слоем винила, который действует как смазка при забивании гвоздя. Гвозди также можно покрыть фосфатом, чтобы улучшить их удерживающую способность. Гвоздь без какого-либо покрытия часто называют «блестящим» ногтем.
Гвозди, предназначенные для наружного использования, часто оцинковываются или покрываются «горячим» цинковым покрытием для повышения их устойчивости к атмосферным воздействиям. Нержавеющая сталь также используется для наружных работ, хотя гвозди из нержавеющей стали значительно дороже, чем гвозди с цинковым покрытием. Для пиломатериалов, обработанных давлением, важно использовать горячие гвозди, чтобы предотвратить коррозию, вызванную химическими веществами, используемыми в пиломатериалах.
01 из 09
Размеры ногтей
Ель / Марго Кавин
Вы, наверное, слышали о размерах ногтей, которые называются 10d, 16d и так далее. Число и суффикс «d» называются системой «пенни». Английский пенни раньше обозначался буквой «d», представляющей первую букву римской монеты денариев . Первоначально число копеек относилось к стоимости 100 гвоздей определенного размера. Гвоздь 8d, например, стоил 8 пенни за 100.
Сегодня пенни-система относится конкретно к длине ногтей. Например, гвоздь 2d имеет длину 1 дюйм, а гвоздь 16d имеет длину 3 1/2 дюйма. Каждое большее число в пенниной системе представляет собой увеличение длины на 1/4 дюйма, вплоть до 12d гвоздя (длиной 3 1/4 дюйма).
После 12-го гвоздя пенни-система не имеет четко определенной связи с длиной.
02 из 09
Обычные гвозди
Ель / Марго Кавин
Обычные гвозди используются для общего строительства и, в частности, для каркасных и других строительных работ. У них толстый стержень, широкая головка и ромбовидное острие. Они чаще всего используются с 2-х мерными пиломатериалами. Их толщина делает их прочными, но также с большей вероятностью раскалывает древесину, чем по сравнению с более тонкими гвоздями. Некоторые плотники на самом деле притупляют кончик гвоздя, чтобы предотвратить расщепление древесины, хотя это означает, что кончик гвоздя порвет древесные волокна, что немного снижает удерживающую способность.
Особым типом обычных гвоздей является грузило , которое имеет немного более узкий стержень и специальную головку, предназначенную для утопления заподлицо с поверхностью дерева.
03 из 09
Коробчатые гвозди
Ель / Марго Кавин
Коробчатые гвозди похожи на обычные гвозди и грузила, но имеют более тонкие стержни и лучше подходят для более тонких древесных материалов, таких как пиломатериалы толщиной 1x (3/4 дюйма) и наружная отделка. Коробчатые гвозди не следует использовать для структурных проектов, потому что они не обладают прочностью и удерживающей способностью обычных гвоздей. Более тонкий стержень коробчатого гвоздя с меньшей вероятностью расколет более тонкие материалы.
04 из 09
Гвозди с двухсторонней головкой
Ель / Марго Кавин
Гвозди с двухсторонней головкой – это специальные гвозди, используемые для временного строительства, например для опалубки для заливки бетона или крепления временных планок во время кровельных работ. Вы забиваете гвоздь до тех пор, пока нижняя головка не окажется на одном уровне с деревом. Когда пришло время разобрать конструкцию, вы можете извлечь гвоздь, используя верхнюю головку и когти молотка или тяги.
05 из 09
Кольцевые гвозди или гвозди с кольцевым стержнем
Ель / Марго Кавин
Кольцевое кольцо, также называемое стержнем с кольцом , имеет кольца на стержнях для дополнительного сцепления и дополнительного сопротивления выдергиванию из дерева. Они обычно используются для укладки чернового пола, где дополнительная удерживающая способность помогает предотвратить скрип пола. Другие гвозди, которые могут иметь кольца, включают гвозди для гипсокартона или гвозди для настила, также для повышения удерживающей способности.
06 из 09
Гвозди для кирпичной кладки/бетона
Ель / Марго Кавин
В каменных и бетонных гвоздях используется закаленная сталь, часто с продольными канавками по длине стержня гвоздя, которые помогают им проникать в очень твердые материалы, закручиваясь по спирали при забивании. Эти ногти толстые и очень крепкие. Они предназначены для крепления в швы бетона, бетонных блоков и растворов.
07 из 09
Корпусные/отделочные гвозди
Ель / Марго Кавин
Обсадные и отделочные гвозди похожи друг на друга, различаясь, прежде всего, формой шляпок. Отделочный гвоздь имеет маленькую, слегка закругленную головку, которая лишь немного больше, чем стержень гвоздя. Головка предназначена для приема заостренного кончика набора гвоздей, что упрощает утапливание гвоздя без соскальзывания и выдавливания древесины.
Насадной гвоздь по существу представляет собой большой отделочный гвоздь. Он часто используется в наружных работах, например, для установки наружных отделочных досок и для прибивания дверных рам и отделки. Обычно их оцинковывают для защиты от коррозии. Шляпка накладного гвоздя имеет коническую форму и может быть установлена заподлицо или чуть ниже поверхности дерева.
08 из 09
Брэд Гвозди
Ель / Марго Кавин
Штифтовые гвозди (или штифты) используются при легкой отделке дерева и представляют собой очень маленькие отделочные гвозди. Из-за небольшого диаметра стержня и маленькой головки эти гвозди значительно снижают вероятность раскалывания при работе с твердой древесиной. Штифты идеально подходят для общих столярных работ и обычно утапливаются под поверхность дерева с помощью набора гвоздей — затем отверстия заполняются замазкой для придания законченного вида.
Расчет регулируемых водоструйных эжекторов | Техническое водоснабжение ГЭС регулируемыми эжекторами
Подробности
Категория: Генерация
генерация
ГЭС
регулирование
вода
Содержание материала
Техническое водоснабжение ГЭС регулируемыми эжекторами
Назначение системы ТВС
Способы технического водоснабжения
Схемы технического водоснабжения
Состав системы технического водоснабжения
Пример расчета экономической эффективности эжектора
Принцип работы и назначение водоструйных эжекторов
Расчет нерегулируемых водоструйных эжекторов
Расчет регулируемых водоструйных эжекторов
Рекомендации к проектированию эжекторов
Профиль сопла нерегулируемого эжектора
О систематизации и стандартизации эжекторов ТВС
Особенности конструирования, изготовления, монтажа и эксплуатации
Натурные исследования нерегулируемых эжекторов
Модельные и натурные исследования регулируемого эжектора Саяно-Шушенской ГЭС
Результаты исследований регулируемого эжектора Саяно-Шушенской ГЭС
Натурные испытания головного регулируемого эжектора на Саяно-Шушенской ГЭС
Страница 9 из 17
При значительных колебаниях верхнего и нижнего бьефов гидроэлектростанции производительность эжектора ТВС меняется в широких пределах, что приводит к нарушению нормальной эксплуатации системы технического водоснабжения. Кроме того, не представляется возможным проектировать один нерегулируемый эжектор и приходится рассчитывать несколько эжекторов равной или разной производительности, работающих при различных уровнях воды в бьефах. Такая система водоснабжения весьма сложна в эксплуатации.
Обеспечение потребителей системы ТВС в большом диапазоне изменения расходов и при значительных колебаниях уровней верхнего и нижнего бьефов экономически целесообразно производить путем регулирования расхода охлаждающей воды. Регулирование расхода воды в системе ТВС может осуществляться нерегулируемыми эжекторами совместно с регулятором давления на выходе (см. рис. 14, а, подобная система была применена, например, для ТВС на Усть-Илимской ГЭС) или регулируемым эжектором (см. рис. 14,б). Предпочтительнее устанавливать один регулируемый эжектор.
Анализируя преимущества и недостатки указанных выше способов регулирования расхода в системе ТВС, нетрудно установить, что применение регулируемых эжекторов обеспечивает более простую, надежную и экономически более целесообразную систему ТВС. Для сопоставления работы нерегулируемых и регулируемых эжекторов ТВС на рис. 15 приведены эксплуатационные характеристики для обоих видов эжекторов. Как видно, для обеспечения необходимого значения при заданном Нвых в системе нерегулируемого эжектора требуется создать дополнительное гидравлическое сопротивление ∆НВЬ1Х . В системе же регулируемого эжектора обеспечение необходимого значения Овых при том же заданном Нвых достигается путем изменения открытия сопла S (рис. 14,б), что приводит к смешению характеристики Qвых= f(Нвых). Это обусловливает более высокий коэффициент полезного действия системы с регулируемыми эжекторами по сравнению с нерегулируемыми.
Так, для системы ТВС Саяно-Шушенской ГЭС при выходном расходе Qвых=0,42 м3/с значения КПД для регулируемого эжектора превышают значения КПД для нерегулируемого эжектора приблизительно на 15%. Кроме того, конструкция регулируемого эжектора ТВС дает возможность автоматически регулировать расход охлаждающей воды с целью поддержания постоянной температуры активных частей генераторов и трансформаторов, что увеличивает их срок службы. Оснащение ГЭС контрольно-измерительной аппаратурой для контроля режима водотока и работы турбины позволяет автоматизировать регулирование расхода технической воды. Тем самым создается возможность включить эжектор в систему автоматического управления технологическим процессом (АСУТП) гидроэнергетической установки, что имеет важное значение для повышения качества и надежности энергоснабжения, удешевления стоимости вырабатываемой энергии, сокращения обслуживающего персонала и т. п.
Рис. 14. Схемы регулирования расхода воды в системе ТВС ГЭС: а — нерегулируемый эжектор ТВС с регулятором давления на выходе; б — регулируемый эжектор ТВС 1 — потребитель; 2 — регулятор давления; 3 — насадок; 4 — игла
Рис. 15. Эксплуатационная характеристика регулируемого (кривая 7) и нерегулируемого (кривая 2) эжекторов ТВС и потребителя (кривая 3) при некотором значении расчетного расхода на выходе из эжектора (кривая 4) Из литературы [4] известно, что регулируемые эжекторы для крупных гидроэлектростанций впервые были применены на ГЭС Гренд-Кули, причем напоры рабочего потока не превышали 100 м. Данные об эксплуатации подобных конструкций весьма ограничены, так как они не нашли еще широкого применения. Ввиду почти полного отсутствия опыта расчета и проектирования регулируемых эжекторов на ЛМЗ впервые была предпринята попытка создать методику расчета регулируемых эжекторов. При этом возникли проблемы в оценке оптимальности конструкции сопла, т. е. углов конусности иглы и насадка, зависимости рабочего расхода от хода иглы, зависимости всасывающей способности эжектора от рабочего расхода сопла и другие. Первая из перечисленных проблем была решена следующим образом. На основании экспериментальных данных исследования сопел ковшовых гидротурбин и ориентировочных расчетов на ЛМЗ были спроектированы модели сопел, имеющих насадки и иглы с разными углами конусности.
Экспериментальные исследования моделей таких эжекторов подтвердили теоретические предпосылки, позволили рекомендовать оптимальное сочетание углов конусности сопла и насадка (см. А. С. 640047 СССР, MKh4F04F 5/02) и уточнить характеристику сопла, т. е. зависимость рабочего расхода от хода иглы. Для решения второй проблемы было принято допущение, что регулируемый и нерегулируемый эжекторы, работающие в одном и том же напорном режиме и имеющие равные расходы рабочего потока, обладают одинаковой всасывающей способностью. На основании этого допущения расчет регулируемого эжектора сводится к расчету эквивалентного нерегулируемого эжектора в условиях установившегося режима. При изменении открытия сопла (5) регулируемого эжектора путем передвижения регулирующей иглы соответственно меняется и рабочий расход Qρ, что приводит к изменению диаметра эквивалентного нерегулируемого эжектора, выбранного из условия равенства рабочих расходов. При этом расчет эксплуатационной характеристики регулируемого эжектора в определенном напорном режиме проводится в следующей последовательности: при каждом заданном открытии сопла определяется расход рабочего потока, скорость рабочего потока, диаметр сопла эквивалентного нерегулируемого эжектора и затем рассчитывается этот нерегулируемый эжектор по ранее указанной методике.
Рис. 16. Зависимость Q’ =f(S’)
Указанная методика расчета регулируемого эжектора была реализована при проектировании и экспериментальных исследованиях крупномасштабной модели (масштаб 1 ; 2,5) и натурных исследованиях регулируемого эжектора ТВС на Саяно-Шушенской ГЭС, а также — при проектировании эжектора ТВС для Зейской ГЭС. Удовлетворительное совпадение расчетных и экспериментальных данных подтвердило правомерность принятых основных допущений при расчете регулируемого эжектора и позволило считать, что эжектор, спроектированный по предложенной методике, будет работать надежно, а его эксплуатационные характеристики будут соответствовать расчетным.
На основании полученных данных строят эксплуатационные характеристики регулируемого эжектора и соответствующую характеристику потребителя (рис. 17).
Анализ эксплуатационных характеристик регулируемого эжектора показывает возможность высокоэффективной его работы в широком диапазоне изменения производительности при условии больших колебаний уровней верхнего и нижнего бьефов, а также мощности гидроагрегата. Расчет регулируемого эжектора сводится к расчету двух поперечных размеров: диаметра сопла и диаметра камеры смешивания. Продольные размеры проточной части эжектора, как и для нерегулируемого эжектора, являются нерасчетными и принимаются на основании экспериментальных данных. Экспериментальным путем также устанавливается оптимальное сочетание углов конусности насадка и иглы сопла регулируемого эжектора. Рекомендации к проектированию регулируемых эжекторов приводятся в § 9.
Назад
Вперёд
Назад
Вперёд
Вы здесь:
Главная
Архив
Генерация
org/ListItem»> Гидротехнические сооружения
Еще по теме:
Расчетная обеспеченность работы гидроэлектростанции
Гидроэнергетика и комплексное использование водных ресурсов
Автоматическое регулирование температуры пара промперегрева котлоагрегата ТГМП-344А
Режимы мощных паротурбинных установок
Комплекс для электрической части системы регулирования и защит паровых турбин
3.9.2. Водоструйный насос (эжектор)
Струйный насос – насос трения, в котором одна жидкая среда перемещается внешним потоком другой жидкой среды.
Струйные насосы для нагнетания называются инжекторами, для отсасывания — эжекторами, для подъема – гидроэлеваторами.
Действие струйного насоса основано на непосредственной передаче кинетической энергии одним потоком (рабочим) другому, имеющему меньшую кинетическую энергию (перекачиваемому — эжектируемому). Рабочая и перекачиваемая (эжектируемая) жидкости могут быть одинаковыми и различными. Струйные насосы, в которых рабочей и эжектируемой жидкостями является вода, называются водоструйными.
Водоструйный насос можно легко получить на основе трубы Вентури, организовав поток жидкости по оси трубы с высокой скоростью. На рис. 33 приведена принципиальная схема водоструйного насоса (эжектора).
В водоструйном насосе рабочий поток с расходом под большим давлением по трубопроводу 1 с соплом 2 на конце поступает в камеру всасывания 3, сообщенной всасывающим трубопроводом 7 с расходным резервуаром 8. Струя воды, вылетая из сопла 2 с большой скоростью, создает разряжение в камере всасывания 3 и соответственно во всасывающем трубопроводе 7. За счет вакуума из расходного резервуара 8 по всасывающему трубопроводу 7 подсасывается вода в количестве (расход эжектируемой – перекачиваемой жидкости).
расходный; — расход рабочего потока жидкости;- расход
эжектируемой (перекачиваемой) жидкости; — расход общего потока жидкости.
Из камеры смешения 4 общий поток с расходом направляется в диффузор 5, где скорость падает, и создается давление, необходимое для движения жидкости по напорному трубопроводу 6.
Струйные наосы обладают рядом существенных достоинств: простота конструкции, надежность работы, легкость изготовления, небольшие габариты и стоимость, простота эксплуатации.
Недостатком водоструйных насосов является низкий КПД () и относительно большой расход рабочей жидкости, (в раза превышающий расход эжектируемой жидкости).
КПД водоструйного насоса можно определить с помощью зависимости
. (335)
где
— расход воды во всасывающей трубе (подача водоструйного насоса), ;
— расход воды, подаваемой к водоструйному насосу по напорному трубопроводу (рабочий расход), ;
— полная высота подъема перекачиваемой жидкости, ;
— напор, подводимый к насосу рабочей жидкости, .
Среднее значение КПД водоструйных насосов колеблется в пределах .
Напор, развиваемый водоструйным насосом, зависит от скорости истечения воды из сопла, которая обычно составляет . Для достижения такой скорости вода должна подводиться к насосу под напором . Скорость во всасывающем и напорном трубопроводах равна .
Отношение площади сечений горловины к площади сечения сопла составляет обычно , а отношение сечения площадей всасывающей трубы и сопла принимается равным .
Расчет конструкции эжектора, размеры эжектора, построение кривой эжектора
ПРИМЕР ОТЧЕТА
1 ВВЕДЕНИЕ Это программа Visual Basic с интерактивными формами. Передается как XXX.jpg для обеспечения электронной передачи. Пожалуйста, конвертируйте в XXX.exe для использования. КОД ПОЛЬЗОВАТЕЛЯ будет предоставлен вам отдельно, и его необходимо вводить каждый раз при запуске программы. Пожалуйста, поймите, что эта программа предназначена только для вашего использования и предотвращает доступ к ней посторонних лиц. Лицензия предоставляется на XX месяцев.
2 ВХОДЫ Требуемые входы показаны в таблице ниже.
In the updated версия программного обеспечения, единицы измерения расхода должны быть выбраны как кг/ч или Нм3/ч.
3 РЕЗУЛЬТАТЫ 3.1 КЛЮЧЕВЫЕ И ДОПОЛНИТЕЛЬНЫЕ РЕЗУЛЬТАТЫ Ключевые результаты и дополнительные результаты показаны ниже.
The nozzle and mixing section diameter are calculated. Обратите внимание на следующие отношения: — Диаметр рабочего сопла зависит от расхода рабочего газа, давления, температуры и молекулярной массы. — Диаметр смесительной секции зависит от расхода предшествующего и уносимого газа, давления, температуры и молекулярной массы. — Программа рассчитывает наилучшие диаметры сопла и смешивания на основе введенных значений. Если, например, скорость потока захваченного газа изменится, диаметр смешивания также изменится, что окажет некоторое влияние на давление нагнетания. Таким образом, результаты в приведенных выше таблицах для различных скоростей потока газа, давления или температуры не отражают производительность конкретного эжектора. — Поэтому кривые эжектора при фиксированной геометрии эжектора рассчитываются при расчетном давлении нагнетания и повышенном давлении нагнетания (см. 3.2). Они более показательны для реакции конкретного эжектора на изменения на входе.
Число Маха рабочего газа указано для информации. Процент сходимости (обычно >99%) указывается для подтверждения успешного выполнения программы. Там, где степень сжатия высока, может оказаться более эффективным использовать более одной ступени эжектора. Рассчитывается общий КПД эжектора. Обратите внимание, что эффективность эжектора низкая. Типичные значения будут зависеть от давления рабочего газа и коэффициента уноса. Свяжитесь с Ezejector для получения дополнительной информации.
3.2 КРИВЫЕ ЭЖЕКТОРА Результаты Ezejector включают график, показывающий, как будет меняться расход увлеченного газа (см. ниже) в зависимости от давления увлеченного газа при фиксированном давлении нагнетания. Это позволяет оценить влияние увлеченного газа расхода на давление всасывания. В программу включена функция оценки влияния повышенного противодавления.
3. 3 РАЗМЕРЫ ЭЖЕКТОРА
Предварительные размеры можно посмотреть – см. ниже. Они основаны на стандартных предположениях об углах и отношении
и могут не совпадать с фактически установленными устройствами.
400003
4. включает следующее: — Уравнения термодинамики и гидродинамики — Алгоритмы расчета — Технические факторы, т. е. коэффициенты полезного действия, основанные на обычной практике и калибровке по сравнению с установленными эжекторами. Во всяком случае, были использованы слегка консервативные значения. Отзывы и предложения будут приняты с благодарностью.
5 КОНСУЛЬТАЦИОННЫЕ УСЛУГИ EZEJECTOR Мы ценим, что клиенты часто покупают это программное обеспечение, чтобы помочь в поиске и устранении определенных проблем эжектора
, или определить, возможно ли применение.
Поэтому мы будем рады предоставить консультационные услуги, если это необходимо.
Струйный насос (эжектор/эжектор) Размеры и номинальные характеристики (fluids.jet_pump) — Документация по Fluids 1.0.22
Этот модуль содержит модель струйного насоса, также известного как эдуктор или эжектор. эжектор.
Для сообщения об ошибках, добавления запросов функций или отправки запросов на вытягивание, пожалуйста, используйте трекер ошибок GitHub или свяжитесь с автором по адресу [email protected].
Интерфейсы
Целевая функция
Оценка утечки вакуумного воздуха
жидкости.jet_pump.liquid_jet_pump( RHOP , RHOS , KP = 0,0 , KS = 0,1 , км = 0,15 , KD = 0,1 , D_NOZLER = NOTE , 9 DIFINIT QP = Нет , QS = Нет , P1 = Нет , P2 = Нет , P5 = Нет , SOLZULE_RETRACTED = TRUE , MAX_VARIATIARIS = 100 ).
Рассчитайте оставшиеся две переменные в жидкостном струйном насосе, используя модель представлена в [1], а также [2], [3] и [4]. 92\справа] \]
Нет гарантии, что для указанной переменной будет найдено решение значений, но поддерживается любая комбинация двух отсутствующих переменных.
93]
Кр поплавок, опционально
Коэффициент потерь основного сопла, [-]
Ks поплавок, опция
Коэффициент потерь на вторичном входе, [-]
Км Поплавок, опционально
Коэффициент потерь смесительной камеры, [-]
Kd поплавок, опционально
Коэффициент потерь в диффузоре, [-]
d_сопло поплавок, опционально 93/с]
P1 Поплавок, опционально
Давление первичной жидкости на входе в его сопло, [Па]
P2 Поплавок, опционально
Давление вторичной жидкости на входе в эжектор, [Па]
Р5 поплавок, опционально
Давление на выходе из диффузора, [Па]
сопло_убрано круглое, опционально
Независимо от того, находится ли выход основного сопла перед камерой смешивания, или несколько внутри него, [-]
max_variations int, необязательный
Если первоначальные догадки не приводят к конвергентному решению, попробуйте это еще много догадок при сходимости задачи, [-]
Возвращает
решение dict
Словарь расчетных параметров, [-]
Примечания
Предположения модели:
Потоки являются одномерными, за исключением смесительной камеры.
Смесительная камера имеет постоянное поперечное сечение.
Смешивание происходит полностью в смесительной камере перед входом в диффузор.
Первичный патрубок находится на одной линии с серединой смесительного камера.
Обе жидкости несжимаемы и не имеют избыточного объема при смешивании.
Первичный и вторичный потоки входят в смесительную горловину вместе с собственное равномерное распределение скоростей; смешанный поток выходит с равномерным профиль скорости.
Если вторичной жидкостью является газ, он подвергается изотермическому сжатию в горло и диффузор.
Если вторичная жидкость представляет собой газ или содержит пузырьковый газ, равномерно распределяется в сплошной жидкой фазе.
Теплопередача между жидкостями незначительна — нет изменений в плотность при изменении температуры
Изменение растворимости растворенного газа, если таковое имеется, пренебрежимо мало изменяется при изменении температуры или давления. 92} — 1 \]
Целостность эжектора:
\[\rho_p Q_p + \rho_s Q_s = \rho_d Q_d \]
Ссылки
1
Карасик, Игорь Дж., Джозеф П. Мессина, Пол Купер и Чарльз С. Heald. Справочник по насосу. 4-е издание. Нью-Йорк: McGraw-Hill Education, 2007.
.
2
Виното С. Х., Ли Х. и Шах Д. А. «Эффективность струйных насосов». Журнал гидротехники 126, вып. 2 (1 февраля 2000 г.): 150-56. https://doi.org/10.1061/(ASCE)0733-9429 (2000) 126: 2 (150).
3
Элмор, Эмили, Халид Аль-Мутаири, Билал Хуссейн и А. Шериф Эль-Гизави. «Разработка аналитической модели для прогнозирования двухфазных Производительность эжектора», 11 ноября 2016 г., V007T09A013.
4
Эжекторы и струйные насосы. Дизайн и производительность для несжимаемых Жидкий поток. 85032. ESDU International PLC, 1985.
Вычисляет оставшуюся переменную в жидкостном струйном насосе при решении один, если известны только входные переменные и остальные. уравнение получается из сохранения энергии и импульса при смешивании камера. 93]
Кр поплавок
Коэффициент потерь первичного сопла, [-]
Кс поплавок
Коэффициент потерь на вторичном входе, [-]
d_сопло поплавок, опционально
Внутренний диаметр сопла первичной жидкости, [м]
d_mixing поплавок, опционально
Диаметр смесительной камеры, [м]
Qp 93/с]
P1 Поплавок, опционально
Давление первичной жидкости на входе в его сопло, [Па]
P2 Поплавок, опционально
Давление вторичной жидкости на входе в эжектор, [Па]
Возвращает
раствор плавающая
Параметр не указан (один из d_nozzle , d_mixing , кв , 93/с , Па или Па соответственно)
Примечания
Следующий код SymPy был использован для получения аналитических формул ( здесь они не показаны из-за их длины):
жидкости.jet_pump.vacuum_air_leakage_HEI2633( В , P , P_atm=101325.0 ) [источник]
Расчет предполагаемой утечки воздуха в сосуд с использованием соответствует графику HEI-2633-00 для утечки воздуха в серийно выпускаемых герметичных сосуды [1].
5 приступов при < 1 мм рт.ст.; 1-3 мм рт.ст.; 3–20 мм рт.ст., 20–90 мм рт.ст. и
90 мм рт.ст. до атмосферного. Подходит для максимальная утечка воздуха .
Фактические значения могут быть значительно больше или меньше в зависимости от состояние уплотнений, производственные дефекты и применение. 3.
Считается, что Vacuum_air_leakage_Seider был получен из этих данных, поэтому эту функцию следует использовать вместо нее.
Ссылки
1
«Стандарты для пароструйных вакуумных систем», 5-е издание
Fluids.jet_pump.vacuum_air_leakage_Coker_Worthington( P , P_atm=101325.0 , консервативный=True )[источник]
Расчет предполагаемой утечки воздуха в сосуд с использованием табличный поиск от Coker, цитируемый как от Worthington Corp. Справочник по применению пароструйного эжектора 1955 г., бюллетень W-205-E21 [1].
Параметры
P поплавок
Фактическое абсолютное рабочее давление сосуда — менее P_атм !, [Па]
P_atm поплавок, опционально
Атмосферное давление вокруг сосуда, [Па]
консервативный bool
Использовать ли высокие или низкие значения в таблице, [-]
ГлавнаяСтатьиДвутавровая балка серии 20, 30, 36, 45
Статьи
Прайс-лист, цены за тонну и метр
№20 ГОСТ 8239
№30 ГОСТ 8239
24М, 30М ГОСТ 19425
36М, 45М ГОСТ 19425
№20 (Б1, К1, К2, Ш1)
№30 (Б1, Б2)
№30 (К1, К2, К3)
№30 (Ш1, Ш2, К3)
Размеры балки 20, 30, 36, 45 — высота, ширина, толщина
Двутавровая балка (двутавр) 20-й и 30-й серии изготавливается по различным стандартам ГОСТ. Балку, которую вы сможете купить в APEX METAL, её вес и размеры представлены в таблице ниже:
Стандарт ГОСТ
Номер профиля
Высота двутавра, мм
Ширина полки, мм
Толщина стенки, мм
Вес 1 метра*, кг
ГОСТ 8239-89
№20
200
100
5,2
21,6
№30
300
135
6,5
37,6
СТО АСЧМ 20-93
20Б1
200
100
5,5
21,9
20К1
196
199
6,5
42,8
20К2
200
200
8,0
48,3
20Ш1
194
150
6,0
31,5
30Б1
298
149
5,5
33,0
30Б2
300
150
6,5
37,8
30К1
298
299
9,0
89,6
30К2
300
300
10,0
96,8
30Ш1
294
200
8,0
58,5
30Ш2
300
201
9,0
70,7
Так же в APEX METAL представлен прокат, соответствующий ГОСТ 19425 — серии М:
Стандарт ГОСТ
Номер профиля
Высота двутавра, мм
Ширина полки, мм
Толщина стенки, мм
Вес 1 метра*, кг
ГОСТ 19425-74
24М
240
110
8,2
39,5
30М
300
130
9,0
51,7
36М
360
130
9,5
59,6
45М
450
150
10,5
79,9
* Теоретический вес 1 метра с учетом погрешности 3%
Подбор балок и вариантов их взаимозаменяемости производится, исходя их сходных характеристик балки – размеров, расчетных нагрузок, момента сопротивления, радиуса инерции и других, перечень которых представлен в соответствующих стандартах, ТУ, СТО на прокат:
ГОСТ 8239-89
СТО АСЧМ 20-83
ГОСТ 19425-74
Правила выбора размера и типа двутавровой балки
Для уменьшения металлоемкости горячекатаного балочного профиля с параллельными гранями полок принимают меры по оптимальному распределению металла по сечению балки.
уменьшение толщины стенки приводит к увеличению высоты балки и увеличению момента сопротивления.
Следовательно, материал сечения должен оптимально распределяться между стенкой и поясами балки. Такое распределение может достигаться при помощи:
подбора определенного режима прокатки, назначаемого с использованием предельной гибкости стенки балки
выбора используемой марки стали, обеспечивающей устойчивость стенки балки без ребер жесткости.
Применение балки № 20-30-45 в устройстве крановых путей
Стальные балки для устройства надземных крановых путей монтируют в соответствии со следующими конструктивными решениями проекта:
Балка кранового пути может опираться на опорные площадки стальных, ж/б или комбинированных колонн
Верхняя плоскость полки балки служит основанием для упругой прокладки под крановый рельс.
В зависимости от применяемого типа и материала кранового рельса производится сварка стыков или установка с болтовыми соединениями стыковых накладок направляющих пути подвесного крана.
Затем к верхнему поясу двутавра посредством сварки крепят тупиковые упоры.
Под полками тупиковых упоров приваривают ребра жесткости, служащие для восприятия ударного усилия крана о тупиковый упор.
Для выполнения заземления электрического подвесного крана используют приварные стальные перемычки, изготовленные из круглой стали диаметром 6 — 9 мм по ГОСТ 2590 или из полосы толщиной ≥ 4 мм и площадью сечения ≥ 48 мм2 по ГОСТ 103 (прокат данных категорий можно так же купить в компании АРЕХ METAL).
Вес балки двутавровой колонной серии К » Металлобазы.ру
Выбор металлопрокатаАрматураБалка двутавроваяКатанкаКвадратКругЛентаЛистПолосаПроволокаСеткаТруба профильнаяТруба круглаяТруба чугуннаяУголокШвеллерШестигранникШпунтТипРазмер
По всей РоссииСанкт-Петербург
В таблице показан теоретический вес горячекатаных балок двутавровый колонных, серии К.
h — высота двутавровой балки
b — ширина полки
s — толщина стенки
t — толщина полки
r — радиус сопряжения полки к профилю
Советуем прочесть, полезную статью: Что такое двутавровая балка ?
Основная серия | С уклоном внутренних граней полок | Серия Ш | Серия К | Серия Д
Номер профиля
Размер сторон (в мм)
Площадь сечения (в см)
Вес 1 метра (в кг)
h
b
s
t
r
20К1
195
200
6,5
10
13
52,82
41,5
20К2
198
200
7
11,5
59,7
46,9
23К1
227
240
7
10,5
14
66,51
52,2
23К2
230
240
8
12
75,77
59,5
26K1
255
260
8
12
16
83,08
65,2
26K2
258
260
9
13,5
93,19
73,2
26K3
262
260
10
15,5
105,9
83,1
30К1
296
300
9
13,5
18
108
84,8
30К2
304
300
10
15,5
122,7
96,3
30К3
300
300
11,5
17,5
138,72
108,9
35К1
343
350
10
15
20
139,7
109,7
35К2
348
350
11
17,5
160,4
125,9
35К3
353
350
13
20
184,1
144,5
40К1
393
400
11
16,5
22
175,8
138
40К2
400
400
13
20
210,96
165,6
40К3
409
400
16
24,5
257,8
202,3
40К4
419
400
19
29,5
308,6
242,2
40К5
431
400
23
35,5
371
291,2
Калькулятор веса двутавровой балки — Расчет веса двутавровой балки
ToolCrowd поддерживается читателями. Когда вы покупаете по ссылкам на нашем сайте, мы можем получать партнерскую комиссию. Узнать большеРеклама
Главная » Строительные материалы » Калькулятор веса двутавровой балки – расчет веса двутавровой балки
Наш удобный калькулятор веса двутавровой балки позволяет быстро и легко рассчитать вес на фут, метр или общий вес двутавровой балки балки как с наклонными, так и с параллельными полками.
Инструкции по использованию калькулятора см. в руководстве пользователя под калькулятором. Мы также включили пошаговое руководство, если вы предпочитаете рассчитывать вес двутавровой балки вручную, а также удобные таблицы веса для балок типа IPE и IPN.
I Калькулятор веса луча:
Выберите Угол Тип:
I Материал пучка:
Плотность:
кг/м 3
. (Вт):
Высота двутавровой балки (H):
Толщина стенки (WT):
Толщина фланца (FT):
Внутренний радиус (IR):
Внешний радиус (OR):
Общий вес = 0,00 фунта / 0,00 кг
Отказ от ответственности: Вес, показанный в приведенном выше калькуляторе, предназначен только для справки и не должен служить основой для каких-либо расчетов, где требуется точная или достоверная информация. Теоретический вес и плотность металла нередко значительно отличаются от фактического веса и плотности, например, из-за различий в производственных процессах и составе материалов. Поэтому, если требуются точные расчеты веса, вы должны получить актуальную и точную информацию от производителей.
Advertisements
Как пользоваться калькулятором веса двутавровой балки
Первым шагом является выбор типа двутавровой балки, вес которой вы хотите рассчитать, с «наклонной полкой» или «параллельной полкой». доступные варианты.
Далее вам нужно выбрать материал, используемый для двутавровой балки в вашем расчете, и вы можете выбрать его в раскрывающемся списке «Материал двутавровой балки» в поле (2).
Вы можете изменить количество двутавровых балок, которые вы включаете в свой расчет, обновив ввод «Количество» в поле (2).
Поле «Плотность» будет автоматически заполнено в зависимости от выбранного вами типа материала.
При необходимости вы можете обновить показатель «Плотность» до другого значения, хотя мы основывали значение, используемое для каждого материала, на отраслевых рекомендациях.
Вам потребуется ввести различные размеры для расчета, включая «Длину», «Ширину», «Высоту», «Толщину стенки», «Толщину полки» и одно или два значения «Радиуса» в зависимости от вашего выбора. двутаврового профиля.
Вы можете выбрать соответствующие единицы для каждого измерения, используя раскрывающиеся списки «Единицы», включая миллиметры, сантиметры, метры, дюймы и футы.
!
Примечание: Если вы выберете в качестве единицы «дюйм», вам нужно будет использовать целые или десятичные числа вместо дробей. Например, 0,25 вместо 1 / 4 .
Используйте кнопку «Рассчитать», чтобы завершить расчет, или кнопку «Сброс», чтобы сбросить калькулятор веса двутавровой балки, если вы хотите начать сначала.
Advertisements
Как рассчитать вес двутавровой балки
Вот как вручную рассчитать вес двутавровой балки, если вы предпочитаете обход калькулятора выше:
Как рассчитать вес параллели- Полковая двутавровая балка
Сначала вам необходимо рассчитать объем двутавровой балки с параллельными полками, и вы можете сделать это с помощью следующего уравнения:
V1 = (Ш x ФУ x Д) x 2 V2 = (H – (2 x FT)) x WT x L V3 = ((R x 2) 2 – (π x R 2 )) x L Общий объем = V1 + V2 + V3
Приведенная выше формула веса двутавровой балки состоит из следующих элементов :
V1 = Часть расчета объема полки
V2 = Часть расчета объема стенки
V3 = Часть расчета объема радиуса
W = Ширина Двутавровая балка
H = высота двутавровой балки
L = длина двутавровой балки
FT = толщина полки двутавровой балки
WT = толщина стенки двутавровой балки 2
R
= Радиус двутавровой балки
Чтобы продемонстрировать приведенные выше уравнения в действии, мы рассмотрим пример двутавровой балки из мягкой стали (т. е. углеродистой стали) со следующими размерами:
Длина – 3000 мм
Высота – 300 мм
Ширина — 150 мм
Толщина стенки — 7,1 мм
Толщина фланца — 10,7 мм
Внутренний радиус — 15,0 мм расчет, нам нужно будет преобразовать вышеуказанные размеры в метры. Длина становится 3,0 м, высота 0,3 м, ширина 0,15 м, толщина стенки 0,0071 м, толщина полки 0,0107 м, а внутренний радиус 0,015 м для расчета.
Here’s an overview of how the I-beam volume calculation works using the dimensions in this example:
V1 = (0.15 x 0.0107 x 3.0) x 2 V1 = 0.00963m 3
V2 = (0.3 – (2 x 0.0107)) x 0.0071 x 3.0 V2 = 0.00593418m 3
V3 = ((0.015 x 2) 2 – (3.142 x 0.015 2 )) x 3,0 V3 = 0,00057915m 3
Если мы умножим значение объема 0,0076 м 3 на значение плотности 7850 кг/м 3 , мы получим вес 8 127,73 кг 9007.0070 .
Рекламные объявления
Балки IPE и IPN — в чем разница?
Существует два распространенных типа двутавровых балок европейского стандарта, включая IPE и IPN.
IPE — это обозначение, данное двутавровым балкам с параллельными внутренними полками, размеры которых указаны в EN 10365, с допусками на изделия в соответствии с EN 10034:1993.
IPN (или INP, как часто используется) — это обозначение, данное двутавровым балкам с наклонными внутренними полками. Как и балки IPE, балки IPN доступны с размерами, указанными в EN 10365. Однако допуски для балок IPN указаны в EN 10024:19. 95.
Балки IPE и IPN обычно изготавливаются из стали марок S235JR, S275JR/J0 и S355JR/J2, но могут использоваться и другие марки.
Стандартные длины балок включают 6000 мм, 6100 мм, 12000 мм и 12100 мм. Однако многие производители могут предложить эти балки нестандартных размеров.
Вот обзор информации о весе и размерах для каждого типа поперечного сечения:
Балки из IPE
Характеризуются параллельными внутренними полками, вот сводка данных о весе и размерах балок из IPE:
IPE Beam Size and Weight Chart
IPE Beam Classification
Height
Width
Web Thickness (WT)
Flange Thickness ( фут)
Радиус
I Вес балки на фут
I Вес балки на метр
IPE 702 90
80mm
46mm
3. 8mm
5.2mm
5.0mm
1.83 kg / 4.03 lbs
6.00 kg / 13.23 lbs
IPE 100
100mm
55mm
4.1mm
5.7 mm
7.0mm
2.47 kg / 5.44 lbs
8.10 kg / 17.87 lbs
IPE 120
120mm
64mm
4.4mm
6.3mm
7.0mm
3.16 kg / 6.96 lbs
10.37 kg / 22.86 lbs
IPE 140
140mm
73mm
4.7mm
6.9mm
7.0mm
3.92 kg / 8.65 lbs
12.89 kg / 28.43 lbs
IPE 160
160mm
82mm
5.0mm
7.4mm
9.0mm
4.80 kg / 10.58 lbs
15.77 kg / 34.77 lbs
IPE 180
180mm
91mm
5.3mm
8.0mm
9.0mm
5.72 kg / 12.61 lbs
18. 80 kg / 41.44 lbs
IPE 200
200mm
100mm
5.6mm
8.5mm
12.0mm
6.80 kg / 15.00 lbs
22.36 kg / 49.29 lbs
IPE 220
220mm
110mm
5.9mm
9.2mm
12.0mm
7.97 kg / 17.57 lbs
26.20 kg / 57.75 9 фунтов0279
IPE 240
240mm
120mm
6.2mm
9.8mm
15.0mm
9.34 kg / 20.60 lbs
30.71 kg / 67.69 lbs
IPE 270
270mm
135mm
6.6mm
10.2mm
15.0mm
10.97 kg / 24.20 lbs
36.07 kg / 79.51 lbs
IPE 300
300mm
150mm
7.1mm
10.7mm
15.0mm
12.85 kg / 28.34 lbs
42.24 kg / 93.13 lbs
IPE 330
330mm
160mm
7. 5mm
11.5mm
18.0mm
14.95 kg / 32.97 lbs
49.14 kg / 108.35 lbs
IPE 360
360mm
170mm
8.0mm
12.7mm
18.0mm
17.37 kg / 38.30 lbs
57.09 kg / 125.86 lbs
IPE 400
400mm
180mm
8.6mm
13.5mm
21.0mm
20.18 kg / 44.48 lbs
66.30 kg / 146.17 lbs
IPE 450
450mm
190mm
9.4mm
14.6mm
21.0mm
23.61 kg / 52.04 lbs
77.57 kg / 171.02 lbs
IPE 500
500mm
200mm
10.2mm
16.0mm
21.0mm
27.59 kg / 60.84 lbs
90.68 kg / 199.92 lbs
IPE 550
550mm
210mm
11.1mm
17.2mm
24.0mm
32. 11 kg / 70.79 lbs
105.51 kg / 232.62 lbs
IPE 600
600mm
220mm
12.0mm
19.0mm
24.0mm
37.26 kg / 82.14 lbs
122.45 kg / 269.95 lbs
IPN Beams
, характеризуемые наклонными внутренними фланцами, вот краткое изложение данных о весах и размерных балках:
Размер IPN и веса. Классификация
Высота
Ширина
Толщина стенки (WT) Радиус
Толщина полки (FT)
0276
Radius 2
I Beam Weight per Foot
I Beam Weight per Meter
IPN 80
80mm
42mm
3.9mm
5. 9mm
3.9mm
2.3mm
1.81 kg / 3.99 lbs
5.94 kg / 13.10 lbs
IPN 100
100mm
50mm
4.5mm
6.8mm
4.5mm
2.7mm
2.54 kg / 5.60 lbs
8.34 kg / 18.39 lbs
IPN 120
120mm
58mm
5.1mm
7.7mm
5.1mm
3.1mm
3.38 kg / 7.46 lbs
11.10 kg / 24.47 lbs
IPN 140
140mm
66mm
5.7mm
8.6mm
5.7mm
3.4mm
4.36 kg / 9.61 lbs
14.30 kg / 31.53 lbs
IPN 160
160mm
74mm
6.3mm
9.5mm
6.3mm
3.8mm
5.46 kg / 12.03 lbs
17.90 kg / 39.46 lbs
IPN 180
180mm
82mm
6.9mm
10. 4mm
6.9mm
4.1mm
6.68 kg / 14.72 lbs
21.90 kg / 48.28 lbs
IPN 200
200mm
90mm
7.5mm
11.3mm
7.5mm
4.5mm
7.99 kg / 17.61 lbs
26.20 kg / 57.76 lbs
IPN 220
220mm
98mm
8.1mm
12.2mm
8.1mm
4.9mm
9.48 kg / 20.90 lbs
31.10 kg / 68.56 lbs
IPN 240
240mm
106mm
8.7mm
13.1mm
8.7mm
5.2mm
11.03 kg / 24,33 фунта
36.20 kg / 79.81 lbs
IPN 260
260mm
113mm
9.4mm
14.1mm
9.4mm
5.6mm
12.77 kg / 28.16 lbs
41.90 kg / 92.37 lbs
IPN 280
280mm
119mm
10. 1mm
15.2mm
10.1mm
6.1mm
14.60 kg / 32.19 lbs
47.90 kg / 105.60 lbs
IPN 300
300mm
125mm
10.8mm
16.2mm
10.8mm
6.5mm
16.52 kg / 36.42 lbs
54.20 kg / 119.49 lbs
IPN 320
320mm
131mm
11.5mm
17.3mm
11.5mm
6.9mm
18.59 kg / 40.99 lbs
61.00 kg / 134.48 lbs
IPN 340
340mm
137mm
12.2mm
18.3mm
12.2mm
7.3mm
20.73 kg / 45.69 lbs
68.00 kg / 149.91 lbs
IPN 360
360mm
143mm
13.0mm
19.5mm
13.0mm
7.8mm
23.20 kg / 51.14 lbs
76.10 kg / 167.77 lbs
IPN 380
380mm
149mm
13. 7mm
20.5mm
13.7mm
8.2mm
25.60 kg / 56.45 lbs
84.00 kg / 185.19 lbs
IPN 400
400mm
155mm
14.4mm
21.6mm
14.4mm
8.6mm
28.16 kg / 62.09 lbs
92.40 kg / 203.71 lbs
IPN 450
450mm
170mm
16.2mm
24.3mm
16.2mm
9.7mm
35.05 kg / 77.28 lbs
115.00 kg / 253.53 lbs
IPN 500
500mm
185mm
18.0mm
27.0mm
18.0mm
10.8mm
42.98 kg / 94.75 lbs
141.00 kg / 310.85 lbs
IPN 550
550mm
200mm
19.0mm
30.0mm
19.0mm
11.9mm
50.60 kg / 111.55 lbs
166.00 kg / 365.97 lbs
IPN 600
600mm
215mm
21. 6mm
32.4mm
21.6mm
13.0mm
60.78 kg / 133.99 lbs
199.40 kg / 439.60 lbs
Advertisements
Other Helpful Weight Calculators
Calculators by Тип сечения:
Хотите ли вы рассчитать вес металлической трубы, круглого стержня, квадратной или прямоугольной трубы, катаного швеллера, листового материала или другого типа формы, у нас есть выбор удобных онлайн-калькуляторов, которые помогут вам :
C-канал
Равный / неравный угол
H-BEAM
HEX BAR
Металлическая пластина
Металлическая трубка
Круглый столб
Калькуляторы.
OSB
Автор: Джон Максвелл
Старший писатель, ToolCrowd
Джон Максвелл пишет на различные темы для ToolCrowd, включая обзоры инструментов, советы по материалам, распространенные бытовые проблемы, а также общие советы по самостоятельному созданию и практические статьи. Его работы публиковались в национальных изданиях для широкой аудитории, включая потребителей, домовладельцев и отраслевых экспертов. Джон имеет степень бакалавра в области геодезии зданий и степень магистра в области гражданского строительства, специализирующейся на долговечности бетона и стали. Когда он не пишет для ToolCrowd, Джон любит заниматься своими руками дома, а также заниматься деревообработкой в своей домашней мастерской, кататься на сноуборде и разрабатывать веб-сайты. Связаться с Jonarrow_right_alt
Metals Depot® — Купить стальные балки онлайн!
B1644 M 6 x 4,4 фунта (6,00 «x .114» x 1,844 «) A529-50 Стальная младшая луча
B1644
M 6 x 4.4 LB (6,00″ x .114 «x 1.844444444444492 M 6 x 4.4 LB (6,00″ x .114 «x 1.8444444444444444444449 M 6.4 «) A529-50 Младшая стальная балка
4,40 фунта
Выберите …5 футов 10 футов 20 футов или обрежьте по размеру
Выберите размер 0,00
Вес: 4,40 фунта
Добавить в корзину
B1865 M 8 x 6,5 фунтов (8,00″ x 0,135″ x 2,281″) A529-50 Младшая стальная балка
B1865
M 8 x 6,5 фунтов (8,00″ x 9,091″) 4 x 2 A529-50 Младшая стальная балка
6,50 фунтов
Выберите . ..5 футов 10 футов 20 футов или разрезать по размеру
Выберите размер 0,00
Вес: 6,50 фунтов/футов
4 Добавить в корзину 900
B1357 S 3 x 5,7# (3,00″ x 0,170″ x 2,33″) A36/A572-50 Стандартная двутавровая балка из стали
B1357
S 3 x 5,7# (3,00 x 0,170 x 2,33 дюйма) A36/A572-50 Стандартная стальная двутавровая балка
5,70 фунта
Выберите …5 футов Ft.or Cut до размера
Выберите размер 0,00
Вес: 5,70 фунтов/фут
Добавить в корзину
B1375 S 3 x 7,5# (3,00 «x .3499» x 2.5096 S 3 x 7,5# (3,00 «x. ) A36/A572-50 Стандартная стальная двутавровая балка
B1375
S 3 x 7,5 # (3,00″ x 0,349″ x 2,509″) A36/A572-50 Стандартная стальная двутавровая балка
7,50 фунта
Выберите . ..5 фут.10 фут.20 фут.или обрезать по размеру
Выберите размер 0,00
Вес: 7,50 фунтов/фут
Добавить в корзину
B1477 S 4 x 7,7 фунта (4,00 «x. S 4 x 7,7 фунта (4,00″ x 0,193″ x 2,663″) A36/A572-50 Стандартная двутавровая балка из стали
7,70 фунта
Выбрать … 5 футов. 10 футов. 20 футов. S 4 x 9,5 фунта (4,00 дюйма x 0,326 дюйма x 2,796 дюйма) A36/A572-50 Стандартная стальная двутавровая балка
B1495
S 4 x 9,5 фунта (6 дюймов x 2,326 дюйма) ) A36/A572-50 Стандартная стальная двутавровая балка
9,50 фунта
Выберите …5 фут.10 фут.20 фут.или обрезать до размера
Выберите размер 0,00
Вес: 9,50 фунтов/фут
Добавить в корзину
B1510 S 5 x 10 футов (5,00 «x . 214″ x 3,004 «) 9.944444444446944446944444469444444446944444446944444469444444469444446/10 фунтов (5,00″. -50 Стандартная стальная двутавровая балка
B1510
S 5 x 10 фунтов (5,00″ x 0,214″ x 3,004″) A36/A572-50 Стандартная стальная двутавровая балка
10,00 фунтов
3 … 10 футов 20 футов или разрезать по размеру
Выберите размер 0,00
Вес: 10,00 фунтов/фут
Добавить в корзину
B16125 S 6 x 12,5 фунтов (6,00 «x .232» x 3,332 «) A36/A572-50 x 3,332″) A36/A572-50 x 3,332 «) A36/A572-50 x 3,332. S 6 x 12,5 фунтов (6,00″ x 0,232″ x 3,332″) A36/A572-50 Стандартная стальная двутавровая балка
12,50 фунтов
Выберите …5 футов 10 футов 20 футов или Вырезать Размер
Выберите размер 0,00
Вес: 12,50 фунт/фут
Добавить в корзину
B161725 S 6 x 17. 25 lb (6.00″ x .465″ x 3.565″) A36/A572-50 Standard Steel I Beam
B161725
S 6 x 17.25 lb (6.00″ x . 465″ x 3,565″) A36/A572-50 Стандартная стальная двутавровая балка
17,25 фунта
Выберите …5 фут.10 фут.20 фут. или вес под размер
Выберите размер 0,00
2 9 : 17,25 фунт/фут
Добавить в корзину
B18184 S 8 x 18,4 фунта (8,00″ x 0,271″ x 4,001″) A36/A572-50 Standard Steel I Beam
B18184
S 8 x 18.4 lb (8.00″ x .271″ x 4.001″) A36/A572-50 Standard Steel I Beam
18.40 lb
Выберите …5 футов 10 футов 20 футов или разрежьте по размеру
Выберите размер 0,00
Вес: 18,40 фунт/фут
Добавить в корзину
25 x
фунт (8,00″ x 0,441″ x 4,171″) A36/A572-50 Стандартная стальная двутавровая балка
B1823
S 8 x 23 фунта (8,00″ x 0,441″ x 4,171″) A36/A572-50 Стандартная стальная двутавровая балка
B110254 S 10 x 25.4 lb (10.00″ x .311″ x 4.661″) A36/A572-50 Стандартная стальная двутавровая балка
B110254
S 10 x 25,4 фунта (10,00″ x 0,311″ x 4,661″) A36/A572-50 Стандартная стальная двутавровая балка
25,40 фунтов
Выберите …20 футов.
Выберите размер 0,00
Вес: 25,40 фунтов/фут
Добавить в корзину
B112318 S 12 x 31,8 LB (12,00 «x .350» x 5,00 «) S 12 x 31,8 LB (12,00″ x .350 «X 5,00») S 12 x 31,8 LB (12,00 «x .350» x 5,00 «) S 12 x 31,8 фута (12,00″ x. -50 Стандартная стальная двутавровая балка
B112318
S 12 x 31,8 фунта (12,00″ x 0,350″ x 5,00″) A36/A572-50 Стандартная стальная двутавровая балка
31,803 фунта
Выберите . ..20 футов.
Выберите размер 0,00
Вес: 31,80 фунт/фут
Добавить в корзину
B2413 W 4 x 13 LB (4,16 «x .280» x 4,06 «) W 4 x 13 LB (4,16″ x .280 «x 4,06») W 4 x 13 LB (4,16 «x .280» x 4,06 «) W 4 x 13 LB (4,16″. Стальная двутавровая балка
B2413
Ш 4 x 13 фунтов (4,16 x 0,280 x 4,06 дюйма) A572/A992 Стальная двутавровая балка
13,00 фунтов
5 Ft.2010 Select Ft.or Cut to Size
Выберите размер 0,00
Вес: 13,00 фунтов/фут
Добавить в корзину
B2516 W 5 «x 16 фунтов (5,01» x .240 «x 5,00») A572/A992 Wide Flange Beam
A572/A992 Wide Flange Beam
A572/A992 WID W 5 дюймов x 16 фунтов (5,01 дюйма x 0,240 дюйма x 5,00 дюйма) A572/A992 Стальная балка с широкими полками
16,00 фунтов
Выберите . ..5 футов 10 футов 20 футов или разрезать по размеру
Выберите размер 0,00
Вес: 16,00 фунт/фут
Добавить в корзину
B2519 W 5 x 19 фунтов (5,15 «x .270 x 5,03») A572/A992 Steel H Beam
B2519
W 5 x 19 LB (5,15 «x. 2703»)
W 5 x 19 LB (5,15 «x. 2703»)
W 5 x 19 LB (5,15 «x. 2703» 5,0303
W 5 x 19 LB (5,15 «X.2703»)
W 5 x 19 LB (5,15 «X.2703»)
W 5 x 19 A572/A992 Стальная двутавровая балка
19,00 фунтов
Выберите …10 футов.20 футов.
Выберите размер 0,00
Вес: 19,00 фунтов/фут
Добавить в корзину
B269 W 6 x 9 фунтов (5,90 «x .170» x 3,94 «) W 6 x 9 фунтов (5,90″. Стальная двутавровая балка
B269
Ш 6 x 9 фунтов (5,90 x 0,170 x 3,94 дюйма) A572/A992 Стальная двутавровая балка
9,00 фунтов
Выберите . ..5 Ft.2010 Ftor. Размер до размера
Выберите размер 0,00
Вес: 9,00 фунтов/фут
Добавить в корзину
B2612 W 6 x 12 LB (6,03 «x .230» x 4,00 «) W 6 x 12 LB (6,03″ x .230 «x 4,00») W 6 x 12 LB (6,03 «x .230» x 4,00 «) W 6 x 12 LB (6,03″ x .230 «x 4,00») A572/A992 Стальная двутавровая балка
B2612
Ш 6 x 12 фунтов (6,03 дюйма x 0,230 дюйма x 4,00 дюйма) A572/A992 Стальная двутавровая балка
12,00 фунтов
Выберите …5 футов 10 футов 20 футов или обрежьте по размеру
Выберите размер 0,00
Вес: 12,00 4 фунта 4 0/фут CART
B2615 W 6 x 15 фунтов (5,99 «x .230» x 5,99 «) A572/A992 Сталь H Beam
B2615
W 6 x 15 LB (5.999299
5
W 6.999
2
B2615
W 6. 9999 29992 B2615
W 6.9992
B2615
W 6 0003″. » x 5,99″) A572/A992 Стальная двутавровая балка
15,00 фунтов
Выберите …5 футов 10 футов 20 футов или обрезать до размера
Выберите размер 0,00
Вес: 15,00 фунтов/фут
Добавить в корзину
B2620 W 6 x 20 футов (6,20 «x .260» x 6,0276 W 6 x 20 фунтов (6,20 «. Стальная двутавровая балка
B2620
Ш 6 x 20 фунтов (6,20″ x 0,260″ x 6,02″) A572/A992 Стальная двутавровая балка
20,00 фунтов
100002 … футов
Выберите размер 0,00
Вес: 20,00 фунтов/фут
Добавить в корзину
B2625 W 6 x 25 фунтов (6,38 «x .320» x 6,08 «) A572/A992 Steel H BEAM
B2625
W 6 x 25 LB (6. 38″ X.320 «X.320» X.320 «X.3202» X.3202 «. x 6,08») A572/A992 Стальная двутавровая балка
25,00 фунтов
Выберите …10 футов 20 футов 25 футов.
Выберите размер 0,00
Вес: 25,00 фунтов/фут
Добавить в корзину
B2810 W 8 x 10 футов (7,89 «x .170» x 3,94 «)0094 A572/A992 Стальная двутавровая балка
B2810
W 8 x 10 фунтов (7,89″ x 0,170″ x 3,94″) A572/A992 Стальная двутавровая балка
Ш 12 x 65 фунтов (12,12 x 0,390 x 12,00 дюймов) A572/A992 Стальная двутавровая балка
65,00 фунтов
Выберите …10 фут.20 фут.25 фут.
Выберите размер 0,00
Вес: 65,00 фунтов/фут
Добавить в корзину
B21422 W 14 x 22 LB (13,74 «x .230» x 5,00 «) W 14 x 22 LB (13,74″ x .230 «x 5,00») W 14 x 22 LB (13,74 «x .230» x 5,00 «) W 14 x 22 LB (13,74″ x .230 «x 5,00») W 14 x 22 LB (13,74 «x .230» x 5,00 «) W 14 x 22 LB (13,74″ x .230 «x 5,00») W Стальная двутавровая балка
B21422
Ш 14 x 22 фунта (13,74″ x 0,230″ x 5,00″) A572/A992 Стальная двутавровая балка
22,00 фунта 0
Ft. 2 Select футов
Выберите размер 0,00
Weight: 22.00 lb/ft
Add To Cart
B21426 W 14 x 26 lb (13.91″ x .255″ x 5.03″) A572/A992 Steel H Beam
B21426
Ш 14 x 26 фунтов (13,91″ x 0,255″ x 5,03″) A572/A992 Стальная двутавровая балка
26,00 фунтов
Выберите …10 футов 20 футов 25 футов.
Выберите размер 0,00
Вес: 26,00 фунтов/фут
Добавить в корзину
B21430 W 14 x 30 фунтов (13,84 «x .270» x 6,73 «) A572/A992 Steel H BEAM
B21430
W 14 x 30 LB (13,844″ 27703
W 14 x 30 LB (13,844 «. «) A572/A992 Стальная двутавровая балка
30,00 фунтов
Выберите …10 футов 20 футов 25 футов.
Выберите размер 0,00
Вес: 30,00 фунтов/фут
Добавить в корзину
B21434 W 14 x 34 LB (13,98 «x . 285″ X 6,75 «) 90 24 LB (13,98″ x .285 «x 6,75»)0094 A572/A992 Steel H Beam
B21434
W 14 x 34 фунта (13,98 «x .285» x 6,75 «) A572/A992 Steel H Beam
34.00 LB
SELECT … 10 FT. 20 футов 25 футов.
Выберите размер 0,00
Вес: 34,00 фунтов/фут
Добавить в корзину
B21443 W 143 F (13,66 «X.305». ) A572/A992 Стальная двутавровая балка
B21443
Ш 14 x 43 фунта (13,66″ x 0,305″ x 7,99″) A572/A992 Стальная двутавровая балка
43,00 фунта
Добавить …10 футов 20 футов 25 футов
Выберите размер 0,00
Вес: 4 фунта 03,0900 43,0070 CART
B21626 W 16 x 26 фунтов (15,69 «x .250» x 5,50 «) A572/A992 Сталь H Beam
B21626
W 16 x 26 LB (15. 6926
W 16 x 26 LB (15.6926
w 16 LB (15.6926
W 16 LB (15.6926
w 16 LB.. » x 5,50″) A572/A992 Стальная двутавровая балка
26,00 фунтов
Выберите …10 футов 20 футов 25 футов
Select a Size 0.00
Weight: 26.00 lb/ft
Add To Cart
B21631 W 16 x 31 lb (15.88″ x .275″ x 5.53″) A572/A992 Стальная двутавровая балка
B21631
Ш 16 x 31 фунт (15,88″ x 0,275″ x 5,53″) A572/A992 Стальная двутавровая балка
31,00 фунт 0
Ft.2 Select футов
Выберите размер 0,00
Вес: 31,00 фунт/фут
Add To Cart
B21636 W 16 x 36 lb (15.86″ x .295″ x 6.985″) A572/A992 Steel H Beam
B21636
W 16 x 36 lb (15. 86″ x 0,295″ x 6,985″) A572/A992 Стальная двутавровая балка
36,00 фунтов
Выберите …10 футов 20 футов 25 футов.
Выберите размер 0,00
Вес: 36,00 фунтов/фут
Добавить в корзину
B21640 W 16 x 40 LB (16,01 «x.9») A572/A992 Steel H Beam
B21640
W 16 x 40 lb (16.01″ x .305″ x 6.99″) A572/A992 Steel H Beam
40.00 lb
Select .. 0,10 футов 20 футов 25 футов
Выберите размер 0,00
Вес: 40,00 фунтов/фут
Добавить в корзину
B21650 W 16 x 50 LB (16,26 «x .380» x 7,07 «)
9.969 27799999999999999999999999999999999999999999999999999999999999999999999999979797999999999999999999999.969 9.96999999999. W 16 x 50 lb (16,26″ x .380 «x 7,07») W 16 x. Стальная двутавровая балка
B21650
Ш 16 x 50 фунтов (16,26″ x 0,380″ x 7,07″) A572/A992 Стальная двутавровая балка
50,00 фунтов
Выберите …10 футов.20 футов.25 футов.
Select a Size 0.00
Weight: 50.00 lb/ft
Add To Cart
B21667 W 16 x 67 lb (16.33″ x .395″ x 10.24″) A572/A992 Стальная двутавровая балка
B21667
Ш 16 x 67 фунтов (16,33″ x 0,395″ x 10,24″) A572/A992 Стальная двутавровая балка
67,00 фунтов
…2 Select Ft.2 900 футов
Выберите размер 0,00
Вес: 67,00 фунтов/фут
Добавить в корзину
B21835 W 18 x 35 LB (17,70 «x .300» x 6,00 «)
W 18 x 35 LB (17,70″ x .300 «x 6,00»)
W 18 x 35 LB (17,70 «x. Стальная двутавровая балка
B21835
Ш 18 x 35 фунтов (17,70 дюймов x 0,300 дюймов x 6,00 дюймов) A572/A992 Стальная двутавровая балка
35,00 фунтов 0
Ft.2 Select футов
Выберите размер 0,00
Вес: 35,00 фунт/фут
Add To Cart
B21840 W 18 x 40 lb (17.90″ x .315″ x 6.02″) A572/A992 Steel H Beam
B21840
W 18 x 40 lb (17.90″ x 0,315″ x 6,02″) A572/A992 Стальная двутавровая балка
40,00 фунтов
Выберите …10 футов 20 футов 25 футов.
Выберите размер 0,00
Вес: 40,00 фунтов/фут
Добавить в корзину
B21850 9″ x 0,355″ x 7,50″) A572/A992 Стальная двутавровая балка
B21850
W 18 x 50 фунтов (17,99″ x 0,355″ x 7,50″) A900 Стальная балка 2 A H5272/A 50,00 фунтов
Выберите . ..10 фут.20 фут.25 фут.
Выберите размер 0,00
Вес: 50,00 фунтов/фут
Добавить в корзину
B21865 W 18 x 65 LB (18,35 «x .450» x 7,59,9,9,9,919.969.919.919.919.919.919.919.9199.919.919.919.969.969.969.969.969.969.969.969.969.969/4.969/ W 18 x 65 LB (18,35 «x .450» x 7,59 «) W 18 x 65 LB (18,35″. Стальная двутавровая балка
B21865
W 18 x 65 фунтов (18,35 x 0,450 x 7,59 дюймов) A572/A992 Стальная двутавровая балка
65,00 фунтов
Выберите …10 футов 20 футов 25 футов
Выберите размер 0
Weight: 65.00 lb/ft
Add To Cart
B22144 W 21 x 44 lb (20.66″ x .350″ x 6.50″) A572/A992 Steel H Beam
B22144
Ш 21 x 44 фунта (20,66″ x 0,350″ x 6,50″) A572/A992 Стальная двутавровая балка
Сварочный инвертор Zubr SA-190 отзывы покупателей и специалистов на отзовик
Сварочный аппарат Сварочный инвертор Zubr SA-190
Краткие характеристики:
Пользователям нравится:
Мастер
дисплей
Общая оценка:
Отзывы
Видео обзоры
Характеристики
Оставить отзыв
Сварочный аппарат Сварочный инвертор Zubr SA-190 отзывы
Рекомендую этот аппарат.
Достоинства:
Купила мужу в подарок Сварочный аппарат Ресанта САИ-190, он долго его хотел. Пробывал им варить, очень довольный. Говорит, что им легко и просто варить. Необязательно быть профессиональным сварщиком.
Недостатки:
Недостатков нет
Светлана
За такие деньги аппарат рекомендую покупать. В хозяйстве — самое то. Лишние навароты не нужны. А кабель и докупить можно.
Достоинства:
Лёгкий, удобен при ношении на плечевом ремне. Большой диапазон регулировки тока. Пятеркой ещё не варил, но четвёркой варит легко. При длительной работе не греется. Нужный ток подбирается легко. Тонкостенный профиль можно варить не прожигая.
Недостатки:
Длина держака коротковата. К тому же алюминиевый. Была бы опция — выбирать длину кабеля держака.
Талгат
Сварочный аппарат идеально подходит для работ по хозяйству, в гараже и на даче.
Достоинства:
Купил аппарат месяц назад, до этого сваркой никогда не занимался. Работать аппаратом удобно, особенно начинающим. Оснащен функциями «горячий старт» и «антизалипание».
Недостатки:
Из недостатков короткие провода, приходиться постоянно передвигать.
Валерий
Ни разу не варил, решил впервые взять в руки сварочный аппарат — не скажу что отлично, но получилось сразу. Несколько часов видео в инете и плюс этот аппарат — и уже есть результат. Аппарат легкий. Мощности хватает. Работаю 3-кой. Кабеля короткие, но легкий вес все компенсирует. Рекомендую к покупке.
Достоинства:
Компактность.
Недостатки:
Не понял, как работает анти-залипание.
Виталий
Купил по совету профессиональных сварщиков.Советую!
Достоинства:
Качественный инверторный сварочный аппарат! Легкий вес, компактный корпус, удобно носить на плече, функция антизалипания. С таким аппаратом даже новичку удастся выполнить качественный сварочный шов.
Недостатки:
Короткие провода,боится пыли.
Очень хороший аппрат всем рекомендую
Достоинства:
Лучший аппарат из многих других
Недостатки:
Короткие кабеля
Сергей
Доволен как слон, всем рекомендую
Достоинства:
Низкая цена
Отличный вариант для домашнего использования
Берет электро 4 без каких либо проблем
Недостатки:
очень короткие провода, но не так уж критично как многие говорят
Эдуард
Советую, не подводит.
Достоинства:
Аппаратом доволен. Качество шва понравилось, удобный аппарат, никаких нареканий нет. Аппарат супер. Варить тройкой одно удовольствие. Запас хороший, пятерку потянет смело.
Недостатки:
Разве что провода короткие, но по-моему у них у всех они не особо длинные.
Отличный аппарат за свои деньги.
Достоинства:
Легкий, удобный, это мой первый инвертор, брал его для работ по гаражу (ремонт ворот, навес и.т.д) и на даче (забор, веранда, навес и пр.), варил электродами монолит 2-ка и 3-ка, до этого опыт сварки был, в основном, теоретический. Сначала пришлось потренироваться на пластинках и обрезках, а затем уже приступить к делу. В целом все получилось, как задумывалось, пока ничего не развалилось, швы конечно не супер, надеюсь с практикой будут лучше. Что понравилось: легкий поджиг дуги, практически нет залипаний, хорошо варит при нестабильном и пониженном напряжении, легкий, удобная для новичков разметка на регуляторе тока в зависимости от диаметра электрода, можно долго варить без перерыва, адекватная цена.
Недостатки:
Коротковаты провода, хотя практически у всех моделей в данном сегменте такие, в целом пока не обнаружил серьезных проблем, надеюсь их не будет.
Станислав
Оставьте свой отзыв на Сварочный инвертор Zubr SA-190
Ваше имя
Оставить отзыв
Спасибо за отзыв.
Он будет опубликован после проверки модератором!
Характеристики Сварочный инвертор Zubr SA-190
Тип
инвертор
Вид сварки
ручная дуговая (ММА)
Ток сварки
постоянный
Входное напряжение
220 В
Потребляемая мощность
6.6 кВA
Напряжение холостого хода
70 В
Мин. ток сварки
20 А
Макс. ток сварки
190 А
Периодичность включения
70 %
Мин. диаметр электрода
1.6 мм
Макс. диаметр электрода
4 мм
Дополнительно
горячий старт (Hot Start) форсирование дуги (Arc Force) защита от залипания (Anti-Stick) цифровой дисплей
Класс защиты (IP)
21
Класс изоляции
H
Длина силовых кабелей
1.8 м
Габариты (ВхШхГ)
175x115x280 мм
Вес
4.8 кг
Официальный сайт
zubr.ru
Дата добавления на otzovik-top
август 2020
Все отзывы взяты из открытых источников, либо оставлены посетителями сайта. Название товара и инофрмация о товаре, взяты из открытых источников. Администрация сайта otzovik-top за отзывы, названия товара и технические характеристики ответственности не несет.
горячий старт (Hot Start) форсирование дуги (Arc Force) защита от залипания (Anti-Stick)
Класс защиты (IP)
21
Длина силовых кабелей
3 м / держатель /
Вес
3. 3 кг
Официальный сайт
resanta.ru
Дата добавления на otzovik-otzivi.ru
июль 2020
Перед покупкой Сварочный инвертор Resanta SAI-190T LUX 65/70 уточняйте технические характеристики и комплектацию у продавца
Спасибо за отзыв.
Он будет опубликован после проверки модератором!
Рекомендуем
Аромапалочки с деревянной подставкой «Шоколад» — MSPerfum отзывы
Аромапалочки с успокаивающим ароматом иланг-иланга — MSPerfum отзывы
Аромапалочки с успокаивающим ароматом сандала — MSPerfum отзывы
Аромапалочки с успокаивающим ароматом жасмина — MSPerfum отзывы
Зубная паста — Crest 3D White Whitening Toothpaste Stain Shield отзывы
Обзор
Hobart Handler 190 — оно того стоит?
С момента своего появления в 2011 году сварочный аппарат Hobart Handler 190 MIG завоевал популярность и зарекомендовал себя как простое и надежное устройство, продаваемое известным и уважаемым брендом.
Таким образом, не будет ничего необычного, если в какой-то момент вы спросите себя, соответствует ли это устройство потребностям вашего магазина.
Эта статья содержит всю необходимую информацию о Handler 190, а также то, что говорят некоторые реальные пользователи, чтобы помочь вам оценить, подходит ли он вам.
Краткий обзор
Что включено
Пистолет HR-100 длиной 3 м (10 футов)
Руководство по эксплуатации
Рабочий трос длиной 3 м с зажимом
Встроенный газовый электромагнитный клапан и двухманометрический регулятор с газовым шлангом.
Катушка с образцом 0,030 дюйма (0,8 мм) самозащитной порошковой проволоки
Контактные наконечники 0,030 дюйма (0,8 мм)
Приводной ролик Quick Select™ для сплошной проволоки диаметром 0,024 дюйма (0,6 мм) или 0,030/035 дюйма (0,8/0/9 мм) и 0,030/035 дюйма (0,8/0,9 мм).мм) порошковая проволока
Посмотреть лучшее предложение здесь Northern Tool (бесплатная доставка)
Профессионалы
Простая установка понравится начинающим сварщикам
Приводной ролик Quick Select™ с тройной канавкой
Встроенный автоматический двигатель подачи проволоки и защита от тепловой перегрузки, без предохранителей или автоматических выключателей для сброса
Пистолет для катушки готов
Поставляется с удобным толщиномером приклада
Литой алюминиевый корпус механизма подачи проволоки
Электрический провод остается холодным до тех пор, пока спусковой крючок не будет нажат в целях безопасности
Автоматическая тепловая защита и защита двигателя привода проволоки
Можно запустить генератор
Сильная гарантия
Минусы
Только входное напряжение 230 В
Выбор напряжения ограничен 7 отводами
Нет индикатора тепловой перегрузки
Регулятор не рекомендуется использовать с газом C100
Heavy по сравнению с конкурирующими моделями
Где можно купить Hobart 190
Hobart Handler 190 — это хорошо укомплектованный сварочный аппарат с несколькими розничными продавцами, поэтому у вас не должно возникнуть никаких проблем.
Каждый ритейлер время от времени проводит собственные распродажи, поэтому стоит проверить следующие:
Северный инструмент
Ферма и флот Блейна
Амазонка
Поставка трактора
Что следует знать перед покупкой манипулятора 190
Сварщики-новички
Этот сварочный аппарат является одним из самых простых в настройке и использовании. Из-за этого многие сварщики считают, что Handler 190 — хороший первый сварочный аппарат.
Это позволяет новым пользователям учиться, не увязая в сложных элементах управления. Кроме того, дуга и подача проволоки достаточно хороши, чтобы новые и опытные сварщики могли наплавить несколько валиков.
Входная мощность
Этот сварочный аппарат использует только источник питания 240 В. Итак, если вам нужно запустить свой сварочный аппарат MIG на 120 вольт, это не ваш сварочный аппарат. Убедитесь, что у вас есть розетка на 240 В, защищенная автоматическим выключателем не менее чем на 30 ампер.
Другим вариантом питания этого сварочного аппарата является использование генератора. Handler 190 может питаться от генератора непрерывного действия мощностью 7000 Вт для достижения полной выходной мощности. Чтобы получить выходную мощность 130 ампер, вам понадобится генератор непрерывного действия мощностью 5000 Вт.
Связанное чтение : Какой мощности генератор мне нужен для работы сварочного аппарата?
Толщина свариваемых заготовок
Handler 190 выдает ток от 25 до 190 ампер и может сваривать в среде инертного газа мягкую и нержавеющую сталь толщиной от 24 калибра до 5/16 дюйма. Обычно это все, что нужно новичку или энтузиасту сварки. Но если вы собираетесь иметь дело с более промышленным и толстым материалом, вам понадобится устройство большего размера.
Алюминий
Handler 190 поставляется с уже готовым шпульным пистолетом, но его необходимо приобрести отдельно. Это означает, что вы должны оценить свои потребности в сварке алюминия, чтобы принять решение. Вы можете купить шпульный пистолет отдельно в будущем, когда он понадобится, или купить комплект сейчас, который включает его.
Комплект экономит ваши деньги по сравнению с покупкой сварочного аппарата и катушки по отдельности. Но базовый блок без шпульного пистолета предлагает самую низкую начальную стоимость, если вы не собираетесь покупать алюминий в обозримом будущем.
Как бы вы ни решили это сделать, если у вас есть шпулемет, вы сможете работать с алюминием от 16 калибра до 1/4 дюйма толщиной.
Газ C100
Хотя газовый регулятор поставляется в комплекте, его не рекомендуется использовать с газом C100. Это связано с тем, что обледенение углекислым газом может повредить регулятор, не предназначенный для его использования.
Однако многие сварщики предпочитают использовать C100. Если вы один из них, будьте готовы поставить свой собственный регулятор для чистого углекислого газа, если вы решите купить Handler 190.
Вес
Устройство весит 68 фунтов. Таким образом, основной блок достаточно легкий, чтобы при необходимости можно было перемещать сварочный аппарат.
Но сегодня на рынке есть более легкие варианты, если вам нужно более портативное устройство.
Расходные материалы
По большей части Hobart включает все необходимое для начала работы (за исключением газа для сварки MIG). Но этого недостаточно, чтобы держать вас в движении надолго.
Поэтому, если вы покупаете Handler 190, рекомендуется добавить расходные материалы к вашему заказу.
Что делает Hobart 190 замечательным
Панель управления
Компания Hobart разработала Handler 190 так, чтобы она была простой в использовании. Один взгляд на панель управления, и вы можете увидеть, что они действительно разработали чистую, простую машину: две ручки и выключатель. Никаких огней или цифровых дисплеев, чтобы все запутать.
Чтобы упростить задачу, таблица настроек напечатана на внутренней стороне дверцы отсека для проводов. Просто найдите настройки для вашего сварного шва, поверните два циферблата в нужное положение, и вы готовы к сварке. По этой причине многие пользователи считают этот сварочный аппарат хорошим выбором для начинающих сварщиков.
Качество сварки
Пользователи считают, что Handler 190 относительно легко укладывает качественные швы. Простота сварочного аппарата в сочетании с плавной дугой и надежным приводом проволоки делает его проще, чем многие конкурирующие сварочные аппараты.
Проволочный приводной ролик с тремя канавками
С момента своего первого выпуска компания Hobart внесла несколько изменений в Handler 190. Но одним из них было обновление ролика с 2 канавками до 3.
Теперь в Handler 190 имеется тройной Ролик, который позволяет запускать сплошную или порошковую проволоку. Таким образом, вы можете использовать сплошную проволоку диаметром от 0,023 до 0,035 дюйма и порошковую проволоку диаметром от 0,030 до 0,045 дюйма с помощью одного ролика, который входит в комплект поставки.
Эта функция обычно отсутствует в устройствах конкурентов, и ею легко пользоваться. Просто нажмите на ролик и поверните так, чтобы стопорный штифт «встал» в паз, подходящий для размера и типа провода.
Пистолет с катушкой готов
Не все «начинающие» сварщики MIG принимают пистолет с катушкой. Но Handler 190 поставляется с внутренней схемой, так что ваш сварочный аппарат будет готов, когда вы решите взяться за алюминий.
Получив пистолет, подключите его к сети и нажмите переключатель внутри отсека для проводов, чтобы настроить его. Легко и быстро перейти на алюминий со стали и наоборот.
Механизм подачи проволоки
Пользователи считают, что подача проволоки в Handler 190 плавная, что помогает накладывать качественные валики. Он также прост в настройке и надежен. Кроме того, ролик Quick Select позволяет выполнять переналадку без использования инструментов и усилий.
Механизм подачи проволоки является одной из сильных сторон сварщика. Даже опытные сварщики оценят надежность и простоту использования.
Защита двигателя подачи проволоки
Двигатель привода подачи проволоки работает с большой нагрузкой и может сгореть. Для решения этой проблемы обработчик 190 включает электронную защиту. Если двигатель перегружен, схема отключит двигатель. Просто отпустите курок горелки и дождитесь автоматического сброса схемы.
Защита от тепловой перегрузки
Трансформаторы в сварочном аппарате, как и в случае с приводным двигателем, могут быть повреждены. Чтобы защититься от этого, Hobart включает термовыключатель, который отключает устройство, если оно становится слишком горячим. Если он сработает, просто подождите, пока устройство остынет, и оно автоматически перезагрузится, когда достаточно остынет.
Функция безопасности холодной проволоки
При использовании Handler 190 провод электрически «холодный», когда он не используется. Таким образом, вам не нужно беспокоиться о том, что случайные короткие замыкания начнут неожиданную дугу. Проволока не станет «горячей», пока вы не нажмете курок горелки.
Гарантия
Компания Hobart давно занимается сваркой. Одной из вещей, которыми они известны, является их гарантия. Для этого есть причина. Гарантия 5/3/1 – одна из лучших, которые вы найдете.
Гарантия на трансформатор, стабилизаторы и выпрямитель 5 лет; генераторы, печатные платы и приводные системы на 3 года; и пушку МИГ на 1 год.
Комплект поставки
Handler 190 — хороший выбор для начинающих сварщиков. Но шпульный пистолет является дополнительным, что увеличивает цену.
Если вы знаете, что будете работать с алюминием, вы можете сэкономить немного денег, купив пакет Hobart, включающий сварочный аппарат и шпульный пистолет. Всем нравится экономить деньги.
Альтернативное рассмотрение
Тем, кто любит рассматривать все варианты, стоит обратить внимание на Eastwood MIG 180i. Он очень хорошо сравним со спецификациями Handler 190.
Но он также основан на инверторе, легче, дешевле, имеет лучший рабочий цикл, работает от 120 В и 240 В и имеет дополнительные функции управления. Так что в целом, как новое устройство, на мой взгляд, это лучший пакет.
Манипулятор 190 MIG
Иствуд МиГ 180i
Потребляемая мощность
240 В
120 В или 240 В
Выходной ток
25 – 190А
30 -180А
Рабочий цикл
30 % при 130 А
30 % при 180 А
Технология
Трансформатор
Инвертор
Ответвители напряжения
7
Бесконечный
Режим 4T
⛔
✅
Настройка прихватки
⛔
✅
Изменение полярности
Внутреннее отделение для проводов
Заглушки на передней панели блока
Вес
68 фунтов.
26 фунтов.
РРП
💲💲💲 Посмотреть лучшее предложение здесь Северный инструмент
💲💲 Посмотреть лучшее предложение здесь Иствуд
Вы можете найти полный краткий обзор Eastwood MIG 180 здесь.
Заключение
Handler 190 привлекает новых сварщиков своей простотой. Он очень прост в настройке и использовании. Кроме того, механизм подачи проволоки и дуга гладкие, что облегчает создание красивых бусин.
Но способность работать со сталью толщиной от 24 до 5/16 дюйма также делает его практичным выбором для любого обслуживания/ремонта, кузова автомобиля, DIY, фермы/ранчо или мастерской металлических скульптур, если они не берут на себя тяжелые или промышленные работы.
Хотя это и не самый дешевый сварочный аппарат в этой категории, Handler 190 производится известной компанией. Кроме того, Hobart включает в себя сильную гарантию. Так что это стоит цены для тех, кому нужно душевное спокойствие, которое приходит с торговой маркой и хорошей гарантией.
Итак, если вам нужен проверенный временем и простой в использовании прибор без излишеств, вы можете заплатить немного больше за Handler 190 MIG. Это прочный сварочный аппарат, который позволяет начинающим и опытным сварщикам накладывать качественные валики. Просто имейте в виду, что он предназначен только для легких и средних задач по стали и алюминию.
Другие обзоры Hobart
Обзор Hobart Handler 125
Hobart Handler 190 и 210 MVP – подробное сравнение
Не у каждого любителя сварки есть розетка на 240 В в магазине. Давайте будем честными, толстые линии, автоматические выключатели и электрические розетки дороги и сложны в установке.
Но если он есть в вашем магазине, повышенная мощность расширяет объем работы, которую вы можете выполнять.
Если вы хотите улучшить свои сварочные навыки с более высокой силой тока, которую также предлагает розетка на 240 В, два сварщика, скорее всего, попадут на ваш радар; Хобарт Хэндлер 190 и обработчик 210MVP.
Уже более 100 лет компания Hobart разрабатывает и производит сварочные аппараты в США. Их продукция заслужила уважение сварочного сообщества за простоту использования и надежность. И Handler 190, и 210MVP компактны и просты в использовании, и любой из них, вероятно, может отлично вам помочь.
Однако, в зависимости от вашей работы, детали имеют значение при выборе одного над другим.
Имея это в виду, мы исследовали каждый сварочный аппарат, и для вашего удобства ниже представлена сводка результатов.
Если у вас есть доступ к розетке 240 В, Handler 190 станет отличным сварочным аппаратом MIG начального уровня. Он доступен по цене, прост в использовании, универсален, надежен и имеет хорошую гарантию.
Меньший рабочий цикл не позволяет использовать этот сварочный аппарат в тяжелых промышленных условиях. Но в комплекте поставки даже начинающие сварщики могут выполнять качественные сварные швы.
Для большинства любителей этот компактный аппарат обладает достаточной мощностью и может сваривать как алюминий, так и сталь. Он работает с материалами толщиной от 24 до 5/16 дюйма, что обеспечивает гибкость в работе, которую вы можете выполнять.
Универсальность модели 190 означает, что она может выполнять строительные, ремонтные и автомобильные работы, а также выполнять большинство домашних проектов своими руками. Хобарт также рекомендует его для работы с металлом и работы на ферме / ранчо.
Если с деньгами туго, Handler 190 можно найти в доступной упаковке, включающей шпульный пистолет. Цена на этот пакет очень привлекательна и позволяет сварщикам заняться серьезной сваркой алюминия при ограниченном бюджете.
Что входит в комплект поставки 190
Пистолет HR-100 длиной 3 м (10 футов)
Руководство по эксплуатации
Рабочий трос длиной 3 м с зажимом
Встроенный газовый электромагнитный клапан и двухманометрический регулятор с газовым шлангом.
Образец катушки с самозащитной порошковой проволокой диаметром 0,030 дюйма (0,8 мм)
Контактные наконечники 0,030 дюйма (0,8 мм)
Приводной ролик Quick Select™
для сплошной проволоки диаметром 0,024 дюйма (0,6 мм) или 0,030/035 дюйма (0,8/0/9 мм) и порошковой проволоки диаметром 0,030/0,035 дюйма (0,8/0,9 мм) провод
Шнур питания с вилкой
Направляющая для сварки и толщиномер материала
Hobart Handler 190 По сравнению с Hobart Handler 210MVP
Плюсы
Дешевле
11 фунтов. Зажигалка
Комплект с шпульным пистолетом меньше, чем базовый сварочный аппарат 210МВП
Минусы
Только входное напряжение 230 В
Более короткий рабочий цикл
Меньше контроля с тонким материалом
Где купить
Розничные продавцы часто делают небольшие скидки на эту модель, поэтому стоит поискать, где она дешевле всего в данный момент. Я нашел несколько мест, где время от времени действуют предложения:
Northern Tool — Обычно самый дешевый с бесплатной доставкой
Ферма и флот Блейна
Амазонка
Поставка трактора
Hobart Handler 210 MVP (500553)
Начинающему сварщику Handler 210 MVP легко приступить к работе. В отличие от 190, 210MVP может использовать 115 В или 230 В для питания устройства. Он компактен, прост в использовании и поставляется со всем необходимым (кроме газа) для сварки прямо из коробки.
Он также работает с низкоуглеродистой сталью толщиной от 24 до ⅜ дюйма, что немного толще, чем у 190. Кроме того, более высокий рабочий цикл означает большее время сварки (по сравнению со 190), прежде чем вам нужно дать устройству остыть. .
Простота использования отлично подходит для новичков, но опытные сварщики также получат удовольствие от использования этого аппарата. На самом деле, для обслуживания и ремонта, строительства и искусства по металлу этот агрегат вполне способен. И это также включает в себя кузовные, лодочные / морские работы и работу на ферме / ранчо.
Мощность, простота и универсальность модели 210MVP обеспечивают функции, необходимые многим сварщикам. Кроме того, эта модель дает хорошую дугу как при входном напряжении, так и при меньшем количестве брызг. Таким образом, Handler 210MVP также помогает содержать ваши изделия в чистоте.
Родственный : Сравнение Hobart 210 и Miller 211 MIG
Что входит в комплект поставки 210 MVP
10 футов (3 м) пистолет HR-100
Руководство по эксплуатации
Рабочий кабель длиной 3 м с зажимом
Встроенный газовый электромагнитный клапан и двухманометрический регулятор с газовым шлангом
Втулка катушки в сборе подходит для катушек диаметром 4 или 8 дюймов
Образец катушки с самозащитной порошковой проволокой диаметром 0,030 дюйма
0,030 (0,8 мм) контактные наконечники
Приводной ролик Quick Select™ для 0,024 дюйма (0,6 мм) или 0,030/035 дюйма
Шнур питания с вилками 5-15 П (115 В, 15 А) и 6-50 П (230 В, 50 А) МВП (ТМ)
Направляющая для сварки и толщиномер материала
Hobart Handler 210 по сравнению с Hobart 190
Pros
Выбор источника питания 115 В или 230 В
Чуть более высокая скорость подачи проволоки
Сильная гарантия 5/3/1
Более высокая сила тока
Более длительный рабочий цикл по сравнению с обработчиком 190
Лучший контроль тонколистового материала
7 (230 В) и 4 (115 В) настройки напряжения
Дополнительный защитный выключатель на передней панели управления
Индикатор перегрева на панели управления
Минусы
Тяжелее, скорее всего понадобится тележка
Дороже
Профессиональные сварщики обнаружат, что рабочий цикл немного короче
Где купить
Опять же, одни и те же продавцы также продают эту модель и время от времени проводят рекламные акции. Стоит проверить, у кого на данный момент он есть по лучшей цене:
Северный инструмент — Обычно самый дешевый с бесплатной доставкой
Ферма и флот Блейна
Амазонка
Поставка трактора
Связанные : Полный обзор Hobart Handler
Hobart 190 и 210: в чем отличия?
Оба сварочных аппарата компактны, мощны, просты в использовании и универсальны. Кроме того, оба могут использовать сварочный пистолет для сварки алюминия. Некоторые из вас, возможно, заметили, что размеры корпуса даже идентичны. И в обоих используется надежный механизм подачи проволоки, который легко заменить.
Но есть некоторые существенные различия, и вы можете заранее узнать, в чем они заключаются, прежде чем выбирать тот или иной. Они кратко изложены ниже.
Блок питания
Хорошо, этот момент может быть очевиден, но его необходимо указать…
Если вам нужны два входных напряжения, Handler 210MVP работает как на 115 В, так и на 230 В. Это может быть важно, если вы планируете сварку в нескольких местах, некоторые из которых могут иметь розетки только на 115 В.
«MVP» на модели 210 означает «универсальная вилка» и проста в использовании.
Чтобы изменить входную мощность 210MVP, просто присоедините нужные штыри (оба входят в комплект) к концу линии питания. Больше ничего не нужно. Он автоматически знает, какое напряжение вы используете.
Если вы планируете постоянно использовать сварочный аппарат в магазине, вам может не понадобиться возможность переключения на 115 В.
Handler 190 работает только от сети 230 В. Итак, шнур питания фиксированный и подключается только к розетке 240В.
Толщина материала
Манипулятор 210MVP может сваривать материалы калибра 24 с материалами толщиной ⅜ дюйма. Для сравнения, модель 190 работает со сталью калибра 24 и мягкой сталью 5/16 дюйма. Итак, небольшое преимущество перед 210MVP на более толстом прикладе.
Еще одним преимуществом Handler 210MVP является контроль над более тонкими материалами. Просмотрев таблицу настроек сварки, которую Hobart предоставляет своим сварщикам, вы заметите, что в модели 210MVP больше настроек для тонколистового материала.
Это важное отличие. Для тех, кто часто работает с тонколистовыми материалами, функция питания 115 В, предусмотренная в модели 210MVP, также может оказаться полезной, чтобы обеспечить больший контроль над качеством сварки на тонколистовых заготовках.
Панель управления
На первый взгляд две панели управления выглядят практически одинаково. Но посмотрите еще раз, есть некоторые существенные различия.
Во-первых, 210MVP имеет разные точки для выбора напряжения. Это помогает напомнить вам, какие настройки можно использовать с 115 В (только 4 из 7 можно использовать) и все 7 можно использовать с 230 В. 190, у вас есть 7 настроек напряжения для 230В, но других вариантов нет.
Затем вы заметите, что на 210MVP горит индикатор перегрева. Он не включен в панель 190. Это удобно, если ваш аппарат перегрелся, просто подождите, пока погаснет свет, и вы снова готовы к сварке. С 190 вы должны нажать на спусковой крючок пистолета, чтобы проверить, не остыл ли он.
Также сбрасывается дополнительная электрическая защита с помощью выключателя на щите управления 210МВП. 190 переключатель включения/выключения не включает эту функцию, а кнопка сброса дополнительной защиты является отдельной и расположена на задней панели.
Скорость подачи проволоки
Механизм подачи проволоки обоих устройств надежен и прост в использовании. Кроме того, на обоих аппаратах для точной настройки сварных швов используется «бесконечный» контроль скорости. Но есть небольшая разница.
Handler 210MVP может подавать проволоку со скоростью 40-770 дюймов в минуту (дюйм/мин). Модель 190 подает проволоку со скоростью 40–740 дюймов в минуту.
Если вы часто свариваете толстую сталь и алюминий, эта разница может быть важна для вас, чтобы обеспечить подачу достаточного количества проволоки для сварки. Кроме того, поскольку скорость подачи проволоки используется для точной настройки ваших сварных швов, считается, что 210MVP имеет небольшое преимущество перед 19. 0.
Связанные : Полный обзор Hobart Handler 210
Сила тока
Мощность, мы всегда хотим большего. И с этими двумя сварщиками между ними есть разница. Handler 210MVP выдает 25-210A, а Handler 190 выдает 25-190A.
Модель 190 может сваривать мягкую сталь толщиной до 5/16 дюйма, а модель 210MVP работает с мягкой сталью толщиной до ⅜ дюйма. Итак, есть небольшая разница. Для некоторых, однако, может быть важно иметь эту небольшую дополнительную силу тока.
Стоимость
Handler 190 дешевле, чем 210MVP. На самом деле, если вы покупаете «пакет», включающий шпульный пистолет, 190 все равно будет на несколько долларов дешевле, чем один 210MVP. Если вы знаете, что у вас есть 230 В, это делает Handler 190 отличным выбором для мощного сварочного аппарата MIG.
Но если вы хотите немного больше мощности или вам нужна универсальность устройства, которое может использовать 115 В или 230 В, Handler 210MVP будет лучшим выбором. Как всегда, чтобы получить больше возможностей, вы заплатите больше по сравнению с Handler 19.0.
Вес
Сварщики спорят о портативности, когда речь идет об обоих этих модулях Handler. Технически Handler 190 немного более портативный, весит 68 фунтов. Для сравнения, Handler 210MVP весит 79 фунтов. Разница в 11 фунтов может иметь значение для некоторых.
Но для обоих устройств добавьте горелку MIG, заземляющий кабель и зажим, а также газовый баллон, и это означает, что вам, вероятно, понадобится сварочная тележка. Некоторые сварщики сочли бы оба сварочных аппарата портативными. Однако, если вы часто перевозите сварочный аппарат весом около 100 фунтов, перемещение установки может стать утомительным.
Гарантия
Ладно, это не разница, но другого хорошего места для этой темы не нашлось. Но стоит закончить этот раздел описанием того, что означает гарантия 5/3/1, предлагаемая на оба устройства, поскольку вы можете не знать, что это значит.
Гарантия на трансформатор, стабилизаторы и выпрямитель 5 лет; генераторы, печатные платы и приводные системы на 3 года; и МИГ на 1 год.
Насосная станция с погружным насосом: схема подключения и сборки
В этой статье я расскажу вам, что нужно для сборки насосной станции на основе погружного насоса.
Такая необходимость возникает часто, а готовых решений на рынке немного и ценами они не радуют.
Напомню, что насосная станция необходима для организации в частном доме или на даче водопровода с нормальным напором воды (автоматика насосной станции отрегулирована по умолчанию на 3 атмосферы). Итак, начнем!
Составные части насосной станции на основе погружного насоса
Как и в случае с поверхностным насосом, для сборки станции нам будут необходимы:
Если собрать все вышеперечисленное в один узел, то получится следующее:
Это конечно же не единственный вариант для сборки насосной станции и здесь нет блока защиты от «сухого хода».
Он устанавливается на напорной магистрали до первой точки разбора.
В наших магазинах вы можете приобрести самые разные устройства, которые будут заменять те или иные узлы описанные выше.
Для примера рассмотрите модель реле давления Italtecnica PM5-3W.
Italtecnica PM5-3W
Данная модель заменяет объединяет в себе пятивыводной штуцер, манометр и реле давления.
Но надежность такого узла ниже, чем у вышеописанной сборки.
К изображенному выше реле необходимо добавить пару муфт с накидной гайкой (или как их называют в народе «американок») для подключения его к гидроаккумулятору и напорной магистрали.
Готовые решения насосных станций на глубинном насосе
Для тех, кому лень самому собирать станцию, существуют уже готовые станции на базе погружных насосов.
Рассмотрим, для примера, станцию от производителя «Джилекс», которая называется «Водомет-Дом».
Насосная станция Водомет-Дом
Система джилекс водомет дом
Компания «Джилекс» предлагает следующий готовый продукт (смотрим на рисунок справа).
Давайте разберемся в том, что входит в состав данной насосной станции:
Глубинный насос — предлагаются два вида насосов с напором 75 или 90 метров.
Обратный клапан на входе насоса — необходим для предотвращения гидроударов.
Скважинный оголовок — в комплект поставки не входит, нужно приобрести отдельно.
Пульт управления — в этом узле сосредоточен «мозг» станции, который управляет работой станции.
Корпус фильтра — колба для картриджей 10 дюймов.
Трехвыводной штуцер — он соединяет гидроаккумулятор с датчиком давления. Из него труба, которая идет к потребителю.
Цена данной насосной станции превышает цену «самодельной» в полтора раза.
Главным преимуществом сборки «Водомет-Дом» является пульт управления на микроконтроллере, с помощью которого можно разнообразно программировать работу станции.
Резюме статьи.
Насосная станция на основе погружного насоса является очень хорошим решением для частных домов.
В отличии от насосных станций на основе поверхностных насосов, такие станции могут поднимать воду с любой глубины, а дальше автоматика работает точно так же, устанавливая верхний порог давления в системе.
Все, что нужно для самостоятельной сборки автоматики, перечислено выше.
На этом все, пишите вопросы в комментариях, не забывайте делиться статьей через социальные сети.
Схема подключения насосной станции к скважине: Инструкция +Фото и Видео
Загородные дома редко имеют подключение к централизованному водоснабжению, по этой причине на участках организуют собственные источники питьевой воды. Одним из них является скважина.
Воду из источника необходимо транспортировать до жилища, для этого требуется подключение насосной станции к скважине.
Содержание статьи:
1 Насосное оборудование
2 Как подключить насос
2.1 Насосы
2.2 Гидроаккумулятор
2.3 Блок управления
2.4 Рабочие циклы насосной станции
2.5 Достоинства насосной станции
2.6 Где устанавливается насосная станция
2.7 Монтаж
2.8 Сборка узла для водозабора
3 Схема сборки с погружным насосом
3.1 Запуск насосного оборудования
3. 2 Правила эксплуатации
Насосное оборудование
Оно позволяет поддерживать в водопроводной магистрали необходимое давление и бесперебойную подачу ресурса.
Стандартная насосная установка состоит из следующих элементов:
Насос
Гидробак (гидроаккумулятор)
Автоматический блок управления
Фильтр для установки на вход в систему
Трубы, гибкие шланги, запорные краны, переходники
Важно. Перед насосной установкой монтируется клапан обратного хода, который купирует понижение давления и ход воды в обратном направлении при отключении электричества.
Как подключить насос
Насосы
Станции выпускаются с насосами нескольких видов:
Поверхностным насосом. В скважину производится погружение только водозаборный шланг. Такие насосы оснащены эжектором, который вмонтирован в само устройство или может быть выносным.
Насос с встроенным эжектором. Изделие способно транспортировать воду с глубины до 8 метров и издает много шума. Но есть существенный плюс, насос не боится холостого хода, то есть при попадании воздуха он спокойно перекачает его, а после приступит к подаче воды. Модель надежная с хорошим КПД. Из-за большого шума установку таких станций осуществляют в подсобном помещении.
Модель с выносным эжектором. Рассчитана, для поднятия ресурса с 20 и более метров. Выносной эжектор погружается в источник. Он оснащен напорным шлангом и вакуумным. По напорному шлангу вода поступает в эжектор, по всасывающему транспортируется в гидробак. Такой насос практически бесшумный, для его функционирования не требуется много энергии, но производительность низкая.
Погружной насос. Устройство подъема воды опускается непосредственно в источник. Может транспортировать ресурс с больших глубин и на приличное расстояние. Существенный недостаток погружных насосов их дороговизна, и они требуют дополнительной установки фильтров, которые регулярно придется чистить.
К сведению. Поверхностные насосы обладают меньшей мощностью, высота подъема жидкости имеет ограничение. При выборе станции с поверхностным насосом стоит особое внимание обратить на этот параметр.
Гидроаккумулятор
Контролирует давление жидкости
Купирует гидроудары
Уменьшает нагрузку на насос
Дает определенный запас воды при отключении питания
Гидробак – это герметичная емкость разделенная резиновой мембраной, в одной части которой находится воздух, в другой вода. Жидкость наполняет бак, мембрана растягивается, воздух сжимается, образуется давление.
Как только давление достигает максимального показателя, насос отключается, если давление падает, устройство включается автоматически.
Объем гидробака выбирают в соответствии с водопотреблением, которое напрямую связано с количеством постоянно проживающих человек, и мощности установки. Маленький бак гарантирует быстрый выход насоса из строя и перерасход электроэнергии, слишком большой накопитель допустит длительные простои, что плохо скажется на мембране.
Блок управления
Стандартный блок состоит из реле давления, манометра и штуцера.
Манометр контролирует давление.
Реле управляет станцией, включает и отключает насос в зависимости от показателей давления.
Автоматический блок управление помимо стандартного набора функций защищает систему от сухого хода.
Рекомендация. Приобретать выгоднее автоматический блок управления. Он защитит всю систему, если по каким — то причинам уровень воды опустится ниже насоса, не позволит насосу перегреться, в случаи попадания крупного мусора и плохого всасывания так же даст знать.
Рабочие циклы насосной станции
Насос транспортирует ресурс из скважины и заполняет гидробак, когда уровень давления достигнет максимальной точки, насос отключается.
При начале водопотребления, вода из бака поступает в рабочие точки, уровень давления начинает падать. Как только стрелка манометра упадет до минимума, реле даст команду насосу включиться, начнется заполнение гидробака.
Стоит заметить, что количество включений установки в час имеет ограничения по моделям. При выборе насосной станции учитывается этот фактор.
Достоинства насосной станции
Улучшает систему водоснабжения
Гарантирует определенный объем воды в запасе при отключении электричества
Защищает трубную магистраль и оборудование
Обеспечивает требуемое давление
Защищает от износа бытовые приборы
Экономит электричество
Не большие габариты
Простой монтаж
Где устанавливается насосная станция
Чем ближе станция к скважине, тем равномернее давление и КПД
Станция не должна контактировать со стенами
Место, где будет стоять насосное оборудование должно быть сухим и теплым
К станции требуется свободный доступ для ревизии и устранения неисправностей.
Установка системы с поверхностным насосом требует тщательного подхода.
В доме. Прекрасно если есть котельная. Если нет, то стоит позаботиться о звукоизолированном помещении с отоплением для станции.
В цоколе или подвале. Главное соблюдение основных правил при монтаже. Обеспечить тепло, звукоизоляцию и гидроизоляцию.
В кессоне. У скважины, ниже уровня промерзания грунта оборудуют помещение для станции. На кессон устанавливают теплоизоляцию и люк для ревизии и ремонта.
В отдельном строении. Такой вариант полностью исключает шум, но значительно увеличивает энергозатраты, так как помещение требует отопления.
Монтаж
Для станции требуется ровная поверхность, для этого площадку оборудуют подстилкой из бетона, дерева, кирпича.
Перекачивание жидкости создает внушительную вибрацию в насосе. Чтобы исключить протечку, под него подкладываются резиновые вкладки, а сама станция прочно фиксируется.
Трубопровод доскважины прокладывается ниже уровня промерзания почвы, если это не возможно, то магистраль следует утеплить, чтобы обезопасить от замерзания.
При прокладке труб следует помнить об уклоне и по возможности исключить повороты трубопровода.
Сборка узла для водозабора
Установка с поверхностным насосом и встроенным эжектором. К трубе муфтой подсоединяется клапан обратного хода с фильтром.
Насос с выносным эжектором. Непосредственно на эжектор производится установка обратного клапана с сеткой, после подсоединяются две трубы.
Насосная станция со скважинным насосом. Фильтр для воды вмонтирован в насос, просто подсоединяется обратный клапан и труба.
Водозаборный шланг погружается в источник. При поверхностном насосе до дна должно быть не мене метра, при погружном 0,5 м.
Важно. Скважинный насос тяжелый по — этому дополнительно к нему крепится трос, чтобы облегчить нагрузку на трубопровод.
Сборка и монтаж насосной станции имеет различия в зависимости от типа насоса.
Главное правило: все дополнительные элементы устанавливаются через запорные арматуры и клапан обратного хода.
На входную трубу лучше установить фильтр.
Также устанавливается кран для слива воды из системы.
Установка насосной станции своими руками не вызовет вопросов. Гидробак, блок управления и электронасос уже соединены между собой. Потребуется установить устройство, для первичного заполнения бака. Так же как и для слива устанавливается воронка с запорными кранами.
При монтаже насосной станции, трубопровод (две трубы в варианте выносного эжектора) от скважины подключаются к насосу.
После производится установка гидробака и блока управления. В напорную магистраль устанавливается штуцер, в который монтируется реле с манометром.
К штуцеру, сбоку через запорный кран подсоединяется гидробак. Для комфортной эксплуатации тут же организуется слив.
Далее станция подключается к раздаче воды (коллектору).
Схема сборки с погружным насосом
Запуск насосного оборудования
Насос любого вида имеет приличную мощность, по этой причине, для насосной станции лучше провести отдельную проводку с заземлением и установит автомат.
Перед запуском насосную установку следует наполнить водой, проверить давление.
Насос подключается к сети
Заливную воронку чуть-чуть открывают, позволяя оставшемуся воздуху уйти
Подают питание на установку. Из крана в доме через несколько минут должна потечь вода.
Если движение жидкости не началось, установка отключается, в гидробак доливается вода, после еще раз проводится проверка.
Рекомендация Все винтовые соединения стоит делать с уплотнителем или фум – лентой.
Правила эксплуатации
Проводить регулярную ревизию
Чистить фильтр грубой очистки
Один раз в месяц проводить проверку давления в гидроаккумуляторе
Если зимой насосная станция находится в простое, то перед началом заморозков следует слить из установки всю воду.
Монтаж с соблюдением всех правил и инструкций гарантирует работу станции без перебоев.
Проектирование погружной насосной станции
Эта страница предназначена для помощи в проектировании погружной незасоряющейся насосной станции для сточных вод, измельчителя или измельчителя сточных вод или насосной станции для ливневых стоков. Выполните следующие шаги, и CW Sales Corporation сможет подготовить спецификацию и предложить цену на насосную станцию, соответствующую выбранным вами критериям. См. следующие шаблоны дизайна, которые помогут вам в компоновке вашей системы, и просмотрите короткий установочный фильм.
Шаг 1: Общая информация
Имя работы
Место работы
Шаг 2.
Разберитесь со своей гидравликой
A. Каков максимальный расход в галлонах в минуту (GPM) в насосной станции?
B. Какова высота отвода канализации и размер трубы в насосной системе?
C. Каково изменение высоты (в футах) от уровня насосной станции до точки нагнетания?
Есть ли одна или несколько высоких точек в силовой магистрали? Пожалуйста, опишите:
D. Какова длина силовой части в футах?
E. Какой предполагаемый основной размер сил и материал конструкции?
F. Что такое отметка уровня в месте расположения насосной станции?
Шаг 3: Выберите тип и характеристики насосной станции
Тип рабочего колеса насоса и диапазон расхода в галлонах в минуту (галлонов в минуту)
Без засорения/ от 50 до 2800 галлонов/мин./ от 30 до 2000 галлонов/мин.
Стандартные диаметры отстойника
5 5′-0″6 6′-0″7 7′-0″8 8′-0″10 10′-0″
Тип контроля уровня
Поплавковый переключатель с продувкой воздухаПогружной преобразовательУльтразвуковой преобразователь
Фильтр на входе
Барная решеткаКорзина для мусораИзмельчитель (требуется отстойник диаметром не менее 6 футов)Нет
Размер трубы/клапана
2 дюйма (только насосы измельчителя) 3 дюйма 4 дюйма 6 дюймов 8 дюймов (требуется отстойник диаметром не менее 7 футов)
Переносной подъемник
Подъемник 500 фунтов с закладным гнездом Подъем 1000 фунтов с закладным гнездом Подъем 1500 фунтов с закладным гнездом Нет
Мониторинг сигналов тревоги
4-канальный номеронабиратель сигналов тревоги (требуется телефонная линия) 8-канальный сигнал тревоги (требуется телефонная линия) Мониторинг тревог в Интернете (требуется ежемесячная плата за обслуживание) Нет
В описание стандартных систем входят: система быстрого снятия насоса, направляющие из нержавеющей стали, крепеж из нержавеющей стали, подъемные тросы насоса из нержавеющей стали и анкерные болты из нержавеющей стали, манометры для каждого насоса, запорные клапаны пробкового типа, запорный клапан с внешней стороны. Рычаг и вес, бетонное внутреннее покрытие с белым эпоксидным покрытием, дренажный клапан из клапанной камеры обратно во влажный колодец, гравитационные вентиляционные отверстия из ПВХ или ковкого чугуна на обеих конструкциях и алюминиевые навесные люки для доступа, рассчитанные на нагрузку 300 фунтов. (Доступная нагрузка на люки)
ИнженерКонечный пользовательТорговый посредникПодрядчик по сантехникеПодрядчик по механикеПодрядчик на объектеПодрядчик по ОВКВДругое
Вам нужна цена?
Да, мне нужна цена. (Доступно только в континентальной части США)
Полная система?
Да
Дополнительная информация
Комплект системы?
Да
Дополнительная информация
Дополнительные комментарии или специальные требования
Выбор насосов ограничен товарными марками, которые мы представляем/распространяем. Эта страница является эффективным инструментом для общего проектирования насосных станций, но не предназначена для замены опытного проектировщика насосных станций.
Как проектировать и ремонтировать насосные станции
Об авторе: Брайан Орчард — независимый журналист Orchard Public Relations. С садом можно связаться по адресу [email protected].
Установка новых насосов на насосной станции поверхностных вод Стиллингфлит.
Будь то ремонт или модернизация насосной станции для паводковых вод или строительство совершенно новой, очень важно правильно подобрать насос(ы) для конкретного применения. Поиск поставщика насосов, который может предоставить различные варианты насосов, необходимые инженерные ресурсы и хороший послужной список для работы в этом специализированном секторе, должен быть первоочередной задачей. Выбор наиболее конкурентоспособной оценки может быть привлекательным, но это может быть плохим решением, если позже возникнут проблемы.
Ключи к насосным проектам
На существующей насосной станции, где насосы имеют признаки износа или плохую работу, их замена может сначала показаться лучшим вариантом, особенно если срок их службы истек. Однако это может быть дорогостоящим и не всегда может быть лучшим долгосрочным решением. Прежде чем принимать какое-либо решение о замене или ремонте проблемных насосов, необходимо привлечь специалистов по насосам для проведения подробного обследования существующей инфраструктуры и состояния насоса(ов).
В Великобритании дистрибьютор насосов AxFlow инвестировал инженерные ресурсы в техническое обслуживание, ремонт и проектирование насосных станций для паводковых вод. Являясь частью общеевропейской группы AxFlow, компания разработала предприятие, специализирующееся на насосных станциях для паводковых вод, которое предоставляет услуги речным и дренажным властям, операторам промышленных парков и владельцам портов и гаваней. Это касается как новостроек, так и капитального ремонта.
«За несколько лет мы накопили богатый опыт и знания, которые, по нашему мнению, обеспечивают надежный план, охватывающий все инженерные услуги и возможности», — сказал Марк Редгроув, менеджер по техническим услугам AxFlow. «В начале проекта важно, чтобы связь между заказчиком и поставщиком [была] постоянно открытой. Обе стороны должны знать, кто участвует, какова их работа [или] роль, и что запланированы регулярные обновления о прогрессе. Проекты идут гладко только тогда, когда есть план действий с датами, которые необходимо выполнить».
Доступ к широкому спектру насосных технологий и возможность предложить клиенту несколько вариантов в соответствии с бюджетом являются основными преимуществами, когда требуются новые насосы. Также необходимы ресурсы и квалифицированный инженерный персонал, который выполняет работы на площадке, устанавливает и вводит в эксплуатацию насосы, а также реконфигурирует насосные станции.
«В пределах наших ресурсов у нас есть необходимые навыки в области гидравлики, гражданского строительства и логистики», — сказал Редгроув. «Для многих проектов необходимо [иметь] легкодоступные ресурсы в виде кранов и транспорта. После того, как мы провели полное обследование объекта, включающее детальное изучение насосов и причин их износа или повреждений, мы можем представить заказчику проектную документацию, в которой указаны все работы, которые необходимо выполнить, а также полная смета. ”
Два новых насоса были установлены непосредственно над разгрузочной ямой в порту Иммингем.
Тематические исследования
Такой сценарий проиллюстрирован двумя разными проектами, реализованными за последние 18 месяцев. Работая от имени Совета по внутреннему дренажу Ouse & Derwent, компания AxFlow установила два новых погружных насоса Bedford на насосной станции поверхностных вод Стиллингфлит. Насосная станция, построенная в начале 1990-х годов, поднимает поверхностные воды, которые больше не могут стекать под действием силы тяжести в ближайший ручей.
Высокие показатели влажности фиксировались внутри футеровки насоса, содержащей электрооборудование, что вызывало эксплуатационные проблемы.
«Насосная станция была оборудована двумя большими 800-мм подъемными ливневыми и двумя 600-мм подъемными магистральными насосами для сухой погоды», — сказал Редгроув. Насосы необходимо было демонтировать, сохранив при этом насосную мощность станции. Когда существующие насосы были удалены, их заменили два погружных насоса Bedford.
«Сначала казалось, что снять и заменить насосы с помощью строительных лесов не составит труда, — сказал Редгроув. «Однако установка лесов в мокром колодце была нецелесообразна из-за нехватки места, плюс мокрый колодец не был полностью изолирован от потоков. Повышение уровня воды требовало включения и выключения одного насоса, чтобы поддерживать уровень на низком уровне».
Инженер в корзине для верховой езды был подвешен к мокрому колодцу, чтобы снять насосы. Работа по демонтажу и замене заняла три дня.
Для многих промышленных площадок с большими площадями открытого пространства скопление поверхностных вод может стать проблемой. Порт Иммингем является крупнейшим портом Великобритании по годовому тоннажу. Поверхностная вода всегда удалялась с участка площадью 1230 акров с помощью приливной заслонки (клапана), которая сливала воду в устье реки Хамбер. Однако из-за повторяющихся заторов портовые инженеры стремились найти постоянное решение проблемы.
В середине 2015 года компания AxFlow предложила построить наземную насосную станцию, которая будет перекачивать воду в док.
«Существующая дренажная система состояла из ряда подземных камер, в которых собиралась вода, которая затем стекала в основную сливную яму на стороне шлюза порта», — сказал Редгроув. «Оттуда вода выбрасывалась через приливную заслонку, расположенную на илистой отмели в устье. Однако он регулярно заилялся, и водолазам приходилось убирать ил и грязь вручную».
Новая насосная станция была расположена над сливным колодцем и состояла из двух самовсасывающих насосов, труб из оцинкованной мягкой стали, обогреваемых кожухов для защиты от холода и панели управления с ультразвуковым контролем уровня pulsar.
Самовсасывающий насос: устройство, принцип действия, применение
Для водоснабжения дома или полива огорода используют насосы. Есть они разных видов и конструкций и каждый из них находит свою область применения. Если вам требуется недорогое и надежное устройство для перекачки воды из скважины, колода или какой-то емкости, обратите внимание на самовсасывающий насос. Это относительно недорогие устройства, которые устанавливаются на поверхности, качать воду могут с довольно приличной глубины — 8-9 м. При необходимости модели дополняются эжекторами, тогда глубина всасывания увеличивается до 20-35 м.
Содержание статьи
1 Самовсасывающие насосы: устройство и виды
2 Строение и принцип действия
2.1 Центробежные
2.2 Вихревые
3 Эжекторные
4 Вихревые и центробежные — сравнение и область применения
Самовсасывающие насосы: устройство и виды
Самовсасывающие насосы качают воду с глубины 8-9 метров, сами при этом находятся на поверхности. Вода поднимается за счет того, что в центральной части корпуса, за счет движения колес с лопастями, создается область низкого давления. Стремясь ее заполнить, вода поднимается вверх. Вот и получается, что насос всасывает воду.
Внешний вид самовсасывающего насоса
Как и любой другой насос, самовсасывающий состоит из двигателя и рабочей камеры, в которой находится нагнетательный механизм. Валы насоса и двигателя соединяются через муфту, надежность соединения и герметичность определяется типом уплотнителя.Уплотнители бывают двух типов:
сальниковый — более дешевый и менее надежный;
торцевой уплотнитель — более надежный, но дорогой.
Есть модели самовсасывающих насосов с магнитными муфтами. Они уплотнения не требуют, так как сквозных соединений не имеют. Это на сегодняшний день самая надежная конструкция, но и самая дорогая тоже.
Строение и принцип действия
По способу действия самовсасывающий насос может быть вихревым и центробежным. В обоих ключевым звеном является крыльчатка только имеет она разное строение и установлена в корпусе разной форы. От этого меняется принцип работы.
Центробежные
Центробежные самовсасывающие насосы имеют интересное строение рабочей камеры — в виде улитки. В центре корпуса закреплены рабочие колеса. Колесо может быть одно, тогда помпа называется одноступенчатой, может быть несколько — многоступенчатая конструкция. Одноступенчатые всегда работают на одной мощности, многоступенчатые могут в зависимости от условий изменять производительность, соответственно, являются более экономичными (меньше расходую электроэнергии).
Устройство самовсасываюшего центробежного насоса
Основной рабочий элемент в данной конструкции — колесо с лопастями. Лопасти загнуты в обратном направлении по отношению к движению колеса. При движении они как-бы расталкивают воду, отжимая ее к стенкам корпуса. Такое явление называется центробежной силой, а зону между лопастями и стенкой называют «дифузор». Итак, рабочее колесо движется, создавая на периферии область повышенного давления и подталкивая воду в сторону выходного патрубка.
Схема движения воды в центробежном насосе
Одновременно в центре рабочего колеса образуется зона пониженного давления. В нее засасывается вода из подающего трубопровода (всасывающей магистрали). На рисунке выше поступающая вода обозначена желтыми стрелками. Далее она крыльчаткой проталкивается к стенкам и за счет центробежной силы поднимается наверх. Этот процесс постоянный и бесконечный, повторяется до тех пор, пока крутится вал.
Название
Мощность
Напор
Максимальная глубина всасывания
Производительность
Материал корпуса
Подсоединительные размеры
Цена
Калибр НБЦ-380
380 Вт
25 м
9 м
28 л/мин
чугун
1 дюйм
32$
Metabo P 3300 G
900 Вт
45 м
8 м
55 л/мин
чугун (приводной вал из нержавеющей стали)
1 дюйм
87$
ЗУБР ЗНС-600
600 Вт
35 м
8 м
50 л/мин
пластик
1 дюйм
71$
Elitech НС 400В
400Вт
35 м
8 м
40 л/мин
чугун
25 мм
42$
PATRIOT QB70
750 Вт
65 м
8 м
60 л/мин
пластик
1 дюйм
58$
Джилекс Джамбо 70/50 Ч 3700
1100 Вт
50 м
9 м (втроенный эжектор)
70 л/мин
чугун
1 дюйм
122$
БЕЛАМОС XI 13
1200 Вт
50 м
8 м
65 л/мин
нержавеющая сталь
1 дюйм
125$
БЕЛАМОС XA 06
600 Вт
33 м
8 м
47 л/мин
чугун
1 дюйм
75$
Вихревые
Вихревой самовсасывающий насос отличается строением корпуса и рабочего колеса. Рабочее колесо — диск с короткими радиальными перегородками, располагающиеся по краям. Называется он импеллер.
Строение вихревого насоса
Корпус сделан так, что он довольно плотно охватывает «плоскую» часть рабочего колеса, а в районе перегородок остается значительный боковой зазор. При вращении импеллера вода увлекается перемычками. За счет действия центробежной силы она отжимается к стенкам, но через какое-то расстояние снова попадает в зону действия перегородок, получая дополнительную порцию энергии. Таким образом в зазорах она еще и закручивается в вихри. Получается сдвоенный вихревой поток, что и дало название оборудованию.
Название
Мощность
Напор (высота подъема)
Производительность
Глубина всасывания
Материал корпуса
Цена
LEO XKSm 60-1
370 Вт
40 м
40 л/мин
9 м
чугун
24$
LEO XKSm 80-1
750 Вт
70 м
60 л/мин
9 м
чугун
89$
AKO QB 60
370 Вт
30 м
28 л/мин
8 м
чугун
47$
AKO QB 70
550 Вт
45 м
40 л/мин
8 м
чугун
68 $
Pedrollo РКm 60
370 Вт
40 м
40 л/мин
8 м
чугун
77$
Pedrollo РК 65
500 Вт
55 м
50 л/мин
8 м
чугун
124$
Эжекторные
Самая большая глубина, с которой поверхностные вихревые и центробежные насосы могут поднимать воду — 8-9 метров, часто она располагается глубже. Чтобы «добыть» ее оттуда, на насосы устанавливают эжектор. Это трубка специальной формы, которая при движении воды через нее создает разряжение на входе. Так что такие устройства тоже относятся к разряду самовсасывающих. Эжекторный самовсасывающий насос может поднять воду с глубины 20-35 м, а этого уже более чем достаточно для большинства источников.
Схема подключения выносного эжектора для скважин разного диаметра — двухдюймовая справа, четырехдюймовая слева
Недостаток в том, что для обеспечения работы часть понятой воды необходимо вернуть обратно, следовательно, производительность значительно снижается — такая помпа может обеспечить не очень большой расход воды, но электричества на обеспечение работоспособности тратится ничуть не меньше. При установке инжектора в колодец или скважину достаточной ширины в источник опускают два трубопровода — один подающий большего диаметра, второй, возвратный, меньшего. К их выходам подключается эжектор, а на конце устанавливается фильтр и обратный клапан. В этом случае недостаток тоже очевиден — двойной расход труб, а значит — более дорогая установка.
В скважинах малого диаметра используется один трубопровод — подающий, а вместо обратного используется обсадная труба скважины. Таким образом тоже формируется зона разрежения.
Вихревые и центробежные — сравнение и область применения
Сначала общие черты:
максимальная глубина всасывания — 8-9 метров;
способ установки — поверхностный;
на всасывающем трубопроводе должна стоять труба или армированный шланг (обычный не ставить, его сплющит отрицательным давлением).
Теперь о том, в чем отличия между вихревыми и центробежными моделями. Вихревые насосы более компактные, стоят меньше, но при работе издают больше шума. Центробежные — более тихие, на выходе создают небольшое давление. Вихревые при тех же размерах крыльчатки и скорости ее вращения могут создать давление в 3-7 раз больше. Но нельзя сказать, что это их достоинство — далеко не всегда требуется большой напор на выходе. Например, он не нужен при поливе сада и огорода. Вода, подаваемая с высоким давлением просто размоет почву, обнажит корни. Потому в качестве насоса для полива лучше брать самовсасывающий насос центробежного типа.
Высокое давление на выходе может потребоваться при организации системы водоснабжения дома. Вот тут и потребуются характеристики вихревых насосов. Есть только у них один недостаток: они не могут обеспечить большой расход. Так что чаще для этих целей используют все тот же центробежный, но в паре с гидроаккумулятором. Правда, тогда это получается уже насосная станция.
Поверхностные центробежные насосы необходимо заполнять водой перед пуском
Центробежные самовсасывающие насосы серии M 90-100-153-203
Конструкция и материалы
Центробежные самовсасывающие насосы с погружным чугунным эжектором марки P/30 способны гарантированно поднять воду даже с 45-ми метровой глубины (в зависимости от мощности электродвигателя). Электродвигатель закрытого типа с принудительным охлаждением. Всасывающие и напорный патрубок — резьбовые. Степень защиты IP 44. Стандартное напряжение: 230 В — 50 Hz для однофазных электродвигателей, 230/400 В — 50 Hz для трехфазных электродвигателей. В однофазных электродвигателях насосов M 90 и M 100 встроенная термозащита.
Температура перекачиваемой жидкости: -15°C до +50°С
Максимальная температура окружающей среды: +40°C
Максимальное рабочее давление: 11 бар
Максимальная глубина всасывания:
для модели M 90 — 21 м
для модели M 100 — 24 м
для модели M 153 — 40 м
для модели M 203 — 45 м
Специальные исполнения:
Рабочее колесо из латуни
Степень защиты IP 55 для насосов M 153 и M 203
Встроенная термозащита для насосов M 153 и M 203
Применение насосов
Самовсасывающие насосы этой серии применяются, главным образом, в составе автоматических насосных станций серии TRM (с гидроаккумулятором и реле давления) для полива и водоснабжения жилых домов из скважин или колодцев, с внутренним диаметром от 100 мм, в которых уровень воды находится более чем в 8-9 метрах от уровня установки насоса, или же когда насос находится на значительном удалении (100 и более метров) от точки водозабора. В данном случае всасывающая магисталь состоит из двух труб соединяющих насос с выносным эжектором. Насосы пригодны для перекачивания чистой, химически нейтральной по отношению к материалам насоса жидкости, без твердых и длинноволокнистых включений. Установка насоса — горизонтальная.
Для узких скважин под заказ поставляются насосы серии M92-102-152-202 с погружным эжектором диаметром всего 50 мм.
Гидравлическая характеристика центробежных насосов серии M 90-100-153-203:
Тип насоса
Тип эжектора
P2ном
Глубина всасывания, (м)
Полный напор H, м
27
30
33
36
39
42
45
48
51
54
кВт
л. с.
Расход жидкости Q, л/час
M 90
P 20
0,55
0,75
9
1560
1180
890
600
12
1180
890
600
360
15
890
600
360
160
18
600
360
160
P 30
0,55
0,75
9
990
760
545
320
150
12
760
545
320
150
15
545
320
150
18
320
150
21
150
M 100
P 20
0,75
1
9
2060
1710
1400
1080
830
600
12
1710
1400
1080
830
600
15
1400
1080
830
600
410
18
1400
1080
830
600
410
180
21
1080
830
600
410
180
P 30
0,75
1
9
1480
1260
1020
12
1260
1020
720
15
1020
720
560
18
720
560
390
21
560
390
220
24
390
220
100
Тип Насоса
Тип Эжектора
P2 ном
Глубина всасывания, (м)
Полный напор H, м
48
51
54
57
60
63
66
70
75
80
85
90
95
100
105
110
кВт
л. с.
Расход жидкости Q, л/час
M 153
P 20
1,1
1,5
9
2870
2530
2255
1860
12
2530
2255
1860
1360
15
2255
1860
1360
955
18
1860
1360
955
600
P 30
1,1
1,5
20
1880
1800
1740
1415
1160
930
690
25
1740
1415
1160
930
690
480
30
1415
1160
930
690
480
295
35
1160
930
690
480
295
120
40
930
690
480
295
120
M 203
P 20
1,5
2
9
3860
3510
3080
2690
2340
1990
12
3510
3080
2690
2340
1990
1510
15
3080
2690
2340
1990
1510
1000
18
2690
2340
1990
1510
1000
300
21
2340
1990
1510
1000
300
24
1990
1510
1000
300
1370
1130
860
580
P 30
1,5
2
25
1860
1660
1370
1130
860
580
30
1660
1370
1130
860
580
415
36
1370
1130
860
580
415
270
40
1130
860
580
415
270
165
45
860
580
415
270
165
Размеры насосов
Тип
DNA
DNM
DNR
f
a
m1
n1
n2
H
h2
h3
h4
w
Ød
Вес, кг
M90
G 1″1/4
G1″
G1″
277
83
—
180
140
207
98
93
53
179
9
15,1
M100
G 1″1/4
G1″
G1″
277
83
—
180
140
207
98
93
53
179
9
16,3
M153
G 1″1/2
G1″
G 1″1/4
341
75
34
220
180
—
114
121
59
—
11
27,6
M203
G 1″1/2
G1″
G 1″1/4
341
75
34
220
180
—
114
121
59
—
11
29,6
полезная информация о самовсасывающих насосах
Что такое самовсасывающие насосы?
Если насос расположен ниже уровня перекачиваемой жидкости, сила тяжести и давление воздуха обеспечивают его постоянное заполнение жидкостью и отсутствие попадания воздуха в насос или всасывающую линию.
Во многих случаях насос необходимо размещать выше уровня жидкости, например, при опорожнении подземного резервуара. При запуске в линии всасывания будет воздух, и прежде чем насос сможет нагнетать жидкость, этот воздух необходимо удалить или вытеснить. Насосы оптимизированы для перемещения определенной жидкости; эвакуация газа — совсем другая задача.
Для решения этой проблемы можно использовать различные методы. Вспомогательный насос может использоваться для вакуумирования линии всасывания. Обратный (нижний) клапан или откачивающий бак можно использовать для прекращения слива жидкости из линии всасывания при остановленном насосе. Однако все эти решения требуют дополнительного оборудования, трубопроводов и технологических процессов. В идеале для этих применений требуется насос, который может откачивать воздух со стороны всасывания при запуске до перехода в обычный режим откачки. Такой насос считается самовсасывающим.
Что ограничивает самовсасывающий насос?
Когда насос откачивает воздух со стороны всасывания, жидкость нагнетается во всасывающую линию под давлением окружающего воздуха. Этот процесс может продолжаться только до тех пор, пока напор жидкости не уравновесит местное давление воздуха. Например, при работе с водой теоретически возможно, чтобы совершенно эффективный насос самовсасывал на высоте всего около 10 м от источника. Точный предел зависит от высоты над уровнем моря и температуры и будет другим для других жидкостей.
Являются ли поршневые насосы самовсасывающими?
В принципе, все объемные насосы являются самовсасывающими. В частности, сюда входят роторно-шестеренные насосы (внутренние и внешние), лопастные насосы, лопастные насосы и диафрагменные насосы. Общей чертой всех поршневых насосов является использование деталей с жесткими допусками для предотвращения возврата жидкости с нагнетания на сторону всасывания. В зависимости от эффективности этих уплотнений, создаваемых этими деталями с жесткими допусками, объемный насос способен в некоторой степени отводить воздух из своей всасывающей линии. Однако в условиях работы всухую насос может перегреться, что может привести к износу уплотнения и отказу насоса.
В поршневых насосах также существует опасность возникновения кавитации в момент, когда жидкость начинает поступать в насос и образуется смесь жидкости и воздуха. В этих условиях на стороне всасывания насоса образуются и расширяются пузырьки пара. При достижении высокого давления на стороне нагнетания насоса пузырьки сильно схлопываются, вызывая вибрацию и повреждение насосных элементов.
По этим причинам важно обратиться к производителю перед использованием поршневого насоса в условиях, когда он должен самовсасываться и, по необходимости, работать всухую в течение любого периода времени.
Являются ли центробежные насосы самовсасывающими?
В центробежных насосах насосное действие создается за счет передачи энергии вращения от рабочего колеса к жидкости. Между всасывающей и нагнетательной сторонами насоса нет уплотнений. Это означает, что центробежные насосы неэффективны с газами и не способны откачивать воздух из всасывающей линии, когда уровень жидкости ниже уровня рабочего колеса. В таких случаях говорят, что насос связан с воздухом, и существует опасность перегрева: как правило, насосы полагаются на перекачиваемую жидкость для смазки и охлаждения подшипников насоса.
Однако с некоторыми изменениями в базовой конструкции центробежный насос может быть самовсасывающим. Рабочее колесо и спиральный корпус по существу окружены резервуаром, так что они всегда могут быть погружены в жидкость, достаточную для запуска насоса и обеспечения смазки и охлаждения насоса — при условии, что время, необходимое для заполнения насоса, не является чрезмерным.
Важно, чтобы бак самовсасывающего центробежного насоса был правильно заполнен жидкостью после установки. «Самовсасывание» в данном контексте означает, что насос может использовать жидкость, хранящуюся в его корпусе, для создания вакуума во всасывающей линии. Даже «самовсасывающий» центробежный насос не будет работать в сухом состоянии. При наличии соответствующих подшипников и уплотнений центробежный насос может работать всухую в течение ограниченного времени, но не рекомендуется в течение длительного времени.
Как работает самовсасывающий центробежный насос?
Самовсасывающий центробежный насос имеет две фазы работы: режим заливки и режим откачки.
В режиме заливки насос действует как водокольцевой насос. Вращающаяся крыльчатка создает вакуум в «проушине» крыльчатки, который всасывает воздух в насос из всасывающей линии. В то же время он также создает цилиндрическое кольцо жидкости внутри корпуса насоса. Это эффективно образует газонепроницаемое уплотнение, препятствуя возврату воздуха из линии нагнетания во всасывающую линию. Пузырьки воздуха задерживаются в жидкости лопатками крыльчатки и транспортируются к выпускному отверстию. Там воздух вытесняется, и жидкость под действием силы тяжести возвращается в резервуар в корпусе насоса.
Постепенно жидкость поднимается по линии всасывания по мере ее откачки. Этот процесс продолжается до тех пор, пока жидкость не заменит весь воздух во всасывающем трубопроводе и насосе. На этом этапе начинается нормальный режим откачки, и жидкость сбрасывается.
Когда насос отключен, конструкция заливной камеры (обычно с «гусиной шеей» на всасывающем трубопроводе) обеспечивает сохранение достаточного количества жидкости, чтобы насос мог самостоятельно влиться при следующем использовании . Если насос какое-то время не использовался, перед запуском важно проверить отсутствие утечек из корпуса из-за утечек или испарений.
Что такое самовсасывающий насос сжатого воздуха?
Можно использовать сжатый воздух вместо жидкого заряда для заполнения насоса. Сжатый воздух вдувается через жиклер в коническую трубку для создания вакуума. Воздух из корпуса насоса и всасывающей линии всасывается вместе со сжатым воздухом и удаляется. Обратный клапан закрывает линию нагнетания, позволяя жидкости поступать в корпус насоса. Преимущество этого метода заключается в том, что снижается вероятность засорения (поскольку отсутствует заливная камера) и насос может безопасно работать всухую.
Каковы общие проблемы с самовсасывающими насосами?
Способность насоса к самовсасыванию зависит от нескольких факторов. Линия нагнетания не должна находиться под давлением или заблокирована. Для всех типов насосов линия всасывания должна быть герметичной. Если воздух продолжает поступать в насос, давление никогда не снижается и жидкость не поднимается по линии всасывания.
Также важно, чтобы объем трубопровода на стороне всасывания был сведен к минимуму, чтобы сократить время заливки. При чрезмерном времени заливки существует опасность того, что жидкий заряд испарится до того, как насос будет заполнен. Последующий сухой ход может привести к повреждению насоса.
В случае центробежных насосов все, что влияет на эффективность рабочего колеса, ограничивает способность самовсасывания. Если жидкость содержит какие-либо твердые частицы, мусор может скапливаться в порте рециркуляции, препятствуя циркуляции жидкости и образованию жидкостного кольца. Мусор, скапливающийся на самом рабочем колесе, снижает его способность создавать область низкого давления в глазу. Кроме того, по мере старения насоса и его износа зазоры между рабочим колесом и спиральным корпусом увеличиваются, и насос в меньшей степени способен создавать зону низкого давления. На внутренние зазоры также может повлиять неправильная сборка после технического обслуживания.
При перекачивании воды в холодных условиях важно, если температура может упасть ниже точки замерзания, слить воду из насоса или обеспечить какую-либо форму обогрева. Замерзание воды в насосе или трубопроводе может привести к повреждению.
Резюме
Самовсасывающие насосы необходимы, если насос должен быть расположен выше уровня перекачиваемой жидкости. Самовсасывающий насос должен иметь возможность откачивать воздух из линии всасывания, тем самым всасывая жидкость в насос. Когда это будет достигнуто, помпа может вернуться в нормальный режим откачки.
Большинство типов поршневых насосов являются самовсасывающими, но необходимо соблюдать осторожность, чтобы избежать перегрева, износа уплотнений или кавитации во время фазы заливки, работающей всухую. Центробежные насосы могут быть модифицированы так, чтобы они были самовсасывающими, с окружающим «баком», чтобы удерживать часть жидкости. Перед использованием крайне важно, чтобы насос был правильно заполнен и не допускал работы всухую на любом этапе.
Самовсасывающие насосы
Самовсасывающие насосы
ВЫБОР ЯЗЫКА:
Сегодня самовсасывающие насосы Gorman-Rupp являются мировым лидером в области перекачки отходов в таких отраслях, как сталелитейные и бумажные комбинаты, горнодобывающая промышленность, предприятия пищевой промышленности, электростанции, автомобильные заводы, кожевенные и винодельческие заводы. Они также являются предпочтительными насосами для многих систем очистки сточных вод по всему миру.
Самовсасывающие центробежные насосы Gorman-Rupp просты в установке и обслуживании. Поскольку они являются самовсасывающими, их можно устанавливать высоко и всухую на уровне пола, при этом в жидкости находится только линия всасывания, поэтому обслуживающему персоналу никогда не нужно входить в поддон. Когда требуется обслуживание или техническое обслуживание, его можно легко выполнить с помощью обычных ручных инструментов.
Труба чугунная 150 мм (наружный диаметр) — вес и цена за метр, канализационная система sml — ГОСТ 9583 — 75
Автор Trubtraid.ru Опубликовано
Обновлено
В жилых, общественных и промышленных зданиях для проведения канализации используют безнапорную канализационную чугунную трубу (ТЧК), которая отвечает всем требованиям ГОСТ 6942-98.
Для производства безнапорных раструбных труб и фасонных частей к ним применяют серый чугун с наличием пластинчатого графита, что соответствует нормативам ГОСТ 6942-98.
Используют чугунные трубы для оборудования канализационных, водопроводных, теплопроводных систем и коллекторов. Кроме того, они нашли широкое применение в промышленности.
Прокладывают внутренние отведения (канализацию) хозяйственных и фекальных стоков в основном из чугунной трубы 150 мм. В данном случае, речь идет о чугунной трубе с условным внутренним диаметром 150 мм, а наружный диаметр при этом, составляет 170 мм.
Содержание
Почему чугун?
Немного о ВЧШГ
Основные параметры – вес и длина
Седелка: что это такое?
Sml трубы
Почему чугун?
Почему применяют чаще всего чугунные изделия? Дело в том, что такие трубы обладают рядом преимуществ, в сравнении, например, с пластиковыми аналогами.
Они:
отличаются надежностью, прочностью;
функционируют без ремонта или замены на протяжении 50-80 лет;
обладают антикоррозионными свойствами;
монтируются без использования соединительных деталей, если радиус дуги – достаточно большой;
могут прокладываться на глубине до 8-10 метров;
используются, в случае необходимости, несколько раз;
легко монтируются и демонтируются;
после окончания срока эксплуатации поддаются полной утилизации.
Кроме того, для усиления антикоррозионных свойств, а, соответственно, для увеличения срока службы, канализационная чугунная труба изнутри и снаружи покрывается специальным битумным составом.
Немного о ВЧШГ
Если при производстве использовать высокопрочный чугун с определенным количеством шаровидного графита, то получим трубу чугунную ВЧШГ. Благодаря графиту, изделиям характерна повышенная устойчивость к возможным повреждениям, поскольку они становятся более пластичными. Если прислушиваться к выводам ученых, то такая чугунная труба вчшг 150 может прослужить до 100 лет.
Кроме канализационных сетей, ее применяют в горячем и холодном водоснабжении, теплоснабжении, а также в трубопроводах, обеспечивающих нефтеперерабатывающую, химическую и горнодобывающую промышленность. Кроме того, коллектора ВЧШГ нашли свое применение в морских терминалах, нефтеналивных судах (танкерах). Без них невозможно представить транспортировку нефти и нефтесодержащих жидкостей.
Для их внешнего покрытия используют битумный лак или композитную смесь, в состав которой входят цинк и лак.
Чтобы обеспечить активную и пассивную защиту внутренней поверхности, на металл наносят цементно-песчаный раствор.
Основные параметры – вес и длина
Если вам необходимо купить канализационную чугунную трубу диаметром 150 мм, то нужно знать ее основные параметры: вес и длину. Для чего? — спросите вы.
Ответ: они нужны, прежде всего, для:
правильного определения объема купленного товара;
определения грузоподъемности транспорта, который необходимо заказать для доставки товара к месту назначения.
Кроме того, длина играет большую роль при составлении схемы разводки будущей сети в квартире или частном домике.
Вес 1 погонного метра чугунного стояка ДУ 150 мм составляет 33,7 кг при толщине стенки 9,2 мм. При этом, цена за метр такого стояка из чугуна, диаметром 150 мм, составляет примерно 25 дол.
Седелка: что это такое?
При правильном соединении элементов не должно возникать проблем с эксплуатацией любого трубопровода. Если же надо сделать правильно ответвление, например в канализационной системе, то лучше всего применить сиделку на чугунный коллектор 150.
Седелка
Что собой представляет такой составной элемент трубопроводов? Седелка – такая деталь, которая может закрепляться на трубе в том месте, откуда необходимо осуществить правильное ответвление.
Важность применения седелки заключается в том, что с ее помощью можно осуществить разветвление в любой точке водопровода, тепловой сети, канализационной системы, без их демонтажа. Как это делается? Сначала необходимо сделать отверстие в стояке, на котором установить эту деталь.
После этого, отверстие нужно окружить плотно прилегающей резиновой прокладкой, чтобы не протекала вода на этом участке. Все, теперь нужно закрепить деталь, затянуть болты и подсоединять трубы, запорные устройства с высоким классом герметичности (ГОСТ 9583-75). Ответвление готово к работе.
Седелки производятся в виде хомутов и накладок. В первом исполнении детали, стояк зажимают с помощью двух частей хомута. Одна половина седелки оснащена резьбовым отводом, с помощью которого производится монтаж детали, добавляющейся к новому врезающемуся трубопроводу.
Седелка-накладка применяется для осуществления отводов на трубах из полиэтилена.
Sml трубы
Современны высотные сооружения, бизнес-центры, другие объекты, к которым предъявляются повышенные требования с точки зрения пожаробезопасности и шумоизоляции, оснащаются канализацией, состоящей из чугунных труб 150х3000 sml.
Для их производства пользуются методом центробежного литья. Благодаря специальной термической обработке при температуре около 900°С, у них наблюдается не только возрастание границы прочности на разрыв, но и улучшаются механические свойства в целом. Внутреннюю часть стояков покрывают эпоксидной смолой, а наружную – грунтовкой, сделанной на основе акрилового лака.
Sml изделие
Такие изделия обладают рядом положительных свойств, к которым можно отнести:
отличные звукоизоляционные качества;
устойчивость к горению;
отсутствие токсичных выделений.
Плюс к этому, они обладают очень низким теплорасширяющим коэффициентом, что очень способствует качественному проведению процесса бетонирования.
Соединяют стояки с помощью соединительных хомутов. Такие sml трубы из чугуна производятся соответственно европейского стандарта, соответствуют ГОСТ 6942-98 и выпускаются специально для российского рынка.
Смотреть видео:
Чугунные трубы: вес, размер, диаметр
Чтобы сделать правильный выбор чугунных изделий, нужно знать их преимущественные особенности, сферы их использования, а также уметь правильно рассчитать удельный вес трубы из чугуна.
Такой металл, как чугун, широко был применим в трубопроводных конструкциях достаточно долго в европейских странах. Он был, чуть ли не единственным материалом, из которого производились отечественные трубы.
Чугунные изделия начали применять давно, еще со времен как металлические трубы стали новшеством для прокладки каналов для перемещения жидких веществ, кроме того, издавна из чугуна стали производить трубы, которые были просто неподъемные, имевшие приличный вес и другие изделия, которые использовались для их стыковки. Такую продукцию в основном использовали для канализационных систем и систем подачи воды.
чугунные трубы для канализации
Сегодня, с применением новейших разработок, чугунные изделия становятся все лучше, удобней и качественней. Улучшается и сам процесс их производства, методы установки каналов из чугунных труб и качественные характеристики чугунного материала. За последние десятилетия произошли существенные и грандиозные открытия в этой области, был разработан новый вид металла, в чугун добавили шаровидный материал, который придал материалу еще большей эластичности и стойкости к повреждениям и образованию трещин.
Широкий ассортимент диаметральных параметров труб из чугуна дал возможность вернуть им былую славу и практически везде применять их совершенно в любой области, пожалуй, так же, как и в случае с пластиковыми трубами.
ВЧШГ для водоснабжения
Содержание
Чугунные изделия
Преимущественные особенности изделий из чугуна
Использование
Расчетные действия
Чугунные изделия
На сегодняшний день трубы из чугуна используются при производстве изделий сантехнического характера везде, при этом, имея несколько значимых недочетов. Одним из недостатков является то, что они тяжелые, например, изделие из чугуна имеет больший вес в отличие от полимерной трубы таких же параметров.
Помимо всего, в отличие от пластиковых изделий, для чугунных труб сложно выполнять стыковочные соединения, а технические особенности дают возможность производить чугунные изделия маленькой длины.
Нужно понимать, что в процессе изготовления изделий из чугуна вполне вероятно наличие повреждений и дефектных участков, поэтому первоначально, перед самой установкой необходимо провести осмотр изделия изнутри, проявляя особую внимательность и аккуратность.
Преимущественные особенности изделий из чугуна
К положительным сторонам усовершенствованных труб из чугуна, имеющего высокий уровень прочности и минерал в виде шарообразного графитного элемента (ВЧШГ), причисляют:
1. Долгосрочность эксплуатации. Могут прослужить около века. 2. Имеют высокий уровень прочности и низкий показатель возможных аварийных ситуаций. 3. Состоят из тяжелого материала, чугунные изделия можно раскладывать по окружности с большим диаметральным параметром, не используя специальных соединительных узлов. 4. Имеют высокий уровень устойчивости к коррозийным образованиям и к внутреннему заселению неблагоприятной среды. Эти преимущественные особенности обеспечивают сохранность качественно передвигающейся жидкости. 5. Имеют высокий уровень прочности к механическим ударам. 6. Проявляют стойкость к перепадам температуры, в частности ее понижению. Могут качественно эксплуатироваться в условиях показателя 60 градусов по Цельсию. 7. Изделия из ВЧШГ эластичны. 8. Простота обработки с целью сохранения тепла и теплообмена, а также обеспечения защитных механизмов от возникновения коррозийных образований путем применения специальной эмали. 9. Устойчивы к колебаниям гидравлической системы, в частности показателей давления. 10. Способны выдерживать нагрузки вне самой трубы. 11. Их можно углублять в грунт даже в пределах 10 метров. 12. В связи с низкой себестоимостью и небольшими расходами на их установку, в том числе и эксплуатационными затратами, чугунные изделия являются экономически выгодным материалом. 13. Есть возможность утилизации после окончания эксплуатационного срока.
Использование
Чугунные изделия, имеющие толстые стены и большие диаметральные параметры, например диаметр внутренней полости трубы, варьируется от 6,5 см до 100 см, изготавливаются, используя технологию отлития их пористого чугунного материала с последующей машинной обработкой.
чугунные трубы ВЧШГ
Чугунные изделия имеют шершавые внутренние стороны стен и большую их толщину. Именно благодаря этим особенностям изделия из чугуна имеют высокий уровень прочности и надежны в своем применении. В отличие от труб из стали, чугунные трубы имеют меньший вес и срок их эксплуатации гораздо дольше.
Нужно учитывать, что при соединительных работах по отношению чугунных труб, необходимо использовать расширения и уплотнители. Кроме того, сборочные элементы являются неотъемлемым приложением к чугунному изделию и продаются с ним комплектом.
Чугунные трубы используются для создания водопроводных конструкций, а также для канализационных линий и каналов передвижения нефтепродуктов и газовых веществ. Трубы, используемые в каналах подачи водных ресурсов, вполне подходят для транспортировки питьевых запасов и часто применяются при создании сливов, а именно:
1. Вод, выпавших в виде природных осадков;
2. Вод, которые отводятся в водоемы из населенных пунктов посредством канализации;
3. Вод, возникших в результате бытовой деятельности;
4. Вод, находящихся ниже поверхности земли, циркулирующих под ней.
Трубы из чугуна, которые применяются при прокладке систем канализации и водоснабжения, имеют способность прекрасно реагировать на вспомогательные защитные вещества. Их беспроблемно можно покрыть слоем антикоррозийного вещества, в частности покрытием на основе силикатов. Такие профилактические действия обеспечат сильнейшую защиту чугунного канала, увеличат срок его службы.
вчшг труба для канализации
Первоначально перед установкой трубы из чугуна необходимо ее внимательно осмотреть. Внешняя поверхность трубы должна иметь ровный вид и гладкость на ощупь, должны отсутствовать явные разнообразные пятна, бугры, вмятины и трещины. Если такие признаки имеются, это свидетельствует о наличии в составе чугунного сплава шлаковых частиц. Щели и любые, в том числе мелкие, трещины могут спровоцировать протекание трубы.
Помимо всего прочего, важным моментом является изучение срезов чугунных изделий. Они должны иметь однородный вид с мелкозернистой структурой.
Желательно простучать трубу, дабы исключить наличие невидимых дефектных участков. Определить отсутствие таких неблагоприятных нюансов можно, ориентируясь по звуку, вдоль чугунного изделия должен проноситься одинаковый звук.
Расчетные действия
В целях расчета весового показателя чугунного изделия на метр его длины, необходимо знать внешние и внутренние параметры, а именно его объемы и показатель толщины стен.
Зная всю надлежащую информацию, нужно брать во внимание все разновидности изделий по этим трем параметрам:
1. Весовой показатель трубы из чугуна, внешний диаметр которой 8 см, а толщина стен около 0,8 см будет соответствовать 13 кг. Не стоит забывать, что все приведенные расчеты определяются на метр длины изделия. Сумма длин изделий, вес которых около тонны, составляет около 75 погонных метров.
2. Если же у трубы имеется большой диаметральный параметр, например, 17 см, а толщина стен около 1 см, тогда вес будет рассчитан примерно 36 кг. Совокупность длин изделий в одной тонне около 27 метров.
3. Погонный метр огромных чугунных изделий с внешним диаметром, который больше чем 100 см и показателем толщины стен в 2,7 см, будет весить около 620 кг. Изделие с удельным весом около тонны составляет всего 1,5 метра.
чугунные трубы водопроводные
Помимо всего, даже если у изделий будет одинаковая толщина стен и их диаметр, весовой показатель погонного метра чугунных изделий может быть абсолютно разным. Все зависит от разнообразных значений, например, от вида соединительных узлов.
Необходимо учитывать, что вспомогательные детали и элементы конструкции значительно увеличивают весовой показатель чугунной трубы.
В зависимости от нагрузки воздействия давления, которую может выдержать чугунная труба, изделия делятся на три вида:
1. Трубы из чугуна (класс А), имеющие расширения для соединительных работ;
2. Чугунные изделия (класс Б), которые соединяются с помощью расширений;
3. Изделия из чугуна (класс ЛА) с расширением для соединения.
Итак, вес чугунного изделия напрямую находится в зависимости от параметров толщины стен, например, вес труб с одинаковыми внешними диаметрами в 8,1 см и совершенно разной толщиной стен (0,74 см и 0,8 см) будет разниться примерно в 1 кг. Опять-таки, вес в примере приведен на один метр длины изделия.
Делая вывод, можно остановиться на мысли, что если трубы не будут подвергаться сильнейшему воздействию давления, тогда нецелесообразно останавливать выбор на трубах с толстыми стенами, так как это значительно увеличивает вес конструкции в целом, а также сводит к нулю беспроблемную их доставку к месту назначения.
Трубы из ВЧШГ с цементным покрытием Таблица размеров и веса
(Ваша корзина пуста)
Задайте вопрос
Выберите механические или надувные заглушки для труб на основе приведенного ниже идентификатора трубы и давления, которое необходимо заблокировать
Диаметры, окружности и площади для стандартной трубы с цементным покрытием класса толщины из ковкого чугуна
Номинальный размер в дюймах
Внешний диаметр в дюймах
Внутренний диаметр в дюймах
3
3,96
3,33
4
4,80
4. 15
6
6,90
6,27
8
9.05
8,38
10
11.10
10.39
12
13.20
12.45
14
15.30
14.45
16
17.40
16.53
18
19.50
18,61
20
21.60
20,69
24
25.80
24,85
30
32.00
30,97
36
38.30
37.19
42
44,50
43.31
48
50,80
49,53
54
57,56
56.17
* Основано на номинальной толщине трубы из ВЧШГ класса 50 для всех размеров, за исключением номинальной толщины класса 51 для труб 3″ и 4″, как указано в awwa c151, и на минимальной толщине стандартной цементной облицовки, указанной в awwa c104. Значение пи (П), используемое в расчетах, = 3,1416.
Вес трубы из ковкого чугуна класса толщины и содержащейся воды
Класс толщины
Номинальный размер в дюймах
Проведенные галлоны (на фут)
Труба (фунтов на фут)
Вода (фунтов на фут)
Всего (фунтов на фут)
51
3
0,45
10.1
3,8
13,9
51
4
0,70
12,7
5,9
18,6
50
6
1,60
18.2
13,4
31,6
50
8
2,86
25,8
23,9
49,7
50
10
4.40
33,9
36,7
70,6
50
12
6. 32
43,2
52,7
95,9
50
14
8,51
55,1
71,1
126,2
50
16
11.14
64,7
93,0
157,7
50
18
14.12
74,5
117,9
192,4
50
20
17.45
84,8
145,7
230,5
50
24
25.17
106,6
210,1
316,7
50
30
39.10
139,3
326,4
465,7
50
36
56,38
182,6
740,7
653,3
50
42
76,46
229,8
638,3
868,1
50
48
100. 00
282,7
834,8
1117,5
50
54
128,61
351,1
1056,2
1407,3
Эти веса основаны на минимальном классе (класс толщины 51 для 3-дюймовой и 4-дюймовой трубы и класс 50 для трубы из ковкого чугуна от 6 до 54 дюймов) с минимальной толщиной стандартной цементной облицовки, как указано в awwa c104, и при весе воды 62,4 фунта на кубический фут. Внутренние диаметры указаны в таблице 1.
Содержимое этого веб-сайта может быть использовано, но без каких-либо гарантий или обязательств. Эта информация считается верной, но ее всегда следует перепроверять с помощью альтернативных источников. Строго соблюдайте и соблюдайте все применимые национальные и местные нормы и правила.
Продукты, защищенные одним или несколькими из следующих патентов: 4 565 222; 5 353 842; 5 901 752; 6 446 669; 6 568 429; 6 899 138, 11 156 319 B2 и другие заявки находятся на рассмотрении.
Предупреждение: Все трубные заглушки должны быть заблокированы или должным образом закреплены анкерами против силы, равной напорному давлению, умноженному на площадь поперечного сечения трубы. Мусор или выступы в трубопроводе могут повредить уплотнение или разорвать надувные заглушки. НИКОГДА не используйте надувную пробку, если ее выход из строя может привести к травме или катастрофическому ущербу, или в качестве единственного средства защиты для персонала, работающего ниже по течению. НИКОГДА не используйте испытательное давление, превышающее пропускную способность самой слабой трубы или компонента в системе. Фактические условия различаются, поэтому пользователь должен принять на себя весь риск и ответственность за выбор и использование любого продукта. Пожалуйста, ознакомьтесь с нашей гарантией, положениями и условиями.
Примечание 1: Механические и формованные резиновые заглушки обычно используются для испытаний, поскольку изготовленные заглушки типа Multi-Flex ® могут допускать некоторую утечку, если они не настроены для надежного уплотнения.
Примечание 2: Мы постоянно обновляем наши продукты, и, хотя мы стараемся поддерживать веб-сайты в актуальном состоянии, возможно, более актуальные спецификации могут быть указаны в предложении или подтверждении заказа. Изображения, как правило, являются репрезентативными и могут не отражать точное представление, особенно размера предмета.
Возвраты: Электронная почта «Разрешение на возврат товаров» для стандартного товары в новом состоянии возвращаются в течение 30 дней по адресу: [email protected] Включите исходный номер заказа и дату получения. Любой разрешенный кредит будет быть против будущих покупок после 20% платы за обработку и пополнение запасов. Загрузите, заполните и прикрепите это форма с вашей электронной почтой.
Гарантия, положения и условия Petersen
Условия и положения веб-сайта Petersen
Цена может быть изменена без предварительного уведомления
AWWA C151 — минимальные классы толщины в этом стандарте: класс 350 для размеров 4–12 дюймов, класс 250 для размеров 14–20 дюймов, класс 200 для размеров 24 дюймов и класс 150 для размеров 30–64 дюймов.
В практике слесарной обработки наиболее часто встречаются следующие виды опиливания: а) опиливание плоских — сопряженных, параллельных и перпендикулярных поверхностей деталей; б) опиливание криволинейных поверхностей; в) опиливание цилиндрических и конических деталей с подгонкой их по месту.
Каждый вид опиливания начинается, как правило, с проверки припуска на обработку, который мог бы обеспечить изготовление детали по размерам, указанным на чертеже. Проверив размеры заготовки, определяют базу, т. е. поверхность, от которой следует выдерживать размеры детали и взаимное расположение ее поверхностей.
Размер напильника выбирают с таким расчетом, чтобы он был длиннее опиливаемой поверхности не менее чем на 150 мм. Если шероховатость поверхностей на чертеже не указана, опиливание производят только драчевым напильником. При необходимости получить более чистые и гладкие поверхности опиливание заканчивают личным напильником.
Производительность труда при опиливании зависит от последовательности переходов, правильного пользования напильником, а также от применяемых при опиливании приспособлений для закрепления детали и направления напильника.
Опиливание плоских поверхностей. Этот вид опиливания — одна из самых сложных слесарных операций. Если слесарь научится правильно опиливать прямолинейные поверхности, то он без труда опилит и любую другую поверхность. Для получения правильно опиленной прямолинейной поверхности все внимание должно быть сосредоточено на обеспечении прямолинейного движения напильника. Опиливание нужно вести перекрестным штрихом (с угла на угол) под углом 35—40° к боковым сторонам тисков. При опиливании по диагонали не следует выходить напильником на углы заготовки, так как при этом уменьшается площадь опоры напильника и он легко заваливается; нужно чаще менять направление движения напильника.
Рассмотрим последовательность операций при опиливании широких плоскостей — сторон плоскопараллельной прямоугольной плитки (рис. 84).
Перед опиливанием деталь зажимают в тисках так, чтобы обрабатываемая поверхность была расположена горизонтально и выступала на 5—8 мм над губками тисков. Работу начинают с широкой плоскости 1 (рис. 84, а), принимаемой за основную измерительную базу. Черновое опиливание ведут плоским драчевым напильником, а чистовое — плоским личным напильником. Закончив опиливание плоскости, деталь снимают. Проверку правильности плоскости производят линейкой, накладывая ее вдоль, поперек и по диагонали обработанной поверхности. Затем переходят к опиливанию таким же способом второй широкой плоскости 2. При этом параллельность плоскостей 1 и 2 контролируют кронциркулем. Установив на тисках нагуб — ники, опиливают одну из узких плоскостей (ребро 3) и проверяют ее линейкой и угольником от плоскости 1 (рис. 84, б). Затем производится опиливание ребер 4, 5 и 6 (рис. 84, а) с проверкой их от базовой плоскости
1 И первого ребра 4 (рис. 84, в).
Рис. 84. Последовательность опиливания плитки
Опиливание узких плоскостей на тонких деталях представляет значительные трудности. Мелкие и тонкие детали (толщиной до 4 мм) трудно равномерно зажать в тисках, чтобы получить при опиливании ровную плоскость. В целях повышения производительности при этой работе прибегают к склепыванию 3—10 таких деталей в пакеты. Приемы опиливания ребер в таком пакете не отличаются от опиливания плитки с широкими ребрами.
Можно, однако, обойтись и без склепывания тонких деталей, используя при их опиливании приспособления, называемые наметками. К таким приспособлениям относятся: опиловочные призмы, раздвижные рамки, плоскопараллельные наметки, копирные приспособления (кондукторы) и др. Применение наметок облегчает точную установку и закрепление деталей, что позволяет слесарю работать с
Большей уверенностью, без опасения испортить обрабатываемую поверхность или не получить нужный размер. Рабочие части приспособлений (наметок) точно обработаны, закалены и отшлифованы.
Резьбовое
Отверстие
Рис. 85. Опиливание узких граней с помощью приспособлений: а — опиловочная призма; б — опиливание в наметке-рамке
Опиловочная призма состоит из корпуса 1 (рис. 85, а), на боковой поверхности которого жестко закрепляются прижим 2, угольник 3 и линейка 4. Угольник или линейка используются для правильной установки обрабатываемой детали, а прижим — для ее открепления. Поверхность Л корпуса призмы служит направляющей для напильника. Слой металла заготовки, подлежащий снятию, должен выступать над плоскостью А корпуса призмы. Корпус опиловочной призмы закрепляют в слесарных тисках в горизонтальном положении.
В практике опиливания тонких деталей применяются также наметки-рамки (рис. 85, а). Опиливание в таком приспособлении исключает «завалы», так как деталь зажимается не сбоку приспособления, а в се редине — в пройме. Размеченную заготовку вставляют в рамку, слегка прижимая ее винтом к внутренней стенке рамки. Уточняют установку, добиваясь совпадения риски на заготовке с внутренним ребром рамки, после чего окончательно закрепляют винты. Рамку зажимают в тисках и
Рис. 86. Раздвижные параллели: а — рамка; б — параллельный угольник
Опиливают узкую поверхность заготовки до уровня рабочей кромки рамки.
Раздвижная рамка (опиловочная наметка, или «параллели») служит тем же целям. Она состоит из двух удлиненных брусков 1 прямоугольного сечения (рис. 86, а), связанных между собой двумя направляющими планками 2. Один из брусков жестко соединен с направляющими планками, а другой может передвигаться вдоль этих планок параллельно первому бруску и притом так, что верхние грани обоих брусков (поверхности А) остаются в одной горизонтальной плоскости.
Раздвижную рамку следует устанавливать в тиски таким образом, чтобы она опиралась на губки «тисков двумя парами штифтов 3, которые впрессованы в наружные боковые грани брусков 1. Расстояние между направляющими планками должно быть больше, а между штифтами — меньше ширины губок тисков.
Рис. 87. Применение плоскопарал — ляет собой зака — лельной наметки при опиливании ленную пласти-
Плоскопараллельная наметка представ-
Для опиливания заготовок под прямым углом пользуются раздвижным параллельным угольником (рис. 86, б).
Ну с двумя
Г-образными выступами 1 и 2 (рис. 87). На такой наметке можно опилить четыре стороны (кромки) заготовки под углом 90е, не контролируя правильности углов в процессе работы.
При установке наметка должна лечь выступом 1 на неподвижную губку. Затем располагают обрабатываемую тонкую заготовку 4 между подвижной губкой тисков и плоскостью 3 наметки, упирая ее ребро в выступ 2. Слегка зажав тиски, легким постукиванием по заготовке совмещают нанесенную на ней разметочную риску с верхней кромкой наметки. После этого окончательно зажимают заготовку в тисках и начинают опиливание под углом 25—30° к боковым сторонам тисков (заготовки). Если работа производится драчевым напильником то, не доходя 0,3 мм до верхней поверхности наметки, его откладывают и продолжают опиливание личным напильником и работают им до тех пор, пока кромка заготовки не сравняется с верхней поверхностью наметки.
Проверка кромки, опиленной этим способом, при помощи лекальной линейки покажет, что она строго
Рис. 88. Опиливание тонких заготовок и деталей: а — на деревянном бруске; б — пна деревянном бруске с прижимом; в — в металлических уголках
Прямолинейна: между кромкой и линейкой просвета не будет. Для опиливания второй кромки по разметочной риске заготовку переставляют в новое положение так, чтобы обработанная кромка прилегла к выступу 2 намотки, а риска совпала с верхней поверхностью наметки. С помощью плоскопараллельной наметки можно опиливать прямолинейные участки заготовки, а также поверхности, расположенные под разными углами.
Боковые стороны тонких заготовок опиливают на зажатом в тисках бруске из твердого дерева (рис. 88, а). Мелкие детали можно опиливать с помощью прижимов (рис. 88, б). Заготовки, длина которых превышает длину губок тисков, при обработке зажимают между двумя металлическими уголками или деревянными брусками (рис. 88, в).
Опиливание плоскостей, сопряженных под углами.
Обработку наружных углов производят плоскими напильниками, внутренние углы в зависимости от их величины можно обрабатывать плоскими трехгранными, квадратными, ножовочными и ромбовидными напильниками: При этом обычно пользуются напильниками с одной гладкой стороной, чтобы при опиливании второй сопряженной плоскости не испортить насеченной частью напильника ранее обработанную плоскость.
Опиливание криволинейных поверхностей. Криволинейные поверхности деталей машин и изделий разделяются на выпуклые и вогнутые. Обычно опиливание таких поверхностей связано со снятием значительных припусков. Поэтому, прежде чем приступить к опиливанию, следует разметить заготовку, а затем выбрать наиболее рациональный способ удаления лишнего металла: в одном случае требуется предварительное выпиливание ножовкой, в другом — высверливание, в третьем — вырубка и т. д.
Излишне большой припуск на опиливание ведет к увеличению времени на выполнение задания; малый припуск создает опасность порчи детали.
Выпуклые поверхности опиливают плоскими напильниками вдоль и поперек выпуклости. На рис. 89 показаны приемы опиливания носка слесарного молотка. При движении напильника вперед вдоль выпуклости правая рука должна опускаться вниз, а носок напильника — подниматься вверх. Такие движения обеспечивают получение плавного закругления поверхности, без углов, с обработочными штрихами, направленными вдоль кривизны поверхности.
Рис. 90. Опиливание вогнутой поверхности круглым напильником
При поперечном опиливании выпуклой поверхности напильнику сообщают кроме прямолинейного движения еще и вращательное.
Вогнутые поверхности опиливают круглыми, полукруглыми и овальными напильниками (рис. 90). При этом также сочетаются два движения напильника — прямолинейное и вращательное, т. е. каждое движение напильника вперед сопровождается небольшим перемещением его правой рукой на 1/4 оборота вправо или влево.
Часто значительную часть металла при выполнении этой работы из целого куска удаляют вырезанием ножовкой. Затем плоским или квадратным напильником распиливают грани, а полукруглым или круглым напильником спиливают выступ, приближаясь к разметочной риске (рис. 90).
Профиль сечения полукруглого напильника необходимо подобрать с таким расчетом, чтобы его радиус был меньше, чем радиус распиливаемой поверхности.
При опиливании выпуклых или вогнутых поверхностей черновое опиливание следует вести драчевым напильником; не доходя примерно на 0,3—0,5 мм до разметочной риски, драчевый напильник нужно заменить личным, после чего продолжить опиливание или распиливание поверхности до установленного размера. Проверку правильности формы поверхности лучше всего вести по шаблону «на просвет».
Перпендикулярность поверхности к торцу заготовки проверяют угольником.
Опиливание цилиндрических и конических заготовок. Цилиндрические стержни иногда приходится опиливать с целью уменьшения их диаметра. В ряде случаев из куска нецилиндрического материала (квадрат, шестигранник) опиливанием получают цилиндрическую деталь.
Длинные заготовки стержней, с которых необходимо снять большой слой металла, зажимают в тисках в горизонтальном положении и опиливают, раскачивая напильник в вертикальной плоскости и часто поворачивая заготовку. Если заготовка короткая и с нее необходимо снять тонкий слой металла, то ее зажимают в тисках в вертикальном положении и опиливают, также сильно раскачивая напильник, но в горизонтальной плоскости. Чтобы не портить напильником губки тисков, следует надевать на стержень металлическую шайбу или же ставить напильник на губки тисков ненасеченным ребром (рис. 91, а).
Стержни диаметром менее 12 мм удобнее опиливать при закреплении заготовки в ручных тисках. Стержень при этом укладывается в желобок закрепленного в слесарных тисках деревянного бруска. Поворачивая ручные тиски навстречу рабочему движению напильника, производят опиливание цилиндрической поверхности заготовки (рис. 91, б).
Для получения, например, шейки валика диаметром 12 мм (рис. 91, в) вначале спиливают ее на квад-
Рат со стороной больше диаметра шейки (которую нужно получить после обработки) на удвоенную величину припуска. Затем у квадрата опиливают углы, получая восьмигранник, а из восьмигранника, сняв углы, получают шестнадцатигранник. После этого методом последовательного приближения добиваются получения цилиндрической шейки валика требуемого диаметра.
Рис. 92. Приемы опиливания квадрата на цилиндрическом стержне
Значительный по величине слой металла (до получения восьмигранника) снимают драчевым напильником; после получения восьмигранника пользуются личным напильником. Проверку правильности опиливания производят штангенциркулем или кронциркулем в нескольких местах.
Опиливание заготовки на квадрат следует выполнять в такой последовательности. Закрепив заготовку в тисках в горизонтальном положении, опиливают первую грань квадрата (рис. 92, а).
Таким же способом опиливают и вторую грань квадрата параллельно первой грани (рис. 92, б). Расстояние между гранями и их параллельность проверяют штангенциркулем (рис. 92, в). После этого обрабатывают третью грань квадрата и проверяют ее положение угольником (рис. 92, г). Наконец, таким же образом опиливают четвертую грань, проверяя ее положение угольником (рис. 92, д) и штангенциркулем на параллельность.
После загрузки белья машинка стирала, но затем прекратила свою работу? Не паникуйте. Она могла сломаться, поэтому обязательно слить воду и разобраться, что стало причиной ее остановки.
На лестницу, как правило, воздействуют нагрузки в плане как эстетичности, так и функциональности. То, где конкретно в доме расположена лестница, каким типом она является и взяты ли во внимание особенности …
Итак, вы приобрели массивную доску для покрытия пола, теперь следует ознакомиться с способами ее укладки на пол. Ведь правильно уложенная массивная доска обеспечит вам красивый и надежный пол на долгое …
Снятие небольших слоёв металла напильником; одна из самых распространённых слесарных операций. Широко применяется в производстве и в быту при изготовлении и ремонте деталей, а также при сборке деталей в изделие. С помощью напильников деталям придают требуемую форму, размеры и шероховатость поверхности. Сущность операции опиливания заключается в срезании мелких частичек материала (опилок) отдельными резцами, образованными насечкой на рабочей части напильника. Точность опиливания может находиться в пределах от 0,15 мм до 0,005 мм и зависит от умения работающего и вида применяемого напильника. Чем мельче насечка напильника, тем большей точности обработки можно добиться.
При опиливании заготовку закрепляют в тисках так, чтобы опиливаемая поверхность выступала над уровнем губок тисков на 8…10 мм. Чтобы предохранить заготовку от вмятин при зажиме, на губки тисков надевают нагубники из мягкого металла, например алюминия. Большое значение при опиливании имеет рабочая поза или стойка работающего. Работать лучше стоя вполоборота к тискам, выставив левую ногу на полшага вперёд и влево. Угол между осями ступней должен составлять примерно 40…60°. Высота тисков должна быть такой, чтобы при наложении напильника правой рукой на губки тисков в локтевом сгибе образовывался прямой угол (рис. 1,3).
Рис. 1. Рабочая поза (а) и хватка напильника (б) при опиливании.
Рис. 2. Распределение усилий нажима на напильник в процессе опиливания.
Рис. 3. Способы опиливания: а — косым штрихом; б — поперечным штрихом; в — перекрёстным штрихом; г — продольным штрихом; д — круговым штрихом.
В процессе работы напильник берут правой рукой за ручку, при этом закруглённый конец ручки упирается в ладонь. Ладонь левой руки накладывают почти поперёк напильника на расстоянии 20…30 мм от края его носка (рис. 1,б).
Чтобы напильник срезал стружку, его нужно при движении прижимать к обрабатываемой поверхности обеими руками. При этом усилие нажима на напильник необходимо координировать: при движении напильника вперёд (рабочий ход) нажим постепенно увеличивают на ручку правой рукой и одновременно уменьшают нажим на носок напильника левой рукой (рис. 2), назад (холостой ход) напильник двигают без нажима. При выборе напильника нужно учесть, что длина его рабочей части должна превышать размеры обрабатываемой поверхности в направлении опиливания на величину, необходимую для выполнения рабочих движений. Наиболее рациональной скоростью движения напильника, темпом опиливания, считается 40…60 двойных (рабочий плюс холостой) ходов в минуту.
Различают черновое опиливание, при котором снимается значительный слой металла с помощью драчёвых (с крупной насечкой) напильников, и чистовое, позволяющее получить малую шероховатость поверхности и более точные размеры с помощью личных (с мелкой насечкой) напильников. Среди разнообразных видов опиливания, определяемых по характеру обрабатываемых поверхностей, чаще всего применяются опиливание плоскостей и опиливание криволинейных (выпуклых и вогнутых) поверхностей.
При опиливании плоских поверхностей главное внимание уделяют сохранению плоскостности обрабатываемых поверхностей, стараясь не допускать «завалов» краёв заготовки. Направление движения напильника определяет положение штрихов или рисок, оставляемых напильником на обрабатываемой поверхности. Отсюда и произошло название основных способов опиливания плоскостей: опиливание косыми, поперечными, перекрёстными, продольными и круговыми штрихами (рис. 3). Качество опиливания плоскостей проверяют различными контрольно-измерительными инструментами: плоскостность опиленной поверхности — поверочной (лекальной) линейкой на просвет; точность обработанных плоскостей, сопряжённых под прямым углом, — угольником; параллельно обработанные плоскости — штангенциркулем (рис. 4).
Рис. 4. Способы контроля опиливаемых поверхностей: а — лекальной линейкой на просвет; б — угольником на просвет; в — штангенциркулем.
Рис. 5. Опиливание криволинейных поверхностей: а — выпуклых; б — вогнутых.
При обработке криволинейных поверхностей кроме обычных способов опиливания применяют и специальные. Выпуклые поверхности можно опиливать плоским напильником, используя приём раскачивания напильника (рис. 5,а). При движении напильник как бы огибает выпуклую поверхность по линии закругления. Вогнутые поверхности, в зависимости от радиуса кривизны, обрабатываются круглыми или полукруглыми напильниками. Напильник совершает сложное движение — вперёд и в сторону с поворотом вокруг своей оси (рис. 5, б). Контролируют опиливание криволинейных поверхностей по линиям предварительной разметки или специальными шаблонами.
Возможные виды брака при опиливании металла и причины их возникновения: неточность размеров обработанной заготовки (снято слишком много или, наоборот, мало металла) вследствие неточности предварительной разметки или погрешностей при контрольных измерениях; отклонения от плоскостности и «завалы» краёв заготовки как результат неправильного выполнения приёмов опиливания; вмятины и другие повреждения заготовки вследствие неправильного зажима её в тисках.
При опиливании металла необходимо соблюдать требования безопасности труда. Ручки напильников должны быть прочно насажены. Образовавшуюся в процессе опиливания стружку следует сметать щёткой. Нельзя сдувать её или смахивать голыми руками, чтобы избежать ранения рук или засорения глаз. Безопасность труда зависит также от соблюдения правильных приёмов опиливания и правильной организации рабочего места.
Металлические ручные напильники | Империя Абразивы
Сортировать по: Избранные товарыСамые новые товарыЛучшие продажиОт A до ZZ до ABПо обзоруЦена: по возрастаниюЦена: по убыванию
Металлические напильники — это ручной инструмент, который существует уже много столетий, но до сих пор находит место в каждом наборе инструментов для металлообработки. Ручные напильники по металлу и дереву — это простой, но полезный инструмент, который эффективно удаляет материал для придания формы и напильника металла, дерева, твердой резины и многих других поверхностей.
Обычное применение металлических напильников
Удаление заусенцев
Напильник внутри труб
Создание канавок
Удаление накипи
Снятие приклада
Заточка пил, топоров, лопат, ножей и других инструментов
Скульптура
Типы металлических напильников
Существует несколько различных характеристик металлических напильников, которые отличают их друг от друга, в том числе классы резки, длина, тип поперечного сечения и форма, которые следует учитывать при покупке одного из этих инструментов.
Металлический напильник Степени огранки
Шероховатость этих металлических ручных напильников измеряется различными «градациями резания» на лицевой стороне напильников. Степени резания — это мера количества зубьев на дюйм напильников. Три наиболее часто используемых сорта: гладкие, второй/средней огранки и полуограненные.
Напильники с гладкой огранкой
Как следует из названия, эти ручные напильники имеют более гладкую поверхность. Они используются в основном для получения гладкой поверхности после того, как она уже была обработана более грубым инструментом.
Напильники второго реза
Также известные как напильники среднего реза, они могут быть достаточно грубыми для удаления некоторого материала, но напильники 2-го реза также могут использоваться для отделки более гладких поверхностей.
Напильники Bastard Cut
Напильники Bastard более абразивны, чем ранее упомянутые напильники. Это лучшие металлические напильники для агрессивной обработки грубых поверхностей, чтобы удалить больше материала, чем более гладкие варианты.
Длина ручных напильников
Разница в размерах между маленьким ручным металлическим напильником и длинным металлическим напильником также определяет его абразивность. Количество зубьев на дюйм уменьшается по мере перехода к большему размеру файла. С меньшим количеством зубьев на дюйм на более длинном ручном напильнике увеличенные зазоры сделают его более абразивным для удаления материала в тяжелых условиях.
Из-за этой особенности более длинные напильники, такие как 14-дюймовый напильник, позволяют выполнять более агрессивную обработку, чем 8-дюймовый напильник, который имеет более узкие канавки/зубья, что делает его более пригодным для более тонкой шлифовки. Получение более гладкой поверхности с помощью ручных напильников похоже на использование грубой наждачной бумаги по дереву и переход на более мелкую зернистость, чтобы сгладить ее еще больше.
Типы резки
Различные типы металлических напильников обычно подразделяются по типам их резки. Это определенные узоры параллельных зубов, которые влияют на то, как вы используете файл.
Однозаходные напильники : Диагональные зубья, расположенные параллельно друг другу. Предназначен для использования только в одном направлении.
Напильники с двойной насечкой : Диагональные зубья, которые выстраиваются параллельно, но также пересекаются со вторым набором зубьев, которые идут параллельно каждому. Их можно использовать для агрессивной подачи в обоих направлениях. Также известен как второй вырезанный файл.
Напильники с изогнутыми краями : Зубья напильника изогнуты и параллельны друг другу. Популярен среди автомастеров, потому что изогнутые зубья фрезы режут быстро, но могут помочь сгладить большие плоские поверхности.
Формы металлических напильников
Напильники доступны в бесчисленных формах, но наиболее практичными и наиболее часто используемыми формами являются:
Плоский напильник : Плоский с обеих сторон напильника. Плоский металлический напильник сужается по ширине и толщине от середины инструмента к концу.
Фрезерный напильник : Плоский с обеих сторон, как у плоского напильника, но у фрезерного напильника конусность начинается у основания поверхности напильника и продолжается до острия/конца.
Круглый напильник : Цилиндрическая форма с зубьями со всех сторон. Лучший напильник по металлу для работы с контурными поверхностями.
Полукруглый напильник : Сочетание плоского и круглого напильника. Одна сторона плоская, а другая закругленная, что дает возможность многократного использования этого инструмента.
Ручка металлического напильника
Глядя на металлический ручной напильник, вы увидите, что он значительно сужается у основания и имеет маленькое отверстие в центре. Это часть конструкции, позволяющая установить многоразовую деревянную ручку. Настоятельно рекомендуется всегда использовать рукоятку из соображений безопасности и для получения наилучших возможностей заточки от инструмента.
Обслуживание металлических напильников
Как и любой другой абразивный инструмент, металлические напильники подвержены нагрузке или заполнению щелей отшлифованным материалом. Экономичный способ продлить срок службы вашего инструмента — регулярно использовать щетку для очистки напильника, чтобы удалить остатки, скопившиеся между канавками.
Нужна помощь в выборе напильника?
Мы здесь, чтобы помочь, если у вас есть какие-либо вопросы. Не стесняйтесь звонить по нашему бесплатному номеру или использовать чат ниже, чтобы поговорить с экспертом по абразивным материалам EmpireAbrasives.com о ваших вариантах металлических напильников.
Типы металлических напильников и их применение
28 ноября 2020 г.
Напильник по металлу — удобный инструмент, полезный во многих проектах «сделай сам» и других работах, не говоря уже о том, что он продлевает срок службы других инструментов. Независимо от вашего проекта или профессии, есть 9Металлический напильник 0047 , который будет соответствовать вашим потребностям.
Часто сложно выбрать правильную позицию при открытии новой позиции. Для каждого типа файлов доступно множество вариантов.
Типы напильников в мастерской
Вот наше краткое изложение основных металлических напильников и способов их применения: Напильник имеет (как вы уже догадались) плоскую поверхность и используется для напильника больших плоских участков металла, обработки краев и создания рисунка на кривой поверхности пялец. Вместе с файлом вы всегда должны использовать прогресс для записи и проверять, чтобы произведение, над которым вы работаете, держалось ровно, чтобы края были чистыми и прямыми.
А как насчет ручки?
Вы заметите, что тонны ручных файлов не сопровождают дескриптор. Их часто покупают и устанавливают отдельно, чтобы вы могли подобрать рукоятку, которая лучше всего подходит для вас.
Как подобрать ручку?
Самый простой способ сделать это — осторожно нагреть верхнюю часть напильника с помощью ручного резака, а затем при помощи молотка восстановить рукоятку на месте на ручном напильнике. Будьте осторожны, когда делаете это в первый раз, так как вы должны убедиться, что ваша хватка прямая и параллельна ручному файлу.
Половина файла
Половина файла имеет одну плоскую сторону и одну закругленную сторону. Закругленная сторона выгодна, когда она включает в себя формирование и опиление внутренней части стержня пялец. При выполнении на обруче полукруглая сторона вашего напильника должна использоваться чистым, размашистым движением, чтобы придать форму, удалить окалину и закончить.
Помните, что ваш половинный файл предназначен не только для колец. Вы будете создавать всевозможные изогнутые формы и вырезы, когда будете использовать половинку файла под разными углами. Как только вы измените угол своего полуфайла, это может изменить радиус кривой, на которой вы работаете.
Пересекающийся файл
Пересекающийся файл выглядит почти как полуфайл. Тем не менее, он имеет изогнутый радиус с каждой стороны. Это относительно более высокий купол с одной стороны, что позволяет создавать различные изогнутые формы и вырезы. Все стороны поперечного файла сужены, так что вы сможете входить в более узкие места, а также на большие вогнутые поверхности.
Напильник-заколка
Этот тип напильника для металлообработки имеет режущие зубья только на одной плоской стороне. Это отличный инструмент для обработки любого металла. Поскольку одна сторона сужена и гладкая, это означает, что вы не рискуете испортить свою работу, сломав металл.
Идеально подходит для точных работ на малых и больших площадях; поглотите файл, когда вам нужна точность, и вам нужно не повредить свой дизайн и не создавать больше файлов и отделочных работ для себя!
Игольчатые надфили
Когда речь идет о различных доступных металлических напильниках, есть несколько 6-дюймовых ручных напильников, которыми вы, несомненно, захотите овладеть как новичок. Но по мере того, как ваши навыки работы с металлом и напильника будут быстро прогрессировать, вы захотите усилить элемент отделки своей работы. Метод обеспечения большей точности состоит в том, чтобы работать с группой надфилей.
Для чего используются металлические напильники?
Плоский или цилиндрический надфиль
Надфиль продолговатой формы с зубьями на всех четырех плоских сторонах. Универсальный напильник для обработки плоских поверхностей, прямой заточки концов проволоки или удаления небольших кусочков припоя из соединений.
Квадратный металлический напильник
Имея квадратное сечение и заостренный край, этот надфиль отлично подходит для обработки углов под углом 9Угол 0 градусов.
Треугольный напильник по металлу
Этот надфиль, также слегка суженный, отлично подходит для надпиливания канавок или создания канавок, например, для разметки изгиба листа, готового к резке.
Круглый металлический напильник
Зубчатым напильником поместите вокруг напильника и до самого кончика, что делает этот напильник идеальным для использования в крошечных местах, таких как припаянные соединительные кольца и застежки, которые нуждаются в некоторой чистке.
 Кроме этого различают два типа стальных тройников: переходные и равнопроходные. Равнопроходные стальные тройники ГОСТ 17376-2001 имеет одинаковые диаметры всех трёх отверстий. Переходные тройники ГОСТ 17376-2001 имеют разные диаметры отверстий горловины и корпуса. Такие тройники используют ответвления трубопровода меньшего диаметра к продольной оси основной магистрали
Кроме этого различают два типа стальных тройников: переходные и равнопроходные. Равнопроходные стальные тройники ГОСТ 17376-2001 имеет одинаковые диаметры всех трёх отверстий. Переходные тройники ГОСТ 17376-2001 имеют разные диаметры отверстий горловины и корпуса. Такие тройники используют ответвления трубопровода меньшего диаметра к продольной оси основной магистрали proton-st.ru, тел.: +7 (495) 641 16 85
proton-st.ru, тел.: +7 (495) 641 16 85 10.762-97
10.762-97 20 ГОСТ 17376-2001
20 ГОСТ 17376-2001
 При необходимости на нашем складе можно осуществить резку, снятие торцов и нарезку фасок, сборку и упаковку комплектующих.
При необходимости на нашем складе можно осуществить резку, снятие торцов и нарезку фасок, сборку и упаковку комплектующих. jsp?/category/signature-hardware/_/N-zc3lcg&n=zbq4bt&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/signature-hardware/_/N-zc3lcg&n=zbq4bt&sr=everywhere» data-category-url=»/category/signature-hardware/_/N-zc3lcg&n=zbq4bt&sr=everywhere»>
jsp?/category/signature-hardware/_/N-zc3lcg&n=zbq4bt&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/signature-hardware/_/N-zc3lcg&n=zbq4bt&sr=everywhere» data-category-url=»/category/signature-hardware/_/N-zc3lcg&n=zbq4bt&sr=everywhere»> jsp?/category/ford-meter-box/_/N-zbqrn6&n=zbq4bt&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/ford-meter-box/_/N-zbqrn6&n=zbq4bt&sr=everywhere» data-category-url=»/category/ford-meter-box/_/N-zbqrn6&n=zbq4bt&sr=everywhere»>
jsp?/category/ford-meter-box/_/N-zbqrn6&n=zbq4bt&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/ford-meter-box/_/N-zbqrn6&n=zbq4bt&sr=everywhere» data-category-url=»/category/ford-meter-box/_/N-zbqrn6&n=zbq4bt&sr=everywhere»> jsp?/category/jones-stephens/_/N-zbqrof&n=zbq4bt&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/jones-stephens/_/N-zbqrof&n=zbq4bt&sr=everywhere» data-category-url=»/category/jones-stephens/_/N-zbqrof&n=zbq4bt&sr=everywhere»>
jsp?/category/jones-stephens/_/N-zbqrof&n=zbq4bt&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/jones-stephens/_/N-zbqrof&n=zbq4bt&sr=everywhere» data-category-url=»/category/jones-stephens/_/N-zbqrof&n=zbq4bt&sr=everywhere»> jsp?/category/rheem/_/N-zbrmod&n=zbq4bt&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/rheem/_/N-zbrmod&n=zbq4bt&sr=everywhere» data-category-url=»/category/rheem/_/N-zbrmod&n=zbq4bt&sr=everywhere»>
jsp?/category/rheem/_/N-zbrmod&n=zbq4bt&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/rheem/_/N-zbrmod&n=zbq4bt&sr=everywhere» data-category-url=»/category/rheem/_/N-zbrmod&n=zbq4bt&sr=everywhere»> jsp?/category/victaulic/_/N-zbq6nz&n=zbq4bt&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/victaulic/_/N-zbq6nz&n=zbq4bt&sr=everywhere» data-category-url=»/category/victaulic/_/N-zbq6nz&n=zbq4bt&sr=everywhere»>
jsp?/category/victaulic/_/N-zbq6nz&n=zbq4bt&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/victaulic/_/N-zbq6nz&n=zbq4bt&sr=everywhere» data-category-url=»/category/victaulic/_/N-zbq6nz&n=zbq4bt&sr=everywhere»> org/ListItem» itemprop=»itemListElement»>
org/ListItem» itemprop=»itemListElement»>
 Мы рекомендуем предварительно настроенный и предварительно откалиброванный динамометрический ключ.
Мы рекомендуем предварительно настроенный и предварительно откалиброванный динамометрический ключ.
 Перощипальная машина
Перощипальная машина domsadiogorod.ru/shop/43/desc/perosjomnaja-nasadka-jorsh-fermer-np-01-dlja-oshhipyvanija-domashnej-pticy
domsadiogorod.ru/shop/43/desc/perosjomnaja-nasadka-jorsh-fermer-np-01-dlja-oshhipyvanija-domashnej-pticy






 Шпарка очень важна, потому что она также удаляет много грязи и другой грязи с птицы. Обязательно контролируйте температуру на протяжении всего процесса с помощью термометра, чтобы убедиться, что шпаритель работает правильно.
Шпарка очень важна, потому что она также удаляет много грязи и другой грязи с птицы. Обязательно контролируйте температуру на протяжении всего процесса с помощью термометра, чтобы убедиться, что шпаритель работает правильно. Проведите ножом вдоль кости, заканчивая кончиком хвоста. Убедитесь, что на хвосте птицы не осталось желтой железистой ткани.
Проведите ножом вдоль кости, заканчивая кончиком хвоста. Убедитесь, что на хвосте птицы не осталось желтой железистой ткани. Аккуратно обрежьте вентиляционное отверстие с обеих сторон. Вытяните вентиляционное отверстие из тела, и кишки последуют за ним. Будьте очень осторожны, чтобы не разрезать кишечник.
Аккуратно обрежьте вентиляционное отверстие с обеих сторон. Вытяните вентиляционное отверстие из тела, и кишки последуют за ним. Будьте очень осторожны, чтобы не разрезать кишечник. Существует также инструмент под названием «скребок для легких», который может помочь на этом этапе. Удалите шею, разрезав мышечную ткань вокруг кости, затем согнув ее и проломив кость. Обязательно тщательно промойте птицу, если какие-либо пищеварительные жидкости соприкасались с мясом.
Существует также инструмент под названием «скребок для легких», который может помочь на этом этапе. Удалите шею, разрезав мышечную ткань вокруг кости, затем согнув ее и проломив кость. Обязательно тщательно промойте птицу, если какие-либо пищеварительные жидкости соприкасались с мясом. д. — разбавленным раствором отбеливателя и ополосните водой. Ощипыватель кур Yardbird легко моется благодаря съемному барабану.
д. — разбавленным раствором отбеливателя и ополосните водой. Ощипыватель кур Yardbird легко моется благодаря съемному барабану.

 Сделайте свой собственный ощипчик на всю жизнь, добавив вал и двигатель.
Сделайте свой собственный ощипчик на всю жизнь, добавив вал и двигатель.
 Чертеж первого варианта – гвозди круглые – размещен ниже.
Чертеж первого варианта – гвозди круглые – размещен ниже. Ранее с их помощью осуществлялся монтаж одноименного кровельного материала – толь. Но несмотря на то, что кровля такого типа отходит постепенно в прошлое, название сохранилось, а данные крепежные детали обретают сегодня вторую жизнь.
Ранее с их помощью осуществлялся монтаж одноименного кровельного материала – толь. Но несмотря на то, что кровля такого типа отходит постепенно в прошлое, название сохранилось, а данные крепежные детали обретают сегодня вторую жизнь. Его степень зависит от длины гвоздя. Например, для метиза с L= 25 мм, прогиб не должен быть больше 0,2 мм, а при максимальной длине толевого гвоздя 40 мм значение этого показателя должно быть не более 0,3 мм;
Его степень зависит от длины гвоздя. Например, для метиза с L= 25 мм, прогиб не должен быть больше 0,2 мм, а при максимальной длине толевого гвоздя 40 мм значение этого показателя должно быть не более 0,3 мм; Допускается наличие на опорных поверхностях шляпок гвоздей и на их стержнях, покрытых слоем элемента Zn, небольших продольных рисок, следов от разъемных плашек, а также от зажимов.
Допускается наличие на опорных поверхностях шляпок гвоздей и на их стержнях, покрытых слоем элемента Zn, небольших продольных рисок, следов от разъемных плашек, а также от зажимов.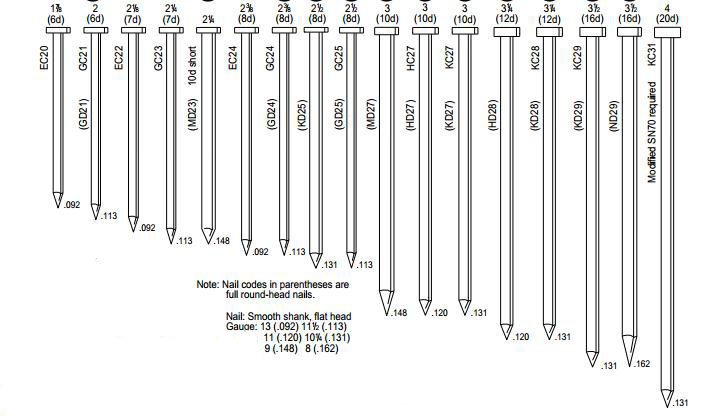
 Выпускаются с покрытием и без такового.
Выпускаются с покрытием и без такового.
 Там демонстрируется необычный вариант использования стандартных строительных гвоздей. Для воспроизведения видео, на ниже размещенную картинку следует навести курсор компьютерной мышки, а затем действовать в соответствии с высветившейся подсказкой.
Там демонстрируется необычный вариант использования стандартных строительных гвоздей. Для воспроизведения видео, на ниже размещенную картинку следует навести курсор компьютерной мышки, а затем действовать в соответствии с высветившейся подсказкой.

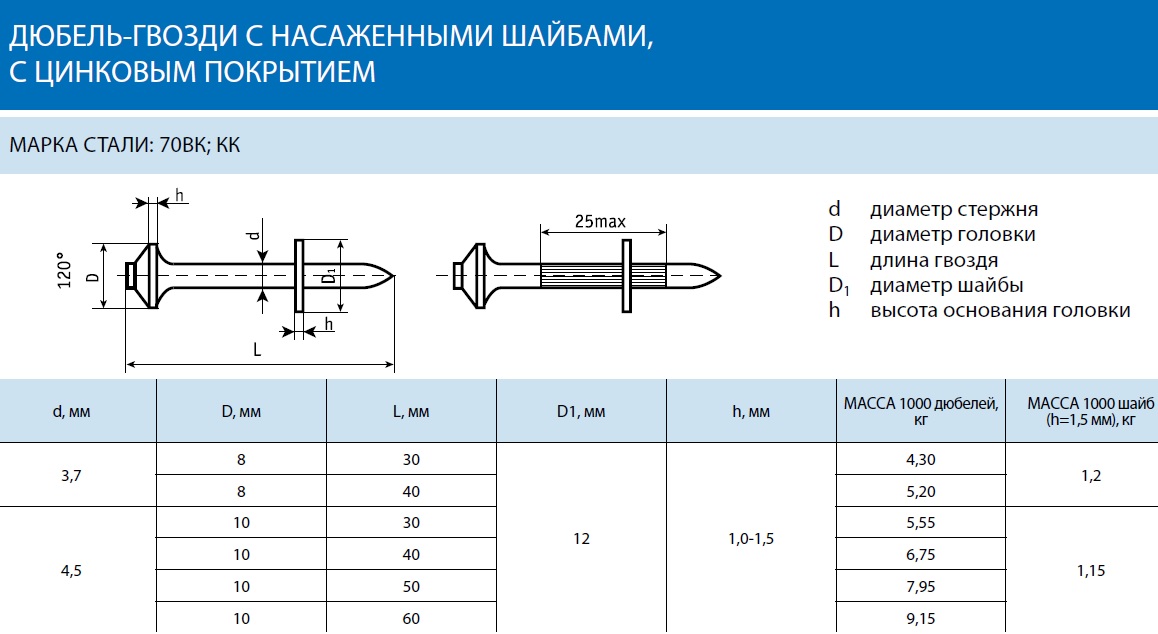
 Под «размером ногтя» «размер пенни» (также известный как пеннивейт) относится к стандартной единице ногтя. Гвозди измеряются в пенни, как полагают, с древних времен, когда гвозди продавались по пенни. В то время аббревиатура для пенни была d, поэтому размеры гвоздей описывались как 2d гвозди, 3d гвозди и т. д. Таким образом, 16-пенсовый гвоздь также описывается как 16-дюймовый гвоздь, а 8-пенсовые гвозди обозначаются аббревиатурой 8-d гвозди. Однако пеннивейт не соответствует точно весу гвоздя, толщине или другим измерениям; например, обычные гвозди 10d имеют длину 3 дюйма, диаметр головки 5/16 дюйма и диаметр 9измерительный хвостовик.
Под «размером ногтя» «размер пенни» (также известный как пеннивейт) относится к стандартной единице ногтя. Гвозди измеряются в пенни, как полагают, с древних времен, когда гвозди продавались по пенни. В то время аббревиатура для пенни была d, поэтому размеры гвоздей описывались как 2d гвозди, 3d гвозди и т. д. Таким образом, 16-пенсовый гвоздь также описывается как 16-дюймовый гвоздь, а 8-пенсовые гвозди обозначаются аббревиатурой 8-d гвозди. Однако пеннивейт не соответствует точно весу гвоздя, толщине или другим измерениям; например, обычные гвозди 10d имеют длину 3 дюйма, диаметр головки 5/16 дюйма и диаметр 9измерительный хвостовик.
 Гвозди рассчитаны на сопротивление как выдергиванию, так и сдвигу, при этом прочность на сдвиг определяется в основном диаметром стержня и прочностью на вырыв, зависящей от этого, а также конструкцией стержня. Гвозди, используемые для каркаса, обычно имеют гладкие стержни, поскольку они в основном используются для поддержки боковых нагрузок, где сопротивление выдергиванию играет лишь небольшую роль. Таким образом, обычный гвоздь адекватно служит в этой ситуации.
Гвозди рассчитаны на сопротивление как выдергиванию, так и сдвигу, при этом прочность на сдвиг определяется в основном диаметром стержня и прочностью на вырыв, зависящей от этого, а также конструкцией стержня. Гвозди, используемые для каркаса, обычно имеют гладкие стержни, поскольку они в основном используются для поддержки боковых нагрузок, где сопротивление выдергиванию играет лишь небольшую роль. Таким образом, обычный гвоздь адекватно служит в этой ситуации.
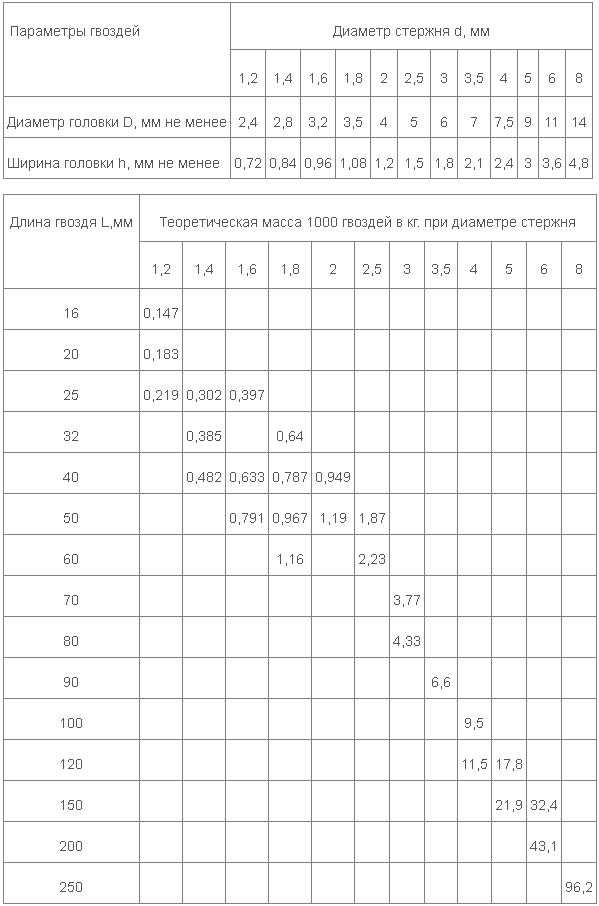 Отделочные гвозди имеют маленькие шляпки, которые слегка захватывают древесину, но позволяют утопить гвозди под поверхностью, а затем зашпаклевать. Напольные гвозди, используемые для укладки чернового пола, также имеют более широкую плоскую головку — и обычно также имеют кольцевой стержень — опять же, чтобы ровно лежать под готовым полом и обеспечивать защиту от ослабления досок и появления скрипа.
Отделочные гвозди имеют маленькие шляпки, которые слегка захватывают древесину, но позволяют утопить гвозди под поверхностью, а затем зашпаклевать. Напольные гвозди, используемые для укладки чернового пола, также имеют более широкую плоскую головку — и обычно также имеют кольцевой стержень — опять же, чтобы ровно лежать под готовым полом и обеспечивать защиту от ослабления досок и появления скрипа. Виниловые покрытия на гвоздях плавятся при вбивании, а затем затвердевают для улучшения сцепления стержня гвоздя с древесиной.
Виниловые покрытия на гвоздях плавятся при вбивании, а затем затвердевают для улучшения сцепления стержня гвоздя с древесиной.
 Одной из его специальностей является ремонт старых систем 19-го века.20-х годов, включая оцинкованные водопроводные трубы, проводку с ручкой и трубкой и многое другое. Его статьи о ремонте дома для The Spruce написаны более 10 лет назад.
Одной из его специальностей является ремонт старых систем 19-го века.20-х годов, включая оцинкованные водопроводные трубы, проводку с ручкой и трубкой и многое другое. Его статьи о ремонте дома для The Spruce написаны более 10 лет назад. Латунные гвозди, выкованные огнем, в Египте датируются 3400 г. до н.э., и с тех пор гвозди стали основой строительства.
Латунные гвозди, выкованные огнем, в Египте датируются 3400 г. до н.э., и с тех пор гвозди стали основой строительства.


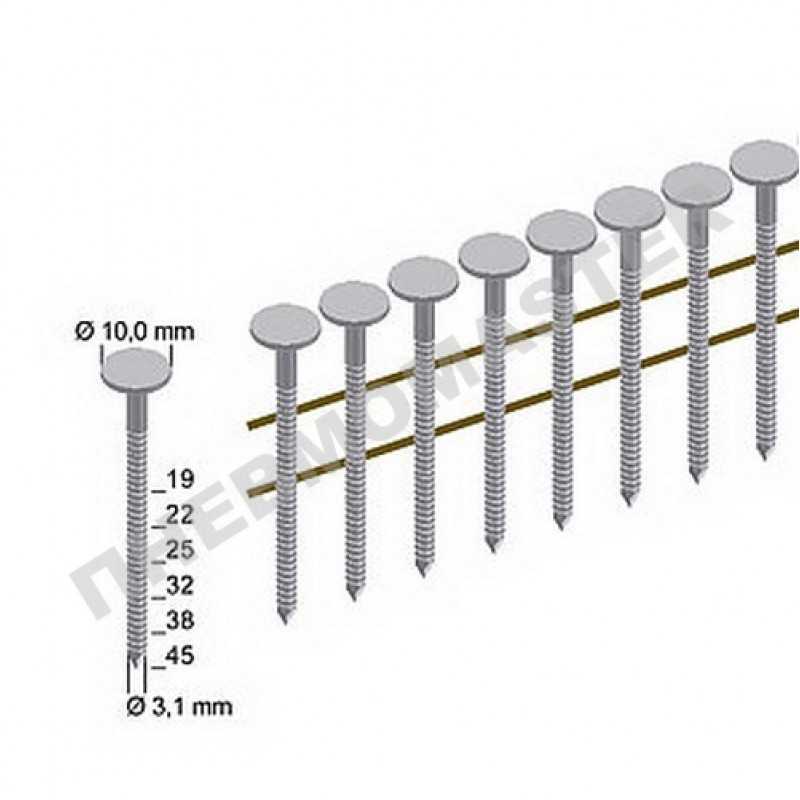 Коробчатые гвозди не следует использовать для структурных проектов, потому что они не обладают прочностью и удерживающей способностью обычных гвоздей. Более тонкий стержень коробчатого гвоздя с меньшей вероятностью расколет более тонкие материалы.
Коробчатые гвозди не следует использовать для структурных проектов, потому что они не обладают прочностью и удерживающей способностью обычных гвоздей. Более тонкий стержень коробчатого гвоздя с меньшей вероятностью расколет более тонкие материалы. Они обычно используются для укладки чернового пола, где дополнительная удерживающая способность помогает предотвратить скрип пола. Другие гвозди, которые могут иметь кольца, включают гвозди для гипсокартона или гвозди для настила, также для повышения удерживающей способности.
Они обычно используются для укладки чернового пола, где дополнительная удерживающая способность помогает предотвратить скрип пола. Другие гвозди, которые могут иметь кольца, включают гвозди для гипсокартона или гвозди для настила, также для повышения удерживающей способности. Головка предназначена для приема заостренного кончика набора гвоздей, что упрощает утапливание гвоздя без соскальзывания и выдавливания древесины.
Головка предназначена для приема заостренного кончика набора гвоздей, что упрощает утапливание гвоздя без соскальзывания и выдавливания древесины.

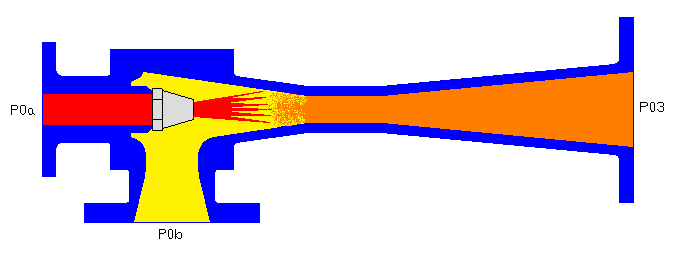
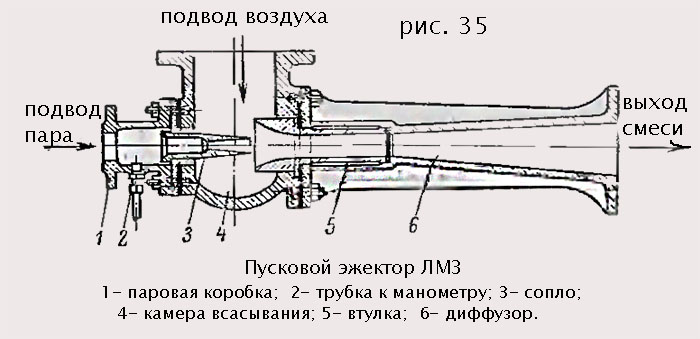 Данные об эксплуатации подобных конструкций весьма ограничены, так как они не нашли еще широкого применения. Ввиду почти полного отсутствия опыта расчета и проектирования регулируемых эжекторов на ЛМЗ впервые была предпринята попытка создать методику расчета регулируемых эжекторов. При этом возникли проблемы в оценке оптимальности конструкции сопла, т. е. углов конусности иглы и насадка, зависимости рабочего расхода от хода иглы, зависимости всасывающей способности эжектора от рабочего расхода сопла и другие. Первая из перечисленных проблем была решена следующим образом. На основании экспериментальных данных исследования сопел ковшовых гидротурбин и ориентировочных расчетов на ЛМЗ были спроектированы модели сопел, имеющих насадки и иглы с разными углами конусности.
Данные об эксплуатации подобных конструкций весьма ограничены, так как они не нашли еще широкого применения. Ввиду почти полного отсутствия опыта расчета и проектирования регулируемых эжекторов на ЛМЗ впервые была предпринята попытка создать методику расчета регулируемых эжекторов. При этом возникли проблемы в оценке оптимальности конструкции сопла, т. е. углов конусности иглы и насадка, зависимости рабочего расхода от хода иглы, зависимости всасывающей способности эжектора от рабочего расхода сопла и другие. Первая из перечисленных проблем была решена следующим образом. На основании экспериментальных данных исследования сопел ковшовых гидротурбин и ориентировочных расчетов на ЛМЗ были спроектированы модели сопел, имеющих насадки и иглы с разными углами конусности.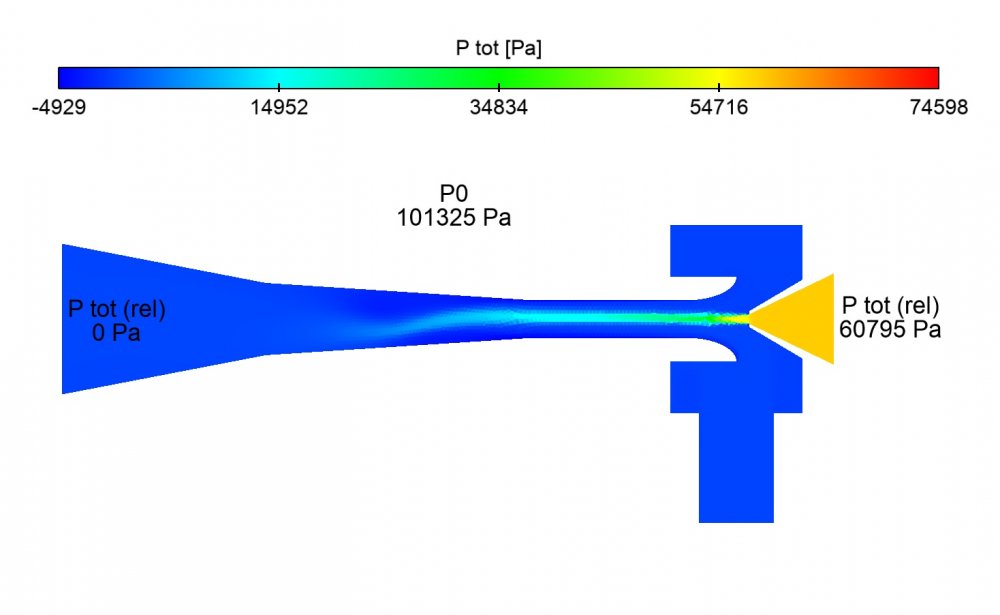 е. зависимость рабочего расхода от хода иглы.
е. зависимость рабочего расхода от хода иглы.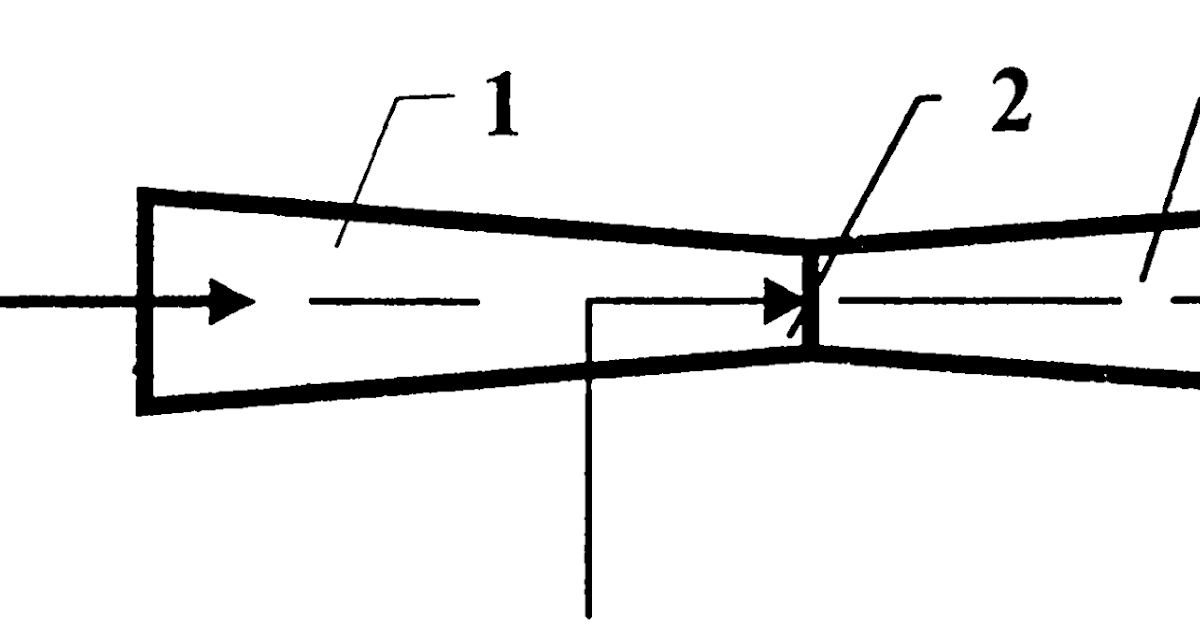
 Расчет регулируемого эжектора сводится к расчету двух поперечных размеров: диаметра сопла и диаметра камеры смешивания. Продольные размеры проточной части эжектора, как и для нерегулируемого эжектора, являются нерасчетными и принимаются на основании экспериментальных данных. Экспериментальным путем также устанавливается оптимальное сочетание углов конусности насадка и иглы сопла регулируемого эжектора. Рекомендации к проектированию регулируемых эжекторов приводятся в § 9.
Расчет регулируемого эжектора сводится к расчету двух поперечных размеров: диаметра сопла и диаметра камеры смешивания. Продольные размеры проточной части эжектора, как и для нерегулируемого эжектора, являются нерасчетными и принимаются на основании экспериментальных данных. Экспериментальным путем также устанавливается оптимальное сочетание углов конусности насадка и иглы сопла регулируемого эжектора. Рекомендации к проектированию регулируемых эжекторов приводятся в § 9.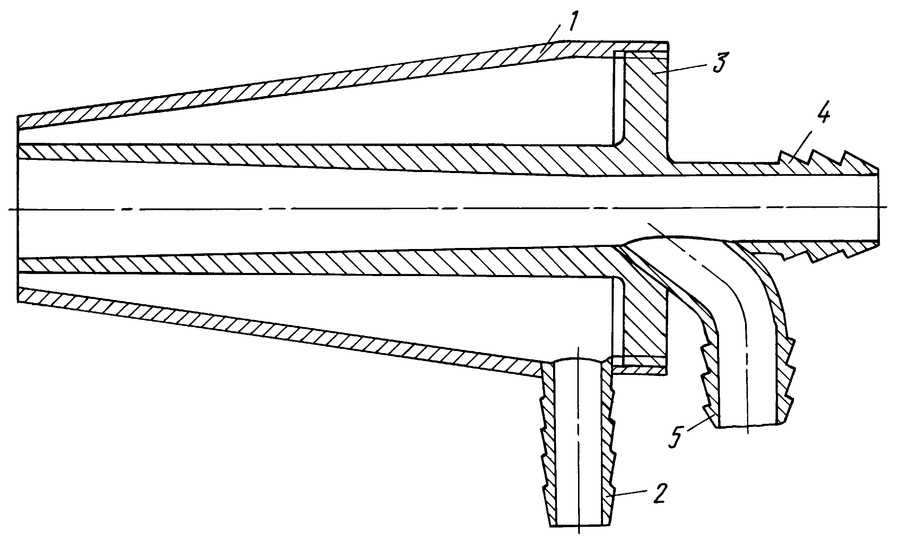 org/ListItem»> Гидротехнические сооружения
org/ListItem»> Гидротехнические сооружения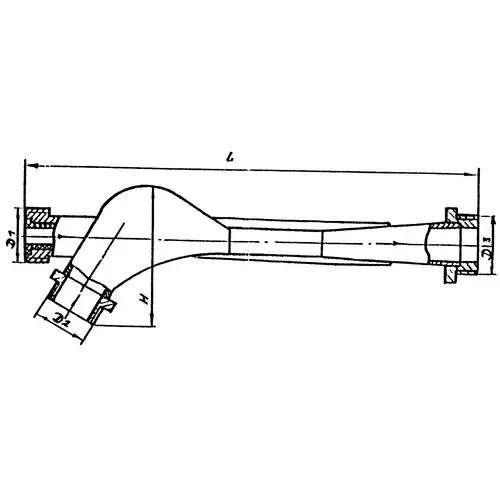 Струйные насосы, в которых
Струйные насосы, в которых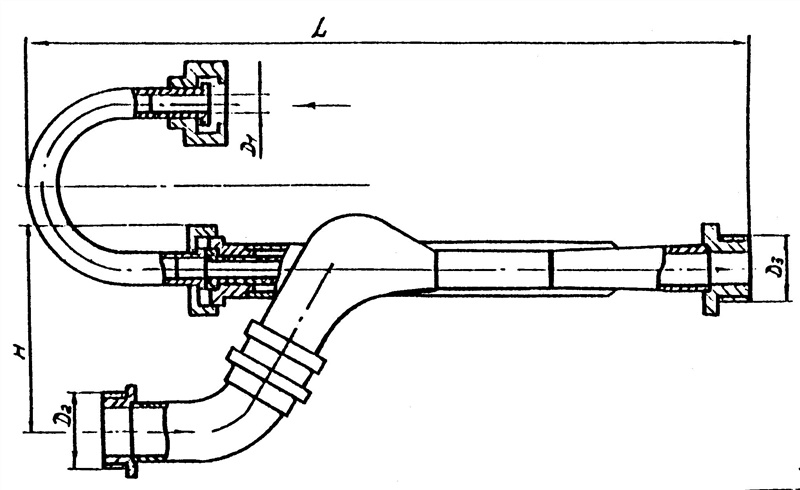
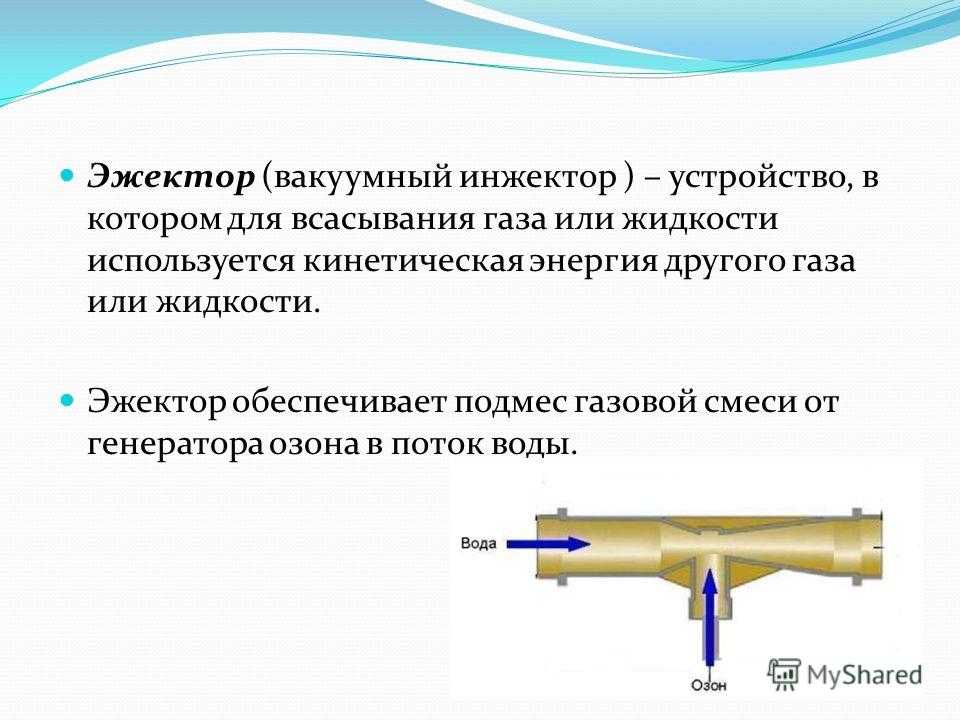
 Пожалуйста, поймите, что эта программа предназначена только для вашего использования и предотвращает доступ к ней посторонних лиц.
Пожалуйста, поймите, что эта программа предназначена только для вашего использования и предотвращает доступ к ней посторонних лиц. 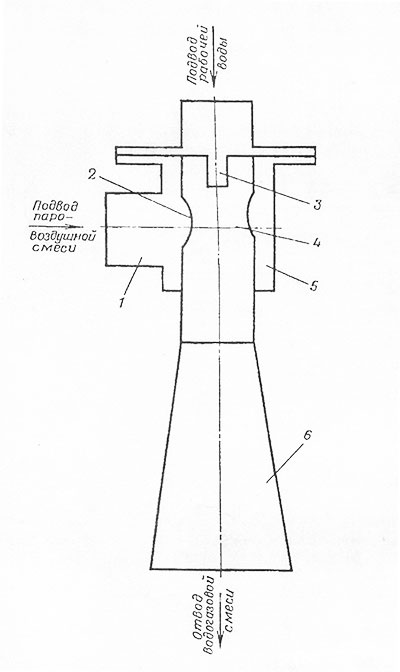 Обратите внимание на следующие отношения:
Обратите внимание на следующие отношения: 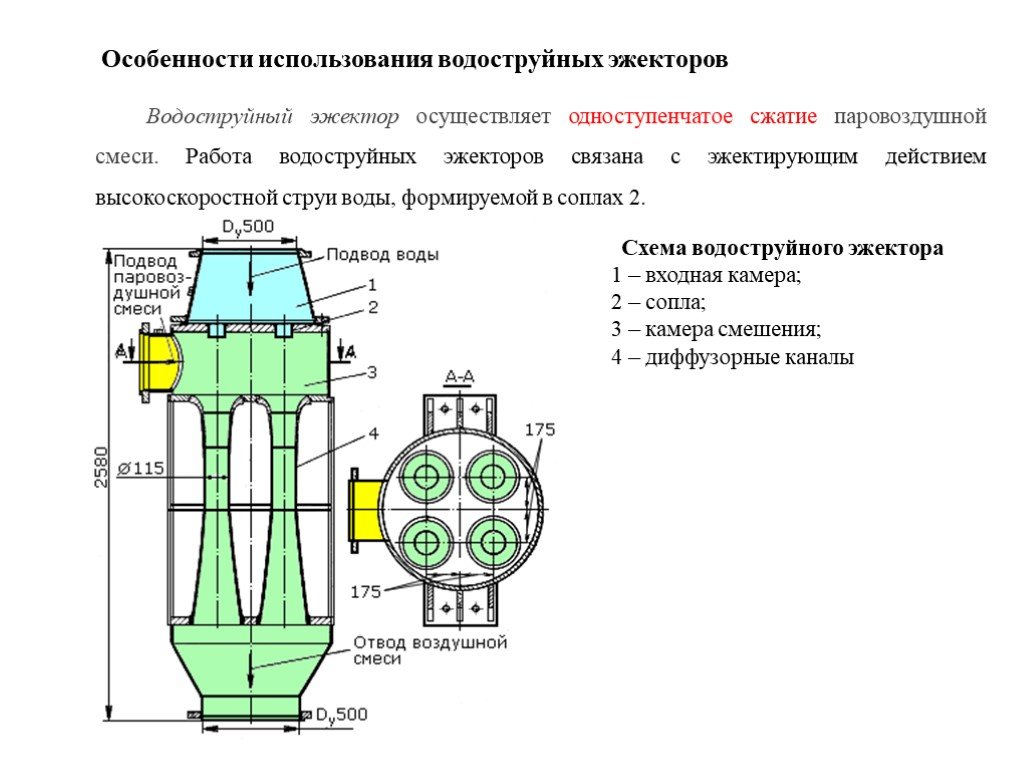 Процент сходимости (обычно >99%) указывается для подтверждения успешного выполнения программы. Там, где степень сжатия высока, может оказаться более эффективным использовать более одной ступени эжектора. Рассчитывается общий КПД эжектора. Обратите внимание, что эффективность эжектора низкая. Типичные значения будут зависеть от давления рабочего газа и коэффициента уноса. Свяжитесь с Ezejector для получения дополнительной информации.
Процент сходимости (обычно >99%) указывается для подтверждения успешного выполнения программы. Там, где степень сжатия высока, может оказаться более эффективным использовать более одной ступени эжектора. Рассчитывается общий КПД эжектора. Обратите внимание, что эффективность эжектора низкая. Типичные значения будут зависеть от давления рабочего газа и коэффициента уноса. Свяжитесь с Ezejector для получения дополнительной информации. 3 РАЗМЕРЫ ЭЖЕКТОРА
3 РАЗМЕРЫ ЭЖЕКТОРА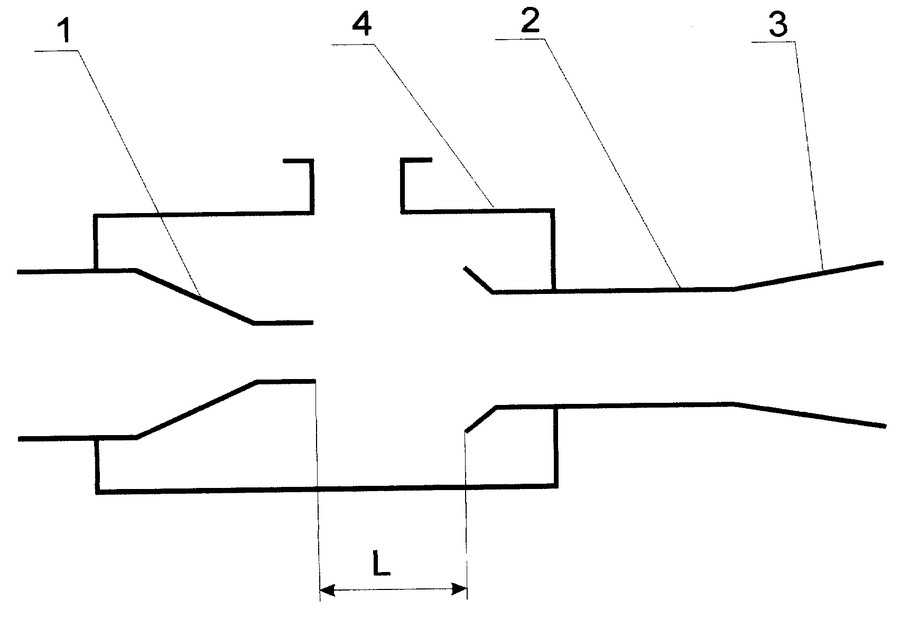
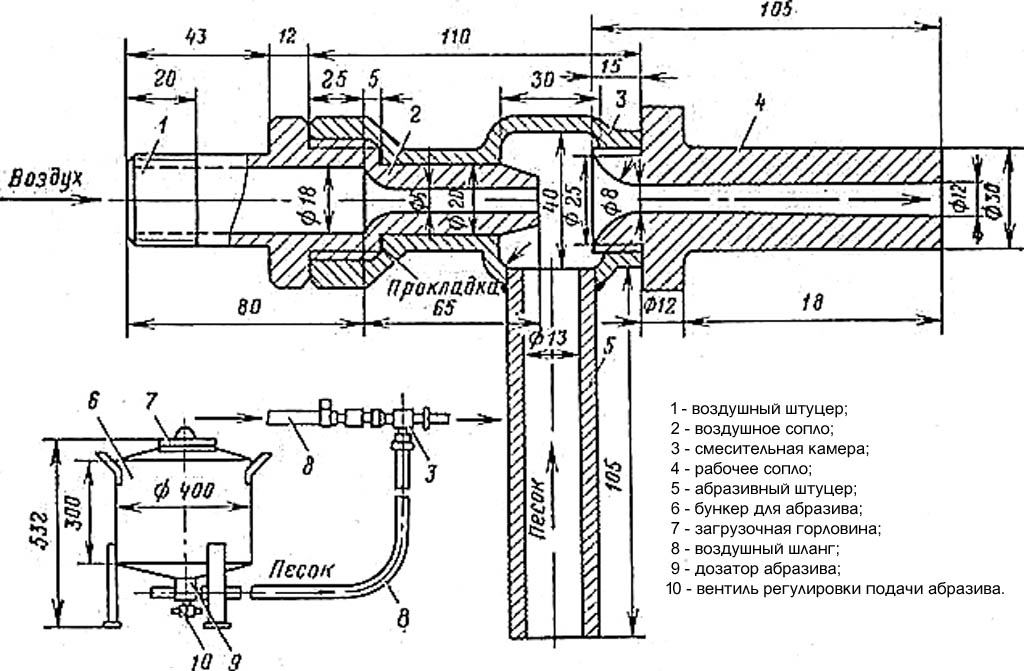
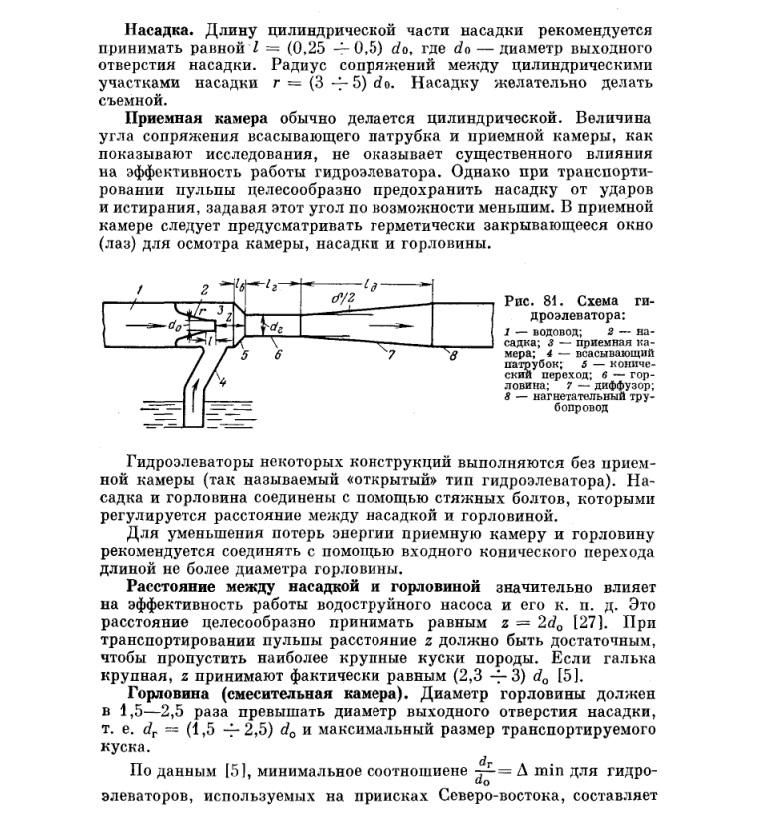
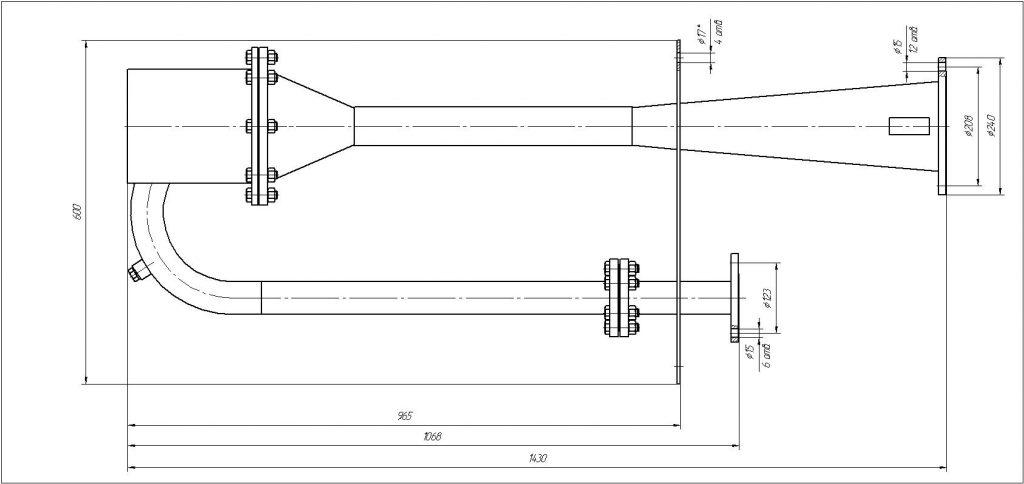 92} — 1
92} — 1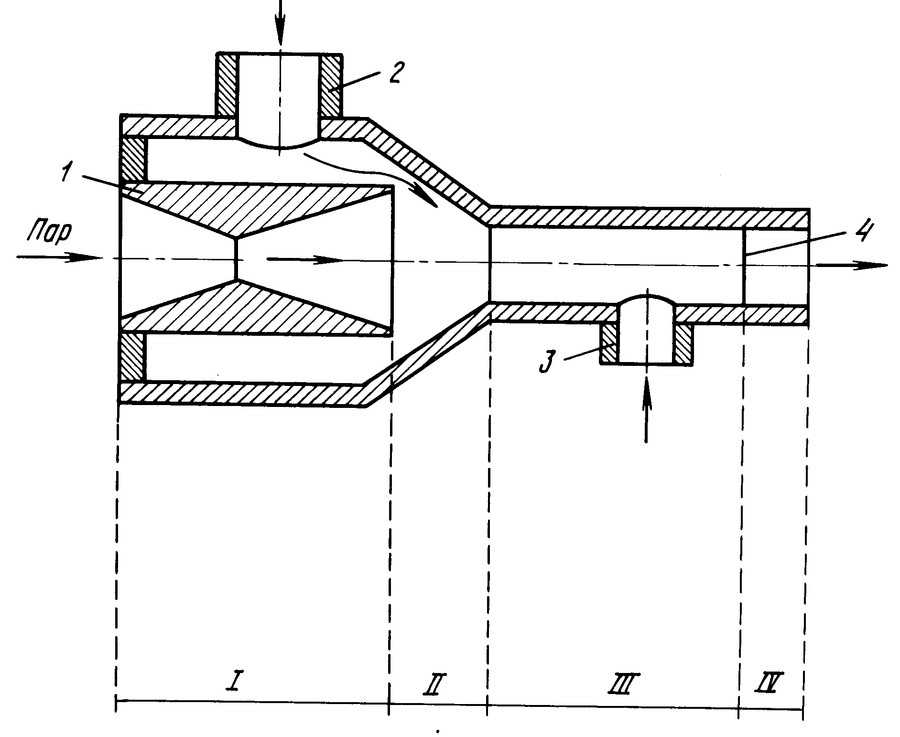 12, Ks=0.11,
... Kp=0,04, d_mixing=0,045, Qs=0,01, Qp=0,01, P2=133600,
... P5=200E3, socket_retracted=False, max_variations=10000)
>>> с = []
>>> для ключа, значение в ans.items():
... s.append('%s: %g' %(ключ, значение))
>>> отсортировано (ы)
['M: 1', 'N: 0,293473', 'P1: 426256', 'P2: 133600', 'P5: 200000', 'Qp: 0,01', 'Qs: 0,01', 'R: 0,247404', ' альфа: 1e-06 ', 'd_diffuser: 45', 'd_mixing: 0,045', 'd_nozzle: 0,0223829', 'эффективность: 0,293473']
12, Ks=0.11,
... Kp=0,04, d_mixing=0,045, Qs=0,01, Qp=0,01, P2=133600,
... P5=200E3, socket_retracted=False, max_variations=10000)
>>> с = []
>>> для ключа, значение в ans.items():
... s.append('%s: %g' %(ключ, значение))
>>> отсортировано (ы)
['M: 1', 'N: 0,293473', 'P1: 426256', 'P2: 133600', 'P5: 200000', 'Qp: 0,01', 'Qs: 0,01', 'R: 0,247404', ' альфа: 1e-06 ', 'd_diffuser: 45', 'd_mixing: 0,045', 'd_nozzle: 0,0223829', 'эффективность: 0,293473']
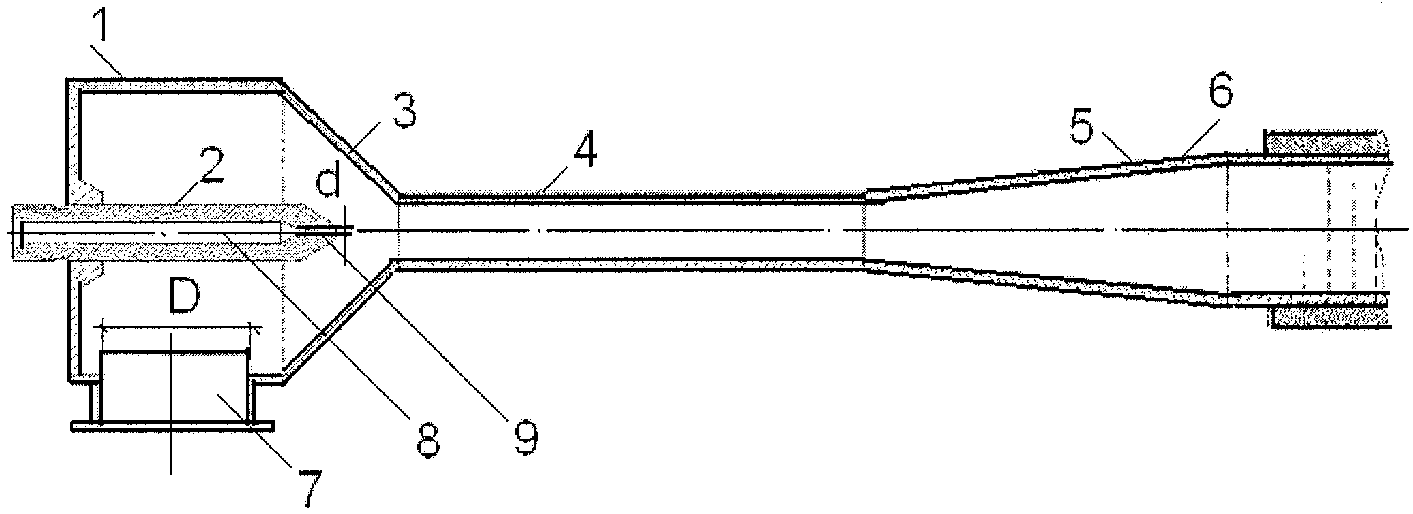 Дизайн и производительность для несжимаемых
Дизайн и производительность для несжимаемых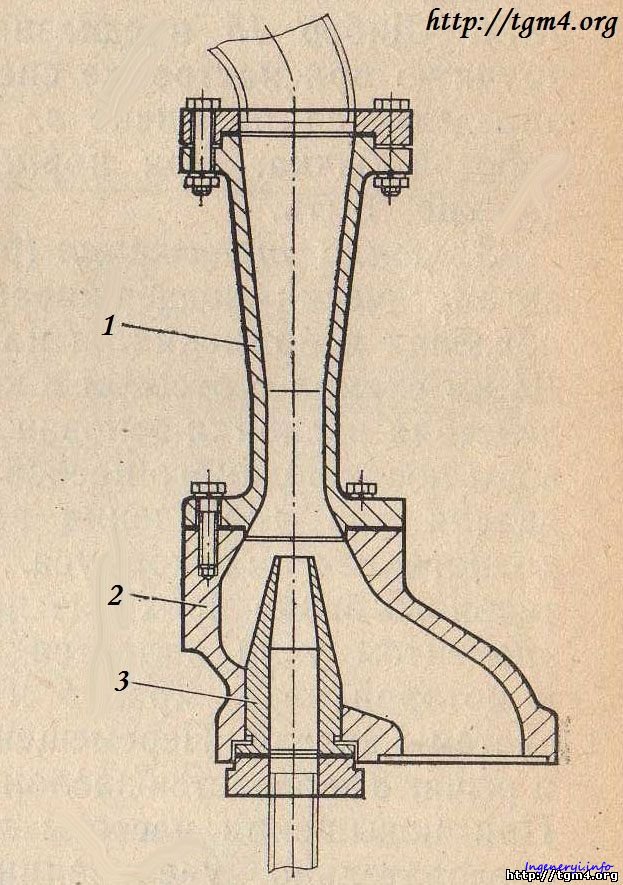 3.
3.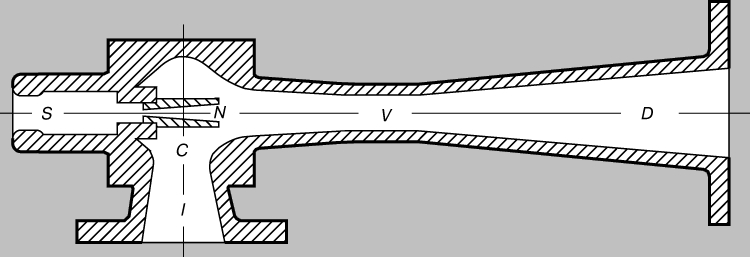 Л. и Кролл, С. «Выбор вакуумных систем», 1981.
Л. и Кролл, С. «Выбор вакуумных систем», 1981.
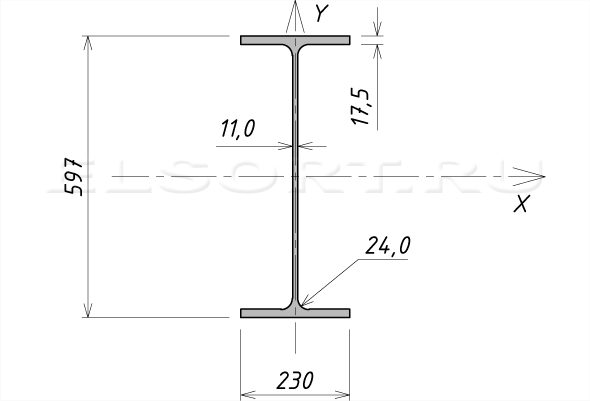

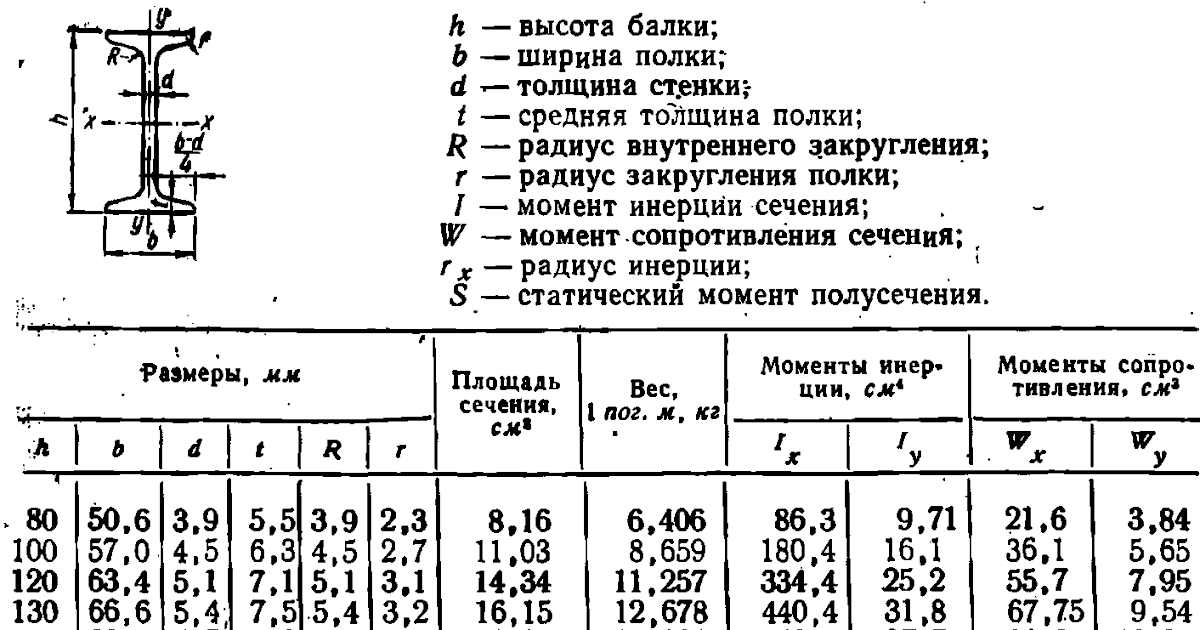 Когда вы покупаете по ссылкам на нашем сайте, мы можем получать партнерскую комиссию. Узнать большеРеклама
Когда вы покупаете по ссылкам на нашем сайте, мы можем получать партнерскую комиссию. Узнать большеРеклама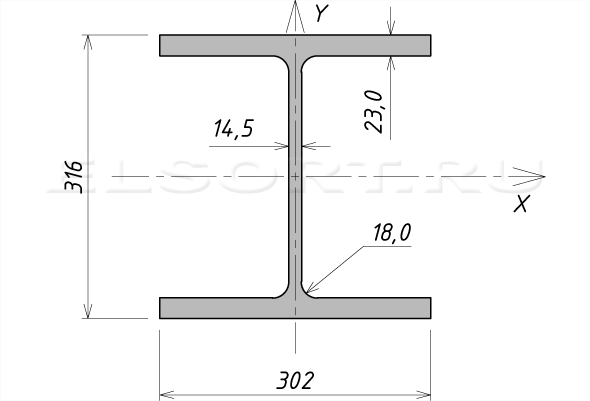 Теоретический вес и плотность металла нередко значительно отличаются от фактического веса и плотности, например, из-за различий в производственных процессах и составе материалов. Поэтому, если требуются точные расчеты веса, вы должны получить актуальную и точную информацию от производителей.
Теоретический вес и плотность металла нередко значительно отличаются от фактического веса и плотности, например, из-за различий в производственных процессах и составе материалов. Поэтому, если требуются точные расчеты веса, вы должны получить актуальную и точную информацию от производителей.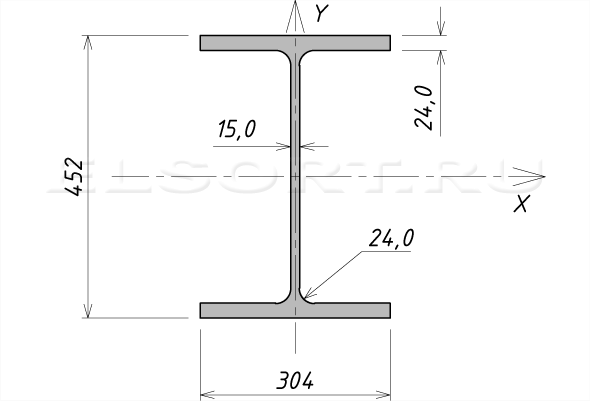
 е. углеродистой стали) со следующими размерами:
е. углеродистой стали) со следующими размерами: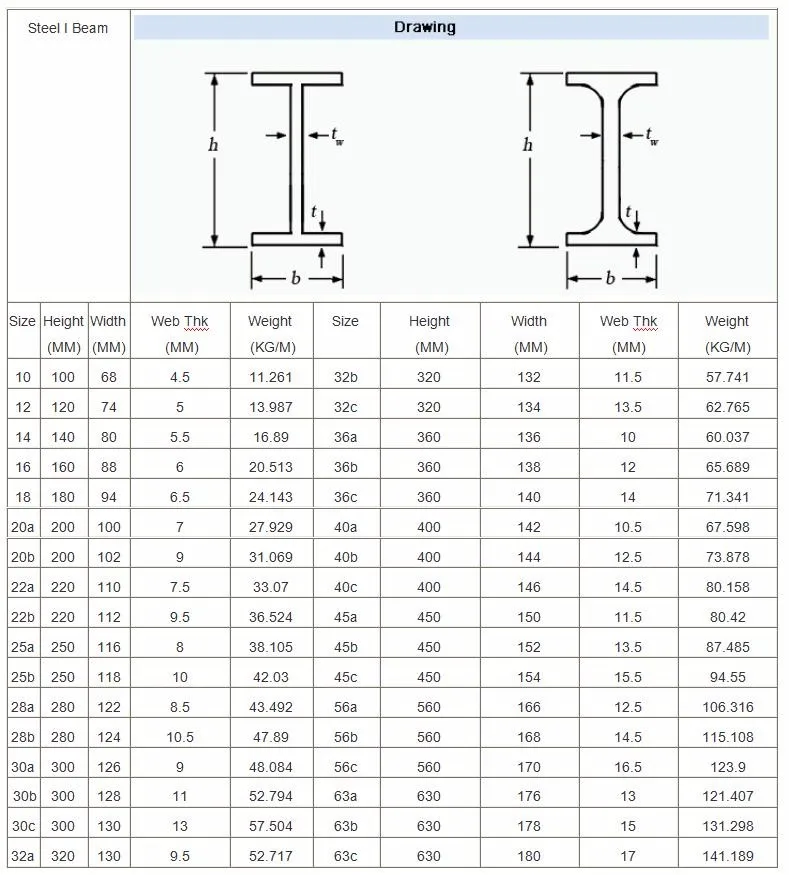 00593418m 3 + 0.00057915m 3
00593418m 3 + 0.00057915m 3 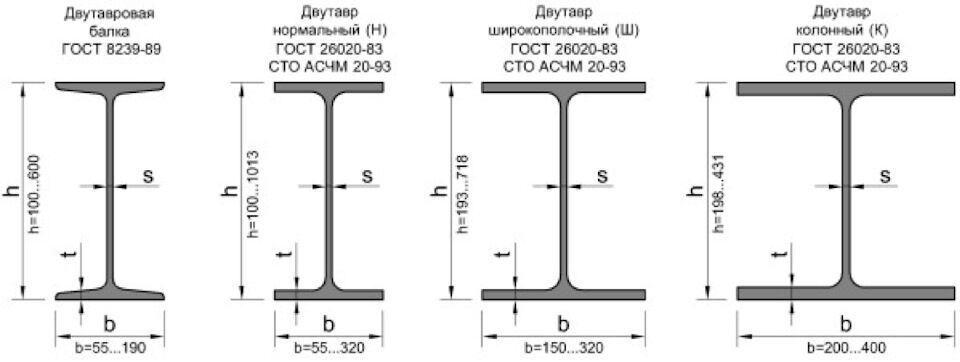 95.
95. 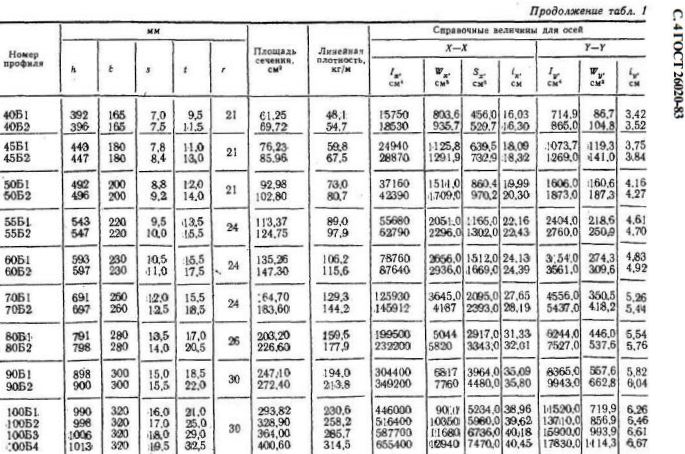 8mm
8mm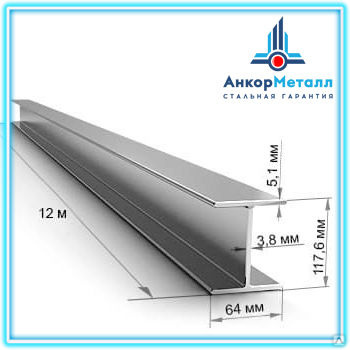 80 kg / 41.44 lbs
80 kg / 41.44 lbs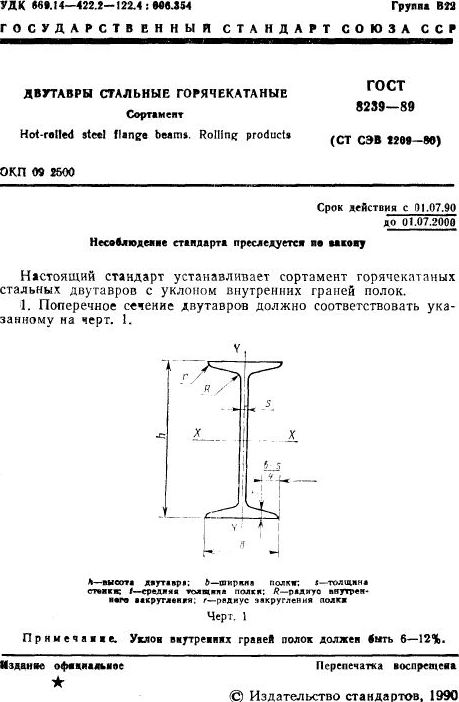 5mm
5mm 11 kg / 70.79 lbs
11 kg / 70.79 lbs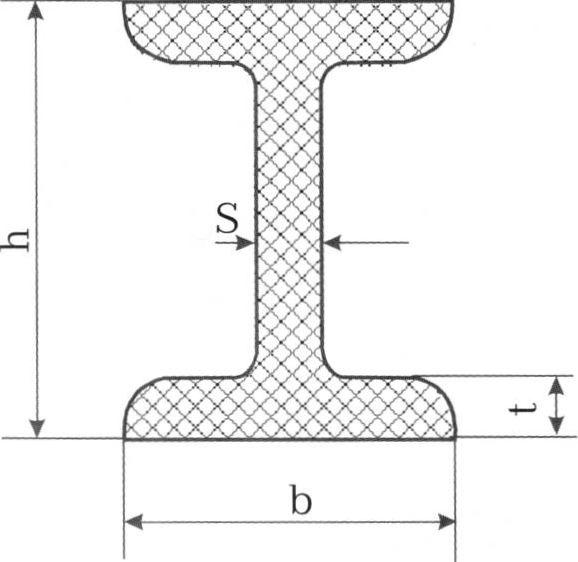 9mm
9mm 4mm
4mm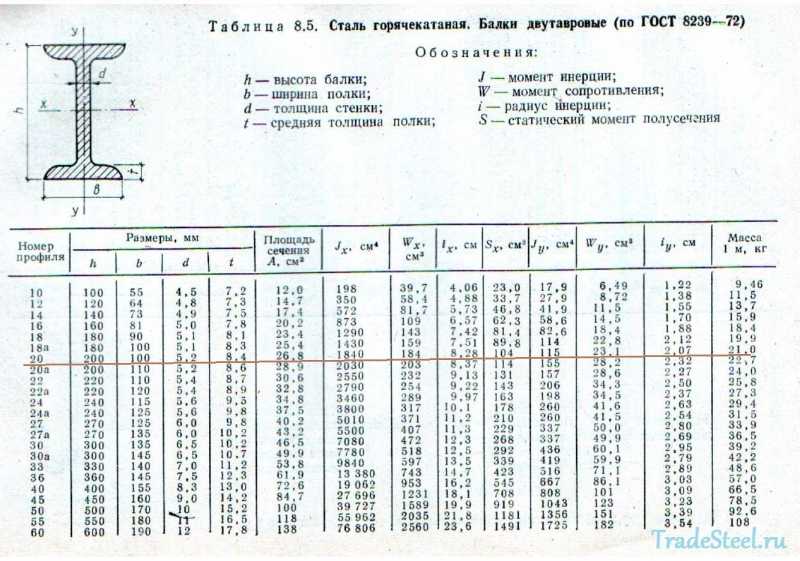 1mm
1mm 7mm
7mm 6mm
6mm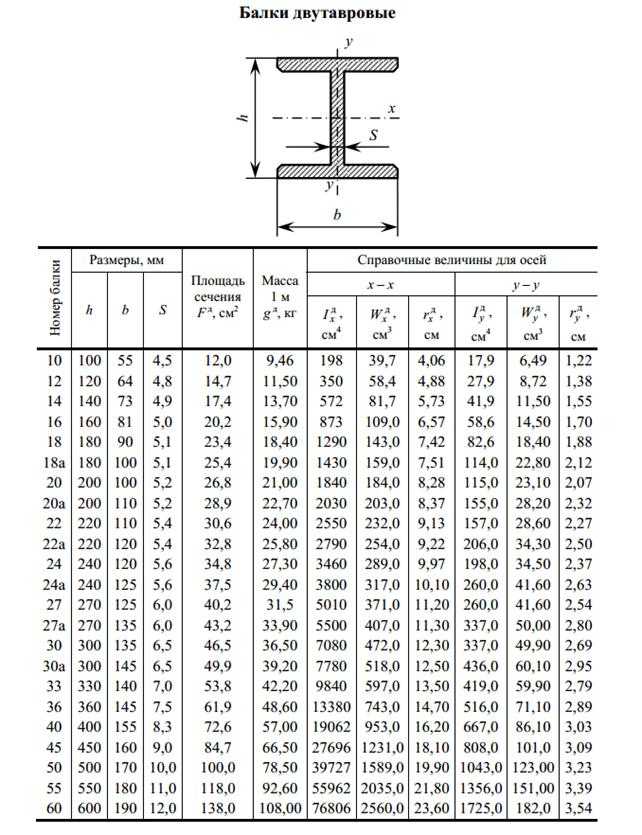 Его работы публиковались в национальных изданиях для широкой аудитории, включая потребителей, домовладельцев и отраслевых экспертов. Джон имеет степень бакалавра в области геодезии зданий и степень магистра в области гражданского строительства, специализирующейся на долговечности бетона и стали. Когда он не пишет для ToolCrowd, Джон любит заниматься своими руками дома, а также заниматься деревообработкой в своей домашней мастерской, кататься на сноуборде и разрабатывать веб-сайты. Связаться с Jonarrow_right_alt
Его работы публиковались в национальных изданиях для широкой аудитории, включая потребителей, домовладельцев и отраслевых экспертов. Джон имеет степень бакалавра в области геодезии зданий и степень магистра в области гражданского строительства, специализирующейся на долговечности бетона и стали. Когда он не пишет для ToolCrowd, Джон любит заниматься своими руками дома, а также заниматься деревообработкой в своей домашней мастерской, кататься на сноуборде и разрабатывать веб-сайты. Связаться с Jonarrow_right_alt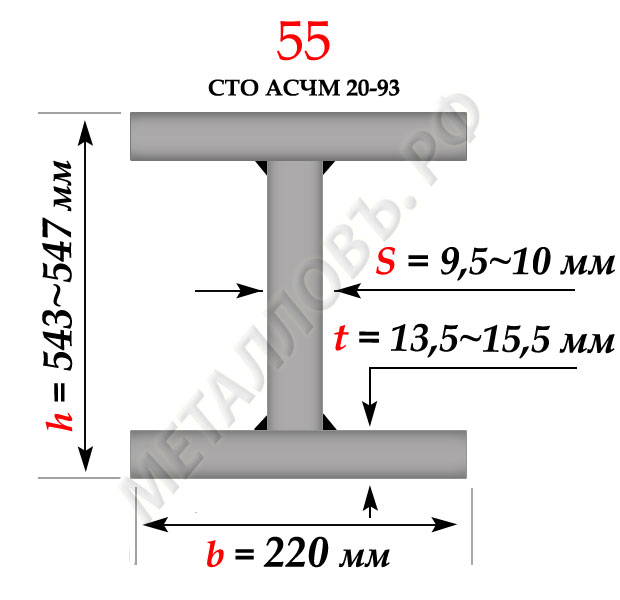 ..5 футов 10 футов 20 футов или разрезать по размеру
..5 футов 10 футов 20 футов или разрезать по размеру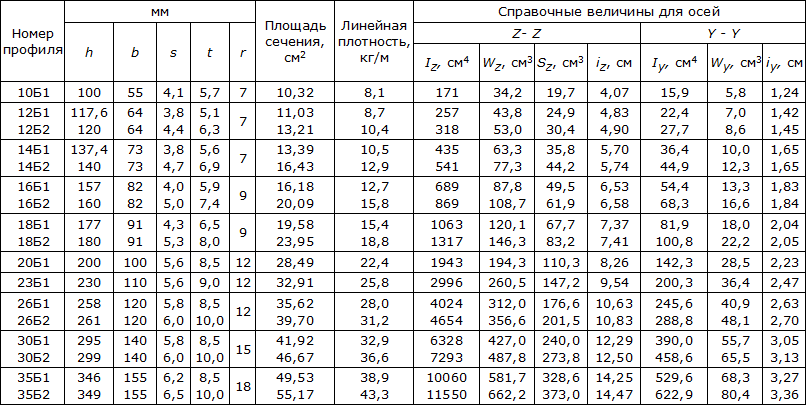 ..5 фут.10 фут.20 фут.или обрезать по размеру
..5 фут.10 фут.20 фут.или обрезать по размеру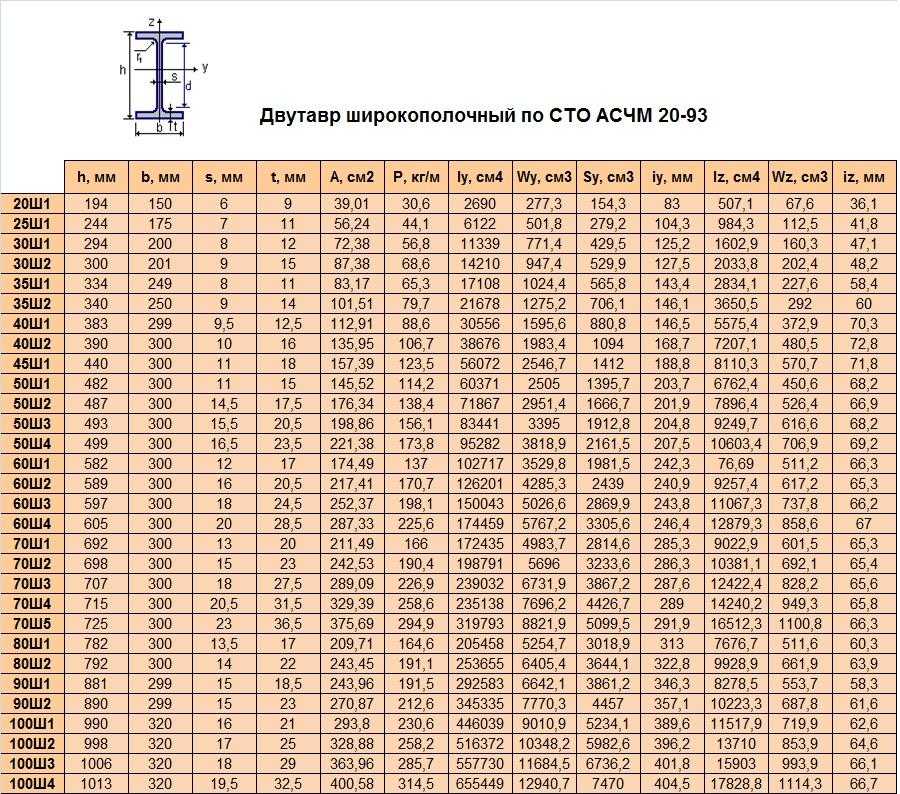 214″ x 3,004 «) 9.944444444446944446944444469444444446944444446944444469444444469444446/10 фунтов (5,00″. -50 Стандартная стальная двутавровая балка
214″ x 3,004 «) 9.944444444446944446944444469444444446944444446944444469444444469444446/10 фунтов (5,00″. -50 Стандартная стальная двутавровая балка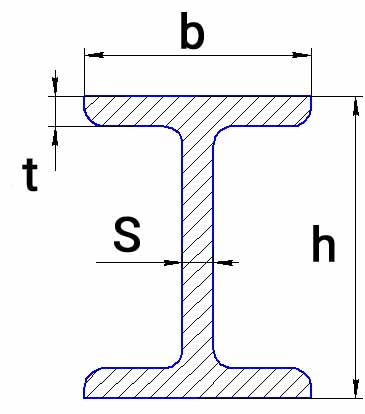 25 lb (6.00″ x .465″ x 3.565″)
25 lb (6.00″ x .465″ x 3.565″) 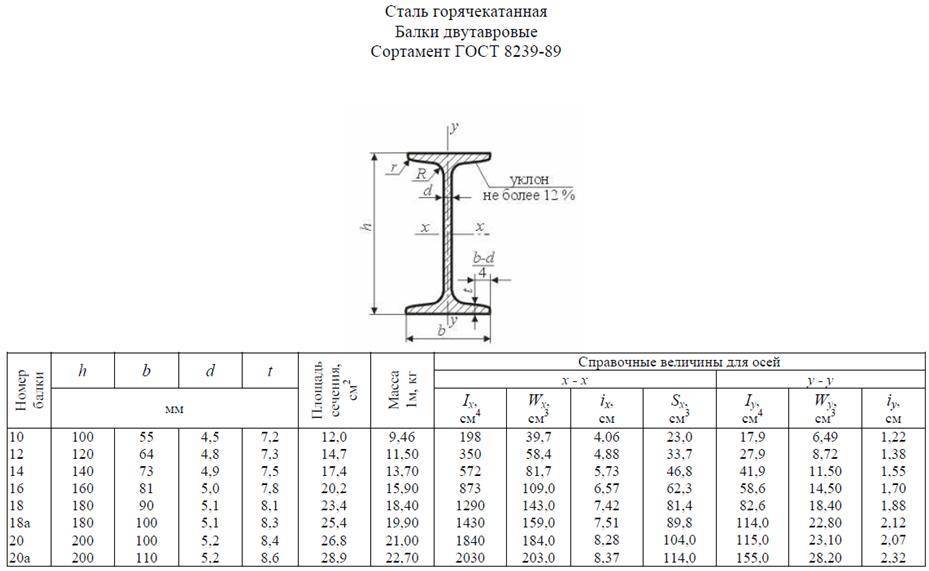 ..10 Ft4,3 900 10 Ft4,3 900 Select a Size 0.00
..10 Ft4,3 900 10 Ft4,3 900 Select a Size 0.00 ..20 футов.
..20 футов. ..5 футов 10 футов 20 футов или разрезать по размеру
..5 футов 10 футов 20 футов или разрезать по размеру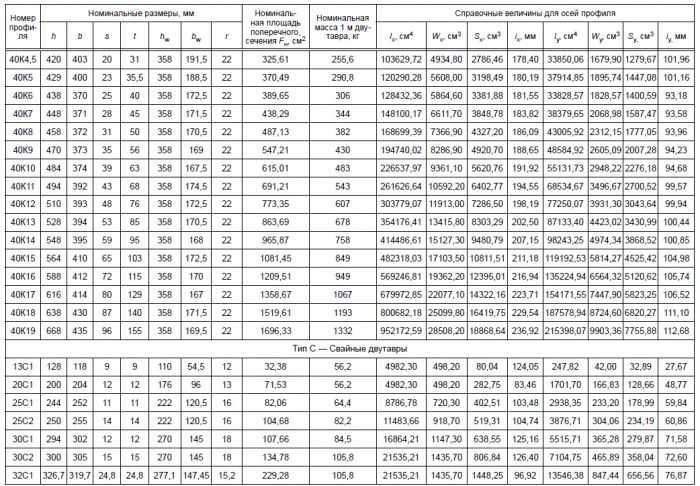 ..5 Ft.2010 Ftor. Размер до размера
..5 Ft.2010 Ftor. Размер до размера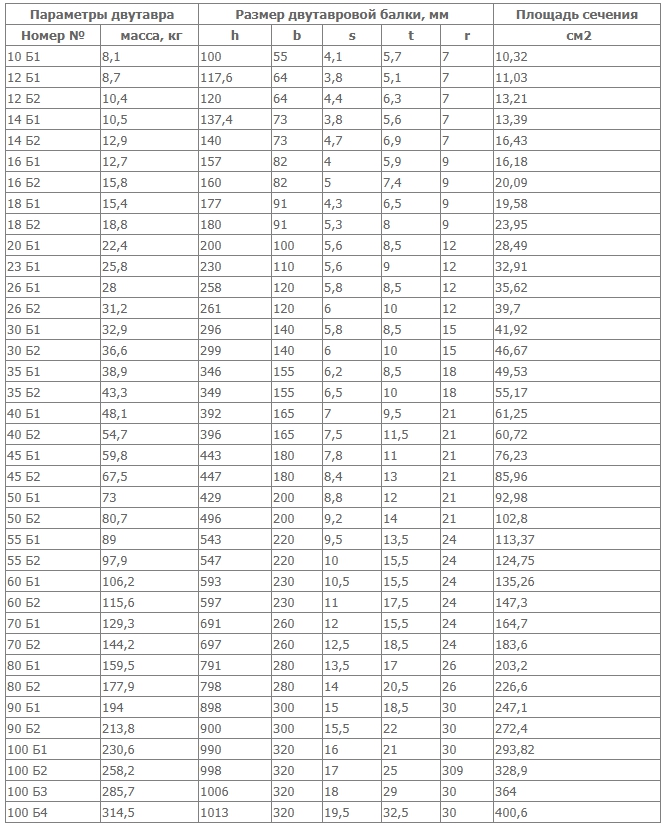 9999 29992 B2615
9999 29992 B2615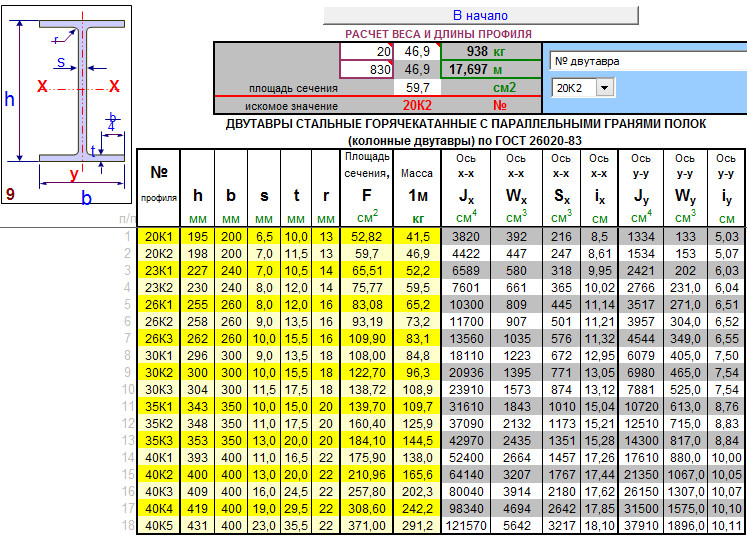 38″ X.320 «X.320» X.320 «X.3202» X.3202 «. x 6,08»)
38″ X.320 «X.320» X.320 «X.3202» X.3202 «. x 6,08»)  02″)
02″)  » x 0,250″ x 5,27″)
» x 0,250″ x 5,27″)  ..10 футов 20 футов 25 футов Выберите a
..10 футов 20 футов 25 футов Выберите a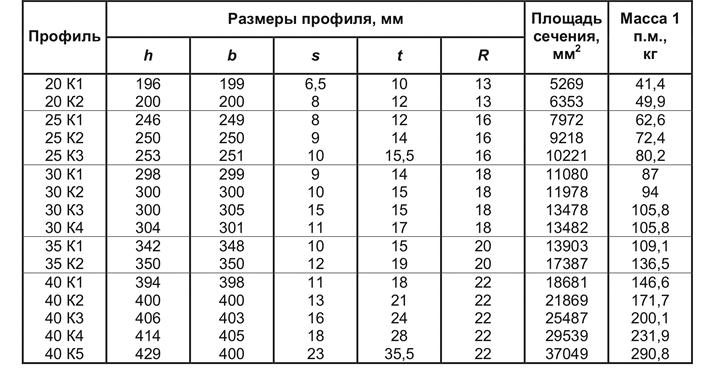 00 lb/ft
00 lb/ft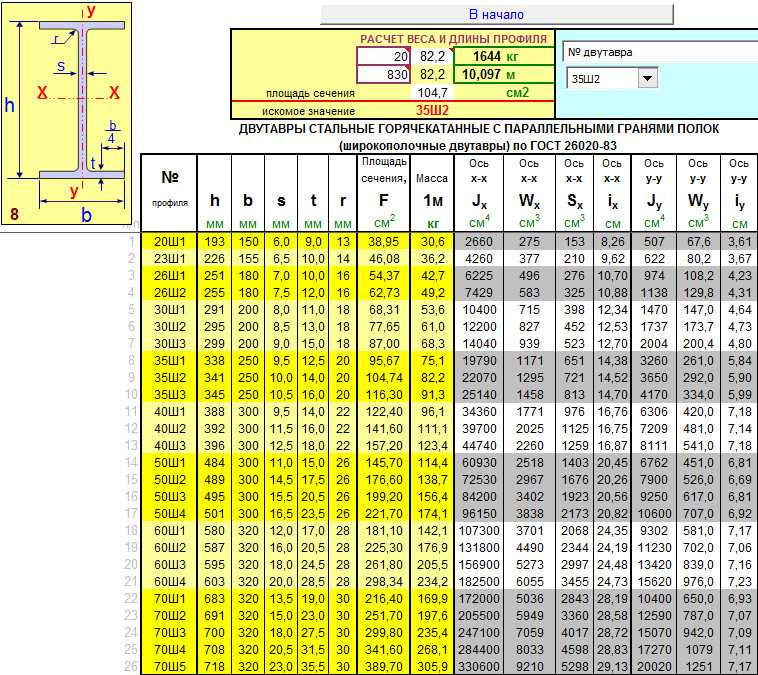 75″ x .510″ x 8.22″)
75″ x .510″ x 8.22″) 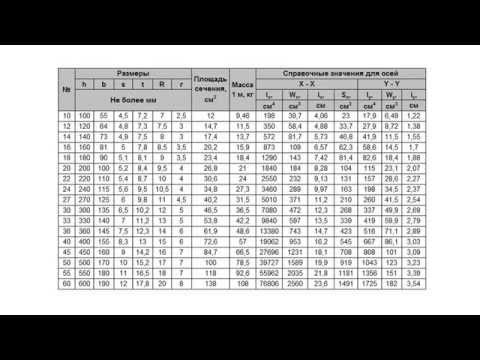 230″ x 4,00 «)
230″ x 4,00 «)  17 » x 0,240″ x 5,75″)
17 » x 0,240″ x 5,75″)  00
00 00
00 235″ x 4,01 «)
235″ x 4,01 «) 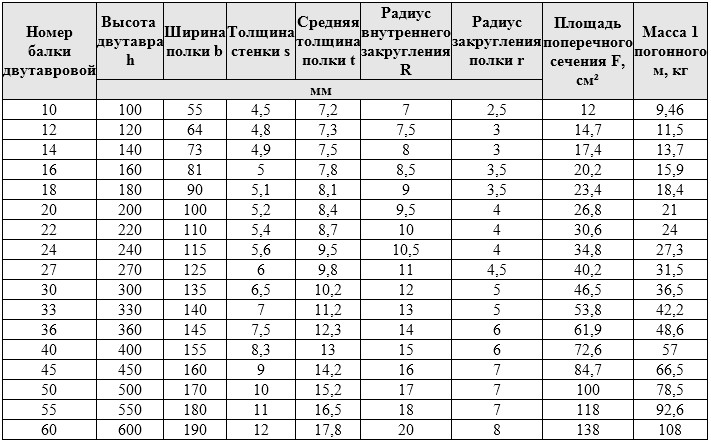 ..5 футов 10 футов 20 футов 25 футов или обрезать до размера
..5 футов 10 футов 20 футов 25 футов или обрезать до размера B (12
B (12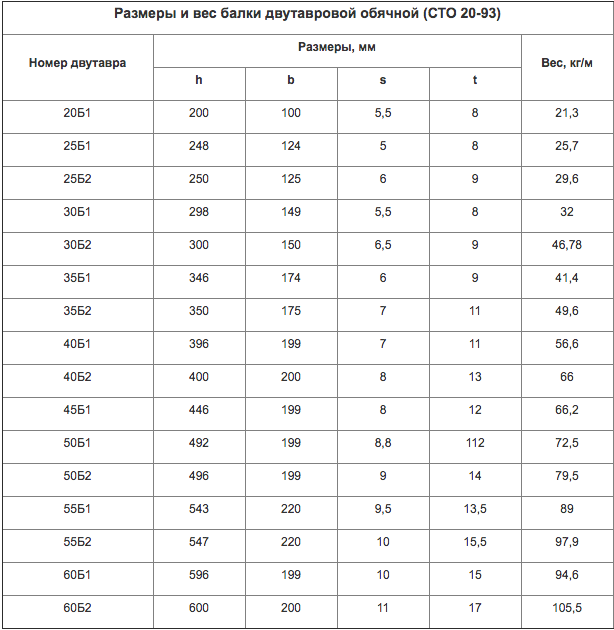 ..10 футов 20 футов 25 футов
..10 футов 20 футов 25 футов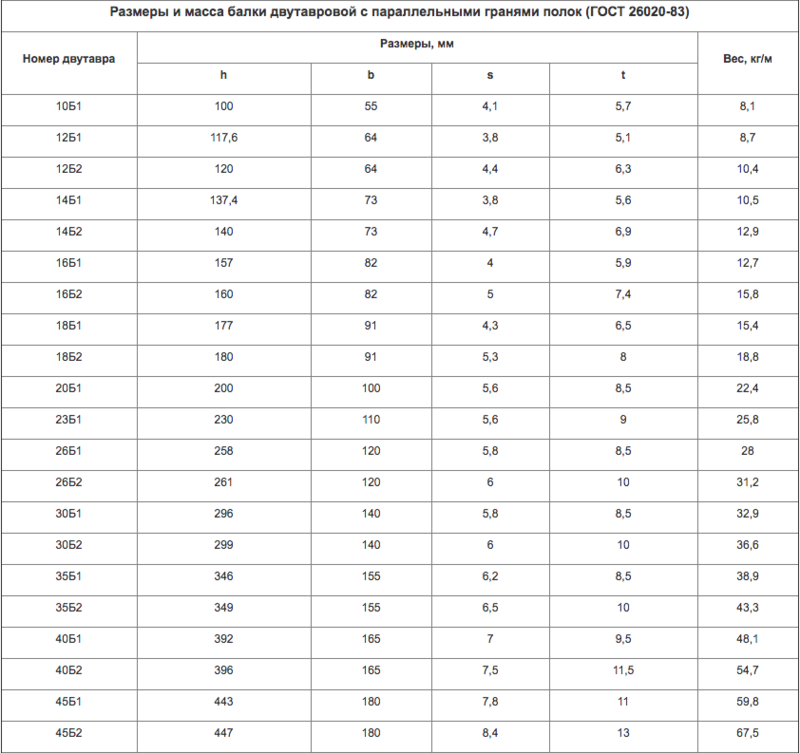 2 Select футов
2 Select футов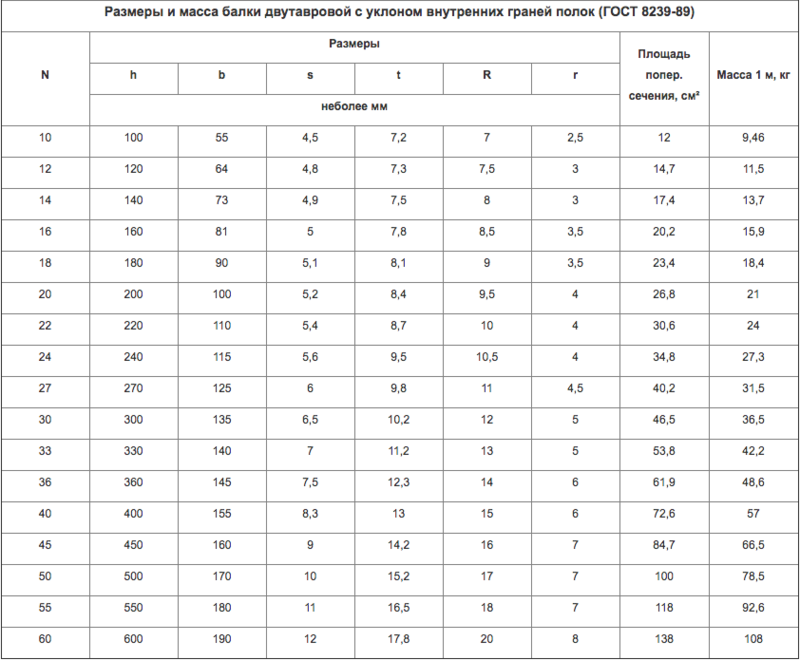 285″ X 6,75 «) 90 24 LB (13,98″ x .285 «x 6,75»)0094 A572/A992 Steel H Beam
285″ X 6,75 «) 90 24 LB (13,98″ x .285 «x 6,75»)0094 A572/A992 Steel H Beam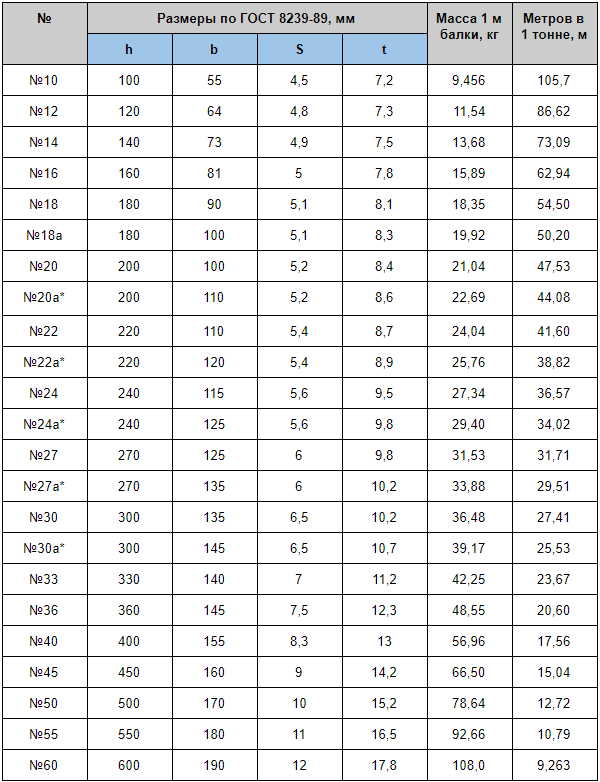 6926
6926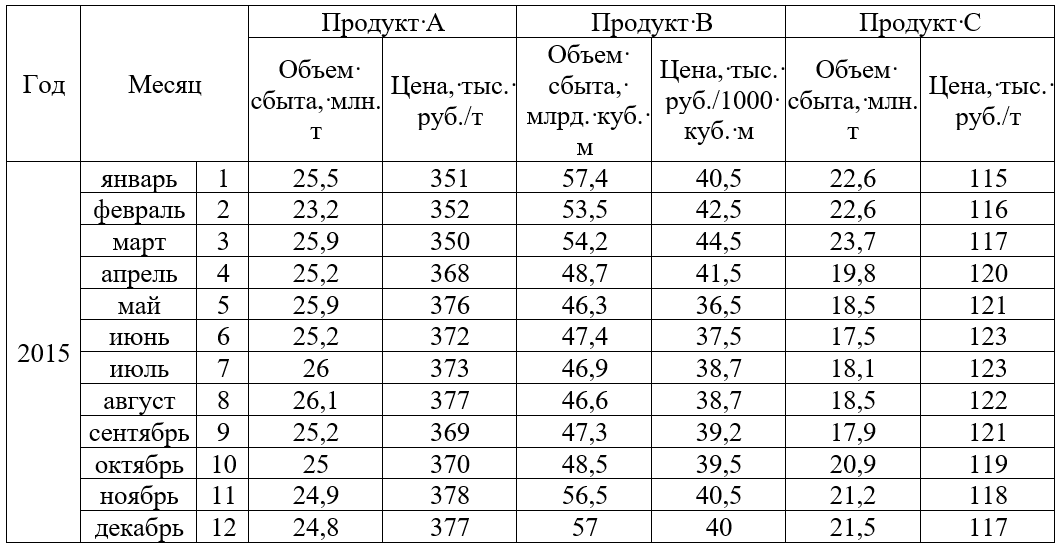 86″ x 0,295″ x 6,985″)
86″ x 0,295″ x 6,985″) 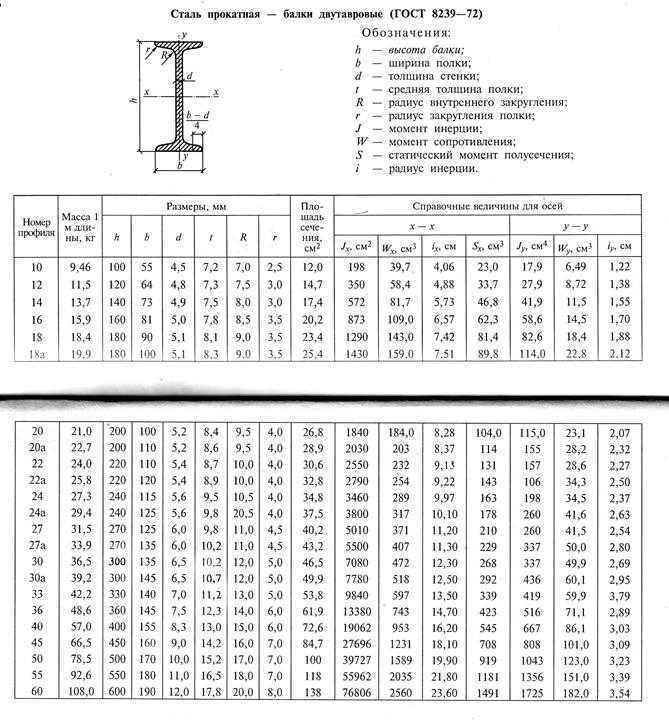 Стальная двутавровая балка
Стальная двутавровая балка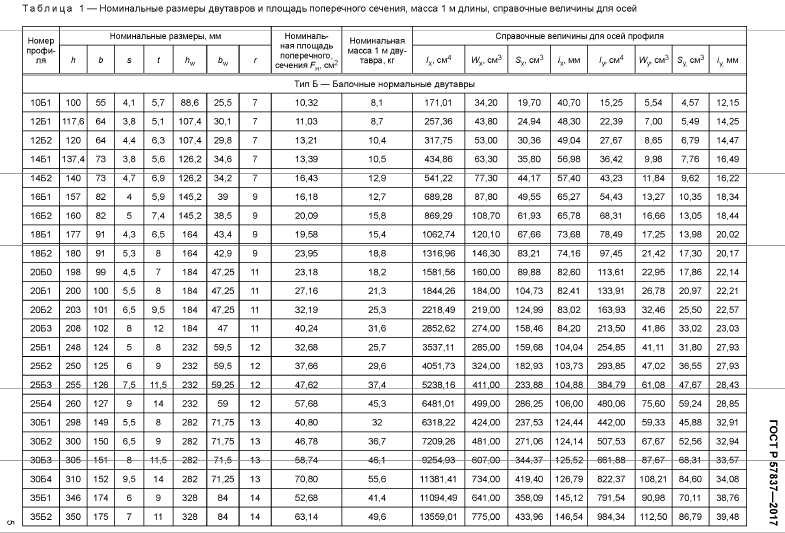 Стальная двутавровая балка
Стальная двутавровая балка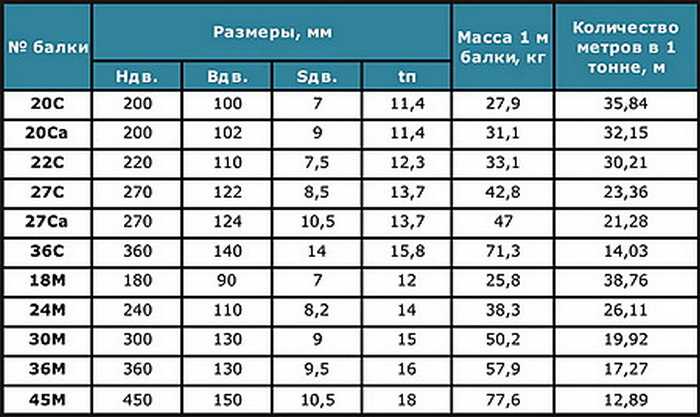 ..10 фут.20 фут.25 фут.
..10 фут.20 фут.25 фут.



 ток сварки
ток сварки
 youtube.com/embed/65bWF0KVfYs» frameborder=»0″ allowfullscreen=»»>
youtube.com/embed/65bWF0KVfYs» frameborder=»0″ allowfullscreen=»»>  3 кг
3 кг



 Вы можете купить шпульный пистолет отдельно в будущем, когда он понадобится, или купить комплект сейчас, который включает его.
Вы можете купить шпульный пистолет отдельно в будущем, когда он понадобится, или купить комплект сейчас, который включает его. Таким образом, основной блок достаточно легкий, чтобы при необходимости можно было перемещать сварочный аппарат.
Таким образом, основной блок достаточно легкий, чтобы при необходимости можно было перемещать сварочный аппарат. Просто найдите настройки для вашего сварного шва, поверните два циферблата в нужное положение, и вы готовы к сварке. По этой причине многие пользователи считают этот сварочный аппарат хорошим выбором для начинающих сварщиков.
Просто найдите настройки для вашего сварного шва, поверните два циферблата в нужное положение, и вы готовы к сварке. По этой причине многие пользователи считают этот сварочный аппарат хорошим выбором для начинающих сварщиков.
 Даже опытные сварщики оценят надежность и простоту использования.
Даже опытные сварщики оценят надежность и простоту использования. Проволока не станет «горячей», пока вы не нажмете курок горелки.
Проволока не станет «горячей», пока вы не нажмете курок горелки. Так что в целом, как новое устройство, на мой взгляд, это лучший пакет.
Так что в целом, как новое устройство, на мой взгляд, это лучший пакет.




 Зажигалка
Зажигалка
 Стоит проверить, у кого на данный момент он есть по лучшей цене:
Стоит проверить, у кого на данный момент он есть по лучшей цене: Это может быть важно, если вы планируете сварку в нескольких местах, некоторые из которых могут иметь розетки только на 115 В.
Это может быть важно, если вы планируете сварку в нескольких местах, некоторые из которых могут иметь розетки только на 115 В. Просмотрев таблицу настроек сварки, которую Hobart предоставляет своим сварщикам, вы заметите, что в модели 210MVP больше настроек для тонколистового материала.
Просмотрев таблицу настроек сварки, которую Hobart предоставляет своим сварщикам, вы заметите, что в модели 210MVP больше настроек для тонколистового материала. 0.
0.


 2 Правила эксплуатации
2 Правила эксплуатации






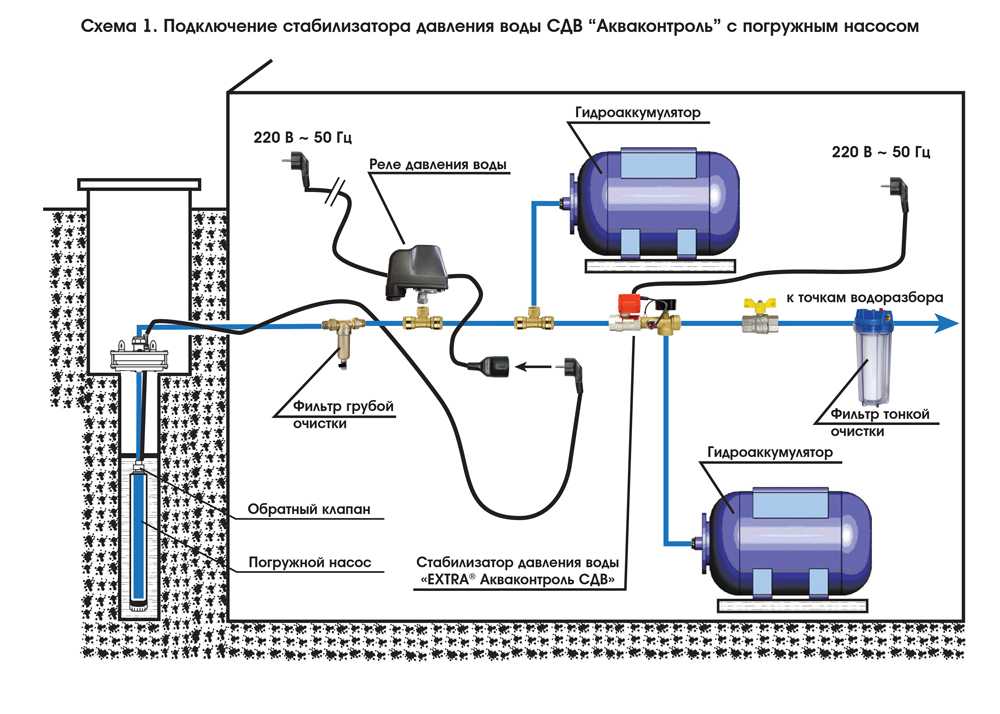
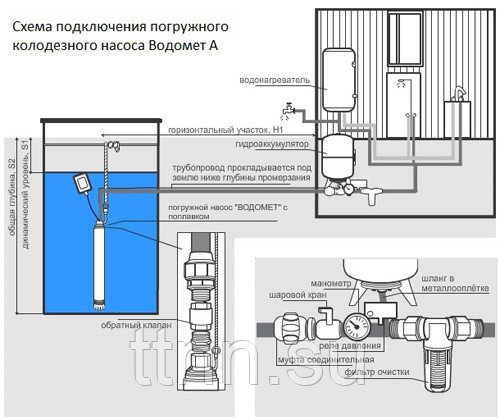
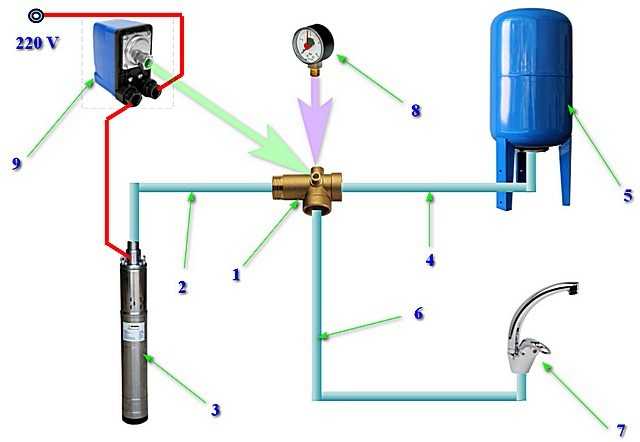 Разберитесь со своей гидравликой
Разберитесь со своей гидравликой Пускатели Nema Rate. Полупроводниковые пускатели. Твердотельные пускатели пониженного напряжения.
Пускатели Nema Rate. Полупроводниковые пускатели. Твердотельные пускатели пониженного напряжения. Рычаг и вес, бетонное внутреннее покрытие с белым эпоксидным покрытием, дренажный клапан из клапанной камеры обратно во влажный колодец, гравитационные вентиляционные отверстия из ПВХ или ковкого чугуна на обеих конструкциях и алюминиевые навесные люки для доступа, рассчитанные на нагрузку 300 фунтов. (Доступная нагрузка на люки)
Рычаг и вес, бетонное внутреннее покрытие с белым эпоксидным покрытием, дренажный клапан из клапанной камеры обратно во влажный колодец, гравитационные вентиляционные отверстия из ПВХ или ковкого чугуна на обеих конструкциях и алюминиевые навесные люки для доступа, рассчитанные на нагрузку 300 фунтов. (Доступная нагрузка на люки)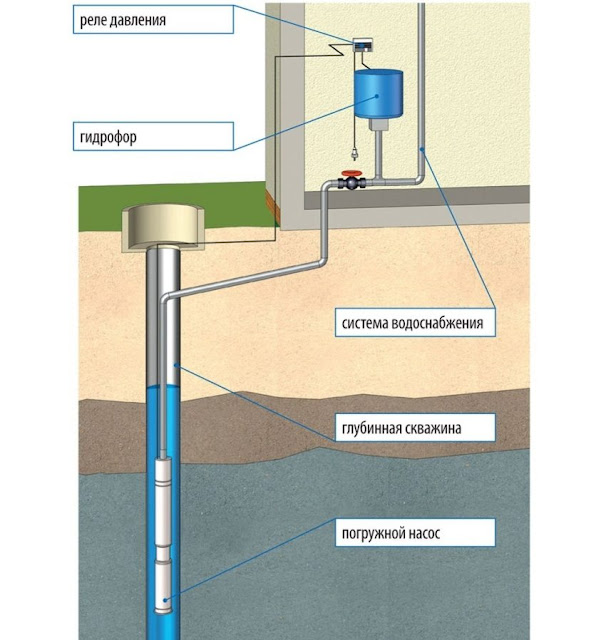 ofCook IslandsCosta RicaCroatiaCyprusCzech RepublicDenmarkDjiboutiDominicaDominican RepublicEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEthiopiaFaeroe IslandsFijiFinlandFranceFrench GuianaFrench PolynesiaGabonGambiaGeorgiaGermanyGhanaGibraltarGreeceGreenlandGrenadaGuadeloupeGuamGuatemalaGuineaGuyanaHaitiHondurasHong KongHungaryIcelandIndiaIndonesiaIrelandIsraelItaly/Vatican CityIvory CoastJamaicaJapanJordanKazakhstanKenyaKuwaitKyrgyzstanLaosLatviaLebanonLesothoLiberiaLiechtensteinLithuaniaLuxembourgMacauMacedoniaMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMexicoMicronesiaMoldo vaMonacoMongoliaMontserratMoroccoMozambiqueNamibiaNepalNetherlandsNetherlands AntillesNew CaledoniaNew ZealandNicaraguaNigerNigeriaNorwayOmanPakistanPalauPalestine AutonomousPanamaPapua New GuineaParaguayPeruPhilippinesPolandPortugalPuerto RicoQatarReunionRomaniaRussian FederationRwandaSaipanSaudi ArabiaSenegalSeychellesSingaporeSlovak RepublicSloveniaSouth AfricaSouth KoreaSpainSri LankaSt.
ofCook IslandsCosta RicaCroatiaCyprusCzech RepublicDenmarkDjiboutiDominicaDominican RepublicEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEthiopiaFaeroe IslandsFijiFinlandFranceFrench GuianaFrench PolynesiaGabonGambiaGeorgiaGermanyGhanaGibraltarGreeceGreenlandGrenadaGuadeloupeGuamGuatemalaGuineaGuyanaHaitiHondurasHong KongHungaryIcelandIndiaIndonesiaIrelandIsraelItaly/Vatican CityIvory CoastJamaicaJapanJordanKazakhstanKenyaKuwaitKyrgyzstanLaosLatviaLebanonLesothoLiberiaLiechtensteinLithuaniaLuxembourgMacauMacedoniaMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMexicoMicronesiaMoldo vaMonacoMongoliaMontserratMoroccoMozambiqueNamibiaNepalNetherlandsNetherlands AntillesNew CaledoniaNew ZealandNicaraguaNigerNigeriaNorwayOmanPakistanPalauPalestine AutonomousPanamaPapua New GuineaParaguayPeruPhilippinesPolandPortugalPuerto RicoQatarReunionRomaniaRussian FederationRwandaSaipanSaudi ArabiaSenegalSeychellesSingaporeSlovak RepublicSloveniaSouth AfricaSouth KoreaSpainSri LankaSt. Китс/НевисСент. Люсия Св. ВинсентСуринамСвазилендШвецияШвейцарияСирияТайваньТанзанияТаиландТогоТринидад/ТобагоТунисТурцияТуркменистанОстрова Теркс и КайкосСША. Виргинские островаСШАУгандаУкраинаОбъединенные Арабские ЭмиратыВеликобританияУругвайУзбекистанВануатуВенесуэлаВьетнамУоллис и ФутунаЙеменЮгославияЗамбияЗимбабве
Китс/НевисСент. Люсия Св. ВинсентСуринамСвазилендШвецияШвейцарияСирияТайваньТанзанияТаиландТогоТринидад/ТобагоТунисТурцияТуркменистанОстрова Теркс и КайкосСША. Виргинские островаСШАУгандаУкраинаОбъединенные Арабские ЭмиратыВеликобританияУругвайУзбекистанВануатуВенесуэлаВьетнамУоллис и ФутунаЙеменЮгославияЗамбияЗимбабве Эта страница является эффективным инструментом для общего проектирования насосных станций, но не предназначена для замены опытного проектировщика насосных станций.
Эта страница является эффективным инструментом для общего проектирования насосных станций, но не предназначена для замены опытного проектировщика насосных станций.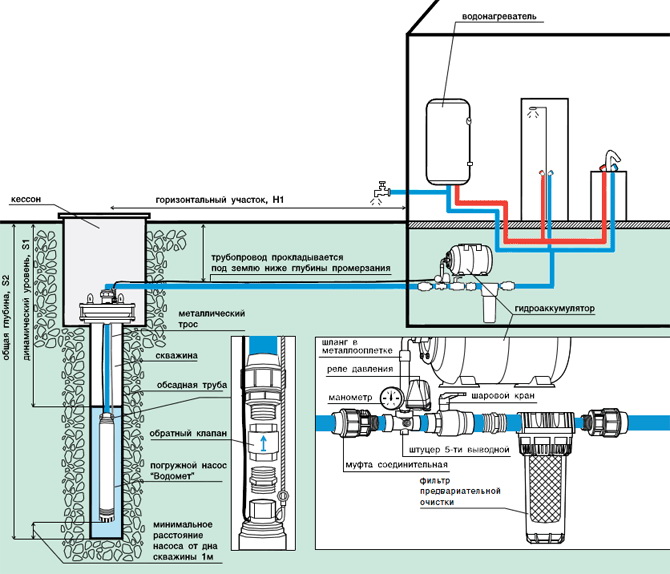
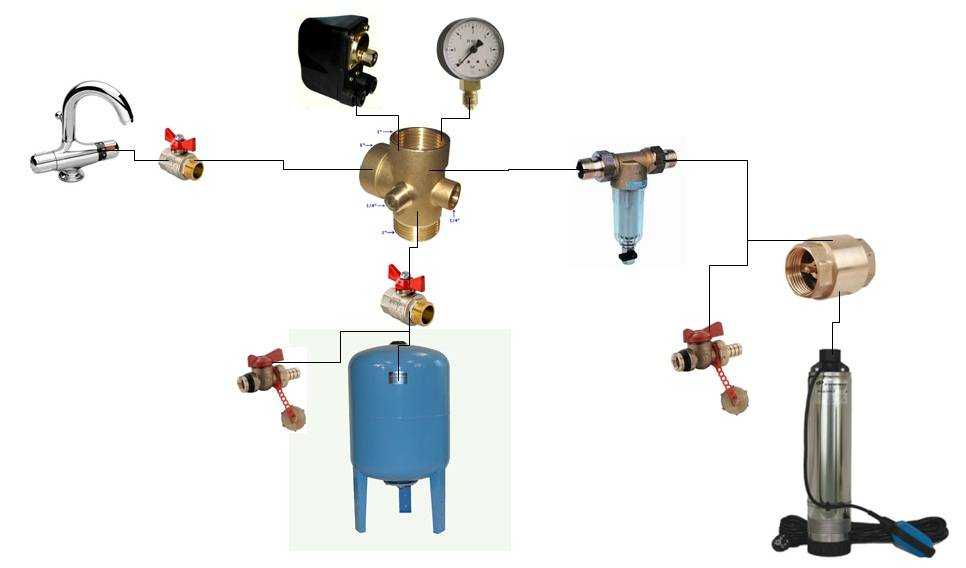
 «Для многих проектов необходимо [иметь] легкодоступные ресурсы в виде кранов и транспорта. После того, как мы провели полное обследование объекта, включающее детальное изучение насосов и причин их износа или повреждений, мы можем представить заказчику проектную документацию, в которой указаны все работы, которые необходимо выполнить, а также полная смета. ”
«Для многих проектов необходимо [иметь] легкодоступные ресурсы в виде кранов и транспорта. После того, как мы провели полное обследование объекта, включающее детальное изучение насосов и причин их износа или повреждений, мы можем представить заказчику проектную документацию, в которой указаны все работы, которые необходимо выполнить, а также полная смета. ”
 Порт Иммингем является крупнейшим портом Великобритании по годовому тоннажу. Поверхностная вода всегда удалялась с участка площадью 1230 акров с помощью приливной заслонки (клапана), которая сливала воду в устье реки Хамбер. Однако из-за повторяющихся заторов портовые инженеры стремились найти постоянное решение проблемы.
Порт Иммингем является крупнейшим портом Великобритании по годовому тоннажу. Поверхностная вода всегда удалялась с участка площадью 1230 акров с помощью приливной заслонки (клапана), которая сливала воду в устье реки Хамбер. Однако из-за повторяющихся заторов портовые инженеры стремились найти постоянное решение проблемы.
 От этого меняется принцип работы.
От этого меняется принцип работы.
 Рабочее колесо — диск с короткими радиальными перегородками, располагающиеся по краям. Называется он импеллер.
Рабочее колесо — диск с короткими радиальными перегородками, располагающиеся по краям. Называется он импеллер. Чтобы «добыть» ее оттуда, на насосы устанавливают эжектор. Это трубка специальной формы, которая при движении воды через нее создает разряжение на входе. Так что такие устройства тоже относятся к разряду самовсасывающих. Эжекторный самовсасывающий насос может поднять воду с глубины 20-35 м, а этого уже более чем достаточно для большинства источников.
Чтобы «добыть» ее оттуда, на насосы устанавливают эжектор. Это трубка специальной формы, которая при движении воды через нее создает разряжение на входе. Так что такие устройства тоже относятся к разряду самовсасывающих. Эжекторный самовсасывающий насос может поднять воду с глубины 20-35 м, а этого уже более чем достаточно для большинства источников. В этом случае недостаток тоже очевиден — двойной расход труб, а значит — более дорогая установка.
В этом случае недостаток тоже очевиден — двойной расход труб, а значит — более дорогая установка. Например, он не нужен при поливе сада и огорода. Вода, подаваемая с высоким давлением просто размоет почву, обнажит корни. Потому в качестве насоса для полива лучше брать самовсасывающий насос центробежного типа.
Например, он не нужен при поливе сада и огорода. Вода, подаваемая с высоким давлением просто размоет почву, обнажит корни. Потому в качестве насоса для полива лучше брать самовсасывающий насос центробежного типа. Электродвигатель закрытого типа с принудительным охлаждением. Всасывающие и напорный патрубок — резьбовые. Степень защиты IP 44. Стандартное напряжение: 230 В — 50 Hz для однофазных электродвигателей, 230/400 В — 50 Hz для трехфазных электродвигателей. В однофазных электродвигателях насосов M 90 и M 100 встроенная термозащита.
Электродвигатель закрытого типа с принудительным охлаждением. Всасывающие и напорный патрубок — резьбовые. Степень защиты IP 44. Стандартное напряжение: 230 В — 50 Hz для однофазных электродвигателей, 230/400 В — 50 Hz для трехфазных электродвигателей. В однофазных электродвигателях насосов M 90 и M 100 встроенная термозащита. с.
с. с.
с.
 Этот процесс может продолжаться только до тех пор, пока напор жидкости не уравновесит местное давление воздуха. Например, при работе с водой теоретически возможно, чтобы совершенно эффективный насос самовсасывал на высоте всего около 10 м от источника. Точный предел зависит от высоты над уровнем моря и температуры и будет другим для других жидкостей.
Этот процесс может продолжаться только до тех пор, пока напор жидкости не уравновесит местное давление воздуха. Например, при работе с водой теоретически возможно, чтобы совершенно эффективный насос самовсасывал на высоте всего около 10 м от источника. Точный предел зависит от высоты над уровнем моря и температуры и будет другим для других жидкостей.
 В таких случаях говорят, что насос связан с воздухом, и существует опасность перегрева: как правило, насосы полагаются на перекачиваемую жидкость для смазки и охлаждения подшипников насоса.
В таких случаях говорят, что насос связан с воздухом, и существует опасность перегрева: как правило, насосы полагаются на перекачиваемую жидкость для смазки и охлаждения подшипников насоса.

 Линия нагнетания не должна находиться под давлением или заблокирована. Для всех типов насосов линия всасывания должна быть герметичной. Если воздух продолжает поступать в насос, давление никогда не снижается и жидкость не поднимается по линии всасывания.
Линия нагнетания не должна находиться под давлением или заблокирована. Для всех типов насосов линия всасывания должна быть герметичной. Если воздух продолжает поступать в насос, давление никогда не снижается и жидкость не поднимается по линии всасывания. На внутренние зазоры также может повлиять неправильная сборка после технического обслуживания.
На внутренние зазоры также может повлиять неправильная сборка после технического обслуживания. Перед использованием крайне важно, чтобы насос был правильно заполнен и не допускал работы всухую на любом этапе.
Перед использованием крайне важно, чтобы насос был правильно заполнен и не допускал работы всухую на любом этапе.
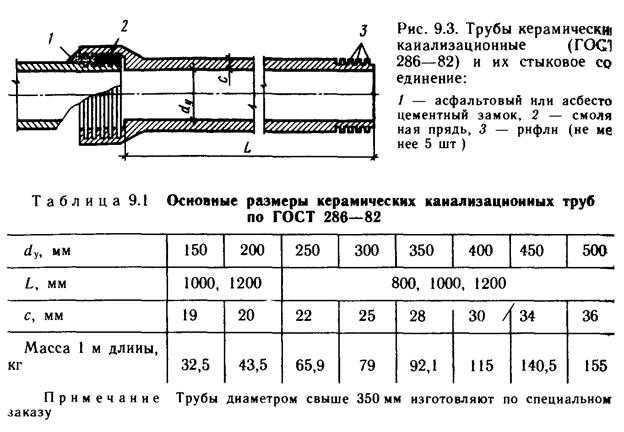

 Если же надо сделать правильно ответвление, например в канализационной системе, то лучше всего применить сиделку на чугунный коллектор 150.
Если же надо сделать правильно ответвление, например в канализационной системе, то лучше всего применить сиделку на чугунный коллектор 150. Одна половина седелки оснащена резьбовым отводом, с помощью которого производится монтаж детали, добавляющейся к новому врезающемуся трубопроводу.
Одна половина седелки оснащена резьбовым отводом, с помощью которого производится монтаж детали, добавляющейся к новому врезающемуся трубопроводу.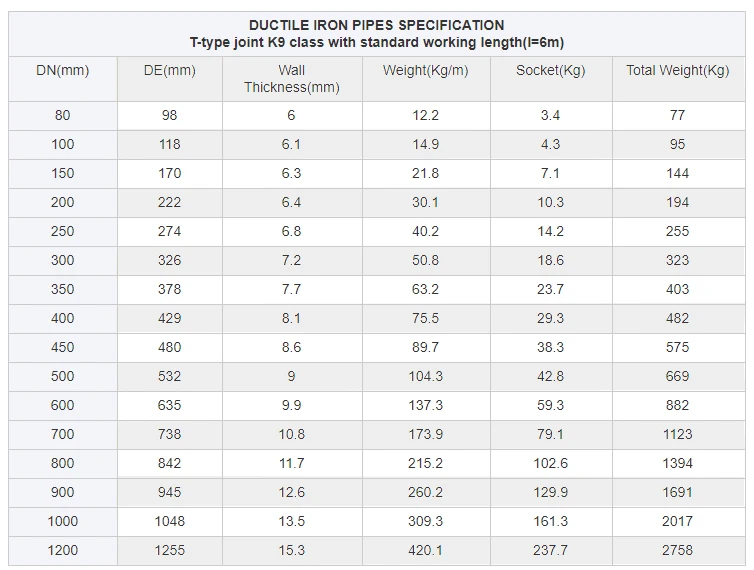
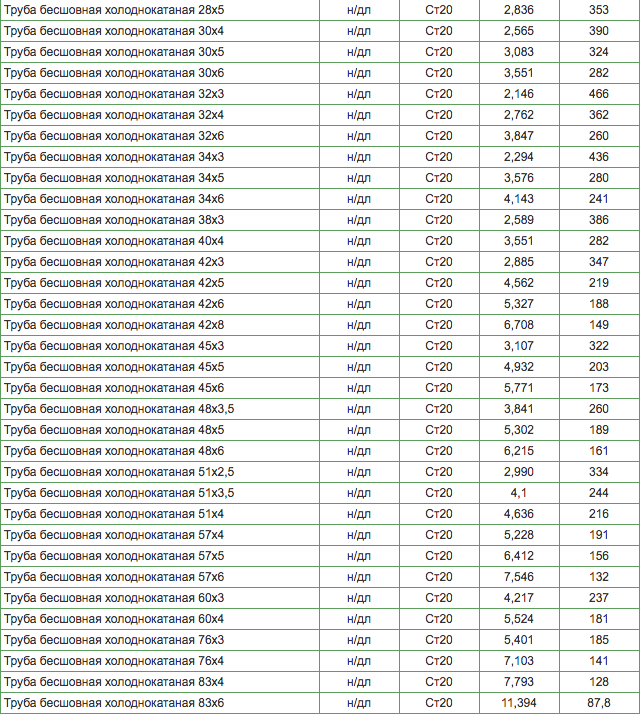 Такую продукцию в основном использовали для канализационных систем и систем подачи воды.
Такую продукцию в основном использовали для канализационных систем и систем подачи воды. Одним из недостатков является то, что они тяжелые, например, изделие из чугуна имеет больший вес в отличие от полимерной трубы таких же параметров.
Одним из недостатков является то, что они тяжелые, например, изделие из чугуна имеет больший вес в отличие от полимерной трубы таких же параметров.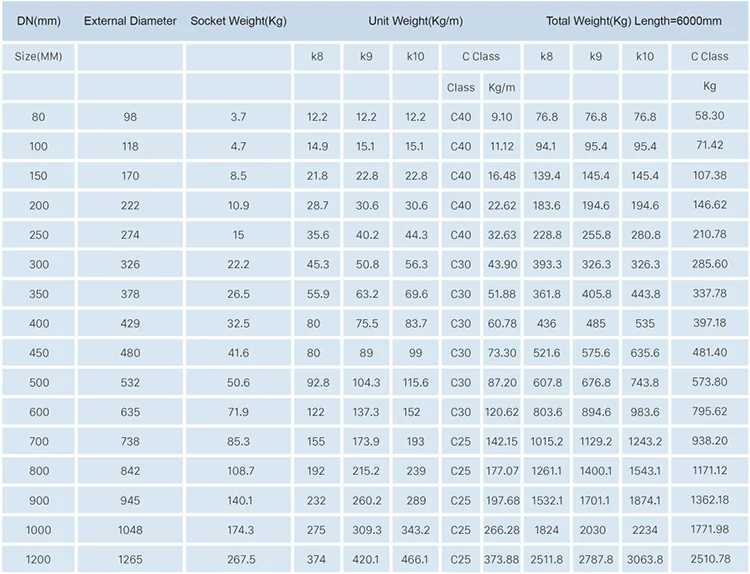

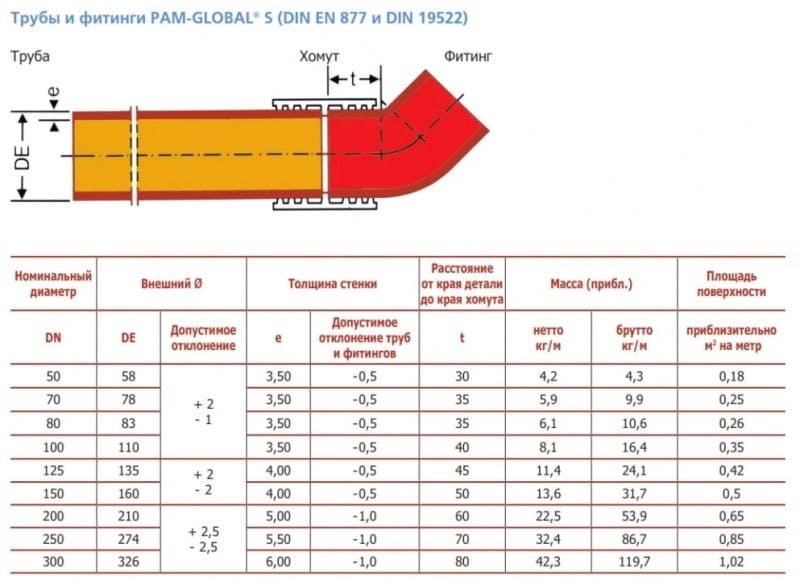 Кроме того, сборочные элементы являются неотъемлемым приложением к чугунному изделию и продаются с ним комплектом.
Кроме того, сборочные элементы являются неотъемлемым приложением к чугунному изделию и продаются с ним комплектом. 
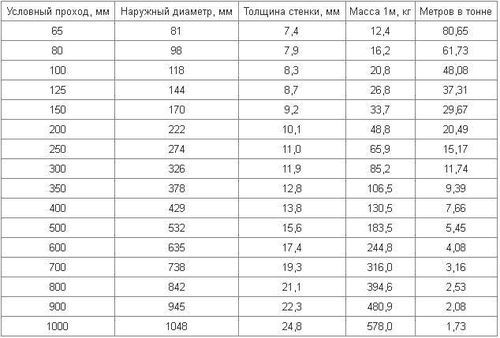
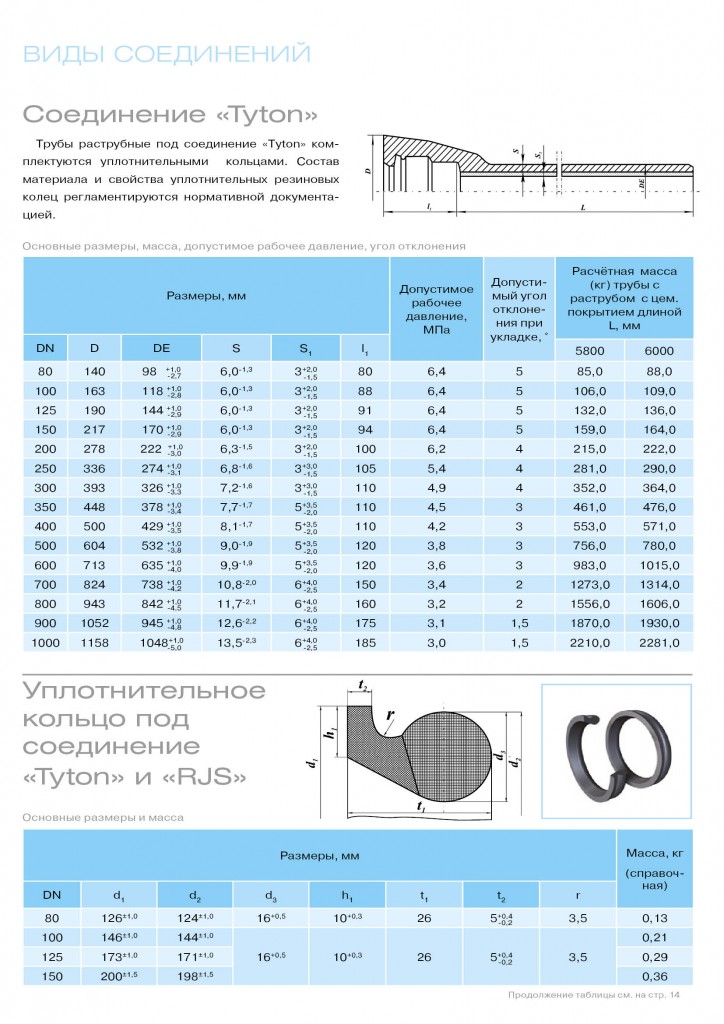 Все зависит от разнообразных значений, например, от вида соединительных узлов.
Все зависит от разнообразных значений, например, от вида соединительных узлов. 
 15
15 Значение пи (П), используемое в расчетах, = 3,1416.
Значение пи (П), используемое в расчетах, = 3,1416.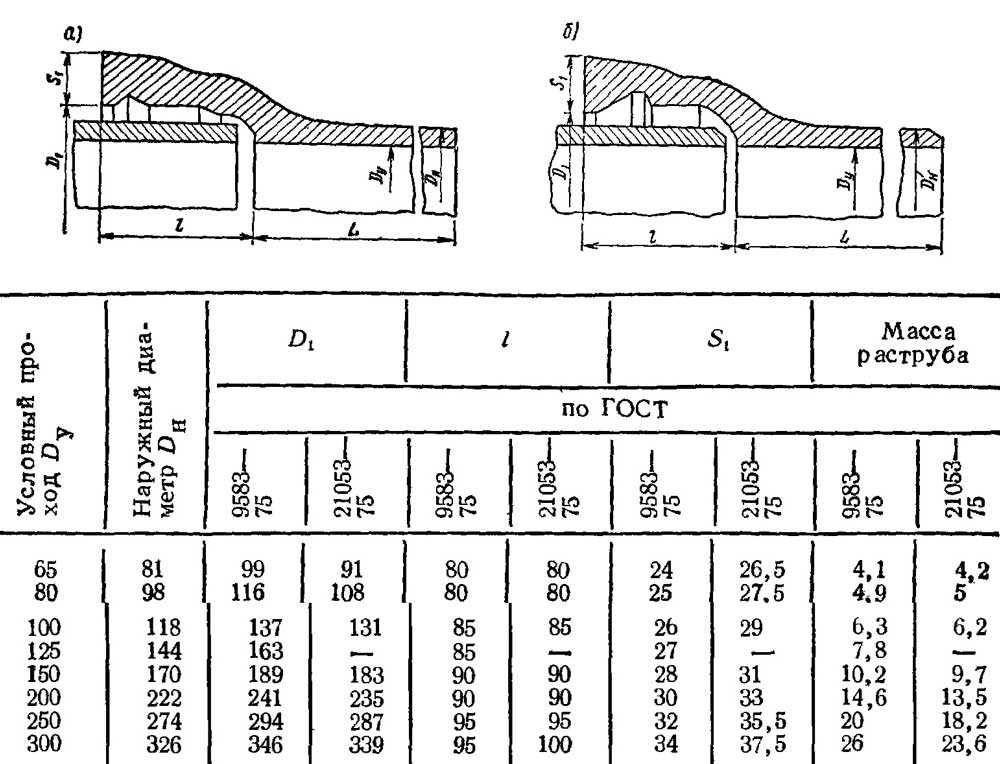 32
32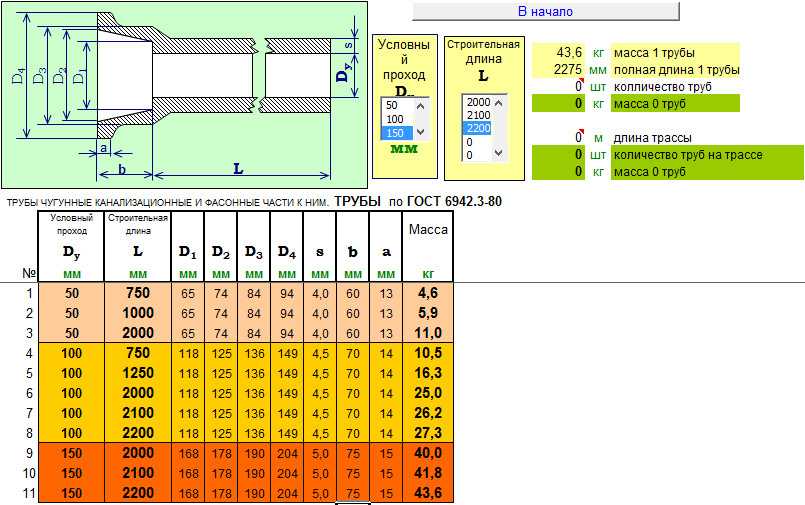 00
00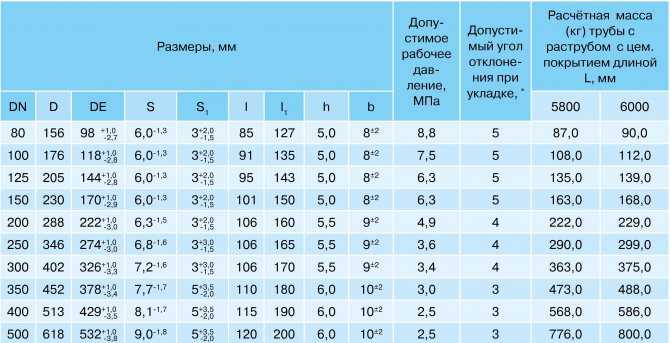

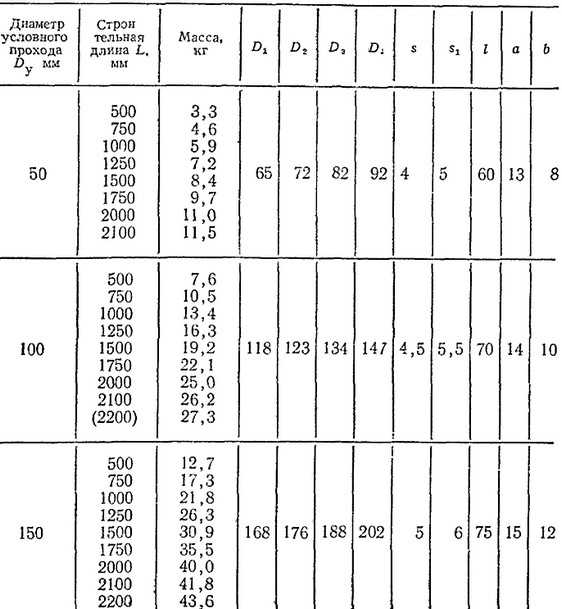 , 2022 г. Все права защищены.
, 2022 г. Все права защищены. 1
1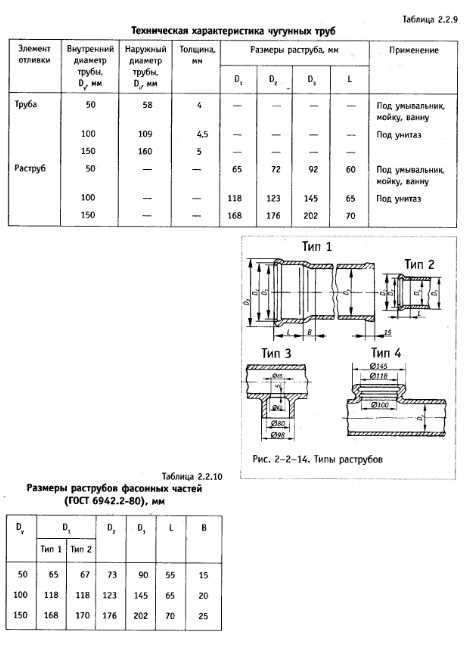
 84).
84).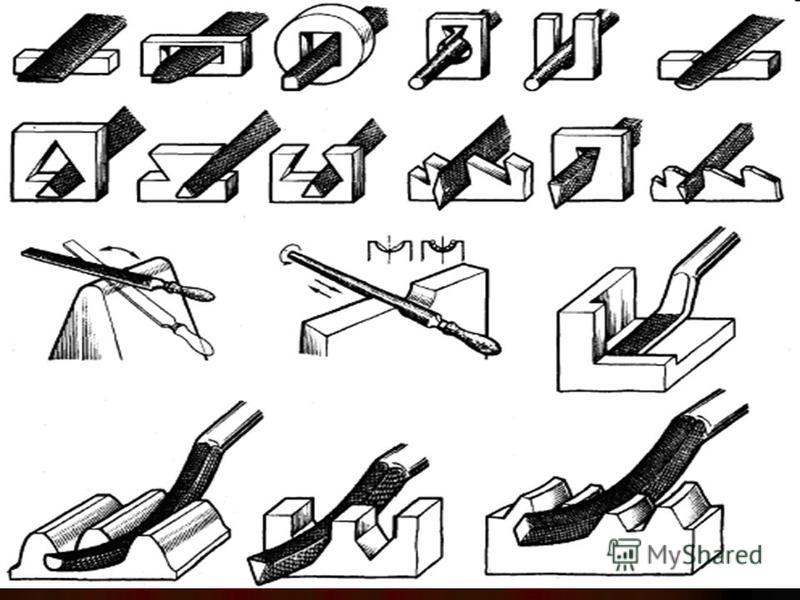 84. Последовательность опиливания плитки
84. Последовательность опиливания плитки
 Размеченную заготовку вставляют в рамку, слегка прижимая ее винтом к внутренней стенке рамки. Уточняют установку, добиваясь совпадения риски на заготовке с внутренним ребром рамки, после чего окончательно закрепляют винты. Рамку зажимают в тисках и
Размеченную заготовку вставляют в рамку, слегка прижимая ее винтом к внутренней стенке рамки. Уточняют установку, добиваясь совпадения риски на заготовке с внутренним ребром рамки, после чего окончательно закрепляют винты. Рамку зажимают в тисках и Расстояние между направляющими планками должно быть больше, а между штифтами — меньше ширины губок тисков.
Расстояние между направляющими планками должно быть больше, а между штифтами — меньше ширины губок тисков.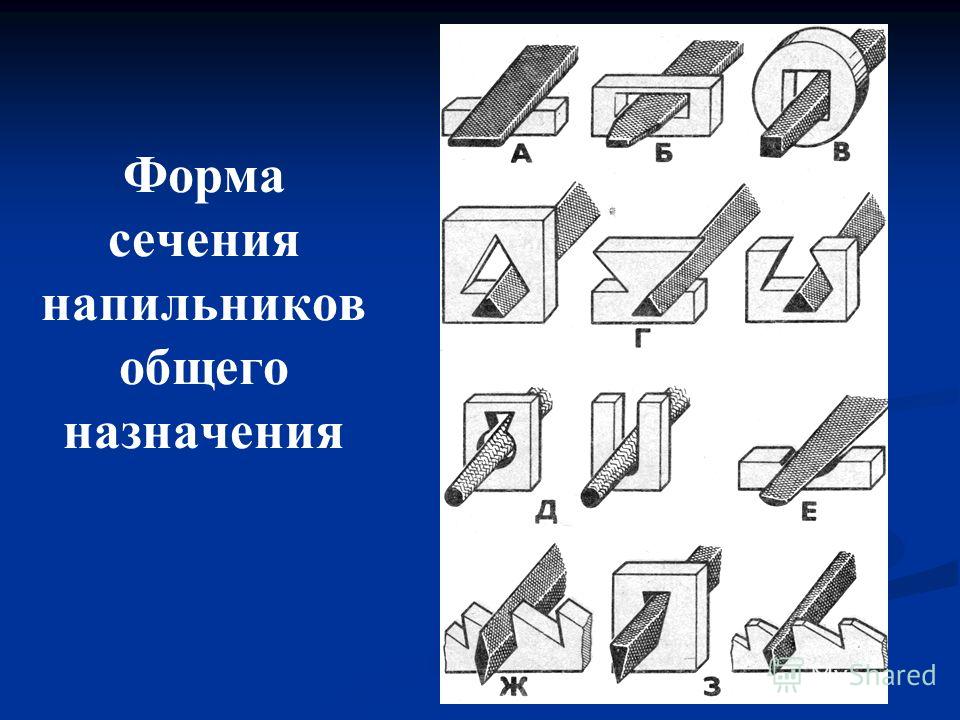 После этого окончательно зажимают заготовку в тисках и начинают опиливание под углом 25—30° к боковым сторонам тисков (заготовки). Если работа производится драчевым напильником то, не доходя 0,3 мм до верхней поверхности наметки, его откладывают и продолжают опиливание личным напильником и работают им до тех пор, пока кромка заготовки не сравняется с верхней поверхностью наметки.
После этого окончательно зажимают заготовку в тисках и начинают опиливание под углом 25—30° к боковым сторонам тисков (заготовки). Если работа производится драчевым напильником то, не доходя 0,3 мм до верхней поверхности наметки, его откладывают и продолжают опиливание личным напильником и работают им до тех пор, пока кромка заготовки не сравняется с верхней поверхностью наметки. С помощью плоскопараллельной наметки можно опиливать прямолинейные участки заготовки, а также поверхности, расположенные под разными углами.
С помощью плоскопараллельной наметки можно опиливать прямолинейные участки заготовки, а также поверхности, расположенные под разными углами. Обычно опиливание таких поверхностей связано со снятием значительных припусков. Поэтому, прежде чем приступить к опиливанию, следует разметить заготовку, а затем выбрать наиболее рациональный способ удаления лишнего металла: в одном случае требуется предварительное выпиливание ножовкой, в другом — высверливание, в третьем — вырубка и т. д.
Обычно опиливание таких поверхностей связано со снятием значительных припусков. Поэтому, прежде чем приступить к опиливанию, следует разметить заготовку, а затем выбрать наиболее рациональный способ удаления лишнего металла: в одном случае требуется предварительное выпиливание ножовкой, в другом — высверливание, в третьем — вырубка и т. д.
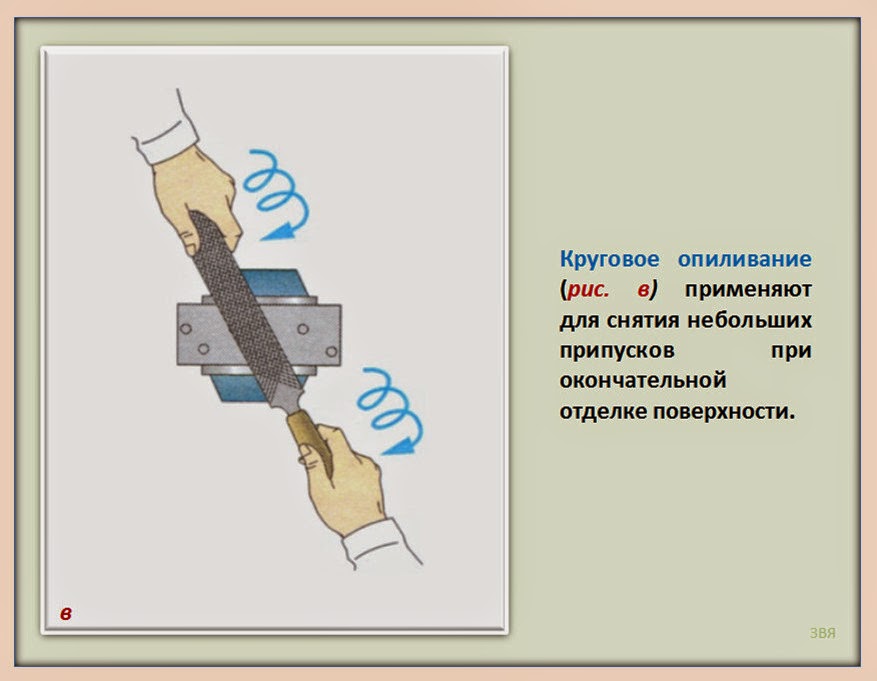
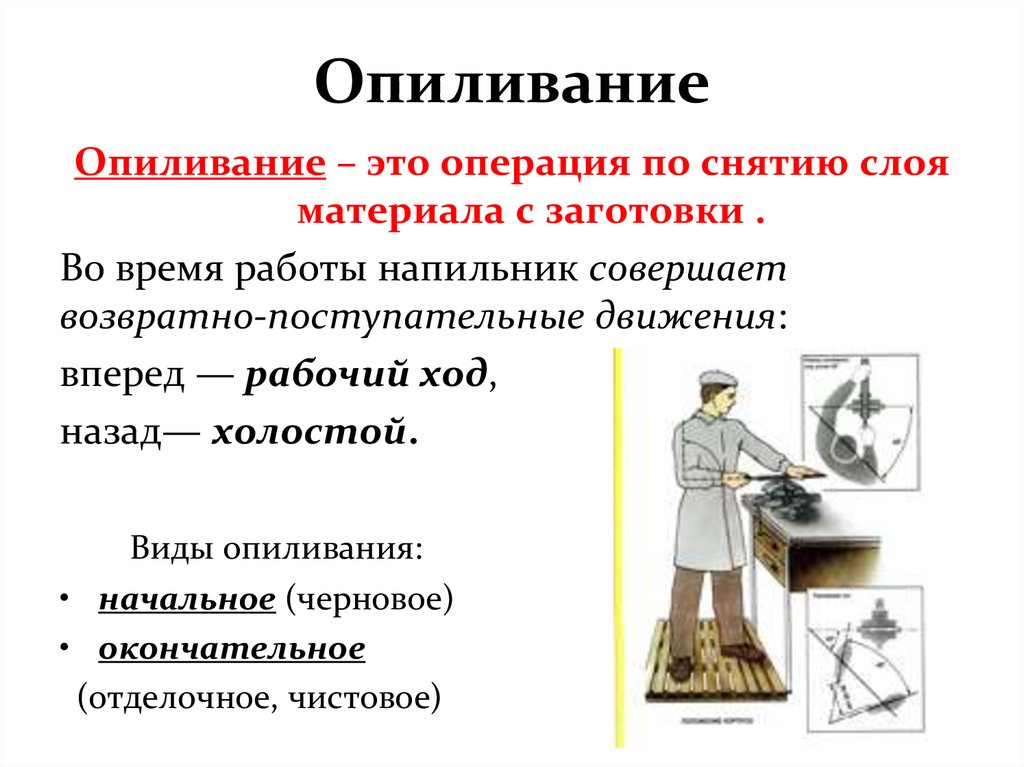 Чтобы не портить напильником губки тисков, следует надевать на стержень металлическую шайбу или же ставить напильник на губки тисков ненасеченным ребром (рис. 91, а).
Чтобы не портить напильником губки тисков, следует надевать на стержень металлическую шайбу или же ставить напильник на губки тисков ненасеченным ребром (рис. 91, а).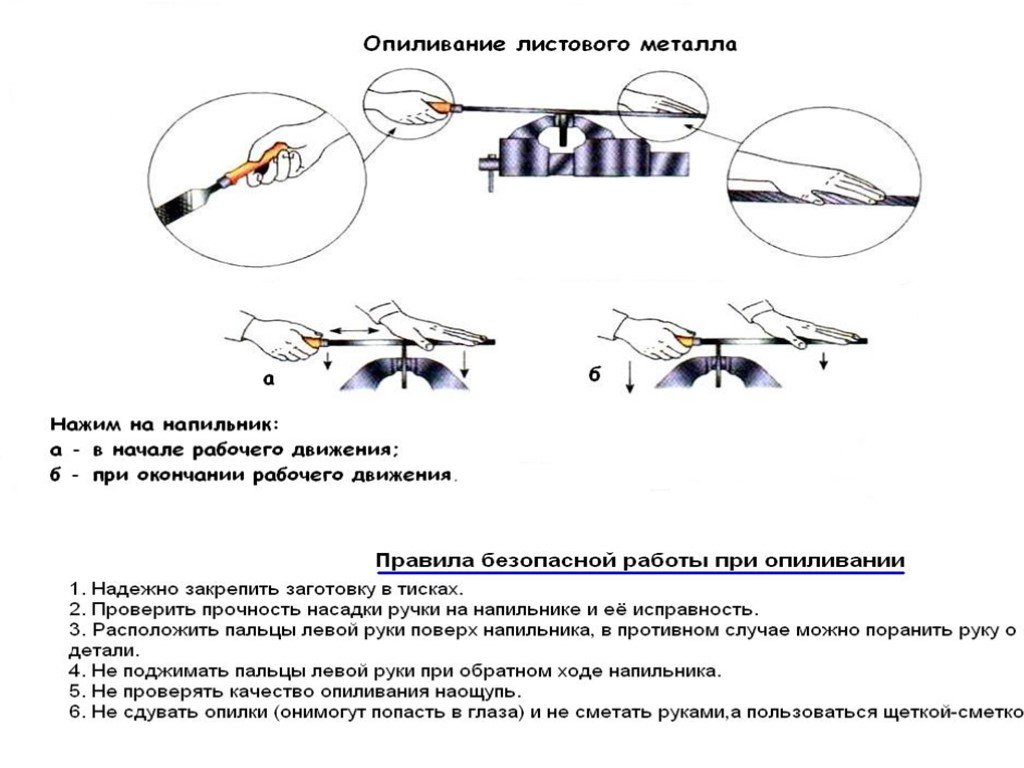 После этого методом последовательного приближения добиваются получения цилиндрической шейки валика требуемого диаметра.
После этого методом последовательного приближения добиваются получения цилиндрической шейки валика требуемого диаметра.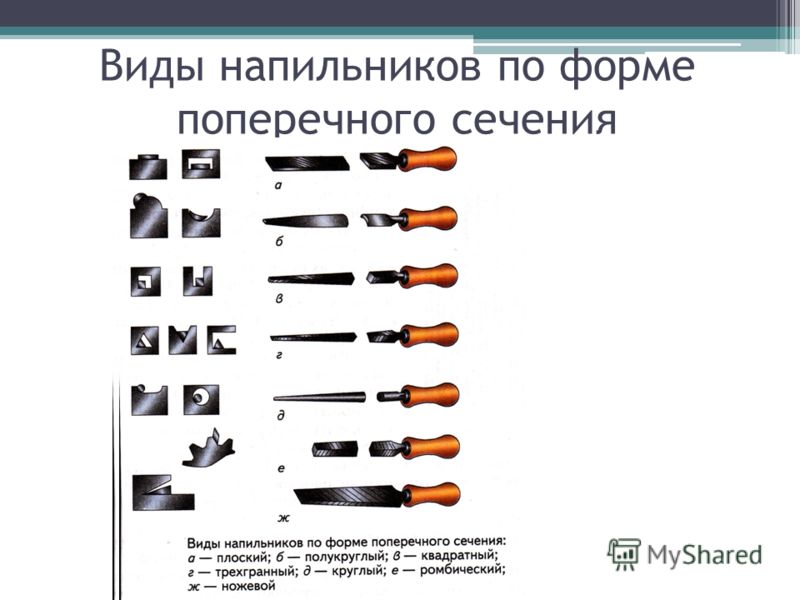 92, г). Наконец, таким же образом опиливают четвертую грань, проверяя ее положение угольником (рис. 92, д) и штангенциркулем на параллельность.
92, г). Наконец, таким же образом опиливают четвертую грань, проверяя ее положение угольником (рис. 92, д) и штангенциркулем на параллельность. Широко применяется в производстве и в быту при изготовлении и ремонте деталей, а также при сборке деталей в изделие. С помощью напильников деталям придают требуемую форму, размеры и шероховатость поверхности. Сущность операции опиливания заключается в срезании мелких частичек материала (опилок) отдельными резцами, образованными насечкой на рабочей части напильника. Точность опиливания может находиться в пределах от 0,15 мм до 0,005 мм и зависит от умения работающего и вида применяемого напильника. Чем мельче насечка напильника, тем большей точности обработки можно добиться.
Широко применяется в производстве и в быту при изготовлении и ремонте деталей, а также при сборке деталей в изделие. С помощью напильников деталям придают требуемую форму, размеры и шероховатость поверхности. Сущность операции опиливания заключается в срезании мелких частичек материала (опилок) отдельными резцами, образованными насечкой на рабочей части напильника. Точность опиливания может находиться в пределах от 0,15 мм до 0,005 мм и зависит от умения работающего и вида применяемого напильника. Чем мельче насечка напильника, тем большей точности обработки можно добиться.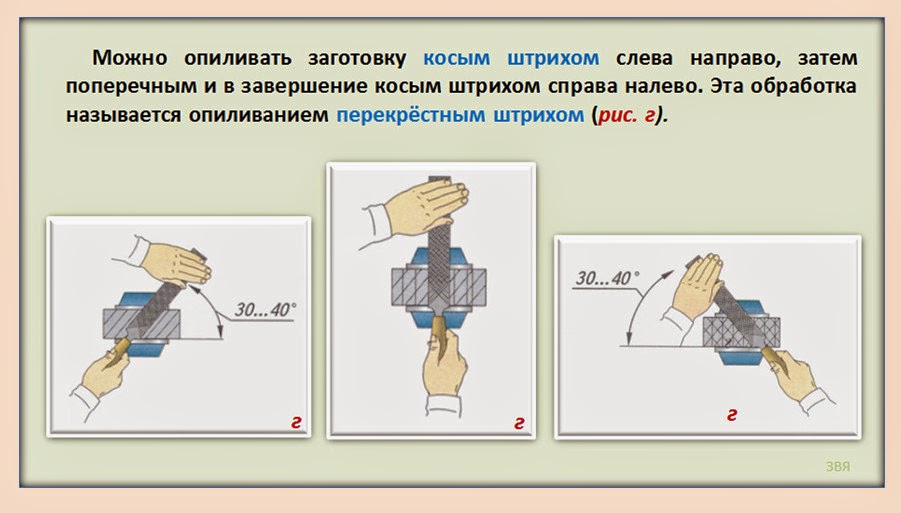 Угол между осями ступней должен составлять примерно 40…60°. Высота тисков должна быть такой, чтобы при наложении напильника правой рукой на губки тисков в локтевом сгибе образовывался прямой угол (рис. 1,3).
Угол между осями ступней должен составлять примерно 40…60°. Высота тисков должна быть такой, чтобы при наложении напильника правой рукой на губки тисков в локтевом сгибе образовывался прямой угол (рис. 1,3). При этом усилие нажима на напильник необходимо координировать: при движении напильника вперёд (рабочий ход) нажим постепенно увеличивают на ручку правой рукой и одновременно уменьшают нажим на носок напильника левой рукой (рис. 2), назад (холостой ход) напильник двигают без нажима. При выборе напильника нужно учесть, что длина его рабочей части должна превышать размеры обрабатываемой поверхности в направлении опиливания на величину, необходимую для выполнения рабочих движений. Наиболее рациональной скоростью движения напильника, темпом опиливания, считается 40…60 двойных (рабочий плюс холостой) ходов в минуту.
При этом усилие нажима на напильник необходимо координировать: при движении напильника вперёд (рабочий ход) нажим постепенно увеличивают на ручку правой рукой и одновременно уменьшают нажим на носок напильника левой рукой (рис. 2), назад (холостой ход) напильник двигают без нажима. При выборе напильника нужно учесть, что длина его рабочей части должна превышать размеры обрабатываемой поверхности в направлении опиливания на величину, необходимую для выполнения рабочих движений. Наиболее рациональной скоростью движения напильника, темпом опиливания, считается 40…60 двойных (рабочий плюс холостой) ходов в минуту.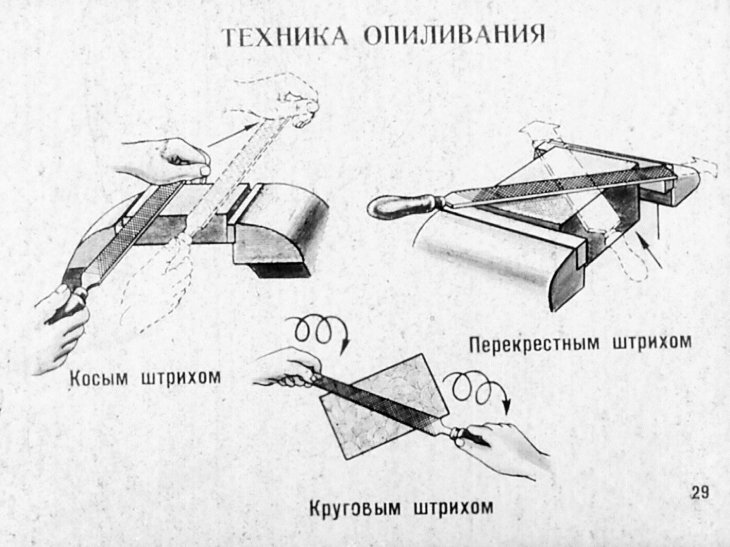
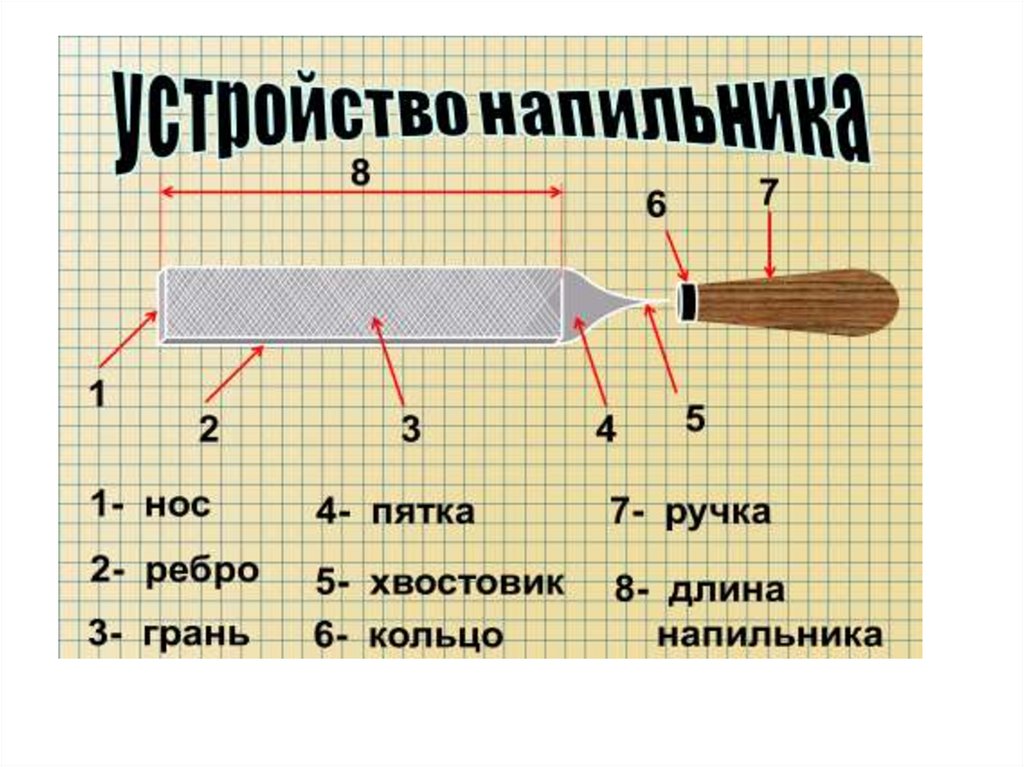 5. Опиливание криволинейных поверхностей: а — выпуклых; б — вогнутых.
5. Опиливание криволинейных поверхностей: а — выпуклых; б — вогнутых.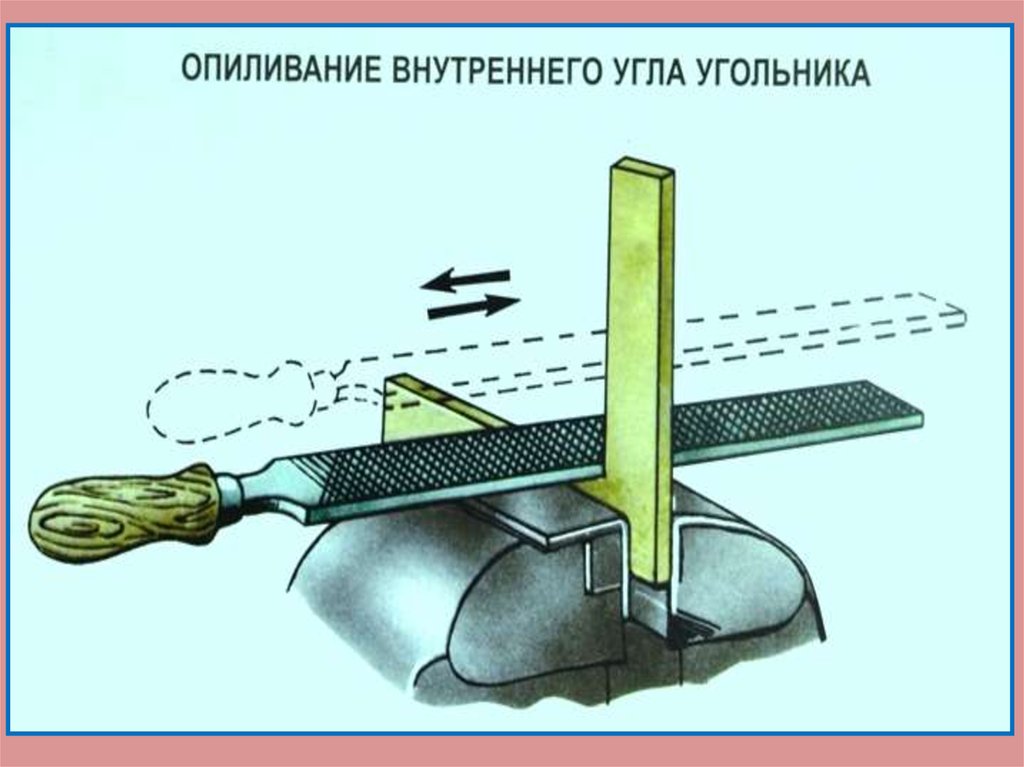
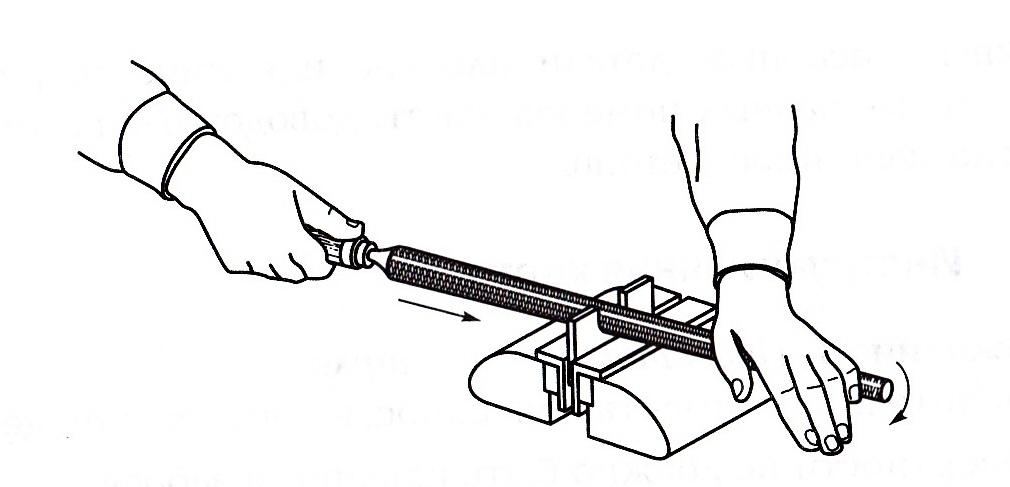
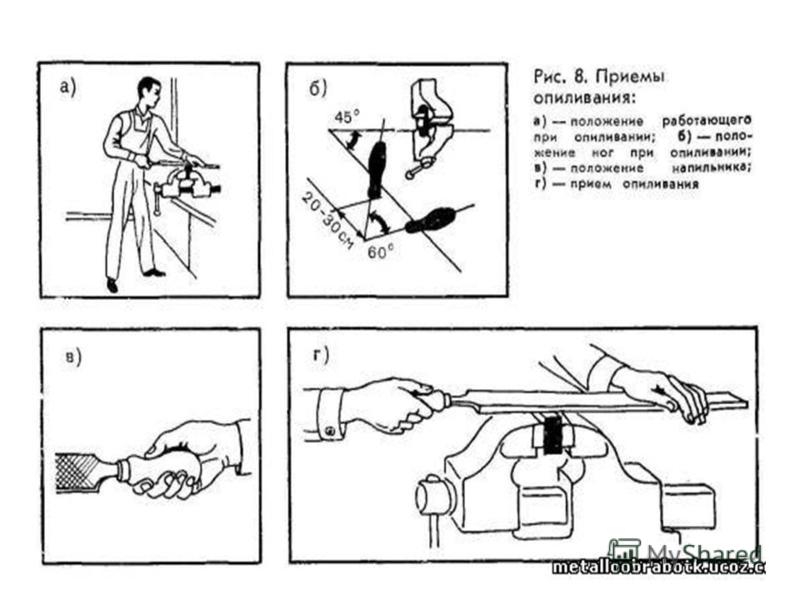 Степени резания — это мера количества зубьев на дюйм напильников. Три наиболее часто используемых сорта: гладкие, второй/средней огранки и полуограненные.
Степени резания — это мера количества зубьев на дюйм напильников. Три наиболее часто используемых сорта: гладкие, второй/средней огранки и полуограненные.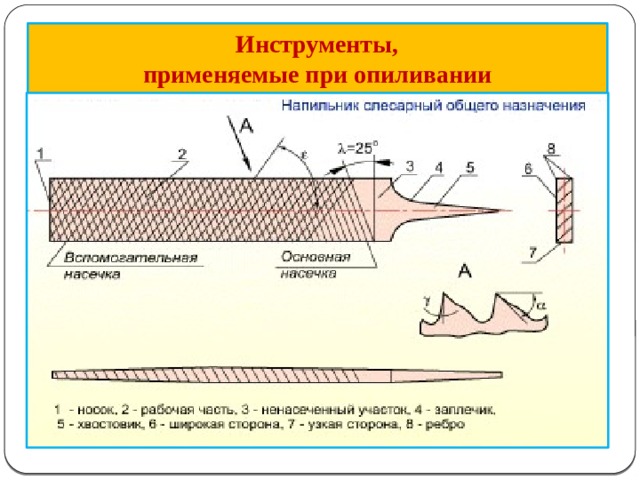
 Это определенные узоры параллельных зубов, которые влияют на то, как вы используете файл.
Это определенные узоры параллельных зубов, которые влияют на то, как вы используете файл.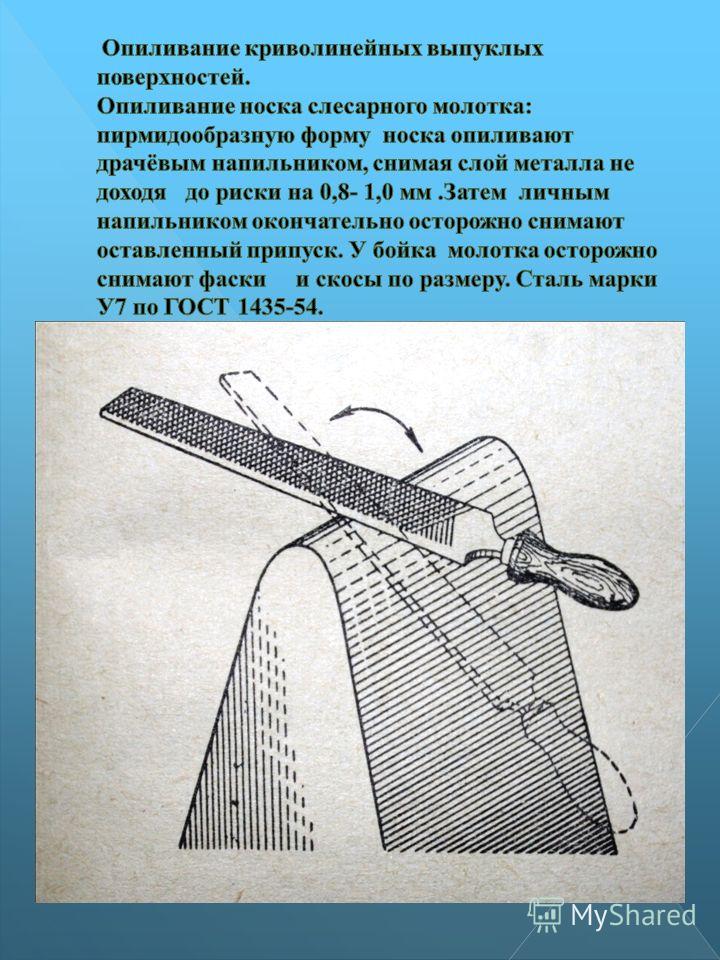 Плоский металлический напильник сужается по ширине и толщине от середины инструмента к концу.
Плоский металлический напильник сужается по ширине и толщине от середины инструмента к концу.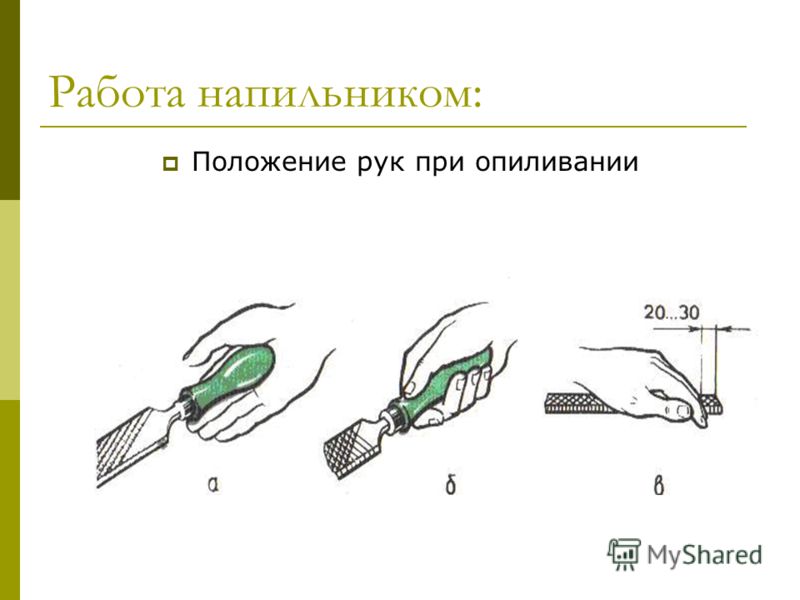
 Независимо от вашего проекта или профессии, есть 9Металлический напильник 0047 , который будет соответствовать вашим потребностям.
Независимо от вашего проекта или профессии, есть 9Металлический напильник 0047 , который будет соответствовать вашим потребностям.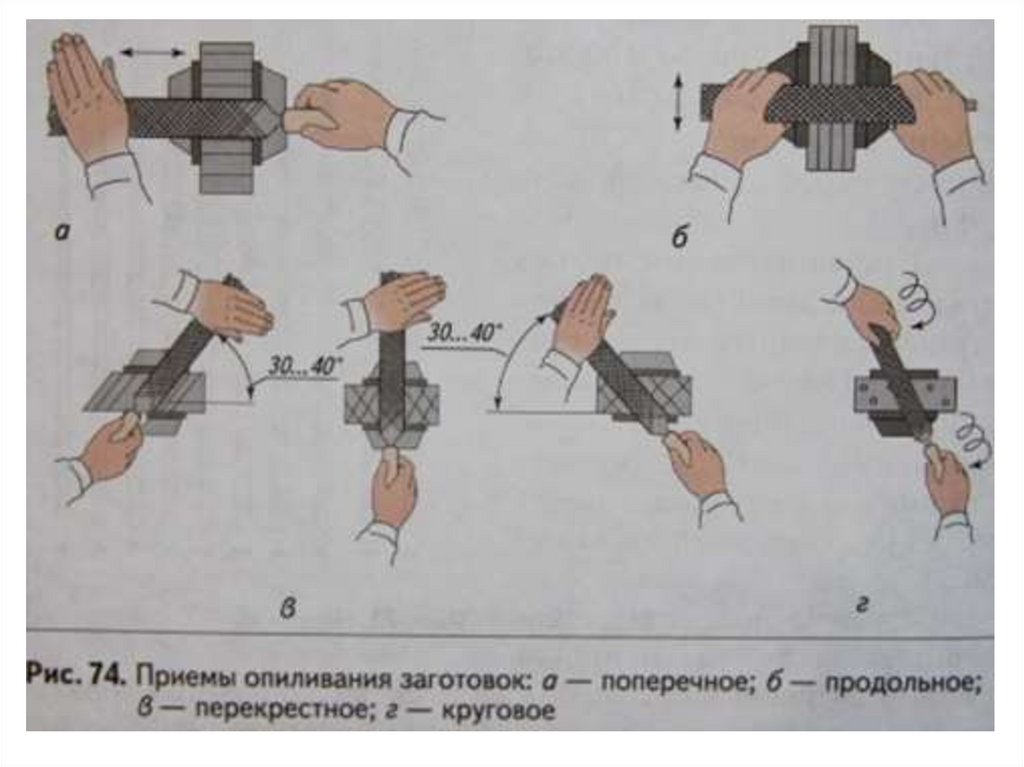

 Но по мере того, как ваши навыки работы с металлом и напильника будут быстро прогрессировать, вы захотите усилить элемент отделки своей работы. Метод обеспечения большей точности состоит в том, чтобы работать с группой надфилей.
Но по мере того, как ваши навыки работы с металлом и напильника будут быстро прогрессировать, вы захотите усилить элемент отделки своей работы. Метод обеспечения большей точности состоит в том, чтобы работать с группой надфилей.