Настольный токарный станок ТВ-9 — цена, отзывы, характеристики с фото, инструкция, видео
Станок универсальный токарно-винторезный ТВ-9 предназначен для выполнения всех видов токарных работ в центрах, в патроне, в цанге и для нарезания резьб. Станок обеспечивает высокое качество обработанных поверхностей по форме и шероховатости.
Рациональная компоновка станка, высокая надежность его узлов, оптимальное расположение органов управления делает станок удобным в эксплуатации и обслуживании. В опорах шпинделя установлены прецизионные радиально-упорные шарикоподшипники, что в сочетании с жесткой конструкцией основных узлов обеспечивает высокую точность обработки.
Виды производимых работ на станке ТВ-9
- проточка и расточка цилиндрических и конических поверхностей
- сверление
- отрезка
- нарезка резьбы
- подрезка торцов
Станок соответствует классу точности Н.
Оптимальное соотношение массы, жесткости конструкции, и мощности на шпинделе позволяют уверенно обрабатывать детали весом до 10 кг при длине до 500 мм. При этом съем металла за один проход может составлять до 3 мм., на диаметр.
Вес станка позволяет установку на подставку, верстак, либо рабочий стол.
Улучшенные характеристики модели ТВ-9 расширили область применения станка. Помимо образовательных учреждений его охотно приобретают предприятия Министерства обороны РФ, специализирующиеся на выпуске передвижных ремонтных мастерских. В 2004 г. ТВ-9 успешно прошел испытания в лабораториях 21 НИИИ Минобороны РФ и таким образом относится к продукции двойного назначения.
| Характеристика | Значение |
|---|---|
| Наибольший диаметр заготовки, устанавливаемый: | |
| — над станиной, мм | 220 |
| — над суппортом, мм | 100 |
| Наибольшая длина обрабатываемого изделия в центрах, мм | 525 |
| Наибольшая длина обрабатываемого изделия в патроне, мм | 500 |
| Высота центров, мм | 120 |
| Диаметр сквозного отверстия в шпинделе, мм | 18 |
| Центр в шпинделе, Морзе | 3 |
| Значение шага обрабатываемых метрических резьб, мм | 0,8; 1. 0; 1.25; 1.5; 2.0; 2,5 0; 1.25; 1.5; 2.0; 2,5 |
| Число ступеней частот вращения шпинделя | 6 |
| Пределы частот вращения шпинделя, мин -1 об./мин | 60/105/185/315/555/975/1000 |
| Электродвигатель, кВт/В | 1,1/380 |
| Значение продольных рабочих подач суппорта, мм/об. | 0,1; 0,12; 0,16; 0,20; 0,24; 0,32 |
| Перемещение на одно деление лимба, мм | |
| — продольное | 0,25 |
| — поперечное | 0,025 |
| Центр пиноли в задней бабке Морзе | 2 |
| Наибольшее сечение державки резца, мм | |
| — ширина | 16 |
| — высота | 2 |
| Центр пиноли в задней бабки, Морзе | 2 |
| Радиальное биение шпинделя (для класса H), мкм | 10 |
| Осевое биение шпинделя (для класса Н), мкм | 10 |
| Допуск крутости обработанного изделия (для класса Н), мкм | 16 |
| Габаритные размеры станка, мм, не более | 1405х620х730 |
| Масса станка, кг, не более | 230±5% |
Токарные станки ТВ 9 в России
- Главная
- Продажа
- Токарно-винторезные станки
- Токарный станок ТВ 9
Вы можете очень быстро сравнить цены токарного станка ТВ 9 и подобрать оптимальные варианты из более чем 79730 предложений
Реклама
Токарный станок с ЧПУ ТВ-101
Станок токарно-винторезный ТВ-101 с ЧПУ KT-GSK 928 предназначен для профессиональной подготовки операторов, наладчиков ЧПУ и инженерных кадров технических университетов. Станок состоит из отдельных…
Станок состоит из отдельных…
Подробное описание и цена >>>
Реклама
Токарный станок с ЧПУ по металлу CKE 6150Z/1500
ЧПУ Fanuc, Dст=500мм, РМЦ=1500мм, 6 поз. рев. гол.
Подробное описание и цена >>>
Реклама
Токарный станок с ЧПУ CAK16
Диаметр обработки над станиной 160 мм, РМЦ 260
Подробное описание и цена >>>
Токарный станок ТВ-4 и токарный 1а616
Состояние: Б/У
Куплю токарные станки ТВ-4 и станок 1а616 интересуют комплектные станки с хорошей станиной. Так же рассмотрю токарные станки под востановление.
Заинтересован в приобретении
Плита поверочная…
02.09.2016
Новосибирск (Россия)
Токарный станок ТВ 95
Состояние: Б/У Год выпуска: 1964 Производитель: ИЖ (Россия)
Токарный станок ТВ 95, ИЖевский высокоточный, 1964 год выпуска. Токарный станок ТВ 95, ИЖевский высокоточный, 1964 год выпуска, схема на 220 Вольт. Состояние рабочее, всё исправное. Приспособления:…
Токарный станок ТВ 95, ИЖевский высокоточный, 1964 год выпуска, схема на 220 Вольт. Состояние рабочее, всё исправное. Приспособления:…
07.09.2016
Воронеж (Россия)
90 000
Токарный станок ТВ 4
Состояние: Новый Производитель: Россия (Россия)
В наличии
Токарный станок ТВ 4Полный комплект готов к работе Отправка тк
13.01.2020
Волгоград (Россия)
285 000
токарный станок ТВ-6
Состояние: Б/У Год выпуска: 1976
Продается (продаю, продам, продажа) б/у токарный станок ТВ-6 (аналог токарно-винторезный, ТВ-4, школьный) Наибольший диаметр устанавливаемый над суппортом, мм: 80; Наибольший диаметр…
02.11.2022
Таганрог (Россия)
токарный станок тв 16
Состояние: Новый Производитель: СССР (Россия)
В наличии
Продам токарный станок тв 16-класс точности – ТУ ТВ-16-0001;наибольшие диаметры заготовки над станиной 160 мм над суппортом 99мм;максимальная длина заготовки в центрах (РМЦ) – 250мм наибольшая. ..
..
05.08.2022
Москва (Россия)
30 000
Токарный станок ТВ 320
Состояние: Б/У Год выпуска: 1968
Продам комплектный токарный станок ТВ 320 1968 г.в.. Станок в отличном состоянии, все подачи работают, цетрсмазка тоже, помпа СОЖ перебрана. Полный набор шестерён для нарезания резьб. В подарок еще…
18.10.2022
Клин (Россия)
230 000
Токарный станок ТВ 200
Состояние: Б/У Год выпуска: 1957 Производитель: Россия
Токарный станок по дереву ТВ 200 М, 1957 года.Станок модели ТВ 200 имеет станину с двумя тумбами. Левая бабка станка называется передней бабкой. В передней бабке смонтирован шпиндель станка….
14.10.2020
Орел (Россия)
170 000
Токарный станок тв 6, твш 3
Состояние: Б/У Год выпуска: 1985 Производитель: Ростов (Россия)
Токарный станок по металлу тв 6, твш 3.
10.05.2019
Мичуринск (Россия)
55 000
Токарный станок ТВ-6
Состояние: Б/У Год выпуска: 1980 Производитель: Россия
Продам токарный станок в идеальнейшем техническом состоянии. Станок работает от сети 220в (от обычной розетки) потребляя электроэнергии при этом не больше электрочайника. Станок полностью обслужен….
28.10.2022
Санкт-Петербург (Россия)
28 000
Токарный станок тв-4
Состояние: Новый
В наличии
Токарный станок идеальное состояние полном комплектации
14.09.2022
Москва (Россия)
50 000
Токарный станок тв-320
Состояние: Новый
В наличии
Токарный станок идеальное состояние полном комплектации не разу не был в работе возможно отправка
14. 09.2022
09.2022
Москва (Россия)
80 000
Предлагаю токарный станок ТВ-4
Состояние: Б/У Год выпуска: 2012
Технические характеристики:Станки модели тв-4 является настольным универсальным токарно-винторезным станком и предназначается для всевозможных токарных работ в мастерских школ для политехнического…
01.11.2022
Таганрог (Россия)
Токарный станок тв-7
Состояние: Новый Производитель: СССР (Россия)
В наличии
Здравствуйте Добрый день предлагаем Вашему вниманию станок токарный тв-7 в полном комплекте с консервацией один ящик инструментов в подарок звонитеч
04.11.2022
Санкт-Петербург (Россия)
42 000
Токарный станок тв-16
Состояние: Новый Производитель: СССР (Россия)
В наличии
Здравствуйте Доброго времени суток предлагаю Вашему вниманию станочек токарный тв-16 в полном комплекте с консервацией подарок ящик инструментов звоните возможно отправка
04. 11.2022
11.2022
Краснодар (Россия)
35 000
Токарный станок ТВ-4,ТВ-6
Состояние: Б/У
Куали тв 4 или тв 6 в рабочем состоянии
15.07.2018
Москва (Россия)
Токарный станок — ТВ-7М
Состояние: Б/У Год выпуска: 1970 Производитель: Россия
Состояние идиальное.Польский высокоточный патрон 125мм.Обсалютно никаких вложений не требует, подключили и работаете, работает от 220 но можно без проблем и на 380. Станина ровная, люфтов нету ,…
28.10.2022
Ростов-на-Дону (Россия)
40 000
токарный станок тв 4
Состояние: Б/У Год выпуска: 1968 Производитель: Россия
Пишите на вацап если тут не отвечаю продольные -шлифованыпоперечные и малая продольная-без выработкипродольная точность -0,01/100ммпоперечная точность -0,01/100ммвсе сопрягающиеся плоскости. ..
..
14.09.2022
Москва (Россия)
37 000
настольный токарный станок тв-16 в крупном городе или
Состояние: Б/У Год выпуска: 1974
куплю оперативно, то есть без промедления.
оплата в день осмотра.
цена договорная.
желательно в крупном городе ( областном центре ).
рассмотрю все предложения. без выходных.
на смс не реагирую….
07.11.2022
Москва (Россия)
Токарный станок ТВ-6М
Состояние: Б/У Год выпуска: 1980 Производитель: Россия
В идеальном состоянии, можно сказать новом. Обсалютно никаких вложений не требует, подключили и работаете, работает от 220 но можно без проблем и на 380. Станина ровная, люфтов нету , все работает…
28. 10.2022
10.2022
Москва (Россия)
30 000
Популярные категории
Да кстати, на портале ProСтанки выбор предложений по токарному станку ТВ 9 почти как на Авито и TIU
Видео токарного станка ТВ 9
TRAK TRL 2470RX Инструментальный токарный станок
1440EX | 1630RX | 1630HS-RX | 1845RX | 2470RX | 3075RX | 30120RX | |
|---|---|---|---|---|---|---|---|
Модель ЧПУ ProtoTRAK | ЭЛКС | РЛС | РЛС | РЛС | РЛС | РЛС | РЛС |
Емкость | |||||||
| Высота центров | 7″ | 8″ | 8″ | 9″ | 12″ | 15″ | 16,5″ |
| Расстояние между центрами | 40″ | 30″ | 30″ | 45″ | 70″ | 74,80″ | 118″ |
| Качели над кроватью | 14″ | 16″ | 16″ | 18,1″ | 24″ | 30″ | 33″ |
| Поворотные крылья седла | 14″ | 16″ | 16″ | 17″ | 24″ | 28″ | 33″ |
| Поворотный суппорт | 7″ | 8,6″ | 8,6″ | 9,13″ | 14,5″ | 19″ | 21,2″ |
| Поперечный ход | 8″ | 8,5″ | 8,5″ | 10,6″ | 12,5″ | 16,1″ | 20,5″ |
Инструментальная секция макс. | 3/4″ | 3/4″ | 3/4″ | 1″ | 1″ | 1,5″ | 1,5″ |
| Объем резервуара охлаждающей жидкости | 3 галлона | 8 галлонов | 8 галлонов | 13 галлонов | 15 галлонов | 47 галлонов | 48 галлонов |
| Масляный насос — смазка направляющих | — | 2 л | 2 л | 2 л | 2 л | 2,3 л | 2 л |
| Смазка передней бабки | — | 1,5 галлона | 1,5 галлона | 1,85 галлона | 5,3 галлона 6,3 галлона с опцией маслоохладителя | 6 галлонов | 8,5 галлона |
| Быстрые скорости | 100 дюймов в минуту по оси Z 100 дюймов в минуту по оси X | 400 дюймов в минуту по оси Z 200 дюймов в минуту по оси X | 400 дюймов в минуту по оси Z 200 дюймов в минуту по оси X | 400 дюймов в минуту по оси Z 200 дюймов в минуту по оси X | 400 дюймов в минуту по оси Z 200 дюймов в минуту по оси X | 400 дюймов в минуту по оси Z 200 дюймов в минуту по оси X | 400 дюймов в минуту по оси Z 200 дюймов в минуту по оси X |
Кровать | |||||||
| Ширина кровати | 8,1″ | 12,6″ | 12,6″ | 13,4″ | 14,57″ | 18″ | 19,69″ |
| Высота кровати | 10,6″ | 12,6″ | 12,6″ | 12,4″ | 15″ | 15,75″ | 18,7″ |
Передняя бабка | |||||||
| Нос шпинделя | Д1-4 | Д1-6 | А2-4 | Д1-6 | Д1-8 | А2-11 | А2-11 |
| Сквозное отверстие шпинделя | 1,56″ | 2,12″ | 1,57″ | 2,36″ | 4,09″ | 6,69″ | 6,30″ |
| Конус шпинделя | МТ#5 | МТ#6 | МТ#5 | МТ#6 | МТ#8 | Конус без MT | МТ#8 |
| Коническая переходная втулка | 3 | н/д | н/д | МТ#4 | МТ#5 | МТ#6 | МТ#5 |
| Диаметр шпинделя на переднем подшипнике | 2,36″ | 3,15″ | 2,56″ | 3,35″ | 5,51″ | 8,66″ | 7,87″ |
| Количество подшипников | 2 | 2 | 5 | 2 | 2 | 2 | 2 |
| Количество скоростей или диапазонов | 12 | 1 | 1 | 2 | 2 | 2 | 2 |
| Диапазон скорости вращения шпинделя, об/мин | 60-2400 | 150-2500 | 150-4000 | 80-850, 250-2500 | 40-670, 100-1800 | 30-300, 100-1000 | 20-415, 40-1300 |
| ID шпинделя Резьба (конец шпинделя) | н/д | Шаг M56 x 2 мм | Шаг M56 x 2 мм | н/д | н/д | М185 х 3,0 | н/д |
Задняя бабка | |||||||
| Перо для путешествий | 5″ | 5,75″ | 5,75″ | 6″ | 8,5″ | 8″ | 8″ |
| Диаметр пиноли | 1,575″ | 2,36″ | 2,36″ | 2,56″ | 3,5″ | 4,875″ | 4,13″ |
| Коническое отверстие пиноли | МТ#3 | МТ#4 | МТ#4 | МТ#4 | МТ#5 | МТ#6 | МТ#6 |
Двигатель шпинделя | |||||||
| Мощность | 5 л. с. с. | 7,5 л.с. | 7,5 л.с. | 10 л.с. | 15 л.с. | 30 л.с. | 30 л.с. |
Требования к питанию — машина | |||||||
| Напряжение | Управление: 110 В Машина: 200–240 В | 200–240 В | 200–240 В | 200–240 В | 200–240 В | 480 В +/- 10 % (от 432 В до 528 В) | 480 В +/- 10 % (от 432 В до 528 В) |
| Ампер Ток полной нагрузки | Управление: 8A Машина: 15A | 44А | 44А | 54А | 73А | 71. 6А 6А | 62А |
| Фаза/Гц | Управление: 1/60 Станок: 3/60 | 3/60 | 3/60 | 3/60 | 3/60 | 3/60 | 3/60 |
Размеры | |||||||
| Нетто (Д x Ш x В), фунты. | 73″ x 44″ x 57″ 1800 фунтов | 82″ x 45″ x 72″ 2750 фунтов | 82″ x 45″ x 72″ 2750 фунтов | 88″ x 55″ x 70″ 3285 фунтов | 129″ x 84″ x 79″ 6500 фунтов | 170″ x 82″ x 77″ 15 430 фунтов | 212,6″ x 86,61″ x 790,53″ 18 920 фунтов |
Транспортировка (Д x Ш x В), фунты. | 78″ x 49″ x 67″ 2200 фунтов | 87″ x 45″ x 70″ 3420 фунтов | 87″ x 45″ x 70″ 3420 фунтов | 91″ x 52″ x 79″ 3800 фунтов | 134″ x 65″ x 79″ 6900 фунтов | 225″ x 89″ x 88″ 16 530 фунтов | 222,44″ x 90,55″ x 110,23″ 19 270 фунтов |
Прочее | |||||||
| Электродвигатель насоса охлаждающей жидкости, л.с.* | 1/8 л.с. | 1/8 л.с. | 1/8 л.с. | 1/8 л.с. | 1/8 л.с. | 3/4 л.с. | 1/4 л.с. |
| Тормоз двигателя шпинделя | Магнитный | Динамический | Динамический | Динамический | Динамический | Динамический | Динамический |
| Твердость поверхности пути | 400-450 НВ | 400-450 НВ | 400-450 НВ | 480-560 НВ | 480-560 НВ | 480-560 НВ | 480-560 НВ |
| Смазка передней бабки | Смазка для разбрызгивания | Масляная ванна | Смазка | Масляная ванна | Масляная ванна | Масляная ванна | Масляная ванна |
Опции | |||||||
| Набор инструментов | 3/4″ | 3/4″ | 3/4″ | 3/4″ или 1″ | 1″ | 1-1/4″ | 1-1/4″ |
| Патрон | 6″, D1-4 | 8″, Д1-6 | 6″, А2-4 | 8″, Д1-6 | 12″, Д1-8 | 20″, А2-11 | 20″, А2-11 |
| 5C Цанговый доводчик | Д1-4 | Д1-6 | А2-4 | Д1-6 | н/д | н/д | н/д |
| Опция башни | н/д | 3/4″, 8-позиционный 3/4″, 4-позиционный | 3/4″, 8-позиционный 3/4″, 4-позиционный | 3/4″ или 1″, 8 Позиция 3/4″ или 1″, 4 позиции | 1″, 8-позиционный 1″, 4-позиционный | 1″, 8-позиционный | 1″, 8-позиционный |
* Насосы охлаждающей жидкости являются дополнительным оборудованием.
Настольные токарные станки — Настольный токарный станок 9×20
Настольные токарные станки — Настольный токарный станок 9×20
- Описание
- Характеристики
- Отзывы (0)
Palmgren’s 9» настольный токарный станок обеспечивает точность, мощность и универсальность для выполнения широкого спектра токарных операций, которые обычно встречаются на гораздо более крупных станках. Прочная чугунная конструкция, плавная передача мощности, прецизионные упорные и шариковые подшипники в передней бабке и шпинделе, закаленные и отшлифованные. все они разработаны, чтобы обеспечить годы бесперебойной и точной токарной обработки. Создан и проверен в соответствии со стандартом прецизионных токарных станков DIN 8606, что обеспечивает точность и постоянную производительность. Настольный токарный станок — правильный выбор для токарной обработки небольших металлических деталей и используется в мастерские прототипов, инструментальные мастерские, мастерские по изготовлению, ремонтные мастерские, ювелирное производство, а также домашние и любительские механики.
СТАНДАРТНЫЕ ХАРАКТЕРИСТИКИ:
- Шпиндель станка
- Двойные роликоподшипники P5 на шпинделе
- Призматическая станина из массивного состаренного чугуна – закалена до HRO 42-52 для длительного срока службы
- с передними рукоятками переключения передач
- Редуктор подачи состоит из стальных шестерен, работающих в масляной ванне
- Ходовой винт подачи поддерживается и работает на двух подшипниках
- Прецизионно обработанные направляющие с регулируемыми маховиками со шкалой 0,002″ / 0,001″
- Хвост с регулируемой шкалой точности 0,02 мм / 0,001 «
- 3 челюстная токарный зак. :
9684505 — Стальная напольная стойка для тяжелых условий эксплуатации с дверцами на петлях для дополнительного хранения
9684506 — Следящая опора для 9-дюймового токарного станка
9685407 — Люнет для 9-дюймового настольного токарного станкаСпецификация Описание Мотор 1HP / 115 В / 60 Гц / 1PH Высота центра 125 мм / 4,92 в 125 мм / 4,92 в . 
Диаметр поворота (макс.) 250 мм / 9,84 дюйма Макс. размах над составной направляющей 150 mm / 5.91 in Bed Width 135 mm / 5.31 in Specification Description Spindle Speed 125 — 2000 RPM Количество ступеней 6 Конус шпинделя MT 4 Отверстие шпинделя 26 mm / 1.02 in Chuck Size 125 mm / 4.92 in Specification Description Top Slide Travel 70 mm / 2.76 in Составной ход суппорта 110 мм / 4,33 дюйма Спецификация Description Tailstock Taper MT2 0 Tailstock Sleeve Travel 65 mm / 2. Какими свойствами обладают металлы: Какими свойствами обладают металлы?
Свойства металлов и сплавов: химические, физические, механические, технологические
Главная » Сплавы » Какими свойствами обладают металлы и сплавы
На чтение 5 мин
Содержание
- Признаки металлов
- Классификация металлов
- Черные
- Цветные
- Основные виды сплавов
- Цинковые сплавы
- Алюминиевые сплавы
- Медные сплавы
- Свойства сплавов
- Физические свойства
- Химические свойства
- Механические свойства
- Технологические свойства
Металлические изделия и детали используются в разных сферах промышленности. Существует множество видов металлов и каждый из них обладает сильными и слабыми сторонами. При изготовлении деталей для машин, самолётов или промышленного оборудования мастера обращают внимание на характеристики материала. Поэтому требуется знать свойства металлов и сплавов.
Свойства металлов и сплавов
Признаки металлов
У металлов есть признаки, которые их характеризуют:
- Высокие показатели теплопроводности. Металлические материалы хорошо проводят электричество.
- Блеск на изломе.
- Ковкость.
- Кристаллическая структура.
Не все материалы прочные и обладают высокими показателя износоустойчивости. Это же касается плавления при высоких температурах.
Классификация металлов
Металлы разделяются на две большие группы — черные и цветные. Представители обоих видов различаются не только характеристиками, но и внешним видом.
Черные
Представители этой группы считаются самыми распространёнными и недорогими. В большинстве своем имеют серый или тёмный цвет. Плавятся при высокой температуре, обладают высокой твердостью и большой плотностью. Главный представитель этой группы — железо. Эта группа разделяется на подгруппы:
- Железные — к представителям этой подгруппы относится железо, никель и кобальт.
- Тугоплавкие — сюда входят металлы температура плавления которых начинается с 1600 градусов. Их применяют при создании основ для сплавов.
- Редкоземельные — к ним относятся церий, празеодим и неодим. Обладают низкой прочностью.
Существуют урановые и щелочноземельные металлы, однако они менее популярны.
Цветные
Представители этой группы отличаются яркой окраской, меньшей прочностью, твердостью и температурой плавления (не для всех). Разделяется эта группа на следующие подгруппы:
- Лёгкие — подгруппа, включающая в себя металлы с плотностью до 5000 кг/м3. Это такие материалы, как литий, натрий, калий, магний и другие.
- Тяжёлые — сюда относится серебро, медь, свинец и другие. Плотность превышает 5000 кг/м3.
- Благородные — представили этой подгруппы имеют высокую стоимость и устойчивость к коррозийным процессам. К ним относятся золото, палладий, иридий, платина, серебро и другие.
Основные виды сплавов
Человечество знакомо с различными металлическими сплавами.
Самыми многочисленными из них являются соединения на основе железа. К ним относятся ферриты, стали и чугун. Ферриты имеют магнитные свойства, в чугуне содержится более 2,4% углерода, а сталь — это материал с высокой прочность и твердостью.Отдельное внимания требуют металлические сплавы из цветных металлов.
Производство стали
Цинковые сплавы
Соединения металлов, которые плавятся при низких температурах. Смеси на основе цинка устойчивы к воздействию коррозийных процессов. Легко обрабатываются.
Алюминиевые сплавы
Популярность алюминий и сплавы на его основе получили во второй половине 20 века. Этот материал обладает такими преимуществами:
- Устойчивость к низким температурам.
- Электропроводность.
- Малый вес заготовок в сравнении с другими металлами.
- Износоустойчивость.
Однако нельзя забывать про то, что алюминий плавится при низких температурах. При температуре около 200 градусов характеристики ухудшаются.
Алюминий применяется при изготовлении комплектующих к машинам, производстве деталей для самолётов, составляющих промышленного оборудования, посуды, инструментов.
Не многие знают, что алюминий популярен в сфере производства оружия. Связано это с тем, что детали из алюминия не искрят при сильном трении.Медные сплавы
Сплавы на основе меди — марки латуни. Из этого материала изготавливаются детали высокой точности, так как латунь легко обрабатывать. В составе сплава может содержаться до 45% цинка.
Свойства сплавов
Чтобы изготавливать детали и конструкции, нужно знать основные свойства металлов и сплавов. При неправильной обработке готовая деталь может быстро выйти из строя и разрушить оборудование.
Двигатель внутреннего сгорания
Физические свойства
Сюда относятся визуальные параметры и характеристики материала, изменяющиеся при обработке:
- Теплопроводность. От этого зависит насколько поверхность будет передавать тепло при нагревании.
- Плотность. По этому параметру определяется количество материла, которое содержится в единице объёма.
- Электропроводность. Возможность металла проводить электрический ток. Этот параметр называется электрическое сопротивление.
- Цвет. Этот визуальный показатель меняется под воздействием температур.
- Прочность. Возможность материала сохранять структуру при обработке. Сюда же относится твердость. Эти показатели относятся и к механическим свойствам.
- Восприимчивость к действию магнитов. Это возможность материала проводить через себя магнитные лучи.
Физические основы позволяют определить в какой сфере будет использоваться материал.
Химические свойства
Сюда относятся возможности материала противостоять воздействию химических веществ:
- Устойчивость к коррозийным процессам. Этот показатель определяет на сколько материал защищён от воздействия воды.
- Растворимость. Устойчивость металла к воздействию растворителей — кислотам или щелочным составам.
- Окисляемость. Параметр указывает на выделение оксидов металлом при его взаимодействии с кислородом.
Обуславливаются эти характеристики химическим составом материала.
Механические свойства
Механические свойства металлов и сплавов отвечают за целостность структуры материала:
- прочность;
- твердость;
- пластичность;
- вязкость;
- хрупкость;
- устойчивость к механическим нагрузкам.
Технологические свойства
Технологические свойства определяют способность металла или сплава изменяться при обработке:
- Ковкость. Обработка заготовки давлением. Материал не разрушается. Структура изменяется.
- Свариваемость. Восприимчивость детали к работе сварочным оборудованием.
- Усадка. Происходит этот процесс при охлаждении заготовки после её разогрева.
- Обработка режущим инструментом.
- Ликвация (затвердевание жидкого металла при понижении температуры).
Основной способ обработки металлических деталей — нагревание.
( 3 оценки, среднее 3.
67 из 5 )Поделиться
КАКИМИ СВОЙСТВАМИ ОБЛАДАЮТ МЕТАЛЛЫ
РЕДКИЕ МЕТАЛЛЫ
Одно из важнейших свойств металла — его твёрдость.
Железный гвоздь нельзя забить в камень или кирпич, так как они твёрже, чем железо. Твёрдость — это способность тела сопротивляться вдавливанию в его поверхность другого тела.
Самой высокой твёрдостью обладает химический элемент углерод, встречающийся в виде алмаза. Алмазной крупинкой с остро отточенными краями легко режут стекло. С твёрдостью алмаза сравнивают твёрдость всех других веществ.
Установлена сравнительная шкала твёрдости. По этой шкале твёрдость алмаза равна 10 единицам. Все другие минералы и металлы имеют твёрдость меньше 10. Эта шкала твёрдости называется минералогической.
Твёрдость кристаллического тела во многом зависит от типа решётки. Чем ближе расположены атомы друг к другу и чем больше находится электронов во внешних слоях атомов, тем твёрже тело.
Различные металлы имеют разную твёрдость. На этом основана их обработка резанием. Например, стальной резец легко снимает стружку с медных или алюминиевых изделий, а для обработки самой стали требуется резец из более твёрдых, чем сталь, сплавов.
Твёрдость металлов и сплавов измеряют особым прибором — твердомером (рис. 6), главной частью которого является оправка с алмазным наконечником. Под действием строго определённого груза алмаз углубляется в поверхность испытуемого изделия. Чем глубже он войдёт, тем менее твёрдо изделие. Конечно, не всякий раз замеряют глубину внедрения алмаза. Стрелка твердомера сразу показывает единицы твёрдости.
Испытаниями определено, что твёрдость закалённой стали в де — сять-пятнадцать раз выше твёрдости меди и в пять раз выше твёрдости алюминиевых сплавов.
Важным качеством металла является его прочность.
Какой груз можно подвесить, например, на тонкой проволоке, поперечное сечение которой один квадратный миллиметр?
Если проволока из меди, то она выдержит груз не более 20—22 килограммов, проволо — рис 0^ Прибор для испытания металлов ка из высокопрочной на твёрдость: /—циферблат, 2—алмаз стали выдерживает для испытания, 3 — столик с винтом, 4 — до 180—200 килограм — рукоятка, 5—груз,
Мов.
Эти нагрузки соответствуют пределу прочности, так как дальнейшее увеличение груза приведёт к разрыву проволоки.Пределом прочности металла при растяжении называется нагрузка, приходящаяся на каждый квадратный миллиметр поперечного сечения образца в момент его разрушения.
Часто нагрузку, которая приходится на единицу площади (на 1 мм), называют напряжением. При испытании металлов на прочность получают специальные диаграммы растяжения (рис. 7). На этой диаграмме по
Рис. 7. Диаграмма растяжения образца: перво
Начальная длина образца, — увеличение длины образца.
Вертикальной оси отмечается величина нагрузки, а по горизонтальной — величина удлинения образца при его растяжении.
Рис. 8. Образцы двух разных металлов после испытания на растяжение: а — хрупкий металл, б—пластичный металл.
Разные металлы резко отличаются друг от друга по прочности. Например, некоторые сорта стали имеют предел прочности до 200 кг! мм2, а свинец — всего 2 кг! мм2.
Во время испытания на растяжение стального и свинцового образцов (рис. 8) даже неопытный наблюдатель заметит существенную разницу в их поведении. Свинцовый образец до разрыва увеличивается в длину почти вдвое. Стальной же образец до самого разрушения почти не изменится в длине и разрушится с треском сразу.
Способность металла под действием сил изменять свою первоначальную форму называется пластичностью.
Какой металл практически лучше — тот, который разрушается без изменения своей формы, или тот, который способен перед разрушением несколько изменять форму, т. е. деформироваться?
Стальные балки железнодорожного моста, по которому идут днём и ночью нагруженные составы, обладают, кроме прочности, ещё и пластичностью. В противном случае они при перегрузке моста без изменения формы и размеров разрушились бы, как разрушается стекло.
Но так как стальные балки моста обладают некоторой пластичностью, то при действии больших нагрузок они вначале чуть-чуть изогнутся и останутся в таком виде и после того, как состав уйдёт. Это даёт возможность при осмотре обнаружить изгиб балок и принять меры, предупредить катастрофу.Благодаря свойству пластичности детали машин и сооружений как бы «сигнализируют» о том, что работают при чрезмерно больших напряжениях. Вот почему для изготовления деталей машин и для узлов конструкций употребляются металлы, обладающие достаточными пластичными свойствами.
В технике очень много сооружений, на которые длительное время воздействуют небольшие нагрузки. Наблюдая за поведением нагруженных узлов, можно обнаружить, что они непрерывно, хотя и очень медленно, изменяют свою первоначальную форму.
Свойство металлов медленно и непрерывно изменять свою форму при длительном воздействии даже невысоких напряжений называется ползучестью. Одни металлы, как, например, свинец, медь, олово и др.
, находясь под нагрузкой, заметно ползут уже при комнатной температуре. Например, тяжёлый свинцовый лист, прибитый гвоздём к стенке, под действием своего веса постепенно «поползёт» вниз (рис. 9). Ползучесть стали возможна лишь при повышенных температурах. Чем большей устойчивостью против ползучести обладает сплав, тем он более ценен для машин, детали которых ргаботают при высоких температурах.Есть ещё очень важное свойство металлических изделий — сопротивляться действию переменных по величине и по направлению нагрузок. Примером такого изде —
Рис. 9 — Свинцовый лист, прибитый гвоздём к стене, «ползёт» даже ори обычной температуре; а — перемещение листа под действием собственного веса.
Лия может служить коленчатый вал двигателя (рис. 10). При работе он многократно подвергается изгибу во всевозможных направлениях. При этом напряжение всё время изменяет свою величину и направление.
Известны случаи поломки коленчатых валов даже при небольших напряжениях. Такие поломки обычно происходят после длительной работы детали. Объясняется это
Рис. 10. Коленчатый вал должен обладать высокой выносливостью при переменных нагрузках.
Тем, что при длительном воздействии многократно повторяющихся напряжений в одном каком-то месте появляется мельчайшая невидимая невооружённым глазом трещина, которая с течением времени увеличивается и, наконец, приводит к разрушению детали. В таких случаях говорят, что деталь разрушилась от усталости. Изучение усталости металлов показало, что все металлы и сплавы обладают пределом выносливости. Пределом выносливости называется величина напряжения,
Которое может выдержать деталь без разрушения при сколь угодно большом количестве нагружений. Чем выше предел выносливости металла, тем при более высоких переменных напряжениях может работать деталь.
Например, стальная ось железнодорожного вагона рассчитывается так, чтобы она в течение своей жизни могла выдержать 400 миллионов нагружений, а вал паровой турбины— не менее 15 миллиардов смен нагрузок.Мы выяснили, что практическая ценность металлов определяется в первую очередь их прочностью, пластичностью, твёрдостью и пределом выносливости. А можно ли улучшить эти качества металлов? Можно. Такую возможность даёт введение в обычные металлы небольших добавок некоторых редких металлов. Эти добавки в несколько раз повышают механические свойства металлов: твёрдость, предел прочности, предел усталости, сопротивление ползучести, упругость. Помимо этого, металлы становятся более стойкими против воздействия крепких кислот и щелочей, меньше теряют прочность при разогревании, лучше сопротивляются окислению.
Вот об этих свойствах редких металлов мы сейчас и расскажем.
С Реди редких металлов имеются такие, которые обладают особым физическим свойством — радиоактивностью.
К ним относится радий, торий, уран. Изучение их началось с конца XIX века. В 1898 году молодой …М Ного лет назад, исследуя золу, получающуюся при сжигании каменного угля, химики обнаружили в её составе 46 химических элементов. В их числе было немало редких и рассеянных элементов. Исследование морских …
В прежние времена, когда наука и техника были на низком уровне развития, природа для человека была единственным источником, откуда он брал в готовом виде всё, что ему нужно было для …
Свойства металлов, неметаллов и металлоидов
Учебные пособия
- Сообщение от
Джесси Ли
12
АпрельОсновные понятия – свойства металлов
В этом учебном пособии вы узнаете о свойствах металлов, неметаллов и металлоидов (полуметаллов), а также примеры металлических и неметаллических элементов.
Темы, освещенные в других статьях
- Катионы и анионы
- Как прочитать периодическую таблицу
- Периодические тенденции
Словарь
LUCKITION — способность быть втянутым в WEWER
Malleability — Способность быть в роли.
Блеск – качество отражения света от поверхности и возможность полировки
Знакомство с металлами, металлоидами и неметаллами
Элемент – это вещество, которое нельзя разложить на какое-либо другое вещество. Другими словами, элемент — это простейшая форма материи. Элементы далее классифицируются на металлы, неметаллы и металлоиды (полуметаллы). Неметаллы обычно находятся в верхней правой части периодической таблицы, металлы покрывают большую часть оставшейся площади, а между ними металлоиды.
Свойства металлов
Металлы — это элементы, образующие положительные ионы за счет потери электронов во время химических реакций, за исключением водорода. Таким образом, они являются электроположительными элементами с низкими энергиями ионизации. Большинство металлов обладают такими свойствами, как блестящие, очень плотные и имеющие высокие температуры плавления. Кроме того, они пластичны, податливы и блестящие. Металлы также являются хорошими проводниками тепла и электричества.
Все металлы твердые при комнатной температуре, кроме ртути, которая находится в жидком состоянии.Металлы обычно образуют ионные связи с неметаллами, но есть исключения. Большинство металлов образуют по крайней мере один основной оксид, хотя некоторые из них являются амфотерными. Металлы проявляют широкий диапазон реакционной способности. К особым группам металлов относятся благородные металлы Ru, Rh, Pd, Pt, Au, Os, Ir, Ag и тугоплавкие металлы Nb, Mo, Ta, W и Re.
Свойства металла:
- Имеющий блеск (блеск) от отражения света. Некоторые металлы образуют патину, и блеск теряется.
- Податливость в твердом состоянии. Золото — самый ковкий из всех металлов
- Будучи пластичным, это означает, что его можно вытянуть в проволоку. Серебро является одним из самых пластичных металлов
- Способен проводить тепло и электричество
- Образует катионы в водном растворе, теряя свои электроны
- Температура плавления металлов : Металлы часто имеют высокие температуры плавления и кипения, но есть много исключений до точки плавления, как цезий, галлий, ртуть, рубидий и олово, которые имеют довольно низкие температуры плавления. Тем не менее, большинство температур кипения все еще довольно высоки.
- Металлы имеют широкий диапазон плотностей, но обычно они более плотные, чем неметаллы. Вольфрам, платина, осмий, золото и иридий очень плотные.
- Большинство металлов имеют серебристый цвет, хотя некоторые, такие как золото, цезий и медь, окрашены.
Примеры металлов
- Железо
- Медная
- Silver
- Mercury
- HEAND
- Алюминий
Свойства неметал
Немотибы являются элементами, которые образуют негативные INS на GONAPINGS. Таким образом, они являются электроотрицательными элементами с высокими энергиями ионизации. В целом неметаллы хрупкие, тусклые и плохо проводят тепло и электричество. Они, как правило, имеют более низкую температуру плавления, чем металлы. Большинство неметаллов существует в двух из трех состояний вещества при комнатной температуре: газообразное и твердое, за исключением брома, который существует в виде жидкости.
Примеры неметальных элементов
- Hydrogen
- Carbon
- Азот
- кислород
- Phosphorus
- Sulphur
Properties of Metalloids, Aka Semimetals
Semimets, Assalless, As Metallesles, Assalless, Asselals, Assalless, Asselals, Assalless
. и неметаллы. Все металлоиды являются твердыми телами. Металлоиды могут быть блестящими или тусклыми, но обычно имеют металлический блеск. Некоторые формы селена обладают удивительным, почти космическим блеском.
Они хрупкие и обычно являются полупроводниками. Полупроводники способны проводить электричество лучше, чем изолятор, но не так хорошо, как проводники.
Металлоиды обычно имеют химические свойства, подобные неметаллам. Большинство из них образуют несколько различных анионов с кислородом, которые образуют различные соли с металлами, хотя водный химический состав германия более ограничен. Они действуют как металлы при взаимодействии с галогенами и как неметаллы при взаимодействии с щелочными металлами.
Германий активно используется в полупроводниковой промышленности.Некоторые полуметаллы, такие как селен и мышьяк, могут быть токсичными. Машина определения состава селена может измерять количество присутствующего селена.
Пять основных свойств металлоидов
- Свойства, промежуточные между металлами и неметаллами
- Внешнее сходство с металлами
- Полупроводники электричества
- Хрупкость
- Химические свойства больше похожи на неметаллы
- Металлоиды
- Boron
- Silicon
- Германия
- Селен (некоторые источники классифицируют селен как неметал)
- Arsenic
- ЭРТИМОНА
- Tellurium
Свойства для металлов. железо, сталь или подобное твердое блестящее вещество.
Но соответствует ли это определение истинным свойствам металлов?
Да… и нет.
Прежде чем мы объясним, вы должны знать, что большинство элементов в таблице Менделеева — это металлы.
Металлы находятся в центре и слева в периодической таблице. Их можно дополнительно классифицировать как щелочные металлы, щелочноземельные металлы, переходные металлы и основные металлы.
Урок науки о металлах
Свойства металлов
Элемент — это вещество, состоящее из одного вида атомов; его нельзя разделить на более простые части. Например, элемент гелий (вспомните воздушные шары) состоит исключительно из атомов гелия.
Элементы обычно классифицируются как металлы или неметаллы (хотя некоторые элементы обладают характеристиками обоих; они называются металлоиды ).
Три свойства металлов:
- Блеск: Металлы блестят при резке, царапании или полировке.
- Пластичность: Металлы прочные, но податливые, что означает, что их можно легко согнуть или придать им форму. На протяжении веков кузнецы могли придавать металлическим предметам форму, нагревая металл и отбивая его молотком. Если бы они попытались сделать это с неметаллами, материал бы раскололся! Большинство металлов также пластичный , что означает, что их можно вытягивать для изготовления проволоки.
- Электропроводность: Металлы являются отличными проводниками электричества и тепла. Поскольку они также пластичны, они идеально подходят для электропроводки. (Вы можете проверить это с помощью некоторых предметов домашнего обихода. Продолжайте читать, чтобы узнать, как!)
Дополнительные свойства металлов
Высокая температура плавления : Большинство металлов имеют высокие температуры плавления, и все, кроме ртути, твердые при комнатной температуре.
Звонкий : Металлы часто издают звенящий звук при ударе.
Реакционная способность : Некоторые металлы претерпевают химические изменения (реакции) сами по себе или с другими элементами и выделяют энергию. Эти металлы никогда не встречаются в чистом виде, и их трудно отделить от минералов, в которых они содержатся.
Наиболее реакционноспособными металлами являются калий и натрий. Они бурно реагируют с воздухом и водой; калий воспламеняется при контакте с водой!Другие металлы вообще не реагируют с другими металлами. Это означает, что их можно найти в чистом виде (например, золото и платина). Поскольку медь относительно недорога и имеет низкую реакционную способность, ее можно использовать для изготовления труб и электропроводки.
Пять групп металлов:
Благородные металлы встречаются как чистые металлы, потому что они нереакционноспособны и не соединяются с другими элементами с образованием соединений. Поскольку они настолько нереактивны, они не подвержены коррозии. Это делает их идеальными для ювелирных изделий и монет. Благородные металлы включают медь, палладий, серебро, платину и золото.
Щелочные металлы очень реакционноспособны. Они имеют низкую температуру плавления и достаточно мягкие, чтобы их можно было резать ножом.
Калий и натрий — два щелочных металла.Щелочноземельные металлы встречаются в соединениях со многими различными минералами. Они менее реакционноспособны, чем щелочные металлы, а также тверже и имеют более высокие температуры плавления. В эту группу входят кальций, магний и барий.
Переходные металлы — это то, о чем мы обычно думаем, когда думаем о металлах. Они твердые и блестящие, прочные и легко поддаются формовке. Они используются во многих промышленных целях. В эту группу входят железо, золото, серебро, хром, никель и медь, некоторые из которых также являются благородными металлами.
Плохие металлы довольно мягкие, и большинство из них редко используются сами по себе. Однако они становятся очень полезными при добавлении к другим веществам. К бедным металлам относятся алюминий, галлий, олово, таллий, сурьма и висмут.
Сплавы: сильные сочетания
Свойства этих различных металлов можно комбинировать, смешивая два или более из них вместе.
Полученное вещество называют сплавом . Некоторые из наших самых полезных строительных материалов на самом деле являются сплавами. Сталь, например, представляет собой смесь железа и небольшого количества углерода и других элементов; комбинация, которая одновременно сильна и проста в использовании. (Добавьте хром, и вы получите нержавеющую сталь. Проверьте свои кухонные кастрюли и сковородки, чтобы узнать, сколько из них сделано из нержавеющей стали!)Другие сплавы, такие как латунь (медь и цинк) и бронза (медь и олово), легко поддаются обработке и выглядят красиво. Бронза также часто используется в судостроении, потому что она устойчива к коррозии в морской воде.
Титан намного легче и менее плотный, чем сталь, но такой же прочный; и хотя он тяжелее алюминия, он вдвое прочнее. Он также очень устойчив к коррозии. Все эти факторы делают его отличным сплавом. Титановые сплавы используются в самолетах, кораблях и космических кораблях, а также в красках, велосипедах и даже портативных компьютерах!
Золото как чистый металл настолько мягкое, что его всегда смешивают с другим металлом (обычно серебром, медью или цинком), когда из него делают украшения.
Чистота золота измеряется в карата. Самое чистое, что вы можете получить в ювелирных изделиях, составляет 24 карата, что составляет около 99,7% чистого золота. Золото также можно смешивать с другими металлами, чтобы изменить его цвет; белое золото, популярное в ювелирных изделиях, представляет собой сплав золота и платины или палладия.Металл из руды
Руды – это горные породы или минералы, из которых можно извлечь ценное вещество – обычно металл. Некоторые распространенные руды включают галенит (свинцовая руда), борнит и малахит (медь), киноварь (ртуть) и бокситы (алюминий). Наиболее распространенными железными рудами являются магнетит и гематит (минерал ржавого цвета, образованный железом и кислородом), которые содержат около 70% железа.
Существует несколько процессов переработки железа из руды. Более старый процесс заключается в сжигании железной руды с использованием древесного угля (углерода) и кислорода, подаваемого с помощью мехов. Углерод и кислород, включая кислород в руде, соединяются и выходят из железа.
Однако железо не нагревается настолько, чтобы полностью расплавиться, и содержит силикаты, оставшиеся от руды. Его можно нагреть и выковать, чтобы сформировать кованое железо .В более современном процессе используется доменная печь для нагрева железной руды, известняка и кокса (угольный продукт, а не безалкогольный напиток). В результате реакции железо отделяется от кислорода в руде. Этот «чугун» необходимо дополнительно смешать для создания кованого железа. Его также можно использовать для другой важной цели: при нагревании с углеродом и другими элементами он становится более прочным металлом, называемым сталью .
Принимая во внимание процесс, неудивительно, что железо не использовалось примерно до 1500 г. до н.э. Но некоторые чистые металлы — золото, серебро и медь — использовались и раньше, а сплав бронзы, как полагают, был открыт шумерами около 3500 г. до н.э. Но алюминий, один из самых важных металлов в современном использовании, не был открыт до 1825 года нашей эры и не использовался до 20-го века!
Коррозия: обработка и предотвращение
Видели ли вы когда-нибудь кусок серебра, который потерял свой блеск, или железо с красноватой ржавчиной на нем или даже отверстия в нем, вызванные коррозией? Это происходит, когда кислород (обычно из воздуха) реагирует с металлом.
Металлы с более высокой реакционной способностью (такие как магний, алюминий, железо, цинк и олово) гораздо более склонны к такого рода химическому разрушению или коррозии .Когда кислород реагирует с металлом, он образует оксид на поверхности металла. Для некоторых металлов, таких как алюминий, это хорошо. Оксид обеспечивает защитный слой, который предотвращает дальнейшую коррозию металла.
Железо и сталь, с другой стороны, имеют серьезные проблемы, если они не обработаны для предотвращения коррозии. Красноватый оксидный слой, который образуется на железе или стали при взаимодействии с кислородом, называется ржавчиной . Слой ржавчины постоянно отслаивается, подвергая коррозию большую часть металла, пока металл не будет проеден насквозь.
Одним из распространенных способов защиты железа является покрытие его специальной краской, которая предотвращает реакцию кислорода с металлом под краской. Другим методом является гальванизация : в этом процессе сталь покрывается цинком.
Кислород, молекулы воды и углекислый газ в воздухе реагируют с цинком, образуя слой карбоната цинка, защищающий от коррозии. Осмотрите свой дом, двор и гараж на предмет коррозии, а также оцинковки и других средств защиты металла от ржавчины.Технология: фейерверк и химия
Если вы посмотрите фейерверк Четвертого июля, вы увидите красивые сочетания цветов и искр.
Как работает этот удивительный пиротехнический дисплей? Короткий ответ: химия. Более длинный включает в себя повторение свойств металлов.
Одним из ключевых ингредиентов петард, наземных и воздушных фейерверков (которые взрываются в небе) является черный порох , изобретенный китайцами около 1000 лет назад. Это смесь нитрата калия (селитры), древесного угля и серы в соотношении 75:15:10. Черный порох используется для запуска антенн, а также вызывает взрывы, необходимые для создания специальных эффектов, таких как шум или цветной свет.
В бенгальских огнях черный порох смешивается с металлическим порошком и другими химическими соединениями в форме, которая будет медленно гореть сверху донизу.
В простых ракетах для фейерверков черный порох находится в трубке вокруг взрывателя. Когда горит, порох создает силу, которая приводит к равной и противоположной реакции, отталкивая фейерверк от земли, а затем вызывая взрыв соединений внутри него в воздухе.Более сложные снаряды для фейерверков запускаются из миномета, трубки с черным порохом, который при поджигании вызывает реакцию отрыва. Затем взрыватель снаряда фейерверка загорается, когда он поднимается в воздух, и в нужный момент взрыв внутри снаряда приводит к разрыву зарядов спецэффектов.
Яркая, красочная часть фейерверка вызвана «возбужденными» электронами в атомах различных соединений металлов и солей. Эти соединения находятся в маленьких шариках, называемых звездами , и сделаны из соединения, похожего на то, из которого работает бенгальский огонь.
Металлы как красители
Различные металлы горят разными цветами; например, если зажечь соединение меди, его пламя будет сине-зеленого цвета.
Кальций горит красным, а калий — фиолетовым. В фейерверках металлы объединяются для создания разных цветов.Когда звездные соединения внутри фейерверка нагреваются, возбужденные атомы выделяют световую энергию. Этот свет делится на две категории: накаливания и люминесценции. Лампа накаливания — это свет, создаваемый теплом: в фейерверках химически активные металлы, такие как алюминий и магний, вызывают вспышку очень яркого света, когда они нагреваются — иногда при температуре более 5000 ° F!
Менее реакционноспособные соединения не так сильно нагреваются, что приводит к более тусклым искрам. Люминесценция , с другой стороны, производится из других источников и может возникать даже при низких температурах. Электроны в соединении поглощают энергию, делая их «возбужденными». Однако электроны не могут поддерживать этот высокий уровень, поэтому они прыгают обратно на более низкий уровень, высвобождая при этом световую энергию (фотоны).
Хлорид бария — химическое соединение, придающее фейерверкам люминесцентный зеленый цвет, а хлорид меди — синий.
, чем на металлы
Вольфрамовые электроды wl10: Электрод вольфрамовый Binzel WL-10 Черный – купить в магазинах «Всё для сварки»
Вольфрамовые электроды WL-10 D 2-150 мм, 1 шт.
Предлагаем вольфрамовые электроды от 1 шт.
Марка: WL-10
Диаметр: 2 мм
Длина: 150 мм
Вольфрамовые электроды – это тугоплавкие стержни, при помощи которых формируется электрическая дуга, необходимая для расплавления кромок соединяемых деталей и присадочного материала в процессе сварки. Используются такие электроды преимущественно для сварки в защитной среде аргона. С их помощью выполняют сварку различных конструкций, включая трубчатые. Вольфрам для этого выбран совсем не случайно, ведь именно он является самым тугоплавким металлом из всех имеющихся в природе.
Вольфрамовые электроды можно узнать по первой букве «W» (вольфрам), которая числится в их обозначениях. В составе большей части таких прутков присутствует небольшое количество легирующих добавок. Эти добавки улучшают технические характеристики изделия и увеличивают срок его эксплуатации.
О виде легирующего элемента, который содержится в вольфрамовом электроде, говорит вторая буква в маркировке.Обозначен второй буквы в названии вольфрамовых электродов.
С (оксид церия)
Вольфрамовые электроды, содержащие данную легирующую добавку, являются универсальными изделиями, они используются для сварки любым типом тока, поддерживают стабильное горение дуги даже при небольших его значениях.
Z (оксид циркония)
Используются для сварки на переменном токе. Применяя их, необходимо очень внимательно следить за тем, чтобы сварочная ванна не подвергалась даже минимальным загрязнениям. Дуга, создаваемая при помощи таких прутков, отличается стабильностью и высокой мощностью. По сравнению с изделиями других типов, вольфрамовые электроды с оксидом циркония способны выдерживать значительные токовые нагрузки.
L (оксид лантана)
Обеспечивают легкий розжиг сварочной дуги и ее высокую устойчивость, а также быстрое повторное зажигание.
При использовании таких прутков уменьшается риск прожига соединяемых деталей, значительно увеличивается рабочий ток. Эти электроды относятся к долговечным, они меньше загрязняют сварочную ванну, если сравнивать их с изделиями из чистого вольфрама.T (оксид тория)
Являются очень популярными, так как обладают массой достоинств. Используют для соединения заготовок из нержавеющей стали, производимой на постоянном токе. Между тем есть у этих вольфрамовых электродов и ряд недостатков. При их использовании для сварки в закрытых помещениях и при заточке следует оборудовать рабочее место вытяжной вентиляцией, так как торий – это радиоактивный металл, пары и пыль которого могут оказать негативное влияние на здоровье человека. Кроме того, при сварке такими электродами, осуществляемой на переменном токе, дуга может скакать по выступающим поверхностям, что приводит к ухудшению качества формируемого соединения.
Y (иттрий)
Изделия данного типа считаются самыми устойчивыми из всех вольфрамовых электродов, именно поэтому их используют для сварки особенно ответственных конструкций.
Сварку с их применением осуществляют на постоянном токе.P (чистый вольфрам)
Данная буква, присутствующая в маркировке, указывает на то, что изделие выполнено из вольфрама на 99,5%. Вольфрамовые электроды, которые не содержат в своем составе легирующих добавок, обеспечивают устойчивость дуги при сварке, осуществляемой на переменном токе. Именно такие прутки используют при выполняемой в среде аргона сварке деталей из алюминия.
Маркировке присутствуют и цифровые обозначения.
Первые цифры, стоящие после букв, указывают на точное содержание легирующей добавки в процентах. Так, цифра 20 означает, что в материале электрода содержится 2,0% соответствующей добавки, цифра 15 – 1,5% и т.д. Вторые цифры в обозначении прутка, отделенные от первых дефисом, указывают на длину изделия, выраженную в миллиметрах.
Наиболее распространенной является длина 175 мм, но также выпускаются электроды длиной 50, 75 и 150 мм.
Метки могут быть нанесены одним из следующих цветов:
зеленый – изделия из чистого вольфрама, обозначаемые буквами WP;
серый – электроды марки WC 20, в которых содержится 2% оксида церия;
золотой – изделия марки WL 15, их состав дополнен 1,5% оксида лантана;
черный – прутки марки WL 10, в состав которых добавлен 1% оксида лантана;
синий – WL 20, в таких электродах имеется 2% оксида лантана;
белый – электроды WZ 8, состав которых обогащен 0,8% оксида циркония;
желтый – электроды марки WT 10, содержащие 1% оксида тория;
красный – прутки WT 20, в составе которых имеется 2% оксида тория;
фиолетовый – электроды WT 30, содержащие 3% оксида тория;
оранжевый – изделия марки WT 40, включающие 4% оксида тория;
темно-синий – вольфрамовые электроды WY 20, которые содержат 2% иттрия.
Черный вольфрам WL-10 — ф 1,6 мм
Цветная маркировка: WL 10 = черный вольфрам
Вольфрамовые электроды с добавкой оксида лантана универсальные и применяются почти во всех областях сварки DC и AC. Главное применение они находят при сварке не- и высоколегированных сталей как и спавов алюминия, никеля, меди и магнезия. Дальше они используются при микроплазменной сварке. Благодаря хорошим свойствам поджига идеально подходят для автоматической сварки.
Советы по аргонодуговой сварке вольфрамовым электродом
На постоянном токе свариваются (сталь, нержавейка, титан, латунь, медь, чугун а также разнородные соединения). Для каждого материала нужна своя присадочная проволока и чем лучше вы подберете ту которая соответствует по химическому составу, тем крепче, красивее и надежней будет соединение. Горелка должна подключатся в «-», а зажим заземления в «+». При этом мы получаем прямую полярность, которая дает нам более стабильную направленную дугу и глубокое проплавление.
При выборе вольфрамового электрода нужно обратить внимание на его диаметр т.к. он выбирается исходя из толщин свариваемых деталей.Для сварки на постоянном токе нужно помнить самое главное требование, вольфрамовый электрод должен быть заточен очень точно и остро. На крупных предприятиях для заточки вольфрамовых электродов используют специальные машинки и станки с алмазным кругом, но не имея такового можно использовать обычный лепестковый круг с мелким зерном или точильный станок. Заточка производится к острию электрода при этом не допускать его перегрева т.к. вольфрам становится более хрупким и начинает попросту крошиться. Так же нужно помнить о защитном газе, это должен быть аргон высокой частоты (объемная доля аргона должна быть не менее. 99,998 %).
Если же газ плохой, то он сразу даст о себе знать, самый главный признак, это потемнение сварочного шва. На баллоне должен быть установлен регулятор, он может быть как с манометрами так и поплавкового типа. Все чаще большинство серьезных предприятий используют импортные редукторы с двумя ротаметрами и второй используют для поддува.
Это в свою очередь дает защиту обратного валика шва (сварка листов и труб).Сама сварка производится справа налево, в правой руке горелка, в левой руке присадочный материал (если он необходим). Если на аппарате присутствуют функции «спад тока» и «газ после сварки» то про них не нужно забывать, первая даст Вам плавный спад тока в конце сварки, а вторая продолжит защиту сварочного шва в процессе остывания. Горелка должна находиться под углом 700 до 850, присадка подается приблизительно под углом 200 плавно и поступательно. По окончанию сварки не нужно торопиться и отрывать горелку от места сварки т.к. это приведет к удлинению дуги и плохой защиты шва.
На переменном токе сваривается алюминий, вольфрам при подготовке не затачивают как иглу, а только слегка закругляют. При сварке алюминия важную часть нужно уделить подготовке как материала так и присадки. Во первых, поверхность должна быть зачищена и обезжирена. Во вторых снять фаски, если толщина не позволяет сделать полный провар.
К присадке тоже уделяется должное внимание, необходимо грамотно подобрать хим. состав, это может быть чистый АL 99%, AlSi (силумин) или AlMg (дюраль). В остальном нужна только практика.Как себя обезопасить
И в конце хотелось бы отметить что при данном виде сварке нужно должным образом относиться к средствам защиты. Выбирайте только те средства защиты в которых будет не только комфортно но и безопасно т.к. при TIG сварке очень сильное ультрафиолетовое излучение, а глаза нам даны только одни.
Рекомендуем Вам рассмотреть современное высокоэффективное средство защиты — маску «Хамелеон».НСК сварка, https://nsksvarka.ru/, Электроды, Редукторы, ручная дуговая сварка, Рукава на полуавтомат, аксессуары для сварки, Маски, плазменная резка, https://154svarka.ru/, Всё для сварки, http://www.welding54.ru/, керамика, керамическое сопло, сопло из керамики, тиг сопло, TIG сопло, 4043 присадка, сопло для тиг сварки, сопло для TIG сварки, Welding54, MIG, MIG/MAG аппараты, полуавтомат, MIG аппарат, TIG сварка, аргонные аппараты, аргонник, ресанта, аврора, aurora, расходники для полуавтомата, наконечники М6, наконечники для полуавтомата, плазмарез, присадка 4043 купить, купить CUT 40, Редукторы, запасные части для плазмареза, запчасти для CUT 60, Электроды, Резак, купить резаки Новосибирск, пропановый резак, купить ацетиленовый резак, пруток присадочный алюминиевый, регуляторы сварочные, mig аппараты, Электроды, аргонный аппарат, сварочные маски интернет магазин, маскиИнтернет-магазин Дом Сварки, Резак, купить резаки Новосибирск, пропановый резак, купить ацетиленовый резак, Редуктор, регулятор, кислородный регулятор, ручная дуговая сварка, кислородный редуктор, купить редуктор Новосибирск, Редукторы, tig 200p ac dc, купить сварку Новосибирск, аргон, jasic, ресанта, аврора, aurora, присадка, присадочный пруток, проволока, проволка, дом сварки, сварочный аппарат, аппарат сварочный, импульсный сварочный аппарат, купить сварочные аппараты постоянного тока, продажа сварочных аппаратов, малогабаритный сварочный аппарат, сварочный аппарат цена, Рукава на полуавтомат, куплю сварочный аппарат, сварочный аппарат для дома, сварочные аппараты бытовые для дачи, сварочные аппараты италия, какой сварочный аппарат выбрать, многофункциональные сварочные аппараты, типы сварочных аппаратов, портативный сварочный аппарат, где купить сварочный аппарат, расходные материалы к mma mig tig cut сварке, плазменная резка, лучший сварочный аппарат, сварог, сварочные полуавтоматы купить, присадка по аллюминию, редуктор кислород, регулятор давления, присадочный пруток для сварки, сварочные маски интернет магазин, сварка алюминия, Маски, аксессуары для сварки, лайнер тефлоновый, торус, Аквамаркет, Мир-сварки, 220 вольт, АрМиг, armig, сварочное оборудование, мир сварки, Сварог, купить сварог новосибирск, все для сварки новосибирск, присадка 4043, пруток er 4043, tig 315p, присадка для сварки, тиг прутки по нержавейке, пруток 4043, пруток присадочный 308, er-308, алюминиевый пруток er 4043, Маски, сопло для аргона, сопло для сварки аргоном, сопло для аргонодуговой сварки, сопло для аргонной сварки, недорогое сопло для аргона, качественная керамика, качественное керамическое сопло, надежное керамическое сопло, сопло под газовую линзу, Рукав MB 15, булден, купить булден новосибирск, булден недорого, качественный булден, черный вольфрам, гусак MB 36, гусак MB 24, сварочный наконечник, Колпачок, Хвостовик, пистолет WP 18, наконечник, токосъемный наконечник, держатель наконечника, черный вольфрам, полуавтомат, сварочный полуавтомат, ресанта, купить полуавтомат новосибирск, купить присадку, купить 4043, 154Сварка, НСКсварка, нск сварка, 54-сварка, купить сварку в новосибирске, купить сварочник в нск, черный вольфрам, купить полуавтомат новосибирск, купить сварку, сварка полуавтомат, сварка аргоном, сварка цена, супер сварка, аврора, ручная сварка, сварка алюминия, сварочный аппарат, сварка полуавтомат, полуавтомат цена, полуавтомат 200, полуавтомат 250, какой полуавтомат, сварка проволока, инверторный сварочный аппарат, купить сварочный, полуавтомат ресанта, полуавтомат сварог, сварки, сварку, сварки полуавтоматом, сопла, наконечник для полуавтомата, наконечник М6, наконечник 08, наконечник медный, медный наконечник, наконечник под, какие наконечники, вольфрам, вольфрам альфа, какой вольфрам, цена вольфрам, вольфрам купить, сварка, сварки, сварку, пруток присадочный 308, er-308, черный вольфрам, алюминиевый пруток er 4043, сопло для аргона, сопло для сварки аргоном, Расходники CUT, сопло для аргонодуговой сварки, сопло для аргонной сварки, недорогое сопло для аргона, ресанта, аврора, качественная керамика, качественное керамическое сопло, надежное керамическое сопло, сопло под газовую линзу, Проволока, Рукав MB 15, булден, купить булден новосибирск, булден недорого, качественный булден, гусак MB 36, гусак MB 24, сварочный наконечник, Колпачок, Хвостовик, пистолет WP 18, 54-сварка, Дом сварки
Вольфрамовый электрод, содержащий 1% лантана (черный, WL10) — 10 шт.
в упаковкеБесплатный номер: 877-841-1837
Домашний
Товары
Вольфрамовый электрод, содержащий 1 % лантана (черный, WL10) — 10 шт. в упаковке
БМ-TEWL101_1
$8,99
Толщина
1/16″, 3/32″, 1/8″Количество
Вольфрамовый электрод, содержащий 1 % лантана (черный, WL10) – 10 шт. в упаковке
- Применение
- Доставка
- Возврат
- Стержни длиной 7 дюймов. Доступны три варианта ширины: толщина 1/16 дюйма, 3/32 дюйма или 1/8 дюйма. Используется в приложениях постоянного тока. Их лучше всего использовать на сварных швах с медными сплавами, никелевыми сплавами, титановыми сплавами и коррозионностойкой сталью. Каждая упаковка запечатана вакуумом для сохранения качества и продления срока службы.
БЕСПЛАТНАЯ МОЛНИЯ БЫСТРАЯ ДОСТАВКА!
Вы не ошиблись. Бесплатная доставка при заказе на сумму более 100 долларов США + Заказы, размещенные до 12:00 по тихоокеанскому стандартному времени = ОТПРАВКА В ЖЕ ДЕНЬ! Заказы, оформленные после полудня, будут отправлены на следующий день.
Стандартная БЕСПЛАТНАЯ доставка осуществляется через UPS Ground или USPS в зависимости от размера и веса. Большинство клиентов получают свой заказ в течение 3-5 дней с момента покупки. Возможны более быстрые варианты доставки за дополнительную плату. Бесплатная доставка недоступна для международных заказов.
Бесплатная доставка будет доступна только для заказов, доставляемых в пределах 48 штатов.- Не доволен своим продуктом? Добро пожаловать в беспроблемный возврат. Просто напишите нам по электронной почте, позвоните по бесплатному номеру или нажмите кнопку чата ниже. Один из наших услужливых сотрудников поможет вам настроить RGA и информацию о доставке.
Редкоземельный вольфрамовый электрод (фиолетовый, E3) — 10 шт. в упаковке
Продано
Quick Shop
Вольфрамовый электрод из смеси редкоземельных элементов (фиолетовый, E3) — 10 шт. в упаковке
Распроданный
Редкоземельный вольфрамовый электрод (фиолетовый, E3) — возврат заявки на 10 упаковок длиной 7 дюймов…
Посмотреть полную информацию о продукте
Вольфрамовый электрод с 2% содержанием церия (серый, WC20) — 10 шт.
из
$8,99
Quick Shop
Вольфрамовый электрод с 2% церием (серый, WC20) — 10 шт. в упаковке
$8,99
Толщина
1/16″, 3/32″, 1/8″Количество
Вольфрамовый электрод с 2% церием (серый, WC20) — 10 шт. Возврат заявки Длинные стержни 7″….
Посмотреть полную информацию о продукте
Вольфрамовый электрод с содержанием лантана 1,5% (золото, WL15) — 10 шт.
из
8,99 $
Quick Shop
Вольфрамовый электрод с содержанием лантана 1,5 % (золотой, WL15) — 10 шт.
в упаковке$8,99
Толщина
1/16″, 3/32″, 1/8″Количество
Вольфрамовый электрод с лантанатом 1,5% (золото, WL15) — 10 шт.
Посмотреть полную информацию о продукте
Вольфрамовый электрод, содержащий 2% лантана (синий, WL20) — 10 шт. в упаковке
из
$8,99
Quick Shop
Вольфрамовый электрод с 2% лантана (синий, WL20) — 10 шт. в упаковке
$8,99
Толщина
1/16″, 3/32″, 1/8″Количество
Вольфрамовый электрод с лантанатом 2% (синий, WL20) — 10 шт.
Посмотреть полную информацию о продукте
Китайский производитель вольфрама, вольфрамовый стержень, поставщик вольфрамовых электродов
Горячие продукты
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Вольфрамовый электрод для сварки TIG
Свяжитесь сейчас
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Вольфрамовый электрод
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Профиль компании
{{ util.
each(imageUrls, функция(imageUrl){}}{{ }) }}
{{ если (изображениеUrls.length > 1){ }}
{{ } }}
Вид бизнеса: Производитель/Фабрика Основные продукты: Вольфрам
,
Вольфрамовый стержень
,
Вольфрамовый электрод
,
Молибден
,
Сварочные аксессуарыКоличество работников: 124 Год основания: 08. 03.2000Площадь завода: 5943,62 квадратных метра Среднее время выполнения: Время выполнения заказа в сезон пиковой нагрузки: в течение 15 рабочих дней
Время выполнения заказа в межсезонье: в течение 15 рабочих днейИнформация отмечена
проверяетсяСГС
Компания Shandong Huaye Tungsten & Molybdenum Co.
Начинающий сварщик самоучитель видео: Ручная сварка для начинающих — самоучитель по сварке
Ручная сварка для начинающих — самоучитель по сварке
В данный момент необходимость сварочных работ имеется практически в любой отрасли промышленности. И сложно вспомнить хотя бы одну отрасль, где не применялся бы труд сварщика. Сварочные работы проводятся на стройплощадках, в нефтеперерабатывающей промышленности, энергетике, кораблестроении, сельском хозяйстве и т. п.
Легко ли научиться варить? Обучение сварке видео может дать только теоретическую информацию и некоторые навыки, учиться всё же необходимо на своём личном опыте. От сварщика в первую очередь требуется подготовка оборудования и выявление всевозможных неисправностей. В целом же, сварщик должен в совершенстве владеть технологией сварочных работ, начиная от подготовительных работ и заканчивая зачисткой сварочного шва.
Обучение сварочным работам, как показывает практика, не совсем простое. Сложность заключается в том, что изменение любых параметров во время сварки (скорость работы, сила тока, скорость подачи проволоки или электрода, напряжение и т.
п.) может отрицательно сказаться на итоговом результате.Профессиональные же сварщики знают, как обращаться с различными видами металла (стали, сплавы, цветные металлы) и с помощью ручной дуговой сварки могут сваривать любые самые сложные металлоконструкции.
Как научиться варить ручной электросваркой?
Если нет желания или возможности проходить обучение в профессионально-технических училищах, можно научиться варить сваркой, видео или печатная информация помогут в этом. Ведь самое главное – разобраться, как правильно пользоваться ручной электросваркой и научиться основным приёмам работы.
Прежде всего, начинающему сварщику понадобится сварочный аппарат и электроды. Электродов желательно купить как можно больше (для начинающих лучше использовать электроды диаметром 3 мм), так как их будет испорчено достаточное количество до тех пор, пока начнёт получаться.
Сварка самоучитель – ход выполнения работ:
- Заранее необходимо подготовить ведро воды, так как даже небольшие остатки электрода могут вызвать воспламенение.
- Необходимо закрепить зажим с заземлением на свариваемой детали.
- Проверить, чтобы кабель был надёжно вставлен в держатель и хорошо изолирован.
- Выставить значение силы тока на панели управления сварочного аппарата (мощность тока должна соответствовать диаметру применяемого электрода).
- Пробовать зажечь дугу, установив электрод под углом примерно 60о к изделию.
- Провести электродом медленно по поверхности, а после того, как появится искра, необходимо приподнять электрод примерно на 5 мм от поверхности металла.
- Зазор в 5 мм нужно держать на протяжении всего времени сварочных работ.
ВАЖНО: нужно стараться получить устойчивую дугу в 3-5 мм между концом электрода и металлическим изделием. Если не удаётся зажечь дугу в 2-3 мм, можно попробовать увеличить силу тока на панели управления сварочного агрегата.
Сварка обучающее видео также может помочь научиться наплавлять валик. Дугу при этом нужно плавно перемещать по горизонтали с помощью колебательных движений.
Если получится расплавленный металл всё время направлять в центр дуги, то должен получиться в итоге красивый ровный шов.Технология ручной дуговой сварки
Благодаря поступлению сварочного тока от источника питания к электроду, образуется электрическая дуга. Ручная сварка для начинающих может происходить как с подключением положительного полюса к изделию, так и с подключением отрицательного.
Металлический стержень электрода за счёт действия электрической дуги плавится, и электродный металл, покрытый шлаком, попадает в сварочную ванну, после чего происходит его смешивание с металлом изделия. Так происходит образование сварочного шва.
Величина сварочной ванны обычно составляет 10-30 мм в длину, 8-15 мм в ширину и до 6 мм в глубину. Так как мы только учимся сварке, то такой разброс в значениях объясняется разными показателями: скоростью перемещения дуги на поверхности металла, конструкцией сварного изделия, выбранного режима сварки, формой и размерами кромок и т.
п.Обучение сварке (видео) объясняет, куда девается воздух при плавлении электрода. Около дуги и над сварочной ванной образуется газовая атмосфера, из которой впоследствии и вытесняется воздух из сварочной зоны. После удаления сварочной дуги от ванны металл начинает кристаллизироваться, после чего образуется шов, а его поверхность покрывается застывшим шлаком.
Преимущества и недостатки ручной дуговой сварки
Преимущества:
- простота, лёгкая транспортабельность сварки;
- возможность исполнения сварочных работ в труднодоступных местах;
- возможность быстрого перехода от одной операции к другой;
- возможность сварки практически в любом пространственном положении;
- возможность сварки любых разновидностей сталей.
Недостатки:
- низкий уровень производительности и КПД;
- вредные условия сварочного процесса;
- зависимость качества шва от навыков сварщика.
 youtube.com/embed/NnaJTrs2qQA?feature=oembed» frameborder=»0″ allowfullscreen=»»>
youtube.com/embed/NnaJTrs2qQA?feature=oembed» frameborder=»0″ allowfullscreen=»»>
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Полная Карта Сайта
Полная Карта Сайта
Добрый день, уважаемые посетители сайта Сварка и Резка.
Вы находитесь на странице, где представлена полная карта сайта «Современная Энциклопедия Сварочных Работ».
Для доступа к материалам вам достаточно перейти по любой из ссылок, расположенных ниже.
- Рубрики: Газовая сварка
- Газ для сварки металлов — режимы сварки в защитных газах полуавтоматом
- Рубрики: Дуговая сварка
- Правильная сварка полуавтоматом — видео: начальная настройка полуавтомата и работа
- Правильная сварка тавровых соединений
- Сколько стоит хороший сварочный аппарат — смотрим цены
- Инверторный сварочный полуавтомат — характеристики, типы, отзывы сварщиков
- Принципиальная схема простого сварочного инвертора
- Ручная дуговая сварка — видео и принцип работы сварочного аппарата для начинающих
- Сварочный инвертор самодельный – разбираем и комментируем схемы самодельных сварочных аппаратов
- Mig Mag сварка — что это и какой выбрать сварочный полуавтомат Mig для сварки
- Сварочный инвертор своими руками — схемы, советы, видео сборки
- Сварка аргоном алюминия — используем сварочный аппарат для сварки алюминиевых сплавов
- Что такое аргоновая сварка и какой купить лучше аргонный сварочный аппарат
- Аргоновая сварка — цены за см от хорошего сварщика по сварке аргоном
- Сварка аргоном — видео, как правильно производится аргонная сварка
- Какой сварочный аппарат для сварки алюминия и дюралюминия выбрать новичку
- Аргонная сварка — какую купить, цена аппарата, характеристики сварочника
- Аргонодуговая сварка — видео уроки для начинающих
- Сварка алюминия полуавтоматом – видео применения полуавтомата
- Где купить полуавтоматический сварочный аппарат – цена с хорошей гарантией
- Принцип работы инвертора сварочного — быстрая сварка и резка металла сварочным инвертором
- Сварочный углекислотный полуавтомат — углекислота для сварки металлов
- Лучший сварочный аппарат для дома — выбираем инверторы сварочные
- Ручная сварка для начинающих — самоучитель по сварке дома
- Какой купить сварочный аппарат — какой лучше выбрать инвертор для сварки в гараже
- Как работать сварочным аппаратом — как настроить сварочный полуавтомат самому
- Сварка нержавейки электродом — процесс сварки нержавеющей стали
- Сварка чугуна электродом — видео процесса
- Тестируем инвертор сварочный Кедр — отзывы владельцев на сварочное оборудование
- Новые уроки сварки электродом — что такое «сварка в лодочку»
- Сколько стоит сантиметр аргонной сварки — используем сварочный аппарат, сваривая алюминий
- Как правильно работать сваркой — дуговая сварка видео уроки для начинающих
- Как производится сварка проводов в распределительной коробке инвертором
- Сварка автомобиля инвертором — быстрая сварка рамы автомобиля
- Аргоновая сварка — видео уроки и обучение сварке аргоном
- Грамотная сварка трубы на просвет — видео о сварке труб ручной дуговой сваркой
- Сварка трубопроводов — соблюдаем ГОСТ при сварке труб
- Сварка инвертором для начинающих – видео уроки
- Какой недорогой сварочный инвертор лучше купить?
- Инверторный сварочный аппарат — какой лучше выбрать для сварки на улице
- Сварочный аппарат или инвертор — какой лучше варит и режет металл
- Как научиться варить сварочным инвертором дома
- Схема простого сварочного инвертора – электросхема инверторного сварочного аппарата для дома
- Сварочные инверторы – рейтинг надежности от пользователей
- Самый простой сварочный инвертор своими руками — подбираем транзисторы
- Сварка по алюминию инверторная — азы для начинающих
- Как выбрать инверторный сварочный аппарат — выбираем сварочник для дома
- Рубрики: Контактная сварка
- Рубрики: Оборудование для сварки
- Сварочное оборудование Сварог — отзывы по сварке
- Полуавтомат сварочный инверторный — отзывы пользователей по сварке
- Сварочная проволока для полуавтомата — цена и где ее купить
- Рукав сварочный для полуавтомата — какой и где лучше взять
- Продажа и ремонт сварочных полуавтоматов, какие запчасти есть в продаже
- Бытовая полуавтоматическая сварка — цена на полуавтоматы инверторного типа
- Сварка полуавтомат — какие цены, где купить
- Сварочные полуавтоматы инверторного типа — цены, отзывы, какой сварочный полуавтомат лучший и где купить
- Схема инверторного сварочного аппарата — схемы оборудования для инверторной сварки
- Сварочная маска Хамелеон — отзывы, цены, где купить
- Сравнение нескольких сварочных аппаратов — Патриот, Солярис, Евролюкс, Штурм, ОКОФ
- Виды электродов для сварки — сварка электродами на видео
- Осциллятор сварочный — купить или собрать своими руками?
- Аппараты Свага — сварочное оборудование для дома и дачи
- Сварочный полуавтомат без газа — цена и характеристики аппарата
- Газосварочное оборудование для газовой сварки — сварка газом своими руками (видео)
- Аппарат Брима — сварочный инвертор с хорошими показателями сварки
- Плазменный сварочный аппарат Горыныч — сварка плазмой в домашних условиях
- Сварочный аппарат Телвин — изучаем полуавтомат в реальных условиях
- Сварочный инвертор Днипро М 250 — отзывы пользователей
- Сварка Кайзер — сварочный аппарат инвертор — характеристики
- Cварка Тесла — сварочный аппарат полуавтомат — характеристики
- Сварочные аппараты инверторные Ресанта — отзывы пользователей по Ресанта 160 и 190
- Сварочный инвертор Мастер 202 — цена и отзывы пользователей
- Сварочный аппарат Аврора — выбираем полуавтомат для сварки
- Сварочный аппарат Кемпи — цена и характеристики инвертора
- Сварочный инвертор Интерскол — отзывы пользователей
- Сварочный аппарат Фубаг — характеристики и отзывы
- Сварочные полуавтоматы инверторного типа — отзывы владельцев по надежности
- Правильный держак для сварочного аппарата и магнитные держатели для сварки
- Какая на полуавтоматы сварочные цена — дешево покупаем сварочный полуавтомат с гарантией
- Сварка полуавтоматом для начинающих – видео уроки, изучаем азы
- Полуавтомат сварочный – какой выбрать для сварки дома
- Полуавтомат сварочный – принцип работы, технология полуавтоматической сварки, режимы сварки
- Сварочный полуавтомат своими руками – схема сборки для дома
- Какую купить маску для сварки Хамелеон
- Сварочные маски Хамелеон Ресанта — отзывы пользователей
- Сколько стоит маска для сварки Хамелеон — цена и отзывы сварщиков
- Сварочная маска Хамелеон — какую выбрать лучше для домашней сварки
- Сварочные маски Хамелеон — как выбрать по характеристикам
- Для чего нужна сварка в частном доме
- Рубрики: Плазменная сварка
- Рубрики: Резка металла
- Аппарат для воздушно-плазменной резки металла — технология и какой купить аппарат плазморез
- Резка металла водой — видео гидроабразивной резки металлов
- Резка металла пропаном и кислородом — оборудование, горелка, расход и давление пропана при резке
- Смотрим металлорежущее оборудование — станок для резки металла дисковый
- Механическая резка металла — дисковая пила, ленточная пила, агрегат продольной резки металлов
- Услуги и стоимость резки металлов — лазерная, плазменная, ультразвуковая, гидроабразивная
- Алмазная струна для резки металла — резка металла проволокой
- Резка металла лазером — цена лазерной установки и какую лучше купить
- Лазерная резка металла своими руками — собираем самодельный лазер для резки металла
- Ручная гильотина для резки металла — резка металлов в домашних условиях
- Газовая резка металла — технология и оборудование для резки
- Какой купить резак для резки металла – выбираем ручной металлорежущий инструмент
- Рубрики: Сварка полимеров
- Рубрики: Сварочные вопросы
Топ-5 лучших каналов YouTube по сварке
На YouTube нет недостатка в каналах по сварке и производству.
И, честно говоря, большинство из них представляют ценность для тех, кто относительно плохо знаком со сваркой, и для тех ветеранов, которые занимаются этим десятилетиями.Вот список некоторых из лучших каналов. Чтобы попасть в этот список, у каналов должно быть не менее 50 000 подписчиков, и они должны публиковать видео в течение последних 60 дней.
На этих каналах YouTube есть образовательные материалы по сварке MIG, TIG и дуговой сварке, а также множество интересных проектов. Со всеми сварочными каналами, из которых можно было выбирать, было нелегко сузить круг, но пять каналов, перечисленных ниже, предлагают множество полезных советов для сварщиков с любым уровнем опыта. Не забудьте также ознакомиться с нашим «PrimeWeld Picks», где мы выделили наши любимые видео с каждого канала.
1. Советы и рекомендации по сварке (Джоди Коллиер)
Посмотрите: Канал YouTube «Советы и рекомендации по сварке» (781 тыс. подписчиков)
Вероятно, самый популярный канал по сварке из всех.
тест, чинить вещи, строить вещи, получать повышение и строить лучшую жизнь. По словам давнего сварщика Джоди Кольера, его канал предлагает четкие снимки дуги, которые будут казаться «как будто вы смотрите через мое плечо». Инструкции сопровождаются простым разговором, что, по мнению Коллиера, способствует хорошему сварочному видео. Вы увидите видеоролики о сварке TIG, MIG, дуговой сварке и сварке с флюсовой сердцевиной.PrimeWeld Pick : Джоди Кольер Простая техника сварки MIG — одно из наших любимых видео о сварке MIG на YouTube.
2. Weld.com
Посмотрите: канал Weld.com на YouTube (484 тыс. подписчиков)
Рекламируемый сварщиками как «образовательный ресурс для сварщиков», этот сварочный канал на YouTube учит всему, от основ до сложностей соединения конфигурации с экзотическими материалами. Опытные инструкторы представляют проекты, основанные на их карьере в области конструкционной стали, трубопроводов, ядерной, аэрокосмической и многих других областях.
Эти сварщики привносят в свои видео более 75 лет опыта.PrimeWeld Pick : узнайте , как превратить аппарат для сварки электродом в аппарат для сварки TIG , из этого полезного видео с сайта Weld.com.
3. The Fab Forums (Кайл Восс)
Посмотрите: канал The Fab Forums на YouTube (275 000 подписчиков) удочки, маслкары и кастомные чопперы. Канал обычно предоставляет новый контент каждую неделю. Некоторые из прошлых проектов Кайла включают 1964 C10 Chevy, еще один проект грузовика C10 был назван в 1969 году под названием Black Pearl, и в настоящее время он работает над кастомной сборкой Ford Mustang с двойным турбонаддувом, которую он называет Grey Goose.
Выбор PrimeWeld: Чтобы узнать, как использовать свои навыки сварщика для изготовления промышленного стола, посмотрите это видео Кайла Восса.
4. 6061.com
Проверьте это: 6061.com Канал YouTube (421 тыс. подписчиков)
Неудивительно, что 6061.
com занимается производством и обработкой алюминия. Советы по сварке TIG включают базовую настройку и настройки сварочного аппарата, настройку горелки, типы вольфрамовых электродов, способы приобретения и правильной очистки алюминия, сварку наружных углов и сварку в нерабочем положении. Некоторые из забавных проектов, на которых вы можете учиться:Как сделать подставку для мобильного телефона
Ручная 3D-печать с помощью сварочного аппарата TIG
Как сделать калимбукак вырезать чистый круг.
5. Канал Кевина (Кевина Карона)
Проверьте это: Канал Кевина Карона на YouTube (76,4 тыс. подписчиков)
Кевин Карон – скульптор, работающий в основном с металлоконструкциями. Он проектирует, режет, формирует, сваривает и шлифует свою собственную работу. По его словам, его специализация — «заставлять металл делать довольно сумасшедшие вещи». Кевин делится своими художественными советами и уловками об ассортименте инструментов и методов сварки и изготовления.
PrimeWeld Pick: Если вы планируете сварку толстым металлом электродугой, посмотрите видео Кевина «Как сваривать толстый металл дугой» .
Как сваривать и изготавливать стальные видеоролики
Как сварить MIG квадратные трубы
Небольшой отличный обучающий видеоролик, показывающий, как сваривать MIG квадратные трубы (правые или правые).
Как выполнять сварку MIG — советы начинающим
Хорошее видео о том, как сваривать, которое является отличной отправной точкой для начинающих.
Насадки для сварки труб квадратного сечения
Еще несколько полезных советов для сварки труб квадратного сечения (правая или правая сторона).
Как сварить MIG квадратные трубы
Небольшой отличный обучающий видеоролик, показывающий, как сваривать MIG квадратные трубы (правые или правые).
Руководство для начинающих по сварке MIG
В этом видеоролике рассказывается об основах сварки MIG и о том, что нужно искать в различных положениях.
Почему мои сварные швы MIG плохие
Если у вас возникли проблемы с получением идеального сварного шва MIG, это видео может дать некоторые ответы.
Основы сварки Mig с флюсовой сердцевиной (без газа)
Полезное видео, объясняющее (с точки зрения сварщиков-любителей), как выполнять сварку MIG безгазовой (флюсовой сердцевиной) сварочной проволокой.
Как настроить аппарат для сварки MIG для сварки с флюсовой сердцевиной (без газа)
Руководство для начинающих по настройке аппарата для сварки MIG с использованием проволоки с флюсовым сердечником.
Дуговая сварка для начинающих
Учебное пособие по дуговой сварке для начинающих.
Сварка квадратной трубы электродуговой сваркой
Узнайте, как сварить квадратную трубу электродуговой сваркой.
Основы производства стали
Как срезать углы.
Основы изготовления металлоконструкций — SHS и RHS
Строительство из труб квадратного и прямоугольного сечения.
Как резать сталь: 5 разных способов
Видео, показывающее 5 разных способов резки стали.
Быстрый путь к квадрату: метод 3-4-5
Как проверить квадратность стали с помощью метода 3-4-5.
Основы сварки Mig
Советы и рекомендации по сварке Mig. Показывает, как выполнять такие соединения, как Т-образные соединения, соединения встык, соединения внахлестку, а также вертикальные, горизонтальные и потолочные положения сварки.
Самодельная подставка для угловой шлифовальной машины
Информационное видео, показывающее, как сделать подставку или стол для угловой шлифовальной машины диаметром 4 дюйма (100 мм) или 5 дюймов (125 мм).
Mig Welding — Push vs Pull
Вы когда-нибудь задумывались о том, следует ли толкать или тянуть горелку при сварке MIG.
Насосы для воды поплавковые: Поплавковые насосы, купить водяной поплавковый насос для воды
Поплавковые выключатели для насосов: назначение, устройство, принципы работы
Там, где работающий насос может неожиданно оказаться без воды, в местах, где в него могут попасть песчинки и глина, необходим поплавковый выключатель. Он отключает дорогостоящую технику до того, как холостой ход или частички грязи приведут к серьезной, порой не поддающейся ремонту, поломке.
Там, где работающий насос может неожиданно оказаться без воды, в местах, где в него могут попасть песчинки и глина, необходим поплавковый выключатель. Он отключает дорогостоящую технику до того, как холостой ход или частички грязи приведут к серьезной, порой не поддающейся ремонту, поломке. Зачастую в один резервуар помещают не один поплавок для погружного насоса, а несколько разных, выполняющих различные функции.
Задачи поплавковых выключателей
Прибор, контролирующий уровень воды при всплытии отключает заполняющий насос. При погружении поплавка, опускании уровня воды, он снова подключает накачивающую помпу.
Откачивающий воду насос подобным устройством включается при достижении поплавком верхней отметки и отключается при опускании его ниже заданного уровня.Как устроены поплавки для насосов?
- У каждого есть герметичный плавучий пластиковый корпус.
- В него заключена электрическая часть, состоящая из переключателя с рычагом, на который воздействует стальной шарик.
- Есть груз, регулирующий движения и переключения поплавка, который представляет собой некрупный стальной шар. Небольшое количество воздуха в корпусе и просчитанная, соразмерная амплитуде движений тяжесть шарика помогают поплавку всплывать и тонуть при изменении уровня воды. Некрупные магниты управляют фиксацией стального шара в определенных позициях при переключении режимов работы насоса.
- Для некоторых моделей предусмотрен трехпроводной кабель в водостойкой оплетке. Один из его проводов подключен к открытому контакту, другой к закрытому, третий – общий. Такое устройство помогает поплавку следить не только за отсутствием сухого хода, но и за переливанием воды. Чаще всего общий провод обозначают черным цветом. Синий или голубой отвечает за отключение насоса «севшего на мель». Коричневым регулируется переполнение резервуара.
- Есть версии, оснащенные лишь двумя проводами, отвечающими за замыкание и размыкание контура, включение и отключение насоса.
- Приборы могут быть укомплектованы кабелем длиной от 3 до 10 метров. Место входа кабеля в корпус надежно загерметизировано водостойкой полимерной смолой.
Принцип работы поплавка насоса
Если этот прибор управляет заполняющим резервуар насосом, при всплытии поплавка тяжелый стальной шарик падает на рычажок, который под его тяжестью отодвигается, размыкает цепь и отключает накачивающий воду насос. При опускании уровня воды, поплавок тонет, изменяет положение в воде, шарик откатывается от рычажка, освобождает его, позволяя рычагу вновь соединить цепь подачи электрического тока. При этом снова включается режим накачивания воды.
Разновидности.
Существуют поплавки внутренние, встроенные в насосы и внешние, подключаемые к ним варианты поплавковых переключателей. Последние предназначены для подключения к разным моделям помп. Присоединить их к прибору относительно несложно. Важно лишь убедиться в том, что технические характеристики насоса и выключателя совместимы. Проверить, совпадает ли количество фаз, узнать, каково потребление тока каждым из приборов. У поплавка оно может быть чуть меньшим, чем у насоса. Кроме того, есть легкие варианты, разработанные для питьевой воды и тяжелые версии, предназначенные для крупных дренажных и фекальных насосов.Важно! Поплавки, управляющие насосами, перекачивающими чистую воду, не требуют особого ухода, частого осмотра. Тяжелые поплавки, работающие в грязной воде, необходимо не реже раза в месяц тщательно промывать мощными струями чистой воды. Если этого не делать, густой ил или другие загрязнения могут «приклеить» плавучий переключатель к корпусу насоса или напорной трубе. При этом может выйти из строя не только поплавок, но и дорогостоящий тяжелый насос.
У нас можно купить любой поплавок для насоса.
Мы предлагаем насосы разных видов, предназначенные для разнообразных работ и всевозможные им сопутствующие товары. Заказать все это можно позвонив по указанному телефону.Поплавковые выключатели для насосов Харьков
09:00 — 20:00
0
В корзине пусто!
Популярные запросы
В этой категории нет товаров.
Купить поплавковый выключатель для водяного насоса в Харькове и Киеве
Именно поплавковый выключатель управление насосом делает полностью автоматизированным. Это важнейший элемент работы электрических (и иных) насосов в самых различных системах. Подобные выключатели в автоматическом режиме позволят включить или выключить насос для его работы в контролируемых значениях, а также для его холостого использования на «сухом ходу».
Подобные выключатели могут быть использованы в таких системах, как:
- Плавательные бассейны;
- Питьевые и иные колодцы;
- Водные резервуары;
- Дренажные системы;
- Септики.
При правильной установке такой прибор будет не только следить за работой самого насоса, но и сохранять в исправности всю систему, поддерживая воду (или иную другую жидкость) в допустимых значениях. Купить поплавковый выключатель для насоса в Харькове можно в нашем интернет-магазине — Topnasos. Наши менеджеры помогут подобрать нужную модель и подскажут оптимальные варианты.
Сам по себе выключатель-поплавок, при правильной его установке и настройке, очень функциональный прибор, который способен решать довольно большое количество задач.
Например:
- Автоматизировать правильную и безопасную работу главного насоса всей коммуникационной сети;
- Обеспечить более эффективную и экономную работу вспомогательной помпы или системы;
- Быть одновременно датчиком превышения допустимого уровня и сигнализатором снижения до минимального объема в емкости;
- Стать предупреждающим датчиком о появлении жидкости в любых емкостях и даже помещениях.
Например, поплавковый выключатель дренажного насоса поможет избежать засорения и выхода системы из строя. Стоит отдельно отметить, что для данного типа системы, в которой используется специальный фекальный насос, применяется выключатель-поплавок с утяжеленной конструкцией. Это обосновано тем, что через насос в этой системе проходят жидкости с высокой плотностью и обычный поплавок (для воды) попросту бы не справился.
А вертикальный поплавковый выключатель для насоса имеет особенности конструкции, которые могут быть использованы даже при специфических условиях.
Как уже было сказано выше, для каждого типа насоса и системы требуется специальный выключатель-поплавок. Неправильный выбор подобного устройства — это одна из самых частых ошибок покупателей.
Как правило, покупатель обращает внимание на обобщенные технические характеристики: мощность, пропускная способность, срок службы и забывает о самом главном. О типе устройства.
Например, поплавковый выключатель для насоса Grundfos, при одних и тех же характеристиках мощности, КПД и сроке службы, может иметь различные типы, а именно: для отопительных систем, для фекальных насосов, для насосных станций, погружных насосов и некоторых других.
Стоит отдельно отметить поплавковый выключатель для погружного насоса. Он, как правило, является частью конструкции прибора и должен иметь точные параметры, при замене или установке.
Таким образом, становится очевидно, что при приобретении данного устройства, следует обращать внимание не только на общие характеристики, но и на тип устройства, а также способе его установки и предназначенности.
Поплавковые выключатели для насосов
Какие товары недорогие в группе Поплавковые выключатели для насосов?
Все товары представленные на нашем сайте — есть в наличии или могут быть оперативно заказаны со склада
Какие товары купить в группе товаров Поплавковые выключатели для насосов?
ТОП 4 самых популярных товаров по низкой цене:
Какие самые лучшие из недорогих моделей?
ТОП-3 модели из категории Поплавковые выключатели для насосов
Какие товары купить в 2021 году в группе Поплавковые выключатели для насосов?
В 2021 году часто покупают
Плавающие аэраторы и испарители | Dobbs Pumps Inc.
Мы рады предложить наши полиэтиленовые аэраторы/испарители ротационного формования. Эти устройства изготовлены из того же материала, стойкого к ультрафиолетовому излучению и химическим веществам, что и наши поплавки. С помощью наших плавающих насосов мы можем адаптировать схему распыления каждого аэратора/испарителя к желаемому результату. Прочные и долговечные, эти устройства отлично подходят для аэрации, испарения, перемешивания и могут помочь уменьшить запахи.
Аэратор/испаритель крепится болтами к простой раме и плавает с помощью двух 6-футовых поплавков из пенополистирола или пластика. Собранный блок имеет малый вес и легко перемещается. Независимо от того, является ли ваша цель аэрацией, перемешиванием, испарением или просто уменьшением запаха, мы можем подобрать устройство, идеально подходящее для вашего применения.
Обычно для использования требуется только насос мощностью 5 л.с. или 7 ½ л.с. Наши более крупные насосы способны питать несколько распылительных островов для еще более быстрого результата.
Вы можете ожидать около 250 галлонов в минуту от каждого аэратора/испарителя.Наши клиенты считают, что остров распыления является лучшим и более экономичным методом утилизации воды во многих различных областях. Одним из таких приложений являются откормочные площадки, не имеющие выхода к морю, или другие места с лагунами, которым некуда перекачивать воду. Кроме того, нефтепромысловые компании используют испарители для опорожнения прудов-накопителей вместо того, чтобы нести плату за транспортировку и утилизацию.
Вода, направляемая в наш аэратор/испаритель, будет разбрызгиваться через специально разработанные выпускные отверстия. Аэратор/испаритель может работать без специальных насадок. Если вам нужен конкретный результат или декоративный эффект, мы с удовольствием порекомендуем и установим набор насадок, специально подобранных для вашего применения и целей, будь то аэрация, испарение или их комбинация.
Когда жидкость направляется вверх и наружу, она рассекает воздух.
Это служит двум целям. Во-первых, в зависимости от вашей установки распыляемая жидкость будет подвергаться воздействию более теплой и сухой атмосферы, что будет способствовать испарению. Опять же, с хорошим набором насадок этот процесс можно ускорить. Во-вторых, по мере того, как жидкость фильтруется обратно на поверхность, кислород может вытеснять загрязняющие вещества, обнаруженные в остаточной жидкости. Эта фаза процесса является ключевым шагом в устранении нежелательных и неприятных запахов, и здесь начинается процесс аэрации.При спуске и столкновении с поверхностью обогащенные кислородом капли служат нескольким преимуществам. В первую очередь они, очевидно, индуцируют больше кислорода в жидком теле. Во-вторых, простое столкновение усиленных капель служит для взбалтывания поверхности и направления концентрических излучений по всему аэрируемому телу. Это не только способствует проникновению водорослей по периметру, но и препятствует размножению неприятных насекомых, таких как комары, которые предпочитают спокойную стоячую воду.
Третьим и ключевым, часто упускаемым из виду элементом процесса аэрации является способность заряженных кислородом капель проникать на поверхность и пульсировать в более глубокие области. Это уменьшит отрицательное кислородное и температурное расслоение, смешивая различные расслоения в более однородную константу. Это служит хорошим предзнаменованием для всей местной экосистемы и даже препятствует накоплению ила в отстойниках.Как видите, наш аэратор/испаритель — это очень полезный и полезный продукт, разработанный для того, чтобы выдерживать самые неблагоприятные условия и обеспечивать долгие годы бесперебойной работы.
Запросить каталог здесь
Погружной водяной насос со встроенным поплавковым выключателем, 216 л/мин, 750 Вт (98918)
Погружной водяной насос со встроенным поплавковым выключателем, 216 л/мин, 750 Вт
Магазин на месте
Описание продукта
Для общего использования дома и в саду.
Кто первый изобрел сварку: Бенардос Николай Николаевич
когда придумали аппарат и история появления
Главная » Технологии
На чтение 3 мин Просмотров 704 Опубликовано
История сварки уходит своими корнями в давние времена. Первые приборы для этого начали создавать еще несколько веков назад. При этом мало кому могло прийти в голову, что за истекший период технологии позволят достичь таких высот. Далеко не каждый человек знает, кто конкретно изобрел сварку. Этот процесс связывают с именем исследователя Бенардоса. Именно он создал метод дуговой сварки.
Содержание
Когда в России появился сварочный аппарат
Первый сварочный аппарат был изготовлен в 1881-1882 годах. В этот период ученые проводили много исследований, которые легли в основу первого сварочного оборудования.
Изначально над разработкой трудился инженер Бенардос.Однако впоследствии этим вопросом занялся исследователь Славянов. В 1882 году он сумел разработать первый сварочный прибор и электроды. Ученый получил на свое изобретение патент, и после этого технологию начали применять в других странах.
Инженер выполнял следующие процессы:
- занимался восстановлением фрагментов паровых турбин;
- убирал брак, который появлялся при литье деталей;
- заваривал детали, которые подверглись износу.
В СССР совершенствованием нового сварочного оборудования занимался инженер Евгений Оскарович Патон. Он придумал автоматические способы сварки под флюсом. Также ученый создал в Киеве Институт электросварки, который в 1953 году получил его имя.
Кто изобрел сварку
Сварку придумали в 1882 году. Это сделал Николай Николаевич Бенардос. Именно он считается автором дуговой сварки, в основе которой лежит применение угольного электрода. Дуга Бенардоса горела между угольным электродом и металлом, который сваривается. В роли присадочного прутка использовалась стальная проволока. При этом в качестве источника электроэнергии применялись аккумуляторы.
Впоследствии Бенардос придумал и другие методы сварки:
- дугой, которая горит между двумя электродами;
- в среде защитного газа;
- с применением клещей.
Роль открытия электрической дуги
В начале девятнадцатого века профессор физики Петров открыл и описал электрическую дугу. Это позволило внести значительный вклад в последующее развитие науки и техники. Впоследствии открытие Петрова нашло практическое применение, включая электродуговую сварку и электрическую пайку металлов.
Как сварочное дело развивается сегодня
Сегодня традиционный сварочный аппарат сменили лазерные методы, которым предрекают большое будущее.
Вместо сварщиков работы будут выполнять роботы. К тому же придуман прибор, который обеспечивает автоматическую подачу присадочного материала в область шва. Устройство позволяет точно регулировать луч, который плавит металл.Еще одним направлением развития способов соединения металлов с помощью высоких температур считается применение оптико-волоконных материалов. Это дает возможность увеличить КПД силового оборудования – в частности, генераторов и преобразователей. Понемногу удастся наращивать мощность выходного тока. Сегодня максимальный параметр составляет 6 киловатт, но постепенно его планируется увеличить до 25 и даже больше.
Понемногу лазерная технология сможет вытеснить газовую сварку. Будут созданы гибкие модули, применять которые удастся при любой погоде. Также будет уменьшаться трудоемкость технологических процессов, и создаваться новые способы контроля качества.
Технология сварки была придумана достаточно давно и за время своего существования претерпела много изменений.
Сегодня на смену традиционным методам все чаще приходят лазерные технологии, которые позволяют получать максимально качественные результаты.
История появления электродуговой сварки | Великие открытия человечества
Электродуговая сварка — это способ сварки, использующий электрическую дугу для нагрева и плавки металла.
У истоков возникновения электродуговой сварки стоят видные российские ученые: В.В. Петров, Н.Н. Бенардос и Н.Г. Славянов. Они прославились рядом крупных открытий, которыми человечество пользуется и сейчас.
Открыл электродуговой разряд Василий Владимирович Петров.
В 1802 г. следом за итальянским физиком А. Вольта, он создал агрегат, который мог выдавать электрическую энергию. Это был крупный на тот период источник тока, батарея, состоящая из 4200 пар цинковых и медных кружков, прослоённых бумагой, намоченных гидрофитным раствором аммония. Именно на ней впервые на планете была получена электрическая дуга.Василий Владимирович Петров
Изобретение В.В. Петрова сильно обогнало время. Реальное использование электрической дуги началось лишь в конце XIX столетия. Это связано с тем, что к периоду открытия электродугового разряда — электрика едва начала появляться, а электротехнической индустрии не существовало. Не существовало нужных агрегатов большой мощности и простых в эксплуатации, производящих электричество для питания электрической дуги. Не имелось и нужной магнитоэлектрической электроаппаратуры.
Николай Николаевич Бенардос
В этот период русский умелец-самородок, Николай Николаевич Бенардос создал, на основании эл. дуги и приобретенных им знаний из истории электротехники, новый способ сварки и резки изделий из металла – электродуговой.
Н. Н. Бенардос совершил огромное число открытий в области электрики, большинство из которых не утратили своей ценности, и в наше время. Одним из главных открытий, которое принесло ему международную известность, стал созданный в 1882 г. метод электродуговой сварки. За это Бенардос получил патенты от большинства государств Европы и Америки.
В целях практического использования своего открытия он подробно описал механизмы и специальные электро-технологические методы (образцы сварных соединений, используемые флюсы при электросварке стали и меди и др.).
Промышленная установка дуговой сварки
В 90-х годах XIX столетия электросварка благополучно используется в России и за ее пределами. В 1886 году Э. Томсоном придумал метод, состоящий в электросварке пары стальных прутков.
Германский электрик Г. Ценерер и будущий создатель фирмы «Дженерал электрик» Ч. А. Коффин придумали промышленный способ электродуговой сварки, названный «электрической паяльной трубкой». Дуга, возбуждаясь между угольными электродами, отклонялась при помощи магнита в сторону свариваемого металла. В данном примере использовалась дуга косвенного действия.В это же время, наряду с Бенардосом работал и другой русский кулибин – Н. Г. Славянов. Он много сделал для совершенствования электродуговой сварки. Имея огромные познания в металлургии и электротехнике, Н.Г. Славянов разработал метод дуговой сварки плавящимся стальным электродом с защитой сварочной ванны флюсом, и приспособление для полуавтоматической подачи прута в область сварки — «электроплавильник». При сварке путём Славянова дуга расплавляла заодно металлическую деталь, электрод и сварочный флюс, формируя совместную сварочную ванну из расплавленного металла, закрытую расплавленным шлаком, который прочно закрывал металл от влияния атмосферы. Замена угольного электрода металлическим решила задачу науглероживания металла, что улучшило свойства сварных швов. Н. Г. Славянов отказался от использования аккумуляторной батареи Бенардоса, а воспользовался разработанной им динамо-машиной на 1000 А. Так появился первый на планете сварочный генератор.
Генератор сварочного тока конструкции Н.Г.Славянова
Впервые в мировой практике Славянов использовал нагрев металла накануне сварки для уменьшения охлаждения. Официальный показ этого метода прошел осенью 1888 года на Пермских пушечных заводах. В 1891 г. он получил патент в России и других странах за изобретенный им прием электрического литья металлов. Его разработки допускали проводить сварочные работы на высококачественном уровне, что признано современниками. Синхронно с дуговой сваркой появился другой тип электросварки – контактная сварка.
В 1856 г. британский электрофизик Дж.П. Джоуль обнаружил, что свитые края проволок, чрез которые идёт электрический ток, накаляются и сплавляются между собой. Лишь по истечении девяти годов джоулева теплота нашла специальное применение британцем Ф. Уальдом для сварки прутков малого диаметра.
Британский физик Уильям Томсон (граф Кельвин) инициатор проекта по прокладке кабеля связи меж Великобританией и США через Атлантический океан – рекомендовал использовать в 1856 г.
стыковую контактную электросварку. Но несмотря на это, слава изобретателя этого вида сварки закрепилась за знаменитым американским изобретателем Эльхью Томсоном. Им были сконструированы все необходимые оборудования для контактной сварки: мощный трансформатор. коммутирующая аппаратура, динамо-машина, клещи-тиски для зажима свариваемых заготовок. В 1885 году он, отработав технику сварки, доводит до автоматизма безотказную работу сварочной аппаратуры.В. П. Вологдин, основоположник использования сварочных работ в разных ветвях отечественной индустрии, построил на Дальзаводе полностью сварной корабль. Открыл первую в нашей стране профшколу электросварщиков. В июне 1921 г. организовал первый в Советском Союзе электросварочный цех. В 1925 г. создал первую в стране электролабораторию по сварке.
В 1941—1943 гг. Патон создаёт электротехнологию сварки спецсталей, которая использовалась при изготовлении танков и бомб. Это помогло снизить трудозатраты при производстве брони корпуса танка Т-34, и не требовало от рабочих специальных знаний и огромного физического труда.История сварки | Fairlawn Tool Inc.
Современное производство металлов было бы невозможно без сварки, но откуда взялась эта технология? Кто его открыл и что мы можем наблюдать о том, как он изменился за эти годы? Вот ответы на некоторые из ваших самых насущных вопросов об одном из самых значительных достижений в области производства металлов.
Когда возникла сварка?
Как вы понимаете, сварка существует уже довольно давно. Мы можем предположить, что он существовал в той или иной форме еще в железном и бронзовом веках. Есть свидетельства того, что египтяне научились сваривать железо, и мы нашли небольшие золотые ящики со сварными соединениями внахлестку более 2000 лет назад.
Тем не менее, тип сварки, распространенный тогда и в Средние века, был очень рудиментарным типом сварки, который обычно заключался в соединении двух кусков металла вместе под воздействием тепла, пока они не соединились. Обычная сварка в том виде, в каком мы ее знаем, появилась только в 19 веке.
Кто изобрел сварку?
Ни один человек не приписывает себе изобретение сварки. Некоторые из первых прорывов в сторону традиционной сварки произошли еще в 1800 году. В том же году сэр Хамфри Дэви произвел первую электрическую дугу между двумя угольными электродами с помощью батареи. В 1836 году Эдмунд Дэви открыл ацетилен. Но процесс, который мы сегодня называем сваркой, появился только в 1881 году.0003
Все началось с Огюста де Меритенса, который использовал тепло дуги для соединения свинцовых пластин. Его русский ученик Николай Бенардос затем запатентовал метод электродуговой сварки угольными стержнями. После этого сварочные процессы быстро развивались. Николай Славынов придумал, как использовать металлические электроды для сварки. После этого К.Л. Коффин, американский инженер, открыл процесс дуговой сварки с использованием металлического электрода с покрытием, который стал предшественником дуговой сварки защищенным металлом.
История сварки Хронология
История сварки представляет собой богатое исследование человеческой изобретательности и духа.
После своего изобретения сварка продолжала развиваться, приведя ее к современному виду. Древняя сварка выглядит совсем иначе, чем сейчас. Но каждый шаг на временной шкале сварки — это впечатляющий скачок в машиностроении. Вот некоторые из ключевых моментов в истории сварки.- 4000 г. до н.э.: Историки считают, что примерно в это время древние египтяне разработали самые ранние формы сварки. Цивилизации начали сваривать медь и со временем перешли на другие металлы, такие как железо, бронза, золото и серебро.
- 3000 г. до н.э.: Египтяне использовали древесный уголь для выработки тепла, чтобы превратить железную руду в рыхлое вещество, называемое «губчатое железо». Затем они соединили разрозненные частицы вместе, чтобы соединить детали в первом случае сварки давлением.
- 1330 г. до н.э.: Египтяне начали паять и выдувать трубы, соединяя куски металла вместе.
- 60 Н.э.: Историк Плиний записал информацию о процессе пайки золотом. Он включил информацию об использовании соли в качестве флюса и даже упомянул, как цвет металла указывает на сложность его пайки.
- 310 г. н.э.: Индийские сварщики создали Железный столб Дели, который стоит до сих пор, используя железо из метеоритов. Столб остается впечатляющим примером раннего мастерства, его высота составляет 25 футов, а вес — шесть тонн.
- 1375 CE: Кузнечная сварка была на переднем крае в этот период. Кузнецы нагревали металлические детали и сбивали их вместе, пока они не соединялись.
- XVI век: В этот период сварщики продвинулись в своем ремесле. Рукописи этого века содержат первые упоминания слова «сварка». Итальянский ювелир Бенвенуто Челлини писал о процессе пайки, используемом для пайки серебра и меди.
- 18 век: Технологии сварки резко возросли в 18 веке благодаря промышленной революции, которая проложила путь обществу, которое мы знаем сегодня. Для достижения своих целей отраслям промышленности требовались более передовые методы сварки. Сварщики разработали инновационные технологии сварки, чтобы удовлетворить этот спрос. Пара новых достижений включала разработку доменных печей и открытие кислорода.
- XIX век: В этом веке сэр Хамфри Дэви открыл электрическую дугу. Другие изобретатели также внедрили и запатентовали сварку плавлением, сварку электродом без покрытия и дуговую сварку угольным электродом. Грабители использовали факел, чтобы ворваться в банковское хранилище, дав первое представление о преднамеренном использовании факелов для плавления металла.
- XX век: Термитная сварка впервые появилась в 1903 году. В 1919 году С. Дж. Холслаг изобрел сварку переменным током, заменив электродуговую сварку в качестве наиболее распространенной формы сварки в Соединенных Штатах. Сварка продолжала расти и пользовалась большим спросом из-за Первой и Второй мировых войн. Президент Вудро Вильсон учредил Комитет США по сварке военного времени, чтобы увеличить производство сварного оборудования.
Как изменилась современная сварка?
С 19 века люди разрабатывают все более эффективные методы точной, быстрой и эффективной сварки. Сегодня у нас даже есть роботизированная сварка, метод, который становится все более популярным и использует компьютерное управление для сварки металла гораздо быстрее и точнее, чем это возможно при ручной сварке. Это также значительно снижает или устраняет любые риски для работающих людей. Мы можем только представить, какие невероятные новые процессы сварки принесет 21 век.
ГДЕ ИСПОЛЬЗУЕТСЯ СВАРКА?
Несмотря на то, что с годами она изменилась, сварка является краеугольным камнем производственных товаров во многих отраслях промышленности и имеет важное значение для современного жилищного и коммерческого строительства. Вот несколько примеров сварки в действии:
- Аэрокосмическая промышленность: Инженерам необходимо соединять вместе металлические материалы, такие как листовой металл, для производства самолетов. В прошлом газовая сварка была отраслевым стандартом для ремонта аэрокосмической техники, но с тех пор ее затмила универсальная дуговая сварка.
- Автомобильная промышленность: Сварка металлов в среде инертного газа (MIG) позволяет инженерам автомобильной производственной линии создавать прочные соединения между тонкими слоями экономичным методом.
- Строительство: Потребность в сварочных работах на строительных площадках практически не ограничена, как для самого процесса возведения конструкций, так и для выполнения ремонтных работ. В этой отрасли часто используется несколько различных типов сварки. Сварка под флюсом является популярным выбором, плазменная дуговая сварка — идеальный выбор для точных проектов, а дуговая сварка защитным металлом — один из самых экономичных вариантов.
- Производство: Почти каждый продукт, произведенный в Америке, нуждается в той или иной форме сварки, от оборудования, используемого для работы нефтяной вышки, до мебели для розничной торговли. Сварка MIG является ключевой особенностью массового производства из-за ее скорости, экономичности и гибкости при работе с различными типами металлов.
- Железные дороги: Изобретатели создали процесс дробеструйной сварки в 1930-х годах, что стало ключевым моментом в истории сварки. Этот метод сделал сварку необходимой для ремонта железных дорог.
ПОЧЕМУ ВАЖНА СВАРКА?
На протяжении всей истории сварки многие отрасли промышленности применяли этот метод для создания превосходных изделий и деталей. Сегодня это востребованный технический навык, имеющий множество применений практически во всех отраслях. Как один интересный факт, сварка задействована в производстве более половины выпускаемой продукции в США, от массивных самолетов до мелкой кухонной техники.
Начало сварки и изучение различных процессов открывает широкий спектр карьерных возможностей, поскольку в этой отрасли существует глобальный спрос на сотрудников.
Выберите инструмент Fairlawn для ваших современных потребностей в сварке
С каждым веком процесс сварки становится все более упорядоченным.
Сварщики прошлого могли только мечтать о наших современных достижениях. Если вашему бизнесу требуются услуги сварки среднего или крупного масштаба, Fairlawn Tool — это компания, в которую можно обратиться.Мы предоставляем высококачественную автоматизированную сварку и резку, а также гибку труб, револьверную штамповку с ЧПУ и широкий спектр других современных услуг по изготовлению металла для удовлетворения ваших потребностей в металлообработке. Чтобы узнать больше о сварке и других процессах изготовления металлов или узнать, как Fairlawn Tool может помочь вашему бизнесу, свяжитесь с нами сегодня.
Последнее обновление: 18 августа 2022 г.
Полная история сварки
Сварка — один из наиболее важных этапов современного производства металлов. Это общеизвестно. Однако большинство людей не знают, где зародилась сварка, какова была ее самая ранняя форма и как она развивалась на протяжении многих лет.
Хотя современная форма сварки с использованием сварочных инструментов, которые мы видим сегодня, была изобретена в 1800-х годах во время промышленной революции, самый ранний тип сварки датируется тысячами лет.
Сварка существовала в той или иной форме в бронзовом и железном веках. Археологи нашли небольшие ящики с золотом, соединения которых были сварены давлением более двух тысячелетий назад. Более того, есть доказательства того, что древние египтяне умели сваривать железо.Из этих выводов должно быть ясно, что сварка не является новой практикой; вместо этого он существовал с железного века, а может быть, и раньше. Однако сварка в те времена была, мягко говоря, крайне элементарной; это не требовало ничего, кроме сбивания двух металлических частей под действием тепла.
Форма сварки, широко применяемая сегодня, хотя и с использованием более современного оборудования и методов, была открыта в 19 веке. Однако значительную роль в этом открытии сыграли другие периоды, когда практиковалась сварка. Поэтому мы включили их в этот путеводитель по истории сварки.
Кто изобрел сварку?
Прежде чем мы начнем обсуждение различных периодов в истории сварки, важно знать, кто изобрел сварку.
Здесь мы говорим о современной форме сварки, а не о сварке, существовавшей в средние века или более ранние периоды.Что такое современная форма сварки? Это метод, который включает в себя использование процессов плавления для соединения кусков пластика или металла вместе для создания или ремонта металлических конструкций. Тепло обычно используется для сварки металлических деталей, а сварочное оборудование использует лазерный свет, электрическую дугу или открытое пламя для выполнения сплавления.
Теперь, когда вы знаете, как работает современная форма сварки, мы можем вернуться к нашему обсуждению того, кто изобрел сварку. В то время как многие люди любят приписывать сэру Хамфри Дэви открытие современной сварки, никто не может приписать изобретение сварки.
Тем не менее, самые первые шаги к современной форме сварки были сделаны на рубеже 19-го века, когда сэр Дэви впервые использовал батарею для создания электрической дуги между двумя угольными электродами. Это было в 1800 году.
Тридцать шесть лет спустя Эдмунд Дэви открыл ацетилен. Однако потребовалось еще 45 лет, чтобы изобрести современную форму сварки.Что произошло за эти 45 лет? Август Де Меритенс соединил свинцовые пластины с помощью дугового нагрева. За этим последовал Николай Бенардос, русский ученик Де Меритенс, запатентовавший метод электродуговой сварки с использованием углеродных стержней. Сварочные процессы после этого развивались очень быстро.
Как использовать металлические электроды для сварки открыл Николай Славынов. Кроме того, американский инженер К.Л. Коффин изобрел дуговую сварку, в которой использовался металлический электрод с покрытием; это подготовило почву для открытия дуговой сварки защищенным металлом. Так появилась современная форма сварки.
Как современный вид сварки изменился за эти годы?
Прежде чем мы углубимся в историю сварки, важно обсудить, как современная формная сварка, открытая в 19 веке, изменилась с течением времени. За последние 200 или более лет методы и оборудование, используемые для выполнения сварки, снова и снова менялись в лучшую сторону.
Этот процесс эволюции помог процессу сварки стать быстрее и точнее.В настоящее время у нас есть очень сложные сварочные процессы, такие как роботизированная сварка; это метод, который может сваривать металл точнее и быстрее, чем любой сварщик-человек, выполняющий задачу вручную. Мало того, эта современная форма сварки сводит к минимуму или даже устраняет риски для человека при сварке. В будущем процесс сварки будет только улучшаться и усложняться.
Однако все началось с открытия ацетилена в начале 19 века; это позволяло производить сварку с управляемым источником сварки. Однако именно в начале 20-го века современная сварка действительно начала обретать форму; это было время, когда электричество стало широко доступным.
Во время Первой и Второй мировых войн начали появляться инновации в методах и технологиях сварки, так как они быстро понадобились военным. Только после Второй мировой войны сварка стала использоваться для соединения металлов в основных конструкциях, таких как корабли.
1950-е годы или период сразу после Второй мировой войны были посвящены процессу сварки углекислым газом и его быстро растущей популярности. Однако многие ключевые разработки в области современной сварки произошли в 1960-х годах. Некоторые из этих разработок или достижений включали электрошлаковую сварку, сварку с внутренним защитным экраном и сварку с двойным защитным экраном. Еще одним важным открытием этого десятилетия стала дуговая плазменная сварка.
Хотя это был относительно сдержанный период в истории современной сварки, 19 годВ 70-х было введено много новых методов пайки; методы были предназначены для поддержки электронной миниатюризации. Они включали инфракрасное излучение, горячий газ и паровую фазу.
Последний этап современной сварки начался в 1991 году, когда TWI представила сварку трением с перемешиванием. Однако следующее решающее открытие в области сварки было сделано восемью годами позже; открытием стал метод, значительно увеличивший проникновение флюса в сварной шов.
Через год была внедрена магнитно-импульсная сварка.В том же году мы также впервые стали свидетелями сварки металлического композита с помощью рентгеновского излучения. Лазерно-дуговая гибридная сварка была открыта восемью годами позже. В 2013 году мы увидели развитие дуговой сварки металлическим газом и пайки, а также использование лазерной технологии и соединения внахлестку при сварке алюминия и низкоуглеродистой стали. Вот как современные формы сварки изменились за эти годы.
Хронология истории сварки
Теперь, когда у вас есть представление о том, кто изобрел современную сварку и как она изменилась за прошедшие годы, мы можем перейти к истории хронологии сварки; это полная история сварки, восходящая к периоду до Рождества Христова (до н.э.). Он охватывает все периоды с этого момента до 2013 года; он также позволяет заглянуть в будущее сварки. Не теряя времени, давайте начнем с истории временной шкалы сварки.
Сварка в период до н.э.
Именно в этот период впервые стали ковать и гнуть металл; считается, что металл, подвергшийся самой ранней форме сварки, — это медь.
Многие историки считают, что сварка началась в Древнем Египте в 4000 году до н.э. Первоначально сварка производилась только на меди; однако процесс прогрессировал с годами, и в конечном итоге также начали сваривать железо, золото, серебро и бронзу.Олово было обнаружено в 3500 г. до н.э., а работа над бронзой началась между 3000 и 2000 г. до н.э. Это было также время, когда были обнаружены сваренные давлением небольшие ящики из золота с соединениями, о которых мы упоминали ранее. Кроме того, в этот период из металла изготавливали оружие, посуду и украшения.
В 3000 г. до н.э. шумеры использовали твердую пайку для изготовления мечей. В тот же период тепло, выделяемое древесным углем, использовалось древними египтянами для превращения железной руды в губчатое железо. Кроме того, впервые была использована сварка давлением.
В 2250 г. до н.э. персы использовали кобальт для окрашивания стекла. В 1500 г. до н.э. была открыта ртуть, и произошли первые случаи выплавки железа.
В 1330 г. до н.э. древние египтяне использовали духовую трубку и припой для пайки металлов. Более чем через 300 лет, в 1000 г. до н.э., началась работа над железом; это было время, когда печи использовались для гибки металла для изготовления наконечников копий и мечей.В то же время в Ирландии были изготовлены соединения внахлестку для изготовления золотых шкатулок. Между 900 и 850 годами до нашей эры египтяне начали изготавливать инструменты из железа. Популярность железа в этот период росла медленнее, поскольку люди все больше и больше знакомились с медью и бронзой и их полезностью. В тот же период вавилоняне начали изготавливать оружие из железа.
Сварка в период нашей эры и средние века
Первый зарегистрированный период, в течение которого практиковался процесс пайки золотом, относится к 60 г. н.э. Это было записано римским писателем Плинием, который жил во времена ранней Римской империи; он документирует процесс, описывая, как соли действуют как флюс и как сложность пайки определяет цвет металла.
Следующее значительное развитие сварки в период нашей эры произошло в 310 году нашей эры, когда в Индии была построена железная колонна с использованием сварки. Столб весил более пяти тонн. Кроме того, в Риме, Скандинавии и Англии есть сооружения, которые были построены с использованием сварки где-то между 300 и 400 годами нашей эры. В тот же период самурайские мечи были изготовлены японцами с использованием процесса сварки и литья.
В 1000 году нашей эры Монах Феофил написал рукопись, в которой описывался процесс смешивания флюса для пайки серебра. В 1375 году был открыт металлический цинк. С 5 по 14 век, более известный как Средневековье, кузнечная сварка была основой всех разработок и открытий, сделанных в области сварки. Однако после этого периода ситуация начала меняться.
Сварка в 14-17 веках
История сварки в этот период начинается в 1540 году; это был год, когда итальянский металлург Vannoccio Biringuccio выпустил De la Pirotechnia. В этой книге описана операция ковки.
В том же году этот процесс был освоен мастерами эпохи Возрождения, что способствовало дальнейшему развитию сварки в последующие века.Другим критическим годом в этот период для сварки был 1568 год; это был год, когда итальянский ювелир Бенвентуто Челлини подробно описал, как можно использовать процесс пайки для пайки союзника из серебра или меди. Термин «сварной шов» был впервые использован в 1599 году, а в 17 веке чугун не может быть произведен впервые.
1800 год
В 19 веке сварка претерпела значительные изменения. В этот период было сделано важное открытие в области сварки; открытием стало использование ацетилена или открытого огня. Что это было за важное открытие? Потому что это позволило изготавливать сложные инструменты и оборудование из металла.
В 1836 году англичанин Эдмунд Дэви открыл ацетилен, и вскоре его начали использовать в сварочной промышленности. В 1800 году сэр Хамфри Дэви изобрел инструмент с батарейным питанием, способный создавать электрическую дугу между электродами из углерода.
Инструмент, изобретенный сэром Дэви, широко использовался для сварки металлов.Год 1880
Французский ученый Огюст де Меритен успешно применил тепло дуги для соединения свинцовых пластин в 1881 году. В том же году русский ученый Николай Н. Бенардос вместе с коллегой Станиславом Ольшевским изобрели электрододержатель, который они запатентовали как в Великобритании, так и в США
Они год 1890
В то время дуговая сварка углеродом была самым популярным и широко используемым методом сварки. Однако в 1890 году американский инженер К. Л. Коффин открыл метод дуговой сварки металлическим электродом и запатентовал его. В том же году русский ученый Н.Г. Славянов использовал тот же способ, что и Гроб, для отливки металлов в формы.
Год 1900
Компания Strohmenger представила металлический электрод с покрытием в 1990 году. Известковое покрытие добавило стабильности дуге. В том же году было разработано несколько других сварочных процессов; к ним относятся точечная сварка, рельефная сварка, шовная сварка и стыковая сварка оплавлением.
Кроме того, именно в то же время электроды стали популярным инструментом для сварки.1919 год
Комфорт Эйвери Адамс основал Американское общество сварщиков после окончания Первой мировой войны. Целью создания AWS было поощрение дальнейшего развития сварочных процессов. Этой первой частью значительного открытия, связанного со сваркой в эпоху после Первой мировой войны, было изобретение переменного тока в 1919 году. Однако это изобретение не использовалось в сварочной промышленности до 1930-х годов.
1920-е годы
В этот период в сварке произошли некоторые значительные изменения, наиболее заметным из которых стало внедрение автоматической сварки. Метод, сочетающий оголенные электродные проволоки с дуговым напряжением и автоматическую сварку, первоначально использовался для изготовления изношенных крановых колес и валов двигателей. Позже автомобильная промышленность использовала его для производства корпусов заднего моста.
В дополнение к вышеперечисленному в 1920-х годах было разработано множество сварочных электродов.
Сюда входили стержни с толстым покрытием, разработанные и используемые компанией A.O. Smith Company в 1927 году. Экструдированные электродные стержни были впервые изготовлены и проданы населению в 1929 году.Некоторые из других важнейших открытий в области сварки в 1920-х годах включали создание Института инженеров-сварщиков. Испытательная сварка с использованием аргона и гелия в качестве защитного газа, исследования по использованию рентгеновских лучей для проверки сварных швов и строительство первого сварного железнодорожного моста.
1930-е годы
В 1930 году Нью-Йоркская военно-морская верфь разработала приварку шпилек. Основная цель этого заключалась в том, чтобы закрепить деревянный настил на поверхности, сделанной из металла. Двумя отраслями, где этот процесс сварки широко использовался, были строительство и судостроение.
В тот же период компания National Tube Company разработала процесс дуговой сварки под флюсом; это был процесс автоматической сварки, разработанный специально для трубного завода в Маккиспорте, штат Пенсильвания.
Создание продольных швов в трубе было целью разработки этого сварочного процесса.В 1930 году Робинофф запатентовал процесс и позже продал его компании Linde Air Products; именно здесь процесс получил название «сварка Unionmelt». Более совершенный процесс дуговой сварки под флюсом вскоре заменил процесс приварки шпилек в судостроении; процесс оказался чрезвычайно продуктивным на верфях. Процесс остается популярным и сегодня.
1940-е годы
Идея C.L. Coffin породила метод дуговой сварки вольфрамовым электродом в среде защитного газа (GTAW), запатентованный Coffin в 189 г.0. Метод GTAW позволяет проводить сварку в атмосфере неокисляющего газа. В конце 1920-х годов Х.М. Хобарт усовершенствовал концепцию, используя гелий в качестве защитного газа. Позже П.К. Деверс заменил гелий аргоном в качестве защитного газа для выполнения GTAW.
До 1940-х годов этот метод использовался для сварки алюминия, нержавеющей стали и магния. В 1941 году Мередит усовершенствовал процесс и назвал его сваркой Heliarc.
Позже компания Linde Air Products запатентовала процесс под своим именем, а затем использовала его для разработки горелки с водяным охлаждением.Один из наиболее важных процессов сварки, GTAW, послужил основой для разработки процесса дуговой сварки металлическим электродом в среде защитного газа (GMAW) в 1948 году; разработка спонсировалась компанией Air Reduction Company и выполнялась в Мемориальном институте Баттеля.
Так же, как и в процессе GTAW, для разработки процесса GMAW использовалась дуга в среде защитного газа; единственная разница заключалась в том, что вольфрамовый электрод был заменен электродной проволокой, которая подавалась непрерывно. Источник питания постоянного напряжения и провода малого диаметра были некоторыми фундаментальными изменениями, которые сделали процесс более удобным.
Ранее Е.П. Кеннеди запатентовал этот принцип. GMAW изначально был представлен как способ сварки цветных металлов. Однако вскоре люди начали пробовать этот процесс и на стали из-за ее высокой скорости осаждения.
1950-е годы
В 1953 году Новошилов и Любавский популяризировали процесс сварки СО2, и этот метод стал предпочтительным для сварки сталей; в основном это было связано с доступностью процесса. Этот процесс сварки в основном включал сварку плавящимися электродами в газовой атмосфере CO2.
Несмотря на использование оборудования, предназначенного для дуговой сварки в среде инертного газа, процесс сварки Co2 можно использовать для экономичной сварки сталей. Это помогло процессу сварки стать популярным практически сразу после его появления.
Горячая дуга — это дуга, используемая в процессе производства Co2, а электродные проволоки большего размера требуют относительно больших токов. Вскоре после этого мы стали свидетелями запуска электродных проводов меньшего диаметра. Это сделало более удобной сварку тонких материалов. С появлением этих электродных проводов и источников питания, которые становились все более совершенными, популярность процесса значительно возросла.
В конце 1958 г. и начале 1959 г. была разработана микропроволока или сварка погружением, дуговой вариант GMAW с коротким замыканием. Какова была цель этой вариации? Это позволило выполнять сварку тонких материалов во всех положениях; вскоре он стал одной из самых популярных разновидностей процесса дуговой сварки металлическим газом (GMAW).
1960-е годы
В 1960-е годы в сварочной промышленности произошли значительные успехи. Некоторые из этих разработок или улучшений включали электрошлаковую сварку, сварку Innershield и Dualshield. В тот же период Роберт М. Гейдж изобрел плазменно-дуговую сварку. Метод применялся для выполнения напыления металла. 1960-е годы были также эпохой, когда французы разработали электронно-лучевую сварку; авиастроительная промышленность США до сих пор использует этот метод сварки.
Значительным событием в сварочной промышленности, произошедшим в 1960-х годах, стало изобретение лазера. Несколько лет спустя была введена лазерная сварка; он оказался чрезвычайно полезным при сварке, особенно в автоматизированной и высокоскоростной сварке.
Однако у этого метода есть некоторые существенные недостатки, поэтому сегодня он не используется как сварка; трудности включали высокую стоимость оборудования и ограниченное применение.В 1960 году был введен еще один процесс сварки, это была сварка взрывом. В 1962 году американская производственная компания Sciaky сварила капсулу Mercury Space. В 1963 году произошли некоторые значительные изменения в области испытаний сварных швов, в том числе испытание Varestraint и сварочная горелка Fusewelder.
В период с 1965 по 1967 год для резки и сварки стали чаще использовать Co2-лазер. Кроме того, в это время в Соединенном Королевстве (Великобритания) началась гравитационная сварка. В 1969 году русские сварили в космосе космический корабль «СОЮЗ-6». Наконец, в 19 году появилось много новых методов пайки.70; цель этих методов состояла в том, чтобы обеспечить поддержку электронной миниатюризации, и они включали инфракрасное излучение, горячий газ и паровую фазу.
Современная или новейшая эра сварки
Этот период начинается в 1991 году и длится до 2013 года.
Было обнаружено, что многие из используемых сегодня сварочных процессов, которым уже более 90 лет, изменились до своего нынешнего состояния в эту эпоху. Одними из наиболее значительных достижений новейшей эры сварки являются бортовые компьютеры, роботизированная сварка, несколько газовых смесей и высокотехнологичные электроды.Первым значительным достижением в эту эру сварки стало введение TWI при сварке трением с перемешиванием в 1991 году. В 1999 году было сделано следующее значительное открытие в области сварки; это был метод, который увеличил проникновение флюса в сварной шов на целых 300%.
В 2000 году была внедрена магнитно-импульсная сварка. Металлический композит был также впервые сварен с помощью рентгеновского излучения в том же году. В 2008 году была открыта лазерно-дуговая гибридная сварка. Наконец, в 2013 году была разработана дуговая сварка-пайка металлическим газом; это был процесс сварки стали, используемой в автомобилях. Наконец, в том же году мы впервые стали свидетелями использования лазерной технологии и соединения внахлестку при сварке алюминия и низкоуглеродистой стали.
Как самому сделать пескоструйный аппарат видео: Пескоструйный аппарат своими руками: чертежи, видео, фото
Как сделать пескоструйный аппарат своими руками (чертежи + обучающие видео)
Обработка воздушно-песчаной струёй применяется во многих областях техники. Принцип таков, что воздушная струя с песком, на очень большой скорости, вылетает из пистолета. Песок — отличный абразив, который, сильно ударяясь о поверхность, меняет её. Для осуществления этого процесса необходим пескоструйный аппарат.Устройство можно применять для шлифовки, удаления лакокрасочного покрытия, тюнинга автомобиля.
Этим способом можно нанести гравировку, обезжирить деталь, сделать стекло матовым. Пескоструйной технологией можно проделать в стекле любое отверстие. Можно пойти тернистым и более классическим путём — использовать наждачную бумагу. Но тогда потребуется уйма времени. А с помощью пескоструйной техники многие работы можно выполнить за считанные минуты. Аппарат можно купить в любом строительном магазине, можно изготовить своими руками в домашней мастерской. Для умелого человека это не составит труда и не займёт массу времени.
А экономия будет очевидной.Оборудование и материалы
Как сделать в домашних условиях самодельный пескоструй? Процесс потребует использования ряда деталей и приспособлений. И не зависит это от его типа или конструкции. Вот самые основные и часто встречающиеся предметы:
- металлические трубки,
- покрасочный пистолет,
- шланги для пескоструйного аппарата,
- ресиверный компрессор,
- фитинги сантехнические,
- бутылка из пластика,
- сопло,
- краник шаровой.
Практически всё из этого списка реально отыскать в домашнем хозяйстве. Купить понадобится только простой компрессор. Ценится он не дорого, на себестоимость изделия не повлияет. Аппарат должен быть оснащён ресивером: он обеспечивает равномерный воздушный поток с постоянной величиной создаваемого давления. Это очень важный момент — от него будет зависеть характер работы агрегата. Желательно приобрести ещё фабричное сопло — изготовить его самостоятельно очень тяжело.
Самодельное быстро выходит из строя и малоэффективно.Виды пескоструйных аппаратов
Схема и вид аппарата определяют принцип его сборки и конструирования. Если в его функциональные возможности окажется включена обработка поверхностей из стекла — потребуется пескоструйная камера. Её размеры привязаны к габаритам и геометрической форме обрабатываемого предмета. Если пескоструйным устройством потребуется обрабатывать поверхности для покраски или грунтовки — нужен агрегат открытого вида с обособленной комнатой. Огромное значение имеет частота использования данного аппарата. Если Вы будете работать много и часто, то следует уделить должное внимание показателям мощности Вашего изобретения — она обязана быть большой!
Пескоструйные работы в домашних условиях бывают:
- Инженерного типа. В подобной конструкции воздух и абразив перемещаются отдельно, по разным рукавам. А уже в наконечнике они смешиваются. Данная конструкция проста, но и сами обрабатываемые детали должны быть маленькими. Ведь сила струи воздуха с песком гораздо меньше стандартной.
- Напорного типа. При данном виде воздух оказывается в установке и в абразивном дозаторе. Сжатый воздух с песком образуют струю, которая вылетает из сопла. Сопло придаёт потоку направление. Мощность и сила его велика, за небольшое время можно обработать большую поверхность.
Создание элементарного пескоструйного аппарата
Прост в конструировании примитивный пескоструйный пистолет. Ещё есть конструктивная версия в виде ручки с двумя штуцерами и соплом. По первому из штуцеров идёт воздушный поток, по другому давлением затягивается абразивный материал. Наконечник, через который проходит выброс потока смеси, желательно взять из бора или карбида вольфрама. Наконечники из такого материала устойчивы к стиранию, их можно эксплуатировать по две смены подряд. А дорогостоящие: керамические или чугунные — утратят свои качества от сильного потока песка гораздо быстрее.
Пистолетный корпус, к которому подсоединяют ручку со штуцерами, изготавливается под параметры наконечника.
Бутылка из пластика закрепляется сверху. Она необходима в качестве тары для абразивного материала. После всех сборочных операций пистолет соединяют с нашим компрессором — источником потока сжатого воздуха.Принцип работы такой техники прост — воздушный поток идёт в бутылку из пластика и направляется к тройнику. Смешавшись с абразивом — воздух проталкивается в верхнее отделение тройника. Вполне реально установить краник, который сможет регламентировать абразивный поток с воздушной массой. Такая конструкция может быть собрана за сто минут.
Пескоструйная камера
Она необходима для обработки компактных изделий и заготовок, представляет собой ёмкость или куб, который реально соорудить самому или купить. Для самостоятельного исполнения потребуется металлические уголки, стальная пластина толщиной более миллиметра, сварочная техника.
Для повышенного комфорта можно использовать подставку. Ёмкость (камера) должна иметь стеклянное окошко для мониторинга процедуры. Разместить его выгоднее вверху. Процесс предусматривает операции с заготовкой. Для этого важно в фасадной стенке по всей длине устройства выполнить пару круглых отверстий. Они нужны для вдевания в них резиновых рукавиц. Они потребуются повышенной прочности — иначе их придётся частенько менять.Стекло также будет подвергаться износу и надо заблаговременно приобрести сменный комплект. На низ ёмкости устанавливается проволочная решётка, а ниже приваривают желобок. По нему использованный песок будет пересыпаться в подготовленную ёмкость. Пистолет располагают в камере, а воздушный поток проходит сквозь отверстие в корпусе камеры.
Шлангочку для всасывания песка помещают в ёмкость, наполненную им. Пескоструйная камера может быть снабжена освещением и вентиляцией. Заготовку помещают в камеру через маленькую дверцу, которую можно проделать в любом месте. Можно ещё вырезать небольшие отверстия для работы с большими заготовками.
Эти отверстия следует прикрыть брезентом.Пескоструйный агрегат из огнетушителя
Это очень оригинальное и умное решение. Потребуется лишь сам корпус предмета. В него вставляют железную трубку с резьбой на концовках. В корпусе бывшего огнетушителя выполняют два отверстия — вверху и внизу. По трубке в корпус будет идти воздушный поток. На одном её конце высверливают паз для всасывания абразива. Отдельные узлы нашего аппарата можно соединить при помощи сварки. На нижний конец трубки прикручивается сопло, а верхний соединяют с компрессорным шлангом.
Засыпанный в корпус аппарата абразив через паз в железной трубочке проникает в её нижнюю часть. Давление воздуха из компрессора вынуждает песок сильным потоком устремляться из наконечника изготовленного аппарата. Сделать корпус аппарата можно не только из огнетушителя. Подойдёт газовый баллон или другое аналогичное устройство.
https://www.youtube.com/watch?v=mhyCQJRjCKE
Абразивный материал
Привычный песок не рассчитан для обработки пескоструйным методом — он имеет разную величину песчинок и много примесей. Этот факт быстро выведет устройство из рабочего состояния. Да и обрабатываемая поверхность может пострадать. Для качественной работы лучше всего купить пескоструйное сырьё в хозяйственном магазине, оно стоит не дорого. Цена приемлема даже в кризис. Многие берут обычный речной песок, но перед использованием предварительно пропускают его через мелкое сито.
Советы по эксплуатации
Эксплуатация пескоструйного аппарата любого исполнения должна руководствоваться некоторыми принципами и правилами:
- Изнашиваемые детали должны иметь возможность замены.
- Сопло должно быть не очень узким. Минимальный диаметр — 3 миллиметра. Чем мощнее агрегат — тем больше его диаметр.
- Работать только на улице или в мастерской. Процесс сопровождает сильная запылённость.
- Берегите здоровье, используйте очки и респиратор.
Понимая принцип работы устройства, имея инженерную смекалку, можно смастерить аппарат из многих предметов. Возможно, Ваше оригинальное устройство пескоструйного аппарата станет новым «словом» в этой технологии обработки различных деталей.
ПЕСКОСТРУЙНЫЙ АППАРАТ своими руками[чертежи, принцип работы]
Быстро и с максимальной эффективностью очистить как наружную, так и внутреннюю поверхность от различного рода серьезных загрязнений, поможет [пескоструйный аппарат], который представлен на фото ниже.
Он также предназначен для обработки различных поверхностей, в том числе, и от окалины, коррозии, а также старой и въевшейся краски.
Данное устройство имеет компактный вид и относительно небольшую массу, что делает его применение удобным.
Он широко используется на предприятиях, которые занимаются обработкой металлических поверхностей, в автомастерских, а также в быту.
В настоящее время пескоструй можно выбрать в специализированных магазинах, где они представлены в большом ассортименте.
Стоит отметить, что данное устройство имеет достаточно высокую стоимость и не всем по карману.
В этом случае выходом из положения может стать аренда пескоструйного аппарата, для чего необходимо обратиться в специальные пункты.
Кроме этого, при желании можно сделать пескоструйный аппарат своими руками, и тем самым получить в пользование собственное устройство без лишних денежных трат.
В этом случае потребуется схема пескоструйного аппарата, а также инструкция по его работе. Также нужен будет соответствующий инструмент и необходимый материал.
На видео, которое размещено ниже, можно увидеть в работе пескоструйный аппарат.
Видео:
Содержание:
- Принцип работы
- Необходимые комплектующие
- Этапы сборки
- Преимущества и недостатки
Принцип работы
Конечно, легче всего выбрать и приобрести уже готовый пескоструйный агрегат, однако далеко не каждому это по карману.
Выходом из положения может стать аренда аппарата, но в этом случае срок его эксплуатации будет ограниченным, и в случае возникновения какой-либо поломки, придется оплачивать ремонт.
Тот, кто знаком с азами механики и регулярно нуждается в пескоструйном устройстве, предназначенным для обработки различных типов поверхностей, но при этом не имеет лишних денег, сможет без проблем собрать его своими руками.
Такой автоматический самодельный пескоструйный аппарат, при соблюдении технологии сборки ни в чем не будет уступать по своим функциональным возможностям устройству, собранному на заводе.
В этом случае придется приложить некоторые усилия и обзавестись всем необходимым материалом и инструментом, которые потребуются в процессе работы.
В первую очередь, необходимо хорошо изучить принцип работы пескоструйного аппарата и разобраться с принципиальной схемой его работы.
Данное универсальное устройство чем-то отдалено схоже с обычным краскопультом, однако имеет принципиальные особенности.
Компрессор, входящий в схему работы аппарата, подает под большим давлением воздух, который захватив абразивный материал, при помощи сопла поступает на поверхности, требующей проведения обработки.
Для самодельного устройства лучше использовать заводской компрессор, способный создавать необходимое давление. В некоторых случаях можно создать необходимое давление в системе при помощи газового баллона.
Помимо источника воздуха, в общую схему аппарата обязательно должны входить подводящие шланги заданного диаметра, кабели, источник основного питания.
Работа пескоструйного агрегата также невозможна без специального сопла, которое имеет некоторые конструктивные особенности.
Следует отметить и то, что материалом сопла должны стать либо карбид вольфрам, либо бор. Категорически нельзя использовать сопла, изготовленные из чугуна или керамики, так как они очень быстро выйдут из строя.
На фото ниже представлены пескоструйные аппараты и сопла заводского изготовления, который подходят для обработки различных типов поверхностей.
Необходимые комплектующие
Чтобы сделать пескоструйный агрегат для обработки и очистки загрязнений самостоятельно, потребуется приобрести определенные комплектующие, которые без проблем можно найти на любом строительном рынке.
В первую очередь, чтобы сделать агрегат, следует найти определенных размеров емкость, в которую будут засыпаться абразив или песок, используемые при работе.
Для этих целей лучше всего подойдет емкость от старого пропанового баллона.
Данная емкость имеет хорошую устойчивость к различному механическому воздействию и может отлично выдерживать высокое рабочее давление. Кроме этого, потребуются шаровые краны.
Лучше всего брать эти изделия известных марок, которые обладают хорошей надежностью и смогут функционировать по назначению длительное время.
Необходимо будет купить небольшой отрезок обычной водопроводной трубы заданного диаметра, а также резьбовое соединение и заглушку.
Данная труба будет необходима в качестве засыпной горловины.
Кроме этого, потребуется труба ДУ с тремя отдельными переходниками.Для того чтобы самостоятельно собрать мощный пескоструйный агрегат, также потребуется резиновый шланг, обязательно армированный.
Его длина должна составлять не менее двух метров, а диаметр не менее четырнадцати миллиметров.
Кроме этого, следует купить газовый рукав длиной не менее пяти метров и диаметром в пределах десяти миллиметров.
Следует приобрести и штуцеры под шланги с необходимыми диаметрами, а также зажим цангового типа.
Из расходных материалов потребуется много фум-ленты, при помощи которой будут герметизироваться все соединения.
Обязательным элементом пескоструйного устройства является компрессор и его выбору следует уделить особое внимание.
В некоторых отдельных случаях компрессор можно заменить на устройство, состоящее из газового баллона и шлангов, которое будет способно создать необходимое для работы аппарата давление.
На фото, которое размещено ниже, можно увидеть самодельные пескоструйные аппараты, собранные из подручных материалов и газового баллона.
Этапы сборки
Начинать сборку самодельного пескоструйного аппарата следует с тщательной подготовки резервуара под используемый абразивный материал.
Резервуар можно сделать из старого баллона, и для этого лучше всего взять баллон от фреона, так как в этом случае подготовка будет минимальной.
С выбранного в качестве резервуара баллона, следует аккуратно при помощи ножовки срезать латунный край. Далее в баллон опускается шланг, и выкачиваются все остатки газа.
Для этих целей удобнее всего использовать компрессор. Это поможет предотвратить возможное воспламенение, так как придется пользоваться сварочным аппаратом.
После этого в подготовленном баллоне сверлят два отверстия, при этом одно из них должно находиться в месте крана, а второе — в самом центре дна.
Затем следует аккуратно и максимально герметично произвести приварку проделанных отверстий.
Для того чтобы обеспечить песчаный сток, в нижней части баллона следует посадить на сварку резьбовую трубу.
Выполняя сварные соединения, следует обеспечивать их максимальную герметичность. Для удобства последующего использования аппарата, к баллону рекомендуется прикрепить небольшие колеса.
После того как будут полностью завершены работы по обустройству резервуара под пескоструйный агрегат, на свободные концы тройника необходимо установить специальные штуцеры.
Далее аккуратно монтируются все основные детали аппарата, а именно краны. Для их герметизации используется лента-фум, причем обматывать ей соединения следует с максимальной толщиной.
После этого следует к штуцерам приделать с одной стороны резиновый шланг, а с другой, в свою очередь, медную трубу.
В качестве сопла лучше использовать то устройство, которое изготовлено из вольфрамового материала.
Не стоит производить изготовление сопла самостоятельно, так как оно имеет достаточно сложную конструкцию.
Затем необходимо в обязательном порядке в один из концов тройника вкрутить кран с емкостью, в которой будет находиться либо песок, либо абразив.
Далее производится подсоединение аппарата к компрессору таким образом, чтобы обеспечить целостность всей схемы в общем.
На фото, которые размещены в разделе, можно увидеть чертежи самодельного агрегата. Кроме этого, на видео в нашей статье подробно представлена сборка пескоструйного аппарата своими руками.
Преимущества и недостатки
Покупка или аренда пескоструйного устройства требует определенных финансовых затрат, и в этом случае многие умельцы стараются сделать агрегат для обработки различных поверхностей самостоятельно.
Если соблюдать последовательность сборки и использовать качественные составляющие, то устройство по своим рабочим параметрам ни в чем не будет уступать профессиональному оборудованию.
Кроме этого, его можно будет дополнительно снабдить рециркуляцией воздуха, что только увеличит возможности самодельного устройства.
Вообще аппараты с рециркуляцией воздуха работают в несколько раз эффективней и обеспечивают более качественную обработку.
На фото, размещенном ниже, можно увидеть вариант самодельного устройства данного типа с рециркуляцией воздуха.
Если имеются минимальные познания в механике, процесс сборки аппарата не займет много времени и позволит сэкономить на покупке пескоструйного агрегата, собранного на заводе.
Добиться по-настоящему качественного результата можно только в том случае, если при сборке аппарата с рециркуляцией будут использованы только качественные составляющие.
Видео ниже поможет при самостоятельной сборке данного агрегата.
Собирая пескоструйный агрегат самостоятельно, не стоит спешить, так как такой аппарат может впоследствии работать неправильно и быстро выйдет из строя.
Особое внимание следует обратить на компрессор. Для данного устройства следует использовать тот компрессор, который способен создать необходимое давление воздуха.
Видео:
То же самое в полной мере относится и к соплу, которое должно быть определенных размеров, а кроме этого, изготовлено только из вольфрамовых материалов.
По некоторым рабочим параметрам пескоструйное устройство, собранное самостоятельно, может уступать заводским агрегатам, однако на качество обработки это скажется не сильно.
В любом случае, перед тем как приступить непосредственно к самой сборке, следует тщательно все продумать и составить подробный план своих действий.
Если данное оборудование требуется для разовой работы, то в этом случае выходом из положения может стать аренда агрегата в любом специализированном центре.
Если позволяют финансовые возможности и аппарат данного типа используется регулярно, в результате чего является необходимым, то лучше всего выбрать заводской пескоструйный аппарат, аналогичный тому, который представлен на фото в начале нашей статьи.
Видео:
DIY Пескоструйный аппарат за 5 долларов
Сделай сам » DIY Пескоструйный аппарат за 5 долларов
от Liss | 2 комментария Этот пост может содержать партнерские ссылки, см.
Раскрытие информации. Сделай сам $5.00 ПЕСКОСТРУЙНАЯ МАШИНА
Пескоструйные аппараты удобны для удаления краски, ржавчины, поверхностных загрязнений с автомобилей, домов, машин и других поверхностей. Они идеально подходят для очистки бытовых инструментов и очень эффективны для очистки дорожек и бетонных поверхностей. Хотя они могут немного подорожать! Вот очень простой способ превратить бутылку Gatorade и недорогой комплект пневматического оружия за 5 долларов в эффективный самодельный пескоструйный аппарат.
Flickr: Withered_perception
У меня немного ржавчины на подъездной дорожке и несколько старых ржавых инструментов, которые я получил от дедушки много лет назад.
Присматриваюсь к пескоструйным и содовым струйным машинам уже около 6 месяцев. Они либо недорогие и дешевые, либо очень хорошо сделаны и дорогие!
Так что я решил, давайте просто сделаем один.
5,00 $ Самодельный пескоструйный аппарат
Посмотреть это видео на YouTube
Шаг 1: Набрать дерьма
Отправляйтесь за дерьмом в Harbour Freight. Этот комплект пневматического оружия стоил 4,9 доллара.9.
Теперь найдите в мусорке бутылку.
Шаг 2: Отрежьте горловину
Снимите стопорную горловину колпачка.
Шаг 3: Просверлите
Возьмите сверло 3/16″ и просверлите горловину прямо под колпачком.
Шаг 4: Тестовая посадка
Вставьте воздушный стержень. Он должен быть очень плотным!
Шаг 5: Отметьте
Отметьте нижнюю часть воздушной трубки. Вращайте трубку, чтобы вы могли держать ручку во время напильника.
Шаг 6: Напилите
Напилите отверстие в трубке, чтобы впустить носитель. Когда вы закончите, поверните трубку назад, чтобы отверстие оказалось внизу.
Шаг 7: Установите
Вставьте трубку обратно в отверстие.
Шаг 8: Печать
Не ищите клей, чтобы приклеиться сюда.
Просто нужно, чтобы отверстие не слишком раскрылось под давлением.
Этап 9: Испытательный взрыв
Наденьте защитные очки и перчатки и хорошенько взорвитесь. Я выстрелил в ржавчину на подъездной дорожке и удалил пятно (белую часть) всего за несколько секунд.
Шаг 10: Реальная сделка
Старый набор игольчатых наконечников (чертовски ржавых…)
Поскольку все продолжают спрашивать, это мой воздушный компрессор California Air Tools 10020c, работающий на 40 фунтов на квадратный дюйм для пескоструйной обработки.
Я также использую дробленый грецкий орех 20/40 для своего носителя.
Для СИЗ я использую перчатки, респиратор P-100, длинные рукава и лицевой щиток. Никаких оправданий! Не шутите со своей безопасностью!
Иссохшее восприятие
Фотограф и аэрофотосъемка. С гордостью сотрудничаем с HISTORY COLORADO
Instagram: withered_perceptionИсточник: instructables.
com/id/DIY-500-SandblasterКатегории Сделай сам, Жизнь
Просмотреть еще Экономные идеи для жизни
Выкапывание долгов с помощью ложки!
12 удивительных способов использовать банановую кожуру
16 советов, как сохранять прохладу этим летом и экономить энергию
Совет по приготовлению мороженого идеального размера
Больше проектов своими руками
Как избавиться от запаха в канализации. Руководство по очистке вонючих стоков
Легкий способ очистить ржавую решетку для гриля
Как сделать лестницу в бассейне для собак
Перевернутая плантатор для томатов MYO
900
26 апреля 2016 г. | Видео
А вот и еще одна совершенно новая конструкция от команды «сделай это экстремальной» — пескоструйный аппарат.
Эта структура пригодна для многократного использования, например, для удаления ржавчины со старых предметов и покрытий, а также для письма на различных материалах, таких как стекло, камень и другие.Наш собственный дизайн конкретной конструкции направлен на переработку песка, чтобы иметь возможность использовать его более одного раза. Таким образом, мы использовали два резервуара для достижения этого конкретного результата, поскольку, когда один резервуар используется для пескоструйной обработки, другой, который не используется, сможет удерживать песок в нем. Таким образом, после того, как песок высыпается из резервуара, который использовался для пескоструйной обработки, и с помощью некоторых клапанов функция меняется на противоположную, выполняя тот же процесс на этот раз со вторым резервуаром. В будущем мы планируем сделать систему переработки и песка.
Чтобы сделать два резервуара, мы сначала взяли четыре резервуара бытового LPG (сжиженного нефтяного газа), чтобы их разрезать, а затем сделали два больших.
Наши резервуары соединены винтами посередине, чтобы мы могли получить доступ к их внутренней поверхности, если это необходимо.Воздух подается через кожух, соединенный с воздушным компрессором, и проходит через него с помощью регулятора давления. Затем воздух в резервуаре сдавливает песок, а другой источник соединяется с клапаном, в котором песок смешивается с воздухом (смесительный клапан), а затем движется к пескоструйному пистолету внутри халата. Поэтому, открывая вентиль, мы понимаем, что песок вылетает из него с огромной скоростью, и ударяя по нашему предмету, мы имеем результат, о котором только что говорили выше. Входное отверстие нашего резервуара, куда вставляется песок, открывается, когда давление в резервуаре равно нулю, и автоматически закрывается, когда в наш резервуар подается воздух. Этот факт делает размещение песка и нашего пескоструйного аппарата чрезвычайно простыми в использовании.
Показания давления в наших резервуарах показывают два манометра, каждый из которых установлен на каждый резервуар.
Также из соображений безопасности мы установили на баки два предохранительных воздушных клапана на 12 бар, а также два выпускных клапана, которые при необходимости удаляют воздух из баков. Чтобы сделать наш пескоструйный аппарат еще проще в использовании, четыре колеса стали подвижным инструментом, который также легко использовать на рабочем месте.
Достижение давления 8 бар от нашего компрессора, наша пескоструйная обработка отлично работает и дает отличные результаты. Кроме того, налив немного воды в наши баки, мы можем очистить свое место от грязи, которую не так просто удалить при напоре воды в нашем доме. Кроме того, поместив немного песка в один из двух резервуаров и воды в другой, мы можем мгновенно превратить нашу конструкцию в гидропескоструйную машину…
Наконец, наша конструкция с номером 0033 добавлена в нашу рабочую лабораторию как еще один блестящий инструмент.
2.
Инструмент для развальцовки трубок: Доступ ограничен: проблема с IP
AN040043A Набор для развальцовки трубок
СПЕЦИФИКАЦИЯ
Код товара 48573 Количество в упаковке 1/12 Артикул AN040043A Штрих-код 4719152399745 Страна производитель ТАЙВАНЬ (КИТАЙ) ОПИСАНИЕ
Набор включает в себя перечень инструментов, применяющихся для изготовления элементов гидравлических магистралей автомобиля: систем питания, смазки, кондиционирования, тормозной системы и гидропривода сцепления. Инструменты позволяют обрезать и развальцовывать трубки, изготовленные из меди, алюминия или мягких сортов стали, для соединений со стандартной и усиленной, двойной развальцовкой. Для удобства, детали, входящие в состав набора, хранятся в оригинальном пластиковом кейсе.
Подходит для трубок с внешним диаметром 4, 6, 8, 10, 12, 15, 16 мм.
СОДЕРЖАНИЕ
— Содержание: — Труборез роликовый, усиленный с резаком для удаления заусенцев и запасным роликом; — Зажим для фиксации трубок диаметрами: 4, 6, 8, 10, 12, 15, 16 мм. ;
— Пуансоны («грибки») для двойной развальцовки трубок диаметрами: 4, 6, 8, 10, 12 мм.; — Станок для развальцовки; — Пластиковый кейс. Инструменты и приспособления специального назначения производства компании JONNESWAY® ENTERPRISE CO., LTD., по уровню исполнения относятся к изделиям класса PROFESSIONAL, применяется для производства работ по сборке, ремонту и обслуживания продукции машиностроения, строго персоналом, имеющим соответствующую квалификацию, знакомым с правилами техники безопасности, условиями эксплуатации и навыками работы со специальным инструментом и приспособлениями.
На инструменты и приспособления специального назначения торговой марки JONNESWAY® распространяется понятие «ограниченной гарантии», в связи с сокращением срока эксплуатации, связанным с повышенным износом некоторых деталей конструкции при использовании. Срок эксплуатации изделия с заявленными характеристиками определен в 12 месяцев с начала использования инструмента.
Начало эксплуатации определяется по дате продажи, указанной в гарантийном талоне JONNESWAY® или фискальном документе, подтверждающем факт приобретения конкретного изделия. Срок применения инструмента с объявленными характеристиками может быть изменен индивидуально, как в сторону уменьшения, так и в сторону увеличения в зависимости от интенсивности и условий эксплуатации конкретного изделия (группы изделий).Претензии по отношению к инструменту, вышедшему из строя в течение гарантийного срока, принимается к рассмотрению уполномоченным представителем JONNESWAY® ENTERPRISE CO., LTD., в соответствии с Законом «О Защите прав потребителя».
Не подлежат обслуживанию по гарантийным условиям изделия, вышедшие из строя в результате:
- Нагрузок, превышающих расчетные.
- Воздействий, не связанных с выполнением основных функций изделия.
- Нарушений правил хранения, обслуживания и применения.
- Естественного износа.
В этой связи, производитель настоятельно рекомендует:
1) Подбирать и использовать инструмент согласно производимой работе и строго по назначению.
2) Не наносить удары по телу инструмента или элементам изделия другими предметами, если подобное не предусмотрено конструкцией.
3) Не допускать падения инструмента с большой высоты на твердую поверхность.
4) Не допускать длительное хранение инструмента в условиях высокой влажности или иных агрессивных к материалам изделия средах.
5) Не допускать самостоятельного ремонта и регулировок инструмента в период гарантийного срока.
6) Правильно и своевременно производить работы по техническому обслуживанию инструмента.
7) При использовании специальных приспособлений и средств диагностики, руководствоваться исключительно рекомендациями производителя по ремонту и эксплуатации обслуживаемой техники.
8) Правильно и своевременно производить очистку инструмента от загрязнений.
.
Претензии по данной гарантии не принимаются к рассмотрению в случаях невозможности подтверждения квалификации пользователя, наличия признаков проведения ремонтных работ изделий, осуществлявшихся неуполномоченными на это лицами, изменений конструкции, или самостоятельной установки неоригинальных компонентов и деталей изделий.
Производитель оставляет за собой право определения причины выхода из строя изделия (из-за некачественных материалов, ошибок при сборке, человеческого фактора или по иным причинам).
Права по настоящей гарантии ограничиваются первоначальным потребителем и не распространяются на последующих.
КАК ИСПОЛЬЗОВАТЬ
Инструмент для развальцовки трубок в категории «Инструмент»
Набор для развальцовки концевиков тормозных и гидравлических трубок YATO YT-06088
Под заказ
Доставка по Украине
5 300 — 5 650 грн
от 2 продавцов
5 650 грн
Купить
Интернет-магазин «24ka.com.ua»
Набор инструментов для развальцовки трубок Alloid, 5-16мм 10 ед. (НГ-2031)
На складе
Доставка по Украине
800 грн
714 грн
Купить
Болгарка — интернет-магазин инструментов
Набор инструментов для развальцовки трубок TJG, 4.75-10мм 10 ед. (F6146)
На складе
Доставка по Украине
1 064 грн
Купить
Болгарка — интернет-магазин инструментов
Набор инструментов для развальцовки тормозных трубок JBM (развальцовщик/трубогиб) 52700
Доставка из г.
Киев780 грн
Купить
Авто-расходники «V8 Engine»
Набор для развальцовки трубок, 7 размеров SATRA S-7DFT
На складе в г. Винница
Доставка по Украине
по 1 120 грн
от 3 продавцов
1 120 грн
Купить
ToolsGrad — гипермаркет инструмента
Набор для развальцовки трубок 3-19 мм GEKO G02720
На складе
Доставка по Украине
по 1 075 грн
от 3 продавцов
1 075 грн
Купить
ToolsGrad — гипермаркет инструмента
Набор для развальцовки трубок GEKO G02722
На складе
Доставка по Украине
по 1 272 грн
от 2 продавцов
1 272 грн
Купить
ToolsGrad — гипермаркет инструмента
Набор для развальцовки трубок тормозных каналов 10 единиц KBGlobal KB09065
На складе
Доставка по Украине
по 800 грн
от 3 продавцов
800 грн
Купить
ToolsGrad — гипермаркет инструмента
Набор инструментов для развальцовки тормозных трубок (развальцовщик/трубогиб) производитель JBM 52700
Доставка по Украине
773 грн
Купить
Benz-avto
Комплект для резки и развальцовки трубок дюймовый
Доставка по Украине
2 729 грн
Купить
SIGMAMAX
Комплект для резки и развальцовки трубок дюймовый
Доставка по Украине
по 1 928 грн
от 2 продавцов
1 928 грн
Купить
SIGMAMAX
Прибор для развальцовки тормозной трубы 4,75 / 4,8 мм SF / DF, Медная тормозная трубка 15 метров,Наконечники
На складе
Доставка по Украине
4 200 грн
Купить
Гальмівні Системи PHU DONOCIK Філія України
Набор для развальцовки трубок 5-16 мм.
(НР-2031 ALLOID)На складе в г. Сумы
Доставка по Украине
по 880 грн
от 2 продавцов
880 грн
Купить
EuroTool
Инструмент для развальцовки труб Value VFT-808-IN
На складе
Доставка по Украине
1 516 грн
Купить
OOO «Поларис — ЭКО»
Комплект для резки и развальцовки трубок дюймовый
Доставка по Украине
2 728.32 грн
Купить
COOLTOOLS
Смотрите также
Прибор для развальцовки тормозных трубок Asta A-ROG201
На складе
Доставка по Украине
1 950 грн
Купить
Гальмівні Системи PHU DONOCIK Філія України
Соединитель без развальцовки (рем.комплект) для трубок 4.75 мм (50 штук)
На складе
Доставка по Украине
8 500 грн
Купить
Гальмівні Системи PHU DONOCIK Філія України
Соединитель Без развальцовки (рем.комплект) для трубок 3.
55 ммНа складе
Доставка по Украине
260 грн
Купить
Гальмівні Системи PHU DONOCIK Філія України
Соединитель Без развальцовки (рем.комплект) для трубок 6.35 мм
На складе
Доставка по Украине
280 грн
Купить
Гальмівні Системи PHU DONOCIK Філія України
Инструмент для развальцовки труб Value VFT-808-I
На складе
Доставка по Украине
1 930 грн
Купить
OOO «Поларис — ЭКО»
Инструмент для развальцовки труб Value VFT-809-I с трещоткой
На складе
Доставка по Украине
2 452 грн
Купить
OOO «Поларис — ЭКО»
Набор для развальцовки труб HOGERT HT1P626
Заканчивается
Доставка по Украине
900 грн
Купить
24tools.com.ua
Развальцовка с двумя насадками для тормозных трубок
Доставка по Украине
370 грн
Купить
Протон+
Развальцовка в пластиковом кейсе с насадкой-конусом и комплектом насадок под «грибок» для тормозных трубок
Доставка по Украине
840.
50 грнКупить
Протон+
Набір для розвальцьовування трубок GEKO G02722
На складе
Доставка по Украине
1 023 грн
Купить
TWIST AUTO — инструмент по доступной цене
Набір для розвальцьовування трубок (F6146) TJG
На складе
Доставка по Украине
1 111.61 — 1 249 грн
от 7 продавцов
1 143 грн
Купить
TWIST AUTO — инструмент по доступной цене
Набор для развальцовки трубок, 7 размеров SATRA S-7DFT
На складе
Доставка по Украине
1 120 грн
Купить
Интернет-магазин «TOOTTOOLS»
Набор для развальцовки трубок 3-19 мм GEKO G02720
На складе
Доставка по Украине
1 074 грн
Купить
Интернет-магазин «TOOTTOOLS»
Набір для розвальцьовування трубок TOPTUL JGAI1001
На складе в г. Киев
Доставка по Украине
3 210 грн
Купить
Слава Україні, Слава Нації !
Набор гидравлических инструментов для развальцовки VEVOR, инструмент для двойной развальцовки под углом 45°, ремонт тормозов Инструменты для развальцовки тормозов для 3/16″-1/2″, инструмент для развальцовки тормозов с труборезом и устройством для удаления заусенцев, 32 шт.
Инструменты для развальцовки труб для медных трубопроводов45° Набор инструментов для гидравлического развальцовки
Превосходные инструменты для ремонта тормозов с функциями развальцовки труб совместимы с одной матрицей. Инструмент комплектуется разными типами гребенок. Наш инструмент для развальцовки тормозов обладает многими преимуществами эргономичного дизайна, простоты в эксплуатации и высокой эффективности. Гидравлический механизм делает развальцовку легкой. Это идеальный инструмент для ремонта GM и трубопроводов HAVC.
Функции расширения трубки
Ручной гидравлический механизм
Резка трубы и развервание
Дверкость и портативность
Tough Equipment и Tools Play Mess
VEVOR. оборудование и инструменты. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
- Premium Tough Quality
- Невероятно низкие цены
- Быстрая и безопасная доставка
- 30-дневный бесплатный возврат
- Внимательное обслуживание 24 часа в сутки 7 дней в неделю в оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
- Премиальное качество жесткое качество
- Невероятно низкие цены
- Fast & Secure Delivery
- 30-дневные бесплатные доходности
- 24/7 Внеляемое обслуживание
Tub различные типы расширяющихся адаптеров и матриц, в том числе нажимные соединения, топливопроводы GM, трубопровод охлаждения трансмиссии GM, 45-градусные и двойные раструбы, раструбы ISO.
Различные размеры матрицы
Гидравлический комплект с цельными развальцовочными матрицами и переходниками подходит для пробивки медных труб диаметром 3/16–1/2 дюйма.
Трубные хомуты доступны в размерах Ø 3/16, 1/4, 5/16, 3/8, 5/16, 1/2 дюйма, 4,75 мм, 6 мм, 8 мм, 10 мм.Ручная гидравлическая система
Наш двойной развальцовщик изготовлен из закаленной стали 40 CR. Большой масляный цилиндр с хорошей герметичностью и пружинной ручкой делает работу более эффективной.
Резак и устройство для снятия заусенцев
Вы можете легко резать трубы с помощью трубореза, который оснащен острым лезвием и простой регулировкой. Затем вы можете использовать инструмент для удаления заусенцев, чтобы очистить края трубы.
Переносной кейс для хранения
Этот комплект инструментов для гидравлического развальцовки компактен и удобен в хранении благодаря прочному пластиковому кейсу. Это экономит место и облегчает переноску комплекта для развальцовки.
Различное применение
Набор инструментов с двойной развальцовкой подходит для труб из мягкой меди или других труб из мягкого металла, широко используемых при ремонте автомобилей, трубопроводов HAVC.
Технические характеристики
Модель: 72485-PRC
Материал: 40 CR Сталь
Развальцовочный конус: 45°
Размер вставной головки: 1/4″, 5/16″, 3/8″
GM Размер вставки для топливопровода: 5/16″, 3/8″
GM Размер матрицы линии охлаждения трансмиссии: 3/8″, 1/2″
45° и двойной раструб Размер матрицы: 3/16″, 1/4″, 5/16″, 3/8 «, 1/2»
ISO Bubble Flare Размер: 4,75 мм, 6 мм, 8 мм, 10 мм (0,19/0,24/0,31/0,39 дюйма)
Содержимое упаковки
Прочное оборудование и инструменты Плати меньше
VEVOR — ведущий бренд, специализирующийся на оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
- Высокое качество
- Невероятно низкие цены
- Быстрая и безопасная доставка
- 30-дневный бесплатный возврат
- Круглосуточный внимательный сервис
Прочное оборудование и инструменты, платите меньше
VEVOR — ведущий бренд, специализирующийся на оборудовании и инструментах.
Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.Почему выбирают ВЕВОР?
- Премиум прочное качество
- Невероятно низкие цены
- Быстрая и безопасная доставка
- 30-дневный бесплатный возврат
- Внимательное обслуживание 24/7
Набор инструментов для гидравлического развальцовки под углом 45°
Превосходные инструменты для ремонта тормозов с функциями развальцовки труб совместимы с развальцовкой труб. одиночный штамп. Инструмент комплектуется разными типами гребенок. Наш инструмент для развальцовки тормозов обладает многими преимуществами эргономичного дизайна, простоты в эксплуатации и высокой эффективности. Гидравлический механизм делает развальцовку легкой. Это идеальный инструмент для ремонта GM и трубопроводов HAVC.
- Функции развальцовки труб
- Ручной гидравлический механизм
- Резка труб и удаление заусенцев
- Долговечность и портативность
Инструмент для развальцовки труб
Этот гидравлический инструмент для развальцовки включает в себя развальцовку под углом 45° и различные типы развальцовочных конусов. нажимные соединения, топливопроводы GM, трубопровод охлаждения трансмиссии GM, 45° и двойные раструбы, раструбы ISO.
Развальцовка различных размеров
Гидравлический комплект с цельными развальцовочными головками и переходниками подходит для пробивки медных труб диаметром 3/16″–1/2″. Трубные хомуты доступны в размерах Ø 3/16, 1/4, 5/16, 3/8, 5/16, 1/2 дюйма, 4,75 мм, 6 мм, 8 мм, 10 мм.
Ручная гидравлическая система
Наш двойной развальцовщик изготовлен из закаленной стали 40 CR. Большой масляный цилиндр с хорошей герметичностью и пружинной ручкой делает работу более эффективной.
Резак и устройство для снятия заусенцев
Вы можете легко резать трубы с помощью трубореза, который оснащен острым лезвием и простой регулировкой.
Затем вы можете использовать инструмент для удаления заусенцев, чтобы очистить края трубы.Переносной кейс для хранения
Этот комплект инструментов для гидравлического развальцовки компактен и удобен в хранении благодаря прочному пластиковому кейсу. Это экономит место и облегчает переноску комплекта для развальцовки.
Различное применение
Набор инструментов с двойной развальцовкой подходит для труб из мягкой меди или других труб из мягкого металла, широко используемых при ремонте автомобилей, трубопроводов HAVC.
Содержание пакета
- 1 x Гидравлический инструмент расщепления
- 1 x 45 ° Slaring Cone
- 16 X Dies
- 16 x Адаптеры
- 1 x Инструмент разветвления
- 1 x Cutter
Спецификации
- 7
- Модели модели
- Модель: модель
- Модели: модель
- 7
- Модели: Модель
- 7
- 7 700077 Модели: Модель
- 700077 70007 Модели: Модель
- 7
- 7
- 7 700077 700077 700077 Модели: Модели: Модель
- 7
- Модели: Модель модели
- 70007 Модели: Модель модели
- 70007 модели: модель
- модели: модель
- 1 x Cutter. 72485-PRC
- Материал: 40 Cr Сталь
- Развальцовочный конус: 45°
- Размер вставной головки: 1/4″, 5/16″, 3/8″
- GM Размер головки топливопровода: 5/16″, 3/8″
- GM Линия охлаждения трансмиссии Размер матрицы: 3/8″, 1/2″
- Размер матрицы под углом 45° и двойной раструб: 3/16″, 1/4″, 5/16″, 3/8″, 1/2″
- ISO Bubble Размер развальцовочной головки: 4,75 мм, 6 мм, 8 мм, 10 мм (0,19/0,24/0,31/0,39 дюйма)
Инструменты для развальцовки в Summit Racing
У нас есть подходящий инструмент для развальцовки для вашего автомобильного проекта! Наш ассортимент включает в себя универсальные инструменты для развальцовки, инструменты для развальцовки тормозных магистралей и…
У нас есть подходящий инструмент для развальцовки автомобильных сантехники! Наш ассортимент включает в себя универсальные инструменты для развальцовки, инструменты для развальцовки тормозных магистралей и инструменты для развальцовки на 37 градусов, разработанные специально для использования в автомобилях.
Независимо от того, работаете ли вы с тормозными магистралями, линиями охлаждения трансмиссии или топливными линиями, у нас есть подходящий инструмент для развальцовки. Изготавливайте одинарные, двойные или пузырьковые развальцовки с помощью инструментов для развальцовки лучших брендов OTC Tools, S.U.R.&R. Classic Tube, K-Tool, Classic Performance, Fragola и многие другие. Найдите свое сегодня!У нас есть подходящий инструмент для развальцовки автомобильных сантехники! Наш ассортимент включает в себя универсальные инструменты для развальцовки, инструменты для развальцовки тормозных магистралей и инструменты для развальцовки на 37 градусов, разработанные специально для использования в автомобилях. Независимо от того, работаете ли вы с тормозными магистралями, линиями охлаждения трансмиссии или топливными линиями, у нас есть подходящий инструмент для развальцовки. Изготавливайте одинарные, двойные или пузырьковые развальцовки с помощью инструментов для развальцовки лучших брендов OTC Tools, S.
U.R.&R. Classic Tube, K-Tool, Classic Performance, Fragola и многие другие. Найдите свое сегодня!Результаты 1–25
из 76219,99 долларов США
Ориентировочная дата отгрузки в США:
5 декабря 2022 г.
Расчетная дата международной отправки:
Сегодня
$261,99
Ориентировочная дата отгрузки в США:
21 ноября 2022 г.
Расчетная дата международной отправки:
Сегодня
249,99 долларов США
Ориентировочная дата отгрузки в США:
17 апр. 2023 г.
Расчетная дата международной отправки:
Сегодня
585,95 долларов США
Ориентировочная дата отгрузки в США:
Понедельник, 07.
11.2022Расчетная дата международной отправки:
5 декабря 2022 г.
$23,99
Ориентировочная дата отгрузки в США:
5 декабря 2022 г.
Расчетная дата международной отправки:
Сегодня
45,99 долларов США
Ориентировочная дата отгрузки в США:
6 февраля 2023 г.
Расчетная дата международной отправки:
Сегодня
$95,99
Ориентировочная дата отгрузки в США:
19 декабря 2022 г.
Расчетная дата международной отправки:
Сегодня
445,99 долларов США
Ориентировочная дата отгрузки в США:
29 нояб.
2022 г.Расчетная дата международной отправки:
Сегодня
199,99 долларов США
Ориентировочная дата отгрузки в США:
Среда, 02.11.2022
Расчетная дата международной отправки:
21 ноября 2022 г.
$22,99
Ориентировочная дата отгрузки в США:
5 декабря 2022 г.
Расчетная дата международной отправки:
Сегодня
$39.00
Ориентировочная дата отгрузки в США:
9 января 2023 г.
Расчетная дата международной отправки:
Сегодня
$32,99
Ориентировочная дата отгрузки в США:
16 января 2023 г.
Расчетная дата международной отправки:
Сегодня
200,99 долларов США
Ориентировочная дата отгрузки в США:
17 ноября 2022 г.
Расчетная дата международной отправки:
Сегодня
$36,99
Ориентировочная дата отгрузки в США:
16 ноября 2022 г.
Расчетная дата международной отправки:
Сегодня
205,99 долларов США
Ориентировочная дата отгрузки в США:
Среда, 02.11.2022
Расчетная дата международной отправки:
10 ноября 2022 г.
49,99 долларов США
Ориентировочная дата отгрузки в США:
28 ноября 2022 г.
Расчетная дата международной отправки:
Сегодня
225,44 доллара США
Ориентировочная дата отгрузки в США:
Среда, 02.11.2022
Расчетная дата международной отправки:
Четверг 03.11.2022
$34,99
Ориентировочная дата отгрузки в США:
17 ноября 2022 г.
Расчетная дата международной отправки:
Сегодня
$233,99
Ориентировочная дата отгрузки в США:
21 ноября 2022 г.
Расчетная дата международной отправки:
21 ноября 2022 г.
$65,68
Ориентировочная дата отгрузки в США:
5 декабря 2022 г.
Расчетная дата международной отправки:
Сегодня
$339,99
Ориентировочная дата отгрузки в США:
21 ноября 2022 г.
Расчетная дата международной отправки:
Сегодня
$53,99
$59,99
(Скидка $6,00)
Ориентировочная дата отгрузки в США:
Четверг 03.
11.2022Расчетная дата международной отправки:
19 декабря 2022 г.
209,99 долларов США
Ориентировочная дата отгрузки в США:
14 ноября 2022 г.
Расчетная дата международной отправки:
Сегодня
$14,99
Ориентировочная дата отгрузки в США:
Среда, 02.
Вес листа стального 4 мм: Лист 4 мм | Вес 1 м2 + Калькулятор ✅
Лист горячекатаный в наличии на складе в Новосибирске по низким ценам, звоните 8 (383) 249-87-48
Подбор по параметрам
43,215
РЛист горячекатаный 2 мм, стальной, Ст3, Ст3пс, Ст3сп5, Ст3пс5, Ст3сп, 16523-97, размеры: 1250×2500 мм, тонколистовой, вес 1 кв. м. 15.70 кг, цена за тонну 43,215
Рorg/Offer»>
42,766
РЛист горячекатаный 3 мм, стальной, Ст3, Ст3пс, Ст3сп5, Ст3пс5, Ст3сп, 16523-97, размеры: 1250×2500 мм, тонколистовой, вес 1 кв. м. 23.55 кг, цена за тонну 42,766
Р org/Offer»>
org/Offer»>42,870
РЛист горячекатаный 4 мм, стальной, Ст3, Ст3пс, Ст3сп5, Ст3пс5, Ст3сп, 16523-97, размеры: 1500×6000 мм, тонколистовой, вес 1 кв. м. 31.40 кг, цена за тонну 42,870
Р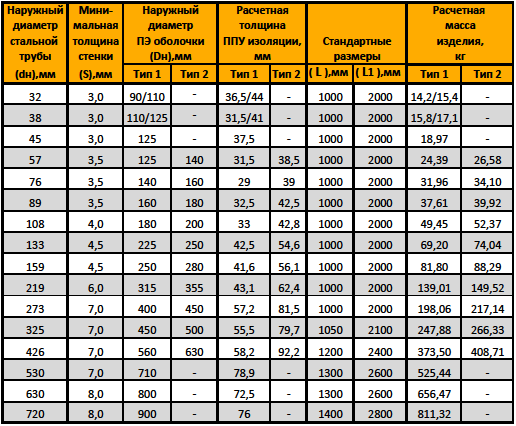 org/Offer»>
org/Offer»>43,317
РЛист горячекатаный 4 мм, стальной, 09Г2С-12, 09Г2С-15, 09Г2С, размеры: 1500×6000 мм, тонколистовой, вес 1 кв. м. 31.40 кг, цена за тонну 43,317
Р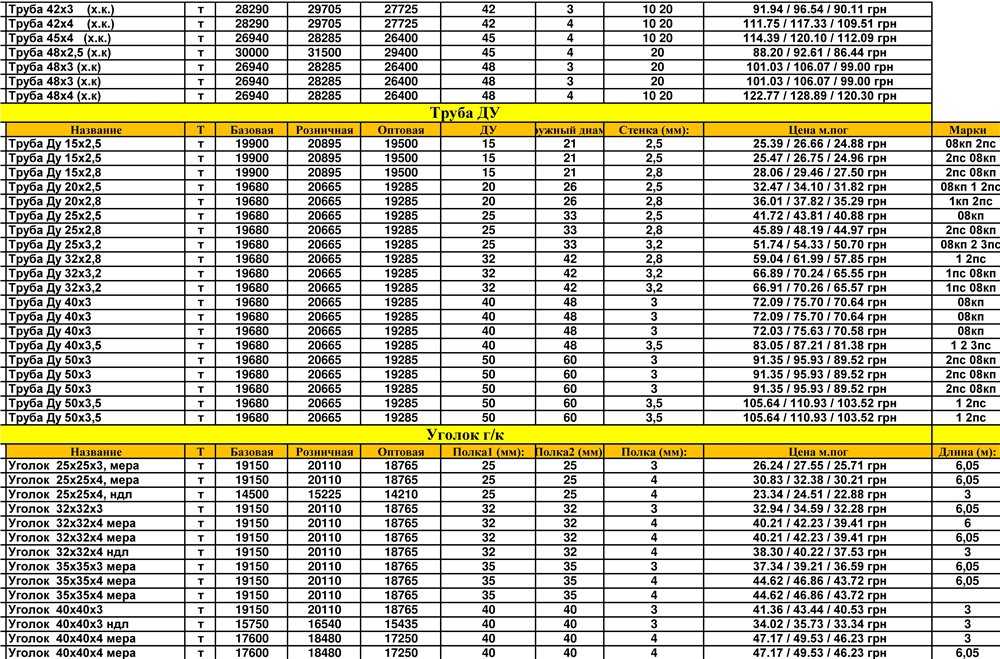 org/Offer»>
org/Offer»>42,221
РЛист горячекатаный 5 мм, стальной, 09Г2С, 09Г1С-14, 09Г2С-12, 09Г2С-14, 09Г2С-15, размеры: 1500×6000 мм, тонколистовой, вес 1 кв. м. 39.25 кг, цена за тонну 42,221
Р org/Offer»>
org/Offer»>42,865
РЛист горячекатаный 6 мм, стальной, 09Г1С-14, 09Г2С-12, 09Г2С-15, 09Г2С, размеры: 1500×6000 мм, тонколистовой, вес 1 кв. м. 47.10 кг, цена за тонну 42,865
Р org/Offer»>
org/Offer»>43,198
РЛист горячекатаный 8 мм, стальной, 09Г1С-14, 09Г2С-12, 09Г2С-15, 09Г2С, размеры: 1500×6000 мм, тонколистовой, вес 1 кв. м. 62.80 кг, цена за тонну 43,198
Р org/Offer»>
org/Offer»>43,064
РЛист горячекатаный 10 мм, стальной, 09Г1С-14, 09Г2С-12, 09Г2С-15, 09Г2С, размеры: 1500×6000 мм, тонколистовой, вес 1 кв. м. 78.50 кг, цена за тонну 43,064
Р org/Offer»>
org/Offer»>42,573
РЛист горячекатаный 12 мм, стальной, 09Г2С-12, 09Г2С-14, 09Г2С-15, 09Г2С, размеры: 1500×6000 мм, толстолистовой, вес 1 кв. м. 94.20 кг, цена за тонну 42,573
Р org/Offer»>
org/Offer»>43,971
РЛист горячекатаный 20 мм, стальной, 09Г2С-12, 09Г2С-15, 09Г2С, размеры: 1500×6000 мм, толстолистовой, вес 1 кв. м. 157.00 кг, цена за тонну 43,971
Р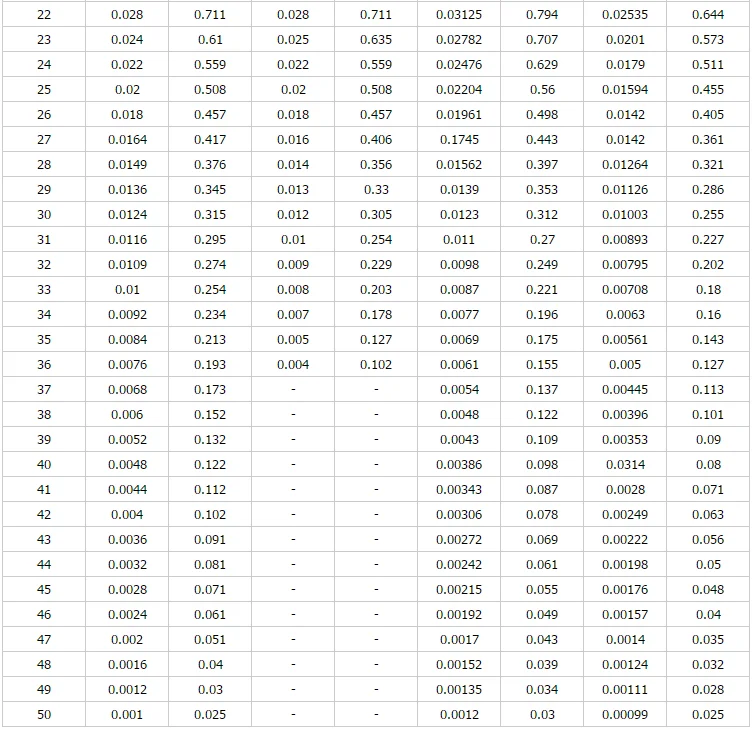 org/Offer»>
org/Offer»>68,715
РЛист горячекатаный 0.35 мм, стальной, размеры: 1000×2000 мм, тонколистовой, вес 1 кв. м. 2.75 кг, цена за тонну 68,715
Р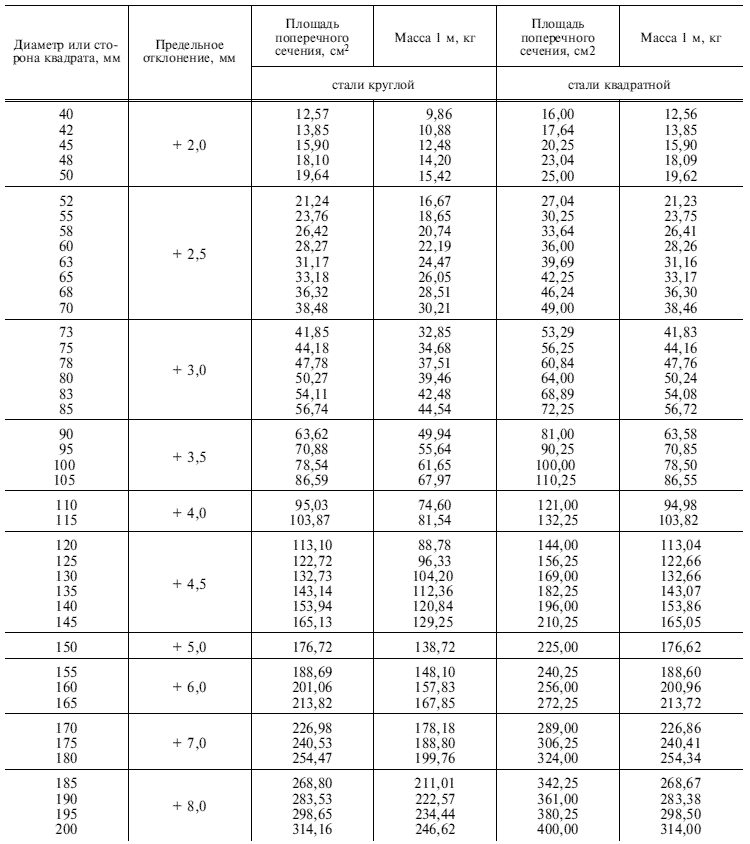 org/Offer»>
org/Offer»>54,972
РЛист горячекатаный 0.4 мм, стальной, тонколистовой, вес 1 кв. м. 3.14 кг, цена за тонну 54,972
Р org/Offer»>
org/Offer»>179,575
РЛист горячекатаный 0.5 мм, стальной, 45, размеры: 600×2000 мм, тонколистовой, вес 1 кв. м. 3.93 кг, цена за тонну 179,575
Р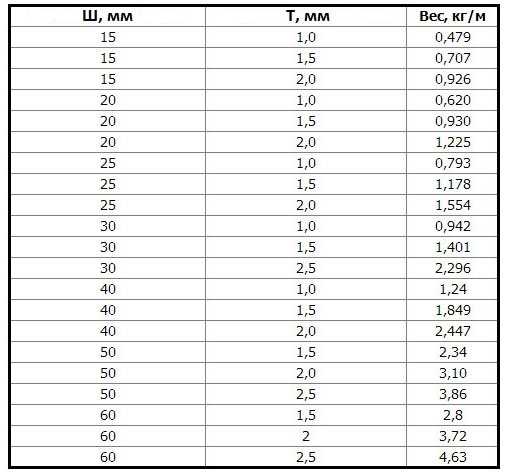 org/Offer»>
org/Offer»>41,229
РЛист горячекатаный 0.5 мм, стальной, 65Г, размеры: 600×2000 мм, тонколистовой, вес 1 кв. м. 3.93 кг, цена за тонну 41,229
Р org/Offer»>
org/Offer»>595,530
РЛист горячекатаный 0.5 мм, стальной, 20860, 19903-2015, размеры: 1000×1650-2100 мм, тонколистовой, вес 1 кв. м. 3.93 кг, цена за тонну 595,530
Рorg/Offer»>
595,530
РЛист горячекатаный 0.5 мм, стальной, 20895, 19903-2015, размеры: 1000×1850-2000 мм, тонколистовой, вес 1 кв. м. 3.93 кг, цена за тонну 595,530
Р org/Offer»>
org/Offer»>595,530
РЛист горячекатаный 0.5 мм, стальной, 20880, 19903-2015, размеры: 1000×1900-2000 мм, тонколистовой, вес 1 кв. м. 3.93 кг, цена за тонну 595,530
Рorg/Offer»>
43,978
РЛист горячекатаный 0.5 мм, стальной, 10, ширина: 1000 мм, тонколистовой, вес 1 кв. м. 3.93 кг, цена за тонну 43,978
Рorg/Offer»>
50,391
РЛист горячекатаный 0.5 мм, стальной, 08кп, 08Ю, ширина: 1250 мм, тонколистовой, вес 1 кв. м. 3.93 кг, цена за тонну 50,391
Рorg/Offer»>
48,467
РЛист горячекатаный 0.6 мм, стальной, 20, размеры: 600×2000 мм, тонколистовой, вес 1 кв. м. 4.71 кг, цена за тонну 48,467
РПоказать ещё
20
из
7007-7% на цинкование
действует до 13. 11.2022-10% на доставку
действует до 13.11.2022-10% на доставку
действует до 13.11.2022-10% на доставку
действует до 13.11.2022-15% на резку
действует до 13.11.2022-10% на доставку
действует до 13.11.2022-7% на цинкование
действует до 13.11.2022-15% на резку
действует до 13.11.2022-15% на резку
действует до 13.11.2022-7% на цинкование
действует до 13.11.2022Лист г/к 4,0 мм 1500х6000 мм
Перейти к содержимому
8178,00 грн/шт.
Заказ в один клик!
Quantity
1
Лист стальной – наиболее востребованный вид черного проката. Он универсален в плане механической и термической обработки, отлично сваривается, довольно пластичен и характеризуется однородной текстурой металла.
Производится в виде тонкого и толстого металлопроката.
Холодная прокатка применяется для листов с тонкой стенкой 0,5-3 мм, а горячая — для толстостенных 2,0-30,0 мм.
В ассортименте компании СК «Стальмет» присутствуют стальные изделия по 0,8 и 1,2 мм, стальной лист 5 или 8 мм, 10 и 12 мм. Заказать лист стальной в Киеве и Киевской областиоптом и в розницу можно, связавшись с менеджером по продажам компании СК «Стальмет». Более детальную информацию о сортаменте, цене листа стального за метр и за тонну, условиях доставки определенным видом транспорта можно узнать у менеджеров по телефону.
В Компании СК «Стальмет» можно купить рифленый лист, оцинкованный, холоднокатаный и горячекатаный прокат.Листовой прокат – разновидность материала, получаемого посредством прокатки стали через специальные станки для придания сырью необходимой формы. Производится он из низколегированной или углеродистой стали. Лист стальной может быть холоднокатаный и горячекатаный в зависимости от технологии прокатки.
Способ получения будет влиять на технические характеристики конечного материала. Дальнейшая обработка также определяет тип продукта. Так, помимо изделий холодного и горячего проката, существуют просечно-вятяжные и рифленые листы.Горячее катание позволяет получать тонкие металлические изделия с обработанными или необработанными кромками, а в качестве материала изготовления используется сталь низколегированного или углеродистого типов. При этом различают несколько видов продукции, маркируемой как:
А – изделия с повышенной прочностью;
Б – указывает на нормальный уровень точности;
ПО – особо высокая плоскостность;
ПВ – высокая плоскостность;
ПН – стандартная плоскостность;
НО – необрезанная кромка;
О – обработанная кромка.
При холодном катании толщина стального листа варьируется в диапазоне от 0,8 до 5 мм, а сам метод предполагает травление и холодную прокатку горячекатаной рулонной стали. На выходе изделие имеет гладко обработанную поверхность с образцовыми химическими и физическими характеристиками, что определяет его весомые преимущества:— точность прокатки;
— повышенная пластичность;
— прочность;
— стойкость к деформациям;
— небольшой вес листа стального.
Листы также маркируют и по толщине пластины: «лист стальной 4» обозначает, что изделие имеет высоту в 4 мм, «6» соответственно, 6 мм, и т.д.Область применения стальных листов:
— в бытовом и индустриальном строительстве;
— в вагоно- и машиностроении;
— в приборостроении и автостроении.
— судостроении, станкостроении и автомобилестроении;
— производственном и гражданском инжиниринге;
— традиционной и альтернативной теплоэлектроэнергетике;
— мостостроении и промышленном дизайне;
— строительстве и коммунально-хозяйственной сфере;
— для создания элементов корпусов и деталей обшивки котлов, технических резервуаров и сосудов под давлением;
— при строительстве гидротехнических сооружений и создании металлоконструкций общего назначения;
— при создании фундаментных опалубок и смотровых площадок.Компания СК «Стальмет» реализует:
— стальные горячекатаные листы в соответствии с ДСТУ 8540: 2015 (ГОСТ 19903-2015) следующих характеристик: толщина 2-50 мм; габариты 1000х2000 мм, 1250х2500 мм, 1500х6000 мм, 2000х6000 мм, 2000х12000 мм; марки стали: ст3сп;
— стальные холоднокатаные листы в соответствии с EN 10130 следующих характеристик: толщина 0,5-3 мм; габариты 1000х2000 мм и 1250х2500 мм; марки сталей: 08кп, ст1-3пс/сп;
— просечно вытяжные листы ПВЛ 306 1000х2000, ПВЛ 406 1000х2000, ПВЛ 506 1000х2000, ПВЛ 608 1000х2000.
Подобрать размеры и уточнить цены вы всегда можете, связавшись с менеджером отдела продаж. Компания СК «Стальмет» осуществляет поставки в любой объеме как в розницу, так и оптом.
Более детальную информацию о сортаменте, цене листа стального за метр и за тонну, условиях доставки определенным видом транспорта можно узнать у менеджеров отдела продаж.Лучший калькулятор стального листа + Отличная цена покупки – Arad Branding
Человеческий интеллект и технологии обеспечивают беспрецедентные достижения в глобальном развитии в нашу нынешнюю эпоху беспрецедентного прогресса.
Что вы читаете в этой статье:
- калькулятор веса стального листа
- диаграмма веса стального листа
- формула расчета веса стального листа
- удельный вес стального листа
Это преобразование охватывает как технологию, так и элементы, из которых состоит наша планета .
Как ведущая горнодобывающая и сталелитейная компания в мире, мы заинтересованы в этом вопросе и обязаны действовать соответственно.
Сталь как никогда важна для процветания нашей глобальной экономики в будущем. Как один из немногих полностью перерабатываемых и повторно используемых материалов, он будет играть решающую роль в развитии экономики замкнутого цикла в будущем.
Сталь будет продолжать развиваться и становиться более интеллектуальной и экологически чистой.
Цель нашей компании — внести свой вклад в улучшение планеты за счет использования более «умной» стали.
Стали производятся с использованием передовых методов, которые являются более эффективными, требуют меньше энергии и выделяют значительно меньше углерода. Многоразовая сталь, прочная и чистая.
Инфраструктура, состоящая из возобновляемых источников энергии и стали, будет способствовать преобразованию общества в 21 веке.
Ставя исследования и разработки в центр нашей деятельности, мы развиваем инновационную культуру.
Инженеры, которые работают на нас, потому что им приходится решать самые сложные проблемы, являются одними из самых ярких и умных людей в отрасли.
Мы никогда не признаем, что пределы нашего материала были достигнуты, поскольку нами движет дух предпринимательства и стремление к совершенству.
Мы будем и впредь продвигаться вперед, когда речь идет о разработке технологий для снижения углеродного следа стали, обновлении искусственной среды с помощью наших новых строительных решений и внедрении передовой автоматизации во всех наших процессах.
Сталелитейная промышленность будущего должна обладать этими характеристиками.
Калькулятор веса стального листа
Вы должны знать толщину, ширину, длину и количество листа из углеродистой стали, которые используются для калькулятора, чтобы определить его вес.
Плита из углеродистой стали обычно имеет плотность 0,284 фунта на кубический дюйм (490 фунтов на кубический фут в британских единицах измерения) или 7,85 тонны на кубический метр (метрическая система).
В зависимости от сорта Kloeckner Metals обычно поставляет листовой прокат шириной 48 дюймов, 60 дюймов, 72 дюймов, 84 дюймов и 9 дюймов.
6 дюймов. (Любая длина может быть предоставлена, если лист нарезан по длине, свернут в рулон или горячекатаный).Толщина сильно различается в зависимости от марки, но, например, Kloeckner производит A36 толщиной от 3/16″ до 12″!
Для того, чтобы получить вес отдельного листового проката A36 шириной 48 дюймов, длиной 96 дюймов и толщиной 3/8 дюйма или 0,1875 дюйма, вы должны рассчитать:
Вес рассчитывается следующим образом: 48″ x 96″ x 0,1875″ x 0,284 фунта/дюйм3 = 245 фунтов
Помните, что стандартизация единиц обычно является хорошей идеей при выполнении расчетов. Быстрый калькулятор для пластин из углеродистой стали также доступен в Kloeckner Metal.
Вы должны знать ширину, длину, толщину и количество в дополнение к весу листа из нержавеющей стали серии 300.
Плотность нержавеющей стали серии 300 составляет 7,85 грамма на кубический сантиметр или 0,289 фунта на кубический дюйм (501 фунт на кубический дюйм, имперские единицы) (метрические единицы).
Нержавеющая сталь марок 304 и 304L предлагается компанией Kloeckner Metals в горячекатаном, отожженном и травленном исполнении.
В производственном секторе чаще всего используются нержавеющие стали 304 и 304. Из-за их превосходной коррозионной стойкости и формуемости они являются полезными нержавеющими сталями общего назначения.
Нержавеющая сталь 304 и 304L обычно имеет толщину 3/16 дюйма, ширину 48 дюймов и 60 дюймов и длину 96 дюймов и 120 дюймов.
Таким образом, для определения веса листа из нержавеющей стали полосового прокатного стана 304L шириной 48 дюймов, 96 дюймов в длину и 3/16 дюймов или 0,1875 дюймов в толщину:
Вес рассчитывается как ширина * длина * толщина * плотность (48 дюймов * 96 дюймов * 0,1875 дюймов * 0,289 фунтов/дюйм3 = 250 фунт).
таблица веса стального листа
Очень просто определить вес стального листа в таблице. Мы должны знать плотность стального сплава, используемого для изготовления нашей пластины.
Толстый лист из углеродистой и низколегированной стали
Толстый стальной лист — стальной плоский прокат размерами шириной не менее 200 мм и толщиной 6,0 мм или шириной 1220 мм и толщиной 5 мм. Ширина рабочих валков толстолистовых прокатных станов обычно составляет от 2000 мм до 5600 мм.
Таким образом, типичный диапазон ширины стального листа, прокатываемого на толстолистовом стане, составляет от 1 500 мм до 5 000 мм (популярный диапазон составляет от 2 000 мм до 3 000 мм). Стальные листы, прокатанные на толстолистовом стане, могут иметь любую толщину от 5 мм до 200 мм.
Однако некоторые толстолистовые станы способны прокатывать стальной лист толщиной более 200 мм.
Хотя стальной лист часто используется в горячекатаном состоянии, конечная температура прокатки может быть отрегулирована для повышения прочности и ударной вязкости материала. Механические свойства некоторых стальных пластин могут быть улучшены за счет термической обработки.
Стальной лист в основном используется при строительстве массивных конструкций, включая здания, мосты, корабли, железнодорожные вагоны, резервуары для хранения, сосуды под давлением, трубы, большое оборудование, печи и другие тяжелые конструкции, требующие хорошей формуемости, свариваемости и обрабатываемости.
Марки стали часто ограничиваются низкоуглеродистыми и среднеуглеродистыми конструкционными марками с преобладанием низкоуглеродистых марок из-за потери желательных характеристик хорошей формуемости, свариваемости и обрабатываемости с увеличением содержания углерода (С) содержание.
Стальные листы также изготавливаются из различных легированных сталей.
Однако листы из легированной стали могут подвергаться термообработке в окончательной конструкции для получения механических свойств, которые лучше, чем у листов, обработанных горячим способом.
формула расчета веса стального листа
Для расчета веса стального листа мы должны заметить, что гравитация притягивает все на Земле вниз со скоростью 9,8 м/с2.
Следовательно, используя следующее уравнение, вы можете определить вес объекта, если знаете его массу:
F = m × 9,8 м/с2
Вес Сэма 50 кг. Сколько он весит в ньютонах?
A: Введя массу Сэма в килограммах в формулу веса, вы можете определить его вес в ньютонах:
F = m 9,8 м/с2 равно 50 кг при 9,8 м/с2, что равно 490 кг *бык; м/с2, или 490 Н.
Вес в фунтах (lb), возможно, вам более знаком, чем вес в ньютонах. 0,225 фунта эквивалентны одному ньютону.
Альтернативно, в Ньютоне 0,225 фунта. Это соотношение можно использовать для перевода ньютонов в фунты.
Вес Сэма в фунтах под вопросом.
A: Сэм весит 490 Н x 0,225 фунта/Н, что равняется 110 фунтам.
Сила, с которой что-то испытывает гравитационное притяжение, может быть измерено по его весу.
Зависит от массы предмета, а также от ускорения свободного падения, которое на Земле составляет 9,8 метра в секунду в квадрате.
Формула для расчета веса представлена в виде F = m 9,8 м/с2, где m — масса объекта, измеренная в килограммах, а N — масса объекта, измеренная в ньютонах (Н).
Ньютон — это единица веса, используемая в системе СИ, а один ньютон равен 0,225 фунта.
удельный вес стального листа
Для определения веса стального листа необходимо ответить на несколько вопросов.
С какой сталью вы работаете в первую очередь? Плотность является одним из наиболее важных факторов для определения веса стального листа.
Стальные листы обычно можно разделить на три группы в зависимости от их плотности при определении их веса: лист из углеродистой стали, нержавеющая сталь, серия 300 и серия 400.
Химический состав стального листа, который варьируется между сортами на крошечные проценты, не влияя на общую плотность, определяет плотность различных типов стального листа.
Например, независимо от того, работаете ли вы с углеродистой сталью A36 или A588, вы можете с уверенностью предположить плотность 490 фунтов на кубический фут (британская) или 7,85 тонны на кубический метр (метрическая).
Также должны быть известны размеры плиты, включая ее длину (L), ширину (W) и толщину (T). Объем пластины можно рассчитать, умножив длину, ширину и толщину пластины.
Это будут кубические футы в британских единицах измерения и кубические метры в метрических единицах измерения.
Готово! Для определения веса стального листа достаточно четырех битов информации:
- плотность
- длина
- ширина
- длина
Очень важно иметь в виду, что любые результаты, которые вы получаете, используя интернет-калькуляторы для обычного стального металла или выполняя расчеты вручную с использованием этих данных, должны рассматриваться как оценки, несмотря на то, что они могут показаться точными.
При расчете этих значений используются номинальные размеры и стандартная плотность.
Возможно, что фактический вес металла будет значительно отличаться от веса, который был предсказан из-за различий в производственных допусках и составе.
Похоже, что сталь в той или иной форме используется во всех аспектах нашей цивилизации.
Сталь используется в строительстве самых разных вещей, включая, помимо прочего, дома, школы и больницы, а также мосты, автомобили и грузовики, и это лишь несколько примеров ее широкого применения.
Сталь также широко используется в обрабатывающей промышленности. Сталь имеет жизненно важное значение для перехода к новому источнику энергии, поскольку ее различное количество потребуется для строительства ветряных турбин, солнечных батарей, плотин и электромобилей.
Это делает сталь важным компонентом перехода. Кроме того, сталь станет важным компонентом последующей революции в энергетическом секторе.
С 1970 года мировое потребление стали увеличилось более чем в три раза, и ожидается, что эта тенденция к росту сохранится в обозримом будущем, поскольку экономика продолжает расти, урбанизироваться, становиться более ориентированной на потребителя и увеличивать сумма денег, которую они тратят на инфраструктуру.
Мы являемся поставщиком и поставщиком этого ценного металла, а также всех его производных, а также готовых изделий и полуфабрикатов, которые создаются из него. Благодаря нашему многолетнему опыту работы в отрасли, в настоящее время мы являемся не только поставщиком, но и поставщиком.
Заполнение формы запроса — это все, что от вас требуется, если вы хотите совершить покупку или получить помощь.
Насколько полезен был этот пост?
Нажмите на звездочку, чтобы оценить!
Средняя оценка 5 / 5. Количество голосов: 1
Голосов пока нет! Будьте первым, кто оценит этот пост.
Расчет веса стальной пластины
Если вы ищете расчет веса пластины ms, то никуда не денитесь, так как наш бесплатный калькулятор веса пластины ms поможет вам сделать эти расчеты за считанные секунды. Независимо от типа, длины, ширины и толщины стального листа, этот калькулятор веса мягкой стали сделает это за вас в мгновение ока.
Давайте немного углубимся в содержание ниже, в котором мы рассмотрели расчеты всех размеров, связанных с пластинами из углеродистой стали.
Сталь: основное определение
«Сталь — это сплав, специально изготовленный путем соединения углерода и железа в определенных соотношениях»
Любой легирующий металл при добавлении в состав стали делает ее прочнее, чем раньше. В соответствии с обычной рыночной практикой широко используется углерод, поскольку он имеет наилучшую валентность и демонстрирует максимальное связывание электронов, что увеличивает общий срок службы и долговечность стального листа. Кроме того, добавление сплавов увеличивает вес стального листа, который можно легко оценить с помощью этого калькулятора веса листа ms для стали.
Состав стали:
Сталь представляет собой сплав железа и углерода, содержащий менее 2% углерода и 1% марганца, а также небольшое количество кремния, фосфора, серы и кислорода.
Как рассчитать вес листовой стали MS?
Расчет веса MS для любого стального листа теперь можно выполнить, следуя уравнению:
Вес стального листа = объем стального листа * плотность
Наш бесплатный калькулятор веса листа ms также использует ту же формулу для быстрого выполнения расчет веса стали без ущерба для точности результатов.
Основным фактором при расчете стального листа является плотность сплава. Ниже мы перечислили наиболее широко используемые стальные материалы, которые используются в производстве стальных листов, а также их плотности.
Тип стали Плотность (кг/м³) Инструментальная сталь 7715 Кованое железо 7750 Углеродистая инструментальная сталь 7820 Холоднотянутая сталь 7830 Углеродистая сталь
7840 Высокопрочная сталь C1020 7850
Чистое железо
7860 Мягкая сталь 7870
Нержавеющая сталь
8030
Таблица веса листа MS:
В таблице ниже представлена информация о весе различных стальных листов, которую также можно проверить с помощью этого лучшего калькулятора веса листа MS.
Толщина листа (мм) 92)
1 7,85
2
15,7 3 23,55
4
31,4 5 39,25
6
47,16 8 62,8
10
78,6 12 94,2
14
109,9 16 125,6
18
141,3 20 157
Как работает калькулятор веса стали?
Продолжайте читать приведенное ниже руководство, которое специально предназначено для выделения рабочего процесса калькулятора веса ms!
Ввод:
- В первом раскрывающемся списке выберите тип стали
- После этого выберите форму пластины из следующего списка
- Теперь введите размеры сторон вместе с их выбранными единицами из соответствующих списков
- Также введите необходимое количество листов
- Наконец, нажмите кнопку расчета
Вывод:
Калькулятор веса свободного листа ss выполняет следующие вычисления:
- Площадь листа
- Объем листа
- Отдельный и общий вес листа(ов)
Часто задаваемые вопросы:
Насколько тяжел стальной лист 4×8?
Вес листа около 12,5 фунтов.
Вы также можете проверить это с помощью нашего калькулятора веса плиты ms.Что такое единица массы стали?
Отношение веса стали к единице объема известно как единица массы стали. Его величина составляет около 7850 кг/м3. Его основная единица измерения — килограмм на кубический метр или фунт на кубический фут.
Что такое плотность стали?
Плотность стали – это отношение стального материала к кубическому футу всего листа. Вы также можете измерить его значение с помощью онлайн-калькулятора веса листа ms, который сравнивает объем и вес для расчета общей плотности стали.
Какие бывают виды стали?
Четыре широко используемых вида стали перечислены ниже:
- Нержавеющая сталь
- Углеродистая сталь
- Инструментальная сталь
- Легированная сталь
Наш бесплатный калькулятор веса тарелки ms может сразу сообщить вам о весе
Что такое марка TMT?
Марка TMT — это специальное число, указывающее величину напряжения, прикладываемого к стальному листу при его изготовлении.
Вы должны иметь в виду, что чем выше число TMT, тем выше напряжение, а также улучшается общее качество продукта.Какая сталь наилучшего качества?
Наилучшее качество стали – это нержавеющая сталь 304, которая используется во всем мире для производства различных полезных продуктов. Это связано с его лучшей прочностью и коррозионной стойкостью. Если вы измеряете размер стального листа с помощью нашего бесплатного калькулятора веса материала ms, вы должны иметь в виду, что чем тяжелее становится лист, тем выше будет цена.
Какая сталь используется в строительстве?
Это конструкционная сталь, которая используется в строительных материалах. Это связано с тем, что тип стали специально изготовлен с определенными пропорциями компонентов, которые подходят для удержания строительных конструкций.
Как называется твердая сталь?
Твердая сталь – это, в основном, углеродистая сталь, которая сначала подвергается термической обработке, затем проводится закалка с последующим отпуском.
В результате закалки достигается метастабильное мартенситное состояние. И определенная доля этого состояния восстанавливается при отпуске для получения желаемого продукта.Будет ли сталь ржаветь?
Так как железо является одним из основных компонентов в производстве стали, оно обязательно будет подвержено коррозии. Но есть один элемент Хром, который предотвращает ржавчину стали. Таким образом, чем выше доля хрома, тем меньше будет ржавчины.
Заключение:
Сталь является наиболее важным инженерным и строительным материалом в мире. Стальные пластины в основном используются для того, чтобы сделать фундамент достаточно прочным, чтобы удерживать такие конструкции, как мосты, высокие здания, которые требуют неразрушимой прочности. Кроме того, сталь обладает максимальной способностью противостоять стихийным бедствиям, таким как цунами или землетрясения. Именно поэтому конструкторы рассматривают возможность использования стальных листов там, где требуется прочное основание.
Газосиликатный блок что такое: плюсы и минусы, размеры блоков из газосиликата для дома
Все о газосиликате: виды, размеры, достоинства и недостатки, производство и применение газосиликатных блоков, рассчет и утепление
- Виды
- По назначению
- По условиям твердения
- По виду вяжущих компонентов
- По виду кремнеземистых компонентов
- По размеру
- По форме
- По плотности
- По морозостойкости
- Плюсы и минусы
- Как производят
- Где применяется
- Как рассчитать количество блоков для строительства дома
- Нужно ли утеплять стены из газосиликата
- Приобрести
Газосиликат – это строительный материал с ячеистой структурой, который получают путем автоклавной обработки смеси из цемента, извести, мелкого песка и воды с газообразующими добавками, такими как алюминиевая пудра. Из газосиликата изготавливают строительные блоки по ГОСТ 21520–89 или СТБ 1117–98 «Блоки из ячеистых бетонов стеновые.
Технические условия». Получается искусственный камень Газосиликатные блоки используют для возведения стен и внутренних перегородок домов и прочих сооружений: жилых, коммерческих и производственных.Газосиликат удобен в строительстве, он достаточно легок, хорошо распиливается, в нем легко сверлятся отверстия и просто забиваются гвозди.
Виды газосиликатных блоков
По назначению
- Конструкционные – газосиликатные блоки для основных стен зданий. Отличаются повышенной прочностью и выдерживают большие нагрузки. Имеют плотность выше 700 килограмм на кубический метр. Обладают теплопроводностью 0,18 – 0,2 Вт/(м·°С). Марка D1000 – D1200.
- Теплоизоляционные – блоки с пониженным показателем теплопроводности – 0,08–0,1 Вт/(м·°С). Применяются только для утепления и не предназначены для кладки основных стен зданий. Имеют плотность ниже 400 килограмм на кубический метр. Марка D300 – D500.
- Конструкционно–теплоизоляционные – блоки из газосиликата, предназначенные для строительства невысоких зданий – 1 – 3 этажа. Обладают средними показателями теплопроводности и прочности. Обладают теплопроводностью 0,12 – 0,18 Вт/(м·°С). Имеют плотность 500 – 700 килограмм на кубический метр. Марка D600 – D900. Наиболее распространенные блоки в малоэтажном строительстве.
По условиям твердения
- Неавтоклавные — блоки, затвердевающие в естественных условиях при атмосферном давлении. Время твердения составляет от 20 до 28 дней. Основным связующим звеном в составе таких блоков является портландцемент. К минусам безавтоклавного газосиликата можно отнести невысокую прочность, низкую морозоустойчивость и усадку до 5 мм на метр.
- Автоклавные — блоки, твердеющие в специальной автоклаве при искусственном давлении 11 – 13 бар и обработке паром – 190 градусов Цельсия. Такой способ затвердевания позволяет в течение нескольких часов получить плотный газосиликатный камень, который в 2 раза прочнее неавтоклавного. Его морозоустойчивость примерно в 5 раз выше, чем у газосиликатных блоков, полученных при неавтоклавном способе производства. Усадка автоклавного газосиликата в 10 раз меньше неавтоклавного и составляет 0,3 – 0,5 мм на метр и то в автоклаве, после чего блоки не усаживаются. 50% цемента в составе автоклавного газосиликата заменяются негашеной известью, которая в автоклаве превращается в гидросиликат кальция, обеспечивающий прочность изделию.
По виду вяжущих компонентов
- цементные, с содержанием портландцемента от 50 %;
- известковые, содержащие более 50% негашеной извести и гипса, шлака и добавок цемента не более 15 %;
- смешанные, состоящие на 15 – 50 % из цемента, извести и/или шлака;
- зольные, содержащие более 50% высокоосновных зол;
- шлаковые, состоящие на более чем 50 % из шлака, включая гипс, щелочь и известь.
По виду кремнеземистых компонентов
- на основе природных материалов, таких как мелкий песок;
- на основе продуктов промышленности, таких как золы, ферросплавы, продукты обогащения руд и прочие.
По размеру
Четко обозначенных по ГОСТу размеров у газосиликатных блоков нет, в зависимости от производителя и вида они находятся в пределах:
- Высота – менее 500 мм;
- Ширина – менее 500 мм;
- Длина – менее 625 мм.
Основные размеры различных марок стеновых блоков:
- Высота – 200/250 мм;
- Ширина – 200/250/350/375/400 мм;
- Длина – 600/625 мм.
Основные размеры различных марок перегородочных блоков:
- Высота – 200/250 мм;
- Ширина – 75/100/150 мм;
- Длина – 600/625 мм.
По форме
Основные виды газосиликатных блоков по форме:
- Прямоугольные – блоки с ровными гранями;
- Пазогребневые – блоки с пазами и гребнями на гранях для лучшего совмещения и исключения проникновения холода через вертикальные швы;
- U–образные – блоки для устройства перемычек и армопояса сверху стен.
По плотности
Плотность газобетона указывается в маркировке после буквы D в величине кг/м3. Чем выше плотность, тем прочнее газосиликатные блоки и тем меньше их способность к теплоизоляции. Более плотные блоки используются для несущих стен зданий, а менее плотные для перегородок и теплоизоляции. Наиболее распространенные виды блоков по плотности:
- Теплоизоляционные:
- D300 – 300 кг/м3 Прочность 10 – 15 кг/см3;
- D400 – 400 кг/м3; Прочность 25 –32 кг/см3;
- D500 – 500 кг/м3; Прочность 25 – 46 кг/см3;
- Конструкционно–теплоизоляционные:
- D600 – 600 кг/м3; Прочность 30 – 55 кг/см3;
- D700 – 700 кг/м3; Прочность 30 – 65 кг/см3;
- D800 – 800 кг/м3; Прочность 46 – 98 кг/см3;
- Конструкционные:
- D1000 – 1000 кг/м3; Прочность 98 – 164 кг/см3;
- D1100 – 1100 кг/м3; Прочность 131 – 196 кг/см3;
- D1200 – 1200 кг/м3; Прочность 196 – 262 кг/см3.
По морозостойкости
Морозостойкость газосиликата маркируется буквой F после которой указывается количество циклов замерзаний и оттаиваний газосиликата без потери своих свойств. Наиболее популярные виды газосиликатных блоков по морозостойкости:
- F35 – 35 циклов;
- F50 – 50 циклов;
- F100 – 100 циклов.
Плюсы и минусы газосиликатных блоков
Плюсы газосиликата
- Небольшой вес. В несколько раз меньше строительных изделий аналогичного размера.
- Хорошая прочность на сжатие. Конструкционно–теплоизоляционные и конструкционные блоки выдерживают нагрузки от 30 до 262 кг/см3. Соответствуют кирпичу M50 – M250.
- Низкая теплопроводность. По теплосберегающим свойствам газосиликат близок к древесине. Это позволяет экономить на отоплении.
- Повышенная шумоизоляция. Звукоизоляция в 10 раз выше, чем у кирпича.
- Негорючий. Относится к материалам с классом пожарной устойчивости – К0. При прямом воздействии огня не выделяет токсичных веществ.
- Хороший уровень паропроницаемости. Относится к “дышащим” строительным материалам, обеспечивая комфорт в помещении.
- Быстрая кладка. Большой размер блоков позволяет осуществлять меньше действий при строительстве стен, экономя время.
- Экологичный. В составе газосиликата отсутствуют токсичные вещества.
- Легок в обработке. Просто пилить, сверлить и штробить.
- Невысокая цена. 1 кубометр газосиликата дешевле 1 кубометра кирпича.
Минусы газосиликата
- Высокое водопоглощение. При нарушениях в строительстве газосиликат может набрать влагу и терять свои свойства.
- Образование трещин. Материал может потрескаться при усадке дома и других механических воздействиях. При его использовании, во время строительных работ, нужно быть аккуратным и соблюдать правила возведения строений из газосиликата, такие как: применение монолитного фундамента, использование армирования, применение внешней отделки и утепления.
- Низкая морозостойкость. Но только у неавтоклавного газосиликата – всего 15 циклов замерзания и оттаивания. У автоклавного – от 35 до 100 циклов.
- Необходимость в правильной организации стенового пирога. Стена должна быть снаружи утеплена и завершена отделкой, но при этом должен быть обеспечен выход пара и влаги на улицу, чтобы она не скапливалась в толще стены.
- Есть вероятность образования грибка и плесени на стенах. Но только в случае неправильной организации наружного утепления и отделки стены, а также технологических нарушениях во время строительства, например, стене не дали полностью высохнуть перед монтажом слоя утеплителя.
Газосиликатные блоки – отличный строительный материал у которого много достоинств, но требующий аккуратного и правильного использования. Нарушения технологии и правил строительства могут привести к недостаткам в постройке.
Как производят газосиликат
Идея производства газосиликата возникла в 1918—1920 годах у архитектора из Швеции Эрикссона.
Он разработал способ производства газосиликата и усовершенствовал его на протяжении своей жизни. Впервые автоклавным способом газосиликат начали производить в Швеции. Затем технологию изготовления этого строительного материала позаимствовали и другие страны.Этапы создания газосиликатных блоков:
- Подготовка строительных материалов. Кварцевый песок подается вместе с водой на специализированную мельницу, где измельчается до состояния шлама. После чего шлам поступает в специальный резервуар для перемешивания и гомогенизации.
- Создание ячеисто–бетонной смеси. Шлам поступает на газобетоносмеситель, в котором в определенной последовательности и дозировке перемешивается с гипсом, цементом, известью и алюминиевой суспензией.
- Формование. Смесь разливается в формы в которых выдерживается 4 часа при 40 градусов Цельсия. За это время идет активное выделение водорода и смесь увеличивается в объеме. Далее смесь выдерживается еще около 1 часа для получения нужной пластичности.
- Резка массивов на отдельные блоки. Полученную массу извлекают из формы и нарезают специальными струнами на отдельные блоки.
- Обработка в автоклаве. Блоки поступают в специальную паровую камеру, в которой выдерживаются в течение 12 часов при давлении 12 атмосфер и 180 градусов Цельсия.
- Упаковка. Сначала газосиликатные блоки выстаиваются до полного остывания, после чего упаковываются на автоматической линии и отправляются на торговые склады.
Газосиликат производят такие компании как:
- Калужский газобетон;
- Элгад-ЗСИ;
- Bonolit Group.
Где применяются газосиликатные блоки
Газосиликат используется в строительстве для:
- Возведения несущих стен малоэтажных строений;
- Создания внутренних перегородок;
- Теплоизоляции зданий,
- Изоляции теплосетей.
Выбор газосиликатных блоков под различные цели исходя из плотности и прочности материала:
- Для создания несущих стен в многоэтажном строительстве используется газосиликат с плотностью D1000 – D1200 (1000 – 1200 кг/м3). Они имеют прочность на сжатие от 98 до 262 кг/см3. Этого хватит для выстраивания крепких и надежных стен. Но так как материал очень плотный, он обладает низкими теплоизоляционными свойствами. Нужно делать дополнительно хорошее утепление для здания, например выкладывать еще один слой из теплоизоляционных газосиликатных блоков.
- Для теплоизоляции строений подойдут блоки с плотностью D300 – D500 (300 – 500 кг/м3). Они имеют прочность на сжатие от 10 до 46 кг/см3. Этого не достаточно для создания несущих стен, эти блоки применяются только для создания дополнительного слоя теплоизоляции или для одноэтажного строительства.
- Для возведения малоэтажных строений, в частности жилых домов в 1–3 этажа подойдут блоки, обладающие как достаточной прочностью так и хорошим уровнем теплоизоляции с плотностью D600 – D800 (600 – 700 кг/м3). Они имеют прочность на сжатие от 30 до 98 кг/см3. Такие дома можно дополнительно не утеплять, если они находятся в климате с теплой зимой.
Как рассчитать количество газосиликата для строительства дома
Точный расчет газосиликата учитывает множество различных параметров и является отдельной темой.
Здесь указана простая методика расчета нужного количества газосиликатных блоков для строительства частного дома, которая дает хороший результат:- Посчитать периметры внешних и внутренних стен дома по строительному плану.
- Рассчитать площадь внешних и внутренних стен, умножив периметры на высоты.
- Просуммировать площадь всех дверей и окон для наружных и внутренних стен.
- Площади окон и дверей вычитается из площадей стен. Получаются площади внешней и внутренней кладки.
- Значение площади кладки умножается на толщину газосиликатного блока. Толщина блока выбирается исходя из высоты дома и нужного уровня теплоизоляции. Получаются объемы газосиликата для кладки в кубометрах снаружи и внутри дома.
- Для определения количества газосиликатных блоков в штуках необходимо требуемые объемы газосиликата для кладки разделить на объем 1 газосиликатного блока.
Пример расчета количества блоков для наружных стен:
- Рассчитываем периметр внешних стен дома для чего нужно взять из схемы дома его длину и ширину: ширина – 30 м, длина — 15 м. Длина внешних стен составит 30*2+15*2 = 90 метров.
- Определяем высоту кладки. Высота дома без цоколя составляет 3 метра. Для дома будет использован газосиликатный блок размером 200x300x625. Для кладки будет использован клей толщиной 1,5 см. Высота блока со слоем раствора будет 0,2+0,015 м = 0,215 м. Количество горизонтальных рядов в стене дома будет 3/0,215 = 13,9 рядов. Округляем и получаем значение в 14 рядов для дальнейших расчетов. Высота кладки без учета раствора 14*0,2 м = 2,8 м.
- Рассчитываем общую площадь наружных стен из газосиликатных блоков. 90*2,8 = 252 м2.
- Определяем размеры дверей и окон. В доме 2 двери 2,1м на 1,2м и 10 окон 1,5м на 1,2м. Площадь всех дверей – 2*2,1*1,2=5,04 м2. Площадь всех окон – 10*1,5*1,2 = 18 м2. Суммарная площадь дверей и окон 18 + 5,04 = 23,04 м2.
- Считаем площадь стен из газосиликата без учета дверей и окон. Вычитаем из площади стен площадь окон и дверей – 252 – 23,04 = 228,96 м2.
- Вычисляем объем кладки внешних стен. Умножаем площадь кладки на толщину газосиликатного блока – 228,96*0,3=68,68 м3.
- Рассчитываем объем одного газосиликатного блока. Перемножаем толщину, длину и высоту – 0,3*0,2*0,625 = 0,0375 м3.
- Вычисляем количество блоков на 1 квадратный метр кладки стены.
- Определяем количество газосиликатных блоков для кладки наружных стен. Для этого делим необходимый объем кладки на объем одного газосиликатного блока – 68,68/0,0375 = 1831,4 блоков. При округлении получаем 1832 газосиликатных блока.
То же самое повторяем для внутренних стен, только используем в расчетах газосиликат для перегородок.
Нужно ли утеплять газосиликатные блоки
Утеплять газосиликатные блоки нужно в регионах с холодной зимой для уменьшения расходов на отопление дома.
Блоки с плотностью D300, D400, D500 сами по себе являются теплоизоляционными, поэтому применять дополнительные утеплительные материалы для стен, где они уложены не обязательно.
Стены из газосиликата D600, D700, D800, D1000, D1100 и D1200 необходимо дополнительно утеплять минеральной ватой или пенополистиролом.
Для утепления стен дома из газосиликата минеральной ватой или пенополистиролом необходимо соблюдать требования, предъявляемые к утеплительному слою. Он сам должен быть сформирован из нескольких слоев, расположенных в определенной последовательности таким образом, чтобы стена дышала и в газосиликате не скапливалась жидкость.
Монтировать утепление и отделывать внешнюю стену из газосиликатных блоков необходимо только после того как стена после укладки полностью высохнет.
Приобрести газосиликат
У нас вы можете выбрать и купить газосиликат различных размеров:
- стеновой;
- перегородочный.
С плотностью:
- D300;
- D400;
- D500;
- D600.
С морозостойкостью:
- F50;
- F100.
От производителей:
- Калужский газобетон;
- Элгад-ЗСИ;
- Bonolit Group.
В наличии есть клеевые смеси и кладочные инструменты.
Газосиликатные блоки — ДСК ГРАС
Содержание:
- Что такое газосиликатные блоки?
- В чем преимущества газосиликатных блоков?
- Особенности применения блоков из газосиликата ГРАС
- Производство газосиликатных блоков
Что такое газосиликатные блоки?
Расширением списка полезных свойств бетона ученые озаботились еще в двадцатых годах прошлого века. Но технология производства газосиликатных блоков начала активно использоваться позже — когда столетие перешагнуло за половину. С тех пор новый материал для строительства набирает популярность и используется все большим и большим числом застройщиков.
Блоки состоят из:
- Цемента.
- Кварцевого песка.
- Извести.
- Алюминиевой пудры (именно этот ингредиент вызывает появление пор с воздухом в рабочей смеси).
Газосиликатные блоки принадлежат к категории так называемых ячеистых бетонов.
Технология производства таких блоков достаточно трудоемка и высокотехнологична: для того, чтобы получить газосиликат, требуется множество ингредиентов. Среди них основной компонент — известь — и дополнительные элементы: кварцевый песок, вода, цемент и вспенивающий ингредиент, которым, как правило, служит алюминиевая пудра.Взаимосвязь этих ингредиентов проходит под воздействием высоких температур и большого давления в специальных автоклавах. Именно поэтому газосиликатные блоки называют еще автоклавным бетоном, а процесс их производства — автоклавированием. В процессе термического воздействия в готовом материале возникают емкости с воздухом — поры, которые ощутимо влияют на преимущества нового стройматериала.
В чем преимущества газосиликатных блоков?
Экологичность.
Компания Грас добросовестно подходит к выбору материала для создания своего продукта. Все используемые компоненты – сырьевые, экологически чистые природные материалы, не имеющие вредных примесей.
Газосиликатные блоки Грас экологически безопасны для людей и окружающей среды на протяжении всего срока эксплуатации.Прочность
Структура газосиликатного блока имеет внутри сеть равномерно размещенных воздушных пор. Точно выверенная плотность этих пор обеспечивает прочность и надежность возводимой конструкции. Для соединения силикатных блоков между собой используется особый клей, который так же производит компания Грас.
Практичная геометрия.
Изготовление блоков — высокоточный научно-выверенный процесс. Каждый газосиликатный блок идентичен друг другу, что обеспечивает беспроблемную кладку. Выверенные размер и форма каждого блока облегчает проектирование и возведение любого здания с минимальными временными затратами.
Легкость обработки.
Газосиликатный материал неприхотлив в обработке практически любыми подручными инструментами: пилами, фрезами, сверлами и т.д. Готовому блоку можно придать любую необходимую форму, что позволяет создавать строения разнообразной архитектуры.
Огнеупорность.
Благодаря своему неорганическому составу, газосиликатные блоки являются негорючим материалом. В строениях, где газосиликатные блоки являются несущим материалом, или даже используются в качестве обшивки, пожаробезопасность увеличивается в разы.
Термоустойчивость.
Блоки обладают пористой структурой, что обеспечивает высокую теплоизоляцию, благодаря заключенному в ячейках воздуху. Высокие температуры так же не воздействуют на состав и прочность газосиликатного блока.
Экономичность.
Газосиликатные блоки в разы легче других строительных материалов, таких как кирпич, шлакоблок и т.д. При том, что легкость этого материала никак не сказывается на его прочности и надежности, застройщик экономит на транспортировке и самом строительстве, так как время кладки сокращается в 2-2,5 раза.
Активно использовать газосиликат в строительстве профессионалов подталкивает длинный список преимуществ такого материала. Известно, что газосиликатные блоки сочетают в себе характеристики камня и дерева.
От дерева они получают легкость в обработке — газосиликатный блок легко разрезать на части, просверлить, отшлифовать.Вторым преимуществом этого материала, без сомнения, является его легкость, достигаемая за счет уже упомянутых выше воздушных пор. Газосиликатные блоки отличаются небольшой массой, а значит, перевозить и переносить их можно без особого труда, экономя не только на технике для обработки, но и на транспортных расходах.
Среди более важных преимуществ газосиликата можно выделить тот факт, что минеральная основа таких блоков не подвержена горению — тоесть, постройки из такого материала отличает значительный уровень огнеупорности, а это значит, что опасность возгорания в домах из газосиликата, сокращается в разы.
Пористая структура газосиликата также обеспечивает высокий уровень тепло- и шумоустойчивости, что делает этот материал незаменимым в жилищном строительстве.
Благодаря заключенному в ячейках газосиликата воздуху такие блоки меньше проводят тепло, а это значит, что в домах, построенных из газосиликата, всегда будет поддерживаться оптимальная температура. Более того — газосиликатные блоки низкой прочности специально разработаны для того, чтобы использовать их в качестве термоизоляционного слоя!Особенности применения блоков из газосиликата ГРАС
Бетон хорош в строительстве и активно применяется по сей день, но кто сказал, что нельзя сделать лучше? Сейчас на рынке существует множество предложений, расширяющих существующие преимущества стандартного бетона и добавляющих к нему новые. Газосиликатные блоки, производством которых мы занимаемся — одно из них.
Производство газосиликатных блоков
Производство газосиликатных блоков по автоклавной технологии – это сложный технологичный процесс с применением специальных печей, в которых рабочая смесь поддается обработке высоким давлением и температурой.
Такие печи и называют автоклавами – в них проходят процессы вспенивания раствора, под воздействием температуры около 200 градусов.Производственный процесс заканчивается тем, что большие блоки на выходе из печей делят на малые, стандартные.
Газосиликатные блоки применяются не только в строительстве несущих стен. Также они актуальны в строительстве перемычек, перегородок и т.д. Плотность таких блоков может достигать 700 кг/м³.
Газоблоки с малой плотностью рекомендуют, когда требуется звукоизоляция и утепление наружных стен.
Производство газосиликатных блоков обязательно включает в себя процесс автоклавирования, что придает материалу прочность.
Ну и, конечно же, нельзя упускать из виду главное достоинство газосиликата — его значительный запас прочности, который достигается за счет компонентов, подобранных в строгой пропорции, соблюдения всех правил обработки и автоклавирования, а также структуры внутренних пор стройматериала.
Группа компаний «ГРАС» производит газосиликатные блоки любых размеров и предназначений — как стеновые, так и перегородочные.Обязательная сертификация продукции, тщательная проверка на соответствие необходимым нормам в лабораторных условиях и идеальная геометрия блоков, значительно облегчающая строительство — вот те правила, которым мы неукоснительно следуем в производстве газосиликата.
Заказать стройматериалы в любом нужном количестве и по доступной цене можно как по телефону, так и на нашем сайте — заполнив специальную форму.
Отправить заявку
Самое важное о газобетоне
На главную » Статьи
Газобетон и газобетонные блоки
Газобетонные блоки – современный стеновой строительный материал. Это искусственный пористый камень. Он сочетает в себе высокую прочность и легкий вес. Он абсолютно экологичен и позволяет строить надежные и долговечные здания.
Как и когда был изобретен газобетон
Современный метод пенобетона, отвержденный паром высокого давления, был разработан в 30-х годах прошлого века в Швеции и с тех пор существенно не изменился.
С тех пор свойства материала (прочность, теплопроводность, паропроницаемость) улучшились, а область его применения расширилась (газобетонные блоки стали использовать для строительства многоэтажных домов).Газобетонные блоки получили наибольшее распространение в странах Европы. Лидерами гражданского строительства из газобетона являются Германия, Польша и страны Скандинавии. Активное использование газобетона началось в странах СНГ и Балтии в 70-х годах прошлого века, и лидерами были страны Балтии.
Газобетон, пенобетон и газосиликат: основные отличия
Блоки газобетонные пароотвержденные под высоким давлением входят в группу ячеистых бетонов. При этом потребители не всегда понимают разницу между газобетоном, пенобетоном и газосиликатным.
Все эти материалы относятся к ячеистым бетонам. Отличительной их особенностью является то, что материал пропитан порами, т.е. равномерно распределенными ячейками, которые обеспечивают снижение плотности и, как следствие, легкости изделий.
Ячеистые бетоны делятся на два основных типа: газобетоны и пенобетоны. Они отличаются технологией изготовления. Газобетон изготавливается только на крупных заводах и поставляется потребителю в упакованном виде.
Технология производства пенобетона позволяет производить его небольшими партиями в непосредственной близости от строительной площадки. Так, пенобетон производят малые предприятия, объем производства которых в десятки раз уступает заводам по производству газобетонных замков.
Газосиликат представляет собой ячеистую пену на основе кварцевого песка и известкового вяжущего. Но практически весь газобетон, выпускаемый в России, относится к силикатам газобетона – это ячеистые бетоны на основе смешанного (цементно-известкового или известково-цементного) вяжущего материала. Во избежание путаницы следует помнить, что так называемые газосиликатные блоки относятся к классу газобетонных блоков паропарового твердения высокого давления (автоклавного твердения).Автоклавные и неавтоклавные ячеистые бетоны
В зависимости от процесса отмечаются и другие различия: автоклавные и неавтоклавные ячеистые бетоны.
Ячеистые блоки паровой вулканизации высокого давления (автоклавной вулканизации) – это материал, свойства которого формируются за счет высокой температуры, давления (12 атмосфер) и парового воздействия.
Неавтоклавные ячеистые бетоны представляют собой обычный пористый цементно-песчаный раствор, затвердевающий при стандартной температуре и не подвергающийся обработке.
Важно понимать, что газобетон в большинстве случаев является ячеистым бетоном, твердеющим под высоким давлением (автоклавным твердением), а производство пенобетона не предполагает использования автоклавного твердения (см. автоклав *).
Автоклав — устройство для проведения различных процессов с подогревом и при сверхатмосферном давлении. В этих условиях ускоряется реакция и увеличивается выход продукта. На этом принципе основаны автоклавы для производства газобетона.Сырье для газобетона
Основным сырьем для производства газобетона являются: известь, цемент, песок или зола и возвратный шлам, алюминий.
( Внимание : Завод «Строммашина» использует специальное оборудование – вращающиеся печи для производства извести. В настоящее время завод совместно с партнерами налаживает производство шахтных печей обжига. Для выбора типа печи, размера и мощности конкретного обжига типов печей, а также для консультаций по оборудованию для производства цемента, для помола и классификации песка и шлама по крупности обращайтесь по контактам в разделе «Контакты» нашего сайта).Принцип изготовления и порядок смешивания
Основным принципом производства газобетона является синхронный и строго последовательный процесс смешивания.
— в смеситель подается первый песок и возвратный шлам;
— добавляется цемент или известь, либо и цемент, и известь, дополнительная вода в зависимости от рецептуры и количества исходных материалов;
— перемешивание производится до тех пор, пока все хорошо не перемешается;
— в конце процесса смешения в смесь вводят алюминиевый шлам, затем после промывки алюминиевого дозатора добавляют воду;
— после того, как алюминий хорошо перемешан, смеситель выгружает смешанный шлам в форму.Преимущества газобетона
Благодаря отличиям технологии производства газобетон имеет ряд основных преимуществ по сравнению с пенобетоном.
- большая прочность при сравнимом весе: для достижения пенобетоном сравнимых показателей прочности плотность (и, соответственно, вес) пенобетонных блоков должна быть в 1,5 раза больше газобетонных блоков;
- : за счет большего количества пор теплопроводность газобетонных блоков значительно выше, чем у пенобетона;
- ; Поскольку газобетон изготавливается на современных производственных линиях европейских производителей, это позволяет изготавливать блоки с идеально точными размерами (отклонение до 1 мм). В случае пенобетона отклонения размеров составляют от 3 до 4 мм.
теплопроводность
геометрия блока
- Новая линейка продуктов/разработки
- Галерея
- Анкеты, справки, разрешения
- статей
- Наша география продаж
- отзывов
- ссылки
- Общий вид Строммашина
- Скачать каталог оборудования
Расчет параметров для подбора оборудования
Строительство дома из газосиликатных блоков
В связи с постоянным удорожанием недвижимости и строительных материалов все желающие построить собственный дом вынуждены искать дешевый и качественная альтернатива кирпичу.
Построить дом из газосиликатных блоков. Сегодня мы постараемся указать на некоторые нюансы возведения таких домов, а также указать на частые ошибки.В частности, многие начинающие строители считают, что под такой коттедж можно заложить легкий фундамент. Несмотря на малый вес этого материала, этого делать не следует. Дело в том, что газосиликатный блок – это материал, обладающий крайне низкой прочностью на изгиб, и поэтому применение легкого столбчатого фундамента может привести к появлению трещин. А потому дом из газосиликатных блоков не стоит строить на дешевой основе.
Самым универсальным и надежным вариантом будет фундаментная армированная плита. Дешевле будет использовать простой ленточный фундамент, установленный на подушке из крупного речного песка. Если денег хватит только на столбчатый фундамент, то его следует обвязать массивным железобетонным поясом. Однако пришло время поговорить о том, как построить дом из газосиликатных блоков. Учтите, что этот материал обладает высокой гигроскопичностью, а потому его ни в коем случае нельзя располагать близко к земле.
Чтобы избежать неприятных последствий, можно сделать две вещи:
- Проще всего залить сам фундамент так, чтобы его основание было выше уровня земли.
- Если он изначально залит уровнем земли, то придется выкладывать цоколь из качественного кирпича. Первый ряд блоков следует размещать на уровне не ниже полуметра от земли.
Сначала выполняется гидроизоляция. Итак, для этого на первый ряд фундамента укладывается рубероид в два-три слоя. Первый ряд выкладывается с использованием обычного песчано-цементного раствора. Очень важно в этот момент не ошибиться, сделав все максимально аккуратно. Учитывайте, что блоки должны быть уложены максимально ровно, чтобы весь дом из газосиликатных блоков в последующем не пошел боком.
Сначала поставьте угловые блоки. Установив лазерную указку или используя для этой цели «дедушкин» шнур, ставим на него все остальные блоки. Все швы в первом ряду должны быть заполнены специальным клеем. Чтобы блоки были максимально ровными, их следует заменить резиновой киянкой.
Легкое изменение скорости и направления подачи



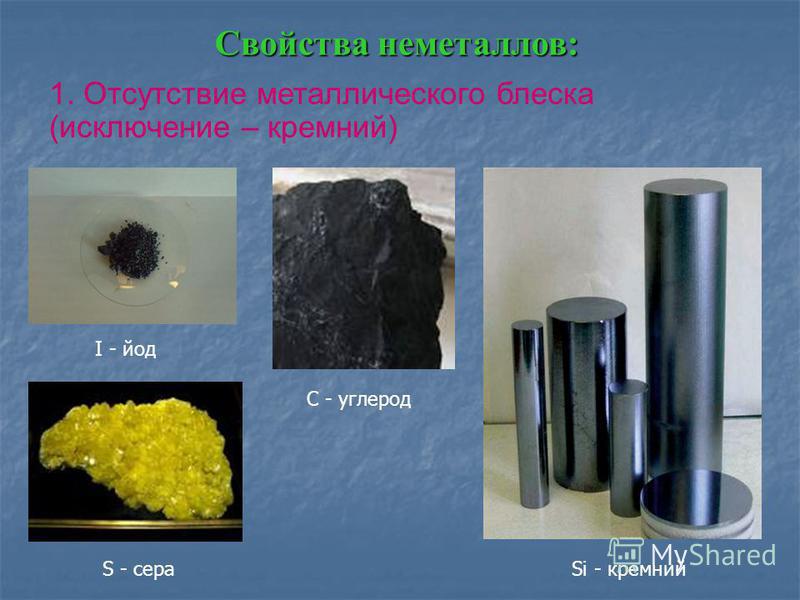 Самыми многочисленными из них являются соединения на основе железа. К ним относятся ферриты, стали и чугун. Ферриты имеют магнитные свойства, в чугуне содержится более 2,4% углерода, а сталь — это материал с высокой прочность и твердостью.
Самыми многочисленными из них являются соединения на основе железа. К ним относятся ферриты, стали и чугун. Ферриты имеют магнитные свойства, в чугуне содержится более 2,4% углерода, а сталь — это материал с высокой прочность и твердостью. Не многие знают, что алюминий популярен в сфере производства оружия. Связано это с тем, что детали из алюминия не искрят при сильном трении.
Не многие знают, что алюминий популярен в сфере производства оружия. Связано это с тем, что детали из алюминия не искрят при сильном трении.
 67 из 5 )
67 из 5 )
 Эти нагрузки соответствуют пределу прочности, так как дальнейшее увеличение груза приведёт к разрыву проволоки.
Эти нагрузки соответствуют пределу прочности, так как дальнейшее увеличение груза приведёт к разрыву проволоки.
 Но так как стальные балки моста обладают некоторой пластичностью, то при действии больших нагрузок они вначале чуть-чуть изогнутся и останутся в таком виде и после того, как состав уйдёт. Это даёт возможность при осмотре обнаружить изгиб балок и принять меры, предупредить катастрофу.
Но так как стальные балки моста обладают некоторой пластичностью, то при действии больших нагрузок они вначале чуть-чуть изогнутся и останутся в таком виде и после того, как состав уйдёт. Это даёт возможность при осмотре обнаружить изгиб балок и принять меры, предупредить катастрофу. , находясь под нагрузкой, заметно ползут уже при комнатной температуре. Например, тяжёлый свинцовый лист, прибитый гвоздём к стенке, под действием своего веса постепенно «поползёт» вниз (рис. 9). Ползучесть стали возможна лишь при повышенных температурах. Чем большей устойчивостью против ползучести обладает сплав, тем он более ценен для машин, детали которых ргаботают при высоких температурах.
, находясь под нагрузкой, заметно ползут уже при комнатной температуре. Например, тяжёлый свинцовый лист, прибитый гвоздём к стенке, под действием своего веса постепенно «поползёт» вниз (рис. 9). Ползучесть стали возможна лишь при повышенных температурах. Чем большей устойчивостью против ползучести обладает сплав, тем он более ценен для машин, детали которых ргаботают при высоких температурах.
 Например, стальная ось железнодорожного вагона рассчитывается так, чтобы она в течение своей жизни могла выдержать 400 миллионов нагружений, а вал паровой турбины— не менее 15 миллиардов смен нагрузок.
Например, стальная ось железнодорожного вагона рассчитывается так, чтобы она в течение своей жизни могла выдержать 400 миллионов нагружений, а вал паровой турбины— не менее 15 миллиардов смен нагрузок.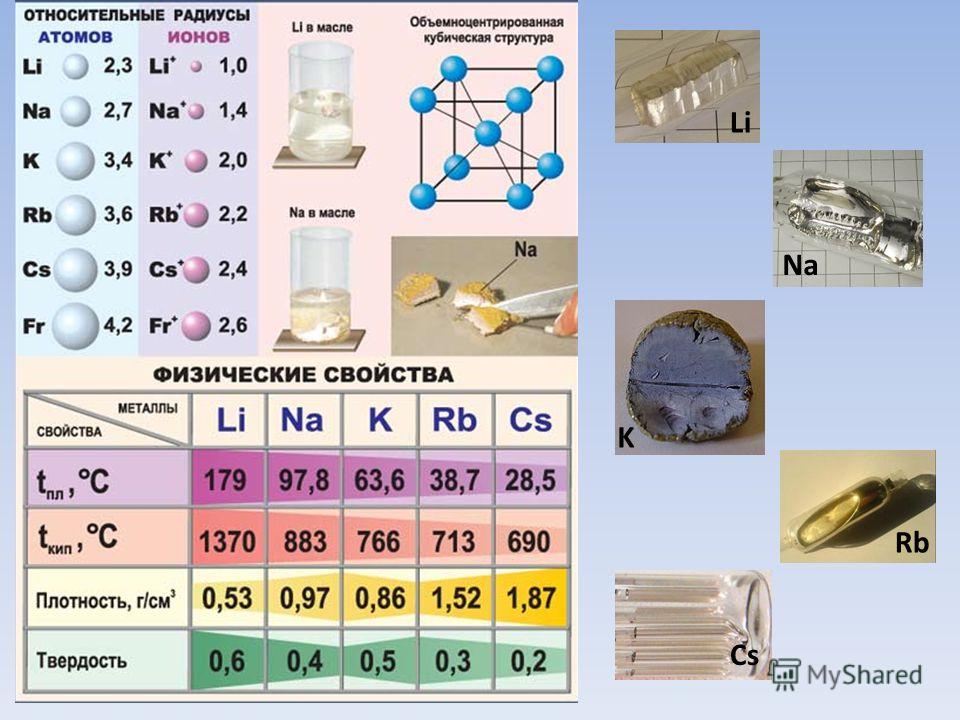 К ним относится радий, торий, уран. Изучение их началось с конца XIX века. В 1898 году молодой …
К ним относится радий, торий, уран. Изучение их началось с конца XIX века. В 1898 году молодой …
 Все металлы твердые при комнатной температуре, кроме ртути, которая находится в жидком состоянии.
Все металлы твердые при комнатной температуре, кроме ртути, которая находится в жидком состоянии. Тем не менее, большинство температур кипения все еще довольно высоки.
Тем не менее, большинство температур кипения все еще довольно высоки.
 Германий активно используется в полупроводниковой промышленности.
Германий активно используется в полупроводниковой промышленности.
 Если бы они попытались сделать это с неметаллами, материал бы раскололся! Большинство металлов также пластичный , что означает, что их можно вытягивать для изготовления проволоки.
Если бы они попытались сделать это с неметаллами, материал бы раскололся! Большинство металлов также пластичный , что означает, что их можно вытягивать для изготовления проволоки.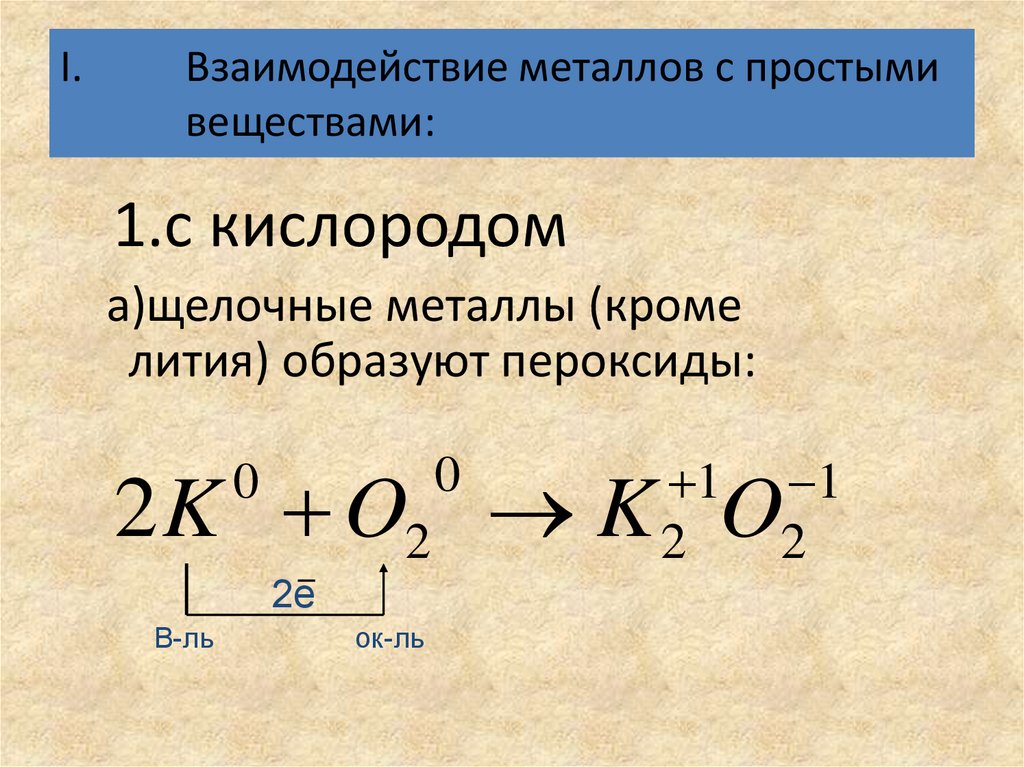 Наиболее реакционноспособными металлами являются калий и натрий. Они бурно реагируют с воздухом и водой; калий воспламеняется при контакте с водой!
Наиболее реакционноспособными металлами являются калий и натрий. Они бурно реагируют с воздухом и водой; калий воспламеняется при контакте с водой! Калий и натрий — два щелочных металла.
Калий и натрий — два щелочных металла.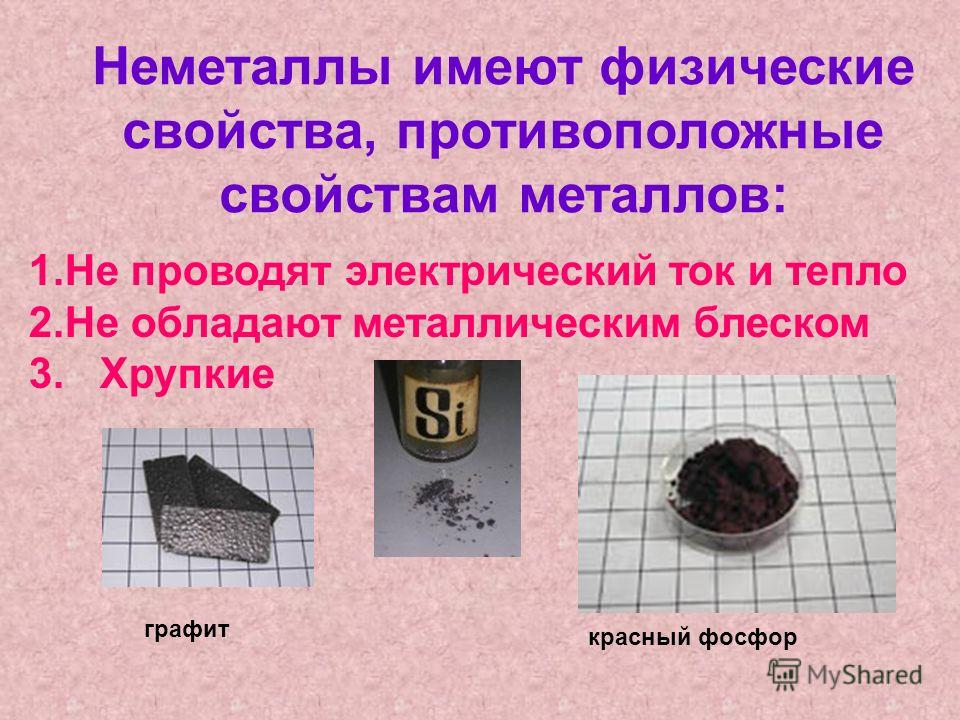 Полученное вещество называют сплавом . Некоторые из наших самых полезных строительных материалов на самом деле являются сплавами. Сталь, например, представляет собой смесь железа и небольшого количества углерода и других элементов; комбинация, которая одновременно сильна и проста в использовании. (Добавьте хром, и вы получите нержавеющую сталь. Проверьте свои кухонные кастрюли и сковородки, чтобы узнать, сколько из них сделано из нержавеющей стали!)
Полученное вещество называют сплавом . Некоторые из наших самых полезных строительных материалов на самом деле являются сплавами. Сталь, например, представляет собой смесь железа и небольшого количества углерода и других элементов; комбинация, которая одновременно сильна и проста в использовании. (Добавьте хром, и вы получите нержавеющую сталь. Проверьте свои кухонные кастрюли и сковородки, чтобы узнать, сколько из них сделано из нержавеющей стали!) Чистота золота измеряется в карата. Самое чистое, что вы можете получить в ювелирных изделиях, составляет 24 карата, что составляет около 99,7% чистого золота. Золото также можно смешивать с другими металлами, чтобы изменить его цвет; белое золото, популярное в ювелирных изделиях, представляет собой сплав золота и платины или палладия.
Чистота золота измеряется в карата. Самое чистое, что вы можете получить в ювелирных изделиях, составляет 24 карата, что составляет около 99,7% чистого золота. Золото также можно смешивать с другими металлами, чтобы изменить его цвет; белое золото, популярное в ювелирных изделиях, представляет собой сплав золота и платины или палладия.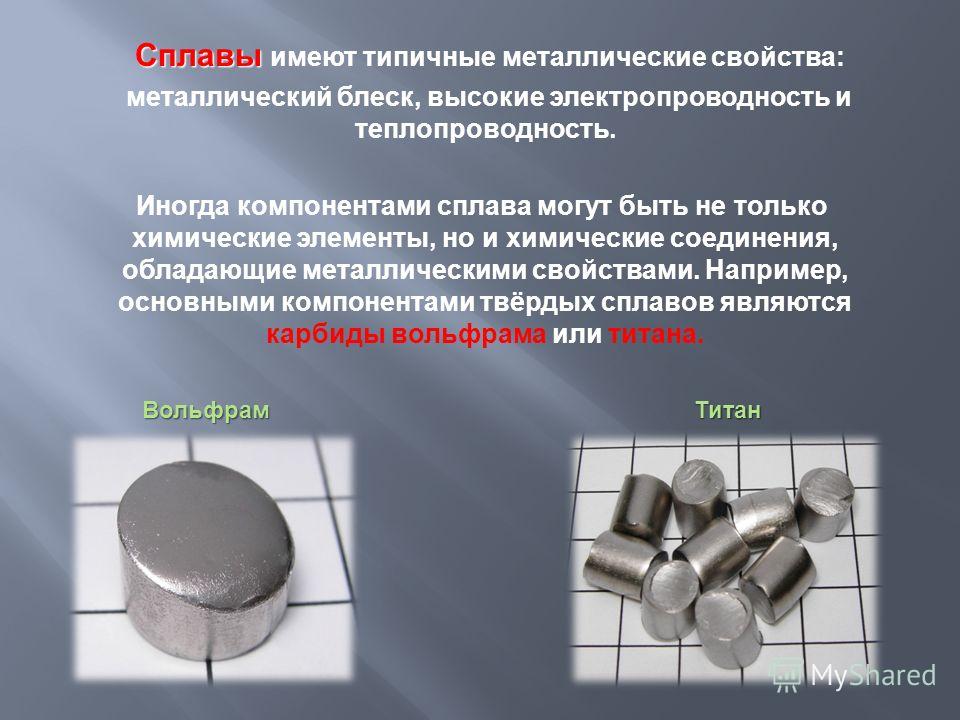 Однако железо не нагревается настолько, чтобы полностью расплавиться, и содержит силикаты, оставшиеся от руды. Его можно нагреть и выковать, чтобы сформировать кованое железо .
Однако железо не нагревается настолько, чтобы полностью расплавиться, и содержит силикаты, оставшиеся от руды. Его можно нагреть и выковать, чтобы сформировать кованое железо . Металлы с более высокой реакционной способностью (такие как магний, алюминий, железо, цинк и олово) гораздо более склонны к такого рода химическому разрушению или коррозии .
Металлы с более высокой реакционной способностью (такие как магний, алюминий, железо, цинк и олово) гораздо более склонны к такого рода химическому разрушению или коррозии .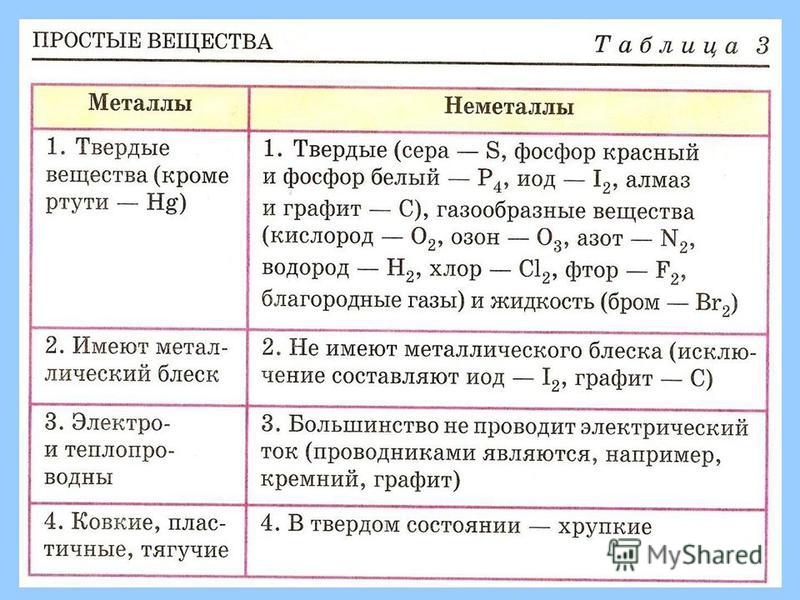 Кислород, молекулы воды и углекислый газ в воздухе реагируют с цинком, образуя слой карбоната цинка, защищающий от коррозии. Осмотрите свой дом, двор и гараж на предмет коррозии, а также оцинковки и других средств защиты металла от ржавчины.
Кислород, молекулы воды и углекислый газ в воздухе реагируют с цинком, образуя слой карбоната цинка, защищающий от коррозии. Осмотрите свой дом, двор и гараж на предмет коррозии, а также оцинковки и других средств защиты металла от ржавчины.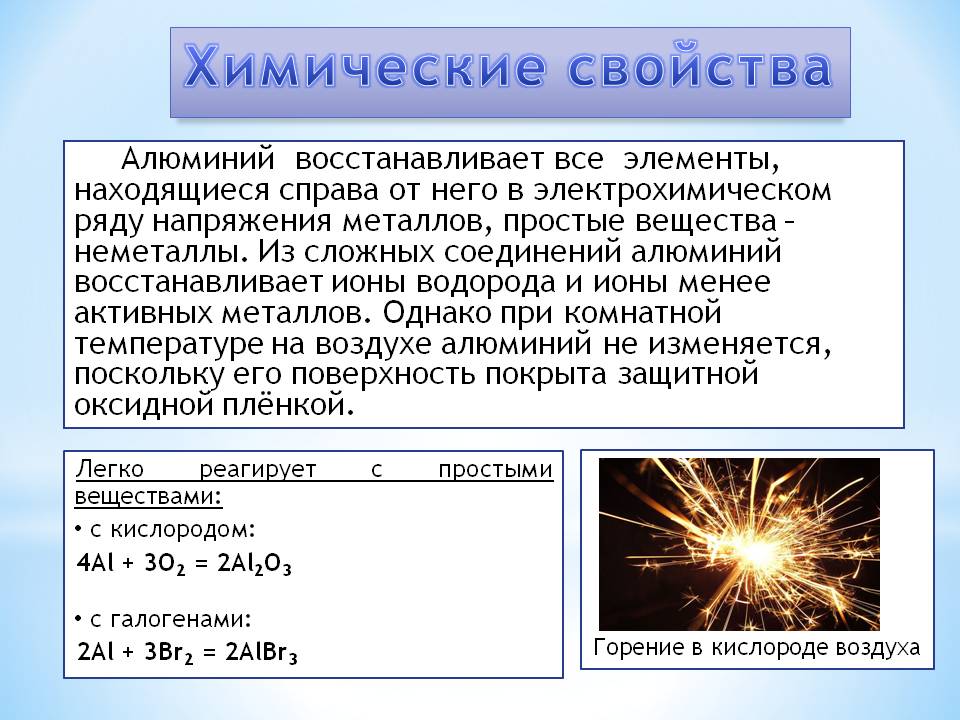 В простых ракетах для фейерверков черный порох находится в трубке вокруг взрывателя. Когда горит, порох создает силу, которая приводит к равной и противоположной реакции, отталкивая фейерверк от земли, а затем вызывая взрыв соединений внутри него в воздухе.
В простых ракетах для фейерверков черный порох находится в трубке вокруг взрывателя. Когда горит, порох создает силу, которая приводит к равной и противоположной реакции, отталкивая фейерверк от земли, а затем вызывая взрыв соединений внутри него в воздухе. Кальций горит красным, а калий — фиолетовым. В фейерверках металлы объединяются для создания разных цветов.
Кальций горит красным, а калий — фиолетовым. В фейерверках металлы объединяются для создания разных цветов.
 При использовании таких прутков уменьшается риск прожига соединяемых деталей, значительно увеличивается рабочий ток. Эти электроды относятся к долговечным, они меньше загрязняют сварочную ванну, если сравнивать их с изделиями из чистого вольфрама.
При использовании таких прутков уменьшается риск прожига соединяемых деталей, значительно увеличивается рабочий ток. Эти электроды относятся к долговечным, они меньше загрязняют сварочную ванну, если сравнивать их с изделиями из чистого вольфрама. Сварку с их применением осуществляют на постоянном токе.
Сварку с их применением осуществляют на постоянном токе.
 При выборе вольфрамового электрода нужно обратить внимание на его диаметр т.к. он выбирается исходя из толщин свариваемых деталей.
При выборе вольфрамового электрода нужно обратить внимание на его диаметр т.к. он выбирается исходя из толщин свариваемых деталей. Это в свою очередь дает защиту обратного валика шва (сварка листов и труб).
Это в свою очередь дает защиту обратного валика шва (сварка листов и труб). К присадке тоже уделяется должное внимание, необходимо грамотно подобрать хим. состав, это может быть чистый АL 99%, AlSi (силумин) или AlMg (дюраль). В остальном нужна только практика.
К присадке тоже уделяется должное внимание, необходимо грамотно подобрать хим. состав, это может быть чистый АL 99%, AlSi (силумин) или AlMg (дюраль). В остальном нужна только практика. в упаковке
в упаковке Доступны три варианта ширины: толщина 1/16 дюйма, 3/32 дюйма или 1/8 дюйма. Используется в приложениях постоянного тока. Их лучше всего использовать на сварных швах с медными сплавами, никелевыми сплавами, титановыми сплавами и коррозионностойкой сталью. Каждая упаковка запечатана вакуумом для сохранения качества и продления срока службы.
Доступны три варианта ширины: толщина 1/16 дюйма, 3/32 дюйма или 1/8 дюйма. Используется в приложениях постоянного тока. Их лучше всего использовать на сварных швах с медными сплавами, никелевыми сплавами, титановыми сплавами и коррозионностойкой сталью. Каждая упаковка запечатана вакуумом для сохранения качества и продления срока службы. Бесплатная доставка будет доступна только для заказов, доставляемых в пределах 48 штатов.
Бесплатная доставка будет доступна только для заказов, доставляемых в пределах 48 штатов.
 в упаковке
в упаковке
 each(imageUrls, функция(imageUrl){}}
each(imageUrls, функция(imageUrl){}} 03.2000
03.2000

 Если получится расплавленный металл всё время направлять в центр дуги, то должен получиться в итоге красивый ровный шов.
Если получится расплавленный металл всё время направлять в центр дуги, то должен получиться в итоге красивый ровный шов.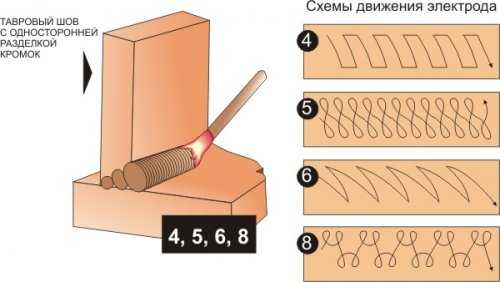 п.
п. И, честно говоря, большинство из них представляют ценность для тех, кто относительно плохо знаком со сваркой, и для тех ветеранов, которые занимаются этим десятилетиями.
И, честно говоря, большинство из них представляют ценность для тех, кто относительно плохо знаком со сваркой, и для тех ветеранов, которые занимаются этим десятилетиями. тест, чинить вещи, строить вещи, получать повышение и строить лучшую жизнь. По словам давнего сварщика Джоди Кольера, его канал предлагает четкие снимки дуги, которые будут казаться «как будто вы смотрите через мое плечо». Инструкции сопровождаются простым разговором, что, по мнению Коллиера, способствует хорошему сварочному видео. Вы увидите видеоролики о сварке TIG, MIG, дуговой сварке и сварке с флюсовой сердцевиной.
тест, чинить вещи, строить вещи, получать повышение и строить лучшую жизнь. По словам давнего сварщика Джоди Кольера, его канал предлагает четкие снимки дуги, которые будут казаться «как будто вы смотрите через мое плечо». Инструкции сопровождаются простым разговором, что, по мнению Коллиера, способствует хорошему сварочному видео. Вы увидите видеоролики о сварке TIG, MIG, дуговой сварке и сварке с флюсовой сердцевиной. Эти сварщики привносят в свои видео более 75 лет опыта.
Эти сварщики привносят в свои видео более 75 лет опыта. com занимается производством и обработкой алюминия. Советы по сварке TIG включают базовую настройку и настройки сварочного аппарата, настройку горелки, типы вольфрамовых электродов, способы приобретения и правильной очистки алюминия, сварку наружных углов и сварку в нерабочем положении. Некоторые из забавных проектов, на которых вы можете учиться:
com занимается производством и обработкой алюминия. Советы по сварке TIG включают базовую настройку и настройки сварочного аппарата, настройку горелки, типы вольфрамовых электродов, способы приобретения и правильной очистки алюминия, сварку наружных углов и сварку в нерабочем положении. Некоторые из забавных проектов, на которых вы можете учиться:

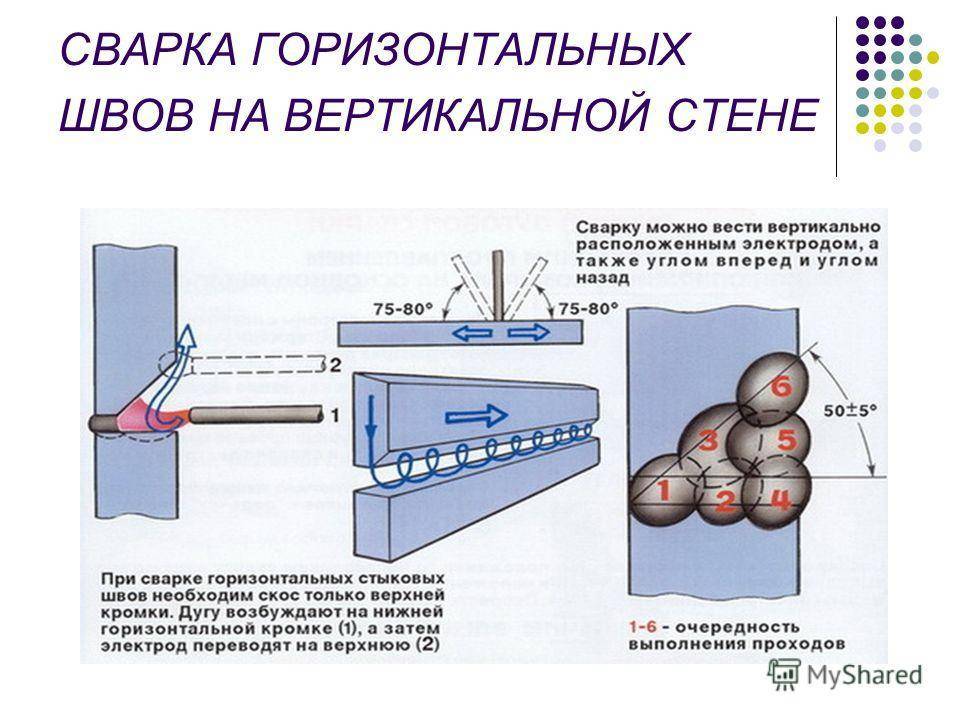

 Чаще всего общий провод обозначают черным цветом. Синий или голубой отвечает за отключение насоса «севшего на мель». Коричневым регулируется переполнение резервуара.
Чаще всего общий провод обозначают черным цветом. Синий или голубой отвечает за отключение насоса «севшего на мель». Коричневым регулируется переполнение резервуара.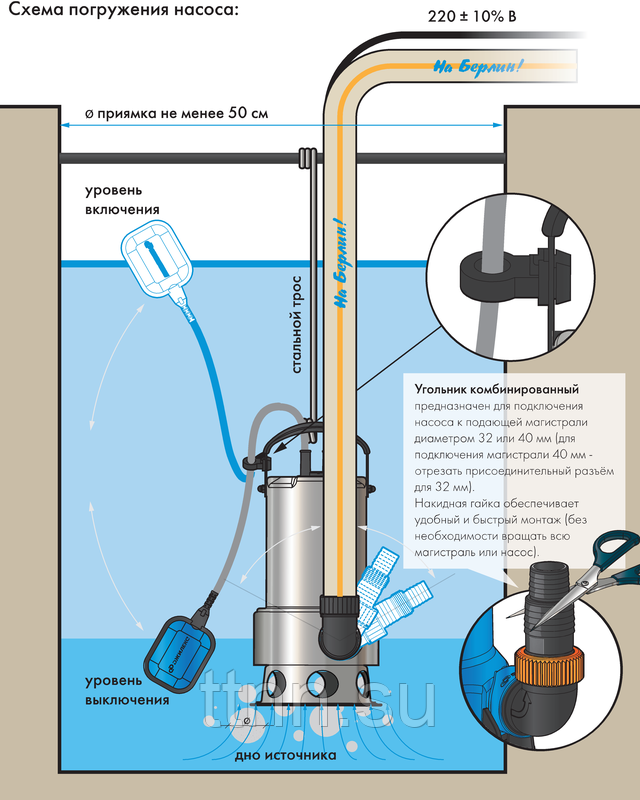 Последние предназначены для подключения к разным моделям помп. Присоединить их к прибору относительно несложно. Важно лишь убедиться в том, что технические характеристики насоса и выключателя совместимы. Проверить, совпадает ли количество фаз, узнать, каково потребление тока каждым из приборов. У поплавка оно может быть чуть меньшим, чем у насоса. Кроме того, есть легкие варианты, разработанные для питьевой воды и тяжелые версии, предназначенные для крупных дренажных и фекальных насосов.
Последние предназначены для подключения к разным моделям помп. Присоединить их к прибору относительно несложно. Важно лишь убедиться в том, что технические характеристики насоса и выключателя совместимы. Проверить, совпадает ли количество фаз, узнать, каково потребление тока каждым из приборов. У поплавка оно может быть чуть меньшим, чем у насоса. Кроме того, есть легкие варианты, разработанные для питьевой воды и тяжелые версии, предназначенные для крупных дренажных и фекальных насосов. Мы предлагаем насосы разных видов, предназначенные для разнообразных работ и всевозможные им сопутствующие товары. Заказать все это можно позвонив по указанному телефону.
Мы предлагаем насосы разных видов, предназначенные для разнообразных работ и всевозможные им сопутствующие товары. Заказать все это можно позвонив по указанному телефону.



 Вы можете ожидать около 250 галлонов в минуту от каждого аэратора/испарителя.
Вы можете ожидать около 250 галлонов в минуту от каждого аэратора/испарителя. Это служит двум целям. Во-первых, в зависимости от вашей установки распыляемая жидкость будет подвергаться воздействию более теплой и сухой атмосферы, что будет способствовать испарению. Опять же, с хорошим набором насадок этот процесс можно ускорить. Во-вторых, по мере того, как жидкость фильтруется обратно на поверхность, кислород может вытеснять загрязняющие вещества, обнаруженные в остаточной жидкости. Эта фаза процесса является ключевым шагом в устранении нежелательных и неприятных запахов, и здесь начинается процесс аэрации.
Это служит двум целям. Во-первых, в зависимости от вашей установки распыляемая жидкость будет подвергаться воздействию более теплой и сухой атмосферы, что будет способствовать испарению. Опять же, с хорошим набором насадок этот процесс можно ускорить. Во-вторых, по мере того, как жидкость фильтруется обратно на поверхность, кислород может вытеснять загрязняющие вещества, обнаруженные в остаточной жидкости. Эта фаза процесса является ключевым шагом в устранении нежелательных и неприятных запахов, и здесь начинается процесс аэрации. Третьим и ключевым, часто упускаемым из виду элементом процесса аэрации является способность заряженных кислородом капель проникать на поверхность и пульсировать в более глубокие области. Это уменьшит отрицательное кислородное и температурное расслоение, смешивая различные расслоения в более однородную константу. Это служит хорошим предзнаменованием для всей местной экосистемы и даже препятствует накоплению ила в отстойниках.
Третьим и ключевым, часто упускаемым из виду элементом процесса аэрации является способность заряженных кислородом капель проникать на поверхность и пульсировать в более глубокие области. Это уменьшит отрицательное кислородное и температурное расслоение, смешивая различные расслоения в более однородную константу. Это служит хорошим предзнаменованием для всей местной экосистемы и даже препятствует накоплению ила в отстойниках.

 Вместо сварщиков работы будут выполнять роботы. К тому же придуман прибор, который обеспечивает автоматическую подачу присадочного материала в область шва. Устройство позволяет точно регулировать луч, который плавит металл.
Вместо сварщиков работы будут выполнять роботы. К тому же придуман прибор, который обеспечивает автоматическую подачу присадочного материала в область шва. Устройство позволяет точно регулировать луч, который плавит металл. Сегодня на смену традиционным методам все чаще приходят лазерные технологии, которые позволяют получать максимально качественные результаты.
Сегодня на смену традиционным методам все чаще приходят лазерные технологии, которые позволяют получать максимально качественные результаты. В 1802 г. следом за итальянским физиком А. Вольта, он создал агрегат, который мог выдавать электрическую энергию. Это был крупный на тот период источник тока, батарея, состоящая из 4200 пар цинковых и медных кружков, прослоённых бумагой, намоченных гидрофитным раствором аммония. Именно на ней впервые на планете была получена электрическая дуга.
В 1802 г. следом за итальянским физиком А. Вольта, он создал агрегат, который мог выдавать электрическую энергию. Это был крупный на тот период источник тока, батарея, состоящая из 4200 пар цинковых и медных кружков, прослоённых бумагой, намоченных гидрофитным раствором аммония. Именно на ней впервые на планете была получена электрическая дуга.
 В данном примере использовалась дуга косвенного действия.
В данном примере использовалась дуга косвенного действия.
 стыковую контактную электросварку. Но несмотря на это, слава изобретателя этого вида сварки закрепилась за знаменитым американским изобретателем Эльхью Томсоном. Им были сконструированы все необходимые оборудования для контактной сварки: мощный трансформатор. коммутирующая аппаратура, динамо-машина, клещи-тиски для зажима свариваемых заготовок. В 1885 году он, отработав технику сварки, доводит до автоматизма безотказную работу сварочной аппаратуры.
стыковую контактную электросварку. Но несмотря на это, слава изобретателя этого вида сварки закрепилась за знаменитым американским изобретателем Эльхью Томсоном. Им были сконструированы все необходимые оборудования для контактной сварки: мощный трансформатор. коммутирующая аппаратура, динамо-машина, клещи-тиски для зажима свариваемых заготовок. В 1885 году он, отработав технику сварки, доводит до автоматизма безотказную работу сварочной аппаратуры.

 После своего изобретения сварка продолжала развиваться, приведя ее к современному виду. Древняя сварка выглядит совсем иначе, чем сейчас. Но каждый шаг на временной шкале сварки — это впечатляющий скачок в машиностроении. Вот некоторые из ключевых моментов в истории сварки.
После своего изобретения сварка продолжала развиваться, приведя ее к современному виду. Древняя сварка выглядит совсем иначе, чем сейчас. Но каждый шаг на временной шкале сварки — это впечатляющий скачок в машиностроении. Вот некоторые из ключевых моментов в истории сварки. Он включил информацию об использовании соли в качестве флюса и даже упомянул, как цвет металла указывает на сложность его пайки.
Он включил информацию об использовании соли в качестве флюса и даже упомянул, как цвет металла указывает на сложность его пайки. Сварщики разработали инновационные технологии сварки, чтобы удовлетворить этот спрос. Пара новых достижений включала разработку доменных печей и открытие кислорода.
Сварщики разработали инновационные технологии сварки, чтобы удовлетворить этот спрос. Пара новых достижений включала разработку доменных печей и открытие кислорода.
 В прошлом газовая сварка была отраслевым стандартом для ремонта аэрокосмической техники, но с тех пор ее затмила универсальная дуговая сварка.
В прошлом газовая сварка была отраслевым стандартом для ремонта аэрокосмической техники, но с тех пор ее затмила универсальная дуговая сварка. Сварка MIG является ключевой особенностью массового производства из-за ее скорости, экономичности и гибкости при работе с различными типами металлов.
Сварка MIG является ключевой особенностью массового производства из-за ее скорости, экономичности и гибкости при работе с различными типами металлов. Сварщики прошлого могли только мечтать о наших современных достижениях. Если вашему бизнесу требуются услуги сварки среднего или крупного масштаба, Fairlawn Tool — это компания, в которую можно обратиться.
Сварщики прошлого могли только мечтать о наших современных достижениях. Если вашему бизнесу требуются услуги сварки среднего или крупного масштаба, Fairlawn Tool — это компания, в которую можно обратиться. Сварка существовала в той или иной форме в бронзовом и железном веках. Археологи нашли небольшие ящики с золотом, соединения которых были сварены давлением более двух тысячелетий назад. Более того, есть доказательства того, что древние египтяне умели сваривать железо.
Сварка существовала в той или иной форме в бронзовом и железном веках. Археологи нашли небольшие ящики с золотом, соединения которых были сварены давлением более двух тысячелетий назад. Более того, есть доказательства того, что древние египтяне умели сваривать железо. Здесь мы говорим о современной форме сварки, а не о сварке, существовавшей в средние века или более ранние периоды.
Здесь мы говорим о современной форме сварки, а не о сварке, существовавшей в средние века или более ранние периоды. Тридцать шесть лет спустя Эдмунд Дэви открыл ацетилен. Однако потребовалось еще 45 лет, чтобы изобрести современную форму сварки.
Тридцать шесть лет спустя Эдмунд Дэви открыл ацетилен. Однако потребовалось еще 45 лет, чтобы изобрести современную форму сварки. Этот процесс эволюции помог процессу сварки стать быстрее и точнее.
Этот процесс эволюции помог процессу сварки стать быстрее и точнее.
 Через год была внедрена магнитно-импульсная сварка.
Через год была внедрена магнитно-импульсная сварка. Многие историки считают, что сварка началась в Древнем Египте в 4000 году до н.э. Первоначально сварка производилась только на меди; однако процесс прогрессировал с годами, и в конечном итоге также начали сваривать железо, золото, серебро и бронзу.
Многие историки считают, что сварка началась в Древнем Египте в 4000 году до н.э. Первоначально сварка производилась только на меди; однако процесс прогрессировал с годами, и в конечном итоге также начали сваривать железо, золото, серебро и бронзу. В 1330 г. до н.э. древние египтяне использовали духовую трубку и припой для пайки металлов. Более чем через 300 лет, в 1000 г. до н.э., началась работа над железом; это было время, когда печи использовались для гибки металла для изготовления наконечников копий и мечей.
В 1330 г. до н.э. древние египтяне использовали духовую трубку и припой для пайки металлов. Более чем через 300 лет, в 1000 г. до н.э., началась работа над железом; это было время, когда печи использовались для гибки металла для изготовления наконечников копий и мечей.
 В том же году этот процесс был освоен мастерами эпохи Возрождения, что способствовало дальнейшему развитию сварки в последующие века.
В том же году этот процесс был освоен мастерами эпохи Возрождения, что способствовало дальнейшему развитию сварки в последующие века. Инструмент, изобретенный сэром Дэви, широко использовался для сварки металлов.
Инструмент, изобретенный сэром Дэви, широко использовался для сварки металлов. Кроме того, именно в то же время электроды стали популярным инструментом для сварки.
Кроме того, именно в то же время электроды стали популярным инструментом для сварки. Сюда входили стержни с толстым покрытием, разработанные и используемые компанией A.O. Smith Company в 1927 году. Экструдированные электродные стержни были впервые изготовлены и проданы населению в 1929 году.
Сюда входили стержни с толстым покрытием, разработанные и используемые компанией A.O. Smith Company в 1927 году. Экструдированные электродные стержни были впервые изготовлены и проданы населению в 1929 году. Создание продольных швов в трубе было целью разработки этого сварочного процесса.
Создание продольных швов в трубе было целью разработки этого сварочного процесса. Позже компания Linde Air Products запатентовала процесс под своим именем, а затем использовала его для разработки горелки с водяным охлаждением.
Позже компания Linde Air Products запатентовала процесс под своим именем, а затем использовала его для разработки горелки с водяным охлаждением.

 Было обнаружено, что многие из используемых сегодня сварочных процессов, которым уже более 90 лет, изменились до своего нынешнего состояния в эту эпоху. Одними из наиболее значительных достижений новейшей эры сварки являются бортовые компьютеры, роботизированная сварка, несколько газовых смесей и высокотехнологичные электроды.
Было обнаружено, что многие из используемых сегодня сварочных процессов, которым уже более 90 лет, изменились до своего нынешнего состояния в эту эпоху. Одними из наиболее значительных достижений новейшей эры сварки являются бортовые компьютеры, роботизированная сварка, несколько газовых смесей и высокотехнологичные электроды.
 Самодельное быстро выходит из строя и малоэффективно.
Самодельное быстро выходит из строя и малоэффективно. Ведь сила струи воздуха с песком гораздо меньше стандартной.
Ведь сила струи воздуха с песком гораздо меньше стандартной. Бутылка из пластика закрепляется сверху. Она необходима в качестве тары для абразивного материала. После всех сборочных операций пистолет соединяют с нашим компрессором — источником потока сжатого воздуха.
Бутылка из пластика закрепляется сверху. Она необходима в качестве тары для абразивного материала. После всех сборочных операций пистолет соединяют с нашим компрессором — источником потока сжатого воздуха. Для повышенного комфорта можно использовать подставку. Ёмкость (камера) должна иметь стеклянное окошко для мониторинга процедуры. Разместить его выгоднее вверху. Процесс предусматривает операции с заготовкой. Для этого важно в фасадной стенке по всей длине устройства выполнить пару круглых отверстий. Они нужны для вдевания в них резиновых рукавиц. Они потребуются повышенной прочности — иначе их придётся частенько менять.
Для повышенного комфорта можно использовать подставку. Ёмкость (камера) должна иметь стеклянное окошко для мониторинга процедуры. Разместить его выгоднее вверху. Процесс предусматривает операции с заготовкой. Для этого важно в фасадной стенке по всей длине устройства выполнить пару круглых отверстий. Они нужны для вдевания в них резиновых рукавиц. Они потребуются повышенной прочности — иначе их придётся частенько менять. Эти отверстия следует прикрыть брезентом.
Эти отверстия следует прикрыть брезентом.





 Кроме этого, потребуется труба ДУ с тремя отдельными переходниками.
Кроме этого, потребуется труба ДУ с тремя отдельными переходниками.




 Раскрытие информации.
Раскрытие информации. 

 com/id/DIY-500-Sandblaster
com/id/DIY-500-Sandblaster
 Наши резервуары соединены винтами посередине, чтобы мы могли получить доступ к их внутренней поверхности, если это необходимо.
Наши резервуары соединены винтами посередине, чтобы мы могли получить доступ к их внутренней поверхности, если это необходимо. Также из соображений безопасности мы установили на баки два предохранительных воздушных клапана на 12 бар, а также два выпускных клапана, которые при необходимости удаляют воздух из баков.
Также из соображений безопасности мы установили на баки два предохранительных воздушных клапана на 12 бар, а также два выпускных клапана, которые при необходимости удаляют воздух из баков. 
 Начало эксплуатации определяется по дате продажи, указанной в гарантийном талоне JONNESWAY® или фискальном документе, подтверждающем факт приобретения конкретного изделия. Срок применения инструмента с объявленными характеристиками может быть изменен индивидуально, как в сторону уменьшения, так и в сторону увеличения в зависимости от интенсивности и условий эксплуатации конкретного изделия (группы изделий).
Начало эксплуатации определяется по дате продажи, указанной в гарантийном талоне JONNESWAY® или фискальном документе, подтверждающем факт приобретения конкретного изделия. Срок применения инструмента с объявленными характеристиками может быть изменен индивидуально, как в сторону уменьшения, так и в сторону увеличения в зависимости от интенсивности и условий эксплуатации конкретного изделия (группы изделий).

 Киев
Киев (НР-2031 ALLOID)
(НР-2031 ALLOID) 55 мм
55 мм 50 грн
50 грн Инструменты для развальцовки труб для медных трубопроводов
Инструменты для развальцовки труб для медных трубопроводов
 Трубные хомуты доступны в размерах Ø 3/16, 1/4, 5/16, 3/8, 5/16, 1/2 дюйма, 4,75 мм, 6 мм, 8 мм, 10 мм.
Трубные хомуты доступны в размерах Ø 3/16, 1/4, 5/16, 3/8, 5/16, 1/2 дюйма, 4,75 мм, 6 мм, 8 мм, 10 мм.
 Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
 Затем вы можете использовать инструмент для удаления заусенцев, чтобы очистить края трубы.
Затем вы можете использовать инструмент для удаления заусенцев, чтобы очистить края трубы. 72485-PRC
72485-PRC Независимо от того, работаете ли вы с тормозными магистралями, линиями охлаждения трансмиссии или топливными линиями, у нас есть подходящий инструмент для развальцовки. Изготавливайте одинарные, двойные или пузырьковые развальцовки с помощью инструментов для развальцовки лучших брендов OTC Tools, S.U.R.&R. Classic Tube, K-Tool, Classic Performance, Fragola и многие другие. Найдите свое сегодня!
Независимо от того, работаете ли вы с тормозными магистралями, линиями охлаждения трансмиссии или топливными линиями, у нас есть подходящий инструмент для развальцовки. Изготавливайте одинарные, двойные или пузырьковые развальцовки с помощью инструментов для развальцовки лучших брендов OTC Tools, S.U.R.&R. Classic Tube, K-Tool, Classic Performance, Fragola и многие другие. Найдите свое сегодня! U.R.&R. Classic Tube, K-Tool, Classic Performance, Fragola и многие другие. Найдите свое сегодня!
U.R.&R. Classic Tube, K-Tool, Classic Performance, Fragola и многие другие. Найдите свое сегодня!
 11.2022
11.2022
 2022 г.
2022 г.






 11.2022
11.2022 Производится в виде тонкого и толстого металлопроката.
Производится в виде тонкого и толстого металлопроката.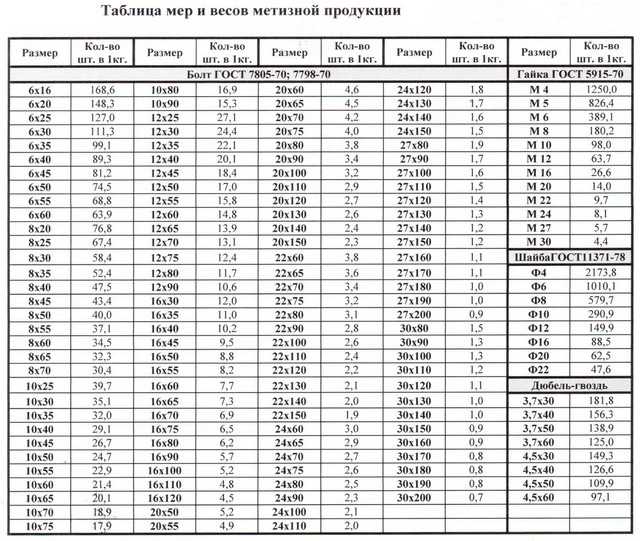 Способ получения будет влиять на технические характеристики конечного материала. Дальнейшая обработка также определяет тип продукта. Так, помимо изделий холодного и горячего проката, существуют просечно-вятяжные и рифленые листы.
Способ получения будет влиять на технические характеристики конечного материала. Дальнейшая обработка также определяет тип продукта. Так, помимо изделий холодного и горячего проката, существуют просечно-вятяжные и рифленые листы.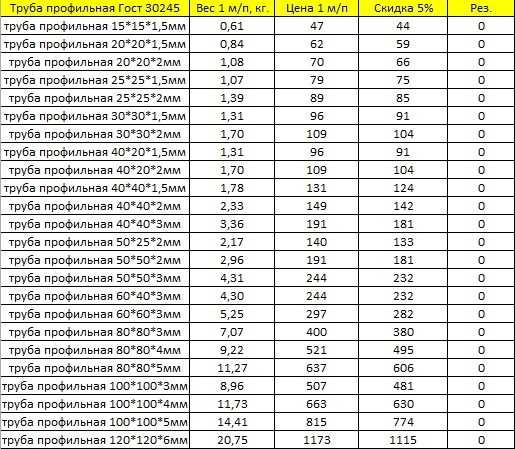
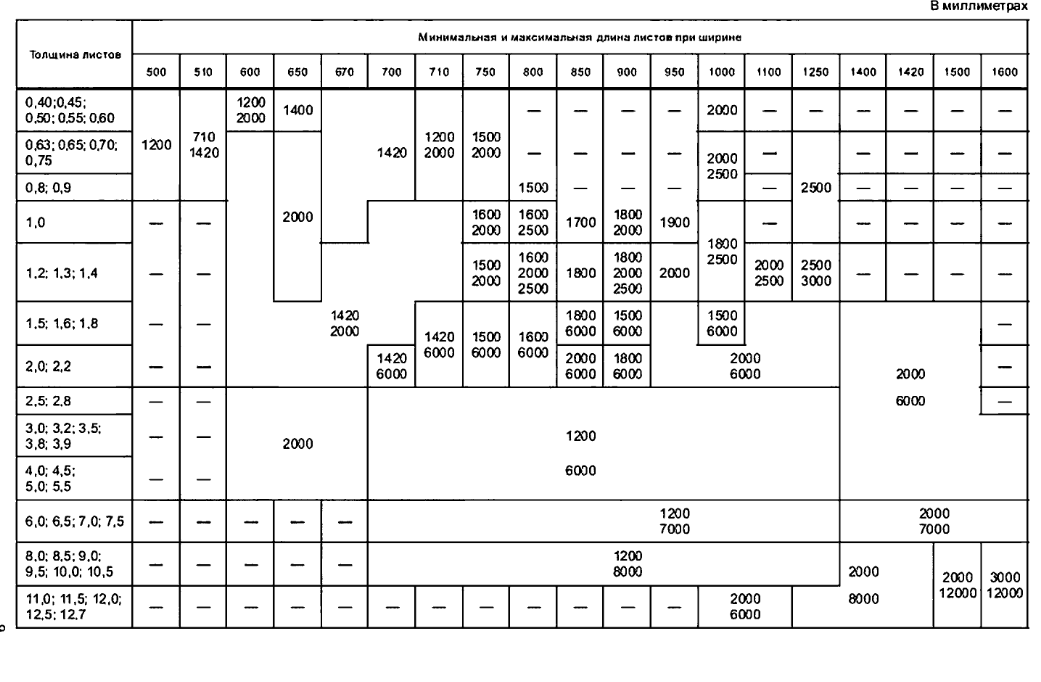
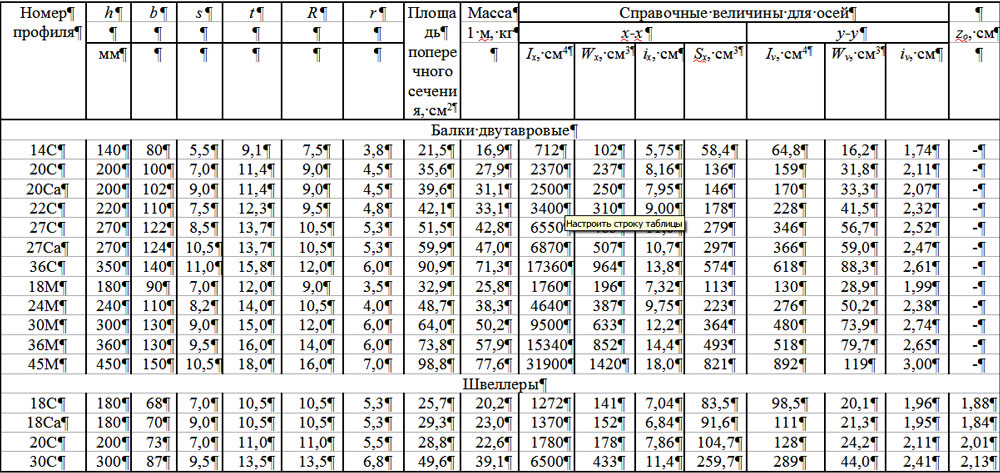

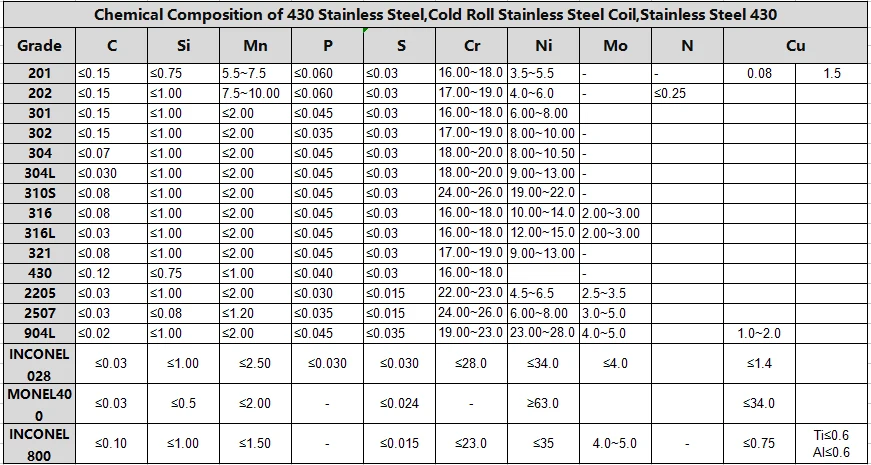 6 дюймов. (Любая длина может быть предоставлена, если лист нарезан по длине, свернут в рулон или горячекатаный).
6 дюймов. (Любая длина может быть предоставлена, если лист нарезан по длине, свернут в рулон или горячекатаный).


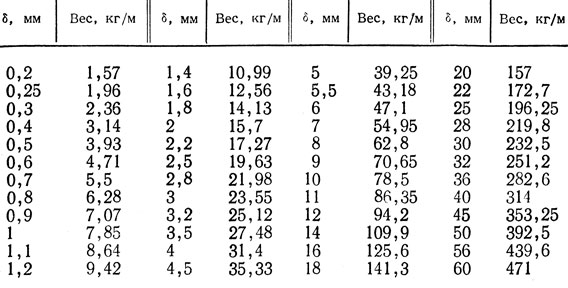

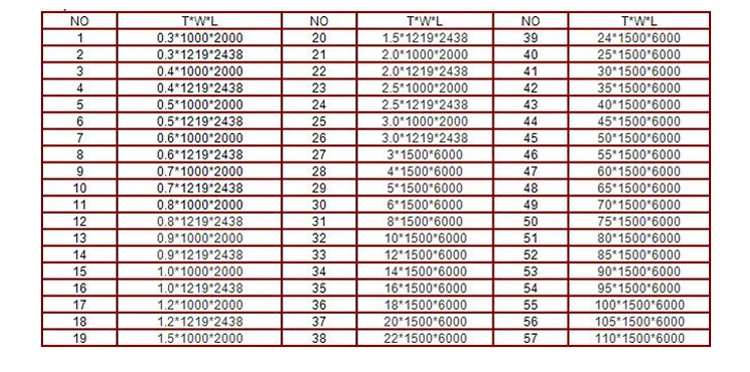
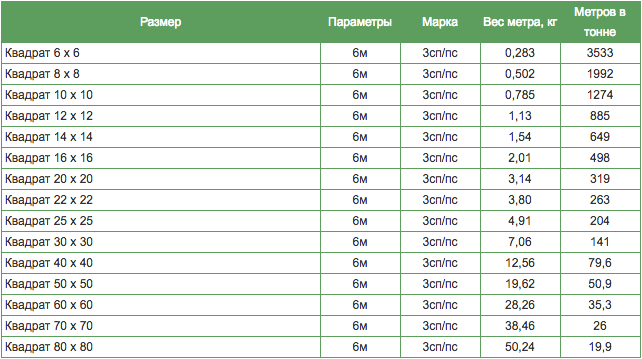
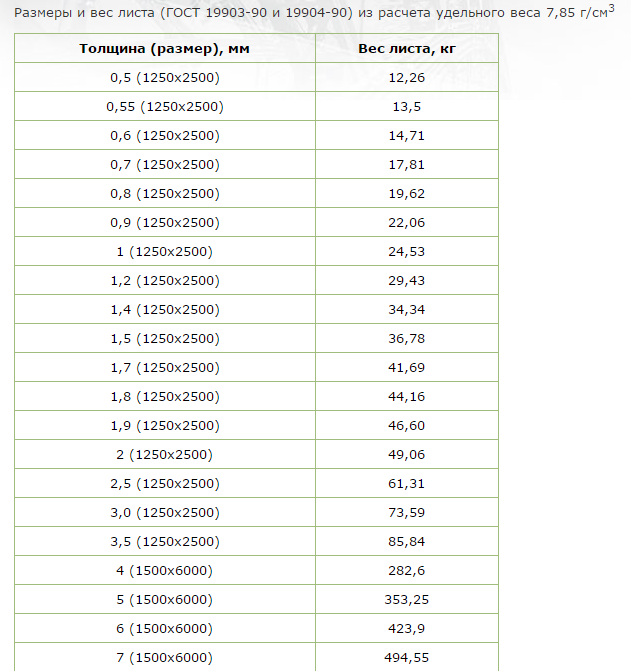
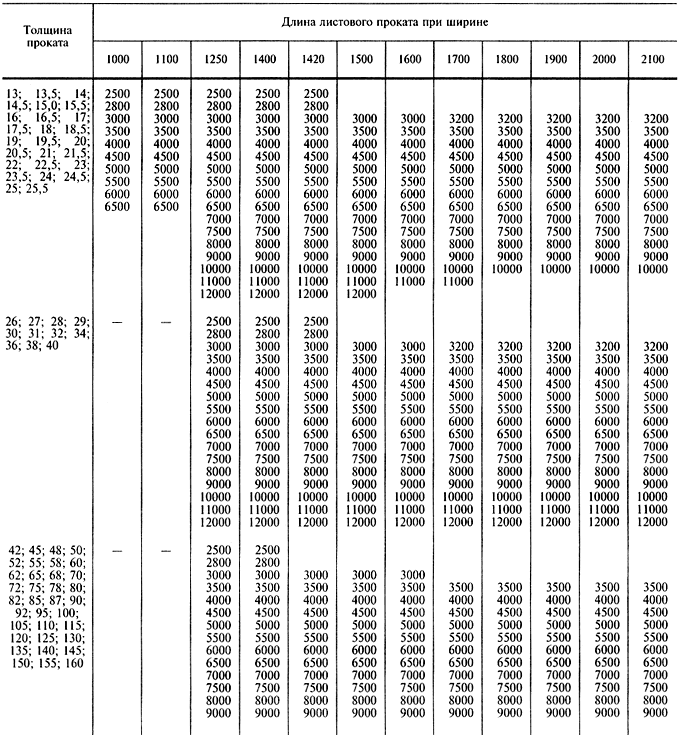
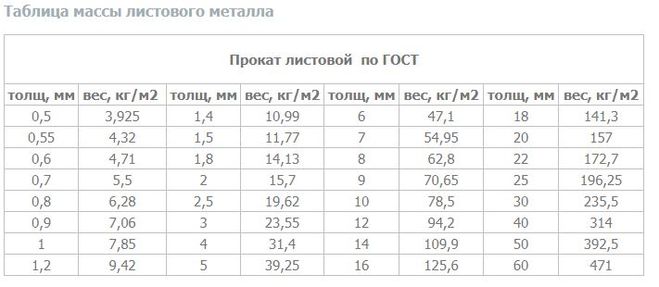
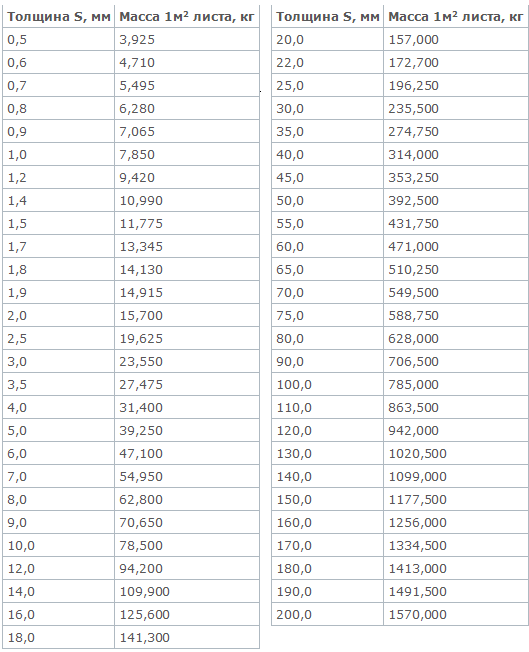 Вы также можете проверить это с помощью нашего калькулятора веса плиты ms.
Вы также можете проверить это с помощью нашего калькулятора веса плиты ms.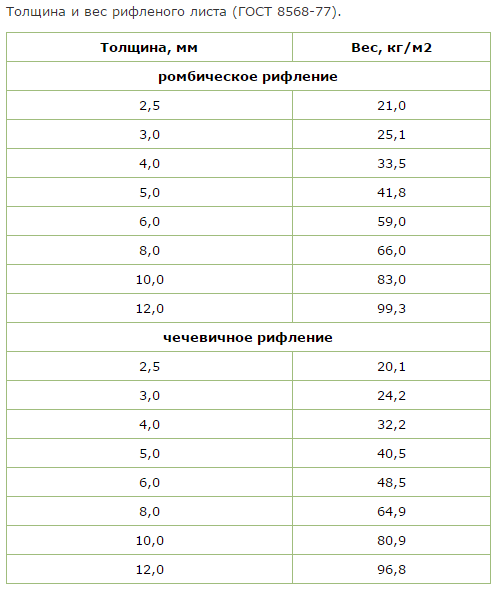 Вы должны иметь в виду, что чем выше число TMT, тем выше напряжение, а также улучшается общее качество продукта.
Вы должны иметь в виду, что чем выше число TMT, тем выше напряжение, а также улучшается общее качество продукта. В результате закалки достигается метастабильное мартенситное состояние. И определенная доля этого состояния восстанавливается при отпуске для получения желаемого продукта.
В результате закалки достигается метастабильное мартенситное состояние. И определенная доля этого состояния восстанавливается при отпуске для получения желаемого продукта.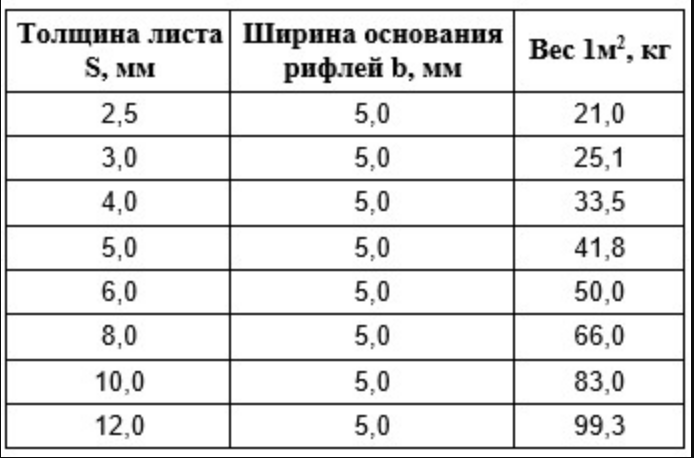
 Обладают средними показателями теплопроводности и прочности. Обладают теплопроводностью 0,12 – 0,18 Вт/(м·°С). Имеют плотность 500 – 700 килограмм на кубический метр. Марка D600 – D900. Наиболее распространенные блоки в малоэтажном строительстве.
Обладают средними показателями теплопроводности и прочности. Обладают теплопроводностью 0,12 – 0,18 Вт/(м·°С). Имеют плотность 500 – 700 килограмм на кубический метр. Марка D600 – D900. Наиболее распространенные блоки в малоэтажном строительстве. Усадка автоклавного газосиликата в 10 раз меньше неавтоклавного и составляет 0,3 – 0,5 мм на метр и то в автоклаве, после чего блоки не усаживаются. 50% цемента в составе автоклавного газосиликата заменяются негашеной известью, которая в автоклаве превращается в гидросиликат кальция, обеспечивающий прочность изделию.
Усадка автоклавного газосиликата в 10 раз меньше неавтоклавного и составляет 0,3 – 0,5 мм на метр и то в автоклаве, после чего блоки не усаживаются. 50% цемента в составе автоклавного газосиликата заменяются негашеной известью, которая в автоклаве превращается в гидросиликат кальция, обеспечивающий прочность изделию.


 Относится к материалам с классом пожарной устойчивости – К0. При прямом воздействии огня не выделяет токсичных веществ.
Относится к материалам с классом пожарной устойчивости – К0. При прямом воздействии огня не выделяет токсичных веществ.
 Он разработал способ производства газосиликата и усовершенствовал его на протяжении своей жизни. Впервые автоклавным способом газосиликат начали производить в Швеции. Затем технологию изготовления этого строительного материала позаимствовали и другие страны.
Он разработал способ производства газосиликата и усовершенствовал его на протяжении своей жизни. Впервые автоклавным способом газосиликат начали производить в Швеции. Затем технологию изготовления этого строительного материала позаимствовали и другие страны.
 Они имеют прочность на сжатие от 98 до 262 кг/см3. Этого хватит для выстраивания крепких и надежных стен. Но так как материал очень плотный, он обладает низкими теплоизоляционными свойствами. Нужно делать дополнительно хорошее утепление для здания, например выкладывать еще один слой из теплоизоляционных газосиликатных блоков.
Они имеют прочность на сжатие от 98 до 262 кг/см3. Этого хватит для выстраивания крепких и надежных стен. Но так как материал очень плотный, он обладает низкими теплоизоляционными свойствами. Нужно делать дополнительно хорошее утепление для здания, например выкладывать еще один слой из теплоизоляционных газосиликатных блоков. Здесь указана простая методика расчета нужного количества газосиликатных блоков для строительства частного дома, которая дает хороший результат:
Здесь указана простая методика расчета нужного количества газосиликатных блоков для строительства частного дома, которая дает хороший результат: Длина внешних стен составит 30*2+15*2 = 90 метров.
Длина внешних стен составит 30*2+15*2 = 90 метров. Умножаем площадь кладки на толщину газосиликатного блока – 228,96*0,3=68,68 м3.
Умножаем площадь кладки на толщину газосиликатного блока – 228,96*0,3=68,68 м3.

 Технология производства таких блоков достаточно трудоемка и высокотехнологична: для того, чтобы получить газосиликат, требуется множество ингредиентов. Среди них основной компонент — известь — и дополнительные элементы: кварцевый песок, вода, цемент и вспенивающий ингредиент, которым, как правило, служит алюминиевая пудра.
Технология производства таких блоков достаточно трудоемка и высокотехнологична: для того, чтобы получить газосиликат, требуется множество ингредиентов. Среди них основной компонент — известь — и дополнительные элементы: кварцевый песок, вода, цемент и вспенивающий ингредиент, которым, как правило, служит алюминиевая пудра. Газосиликатные блоки Грас экологически безопасны для людей и окружающей среды на протяжении всего срока эксплуатации.
Газосиликатные блоки Грас экологически безопасны для людей и окружающей среды на протяжении всего срока эксплуатации.
 От дерева они получают легкость в обработке — газосиликатный блок легко разрезать на части, просверлить, отшлифовать.
От дерева они получают легкость в обработке — газосиликатный блок легко разрезать на части, просверлить, отшлифовать. Благодаря заключенному в ячейках газосиликата воздуху такие блоки меньше проводят тепло, а это значит, что в домах, построенных из газосиликата, всегда будет поддерживаться оптимальная температура. Более того — газосиликатные блоки низкой прочности специально разработаны для того, чтобы использовать их в качестве термоизоляционного слоя!
Благодаря заключенному в ячейках газосиликата воздуху такие блоки меньше проводят тепло, а это значит, что в домах, построенных из газосиликата, всегда будет поддерживаться оптимальная температура. Более того — газосиликатные блоки низкой прочности специально разработаны для того, чтобы использовать их в качестве термоизоляционного слоя! Такие печи и называют автоклавами – в них проходят процессы вспенивания раствора, под воздействием температуры около 200 градусов.
Такие печи и называют автоклавами – в них проходят процессы вспенивания раствора, под воздействием температуры около 200 градусов. Группа компаний «ГРАС» производит газосиликатные блоки любых размеров и предназначений — как стеновые, так и перегородочные.
Группа компаний «ГРАС» производит газосиликатные блоки любых размеров и предназначений — как стеновые, так и перегородочные. С тех пор свойства материала (прочность, теплопроводность, паропроницаемость) улучшились, а область его применения расширилась (газобетонные блоки стали использовать для строительства многоэтажных домов).
С тех пор свойства материала (прочность, теплопроводность, паропроницаемость) улучшились, а область его применения расширилась (газобетонные блоки стали использовать для строительства многоэтажных домов).
 Ячеистые блоки паровой вулканизации высокого давления (автоклавной вулканизации) – это материал, свойства которого формируются за счет высокой температуры, давления (12 атмосфер) и парового воздействия.
Ячеистые блоки паровой вулканизации высокого давления (автоклавной вулканизации) – это материал, свойства которого формируются за счет высокой температуры, давления (12 атмосфер) и парового воздействия. 
 Построить дом из газосиликатных блоков. Сегодня мы постараемся указать на некоторые нюансы возведения таких домов, а также указать на частые ошибки.
Построить дом из газосиликатных блоков. Сегодня мы постараемся указать на некоторые нюансы возведения таких домов, а также указать на частые ошибки.
