ZANDZ ZZ-511-600 — Полосогиб ручной (L600 мм; проволока до D10, полоса до 30*4)
Артикул:
ZZ-511-600
Заземление
Инструменты для монтажа
Аналоги
Подробнее
ZANDZ ZZ-511-810 — Полосогиб ручной (L810 мм; проволока до D10, полоса до 30*4)
Сопутствующие товары
Подробнее
GALMAR GL-11075-10 — полоса омеднённая (30х4 мм) (10 м в бухте)
Подробнее
GALMAR GL-11150-10 — проволока омедненная стальная (10 мм) (10 м в бухте)
Другие товары из категории
Подробнее
ZANDZ ZZ-510-900 — Устройство для выпрямления (9 роликов; проволока D6-10, полоса 20*3-30*4)
Подробнее
ZANDZ ZZ-510-700 — Устройство для выпрямления (7 роликов; проволока D6-10, полоса 20*3-45*4)
Подробнее
ZANDZ ZZ-512-600 — Болторез ручной (L600 мм; проволока до D10)
Подробнее
ZANDZ ZZ-511-810 — Полосогиб ручной (L810 мм; проволока до D10, полоса до 30*4)
Артикул:
Количество:
Цена:
В корзине
Товаров:
На сумму:
Перейти в корзину
Запросить расчет
Логин
Пароль
E-mail
(success)
Фамилия
Отчество
Организация
Род деятельности ПроектированиеМонтаж/СтроительствоПродажаПрочее
Телефон
Хочу быть Экспертом
Эксперт — человек, профессионал, готовый оказывать заказчикам (посетителям этого сайта) какие-либо услуги в областях:
Продажа
Проектирование
Монтаж
Хочу получать новости ZANDZ на Email
Я ознакомился с правилами пользования сайтом
Дополнительную информацию о компании Вы сможете заполнить в личном кабинете после регистрации
E-mail
Полосогиб, Щипці регулювання ринви
Для монтажу водостічних жолобів пропонуємо ручні інструменти від німецького виробника Freund. Для додання форми круглим водостічних жолобах Вам знадобляться щипці для вирівнювання водостічних жолобів. Як відомо для монтажу ринви потрібно використовувати крюкогиб відомий також як бигеайзен або ж кронштейногиб, цей інструмент використовують для виробництва гаків для монтажу ринви
за порядкомза зростанням ціниза зниженням ціниза новизною
Линия для гибки акрила | Гибочные станки для акриловых линий
Фильтры
Рабочая длина500 мм. 650 мм.1250 мм.1300 мм.1350 мм.2200 мм.3000 мм.Метод гибкиАвтоматическийРучнойЛинии гибкиНесколько линийОднолинейный Метод нагреваДвустороннийОдносторонний
15 результатов
HR
Профессиональный станок для гибки акриловых листов с одной линией термической гибки. Станки HR доступны в размерах 500, 1250, 2200 и 3000 мм. рабочие длины. Они могут быть построены с линейкой, обозначенной параллельным задним упором или боковым упором.
Тип аппарата:
Ручной гибочный станок
HRK
Очень производительные гибочные станки модульной конструкции с двухсторонним нагревом и электронным таймером.
Доступны с рабочей длиной 650 и 1250 мм.
Может быть модернизирован до 4 нагревательных линий вверху и 4 нагревательных линий внизу.
Тип аппарата:
Ручной гибочный станок
HRT
Станок для гибки акриловых листов модульной конструкции с рабочей длиной от 650 до 3000 мм.
Оснащен от 1 до 4 нагревательными линиями и поставляется в стандартной комплектации с параллельным обратным упором.
Доступно множество аксессуаров для специальных проектов гибки и мобильных подрамников.
Тип аппарата:
Ручной гибочный станок
AFF 135
Автоматический станок для гибки пластика для материалов толщиной от 0,2 до 1,5 мм и длиной 1350 мм.
Оснащен 1 регулируемой автоматической линией гибки с установкой угла транспортиром.
Очень быстро и очень легко работать с идеальным результатом.
Тип аппарата:
Автоматический гибочный станок
ABM-D 135
Автоматический станок для гибки акриловых листов толщиной до 5 мм. на длине 1350 мм.
Оснащен 2-мя регулируемыми автоматическими линиями гибки с установкой угла транспортирами.
Очень прост в эксплуатации и очень стабильный результат!
Тип аппарата:
Автоматический гибочный станок
AFF-D 135
Автоматический листогибочный станок для материалов толщиной от 0,2 до 1,5 мм и длиной 1350 мм.
Оснащен 2-мя регулируемыми автоматическими линиями гибки с установкой угла транспортирами.
Очень быстро и очень легко работать с идеальным результатом.
Тип аппарата:
Автоматический гибочный станок
HRM
Станок для гибки пластиковых листов с двухсторонним нагревом, рабочая длина 1300 мм или 3000 мм.
Может использоваться для гибки материалов толщиной от 1 до 10 мм.
Идеально подходит для работы на натуре и изготовления защитных кожухов для стен из ПК и ПВХ, а также наличников ступеней.
Тип аппарата:
Ручной гибочный станок
HRP-S
Тяжелые машины для гибки пластмасс с двухсторонним нагревом для всех видов термопластов.
Доступны размеры 2200 и 3000 мм. рабочая длина.
Имеет до 2-х верхних и 4-х нижних нагревательных линий, а также 4 нагревательные линии могут использоваться одновременно.
Тип аппарата:
Ручной гибочный станок
HRP
Машины для гибки пластика большой конструкции с двухсторонним нагревом для гибки листов толщиной до 25 мм.
Этот пластиковый трубогиб доступен с рабочей длиной 2200 и 3000 мм.
Может быть увеличено до 4-х более чем 4-х нагревательных линий и 8-ми нагревательных линий могут использоваться одновременно.
Тип аппарата:
Ручной гибочный станок
HRT-D
Очень производительный листогибочный станок шириной 3000 мм. рабочая длина. Поставляется с автоматической подачей и конвейерной лентой. Оснащен или модульно расширяется до 4 регуляторов температуры для 4 нагревательных линий и 4 прижимных роликовых направляющих.
Тип аппарата:
Автоматический гибочный станок
X-WIRE
Уникальная машина для гибки пластиковых листов X-WIRE с перекрестными линиями нагрева в квадратах.
Идеально подходит для гибки коробок и перпендикулярных изгибов.
В комплект поставки входят регулировочные комплекты рабочей длины для создания частично холодных зон на теплотрассах.
Тип аппарата:
Ручной гибочный станок
HRP-D
Очень производительный автоматический листогибочный станок шириной 3000 мм. рабочая длина. Поставляется с регулируемой по времени верхней рамой, системой автоматической подачи и конвейерной лентой. До 8 темп. контроллеры для 4-х верхних, 4-х нижних линий нагрева и 4-х прижимных планок.
Тип аппарата:
Автоматический гибочный станок
VEVOR UB-100 Ручной гибочный станок для плоской стали Универсальный металлический арматурный уголок Угловой утюг 120-градусный сверхмощный гибочный станок для металлических стержней в горячем и холодном состоянии со съемным гибочным рычагом Полосовая сталь, плоская сталь, круглая сталь
Универсальный гибочный станок 120°
Диапазон размеров 0,3–1,2 дюйма, горячая и холодная гибка и съемный рычаг -срок использования. Он может сгибаться до 120 градусов. Этот гибочный станок предназначен для плоского, круглого, квадратного и уголкового проката и является идеальным инструментом для дома, ремонтных и металлообрабатывающих мастерских.
1,2 дюйма Прочность на изгиб
120 ° Угол изгиба
Горячий и холодный изгиб
Стабильная стальная конструкция
Тесное оборудование и инструменты, заплатите меньше
Vevor — ведущий бренд, который специализируется на оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
Premium Tough Quality
Невероятно низкие цены
Быстрая и безопасная доставка
30-дневный бесплатный возврат
Внимательное обслуживание 24 часа в сутки 7 дней в неделю в оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
Premium Tough Quality
Невероятно низкие цены
Быстрая и надежная доставка
30-дневный бесплатный возврат
Внимательное обслуживание 24/7
Макс. Толщина материала 1,2 дюйма (30 мм). Максимальная ширина: 4 дюйма (100 мм). до 120 градусов
Горячая гибка и холодная гибка
Максимальный размер горячей гибки: листовая сталь 4 x 0,59 дюйма (100 x 15 мм), круглая сталь 1,2 дюйма (30 мм), квадратная сталь 1,2 x 1,2 дюйма (30 x 30 мм), угловая сталь 1,2 «x0,5″ (100×12 мм). Холодная гибка: листовая сталь 4″x0,59″ (100×15 мм), круглая сталь 0,7″ (18 мм), квадратная сталь 0,6″ x 0,6″ (16×16 мм) и угловая сталь 2,4″ x 0,3» (60х8мм).
Съемный гибочный рычаг
Оснащен длинным гибочным рычагом для легкой работы. Ручка разбирается на 2 части для удобства транспортировки и хранения.
Высшее качество
Инструмент изготовлен из сверхпрочной стали, способной повысить стабильность при работе. Широкое основание также обеспечивает более надежную опору.
Широкое применение
Подходит для гибки под углом или по окружности плоского, круглого, углового и квадратного стального проката. Инструмент идеально подходит для дома, ремонтных мастерских и слесарных мастерских.
Технические характеристики
Материал: Сталь
Прочность на изгиб в горячем состоянии
Плоская сталь: 4″x0,59″(100×15 мм)
Круглая сталь: 1,2″(30 мм)
Квадратная сталь: 1,2″x1,2″(30×3003 мм)
Угловая сталь: 1,2 x 0,5 дюйма (100 x 12 мм)
Способность к изгибу в холодном состоянии
Плоская сталь: 4 дюйма x 0,59 дюйма (100 x 15 мм)
мм (круглая сталь: 10002) )
Квадратная сталь: 0,6″ x 0,6″ (16×16 мм)
Угловая сталь: 2,4″ x 0,3″ (60×8 мм)
Угол изгиба: 0-120 градусов
Содержание пакета
1 x Metal Bender
1 x Bending Liver
5 X Dies
HARD WATNER & PAILSTARD и PAYERSHAP Меньше
VEVOR — ведущий бренд, специализирующийся на оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
Premium Tough Quality
Невероятно низкие цены
Быстрая и безопасная доставка
30-дневный бесплатный возврат
Внимательное обслуживание 24 часа в сутки 7 дней в неделю в оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
Премиальное качество жесткого качества
Невероятно низкие цены
Fast & Secure Delivery
30-дневные бесплатные доходности
24/7 Внешнее обслуживание
120 ° Universal Bender
0,3 -1,2 «Размер. Холодная гибка со съемным рычагом
Этот универсальный угловой гибочный станок с широкой опорной базой изготовлен из высококачественной сверхпрочной стали, обеспечивающей стабильность и длительный срок службы. Он может сгибаться до 120 градусов. Этот гибочный станок предназначен для плоского, круглого, квадратного и уголкового проката и является идеальным инструментом для дома, ремонтных и металлообрабатывающих мастерских.
1,2″ Изгибающая способность
Угол изгиба 120°
Горячая и холодная гибка
Стабильная стальная конструкция
Максимальный размер изгиба 1,2″
Гибочный станок может легко и плавно сгибать толщину до 30 мм (1,2 дюйма) материал. Максимальная ширина: 4 дюйма (100 мм).
Способность к изгибу на 120 градусов
Этот металлический гибочный станок оснащен циферблатом для более точного изгиба. Диапазон угла изгиба может достигать 120 градусов.
Зачастую, при расчетах требуется вес какой-либо детали из алюминиевого проката. Можно, конечно, воспользоваться и обычным калькулятором, вспомнив нехитрые формулы веса прямоугольника. Но вот формулу расчета шестигранника уже с ходу не вспомнишь, а как рассчитать вес алюминиевых уголков? Наш калькулятор веса алюминиевого проката поможет Вам! Выбирайте интересующий вас вид алюминиевого проката, вводите данные по размерам и длине. Для более точного расчета чуть правее можете выбрать сплав. Также данный калькулятор может рассчитывать вес медных шин!
Также можете воспользоваться спецкалькуляторами для расчета цены погонного метра электротехнической шины:
Будьте внимательны данный калькулятор дает только ориентир по весу!
Расчеты производятся по теоретическим формулам, исходя из того, что геометрическая форма проката — идеальная ! Реальная продукция и изделия могут весить больше или меньше, чем расчет по теории. Например, алюминиевые плиты, при указанной номинальной ширине 1200 мм, в реальности могут иметь необрезную кромку, которая составляет 3-5-7 см!
Справочные материалы по алюминию
Также в нашем разделе «Справочник» Вы можете изучить расчетные таблицы по алюминиевому прокату
Вес рифленых листов квинтет
Вес гладких алюминиевых листов
Вес гладких дюралевых листов
Вес алюминиевых шин
Вес медной шин
Вес гибких изолированных медных шин ШМГИ
Кроме таблиц по весу, в данном разделе собраны таблицы по выбору шин по длительному току:
Расчет по току алюминиевых шин
Расчет по току изолированных медных шин
Расчет по току медных шин
Купить алюминий по выгодной цене
У нас Вы можете купить в розницу алюминиевый рифленый лист. Также в вашем распоряжении в наличии широкий выбор медных и алюминиевых шин, дюралевых кругов и других видов алюминиевого проката:
Квинтет АМг
Листы АМг3
Листы АМг5
Листы 5083
Листы 1561
Дюралевые листы Д16
Алюминиевые плиты АМг6
Алюминиевые плиты 1561
Присылайте ваши заявки на покупку алюминиевого проката на нашу почту Адрес электронной почты защищен от спам-ботов. Для просмотра адреса в вашем браузере должен быть включен Javascript.
Калькулятор вес, масса 1 метра, метров в 1 тонне
Вес арматуры А1
Вес арматуры А3
Вес арматуры Ат800
Вес катанки
Вес квадрата
Вес круга оцинкованного
Вес ленты/штрипса
Вес ленты/штрипса оцинкованного
Вес листа просечно-вытяжного (ПВЛ)
Вес листа рифленого
Вес листа/рулона окрашенного
Вес листа/рулона оцинкованного
Вес листа/рулона холоднодеформированного
Вес плиты
Вес проволоки
Вес проволоки оцинкованной
Вес профнастила окрашенного
Вес профнастила оцинкованного
Вес рельса
Вес трубы бесшовной горячедеформированной оцинкованной
Вес трубы ВГП
Вес трубы ВГП оцинкованной
Вес трубы плоскоовальной оцинкованной
Вес шестигранника
Для решения этой задачи нужно знать плотность различных металлов, формулы для расчета объема прокатных форм, справочный вес метра погонного (м. п) и квадратного (м2) металлопрокатной продукции. Расчет массы проката по формулам занимает много времени, особенно если речь идет о заказах с большой номенклатурой.
Готовые таблицы, представленные на сайте, позволяют избавиться от кропотливых подсчетов по сложным формулам. С помощью калькулятора можно быстро рассчитать вес одного погонного или квадратного метра любого типа проката, узнать количество метров в тонне.
От чего зависит масса металлопроката
Вес одного погонного или квадратного метра металлопроката зависит от многих факторов.
Например, массу одного метра погонного трубы определяют такие факторы, как:
Марка и плотность металла. Например, плотность сплавов алюминия находится в диапазоне от 2,5З до 2,9З г/cмЗ, стали — от 7,8З для нержавеющих сплавов до 8,90 г/cмЗ для быстрорежущих вольфрамовых сталей.
Наличие и тип дополнительного покрытия. Защитные, защитно-декоративные покрытия, наплавка и напыление увеличивают вес металлоизделий. Масса покрытия будет зависеть от плотности материала и технологии его нанесения (оцинковка, бронзирование, оловянирование и др.) и толщины слоя.
Диаметр трубы. Трубные изделия выпускаются с наружным диаметром от 0,З0 мм (капиллярные трубки) до 2520,0 мм (трубы электросварные спиралешовные).
Толщина стенки. Трубный металлопрокат производится с толщиной стенки от 0,10 до 75,0 мм.
Технология производства. Труба, изготовленная сварным способом, имеет больший вес, чем изделие с идентичными параметрами, полученное по технологии прессования, горячей или холодной прокатки поскольку сварной шов увеличивает вес изделия.
При расчете веса метра погонного ленты, штрипса, рулонного проката учитывается тип кромок — обрезные или необрезные. На массу м2 листового проката влияет толщина изделия и вид поверхности. Листы выпускаются гладкими или рифлеными. Холоднокатаный и горячекатаный листовой металлопрокат производится толщиной от 0,35 до 160,0 мм. Рифленые листы выпускаются с толщиной основания 2,5-12,0 мм и высотой рифлей 0,1-0,З от толщины основания листа. Форма рифлей может быть двух видов: «Ромб» или «Чечевица». Один метр квадратный такого листа будет весить от 21,0 до 99,З кг. При расчете веса 1 м2 сетки сварной, тканой, просечно-вытяжной учитывается диаметр проволоки, размер ячейки, способ производства.
Как пользоваться нашим калькулятором металлопроката
Выбор номенклатуры
Если Вы хотите узнать вес 1 м.п. трубы, арматуры или шестигранника, выберите номенклатуру, по которой вам нужно выполнить расчет метров в тонны.
Выбор типоразмера
Далее вам нужно выбрать в таблице типоразмер продукции. Если это сортовой прокат, то в таблице Вы увидите диаметр металлопроката и количество метров погонных в одной тонне. Например, арматурных прутьев марки A1 диаметром 6,0 мм в одной тонне будет 4 505 погонных метра.
В том случае, если Вам нужно узнать вес м.п. трубы, то нужно обратить внимание на диаметр и толщину стенки.
Для расчета веса плоского проката нужно выбрать толщину проката и далее расчет веса будет осуществляться в м2.
Расчет веса одного метра проката
Если Вам нужно узнать справочный вес одного метра в килограммах, кликните на выбранный типоразмер. В открывшейся таблице Вы увидите массу м.п с точностью до десятых долей грамма. Так 1 метр погонный арматуры A1 диаметром 6,0 мм будет весить 0,2219 кг или 221,9 г.
Как сделать заказ на расчет металлопроката
В разделе «Калькулятор металлопроката» представлен большой ассортимент металлопрокатной продукции. Мы расширяем перечень изделий, регулярно дополняем новыми позициями.
Если Вы не нашли в разделе нужной номенклатуры металлопроката или у Вас возникли затруднения в расчетах, обратитесь к нашему менеджеру. Наш специалист оперативно рассчитает массу одного погонного или квадратного метра металлопроката и количество метров в одной тонне, сделает расчет стоимости партии товара.
Чтобы сделать заказ на бесплатный расчет металлопрокатной продукции позвоните по телефону, номер которого указан на сайте, или отправьте Ваши вопросы по электронной почте. Наш менеджер свяжется с вами в самое ближайшее время, уточнит детали заказа, выполнит расчеты и ознакомит Вас с их результатами.
Расчет погонных метров в квадратных метрах
Полный экран
?
Всегда показывать полное меню
Прилепленное меню
Смотрите завершенные проекты!
Свяжитесь с нами
Есть идея для нового калькулятора или улучшения/дополнения к существующим?
Или нужна помощь с использованием наших калькуляторов?
Пожалуйста, дайте нам знать!
?
Создание и печать полномасштабных PDF-файлов с диаграммами на этой странице (шаблоны)
Поделись этим!
Погонные метры + квадратные метры для ширины и толщины доски
Квадратные метры в Погонные метры
Общая площадь
м²
Ширина доски
мм
Толщина доски
мм
Плюс отходы %
Длина доски
м
(округлен)
Стоимость / Погонный м $
Квадратные и линейные измерения — это две разные вещи, так как же преобразовать одно в другое?
Если ваш материал имеет заданную ширину, вы можете рассчитать площадь, которую покроет заданная общая длина этого материала.
А если вы знаете общую площадь покрытия, вы можете рассчитать длину материала при заданной ширине, чтобы он соответствовал площади.
Погонные метры в Квадратные метры
Общая длина
м
Ширина доски
мм
Толщина доски
мм
Квадратный метр в Квадратный метр
Не пропустите! Получайте уведомления о новых домах, как только они публикуются
Уведомления можно отключить в любое время в настройках браузера.
Главная
Преобразование квадратного метра в квадратный метр
Один квадратный метр равен 1 квадратного метра
SELECT Hate
Выберите из блока
квадратный метр
Выберите в блоке
1
квадратный метр
. Выберите в блоке
1
квадратный метр
.
Преобразование квадратного метра в квадратный метр
О квадратном метре
Единица измерения площади, квадратный метр или квадратный метр, используется во всем мире для измерения двумерных пространств, таких как поле или пол, и во всем мире принята в качестве стандарта. международная единица площади. Именно поэтому эта единица измерения довольно часто используется в сфере недвижимости. Таким образом, знание устройства и процесса преобразования может пригодиться, среди прочего, при покупке недвижимости или напольных покрытий.
Квадратный метр, который часто называют сокращенно кв.м. или М2 — единица измерения площади, равная квадрату со стороной в один метр. По этим расчетам для создания парковочного места для среднего автомобиля потребуется около 12 квадратных метров.
При измерении недвижимого имущества следует учитывать, что площадь пропорциональна квадрату линейного размера. Так, если линейные размеры удвоить, то площадь предполагается вчетверо больше.
Поскольку квадратные метры являются единицей измерения площади, их обычно избегают при измерении длины или расстояния в одном направлении. Именно таким образом можно перевести квадратный метр в квадратный фут. Квадратный метр, например, равен 10,76 квадратных футов. Однако квадратный метр, также называемый квадратным метром, не может быть преобразован в футы. Однако при преобразовании между квадратными метрами и площадями, такими как квадратные дюймы или квадратные мили, коэффициент преобразования линейных единиц должен быть возведен в квадрат, если необходимо выполнить преобразование.
Несмотря на то, что квадратный метр используется во всем мире в качестве единицы измерения, он не популярен в Соединенных Штатах.
Быстрое преобразование
гектара в акр
квадратных футов до квадратного метра
квадратный ярд до квадратных футов
Акр до гектара
с квадратными футами
до квадратного метра
до квадратных футов
квадратные футы. до акра
бигха до акра
гектар до бигха
акр до бигха
Цент в Квадратный метр
Бигха в Гектар
Гектар в Квадратный фут
Квадратный ярд в Квадратный метр
Часто задаваемые вопросы
Какие единицы измерения земли наиболее распространены в Индии?
Гектары, акры, квадратные метры и квадратных ярдов являются одними из распространенных единиц измерения земли, используемых в Индии. В то время как Bigha и Marla обычно используются на Севере, такие термины, как Cent, Guntha и Ground принадлежат Югу. В зависимости от названий единиц их размеры также варьируются от штата к штату.
Квадратный метр в Квадратный метр
Квадратный метр в Квадратный ярд
Квадратный метр в Квадратный ярд
Квадратный метр в Квадратный километр Метр в Марла
Квадратный метр в Квадратный сантиметр
Квадратный метр в Катха
Квадратный метр в Квадратная миля
Квадратный метр в Дхур
Аренда дома в ЧеннаиДом на продажу в БангалореАренда дома в БангалореАренда квартир в БангалореАренда квартир в ПунеАренда дома в КоимбатореАренда дома в ХайдарабадеРентабадКвартира в Хайдарабаде на продажу Квартиры в ХайдарабадеАренда квартир в Мумбаи
Участок для продажи в Ченнаи Участок для продажи в Бангалоре Участок для продажи в Мумбаи Участок для продажи в Дели Участок для продажи в Хайдарабаде Участок для продажи в Ахмадабаде Участок для продажи в Калькутте Участок для продажи в Джайпуре Участок для продажи в Лакхнау Участок для продажи в Пуне Участок для продажи Распродажа в Сурате
Продажа земель сельскохозяйственного назначения в Chennai Продажа земель сельскохозяйственного назначения в Bangalore Продажа земель сельскохозяйственного назначения в Mumbai Продажа земель сельскохозяйственного назначения в Delhi Продажа земель сельскохозяйственного назначения в Hyderabad Продажа земель сельскохозяйственного назначения в Ahmedabad Продажа земель сельскохозяйственного назначения в Kolkata Продажа земель сельскохозяйственного назначения в Jaipur Продажа земель сельскохозяйственного назначения в Lucknow Продажа земель сельскохозяйственного назначения в Продажа в Пуне Продажа сельскохозяйственных земель в Сурате
Часть
Наши бренды
Недвижимость в Мумбаи
Flats in Mumbai
Flats for Rent in Mumbai
New Projects in Mumbai
Commercial Property in Mumbai
Commercial Property for rent in Mumbai
Real estate in Bengaluru
Flats in Bengaluru
Flats for Rent in Bengaluru
Новые проекты в Бангалоре
Коммерческая недвижимость в Бангалоре
Аренда коммерческой недвижимости в Бангалоре
Недвижимость в Хайдарабаде
Квартиры в Хайдарабаде
квартиры в аренду в Хайдарабаде
Новые проекты в Хайдарабаде
Коммерческая недвижимость в Хайдарабаде
Коммерческая недвижимость в аренду в Хайдарабаде
Недвижимость в Пуне
Квартиры в Пуне
Квартиры в аренду в Пуне
Новые проекты в Pune
. Пуна
Коммерческая недвижимость в Пуне
Аренда коммерческой недвижимости в Пуне
Недвижимость в Ченнаи
Квартиры в Ченнаи
Аренда квартир в Ченнаи
Новостройки в Ченнаи
Коммерческая недвижимость в Ченнаи
Коммерческая недвижимость в аренду в Ченнаи
Недвижимость в Дели
Квартиры в Дели
Аренда квартир в Дели
Коммерческая недвижимость в Дели 90 Новые проекты в0 Дели0
Аренда коммерческой недвижимости в Дели
Недвижимость в Гургаоне
Квартиры в Гургаоне
Аренда квартир в Гургаоне
Новые проекты в Гургаоне
Коммерческая недвижимость в Гургаоне
Коммерческая недвижимость в аренду в Гургаоне
Недвижимость в Нойде
Квартиры в Ноиде
Аренда квартир в Ноиде
Новые проекты в Ноиде
Коммерческая недвижимость в аренду0 Нет в Нойде
Недвижимость в Калькутте
Квартиры в Калькутте
Аренда квартир в Калькутте
Новостройки в Калькутте
Коммерческая недвижимость в Калькутте
Коммерческая недвижимость в аренду в Калькутте
недвижимость в Ахмедабаде
квартиры в Ахмедабаде
Кварты за аренду в Ахмедабаде
Новые проекты в Ахмедабаде
. Коммерческая недвижимость в Ахмедабаде
Коммерческая недвижимость в арендной плате в Ахмедабаде
. в Тане
Квартиры в Тане
Аренда квартир в Тане
Новостройки в Тане
Коммерческая недвижимость в Тане
Аренда коммерческой недвижимости в Тане
Недвижимость в Нави Мумбаи
Квартиры в Нави Мумбаи
Аренда квартир в Нави Мумбаи
Новостройки в Нави Мумбаи
Коммерческая недвижимость в Нави Мумбаи
Коммерческая недвижимость в аренду в Нави Мумбаи
Недвижимость в аренду в Нави0306
Квартиры в Фаридабаде
Аренда квартир в Фаридабаде
Новостройки в Фаридабаде
Коммерческая недвижимость в Фаридабаде
Коммерческая недвижимость в аренду в Фаридабаде
недвижимость в Газиабаде
квартиры в Газиабаде
Квартиры в аренду в Газиабаде
Новые проекты в Газиабаде
Коммерческая недвижимость в Газиабаде
Коммерческая недвижимость для арендной платы в haziabad
Как сделать фрезерный станок — фрезерный станок своими руками (+схемы)
Опубликовано:
Пожалуй, каждый мастер знает, насколько быстрее и качественнее может быть выполнена работа, если используются приспособленные для этого инструменты. Конечно, некоторые виды работ можно выполнить и при помощи подручных средств, но зачастую этот процесс сопряжён с немалым риском, да и удобным его назвать бывает трудно. Так, например, при проведении некоторых видов столярных работ (выборка пазов, канавок, шлифование, торцевание) не обойтись без фрезерного станка. Конечно, современный рынок не испытывает дефицита в чем-либо, и купить такое приспособление проще простого, но стоит отметить, что цена на подобные механизмы далеко не маленькая. Выход из ситуации есть, но для этого нужно знать, как сделать фрезерный станок самостоятельно.
Содержание
С чего начать?
Каркас
Крышка
Электромотор и подвес
Дополнительные элементы
Схемы
Видео
С чего начать?
Если принято решение об изготовлении фрезерного станка своими руками, знайте, что эта работа потребует определенных базовых навыков, а также точности и аккуратности. Как и в большинстве подобных случаев, прежде чем приступать к непосредственному изготовлению станка, нужно составить его подробный чертеж. Если знаний хватает, то его можно сделать самостоятельно, если нет — то заказать. Можно воспользоваться и готовыми чертежами. Все последующие работы нужно проводить в точном соответствии с чертежом.
Каркас
Если говорить в общих чертах, то фрезерный станок, как самодельный, так и заводского изготовления, состоит из металлического каркаса, который выполняет несущие функции, деревянной или металлической столешницы и электромотора, приводящего весь механизм в действие. В качестве материала изготовления можно использовать металлический уголок или профильную трубу. Хотя вполне можно выполнить станину и из дерева.
Крышка
Стол с технологическим отверстием
Еще одной составной частью фрезерного станка является верхняя крышка. Для ее изготовления можно использовать толстую фанеру или обрезную доску, которую необходимо дополнительно обработать, чтобы поверхность была гладкой. В центральной части столешницы должно быть выполнено технологическое отверстие, через которое и будет проходить вал электромотора.
Электромотор и подвес
Следующим этапом работ по изготовлению фрезерного станка является его оборудование электромотором. Здесь одним из основных моментов, на которые стоит обратить внимание, является мощность мотора. Опытным путем установлено, что для большинства работ по дереву в бытовых масштабах подойдет мотор, мощностью от 1200 Вт. В принципе может хватить и меньшей мощности, но лучше иметь запас, да и работать с мощным двигателем более комфортно. Что касается установки мотора, то лучшим будет вариант, при котором он будет крепиться на специальном подвесе, регулируемом по высоте.
Схема подвеса
Наиболее оптимальный вариант, если фреза будет крепиться непосредственно на вал мотора.
Дополнительные элементы
Для того чтобы сделать работу за станком еще более удобной, его можно оснастить некоторыми дополнительными элементами. Так, например, можно выполнить верхний зажим, который позволит фиксировать обрабатываемую деталь. А также не лишним будет оборудовать систему для сбора пыли, в качестве которой можно приспособить старый пылесос.
Система удаления пыли
Заключая сказанное, можно добавить, что самодельный фрезерный станок, если его правильно и качественно изготовить, способен выполнять все возложенные на него функции не хуже заводского. При этом средства экономятся достаточно существенные.
Схемы
Чертеж фрезерного станка с ЧПУ
Чертеж деревообрабатывающего станка
Видео
Смотрите видеоматериал, который поможет собрать фрезерный станок самостоятельно:
Помогла ли вам статья?
Самодельный фрезерный станок по металлу своими руками
Домашний станок для фрезерования – незаменимое оборудование для обработки металла и других материалов своими руками. Если задаться целью, можно соорудить мини-копию промышленного оборудования, значительно сэкономив на комплектующих, при этом станок можно дополнительно наделить и токарными функциями. Самодельный фрезерный станок по металлу изготавливается достаточно несложно, в процессе изготовления необходимо лишь запастись терпением и иметь под рукой подробные чертежи, свойственные серийному оборудованию.
Содержание
Самодельный фрезерный станок по металлу
Конструкция и принцип работы
Мини-фрезерный станок по металлу своими руками
ЧПУ фрезерный станок по металлу своими руками
Фрезерный станок по металлу своими руками: видео
Самодельный фрезерный станок по металлу
Самодельный фрезерный станок по металлу своими руками
Домашний фрезер является отличным помощником для обработки металлических или деревянных изделий в тех случаях, когда использование ручного инструмента не принесет желаемого результата. Можно в таком случае обратиться в мастерскую, но такие услуги не всегда стоят дешево. Обладая определенными навыками, можно собрать своими руками фрезерный станок по металлу простейшего типа или более сложную модель. Соответственно, у более простого типа станка, собранного на основе обычной дрели, функционал будет скромнее, чем у более сложного, оснащенного большим количеством комплектующих и работающего на основе электродвигателя. Если следовать инструкциям и чертежам, на основе которых собирают промышленные образцы фрезеров, для домашней мастерской можно соорудить станок, способный выполнять сложные технологические операции: вырезать изделия из металла или дерева, обрабатывать поверхности различной конфигурации, изготавливать пазы, фальцы, шлицы и т.п. При сборке станка можно опираться на видео-инструкции, которые можно найти в большом количестве в интернете.
Но перед тем, как вы приступите к сборке самодельного станка, хотели бы предупредить, что, не зная всех тонкостей сборки устройства, в итоге оно может оказаться небезопасным для эксплуатации. Поэтому если возникают сомнения в работе устройства, собранного своими руками, обратите внимание на фрезерно-гравировальные станки с ЧПУ от отечественного производителя MULTICUT, которые имеют гарантию качества и большую производительность.
Конструкция и принцип работы
Фрезерный станок по металлу своими руками чертежи
Основой фрезеровочного станка является станина, которая должна быть жестко закрепленной и достаточно прочной для того чтобы выдерживать необходимую нагрузку.
Вторым важным элементом является ручная дрель или электродвигатель, выполняющие функцию привода для рабочего инструмента, которым служит остро заточенная фреза. Для фиксации заготовок из металла или дерева, а также их размещения для обработки используется фрезеровочный стол, оснащенный специальными креплениями. Все комплектующие должны быть высокого качества, поскольку от этого будет зависеть эффективность работы станка. Мощность фрезера, так же, как и его производительность, зависят от мощности привода и максимального числа его оборотов. Минимальная мощность домашнего станка должна составлять 500 вт, а для работы с более твердыми металлами понадобится двигатель мощностью 1,2-2 квт.
Работа оборудования может осуществляться вручную или автоматически. Второй тип станка оборудован модулем ЧПУ, позволяющим свести к минимуму участие человека при обработке, заточке и прочей работе с металлом.
Мини-фрезерный станок по металлу своими руками
Мини фрезерный станок по металлу своими руками
Мини- фрезер ручной сборки состоит из электропривода из дрели, прикрепленной к станине. Чтобы собрать мини-фрезер, понадобятся следующие материалы:
Металлические уголки № 25
Швеллер
Автомобильный домкрат
Квадратная труба профилем на 20
Штырьки из металла для осей
Плотная фанера
Конус Морзе
Электропривод мощностью 400 вт
Сверлильный патрон
Первым делом необходимо изготовить станину из швеллера, в итоге должна получиться сварная конструкция в виде буквы П. Далее, из металлического уголка, который прикрепляется болтами к колонне, изготавливаются вертикальные направляющие для передвижения фрезерной консоли. Непосредственно вертикальное передвижение консоли фрезера будет осуществляться с помощью автомобильного ромбовидного домкрата по амплитуде в 10см. Направляюще консоли изготавливаются из профильной трубы, к которой прикрепляются штырьки из металла с резьбой. Амплитуда перемещения вбок составляет 13 см, а по горизонтали – примерно 9 см.
Из толстой фанеры изготавливается рабочий стол, который закрепляется к металлическому каркасу винтами. Чтобы добиться максимальной прочности рабочей поверхности, фанеру облицовывают текстолитом. Для этого вырезается заготовка в соответствии с размерами фанеры с припусками 25 мм. На текстолитовую деталь, а также на поверхность фанеры наносится клей, после склеивания процедура повторяется на оборотной стороне.
Из уголка и профильной квадратной трубы нужно сварить тиски, которые устанавливаются на столешницу, прикрепляясь саморезами. К приваренным перемычкам в станине прикрепляется дрель шпинделем книзу. К нему присоединяется конус Морзе со сверлильным или цанговым патроном. С помощью такого мини-агрегата можно обрабатывать или изготавливать изделия из мягких металлов – бронзы, алюминия.
Данная модель фрезера отличается тем, что сама дрель неподвижна, а перемещается только консоль с деталью. Существует второй вариант подобного фрезера, когда изделие находится неподвижно, а дрель перемещается с помощью лифта вдоль станка. Чтобы изготовить лифт, необходимо вырезать из текстолита опорную пластину, установить на столешницу. К пластине прикрепляется пара параллельных стоек, по которым будет передвигаться каретка (с помощью толкающего механизма) с прикрепленным мини-фрезером. Лифт должен быть устойчивым, жестким, чтобы не возникало ни малейшего люфта, который может испортить изделие при обработке.
ЧПУ фрезерный станок по металлу своими руками
Чпу фрезерный станок по металлу своими руками
Станок ЧПУ технологически является более сложным, чем мини-фрезер, инструментом, состоящим из следующих комплектующих:
Шарико-винтовая передача. Она используется для изменения вращательных движений в возвратно-поступательные и наоборот.
Вертикальные, поперечные и продольные направляющие. Они предназначены для приведения в движение портала со шпинделем по вертикали, рабочего стола вправо-влево и передвижения его по станине.
Основание для крепления всей оснастки.
Шпиндель, в котором закрепляется фреза для обработки металлических изделий.
Рабочая поверхность (стол)
Охлаждающая система для фрезы и шпиндельного узла.
ЧПУ-фрезер работает с помощью программного обеспечения, установленного на компьютер. В программе создается будущее изделие, рассчитывается в специальные коды, распознаваемые контроллером. Затем команда поступает к шаговым двигателям, которые перемещают шпиндель или фрезер в соответствии с контурами заготовки. Сам станок собирается по следующим этапам:
Первым этапом сборки чпу фрезера является сборка электропривода и станины, на которой будут располагаться комплектующие и сам станок. Она должна иметь прочную и жесткую конструкцию, располагаться на ровной поверхности. Мощность электропривода станка с чпу должна составлять 1-2 квт. В его роли можно использовать стационарный электромотор или электропривод из любого мощного ручного инструмента с большим количеством оборотов.
Устанавливается фрезеровочная консоль, колонны, все направляющие и шаговые двигатели. На этом этапе необходимо следить за тем, чтобы скольжение по направляющим производилось плавно и гладко. Кроме того, на этом этапе сборки чпу фрезера проверяется надежность крепления всех механизмов и их работоспособность. Название и точное количество необходимых элементов необходимо смотреть в точной инструкции и чертежах.
На заключительном этапе проверяется работоспособность всего станка в целом перед установкой программного обеспечения.
Элементы контроллера подсоединяются друг к другу в соответствии со схемой, подключаются к компьютеру, на котором установлено программное обеспечение и все необходимые драйверы. Когда программное обеспечение будет установлено, необходимо загрузить нужные эскизы деталей. После этого выбирается нужный материал, устанавливаемый на рабочую поверхность, а также тип фрезы для этого материала.
Работа на оборудовании должна производиться только после ознакомления с правилами техники безопасности. Это касается как чпу фрезера, так и мини-агрегата. Во-первых, необходимо использовать средства защиты глаз и открытых частей тела от попадания металлической стружки. Во-вторых, нужно следить за тем, чтобы фрезерный узел не перегревался, иначе он может разлететься на куски, причинив вред здоровью. В-третьих, вся электроника и сеть должны иметь заземление, а электрическая сеть должна быть защищена от возникновения короткого замыкания.
Фрезерный станок по металлу своими руками: видео
видео CENTROID CNC. Видео каталог.
CENTROID CNC Видео. Видео каталог.
Меню JavaScript, Меню DHTML Работает на Milonic
Удобные в использовании элементы управления ЧПУ, профессиональное обслуживание «под ключ» для фрезерных станков, токарных станков, фрезерных станков, плазменных, лазерных станков и специального оборудования Комплекты ЧПУ профессионального уровня «сделай сам»
Форум поддержки сообщества ЧПУ
Поиск на нашем сайте
Видео ЧПУ
Запросить цену
ЦЕНТРАЛЬНЫЙ Обучающее видео по фрезерным станкам с ЧПУ для M400 и M39Система ЧПУ Фрезерный станок с ЧПУ CENTROID Обучающее видео по системам управления CENTROID CNC M400 и M39. Узнайте, как: включить станок, выполнить возврат станка в исходное положение, толчковый режим, настройку инструмента, настройку детали, программирование детали и обработку как для станины, так и для коленчатого станка (для настройки инструмента коленчатого станка см. дополнительное видео ниже). Это веб-версия DVD-видео, которое прилагается к каждой покупке Mill Control. Это полнометражное видео включает в себя все главы, приведенные ниже, в одном видео.
Приобретение профессиональной технической поддержки ЧПУ
Форум поддержки сообщества ЧПУ Руководства и схемы ЧПУ Загрузка программного обеспечения ЧПУ Технические бюллетени ЧПУ Минимальные требования к производительности ПК с ЧПУ. CNC Support VIdeo Размеры серводвигателя Centroid Зарегистрируйте свой блок управления Centroid CNC
Расценки на установку системы ЧПУ на месте Расценки на обучение ЧПУ на месте Удаленная поддержка ЧПУ на заводе через «Team viewer» 90 долл. США/час Поддержка ЧПУ на заводе по электронной почте или телефону 90 долл. США/час. Ремонт компонентов ЧПУ Centroid Запасные части ЧПУ Centroid Worldwide Centroid Tech Reps Купить станок с ЧПУ Centroid
Обзор платы управления ЧПУ Centroid Комплекты контроллеров ЧПУ Step and Direction «Acorn» Комплекты контроллеров ЧПУ замкнутого цикла с сервоприводом «Allin1DC» Комплекты контроллеров ЧПУ замкнутого цикла переменного тока «Oak» Системы управления ЧПУ «под ключ» Компоненты ЧПУ ЧПУ Датчики касания Поворотные столы с ЧПУ
ЦЕНТРАЛЬНЫЙ 159 Гейтс Роуд Ховард, Пенсильвания 16841
Фрезерный станок | Хакадей | Страница 2
4 июля 2017 г. Эл Уильямс
Каждый раз, когда мы смотрим на короткую ось Z нашего фрезерного станка с ЧПУ, мы думаем о преобразовании сверлильного станка в фрезерный станок. Теоретически кажется, что это должно быть легко, но мы никогда до этого не дойдем. [AvE] добрался до этого и снял свое обычное развлекательное видео об этом, которое вы можете увидеть ниже. Если вы раньше не видели видео [AvE], имейте в виду: в одном или двух местах есть немного красочной лексики.
Между прочим, это не фрезерный станок с ЧПУ, хотя мы подозреваем, что вы могли бы его переделать. По сути, он добавляет шпиндель и стол XY к сверлильному станку Ryobi. Звучит просто, но для того, чтобы все заработало, потребовалось несколько уловок, включая паяльную лампу.
На самом деле, паяльная лампа, оказывается, не очень, но не будем портить окончательное решение проблемы. Однако, как только проблема была решена, ему все-таки удалось немного помолодеть в сопровождении какой-то музыки, которую мы не ассоциировали бы с [AvE].
Несмотря на то, что сборка была заявлена как сборка для бедняков, одна только таблица XY стоила около 200 долларов. Так что добавьте стоимость сверлильного станка, шпинделя и фрезы, и это все равно будет приличная сумма денег. Мы хотели бы увидеть его в сравнении с фрезерными тисками Harbour Freight. Мы подозреваем, что тиски Harbour Freight могут быть не такими хорошими, но стоит ли разница в 130 долларов разницы в цене?
Мы уже видели подобное преобразование без красочного языка. Если вы делаете это преобразование и хотите немного попрактиковаться, почему бы не сделать магнитный карабин?
На дворе 2017 год, и сделать печатную плату профессионально дешевле и проще, чем когда-либо. Однако, если вам не посчастливилось оказаться в Шэньчжэне, вам может быть трудно получить их быстро из-за капризов международной доставки. Хотите ли вы быстро перерабатывать дизайн или просто хотите получить удобство от скорости, может быть полезно иметь возможность делать свои собственные печатные платы дома. У [Тимо Бирншайна] было именно такое желание, и он приступил к строительству завода по производству печатных плат, который не будет отстойным.
Это может показаться очевидным, но об этом стоит подумать — если вы знаете, что не в состоянии построить хороший завод по производству печатных плат за разумный период времени, вы можете избавить себя от многих проблем и потерянных выходных, просто заказав печатные платы в другом месте. Тем не менее, [Тимо] был достаточно уверен, что сборка сможет произвести несколько пригодных для использования плат, и приступил к работе.
Сборка должна быть доступна среднему хакеру, который хочет ее получить. Детали, вырезанные лазером и напечатанные на 3D-принтере, в наши дни легко доступны благодаря онлайн-сервисам, которые могут производить для тех, у кого нет станков дома. [Тимо] использует вращающийся многофункциональный инструмент в качестве шпинделя, что является обычным выбором для бюджетной сборки ЧПУ.
Когда оборудование было готово, [Тимо] потратил время на оптимизацию программного обеспечения. Благодаря тщательной оптимизации G-кода [Тимо] удалось повысить производительность и снизить нагрузку на инструменты. Недостаточно просто построить хорошую мельницу — вам также нужно привести в порядок свой G-код.
В общем, результаты говорят сами за себя. Доски не сосут; фрезер может делать следы до 8 мил и даже сверлить отверстия. Мы хотели бы иметь его на верстаке при создании нескольких быстрых прототипов. Для еще одного взгляда на самодельный завод по производству печатных плат, почему бы не проверить эту сборную версию?
Posted in cnc hacksTagged cnc, фрезерный станок с ЧПУ, g-код, мельница, фрезерование, фрезерный станок, печатная плата, фрезерный станок для печатных плат, вращающийся инструмент
1 июня 2017 г., Адам Фабио
[diyVT] нашел настоящего белого слона в этой фрезерной машине с Craigslist. Это стоило ему всего 200 долларов, дешево для небольшой мельницы, так что игра того стоила. Мы не знаем, как это назвать — это не совсем портальная мельница, не горизонтальная мельница и уж точно не коленная мельница. На бирке написано V-Mill, изготовленная либо Pierce West, либо Tree Tool and Die Works, в зависимости от того, какую идентификационную табличку вы прочитали. У Дерева есть трехфазный двигатель, но он поставляется с фазовым преобразователем, поэтому он должен работать от однофазной бытовой сети 220 В.
Машина была в хорошей физической форме, по крайней мере, до тех пор, пока предыдущий владелец не попытался вывезти ее из гаража. Во время движения один из чугунных кронштейнов маховика цепного привода развалился на три части. Чугун сваривать не интересно. Его необходимо предварительно нагреть, сварить никелевым стержнем и медленно охладить. Некоторые хакеры сдались бы или создали новую часть, но [diyVT] принял вызов. Он собрал части головоломки вместе, выточил их с помощью угловой шлифовальной машины и все сварил. Результат был не очень красивым, но для этого потребовалось всего лишь усилие маховика и 200-фунтовой гориллы, вращающей его.
После небольшой работы над двигателем и головкой, включая новый ремень, это дерево было готово к рубке. [diyVT] выскользнул из семейного барбекю, чтобы нарезать свои первые чипсы на новой (для него) машине.
Читать далее «Восстановление странного фрезерного станка с Craigslist» →
Фрезерные станки могут быть довольно устрашающими зверями, с которыми можно работать, ведь они способны резать металл и все такое. Установите мухобойку на заводе, и кажется, что фактор риска возрастает в геометрической прогрессии. Неуравновешенная режущая кромка, кажущаяся неуправляемой, длинные режущие удары, огромные стружки и дым – все это может быть пугающим. Не волнуйтесь, вы будете чувствовать себя более уверенно с самодельным нахлыстом, а не с коммерческим инструментом.
Еще раз доказывая, что главная причина иметь домашнюю мастерскую — это делать инструменты для домашней мастерской, [Этот Старый Тони] расскажет нам обо всех деталях сборки в трехсерийном видео-путешествии после перерыва. Это только три части, потому что его мельница выпустила Волшебный дым во время съемок, который оказался неисправной контакторной катушкой, и потому что легион его обожающих фанатов умолял предоставить дополнительную информацию после того, как сборка была завершена. Но это короткие видеоролики, и их стоит посмотреть, если вы хотите получить несколько дельных советов, например, как обрабатывать большие заготовки под углом и как справляться с восстановлением этого угла после того, как шпиндель умирает в середине резки. В приложении также есть много отличных советов по расчету правильной скорости для фрезы, а также альтернативы фрезе для обработки больших поверхностей, например, использование расточной головки.
[ThisOldTony] делает в своем магазине не только инструменты, но вам придется зайти на его канал, чтобы найти их, потому что мы не рассмотрели здесь слишком много таких проектов. Тем не менее, мы рассказали о его впечатляющей конструкции станка с ЧПУ. Все вещи [Тони] стоит посмотреть — есть чему поучиться.
[Стефан Готтесвинтер] любит точность. Поэтому неудивительно, когда он признался, что разочарован тем, что не может проверить прямоугольность вещей, которые он делает в своей мастерской, в той степени, в которой его сердце желает.
Он с завистью смотрел на компаратор прямоугольности, сделанный [Томом Липтоном], когда кто-то в Instagram опубликовал фотографию компаратора, которым они пользуются каждый день. [Стефану] понравился дизайн, и он решил создать свой собственный. Он без зазрения совести скопировал, сделал набор рисунков и принялся за работу.
Видео [Стефана] — это всегда кладезь хороших привычек и навыков работы с механическим оборудованием. Он всегда показывает, как осторожность, терпение и правильное выполнение действий могут привести к действительно поразительно точной работе в домашней мастерской. Мастерство прекрасное, и его умение обрабатывать проявляется во всем. Мы посмеивались над одним разделом, где он сообщил зрителю, что вы можете сломать кран на мельнице, когда кран находится под напряжением, если вы опуститесь. Чтобы избежать этого, он остановился на безопасном для себя расстоянии: 0,5 мм.
Строительство и отделка завершены, [Стефан] показывает, как использовать компаратор в конце видео, которое можно просмотреть после перерыва.
Posted in Инструментальные лайфхакиTagged компаратор, сделай сам, измерительный блок, токарный станок, механическая обработка, измерение, фрезерный станок, точность, прямоугольность, stefan gotteswinter
30 августа 2016 г. Дэн Мэлони
Гарантия? Нам не нужна вонючая гарантия! Мы хакеры, и если у вас есть доступ к многомиллионному станку с ЧПУ и программному обеспечению 3D CAM, вы сами изготавливаете запасные части для наушников, а не принимаете бесплатную раздаточный материал от производителя.
Наушники, о которых идет речь, Grado SR325s, представляют собой высококачественные аудиофильские наушники ручной сборки, но [Хьюберт ван Эгмонд] обнаружил, что подвес, удерживающий чашки на оголовье, расшатывался и выпадал. Он воспроизвел конструкцию оригинального карданного подвеса в CAM, сгенерировал числовой код и запустил свой огромный фрезерный станок Bridgeport на большом алюминиевом блоке. Деталь была просверлена и нарезана резьба на небольшой коленчатой фрезе, отделена от материала основы на токарном станке и подвергнута дробеструйной очистке для удаления следов фрезерования. Быстрый слой аэрозольной краски — мы бы предпочли порошковое покрытие или анодирование — и деталь была готова вернуться к наушникам.
Конечно, это перебор, но когда у вас есть инструменты, почему бы и нет? И даже самодельный фрезерный станок с ЧПУ, вероятно, мог бы изготовить такую часть — конечно, намного медленнее, но все же правдоподобно.
продолжить чтение «Высококачественные наушники, установленные на высокопроизводительном станке с ЧПУ» →
Трубы и трубная резьба Компания Триком любые тэны, электронагреватели и комплектующие к электронагревательной технике
11 января 2019
При монтаже отопления, водопровода и других подобных работах немаловажное значение имеет качество нарезаемой резьбы и прежде всего ее соотнесенность с осью трубы. Когда резьба делается на токарном станке, особенно резцом, соосность получается приближенной к теоретической. Но вот при нарезании вручную плашкой…
По справочникам «резьба» — «…винтовая канавка постоянного сечения и шага, нанесенная на поверхность деталей машин цилиндрической либо слабо конической формы, например винтов и болтов, или на соответствующие поверхности соединяемых с ними деталей, например, гаек…»
Рассмотрим цилиндрическую трубную резьбу, с которой приходится сталкиваться в домашнем быту. На территории нашей страны наряду с резьбой метрической применяется резьба дюймовая. Если в метрической резьбе основными ее характеристиками являются диаметр и шаг (расстояние между соседними гребнями или впадинами резьбы, измеренное вдоль оси детали, выраженное в миллиметрах), то в дюймовой резьбе главными параметрами служит диаметр резьбы, выраженный в дюймах (или в его частях), и число витков (ниток), нарезанных на длине дюйма. Напомним, что один дюйм (1″) равен 25,4 мм.
Рассмотрим, например, так называемую «трубную цилиндрическую» резьбу, с которой чаще всего приходится сталкиваться.
Здесь мы встречаемся с новой, несколько необычной единицей измерения — «трубным дюймом», равным 33,249 мм. Образовался он просто: к размеру (в дюймах), характеризующему внутренний диаметр трубы, добавили толщину обеих стенок. И получилось, что наружный диаметр дюймовой трубы —-33, 249 мм, полудюймовой — 21, 25 мм.
Кроме перечисленных особенностей дюймовая резьба имеет более острые гребни (впадины), чем метрическая резьба (55° против 60°) и несколько закругленные вершины ниток резьбы.
Из наиболее часто применяемых в быту труб отметим трубы диаметром 1/2″ и 3/4″, у которых резьба имеет 14 ниток на дюйм (шаг резьбы 1,814 мм). Резьба труб диаметром 1″; 1 1/4″; 1 1/2″ и 2″ имеет 11 ниток на дюйм (шаг резьбы 2,309 мм). Для справки добавим, что 11 ниток на дюйм, а следовательно и шаг 2,309 мм, сохраняют резьбы на трубах диаметром от 1″ до 6″.
Для определения типа и шага резьбы применяется инструмент, именуемый резьбомером, но можно это сделать и с помощью линейки или штангенциркуля. Для выяснения шага метрической резьбы измеряют расстояние между гребнями нескольких ниток резьбы, а потом делят это расстояние на число ниток. При дюймовой резьбе считают нитки, которые умещаются в одном дюйме (25,4 мм).
Соотношение метрической резьбы и дюймовой
Резьба
Наружный диаметр, мм
1/2″
20,955
3/4″
26,441
1″
33,249
1 1/4″
41,91
1 1/2″
47,803
2″
59,614
2 1/2″
75,184
3″
87,884
E-mail
Пароль
Забыли пароль?
Сссылка на восстановление пароля будет выслана на e-mail
E-mail
E-mail
Товар добавлен в корзину
Запрос наличия товара
Название товара
Телефон
E-mail
Запрос отправлен
Наш менеджер свяжется с вами в течение дня по указанному вами телефону
Соглашение
Используя данный веб-сайт, вы соглашаетесь использовать файлы cookies в соответствии с нашей политикой в отношении файлов cookies.
Узнайте больше
Стандартный шаг резьбы
ГЛАВНАЯ > РЕЗЬБЫ
Стандартный шаг резьбы США
Стандартная резьба США измеряется в TPI (число резьб на дюйм). Их измеряют, находя количество гребней нитей в 1 дюйме нитей. Они делятся на грубые (NC, National Coarse) и тонкие (NF, National Fine) нити.
Другие названия: Имперские, Дюймовые, Дробные, Унифицированные
Сплавы алюминия находят широкое применение в промышленности в виде отливок, листов, а также профилей сложной формы. При небольшой плотности сплавы алюминия отличаются высоким уровнем прочности, коррозионной стойкости и пластичности. Это достигается благодаря легированию их различными добавками — марганцем (Mn), магнием (Mg), кремнием (Si), хромом (Cr) и никелем (Ni).
Сплавы алюминия можно разделить на две группы:
деформируемые, которые в свою очередь могут быть неупрочняемыми (сплавы алюминия с марганцем и магнием) и упрочняемые термообработкой (дюралюмины).
литейные, используются для деталей со сложной конфигурацией.
Для сварки алюминия используются следующие виды сварки:
ручная дуговая сварка угольными и штучными электродами;
дуговая сварка в защитных газах неплавящимися электродами — аргонодуговая сварка – позволяет получить наилучшее качество сварного соединения. Однако требует высокой квалификации сварщика;
полуавтоматическая дуговая сварка в защитных газах сварочной проволокой;
газоплазменная и контактная;
дуговая сварка под флюсом.
Практически при всех вышеуказанных способах сварки используется присадочная проволока или прутки. Наша компания предлагает для сварки алюминия следующие виды проволоки и прутков — ER5183 (AlMg5,5Mn), ER4043 (AlSi5) аналог Св-АК5 и ER5356 (AlMg5) аналог Св-AMr5, для аргонодуговой сварки вольфрамовые (неплавящиеся) электроды марок WP, WL15, WL20, WC20, WZ8, для ручной дуговой сварки – угольные электроды марки CARBON.
Главная проблема при сварке алюминия – это образование на поверхности алюминия или его сплавов оксидной пленки, затрудняющей плавление металла из-за ее тугоплавкости (температура плавления — 2050⁰С), а так же высокая теплопроводность алюминия – из-за чего сложно прогреть место сварки.
Далее давайте рассмотрим более подробно виды сварки, которые применяются для сварки алюминия и материалы для нее применяются:
pучная дуговая сварка. При данном виде сварки используют угольные электроды диаметром 4, 6, 8 и более мм. Штучные прокрытые электроды, соответствующие составу свариваемого сплава;
aргонодуговая сварка неплавящимся электродом на переменном токе – оптимальный вариант сварки алюминия, в том числе тонколистового. Этот способ обеспечивает минимальную деформацию свариваемой конструкции и высокое качество шва. Но этот вид сварки требует высокой квалификации сварщика. Ручная сварка в защитных газах напоминает газопламенную сварку. Ванна из жидкого металла образуется под неподвижным электродом, затем в нее подают присадочный пруток до его расплавления и заполнения ванны. После чего присадку отводят и электрод быстро перемещают по направлению сварки на нерасплавленные кромки. Далее снова разводят сварочную ванну и процесс повторяют. При вертикальных и горизонтальных сварочных работах необходимо отслеживать объем расплавленного металла и вовремя подавать присадочный материал для охлаждения металла ванны и предотвращения его вытекания. Подачу газа прекращают не раньше, чем через 3…5 с после обрыва дуги, что обеспечит сохранность вольфрамового электрода, позволит избежать включения частиц вольфрама в шов (частая причина брака при аргонодуговой сварке алюминия), предотвратит окисление шва в горячем состоянии и появление трещин. Определить рабочее состояние вольфрамового электрода можно по цвету рабочего конца электрода. Если конец электрода серебристо-белого цвета без налипания и трещин — электрод готов для дальнейшей сварки. Не подходит для дальнейшей работы электрод с концом темно-синего или черного цвета;
полуавтоматическая и автоматическая сварка алюминия отличается от ручной, автоматической подачей присадочной проволоки в зону сварки. В данном случае функцию электрода берета на себя сварочная проволока;
газопламенная сварка алюминия производится кислородно-ацетиленовым пламенем при соотношении 02/С2Н2 = 1,1…1,2. Чтобы защитить алюминий от окисления во время данного вида сварки применяют флюсы на основе хлоридов и фторидов натрия, калия и лития. По окончании сварочных работ с применением флюсов необходимо очистить поверхность металла от шлака.
Учитывая вышеизложенные особенности при сварке алюминия, не последнюю роль играет выбор качественных сварочных материалов. Наша компания предлагает сварочные материалы для сварки алюминия отличного качества, поставляемые под брендом GWC, приобрести которые можно в розницу в нашем интернет-магазине и оптом отправив запрос менеджерам.
Сварка алюминия в домашних условиях
Внушительный список достоинств сделал алюминий востребованным материалом во всех отраслях экономики, включая корабле- и самолетостроение. Но, как и любой другой металл, он имеет и недостатки. Один из них – технологические сложности при сваривании заготовок из алюминия и его сплавов. Качественно выполнить подобную работу могут только высококвалифицированные специалисты.
СОДЕРЖАНИЕ
Почему свариваемость алюминия низкая
Способы сварки алюминия
Что нужно для сварки алюминия
Чем варить алюминий в домашних условиях
Сварка вольфрамовыми электродами в инертной среде
Задействуем полуавтомат
Выполняем работы инвертором
Технология сварки алюминия при помощи флюсов
Заключение
Почему свариваемость алюминия низкая
Мягки серебристый металл сложно поддается сварке в силу объективных причин, которые вытекают из его свойств. А именно:
На поверхности алюминия образуется окислительная пленка. И если температура плавления металла составляет всего лишь 660 градусов Цельсия, то защитной пленки – 2044 °C.
В процессе работы очень сложно контролировать сварочную ванну из-за высокой текучести металла. Необходимо использовать специальные теплоотводящие подкладки.
Расплавляясь, алюминий выделяет много водорода. В результате после остывания расплава внутри и на поверхности остается много микропустот.
Алюминий характеризуется высокой степенью усадки. Из-за этого во время охлаждения не исключена деформация шва.
Высокая теплопроводность вынуждает использовать ток, сила которая намного больше, чем при исполнении аналогичных работ с другими металлами. Сравнительно с обычной сталью разница составляет 100 процентов.
Необходимо подчеркнуть, что в домашних условиях любителям не приходится иметь дело с чистым алюминием. Сваривать приходится его сплавы. Это усложняет и без того непростой процесс, поскольку для каждого сплава (а чаще всего его марка неизвестна) нужно подобрать конкретный режим и дополнительные материалы. Унифицировать сварочный процесс в данной ситуации практически невозможно.
Способы сварки алюминия
На практике есть большое количество приемов и разных способов сварки алюминия и его сплавов. Они отличаются не только методами работы, но и оборудованием, дополнительными материалами. Наиболее часто применяется три способа сварки:
с использованием вольфрамовых электродов и инертного газа;
в инертной среде полуавтоматической сваркой;
без газов с применением плавящихся электродов.
Третий способ представляет собой распространенную технологий сварки алюминиевых заготовок без аргона.
Важно! Сварочные работы со сплавами алюминия подразумевают необходимость разрушения оксидного слоя, образованного на поверхности в результате окисления металла. Для достижения результата используется переменный ток или постоянный с обратной полярностью.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими сварочными столами собственного производства от компании VTM.
Что нужно для сварки алюминия
Традиционно процесс начинается с подготовки соединяемых заготовок. Основная задача здесь очень проста – очистить поверхность от посторонних включений и грязи. Кромка алюминия очищается с помощью химических составов. Далее после полного высыхания поверхность обезжиривается бытовым растворителем. Пригодны любые обезжиривающие составы: уайт-спирит, ацетон, бензин с высоким октановым числом и т.д.
При работе с заготовками толщиной от 4 мм и больше предварительно нужно «разделать кромки». Способов выполнения данной работы несколько, включая наиболее распространенный – создание конусовидной формы. Завершающим этапом является удаление оксидной пленки при помощи напильника либо любого иного абразива, в том числе наждачной бумаги с крупным зерном.
Чем варить алюминий в домашних условиях
Соединение алюминиевых заготовок с использованием покрытых электродов обозначается аббревиатурой ММА. Режим Manual Metal Arc применяется при работе с металлическими заготовками толщиной от 4 мм и в случаях соединения конструкций с невысокими требованиями к качеству. Этот метод не относится к числу высокотехнологичных: во время выполнения работ внутри швов остаются поры, которые заметно снижают их прочность. Еще одни большой минус – очень сложно застывший шлак, который в конечном итоге приводит к усилению коррозии.
Особенности сварочных работ по алюминию электродами со специальным покрытием:
используется только обратно полярный постоянный ток;
величина силы тока определяется, выходя из соотношения 25-30 А на каждый миллиметр толщины заготовки;
качественный шов может получиться только при условии, что кромка детали средней толщины нагрета до температуры 300 градусов Цельсия. Толстые детали разогреваются до 400 °C;
в обязательном порядке необходимо медленное остывание. В противном случае шов будет хрупким;
электрод нужно сжигать «за один присест». В случае разрыва электрической дуги на поверхности алюминия и электрода образуется слой из шлака, который препятствует протеканию тока. Повторно разжечь дугу будет затруднительно.
По завершению работы требуется хорошо очистить шов от шлака: в дальнейшем он становится причиной активной коррозии металла. Для этого достаточно иметь горячую воду и обыкновенную щетку по металлу.
Сварка вольфрамовыми электродами в инертной среде
Когда прочность и качество сварного шва поставлены во главу угла, то самое время прибегнуть к технологии сварки алюминия вольфрамовыми электродами с использованием инертного газа. Для защиты подойдет аргон или гелий. Электроды применяются диаметром от 1,6 до 5 мм. Дополнительно используется присадочная проволока толщиной 1,6-4 мм.
Сварка подключается к сети переменного тока, а технологические параметры подбираются в зависимости от оборудования. Другими словами, под определенные режимы сварки приобретаются электроды и проволока нужной толщины; определяется скорость подачи инертного газа, сила тока и прочие параметры.
Особенности сварки:
Важно, чтобы длина дуги не превышала 2,5 мм.
Электрод по отношению к поверхности ставится под углом порядка 80 градусов.
Между присадочной проволокой и электродом выдерживается прямой угол.
Изначально по шву перемещается проволока и только следом проходит горелка с электродом.
Ровность шва можно обеспечить при условии продольного перемещения электрода. Нежелательно двигать электродом в поперечном направлении.
Чтобы ванна заполнялась равномерно проволоку в рабочую зону следует подавать возвратно-поступательным перемещением.
Свариваемые элементы следует укладывать на железный стол. Черный метал будет отводить избыточное тепло.
Подача инертного газа начинается за 4-5 сек до образования и прекращается через 6-7 секунд после прерывания сварочной дуги.
Задействуем полуавтомат
Применение для сварки алюминиевых сплавов полуавтоматического аппарата является идеальным решением. Устройство генерирует импульсы тока высокого напряжения, благодаря чему отлично разрушается пленка оксида металла. Но полуавтоматы с режимом сварки алюминия стоят очень дорого. Поэтому в бытовых условиях умельцы приспособились обходиться обычными полуавтоматами без такого функционала. Метод идентичен технологии сваривания черных металлов, но вместо обычной присадочной проволоки используется алюминиевая.
Еще несколько особенностей:
В силу того, что алюминиевая проволока расплавляется с большей скоростью по сравнению со стальной, соответственно, подавать ее надо в несколько раз быстрей.
Коэффициент расширения алюминия больше, чем стали. Чтобы выровнять ситуацию, необходимо приобрести специальный наконечник с обозначением «Al».
Мягкая проволока может стать причиной образования скрутки или петли, что приведет к прерывания сварочных работ. Желательно предусмотреть специальный механизм подачи. Его несложно смастерить самостоятельно из трех-четырех направляющих роликов.
Выполняем работы инвертором
Для сваривания алюминиевых заготовок нередко используется инвертор. Очень важно правильно подобрать силу тока и электрод. Лучше всего подходят продукты марки ОЗАНА, ОЗА или ОЗР. Выбор силы тока выполняется с учетом высоких плавильных свойств материала. В остальном все идентично процессу сваривания черных металлов.
Важно! Вначале электроды желательно прокалить в печи, специально предназначенной для их термической обработки.
Читайте также: Как правильно варить электросваркой
Технология сварки алюминия при помощи флюсов
На рынке флюсы представлены в большом ассортименте, что позволяет выбрать наиболее подходящий вариант для сваривания конкретного вида алюминиевого сплава. Флюсы с этой целью применяются достаточно давно и призваны разрушить защитную оксидную оболочку. Под воздействием высокой температуры флюс растворяется и вступает в реакцию с оксидом алюминия, разрушая его. В этот же момент заготовки соединяются между собой.
Можно приобрести флюсы, которые предназначены отдельно для дуговой или газовой сварки. Помимо этого, для работы с дуговой сваркой можно использовать графитовые или угольные электроды.
Заключение
Из материала статьи несложно сделать основные выводы. Прежде всего то, что для сваривания алюминия есть множество вариантов, которые отличаются оборудованием и способом. Но в любом случае важна тщательная предварительная подготовка, правильный выбор материалов и настройка аппарата.
Читайте также: Виды электродов для сварки
Как и чем варить алюминий
Оцените, пожалуйста, статью
12345
Всего оценок: 62, Средняя: 2
Какой сварочный аппарат мне нужен для сварки алюминия?
••• Photos.com/Photos.com/Getty Images
Обновлено 24 апреля 2017 г.
Автор: Сьюзан Кристофф
Алюминиевые сплавы представляют собой большую проблему для сварщиков, чем стальные сплавы. Алюминий имеет более низкую температуру плавления и более высокую проводимость, чем стали, что может привести к прожогам, особенно в более тонких алюминиевых листах. Алюминиевая фидерная проволока мягче, чем ее стальной аналог, и может спутываться в фидере. Выбор метода сварки алюминия зависит от потребностей конкретного применения и навыков сварщика, который будет выполнять изготовление.
Сварка ВИГ
Сварка вольфрамовым электродом в среде инертного газа (ВИГ) является основным методом сварки алюминия. Поскольку алюминиевая заготовка требует много тепла, чтобы нагреться до температуры, но может удерживать это тепло в течение длительного времени, сварочный аппарат с контролем тока полезен для предотвращения перегрева алюминиевой заготовки, вызывающего прожог. Сварка TIG может применяться как для тонкого алюминиевого листа, так и для более толстого алюминиевого листа. Поскольку для сварки TIG требуется отдельный присадочный стержень, сварщик должен выбрать сварочный стержень из сплава, максимально близкого к сплаву заготовок.
Сварка MIG
Сварка металлов в среде инертного газа (MIG) может быть успешно использована для сварки алюминия. При выборе сварщика необходимо решить, будет ли использоваться дуговая сварка со струйным распылением или импульсная сварка. Для импульсной сварки требуется инверторный источник питания, в то время как для дуговой сварки со струйным распылением можно использовать машины постоянного тока и постоянного напряжения. Сварка MIG лучше всего подходит для тонких алюминиевых листов из-за необходимого количества тепла. При выборе защитного газа для сварки MIG алюминия лучше всего подходит 100-процентный аргон. Сварщик должен выбрать сварочную проволоку или стержень, сплав которого максимально похож на сплав обрабатываемых деталей, чтобы обеспечить качественный сварной шов.
Газовая сварка
Алюминий можно сваривать газовой горелкой, но этот метод сложнее, чем сварка MIG и TIG. Горелкой труднее контролировать тепло, подаваемое на заготовку, а при использовании горелки более вероятно прогорание. Для сварки алюминия с горелкой требуется ловкий сварщик, который может адекватно управлять горелкой и присадочной проволокой.
Очистка алюминиевых деталей
Независимо от того, какой сварочный аппарат используется для сварки алюминиевых деталей, перед началом сварки детали должны быть очень чистыми. Оксид алюминия имеет гораздо более высокую температуру плавления, чем основной алюминий, поэтому любые оксиды, которые остаются на поверхности заготовки, могут привести к оксидным включениям в сварном шве, снижая общую прочность и внешний вид сварного шва. Заготовки можно очищать с помощью химического травления или механически с помощью проволочной щетки.
Статьи по теме
Ссылки
Miller Welds: Советы по сварке алюминия
Об авторе
Сьюзен Кристофф занимается написанием инженерных статей уже 13 лет. Ее статьи публиковались на eHow.com, Suite101, на ее личных веб-сайтах и на веб-сайтах многих клиентов-гостеррайтеров. Опыт Кристоффа включает проектирование, конструкции, датчики, сбор данных и производство.
Авторы фотографий
Photos.com/Photos.com/Getty Images
Руководство для начинающих по сварке алюминия
Эта страница не является исчерпывающим руководством; это всего лишь несколько советов и несколько ссылок на более авторитетную информацию. Он предназначен для людей, которые хотят научиться сваривать алюминий, но не имеют опыта сварки алюминия или даже сварки в целом.
Это было описание меня пару месяцев назад. В своих попытках научиться сваривать алюминий я собрал всю информацию, которую смог найти, из множества различных источников — очень упрощенное и малоинформативное руководство, прилагаемое к сварочному аппарату, много литературы в Интернете, основные книги по сварке с очень короткие разделы по алюминию и очень продвинутые книги, написанные для инженеров, в которых больше уравнений и формул, чем практических советов по сварке.
Затем, используя то, что я узнал, в сочетании с большим количеством проб и ошибок, я в конце концов понял, как склеить два куска алюминия, не трескаясь, не деформируясь, не усыхая и не ломаясь. Попутно я сделал несколько ключевых открытий, которые сэкономили бы мне много времени на пробы и ошибки, если бы кто-то просто рассказал мне о них. Я подумал, что поделюсь тем немногим, что знаю, и, возможно, это поможет кому-то научиться сваривать алюминий быстрее, чем в противном случае.
Какое оборудование вам нужно?
Сварочный аппарат TIG
Сварочный аппарат TIG (GTAW). Большинство источников говорят, что сварочный аппарат TIG (вольфрамовый инертный газ), также называемый GTAW (газовая вольфрамовая дуговая сварка), является лучшим методом сварки алюминия. Я слышал, что алюминий также можно сваривать с помощью сварочного аппарата MIG, сварочного аппарата или даже с помощью газовой горелки.
Так как я использовал TIG только для алюминия, я буду писать об этом. Сварочные аппараты TIG довольно дороги, и трудно оправдать покупку даже устройств самого низкого качества, если вы не зарабатываете деньги на сварке. Более дорогие устройства (6000 долларов) имеют ряд функций, которые позволяют выполнять высококачественную сварку алюминия.
У нас есть недорогой (2500 долларов) сварочный аппарат Hobart, который описывается как хороший для любителей или фермеров. Как бы ни было заманчиво обвинить машину, пока я делал обугленные куски искривленного металла вместо аккуратно сваренных соединений, я понял, что адекватные сварные швы можно сделать даже с дешевой машиной.
Что вы получите, потратив лишние деньги на сварщика? Больше сила тока (имеется в виду возможность сваривать более толстый металл), водяное охлаждение (не знаю, какое преимущество это дает, но на нашем агрегате с воздушным охлаждением колпак горит оранжевым, когда он работает на максимальной мощности, а это всего 165А), прямоугольная волна AC (это позволяет шлифовать вольфрам с церием до точки для более стабильной дуги), регулировка частоты и регулировка соотношения положительного и отрицательного тока для лучшей очистки или проплавления. Поскольку на моей машине нет ни одной из этих функций, я не могу дать совет, как их использовать.
СИЗ
Хорошие сварочные перчатки. У меня есть дрянные сварочные перчатки и болезненные волдыри, чтобы доказать это.
Хороший сварочный шлем. Я слышал, что лучшими являются автоматически затемняемые шлемы с золотым оттенком. У меня есть шлем за 20 долларов с крошечным окном, которое падает с моей головы, когда я его опускаю.
Аргон
Газ аргон. Смеси не подходят для алюминия, за исключением смеси аргона и гелия. Не берите бак у сварщика MIG, чтобы использовать его на сварочном аппарате TIG — он вообще не будет работать. Вы просто сделаете кучу сгоревшего металла и копоти.
Алюминиевый сварочный пруток
Алюминиевый сварочный пруток. Я получил 4043, который кажется наиболее рекомендуемым. На http://www.tinmantech.com есть хорошая таблица, где показано, какой стержень использовать для каких сплавов, а также масса отличной информации по металлообработке и сварке алюминия. На данный момент я понятия не имею, как отличить один сплав от другого, и я не занимаюсь особо важной сваркой, так что не беспокойтесь об этом. У меня 4043 хорошо работает.
Щетка из нержавеющей стали
Специальная щетка из нержавеющей стали, которую можно использовать только для алюминия. Напишите на нем «алюминий», чтобы он не использовался ни для чего другого.
Место для сварки
Металлическая скамья не помешала бы. У меня его нет. Остановка сварочного шва, чтобы потушить пожар, — это заноза в заднице. Это происходит со мной все время.
Опрыскиватель для растений
Пульверизатор с водой. Это не для охлаждения работы, а для тушения небольших пожаров, которые недостаточно велики, чтобы использовать огнетушитель. Быстрое охлаждение алюминия может привести к его растрескиванию в сварном шве или вблизи него.
Огнетушитель
Огнетушитель может быть неплохой идеей, если вы не хотите, чтобы вас уволили за поджог магазина.
Рубашка с длинным рукавом
Это ОЧЕНЬ важно: тяжелая хлопковая рабочая рубашка с длинным рукавом. Сварка TIG производит больше УФ-излучения, чем любой другой процесс сварки. В первый раз, когда я использовал TIG, я был одет в футболку. Я использовал сварщик в течение 10 минут, если даже это. Я был болезненно обожжен волдырями и шелушением кожи на бицепсах и шее. Мне просто нужно несколько минут, чтобы сделать серьезное сжигание.
Удерживающая работа
Зажимы или тиски Захваты или что-то еще, что вы собираетесь использовать, чтобы удерживать вашу работу на месте, а также несколько блоков или стержней из алюминия или меди, которые можно использовать в качестве радиаторов.
Достаточно списка покупок. Далее полезные советы
Советы
Совет №1 — Очистите алюминий
Это самый важный совет, который у меня есть. Я читал это в нескольких местах до того, как начал практиковаться в сварке, но это не казалось таким уж въевшимся, и я потратил много металла, пытаясь сварить вместе два куска грязного алюминия. АЛЮМИНИЙ, КОТОРЫЙ ВЫГЛЯДИТ СОВЕРШЕННО НОВЫМ И ЧИСТЫМ, НА САМОМ ДЕЛЕ ГРЯЗЕН. ЭТО НЕ КАК СТАЛЬ.
Блуждающая дуга — Вы не можете запустить лужу, не прожигая или не искажая металл
Ваш наполнитель не смешается с лужей, вместо этого он скатывается в трудно переплавляемый шар.
Алюминий, кажется, имеет поверхностное натяжение, как капли воды на вощеной поверхности.
При попытке соединить 2 детали края скручиваются друг от друга и образуют еще больший зазор.
Вот почему
Вот что происходит: Алюминий быстро образует более или менее невидимое покрытие из оксида алюминия. Оксид алюминия плавится при температуре, в три раза превышающей температуру алюминия. Когда вы пытаетесь сварить неочищенный алюминий, алюминий под покрытием из оксида алюминия расплавится, но покрытие из оксида алюминия останется твердым и будет действовать как мембрана, как воздушный шар с водой. Когда вам, наконец, удастся проникнуть через покрытие, очень жидкий алюминий внутри сразу же вытечет наружу, как лопнувший воздушный шар с водой.
Сначала я распыляю ацетон на алюминий. Не используйте очиститель тормозов, если это не 100% ацетон. Если вам нужно убедить, проверьте это — Brewer Racing Frames. Спасибо за подсказку, Андрей!
Затем я промываю алюминий в воде на случай, если на нем останутся неприятные следы. Перед сваркой алюминий должен быть полностью сухим, включая все уголки и закоулки.
Затем я использую щетку из нержавеющей стали (убедитесь, что щетка из нержавеющей стали, я читал, что это важно), чтобы очистить алюминий до блеска вокруг области, подлежащей сварке.
В некоторых статьях, которые я читал, говорится, что алюминий следует очищать только в одном направлении, чтобы избежать попадания загрязняющих веществ в алюминий. Я не всегда соблюдаю это правило и не замечал вытекающих из него проблем, но я не работаю над чем-то слишком критичным и я далеко не эксперт. Я также читал, что колодки 3M Scotchbrite — хороший способ подготовки алюминия. Если вы не привариваете алюминий сразу после очистки, перед началом сварки его следует подкрасить. Я читал, что восьмичасовая выдержка после очистки — это максимально допустимое без повторной очистки.
Совет № 2. Прикрепите свою работу к радиатору
Радиатор из меди или алюминия, если это возможно. Алюминий очень хорошо проводит тепло. Как только область, которую вы пытаетесь сварить, становится достаточно горячей, чтобы расплавиться, остальная часть работы, вероятно, будет настолько горячей, что она сожмется и деформируется. Использование теплоотвода под свариваемой областью поглотит часть тепла и предотвратит деформацию изделия.
Совет №3. Предварительный нагрев перед сваркой
Это НАМНОГО облегчает сварку алюминия. Это не предмет споров. Проблема в том, что некоторые виды алюминия подвергаются термообработке, и при нагревании и охлаждении термообработанный алюминий становится мягче.
Я читал мнения, начиная от «термически обработанный алюминий никогда не следует предварительно нагревать» и «предварительный нагрев — это костыль для неопытных сварщиков» до противоположной крайности «алюминий всегда следует предварительно нагревать, чтобы предотвратить растрескивание».
Рекомендуемая температура предварительного нагрева от 275 град. Ф, до 500 град. F. Я подозреваю, что многие из этих мнений верны в своем собственном контексте. Правильная процедура, вероятно, различается для сварки двери космического корабля в вакуумной камере и сварки треснувшей головки блока цилиндров.
Одно я знаю точно: сварка более толстых деталей из алюминия нашим сварочным аппаратом на 165А без предварительного нагрева невозможна. Однажды я попытался сварить два куска алюминия толщиной 8 мм без предварительного нагрева. В результате получился очень неглубокий и слабый шов, автоматический выключатель сработал дважды, а сварочный аппарат перегрелся и отключился после каждых двух дюймов сварки.
У меня нет под рукой духовки, поэтому я использую пропановую горелку, направленную на радиатор, к которому я прикрепляю работу, и инфракрасный термометр, чтобы определить, достаточно ли жарко. Обычно я не могу нагреть работу выше 350 градусов, так что это температура, которую я использую. Я подумывал приобрести дешевую бывшую в употреблении электрическую духовку или электрическую плиту, но пока не решился. Я не использую горелку непосредственно на работе. Я не знаю, вызовет ли это проблему или нет, вместо этого я чувствую себя более комфортно, нагревая радиатор.
Совет № 4. Если вольфрам загрязнится, прекратите сварку и исправьте его.
Когда вольфрам соприкасается со сварочной ванной или присадочным материалом, дуга становится нестабильной и качество сварки значительно снижается. Со мной это часто случается, к сожалению. Лучший способ исправить это — снять вольфрам, положить его на плоскую поверхность так, чтобы загрязненная часть вольфрама свисала с края, ударить по загрязненной части вольфрама (он сразу отломится), переустановить вольфрам, изменить полярность на DCEP (положительный электрод постоянного тока), зажгите дугу на металлическом ломе, чтобы снова скатать вольфрам, переключитесь обратно на высокий уровень переменного тока, и вы снова готовы к сварке. Кстати, ДЕРЖИТЕ ВАШИ ПЕРЧАТКИ, ПОКА ВЫ ДЕЛАЕТЕ ЭТО! Иначе получите неприятный ожог. Это займет всего около 30 секунд после того, как вы сделали это несколько раз.
Совет № 5. Соедините детали как можно плотнее.
Не оставляйте зазоров или как можно меньше зазоров. При использовании сварочного аппарата MIG мне довольно легко заполнить зазоры между двумя свариваемыми стальными частями. Однако мне было очень трудно сделать это при сварке алюминия с помощью TIG. Тепло от TIG очень локализовано.
Когда есть зазор и нагревается металл с одной стороны, металл сливается с этой стороны, но металл с другой стороны остается твердым. Вы можете чередовать из стороны в сторону, чтобы обе стороны объединились, но когда я делаю это, я обычно получаю более широкий разрыв, чем в начале.
Единственный найденный мной способ заполнить щель — это «выплеснуть» каплю наполнителя через щель, затем работать с наполнителем до тех пор, пока он не растает с обеих сторон, а затем наращивать наполнитель. Это трудно сделать. Вы можете сэкономить много времени, используя напильник или шлифовальный станок и лучше подогнать детали перед началом сварки. Чем плотнее детали прижаты друг к другу и чем меньше зазоров, тем легче сварка.
Совет № 6. Несколько практических правил
Используйте один ампер на 0,001 дюйма толщины материала. Установите силу тока выше максимальной, которую вы предполагаете использовать, и используйте ножную педаль, чтобы уменьшить ее.
Используйте чистый вольфрам для алюминия, если у вас есть более дешевый (не прямоугольный) сварочный аппарат, как я.
Если у вас есть более дорогой сварочный аппарат (прямоугольная волна), используйте вольфрамовый сплав с 2% церия 130 А Используйте чистый вольфрам 1/8″ для тока от 100 до 180 А. Используйте поток аргона от 15 до 20 CFH
Используйте размер присадочного стержня, равный размеру вольфрама. Отрегулируйте вольфрам так, чтобы он выступал из колпака на расстояние, примерно равное диаметру вольфрама.
Пропано-кислородная сварка — Большая Энциклопедия Нефти и Газа, статья, страница 1
Cтраница 1
Пропано-кислородная сварка в последние годы получает все более широкое распространение.
[1]
Пропано-кислородная горелка типа ГС-53.| Полуформы для сварки алюминиевых жил сечением 16 — 1500 мм2. / — полуформа. 2 — направляющая. 3 — клин.
[2]
Пропано-кислородная сварка выполняется следующим образом.
[3]
Пропано-кислородная сварка в последние годы получает все более широкое распространение.
[4]
Газовая пропано-воздушная и пропано-кислородная сварка применяется чаще, чем другие способы газовой сварки. Она основана на выделении тепла при сгорании горючего газа пропан-бутана в смеси с кислородом. С помощью газовой сварки в съемных металлических формах выполняют соединение и оконцевание алюминиевых жил всех сечений. Защита металла от окисления, осуществляемая газовым пламенем, обеспечирает высокое качество соединений. Обнаруженные дефекты сварки при необходимости могут быть легко устранены.
[5]
При газовой пропано-кислородной сварке применяют наборы принадлежностей НСЩС-1, НСПК-2 или НСПУ. При отсутствии этих проволок в качестве присадочного материала используют проволоки жил и флюс АФ-4а или ВАМИ.
[6]
При пропано-воздушной и пропано-кислородной сварке применяют сжиженные топливные газы — бутан, пропан или их смеси. Состав смеси определяют в зависимости от температуры окружающей среды. В теплое время года применяют смеси с большим содержанием бутана, а в холодное — с меньшим.
[7]
Горючая смесь для пропано-кислородной сварки образуется пропан-бутаном и кислородом. Это обусловливает некоторую громоздкость и малоподвижность сварочного оборудования.
[8]
Установка ПГУ-3 предназначена для пропано-кислородной сварке деталей, толщиной до 4 ми и резки металла толщиной до 12 мм при ремонте авто — в сельскохозяйственных машин в волевых условиях, при выполнения кратковременных аварийных и сантехнических работ, а также в передвижных ремонтных мастерских. Может быть также использована ври обучении газосварщиков и резчиков. Она представляет собой переносный футляр, внутри которого размещены пропановый в кислородный баллоны вместимостью по 5 л, редуктор ДКП-1-65 и ДГЩ-1-65, резинотканевые рукава, горелка ГЗУ-3 и вставной резак РГС-70. При резке стали кислородный баллов требует перезарядки через 15 мин работы.
[9]
Кабельный наконечник типа ЛАШ для закрепления на жилах с помощью тер.| Размеры и массы стержневых наконечников ЛАС ( 11 — 11.| Стержневой наконечник ЛАС с плоской контактной частью, закрепляемый термитно-муфельной сваркой патронами А.
[10]
Наконечники ЛАС-1000 и ЛАС-1500 применяются только для электродуговой и пропано-кислородной сварки.
[11]
Присоединение ответвлений к сборным шинам может выполняться пропано-кислородной сваркой без флюса с помощью набора типа НГО, состоящего из двухрожковой горелки с рукавами, зажимного устройства для крепления сварочных форм на проводах, стойки для крепления проводов и комплекта форм. Указанные наборы изготовляются предприятиями Минмонтажспецстроя. При сварке ответвлений в смонтированных пролетах на проводах сборных шин устанавливают скобы для разгрузки проводов.
[12]
Припои для пайки алюминиевых жил.
[13]
В последнее время соединение алюминиевых жил кабелей 800 — 1500 мм2 стали выполнять также пропано-кислородной сваркой с помощью трехрожковой горелки с большой эффективностью нагрева.
[14]
Надежным является также оконцевание алюминиевых и сталеалюминиевых проводов аппаратным зажимом из алюминия или алюминиевого сплава, привариваемым к проводу пропано-кислородной сваркой. По технологии, предложенной Г. Г. Ковалевым ( Волгоэлектромонтаж), сварка сталеалюминиевого провода с аппаратным зажимом выполняется без операции вы-кусывания стальных проволок в проводах АС.
[15]
Страницы:
1
2
Сварка, резка и пайка металлов
При ремонте сельскохозяйственной техники широко применяются газовая сварка и резка.
Накопленный производственный опыт показал, что пропан и бутан являются хорошими заменителями ацетилена и керосина для газопламенной обработки металла. Сжиженный газ дешевле ацетилена, а качество резки пропан-бутан-кислородным пламенем выше, чем ацетилено-кислородным. При работах в зимних условиях получение газа из баллона с пропан-бутановой смесью не вызывает обычно затруднений. Ведение работ с применением сжиженных газов значительно более безопасно, чем при использовании карбида кальция и ацетилена.
Газовая сварка производится сварочным пламенем, образующимся при сгорании смеси кислорода с горючим газом, который может являться сжиженным газом (пропан или пропан-бутановая смесь). Сварочное пламя в зависимости от соотношения кислорода и пропан-бутана бывает нормальным, окислительным и науглероживающим.
Для сварки большинства металлов используют нормальное пламя с небольшим избытком кислорода. Сварка малоуглеродистой стали пропан-бутан-кислородной смесью производится при соотношении газа и кислорода 1 : 3.
Уменьшением содержания пропан-бутана или увеличением количества кислорода получают окислительное пламя, а при увеличении количества пропан-бутана науглероживающее пламя.
Газокислородная сварка и резка металла может производиться как в условиях мастерских, так и в полевых условиях, для чего обычно используются одиночные баллоны.
Питание передвижного поста от баллона ввиду небольшого количества отбираемого газа может осуществляться без испарителя при температуре воздуха до минус 25—30 °С. При питании нескольких постов от газовой сети, т. е. при белое значительном расходе газа, может быть применена групповая баллонная установка.
Газы доставляются на рабочее место или по трубопроводу от стационарных емкостей, или в стальных баллонах.
Для снижения давления сжиженного газа могут быть использованы обычные редукторы типа РДК, РДГ-6 и другие.
Применяя ацетиленовый редуктор, надо притяжной хомут заменить переходным штуцером с накидной гайкой.
Корпус водородного, кислородного или ацетиленового редуктора, используемого для снижения давления сжиженного газа, и корпус манометра окрашиваются в красный цвет. На циферблате манометра надписи «Водород», «Кислород», «Ацетилен» заменяются надписью «Пропан».
Правила обращения с редукторами для сжиженного газа такие же, как и с кислородными редукторами. Применение кислородного и водородного редукторов для кислорода, после использования их для сжиженного газа, во избежание взрыва категорически запрещается.
Отбор газа из баллона без редуктора запрещается.
При испытании поста газовой резки от газовой сети с давлением газа от 1 до 5 кГ/см2 установка редуктора также совершенно обязательна.
При работе с пропан-бутановыми смесями необходимо тщательно следить за резиновыми мембранами, так как при выходе из баллона газа в жидком виде и проникновении его в редуктор резиновая мембрана постепенно разъедается и приходит в негодность.
Пропускная способность редукторов по сжиженному газу составляет для РДК-00 — 1,3; для РД-1-0,25 — 5 м3/ч.
Для присоединения горелки (резака) к редуктору, установленному на баллоне, применяют резино-тканевые шланги по ГОСТ 8318—57, рассчитанные на рабочее давление 10 кГ/см2.
Конструкция газосварочной горелки проста и изготовить ее можно в условиях любых мастерских.
Для сварки малоуглеродистых сталей толщиной от 0,5 до 5 мм и других видов газопламенной обработки металлов (пайка, подогрев и др.) с применением в качестве горючего газа пропана или пропан-бутана можно использовать сварочную горелку «Уфа», схема которой показана на рис. 40.
Наконечник горелки «Уфа» отличается от существующих ацетилено-кислородных наконечников наличием камер предварительного и окончательного подогрева горючего газа перед инжектором.
При отборе газа из газовых сетей с давлением от 70 мм вод. ст. до 10 тыс. мм вод. ст. (1 кГ/см2) редуктор может не устанавливаться, а устанавливается предохранительный водяной затвор.
При давлении газа в газовых сетях от 70 до 200 мм вод. ст. на спуске к рабочему посту устанавливается водяной затвор ЗГГ-3 конструкции ВНИИавтоген. При давлении от 200 до 1000 мм вод. ст. устанавливаются водяные затвори открытого типа ВЗНД-3 с предельной пропускной способностью 3 м3/ч. При давлении газа от 1000 до 7000 мм вод. ап. устанавливаются водяные затворы закрытого типа (среднего давления ЗСД-З-07 и высокого ВЭС-10) на 1,5 кГ/см2 и с пропускной способностью в 3 и 10 м3/ч. Поминальная пропускная способность водяного затвора должна соответствовать наибольшему возможному отбору газа.
Собранная горелка вставляется в гнездо ствола и крепится гайкой, причем предварительно между венчиком сместителя и уплотнительной шайбой следует подмотать асбестовый шнур.
Выполнив эту операцию, можно открыть вентили на баллонах с кислородом и сжиженным газом, затем открыть вентили сжиженного газа и кислорода на стволе, зажечь смесь на наконечнике. После 2—3 мин горения горелки производится регулировка необходимого пламени кислородным и газовым вентилями на стволе. Подбор пламени производится в течение нескольких секунд.
Кислород и пропан-бутан, проходя через ствол, вентили, попадает в камеру смешения. Часть смеси попадает в горелку для подогрева камеры, а основная масса смеси идет в камеру подогрева, заполненную катализатором (никелевая лента толщиной 0,2 мм, свернутая в виде пружины), где подогревается до 270° С. После этого смесь попадает в конус и к мундштуку. При сгорании получается пламя с температурой до 3100° С, достаточной для сварки малоуглеродистой стали.
Сварка в зависимости от толщины свариваемого материала ведется при давлении кислорода 3,5 —5 кГ/см2 и давлении газа 0,8—1,3 кГ/см2. При удлинении шлангов давление несколько увеличивается.
Длина пламени горелки должна быть в пределах 12—23 мм. Его цвет должен быть бледно-голубым.
Сварщику необходимо следить за процессом в сварочной ванночке и вести более интенсивное перемешивание расплавленного металла. Пламя следует держать под углом 60—80° относительно поверхности металла, ведя сварку слева направо, выдувая возможный шлак из ванночки (незачищенные торцы). При зачищенных торцах шлаковые отложения незначительные.
При необходимости замены большего номера мундштука на меньший размер в комплект горелки должен входить переходник.
В зависимости от номера мундштука заменяется и наконечник. При большем номере мундштука ставится больший номер наконечника, и наоборот. Соответственно изменяется и кислородный инжектор.
Необходимо упомянуть, что при освоении сварщиком сварки стали пропан-бутан-кислородной смесью в первое время возможны трудности и недостатки в сварке, но когда сварщик освоит регулировку пламени, в зависимости от толщины свариваемого металла, сварка проходит нормально и швы получаются хорошими.
Из практики сварки пропан-бутан-кислородной смесью известно, что для более интенсивного парообразования желательно баллон ставить в отапливаемое помещение.
По данным ВНИИавтогена хорошие результаты при сварке малоуглеродистой стали можно получить, применяя и присадочную проволоку марок СВ-08ГС и СВ-082ГС.
Можно еще отметить, что с повышением содержания пропана в пропан-бутан-кислородной смеси качество сварки улучшается.
Практически пропан-бутан-кислородная смесь в сельской местности может быть использована для сварки водогазопроводных труб диаметром до 4″, листовой малоуглеродистой стали толщиной до 5—6 мм, сварки емкостей и бидонов для молока, деталей сельскохозяйственных машин, крыльев и капотов автомашин и для пайки цветных металлов.
Невысокая температура плавления алюминия позволяет в условиях сельскохозяйственных мастерских использовать для их сварки пропан-бутановые смеси.
Челябинским межотраслевым научно-исследовательским и проектно-технологическим институтом автоматизации и механизации машиностроения была проведена серия опытов по сварке и резке пропаном в совхозе «Степной» Челябинской области. Эти опыты показали, что применение пропана вместо ацетилена дает положительные результаты.
Для резки использовались ацетиленовые резаки РР-53 с переделкой (увеличивались отверстия в инжекторе и смесительной камере соответственно до 1 и 3 мм, увеличивался кольцевой зазор между внутренним и наружным мундштуком). Аналогичные изменения в инжекторе и смесительной камере делались и у ацетиленовой горелки ГС-53 (для наконечника № 5). После этих переделок и с применением пропана можно было производить сварку цветных металлов и чугуна.
Пропан-кислородным пламенем производилась приварка алюминиевых фланцев всасывающего коллектора трактора «Белорусь», ремонт алюминиевых емкостей, трубопроводов и бидонов для молока на маслозаводе. Производительность при сварке алюминиевых листов толщиной 3—4 мм пропан-кислородным пламенем выше, чем ацетилен-кислородным: за 6 ч работы сваривается 46 пог. м шва.
Основная трудность сварки алюминия, как известно, заключается в образовании пленки тугоплавких окислов алюминия на поверхности металла, препятствующей сплавлению. Эти окислы не восстанавливаются пропан-кислородным пламенем; они тяжелее алюминия и тонут в нем. Для достижения высокого качества кромки детали перед сваркой очищают стальной щеткой; пламя горелки должно быть нормальным. На присадочный пруток марки АД или АК наносится флюс АФ-4а.
При сварке алюминия толщиной до 3 мм горелке дают только поступательное движение, а прутком совершают колебательные движения, чем удаляются пленка и шлак и облегчается всплывание газовых пузырей на поверхность. Пламя горелки направляют на присадочный стержень под углом 40—60° и одновременно охватывают свариваемые кромки.
При сварке ядро пламени должно находиться на расстоянии не более 3 мм от поверхности ванны. При выполнении этих требований качество сварки высокое, пористости нет, кристаллизационные трещины не образуются. Прочность алюминиевых швов, полученных при сварке с использованием пропана и ацетилена, практически одинакова. Хотя теплопроводность алюминия почти в 5 раз, а теплоемкость в 2 раза больше, чем стали, пропан-кислородной горелкой № 5 можно сваривать алюминиевые шины толщиной до 10—12 мм, не применяя предварительного подогрева.
Сварка свинца. Сварка свинца ведется нейтральным пламенем с минимально возможным углом наклона пламени к поверхности детали. При толщине металла свыше 2 мм шов накладывается в несколько слоев (отдельные участки перекрывают друг друга).
Практика показала, что сварку свинца пропан-кислородным пламенем можно с успехом производить горелкой ГСМ без ее переделки. Сварные швы обладают достаточно высоким качеством. Такой метод успешно применен для сварки свинцовых клемм кислотных аккумуляторных батарей.
Сварка меди. В связи с большой теплопроводностью меди при ее сварке требуется большой подвод тепла, поэтому пламя горелки следует держать перпендикулярно к поверхности сварочной ванны; горелку выбирают на два номера большую, чем для сварки стали такой же толщины, а в ряде случаев сварку производят двумя горелками.
Сварка производится нейтральным пламенем, по возможности без перерывов. Кромки и проволоку необходимо расплавлять одновременно. Не следует доводить ванну до очень подвижного состояния. В качестве флюса применяется бура или смесь буры и борной кислоты. В качестве присадочного прутка хорошие результаты дает медная проволока, раскисленная фосфором (содержание фосфора 0,03—0,08%), а также кремнием (содержание кремния 0,5—1,0%). Для лучшего качества шва при толщине изделия до 5 мм производится проковка. Проковку ведут в холодном состоянии, а при больших толщинах — при температуре 400—500° С. Для уменьшения хрупкости после остывания сваренной детали до 500° С изделие быстро охлаждают погружением в воду. Скорость сварки пропан-кислородным пламенем медных листов толщиной 4— 5 мм одинакова со скоростью сварки ацетиленом.
Сварка латуни. Бронза и латунь также легко свариваются пропан-кислородным пламенем. Главное затруднение при сварке латуни газо-кислородным пламенем состоят в испарении цинка (до 20%), вследствие чего шов получается пористым. Угар цинка при пропан-кислород ном пламени менее 1 %, благодаря чему шов получается плотным. Присадочная проволока берется такого же состава, как основной металл. В качестве флюса рекомендуется плавленая бура. При применении присадочной проволоки ЛК-02-05 при известном навыке возможна сварка в любых пространственных положениях.
В одном совхозе таким способом наплавлялись бронзой изношенные бронзовые вкладыши подшипников и различные детали из латуни. Качество сварки и наплавки во всех случаях было хорошее.
Пропан-бутановые смеси являются также полноценными заменителями ацетилена и при пайке твердыми припоями ПМЦ-54 и Л-02.
Сварка чугуна. Серый чугун широко используется в деталях тракторов и сельскохозяйственных машин. Все сложные детали: блоки цилиндров, головки блоков, картеры, коробки передач и сцепления, выпускные и впускные трубы, шкивы, звездочки цепные и рад других деталей, отливаются из чугуна.
Как известно, в случае ремонта чугунных деталей сложной геометрической формы, например головок блоков, требуется предварительный нагрев детали. Однако многие детали сельскохозяйственных машин — кронштейны, рычаги, ценные звездочки — могут быть отремонтированы без предварительного подогрева.
При сварке чугуна имеет место большое выгорание углерода и кремния. Поэтому сварочные прутики должны иметь повышенное содержание этих элементов. Хорошие результаты получены при использовании в качестве присадочного материала изношенных чугунных поршневых колец двигателей.
При заварке дефектов сложных чугунных деталей целесообразно производить пайку чугуна латунью. Графит с поверхности удаляют выжиганием, сварочной горелкой с окислительным пламенем, причем деталь нагревается до температуры 750—900° C. Затем ремонтируемое место посыпают флюсом и покрывают слоем латуни. После пайки деталь покрывают листом асбеста и медленно охлаждают. В этом случае в детали не возникает больших напряжений и шов хорошо обрабатывается.
Как показала практика, для ремонта чугунных деталей, в основном для заварки трещин, может быть с успехом применен пропан.
Резка металла. Для разделительной резки сжиженным газом металлов применяются резаки типов РЗР-01-55, УРЗ и РЗП, а также резаки бензиновые и керосиновые.
При отсутствии этих резаков можно использовать обыкновенный резак УР, увеличив диаметр отверстия инжектора до 0,3—0,9 мм.
Наружный мундштук № 2, имеющий диаметр 5,5 мм, следует применять вместо мундштука № 1, а мундштук № 1 с отверстием 0,5 мм — вместо мундштука № 2. Для резки листа большой толщины диаметр сопла инжектора увеличивается до 0,95 мм, а диаметр отверстия наружного мундштука — до 7 мм. Диаметр канала смесительной камеры при резке больших толщин можно увеличить до 3 мм.
Уход за резаками, работающими на пропан-бутановой смеси, аналогичен уходу за ацетилено-кислородными резаками.
Подготовка рабочего места к работе, редукторов, шлангов, резака и горелки, продувка баллонов, установка редуктора, заливка водяного затвора водой, крепление шлангов резака и горелки, проверка наличия подачи в резаке, зажигание и тушение резака и горелки производятся в той же последовательности, как и при ацетилено-кислородной резке и сварке.
Правильно отрегулированное пламя при горении пропан-бутановой смеси в струе кислорода имеет ярко очерченное ядро, горит спокойно и устойчиво. Длина пламени пропан-бутановой смеси больше длины пламени ацетилено-кислородной смеси.
Подогревательное пламя регулируется в резаке на максимальную температуру (с небольшим избытком кислорода) по пламени на мундштуке.
Применение пропан-бутановой смеси вполне возможно для резки углеродистых и конструкционных (низколегированных) сталей, а также чугуна, хромо-никелевых сталей и цветных металлов.
Величина давления кислорода устанавливается в зависимости от толщины разрезаемого металла в пределах от 2 до 15 кГ/см2. Давление пропан-бутановой смеси может быть в пределах от 0,007 до 0,5 кГ/см2, при длинных шлангах и в стационарных сетях — до 1 кГ/см2.
Резку обычно начинают с кромки, предварительно очищенной от грязи и окалины. Если надо начать резку с середины (при большой толщине металла), то необходимо просверливать или прожигать отверстие диаметром 5—10 мм.
Для увеличения скорости нагрева металла в начальный период (при круглых сечениях металла) необходимо сделать надрубы зубилом или подставить в месте начала реза металлический пруток. Подогревательным пламенем вначале нагревают металл в том месте, откуда начинается резка, до температуры его воспламенения (для стали 100—1200° С, светло-красное каление), потом пускают режущую струю кислорода и перемещают резак по линии разреза. Расстояния резака от линии разреза должны быть по возможности равномерными. Для выполнения этого условия необходимо применять приспособления (направляющую линейку и др.). При очень большой скорости перемещения резака резка может прекратиться, а при малой скорости — верхние кромки разрезаемого металла оплавляются.
При резке труб на фаску угол опережения резака должен составлять 5—10°, а при резке труб без фаски — 10—15°.
В остальном технология резки стали пропан-бутановой смесью не отличается от технологии резки ацетилено-кислородным пламенем.
При сварке и резке металла необходимо соблюдать мероприятия по технике безопасности.
Газовая сварка – ацетилен против пропана
Факты
Температура пламени при горении пропана в кислороде составляет 2800 градусов по Цельсию
Температура пламени при горении ацетилена в кислороде 3100 град С
Пропан (также называемый СНГ — сжиженный нефтяной газ — или сжиженный нефтяной газ) является широко используемым топливом. Он транспортируется или хранится в виде очень холодной жидкости и может вызвать «морозный ожог» или обморожение при контакте с кожей. Жидкий пропан превращается в газ внутри резервуара или баллона. В естественной форме пропан бесцветен и не имеет запаха. Чтобы облегчить обнаружение пропана в случае утечки или разлива, производители добавляют химическое соединение, придающее ему характерный запах.
Сварка
Во-первых: Пропан нельзя использовать для газовой сварки. Когда ацетилен сгорает в кислороде, он создает зону восстановления, которая очищает стальную поверхность. Пропан не имеет восстановительной зоны, как ацетилен, и поэтому не может использоваться для газовой сварки.
Пайка
Пропан, как и ацетилен, можно использовать для пайки. Для капиллярной пайки (серебряной пайки) одинаковый результат. Для «сварки» пайки (густотекучие припои) ацетилен будет преимуществом
Резка
Пропан, как и ацетилен, можно использовать для резки. Если вы режете ацетиленом, вы обычно кладете кончик внутреннего конуса пламени на металл (1 мм от поверхности пластины). Если вы сделаете то же самое с пропаном, вам придется долго ждать. Если вы поднимете горелку так, чтобы использовался внешний конус пламени, процесс предварительного нагрева начнется быстрее. Пропан выделяет лишь небольшую долю тепла во внутреннем конусе пламени (менее 10%), поэтому большая часть тепла пламени приходится на внешний конус. Ацетилен выделяет почти 40% своего тепла во внутреннем конусе пламени.
Следовательно, ацетилен лучше подходит для резки, чем пропан. Хотя с точки зрения температуры ацетилен горячее, чем пропан, факт заключается в том, что люди неправильно используют пропан для резки. Ошибка, которую они совершают, заключается в том, что они режут пропаном так же, как режут ацетиленом. Там, где тепло в пламени предварительного нагрева пропана , нет там, где оно есть с ацетиленом. Короче говоря, для использования пропана для резки требуется другая техника, и, как правило, ацетилен предварительно нагревается быстрее. Судоразборочные верфи и свалки часто используют пропан для резки, потому что качество резки не имеет значения.
Отопление
…другое дело. Говорить, что пропан выделяет меньше тепла, неправильно (на самом деле просто неправильно). Ацетилен горячее, но выделяет меньше тепла. Большая часть предварительного нагрева выполняется кислородом/пропаном. Это факт. Доступное тепло от пропана выше.
Оборудование
Для резки требуются различные режущие приспособления и режущие насадки
Эконом
Пропан имеет более высокие стехиометрические потребности в кислороде, чем ацетилен. Для максимальной температуры пламени в кислороде отношение объема кислорода к горючему газу составляет 1,2:1 для ацетилена и 4,3:1 для пропана. Таким образом, при использовании пропана потребляется гораздо больше кислорода. Несмотря на то, что пропан дешевле ацетилена, этому противодействует более высокое потребление кислорода.
Безопасность
Самым важным недостатком использования пропана на борту является аспект безопасности.
Удельный вес ацетилена 0,9, поэтому он легче воздуха (1). Если газ просочится, он поднимется. Удельный вес пропана составляет 1,6 и тяжелее воздуха (то же самое для других углеводородных газов, таких как бутан и MAPP* (модифицированный газ пропан)). Любая утечка пропана в закрытом помещении будет тонуть и концентрироваться на уровне палубы, накапливаться и иногда оставаться незамеченной.
Для эффективного сжигания пропана кислородно-газовая смесь должна находиться в определенном диапазоне. В идеальных условиях должно быть четыре части пропана на 96 частей кислорода. Когда газ сгорает за пределами этих параметров, происходит неполное сгорание; это приводит к чрезмерному угарному газу. Это может быть очень опасно, если помещение не имеет надлежащей вентиляции. На борту корабля иногда работают в закрытых помещениях, таких как балластные цистерны и двойное дно. Отравление угарным газом может привести к смерти, поскольку токсичный газ заменяет кислород в кровотоке.
* «MAPP gas» является торговой маркой, принадлежащей The Linde Group. Название происходит от исходного химического состава: метилацетилен-пропадиенпропан. «MAPP gas»
Загрузить техническое обновление — Газовая сварка — Ацетилен против пропана
Посмотреть каталог продукции для газовой сварки
Блог Welders Warehouse
Я принимаю много звонков по поводу использования кислорода + пропана или кислорода + пропилена вместо ацетилена + Кислород.
Короткий ответ на вопрос заголовка: «Да» и «Нет».
Извините за двусмысленность, но все зависит от того, что вы хотите сделать! Позволь мне объяснить!
Варианты топливного газа
Комплекты кислород + топливный газ раньше были простыми, у вас был кислород + ацетилен! Однако в настоящее время вода замутна рядом факторов.
Ацетилен может быть трудно и дорого достать.
Аренда баллонов для ацетиленовых баллонов резко подорожала.
Ацетилен часто вызывает тревогу у должностных лиц, заботящихся о здоровье и безопасности, из-за его горючести и нестабильности!
К сожалению, кислород/ацетилен по-прежнему является лучшей комбинацией газа для всех целей, но есть жизнеспособные альтернативы, если вы знаете, что хотите делать, и тщательно выбираете.
Oxy Propane
Пропан является наиболее легкой альтернативой ацетилену в качестве топливного газа и обычно поставляется в баллонах под залог, а не берется напрокат (как это обычно бывает с ацетиленом).
Для большинства пользователей пропан обходится дешевле, особенно для нечастых пользователей комплектов кислород + топливо. Единственным реальным недостатком использования кислорода/пропана является то, что его нельзя использовать для реальной сварки. Однако комплекты, работающие на кислороде и пропане, идеально подходят для серебряного припоя, пайки, резки и нагрева. Так что, если вы не хотите сваривать, кислород и пропан — отличный способ! Кислород + пропан обеспечивает температуру пламени около 1800⁰C.
Oxy Propylene
ProGas 2000 Kit
Пропилен представляет собой смесь газов, включая пропан, и доступен в одноразовых канистрах ряда брендов, включая Gasex, Mapp и Turbo Gas, а также в больших многоразовых баллонах. Смесь кислорода и пропилена горит немного горячее, чем кислород и пропан, обычно около 3100 ⁰C, и поэтому ее можно считать лучшей, поскольку работа быстрее достигает рабочей температуры.
К сожалению, как и пропан, пропилен не подходит для сварки плавлением. Вы найдете людей, которые скажут вам, что его можно использовать для сварки, но в ходе испытаний, которые я проводил, сварные швы, которые он производил, были довольно хрупкими, поэтому я определенно буду делать что-то структурное или от чего зависит моя жизнь. с этим!!!
Кислород + пропилен отлично подходит для серебряного припоя, пайки и нагрева.
Оборудование кислород + пропан также должно использоваться для кислород + пропилен.
The Welders Warehouse предлагает ряд отличных комплектов. Пожалуйста, зайдите на нашу страницу кислородно-пропановых/пропиленовых комплектов, чтобы ознакомиться с ассортиментом!
Кислородно-пропановая/пропиленовая горелка
Хотя стандартная кислородно-ацетиленовая горелка может использоваться для кислородно-пропановой/пропиленовой горелки, она далека от идеала. Пропан и пропилен — газы с более медленным горением.
Пропан и пропилен также проходят через систему в виде пара, а не газа, фактически не превращаясь в газ, пока не встретятся с воздухом.
Компания Welders Warehouse разработала две специальные многоструйные горелки для кислорода, пропана и пропилена.
Легкая кислородная пропановая/пропиленовая горелка
В обеих моделях используется наша собственная, специально разработанная многоструйная насадка, которую намного легче зажечь и с меньшей вероятностью продуть по сравнению с кислородной горелкой.
температура, режимы, технология, твердость стали после закалки
Для придания стали определенных эксплуатационных качеств на протяжении многих десятилетий проводится термообработка. Сегодня, как и несколько столетий назад, закалка стали предусматривает нагрев металла и его последующее охлаждение в определенной среде. Температура нагрева стали под закалку должна быть выбрана в соответствии с составом металла и механическими свойствами, которые нужно получить. Допущенные ошибки при выборе режимов закалки приведут к повышению хрупкости структуры или мягкости поверхностного слоя. Именно поэтому рассмотрим способы закалки стали, особенности применяемых технологий, а также многие другие моменты.
Закалка стали
Содержание
Какой бывает закалка метала?
Для чего нужна закалка стали знали еще древние кузнецы. Правильно выбранная температура закалки стали позволяет изменять основные эксплуатационные характеристики материала, так как происходит преобразование структуры.
Закалка – термообработка стали, которая сегодня проводится для улучшения механических качеств металла. Процесс основан на перестроении атомной решетки за счет воздействия высокой температуры с последующим охлаждением.
Технология закалки стали позволяет придать недорогим сортам металла более высокие эксплуатационные качества. За счет этого снижается стоимость изготавливаемых изделий, повышается прибыльность налаженного производства.
Основные цели, которые преследуются при проведении закалки:
Повышение твердости поверхностного слоя.
Увеличение показателя прочности.
Уменьшение пластичности до требуемого значения, что существенно повышает сопротивление на изгиб.
Уменьшение веса изделий при сохранении прочности и твердости
Существуют самые различные методы закалки стали с последующим отпуском, которые существенно отличаются друг от друга. Наиболее важными режимами нагрева можно назвать:
Температуру нагрева.
Время, требующееся для нагрева.
Время выдержки металла при заданной температуре.
Скорость охлаждения.
Изменение свойств стали при закалке может проходить в зависимости от всех вышеприведенных показателей, но наиболее значимым называют температуру нагрева. От нее зависит то, как будет происходить перестроение атомной решетки. К примеру, время выдержки при закалке стали выбирается в соответствии с тем, какой прочностью и твердостью должно обладать зубчатое колесо для обеспечения длительной эксплуатации в условиях повышенного износа.
Цвета закалки стали
При рассмотрении того, какие стали подвергаются закалке стоит учитывать, что температура нагрева зависит от уровня содержания углерода и различных примесей. Единицы закалки стали представлены максимальной температурой, а также временем выдержки.
При рассмотрении данного процесса изменения основных эксплуатационных свойств следует учитывать нижеприведенные моменты:
Закалка направлена на повышение твердости. Однако с увеличением твердости металл становится и более хрупким.
На поверхности может образовываться слой окалины, так как потеря углерода и других примесей у поверхностных слоев больше, чем в середине. Толщина данного слоя учитывается при расчета припуска, максимальных размеров будущих деталей.
Выполняется закалка углеродистой стали с учетом того, с какой скоростью будет проходить охлаждение. При несоблюдении разработанных технологий может возникнуть ситуация, когда перестроенная атомная решетка перейдет в промежуточное состояние. Это существенно ухудшит основные качества материала. К примеру, охлаждение со слишком большой скоростью становится причиной образования трещин и различных дефектов, которые не позволяют использовать заготовку в дальнейшем.
Процесс закалки сталей предусматривает применение камерных печей, которые могут нагревать среду до температуры 800 градусов Цельсия и поддерживать ее на протяжении длительного периода. Это позволяет продлить время закалки стали и повысить качество получаемых заготовок. Некоторые стали под закалку пригодны только при условии нагрева среды до температуры 1300 градусов Цельсия, для чего проводится установка иных печей.
Отдельная технология разрабатывается для случая, когда заготовка имеет тонкие стены и грани. Представлена она поэтапным нагревом.
Полную закалку используют обычно для сталей и деталей, которые не подвержены растрескиванию или короблению.
Зачастую технология поэтапного нагрева предусматривает достижение температуры 500 градусов Цельсия на первом этапе, после чего выдерживается определенный промежуток времени для обеспечения равномерности нагрева и проводится повышение температуры до критического значения. Холодная закалка стали не приводит к перестроению всей атомной сетки, что определяет только несущественное увеличение эксплуатационных характеристик.
Как ранее было отмечено, есть различные виды закалки стали, но всегда нужно обеспечить равномерность нагрева. В ином случае перестроение атомной решетки будет проходить так, что могут появиться серьезные дефекты.
Методы предотвращения образования окалины и критического снижения концентрации углерода
Назначение закалки стали проводится с учетом того, какими качествами должна обладать деталь. Процесс перестроения атомной сетки связан с большими рисками появления различных дефектов, что учитывается на этапе разработки технологического процесса.
Даже наиболее распространенные методы, к примеру, закалка стали в воде, характерно появления окалины или существенного повышения хрупкости структуры при снижении концентрации углерода. В некоторых случаях закалка стали проводится уже после финишной обработки, что не позволяет устранить даже мелкие дефекты. Именно поэтому были разработаны технологии, которые снижают вероятность появления окалины или трещин. Примером можно назвать технологию, когда закалка стали проходит в среде защитного газа. Однако сложные способы закалки стали существенно повышают стоимость проведения процедуры, так как газовая среда достигается при установке печей с высокой степенью герметичности.
Более простая технология, при которой проводится закалка углеродистой стали, предусматривает применение чугунной стружки или отработанного карбюризатора. В данном случае сталь под закалку помещают в емкость, заполненную рассматриваемыми материалами, после чего только проводится нагрев. Температура закалки несущественно корректируется с учетом созданной оболочки из стружки. Технология предусматривает обмазывание емкости снаружи глиной для того, чтобы избежать попадание кислорода, из-за чего начинается процесс окислений.
Температура нагрева стали при термообработке
Как ранее было отмечено, термообработка предусматривает и охлаждение сталей, для чего может использоваться не только водяная, но, к примеру, и соляная ванная. При использовании кислот в качестве охлаждающей жидкости одним из требований является периодическое раскисление сталей. Данный процесс позволяет исключить вероятность снижения показателя концентрации углерода в поверхностном слое. Чтобы провести процесс раскисления используется борная кислота или древесный уголь. Также не стоит забывать о том, что процесс раскисления сталей приводит к появлению пламя на заготовки во время ее опускания в ванную. Поэтому при закалке, закалкой сталей с применением соляных ванн следует соблюдать разработанную технику безопасности.
Рассматривая данные методы термической обработки с последующим охлаждением следует отметить, что они существенно повышают себестоимость заготовки. Однако сегодня охлаждение в воде или закалка при заполнении камеры кислородом не позволяют повысить показатели свойств стали без появления дефектов.
Закалка стали — технологический процесс
Процедура охлаждения
Рассматривая все виды закалки стали стоит учитывать, что не только температура нагрева оказывает сильное воздействие на структуру, но и время выдержки, а также процедура охлаждения. На протяжении многих лет для охлаждения сталей использовали обычную воду, в составе которой нет большого количества примесей. Стоит учитывать, что примеси в воде не позволяют провести полную закалку с соблюдением скорости охлаждения. Оптимальной температурой воды, используемой для охлаждения закалённой детали, считают показатель 30 градусов Цельсия. Однако стоит учитывать, что жидкость подвергается нагреву при опускании раскаленных заготовок. Холодная проточная вода не может использоваться при охлаждении.
Обычно используют воду при охлаждении для получения не ответственных деталей. Это связано с тем, что изменение атомной сетки в данном случае обычно приводят к короблению и появлению трещин. Закаливание с последующим охлаждением в воде проводят в нижеприведенных случаях:
При цементировании металла.
При поверхностной закалке.
При простой форме заготовки.
Детали после финишной обработки подобным образом не охлаждаются.
Для придания нужной твердости заготовкам сложной формы используют охлаждающую жидкость, состоящую из каустической соды, нагреваемой до температуры 60 градусов Цельсия. Стоит учитывать, что закаленное железо при использовании данной охлаждающей жидкости приобретает более светлый оттенок. Специалисты уделяют внимание важности соблюдения техники безопасности, так как могут выделяться токсичные вещества при нагреве рассматриваемых веществ.
Процесс закалки стали
Тонкостенные детали также подвергаются термической обработке. Закалочное воздействие с последующим неправильным охлаждением приведет к тому, что концентрация углерода снизиться до критических значений. Выходом из сложившейся ситуации становится использование минеральных масел в качестве охлаждающей среды. Используют их по причине того, что масло способствует равномерному охлаждению. Однако попадание воды в состав масла становится причиной появления трещин. Поэтому заготовки должны подвергаться охлаждению при использовании масла с соблюдением мер безопасности.
Рассматривая назначение минеральных масел в качестве охлаждающей жидкости следует учитывать и некоторые недостатки этого метода:
Соблюдая режимы нагрева можно создать ситуацию, когда раскаленная заготовка контактирует с маслом, что приводит к выделению вредных веществ.
В определенном интервале воздействия высокой температуры масло может загореться.
Подобный метод охлаждения позволяет выдержать требуемую твердость, измеряемую в определенных единицах, а также избежать появления трещин в структуре, но на поверхности остается налет, удаление которого также создает весьма большое количество проблем.
Само масло со временем теряет свои свойства, а его стоимость довольно велика.
Какие именно жидкости используют для охлаждения стали?
Вышеприведенная информация определяет то, что жидкость и режим охлаждения выбираются в зависимости от формы, размеров заготовки, а также того, насколько качественной должна быть поверхность после закалки. Комбинированным методом охлаждения называется процесс применения нескольких охлаждающих жидкостей. Примером можно назвать закалку детали сложной формы, когда сначала охлаждение проходит в воде, а потом масляной ванне. В этом случае учитывается то, до какой температуры на каком этапе охлаждается металл.
Закалка стали :: Технология металлов
Закалкой называется операция термической обработки, состоящая из нагрева до температур выше верхней критической точки AC3 для доэвтектоидной стали и выше нижней критической точки АС1
для заэвтектоидной стали и выдержки при данной температуре с последующим быстрым охлаждением (в воде, масле, водных растворах солей и пр.).
В результате закалки сталь получает структуру мартенсита и благодаря этому становится твердой.
Режимы закалки определяются скоростью и температурой нагрева, длительностью выдержки при этой температуре и особенно скоростью охлаждения.
Выбор температуры закалки.
Температура нагрева стали для закалки зависит в основном от химического состава стали. При закалке доэвтектоидных сталей нагрев следует вести до температуры на 30 — 50° выше точки АС3 . В этом случае сталь имеет структуру однородного аустенита, который при последующем охлаждении со скоростью, превышающей критическую скорость закалки, превращается в мартенсит. Такая закалка называется полной. При нагреве доэвтектоидной стали до температур AC1 — АC3 в структуре мартенсита сохраняется некоторое количество оставшегося после закалки феррита, снижающего твердость закаленной стали. Такая закалка называется неполной.
Для заэвтектоидной стали наилучшая температура закалки — на 20—30° выше АС1 , т. е. неполная закалка. В этом случае сохранение цементита при нагреве и охлаждении будет способствовать повышению твердости, так как твердость цементита больше твердости мартенсита. Нагревать заэвтектоидную сталь до температуры выше Аст не следует, так как твердость получается меньшей, чем при закалке с температуры выше АС1,за счет растворения цементита и увеличения количества остаточного аустенита. Кроме того, при охлаждении с более высоких температур могут возникнуть большие внутренние напряжения.
Скорость охлаждения.
Для получения структуры мартенсита требуется переохладить аустенит путем быстрого охлаждения стали,находящейся при температуре наименьшей устойчивости аустенита, т. е.при 650—550° С.
В зоне температур мартенситного превращения, т. е,ниже 240°С, наоборот, выгоднее применять замедленное охлаждение, так как образующиеся структурные напряжения успевают выравняться, а твердость образовавшегося мартенсита практически не снижается.
Правильный выбор закалочной среды имеет большое значение для успешного проведения термической обработки.
Наиболее распространенные закалочные среды —вода, 5—10%-ный водный раствор едкого натра или поваренной соли и минеральное масло. Для закалки углеродистых сталей можно рекомендовать воду с температурой 18° С; а для закалки большинства легированных сталей — масло.
Закаливаемость и прокаливаемость стали.
При закалке стали важно знать еезакаливаемость и прокаливаемость. Эти характеристикине следует смешивать.
Закаливаемость показывает способность стали к повышению твердости при закалке. Некоторые стали обладают плохой закаливаемостью, т. е.имеют недостаточную твердость после закалки. О таких сталях говорят, что они «не принимают» закалку.
Закаливаемость стали зависит восновном от содержания в ней углерода. Это объясняется тем, что твердость мартенсита зависит отстепени искажения его кристаллической решетки. Чем меньше вмартенсите углерода, тем меньше будет искажена его кристаллическая решетка и, следовательно, тем ниже будет твердость стали.
Стали, содержащие менее 0,3% углерода, имеют низкую закаливаемость и поэтому, как правило, закалке не подвергаются.
Прокаливаемость стали характеризуется ееспособностью закаливаться на определенную глубину. При закалке поверхность детали охлаждается быстрее, так как она непосредственносоприкасается с охлаждающей жидкостью, отнимающей тепло. Сердцевина детали охлаждается гораздо медленнее, тепло из центральной части детали передается через массу металла к поверхности итолько на поверхности поглощается охлаждающей жидкостью.
Прокаливаемость стали зависит от критической скорости закалки: чем ниже критическая скорость, тем на большую глубину прокаливаются стальные детали. Например, сталь с крупным природным зерном аустенита (крупнозернистая), которая имеет низкую критическую скорость закалки, прокаливается на большую глубину, чем сталь с мелким природным зерном аустенита (мелкозернистая), имеющая высокую критическую скорость закалки. Поэтому крупнозернистую сталь применяют для изготовления деталей, которые должны иметь глубокую или сквозную прокаливаемость, амелкозернистую — для деталей с твердой поверхностной закаленной коркой и вязкой незакаленной сердцевиной.
На глубину прокаливаемости влияют также исходная структура закаливаемой стали, температура нагрева под закалку и закалочная среда.
Прокаливаемость стали можно определить по излому, по микроструктуре и по твердости.
Видызакалки стали.
Существует несколько способов закалки, применяемых в зависимости от состава стали, характера обрабатываемой детали, твердости, которую необходимо получить, и условий охлаждения.
Закалка в одной среде схематично показана на рис. 1 в виде кривой 1. Такую закалку проще выполнять, но ее можно применять не для каждой стали и не для любых деталей, так как быстрое охлаждение деталей переменного сечения в большом интервале температур способствует возникновению температурной неравномерности и больших внутренних напряжений, что может вызвать коробление детали, а иногда и растрескивание (если величина внутренних напряжений превзойдет предел прочности).
Чем больше углерода в стали, тем больше объемные изменения и структурные напряжения, тем больше опасность возникновения трещин.
Рис.1. Кривые охлаждения для различных способов закалки
Заэвтектоидные стали закаливают в одной среде, если детали имеют простую форму (шарики, ролики и т. д.). Если детали сложной формы, применяют либо закалку в двух средах, либо ступенчатую закалку.
Закалку в двух средах (кривая 2)применяют для инструмента из высокоуглеродистой стали (метчики, плашки, фрезы). Сущность способа состоит в том, что деталь вначале замачивают в воде, быстро охлаждая ее до 300—400° С, а затем переносят в масло, где оставляют до полного охлаждения.
Ступенчатую закалку (кривая 3) выполняют путем быстрого охлаждения деталей в соляной ванне, температура которой намного выше температуры начала мартенситного превращения (240—250° С). Выдержка при этой температуре должна обеспечить выравнивание температур по всему сечению детали. Затем детали охлаждают до комнатной температуры в масле или на спокойном воздухе, устраняя тем самым термические внутренние напряжения.
Ступенчатая закалка уменьшает внутренние напряжения, коробление и возможность образования трещин.
Недостаток этого вида закалки в том, что горячие следы не могут обеспечить большую скорость охлаждения при температуре 400—600° С. В связи с этим ступенчатую закалку можно применять для деталей из углеродистой стали небольшого сечения (до 8—10 мм). Для легированных сталей, имеющих небольшую критическую скорость закалки, ступенчатая закалка применима к деталям большого сечения (до 30 мм).
Изотермическую закалку (кривая 4)проводят так же, как ступенчатую, но с более длительной выдержкой при температуре горячей ванны (250—300° С), чтобы обеспечить полный распад аустенита. Выдержка, необходимая для полного распада аустенита, определяется по точкам а и b и по S-образной кривой (см. рис. 1). В результате такой закалки сталь приобретает структуру игольчатого троостита с твердостью HRC45 55 и с сохранением необходимой пластичности. После изотермической закалки охлаждать сталь можно с любой скоростью. В качестве охлаждающей среды используют расплавленные соли: 55% KNO3 + 45% NaNO2 (температура плавления 137° С) и 55% KNO3 + 45% NaNO3 (температура плавления 218° С), допускающие перегрев до необходимой температуры.
Изотермическая закалка имеет следующие преимущества перед обычной:
минимальное коробление стали и отсутствие трещин; большая вязкость стали.
В настоящее время широко используют ступенчатую и изотермическую светлую закалки.
Светлую закалку стальных деталей проводят в специально оборудованных печах с защитной средой. На некоторых инструментальных заводах для получения чистой и светлой поверхности закаленного инструмента применяют ступенчатую закалку с охлаждением в расплавленной едкой щелочи. Перед закалкой инструмент нагревают в соляной ванне из хлористого натрия при температуре на 30—50° С выше точки АС1 и охлаждают при 180—200° С в ванне, состоящей из смеси 75% едкого калия и 25% едкого натра сдобавлением 6—8% воды (от веса всей соли). Смесь имеет температуру плавления около 145° С и, благодаря тому что в ней находится вода, обладает очень высокой закаливающей способностью.
При ступенчатой закалке стали с переохлаждением аустенита в расплавленной едкой щелочи с последующим окончательным охлаждением на воздухе детали приобретают чистую светлую поверхность серебристо-белого цвета; в этом случае отпадает необходимость в пескоструйной очистке деталей и достаточна промывка их в горячей воде.
Закалка с самоотпуском широко применяется в инструментальном производстве. Сущность ее состоит в том, что детали не выдерживают в охлаждающей среде до полного охлаждения, а в определенный момент извлекают из нее, чтобы сохранить в сердцевине изделия некоторое количество тепла, за счет которого производится последующий отпуск. После достижения требуемой температуры отпуска за счет внутреннего тепла деталь окончательно охлаждают в закалочной жидкости.
Проконтролировать отпуск можно по цветам побежалости (см. рис. 2), появляющимся на зачищенной поверхности стали при 220—330° С.
Рис. 2. Цвета побежалости при отпуске
Закалку ссамоотпуском применяют для зубил, кувалд, слесарных молотков, кернеров и другого инструмента, требующего высокой твердости на поверхности и сохранения вязкой сердцевины.
Способы охлаждения при закалке.
Быстрое охлаждение стальных деталей при закалке является причиной возникновения в них больших внутренних напряжений. Эти напряжения иногда приводят к короблению деталей, а в наиболее тяжелых случаях — к трещинам. Особенно большие и опасные внутренние напряжения возникают при охлаждении в воде. Поэтому там, где можно, следует охлаждать детали в масле. Однако в большинстве случаев для деталей из углеродистой стали это невозможно, так как скорость охлаждения в масле значительно меньше критической скорости, необходимой для превращения аустенита в мартенсит. Следовательно, многие детали из углеродистых сталей рекомендуется закаливать с охлаждением в воде, но при этом уменьшать неизбежно возникающие внутренние напряжения. Для этого пользуются некоторыми из описанных способов закалки, в частности, закалкой в двух средах, закалкой с самоотпуском и т. д.
Внутренние напряжения зависят также от способа погружения деталей в закалочную среду. Необходимо придерживаться следующих основных правил:
детали, имеющие толстую и тонкую части, погружать в закалочную среду сначала толстой частью;
детали, имеющие длинную вытянутую форму (метчики, сверла развертки), погружать в строго вертикальном положении, иначе они покоробятся (рис. 3).
Рис. 3. Правильное погружение деталей и инструментов в закаливающую среду
Иногда по условиям работы должна быть закалена не вся деталь, а лишь часть ее. В этом случае применяют местную закалку: деталь нагревают не полностью, а в закалочную среду погружают целиком. В этом случае закаливается только нагретая часть детали.
Местный нагрев мелких деталей производят в соляной ванне, погружая в нее только ту часть детали, которую требуется закалить; так закаливают, например, центры токарных станков. Можно поступать и так: нагреть деталь полностью, а охладить в закалочной среде только ту часть, которая должна быть закалена.
Дефекты, возникающие при закалке стали.
Недостаточная твердость закаленной детали — следствие низкой температуры нагрева, малой выдержки при рабочей температуре или недостаточной скорости охлаждения.
Исправление дефекта: нормализация или отжиг с последующей закалкой; применение более энергичной закалочной среды.
Перегрев связан с нагревом изделия до температуры, значительно превышающей необходимую температуру нагрева под закалку. Перегрев сопровождается образованием крупнозернистой структуры, в результате чего повышается хрупкость стали.
И справление дефекта: отжиг (нормализация) и последущая закалка с необходимой температуры.
Пережог возникает при нагреве стали до весьма высоких температур, близких к температуре плавления (1200—1300° С) в окислительной атмосфере. Кислород проникает внутрь стали, и по границам зерен образуются окислы. Такая сталь хрупка и исправить ее невозможно.
Окисление и обезуглероживание стали характеризуются образованием окалины (окислов) на поверхности деталей и выгоранием углерода в поверхностных слоях. Этот вид брака термической обработкой неисправим. Если позволяет припуск на механическую обработку, окисленный и обезуглероженный слой нужно удалить шлифованием. Чтобы предупредить этот вид брака, детали рекомендуется нагревать в печах с защитной атмосферой.
Коробление и трещины — следствия внутренних напряжений. Во время нагрева и охлаждения стали наблюдаются объемные изменения, зависящие от температуры и структурных превращений (переход аустенита в мартенсит сопровождается увеличением объема до 3%). Разновременность превращения по объему закаливаемой детали вследствие различных ее размеров и скоростей охлаждения по сечению ведет к развитию сильных внутренних напряжений, которые служат причиной трещин и коробления деталей в процессе закалки.
Образование трещин обычно наблюдается при температурах ниже 75—100° С, когда мартенситное превращение охватывает значительную часть объема стали. Чтобы предупредить образование трещин, при конструировании деталей необходимо избегать резких выступов, заостренных углов, резких переходов от тонких сечений к толстым; следует также медленно охлаждать сталь в зоне образования мартенсита (закалка в масле, в двух средах, ступенчатая закалка). Трещины являются неисправимым браком, коробление же можно устранить последующей рихтовкой или правкой.
Источник: Остапенко Н.Н.,Крапивницкий Н.Н. Технология металлов. М. Высшая школа,1970г.
Закалка и отпуск сталей
Что такое лечение?
Закалка и отпуск инженерных сталей выполняется для придания компонентам механических свойств, подходящих для их предполагаемого использования. Стали нагревают до соответствующей температуры закалки (обычно между 800-900°C), выдерживают при температуре, затем «закаливают» (быстро охлаждают), часто в масле или воде. Затем следует закалка (выдержка при более низкой температуре), которая улучшает окончательные механические свойства и снимает напряжения. Фактические условия, используемые для всех трех этапов, определяются составом стали, размером компонентов и требуемыми свойствами.
Закалка и отпуск могут проводиться в «открытых» печах (в воздухе или продуктах сгорания) или в защитной среде (газовая атмосфера, расплавленная соль или вакуум), если требуется поверхность, свободная от окалины и обезуглероживания (потеря углерода) ( «нейтральное отверждение», также называемое «чистым отверждением»).
В особых случаях могут быть применены два специальных варианта тушения:
Закалка на мартенсит (также известная как «маркерная закалка») использует закалку при повышенной температуре (в расплавленной соли или горячем масле), которая может существенно уменьшить деформацию компонента. Этот процесс ограничен выбранными сталями, содержащими сплав, и подходящими размерами сечения.
Austempering может быть применен к тонким сечениям некоторых средне- или высокоуглеродистых сталей или к сплавосодержащим сталям более толстого сечения. Он требует высокотемпературной закалки и выдержки, обычно в расплавленной соли, что приводит к малому искажению в сочетании с прочной структурой, не требующей отпуска. Он широко используется для небольших пружин и прессов.
Каковы преимущества?
Закалка и отпуск обеспечивают оптимальное сочетание твердости, прочности и ударной вязкости конструкционной стали и предлагают разработчикам компонентов путь к экономии веса и материала. Компоненты могут быть подвергнуты механической обработке или формованию в мягком состоянии, а затем закалены и отпущены до высокого уровня механических свойств.
Закалка в открытых печах часто используется для таких изделий, как прутки и поковки, которые впоследствии должны быть полностью обработаны в компоненты. Нейтрально чистая закалка применяется к компонентам, которые требуют сохранения целостности поверхности; примеры включают гайки, болты, пружины, подшипники и многие автомобильные детали. Нейтральная чистая закалка выполняется в строго контролируемых условиях для получения прецизионного компонента, требующего минимальной окончательной обработки.
Какие стали можно обрабатывать?
Почти все конструкционные стали, содержащие более 0,3% углерода, поддаются закалке и отпуску. 8S970 и 8S EN 10083-1 и -2 (которые заменили части BS 970) перечисляют большинство закаливаемых сталей, используемых для инженерных компонентов. (Ряд других стандартов включает закаливаемые стали для специальных применений; например, авиационные стандарты «S», BS3111 для крепежа и BS5770 для пружин)
Каковы ограничения?
Реакция на укрепление
Реакция стального компонента на закалку и отпуск зависит от состава стали, размера компонента и метода обработки. Руководство дано в BS970 и BS EN 1 0083-1 и -2 по механическим свойствам, достигаемым в сталях с различными размерами сечения при использовании рекомендуемых параметров обработки. Используйте их в качестве руководства по выбору стали.
Каждая сталь имеет «предельный» размер сечения («линейное сечение»), выше которого не может быть достигнута полная закалка. Для обеспечения оптимальных свойств в большем сечении потребуется более высокая марка стали.
Можно упрочнить более крупные компоненты из низкосортных сталей, используя нестандартные методы обработки, такие как более высокая скорость закалки или низкотемпературный отпуск. Более высокая скорость закалки всегда увеличивает риск деформации или растрескивания, а низкотемпературный отпуск может серьезно ухудшить механические свойства, такие как ударная вязкость. Этим фактам следует уделить серьезное внимание, прежде чем просить о проведении нестандартного лечения.
Отрицательный эффект алюминия
Простые углеродистые нелегированные стали и некоторые низколегированные стали могут содержать чрезмерное количество алюминия, что может оказать вредное влияние на реакцию закалки (твердость ниже ожидаемой). Технический паспорт CHT A «Ожидание реакции закалки алюминийсодержащих углеродистых сталей» дает рекомендации, как избежать этой серьезной проблемы. Важно убедиться, что содержание алюминия и азота указано в заводском сертификате от поставщика стали.
Состояние стали
Стали, приобретенные после открытой обработки (например, «черный стержень»), могут потерять некоторое количество углерода из поверхностных слоев (обезуглероживание). Обезуглероженные слои должны быть полностью удалены механической обработкой со всех поверхностей перед закалкой компонентов, в противном случае вероятны чрезмерная деформация или даже растрескивание.
Стали, приобретаемые в нагартованном состоянии, такие как «полированный прокат», содержат остаточные напряжения. Эти напряжения могут способствовать деформации во время механической обработки и закалки. Рекомендуется удалять эти напряжения из черновых заготовок путем нормализации или мягкого отжига перед закалкой, чтобы уменьшить риск чрезмерной деформации.
Охрупчивание при отпуске
Некоторые стали, особенно легированные стали, содержащие никель и хром, подвержены охрупчиванию. закалка в интервале 250-450°С; это ограничивает приемлемые механические свойства, которых они могут достичь. Убедитесь, что выбранная сталь не подвержена этой проблеме, и в случае сомнений проконсультируйтесь со своим термообработчиком.
Размер и форма компонента
Размер и форма компонента, который может быть подвергнут закалке и отпуску, зависит от типа оборудования, на котором работает термическая обработка. В целом, изделия, которые можно обрабатывать в рамках контрактной термообработки, варьируются от изделий весом от нескольких граммов до компонентов весом в несколько тонн каждый. Для крупных компонентов проверьте наличие помещений подходящего размера на ранней стадии.
Какие проблемы могут возникнуть?
Деформация или растрескивание
Изменения размера или формы могут возникать в закаленных компонентах по целому ряду причин, некоторые из которых связаны с процессом высокотемпературного/быстрого охлаждения, некоторые связаны с недостатками конструкции компонента, а другие связаны с более ранними производственными этапами (например, термическое снятие напряжений, вызванных предварительное формирование). В тех случаях, когда окончательные размеры имеют решающее значение, необходима чистовая шлифовка или механическая обработка, которые должны быть запланированы. Компоненты, закаленные и отпущенные до высоких уровней механических свойств, часто невозможно выпрямить позже. В экстремальных условиях напряжения, возникающие при закалке, могут быть даже достаточно высокими, чтобы привести к растрескиванию компонентов. Изготовителю необходимо принять все разумные меры для минимизации риска за счет тщательного проектирования компонентов (например, избегания элементов, вызывающих напряжение, таких как внезапные изменения сечения, глубокие пазы, вырезы) и выбора стали. Всегда полезно учитывать возможные проблемы с закалкой и отпуском на этапе проектирования.
Окалинообразование и обезуглероживание
Если выбрана обработка в открытой печи, вероятны образование накипи и обезуглероживание. крупные компоненты дольше находятся при высоких температурах и больше страдают. Должен быть сделан допуск на удаление пораженных слоев после обработки. Альтернативой является чистое/нейтральное отверждение в защитной среде, что позволяет избежать образования накипи и обезуглероживания.
Смешанные партии
Компоненты
C, изготовленные из смешанных партий («отливок») материалов, создают проблемы для вашей установки для термообработки. Он не может разделить компоненты, поставляемые в одной партии, изготовленные из сталей с одинаковыми характеристиками материала, но с разным составом. Компоненты, изготовленные из сталей с различным составом, могут по-разному реагировать на закалку, что приводит к браку, доработке и дополнительным затратам для всех сторон. Помогите своему специалисту по термообработке, сохраняя отдельные партии материала.
Как указать?
По возможности следует включить всю следующую информацию:
Требуемая обработка: это может быть закалка и отпуск, мартенсит или аустемпер. Укажите, необходима ли нейтральная/чистая обработка или удовлетворительна открытая обработка.
Спецификация стали: включая обозначение стали и стандарт, по которому она взята, а также фактический состав, указанный в заводском сертификате поставщика.
Требуемые механические свойства: обычно диапазон твердости или диапазон предела прочности на растяжение можно указать в стандарте, в соответствии с которым ведется работа. Невозможно получить конкретную цифру из-за переменных, не зависящих от термообработчика; позволяют реалистичный рабочий диапазон.
Требуемые испытания: укажите тип (типы) необходимых испытаний (например, твердость по Виккерсу, Роквеллу или Бринеллю) и любые специальные места для испытаний или удаления образцов для испытаний.
Сертификация: существуют ли какие-либо специальные сертификаты или данные, которые должны быть предоставлены вашим термообработчиком?
Чертежи/стандарты: предоставьте подробную информацию о любых чертежах или стандартах, особенно корпоративных или внутренних стандартах, которые содержат важные детали, которых необходимо придерживаться.
Другие требования: укажите, требуются ли другие услуги, например. правка (с рабочими ограничениями), очистка/струйная очистка, лабораторный или специализированный неразрушающий контроль и т. д.
Что такое стали?
Инструменты и штамповая сталь подпадают под действие BS 4659:1989, хотя также используются как американская номенклатура, так и различные торговые наименования. Доступные в высококачественных сортах, эти специально разработанные стали можно разделить на группы в зависимости от их предполагаемого применения:
Быстрорежущие стали (серии ВМ и ВТ по BS 4659) для сверления/резания, со способностью сохранять твердость в горячем состоянии
Стали холоднодеформированные (серии ВА, БД и БО) для штамповки, вырубки, штамповки и формовки.
Стали для горячей обработки (серия BH) для горячей штамповки и литья под давлением
Стали для литья пластмасс (серия BP) для литья пластмасс и полированных штампов, где требуется ударная вязкость.
Стали ударопрочные (серия SR) или долота, пробойники и инструменты, подверженные ударным нагрузкам.
Штамповые стали для ковки, ковки и штамповки.
Что такое лечение?
Все инструментальные и штамповые стали должны быть обработаны для достижения оптимальных свойств с точки зрения твердости, прочности, ударной вязкости и износостойкости. Почти все закалены и отпущены.
Закалка включает контролируемый нагрев до критической температуры, определяемой типом стали (в диапазоне 760-1300°С), с последующим контролируемым охлаждением. В зависимости от типа материала подходящая скорость охлаждения варьируется от очень быстрой (закалка водой) до очень медленной (охлаждение воздухом).
Отпуск включает в себя повторный нагрев закаленного инструмента/матрицы до температуры 150-657°С, в зависимости от типа стали. Процесс, который контролирует окончательные свойства при одновременном снятии напряжений после закалки и отпуска, может быть сложным; некоторые стали должны подвергаться многократным отпускам.
В некоторых случаях в цикл закалки и отпуска может быть включена субсерообработка для достижения максимальной твердости и оптимизации размеров и металлургической стабильности.
Какие есть варианты обработки?
Большинство инструментов и штампов должны быть защищены от окисления и обезуглероживания во время обработки. Для теплопередачи используются четыре основных типа печей с различными рабочими средами для удовлетворения этого требования:
Соляные ванны — традиционный способ обработки всего спектра инструментальных сталей с жестким контролем.
Кипящие слои – новейшая разработка, позволяющая обрабатывать широкий спектр инструментальных сталей, кроме тех, которые требуют высоких температур закалки.
Герметичные закалочные печи — области применения, ограниченные более низкими температурами закалки и возможностью выбора закалки в масле или охлаждения «спокойным» газом.
Вакуумные печи – самый чистый способ, в основном с газовой закалкой; недавнее внедрение закалки газом под высоким давлением расширило диапазон сталей, которые можно успешно обрабатывать.
Каковы ограничения?
Прокаливаемость
Мера способности стали к закалке в глубину, прокаливаемость может сильно зависеть от типа используемой инструментальной стали. Например, марки BW с низкой прокаливаемостью закаляются только на глубину нескольких миллиметров даже при жесткой закалке в воде, в то время как стали с высокой прокаливаемостью, такие как марки BH, могут упрочняться на сечение более 1 метра при газовой закалке. .
В сочетании с размером сечения прокаливаемость стали может ограничить выбор способа обработки. Рекомендуется обсудить требования с термическим обработчиком на ранней стадии.
Температура закалки
Для некоторых быстрорежущих сталей требуются чрезвычайно высокие температуры закалки, что может ограничить варианты технологических операций.
Физический размер
Контрактные печи для термообработки бывают разных размеров, как и работы клиентов. Всегда проверяйте наличие соответствующей мощности на ранней стадии.
Какие проблемы могут возникнуть?
Искажение
Деформация закаленных и отпущенных инструментов и штампов может быть вызвана множеством факторов. Многие из них находятся вне контроля специалиста по термообработке, который, следовательно, не может взять на себя ответственность за их предсказание или последствия.
Сложные формы и резкие изменения сечения вызывают напряжение и, следовательно, деформацию во время быстрого охлаждения для закалки. Если невозможно избежать таких источников напряжения, выберите сталь с высокой прокаливаемостью, чтобы можно было использовать более медленные скорости охлаждения. Возможность деформации также можно уменьшить, указав снятие напряжения перед окончательной механической обработкой.
Крекинг
Растрескивание обычно происходит из-за таких факторов, как:
Некачественная или неподходящая сталь
Дефекты стали
Обезуглероживание — обычно из-за недостаточного или неравномерного съема металла при начальной механической обработке «черной» заготовки.
Неправильный дизайн и выбор материала
Плохая практика последующей термообработки, например, неправильное шлифование или электроэрозионная обработка
Неправильная термическая обработка.
Последнее не должно иметь место, если используется специализированный термообработчик CHTA. Он также посоветует избегать других факторов на ранней стадии.
Как обеспечить успешное лечение?
Используйте сталь хорошего качества от надежного поставщика
При проектировании термообработки исключаются такие особенности, как острые углы и резкие изменения сечения.
Поговорите со своим термообработчиком, прежде чем принимать решение о конструкции и технических характеристиках.
Укажите сталь, способную обеспечить требуемую твердость в соответствующем размере сечения.
Удалите все «черные» и обезуглероженные слои, а также поверхностные дефекты — убедитесь, что начальный размер секции достаточно велик для этого.
Рассмотрите возможность промежуточного снятия напряжения, чтобы свести к минимуму искажения.
При изготовлении инструмента/штампа необходимо учитывать любую шлифовку после термообработки и т. д.
Убедитесь, что все ваши требования указаны правильно.
Как указать?
Если вы не уверены, проконсультируйтесь со своим специалистом по термообработке перед составлением спецификации. Всегда включать:
Используемый материал с указанием класса BS, другого стандартного обозначения или торговой марки
Требуемая твердость (HRC, Hb или HV) с указанием реального диапазона
Требуемый способ обработки, если это уместно (например, «вакуумная обработка» или «солевая ванна»)
Любые особые требования (например, «область, которая должна оставаться мягкой», «отжимать, чтобы сохранять плоскость»)
Любая область, где тестирование должно или не должно применяться
Любые специальные требования к сертификации или испытаниям.
Руководство столяра по инструментальной стали и термообработке
О программе Верстак Инструментальная сталь Проекты Подъемный рубанок
Деревообрабатывающие звенья фракталы СПАМ Хайку Карта сайта Контакт Главная
Руководство столяра по инструментальной стали и нагреву Обработка
Вы когда-нибудь задумывались, с помощью какой волшебной стали можно сделать твердую или мягкий? Я тоже. После закалки моего первого рубанка я решил выяснить. Эта страница является результатом моего исследования. Пока существуют десятки различных составов инструментальной стали, только один, с которым у меня есть опыт, это Масло О-1 Упрочняющая инструментальная сталь . Я использую O-1 для следующего причины:
Дешево и доступно
Имеет одну из самых низких температур закалки среди всех инструментальные стали, поддающиеся термообработке в домашних условиях
Обладает хорошей устойчивостью к короблению при закалке
Справочник по машинному оборудованию рекомендует O-1 для «инструменты с острыми краями (ножи, бритвы)» и «инструменты для операции, где не требуется высокая скорость, но стабильность в термообработке и существенной стойкостью к истиранию являются нужно»
В последующих обсуждениях термины «сталь», «инструмент сталь», а «углеродистая сталь» следует понимать как относящуюся к к О-1. В то время как физические изменения и фазовые соотношения в термическая обработка практически одинакова для всех инструментальных сталей, требуемые температуры (и другие физические свойства) сильно различаются по составу. Отметим также, что др. жидкости (вода, воздух), кроме масла, используются для тушения различных инструментальные стали и процедуры отпуска также различаются.
Химический состав инструментальной стали О-1
Физические свойства инструментальной стали O-1
Утюг
97,1%
Закалка (°F)
1450 — 1500
Углерод
0,90%
(°С)
788 — 816
Хром
0,50%
Закалка (°F)
350 — 550
Марганец
1,00%
(°С)
177 — 228
Вольфрам
0,50%
Диапазон твердости (R c )
64 — 58
Определения:
Отжиг — Размягчение инструмента стали для обработки, нагревом до температуры закалки и медленно остывает. Медленное охлаждение может быть достигнуто путем закапывание стали в изолирующую среду, такую как известь или вермикулита и дайте ему остыть до комнатной температуры.
Закалка — Нагрев стали до закалки температура и резкое охлаждение путем закалки в масле ванна.
Отпуск — Повторный нагрев закаленной стали до температура отпуска для снятия напряжений, возникающих в процесс затвердевания и удалить часть твердости в обмен на жесткость. Неотпущенная, закаленная инструментальная сталь почти такой же хрупкий, как стекло.
Что происходит при термообработке инструмента Стали?
Углерод и железо существуют вместе в нескольких различные фазы, в зависимости от процентного содержания углерода и температура. Фазовая диаграмма Fe-C показывает эти отношения.
Упрощенная фаза Fe-C Диаграмма (Стальная часть)
Для нашего обсуждения важны четыре фазы:
феррит
цементит
аустенит
мартенсит
Обратите внимание, что показанная диаграмма относится только к стальной части. системы. При содержании углерода от 2 до 6,67 % сплав чугун. Свыше 6,67% углерода сплав состоит из цементит и графит.
Сплав, состоящий точно из 0,76 % углерода и 99,24 % Fe, имеет самую низкую температуру, при которой превращение феррита и цементита в аустентит завершено. Это известно как эвтектоидная сталь . Увеличение содержания углерода сверх этого количества, а также добавление других легирующих элементов, также повышает температуру полного фазового превращения (т. е. твердения).
Полностью отожженная углеродистая сталь состоит, помимо примеси и другие легированные элементы, механические смесь железа и карбида железа. Железо берет на себя кристаллическая форма феррита, а карбид железа занимает кристаллическая форма цементита. Общая структура состоит из полосы этих двух компонентов и известен как перлит. В этом состоянии сталь мягкая. и работоспособный.
При нагреве стали выше критической температуры, около 1335 ° F (724 ° C) он претерпевает фазовый переход, перекристаллизовывается в аустенит. Продолжение нагрева до температура закалки, 1450-1500°F (788-843°C) обеспечивает полное превращение в аустенит. В этот момент сталь больше не магнитится, и ее цвет вишнево-красный.
Если аустенитная сталь охлаждается медленно (процесс известный как отжиг), он вернется к перлиту структура. Однако если его резко охладить закалкой в масляная ванна, новая кристаллическая структура, мартенсит, сформировался. Мартенсит характеризуется угловатым игольчатым структуру и очень высокую твердость.
Хотя мартенситная сталь очень твердая, она также чрезвычайно хрупкий и будет ломаться, скалываться и крошиться вместе с малейший шок. Кроме того, внутренние напряжения остаются в средство от внезапной закалки; это также облегчит поломка инструмента. Закалка снимает эти напряжения и вызывает частичный распад мартенсита на феррит и цементит. Величина этого частичного изменения фазы равна регулируется температурой отпуска. Закаленная сталь не такая твердая, как чистая мартенсит, но намного прочнее.
Влияние легирующих элементов на свойства инструментальной стали:
Углерод: Повышение содержания углерода незначительно увеличивает твердость и значительно увеличивает износостойкость.
Марганец: Небольшие количества марганца уменьшают хрупкость и улучшают ковкость. Большие суммы марганца улучшают прокаливаемость, допускают закалку в масле и уменьшают деформацию при закалке.
Кремний: Повышает прочность, ударную вязкость и ударопрочность.
Вольфрам: Улучшает «горячую твердость» — используется в быстрорежущей инструментальной стали.
Ванадий: Улучшает структуру карбида и улучшает способность к ковке, а также повышает твердость и износостойкость.
Молибден: Улучшает глубокую закалку, ударную вязкость и, в больших количествах, «горячую твердость». Используется в быстрорежущей инструментальной стали, потому что она дешевле вольфрама.
Хром: Улучшает прокаливаемость, износостойкость и прочность.
Никель: В меньшей степени повышает прочность и износостойкость.
Включение этих элементов в различные комбинации может действовать синергетически, усиливая эффект от их использования по отдельности.
Типы инструментальной стали, кроме О-1:
Серии A и D (A-2, D-2 и т. д.) содержат больше хрома и поэтому более износостойкие. Серия S содержит больше кремния и поэтому более устойчива к ударам. Серии M и T содержат либо больше молибдена, либо вольфрама. быстрорежущие стали, обладающие гораздо большей жаропрочностью. Все они требуют значительно более высоких температур для закалки, чем О-1, и не являются действительно подходит для закалки в домашних условиях.
В некоторых легированных инструментальных сталях значительное количество аустенита не превращается в мартенсит при закалке. Это особенно верно для A-2 и D-2; эти стали выбирают для кромочных инструментов из-за их более высокой износостойкость, которая снижается за счет остаточного аустенита. Поскольку аустенит нестабилен при комнатной температуре, он постепенно превращается в мартенсит в течение определенного периода времени — но мы говорим о годах, слишком долго, чтобы быть практичным. Так переохлаждая закаленное, закаленная сталь ускоряет преобразование до нескольких часов. Затем инструмент повторно закаляют после криогенной обработки, и исследования показывают, что это приводит к значительному повышению износостойкости. Поскольку мартенситное превращение более полно в О-1, криогенная обработка для этой инструментальной стали не требуется.
Цвет инструментальной стали в зависимости от температуры
2000°F
Ярко-желтый
1093°С
1900°F
Темно-желтый
1038°С
1800°F
Оранжево-желтый
982°С
1700°F
Оранжевый
927°С
1600°F
Оранжево-красный
871°С
1500°F
Ярко-красный
816°С
1400°F
Красный
760°С
1300°F
Средний красный
704°С
1200°F
Тусклый красный
649°С
1100°F
Светло-красный
593°С
1000°F
Очень слабо красный, в основном серый
538°С
0800°F
Темно-серый
427°С
0575°F
Синий
302°С
0540°F
Темно-фиолетовый
282°С
0520°F
Фиолетовый
271°С
0500°F
Коричневый/Фиолетовый
260°С
0480°F
Браун
249°С
0465°F
Темная солома
241°С
0445°F
Светлая солома
229°С
0390°F
Бледная солома
199°С
Сталь окрашивается в разные цвета в зависимости от температуры. Температуры выше 800°F (427°C) производят яркие цвета; атомы в стали так заряжены теплом, что они испускают фотоны. Температура ниже 800°F (427°C) дают цвета окисления. Как сталь нагревается, на поверхности образуется оксидный слой; это толщина (и, следовательно, интерференционный цвет, поскольку свет отраженное) является функцией температуры. Эти цвета могут быть используется для закалки инструментальной стали.
Если цвета вызывают затруднения:
Не всегда практично использовать цвет для определения температуры. От пяти до десяти процентов мужчин население дальтоники; кроме того, цвет раскаленной стали гораздо труднее определить на солнце, если ты делаешь термообработку на открытом воздухе, что вам следует делать, если в вашем магазине нет вентиляционной вытяжки и дымохода. Закалка может быть в духовке с точным термометром. Для температуры затвердевания, есть несколько решений:
Магнетизм: Помните, что при критической температуре, когда начинается фазовый переход в аустенит, сталь стать немагнитным.
Пирометры: Хотя хорошие пирометры стоят дорого, термопару типа К можно купить за несколько долларов по стекольный или керамический цех. Подключите его к цифровому мультиметру, загрузите диаграмму милливольт к температуре для термопары, и все готово. Я сделал это, пропустив термопару через маленькое отверстие сбоку моей газовой горнила, и это кажется довольно точным. Некоторые интернет-ресурсы:
Создание пирометра
Термопара типа K от милливольт до °F
Tempilstiks: Tempilstiks — это цветные мелки, которые гарантированно плавятся в пределах 1% от их номинальной температуры. Доступно в широкий диапазон температур до 2500°F, их можно приобрести у торговцев кузнечным/кузнечным делом (онлайн по адресу Кузница Кентавра).
Руководство по закалке и отпуску инструментальной стали O-1
Начните с отожженной стали. На этом этапе сталь мягкая. достаточно для работы с файлом. Сделайте всю свою форму сейчас. Однако, если вы делаете кромочный инструмент, пока не затачивайте острую кромку — остановитесь совсем чуть-чуть. острого, оставляя его тупым.
Небольшая газовая горн с безнаддувной горелкой
(Острый край во время жары обработка вызовет нежелательные напряжения в инструменте.)
Использование подходящего источник тепла (или создание горелки Reil), нагрейте сталь до критической температуры. Как узнать, когда вы достигнете критической температуры? Аустенит, кристаллическая структура железа/углерода, образующаяся выше критическая температура немагнитна. я держу старый магнит держится в паре удобных тисков при закалке. Когда сталь достаточно горячая, магнит не прилипает. В в этот момент сталь вишнево-красная.
Изображение фактически показывает приближение темно-желтого цвета. ярко-желтый; вишнево-красный можно увидеть дальше вниз лезвие.
Теперь снимите сталь с огня и немедленно потушить в масле. Подойдет любое масло; я утопил на отработанном моторном масле, но теперь предпочитаю дешевое растительное масло в металлическая ведро 5 литров. (Я бы предпочел думать о картофеле фри чем двигатель, работающий на жидком топливе.) Когда ты погрузить раскаленную сталь в масло, сделать это вертикально — если вы погружаете его под углом, он деформируется. Аккуратно встряхните его в масле движениями вверх-вниз. движение; перемешивание также может вызвать деформацию. Это
Хотя похоже, что я вхожу под углом в изображение, клещи захватывают инструмент под одним и тем же углом, и фактическое движение инструмента и моей руки вертикальный.
важно, чтобы он двигался, чтобы пополнить масло в поверхность стали; иначе образуется слой пара что приводит к более медленному, чем хотелось бы, гашению. Если погасить слишком медленно, инструмент не будет достаточно жестким. Держите сталь в масло до тех пор, пока масло не перестанет пузыриться.
Как только сталь станет достаточно прохладной, чтобы с ней можно было обращаться, вытрите ее. и проверьте его твердость. Если вы все сделали правильно, файл не кусается — просто соскальзывает с края инструмента. Если достаточно тяжело, пора закаляться; это важно закалить как можно скорее после закалки. Вы можете просто поместите инструмент в духовку, если вы доверяете его температуре (возможно, хороший термометр был бы хорошей инвестицией), или можно закалять так, как это делают кузнецы, нагревая инструмент до он достигает нужного цвета. Чтобы увидеть цвета окисления, вам придется полировать инструмент на грубой эмори-бумаге. Мы не говорим здесь о зеркальной отделке — достаточно, чтобы разоблачить голый металл (возможно, до зернистости 220). Теперь, используя соответствующий источник тепла, осторожно нагрейте инструмент от неделовой край. Идея состоит в том, чтобы смягчить к сокращению кромка, поэтому режущая кромка будет тверже, чем другой конец инструмента. Например, лезвие ножа будет тверже. чем вдоль спины — спина бы больше закалялась, чтобы дать это гибкость. По мере того, как инструмент нагревается, первый цвет, который вы должен видеть слабый соломенный цвет. Продолжайте нагревать и дайте этот цвет распространяется к режущей кромке. Так же, как это достигает режущей кромки, погрузите инструмент в воду, чтобы препятствуйте тому, чтобы это темперировало слишком много. Все готово, если инструмент это плоское железо или долото — все, что вам нужно сделать сейчас, это сгладить заднюю часть и заточить его. Для инструмента, которому нужна большая прочность (меньше ломкости), как может холодная стамеска, следует темперамент немного выше. Для настоящей гибкости, как пружина, пройти весь путь до синего.
Твердость в зависимости от температуры отпуска
Температура отпуска °F
Температура отпуска °C
Приблизительная твердость R c
300
149
63/65
350
177
62/64
400
204
61/63
450
232
60/62
500
260
58/60
600
316
55/57
700
371
51/53
800
427
48/40
900
482
44/47
1000
538
40/44
Отказ от ответственности
Огонь и раскаленный металл опасны по своей природе.
Самодельный токарный станок по дереву (27 фото изготовления)
Простой самодельный токарный станок по дереву сделанный из болгарки:
подробные фото по изготовлению станка.
Приветствую! Чтобы вытачивать красивые рукояти на инструмент, ножки стульев, балясины для перил и прочие деревянные изделия, достаточно самодельного токарного станка. Себестоимость его изготовления при закупке материалов в металлоприемке будет очень низкой. В качестве же привода можно использовать болгарку, которая и так имеется почти у каждого.
Швеллер;
редуктор от сломанной болгарки;
болты, гайки М14;
уголки 20х20 мм, 50х50 мм;
полоса или листовая сталь сечением от 6 мм
болгарка.
Процесс изготовления токарного станка
Станина станка изготавливается из швеллера. Он отрезается такой длины, чтобы иметь возможность обрабатывать интересующие вас заготовки.
В швеллере вырезается продольный паз для скольжения болтов М14. Он должен получиться ровным, так что его не помешает обработать напильником.
Из такого же швеллера подготавливается отрезок длиной 20-25 см.
В нем нужно просверлить отверстия, чтобы прикрутить редуктор от сломанной болгарки. В центре этой заготовки со смещением под один край нужно будет также сделать отверстие 14 мм. Это будет задняя бабка станка.
К каретке с редуктором привариваются уголки, чтобы она могла скользить по станине. Затем ее нужно закрепить к последней болтом М14.
Теперь нужно сделать прижим, который в дальнейшем позволит фиксировать заготовки. Для этого из толстой полосы сваривается уголок. На одной его стороне нарезается резьба под болт М14, у второй делается просто отверстие, чтобы прикрутить ее к станине станка через паз.
К торцу станины приваривается отрезок швеллера. Сверху его нужно заглушить, приварив полосу, в которой делается отверстие для крепления болгарки.
Теперь используя удлиненную гайку М14, необходимо соединить шпиндель редуктора на станке с болгаркой. Это позволит ее правильно выставить, и сварить крепление из двух пластин. В итоге болгарка прикручивается с помощью штатных отверстий для съемной ручки. Снизу она будет держаться болтом вкрученным через заглушку в швеллере, а сверху болтом завернутым через скобу из полосы.
Далее предстоит сделать подручник. Для этого берется отрезок полосы, в котором прорезается продольный сквозной паз. К нему приваривается под прямым углом короткий отрезок полосы. И уже на последний вваривается упор из уголка. Полученная деталь прикручивается к станине.
Чтобы крепить станину к рабочему столу, нужны ножки. Для этого от уголка 50х50 мм необходимо отрезать 2 заготовки превосходящие длиною на 10 см ширину швеллера. Их уголки с одной стороны срезаются. Края второй стороны просверливаются. Затем детали привариваются к станине.
Шпиндель редуктора от болгарки нужно заточить под конус. На самой УШМ так делать нельзя. Чтобы ее не портить, можно просто навернуть одну ее штатную шайбу на шпиндель до упора, а затем зажать вторую, предварительно вставив в нее 2 самореза.
В итоге можно упираться в заготовку с одной стороны этими шурупами, а с другой заточенным шпинделем. Зажимается все очень просто, наворачиванием болта на сваренном угольнике, который размещается за кареткой с редуктором.
Теперь подрегулировав упор для резца, и запустив болгарку, можно очень быстро обточить заготовку. Производительность такого токарного станка очень высокая. Если же болгарка имеет регулятор оборотов, или ее через него запускать, то будет вообще отлично.
В этом видео, автор подробно показывает как изготовить станок своими руками
Как сделать токарный станок для дерева из болгарки | Сделай Сам — Своими Руками
Чтобы вытачивать красивые рукояти на инструмент, ножки стульев, балясины для перил и прочие деревянные изделия, достаточно самодельного токарного станка. Себестоимость его изготовления при закупке материалов в металлоприемке будет очень низкой. В качестве же привода можно использовать болгарку, которая и так имеется почти у каждого.
Материалы:
Швеллер;
редуктор от сломанной болгарки;
болты, гайки М14;
уголки 20х20 мм, 50х50 мм;
полоса или листовая сталь сечением от 6 мм
работающая болгарка.
Процесс изготовления токарного станка по дереву
Станина станка изготавливается из швеллера. Он отрезается такой длины, чтобы иметь возможность обрабатывать интересующие вас заготовки.
В швеллере вырезается продольный паз для скольжения болтов М14. Он должен получиться ровным, так что его не помешает обработать напильником.
Из такого же швеллера подготавливается отрезок длиной 20-25 см.
В нем нужно просверлить отверстия, чтобы прикрутить редуктор от сломанной болгарки. В центре этой заготовки со смещением под один край нужно будет также сделать отверстие 14 мм.
К каретке с редуктором привариваются уголки, чтобы она могла скользить по станине. Затем ее нужно закрепить к последней болтом М14.
Передняя часть каретки заваривается полосой, чтобы под нее потом при работе не попадала стружка.
Теперь нужно сделать прижим, который в дальнейшем позволит фиксировать заготовки. Для этого из толстой полосы сваривается уголок. На одной его стороне нарезается резьба под болт М14, у второй делается просто отверстие, чтобы прикрутить ее к станине станка через паз.
К торцу станины приваривается отрезок швеллера. Сверху его нужно заглушить, приварив полосу, в которой делается отверстие для крепления болгарки.
Теперь используя удлиненную гайку М14, необходимо соединить шпиндель редуктора на станке с болгаркой. Это позволит ее правильно выставить, и сварить крепление из двух пластин. В итоге болгарка прикручивается с помощью штатных отверстий для съемной ручки. Снизу она будет держаться болтом вкрученным через заглушку в швеллере, а сверху болтом завернутым через скобу из полосы.
Далее предстоит сделать регулируемый скользящий упор для резца. Для этого берется отрезок полосы, в котором прорезается продольный сквозной паз. К нему приваривается под прямым углом короткий отрезок полосы. И уже на последний вваривается упор из уголка. Полученная деталь прикручивается к станине.
Чтобы крепить станину к рабочему столу, нужны ножки. Для этого от уголка 50х50 мм необходимо отрезать 2 заготовки превосходящие длиною на 10 см ширину швеллера. Их уголки с одной стороны срезаются. Края второй стороны просверливаются. Затем детали привариваются к станине.
Шпиндель редуктора от болгарки нужно заточить под конус. На самой УШМ так делать нельзя. Чтобы ее не портить, можно просто навернуть одну ее штатную шайбу на шпиндель до упора, а затем зажать вторую, предварительно вставив в нее 2 самореза.
В итоге можно упираться в заготовку с одной стороны этими шурупами, а с другой заточенным шпинделем. Зажимается все очень просто, наворачиванием болта на сваренном угольнике, который размещается за кареткой с редуктором.
Теперь подрегулировав упор для резца, и запустив болгарку, можно очень быстро обточить заготовку. Производительность такого токарного станка очень высокая. Если же болгарка имеет регулятор оборотов, или ее через него запускать, то будет вообще отлично.
Смотрите видео
Как сделать мини токарный станок из сломанной болгарки и дрели — https://sdelaysam-svoimirukami.ru/7316-mini-tokarnyj-stanok-iz-slomannoj-bolgarki-i-dreli.html
Поделиться в социальных сетях
Вам может понравиться
Самодельный мини токарный станок… …
Занимаясь токарной обработкой дерева, я обнаружил, что маленький токарный станок может пригодиться для, ну, в общем-то, более мелкой работы. Я планирую сделать для своей дочери кукольный домик, и, без сомнения, мне понадобятся крошечные шпиндели, которые могут быть немного трудными для моего токарный станок.
Раньше пробовал точить на нем очень мелкие детали, но он великоват и, честно говоря, предназначен для токарной обработки довольно больших кусков дерева, поэтому я занялся поиском дешевого мини-токарного станка, они довольно дороги для что они из себя представляют, поэтому я подумал о том, чтобы сделать один, и, посмотрев на несколько самодельных мини-станков, я понял, что у меня есть почти все, что мне нужно, чтобы сделать небольшой токарный станок.
Вот силовая установка для токарного станка —
Я знал, что найду этому применение 🙂
Это то, что осталось от старой настольной шлифовальной машины, я модифицировал ее несколько лет назад, чтобы какое-то время использовать точильный камень, затем я купил дрель и построил надлежащую систему для заточки вещей, так что старая настольная шлифовальная машина осталась включенной. полка, пока что есть.
Поскольку это старый настольный шлифовальный станок, у него 2 скорости, вкл и выкл 🙂 он вращается где-то от 2000 об/мин до 3000 об/мин (плюс-минус) он довольно хорошо справляется с нагрузкой при точении куска дерева и не Если не станет слишком жарко, возможно, позже я сделаю для него какой-нибудь регулятор скорости.
Я потратил некоторое время на размышления о том, как сделать пригодные для использования переднюю и заднюю бабки, в конце концов я решил использовать старые патроны от сломанной аккумуляторной дрели в качестве передней и задней бабок.
Немного потрепан от удаления, но работает.
Конец приводного вала был отшлифован с помощью напильника, пока он вращался, чтобы удерживать его по центру, затем я нарезал на него резьбу с помощью метчика и набора штампов и в основном навинтил патрон на вал, почти так же, как он был закреплен на дрели, это делает очень простой способ изменить способ крепления дерева к токарному станку, вы можете использовать винт с резьбой или вы можете обрезать один конец дерева и зафиксировать его прямо в патроне.
В основном я пытался сделать уменьшенную версию своего станка, который может обрабатывать дерево длиной до метра и шириной около 50 см, мини-станок может иметь длину около 30 см и ширину около 10 см. я уже использовал его, чтобы повернуть пару вещей 🙂 это сработало лучше, чем я ожидал.
Задняя бабка сконструирована таким образом, чтобы скользить вперед и назад, что позволяет легко приспосабливать доски разной длины, примерно так работает мой большой токарный станок.
Задняя бабка —
Это немного хакерски, но работает 🙂
Идея видна, задняя бабка скользит вперед-назад по 2 стержням, и зажимается болтом и барашковой гайкой для удобства регулировки, выглядит не очень красиво, но это не имеет значения, пока оно работает.
Я использовал другой старый патрон для задней бабки, я сделал это, потому что это означает, что я могу использовать разные вещи в качестве центров, на картинке я переделал вращающийся центр моего большого токарного станка. 2 стержня, по которым скользит задняя бабка, максимально центрированы, я использовал маятник, чтобы найти правильную линию от передней бабки.
Патрон задней бабки —
Выглядит немного странно, но работает.
Я закрепил этот патрон так же, как и патрон передней бабки, просто навинтил его на стержень с резьбой и использовал болты, чтобы он не двигался. Патрон прикреплен к L-образному кронштейну, что, как я думал, подойдет, но оказалось, что он слишком сильно прогибается, поэтому я добавил скобы белого цвета, чтобы придать ему немного больше прочности.
Как я уже упоминал, я взял для этого вращающийся центр из моего большого станка, но я сделал переходник, чтобы можно было легко снять центр и при необходимости установить его обратно на большой токарный станок.
Вращающийся центр —
Немного великоват для этого станка, но сойдет.
Первоначально я сделал мертвую точку для токарного станка, но обнаружил, что это немного проблематично, потому что она слишком сильно перемещалась в конце дерева, это может быть связано с несколькими вещами, но я решил, что использование этой точки в любом случае лучше. , оказывается намного лучше, хотя, если он недостаточно плотно вставлен в дерево, он издает ужасный скрип :-/ Этот центр предназначен для того, чтобы просто нажимать и снимать штифт, поэтому я сделал адаптер таким же образом, из старая 8-миллиметровая головка, в основном потому, что она была примерно подходящего размера для начала, головка предназначена для использования в аккумуляторной дрели, поэтому она идеально подходит для этого, и когда мне нужно использовать центр в другом месте, мне просто нужно выбить его с небольшим молотком.
Зажим для задней бабки представляет собой просто болт и барашковую гайку, я использовал его, чтобы упростить перемещение, мой большой токарный станок использует аналогичный метод, будь то гайка и болт гораздо большего размера.
Зажим —
Простые 🙂
Вы можете видеть концы белых скоб, которые я использовал для дополнительной прочности, в какой-то момент я приварю их к другой скобе, хотя на данный момент в скобах есть определенная пружина, что означает, что, когда зажим затянут, он работает немного как пружинная шайба и не дает ей расстегнуться 🙂 так что я мог бы просто оставить ее.
Вот изображение задней бабки в том виде, в котором она была изначально —
Вероятно, слабовато для этого, поэтому дополнительные скобы.
Вот и оригинальный центр —
Просто кусок резьбового стержня с притертым острием.
А вот и барабанная дробь 😉 мини-токарный станок Acme —
Не красиво, но работает, немного похоже на меня 😉
Есть кое-что, что я хочу добавить к нему, для начала упор для инструмента, в данный момент я использую деревянный брусок, я бы предпочел какой-то регулируемый упор, но пока сойдет. Мне также нужно разработать эффективный способ прижать его к рабочему столу или даже к станине моего большого токарного станка, но это все в будущем, на данный момент все прикручено и прикручено, но я, вероятно, буду приваривать его где Я могу для дополнительной прочности, я хочу, чтобы она продлилась, так как я планирую использовать ее довольно часто, для небольших работ, таких как легкие тяги, которые я сделал, чтобы проверить это.
Притяжение света —
Не очень хорошая картинка.
Еще одна легкая тяга из древесины груши.
Моя жена заметила, что ей не нравятся маленькие пластиковые концы световых шнуров в ванной, поэтому я сделал их для проверки токарного станка, один сделан из части старой вешалки для полотенец, а другой из небольшого куска грушевого дерева. , ничего особенного, но было бы немного сложно выточить его на большом токарном станке, легкие тяги имеют длину около 8 см и толщину от 1,5 до 2,5 см, я мог бы выточить их на большом токарном станке, но подручник бы нужна некоторая модификация, чтобы я мог поставить его в нужное место для токарной обработки мелких деталей, что, если честно, я не удосужился сделать, и, кроме того, делать этот мини-токарный станок было веселее 😉
Теперь я добавил черновую подставку к мини-токарному станку и обнаружил, что задняя бабка имеет слишком большой люфт, поэтому требуется дополнительная настройка, я записал короткое видео о работе токарного станка, он тише, чем я подумал, я также использую один из моих самодельных инструментов Oland, не может быть плохо.
Спасибо за чтение.
Как сделать старинную мельницу для перца
Я просто обожаю точение по дереву! Есть множество вещей, которые вы можете сделать на токарном станке по дереву, и сегодня я хочу поделиться своим последним проектом по токарной обработке дерева — Как сделать Старинная мельница для перца . Я использовал свой мини-токарный станок Jet, тот же, который я использую для изготовления пишущих ручек. Я заказал механизм мельницы для перца на Amazon и купил древесину в местном магазине деревообработки.
В двух словах:
Это просто кусок дерева с просверленным по центру отверстием. Затем я поместил его на свой токарный станок по дереву и придал ему приятный профиль. Механизм кофемолки и кривошип прикручены к верхней части.
Используемые инструменты и материалы:
Струйный мини-токарный станок Токарные инструменты по дереву Механизм/комплект антикварной мельницы для перца Древесина на выбор (предпочтительно твердая древесина) Отделка (я использовал Pens Plus) 1-дюймовое сверло Форстнера Наждачная бумага Безопасное для пищевых продуктов минеральное масло (дополнительно)
Безопасность Всегда
Всегда помните о безопасности. Прочтите мой отказ от ответственности. Читайте инструкции к своим электроинструментам. Носите защитное снаряжение. Остановитесь и попросите о помощи, если вы в чем-то не уверены. Теперь иди, сделай что-нибудь!
Пошаговое руководство:
Шаг 1. Я решил использовать этот прекрасный кусок дерева под зеброй . Подойдет практически любая древесина, но я рекомендую твердую древесину для долговечности. Мельницы для перца будут обрабатываться много.
Шаг 2. Вы можете заказать старинную мельницу для перца на Amazon или поискать в местном магазине деревообработки. Деревянная заготовка продается отдельно.
Шаг 3. Измерьте и вырежьте заготовку мельницы для перца. Я решил сделать свою длину 3 дюйма. Я использовал свою ножовку, чтобы сделать разрез. После резки я использовал свой угольник, чтобы убедиться, что разрез был перпендикулярным. Таким образом, общие размеры составляют 3 дюйма на 3 дюйма на 3 дюйма. Вы можете сделать его длиннее 3 дюймов, но имейте в виду, что металлический механизм измельчения может сделать его слишком тяжелым.
Шаг 4. Отметьте центр заготовки и просверлите отверстие диаметром 1 дюйм. Я использовал свой сверлильный станок и 1-дюймовое сверло Форстнера, чтобы полностью просверлить заготовку. Я, вероятно, мог бы обойтись и лопатой, но бита Форстнера оставляет гораздо более чистое отверстие.
Шаг 5. Установите заготовку мельницы для перца на мини-токарный станок Jet. Я использовал приспособление, называемое зажимным патроном (верхнее фото), и вставил хвостовик зажимного патрона в патрон Jacob’s Chuck. На другом конце я использовал 60-градусный живой центр. Я убедился, что заготовка была красивой и надежной, прежде чем перевернуть заготовку. Я расположил подручник как можно ближе, но подальше от радиуса поворота заготовки.
Шаг 6 – Превратил заготовку в нужный мне профиль. Я использовал черновую выемку, чтобы превратить квадратную заготовку в цилиндр. Затем я использовал шпиндель, чтобы сделать профиль, который вы видите на картинке. Если вы решите сделать что-то сложное, например, бухты или бусы, вы можете посмотреть несколько видеороликов на YouTube и сначала потренироваться на другом куске дерева.
На этом этапе следует помнить один очень важный момент: НЕ поворачивайте верхнюю часть деревянной мельницы для перца меньше, чем диаметр металлического механизма измельчения (который, конечно же, крепится сверху). Вы можете либо сделать несколько карандашных отметок на дереве, чтобы обозначить границы, либо использовать штангенциркуль для периодических измерений. Деревянное основание мельницы для перца должно быть достаточно широким, чтобы в него можно было ввинтить два винта, которыми металлическая мельница крепится к нему. Взгляните на шаг 9, последнее фото.
Шаг 7 – Отшлифуйте мельницу для перца. Я начал с зернистостью 120, затем 220, затем 400. Затем я использовал свои микросетчатые салфетки – от зернистости 1500 до 20000. Zebra Wood показал себя хорошо на протяжении всего процесса.
Шаг 8 – Нанесение отделки. Когда я проводил исследования по их изготовлению, в нескольких статьях предлагалось наносить на внешнюю сторону либо тунговое масло, либо протираемый полиэтилен. Они будут обрабатываться часто, и некоторым людям нравится иметь глянцевую поверхность. Несколько человек предложили ничего не класть внутрь, а некоторые использовали минеральное масло, безопасное для пищевых продуктов. Я решил попробовать фрикционный полироль под названием Pens Plus, но только снаружи (я также использую его для своих ручек). Он наносится на дерево с помощью бумажного полотенца, и трение бумажного полотенца заставляет его затвердевать. Я нанесла 3 слоя. Поначалу фрикционная полироль оставляет глянцевое покрытие, но со временем это исчезнет. В любом случае, мне нравится естественный вид и ощущение дерева.
Я тоже пошел дальше и залил внутрь немного минерального масла. Минеральное масло можно добавить после того, как вы сняли деревянную основу с токарного станка.
Шаг 9. Наконец, я прикрепил механизм мельницы для перца к основанию Zebra Wood. Я установил шлифовальный механизм на деревянную основу, отцентрировал его по дюймовому отверстию и отметил 2 монтажных отверстия с помощью ювелирной отвертки. Я использовал сверло немного меньше, чем два крепежных винта, которые поставляются с шлифовальной машиной, и просверлил несколько направляющих отверстий. Я использовал ту же отвертку ювелира, чтобы установить винты. Это голова Филиппа.
Примечание. Перед тем, как прикрепить мельницу к деревянному основанию, проверьте ее посадку и убедитесь, что весь узел мельницы для перца стоит ровно, когда вы устанавливаете ее на плоскую поверхность. Если это не так, вы можете взять его на ленточный шлифовальный станок и осторожно отшлифовать немного дерева с обоих концов, пока все не станет ровным. Если вы убедились, что заготовка была выровнена с самого начала, вам не нужно вносить слишком много корректировок. Но Мерфи почему-то любит околачиваться в столярных мастерских… LOL.
После сборки убедитесь, что рукоятка установлена правильно. Затем поверните ручку и отрегулируйте, если шестерни кофемолки не работают плавно. Положите немного перца и проверьте.
Эй, если вам понравился этот урок, пожалуйста, перейдите в форму ниже и подпишитесь на мой сайт деревообработки. Я буду присылать бесплатные уроки, планы и статьи на ваш почтовый ящик (вы можете отказаться от подписки в любое время). А за подписку я дам вам бесплатный подарок — мой Контрольный список безопасности и инструментов для домашнего магазина . Это всеобъемлющий контрольный список, который поможет вам создать безопасный и хорошо продуманный магазин.
Вы открываете новый магазин? Хотите работать безопаснее в своем магазине? Чтобы помочь вам ответить на эти вопросы, я составил контрольный список, состоящий из двух частей: контрольный список безопасности и инструментов.
Электроды это самый доступный и распространенный сварочный материал в том числе Э42 . Каждая марка обладает различными свойствами и сочетанием, которые обеспечивают необходимые требования. Выбор марки электродов зависит от типа работы, которую надо выполнить.
Марки стали, ее толщины, условий работы и тому подобное. Современные типы электродов делятся исходя из технологических показателей и физических характеристик, которые и определяют материалы, с которыми они работают и допустимые условия сварки.
При этом сварочные электроды одной группы могут быть различных марок. Электроды Э42 имеют различные покрытия, а значит и определенные технологические отличия. Особенно распространенными электродами данного вида являются сварочные электроды типа Э42 АНО 6, которые применяются для работы с углеродистой сталью, которая состоит из углерода не выше чем на 0,25%.
Эти электроды работают от источника непрерывного тока либо переменного тока с обратной полярностью. В совокупности электроды Э42 имеют показатель наплавки вблизи 10 г/Ач. Сварочные электроды Э42 имеют, также различный диаметр от 4 до 6 миллиметров, и их составляет 1,6 кг электродов на 1 кг наплавленного металла. Шов имеет в своем составе такие элементы как фосфор, сера, марганец и кремний.
Электроды АНО 6 имеют рутиловое покрытие. Основу покрытия этих электродов составляет природный диоксид титана. Стойкость металла шва, вопреки образованию трещин, высокая. Эти электроды владеют целым рядом превосходств по сопоставлению с другими видами, а именно: обеспечивают сильное и стабильное горение дуги, небольшие потери металла, легкую отделимость корки шлака, и чудесное образование шва.
Электроды Э42 малочувствительны к образованию при сварке влажного или ржавого металла, или при изменении длины дуги. Поры в швах возникают при использовании повышенных режимов тока при работе с тавровыми швами, или при сварке электродом большого диаметра тонкого металла.Сварочные электроды АНО 6 дозволяют производить сварочные работы по грунтовочным покрытиям с толщиной около 20-25 мкм без снижения механических свойств и образования пор.
Рекомендовано:
Электроды для сварки ответственных конструкций
Все сварочные электроды выпускаемые в россии
Какие лучше использовать электроды для сварки труб высокого давления
Какие нужны электроды для электродуговой сварки
Как сушить электроды в печи для прокалки электродов
Хранение электродов
Значимым превосходством этих электродов является легкость зажигания дуги наименьшей плотностью тока, при котором вожможен дуговой разряд. Они гораздо превосходят электроды с основным покрытием по образованию шва и плавного перехода от него к основном металлу.
Электроды c минимальным количеством шлака
Электроды Ergus
Госты электродов
Электроды АНЦ
что это такое и как использовать?
Екатерина
Время чтения: ≈5 минут
Электродуговая сварка немыслима без электрода. От него зависит, с каким металлом вы можете работать, какую силу тока можете использовать, и каков будет конечный результат. Существует несколько десятков типов электродов, к которым относятся свои марки.
Электрод типа Э 42 широко применяется как в профессиональной, так и в домашней сварке. Поэтому мы решили рассказать вам все об этом типе электродов. В этой статье вы узнаете, какие марки относятся к Э42, в каких случаях применение таких электродов нежелательно, как выбирать и правильно хранить стержни для сварки.
Содержание статьи
Общая информация
Применение
Аналоги
Выбор
Хранение
Вместо заключения
Общая информация
Электроды марки э42 предназначены для электродуговой сварки. Данный тип электродов — один из самых часто применяемых. Им варят или ремонтируют металлические конструкции и изделия из стали. Электроды такого типа нередко можно встретить как в арсенале профессионального сварщика на заводе, так и у домашнего умельца в гараже.
Читайте также: Технология и особенности сварки стали
К типу Э42 относятся марки электродов АНО-6, АНО-6М, АНО-17, ВСЦ-4, ВСЦ-4М, ОЗС-23, ОМА-2. Это отечественная маркировка. У зарубежных производителей (например, ESAB или Kobelco) своя маркировка. Если вы не знаете, что марка электрода и как правильно выполняется расшифровка, то прочтите эту статью.
У каждой марки электродов, относящейся к типу Э42, свои технические характеристики. Поэтому их нужно изучать отдельно для каждой марки. Нельзя сказать, что все электроды типа Э42 имеют одно покрытие или один сценарий применения. Это ошибочное утверждение.
Применение
Но, несмотря на различия в марках, электроды типа Э42 все же имеют что-то общее. Все они предназначены для сварки углеродистых и низколегированных сталей. Не стоит применять их при сварке особо ответственных конструкций и вести вертикальный шов сверху вниз. Еще одна общая черта всех электродов типа Э42 — возможность применения как постоянного, так и переменного тока. Но при работе с постоянным током рекомендуется установить обратную полярность.
Не рекомендуется варить электродами э42 нержавеющую сталь, поскольку в составе таких электродов нет хрома и никеля в нужной пропорции. А без этих компонентов нержавейку варить нельзя. Вы можете провести эксперимент и попробовать сварить нержавеющую сталь электродами э42. В результате металл потеряет все свои антикоррозийные свойства и станет хрупким.
При работе с электродами типа Э42 мастера отмечают стабильное горение дуги и ее легкий поджиг, в том числе повторный. По этой причине данный тип настолько популярен у всех категорий сварщиков. Так что можете использовать данные электроды для работы с любым сварочным аппаратом и уровнем подготовки.
Аналоги
Выше мы уже писали, что электроды Э42 очень распространены. Данные стержни выпускает сразу несколько компаний, поэтому вы можете найти продукцию под свои задачи и кошелек. Логично, что в этой ситуации не приходится искать аналог э42. Но у вас все же возникла такая необходимость, то обратите внимание на электроды типа Э42А. У них кислое покрытие, поэтому швы не будут пористыми. Но нужно учитывать, что такой тип электродов способствует образованию горячих трещин.
Если и Э42А вам не подходит, то ориентируйтесь на проволоку, из которой изготовлены электроды-аналоги. Узнайте, какой состав у стали, которую вы будете варить, и убедитесь, что электрод-аналог схож с металлом по своему составу. У Э42 чаще всего используется рутиловое покрытие, так что можете найти аналог еще и по этому критерию.
Выбор
Начнем с диаметра. Здесь все просто: обычно диаметр электрода равен толщине металла, с которым вы собираетесь работать. Так электроды диаметром 4 мм или электроды диаметром 6 мм отлично подходят для толстых деталей, а 2мм и менее незаменимы при сварке тонких сталей.
Что касается марок, то ориентируйтесь на свои потребности. Если для вас важнее качество, то покупайте ОК 46. 00. Если важнее цена — АНО-6. Проконсультируйтесь с продавцом в магазине и прочтите ГОСТы для каждой отдельной марки, чтобы лучше разбираться в этом вопросе.
Выбор производителя так же не должен быть проблемой. Если вы не готовы тратиться на электроды, то выбирайте продукцию российского производства. Если качество стоит на первом месте, а цена на последнем, то присмотритесь к зарубежным электродам. Например, к компании Kobelco.
Куда важнее сертификат качества, который вы можете запросить у продавца или производителя. Сертификат подтверждает, что купленные вами электроды соответствуют всем современным стандартам и являются подлинными. Есть одно «но»: на данный момент производитель не обязан проходить контроль качества. Это добровольное мероприятие. Но, с другой стороны, если компания все же снабдила свою продукцию сертификатами, значит она действительно ручается за их достойное качество.
Поэтому, если при покупке электродов у одного производителя есть сертификат, а другого нет, то конечно лучше предпочесть первого.
Хранение
Вместо заключения
Электроды э42 — отличный выбор для всех сварщиков. От новичков, до мастеров своего дела. Главное — правильно подобрать марку и приобрести качественные стержни. Если у вас скромный бюджет, купите отечественные электроды. У них неплохие характеристики и возможности. Ну а если цена электрода играет далеко не первую роль, то обратите внимание на японских и европейских производителей. Желаем удачи в работе!
Похожие публикации
Стали и нержавеющие стали – электроды и сплавы
Электроды из углеродистой стали
Очень заметным сектором этой группы продуктов являются электроды с рутиловым покрытием типа «13». Команда отдела исследований и разработок Selectrode провела много лет, сравнивая наш электрод 6013 со всеми наиболее популярными брендами на рынке по всему миру. Этот процесс привел к получению действительно выдающегося универсального продукта, превосходящего все категории производительности. Наше флюсовое покрытие типа «13» можно сгибать без образования трещин и разрывов. Эта функция позволяет оператору получить доступ к труднодоступным местам. Переход сварного шва чрезвычайно гладкий с минимальной потерей разбрызгивания. Шлак удаляется автоматически сам по себе, а швы получаются однородными и плавно волнистыми. Все позиционные возможности также превосходны. Сочетание всех этих выдающихся характеристик с тем фактом, что мы производим и храним эти электроды в нескольких цветах, обеспечивает полную победу для компаний, которые хотят продавать самое лучшее, имея при этом легкий доступ к уникальному цвету и отличительной презентации. Окончательным преимуществом является то, что эта группа продуктов производится в диапазоне диаметров от 1/16” (1,6 мм) до ¼” (6,4 мм).
Дополняет группу продуктов с рутиловым покрытием наш целлюлозный электрод 6010 для сварки труб . Этот электрод прошел всемирные критические испытания с тщательным изучением в связи с позиционной сваркой труб . Наши электроды с основным покрытием возглавляет наш знаменитый и уникальный стеклянный шлаковый электрод с двойным покрытием, который превосходно работает на переменном токе.
Электроды из нержавеющей стали
Электроды типа 312 или 29/9 являются лидерами этой группы по популярности, а также по физическим свойствам. За последние 40 лет мы постоянно модифицировали и обновляли этот важный продукт, чтобы постоянно предлагать нашим клиентам самые последние технологические разработки. Ассортимент Selectrodes отличается легким зажиганием дуги, а также повторным зажиганием. Перенос дуги бесшумный и плавный даже при работе на небольших сварочных аппаратах переменного тока с низким напряжением холостого хода. Расплавленный шлак не мешает работе, а когда затвердевает, он поднимается и легко удаляется. Лучше всего то, что мы производим этот электрод в 8 разных цветах. Специальная модифицированная версия на этом типе электрода — наша 9.Электрод 0009 Stud Pull со специальным флюсом для сварки в труднодоступных местах при удалении сломанных шпилек или болтов.
Пристальное внимание и ресурсы, вложенные в электрод 312 (29/9), перенесены на весь наш ассортимент электродов из нержавеющей стали. Все они разработаны с одинаковыми характеристиками покрытия и соответствуют определенным основным металлам из нержавеющей стали, для соединения или ремонта которых они предназначены. Уникальная линейка проволок Tig с флюсовым покрытием дополняет электроды для дуговой сварки в нашем ассортименте. Они облегчают сварку труб из нержавеющей стали без использования дорогостоящей внутренней продувки инертным газом.
В дополнение к стандартным продуктам мы также предлагаем уникальные и специальные продукты, в том числе:
Разнородные стали
Тип 312 или 29/9 8 различных цветов
Специальный электрод «Stud Pull»
Диаметр от 1/16″ (1,6 мм) до 1/4″ (6,4 мм)
Выберите номер продукта из списка ниже, чтобы просмотреть спецификации или паспорта безопасности для этого продукта.
СохранитьСохранить
СохранитьСохранить
Электроды для электродуговой сварки металлическим электродом с низким уровнем выбросов марганца
– Zika Industries Ltd.
Роль марганца в сталях и сварке сталей
(Mn) является очень важным и важным легирующим элементом в стали. Вместе с углеродом марганец отвечает за твердость и прочность стали. Кроме того, марганец значительно повышает пластичность стали и ее ударную вязкость. Он также работает как раскислитель и десульфуризатор. Не существует конструкционной стали, не содержащей марганец.
Источники марганца
Сердечник (0,4-0,5 мас.% Mn)
Флюсовое покрытие (содержание Mn зависит от состава флюса)
Ферромарганцевый порошок
Электролитический порошок Mn
Воздействие марганца на здоровье
Высокое воздействие марганца связано с воздействием на центральную нервную систему, обозначаемым как манганизм .
Симптомы, сходные с болезнью Паркинсона:
– Тремор
– Замедленность движений
– Ригидность мышц
– Плохой баланс
Работники-мужчины также имеют более высокий риск проблем с фертильностью.
Влияние на нервную систему считается постоянным.
Если вы хотите узнать больше о влиянии марганца на здоровье, нажмите здесь или здесь
Концентрация TWA для обычного 8-часового рабочего дня и 40-часовой рабочей недели
Считается, что почти все работники могут подвергаться многократному воздействию, день за днем, в течение всей трудовой жизни без неблагоприятных последствий
TLV-предел кратковременного воздействия (STEL):
15-минутное средневзвешенное значение воздействия, которое не должно превышаться в любое время в течение рабочего дня, даже если 8-часовое средневзвешенное значение находится в пределах TLV-TWA
TLV – Пороговое предельное значение
Марганец, элементарные и неорганические соединения
2011: предложено, TLV-TWA, 0,02 мг/м3 в пересчете на Mn, вдыхаемый твердые частицы и 0,1 мгn,m3 в пересчете на Mn вдыхаемый вещество
2013: 2011 предложенные значения приняты
Организации
ACGIH – Американская конференция государственных специалистов по промышленной гигиене
OSHA – Управление по безопасности и гигиене труда (регулирующий орган США).
Как измерить воздействие марганца?
Стандартный метод отбора проб воздуха из зоны дыхания сварщика
Сравнение качества по выбросу марганца
СВАРОЧНАЯ КАМЕРА
Почти весь дым проходит через фильтр
Содержание марганца в обычных электродах
Тип покрытия
Типичное содержание Fe-Mn во флюсе (мас.%)
Типичное содержание в сварном шве (мас.%)
Рутил E6013
9-10
0,4-0,5
Базовый E7018
5-6
1,0-1,1
Содержание марганца в низкомарганцевых электродах Zika
Тип покрытия
Типичное содержание Fe-Mn во флюсе (мас.%)
Типичное содержание в сварном шве (мас.%)
Рутил E6013
5-6
0,24-0,28
Базовый E7018
3
0,6-0,7
Предварительные результаты эмиссии марганца – Рутиловое покрытие E6013
Тип электрода 93)
Z-11 E6013
0,007
0,54
E 6013 (Линкольн – США)
0,008
0,52
E6013 (Кисвел – США)
–
0,56
Z-11 ЛМн
0,002
0,30
Предварительные результаты эмиссии марганца – базовое покрытие E7018
93)
Z-4 E7018 3,25 мм
–
1,21
E7018-1 h5R Экскалибур
0,013
1,22
Z7018 К307
0,0096
0,78
Z 7018 ЛМн К336
0,013
0,91
Вот задача
Из-за высокого давления паров марганца единственный способ уменьшить его выделение в процессе сварки — для снижения содержания марганца в плавящихся сварочных электродах. Уменьшение содержания марганца в электродах уменьшит содержание марганца в металле сварного шва. При меньшем содержании марганца в металле сварного шва основной задачей является соблюдение требований к механическим свойствам металла шва.
Механические свойства E6013
Выход с. (МПа)
УТС (МПа)
Удлинение (%)
Impact@0 CD (J)
АВС E6013
90 154 мин. 330
мин. 430
мин. 17
–
EN IS0 E42 0
мин. 420
500-640
мин. 20
пр. 47
Z11 – ЛМн
430
480
28
79 Дж
Механические свойства E7018 h5R
Выход с. (МПа)
УТС (МПа)
Удлинение (%)
Impact@-30 CD (J)
АВС E7018 h5R
90 154 мин. 490
мин. 490
мин. 22
27
EN IS0 E46 3
мин. 460
530-680
мин. 20
47
Z7018 – ЛМн
521
580
27
136 Дж
Сварка для хорошего самочувствия
Электроды Z-LMn с рутиловым и основным покрытием имеют уникальный состав флюса, который обеспечивает металл сварного шва со значительно сниженным содержанием марганца и, следовательно, резко снижает выделение марганца в сварочный дым. Специальный состав металла шва Z-LMn обеспечивает требуемые механические свойства и соответствует требованиям международных стандартов.
Заливка фундамента – крайне ответственный этап возведения любого здания. От того, насколько квалифицированно будут произведены работы, зависит не только комфорт проживания в доме, но и прочность, а также долговечность строения.
Знания о том, как правильно залить фундамент, позволят вам не допустить критических ошибок в этом деле. Более того, даже если строительством дома займется сторонняя организация, данная информация поможет вам в некоторой степени контролировать ход работ.
Виды фундаментов
Чтобы загородный коттедж получился надежным и прочным, важно правильно выполнить заливку фундамента. Не имеет значения, сколько этажей будет в дома, из каких стройматериалов вы планируете его возвести, от качества основания зависит то, сохранится ли строение в идеальном состоянии спустя много лет.
Первое, что необходимо сделать, это выбрать тип фундамента. Столбчатый, свайный, плитный и ленточный являются наиболее популярными.
Столбчатое основание представляет собой ряд столбов из бетона, расположенных по периметру дома. Заливку такого фундамента выполняют в заранее вырытые для столбов котлованы. Затем опоры соединяют друг с другом балками. За счет такой конструкции удается снизить затраты на стройматериалы. Столбчатая несущая основа подходит для легких построек, коттеджей с одним или двумя этажами.
Свайное основание выполнено в виде буронабивных свай, которые вбиты в грунт и соединены друг с другом. Важно пробурить в земле отверстия на такую глубину, чтобы достичь твердых пород. Необходимо отметить, что проводить подготовку и выполнять заливку фундамента своими руками сложно, денежные расходы будут достаточно большие. Поэтому свайную конструкцию целесообразно делать только на неровных и болотистых грунтах.
Плитное основание монтируют полностью под весь дом, при этом его габариты превышают площадь стен здания. Чтобы армировать плиту, потребуется сетка из металлической арматуры. Для обустройства подобной несущей конструкции придется закупить большое количество стройматериала. Поэтому такой фундамент имеет смысл использовать, если планируется возвести тяжелый одно- либо двухэтажный коттедж.
Также плитный фундамент – идеальное решение, если вы проживаете в области с высокой сейсмической активностью, либо почва на участке проблемная, или нужно построить дом на плывунах.
Ленточное основание является наиболее популярным и универсальным, к тому же прочным. Главное его достоинство заключается в том, что в этом случае получится обустроить подвальное помещение. Кроме того, такой фундамент подходит для зданий любой этажности.
Несущая конструкция может быть заглубленной, когда основание находится ниже уровня промерзания почвы, либо мелкозаглубленной – выше уровня промерзания. Обустраивая ленточный фундамент, нужно утеплить его, а также отмостку. Расходы на строительство будут намного ниже, особенно если сравнивать с плитным основанием. Однако у ленточного фундамента есть минус: его нельзя использовать, когда почва зыбкая или УГВ высокий.
При возведении дома крайне важно выбрать подходящий тип основания. Несущая конструкция должна быть прочной и надежной, к примеру монолитное ЖБ-основание, которое может быть как ленточным, так и плитным. Такой фундамент выдержит повышенную нагрузку, при этом коттедж сохранится в идеальном виде спустя несколько десятков лет.
Разметка под строительство фундамента
Прежде чем приступить к заливке фундамента, важно провести подготовку. Для начала стройплощадку очищаем от всевозможного мусора, убираем старые деревья и кусты, выкорчевываем пни, удаляем сухую траву. Чтобы весь участок был задействован максимально эффективно, нужно грамотно зонировать его.
Всю площадь участка рекомендуется по возможности выровнять, прежде чем начнется строительство дома и заливка фундамента. Такой подход позволит сохранить визуальную привлекательность территории, при этом все этапы строительства пройдут легко.
После этого определяем, где именно будет размещаться коттедж, размечаем основание. В строительстве фундамента нет второстепенных моментов. Чтобы он получился прочным и надежным, а дом простоял долго и сохранил свои эксплуатационные характеристики, нужно ответственно провести все этапы, начиная с выбора места и разметки. Кроме того, фундамент должен быть прямолинейным, нельзя допускать отклонений по ширине, длине, диагоналям. Именно по этой причине крайне важно правильно разметить стройплощадку.
Выбираем размеры фундамента: его ширину, глубину залегания (в случае с ленточной несущей конструкцией). Важно, чтобы ширина превышала толщину стен на 10–20 см. Чтобы определить высоту, нужно учитывать глубину промерзания грунта в вашем регионе. Так, дно траншеи должно располагаться на 20 см ниже данного значения.
Размечать плитное основание намного легче, поскольку оно выполнено в виде плит, расположенных под коттеджем. Однако в данном случае также есть свои нюансы: важно следить за углами, чтобы фундамент был ровным.
Чтобы выполнить разметку под заливной фундамент, потребуется шнур, леска либо шпагат, несколько деревянных колышков для обозначения границ, рулетка, отвес и угольник, с помощью которых вы будете проводить измерения.
После этого выбираем, как будет расположен дом, для этого в одном из предполагаемых углов с фасадной части здания вбиваем колышек. Дальнейший алгоритм действий: от первого вбитого колышка отмеряем ширину фундамента, устанавливаем второй маяк. Затем выставляем вертикаль с первого угла при помощи отвеса. От вертикали натягиваем шнур перпендикулярно линии предполагаемого фасада. Используя угольник, определяем последний угол здания, вбиваем колышек. Между деревянными колышками натягиваем шнур, проверяем, равны ли диагонали. Если будут обнаружены отклонения, меняем положение колышков.
Когда внешний периметр будет размечен, начинаем выстраивать внутренний. Рядом с маячками вбиваем по колышку, дистанция между ними равна толщине основания дома. Между колышками натягиваем шнур. В итоге у вас будет разметка внутреннего периметра. По аналогии размечаем фундамент под внутренними стенами. В последнюю очередь определяем нижнюю точку, от которой вы будете рассчитывать глубину траншеи.
Выемка грунта
Прежде чем приступить к заливке фундамента дома, придется подготовить траншею либо котлован. Для выемки почвы можно нанять спецтехнику. Однако у такого способа есть свои минусы:
Большие финансовые затраты.
Траншея получится слишком глубокая либо кривая. Вы будете вынуждены самостоятельно при помощи лопат выравнивать ее, чтобы добиться нужной глубины, а стены сделать ровными.
Главное достоинство использования спецтехники – высокая скорость работы. Траншея или котлован будут готовы спустя 2 часа.
Еще один способ – выполнить земляные работы своими руками, используя лопаты. Также можно нанять бригаду строителей, которые за пару дней сделают все необходимое. Такой вариант является наилучшим, поскольку котлован или траншея получатся ровными, можно будет сразу приступать к работам по заливке фундамента.
Поскольку получаются идеально ровные траншеи либо котлован, вы сможете быстро залить бетонную смесь, в итоге результат будет полностью соответствовать форме и размерам основания.
Устройство песчаной подушки
Среди обязательных этапов заливки фундамента – подготовка подушки. Необходимость этого шага объясняется тем, что в зависимости от почвы распределение влаги может происходить неравномерно по высоте и ширине стройплощадки. В частности, это относится к пучинистым грунтам.
Благодаря песчаной подушке влага распределится равномерно по всему слою, однако песок не подвержен пучению. Поэтому усадка несущей конструкции будет происходить равномерно по всей длине либо площади.
Песчаная подушка должна быть толщиной от 20 см, ее необходимо полить водой и утрамбовать. Песок надо распределить равномерно по всему фундаменту. При выполнении этой работы важно соблюдать строительную технологию. Сверху такой подушки нужно засыпать гравий либо щебенку крупной фракции.
Обратите внимание! Подушка может быть сделана не только из песка, можно использовать гравий, мелкую щебенку либо выполнить бетонную стяжку с помощью цемента марки М 100.
В ряде ситуаций следует отказаться от подушки, к примеру когда участок подтапливается. Также подушка не потребуется, если почва песчаная.
Изготовление опалубки
Для заливки фундамента нужна опалубка. В зависимости от типа почвы на участке нужно выбрать определенный вид опалубки. Когда грунт рыхлый и мягкий, опалубка должна быть установлена на всю глубину заложения несущей конструкции. Если же грунт твердый и прочный, например глинистый, опалубку выполняют лишь в цокольной части.
Опалубка может быть сделана из следующих материалов:
Доски, ширина которых 100—200 мм, а толщина 25—50 мм.
Влагостойкая фанера либо ОСБ-плиты.
Металлический лист.
Шифер либо профнастил.
Важно, чтобы опалубка получилась прочная и надежная и выдержала давление бетона после заливки фундамента.
В случае, когда опалубка выполняется из досок, с внутренней стороны их нужно защитить рубероидом, бетонная смесь не должна просачиваться между щелями.
Необходимо строго придерживаться строительной технологии, когда вы будете собирать опалубку и заливать в нее бетон. Эти два этапа самые ответственные при сооружении фундамента. Если допустить ошибку, несущая конструкция получится непрочной. Не стоит заниматься этой работой, если у вас нет опыта в строительстве загородных домов. Этот шаг должны выполнять профессионалы.
Армирование
Для создания высокопрочного основания при заливке фундамента используется арматура. Из нее изготавливается армирующий каркас. Он представляет собой пространственную конструкцию из рифленой арматуры, диаметр которой 12–16 мм. Чтобы соединить прутья, применяют вязальную проволоку.
Если необходимо выполнить заливку ленточного фундамента с армированием, то на дно траншеи укладываем с подставками на дистанции 30–35 см от стенок 2–3 продольных прута (зависит от ширины ленты). Их следует связать друг с другом поперечинами через 30–40 см. Затем к ним прикрепляют вертикальные прутья, длина их равна глубине основания. Далее через 30–40 см по высоте прикручивают горизонтальный каркас из продольных и поперечных стержней арматуры.
Армирующий каркас для плитного основания выполнен в виде двухрядной горизонтальной сетки, размер ячеек – 20 на 20 см. Их также устанавливают на подставки, так как арматуру должен покрыть защитный бетонный слой. Последующий ряд арматуры размещают на дистанции 30–50 см от поверхности фундамента.
Приготовление и заливка раствора
Прежде чем приступать к строительным работам, важно рассчитать потребность в материале для заливки фундамента, определив нужный объем бетонной смеси. Надо узнать объем каждой ленты, а затем сложить полученные значения.
Нет необходимости делать запас, так как при выполнении расчетов дважды учитывается каждый угол периметра. Однако если вам нужно определить объем бетонной смеси для плитного фундамента, следует добавить 10 % запаса.
Как сделать раствор для заливки фундамента? Здесь может быть несколько решений. К примеру, вы можете купить уже готовую смесь на заводе. Но в этом случае цементовоз должен иметь возможность беспрепятственно подъехать к вашему участку. Этот вариант самый простой, однако никто не гарантирует, что бетонная смесь будет качественной.
Еще одно решение – с помощью бетономешалки или своими руками сделать раствор на участке и выполнять заливку фундамента вручную. Конечно, придется приложить много усилий, но такой способ имеет ряд преимуществ. Так, это единственный выход, если цементовоз не сможет проехать на ваш участок. Кроме того, вы сможете отрегулировать не только рецептуру, но и сделать нужный объем бетонной смеси, вам не придется покупать раствор в условном объеме: его может не хватить для заливки фундамента или же бетона будет слишком много, и не понятно, что с ним потом делать.
Если приготовить раствор своими руками, он гарантированно получится высокого качества. Вы будете точно знать, какой процент цемента в смеси, сколько песка и щебенки. Однако для использования бетономешалки потребуется помощник: один человек готовит раствор, а второй с помощью ведер производит заливку бетона в траншею.
Как приготовить смесь из портландцемента марки М400? Для этого используйте следующую пропорцию: 1 часть цемента, 3 песка, 3–4 части щебенки. Сначала сухие компоненты нужно перемешать, понемногу добавляя воду в бетономешалку. Получившаяся смесь должна быть такой же густоты, как сметана.
Что касается пластификаторов, в раствор можно добавлять полипласт (до 0,8 % от общего объема смеси). На упаковке полипласта указана подробная инструкция, как применять его при заливке фундамента. Есть решение проще: добавлять стиральный порошок, жидкое мыло либо жидкое стекло в раствор, пропорция – 2 ст. ложки на ведро цемента.
Для чего необходим пластификатор? Он позволяет использовать меньше цементной смеси, повышает устойчивость бетона к низким минусовым температурам. Такой фундамент не боится механических воздействий, на нем не образуется коррозия. Если добавить в состав жидкое стекло, состав обретет гидрофобные свойства. Это значит, что эксплуатационный срок несущей конструкции увеличится.
При обустройстве основания будущего дома помните о том, что заливать фундамент надо за один прием, чтобы конструкция получилась однородной.
Если не придерживаться данной технологии, фундамент растрескается и быстро разрушится. Многие застройщики предпочитают покупать готовую смесь бетона в специальных машинах – «миксерах». Такой подход позволяет облегчить себе работу, ускорив процесс заливки фундамента.
Оптимальный вариант – заливать основание при плюсовой температуре. Если выполнять эту работу осенью или зимой, прочность конструкции снизится.
Когда состав будет залит, его нужно уплотнить при помощи глубинного вибратора, а затем разгладить смесь, чтобы поверхность была ровной без впадин и наплывов.
Заливка фундамента по частям
Когда невозможно завести на стройплощадку и использовать бетонную смесь в большом объеме, допускается заливать основание по частям. Данная работа выполняется послойно, граница слоев – горизонтальная линия. Далее рассмотрим, как сделать правильную заливка фундамента частями.
Фундамент из бетона имеет определенный период созревания. Это время зависит от температуры воздуха. Чем холоднее, тем дольше будет высыхать состав. Так, процесс созревания завершится спустя 4–8 часов, если на улице 20–25 градусов Цельсия. Однако смесь созреет только через 24 часа, если температура всего 5 градусов Цельсия.
Какие процессы происходят в бетоне во время его созревания? Вода и цемент вступают в химическую реакцию, в результате которой все компоненты – песок, щебенка, цемента и вода – сцепляются в монолитное основание. Эта реакция длится 4 часа. В течение этого времени при помощи лопат либо вибраторов можно удалить воздушные пузырьки из бетона.
Заливать вторую порцию состава допустимо, пока данная реакция не завершилась и связи между молекулами компонентов не стали прочными. Однако если залить еще одну порцию бетона спустя 4 часа, произойдет растрескивание уже прочного камня из-за давления только что залитой смеси.
В ситуации, когда нет возможности уложиться в указанное время, следует отложить повторную заливку до того времени, когда первый слой полностью высохнет. Время созревания бетонной смеси было указано выше.
При заливке фундамента частями важно придерживаться общепринятой технологии строительства. Состав нужно равномерно распределить по опалубке, утрамбовать лопатами либо вибратором, затем выровнять поверхность.
Особенности работы со столбчатым фундаментом
Как выполняется заливка столбчатого основания? Некоторые застройщики ошибочно полагают, что данный тип фундамента ничем не отличается от свайного. Однако технологии строительства у них в корне отличаются. Сваи вкручивают ниже уровня промерзания почвы. Столбчатый фундамент выполнен в виде ямы, глубина которого – 0,5–0,7 м. На ее дно засыпают песок, затем заливают бетонную смесь, соединенную с камнями.
Обратите внимание! Не стоит делать столбчатое основание для загородного дома, поскольку он предназначен для облегченных построек: небольших бань, беседок, сараев и прочих хозяйственных строений.
При обустройстве столбчатого основания не нужно использовать гидроизоляционный материал. Точно так же, как и в случае со свайным фундаментом, не получится сделать цокольный этаж или погреб. Несущая конструкция закладывается неглубоко, идеально подходит для песчаных грунтов, супесей, то есть почв, устойчивых к пучению, естественным подвижкам.
Чтобы залить столбчатое основание, потребуются бетонные блоки. Их соединяют друг с другом при помощи арматуры, затем заливают смесью бетона. Чтобы сформировать бетонные блоки, можно использовать кирпич, камни, базальт или булыжники, а также готовые ЖБ-блоки.
Столбы монтируют по углам, в местах, где пересекаются стены, а также областях с повышенной нагрузкой на дистанции до 200 см. Необходимо обустроить опалубку, монтировать столбы, стянуть их между собой армирующим материалом. Затем конструкцию заливают бетонной смесью.
4 распространенные ошибки при заливке фундамента
Многие застройщики, не имея опыта проведения подобного вида работ, выполняют заливку плит фундамента неправильно. Далее приведем самые частые ошибки.
Одинаковая ширина ленты под стенами. В зависимости от толщины стены давление на фундамент будет отличаться. Если же сделать ширину основания одинаковой, усадка будет происходить неравномерно, в результате несущая конструкция и дом растрескаются, появятся перекосы. Если необходимо построить на одном фундаменте и коттедж, и пристройку, следует выполнить демпфирующий шов. Его заполняют минеральной ватой или другим подходящим материалом.
Недостаточно плотная опалубка. Если будут зазоры в деревянных щитах либо между поверхностью грунта и опалубкой, в пустоты просочится бетон. В результате потребуется большое количество бетонной смеси, что приведет к непредвиденным расходам.
Созревание бетона происходило неправильно. Прежде чем состав наберет 75 % проектной прочности, за ним требуется определенный уход. Так, в летнее время года поверхность бетона нужно сбрызгивать водой. Чтобы увеличить эффект, сразу после заливки фундамент можно накрыть полиэтиленом, чтобы влага не испарялась слишком быстро. В зимнее время года бетон нужно прогреть до температуры 20 градусов Цельсия, чтобы он не промерз.
Нарушение строительной технологии. Если вы решили упростить процедуру заливки, результат работы окажется непредсказуемым. К примеру, некоторые застройщики пропускаются шаг по уплотнению бетонной смеси. В бетоне есть воздушные пузырьки, если их не убрать, в фундаменте появятся пустоты, в результате его прочность снизится.
От чего зависит стоимость заливки фундамента
Нередко при проведении предварительных расчетов застройщик получает сумму, которая сильно отличается от итоговой. Увеличение расходов может случиться во время заливки фундамента.
Какие факторы влияют на цену заливки основания:
Тип несущей конструкции. Наиболее бюджетный вариант – основание на сваях, но его можно использовать только для небольших каркасных либо щитовых строений, масса которых невелика. Стоимость ленточного мелкозаглубленного фундамента небольшая, особенно если сравнивать с основанием глубокого заложения, которое обойдется в несколько раз дороже.
Плитная несущая конструкция является универсальной. Стоимость такой монолитной плиты немного выше средней.
Если вы решите монтировать столбчатое основание, то вам удастся сэкономить, особенно если сравнивать этот вариант с ценой на ленточный либо плитный фундамент.
Цена подготовительных и земляных работ. Итоговая цена заливки основания напрямую зависит от величины расходов на данном этапе. Прежде всего учитывайте то, как вы будете обустраивать несущую конструкцию: своими силами либо нанимая строительную бригаду и привлекая спецтехнику. Для расчета необходимого объема бетонной смеси нужно длину траншеи умножить на высоту и ширину. Когда фундамент выполнен в виде отдельных элементов, чтобы провести подсчеты, придется определить объем каждой конструкции, а затем сложить полученные результаты.
Стоимость песка, арматуры, опалубки. Чтобы засыпать готовые плиты, придется купить машину песка. Чтобы обустроить песчаную подушку, нужно нанять бригаду строителей. Соорудить опалубку можно только при помощи досок и гвоздей. Чтобы избежать непредвиденных расходов при обустройстве опалубки и не закупить лишние арматурные каркасы, следует все грамотно подсчитать. Информация о том, как проводить расчеты, содержится в строительной литературе и в сети Internet.
Расходы на бетонные и монтажные работы. Затраты на данном этапе достаточно большие. Придется купить необходимые стройматериалы, выполнить заливку. Цена на работы по бетонированию зависит от того, насколько процесс механизирован.
Конечно, с привлечением спецтехники работа завершится быстрее. Однако в некоторых случаях не получится использовать бетононасос. Например, если стройплощадка находится за уже построенным домом или иным объектом. Тогда строителям придется заливать фундамент вручную и носить бетонную смесь самостоятельно. Эта работа также оплачивается отдельно.
Расходы на вывоз строительного мусора. Данную услугу оказывают все застройщики после того, как основные виды работ будут завершены. Обычно эта статья расходов включается в общую смету строителей. Возможно, вы часть работ решите провести самостоятельно, но в любом случае как минимум потребуется нанять грузовик для перевозки строительного мусора.
Что еще нужно учитывать при составлении сметы на заливку несущей конструкции:
Тип почвы, ее характеристики.
Особенности гидрогеологической обстановки, наличие плывуна, повышенная влажность почвы.
Структура подготовительных слоев: песок, песок со щебенкой, обустройство подбетонки, толщина слоев.
Специфика местности: если потребуется сделать ступенчатые ленты и плиты, высоко поднятые ростверки, будьте готовые к увеличению расходов.
Вид используемой опалубки: несъемная, инвентарная, съемная щитовая.
Бесподвальный фундамент либо с цоколем.
Необходимость использования теплоизоляционного материала.
Строительные компании, занимающиеся заливкой фундамента, на официальном сайте указывают стоимость всех необходимых видов работ при создании выбранного типа основания. Однако озвучиваемая цена является приблизительной, чтобы клиент мог сориентироваться.
При разработке проекта будут учтены все особенности участка, поэтому цена на работы может быть увеличена либо уменьшена, все зависит от условий строительства. Когда на сайте застройщика указана цена за кубометр, не стоит умножать это значение на объем будущего строения и ориентироваться на полученную сумму. Она является минимальной за оказание определенной услуги. В конечном итоге стоимость заливки фундамента может быть существенно увеличена.
Чтобы итоговая сумма вас не шокировала, следует попросить специалистов из выбранной строительной компании поехать на ваш участок. Они выполнят обмер стройплощадки и подготовят точную смету. Также вы можете сравнить полученную сумму с ценой за аналогичную работу в других строительных фирмах.
Чтобы не ошибиться, следует к полученной сумме прибавить 20 %: это затраты на покупку дополнительных материалов, которые могут потребоваться в ходе проведения строительных работ.
5 способов сэкономить на возведении фундамента
Многие, кто планирует построить загородный коттедж, задаются вопросом: как выполнить заливку фундамента и сэкономить при этом? Чтобы снизить затраты и сделать качественное основание, придерживайтесь следующих рекомендаций:
Как уже отмечалось ранее, наибольшие расходы при возведении частного коттеджа вас ожидают во время проведения земляных работ и заливки основания бетоном. Чтобы сэкономить, вы можете выкопать траншею и залить основание своими руками, конечно, если у вас есть опыт проведения подобного вида работ.
Чтобы избежать лишних трат, выбирайте мелкозаглубленное основание. Но такой вариант возможен, только если дом одно- либо двухэтажный и выполнен из легкого стройматериала. В остальных ситуациях придется делать несущую конструкцию глубокого заложения, чтобы подошва фундамента находилась ниже уровня промерзания грунта.
Собирать опалубку лучше из досок, которые затем можно будет применить для создания чернового пола либо при проведении иных работ, когда не имеет значения, как выглядит стройматериал. Как только бетонная смесь застынет, доски снимают и используют еще раз.
Чтобы снизить расходы при строительстве дома, сделайте тонкий фундамент, сформировав ребра жесткости.
Используйте арматуру из стекловолокна, а не прутья из стали, если хотите уложиться в бюджет.
Чтобы грамотно выполнить заливку фундамента, придерживайтесь всех вышеописанных рекомендаций. Соблюдайте строительную технологию, при выполнении этапов заливки действуйте последовательно. Тогда конструкция получится прочной и надежной, а дом сохранится в первозданном виде спустя много десятков лет. Если же допустить ошибку, исправить ее будет проблематично. Поэтому, если вы не уверены в своих силах, обратитесь к профессиональным строителям.
Строительство фундамента под дом: цены. Залить фундамент под дом: цена удивит!
Строительство любого здания всегда начинается с его опоры – фундамента.
Будь-то маленький деревянный домик, небольшой кирпичный коттедж или многоэтажное сооружение, фундамент является основой строительства, без которой никак нельзя.
Компания «АкваФокус» осуществляет организацию обустройства фундаментов различного типа и прочие работы. Выполняем весь спектр работ от А до Я.
В зависимости от типа возводимого здания применяют фундаменты ленточные, ленточно-свайные, монолитные и свайно-винтовые. Все они различаются по своей конструкции и имеют разные технологии закладки. При этом тип фундамента выбирается не только в зависимости от здания, но и от состояния грунта, который будет служить для него опорой.
Преимущества сотрудничества с нами
Главное в любом строительстве это люди и они у нас есть! Наша компания располагает лучшими специалистами в этой области, способными выполнить работы любой сложности.
Строительство фундамента дом цены вас приятно удивят. Мы не наглеем, расчет адекватный и объяснимый. Цена/качество соответствует действительности.
Мы располагаем всеми необходимыми технологиями и оборудованием, которые обеспечат высокое качество работ и их оперативность.
Мы умеем и не боимся нести ответственность. На каждую выполненную работу, мы предоставляем все необходимые документы, и долгосрочную гарантию качества.
Нам под силу любой тип фундамента
Мы предлагаем воспользоваться услугами наших специалистов, которые в короткие сроки, качественно и недорого сделают вам фундамент любого типа и сложности. У нас вы сможете заказать следующие типы фундамента:
Примеры наших работ — фото
1. Копка траншеи, песочная подушка, установка свай, связывание арматуры.
2. Сборка и укрепление опалубки для фундамента.
3. Заливка фундамента с помощью бетононасоса. Бетон марки B-20.
4. Фундамент готов.
Вы обращаетесь к нам – мы берем все заботы на себя
После обращения к нам у вас не возникнет никаких трудностей с организацией процесса. Мы профессионалы с большим опытом, и потому все работы будут выполнены в полной мере, качественно и недорого. При заказе вами фундамента в наши обязанности входят следующие работы по его организации:
Все необходимые расчеты для проектирования;
Подготовка котлована под любой тип фундамента;
Засыпка песчаной или щебневой подушки;
Армирование;
Заливка бетонной смеси;
Прочие необходимые работы.
Обратившись в нашу компанию за помощью, вы получаете всю необходимую информацию от специалиста, которая поможет вам определиться с типом фундамента, его стоимостью, планировкой и прочим.
Мы сможем залить фундамент под дом цена, на него будет справедливой и выгодно отличающейся от тех, которые предлагают другие. Мы уделяем максимум времени каждому клиенту, что гарантирует высокое качество и оптимальные сроки выполнения любого типа работ.
Для заказа вам достаточно просто позвонить по указанному номеру телефона или обратиться и оставить заявку на нашем сайте, и далее все заботы мы берем на себя.
Остались вопросы?
Мелкозаглубленный ленточный
Глубокий ленточный
Монолитная плита
Свайный с ростверком
Заливка фундамента
После выбора подрядчика заливка фундамента состоит из 7 основных шагов:
(кликните по каждому пункту для подробного описания)
Земляные работы
Фундаменты (опалубка и бетонная заливка)
Стены (опалубка и бетонная заливка)
Гидроизоляция
Дренажная труба / плачущая плитка
Обратная засыпка
Заливка/отделка бетонного пола
Как правило, на создание фундамента уходит 4-5 дней.
Обратите внимание, что несколько этапов заливки фундамента происходят в один день.
Погода может влиять на общую продолжительность работы.
День 1: Раскопки
Яма вырыта экскаватором. Если вы еще не наняли экскаватор, мы порекомендуем экскаватор, с которым мы работали в прошлом. Отверстие должно быть больше площади фундамента, чтобы вместить рабочих, которые будут заливать ваш фундамент.
День 2: Заливка фундамента
Фундаменты создаются с помощью опалубки, укладываются на ненарушенный грунт. Фундамент всегда шире бетонных стен. Также в это время обычно заливают несколько небольших опор для поддержки различных столбов внутри дома.
Фундаменты воспринимают нагрузку дома через несущие стены и столбы. Тип и размер фундамента зависит от ряда факторов, включая состояние почвы, размер дома и уклон участка. Фундаменты бывают трех видов: настенные, колонные и ступенчатые. Фундаменты стен поддерживают стены. Фундаменты колонн поддерживают стойки, которые, в свою очередь, поддерживают балки, поддерживающие, например, полы. На участках с крутым уклоном для удержания фундамента используются крутые фундаменты
День 3: заливка бетонных стен
Прежде чем залить стены, мы зачистим фундаменты – это означает, что мы удалим формы, теперь, когда бетонные основания высохли и затвердели. Как и фундаменты, формы используются для заливки бетонных стен. M&C Foundation Forming использует Resi-ply формы из Р. Десилец Бетонные формы и аксессуары. Мы также являемся дилером и дистрибьютором R. Desilets, поставляет бетонные формы и аксессуары нашим отраслевым партнерам по всей Атлантической Канаде.
День 4: Зачистка стен, гидроизоляция, установка дренажной трубы
Снова снимают опалубку и бетонные стены затвердевают перед следующим этапом. После зачистки вашей стены мы нанесем жизненно важную часть вашего фундамента: гидроизоляцию.
Гидроизоляцию не следует путать с гидроизоляцией. В то время как гидроизоляция поможет уменьшить проникновение влаги в ваши стены и фундамент, гидроизоляция полностью втягивает воду, тем самым предотвращая просачивание воды в ваши стены или стены. фонды. При нанесении этого продукта образуется густое липкое смолистое вещество, которое затвердевает и действует как непроницаемая мембрана, обеспечивая сухость подвала на долгие-многие годы. Мы используем продукты Tremco, в частности Tuff n Dri. и сторожевые системы. Для получения дополнительной информации, пожалуйста, посетите наш раздел о гидроизоляции.
Для этого процесса используется несколько разных терминов, но все они означают одно и то же. Установка дренажной плитки абсолютно необходима для поддержания сухости фундамента. Эта «плакучая плитка» отводит воду от фундамента, и гарантирует, что любая вода, просачивающаяся в почву, будет стекать с фундамента, тем самым предотвращая повреждение подвала влагой или водой.
День 5 (при необходимости): заливка бетонного пола и обратная засыпка вокруг фундамента
Вы почти закончили строительство фундамента своего дома!
После установки дренажной трубы и гидроизоляции заливается бетонный пол.
В последующие дни при строительстве вашего нового дома будет выполнено еще несколько этапов, ведущих к укладке чернового пола. После того, как установка этого чернового пола будет завершена, область вокруг вашего фундамента будет засыпана. Почва, которую кладут обратно, выравнивается таким образом, чтобы она отклонялась от фундамента, опять же, чтобы вода оттекала от стены. Это последний этап строительства фундамента и подвала.
Если мысль о строительстве нового дома с нуля пугает вас, только представьте: вскоре вы будете сидеть в своей сухой, уютной комнате отдыха, смотреть финал Кубка Стэнли, а за окном бушует метель. весь твой труд Работа по строительству дома вашей мечты окупится!!
Заливка фундамента для строительства нового дома зимой
Круглогодичное строительство нового жилого дома, лучший первый опыт строительства дома
Понимание времени года, когда холодная погода влияет на бетон, а также рисков, которые представляет холодная погода, позволяет компенсировать потенциальные проблемы.
Когда многие из нас думают о мичиганских зимах, мы думаем о подледной рыбалке, сильном озерном снегу, снегоочистителях и катании на санках. Мы не сразу думаем, что сейчас самое время залить бетонный фундамент для нашего нового дома. Но с некоторыми приемами утепления и дополнительной подготовкой заливка фундамента вашего нового дома зимой вполне возможна!
Понимание того, в какое время года холодная погода влияет на бетон и какие виды рисков представляет холодная погода, позволит вам использовать препараты и методы для устранения проблем, связанных с холодной погодой.
Сроки и определение зимнего фундамента
Важно знать, какое время года и какие температуры воздействуют на бетонный фундамент. В осенние, весенние и зимние месяцы холодная погода оказывает значительное влияние на бетонный фундамент. Сезонные температуры, влияющие на фундамент:
Среднесуточная температура ниже 40 градусов
Температура воздуха не выше 50 градусов за сутки
Проблемы, которые холодная погода представляет для фундаментов
Холодная погода влияет на способ затвердевания бетона и на основание, на котором держится фундамент.
Убедитесь, что земляные работы не замерзли, а земляное полотно не замерзло. Это предотвратит смещение и вздутие почвы.
Используйте изоляторы для сохранения тепла и ускорители для ускорения времени отверждения.
Почему холодная погода влияет на бетонный фундамент
Вода является ключевым компонентом бетонного фундамента. Гидратация – это процесс, при котором бетон затвердевает. Это происходит, когда соединения в цементе химически связываются с водой. Более низкие температуры замедляют процесс гидратации. Ускоряющие агенты, такие как хлорид, могут противодействовать замедлению, вызванному холодом, позволяя бетону затвердевать быстрее и до того, как вода замерзнет. Во избежание проблем с холодной погодой:
Убедитесь, что земля не промерзла – Важно убедиться, что котлован не промерз и не замерз. Мерзлая земля может смещаться и вздыматься при оттаивании. Убедитесь, что из котлована удален весь иней, и защитите все открытые участки, чтобы они оставались теплыми. Пара дюймов соломы служит изолятором, защищающим раскопки от мороза.
Предотвращение замерзания бетона – Бетон может замерзнуть при температуре около 27 градусов. В высокопрочных смесях для холодного бетона типа III используется дополнительный цемент, до 2% хлорида, а также уменьшается количество летучей золы и шлака, чтобы предотвратить замерзание бетона.
Защита бетона, пока он не достигнет прочности – Бетон защищен от замерзания, когда он достигает прочности примерно 500 фунтов на квадратный дюйм. После того, как он наберет такую силу, он впитает достаточно воды, так что даже если он замерзнет, повреждений не будет. Он достигает этой прочности медленнее в холодную погоду. Использование горячей воды, кондиционера для бетонной смеси и одеял или других изоляторов ускорит процесс отверждения. Это повышает внутреннее тепло и ускоряет скорость поглощения воды, что позволяет бетону достичь критической прочности до того, как вода замерзнет.
Подготовка и методы
В холодные месяцы необходимо уделять особое внимание ключевым моментам взаимодействия фундамента и холода. Эти препараты и методы защитят ваш фундамент, когда он наиболее уязвим.
Земляные работы – покрытие открытой земли и фундамента соломой, защита грунта под фундаментом от промерзания
Защита мокрого бетона от замерзания – обработайте смесь хлоридом, накройте твердеющий бетон пленкой, используйте осадку не более 4 дюймов для снижения процентного содержания воды в бетоне
Тепловой ускоритель увеличивает тепло и увеличивает прочность — используйте горячую воду и добавляйте до 2% хлорида, чтобы ускорить время подготовки за счет ускорения реакции гидратации
Используйте смесь для холодных условий от производителя готовых смесей – эти смеси для холодных условий сокращают использование таких материалов, как летучая зола и шлак, которые выделяют меньше внутреннего тепла.
 Для додання форми круглим водостічних жолобах Вам знадобляться щипці для вирівнювання водостічних жолобів. Як відомо для монтажу ринви потрібно використовувати крюкогиб відомий також як бигеайзен або ж кронштейногиб, цей інструмент використовують для виробництва гаків для монтажу ринви
Для додання форми круглим водостічних жолобах Вам знадобляться щипці для вирівнювання водостічних жолобів. Як відомо для монтажу ринви потрібно використовувати крюкогиб відомий також як бигеайзен або ж кронштейногиб, цей інструмент використовують для виробництва гаків для монтажу ринви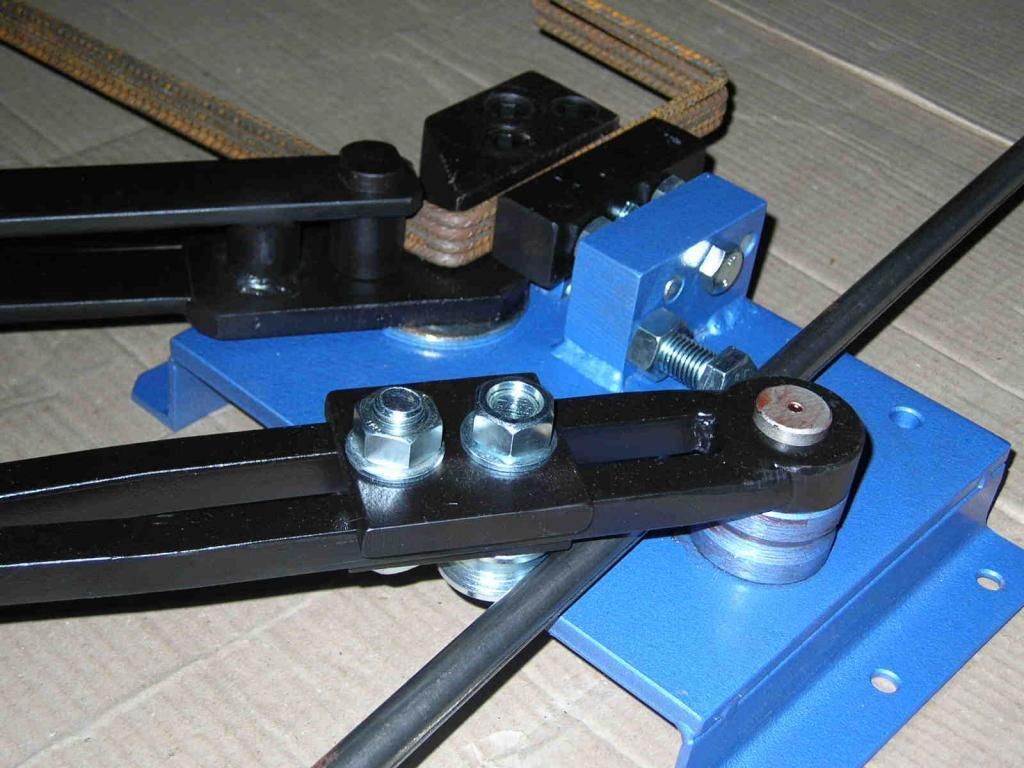 eyJwcm9kdWN0SWQiOjEwMjE1NDUzNzYsImNhdGVnb3J5SWQiOjE0MjYxMiwiY29tcGFueUlkIjoxNzIxOTY3LCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY2NzAzNjQ2OC4yMTU1OTcsInBhZ2VJZCI6IjZjYjkyNGY2LTZlNGYtNDNhOS05ZTE4LWQ3NTlkMTM2Y2NmYiIsInBvdyI6InYyIn0.oqR99FxwgVJOvEEVjJkWlqQk8z8t8y7rD28NHXEkZI8″ data-advtracking-product-id=»1021545376″ data-tg-chain=»{"view_type": "preview"}»>
eyJwcm9kdWN0SWQiOjEwMjE1NDUzNzYsImNhdGVnb3J5SWQiOjE0MjYxMiwiY29tcGFueUlkIjoxNzIxOTY3LCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY2NzAzNjQ2OC4yMTU1OTcsInBhZ2VJZCI6IjZjYjkyNGY2LTZlNGYtNDNhOS05ZTE4LWQ3NTlkMTM2Y2NmYiIsInBvdyI6InYyIn0.oqR99FxwgVJOvEEVjJkWlqQk8z8t8y7rD28NHXEkZI8″ data-advtracking-product-id=»1021545376″ data-tg-chain=»{"view_type": "preview"}»> eyJwcm9kdWN0SWQiOjEwMjE4NDcyMDMsImNhdGVnb3J5SWQiOjE0MjYxMiwiY29tcGFueUlkIjoxNzIxOTY3LCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY2NzAzNjQ2OC4yMTY5MjAxLCJwYWdlSWQiOiIzMGJkOTFiZS1mYjA0LTQ1NDktYWNmZi01MTQ0ZTAxY2I3YzQiLCJwb3ciOiJ2MiJ9.CQwbBx5XBawyu1W2yssMq1hjHOH8ROFMEFbX-_-Tvvc» data-advtracking-product-id=»1021847203″ data-tg-chain=»{"view_type": "preview"}»>
eyJwcm9kdWN0SWQiOjEwMjE4NDcyMDMsImNhdGVnb3J5SWQiOjE0MjYxMiwiY29tcGFueUlkIjoxNzIxOTY3LCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY2NzAzNjQ2OC4yMTY5MjAxLCJwYWdlSWQiOiIzMGJkOTFiZS1mYjA0LTQ1NDktYWNmZi01MTQ0ZTAxY2I3YzQiLCJwb3ciOiJ2MiJ9.CQwbBx5XBawyu1W2yssMq1hjHOH8ROFMEFbX-_-Tvvc» data-advtracking-product-id=»1021847203″ data-tg-chain=»{"view_type": "preview"}»> eyJwcm9kdWN0SWQiOjEwMjE4NDE2MzYsImNhdGVnb3J5SWQiOjE0MjAwNjA0LCJjb21wYW55SWQiOjE3MjE5NjcsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjY3MDM2NDY4LjIxODU0MSwicGFnZUlkIjoiYWM4MmUwNGMtYzU0Zi00MzA3LWI0YzItMTc1Mjg4NGMwOWIwIiwicG93IjoidjIifQ.o3GRIFecmyzoCr8Mdjmft_kJxQ-XYQwX8srbuyY2qzk» data-advtracking-product-id=»1021841636″ data-tg-chain=»{"view_type": "preview"}»>
eyJwcm9kdWN0SWQiOjEwMjE4NDE2MzYsImNhdGVnb3J5SWQiOjE0MjAwNjA0LCJjb21wYW55SWQiOjE3MjE5NjcsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjY3MDM2NDY4LjIxODU0MSwicGFnZUlkIjoiYWM4MmUwNGMtYzU0Zi00MzA3LWI0YzItMTc1Mjg4NGMwOWIwIiwicG93IjoidjIifQ.o3GRIFecmyzoCr8Mdjmft_kJxQ-XYQwX8srbuyY2qzk» data-advtracking-product-id=»1021841636″ data-tg-chain=»{"view_type": "preview"}»> 650 мм.1250 мм.1300 мм.1350 мм.2200 мм.3000 мм.Метод гибкиАвтоматическийРучнойЛинии гибкиНесколько линийОднолинейный Метод нагреваДвустороннийОдносторонний
650 мм.1250 мм.1300 мм.1350 мм.2200 мм.3000 мм.Метод гибкиАвтоматическийРучнойЛинии гибкиНесколько линийОднолинейный Метод нагреваДвустороннийОдносторонний

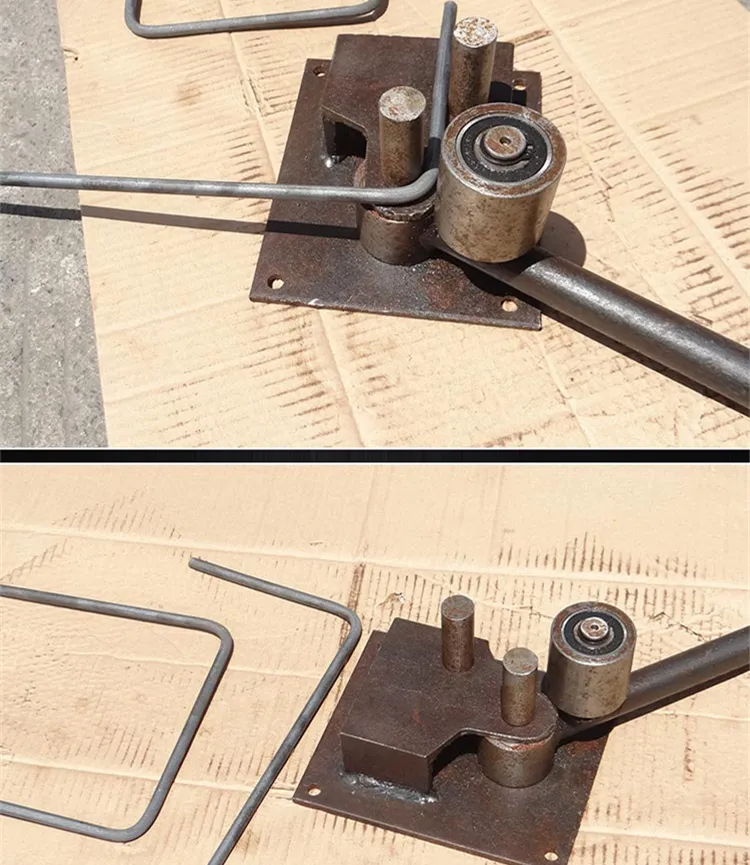


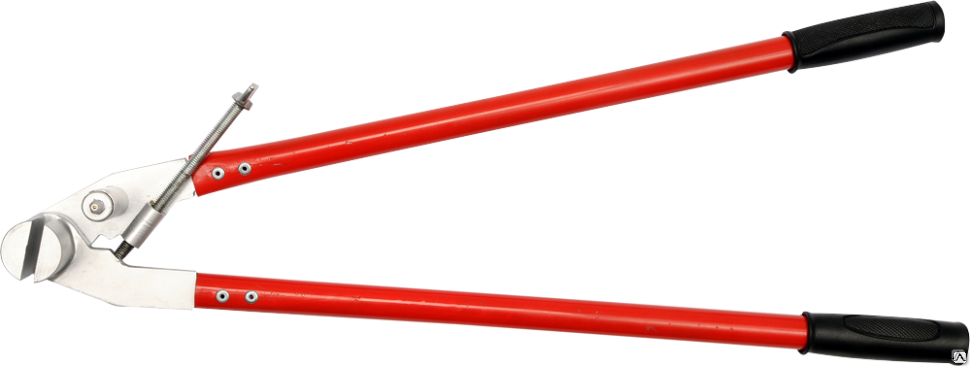 Он может сгибаться до 120 градусов. Этот гибочный станок предназначен для плоского, круглого, квадратного и уголкового проката и является идеальным инструментом для дома, ремонтных и металлообрабатывающих мастерских.
Он может сгибаться до 120 градусов. Этот гибочный станок предназначен для плоского, круглого, квадратного и уголкового проката и является идеальным инструментом для дома, ремонтных и металлообрабатывающих мастерских. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру. Ручка разбирается на 2 части для удобства транспортировки и хранения.
Ручка разбирается на 2 части для удобства транспортировки и хранения. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру. Холодная гибка со съемным рычагом
Холодная гибка со съемным рычагом
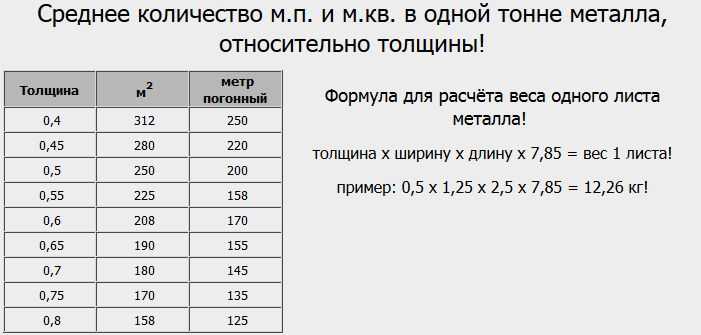 Для просмотра адреса в вашем браузере должен быть включен Javascript.
Для просмотра адреса в вашем браузере должен быть включен Javascript. п) и квадратного (м2) металлопрокатной продукции. Расчет массы проката по формулам занимает много времени, особенно если речь идет о заказах с большой номенклатурой.
п) и квадратного (м2) металлопрокатной продукции. Расчет массы проката по формулам занимает много времени, особенно если речь идет о заказах с большой номенклатурой.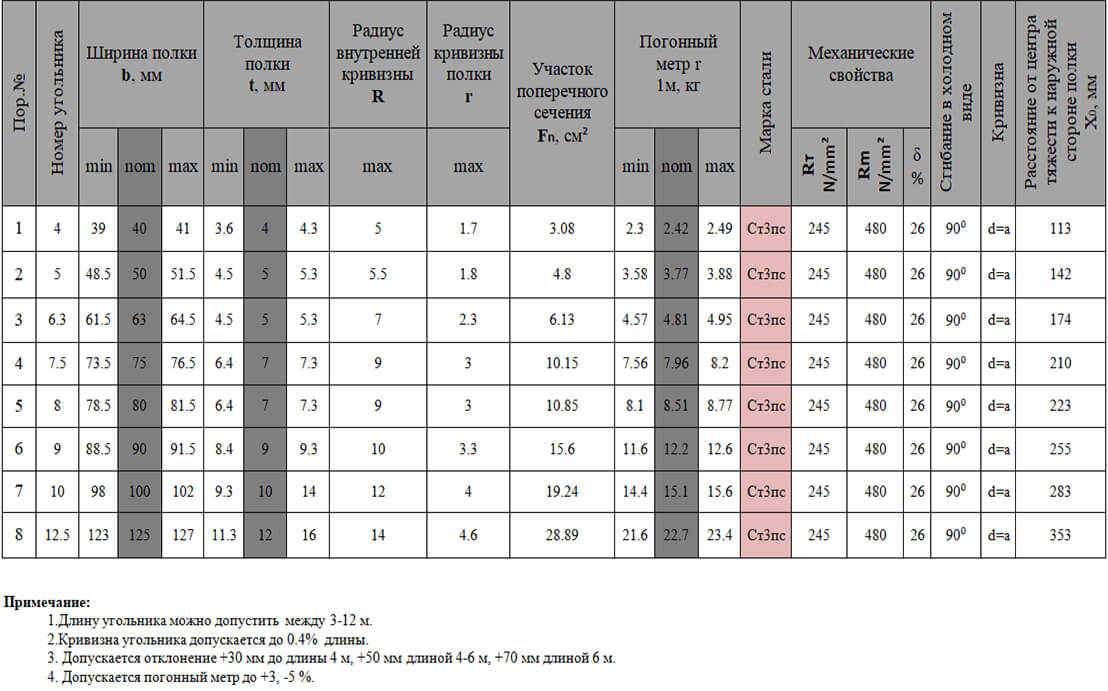 Масса покрытия будет зависеть от плотности материала и технологии его нанесения (оцинковка, бронзирование, оловянирование и др.) и толщины слоя.
Масса покрытия будет зависеть от плотности материала и технологии его нанесения (оцинковка, бронзирование, оловянирование и др.) и толщины слоя.
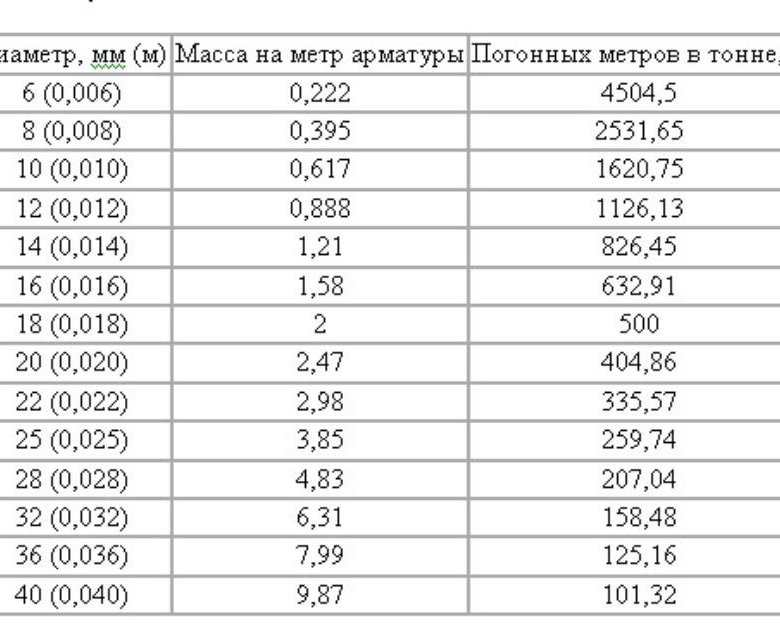 Рифленые листы выпускаются с толщиной основания 2,5-12,0 мм и высотой рифлей 0,1-0,З от толщины основания листа. Форма рифлей может быть двух видов: «Ромб» или «Чечевица». Один метр квадратный такого листа будет весить от 21,0 до 99,З кг. При расчете веса 1 м2 сетки сварной, тканой, просечно-вытяжной учитывается диаметр проволоки, размер ячейки, способ производства.
Рифленые листы выпускаются с толщиной основания 2,5-12,0 мм и высотой рифлей 0,1-0,З от толщины основания листа. Форма рифлей может быть двух видов: «Ромб» или «Чечевица». Один метр квадратный такого листа будет весить от 21,0 до 99,З кг. При расчете веса 1 м2 сетки сварной, тканой, просечно-вытяжной учитывается диаметр проволоки, размер ячейки, способ производства.
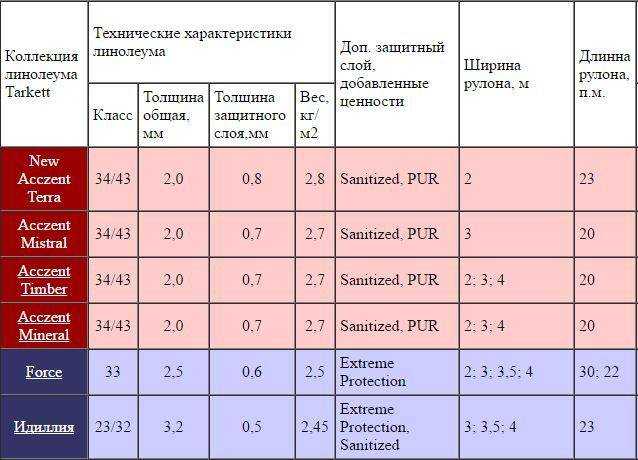 Наш менеджер свяжется с вами в самое ближайшее время, уточнит детали заказа, выполнит расчеты и ознакомит Вас с их результатами.
Наш менеджер свяжется с вами в самое ближайшее время, уточнит детали заказа, выполнит расчеты и ознакомит Вас с их результатами. Линейные метры измеряют длину.
Линейные метры измеряют длину.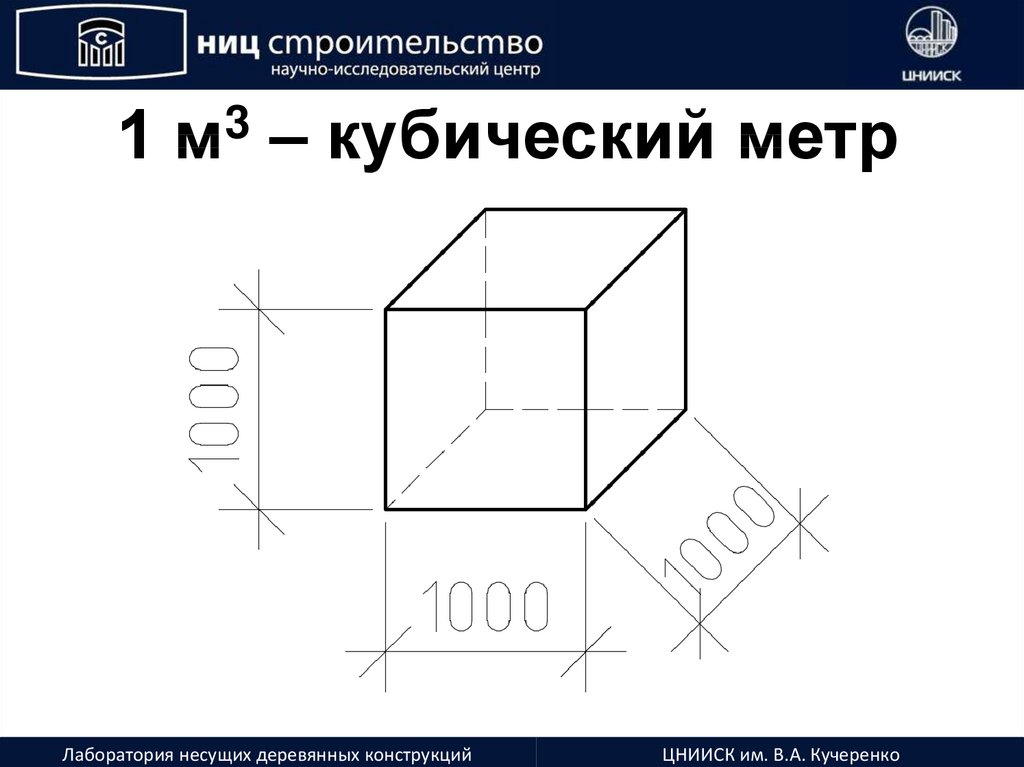
 По этим расчетам для создания парковочного места для среднего автомобиля потребуется около 12 квадратных метров.
По этим расчетам для создания парковочного места для среднего автомобиля потребуется около 12 квадратных метров.
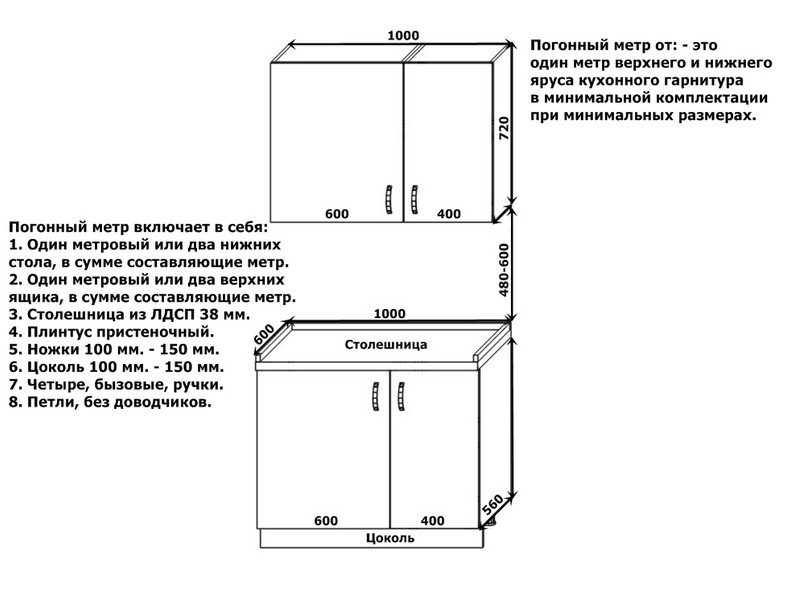
 Пуна
Пуна Коммерческая недвижимость в Ахмедабаде
Коммерческая недвижимость в Ахмедабаде
 В центральной части столешницы должно быть выполнено технологическое отверстие, через которое и будет проходить вал электромотора.
В центральной части столешницы должно быть выполнено технологическое отверстие, через которое и будет проходить вал электромотора.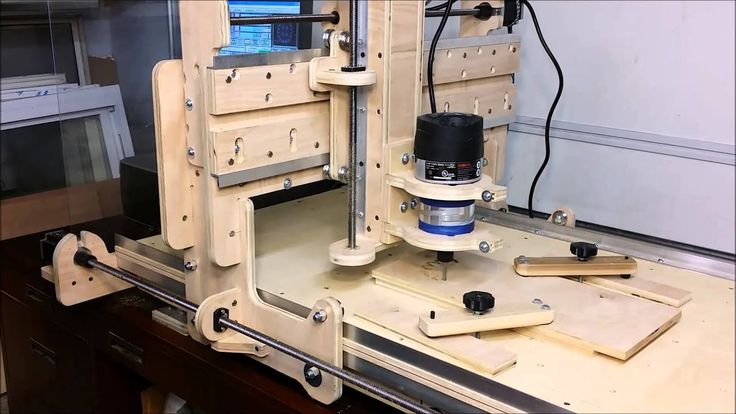 Так, например, можно выполнить верхний зажим, который позволит фиксировать обрабатываемую деталь. А также не лишним будет оборудовать систему для сбора пыли, в качестве которой можно приспособить старый пылесос.
Так, например, можно выполнить верхний зажим, который позволит фиксировать обрабатываемую деталь. А также не лишним будет оборудовать систему для сбора пыли, в качестве которой можно приспособить старый пылесос.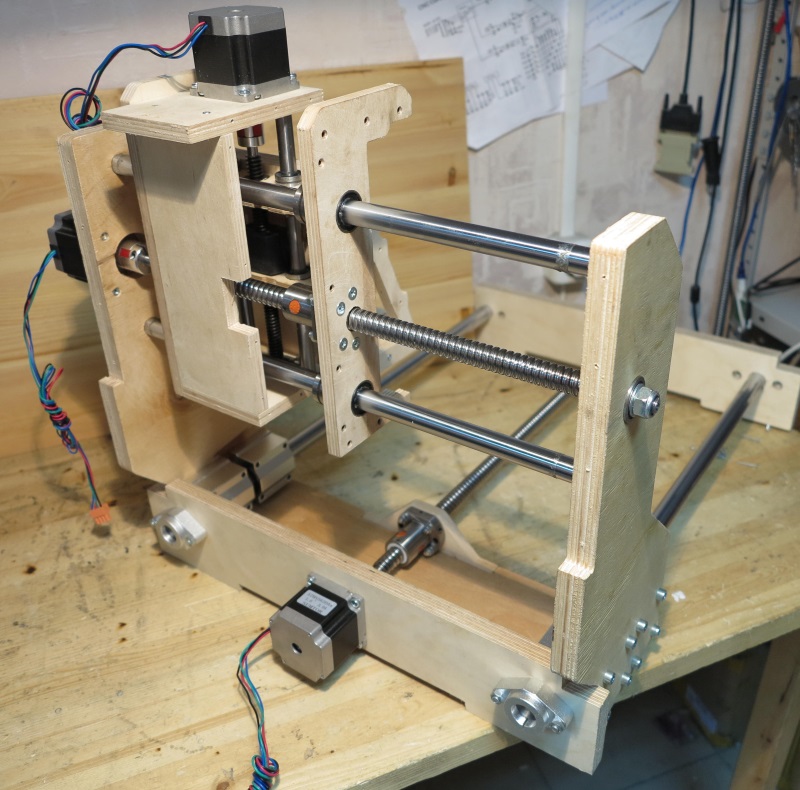 Если задаться целью, можно соорудить мини-копию промышленного оборудования, значительно сэкономив на комплектующих, при этом станок можно дополнительно наделить и токарными функциями. Самодельный фрезерный станок по металлу изготавливается достаточно несложно, в процессе изготовления необходимо лишь запастись терпением и иметь под рукой подробные чертежи, свойственные серийному оборудованию.
Если задаться целью, можно соорудить мини-копию промышленного оборудования, значительно сэкономив на комплектующих, при этом станок можно дополнительно наделить и токарными функциями. Самодельный фрезерный станок по металлу изготавливается достаточно несложно, в процессе изготовления необходимо лишь запастись терпением и иметь под рукой подробные чертежи, свойственные серийному оборудованию. Обладая определенными навыками, можно собрать своими руками фрезерный станок по металлу простейшего типа или более сложную модель. Соответственно, у более простого типа станка, собранного на основе обычной дрели, функционал будет скромнее, чем у более сложного, оснащенного большим количеством комплектующих и работающего на основе электродвигателя. Если следовать инструкциям и чертежам, на основе которых собирают промышленные образцы фрезеров, для домашней мастерской можно соорудить станок, способный выполнять сложные технологические операции: вырезать изделия из металла или дерева, обрабатывать поверхности различной конфигурации, изготавливать пазы, фальцы, шлицы и т.п. При сборке станка можно опираться на видео-инструкции, которые можно найти в большом количестве в интернете.
Обладая определенными навыками, можно собрать своими руками фрезерный станок по металлу простейшего типа или более сложную модель. Соответственно, у более простого типа станка, собранного на основе обычной дрели, функционал будет скромнее, чем у более сложного, оснащенного большим количеством комплектующих и работающего на основе электродвигателя. Если следовать инструкциям и чертежам, на основе которых собирают промышленные образцы фрезеров, для домашней мастерской можно соорудить станок, способный выполнять сложные технологические операции: вырезать изделия из металла или дерева, обрабатывать поверхности различной конфигурации, изготавливать пазы, фальцы, шлицы и т.п. При сборке станка можно опираться на видео-инструкции, которые можно найти в большом количестве в интернете.
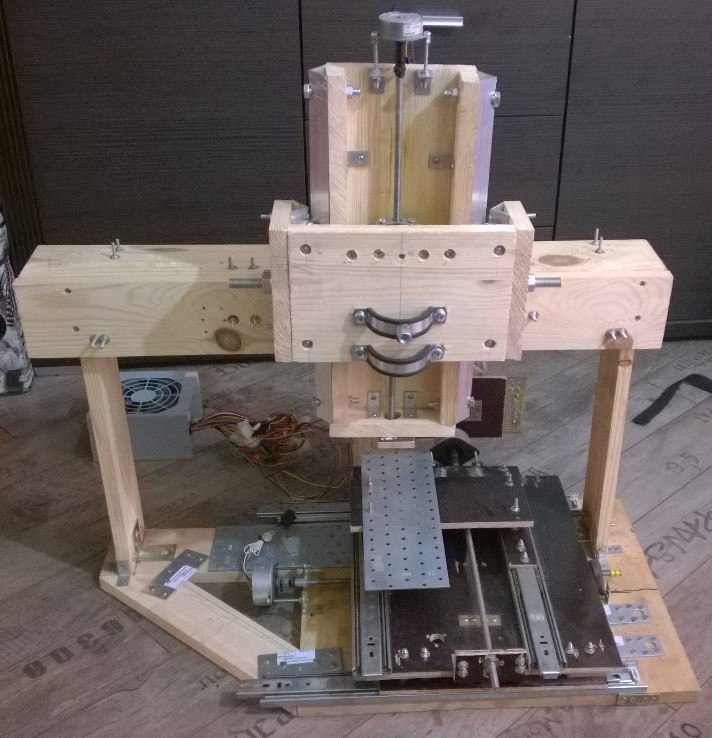 Второй тип станка оборудован модулем ЧПУ, позволяющим свести к минимуму участие человека при обработке, заточке и прочей работе с металлом.
Второй тип станка оборудован модулем ЧПУ, позволяющим свести к минимуму участие человека при обработке, заточке и прочей работе с металлом.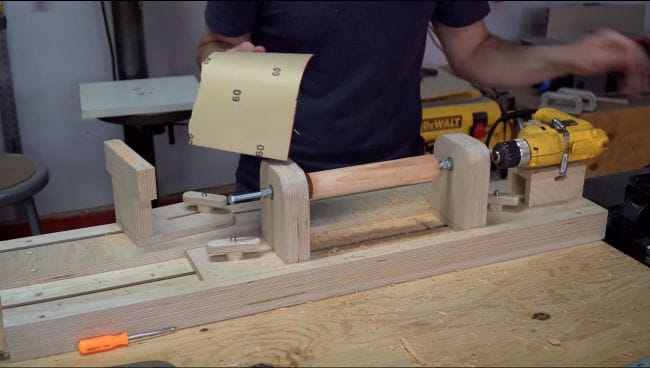 Направляюще консоли изготавливаются из профильной трубы, к которой прикрепляются штырьки из металла с резьбой. Амплитуда перемещения вбок составляет 13 см, а по горизонтали – примерно 9 см.
Направляюще консоли изготавливаются из профильной трубы, к которой прикрепляются штырьки из металла с резьбой. Амплитуда перемещения вбок составляет 13 см, а по горизонтали – примерно 9 см. Существует второй вариант подобного фрезера, когда изделие находится неподвижно, а дрель перемещается с помощью лифта вдоль станка. Чтобы изготовить лифт, необходимо вырезать из текстолита опорную пластину, установить на столешницу. К пластине прикрепляется пара параллельных стоек, по которым будет передвигаться каретка (с помощью толкающего механизма) с прикрепленным мини-фрезером. Лифт должен быть устойчивым, жестким, чтобы не возникало ни малейшего люфта, который может испортить изделие при обработке.
Существует второй вариант подобного фрезера, когда изделие находится неподвижно, а дрель перемещается с помощью лифта вдоль станка. Чтобы изготовить лифт, необходимо вырезать из текстолита опорную пластину, установить на столешницу. К пластине прикрепляется пара параллельных стоек, по которым будет передвигаться каретка (с помощью толкающего механизма) с прикрепленным мини-фрезером. Лифт должен быть устойчивым, жестким, чтобы не возникало ни малейшего люфта, который может испортить изделие при обработке.

 Это касается как чпу фрезера, так и мини-агрегата. Во-первых, необходимо использовать средства защиты глаз и открытых частей тела от попадания металлической стружки. Во-вторых, нужно следить за тем, чтобы фрезерный узел не перегревался, иначе он может разлететься на куски, причинив вред здоровью. В-третьих, вся электроника и сеть должны иметь заземление, а электрическая сеть должна быть защищена от возникновения короткого замыкания.
Это касается как чпу фрезера, так и мини-агрегата. Во-первых, необходимо использовать средства защиты глаз и открытых частей тела от попадания металлической стружки. Во-вторых, нужно следить за тем, чтобы фрезерный узел не перегревался, иначе он может разлететься на куски, причинив вред здоровью. В-третьих, вся электроника и сеть должны иметь заземление, а электрическая сеть должна быть защищена от возникновения короткого замыкания.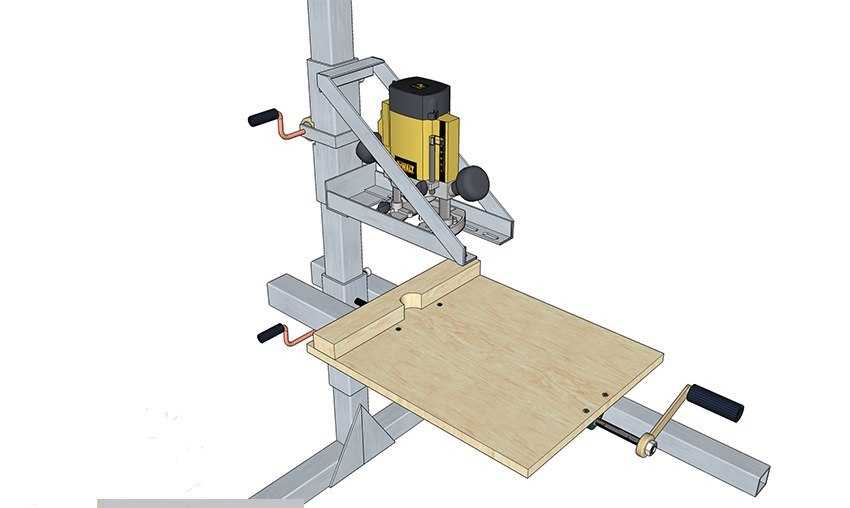 Узнайте, как: включить станок, выполнить возврат станка в исходное положение, толчковый режим, настройку инструмента, настройку детали, программирование детали и обработку как для станины, так и для коленчатого станка (для настройки инструмента коленчатого станка см. дополнительное видео ниже). Это веб-версия DVD-видео, которое прилагается к каждой покупке Mill Control. Это полнометражное видео включает в себя все главы, приведенные ниже, в одном видео.
Узнайте, как: включить станок, выполнить возврат станка в исходное положение, толчковый режим, настройку инструмента, настройку детали, программирование детали и обработку как для станины, так и для коленчатого станка (для настройки инструмента коленчатого станка см. дополнительное видео ниже). Это веб-версия DVD-видео, которое прилагается к каждой покупке Mill Control. Это полнометражное видео включает в себя все главы, приведенные ниже, в одном видео.
 Все права защищены. Условия эксплуатации.
Все права защищены. Условия эксплуатации. Если вы раньше не видели видео [AvE], имейте в виду: в одном или двух местах есть немного красочной лексики.
Если вы раньше не видели видео [AvE], имейте в виду: в одном или двух местах есть немного красочной лексики.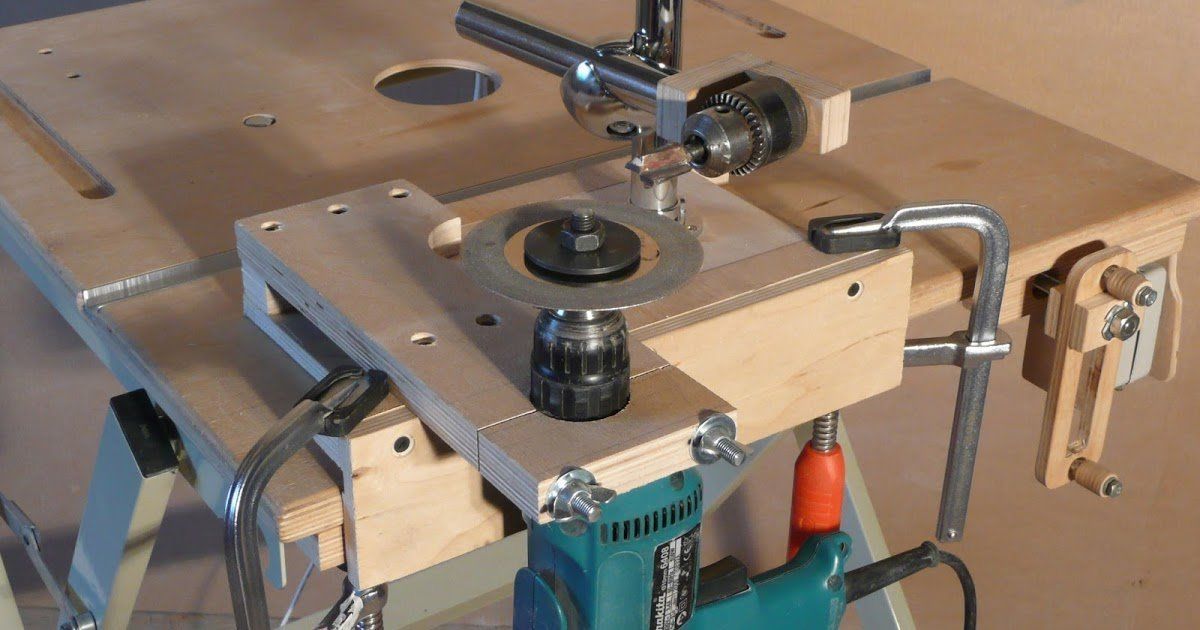 Если вы делаете это преобразование и хотите немного попрактиковаться, почему бы не сделать магнитный карабин?
Если вы делаете это преобразование и хотите немного попрактиковаться, почему бы не сделать магнитный карабин?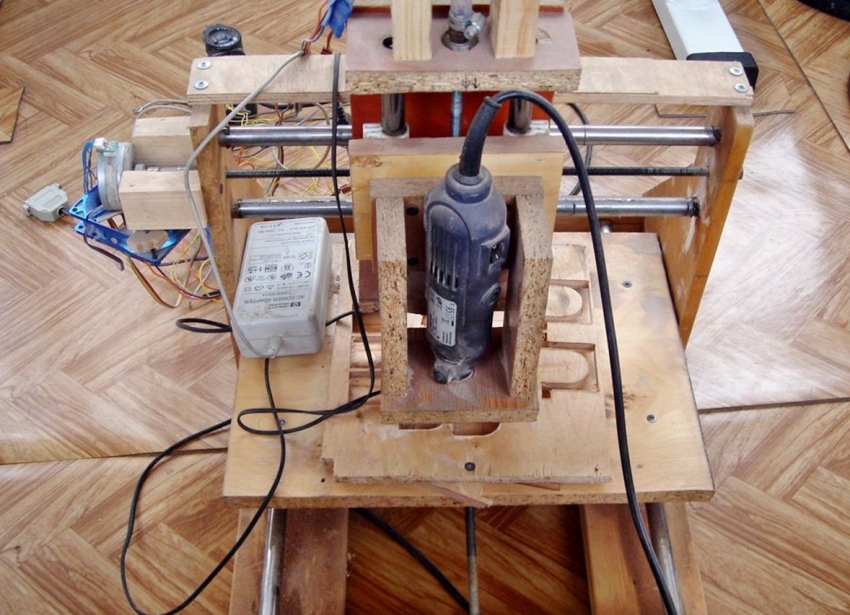 У [Тимо Бирншайна] было именно такое желание, и он приступил к строительству завода по производству печатных плат, который не будет отстойным.
У [Тимо Бирншайна] было именно такое желание, и он приступил к строительству завода по производству печатных плат, который не будет отстойным. Благодаря тщательной оптимизации G-кода [Тимо] удалось повысить производительность и снизить нагрузку на инструменты. Недостаточно просто построить хорошую мельницу — вам также нужно привести в порядок свой G-код.
Благодаря тщательной оптимизации G-кода [Тимо] удалось повысить производительность и снизить нагрузку на инструменты. Недостаточно просто построить хорошую мельницу — вам также нужно привести в порядок свой G-код. На бирке написано V-Mill, изготовленная либо Pierce West, либо Tree Tool and Die Works, в зависимости от того, какую идентификационную табличку вы прочитали. У Дерева есть трехфазный двигатель, но он поставляется с фазовым преобразователем, поэтому он должен работать от однофазной бытовой сети 220 В.
На бирке написано V-Mill, изготовленная либо Pierce West, либо Tree Tool and Die Works, в зависимости от того, какую идентификационную табличку вы прочитали. У Дерева есть трехфазный двигатель, но он поставляется с фазовым преобразователем, поэтому он должен работать от однофазной бытовой сети 220 В. [diyVT] выскользнул из семейного барбекю, чтобы нарезать свои первые чипсы на новой (для него) машине.
[diyVT] выскользнул из семейного барбекю, чтобы нарезать свои первые чипсы на новой (для него) машине. Это только три части, потому что его мельница выпустила Волшебный дым во время съемок, который оказался неисправной контакторной катушкой, и потому что легион его обожающих фанатов умолял предоставить дополнительную информацию после того, как сборка была завершена. Но это короткие видеоролики, и их стоит посмотреть, если вы хотите получить несколько дельных советов, например, как обрабатывать большие заготовки под углом и как справляться с восстановлением этого угла после того, как шпиндель умирает в середине резки. В приложении также есть много отличных советов по расчету правильной скорости для фрезы, а также альтернативы фрезе для обработки больших поверхностей, например, использование расточной головки.
Это только три части, потому что его мельница выпустила Волшебный дым во время съемок, который оказался неисправной контакторной катушкой, и потому что легион его обожающих фанатов умолял предоставить дополнительную информацию после того, как сборка была завершена. Но это короткие видеоролики, и их стоит посмотреть, если вы хотите получить несколько дельных советов, например, как обрабатывать большие заготовки под углом и как справляться с восстановлением этого угла после того, как шпиндель умирает в середине резки. В приложении также есть много отличных советов по расчету правильной скорости для фрезы, а также альтернативы фрезе для обработки больших поверхностей, например, использование расточной головки.
 Он всегда показывает, как осторожность, терпение и правильное выполнение действий могут привести к действительно поразительно точной работе в домашней мастерской. Мастерство прекрасное, и его умение обрабатывать проявляется во всем. Мы посмеивались над одним разделом, где он сообщил зрителю, что вы можете сломать кран на мельнице, когда кран находится под напряжением, если вы опуститесь. Чтобы избежать этого, он остановился на безопасном для себя расстоянии: 0,5 мм.
Он всегда показывает, как осторожность, терпение и правильное выполнение действий могут привести к действительно поразительно точной работе в домашней мастерской. Мастерство прекрасное, и его умение обрабатывать проявляется во всем. Мы посмеивались над одним разделом, где он сообщил зрителю, что вы можете сломать кран на мельнице, когда кран находится под напряжением, если вы опуститесь. Чтобы избежать этого, он остановился на безопасном для себя расстоянии: 0,5 мм.



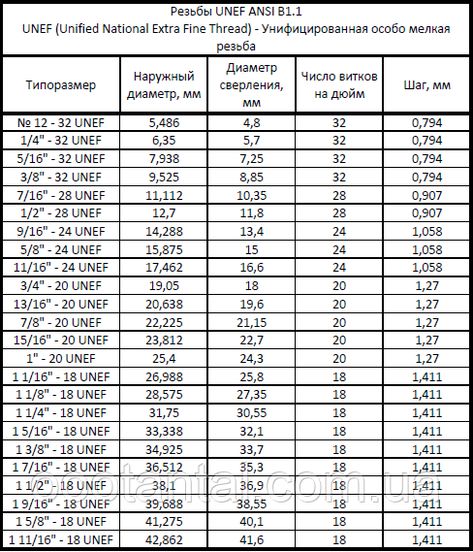 2500
2500 4.
4. 1120
1120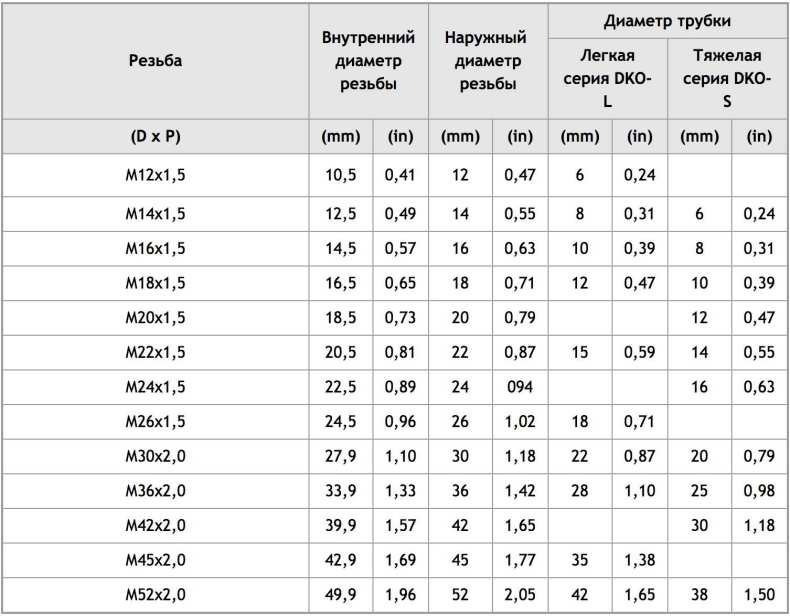
 При данном виде сварки используют угольные электроды диаметром 4, 6, 8 и более мм. Штучные прокрытые электроды, соответствующие составу свариваемого сплава;
При данном виде сварки используют угольные электроды диаметром 4, 6, 8 и более мм. Штучные прокрытые электроды, соответствующие составу свариваемого сплава; Подачу газа прекращают не раньше, чем через 3…5 с после обрыва дуги, что обеспечит сохранность вольфрамового электрода, позволит избежать включения частиц вольфрама в шов (частая причина брака при аргонодуговой сварке алюминия), предотвратит окисление шва в горячем состоянии и появление трещин. Определить рабочее состояние вольфрамового электрода можно по цвету рабочего конца электрода. Если конец электрода серебристо-белого цвета без налипания и трещин — электрод готов для дальнейшей сварки. Не подходит для дальнейшей работы электрод с концом темно-синего или черного цвета;
Подачу газа прекращают не раньше, чем через 3…5 с после обрыва дуги, что обеспечит сохранность вольфрамового электрода, позволит избежать включения частиц вольфрама в шов (частая причина брака при аргонодуговой сварке алюминия), предотвратит окисление шва в горячем состоянии и появление трещин. Определить рабочее состояние вольфрамового электрода можно по цвету рабочего конца электрода. Если конец электрода серебристо-белого цвета без налипания и трещин — электрод готов для дальнейшей сварки. Не подходит для дальнейшей работы электрод с концом темно-синего или черного цвета; По окончании сварочных работ с применением флюсов необходимо очистить поверхность металла от шлака.
По окончании сварочных работ с применением флюсов необходимо очистить поверхность металла от шлака. А именно:
А именно: Это усложняет и без того непростой процесс, поскольку для каждого сплава (а чаще всего его марка неизвестна) нужно подобрать конкретный режим и дополнительные материалы. Унифицировать сварочный процесс в данной ситуации практически невозможно.
Это усложняет и без того непростой процесс, поскольку для каждого сплава (а чаще всего его марка неизвестна) нужно подобрать конкретный режим и дополнительные материалы. Унифицировать сварочный процесс в данной ситуации практически невозможно.
 Режим Manual Metal Arc применяется при работе с металлическими заготовками толщиной от 4 мм и в случаях соединения конструкций с невысокими требованиями к качеству. Этот метод не относится к числу высокотехнологичных: во время выполнения работ внутри швов остаются поры, которые заметно снижают их прочность. Еще одни большой минус – очень сложно застывший шлак, который в конечном итоге приводит к усилению коррозии.
Режим Manual Metal Arc применяется при работе с металлическими заготовками толщиной от 4 мм и в случаях соединения конструкций с невысокими требованиями к качеству. Этот метод не относится к числу высокотехнологичных: во время выполнения работ внутри швов остаются поры, которые заметно снижают их прочность. Еще одни большой минус – очень сложно застывший шлак, который в конечном итоге приводит к усилению коррозии. В случае разрыва электрической дуги на поверхности алюминия и электрода образуется слой из шлака, который препятствует протеканию тока. Повторно разжечь дугу будет затруднительно.
В случае разрыва электрической дуги на поверхности алюминия и электрода образуется слой из шлака, который препятствует протеканию тока. Повторно разжечь дугу будет затруднительно.
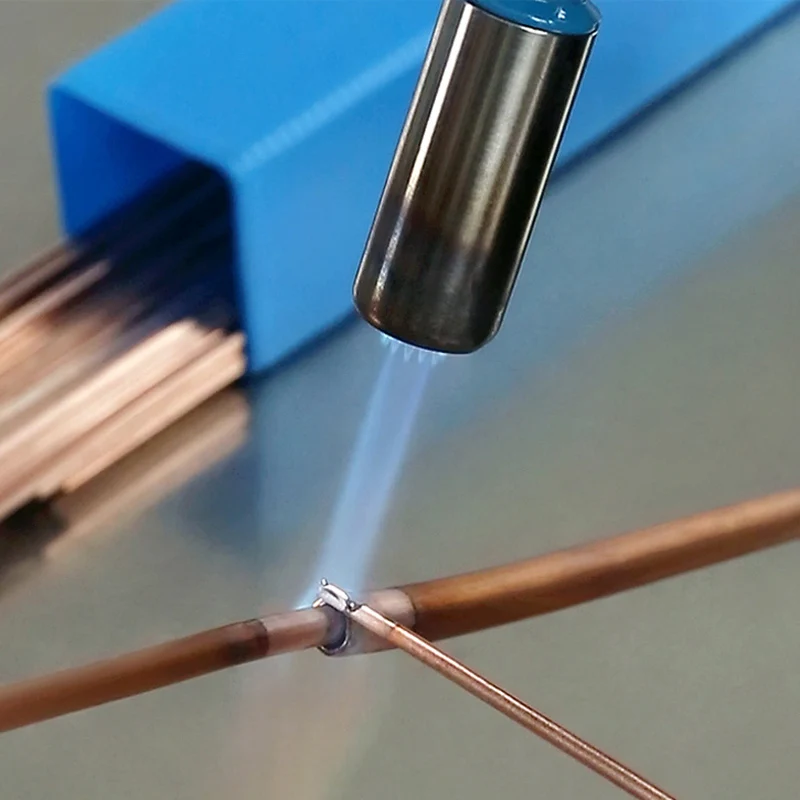 Устройство генерирует импульсы тока высокого напряжения, благодаря чему отлично разрушается пленка оксида металла. Но полуавтоматы с режимом сварки алюминия стоят очень дорого. Поэтому в бытовых условиях умельцы приспособились обходиться обычными полуавтоматами без такого функционала. Метод идентичен технологии сваривания черных металлов, но вместо обычной присадочной проволоки используется алюминиевая.
Устройство генерирует импульсы тока высокого напряжения, благодаря чему отлично разрушается пленка оксида металла. Но полуавтоматы с режимом сварки алюминия стоят очень дорого. Поэтому в бытовых условиях умельцы приспособились обходиться обычными полуавтоматами без такого функционала. Метод идентичен технологии сваривания черных металлов, но вместо обычной присадочной проволоки используется алюминиевая.

 Алюминиевая фидерная проволока мягче, чем ее стальной аналог, и может спутываться в фидере. Выбор метода сварки алюминия зависит от потребностей конкретного применения и навыков сварщика, который будет выполнять изготовление.
Алюминиевая фидерная проволока мягче, чем ее стальной аналог, и может спутываться в фидере. Выбор метода сварки алюминия зависит от потребностей конкретного применения и навыков сварщика, который будет выполнять изготовление. При выборе сварщика необходимо решить, будет ли использоваться дуговая сварка со струйным распылением или импульсная сварка. Для импульсной сварки требуется инверторный источник питания, в то время как для дуговой сварки со струйным распылением можно использовать машины постоянного тока и постоянного напряжения. Сварка MIG лучше всего подходит для тонких алюминиевых листов из-за необходимого количества тепла. При выборе защитного газа для сварки MIG алюминия лучше всего подходит 100-процентный аргон. Сварщик должен выбрать сварочную проволоку или стержень, сплав которого максимально похож на сплав обрабатываемых деталей, чтобы обеспечить качественный сварной шов.
При выборе сварщика необходимо решить, будет ли использоваться дуговая сварка со струйным распылением или импульсная сварка. Для импульсной сварки требуется инверторный источник питания, в то время как для дуговой сварки со струйным распылением можно использовать машины постоянного тока и постоянного напряжения. Сварка MIG лучше всего подходит для тонких алюминиевых листов из-за необходимого количества тепла. При выборе защитного газа для сварки MIG алюминия лучше всего подходит 100-процентный аргон. Сварщик должен выбрать сварочную проволоку или стержень, сплав которого максимально похож на сплав обрабатываемых деталей, чтобы обеспечить качественный сварной шов.

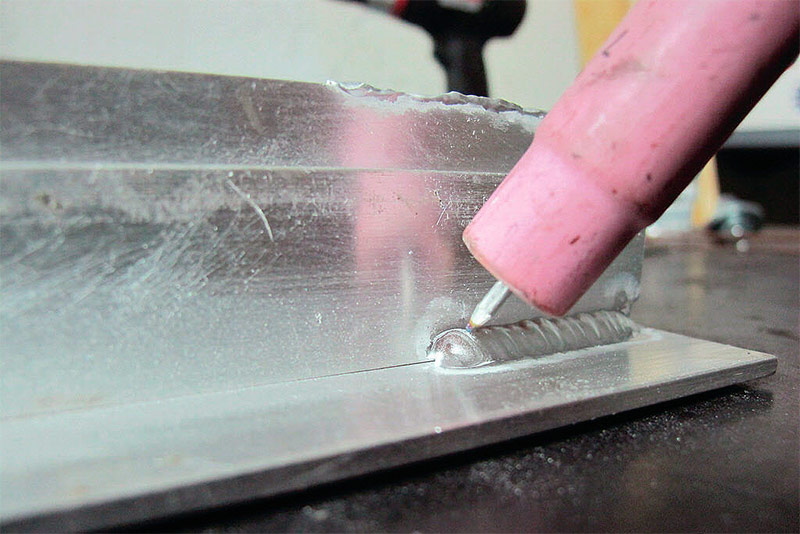 Попутно я сделал несколько ключевых открытий, которые сэкономили бы мне много времени на пробы и ошибки, если бы кто-то просто рассказал мне о них. Я подумал, что поделюсь тем немногим, что знаю, и, возможно, это поможет кому-то научиться сваривать алюминий быстрее, чем в противном случае.
Попутно я сделал несколько ключевых открытий, которые сэкономили бы мне много времени на пробы и ошибки, если бы кто-то просто рассказал мне о них. Я подумал, что поделюсь тем немногим, что знаю, и, возможно, это поможет кому-то научиться сваривать алюминий быстрее, чем в противном случае.
 У меня есть дрянные сварочные перчатки и болезненные волдыри, чтобы доказать это.
У меня есть дрянные сварочные перчатки и болезненные волдыри, чтобы доказать это. У меня 4043 хорошо работает.
У меня 4043 хорошо работает. Сварка TIG производит больше УФ-излучения, чем любой другой процесс сварки. В первый раз, когда я использовал TIG, я был одет в футболку. Я использовал сварщик в течение 10 минут, если даже это. Я был болезненно обожжен волдырями и шелушением кожи на бицепсах и шее. Мне просто нужно несколько минут, чтобы сделать серьезное сжигание.
Сварка TIG производит больше УФ-излучения, чем любой другой процесс сварки. В первый раз, когда я использовал TIG, я был одет в футболку. Я использовал сварщик в течение 10 минут, если даже это. Я был болезненно обожжен волдырями и шелушением кожи на бицепсах и шее. Мне просто нужно несколько минут, чтобы сделать серьезное сжигание. ЭТО НЕ КАК СТАЛЬ.
ЭТО НЕ КАК СТАЛЬ.
 Я читал, что восьмичасовая выдержка после очистки — это максимально допустимое без повторной очистки.
Я читал, что восьмичасовая выдержка после очистки — это максимально допустимое без повторной очистки.
 Я подумывал приобрести дешевую бывшую в употреблении электрическую духовку или электрическую плиту, но пока не решился. Я не использую горелку непосредственно на работе. Я не знаю, вызовет ли это проблему или нет, вместо этого я чувствую себя более комфортно, нагревая радиатор.
Я подумывал приобрести дешевую бывшую в употреблении электрическую духовку или электрическую плиту, но пока не решился. Я не использую горелку непосредственно на работе. Я не знаю, вызовет ли это проблему или нет, вместо этого я чувствую себя более комфортно, нагревая радиатор. Кстати, ДЕРЖИТЕ ВАШИ ПЕРЧАТКИ, ПОКА ВЫ ДЕЛАЕТЕ ЭТО! Иначе получите неприятный ожог. Это займет всего около 30 секунд после того, как вы сделали это несколько раз.
Кстати, ДЕРЖИТЕ ВАШИ ПЕРЧАТКИ, ПОКА ВЫ ДЕЛАЕТЕ ЭТО! Иначе получите неприятный ожог. Это займет всего около 30 секунд после того, как вы сделали это несколько раз. Это трудно сделать. Вы можете сэкономить много времени, используя напильник или шлифовальный станок и лучше подогнать детали перед началом сварки. Чем плотнее детали прижаты друг к другу и чем меньше зазоров, тем легче сварка.
Это трудно сделать. Вы можете сэкономить много времени, используя напильник или шлифовальный станок и лучше подогнать детали перед началом сварки. Чем плотнее детали прижаты друг к другу и чем меньше зазоров, тем легче сварка.
 Может быть также использована ври обучении газосварщиков и резчиков. Она представляет собой переносный футляр, внутри которого размещены пропановый в кислородный баллоны вместимостью по 5 л, редуктор ДКП-1-65 и ДГЩ-1-65, резинотканевые рукава, горелка ГЗУ-3 и вставной резак РГС-70. При резке стали кислородный баллов требует перезарядки через 15 мин работы.
Может быть также использована ври обучении газосварщиков и резчиков. Она представляет собой переносный футляр, внутри которого размещены пропановый в кислородный баллоны вместимостью по 5 л, редуктор ДКП-1-65 и ДГЩ-1-65, резинотканевые рукава, горелка ГЗУ-3 и вставной резак РГС-70. При резке стали кислородный баллов требует перезарядки через 15 мин работы.
 Указанные наборы изготовляются предприятиями Минмонтажспецстроя. При сварке ответвлений в смонтированных пролетах на проводах сборных шин устанавливают скобы для разгрузки проводов.
Указанные наборы изготовляются предприятиями Минмонтажспецстроя. При сварке ответвлений в смонтированных пролетах на проводах сборных шин устанавливают скобы для разгрузки проводов.


 На циферблате манометра надписи «Водород», «Кислород», «Ацетилен» заменяются надписью «Пропан».
На циферблате манометра надписи «Водород», «Кислород», «Ацетилен» заменяются надписью «Пропан».
 При давлении газа от 1000 до 7000 мм вод. ап. устанавливаются водяные затворы закрытого типа (среднего давления ЗСД-З-07 и высокого ВЭС-10) на 1,5 кГ/см2 и с пропускной способностью в 3 и 10 м3/ч. Поминальная пропускная способность водяного затвора должна соответствовать наибольшему возможному отбору газа.
При давлении газа от 1000 до 7000 мм вод. ап. устанавливаются водяные затворы закрытого типа (среднего давления ЗСД-З-07 и высокого ВЭС-10) на 1,5 кГ/см2 и с пропускной способностью в 3 и 10 м3/ч. Поминальная пропускная способность водяного затвора должна соответствовать наибольшему возможному отбору газа. После этого смесь попадает в конус и к мундштуку. При сгорании получается пламя с температурой до 3100° С, достаточной для сварки малоуглеродистой стали.
После этого смесь попадает в конус и к мундштуку. При сгорании получается пламя с температурой до 3100° С, достаточной для сварки малоуглеродистой стали. Соответственно изменяется и кислородный инжектор.
Соответственно изменяется и кислородный инжектор.
 Производительность при сварке алюминиевых листов толщиной 3—4 мм пропан-кислородным пламенем выше, чем ацетилен-кислородным: за 6 ч работы сваривается 46 пог. м шва.
Производительность при сварке алюминиевых листов толщиной 3—4 мм пропан-кислородным пламенем выше, чем ацетилен-кислородным: за 6 ч работы сваривается 46 пог. м шва. При выполнении этих требований качество сварки высокое, пористости нет, кристаллизационные трещины не образуются. Прочность алюминиевых швов, полученных при сварке с использованием пропана и ацетилена, практически одинакова. Хотя теплопроводность алюминия почти в 5 раз, а теплоемкость в 2 раза больше, чем стали, пропан-кислородной горелкой № 5 можно сваривать алюминиевые шины толщиной до 10—12 мм, не применяя предварительного подогрева.
При выполнении этих требований качество сварки высокое, пористости нет, кристаллизационные трещины не образуются. Прочность алюминиевых швов, полученных при сварке с использованием пропана и ацетилена, практически одинакова. Хотя теплопроводность алюминия почти в 5 раз, а теплоемкость в 2 раза больше, чем стали, пропан-кислородной горелкой № 5 можно сваривать алюминиевые шины толщиной до 10—12 мм, не применяя предварительного подогрева.
 Угар цинка при пропан-кислород ном пламени менее 1 %, благодаря чему шов получается плотным. Присадочная проволока берется такого же состава, как основной металл. В качестве флюса рекомендуется плавленая бура. При применении присадочной проволоки ЛК-02-05 при известном навыке возможна сварка в любых пространственных положениях.
Угар цинка при пропан-кислород ном пламени менее 1 %, благодаря чему шов получается плотным. Присадочная проволока берется такого же состава, как основной металл. В качестве флюса рекомендуется плавленая бура. При применении присадочной проволоки ЛК-02-05 при известном навыке возможна сварка в любых пространственных положениях. Однако многие детали сельскохозяйственных машин — кронштейны, рычаги, ценные звездочки — могут быть отремонтированы без предварительного подогрева.
Однако многие детали сельскохозяйственных машин — кронштейны, рычаги, ценные звездочки — могут быть отремонтированы без предварительного подогрева.




 Ошибка, которую они совершают, заключается в том, что они режут пропаном так же, как режут ацетиленом. Там, где тепло в пламени предварительного нагрева пропана , нет там, где оно есть с ацетиленом. Короче говоря, для использования пропана для резки требуется другая техника, и, как правило, ацетилен предварительно нагревается быстрее. Судоразборочные верфи и свалки часто используют пропан для резки, потому что качество резки не имеет значения.
Ошибка, которую они совершают, заключается в том, что они режут пропаном так же, как режут ацетиленом. Там, где тепло в пламени предварительного нагрева пропана , нет там, где оно есть с ацетиленом. Короче говоря, для использования пропана для резки требуется другая техника, и, как правило, ацетилен предварительно нагревается быстрее. Судоразборочные верфи и свалки часто используют пропан для резки, потому что качество резки не имеет значения. Таким образом, при использовании пропана потребляется гораздо больше кислорода. Несмотря на то, что пропан дешевле ацетилена, этому противодействует более высокое потребление кислорода.
Таким образом, при использовании пропана потребляется гораздо больше кислорода. Несмотря на то, что пропан дешевле ацетилена, этому противодействует более высокое потребление кислорода. Это может быть очень опасно, если помещение не имеет надлежащей вентиляции. На борту корабля иногда работают в закрытых помещениях, таких как балластные цистерны и двойное дно. Отравление угарным газом может привести к смерти, поскольку токсичный газ заменяет кислород в кровотоке.
Это может быть очень опасно, если помещение не имеет надлежащей вентиляции. На борту корабля иногда работают в закрытых помещениях, таких как балластные цистерны и двойное дно. Отравление угарным газом может привести к смерти, поскольку токсичный газ заменяет кислород в кровотоке.
 Так что, если вы не хотите сваривать, кислород и пропан — отличный способ! Кислород + пропан обеспечивает температуру пламени около 1800⁰C.
Так что, если вы не хотите сваривать, кислород и пропан — отличный способ! Кислород + пропан обеспечивает температуру пламени около 1800⁰C.

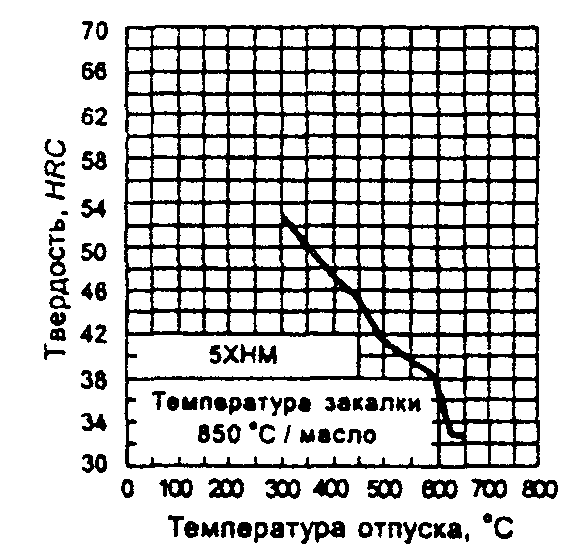
 Однако с увеличением твердости металл становится и более хрупким.
Однако с увеличением твердости металл становится и более хрупким. Это позволяет продлить время закалки стали и повысить качество получаемых заготовок. Некоторые стали под закалку пригодны только при условии нагрева среды до температуры 1300 градусов Цельсия, для чего проводится установка иных печей.
Это позволяет продлить время закалки стали и повысить качество получаемых заготовок. Некоторые стали под закалку пригодны только при условии нагрева среды до температуры 1300 градусов Цельсия, для чего проводится установка иных печей. В ином случае перестроение атомной решетки будет проходить так, что могут появиться серьезные дефекты.
В ином случае перестроение атомной решетки будет проходить так, что могут появиться серьезные дефекты.
 Также не стоит забывать о том, что процесс раскисления сталей приводит к появлению пламя на заготовки во время ее опускания в ванную. Поэтому при закалке, закалкой сталей с применением соляных ванн следует соблюдать разработанную технику безопасности.
Также не стоит забывать о том, что процесс раскисления сталей приводит к появлению пламя на заготовки во время ее опускания в ванную. Поэтому при закалке, закалкой сталей с применением соляных ванн следует соблюдать разработанную технику безопасности. Оптимальной температурой воды, используемой для охлаждения закалённой детали, считают показатель 30 градусов Цельсия. Однако стоит учитывать, что жидкость подвергается нагреву при опускании раскаленных заготовок. Холодная проточная вода не может использоваться при охлаждении.
Оптимальной температурой воды, используемой для охлаждения закалённой детали, считают показатель 30 градусов Цельсия. Однако стоит учитывать, что жидкость подвергается нагреву при опускании раскаленных заготовок. Холодная проточная вода не может использоваться при охлаждении. Стоит учитывать, что закаленное железо при использовании данной охлаждающей жидкости приобретает более светлый оттенок. Специалисты уделяют внимание важности соблюдения техники безопасности, так как могут выделяться токсичные вещества при нагреве рассматриваемых веществ.
Стоит учитывать, что закаленное железо при использовании данной охлаждающей жидкости приобретает более светлый оттенок. Специалисты уделяют внимание важности соблюдения техники безопасности, так как могут выделяться токсичные вещества при нагреве рассматриваемых веществ.
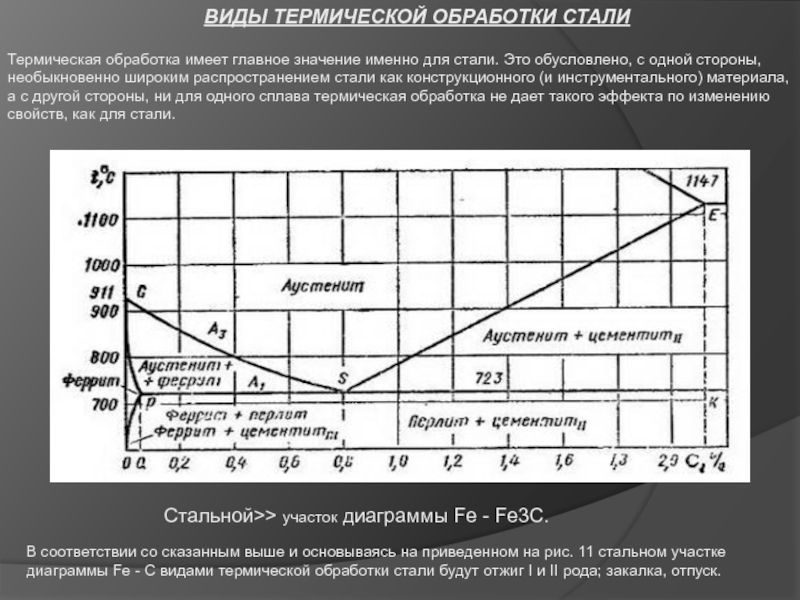 В этом случае учитывается то, до какой температуры на каком этапе охлаждается металл.
В этом случае учитывается то, до какой температуры на каком этапе охлаждается металл. При закалке доэвтектоидных сталей нагрев следует вести до температуры на 30 — 50° выше точки АС3 . В этом случае сталь имеет структуру однородного аустенита, который при последующем охлаждении со скоростью, превышающей критическую скорость закалки, превращается в мартенсит. Такая закалка называется полной. При нагреве доэвтектоидной стали до температур AC1 — АC3 в структуре мартенсита сохраняется некоторое количество оставшегося после закалки феррита, снижающего твердость закаленной стали. Такая закалка называется неполной.
При закалке доэвтектоидных сталей нагрев следует вести до температуры на 30 — 50° выше точки АС3 . В этом случае сталь имеет структуру однородного аустенита, который при последующем охлаждении со скоростью, превышающей критическую скорость закалки, превращается в мартенсит. Такая закалка называется полной. При нагреве доэвтектоидной стали до температур AC1 — АC3 в структуре мартенсита сохраняется некоторое количество оставшегося после закалки феррита, снижающего твердость закаленной стали. Такая закалка называется неполной. Кроме того, при охлаждении с более высоких температур могут возникнуть большие внутренние напряжения.
Кроме того, при охлаждении с более высоких температур могут возникнуть большие внутренние напряжения.
 Сердцевина детали охлаждается гораздо медленнее, тепло из центральной части детали передается через массу металла к поверхности итолько на поверхности поглощается охлаждающей жидкостью.
Сердцевина детали охлаждается гораздо медленнее, тепло из центральной части детали передается через массу металла к поверхности итолько на поверхности поглощается охлаждающей жидкостью.
 1. Кривые охлаждения для различных способов закалки
1. Кривые охлаждения для различных способов закалки
 После изотермической закалки охлаждать сталь можно с любой скоростью. В качестве охлаждающей среды используют расплавленные соли: 55% KNO3 + 45% NaNO2 (температура плавления 137° С) и 55% KNO3 + 45% NaNO3 (температура плавления 218° С), допускающие перегрев до необходимой температуры.
После изотермической закалки охлаждать сталь можно с любой скоростью. В качестве охлаждающей среды используют расплавленные соли: 55% KNO3 + 45% NaNO2 (температура плавления 137° С) и 55% KNO3 + 45% NaNO3 (температура плавления 218° С), допускающие перегрев до необходимой температуры. Смесь имеет температуру плавления около 145° С и, благодаря тому что в ней находится вода, обладает очень высокой закаливающей способностью.
Смесь имеет температуру плавления около 145° С и, благодаря тому что в ней находится вода, обладает очень высокой закаливающей способностью.
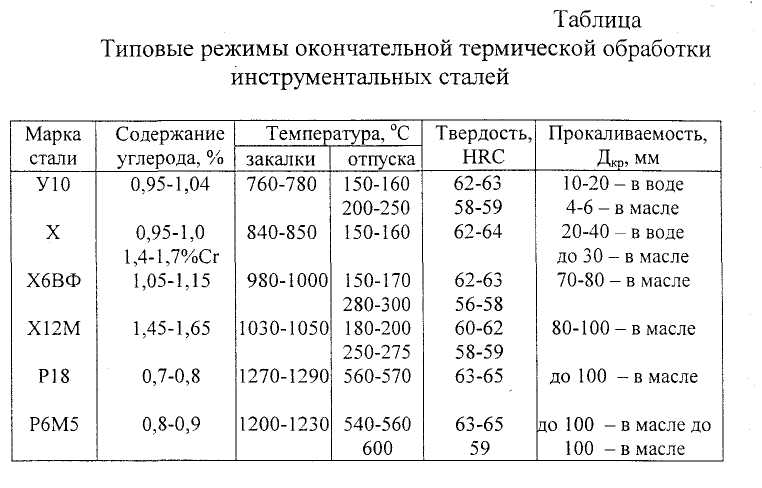 Следовательно, многие детали из углеродистых сталей рекомендуется закаливать с охлаждением в воде, но при этом уменьшать неизбежно возникающие внутренние напряжения. Для этого пользуются некоторыми из описанных способов закалки, в частности, закалкой в двух средах, закалкой с самоотпуском и т. д.
Следовательно, многие детали из углеродистых сталей рекомендуется закаливать с охлаждением в воде, но при этом уменьшать неизбежно возникающие внутренние напряжения. Для этого пользуются некоторыми из описанных способов закалки, в частности, закалкой в двух средах, закалкой с самоотпуском и т. д. В этом случае закаливается только нагретая часть детали.
В этом случае закаливается только нагретая часть детали.
 Разновременность превращения по объему закаливаемой детали вследствие различных ее размеров и скоростей охлаждения по сечению ведет к развитию сильных внутренних напряжений, которые служат причиной трещин и коробления деталей в процессе закалки.
Разновременность превращения по объему закаливаемой детали вследствие различных ее размеров и скоростей охлаждения по сечению ведет к развитию сильных внутренних напряжений, которые служат причиной трещин и коробления деталей в процессе закалки.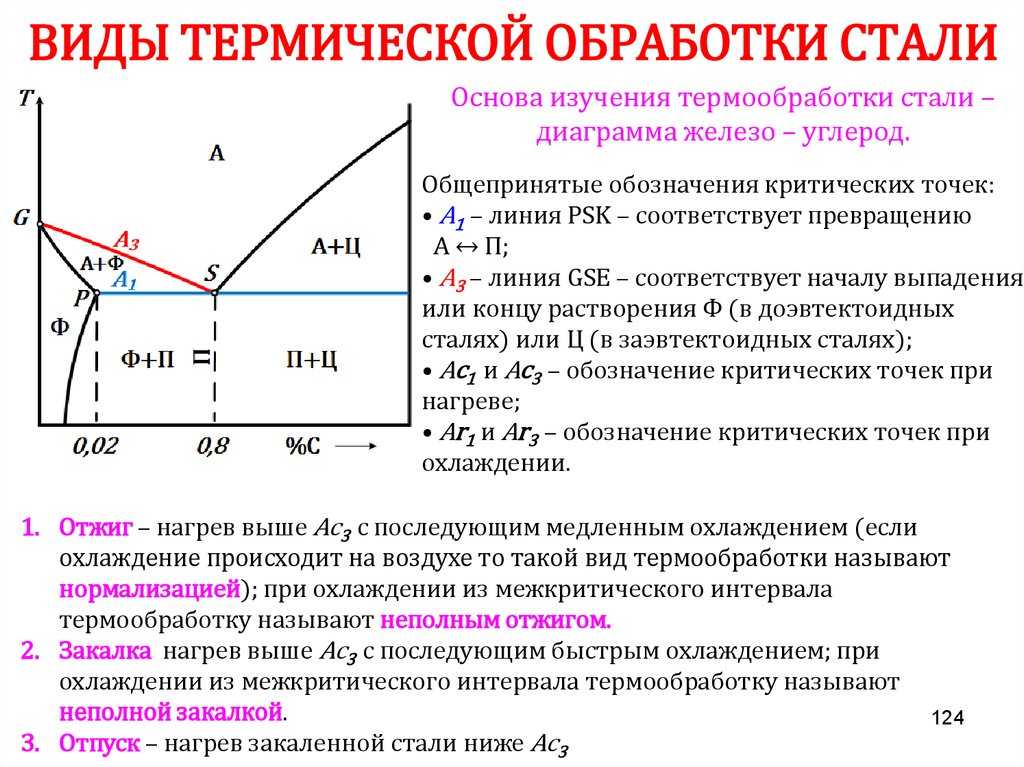 Стали нагревают до соответствующей температуры закалки (обычно между 800-900°C), выдерживают при температуре, затем «закаливают» (быстро охлаждают), часто в масле или воде. Затем следует закалка (выдержка при более низкой температуре), которая улучшает окончательные механические свойства и снимает напряжения. Фактические условия, используемые для всех трех этапов, определяются составом стали, размером компонентов и требуемыми свойствами.
Стали нагревают до соответствующей температуры закалки (обычно между 800-900°C), выдерживают при температуре, затем «закаливают» (быстро охлаждают), часто в масле или воде. Затем следует закалка (выдержка при более низкой температуре), которая улучшает окончательные механические свойства и снимает напряжения. Фактические условия, используемые для всех трех этапов, определяются составом стали, размером компонентов и требуемыми свойствами. Этот процесс ограничен выбранными сталями, содержащими сплав, и подходящими размерами сечения.
Этот процесс ограничен выбранными сталями, содержащими сплав, и подходящими размерами сечения. Нейтрально чистая закалка применяется к компонентам, которые требуют сохранения целостности поверхности; примеры включают гайки, болты, пружины, подшипники и многие автомобильные детали. Нейтральная чистая закалка выполняется в строго контролируемых условиях для получения прецизионного компонента, требующего минимальной окончательной обработки.
Нейтрально чистая закалка применяется к компонентам, которые требуют сохранения целостности поверхности; примеры включают гайки, болты, пружины, подшипники и многие автомобильные детали. Нейтральная чистая закалка выполняется в строго контролируемых условиях для получения прецизионного компонента, требующего минимальной окончательной обработки. Используйте их в качестве руководства по выбору стали.
Используйте их в качестве руководства по выбору стали. Технический паспорт CHT A «Ожидание реакции закалки алюминийсодержащих углеродистых сталей» дает рекомендации, как избежать этой серьезной проблемы. Важно убедиться, что содержание алюминия и азота указано в заводском сертификате от поставщика стали.
Технический паспорт CHT A «Ожидание реакции закалки алюминийсодержащих углеродистых сталей» дает рекомендации, как избежать этой серьезной проблемы. Важно убедиться, что содержание алюминия и азота указано в заводском сертификате от поставщика стали.











 В то время как физические изменения и фазовые соотношения в
В то время как физические изменения и фазовые соотношения в Медленное охлаждение может быть достигнуто путем
Медленное охлаждение может быть достигнуто путем

 Закалка снимает эти напряжения и
Закалка снимает эти напряжения и

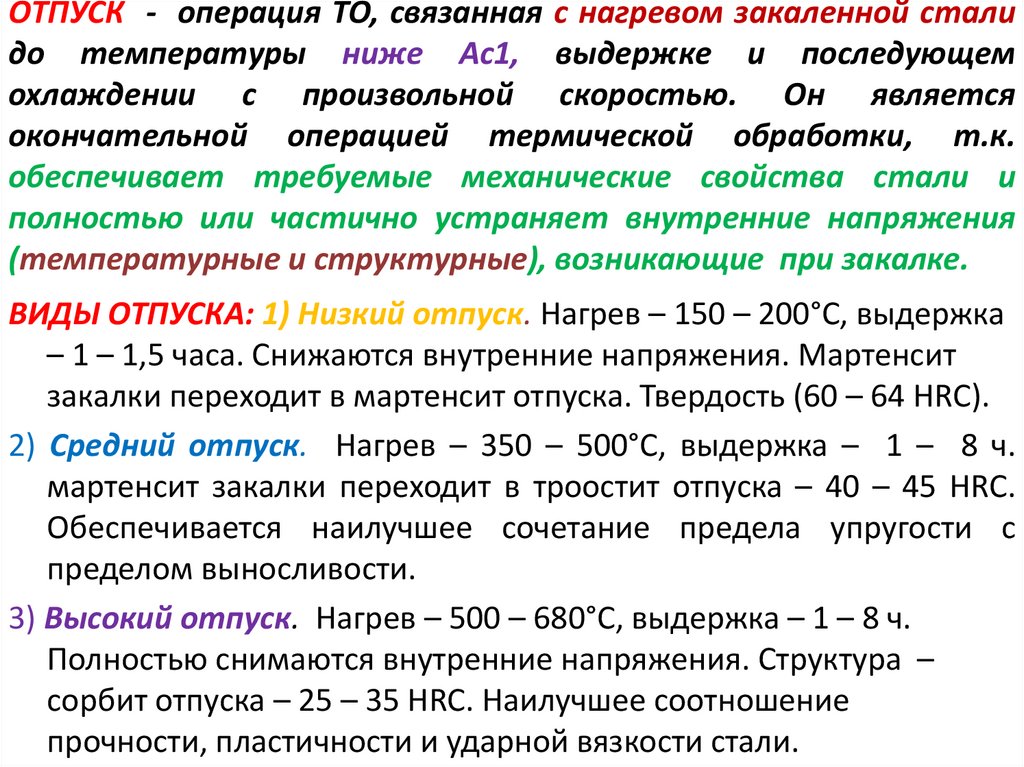

 Сделайте всю свою форму сейчас.
Сделайте всю свою форму сейчас.
 Если погасить
Если погасить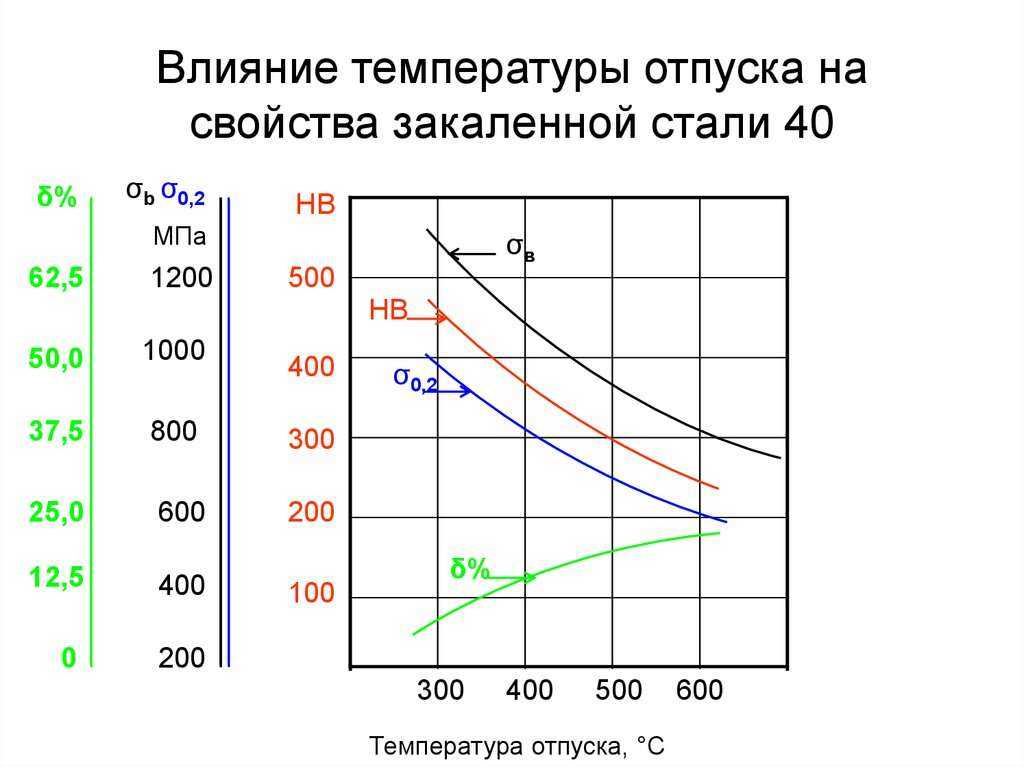 Теперь, используя
Теперь, используя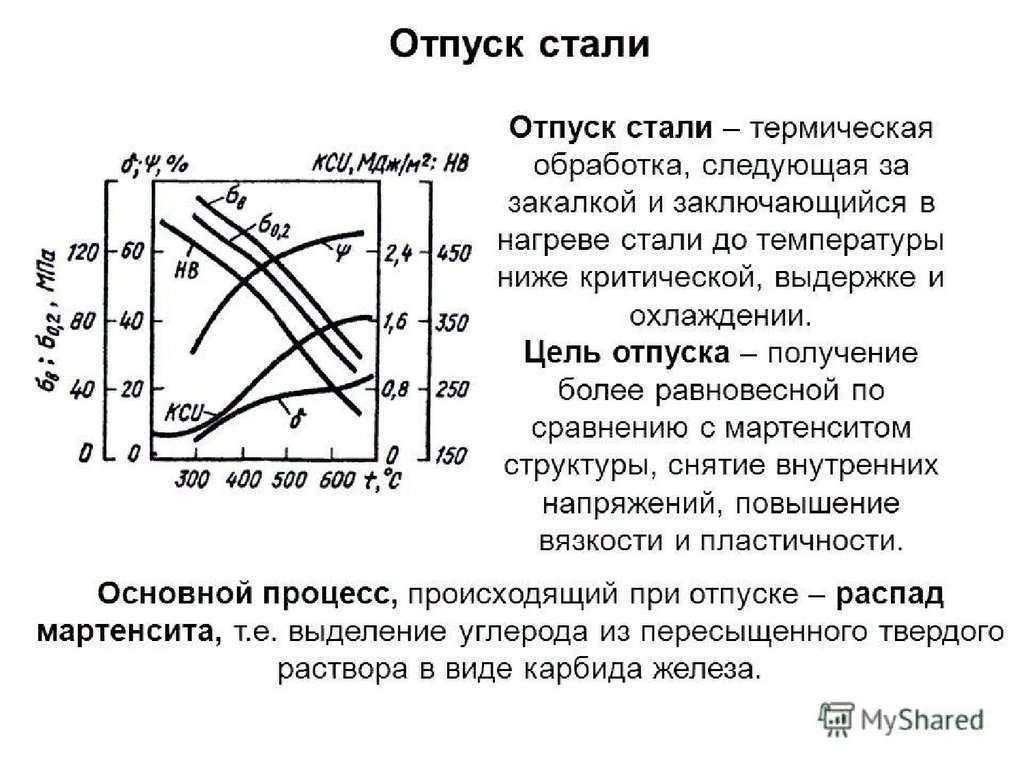 Для настоящей гибкости, как пружина,
Для настоящей гибкости, как пружина,



 В итоге болгарка прикручивается с помощью штатных отверстий для съемной ручки. Снизу она будет держаться болтом вкрученным через заглушку в швеллере, а сверху болтом завернутым через скобу из полосы.
В итоге болгарка прикручивается с помощью штатных отверстий для съемной ручки. Снизу она будет держаться болтом вкрученным через заглушку в швеллере, а сверху болтом завернутым через скобу из полосы.
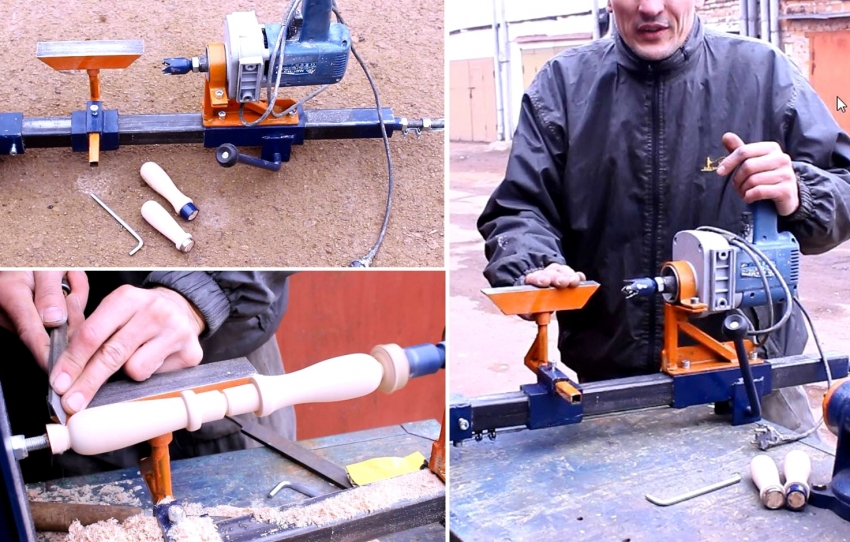 Я планирую сделать для своей дочери кукольный домик, и, без сомнения, мне понадобятся крошечные шпиндели, которые могут быть немного трудными для моего токарный станок.
Я планирую сделать для своей дочери кукольный домик, и, без сомнения, мне понадобятся крошечные шпиндели, которые могут быть немного трудными для моего токарный станок. полка, пока что есть.
полка, пока что есть.
 2 стержня, по которым скользит задняя бабка, максимально центрированы, я использовал маятник, чтобы найти правильную линию от передней бабки.
2 стержня, по которым скользит задняя бабка, максимально центрированы, я использовал маятник, чтобы найти правильную линию от передней бабки.




 Прочтите мой отказ от ответственности. Читайте инструкции к своим электроинструментам. Носите защитное снаряжение. Остановитесь и попросите о помощи, если вы в чем-то не уверены. Теперь иди, сделай что-нибудь!
Прочтите мой отказ от ответственности. Читайте инструкции к своим электроинструментам. Носите защитное снаряжение. Остановитесь и попросите о помощи, если вы в чем-то не уверены. Теперь иди, сделай что-нибудь! Вы можете сделать его длиннее 3 дюймов, но имейте в виду, что металлический механизм измельчения может сделать его слишком тяжелым.
Вы можете сделать его длиннее 3 дюймов, но имейте в виду, что металлический механизм измельчения может сделать его слишком тяжелым. Я использовал черновую выемку, чтобы превратить квадратную заготовку в цилиндр. Затем я использовал шпиндель, чтобы сделать профиль, который вы видите на картинке. Если вы решите сделать что-то сложное, например, бухты или бусы, вы можете посмотреть несколько видеороликов на YouTube и сначала потренироваться на другом куске дерева.
Я использовал черновую выемку, чтобы превратить квадратную заготовку в цилиндр. Затем я использовал шпиндель, чтобы сделать профиль, который вы видите на картинке. Если вы решите сделать что-то сложное, например, бухты или бусы, вы можете посмотреть несколько видеороликов на YouTube и сначала потренироваться на другом куске дерева. Затем я использовал свои микросетчатые салфетки – от зернистости 1500 до 20000. Zebra Wood показал себя хорошо на протяжении всего процесса.
Затем я использовал свои микросетчатые салфетки – от зернистости 1500 до 20000. Zebra Wood показал себя хорошо на протяжении всего процесса.
 Если вы убедились, что заготовка была выровнена с самого начала, вам не нужно вносить слишком много корректировок. Но Мерфи почему-то любит околачиваться в столярных мастерских… LOL.
Если вы убедились, что заготовка была выровнена с самого начала, вам не нужно вносить слишком много корректировок. Но Мерфи почему-то любит околачиваться в столярных мастерских… LOL.
 Сварочные электроды АНО 6 дозволяют производить сварочные работы по грунтовочным покрытиям с толщиной около 20-25 мкм без снижения механических свойств и образования пор.
Сварочные электроды АНО 6 дозволяют производить сварочные работы по грунтовочным покрытиям с толщиной около 20-25 мкм без снижения механических свойств и образования пор.
 Электроды такого типа нередко можно встретить как в арсенале профессионального сварщика на заводе, так и у домашнего умельца в гараже.
Электроды такого типа нередко можно встретить как в арсенале профессионального сварщика на заводе, так и у домашнего умельца в гараже. Еще одна общая черта всех электродов типа Э42 — возможность применения как постоянного, так и переменного тока. Но при работе с постоянным током рекомендуется установить обратную полярность.
Еще одна общая черта всех электродов типа Э42 — возможность применения как постоянного, так и переменного тока. Но при работе с постоянным током рекомендуется установить обратную полярность. Логично, что в этой ситуации не приходится искать аналог э42. Но у вас все же возникла такая необходимость, то обратите внимание на электроды типа Э42А. У них кислое покрытие, поэтому швы не будут пористыми. Но нужно учитывать, что такой тип электродов способствует образованию горячих трещин.
Логично, что в этой ситуации не приходится искать аналог э42. Но у вас все же возникла такая необходимость, то обратите внимание на электроды типа Э42А. У них кислое покрытие, поэтому швы не будут пористыми. Но нужно учитывать, что такой тип электродов способствует образованию горячих трещин. 00. Если важнее цена — АНО-6. Проконсультируйтесь с продавцом в магазине и прочтите ГОСТы для каждой отдельной марки, чтобы лучше разбираться в этом вопросе.
00. Если важнее цена — АНО-6. Проконсультируйтесь с продавцом в магазине и прочтите ГОСТы для каждой отдельной марки, чтобы лучше разбираться в этом вопросе.
 Наше флюсовое покрытие типа «13» можно сгибать без образования трещин и разрывов. Эта функция позволяет оператору получить доступ к труднодоступным местам. Переход сварного шва чрезвычайно гладкий с минимальной потерей разбрызгивания. Шлак удаляется автоматически сам по себе, а швы получаются однородными и плавно волнистыми. Все позиционные возможности также превосходны. Сочетание всех этих выдающихся характеристик с тем фактом, что мы производим и храним эти электроды в нескольких цветах, обеспечивает полную победу для компаний, которые хотят продавать самое лучшее, имея при этом легкий доступ к уникальному цвету и отличительной презентации. Окончательным преимуществом является то, что эта группа продуктов производится в диапазоне диаметров от 1/16” (1,6 мм) до ¼” (6,4 мм).
Наше флюсовое покрытие типа «13» можно сгибать без образования трещин и разрывов. Эта функция позволяет оператору получить доступ к труднодоступным местам. Переход сварного шва чрезвычайно гладкий с минимальной потерей разбрызгивания. Шлак удаляется автоматически сам по себе, а швы получаются однородными и плавно волнистыми. Все позиционные возможности также превосходны. Сочетание всех этих выдающихся характеристик с тем фактом, что мы производим и храним эти электроды в нескольких цветах, обеспечивает полную победу для компаний, которые хотят продавать самое лучшее, имея при этом легкий доступ к уникальному цвету и отличительной презентации. Окончательным преимуществом является то, что эта группа продуктов производится в диапазоне диаметров от 1/16” (1,6 мм) до ¼” (6,4 мм). Наши электроды с основным покрытием возглавляет наш знаменитый и уникальный стеклянный шлаковый электрод с двойным покрытием, который превосходно работает на переменном токе.
Наши электроды с основным покрытием возглавляет наш знаменитый и уникальный стеклянный шлаковый электрод с двойным покрытием, который превосходно работает на переменном токе.



 Уменьшение содержания марганца в электродах уменьшит содержание марганца в металле сварного шва. При меньшем содержании марганца в металле сварного шва основной задачей является соблюдение требований к механическим свойствам металла шва.
Уменьшение содержания марганца в электродах уменьшит содержание марганца в металле сварного шва. При меньшем содержании марганца в металле сварного шва основной задачей является соблюдение требований к механическим свойствам металла шва. (МПа)
(МПа) 
 Необходимо отметить, что проводить подготовку и выполнять заливку фундамента своими руками сложно, денежные расходы будут достаточно большие. Поэтому свайную конструкцию целесообразно делать только на неровных и болотистых грунтах.
Необходимо отметить, что проводить подготовку и выполнять заливку фундамента своими руками сложно, денежные расходы будут достаточно большие. Поэтому свайную конструкцию целесообразно делать только на неровных и болотистых грунтах. Кроме того, такой фундамент подходит для зданий любой этажности.
Кроме того, такой фундамент подходит для зданий любой этажности. Чтобы весь участок был задействован максимально эффективно, нужно грамотно зонировать его.
Чтобы весь участок был задействован максимально эффективно, нужно грамотно зонировать его. Чтобы определить высоту, нужно учитывать глубину промерзания грунта в вашем регионе. Так, дно траншеи должно располагаться на 20 см ниже данного значения.
Чтобы определить высоту, нужно учитывать глубину промерзания грунта в вашем регионе. Так, дно траншеи должно располагаться на 20 см ниже данного значения. Между деревянными колышками натягиваем шнур, проверяем, равны ли диагонали. Если будут обнаружены отклонения, меняем положение колышков.
Между деревянными колышками натягиваем шнур, проверяем, равны ли диагонали. Если будут обнаружены отклонения, меняем положение колышков. Траншея или котлован будут готовы спустя 2 часа.
Траншея или котлован будут готовы спустя 2 часа.

 Чтобы соединить прутья, применяют вязальную проволоку.
Чтобы соединить прутья, применяют вязальную проволоку. Надо узнать объем каждой ленты, а затем сложить полученные значения.
Надо узнать объем каждой ленты, а затем сложить полученные значения.
 Такой фундамент не боится механических воздействий, на нем не образуется коррозия. Если добавить в состав жидкое стекло, состав обретет гидрофобные свойства. Это значит, что эксплуатационный срок несущей конструкции увеличится.
Такой фундамент не боится механических воздействий, на нем не образуется коррозия. Если добавить в состав жидкое стекло, состав обретет гидрофобные свойства. Это значит, что эксплуатационный срок несущей конструкции увеличится. Данная работа выполняется послойно, граница слоев – горизонтальная линия. Далее рассмотрим, как сделать правильную заливка фундамента частями.
Данная работа выполняется послойно, граница слоев – горизонтальная линия. Далее рассмотрим, как сделать правильную заливка фундамента частями.

 Далее приведем самые частые ошибки.
Далее приведем самые частые ошибки. В зимнее время года бетон нужно прогреть до температуры 20 градусов Цельсия, чтобы он не промерз.
В зимнее время года бетон нужно прогреть до температуры 20 градусов Цельсия, чтобы он не промерз.
 Соорудить опалубку можно только при помощи досок и гвоздей. Чтобы избежать непредвиденных расходов при обустройстве опалубки и не закупить лишние арматурные каркасы, следует все грамотно подсчитать. Информация о том, как проводить расчеты, содержится в строительной литературе и в сети Internet.
Соорудить опалубку можно только при помощи досок и гвоздей. Чтобы избежать непредвиденных расходов при обустройстве опалубки и не закупить лишние арматурные каркасы, следует все грамотно подсчитать. Информация о том, как проводить расчеты, содержится в строительной литературе и в сети Internet. Обычно эта статья расходов включается в общую смету строителей. Возможно, вы часть работ решите провести самостоятельно, но в любом случае как минимум потребуется нанять грузовик для перевозки строительного мусора.
Обычно эта статья расходов включается в общую смету строителей. Возможно, вы часть работ решите провести самостоятельно, но в любом случае как минимум потребуется нанять грузовик для перевозки строительного мусора. Однако озвучиваемая цена является приблизительной, чтобы клиент мог сориентироваться.
Однако озвучиваемая цена является приблизительной, чтобы клиент мог сориентироваться.
 Как только бетонная смесь застынет, доски снимают и используют еще раз.
Как только бетонная смесь застынет, доски снимают и используют еще раз. Копка котлованов, дренажирование участка. Работы по геодезии, расчёту нагрузок. Заливка ростверков + любое армирование. Гидроизоляция фундаментов, утепление.
Копка котлованов, дренажирование участка. Работы по геодезии, расчёту нагрузок. Заливка ростверков + любое армирование. Гидроизоляция фундаментов, утепление. 



 Фундаменты бывают трех видов:
Фундаменты бывают трех видов: После зачистки вашей стены мы нанесем жизненно важную часть вашего фундамента: гидроизоляцию.
После зачистки вашей стены мы нанесем жизненно важную часть вашего фундамента: гидроизоляцию.
 весь твой труд
весь твой труд
 Гидратация – это процесс, при котором бетон затвердевает. Это происходит, когда соединения в цементе химически связываются с водой. Более низкие температуры замедляют процесс гидратации. Ускоряющие агенты, такие как хлорид, могут противодействовать замедлению, вызванному холодом, позволяя бетону затвердевать быстрее и до того, как вода замерзнет. Во избежание проблем с холодной погодой:
Гидратация – это процесс, при котором бетон затвердевает. Это происходит, когда соединения в цементе химически связываются с водой. Более низкие температуры замедляют процесс гидратации. Ускоряющие агенты, такие как хлорид, могут противодействовать замедлению, вызванному холодом, позволяя бетону затвердевать быстрее и до того, как вода замерзнет. Во избежание проблем с холодной погодой: 
