Выбирая
сверло для метчиков, необходимо учитывать
множество параметров. Какие
именно параметры важны, рассказывают
специалисты из петербургской компании
ТКТ, занимающейся комплексной продажей
и поставками станочной оснастки и
металлорежущего инструмента на
предприятия РФ, в том числе сверл и
метчиков https://tkt-spb.ru/katalog/metchiki
6
«золотых» правил, на которые нужно
опираться при выборе сверла под метчик:
Сверло
должно подходить под материал заготовки.
Для большинства операций по нарезке
резьбы достаточно сверла из стали HSS
CO (быстрорежущей стали с добавлением
кобальта). Если резьба наносится на
материалы высокой твердости, лучше
использовать твердосплавные сверла.
Помимо
основного типа материала заготовки,
нужно учесть и его свойства. В зависимости
от того, мягкий металл или твердый,
будет различаться диаметр отверстия.
Так, диаметр сверла под резьбу М8 в
заготовках из твердых материалов
составит 6.7 мм, а в мягких – 6.8 мм.
Если
работаете с хрупкими материалами,
например, с чугуном, необходимо уменьшить
размер чернового отверстия 0,1 мм от
рекомендованных по стандарту.
Все
размеры отверстий и предельные отклонения
диаметров можно найти в ГОСТ. Обязательно
используйте сверла в соответствии с
ГОСТами, тогда вероятность ошибки будет
сведена к минимуму, на выходе будет
качественная резьба. В ГОСТах есть
размеры метрических метчиков, раскатников,
трубных, дюймов и других типов метчиков.
Помните,
что даже при одном и том же размере и
шаге резьбы, диаметр отверстия под
бесстружечные и классические метчики
будет отличаться.
Перед
нарезанием резьбы обработайте отверстие
зенковкой и сделайте фаску. Эта процедура
не займет много времени, зато позволит
отцентрировать метчик и обеспечить
проникновению в резьбу шпилек, болтов
и т.д.
Простой
вариант подбора сверла для метчика –
использование таблиц и ГОСТов. Если же
по каким-то причинам, вы не можете
воспользоваться популярными таблицами,
есть и другой способ подбора.
Для
выбора сверла необходимо отнять от
номинального диаметра резьбы его шаг.
Например, вам нужно сделать нарезку
резьбы М10х1,5. В данном случае номинальный
размер резьбы составляет 10 мм, а шаг –
1,5 мм. Вычитаем одного из другого и
получаем, что для нарезки требуется
сверло с диаметром 8,5 мм.
Этот
метод вполне рабочий, однако, специалисты
«ТКТ» не рекомендуют использовать его
на производственных предприятиях. Все-таки метод выдает лишь приблизительное
значение, в отличие от подтвержденных
ГОСТами таблиц. Подбором профессионального
обработки металла должны заниматься
профессионалы: операторы станков,
инженеры и сотрудники специализированных
компаний.
Нашли ошибку в тексте? Выделите ее и нажмите Ctrl + Enter
версия для печати
выбор сверла, порядок расчета диаметра, советы и рекомендации специалистов
Резьбовое сочленение – оптимальный вариант при необходимости создания разъемного соединения. Использование этих элементов отличается повсеместностью, а мастера-самоучки или новички в этом деле, сталкиваясь с такой необходимостью, часто задают вопрос о том, каким же должен быть размер отверстия под резьбу. Стоит сказать, что метизы с внешним нанесенным резьбовым сечением широко распространены в продаже и подобрать вариант по необходимому диаметру не проблема, остается только определить, каким он должен быть, чтобы соединение было плотным, а крепежный элемент не выпадал из него.
Некоторые из рекомендаций по нарезке резьбы
На рынке выделяют несколько вариантов приспособлений для нанесения резьбы. Приспособления подобного рода используются везде. Это дает возможность наносить резьбу для деталей, которым характерно вращение. Наличие таких зазубрин придает этому процессу поступательные движения, что немаловажно для соединения подобного рода в деталях оборудования и механизмах. Именно в этом случае важно подобрать правильный размер отверстия под резьбу, опираясь на таблицы и формулы. Ведь некачественное или ненадежное сочленение может привести к серьезной поломке.
Группы и варианты нарезки
Относительно направления движения направляющего выделяют:
наружные;
внутренние;
однозаходовые;
многозаходовые;
правые;
левые.
Существует специальная размерная система для нанесения резьбы и определения размера отверстия под резьбу. Согласно ей, существуют такие варианты резьбы, нарезающиеся при помощи метчиков, как:
Метрическая.
Дюймовая, отличающаяся иным профилем. Здесь характерен угол 55о, обозначение диаметра показывается не в миллиметрах, а в дюймах, а число ниток определяет шаг.
Трубная характеризуется отличиями в первоначальном диаметре, основывающемся на размере трубного отверстия. Подходит только для наружной нарезки. Размеры отверстия под резьбу полдюйма трубной нарезки определяются согласно таблице, приведенной ниже.
Метрическая резьба
Ей характерен особый профиль, внешне напоминающий форму треугольника, угол – 60о. Все замеры при определении параметров резьбы и отверстий под нее проводят в миллиметрах. На это рекомендовано обратить внимание!
В заводских условиях при создании резьбы по такой технологии наносят специальную маркировку, производящуюся для больших шагов с использованием цифрового и буквенного обозначения. В таком варианте оформления цифра означает наружный размер отверстия под резьбу, то есть – диаметр.
Изучая любой из чертежей, можно встретить такого рода обозначение – «М4», «М6» и т.д. Иногда обозначение приходится оформлять с нетиповым шагом, тогда в описание дополнительно вводится цифровой маркер, означающий размер шага, к примеру «М8х0,8».
На основе данных таблиц сформирован некий перечень формата «резьба – размер сверла», часто использующийся мастерами на практике:
М5 – 0,42 см;
М4 – 0,33 см;
М8 – 0,67 см;
М12 – 0,96 см.
Особенности выбора сверла под метрическую резьбу
Запомните, что под нарезку М6 подходит отверстие с диаметром 0,5 см, в то время как под резьбу М3 стоит брать сверло с диаметром не больше 0,21 см.
Запомните, что для вычисления размера отверстия под резьбу используется специальная формула, но зачастую такая необходимость не возникает, так как в общем доступе полным-полно специальных таблиц, разработанных специалистами. Такие формулировки станут в помощь и новичку в столярном деле, и мастеру. Использование уже готовых значений куда легче и практичнее, ведь не приходится каждый раз высчитывать необходимый показатель.
Особенности выбора сверла для нарезания
К примеру, зная размер отверстия под резьбу М8 (0,67 см), вы можете на основе заготовки создать отверстие с диаметром, соответствующим выбранному вами размеру инструмента, использующегося в ходе дальнейшего нарезания.
Стоит отметить, что в такой работе важна точность, а любое отверстие должно соответствовать размерам режущего инструмента и никак иначе. Именно это правило является основоположным в необходимости точного выбора сверла строго по размеру для последующей резки.
Сегодня трудностей с выбором и покупкой сверл не возникает, ведь на рынке можно подобрать любую модель под любой размер, начиная с минимального диаметра и заканчивая крупным калибром.
Исходя из конкретных задач, можно заказать изготовление сверла для необходимого размера отверстия под резьбу дюймовую или миллиметровую.
Как и при помощи чего можно сформировать резьбу в изделии
Для того чтобы сформировать качественную резьбу, да еще и внутри заготовки, придется вооружиться таким приспособлением, которое зовется метчиком. Внешне оно напоминает винт, обладающий некоторыми углублениями с заостренными гранями. Один из конструктивных элементов – стержень, дополняющий метчик, бывает коническим или цилиндровым. Расположение канавок – продольное, благодаря чему они разделяют резьбовые соединения на мелкие элементы, получившие название гребней – рабочих частей.
При нанесении резьбы не стоит спешить, следите за чистотой канавки и убирайте слой стали постепенно. Помните, что от этого зависит дальнейшее качество деталей и прочность их соединения.
Чтобы, подобрав размер отверстия под резьбу М6 или другого диаметра, сделать все правильно, необходимо взять приспособление с большой длиной или запастись несколькими соответствующими элементами. Единичные метчики тоже купить не проблема. Такие элементы зачастую задействуются в ходе восстановления испорченной в результате длительной эксплуатации резьбы. Чтобы нарезать новый рельеф для правильного вкручивания деталей, метчики берут парами. Рекомендовано использовать один для формирования черновой резьбы, второй – для чистовой обработки.
Некоторые особенности использования метчиков
Особенность метчиков в комплекте кроется в том, что первый делает углубления маленького размера, а второй используется для их очистки и увеличения уже под необходимый размер с точностью до доли миллиметра.
Интересно, что на рынке появляются и трехпроходные приспособления для формирования резьбы.
Сталкиваясь с работой, связанной со сверлами и резьбовыми соединениями, тщательно подбирайте инструмент, учитывая его качество и характеристики. Даже самое маленькое отклонение от стандарта размерной сетки может привести к некачественному результату.
Потому и предлагается перед тем, как начать работу, определить размер отверстия под резьбу М10 (0,85 мм), М12 (0,96 мм) или другой, с которым вам предстоит работать.
Как сделать метчик из алюминиевого сплава в домашних условиях
Иногда возникает потребность в нарезке внутренней резьбы на поверхности латунного или легкосплавного покрытия детали. Для этого можно использовать самодельный инструмент и сверла, взятые из классического набора.
Чтобы сделать метчик своими руками, приготовьте стальную проволоку, которая при помощи плашки нарезается и закаляется. После закаливания рекомендовано отпустить деталь до цвета спелой соломы, а режущие кромки заточить, работая бруском или точилом, предварительно зафиксировав деталь в цанговом патроне.
Теперь, зная основные понятия, вы скорее разберетесь с необходимостью подсчета размеров отверстия для резьбы. С какими деталями и при помощи каких бы инструментов вы не работали, помните приведенные рекомендации, а если сомневаетесь в параметрах, полагайтесь на специальные таблицы, которые лучше распечатать и всегда держать под рукой.
Поиск подходящего размера сверла для нарезания резьбы
Поделиться этой публикацией
by Marlon Blandon
Вы действительно получаете наилучшие результаты от своих метчиков? Избегайте распространенных ошибок.
Одна из самых распространенных ошибок, которую допускают слесари при нарезании резьбы, — это использование сверла неправильного размера. Не намеренно, конечно, просто большинство машинистов используют устаревшие таблицы, разработанные еще в 1950-х годах, когда высокоскоростные дрели были нормой.
Чтобы снизить риск разрушения резьбы, инженер-конструктор часто проявлял осторожность и указывал высокие проценты высоты резьбы в резьбовых отверстиях. Процент значений резьбы, которые указаны в старых таблицах сверления метчиков, в большинстве случаев выше, чем необходимо. Другая причина, по которой некоторые таблицы сверления резьбовых отверстий устарели, заключается в том, что большинство сверл для изготовления резьбовых отверстий были изготовлены из быстрорежущей стали или кобальта, когда были созданы таблицы. Многие отверстия под метчик в настоящее время создаются с помощью высокопроизводительных твердосплавных сверл, и эти твердосплавные сверла позволяют получить более точные отверстия, чем сверла из быстрорежущей стали. Высокоскоростные сверла обычно вырезают отверстия большего размера, чем твердосплавные сверла.
Правильный выбор размера сверла для метчика повлияет на операцию обработки. Многие производители инструментов предлагают использовать процент значений резьбы от 60 до 70 процентов для большинства операций предварительного сверления. Увеличивая диаметр предварительно просверленного отверстия, слесарь может увеличить срок службы метчика за счет уменьшения усилия, необходимого для формирования резьбы. Важно понимать, что прочность нити не прямо пропорциональна проценту нити. По некоторым данным, 100-процентная резьба всего на пять процентов прочнее, чем 75-процентная резьба, но для ее создания требуется в три раза больший крутящий момент. Срок службы метчика значительно сокращается, чтобы теоретически увеличить прочность резьбы.
Например, нарезанная резьба 7/16-14 UNC обычно обозначается буквой «U» для сверления диаметром 9,3 мм (0,3680 дюйма) на большинстве старых таблиц сверления метчиком, что соответствует 75-процентному значению для процента от резьба, но сверло диаметром 9,4 мм (0,3701 дюйма) может быть лучшим выбором. Немного больший диаметр сверла по-прежнему обеспечивает 73-процентную резьбу, что более чем приемлемо. Но это двухпроцентное уменьшение процента резьбы снизит крутящий момент на режущем инструменте и увеличит срок службы метчика. Как правило, чем прочнее материал, тем меньший процент резьбы требуется для удовлетворения проектных требований. В некоторых более твердых материалах, таких как никелевые сплавы, нержавеющая сталь и закаленные стали, можно нарезать резьбу всего лишь с 50 % диаметра резьбы.
Для накатной резьбы требуются отверстия большего диаметра, чем указанные для нарезных метчиков. Для роликовой резьбы 7/16-14 UNC потребуется сверло размером 10,25 мм (0,4035 дюйма). Материал смещается и формуется, а не режется, что требует предварительно просверленного отверстия для поддержания правильного количества материала, который должен быть сформирован в профиль резьбы метчика. Роликовая нарезка метчика вытесняет металл из стенок отверстия для образования резьбы, поэтому сверло для нарезки метчика оставляет слишком много материала в отверстии
Выбор правильного размера метчика для нарезания внутренней резьбы не так прост, как просмотр устаревшей таблицы размеров метчика. Понимание того, как значения могут повлиять на производственный процесс, является важным фактором. SMT
Marlon Blandon — это менеджер по продукту Thread Mills с Emuge Corp.
Поделитесь этим постом
Последние статьи
Как использовать диаграмму для погружения в кран
Самый распространенный способ произвести для производства. внутренняя резьба заключается в том, чтобы просверлить отверстие, а затем использовать метчик для изготовления резьбы. Это обычно называют нарезным сверлом по размеру резьбы, которую необходимо произвести.
Существуют эмпирические правила, которые можно использовать для расчета необходимого размера сверла. Вы также можете определить размер сверла для метчика, покопавшись в Справочнике по машинному оборудованию, где вы найдете все перечисленные классы резьбы. Чтобы облегчить вам поиск, мы создали нашу собственную таблицу метчиков, которая включает только ту информацию, которая вам чаще всего понадобится для правильного сверления и нарезания резьбы. Чтобы создать нашу таблицу, мы взяли основные числа для наиболее распространенных резьб класса 2B из Справочника по машинному оборудованию. Ссылка для загрузки нашей удобной таблицы метчиков для сверления находится внизу этой статьи.
В нашей таблице метчиков указаны размеры винтов и сверла подходящего размера, чтобы сделать отверстие для метчика. Мы включили в нашу таблицу четыре уникальные таблицы:
РАЗМЕРЫ сверл — В этой таблице перечислены все размеры сверл до 1000 дюймов и наиболее распространенные от 1000 до 1500 дюймов перечислены наиболее распространенные размеры метчиков, обычно одна крупная и одна мелкая резьба для каждого размера, от #0 до 1-1/2”
МЕТРИЧЕСКИЕ РАЗМЕРЫ РЕЗЬБЫ ДЛЯ МЕТЧИКА – В этой таблице перечислены наиболее распространенные размеры метчиков, обычно одна крупная и одна мелкая резьба, от M1,6 до M39
ТРУБНАЯ РЕЗЬБА (NPT) – В этой таблице перечислены распространенные резьбы NPT от 1 /16” to 3”
Давайте рассмотрим пример, демонстрирующий, как использовать нашу диаграмму. Скажите, что на вашем рисунке есть вырез резьбы 1/4 дюйма. Чтобы определить, какой размер сверла для метчика вам нужен, перейдите к таблице «Размеры сверл для дюймовых метчиков» в нашей таблице метчиков. (См. рис. 1.) В левой колонке таблицы вы увидите два варианта 1/4”. Первый вариант, 1/4″-20, — это вариант с крупной резьбой (меньше ниток на дюйм). 1/4″-28 — вариант с тонкой резьбой. Справочник по машинному оборудованию говорит нам, что в качестве наилучшей практики вы всегда должны по умолчанию сначала использовать грубую резьбу, если только нет причины, по которой вам нужна тонкая резьба. Найдя резьбу 1/4″-20 в таблице размеров метчиковых сверл в дюймах, мы перейдем к правому столбцу этой строки и обнаружим, что нам нужно использовать метчиковое сверло №7. Если мы затем посмотрим на таблицу «Размеры сверла», мы увидим, что сверло № 7 имеет размер 0,201 дюйма.
Рис. 1. Определение размера сверла метчика для условного обозначения резьбы 1/4″
Если на чертеже есть условное обозначение метрической резьбы, перейдите к таблице «Размеры сверл для метчиков» и выполните ту же процедуру.
Таблица сортамента равнополочных уголков по ГОСТ 8509–93
Наименование, размер полки, толщина стенки
Масса кг/м
А, размер полки мм
t, толщина полки мм
Сортамент уголков равнополочных ГОСТ 8509
уголок равн. 20×20*3
0,88 кг/м
20 мм
3 мм
уголок равн. 25×25*3
1,12 кг/м
25 мм
3 мм
уголок равн. 25х25*4
1,45 кг/м
25 мм
4 мм
уголок равн. 30х30*3
1,36 кг/м
30 мм
3 мм
уголок равн. 30х30*4
1,78 кг/м
30 мм
4 мм
уголок равн. 35х35*4
2,09 кг/м
35 мм
4 мм
уголок равн. 35х35*5
2,57 кг/м
35 мм
5 мм
уголок равн. 40х40*3
1,84 кг/м
40 мм
3 мм
уголок равн. 40х40*4
2,42 кг/м
40 мм
4 мм
уголок равн. 40х40*5
2,97 кг/м
40 мм
5 мм
уголок равн. 45х45*4
2,74 кг/м
45 мм
4 мм
уголок равн. 45х45*5
3,38 кг/м
45 мм
5 мм
уголок равн. 50х50*4
3,06 кг/м
50 мм
4 мм
уголок равн. 50х50*5
3,77 кг/м
50 мм
5 мм
уголок равн. 50х50*6
4,47 кг/м
50 мм
6 мм
уголок равн. 60х60*5
4,57 кг/м
60 мм
5 мм
уголок равн. 60х60*6
5,42 кг/м
60 мм
6 мм
уголок равн. 60х60*8
7,09 кг/м
60 мм
8 мм
уголок равн. 65х65*6
5,91 кг/м
65 мм
6 мм
уголок равн. 65х65*8
7,73 кг/м
65 мм
8 мм
уголок равн. 70х70*6
6,38 кг/м
70 мм
6 мм
уголок равн. 70х70х7
7,38 кг/м
70 мм
7 мм
уголок равн. 75х75*6
6,85 кг/м
75 мм
6 мм
уголок равн. 75х75*8
8,99 кг/м
75 мм
8 мм
уголок равн. 80х80*6
7,34 кг/м
80 мм
6 мм
уголок равн. 80х80*8
9,63 кг/м
80 мм
8 мм
уголок равн. 80х80*10
11,9 кг/м
80 мм
10 мм
уголок равн. 90х90*7
9,61 кг/м
90 мм
7 мм
уголок равн. 90х90*8
10,9 кг/м
90 мм
8 мм
уголок равн. 90х90*9
12,2 кг/м
90 мм
9 мм
уголок равн. 90х90*10
15,0 кг/м
90 мм
10 мм
уголок равн. 100х100*8
12,2 кг/м
100 мм
8 мм
уголок равн. 100х100*10
15,0 кг/м
100 мм
10 мм
уголок равн. 100х100*12
17,8 кг/м
100 мм
12 мм
уголок равн. 120х120*8
14,7 кг/м
120 мм
8 мм
уголок равн. 120х120*10
18,2 кг/м
120 мм
10 мм
уголок равн. 120х120*12
21,6 кг/м
120 мм
12 мм
уголок равн. 125х125*8
15,3 кг/м
125 мм
8 мм
уголок равн. 125х125*10
19,0 кг/м
125 мм
10 мм
уголок равн. 125х125*12
22,6 кг/м
125 мм
12 мм
уголок равн. 150х150*10
23,0 кг/м
150 мм
10 мм
уголок равн. 150х150*12
27,3 кг/м
150 мм
12 мм
уголок равн. 150х150*15
33,8 кг/м
150 мм
15 мм
уголок равн. 180х180*15
40,9 кг/м
180 мм
15 мм
уголок равн. 180х180*18
48,6 кг/м
180 мм
18 мм
уголок равн. 200х200*16
48,5 кг/м
200 мм
16 мм
уголок равн. 200х200*20
59,9 кг/м
200 мм
20 мм
уголок равн. 200х200*24
71,1 кг/м
200 мм
24 мм
уголок равн. 250х250*28
104 кг/м
250 мм
28 мм
уголок равн. 250х250*35
128 кг/м
250 мм
35 мм
заполните форму: получите счет или кп
Имя
Телефон
Email
Адрес доставки
Наименование продукции
Загрузка файла
50 Решение проблем для хранения и организации
Найдите место для всего с помощью этих блестящих идей для хранения и организации вашего дома.
Каждый редакционный продукт выбирается независимо, хотя мы можем получать компенсацию или партнерскую комиссию, если вы покупаете что-то по нашим ссылкам. Рейтинги и цены точны, а товары есть в наличии на момент публикации.
1 / 50
Полностью закрытое рабочее пространство
Когда дело доходит до хранения вещей в домашнем офисе, почему бы не мыслить масштабно и не превратить весь офис в одно место для хранения? Превратив дополнительный шкаф в домашний офис, вы получите все необходимое для хранения вещей, а также возможность закрывать дверцы, когда захотите, чтобы они не попадались на глаза.
2 / 50
Вставка в выдвижной ящик для ванной комнаты из кухни
Вставка в выдвижной ящик для столового серебра прекрасно подходит для хранения зубных щеток, тюбиков с зубной пастой, бритв, машинок для стрижки, бальзама для губ и многого другого. Благодаря различным размерам отделений предметы выглядят аккуратно и их легко найти.
В маленькой ванной комнате каждый квадратный сантиметр на счету. Воспользуйтесь этими умными советами, чтобы выжать из неожиданных мест дополнительное место для хранения вещей в ванной.
3 / 50
Фанерные потолочные полки
Складывайте средние и легкие предметы на полки, подвешенные к потолку. Полки входят в это неиспользуемое пространство над воротами гаража; вам понадобится 16 дюймов зазора, чтобы поместиться на полке и стандартных 12-1/2 дюйма. высокие пластиковые баки. Однако вы можете отрегулировать высоту полки и поставить их где угодно. Единственным ограничением является вес.
Мы разработали этот 4 x 6 футов. полка для удержания около 160 фунтов, нагрузка, которую может безопасно выдержать типичный потолочный каркас. Нажмите здесь, чтобы увидеть полные планы.
4 / 50
Семейный мастер на все руки
Стеллаж для хранения на дверце шкафа
Вот простой проект, который поможет навести порядок в этом хаосе: стеллаж для хранения на двери, который можно изготовить, обладая некоторыми навыками столярного дела и несколькими ручными инструментами. Вы можете изменить эту основную идею, чтобы организовать и другие шкафы.
5 / 50
Инструмент с тремя кольцами и папка с прибором
Храните руководства по эксплуатации вашего прибора и инструмента в папках с тремя кольцами, чтобы вы могли найти их, когда они вам понадобятся. Вставьте помеченные разделители, чтобы упорядочить их для быстрого ознакомления.
6 / 50
Семейный мастер на все руки
Разделительные глубокие ящики
Глубокие ящики часто содержат беспорядочную груду взаимосвязанных принадлежностей. Наше решение — выдвижной лоток, который создает два более мелких пространства. Сделайте это 1/8 дюйма. уже, чем выдвижной ящик, примерно на половину длины и любой глубины, которую вы хотите (у нас глубина 1-3/4 дюйма).
При размещении отверстий для регулируемых опор полок не полагайтесь на измерения и арифметические расчеты. Вместо этого поместите лоток внутри выдвижного ящика не менее чем на 1/8 дюйма. ниже проема шкафа и сделайте отметку на лотке. Наши опоры для полок плотно входят в отверстия, но для ваших может потребоваться немного суперклея. Этот простой ящик опирается на опоры для полок.
7 / 50
Семейный мастер на все руки
Кладовая: Хранение специй
Маленькие контейнеры для специй неэффективно используют место на полках, и их трудно найти, когда они окружены более высокими бутылками и предметами. Используйте небольшой карниз с пружинным натяжением в качестве простой полки. Он прост в установке и достаточно прочен, чтобы поддерживать специи. Узнайте, как сделать эту подставку для специй, в нашем видео-уроке.
8 / 50
Семейный мастер на все руки
Полки для коробок
Кубики идеально подходят для многих корзин и коробок и создают достаточно мало места для мини-коллекций книг и бумаг. С помощью этих простых в изготовлении коробочных полок вы можете создать индивидуальное пространство, которое идеально подойдет для вашего офиса.
9 / 50
Niradj/Shutterstock
Открытые стеллажи
Открытые стеллажи, которые легко собрать и бесконечно модифицировать, — это идеальный способ хранения канцелярских принадлежностей вне рабочего стола, который легко найти. Разделите книги, подставки для журналов и другие предметы, добавив несколько специальных предметов, таких как рамки для картин или вазы, чтобы сделать вашу полку более привлекательной и избежать беспорядка.
10 / 50
Box it Up
Коробки для хранения — это идеальный способ спрятать множество практичных офисных принадлежностей, таких как бумага, конверты, дополнительные шнуры и оборудование, с глаз долой. Этикетки могут помочь вам быстро найти что-либо, а использование коробок, чтобы скрыть беспорядок, поможет вашему офису быть готовым к работе и учебе.
Фото: Мелина Гиллис
11 / 50
Установка проволочных полок
Профессиональный монтажник делится своими знаниями о том, как установить проволочные стеллажи. Ускорьте свою работу и улучшите внешний вид с помощью этих советов по выравниванию, поддержке и обрезке проволочных полок.
12 / 50
StockPhoto Video/Shutterstock
Пакет сезонной одежды
Один из простых способов освободить место в шкафу — хранить сезонную одежду и аксессуары в другом месте, оставляя больше места для вещей, которые вам нужны сейчас.
Поместите одежду, аксессуары, обувь и сумочки в вакуумный пакет для хранения — вы удивитесь, насколько компактным он станет после удаления воздуха. Вставьте список того, что находится в каждой сумке, где вы можете его прочитать, чтобы вы могли найти что-то, если вам это понадобится неожиданно. Храните сумки на чердаке, под кроватью в самодельном ящике для хранения или в другом доступном месте.
13 / 50
Отверстия для перфорированной доски
Вот способ хранения всех этих тонких инструментов и магазинных принадлежностей. Отрежьте короткие отрезки трубы из ПВХ (трубы диаметром 1-1/2 дюйма и 2 дюйма хорошо подходят для большинства предметов) и наденьте их на крючки перфорированной доски. Затем загрузите их напильниками, ножовочными лезвиями, стяжками, карандашами, палочками для перемешивания… ну вы поняли.
14 / 50
Семейный мастер на все руки
Технические характеристики перфорированной панели
Все перфорированные панели имеют отверстия размером 1 дюйм. расстояние, но доступны две толщины и два размера отверстий.
Перфорированная панель с маленькими отверстиями обычно представляет собой оргалит толщиной 1/8 дюйма и диаметром 3/16 дюйма. отверстия. Отверстия будут вмещать только меньшие 1/8-in. колышки. Эта толщина хороша для небольших проектов и для подвешивания более легких вещей. Но для тяжелых инструментов — и долговечности — выбирайте более толстую доску.
Пегборд с большими отверстиями обычно представляет собой ДВП толщиной 1/4 дюйма и диаметром 1/4 дюйма. отверстия, которые будут принимать 1/8-in. и 1/4 дюйма. крючки. Это тип, который вам нужен для мастерских, гаражей и других помещений с интенсивным использованием. Некоторые полки из перфорированной доски имеют меламиновое покрытие с одной стороны.
15 / 50
Дизайн домика
Полка для дивана
Попробуйте сделать полку между диваном и стеной. Это пространство можно использовать как место для размещения лампы или растений, а также для хранения пультов, книг и свечей.
Фото: Littlehousedesign.com
16 / 50
Alena Ozerova/Shutterstock
Корзины и пуфики
Удачно расположенные корзины и пуфики помогут организовать вашу гостиную. Храните внутри одеяла, игрушки, материалы для рукоделия, фильмы и даже книги.
17 / 50
ben bryant/Shutterstock
Скамья для хранения
Скамья для хранения предназначена не только для хозяйственных помещений и входов. Попробуйте скамейку для хранения в гостиной в качестве дополнительного сидения и храните внутри настольные игры, игрушки или принадлежности для вязания.
18 / 50
Предоставлено Instructables
Couch Caddy
Держите все необходимое под рукой. В эту умную кушетку Ikea Hack Caddy можно положить пульт, напиток и журнал или газету. Найдите инструкции на instructables.com.
Фото: предоставлено instructables.com
19 / 50
ImageFlow/Shutterstock
Стеллажи в небольших помещениях
Небольшие помещения требуют творческих решений. Попробуйте повесить плавающие полки в этом маленьком угловом пространстве, где мебель не поместится. Или попробуйте угловую полку, которая занимает меньше места.
20 / 50
Семейный мастер на все руки
Развертки на уровне щиколотки
21 / 50
Светлана Черрути/Shutterstock
Хранить в чемоданах? Roll Away
Если у вас уже есть несколько неиспользуемых чемоданов, они могут подойти для хранения сезонной одежды (и не займут лишнего места). Сверните обычную одежду, такую как рубашки, свитера и брюки, в свободные связки, прежде чем убрать их на хранение. Так они занимают меньше места и легче дышат.
22 / 50
Хранить аэрозольную краску в винном ящике
Загоните кучу баллончиков с краской в винный ящик для хранения. Внутренние перегородки в винной коробке идеально подходят по размеру для узких банок, а красочные крышки остаются видимыми, когда вы заглядываете внутрь.
23 / 50
Пистолет для горячего клея Использование: Магниты в аптечке
Читатель Дэвид Фарранд предлагает отличное решение для размещения в ванной небольших металлических предметов, таких как пинцеты, кусачки для ногтей и т. д.: повесьте их на магниты внутри шкафа. Если ваш шкаф не имеет металлической поверхности, прикрепите магниты горячим клеем, по одному магниту на каждый металлический инструмент.
24 / 50
Семейный мастер на все руки
Хранение удлинителя двери гаража
Вам когда-нибудь хотелось иметь еще одну стену в гараже, на которую можно было бы повесить вещи? Ну ты вообще. Ваша гаражная дверь — идеальное место для хранения удлинителя. (Да, они останутся на месте, когда дверь откроется и закроется.) Установите проушины для винтов по диагонали на расстоянии примерно восьми дюймов друг от друга и проденьте через них эластичные шнуры (с обрезанными концами) для идеального хранения удлинительного шнура. Теперь у вас есть идеальный банджи-загон для дополнительных удлинителей.
25 / 50
Полка для мгновенной сушки
Создайте пространство для сушки одежды на воздухе в подвальной прачечной, прикрепив доску 1×2 к нескольким балкам над головой. Вбейте прочный гвоздь или шуруп в доску и в каждую балку; затем повесьте на доску несколько вешалок для сушки одежды.
26 / 50
Семейный мастер на все руки
Универсальные полки повышенной прочности
Приобретенные в магазине стеллажи либо трудно собрать, либо они хлипкие, либо очень дорогие. Вот лучшее решение. Эти полки прочные и простые в сборке и стоят около 70 долларов. Размер этой прочной полки рассчитан на стандартные ящики для хранения записей (по 4 доллара за штуку). Если вам нужно более глубокое хранилище, сделайте полки глубиной 24 дюйма и купите ящики глубиной 24 дюйма. Если вы предпочитаете использовать пластиковые контейнеры для хранения, измерьте размер контейнеров и измените расстояние между полками и стойками, чтобы они подходили.
Обратитесь к показанным размерам, чтобы отметить расположение горизонтальной 2×2 на задней части четырех 2×4. Также отметьте положение стоек 2×4 на 2×2. Затем просто совместите метки и прикрутите 2×2 к 2×4 парами 2-1/2 дюйма. шурупы по дереву. Обязательно держите 2×2 и 2×4 под прямым углом. Разорвите 4 x 8 футов. лист 1/2 дюйма. МДФ, фанера или ОСП на полосы шириной 16 дюймов и прикрутите их к 2×2, чтобы соединить две рамы и сформировать стеллаж.
Если вы выбираете пластиковые контейнеры, а не картонные коробки, пометьте пластик влажно-стираемым маркером. Когда пришло время перемаркировать мусорное ведро, просто сотрите метки влажной тряпкой. Нет места для напольных полок? Постройте эту раздвижную систему хранения на потолке.
27 / 50
Семейный мастер на все руки
Создание индивидуальных шкафчиков для хранения вещей
Сделайте каждого ответственным за свои вещи, предоставив им собственный шкафчик. Эти шкафы обеспечивают индивидуальные места для школьных принадлежностей, оборудования и верхней одежды. И будет поддерживать вашу организацию прихожей.
Плюс: соберите эти великолепные функциональные шкафчики для хранения вещей
.
28 / 50
Семейный мастер на все руки
В этих обувных коробках нет обуви
Наполните прозрачные пластиковые контейнеры для обувных коробок канцелярскими или канцелярскими принадлежностями и пометьте переднюю часть для удобства просмотра. Сложите их на верхних полках шкафа.
29 / 50
Семейный мастер на все руки
Оберните упаковочную бумагу
Используйте вешалку для обуви над дверью, чтобы хранить упаковочную бумагу и расходные материалы в одном месте и не мешать. Измерьте длину ваших рулонов и разрежьте нижние швы на карманах, через которые должен пройти рулон, оставив нижний карман нетронутым. Оставьте отдельные карманы для сортировки и хранения ножниц, скотча и ленты.
30 / 50
Семейный мастер на все руки
Повторное использование и переработка пищевых банок
Прежде чем выбрасывать пустые банки из-под чая, кофе и печенья, быстро промойте их. Используйте их повторно для уникального хранения канцелярских принадлежностей, фотографий и предметов из ящика для мусора. Квадратную форму труднее опрокинуть, чем круглую чашку для карандашей.
31 / 50
Семейный мастер на все руки
Сумки для грязной комнаты
Держите на прихожей большую сумку для каждого мероприятия, в котором вы или ваши дети регулярно участвуете. Например, возьмите одну сумку для тренировки по футболу и одну для репетиций группы. Таким образом, вы можете просто взять сумку и отправиться со всеми необходимыми вещами внутри. В зависимости от ваших потребностей, вы можете оставить себе еще три сумки на вынос:
Автомобильная сумка для путешествий/ресторана, наполненная удобными для путешествий игрушками, тихими играми или проектами, которыми дети могут заняться, ожидая ужина в ресторане;
Чемодан для химчистки одежды, которую нужно отнести в химчистку;
Библиотечная сумка для книг и читательского билета.
32 / 50
Семейный мастер на все руки
Органайзер для инструментов для барбекю
Если вы устали от того, что ваши инструменты для гриля занимают ценное место на боковых лотках вашего гриля, вот идеальное решение: прикрутите крючки к нижней стороне поручней террасы. Теперь вы можете повесить каждый инструмент на отдельный крючок. Это отличный способ держать инструменты в стороне, но именно там, где они вам нужны. Вы также можете выбрать магнитные крючки.
Плюс: Обновите свой гриль: инструменты для барбекю и аксессуары для гриля
33 / 50
Семейный мастер на все руки
Хранение за дверью: карманы для зарядных устройств и шнуров
Вам надоело рыться в ящиках и коробках в поисках подходящих шнуров и зарядных устройств для всех ваших электронных гаджетов? Одним из решений является использование органайзера для обуви из прозрачного винила. Сделайте этикетки для каждого кармана и положите каждый предмет на свое место. Теперь вы можете найти все, что вам нужно, не расстраиваясь.
34 / 50
Органайзер для багажника
Сделайте недорогой органайзер для багажника из ящиков для папок или пластиковых контейнеров. Используйте самоклеющуюся липкую ленту (например, липучку), чтобы прикрепить мусорное ведро к тканевой подкладке багажника. Теперь у вас есть отличное место для хранения автомобильных принадлежностей и перевозки пакетов с продуктами, чтобы они не опрокинулись.
35 / 50
Семейный мастер на все руки
Ящики для хранения под раковиной
Что скрывается под вашей кухонной раковиной? Если пространство под вашей раковиной похоже на наше, то это переполненное скопление чистящих средств, губок и пластиковых пакетов. Вот отличный способ хранить эти предметы прямо на дверце раковины. Разрежьте пластиковую емкость для хранения пополам канцелярским ножом и привинтите ее к внутренней стороне дверцы шкафа через пластиковую кромку в верхней части емкости. Просто убедитесь, что вы расположили его так, чтобы вы могли закрыть дверцу шкафа, когда все ваши сумки и другие принадлежности будут в мусорном ведре.
36 / 50
Идеи для хранения в шкафу: разумно используйте дверное пространство
Не забывайте о двери при подсчете места в шкафу! Попробуйте наддверный органайзер для обуви на задней стороне двери шкафа, чтобы организовать шарфы, ремни и другие аксессуары. Или, конечно же, обувь! Вы бы предпочли, чтобы ваша обувь была на видном месте? Сделайте эту простую в сборке полку для обуви в современном стиле!
37 / 50
Используйте узкие корзины, чтобы хранить больше
Хотите увеличить пространство на полках? Не смотрите дальше. Живете ли вы в особняке или в квартире-студии, храните галантерею в высоких (или плоских) узких контейнерах, которые помогут вам получить больше отдачи от затраченных средств. Но что делать, если на вашей кухне нет кладовой? Ознакомьтесь с этими 11 бюджетными решениями для организации без кладовой.
38 / 50
Family Handyman
Проволочный стеллаж
Вам не нужно покупать причудливый стеллаж для хранения рыболовных снастей. Прикрутите несколько коротких секций проволочных полок к потолку гаража или мастерской. Ваши удочки будут организованы и не будут мешаться до тех пор, пока они вам не понадобятся.
Эти 18 изменяющих жизнь идей для организации вещей, которые трудно хранить.
39 / 50
Полки в уголках шкафов
Освободите скрытое пространство в нишах ваших шкафов, добавив набор проволочных полок. Проволочные полки бывают разной ширины.
Измерьте ширину и глубину помещения. Затем выберите подходящие стеллажи и попросите продавца обрезать полки до нужной вам длины. Вычтите 3/8 дюйма. от фактической ширины определить длину полки. Купите пару концевых монтажных кронштейнов и пару пластиковых зажимов для каждой полки.
Хотите больше советов по организации вашего гардероба? Посмотрите эти 11 идей для хранения одежды.
40 / 50
Семейный мастер на все руки
Место для хранения балок
Не тратьте все пространство между балками в подвале или гараже. Прикрутите проволочные полки к нижней стороне балок. 8 футов. х 16 дюймов. длина проволочной полки и пачка пластиковых зажимов (продаются отдельно) стоит около 20 баксов. Не забывайте, что проволочные полки светятся и на стенах. Узнайте о лучших методах установки проволочных стеллажей здесь.
41 / 50
Семейный мастер на все руки
Аккуратный файловый центр
Столешница — это посадочная площадка для бумаги — почты, газетных вырезок и других заметок. Уберите этот беспорядок со своего прилавка с помощью папок и держателя файлов. Показанный здесь (из канцелярского магазина) крепится с помощью винтов или двустороннего вспененного скотча. Если у вас нет подходящей вертикальной поверхности, приобретите держатель для файлов, который устанавливается на столешницу. Он займет меньше места (и будет выглядеть аккуратнее), чем стопка бумаг. Если у вас мало места и вы могли бы использовать домашний офис, прочитайте о том, как превратить свой шкаф в импровизированный домашний офис!
42 / 50
Family Handyman
Декоративная полка для фартука
Полки для фартука обеспечивают легкий доступ и стильное хранение. Установка большинства версий занимает всего несколько минут. Тем не менее, у стоек Backsplash есть несколько недостатков. Вся ваша кухонная утварь должна хорошо выглядеть, так как она выставлена на обозрение. И если вы когда-нибудь решите снять стойку, у вас останутся отверстия для винтов в задней панели. Не большая проблема с гипсокартоном, но некрасивая и неустранимая в плитке.
43 / 50
Бары Monkey
Бары Monkey Навесной шкаф
Если вам нужно место для хранения над навесным шкафом, у баров Monkey есть решение. Система, изготовленная из прочной стали, предлагает индивидуальные решения, позволяющие убрать инструменты и материалы с пола гаража и убрать их с дороги, но при этом оставаться в пределах досягаемости. Вы можете изменить систему крючков и стержней, чтобы соответствовать меняющимся потребностям в хранении в будущем.
Ознакомьтесь с еще 14 продуктами для хранения в гараже.
Изображение предоставлено Monkey Bars.
44 / 50
Семейный мастер на все руки
Многоуровневые вешалки для большего количества вещей в шкафу
Не хватает места в шкафу? Используйте легкую цепочку, чтобы расположить одежду в высоких шкафах в шахматном порядке, чтобы максимально увеличить пространство. Просто наденьте первое звено цепи на первую вешалку и повесьте последующие вешалки на все остальные звенья после. Повесьте до шести рубашек на один стержень. Если вы готовы к более крупному проекту, вы можете построить собственную систему хранения из меламина.
45 / 50
Семейный мастер на все руки
Узкая тележка для прачечной
Во многих прачечных есть узкое пустое пространство рядом со стиральной машиной и сушилкой или между ними, и обычно это укрытие для носков и ворса. Чтобы воспользоваться этим пространством и организовать свою прачечную, соберите простую фанерную тележку для прачечной на фиксированных роликах для хранения моющих средств и других принадлежностей для стирки.
46 / 50
Семейный мастер на все руки
Указатель контейнеров для хранения
Как и многие другие люди, мы с женой любим большие пластиковые баки. Но запомнить, что находится внутри каждого контейнера, сложно, а прочитать небольшую этикетку почти невозможно, когда ваши контейнеры хранятся высоко на полках в гараже. Мы решили обе проблемы, пометив наши корзины большими числами. Каждый номер соответствует странице в скоросшивателе, на которой перечислено содержимое каждой корзины. Изменить список просто, и гораздо проще найти то, что вам нужно, проверяя папку, чем рыться в каждой корзине.
— читатель Джеральд Науманн.
Примечание редактора: когда дело доходит до bin ID. теги, нам нравятся клейкие мешочки для хранения, которые позволяют легко вставлять и вынимать каталожные карточки. Вы можете найти их в магазинах канцелярских товаров или в интернет-магазинах.
47 / 50
Кухонная направляющая для хранения
Освободите место на кухне, установив направляющую из нержавеющей стали, на которую можно повесить кухонную утварь, кофейные кружки, кастрюли, сковородки и многое другое. Это отличное решение для хранения, если у вас есть невостребованные стены. Это также отличное место для расстановки и/или сушки кухонных полотенец и прихваток.
48 / 50
Семейный мастер на все руки
Шкафчики для прачечной быстрого приготовления
Если у вас нет шкафов или полок в вашей крошечной прачечной, купите недорогие пластиковые ящики в магазине со скидками и создайте собственную стену из кабин для небольшой комнаты. Прикрутите их к стойкам стены, используя шайбу в верхнем углу каждого ящика для дополнительной прочности полок в прачечной DIY. В ящиках много припасов, и они не дают опрокинуться таким вещам, как ваш утюг. Вот еще несколько идей для хранения небольших помещений.
49 / 50
Семейный мастер на все руки
ПВХ чехлы для щипцов для завивки
Ненавидите грязный вид щипцов для завивки, лежащих на туалетном столике или в бачке унитаза? Вот вам совет. Используйте липкую ленту, чтобы прикрепить пятидюймовые отрезки 2-дюймовых. Труба из ПВХ к дверце туалетного столика, чтобы держать щипцы для завивки. Проделайте то же самое с трехдюймовыми кусками 1-1/2 дюйма в диаметре. труба для удержания шнуров. Просто измерьте свои щипцы для завивки, чтобы увидеть, какой длины должны быть ваши «кобуры». Дайте вашим щипцам для завивки остыть, прежде чем убрать их.
50 / 50
Семейный мастер на все руки
Выбросить старую одежду
Одежду, к которой вы не прикасались два года, нужно выбросить. Правило двух лет учитывает более теплую, чем обычно, зиму или несезонное лето, когда вы можете не носить то, что носите обычно. Он также учитывает одежду, которую вы хранили для работы по дому, например, для работы во дворе или покраски, не позволяя вам держать эти предметы на неопределенный срок. Если вы не хотите тратить время на то, чтобы примерить что-то, чтобы подтвердить, что вы все еще любите это, тогда вы можете отказаться от этого. Узнайте о шведской чистке после смерти и о том, сможете ли вы применить некоторые принципы. Просто будьте осторожны с тем, что вы жертвуете, есть ряд вещей, которые вы должны дважды подумать о пожертвовании.
Первоначально опубликовано: 07 января 2020 г.
Идеи кухонных полок для хранения вещей – 17 идей полок для кухни
Информационный бюллетень Ideal Home
Дом великих идей на протяжении более 100 лет
Спасибо, что подписались на . Вскоре вы получите электронное письмо с подтверждением.
Возникла проблема. Пожалуйста, обновите страницу и повторите попытку.
Отправляя свою информацию, вы соглашаетесь с Условиями использования (открывается в новой вкладке) и Политикой конфиденциальности (открывается в новой вкладке) и вам исполнилось 16 лет.
Кухни являются центром дома для многих из нас, но самое сложное, когда дело доходит до идей кухонных полок, заключается в том, что мы хотим, чтобы они выглядели потрясающе, но они также должны быть практичными.
Идеи для хранения на кухне могут быть представлены во многих других формах, помимо традиционных настенных шкафов и тумбочек, и иногда достаточно проявить немного воображения, чтобы найти прекрасную идею или решение.
Открытые стеллажи — отличный вариант, если вы являетесь счастливым обладателем впечатляющей коллекции посуды или увлеченным поваром, который ценит наличие продуктов под рукой. Однако выставление всего напоказ не для слабонервных, поскольку требуется определенная самоотверженность, чтобы полки выглядели элегантно.
Кухонные стеллажи, которые вдохновляют
В то время как традиционные нижние и настенные шкафы придают чистый и классический вид, открытые стеллажи дают возможность придать помещению характер и показать вещи, которые значат что-то важное для вас и вашей семьи.
Но подумайте о различных способах воплощения этого образа и определите, какой стиль лучше всего подойдет для вашего дома и для того, как вы используете свою кухню.
Вдохновитесь этими идеями кухонных стеллажей, чтобы создать действительно стильное хранилище…
(Изображение предоставлено Future PLC)
Этот умный домовладелец объединил свои деревянные кухонные полки со сделанным на заказ освещением, используя всего лишь отрезок скромной медной трубы. Вместо того, чтобы скрыть тот факт, что они использовали довольно простой строительный материал для поддержки своих открытых полок, они использовали внешний вид, чтобы сделать особенность, даже проводку в осветительных приборах, чтобы создать эффект «вау» на своих стенах.
Хотя вам понадобится помощь электрика, чтобы помочь с освещением, изготовление стеллажей из медных труб — лучший совет для любой кухни в индустриальном стиле.
2. Держите сушеные продукты на открытом воздухе
(Изображение предоставлено Garden Trading)
Если вы заядлый пекарь или шеф-повар и не любите ничего, кроме приготовления блюд для семьи и друзей, выберите Храните ингредиенты для приготовления пищи и выпечки в стеклянных банках и канистрах. Их размещение на открытых полках создает стильную идею кухонной кладовой.
Мало того, что они выглядят намного приятнее, чем в упаковке, это означает, что все они всегда под рукой, когда они вам нужны, плюс вы можете следить за тем, что у вас может закончиться, так что вы никогда не будете поймал короткую середину выпечки.
3. Добавьте зеркальные панели, чтобы усилить ощущение пространства.
(Изображение предоставлено Future PLC)
Эти стеклянные полки висят на зеркальной панели, благодаря чему кухонное пространство кажется огромным. Использование простой деревянной палочки для поддержки каждой полки создает беспроблемный вид и позволяет предметам на каждой полке действительно говорить.
Демонстрация в основном стеклянной посуды также является хитрым приемом, так как через нее проходит больше естественного света, что придает кухне легкость и воздушность. Ощущение побережья усиливается за счет использования аксессуаров цвета морской волны и морских знаков.
4. Сделайте ее монохромной
(Изображение предоставлено Future PLC)
Соблюдение единой цветовой палитры — один из способов сделать вашу кухню стильной и не выглядеть слишком хаотично. С простыми серыми стенами, черными проволочными полками для поваренных книг и кулинарных журналов и белыми полками с черными кронштейнами эта домовладелица выбрала всю свою посуду и банки для хранения в той же монохромной палитре.
Узорчатые плитки добавляют интереса, но не становятся слишком властными, поскольку они все еще находятся в пределах тех же двух цветов и позволяют горшку с травами действительно выделяться на фоне них.
5. Работа в стиле Japandi
(Изображение предоставлено Cult Furniture)
Сочетая японский и скандинавский стили, тенденция Japandi по-прежнему актуальна в интерьерах. С его простыми линиями и формами, а также с сильным использованием черного цвета, выбор кухонной полки меньшего размера позволяет более продуманно отображать ваши самые ценные или наиболее используемые предметы.
Максимальное использование высоты стены, а не ее ширины, также является хорошей идеей, если у вас мало места на собственной кухне, а ребристые стеклянные кувшины для хранения прекрасно сочетаются со стилем Japandi.
6. Используйте стеллажи для отделки фартука
(Изображение предоставлено Future PLC)
Прикрепив деревянную полку к верхней части этого мраморного фартука, вы создали четкое разделение вдоль стены минималистичной кухни. Длинная плавающая полка прекрасно сочетается с твердым мрамором и создает место для демонстрации произведений искусства, растений и аккуратно сложенной посуды.
Хотя над ней есть место для еще одной полки, домовладелец решил не усложнять и позволил простоте дизайна стать отличительной чертой. Это также означает, что можно повесить настенный светильник, который вечером создаст уютный свет над рабочей поверхностью.
Переливание ваших кухонных принадлежностей в аккуратные подходящие банки приносит определенное удовлетворение и позволяет легко определить, заканчивается ли у вас что-либо ингредиенты.
Помимо того, что ваши полки будут выглядеть опрятно, ваши галантереи также будут оставаться герметичными. Этот тип стеллажей требует некоторой пыли, но мы думаем, что преимущества стиля стоят дополнительных усилий.
Если вы выбрали красивую древесину для своих столешниц (и настенной плитки, которая их дополняет), используйте ту же древесину для полок. так как это создаст сбалансированный вид.
Шоколадно-коричневый и синий цвет утиного яйца — всегда выигрышная комбинация. Если вы выбираете цветную плитку, подумайте, что вы хотите разместить на полках. Здесь посуда и другие предметы были тщательно подобраны, чтобы отражать тона дерева и плитки.
Вместо открытых полок открытый навесной шкаф выглядит более элегантно, так как столярные изделия будут в том же стиле, что и остальные вашей кухни, но он по-прежнему позволяет вам иметь свои лучшие кружки, чайник или что-то еще, что вы используете чаще всего, под рукой.
Будьте изобретательны при работе с небольшими пространствами. Неглубокая стена или узкая щель — это возможность для умного хранения. Это может означать вариант, сделанный на заказ, а не «стандартный» номер, но любой плотник или разнорабочий, достойный своей соли, должен быть в состоянии сделать полки по размеру.
Превратите хранилище в стильный аксессуар с системой стеллажей от стены до стены. В этом случае древесина имеет тонкие серые тона текстуры, которые идеально сочетаются с мебелью.
12. Рассмотрите остров для хранения
(Изображение предоставлено Future PLC)
Стеллажи предназначены не только для стен. Заполнение одной стороны острова открытыми полками из того же материала, что и навесные шкафы, — отличный способ привнести цвет и интерес в вашу кухонную схему.
Для кухни в стиле кантри современные стеллажи могут выглядеть неуместно. Почему бы не сделать полку из переработанной древесины, чтобы добавить мгновенного характера и обеспечить идеальный выступ для ваших деревенских мисок и посуды? Эта идея деревенской кухни подходит как для сельской, так и для городской среды.
Разбейте группу единиц с помощью простых стеллажей того же цвета, что и ваши шкафы. Кронштейны из того же материала, что и напольное покрытие и кухонная столешница, создадут приятную для глаз атмосферу спокойствия.
Винтажный верстак станет отличной альтернативой для хранения на кухне. Чтобы он выглядел опрятно, используйте ряд ящиков для хранения различных вещей, таких как посуда для выпечки и оборудование, чтобы вы могли легко найти их, когда они вам понадобятся.
Хранение не является проблемой на этой кухне, но проволочная настенная полка обеспечивает идеальный завершающий штрих. Его темные металлические тона сочетаются с сланцевым полом и серой узорчатой настенной плиткой, а также предлагают место для хранения чая и кофе.
Полки того же оттенка, что и ваши шкафы, имеют единообразие, которое понравится тем, кто любит, чтобы вещи выглядели элегантно и имели форму. Тонкий серый фон, показанный здесь, предлагает бесконечные возможности для расстановки полок (если вы любите так проводить время — без суждений).
Если вы любите собирать такие вещи, как старинные банки, красивые вазы или красочную посуду, зачем прятать их в шкафу? Создайте пространство, в котором вы сможете видеть их каждый день.
Если вам нравится внешний вид традиционного валлийского комода, но у вас нет места, почему бы не закрепить на стене только верхнюю часть часть агрегата? Покрасьте верхнюю часть комода в тот же цвет, что и кухонные шкафы, и используйте его для демонстрации кружек, стаканов и тарелок.
Добавьте высокую полку над фартуком для демонстрации произведений искусства, а также привлекательных консервных банок и пищевых упаковок. Полочное пространство не обязательно должно быть чисто практичным; Здесь принты в рамах на кухонную тематику придают помещению индивидуальность. Повторно используйте красивые жестяные банки в качестве подставок для посуды, а старые стеклянные бутылки — в качестве ваз для бутонов.
Углы на кухне нельзя игнорировать. Они обеспечивают скрытое пространство для хранения и являются отличным местом для демонстрации кулинарных книг, эмалированной посуды и медных акцентов, как показано здесь. Используйте даже самое узкое пространство, установив полки, которые плотно прилегают между двумя стенами.
Используйте ширину целой стены с заказными полками, как в этом дизайне, в котором полки-витрины сочетаются со шкафчиками, так что вы может похвастаться декоративными элементами и спрятать повседневный беспорядок. Кроме того, с индивидуальным дизайном его легко согласовать со стилем комнаты с помощью мелких деталей, таких как деревянная окантовка или отделка, или помочь ему слиться со стеной, используя однородный цвет.
Книжный шкаф или единица хранения теперь могут поставляться в ассортименте размеров, материалов и цветов или даже быть настроены в соответствии с вашими собственными украшение. Это бесценный предмет мебели, который можно использовать в любой комнате дома. Чтобы создать немного больше интереса на вашей стене, обратите внимание на асимметричные конструкции, а для более сложных пространств доступно множество более узких вариантов, идеально подходящих для размещения между двумя окнами. Не чувствуйте себя обязанным использовать их только для книг, они также могут стать идеальной витриной.
Открытые полки на кухне — хорошая идея?
Открытые полки на кухне очень эффективны во многих отношениях. Как объясняет Том Хоули, директор по дизайну кухонь Tom Howley : «Выставление предметов, которыми вы пользуетесь каждый день, значительно экономит время. Вы идете прямо к вещам, которые вам нужны».
‘Кроме того, это избавит вас от беспорядка, который может возникнуть, если вы будете хранить свои вещи закрытыми за дверцами шкафа. Иногда слишком легко складывать документы в том же месте, что и тарелки для завтрака. Вы не сделаете этого, если мир увидит, чем вы занимаетесь, так что это также способствует повышению уровня организации. Организованные кухонные шкафы облегчают планирование еды и покупку продуктов, потому что все находится на своем месте, и вы можете сразу увидеть, что вам нужно израсходовать или чем запастись».
Открытые стеллажи — отличный вариант, если вы являетесь счастливым обладателем впечатляющей коллекции посуды или увлеченным поваром, который ценит наличие продуктов под рукой. Однако выставление всего напоказ не для слабонервных, поскольку требуется определенная самоотверженность, чтобы полки выглядели элегантно.
ГОСТ 1018-77 Ленты алюминиевые, медные, латунные и мельхиоровые для капсюлей. Технические условия. Заменен на ГОСТ 1018-2015.
ГОСТ 1048-2016 Ленты из алюминиевой бронзы для пружин. Технические условия
ГОСТ 1048-79 Ленты из алюминиевой бронзы для пружин. Технические условия. Заменен на ГОСТ 1048-2016.
ГОСТ 10703-73 Листы алюминиевые для полиграфической промышленности. Технические условия
ГОСТ 1131-76 Сплавы алюминиевые деформируемые в чушках. Технические условия
ГОСТ 13616-78 Профили прессованные прямоугольные полосообразного сечения из алюминия и алюминиевых сплавов. Сортамент. Заменен на ГОСТ 13616-97.
ГОСТ 13616-97 Профили прессованные прямоугольные полосообразного сечения из алюминия, алюминиевых и магниевых сплавов. Сортамент
ГОСТ 13617-82 Профили прессованные бульбообразные уголкового сечения из алюминия и алюминиевых сплавов. Сортамент. Заменен на ГОСТ 13617-97.
ГОСТ 13617-97 Профили прессованные бульбообразные уголкового сечения из алюминия, алюминиевых и магниевых сплавов. Сортамент
ГОСТ 13618-81 Профили прессованные косоугольные фитингового уголкового сечения из алюминия и алюминиевого сплава. Сортамент. Заменен на ГОСТ 13618-97.
ГОСТ 13618-97 Профили прессованные косоугольные фитингового уголкового сечения из алюминия, алюминиевых и магниевых сплавов. Сортамент
ГОСТ 13619-81 Профили пресованные прямоугольные фасонного зетового сечения из алюминия и алюминиевых сплавов. Сортамент. Заменен на ГОСТ 13619-97.
ГОСТ 13619-97 Профили прессованные прямоугольные фасонного зетового сечения из алюминия, алюминиевых и магниевых сплавов. Сортамент
ГОСТ 13620-90 Профили прессованные прямоугольные равнополочного зетового сечения из алюминиевых и магниевых сплавов. Сортамент
ГОСТ 13621-90 Профили прессованные прямоугольные равнополочного двутаврового сечения из алюминиевых и магниевых сплавов. Сортамент
ГОСТ 13622-91 Профили прессованные прямоугольные равнополочного таврового сечения из алюминиевых и магниевых сплавов. Сортамент
ГОСТ 13623-90 Профили прессованные прямоугольные равнополочного швеллерного сечения из алюминиевых и магниевых сплавов. Сортамент
ГОСТ 13624-90 Профили прессованные прямоугольные отбортованного швеллерного сечения из алюминиевых и магниевых сплавов. Сортамент
ГОСТ 13726-78 Ленты из алюминия и алюминиевых сплавов. Технические условия. Заменен на ГОСТ 13726-97.
ГОСТ 13726-97 Ленты из алюминия и алюминиевых сплавов. Технические условия
ГОСТ 13737-90 Профили прессованные прямоугольные равнополочного уголкового сечения из алюминиевых и магниевых сплавов. Сортамент
ГОСТ 13738-91 Профили прессованные прямоугольные неравнополочного уголкового сечения из алюминиевых и магниевых сплавов. Сортамент
ГОСТ 13843-2019 Катанка из алюминия. Технические условия
ГОСТ 13843-78 Катанка алюминиевая. Технические условия. Заменен на ГОСТ 13843-2019.
ГОСТ 14838-78 Проволока из алюминия и алюминиевых сплавов для холодной высадки. Технические условия
ГОСТ 1595-90 Полосы и ленты из алюминиево-марганцевой бронзы. Технические условия. Заменен на ГОСТ 1595-2021.
ГОСТ 17232-79 Плиты из алюминия и алюминиевых сплавов. Технические требования. Заменен на ГОСТ 17232-99.
ГОСТ 17232-99 Плиты из алюминия и алюминиевых сплавов. Технические условия
ГОСТ 17575-90 Профили прессованные прямоугольные таврошвеллерного сечения из алюминиевых и магниевых сплавов. Сортамент
ГОСТ 17576-81 Профили пресованные косоугольные трапециевидного отбортованного сечения из алюминия и алюминиевых сплавов. Сортамент. Заменен на ГОСТ 17576-97.
ГОСТ 17576-97 Профили прессованные косоугольные трапециевидного отбортованного сечения из алюминия, алюминиевых и магниевых сплавов. Сортамент
ГОСТ 18482-2018 Трубы прессованные из алюминия и алюминиевых сплавов. Технические условия
ГОСТ 18591-91 Профили алюминиевые специальные. Сортамент. Технические требования
ГОСТ 20967-2019 Катанка из алюминиевых сплавов. Технические условия
ГОСТ 20967-75 Катанка из алюминиевого сплава. Технические условия. Заменен на ГОСТ 20967-2019.
ГОСТ 21488-76 Прутки прессованные из алюминия и алюминиевых сплавов. Технические условия. Заменен на ГОСТ 21488-97.
ГОСТ 21488-97 Прутки прессованные из алюминия и алюминиевых сплавов. Технические условия
ГОСТ 21631-2019 Листы из алюминия и алюминиевых сплавов. Технические условия. Утратил силу в РФ.
ГОСТ 21631-76 Листы из алюминия и алюминиевых сплавов. Технические условия. Заменен на ГОСТ 21631-2019.
ГОСТ 22233-2001 Профили прессованные из алюминиевых сплавов для светопрозрачных ограждающих конструкций. Технические условия. Заменен на ГОСТ 22233-2018.
ГОСТ 22233-2018 Профили прессованные из алюминиевых сплавов для ограждающих конструкций. Технические условия
ГОСТ 22233-83 Профили прессованные из алюминиевых сплавов для ограждающих строительных конструкций. Общие технические условия. Заменен на ГОСТ 22233-93.
ГОСТ 22233-93 Профили прессованные из алюминиевых сплавов для ограждающих строительных конструкций. Общие технические условия. Заменен на ГОСТ 22233-2001.
ГОСТ 24767-2018 Профили холодногнутые из алюминия и алюминиевых сплавов для ограждающих строительных конструкций. Технические условия
ГОСТ 24767-81 Профили холодногнутые из алюминия и алюминиевых сплавов для ограждающих строительных конструкций. Технические условия. Заменен на ГОСТ 24767-2018.
ГОСТ 25001-81 Заготовки для теплообменников листовые прокатно-сварные алюминиевые. Технические условия
ГОСТ 25905-2018 Фольга алюминивая для конеденсатов. Технические условия
ГОСТ 25905-83 Фольга алюминиевая для конденсаторов. Технические условия. Заменен на ГОСТ 25905-2018.
ГОСТ 33118-2014 Материалы комбинированные на основе алюминиевой фольги. Технические условия
ГОСТ 5382-2019 Цементы и материалы цементного производства. Методы химического анализа
Алюминиевые листы по ГОСТ 21631-76
Алюминиевые листы изготавливают по ГОСТ 21631-76 «Листы из алюминия и алюминиевых сплавов». Этот стандарт имеет довольно большой объем, а также весьма «рыхлое», трудное для восприятия изложение. Ниже представлен ознакомительный обзор ГОСТ 21631-76 с выделением наиболее важных моментов. В профессиональной деятельности нужно применять полный и актуализированный текст стандарта.
1 Классификация алюминиевых листов по ГОСТ 21631-76
1.1 Способ изготовления алюминиевых листов: 1) неплакированные – без дополнительного обозначения; 2) плакированные: с технологической плакировкой – Б; с нормальной плакировкой – А; с утолщенной плакировкой – У.
1.2 Состояние материала алюминиевых листов: 1) без термической обработки – без дополнительного обозначения; 2) отожженные – М; 3) полунагартованные – Н2; 4) нагартованные – Н; 5) закаленные и естественно состаренные – Т; 6) закаленные и искусственно состаренные – Т1; 7) нагартованные после закалки и естественного старения – ТН.
1.3 Качество отделки поверхности алюминиевых листов: 1) высокой отделки – В; 2) повышенной отделки – П; 3) обычной отделки – без обозначения.
1.4 Точность изготовления алюминиевых листов: 1) повышенной точности по толщине, ширине, длине, или по одному или двум из этих параметров; 2) нормальной точности по толщине, ширине и длине – без дополнительного обозначения.
2 Сортамент алюминиевых листов по ГОСТ 21631-76
2.1 Стандарт задает номинальную толщину алюминиевых листов от 0,3 до 10,5 мм с шагом от 0,1 мм до 0,5 мм. Предельные отклонения зависят от толщины и ширины листов и точности их изготовления.
2.2 Примеры
1) Предельные отклонение по толщине листа толщиной 0,3 мм и шириной 1000 мм: – повышенной точности: – 0,07 мм; – нормальной точности: – 0,10 мм.
2) Предельные отклонение по толщине листа толщиной 10,5 мм и шириной 1000 мм: – повышенной точности: – 0,48 мм; – нормальной точности: – 0,50 мм.
3 Алюминий и алюминиевые сплавы для листов по ГОСТ 21631-76
Алюминиевые листы изготавливают: 1) из алюминия марок А7, А6, А5, А0 по ГОСТ 11069-74; 2) из алюминия марок АД00, АД0, АД1, АД по ГОСТ 4784-97; 3) из алюминиевых сплавов по ГОСТ 4784-97: – АМц, АМцС, ММ, Д12; – АМг2, АМг3, АМг5, АМг6; – АВ; – Д1, Д16; – В95, 1915; 4) из алюминиевых сплавов по ГОСТ 1131-76: В95-1, АКМ, В-95-2, ВД1.
4 Плакировка алюминиевых листов по ГОСТ 21631-76
4.1 Для плакировки листов из алюминиевых сплавов Д1, Д16, АМг6, ВД-1 и АКМ применяют алюминий с следующим химическим составом: алюминий – не менее 99,30; железо – не более 0,30 %; кремний – не более 0,30 %; медь – не более 0,02 %; марганец – не более 0,025 %; цинк – не более 0,1 %; титан – не более 0,15 %; магний – не более 0,05 %; прочие примеси, каждая – не более 0,02 %.
4.2 Для плакировки листов из алюминиевых сплавов В95, В95-2, В95-1 применяют алюминиевый сплав со следующим химическим составом: алюминий – основной компонент; цинк – 0,9-1,3 %; железо – не более 0,3 %; кремний – не более 0,3 %; медь – не контролируется; марганец – не более 0,025 %; титан – не более 0,15 %; маний – не контролируется; прочие примеси, каждая – не более 0,05 %.
4.3 Толщина плакирующего слоя на алюминиевых листах по ГОСТ 21631-76
4.3.1 Листы толщиной от 0,5 до 1,9 мм: 1) технологическая плакировка: не более 1,5 % от толщины листа; 2) нормальная плакировка: не менее 4,0 % от толщины листа; 3) утолщенная плакировка: не менее 8,0 % от толщины листа. 4.3.2 Листы толщиной свыше 1,9 до 4,0 мм: 1) технологическая плакировка: не более 1,5 % от толщины листа; 2) нормальная плакировка: не менее 2,0 % от толщины листа; 3) утолщенная плакировка: не менее 4,0 % от толщины листа. 4.3.3 Листы толщиной свыше 4,0 до 10,5 мм: 1) технологическая плакировка: не более 1,5 % от толщины листа; 2) нормальная плакировка: не менее 2,0 % от толщины листа;
5 Плоскостность алюминиевых листов по ГОСТ 21631-76
5. 1 Требования к отклонениям от плоскостности алюминиевых листов по ГОСТ 21631-76 зависят от: – химического состава алюминиевых сплавов; – состояния материала листа; – ширины листа; – длины листа; – способа прокатки — горячей или холодной. 5.2 Отклонение от плоскостности листа контролируют при свободной его укладке (каждой стороной) на плоскость поверочной плиты: 1) по всей поверхности листа, включая длинные стороны; 2) по коротким сторонам, включая длинные стороны до 300 мм от углов листа. 5.3 Первая группа листов: из алюминиевых сплавов АВ, Д1, В95, Д16, 1915, В95-1, В95-2, АКМ, ВД1: – в отожженном и – в закаленном и состаренном состояниях. Эта группа листов имеет самые жесткие допуски по отклонениям от плоскостности. Например, для «среднего» листа толщиной 5 мм, шириной 1500 мм и длиной 4000 мм отклонение 1) должно быть не более 22 мм, а отклонение 2) — не более 40 мм. 5.4 Вторая группа листов: из алюминия всех марок и всех алюминиевых сплавов в: – в полунагартованном и нагартованном состояниях; – отожженном состоянии (кроме перечисленных в 6. 3). Эта группа листов имеет умеренные допуски по отклонениям от плоскостности. Например, для того же «среднего» листа толщиной 5 мм, шириной 1500 мм и длиной 4000 мм отклонение 1) должно быть не более 25 мм, а отклонение 2) — не более 40 мм. 5.5 Третья группа листов: из алюминия и алюминиевых сплавов: – в отожженном состоянии толщиной выше 4 мм, изготовляемых способом горячей прокатки; – без термической обработки. Третья группа имеет самые широкие допуски по плоскостности. Например, для того же «среднего» листа толщиной 5 мм, шириной 1500 мм и длиной 4000 мм отклонение 1) должно быть не более 30 мм, а отклонение 2) — не более 45 мм.
6 Качество поверхности алюминиевых листов по ГОСТ 21631-76
6.1 Поверхность листов всех групп отделки должна быть: глянцевая или матовая, без трещин, рванин, расслоений, пузырей, пережога, налета селитры, пятен коррозионного происхождения, диффузионных пятен, шлаковых включений, участков без плакировки (на плакированных листах), размытых беловатых пятен от закалки, а также неметаллических включений металлургического производства. 6.2 Стандарт устанавливает также специальные требования к качеству поверхности алюминиевых листов высокой и повышенной отделки.
Интернет-магазин
Показ 1-24 из 239 Продукты
Сменные алюминиевые фильтры, совместимые с GE WB02X6731, GE WB2X6731,G-8541, RHF0304 -3-1/2 X…
От $13,74
Купить
Сменные алюминиевые фильтры, совместимые с Dacor 8202 G-8112,RHF0408 -4-7/8 x 9-1/4 x…
27,49 $
Купить
Сменный алюминиевый диапазонный фильтр, совместимый с Samsung DE63-00231A,G-8608,RHF0550 — 5- 1/8 х 11 х…
до $ 10,99
Купить сейчас
Замена алюминиевых фильтров, совместимые с Nutone 19555-000, Rangeaire 610002, G-8522, RHF0903 -9 x …
до 20,61
Купи Сменный фильтр, совместимый с Broan 9
15, G-8557, RHF0506; 5-3/4 X 21-3/4 X…
От $21,99
Купить
Сменный фильтр для вытяжки, совместимый с Broan / Nutone Model S9
16 — 11-1/4 x 11-3/ 4 х. ..
От 12,36 долл. США
Купить
Сменный фильтр вытяжки, совместимый с моделью Broan / Nutone S9
16 — 11-1/4 x 11-3/4 x…
От 23,36 долл. США
3 Купить
Купить Now
Сменные алюминиевые фильтры, совместимые с Broan 9
Алуминовая алюминовая алюминовая фильтрала. От $23,36
Купить
Сменные алюминиевые фильтры, совместимые с Nutone 21882-000,G-8595,RHF1113 -11-11/16 X 11-11/16 X. ..
От $27,49
23
23
23 Купить сейчас
Сменные алюминиевые фильтры, совместимые с Broan 66138000, Nutone 66138, Nutone… X …
AS всего $ 23,36
Buy Now
Замена алюминиевых фильтров, совместимые с Broan 9
49, Broan S9
49, Sears/Kenmore S9
4 …
As 23,36
Купите
AS $ 23.36
. Дефлектор, гибридный дефлектор, сменные алюминиевые и угольные фильтры
Поиск по всем типамПродуктыСтатьиВидеоПресс-релизы
Закрыть х
Оригинальные сменные жироулавливающие фильтры Broan и NuTone и угольные фильтры без воздуховодов, улавливающие запахи, являются ключом к удалению пищевых отходов с вашей кухни.
Уточнить результаты
Сравнивать
Сменный угольный фильтр для вытяжки серии QS шириной 36 дюймов
Сравнивать
Жироулавливающий фильтр с алюминиевой гибридной перегородкой для 30-дюймовой серии BN
Сравнивать
Алюминиевый фильтр со световой линзой, 11-3/4 дюйма x 13-7/16 дюймов
Сравнивать
Сменный угольный фильтр для вытяжки Broan серии BXT1 10,875 x 10,5 x 0,125 дюйма
Сравнивать
Алюминиевый фильтр для вытяжки серии QS1 шириной 30 дюймов
Сравнивать
Алюминиевый фильтр для вытяжки серии QS2 шириной 30 дюймов
Сравнивать
Сменный угольный фильтр для вытяжки серии QS шириной 30 дюймов
Сравнивать
Алюминиевый жироулавливающий фильтр, 8 дюймов x 9-1/2 дюйма
Сравнивать
Жироулавливающий фильтр с алюминиевой гибридной перегородкой типа D5 15,725″ x 16,875″ x 0,375″
Сравнивать
Жироулавливающий фильтр типа B5 с алюминиевой гибридной перегородкой 15,725″ x 19,875″ x 0,375″
Сравнивать
46000/42000/40000/F40000/BU2/BU3 Алюминиевый фильтр вытяжного шкафа с внешней вентиляцией
Сравнивать
Сменный алюминиевый жироулавливающий фильтр с антимикробной защитой для 30-дюймовых мониторов серии QP1
Сравнивать
Жироулавливающий фильтр с антимикробной защитой для вытяжек AP1 и RP1
Сравнивать
Алюминиевый фильтр со световой линзой, 11-3/8 дюймов x 11-3/4 дюймов
Сравнивать
Жироулавливающий фильтр с алюминиевой гибридной перегородкой для серии PM
Сравнивать
Алюминиевый жироулавливающий фильтр, 8-5/8 дюймов x 11 дюймов x 3/8 дюймов
Сравнивать
Сменный угольный фильтр для вытяжек серий RM50000 и RMP17004
Сравнивать
Сменный алюминиевый жироулавливающий фильтр с антимикробной защитой для 36-дюймовых мониторов серии QP2
Сравнивать
Алюминиевый жироулавливающий фильтр типа D3 15,725″ x 16,875″ x 0,375″
Сравнивать
Алюминиевый фильтр для вытяжки серии QT20000
Сравнивать
Сменный угольный фильтр для использования с вытяжкой Broan® Elite серии 61000
Сравнивать
Бесканальный сменный угольный фильтр для вытяжек серии AR1 — 10,50 дюйма.
х 10,875 дюймов.
Сравнивать
Дополнительный комплект дефлекторных фильтров для 45-дюймовой вставки Pro-Style из нержавеющей стали
Сравнивать
Жироулавливающий фильтр с алюминиевой гибридной перегородкой для 24-дюймовой серии BN
Сравнивать
Сменный алюминиевый жироулавливающий фильтр с антимикробной защитой для 36-дюймовых мониторов серии QP1
Сравнивать
Сменный угольный фильтр для серии выдвижных вытяжек Broan® Elite EBS1
Сравнивать
Неканальный сменный угольный фильтр для использования с вытяжками Select Broan® Range 8-3/4″ x 10-1/2″ x 3/8″
Сравнивать
Неканальные угольные фильтры для вытяжек серии Evolution QP шириной 30 дюймов
Сравнивать
Алюминиевый жироулавливающий фильтр типа C3 15,725″ x 13,875″ x 0,375″
Сравнивать
Сменные фильтры для бесканальных вытяжек серии Mantra/Osmos/Glacier типа XC для моделей с двумя фильтрами
Сравнивать
Дополнительный комплект дефлекторных фильтров для 33-дюймовой вставки Pro-Style из нержавеющей стали
Сравнивать
Сменный алюминиевый жироулавливающий фильтр с антимикробной защитой для 30-дюймовых мониторов серии QP2
Сравнивать
Неканальные угольные фильтры для вытяжек Evolution серии QP шириной 36 дюймов
Сравнивать
Сменный угольный фильтр для использования с вытяжками Broan серий BWP, BWS и BWT.
Гидромоторы и насосы аксиально-поршневые типа 3100
Гидромоторы типа 310
Назначение насосов и гидромоторов
Насосы и гидромоторы аксиально-поршневые нерегулируемые типа 310 используются в объемных гидроприводах машин.
Насос предназначен для преобразования механической энергии вращения приводного вала в гидравлическую энергию потока рабочей жидкости.
Гидромотор преобразует гидравлическую энергию потока рабочей жидкости в механическую энергию вращения выходного вала.
Гидромашины изготавливаются со шлицевыми и шпоночными валами, левого и правого вращения, с различными вариантами исполнения задней крышки.
Технические характеристики
Наименование параметра
Значение для насоса типа
310…12
210…12
310…28
310…56
310…112
310…160
Рабочий объем, см³
11,6
28
56
112
160
Частота вращения, об/мин
Минимальная
400
Номинальная
2400
1800
1500
1200
Максимальная
2850-5500
2500-4000
2150-3750
1700-3000
1300-2650
Подача, л/мин
26
48
80
128
182
Давление на входе, МПа
0,08
Давление на выходе, МПа
Номинальное
20
Максимальное
35
Мощность, кВт
10
18
29
46
66
Масса, кг
4
9
17
31
45
Наименование параметра
Значение для гидромотора
310…12
210…12
310…28
310…56
310…112
310…160
Рабочий объем, см³
11,6
28,
56
112
160
Частота вращения, об/мин
Минимальная
50
Номинальная
2400
2000
1800
1200
Максимальная
5500
4000
3750
3000
2650
Давление на входе, МПа
Номинальное
20
Максимальное
32
35
Давление на выходе, МПа
32
20
Номинальный перепад давления, МПа
20
Масса, кг
4
9
17
31
45
Устройство изделия
Гидромашина состоит из качающего узла, установленного в корпусе 7, зафиксированного стопорным кольцом 4 и крышкой 17 с резиновым кольцом 16.
Качающий узел состоит из вала 1, опирающегося на подшипники 6 и 8, семи поршней 11 с шатунами 10 и одного шипа 9 установленных в блок цилиндров 13, который по сферической поверхности контактирует с распределителем 14. Со стороны вала 1 гидромашина закрывается крышкой 2, уплотненной резиновым кольцом 5 с манжетой 3.
Принцип работы насоса
При работе вал насоса приводится во вращение от двигателя. Поршни, установленные в блоке цилиндров, вращаются вокруг оси блока и одновременно совершают возвратно-поступательное движение, при этом за одну половину оборота поршень всасывает рабочую жидкость, а за другую – нагнетает ее в гидросистему.
Давление на выходе из насоса определяется нагрузкой на рабочий орган и ограничивается предохранительным клапаном гидросистемы.
Подача определяется частотой вращения вала насоса и рабочим объемом насоса.
Принцип работы гидромотора
Рабочая жидкость, нагнетаемая из гидросистемы, через отверстие в крышке 17 и через паз распределителя 14 поступает в блок цилиндров 13 и приводит в движение поршни 11. Поршни передают усилие на сферический шарнир 10. Так как оси вала 1 и блока цилиндров 13 находятся под углом, сила в шарнире 10 раскладывается на осевую и тангенциальную составляющие.
Осевая нагрузка воспринимается радиально-упорными подшипниками 6 и 8, а тангенциальная создает крутящий момент на валу гидромотора.
Величина момента и частота вращения вала гидромотора определяются рабочим объемом гидромотора, давлением и количеством подводимой рабочей жидкости.
Рисунок 1. Гидромашина нерегулируемая типа 310
Рисунок 2. Гидромашины типа 310.3.56; 112; 160
Рисунок 3. Гидромашины типа 310.12; 210.12; 310.2.28
Гидронасосы и гидромоторы аксиально-поршневые нерегулируемые серии 210.20
Применение: дорожно-строительная техника, комунальная техника, ЭО-3323А, ЕК-12, ЕК-14, ЕК-18, АТЭК-999 (ЭО-2324), на автолестницах пожарных АЛ-30, АЛ-50, автоподъемниках АКП-50 на базе МАЭ-6323, АКП-30, АКП-35 на базе КаМАЗ-53213,АПТ-32 на базе КаМАЗ-53213, АПТ-22 на базе ЗИЛ-4331,АПТ-17 на базе ГАЭ-3307, АПТ-14 на базе ЗИЛ-5301,АПТ-12 на базе ГАЗ-3302, машинах для дорожных работ КО-713 и т. д.
Вес: 17,5
Насосы и гидромоторы аксиально-поршневые нерегулируемые типа 210.20 являются силовыми узлами объемного гидропривода и предназначены для установки в гидросистемах строительных, дорожных и коммунальных машин.
Насос — силовой узел объемного гидропривода, преобразующий механическую энергию и энергию потока рабочей жидкости. Количество подаваемой рабочей жидкости регулируется только изменением частоты вращения привода насоса. Гидромотор преобразует энергию потока рабочей жидкости в механическую энергию вращения выходного вала. Направление и частота вращения вала гидромотора определяются направлением потока и количеством рабочей жидкости, подводимой к гидромотору. Насосы, гидромоторы (в дальнейшем гидромишины) выпускаются в климатических исполнениях У, ХЛ и Т
Условно-графическое обозначение аксиально-поршневых гидромоторов и насосов типа 210.20…:
При монтаже и эксплуатации гидромашины должны соблюдаться требования по технике безопасности, изложенные в ГОСТ 12.2066-83 и в инструкции по эксплуатации машины, по которой установлен насос или гидромотор. Не допускается работа насоса или гидромотора в режиме превыщаюших значения указаные в технических параметрах. Запрещается во время работы гидромотора или насоса подтягивать болты, гайки и пробки. Не допускается работа насоса с заглушенным дренажным отверстием
Гидромашина состоит из следующих основных деталей: вала, корпуса, блока, цилиндров, семи поршней с шатунами, распределители и крышки. При вращении вала шатуны с поршнями ведут блок цилиндров совершая в то же время возвратно-поступательное движение относительно блока цилиндров. За один оборот вала каждый поршень совершает один двойной ход.
При работе гидромашины в режиме насоса вал приводится во вращение от двигателя. Вращение вала передается шатунам, от них через поршни — блоку цилиндров. Каждым поршнем за одну половину оборота пала производится всасывание, за другую половину оборота — нагнетание рабочей жидкости.
При работе гидромашины в режиме мотора рабочая жидкость под давлением поступает через отверстие в крышке, паз распределителя и отверстия блока цилиндров и перемещает поршни с шатунами. Так как оси вала и блока цилиндров находятся под углом 25°, усилие поршня в место контакта шатуна с валом раскладывается на осевую и тангенциальную составляющие. Осевая сила воспринимается радиально-упорными подшипниками, а тангенциальная создает крутящий момент относительно оси вала и сообщает ему вращение. Величина крутящего момента, развиваемая гидромотором, определяется внешней нагрузкой и ограничивается давлением настройки предохранительного клапана гидросистемы.
Габаритные и присоединительные размеры гидромоторов и насосов типа 210.20…
Подготовка к работе
Непосредственно перед монтажом гидромашины тщательно снять консервационную смазку органическим растворителем, удалить эаглушки из присоединительных отверстий.
Установка гидромашины типа 210…
Рабочее положение гидромашины может бить любым при условии обеспечения заполнения его корпуса рабочей жидкостью. Допускается установка самовсасывающих насосов над баком по согласованию с заводом-изготовителем.
Гидромашина должна крепиться к установочного фланцу, неплоскость которого не более 0,1 мм. До окончательной затяжки болтов крепления следует оцентрировать вал насоса (гидромотора) с валом приводного (приводимого) устройства.
Внимание!
Длина ввертной части штуцера дренажного отверстая должна бить не более наружного диаметра резьбы. Соединение вала насоса (гидромотора) с валом приводного (приводимого) устройства должно осуществляться через эластичную муфту. Допускается консольный привод через клиноременную или зубчатую передачи.
Рекомендуемые значения минимальных диаметров: шестерен — 2 d, шкива — 5 d (d -диаметр вала насоса).
При использовании эластичной муфты допустимая несоосность осей валов не более 0,1мм, а перекос — не более 1,5°.
В приложения дана схема установки полумуфты на вал гидромашины.
Для установки насосов вне бака необходимо обеспечить: а) скорость рабочей жидкости во всасывающем трубопроводе не более 1 м/с- б) давление на входе в насос в пределах рекомендованного (см. рае дел 2) во всем диапазоне рабочих температур- в) соединение корпуса гидромашины с баком дренажным трубопроводом о условным проходом не менее 8 мм.
Всасывающий трубопровод при работе может находиться под вакуумом, поэтому на его герметичность необходимо обратить особое внимание. Установка на всасывающем трубопроводе крана и фильтра не рекомендуется.
При установке насоса о погружением в бак всасывающее и дренажное отверстия остаются открыткам, а уровень жидкости в баке должен быть выше всасывал его отверстия не менее, чем на 0,2 м.
Техническое обслуживание
Ежесменно перед пуском: а) проверить уровень рабочей жидкости в баке- б) произвести пробный пуск гидромашины без нагрузки и убедиться в ее нормальной работе.
При температуре воздуха ниже минус 25°С перед пробным пуском насоса необходима прогреть рабочую жидкость гидросистемы до температуры плюс 15…20°С с помощью специальных подогревателей или включить насос без нагрузки при частоте вращения 800-1000 мин-1(об/мин).
Первую замену рабочей жидкости производить при техническом обслуживании № 2 (ТО2) машины, на которую установлен насос (гидромотор), но не позже, чем через 500 часов с начала эксплуатации. Слив жидкости производится после предварительного прогрева гидросистемы.
Последующие замены рабочей жидкости производить: а) при всесезонном использовании марок масел, содержащих присадки не реже одного раза в 2-а года- б) при всесезонном использовании марок масел, не содержащих присади, сроки замены уменьшаются в 2 раза- в) при смене сезонов, существенно отличающихся температурой воздуха, в соответствии с рекомендациями в разделе 5, во не реже, чем указано в п. а) и б).
Гидромашины должны храниться в закрытом помещении при температуре от +1°С до +40°С и относительной влажности до 80%, законсервированными и упакованными в водонепроницаемый материал.
Переконсервацию проводить консервационными смазками.
Axial Piston Motors, поставленные по всему миру
Название*
Mrmrsmsdrprof.other
Имя*
Last Name*
*
Телефон
Наименование компании*
*
. BarbudaArgentinaArmeniaArubaAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBoliviaBonaire, Sint Eustatius and SabaBosnia and HerzegovinaBotswanaBouvet IslandBrazilBritish Indian Ocean TerritoryBrunei DarrussalamBulgariaBurkina FasoBurundiCambodiaCameroonCanadaCape VerdeCayman IslandsCentral African RepublicChadChileChinaChristmas IslandCocos IslandsColombiaComorosCongo, Democratic Republic of theCongo, Republic of theCook IslandsCosta RicaCôte d’IvoireCroatiaCubaCuraçaoCyprusCzech RepublicDenmarkDjiboutiDominicaDominican RepublicEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEst oniaEswatini (Swaziland)EthiopiaFalkland IslandsFaroe IslandsFijiFinlandFranceFrench GuianaFrench PolynesiaFrench Southern TerritoriesGabonGambiaGeorgiaGermanyGhanaGibraltarGreeceGreenlandGrenadaGuadeloupeGuamGuatemalaGuernseyGuineaGuinea-BissauGuyanaHaitiHeard and McDonald IslandsHoly SeeHondurasHong KongHungaryIcelandIndiaIndonesiaIranIraqIrelandIsle of ManIsraelItalyJamaicaJapanJerseyJordanKazakhstanKenyaKiribatiKuwaitKyrgyzstanLao People’s Democratic RepublicLatviaLebanonLesothoLiberiaLibyaLiechtensteinLithuaniaLuxembourgMacauMacedoniaMadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMicronesiaMoldovaMonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmarNamibiaNauruNepalNetherlandsNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorth KoreaNorthern Mariana IslandsNorwayOmanPakistanPalauPalestine, State ofPanamaPapua New GuineaParaguayPeruPhilippinesPitcairnPolandPortugalPuerto RicoQatarRéunionRomaniaRussiaRwandaSain t BarthélemySaint HelenaSaint Kitts and NevisSaint LuciaSaint MartinSaint Pierre and MiquelonSaint Vincent and the GrenadinesSamoaSan MarinoSao Tome and PrincipeSaudi ArabiaSenegalSerbiaSeychellesSierra LeoneSingaporeSint MaartenSlovakiaSloveniaSolomon IslandsSomaliaSouth AfricaSouth GeorgiaSouth KoreaSouth SudanSpainSri LankaSudanSurinameSvalbard and Jan Mayen IslandsSwedenSwitzerlandSyriaTaiwanTajikistanTanzaniaThailandTimor-LesteTogoTokelauTongaTrinidad and TobagoTunisiaTurkeyTurkmenistanTurks and Caicos IslandsTuvaluUgandaUkraineUnited Arab EmiratesUnited KingdomUnited StatesUruguayUS Minor Outlying IslandsUzbekistanVanuatuVenezuelaVietnamVirgin Islands, BritishVirgin Islands , США Уоллис и ФутунаЗападная СахараЙеменЗамбияЗимбабве
Сектор*
Пожалуйста, выберите сектор, который наиболее точно соответствует вашему, из списка ниже.
Аэрокосмическая промышленность и оборонаСельское хозяйство, рыболовство и лесное хозяйствоГидравлические решения ATEXГражданское строительство и строительствоИнвалидность и социальное обеспечениеБурение, добыча полезных ископаемых и разработка карьеровГосударственный и общественный секторГидротехникаПроизводствоМорское судоходство, судоходство и оффшорОбработка материаловНефть и газПроизводитель оригинального оборудованияАренда заводов и тяжелое оборудованиеЗакупки и снабжениеОтдых, развлечения и отдыхПереработка и управление отходамиВозобновляемая энергия и образование Специализированные автомобилиДругое
Детали*
Насколько срочный ваш запрос?
Наша независимость на мировом рынке дает вам возможность выбирать цены и доставку. Если у вас есть жесткие сроки, чтобы уложиться, мы сделаем все возможное, чтобы помочь. Как быстро вам нужно отправить оборудование?
Сегодня
1-2 рабочих дня
3-5 рабочих дней
В течение 2 недель
В течение 1 месяца
Спустя более месяца.
Нет реального срока
(Необязательно) Прикрепить файл(ы)
Перетащите файлы сюда или
Макс. размер файла: 5 МБ, макс. файлы: 3.
Положения и условия*
Отметьте здесь, чтобы указать, что вы согласны с нашими условиями.
Подписка на рассылку новостей
Нажмите здесь, чтобы подписаться на информационные бюллетени Hydraulic Online, чтобы получать бесплатные ресурсы, новости о продуктах, услугах и событиях.
CAPTCHA
Аксиально-поршневые двигатели — фиксированный рабочий объем — открытый замкнутый контур
Внимание, JavaScript отключен! Необходимо активировать JavaScript в браузере, чтобы он мог корректировать свой веб-сайт.
Ш21С/CR
Новая серия аксиально-поршневых двигателей высокого давления постоянного рабочего объема с изогнутой осью
Диапазон рабочего объема [см³/об]
Макс. расход [л/мин]
Макс. рабочее давление [бар]
Макс. скорость [об/мин]
10,3 — 178,1
641
430
8.000
Особенности
Электродвигатель высокого давления постоянного рабочего объема
Открытый и закрытый контур
Угол изгиба 40° для высокой удельной мощности
Фланцевое крепление
5 Cartridge/Pug in mounting for integration in gearboxes
ISO and SAE version
Options
Flushing valves
Overcentre valves
Anti-Shock valves
Check valves
Speed and direction sensor
Дважды щелкните изображение, чтобы увеличить его Перетащите, чтобы повернуть
Sh21C/CR
Новая серия аксиально-поршневых двигателей высокого давления с фиксированным рабочим объемом, конструкция с изогнутой осью
Диапазон рабочего объема [см³/об]
Макс. расход [л/мин]
Макс. рабочее давление [бар]
Макс. скорость [об/мин] 903
10,3 — 178,1
641
430
8.000
Особенности
Электродвигатель высокого давления с фиксированным рабочим объемом
Открытый и закрытый контур
Угол изгиба 40° для высокой удельной мощности
Flanged mounting for general use
Cartridge/Pug in mounting for integration in gearboxes
ISO and SAE version
Options
Flushing valves
Overcentre valves
Anti-Shock valves
Обратные клапаны
Датчик скорости и направления
Размер
Рабочий объем [см³/об]
Рабочее давление [бар]
Пиковое давление [бар]
Макс. скорость [об/мин]
Макс. расход на входе [л/мин]
Крутящий момент [Н 90]
10
10,3
430
480
8.000
81
910107 81
910107
16
15,0
430
480
8.000
128
110
20
19,9
430
480
6.300
125
136
30
31,9
430
480
6.300
201
218
45
46,0
430
480
5.600
257
315
55
56,4
430
480
5.000
282
386
63
63,3
430
480
5.000
316
433
75
77,8
430
480
4. 500
350
544
90
86,2
430
480
4.500
388
590
108
108,4
430
480
4.000
433
742
125
124,8
430
480
4.000
500
855
160
163,9
430
480
3,600
590
1,1082 900
180
178,1
430
480
3,600
641
1,1019 9008
Технические данные
Загрузить таблицы технических данных в формате PDF
Загрузить
Каталог семейства продуктов
Общий каталог
Документация по продажам
Информация о запросе
H2C/CR
Фиксированное смещение высокого давления осевое поршневое мотор, сотенная ось
Диапазон дисплея. [л/мин]
Максимальное рабочее давление [бар]
Максимальная скорость [об/мин]
6,1 — 225,1
540
350
6.000
Особенности
Фиксированное смещение мотор высокого давления
Открытая и закрытая цепь
25 ° Угол наклона
.
ISO и SAE версии
Опции
Цветные клапаны
Чрезмерные клапаны
Клапаны против шока
Проверка клапанов
СПАСПОН Перетащите для вращения
h2C/CR
Аксиально-поршневой двигатель постоянного рабочего объема, конструкция с изогнутой осью
В настоящее время не только профессионалы, но сварщики-любители, работают с инверторной сваркой используя современную аппаратуру. Инвертор используют очень часто, он есть практически у каждого.
Варить хочется, но денег на покупку оборудование нет? Сборка собственными руками инвертора поможет с решением этой проблемы.
Как собрать сварочный аппарат с материалов которые есть под руками, мы уже расписывали на этом сайте. Сегодня речь пойдет о сборке сварочного инвертора с блока питания от компьютера. Необходимые схемы предоставлены в статье.
Есть ли необходимость сборки своими руками сварочного инвертора из компьютерного блока питания, если любой строительный магазин может предложить цену до 50 долларов, избавить вас от мучений? – этот вопрос ставил сам себе каждый умелец.
Это справедливо. В то же время все не так очевидно, как могло показаться.
Цена в 50 долларов – приключение при покупке инверторных аппаратов. Они не подходят даже для временного применения, не говоря уже о постоянном использовании. Какое решение проблемы, спросите вы.
Стоимость качественных аппаратов начинается от 100 долларов. Тогда об экономии не ведется речь. Для большинства граждан нашей страны эта сумма равна половине зарплаты, если не большей ее части.
По этому некоторые обсуждают сборку самодельных сварочных инверторов из компьютерного блока питания. Себестоимость которых естественно ниже, чем заводских аналогов. Каждый лично может выбрать, какие функции ему нужны и из чего будет собирать.
Если вам не нужен горячий старт или форсаж дуги, нет смысла платить больше.
Качество составляющих – это второй фактор для обращения внимания. Заводы в большинстве своем, собирают варианты далеко не из качественных запчастей, которые в свою очередь при сервисном ремонте стоят дороже.
На чем можно сэкономить, с каких частей собирать оборудование вы выбираете сами.
Также важно мнение сварщиков об аппарате. Не всем нравятся современные технологии. Некоторые считают их слишком «навороченными» и сложными. Переплата за бренд, дополнительные функции их не интересует.
Нужно только функциональное оборудование для использования в быту. Тогда, целесообразно сварочный инвертор из компьютерного блока питания сделать самому. Можно собрать не только дешевый и простой инвертор, но такой, что заводские аппараты позавидуют вашему.
Все что нужно только вам, никаких лишних запчастей.
Или все же купить в магазине?
Самодельный инвертор
Естественно, можно привести факты, почему собирать сварочный инвертор своими руками из чего попало не стоит. Необходимо не только запастись терпением и свободным временем.
Очень важно иметь знания электротехники, понимать, различать принципы действий электроприборов, разбираться в схемах. Всегда можно изучить данные вопросы, если вам не хватает знаний.
Достаточно выделить несколько недель для чтения специфической литературы. В интернете много видеороликов, которые помогут вам быстрее закончить с обучением, представят простые, наглядные примеры и помогут собрать действительно качественный сварочной инвертор из компьютерного блока питания.
Инвертор с блока питания
Своими руками можно собрать многое
Технические характеристики
Резонансный – именно такой сварочной инвертор из компьютерного блока питания у вас буде возможность собрать следую инструкциям данной статьи. Диапазон сварочных токов – 5-120 Ампер. Напряжение 90В. При использовании электродов диаметром 2 мм перерыва работы нет.
Однако во время работы с электродами диаметром 3 мм требуют не менее 2 минут отдыха после 10 минут беспрерывной работы. Эти цифры могут изменяться учитывая температуру, окружающеюсреду.
Вес не более двух килограмм, так что перенос будет без труда. Падающая характеристика. Регулировка силы тока происходит плавно. В состав входит 4 платы: блок управления, основная, плата питания и конденсаторов.
С личного опыта могу сказать, что для гаражных, дачных работ сварочной инвертор из компьютерного блока питания подходит отлично.
Детали, которые необходимы
Для сборки инвертора своими руками нужно много деталей
Начнем с теории. Сразу заметим, что компьютерный блок не лучшее что подойдет для сварочного аппарата. Блок питания кардинально отличается от инвертора. Блок можно настроить на работу инвертора.
Готовое оборудование будет собрать непросто, его работоспособность будет намного ниже. Потому из всего БП мы используем только корпус. Кое-что можно купить на радио рынках, а некоторые детали снять со старого персонального компьютера.
Итак, к деталям. Необходим силовой трансформатор, который будет состоять из трех сердечников Е42. Их можно извлечь из старых мониторов. Лучше устанавливать их в вертикальном положении.
Дроссель также необходим. Собрать его можно с помощью двух кернов, предварительно найдя их в том же старом мониторе. Оставшиеся сердечники – тип 2000НМ, ферритовые.
Диоды и транзисторы берем так же с монитора. Есть вероятность, что в процессе сборки появиться потребность паре транзисторов. Можете приобрести их, ведь цена будет незаметна для вашего кармана.
Еще купите диодный мост и пару электролитов. Дополнительно нужен шим-контроллер SG3524, реле источника бесперебойного питания и трансформатор питания управления.
Особенности сборки
Процесс пайки своими руками
Выходные провода стоит продеть сквозь ферритовые трубочки, это поможет сгладить синусоидальное выпрямленное напряжение. Взять эти трубки можно с кассового аппарата бренда Samsung.
Там они используются как фильтры. Сглаживание пройдет без проблем только, при индуктивности не более 5mkH.
Силовая часть будет очень редко испытывать перегрузки. А исключительно благодаря небольшому напряжению холостого хода, максимальная длина дуги не более 4 мм.
Чтобы дуга горела устойчиво и поджигалась без существенных проблем, вольт добавку можно пустить на обмотку.
В первичной обмотке ток максимальный только во время резонанса. Поэтому к вторичной обмотке нужно подключать трансформаторы тока. Плавный пуск оборудования и предусмотреть анти залипания, можно использовав полевой транзистор IRF510.
Вход микросхемы Shutdown разрывается при коротком замыкании используя термодатчики, тумблер включения или транзистор.
«Инвертор – это просто» — книга в которой подробно описан принцип работы. Там же можно изучить детальную настройку самодельных инверторов. Книга доступна в интернете. Советуем к ознакомлению.
Вместо заключения
Когда вы поняли, что компьютерный блок не лучшее что подойдет для сварочного аппарата. Блок питания кардинально отличается от инвертора. Блок можно настроить на работу инвертора.
Готовое оборудование будет собрать непросто, и его работоспособность будет намного ниже. Потому из всего БП мы используем только корпус. Кое-что можно купить на радио рынках, а некоторые детали снять со старого персонального компьютера.
Мы рассказали, ка сделать сварочный инвертор своими руками, который справится с электродами диаметром до 3мм, и предоставит вам ток до 120 Ампер.
Этот аппарат будет надежнее и в разы дешевле нежели заводской аналог. Для гаража и дачи отличный вариант. Удачи в исполнении работ!
Сварочный аппарат из компьютерного блока питания
Автор На чтение 6 мин Просмотров 1.6к. Опубликовано
Очень часто для сварочных работ необходим инвертор, благодаря которому можно получить качественные швы и не рисковать, работая с газосваркой. Но приобретение такого устройства связано со значительными расходами, поэтому можно попробовать сделать сварочный аппарат из компьютерного блока питания. Для этого нужны не только запчасти, провода и паяльник. Но и навыки в электротехнике, без которых можно сжечь электропроводку или получить удар электрическим током.
Основные составные элементы конструкции сварочного аппарата.
{reklama1}
Выполнять работы по сборке, монтажу и последующему тестированию можно только при наличии опыта перемотки трансформаторов, сборки схем и создания электрических приборов своими руками. Если такие знания отсутствуют, то лучше всего приобрести готовый инвертор, и не подвергать ни себя, ни окружающих опасности.
Содержание
Основные инструменты для монтажа
Выбор трансформатора для сварочного аппарата
Рекомендации по установке других частей схемы
Установка спаянной микросхемы в корпус
Основные инструменты для монтажа
Классификация сварочных трансформаторов.
Если же опыт и знания в сфере электротехники есть, то можно изучить несколько вариантов, как сделать сварочный аппарат из компьютерного блока. Основные инструменты, которые будут необходимы для всех видов сборки:
паяльник или паяльная станция;
тестер;
мультиметр;
изоляционная лента электротехническая;
припой;
отвертки с различными наконечниками;
плоскогубцы;
шурупы;
шуруповерт или дрель;
крокодилы;
провода необходимого сечения.
Для воссоздания схемы сварочного аппарата потребуются все указанные в схеме запасные части, гетинакс и растворы для перенесения печатной платы на заготовку.
Чтобы облегчить себе работу, можно приобрести держатель для электродов и кабели для сварки в магазине. Можно выполнить и самостоятельно, выбрав провода соответствующего сечения и припаяв к ним крокодилы, не забывая соблюдать полярность.
Схема сварочного инвертора.
Если в наличии есть нерабочий компьютерный системный блок, то из него нужно достать основной элемент питания и подготовить его к демонтажу. Иногда для создания мощного сварочного аппарата используют даже сам системный блок, установив на него колеса внизу и увеличив количество вентиляционных отверстий. Плюс компьютерных корпусов в том, что они легкие, легко охлаждаются и уже имеют вентиляцию.
Для сварочного аппарата понадобится разборка блока питания.
Основное, что можно использоваться из него — это вентилятор, сам корпус и часть запчастей. Но все зависит от того, в каких режимах работает охлаждение. Вентилятор нужно обязательно проверить на работоспособность, протестировать в нескольких режимах. Желательно установить еще один такой же или более мощный, чтобы сварочный аппарат не перегревался. Для контроля за температурой инвертора нужно установить термопару.
Но сначала нужно позаботиться о ручке, которая позволит сделать сварочный аппарат из компьютерного блока питания удобным для использования. Для этого нужно вынуть все запчасти из блока питания и на верхнем торце закрепить выбранную по размерам и удобству ручку. Нужно просверлить отверстия в блоке питания и закрепить с помощью шурупов, которые должны быть правильно выбраны по длине (слишком длинные будут задевать внутреннюю схему, что недопустимо).
Сварочный аппарат должен иметь очень хорошее охлаждение, поэтому в корпусе блока питания нужно просверлить несколько дополнительных отверстий.
От качества вентиляции будет зависеть продолжительность работы самодельного инвертора.
Вернуться к оглавлению
Выбор трансформатора для сварочного аппарата
Схема трансформатора для сварочного аппарата.
Для схемы, которая позволит выполнить сварочный аппарат из компьютерного блока питания, понадобятся 3 трансформатора. Их можно приобрести, ориентируясь на названия — Е20, Кх20х10х5 и ETD 59. Но проще их будет намотать самостоятельно, ориентируясь на количество витков и другую информацию, которая указана в схеме. Необходим также трансформатор тока К17х6х5.
По поводу изготовления трансформаторов — нужен только эмаль-провод, причем новый ф1,5 или ф2. Без намотки на гетинаксовые катушки с обжимом деревянными колодками и пропиткой эпоксидной смолой никак не обойтись.
Чтобы собрать аппарат из компьютерного блока питания, можно использовать трансформатор от микроволновой печи. Так как на вторичной обмотке напряжение порядка 2 кВ, то нужно уменьшить количество витков. Для этого нужно произвести дополнительный расчет, который можно сделать с помощью специального онлайн-калькулятора электрика или же найти книгу по электротехнике с соответствующим разделом. Но ради такой экономии придется вносить изменения в существующую схему.
Вернуться к оглавлению
Рекомендации по установке других частей схемы
Схема подключения серии P С токовым трансформатором.
В связи с тем, что эта схема уже неоднократно использовалась для сборки сварочника, ставшего заменой инвертору, есть некоторые замечания к ней. Рекомендуется замена диодов 15тб60 на 25тв60, а 150ebu02 диоды лучше всего ставить по 2.
Чтобы сэкономить на радиаторе, можно взять PIV и распилить его на 3 части. Обязательно использование конвертера — однотактного прямоходового квазимостового. Или проще — «косого моста», без которого нельзя собрать ни один инвертор. На этой запчасти лучше не экономить и приобрести хорошего качества, а не б/у.
Ключи для транзисторов irg4pc50ud и irg4bac50w, а также печатные платы генератора и процессора необходимо предварительно скачать в интернете, чтобы легко воссоздать схему.
При работе нужно обязательно пользоваться мультиметром и тестером, чтобы схема могла быть собрана быстро и без ошибок. Нельзя сразу же после сборки без предварительного тестирования подключать к сети, чтобы не пожечь основные составляющие.
https://moyakovka.ru/youtu.be/DdKhWxEGy_U
{reklama2} На радиаторы установка транзисторов и выходных диодов должна осуществляться без дополнительных прокладок. Выставлять защиту от перегрева нужно на температуре 70°С, что осуществляется за счет термопары.
Вернуться к оглавлению
Установка спаянной микросхемы в корпус
После того как были изготовлены все необходимые части и смонтированы в единое целое, нужно поместить их в корпус и сделать правильную разводку. Тумблер включения/выключения блока питания используется в качестве выключателя будущего аппарата. На передней панели нужно предусмотреть регулятор силы тока и контактодержатели для подключения сварочных проводов. Корпус нужно тщательно и прочно закрепить. В итоге должно получиться изделие примерно такого внешнего вида.
kWeld – аккумуляторная точечная сварка следующего уровня
Если вы хотите сделать свои собственные аккумуляторные блоки из литий-ионных круглых элементов, то вам придется решить проблему соединения отдельных элементов. Пайка проводов к ним не вариант, потому что требуемый длительный нагрев на выводах батареи имеет тенденцию повреждать внутреннюю структуру элемента.
Я столкнулся именно с этой проблемой и узнал, что наиболее распространенным методом соединения элементов между собой является приваривание к ним полос из никеля или никелированной стали с помощью точечной сварки.
Принцип их работы заключается в пропускании электрического тока через металлическую полосу и язычок батареи. Поскольку металлы имеют электрическое сопротивление, этот ток заставляет материал плавиться вместе. Расплавленный металл должен занимать лишь небольшую площадь, чтобы предотвратить повреждение батареи. Это достигается за счет использования высокого тока, что позволяет получать очень короткие импульсы.
Так как это сложная задача, профессиональные сварщики начинают с нескольких тысяч долларов. Есть более дешевые модели от китайской фирмы, но я отказался от этого варианта… Поскольку я инженер-электронщик с немалым опытом в силовой электронике, я решил разработать свой собственный сварочный аппарат. Он должен быть доступным для домашних мастеров, более мощным и надежным, чем аналогичные конструкции, и простым в использовании.
И мне не понравилось, что, казалось бы, все точечные сварщики используют предустановленную длину импульса для установки интенсивности сварки. Протекающий ток обычно нельзя регулировать, вместо этого он зависит от электрического сопротивления самого места сварки. И это зависит от довольно многих факторов, таких как загрязнение, коррозия и механическая сила, с которой металлы сталкиваются друг с другом. Результатом является изменение количества энергии (= тепла), которое идет на сварку, что приводит к противоречивым результатам. Чтобы смягчить этот эффект, современные сварщики используют два или более импульсов, чтобы размягчить металлы и выжечь любые загрязнения.
Но есть гораздо более простой способ получения однородных сварных швов: если количество энергии, подаваемой в точку сварки, остается постоянным, то каждый раз расплавляется одно и то же количество металла. Это то, что делает kWeld . Нет необходимости экспериментировать с временными интервалами или количеством импульсов очистки. Вы просто набираете желаемое количество энергии и начинаете работать. Устройство автоматически регулирует длительность импульса для достижения одинакового результата при каждом сварном шве.
На этом рисунке показан результат сварки полос никеля толщиной 0,15 мм с ячейками 18650 (источник: форум eevblog, пользователь «romantao»): толщиной до 0,3 мм. Но он также достаточно проворен для сварки тонких медных проволок при низких энергиях. На следующем рисунке показана тонкая медная проволока, приваренная к стальному стержню толщиной 2 мм:
кВт Сварка 9Система 0014 доступна в виде комплекта для самостоятельной сборки в моем магазине: https://www.keenlab.de/index.php/product-category/kspot-welder-kit/
Инструкции по сборке и эксплуатации доступны для скачивания здесь : https://www.keenlab.de/wp-content/uploads/2018/07/kWeld-assembly-manual-r5.0.pdf https://www.keenlab.de/wp-content/uploads/ 2018/07/kWeld-operation-manual-r3.0.pdf
Прошивку системы можно обновить, что позволит вам воспользоваться новыми функциями или улучшениями.
Последняя прошивка доступна для загрузки здесь: https://www.keenlab.de/wp-content/uploads/2019/01/1
_kweld_release_r2_9.zip
Этот инструмент https://www.keenlab. de/index .php/product/kweld-firmware-update-tool/ требуется для подключения kWeld к компьютеру.
Необходимый блок питания для сварщика не входит в комплект. В идеале он должен иметь выходное напряжение от 5 до 15 В постоянного тока и должен обеспечивать ток не менее 1500 А при коротком замыкании в течение нескольких десятков миллисекунд. Поскольку добиться этого довольно сложно, в следующем списке приведены некоторые рекомендации:
Литий-полимерный аккумулятор Turnigy nano-tech 3S/5000 мА·ч/130C (ссылка). Я провел стресс-тестирование одного из них в течение нескольких полных циклов разрядки, и после этого он не показал видимых вздутий. Измеряемый ток 1300-1500 ампер.
Turnigy graphene 3S/6000mAh/65C Литий-полимерный аккумулятор (ссылка). Они не показывают никакого вздутия после нескольких циклов полной разрядки, но у меня пока нет данных об их продолжительности жизни. Нынешний уровень сравним с моделью нанотехнологий.
Ultracell UXL65-12 (ссылка). Согласно отзыву пользователя, ток, указанный кВтeld , составляет приблизительно 1000 А при тестировании с никелевыми полосками толщиной 0,15 мм.
Bosch SMT 31-100 (ссылка). Согласно отзыву пользователя, сварочный ток, указанный кВтeld , составляет приблизительно 1400 А.
ПРЕДУПРЕЖДЕНИЕ:
Литий-полимерные аккумуляторы потенциально опасны. Если они выходят из строя внутри, они могут самовозгораться. Поэтому настоятельно рекомендуется постоянно контролировать их во время использования, а также во время зарядки, а также хранить их в пожаробезопасном контейнере, когда они не используются.
При использовании этой системы вы имеете дело с очень высоким уровнем энергии, что может привести к травме или возгоранию при неправильном обращении. Примите соответствующие меры безопасности и используйте эту систему с осторожностью. Никогда не оставляйте его без присмотра во время работы.
Этот продукт содержит мелкие детали, хранить в недоступном для детей месте!
Эта система создает значительные магнитные поля, не используйте ее, если у вас есть кардиостимулятор!
Аппаратные функции (новые функции выделены в полужирный ):
Входное напряжение для сварки: 4 В — 30 В постоянного тока, позволяет использовать суперконденсаторы
Чрезвычайно прочный силовой ключ на основе полевого МОП-транзистора и конструкция механической шины тока
Предохранитель защиты от перенапряжения внутреннего источника питания
Максимальный ток переключения: 2000 А
Внутреннее сопротивление переключателя питания: 120 мкОм
Блокировка по пониженному напряжению для транзисторов силового переключателя
Измерение входного напряжения, выходного напряжения, тока переключения и напряжения питания логики
Питание логики напрямую от основного источника питания — нет необходимости в отдельном вспомогательном источнике питания
Винтовая клемма для внешнего переключателя
Задерживающий конденсатор питания логики во время срабатывания импульса
Пользовательский интерфейс
через ЖК-дисплей, циферблат/энкодер и звуковой сигнал
Функции программного обеспечения (новые функции выделены жирным шрифтом ):
Алгоритм централизованного управления сваркой использует метод измерения Джоуля вместо простого таймера, устраняя необходимость в двухимпульсном поджигании и обеспечивая более стабильные сварные швы — количество энергии, наплавляется в месте сварки всегда поддерживается постоянным
Возможность обнаружения неудачного сварного шва и акустическая обратная связь с пользователем
Процедура калибровки для компенсации потерь электрода
Ручной режим, запуск от внешнего переключателя
Автоматический режим, сопровождаемый предупреждающим звуковым сигналом и срабатывающий с настраиваемой задержкой , когда система обнаруживает, что оба электрода находятся в постоянном контакте со свариваемым материалом
Звуковой сигнал завершения процесса сварки
Цифровая обратная связь от выполненного сварного шва, помогающая пользователю достичь наилучших результатов: количество импульсов, количество выделенной энергии, необходимое время импульса для этой энергии, измеренный ток, измеренное омическое сопротивление точки сварки
Простой и интуитивно понятный пользовательский интерфейс — просто отрегулируйте желаемую энергию сварки до 500 Дж с помощью ручки настройки; опыт точного управления с помощью энкодера
Меню конфигурации, доступное с помощью кнопки на циферблате
Контроль перегрузки по току прерывает импульс при срабатывании, защищая выключатель питания
Контроль батареи с регулируемым напряжением предупреждения
6 Передовой опыт орбитальной сварки во время останова
Успех вашего орбитального сварочного оборудования и процесса во многом зависит от того, насколько хорошо вы о нем заботитесь. В конце долгого рабочего дня может показаться заманчивым щелкнуть выключателем и уйти, но, потратив несколько дополнительных минут на процесс отключения, вы можете настроить себя на будущий успех орбитальной сварки.
Следуйте этим 6 рекомендациям по орбитальной сварке при отключении и транспортировке.
Завершение работы программного обеспечения
Если у вас есть оборудование AMI (Arc Machines), убедитесь, что у источника питания есть время для надлежащего выполнения последовательности завершения работы его программного обеспечения, нажав кнопку выключения на пользовательском интерфейсе. Если вы просто отключите машину от сети или просто выключите выключатель питания, вы рискуете получить ужасный «черный ящик» — темный пустой экран. Когда это произойдет, источник питания необходимо будет отправить в ремонтный центр орбитальной сварки, что приведет к неудобным простоям.
Отключите подачу газа
Мы знаем, что это звучит слишком просто, но не забудьте отключить подачу аргона. Вы удивитесь, как часто газ не отключают в конце смены или дня. Оставлять включенный газ может быть дорогостоящей и расточительной ошибкой.
Очистка сварочной головки и ротора
Основное предложение по техническому обслуживанию от Morgan Industrial Technology заключается в очистке головки для орбитальной сварки и ее ротора перед хранением. Распылите денатурированный спирт на сухую махровую ткань, чтобы очистить ротор, внутреннюю часть сварочной головки и зажимы для трубных вставок. Читайте наш блог о профилактическом обслуживании орбитальных сварочных аппаратов.
Калибровка при каждом отключении сварочной головки
При отключении сварочной головки от сети необходимо выполнить калибровку источника питания. Это должно происходить каждый раз, когда вы отсоединяете головку для орбитальной сварки, даже если вы планируете снова использовать ту же самую. Подключение сварочных головок без надлежащей калибровки может привести к проблемам со сварочной головкой и появлению кодов ошибок.
Крышка во время хранения
Когда вы не используете свое орбитальное оборудование, оно должно быть закрыто, особенно сварочная головка. Поместите его в защитный чехол или найдите покрытие. Пыль, грязь и нагар могут попасть в ротор и шестерни, что повышает вероятность отказа оборудования.
Будьте внимательны во время транспортировки
Если вы покидаете рабочее место или отправляете систему, такую как арендованное устройство или оборудование, для ремонта, обязательно слейте воду из охладителя. Оставление охлаждающей жидкости в системе охлаждения может привести к утечкам во время транспортировки. Утечка может серьезно повредить блок питания и его программную систему.
При перемещении сварочной головки не держите ее за кабели связи.
Создание ленточнопильного станка своими руками — вторая часть
Самодельный ленточнопильный станок часть 2 из 2
Ленточнопильный станок по дереву необходимый инструмент в мастерской столяра. С помощью такого станка можно делать прямолинейные и криволинейные пропилы. Ровно отрезать деревянную заготовку или вырезать по контуру рисунок все это можно сделать на таком станке. Если вы хотите сделать ленточнопильный станок своими руками то эта статья для вас. Это вторая часть инструкции по созданию ленточнопильного станка своими руками, первую часть данной инструкции вы можете найти в нашем блоге.
Шаг 29: Изготовление верхней направляющей части
Я начал делать систему верхних направляющих лезвий и проделал 6-миллиметровую прорезь для болта M6.
Шаг 30: Фрезеруем и сверлим
Я склеил две детали для длинной скользящей части, у них обычно нет такой гладкой и ровной кромки. Итак, что я сделал, я приклеил деталь к куску фанеры с прямым краем. Один медленный проход фрезером, и деталь идеально ровная. Все разрезы я делаю электролобзиком, он точен, но здесь мне нужно абсолютное совершенство. Вот почему я фрезерую обе части, а не только одну, с помощью фрезы для торцевания заподлицо с подшипником.
Вы можете легко просверлить точно отцентрированные отверстия с помощью более коротких сверл, подняв стол сверлильного станка с помощью имеющегося сверла, выровняв упор и заменив сверло на короткое.
Я использовал винт с плоской головкой M6 и гайку с другой стороны детали.
Шаг 31: Приклеиваем фанерные блоки
Перед тем, как приклеить последние детали, я отшлифовал поверхности, по которым будет скользить длинная часть направляющей.
На длинную скользящую часть я приклеил крошечные фанерные блоки, которые будут удерживать направляющую лезвия, напечатанную на 3D-принтере.
Шаг 32: Закрепляем направляющую на раме
Крепление сделанной направляющей к раме
Теперь осталось просверлить несколько отверстий и закрепить направляющую на раме. С помощью болтов вы можете отрегулировать, насколько прижимается скользящая часть. Слишком много, и она не будет скользить, слишком мало — она будет болтаться, к счастью, мы использовали болты, верно?
Шаг 33: Доделываем раму
Блоки для большого шурупа по дереву
Крепление рамы
Сдвиг слоя
Порт прямого сбора пыли
Болт крепления коллектора на месте
А здесь обычный шуруп по дереву
Чтобы закончить раму, я приклеил последние детали, которые будут удерживать порт для сбора пыли, напечатанный на 3D-принтере. Как и раньше, эти маленькие блоки предназначены для большого винта.
Говоря о порте… Я не имею четкого представления о том, что произошло, но верхняя часть немного сместилась во время печати. Я предполагаю, что платформа для печати зацепилась за незакрепленный кабель или печатающая головка просто врезалась в отпечаток и вызвала этот сдвиг слоя.
Тем не менее деталь все еще годна для использования, только она выглядит не очень хорошо. Но послушайте, я бы принимал её вид каждый день недели, но мне не хочется тратить время на её повторное перепечатывание по 8 часов.
Шаг 34: Делаем кожух для блока питания
Электропитание двигателя
Отверстия для прохождения воздуха к блоку питания
Все детали приклеены
Поскольку я использую двигатель постоянного тока, то он нуждается в блоке питания, он аккуратно поместится сзади. Но я не хочу просто так оставлять все контакты открытыми, поэтому я начал делать кожух. Делать сложные и прямые пропилы на лобзиковом станке — это здорово.
Между тем создание решетчатого кожуха для источника питания было настолько утомительным… Кроме того, я всегда слишком ленив, чтобы переключиться на более высокую скорость на моем сверлильном станке. Обычно это способствует образованию сколов фанеры, так как бит просто разрывает верхний слой на низких оборотах.
Когда все три части были приклеены, я наконец мог прикрепить крышку. Как и раньше, я использовал резьбовые вставки, которые были дополнительно проклеены эпоксидной смолой.
Мне нужно было куда-то подключить блок питания. У него есть резьба для болтов, поэтому мне просто пришлось перенести расстояние между отверстиями на фанере.
Наблюдая за этим сейчас, я думаю что не нужно было прикреплять блок питания к крышке. Поскольку позже вам нужно будет проложить кабели на раме.
Шаг 35: Делаем дверцу
Прорези для петель
Далее мне нужно сделать дверцу. Какие бы цифры ни были на эскизе, всегда следует измерять размеры уже сделанного объекта для наиболее точной подгонки. Чтобы дверь была заподлицо с рамой, мне нужно было проложить прорези для петель. Когда я закрепил их, я зажал дверь, чтобы можно было легко отметить, где должны быть отверстия. Затем я прикрепил петли к раме болтами. Это позволит мне легко установить дверь на идеальную высоту.
Шаг 36: Вырезаем место для электроники
Вырезы для электроники
Арматурная часть
Я выпилил лобзиком отверстия для переключателя Вкл/Выкл и регулятора скорости. Мне нужно было разобрать контроллер, чтобы он подошел. Также при установке вы не можете получить доступ к клеммам, так как винты направлены в сторону. Довольно нелепый недостаток дизайна. Еще я приклеил полоску фанеры, чтобы укрепить дверь.
Шаг 37: Делаем защелки для дверцы
Для запирания дверей я использовал одну защелку вверху и одну внизу. Убедитесь, что они зажимают дверь как можно сильнее и в разумной степени.
Шаг 38: Настраиваем электронику
Отделяет провода от лезвия
Держатель кабеля, напечатанный на 3D-принтере
Теперь наконец перейдем к электронике и тому, как все подключить. Это в значительной степени основы электроники, но это включает в себя проводку переменного тока 120–240В. Поэтому, если вы не знаете, что делаете, ОСТАНОВИТЕСЬ, ошибки в этой части могут привести к смертельному исходу.
Итак, для начала нам понадобится питание от сети переменного тока. Провода под напряжением и нейтраль идут к магнитному переключателю, где написано IN, а заземляющий провод идет непосредственно к источнику питания.
Провода переменного тока от разъемов OUT коммутатора идут к блоку питания, где написано Live и Neutral. 24V DC Выходные провода от блока питания идут к регулятору скорости, где написано POWER. И, наконец, провода от двигателя постоянного тока идут к контроллеру, где написано MOTOR.
Здесь важно то, что сначала вы должны включить контроллер без двигателя. Это потому, что сначала вы должны настроить функцию плавного пуска. Это заставит двигатель постепенно раскручиваться, снимая все напряжение, которое ленточная пила получает во время запуска.
Чтобы отрегулировать его, вы просто нажимаете кнопку меню один раз и меняете значение. Вы можете установить время раскрутки от 0 (0 секунд) до 100 (10 секунд). В моем случае я установил 20, что составляет 2 секунды. И если вы хотите настроить его дальше, есть еще 4 варианта для этого.
Я проделал отверстие и сгруппировал все провода с гильзами для кабелей. Некоторые из них, на мой вкус, подходят слишком близко к лезвию, поэтому я приклеил кусок фанеры, чтобы отделить его.
Чтобы закрепить провод переменного тока, я напечатал крошечный держатель. Это позволит избежать случайного выдергивания кабеля.
Шаг 39: Крепим вставку для разрезов под углом
3D-печатная вставка
Специальная пластина для резки под углом
Чтобы закончить верхнюю часть стола, я распечатал вставку для разрезов под углом 90 градусов. Иногда вам нужно распечатать её несколько раз, чтобы она идеально подошла. Но когда вы определились с размером, вы можете очень быстро напечатать различные варианты с первой попытки.
Причина, по которой мне нужны разные вставки, в том, что я использовал шарниры, а не цапфы. И вы можете сказать, что это еще такое? Проще говоря, цапфы означают, что точка поворота будет прямо на поверхности стола, где находится лезвие. Это избавляет от необходимости использовать разные вставки.
Но причина, по которой я не использовал цапфы, заключается в том, что это небольшая ленточная пила, и они будут слишком маленькими и недостаточно жесткими. Я не против менять вставки, это легко, и я могу использовать их все.
Шаг 40: Ограждение
Скользящая часть
Гайка M5
Болт М5
Теперь до завершения сборки осталось не так много. Мне оставалось только сделать ограждение. Я сделал его из четырех кусков фанеры. Причина, по которой я прикрепляю ограждение к скользящей части болтами вместо приклеивания, заключается в том, что я мог бы отрегулировать или изменить деталь, если бы это было необходимо. Здесь я использовал болты М5.
Шаг 41: Крепим ограждение
Профиль, по которому будет скользить деталь
Ограждение будет скользить в этой части. По сути, это алюминиевый профиль (тот самый, который я использовал для изготовления крышки лезвия) на полосе фанеры. Чтобы прикрепить его, я сделал несколько вставок в столе и закрепил их болтами M6.
Шаг 42: Установка зажимов
Эта система зажимов очень проста и очень надежно зажимает ограждение. Одна часть зажимает её спереди, а другая сзади. Вероятно, это неудобно для больших ленточных пил, поскольку вам также нужно дотянуться и затянуть его сзади. Но, я всегда выберу практически неподвижное ограждение, даже если для его установки потребуется больше времени. На мой взгляд, для небольшого ленточнопильного станка это не проблема.
Шаг 43: Конец сборки / Важная информация
Что ж, на этом сборка завершена! Пришло время поговорить о результатах, корректировках и дополнительной важной информации.
Я знаю, что все хотят сначала увидеть результаты резки, но даже когда вы покупаете ленточнопильный станок, первое, что вы должны сделать, — это при необходимости выполнить некоторую калибровку, прежде чем оценивать точность инструмента.
Я говорю о смещении полотна, которое происходит, когда ленточная пила не выровнена должным образом. Лезвие должно быть параллельно упору, чтобы получить ровный срез на обоих концах заготовки. Но помните, что ограждение также должно быть параллельно прорези под углом, иначе оно практически потеряет свою остроту.
Итак, чтобы исключить смещение лезвия, во-первых, вам нужно убедиться, что лезвие во время затяжки проходит посередине колеса. Если у вас все же появляется дрейф, то вам нужно повернуть сам стол. Пришлось немного сместить его от проектного угла в 90 градусов.
Я буду использовать этот ленточнопильный станок только с двумя типами лезвий. Одно из них для прямых разрезов и одно для изогнутых. Итак, когда я настраиваю лезвие для прямой резки, все готово. Потому что узким лезвиям и так не хватает точности на прямых резах.
Шаг 44: гибкость лезвий / рамы
Ширина лезвия
Cледует отметить, что лезвия ленточной пилы гибкие, а не жесткие, как у пилы. Это делает ленточную пилу не совсем точным инструментом, так как полотно может слегка блуждать из стороны в сторону. Конечно, вы можете уменьшить это с помощью более широких лезвий, если вам нужна максимальная точность при прямом резании.
Но учтите, что более широкие лезвия могут сильнее нагружать раму. Свою я сделал только из 2-х листов фанеры с накладками, придающими большую жесткость. В моем случае он имеет очень небольшой прогиб, всего 0,3 мм при натяжении лезвия, но я использую относительно узкие лезвия (6,35 мм). Так что просто помните об этом.
Шаг 45: Ленточная пила против фигурных резов лобзиком
Я сделал его в основном для криволинейных пропилов на небольших деталях. Так как делать их на лобзиковом столе — это самое неприятное занятие на свете… Сравните с гладкими, как масло, пропилами на ленточнопильном станке… Конкуренции нет никакой.
Шаг 46: резка ленточной пилой
В целом я доволен точностью инструмента. Вы можете получить очень точные разрезы на небольших кусках.
Шаг 47: Почему двигатель постоянного тока?
Двигатель постоянного тока
Крошечный и мощный
Далее поговорим о, вероятно, немного необычном решении — о системе звездочка-цепь и двигателе постоянного тока. Из того, что я видел, все, кто снимал видео о сборке ленточной пилы, использовали какую-то систему шкивов и двигатель переменного тока.
Но было много причин, по которым я пошел своим путем. Во-первых, конечно, потому что у меня уже был совместимый двигатель постоянного тока для сборки. Более серьезным решающим фактором было то, что они более эффективны, чем двигатели переменного тока. У него более чем достаточно мощности для этой небольшой ленточной пилы, и он довольно компактен.
Кроме того, можно легко точно контролировать скорость двигателя постоянного тока с помощью недорогих контроллеров ШИМ. У этого даже есть очень важная функция плавного пуска. Это устраняет огромный пусковой ток при включении двигателя, продлевает срок его службы и снимает все нагрузки на сборку при запуске.
Шаг 48: Почему цепь + звездочки?
Эффективный пылеуловитель
Шум ленточной пилы
Шум от пылесоса в магазине
Я выбрал систему звездочка-цепь, потому что у двигателя уже была маленькая звездочка, и поэтому мне нужно было меньше деталей. Единственное, что меня беспокоило — огромное скопление опилок на цепи. Но после недели использования цепь кажется совершенно чистой. Это означает, что пылеуловитель отлично справляется со своей задачей.
Но самый большой недостаток цепи — это шум. Это ожидаемо, так как происходит трение металла по металлу при 3000 об/мин. Однако меня это особо не волнует, так как я всегда использую магазинный пылесос, который и так громче, и все равно ношу средства защиты органов слуха.
Шаг 49: Расчет скорости
Чтобы рассчитать оптимальное соотношение звездочек, я использовал этот веб-сайт, он дает вам много деталей.
Используя тот же веб-сайт, вы можете легко рассчитать скорость полотна ленточной пилы, опять же, здесь много деталей, и он имеет метрическую и британскую системы мер.
Шаг 50: Улучшение
Мне нужно было сделать это в первую очередь
Проводка в дверях слишком усложняет ситуацию. Мне просто нужно было сделать отдельные верхнюю и нижнюю дверцы и закрепить среднюю часть шурупами.
Шаг 51: Мощность
Пиковая потребляемая мощность при резке куска фанеры толщиной 10 см
10 см (4 дюйма)
Я использовал блок питания мощностью 350 Вт, который, как позже выяснилось, слишком велик. Поскольку мощность никогда не достигает таких высоких значений, даже при резке фанеры высотой 10 см / 4 дюйма. В моем случае я мог бы использовать его как блок питания мощностью 250-300 Вт. Но помните, что лезвие с более низким TPI может увеличить потребление энергии при повторной распиловке. Таким образом, в этом случае блок питания мощностью 300 Вт является минимальным (для двигателя мощностью 250 Вт), так как у вас должен быть некоторый зазор, чтобы не перегружать его.
Шаг 52: Выравнивание столов
Я специально оставил небольшой зазор между основанием и столешницей, чтобы можно было наклеить несколько слоев малярного скотча и легко получить идеальное выравнивание под углом 90 градусов.
Шаг 53: Цена / Заключение
С учетом всего сказанного, я наконец должен сказать, сколько мне стоило это сделать. Если вы живете в Америке, самая дешевая цена на ленточную пилу может быть в районе 135 долларов (10 т.р.). В Европе цены обычно выше, но все же можно найти дешевые за 150 баксов (11 т.р.).
Вот и всё, надеюсь вам понравилось читать данную статью так же сильно, как мне понравилось изготавливать этот ленточнопильный станок.
Если вам понравилась данная статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
Ленточная пила по дереву своими руками: чертежи, видео
Содержание статьи:
Что нужно для самостоятельного изготовления станка?
Изготовление основания и устройства для закрепления бревен
Как правильно устанавливать шкивы
Как делать правильный роликовый узел
Рама и дополнительные элементы
Проведение своими руками большого количества работ той или иной направленности, которые подразумевают широкое использование доски, деревянного бруса и тому подобных материалов, связано с необходимостью проведения распиливания бревен. Понятно, что всегда можно приобретать уже готовые к использованию материалы, что в наше время не составит никакого труда, или же купить ленточную заводскую пилораму промышленного назначения. Но такие решения связаны со значительными материальными затратами, а это не всегда оправдано.
Самодельная пила по дереву
Более дешевым вариантом является разработка своими руками ленточной пилы по дереву, но для этого нужно будет иметь чертежи, полотно из прочного металла, режущий материал, а также некоторые другие детали.
Главной частью такой домашней пилорамы является пила и мотор, что будет приводить ее в движение. Оптимальный вариант – двигатель, мощность которого составляет 10 кВт: в таком случае можно будет без проблем разрезать на доски любые бревна с помощью станка, изготовленного своими руками.
Что нужно для самостоятельного изготовления станка?
Собрать своими руками такой ленточнопильный станок вполне возможно по готовым чертежам, благодаря этому будет возможность распиливать на доски любые бревна прямо у себя дома. Для выполнения такой работы – собственноручной сборки станка – потребуется:
некоторые детали старых автомобилей;
прокат сортового типа;
проведение слесарных и токарных работ;
незначительные сварочные работы.
Во время сборки подобного ленточного станка по дереву можно использовать старые шкивы от любой сельскохозяйственной техники, оптимальный диаметр которых – около 30 см. Направляющие такой самодельной пилорамы лучше всего сделать с труб двух видов из металла: полудюймового диаметра и немного большего, в результате чего последние можно будет надевать на меньшие трубы, оставляя незначительный зазор около 0,5 мм.
Изготовление основания и устройства для закрепления бревен
Изготовление основания
На первом этапе собственноручного проведения таких работ изготавливается основание для будущего станка для превращения обычных бревен в качественные доски. В качестве материала для этого подойдут уголки из металла. Устанавливать их следует вверх стороной, при этом необходимо добиться максимальной точности регулировки колесиков, иначе они будут быстро изнашиваться.
Перпендикулярно этим уголкам привариваются профильные трубы размерами 2,5×2,5 мм, между ними – труба диаметром в полдюйма, на которой закрепляются когти, являющиеся крепежом для бревен.
Такие крепежные приспособления должны легко двигаться в нужные стороны. Для надежной фиксации бревна достаточно пару раз ударить по зажимам молотком, вследствие чего произойдет заклинивание механизма фиксации материала, и с ним можно будет проводить все требуемые операции.
Конструкция когтей
При собственноручной сборке пилы ленточного типа профильные трубы из твердого металла, которые устанавливаются перпендикулярно к основанию, должны быть сделаны таким образом, чтобы немного выступать за основание. Кроме того, на данных трубах следует установить перемычки: на них будут размещаться бревна перед распилкой на станке.
Как правильно устанавливать шкивы
Установка шкива
Шкивы станка следует подтачивать таким образом, чтобы при надевании ремень выступал за их край на пару сантиметров. Вся такая конструкция перемещается по специальным направляющим – трубам, которые располагаются горизонтально. Этот узел, в случае необходимости, можно зафиксировать на нужном месте с помощью болтов.
Чтобы предотвратить спадание ленты со шкивов во время работы на станке, их нужно устанавливать не параллельно, а под небольшим наклоном – в результате такой установки во время работы пилы лента будет «натягиваться» на ролики сама.
В качестве ведомого используется правый шкив, поэтому для него необходимо приделать пружину, автоматически натягивающую его во время работы. Левый же шкив, следственно, является ведущим, поэтому фиксировать его при собственноручной сборке ленточного станка необходимо жестко. При смене размера пилы ведущий шкив нужно сдвигать.
Как делать правильный роликовый узел
В собственноручно сделанном ленточнопильном станке оптимальным вариантом будет использование каленых роликов. Правильным решением будет сделать весь узел с роликами собственноручно и быть уверенным в его надежности, а не использовать готовый.
Данный узел состоит из 3 подшипников, два из которых – марки 202, а еще один, сзади, немного больший. Вал и ролики необходимо выточить таким образом, чтобы в случае уменьшения или увеличения ширины пилы станка оставалась возможность устанавливать шайбы между подшипниками.
Вал должен входить в две трубки: полудюймовую и немного большую, вставив одну в другую. В полудюймовой трубе вал должен иметь небольшое смещение оси, по сути его приваривают к нижней стенке.
Весь этот узел станка, что состоит из трубок и вала, к направляющим прикрепляется своими руками таким способом, чтобы была возможность регулировать роликовый узел по высоте, смещать его в стороны в зависимости от диаметра обрабатываемых на сделанном своими руками станке бревен, а также надежно фиксировать его после окончания регулировки.
Рама и дополнительные элементы
Рама, высота которой должна составлять полутора метра, делается своими руками из швеллера 100, для придания конструкции дополнительной жесткости ее укрепляют косынками. Блок станка, который будет осуществлять разрезание бревен, будет двигаться по швеллерам при помощи шпилек-винтов. Жесткая фиксация к пилораме режущего узла пилы осуществляется посредством болтов с контргайками.
Чтобы сделать станок более удобным в использовании, для него можно сделать своими руками дополнительное приспособление, в котором будет собираться стружка. В самом простом случае это – обычный деревянный или фанерный ящик, также можно использовать и что-то другое подобное.
Готовая самодельная ленточная пилорама
Таким образом, самодельную ленточную пилу по чертежам можно сделать и самостоятельно даже в гараже или небольшой домашней мастерской. Но благодаря такому самодельному инструменту с пилой можно прямо на своем участке производить доски, распиливая бревна.
Работать на таком инструменте, изготовленном по готовым чертежам своими руками, достаточно просто. Положив на ложе бревно, зафиксировав его и включив механизм, он быстро сделает необходимую обработку бревна при помощи ленточной пилы.
В процессе использования самодельного станка необходимо постоянно следить, чтобы его пила всегда оставалась острой, а также придерживать правил техники безопасности.
Как сделать лучший держатель ленты|БЕСПЛАТНЫЕ ПЛАНЫ
Вы, наверное, знаете эту историю: В вашей мастерской есть разные типы лент. Положив их в ящик, они перемешаются и заполнят весь ящик. Кроме того, каждый раз, когда вам нужна та или иная лента, она всегда оказывается в самом низу ящика. Совпадение? Или это просто заговор рулонных лент против нас?
После очередной неприятности с этим беспорядком в ящике пришло время привести вещи в порядок и привести в порядок рулоны ленты. Я хотел сделать держатель для этих лент, чтобы они всегда были вместе и были удобны в использовании. В качестве дополнительного требования я хотел, чтобы я мог приносить их на рабочее место по отдельности, а не нести всю коробку с кассетами. PS: Если вы хотите узнать, какие ленты вам нужны для деревообработки, ознакомьтесь с моей статьей 7 видов лент для деревообработки, которые должны быть у вас.
Содержание
Больше никаких беспорядка в ящиках
Что нужно для изготовления держателя ленты?
Посмотрите видео здесь и узнайте, как сделать держатель для ленты
Пошаговое изготовление держателя для ленты
Шаг 1 | Изготовление центральных дисков
Шаг 2 | Изготовление корпуса
Шаг 3 | Французская система Cheat System
Прочитайте больше связанных блогов с этим здесь:
БЕСПЛАТНЫЙ € 0/MO
Стать участником
€ 8.99 — $ 10.5/MO
в этом блоге, блай Я расскажу о решении, которое я сделал для своих нужд, и надеюсь вдохновить вас, чтобы вы тоже могли решить эту проблему.
Прежде чем мы углубимся в блог, вы можете сначала посмотреть видео. В этом видео я покажу вам, как я делаю этот держатель/диспенсер для ленты.
В сообщении блога под видео я шаг за шагом опишу действия, которые вам необходимо предпринять. Я также перечислю материалы и инструменты, необходимые для создания этого держателя ленты.
Чтобы подготовить вас к созданию этого держателя ленты, я составил несколько удобных списков.
В дополнение к нескольким средствам индивидуальной защиты, которые я использую*, я также перечисляю материалы, а также (электро) инструменты, которые вам понадобятся для изготовления этого держателя ленты.
* Безопасность всегда зависит от вас!
Безопасность превыше всего! Защити себя!
Защита ушей
Mask Mask для деревянных работников
защитные очки
.
МДФ 18 мм (0,70 дюйма)
МДФ 6 мм (0,23 дюйма)
резьбовый стержень M8
гайки M8
Болт M8 60 мм
Шайон M8/20/0,2
ВИНЦЫ 5 × 50 мм
Шликовая бумага 120 Грит
Blue Painters Tapts
Glue Glue
СТАЧЕСКИЙ ПАКТЕРСКИЙ
(электро)Инструменты Я использовал для этого держателя ленты
Настольная пила Makita MLT100 Посмотрите мое видео с распаковкой и видео с обзором, если вы хотите узнать больше об этом инструменте.
Макита 3709маршрутизатор
Makita AF505N Бред гвоздезабивной. Посмотрите мое видео распаковки, если хотите узнать больше об этом инструменте.
Brad nails 25 mm
Air compressor
Drill press
Hilti cordless drill SF144-A
Hilti drill TE6-S
Dremel
Angle grinder
Jigsaw
Kreg KMA multi mark and measuring tool
Карандаш Pica, чтобы отметить все детали.
Здесь вы можете посмотреть видео и увидеть, как сделать держатель для ленты. После просмотра видео вы можете продолжить чтение пошаговой инструкции по изготовлению этого держателя ленты своими руками.
Теперь, когда мы просмотрели список того, что нам всем нужно для этого проекта, я шаг за шагом объясню, как я сделал этот держатель для ленты.
Соберите материалы и найдите лучшую древесину. Вместе мы создадим этот держатель для ленты, которым вы будете наслаждаться долгое время.
Шаг 1 | Изготовление центральных дисков
В качестве первой части этого проекта мы изготовим центральные диски, на которые надевается рулон ленты. Для этого мы будем использовать МДФ 18 мм (0,71″).
Внутренний диаметр рулона ленты составляет 75 мм (2,95 дюйма). Кольцевой пилой такого же диаметра или чуть больше вырежем круги.
Нам нужно 2 диска на каждый держатель ленты. В зависимости от того, сколько держателей ленты вы хотите сделать для своего проекта, умножьте 2 диска на необходимое количество держателей ленты.
Теперь мы соединим 2 диска вместе. Мы сделаем это, нанеся столярный клей между двумя дисками.
Чтобы диски идеально подошли друг к другу, мы используем кусок резьбового стержня, по которому надеваем диски. С помощью шайбы и гайки с обеих сторон диска мы можем прижать диски друг к другу. Делаем это, затягивая гайки в противоположных направлениях. Высокое давление, которое мы оказываем на столярный клей через эти гайки, усилит соединение.
В качестве дополнительного усиления, а также потому, что я сразу же ослабил диски после следующего шага, я использовал штифтовые гвозди. Если у вас нет гвоздезабивного пистолета, но вы не хотите ждать, пока клей полностью высохнет, можно использовать обычные гвозди.
Благодаря стержню с резьбой мы раньше выравнивали диски и давили на столярный клей, теперь мы можем легко шлифовать диски.
Если ваша кольцевая пила, с помощью которой вы сделали диски на первом этапе, немного больше, теперь вы также можете отшлифовать лишнюю древесину до нужного диаметра. Это позволяет рулону ленты идеально прилегать к дискам.
Натягивая резьбовой стержень в сверлильном станке и вращая диски, мы можем отшлифовать стороны до гладкости.
Чтобы красиво и ровно отшлифовать стороны, я использую плоскую доску, на которую наклеена наждачная бумага. Сдвинув заднюю часть доски по станине сверлильного станка, конечный результат всегда будет плоским.
После шлифовки можно снова снять резьбовой стержень.
Внимание: если вы не использовали гвозди, подождите, пока столярный клей достаточно высохнет.
Понравилась статья? Подпишитесь, чтобы узнать больше!
Не пропустите ни одного блога с бесплатными планами или советами и рекомендациями в будущем! Подпишитесь на мою рассылку
Шаг 2 | Делаем тело
Для изготовления корпуса держателя ленты мы используем МДФ 6 мм (0,24″) и МДФ 18 мм (0,71″).
Начнем с изготовления боковой стороны из МДФ толщиной 6 мм (0,24 дюйма).
Для этой детали мы нарежем детали размером от 13 см (5,11 дюйма) до 19,2 см (7,55 дюйма).
Для безопасной работы я предлагаю вам использовать салазки для поперечной резки с установленным на них стопорным блоком. Таким образом, детали для различных держателей ленты, которые вы хотите изготовить, имеют одинаковые размеры.
После вырезания мы можем определить центральную точку, где должны быть диски. Для этого вы можете использовать шаблон, который вы можете скачать выше. Перенесите размеры на заготовку и также нарисуйте линии.
По этим линиям спиливаем лобзиком лишнее дерево. Всегда пилил на небольшом расстоянии от линии, позже дополним барабанной шлифовальной машиной.
После того, как заготовка вырезана, мы можем установить диски сбоку. Для соединения мы снова будем использовать столярный клей, а с помощью нескольких гвоздей закрепим детали в нужном месте.
Уловка, которую я использую, чтобы точно опустить диски по нарисованному центру, заключается в следующем:
Вставьте длинную отвертку в центральное отверстие диска.
Поместите кончик отвертки на крест, определяющий центр.
Теперь просто опустите диск, и вуаля, они на своем месте.
Теперь мы можем продолжить вырезать остальные детали, которые нам нужны.
Для этого мы используем МДФ 18мм (0,71″), чтобы можно было сделать прочный держатель ленты.
Чтобы вырезать эти мелкие детали, мы используем салазки для поперечной резки с упором. Таким образом, части всегда квадратные. № С помощью салазок для поперечной резки мы можем легко изготавливать одни и те же детали снова и снова для любого количества держателей ленты.
Необходимые размеры есть на бесплатных планах, но я их перечислю ниже.
Для каждого держателя ленты вам понадобятся следующие детали:
1 отрезок 5 см на 9 см (1,96″ на 3,54″) 1 отрезок 5 см на 11 см (1,96″ на 4,33″) 1 кусок 5 см на 15,5 см (1,96″ на 6,10″)
Детали размером 18 мм (0,71″), которые мы только что вырезали, теперь можно прикрепить сбоку.
Нанесите клей на стыки и зафиксируйте гвоздями.
Теперь, когда корпус готов, можно обрезать края. С помощью барабанной шлифовальной машины мы шлифуем разрез, сделанный лобзиком, до нарисованной линии.
После этого шага мы можем обновить края с помощью маршрутизатора, чтобы получить красивый конечный результат.
После обрезки краев можно приложить нож к передней части держателя ленты, чтобы легче было оторвать ленту.
Для этого используем ножовочное полотно. С помощью угловой шлифовальной машины мы отпилили небольшие кусочки длиной 3,5 см (1,37 дюйма).
С помощью клея CA мы можем приклеить эти детали к держателю ленты. Нанесите немного кальциевого клея на обратную сторону полотна ножовки и распылите ускоритель там, где должно проходить полотно. Нажмите нож на держатель ленты на несколько секунд, и все готово.
Факты о клее СА
Суперклей, цианоакрилат и клей СА — это разные названия, которые описывают один и тот же клей, цианоакрилат. … Однако все они относятся к одному и тому же клею.
Суперклеи склеиваются за счет реакции с влагой как на поверхностях материалов, к которым они приклеиваются, так и с влагой, присутствующей в воздухе.
Чрезвычайно прочный и быстро схватывающийся клей, доступный в трех вариантах вязкости: тонкий, средний и густой.
Шаг 3 | Французская система скоб
Чтобы прикрепить эти держатели ленты к стене и быстро отсоединить их, когда они мне понадобятся, я выбрал французскую систему скоб.
Чтобы сделать эту французскую систему шипов, мы выберем кусок дерева шириной не менее 10 см (3,93 дюйма) и толщиной 18 мм (0,71 дюйма).
После регулировки угла пильного диска до 45 градусов мы можем разрезать этот кусок дерева на две равные части. Сделайте это, сдвинув деревяшку вдоль забора.
Теперь мы разделим одну из этих частей на части по 3,5 см (1,37 дюйма) и прикрепим ее к задней части держателя ленты.
Чтобы прикрепить эту деталь к держателю ленты, мы используем столярный клей и гвозди.
Другую деталь под углом 45 градусов необходимо прикрепить к стене, как показано на фото ниже.
Все, что вам нужно сделать сейчас, это зацепить держатели ленты во французскую систему шипов, и вы готовы их использовать.
Теперь рулоны нашей ленты организованы, и вы можете легко отцепить нужную ленту и взять ее на свое рабочее место.
Как построить мастерскую с ограниченным бюджетом?
Строительство мастерской может быть сложной задачей и требует множества проб и ошибок. Я знаю это, потому что тоже был там. Благодаря высочайшему опыту работы с небольшим магазином, которого я больше нигде не видел, я получил больше информации о строительстве мастерской. Так я мог более разумно тратить свои деньги и экономить большие деньги.
Я действительно рекомендую это всем моим друзьям-любителям и творцам!
ВЫ МОЖЕТЕ ПОТРАТИТЬ СВОЙ БЮДЖЕТ ТОЛЬКО ОДИН РАЗ
Перестаньте тратить свой бюджет на неправильные вещи! Позвольте этому фантастическому обучению помочь вам и начните экономить деньги уже сегодня. Я уже лично купил этот и у меня никогда не видел ничего лучше этого .
Розничная цена: 129 долларов США
Ограниченная цена: 39 долларов США
Прочтите другие блоги, связанные с этим, здесь:
Я надеюсь, что эта информация о том, как сделать держатель ленты, была полезной, а этот блог и видео вдохновили вас. Дайте мне знать в комментарии ниже .
Не стесняйтесь поделиться этим блогом на Facebook, Pinterest или в других социальных сетях . Вы можете сделать это с помощью кнопок внизу или вверху блога. Будем очень признательны.
С нетерпением жду встречи с вами в другом блоге или видео.
Привет, Кристоф, основатель Christofix.com Деревообработка | Сделай сам | Предметы интерьера
Загрузите чертежи здесь
Бесплатно навсегда.
Проверьте параметры 3D-файла.
Бесплатно 0 €/мес.
Введите здесь свое имя и адрес электронной почты и получите планы на свой почтовый ящик.
ПРИМЕЧАНИЕ. Автоматизированная система отправляет ваши планы в течение часа. В зависимости от ваших настроек, они могут попасть в папку со спамом. Обязательно проверьте это! Вы можете скачать только один раз в 24 часа!
Получите планы держателей ленты, заполнив эту форму.
Стать участником
8,99 € – 10,5 $/мес.
Подробнее.
Приспособьтесь к вашим потребностям.
Произведите точные измерения.
Переход с метрической системы на британскую.
3D-модели всех планов, загруженных во время вашего членства.
Как сделать деревянный знак своими руками на станке Cricut
Узнайте, как сделать деревянный знак своими руками на станке для резки Cricut Explore Air 2! Это проще, чем вы думаете!
Каждый раз, когда я иду украшать комнату, мне всегда кажется, что я застреваю на настенной живописи. Я не знаю, то ли я исключительно разборчив, то ли я просто ищу не в том месте, то ли что-то еще, но заполнить стены для меня всегда сложно.
Мне кажется, что я ищу повсюду, по всему Интернету и в местных магазинах, но, тем не менее, я никогда не могу найти вещь *точного* размера, формы и цветовой комбинации, которую я ищу .
Так что в большинстве случаев я делаю это своими руками. И поскольку я не совсем то, что вы бы назвали одаренным от природы художником, мне обычно помогает мой верный режущий станок!
Точно такой же сценарий разыгрался, когда я пошла украшать новую «комнату для подростков» моих мальчиков. Мне нужна была деталь над их маленькой мастерской, и, поскольку я не смог найти ничего, что соответствовало бы всем моим требованиям, я решил сам создать небольшую деревянную вывеску своими руками.
Этот пост содержит партнерские ссылки. Для получения дополнительной информации см. мои раскрытия здесь.
Вот как я сделал свою вывеску из дерева своими руками:
Шаг 1. Соберите необходимые материалы.
Дерево (я использовал фанеру размером 52″ x 14 дюймов).
Краска (я использовала Behr Marquee Cameo White, Martha Stewart Lagoon и Martha Stewart Deep Sea Blue). (Я использовал Cricut Explore Air 2. Если у вас нет раскройной машины, я даю советы по созданию этого проекта без нее в конце поста.)
Клейкая виниловая пленка (Мы используем винил только для создания трафаретов, поэтому вы можете использовать любой винил, который у вас есть. Также подойдет клейкая контактная бумага.)
Лента для переноса
Инструмент для прополки и скребок
Вешалка для картин с зубьями пилы
2 командные полосы
Шаг 2. Создайте свой дизайн.
[Если вы являетесь пользователем Cricut и хотите сделать именно этот проект, вы можете найти слова и форму горы, которые я использовал здесь. ]
Чтобы создать свой дизайн, я зашел в Cricut Design Space и напечатал выбранную цитату, «Малыш, ты горы свернешь!» от О, места, куда вы отправитесь! доктора Сьюза.
Для формулировки я использовал шрифт Cricut под названием Baylac. Для своего проекта я сделал текст размером 23,5″ в длину и 2,375″ в высоту, что сделало размер шрифта 141,34 pt.
Затем я выбрал свой дизайн горы из библиотеки изображений Cricut. Я сделал горы 23,5″ в ширину и 11,29″ в высоту.
Шаг 3. Вырежьте рисунок.
После того, как я создал детали, которые хотел для своего дизайна, в Cricut Design Space, я вырезал их на запасном виниле, который был у меня под рукой. Мой винил оказался глянцевым темно-серым, но поскольку мы используем винил только в качестве трафарета, подойдет любой цвет!
Я вырезал одну копию надписи и три копии рисунка горы.
Можно ли резать без коврика с помощью Cricut Explore Air 2?
Поскольку у меня был только коврик размером 12″ x 12″, а мои рисунки были длиннее этого размера, мне пришлось обмануть мой Cricut, чтобы он вырезал их для меня.
Из-за размера моих рисунков Cricut автоматически выбрал мат 12″ x 24″…
…но, поскольку у меня его не было, я просто загрузил винил прямо в машину без мата, просто убедившись, что оба края винила оказались под роликами.
Мне кажется, Cricut рекомендует пользователям всегда резать матом, но я не использовал его ни для одной части этого проекта, и он отлично работал.
Итак, и можно резать винил на Cricut Explore Air 2 без коврика.
( Работа с Cricut Joy? Получите конкретные советы по созданию деревянной вывески с использованием винила с помощью Joy здесь. )
Шаг 3. Прополощите свои проекты.
Если вы новичок в виниловых проектах, «прополка» означает просто удаление винила, который вы не собираетесь использовать для своего проекта.
Что касается гор, я начал с удаления всего винила, окружающего горы. Затем я удалил винил в центре горы и на снежной шапке…
…и продолжал пропалывать, пока не остался только желаемый рисунок.
Я также удалил свою формулировку, используя инструмент для удаления сорняков, чтобы удалить некоторые мелкие кусочки винила, которые сложно захватить пальцами.
Шаг 4. Подготовьте кусок дерева.
Я использовал остатки фанеры, которые Донни сорвал и спрятал в подвале. Я попросил его обрезать его до нужной мне длины. Моя доска оказалась 52″ в длину и 14″ в высоту.
Поскольку в конечном итоге я хотел, чтобы текст на моем знаке был белым, и я хотел, чтобы слова были в нижнем левом углу, я нарисовал блок белого цвета, который был достаточно высоким и широким, чтобы вместить выбранную мной цитату.
Шаг 5- Перенесите цитату на знак.
Когда моя белая краска полностью высохла, пришло время поставить поверх нее цитату.
Я отрезал несколько переводных лент по размеру моей формулировки, отклеил подложку переводной ленты и аккуратно приложил клейкую часть ленты поперек моей формулировки. Я старался держать сетку на переводной ленте как можно более прямой, чтобы было легче выровнять мой дизайн на доске. Я использовал свой скребок, чтобы убедиться, что винил надежно приклеен к переводной ленте.
Затем я перевернул свой дизайн текстом вниз и отделил подложку от винила, оставив только текст и переводную ленту.
Затем я выровнял текст именно там, где я хотел, на своей деревянной доске (на той части, которую я покрасил в белый цвет) и с помощью скребка убедился, что винил будет прилипать к окрашенному дереву.
Затем я аккуратно снял переводную ленту, начиная с верхнего левого угла и спускаясь к нижнему правому углу.
Как только я снял переводную ленту, винил прочно приклеился к моей доске!
Шаг 6. Предотвратите просачивание краски.
Чтобы убедиться, что мои формулировки получаются четкими и чистыми, я должен был предотвратить просачивание другой краски под буквы. Для этого я закрасил края виниловых букв тем же белым цветом, что и под ними.
Закрашивание букв одним и тем же цветом сначала запечатывает края и предотвращает растекание других цветов под ними.
Шаг 7. Нарисуйте верхний цвет.
Когда белая краска на моих виниловых буквах высохла, я был готов добавить немного цвета. Я хотел, чтобы мои горы были цвета «Лагуна», ярко-бирюзового цвета, который я подобрал у Майкла.
Поскольку горы должны были покрывать большую часть моей доски, я просто покрасил все это в бирюзовый цвет. В итоге я нанесла два слоя краски для полного покрытия.
Шаг 8. Снимите буквы.
Пока мой второй слой бирюзовой краски был еще влажным, я начал снимать виниловые буквы. (Я делаю это, когда он еще влажный, чтобы он не отслаивал засохшую краску вместе с винилом.)
Я использовал инструмент для удаления сорняков, чтобы вытягивать буквы, не пачкая края. В тех редких случаях, когда я размазывал, я мог просто взять маленькую кисть и сделать несколько штрихов после того, как все высохло.
После того, как мои виниловые буквы были сняты, открывая белый текст, который я хотел, я дал деревянной табличке DIY полностью высохнуть, прежде чем перейти к следующему шагу.
Шаг 9. Добавьте горы.
Когда моя доска высохла, пришло время добавить горы. Я использовал тот же процесс переноса ленты, чтобы перенести части виниловой горы на доску.
Для первого набора гор я поместил рисунок горы с тремя пиками как есть. Я выровнял горы (на переводной ленте) там, где хотел…
…с помощью скребка прикрепил их к доске, а затем снял переводную ленту.
Вы заметите, что горы перекрывают слова. Не волнуйся! Мы собираемся рисовать только область над горами и снежными вершинами, так что на самом деле не имеет значения, что происходит с подножиями гор в этот момент.
Поскольку я хотел, чтобы высота горных вершин была немного разной, прежде чем перенести второй набор гор, я просто обрезал третью вершину ножницами. Затем я прикрепил первые два пика к доске с помощью скотча, убедившись, что они не находятся на той же высоте, что и первый набор гор, который уже был на доске.
Затем я поместил третий пик отдельно, сдвинув его немного вниз, чтобы пики выглядели более случайными.
После того, как мои первые два набора гор были размещены, у меня осталось место на доске только для еще двух пиков. С помощью ножниц я отрезал первую вершину из третьего набора гор, прикрепив только две вторые вершины с помощью переводной ленты. Опять же, я убедился, что их высота немного отличается от двух других наборов гор.
Теперь, когда я разместил все горы так, как хотел, мне нужно было использовать тот же метод для предотвращения просачивания краски.
Я использовал бирюзовую краску, чтобы нарисовать верхний край горных вершин, а также снежные шапки. Мне не нужно было закрашивать нижние края гор, потому что эта часть доски должна была оставаться бирюзового цвета.
Шаг 11. Нарисуйте снежные шапки.
Когда моя бирюзовая краска высохла, я использовал белую краску, чтобы тщательно нарисовать внутреннюю часть снежных шапок гор, нанеся два слоя.
Шаг 12. Нарисуйте небо.
Тогда пришло время раскрасить небо! Я выбрал цвет Deep Sea Blue и закрасил всю область над горными вершинами. Я был очень осторожен, чтобы не запачкать снежную шапку краской.
Опять же, я использовал два слоя краски для полного покрытия.
Шаг 13. Удалите остатки винила.
Как только последний слой краски был нанесен, пока он был еще влажным, я удалил все виниловые горы с доски, оставив только желаемые окрашенные области.
Было несколько небольших мест, где винил немного приподнял краску, но я смог взять маленькую кисть и подправить после того, как все высохло.
Шаг 14. Повесьте свой шедевр!
После того, как ретушь была закончена и краска высохла, я просто прикрепил к обратной стороне вывески маленькую зубчатую вешалку для картин и повесил ее в комнате для мальчиков.
Я использовал две командные планки в нижних углах, чтобы дополнительно прикрепить вывеску к стене и выровнять ее.
Это может быть немного больше работы, чем просто купить вывеску со стойки, но мне нравится, что я могу создать именно то, что хочу для своего пространства! И, будем честными, творец во мне тоже в восторге от этих маленьких проектов!
Но как мне сделать эту вывеску из дерева своими руками, если у меня нет станка Cricut?
Простые углы гор на этой вывеске делают возможным творить, даже если у вас нет режущего станка.
Трубная цилиндрическая резьбаГОСТ 6357-81, представляет собой дюймовую резьбу с мелким шагом, закругленными впадинами и треугольным профилем с углом 55°. Трубную цилиндрическую резьбы нарезают на трубах до 6″. Трубы свыше 6″ сваривают.
Нормальный профиль трубной цилиндрической резьбы и размеры его элементов:
Трубные конические резьбы применяются двух типоразмеров. Трубная коническая резьба ГОСТ 6211-81, соответствует закругленному профилю трубной цилиндрической резьбы с углом 55° (рис I).
Коническая дюймовая резьбаГОСТ 6111-52 имеет угол профиля 60°(рис II). Конические резьбы применяются почти исключительно в трубных соединениях для получения герметичности без специальных уплотняющих материалов (льняных нитей, пряжи с суриком и т. д.).
Конусность поверхностей, на которых изготавливается коническая резьба, обычно 1 : 16. Биссектриса угла профиля перпендикулярна оси резьбы. Диаметральные резьбы конических резьб устанавливаются в основной плоскости (2 — торец муфты), которая перпендикулярна к оси и отстоит от торца трубы 1 на расстоянии I, регламентированном стандартами на конические резьбы (3 — муфта; 4 — торец трубы; 5 — ось трубы).
В основной плоскости диаметры резьбы равны номинальным диаметрам трубной цилиндрической резьбы. Это позволяет конические резьбы свинчивать с цилиндрическими, так как шаг и профили данных резьб для определенных диаметров совпадают.
Коническим резьбам присущи аналогичные цилиндрическим резьбам определения и понятия, такие, как наружный, средний и внутренний диаметры резьбы. Шаг резьбы Рh измеряется вдоль оси.
При свинчивании трубы и муфты с номинальными размерами резьбы без приложения усилия длина свинчивания равна l.
Обозначение трубной резьбы обладает особенностью, которая заключается в том, что размер резьбы задается не по тому диаметру, на котором нарезается резьба, а по внутреннему диаметру трубы. Этот внутренний диаметр называется диаметром трубы «в свету» и определяется как условный проходной размер трубы.
Теоретический профиль конической резьбы:
Трапецеидальная резьба ГОСТ 9484-81. Профиль резьбы — равнобочная трапеция с углом а равным 30°. Трапецеидальная резьба применяется для передачи осевых усилий и движения в ходовых винтах. Симметричный профиль резьбы позволяет применять ее для реверсивных винтовых механизмов.
Упорная резьбаГОСТ 10177-82. Профиль резьбы — неравнобочная трапеция с углом рабочей стороны 3° и нерабочей — 30°. Упорная резьба обладает высокой прочностью и высоким КПД. Она применяется в грузовых винтах для передачи больших усилий действующих в одном направлении (в мощных домкратах, прессах и т. д.).
В прессостроении применяется также упорная резьба. Профиль этой резьбы несколько отличается от упомянутой выше упорной резьбы, Профиль такой упорной резьбы по ГОСТ 13535-87 представляет собой неравнобочную трапецию с углом рабочей стороны 0° и нерабочей — 45°.
Прямоугольная и квадратная резьбы имеют высокий КПД и дают большой выигрыш в силе, поэтому они применяются для передачи осевых усилий в грузовых винтах и движения в ходовых винтах. Прямоугольные и квадратные резьбы не стандартизированы, так как имеют следующие недостатки: в соединении типа «болт — гайка» трудно устранить осевое биение; обладают прочностью меньшей, чем трапецеидальная резьба, так как основание витка у трапецеидальной резьбы при одном и том же шаге шире, чем у прямоугольной или квадратной резьб; их труднее изготовить, чем трапецеидальную.
4.2 Резьба трубная цилиндрическая.
Трубная цилиндрическая резьба по ГОСТ 6357-81 применяется для соединения труб и фитингов при требовании герметичности в таких соединениях (например, газопроводные трубы, муфты, угольники, задвижки и т.п.). В условное обозначение входят: буква G, размер резьбы в дюймах (без знака “ ”), класс точности среднего диаметра резьбы – А или В и длина свинчивания, если она больше установленной стандартом (рис. 4.4).
В обозначении трубной цилиндрической резьбы после буквы G указывают размер в дюймах приблизительно равный условному проходу трубы (внутренний диаметр трубы). Например, G1 означает, что внутренний диаметр трубы имеет условный проход в 1 дюйм, равный 25,4 мм. Наружный диаметр такой трубы будет на две толщины стенки трубы больше, то есть 33,249. Эти все размеры обусловлены ГОСТ 3262-75. Профиль резьбы – равнобедренный треугольник с углом при вершине 55 и с закруглённой вершиной и впадиной (рис. 64.)
Рис. 4.4 Примеры обозначения трубной цилиндрической резьбы
H=0,96049P
h=0,6403P
r=0,13733P
Рис 4. 5 Профиль трубной цилиндрической резьбы
4.3 Резьба трубная коническая
Трубная коническая резьба по ГОСТ 6211-81 используется в соединениях труб при больших давлениях и температуре (например – горловина газовых баллонов). Профиль показан на рис. 4.6. Угол профиля- 55 , конусность 1:16.
Так как у конической резьбы диаметр непрерывно изменяется, то её размер относят к сечению в основной плоскости, положение которой берётся из стандартов (рис. 4.7).
Совпадения в основной плоскости размеров трубной конической и трубной цилиндрической резьбы позволяет соединять внутреннюю трубную цилиндрическую резьбу с наружной трубной конической. Тогда условное обозначения такого соединения записывают:
,или
Примеры обозначений трубной конической резьбы показаны на рис.4.8.
Рис 4.6 Профиль трубной конической резьбы
Рис. 4.7 Основные плоскости трубной конической резьбы
Рис. 4.8 Обозначения трубной конической резьбы
4.4 Дюймовая резьба.
Дюймовая резьба используется в основном при ремонте импортного оборудования. Профиль дюймовой резьбы по ОСТ НКТП 1260, показан на рис. 4.9.
Рис. 4.9 Профиль дюймовой резьбы
Дюймовая резьба помимо наружного диаметра (в дюймах) и шага Р (в мм.) характеризуется количеством витков резьбы на длину, равную 1 дюйму. (рис. 4.10).
Между вершинами витков болта и впадинами гайки (и наоборот) оставляется радиальный зазор, предотвращающий заклинивание.
Рис. 4.10 Болт с дюймовой резьбой
4.5 Резьба коническая дюймовая
Резьба коническая дюймовая по ГОСТ 6111-52* применяется в соединениях топливных, масляных, водных или воздушных трубопроводах при небольших давлениях. Резьба имеет угол профиля 60 , конусность 1:16 (рис. 4.11).
Рис. 4.11 Профиль конической дюймовой резьбы
В условное обозначение резьбы входит буква К и диаметр в основной плоскости в дюймах, как у трубной резьбы., например:
Резьбовая труба и колено. Труба имеет наружную резьбу NPT, а колено — внутреннюю.
Национальная трубная резьба Коническая резьба ( NPT ) — это стандарт США для конической резьбы, используемой на резьбовых трубах и фитингах. Скорость конусности для всех резьб NPT составляет 1 ⁄ 16 ( 3 ⁄ 4 дюймов на фут), измеряется изменением диаметра (трубной резьбы) на расстоянии. Угол между конусом и центральной осью трубы составляет 1° 47′ 24″ (1,7899°). Обычно используемые размеры- 1 ⁄ 8 , 1 ⁄ 4 , 3 ⁄ 8 , 1 ⁄ 2 , 3 Сотворя ⁄ 4 , 1 1 ⁄ 2 и 2 дюйма, которые появляются на трубах и фитингах у большинства поставщиков в США. Размеры меньше 1 ⁄ 8 иногда используются для сжатого воздуха, а размеры больше 2 дюймов встречаются редко из-за использования альтернативных методов соединения, которые используются с этими большими размерами. NPT определяется стандартом ANSI/ASME B1.20.1. [1]
Номинальный размер трубы приблизительно связан с внутренним диаметром трубы сортамента 40. Из-за толщины стенки трубы фактический диаметр резьбы больше, чем NPS, что значительно больше для малых NPS. Трубы других сортов имеют разную толщину стенки, но наружный диаметр (внешний диаметр) и профиль резьбы остаются прежними, поэтому внутренний диаметр трубы отличается от номинального диаметра.
Трубы с резьбой могут обеспечить эффективное уплотнение для труб, по которым транспортируются жидкости, газы, пар и гидравлическая жидкость. Эти резьбы теперь используются в материалах, отличных от стали и латуни, включая ПТФЭ, [2] ПВХ, нейлон, бронза и чугун.
Конус резьбы NPT позволяет им образовывать уплотнение при закручивании, когда боковые стороны резьбы сжимаются друг относительно друга, в отличие от фитингов с параллельной/прямой резьбой или компрессионных фитингов, в которых резьба просто удерживает детали вместе и не обеспечивает печать. Однако между гребнями и впадинами резьбы остается зазор, что приводит к утечке по этой спирали. Это означает, что фитинги NPT должны быть защищены от утечек с помощью ленты для уплотнения резьбы или герметика для резьбы. (Использование ленты или герметика также поможет ограничить коррозию резьбы, которая в противном случае сделает разборку в будущем практически невозможной.)
Существует также полусовместимый вариант под названием National Pipe Taper Fuel ( NPTF ), также называемый Dryseal American National Pipe Taper Thread , определенный ANSI B1.20.3, предназначенный для обеспечения более герметичного уплотнения. без использования тефлоновой ленты или другого герметизирующего состава. Резьба NPTF имеет ту же базовую форму, но с высотой гребня и впадины, отрегулированной для посадки с натягом, что исключает спиральный путь утечки.
Иногда резьба NPT обозначается как MPT («наружная трубная резьба»), MNPT или NPT(M) для наружной (внешней) резьбы; и FPT («внутренняя трубная резьба»), FNPT или NPT(F) для внутренней (внутренней) резьбы. Эквивалентное обозначение — MIP (железная труба с наружной резьбой) и FIP (железная труба с внутренней резьбой). Также термины NPS и NPSM иногда используются для обозначения прямой, а не конической резьбы. (это не следует путать с NPS, означающим номинальный размер трубы)
Содержимое
1 Размеры трубной резьбы
2 Форма резьбы
3 Терминология
4 См. также
5 Каталожные номера
6 Дальнейшее чтение
7 Внешние ссылки
Размеры трубной резьбы
Номинальный размер трубы (дюймы)
Наружный диаметр трубы
Резьба на дюйм
Шаг резьбы
1 ⁄ 16
0,3125 дюйма (7,94 мм)
27
0,03704 дюйма (0,94082 мм)
1 ⁄ 8
0,405 дюйма (10,29 мм)
27
0,03704 дюйма (0,94082 мм)
1 ⁄ 4
0,540 дюйма (13,72 мм)
18
0,05556 дюйма (1,41122 мм)
3 ⁄ 8
0,675 дюйма (17,15 мм)
18
0,05556 дюйма (1,41122 мм)
1 ⁄ 2
0,840 дюйма (21,34 мм)
14
0,07143 дюйма (1,81432 мм)
3 ⁄ 4
1,050 дюйма (26,67 мм)
14
0,07143 дюйма (1,81432 мм)
1
1,315 дюйма (33,40 мм)
11 1 ⁄ 2
0,08696 дюйма (2,20878 мм)
1 1 ⁄ 4
1,660 дюйма (42,16 мм)
11 1 ⁄ 2
0,08696 дюйма (2,20878 мм)
1 1 ⁄ 2
1,900 дюйма (48,26 мм)
11 1 ⁄ 2
0,08696 дюйма (2,20878 мм)
2
2,375 дюйма (60,33 мм)
11 1 ⁄ 2
0,08696 дюйма (2,20878 мм)
2 1 ⁄ 2
2,875 дюйма (73,03 мм)
8
0,12500 дюйма (3,175 мм)
3
3,500 дюйма (88,90 мм)
8
0,12500 дюйма (3,175 мм)
4
4,500 дюйма (114,30 мм)
8
0,12500 дюйма (3,175 мм)
5
5,563 дюйма (141,30 мм)
8
0,12500 дюйма (3,175 мм)
6
6,625 дюйма (168,28 мм)
8
0,12500 дюйма (3,175 мм)
10
10,750 дюйма (273,05 мм)
8
0,12500 дюйма (3,175 мм)
12
12,750 дюйма (323,85 мм)
8
0,12500 дюйма (3,175 мм)
14
14 дюймов (355,60 мм)
8
0,12500 дюйма (3,175 мм)
16
16 дюймов (406,40 мм)
8
0,12500 дюйма (3,175 мм)
18
18 дюймов (457,20 мм)
8
0,12500 дюйма (3,175 мм)
20
20 дюймов (508,00 мм)
8
0,12500 дюйма (3,175 мм)
24
24 дюйма (609,60 мм)
8
0,12500 дюйма (3,175 мм)
Форма резьбы
Резьбы NPT и NPS имеют угол прилегания 60° и форму резьбы Селлерса (уплощенные пики и впадины).
Терминология
Дополнительная информация: Род соединителей и крепежных деталей
Иногда могут использоваться следующие термины:
MIP: расшифровывается как Male Iron Pipe, Male International Pipe или MPT Male Pipe Thread. Это термин для трубопроводной арматуры.
FIP: расшифровывается как «внутренняя железная труба», «внутренняя международная труба» или «FPT». Это термин для трубных фитингов, к которым подходят фитинги MIP.
Разница между фитингами FIP, MIP и компрессионными фитингами заключается в сужении резьбы. FIP имеет конусность 1:16 (наклон 6,25%), сжатие имеет конусность 13:96 (наклон 13,5%).
Муфта с внутренней резьбой имеет коническую резьбу, утончающуюся к концу трубы. По мере затягивания фитинга постоянно уменьшающаяся глубина резьбы означает, что соединение становится водонепроницаемым. Для надлежащей герметизации фитинга необходимо намазать резьбовой герметик или ленту из ПТФЭ (политетрафторэтилена), обернув резьбу. 9 http://www.micromold.com/threaded_piping.html Производитель труб и фитингов с резьбой из ПТФЭ
Дальнейшее чтение
Оберг, Эрик; Франклин Д. Джонс, Холбрук Л. Хортон и Генри Х. Райффел (2000). изд. Кристофер Дж. Макколи, Риккардо Хилд и Мухаммед Икбал Хуссейн. изд. Machinery’s Handbook (26-е изд.). Нью-Йорк: Industrial Press Inc.. ISBN 0-8311-2635-3.
Первоначально эта информация была получена с http://en.wikipedia.org/wiki/National_pipe_thread в среду, 19 октября 2011 г., 19:24 по восточноевропейскому времени Сейчас отредактировано и поддерживается ManufacturingET.org Компания, ООО
Стандартная коническая трубная резьба США, NPT
Частично извлечено из Стандарта трубной резьбы США (кроме Dryseal) (ANSI B2. 1—1968) с разрешения издателя, Американское общество инженеров-механиков.
Номинальный размер трубы
Внешний диаметр трубы D
Количество витков на дюйм №
Шаг резьбы P
Стандартная трубная резьба, NPT
Короткая сантехническая (больница) резьба
Рекомендуемые диаметры спиральных сверл для размеров просверленных отверстий Для трубной резьбы 1 Размеры спиральных сверл по американскому стандарту
какое ее количество нужно, как вычислить параметры опалубки и сечения
Ленточный фундамент занимает основное место среди всех опорных конструкций для зданий и сооружений.
Он способен эффективно работать на самых сложных грунтах, имеет оптимальный набор эксплуатационных качеств.
Монолитные конструкции ленты не теряют своих рабочих качеств до 150 лет, что превышает срок службы стен дома.
Такие высокие возможности возникли из-за высокой жесткости и прочности ленты, которые обеспечивает совместная работа и металлической арматуры.
Каждый из них выполняет свою функцию, в сумме обеспечивая надежность и высокую несущую способность ленточного основания.
Содержание статьи
1 Как работает арматура в ленточном фундаменте
2 Онлайн калькулятор
3 Инструкция по работе с калькулятором
4 Порядок расчета
5 Пример вычисления необходимых параметров
6 Виды и размеры
7 Как сделать правильный выбор
8 Полезное видео
9 Заключение
Как работает арматура в ленточном фундаменте
Арматурный каркас необходим для компенсации осевых противонаправленных (растягивающих) нагрузок, возникающих в ленте при появлении деформирующих воздействий — изгибающих или скручивающих усилий.
Особенность бетона состоит в способности принимать гигантские давления без каких-либо последствий.
При этом, он практически беззащитен перед разнонаправленными усилиями, быстро покрывается трещинами и разрушается.
Поэтому для ленты крайне опасны любые усилия, приложенные в одной точке — например, боковые или вертикальные нагрузки пучения. Арматурные стержни предназначены для приема этих усилий на себя.
Существует горизонтальная (рабочая) и вертикальная арматура. Основные нагрузки принимают горизонтальные стержни.
Они имеют больший диаметр и рифленую поверхность, обладающую хорошим сцеплением с бетоном.
Вертикальные стержни выполняют две функции:
Фиксация рабочей арматуры в необходимом положении до момента заливки бетоном.
Частичная компенсация скручивающих усилий.
Первая задача основная, а вторая — дополнительная, поскольку наличие таких специфических нагрузок наблюдается довольно редко.
В большинстве случаев вертикальная (гладкая) арматура служит лишь опорной конструкцией, удерживающей рабочие стержни в необходимом положении до момента заливки.
Они довольно толстые, так как — процесс с достаточно интенсивными воздействиями на каркас, сосредоточенными в одной точке (место падения тяжелого материала в опалубку), а также распределенными по всей длине (штыкование, обработка виброплитой).
Онлайн калькулятор
Как рассчитать ленточный фундамент дома? В этой вам может специально разработанный сервис — ленточного фундамента.
Тип фундамента
вариант 1
вариант 5
вариант 2
вариант 6
вариант 3
вариант 7
вариант 4
вариант 8
Размеры фундамента
Ширина, мм. (X)
Длина, мм. (Y)
Высота, мм. (H)
Толщина, мм. (A)
Расстояние до оси перемычки, мм. (C)
Арматура
Горизонтальные ряды (G)
01234567 8910
Вертикальные стержни (V)
012345
Соединительные стержни (Z)
012345
Длина шага (S)
Диаметр арматуры
68101214161820222528
Опалубка
Толщина доски для опалубки, мм. (N)
Длина доски, мм. (L)
Ширина доски, мм. (M)
Состав бетона
Вес одного мешка, кг.
Мешков на 1 кубометр бетона
Пропорции бетона по весу
Цемент
Песок
Щебень
Стоимость строительных материалов (руб)
Цемент (за мешок)
Песок (за 1 тонну)
Щебень (за 1 тонну)
Доска (за 1 кубометр)
Арматура (за 1 тонну)
Инструкция по работе с калькулятором
В сети интернет имеется немало онлайн-калькуляторов, помогающих рассчитать параметры ленточных фундаментов по всем важным позициям. Расчет арматуры с их помощью занимает буквально пару минут.
Например, на сайте необходимо лишь внести собственные данные в соответствующие окошечки программы и нажать кнопку «рассчитать».
Дается схема армирования, в которой надо указать основные параметры — количество рабочих стержней в одном ряду, общее число рядов, расстояние между вертикальными прутками и т.п. В отдельном окне указывается стоимость арматуры за единицу.
В результате программа выдает количество арматуры и общую цену. Расчет производится просто и быстро, кроме арматуры ресурс выдает параметры всех элементов ленты — , количества бетона и т.д.
Недостатком данного калькулятора можно считать необходимость заранее знать схему армирования, диаметр стержней и рыночную стоимость материала.
Если требуется определить количество и сечение стержней, ресурс бесполезен. Он дает только количественную информацию, не касаясь качественных моментов, что иногда не совсем то,что нужно.
ВАЖНО!
Не все онлайн-калькуляторы работают по такому алгоритму. Имеются и другие, определяющие именно размеры и общие параметры арматурного каркаса, которые станут полезными для получения первичной информации. Стоимость материала следует узнавать непосредственно у продавцов, поскольку в этом вопросе имеется масса специфических факторов.
Порядок расчета
Рассмотрим, как рассчитать арматурный каркас ленты самостоятельно.
Прежде всего, необходимо определить количество рабочих стержней в одном ряду. Для этого понадобится использовать требование СП 52-101-2003, ограничивающее максимальное расстояние между соседними прутками в 40 см.
Учитывая, что погружения рабочей арматуры не должна превышать 2-5 см, получаем:
Для лент толщиной менее 50 см — 2 рабочих стержня.
Для лент шире 50 см — 3 стержня.
В случаях, когда можно использовать и 2, и 3 стержня в одном ряду, обычно стараются подстраховаться и принять большее значение, так как фундамент — ответственный и важный участок постройки.
Вторым этапом является определение диаметра рабочих стержней. Для этого понадобится рассчитать площадь сечения рабочей части ленты, умножив ширину на высоту.
Общая площадь сечения арматуры составляет 0,1% от сечения (это минимально возможное значение, его можно увеличить, но нельзя уменьшать).
Получив это значение, надо разделить его на число рабочих стержней. По таблице диаметров арматурных прутков находится наиболее удачный вариант, который и принимается в работу.
Диаметр вертикальной арматуры выбирается исходя из высоты ленты:
При высоте до 60 см — 6 мм.
От 60 до 80 см — 8 мм.
Диаметр поперечных стержней обычно принимается равным 6 мм.
Для подсчета количества рабочих стержней надо умножить их число в решетке на общую длину ленты, после чего полученное значение делится на длину рабочего прутка (обычно 6 м, но это значение лучше узнать у продавцов точно).
Вертикальную арматуру рассчитывают путем умножения количества хомутов на длину единицы.
Количество получают делением общей длины ленты на шаг хомутов (обычно 50-70 см).
Пример вычисления необходимых параметров
Рассмотрим расчет арматуры для ленточного фундамента на примере.
Допустим, что высота ленты составляет 100 см, а ширина — 40 см (распространенный вариант ).
Тогда площадь сечения составит:
40 • 100 = 4000 см2.
Определяем общую площадь сечения арматуры (минимальную):
4000 : 1000 = 4 см2.
Поскольку ширина ленты составляет 40 см, то в одной решетке нужно разместить 2 стержня, а общее количество составляет 4 шт.
Тогда минимальная площадь сечения одного прутка составит 1 см2. По таблицам СНиП (или из иных источников) находим наиболее близкое значение. В данном случае можно использовать арматурные стержни толщиной 12 мм.
Определяем количество продольных стержней. Допустим, общая длина ленты составляет 30 м (лента 6 : 6 м с одной перемычкой 6 м).
Тогда количество рабочих стержней при длине 6 м составит:
(30 : 6) • 4 = 20 шт.
Определяем количество вертикальных стержней. Допустим, шаг хомутов составляет 50 см.
Тогда при длине ленты 30 м понадобится:
30 : 0,5 = 60 шт.
Определяем длину одного хомута.
Для этого от ширины и высоты сечения отнимаем по 10 см и складываем результаты:
(40 — 10) + (100 — 10) = 120 см. Длина одного хомута равна 120 • 2 = 140 см = 2,4 м.
Общая длина вертикальной арматуры:
2,4 • 60 = 144 м. Количество стержней при длине 6 м составит 144 : 6 = 24 шт.
ОБРАТИТЕ ВНИМАНИЕ!
Полученные значения следует увеличивать на 10-15%, чтобы иметь запас на случай ошибок или непредвиденных расходов материала.
Виды и размеры
Существует две основные :
Металлическая.
Композитная.
Металлические стержни, используемые для сборки арматурного каркаса, имеют ребристую или гладкую поверхность.
Ребристые стержни идут на горизонтальную (рабочую) арматуру, так как они имеют повышенную силу сцепления с бетоном, необходимую для качественного выполнения своих функций.
Вертикальные прутки, как правило, гладкие, так как их задача сводится к поддержанию в нужном положении рабочих стержней до момента заливки. Диаметр стержней колеблется в пределах от 5,5 до 80 мм. используются рабочие стержни 10, 12 и 14 мм и гладкие 6-8 мм.
Композитная арматура состоит из разных элементов:
Стекло.
Углерод.
Базальт.
Арамид.
Полимерные добавки.
Наиболее широко применяется стеклопластиковая арматура.
Она имеет наибольшую прочность, самая жесткая и устойчивая к растягивающим нагрузкам из всех остальных вариантов.
Как и все виды композитных стержней, стеклопластиковая арматура полностью устойчива к воздействию влаги.
Производители заявляют о неизменности эксплуатационных качеств в течение всего периода службы, но на практике справедливость такого утверждения пока не проверена. Проблема композитной арматуры в сложности технологии, из-за которой качество материала у разных производителей заметно отличается.
Кроме того, композитные стержни не способны сгибаться, что неудобно при сборке каркасов и снижает прочность угловых соединений каркаса.
ВАЖНО!
Среди строителей отношение к композитной арматуре сложное. Не отрицая положительных качеств, они не слишком доверяют малоизученным строительным материалам, не прошедшим полный цикл эксплуатации. Кроме того, металлическая арматура имеет вполне определенные технические характеристики, тогда как композитные виды обладают довольно большим разбросом свойств. Все эти факторы ограничивают применение композитных стержней.
Как сделать правильный выбор
Выбор арматурных стержней основан на расчетных данных и предпочтениях строителей.
Обычно выбирают металлические стержни, хотя и композитную арматуру с каждым годом все активнее применяют при строительстве ленточных оснований. Предпочтение металлическим пруткам отдается из-за возможности придать им необходимый изгиб, чего со стеклопластиковыми стержнями сделать невозможно.
Особенно это важно при строительстве лент с криволинейными участками или при наличии углов перелома, отличных от 90°.
Кроме того, металлическая арматура экономичнее, так как позволяет делать хомуты из одного прутка, без необходимости создавать несколько точек соединения.
Диаметры стержней давно отработаны на практике, нередко их выбирают без предварительного расчета — при около 30 см используют пруток 10 мм, для лент шириной 40 см выбирают 12-мм стержни, а при ширине более 50 см — 14 мм. Толщину вертикальной арматуры определяют по высоте ленты, до 70 см выбирают 6 мм, а при высоте свыше 70 см — 8 мм и более.
Полезное видео
В данном разделе Вы также сможете посмотреть как производится расче на примере реальной стройки:
Заключение
Грамотно выбранная схема армирования и сам материал обеспечивают прочность и устойчивость ленты к возможным нагрузкам.
Сложные и проблемные грунты, склонные к пучению или сезонным подвижкам, требуют ответственного и внимательного подхода к .
Необходимо учитывать, что все расчетные значения определяют минимальные параметры конструкции, требующие некоторого увеличения для определенного запаса прочности.
Выбирая арматуру и схему армирования, надо умножать все значения на 1,2-1,3 (коэффициент надежности), чтобы снизить риск появления непредвиденных факторов.
Калькулятор расчета количества арматуры и бетона для фундамента «Композит Групп Челябинск»
Варианты равнопрочной замены металлической на стеклопластиковую арматуру
Понятие равнопрочной замены представляет собой замену арматуры произведенной из стали, на арматуру из композитных материалов, которая имеет такую же прочность и схожие прочие физико-механические показатели. Под равнопрочным диаметром стеклопластиковой арматуры, будем понимать ее такой наружный диаметр, при котором прочность будет равна прочности аналога из металла заданного диаметра. Данные по замене приведены в таблице:
Варианты равнопрочной замены металлической на стеклопластиковую арматуру
Понятие равнопрочной замены представляет собой замену арматуры произведенной из стали, на арматуру из композитных материалов, которая имеет такую же прочность и схожие прочие физико-механические показатели. Под равнопрочным диаметром стеклопластиковой арматуры, будем понимать ее такой наружный диаметр, при котором прочность будет равна прочности аналога из металла заданного диаметра. Данные по замене приведены в таблице:
Варианты равнопрочной замены металлической на стеклопластиковую арматуру
Понятие равнопрочной замены представляет собой замену арматуры произведенной из стали, на арматуру из композитных материалов, которая имеет такую же прочность и схожие прочие физико-механические показатели. Под равнопрочным диаметром стеклопластиковой арматуры, будем понимать ее такой наружный диаметр, при котором прочность будет равна прочности аналога из металла заданного диаметра. Данные по замене приведены в таблице:
Онлайн-калькуляторы бетона для расчета необходимого количества бетона. Включает калькуляторы готовой смеси, предварительной смеси и самостоятельной смеси бетона.
Калькулятор объема бетона
Расчет количества необходимого товарного бетона.
Imperial
Полное основание
Столбцы
Колонка + подушка
Фундаменты
Фундамент + Стена
Фундаментная стена
Колодки
Прямоугольная стойка + подушка
Плиты
Лестницы
Лестница — Круглая
Метрическая система
Фундамент в сборе
Столбцы
Колонка + подушка
Фундаменты
Фундамент + Стена
Фундаментная стена
Колодки
Прямоугольная стойка + подушка
Плиты
Лестницы
Лестница — Круглая
Формы с использованием имперских и метрических единиц измерения
Расчет количества бетона, необходимого для заливки различных форм.
Круг
Круг — метрическая
Пончик
Пончик — метрическая
Эллипс
Эллипс – метрическая
Равносторонний треугольник
Равносторонний треугольник — Метрическая система
Октагон
Октагон — Метрическая система
Овальный
Пентагон
Пятиугольник — Метрическая система
Разносторонний треугольник
Разносторонний треугольник — метрическая система
Форма стадиона
Форма стадиона — метрическая
Трапазоид
Трапеция
Пластиковая форма для бетонного основания
Предварительная смесь для бетона в мешках
Используйте эти калькуляторы бетона для расчета необходимого количества мешков.
Столбец
Колонка и подушка
Фундаменты
Фундаментная стена
Плита
Том
Самосмешивающийся бетон
Смешайте бетон вручную, используя цемент, песок и камни.
Imperial Concrete Self Mix с коррекцией влажности
Метрическая самосмесь бетона с коррекцией влажности
Калькулятор самозамеса бетона — дюймовая шкала
Калькулятор самозамеса бетона — метрический
Арматура
Рассчитайте количество отрезков арматуры, необходимое для армирования бетона.
Арматура – фундамент и фундаментная стена
Арматура — плита, проезжая часть или патио
Плита с использованием арматурного стержня нестандартной длины
Вес канадской арматуры
Вес канадской арматуры — метрическая система
Европейский вес арматуры
Вес американской арматуры
Вес бетона
Рассчитайте вес бетона.
Фунты на кубический ярд / Фунты на кубический фут
Килограмм на кубический метр
Калькуляторы объема и стоимости бетона
Расчет необходимого количества бетона плюс стоимость кубических ярдов и кубических метров
Стоимость бетона от цены за кубический ярд
кубических ярдов
Кубических метров
Требуемый бетон из квадратных метров
Объем бетона в квадратных футах/метрах площади
Бетон из квадратных метров
Бетон из квадратных метров
Преобразование
Преобразование между измерениями веса и объема, используемыми для бетона.
Преобразование массы в объем
Перевести кубические футы в кубические ярды и метры
Калькулятор количества и стоимости бетона для фундамента Квадратный или прямоугольный
Калькулятор количества и стоимости бетона для фундамента Квадратный или прямоугольный
Для этого документа требуются браузеры с поддержкой JavaScript; убедитесь, что ваш способен и, возможно, только выключен.
Этот калькулятор требует использования браузеров с поддержкой JavaScript и . Этот двухфункциональный калькулятор предназначен для расчета приблизительного количества бетона, необходимого для фундаментной плиты или фундамента квадратной или прямоугольной формы. Обязательные записи для глубины, длины и ширины фундамента или опалубки. Калькуляторы имеют те же возможности, за исключением того, что калькулятор фундамента имеет объемную компенсацию для соответствующей арматуры, проволоки, подвесок, сетки и арматурной стали, которые учитываются при расчетах. Если вы не используете армирование, воспользуйтесь калькулятором фундаментов. Необязательные записи включают стоимость бетона за кубический ярд, минимальное количество ярдов, которые доставляет компания, минимальную плату за минимальную доставку бетона и фиксированную стоимость доставки, не включая стоимость бетона. Результатом является минимальное количество кубических метров, необходимое для работы, определяемое предоставленной информацией, и, опционально, общая приблизительная стоимость доставки, включая требуемый бетон. Есть уведомление, если ваши требования не соответствуют минимумам поставки, если введены минимумы. Нажмите кнопку «Рассчитать», чтобы рассчитать все поля. Чтобы сделать другое, нажмите кнопку «Очистить значения» и введите новый набор значений. Вы также можете просто изменить определенные поля и пересчитать, однако каждое поле должно иметь значение, даже если оно равно нулю (0). Расчетная точность текущих браузеров с поддержкой JavaScript обычно составляет 16 мест, однако эти результаты округлены, чтобы упростить жизнь. Обязательно обратите внимание на верхнюю и нижнюю секции каждого калькулятора, так как они независимы в работе, и уделите особое внимание, ради точности, вводу дюймов или футов или того и другого. Не имеет значения, вводите ли вы 1 фут или 12 дюймов в любом из полей. Результаты идентичны. 1,5 фута — это то же самое, что 1 фут и 6 дюймов.
В технике под таким понятием, как измерение, подразумевается некая совокупность действий, результатом совершения которых является определение того числового значения, которое имеет некая физическая величина предмета. Измерения производятся при помощи специальных технических средств опытным путем.
В такой отрасли промышленности, как машиностроение, без проведения разнообразных измерений обойтись совершенно невозможно. От того, с какой точностью они осуществляются, в результате напрямую зависит качество выпускаемой продукции. Что касается значений точности измерений, то на современных машиностроительных предприятиях она, как правило, в пределах от 0,001 миллиметра до 0,1 миллиметра.
Для того чтобы быстро и с минимальными погрешностями производить технические измерения, используются специализированные приборы и конструкции.
Линейка
Угольники
Штангенциркуль
Микрометр
Штангенрейсмас
Плитки Иогансона
Кронциркуль
Угломер
Индикатор
Глубиномер
Нутромеры
Радиусомер
Резьбомеры
Металлическая линейка
Именно этот мерительный инструмент является, пожалуй, наиболее простым по своей конструкции. С помощью металлических линеек значение измеряемой величины определяется непосредственно.
Металлическая линейка
Следует заметить, что эти мерительные приспособления широко используются также и для проведения разметки материалов и деталей. Современная промышленность изготавливает их с пределами измерений в 1000, 500, 300 и 150 миллиметров, при этом на них наносится или одна, или две шкалы.
Штангенциркуль
Этот широко распространенный и активно используемый в технике (особенно в машиностроении) мерительный инструмент устроен намного сложнее, чем металлическая линейка, и обеспечивает гораздо более высокую точность измерений. Штангенциркуль состоит из таких основных частей, как линейка-штанга, на грани которой нанесена основная шкала с равноудалёнными делениями через 1 миллиметр, и нониус – отсчетное приспособление с дополнительной штриховой шкалой.
Штангенциркуль
Цена деления нониусов современных штангенциркулей составляет или 0,1, или 0,05 миллиметра, а что касается предела измерений, то он достигает 2000 миллиметров.
Штангенциркули используются для осуществления измерений как наружных, так и внутренних размеров деталей, а также глубин отверстий. Кроме того, их применяют для производства различных разметочных работ.
Штангенрейсмас
Штангенрейсмас
Этот мерительный инструмент предназначается для того, чтобы производить измерения высот деталей и осуществлять их точную разметку. Максимальный предел измерений штангенрейсмасов составляет 2500 миллиметров, а цена деления их нониусов – 0,1 или 0,05 миллиметра.
В большинстве случаев этот мерительный инструмент используется при работах на специальных чугунных плитах. Именно на них он устанавливается вместе с теми деталями, которые нужно измерить или же разметить.
Для того чтобы с помощью штангенрейсмаса нанести на размечаемой детали линию, используется специальная сменная ножка. Сам же мерительный инструмент при этом перемещается непосредственно по поверхности плиты.
Микрометр
Мерительный инструмент этого типа предназначается для того, чтобы производить достаточно точные измерения малых линейных размеров. Максимальный предел измерений современных микрометров достигает 600 миллиметров, а точность – 0,01 миллиметра.
Микрометр
Микрометры (как, впрочем, и все микрометрические инструменты) оборудованы специальными отсчетными узлами, устроенными на основе винтовой пары, имеющей шаг резьбы 0,5 миллиметра. С ее помощью осуществляется преобразование продольного перемещения мерительного винта в перемещения окружные, совершаемые шкалой барабана. Именно на основании угла его поворота и определяется значение измеряемого размера.
Микрометрический глубиномер
Микрометрический глубиномер
По сути дела этот мерительный инструмент устроен точно так же, как и микрометр. Разница состоит лишь в том, что он оснащается не скобой, а основанием. Именно в него устанавливается так называемый мерительный стебель. Для того чтобы с помощью микрометрического глубиномера измерить глубину, применяется специальный стержень. Он устанавливается на винте и имеет особую форму. Предел измерений современных микрометрических глубиномеров составляет до 300 миллиметров, а цена деления их нониусов — 0,01 миллиметра.
Индикатор часового типа
Индикатор часового типа
Этот мерительный инструмент представляет собой устройство, где совсем небольшие перемещения, которые производит измерительный щуп, преобразуются в угловые перемещения стрелки. Индикаторы часового типа используются тогда, когда требуется со значительной степенью точности определить те отклонения, которые по своей геометрической форме некая деталь имеет по отношению к заданным параметрам. Кроме того, эти приборы используются для контроля взаимного расположения поверхностей.
Угломер механический
Угломер
Этот мерительный инструмент предназначен для определения значений углов, которые в технике очень часто встречаются в различных сборках, деталях и конструкциях. С помощью угломеров производятся измерения в углах, градусах и секундах, для чего используются вспомогательные элементы и линейчатая шкала.
Резьбомер
Резьбомер
Этот мерительный инструмент используется для того, чтобы точно определять шаг и профиль резьбы. Конструктивно он представляет собой пакет металлических шаблонов, каждый из которых в точности повторяет конфигурацию той или иной резьбы. Резьбомеры, которые предназначены для определения шага метрических резьб, имеют маркировку М60°, а те мерительные приспособления, которые предназначаются для определения количества ниток на дюйм, при измерении дюймовых и цилиндрических трубный резьб, маркируются как Д55.
Радиусомер
Радиусомер
Этот мерительный инструмент предназначен для измерения галтелей и радиусов закруглений. Он представляет собой набор металлических шаблонов, изготовленных в виде пластин из высококачественной легированной стали. При этом все они подразделяются на те, что используются для измерения выступов и те, которые предназначены для измерения впадин.
Концевые меры длины
Концевые меры длины
Концевые меры длины ( нередко их называют еще «плитками Иогансона» ) представляют собой меры, выполненные в виде цилиндра или параллелепипеда, имеющие строго определенные расстояния между измерительными плоскостями. Они могут составлять от 0,5 миллиметра до 1000 миллиметров.
Привила правильного использования измерительного инструмента
Измерительные инструменты сопровождают всю нашу жизнь, и каждый из нас рано или поздно сталкивается с ситуацией, когда средства измерения просто необходимы как в хозяйстве, так и в работе. А раз пользоваться инструментами все равно придется, то лучше делать это правильно.
Прежде всего, стоит заметить, что прежде чем начать те или иные измерения, необходимо предварительно хорошо подготовить рабочую поверхность, которая подлежит измерению. Следует удалить все загрязнения, заусеницы, а также стружку, если она имела место. Работать нужно только с чистой сухой поверхностью, только тогда результат измерения будет максимально точным.
Перед проведением любых работ измерительные инструменты не рекомендуется обрабатывать маслами, так как слой любого маслянистого вещества может достаточно серьезно исказить результаты измерений. Если инструмент имеет штопорный винт, то перед началом работы с инструментов такой винт надо максимально расслабить и только потом зажимать деталь. Делать это нужно без усилия, так как чрезмерное сдавление детали может привести к тому, что результат будет ошибочным.
Если речь идет о работе с измерительной рулеткой, то стоит знать, что работать можно только с чистым инструментом, соответствующим все правилам ГОСТа, и который хранился в соответствии с правилами хранения. Чтобы измерительные инструменты выполняли свои функции нужно избегать температурных колебаний и все измерения можно проводить исключительно при температуре не более 20 градусов. Если деталь нагрета или вращается, то измерения можно проводить только после того, как будет достигнута оптимальная температура. Если у измерительного прибора, купить который вы можете в нашем интернет-магазине, есть те или иные оптические детали, то промывать их или протирать слишком часто производители не рекомендуют. Это напрямую отражается на изображении, искажающемся при потускнении поверхностей оптики. Пыль с оптических измерительных приборов следует периодически удалять при помощи любой мягкой кисточки.
Соблюдайте условия хранения!
Чтобы всегда быть уверенным в точности измерений, все измерительные инструменты, цена которых зависит от качества, необходимо хранить в соответствии с рекомендациями производителя. В нашем интернет-магазине представлены исключительно измерительные инструменты отечественного и зарубежного производства, имеющие сертификаты соответствия качеству. Это означает, что каждое средство измерения продается в оригинальном футляре, который в последствии должен быть использован для хранения инструмента. Там где это необходимо, инструмент помещают в промасленный поролон.
После того, как вы использовали тот или иной измерительный инструмент, его необходимо очистить кусочком мягкой ткни, смазать специальными маслами и уложить в футляр. Хранят инструменты в специально отведенном для этого ящике таким образом, чтобы они не подвергались перепадам температур и хранились в условиях соответствующей влажности.
При соблюдении всех вышеперечисленных правил обеспечивается:
высокая точность измерений;
простота использования средств измерений;
практически неограниченный срок эксплуатации, который гарантируют производители.
Теоретически, все измерительные инструменты, купить которые можно по приемлемой цене, будут служить вам верой и правдой до естественного износа деталей и соединений, когда инструмент перестанет быть пригодным для работы.
Увеличить вероятность максимальной точности измерений поможет периодическая поверка, которая проводиться с определенной периодичностью, если средство измерения используется в промышленных технологических процессах, то отметки о поверке обязательно необходимо вносить в паспорт инструмента. Такой паспорт имеет каждый измерительный инструмент надлежащего качества и соответствующий стандартам ГОСТа. Именно такие средства измерения купить вы можете, обратившись к услугам нашей компании.
В нашем ассортименте только инструменты лучших отечественных и зарубежных производителей, имеющие все необходимые сертификаты соответствия безопасности использования и качества. Более подробную консультацию вы всегда можете получить у наших специалистов, связавшись с нами по телефонам, указанным в разделе официального сайта «Контакты».
Рекомендуемые товары
Как пользоваться рулеткой (и читать результаты)
Фото: istockphoto.com
Вы наверняка слышали столярную пословицу «Семь раз отмерь, один раз отрежь» и, возможно, даже сделали ее мантрой для своих проектов. . Но если вы не знаете, как пользоваться рулеткой и правильно читать ее маркировку, ваши усилия могут быть немного ошибочными — и, к сожалению, любая «некорректность» просто не подойдет. Более того, этот, казалось бы, простой инструмент можно использовать не только для простого измерения расстояния между точкой А и точкой Б, но и для других задач. Читайте дальше, чтобы изучить этот скромный обязательный инструмент и научиться правильно его использовать — для всего, начиная от измерения внутренней ширины книжной полки к быстрому расположению шпильки к рисованию идеального круга.
Считывание рулетки
Фото: istockphoto.com
Не говори «ага!» Многие домашние мастера и даже некоторые опытные профессиональные плотники могут не знать всей информации о выдвижной металлической рулетке. Ниже приведено руководство по деталям и шагам измерения, которые вы найдете в надежной рулетке.
Найдите корпус, хвостовик, замок и лезвие.
Корпус: Пластиковый или металлический корпус удерживает ленту. Он сам по себе может действовать как быстродействующий измерительный инструмент, используя основание корпуса для измерения коротких расстояний (длина корпуса указана на его основании для удобства).
Танг: Металлический зажим на конце ленты, также известный как зажим или крючок. При считывании рулетки хвостовик показывает ноль.
Замок: Кнопка на передней части корпуса фиксирует ленту на месте при нажатии, предотвращая дальнейшее вытягивание или втягивание ленты.
Лезвие: Технический термин для самой ленты, лезвие используется путем вытягивания хвостовика, растягивания на измеряемом расстоянии и считывания цифр и символов на лицевой стороне лезвия.
Считывание отметок приращения рулетки для имперской системы.
В Соединенных Штатах британская система измерения обычно используется для рулетки, хотя некоторые модели могут иметь как британскую, так и метрическую систему измерения. Рулетка с дюймами и сантиметрами обычно имеет британские измерения, выделенные красным цветом на верхней части лезвия, а метрические измерения — черным цветом на нижней части лезвия.
Реклама
Фут или 1’: Измерение в футах отображается на 12-м дюйме и записывается как 1F. Это измерение обычно находится в черном поле с маленьким треугольником или стрелкой, указывающей на линию в дюймах, на которую оно приходится. Пример: 1F=1’, 2F=2’, 3F=3’
Дюйм или 1 дюйм: Измерение в дюймах — это самая длинная вертикальная линия на британской половине лезвия. Эта строка обозначается большим числом, сидящим слева от строки. Пример: 1=1″, 2=2″, 3=3″
Половина или ½ дюйма: Вторая самая длинная линия – это полдюйма. Некоторые измерительные ленты показывают только линию в качестве индикатора измерения, в то время как другие показывают линию и дробное представление измерения. Пример: ½=1/2 дюйма
Четверть или ¼ дюйма: Линия среднего размера является третьей по длине и третьей по длине стандартной рулеткой. Эта линия измеряет четверть дюйма. Это также может быть указано дробным представлением, подобным половине дюйма. Пример ¼=1/4”, ¾=3/4”
Восьмая или 1/8”: Вторая самая короткая линия в британских единицах измерения указана как восьмая часть дюйма. Эта линия также может быть обозначена дробным представлением. Пример: 1/8=1/8”, 3/8=3/8”, 5/8=5/8”
Шестнадцатая или 1/16”: 16-й дюйма и обычно не имеет дробного представления.
Считывание отметок приращения рулетки для метрической системы.
Метр или 1 м: Отметка метра располагается на отметке 100 сантиметра или 10 дециметра. Обозначается 1м. На некоторых рулетках сантиметры начинаются с единицы, следующей за отметкой метра. Пример: 1 м = 1 м
Дециметр или 1 дм: Маркировка в один дециметр обычно отображается красной цифрой 10. Это измерение расположено на каждой 10-й сантиметровой линии. Пример: 10=1дм, 20=2дм, 30=3дм
Сантиметр или 1 см: Это измерение обозначается самой длинной линией на метрической стороне лезвия и большим числом. Это измерение можно найти на отметке каждого 10-го миллиметра. Пример: 1=1 см, 2=2 см, 3=3 см
Миллиметр или 1 мм: Наименьшая метрическая единица измерения на лезвии — миллиметр. Он обозначается не числом или дробью, а просто наименьшей линией на метрической стороне лезвия, причем каждая пятая миллиметровая линия немного длиннее, чтобы указать точку посередине между сантиметрами.
Изучите эти важные дополнительные измерения.
Размеры стойки: Красные квадраты через каждые 16 дюймов обозначают расстояние между стойками в центре стены. Так что, если, например, вы устанавливаете отделку плинтуса, вы можете приложить измерительную ленту к стене и использовать красные квадраты, чтобы найти шпильки за гипсокартоном. Имейте в виду, что вторая стойка в стене устанавливается на расстоянии 16 дюймов от конца стены, а не от центра первой стойки.
Размер балки: Черные ромбы, расположенные через каждые 19 3/16 дюйма, указывают расстояние между балками по центру. Это позволяет быстро идентифицировать балки без использования искателя гвоздей, что полезно при забивании половиц.
Реклама
Фото: istockphoto.com
Использование рулетки
Следуйте этим инструкциям, чтобы эффективно пользоваться рулеткой.
Чтобы использовать рулетку, вытащите выступ из корпуса и зацепите его за край измеряемого объекта. Протяните лезвие по объекту, нажмите на замок, а затем посмотрите, где лезвие встречается с концом объекта. Ближайшая линия на лезвии к концу объекта является окончательным измерением. Как только вы это заметите, отстегните хвостовик, удерживая лезвие рукой, чтобы его отдача не поранила, затем нажмите на замок, чтобы освободить лезвие. Медленно дайте лезвию вернуться в корпус.
Фото: istockphoto.com
Функция истинного нулевого крюка обеспечивает точность измерений.
Первый дюйм рулетки на самом деле короче на 1/16 дюйма, потому что толщина металла на хвостовике составляет ровно 1/16 дюйма. Таким образом, для измерений, сделанных от внутреннего края объекта, таких как измерение длины стены от угла до угла, хвостовик скользит назад по лезвию, и металл хвостовика добавляется для учета «недостающей» 1/16. дюйма.
Однако это оставит вам 1/16 дюйма меньше для объектов, которые измеряются от внешнего края, таких как палубная доска. Чтобы учесть это, хвостовик выскальзывает на 1/16 дюйма, когда он зацеплен за объект, что позволяет провести истинные измерения. Всегда следите за тем, чтобы хвостовик был полностью выдвинут, когда зацепился за край.
Округлить до ошибки в сторону большего.
При считывании рулетки край объекта может попасть между двумя линиями на лезвии. Чтобы не обрезать слишком коротко, всегда округляйте до большего значения. В худшем случае вам нужно будет снова измерить и отрезать, но это намного лучше, чем тратить кусок материала, который на 1/16 дюйма меньше, чем вам нужно.
Объявление
Используйте корпус для внутренних измерений вместо того, чтобы сгибать рулетку.
Распространенной ошибкой при выполнении внутренних измерений (например, внутренней ширины книжной полки) является вытягивание лезвия дальше, чем необходимо, а затем сгибание его для прилегания к одной стороне объекта, в то время как хвостовик прижимается к другой стороне . Изгиб ленты может привести к оценке вместо точного измерения. Вместо этого приложите основание рулетки к одной стороне измеряемого объекта. Вытащите хвостовик и держите его с другой стороны книжной полки. Снимите показания с ленты и прибавьте их к длине корпуса (отмеченной на его основании), чтобы получить точные показания. Эта практика также предотвращает повторное изгибание ленты, что приводит к повреждению и преждевременному износу.
Фото: istockphoto.com
Изгиб лезвия повышает жесткость ленты.
Лезвия рулетки слегка вогнуты для увеличения жесткости лезвия при использовании. Эта кривая позволяет лезвию выдвигаться дальше без потери жесткости, помогая проводить более длительные измерения с большей точностью.
Используйте зубчатый инструмент для разметки на конце лезвия, когда под рукой нет карандаша.
Тупой зубчатый край на конце хвостовика также можно использовать в качестве маркера. Если у вас нет под рукой карандаша или инструмента для разметки, проведите зазубренным краем вперед и назад по измеряемому материалу, чтобы отметить точку.
Не путайте захват гвоздя и винта с простым отверстием в хвостовике.
В хвостовике также есть небольшое отверстие на конце, прямо над зазубренным краем, специально предназначенное для зацепления за гвоздь или шуруп — очень полезно при измерении плоской поверхности и работе без напарника. Просто вставьте гвоздь или шуруп сбоку от поверхности, возьмитесь за головку застежки отверстием в хвостовике и вытащите лезвие, чтобы быстро и точно выполнить измерение.
Реклама
Отверстие в хвостовике также можно использовать для создания идеальных кругов, отлично подходит, если вы делаете ленивую сьюзен или круглую столешницу. Вставьте гвоздь или шуруп в середину измеряемого материала, затем закрепите хвостовик на головке. Вытяните лезвие на нужный радиус (половину диаметра круга) и нажмите на фиксатор. Используя карандаш, отметьте начальное измерение и держите кончик карандаша слегка на поверхности материала в этой точке. Поверните рулетку на полные 360 градусов, удерживая хвостовик плотно прикрепленным к шляпке гвоздя или шурупа. Завершите вращение, и у вас должен получиться идеальный круг.
Реклама
Инструменты измерения: использование традиционных и цифровых инструментов и мероприятий
Измерение часто проводится в дошкольных учреждениях и является частью школьной программы. Измерение с помощью нестандартных единиц означает измерение вещей блоками, карандашами, руками и т. д., если предметы, используемые для измерения, имеют одинаковый размер. Измерение в стандартных единицах означает измерение в признанных единицах измерения, таких как дюймы, футы, ярды, сантиметры и т. д.
Могут ли слабовидящие учащиеся научиться измерять предметы? Вы держите пари — измерение — это забавная и простая задача, тем более, что измерение, как правило, очень «практическое».
Нестандартные единицы измерения
Шеннон Адкинс, специалист по TVI, O&M и бывший учитель 1-го класса, рассказывает об измерениях, которые она выполняла со своим первоклассником.
«Мы брали кубики или палочки от мороженого и выстраивали их в ряд, считая и говоря: «Этот стол имеет длину 6 палочек от мороженого!» . Это также превратилось в урок, на котором я научил своих детей ставить одну ногу перед другой, и мы измерили весь класс. Мы также измеряли длину нашего тела. Это был очень веселый день!»
Стандартные единицы измерения
Линейка Брайля
Тактильные линейки Брайля часто используются для измерения предметов в классе, в том числе предметов на адаптированных рабочих листах. Линейки Брайля доступны у многих поставщиков, в том числе по квоте в APH и даже в Walmart!
Стальная измерительная лента Брайля
Для более крупных измерений доступны тактильные стальные рулетки Брайля. Эти инструменты особенно удобны для повседневных жизненных навыков и хобби.
Транспортир Брайля
Существует несколько типов транспортиров Брайля. В видео ниже Сьюзан Остерхаус, консультант по математике Техасской школы для слепых и слабовидящих, обсуждает транспортиры в своем вступительном видео.
Приложение для измерения iOS — линейка
Вам когда-нибудь нужно было что-то измерить, но у вас не было с собой рулетки? Не беспокойтесь, для этого есть приложение! Хотя современные измерительные приложения предназначены для использования в реальных условиях, учащиеся также могут использовать эти приложения для занятий в классе. (Это приложение доступно как для iPhone, так и для iPad.) Как всегда, такие понятия, как измерение, следует сначала обучать с помощью практических манипуляций и стандартных инструментов Брайля. Использование приложения для измерения может быть забавным и, безусловно, полезным инструментом измерения в реальном мире.
Move to Measure – Flying Ruler – это приложение для измерения рулетки, линейки, транспортира и гониометра (для измерения углов). Это приложение полностью доступно с VoiceOver и в настоящее время стоит 1,99 доллара США. Это приложение работает иначе, чем большинство других измерительных приложений, поскольку программа работает с использованием инерциальной навигационной системы (INS). ИНС определяет положение устройства с помощью акселерометра и гироскопа.
Откалибруйте устройство, выбрав «Настройки» > «Калибровка», а затем поместив устройство в следующие шесть позиций:
Положите устройство на стол так, чтобы кнопка «Домой» была обращена к вам
Положите устройство на стол так, чтобы кнопка «Домой» была обращена в сторону
Положите устройство на стол так, чтобы кнопка «Домой» была обращена вправо
Положите устройство на стол так, чтобы кнопка «Домой» была обращена влево
Установите устройство вертикально (перпендикулярно столешнице) так, чтобы кнопка «Домой» находилась внизу
Поставьте устройство вертикально (перпендикулярно столешнице) так, чтобы кнопка «Домой» была вверху
Примечание: приложение подаст звуковой сигнал после принятия каждой позиции. После калибровки приложения вернитесь на главный экран. Возможные варианты: кнопка измерения расстояния (линейка), кнопка измерения углов, кнопка настроек и кнопка справки.
При использовании функции «Линейка» в правом нижнем углу находится «Выбор режима измерения расстояния». Выберите эту кнопку для трех вариантов:
Измерение расстояния по линии с помощью виртуальной линейки (Для этого режима требуется зрение.)
Измерение поверхности по линии с помощью корпуса вашего устройства
Измерение расстояния между двумя параллельными поверхностями с помощью корпуса вашего устройства
Типичным вариантом измерения является измерение поверхности по линии с помощью корпуса вашего устройства. С помощью этой опции просто поместите левый край телефона на левый край того, что вы хотите измерить. Во время работы VoiceOver дважды нажмите кнопку «Пуск». Вы услышите звуковой сигнал и слово «Старт», а затем «Вперед». Быстро поднимите телефон и положите его так, чтобы правый край совпадал с правым краем измеряемого объекта. Вы услышите другой сигнал, когда расстояние будет рассчитано, а затем будет объявлено расстояние.
Совет учителю. Важно поднимать и класть телефон в нужное место — не тяните телефон.
Приложение для измерения iOS — транспортир
Как уже упоминалось выше, приложение Move to Measure – Flying Ruler также является угломером, который измеряет углы, как транспортир.
Приложение Move to Measure Goniometer — бесплатная версия, в которой есть только функция гониометра.
После калибровки на главном экране «Переместить к измерению» нажмите кнопку «Измерение углов». Положите телефон на измеряемую поверхность (например, на стол) так, чтобы кнопка «Домой» была обращена вправо. Нижний край телефона должен совпадать с нижним краем измеряемого объекта. Если измеряемый предмет небольшой, совместите нижний край с нижним краем столешницы. Дважды нажмите кнопку «Домой». Вы услышите «Старт» и «Вперед». Быстро поднимите телефон и положите его под нужным углом. Вы услышите звуковой сигнал, и VoiceOver объявит градусы измеренного угла.
Совет учителю. Важно поднимать и класть телефон в нужное место — не тяните телефон. Поместите палец вдоль края угла и выровняйте телефон по краю пальца.
Чтобы научиться правильно пользоваться приложением, начните с полного листа бумаги Брайля или сложите лист стандартной бумаги размером 9X13. Сложите бумагу, чтобы создать угол, который вы будете измерять. Совместите нижний край бумаги с краем стола. Совместите край телефона с краем бумаги/стола так, чтобы кнопка «Домой» оказалась справа.
Проведите пальцем левой руки по линии сгиба; используйте правую руку, чтобы дважды нажать кнопку «Пуск». Прослушайте «Старт» и «Начать», затем быстро поднимите телефон и переместите его нижний край так, чтобы он совпал с краем сложенной бумаги.
Когда учащийся освоится с приложением, попробуйте адаптировать рабочий лист для измерения углов. Прилагаемый рабочий лист ниже представляет собой бесплатный распечатываемый рабочий лист по математике от MathWorkSheets 4 Kids. Рабочий лист был изменен с помощью радужной ленты (тонких ярких рулонов малярной ленты). Более широкая лента отмечает нижний край транспортира, а более тонкая лента отмечает луч (угол). Повторите описанные выше шаги, чтобы измерить углы на этом рабочем листе.
Move to Measure создали видеоролики, демонстрирующие, как использовать приложение. Примечание. Эти видеоролики являются только визуальными — шаги, описанные в этом посте, объясняют, как использовать общие функции приложения. Первая демонстрация в видео демонстрирует измерение линии с помощью виртуальной линейки — этот вариант недоступен для VoiceOver. Вторая демонстрация (измерение столешницы) — лучший вариант при использовании VoiceOver.
Говорящая рулетка
Использование рулетки является важным навыком как в классе, так и в повседневной жизни. В то время как большинство классных комнат можно заполнить с помощью линейки Брайля и не требуется использование говорящей рулетки; тем не менее, деревянный рабочий класс и / или функциональное домашнее использование лучше всего дополнить говорящей рулеткой.
Проволока продается в бухтах, а порой дома валяются много гнутых и скрученных кусков. Но что делать, если необходим кусок – большой или маленький, идеально ровной проволоки? На промышленных производствах проволоку ровняют при помощи специальных станков или с применением высоких температур. Но что делать дома? Портал FirstStroy.ru расскажет о простых и эффективных способах как выровнять проволоку в домашних условиях.
Домашние умельцы давно уже придумали много способов, как просто и без затрат выровнять как проволоку из бухты, так и разные куски проволоки – гнутые и скрученные.
Читайте также: Почему вяжут арматуру, а не сваривают?
Способ №1
Один конец проволоки привязываем крепко к чему-то крепкому – например, к бетонному столбу электропередач. Разматываем бухту на нужную длину, и приматываем второй конец передвижному объекту, например, к фаркопу автомобиля, к трактору, лебедке.
Стронувшись с места на авто, аккуратно натягиваем проволоку. Важно ее хорошо натянуть, но при этом не порвать. Будьте осторожны, лопнувшая, словно струна, проволока, может серьезно травмировать вас, или находящихся рядом людей.
Обычно этот способ применяется при растяжке проволоки, диаметром 5 мм и более.
Проволоку оставляем в натянутом состоянии минут на 30-40, или на час. Тогда проволока «запомнит» новую форму, и станет прямой, прямее некуда.
Читайте также: Что такое евроремонт и его отличия от ремонта квартир «по-русски»
Способ №2
Если кусок проволоки небольшой, гнутый и скрученный, то его можно выпрямить, обернув вокруг металлической трубы, взявшись за концы руками и с усилием прокатывая ее о трубу. Жесткую проволоку так не выпрямишь, а вот медную и алюминиевую – вполне.
Способ №3
Медная проволока выравнивается простейшим способом – один конец подвязываем к потолку, на второй подвешиваем груз. Важно подобрать нагрузку таким образом, чтобы ее хватило для выравнивания, и не порвала проволоку, ведь медная проволока достаточно мягкая. Подвешенный груз вертим почасовой, и против часовой стрелки, это уберет скрутки.
Читайте также: Инженерная доска: что это такое, виды, преимущества и недостатки
Способ №4
Если зажать один конец куска проволоки в тиски, а второй укрепить в патроне шуруповерта, а лучше – в электродрель, и вращая на самых медленных оборотах, держа проволоку в натяжке, то поучится быстро и эффективно выровнять проволоку в домашних условиях.
Способ №5
Делаем в деревянном бруске отверстие диаметром, равным диаметра проволоки (с помощью сверла и электродрели), укрепляем брусок в тисках, пропускаем проволоку в отверстие, крепим конец патрон электродрели, и на малых оборотах, с усилием протягиваем проволоку сквозь отверстие.
На самом деле, способов, как выровнять проволоку в домашних условиях, очень много, мы лишь рассказали о самых эффективных и простых.
Зачем в доме лестничный подъемник и как его выбрать читайте здесь https://rvprf.ru/neobxodimost-ustanovki-v-dome-avtomaticheskogo-lestnichnogo-podyomnika/
Поделитесь в соцсетях:
Добавить комментарий
Уведомлять меня о новых комментариях по E-mail
Как выпрямить проволоку без правильного станка
Иногда, для хозяйственных нужд или в мастерской, требуется использовать для работы кусочки ровной проволоки. Вот только сразу возникает вопрос: как выпрямить проволоку? Ведь ее изготавливают на фабриках сразу упакованную в круглые бухты. Эта форма очень удобна для хранения и транспортировки. Поэтому, для того, чтобы металлическую проволоку сделать прямой, необходимо затратить не только определенные усилия, но и применить ряд несложных приспособлений.
На производстве для выпрямления практически всех видов металлической проволоки применяют специализированные правильно отрезные станки. За основу процесса используют две основные методики — это:
выпрямление с помощью прокатки через систему из 5-6 пар роликов, которые расположены последовательно в разных плоскостях так, что каждая последующая пара перпендикулярна соседней;
выпрямление путем волочения через несколько специально изготовленных фильер.
Как правило, такие станки обязательно имеют специальное устройство для автоматической размотки проволоки из бухт или катушек.
Для работы с упругими сортами проволоки и легированным стальным прутом технологией производства предусматривается нагрев и отпуск сталистой структуры заготовок с использованием газовых горелок или высокочастотных индуктивных нагревателей.
Как работает промышленная правильно-отрезная машина можно посмотреть на видео:
Промышленные способы
На производстве для выпрямления практически всех видов металлической проволоки применяют специализированные правильно отрезные станки. За основу процесса используют две основные методики — это:
выпрямление с помощью прокатки через систему из 5-6 пар роликов, которые расположены последовательно в разных плоскостях так, что каждая последующая пара перпендикулярна соседней;
выпрямление путем волочения через несколько специально изготовленных фильер.
Как правило, такие станки обязательно имеют специальное устройство для автоматической размотки проволоки из бухт или катушек.
Для работы с упругими сортами проволоки и легированным стальным прутом технологией производства предусматривается нагрев и отпуск сталистой структуры заготовок с использованием газовых горелок или высокочастотных индуктивных нагревателей.
Как работает промышленная правильно-отрезная машина можно посмотреть на видео:
Полезное видео
Посмотрите видео, где человек показывает, как собрать несложную конструкцию арматурогиба для сгибания прутков и квадрата:
На втором видео обзор механизма для гибки проволоки и завивки крючков:
Заключение
Что используют для гибки проволоки подробно рассказано в статье. Для работы с этим материалом можно использовать как простые инструменты, так и сложные установки позволяющие выполнять большое количество операций в минуту.
При ограниченном бюджете можно самостоятельно изготовить механическое устройство, которое не будет уступать по качеству заводским изделиям.
Гибочные станки для арматуры, проволоки, листового металла и труб предлагает . На нашем сайте представлены не только технические характеристики, но и видео гибочных станков и фото готовых изделий, что позволит лучше понять процесс производства. Если Вы не нашли нужного оборудования на сайте, пришлите ТЗ на почту, мы подберем станок под Ваши задачи.
Как выровнять проволоку без станка
К сожалению, в домашних условиях сделать хороший роликовый станок, способный произвести выравнивание проволоки диаметром свыше 2 мм, достаточно накладно и трудоемко. Тем более, если необходимость в прямом проволочном прутке разовая.
Пример одного из таких приспособлений можно увидеть на фото. Поэтому, чтобы выровнять металлическую проволоку из бухты, стоит воспользоваться наиболее распространенным методом силового растяжения, для этого необходимо руководствоваться следующей последовательностью:
Сначала необходимо один конец проволоки жестко закрепить в чем-нибудь массивном и основательном. Можно для этого обмотать ее конец вокруг основания опоры линии электропередач или прочного дерева с диаметром ствола не менее 25 сантиметров.
Далее, вручную разматываем бухту по земле и, по возможности, максимально растягиваем.
На втором конце размотанной проволоки делаем петлю и закрепляем в устройстве, способном ее с усилием натягивать, то есть перемещаться на определенное расстояние.
Непосредственно процесс правки заключается в медленном растягивании металлической проволоки с большим усилием до тех пор, пока она не превратится по форме в идеальную струну. Для закрепления прямолинейной формы можно оставить ее в таком натянутом состоянии на какое-то небольшое время, примерно от 5 до 30 минут.
В качестве устройства для натягивания можно использовать достаточно широкий круг приспособлений в зависимости от величины диаметра металлической проволоки. Так, для проволоки 2-3 мм в диаметре, может хватить стального лома с усилием двух сильных мужчин или применения ручной механической лебедки. А вот правка проволоки для диаметра в 5 мм и больше потребуются гораздо весомые усилия и для этого понадобится использовать либо фаркоп личной машины, либо динамическую силу трактора или грузового автомобиля.
Стоит иметь в виду, что правка проволоки с диаметром более 5 мм, выполненной из легированной стали, потребует не просто натяжения до формы струны, а растяжения до тех пор, пока проволока не лопнет. Как правило, разрыв происходит в месте крепления на одном из концов, при этом в целях безопасности не стоит находиться возле растягиваемой проволоки.
Наша продукция
Устройство для выравнивания стальной проволоки диаметром 6-10 мм и полосы 20х3 30-4 мм с ручным приводом. Служит для выпрямления стальной оцинкованной проволоки диаметром 6-10 мм, а так же стальной оцинкованной полосы размером 20х3 мм, 30х4 мм. Круглые и плоские проводники поставляются в бухтах по 40-50 кг.
Для того, чтобы качественно выполнить монтаж молниеприемной «сетки» из стальной проволоки на плоской кровле необходимо уложить проволоку в держатели и соединить узлы при помощи клемм. Проволока укладывается ячейками размером 6х6 м, 10х10, 12х12 м. Для того чтобы ровно уложить проводник «сетки» ее необходимо выпрямить из скрученного состояния. Стальная оцинкованная проволока 8 и 10 мм тяжело поддается ручному выпрямлению, особенно сталь диаметром 10 мм, а так же в выпрямленном состоянии будут иметься неровности от неравномерного выпрямления.
Для прокладки токоотводов от молниеприемников на кровле, дымовых труб и других конструкций зданий и сооружений, установки проводников в держатели требуется проложить его максимально ровно без искривлений. Причина тому, эстетический внешний вид, а так же неровности, вследствие чего, из держателей может высвободиться проволока или повредиться самое крепление держателя.
Для простоты монтажа наша компания предлагает данное устройство для выпрямления проводников из девяти роликов, что позволит Вам сэкономить время на установку молниеприемных «сеток», а так же смонтировать токоотводы в самые кратчайшие сроки без опасения демонтажа неровных участков проволоки и полосы.
Конструкция машинки для выпрямления проволоки позволяет установить на высота 0,5 м от кровли или пола на любой конструкции из дерева или металла, отрегулировать нажатие роликов на проводник и добиться ровности проволоки или стальной полосы.
К примеру:
— установка на деревянные паллеты — 5 минут;
— ввинчивание шурупов в дерево — 2 минуты;
— настройка прижимных роликов под проводник от 5 до 15 минут;
— размотка стандартной бухты 115 м 5-7 минут
— нарезка на требуемые длины от 5 до 20 минут
Итого в среднем до 1 часа можно размотать и подготовить к установке стальную оцинкованную проволоку диаметром 8 мм. Для здания с плоской кровлей размером 50х20 ми высотой 10 м может потребоваться примерно 3 бухты проволоки, это означает, за 3 часа можно подготовить проводник к укладке на кровлю и токоотводы, не тратя на это рабочий день.
Как выровнять проволоку своими руками
Если проволоку, свернутую в бухты можно считать условно ровной, то, чтобы она стала прямой, нам всего лишь достаточно избавиться от кривизны большого радиуса. А вот как выпрямить проволоку в виде мятых остатков и плохо хранимых отходов? Они представляют собой не только витки, но различные зигзаги, расположенные в разные стороны от оси. В этом случае правка проволоки при правильном подходе до состояния идеального прямого прутка вполне достижима. Существуют несколько наиболее действенных способов, как выровнять проволоку. В зависимости от выбора они будут иметь несколько разные результаты на выходе по качеству.
Итак, от простых к сложным:
Убрать заломы на проволоке можно, закрепив оба ее конца в руках и начать с усилием прокатывать через трубу или дверную ручку.
Хорошо получается правка проволоки, если ее выпрямленные отрезки положить на ровную поверхность верстака. Накрыв деревянным бруском, начать его катать по ней так, чтобы она могла свободно при этом двигаться. Всего несколько таких прокаток дают вполне хороший результат.
Для выпрямления мягкой медной проволоки нужно ее закрепить одним концом на высоте. К другому подвесить не очень тяжелый груз, такой, чтобы не смог ее порвать. Вращая груз по часовой стрелки и обратно на несколько оборотов вокруг своей оси можно добиться идеальной результата.
Правка проволоки будет происходить по похожей методике. Если один ее конец закрепить в тисках, а второй зажать в патроне шуруповерта или электродрели. Процесс правки будет происходить от медленного вращения и одновременного удержания проволоки в сильном натяжении. Всего несколько оборотов будет вполне достаточно для полного выпрямления.
Также, шуруповерт или электродрель понадобятся для выпрямления небольших кусочков проволоки до 30 сантиметров. Для этого в деревянном бруске делаем фильеровочное отверстие диаметром чуть больше проволочного и пропускаем через него один конец прутка. Закрепляем этот конец в патроне и начинаем медленно вращать, протягивая проволоку через отверстие.
Чтобы выровнять проволоку не очень большого диаметра можно сделать своими руками достаточно простое и дешевое устройство.
Для этого нам понадобится массивная деревянная доска размерами 500 х 120 х 50 мм. В нее по прямой линии с отступом на диаметр проволоки забиваем 5-7 гвоздей диаметром 3-5 мм. Расстояние между гвоздями напрямую зависит от диаметра проволоки и ее упругости. Чем больше эти показатели, тем больше промежутки между металлическими стержнями. Процесс правки проволоки будет заключаться в простой протяжки ее между гвоздями по разметочной линии. Для наглядности вам в помощь схематичное фото.
Если вы знаете свой оригинальный способ, как выровнять проволоку своими руками, то пожалуйста, поделитесь им с нами в блоке комментариев.
§ 33. Правка металлического листа и проволоки
Правка — это операция выравнивания металлического листа или проволоки на правильной плите ударами киянки (деревянного молотка) или молотка из мягких цветных металлов либо с помощью деревянного бруска (рис. 122).
Рис. 122. Правка металлического листа: а — киянкой; б —деревянным бруском
Лист кладут на плиту и придерживают левой рукой в рукавице, а правой рукой наносят удары молотком или киянкой.
Если на листе имеются выпуклые участки, то их располагают выпуклостью вверх и наносят удары молотком от края к центру выпуклости. Одновременно лист поворачивают.
Тонкие мягкие листы обычно правят деревянной киянкой или проглаживают и выравнивают деревянными брусками.
Мягкую тонкую проволоку можно выпрямить протягиванием между несколькими вбитыми в доску гвоздями или зажатыми в тисках брусками, а также вокруг цилиндрической оправки (рис. 123, а, 6, в).
Рис. 123. Правка проволоки: а — протягиванием между вбитыми в доску гвоздями; б — протягиванием между брусками в тисках; в — протягиванием вокруг цилиндра; г — молотком на ровной (правильной) плите
Толстую проволоку выпрямляют, ударяя по ней молотком или киянкой на правильной плите (рис. 123, г) либо сжимая плоскогубцами.
Качество правки проверяют, прикладывая кромку линейки к поверхности листа или проволоки либо на правильной плите — по величине зазоров S (просветов) (рис. 124).
Рис. 124. Проверка качества правки: 1 — лист или проволока; 2 — кромка линейки; 3 — правильная плита; S — величина зазора (просвета)
Правила безопасной работы
Остерегайтесь порезов рук острыми кромками металлических листов и проволоки.
Берегите глаза от ранения острыми концами проволоки.
Работайте только в рукавицах.
Берегите пальцы от ударов молотком или киянкой.
Практическая работа № 35 Правка металлического листа и проволоки
Порядок выполнения работы
Подготовьте рабочее место и инструменты для правки заготовок из тонких металлических листов и проволоки.
Выполните правку заготовок металлических листов и проволоки.
Проверьте качество правки.
Контрольные вопросы
Что называют правкой металлических листов и проволоки? Заго-^ товки из каких металлов подвергаются правке?
Какие инструменты и приспособления применяют для правки?
Можно ли править листы между прокатными валками?
Какова технология правки тонких листов из мягких металлов?
Почему проволока при протягивании ее между брусками, гвоздями или вокруг оправки выпрямляется?
Gromovod
— доступно и недорого
— быстрый монтаж
— всегда в наличии
— быстрое оформление
— скидки от 5 дней
— складное треножное основание
— управление одним человеком
— удобство работы
— лёгкая и прочная
— покупка в комплекте — дешевле!
— выравнивание проволоки в бухтах
— элетролитическая оцинковка Fe/Zn12/C/T2
— управление как вручную, так и пультом
— подшипники не требуют смазки
— термозащита электродвигателей от перегрузки
Действительно надёжный аппарат, ещё ни разу не подводил. А уж вы поверьте, работы у нас для него хватает.
Подкупила его цена. А если точнее соотношение цены и качества. Пока не подводил, работает нормально.
В начале были опасения, однако совершенно зря. Нормальная рабочая лошадка. Чем дальше, чем больше облегчает нам работу.
Остались вопросы? Просто оставьте Ваш номер, чтобы получить бесплатную консультацию. Или набирайте прямо сейчас! Мы доступны в Whatsapp, Viber и Telegram.
Проволока без проволОчек. Часть 2: инструментарий для проволоки
Я искренне убеждена: чтобы создать стОящую вещь из проволоки, не обязательно покупать дорогие брэндовые инструменты. Главное, пусть они никогда вас не подводят. И эта статья написана для того, чтобы подсказать, как выбрать надёжных помощников эконом-класса.
Конечно, для работы с медной или посеребренной проволокой необходим качественный инструмент и в то же время деликатный. Но высокая цена – не гарантия. В любом случае все покупки нужно проверить у прилавка, подержать в руках, испробовать на принесенных с собой отрезках проволоки, увидеть, насколько успешно выбранный инструмент справляется со своими задачами. А какие они, задачи?
Круглогубцами пользуются для создания сгибов на проволоке, петелек, фигурных, геометрических элементов и спиралей, а также колечек и пружинок. Признак идеальных круглогубцев— каждая из пары губок в сечении должна быть абсолютно круглой. К тому же диаметр обеих должен быть ещё и одинаковым. Примерно, как у моих круглогубцев, хотя они тоже далеки от эталона
Как выпрямить трос
Четверг, 10 марта 2021 г.
Опубликовано в: Проволочный канат
Проволочный канат, механический трос или нити, используемые для производства троса, часто имеют незначительные или даже значительные деформации, возникающие при изготовлении изделия. Когда кабель имеет волнистость или, что еще хуже, значительные изгибы, это обычно является нежелательной характеристикой продукта. Чтобы получить желаемую форму, в данном случае большую прямолинейность, кабель или провод можно выпрямить, согнув кабель после его существующей «пластической» деформации, пока он не достигнет желаемой деформации или прямолинейности.
Что такое выпрямление проволоки?
Выпрямление проволоки — это процесс, при котором проволочный канат, механический трос или кабельная нить пропускаются через матрицу и ряд направляющих или подшипников качения, которые устраняют естественные конструкционные искривления материала.
Различные типы выпрямления проводов и кабелей
Выпрямление проводов может включать либо роликовый способ правки, состоящий из ряда подшипников качения, либо вращательную правку, требующую использования матрицы и направляющих, соответствующих конкретным требованиям правки.
Вращательная правка
Первый метод правки также является наиболее идеальным и известен как вращательная правка. Вращательная правка включает в себя применение изготовленной на заказ матрицы непосредственно к самому кабелю через серию направляющих, которые прилагают усилия к кабелю со всех осей. Направляющие обычно изготавливаются из карбида латуни, керамики или бронзы. При вращательном правлении очень важно, чтобы направляющие были изготовлены из более мягкого материала, чем сам трос, что защищает трос от так называемого «парикмахера» или повреждения поверхности троса. Однако направляющие также должны быть изготовлены из достаточно прочного материала, чтобы выдерживать износ, который они испытывают при приложении усилий к кабелю или проводному материалу.
Преимущество вращательного выпрямления заключается в том, что кабель выпрямляется под всеми доступными углами. Для сравнения, роликовая правка может корректировать только одну ось за раз. Вращательная правка, наоборот, всегда всегда корректирует все оси. Хотя это более дорогой и медленный процесс, чем его менее точный, но более быстрый аналог, инженеры-механики настоятельно рекомендуют ротационную правку в тех случаях, когда абсолютная прямолинейность является важным требованием.
Роликовое выпрямление
Другой популярный метод выпрямления механического кабеля или кабельной проволоки известен как роликовый метод. В то время как ротационная правка является медленной, но точной, роликовая правка проста в настройке, может работать с тысячами футов кабеля в минуту и дешевле.
При роликовой правке матрица не используется. Кабель подается или «извивается» через ряд подшипников качения, что устраняет нежелательный изгиб материала кабеля.
При роликовой правке роликовые подшипники смещают проволоку с одной оси и, таким образом, с так называемой «канатной линии». Как только это будет достигнуто, кабель будет вынужден избавиться от имеющейся деформации. Но процесс ролл-стиля еще не завершен.
Этот процесс повторяется до тех пор, пока не будут обработаны все оси.
Теперь, когда процесс выпрямления вытеснил материал из его прежней нежелательной формы, подшипники качения проталкивают кабель в его новую, теперь исправленную кабину, таким образом выпрямляя кабель навсегда.
Валковая правка имеет много преимуществ, но, как всегда, за эти преимущества иногда приходится платить. Например, несмотря на то, что это менее дорогой процесс, дополнительные затраты на ротационную правку обещают более прямолинейный продукт. Кроме того, при выпрямлении в рулонах инженерам требуется много места для прокладки кабеля, чтобы скорректировать все оси. В ротационных альтернативах фактическое правильное оборудование занимает гораздо меньше места. Однако, чтобы не отставать, выпрямление в рулонах позволяет инженерам выпрямлять гораздо больше кабеля за гораздо меньшее время, когда критически важными приоритетами являются время производства и скорость вывода на рынок. Наконец, правильное вальцевание сравнительно проще в настройке. Таким образом, несмотря на то, что на заводе требуется больше места, он быстрее настраивается и, следовательно, выполняется, что снова делает его экономически эффективным и быстрым средством достижения прямолинейности.
Ключевые выводы:
Выпрямление кабелей и проводов — это сложный метод, при котором нежелательные конструкционные и естественные изгибы материала принудительно корректируются для соответствия требованиям применения.
Существует два распространенных типа выпрямления кабеля: роликовое и вращательное. В первом для достижения прямолинейности используются подшипники качения, во втором — штамп и направляющие.
Для правки вальцами может потребоваться больше производственных площадей, она выполняется быстрее, но обеспечивает меньшую хирургическую прямолинейность.
Вращательная правка выполняется медленнее, но более точно и требует гораздо меньшего объема производства.
Наши инженеры Carl Stahl Sava Industries обладают уникальной квалификацией для поддержки ваших потребностей в выпрямлении кабелей и проводов.
Нужны решения для правки и резки проволоки? Свяжитесь с нами сегодня с вашим запросом.
10 марта 2021 г.
385 просмотров
Благодаря более чем 50-летнему опыту, запасы и отраслевые знания Sava не имеют себе равных в области производства кабелей.
Поговорите с нашими экспертами и получите предложение сегодня!
Похожие сообщения
Финансовый директор Carl Stahl Sava Industries вручил награду CFO Excellence Award
7 августа 2019 г.
Читать далее
8 причин, по которым Sava Cables является отраслевым стандартом
30 июля 2019 г.
Читать далее
Уверенный выбор правильной кабельной сборки
29 июля 2019 г.
Читать далее
Рекомендации по проектированию узла двухтактного управления
15 июля 2019 г.
Читать далее
Прорывы в медицинском кабеле стали возможными благодаря Sava Cable
9 июля 2019 г.
Читать далее
Сложная лапароскопическая сборка, не допускающая производственных ошибок
1 июля 2019 г.
Читать далее
Carl Stahl Sava Industries выбирает Криса Красаса новым президентом
12 июня 2019 г.
Читать далее
Последние сообщения
Пассивация: Трос из нержавеющей стали
Механический трос из нержавеющей стали по самой своей конструкции устойчив к коррозии. Однако, несмотря на все свои коррозионно-стойкие свойства, даже нержавеющая сталь подвержена риску окисления при работе в суровых условиях. Пассивация продлевает срок службы и качество кабеля из нержавеющей стали.
29 сентября 2021 г.
Как выбрать трос?
Хотя термины «проволочный трос» и «механический трос» часто используются взаимозаменяемо, диаметр самого изделия определяет, будем ли мы называть его тросом или механическим кабелем. Проволочный канат — это термин, обозначающий диаметр более ⅜”, хотя большинство инженеров называют проволочный канат…
1 августа 2021 г.
Какая самая прочная проволочная веревка?
В зависимости от применения прочность стального каната определяется в каждом конкретном случае в зависимости от применения, материала, диаметра и конструкции. Это переменные, которые оценивают инженеры.
26 июля 2021 г.
Категории
4 типа станков для правки проволоки: как их использовать
Перейти к содержимому
Содержание
Машины для правки проволоки (для обрезков проволоки)
Работая на стройке, вы будете иметь дело с большим количеством ненужных отходов. Большинство из них связаны с резкой металлов, арматуры и проволоки. Вы можете подумать, что после того, как его разрезают, все это считается отходами и потерями, но если мыслить нестандартно, его все еще можно использовать, и вы даже можете зарабатывать деньги на этом обрезке проволоки. Один из способов использования этих согнутых обрезков проволоки — позволить ей пройти машину для правки проволоки, в которой будет достигнута желаемая прямолинейность.
Большинство этих правильных машин выглядят по-разному, но компоненты машины на самом деле одинаковы и присутствуют у всех.
Один из двойных роликов (которые также имеют другой дизайн канавки)
Регулируемый винт для роликов (для регулировки натяжения)
Устройство подачи (где вы пропускаете согнутую проволоку)
Как вы используете машину для правки проволоки ?
Во-первых, нужно знать диаметр вашей проволоки и использовать размер ролика и количество роликов, необходимых для указанной изогнутой проволоки. Опционально: если станок имеет другой стиль паза, вы также можете использовать его по своему желанию.
Теперь, когда вы прикрепили ролики, отрегулируйте натяжение роликов с помощью винта, который вы видите в верхней части машины. Размер ролика имеет разный вес, и плотность ролика влияет на процесс гибки.
Теперь, когда вы отрегулировали необходимое натяжение, количество роликов и требуемый размер ролика, подайте изогнутую проволоку в машину. Когда вы подаете согнутую проволоку в машину для правки проволоки, она проходит через ролики, где на нее будет накладываться разный вес, и через свой вращательный механизм выталкивает ее из машины для правки.
По результату вы можете проверить, соответствует ли вам желаемая прямолинейность проволоки. Если нет, пропустите его через машину для правки проволоки, пока не добьётесь желаемой прямолинейности проволоки.
Сделайте это с оставшимся ломом проволоки.
Эта машина для правки проволоки может работать с проволокой диаметром от 2 до 5 мм и имеет скорость не менее 28 м/мин. Мощность, необходимая для этой машины для правки проволоки, составляет 3 кВт.
Станок для правки и резки проволоки (для намотки проволоки)
Проволока в бухтах в основном изготавливается заранее, но возможно наматывание проволоки, чтобы длинные проволоки оставались аккуратными и неповрежденными относительно друг друга. Поскольку проволока гибкая и гибкая, ее можно легко свернуть в спираль, но возникает проблема, поскольку она не может вернуться в свою выпрямленную форму. После того, как вы перевернули его, пружинящий результат нельзя выпрямить вручную и невозможно усовершенствовать. К счастью, благодаря совершенствованию машины, у нас теперь есть машина для правки проволоки, которая также может быть отрезана до нужной вам длины, что может сэкономить ваше время и усилия. Использование станка для правки проволоки с режущим механизмом является разумным вложением.
Большинство этих правильных и режущих станков выглядят по-разному, но компоненты станка на самом деле одинаковы и присутствуют у всех.
Один из двойных роликов (которые также имеют другой дизайн канавки)
Регулируемый винт для роликов (для регулировки натяжения)
Нож
Устройство подачи (где вы пропускаете изогнутую проволоку)
Как вы используете машина для правки и резки рулонной проволоки?
Во-первых, нужно знать диаметр вашей проволоки и использовать размер ролика и количество роликов, необходимых для указанной изогнутой проволоки. Опционально: если станок имеет другой стиль паза, вы также можете использовать его по своему желанию.
Теперь, когда вы прикрепили ролики, отрегулируйте натяжение роликов с помощью винта, который вы видите в верхней части машины. Размер ролика имеет разный вес, и плотность ролика влияет на процесс гибки.
Теперь, когда вы отрегулировали необходимое натяжение, количество роликов и требуемый размер ролика, подайте изогнутую проволоку в машину. Когда вы подаете согнутую проволоку в машину для правки проволоки, она проходит через ролики, где на нее будет накладываться разный вес, и через свой вращательный механизм выталкивает ее из машины для правки.
Когда он будет пропущен через машину, провода будут обрезаны до желаемой длины, пока не будет закончена вся длина провода.
С помощью этой машины для правки и резки она отличается качеством и эффективностью, поскольку может производить обрезки проволоки, которые также сначала выпрямляются. Эти правильно-отрезные машины могут быть использованы для проволоки диаметром от 2 до 5 мм. Скорость может достигать 35 м/мин и более, а мощность, используемая для этих машин, составляет 4,75 кВт.
Станок для правки и резки катанки (для намотки проволоки)
Способность к изгибу катанки зависит от материала и его свойств. Гибкость катанки – это отношение поперечного сечения к ее полезной длине. Чем выше гибкость катанки, тем легче ее согнуть. Когда вы сгибаете катанку, ее нелегко вернуть в исходную форму из-за ее жесткости. Изгиб катанки может иметь форму букв V и U, что также может указывать на прочность катанки. Одним из способов правки катанки является правильная машина и, если необходимо, резка, гибридная машина, которая может выполнять резку после правки.
Большинство этих правильно-отрезных станков для катанки выглядит по-разному, но узлы станка на самом деле одинаковы и присутствуют у всех.
Многоосевые ролики (которые также имеют другой дизайн канавки)
Регулируемый винт для роликов (для регулировки натяжения)
Контрольная машина
Устройство подачи (куда вы впускаете изогнутую проволоку)
Как вы используете машина для правки и резки катанки?
Используйте требуемые размеры роликов для диаметра катанки. Отрегулируйте количество роликов, необходимых для процесса правки.
Сначала подайте катанку в машину. НЕ ВКЛЮЧАЙТЕ МАШИНУ, так как это может привести к несчастным случаям. Протяните его через ролики.
Протянув его через ролики, отрегулируйте винты, чтобы затянуть ролики, через которые проходит катанка. Винты видны только поверх роликов.
После выполнения настроек включите и контролируйте скорость вращения машины и настройте длину резки после выпрямления катанки.
После выполнения необходимых действий подавайте катанку до тех пор, пока не будет размещена вся проволока.
При необходимости дайте ему пройти через машину пару раз, чтобы добиться прямолинейности стержня.
Эти правильно-отрезные машины могут использоваться для круглого проката диаметром от 4 до 12 мм и арматуры диаметром 5-10 мм. Скорость может достигать 35 м/мин и более, а мощность, используемая для этих машин, составляет 7,55 кВт.
Станок для правки и резки стержней (для намотки проволоки)
Этот тип станка также используется для правки круглого проката и арматуры, но он более эффективен. Эта машина может работать с круглым стержнем диаметром от 4 до 14 мм и диаметром арматуры от 4 до 12 мм. По сравнению с меньшей машиной для правки и резки прутков скорость может достигать 70 м/мин и выше. Мощность, необходимая для этой машины, составляет 20,5 кВт.
Процесс использования этой машины такой же, как и в меньшей версии.
Используйте требуемые размеры роликов для диаметра катанки. Отрегулируйте количество роликов, необходимых для процесса правки.
Сначала подайте катанку в машину. НЕ ВКЛЮЧАЙТЕ МАШИНУ, так как это может привести к несчастным случаям. Протяните его через ролики.
Протянув его через ролики, отрегулируйте винты, чтобы затянуть ролики, через которые проходит катанка. Винты видны только поверх роликов.
 В зависимости
В зависимости
 В зависимости
В зависимости
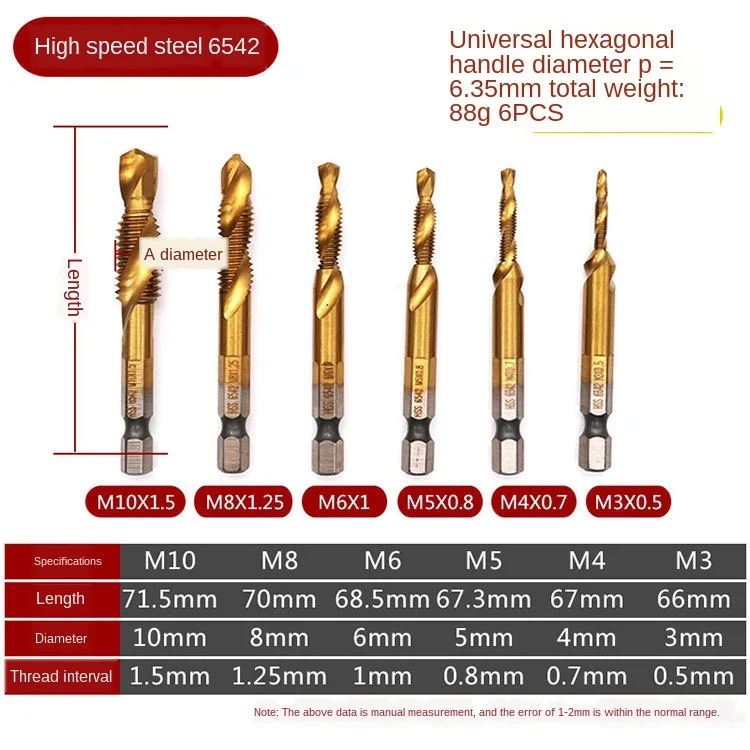

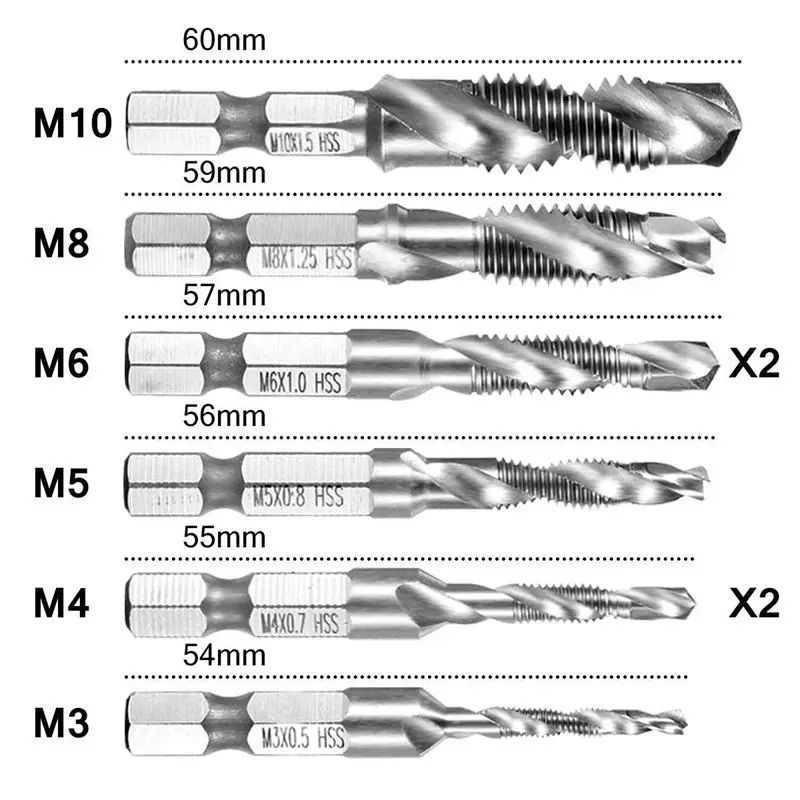 Стоит сказать, что метизы с внешним нанесенным резьбовым сечением широко распространены в продаже и подобрать вариант по необходимому диаметру не проблема, остается только определить, каким он должен быть, чтобы соединение было плотным, а крепежный элемент не выпадал из него.
Стоит сказать, что метизы с внешним нанесенным резьбовым сечением широко распространены в продаже и подобрать вариант по необходимому диаметру не проблема, остается только определить, каким он должен быть, чтобы соединение было плотным, а крепежный элемент не выпадал из него.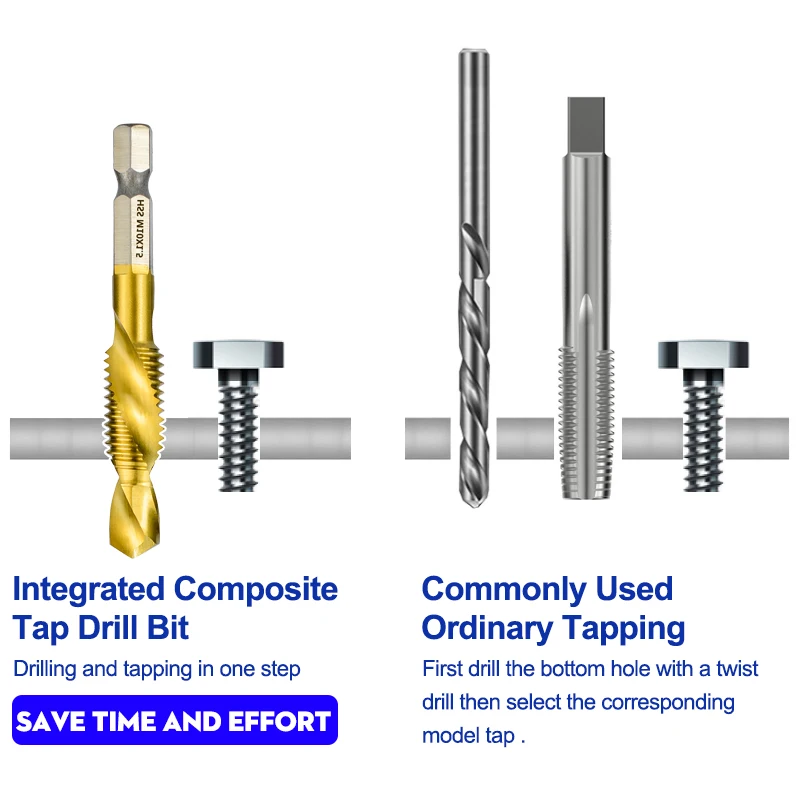
 В таком варианте оформления цифра означает наружный размер отверстия под резьбу, то есть – диаметр.
В таком варианте оформления цифра означает наружный размер отверстия под резьбу, то есть – диаметр. Такие формулировки станут в помощь и новичку в столярном деле, и мастеру. Использование уже готовых значений куда легче и практичнее, ведь не приходится каждый раз высчитывать необходимый показатель.
Такие формулировки станут в помощь и новичку в столярном деле, и мастеру. Использование уже готовых значений куда легче и практичнее, ведь не приходится каждый раз высчитывать необходимый показатель.
 Чтобы нарезать новый рельеф для правильного вкручивания деталей, метчики берут парами. Рекомендовано использовать один для формирования черновой резьбы, второй – для чистовой обработки.
Чтобы нарезать новый рельеф для правильного вкручивания деталей, метчики берут парами. Рекомендовано использовать один для формирования черновой резьбы, второй – для чистовой обработки. Для этого можно использовать самодельный инструмент и сверла, взятые из классического набора.
Для этого можно использовать самодельный инструмент и сверла, взятые из классического набора.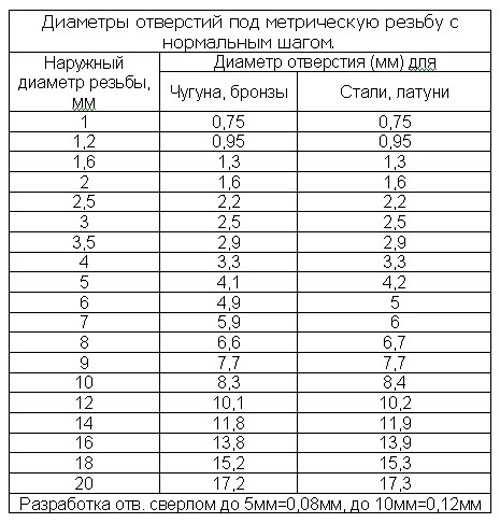
 Высокоскоростные сверла обычно вырезают отверстия большего размера, чем твердосплавные сверла.
Высокоскоростные сверла обычно вырезают отверстия большего размера, чем твердосплавные сверла. Немного больший диаметр сверла по-прежнему обеспечивает 73-процентную резьбу, что более чем приемлемо. Но это двухпроцентное уменьшение процента резьбы снизит крутящий момент на режущем инструменте и увеличит срок службы метчика. Как правило, чем прочнее материал, тем меньший процент резьбы требуется для удовлетворения проектных требований. В некоторых более твердых материалах, таких как никелевые сплавы, нержавеющая сталь и закаленные стали, можно нарезать резьбу всего лишь с 50 % диаметра резьбы.
Немного больший диаметр сверла по-прежнему обеспечивает 73-процентную резьбу, что более чем приемлемо. Но это двухпроцентное уменьшение процента резьбы снизит крутящий момент на режущем инструменте и увеличит срок службы метчика. Как правило, чем прочнее материал, тем меньший процент резьбы требуется для удовлетворения проектных требований. В некоторых более твердых материалах, таких как никелевые сплавы, нержавеющая сталь и закаленные стали, можно нарезать резьбу всего лишь с 50 % диаметра резьбы.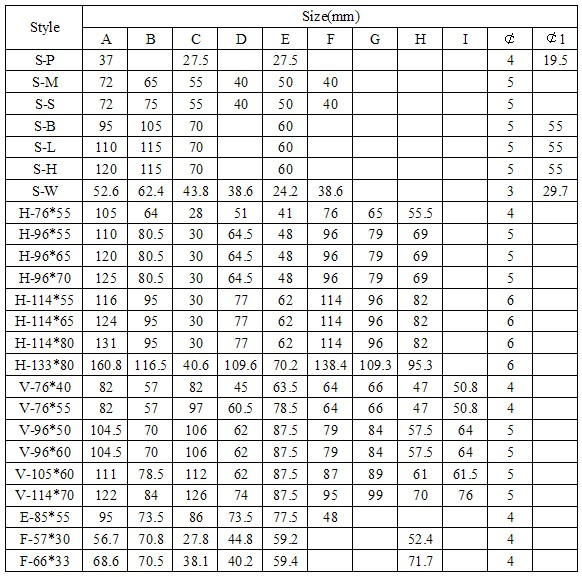 Понимание того, как значения могут повлиять на производственный процесс, является важным фактором. SMT
Понимание того, как значения могут повлиять на производственный процесс, является важным фактором. SMT 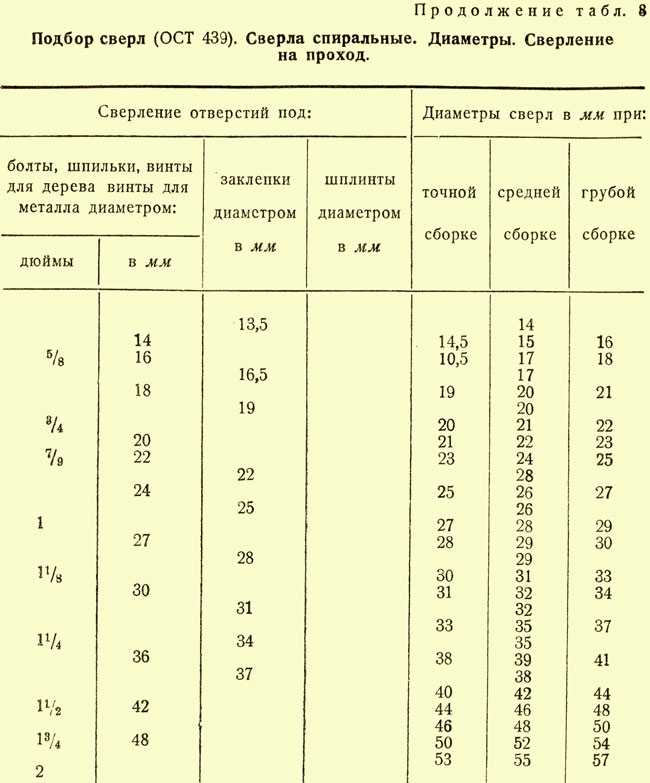 Чтобы создать нашу таблицу, мы взяли основные числа для наиболее распространенных резьб класса 2B из Справочника по машинному оборудованию. Ссылка для загрузки нашей удобной таблицы метчиков для сверления находится внизу этой статьи.
Чтобы создать нашу таблицу, мы взяли основные числа для наиболее распространенных резьб класса 2B из Справочника по машинному оборудованию. Ссылка для загрузки нашей удобной таблицы метчиков для сверления находится внизу этой статьи.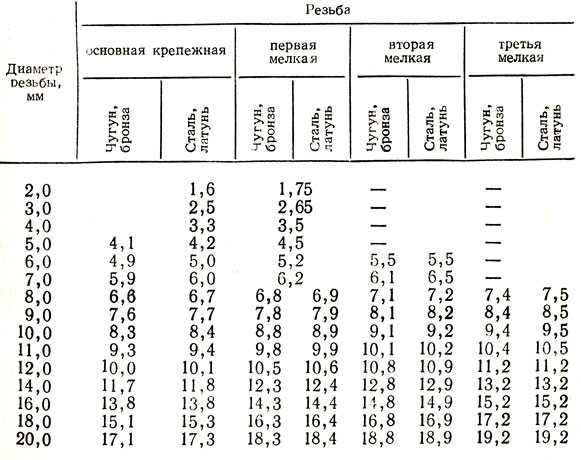 Скажите, что на вашем рисунке есть вырез резьбы 1/4 дюйма. Чтобы определить, какой размер сверла для метчика вам нужен, перейдите к таблице «Размеры сверл для дюймовых метчиков» в нашей таблице метчиков. (См. рис. 1.) В левой колонке таблицы вы увидите два варианта 1/4”. Первый вариант, 1/4″-20, — это вариант с крупной резьбой (меньше ниток на дюйм). 1/4″-28 — вариант с тонкой резьбой. Справочник по машинному оборудованию говорит нам, что в качестве наилучшей практики вы всегда должны по умолчанию сначала использовать грубую резьбу, если только нет причины, по которой вам нужна тонкая резьба. Найдя резьбу 1/4″-20 в таблице размеров метчиковых сверл в дюймах, мы перейдем к правому столбцу этой строки и обнаружим, что нам нужно использовать метчиковое сверло №7. Если мы затем посмотрим на таблицу «Размеры сверла», мы увидим, что сверло № 7 имеет размер 0,201 дюйма.
Скажите, что на вашем рисунке есть вырез резьбы 1/4 дюйма. Чтобы определить, какой размер сверла для метчика вам нужен, перейдите к таблице «Размеры сверл для дюймовых метчиков» в нашей таблице метчиков. (См. рис. 1.) В левой колонке таблицы вы увидите два варианта 1/4”. Первый вариант, 1/4″-20, — это вариант с крупной резьбой (меньше ниток на дюйм). 1/4″-28 — вариант с тонкой резьбой. Справочник по машинному оборудованию говорит нам, что в качестве наилучшей практики вы всегда должны по умолчанию сначала использовать грубую резьбу, если только нет причины, по которой вам нужна тонкая резьба. Найдя резьбу 1/4″-20 в таблице размеров метчиковых сверл в дюймах, мы перейдем к правому столбцу этой строки и обнаружим, что нам нужно использовать метчиковое сверло №7. Если мы затем посмотрим на таблицу «Размеры сверла», мы увидим, что сверло № 7 имеет размер 0,201 дюйма.
 60х60*6
60х60*6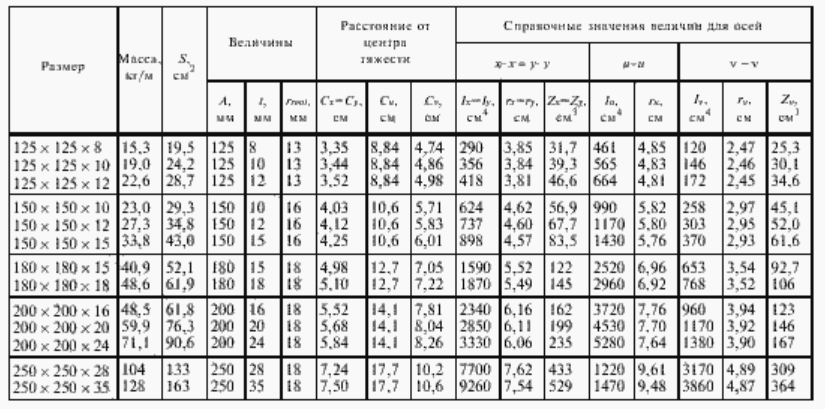 80х80*10
80х80*10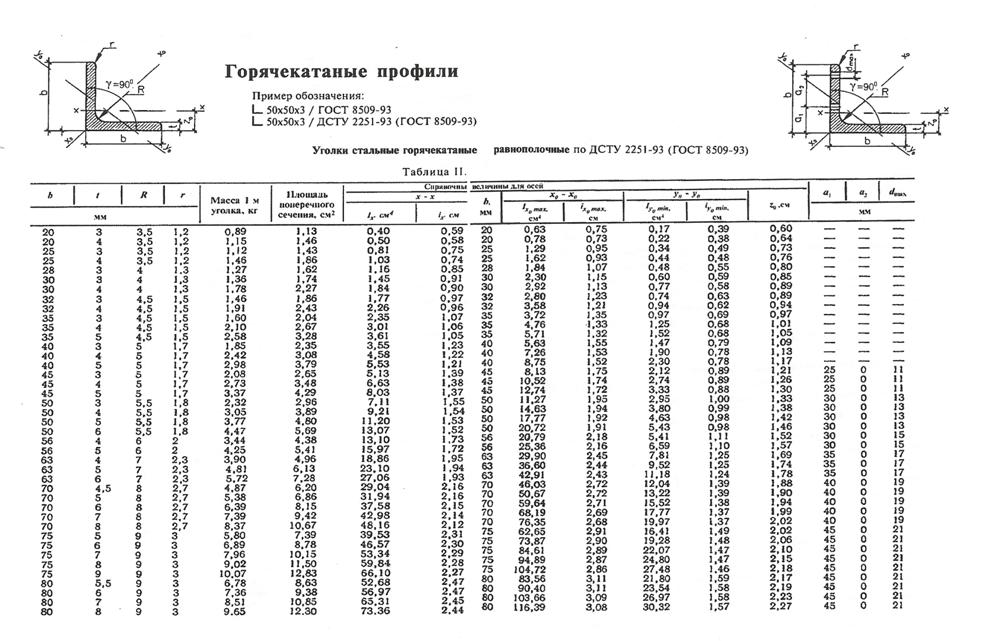 120х120*12
120х120*12 200х200*20
200х200*20
 полка для удержания около 160 фунтов, нагрузка, которую может безопасно выдержать типичный потолочный каркас. Нажмите здесь, чтобы увидеть полные планы.
полка для удержания около 160 фунтов, нагрузка, которую может безопасно выдержать типичный потолочный каркас. Нажмите здесь, чтобы увидеть полные планы.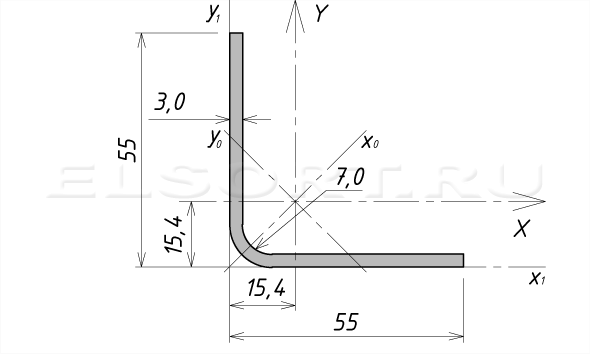 Наше решение — выдвижной лоток, который создает два более мелких пространства. Сделайте это 1/8 дюйма. уже, чем выдвижной ящик, примерно на половину длины и любой глубины, которую вы хотите (у нас глубина 1-3/4 дюйма).
Наше решение — выдвижной лоток, который создает два более мелких пространства. Сделайте это 1/8 дюйма. уже, чем выдвижной ящик, примерно на половину длины и любой глубины, которую вы хотите (у нас глубина 1-3/4 дюйма). Узнайте, как сделать эту подставку для специй, в нашем видео-уроке.
Узнайте, как сделать эту подставку для специй, в нашем видео-уроке.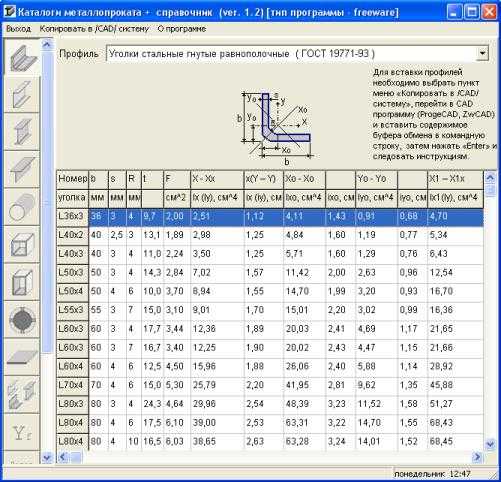 Этикетки могут помочь вам быстро найти что-либо, а использование коробок, чтобы скрыть беспорядок, поможет вашему офису быть готовым к работе и учебе.
Этикетки могут помочь вам быстро найти что-либо, а использование коробок, чтобы скрыть беспорядок, поможет вашему офису быть готовым к работе и учебе. Храните сумки на чердаке, под кроватью в самодельном ящике для хранения или в другом доступном месте.
Храните сумки на чердаке, под кроватью в самодельном ящике для хранения или в другом доступном месте. Отверстия будут вмещать только меньшие 1/8-in. колышки. Эта толщина хороша для небольших проектов и для подвешивания более легких вещей. Но для тяжелых инструментов — и долговечности — выбирайте более толстую доску.
Отверстия будут вмещать только меньшие 1/8-in. колышки. Эта толщина хороша для небольших проектов и для подвешивания более легких вещей. Но для тяжелых инструментов — и долговечности — выбирайте более толстую доску. Храните внутри одеяла, игрушки, материалы для рукоделия, фильмы и даже книги.
Храните внутри одеяла, игрушки, материалы для рукоделия, фильмы и даже книги.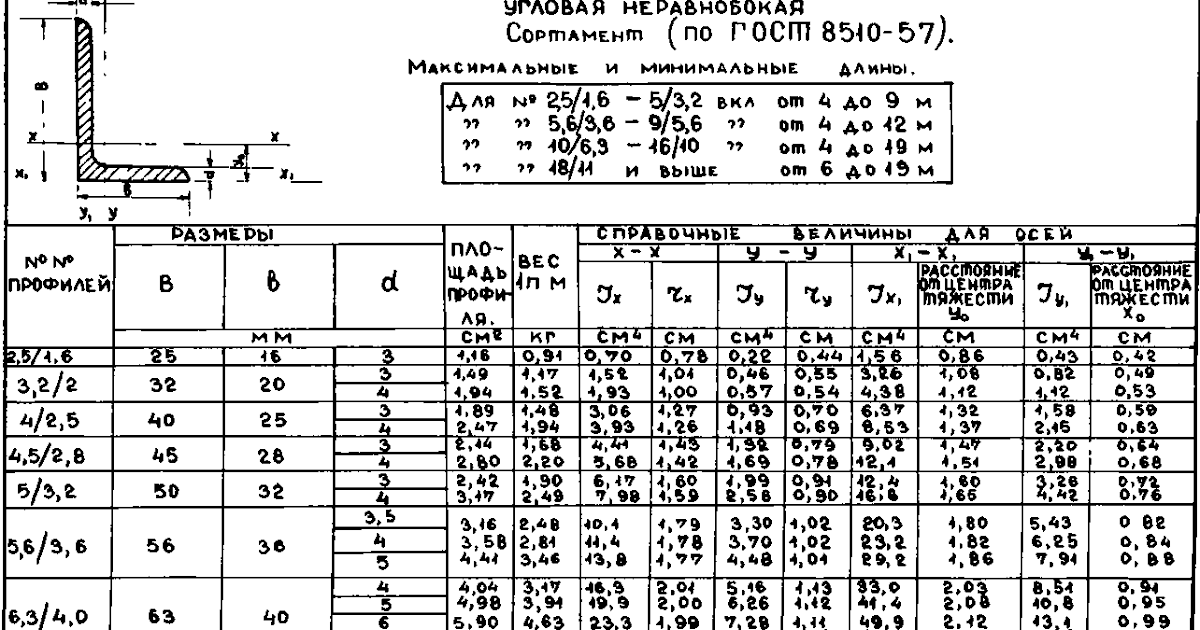 Или попробуйте угловую полку, которая занимает меньше места.
Или попробуйте угловую полку, которая занимает меньше места.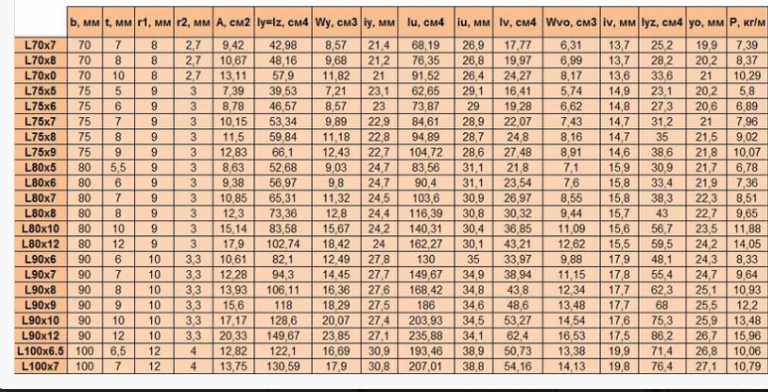 д.: повесьте их на магниты внутри шкафа. Если ваш шкаф не имеет металлической поверхности, прикрепите магниты горячим клеем, по одному магниту на каждый металлический инструмент.
д.: повесьте их на магниты внутри шкафа. Если ваш шкаф не имеет металлической поверхности, прикрепите магниты горячим клеем, по одному магниту на каждый металлический инструмент.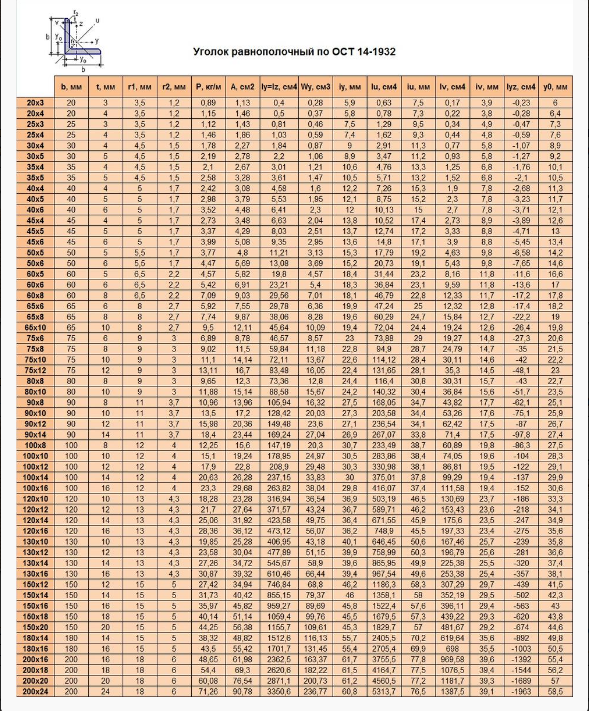 Вбейте прочный гвоздь или шуруп в доску и в каждую балку; затем повесьте на доску несколько вешалок для сушки одежды.
Вбейте прочный гвоздь или шуруп в доску и в каждую балку; затем повесьте на доску несколько вешалок для сушки одежды.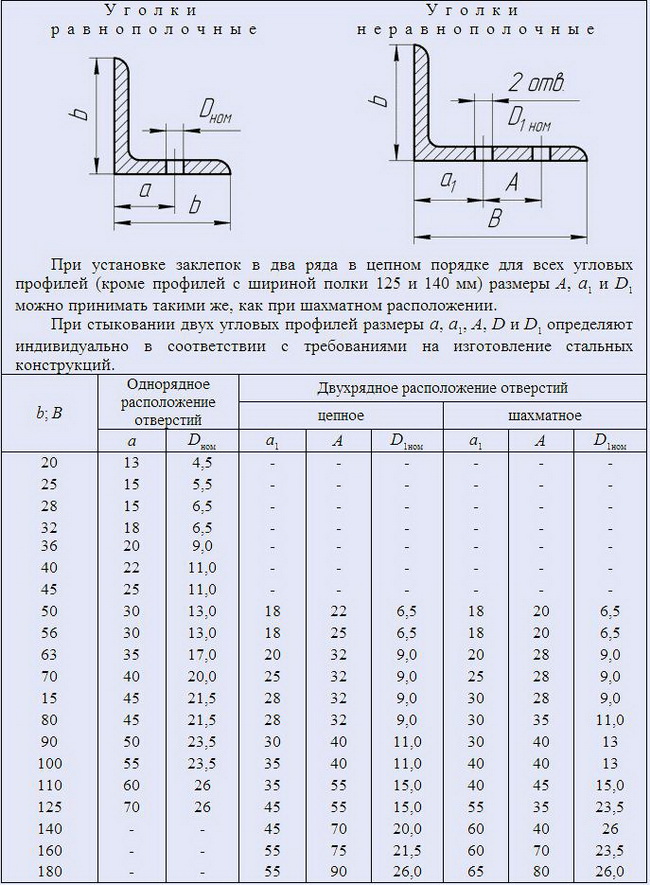 шурупы по дереву. Обязательно держите 2×2 и 2×4 под прямым углом. Разорвите 4 x 8 футов. лист 1/2 дюйма. МДФ, фанера или ОСП на полосы шириной 16 дюймов и прикрутите их к 2×2, чтобы соединить две рамы и сформировать стеллаж.
шурупы по дереву. Обязательно держите 2×2 и 2×4 под прямым углом. Разорвите 4 x 8 футов. лист 1/2 дюйма. МДФ, фанера или ОСП на полосы шириной 16 дюймов и прикрутите их к 2×2, чтобы соединить две рамы и сформировать стеллаж. Сложите их на верхних полках шкафа.
Сложите их на верхних полках шкафа.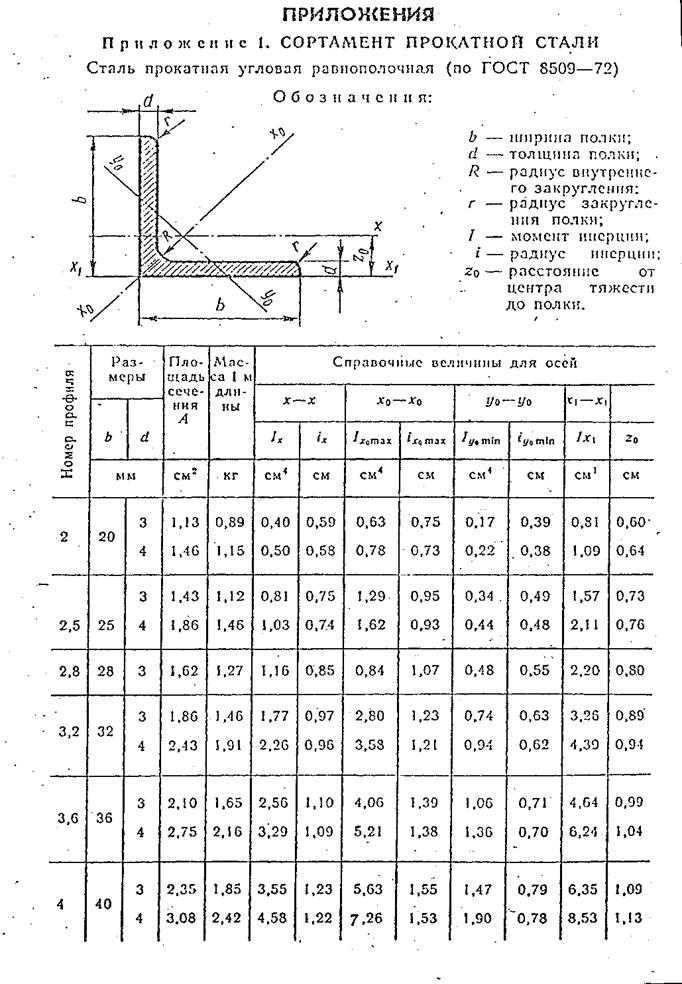 Например, возьмите одну сумку для тренировки по футболу и одну для репетиций группы. Таким образом, вы можете просто взять сумку и отправиться со всеми необходимыми вещами внутри. В зависимости от ваших потребностей, вы можете оставить себе еще три сумки на вынос:
Например, возьмите одну сумку для тренировки по футболу и одну для репетиций группы. Таким образом, вы можете просто взять сумку и отправиться со всеми необходимыми вещами внутри. В зависимости от ваших потребностей, вы можете оставить себе еще три сумки на вынос: Это отличный способ держать инструменты в стороне, но именно там, где они вам нужны. Вы также можете выбрать магнитные крючки.
Это отличный способ держать инструменты в стороне, но именно там, где они вам нужны. Вы также можете выбрать магнитные крючки.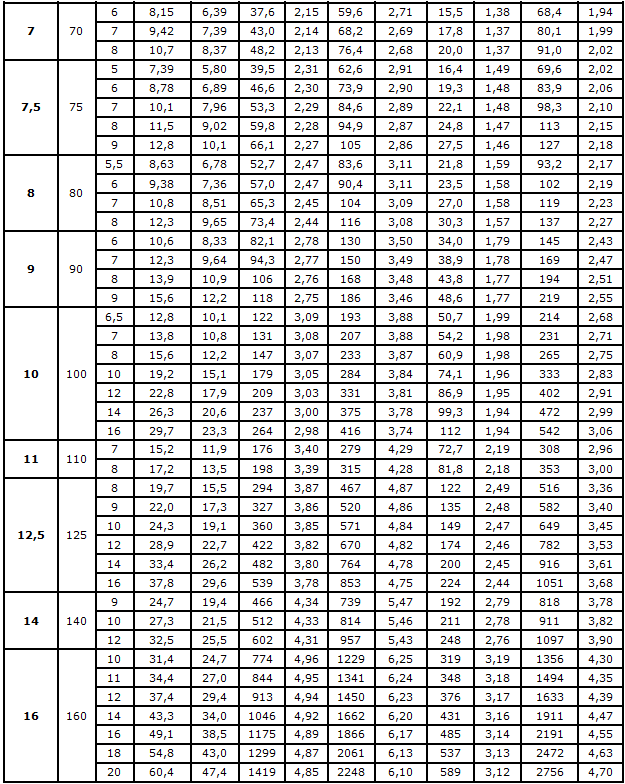
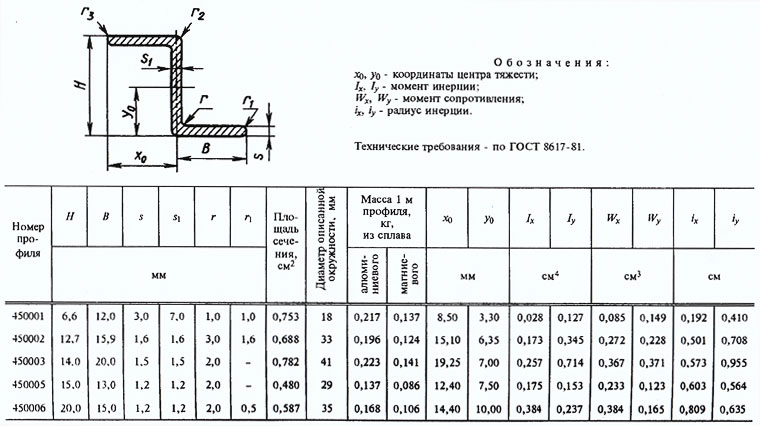 Живете ли вы в особняке или в квартире-студии, храните галантерею в высоких (или плоских) узких контейнерах, которые помогут вам получить больше отдачи от затраченных средств. Но что делать, если на вашей кухне нет кладовой? Ознакомьтесь с этими 11 бюджетными решениями для организации без кладовой.
Живете ли вы в особняке или в квартире-студии, храните галантерею в высоких (или плоских) узких контейнерах, которые помогут вам получить больше отдачи от затраченных средств. Но что делать, если на вашей кухне нет кладовой? Ознакомьтесь с этими 11 бюджетными решениями для организации без кладовой.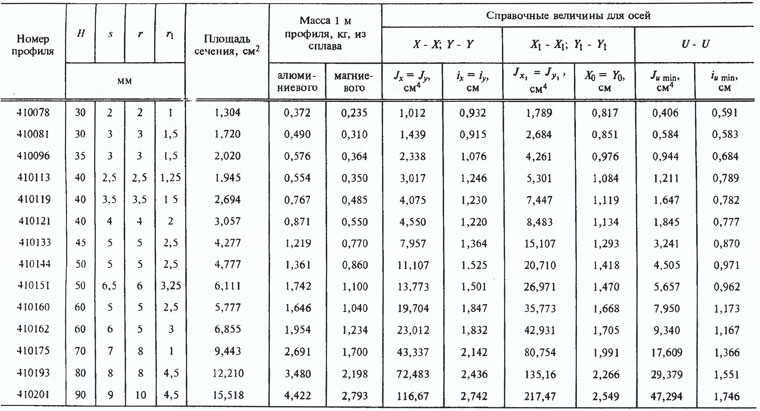 Вычтите 3/8 дюйма. от фактической ширины определить длину полки. Купите пару концевых монтажных кронштейнов и пару пластиковых зажимов для каждой полки.
Вычтите 3/8 дюйма. от фактической ширины определить длину полки. Купите пару концевых монтажных кронштейнов и пару пластиковых зажимов для каждой полки. Показанный здесь (из канцелярского магазина) крепится с помощью винтов или двустороннего вспененного скотча. Если у вас нет подходящей вертикальной поверхности, приобретите держатель для файлов, который устанавливается на столешницу. Он займет меньше места (и будет выглядеть аккуратнее), чем стопка бумаг. Если у вас мало места и вы могли бы использовать домашний офис, прочитайте о том, как превратить свой шкаф в импровизированный домашний офис!
Показанный здесь (из канцелярского магазина) крепится с помощью винтов или двустороннего вспененного скотча. Если у вас нет подходящей вертикальной поверхности, приобретите держатель для файлов, который устанавливается на столешницу. Он займет меньше места (и будет выглядеть аккуратнее), чем стопка бумаг. Если у вас мало места и вы могли бы использовать домашний офис, прочитайте о том, как превратить свой шкаф в импровизированный домашний офис!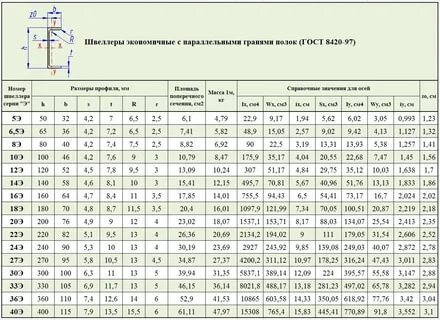
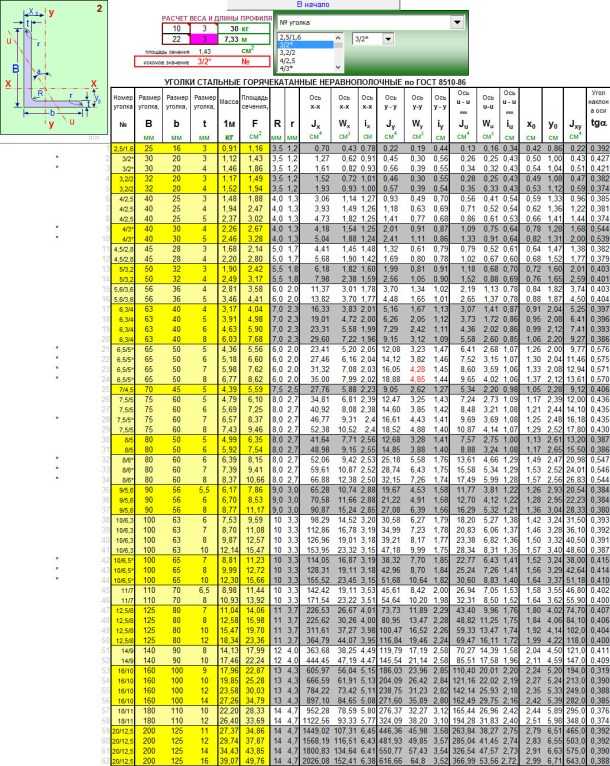 Повесьте до шести рубашек на один стержень. Если вы готовы к более крупному проекту, вы можете построить собственную систему хранения из меламина.
Повесьте до шести рубашек на один стержень. Если вы готовы к более крупному проекту, вы можете построить собственную систему хранения из меламина. Мы решили обе проблемы, пометив наши корзины большими числами. Каждый номер соответствует странице в скоросшивателе, на которой перечислено содержимое каждой корзины. Изменить список просто, и гораздо проще найти то, что вам нужно, проверяя папку, чем рыться в каждой корзине.
Мы решили обе проблемы, пометив наши корзины большими числами. Каждый номер соответствует странице в скоросшивателе, на которой перечислено содержимое каждой корзины. Изменить список просто, и гораздо проще найти то, что вам нужно, проверяя папку, чем рыться в каждой корзине. Прикрутите их к стойкам стены, используя шайбу в верхнем углу каждого ящика для дополнительной прочности полок в прачечной DIY. В ящиках много припасов, и они не дают опрокинуться таким вещам, как ваш утюг. Вот еще несколько идей для хранения небольших помещений.
Прикрутите их к стойкам стены, используя шайбу в верхнем углу каждого ящика для дополнительной прочности полок в прачечной DIY. В ящиках много припасов, и они не дают опрокинуться таким вещам, как ваш утюг. Вот еще несколько идей для хранения небольших помещений. Правило двух лет учитывает более теплую, чем обычно, зиму или несезонное лето, когда вы можете не носить то, что носите обычно. Он также учитывает одежду, которую вы хранили для работы по дому, например, для работы во дворе или покраски, не позволяя вам держать эти предметы на неопределенный срок. Если вы не хотите тратить время на то, чтобы примерить что-то, чтобы подтвердить, что вы все еще любите это, тогда вы можете отказаться от этого. Узнайте о шведской чистке после смерти и о том, сможете ли вы применить некоторые принципы. Просто будьте осторожны с тем, что вы жертвуете, есть ряд вещей, которые вы должны дважды подумать о пожертвовании.
Правило двух лет учитывает более теплую, чем обычно, зиму или несезонное лето, когда вы можете не носить то, что носите обычно. Он также учитывает одежду, которую вы хранили для работы по дому, например, для работы во дворе или покраски, не позволяя вам держать эти предметы на неопределенный срок. Если вы не хотите тратить время на то, чтобы примерить что-то, чтобы подтвердить, что вы все еще любите это, тогда вы можете отказаться от этого. Узнайте о шведской чистке после смерти и о том, сможете ли вы применить некоторые принципы. Просто будьте осторожны с тем, что вы жертвуете, есть ряд вещей, которые вы должны дважды подумать о пожертвовании. Пожалуйста, обновите страницу и повторите попытку.
Пожалуйста, обновите страницу и повторите попытку.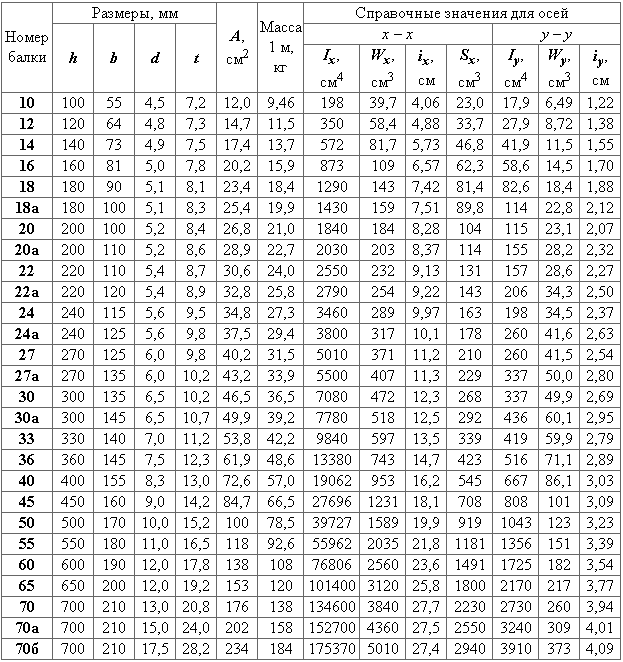

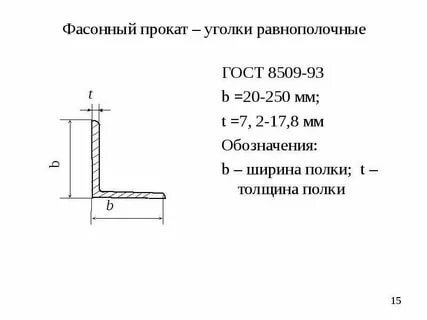 Использование простой деревянной палочки для поддержки каждой полки создает беспроблемный вид и позволяет предметам на каждой полке действительно говорить.
Использование простой деревянной палочки для поддержки каждой полки создает беспроблемный вид и позволяет предметам на каждой полке действительно говорить.

 так как это создаст сбалансированный вид.
так как это создаст сбалансированный вид.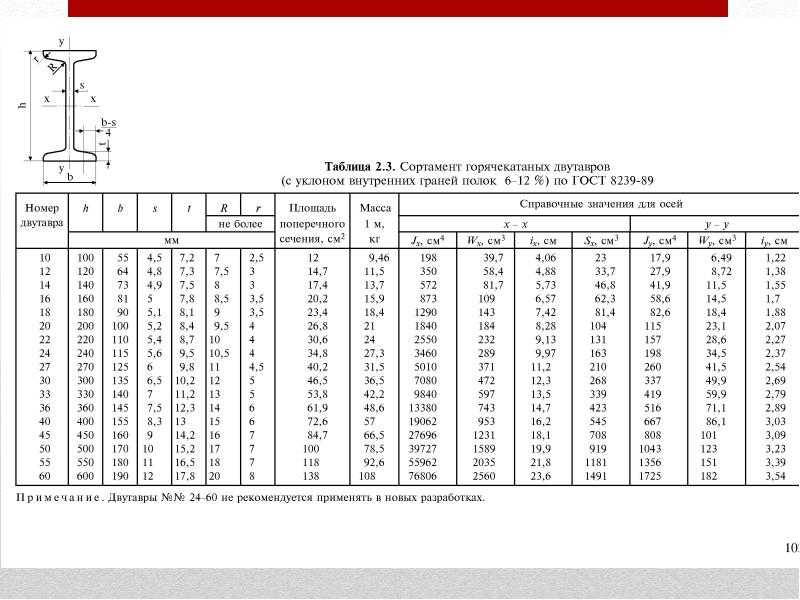
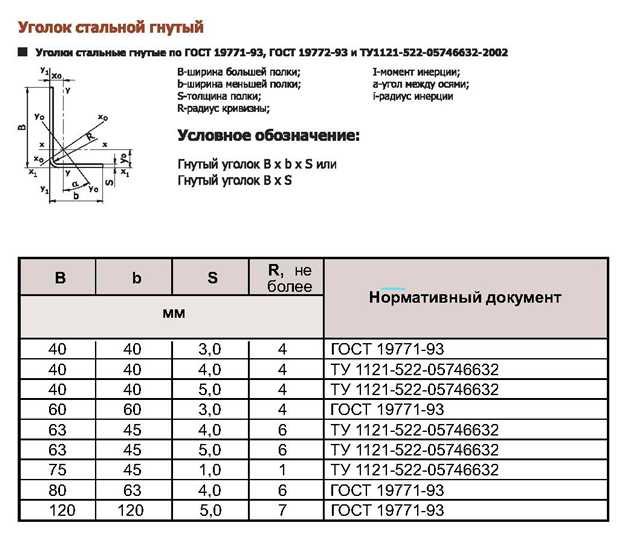

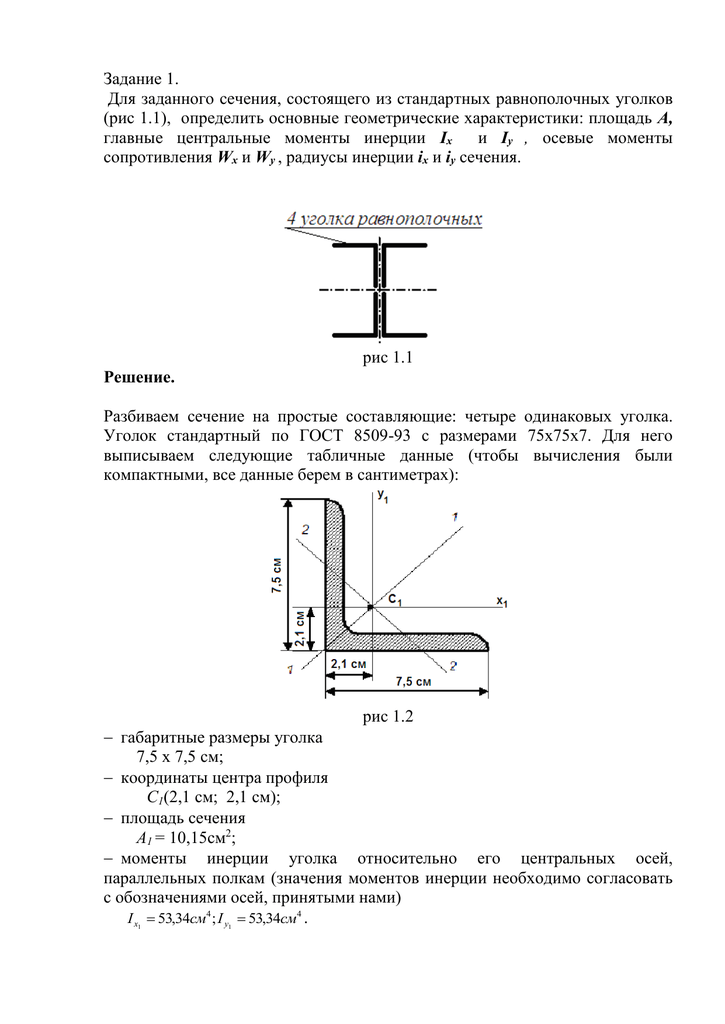
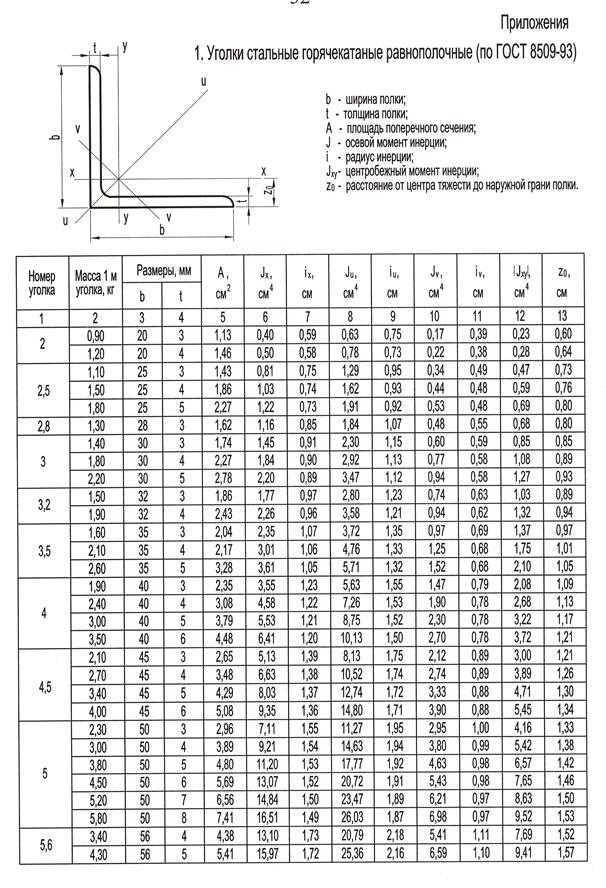 Кроме того, с индивидуальным дизайном его легко согласовать со стилем комнаты с помощью мелких деталей, таких как деревянная окантовка или отделка, или помочь ему слиться со стеной, используя однородный цвет.
Кроме того, с индивидуальным дизайном его легко согласовать со стилем комнаты с помощью мелких деталей, таких как деревянная окантовка или отделка, или помочь ему слиться со стеной, используя однородный цвет. Как объясняет Том Хоули, директор по дизайну кухонь Tom Howley : «Выставление предметов, которыми вы пользуетесь каждый день, значительно экономит время. Вы идете прямо к вещам, которые вам нужны».
Как объясняет Том Хоули, директор по дизайну кухонь Tom Howley : «Выставление предметов, которыми вы пользуетесь каждый день, значительно экономит время. Вы идете прямо к вещам, которые вам нужны».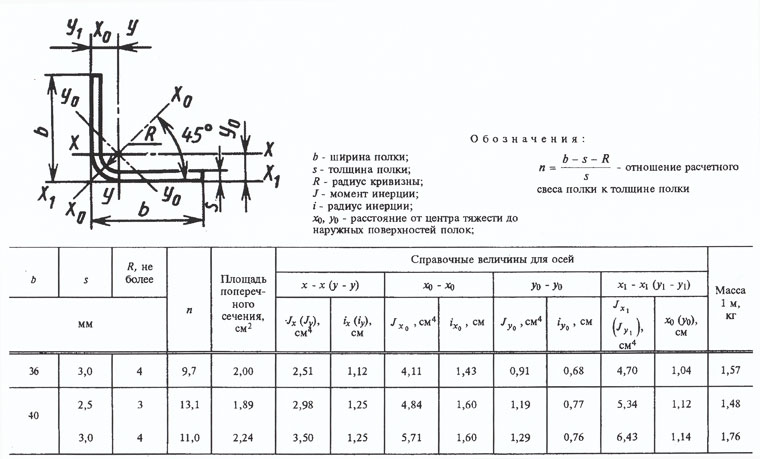
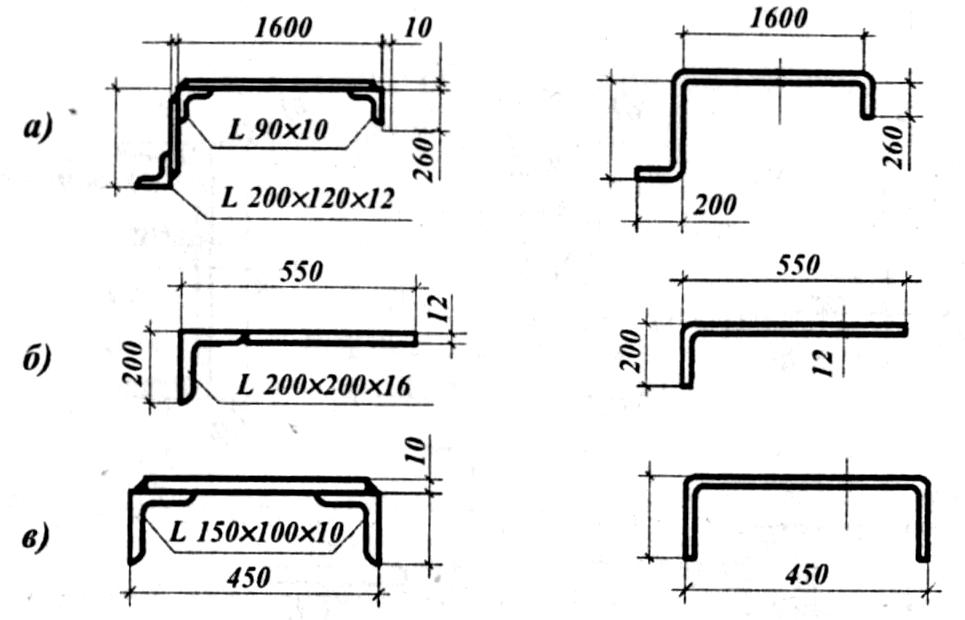 Сортамент
Сортамент Сортамент
Сортамент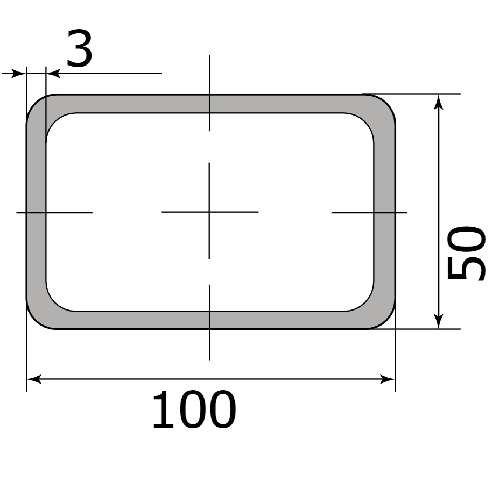 Сортамент
Сортамент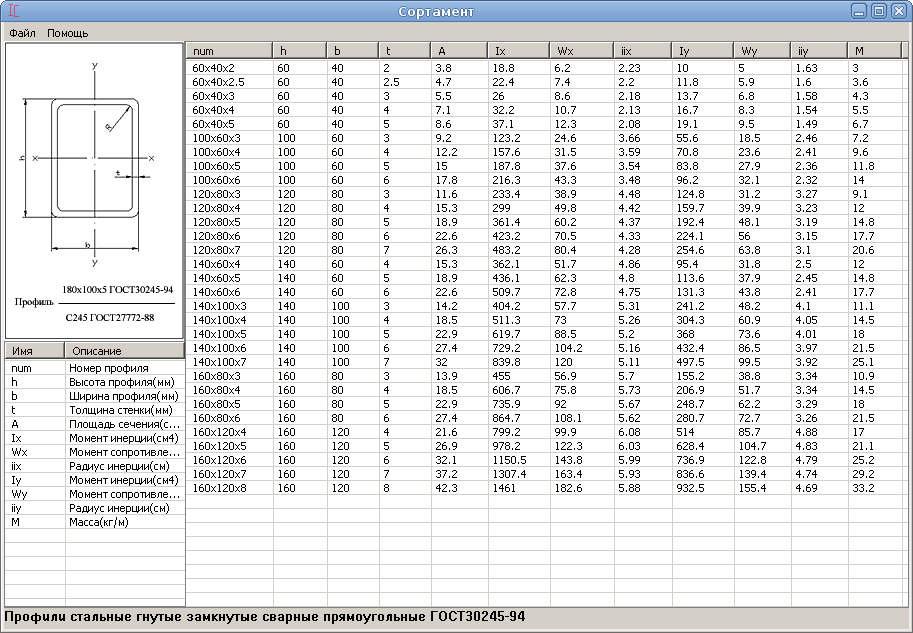 Технические условия. Заменен на ГОСТ 22233-2018.
Технические условия. Заменен на ГОСТ 22233-2018. Технические условия
Технические условия


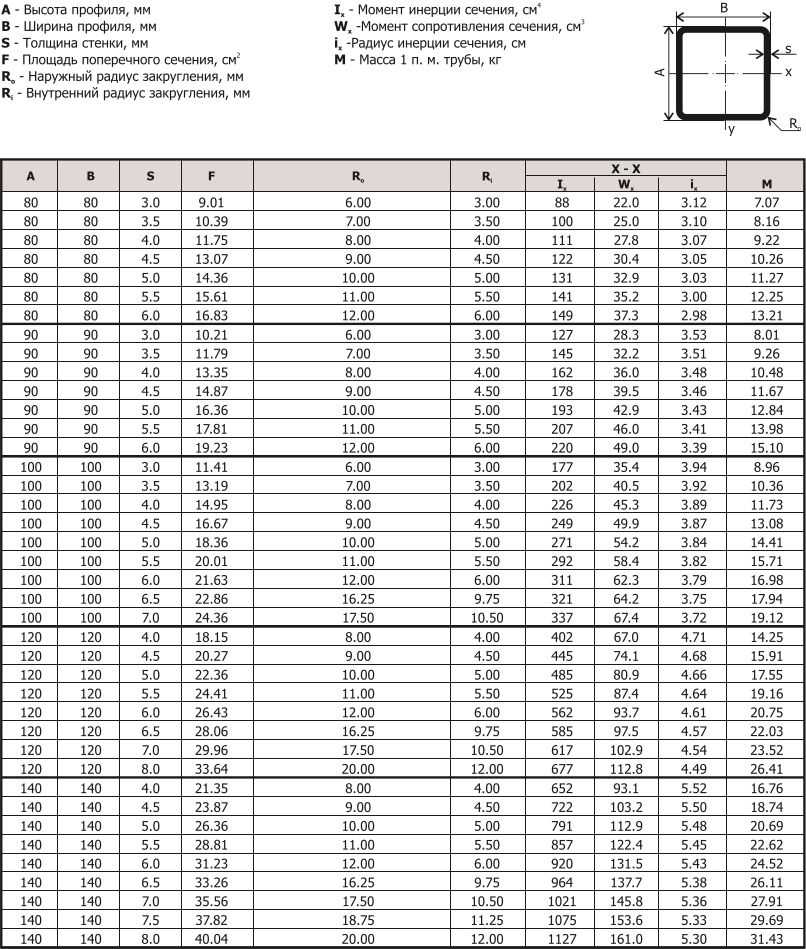 1 Требования к отклонениям от плоскостности алюминиевых листов по ГОСТ 21631-76 зависят от:
1 Требования к отклонениям от плоскостности алюминиевых листов по ГОСТ 21631-76 зависят от: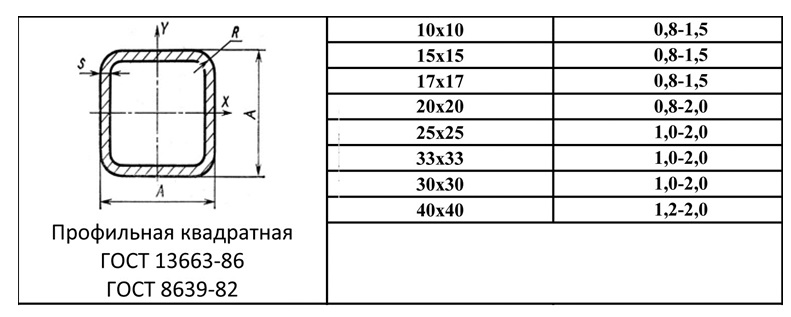 3).
3).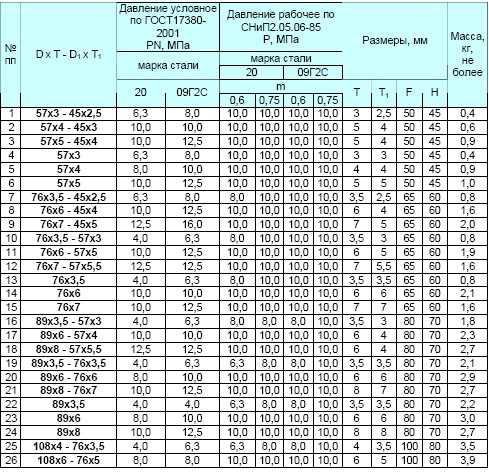
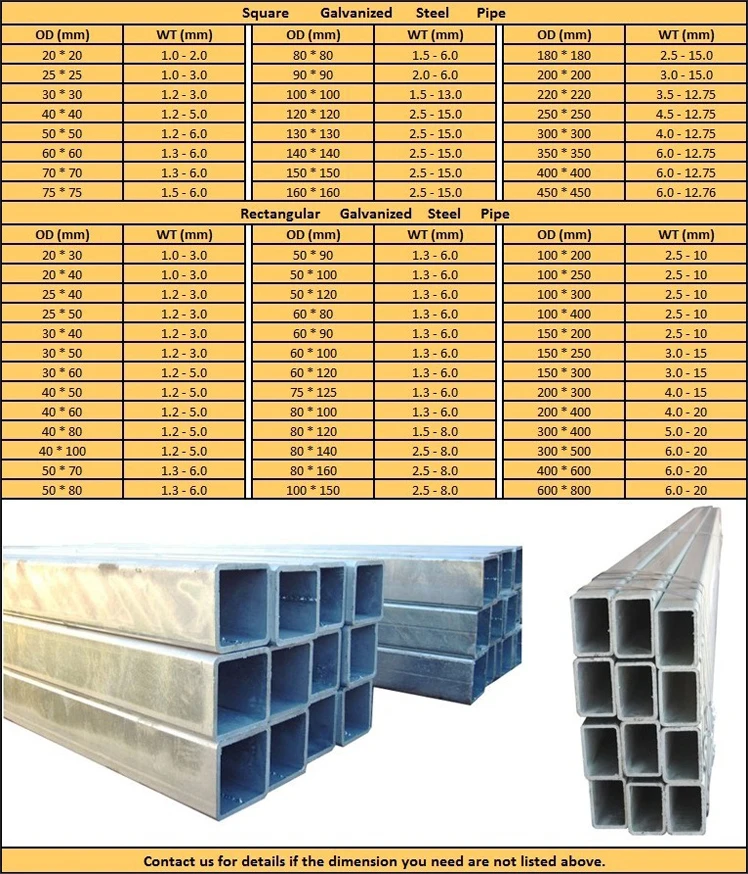 ..
.. ..
.. ..
.. х 10,875 дюймов.
х 10,875 дюймов.
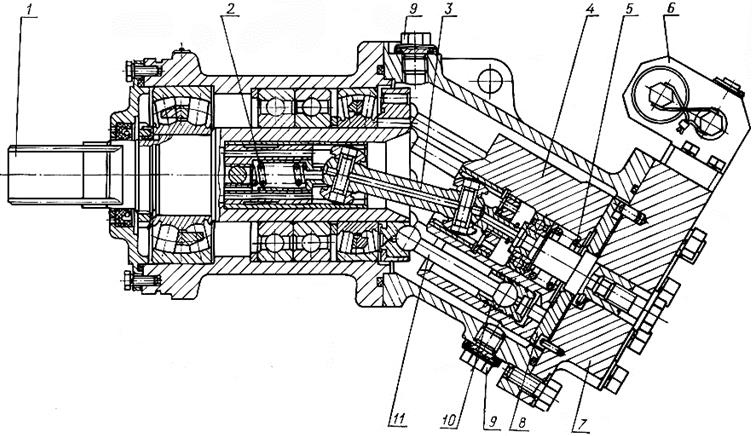 Поршни передают усилие на сферический шарнир 10. Так как оси вала 1 и блока цилиндров 13 находятся под углом, сила в шарнире 10 раскладывается на осевую и тангенциальную составляющие.
Поршни передают усилие на сферический шарнир 10. Так как оси вала 1 и блока цилиндров 13 находятся под углом, сила в шарнире 10 раскладывается на осевую и тангенциальную составляющие. д.
д. 20.12.20Б
20.12.20Б 20.11.21Б
20.11.21Б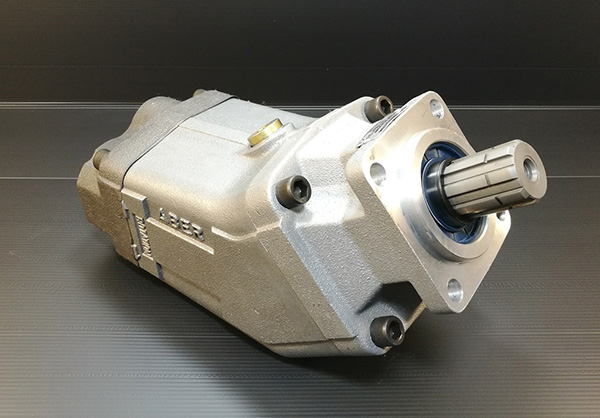 3-85), АУ ТУ 38 1011232-89 (МГ-22-А ГОСТ 17479.3-85) и АУП ТУ 38 1011258-89 (МГ-22-Б ГОСТ 17479.3-85)-
3-85), АУ ТУ 38 1011232-89 (МГ-22-А ГОСТ 17479.3-85) и АУП ТУ 38 1011258-89 (МГ-22-Б ГОСТ 17479.3-85)-
 Осевая сила воспринимается радиально-упорными подшипниками, а тангенциальная создает крутящий момент относительно оси вала и сообщает ему вращение. Величина крутящего момента, развиваемая гидромотором, определяется внешней нагрузкой и ограничивается давлением настройки предохранительного клапана гидросистемы.
Осевая сила воспринимается радиально-упорными подшипниками, а тангенциальная создает крутящий момент относительно оси вала и сообщает ему вращение. Величина крутящего момента, развиваемая гидромотором, определяется внешней нагрузкой и ограничивается давлением настройки предохранительного клапана гидросистемы.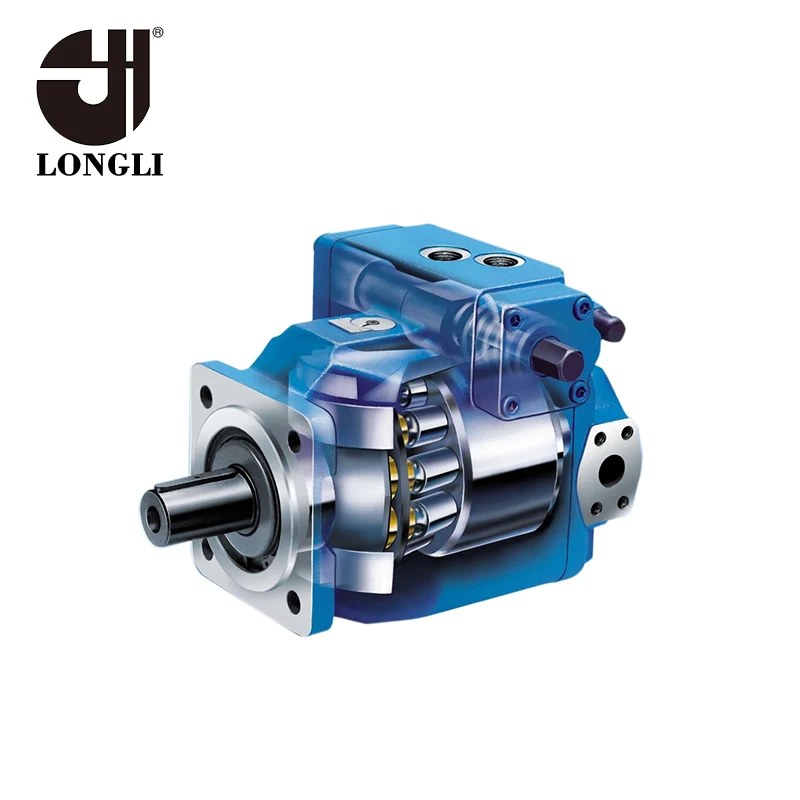

 Слив жидкости производится после предварительного прогрева гидросистемы.
Слив жидкости производится после предварительного прогрева гидросистемы. BarbudaArgentinaArmeniaArubaAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBoliviaBonaire, Sint Eustatius and SabaBosnia and HerzegovinaBotswanaBouvet IslandBrazilBritish Indian Ocean TerritoryBrunei DarrussalamBulgariaBurkina FasoBurundiCambodiaCameroonCanadaCape VerdeCayman IslandsCentral African RepublicChadChileChinaChristmas IslandCocos IslandsColombiaComorosCongo, Democratic Republic of theCongo, Republic of theCook IslandsCosta RicaCôte d’IvoireCroatiaCubaCuraçaoCyprusCzech RepublicDenmarkDjiboutiDominicaDominican RepublicEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEst oniaEswatini (Swaziland)EthiopiaFalkland IslandsFaroe IslandsFijiFinlandFranceFrench GuianaFrench PolynesiaFrench Southern TerritoriesGabonGambiaGeorgiaGermanyGhanaGibraltarGreeceGreenlandGrenadaGuadeloupeGuamGuatemalaGuernseyGuineaGuinea-BissauGuyanaHaitiHeard and McDonald IslandsHoly SeeHondurasHong KongHungaryIcelandIndiaIndonesiaIranIraqIrelandIsle of ManIsraelItalyJamaicaJapanJerseyJordanKazakhstanKenyaKiribatiKuwaitKyrgyzstanLao People’s Democratic RepublicLatviaLebanonLesothoLiberiaLibyaLiechtensteinLithuaniaLuxembourgMacauMacedoniaMadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMicronesiaMoldovaMonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmarNamibiaNauruNepalNetherlandsNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorth KoreaNorthern Mariana IslandsNorwayOmanPakistanPalauPalestine, State ofPanamaPapua New GuineaParaguayPeruPhilippinesPitcairnPolandPortugalPuerto RicoQatarRéunionRomaniaRussiaRwandaSain t BarthélemySaint HelenaSaint Kitts and NevisSaint LuciaSaint MartinSaint Pierre and MiquelonSaint Vincent and the GrenadinesSamoaSan MarinoSao Tome and PrincipeSaudi ArabiaSenegalSerbiaSeychellesSierra LeoneSingaporeSint MaartenSlovakiaSloveniaSolomon IslandsSomaliaSouth AfricaSouth GeorgiaSouth KoreaSouth SudanSpainSri LankaSudanSurinameSvalbard and Jan Mayen IslandsSwedenSwitzerlandSyriaTaiwanTajikistanTanzaniaThailandTimor-LesteTogoTokelauTongaTrinidad and TobagoTunisiaTurkeyTurkmenistanTurks and Caicos IslandsTuvaluUgandaUkraineUnited Arab EmiratesUnited KingdomUnited StatesUruguayUS Minor Outlying IslandsUzbekistanVanuatuVenezuelaVietnamVirgin Islands, BritishVirgin Islands , США Уоллис и ФутунаЗападная СахараЙеменЗамбияЗимбабве
BarbudaArgentinaArmeniaArubaAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBoliviaBonaire, Sint Eustatius and SabaBosnia and HerzegovinaBotswanaBouvet IslandBrazilBritish Indian Ocean TerritoryBrunei DarrussalamBulgariaBurkina FasoBurundiCambodiaCameroonCanadaCape VerdeCayman IslandsCentral African RepublicChadChileChinaChristmas IslandCocos IslandsColombiaComorosCongo, Democratic Republic of theCongo, Republic of theCook IslandsCosta RicaCôte d’IvoireCroatiaCubaCuraçaoCyprusCzech RepublicDenmarkDjiboutiDominicaDominican RepublicEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEst oniaEswatini (Swaziland)EthiopiaFalkland IslandsFaroe IslandsFijiFinlandFranceFrench GuianaFrench PolynesiaFrench Southern TerritoriesGabonGambiaGeorgiaGermanyGhanaGibraltarGreeceGreenlandGrenadaGuadeloupeGuamGuatemalaGuernseyGuineaGuinea-BissauGuyanaHaitiHeard and McDonald IslandsHoly SeeHondurasHong KongHungaryIcelandIndiaIndonesiaIranIraqIrelandIsle of ManIsraelItalyJamaicaJapanJerseyJordanKazakhstanKenyaKiribatiKuwaitKyrgyzstanLao People’s Democratic RepublicLatviaLebanonLesothoLiberiaLibyaLiechtensteinLithuaniaLuxembourgMacauMacedoniaMadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMicronesiaMoldovaMonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmarNamibiaNauruNepalNetherlandsNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorth KoreaNorthern Mariana IslandsNorwayOmanPakistanPalauPalestine, State ofPanamaPapua New GuineaParaguayPeruPhilippinesPitcairnPolandPortugalPuerto RicoQatarRéunionRomaniaRussiaRwandaSain t BarthélemySaint HelenaSaint Kitts and NevisSaint LuciaSaint MartinSaint Pierre and MiquelonSaint Vincent and the GrenadinesSamoaSan MarinoSao Tome and PrincipeSaudi ArabiaSenegalSerbiaSeychellesSierra LeoneSingaporeSint MaartenSlovakiaSloveniaSolomon IslandsSomaliaSouth AfricaSouth GeorgiaSouth KoreaSouth SudanSpainSri LankaSudanSurinameSvalbard and Jan Mayen IslandsSwedenSwitzerlandSyriaTaiwanTajikistanTanzaniaThailandTimor-LesteTogoTokelauTongaTrinidad and TobagoTunisiaTurkeyTurkmenistanTurks and Caicos IslandsTuvaluUgandaUkraineUnited Arab EmiratesUnited KingdomUnited StatesUruguayUS Minor Outlying IslandsUzbekistanVanuatuVenezuelaVietnamVirgin Islands, BritishVirgin Islands , США Уоллис и ФутунаЗападная СахараЙеменЗамбияЗимбабве
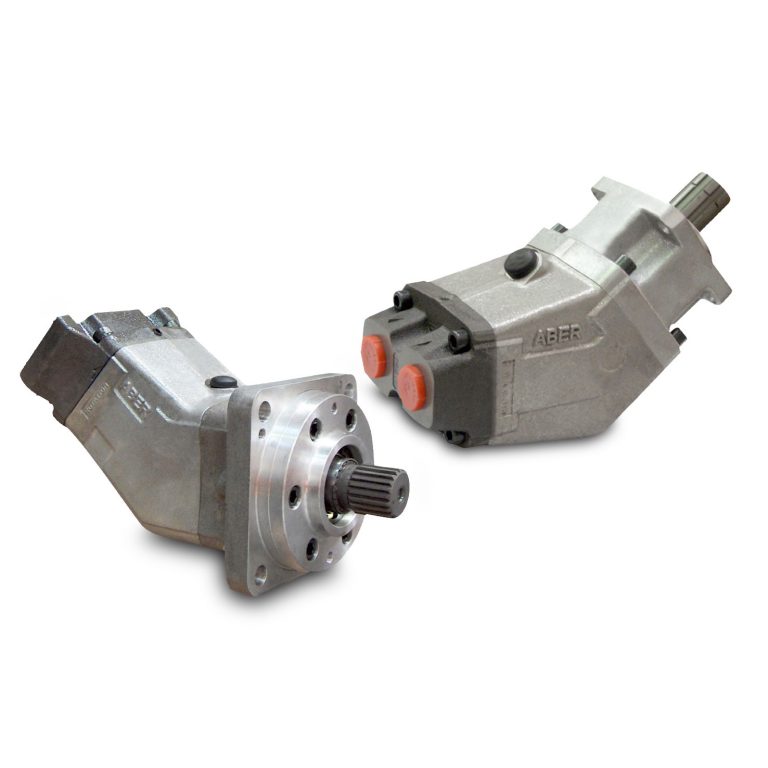
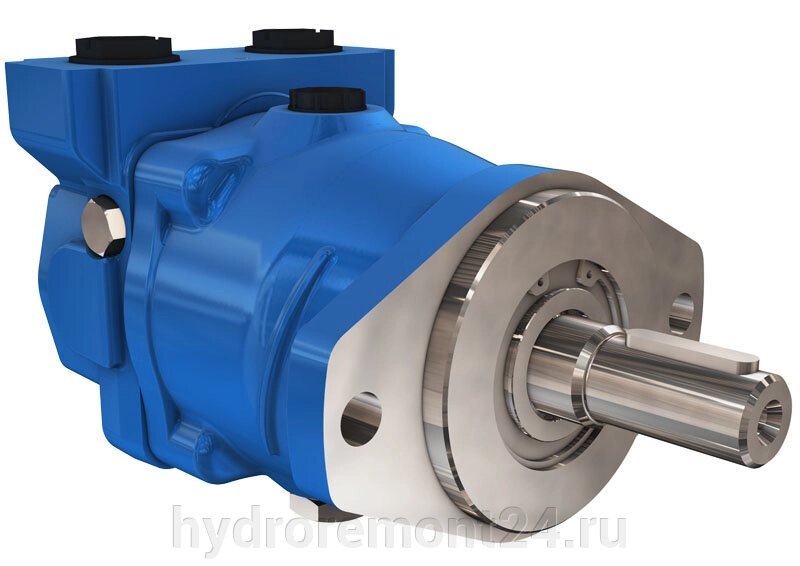 расход
расход  расход
расход 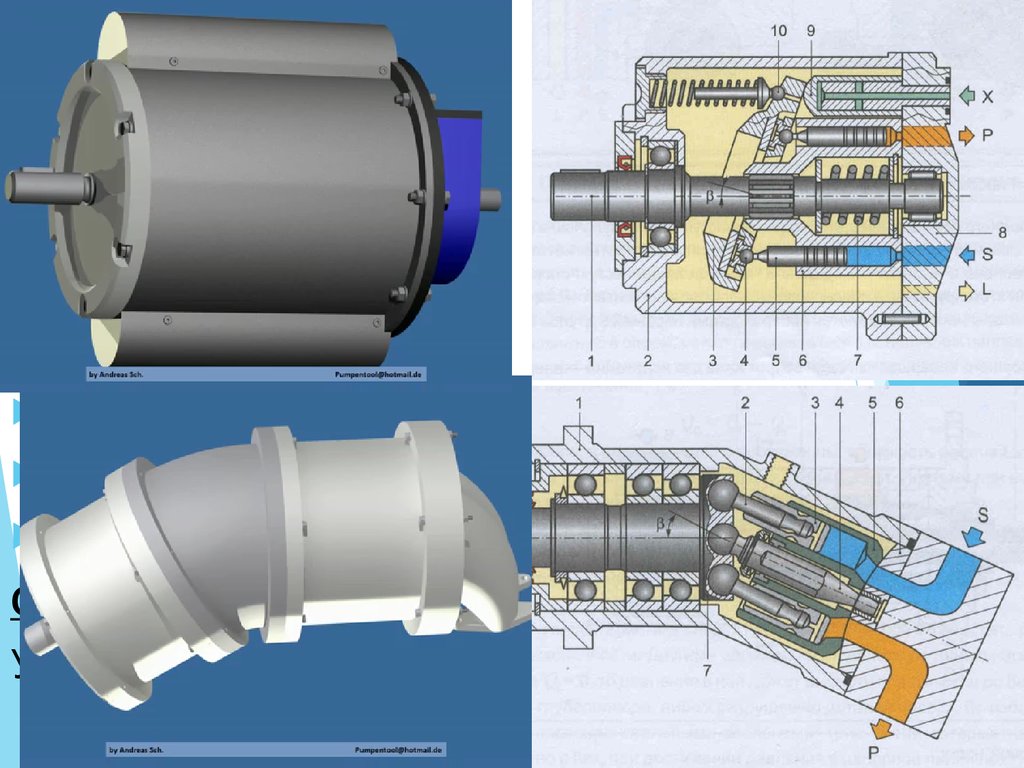 скорость
скорость  500
500 [л/мин]
[л/мин] 000
000
 Каждый лично может выбрать, какие функции ему нужны и из чего будет собирать.
Каждый лично может выбрать, какие функции ему нужны и из чего будет собирать. Необходимо не только запастись терпением и свободным временем.
Необходимо не только запастись терпением и свободным временем. Эти цифры могут изменяться учитывая температуру, окружающеюсреду.
Эти цифры могут изменяться учитывая температуру, окружающеюсреду. Их можно извлечь из старых мониторов. Лучше устанавливать их в вертикальном положении.
Их можно извлечь из старых мониторов. Лучше устанавливать их в вертикальном положении. А исключительно благодаря небольшому напряжению холостого хода, максимальная длина дуги не более 4 мм.
А исключительно благодаря небольшому напряжению холостого хода, максимальная длина дуги не более 4 мм. Потому из всего БП мы используем только корпус. Кое-что можно купить на радио рынках, а некоторые детали снять со старого персонального компьютера.
Потому из всего БП мы используем только корпус. Кое-что можно купить на радио рынках, а некоторые детали снять со старого персонального компьютера. Но и навыки в электротехнике, без которых можно сжечь электропроводку или получить удар электрическим током.
Но и навыки в электротехнике, без которых можно сжечь электропроводку или получить удар электрическим током.
 Но все зависит от того, в каких режимах работает охлаждение. Вентилятор нужно обязательно проверить на работоспособность, протестировать в нескольких режимах. Желательно установить еще один такой же или более мощный, чтобы сварочный аппарат не перегревался. Для контроля за температурой инвертора нужно установить термопару.
Но все зависит от того, в каких режимах работает охлаждение. Вентилятор нужно обязательно проверить на работоспособность, протестировать в нескольких режимах. Желательно установить еще один такой же или более мощный, чтобы сварочный аппарат не перегревался. Для контроля за температурой инвертора нужно установить термопару.
 Но ради такой экономии придется вносить изменения в существующую схему.
Но ради такой экономии придется вносить изменения в существующую схему. Нельзя сразу же после сборки без предварительного тестирования подключать к сети, чтобы не пожечь основные составляющие.
Нельзя сразу же после сборки без предварительного тестирования подключать к сети, чтобы не пожечь основные составляющие. youtube.com/embed/LvIyLUOzS64?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/LvIyLUOzS64?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>  Расплавленный металл должен занимать лишь небольшую площадь, чтобы предотвратить повреждение батареи. Это достигается за счет использования высокого тока, что позволяет получать очень короткие импульсы.
Расплавленный металл должен занимать лишь небольшую площадь, чтобы предотвратить повреждение батареи. Это достигается за счет использования высокого тока, что позволяет получать очень короткие импульсы. Результатом является изменение количества энергии (= тепла), которое идет на сварку, что приводит к противоречивым результатам. Чтобы смягчить этот эффект, современные сварщики используют два или более импульсов, чтобы размягчить металлы и выжечь любые загрязнения.
Результатом является изменение количества энергии (= тепла), которое идет на сварку, что приводит к противоречивым результатам. Чтобы смягчить этот эффект, современные сварщики используют два или более импульсов, чтобы размягчить металлы и выжечь любые загрязнения. Но он также достаточно проворен для сварки тонких медных проволок при низких энергиях. На следующем рисунке показана тонкая медная проволока, приваренная к стальному стержню толщиной 2 мм:
Но он также достаточно проворен для сварки тонких медных проволок при низких энергиях. На следующем рисунке показана тонкая медная проволока, приваренная к стальному стержню толщиной 2 мм: de/index .php/product/kweld-firmware-update-tool/ требуется для подключения kWeld к компьютеру.
de/index .php/product/kweld-firmware-update-tool/ требуется для подключения kWeld к компьютеру.

 com/forums/viewtopic.php?f=14&t=89039
com/forums/viewtopic.php?f=14&t=89039  Если вы просто отключите машину от сети или просто выключите выключатель питания, вы рискуете получить ужасный «черный ящик» — темный пустой экран. Когда это произойдет, источник питания необходимо будет отправить в ремонтный центр орбитальной сварки, что приведет к неудобным простоям.
Если вы просто отключите машину от сети или просто выключите выключатель питания, вы рискуете получить ужасный «черный ящик» — темный пустой экран. Когда это произойдет, источник питания необходимо будет отправить в ремонтный центр орбитальной сварки, что приведет к неудобным простоям. Это должно происходить каждый раз, когда вы отсоединяете головку для орбитальной сварки, даже если вы планируете снова использовать ту же самую. Подключение сварочных головок без надлежащей калибровки может привести к проблемам со сварочной головкой и появлению кодов ошибок.
Это должно происходить каждый раз, когда вы отсоединяете головку для орбитальной сварки, даже если вы планируете снова использовать ту же самую. Подключение сварочных головок без надлежащей калибровки может привести к проблемам со сварочной головкой и появлению кодов ошибок.
 С помощью болтов вы можете отрегулировать, насколько прижимается скользящая часть. Слишком много, и она не будет скользить, слишком мало — она будет болтаться, к счастью, мы использовали болты, верно?
С помощью болтов вы можете отрегулировать, насколько прижимается скользящая часть. Слишком много, и она не будет скользить, слишком мало — она будет болтаться, к счастью, мы использовали болты, верно?


 Поэтому, если вы не знаете, что делаете, ОСТАНОВИТЕСЬ, ошибки в этой части могут привести к смертельному исходу.
Поэтому, если вы не знаете, что делаете, ОСТАНОВИТЕСЬ, ошибки в этой части могут привести к смертельному исходу. В моем случае я установил 20, что составляет 2 секунды. И если вы хотите настроить его дальше, есть еще 4 варианта для этого.
В моем случае я установил 20, что составляет 2 секунды. И если вы хотите настроить его дальше, есть еще 4 варианта для этого. И вы можете сказать, что это еще такое? Проще говоря, цапфы означают, что точка поворота будет прямо на поверхности стола, где находится лезвие. Это избавляет от необходимости использовать разные вставки.
И вы можете сказать, что это еще такое? Проще говоря, цапфы означают, что точка поворота будет прямо на поверхности стола, где находится лезвие. Это избавляет от необходимости использовать разные вставки. По сути, это алюминиевый профиль (тот самый, который я использовал для изготовления крышки лезвия) на полосе фанеры. Чтобы прикрепить его, я сделал несколько вставок в столе и закрепил их болтами M6.
По сути, это алюминиевый профиль (тот самый, который я использовал для изготовления крышки лезвия) на полосе фанеры. Чтобы прикрепить его, я сделал несколько вставок в столе и закрепил их болтами M6.
 Это делает ленточную пилу не совсем точным инструментом, так как полотно может слегка блуждать из стороны в сторону. Конечно, вы можете уменьшить это с помощью более широких лезвий, если вам нужна максимальная точность при прямом резании.
Это делает ленточную пилу не совсем точным инструментом, так как полотно может слегка блуждать из стороны в сторону. Конечно, вы можете уменьшить это с помощью более широких лезвий, если вам нужна максимальная точность при прямом резании. Вы можете получить очень точные разрезы на небольших кусках.
Вы можете получить очень точные разрезы на небольших кусках. Это устраняет огромный пусковой ток при включении двигателя, продлевает срок его службы и снимает все нагрузки на сборку при запуске.
Это устраняет огромный пусковой ток при включении двигателя, продлевает срок его службы и снимает все нагрузки на сборку при запуске.

 Понятно, что всегда можно приобретать уже готовые к использованию материалы, что в наше время не составит никакого труда, или же купить ленточную заводскую пилораму промышленного назначения. Но такие решения связаны со значительными материальными затратами, а это не всегда оправдано.
Понятно, что всегда можно приобретать уже готовые к использованию материалы, что в наше время не составит никакого труда, или же купить ленточную заводскую пилораму промышленного назначения. Но такие решения связаны со значительными материальными затратами, а это не всегда оправдано. Для выполнения такой работы – собственноручной сборки станка – потребуется:
Для выполнения такой работы – собственноручной сборки станка – потребуется:
 Вся такая конструкция перемещается по специальным направляющим – трубам, которые располагаются горизонтально. Этот узел, в случае необходимости, можно зафиксировать на нужном месте с помощью болтов.
Вся такая конструкция перемещается по специальным направляющим – трубам, которые располагаются горизонтально. Этот узел, в случае необходимости, можно зафиксировать на нужном месте с помощью болтов. Правильным решением будет сделать весь узел с роликами собственноручно и быть уверенным в его надежности, а не использовать готовый.
Правильным решением будет сделать весь узел с роликами собственноручно и быть уверенным в его надежности, а не использовать готовый. Блок станка, который будет осуществлять разрезание бревен, будет двигаться по швеллерам при помощи шпилек-винтов. Жесткая фиксация к пилораме режущего узла пилы осуществляется посредством болтов с контргайками.
Блок станка, который будет осуществлять разрезание бревен, будет двигаться по швеллерам при помощи шпилек-винтов. Жесткая фиксация к пилораме режущего узла пилы осуществляется посредством болтов с контргайками.









 Проверьте параметры 3D-файла.
Проверьте параметры 3D-файла. 



 Я использовал свой скребок, чтобы убедиться, что винил надежно приклеен к переводной ленте.
Я использовал свой скребок, чтобы убедиться, что винил надежно приклеен к переводной ленте.

 Я был очень осторожен, чтобы не запачкать снежную шапку краской.
Я был очень осторожен, чтобы не запачкать снежную шапку краской.
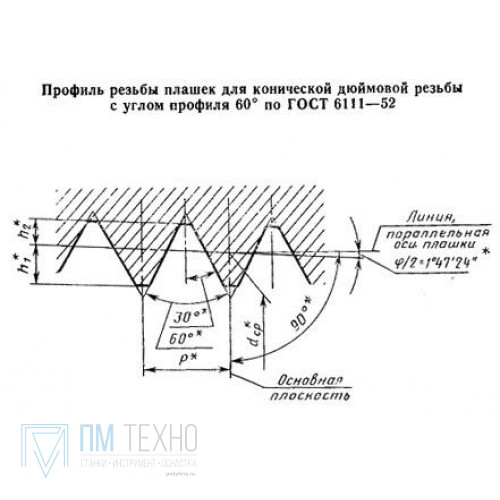 Этот внутренний диаметр называется диаметром трубы «в свету» и определяется как условный проходной размер трубы.
Этот внутренний диаметр называется диаметром трубы «в свету» и определяется как условный проходной размер трубы.
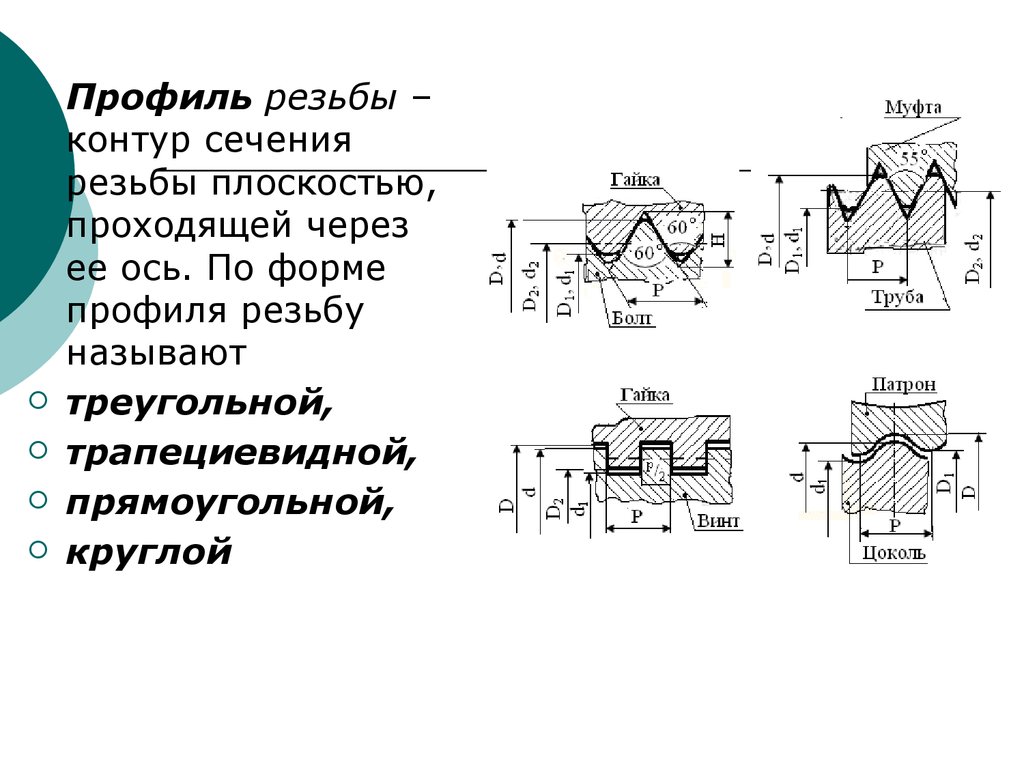
 4.4).
4.4). 5 Профиль
5 Профиль 4.7 Основные
4.7 Основные
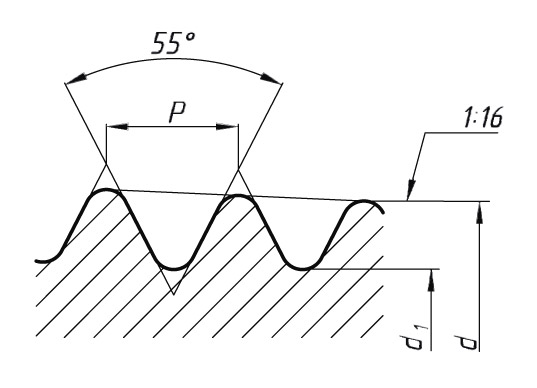 Размеры меньше 1 ⁄ 8 иногда используются для сжатого воздуха, а размеры больше 2 дюймов встречаются редко из-за использования альтернативных методов соединения, которые используются с этими большими размерами. NPT определяется стандартом ANSI/ASME B1.20.1. [1]
Размеры меньше 1 ⁄ 8 иногда используются для сжатого воздуха, а размеры больше 2 дюймов встречаются редко из-за использования альтернативных методов соединения, которые используются с этими большими размерами. NPT определяется стандартом ANSI/ASME B1.20.1. [1]  Однако между гребнями и впадинами резьбы остается зазор, что приводит к утечке по этой спирали. Это означает, что фитинги NPT должны быть защищены от утечек с помощью ленты для уплотнения резьбы или герметика для резьбы. (Использование ленты или герметика также поможет ограничить коррозию резьбы, которая в противном случае сделает разборку в будущем практически невозможной.)
Однако между гребнями и впадинами резьбы остается зазор, что приводит к утечке по этой спирали. Это означает, что фитинги NPT должны быть защищены от утечек с помощью ленты для уплотнения резьбы или герметика для резьбы. (Использование ленты или герметика также поможет ограничить коррозию резьбы, которая в противном случае сделает разборку в будущем практически невозможной.) Эквивалентное обозначение — MIP (железная труба с наружной резьбой) и FIP (железная труба с внутренней резьбой). Также термины NPS и NPSM иногда используются для обозначения прямой, а не конической резьбы. (это не следует путать с NPS, означающим номинальный размер трубы)
Эквивалентное обозначение — MIP (железная труба с наружной резьбой) и FIP (железная труба с внутренней резьбой). Также термины NPS и NPSM иногда используются для обозначения прямой, а не конической резьбы. (это не следует путать с NPS, означающим номинальный размер трубы)
 9 http://www.micromold.com/threaded_piping.html Производитель труб и фитингов с резьбой из ПТФЭ
9 http://www.micromold.com/threaded_piping.html Производитель труб и фитингов с резьбой из ПТФЭ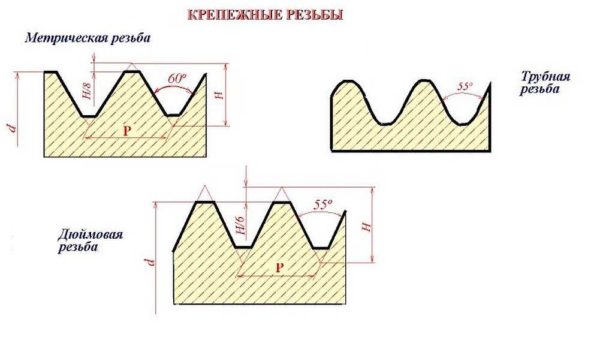 1—1968) с разрешения издателя,
1—1968) с разрешения издателя, 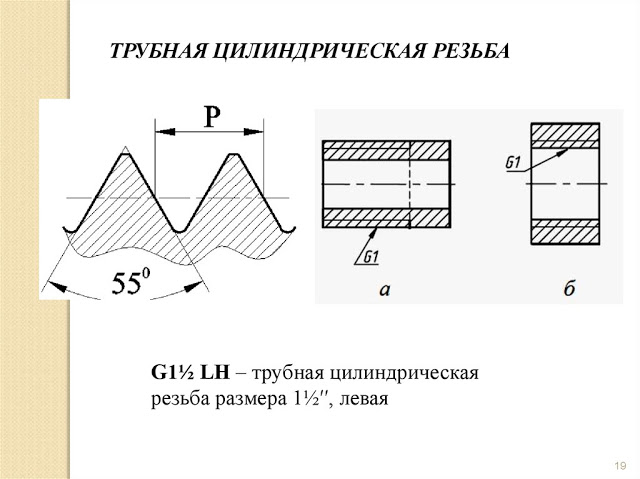 260
260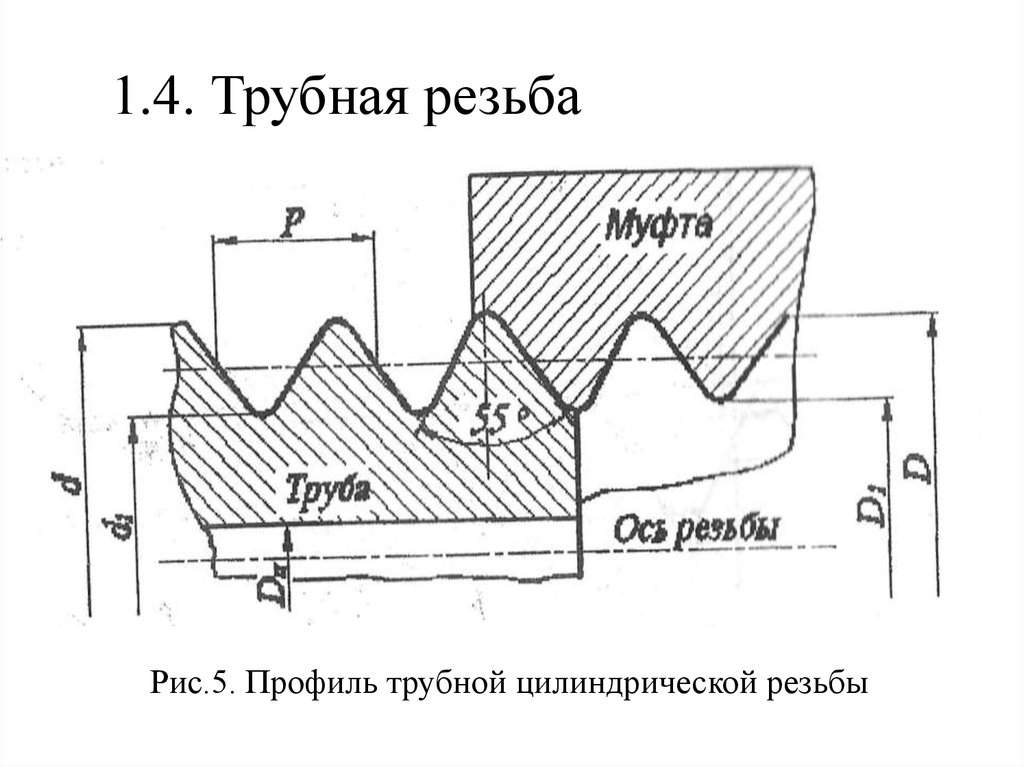 13
13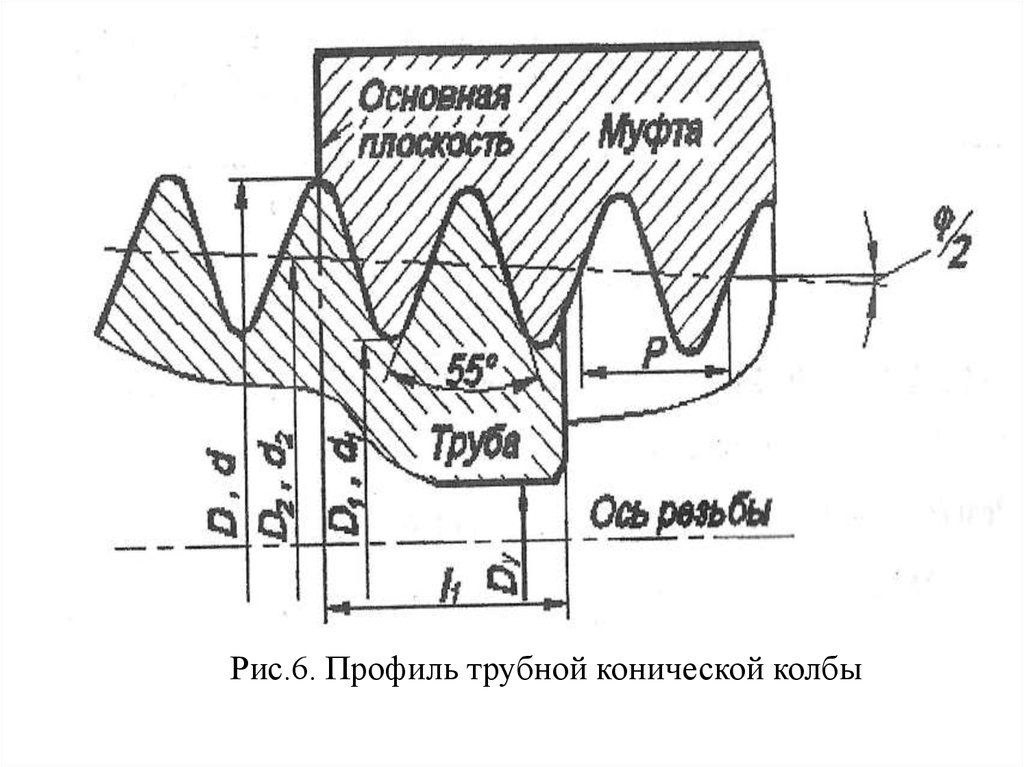
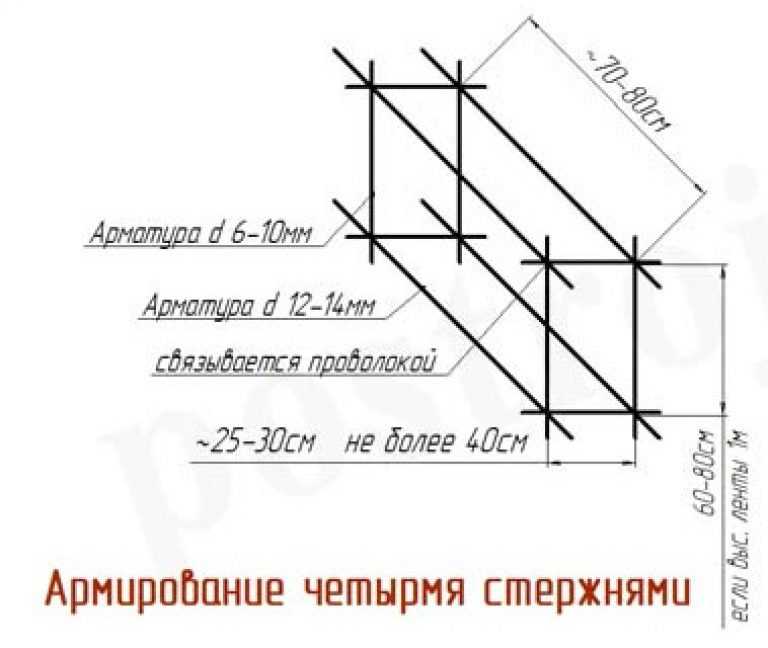
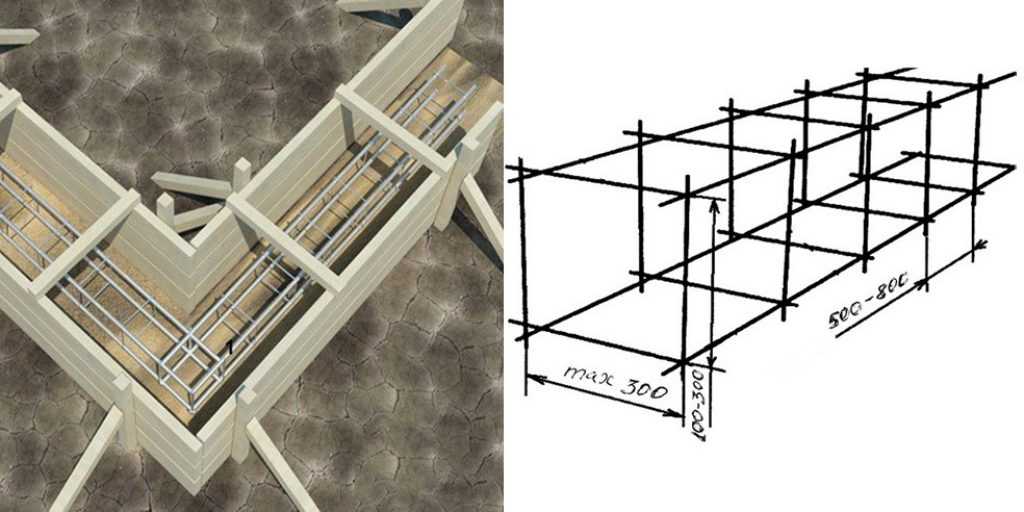 (X)
(X) Расчет арматуры с их помощью занимает буквально пару минут.
Расчет арматуры с их помощью занимает буквально пару минут.


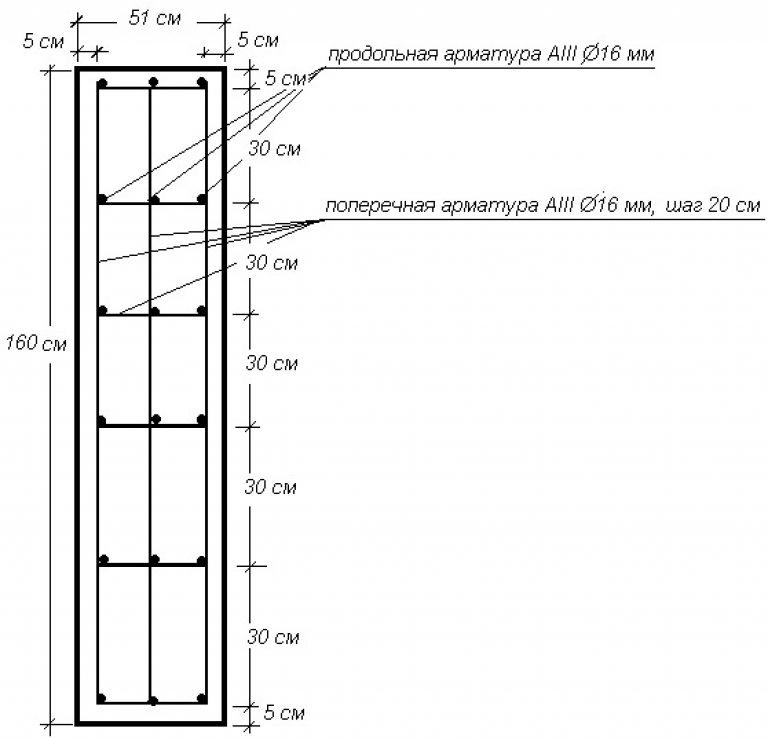
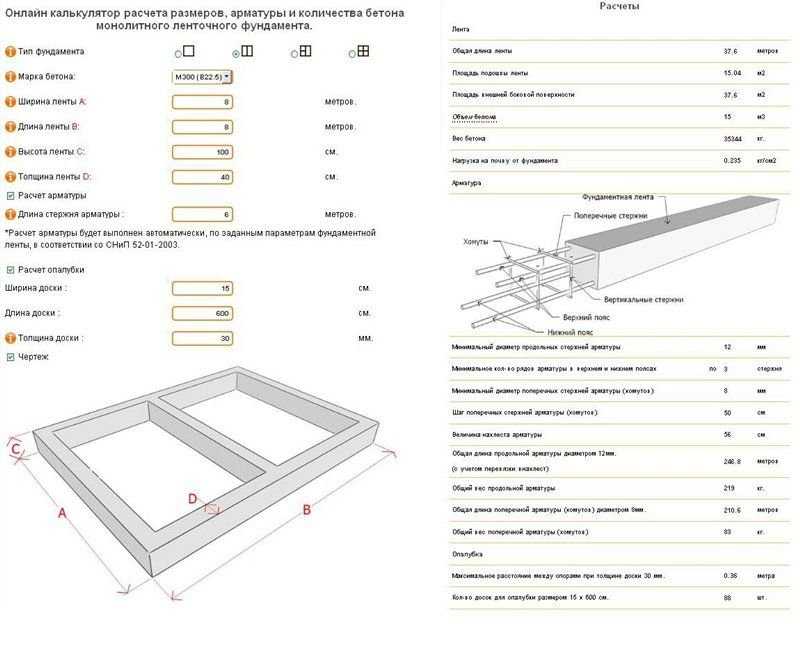


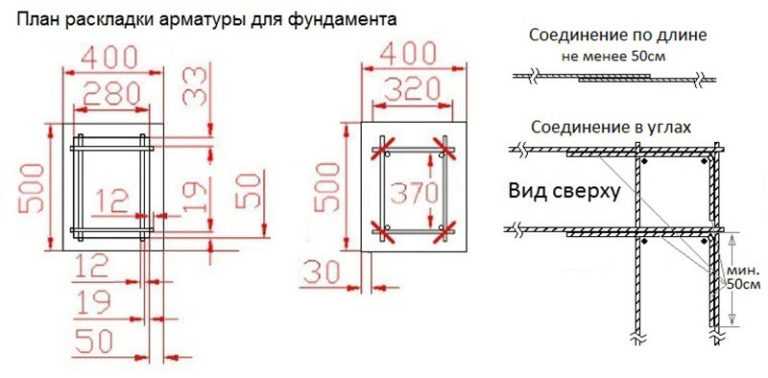
 Данные по замене приведены в таблице:
Данные по замене приведены в таблице: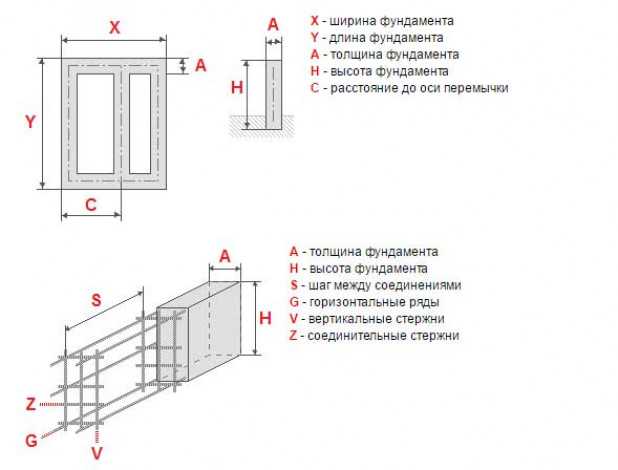 Данные по замене приведены в таблице:
Данные по замене приведены в таблице: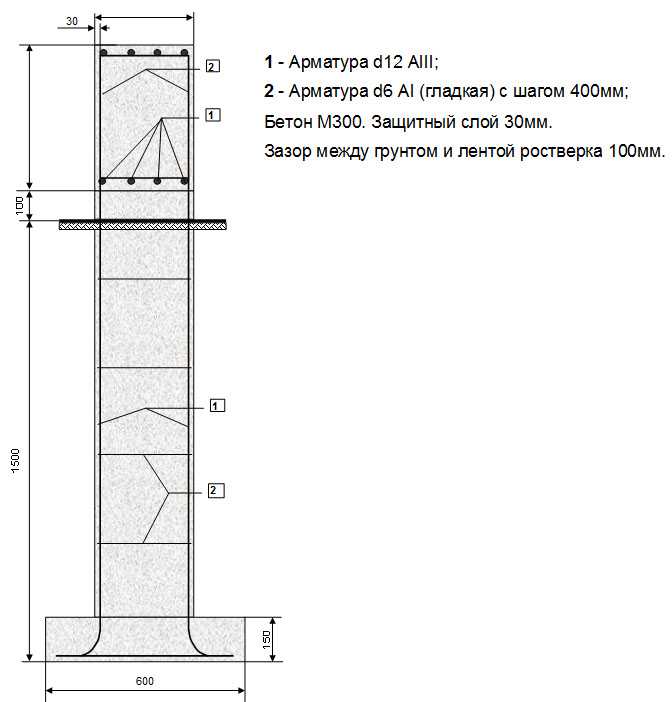 Данные по замене приведены в таблице:
Данные по замене приведены в таблице: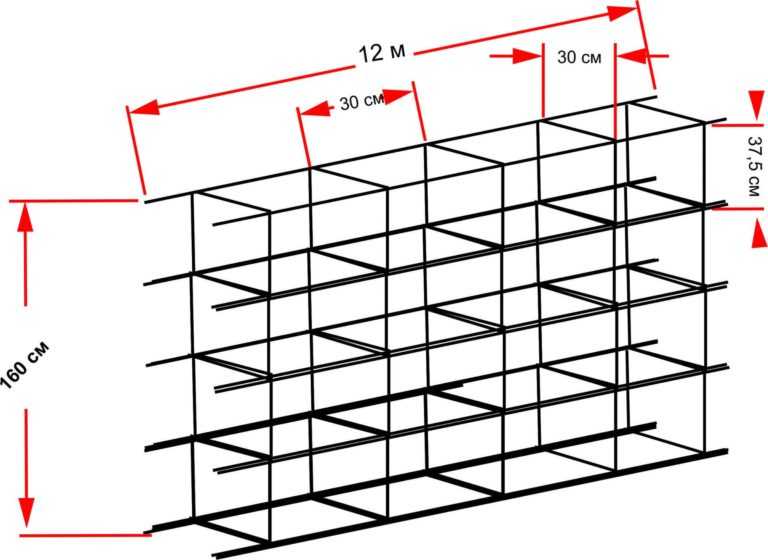


 Обязательные записи для глубины, длины и ширины фундамента или опалубки. Калькуляторы имеют те же возможности, за исключением того, что калькулятор фундамента имеет объемную компенсацию для соответствующей арматуры, проволоки, подвесок, сетки и арматурной стали, которые учитываются при расчетах. Если вы не используете армирование, воспользуйтесь калькулятором фундаментов. Необязательные записи включают стоимость бетона за кубический ярд, минимальное количество ярдов, которые доставляет компания, минимальную плату за минимальную доставку бетона и фиксированную стоимость доставки, не включая стоимость бетона. Результатом является минимальное количество кубических метров, необходимое для работы, определяемое предоставленной информацией, и, опционально, общая приблизительная стоимость доставки, включая требуемый бетон. Есть уведомление, если ваши требования не соответствуют минимумам поставки, если введены минимумы. Нажмите кнопку «Рассчитать», чтобы рассчитать все поля. Чтобы сделать другое, нажмите кнопку «Очистить значения» и введите новый набор значений.
Обязательные записи для глубины, длины и ширины фундамента или опалубки. Калькуляторы имеют те же возможности, за исключением того, что калькулятор фундамента имеет объемную компенсацию для соответствующей арматуры, проволоки, подвесок, сетки и арматурной стали, которые учитываются при расчетах. Если вы не используете армирование, воспользуйтесь калькулятором фундаментов. Необязательные записи включают стоимость бетона за кубический ярд, минимальное количество ярдов, которые доставляет компания, минимальную плату за минимальную доставку бетона и фиксированную стоимость доставки, не включая стоимость бетона. Результатом является минимальное количество кубических метров, необходимое для работы, определяемое предоставленной информацией, и, опционально, общая приблизительная стоимость доставки, включая требуемый бетон. Есть уведомление, если ваши требования не соответствуют минимумам поставки, если введены минимумы. Нажмите кнопку «Рассчитать», чтобы рассчитать все поля. Чтобы сделать другое, нажмите кнопку «Очистить значения» и введите новый набор значений. Вы также можете просто изменить определенные поля и пересчитать, однако каждое поле должно иметь значение, даже если оно равно нулю (0). Расчетная точность текущих браузеров с поддержкой JavaScript обычно составляет 16 мест, однако эти результаты округлены, чтобы упростить жизнь. Обязательно обратите внимание на верхнюю и нижнюю секции каждого калькулятора, так как они независимы в работе, и уделите особое внимание, ради точности, вводу дюймов или футов или того и другого. Не имеет значения, вводите ли вы 1 фут или 12 дюймов в любом из полей. Результаты идентичны. 1,5 фута — это то же самое, что 1 фут и 6 дюймов.
Вы также можете просто изменить определенные поля и пересчитать, однако каждое поле должно иметь значение, даже если оно равно нулю (0). Расчетная точность текущих браузеров с поддержкой JavaScript обычно составляет 16 мест, однако эти результаты округлены, чтобы упростить жизнь. Обязательно обратите внимание на верхнюю и нижнюю секции каждого калькулятора, так как они независимы в работе, и уделите особое внимание, ради точности, вводу дюймов или футов или того и другого. Не имеет значения, вводите ли вы 1 фут или 12 дюймов в любом из полей. Результаты идентичны. 1,5 фута — это то же самое, что 1 фут и 6 дюймов. 00)
00)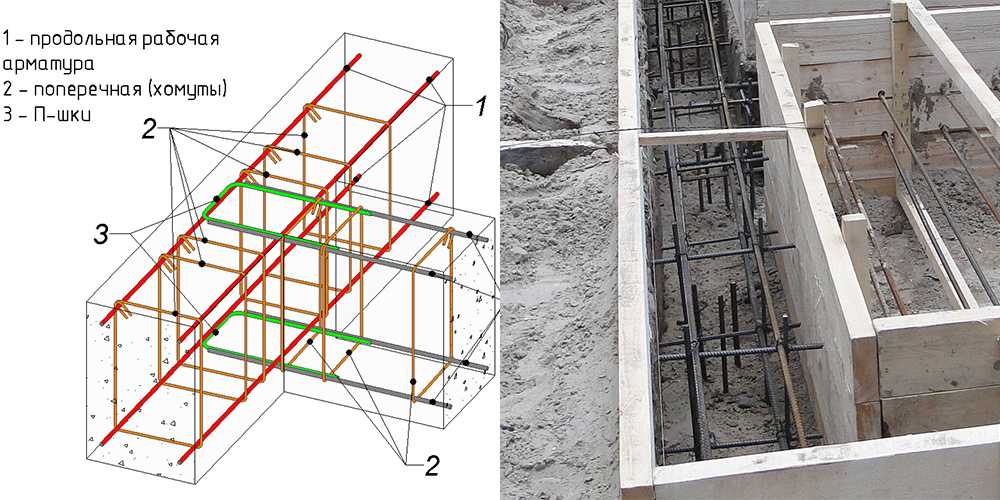 00)
00)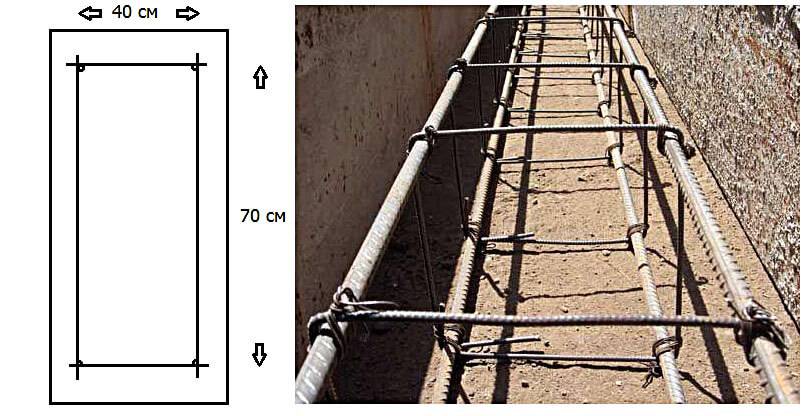


 Разница состоит лишь в том, что он оснащается не скобой, а основанием. Именно в него устанавливается так называемый мерительный стебель. Для того чтобы с помощью микрометрического глубиномера измерить глубину, применяется специальный стержень. Он устанавливается на винте и имеет особую форму. Предел измерений современных микрометрических глубиномеров составляет до
Разница состоит лишь в том, что он оснащается не скобой, а основанием. Именно в него устанавливается так называемый мерительный стебель. Для того чтобы с помощью микрометрического глубиномера измерить глубину, применяется специальный стержень. Он устанавливается на винте и имеет особую форму. Предел измерений современных микрометрических глубиномеров составляет до 
 А раз пользоваться инструментами все равно придется, то лучше делать это правильно.
А раз пользоваться инструментами все равно придется, то лучше делать это правильно. Чтобы измерительные инструменты выполняли свои функции нужно избегать температурных колебаний и все измерения можно проводить исключительно при температуре не более 20 градусов. Если деталь нагрета или вращается, то измерения можно проводить только после того, как будет достигнута оптимальная температура. Если у измерительного прибора, купить который вы можете в нашем интернет-магазине, есть те или иные оптические детали, то промывать их или протирать слишком часто производители не рекомендуют. Это напрямую отражается на изображении, искажающемся при потускнении поверхностей оптики. Пыль с оптических измерительных приборов следует периодически удалять при помощи любой мягкой кисточки.
Чтобы измерительные инструменты выполняли свои функции нужно избегать температурных колебаний и все измерения можно проводить исключительно при температуре не более 20 градусов. Если деталь нагрета или вращается, то измерения можно проводить только после того, как будет достигнута оптимальная температура. Если у измерительного прибора, купить который вы можете в нашем интернет-магазине, есть те или иные оптические детали, то промывать их или протирать слишком часто производители не рекомендуют. Это напрямую отражается на изображении, искажающемся при потускнении поверхностей оптики. Пыль с оптических измерительных приборов следует периодически удалять при помощи любой мягкой кисточки. Это означает, что каждое средство измерения продается в оригинальном футляре, который в последствии должен быть использован для хранения инструмента. Там где это необходимо, инструмент помещают в промасленный поролон.
Это означает, что каждое средство измерения продается в оригинальном футляре, который в последствии должен быть использован для хранения инструмента. Там где это необходимо, инструмент помещают в промасленный поролон.
 . Но если вы не знаете, как пользоваться рулеткой и правильно читать ее маркировку, ваши усилия могут быть немного ошибочными — и, к сожалению, любая «некорректность» просто не подойдет. Более того, этот, казалось бы, простой инструмент можно использовать не только для простого измерения расстояния между точкой А и точкой Б, но и для других задач. Читайте дальше, чтобы изучить этот скромный обязательный инструмент и научиться правильно его использовать — для всего, начиная от измерения внутренней ширины книжной полки к быстрому расположению шпильки к рисованию идеального круга.
. Но если вы не знаете, как пользоваться рулеткой и правильно читать ее маркировку, ваши усилия могут быть немного ошибочными — и, к сожалению, любая «некорректность» просто не подойдет. Более того, этот, казалось бы, простой инструмент можно использовать не только для простого измерения расстояния между точкой А и точкой Б, но и для других задач. Читайте дальше, чтобы изучить этот скромный обязательный инструмент и научиться правильно его использовать — для всего, начиная от измерения внутренней ширины книжной полки к быстрому расположению шпильки к рисованию идеального круга. Он сам по себе может действовать как быстродействующий измерительный инструмент, используя основание корпуса для измерения коротких расстояний (длина корпуса указана на его основании для удобства).
Он сам по себе может действовать как быстродействующий измерительный инструмент, используя основание корпуса для измерения коротких расстояний (длина корпуса указана на его основании для удобства). Рулетка с дюймами и сантиметрами обычно имеет британские измерения, выделенные красным цветом на верхней части лезвия, а метрические измерения — черным цветом на нижней части лезвия.
Рулетка с дюймами и сантиметрами обычно имеет британские измерения, выделенные красным цветом на верхней части лезвия, а метрические измерения — черным цветом на нижней части лезвия. Эта линия измеряет четверть дюйма. Это также может быть указано дробным представлением, подобным половине дюйма. Пример ¼=1/4”, ¾=3/4”
Эта линия измеряет четверть дюйма. Это также может быть указано дробным представлением, подобным половине дюйма. Пример ¼=1/4”, ¾=3/4”  Пример: 10=1дм, 20=2дм, 30=3дм
Пример: 10=1дм, 20=2дм, 30=3дм  Имейте в виду, что вторая стойка в стене устанавливается на расстоянии 16 дюймов от конца стены, а не от центра первой стойки.
Имейте в виду, что вторая стойка в стене устанавливается на расстоянии 16 дюймов от конца стены, а не от центра первой стойки. Медленно дайте лезвию вернуться в корпус.
Медленно дайте лезвию вернуться в корпус. Чтобы не обрезать слишком коротко, всегда округляйте до большего значения. В худшем случае вам нужно будет снова измерить и отрезать, но это намного лучше, чем тратить кусок материала, который на 1/16 дюйма меньше, чем вам нужно.
Чтобы не обрезать слишком коротко, всегда округляйте до большего значения. В худшем случае вам нужно будет снова измерить и отрезать, но это намного лучше, чем тратить кусок материала, который на 1/16 дюйма меньше, чем вам нужно.
 Просто вставьте гвоздь или шуруп сбоку от поверхности, возьмитесь за головку застежки отверстием в хвостовике и вытащите лезвие, чтобы быстро и точно выполнить измерение.
Просто вставьте гвоздь или шуруп сбоку от поверхности, возьмитесь за головку застежки отверстием в хвостовике и вытащите лезвие, чтобы быстро и точно выполнить измерение. Измерение с помощью нестандартных единиц означает измерение вещей блоками, карандашами, руками и т. д., если предметы, используемые для измерения, имеют одинаковый размер. Измерение в стандартных единицах означает измерение в признанных единицах измерения, таких как дюймы, футы, ярды, сантиметры и т. д.
Измерение с помощью нестандартных единиц означает измерение вещей блоками, карандашами, руками и т. д., если предметы, используемые для измерения, имеют одинаковый размер. Измерение в стандартных единицах означает измерение в признанных единицах измерения, таких как дюймы, футы, ярды, сантиметры и т. д. Линейки Брайля доступны у многих поставщиков, в том числе по квоте в APH и даже в Walmart!
Линейки Брайля доступны у многих поставщиков, в том числе по квоте в APH и даже в Walmart! (Это приложение доступно как для iPhone, так и для iPad.) Как всегда, такие понятия, как измерение, следует сначала обучать с помощью практических манипуляций и стандартных инструментов Брайля. Использование приложения для измерения может быть забавным и, безусловно, полезным инструментом измерения в реальном мире.
(Это приложение доступно как для iPhone, так и для iPad.) Как всегда, такие понятия, как измерение, следует сначала обучать с помощью практических манипуляций и стандартных инструментов Брайля. Использование приложения для измерения может быть забавным и, безусловно, полезным инструментом измерения в реальном мире. После калибровки приложения вернитесь на главный экран. Возможные варианты: кнопка измерения расстояния (линейка), кнопка измерения углов, кнопка настроек и кнопка справки.
После калибровки приложения вернитесь на главный экран. Возможные варианты: кнопка измерения расстояния (линейка), кнопка измерения углов, кнопка настроек и кнопка справки. Вы услышите другой сигнал, когда расстояние будет рассчитано, а затем будет объявлено расстояние.
Вы услышите другой сигнал, когда расстояние будет рассчитано, а затем будет объявлено расстояние.
 Рабочий лист был изменен с помощью радужной ленты (тонких ярких рулонов малярной ленты). Более широкая лента отмечает нижний край транспортира, а более тонкая лента отмечает луч (угол). Повторите описанные выше шаги, чтобы измерить углы на этом рабочем листе.
Рабочий лист был изменен с помощью радужной ленты (тонких ярких рулонов малярной ленты). Более широкая лента отмечает нижний край транспортира, а более тонкая лента отмечает луч (угол). Повторите описанные выше шаги, чтобы измерить углы на этом рабочем листе.


 За основу процесса используют две основные методики — это:
За основу процесса используют две основные методики — это: Для работы с этим материалом можно использовать как простые инструменты, так и сложные установки позволяющие выполнять большое количество операций в минуту.
Для работы с этим материалом можно использовать как простые инструменты, так и сложные установки позволяющие выполнять большое количество операций в минуту.

 Служит для выпрямления стальной оцинкованной проволоки диаметром 6-10 мм, а так же стальной оцинкованной полосы размером 20х3 мм, 30х4 мм. Круглые и плоские проводники поставляются в бухтах по 40-50 кг.
Служит для выпрямления стальной оцинкованной проволоки диаметром 6-10 мм, а так же стальной оцинкованной полосы размером 20х3 мм, 30х4 мм. Круглые и плоские проводники поставляются в бухтах по 40-50 кг.

 Всего несколько таких прокаток дают вполне хороший результат.
Всего несколько таких прокаток дают вполне хороший результат.
 122).
122). 123, г) либо сжимая плоскогубцами.
123, г) либо сжимая плоскогубцами. А уж вы поверьте, работы у нас для него хватает.
А уж вы поверьте, работы у нас для него хватает. А какие они, задачи?
А какие они, задачи?
 При вращательном правлении очень важно, чтобы направляющие были изготовлены из более мягкого материала, чем сам трос, что защищает трос от так называемого «парикмахера» или повреждения поверхности троса. Однако направляющие также должны быть изготовлены из достаточно прочного материала, чтобы выдерживать износ, который они испытывают при приложении усилий к кабелю или проводному материалу.
При вращательном правлении очень важно, чтобы направляющие были изготовлены из более мягкого материала, чем сам трос, что защищает трос от так называемого «парикмахера» или повреждения поверхности троса. Однако направляющие также должны быть изготовлены из достаточно прочного материала, чтобы выдерживать износ, который они испытывают при приложении усилий к кабелю или проводному материалу. В то время как ротационная правка является медленной, но точной, роликовая правка проста в настройке, может работать с тысячами футов кабеля в минуту и дешевле.
В то время как ротационная правка является медленной, но точной, роликовая правка проста в настройке, может работать с тысячами футов кабеля в минуту и дешевле. Например, несмотря на то, что это менее дорогой процесс, дополнительные затраты на ротационную правку обещают более прямолинейный продукт. Кроме того, при выпрямлении в рулонах инженерам требуется много места для прокладки кабеля, чтобы скорректировать все оси. В ротационных альтернативах фактическое правильное оборудование занимает гораздо меньше места. Однако, чтобы не отставать, выпрямление в рулонах позволяет инженерам выпрямлять гораздо больше кабеля за гораздо меньшее время, когда критически важными приоритетами являются время производства и скорость вывода на рынок. Наконец, правильное вальцевание сравнительно проще в настройке. Таким образом, несмотря на то, что на заводе требуется больше места, он быстрее настраивается и, следовательно, выполняется, что снова делает его экономически эффективным и быстрым средством достижения прямолинейности.
Например, несмотря на то, что это менее дорогой процесс, дополнительные затраты на ротационную правку обещают более прямолинейный продукт. Кроме того, при выпрямлении в рулонах инженерам требуется много места для прокладки кабеля, чтобы скорректировать все оси. В ротационных альтернативах фактическое правильное оборудование занимает гораздо меньше места. Однако, чтобы не отставать, выпрямление в рулонах позволяет инженерам выпрямлять гораздо больше кабеля за гораздо меньшее время, когда критически важными приоритетами являются время производства и скорость вывода на рынок. Наконец, правильное вальцевание сравнительно проще в настройке. Таким образом, несмотря на то, что на заводе требуется больше места, он быстрее настраивается и, следовательно, выполняется, что снова делает его экономически эффективным и быстрым средством достижения прямолинейности.




 Проволочный канат — это термин, обозначающий диаметр более ⅜”, хотя большинство инженеров называют проволочный канат…
Проволочный канат — это термин, обозначающий диаметр более ⅜”, хотя большинство инженеров называют проволочный канат… youtube.com/embed/lTm7unNs9ww?wmode=transparent&autoplay=0″ allowfullscreen=»» allow=»autoplay; fullscreen»/>
youtube.com/embed/lTm7unNs9ww?wmode=transparent&autoplay=0″ allowfullscreen=»» allow=»autoplay; fullscreen»/>  Опционально: если станок имеет другой стиль паза, вы также можете использовать его по своему желанию.
Опционально: если станок имеет другой стиль паза, вы также можете использовать его по своему желанию. Мощность, необходимая для этой машины для правки проволоки, составляет 3 кВт.
Мощность, необходимая для этой машины для правки проволоки, составляет 3 кВт. Использование станка для правки проволоки с режущим механизмом является разумным вложением.
Использование станка для правки проволоки с режущим механизмом является разумным вложением.
 youtube.com/embed/kWdtp6jFwrs?wmode=transparent&autoplay=0″ allowfullscreen=»» allow=»autoplay; fullscreen»/>
youtube.com/embed/kWdtp6jFwrs?wmode=transparent&autoplay=0″ allowfullscreen=»» allow=»autoplay; fullscreen»/>  Отрегулируйте количество роликов, необходимых для процесса правки.
Отрегулируйте количество роликов, необходимых для процесса правки. youtube.com/embed/eFtWG217Nqc?wmode=transparent&autoplay=0″ allowfullscreen=»» allow=»autoplay; fullscreen»/>
youtube.com/embed/eFtWG217Nqc?wmode=transparent&autoplay=0″ allowfullscreen=»» allow=»autoplay; fullscreen»/> 