Подборка лучших сварочных MMA инверторов для дома,
В статье подборка сварочных mma аппаратов на которые стоит обратить внимание тем, кто ищет хороший сварочный инвертор для дома.
Универсального инвертора на все случаи жизни нет
Сразу предупреждаю у каждого сварочного инвертора есть свои плюсы и свои минусы. У каждого покупателя свои задачи, и поэтому одного универсального инвертора на все случаи жизни нет.
В общем как бы вы не искали лучший или прямо топ топ инвертор для дома — вам все равно нужно будет идти компромисс. И этот компромисс между ценой и качеством.
Те кто не готов идти на компромисс тогда вот вам ТОП — сварочный аппарат EWM Pico 180 Puls ПИКО-160 с ценой 88 000 р . Он точно один из лучших и самых самых. вот его и надо брать . Вам дальше можно не читать. Остальные за мной …
Мой рейтинг
Сейчас называю лучшие сварочники по версии меня, а дальше объясняю почему именно они.
Сила тока должна быть не менее 200 Ампер
Внимательный читатель сразу обратит внимание на то что в подборке у всех инверторов сварочный ток от 200 ампер. Напрашивается вопрос почему?
Напрашивается вопрос почему?
Отвечаю: есть некое условное правило — на 1 мм электрода требуется примерно 50 Ампер сварочного тока. Исходя из формулы — на электрод тройку необходим сварочник 150- Ампер, а для работы с «четверкой» — 200 ампер.
А сейчас вопрос к тебе: как думаешь хороший сварочник для дома доложен варить только 3-кой и иногда четверкой ? или железно «четверкой» ?
Я считаю что , лучшим может называться инвертор который без проблем тянет четвертку и тройку … Вот поэтому и в подборке сварочники с силой сварочного тока от 200 Ампер.
Покупать лучше всего профессиональный сварочный бренд
Производителей которые делают и продают сварочные бытовые инвертора в России более 60. Сейчас каждый второй закупает сварку в Китае, клеит наклейку «бренд» и везет к нам. Как понять, что стоит купить, а что нет? Ведь ассортимент реально очень большой.
Что бы не ломать голову и сузить количество вариантов я предлагаю простое решение — выбирать инвертора только из тех брендов которые профессионально занимаются сваркой.
Условно зачем мне «Зубр» который делает все понемногу — отвертки, и дрели и сварку, Когда есть «Сварог» — который делает только сварку и причем делает не только бытовуху, а и модели профессионального уровня?
Надеюсь, «Зубр» — меня простит, я ничего против его в сварки не имею, и даже видел тесты, где их аппараты показали хорошие результаты, но покупать инвертор «Зубр» я не буду и рекомендовать тоже … Потому, что каждый должен заниматься свои делом. Убежден. что сварка это не дело «Зубра»
Поэтому в моей подборке только: Ресанта, Аврора, Сварог, Кедр, Брима.
Какого «черта» здесь Ресанта?
Что за противоречия? Если в ТОПЕ должны быть, только проф. бренды, то что здесь делает Ресанта? Это ведь бытовой бренд… и проф. моделей у них по большому счету нет.
Согласен, но пусть Ресанта будет исключением из правила. В любых правилах есть исключения. В нашем случае это Ресанта.
Ресанта — попадает в подборку потому, что сегодня это одни из самых продаваемых в России сварочников. Я думаю, что по объему продаж они занимают больше половины рынка. И это реально много, и ни одна фирма пока не может повторить их успех.
Я думаю, что по объему продаж они занимают больше половины рынка. И это реально много, и ни одна фирма пока не может повторить их успех.
Просто поверьте если бы он был таким плохим, как в некоторых отзывах про него пишут, то навряд ли его так много покупали. Главное не перепутайте, Ресанта — это не самый лучший инвертор в мире. Это хороший компромисс за свои деньги. Хороший по соотношению продаж, возврата, браков , поломок и т.д . Опять не немалую роль играет сервис и наличие запчастей. Короче если не хотите сильно углубляться в тему сварки — для дома берите 220 Ресанту, и это будет не самой большой ошибкой …
Почему цена не пять тысяч ?
В подборке стоимость аппаратов от 8 000 р и выше. Соответственно вопрос почему здесь нет 200 амперного аппарата например за 5000р ?
Ответ: во первых у проф.»сварочных брендов» — это и так самые недорогие 200 амперные инвертора, дешевле просто нет.
Во вторых: ориентация по цене на лидера. Лидер среди них Ресанта 220 — и стоит она в сейчас районе (март 2021) 8 500р 00. Соответственно, даже они со своими объемами и возможностями не могут сделать аппарат сильно дешевле с таким же качеством. Вернее могут, например их же серия компакт, или серия Евролюкс , где 200 амперный инвертор стоит в районе 5000р00 — но это далеко уже не то. Эти аппараты нельзя размещать в статье под заголовком «Лучшие сварочные инвертора для дома» — потому что они не лучшие. Хотя тоже работают, если повезёт.
Соответственно, даже они со своими объемами и возможностями не могут сделать аппарат сильно дешевле с таким же качеством. Вернее могут, например их же серия компакт, или серия Евролюкс , где 200 амперный инвертор стоит в районе 5000р00 — но это далеко уже не то. Эти аппараты нельзя размещать в статье под заголовком «Лучшие сварочные инвертора для дома» — потому что они не лучшие. Хотя тоже работают, если повезёт.
Поэтому смиритесь с тем, что если вам нужен действительно не самый плохой инвертор, то надо будет заплатить хотя бы сумму в районе 8 000р
Почему нет ни слова про функции? или ПВ
Потому, что я слишком долго продаю инструмент. И давно уже понял что в одном ценовом диапазоне инструменты примерно одинаковые. Поэтому тратить ваше время. или свое на описание и сравнение функционала я не буду. Зайдите на Я.маркет сравните, и увидите, что они инвретора из одной ценовоц категории примерно все одинаковые. У всех полный пакет функций, типа форсажа, горячего старта, и т. д и у всех непонятно работают ли эти функции или нет.
д и у всех непонятно работают ли эти функции или нет.
Подводим итоги
1. Если не хочешь тратить время на поиск, чтение отзывов, чтение форумов, и слушать противоречивую информацию, и думать, кто же все таки прав- бери Ресанту 220
2. Помни, что будет хорошо если сварочный ток у твоего лучшего сварочного инвертора не меньше 200 ампер.
3. Если возьмешь бренд который занимается проф. сваркой, то риск купить откровенный хлам стремится к нулю. В моем случае — я настойчиво рекомендую Аврору, Сварог, Кедр. И сам бы себе выбрал инвертор именно из этих брендов
Бриму — не очень люблю, но у нее есть модель которая вошла в список, поэтому про не сказать не могу .
4. Главное помнить, что в статье речь идет про бытовую сварку, поэтому, для тех кто работает инвертором каждый день, будет совсем другой ТОП,
Пока и удачного выбора. У кого остались вопросы задавайте в комментариях .
11 лучших сварочных инверторов для дома и дачи по отзывам владельцев
Громоздкие трансформаторы для проведения сварочных работ уверенно вытесняются более компактными и мобильными инверторами. Небольшой вес и экономный расход электроэнергии позволяют использовать аппараты в быту дома или на дачном участке. Однако сориентироваться в обилии характеристик современных сварочных аппаратов способен не каждый пользователь. Рынок современной электроники предлагает огромный выбор различного рода моделей.
Небольшой вес и экономный расход электроэнергии позволяют использовать аппараты в быту дома или на дачном участке. Однако сориентироваться в обилии характеристик современных сварочных аппаратов способен не каждый пользователь. Рынок современной электроники предлагает огромный выбор различного рода моделей.
Мы составили для вас универсальный рейтинг, в котором подробно рассмотрены лучшие представители данного сегмента рынка. Как подобрать универсальную модель для дома или дачи? Инвертор какой фирмы выбрать? На что обратить внимание в первую очередь? Ориентируясь на отзывы покупателей, мы подобрали несколько универсальных моделей строительного оборудования.
ТОП 11 лучших сварочных инверторов по отзывам покупателей
Диапазон поддерживаемой температуры, продолжительность работы, сложность технического обслуживая аппарата, а также многие другие критерии стоит учитывать при выборе агрегата для пайке металлов в домашних условиях. Немаловажным фактором является степень защиты, масса прибори, встроенный функционал трансформатора – эти критерии определят способность агрегата подстраиваться под нужды владельца.
Чтобы разобраться в том, какой прибор и с какими функциями необходим именно вам, был подготовлен данный обзор, освещающий все вышеперечисленные пункты. Лучшие модели сварочных аппаратов с многофункциональной системой регулировки станут отличными помощниками в проведении различного рода сварочных работ.
Eurolux IWM-160
Недорогой бытовой инвертор, отличительными чертами которого являются компактность и небольшой вес. Подходит для проведения сварочных работ дома, на даче или в частных мастерских. Ручная дуговая сварка обеспечивает пайку электродов диаметром от 1.60 до 4 мм. Аппарат выдерживает большие нагрузки, качественно держит ток, а также оснащён крепким противоударным корпусом.
Степень защиты IP21, кнопка Hot Start, функция фиксирования дуги Arc Force гарантируют лёгкость эксплуатации, упрощают пользование. Входное напряжение – 140-220В. Продолжительность использования при максимальном уровне тока 160А составляет 70%. Аппарат имеет принудительную систему вентиляции, поэтому перекрывать воздушный поток строго запрещено.
Eurolux IWM-160
- Укомплектован ремнями для переноски.
- Потенциометр для регулировки тока – на передней панели аппарата.
- Присутствует функция защиты от тепловой перегрузки, Anti Stick.
- Невысокая цена.
- Годовая гарантия.
- Короткие провода в комплекте.
Bort BSI-190H
Аппарат инверторного типа оснащён дуговой сваркой постоянного типа. Качественные силовые провода покрыты мягкой резиновой изоляцией, предотвращающей сгибание, излом кабеля. Корпус выполнен из прочного металла, защищающего внутреннее оснащение от неблагоприятного воздействия внешних факторов. Показатель ПН составляет 60% при 180А, 100% при 140А.
На передней панели расположены световые индикаторы поступающего напряжения и возникающего перегрева, а также регулируемый поворотный рычаг силы тока, клеммы для подключения.
Bort BSI-190H
- Небольшой вес (4,2 кг).
- Укомплектован плечевым ремнём, клеммами массы, держателем.

- Бесперебойная работа при колебаниях тока от 180 до 250В.
- Диаметр электродов до 4 мм.

- Слабая клемма массы.
Wert MMA 250N
Компактный сварочный аппарат инвертор с двумя типами сварки – дуговой MMA и аргонодуговой TIG. Для использования последнего типа необходимо приобрести вольфрамовые электроды совместно с аргоновым баллоном. В комплекте имеется сварочный кабель с электродержателем, а также кабель с зажимом массы. В наличии есть два кабеля питания «+» и «–».
Продолжительность включения при максимальном токе 250А – 60%. Поддерживает постоянную дугу при перепадах напряжения от 132 до 265В. Имеется функция форсажа и антиприлипания. На передней панели расположена кнопка горячего старта Hot Start, что сокращает время ожидания нагрева.
Wert MMA 250N
- Тип защиты IP21S.
- Легкий вес – 2,6 кг.
- Два режима проведения сварочных работ.
- Простота использования, настройки.
- Отсутствует цифровой индикатор тока.
- Короткая длина проводов.

ELITECH ИС 200HK
Хороший инвертор для дома или дачи с максимальным входящим напряжение 140В. Присутствует режим дуговой сварки всех типов электродов MMA, а также аргонодуговая сварка TIG. Напряжение холостого хода равняется 68В, при максимальном токе продолжительность включения ровняется 60%. В комплекте присутствует клемма заземления с кабелем, держатель, переносной широкий ремень.
Благодаря Anti Stick не происходит прилипания электродов в процессе пайки или начале работы. Для быстрого розжига сварочной дуги имеются встроенные функции Hot Start и Arc Force. Компактный размер и небольшой вес обеспечивают проведение работ независимо от наличия места для агрегата.
ELITECH ИС 200HK
- Присутствует возможность регулировки мощности тока.
- Диметра электродов до 5 мм.
- Подходит для нержавеющей стали или чугуна.
- Приспособлен для сварки при нестабильном напряжении.
- Не регулируется форсаж.

Fubag IR 200
Полупрофессиональный аппарат инвертор для бытовой сварки с постоянным поддержанием дуги при нестабильном напряжении. Прекрасно подходит для дома, дачи, гаражного помещения или стройки. На передней панели имеются индикаторы питания и термозащиты.
В аппарате имеется встроенная система принудительного охлаждения. КПД устройства доходит до 85% при малых габаритах с невысоким расходом электроэнергии. Быстрый розжиг дуги и Anti Stick дают качественную, надёжную сварку без прилипания материалов.
Fubag IR 200
- Присутствует форсаж сварочной дуги.
- На лицевой панели встроенный интерактивный дисплей.
- Диапазон напряжения от 150 до 240В.
- Возможность использования в температурном диапазоне от -10 до +40 градусов.
- Отсутствуют ножки.
- Короткие сетевые провода.
РЕСАНТА САИ-190
Отличный инверторный сварочный аппарат с режимом ручной дуговой сварки. Напряжение холостого хода составляет 85В. Диапазон мощности тока варьируется от 10 до 190А. Диаметр электродов не более 5 мм. Прибор оснащён такими важными функциями как горячий старт Hot Start, форсаж Arc Force, антизалипание Anti Stick, позволяет добавиться качественной сварки даже толстых слоёв металла.
Диапазон мощности тока варьируется от 10 до 190А. Диаметр электродов не более 5 мм. Прибор оснащён такими важными функциями как горячий старт Hot Start, форсаж Arc Force, антизалипание Anti Stick, позволяет добавиться качественной сварки даже толстых слоёв металла.
Аппарат оснащён защитой от перегрузок класса IP21 построенной на IGBT транзисторах. Напряжение дуги – 27В. В комплекте присутствует кабель с электродержателем, а также кабель с клеммой заземления.
РЕСАНТА САИ-190
- Поддерживает 5 мм диаметр электродов.
- Удобная настройка.
- Диапазон поддерживаемого тока ММА 10-190В.
- Надежность.
- Отсутствует форсаж.
- Нет информационного дисплея.
Wester MINI 220T
Эргономичный инвертор для проведения пайки швов с поддержанием типа дуговой сварки. Диапазон регулируемого тока – 30-220В, что позволяет подстраиваться под металлы различной толщины или структуры. ПВ-фактор составляет 60% при подаче максимальной мощности тока. Диаметр электродов от 1,6 до 5 мм. На лицевой панели расположен информационный экран с показателями текущей мощности.
Диаметр электродов от 1,6 до 5 мм. На лицевой панели расположен информационный экран с показателями текущей мощности.
Сварочный аппарат оснащён термозащитой, которая обеспечивает сохранность внутренних узлов с микросхемами. Устройство защищено от попадания во внутренний корпус частиц раскалённого металле, грязи и пыли. Имеется функция горячего старта.
Wester MINI 220T
- Удобная регулировка и отслеживание показателей: ЖК-экран, поворотные рычаги, светодиодные лампочки питания и перегрева.
- Стабильное горение сварочной дуги при перепадах напряжения.
- Отличное качество сборки, материалов.
- Малые габариты, вес.
- При малых диаметрах электродов прослеживается незначительное прилипание.
Сварог REAL ARC 200 (Z238N)
Оборудование для бытовой сварки инверторного типа. ММА прямой и обратной полярности при диаметре электродов 1,5-4 мм, обеспечивает надёжную пайку различных металлов. Максимальный сварочный ток при непрерывной работе равняется 160А. КПД – 85%. Удобная классическая настройка позволяет использовать его неискушённым пользователям без предварительной подготовки.
КПД – 85%. Удобная классическая настройка позволяет использовать его неискушённым пользователям без предварительной подготовки.
Корпус из прочного пластика, укреплённый рёбрами жёсткости гарантирует сохранность при падениях или ударах. Система защиты IP21S и функция антизалипания дают дополнительную безопасность использования, предотвращая перегрев или иные неполадки.
Сварог REAL ARC 200
- Функции Hot Start, Anti Stick.
- Качественная непрерывная сварки при переменном напряжении от 160 до 270В.
- IGBT модули шестого поколения.
- Надежность.
- Гарантия 60 месяцев.
- Отсутствует транспортировочный ремень.
Aurora POLO 160
Надежный инвертор с полуавтоматической сваркой типа MIG/MAG. Напряжение холостого хода составляет 60В. Аппарат подходит для проведения мелких работ дома или на даче – диаметр электродов от 0,5 до 4 мм. Температурный диапазон колеблется от -10 до +40 градусов Цельсия. КПД устройства – 80%.
Аппарат оснащён удобной переносной ручкой, что облегчает его транспортировку. Легкий вес значительно улучшает мобильность оборудования. Компактный размер облегчает хранение. Инвертор оснащён встроенной защитой от перегрузок IP21. Гарантийный срок составляет 360 дней.
Aurora POLO 160
- Управление через одну кнопку – идеально подходит для начинающих.
- Стабильность сварочной дуги без избыточного возникновения брызг.
- Автоматическая защита.
- Инверторы силового блока IGBT нового поколения.
- Короткий рукав.
РЕСАНТА САИПА-135
По отзывам владельцев, это один из лучших сварочных аппаратов инверторов полуавтоматического типа для использования в домашних условиях. ПВ при максимальной подаче тока в 110А – 70%. Проведение работ происходит при подаче проволоки диаметром от 0,6 до 0,8 мм с заданной скоростью, что дает образование ровного шва. Простая система настройки гарантирует быструю регулировку.
Охлаждение горелки происходит за счёт подачи воздушного потока. Отлично подходит для кузовного ремонта и сварки лёгких металлоконструкций. Поддерживает стабильное напряжение даже при прямом подключении к генератору.
Отлично подходит для кузовного ремонта и сварки лёгких металлоконструкций. Поддерживает стабильное напряжение даже при прямом подключении к генератору.
РЕСАНТА САИПА-135
- Устойчив к пониженным температурам.
- Относительно невысокая цена полуавтоматического агрегата.
- Стабильная дуга, обеспечивающая ровное образование швов.
- Допустимое отклонение напряжения -30% или +10%.
- Большой вес (11 кг).
KRÜGER WIK-300
Мощный и функциональный сварочный инвертор Kruger от немецкого бренда. Используется для обработки металла по технологии ручной дуговой сварки в диапазоне сварочных токов 20-300А. Ток регулируется плавно. Предусмотрен цифровой дисплей для удобной настройки параметров работы. Сварка поглощает скачки напряжения на +/-15%. Он оснащен защитой от перегрева, хорошей вентиляцией, которая предотвращает быстрый нагрев аппарата. Также есть функция горячего старта и антизалипания.
сварочный аппарат инвертор
- В комплекте – защитная маска-хамелеон, предотвращающая попадание брызг на лицо.
- Гарантия производителя – 1 год.
- Понятная инструкция на русском языке.
- Наплечный ремень для комфортной переноски.

- Отсутствуют.
Сравнительная таблица
Если вы еще не определились с выбором сварочного аппарата из нашего рейтинга, то сравнить все модели вы можете с помощью специальной таблицы, в которой мы указали наиболее важные характеристики каждого устройства.
| Модель | Сварочный ток (ММА), А | Продолжительность включения при максимальном токе, % | Напряжение на входе, В | Диаметр электрода, мм | Вес, кг | Средняя цена, руб |
|---|---|---|---|---|---|---|
| Eurolux IWM-160 | 10-160 | 70 | 140-260 | 1,6-4 | 4,5 | 3 510 |
| Bort BSI-190H | 10-180 | 60 | 180-250 | 4,2 | 4 505 | |
| Wert MMA 250N | 20-250 | 132-264 | 1,6-5 | 2,6 | 5 130 | |
| ELITECH ИС 200HK | 20-200 | 140-240 | 1,6-6 | 2,8 | 7 020 | |
| Fubag IR 200 | 5-200 | 40 | 150-240 | 1,6-5 | 4,64 | 7 410 |
| РЕСАНТА САИ-190 | 10-190 | 70 | 140-260 | 4,7 | 6 480 | |
| Wester MINI 220T | 30-220 | 60 | 155-255 | 3,05 | 7 499 | |
| Сварог REAL ARC 200 (Z238N) | 16-200 | 160-270 | 1,5-4 | 4,6 | 7 990 | |
| Aurora POLO 160 | 30-160 | 15 | 187-253 | 0,6-0,9 | 5,5 | 17 800 |
| РЕСАНТА САИПА-135 | 10-110 | 70 | 180-250 | 0,6-0,8 | 11 | 14 820 |
| KRUGER WIK-300 | 300 | 80 | 170-260 | 5 | 5,1 | 8 300 |
сварочный аппарат инвертор
Как выбрать хорошую модель для дома и дачи?
Выбор сварочного аппарата должен быть осуществлён, опираясь на некоторые основные критерии. Характеристики агрегата должны оптимизировать его КПД, достигая наиболее высокой отметки, а также быть оптимальными для использования дома или на даче.
Характеристики агрегата должны оптимизировать его КПД, достигая наиболее высокой отметки, а также быть оптимальными для использования дома или на даче.
- Во-первых, ключевым фактором является показатель мощности. Чем шире его минимальные и максимальные границы, тем больший спектр применения инвертора. Также, ориентируясь на данные показатели, имеется возможность предварительно определить для каких металлов различной толщины или структуры возможно применение определённой модели.
- Во-вторых, обратите внимание на показатели вариативности подаваемого напряжения. Ширина диапазона помогает сориентироваться в условиях, в которых возможно использовать аппарат. При небольших характеристиках данного показателя не стоит подвергать его чрезмерным нагрузкам или использованию в нестабильных условиях – за городом или непосредственно от трансформаторной будки. Кроме того, показатель входящего напряжения поможет понять уровень стабилизации дуги.
- В-третьих, важно выяснить продолжительность цикла работы устройства при включении на максимальном токе. Этот параметр помогает понять, на какой промежуток времени целесообразно поддержание дуги без вреда для устройства, а также какой перерыв необходим аппарату после предельной выработки. Вкупе с ним важно наличие встроенной системы охлаждения или защиты от перегрева с автоматическим прерыванием.
 Этот параметр помогает понять, на какой промежуток времени целесообразно поддержание дуги без вреда для устройства, а также какой перерыв необходим аппарату после предельной выработки. Вкупе с ним важно наличие встроенной системы охлаждения или защиты от перегрева с автоматическим прерыванием.
Этот параметр помогает понять, на какой промежуток времени целесообразно поддержание дуги без вреда для устройства, а также какой перерыв необходим аппарату после предельной выработки. Вкупе с ним важно наличие встроенной системы охлаждения или защиты от перегрева с автоматическим прерыванием.Также важна мобильность устройства совместно с заводской комплектацией. Наличие клемм заземления или держателей для электропроводов существенно улучшают процесс сварки. Желательно обратить внимание на наличие переносного ремня или встроенной ручки, чтобы оптимизировать проводимые работы, а также упростить переноску и хранение инвертора.
Как правильно варить инвертором?
Современные инверторные аппараты способны проводить различные виды работ, которые ранее не были доступны в домашних условиях. Небольшой вес и компактность обеспечивают широкий диапазон его применения. Расход электроэнергии направлен только на поддержания сварочной дуги.
Подробную инструкцию для начинающих смотрите на видео:
 youtube.com/embed/21bfqnnTRpE?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/21bfqnnTRpE?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
В процессе использования важно поддерживать бесперебойную подачу электроэнергии, желательно без существенных колебаний напряжения. Это поможет продлить срок эксплуатации устройства и обеспечит качественное выполнение пайки швов. Также важно плавно разжигать рабочую дугу, чтобы избежать образования потёков или металлических искр.
При процессе сварки образуемая дуга плавит электрод совместно с поверхностью металлической конструкции, образуя между ними ванну сверху которой ложиться жидкий слой электрода. После прекращения работ данный слой застывает, образуя шов. Важно выдерживать определённое расстояние между электродом и обрабатываемой поверхностью, чтобы не допустить затухания дуги. Для этого необходимо стараться вести его ровно по стыку шва не увеличивая или уменьшая скорость проведения.
Кроме того, перед проведением сварки металла освободите рабочее место от ненужных вещей, которые могут помещать или затруднить предстоящие работы. Обеспечьте хорошее освещение и обзор. Процесс сварки должен проходить на деревянном настиле, защищающим от поражения эклектическим током. Обязательно наденьте защитные очки и резиновые перчатки.
Обеспечьте хорошее освещение и обзор. Процесс сварки должен проходить на деревянном настиле, защищающим от поражения эклектическим током. Обязательно наденьте защитные очки и резиновые перчатки.
сварочный аппарат инвертор
лучших брендов сварочных аппаратов в 2022 году [10 лучших вариантов]
Сварка — это сфера, в которую вы хотите войти, но не знаете, с чего начать. Мы здесь, чтобы помочь вам выбрать лучший сварочный аппарат для вас, как для новичка. Мы постараемся перечислить популярные методы сварки, их преимущества и недостатки. Идеальный сварочный аппарат — это такой, который поможет вам завоевать сферу металла любым процессом сварки MIG или TIG, в зависимости от того, какой процесс сварки вам больше нравится.
Базовые ремонтные работы могут потребоваться домовладельцам, которым необходим переносной сварочный аппарат. Всякий раз, когда в какой-либо конструкции происходит поломка, вы должны немедленно устранить ее, чтобы увеличить срок ее службы, или подождать, пока квалифицированный специалист по ремонту решит вашу проблему в течение двух или более двух дней, чтобы починить машину.
Сварочный аппарат — необходимая покупка для начала сварочного и производственного бизнеса. Все известные бренды Индии производят все типы сварочных аппаратов, которые редко встречаются в Индии. Ниже приведены различные бренды, доступные в Индии для сварочных нужд страны.
Уверен, вам интересно узнать о нескольких брендах, завоевавших доверие пользователей за этот период. Выбор практически идеальных брендов для вас осуществляется путем изучения его объема производства, годового оборота, норм контроля качества, дизайна и эргономики машин. Рентабельность, простота закупок и этичность брендов являются другими факторами влияния.
Что такое сварка?
Сварка была неотъемлемой частью автомобильной, аэрокосмической, производственной, структурной, архитектурной и судостроительной промышленности с начала 19 века.век. Процесс соединения двух металлических сегментов с правильным квантовым напряжением, как сварка. Электрическая дуга, возникшая между электродом и основным металлом, блокируется присадочным металлом, образующимся из-за чрезмерного нагрева. Принцип дуговой сварки аналогичен аппаратам обычного и инверторного типов.
Принцип дуговой сварки аналогичен аппаратам обычного и инверторного типов.
Преимущество инверторной технологии заключается в получении более постоянного, более стабильного и требуемого значения выходного тока. У них есть дополнительный механизм для преобразования переменного тока в постоянный, и, следовательно, мощность постоянного тока изменяет мощность плавной сварки для стабильного образования дуги.
Несколько преимуществ инверторного сварочного аппарата по сравнению с обычным оборудованием
- Качество дуги лучше и стабильнее, чем у обычного оборудования.
- Окончательное качество сварки лучше при использовании инверторного сварочного аппарата.
- Повышение производительности благодаря инверторной технологии.
- Инверторные сварочные аппараты энергоэффективнее обычных. №
- Мобильность — отличительная черта инверторных сварочных аппаратов.
- Функция охлаждения вентилятора разработана.
Они считают, что превосходное обслуживание клиентов — это отношение, которое исповедует каждый в компании. Они быстро развивают лучшую марку сварочного аппарата в Индии и удовлетворяют потребности людей в сварке и резке. Они производят лучший сварочный аппарат по международной системе контроля качества полуфабрикатов, а также готовой продукции под строгим контролем. Они удовлетворяют потребности сварщиков в более безопасных, точных, экологически чистых и энергосберегающих продуктах. Они делают оборудование очень портативным, легким, компактным, отлично управляемым, экологически чистым, защищенным от перегрева и тока.
Они быстро развивают лучшую марку сварочного аппарата в Индии и удовлетворяют потребности людей в сварке и резке. Они производят лучший сварочный аппарат по международной системе контроля качества полуфабрикатов, а также готовой продукции под строгим контролем. Они удовлетворяют потребности сварщиков в более безопасных, точных, экологически чистых и энергосберегающих продуктах. Они делают оборудование очень портативным, легким, компактным, отлично управляемым, экологически чистым, защищенным от перегрева и тока.
Они поставляют лучший сварочный аппарат в Индии , оптимизированный, настроенный и с низким энергопотреблением.
У них есть мощная сеть поставок сварочных аппаратов в Индии и сервисный центр по всей Индии. Они поставили перед собой цель стать мировым лидером в сварочной отрасли, создав эталон качества, морали, праведности, приверженности, честности и подлинности.
Зачем покупать сварочные аппараты Cruxweld ?
- Индийский бренд со сварщиками по всему миру
- Их девиз — обслуживание клиентов
- Большой выбор сварочных аппаратов, таких как MIG, TIG, ARC, плазменный резак
- Широкий выбор аппаратов контактной сварки
- Точечная сварка, и машины для приварки шпилек являются лучшими по качеству
- Экономичный бренд с лучшей ценой сварочного аппарата доступен на мировом рынке
 youtube.com/embed/VMfQv2Zb0z0?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/VMfQv2Zb0z0?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
Сварочный аппарат Miller поможет вам выполнить работу в самых разных сложных сварных процессах. потребности. Они предлагают ряд сварочных аппаратов MIG, TIG, сварочных аппаратов, сварочных аппаратов на пиле, сварочных генераторов с приводом от двигателя и многоцелевых сварочных аппаратов. У них есть база в Соединенных Штатах Америки и Канаде, но есть продажи и услуги по всему миру, включая Индию.
Они лидируют в сварочной отрасли, создавая портативный сварочный аппарат , передовые продукты на основе решений и удовлетворяют технические потребности, заботясь о безопасности и полном здоровье. Продукция Miller предназначена для производства, производства, авиации, сельского хозяйства, автоспорта, образования и морского применения.
Зачем покупать сварочные аппараты Miller ?
- Широкая сеть поставок и сервисного обслуживания
- Лучшая марка сварочных аппаратов признанного производителя на век.
- Многоцелевые машины, поставщик
- Широкий ассортимент от сварочных аппаратов до сварочных генераторов с приводом от двигателя
- Качество и безопасность являются главными целями
- Привлекательный и портативный инверторный сварочный аппарат программное обеспечение и услуги для промышленности. У них есть база в Финляндии и представительства в шестидесяти странах, включая Индию. Они были первым производителем в мире, который использовал цифровую технологию сварки и программное обеспечение для управления сваркой.
Они особым образом заботятся о сварочных потребностях клиента. Они предоставляют высокоуровневые машины по разумной цене. Их сварщики прочны и долговечны. Они также продают свой сварочный аппарат онлайн. Мы находим устойчивое качество в их однофазном сварочном аппарате . Оборудование достаточно гибкое и имеет характеристики высокого уровня.
Зачем покупать сварочные аппараты Kemppi ?
- Наличие по всему миру для продажи и поддержки
- Машина более высокого класса поставляется по цене небольшая цена сварочного аппарата
- Инверторные сварочные аппараты прочные и надежные
- Продажа сварочного аппарата через Интернет
- Экономичное, прочное и стабильное оборудование
9
- PANASONIC
Компания Panasonic начала свою деятельность в Индии.
Инженеры. дизайнеры и руководство Panasonic постоянно стремятся сделать продукт лучше, чем предыдущая версия, следуя очень строгим этапам проверки качества. Этот бренд поставляет прочный, водостойкий и энергоэффективный лучший сварочный аппарат .Они работают в соответствии с политикой «Лучшая жизнь, лучший мир». В процессе сварки используется широкий спектр сварочных аппаратов Mig, Tig, Plasma Cutter и Robotics. Выпускают сверхмощные термозащищенные , а также переносные сварочные аппараты , которые потребляют меньше энергии.
Зачем покупать сварочные аппараты Panasonic ?
- Компактные, удобные и прочные сварочные аппараты
- Водостойкий и энергосберегающий сварочный аппарат
- Большой выбор MIG, TIG, плазменной резки и робототехники
- Лучшие конструкции
- Эргономичный инверторный сварочный аппарат для оператора
Они являются мировым лидером в производстве сварочных и режущих машин благодаря своим инновационным действиям .
Они предоставляют ручные сварочные и режущие машины, автоматизацию и механизированные системы резки с высокопроизводительными решениями и эффективными системами доставки. Они специализируются на однофазных сварочных аппаратах с момента их создания.Они обслуживают мировой рынок сварки и резки в регионах Европы, Северной Америки, Южной Америки, Азиатско-Тихоокеанского региона и Индии. У них есть дочерние компании почти во всех странах и двадцать шесть производственных предприятий на четырех континентах, включая Индию. Они планируют свои действия и стратегию в соответствии с мнением клиентов. Вклад клиента помогает ему стать лидером в предоставлении наилучших сварочных решений.
Зачем покупать сварочные аппараты Esab ?
- Лучшее оборудование для сварки и резки
- Наличие по всему миру для продажи и послепродажного обслуживания
- Обратная связь, ориентированная на клиента, очень важна для инновационных решений.
- Прочный, компактный, стабильный и портативный сварочный аппарат
- Большой выбор сварочных аппаратов для дуговой сварки
- Автоматизация — специализация . В штате Огайо, США, они производят свои сварочные аппараты совместно с дочерней компанией Miller Electric. Небольшие сварочные аппараты стильные, устойчивые, прочные и имеют лучшую цену на сварочный аппарат.
Чарльз Кларенс Хобарт, его жена Лу Элла, их сыновья Эдвардс и Уильям вместе со своими братьями Хобартс создали эту компанию. Hobarts разрабатывает, тестирует и производит широкий спектр сварочного и режущего оборудования.
Hobarts предлагает большую гарантию, чем другие бренды. Их портативные сварочные аппараты подходят для нужд сельского хозяйства, технического обслуживания, ремонта автомобилей и производства. Сварочные принадлежности, расходные материалы и автозатемняющие каски были добавлены к их котенку в 2000 году.
Служба поддержки Хобарта стремится к тому, чтобы с ней можно было легко связаться, работать и получать информацию.
Их качество сварочных аппаратов с быстрой послепродажной поддержкой делает их полюсом, отличным от других брендов.Фрониус начал свой скромный путь от производителя зарядного устройства и сварочного трансформатора до трех ярких предприятий, таких как совершенная сварка, совершенная солнечная энергия и совершенная зарядка, в трех поколениях, которыми сейчас руководит его внучка Элизабет Энгельбрехт Мюллер-Штрауб. . Своим ростом они обязаны инновациям, качеству и первоклассному обслуживанию.
Инновационные портативные сварочные аппараты с острыми алмазными кромками делают Fronius лидером. Пользователи особенно просят IGBT-машины выполнять свои проекты с наилучшими результатами.
Многонациональный бренд Fronius имеет офисы в США, Канаде, Мексике, Дании, Австралии, Франции, на Ближнем Востоке и в Индии. Сварочный аппарат Fronius — это бизнес-дом, где необходимы строительство, изготовление и техническое обслуживание.
Lincoln Electric занимает лидирующие позиции среди производителей сварочных аппаратов.
Это столетний бренд, который начинается с капитала в 200 долларов США в штате Огайо и расправляет свои крылья до 59производственные точки в разных 18 странах. Их дистрибьюторы и офисы продаж расширились до 160 по всему миру.Lincoln является мировым лидером в области производства лучших сварочных аппаратов и оборудования для пайки твердым припоем и припоев. Они лучше всего справляются со своими машинами для плазменной и газокислородной резки. Они являются ведущим поставщиком расходных материалов, таких как электроды, провода, кабели и горелки.
Торговая марка предлагает портативные и портативные сварочные аппараты с похвальным послепродажным обслуживанием. Их отличительной чертой являются качество, внешний вид, стабильность, долговечность и доступность.
Их клиентами являются тяжелое производство, автомобилестроение, транспорт, трубопроводы, оффшорная промышленность, ремонт и техническое обслуживание.
Компания производит средства индивидуальной защиты, такие как каски, маски, сварочные костюмы, шапочки, перчатки и защитные очки.
Мы можем судить о бренде, заметив, что они обучают людей на курсы сварщиков.Lincoln специализируется на однофазных сварочных аппаратах Arc, Mig, Tig и Stick. Роботизированная автоматизация — это ее рвение к каждому устройству, которое они производят.
У основателя есть только два девиза: «Сделай сам» и «Сделай правильно». Г-н Курт Строхаке предложил вариант быстрого и легкого сварщика, чтобы выполнить его девиз. Компания Eastwood предлагает одиночный, мощный, компактный и портативный сварочный аппарат с возможностью сварки Mig, Stick/Arc и Tig. Минимальные изменения и переделки требуют выполнения сварных швов в разных режимах.
Сварщик Иствуд используется, когда вы берете проект по переделке автомобиля. Для изменения требуется сочетание дуговой, TIG, MIG и точечной сварки. С небольшими изменениями сварочный аппарат, горелка. и катушку, мы можем сварить в разных режимах. Беря новый проект или переделывая автомобиль, нужен только сварщик из Иствуда.
Бренд поощряет вас покупать его сварочный аппарат, так как они поставляют вам лучший сварочный аппарат, учитывая при этом экономичность.
Качество и стабильность на уровне любых доступных марок сварочных аппаратов.Начав со скромной компании, производящей генераторы и сварщики, компания превратилась в компанию Green Power, широко известную в США и Канаде. Вы знаете, что Everlast не является древним брендом, но завоевал доверие пользователей своим качеством и конкурентоспособной ценой сварочного аппарата.
Everlast настолько уверена в своем сварочном оборудовании, что предлагает 30-дневную политику возврата своих портативных сварочных аппаратов и плазменных резаков. Компания сертифицирована по стандарту ISO и производит только американские и канадские модели сварочных аппаратов и плазменных резаков.
Они предпочитают продавать свои товары в Интернете через веб-сайт, Amazon, E-bay или домашний склад. Everlast — восходящая звезда и многонациональная компания, имеющая сеть дистрибьюторов по всему миру.
Ассортимент сварочной продукции очень широк: однофазные, трехфазные, полевые МОП-транзисторы, IGBT и импульсные аппараты.
Единственным производителем многофункциональных сварочных аппаратов в комбинации являются Stick/TIG/MIG и Stick/TIG/Plasma. Сварщик в кластере многих целей делает его выбор по экономическим причинам.Вам также может понравиться другое сварочное оборудование, которое мы недавно рассмотрели:
Топ 5 брендов сварочных аппаратов в 2020 году
Лучшие сварочные генераторы с приводом от двигателя марки сварочных аппаратов в Индии . Ассортимент сварочных аппаратов и страна их происхождения. Как эти бренды создали свою базу, производя лучших сварочных аппаратов .
Пришло время тщательно изучить наш проект, его размер, бюджет и время, оставшееся до его завершения. Теперь мы в курсе о лучшем сварочном аппарате в Индии. Однофазный сварочный аппарат является наиболее распространенной покупкой, так как это оборудование выполняет большую часть проекта. Перед тем, как определиться с покупкой, лучше сравнить цену сварочного аппарата вместе с качеством сварочного аппарата.
Определите марку, доступность, доступность и качество машины. Бренд Cruxweld предлагает 9 лучшихЦена портативного сварочного аппарата 0011 в Индии и лучшая послепродажная поддержка. Они предлагают сварку большим сопротивлением и малый переносной сварочный аппарат отличного качества.
Теперь у вас есть все основания для покупки сварочного аппарата для вашего проекта. В случае любого запроса, мы готовы помочь вам с чем угодно.
Часто задаваемые вопросы
Что можно сделать вместо сварки?
Варианты сварки для соединения металлов:
Клей — самый простой способ соединения
Пайка
Клепка
ПайкаСварка прочнее болтового соединения?
Болтовое соединение является более простой формой, а сварное соединение более прочным, поскольку в сварном шве отсутствует перфорация, а сварное соединение обеспечивает более высокую прочность.
Сколько ампер потребляет сварочный аппарат?
Сварочный аппарат потребляет примерно половину силы тока аналогичного сварочного аппарата на 110 В.
В чем разница между сваркой и пайкой?
Пайка – это процесс нагревания, при котором металл склеивается без расплавления основного металла. Температура при пайке составляет примерно 840 градусов по Фаренгейту, а в процессе сварки выделяется до 6500 градусов по Фаренгейту. Под действием этого тепла металлы расплавляются, чтобы соединиться при охлаждении.
Заклепки прочнее сварных швов?
Заклепки легкие, нежесткие и удерживают листовой металл. Сваривая таким образом прочный стык, гораздо прочнее, чем держится заклепка.
Какой вид сварки самый опасный?
В процессе сварки используется несколько типов оборудования, таких как сварка электродом, сварка TIG, сварка MIG и кислородно-ацетиленовая сварка. Наиболее опасным из них является кислородный ацетилен.
Какой легкий сварочный электрод?
Самый простой в использовании сварочный пруток – это электрод 7018. Они имеют густой флюс и высокую мощность, а также обеспечивают плавное, бесшумное проплавление без разбрызгивания и среднее проникновение.
Он подходит им там, где необходима сварка конструкционной стали.Сварщики слепнут?
Сварка может быть опасна для глаз сварщиков из-за УФ-излучения и разлетающихся обломков. Они могут напрямую повредить глаз и, следовательно, зрение. Травмы глаз составляют 25% от общего числа травм при сварке.
Можно ли сваривать алюминий с помощью сварочного аппарата?
Сварка алюминия возможна с помощью однофазного сварочного аппарата , сварочного аппарата TIG и TIG постоянного тока с гелием в качестве защитного газа. Эта сварка TIG на постоянном токе может работать в ветреную погоду, в то время как MIG и TIG на переменном токе не могут работать при ветреной атмосфере.
Сколько ампер нужно для сварки электродами?
Сварочный аппарат мощностью от 200 до 300 ампер удовлетворяет почти все потребности среднего пользователя. Для большинства процедур дуговой сварки требуются сварочные аппараты на 200 ампер. Если материал толще 3/8 дюйма, рекомендуется сделать несколько проходов и приварить до 1-дюймовой стали для конструкции.
Какой самый редкий металл на земле?
Самыми редкими металлами в мире являются родий и осмий, и их содержание во Вселенной составляет 0,6 части на миллиард.
Почему так важно приобрести сварочный аппарат лучшей марки?
Лучшие бренды с годами приобрели опыт по сравнению с небрендами. Они так хорошо изготавливают сварочные аппараты, чтобы сделать их эффективными для ваших нужд. Качество и состав отличают класс сварщика от нового и распространенного бренда. Крупный бренд никогда ни с чем не пойдет на компромисс, так как его беспокоит его репутация. Зарекомендовавший себя бренд заботится о ваших деньгах и времени и предложит вам самое качественное и оперативное послепродажное обслуживание. При желании вы можете сравнить сварочный аппарат Mig с известной и не очень известной маркой. На их лицах будет видно мотор механизма подачи проволоки и качество горелки. При покупке сварочного аппарата рекомендуется использовать известный бренд.
Могут ли вышеуказанные бренды удовлетворить потребности каждого пользователя?
Вышеупомянутые бренды являются лучшими брендами сварочных аппаратов в Индии по качеству и эффективности, но не могут удовлетворить потребности каждого.
Вы можете быть новичком, мастером-сделай сам, изготовителем или крупной индустрией. Вы должны определить свой бюджет и указать свои потребности в покупке сварочного аппарата.На что следует обратить внимание при покупке сварочного аппарата?
Единственное, о чем нужно помнить, это о работе, которую вам нужно выполнить. Предположим, вы покупаете сварочный аппарат Mig, тогда толщина металла является важным фактором. Чем толще металл, тем больше мощности требуется сварщику. Сварщик должен иметь более короткий рабочий цикл.
Что такое инверторный сварочный аппарат?
Сварочный аппарат с инвертором сначала преобразует переменный ток в постоянный. Теперь эта мощность постоянного тока преобразуется в желаемое сварочное напряжение или ток с помощью понижающего трансформатора. Здесь частота коммутации составляет 10 кГц или выше для сварочного инвертора.
Почему инверторные сварочные аппараты лучше?
Качество дуги в инверторном сварочном аппарате более стабильное, сильное и стабильное, что делает инверторный сварочный аппарат достаточно эффективным и стабильным.
Хороши ли инверторные сварщики?
Инверторный сварочный аппарат хорошего бренда может демонстрировать впечатляющий уровень эффективности при очень стабильной дуге. Я считаю инверторный сварочный аппарат вдвое более эффективным, чем трансформаторный, учитывая его портативность и результаты сварки при сравнительной цене сварочного аппарата.
Инверторный сварочный аппарат какой марки лучше?
Представленные нами бренды уже имеют в своем ассортименте инверторные сварочные аппараты. Мало кому можно отдать предпочтение по качеству и цене предлагаемого сварочного аппарата. Handy Mig Welder Lincoln, CTW-TIG200i Cruxweld, Esab Rebel 205i для многофункциональной сварки на переменном/постоянном токе, CWP-CUT100i Cruxweld и CWM-MIG200i Cruxweld — лишь немногие на рынке.
Как выбрать сварочный аппарат?
Вы должны быть уверены в своей заявке и бюджете. Предположим, вы покупаете сварочный аппарат TIG, тогда следует учитывать толщину металла. Сделайте металл тоньше для вашего TIG-сварщика.
Не забудьте зафиксировать бюджет одновременно.Какие существуют четыре типа сварки?
Основными типами сварки являются GMAW (дуговая сварка металлическим электродом в среде защитного газа или сварка MIG), GTAW (дуговая сварка вольфрамовым электродом в среде защитного газа или сварка TIG) и SMAW (дуговая сварка защищенным металлом или дуговая сварка/сварка электродом), FCAW (дуговая сварка с флюсовой сердцевиной). сварка).
Какой сварочный аппарат лучше всего подходит для начинающих?
Новичку нужно завершить свой проект без лишней суеты. Новичку в области сварки необходимо купить сварочный аппарат Mig, так как вы можете настроить его в соответствии с вашими потребностями в проекте. Это снова полуавтоматический процесс, когда одна рука свободна для работы. Как только вы начинаете проект, но уже обучены сварщику, выбор сварщика будет палочным/дуговым сварщиком.
Какой сварочный аппарат лучше?
Несколько лучших доступных сварочных аппаратов: Lincoln Electric Handy core, Cruxweld CWM-MIG200i, Forney Easy Weld Arc Welder и Cruxweld CTW-TIG200i.
Советы экспертов
Выдающиеся бренды заслужили доверие пользователей за определенный период времени. БРЕНД известен своей продукцией лучшего качества, чем любой средний сварочный аппарат. Вы можете привлечь людей, которые могут быть новичками, в качестве сварщиков. Посоветуйте им выбрать бренд, так как они предложат вам качественный продукт с первоклассной поддержкой продаж. Покупка сварочного аппарата надежной марки защищает вас от проблем, которые могут возникнуть при использовании менее надежных продуктов и марок.
Лучше купить надежный сварочный аппарат лучшего бренда в Индии, чтобы избежать хлопот при завершении вашего проекта. Почти все бренды производят надежную сварочную продукцию, но если вы попросите меня выбрать инверторный аппарат, вы можете попробовать Lincoln Electric. Они предлагают лучшие сварочные аппараты Mig, Arc и Tig. Их Power MIG 210MP просто невероятен. Это древний бренд, и ничто не может быть неправильным, если вы купите их сварочный аппарат.
Cruxweld заслужила репутацию в области контактной сварки. Они предлагают пневматический тип точечной сварки по лучшей цене сварочного аппарата. Люди Cruxweld очень уверены, когда они предлагают вам сварочные аппараты Stud. Они очень уверены в своих качественных сварщиках.
Купите сварочный аппарат из списка лучших сварочных брендов, вы можете избавить себя от хлопот и можете положиться на их качество.
Если вам все еще нужны определенные требования для вашего сварочного проекта, вы можете найти в Google и некоторых лучших сварщиках для ваших нужд.
Топ-5 лучших мировых брендов в области сварки 2022 | iseekplant
В пятерку лучших мировых брендов в области сварки входят такие компании, как ESAB Welders, Lincoln Electric, Miller Electric, Everlast Welders и Hobart Welding Products, исходя из их истории, производительности и популярности.
1. ESAB Welders Australia
Компания ESAB Welders (также известная как Elektriska Svetsnings-Aktiebolaget) была основана Оскаром Чельбергом, который разработал первую в мире дочернюю компанию сварочных электродов с покрытием как ESAB Welderberg в 1904 году.
корпорации Colfax с сильными инновациями и бескомпромиссными стандартами.Где производятся сварочные аппараты ESAB?
Штаб-квартира ESAB Welders находится в Гетеборге, Швеция, и имеет широкое глобальное присутствие, что имеет решающее значение для их роста. ESAB Welders распространяет сварочное оборудование по всему миру через многочисленные региональные офисы, чтобы обеспечить местную поддержку в Северной Америке, Южной Америке, Европе, на Ближнем Востоке, в Африке и Азиатско-Тихоокеанском регионе. ЭСАБ является ведущим мировым экспертом в следующих ключевых областях:
- Оборудование для ручной сварки и резки
- Сварочные материалы
- Сварочная автоматика
- Системы механизированной резки
2. Lincoln Welders Australia Electric Welders
Lincoln Electric была основана в 1895 году Джоном К. и Джеймсом Ф. Линкольнами со штаб-квартирой в Кливленде, штат Огайо, США.
Соучредители Lincoln Electric изобрели и выпустили свой первый инновационный сварочный аппарат для дуговой сварки с переменным напряжением к 19 годам.11, которые превратили Lincoln Electric в новую технологию и отрасль, которые обеспечили будущий успех компании. Lincoln Electric представлена в 18 странах с 59 производственными предприятиями и более чем в 160 странах с большой сетью дистрибьюторов и офисов продаж. Таким образом, Lincoln Electric является одним из крупнейших в мире разработчиков и разработчиков:- Изделия для дуговой сварки
- Системы роботизированной дуговой сварки
- Оборудование для плазменной и газокислородной резки
- Припои и припои
3. Miller Electric
Miller Electric — компания по производству оборудования для дуговой сварки и резки, основанная в 1929 году и имеющая штаб-квартиру в Эпплтоне, штат Висконсин. Нильс Миллер сначала построил сварочный аппарат из стального лома в своей подвальной мастерской.
Это привело к тому, что Miller Electric превратилась из небольшой компании с одним человеком, продающей продукцию исключительно в северо-восточном Висконсине, в ведущего мирового производителя оборудования для дуговой сварки и резки:- Дуговая сварка защищенным металлом
- Дуговая сварка металлическим газом
- Дуговая сварка порошковой проволокой
- Газовая вольфрамовая дуговая сварка
- Воздушно-угольная строжка
- Воздушно-плазменная дуговая резка
4. Everlast Welders
Компания Everlast Welders была основана в 2004 году как небольшая калифорнийская компания по производству и сварке электростанций. Everlast Welders продолжала расти и превратилась в ведущую многонациональную компанию, успешно разрабатывающую и производящую сварочную продукцию, аксессуары, расходные материалы и детали. Everlast Welders производит одни из самых недорогих качественных сварочных аппаратов и генераторов на рынке сегодня:
- Сварочные аппараты TIG
- Сварочные аппараты MIG
- Сварочные аппараты
- Плазменные резаки
- Несколько процессов
- Кулеры для воды
- Генераторы
5.
Продукция Hobart Welding Компания Hobart Welding Products была основана в 1917 году как компания Hobart Brothers Чарльзом Кларенсом Хобартом. Hobart Brothers производила широкий спектр различной продукции, от офисных кресел до компрессоров. Продукция Hobart Welding была выпущена в течение 19 лет.25 с инновационным дизайном и производством продуктов для сварки и резки, которые имеют промышленное качество и просты в использовании. Hobart Welding Products поставляет сварочную продукцию для производства, сельского хозяйства, технического обслуживания и ремонта автомобилей:
- Сварочные аппараты TIG
- Сварочные аппараты MIG
- Сварочные аппараты
- Генераторы с приводом от двигателя
- Плазменные резаки
- Газовое оборудование
Наймите сварщика сегодня!
iSeekplant — крупнейшая онлайн-площадка по аренде строительной техники в Австралии. Чтобы арендовать сварщика по всей Австралии, просмотрите широкий спектр поставщиков сварочных аппаратов.

 Инженеры. дизайнеры и руководство Panasonic постоянно стремятся сделать продукт лучше, чем предыдущая версия, следуя очень строгим этапам проверки качества. Этот бренд поставляет прочный, водостойкий и энергоэффективный лучший сварочный аппарат .
Инженеры. дизайнеры и руководство Panasonic постоянно стремятся сделать продукт лучше, чем предыдущая версия, следуя очень строгим этапам проверки качества. Этот бренд поставляет прочный, водостойкий и энергоэффективный лучший сварочный аппарат . Они предоставляют ручные сварочные и режущие машины, автоматизацию и механизированные системы резки с высокопроизводительными решениями и эффективными системами доставки. Они специализируются на однофазных сварочных аппаратах с момента их создания.
Они предоставляют ручные сварочные и режущие машины, автоматизацию и механизированные системы резки с высокопроизводительными решениями и эффективными системами доставки. Они специализируются на однофазных сварочных аппаратах с момента их создания.
 Их качество сварочных аппаратов с быстрой послепродажной поддержкой делает их полюсом, отличным от других брендов.
Их качество сварочных аппаратов с быстрой послепродажной поддержкой делает их полюсом, отличным от других брендов. Это столетний бренд, который начинается с капитала в 200 долларов США в штате Огайо и расправляет свои крылья до 59производственные точки в разных 18 странах. Их дистрибьюторы и офисы продаж расширились до 160 по всему миру.
Это столетний бренд, который начинается с капитала в 200 долларов США в штате Огайо и расправляет свои крылья до 59производственные точки в разных 18 странах. Их дистрибьюторы и офисы продаж расширились до 160 по всему миру. Мы можем судить о бренде, заметив, что они обучают людей на курсы сварщиков.
Мы можем судить о бренде, заметив, что они обучают людей на курсы сварщиков. Качество и стабильность на уровне любых доступных марок сварочных аппаратов.
Качество и стабильность на уровне любых доступных марок сварочных аппаратов. Единственным производителем многофункциональных сварочных аппаратов в комбинации являются Stick/TIG/MIG и Stick/TIG/Plasma. Сварщик в кластере многих целей делает его выбор по экономическим причинам.
Единственным производителем многофункциональных сварочных аппаратов в комбинации являются Stick/TIG/MIG и Stick/TIG/Plasma. Сварщик в кластере многих целей делает его выбор по экономическим причинам.

 Он подходит им там, где необходима сварка конструкционной стали.
Он подходит им там, где необходима сварка конструкционной стали.
 Вы можете быть новичком, мастером-сделай сам, изготовителем или крупной индустрией. Вы должны определить свой бюджет и указать свои потребности в покупке сварочного аппарата.
Вы можете быть новичком, мастером-сделай сам, изготовителем или крупной индустрией. Вы должны определить свой бюджет и указать свои потребности в покупке сварочного аппарата.
 Не забудьте зафиксировать бюджет одновременно.
Не забудьте зафиксировать бюджет одновременно.

 корпорации Colfax с сильными инновациями и бескомпромиссными стандартами.
корпорации Colfax с сильными инновациями и бескомпромиссными стандартами. Соучредители Lincoln Electric изобрели и выпустили свой первый инновационный сварочный аппарат для дуговой сварки с переменным напряжением к 19 годам.11, которые превратили Lincoln Electric в новую технологию и отрасль, которые обеспечили будущий успех компании. Lincoln Electric представлена в 18 странах с 59 производственными предприятиями и более чем в 160 странах с большой сетью дистрибьюторов и офисов продаж. Таким образом, Lincoln Electric является одним из крупнейших в мире разработчиков и разработчиков:
Соучредители Lincoln Electric изобрели и выпустили свой первый инновационный сварочный аппарат для дуговой сварки с переменным напряжением к 19 годам.11, которые превратили Lincoln Electric в новую технологию и отрасль, которые обеспечили будущий успех компании. Lincoln Electric представлена в 18 странах с 59 производственными предприятиями и более чем в 160 странах с большой сетью дистрибьюторов и офисов продаж. Таким образом, Lincoln Electric является одним из крупнейших в мире разработчиков и разработчиков: Это привело к тому, что Miller Electric превратилась из небольшой компании с одним человеком, продающей продукцию исключительно в северо-восточном Висконсине, в ведущего мирового производителя оборудования для дуговой сварки и резки:
Это привело к тому, что Miller Electric превратилась из небольшой компании с одним человеком, продающей продукцию исключительно в северо-восточном Висконсине, в ведущего мирового производителя оборудования для дуговой сварки и резки: Продукция Hobart Welding
Продукция Hobart Welding 
 Они существуют разной мягкости, поэтому нужно относиться к ним с особой бережливостью.
Они существуют разной мягкости, поэтому нужно относиться к ним с особой бережливостью.
 Различные приспособления способны творить чудеса, улучшают изделие и облегчают работу мастера.
Различные приспособления способны творить чудеса, улучшают изделие и облегчают работу мастера. youtube.com/embed/3i3CE-uN0NY?feature=oembed» frameborder=»0″ allowfullscreen=»»>
youtube.com/embed/3i3CE-uN0NY?feature=oembed» frameborder=»0″ allowfullscreen=»»>  При помощи ручного фрезера можно не только врезать замок, петли, пазы и отверстия. Опытная работа умелого фрезеровщика позволяет создавать изделия художественного назначения.
При помощи ручного фрезера можно не только врезать замок, петли, пазы и отверстия. Опытная работа умелого фрезеровщика позволяет создавать изделия художественного назначения. Подобная резьба называется фрезерованием профилированных кромок. Осуществляется резьба при помощи кромочных фрез, которые имеют направляющий подшипник на рабочей режущей головке. В зависимости от своей формы существует множество кромочных фрез. Среди них: профилированные фрезы, конусные фрезы, калевочные, дисковые и фальцевые фрезы.
Подобная резьба называется фрезерованием профилированных кромок. Осуществляется резьба при помощи кромочных фрез, которые имеют направляющий подшипник на рабочей режущей головке. В зависимости от своей формы существует множество кромочных фрез. Среди них: профилированные фрезы, конусные фрезы, калевочные, дисковые и фальцевые фрезы. Используют следующие типы фрез: прямоугольные, галтельные, v-образные и фрезы формы “ласточкин хвост” ( для шиповых соединений ).
Используют следующие типы фрез: прямоугольные, галтельные, v-образные и фрезы формы “ласточкин хвост” ( для шиповых соединений ). Следует так же помнить, что все работы с использованием ручного фрезера требуют неукоснительного соблюдения правил техники безопасности. В отличии от механических инструментов, ручной фрезер может нанести неопытному пользователю серьёзную травму.
Следует так же помнить, что все работы с использованием ручного фрезера требуют неукоснительного соблюдения правил техники безопасности. В отличии от механических инструментов, ручной фрезер может нанести неопытному пользователю серьёзную травму.


 Благодаря прямому прямому торцевому шлифованию, фреза оставляет гладкую поверхность после деревообработки, как на плоской поверхности , так и на флангах.
Благодаря прямому прямому торцевому шлифованию, фреза оставляет гладкую поверхность после деревообработки, как на плоской поверхности , так и на флангах.  0300
0300




 20 р.
20 р. .
. .
.


 Но иногда накладываются ограничения по высоте, тогда ставятся горизонтальные, они на 10-15% дороже.
Но иногда накладываются ограничения по высоте, тогда ставятся горизонтальные, они на 10-15% дороже.

 При планировании ограждения необходимо обеспечить достаточный доступ для
При планировании ограждения необходимо обеспечить достаточный доступ для
 5 мпа, пропан 0.1 мпа, пробуйте, по настройке пламени резака посмотрите видео на канале все о сварке и самоделках.
5 мпа, пропан 0.1 мпа, пробуйте, по настройке пламени резака посмотрите видео на канале все о сварке и самоделках. Хотя у трехтрубных такое редко.Но я профан в резке если чо.ПС.Интересное в описание резака- бытовой).
Хотя у трехтрубных такое редко.Но я профан в резке если чо.ПС.Интересное в описание резака- бытовой).

 На коробке написано пропан. А то что кислород травит, это норм ?
На коробке написано пропан. А то что кислород травит, это норм ? На коробке написано пропан. А то что кислород травит, это норм ?
На коробке написано пропан. А то что кислород травит, это норм ?
 Проходили через это,
Проходили через это, …
…
 Я правда уже сдал его, болезного. И как сюда выложить видео ?
Я правда уже сдал его, болезного. И как сюда выложить видео ?
 Если обратным ударом не разорвало шланги, то горение может протекать медленно. После любого хлопка руководствуйтесь температурой трубок .
Если обратным ударом не разорвало шланги, то горение может протекать медленно. После любого хлопка руководствуйтесь температурой трубок . Если обратным ударом не разорвало шланги, то горение может протекать медленно. После любого хлопка руководствуйтесь температурой трубок .
Если обратным ударом не разорвало шланги, то горение может протекать медленно. После любого хлопка руководствуйтесь температурой трубок .
 Не получается пока настроить пламя, как здесь выложить видео ?
Не получается пока настроить пламя, как здесь выложить видео ? 055
055 170
170 Пожалуйста, включите JavaScript в вашем браузере для продолжения.
Пожалуйста, включите JavaScript в вашем браузере для продолжения.
 Пожалуйста, обновите до последней версии.
Пожалуйста, обновите до последней версии. Доступны многие пункты назначения международной доставки (доставка не оплачена пошлиной), клиент несет ответственность за оплату любых таможенных сборов, пошлин или дополнительных налогов страны назначения.
Доступны многие пункты назначения международной доставки (доставка не оплачена пошлиной), клиент несет ответственность за оплату любых таможенных сборов, пошлин или дополнительных налогов страны назначения.

 org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> Москва
Москва Применяется резьба стальная для разъемного соединения трубопровода, производится из труб согласно 3262-75.
Применяется резьба стальная для разъемного соединения трубопровода, производится из труб согласно 3262-75. 3 мм
3 мм методом накатки допускается уменьшение внутреннего диаметра до 10%.
методом накатки допускается уменьшение внутреннего диаметра до 10%.
 Оцинкованный
Оцинкованный Всего в нашем офисе около 11-50 человек.1. кто мы?
Всего в нашем офисе около 11-50 человек.1. кто мы?  Что вы можете купить у нас?
Что вы можете купить у нас?  10
10 m., $»> 1,06
m., $»> 1,06 m., kg»> 3,84
m., kg»> 3,84
 m., $»> 11.17
m., $»> 11.17 М., КГ
М., КГ m., $»> 20,84
m., $»> 20,84 m., kg»> 1,31
m., kg»> 1,31


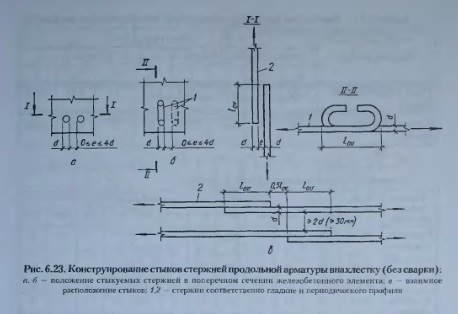
 Сделать это можно несколькими способами. Следует рассмотреть каждый из них подробно, чтобы определить, какой является наиболее оптимальным и какой следует использовать.
Сделать это можно несколькими способами. Следует рассмотреть каждый из них подробно, чтобы определить, какой является наиболее оптимальным и какой следует использовать. Из-за того, что на прутья воздействует высокая температура при электросварке, они все-таки частично теряют свои высокие эксплуатационные свойства. Кроме того, при заливке бетона или в ходе его уплотнения сварные соединения могут разрушиться. Также стоит иметь в виду, что гибкость арматурных стержней при использовании этого способа теряется. Поэтому применять его не рекомендуется. Лучше обратить внимание на другие способы вязки. Они, по мнению специалистов в области строительства, являются более приемлемыми.
Из-за того, что на прутья воздействует высокая температура при электросварке, они все-таки частично теряют свои высокие эксплуатационные свойства. Кроме того, при заливке бетона или в ходе его уплотнения сварные соединения могут разрушиться. Также стоит иметь в виду, что гибкость арматурных стержней при использовании этого способа теряется. Поэтому применять его не рекомендуется. Лучше обратить внимание на другие способы вязки. Они, по мнению специалистов в области строительства, являются более приемлемыми. После этого необходимо поворачивать крючок строго по часовой стрелке до тех пор, пока не будет достигнуто надежное соединение. Но сильно здесь усердствовать не стоит, так как если перестараться с закручиванием, можно порвать проволоку.
После этого необходимо поворачивать крючок строго по часовой стрелке до тех пор, пока не будет достигнуто надежное соединение. Но сильно здесь усердствовать не стоит, так как если перестараться с закручиванием, можно порвать проволоку. Необходимо будет фиксировать скобы в местах соединения металлических стержней.
Необходимо будет фиксировать скобы в местах соединения металлических стержней.

 Делать это лучше с помощью кирпичей. Это одно из самых важных условий, т.к. металлические конструкции не должны базироваться непосредственно на дне. Их необходимо поднять над уровнем земли как минимум на 8 см.
Делать это лучше с помощью кирпичей. Это одно из самых важных условий, т.к. металлические конструкции не должны базироваться непосредственно на дне. Их необходимо поднять над уровнем земли как минимум на 8 см. Относится к любым способам соединения.
Относится к любым способам соединения.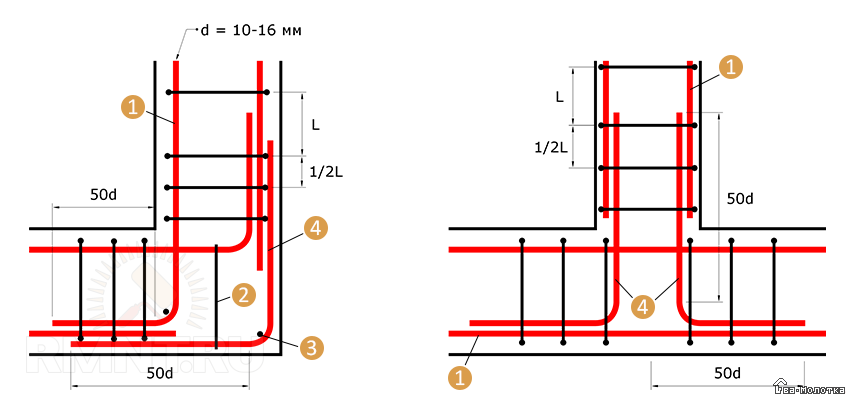 Материал обладает высокой прочностью, долговечностью, хорошо переносит перепады температуры.
Материал обладает высокой прочностью, долговечностью, хорошо переносит перепады температуры.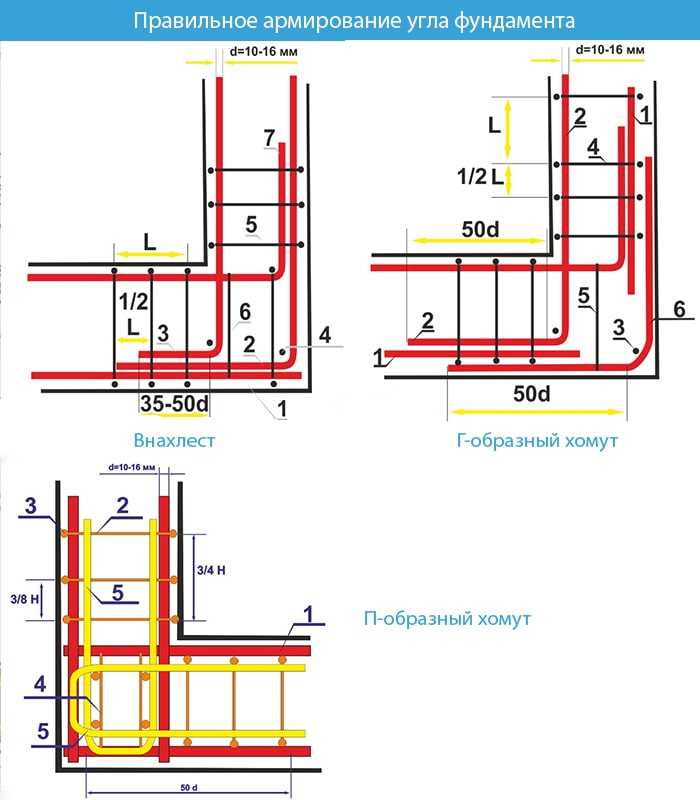 Это означает, что длинная бетонная лента легко выдержит любое давление, но усилие, приложенное к центральной точке, станет для неё губительным.
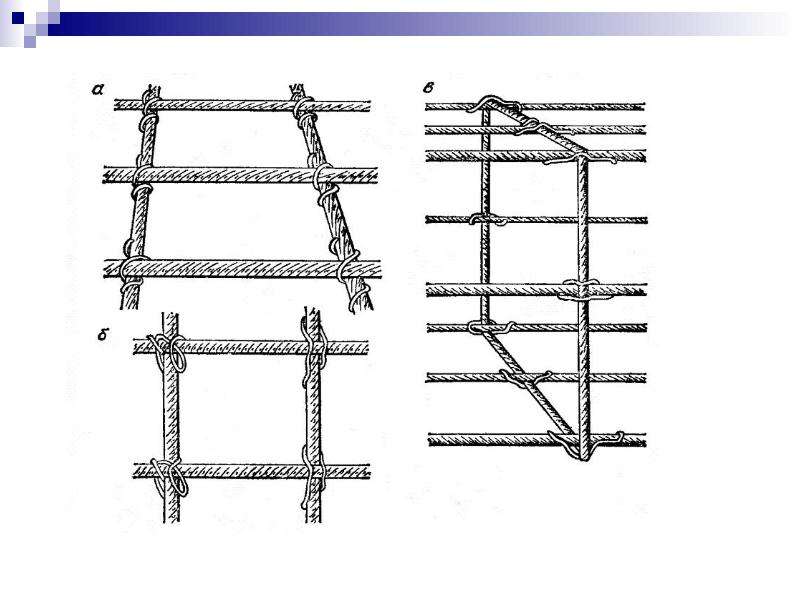
Это означает, что длинная бетонная лента легко выдержит любое давление, но усилие, приложенное к центральной точке, станет для неё губительным. Такой инструмент чаще всего применяют в частном строительстве при выполнении небольших объемов работ. Технология вязки арматуры, предназначенной для усиления фундамента, требует определенных навыков. Отрезком проволоки, сложенной вдвое, захватывают место пересечения двух и более стержней. Вязальным крючком, вставленным в петлю, захватывают свободный край. При вращении крючка петля стягивается. Проволочные концы направляют внутрь каркаса.
Такой инструмент чаще всего применяют в частном строительстве при выполнении небольших объемов работ. Технология вязки арматуры, предназначенной для усиления фундамента, требует определенных навыков. Отрезком проволоки, сложенной вдвое, захватывают место пересечения двух и более стержней. Вязальным крючком, вставленным в петлю, захватывают свободный край. При вращении крючка петля стягивается. Проволочные концы направляют внутрь каркаса.
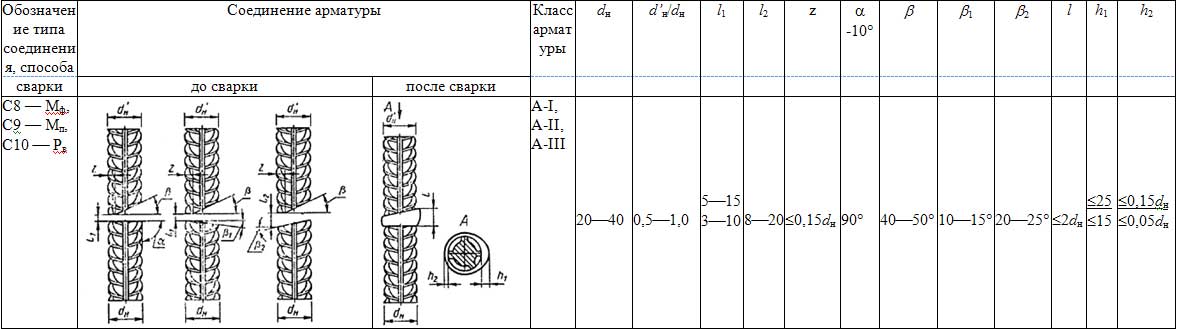
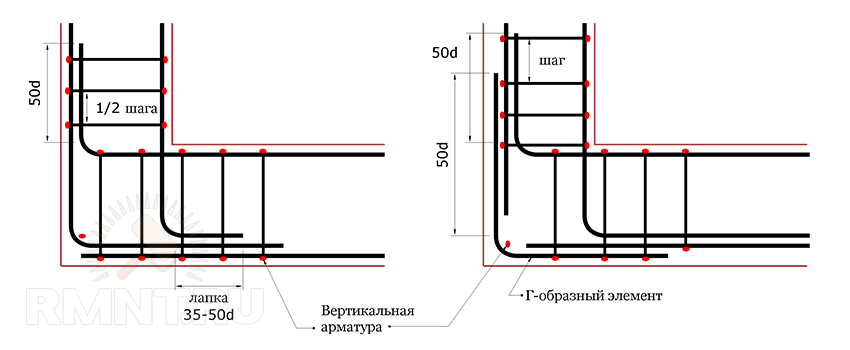
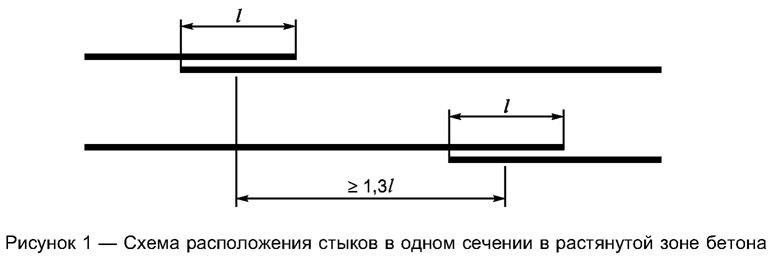
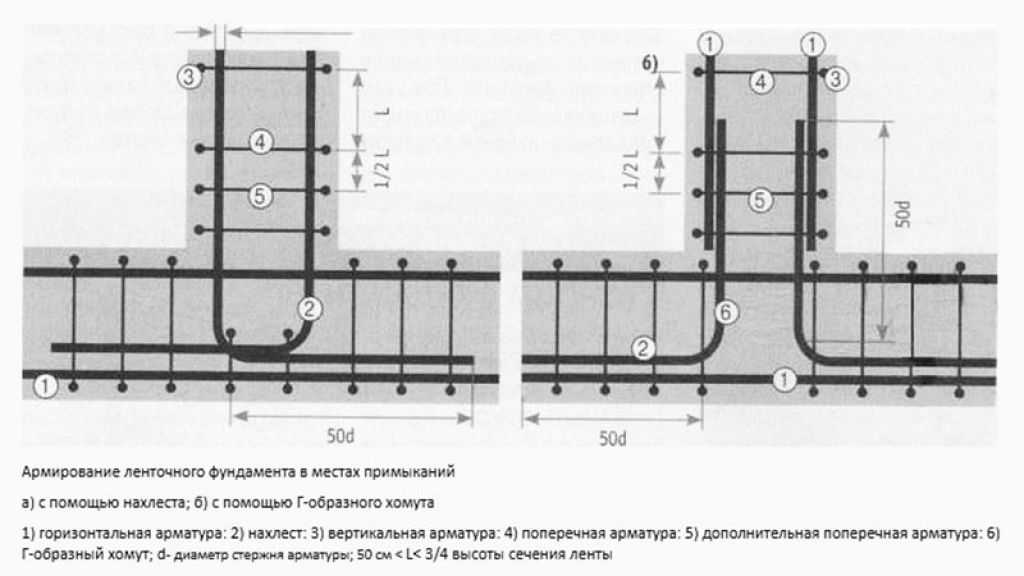
 В нормативах показаны типовые схемы вязки арматуры для ленточных и плитных фундаментов на прямых участках и в углах каркаса.
В нормативах показаны типовые схемы вязки арматуры для ленточных и плитных фундаментов на прямых участках и в углах каркаса.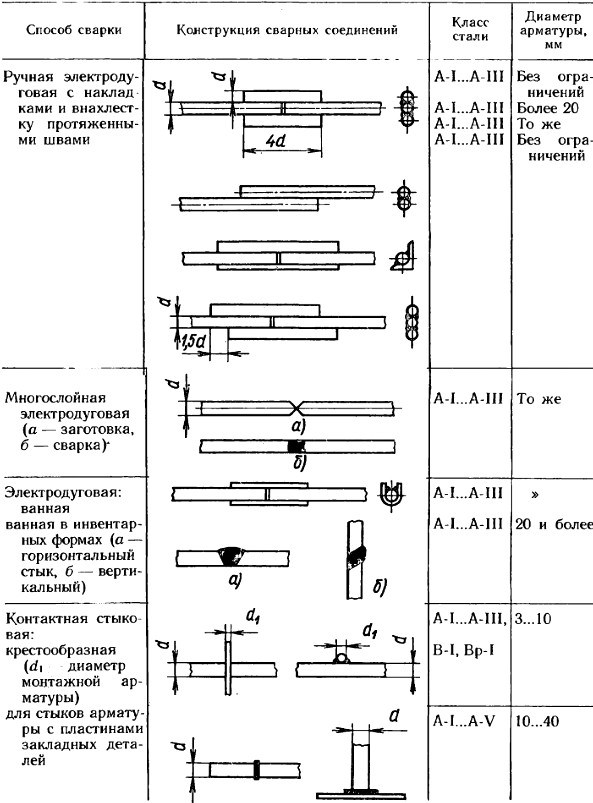
 Это связано с тем, что текстильная структура позволяет максимизировать механические свойства материалов во время применения. Поэтому новые текстильные структуры привлекают внимание все большего числа исследователей текстильных композитов. В последние годы плосковязаные трехмерные (3D) прокладочные ткани становятся привлекательными для изготовления композитов благодаря своим специфическим свойствам. Структура плосковязаной трехмерной прокладочной ткани является новой: она состоит из двух отдельных слоев ткани, соединенных вертикально ворсовыми нитями. Эти трехмерные прокладочные ткани обычно имеют большую толщину и отличные характеристики, такие как хорошая структурная целостность, малый вес и плотность, а также высокая ударопрочность, термостойкость и звукопоглощение. Эти структурные 3D-ткани нашли применение в транспортных средствах, самолетах, хранилищах, мостах, морских приложениях и других [1-6]. Разделенные слои плосковязаных трехмерных прокладочных тканей могут быть соединены ворсовыми нитями или слоями ткани.
Это связано с тем, что текстильная структура позволяет максимизировать механические свойства материалов во время применения. Поэтому новые текстильные структуры привлекают внимание все большего числа исследователей текстильных композитов. В последние годы плосковязаные трехмерные (3D) прокладочные ткани становятся привлекательными для изготовления композитов благодаря своим специфическим свойствам. Структура плосковязаной трехмерной прокладочной ткани является новой: она состоит из двух отдельных слоев ткани, соединенных вертикально ворсовыми нитями. Эти трехмерные прокладочные ткани обычно имеют большую толщину и отличные характеристики, такие как хорошая структурная целостность, малый вес и плотность, а также высокая ударопрочность, термостойкость и звукопоглощение. Эти структурные 3D-ткани нашли применение в транспортных средствах, самолетах, хранилищах, мостах, морских приложениях и других [1-6]. Разделенные слои плосковязаных трехмерных прокладочных тканей могут быть соединены ворсовыми нитями или слоями ткани.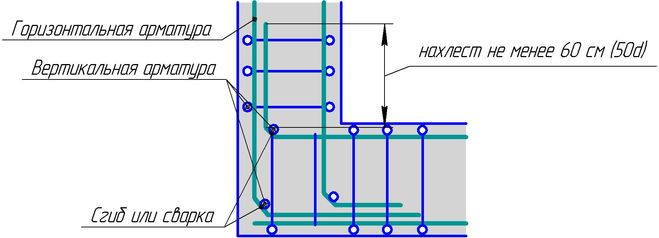 Прокладочные ткани, связанные слоями ткани, имеют большее потенциальное применение и ценность для развития из-за ткани без ограничения толщины от расстояния между двумя игольницами. Плосковязанные трехмерные прокладочные ткани могут быть изготовлены с использованием передовой современной плосковязальной машины, которая может стать хорошим решением для разработки таких инновационных трехмерных структур. К уникальным техническим характеристикам здесь относятся передача, стеллаж, продавливание, многомерность и т. д. [4, 6-10]. В настоящее время исследования прокладочных тканей в основном основаны на ткацком и основовязальном, а не на плосковязальном вязании [11-14]. Материалы более сконцентрированы на стекле и углеродном волокне из-за их высокого модуля и высокого коэффициента трения [11,12]. Исследования уделяют больше внимания тканям без искривления [11-16]; на криволинейных тканях проведено лишь несколько исследований [1-3].
Прокладочные ткани, связанные слоями ткани, имеют большее потенциальное применение и ценность для развития из-за ткани без ограничения толщины от расстояния между двумя игольницами. Плосковязанные трехмерные прокладочные ткани могут быть изготовлены с использованием передовой современной плосковязальной машины, которая может стать хорошим решением для разработки таких инновационных трехмерных структур. К уникальным техническим характеристикам здесь относятся передача, стеллаж, продавливание, многомерность и т. д. [4, 6-10]. В настоящее время исследования прокладочных тканей в основном основаны на ткацком и основовязальном, а не на плосковязальном вязании [11-14]. Материалы более сконцентрированы на стекле и углеродном волокне из-за их высокого модуля и высокого коэффициента трения [11,12]. Исследования уделяют больше внимания тканям без искривления [11-16]; на криволинейных тканях проведено лишь несколько исследований [1-3]. Известно, что стекло и углерод широко используются из-за их высокого модуля и высокой прочности на растяжение, но они также демонстрируют одновременно высокую жесткость, низкую прочность на изгиб и высокую сложность вязания, что снижает эффективность производства. Поэтому арамидные волокна предпочтительны для разработки трехмерных прокладочных тканей.
Известно, что стекло и углерод широко используются из-за их высокого модуля и высокой прочности на растяжение, но они также демонстрируют одновременно высокую жесткость, низкую прочность на изгиб и высокую сложность вязания, что снижает эффективность производства. Поэтому арамидные волокна предпочтительны для разработки трехмерных прокладочных тканей. Армирующие нити вставляются в трехмерные прокладочные ткани в направлении утка, чтобы улучшить свойства ткани при растяжении. Дальнейший фундаментальный анализ композитов 3D дистанционной ткани сравнивает результаты свойств при растяжении двух структурных тканей (с армирующими нитями и без них).
Армирующие нити вставляются в трехмерные прокладочные ткани в направлении утка, чтобы улучшить свойства ткани при растяжении. Дальнейший фундаментальный анализ композитов 3D дистанционной ткани сравнивает результаты свойств при растяжении двух структурных тканей (с армирующими нитями и без них).
 Если армирующие нити заменены функциональными или проводящими нитями (такими как углеродная нить, медная проволока) в плосковязаных трехмерных прокладочных тканях. Если армирующие нити заменить другими высокофункциональными волокнами, в качестве высокофункциональных тканей можно будет использовать плосковязаные трехмерные прокладочные ткани. Способ вставки армирующих нитей в трехмерные прокладочные ткани в поверхностных слоях показан на рисунках 5-6.
Если армирующие нити заменены функциональными или проводящими нитями (такими как углеродная нить, медная проволока) в плосковязаных трехмерных прокладочных тканях. Если армирующие нити заменить другими высокофункциональными волокнами, в качестве высокофункциональных тканей можно будет использовать плосковязаные трехмерные прокладочные ткани. Способ вставки армирующих нитей в трехмерные прокладочные ткани в поверхностных слоях показан на рисунках 5-6.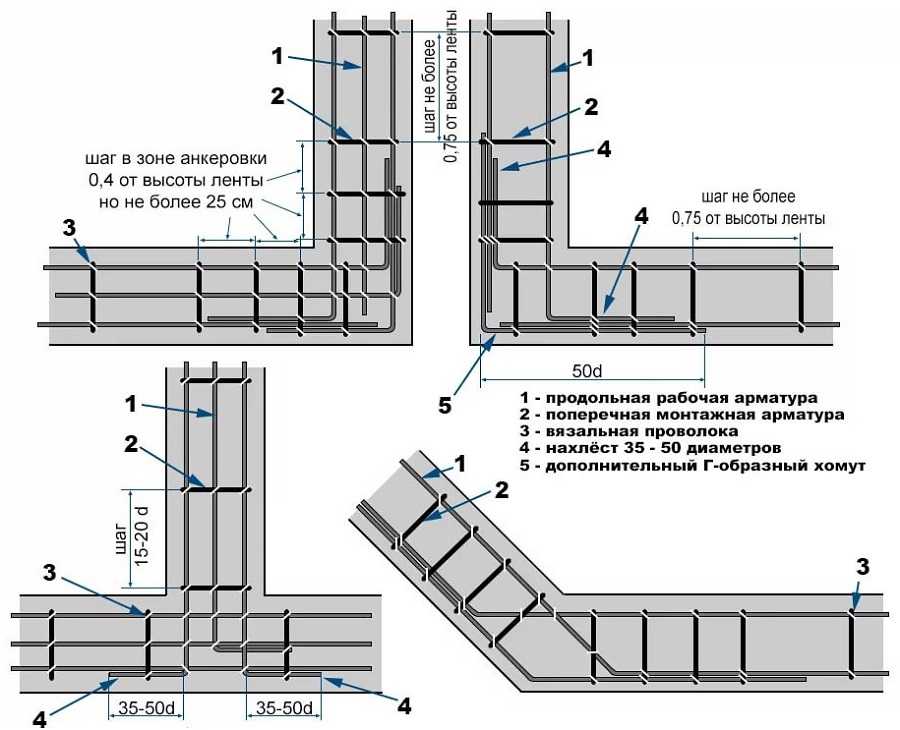 Криволинейная прокладка представляет собой инновационную конструкцию, которую можно разработать из плосковязанных трехмерных прокладочных тканей. Чтобы сохранить относительный баланс зачеса вниз, длина Н изменена, а длина L должна быть скорректирована соответствующим образом, чтобы обеспечить гладкость вязания.
Криволинейная прокладка представляет собой инновационную конструкцию, которую можно разработать из плосковязанных трехмерных прокладочных тканей. Чтобы сохранить относительный баланс зачеса вниз, длина Н изменена, а длина L должна быть скорректирована соответствующим образом, чтобы обеспечить гладкость вязания. Есть 12 штук образцов для двух направлений. Каждый из двух концов образцов был пропитан смолой перед испытанием, чтобы гарантировать, что все нити выдерживают нагрузку равномерно, чтобы избежать разрыва в точках захвата.
Есть 12 штук образцов для двух направлений. Каждый из двух концов образцов был пропитан смолой перед испытанием, чтобы гарантировать, что все нити выдерживают нагрузку равномерно, чтобы избежать разрыва в точках захвата.
 Образцы тканей
Образцы тканей Наука и техника композитов, 2010. С. 70. С. 363–370.
Наука и техника композитов, 2010. С. 70. С. 363–370. Трехмерная прокладочная ткань в виде сэндвич-структуры путем плоского вязания для композитов с использованием гибридной пряжи. In: Всемирная текстильная конференция AUTEX, Измир, Турция, 26-28 мая 2009 г.: 675-681.
Трехмерная прокладочная ткань в виде сэндвич-структуры путем плоского вязания для композитов с использованием гибридной пряжи. In: Всемирная текстильная конференция AUTEX, Измир, Турция, 26-28 мая 2009 г.: 675-681. Текстиль ве Конфессион, 2011: 21(1): 16-21.
Текстиль ве Конфессион, 2011: 21(1): 16-21.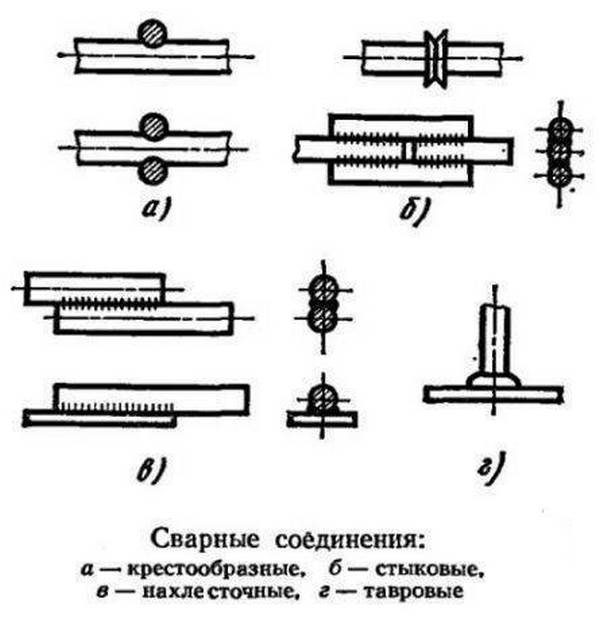


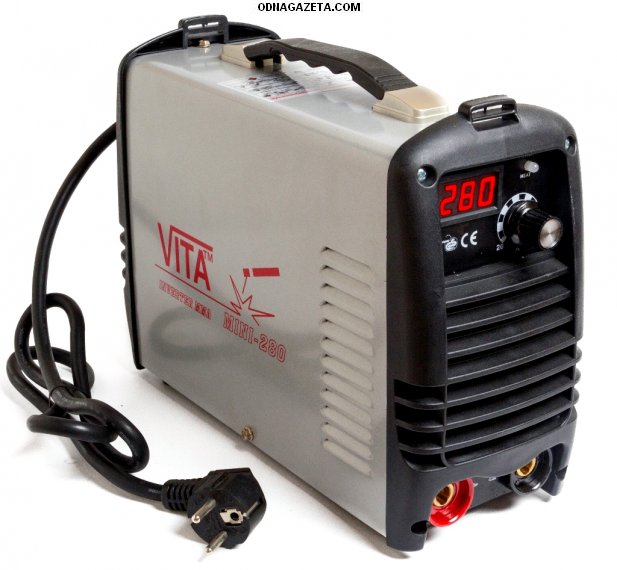
 Были все основания предполагать неисправность в блоке питания.
Были все основания предполагать неисправность в блоке питания.


 Что не так??
Что не так?? Выходной выпрямитель также укомплектован по полной: 6 сдвоенных диодов, массивный дроссель на выходе выпрямителя,
Выходной выпрямитель также укомплектован по полной: 6 сдвоенных диодов, массивный дроссель на выходе выпрямителя,
 Делюсь опытом
Делюсь опытом
 После окончания работ с инвертором устанавливаем сварочный ток на минимум. Если этого не делать, аппарат может выйти из строя.
После окончания работ с инвертором устанавливаем сварочный ток на минимум. Если этого не делать, аппарат может выйти из строя. Важно: в технических характеристиках инвертора должна быть указана способность работы от автономного источника питания. Например, Ресанта САИ 160ПН
Важно: в технических характеристиках инвертора должна быть указана способность работы от автономного источника питания. Например, Ресанта САИ 160ПН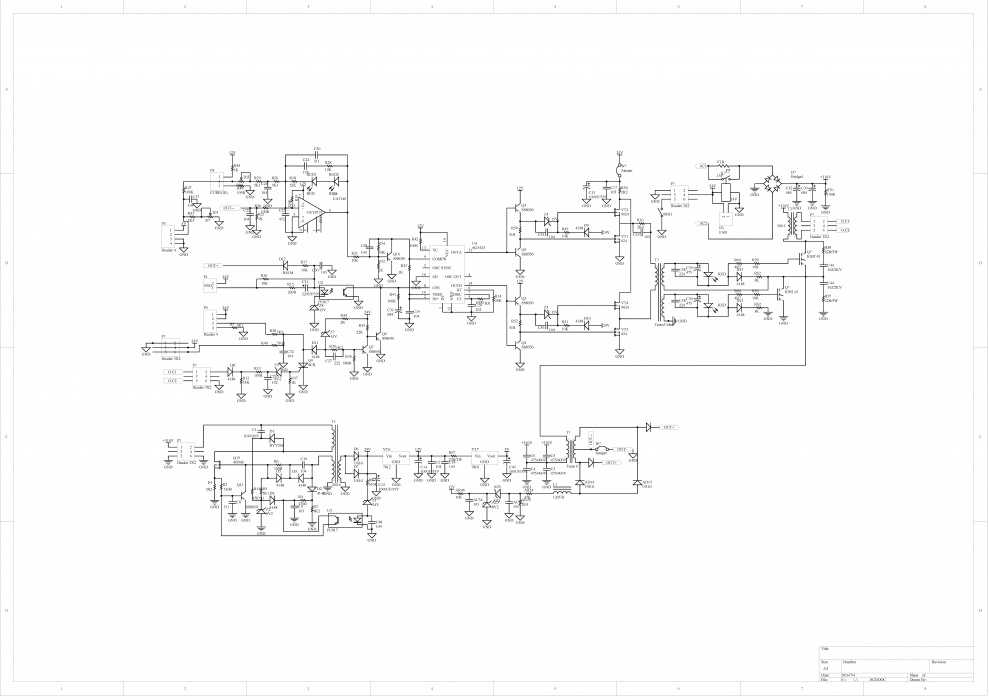 Сварочный ток подбирается исходя из размера электрода, который используется при сварке (все данные по диаметру электрода, значению сварочного тока в нашей статье «Как правильно подобрать расходные материалы для сварки инвертором»). Устранить эту проблему можно изменением силы тока, соответствующей данному электроду. Ниже мы приведем необходимое значение сварочного тока для всех размеров электродов.
Сварочный ток подбирается исходя из размера электрода, который используется при сварке (все данные по диаметру электрода, значению сварочного тока в нашей статье «Как правильно подобрать расходные материалы для сварки инвертором»). Устранить эту проблему можно изменением силы тока, соответствующей данному электроду. Ниже мы приведем необходимое значение сварочного тока для всех размеров электродов.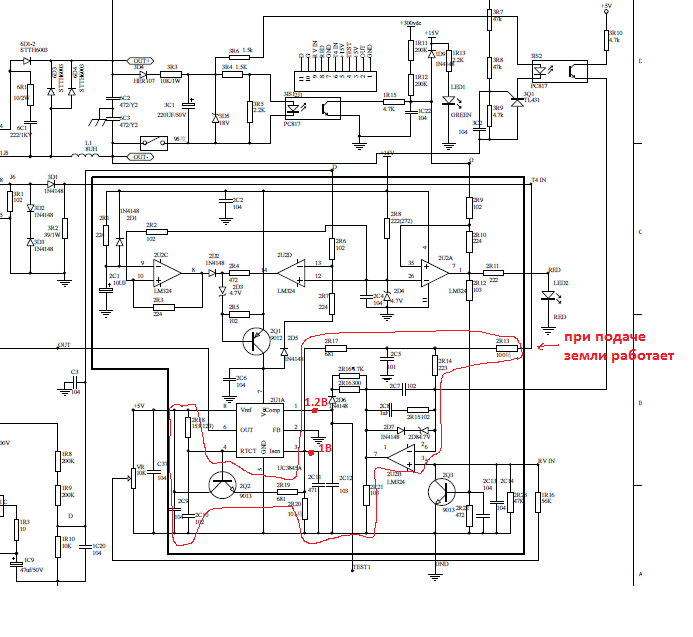
 Для исправления необходимо восстановить контакт.
Для исправления необходимо восстановить контакт.
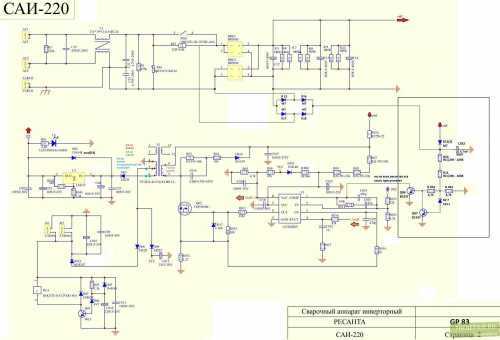

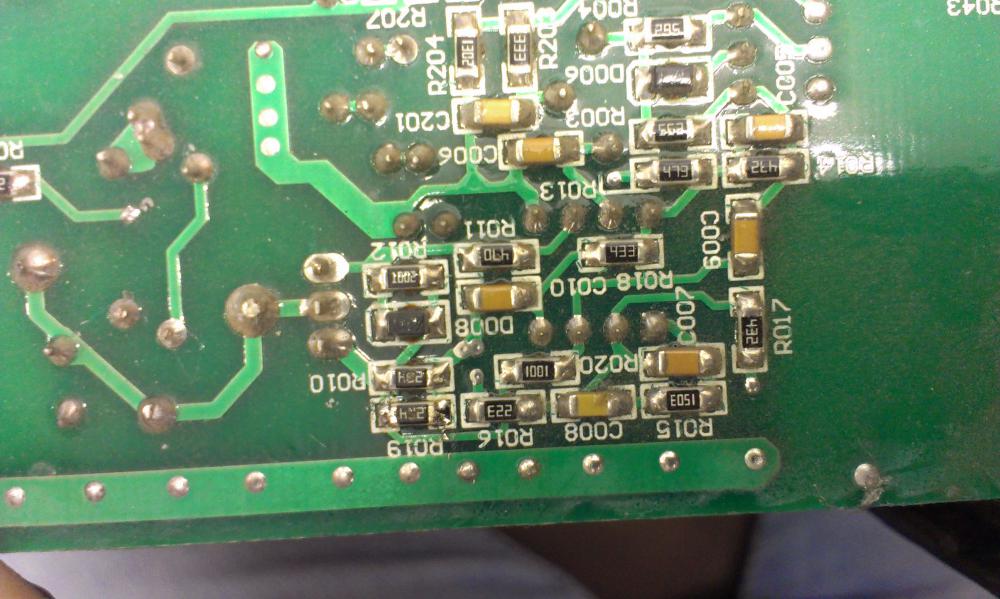
 Проверить усадку наплавленного металла.
Проверить усадку наплавленного металла.
 Проверьте усадку наплавленного металла.
Проверьте усадку наплавленного металла.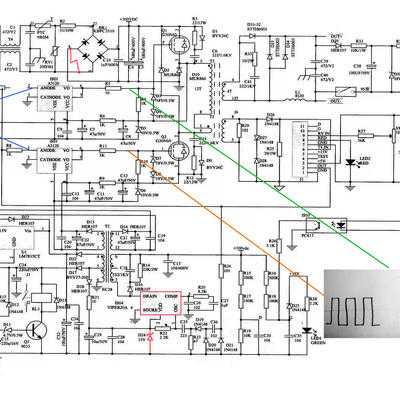

 рекомендуемое приложение
рекомендуемое приложение

 Убедитесь, что электрод предназначен для используемого положения сварки.
Убедитесь, что электрод предназначен для используемого положения сварки.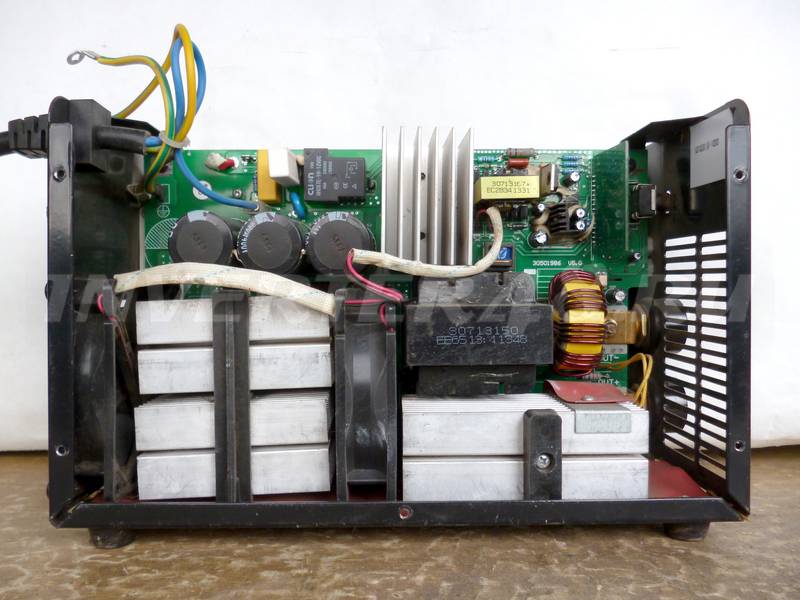 Удалите конденсат влаги из трубопроводов. Используйте инертный газ для сварки (99,9%). Убедитесь, что используется правильная смесь защитного газа.
Удалите конденсат влаги из трубопроводов. Используйте инертный газ для сварки (99,9%). Убедитесь, что используется правильная смесь защитного газа.
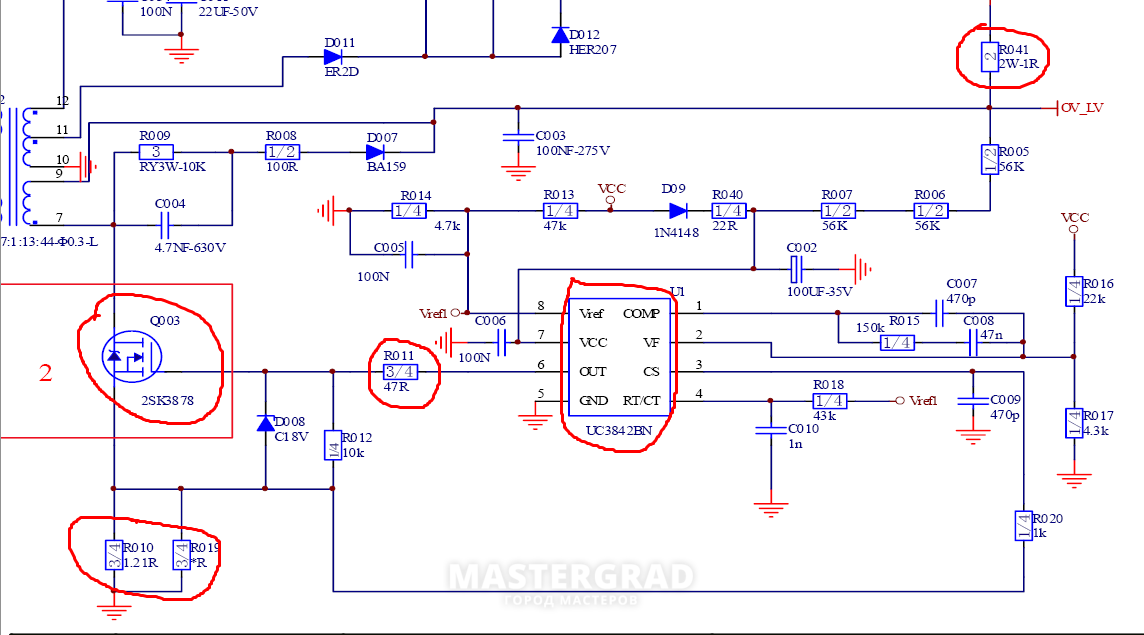




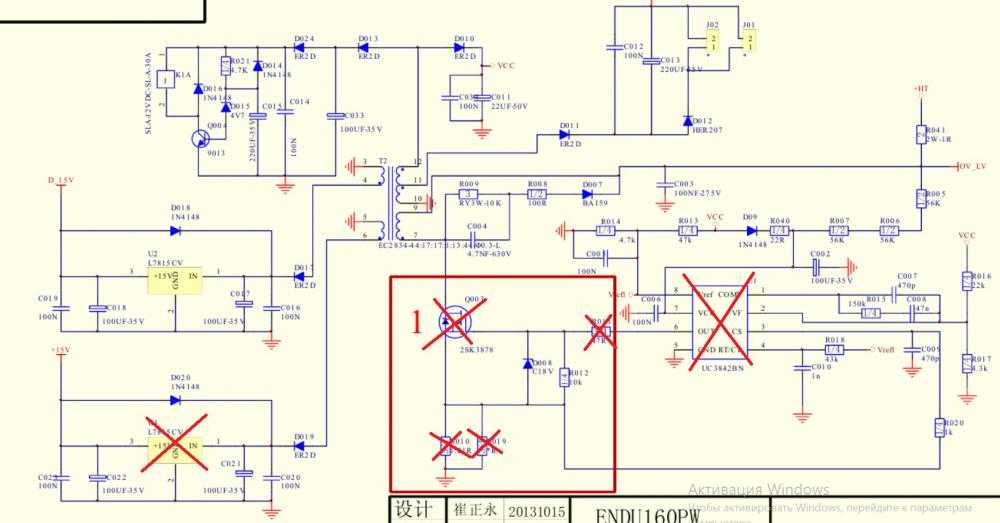 Это предотвращает приваривание сколов к деталям, и их можно легко удалить.
Это предотвращает приваривание сколов к деталям, и их можно легко удалить. Проверяйте несколько раз в день и сверяйтесь с объемом источника питания.
Проверяйте несколько раз в день и сверяйтесь с объемом источника питания. Индуктивность также может возникнуть, если силовые кабели проложены рядом с заземленными стальными пластинами
Индуктивность также может возникнуть, если силовые кабели проложены рядом с заземленными стальными пластинами ПОДРОБНЕЕ >
ПОДРОБНЕЕ > 1-15 Канадского электротехнического кодекса, 23-е издание, 2015 г. (в Канаде) или ANSI/NFPA 70 (2014 г.) Национального электротехнического кодекса (в США) или вашей местной электроэнергетической компанией или другим соответствующим органом.
1-15 Канадского электротехнического кодекса, 23-е издание, 2015 г. (в Канаде) или ANSI/NFPA 70 (2014 г.) Национального электротехнического кодекса (в США) или вашей местной электроэнергетической компанией или другим соответствующим органом. схватить и «отпустить»
схватить и «отпустить»

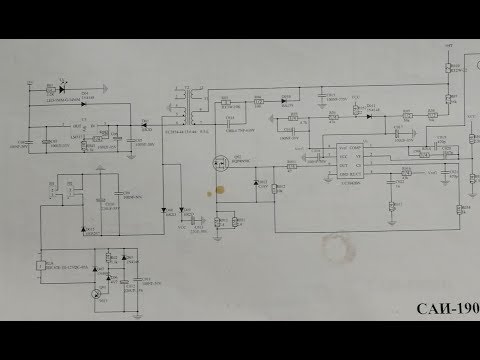
 Убедитесь, что у вас хорошая опора, и вы не поскользнетесь и не упадете, пытаясь переместить пострадавшего.
Убедитесь, что у вас хорошая опора, и вы не поскользнетесь и не упадете, пытаясь переместить пострадавшего.




 Комфортный уровень давления воды в трубах дает нам возможность эксплуатировать всю систему без каких-либо проблем. Если же в водопроводе есть с этим неполадки, то они автоматически сказываются и на его эксплуатационных характеристиках.
Комфортный уровень давления воды в трубах дает нам возможность эксплуатировать всю систему без каких-либо проблем. Если же в водопроводе есть с этим неполадки, то они автоматически сказываются и на его эксплуатационных характеристиках. Так, стиральная машинка не сможет функционировать, если давление воды в системе не будет равняться 2 атмосферам. Она просто не запустится.
Так, стиральная машинка не сможет функционировать, если давление воды в системе не будет равняться 2 атмосферам. Она просто не запустится. И далеко не всегда один единственный насос способен обеспечить нормальные условия в водопроводе. Особенно если схема прокладки труб была спланирована ошибочно или с нарушением определенных норм.
И далеко не всегда один единственный насос способен обеспечить нормальные условия в водопроводе. Особенно если схема прокладки труб была спланирована ошибочно или с нарушением определенных норм. В таком случае про стандартный насос для повышения уровня давления в сети можно забыть, ведь его функции полностью заменит станция.
В таком случае про стандартный насос для повышения уровня давления в сети можно забыть, ведь его функции полностью заменит станция.
 Именно этот небольшой механизм способен нагнетать воду в камере и существенно улучшить характеристики всего трубопровода.
Именно этот небольшой механизм способен нагнетать воду в камере и существенно улучшить характеристики всего трубопровода.
 Здесь уже производитель вынужден применять дорогие полимеры, нержавеющую сталь и качественную резину.
Здесь уже производитель вынужден применять дорогие полимеры, нержавеющую сталь и качественную резину. Для начала рекомендуется обратиться к специалисту, чтобы тот оценил состояние вашей системы.
Для начала рекомендуется обратиться к специалисту, чтобы тот оценил состояние вашей системы.

 Он начал свой собственный бизнес по обслуживанию жилья и ремонту сантехники. Статьи Аарона о сантехнике на The Spruce публикуются четыре года.
Он начал свой собственный бизнес по обслуживанию жилья и ремонту сантехники. Статьи Аарона о сантехнике на The Spruce публикуются четыре года.
 Обычно давление не должно превышать 75 фунтов на квадратный дюйм, потому что это вредно для водопроводной системы. Таким образом, если текущее давление составляет 40 фунтов на квадратный дюйм, а цель состоит в том, чтобы достичь 75 фунтов на квадратный дюйм, то вам следует приобрести насос повышения давления, который обеспечит не более 35 дополнительных фунтов на квадратный дюйм.
Обычно давление не должно превышать 75 фунтов на квадратный дюйм, потому что это вредно для водопроводной системы. Таким образом, если текущее давление составляет 40 фунтов на квадратный дюйм, а цель состоит в том, чтобы достичь 75 фунтов на квадратный дюйм, то вам следует приобрести насос повышения давления, который обеспечит не более 35 дополнительных фунтов на квадратный дюйм.

 0036
0036 Этот высококачественный водяной насос повысит давление воды в вашем домашнем хозяйстве до 20 фунтов на квадратный дюйм. Он включает в себя все латунные соединения, выключатель и просто подключается к обычной розетке. Насос Kolerflo прост в установке и требует только гаечного ключа.
Этот высококачественный водяной насос повысит давление воды в вашем домашнем хозяйстве до 20 фунтов на квадратный дюйм. Он включает в себя все латунные соединения, выключатель и просто подключается к обычной розетке. Насос Kolerflo прост в установке и требует только гаечного ключа.



 Во-первых, насос может иметь встроенный регулятор давления, так что вы можете просто отрегулировать его на насосе. Скорее всего, это будет винт или клапан, требующий небольшого поворота для регулировки давления.
Во-первых, насос может иметь встроенный регулятор давления, так что вы можете просто отрегулировать его на насосе. Скорее всего, это будет винт или клапан, требующий небольшого поворота для регулировки давления. Будет ли это повышать давление воды достаточно, чтобы вы были счастливы. Среднее значение PSI (фунтов на квадратный дюйм), которое обеспечивает бустерный насос, находится в диапазоне 20-50 фунтов на квадратный дюйм 9.0236 выше существующего давления воды. Если ваше давление воды находится в очень низком диапазоне 15-25 фунтов на квадратный дюйм, вы можете приобрести бустерный насос, который обеспечивает по крайней мере 40 фунтов на квадратный дюйм к существующему давлению воды.
Будет ли это повышать давление воды достаточно, чтобы вы были счастливы. Среднее значение PSI (фунтов на квадратный дюйм), которое обеспечивает бустерный насос, находится в диапазоне 20-50 фунтов на квадратный дюйм 9.0236 выше существующего давления воды. Если ваше давление воды находится в очень низком диапазоне 15-25 фунтов на квадратный дюйм, вы можете приобрести бустерный насос, который обеспечивает по крайней мере 40 фунтов на квадратный дюйм к существующему давлению воды. Всегда проверяйте, что поставляется с бустерным насосом и что вам может понадобиться купить дополнительно.
Всегда проверяйте, что поставляется с бустерным насосом и что вам может понадобиться купить дополнительно.






 Харьков
Харьков 10 грн/м
10 грн/м com.ua: Гофрована труба з нержавіючої сталі
com.ua: Гофрована труба з нержавіючої сталі
 м
м Материал
Материал 
 Используйте труборез из нержавеющей стали. Очистите все зазубренные края или заусенцы.
Используйте труборез из нержавеющей стали. Очистите все зазубренные края или заусенцы.
 Надавите на зажимное кольцо на 180°, чтобы убедиться, что зажимное кольцо остается натянутым и не вращается на трубке.
Надавите на зажимное кольцо на 180°, чтобы убедиться, что зажимное кольцо остается натянутым и не вращается на трубке. Очистите все зазубренные края или заусенцы.
Очистите все зазубренные края или заусенцы. ..
..