Профильная труба 15х15 цена за метр в Казани, в наличии на складе, звоните 8 (843) 216-62-56
Подбор по параметрам
Труба профильная квадратная 15x15x0.7 мм, оцинкованная, цена за метр
19 Р
org/Offer»>
Труба профильная квадратная 15x15x0.7 мм, стальная, цена за метр
16 Р
Труба профильная квадратная 15x15x0.8 мм, нержавеющая зеркальная, цена за метр
252 Р
org/Offer»>
Труба профильная квадратная 15x15x0.8 мм, нержавеющая матовая, цена за метр
146 Р
Труба профильная квадратная 15x15x0.8 мм, нержавеющая шлифованная, цена за метр
204 Р
org/Offer»>
Труба профильная квадратная 15x15x0.8 мм, оцинкованная, цена за метр
19 Р
Труба профильная квадратная 15x15x0.8 мм, стальная, цена за метр
16 Р
org/Offer»>
Труба профильная квадратная 15x15x0.9 мм, нержавеющая зеркальная, цена за метр
252 Р
Труба профильная квадратная 15x15x0.9 мм, нержавеющая матовая, цена за метр
146 Р
org/Offer»>
Труба профильная квадратная 15x15x0.9 мм, нержавеющая шлифованная, цена за метр
204 Р
Труба профильная квадратная 15x15x0.9 мм, оцинкованная, цена за метр
109 Р
org/Offer»>
Труба профильная квадратная 15x15x0.9 мм, стальная, цена за метр
90 Р
Труба профильная квадратная 15x15x1 мм, нержавеющая зеркальная, цена за метр
272 Р
org/Offer»>
Труба профильная квадратная 15x15x1 мм, нержавеющая матовая, цена за метр
155 Р
Труба профильная квадратная 15x15x1 мм, нержавеющая шлифованная, цена за метр
223 Р
org/Offer»>
Труба профильная квадратная 15x15x1 мм, оцинкованная, цена за метр
24 Р
Труба профильная квадратная 15x15x1 мм, стальная, цена за метр
20 Р
org/Offer»>
Труба профильная квадратная 15x15x1.1 мм, оцинкованная, цена за метр
134 Р
Труба профильная квадратная 15x15x1.1 мм, стальная, цена за метр
111 Р
org/Offer»>
Труба профильная квадратная 15x15x1.2 мм, нержавеющая зеркальная, цена за метр
291 Р
Показать ещё 20 из 24
Труба профильная 25х25 | Труба квадратная
Сделать заказ | Задать вопрос | Карта сайта
Мы работаем:
Пн — пт 8:30-18:00
Сб — вс 10:00-15:00
Доставляем: 7 дней в неделю
24 часа в сутки
Трубы стальные профильные квадратные 25х25 производятся из горячекатаной и холоднокатаной стали углеродистых и качественных марок, в соответствии с ГОСТ 8639-82, ГОСТ 13663-86, ТУ 14-105-737-2004 и целым рядом других технических условий.
Трубы квадратные 25х25
Размер
Длина
Марка стали
Вес метра
Метров в тонне
Труба квадратная 25х25х1
6
08-2пс
0,78
1234
Труба квадратная 25х25х1,2
6
08-2пс
0,93
1075
Труба квадратная 25х25х1,5
6
08-2пс
1,15
869
Труба квадратная 25х25х2
6
1-2пс
1,52
657
Трубы квадратные производятся без гидравлических испытаний, поэтому такие трубы не предназначены для сооружения трубопроводов, транспортировки жидкостей и газов. Квадратные профильные трубы предназначены исключительно для производства металлоизделий и металлоконструкций.
Квадратные трубы 25х25 из холоднокатаной стали
Такие трубы часто называют «мебельные». Производятся мебельные квадратные трубы из холоднокатаной стали углеродистых и качественных марок 08пс, Ст1пс, Ст2пс и предназначены для производства металлических изделий различной формы, в том числе и с применением холодной гибки трубы для придания изделию художественной задумки дизайнера-конструктора.
Производитель тонкостенной квадратной трубы из холоднокатаной стали уделяет особое внимание строгому соблюдению геометрии трубы, минимальным отклонениям по кривизне и скручиванию трубы.
Из-за высоких требований потребителя к качеству поверхности, предназначенной для дальнейшей окраски порошком или гальванизации, производитель и поставщик уделяют особое внимание защите трубы от внешних повреждений во время погрузки / разгрузки, транспортировки и хранения. Для лучшей защиты тонкостенные квадратные трубы упаковываются в металлические короба или упаковываются с применением деревянных прокладок.
Не меньшее внимание уделяется защите тонкостенных профильных труб и, особенно из холоднокатаной стали, от коррозии, для чего трубы покрываются временными антикоррозийными составами, обеспечивающими защиту от 1-го до 6-ти месяцев.
Квадратные трубы 25х25 из горячекатаной стали
Рядовые квадратные трубы малого размера из горячекатаной стали углеродистых марок Ст1пс, Ст2пс предназначены и используются для производства металлических изделий и конструкций малых архитектурных форм, использующихся как внутри отапливаемых помещений, так и при естественных погодных условиях.
Металлоизделия и металлоконструкции, выполненные из квадратной стальной горячекатаной трубы защищают от коррозии горячим оцинкованием и покраской специальными составами по металлу.
Купить квадратные трубы 25х25 можно в нашей компании любыми партиями от 1-ой трубы до вагонных норм. Поставка производится самовывозом (самостоятельная выборка товара со склада Поставщика) или с доставкой автомобильным / железнодорожным транспортом.
Цены на квадратные трубы
В последние годы цены на Квадратную трубу меняются очень динамично, что затрудняет публикацию актуальных цен, соответствующих настоящему моменту.
Просим Вас уточнять текущие цены и наличие интересующей продукции по
телефону + 7(495) 669-29-10 или направляйте Ваш заказ.
Стальная труба легко перерабатывается. Во многих проектах используются квадратные стальные трубы, включая все типы зданий, дорожные ограждения и указатели, опорные колонны, фермы, мосты, тяжелое оборудование, системы хранения и тренажеры.
Полые профили, предоставляемые Sunny Steel, широко используются в области гражданского строительства и строительства, эти полые профили из конструкционной стали являются важной составной частью зданий и мостов.
Химический состав
Марка стали: Q195, Q215, Q235, Q345, S235JR, S275JR, SS4007-
Данные
Элементы(%)
Марка материала
С
Мн
С
Р
Си
Q195
0,06-0,12
0,25-0,50
<0,05
<0,045
<0,30
Q215
0,09-0,15
0,25-0,55
<0,05
<0,045
<0,30
К235
0,12-0,20
0,30-0,70
<0,045
<0,045
<0,30
Q345
<0,20
1,0-1,6
<0,04
<0,04
<0,55
Механические свойства
Марка материала
Предел текучести (МПа)
Прочность на растяжение (МПа)
Удлинение (%)
Q195
>195
315-430
32-33
Q215
>215
335-450
26-31
К235
>235
375-500
24-26
Q345
>345
470-630
21-22
Допуск:
Длина
+/- 50 мм
Толщина стенки
+/- 12,5%
Вес
+/- 8%
Квадратная труба
Квадратная труба представляет собой металл, из которого сформирована квадратная труба. Он измеряется путем измерения внешних размеров (которые имеют одинаковый размер), а затем толщины стенки.
Они измеряются внешними размерами и толщиной стенки.
Проверка третьей стороной: SGS, BV, Lloyds и т. д.
Примечание: Предварительно оцинкованный квадратный/прямоугольный полый профиль с наружным диаметром 19Также доступны мм-70 мм и толщина 1 мм-2,3 мм.
Применение квадратных труб
Квадратные трубы обычно используются в качестве перил вдоль лестниц. Однако он также используется и другими, менее очевидными способами. От использования для ограждения дворов до конструкций зданий, а также въездных ворот и въездов — стальные квадратные трубы решают самые разные задачи.
Квадратные трубы обычно используются в промышленных целях, поскольку они обладают многочисленными преимуществами. Промышленность ценит квадратные трубы за их прочность и способность выдерживать экстремальные температуры, давление и разрушающие элементы. В то время как в домашних условиях квадратные трубы используются в приборах, трубах и ограждениях. Вот лишь некоторые из многих преимуществ и областей применения квадратных труб.
Квадратная трубка в использовании
Широкий диапазон размеров
Квадратная трубка доступна в исключительно широком диапазоне размеров наружного диаметра и толщины стенки. Это делает его пригодным для различных приложений и потребностей.
Наша команда имеет высокую квалификацию и опыт в обслуживании и производстве всех видов стальных материалов.
JAKSteel на протяжении многих лет поставляет в строительную промышленность Великобритании все типы конструкционной стали, включая широкий ассортимент полых профилей из мягкой стали: квадратных, прямоугольных и круглых.
Наши изделия из труб из мягкой стали, квадратных и прямоугольных коробчатых сечений представлены в различных сортах, размерах и отделках, а также мы предлагаем услуги быстрой резки, поэтому, если у нас нет в наличии нужного вам полого стального профиля, мы можем разрезать на заказ и отправить вам вашу сталь в кратчайшие сроки.
Обычно доступны длиной от 7,500 до 7,650 м из класса S235 или High Grade S355, либо горячего формования EN10210, либо холодного формования EN10219; однако доступны другие длины. К вашему сведению, кг/м относится к килограммам на метр секции, например, квадратная стальная полая секция 40 x 40 x 3 мм (SHS) длиной 4200 м (3,45 кг/м) будет весить (4,2 x 3,45) 14,49 Всего кг.
Чтобы подобрать хороший электрический насос для дачи или загородного дома, необходимо понимать задачи, которые он должен выполнять. Его используют для обслуживания системы орошения садовых растений и зеленых насаждений, чтобы закачивать воду в водопровод, обеспечивать работу котельной или осушать септики.
Ниже представлены особенности конструкций насосных систем. Ознакомившись с характеристиками разных вариантов, рассмотрим виды насосов Karcher для дачи и частного дома.
На что обратить внимание при покупке
Производительность — объем воды, который насос способен подать за единицу времени. Для полива грядок и клумб нужна техника с производительностью 12–18 л/мин., для удобного пользования бачком унитаза достаточно всего 6 л/мин.
Давление — показатель, характеризующий напор в трубопроводной системе. От него зависит высота и расстояние, на которые устройство способно подавать воду без потери производительности.
Тип крепления — поверхностный или погружной. Первые подходят для небольших резервуаров, они легко крепятся к поверхности, затем быстро демонтируются. Это упрощает их обслуживание и ремонт. Бочечный погружной насос для дачи устанавливается ниже «водного зеркала», то есть внутрь резервуара. При достаточной мощности он может перекачивать жидкость с больших глубин.
Какой насос лучше выбрать для дачи и частного дома
Для водоснабжения дома, в частности для душа и прочих гигиенических процедур, подойдет аппарат вибрационного типа. Простой и удобный в эксплуатации, он комплектуется обратным клапаном, который не дает изменить направление движения жидкости.
Дренажный насос для частного дома центробежного типа универсален, собран из высокопрочных, устойчивых к износу узлов. Может работать с илистой водой, благодаря чему его легко приспособить как для полива огорода, так и для осушения подвалов, сточных канав, канализации. При необходимости, приспосабливается под любые другие задачи, если источник неглубокий.
Установка вихревого типа генерирует мощный напор, что позволяет поднимать жидкость на большую высоту. Их ставят в глубокие колодцы и скважины для добычи чистой и питьевой воды без примеси твердых частиц.
Виды насосов Karcher для дачи и частного дома
Karcher BP 1 Barrel
BP 1 Barrel — погружной насос для подачи воды из емкости. Фиксируется на краю бочки. Высота всасывания составляет до 7 метров, высота подачи — до 11. Комплектуется фильтром, улавливающим частицы размером не меньше 1 мм, и шлангом с распылителем. Основное предназначение — полив растений, что делает его удачным вариантом для садоводов и огородников.
Karcher BP 3 Home & Garden
BP 3 Home & Garden работает на глубине до 8 метров, обеспечивая высоту перекачки до 40 метров. Здесь предусмотрена возможность подсоединения двух шлангов одновременно. Рабочего давления в 4 бара достаточно для орошения и домашнего водопровода. Автоматика отключает прибор, когда в подаче воды нет необходимости. Любые ошибки выводятся на экран, по которому легко понять, где находится неисправность. В комплекте — входной фильтр и обратка.
Karcher BP 4 Deep Well
BP 4 Deep Well — насосная станция водоснабжения для дачи, которая может поднимать воду на высоту до 43 метров, работая на глубине 12 метров. Разработана для установки в скважины и колодцы.
Karcher SP 5 Dual
SP 5 Dual дополняет выбор насосов для дома и дачи от производителя Karcher. Дренажная станция используется для ликвидации подтоплений жилых и хозяйственных помещений, подвалов. Оперативно осушит яму или бассейн. Оборудование не предназначено для откачки ила, но справится с частицами размером до 20 миллиметров.
Чтобы точно определить, какая техника вам нужна, рекомендуем обратиться за консультацией к продавцам. Выбор насосов для дома и дачи должен основываться на том, какие задачи возложены на устройство, какое качество воды на участке, где его планируется установить. Задать вопросы можно в чате либо по телефону 8 (800) 555-88-18.
Водяные насосы для дачи и дома
В продаже имеется огромное количество различной техники для полива и водоснабжения: садовые насосы, насосные станции, дренажные, вибрационные и т.д. Выбор насоса зависит от того, что именно требуется хозяевам дачи или дома.
1 из 1
На фото:
Насосы для полива
Садовый насос 53507R от компании STERWINS.
Живительная влага для растений. Если вы нечасто бываете на даче, то возможно, не захотите проводить водопровод в дом и сконцентрируетесь на организации полива садовых растений. Если водопроводной сети нет, но есть колодец или скважина, то можно приобрести садовый водный насос для дачи, небольшую насосную станцию или вибрационный водяной насос для дачи типа «Ручеек». К ним присоединяется садовый шланг, и можно производить полив. Многие используют для полива дождевую воду. Вода накапливается в специальных баках или бочках, для них тоже есть специальные насосы. Такие насосы устанавливаются в емкости для воды, и к ним присоединяются шланги. Если у вас на участке нет колодца или скважины, но есть пруд, то вам подойдет мотопомпа, которая будет качать воду.
Выбирая водяные насосы для дачи и дома, не забывайте, что они работают только с чистой водой, без ила, песка и мелких камней. Если вода в источнике грязная, то, насосы и насосные станции могут быстро забиться грязью и перестать функционировать.
Насосы для использования в доме
Станция водоснабжения 53706R от компании STERWINS.
Водные процедуры и приготовление еды. Хотите пользоваться водой в доме, чтобы приготовить еду, помыть посуду, принять душ? Тогда нужна более мощная техника для водоснабжения. Если у вас колодец или артезианская скважина, то вам нужна насосная станция, насос с большой мощностью или погружной водяной насос для дачи. Выбор зависит от того, какой объем воды вам необходим. Наибольшей популярностью у дачников пользуются погружные насосы для воды для дачи — они довольно компактны, не занимают много места, и у них низкий уровень шума.
Насосы для дренажа и канализации
Дренажный насос PT F 900/S от компании PATRIOT.
Защита от подтопления и водоотвод. Из-за близких грунтовых вод или из-за того, что дом находится в низине, периодически может затапливаться подвал. В этом случае вам на помощь придут дренажные водяные насосы для дачи и дома. Они бывают двух видов: для грязной воды и чистой. Выбирая дренажный насос, учитывайте это. Если вы намерены сделать в доме канализацию, необходимо приобрести особый вид дренажного насоса — фекальный.
В статье использованы изображения: gardena.com, onlypatriot.com
Статьи, Насосы, Выбор
Комментировать в FB
Комментировать в VK
Также в этом разделе
Сергей Подольский об оборудовании для отвода стоков
Как правильно выбрать системы для отвода сточных вод? Можно ли установить оборудование, не прибегая с услугам специалистов? Рассказывает Сергей Подольский, инженер компании SFA.
Циркуляционные насосы для системы отопления
Воду в системе отопления нужно не только нагреть, но и каким-то образом заставить двигаться. Как функционируют циркуляционные насосы, сколько их должно быть в системе и каким образом их монтируют?
Вопросы о тепловых насосах
Тепловые насосы как альтернатива традиционной отопительной системе в нашей стране пока редкость, но уже начинают расширять свое присутствие. Самое время разобраться, как они устроены и работают.
Насосы для надувной мебели
От правильного выбора насоса зависит не только количество потраченного времени и сил на подготовку мебели к эксплуатации, но и её срок службы. Рассмотрим основные варианты, их плюсы и минусы.
Недостатки систем отопления на основе тепловых насосов
Системы отопления на основе тепловых насосов не слишком распространены в нашей стране. Почему?
Отопление дома тепловым насосом
Изучаем принцип работы систем отопления на базе тепловых насосов.
Циркуляционный насос для ГВС
Изучаем критерии выбора циркуляционных насосов для системы ГВС частного дома.
Выбор циркуляционного насоса
На что влияет мощность и объемная подача насоса? Какие технические параметры выбрать?
Схема водоснабжения дома
Система водоснабжения загородного дома: основные элементы
Насос для ГВС
Что такое циркуляционный насос для ГВС и в чем его роль?
Насосы для колодцев и скважин
Поднять воду на поверхность поможет колодезный насос.
Коллекция мелодия Корзина для покупок add_shopping_cart Моя учетная запись supervisor_account Поиск поиск Недавний просмотр товара wb_sunny Перейти к началу expand_less
Насосы для пруда | Насосы для водных объектов
Выбор правильного насоса для пруда имеет решающее значение для здоровья и функционирования вашего водного объекта. Aquascape предлагает надежные, долговечные насосы различных моделей с разной производительностью. Позвольте нам помочь вам найти то, что вам нужно.
ВЫБОР НАСОСА
Насосы для перекачки твердых частиц
Энергоэффективные насосы
Часто задаваемые вопросы
Как выбрать насос для пруда
Первое, что вам нужно знать при выборе насоса для пруда, это сколько галлонов воды вмещает ваш пруд. ? Ваш насос должен перекачивать воду в пруду один раз в час. Высота и ширина вашего водопада, а также длина трубы от вашего насоса до водопада также влияют на то, сколько галлонов в час (галлонов в час) должен прокачивать ваш насос, чтобы перевернуть воду. Следуйте нашим трем шагам ниже, чтобы выбрать правильный насос для пруда для вашего водного объекта.
ШАГ
1
ШАГ
1
Рассчитайте требования к насосу
Используйте наш калькулятор насоса для пруда, чтобы определить оптимальный размер насоса для вашего пруда.
Размеры пруда:
Длина в футах
Ширина в футах
Глубина AVG в футах
ширина воды:
5.
Pipe Length in Feet
1″1.5″2″3″ Pipe Diameter
STEP
2
STEP
2
Choose Your Pump Location
Pond Pumps
For Использование в прудовых скиммерах
Если в вашем пруду есть скиммер, выберите насос из этой группы. Механический скиммер защищает насос и помогает увеличить срок его службы. Aquascape предлагает два типа скиммерных насосов: насосы для работы с твердыми частицами и энергоэффективные насосы.
Фильтр в скиммере
Насосы для пруда
Для использования непосредственно в пруду
Если в вашем пруду нет скиммера коробчатого типа, вы хотите выбрать насос из этой категории. Обратите внимание, что эти насосы не предназначены для использования с водопадами Pondless®.
Непосредственно в пруду
ШАГ
3
ШАГ
3
Теперь, используя калькулятор помпы, вы знаете, сколько галлонов в час вам нужно. насос. Используйте эту информацию, чтобы выбрать модель насоса из числа насосов для перекачки твердых частиц или энергоэффективных насосов, представленных ниже.
Низкие эксплуатационные расходы,
Насосы для перекачки твердых частиц
Для использования в скиммерах для пруда
Насосы для перекачивания твердых частиц чрезвычайно долговечны и требуют минимального обслуживания, поскольку они предназначены для перекачки мелкого мусора, такого как мульча, ветки и мелкая галька, которые могут попасть внутрь твой насос.
Pump Flow Chart — SLD
2000-5000
25010
16.7′
5144
3769
2484
.0404
4000-7000
16631
25′
7126
6148
5044
3802
1957
5000-9000
16635
33′
9574
8808
7742
6412
5069
3576
1355
Низкие эксплуатационные расходы,
Насосы для перекачки твердых частиц
Для использования в скиммерах для прудов
Насосы для перекачивания твердых частиц чрезвычайно долговечны и требуют минимального обслуживания, поскольку они предназначены для перекачивания мелкого мусора, такого как мульча, ветки и мелкая галька, которые может попасть в ваш насос.
PL и PN Pond Pumps
Доступны в пяти моделях с максимальными скоростями потока 3000-10 000 GPH
Если в вашем пруду нет скиммера для установки насоса, то вы хотите выбрать насос для пруда. Эти насосы включают клетку предварительного фильтра для предотвращения засорения двигателя мусором.
. тогда вы хотите выбрать насос для пруда. Эти насосы включают клетку предварительного фильтра для предотвращения засорения двигателя мусором.
Насосы для прудов AquaJet®
Доступны три модели для прудов разного объема 600–2000 галлонов
Идеально подходит для небольших прудов и включает в себя три варианта насадки фонтана, а также отвод для внешних фильтров, водопадов или разбрызгивателей.
600
9779
7.5′
525
300
1300
9769
13. 5′
1350
1050
625
2000
9760
20′
2000
1800
1525
1075
Прудовые насосы
Для использования непосредственно в пруду
Насадка для пруда
Циркуляционный насос
Обеспечивает циркуляцию и движение воды
Трубы или водопровод не требуются
Устраняет застойные зоны
View Pond Powerhead
Используйте наше цифровое руководство по выбору насоса для печати или следуйте приведенной выше информации, чтобы не пользоваться удобными калькуляторами не нужно делать никакой математики!
Загружаемое руководство по выбору насоса
Часто задаваемые вопросы по насосам
Ниже вы найдете ответы на часто задаваемые вопросы о насосах Aquascape.
Можно ли использовать насосы Aquascape в соленой воде? №
Насосы Aquascape нельзя использовать в морских аквариумах или бассейнах с морской водой. Однако их можно использовать в прудах, обработанных (прудовой) солью.
Являются ли насосы Aquascape такими же, как обычные дренажные насосы?
Дренажный насос не предназначен для непрерывной работы, и его эксплуатация может стоить более чем в 10 раз больше стоимости электроэнергии. Aquascape производит насосы из высококачественных компонентов, которые являются энергоэффективными и предназначены для непрерывной работы. Обычно для возмещения стоимости насоса требуется несколько месяцев по сравнению с первоначальной экономией на покупке менее дорогого дренажного насоса, но затем он будет продолжать окупаться каждый месяц с более низкими затратами на энергию.
Нужно ли снимать насос на зиму?
Если вы живете в регионе с морозной погодой, когда поверхность водоема будет покрываться льдом, вам нужно будет принять решение, собираетесь ли вы продолжать эксплуатировать водопад или закрыть его на зиму.
1. Осложнения при эксплуатации УШГН, методы борьбы с ними.
— повышенноегазосодержаниена приеме насоса
-большое содержание песка воткачиваемойжидкости(песок, попадая вглубинный насос, приводит кизносу пары трения «цилиндр —плунжер»,клапанов, авряде случаев вызывает заклиниваниеплунжеравцилиндре иобрыв штанг.Кроме того, чрезмерное количество песка впродукции приводит косаждению части его на забое скважин, образованию песчаных пробок иснижению продуктивности. Применяются различные фильтры, привинчиваемыекприемному клапану насоса., песочные якоря. Впесочном якоре жидкость изменяет направление движения на 180′, песок отделяется искапливается в специальном кармане внижней части якоря. При заполнении кармана песком якорь извлекают на поверхность иочищают. Условием эффективной работы песочного якоря является существование вякоре скорости восходящего потока жидкости, меньшей скорости оседания частиц песка.
Одной из главных причин снижения срока службы скважинного насоса являются некачественное изготовление деталей и небрежная сборка его узлов, а именно: эллипсоидность, конусность и не прямолинейность осей цилиндра и плунжера. Вследствие этого между трущимися поверхностями плунжера и цилиндра в отдельных сопрягающихся точках или площадках возникают значительные удельные давления, которые приводят к увеличению силы трения при движении плунжера в цилиндре.
3. Виды и расшифровка практических динамограмм работы ушгн.
Методика расшифровки (чтения) динамограмм основана на теоретической динамограмме нормальной работы глубинного насоса, при построении которой учтено действие лишь следующих сил: тяжести, упругости материала штанг и труб; полужидкого трения (штанг о трубы, плунжера в цилиндре и др.) и силы Архимеда. Исключено действие сил инерции движущихся масс и гидродинамического трения, т. е. движение штанг предполагается замедленным. Кроме того, принято, что насос и трубы герметичны, откачиваемая жидкость лишена упругости и дегазирована, цилиндр насоса полностью заполняется жидкостью.
Цикл действия глубинного насоса состоит из четырех процессов и изображается в координатах: нагрузка Р на штанги в точке подвеса и перемещение S точки подвеса в виде параллелограмма.
Практические динамограммы нормальной работы насоса вследствие действия сил инерции и возникновения собственных и вынужденных упругих колебаний штанговой колонны отличаются от простейшей динамограммы тем больше, чем больше число качаний станка, глубина спуска насоса и (в меньшей мере) длина хода. В таких случаях нужно использовать метод А.С.Вирновского расчета и построения глубинной динамограммы насоса по данным, получаемым из обычной динамограммы, снятой в точке подвеса штанг. Этим методом глубинная динамограмма усилий, например в самой нижней штанге, дает возможность исключить влияние колебательного процесса в штангах, трубах и столбе жидкости и получить легко читаемую динамограмму непосредственно глубинного насоса.
Рис. 2. ‘,
Практические динамограммы нормальной работы насоса
На рис. 2 показаны практические динамограммы нормальной работы глубинного насоса. Волнообразные линии при ходах штанг вверх и вниз фиксируют упругие колебания штанг: собственные и вынужденные с превалированием первых. При больших величинах сил трения и больших утечках в рабочих парах насоса колебания сильно затухают, вплоть до полного исчезновения.
Рис. 3.
Изменение формы динамограммы с изменением числа качаний а – п = 7; б – п * 13; в – п = 24
На рис. 3 представлена серия динамограмм, снятых при различных числах качаний станка и постоянстве всех других параметров откачки и условий эксплуатации, показывающих существенные изменения формы динамограммы вследствие интенсивного колебательного процесса, возникающего в штанговой колонне.
Методика элементарной обработки динамограмм, снятых в точке подвеса штанг при значении т, не большем 0,2/0,25, в общих чертах, состоит в построении простейшей теоретической динамограммы (параллелограмма) и в сравнении ее с обрабатываемой практической динамограммой. При возникновении различных дефектов в насосной установке происходят соответствующие изменения в геометрии динамограммы.
Следует учитывать, что без обработки динамограммы составление правильного заключения возможно лишь в случаях, когда параметры оборудования скважины после предшествующего динамометрирования (проведенного с обработкой динамограммы) не изменились, а конфигурация новой динамограммы дает исчерпывающую информацию о работе оборудования и без ее обработки.
Ниже приводится краткое описание и разбор наиболее характерных динамограмм, фиксирующих часто встречающиеся отклонения от нормальной работы глубинных насосов.
Динамограммы, фиксирующие утечки жидкости в подземном оборудовании.
Имеются в виду утечки более или менее значительной величины, влияющие на подачу насоса (по практическим замерам подачи). Утечки, составляющие 5% и менее от производительности насоса, трудно обнаружить на промысловой динамограмме.
Рис. 4.
Динамограммы работы насоса с утечкой жидкости в нагнетательной части
а – простейшая теоретическая; б – практическая
На рис. 4а приводится простейшая теоретическая динамограмма, показывающая значительную утечку жидкости нагнетательной части насоса. Под этим термином подразумевается утечка в зазоре между плунжером и цилиндром, в нагнетательном клапане, в месте сопряжения седла клапана и гнезда и др. В каждом конкретном случае утечка может возникнуть в одном из перечисленных мест и может быть любое сочетание этих видов утечки, но форма динамограммы (если величина утечки одна и та же) будет почти одинаковой. Методов количественной оценки величины утечки по динамограмме не существует.
Характерной особенностью динамограмм рассматриваемого типа является нарушение параллельности линий восприятия нагрузки штангами и разгрузки штанг. Наклон линии восприятия увеличивается, а наклон линии разгрузки уменьшается, и сама линия закругляется в части, соответствующей концу хода плунжера вверх. Имеются и другие признаки, хорошо видные на рис. 4а. На рис. 4б приводится в качестве примера практическая динамограмма утечки жидкости в нагнетательной части насоса.
Рис. 5.
Динамограммы работы насоса с утечкой жидкости в приемной части
а – простейшая теоретическая; б – практическая
На рис. 5а и 5б приводятся теоретическая и практическая динамограммы значительной по величине утечки жидкости в приемной части насоса, т. е. между шариком и седлом приемного клапана, между конусом и седлом и т. д. В общем форма динамограммы при утечке жидкости в приемной части глубинного насоса такая же, как и при утечке ее в нагнетательной части, но повернута в отношении осей координат на 180°.
В обоих рассматриваемых видах динамограмм фиксируется тем большая относительная утечка жидкости, чем сильнее форма динамограммы отличается от формы простейшей теоретической динамограммы – в первую очередь в отношении нарушения параллельности линий восприятия нагрузки и разгрузки.
ГТМ — геолого-технические мероприятия. Мероприятия по увеличению производительности скважин.
ГТН — геолого-технологический наряд.
ГТУ — геолого-технологические условия.
ГЭР — гидрофобно-эмульсионный раствор.
ДНС — дожимная насосная станция. Поступление нефти со скважин через ГЗУ по усам на ДНС для дожимки в товарный парк. Может быть только дожим насосами жидкости или с частичной обработкой (сепарация воды и нефти).
ДУ — допустимый уровень.
ЕСГ — единая система газоснабжения.
ЖБР — железобетонный резервуар.
ЗСО — зона санитарной охраны.
ЗЦН — забойный центробежный насос.
КВД — кривая восстановления давления. Характеристика при выводе скважины на режим. Изменение давления в затрубном пространстве во времени.
КВУ — кривая восстановления уровня. Характеристика при выводе скважины на режим. Изменение уровня в затрубном пространстве во времени.
КИН — коэффициент извлечения нефти.
КИП — контрольно-измерительные приборы.
КМЦ — карбоксиметилцеллюлоза.
КНС — кустовая насосная станция.
К — капитальный ремонт.
КО — кислотная обработка.
КРБК — кабель резиновый бронированный круглый.
КРС — капитальный ремонт скважины.Ремонт после «полетов оборудования», нарушениях обсадной колонны, стоит на порядок дороже ПРС.
КССБ — конденсированная сульфит-спиртовая барда.
КССК — комплекс снарядов со съемным керноприемником.
НКТ — насосно-компрессорные трубы. Трубы, по которым на добывающих скважинах выкачивается нефть, на нагнетательных — закачивается вода.
НПП — нефтепродуктопровод.
НПС — нефтеперекачивающая станция.
ОА — очистительные агенты.
ОБР — обработанный буровой раствор.
ОГМ — отдел главного механика.
ОГЭ — отдел главного энергетика.
ООС — охрана окружающей среды.
ОЗЦ — ожидание затвердения цемента.
ОТ — обработка призабойной зоны.
ОТБ — отдел техники безопасности.
ОПРС — ожидание подземного ремонта скважины. Состояние скважины, в которое она переводится с момента обнаружения неисправности и остановки до начала ремонт. Скважины из ОПРС в ПРС выбираются по приоритетам (обычно — дебит скважины).
ОПС — отстойник предварительного сброса.
ОРЗ(Э) — оборудование для раздельной закачки (эксплуатации).
ОТРС — ожидание текущего ремонта скважины.
ПАВ — поверхностно-активное вещество.
ПАА — полиакриламид.
ПАВ — поверхностно-активные вещества.
ПБР — полимер-бентонитовые растворы.
ПДВ — предельно-допустимый выброс.
ПДК — предельно-допустимая концентрация.
ПДС — предельно-допустимый сброс.
ПЖ — промывочная жидкость.
ПЗП — призабойная зона пласта.
ПНП — повышение нефтеотдачи пластов.
ПНС — промежуточная нефтепрекачивающая станция.
ППЖ — псевдопластичная (степенная) жидкость.
ППР — планово-предупредительные работы. Работы по профилактике неисправностей на скважинах.
ППС — промежуточная перекачивающая станция.
ППУ — паропередвижная установка.
ПРИ — породоразрушающий инструмент.
ПРС — подземный ремонт скважины. Ремонт подземного оборудования скважины при обнаружении неисправностей.
Система ТО и ПР — система технического обслуживания и планового ремонта бурового оборудования.
СКЖ — счетчик количества жидкости. Счетчики для замеров жидкости непосредственно на скважинах для контроля замеров на ГЗУ.
СНС — статическое напряжение сдвига.
СПГ — сжиженный природный газ.
СПО — спуско-подъемные операции.
ССБ — сульфит-спиртовая барда.
ССК — снаряд со съемным керноприемником.
Т — текущий ремонт.
ТБО — твердые бытовые отходы.
ТГХВ — термогазохимическое воздействие.
ТДШ — торпеда с детонирующим шнуром.
ТК — тампонажная композиция.
ТКО — торпеда кумулятивная осевого действия.
ТО — техническое обслуживание.
ТП — товарный парк. Место сбора и переработки нефти (тоже, что и УКПН).
ТП — технологический процесс.
ТРС — текущий ремонт скважины.
ТЭП — технико-экономические показатели.
ЕЕДН — группа Техники и Технологии Добычи Нефти.
УБТ — утяжеленные бурильные трубы горячекатаные или фигурного сечения.
УБР — управление буровых работ.
УЗД — ультразвуковая дефектоскопия.
УКБ — установка колонкового бурения.
УКПН — установка комплексной подготовки нефти.
УСП — участковый сборный пункт.
УЦГ — утяжеленный тампонажный цемент.
УШЦ — утяжеленный шлаковый цемент.
УЩР — углещелочной реагент.
УПГ — установка подготовки газа.
УПНП — управление повышения нефтеотдачи пласта.
УПТО и КО — управление производственно-технического обеспечения и комплектации оборудования.
УТТ — управление технологического транспорта.
УШГН — установка штангового глубинного насоса.
УЭЦН — установка электроцентробежного насоса.
ХКР — хлоркальциевый раствор.
ЦА — цементировочный агрегат.
ЦДНГ — цех добычи нефти и газа. Промысел в рамках НГДУ.
ЦИТС — центральная инженерно-техническая служба.
ЦКПРС — цех капитального и подземного ремонта скважин. Цех в рамках НГДУ, выполняющий ПРС и КРС.
ЦКС — цех крепления скважин.
ЦНИПР — цех научно-исследовательских и производственных работ. Цех в рамках НГДУ.
ЦППД — цех поддержания пластового давления.
ЦС — циркуляционная система.
ЦСП — центральный сборный пункт.
ШГН — штанговый глубинный насос. С качалкой, для низкодебитных скважин.
ШПМ — шинно-пневматическая муфта.
ШПЦС — шлакопесчаный цемент совместного помола.
ЭГУ — электрогидравлический удар.
ЭРА — электрогидравлический ремонтный агрегат.
ЭХЗ — электрохимическая защита.
ЭЦН — электроцентробежный насос. Для высокодебитных скважин.
Поделитесь с друзьями:
Расшифровка статьи 6 Парижского соглашения
Публикация | Апрель 2018
Новая основа для совместных подходов и механизмов в соответствии со статьей 6 Парижского соглашения прокладывает путь к возрождению углеродных рынков. Тем не менее, условия, правила и руководство еще не полностью разработаны.
Заказать печатную публикацию
Цена
25 долларов США (мягкая обложка)
Цитируемый URL
http://dx.doi.org/10.22617/TIM189218-2
Статья 6 является ключевой частью Парижского соглашения. Он позволяет Сторонам добровольно сотрудничать для выполнения своих Определяемых на национальном уровне вкладов, обеспечивая международную передачу результатов смягчения последствий, новый механизм смягчения последствий и устойчивого развития, а также нерыночные подходы. Статья 6 закладывает основу для углеродного рынка после 2020 года, но Сторонам еще предстоит обсудить и решить множество сложных вопросов, чтобы завершить работу над сводом правил Парижского соглашения к концу 2018 года. В этой публикации рассматриваются варианты создания руководящих указаний, правил и условия для ключевых элементов статьи 6, вопросы расшифровки, такие как передаваемые на международном уровне результаты смягчения последствий, экологическая целостность, двойной учет и соответствующие корректировки.
Содержание
Введение
Экологическая честность в статье 6.2
Сфера применения статьи 6.2
Соображения относительно сферы применения Статьи 6.4
Соответствующие корректировки
Соображения относительно сферы применения Статьи 6.8
Положения о прозрачности, отчетности и проверке, относящиеся к статье 6 Парижского соглашения
Ключевые вопросы и дальнейшие действия
Приложение: неофициальный документ Председателя Вспомогательного органа для научных и технических консультаций
Дополнительные детали
Тип
Отчеты
Субъекты
Изменение климата
Укрепление политики, управления и потенциала
Страниц
130
Размеры
8,5 х 11
Артикул
ТИМ189218-2
ISBN
978-92-9261-160-6 (печать)
978-92-9261-161-3 (электронный)
Управление переходом к низкоуглеродной экономике: перспективы, политика и практика из Азии
Регион в зоне риска: человеческие аспекты изменения климата
Подробнее о фокусе АБР на изменении климата
Средства и продукты АБР
Сельское хозяйство и природные ресурсы
Развитие потенциала
Изменение климата
Экономика
Образование
Энергия
Окружающая среда
Оценка
Развитие финансового сектора
Пол
Государственное управление и управление государственным сектором
Здоровье
Промышленность и торговля
Информационные и коммуникационные технологии
Бедность
Развитие частного сектора
Региональное сотрудничество и интеграция
Социальное развитие и защита
Транспорт
Градостроительство
Вода
Центральная и Западная Азия
Восточная Азия
Южная Азия
Юго-Восточная Азия
Тихий океан
Афганистан
Армения
Азербайджан
Бангладеш
Бутан
Камбоджа
Китай, Народная Республика
Острова Кука
Фиджи
Грузия
Индия
Индонезия
Казахстан
Кирибати
Кыргызская Республика
Лаосская Народно-Демократическая Республика
Малайзия
Мальдивы
Маршалловы Острова
Микронезия, Федеративные Штаты
Монголия
Мьянма
Науру
Непал
Пакистан
Палау
Папуа-Новая Гвинея
Филиппины
Самоа
Соломоновы Острова
Шри-Ланка
Таджикистан
Таиланд
Тимор-Лешти
Тонга
Туркменистан
Тувалу
Узбекистан
Вануату
Вьетнам
Учебные материалы Руководства, наборы инструментов и другие практические ресурсы для разработки
Книги Крупные публикации, которым присвоен номер ISBN
Документы и обзоры Рабочие документы, подготовленные АБР
Материалы конференции Доклады или презентации на АБР и мероприятиях по развитию
Политики, стратегии и планы Правила и стратегии для операций АБР
Документы Совета Документы, подготовленные или представленные Совету директоров АБР
Финансовые документы Описывает фонды и механизмы финансирования
Отчеты Основные моменты отраслевой или тематической работы АБР
Сериалы Журналы и журналы, посвященные вопросам развития
Брошюры и листовки Краткие актуальные вопросы политики, информационные бюллетени по странам и статистические данные
Обязательные отчеты и официальные отчеты Записи АБР и годовые отчеты
Документы по страновому планированию Описывает страновые операции или стратегии членов АБР
Контракты и соглашения Меморандумы между АБР и другими организациями
Сталь – это сплав железа с углеродом с добавлением различных примесей, оказывающих влияние на основные характеристики продукта. При заказе материала нужно учитывать, какими свойствами должна обладать сталь, так как механические и химические свойства стали напрямую влияют на то, где ее можно использовать.
Сталь – это один из основных промышленных материалов, используемых в разных отраслях, от машиностроения до медицины. Сырье представляет собой сплав, в котором соединяется железо с углеродом. Также добавляются и другие примеси, оказывающие значительное влияние на основные характеристики конечного продукта.
Состав стали
Основа состава – железо и углерод. В сплаве обычно содержится не более 2,14%.
Основной критерий классификации – химический состав. Вся представленная на рынке продукция разделена на два основных вида сырья:
Углеродистая сталь. В ее составе кроме железа и углерода также есть фосфор, сера, марганец и кремний. В зависимости от процентного содержания углерода сырье разделено на высоко-, средне- и низколегированные марки. Этот материал можно применять, даже если перед вами стоит задача создать инструмент, использующийся под постоянным напряжением и высокими нагрузками.
Легированная сталь. К основным компонентам добавлены дополнительные легирующие элементы. Среди них – множество типов веществ, от кремния, бора и азота до хрома, циркония, ниобия, вольфрама и титана. Это влияет не только на стоимость, но и на качество продукции, область использования и характеристики. В продаже вы найдете множество типов продукции – жаропрочные, цементуемые, улучшаемые стали. В зависимости от структуры сырье может быть доэвтектоидного, ледебуритного, эвтектоидного и заэвтектоидного типа.
Свойства и применение стали можно определить по ее марке.
В состав стали могут добавляться различные примеси. В зависимости от того, в каком количестве они представлены в рецептуре, выделяются два основных типа продукции:
Обыкновенного качества. В составе такого сплава углерода не более 0,6%. Основные стандарты, используемые в изготовлении –ГОСТ 14637 и ГОСТ 380-94. Многие виды продукции в маркировке указываются как «Ст», что означает стандартное качество. На рынке этот тип сырья –один из наиболее доступных по стоимости.
Качественный. К этой категории относятся легированная и углеродистая разновидности. Уже в маркировке указывается особенность состава, количество углерода в сотых долях. Основной стандарт, которого придерживаются изготовители, – ГОСТ 1577. Стоит такая сталь дороже, чем продукт обыкновенного качества. При этом материал намного более пластичен, хорошо сваривается и отлично защищен от механического воздействия.
Основные свойства стали
При заказе материала нужно учитывать, какими свойствами должна обладать сталь, чтобы подойти под конкретную область применения. Если не понимать такой особенности, есть риск покупки сырья, не соответствующего прочности, уровню защиты от коррозии, качеству свариваемости и другим характеристикам.
Рассмотрим основные характеристики материала.
Механические
Показывают, какие варианты обработки можно выбирать и где использовать. Есть несколько основных параметров:
Прочность. Показывает, какую нагрузку можно прикладывать к детали, пока не появятся первые признаки разрушения. Для каждой марки материала указывается этот параметр, а также предел текучести.
Предел прочности. Указывает на защищенность материала от механического напряжения.
Предел текучести. Дает представление о растягиваемости материала. Это помогает понимать, насколько сильно можно растянуть материал до момента, пока процесс будет продолжаться, даже когда нагрузка перестанет прикладываться.
Пластичность. Чтобы материал можно было использовать в изготовлении различных типов деталей и заготовок. Такая характеристика помогает сырью менять форму, прописывается, чтобы определить параметры относительного угла изгиба и удлинения.
Ударная вязкость. Напрямую связана с пределами динамических нагрузок. Характеристика указывает, насколько сильный удар сможет выдержать готовое изделие или заготовка, прежде чем начнет окончательно разрушаться.
Твердость. Показывает предельную нагрузку по площади до момента возникновения вдавливания. Может определяться разными методами, как Бринелля, так и Виккерса.
Физические
Параметры дают понять, возможно ли применение стали в строительстве или различных областях промышленности. Есть три значимых центральных показателя:
Плотность. В характеристике зашифровано, какая масса стали содержится в указанном объеме. Чем выше прочность, тем больше защищенность от деформации, сильного давления и других потенциальных угроз.
Теплопроводность. Параметр дает представление, насколько быстро тепло передается по заготовке. Параметр очень важен для промышленности, к примеру, при изготовлении радиаторов или труб для теплотрасс.
Электропроводность. Позволяет оценить безопасность применения материала в местах, где есть риск удара током. Также сплав можно выбрать и для установки в сферах, где имеют значение его проводниковые характеристики.
Химические
Весь набор параметров дает представление о том, как поведет себя материал в разных температурах или средах с разной степенью агрессивности. Есть четыре основных параметра:
Окисляемость. Процесс окисления вызывается контактом металла с кислородом, может стимулироваться увеличением температуры. На уровень окисляемости влияет содержание углерода и среда, в которой используются изделия. Чем больше подверженность окислению, тем быстрее на поверхности появится ржавчина.
Защищенность от коррозии. Указывается для разных сред. Может меняться при использовании на открытом воздухе, а также при контакте с водой или почвой.
Жаростойкость. Помогает понять, при каком нагреве на металле начинает постепенно развиваться коррозия. Характеристика напрямую связана с окисляемостью.
Жаропрочность. От жаростойкости отличается тем, что затрагивает не коррозийную стойкость и защиту от окалины, а саму прочность. Знание параметров поможет вам понять, до какой температуры нагреется заготовка, прежде чем ее можно будет сломать или деформировать.
Технологические
Показывают возможность обработки с применением различных технологий. Центральные параметры:
Ковкость. Чем она выше, тем быстрее можно будет придать форму постоянным внешним механическим воздействием.
Жидкотекучесть. Если этот параметр находится на высоком уровне, расплавленный материал сможет лучше заполнять пустоты.
Свариваемость. Помогает соединять различные заготовки между собой. Отличается как в зависимости от типа использованной сварки, так и самого сплава.
Обрабатываемость резанием. Сталь можно обрабатывать разными видами режущих инструментов для создания металлопроката и деталей с разными параметрами и областью применения.
Применение стали
Механические и химические свойства стали напрямую влияют на то, где ее можно использовать. Проще всего определиться со сферой по марке, указанной на сырье. Так продукцию с хорошей жаропрочностью можно использовать в средах, где есть риск воздействия постоянных высоких температур. То же относится к маркам, отличающимся хорошей свариваемостью и коррозийной стойкостью.
По сферам производства можно выделить несколько основных категорий:
Строительные. Применяются при создании металлоконструкций различного масштаба, арматуры, обшивки стен. Необходимые характеристики отличаются в зависимости от области применения. Так для одних видов сплава важна стойкость к коррозии во влажных средах, для других – защита от окисления при контакте с почвой. Но все используемые типы сырья должны хорошо свариваться, иметь повышенную прочность при постоянном или периодическом сильном механическом давлении. В сочетании с важной для строителей доступностью стоимости такими параметрами обладают низколегированные сплавы и варианты обычного качества.
Инструментальные. Применяются для изготовления инструментов различного назначения. Все сплавы разделены на три категории. Первая используется для создания штампованных деталей. Вторая – при производстве режущего инструмента, третья – измерительного с высокой точностью. Лучшим решением станет заказ высоколегированных и высокоуглеродистых материалов. Они не только хорошо защищены от износа, но и отличаются твердостью, хорошей теплопроводностью.
Конструкционные. Разнообразны по сфере использования: применяются для металлоконструкций, а также для деталей, крупных механических узлов. Лучшее решение – применение сплава с малой долей марганца. Легирование позволяет расширить список полезных характеристик. Эксперты рекомендуют обратить внимание на высокопрочные, автоматные, износостойкие и другие марки.
Также всегда можно заказать материалы со специальными характеристиками для конкретной зоны применения. Это могут быть как сплавы с повышенной жаропрочностью, так и защищенные от окисления при контакте с кислородом, хорошо плавящиеся, электропроводные и многие другие.
Другие статьи:
Закалка стали Отпуск стали
Свойства и области применения сталей от поставщика Электровек-сталь / Evek
О трубах из нержавеющей стали, методах их производства и сфере применения уже было рассказано много, но все, же еще несколько слов об эстетической стороне изделий. Сегодня к эстетическим достоинствам любого материала предъявляются повышенные требования. На практике, далеко не каждый потребитель может правильно выбрать нужный тип трубы, из-за чего могут быть недоразумения. Как можно избежать ненужных затрат, получив в итоге оптимальный результат, поговорим ниже.
Общая характеристика
Качество поверхности напрямую зависит от способа финишной обработки материала. Отметим два важных момента: первый — сварные трубы из нержавеющей стали, в последнее время весьма успешно конкурируют с цельнотянутыми (бесшовными) трубами. Применение последних, с точки зрения экономической целесообразности более предпочтительно. И второй — возросшее качество финишной обработки поверхностей. Напомним еще раз, что помимо шлифовки (она в последнее время используется как подготовительная операция), это могут быть полировка, электрополировка, и электрогидрообработка. При использовании данных методов достигается минимально возможный показатель шероховатости. Поверхность становится по сути зеркальной. Кроме того, финишная обработка нередко позволяет обнаружить скрытые дефекты сварного соединения, что, в интерьерном дизайне может быть и не так страшно, а вот в промышленности, где труба работает в агрессивной среде, да еще под высоким давлением — это очень важно. Специальные технологии ленточной шлифовки (применение поточной линии ленточных станков) позволяет существенно снизить затраты, что делает изделия в глазах потребителей ещё более привлекательными. Оптимизация технологических процессов позволяет получать заданную чистоту поверхности с минимальными затратами. Традиционно в строительстве применялся черный металлопрокат из низкоуглеродистых сталей, иногда с покрытием. В последнее время ситуация меняется, и все больше и больше нержавеющих сталей находит свое место на площадках новостроек. Какие качества делают сталь более привлекательной и какие у нее преимущества, поговорим ниже.
Основные качества нержавеющей сталей и области применения
Во-первых, срок службы изделий из нержавейки — не менее 25 лет. В течение этого, достаточно длинного периода эксплуатации сталь практически не теряет своих достоинств. Нет необходимости в покраске, текущем ремонте и т. п. Конечно, можно использовать низкоуглеродистые сплавы с гальваническим покрытием. Но хотя они намного дешевле, покрытие, под действием внешних факторов разрушается на протяжении ближайших лет. Во-вторых, коррозионная стойкость. Высоколегированные аустенитные стали имеют специальные области применения. Но даже достаточно недорогие низколегированные стали хорошо противостоят неблагоприятным воздействиям внешней среды, таким как дождь, снег, действие загрязняющих факторов, и могут быть легко применимы при создании интерьеров и наружного дизайна. В-третьих, — соответствие требованиям гигиены. Санитарные нормы являются решающими в пищевой промышленности. А нержавеющая сталь, химически инертна, что делает ее незаменимой при контакте с продуктами питания. Также не стоит забывать о средствах личной гигиены, например, таких как маникюрные ножницы. В-четвертых, эстетическая привлекательность. Как правило, поверхность стали может быть обработана различными способами — шлифовкой, полировкой, матированием, электрополировкой, что в сочетании с высокими прочностными характеристиками, и высокой коррозионной стойкостью позволяет надолго сохранить привлекательный внешний вид изделий. Твердая поверхность нержавеющей стали устойчива к появлению царапин. Её цвет не изменяется на изгибах. На специально обработанных декоративных листах и панелях из нержавейки практически не остаётся отпечатков пальцев и жировых следов — в данном случае речь идет о матированных поверхностях без зеркального блеска. В-пятых, — легированные нержавеющие стали обладают повышенной жаропрочностью в сравнению с обычными углеродистыми марками. Их тугоплавкость значительно расширяет сферу применения. В-шестых, высокая прочность, позволяет создавать антивандальные конструкции в общественных местах, что особо актуально в наше неспокойное время.
Расширяет сферу применения нержавеющей стали
Широкий ассортимент и разнообразие поверхностей. Сейчас производятся практически любые изделия из нержавейки, как стандартные, так и нестандартные по специальному заказу. Многообразие марок, позволяет выбрать наиболее оптимальное соотношение стоимость — качество. В первую очередь речь идет о механической и химической стойкости. Высокая пластичность ряда марок позволяет широко применять в массовом производстве плоскую и объемную штамповку.
Недостатки
Большинство марок нержавеющей стали достаточно сложны в механической обработке — в частности при обработке со снятием стружки — требуется специальный инструмент, подбор режимов резания и СОЖ, в основном сложности при обработке резанием создает такое свойство материала, как высокая вязкость. Второе — высокая стоимость. Цена легированной стали по сравнению с углеродистой может отличаться почти в пять раз. Естественно, что нержавейка дороже, однако, если принять во внимание срок службы не менее 25 лет и подсчитать, сколько средств будет тратиться для замены или реставрации более дешевых деталей из обычных сталей — получится, что нержавейка все же более рентабельна. Однако на первоначальном этапе затраты на нее будут все равно выше. И последнее — это реалии нашего времени. Из-за высокой стоимости легированных сталей, они нередко становятся объектом преступных посягательств. Известны случаи, когда детали из нержавейки отламывались, отпиливались, отвинчивались — в общем, снимались любым доступным способом. Нередки случаи, когда ценные конструкции сдавались в пункты приема металла.
Применение
Нержавейка используется практически везде, где есть контакт с агрессивными средами, там, где требуется химическая стойкость деталей и механизмов. Это прежде всего — пищевая промышленность — изготовление различных емкостей, лопаток, перемешивателей, бункеров, транспортеров, шнеков, стенок печей и т. п. Требования санитарных норм и правил — однозначны, и не позволяют использовать какие-либо другие сплавы. Лучше всего, в пищевой промышленности зарекомендовали себя аустенитные стали, с повышенной коррозионной стойкостью. Как правило, в пищевой отрасли технологические процессы протекают с избыточным давлением и высокой температурой. А нержавейка хорошо сваривается, достаточно прочная и устойчива к появлению трещин. Кроме того, перевозка пищевых продуктов, также требует её использования — в частности — транспортировка молока, или муки. Электроэнергетика. Во всех атомных станциях, используются легированные стали, в том числе жаропрочные и со специальными свойствами, которые могут работать в условиях высоких температур, экстремальных давлений, ионизирующего излучения. На традиционных электростанциях, которые получают электроэнергию путём сжигания топлива, также применяются стали, работающие при высоких температурах, чаще всего — жаропрочные нержавеющие стали. Ну, а на ГЭС — тут уж как говориться, сам бог велел — речь идет о гидротурбинах, лопасти которых полностью изготовлены из нержавеющей стали. Химическая промышленность — вот уж где истинное царство нержавейки. Различные емкости, трубопроводы, резервуары, реакторы — везде нержавейка. Поскольку видов химических производств очень много, то выбор конкретной марки стали зависит от конкретных условий производства, На практике, металлу чаше всего приходится работать в кислотной или щелочной среде, нередко в присутствии серы, например, при производстве стиральных порошков. Целлюлозно-бумажная промышленность использует не только оборудование из нержавеющей стали. Основная масса данного металла приходится на трубопроводы. В среднем, расход нержавейки только на эту статью затрат составляет от 3 до 5 тысяч тонн ежегодно. Транспортное машиностроение. В данном случае речь идет о различных контейнерах для перевозки химически активных веществ, а также веществ, опасных для жизни и здоровья окружающих, и представляющие экологическую опасность. Военная и космическая промышленность — это область особых, специальных сталей, часто сделанных по специальному заказу, которые и купить-то невозможно. Данная область закрыта для обычных фирм, однако, в связи с ростом производства с секторе ВПК в нашей стране, нередки случаи, когда, оборонные заводы отдают заказы на изготовление деталей из особых сплавов гражданским предприятиям. Как правило, вместе со сталью предприятиям передают и технологию обработки. Бытовой сектор. Большинство декоративных элементов, на кухне, различная посуда — ложки, вилки, кастрюли и тарелки могут быть изготовлены из пищевой нержавеющей стали.
Купить. Цена
На складе ООО «Электровек-сталь» в наличии широкий ассортимент нержавеющего проката по оптимальным ценам. Выбор удовлетворит любого заказчика. Заказать и приобрести изделия любых параметров можно через наше представительство или через Интернет-сайт компании. Качество гарантируется строгим соблюдением технологических норм производства. Сроки выполнения заказов минимальны. Цена зависит от объема заказа и дополнительных условий поставок. При оптовых заказах действует система скидок.
10 неожиданных применений стали
Каковы области применения стали? Сталь представляет собой многоцелевой сплав с многочисленными традиционными применениями. Применяется в строительстве, автомобилестроении и авиастроении, тяжелом промышленном оборудовании, транспортной инфраструктуре, бытовой технике, оружии и так далее.
Все эти вещи формировали мир, каким мы его знаем, на протяжении нескольких столетий. Тем не менее, некоторые области применения стали все еще могут быть ошеломляющими.
1
Начало массового производства стали считается одним из главных факторов мощной цивилизационной трансформации, получившей название промышленной революции.
Сталь также сформировала эстетику стимпанка . В мирах стимпанка, вместо того, чтобы уступить место двигателям внутреннего сгорания, паровые двигатели достигли пика своего развития. Этот жанр и субкультура популярной научной фантастики черпает вдохновение в 19Реальность ХХ века с ее паровыми машинами, книгами Жюля Верна и Герберта Уэллса, заводными шестернями, викторианским стилем, индустриальными пейзажами и, конечно же, сталью.
Примером может служить произведение искусства, выставленное в Австралийском национальном научно-техническом центре в Квестаконе. Среди множества интерактивных экспонатов, призванных побудить публику к научной деятельности, есть стальная скульптура «Заводная вселенная» художника Тима Уэтерелла. В инсталляции представлены движущиеся часовые механизмы и трехмерный фильм о Луне.
Между прочим, ошеломляющий коммерческий успех другой иконы стимпанка, игры-стрелялки с боковой прокруткой Steel Empire (выпущенной в 1992 году в Японии), представил концепцию стимпанка и на рынке видеоигр.
2
На первый взгляд Dynasphere — стальное колесо диаметром около трех метров — кажется очередной инсталляцией в стиле стимпанк. Однако это настоящее моноколесное транспортное средство, конструкция которого была запатентована доктором Джоном Арчибальдом Первесом из Великобритании в 1930. Идея моноколеса изобретателя была вдохновлена эскизами Леонардо да Винчи.
Несмотря на крайне причудливый внешний вид автомобиля, его рыночные перспективы изначально оценивались весьма положительно. Пурвес даже модифицировал модель, чтобы она могла перевозить до восьми человек. Но шансы Dynasphere, а не Cybertruck Илона Маска, стать стальным автомобилем будущего оказались крайне низкими. В то время как моноколесо могло развивать довольно хорошую скорость, им было чрезвычайно трудно управлять, управлять им и тормозить. Так моноколеса так и не стали настоящим транспортным средством, хотя реплики Dynasphere до сих пор появляются в развлекательных шоу и используются в качестве аттракционов.
3
Согласно анализу применения стали, проведенному Всемирной ассоциацией производителей стали, строительная отрасль является одним из крупнейших потребителей сплава. Здесь используется более половины производственных объемов материала. Заводские здания со стальным каркасом стали привычной частью современного промышленного ландшафта. Тем не менее, возможности стальной рамы выходят далеко за рамки одноэтажных заводских зданий.
Расширяя спектр архитектурных решений, некоторые производители теперь предлагают сборные металлоконструкции для использования в качестве молитвенных домов. Это храмы в полном смысле этого слова, со всеми необходимыми помещениями и внешними особенностями. Относительно низкая стоимость строительства такого здания позволяет профинансировать проект даже небольшой общине, а прочность стальных каркасов обеспечит десятилетия, если не столетия, использования прихожанами.
4
Продолжая религиозную тему, нельзя не упомянуть самую большую в мире ханукальную менору . Огромный 10-метровый канделябр находится на Манхэттене, недалеко от Центрального парка. Проект разработал израильский скульптор и художник-экспериментатор Яаков Агам, также известный как отец кинетического искусства. Для создания меноры Агам использовал стальные балки весом около 1,8 тонны. Из-за высоты конструкции невозможно зажечь свечи меноры обычным способом.
Именно поэтому Con Edison, одна из крупнейших энергетических компаний США, ежегодно предоставляет кран, чтобы поднять всех участников церемонии зажжения на вершину. Любавичская молодежная организация, которая финансировала проект, объяснила символический характер стального светильника с девятью ветвями следующим образом: «Самая большая в мире ханукальная менора стоит как символ демократии. Он несёт послание света над тьмой и свободы над угнетением».
5
Другая металлическая конструкция также может оказаться религиозной, хотя ее истинное предназначение остается загадкой.
Прошлой осенью, пролетая над пустыней в американском штате Юта, экипаж патрульного вертолета заметил большой блестящий объект, торчащий из песка. Когда вертолет приземлился, экипаж увидел металлический монолит, возвышающийся над поверхностью на 3,7 метра. Оказалось, что это был стержень из нержавеющей стали с неизвестным назначением. Дорожно-патрульная служба штата Юта разместила фотографию объекта на своей странице в Facebook, но не раскрыла его точное местонахождение. Власти также не дали никаких предположений относительно того, откуда он взялся и кому он может принадлежать. Примерно через 24 часа после инцидента пилоты и их друзья организовали частную поездку к месту загадочного памятника. Но, увы, оно исчезло. Официальные лица штата Юта отрицают свою причастность к удалению.
Наиболее распространенная версия заключается в том, что металлический предмет был инсталляцией современного художника. Многие вспомнили, что сооружение напоминало монолиты из фильма Стэнли Кубрика «Космическая одиссея 2001 года», снятого по мотивам произведений писателя-фантаста Артура Кларка. Власти подчеркнули, что установка памятника на общественных землях незаконна, «независимо от того, с какой вы планеты».
6
Тем временем в Азии из стали делают… деревья. The Supertree Grove является частью амбициозного проекта Gardens by the Bay, реализуемого властями Сингапура. Он состоит из 18 стальных и бетонных конструкций высотой от 25 до 50 метров, напоминающих гигантские деревья. По сути, это вертикальные сады с редкими видами растений, такими как папоротники, экзотический виноград, орхидеи и так далее.
Помимо того, что стальные супердеревья являются домом для вьющихся растений и естественным источником тени, они аккумулируют солнечную энергию, которая используется для освещения парка и сбора дождевой воды. Supertree Grove также помогает охлаждать систему зимнего сада, расположенную поблизости.
7
Туфли на высоком стальном каблуке : созданы для яркой Леди Гаги, они не кажутся особенно удобными, но, несомненно, являются последней модой. Эта пара была произведена шведской сталелитейной и машиностроительной компанией Sandvik в сотрудничестве с известным модельером Наимом Йозефи. Для дизайнеров проекта ключевой особенностью обуви является не сырье, из которого она изготовлена, а то, как она сделана.
На самом деле обувь была изготовлена с помощью 3D-принтера. Они стремились продемонстрировать широкие возможности технологии, а также популяризировать 3D-печать среди широкой публики. Благодаря уникальным свойствам стали эта пара прослужит долгие годы и в конечном итоге будет почти на 100% пригодна для вторичной переработки!
8
Шведский модельер Наим Йозефи был приглашен для сотрудничества с Sandvik не случайно. Одним из главных увлечений дизайнера является создание модных коллекций из стали. Четыре года назад Жозефи представил свою знаменитую девятку.0013 Коллекция Women of Steel на Неделе моды в Стокгольме. Платья, созданные из высококачественной стальной полосы, поразили публику своим ослепительным блеском и футуристическим стилем. Безусловно, коллекцию окрестили революцией в мире моды. Хосефи эффективно организовал своего рода рекламную кампанию для продукции местной компании, производящей тонкую сталь, используемую в бритвенных лезвиях и скальпелях. Проект оказался очень трудоемким и сложным; конструктор использовал сталь толщиной 0,022 миллиметра (четверть толщины человеческого волоса) для изготовления более 100 000 штук. Они включали 18 000 стальных пайеток разных оттенков, которые были вручную пришиты к шелковой ткани.
9
Если знаменитости носят обувь и одежду из стали, то обычные люди тоже могли бы использовать кусочек металла… в качестве десерта . Возможно, так думали жители японских городов Цубаме и Сандзё, когда решили добавить в меню местных кафе мороженое из железных хлопьев. Нетрудно догадаться, что эти города славятся не только своими предприимчивыми рестораторами, но и металлургическими заводами. Местный технолог создал мороженое стоимостью почти 4 доллара за 100 граммов с металлической посыпкой и неожиданным вкусом. Хотя десерт, безусловно, кажется необычным, туристы, которым довелось попробовать новинку, говорят, что на вкус он лучше, чем на вид.
10
Правильно, синяя собака из стального шарика: это произведение искусства считается одним из лучших образцов жанра поп-арт. Его дизайнер, художник Джефф Кунс, прославился созданием стальных скульптур, напоминающих примитивные формы животных из воздушных шаров. Несмотря на скептицизм некоторых искусствоведов, называющих скульптуры «китчем», «Синяя собака» была продана с аукциона почти за 60 миллионов долларов, а его стальной Кролик — более чем за 9 долларов.0 миллионов. «Кролик» в настоящее время возглавляет список самых дорогих произведений искусства, проданных живым художником. Кунс взял существующую надувную игрушку, отлил ее из стали и разбогател на этой идее.
Обувь, одежда, еда, деревья, церкви и культурные ориентиры: универсальность стали захватывает воображение. Несмотря на века активного использования, человечество находит все новые и новые применения этому удивительному материалу.
сталь
| Состав, свойства, типы, сорта и факты
производство
Посмотреть все СМИ
Ключевые люди:
Эндрю Карнеги Генри Бессемер Сэр Уильям Сименс Джон Огастес Роблинг Чарльз М. Шваб
сталь , сплав железа и углерода, в котором содержание углерода колеблется до 2 процентов (при более высоком содержании углерода материал определяется как чугун). На сегодняшний день это наиболее широко используемый материал для строительства инфраструктуры и промышленности в мире, он используется для изготовления всего, от швейных иголок до нефтяных танкеров. Кроме того, инструменты, необходимые для изготовления таких изделий, также изготавливаются из стали. Как показатель относительной важности этого материала, в 2013 году мировое производство необработанной стали составило около 1,6 миллиарда тонн, а производство следующего по важности технического металла, алюминия, составило около 47 миллионов тонн. (Для списка производства стали по странам, см. ниже Мировое производство стали.) Основными причинами популярности стали являются относительно низкая стоимость ее производства, формовки и обработки, изобилие двух сырьевых материалов (железная руда и лом) и беспрецедентный ассортимент механические свойства.
Свойства стали
Основной металл: железо
Изучение производства и структурных форм железа от феррита и аустенита до легированной стали
Посмотреть все видео к этой статье
Основным компонентом стали является железо, металл, который в его чистое состояние ненамного тверже меди. За исключением самых крайних случаев, железо в твердом состоянии, как и все другие металлы, поликристаллично, т. е. состоит из многих кристаллов, смыкающихся друг с другом на своих границах. Кристалл — это хорошо упорядоченное расположение атомов, которые лучше всего можно представить в виде сфер, соприкасающихся друг с другом. Они упорядочены в плоскостях, называемых решетками, которые особым образом проникают друг в друга. Для железа расположение решетки лучше всего представить единичным кубом с восемью атомами железа в углах. Важным для уникальности стали является аллотропность железа, то есть его существование в двух кристаллических формах. В объемно-центрированной кубической (ОЦК) конфигурации в центре каждого куба находится дополнительный атом железа. В гранецентрированной кубической (ГЦК) конфигурации в центре каждой из шести граней единичного куба находится один дополнительный атом железа. Существенно, что стороны гранецентрированного куба или расстояния между соседними решетками в ГЦК конфигурации примерно на 25 процентов больше, чем в ОЦК компоновке; это означает, что в ГЦК-структуре больше места, чем в ОЦК-структуре, для удержания инородных ( , т. е. сплавов) атомов в твердом растворе.
Железо имеет аллотропию ОЦК ниже 912°C (1674°F) и от 1394°C (2541°F) до температуры плавления 1538°C (2800°F). Называемое ферритом, железо в его ОЦК-образовании также называется альфа-железом в диапазоне более низких температур и дельта-железом в зоне более высоких температур. Между 912° и 1394°С железо находится в ГЦК-порядке, который называется аустенитным или гамма-железом. Аллотропное поведение железа сохраняется, за немногими исключениями, в стали, даже когда сплав содержит значительное количество других элементов.
Существует также термин бета-железо, который относится не к механическим свойствам, а скорее к сильным магнитным характеристикам железа. Ниже 770 ° C (1420 ° F) железо является ферромагнитным; температуру, выше которой он теряет это свойство, часто называют точкой Кюри.
Викторина «Британника»
Строительные блоки предметов повседневного обихода
Из чего сделаны сигары? К какому материалу относится стекло? Посмотрите, на что вы действительно способны, ответив на вопросы этого теста.
В чистом виде железо мягкое и обычно непригодно для использования в качестве конструкционного материала; основной метод его упрочнения и превращения в сталь — добавление небольшого количества углерода. В твердой стали углерод обычно встречается в двух формах. Либо он находится в твердом растворе в аустените и феррите, либо находится в виде карбида. Форма карбида может быть карбидом железа (Fe 3 C, известным как цементит) или карбидом легирующего элемента, такого как титан. (С другой стороны, в сером чугуне углерод проявляется в виде чешуек или скоплений графита из-за присутствия кремния, подавляющего образование карбидов.)
Воздействие углерода лучше всего иллюстрируется диаграммой равновесия железа и углерода. Линия A-B-C представляет точки ликвидуса (, т. е. температуры, при которых расплавленное железо начинает затвердевать), а линия H-J-E-C представляет точки солидуса (при которых затвердевание завершается). Линия A-B-C показывает, что температура затвердевания снижается по мере увеличения содержания углерода в расплаве железа. (Это объясняет, почему серый чугун, содержащий более 2 процентов углерода, обрабатывается при гораздо более низких температурах, чем сталь.) Расплавленная сталь, содержащая, например, 0,77 процента углерода (показана вертикальной пунктирной линией на рисунке), начинает затвердевает при температуре около 1475 ° C (2660 ° F) и полностью затвердевает при температуре около 1400 ° C (2550 ° F). С этой точки и ниже все кристаллы железа находятся в аустенитной — , т. е. ГЦК — компоновка и содержат весь углерод в твердом растворе. При дальнейшем охлаждении резкое изменение происходит примерно при 727 ° C (1341 ° F), когда кристаллы аустенита превращаются в тонкую пластинчатую структуру, состоящую из чередующихся пластинок феррита и карбида железа. Эта микроструктура называется перлитом, а изменение называется эвтектоидным превращением. Перлит имеет твердость алмазной пирамиды (DPH) примерно 200 кгс на квадратный миллиметр (285 000 фунтов на квадратный дюйм), по сравнению с DPH 70 кгс на квадратный миллиметр для чистого железа.
Зачем нужна песчаная подушка под фундамент — Расчёт толщины под ленточный
Правильная закладка фундаментного основания обеспечивает прочность и устойчивость здания. Как правило, устраивается песчаная подушка под фундамент ленточного типа, при строительстве домов не выше 2 этажей из блоков или бруса. Под монолитное основание песчаный слой не нужен.
Фундамент на подушке обязательно устраивают на торфяном или глинистом грунте. Такие почвы при воздействии отрицательной температуры вспучиваются, их структура становится неоднородной. Без прослойки песка постройка может деформироваться, а стены – покрыться трещинами. Поэтому точное соблюдение СНиП и правильный расчет основания является обязательным условием при ведении строительства.
Нужна ли песчаная подушка при возведении фундамента?
Песчаное покрытие создают практически под все виды фундаментов.
Его назначение заключается в следующем:
Выравнивание поверхности для обеспечение равномерного распределения нагрузки. Особенно важное значение это имеет при использовании монолитной плиты или при монтаже разборного бассейна.
Предотвращение вспучивания грунта зимой.
Защита фундаментной плиты от промерзания.
Защищает постройку от капиллярной влаги.
Отводит воду после дождя или таяния снега.
Песок хорошо уплотняется по сравнению с глинистой почвой, поэтому его используют при строительстве малоэтажных домов. Также песчаная прослойка используется для замены непригодного грунта или экономии тяжелого бетона.
В любом случае следует учитывать такие моменты:
Песок используется только при строительстве каркасных, блочных домов, которые не создают большого давления.
Грунтовые воды должны залегать достаточно глубоко, чтобы при произошло размывание.
Для повышения несущей способности поверхность нужно тщательно утрамбовывать с обильным увлажнением.
Необходимость для ленточного фундамента
Закладка основания ленточного типа проводится в несколько этапов. Один из них – устройство подсыпки, которая защищает дом от усадки и воздействия влаги. Но, основная ее задача состоит в обеспечение прочности и устойчивости строительной конструкции.
Такой тип используется при строительстве загородных домов и хозяйственных построек. Например, под гараж достаточно подсыпки толщиной 20 см. Материал утрамбовывается вручную или с помощью электрического инструмента. Если на уплотненной поверхности не остаются следы от обуви, значит, все выполнено правильно.
Требования к подушке из песка
В зависимости от вида и характеристик почвы высота подушки должна составлять 60,0 см. С учетом особенностей российского климата и грунта строители рекомендуют использовать для расчета тройную ширину основания. При строительстве на сильно пучинистых почвах толщина может составлять 80,0 см. Ширина подсыпки должна быть больше ширины фундамента на 15,0 см с обеих сторон.
Для ее устройства используется только крупнозернистый материал. Требования к подсыпке и технология ее устройства определяются строительными правилами.
Нужна ли подушка под ленточный фундамент и какой толщины
Содержание статьи
1 Подушка под фундамент – традиции и реалии
2 Когда необходима закладка подложки под фундамент?
3 Разновидности фундаментных подложек
Подушка под ленточный фундамент представляет собой слой определенной толщины из песка, гравия или щебня, предназначенный для равномерного распределения весовой нагрузки строительного сооружения на грунт. Еще не так давно нормативная документация и техническая специальная литература по строительству однозначно требовали наличия подушки под ленточным фундаментом любого строения.
Однако развитие современных технологий монолитного строительства и применение химических добавок, повышающих влагостойкость бетона, создали предпосылки для пересмотра концепции обязательности подсыпки материалов под бетонное основание строительной конструкции.
Подушка под фундамент – традиции и реалии
Подушки из песка, гравия и щебня стали востребованы при строительстве так называемых «панельных» домов. Размах жилищного строительства в СССР во второй половине 20-го века требовал применения унифицированных строительных элементов, в число которых вошли железобетонные блоки ФБС ГОСТ 13579-78 «Блоки бетонные для стен подвалов. Технические условия». Из блоков ФБС формировались массивные сборные ленточные фундаменты, которые служили опорой многоэтажным постройкам. При их заложении необходимо было сделать подложку из непучинистых материалов типа песка крупной фракции или щебня мелкой фракции, предназначенную для выполнения двух важнейших функций:
Сглаживания всех неровностей грунта для обеспечения равномерного прилегания плоскости подошвы фундамента к грунту.Тем самым строители добивались равномерного распределения весовой нагрузки от многоэтажки по всей поверхности основного грунта;
Защиты основания фундаментной конструкции от капиллярного поднятия грунтовой влаги. Через песчаную прослойку грунтовая влага способна подняться капиллярным путем лишь на высоту 30 см.
Равномерность распределения весовой нагрузки обеспечивается слоем песка толщиной от 5 до 15 см, для отсечения капиллярной влаги достаточно слоя в 30 см. Здание, опирающееся на сборный фундамент из ФБС с песчаной или песчано-щебеночной подложкой, отличается высокой стабильностью, надежностью и минимальной усадкой.
Развитие индивидуального строительства домов малой этажности на ленточных монолитных фундаментах в корне поменяло роль традиционной подушки под опорное основание коттеджа или двухэтажного дома. В частности, при заливке монолитной ленты жидкий бетон сам заполняет неровности грунта, ликвидируя пустоты в грунте, тем самым способствуя равномерному распределению весовой нагрузки без участия песчаной подсыпки.
Другим доводом, указывающим на потребность в пересмотре сложившейся концепции обязательного применения подложек для ленточных фундаментов, служит использование специальных химических добавок, повышающих влагостойкость бетона. В этом случае также ставится под сомнение необходимость обустройства песчаной подушки для защиты от капиллярной влаги.
Безоглядное стремление «сделать, как всегда делали» в отношении песчаной подушки под ленточный фундамент может даже навредить по следующим причинам:
Песок, окруженный более плотными грунтами с низкой водопроницаемостью типа глины или суглинков, будет способствовать скоплению в нем (то есть, в составе подушки под фундаментом) осадочной влаги. Происходит переувлажнение грунта под подошвой фундамента, приводящее к снижению несущей способности всей фундаментной конструкции. Для отвода скапливающейся воды будет нужна дренажная система, существенно влияющая на расходы по строительству или текущему ремонту жилого дома.
Песок не препятствует прохождению через подушку грунтовой влаги в парообразном состоянии. После прохождения через подушку, пар конденсируется на фундаменте, провоцируя коррозионные процессы. Песчаная подложка оказывается совершенно не нужной, поскольку без гидроизоляции в этом случае не обойтись.
Когда необходима закладка подложки под фундамент?
Принятие решения о создании подложки под ленточный фундамент должно исходить из правильно выполненной оценки внешних условий применительно к конструкции самого фундамента.
Конструктивно ленточный фундамент представлен двумя типами исполнения:
Сборный фундамент, собираемый из типовых бетонных блоков заводского исполнения;
Монолитный фундамент, заливаемый непосредственно на строительной площадке в подготовленную опалубку.
По глубине заложения ленточный фундамент подразделяют на два вида:
Заглубленный ниже глубины промерзания грунта;
Мелкозаглубленный ленточный фундамент (МЗЛФ).
К основным внешним факторам, подлежащим анализу, относятся:
Состав почвы;
Характеристики грунтов;
Климатические условия.
Ведомственные строительные нормы ВСН 29-85 «Проектирование мелкозаглубленных фундаментов малоэтажных сельских зданий на пучинистых грунтах» определили, что применением подушки из непучинистых материалов удается добиться двойного эффекта:
Происходит частичная замена пучинистого грунта на непучинистый (п. 3.2 и 3.3 ВСН 29-85), позволяющая уменьшить перемещения фундамента при промерзании и/или оттаивании грунта. Тем самым подушка рассматривается как средство по предотвращению морозного пучения почвы под подошвой фундамента.
Отсюда следует вывод, что для грунтов непучинистого типа песчаная подушка под ленточный фундамент не нужна, если рассматривать вопрос исключительно с позиции противодействия процессам морозного пучения. Такой односторонний подход может войти в противоречие с требованиями свода правил СП 50-101-2004 «Проектирование и устройство оснований и фундаментов и сооружений», которые в п.п. 8.7 и 8.8 при определении, на каких грунтах устанавливаются сборные блочные или монолитные типы мелкозаглубленных и незаглубленных ленточных фундаментов, однозначно устанавливают необходимость обустройства под бетонными блоками подушки из непучинистых материалов. Однозначно можно сказать, что для заглубленных ниже глубины промерзания ленточных фундаментов, устройство песчаной подушки требуется только для конструкции из фундаментных блоков, для монолитного фундамента такая подушка не играет никакой роли.
В случае монолитного МЗЛФ на непучинистых грунтах подсыпку также можно не делать, поскольку песок в данной ситуации никакой работы не выполняет – бетонная заливка ленты выровняет все поверхностные дефекты.
Подводя итоги можно сказать, что:
Для фундаментов, заложенных ниже расчетной глубины промерзания, песчаная подушка нужна только для конструкции из сборных блоков, для монолитного основания такая подушка не требуется.
Для мелкозаглубленного фундамента подушка требуется только для пучинистых грунтов, независимо от технологии, либо для фундамента из сборных блоков, независимо от типа грунтов.
Для незаглубленного фундамента однозначно требуется подушка из непучинистых материалов, хотя бы потому что нужно заменить плодородный слой под основанием.
Также стоит обратить внимание на тот факт что, независимо от технологии строительства фундамента (блоки или монолит) и глубины его заложения, может потребоваться замена грунта с недостаточной несущей способностью под основанием дома. Несущая способность определяется только после проведения геологии на участке строительства и расчетов.
Разновидности фундаментных подложек
В п. 3.3 ВСН 29-85 указаны материалы, которые допускается использовать для обустройства подушки:
Песок крупной или средней фракции;
Мелкий щебень;
Котельный шлак
и другие непучинистые грунты с показателем дисперсности Д меньше 1,0. На практике используются песчаная, песчано-гравийная или песчано-щебневая подушки, имеющие менее пучинистый характер, чем родной грунт на строительной площадке. Чтобы правильно определиться со структурой противопучинистой подложки, необходимо учитывать физические свойства материалов.
Категорически недопустимо обустройство подушек из глины! Глина препятствует просачиванию воды к подошве основания строения, провоцируя морозное вспучивание грунта в зимнее время.
Для песчаных подложек наиболее подходящим считается гравелистый песок крупной фракции или речной чистый песок средней фракции. Для подушки под основание дома не рекомендуются легкие и тонкие фракции песчаных материалов, имеющие ухудшенные показатели сопротивления сжатию. При их использовании возможны значительные усадки.
При выборе толщины песчаной подушки руководствуются данными из таблицы 5 раздела 4 ВСН 29-85, рекомендующими максимальное отношение толщины подушки к ширине фундамента равным 3 к 1. То есть песчаная подложка может быть засыпана толщиной втрое больше, чем ширина фундамента. Обычно толщина подсыпки составляет минимум 20-30 см из расчета защиты от капиллярного подъема влаги в песке.
В соответствии с п. 3.4 ВСН 29-85 песчаный материал подушки необходимо уберечь от заиливания окружающим грунтом, для чего строителям предписывается сделать защиту из геотекстиля или полимерных материалов, препятствующую смешиванию грунта с песком.
Для слабонесущих грунтов можно сделать подушки песчано-гравийные или только гравийные в соответствии с рекомендациями п. 8.7 СП 50-101-2004. Подушка из щебня требует хорошего трамбования.
Относительно применения щебня в подушках специалисты считают, что его правильно использовать в качестве уплотняющего материала в составе песчано-щебневой системы. Острые края щебня фракции 20-40 мм при уплотнении вбиваются плотным слоем в основном грунте под песчаной подложкой, тем самым придают дополнительное упрочнение и стабильное положение основанию здания.
Уплотнять подушку лучше всего с помощью специальных ударных или вибрационных машин.
Индивидуальный грамотный подход к засыпке подушек под ленточными фундаментами позволяет существенно сэкономить при строительстве жилых домов без ущерба в прочности и надежности строения.
Сон без подушки | Sleep Foundation
Разработанные для обеспечения здорового положения головы, шеи и позвоночника, большинство людей считают подушки неотъемлемой частью своего режима сна. Однако некоторые люди утверждают, что сон без подушки может предотвратить появление морщин, улучшить текстуру волос и даже вылечить боль в шее. Хотя исследования все еще ограничены, некоторые исследования показывают, что сон без подушки имеет свои преимущества.
Прежде чем вы исключите подушку из своего режима сна, важно отметить, что не всем полезно спать без подушки. Некоторые позы лучше подходят для сна без подушки, чем другие, и лучше проконсультироваться с врачом, прежде чем вносить серьезные изменения в настройку сна.
Мы обсудим, кто получит больше преимуществ от сна без подушки, и поделимся советами по переходу на плоскую поверхность, когда это уместно.
Потенциальные преимущества сна без подушки
Хотя исследования ограничены, отдельные отчеты показывают, что сон без подушки может помочь уменьшить боль в шее и спине у некоторых спящих. Спящие на животе, как правило, лучше всего подходят для сна без подушки, потому что более низкий угол наклона шеи способствует лучшему выравниванию позвоночника в этом положении.
Некоторые люди также утверждают, что сон без подушки может быть полезен для кожи и волос, но для оценки этих утверждений необходимы дополнительные клинические исследования.
Воздействие на осанку
Каждое положение во сне влияет на осанку по-разному, поэтому подушка может не понадобиться для определенных положений сна.
Сон на животе требует, чтобы спящие поворачивали голову в одну сторону, создавая нагрузку на шею. Добавление подушки может привести к тому, что шея окажется под еще более острым углом, поэтому многие люди, спящие на животе, чувствуют себя комфортно во сне без подушки.
Людям, спящим на боку и на спине, обычно требуется подушка для поддержания правильного положения позвоночника. Сон на боку оставляет самый большой зазор между головой и подушкой. Соответственно, для этого положения обычно требуется более высокая подушка-чердак, чтобы помочь держать голову, шею и позвоночник на одном уровне и предотвратить напряжение в плечах.
Сон на спине позволяет позвоночнику занять правильное положение и оказывает меньшее давление на шею, но оставляет небольшой зазор между шеей и матрасом. Подушка среднего размера обычно обеспечивает правильный уровень высоты при сне на спине.
Воздействие на боль в шее и спине
Длительное пребывание в одном и том же положении во время сна может привести к стрессу в определенных частях тела, таких как спина и шея. Подушки предназначены для минимизации этого стресса, поддерживая голову на удобном уровне, помогая снять давление с шейной области и выпрямить позвоночник.
Однако в некоторых случаях подушка может иметь противоположный эффект. Многие люди, спящие на животе, испытывают облегчение болей в шее и спине, если не используют подушку, поскольку матрац обеспечивает плоскую поверхность, которая помогает выровнять позвоночник, когда он лежит лицом вниз.
В более редких случаях спящие на спине, использующие плюшевый матрас, могут обнаружить, что матрац уже позволяет телу принять удобное положение, при этом голова и шея располагаются выше средней части тела, несущей вес. В этом случае добавление подушки может привести к слишком сильному наклону головы вверх, что усилит нагрузку на шею и верхнюю часть спины.
Воздействие на кожу и волосы
Исследования все еще находятся на ранней стадии, но некоторые исследования показывают, что существует связь между подушками и образованием морщин. Подушка, которая давит прямо на ваше лицо, может вызвать больше впечатлений от кожи, чем лежание на голом матрасе, который с меньшей вероятностью будет так плотно прилегать. Конечно, сон на спине — самый эффективный способ предотвратить морщины, так как ваше лицо минимально соприкасается с подушкой или матрасом. Если вы используете подушку, частая стирка наволочки может помочь уменьшить появление прыщей.
Существуют также теории о том, что подушки могут повредить волосы. Сторонники этих теорий считают, что хлопковые наволочки, в частности, создают большее трение и впитывают масла, предназначенные для защиты волос. Это может быть более актуально для людей, которые часто двигаются во сне.
Пока нет исследований, подтверждающих взаимосвязь между подушками и здоровьем волос. Однако, если вы считаете, что ваша подушка может быть причиной сухих, вьющихся волос или колтунов, переход на более гладкую шелковую наволочку может облегчить эти симптомы без необходимости менять стиль сна.
Потенциальные недостатки сна без подушки
Клинические исследования отсутствуют, когда речь идет о преимуществах и недостатках сна без подушки, но могут быть некоторые недостатки, которые следует учитывать, прежде чем выбрасывать подушку. Подушки могут быть полезны людям с такими состояниями, как изжога или синдром обструктивного апноэ во сне. Они также помогают многим спящим поддерживать более здоровую позу во сне и уменьшают боль в спине и шее.
Негативное влияние на осанку
Для большинства спящих отказ от подушки может отрицательно сказаться на осанке во сне. Когда спящий на спине лежит на плоской поверхности, голова и шея могут наклоняться вниз, что приводит к давлению на шею. Точно так же спящий на боку, не использующий подушку, может чрезмерно вытянуть шею, что делает поддержание нейтрального положения позвоночника почти невозможным.
Исключением являются люди, спящие на животе, для которых сон с очень тонкой подушкой или вообще без нее может привести к выравниванию головы и шеи с остальной частью позвоночника, помогая уменьшить боль и напряжение.
Негативное влияние на боль в шее и спине
Без подушки для поддержки головы спящие на боку и на спине могут испытывать скованность или болезненность в поясничном или шейном отделах позвоночника. Отраженная боль в шее из-за того, что вы не пользуетесь подушкой, также может способствовать головным болям напряжения.
Даже если люди, спящие на животе, не используют подушку, боль в шее не обязательно неизбежна. Поворот головы в сторону может вызвать ригидность мышц с подушкой или без нее.
Как начать спать без подушки
Мысль о том, чтобы внезапно заснуть на плоской поверхности, может показаться пугающей, но есть способы отучить себя от подушки, чтобы облегчить привыкание:
Детские шаги: Начало с тонкой подушкой или сложенным одеялом может дать вашему телу время адаптироваться к более плоской поверхности.
Оцените свой режим сна: Убедитесь, что ваш матрас подходит для вашего стиля сна и телосложения. Хорошая подушка не может компенсировать матрас, который не поддерживает правильную осанку, но подходящий матрас может сделать сон без подушки более комфортным и устойчивым.
Подумайте о подушках для тела: Людям, спящим на животе, часто полезно подложить тонкую подушку под бедра. Подушка приподнимает живот и способствует выпрямлению позвоночника.
Правильный выбор подушки
Если вы чувствуете, что просыпаетесь скованным и болезненным, и подозреваете, что виновата подушка, первым делом определите, используете ли вы подходящую модель для своего стиля сна. Может случиться так, что выбрать другой стиль подушки будет для вас лучшим решением, чем вообще отказаться от подушки. Если вашей подушке больше нескольких лет, замена ее на более новую модель может вернуть вам необходимую поддержку.
Боковые шпалы Боковые шпалы лучше всего сочетаются с относительно твердой толстой подушкой, которая может заполнить пространство между шеей и плечами. Слишком тонкая подушка может не удерживать шею и голову на одном уровне с позвоночником, а очень толстая подушка может быть столь же проблематичной, если она наклоняет голову вверх под очень большим углом. Вторая, более тонкая подушка между коленями может уменьшить боль в спине.
Некоторые любители сна на боку предпочитают податливые подушки, которые можно сложить пополам для увеличения высоты. Регулируемые подушки, сделанные из таких материалов, как измельченная пена с эффектом памяти или гречневая крупа, также подходят, так как спящие могут удалять или добавлять наполнитель в соответствии с предпочтениями своего роста.
Спины на спине Для тех, кто спит на спине, подушка средней высоты помогает удерживать шею в одной плоскости с позвоночником. Слишком толстая подушка может привести к слишком сильному изгибу шеи вперед. Конструкции средней жесткости, сделанные из пены с эффектом памяти или латекса, часто хорошо подходят, потому что они не позволяют голове опускаться слишком низко. Другой вариант — использовать подушку для шеи или положить свернутое полотенце под шею, чтобы заполнить этот больший зазор.
Некоторые люди, которые спят на спине, считают, что подложив тонкую подушку под колени или поясницу, можно уменьшить давление на поясничный отдел позвоночника.
Спящие на животе Спящие на животе, которые не готовы спать без подушки, могут обнаружить, что мягкая конструкция подушки с низким ворсом может способствовать здоровому выравниванию. Модели Plusher, изготовленные из пуха или альтернативных пуховых волокон, обычно позволяют голове располагаться ближе к матрасу, что помогает снизить нагрузку на шею. Напротив, более высокие или более жесткие подушки поднимают голову и шею под неудобным углом.
Комбинированные спящие могут выбрать подушку, которая сочетает в себе два стиля в одном, например, контурную подушку с верхней и нижней частями для сна на боку и на спине.
Была ли эта статья полезной?
Да Нет
Сон без подушки: преимущества и риски
Мы включили продукты, которые мы считаем полезными для наших читателей. Если вы покупаете по ссылкам на этой странице, мы можем получить небольшую комиссию. Вот наш процесс.
Некоторые люди считают, что спать без подушки полезно, но не всем это подходит.
Тип подушки, которую использует человек, может повлиять на качество его сна. Использование неправильного может вызвать потерю сна и физические боли, такие как боль в шее или спине.
В этой статье мы рассмотрим роль подушки во время сна и объясним риски и преимущества сна без нее. Мы также даем советы по выбору правильной подушки и даем несколько общих советов по улучшению качества сна.
Поделиться на PinterestСон без подушки может повлиять на качество сна человека.
Плохая осанка ночью влияет на качество сна человека и может привести к болям в течение дня. Человек также может испытывать боль в шее или спине, когда просыпается.
Подушки важны, потому что они удерживают голову на одном уровне с шеей и позвоночником во время сна. Если позвоночник или шея человека не находятся в нейтральном положении, он может проснуться ночью, что приведет к потере сна.
По данным Национального фонда сна, целью должно быть удержание головы в нейтральном положении. В этом положении он лежит прямо на плечах и не отклоняется ни слишком далеко назад, ни слишком далеко вперед.
Боль в шее и спине
Людям, которые спят на животе, может быть полезно спать без подушки, но это не всем подходит.
Те, кто спит на животе, часто обнаруживают, что использование подушки создает нагрузку на нижнюю часть спины. Он может сделать это, если запрокинет голову слишком далеко назад, что приведет к выгибанию позвоночника.
Сон без подушки может выровнять позвоночник во время сна, помогая облегчить боль в спине или шее в течение дня. В качестве альтернативы может помочь использование очень тонкой подушки.
Морщины
Исследования показали, что подушки могут сдавливать кожу во время сна, особенно у людей, которые спят на животе или на боку. Со временем это может привести к появлению морщин во сне и появлению видимых признаков старения.
Если спать без подушки, лицо не будет морщиться ночью. Однако у людей, которые спят на боку или на спине, это также может способствовать проблемам с позвоночником.
Другие способы уменьшения морщин включают:
избегание пребывания на солнце
отказ от курения, если это необходимо
правильное питание
ежедневное увлажнение
прыщи без подушки
может улучшить акне. Однако бактерии могут ухудшить состояние кожи, поэтому рекомендуется регулярно стирать все постельные принадлежности.
Волосы
Нет никаких доказательств того, что сон без подушки полезен для волос.
Сон без подушки может помочь некоторым людям, которые спят на животе, но не всем это подходит.
Люди, которые спят на боку или на спине, обычно обнаруживают, что сон без подушки оказывает давление на шею. Это может ухудшить качество сна человека и привести к болям в шее и спине.
Правильный выбор подушки может помочь улучшить сон. Национальный фонд сна советует людям выбирать подушку, которая подходит для их сна:
Спящие на животе
Вместо того, чтобы вообще не использовать подушку, те, кто спит на животе, могут попробовать использовать очень тонкую подушку, чтобы уменьшить нагрузку на шею. Они также могут попробовать спать на боку, обняв большую подушку для тела, чтобы сохранить ощущение легкого давления на желудок.
Спящие на спине
Спящие на спине, как правило, ценят более тонкую подушку, которая предотвращает слишком сильное наклонение головы вперед.
Подушка из пены с эффектом памяти или подушка с более толстым дном и более тонкой серединой обхватит шею и поможет удерживать ее на одном уровне.
Если спать с другой подушкой под коленями, это поможет снизить давление на нижнюю часть спины.
Боковые спальные места
Боковые спальные места должны выбирать твердую подушку с дополнительной глубиной, которая помогает поддерживать голову и сокращать расстояние между ухом и плечом.
Сон с подушкой между коленями также помогает более эффективно выровнять позвоночник.
Узнайте больше о сне на боку здесь.
Общие советы по улучшению сна включают:
просыпаться и ложиться спать в одно и то же время каждый день, в том числе по выходным
проводить расслабляющий ритуал перед сном, например, принимать теплую ванну или читать книгу
избегать дневного сна
ежедневные физические упражнения
убедитесь, что в спальне прохладно, тихо и темно
используйте удобный матрас
избегайте сигарет и алкоголя
избегайте тяжелой пищи перед сном
Узнайте больше советов по улучшению сна здесь.
Сон без подушки может помочь некоторым людям, которые спят на животе. Это может помочь удерживать позвоночник и шею на одном уровне во время сна, облегчая боль в шее и спине.
Однако это не всем подходит. Люди, которые спят на спине или боку, могут обнаружить, что сон без подушки вызывает боль в шее или спине.
Аппараты аргонодуговой сварки – как правильно выбрать сварочный аппарат TIG
На рынке представлены десятки, если не сотни аппаратов аргонодуговой сварки. Возможность TIG-сварки реализована во многих современных моделях инверторов ручной дуговой сварки и в полуавтоматах. Разнообразие вариантов создает определенные трудности выбора подходящей модели, особенно для новичка.
Для начала стоит ответить на 5 простых вопросов:
С какими видами металлов предстоит работать?
Какова толщина свариваемых деталей?
Пригодится ли сварка конструкций толщиной менее 1 мм или выполненных из нержавеющей стали?
Как интенсивно планируется использовать аппарат?
Есть ли опыт в TIG-сварке или Вы только начинаете?
Ответы определят тот функционал, который должен присутствовать в сварочном оборудовании, чтобы оно безукоризненно справлялось с поставленными задачами.
ОТВЕТ №1. Вид металла и сварочные токи
У аппаратов с переменным и постоянным током есть важные отличия. Постоянный ток требуется во время сварки различных видов стали, меди, чугуна и т.д. Для таких материалов как алюминий, магний и металлов с оксидной пленкой на поверхности обязательно применяются аппараты, работающие на переменном сварочном токе.
Постоянный ток
Переменный ток
Различные виды сталей
Алюминий
Нержавеющая сталь
Сплавы магния
Чугун
Медь
Титановые сплавы
Существуют и универсальные варианты. Их функционал определяет необходимую разновидность тока, чтобы использовать для сварки конкретного вида металла. Различить их легко. В названии таких аппаратов часто используется аббревиатура AC/DC (к примеру, FUBAG INTIG 200 AC/DC).
Допустим, основной фронт работ – стальные металлоконструкции толщиной до 6 мм. Здесь подойдет инвертор с током до 200 А. Сварка алюминия толщиной 6 мм потребует больше чем 200 А. Ну, а аппарат с диапазоном от 5 до 200 А позволит работать с нержавеющей сталью толщиной до 1 мм и алюминием до 5 мм.
Здесь мы приводим общие рекомендации для сварочных аппаратов серии INTIG и для наиболее используемых металлов и толщин. Это поможет сориентироваться при выборе оборудования под ваши задачи.
Вид металла
Толщина металла, мм
Род тока
Сила тока¸ А
Стальные сплавы
1,0
DC
20 — 40
1,5
DC
40 — 70
4,0
DC
120 — 140
Алюминий
1-2
AC
20 — 60
4-6
AC
120 — 180
6-10
AC
220 — 230
11-15
AC
280 — 360
При выборе аппарата обратите внимание на стабильность дуги при силе тока менее 10 ампер. Параметр определяет легкость образования дуги и уровень контроля. Важно знать, что стартовый ток должен быть гораздо ниже, чем рабочий. Это особенно критично для сварки тонких листов металла.
ОТВЕТ №3. Импульсный режим
Если предстоит сваривать металлы небольших толщин, то стоит обратить внимание на аппараты аргонодуговой сварки, работающие в импульсном режиме.
Импульсный режим облегчает сварку на малых токах. В течение сварочного цикла сварочный ток меняется от максимального (ток импульса) до минимального (ток паузы) с определенной частотой. Процесс проходит стабильно, уменьшается тепловложение – коробление металла сведено к минимуму, деталь не перегревается.
Данный режим необходим для контроля тепловложения в сварной шов или сварки без присадочного прутка. При этом, сварка может вестись как на постоянном, так и на переменном токе.
ОТВЕТ №4.
Интенсивность
Время работы сварочного аппарата (рабочего цикла) напрямую зависит от такой характеристики как продолжительность включения. Чем выше ее показатель, тем дольше используется tig установка без перерыва.
Для примера рассмотрим рабочий цикл аппарата FUBAG INTIG 200 DC. Он будет работать 6 минут при максимальном сварочном токе 200А и 4 минуты ему понадобится на технологический перерыв. На практике крайне редко кто варит без остановки дольше 3-4 минут, т.к. периодически нужно прерываться, чтоб подготовить участок к сварке, подогнать детали, сменить сварочный пруток и т.д.
Правильно оценив предполагаемую нагрузку можно хорошо сэкономить. Заниженное значение этого параметра приведет к увеличению времени выполнения сварочных операций, так как придется часто прерывать сварку для охлаждения инвертора. Неоправданно высокая для задач продолжительность включения значительно удорожает стоимость оборудования.
ОТВЕТ №5. Дополнительные функции
Все аргонодуговые аппараты для TIG-сварки оснащены функциями высокочастотного поджига и заварки кратера.
Заварка кратера. С точки зрения качества сварного соединения, необходимо исключить образования кратера в финальной части шва. Для этого в tig аппарате предусматривается режим плавного уменьшения тока.
Высокочастотный поджиг. Обеспечивает уверенный старт сварочного процесса — дуга загорается без контакта с поверхностью металла, что исключает прожиг металла. К тому же на металле не остается вольфрамовых включений.
И еще немного полезного
1. Продувка газа. Данная функция защищает шов от окисления.
2. Жидкостное охлаждение горелки. Интенсивная эксплуатация аппарата предполагает перегрев горелки. Чтобы этого не случилось, модели оснащаются системой охлаждения, что также стоит учитывать при выборе TIG-установки.
3. Напряжение питания. Аппараты с большими токами сварки, как правило, производятся в трехфазном варианте. Их младшие собратья – в однофазном.
Теперь Вы обладаете всем необходимым, чтобы сделать правильный выбор. Если у Вас возникли дополнительные вопросы или хотите наглядно закрепить полученные знания, ознакомьтесь с нашим видео руководством на канале FUBAG RUSSIA:
Получите 10 самых читаемых статей + подарок!
*
Сварочный аппарат TIG в Москве — цены на аргонно
Полезная информация
Аргонно-дуговая сварка TIG – это технология сварки в среде инертного газа с помощью вольфрамового электрода.
Инертный газ нужен для создания защитного облака, которое защищает металл от окисления во время сварки. Шов получается прочным и аккуратным. Исключено образование трещин, оксидной пленки и других дефектов. В качестве защитного газа в TIG сварке обычно используют аргон. Он тяжелее воздуха, поэтому быстро оседает в сварочной ванне. При этом это самый дешевый защитный газ. Однако вы можете также использовать другие защитные газы: гелий, азот или их смеси.
Вольфрамовый электрод часто называют «неплавящимся». Дело в том, что его температура плавления находится на уровне 3500 °C. Главное не забывать его затачивать, чтобы электрическая дуга была ровной. Благодаря высокой термоустойчивой электрода вы сможете работать даже с тугоплавкими металлами вроде нержавеющие стали, титана или чугуна. В то же время аргоновая сварка подходит для работы с алюминием и медью. Зона нагрева деталей во время аргонодуговой сварки не слишком большая, поэтому даже мягкие и тонкие детали не деформируются.
Метод сварки TIG позволяет работать как с очень тонкими, так и с тонкими деталями. Причем можно сваривать разные металлы. Это заметно расширяет сферу применения данного способа сварки. Чаще все ее применяют в крупном строительстве, металлургии, машиностроении, ремонте труб, авиации и даже космонавтике. Однако помните, что тиг сварка требовательна к навыку работника. Поэтому она не подходит для новичков.
Выбор
Для аргонодуговой TIG сварки необходим специальный сварочный аппарат (инвертор). Выбор подходящего именно вам агрегата зависит от условий работы и типа выполняемой задачи. Остановимся на основных характеристиках, на которые стоит обратить внимание, при выборе сварочного аппарата TIG.
Cила сварочного тока
Сила сварочного тока определяет диаметр электрода и толщину металла, который вы можете сварить. При выборе смотрите на максимальное значение сварочного тока:
до 200 Ампер — толщина металла: 1-7 мм, диаметр электрода: до 4 мм.
200-300 Ампер – толщина металла: 6-10 мм, диаметр электрода: 5 мм.
от 400 Ампер – толщина металла: от 11 мм, диаметр электрода: от 6 мм.
Крайне желательно, чтобы у вашего сварочного аппарата для аргонной сварки был запас по силе тока хотя бы в 50 Ампер. Это необходимо на случай, если вам попадается особо тугоплавкий материал.
Продолжительность включения
Также обратите внимание на продолжительность включения (ПВ) сварочного инвертора. Чем выше этот показатель, тем дольше сварочный инвертор работает без перерывов. При этом время каждого перерыва меньше. Рассчитывается продолжительность включения в процентах, где 100% – это 5 минут бесперебойной работы:
20% — 1 минута работы, 4 минуты на остывание.
25% – 1,25 минуты работы, 3,75 минуты на остывание.
30% – 1,5 минуты работы, 3,5 минуты на остывание.
35% – 1,75 минуты работы, 3,25 минуты на остывание.
40% – 2 минуты работы, 3 минуты на остывание.
60% – 3 минуты работы, 2 минуты на остывание.
Учтите, что продолжительность включения оценивается при температуре окружающей среды 20-25 C°. Поэтому при более низкой температуре реальное время работы будет немного увеличиваться, а при более высокой – уменьшаться.
Класс защиты
Кроме того, обратите внимание на класс защиты инвертора. Этот параметр влияет на условия, в которых вы можете использовать сварочный аппарат TIG. Маркировка IP 23 означает, что у инвертора есть защита от попадания пальцев оператора, а также защита от капель дождя, падающих под углом. Класс защиты IP 23S означает, что кроме уже перечисленного у аппарата есть защита от пыли и дополнительная система охлаждения.
Класс изоляции
Важен и класс изоляции сварочного инвертора. От этого параметра зависит устойчивость изоляционных материалов к высокой температуре. Мы продаем только аппараты с самым высоким классом изоляции H. Это значит, что провода не расплавятся при температурах до 180 C°.
Аргонно дуговая сварка (TIG) — получила своё название активным использованием аргона в качестве защитного газа. Особенностью этого метода является принцип работы, по свариваемым материалам они схожи с методом МИГ/МАГ и варят практически всё.
На рабочую зону непрерывно поступает инертный защитный газ. Вольфрамовый неплавящийся электрод и сварная дуга плавят металл вместе с присадочным материалом. Он может подаваться вручную стержнем металла или автоматически металлической проволокой.
На выходе получается высокое качество шва с минимальным количеством брызг. Но такой метод достаточно медленный.
Купить Аргонно-дуговой сварочный аппарат Power flex TIG-сварочный аппарат TIG200 от GZ поставляет Нигерия
(1 отзыв)
Написать рецензию
Powerflex
Power flex Аппарат для аргонодуговой сварки TIG сварочный аппарат TIG200
Рейтинг Обязательно
Выберите Рейтинг1 звезда (худший)2 звезды3 звезды (средний)4 звезды5 звезд (лучший)
Имя
Тема отзыва Обязательно
комментариев Обязательно
₦162 701,25
Артикул:
powerTIG200
Вес:
18,00 сом
Доставка:
₦2 687,50 (фиксированная стоимость доставки)
Описание
В GZ Industrial Supplies у нас есть сварочный аппарат Power Flex Arc сварщик Tig сварочный аппарат Tig200 в больших количествах купить и забрать в магазине
Характеристики и преимущества продукта
1. Высокая эффективность. Энергосбережение и малый вес 2. Компактный размер, малый вес, простая установка и простота в эксплуатации 3. Характеристика с отличными динамическими характеристиками, стабильной электрической дугой и хорошей надежностью 4. Возможность регулировки тяги и тока может быть отображать в цифровом виде, нажав
Применение аргонодуговой сварки Power Flex:
1. Может широко использоваться для сварки углеродистой стали, нержавеющей стали, легированной стали и других цветных металлов. Полный комплект сварочных головок 3. Зажим заземления
Технические характеристики и подробная информация о продукте
Входное напряжение (В) : 230 В _+15%
Частота (Гц) : 50/60
Номинальный входной ток: (А) Тиг: 25,70, ММА: 40
Напряжение холостого хода (В) : 65
Диапазон регулировки тока (А) : 10–200
Рабочий цикл (%) : 60
КПД (%) : 90–030
1 отзыв
Скрыть отзывы
Показать отзывы
сопутствующие товары
Клиенты также просмотрели
Аппарат для аргонно-дуговой сварки на переменном и постоянном токе Цифровой 0,5–200 Гц 10–200 А
Цифровой сварочный аппарат для многопроцессорной сварки вольфрамовым электродом в среде переменного и постоянного тока TIG200GD AC DC
Характеристика:
1. Обладает функцией TIG и MMA.
2. Имеют переменный/постоянный ток, 2T/4T, импульсный/безимпульсный режим.
3. Цифровая технология управления, интеллектуальное управление одной ручкой, мин. Переменный ток может быть 10А.
4. Память и функция хранения.
5. Трехслойная конструкция воздуховода, инверторная технология IGBT, надежная работа.
6. Время до продувки, ток дуги, время нарастания, пиковый ток, частота импульсов, рабочий цикл импульсов, базовый ток, время спада, ток окончания дуги, время после продувки, частота переменного тока, регулируемая ширина очистки переменного тока.
Sanqiao Welding продолжает инвестировать в производственные объекты, к концу 2020 года Sanqiao Welding владеет большим зданием площадью более 20 000 квадратных метров. Который содержит мастерские и офисы внутри.
Sanqiao Welding имеет множество функциональных отделов, включая производство, разработку, контроль качества, обслуживание клиентов и т. Д. Они могут предложить нашим клиентам эффективные и качественные услуги.
ПРОИЗВОДСТВЕННЫЕ ЛИНИИ
Производственный процесс Sanqiao начинается с производства печатной платы до готовой продукции, отслеживание качества в этом процессе, прослушивание поставщиков очень важно. С другой стороны, Sanqiao имеет паяльную машину, автомат для мойки плат, изоляционную машину и другое современное оборудование, обеспечивающее достаточно хорошее качество продукции.
ПРОЦЕСС ПРОИЗВОДСТВА
На сборочных линиях наши продукты проходят испытания на выгорание, испытания на долговечность и другие 2 сварочных испытания, которые гарантируют нашим клиентам стабильную работу наших продуктов.
ОПЫТ БОЛЕЕ 20 ЛЕТ
На сегодняшний день Sanqiao Welding работает в этой области более 20 лет, и ее лидерская группа придает большое значение качеству продукции, сказал генеральный директор Sanqiao Welding г-н Ли Канген, каждый в Sanqiao Welding должен обратите больше внимания на качество продукции, так же, как заботиться о своей жизни.
МЕЖДУНАРОДНЫЕ СЕРТИФИКАТЫ
Продукты Sanqiao получили сертификаты CCC, CE, RoHS и ISO9001, все продукты приняты клиентами рынков.
БОЛЬШЕ ВОЗМОЖНОСТЕЙ РАЗРАБОТКИ
Sanqiao Welding концентрирует разработку продукции в соответствии с технологическими тенденциями, она сотрудничает с SCUT (Южно-Китайский технологический университет) для создания лаборатории продукта для исследований и обучения, поэтому Sanqiao позволяет получить некоторые высокие технологии подать заявку на рынок.
РАСШИРЕННАЯ СИСТЕМА ERP
Система Sanqiao ERP представляет собой интегрированное управление основными бизнес-процессами, она применяется для повышения эффективности наших услуг для наших клиентов, поэтому мы также повышаем нашу конкурентоспособность.
ЗАМЕЧАТЕЛЬНАЯ КУЛЬТУРНАЯ ЖИЗНЬ
Sanqiao Welding имеет свою столовую, развлекательный центр, уголок для чтения для наших сотрудников, и мы продолжаем организовывать различные мероприятия для них, даже для их семей и их детей.
Труба б/ш г/д 57х4/125 ППУ-ПЭ (Трубы ППУ-ПЭ) производства ПКФ ТЕПЛО с доставкой по России
Заказать звонок
Главная
/
Трубы в ППУ изоляции
/
Трубы ППУ-ПЭ
/
Гарантия на продукцию
5 лет
Срок службы
25 лет
Гарантия лучшей цены
Нашли дешевле? Снизим цену!
Прикрепите предложение конкурента
прямо здесь!
Ø57 -9%
Наименование в спецификации Труба б/ш г/д 57х4/125 ППУ-ПЭ ПКФ ТЕПЛО
Подпишись на Instagram ПКФ ТЕПЛО Акции / Скидки / Спец Предложения
от 01.02.2022г.Цена от 01.02.2022г. Актуальную цену уточняйте у специалистов компании ПКФ ТЕПЛО
Цена с НДС: 1 257.50 ₽
Артикул:
01-00000667
Вес:
7,02 кг.
Объем :
0.016 м3
Краткое наименование стальной трубы:
б/ш г/д
Диаметр трубы:
57
Диаметр оболочки:
125
Толщина стальной трубы:
4
Тип покрытия:
ППУ-ПЭ
Тип трубы:
Бесшовная
ГОСТ / ТУ:
ГОСТ 30732-2006 / ГОСТ 30732-2020
Тип изоляции:
1
Скидка:
9
D — Диаметр оболочки : 125 (мм)
d — Диаметр трубы : 57 х 4 (мм)
l — Длина неизолированного участка 150 / 210 (мм)
L — Длина трубы 8-12 м.
Труба по 1 типу изоляции
Расчетный слой изоляции : 34 мм.
Сопутствующая ППУ продукция (Бесшовная, 57 х 4 / 125 ППУ-ПЭ)
-9%
7,02 кг / 1 м.п.
1 257.50 ₽
1 370.68р
Труба б/ш г/д 57х4/125 ППУ-ПЭ
-10%
14,00 кг / 1 шт
3 807.30 ₽
4 188.03р
Отвод 90гр. б/ш г/д 57х4/125 ППУ-ПЭ 1000/1000
-30%
19,85 кг / 1 шт
10 499. 10 ₽
13 648.83р
Неподвижная опора б/ш г/д 57х4/125 ППУ-ПЭ 2500
-10%
14,28 кг / 1 шт
5 076.50 ₽
5 584.15р
Концевой элемент б/ш г/д 57х4/125 ППУ-ПЭ МЗИ 2200
-12%
1,21 кг / 1 шт
580.00 ₽
659.00р
Комплект заделки стыка 57/125 ППУ-ПЭ ТЕПЛО-6
Посмотреть еще
наименование изделия
диаметр трубы
диаметр оболочки
теплоизоляция ППУ
Труба
б/ш г/д
57
х
4
/
125
ППУ
—
ПЭ
ГОСТ 30732-2006 / ГОСТ 30732-2020
труба Бесшовная
толщина трубы
полиэтиленовая оболочка
НТД на изделие
Обозначение в спецификации
Позиция
Наименование и техническая характеристика
Тип, марка, обозначение документа, опросного листа
Код оборудования, изделия, материала
Завод-изготовитель
Единица измерения
Количество
Масса еденицы, кг
Примечание
1
2
3
4
5
6
7
8
9
Труба б/ш г/д 57х4/125 ППУ-ПЭ
ГОСТ 30732-2006 / ГОСТ 30732-2020
01-0000666-ПКФ-ТЕПЛО
ООО ПКФ «ТЕПЛО» +74852919622 или аналог
м. п.
1
7,02 кг
Труба стальная
Труба в производстве используется только новая Бесшовная диаметра 57 мм с толщиной стенки 4 мм , ст20 (по проекту возможна другая сталь).
ППУ изоляция
Используется система ИЗОЛАН®, плотность не менее 90 кг/м.куб. Расчетный изоляционный слой 34 мм. Изоляция 1 типа по ГОСТ 30732-2006 / ГОСТ 30732-2020.
ПЭ труба оболочка
Оболочка в производстве только из ПЭ100 черного цвета диаметра 125 мм, каждая оболочка проходит обработку коронным разрядом для лучшей адгезии оболочки и пены.
Центратор труб
Устанавливаются на расстоянии 0,8-1,2 м друг от друга. В центраторах полиэтиленовой оболочки есть фиксаторы сигнальной проволоки.
Медная проволока
Допускается в производство только проволока сечением 1,5 мм. Протянута на расстоянии 16-25 мм от стальной трубы.
Труба б/ш г/д 57х4/125 ППУ-ПЭ
— это Труба Бесшовная диаметра 57 мм с толщиной стенки 4 мм в изоляции ППУ с наружним покрытием из ПЭ (полиэтиленовой трубы) диаметром 125 мм для прокладки теплотрасс подземным бесканальным способом.
Пример условного обозначения трубы по ГОСТ 30732-2020 (других заводов производителей)
Труба Ст 57*4-1-ППУ-ПЭ ГОСТ 30732-2020
(Трубы ст. в теплоизоляции ГОСТ 30732-2020 57х4 125 ППУ-ПЭ ООО СКТК ,
Многие отрасли промышленности, такие как химическая, нефтегазовая, машиностроительная и другие, также нашли применение этому трубному прокату. Изготовление судов, самолетов, теплотрасс и другой техники осуществляется с использованием бесшовной трубы. Труба 57х4 горячедеформированная бесшовная сегодня применяется во многих сферах, в том числе строительстве, теплоснабжение, водоснабжение, химическая промышленность, энергетика и многое другое. Благодаря современной горячекатаной технологии производства, труба отличается долговечностью, термоустойчивостью, отличной прочностью и прекрасной сопротивляемостью деформации. Сложно в наше время представить систему отопления или гидравлическую систему без использования данного трубного проката. Так же труба 57х4 горячедеформированная бесшовная применяется и в изготовлении деталей для машиностроения.
Конструкционная углеродистая сталь марки 20 имеет широкий спектр производства для изготовления различных бесшовных труб по ГОСТ 8732-78, имеет незаменимое потребление в российской промышленности. Сегодня можно часто встретить в номенклатуре стальной прокат в виде бесшовной трубы 57х4 горячедеформированной. Сталь 20 относится к конструкционным углеродистым, отличительной чертой которых является плавка с соблюдением более строгих и сложных технических условий касательно ведения процесса плавки и разливки, состава шихты. Помимо этого, такой состав включает меньше неметаллических элементов. Маркировка сталь 20 обозначает, что содержание углерода в составе 0,2%. Используют трубу 57х4 сталь 20 для изготовления магистральных трубопроводов от котельных до потребителя, а также других деталей из труб диаметром 57 мм в виде отводов, переходов, тройников и т.д., сварных конструкций с большим объемом сварки работающих при температурном режиме от -40 до 450 °С под давлением. Купить трубу 57 с стенкой 4 мм сталь 20 можно в компании «Ресурс» оставив заявку на сайте или позвонив по телефону +7 (495) 215-50-72. Цена на бесшовную трубу 57 с стенкой 4 сталь 20 зависит от объема и наличия на складе. Мы осуществляем резку в размер и доставку на место производства. Вся продукция сертифицирована и имеет сертификат соответствия завода производителя, который выдается при отгрузке металла. На складе компании «Ресурс» можно приобрести помимо бесшовной трубы 57х4 сталь 20 сварочный материал, различный крепеж и другие различные марки металла и его разновидностей.
Параметры
Тип
бесшовные, горячедеформированные
Стандарт:
8732-78
Наружный диаметр D:
57 мм
Толщина стенки Т:
4 мм
Вес:
5,23 кг
Материал:
конструкционная сталь 20
Страна производитель:
Россия
Технические характеристики трубы 57х4 ГОСТ 8732
Бесшовная труба диаметром 57 миллиметров по внешнему диаметру с толщиной стенки 4 мм — это вид бесшовного трубного стального проката, главное отличие от электросварной трубы заключается в отсутствии сварного шва. Производят горячедеформированные бесшовные трубы горячекатанным методом путем проката на специализированных катках, на которые поступает разогретая стальная заготовка. Станом производят выдавливание отверстия с последующим вытягиванием трубной заготовки до нужного размера. Поле остывания труба сортируется и пакуется, стоит отметить, что труба 57 х 4 мм немерной длинны — это обусловлено технологией производства.
Бесшовные трубы диаметром 57 и стенкой 4 мм регламентируются в производстве ГОСТ 8732-78, согласно которому длина труб изготовления составляет от 4 до 12 метров. Вес отгруженной пачки варьируется от 2 до 8 тонн в зависимости от производителя. Масса трубы б/ш 57х4 определяется по теоретическому весу и не взвешивается на весах.
Вес трубы 57х4 ГОСТ 8732
Вес погонного метра бесшовной трубы 57х4 составляет 5.23 кг. Все расчеты бесшовных горячедеформированных труб осуществляются согласно формулы определяющий массу одного погонного метра стальной горячедеформированной трубы по площади её сечения и плотности стали: М = пи * плотность металла * толщину стенки * (диаметр наружный — толщина стенки) * длину трубы, где пи константа равная ~ 3,1415926535, плотность марки стали, по умолчанию Ст. 20 имеет плотность 7856 кг/м³. D и S в мм — диаметр и толщина стенки трубы соответственно. По аналогичной формуле производится расчет веса всех круглых труб на нашем сайте.
Цена на трубу 57х4 бесшовную
Цена на трубу 57х4 зависит от объема заказа и производителя. Цена на сайте не включает в себя стоимость доставки, резки и ручной погрузки в крытый автотранспорт, является условной и может превышать допустимую стоимость при заказе менее одной тонны. Склад отгружает трубу 57 х 4 от одной штуки, резка куска трубы определяется с менеджером и может отгружаться как готовая заготовка, цена которой оговаривается отдельно.
Благодаря прямым поставкам с заводов производителей наши цены на бесшовные горячедеформированные трубы диаметром 57мм стенка 4мм ст.20 остаются одними из самых низких на отечественном рынке. Заказать стальную бесшовную трубу 57 мм толщиной 4мм из стали 20 можно на сайте, или по электронной почте. Компания Ресурс готова помочь с транспортировкой, разгрузкой и резкой металлопроката. Все клиенты получают квалифицированную бесплатную информационную поддержку. Оптовые покупатели у нас могут заказать металл со значительной скидкой, стоимость трубы 57х4 ст.20 приятно удивит.
Купить трубу 57х4 ГОСТ 8732
Купить бесшовную трубу 57х4 горячедеформированную ГОСТ 8732-78 в компании «Ресурс» можно позвонив по единому многоканальному телефону +7 (495) 215-50-72. Отгрузка горячедеформированных труб ст.20 ведется круглосуточно, цена на бесшовные трубы представленная на сайте действует на объем от пяти тонн (пачки), вес 57х4 ст.20 определяется по теории указанной в ГОСТе 8732-78, в случае доставки на объект заказчика — приемка производится по теории. Купить бесшовную трубу 57х4 так же можно позвонив по бесплатному номеру 8 (800) 333-17-35, или заполнив форму обратной связи на сайте. Бесшовная труба сталь 20 поставляется на многие производственные объекты, нам доверяют многие строительные и промышленные компании. Для вашего удобства мы предлагаем услуги резки в размер на складе. Скидка на доставку стальной трубы б/ш 57*4 сталь 20 в Электростали и Ногинске осуществляемой автотранспортом компании Ресурс составляет 20%. Продажа горячедеформированных труб осуществляется оптом и в розницу.
Расчет трубы 57х4 на прочность
Расчет на прочность трубы 57х4 нужен для того, чтобы магистральный трубопровод был надежным и качественным, отслужил расчетный период без аварийных ситуаций. Это также позволит избежать перерасхода денежных средств, так как излишняя прочность приведет к удорожанию строительства. Проектирование перед монтажем является одним из важных этапов строительства трубопровода. На расчет производится на основании:
Расчет внутреннего диаметра
Определить оптимальный внутренний диаметр трубы при заданной скорости протекания жидкости в трубопроводе и ее расходе можно своими руками по формуле: D=4Q3600vπy м, где:
Q — расход жидкости, измеряется в мг/ч.
v — скорость протекания жидкости в трубопроводе, измеряется в м/сек.
y — удельный вес жидкости при заданных параметрах, измеряется в кг/м3. Данное значение принимается по справочникам.
Для воды и маловязких жидкостей (ацетон, спирт, слабые растворы щелочей и кислот, бензин и пр.): 15 — 30 м/сек
Для газов высокого давления и пара: 30 — 60 м/сек
Для сжатого воздуха: 20 — 40 м/сек
Диаметр сечения трубопровода зависит от скорости протекания жидкости. Чем она выше, тем проходное сечение должно быть меньше, соответственно, ниже будут и затраты на строительство конструкции.
Гидравлическое сопротивление трубы 57*4
При движении жидкости или газа по трубопроводу возникает сопротивление в результате трения транспортируемой среды о стенки, изменений маршрута в системе. Это сопротивление называется гидравлическим. Чем выше скорость протекания жидкости и ее плотность, тем больше гидравлическое сопротивление.
Диаметр трубопровода можно определить по заданной потере напора.
Инструкция по выполнению данного расчета выглядит следующим образом: D=ξL∆p∙y∙v2g кгс/см2, где:
∆p = P1-Р2 — заданная либо допускаемая потеря давления между начальной и конечной точкой трубопровода, измеряется в кгс/см2.
L — длина магистрали.
ξ — коэффициент гидравлического сопротивления, может составлять 0,02—0,04.
g — ускорение силы тяжести, которое равняется 9,81 м/сек.
Данный расчет позволяет определить потерю давления в прямой трубе. Что касается определения этого показателя арматуры и фасонных частей, то его находят по потере давления на прямом участке трубы соответствующего диаметра и с эквивалентной длиной.
Эквивалентной длиной называют прямой участок трубы, гидравлическое сопротивление которого равняется сопротивлению фасонной части при равных прочих условиях.
Доставка металлопроката
Калькулятор металла
Выгодная стоимость на бесшовную трубу 57х4 сталь 20 в компании «Ресурс»
Купить стальную бесшовную трубу 57х4 сталь 20 горячедеформированную ГОСТ 8732-78 по выгодной цене в компании Ресурс, в Москве и Московской области со склада в г.Электросталь оптом и розницу из наличия и под заказ. Резка в размер, доставка на объект в удобное время
CHS 57×4 | ЕН 10210-2 | Кондеса | Свойства поперечного сечения и анализ
Цельсия 355 CHS
я
ЕН 10210-2:2006-04
Корус
Горячедеформированные круглые полые профили
Горячекатаный
Цельсия 355 CHS
я
ЕН 10210-2:2006-04
Тата Сталь
Горячедеформированные круглые полые профили
Горячекатаный
Цельсия CHS
i
ЕН 10210-2:2006-04
Корус
Горячедеформированные круглые полые профили
Горячекатаный
ЕН 10219-2:1997
Континентальная сталь
Холодногнутые круглые полые профили
Холоднокатаный
—
Акос Континенте
Холодногнутые круглые полые профили
Холоднокатаный
—
Хемпель Металс
Горячедеформированные круглые полые профили
Горячекатаный
—
Макстил
Холодногнутые круглые полые профили
Холоднокатаный
—
Руукки
Холодногнутые круглые полые профили
Холоднокатаный
—
СТИ
Холодногнутые круглые полые профили
Холоднокатаный
АНСИ Б 36. 10М
—
Горячедеформированные круглые полые профили
Горячекатаный
АНСИ Б 36.19М
—
Горячедеформированные круглые полые профили
Горячекатаный
БС ЕН 10210-2:2006
Британская сталь
Горячедеформированные круглые полые профили
Горячекатаный
БС ЕН 10219-2:2006
Британская сталь
Холодногнутые круглые полые профили
Холоднокатаный
ЧСН 42 5715. 01
Ферона
Горячедеформированные круглые полые профили
Горячекатаный
ЧСН 42 5738
Ферона
Горячедеформированные круглые полые профили
Горячекатаный
ЧСН 42 6711.21
Ферона
Горячедеформированные круглые полые профили
Горячекатаный
ЧСН ЕН 10217
Ферона
Горячедеформированные круглые полые профили
Горячекатаный
ДИН 2391
Ферона
Горячедеформированные круглые полые профили
Горячекатаный
ДИН 2448
—
Горячедеформированные круглые полые профили
Горячекатаный
ДИН 2458
—
Холодногнутые круглые полые профили
Холоднокатаный
ДИН 2458
Ферона
Холодногнутые круглые полые профили
Холоднокатаный
ДИН 2917
—
Горячедеформированные круглые полые профили
Горячекатаный
ДИН ЕН 10220
—
Горячедеформированные круглые полые профили
Горячекатаный
ЕН 10210-2
Кондеса
Горячедеформированные круглые полые профили
Горячекатаный
ЕН 10210-2
Ферона
Горячедеформированные круглые полые профили
Горячекатаный
ЕН 10210-2:1997
—
Горячедеформированные круглые полые профили
Горячекатаный
ЕН 10210-2:1997
Континентальная сталь
Горячедеформированные круглые полые профили
Горячекатаный
ЕН 10210-2:2006-04
—
Горячедеформированные круглые полые профили
Горячекатаный
ЕН 10219-2
Кондеса
Холодногнутые круглые полые профили
Холоднокатаный
ЕН 10219-2
Ферона
Холодногнутые круглые полые профили
Холоднокатаный
ЕН 10219-2:1997
—
Холодногнутые круглые полые профили
Холоднокатаный
ЕН 10219-2:2006-04
—
Холодногнутые круглые полые профили
Холоднокатаный
ЕН 10220
Ферона
Горячедеформированные круглые полые профили
Горячекатаный
ГБ/т 17395-2008
—
Холодногнутые круглые полые профили
Холоднокатаный
ГБ/т 6728-2002
—
Холодногнутые круглые полые профили
Холоднокатаный
ГБ/т 6728-2017
—
Холодногнутые круглые полые профили
Холоднокатаный
ГОСТ 10704-91
—
Холодногнутые круглые полые профили
Холоднокатаный
ГОСТ 8732-78
—
Горячедеформированные круглые полые профили
Горячекатаный
ГОСТ 8734-75
—
Холодногнутые круглые полые профили
Холоднокатаный
ЕСТЬ
—
Горячедеформированные круглые полые профили
Горячекатаный
ИС 1161-1998
—
Горячедеформированные круглые полые профили
Горячекатаный
ИС 3601-2006
—
Горячедеформированные круглые полые профили
Горячекатаный
ИСО 4200:1991
—
Горячедеформированные круглые полые профили
Горячекатаный
ПН ЗП 425717
Ферона
Горячедеформированные круглые полые профили
Горячекатаный
CHS (старая версия)
и
—
Британская сталь
Горячедеформированные круглые полые профили
Горячекатаный
АСМЭ Б 16. 9:2003
—
Трубные секции DN
—
АСМЭ Б 36.10М: 2004
—
Трубные секции DN
—
АСМЭ Б 36.19М: 2004
—
Трубные секции DN
—
ЧСН 42 5710
Ферона
Трубные секции DN
—
ЧСН 42 5711
Ферона
Трубные секции DN
—
ДИН 2448
—
Отрезки труб DN
—
ДИН 2458
—
Трубные секции DN
—
ДИН 2605-1
—
Трубные секции DN
—
ДИН 2605-2
—
Трубные секции DN
—
ДИН ИСО 4200
—
Трубные секции DN
—
ЕН 10220:2002-12
—
Трубные секции DN
—
EN 10253-2:2007 (Тип А)
—
Трубные секции DN
—
EN 10253-2:2007 (тип B)
—
Трубные секции DN
—
ЕН 10255
Ферона
Трубные секции DN
—
НБР 5580:2002
—
Трубные секции DN
—
DuraGal CHS
и
КАК 4100-1998
OneSteel
Холодногнутые круглые полые профили
Холоднокатаный
Galtube CHS
и
КАК/НЗС 4600
OneSteel
Холодногнутые круглые полые профили
Холоднокатаный
Hybox 355 CHS
я
ЕН 10219-2:2006-04
Тата Сталь
Холодногнутые круглые полые профили
Холоднокатаный
Hybox CHS
и
ЕН 10219-2:2006-04
Корус
Холодногнутые круглые полые профили
Холоднокатаный
Джамбо CHS
и
ДЖИС Г 3136
Корус
Горячедеформированные круглые полые профили
Горячекатаный
МШ КХП
и
ДИН ЕН 10210-2:2006
Валлорек и Маннесманн
Горячедеформированные круглые полые профили
Горячекатаный
МШРунд
и
ДИН 59410:1974-05
Маннесманн
Горячедеформированные круглые полые профили
Горячекатаный
МШРунд
и
ЕН 10210-2:1997
Маннесманн
Горячедеформированные круглые полые профили
Горячекатаный
АСМЭ Б 16. 9:2003
—
Секции труб НПС
—
АСМЭ Б 36.10М: 2004
—
Секции труб НПС
—
АСМЭ Б 36.19М: 2004
—
Секции труб НПС
—
НБР 5590:1995
—
Секции труб НПС
—
NPS (Таблица 17)
i
АДМ 2020
—
Секции труб НПС
—
NPS (Таблица 22)
i
АДМ 2015
—
Секции труб НПС
—
ИМКА
—
Горячедеформированные круглые полые профили
Горячекатаный
НД (Таблица 16)
i
АДМ 2020
—
Холодногнутые круглые полые профили
Холоднокатаный
НД (Таблица 21)
i
АДМ 2015
—
Холодногнутые круглые полые профили
Холоднокатаный
Труба (ASTM A53)
и
CAN/CSA-G40. 20
—
Холодногнутые круглые полые профили
Холоднокатаный
Труба STD
и
КИСЦ 12
—
Горячедеформированные круглые полые профили
Горячекатаный
Труба XS
i
КИСЦ 12
—
Горячедеформированные круглые полые профили
Горячекатаный
Труба XXS
i
КИСЦ 12
—
Горячедеформированные круглые полые профили
Горячекатаный
Трубы
и
ЕСТЬ
—
Горячедеформированные круглые полые профили
Горячекатаный
Трубы Станд.
и
АИС 13
—
Холодногнутые круглые полые профили
Холоднокатаный
Трубы Станд.
и
АИС 14
—
Холодногнутые круглые полые профили
Холоднокатаный
Трубы Станд.
и
МАИС 15
—
Холодногнутые круглые полые профили
Холоднокатаный
Трубы стандарт.
и
АИС 9
—
Холодногнутые круглые полые профили
Холоднокатаный
Трубы x-Strong
i
АИС 13
—
Холодногнутые круглые полые профили
Холоднокатаный
Трубы x-Strong
и
АИС 14
—
Холодногнутые круглые полые профили
Холоднокатаный
Трубы x-Strong
i
МАИС 15
—
Холодногнутые круглые полые профили
Холоднокатаный
Трубы x-Strong
i
АИС 9
—
Холодногнутые круглые полые профили
Холоднокатаный
Трубы xx-Strong
i
АИС 13
—
Холодногнутые круглые полые профили
Холоднокатаный
Трубы xx-Strong
i
АИС 14
—
Холодногнутые круглые полые профили
Холоднокатаный
Трубы xx-Strong
i
МАИС 15
—
Холодногнутые круглые полые профили
Холоднокатаный
Трубы xx-Strong
i
АИС 9
—
Холодногнутые круглые полые профили
Холоднокатаный
ЕН 10220
СЗС
Горячедеформированные круглые полые профили
Горячекатаный
Круглый HSS
i
АИС 13
—
Холодногнутые круглые полые профили
Холоднокатаный
Круглый HSS
i
АИС 14
—
Холодногнутые круглые полые профили
Холоднокатаный
Круглый HSS
i
МАИС 15
—
Холодногнутые круглые полые профили
Холоднокатаный
Круглый HSS
и
CAN/CSA-G40. 20
—
Холодногнутые круглые полые профили
Холоднокатаный
Круглая быстрорежущая сталь (A1085)
и
МАИС 15
—
Холодногнутые круглые полые профили
Холоднокатаный
Круглая быстрорежущая сталь (ASTM A500)
я
CAN/CSA-G40.20
—
Холодногнутые круглые полые профили
Холоднокатаный
Круглая быстрорежущая сталь (ASTM A500)
i
КИСЦ 12
—
Холодногнутые круглые полые профили
Холоднокатаный
Круглая быстрорежущая сталь (CISC 12)
i
КИСЦ 12
—
Холодногнутые круглые полые профили
Холоднокатаный
Трубопровод CHS
i
КАК 4100-1998
OneSteel
Холодногнутые круглые полые профили
Холоднокатаный
CHS 273×16 | ЧСН 42 5715.
01 | Ферона | Свойства поперечного сечения и анализ
Если говорить о драгоценных металлах, с которыми человек имеет дело в той или иной степени, то о платине мы знаем меньше всего. Для большинства из нас этот драгоценный металл является чем-то абстрактным. Этот материал редко увидишь в быту, крайне скудна информация о его добыче и сфере применения. Такая ситуация возникла не случайно и не на пустом месте.
Платина действительно является одним из самых редких и мало распространенных благородных металлов. Сюда можно добавить и сложности с технологической обработкой ископаемого металла. По этим причинам стоимость платины остается высокой. Металл значительно дороже других основных благородных металлов. Платина имеет высокую плотность, поэтому равноценные украшения из платины и золота будут весить по-разному.
Помолвочные и обручальные кольца выполненные в платине
Арт. 29724
3,8 г
Помолвочное кольцо из платины с бриллиантами STARRY MOON
Вставка: бриллиант
от333 060 ₽ за одно
Подробнее
Арт. 29728
4,4 г
Женское обручальное кольцо с россыпью бриллиантов STARRY SKY
Вставка: бриллиант
от107 890 ₽ за одно
Подробнее
Арт. 29723
3,6 г
Помолвочное кольцо из платины с бриллиантами
Вставка: бриллиант
от321 840 ₽ за одно
Подробнее
Арт. 5251
8 г
Недорогие парные обручальные кольца кольца из платины с 3-мя бриллиантами
Вставка: бриллиант
от117 490 ₽ за пару
Подробнее
Арт. 29735
10 г
Классические обручальные кольца из платины с бриллиантами
Вставка: бриллиант
от138 810 ₽ за пару
Подробнее
Арт. 10352
14,5 г
Обручальные кольца ветви дерева SHERWOOD
Вставка: бриллиант
от285 280 ₽ за пару
Подробнее
Арт. 29737
9 г
Классические обручальные парные кольца из платины с бриллиантами
Вставка: бриллиант
от137 750 ₽ за пару
Подробнее
Историческая справка
На вид платина — это металл белого цвета, очень похожий своим внешним видом на серебро. Ввиду такого сильного сходства с серебром и появилось название. Буквально, в переводе с испанского «platina» — «серебришко», уменьшительное от слова «plata» — серебро. Пренебрежительному названию драгметалл обязан испанцам. Именно они впервые столкнулись с ним при добыче ископаемого золота в своих южноамериканских колониях. Ископаемые южноамериканские золотые росписи имели в своем составе вкрапления серебристо-белого цвета. В последствие, при обработке золотого песка, белые крупинки с трудом отделялись от основной массы песчинок желтого металла. Присутствие белых вкраплений в золотоносном песке сильно затрудняли промышленную добычу золота. Никто в то время даже не представлял, с каким сырьем приходится иметь дело. Отсюда и такое пренебрежительное отношение к этому металлу.
В XVI веке платина стоила в пять раз дешевле золота. Даже серебро оценивалось выше, чем редкий белый металл. Отсутствие четкого представления о реальной ценности платины и ее промышленном применении, привело к тому, что тонны этого благородного металла оставалось в отвалах или выкидывалось обратно в реки.
Промышленное использование платины осложнялось тем фактом, что металл имел высокую температуру плавления (1768,3°C). Для сравнения переход золота в жидкое состояние происходил при температуре 1064 градуса, а серебро начинало плавиться еще при меньшей температуре (962°C). На тот момент не существовало технологий быстрого выделения металла от золотоносного песка, отсутствовали и технические возможности для прикладного использования платины.
Только в середине XIX века ювелиры обратили внимание на загадочный металл, который на деле оказался по-настоящему благородным и ценным. Стали появляться первые образцы изделий, изготовленных из платины, оказавшиеся ничуть не хуже золотых украшений. Редкость металла обусловила высокую стоимость драгоценностей из платины. Стоимость металла резко подскочила в цене, сделав его одним из самых дорогих благородных металлов. Платину нарекли «королевой металлов».
Промышленная и научная революция в середине XX века подняла спрос на этот редкий металл. С этого момента платина начинает широко использоваться не только в ювелирной отрасли. Дорогой белый металл находит свое применение во многих областях, начинает использоваться в промышленных масштабах.
Физические свойства платины
Как и золото, платина является мягким металлом, хорошо поддающимся ковке и промышленной обработке. На сегодняшний день ископаемое сырье встречается в виде самородков и входит в состав золотоносных руд. Плотность платины составляет 21.45 гр/см³, что на две единицы выше чем у золота (19,3 кр/см³). По крепости и прочности белый металл превосходит все другие благородные металлы, используемые в ювелирном деле. Материал устойчив к механическому воздействию, нейтрален к воздействию химических реагентов, успешно противостоит коррозийным процессам. Растворить платину можно только в смеси, состоящей из концентрированных кислот («царская водка»). Драгметалл с обычными кислотами минерального и органического происхождения в связь не вступает, инертен.
Ископаемое состояние платины.
Способы добычи
В естественной среде платина входит в состав платиновых руд. Эти минеральные образования содержат металлы платиновой группы в различных концентрациях, позволяя осуществлять добычу и обработку сырье в промышленных масштабах. В первоначальном виде приходится иметь дело с самородной платиной, с ее железистой разновидностью (поликсен), с изоферроплатиной.
Самородная ферроплатина содержит от 70 до 80% чистого металла;
Палладистая платина содержит 60% чистого драгметалла;
В других соединениях платиновой группы содержания чистого металла значительно меньше (поликсен, осмистый иридий, иридистая платина).
С точки зрения концентрации металла, встречающимся в основном в рассеянном состоянии в естественных условиях, платина недаром считается редким элементом. Самородная платина не имеет характерного цветового оттенка, поэтому основной критерий оценки принадлежности ископаемого сырья к благородному металлу, его большая тяжесть.
Промышленная добыча драгоценного металла ведется в месторождениях двух типов: во вторичных месторождениях россыпного типа и в базовых, первичных коренных месторождениях. Благородный металл извлекается из ископаемых сульфидных платиновых руд. Нередко добыча осуществляется попутно, вместе с добычей никелевых и медных руд.
Сфера применения самого дорогого благородного металла
Платина, несмотря на то, считается благородным и драгоценным металлом, только отчасти используется в ювелирной отрасли. Сфера применения и использования этого редкого и дорогостоящего металла на сегодняшний день довольно широка. Платина широко используется при промышленном производстве медицинского оборудования, инструментов и приспособлений. Платина является сильным антиоксидантом и на ее основе сегодня выпускается ряд лекарственных препаратов противоракового действия. Благодаря своим физико-химическим свойствам белый металл стал активно применяться в косметической промышленности. Что касается производственной сферы, то платина массово используется при изготовлении целого ряда приборов и комплексов, используемых в нефтехимической промышленности, в топливной отрасли.
Ювелирная сфера сегодня ориентирована на использование платины в качестве составного элемента драгоценных украшений, наградной атрибутики, элементов геральдики и инвестиционных банковских элементов (монеты, слитки). Платиновые слитки являются одним из элементов золотовалютного резерва.
Узнать подробнее
Какого цвета платина? Ювелирные изделия из платины
20 Мая, 2019
Украшения
Olga Lans
При покупке ювелирных изделий обычно делают выбор между золотом и серебром. Если требуется украшение серебряного цвета, действительно ли выбор ограничивается только серебром? Может быть, выбрать изделие из платины? Или белого золота? А ведь есть еще родий и палладий, тоже драгоценные металлы платиновой группы.
Редкий благородный металл
Южно-Африканская Республика является крупнейшим производителем платины, на ее долю приходится около семидесяти пяти процентов мировой добычи благородного металла. За ней следуют Россия, Зимбабве, Канада (штат Онтарио) и США (штаты Монтана, Аляска и Орегон). По сравнению с другими драгоценными металлами, объем добычи небольшой, около двухсот тонн в год. Общее количество платины, добытой в 2018 году, в 17 раз раз меньше, чем золота, и в 130 меньше, чем серебра.
При таких объемах добычи платина входит в тройку самых востребованных благородных металлов. Этот металл – рабочая лошадка, большая часть его используется для промышленных нужд. Это не могло не отразиться на стоимости ювелирных изделий из платины.
Почему платиновые украшения дорогие
Зная, сколько стоит платина и золото на мировом рынке, можно предполагать, что цены одинакового ювелирного изделия из этих металлов будут отражать такое же пропорциональное соотношение цен. Но, к сожалению, это не так, ценообразование в ювелирном деле зависит не только от стоимости сырья.
Среднего размера кольцо из платины простой работы стоит примерно на триста долларов дороже аналогичного золотого кольца.
Причины такого ценового кульбита следующие:
Платина намного тяжелее золота. Одинаковый по объему брусок платины 950 пробы приблизительно на 60% тяжелее такого же бруска золота 585 пробы.
Изготовление ювелирных изделий из платины требует специальных инструментов. Для изготовления и шлифовки из-за высокой температуры плавления и твердости металла требуются более высокие температурные режимы и больше времени. Все это добавляет стоимости ювелирным изделиям.
Серебро и платина
На первый взгляд оба металла кажутся серебряными и почти одинаковыми по цвету. Но они легко различимы даже невооруженным глазом. Цвет металла платины без примесей – серовато-белый, серебра в чистом виде – серебристо-белый. Оба металла холодного оттенка, но платина блестит и выглядит намного ярче. Серебро, даже отполированное, рядом с ней имеет более тусклый и унылый вид.
Серебро является мягким металлом (2,7 по шкале Мооса), который быстро изнашивается и тускнеет. Неоспоримым преимуществом платины является ее высокая износостойкость. Платина достаточно твердая (4,3 по Моосу), она не требует введения легирующих составов для придания прочности, и в то же время обладает пластичностью серебра. Используется в ювелирной промышленности с пробой 950-800, т.е. 95-80 % изделия или его оправы составляет этот металл.
Остальные 5-20 % составляют лигатуры.
Легируется платина для понижения температуры плавления, улучшения ковкости и некоторого снижения твердости до приемлемого уровня обработки ювелирными инструментами. В некоторых случаях стараются убрать излишнюю пластичность. При своей высокой твердости металл пластичен, его трудно поцарапать, но легко согнуть. Медь, рутений, иридий, родий, палладий и кобальт являются наиболее популярными основными металлами, используемыми в платиновых сплавах.
Какого цвета платина
Платина серовато-белая, если не содержит никаких примесей. Но, как уже было сказано выше, при производстве ювелирных изделий используются платиновые сплавы.
В готовых изделиях можно увидеть широкий спектр оттенков цвета платины. Каких? От ярко-белого до серебристо-серого, включая желтые и красные оттенки сплава.
Выраженность этих оттенков в ювелирных изделиях зависит от пробы сплава. Украшения 800 пробы имеют более заметное различие в цвете платины, какое, кроме процентного содержания, зависит и от металла или металлов, присутствующих в сплаве.
Платина лучше серебра
Серебро – самый доступный по цене ювелирный металл, и преимущественно используется в производстве бижутерии, мода на которую быстро меняется.
Для украшения, которое должно служить долго, и носить которое будут едва ли не ежедневно, идеально подходит платина. Второй по стоимости после родия драгоценный металл, в этом случае он стоит затраченных средств.
В исключительных случаях платиновые украшения являются безальтернативным выбором. Речь об аллергиках. У большинства людей нет аллергии на чистые металлы серебро или золото, но применяемые для их легирования никель, хром и цинк являются общими аллергенами.
Серебро быстро чернеет и легко изнашивается, изделия из него требуют регулярной профессиональной чистки и полировки. Уход за платиновыми украшениями минимален, и сводится к удалению загрязнений теплой мыльной водой и мягкой щеточкой или тканью.
Ювелирные изделия из платины
В ювелирных салонах и бутиках украшения из платины расположены в отдельных секциях или витринах. Даже в очень большом брендовом салоне известных мировых производителей там не встретить массивных колье и ожерелий, широких цепочек, серег дизайна «люстра» и перстней для прекрасных дам.
Мужские цепочки из платины также более изящны по сравнению с массивными и широкими золотыми.
Причина кроется не в стоимости, а в удельном весе металла. Не каждая прекрасная дама согласится носить по 15-20 грамм украшений в ушах и тяжести на шее, какими бы прекрасными они не были. В ассортименте женских украшений преобладают ажурные цепочки с небольшими кулонами, серьги-«гвоздики» и классические кольца с бриллиантами.
Классические перстни-печатки из платины также делают менее массивными, и они преимущественно выпускаются из сплава 800 пробы.
Для любителей массивных украшений многие ювелирные компании предлагают альтернативу: изделия из стерлингового серебра, анодированные платиной.
В самом широком ассортименте представлены на рынке обручальные кольца из платины с бриллиантами.
Обручальные кольца
Платиновые обручальные кольца являются идеальным выбором, если вы можете себе это позволить.К сожалению, как и многое другое, самый лучший вариант также является самым дорогим.
Введенная в тридцатых годах двадцатого века агрессивной маркетинговой стратегией компании «Де Бирс» мода на обручальные кольца с непременным бриллиантом является общепризнанной традицией.
Платина стала очень популярным металлом для изготовления обручальных колец, которые носят, не снимая, в течение длительного времени. Она идеально подходит для прочного повседневного кольца.
Обручальные кольца подвергаются постоянному воздействию бытовых химикатов, горячей воды, механическим воздействиям. Со временем металл изнашивается, покрывается царапинами, слабеют удерживающие камень зубцы.
Платина не корродирует, не изменяет цвет и не теряет форму со временем. Являясь одним из самых твердых металлов, он практически не изнашивается и не теряет блеск из-за повреждений поверхности при повседневной носке.
Платиновые зубцы более долговечны и удерживают камень намного лучше золота. Риск потерять бриллиант из кольца минимален. Цвет и роскошный вид платиновой оправы идеально дополняет бриллианты своим блеском и яркостью.
Патина
С течением времени на поверхности платинового кольца, впрочем, и любого другого украшения, независимо от прочности металла при взаимодействии с атмосферой образуется патина.
В патинированном изделии слегка изменяется блеск и цвет платины. Какой она становится? Еще более благородной. В металле появляется голубовато-серый оттенок и приглушенный блеск.
Она не имеет ничего общего с коррозией, это результат электрохимического взаимодействия металлов сплава. Для многих людей патина является уникальным и желанным признаком, придающим особый шарм украшениям из этого драгоценного металла.
Если же это не нравится, то ювелиры с помощью профессиональных паст легко удаляют нежелательный для владельца налет старины на изделии, возвращая ему первоначальный блеск.
Похожие статьи
Уход за ногтями
Красивый летний маникюр для девочки подросткового возраста
Уход за ногтями
Покрытие маникюра: виды покрытия, пошаговая инструкция выполнения, цветовое разнообразие, модные идеи маникюра с фото
Уход за ногтями
Омбре на ногтях: техника выполнения, варианты, фото
Уход за ногтями
Мраморный маникюр гель-лаком: варианты выполнения, идеи, фото
Уход за ногтями
Маникюрные ножницы: как пользоваться, какие выбрать?
Косметика
Какие витамины нужны для волос: обзор, инструкция по применению, отзывы
Platinum Color — Bilder und stockfotos
52. 179Bilder
Bilder
Fotos
Grafiken
Vektoren
видео
Durchstöberne SAI 52.1799
DurchstERN SAI 52.179
. Oder starten Sie eine neuesuche, um noch mehr Stock-Photografie und Bilder zu entdecken.
hervorhebung des chemischen elements platin im periodensystem der elemente. 3D-рендеринг — стоковые фотографии и изображения платинового цвета
Hervorhebung des chemischen Elements Platin im Periodensystem…
silber metallische farbverlauf mit kratzern. титан, сталь, хром, никелевый лист с улучшенным текстурным эффектом. векторная иллюстрация — платиновый цвет, графика, клипарт, мультфильмы и символы
Silver metallische Farbverlauf mit Kratzern. Titan, Stahl, Chrom,
набор металлических текстур — металлик-хинтергрунд — платиновый цвет стоковая графика, -клипарт, -мультфильмы и -символ
набор металлических текстур — металлик-хинтергрунд
Набор текстур для металла kann für das Design verwendet werden. Mit Platz для текста.
Aus Metall, Bronze, Silver, Gold, Chrome Metallfolie Textur Farbverlauf — платиновый цвет, графика, клипарт, мультфильмы и символы
Aus Metall, Bronze, Silver, gold, Chrom Metallfolie Textur…
Набор иконок Medaillen Icon Set
Ein Medaillen-Icon-Set mit Platin-, Gold-, Silver- und Bronzeabzeichen
Metall Hintergrund (нажмите выше, um weitere informationen) — фото и изображения платинового цвета
Metall Hintergrund (нажмите на hier, um weitere informationen)
metall chrom farbverlauf farbe gesetzt. металлическое розовое золото, бронза, серебро, элегантная жемчужина, митернахт грюн, палитра Goldene Farbfelder. vektor glänzendehintergrund-kollektion für rahmen, rahmen, этикетки, листовки, дизайн — цвет платины, графика, -клипарт, -мультфильмы и -символ
Metall Chrom Farbverlauf Farbe gesetzt. Металлическое розовое золото,…
abstrakter texturhintergrund, licht and grauer metallwand — платиновый цвет стоковые фото и изображения вектор металлик розовое золото, бронза, серебро, сталь, голография, золотой абзайхен. folie glänzende farbdesign-elemente für hintergrund, web, apps — stock-grafiken цвета платины, -clipart, -cartoons und -symbole
Metall Chrom Kreis Tasten gesetzt. Vektor Metallic rose Gold,…
медальон — платиновый цвет, графика, клипарт, мультфильмы и символы
Medaillen
Sammlung von leeren Vektor-Gold-, Silver- и Bronzemedaillen. Более подробная иллюстрация.
металл, бронза, серебро, золото, хром, металлическая фольга, градиент текстуры, набор векторных образцов. metallische farbverlauf illustration abstufung fürhintergründe, banner-schnittstelle vector template-design — color stock-grafiken, -clipart, -cartoons und -symbole
silbernerhintergrund mit металлическая текстура. silbermaterial, das sie edelstahl oder алюминий fühlen lässt. — стоковые фотографии и изображения платинового цвета
Silberner Hintergrund mit metallischer Textur. Серебряный материал,. ..
абстрактный металл, сильберграуер хинтергрунд — платиновый цвет фото и изображения
абстрактный металл, сильберграуер хинтергрунд
кредитная карта-вектор-набор-символ. реалистичные детализированные кредитные карты с абстрактным дизайном элементов дизайна. Золотая кредитная карта — платиновый цвет, графика, клипарт, мультфильмы и символы
belohnungen, золото, серебро, платина, бронза, диамантерц для шпиля. — графические изображения платинового цвета, -клипарты, -мультфильмы и -символы
Belohnungen, Gold, Silver, Platin, Bronze, Diamantherz für das…
Feines, Graues Metall als Textur oder Hintergrund. — фото и изображения платинового цвета
Feines, Graues Metall als Textur oder Hintergrund.
großer autokatalysator mit rohrschere, isoliert auf weißem grund mit einem clipping-pfad. — стоковые фотографии и изображения платинового цвета
Großer Autokatalysator mit Rohrschere, isoliert auf weißem Grund…
Королевские юбилейные капкейки для платинового юбилея feierlichkeiten — платиновый цвет фото и изображения
Royal Jubilee Cupcakes for Platinum Jubilee Feierlichkeiten
Засателлит из золота, серебра и бронзы. — Графика платинового цвета, -клипарт, -мультфильмы и -символ
Satz из золота, серебра и бронзы, выполненные в виде леерных медалей.
edelstahl-struktur — платиновый цвет, фото и изображения
Edelstahl-Struktur
platin-nugget, edelmetall, frei in der natur in form von nuggets gefunden, bei der herstellung von katalysatoren verwendet — платиновый цвет, фото и изображения
Platin-Nugget, Edelmetall, frei in der Natur in Form von Nuggets …
verschiedene trophäen symbolsatz isolierten auf weißenhintergrund. вектор-иллюстрация — платиновый цвет сток-графика, -клипарт, -мультфильмы и -символ
Verschiedene Trophäen Symbolsatz isolierten auf weißen. ..
Vektor-Illustration
золото, серебро, бронза, розовое золото металлик folie textur-vektor-gradienten-set. золотой металлик — платиновый цвет графика, -клипарт, -мультфильмы и -символ
eine mysteriöse schatztruhe (3d-рендеринг) — платиновый цвет стоковые фотографии и изображения
Eine mysteriöse Schatztruhe (3D-рендеринг)
medaille auszeichnung vektor — платиновый цвет стоковые графики, -клипарты, -мультфильмы и -символы
Medaille Auszeichnung003 Vektor
Medaillengewinnungsvektor из Фарбена, Платины, Золота, Серебра и Бронзы
ein sehr feiner, material und blauer kunststoff als textur oder intergrund. — платиновый цвет стоковые фотографии и изображения
Ein sehr feiner, material und blue Kunststoff als Textur oder…
Набор реалистичных металлических текстур. glänzend polierte metall hintergründe for ihr design — цвет платины, графика, -клипарт, -мультфильмы и -символы
Зильбернер Шрифтстил. Metallisches Alphabet, Zahlen, Fragezeichen und Ausrufezeichen. Glänzender lateinischer Buchstabe isoliert auf dunklem Hintergrund, englisches abc mit leuchtendem Effekt Vektorillustration
ein dunkler stoff mit rotem Hintergrund. — фото и фото платинового цвета
Ein dunkler Stoff mit rotem Hintergrund.
lila aluminium-karoschplatte metallhintergrund — фото и изображения платинового цвета
Lila Aluminium-Karoschplatte Metallhintergrund
фон 100
Драгоценный металл Платина информация и фотографии
Рекламная информация
Платина — самый ценный драгоценный металл; его стоимость превышает даже стоимость золота. Он имеет красивый серебристо-белый цвет и, в отличие от серебра, не тускнеет. На него не влияют обычные бытовые химикаты, он не повреждается и не обесцвечивается хлором, отбеливателями или моющими средствами. Он прочнее всех драгоценных ювелирных металлов, хотя из-за своей гибкости и прочности его все же необходимо сплавлять с другими металлами, чтобы он не изгибался. Природная платина обычно содержит небольшое количество редкого элемента иридия. В ювелирных изделиях иридий сплавляют с платиной для повышения прочности. Платиновые украшения обычно 9Чистота от 0 до 95 процентов.
Химическая формула
Пт
Цвет
Металлик, Белый
Твердость
4 — 4,5
Кристаллическая система
Изометрический
СГ
14 — 19
Прозрачность
Непрозрачный
Двойное преломление
Нет
Блеск
Металлик
Декольте
Нет
Класс минералов
Платина
Сообщите нам, как мы можем обновить эту страницу (Нажмите, чтобы узнать больше)
Мы стремимся предоставлять точную информацию о содержании и местоположении.
Размер под ключ 41. Длина резьбы 54. Шаг резьбы 3.00.
Вес одного в/пр болта (в гр): 612
Вес одной в/пр гайки (в гр): 183
Вес одного комплекта (в гр): 795
Вес одной в/пр шайбы исп. 1 (в гр.): 51.7
Вес одной шайбы исп. 2 (в гр.): 68.2
НОВИНКА расчет веса
винта с внутренним шестигранником
ДИН 912 аналог ГОСТ11738-84
на сайте башметиз. рф
Вес обычных болтов гаек и шайб.
Вес фланцевых шпилек гаек и шайб.
В данном калькуляторе используются:
1. Теоретическая масса высокопрочного болта — по ГОСТ Р 52644-2006,
таблица Б.1 (конструктивное исполнение тела болта — 1, головки — 1)
2. Теоретическая масса высокопрочной гайки — по ГОСТ Р 52645-2006,
таблица Б.1 (нормальной высоты)
3. Теоретическая масса высокопрочной шайбы — по ГОСТ Р52646-2006,
таблица Б.1 (при нормальном диаметре d2 и толщине h)
ЦЕНЫ НА ВЫСОКОПРОЧНЫЕ БОЛТЫ. ПРАЙС-ЛИСТ НА КРЕПЕЖ
весов для болтов | Крепеж из сплава и нержавеющей стали
ВЕС БОЛТА С ШЕСТИГРАННОЙ ГОЛОВКОЙ НА 100 ШТ.
ДИАМЕТР
ДЛИНА
1/2
5/8
3/4
7/8
1
1 1/8
1 1/4
1 3/8
1 1/2
1 3/4
2
WEIGHT CONVERSION TABLE
MATERIALS
CONVERSION
FACTOR
MATERIALS
CONVERSION
FACTOR
MATERIALS
CONVERSION
FACTOR
Type 304 Stainless Steel
Фосфористая бронза
Inconel *
Type 316 Stainless Steel
Manganese Bronze
Aluminum
Type 410 Stainless Steel
Aluminum Bronze
Titanium Alloy
Leaded Brass (Free Резка латуни)
Медь
Hastelloy C**
Холодная латунь (желтая латунь)
CUPRO Nickel
Hastelloy B **
Naval Brass
Monel Melal
* Торговая марка Международной корпорации Nickel
* Торговая марка Международной Nickel Corp.
* Торговая марка Международной Nickel Corp.
.
** ТОРГОВЫЙ ЗНАК CABOT CORP.
Бронза с высоким содержанием кремния
ПРИМЕЧАНИЕ: Вес, указанный выше, рассчитан для обычной стали. Чтобы получить приблизительный вес тяжелых болтов с шестигранной головкой из другого материала, умножьте указанный выше вес 100 штук на коэффициент пересчета для нужного материала, указанный в «Таблице пересчета веса».
ТАБЛИЦА ТАБЛИЦА
Материалы
Преобразование
Фактор
Тип 304 СТАВИННАЯ СТАЛА
Тип 316 СТАНА
Тип 316 СТИННАЯ СТАЛА
Тип 410 410
99999999999999999999999999999999. СТАВАЯ СТАРЫ. )
Латунь холодной высадки (желтая латунь)
Морская латунь
Бронза с низким содержанием кремния
High Silicon Bronze
Phosphor Bronze
Manganese Bronze
Aluminum Bronze
Copper
Cupro Nickel
Monel Metal
K-Monel Metal
Инконель *
Алюминий
Титановый сплав
Hastelloy C**
Hastelloy B**
** ТОВАРНЫЙ ЗНАК CABOT CORP.
* ТОВАРНЫЙ ЗНАК INTERNATIONAL NICKEL CORP.
ПРИМЕЧАНИЕ: Вес, указанный выше, рассчитан для обычной стали. Чтобы получить приблизительный вес тяжелых болтов с шестигранной головкой из другого материала, умножьте указанный выше вес 100 штук на коэффициент пересчета для нужного материала, указанный в «Таблице пересчета веса».
Посмотреть версию для печати
Chevrolet Bolt EV — 2021
2021 CHEVROLET BOLT EV ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
ЭФФЕКТИВНОСТЬ
Запас хода 190:4 903 3 9 301
По оценке EPA 259 миль при полной зарядке
АККУМУЛЯТОРНАЯ СИСТЕМА
Тип:
Перезаряжаемая система накопления энергии, состоящая из нескольких связанных модулей
Масса (фунт/кг):
947/430
Химия аккумуляторов:
Литий-ионный
Ячейки:
288
Энергия:
66 кВтч
Гарантия 2 :
8 лет / 100 000 миль пробега аккумуляторов и электрических компонентов
ЭЛЕКТРОПРИВОД
Тип:
Один двигатель и редуктор
Двигатель:
Приводной двигатель с постоянными магнитами
Мощность:
200 л. с. / 150 кВт
Крутящий момент: (фунт-фут/Нм):
266 / 360
Передаточное число главной передачи (:1):
7,05:1
ВРЕМЯ ЗАРЯДКИ 3
120 В:
4 мили / прибл. 6 км дальности в час
240 В:
Полная зарядка прибл. 10 часов
Быстрая зарядка постоянным током:
До 100 миль за 30 минут
ШАССИ И ПОДВЕСКА
Передняя подвеска:
Независимая на стойках МакФерсона со сплошным стабилизатором поперечной устойчивости прямого действия
Задняя подвеска:
Составной кривошип (торсионная балка) с винтовыми пружинами
Тип рулевого управления:
Электроусилитель рулевого управления на стойке
Диаметр разворота (фут/м):
35,4 / 10,8
Тип тормоза:
Четырехколесный диск с АБС; электрогидравлический; частично регенеративный
Размер тормозного диска: (дюймы/мм)
Спереди: 11/276 с вентиляцией Сзади: 10/264 сплошные
Токарный станок 1К62 легендарная модель популярная на всем протяжении бывшего СССР и за его пределами, зарекомендовал себя, как надежное и точное оборудование. Широкое его применение обусловлено его универсальностью, простотой в эксплуатации и большим спектром работ. Применяется в индивидуальном, мелкосерийном, серийном производстве при обработке заготовок по прямолинейному, коническому, ступенчатому контуру.
Шпиндель имеет 24 прямых и 12 обратных степеней вращения. Требования по эксплуатации-УХЛ-4 (ГОСТ 15150—69).
Современным аналогом данной модели являются следующие марки: 16К20, 1В62Г, SN 50C, SN 500SA и другие.
Какие операции производят на станке
внутреннее и наружное точение цилиндрических и конических валов;
растачивание глубоких отверстий;
подрезка торцевых плоскостей;
нарезание различных видов резьбы: метрической, дюймовой, модульной, питчевой;
обработка осевыми инструментами методами сверления, развертывания, зенкерования и т. д.
Из истории производства
Первые токарно-винторезные станки в СССР стали производиться на заводе Красный Пролетарий в г. Москва с 1932 года и назывались ДИП 200, ДИП 300, ДИП 400, ДИП 500. Отличались данные модели размерами и параметрами обработки, цифра обозначает высоту центров. Для изготовления новых станков за образец был взят немецкий станок VDF. В последствии производство моделей ДИП 300, ДИП 400, ДИП 500 было передано в Рязань и Коломну.
Первый опытный образец 1К62 произведен в 1954 г., а серийный выпуск начался с 1956 года, и до окончания производства в 1971 г. с конвейера сошли более 200 000 таких моделей.
На смену марке 1К62 пришел современный токарно-винторезный станок 16К20. В 1971 г. произведен первый образец и в течение последующего времени в месяц выпускалось около 1000 единиц оборудования, из них 10 процентов шли на экспорт.
На промышленной ярмарке в 1972 г. в г. Лейпциг токарно-винторезный станок 16К20 получил золотую медаль.
Разработанный более 60 лет токарный станок 1К62 до сих пор эксплуатируется на многих предприятиях машиностроения и других отраслях промышленности.
Технические характеристики
Диаметр обработки, мм:
над станиной
400
над суппортом
220
Класс точности
Н
Расстояние между центрами, мм
1000, 1500
Масса заготовки, max, кг
1500
Шпиндель
Сквозное отверстие, мм
47
Число оборотов, об/мин:
в прямом направлении
12,5..2000
в обратном направлении
19..2420
Внутренний конус
МОРЗЕ 6
Передний конец
6К
Количество ступеней вращения прямых/обратных
24/12
Подачи
Диапазон продольных рабочих подач, мм/об
0,07. .4,16
Диапазон поперечных рабочих подач, мм/об
0,035..2,08
Ускоренное движение суппорта, м/мин:
продольное
3,4
поперечное
1,7
Пределы шагов резьбы:
метрической
1..192
модульной
0,5..48
дюймовой
24..2
питчевой
96..1
Мощность главного двигателя, кВт
10
Габаритные размеры, мм
2795/3195х1190х1500
Общая масса, кг
3005/3225
Описание узлов
Станина, отлитая из высокопрочного чугуна располагается на двух тумбах. На ней монтируются все остальные узлы и механизмы, а по направляющим перемещаются суппорт и задняя бабка. В нижней части станины установлен лоток для сбора стружки и слива охлаждающей жидкости.
Передняя бабка, которая закреплена в левой части станины, включает в себя шпиндель и коробку скоростей. Сам шпиндель устанавливается на прецизионных подшипниках качения, которые выставлены на заводе изготовителе при сборке станка и не требуют последующей регулировки.
Суппорт предназначен для установки режущих инструментов и передачи им продольного и поперечного направления подачи. В верхней части размещается четырех позиционный резцедержатель, используемый для закрепления резцов. На суппорте расположена каретка, которая применяется при обработке конических поверхностей. Для этого она устанавливается на определенный угол.
Задняя бабка размещается справой части станины и перемещается по продольным направляющим. Она фиксируется в нужном положении при помощи рычага. В корпусе задней бабки расположена подвижная пиноль, в коническое отверстие которой устанавливают осевой режущий инструмент, а так же вращающийся или неподвижный центр.
Фартук преобразовывает вращение ходового винта в поступательные движения суппорта через зубчатую и реечную передачи. Фартук имеет механизм выключения подачи суппорта, который обеспечивает высокую точность останова на жестком упоре. Комплекс ограждающих и блокировочных устройств гарантирует безопасность работы на станке.
Электрический шкаф предназначен для включения, отключения и управления рабочими процессами всех механизмов и узлов.
Преимущества станка 1К62
Широкий диапазон вращения шпинделя и параметров подачи.
Жесткость станины и основных узлов станка позволяют вести обработку на повышенных режимах резания.
Конструкция станка обладает высокой вибрационной стойкостью.
Применение различного типа режущего инструмента.
В стандартной комплектации набор сменных зубчатых колес.
Мощность электродвигателя главного движения обеспечивает высокий крутящий момент.
Использование дополнительных приспособлений увеличивает функциональные возможности станка.
Точность обработки обеспечивается даже при ударных нагрузках благодаря специальным опорам.
Для безаварийной работы оборудования и предотвращения коротких замыканий в электрической схеме предусмотрены плавкие предохранители и тепловые автоматы.
Шпиндель установлен с двух сторон на сверхпрочных подшипниках качения.
Простота эксплуатации и обслуживания.
Условия приобретения и оплаты
Узнать дополнительную информацию и купить токарный станок 1К62 новый или после ремонта, Вы можете, позвонив по телефону +7(4852) 66-40-25, а так же запросить коммерческое предложение по электронной почте: Этот адрес электронной почты защищён от спам-ботов. У вас должен быть включен JavaScript для просмотра.. Сотрудники нашей компании ответят на все интересующие вопросы. На все станки после ремонта предоставляем гарантию от 12 до 18 месяцев.
инструкция по эксплуатации, технические характеристики, устройство переключения скоростей и подач
Первый 1К62 выпустил Московский станкостроительный завод «Красный пролетарий». Сам завод построили в одна тысяча восемьсот пятьдесят седьмом году. Какая история 1К62, почему им активно пользовались предприятия?
Содержание:
1 Краткая история серии
2 Назначение и область применения токарно-винторезного станка по металлу
3 Основные разновидности и расшифровка модификаций
4 Технические характеристики
4.1 Основные параметры
4.2 Шпиндель
4.3 Суппорт и подачи
4.4 Резцовые салазки
4.5 Задняя бабка
4.6 Электрооборудование
4.7 Габариты и масса
5 Общая конструкция и принцип работы
6 Фото и описание устройства
6.1 Общий вид
6.2 Чертеж
6.3 Расположение органов управления
6.4 Кинематическая схема
6.5 Шпиндельная бабка
6. 6 Устройство переключения скоростей и подач
6.7 Фартук
6.8 Суппорт
6.9 Задняя бабка
6.10 Схема электрическая принципиальная
7 Инструкция по первому запуску и эксплуатации
8 Правила эксплуатации и ухода
9 Паспорт
10 Современные аналоги
Краткая история серии
Первые токарно-винторезные станки с коробкой скоростей выпускались на заводе «Красный пролетарий» и назывался ДИП 200,
ДИП 300 и так далее. Буквы означали «Догнать и перегнать», а цифры высоту над станиной.
ЭНИМС приняла единую систему условных обозначений станков. По системе ДИП 200 начал называться 1Д62, соответственно и его модификации поменяли названия.
Вскоре появились первые модели ДИП 200, которые назывались 1Д62,
1Д62М. После эти модели заменила более новая — 1А62. 1А62 выпускали несколько лет, после чего на замену ему пришел 1К62, который выпускался еще восемнадцать лет. К 1К62 выпускались модификации.
Затем в производство вошел 16Б20П, который был переходной моделью между двумя станками.
Через еще шесть лет произвели первые токарные станки 16К20. Станки понемногу стали производить все меньше и меньше. Их начали модифицировать, но модификации не были долгожительными.
Через семнадцать лет после первых 16К20 на смену им пришли станки серии МК: МК6046, МК6047.
Назначение и область применения токарно-винторезного станка по металлу
Токарный станок 1К62 — универсальный и используется для чистовых, получистовых токарных задач. Им нарезают левые и правые резьбы: метрические, дюймовые.
Используется для обработки закаленных заготовок, потому что шпиндель обеспечивает жесткость аппарата. На нём высококачественно режут твердосплавным инструментом из-за большого диапазона скоростей 1К62.
Аппарат — лобовой и на нем обрабатывают короткие заготовки, большого диаметра. На аппарате обрабатывают пологие конуса, потому что его задняя балка может смещаться.
Основные разновидности и расшифровка модификаций
Первый 1К62 был выпущен на заводе «Красный пролетарий» и прошел длинный путь, множество модификаций.
Основными разновидностями были: 1К625, 1К620, 1К62Б. У модификаций имеются расшифровки, каждая цифра и буква имеет значение:
Цифра 1 означает, что станок токарный.
Буква К говорит о поколении аппарата.
Цифра 6 показывает, что станок токарно-винторезный.
Цифра 2 говорит о высоте центров.
Цифры 25 на конце — максимальный диаметр заготовки над суппортом.
Цифры 20 — высота центров над станиной.
Буква Б — значение изменения основной модели.
Так выглядят основные модификации, их расшифровки 1К62.
Технические характеристики
Основными техническими характеристиками выделяют:
Диаметр обработки над суппортом — двести мм.
Расстояние между центрами составляет тысячу мм.
Мощность электродвигателя — 10 квт
Масса станка — 3035 кг.
Поперечное смещение корпуса примерно пятнадцать мм.
Основные параметры
Основными параметрами называют: расстояние между центрами, которое составляет тысячу миллиметров, вес станка в две тонны.
Пределы оборотов шпинделя в прямом направлении доходят до 2 тыс. оборотов в минуту, в обратном направлении до 1900 оборотов в минуту. Диаметр патрона — 250 миллиметров.
Читайте также: токарный станок 1А62
Шпиндель
Шпиндель — вал, имеющий правые, левые обороты вращения. Шпиндель устанавливается для фиксации инструментов, а также заготовок. Следовательно, к нему крепится зажимный патрон или другие элементы. Это зависит от аппарата.
Суппорт и подачи
Суппорт предназначен для перемещения, закрепленного в резцедержателе резца, вдоль, поперек оси шпинделя. Он состоит из трех основных узлов — каретки, поперечных салазок, резцовых салазок суппорта. В технической литературе они могут называться по-другому.
Коробка подач служит для переключения скорости вращения ходового винта, вала, то есть для выбора скорости подачи резца вдоль оси шпинделя. Внутри коробки обычно расположен редуктор.
Редуктор сделан из зубчатых передач, которые переключаются. На входной вал подач поступает крутящий момент от шпинделя. Перед этим он проходит через гитару.
Резцовые салазки
Резцовые салазки — одни из основных узлов суппорта. Их устанавливают под углом к осевой линии центров станка. Обработка конуса происходит при ручном перемещении резцовых салазок. Этот способ позволяет обрабатывать внутренние, наружные конуса с любыми углами уклонов.
Задняя бабка
Бабка — узел, который используется во многих металлорежущих станках. Бабка точно поддерживает, перемещает деталь относительно инструмента, который ее режет. Обычно она находится, крепится на станине. Различают три функции:
Передняя.
Задняя.
Шлифовальная.
У задней, у узла есть конусное отверстие для установки центра. Центр поддерживает заготовку и используется для закрепления инструмента.
Электрооборудование
Электрооборудование предназначается для приведения агрегатов, механизмов в движение, автоматического управления ими, контролирования их состояния. От электрооборудования зависит производительность, надежность агрегатов.
Габариты и масса
У агрегата имеются габариты, масса:
Мощность двигателя быстрых перемещений суппорта — от 0,75 до 1,1 кВт.
Мощность насоса охлаждения — 0,12 Квт.
Габаритные размеры станка составляют две тысячи восемьсот двенадцать миллиметров в длину, тысяча сто шестьдесят шесть в ширину и тысяча триста двадцать четыре в высоту.
Масса станка составляет три тысячи тридцать пять килограмм.
Общая конструкция и принцип работы
В конструкции привычно для экспертов расположены регулирующие органы, использована простая схема управления. Модель состоит из узлов:
станина;
передняя, задняя тумбы;
передняя бабка;
зажимной патрон;
задняя бабка;
резцедержатель;
фартук с механикой подачи суппорта;
ходовой вал;
коробка подач.
Конструкция рассчитана на высокую выносливость к вибрации, жесткость. Основой являются тумбы, а для повышения их жесткости используют вертикальные ребра на стенках.
В левой части агрегата имеется передняя бабка, внутри нее коробка передач, шпиндель с патроном. С правой стороны задняя бабка. Суппорт может смещаться в разные стороны за счёт фартука.
Читайте также: чем так интересен токарный станок 1К625, достоинства и недостатки.
Фото и описание устройства
Только что, была рассмотрена общая конструкция аппарата, а сейчас вместе с картинками будут подробно описаны устройства агрегата, их свойства, особенности, значения в механизме.
Общий вид
На данной картинке можно любоваться общим видом токарно-винторезного аппарата. Сразу же видны узлы, различные приборы, рассмотренные ранее.
Вес составляет более двух тонн, а мощность двигателя доходит до десяти кВт. На следующей картинке виден более подробный чертеж, где указаны узлы, их местоположение.
Чертеж
Это — общий чертеж конструкции. На нем указаны все основные узлы. Они будут очень скоро рассмотрены по одиночке. В левом верхнем углу располагается бабка передняя, в левом нижнем углу коробка передач и моторная установка.
Справа от бабки передней виден патрон, а справа от патрона находится ограждение, каретка. Под цифрами 12, 13 в середине — переключение, фартук.
Справа сверху — суппорт, механизм отключения рукоятки, охлаждение, бабка задняя, электрооборудование, станина.
Расположение органов управления
На снимке — все органы управления, их местоположение. Всего — двадцать два органа. От самых простых до очень сложных в управлении, изучении.
Ими управляются все механизмы, за счет них агрегат работает, выполняет задачи. Они не будут рассматриваться, однако, чтобы работать со станком их необходимо знать для избежание происшествий.
Кинематическая схема
На фото расположена кинематическая схема, то есть условное изображение агрегата, которое показывает связь между элементами механизма, передающими движение. Схема помогает лучше разобраться в устройстве конструкции, правильно чинить ее, производить верные подсчеты.
Каждый элемент на схеме имеет свое обозначение. Обозначения надо учить, чтобы понимать схему. Вал обозначается прямой линией, ходовые винты — волнистой линией и так далее.
Шпиндельная бабка
Ранее рассматривалась задняя, а есть еще шпиндельная. Лучше всего она видна на картинке выше. Конструкция представляет из себя узел шлифовальных станков.
Он состоит из несущего шпинделя, который сообщает вращательное движение шлифовальному кругу. Цель механизма — разместить шпиндель, механизмы его привода.
Устройство переключения скоростей и подач
Коробка скоростей — основная часть привода шпинделя станка, предназначена для передачи движения от электродвигателя, изменения частоты вращения. Обычно, механизм монтируется в отдельном корпусе и связан передачей со шпинделем.
Коробка подач обеспечивает большое число подач в станке. Помощь в этом ей оказывает вторая коробка, потому что она изменяет скорость. Механизм подач включается муфтами — фрикционной, кулачковой.
Фартук
На картинке выше изображен фартук токарного агрегата. Фартук преобразует вращательное движение ходового винта, валика в поступательное перемещение суппорта вдоль направляющих станины.
Механизм обычно крепится к переднему торцу каретки суппорта. Он имеет четыре кулачковые муфты. Муфты позволяют каретке, суппорту совершать прямой, обратный ход.
У фартука есть блокирующее устройство, которое препятствует одновременному включению продольной и поперечной подач.
Суппорт
Изображен суппорт 1К62. Суппорт предназначен для перемещения, закрепленного в резцедержателе резца вдоль, поперек оси шпинделя.
Он состоит из трех главных узлов — каретки, поперечных салазок, резцовых салазок. В учебниках, книгах узлы могут называться по-другому, но функции они выполняют всегда одни и те же.
Задняя бабка
Выше изображена конструкция, называющаяся задней бабкой. Она служит для поддержания обрабатываемой заготовки при обработке в центрах, представляет собой вторую опору агрегата.
Во время сверления механизм присоединяется к каретке суппорта, чтобы получить механическую подачу. Механизм не может произвольно сдвигаться, должен давать правильное положение оси центра.
Схема электрическая принципиальная
Сверху находится электрическая принципиальная схема. Каждый агрегат имеет эту схему. Она показывает основные узлы, детали, величины токов.
Без наличия данной схемы, поломка аппарата будет роковой, потому что починить ее без неё будет невозможно. Схема, скорее всего, находится в паспорте станка.
Инструкция по первому запуску и эксплуатации
При первом запуске и последующих необходимо учитывать технику безопасности. Перед запуском:
Роба должна быть застегнута.
Очки, спецодежда должна быть одета.
Надо проверить исправность узлов.
Свет должен быть настроен.
На рабочем месте не должно быть лишних предметов.
Только после всех этих процедур аппарат можно спокойно запустить.
Правила эксплуатации и ухода
Для агрегата есть правила ухода за ним, чтобы он не ломался, был всегда готов к эксплуатации. Оборудование надо регулярно осматривать, проверять на наличие повреждений.
Работа двигателя определяется по звуку. После запуска прислушайтесь. Если нет посторонних звуков, масло подается, то двигатель исправен. Если же посторонние звуки есть, надо разобрать механизм, узнать причину.
Аккуратно надо следить за предохранительным щитком, удержанием заготовки. Даже при малой неисправности надо прекратить работу, отнести детали в ремонт.
Временами чистить трубы, оборудование, менять резцы, чтобы нагрузка на движок была меньше.
Паспорт
В паспорте указаны все технические характеристики модели, схема токарного станка, инструкцию по ее ремонту, эксплуатации. Сам паспорт можно скачать ТУТ.
Современные аналоги
Современными аналогами являются модели ТРЕНС. Производство идет в Словакии. Они обладают современной конструкцией и лучшими немецкими комплектующими, поэтому агрегаты 1К62, скорее всего, гордятся своим аналогом.
Классы вязкости по ISO
На протяжении многих лет пользователям смазочных материалов предлагалось несколько способов обозначения классов вязкости смазочных материалов, используемых в производстве. Существуют марки SAE (Общество автомобильных инженеров) для трансмиссионных масел и картеров (двигателей), марки AGMA (Американская ассоциация производителей зубчатых колес) для трансмиссионных масел, SUS (универсальные секунды Сейболта), сСт (кинематическая вязкость в сантистоксах) и абсолютная вязкость.
Чтобы добавить путаницы, к большинству из них можно применить две меры температуры (по Фаренгейту и по Цельсию), не говоря уже о том, что вязкость может быть представлена либо при 40°C (104°F), либо при 100°C (212°F). .
Хотя все они в той или иной степени служат полезным целям, большинство специалистов по смазочным материалам останавливаются на одном методе и используют его в качестве основы для выбора продуктов. Новичка в области смазочных материалов количество вариантов может сбить с толку, особенно если основной поставщик смазочного материала не связывает одну из известных систем вязкости с этикеткой продукта.
Еще больше усложняет ситуацию то, что разработчики машин должны определять вязкость смазочного материала таким образом, чтобы пользователь оборудования четко понимал, что ему нужно, без необходимости консультироваться со сторонними советами.
Это указывает на потребность в общепринятом обозначении вязкости, которое могло бы использоваться практикующими специалистами по смазке, поставщиками смазочных материалов и инженерами-конструкторами машин одновременно с минимальной путаницей.
В 1975 году Международная организация по стандартизации (ISO) совместно с Американским обществом по испытаниям и материалам (ASTM), Обществом трибологов и инженеров по смазочным материалам (STLE), Британским институтом стандартов (BSI) и Немецким институтом нормирования (DIN) установила на подходе, чтобы свести к минимуму путаницу. Он известен как класс вязкости Международной организации по стандартизации, сокращенно ISO VG.
Вам не нужно долго слушать в этой области, прежде чем кто-то скажет, что вязкость является наиболее важным физическим свойством жидкости при определении требований к смазке.
Что такое Вязкость?
Вязкость — это мера сопротивления масла течению (напряжение сдвига) при определенных условиях. Чтобы упростить, вязкость масла представляет собой меру, при которой масло должно оставаться на месте, когда его толкают (срезают) движущиеся механические компоненты.
Представьте себе лыжника, рассекающего воду. Вязкость воды, измеренная в сантистоксах, равна 1. Это нижняя часть шкалы сСт. Мы можем видеть, сколько воды вытесняет профессиональный лыжник, когда он пробегает лыжную трассу.
Если бы лыжник катался на лыжах по озеру с трансмиссионным маслом SAE 90/ISO 220, а все остальные условия были точно такими же, то количество генерируемого брызга было бы значительно меньше, потому что жидкость будет сопротивляться силе лыжи в значительной степени. большей степени.
Есть две точки зрения на сопротивление потоку, которые интересуют конструктора машин. Одна из них — мера того, как жидкость ведет себя под давлением, например, в гидравлической линии под давлением. Это свойство называется абсолютной вязкостью (также известной как динамическая вязкость) и измеряется в сантипуазах (сП).
Другое соображение заключается в том, как жидкость ведет себя только под действием силы тяжести. Это называется сантистоксами, о чем мы уже говорили. Они связаны через удельный вес жидкости. Чтобы определить сантипуаз жидкости, необходимо умножить вязкость жидкости на удельный вес жидкости или измерить ее непосредственно с помощью абсолютного вискозиметра. Для тех, кто занимается промышленной смазкой, сантистокс — это мера, которая будет занимать большую часть нашего внимания.
К слову, если вы используете масло, находящееся в эксплуатации, вероятно, стоит измерять вязкость в абсолютных единицах. Измерение в сантистоксах может вводить в заблуждение, поскольку удельный вес смазочных материалов меняется с возрастом, как правило, увеличивается. Можно обнаружить, что вы превысили абсолютный предел вязкости для машины, но все еще имеете кинематический показатель, указывающий, что с вами все в порядке.
Итак, вязкость является мерой сопротивления жидкости течению . У воды низкая вязкость 1 сСт, а у меда очень высокая вязкость, скажем, 1000 сСт. Если машина сильно загружена, то разработчик машины будет использовать смазку, которая сопротивляется давлению, которая будет тяжелой, как мед. Если машина работает очень быстро, то разработчик машины укажет смазку, которая может уйти с пути и вернуться обратно так же быстро. Как правило, машинам нужно беспокоиться либо о том, либо о другом; иногда и то и другое одновременно.
Вязкость определяется или назначается с помощью лабораторного прибора, называемого вискозиметром. Для смазочных масел вискозиметры, как правило, работают под действием силы тяжести, а не под давлением. Думайте о кинематическом вискозиметре как о длинной стеклянной трубке, в которой находится объем масла. Мера вязкости жидкости — это мера времени, которое требуется для протекания заданного количества масла через трубку при очень специфических условиях.
Поскольку условия воспроизводимы, теперь можно измерить количество времени, которое требуется для прохождения жидкости через трубку, и оно должно быть почти одинаковым каждый раз. Это похоже на количество времени, которое требуется определенному объему жидкости при определенной температуре для стекания через воронку. По мере того, как жидкость становится более густой (вследствие увеличения сопротивления потоку), движение по трубке (воронке) занимает все больше времени. Вода проходит за одну секунду. Такое же количество меда занимает тысячу секунд (гипотетически).
Мы знаем, что если мы повышаем и понижаем температуру жидкости, часто происходит соответствующее изменение сопротивления жидкости течению. Жидкость становится гуще при более низких температурах и разжижается при более высоких температурах.
Учитывая все эти переменные и детали, несколько организаций решили придумать способ характеристики смазочных масел, чтобы члены их соответствующих организаций имели единый и простой способ общения, обучения и, в конечном итоге, защиты своих интересов.
Назначение системы ISO VG
Целью системы классификации классов вязкости ISO является установление метода измерения вязкости, чтобы поставщики смазочных материалов, разработчики оборудования и пользователи имели общую (стандартизированную) основу для обозначения или выбора промышленных жидких смазочных материалов.
Различные подходы были тщательно рассмотрены, прежде чем Технический комитет ISO (TC23) остановился на подходе, который является логичным и простым в использовании. С самого начала нужно было помнить о нескольких важных критериях, таких как:
Ссылка на смазочные материалы при номинальной температуре для промышленных систем.
Использование шаблона, который соответствует неопределенностям, обусловленным размерными производственными допусками.
Использование шаблона, который имел некоторое ощущение повторяемости вверх и вниз по шкале.
Использование шаблона, в котором использовалось небольшое, легко управляемое количество классов вязкости.
Эталонная температура для классификации должна быть достаточно близкой к средней промышленной эксплуатации. Он также должен быть тесно связан с другими выбранными температурами, используемыми для определения таких свойств, как индекс вязкости (VI), который может помочь в определении смазочного материала.
Изучение возможных температур показало, что 40ºC (104ºF) подходит для классификации промышленных смазочных материалов, а также для упомянутых выше характеристик определения смазочных материалов. Следовательно, эта классификация вязкости по ISO основана на кинематической вязкости при 40ºC (104ºF).
Для использования классификации непосредственно в инженерно-конструкторских расчетах, в которых кинематическая вязкость смазки является лишь одним из параметров, необходимо, чтобы ширина класса вязкости (диапазон допуска) составляла не более 10 процентов по обе стороны от Номинальная стоимость. Это будет отражать порядок (центральной точки) неопределенности в расчетах, аналогичный тому, который налагается размерными производственными допусками.
Это ограничение в сочетании с требованием, чтобы количество классов вязкости не было слишком большим, привело к принятию системы с промежутками между классами вязкости.
Эта классификация определяет 20 классов вязкости в диапазоне от 2 до 3200 квадратных миллиметров в секунду (1 мм2/с = 1 сСт) при 40ºC (104ºF). Для жидкостей на нефтяной основе это приблизительно охватывает диапазон от керосина до цилиндровых масел.
Каждый класс вязкости обозначается целым числом, ближайшим к его средней кинематической вязкости в мм2/с при 40ºC (104ºF), и допускается диапазон +/- 10 процентов от этого значения. 20 классов вязкости с соответствующими ограничениями для каждого из них перечислены в таблице 1.
Классификация основана на том принципе, что средняя (номинальная) кинематическая вязкость каждого сорта должна быть примерно на 50 процентов больше, чем у предыдущего. Разделение каждой декады на шесть равных логарифмических ступеней обеспечивает такую систему и позволяет равномерно переходить от декады к декаде.
Логарифмический ряд округлен для простоты. Даже в этом случае максимальное отклонение значений вязкости в средней точке от логарифмического ряда составляет 2,2 процента.
В таблице 2 собраны некоторые популярные методы измерения вязкости. Если практикующему специалисту удобно пользоваться одним конкретным показателем, но он хотел бы увидеть коррелирующий диапазон вязкости в другом показателе, все, что он должен сделать, это провести прямую горизонтальную линию через выбранный им тип вязкости и увидеть его корреляцию с другими типами показателей.
Хотя верно то, что некоторые классы вязкости будут исключены из списка по мере того, как компании переходят к принятию обозначений ISO, нет необходимости, чтобы пользователи этих продуктов отказывались от них. Кроме того, нет намерения предлагать определение качества смазочных материалов с помощью этой шкалы. Наличие у продукта номера ISO VG, связанного с ним, не влияет на его рабочие характеристики.
Обозначение ISO разрабатывалось с 1975 года. Самый последний выпуск 1992 года (ISO 3448) содержит 20 градиентов. Это охватывает почти все типы применения, с которыми может столкнуться специалист по смазочным материалам. Сообщество производителей смазочных материалов приняло рекомендуемые градиенты ISO и приложило значительные усилия и энергию, чтобы соответствовать новому подходу к классификации старых и новых продуктов.
Вряд ли все мы, узнавшие о применении масла от наставников или друзей под капотом автомобиля, когда-нибудь откажемся от системы оценки SAE. Нам не нужно. По крайней мере, для автомобильных масел мы можем ожидать дальнейшего использования значений 10–20–30–40–50. Однако вполне вероятно, что в мире промышленных смазочных материалов в будущем будет больше зависимости от ISO.
МАШИНА OJO BUENO PORT-A-DINER — 4K 2K 1K в Fallout 4 Nexus
Третий релиз текстуры Ojo Bueno для Fallout 4: неуловимый Port-A-Diner! Доступны в различных размерах, от 4K до 1K — того же размера, что и исходные текстуры. Текстуры остаются верными оригинальной эстетике игры, с небольшими украшениями, такими как талисман «Повар-мальчик», наложение краски звездообразования и восхитительные наклейки с едой!
Разрешения и кредиты
Зеркала
Журналы изменений
Пожертвования
Третий выпуск текстур Оджо Буэно для Fallout 4: неуловимый Port-A-Diner! Доступны в различных размерах, от 4K до 1K — того же размера, что и исходные текстуры. Текстуры остаются верными оригинальной эстетике игры, с небольшими украшениями, такими как талисман «Повар-мальчик», наложение краски в виде звездообразования и восхитительные наклейки с едой на нижней панели.
Версия 1.0: Первоначальный выпуск Версия 1.1: Восстановлены отсутствующие альфа-каналы для 2K и 1K версий мода (исправляет проблемы с прозрачностью). Версия 2.0: Добавлены пятна ржавчины на некоторых участках ржавчины; скорректирован цвет краски для более «выгоревшего на солнце» вида; скорректирована зеркальность желтых областей, чтобы они больше напоминали окрашенный металл; исправлена зеркальность ржавых областей на нижней панели ОБНОВЛЕНИЕ: добавлена альтернативная версия «Blue Paint Job» в раздел «Необязательные файлы»
УСТАНОВКА:
изменен, чтобы разрешить загрузку модифицированных текстур. Найдите в этом файле секцию [ARCHIVE] и добавьте следующую переменную:
bInvalidateOlderFiles=1
В том же разделе найдите ‘sResourceDataDirsFinal=’ и удалите все значения здесь, чтобы он просто читался:
sResourceDataDirsFinal=
2: Установите нужную версию файла с помощью вашего любимого инструмента менеджера модов. Или, чтобы установить вручную (если вы старая школа), загрузите и извлеките файл .zip и скопируйте вложенную папку «Данные» в папку Fallout 4, чтобы она объединилась с существующей папкой «Данные».
3: — ДОПОЛНИТЕЛЬНО — Если вы хотите получать пирог каждый раз, и если вы хотите разнообразие пирогов, проверьте мод Port-A-Diner Perfection от Steve40!
СОВМЕСТИМОСТЬ:
— Несовместимо с торговыми автоматами — Освещение из-за конфликтов текстур.
Снижение:
Просто удалите мод с вашим любимым инструментом MOD Manager, или, если установлена вручную, просто удалите следующие файлы в данных> Текстуры> SetDressing> FoodVendingMachines:
 org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»>
 Квадратные профильные трубы предназначены исключительно для производства металлоизделий и металлоконструкций.
Квадратные профильные трубы предназначены исключительно для производства металлоизделий и металлоконструкций.




 Он измеряется путем измерения внешних размеров (которые имеют одинаковый размер), а затем толщины стенки.
Он измеряется путем измерения внешних размеров (которые имеют одинаковый размер), а затем толщины стенки. Промышленность ценит квадратные трубы за их прочность и способность выдерживать экстремальные температуры, давление и разрушающие элементы. В то время как в домашних условиях квадратные трубы используются в приборах, трубах и ограждениях. Вот лишь некоторые из многих преимуществ и областей применения квадратных труб.
Промышленность ценит квадратные трубы за их прочность и способность выдерживать экстремальные температуры, давление и разрушающие элементы. В то время как в домашних условиях квадратные трубы используются в приборах, трубах и ограждениях. Вот лишь некоторые из многих преимуществ и областей применения квадратных труб. Все права защищены ICP No.:08010763
Все права защищены ICP No.:08010763


 Здесь предусмотрена возможность подсоединения двух шлангов одновременно. Рабочего давления в 4 бара достаточно для орошения и домашнего водопровода. Автоматика отключает прибор, когда в подаче воды нет необходимости. Любые ошибки выводятся на экран, по которому легко понять, где находится неисправность. В комплекте — входной фильтр и обратка.
Здесь предусмотрена возможность подсоединения двух шлангов одновременно. Рабочего давления в 4 бара достаточно для орошения и домашнего водопровода. Автоматика отключает прибор, когда в подаче воды нет необходимости. Любые ошибки выводятся на экран, по которому легко понять, где находится неисправность. В комплекте — входной фильтр и обратка. Оперативно осушит яму или бассейн. Оборудование не предназначено для откачки ила, но справится с частицами размером до 20 миллиметров.
Оперативно осушит яму или бассейн. Оборудование не предназначено для откачки ила, но справится с частицами размером до 20 миллиметров.

 В этом случае вам на помощь придут дренажные водяные насосы для дачи и дома. Они бывают двух видов: для грязной воды и чистой. Выбирая дренажный насос, учитывайте это. Если вы намерены сделать в доме канализацию, необходимо приобрести особый вид дренажного насоса — фекальный.
В этом случае вам на помощь придут дренажные водяные насосы для дачи и дома. Они бывают двух видов: для грязной воды и чистой. Выбирая дренажный насос, учитывайте это. Если вы намерены сделать в доме канализацию, необходимо приобрести особый вид дренажного насоса — фекальный.

 ..
..
 ..
.. ..
.. с., 220 В, 33 галлона в минуту 21…
с., 220 В, 33 галлона в минуту 21… shopify.com/s/files/1/2339/1083/products/61n0NoNwqML._SL1200.jpg?v=1504734083″>
shopify.com/s/files/1/2339/1083/products/61n0NoNwqML._SL1200.jpg?v=1504734083″> ? Ваш насос должен перекачивать воду в пруду один раз в час. Высота и ширина вашего водопада, а также длина трубы от вашего насоса до водопада также влияют на то, сколько галлонов в час (галлонов в час) должен прокачивать ваш насос, чтобы перевернуть воду. Следуйте нашим трем шагам ниже, чтобы выбрать правильный насос для пруда для вашего водного объекта.
? Ваш насос должен перекачивать воду в пруду один раз в час. Высота и ширина вашего водопада, а также длина трубы от вашего насоса до водопада также влияют на то, сколько галлонов в час (галлонов в час) должен прокачивать ваш насос, чтобы перевернуть воду. Следуйте нашим трем шагам ниже, чтобы выбрать правильный насос для пруда для вашего водного объекта. Механический скиммер защищает насос и помогает увеличить срок его службы. Aquascape предлагает два типа скиммерных насосов: насосы для работы с твердыми частицами и энергоэффективные насосы.
Механический скиммер защищает насос и помогает увеличить срок его службы. Aquascape предлагает два типа скиммерных насосов: насосы для работы с твердыми частицами и энергоэффективные насосы.

 0404
0404 5 10000
5 10000 5′
5′
 0404
0404 Эти насосы включают клетку предварительного фильтра для предотвращения засорения двигателя мусором.
Эти насосы включают клетку предварительного фильтра для предотвращения засорения двигателя мусором. 0404
0404 тогда вы хотите выбрать насос для пруда. Эти насосы включают клетку предварительного фильтра для предотвращения засорения двигателя мусором.
тогда вы хотите выбрать насос для пруда. Эти насосы включают клетку предварительного фильтра для предотвращения засорения двигателя мусором. 5′
5′

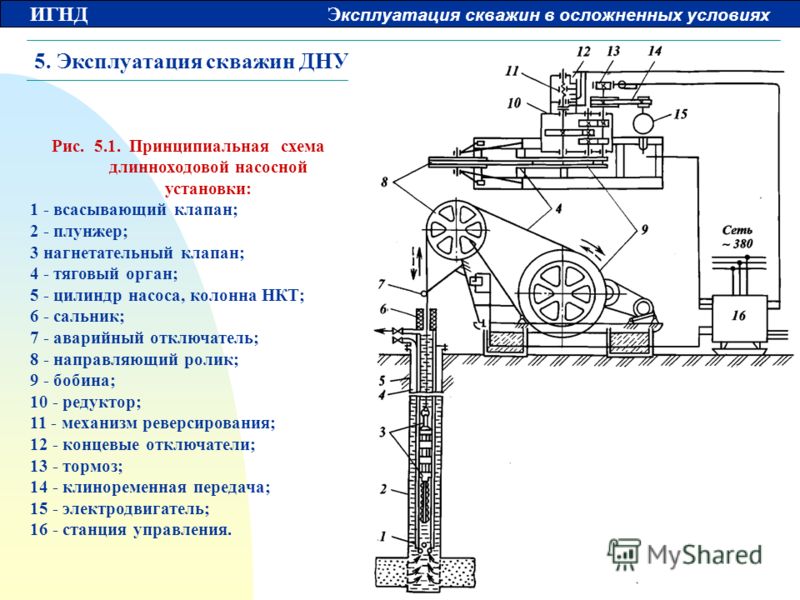

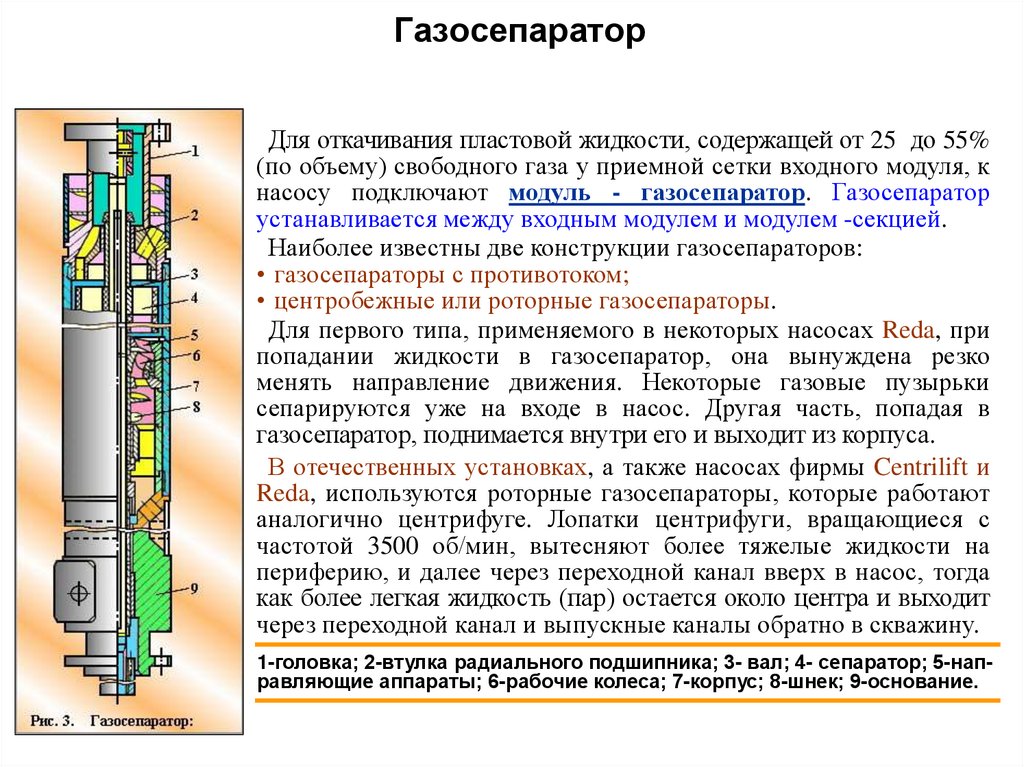 В таких случаях
В таких случаях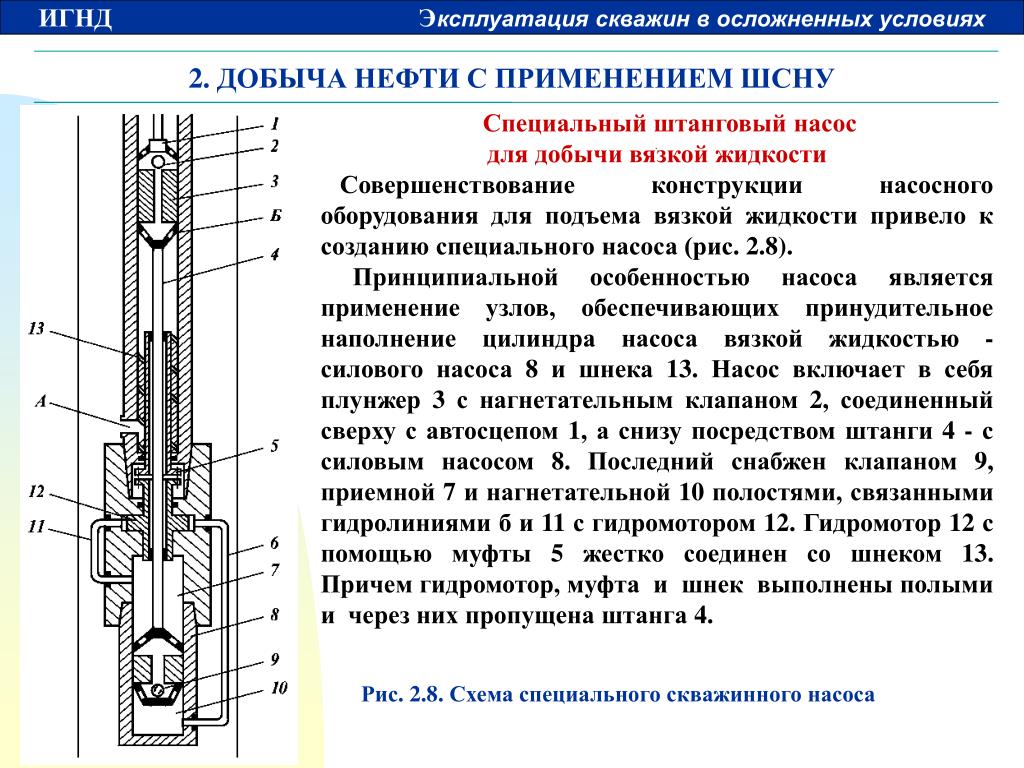

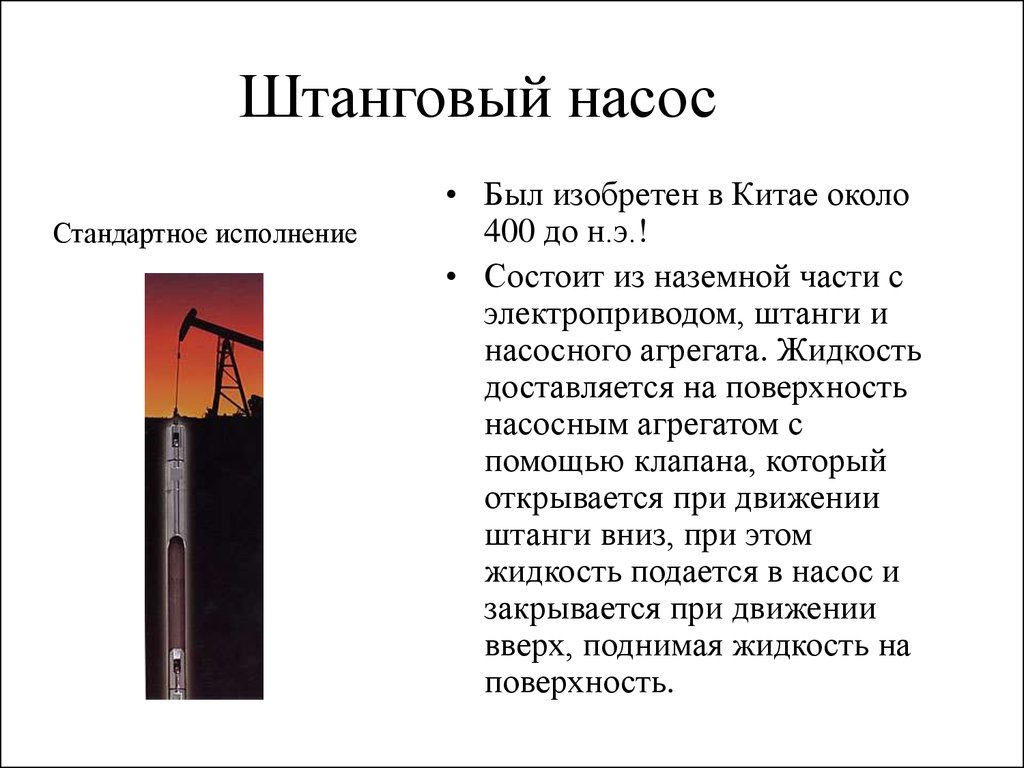 Методов
Методов д. В общем форма динамограммы
д. В общем форма динамограммы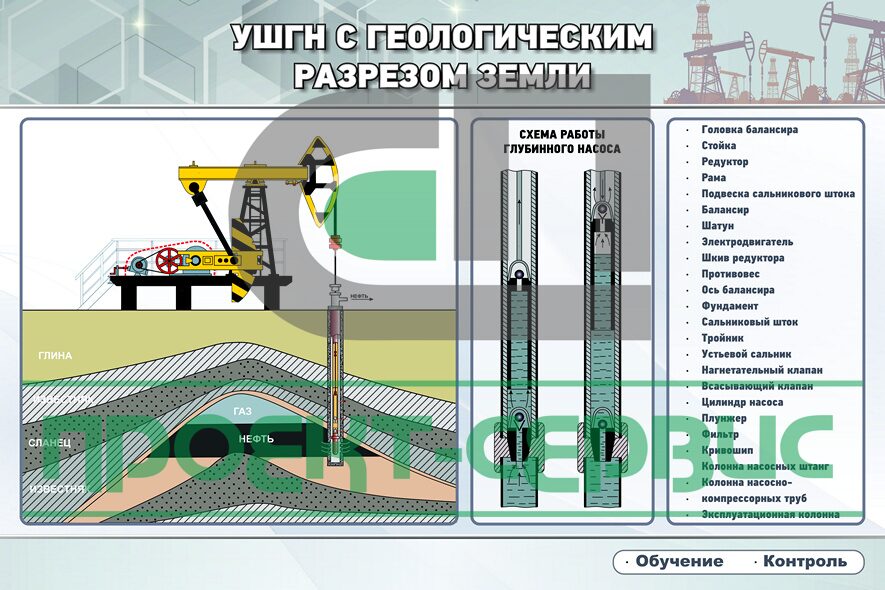



 Ремонт после «полетов оборудования», нарушениях обсадной колонны, стоит на порядок дороже ПРС.
Ремонт после «полетов оборудования», нарушениях обсадной колонны, стоит на порядок дороже ПРС.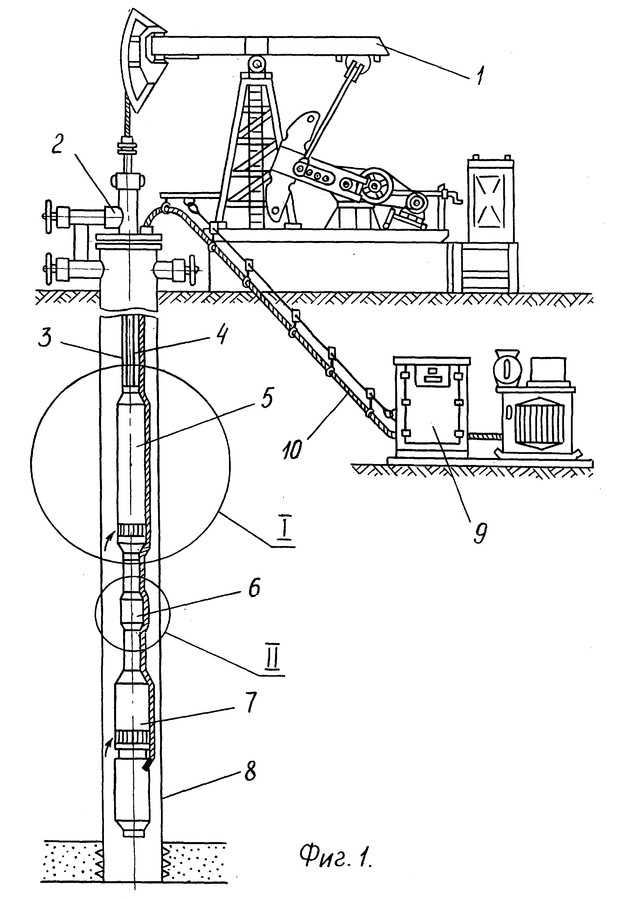





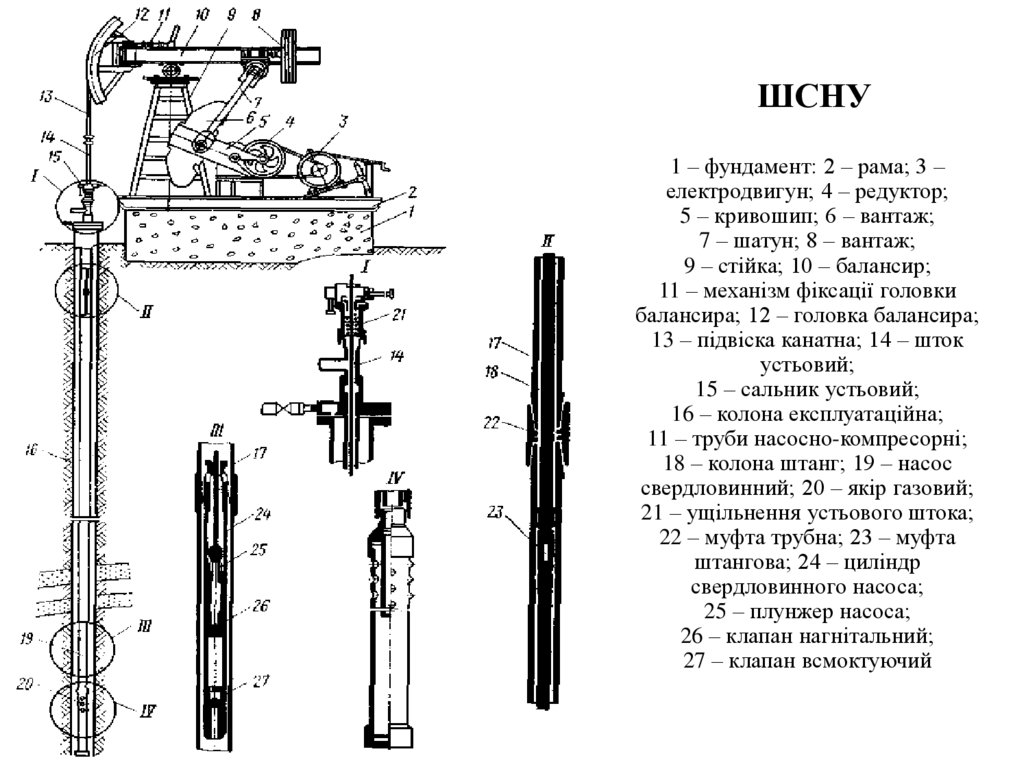
 Тем не менее, условия, правила и руководство еще не полностью разработаны.
Тем не менее, условия, правила и руководство еще не полностью разработаны.

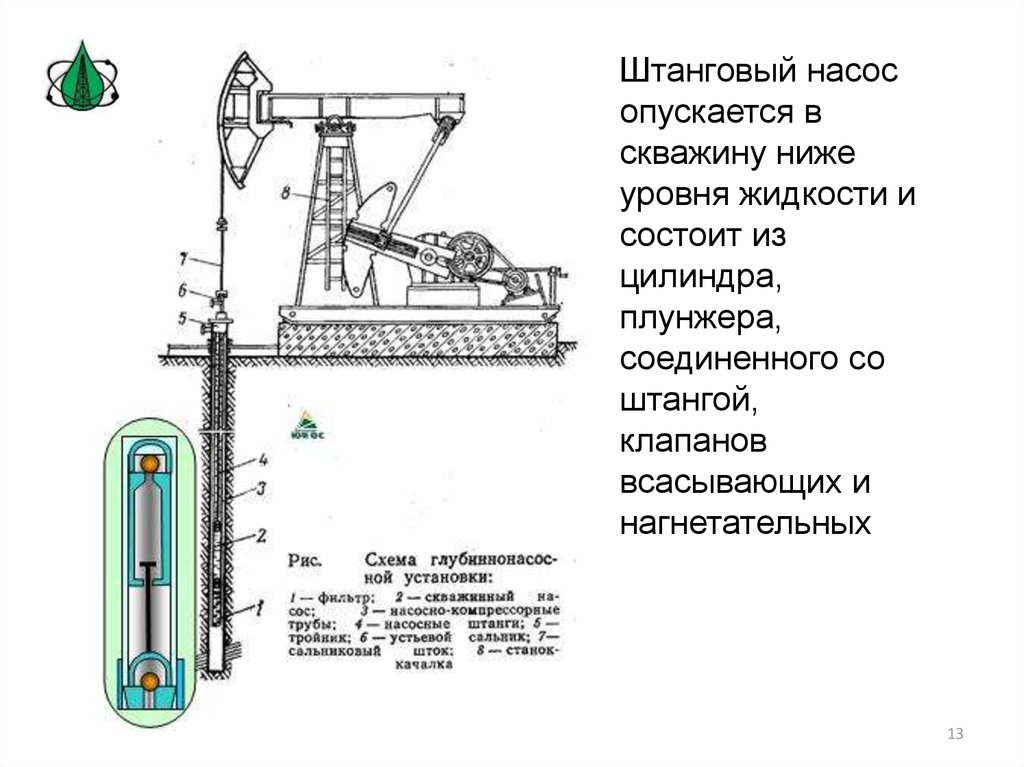
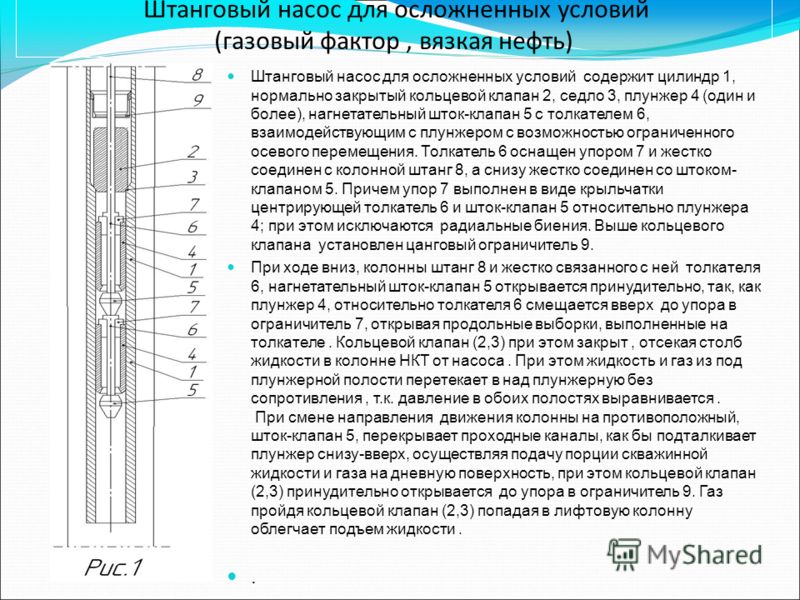
 В составе такого сплава углерода не более 0,6%. Основные стандарты, используемые в изготовлении –ГОСТ 14637 и ГОСТ 380-94. Многие виды продукции в маркировке указываются как «Ст», что означает стандартное качество. На рынке этот тип сырья –один из наиболее доступных по стоимости.
В составе такого сплава углерода не более 0,6%. Основные стандарты, используемые в изготовлении –ГОСТ 14637 и ГОСТ 380-94. Многие виды продукции в маркировке указываются как «Ст», что означает стандартное качество. На рынке этот тип сырья –один из наиболее доступных по стоимости.


 Характеристика напрямую связана с окисляемостью.
Характеристика напрямую связана с окисляемостью.


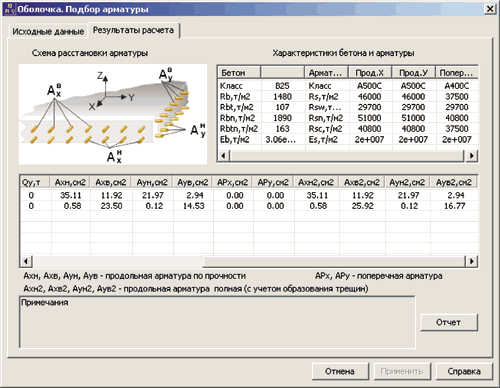 И второй — возросшее качество финишной обработки поверхностей. Напомним еще раз, что помимо шлифовки (она в последнее время используется как подготовительная операция), это могут быть полировка, электрополировка, и электрогидрообработка. При использовании данных методов достигается минимально возможный показатель шероховатости. Поверхность становится по сути зеркальной. Кроме того, финишная обработка нередко позволяет обнаружить скрытые дефекты сварного соединения, что, в интерьерном дизайне может быть и не так страшно, а вот в промышленности, где труба работает в агрессивной среде, да еще под высоким давлением — это очень важно. Специальные технологии ленточной шлифовки (применение поточной линии ленточных станков) позволяет существенно снизить затраты, что делает изделия в глазах потребителей ещё более привлекательными. Оптимизация технологических процессов позволяет получать заданную чистоту поверхности с минимальными затратами. Традиционно в строительстве применялся черный металлопрокат из низкоуглеродистых сталей, иногда с покрытием.
И второй — возросшее качество финишной обработки поверхностей. Напомним еще раз, что помимо шлифовки (она в последнее время используется как подготовительная операция), это могут быть полировка, электрополировка, и электрогидрообработка. При использовании данных методов достигается минимально возможный показатель шероховатости. Поверхность становится по сути зеркальной. Кроме того, финишная обработка нередко позволяет обнаружить скрытые дефекты сварного соединения, что, в интерьерном дизайне может быть и не так страшно, а вот в промышленности, где труба работает в агрессивной среде, да еще под высоким давлением — это очень важно. Специальные технологии ленточной шлифовки (применение поточной линии ленточных станков) позволяет существенно снизить затраты, что делает изделия в глазах потребителей ещё более привлекательными. Оптимизация технологических процессов позволяет получать заданную чистоту поверхности с минимальными затратами. Традиционно в строительстве применялся черный металлопрокат из низкоуглеродистых сталей, иногда с покрытием. В последнее время ситуация меняется, и все больше и больше нержавеющих сталей находит свое место на площадках новостроек. Какие качества делают сталь более привлекательной и какие у нее преимущества, поговорим ниже.
В последнее время ситуация меняется, и все больше и больше нержавеющих сталей находит свое место на площадках новостроек. Какие качества делают сталь более привлекательной и какие у нее преимущества, поговорим ниже. В-третьих, — соответствие требованиям гигиены. Санитарные нормы являются решающими в пищевой промышленности. А нержавеющая сталь, химически инертна, что делает ее незаменимой при контакте с продуктами питания. Также не стоит забывать о средствах личной гигиены, например, таких как маникюрные ножницы. В-четвертых, эстетическая привлекательность. Как правило, поверхность стали может быть обработана различными способами — шлифовкой, полировкой, матированием, электрополировкой, что в сочетании с высокими прочностными характеристиками, и высокой коррозионной стойкостью позволяет надолго сохранить привлекательный внешний вид изделий. Твердая поверхность нержавеющей стали устойчива к появлению царапин. Её цвет не изменяется на изгибах. На специально обработанных декоративных листах и панелях из нержавейки практически не остаётся отпечатков пальцев и жировых следов — в данном случае речь идет о матированных поверхностях без зеркального блеска. В-пятых, — легированные нержавеющие стали обладают повышенной жаропрочностью в сравнению с обычными углеродистыми марками.
В-третьих, — соответствие требованиям гигиены. Санитарные нормы являются решающими в пищевой промышленности. А нержавеющая сталь, химически инертна, что делает ее незаменимой при контакте с продуктами питания. Также не стоит забывать о средствах личной гигиены, например, таких как маникюрные ножницы. В-четвертых, эстетическая привлекательность. Как правило, поверхность стали может быть обработана различными способами — шлифовкой, полировкой, матированием, электрополировкой, что в сочетании с высокими прочностными характеристиками, и высокой коррозионной стойкостью позволяет надолго сохранить привлекательный внешний вид изделий. Твердая поверхность нержавеющей стали устойчива к появлению царапин. Её цвет не изменяется на изгибах. На специально обработанных декоративных листах и панелях из нержавейки практически не остаётся отпечатков пальцев и жировых следов — в данном случае речь идет о матированных поверхностях без зеркального блеска. В-пятых, — легированные нержавеющие стали обладают повышенной жаропрочностью в сравнению с обычными углеродистыми марками.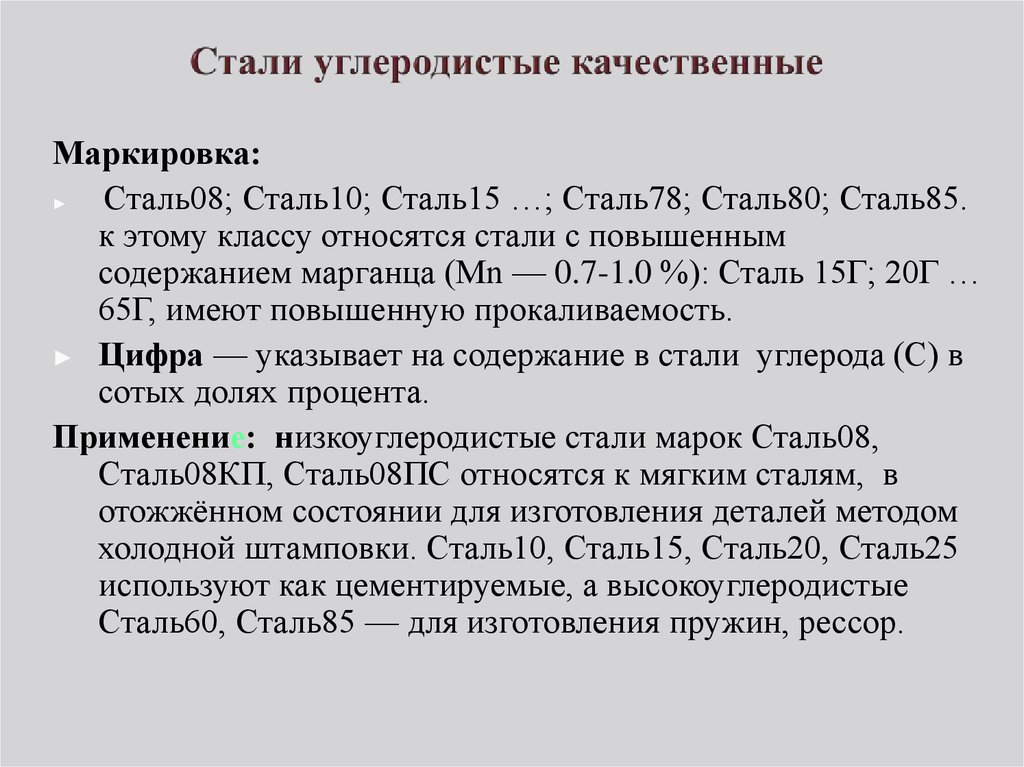 Их тугоплавкость значительно расширяет сферу применения. В-шестых, высокая прочность, позволяет создавать антивандальные конструкции в общественных местах, что особо актуально в наше неспокойное время.
Их тугоплавкость значительно расширяет сферу применения. В-шестых, высокая прочность, позволяет создавать антивандальные конструкции в общественных местах, что особо актуально в наше неспокойное время. Второе — высокая стоимость. Цена легированной стали по сравнению с углеродистой может отличаться почти в пять раз. Естественно, что нержавейка дороже, однако, если принять во внимание срок службы не менее 25 лет и подсчитать, сколько средств будет тратиться для замены или реставрации более дешевых деталей из обычных сталей — получится, что нержавейка все же более рентабельна. Однако на первоначальном этапе затраты на нее будут все равно выше. И последнее — это реалии нашего времени. Из-за высокой стоимости легированных сталей, они нередко становятся объектом преступных посягательств. Известны случаи, когда детали из нержавейки отламывались, отпиливались, отвинчивались — в общем, снимались любым доступным способом. Нередки случаи, когда ценные конструкции сдавались в пункты приема металла.
Второе — высокая стоимость. Цена легированной стали по сравнению с углеродистой может отличаться почти в пять раз. Естественно, что нержавейка дороже, однако, если принять во внимание срок службы не менее 25 лет и подсчитать, сколько средств будет тратиться для замены или реставрации более дешевых деталей из обычных сталей — получится, что нержавейка все же более рентабельна. Однако на первоначальном этапе затраты на нее будут все равно выше. И последнее — это реалии нашего времени. Из-за высокой стоимости легированных сталей, они нередко становятся объектом преступных посягательств. Известны случаи, когда детали из нержавейки отламывались, отпиливались, отвинчивались — в общем, снимались любым доступным способом. Нередки случаи, когда ценные конструкции сдавались в пункты приема металла. п. Требования санитарных норм и правил — однозначны, и не позволяют использовать какие-либо другие сплавы. Лучше всего, в пищевой промышленности зарекомендовали себя аустенитные стали, с повышенной коррозионной стойкостью. Как правило, в пищевой отрасли технологические процессы протекают с избыточным давлением и высокой температурой. А нержавейка хорошо сваривается, достаточно прочная и устойчива к появлению трещин. Кроме того, перевозка пищевых продуктов, также требует её использования — в частности — транспортировка молока, или муки. Электроэнергетика. Во всех атомных станциях, используются легированные стали, в том числе жаропрочные и со специальными свойствами, которые могут работать в условиях высоких температур, экстремальных давлений, ионизирующего излучения. На традиционных электростанциях, которые получают электроэнергию путём сжигания топлива, также применяются стали, работающие при высоких температурах, чаще всего — жаропрочные нержавеющие стали. Ну, а на ГЭС — тут уж как говориться, сам бог велел — речь идет о гидротурбинах, лопасти которых полностью изготовлены из нержавеющей стали.
п. Требования санитарных норм и правил — однозначны, и не позволяют использовать какие-либо другие сплавы. Лучше всего, в пищевой промышленности зарекомендовали себя аустенитные стали, с повышенной коррозионной стойкостью. Как правило, в пищевой отрасли технологические процессы протекают с избыточным давлением и высокой температурой. А нержавейка хорошо сваривается, достаточно прочная и устойчива к появлению трещин. Кроме того, перевозка пищевых продуктов, также требует её использования — в частности — транспортировка молока, или муки. Электроэнергетика. Во всех атомных станциях, используются легированные стали, в том числе жаропрочные и со специальными свойствами, которые могут работать в условиях высоких температур, экстремальных давлений, ионизирующего излучения. На традиционных электростанциях, которые получают электроэнергию путём сжигания топлива, также применяются стали, работающие при высоких температурах, чаще всего — жаропрочные нержавеющие стали. Ну, а на ГЭС — тут уж как говориться, сам бог велел — речь идет о гидротурбинах, лопасти которых полностью изготовлены из нержавеющей стали. Химическая промышленность — вот уж где истинное царство нержавейки. Различные емкости, трубопроводы, резервуары, реакторы — везде нержавейка. Поскольку видов химических производств очень много, то выбор конкретной марки стали зависит от конкретных условий производства, На практике, металлу чаше всего приходится работать в кислотной или щелочной среде, нередко в присутствии серы, например, при производстве стиральных порошков. Целлюлозно-бумажная промышленность использует не только оборудование из нержавеющей стали. Основная масса данного металла приходится на трубопроводы. В среднем, расход нержавейки только на эту статью затрат составляет от 3 до 5 тысяч тонн ежегодно. Транспортное машиностроение. В данном случае речь идет о различных контейнерах для перевозки химически активных веществ, а также веществ, опасных для жизни и здоровья окружающих, и представляющие экологическую опасность. Военная и космическая промышленность — это область особых, специальных сталей, часто сделанных по специальному заказу, которые и купить-то невозможно.
Химическая промышленность — вот уж где истинное царство нержавейки. Различные емкости, трубопроводы, резервуары, реакторы — везде нержавейка. Поскольку видов химических производств очень много, то выбор конкретной марки стали зависит от конкретных условий производства, На практике, металлу чаше всего приходится работать в кислотной или щелочной среде, нередко в присутствии серы, например, при производстве стиральных порошков. Целлюлозно-бумажная промышленность использует не только оборудование из нержавеющей стали. Основная масса данного металла приходится на трубопроводы. В среднем, расход нержавейки только на эту статью затрат составляет от 3 до 5 тысяч тонн ежегодно. Транспортное машиностроение. В данном случае речь идет о различных контейнерах для перевозки химически активных веществ, а также веществ, опасных для жизни и здоровья окружающих, и представляющие экологическую опасность. Военная и космическая промышленность — это область особых, специальных сталей, часто сделанных по специальному заказу, которые и купить-то невозможно. Данная область закрыта для обычных фирм, однако, в связи с ростом производства с секторе ВПК в нашей стране, нередки случаи, когда, оборонные заводы отдают заказы на изготовление деталей из особых сплавов гражданским предприятиям. Как правило, вместе со сталью предприятиям передают и технологию обработки. Бытовой сектор. Большинство декоративных элементов, на кухне, различная посуда — ложки, вилки, кастрюли и тарелки могут быть изготовлены из пищевой нержавеющей стали.
Данная область закрыта для обычных фирм, однако, в связи с ростом производства с секторе ВПК в нашей стране, нередки случаи, когда, оборонные заводы отдают заказы на изготовление деталей из особых сплавов гражданским предприятиям. Как правило, вместе со сталью предприятиям передают и технологию обработки. Бытовой сектор. Большинство декоративных элементов, на кухне, различная посуда — ложки, вилки, кастрюли и тарелки могут быть изготовлены из пищевой нержавеющей стали.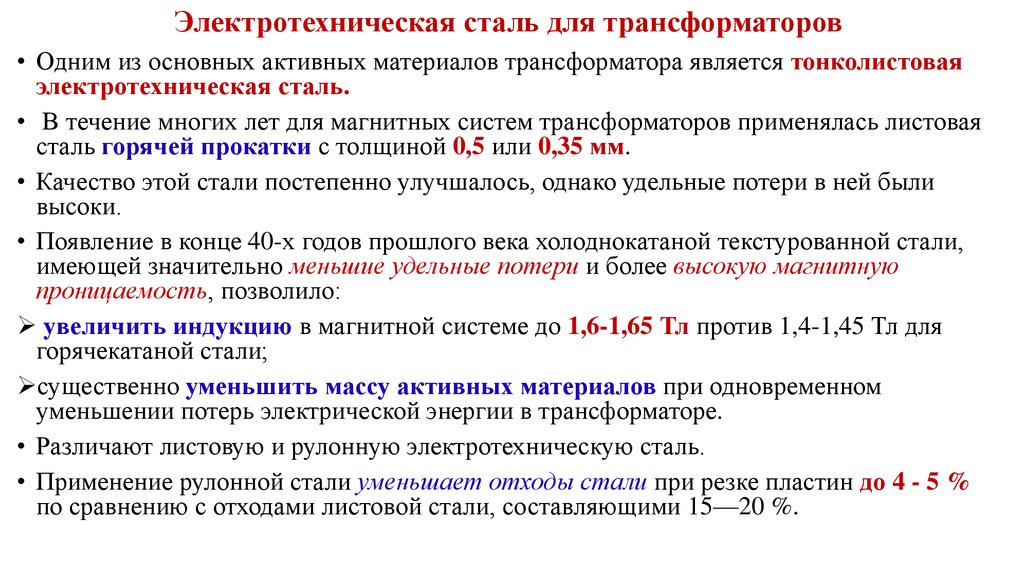 Применяется в строительстве, автомобилестроении и авиастроении, тяжелом промышленном оборудовании, транспортной инфраструктуре, бытовой технике, оружии и так далее.
Применяется в строительстве, автомобилестроении и авиастроении, тяжелом промышленном оборудовании, транспортной инфраструктуре, бытовой технике, оружии и так далее.

 Тем не менее, возможности стальной рамы выходят далеко за рамки одноэтажных заводских зданий.
Тем не менее, возможности стальной рамы выходят далеко за рамки одноэтажных заводских зданий.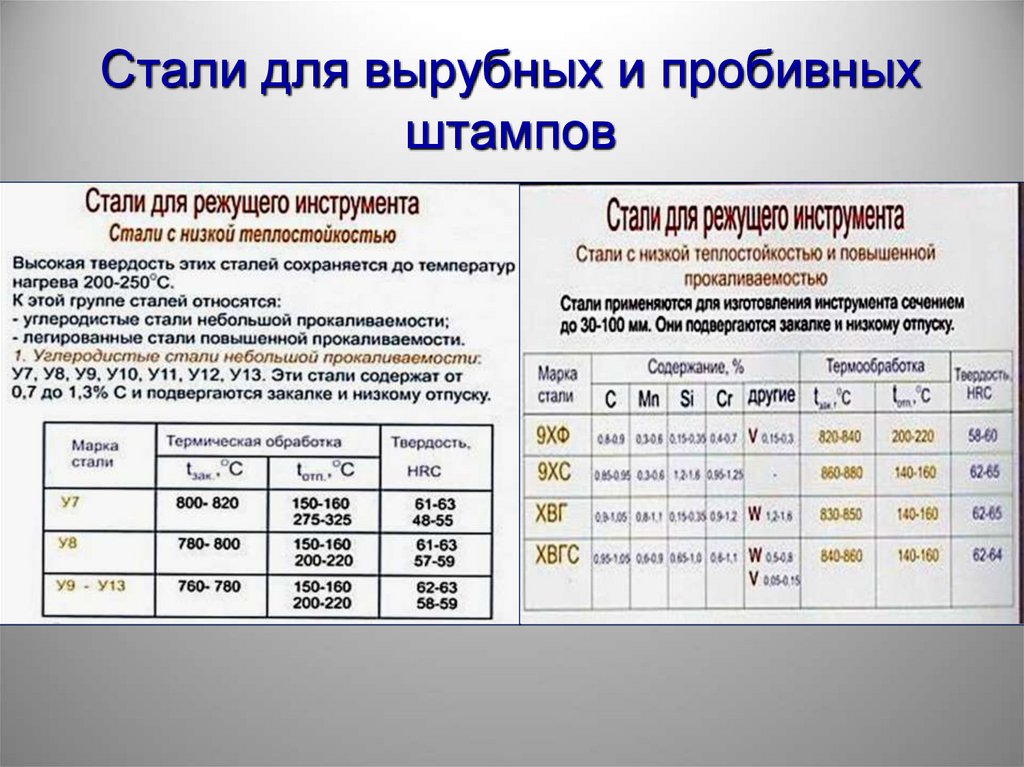 Из-за высоты конструкции невозможно зажечь свечи меноры обычным способом.
Из-за высоты конструкции невозможно зажечь свечи меноры обычным способом. Дорожно-патрульная служба штата Юта разместила фотографию объекта на своей странице в Facebook, но не раскрыла его точное местонахождение. Власти также не дали никаких предположений относительно того, откуда он взялся и кому он может принадлежать. Примерно через 24 часа после инцидента пилоты и их друзья организовали частную поездку к месту загадочного памятника. Но, увы, оно исчезло. Официальные лица штата Юта отрицают свою причастность к удалению.
Дорожно-патрульная служба штата Юта разместила фотографию объекта на своей странице в Facebook, но не раскрыла его точное местонахождение. Власти также не дали никаких предположений относительно того, откуда он взялся и кому он может принадлежать. Примерно через 24 часа после инцидента пилоты и их друзья организовали частную поездку к месту загадочного памятника. Но, увы, оно исчезло. Официальные лица штата Юта отрицают свою причастность к удалению.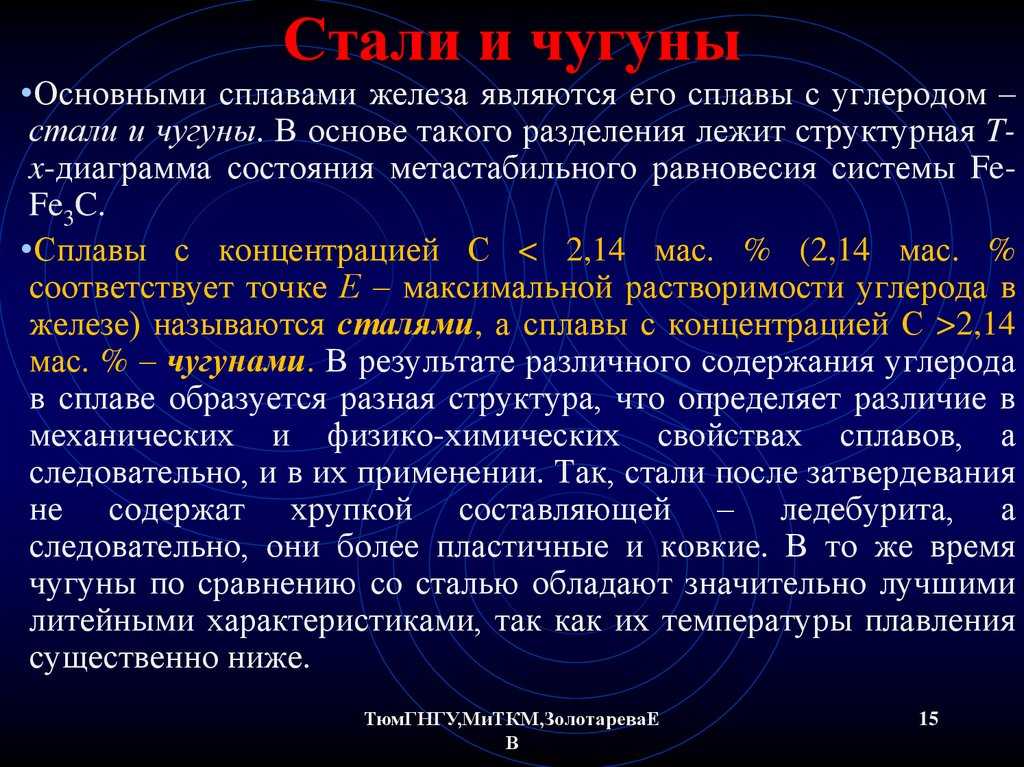 Он состоит из 18 стальных и бетонных конструкций высотой от 25 до 50 метров, напоминающих гигантские деревья. По сути, это вертикальные сады с редкими видами растений, такими как папоротники, экзотический виноград, орхидеи и так далее.
Он состоит из 18 стальных и бетонных конструкций высотой от 25 до 50 метров, напоминающих гигантские деревья. По сути, это вертикальные сады с редкими видами растений, такими как папоротники, экзотический виноград, орхидеи и так далее.
 Безусловно, коллекцию окрестили революцией в мире моды. Хосефи эффективно организовал своего рода рекламную кампанию для продукции местной компании, производящей тонкую сталь, используемую в бритвенных лезвиях и скальпелях. Проект оказался очень трудоемким и сложным; конструктор использовал сталь толщиной 0,022 миллиметра (четверть толщины человеческого волоса) для изготовления более 100 000 штук. Они включали 18 000 стальных пайеток разных оттенков, которые были вручную пришиты к шелковой ткани.
Безусловно, коллекцию окрестили революцией в мире моды. Хосефи эффективно организовал своего рода рекламную кампанию для продукции местной компании, производящей тонкую сталь, используемую в бритвенных лезвиях и скальпелях. Проект оказался очень трудоемким и сложным; конструктор использовал сталь толщиной 0,022 миллиметра (четверть толщины человеческого волоса) для изготовления более 100 000 штук. Они включали 18 000 стальных пайеток разных оттенков, которые были вручную пришиты к шелковой ткани.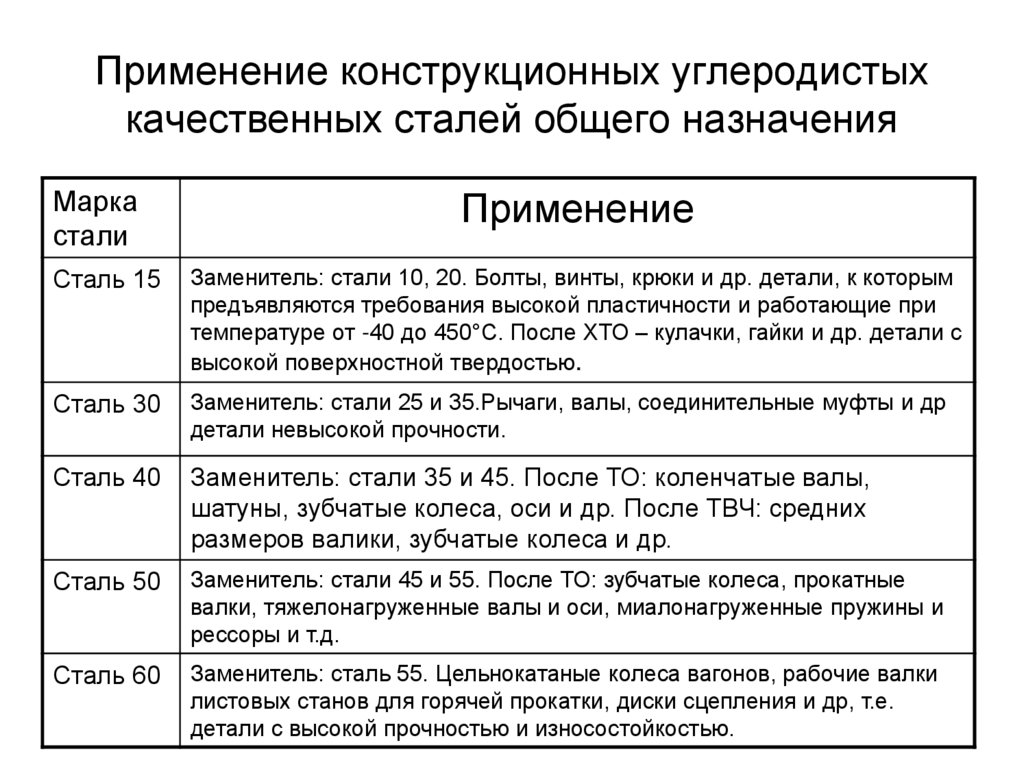 Хотя десерт, безусловно, кажется необычным, туристы, которым довелось попробовать новинку, говорят, что на вкус он лучше, чем на вид.
Хотя десерт, безусловно, кажется необычным, туристы, которым довелось попробовать новинку, говорят, что на вкус он лучше, чем на вид.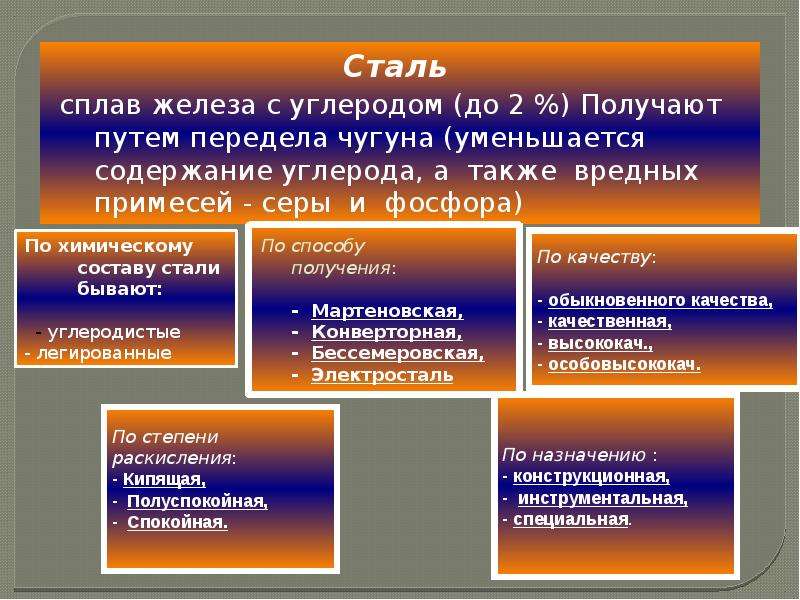
 Как показатель относительной важности этого материала, в 2013 году мировое производство необработанной стали составило около 1,6 миллиарда тонн, а производство следующего по важности технического металла, алюминия, составило около 47 миллионов тонн. (Для списка производства стали по странам, см. ниже Мировое производство стали.) Основными причинами популярности стали являются относительно низкая стоимость ее производства, формовки и обработки, изобилие двух сырьевых материалов (железная руда и лом) и беспрецедентный ассортимент механические свойства.
Как показатель относительной важности этого материала, в 2013 году мировое производство необработанной стали составило около 1,6 миллиарда тонн, а производство следующего по важности технического металла, алюминия, составило около 47 миллионов тонн. (Для списка производства стали по странам, см. ниже Мировое производство стали.) Основными причинами популярности стали являются относительно низкая стоимость ее производства, формовки и обработки, изобилие двух сырьевых материалов (железная руда и лом) и беспрецедентный ассортимент механические свойства.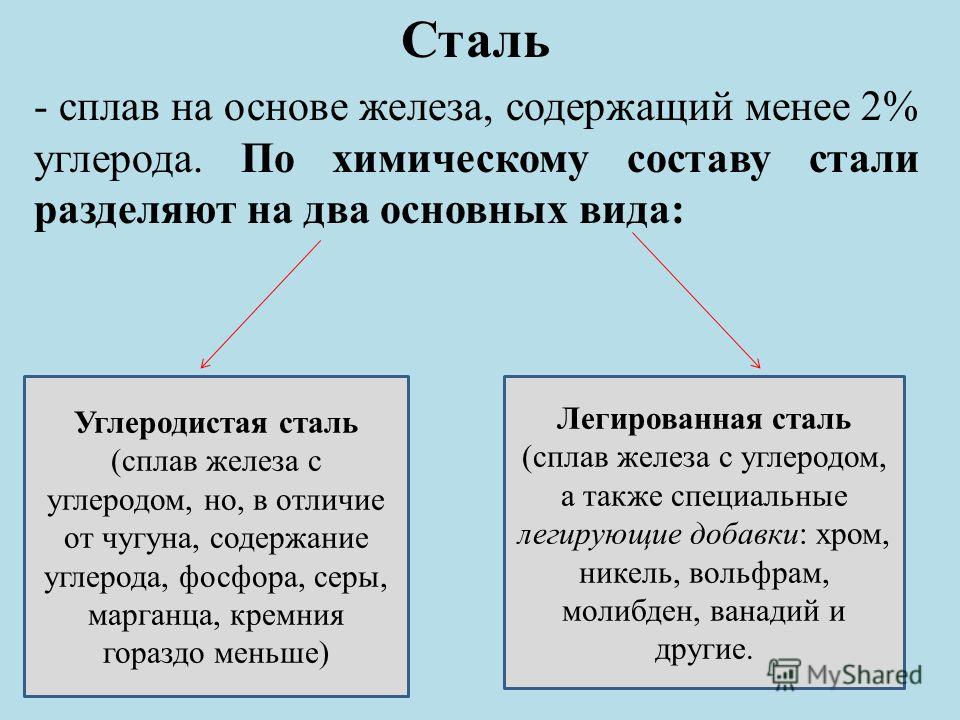 Кристалл — это хорошо упорядоченное расположение атомов, которые лучше всего можно представить в виде сфер, соприкасающихся друг с другом. Они упорядочены в плоскостях, называемых решетками, которые особым образом проникают друг в друга. Для железа расположение решетки лучше всего представить единичным кубом с восемью атомами железа в углах. Важным для уникальности стали является аллотропность железа, то есть его существование в двух кристаллических формах. В объемно-центрированной кубической (ОЦК) конфигурации в центре каждого куба находится дополнительный атом железа. В гранецентрированной кубической (ГЦК) конфигурации в центре каждой из шести граней единичного куба находится один дополнительный атом железа. Существенно, что стороны гранецентрированного куба или расстояния между соседними решетками в ГЦК конфигурации примерно на 25 процентов больше, чем в ОЦК компоновке; это означает, что в ГЦК-структуре больше места, чем в ОЦК-структуре, для удержания инородных ( , т. е. сплавов) атомов в твердом растворе.
Кристалл — это хорошо упорядоченное расположение атомов, которые лучше всего можно представить в виде сфер, соприкасающихся друг с другом. Они упорядочены в плоскостях, называемых решетками, которые особым образом проникают друг в друга. Для железа расположение решетки лучше всего представить единичным кубом с восемью атомами железа в углах. Важным для уникальности стали является аллотропность железа, то есть его существование в двух кристаллических формах. В объемно-центрированной кубической (ОЦК) конфигурации в центре каждого куба находится дополнительный атом железа. В гранецентрированной кубической (ГЦК) конфигурации в центре каждой из шести граней единичного куба находится один дополнительный атом железа. Существенно, что стороны гранецентрированного куба или расстояния между соседними решетками в ГЦК конфигурации примерно на 25 процентов больше, чем в ОЦК компоновке; это означает, что в ГЦК-структуре больше места, чем в ОЦК-структуре, для удержания инородных ( , т. е. сплавов) атомов в твердом растворе.

 (Это объясняет, почему серый чугун, содержащий более 2 процентов углерода, обрабатывается при гораздо более низких температурах, чем сталь.) Расплавленная сталь, содержащая, например, 0,77 процента углерода (показана вертикальной пунктирной линией на рисунке), начинает затвердевает при температуре около 1475 ° C (2660 ° F) и полностью затвердевает при температуре около 1400 ° C (2550 ° F). С этой точки и ниже все кристаллы железа находятся в аустенитной — , т. е. ГЦК — компоновка и содержат весь углерод в твердом растворе. При дальнейшем охлаждении резкое изменение происходит примерно при 727 ° C (1341 ° F), когда кристаллы аустенита превращаются в тонкую пластинчатую структуру, состоящую из чередующихся пластинок феррита и карбида железа. Эта микроструктура называется перлитом, а изменение называется эвтектоидным превращением. Перлит имеет твердость алмазной пирамиды (DPH) примерно 200 кгс на квадратный миллиметр (285 000 фунтов на квадратный дюйм), по сравнению с DPH 70 кгс на квадратный миллиметр для чистого железа.
(Это объясняет, почему серый чугун, содержащий более 2 процентов углерода, обрабатывается при гораздо более низких температурах, чем сталь.) Расплавленная сталь, содержащая, например, 0,77 процента углерода (показана вертикальной пунктирной линией на рисунке), начинает затвердевает при температуре около 1475 ° C (2660 ° F) и полностью затвердевает при температуре около 1400 ° C (2550 ° F). С этой точки и ниже все кристаллы железа находятся в аустенитной — , т. е. ГЦК — компоновка и содержат весь углерод в твердом растворе. При дальнейшем охлаждении резкое изменение происходит примерно при 727 ° C (1341 ° F), когда кристаллы аустенита превращаются в тонкую пластинчатую структуру, состоящую из чередующихся пластинок феррита и карбида железа. Эта микроструктура называется перлитом, а изменение называется эвтектоидным превращением. Перлит имеет твердость алмазной пирамиды (DPH) примерно 200 кгс на квадратный миллиметр (285 000 фунтов на квадратный дюйм), по сравнению с DPH 70 кгс на квадратный миллиметр для чистого железа.
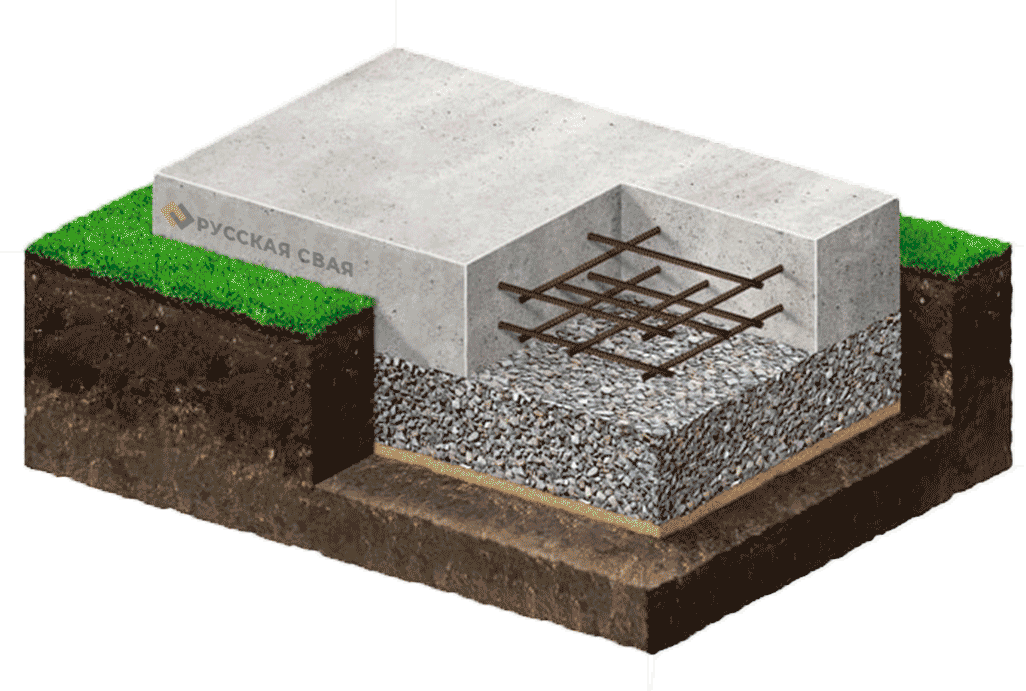 Один из них – устройство подсыпки, которая защищает дом от усадки и воздействия влаги. Но, основная ее задача состоит в обеспечение прочности и устойчивости строительной конструкции.
Один из них – устройство подсыпки, которая защищает дом от усадки и воздействия влаги. Но, основная ее задача состоит в обеспечение прочности и устойчивости строительной конструкции.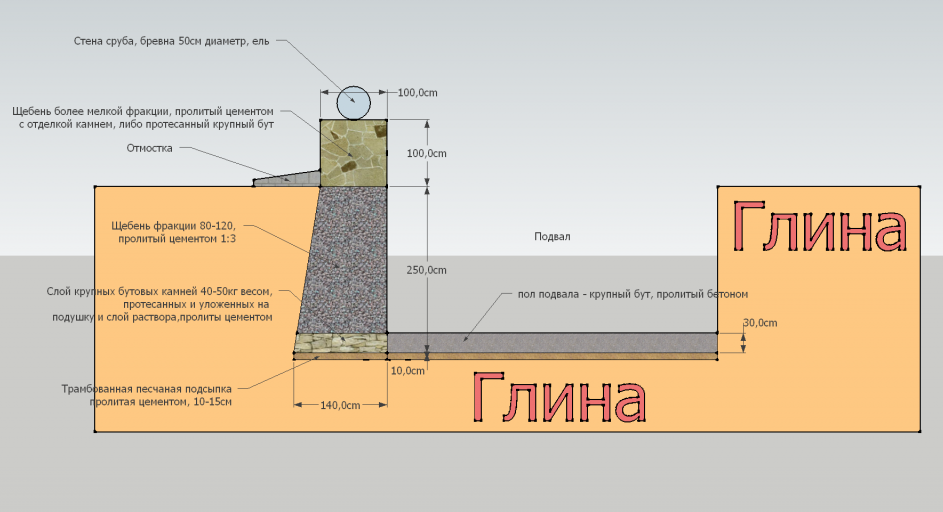
 Размах жилищного строительства в СССР во второй половине 20-го века требовал применения унифицированных строительных элементов, в число которых вошли железобетонные блоки ФБС ГОСТ 13579-78 «Блоки бетонные для стен подвалов. Технические условия». Из блоков ФБС формировались массивные сборные ленточные фундаменты, которые служили опорой многоэтажным постройкам. При их заложении необходимо было сделать подложку из непучинистых материалов типа песка крупной фракции или щебня мелкой фракции, предназначенную для выполнения двух важнейших функций:
Размах жилищного строительства в СССР во второй половине 20-го века требовал применения унифицированных строительных элементов, в число которых вошли железобетонные блоки ФБС ГОСТ 13579-78 «Блоки бетонные для стен подвалов. Технические условия». Из блоков ФБС формировались массивные сборные ленточные фундаменты, которые служили опорой многоэтажным постройкам. При их заложении необходимо было сделать подложку из непучинистых материалов типа песка крупной фракции или щебня мелкой фракции, предназначенную для выполнения двух важнейших функций:
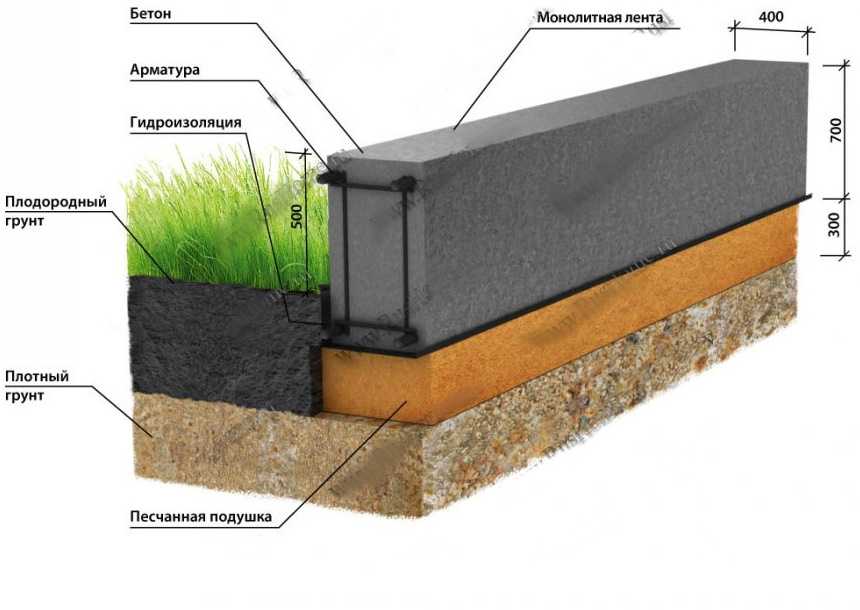

 3.2 и 3.3 ВСН 29-85), позволяющая уменьшить перемещения фундамента при промерзании и/или оттаивании грунта. Тем самым подушка рассматривается как средство по предотвращению морозного пучения почвы под подошвой фундамента.
3.2 и 3.3 ВСН 29-85), позволяющая уменьшить перемещения фундамента при промерзании и/или оттаивании грунта. Тем самым подушка рассматривается как средство по предотвращению морозного пучения почвы под подошвой фундамента.
 Несущая способность определяется только после проведения геологии на участке строительства и расчетов.
Несущая способность определяется только после проведения геологии на участке строительства и расчетов. Для подушки под основание дома не рекомендуются легкие и тонкие фракции песчаных материалов, имеющие ухудшенные показатели сопротивления сжатию. При их использовании возможны значительные усадки.
Для подушки под основание дома не рекомендуются легкие и тонкие фракции песчаных материалов, имеющие ухудшенные показатели сопротивления сжатию. При их использовании возможны значительные усадки.
 Однако некоторые люди утверждают, что сон без подушки может предотвратить появление морщин, улучшить текстуру волос и даже вылечить боль в шее. Хотя исследования все еще ограничены, некоторые исследования показывают, что сон без подушки имеет свои преимущества.
Однако некоторые люди утверждают, что сон без подушки может предотвратить появление морщин, улучшить текстуру волос и даже вылечить боль в шее. Хотя исследования все еще ограничены, некоторые исследования показывают, что сон без подушки имеет свои преимущества.
 Подушка среднего размера обычно обеспечивает правильный уровень высоты при сне на спине.
Подушка среднего размера обычно обеспечивает правильный уровень высоты при сне на спине.


 Хорошая подушка не может компенсировать матрас, который не поддерживает правильную осанку, но подходящий матрас может сделать сон без подушки более комфортным и устойчивым.
Хорошая подушка не может компенсировать матрас, который не поддерживает правильную осанку, но подходящий матрас может сделать сон без подушки более комфортным и устойчивым. Слишком тонкая подушка может не удерживать шею и голову на одном уровне с позвоночником, а очень толстая подушка может быть столь же проблематичной, если она наклоняет голову вверх под очень большим углом. Вторая, более тонкая подушка между коленями может уменьшить боль в спине.
Слишком тонкая подушка может не удерживать шею и голову на одном уровне с позвоночником, а очень толстая подушка может быть столь же проблематичной, если она наклоняет голову вверх под очень большим углом. Вторая, более тонкая подушка между коленями может уменьшить боль в спине. Другой вариант — использовать подушку для шеи или положить свернутое полотенце под шею, чтобы заполнить этот больший зазор.
Другой вариант — использовать подушку для шеи или положить свернутое полотенце под шею, чтобы заполнить этот больший зазор.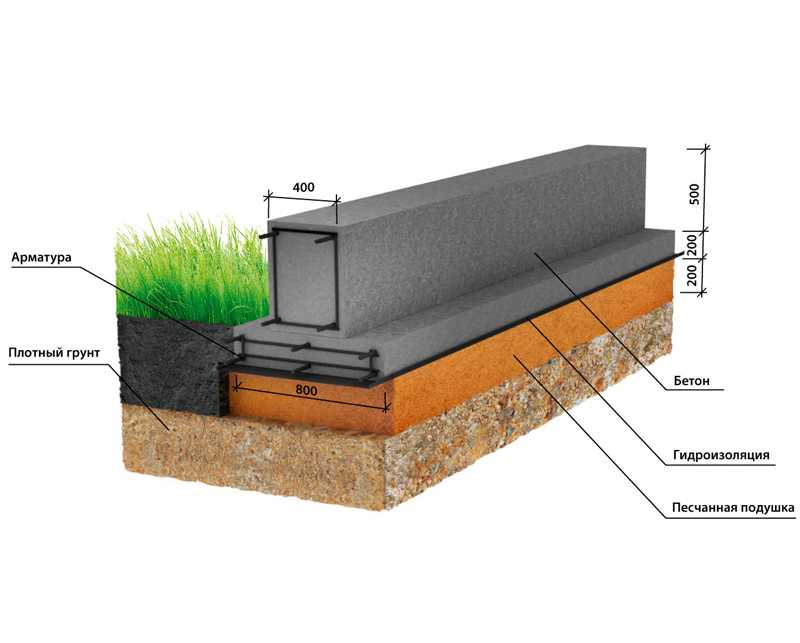 Если вы покупаете по ссылкам на этой странице, мы можем получить небольшую комиссию. Вот наш процесс.
Если вы покупаете по ссылкам на этой странице, мы можем получить небольшую комиссию. Вот наш процесс.

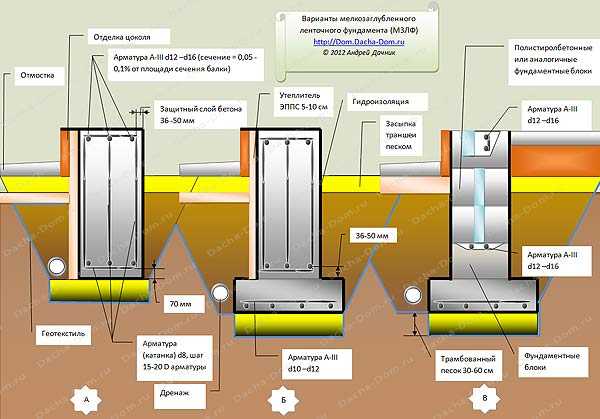 Национальный фонд сна советует людям выбирать подушку, которая подходит для их сна:
Национальный фонд сна советует людям выбирать подушку, которая подходит для их сна:
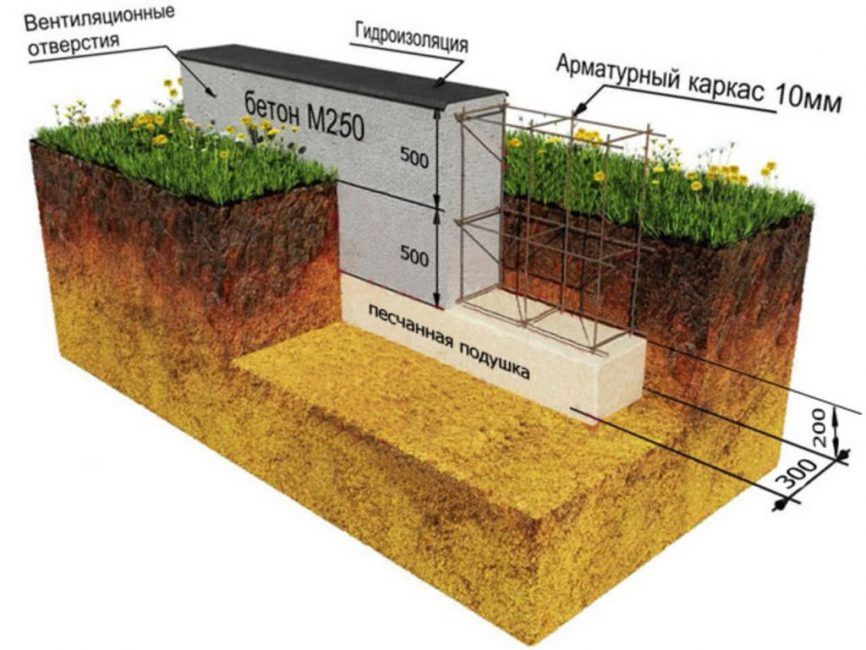
 Их функционал определяет необходимую разновидность тока, чтобы использовать для сварки конкретного вида металла. Различить их легко. В названии таких аппаратов часто используется аббревиатура AC/DC (к примеру, FUBAG INTIG 200 AC/DC).
Их функционал определяет необходимую разновидность тока, чтобы использовать для сварки конкретного вида металла. Различить их легко. В названии таких аппаратов часто используется аббревиатура AC/DC (к примеру, FUBAG INTIG 200 AC/DC).
 Параметр определяет легкость образования дуги и уровень контроля. Важно знать, что стартовый ток должен быть гораздо ниже, чем рабочий. Это особенно критично для сварки тонких листов металла.
Параметр определяет легкость образования дуги и уровень контроля. Важно знать, что стартовый ток должен быть гораздо ниже, чем рабочий. Это особенно критично для сварки тонких листов металла.
 Интенсивность
Интенсивность
 Чтобы этого не случилось, модели оснащаются системой охлаждения, что также стоит учитывать при выборе TIG-установки.
Чтобы этого не случилось, модели оснащаются системой охлаждения, что также стоит учитывать при выборе TIG-установки.



 От этого параметра зависит устойчивость изоляционных материалов к высокой температуре. Мы продаем только аппараты с самым высоким классом изоляции H. Это значит, что провода не расплавятся при температурах до 180 C°.
От этого параметра зависит устойчивость изоляционных материалов к высокой температуре. Мы продаем только аппараты с самым высоким классом изоляции H. Это значит, что провода не расплавятся при температурах до 180 C°. Высокая эффективность. Энергосбережение и малый вес
Высокая эффективность. Энергосбережение и малый вес  Обладает функцией TIG и MMA.
Обладает функцией TIG и MMA.
 Который содержит мастерские и офисы внутри.
Который содержит мастерские и офисы внутри.

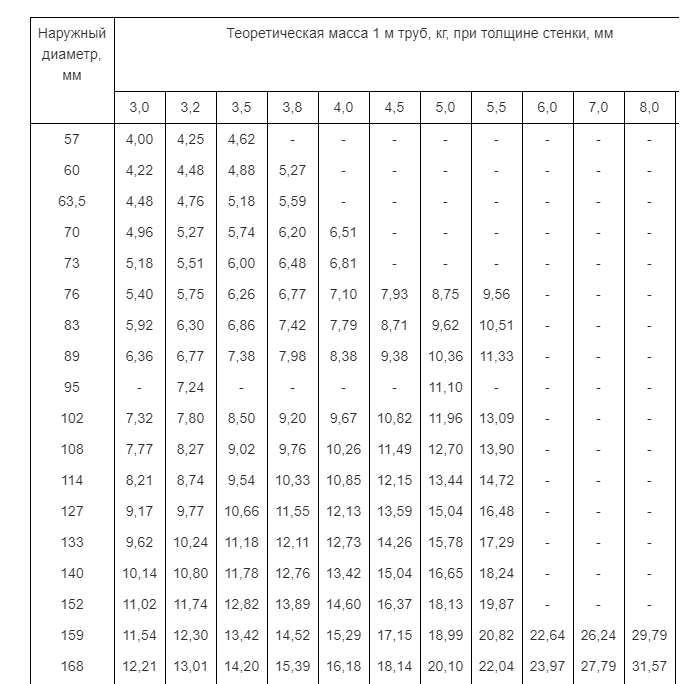
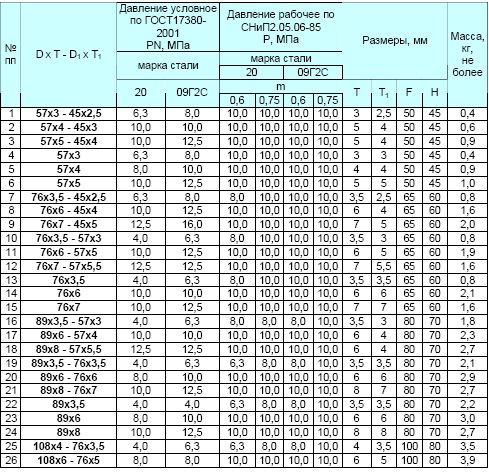 10 ₽
10 ₽ п.
п.
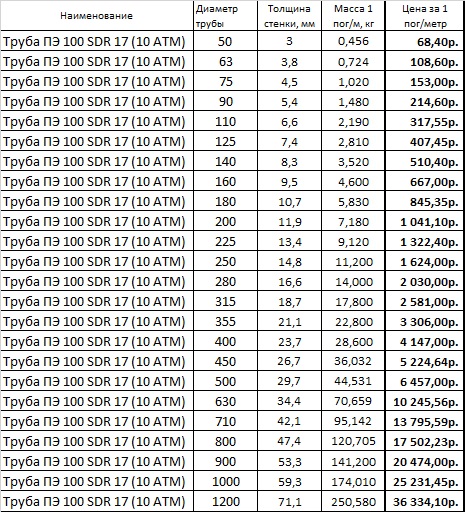 Изготовление судов, самолетов, теплотрасс и другой техники осуществляется с использованием бесшовной трубы. Труба 57х4 горячедеформированная бесшовная сегодня применяется во многих сферах, в том числе строительстве, теплоснабжение, водоснабжение, химическая промышленность, энергетика и многое другое. Благодаря современной горячекатаной технологии производства, труба отличается долговечностью, термоустойчивостью, отличной прочностью и прекрасной сопротивляемостью деформации. Сложно в наше время представить систему отопления или гидравлическую систему без использования данного трубного проката. Так же труба 57х4 горячедеформированная бесшовная применяется и в изготовлении деталей для машиностроения.
Изготовление судов, самолетов, теплотрасс и другой техники осуществляется с использованием бесшовной трубы. Труба 57х4 горячедеформированная бесшовная сегодня применяется во многих сферах, в том числе строительстве, теплоснабжение, водоснабжение, химическая промышленность, энергетика и многое другое. Благодаря современной горячекатаной технологии производства, труба отличается долговечностью, термоустойчивостью, отличной прочностью и прекрасной сопротивляемостью деформации. Сложно в наше время представить систему отопления или гидравлическую систему без использования данного трубного проката. Так же труба 57х4 горячедеформированная бесшовная применяется и в изготовлении деталей для машиностроения.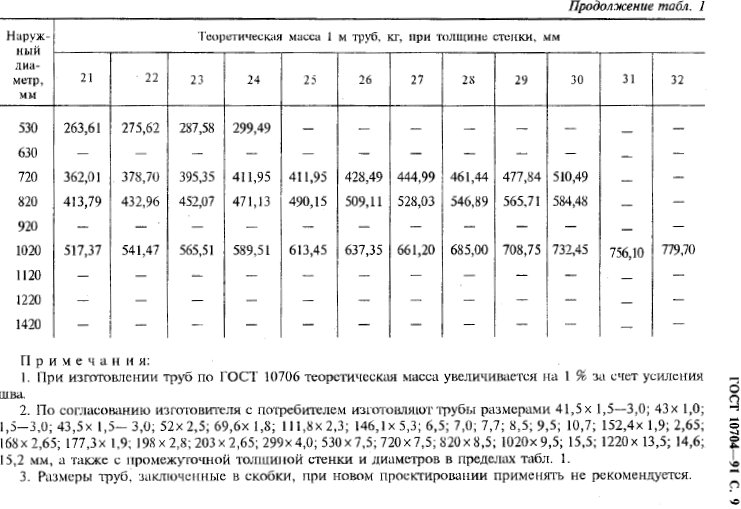 Сталь 20 относится к конструкционным углеродистым, отличительной чертой которых является плавка с соблюдением более строгих и сложных технических условий касательно ведения процесса плавки и разливки, состава шихты. Помимо этого, такой состав включает меньше неметаллических элементов. Маркировка сталь 20 обозначает, что содержание углерода в составе 0,2%. Используют трубу 57х4 сталь 20 для изготовления магистральных трубопроводов от котельных до потребителя, а также других деталей из труб диаметром 57 мм в виде отводов, переходов, тройников и т.д., сварных конструкций с большим объемом сварки работающих при температурном режиме от -40 до 450 °С под давлением. Купить трубу 57 с стенкой 4 мм сталь 20 можно в компании «Ресурс» оставив заявку на сайте или позвонив по телефону +7 (495) 215-50-72. Цена на бесшовную трубу 57 с стенкой 4 сталь 20 зависит от объема и наличия на складе. Мы осуществляем резку в размер и доставку на место производства. Вся продукция сертифицирована и имеет сертификат соответствия завода производителя, который выдается при отгрузке металла.
Сталь 20 относится к конструкционным углеродистым, отличительной чертой которых является плавка с соблюдением более строгих и сложных технических условий касательно ведения процесса плавки и разливки, состава шихты. Помимо этого, такой состав включает меньше неметаллических элементов. Маркировка сталь 20 обозначает, что содержание углерода в составе 0,2%. Используют трубу 57х4 сталь 20 для изготовления магистральных трубопроводов от котельных до потребителя, а также других деталей из труб диаметром 57 мм в виде отводов, переходов, тройников и т.д., сварных конструкций с большим объемом сварки работающих при температурном режиме от -40 до 450 °С под давлением. Купить трубу 57 с стенкой 4 мм сталь 20 можно в компании «Ресурс» оставив заявку на сайте или позвонив по телефону +7 (495) 215-50-72. Цена на бесшовную трубу 57 с стенкой 4 сталь 20 зависит от объема и наличия на складе. Мы осуществляем резку в размер и доставку на место производства. Вся продукция сертифицирована и имеет сертификат соответствия завода производителя, который выдается при отгрузке металла. На складе компании «Ресурс» можно приобрести помимо бесшовной трубы 57х4 сталь 20 сварочный материал, различный крепеж и другие различные марки металла и его разновидностей.
На складе компании «Ресурс» можно приобрести помимо бесшовной трубы 57х4 сталь 20 сварочный материал, различный крепеж и другие различные марки металла и его разновидностей.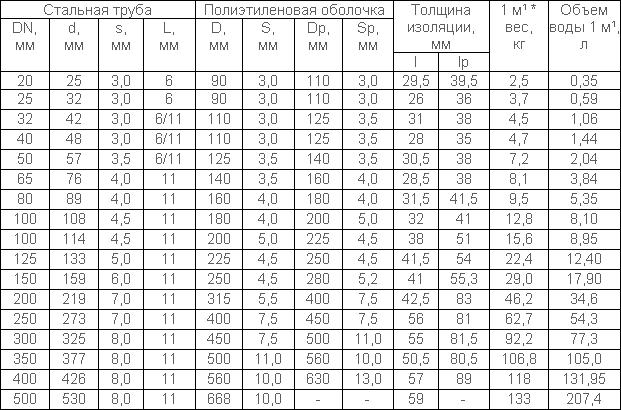 Станом производят выдавливание отверстия с последующим вытягиванием трубной заготовки до нужного размера. Поле остывания труба сортируется и пакуется, стоит отметить, что труба 57 х 4 мм немерной длинны — это обусловлено технологией производства.
Станом производят выдавливание отверстия с последующим вытягиванием трубной заготовки до нужного размера. Поле остывания труба сортируется и пакуется, стоит отметить, что труба 57 х 4 мм немерной длинны — это обусловлено технологией производства. 20 имеет плотность 7856 кг/м³. D и S в мм — диаметр и толщина стенки трубы соответственно. По аналогичной формуле производится расчет веса всех круглых труб на нашем сайте.
20 имеет плотность 7856 кг/м³. D и S в мм — диаметр и толщина стенки трубы соответственно. По аналогичной формуле производится расчет веса всех круглых труб на нашем сайте.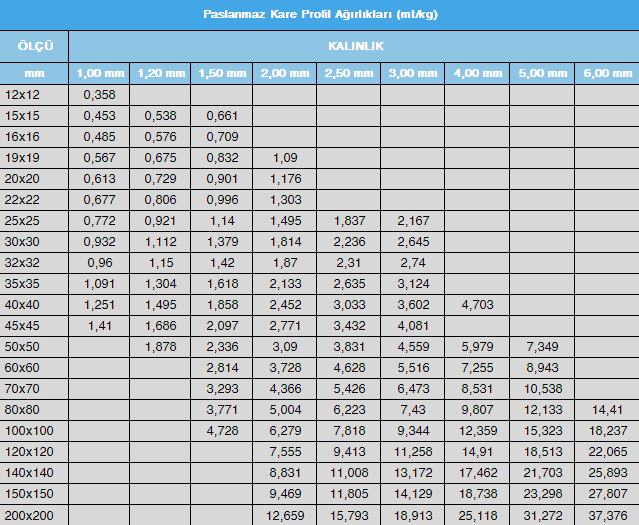 Все клиенты получают квалифицированную бесплатную информационную поддержку. Оптовые покупатели у нас могут заказать металл со значительной скидкой, стоимость трубы 57х4 ст.20 приятно удивит.
Все клиенты получают квалифицированную бесплатную информационную поддержку. Оптовые покупатели у нас могут заказать металл со значительной скидкой, стоимость трубы 57х4 ст.20 приятно удивит.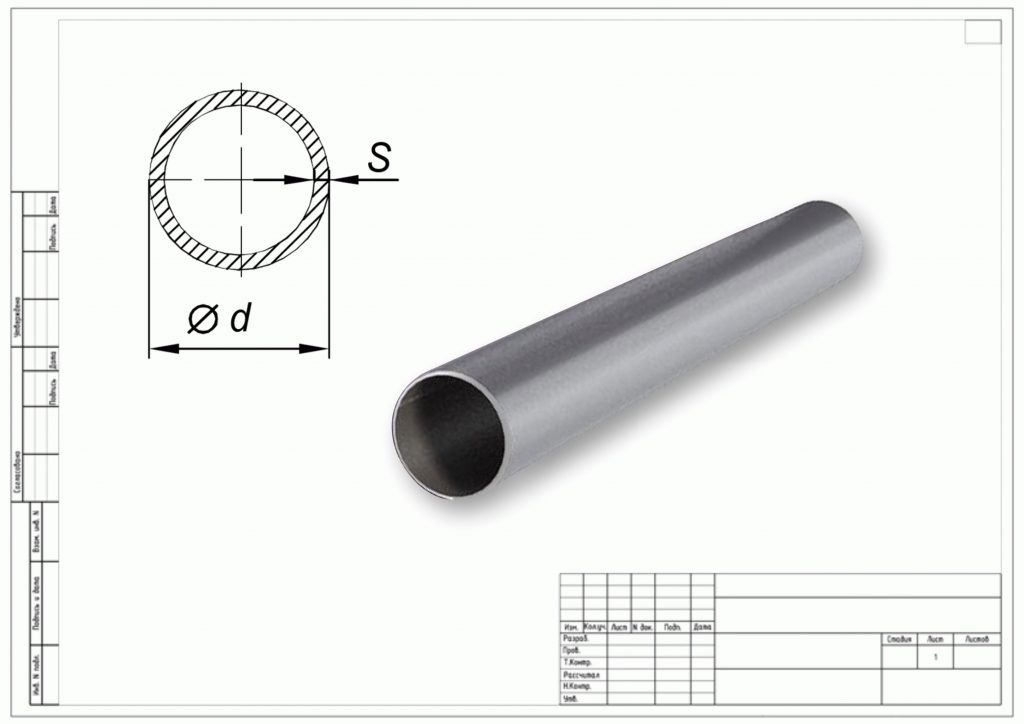 Скидка на доставку стальной трубы б/ш 57*4 сталь 20 в Электростали и Ногинске осуществляемой автотранспортом компании Ресурс составляет 20%. Продажа горячедеформированных труб осуществляется оптом и в розницу.
Скидка на доставку стальной трубы б/ш 57*4 сталь 20 в Электростали и Ногинске осуществляемой автотранспортом компании Ресурс составляет 20%. Продажа горячедеформированных труб осуществляется оптом и в розницу.

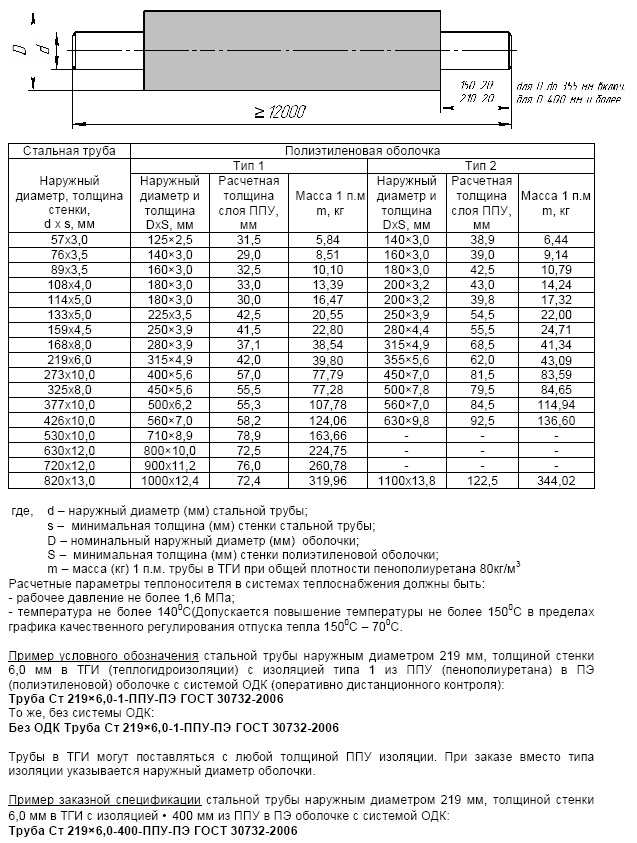 10М
10М 01
01 9:2003
9:2003 9:2003
9:2003 20
20
 20
20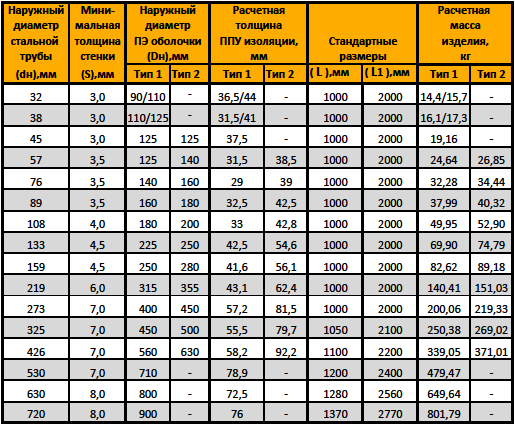 01 | Ферона | Свойства поперечного сечения и анализ
01 | Ферона | Свойства поперечного сечения и анализ 10М
10М 01
01 9:2003
9:2003 9:2003
9:2003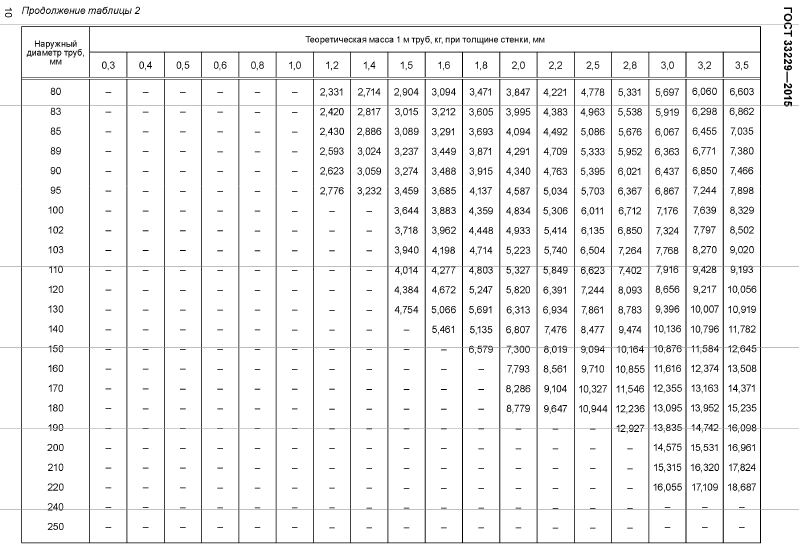 20
20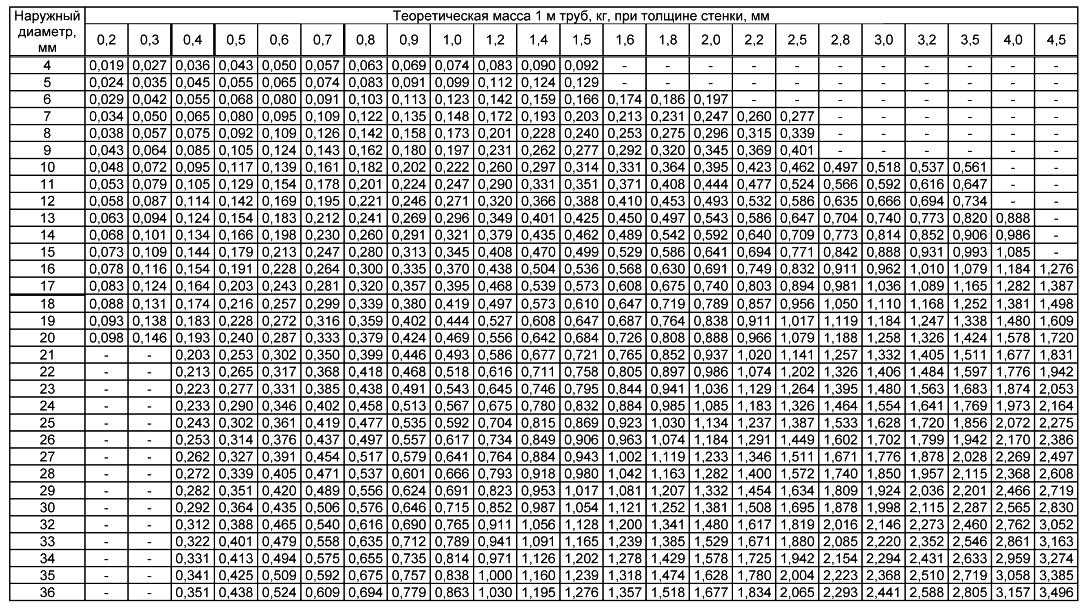

 29735
29735 Ввиду такого сильного сходства с серебром и появилось название. Буквально, в переводе с испанского «platina» — «серебришко», уменьшительное от слова «plata» — серебро. Пренебрежительному названию драгметалл обязан испанцам. Именно они впервые столкнулись с ним при добыче ископаемого золота в своих южноамериканских колониях. Ископаемые южноамериканские золотые росписи имели в своем составе вкрапления серебристо-белого цвета. В последствие, при обработке золотого песка, белые крупинки с трудом отделялись от основной массы песчинок желтого металла. Присутствие белых вкраплений в золотоносном песке сильно затрудняли промышленную добычу золота. Никто в то время даже не представлял, с каким сырьем приходится иметь дело. Отсюда и такое пренебрежительное отношение к этому металлу.
Ввиду такого сильного сходства с серебром и появилось название. Буквально, в переводе с испанского «platina» — «серебришко», уменьшительное от слова «plata» — серебро. Пренебрежительному названию драгметалл обязан испанцам. Именно они впервые столкнулись с ним при добыче ископаемого золота в своих южноамериканских колониях. Ископаемые южноамериканские золотые росписи имели в своем составе вкрапления серебристо-белого цвета. В последствие, при обработке золотого песка, белые крупинки с трудом отделялись от основной массы песчинок желтого металла. Присутствие белых вкраплений в золотоносном песке сильно затрудняли промышленную добычу золота. Никто в то время даже не представлял, с каким сырьем приходится иметь дело. Отсюда и такое пренебрежительное отношение к этому металлу.
 С этого момента платина начинает широко использоваться не только в ювелирной отрасли. Дорогой белый металл находит свое применение во многих областях, начинает использоваться в промышленных масштабах.
С этого момента платина начинает широко использоваться не только в ювелирной отрасли. Дорогой белый металл находит свое применение во многих областях, начинает использоваться в промышленных масштабах. Способы добычи
Способы добычи

 За ней следуют Россия, Зимбабве, Канада (штат Онтарио) и США (штаты Монтана, Аляска и Орегон). По сравнению с другими драгоценными металлами, объем добычи небольшой, около двухсот тонн в год. Общее количество платины, добытой в 2018 году, в 17 раз раз меньше, чем золота, и в 130 меньше, чем серебра.
За ней следуют Россия, Зимбабве, Канада (штат Онтарио) и США (штаты Монтана, Аляска и Орегон). По сравнению с другими драгоценными металлами, объем добычи небольшой, около двухсот тонн в год. Общее количество платины, добытой в 2018 году, в 17 раз раз меньше, чем золота, и в 130 меньше, чем серебра.
 Неоспоримым преимуществом платины является ее высокая износостойкость. Платина достаточно твердая (4,3 по Моосу), она не требует введения легирующих составов для придания прочности, и в то же время обладает пластичностью серебра. Используется в ювелирной промышленности с пробой 950-800, т.е. 95-80 % изделия или его оправы составляет этот металл.
Неоспоримым преимуществом платины является ее высокая износостойкость. Платина достаточно твердая (4,3 по Моосу), она не требует введения легирующих составов для придания прочности, и в то же время обладает пластичностью серебра. Используется в ювелирной промышленности с пробой 950-800, т.е. 95-80 % изделия или его оправы составляет этот металл.


 Со временем металл изнашивается, покрывается царапинами, слабеют удерживающие камень зубцы.
Со временем металл изнашивается, покрывается царапинами, слабеют удерживающие камень зубцы. Для многих людей патина является уникальным и желанным признаком, придающим особый шарм украшениям из этого драгоценного металла.
Для многих людей патина является уникальным и желанным признаком, придающим особый шарм украшениям из этого драгоценного металла. 179Bilder
179Bilder Mit Platz для текста.
Mit Platz для текста. folie glänzende farbdesign-elemente für hintergrund, web, apps — stock-grafiken цвета платины, -clipart, -cartoons und -symbole
folie glänzende farbdesign-elemente für hintergrund, web, apps — stock-grafiken цвета платины, -clipart, -cartoons und -symbole ..
.. — графика платинового цвета, -клипарт, -мультфильмы и -символ
— графика платинового цвета, -клипарт, -мультфильмы и -символ ..
.. — стоковые фотографии и изображения платинового цвета
— стоковые фотографии и изображения платинового цвета ..
.. ..
.. — платиновый цвет стоковые фотографии и изображения
— платиновый цвет стоковые фотографии и изображения 3D-рендеринг — стоковые фотографии и изображения платинового цвета
3D-рендеринг — стоковые фотографии и изображения платинового цвета reichtum an platin — платиновый цвет stock-fotos und bilder
reichtum an platin — платиновый цвет stock-fotos und bilder shinning abc lateinischen buchstaben — платиновый цвет, графика, -клипарт, -мультфильмы и -символ
shinning abc lateinischen buchstaben — платиновый цвет, графика, -клипарт, -мультфильмы и -символ Он имеет красивый серебристо-белый цвет и, в отличие от серебра, не тускнеет. На него не влияют обычные бытовые химикаты, он не повреждается и не обесцвечивается хлором, отбеливателями или моющими средствами. Он прочнее всех драгоценных ювелирных металлов, хотя из-за своей гибкости и прочности его все же необходимо сплавлять с другими металлами, чтобы он не изгибался. Природная платина обычно содержит небольшое количество редкого элемента иридия. В ювелирных изделиях иридий сплавляют с платиной для повышения прочности. Платиновые украшения обычно 9Чистота от 0 до 95 процентов.
Он имеет красивый серебристо-белый цвет и, в отличие от серебра, не тускнеет. На него не влияют обычные бытовые химикаты, он не повреждается и не обесцвечивается хлором, отбеливателями или моющими средствами. Он прочнее всех драгоценных ювелирных металлов, хотя из-за своей гибкости и прочности его все же необходимо сплавлять с другими металлами, чтобы он не изгибался. Природная платина обычно содержит небольшое количество редкого элемента иридия. В ювелирных изделиях иридий сплавляют с платиной для повышения прочности. Платиновые украшения обычно 9Чистота от 0 до 95 процентов.
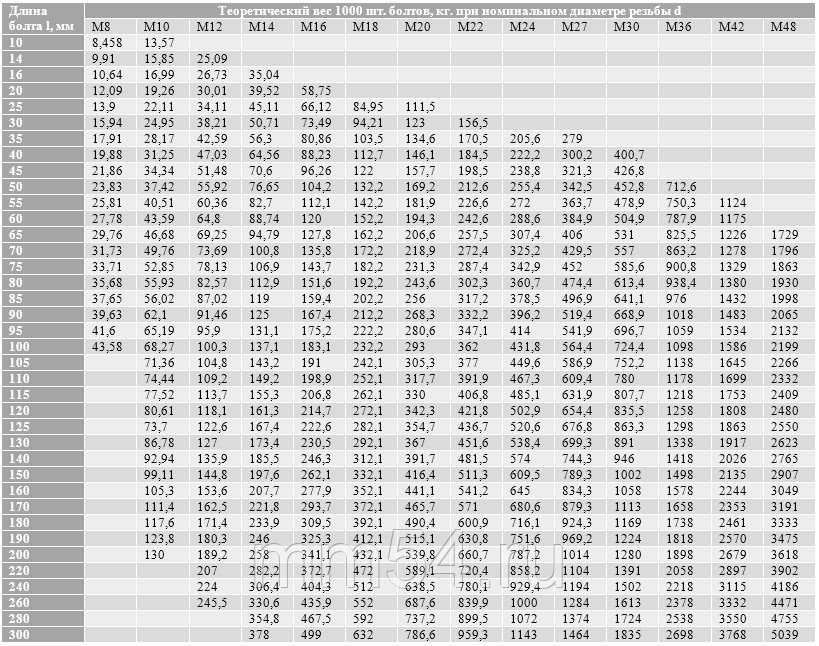 болтов + гаек
болтов + гаек
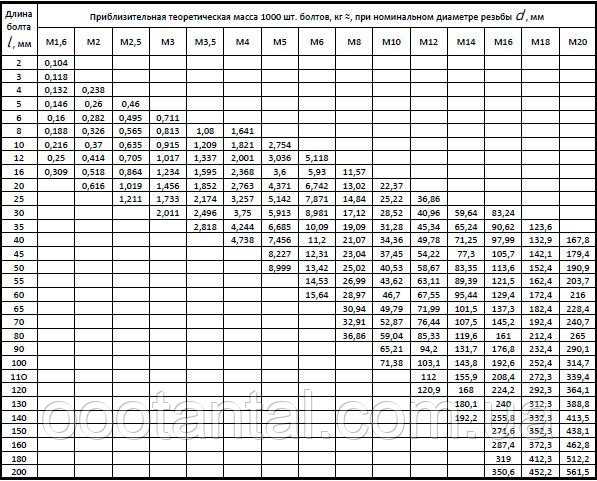 61
61

 1
1
 рф
рф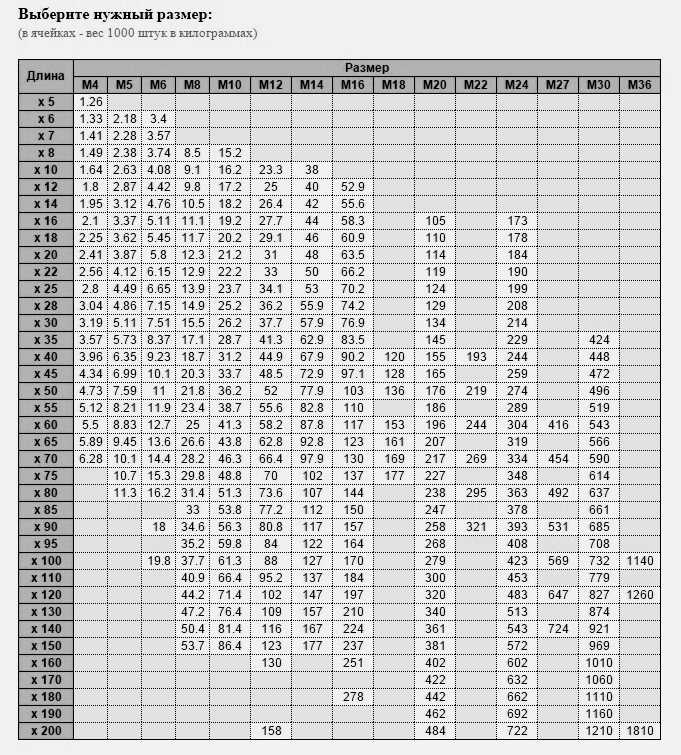
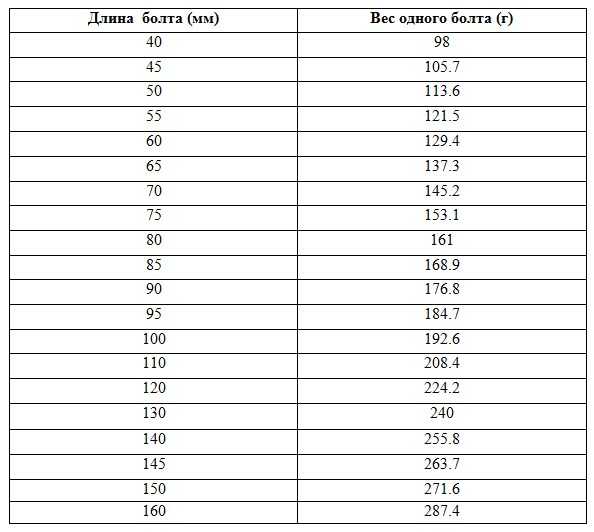
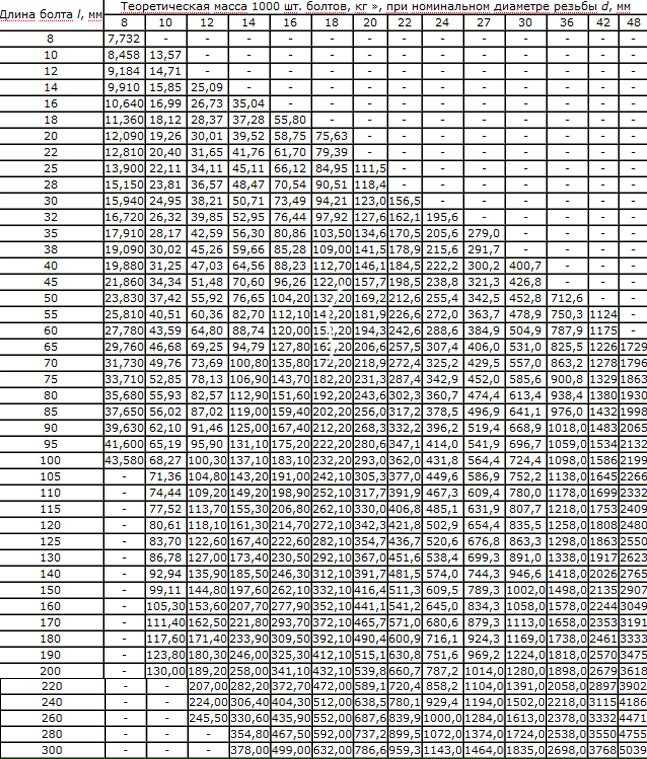 с. / 150 кВт
с. / 150 кВт алюминий
алюминий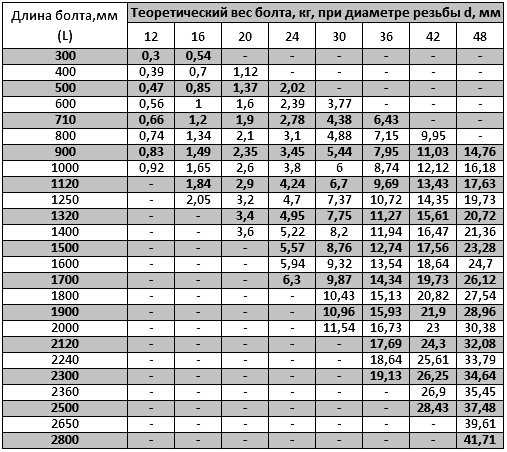

 .4,16
.4,16  В нижней части станины установлен лоток для сбора стружки и слива охлаждающей жидкости.
В нижней части станины установлен лоток для сбора стружки и слива охлаждающей жидкости.


 6 Устройство переключения скоростей и подач
6 Устройство переключения скоростей и подач
 На аппарате обрабатывают пологие конуса, потому что его задняя балка может смещаться.
На аппарате обрабатывают пологие конуса, потому что его задняя балка может смещаться.
 Он состоит из трех основных узлов — каретки, поперечных салазок, резцовых салазок суппорта. В технической литературе они могут называться по-другому.
Он состоит из трех основных узлов — каретки, поперечных салазок, резцовых салазок суппорта. В технической литературе они могут называться по-другому. Различают три функции:
Различают три функции: Модель состоит из узлов:
Модель состоит из узлов: Сразу же видны узлы, различные приборы, рассмотренные ранее.
Сразу же видны узлы, различные приборы, рассмотренные ранее. Они не будут рассматриваться, однако, чтобы работать со станком их необходимо знать для избежание происшествий.
Они не будут рассматриваться, однако, чтобы работать со станком их необходимо знать для избежание происшествий. Обычно, механизм монтируется в отдельном корпусе и связан передачей со шпинделем.
Обычно, механизм монтируется в отдельном корпусе и связан передачей со шпинделем. В учебниках, книгах узлы могут называться по-другому, но функции они выполняют всегда одни и те же.
В учебниках, книгах узлы могут называться по-другому, но функции они выполняют всегда одни и те же.
 Сам паспорт можно скачать ТУТ.
Сам паспорт можно скачать ТУТ. .
. Он известен как класс вязкости Международной организации по стандартизации, сокращенно ISO VG.
Он известен как класс вязкости Международной организации по стандартизации, сокращенно ISO VG. большей степени.
большей степени. Можно обнаружить, что вы превысили абсолютный предел вязкости для машины, но все еще имеете кинематический показатель, указывающий, что с вами все в порядке.
Можно обнаружить, что вы превысили абсолютный предел вязкости для машины, но все еще имеете кинематический показатель, указывающий, что с вами все в порядке. Мера вязкости жидкости — это мера времени, которое требуется для протекания заданного количества масла через трубку при очень специфических условиях.
Мера вязкости жидкости — это мера времени, которое требуется для протекания заданного количества масла через трубку при очень специфических условиях.



 Самый последний выпуск 1992 года (ISO 3448) содержит 20 градиентов. Это охватывает почти все типы применения, с которыми может столкнуться специалист по смазочным материалам. Сообщество производителей смазочных материалов приняло рекомендуемые градиенты ISO и приложило значительные усилия и энергию, чтобы соответствовать новому подходу к классификации старых и новых продуктов.
Самый последний выпуск 1992 года (ISO 3448) содержит 20 градиентов. Это охватывает почти все типы применения, с которыми может столкнуться специалист по смазочным материалам. Сообщество производителей смазочных материалов приняло рекомендуемые градиенты ISO и приложило значительные усилия и энергию, чтобы соответствовать новому подходу к классификации старых и новых продуктов. Текстуры остаются верными оригинальной эстетике игры, с небольшими украшениями, такими как талисман «Повар-мальчик», наложение краски звездообразования и восхитительные наклейки с едой!
Текстуры остаются верными оригинальной эстетике игры, с небольшими украшениями, такими как талисман «Повар-мальчик», наложение краски звездообразования и восхитительные наклейки с едой! Найдите в этом файле секцию [ARCHIVE] и добавьте следующую переменную:
Найдите в этом файле секцию [ARCHIVE] и добавьте следующую переменную: