Сегментные шпонки ГОСТ 24071-97 рекомендуется использовать для надежного фиксирования деталей в малонагруженных участках вала.
Цена с НДС от 3,80 руб/шт
Купить Запросить цену
Подробности
Таблица цен
Шпонка сегментная ГОСТ 24071-97
№ п/п
d2
B, мм
h, мм
l, мм
Цена за 1 шт. с НДС
1
4
1
1,4
138,11
2
7
1,5
2,6
6,76
14,80
3
7
2
2,6
6,76
13,22
4
10
2
3,7
9,66
10,31
5
10
2
5
12,65
15,34
6
10
2,5
3,7
9,66
10,33
7
10
3
3,7
9,66
10,33
8
13
3
5
12,65
8,73
9
16
3
6,5
15,72
10,56
10
13
4
5
12,65
13,01
11
16
4
6,5
15,72
9,97
12
19
4
7,5
18,57
14,80
13
4
9
26,79
14
16
5
6,5
15,72
12,44
15
19
5
7,5
18,57
13,77
16
22
5
9
21,63
19,92
17
22
5
10
21,63
39,06
18
19
6
7,5
18,57
16,67
19
22
6
9
21,63
19,94
20
25
6
10
24,49
22,08
21
28
6
11
27,35
39,06
22
6
13
49,05
23
22
8
9
21,63
37,81
24
28
8
11
27,35
43,71
25
32
8
13
31,43
55,36
26
8
15
98,05
27
28
10
11
27,35
50,14
28
32
10
13
31,43
62,78
29
45
10
16
43,08
110,80
Шпонка сегментная изготавливается ТПК «Роскреп» в строгом соответствии с требованиями ГОСТа 24071-97.
Мы рекомендуем использовать сегментные шпонки производства компании «Роскреп» для надежного фиксирования деталей в малонагруженных участках вала, т.к. для их правильного закрепления требуется достаточно глубокий паз, уменьшающий поперечное сечение и, соответственно, прочность детали. В то же время, более глубокая посадка шпонки гарантирует большую устойчивость соединения по сравнению с простым призматическим шпоночным сопряжением. Поэтому, при выборе размеров шпонки, следует строго следовать рекомендациям стандарта в отношении зависимости между диаметром вала и сечением шпонки. Сегментные шпонки применяются для цилиндрических валов или цилиндрических участков валов для передачи крутящего момента от вала ко втулке.
Кроме нормальной формы стандартом допускается изготовление низкой сегментной шпонки по согласованию с заказчиком. Это позволяет снизить ослабление вала глубоким пазом, но уменьшает допустимые нагрузки, испытываемые узлом.
С этим товаром часто покупают:
Напишите ваш собственный отзыв
цена, доставка, производство, в наличии
Внимание
По вашему желанию, данное изделие Мы можем изготовить по вашим индивидуальным чертежам из необходимых марок стали, провести термообработку до необходимого класса прочности и нанести любое антикоррозийное покрытие от цинка до кадмия.
Описание изделия
ГОСТ 24071-97. Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы
ГОСТ 24071-97 (ИСО 3912-77)
Группа Г14
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Основные нормы взаимозаменяемости
СЕГМЕНТНЫЕ ШПОНКИ И ШПОНОЧНЫЕ ПАЗЫ
Basic norms of interchangeability. Woodruff keys and keyways
МКС 21.120.30 ОКСТУ 0071 Дата введения 2000-07-01
Предисловие
1 РАЗРАБОТАН Техническим комитетом ТК 258 «Зубчатые передачи и конструктивные элементы деталей машин»
ВНЕСЕН Госстандартом России
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол N 12-97 от 21 ноября 1997 г.)
За принятие проголосовали: Наименование государства Наименование национального органа по стандартизации Республика Таджикистан Таджикгосстандарт Республика Армения Армгосстандарт Республика Беларусь Госстандарт Беларуси Республика Казахстан Госстандарт Республики Казахстан Киргизская Республика Киргизстандарт Республика Молдова Молдовастандарт Российская Федерация Госстандарт России Республика Узбекистан Узгосстандарт Украина Госстандарт Украины
3 Настоящий стандарт представляет собой полный аутентичный текст ИСО 3912-77 «Сегментные шпонки и шпоночные пазы» и содержит дополнительные требования, отражающие потребности экономики страны
4 Постановлением Государственного комитета Российской Федерации по стандартизации и метрологии от 17 ноября 1999 г. N 409-ст межгосударственный стандарт ГОСТ 24071-97 (ИСО 3912-77) введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 июля 2000 г.
5 ВЗАМЕН ГОСТ 24071-80 ИНФОРМАЦИОННЫЕ ДАННЫЕ ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ Обозначение НТД, на который дана ссылка Номер пункта ГОСТ 8786-68 А.1 ГОСТ 24109-80 А.8 ГОСТ 24110-80 ГОСТ 24111-80 ГОСТ 24115-80 ГОСТ 24116-80 ГОСТ 24117-80
ВНЕСЕНА поправка, опубликованная в ИУС N 4, 2010 год
Поправка внесена изготовителем базы данных
1 Назначение
Настоящий стандарт устанавливает размеры и предельные отклонения размеров сегментных шпонок и соответствующих им шпоночных пазов на валу и во втулке, а также устанавливает зависимость между диаметром вала и сечением шпонки, возникающую при передаче крутящего момента и фиксации положения.
Дополнительные требования, отражающие потребности народного хозяйства, приведены в приложениях А, Б, В и Г.
Требования настоящего стандарта и приложения А являются обязательными.
2 Область применения
Настоящий стандарт предназначен для цилиндрических валов и цилиндрических концов валов общего назначения.
3 Размеры и допуски шпонок
Размеры и предельные отклонения размеров шпонок указаны на рисунке 1 и в таблице 1.
Рисунок 1
ГОСТ 24071-97 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы _______________ * Применяется по согласованию заинтересованных сторон.
** ГОСТ 24071-97 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы (значение можно округлить до 0,1 мм). Рисунок 1
Таблица 1 мм ГОСТ 24071-97 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы
_______________ * Другой допуск может быть принят по согласованию заинтересованных сторон.
4 Материал
Материал — сталь с временным сопротивлением разрыву не ниже 590 Н/ммГОСТ 24071-97 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы после окончательной обработки (если не будет другой договоренности между заинтересованными сторонами).
5 Форма, размеры и допуски шпоночных пазов
Размеры и допуски шпоночных пазов указаны на рисунке 2 и в таблице 2.
Рисунок 2
ГОСТ 24071-97 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы
Рисунок 2
Таблица 2 мм
Ширина ГОСТ 24071-97 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы Глубина
Ном. Предельные отклонения Вал ГОСТ 24071-97 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы Ступица ГОСТ 24071-97 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы Радиус ГОСТ 24071-97 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы Размеры шпонки нормальной или низкой формы ГОСТ 24071-97 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы
Нормальное соединение Плотное соединение
Вал N9 Втулка Js9 Вал и втулка Р9 Ном. Пред. откл. Ном. Пред. откл. не более не менее 1,0х1,4х4 1,0 -0,004; -0,029 ±0,012 -0,006; -0,031 1,0 +0,1 0,6 +0,1 0,16 0,08 1,5х2,6х7 1,5
6 Зависимость между диаметром вала и размерами шпонки
В таблице 3 даны две серии взаимосвязи между диаметром вала и размером шпонки: серия 1 — для передачи крутящего момента, серия 2 — для фиксации детали (в случае неподвижной посадки, когда передача момента осуществляется за счет трения).
Таблица 3 — Зависимость диаметра вала от размера шпонки Диаметр вала ГОСТ 24071-97 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы, мм Размер шпонки, мм, нормальной формы ГОСТ 24071-97 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы или эквивалентной низкой формы Серия 1 Серия 2 Свыше До Свыше
— 10,0х13,0х32
7 Обозначение
В обозначении шпонки должны указываться ее ширина и высота и обозначение стандарта.
Примеры
Обозначение шпонки нормальной формы и сечением ГОСТ 24071-97 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы=5х6,5 мм: Шпонка 5х6,5 ГОСТ 24071-97
Обозначение низкой шпонки с сечением ГОСТ 24071-97 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы=5х5,2: Шпонка 5х5,2 ГОСТ 24071-97
ПРИЛОЖЕНИЕ А (обязательное). Дополнительные требования, отражающие потребности экономики страны
ПРИЛОЖЕНИЕ А (обязательное)
A.1 Стандарт не распространяется на соединения, спроектированные до введения в действие настоящего стандарта, а также на шпоночные соединения, собираемые подгонкой или подбором шпонок.
А.2 Материал шпонок — чистотянутая сталь для сегментных шпонок по ГОСТ 8786-68 или по разделу 4.
А.3 Допускается в технически обоснованных случаях (пустотелые и ступенчатые валы, передача пониженных крутящих моментов и т.п.) применять меньшие, чем указано в таблице 2, размеры сечений шпонок на валах больших диаметров, за исключением выходных концов валов.
А.4 Допускается для неответственных соединений сопряжение дна паза с боковыми стенками выполнять с фаской под углом 45°, равной радиусу ГОСТ 24071-97 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы.
А.5 Допускается свободное соединение шпонки с валом и втулкой. Предельные отклонения при свободном соединении ширины паза ГОСТ 24071-97 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы должны соответствовать полям допусков для вала — Н9, для втулки — D10.
А.6 Допускаются для ширины паза ГОСТ 24071-97 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы вала и втулки любые сочетания полей допусков, указанные в таблице 2.
А.7 Для термообработанных деталей допускаются предельные отклонения размера ширины паза вала, соответствующие полю допуска h21, размера ширины паза втулки — D10.
А.8 Контроль размеров шпоночных пазов и их расположения относительно соответствующих цилиндрических поверхностей — по ГОСТ 24109 — ГОСТ 24111; ГОСТ 24115 — ГОСТ 24117; ГОСТ 24119; ГОСТ 24120.
А.9 Серия 2 (таблица 3) может применяться также для неответственных соединений (при передаче малых крутящих моментов с небольшой частотой вращения, не влияющих на долговечность деталей; при кратковременной работе соединения и т.д.).
А.10 Допускается в зависимости от принятой базы обработки и измерения указывать вместо ГОСТ 24071-97 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы на рабочем чертеже номинальный размер для вала ГОСТ 24071-97 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы с предельным отклонением для ГОСТ 24071-97 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы по таблице 2 и для втулки вместо ГОСТ 24071-97 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы размер ГОСТ 24071-97 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы с предельным отклонением для ГОСТ 24071-97 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы по таблице 2.
А.11 Масса шпонок указана в приложении Б.
А.12 Для изделий, спроектированных до 01.01.80, допускаются предельные отклонения размеров шпоночных соединений, приведенные в приложении В.
А.13 Параметры шероховатости поверхности элементов шпоночных соединений приведены в приложении Г.
ПРИЛОЖЕНИЕ Б (справочное). Теоретическая масса 1000 шпонок нормальной формы
ПРИЛОЖЕНИЕ Б (справочное)
Таблица Б.1 Размер шпонки Масса 1000 шпонок, кг
ПРИЛОЖЕНИЕ В (справочное). Предельные отклонения размеров шпоночных соединений изделий, спроектированных до 01.01.80
ПРИЛОЖЕНИЕ В (справочное)
В.1 Допуски на размеры шпонок и пазов:
для высоты шпонки ГОСТ 24071-97 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы — ГОСТ 24071-97 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы ОСТ 1024;
для глубины паза вала ГОСТ 24071-97 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы и втулки ГОСТ 24071-97 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы — ГОСТ 24071-97 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы — ОСТ 1015;
для диаметра сегментной шпонки ГОСТ 24071-97 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы — ГОСТ 24071-97 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы ОСТ 1025;
для диаметра паза вала под сегментную шпонку с отклонением в плюс от номинала — не более 8% от диаметра шпонки.
В.2 Предельные отклонения размеров шпонок, пазов на валах и во втулках по ширине ГОСТ 24071-97 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы должны соответствовать указанным в таблицах B.1 и В.2.
Таблица B.1 Вид соединения Предельное отклонение размеров Назначение посадок шпонки паза вала паза втулки Неподвижное напряженное по валу, скользящее во втулке ГОСТ 24071-97 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы
Для направляющих шпонок
Таблица В.2
Предельное отклонение размеров пазов вала и втулки, мкм Номинальная ширина шпонки и паза, мм ГОСТ 24071-97 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы
верхнее нижнее верхнее нижнее до 3
ПРИЛОЖЕНИЕ Г (справочное). Зависимость параметров шероховатости поверхности от допуска размера
ПРИЛОЖЕНИЕ Г (справочное)
Таблица Г.1 Допуск размера по квалитетам ГОСТ 24071-97 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы, мкм, не более для номинальных размеров, мм До 18 Св. 18 до 50 Св. 50 до 120 Св. 120 до 500 IT9
Примечания
1 Параметр шероховатости поверхностей с неуказанными предельными отклонениями — ГОСТ 24071-97 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы 20 мкм.
2 Параметр шероховатости дна шпоночного паза рекомендуется принимать равным ГОСТ 24071-97 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы 6,3 мкм.
Текст документа сверен по: официальное издание М.: ИПК Издательство стандартов, 2000
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ СТАЛЬ ДЛЯ ШПИЛЬКОВ ЦИСТАДЕНОМА СЕГМЕНТНАЯ Ассортимент Сталь холоднотянутая для шпонок Вудраффа. Размеры
МКС 77.140.50
Дата введения 1971−07−01
Постановлением Комитета стандартов, мер и средств измерений при Совете Министров СССР от 22 августа 1968 года Дата введения установлена 01.07.71 срок годности снят Постановлением Госстандарта от 23.05.90 N 1268
ВЗАМЕН ГОСТ 8786-58
ИЗДАНИЯ (октябрь 2012 г.) с Изменениями № 1, 2, утвержденными в марте 1980 г. и марте 1984 г. (ИУС 5-80, 7-84)
Размеры сегментов цистаденомы стали для дюбелей должно соответствовать указанному на чертеже и в таблице.
Примечание. Допускается притупление острого угла с фаской или радиусом до 0,025 .
Размеры, мм
Типоразмер
Теоретическая масса 1 м прутка, кг
1,4
4
3,8
0,031
2,6
7
6,8
Is 0,102
3,7 В
10
9,7
0,207
5,0
13
12,6
0,369
6,5
16
15,7
0,602
7,5
19
18,6
0,818
9
22
21,6
1,15
10
25
24,5
1,44
11
28
27,3
1,76
13
32
31,4
2,41
15
38
37,1
3,23
16
45
43,1
3,99
17
55
50,8
Из 4,52
19
65
59,1
6,22
Пример обозначения цистаденомного сегмента стального для дюбелей размером мм:
Шлицевые стальные сегменты. 10 ГОСТ 8786-68
(Измененная редакция, ред. N 1, 2).
2. Материал — сталь с пределом прочности не менее 60 кгс/мм.
3. Предельные отклонения размеров сечения составляют:
— высота для ;
— диаметр через .
(Измененная редакция, Ред. № 1).
Электронный текст документа подготовлен ООО «Кодекс» и проверен: официальное издание Продукция листовая стальная. Ассортимент: Сб. Стандарты. — М.: СТАНДАРТИНФОРМ, 2012
» о нас
Поиск товаров
Поиск:
Категории товаров
Aero Fasteners Pvt. Ltd. занимается производством и продажей высококачественных крепежных изделий и механически обработанных компонентов, специально предназначенных для сегмента аэрокосмической и оборонной промышленности. У нас есть производственные мощности в Рохтаке в Харьяне, что примерно в 45 км от западной границы Дели. На заводе есть собственная лаборатория для обеспечения бездефектной продукции, поскольку мы понимаем важность наших компонентов, которые многие считают изделием класса «С».
Мы сертифицированная компания AS9100
Цель нашей компании — ликвидировать дефицит и острую нехватку крепежных изделий для аэрокосмической и оборонной промышленности.
Мы сотрудничаем с глобальными компаниями для своевременного и качественного сырья.
У нас есть хороший опыт работы с сырьем и крепежом ГОСТ.
Наше видение состоит в том, чтобы быть номером один в Индии. 1 компания по производству аэрокосмических крепежных изделий к 2024 г.
Материалы и стандарты
В соответствии со стандартами IS, DIN, MS, NAS, NSN, NFL, AN, EN, ГОСТ и другими, мы производим продукцию из высокопрочных материалов, таких как легированные стали AISI 4135, 4137, 51B37, 10B21, SCM435, 30ХГСА, EN24-ESR, A286, 15-5Ph, SS304, SS316, латунь, алюминий и т. д. Эти продукты используются в таких отраслях, как аэрокосмическая, оборонная, морская, железнодорожная, автомобильная, электронная, производственная и т. д. со склада для более быстрой доставки:-
C15, 60C2A, различные другие типы пружинных сталей
… и обширная сеть известных мировых поставщиков для своевременной доставки труднодоступных материалов.
Наша профессиональная философия
Наше деловое обязательство состоит в том, чтобы нанять квалифицированную и компетентную команду профессионалов, которые выполняют свои обязанности в координации друг с другом. Мы работаем вместе с нашими клиентами как сплоченная группа, чтобы выполнить проект. Являясь известным производителем в отрасли механических компонентов, мы постоянно контролируем и калибруем стандарт качества, чтобы мы могли предлагать первоклассный ассортимент продукции по конкурентоспособной цене, а также своевременное обслуживание для удовлетворения ожиданий. что клиенты имеют от нас.
Производственные мощности
Мы постоянно разрабатываем сложную инфраструктуру, расширяя ее до различных отделов, таких как производство, проверка качества и исследования и разработки.
Категории степени сохранности монет в современной среде коллекционеров
* * *
* * *
«Монета наивысшего сохрана» — словосочетание, ласкающее слух придирчивого нумизмата. Почему же так важна степень сохранности монеты? Разумеется, в первую очередь от неё зависит цена экземпляра. Например, почти в любой подборке выкопанных дореформенных пятаков мы встретим 1930 год, поэтому стоимость этой монеты невысока, ведь рынок забит ими. А не бывавшие в обращении 5 копеек 1930 года крайне редки, и аукционный финиш таких экземпляров может очень удивить.
И монета, и книга дошли до нас в крайне невысокой степени сохранности
Но давайте представим монету страницей истории. Тогда состояние монеты прямо пропорционально тому объёму этой страницы, который мы сумеем прочитать. Чем хуже сохран, тем больше видится для нас утрат исторического текста, по которому мы изучаем эпоху. И можно ли выучить историю по учебнику, чьи страницы вытерты до такой степени, что взгляд различает на них лишь отдельные буквы?
Категории сохранности
Степень сохранности монеты – это приблизительная оценка её состояния. Даже признанные эксперты нумизматики при осмотре монеты могут придти к различным мнениям. И коллекционеры порой выламывают из слабов полученные после грейдинга монеты, чтобы отправить монету на оценку во второй, а то и третий раз, в надежде получить более высокую оценку.
Обозначения степеней сохранности в разных странах мира
В коллекционной среде, исключая нумизматов высшего уровня, используют те же понятия «Анц», «Экстра», «Верифайн», но границы между категориями более размыты. Ведутся споры, какая именно патина может присутствовать на монетах высшей категории. Стоит заметить, что патина (налет, образующийся в процессе окисления) – неотъемлемая часть большинства древних монет, реагирующих на воздействие кислорода. Экземпляры с искусственно удалённой патиной оцениваются ниже монет, чья патина выглядит достойно. Попробуем сформулировать определения категорий степени сохранности, опираясь не на экспертов американских грейдинговых контор, а на смысл того или иного термина в современном мире российской нумизматики.
PROOF
Полированные монеты различной степени сохранности
Полированные монеты всегда рассматриваются отдельно от прочих. Несмотря на то, что и для них шкала Шелдона простирается от 1 до 70, коллекционными являются лишь экземпляры, чей грейд равен высшей отметке или близок к ней. Даже малейший дефект на полированной монете резко снижает её стоимость. При выставлении на торги продавец обязан в обязательном порядке указать все недостатки экземпляра. Низкая степень сохранности полированной монеты всё равно предполагает идентификацию её зеркального поля или сохранившихся его участков. Запомним, что PROOF – это не степень сохранности, а специальная технология чеканки.
Uncirculated – UNC
Монеты превосходной сохранности
Это наивысшая из категорий степени сохранности. Её название происходит от понятия «Без обращения» применительно к рассматриваемой монете. Жёстко предполагается, что данная монета в обороте побывать не успела. Любое подозрение на потёртость, полученную вследствие хождения, выводит экземпляр из категории «Анциркулейтед» (коллекционеры кратко именую её «Анц»). У монеты обязателен характерный штемпельный блеск, сопутствующий любому экземпляру сразу после чеканки. Утратившую блеск монету не стоит отчищать до сияния, натирать пастой ГОИ или полировать. Взгляд эксперта сразу отличит штемпельный блеск от его имитации.
.
.
«Анц» «Анцу» рознь. В статье о слабах мы показали, что при грейдинге состояние «Unc» («MS») разбивается на 11 подкатегорий (от 60 до 70 по шкале Шелдона). Поэтому для высших степеней сохранности иногда используют термин Brilliant Uncirculated (BU), что обозначает монету без малейшего изъяна. Среди российских коллекционеров этот термин зачастую подменяется определением «люксовая монета» или кратко «люкс». Из мешка современной юбилейки, заведомо не бывавшей в обращении, извлечь люксовую монету не так уж просто, ведь большинство экземпляров «мешковой сохранности» во время перевозки обзаводится забоинками, снижающими впечатление от монеты.
.
.
Во времена, когда ни слабов, ни капсул не существовало, уже имелись монеты, которые до оборота не добирались, оказываясь в известных коллекциях. Воздействие с окружающей средой обеспечивало монете патину. Следовательно, и на «анцевых» монетах патина вполне допустима. Но важно знать, что патина на такой монете должна быть красивой и равномерной, что улучшает эстетическое восприятие экземпляра. Подобную патину часто называют «кабинетной». В любом случае состояние монет «UNC» синонимично термину «превосходное».
About Uncirculated – AU
Монеты с почти незаметными дефектами
В этой категории находятся монеты с минимальными признаками хождения в обороте. Сразу надо отметить, что эти признаки (потёртости, царапинки, забоины) видны лишь при изучении монеты под сильным увеличением. Если исключить оптический прибор, границу между «Unc» и «AU» провести затруднительно. Поэтому часто магазины пользуются двойным обозначением «AU/UNC». В некоторых случаях «AU» заменяется на «UNC-», то есть термин «превосходное» обзаводится префиксом и превращается в «почти превосходное».
.
.
Может ли в этой категории оказаться монета «мешковой сохранности»? Вполне, если за время перевозки или хранения в мешке она обзавелась лёгкими потёртостями или большим числом забоинок. Патина на таких монетах лежит ровно и лишь усиливает приятное впечатление от экземпляра.
eXtremely Fine – XF
Монеты отличной сохранности
В коллекционной среде эта категория зовётся «Экстра». Оказавшиеся в ней монеты в обороте однозначно были, но хождение по рукам и кошелькам навредить им почти не успело. Сохраняется изначальный штемпельный блеск или его остатки. Потёртости видны лишь на самых высоких местах рельефа монетного поля. На ровных местах монета являет гладь, потревоженную лишь незначительными царапинками, не портящими общее впечатление о монете.
.
.
Синонимом «Экстры» в определении сохранности монеты является термин «отличное». «Экстра» — это то, к чему стоит стремиться в деле создания серьёзной коллекции, которая имеет потенциал со временем превратиться в уникальную экспозицию, а то и стать основой для будущего музея. Древние монеты этой категорией обладают равномерной патиной.
Very Fine – VF
Монеты хорошей сохранности
Монеты «верифайн» или «очень хорошего состояния» — это экземпляры, на которых хождение в обороте уже успело пагубно повлиять. Потёртости вполне заметны, а рельефные элементы обретают видимую сглаженность. Найти штемпельный блеск или его остатки на «верифайне» маловероятно. Стоит смириться и с утратой мелких подробностей рисунка. К примеру, на монетах Николая II у «верифайна» вряд ли можно будет разглядеть геральдический сюжет гербов на крыльях имперского орла.
.
.
В этой категории может оказаться и монета, по виду соответствующая «анцу» или «экстре», но обладающая заметным дефектом (например, царапиной), который однако не входит в разряд катастрофичных. Впрочем, большинство продавцов лукаво предпочитает оставить подобный экземпляр в высших категориях, сообщив о дефекте в примечании (или вообще его не афишируя). Если на монете присутствует патина, то она может оказаться пятнистой. «Верифайн» является завершающей в ряду степеней сохранности коллекционных монет для солидных экспозиций.
Fine – F
Монеты средней степени сохранности
Несмотря на термин «хорошее» относительно состояния монеты, опытные нумизматы таковым его не считают. Вследствие длительного пребывания монеты в обращении на ней наблюдается выраженная потёртость поверхностей. Различается до половины элементов изначального оформления монетного поля. Покрытая патиной монета уже не производит приятного впечатления, так как патина затронула экземпляр глубоко. Но чистка в большинстве случаев тут не поможет. Убрав патину, вы обнаружите изъеденное рытвинами монетное поле и исчезнувший рельеф.
.
.
Начинающие коллекционеры стремятся заполнить коллекцию любыми экземплярами, поэтому именно они являются целевой аудиторией для приобретения монет данной степени сохранности. Взор начинающего собирателя достаточно непритязателен, чтобы увидеть непригодность экземпляра для серьёзной экспозиции. И только с приходом опыта появляется горькое чувство, что пол-альбома забито неликвидом.
Very Good – VG
Степень сохранности ниже средней
Монета значительно истёрта. От первоначального оформления для изучения остаётся лишь четверть. На аверсе монет Николая II здесь не разглядеть не то что рисунка гербов или их контуров, но даже орлиные перья тут уже стёрты до плоскости.
.
.
«Веригуд» приобретается, если монета достаточно редка. Например, для создания полной подборки советских оборотных монет потребуются и экземпляры 1958 года. В «анце» или «экстре» подобные монеты стоят астрономические суммы. Но утёртую и потемневшую «земляную» копейку можно купить за приемлемые деньги. Тем более, если это разновидность копейки, которой на рынке долгое время не наблюдается.
Good – G
Слабая степень сохранности
Заметна интенсивная потёртость монеты. Различимы самые крупные детали оформления монетного поля. На аверсе монет Николая II вместо орла мы различим разве что его контуры. Надписи и дата читаются с трудом. Крайне нелогичный экземпляр для коллекции, в которой остальные монеты находятся в категориях сохранности от «верифайн» и выше.
.
.
Может ли в коллекционной среде получить степень «G» монета отличного сохрана? Да, если она имеет повреждение, выводящее её за грань коллекционных. Например, отверстие. Или следы его устранения. С грейдинговыми конторами такой номер не пройдёт. Они не станут присваивать экземпляру с серьёзным дефектом цифровой грейд, а либо откажутся от грейдинга, либо упакуют монету в слаб, но чётко укажут недостаток монеты в описании.
About Good – AG
Очень слабая степень сохранности
Износ монеты бросается в глаза сильнее, чем элементы оставшегося рисунка. Тут уже не то, что надписи не прочитать, а можно озадачится и с датой чеканки. На монетах Российской империи разглядеть инициалы минцмейстера и обозначение монетного двора в подавляющем большинстве случаев невозможно. Да, в коллекции иногда можно заметить и подобный сохран, но он допустим в случае, если монета относится к редкостям и раритетам.
.
.
При изучении легко заметить, что кант сточен даже не до плоскости монетного поля, а ниже, что приводит к полной утрате оформления монетного поля, располагавшегося по его краям. Окружность монеты может изобиловать выщербленными участками или иными утратами.
Fair – FA
Монеты с сильными повреждениями
Считается, что коллекционных монет в этой категории нет. Хотя изображение вполне представимо в оставшихся контурах. Период чеканки можно указать точно, но конкретные сведения (минцмейстер, монетный двор, дата выпуска и иные признаки) уже будут являться догадками, требующими доказательств.
.
.
Получится ли назвать хоть одну востребованную монету из категории «FA»? Легко! Существует единственный экземпляр 3 копейки 1947 года, признанный не демонстрационным, а оборотным. Если бы из земли подняли ещё один, пусть бы даже плачевного сохрана «FA», за ним бы началась самая настоящая нумизматическая охота.
Poor – PR
Практически разрушенные монеты
Можно сказать, что это кружок металла, если при выпуске монета имела форму круга. Или обломок, если ей совсем не повезло. Коллекционной такую монету не признает даже новичок. Здесь не разобрать ни дату, ни номинал, ни эмитента. Идентифицировать монету удаётся лишь по косвенным признакам. Изображение различается с большим трудом. Сложно понять, где изначально поработал штемпель, а где предполагаемый сюжет рисунка дополнен механическими повреждениями. Древние монету уже не просто покрыты патиной, а целиком состоят из неё. Чистка противопоказана, так как растворит саму монету до тонкой плёнки.
.
.
Зачем вообще рассматривать монеты в столь ужасающем состоянии? Но существуют редкости, чеканившиеся всего один год и присутствующие на нумизматическом рынке в исчезающее малом количестве. Поэтому при составлении полной подборки монет конкретного периода или эпохи коллекционеры порой вынуждены довольствоваться даже останками монеты, крайне необходимой для создания полностью укомплектованной экспозиции.
Степени сохранности для древних монет
Коллекционеры, чей интерес составляют монеты, изготовленные вне чеканного кольца, не согласятся с выше приведённой классификацией, так как в действие вступают дополнительные параметры. Например, то, какая часть штемпеля зафиксировалась на конкретной монете. Даже идеально сохранившийся экземпляр, имеющий менее половины штемпельного рисунка, в высшие категории не попадает. Попробуем сделать описания категорий сохранности для допетровских русских монет (чешуи).
Серебряная чешуя различных степеней сохранности
UNC
На обеих сторонах монеты наблюдается максимально полный отпечаток штемпеля. Центровка монеты соблюдается. Монетное поле без дефектов. Нет потёртостей и следов коррозии. Допустимы дефекты не монеты или её чеканки (множественный удар, смещение, трещина заготовки), а монетного штемпеля, отразившиеся на рисунке (продольные линии или иные последствия ремонта). Форма монеты стремится к кругу. Отсутствуют следы нахождения в агрессивной среде (в том числе, пористая поверхность – результаты жёсткой чистки). Идеальная патина для таких экземпляров – лёгкий жёлтый цвет светлых оттенков.
XF
Незначительный износ верхних частей рельефа. Возможен сдвиг рисунка, но на монете оказалось более двух третей от площади штемпеля. По форме монета соответствует большей части сохранившихся известных экземпляров данного периода чеканки. Дефектов заготовки не наблюдается.
VF
Походившие в обращении монеты. При сдвиге рисунка, на монете остаётся не менее его половины. Мелкие детали рельефа трудно различимы. Коррозия (если имеется) незначительна. Допустимы дефекты заготовки или отклонение монеты от правильной формы. Если чеканка произведена изношенными или засорёнными штемпелями, то это явный «верифайн», а не выше. Идентификация по каталогам затруднений не вызывает.
F
Детали аверса смазаны в единое целое, на реверсе некоторые надписи отсутствуют или нечитаемы. Тем не менее, по некоторым элементам можно определить характерные разновидности штемпеля. На заготовке отпечаталось не менее трети рисунка штемпеля. Идентификация по каталогам проходит без особых осложнений.
VG
Форма монеты далека от стандартной из-за многочисленных утрат. Отдельные элементы рисунка вполне различимы, но общее впечатление о штемпеле практически не составить. По сохранившимся элементам монету иногда удаётся опознать по каталогам, но чаще остаются сомнения по отнесению монеты к той или иной группе. Только очень редкие монеты попадают в коллекцию при такой степени сохранности. Чешуя в категории «G» и ниже рассмотрению не подлежит, так как представляет собой расплющенный кусок серебра, затёртого до крайней степени.
Пример монет, чья сохранность контрастирует друг с другом
Пример монет, чья сохранность контрастирует друг с другом
Уже по рассмотрению чешуи понятно, что для определённых исторических эпох характерны свои способы выпуска денежных знаков. И для каждого способа приходится составлять свой список особенностей, относящих монету в определённую категорию сохранности. Шкала Шелдона применима далеко не ко всем монетам, выпущенным со дня их первого появления в истории человечества. Тем не менее, общие принципы разбиения монет по группам степени сохранности вполне понятны и начинающим коллекционерам. Надеемся, что после данной статьи вам будет гораздо легче определить, в какой же сохранности пребывают основные экземпляры вашей коллекции.
* * *
* * *
Чистка монет — как правильно очистить старые монеты
15 октября
2019
2 комментария
Ни для кого не секрет, что любые монеты со временем теряют свой первозданный вид, и многие начинающие коллекционеры стремятся скорее вернуть всем своим монетам блеск и чистоту, особенно если видят, что они очень старые. Однако здесь есть одна загвоздка — дело в том, что некоторые нечищенные монеты имеют большую коллекционную ценность, потому что состояние монеты определяется не только ее чистотой, но и сохранностью рельефа. Любое сглаживание деталей или образование выемок от удаления окислов может значительно снизить ценность монеты, поэтому, прежде чем приступать к чистке — задумайтесь, нужна ли она именно этому экземпляру.
Способы чистки монет
Конечно, выбор способа чистки монеты зависит от металла, из которого она создана, и проще всего будет приобрести в нумизматическом магазине специальное средство для чистки монет, с помощью которых даже новичок сможет легко справиться с очищением. Но если вы хотите пойти по другому пути — есть несколько более универсальных способов очистить монеты и при помощи других доступных средств.
1. Мыльный раствор
Это один из самых неагрессивных способов чистки, потому что мыло не оказывает сильного химического воздействия на металл, но при этом очищает монету от грязи и жира. Можно намылить монету и просто потереть ее пальцами, а можно замочить ее на несколько часов для достижения лучшего результата.
2. Нашатырный спирт
Это неплохое средство для чистки монет из меди, бронзы и латуни. Достаточно на несколько минут опустить монету в раствор нашатыря, после чего промыть ее под проточной водой.
3. Кислоты
Лимонная или уксусная кислота хорошо справляются с очищением медных, латунных, серебряных и бронзовых монет. Эти вещества разъедают грязь, зеленые или розовые окислы. Монету необходимо поместить в раствор лимонной или уксусной кислоты, подержать 10 минут, после чего промыть водой. Лимонную кислоту также можно смешать с содой. Однако использовать кислоты следует осторожно, постоянно контролируя состояние монеты, чтобы избежать повреждения металла.
4. Электролиз
Такой метод подойдет для очищения сильно загрязненных или окислившихся монет. Для очистки монет электролизом используется блок питания. На монету прикрепляется провод с отрицательным зарядом, а положительный подсоединяется к другому металлическому предмету, и все это опускается в электролит — например, слабый солевой раствор. Результатом правильного подключения будет появление пузырьков на монете. Держать монету в такой ванне нужно несколько минут.
5. Ультразвук
Очень распространенным методом очищения монет является использование ультразвуковых ванночек. Такие приспособления продаются в нумизматических магазинах и помогают избавить монету от загрязнений благодаря вибрациям. Чистка монеты в ультразвуковой ванне занимает несколько минут.
6. Пищевая сода и фольга
Сода — это хорошее средство для чистки монет из серебра или меди низких проб. В 500 мл воды разводится 1-2 столовых ложки соды, доводится до кипения. Далее необходимо взять алюминиевую фольгу, опустить в воду и положить серебряные монеты, нагревайте около 15 минут. Соду можно применять и после кислотной чистки для погашения реакции.
7. Механическая чистка
Для механической чистки используются разные предметы и инструменты (дрели, щетки, иголки, скальпели, куски ткани и прочее). Данный способ достаточно эффективен и убирает любые загрязнения, но существует риск повреждения поверхности изделий.
После чистки монеты нужно промыть мыльной водой, прополоскать и промокнуть тканью. После этого следует убрать ее в альбом или любое другое закрытое пространство. Контакт с воздухом часто губителен для металла, поэтому емкость, в которой будет находиться монета, должна быть вакуумной.
Какой бы способ очищения вы не выбрали — лучше всего сначала потренироваться на более простых монетах, а потом уверенно приниматься за работу с коллекционными. К тому же, важно помнить о правилах техники безопасности, потому что неправильное использование химических веществ может навредить вашему здоровью.
Поделиться
Поделится
Поделится
Интересно, я интуитивно многое так и делал, к примеру кипятил в соде после уксусной кислоты. Но есть один вопрос, многие говорят что очищенная кислотой монета по итогу ценится не так сильно как в родной патине, я этой темой увлекаюсь не так давно и хотел бы уяснить для себя когда стоит остановится в чистке и действительно ли опустив в кислоту ты автоматически портишь монету и снижаешь ее стоимость?
Ответить
Новый комментарий
Войти с помощью
Отправить
Как чистить монеты | Монеты проданы с аукциона
Первый НЕ чистите ценные монеты. Большинство коллекционеров редко чистят монеты, так как это может значительно снизить их стоимость. Если у вас есть монеты меньшего номинала, такие как десять центов или пенни, то эта статья для вас. Патина — это тонкий слой потускнения, который появляется на монете в течение многих лет, и многие коллекционеры ценят это, поскольку они оценивают монеты по слишком многим факторам, чтобы учитывать их редкость, дату и состояние монеты. Это могут быть зеленовато-медные цвета или коричневатые оттенки. С редких монет лучше не счищать патину, так как это может снизить их стоимость. 99% монет не увеличиваются в цене после их очистки, но если у вас есть старые монеты, которые вы хотите очистить, попробуйте выполнить следующие действия.
У всех нас есть монеты в ящиках, которые грязные и даже имеют определенный запах, к счастью, большинство из них — монеты более низкой стоимости, и вы можете наслаждаться их чисткой, так как большинство из них — просто мелочь.
Промойте монеты под проточной водой. Держите монеты за края.
Дистиллированная вода лучше всего подходит, так как большая часть воды теперь обработана фтором, и это может вызвать различную химическую реакцию с некоторыми монетами, так как многие монеты содержат несколько металлов при их чеканке.
Замочите монеты в уксусе примерно на минуту.
Промойте в проточной теплой водопроводной воде и полностью ополосните монеты.
Высушите на воздухе вместо использования ткани для сушки.
Если он все еще грязный, вы можете использовать легкую щетку для удаления засохшей грязи. Протрите монету мягкой безворсовой тканью. Не трите монету, дайте ей высохнуть на воздухе.
СПОСОБЫ ОЧИСТКИ СЕРЕБРЯНЫХ МОНЕТ
Выполните процедуру, описанную выше, и замочите на 5 минут в лимонном соке, чтобы сохранить монету блестящей.
Канадские монеты, которые на 99,99% состоят из чистого серебра, имеют проблему с молочными пятнами, это относится к молочно-белому веществу, которое появляется на монетах Королевского монетного двора Канады. Это связано с процессом их чеканки и микроскопическими частицами хлорида серебра, из-за которых остаются пятна.
Монетный двор Перта не имеет этих проблем, поскольку они обновили свое оборудование, и очень редко можно найти австралийскую серебряную монету с этими молочными пятнами, но Королевский монетный двор Канады (RCM) все еще имеет эту проблему. Королевский монетный двор Канады заявил, что их монеты не коллекционные, а слитки, поэтому они не намерены решать эту проблему. Они не рассматривают слитки как монеты, находящиеся в обращении, или для коллекционеров. Так что имейте в виду, покупая монеты RCM, что на каком-то этапе на них могут быть молочные пятна.
Серебряные монеты с кленовым листом кажутся наиболее совершенными серебряными слитками. Кажется, что после чистоты более 0,999 перейти к чистоте серебра 99,99% очень сложно. Некоторые люди используют карандашные резинки для чистки или ткань для чистки серебра для серебряных украшений. Лучше всего хранить монеты RCM в капсулах, но на некоторых капсулах NGC появились пятна после запечатывания.
МЕДНЫЕ МОНЕТЫ
В большинстве стран чеканятся большие объемы медных монет небольшого номинала, но некоторые из них имеют высокое качество, поэтому легко понять, почему люди хотят очищать эти медные монеты. Один британский пенни имеет красивый дизайн, Британия сидит лицом вправо, в шлеме, держит трезубец, рука опирается на щит, а самая известная медная чеканка — это монеты кораблекрушения 1808 года «Адмирал Гарднер Кораблекрушение», популярные у торговцев монетами во всем мире. Европейские медные монеты включают 1853-1856 (пять) 5 центов с красивым дизайном в римском стиле. Причина, по которой люди хотят чистить медные монеты, заключается в том, чтобы удалить оксид меди, зеленоватый налет, характерный для этих медных изделий.
СПОСОБЫ ЧИСТКИ МЕДНЫХ МОНЕТ
Поместите столовую ложку поваренной соли в небольшую емкость.
Добавьте белый уксус, чтобы смочить соль.
Нанесите пасту на монеты, некоторые из них необходимо замочить на 5 минут.
Эффект мгновенный. Вы можете использовать кетчуп, томатную пасту или лимонный сок, так как они тоже кислые.
Промыть теплой водой и высушить на воздухе.
Не используйте этот метод для ценных монет и будьте осторожны, чтобы они не попали вам в глаза.
КАК ОЧИСТИТЬ БРОНЗОВЫЕ МОНЕТЫ
Бронзовые монеты также можно чистить в мыльной воде или оливковом масле, но не в оливковом масле первого отжима, так как оно может потускнеть на металле.
КАК ОЧИСТИТЬ ЗОЛОТЫЕ МОНЕТЫ
Замачивайте монеты только в теплой мыльной воде. Дистиллированная вода лучше всего.
Высушите на воздухе только золотые монеты. Золото слишком ценно, чтобы рисковать его повреждением.
Некоторые люди используют чистящую ткань для золота, которая используется для золотых украшений.
ДРЕВНИЕ МОНЕТЫ
Сначала решите, действительно ли вы хотите очистить древние артефакты? Некоторые древние монеты, когда их находят, могут быть полностью покрыты затвердевшей глиной или грязью, затем коммерческие торговцы монетами замачивают их в жидком мыле на вибрационной машине, которая очищает и смягчает внешний материал, оставляя монеты и платину на монете, как это было раньше. Если вы все еще думаете, что хотите почистить свою древнюю монету, тогда
Замочите в мыльной дистиллированной воде, но никогда не используйте лимонный сок или уксус для чеканки бронзовых монет.
Пищевая сода может помочь очистить монеты, если их замочить в мыльной воде.
Попробуйте кислотный продукт, но только если вы уверены в типе монеты.
Если вы не уверены в типе монет, используйте острый соус, такой как табаско или соус тако. Можно использовать кока-колу или продукты из кока-колы.
СОВЕТЫ
Храните монеты в герметичном контейнере или, что еще лучше, в капсуле для монет.
Если вы не уверены, воспользуйтесь коммерческим средством для чистки монет.
Не используйте абразивные материалы для очистки монеты, так как они могут легко поцарапаться.
Не чистите монеты бытовыми чистящими средствами.
Не используйте домашние чистящие средства для серебра или полироль для серебра.
МАГАЗИН МОНЕТ
Как чистить старые монеты (Совет: не делайте этого!)
Старые монеты — это не только забавные коллекционные предметы, но и очень ценные. Конечно, если вы коллекционируете монеты или обмениваете их, вы захотите сохранить их в наилучшем состоянии и, вероятно, в какой-то момент задавались вопросом, следует ли чистить старые монеты? Что ж, мы здесь, чтобы рассказать вам обо всех правилах и запретах, когда дело доходит до чистки монет.
Итак, как лучше всего чистить старые монеты?
Лучший способ почистить старые монеты, это невероятно, не чистить их вообще! Ваш первый порыв, если вы собираете или хотите продать старые монеты, может заключаться в том, чтобы попытаться сделать их как можно более блестящими и красивыми. Однако причина, по которой вам не следует чистить старые монеты, заключается в том, что их потускнение и признаки возраста на самом деле являются частью их привлекательности.
Монеты оцениваются коллекционерами по целому ряду различных факторов, от редкости монеты до даты, монетного двора, где она была выпущена, и, конечно, состояния монеты. Но состояние монеты классифицируется как износ и вмятины, а не поверхностная эстетика, такая как грязь и копоть.
Патина, эта зеленая пленка, которая образуется на старых металлах из-за многолетнего воздействия, на самом деле желательна и ценится заядлыми нумизматами. Редкие монеты лучше не чистить, так как удаление патины может значительно снизить их стоимость. По этой причине большинство любителей монет почти никогда не чистят свои монеты. На самом деле 99% монет не увеличиваются в цене после их очистки, но многие сильно обесцениваются.
Если вы действительно настаиваете на том, чтобы попытаться привести в порядок свою коллекцию монет, очень легкая чистка щеткой или, возможно, быстрое ополаскивание водой — это абсолютный предел того, что вы должны делать. Не трите монеты, просто дайте им высохнуть естественным образом на воздухе. Монеты, блестящие от полировки латуни или серебра, на самом деле потеряли большую часть своей стоимости.
Как почистить старые монеты?
Медные, серебряные, никелевые и золотые монеты ни в коем случае нельзя чистить. Но если вы действительно хотите застрять и попробовать почистить некоторые монеты, мы рекомендуем вместо этого поэкспериментировать с какой-нибудь современной разменной монетой. Что-то вроде копейки, например.
Существует множество предложенных способов чистки монет, и чистка монет кокаином — это метод номер один в Интернете.
Просто поместите одну монету в стакан или ванну и залейте кока-колой так, чтобы она полностью погрузилась в жидкость. Оставьте монету замачиваться примерно на 5 минут, а затем проверьте ее состояние. Если вы чувствуете, что ему нужно больше времени, вы можете замочить его на срок до 15 минут.
После того, как вы вынули монету из кока-колы, аккуратно промойте ее под холодной проточной водой. Затем аккуратно промокните его насухо и дайте полностью высохнуть естественным путем на подоконнике или подобном месте.
Предупреждение. Не смешивайте монеты вместе, когда они замачиваются в кока-коле, так как некоторые монеты могут обесцветить другие монеты.
Какими еще способами можно почистить старые монеты?
Если вам действительно нужно почистить монету и вы ищете альтернативные методы, то вот несколько других способов, которые вы можете попробовать.
Во-первых, мы рекомендуем держать монеты за края, так как мы надеемся, что это уменьшит количество повреждений, которые вы можете нанести.
Возможно, самый бережный способ очистить монету — это промыть ее дистиллированной водой. Большая часть воды теперь обрабатывается фтором, который может вызвать химическую реакцию в некоторых металлах, используемых в монетах. Таким образом, использование дистиллированной воды устраняет часть вероятности причинения вреда монете.
Замачивание старых монет в уксусе — еще один способ, который вы можете попробовать. Просто оставьте монету погруженной в уксус примерно на минуту или около того, затем смойте уксус и дайте ей высохнуть.
Если у вас нет под рукой уксуса, вы можете попробовать вместо него томатную пасту или кетчуп. Помидоры и уксус в кетчупе слегка кислые. Кислота воздействует и удаляет любые оксиды, образовавшиеся на поверхности монеты.
Так должен ли я продавать свои старые монеты, не чистя их?
Да! Нумизматы — это коллекционеры монет для вас и меня — действительно не возражают против небольшого количества грязи и обесцвечивания (известного как тонирование в торговле). На самом деле, они активно призывают вас не чистить старые монеты перед их продажей.
Если у вас есть старые монеты, которые вы хотите продать, и вы ищете новый и простой способ получить за них отличную цену, то вы попали по адресу. Здесь, в Vintage Cash Cow, мы любим горсть грязных старых монет! Их грязный вид на самом деле добавляет загадочности их истории, и наша команда экспертов может легко заглянуть за старую пыль и грязь, чтобы оценить истинную ценность монеты.
Каждую неделю мы видим сотни старых монет, поэтому можем быстро дать вам точную оценку монет и сделать вам предложение на основе их рыночной стоимости.
трос танковый 9000 паук для крана 3000 есть стропы и еще какие то тросы все вопросы по телефону звонить с 9 до 15:00
Мы нашли это объявление 3 года назад
Нажмите Следить и система автоматически будет уведомлять Вас о новых предложениях со всех досок объявлений
Перейти к объявлению
Тип жалобы ДругоеНарушение авторских правЗапрещенная информацияОбъявление неактульноПорнографияСпам
Комментарий
Показать оригинал
Адрес (Кликните по адресу для показа карты)
Сахалинская область, Поронайский городской округ, река Вся
Еще объявления
Трос длина 7 м. Диаметр 35 мм обжимка завод
Автозапчасти
4 месяца назад
Источник
Трос буксировочный танковый, с хранения в саледоле, производство СССР. Длинна 6.70 м если посадить трос с клином до конца будет 7.00-7.10м.
Автозапчасти
9 месяцев назад
Источник
Продам трос, мягкий, диаметр 37 мм длина 5 м задиров нету
Автозапчасти
год назад
Источник
Трос танковый для спец техники. Длина—4,10~3,6
Автозапчасти
год назад
Источник
Танковый трос длина 5,3 м.диаметр 32мм отправлю тк
Автозапчасти
2 года назад
Источник
Трос танковый, буксировочный. Б\у, длина 3,5 м. Состояние хорошее. Торг.
Автозапчасти
2 года назад
Источник
Коуш 176.91.008сб для танкового троса (материал 40ХЛ ГОСТ 977-88) для буксировочного троса ИМР-2,БАТ-2, БРЭМ, Т-72.. Продаем литой коуш, коуши для троса, коуши для стальных канатов, стальной коуш. Изготовим трос буксирный на МТЛБ,БМП, Т-72, БАТ-2, ИМР-2, БРЭМ и другую специальную технику.
Автозапчасти
Новосибирская область, Новосибирск, Воинская ул., 135А
2 года назад
Источник
Трос танковый, буксировочный. Б\у, длина 3,5 м. Состояние хорошее. Торг.
Автозапчасти
Пермский край, Пермь, ул. Сергея Есенина, 9А
2 года назад
Источник
Внимание! Festima.Ru является поисковиком по объявлениям с популярных площадок. Мы не производим реализацию товара, не храним изображения и персональные данные. Все изображения принадлежат их авторам Отказ от ответственности
Трос танковый.
Автозапчасти
год назад
Источник
Продам Трос танковый новый длина 3,75м
Автозапчасти
2 года назад
Источник
Трос танковый 4.3 метра для спец. техники, продаю за ненадобностью.
Автозапчасти
2 года назад
Источник
Трос танковый длина 3,70 в хорошем состоянии. Отправляю ТК.
2 года назад
Источник
Очень крепкий трос(танковый)идеально подойдёт для грузовиков!длинна 6 метров,состояние нового,не использовался!в наличии 2 шт(цена указана за 1)
Автозапчасти
3 месяца назад
Источник
танковый трос новый длина 5 метров толщина 20мм!
Автозапчасти
Воронеж, улица Еремеева
2 года назад
Источник
танковый трос новый длина 5 метров толщина 20мм!
Автозапчасти
Воронеж, улица Еремеева
2 года назад
Источник
Продам танковый трос буксировки, а также съёмный топливный бак. Тросс в отличном состоянии, бак не течёт.
Автозапчасти
3 месяца назад
Источник
Продам буксировочный танковый трос ( БТР). Длина 3 м. Торг.
Автозапчасти
2 года назад
Источник
Продам танковый трос !
Автозапчасти
ул Вавилова, 68/2
2 года назад
Источник
Продам танковый трос !
Автозапчасти
ул Вавилова, 68/2
2 года назад
Источник
Продам танковый трос !
Автозапчасти
ул Вавилова, 68/2
2 года назад
Источник
Войти
Все сервисы становятся доступными без ограничений
Сможете пользоваться сервисом Festima. Ru на разных устройствах.
Это удобно и бесплатно
Трос для буксировки, Трос буксировочный стальной
Трос для буксировки, Трос буксировочный стальной — Cargoset
Избранное
нет товаров
Трос буксировочный стальной 10 мм 4,0/6,0 тн
6 модификаций
от 410.00 грн
На складе
Трос буксировочный стальной 12 мм 6,0/9,0 тн
6 модификаций
от 560.00 грн
На складе
Трос буксировочный стальной 16 мм 10,0/15,0 тн
6 модификаций
от 890. 00 грн
На складе
Трос буксировочный стальной 20 мм 15,0/22,0 тн
6 модификаций
от 1310.00 грн
На складе
Трос буксировочный стальной 24 мм 25,0/35,0 тн
6 модификаций
от 2210.00 грн
На складе
Буксировочный трос стальной
Буксировочный трос (танковый или траловый трос) – изделие, для буксировки разнообразной колёсной техники или автотранспортных средств. Это могут быть легковые и грузовые автомобили. Также буксировочные троса могут использовать в случае аварийной транспортировки прицепов и полуприцепов, или грузовых авто которые застряли в кювете или снеговых заносах. Изготавливают буксировочные тросы из ряда материалов: металлические канаты, синтетических троса, грузоподъемные полиэстеровые ленты. Надежность тех или иных материалов аналогична, разнятся преимущества использования от области применения изделия. Буксировочные троса из стальных тросов изготовляются по принципу «Строп канатных» типа «СКП» — являясь фактически самым распространённым типом канатных стропов. Материалом изготовления троса из стального каната применяют канаты двойной свивки согласно ГОСТ 2688-80 или 7668-80. Обжимая петли методом опрессовки каната алюминиевой втулкой — получаем максимально надежное соединение для буксировки и удержания фитингов на своих местах.
Область применения троса для буксировки из стального каната – это неисправные автотранспортные средства, а также в строительстве и других отраслях. Например: дорожное строительство – транспортировка крупногабаритной строительной техники. При выборе троса, обращают зачастую внимание на критическую нагрузку, она должна быть в 1,5 раза больше массы транспортируемого объекта. Второй важный параметр – длина буксировочного троса, она должны быть не менее 5 метров. Троса буксировочные длиной от 6 метров необходимы в случае транспортировке грузовиков, тягачей, фур, автобусов, дорожной и строительной техники.
Варианты конструкции стального буксировочного троса:
Петля-Петля — буксировочный трос с петлями по краям Крюк-Петля — трос для буксировки с петлей и крюком в оцинкованном коуше Крюк-Крюк — ремень буксировочный с крюками с обеих сторон, обжатых на коушах Скоба — Петля — ремень для буксировки с ухом и скобой, где скоба установлена в коуш Скоба — Скоба — буксировочный ремень с шаклами (такелажными скобами) с обеих сторон Крюк — Скоба — Буксир стальной с крюком и скобой такелажной обжатых втулкой на стальных коушах
Канаты стальные для буксировочных тросов
ГОСТ 2688 — 80
ГОСТ 7668-80
Скобы для буксировочных тросов
Cкоба G2130 омегообразной формы с болтом и гайкой
Cкоба G209 с винтом омегообразной формы
Таблица с характеристиками тросов для буксирования авто и техники из стального каната: диаметр, рабочая нагрузка, разрывная нагрузка, исполнение.
Купить трос буксировочный стальной для грузовика, танка, фуры, трала, трактора из стального каната, Вы можете сформировав заказ на сайте или же связаться с нашим отделом продаж, зайдя в раздел контакты.
Заказать стальной буксировочный трос 10, 20, 30, 40, 50 тонн в ассортименте с доставкой по городу Днепр, Киев или в любой другой город (регион) с помощью автоперевозчиков, можно оперативно сформировав заказ на нашем сайте через «корзину»
Стоимость танкового стального буксира для буксировки танка или трала (фуры) с доставкой зависит от массы троса, тарифа автоперевозчика, а так же удаленности города покупателя от склада «CARGOSET»
Частые вопросы про Тросы буксировочные стальные
✅ Новинки категории Тросы буксировочные стальные в 2022 году
▶️ Хиты продаж Тросы буксировочные стальные в 2022 году
▶️ Дешевые Тросы буксировочные стальные
org/Question»>
▶️ Сколько стоят Тросы буксировочные стальные?
Сейчас
выгодно/популярно
Удобная оплата
Принимаем оплаты любым удобным для Вас способом: Б.н с НДС, перевод на ка…
подробнее
Быстрая доставка
Доставка осуществяется всеми автоперевозчиками Украины: CAT, Ин-Тайм, Новая Почта, а так же…
подробнее
Наши гарантии
Поскольку вся продукция Каргосет ООО является сертифицированной, гарантия на все товары составляет согласно …
подробнее
Allied Wire & Cable — армейские технологии
Allied Wire & Cable предлагает широкий выбор кабелей, соответствующих военным стандартам, чтобы удовлетворить любые потребности в проводах и кабелях военного назначения. Allied предлагает широкий выбор соединительных проводов военного класса, судовых кабелей, авиационных кабелей и других труднодоступных проводов военного назначения, поэтому вы можете быстро получить необходимую продукцию.
Изготовленный на заказ кабель — это специализация Allied, поэтому, если вы не можете найти кабель, подходящий для вашего применения, AWC изготовит его для вас. Товарно-материальные запасы Allied на сумму более 20 миллионов долларов США также включают трубки, кабельные стяжки, соединители, литые детали, кожухи и решения для заделки, что позволяет разместить все необходимое в одном удобном месте.
Компания Allied Wire & Cable сертифицирована по стандарту ISO 9001:2008, поэтому вы можете быть уверены, что получите качественные продукты и услуги, которых заслуживаете.
Кабели повышенной прочности для портативных источников питания в суровых военных условиях
Компания Allied предлагает легкие, средние и тяжелые кабели M3432 CO для портативных силовых кабелей и кабелей управления в суровых военных условиях. Эти компонентные кабели доступны с различными уровнями гибкости, а также в термостойком, маслостойком, экранированном и неэкранированном исполнении. Кабели CO указаны в соответствии с федеральным классом поставок 6145. Воспользуйтесь нашим конструктором номеров деталей M3432, чтобы быстро и легко выбрать именно тот кабель M3432, который вам нужен.
Кабели CO M3432 от Allied доступны в версиях для легких, средних и тяжелых условий эксплуатации. Воспользуйтесь нашим удобным сборщиком деталей, чтобы получить именно тот кабель CO, который вам нужен.
Кабели M13486 для тяжелых условий эксплуатации используются во всех типах военных наземных транспортных средств и продаются через Интернет компанией Allied Wire & Cable.
Ассортимент кабелей Allied M13486 и специального соединительного провода 10603 рассчитан на суровые условия военного применения, включая использование в MRAP и других наземных транспортных средствах.
Кабели M27500 от Allied рассчитаны на работу даже в самых сложных условиях, будь то на земле или в аэрокосмической отрасли.
Индивидуальный кабель — это специализация Allied. Мы разработаем именно тот кабель, который вам нужен для вашего приложения.
Кабель для тяжелых транспортных средств для использования в военных наземных транспортных средствах
Кабель M13486 для тяжелых транспортных средств предназначен для использования в военных наземных транспортных средствах. Кабели MIL-DTL-13486 используются в танках, грузовиках, военных джипах, прицепах и т. д. Эти кабели устойчивы к истиранию, жидкости и атмосферным воздействиям, что позволяет использовать их в открытых приложениях. Кабели M13486 также устойчивы к плесени и обладают превосходной гибкостью даже при низких температурах.
Военный соединительный провод
Этот военный соединительный провод специального назначения разработан в соответствии с армейским чертежом 12293251. Военный кабель 10603 имеет луженую медную жилу, экструдированную изоляцию и оболочку Irraflex. Он рассчитан на напряжение 600 В и может использоваться в широком диапазоне температур проводника от -55°C до 125°C. Allied предлагает кабели 10603 различных размеров, которые можно заказать онлайн.
Кабели M27500 для военных и аэрокосмических приложений
Кабели M27500 предназначены для работы в сложных условиях военных и аэрокосмических приложений. Ассортимент кабеля M27500 компании Allied, который теперь заменен спецификацией кабеля NEMA WC 27500, включает кабель типа RC-06, тип RC-09., кабели типа TE-14 и типа TG-14. Все они имеют экранированную оплетку и имеют проводники, соответствующие различным спецификациям SAE-AS 22759. Кабели NEMA WC 27500 от Allied рассчитаны на напряжение 600 В.
Специальный кабель
В тех случаях, когда стандартный кабель не подходит, рассмотрите возможность заказа специального кабеля. Укажите все, от материалов и конструкции кабеля до его допусков и номинальных характеристик. Специалисты Allied по индивидуальному проектированию кабелей помогут вам на каждом этапе пути.
Воспользуйтесь преимуществами дополнительных услуг Allied, чтобы получить именно тот кабель, который вам нужен. Услуги включают нестандартную длину, обрезку и полоску, окрашивание, нанесение полос, скручивание, плетение и многое другое. Мы даже можем индивидуально упаковать и маркировать ваш кабель в соответствии с требованиями внутренней или внешней сертификации. Также доступны RFID и штрих-кодирование.
Страница не найдена | Prysmian Group
ЭТОТ ВЕБ-САЙТ (И ИНФОРМАЦИЯ, СОДЕРЖАЩАЯСЯ НА НЁМ) НЕ СОДЕРЖИТ И НЕ ПРЕДСТАВЛЯЕТ СОБОЙ ПРЕДЛОЖЕНИЕ О ПРОДАЖЕ ЦЕННЫХ БУМАГ ИЛИ ПРЕДЛОЖЕНИЕ О ПРЕДЛОЖЕНИИ ПОКУПКИ ИЛИ ПОДПИСКИ НА ЦЕННЫЕ БУМАГИ В США, АВСТРАЛИИ, КАНАДЕ ИЛИ ЯПОНИИ СТРАНЫ, В КОТОРЫХ ТАКОЕ ПРЕДЛОЖЕНИЕ ИЛИ ТРЕБОВАНИЕ ТРЕБУЕТ УТВЕРЖДЕНИЕ МЕСТНЫХ ВЛАСТЕЙ ИЛИ ИНЫМ ОБРАЗОМ ЯВЛЯЕТСЯ НЕЗАКОННЫМ (« ДРУГИЕ СТРАНЫ «). ЛЮБОЕ ПУБЛИЧНОЕ ПРЕДЛОЖЕНИЕ БУДЕТ ПРОВОДИТЬСЯ В ИТАЛИИ В СООТВЕТСТВИИ С ПРОСПЕКТОМ, НАДЛЕЖАЩИМ РАЗРЕШЕНИЕМ CONSOB В СООТВЕТСТВИИ С ПРИМЕНИМЫМИ ЗАКОНОДАТЕЛЬСТВАМИ. ЦЕННЫЕ БУМАГИ, УКАЗАННЫЕ ЗДЕСЬ, НЕ БЫЛИ ЗАРЕГИСТРИРОВАНЫ И НЕ БУДУТ РЕГИСТРИРОВАНЫ В СОЕДИНЕННЫХ ШТАТАХ В СООТВЕТСТВИИ С ЗАКОНОМ США О ЦЕННЫХ БУМАГАХ 1933 ГОДА С ПОПРАВКАМИ (« ЗАКОН О ЦЕННЫХ БУМАГАХ ») ИЛИ В СООТВЕТСТВИИ С СООТВЕТСТВУЮЩИМИ ЗАКОНОДАТЕЛЬСТВАМИ, ДЕЙСТВУЮЩИМИ В ДРУГИХ СТРАНАХ И НЕ МОЖЕТ БЫТЬ ПРЕДЛОЖЕН ИЛИ ПРОДАН В США ИЛИ КОМПАНИИ «U. S. ЛИЦА», ЕСЛИ ТАКИЕ ЦЕННЫЕ БУМАГИ НЕ ЗАРЕГИСТРИРОВАНЫ В СООТВЕТСТВИИ С ЗАКОНОМ О ЦЕННЫХ БУМАГАХ ИЛИ ЕСТЬ ОСВОБОЖДЕНИЕ ОТ ТРЕБОВАНИЙ РЕГИСТРАЦИИ ЗАКОНА О ЦЕННЫХ БУМАГАХ. КОМПАНИЯ НЕ НАМЕРЕНА РЕГИСТРИРОВАТЬ ЛЮБУЮ ЧАСТЬ ЛЮБОГО ПРЕДЛОЖЕНИЯ В СОЕДИНЕННЫХ ШТАТАХ.
ЛЮБОЕ ПРЕДЛОЖЕНИЕ ЦЕННЫХ БУМАГ В ЛЮБОЙ СТРАНЕ-ЧЛЕНЕ ЕВРОПЕЙСКОЙ ЭКОНОМИЧЕСКОЙ ЗОНЫ (« ЕЭЗ »), КОТОРАЯ ПРИМЕНИЛА ДИРЕКТИВУ О ПРОСПЕКТАХ (КАЖДОЕ, « СООТВЕТСТВУЮЩЕЕ СТРАНА-ЧЛЕН »), БУДЕТ СОВЕРШЕНО НА ОСНОВЕ ПРОСПЕКТА УТВЕРЖДЕНО КОМПЕТЕНТНЫМ ОРГАНОМ И ПУБЛИКУЕТСЯ В СООТВЕТСТВИИ С ДИРЕКТИВОЙ О ПРОСПЕКТАХ (« РАЗРЕШЕННАЯ ПУБЛИЧНАЯ ОФЕРТА ») И/ИЛИ В СООТВЕТСТВИИ С ОСВОБОЖДЕНИЕМ В СООТВЕТСТВИИ С ДИРЕКТИВОЙ О ПРОСПЕКТАХ ОТ ТРЕБОВАНИЯ О ПУБЛИКАЦИИ ПРОСПЕКТА ПРЕДЛОЖЕНИЙ ЦЕННЫХ БУМАГ.
СООТВЕТСТВЕННО ЛЮБОЕ ЛИЦО, ДЕЛАЮЩЕЕ ИЛИ НАМЕРЕННОЕ СДЕЛАТЬ ЛЮБОЕ ПРЕДЛОЖЕНИЕ ЦЕННЫХ БУМАГ В СООТВЕТСТВУЮЩЕМ ГОСУДАРСТВЕ-ЧЛЕНЕ, КРОМЕ РАЗРЕШЕННОГО ПУБЛИЧНОГО ПРЕДЛОЖЕНИЯ, МОЖЕТ СДЕЛАТЬ ЭТО ТОЛЬКО В ОБСТОЯТЕЛЬСТВАХ, ПРИ КОТОРЫХ НЕ ВОЗНИКАЕТ ОБЯЗАТЕЛЬСТВ ДЛЯ КОМПАНИИ ИЛИ ЛЮБОГО ИЗ СОВМЕСТНОГО ГЛОБАЛЬНОГО КООРДИНАТОРА МЕНЕДЖЕРОВ ПУБЛИКУЮТ ПРОСПЕКТ В СООТВЕТСТВИИ СО СТАТЬЕЙ 3 ДИРЕКТИВЫ О ПРОСПЕКТАХ ИЛИ ДОПОЛНЯЮТ ПРОСПЕКТ В СООТВЕТСТВИИ СО СТАТЬЕЙ 16 ДИРЕКТИВЫ О ПРОСПЕКТАХ, В КАЖДОМ СЛУЧАЕ В ОТНОШЕНИИ ТАКОГО ПРЕДЛОЖЕНИЯ.
ВЫРАЖЕНИЕ «ДИРЕКТИВА ПРОСПЕКТА» ОЗНАЧАЕТ ДИРЕКТИВУ 2003/71/EC (НАСТОЯЩАЯ ДИРЕКТИВА И ПОПРАВКИ К НЕЙ, ВКЛЮЧАЯ ДИРЕКТИВУ 2010/73/EC, В ТОМ ЧИСЛЕ, ЧТО ОСУЩЕСТВЛЯЕТСЯ В СООТВЕТСТВУЮЩЕМ ГОСУДАРСТВЕ-ЧЛЕНЕ, ВМЕСТЕ С ЛЮБЫМИ МЕРАМИ ПО РЕАЛИЗАЦИИ В ЛЮБОМ ГОСУДАРСТВЕ-ЧЛЕНЕ) . ИНВЕСТОРЫ НЕ ДОЛЖНЫ ПОДПИСЫВАТЬСЯ НА ЛЮБЫЕ ЦЕННЫЕ БУМАГИ, УПОМЯНУТЫЕ В ЭТОМ ДОКУМЕНТЕ, ЗА ИСКЛЮЧЕНИЕМ ОСНОВАНИЯ НА ОСНОВЕ ИНФОРМАЦИИ, СОДЕРЖАЩЕЙСЯ В ЛЮБОМ ПРОСПЕКТЕ.
Подтверждение того, что удостоверяющая сторона понимает и принимает приведенный выше отказ от ответственности.
Информация, содержащаяся в этом разделе, предназначена только для информационных целей и не предназначена и не открыта для доступа кем-либо, кто находится или является резидентом США, Австралии, Канады, Японии или любой из других стран. Я заявляю, что я не являюсь резидентом и не нахожусь в Соединенных Штатах, Австралии, Канаде или Японии или любых других странах, и я не являюсь «американцем». Лицо» (согласно Положению S Закона о ценных бумагах). Я прочитал и понял приведенный выше отказ от ответственности. Я понимаю, что это может повлиять на мои права. Я согласен быть связанным его условиями.
QUESTO SITO WEB (E LE Informazioni IVI Contenute) Non Contiene né valituisce un’offerta di vendita di strumenti finanziari o una sollecitazione di offerta di abisto o sottoscriaceone di strumenti finanziar IN QUALSIASI ALTRO PAESE NEL QUALE L’OFFERTA O SOLLECITAZIONE DEGLI STRUMENTI FINANZIARI SAREBBERO SOGGETTE ALL’AUTORIZZAZIONE DA PARTE DI AUTORITÀ LOCALI O COMUNQUE VIETATE AI SENSI DI LEGGE (GLI » ALTRI PAESI «). QUALUNQUE OFFERTA PUBBLICA SARÀ REALIZZATA IN ITALIA SULLA BASE DI UN PROSPETTO, APPROVATO DA CONSOB IN CONFORMITÀ ALLA REGOLAMENTAZIONE APPLICABILE. GLI STRUMENTI FINANZIARI IVI INDICATI NON SONO STATI E NON SARANNO REGISTRATI AI SENSI DELLO U.S. SECURITIES ACT DEL 1933, COME SUCCESSIVAMENTE MODIFICATO (IL « SECURITIES ACT »), O AI SENSI DELLE CORRISPONDENTI NORMATIVE NEVIGENTI PAELI «AL EGENTI NEGLI» OFFERTI O VENDUTI NEGLI STATI UNITI O A «U.S. ЛИЦА» ЗАПИСАТЬСЯ НА ПРАВА РЕГИСТРАЦИИ ЗАКОНА О БУМАГАХ О БУМАГАХ В РЕГИСТРАЦИЯХ, ПРИМЕНЯЕМЫХ ЗАКОНОМ О БУМАГАХ О БУМАГАХ. NON SI INTENDE EFFETTUARE ALCUNA OFFERTA AL PUBBLICO DI TALI STRUMENTI FINANZIARI NEGLI STATI UNITI.
Qualsiasi Offerta di Stromenti Finanziari в Qualsiasi Stato Membro Dello Spazio Economico Europeo (« см. ») Che Abbia Recepito la Direttiva Proppetti (Ciascuno, Un « STATO MEMBRO RILEVANTE ». AUTORITÀ COMPETENTE E PUBBLICATO IN CONFORMITÀ A QUANTO PREVISTO DALLA DIRETTIVA PROSPETTI (L’“ OFFERTA PUBBLICA CONSENTITA ”) E/O AI SENSI DI UN’ESENZIONE DAL REQUISITO DI PUBBLICAZIONE DI UN PROSPETTO PER OFFERTE DI STRUMENTI FINANZIARI PREVISTA DALLA DIRETTIVA PROSPETTI.
CONSEGUENTEMENTE, CHIUNQUE EFFETTUI O INTENDA EFFETTUARE UN’OFFERTA DI STRUMENTI FINANZIARI IN UNO STATO MEMBRO RILEVANTE DIVERSA DALL’“OFFERTA PUBBLICA CONSENTITA” PUÒ FARLO ESCLUSIVAMENTE LADDOVE NON SIA PREVISTO ALCUN OBBLIGO PER LA SOCIETÀ O UNO DEI JOINT GLOBAL COORDINATOR O DEI MANAGER DI ПУБЛИЧНОЕ ОБСЛУЖИВАНИЕ UN PROSPETTO AI SENSI DELL’ARTICOLO 3 DELLA DIRETTIVA PROSPETTO O INTEGRARE UN PROSPETTO AI SENSI DELL’ARTICOLO 16 DELLA DIRETTIVA PROSPETTO, IN RELAZIONE A TALE OFFERTA.
L’ESPRESSIONE “DIRETTIVA PROSPETTI” INDICA LA DIRETTIVA 2003/71/CE (TALE DIRETTIVA E LE RELATIVE MODIFICHE, NONCHÉ LA DIRETTIVA 2010/73/UE, NELLA MISURA IN CUI SIA RECEPITA NELLO STATO MEMBRO ASULSUAMENTE, UNITA MISURA ATTUAZIONE NEL RELATIVO STATO MEMBRO). GLI INVESTITORI NON DOVREBBERO SOTTOSCRIVERE ALCUNO STRUMENTO FINANZIARIO SE NON SULLA BASE DELLE INFORMAZIONI CONTENUTE NEL RELATIVO PROSPETTO.
Conferma che il certificante comprende e accetta il disclaimer sopraesposto.
От кельтов до современности. Как производится сталь
После угля, цемента, нефти и древесины сталь является самым используемым материалом в мире. Из нее делают детали для автомобилей, самолетов и поездов, ее применяют в производстве бытовой техники, посуды, труб и много где еще. Причина такой востребованности проста. Дело в том, что сталь — материал ковкий и крайне прочный, он легко принимает форму, а при наличии правильного количества примесей практически не поддается коррозии.
О том, как она производится, читайте в этом материале.
Немного истории
Первые изделия из стали были созданы еще до нашей эры. Тогда для производства использовались так называемые сыродутные печи. Механизм их работы был прост: древесный уголь и куски железа слоями закладывали в выкопанную яму. В процессе горения между ними продували холодный воздух, что приводило к соединению кислорода с углеродом, находящимся в руде. В результате образовывался кусок «запеченного» железа с примесями шлаков, который после нагревали и выковывали.
Именно этой технологией несколько сотен лет пользовались люди в разных странах, чаще всего, для создания оружия. Так, например, около 200 лет до нашей эры кельты модернизировали этот способ: они резали кованое железо на тонкие полоски, складывали их в контейнер с обожженными костями, а затем нагревали его 10–12 часов на сильном огне. Позже получившиеся куски сваривали между собой и ковали ножи. Именно такой «кельтский» способ производства в 1050 г. нашей эры скопировали викинги и немцы, которые так делали стальные клинки. Стальное оружие изготавливали в Европе, Японии и других странах.
Проблема заключалась лишь в том, что наши предки не могли разогреть железо до температуры плавления — 1540 градусов по Цельсию. Поэтому им и приходилось спекать куски, что было очень трудоемко. Однако в XVIII веке все изменилось, когда английский металлург Бенджамин Гентсман открыл производство литейной стали. Для этого он переплавлял куски чугуна и сварного железа с примесью флюса, то есть вещества, которое помогало отделять металл от пустой породы. В континентальную Европу этот метод просочился только в начале XIX века благодаря предпринимателю Фридриху Круппу, основавшему первый литейный завод в Германии.
С тех пор сталь получила широкое распространение и применялась, прежде всего, в военной промышленности.
Производственный процесс
Сталь — это сплав железа с углеродом, в котором содержится не менее 45% железа и от 0,02 до 2,14% углерода. Именно от последнего элемента зависят основные свойства стали.
Чтобы производить сталь, нужно для начала добыть руду и каменный уголь, а затем обработать их специальным способом. Железную руду необходимо обогатить. Для этого ее дробят, а затем магнитом отделяют кусочки, в которых присутствует металл. С углем тоже не все так просто, поскольку в природном виде он содержит большое количество примесей, поэтому его также перемалывают, а затем просушивают в специальной «духовке», получая кокс.
Когда обогащенная железная руда и кокс подготовлены, их смешивают с известью и отправляют в печь, где при высокой температуре выплавляется чугун. А уже из чугуна производится сталь.
Чугун обогащен углеродом, который придает сплаву хрупкость. Также в нем все еще много ненужных примесей. Поэтому главные задачи при производстве качественной стали — вывести из состава как можно больше ненужных веществ, а также уменьшить концентрацию углерода до необходимых значений (от 0,02 до 2,14%).
Три основных стадии производства стали
• Расплавление
На данном этапе в ванну, расположенную в печи, закладывается шихта — в нашем случае, смесь чугуна с примесями других элементов. Смесь нагревается и расплавляется, а железо окисляется (то есть, забирает кислород), при этом оно окисляет примеси металлов, а именно фосфор, кремний и марганец. Главная задача первой стадии технологического процесса — удаление фосфора.
Итак, ванна нагревается. Под действием температуры часть примесей отделяются и поднимаются на поверхность, превращаясь в шлак. В это время оксид фосфора с оксидом железа создает неустойчивое соединение, которое реагирует с поднявшимся в шлак оксидом кальция. В результате еще одной химической реакции ненужный фосфор остается на поверхности, откуда его можно легко удалить.
• Кипение
Температуру в печи повышают, а внутрь нагнетают чистый кислород. Из-за этого углерод, находящийся в смеси, начинает окисляться — то есть взаимодействовать с кислородом. Соединившись с ним, он превращается в газообразный оксид углерода и с пузырьками покидает смесь. Это создает эффект кипения ванны.
В результате такого взаимодействия количество углерода снижается. А мы с вами помним: чем меньше углерода — тем крепче сплав. Так чугун начинает превращаться в сталь.
Еще один побочный, но полезный эффект процесса заключается в том, что к всплывающим пузырькам «прилипают» неметаллические примеси, что приводит к улучшению качества расплавленного металла. При этом вредная для стали сера также удаляется на этом этапе: когда температура повышается, она в составе сульфида железа реагирует с кальцием и отправляется в шлак. При этом металл остается в смеси.
• Раскисление
Итак, количество углерода снизили. Однако в результате химических реакций в смеси теперь достаточно много кислорода, который негативно влияет на свойства стали. Очевидно, что его необходимо удалить. Этот процесс и называется раскислением.
Способов существует несколько, но самых распространенных два. Смысл в том, что в ванну добавляют металлы, которые реагируют с кислородом гораздо активнее, чем железо. В одном случае их примешивают к непосредственно к сплаву, в другом — к шлаку. В результате химической реакции чистое железо отделяется от кислорода и остается в смеси, в то время как кислород с добавленными металлами собирается на поверхности.
В результате концентрация железа увеличивается, кислорода — уменьшается. Так получается сталь. Добавим, что отделившийся шлак не выбрасывают, а пускают в производство. Например, из него делают черепицу и кирпич, добавляют в цемент и так далее.
Разновидности и применение
Сталь можно классифицировать несколькими способами. Прежде всего, она делится по химическому составу с учетом наличия или отсутствия примесей:
• Углеродистые стали не содержат примесей. В зависимости от количества углерода в составе, бывают низкоуглеродистые (до 0,25%), среднеуглеродистые (0,3–0,55%) и высокоуглеродистые (0,6–2,14% С). Напоминаем, чем больше углерода в составе, тем более прочной, но менее пластичной она становится.
• Легированные содержат различные примеси, в зависимости от их количества делятся на низколегированные — до 4% легирующих элементов, среднелегированные — до 11% и высоколегированные — свыше 11% примесей.
По назначению стали делятся на множество категорий, расскажем об основных.
• Конструкционные. Используются для изготовления деталей, механизмов и конструкций в строительстве и машиностроении. Бывают легированными и углеродистыми, в зависимости от необходимых свойств сплава.
Что делают: проволоку, гвозди, крепежные детали, пружины, железнодорожные и трамвайные вагоны, детали автомобилей.
• Нержавеющие. Легированная сталь, которая устойчива к коррозии в атмосфере и агрессивных средах. Ее получают путем добавления в сплав азота, алюминия, серы, кремния, хрома, никеля, меди, титана и других элементов.
Что делают: кухонную технику (плиты, холодильники, микроволновки), сантехнику, посуду, части мебели и окон, ограждения и водостоки, ключевые узлы в автомобилях (двигатели, коробки передач), трубы в химической промышленности, элементы фильтров и так далее.
• Инструментальные. Сталь с содержанием углерода от 0,7% и выше. Отличается твердостью и плотностью и, как не трудно догадаться, из нее изготавливают инструменты.
Что делают: колуны, молотки, кусачки, плоскогубцы, пилы, стамески, напильники, бритвенные лезвия и ножи, хирургические инструменты, отвертки, заклепки и многое другое.
• Жаропрочные. Легированная сталь, которая отличается способностью работать под напряжением в условиях повышенных температур без заметной остаточной деформации и разрушения.
Что делают: детали конструкций двигателей внутреннего сгорания, клапаны авиационных поршневых моторов, элементы газовых турбин, части реактивных двигателей и так далее.
• Криогенные. Легированные стали, которые могут выдерживать температуру ниже точки кипения кислорода, то есть ниже -183 градусов по Цельсию. Для получения этих свойств в сплав добавляются никель, хром и марганец.
Что делают: детали арматуры, части авиакосмической техники, детали сверхпроводящих магнитов и установок термоядерного синтеза.
В 2021 г. мировое производство стали достигло рекордного значения — 1950,5 млн тонн. Лидером, несмотря на снижение выпуска, остается Китай. На втором месте находится Индия, на третьем — Япония. Четвертую строчку в рейтинге занимает США. Россия в этом списке располагается на пятой позиции.
Крупнейшие российские производители стали — НЛМК, ММК, Северсталь и Евраз.
НЛМК
Это международная сталелитейная компания с активами в России, США и странах Европы. Основное предприятие — Новолипецкий металлургический комбинат, построенный в 1930-ых гг. В группу входят площадки, на которых происходит полный производственный цикл — от добычи сырья до выпуска готовой продукции.
Металлопродукция НЛМК применяется в стратегических отраслях экономики: от машиностроения и строительства до производства труб большого диаметра и энергетического оборудования.
На 2021 г. компания — крупнейший производитель стали в России.
ММК
Магнитогорский металлургический комбинат — одно из крупнейших предприятий отрасли в СНГ. Его строительство началось в 1929 г. ММК входит в число крупнейших мировых производителей стали, имеет сталеплавильное производство в Турции.
ММК производит различную металлопродукцию, которая используется в автопроме, судо- и мостостроении, в производстве бытовой техники, трубной промышленности, а также в производстве товаров народного потребления.
В 2021 г. выручка ММК выросла на 86,6% относительно предыдущего года. Компания поставляет продукцию в регионы РФ и страны ближнего зарубежья.
Северсталь
Череповецкий металлургический комбинат должны были построить в 1940-х гг., однако этого не произошло из-за начала Великой отечественной войны. Поэтому свою историю компания отчитывает с 1955 г., когда было запущено производство. Комбинат является одним из ведущих производителей стали в России на листовом прокате. Также занимается производством труб, добычей и обогащением железной руды
По итогам 2021 г. компания представила сильные результаты. Ее выручка увеличилась, несмотря на снижение цены на стальную продукцию.
Евраз
В феврале 1992 г. была основана компания Евразметалл, которая занималась продажей металлопродукции. В 1995 г. ее в состав вошел Нижнетагильский металлургический комбинат (НТМК), в 2002 г. — Западно-Сибирский металлургический комбинат (ЗСМК).
Evraz Group имеет активы в России, Канаде, США, Италии, Казахстане и Чехии. Штаб-квартира находится в Лондоне.
НТМК занимается доменным, коксохимическим, прокатным, сталеплавильным и кислородным производствами. Комбинат выпускает чугун, шлак, сталь для железнодорожного транспорта, в том числе, профили для вагоностроения, рельсы и колеса. Также из стали на предприятии делают трубы большого диаметра для магистральных газопроводов. НТМК производит более 1200 марок стали.
В ЗСМК занимаются доменным, сталепрокатным, коксохимическим и другими видами производств. Выпускаются проволока, стальные трубы, рельсы, товары народного потребления, металлургическая продукция для строительной отрасли.
Интересные факты
• Сталь — один из самых перерабатываемых металлов в мире, потому что его легко переплавить. По статистике, более 60% сплава перерабатывается. Это значит, что больше половины всей стали используется повторно.
• Нержавеющую сталь изобрели случайно. Английский металлург Гарри Брирли пытался создать сплав, который бы защитил жерла пушек от эрозии, то есть от износа, связанного с высокими температурами. Однако в процессе исследования выяснилось, что если сталь содержит от 12 до 20% хрома, то она сопротивляется кислотной коррозии.
• Существует мыло из нержавеющей стали. Если подержать его в руках какое-то время, оно удалит любой, даже самый неприятный запах.
• Высота Эйфелевой башни в зависимости от времени года может меняться на 15 сантиметров. Это связано с тем, что стальные элементы конструкции имеют свойство сжиматься при охлаждении и расширяться при нагреве.
• Для постройки некоторых спутников, измеряющих радиацию в космосе, в 1950-ых гг. американцы подняли со дна стальные части затонувшего в 1919 г. корабля «Кронпринц Вильгельм».
Читайте также: Есть даже на Марсе, но трудно добыть на Земле. Как производят алюминий
БКС Мир инвестиций
Производство стали: способы, технология и сырье
Сталь – это прочный материал и основной конструкционный материал для машиностроения. Он представляет сплав железа с углеродом, содержание которого в структуре составляет 0,01–2,14%. В состав также входят в незначительных количествах кремний, марганец и сера. Этот материал обладает исключительными механическими свойствами: твердостью и ковкостью, благодаря им он считается основным конструкционным материалом в машиностроении. Трудно представить, что могло бы заменить материал. Но активное развитие производство стали и других металлов. Из стали изготавливаются самые разнообразные изделия – от канцелярских скрепок до станин многотонных прессов и обшивки корпусов морских судов.
Содержание
Процесс производства
Особенности процесса
Особенности второго этапа
Раскисление
Мартеновский способ
Конвертерный метод
Особенности процесса
Кислородно-конвертерный способ получения стали
Электросталеплавильный способ
Особенности электроиндукционных печей
Виды получаемых сталей по химическому составу
Процесс производства
Производится сталь плавкой. Исходным сырьем служат чугун, лом самой стали или чугуна, окатыши, флюсы и ферросплавы.
Сам чугун по природе – недостаточно твердый и хрупкий материал, поэтому имеет ограниченное применение.
Однако, он незаменим в качестве сырья для получения стали. Суть плавки состоит, в случае применения передельного чугуна, в снижении процентного содержания углерода в нем до требуемого уровня.
Выводятся не предусмотренные в конечной рецептуре примеси. Традиционный состав шихты представляет 55% чугуна и 45% стального лома (скрапа). Существует также рудный процесс, когда к компонентам добавляется рудный материал или скрап-процесс для переработки отходов машиностроительного производства.
Чтобы в процессе плавки примеси и углерод легче выводился из состава компонентов, они переводятся в газы и шлак. В первую очередь при взаимодействии чугуна с кислородом железо окисляется, образуя закись железа FeO.
Одновременно окисляются C, Si, Mn и P, при этом происходит отдача кислорода оксидом железа химически активным примесям. К массе шихты добавляют флюс для лучшего растворения металла: известняк или известь, боксит. В качестве топлива используют каменноугольную пыль, жидкий мазут, природный или коксовый газ.
Особенности процесса
Процесс производства стали происходит последовательно в три этапа.
Первый этап – расплавление породы. На этапе его проведения формируется расплав в ванне и окисляется металл, отдавая одновременно кислород кремнию, фосфору и марганцу.
Одна и главных задач этого этапа – удаление фосфора. Для ее осуществления требуется сравнительно невысокая температура и присутствие в достаточном количестве FeO. При взаимодействии ингредиентов фосфорный ангидрид образует с оксидом железа нестойкое соединение (FeO)3 + P2O5.
Присутствие в шлаке более стойкого основания СаО вызывает замещение FeO. В результате оно связывает фосфорный ангидрит в другое соединение (CaO)4 х P2O5 + 4 Fe, чего и требовалось добиться.
Чистый Fe высвободился в расплаве, а фосфор образовал шлак, который удаляется с зеркала металла и утилизируется за ненадобностью. Поскольку фосфорный ангидрид преобразует состав шлака, процесс должен идти непрерывно.
Поэтому FeO должен непрерывно пополняться за счет загрузки новых партий железной руды и окалины, наводящих в расплаве железистый шлак.
Особенности второго этапа
Технология производства стали на втором этапе называется кипением стали. Основное назначение заключается в процентном снижении содержания углерода за счет окисления. FeO + C = CO + Fe.
Реакция окисления происходит более интенсивно при кипении и сопровождается поглощением тепла. Поэтому необходимо создавать постоянный приток тепла в ванну, а также для выравнивания температуры в расплаве.
При такой реакции окисления интенсивно выделяется газ оксида углерода CO, что вызывает бурное кипение в жидком агрегатном состоянии, по этой причине процесс называют кипением. Чтобы излишки углерода интенсивнее преобразовывались в окись, производство качественной стали предусматривает вдувание чистого кислорода и добавление в расплавленную структуру окалины. Поэтому таким важным является качество сырья для производства стали. Все исходные материалы проходят щепетильную проверку.
Немаловажным на этом этапе является вывод серы, благодаря чему повышается качество конечной стали. Используемая в компонентах сера, присутствует не в прямом виде, а в форме сульфида железа FeS.
При высоких температурах компонент также взаимодействует с оксидом СаО, образуя сульфид кальция CaS, который растворяется в шлаке, не соединяясь с железом. Это позволяет беспрепятственно выводить сульфид за пределы ванны.
Раскисление
Третий этап – раскисление металла. После добавления кислорода (на предыдущем этапе) требуется снизить его содержание в чистой стали. Использованием О2 удалось добиться окисления примесей, но его остаточное присутствие в конечном продукте снижает качественные характеристики металла. Требуется удалить или преобразовать окислы FeO, связав кислород с другими металлами.
Для этого существуют два метода раскисления:
диффузионное;
осаждающее.
При диффузионном методе в расплавленный состав вводят добавки: алюминий, ферромарганец и ферросилиций. Они восстанавливают оксид железа и переводит в шлак. В шлаке оксид распадается и высвобождает чистое железо, которое поступает в расплав. Второй высвободившийся элемент – кислород улетучивается в окружающую среду.
Осаждающий метод предусматривает введение добавок, имеющих большее сродство с кислородом, чем Fe. Происходит замещение этими веществами железа в окисле. Они, как менее плотные, всплывают и выводятся вместе со шлаком.
Процесс раскисления продолжается при затвердевании слитка, в кристаллической структуре которого оксид железа и углерод взаимодействуют. В результате чего вместе с пузырьками азота, водорода он выводится.
Чем больше при раскислении выводится включений различных металлов, тем выше ковкость получаемой стали. Для проверки раскаленный кусок металла подвергают ковке, на нем не должны образовываться трещины. Такая проверка пробы говорит о правильном проведении процесса раскисления.
В зависимости от степени раскисления специалисты могут получить:
спокойную сталь полного раскисления;
кипящую раскисленную не полностью сталь, когда процесс выведения пузырьков угарного газа СО продолжается в ковше и изложнице.
Для получения легированных сталей с добавками некоторых металлов в расплавленный металл добавляются ферросплавы или чистые металлы. Если они не окисляются (Ni, Co, Mo), то такие добавки могут вводиться на любом этапе плавки. Более чувствительные к окислению металлы Si, Mn, Cr, Ti добавляют в ковш или, что обычно и происходит, в форму для отливки металла.
Существуют основные способы получения стали в сталеплавлении.
Мартеновский способ
Этот способ применяется для производства сталей высокого качества, применяемых в особо ответственных деталях машинах и точных механизмах.
В свое время он заменил трудоемкие и малопроизводительные тигельную и пулдинговую плавки, применявшиеся ранее.
Емкость загрузки одной отражательной печи, используемой при этом методе, достигает 500 тонн. Особенностью мартеновского способа является возможность переплавки не только передельного чугуна, но и металлургических отходов, металлического лома.
Температура нагрева жидкой стали достигает 2 тыс. градусов. Этот результат достигается специальной конструкцией мартеновской печи:
применением дополнительного тепла регенераторов, получаемого сжиганием коксовального или доменного газа в струе горячего воздуха;
отражения от свода закачиваемого газа в результате сгорание топлива в нем происходит над ванной с металлом, что способствует быстрому нагреву содержимого;
применением реверсирования нагревающего потока.
Мартеновская печь состоит из следующих элементов:
рабочего пространства с огнеупорной футеровкой стенок и завалочными окнами;
подины (основания) из магнезитового кирпича;
свода печи;
головки печи;
шлаковика для выведения пыли;
регенератора с перекидными клапанами.
Процесс плавки занимает от 4 до 12 часов. С целью ускорения процесса плавки объем закачиваемого кислорода превышает потребности, что повышает производительность плавки на 20–30%.
Конвертерный метод
В конверторах выплавляют сорта стали для производства автомобильного листа, инструментальной стали сварных конструкций и других стальных заготовок. По качеству они уступают мартеновскими применяются для изготовления менее ответственных изделий.
В них содержится больше примесей, чем при мартеновском изготовлении. Благодаря высокому объему загрузки одной печи до 900 тонн, способ считается самым производительным, поэтому получил широкое распространение.
Производство стали и другого вида металла этим методом основано на продувке жидкого чугуна воздухом или кислородом под давлением 0,3–0,35 МПа, при этом металл разогревается до 1600 градусов. Плавка скоротечна и длится до 20 минут. За это время происходит окисление углерода, кремния и марганца, содержащихся в сырье, которые извлекаются из ванны с расплавом шлака.
Конвертер представляет сосуд ретортообразной (грушевидной) формы, состоящий из стальных листов с футеровкой изнутри. Для заливки чугуна и выпуска готовой стали используется одно отверстие, в него также загружается чугун и скрап.
Особенности процесса
Вместе с ними загружаются шлакообразующие вещества: известь и бокситы. Корпус охвачен опорным кольцом, прикрепленным к поворотным цапфам. С их помощью сосуд наклоняется и через это отверстие – летку выливается готовая сталь. Нижняя продувка осуществляется через сквозные отверстия (фурмы), сделанные в днище печи.
Исторически повелось, что используемый везде способ называется томасовским, бессемеровским. В прошлом веке преобладающим стал мартеновский процесс. Нагрев регенератора осуществляется продувкой печных газов, после чего он нагревается холодный воздух, поступающий на расплав.
В современных конструкциях чаще применяют верхний способ, при котором продувка на огромной скорости осуществляется через опускаемые к поверхности металла сопла. В России преимущественно используется именно верхняя продувка печей.
Находясь под струей воздуха, чугун интенсивно окисляется в зоне контакта. Поскольку его концентрация значительно больше других примесей, преимущественно образуется оксид железа. Но он растворяется в шлаке. Поэтому металл обогащается выделяемым кислородом.
Окисляются C, Cr и Mn, снижая процентное содержание в структуре металла. Окисление сопровождается выделением тепла. Благодаря присутствию шлаков СаО и FeO до разогрева происходит выведение фосфора в самом начале продувки.
Шлак с ним сливается и наводится новый. Производство стали сопровождается экспресс-анализами и контролем текущих изменений приборами контроля, вмонтированных в печь. Содержание фосфора в чугуне не должно превышать 0,075%.
Кислородно-конвертерный способ получения стали
Производство стали сегодня осуществляется в основном этим способом. На долю кислородно-конверторного производства совсем недавно приходилось до 60% мирового производства стали.
Однако, этот процент снижается в связи с появлением электродуговых печей (ЭДП). Продувка печей осуществляется чистым кислородом (99,5%) под высоким давлением.
Продукт кислородно-конвертерной печи представляет сталь с заданными химическими свойствами. Она поступает в машину непрерывного литья заготовок (МНЛЗ), где материал застывает в форме блюма или плиты. Для получения определенных жестких параметров металл подвергается вторичной переработке.
Электросталеплавильный способ
Производство стали электрической плавкой обладает рядом неоспоримых преимуществ. Этот способ считается основным при выплавке высококачественных легированных сталей.
Достигаемая при этом высокая температура позволяет выплавлять стали, содержащие тугоплавкие металлы:
молибден;
вольфрам;
ванадий.
Высокое качество достигается практическим отсутствием в сталях фосфора, серы и кислорода. Этот способ также применяется для производства широкой номенклатуры строительных сталей.
Выделение тепла не связано с потреблением окислителя, а происходит в результате преобразования электрической энергии в тепловую. Она выделяется при прохождении электрической дуги или наведения вихревых токов. В зависимости от принципа работы печи подразделяются на электродуговые и индукционные.
Электродуговая печь способна принять одновременно от 3,5 до 270 тонн сырья:
жидкой стали из конвертеров;
скрапа;
железной руды.
Она имеет несколько электродов из графитосодержащего материала, к которым подводится электрическое напряжение. Время плавки составляет до 1,5 часа, при этом температура дуги достигает 6 тыс. градусов.
Особенности электроиндукционных печей
В электроиндукционных печах сталь выплавляют в небольших по объему (4,5–60 тонн) емкостях, именуемых огнеупорными тиглями. Вокруг тигля располагается индуктор, состоящий из большого количества витков провода.
При прохождении переменного тока внутри индуцируются вихревые токи большой силы, вызывающее плавление содержимого тигля. Электромагнитные силы одновременно перемешивают расплав стали. Продолжительность плавки в таких печах не превышает 45 мин.
Электросталеплавильный способ производит мало дыма, пыли и меньше излучает световой энергии. Однако, высокая стоимость электрооборудования при малой вместительности ограничивает применение этого способа.
Схема электросталеплавильной печи
Помимо рассмотренных вариантов, существуют не только основные способы производства стали. В современном сталеплавлении используется плавка в вакуумных индукционных печах и обогащение процентного содержания железа в окатышах плазменно-дуговым переплавом.
Виды получаемых сталей по химическому составу
Производимая этими методами сталь делится, в зависимости от химического состава, на две большие группы:
углеродистую;
легированную.
Процентное содержание элементов в углеродистой стали:
Наименование
Fe
С
Si
Mn
S
P
Содержание в процентах
до 99,0
0,05–2,0
0,15–0,35
0,3–0,8
до 0,06
до 0,07
В углеродистых сталях прочность недостаточно сочетается с пластичностью. Недостаток устраняется введением добавок других металлов, такая сталь называется легированной.
Согласно ГОСТ 5200 выделяют три группы легированных сталей с допустимым содержанием примесей:
низколегированная не более 2,5%;
среднелегированная в диапазоне 2,5–10%;
высоколегированная свыше 10%.
С каждым годом способы плавки усовершенствуются благодаря вводу в строй нового высокотехнологичного оборудования. Это позволяет получать в сталелитейной промышленности высококачественные стали с оптимальным содержанием добавок и металлов.
Видео по теме: Производство чугуна и стали
Процесс производства стали — Как производится сталь?
Процесс производства стали — как производится сталь?
10 апреля 2020 г.
Производство стали является критически важной отраслью, оказывающей значительное влияние на нашу мировую экономику. С середины 1800-х годов сталь стала одним из самых надежных материалов во всем мире, обслуживая бесчисленные производственные и строительные рынки. По данным Всемирной ассоциации производителей стали, мировое производство стали поддерживает или способствует росту цен на 2,9 долл.триллиона мировой экономической деятельности, что делает его важнейшим материалом, поддерживающим миллионы рабочих мест на международном уровне.
Сталь может показаться не товаром, связанным с передовыми технологиями, но процесс ее производства прошел долгий путь. В этом руководстве по процессу производства стали мы рассмотрим историю производства стали и сравним ее с тем, как сталь производится и используется в современных приложениях.
История производства стали
Сталь — это открытие железного века, периода, начавшегося около 1200 г. до н. э. Железная руда была впервые добыта в Центральной Азии и Европе, и в то время люди использовали железо для изготовления инструментов и оружия в практике, называемой черной металлургией. Изделия из железа развивались в это время, начиная с кузнецов, производящих изделия из кованого железа. Эти торговцы научились нагревать железную руду, и, используя процесс молота и наковальни, кузнецы удаляли примеси из металла и производили прочный и ковкий конечный продукт из железа.
Железо приняло несколько других форм, прежде чем в конечном итоге превратилось в то, что сегодня считается сталью. В Китае металлурги железного века нагревали железо в больших печах, плавя вещество в жидкость и смешивая его с древесным топливом. Затем расплавленную жидкость заливали в формы, которые затем оставляли затвердевать, в конечном итоге принимая форму кухонных инструментов и других предметов из форм. Этот процесс, известный как литье чугуна, позволил получить более прочный продукт, чем кованое железо, но он был хрупким, что затрудняло его форму и изгибание.
После чугуна кузнецы Центральной Европы начали покрывать изделия из кованого железа древесным углем, чтобы повысить прочность железа при сохранении его гибкости. После этого железо прошло последнюю итерацию, которая больше всего напоминает сегодняшнюю сталь. В Индии рабочие-металлурги разработали процесс выплавки железа, сочетающий в себе идеальное соотношение железа и углерода. Используя тигли или глиняные контейнеры, мастера по металлу смешивали куски железа и древесного угля в высокотемпературной печи. Во время приготовления железо плавилось и поглощало атомы углерода из древесного угля. После охлаждения тигли содержали то, что мы теперь знаем как сталь — сплав железа с углеродом.
После открытия железоуглеродистых сплавов различные цивилизации начали расширять свои методы производства стали, что позволило им создавать улучшенное оружие, инструменты и конструкции. Начиная с железного века, люди стремились усовершенствовать процесс производства стали не только для того, чтобы производить ее в больших количествах, но и для того, чтобы производить ее более эффективно. Постоянное совершенствование производства стали является причиной того, что сегодня сталь стала таким важным мировым товаром.
Как сегодня производится сталь?
Современный процесс производства стали начался в 1856 году в рамках процесса, известного как бессемеровский процесс. Считается, что это был первый процесс массового производства стали. По словам историков, два разных изобретателя, один в Великобритании и один в Питтсбурге, одновременно разработали процесс производства стали, который включал удаление примесей железа с помощью струи воздуха.
С этим открытием другие производители стали начали совершенствовать процесс, в конце концов найдя способ использовать технику струйной очистки воздуха, чтобы помочь сохранить содержание углерода при полном удалении примесей. Наконец, этот процесс превратился в экономически эффективный способ массового производства высококачественной стали, который мы используем до сих пор.
Сегодняшняя сталь обычно производится одним из двух способов:
Доменная печь: Процесс доменной печи, также известный как основной кислородный процесс (BOP), объединяет сырую железную руду с небольшим количеством стального лома в печь. Затем в печь вдувают чистый кислород, повышая ее температуру. При этой температуре металлолом не только плавится в жидкость, но и примеси железа окисляются, полностью испаряясь. Кроме того, высокая температура снижает содержание углерода до идеального соотношения, что приводит к получению жидкой стали.
Электродуговые печи: В методе электродуговой печи (ЭДП) сильноточные электрические дуги от электродов плавят большое количество стального лома в жидкость. Пока стальной лом плавится, техники добавляют другие ферросплавы до тех пор, пока жидкий металл не достигнет желаемого соотношения стали и других сплавов, таких как хром и никель, которые образуют нержавеющую сталь. Затем для очистки стали в печь подается кислород и добавляются известь и плавиковый шпат. Эти вещества соединяются с примесями стали, превращаясь в шлак. Затем шлак всплывает на поверхность расплавленной стали, где его удаляют, оставляя чистую сталь.
Метод ЭДП является сегодня наиболее распространенным методом производства стали. Сегодняшние современные сталеплавильные печи ЭДП производят 150 тонн стали за плавку, что занимает примерно 90 минут.
Изготовление металла на заказ
Сталь
— это универсальный, доступный и широко распространенный материал, что делает его идеальным материалом для использования в бесчисленных производственных мощностях. Производители оригинального оборудования и другие компании-производители полагаются на ценность стали при производстве своих оригинальных компонентов и продуктов.
Во всем мире предприятия используют сталь и сплавы металлов для производства своей продукции и воплощения своих проектов в жизнь. Изготовление и проектирование металлоконструкций на заказ — это важнейшая профессиональная услуга в мировой экономике, потому что именно она позволяет компаниям изобретать новые и полезные товары и рисковать инновационными проектами, которые помогают формировать и улучшать нашу повседневную жизнь.
Производство и проектирование металлоконструкций объединяет целый ряд экспертов, от дизайнеров, инженеров и консультантов до сварщиков, слесарей и монтажников. Каждый эксперт играет свою роль в обеспечении того, чтобы сталь и металлические материалы превращались в хорошо спроектированные, высококачественные компоненты и конечные продукты, которые будут играть важную роль на нашем глобальном рынке.
Выберите Summit Steel для контрактного производства металла на заказ
Производителям и OEM-предприятиям требуются надежные, профессиональные и знающие партнеры по контрактному производству металлоконструкций, которые помогут им эффективно производить сталь и готовую металлическую продукцию в соответствии с самыми высокими стандартами. Если вы ищете компанию по производству прецизионных металлов для удовлетворения ваших уникальных потребностей бизнеса, выберите Summit Steel.
Уже более 25 лет Summit Steel помогает предприятиям эффективно производить детали с помощью передовых производственных процессов. Наши услуги по контрактному производству металлов варьируются от первоначального проектирования и инженерной поддержки до лазерной резки, 3D-обработки и процессов сварки стали и металлов. Наши гибкие предложения услуг могут быть адаптированы для удовлетворения любого объема производства, необходимого вашему бизнесу. Summit Steel может поставлять высококачественные, точно изготовленные металлические и стальные изделия и детали для вашей отрасли, начиная от возможностей одного поставщика и заканчивая крупными заказами.
Для получения дополнительной информации о заключении контрактов с Summit Steel на изготовление металлоконструкций на заказ свяжитесь с нами сегодня. Позвоните нам по телефону (610) 921-1119 или запросите расценки онлайн.
Брайан Рид
Брайан Рид — вице-президент по продажам и развитию бизнеса в Summit Steel & Manufacturing Inc.
Металл на каждый день: как делается сталь
Если вы посмотрите вокруг, то увидите много стали. Наряду с пластиком и бумагой это один из самых распространенных материалов в продуктах, используемых каждый день. От вашей машины до кухонной плиты и дверных замков сталь повсюду. На самом деле, чтобы понять, насколько сталь важна для нашего современного мира, подумайте вот о чем: сталь нужна для производства стали.
Так как же возникает этот повседневный металл, т. е. как делается сталь? Одного ответа нет, так как он зависит от нескольких факторов, например, из чего он сделан и как. Хотя вы, вероятно, не так увлекаетесь сталью, как мы, вы читаете это не просто так. Любопытство? Образование? Исследовательская работа? Что бы это ни было, мы расскажем вам, как железо превращается в сталь, которая окружает нас.
Когда вы закончите, вы будете знать о стали больше, чем когда-либо хотели, и сможете уверенно ответить на любой вопрос: «Как производится сталь?»
Как производится сталь – современные процессы
Прежде чем мы перейдем к современным процессам производства стали, давайте немного вернемся к истории. Самые ранние упоминания об использовании стали относятся к 1400 г. до н.э. и с тех пор бесспорно стал одним из основных продуктов мировой промышленной экономики. Однако коммерческого использования стали не было до 1850-х годов, когда сэр Генри Бессемер, английский изобретатель, изобрел процесс производства стали, который сделал массовое производство стали доступным. До его открытия производство стали было дорогостоящим и предназначалось для мелких и дорогих предметов, таких как ножи, мечи и доспехи.
Сегодня сталь – это инструментальный строительный материал с бесчисленным множеством применений. Современные процессы производства стали прошли долгий путь и делятся на две категории: первичное и вторичное производство стали.
Первичное производство стали
Первичное производство стали включает воздуходувку, которая пропускает кислород через расплавленное железо, что снижает содержание углерода в нем и впоследствии превращает его в сталь. В настоящее время используются три метода первичной выплавки стали.
Базовая кислородная печь Сталеплавильное производство
Производство стали в кислородном конвертере имеет много псевдонимов: BOS, BOP, BOF, OSM, производство стали в Линце-Донавице или кислородно-конвертерный процесс. Во всех случаях производство стали в кислородной печи представляет собой метод первичного производства стали, при котором кислород продувается через расплавленную железную руду или уголь для снижения содержания углерода в сплаве и превращения его в низкоуглеродистую сталь.
Процесс был разработан в 1948 году Робертом Дюррером, который усовершенствовал производство бессемеровской стали, заменив воздух кислородом. Продувка кислородом вместо воздуха снизила капитальные затраты на процесс и время плавки, что повысило производительность труда. Этот метод стал ответственным за большую часть производства стали в мире, на его долю пришлось 70% мирового производства стали в 2011 году9.0005
Электродуговая печь для производства стали
Как производится сталь в электродуговой печи (или ЭДП)? В более современном процессе производства стали в ЭДП используется лом или железо прямого восстановления, а не руда или уголь. Материал лома нагревают в печи с пролонгированным электрическим зарядом. Хотя этот тип производства стали существует с 1900-х годов, он приобрел популярность как процесс с пониженным содержанием углерода или «более экологичный» процесс, чем производство стали в кислородном конвертере, и вот почему:
ДСП может производить сталь из 100% металлолома, что снижает затраты энергии на производство стали (по сравнению с первичным производством стали из руды).
Производство стали в ЭДП
более гибко, чем в доменных печах, поскольку их можно быстро запускать и останавливать для производства по требованию.
ЭДП
требуют большого количества электроэнергии, и многие компании планируют свою работу, чтобы воспользоваться преимуществами цен на электроэнергию в непиковые часы.
Типичная сталеплавильная дуговая печь является источником стали для мини-завода, который можно разместить относительно близко к рынкам сбыта стальной продукции, тем самым сокращая транспортные расходы.
По мере усиления ограничений, направленных на ограничение углеродного следа при производстве, все больше и больше производителей стали, вероятно, будут продолжать использовать производство стали в ЭДП.
Мартеновское производство стали
Производство стали в мартеновских печах — это еще один вид производства, при котором из железной руды сжигается избыток углерода и других примесей для производства стали. Его основные преимущества на пике его использования заключались в том, что он не подвергал сталь чрезмерному воздействию азота, из-за чего сталь становилась хрупкой. Сталеплавильное производство в мартеновских печах также было легче контролировать и позволяло плавить и рафинировать большое количество железного и стального лома.
Однако более современные процессы в основном заменили этот тип производства стали. Хотя он все еще используется в Индии и некоторых частях Украины, Россия вывела из эксплуатации свою последнюю подовую печь в марте 2018 года и рассматривала возможность сохранения ее как музейного артефакта.
Вторичное производство стали
Вторичное производство стали включает рафинирование сырой стали перед разливкой, и различные операции обычно выполняются в ковшах. Во время этого процесса происходит несколько вещей, обеспечивающих производство высококачественной стали, то есть добавляются легирующие добавки, снижается содержание растворенных газов в стали, а включения удаляются или изменяются химически.
HIsarna Производство стали
Производство стали HIsarna является одним из четырех процессов, разработанных в рамках проекта ULCOS, европейского кооператива, созданного для проведения исследований и разработок, направленных на сокращение выбросов CO2 в сталелитейной промышленности.
Производство стали в Хлсарне основано на типе доменной печи, называемой циклонной конвертерной печью, что позволяет отказаться от производства железорудных окатышей, необходимых для кислородно-конверторного процесса производства стали. Без него процесс HIsarna является более энергоэффективным и имеет меньший углеродный след, чем традиционные процессы производства стали.
Изготовление конкретных типов стали
Как делают дамасскую сталь
Дамасская сталь
легко узнаваема по волнистому узору, она очень острая и прочная. Первоначально дамасская сталь представляла собой кованую сталь лезвий мечей, выкованную на Ближнем Востоке из слитков стали Вутц, либо импортированных из Южной Индии, либо сделанных в Шри-Ланке или Хорасане.
Хотя первоначальная обработка ковки из дамасской стали была утеряна много веков назад, до сих пор предпринимается множество попыток воспроизвести дамасскую сталь — в основном из-за ее эстетики. Сегодня существуют различные способы изготовления дамасской стали. В большинстве случаев сталь «Современный дамаск» изготавливается из разных кусков стали и железа, сваренных между собой в заготовку (полуфабрикат). Затем заготовку вытягивают и складывают до тех пор, пока не будет сформировано желаемое количество слоев.
Как делают нержавеющую сталь
Нержавеющая сталь
— это сплав железа и нескольких других элементов (таких как никель, хром, молибден и углерод), который более устойчив к коррозии, чем простое железо или сталь (это просто железо и углерод). Различное соотношение этих компонентов из нержавеющей стали дает различные типы сплавов нержавеющей стали, и каждая уникальная комбинация называется «маркой» нержавеющей стали.
Итак, как из стали делают нержавеющую сталь? В чем-то похожий на другое производство стали, этот процесс включает в себя нагрев сырья и удаление избыточного углерода. Затем материал перемешивается или «настраивается», чтобы помочь распределить или удалить определенные компоненты из смеси. Затем охлаждающийся металл формуется и подвергается термической обработке (также называемой отжигом). Последним шагом является резка и формовка нержавеющей стали для создания конечного продукта.
Медицинская нержавеющая сталь
Медицинская нержавеющая сталь
известна своей высокой пластичностью и исключительной коррозионной стойкостью. Существует две распространенные медицинские нержавеющие стали марок 304 и 316. Эти стали идеально подходят для медицинской промышленности благодаря дополнительным химическим свойствам, обеспечиваемым высоким содержанием никеля, который помогает выдерживать интенсивные процессы стерилизации.
Столовые приборы из нержавеющей стали
Добавление хрома делает нержавеющую сталь идеальной для столовых приборов, так как он способствует образованию пассивной пленки, защищающей от коррозии и пятен. Большинство столовых приборов изготавливается из мартенситной нержавеющей стали, которая характеризуется высокой прочностью и твердостью.
Как производится горячекатаная сталь
Горячекатаная сталь
является основным продуктом из углеродистой стали и используется для изготовления изделий, где чистота поверхности не имеет решающего значения, например, для сельскохозяйственного оборудования или ограждений.
Горячекатаная сталь
изготавливается путем нагрева стальных слябов примерно до 2300 градусов по Фаренгейту. После переноса из печи и охлаждения материал затем промывают под высоким давлением для удаления окалины, образовавшейся при контакте горячего материала с воздухом. Наконец, перед поступлением в охладители материал обрабатывается охлаждающими спреями.
Как производится холоднокатаная сталь
Холоднокатаная сталь изготавливается путем плавления необработанной стали, также называемой плавкой. После того, как необработанная сталь расплавится до жидкого состояния, ее затем немного охлаждают перед подачей через ряд роликов. Поскольку сталь проталкивается через ролики при низкой температуре, она становится тоньше и прочнее при сжатии, что имеет важное значение для производства закаленной стали.
Поскольку при холодной штамповке сжатие происходит при более низкой температуре, чем при горячей штамповке, холодноформованная сталь прочнее и долговечнее, хотя и труднее в производстве.
Как производится закаленная сталь
Закаленная сталь используется для изготовления инструментов и деталей тяжелых машин. По сравнению со стандартной сталью закаленный тип обеспечивает большую износостойкость и долговечность, чтобы выдерживать тяжелые условия эксплуатации.
Производственный процесс начинается с нагревания высокоуглеродистой стали при очень высоких температурах, а затем быстрого охлаждения в воде или соляном растворе в процессе, известном как закалка, что делает сталь очень твердой, но в то же время очень хрупкой. Чтобы противостоять хрупкости и сохранить прочность, производители закаляют металл, повторно нагревая его и охлаждая естественным образом.
Как производится мягкая сталь
Мягкая сталь — это очень распространенный тип стали, также называемый углеродистой сталью. Мягкая сталь обычно используется для изготовления дорожных знаков, ограждений, автомобилей и гвоздей (и многого другого).
Как и другие углеродистые стали, мягкая сталь изготавливается из железа и угля, расплавленных вместе в доменной печи, а затем затвердевающих в прямоугольную форму. Далее его подвергают горячей прокатке или холодной вытяжке до нужного размера.
Как делают конструкционную сталь
Конструкционная сталь является важным элементом в строительстве и требует соблюдения очень специфических стандартов в производстве. Он начинается с дробления и сортировки необработанного железа с использованием процесса рафинирования, предназначенного для сортировки лучших сортов железа, обычно около 60 процентов.
Затем железная руда загружается в верхнюю часть доменной печи для нагрева. При этом снизу вдувается горячий воздух. Это создает реакцию, которая удаляет примеси, поскольку чистое железо опускается на дно печи. Затем расплавленный чугун сливают и дополнительно нагревают, а также добавляют другие вещества, такие как марганец, которые придают готовому стальному изделию различные свойства.
Наконец, ему придают необходимую конфигурацию, такую как балки, пластины или полые стальные трубы.
LaserCut models — Шаблоны, макеты и чертежи для лазерной резки в форматах CDR, DXF, PDF, EPS и других используемых для ЧПУ
By admin
|
In Шкатулки
|
On 10 августа, 2022
Макет шкатулка подсолнух в формате cdr, pdf
Continue Reading
Разное
By admin
|
On 10 августа, 2022
Макет подставка для телефона собака и дельфин в формате cdr, pdf
Continue Reading
Разное
By admin
|
On 10 августа, 2022
Макет подставка для телефона Кот в формате cdr, pdf
Continue Reading
By admin
|
In Минибары , Транспорт
|
On 10 августа, 2022
Макет пивной самолет 2 в формате cdr, pdf
Continue Reading
By admin
|
On 10 августа, 2022
Макет пивной самолет в формате cdr, pdf
Continue Reading
Разное
By admin
|
On 10 августа, 2022
Макет органайзер школьника в формате cdr, pdf
Continue Reading
By admin
|
In Разное
|
On 10 августа, 2022
Макет органайзер с совой в формате cdr, pdf
Continue Reading
Автомобили
By admin
|
On 10 августа, 2022
Макет мини грузовик 3 в формате cdr, pdf
Continue Reading
Разное
By admin
|
On 10 августа, 2022
Макет мини бар для пива машина в формате cdr, pdf
Continue Reading
By admin
|
In Разное
|
On 10 августа, 2022
Макет менажницы разное в формате cdr, pdf
Continue Reading
Макеты для лазерной резки и гравировки: макеты для резки фанеры
Сталкиваться с проблемой скачать бесплатно чертежи и макеты для лазерной резки и гравировки мне приходиться постоянно. Именно по этому, в этом разделе я буду собирать проверенные и при необходимости доработанные мной векторы для лазерной резки.
Сегодня стали доступны и широко используются станки для лазерной резки. На таком оборудовании можно резать различные материалы: бумагу, картон, всевозможные пластики, шпон, фанеру, и даже металл. Я сам работаю на лазерном станке с 2013 года, и накопил большую коллекцию макетов для лазерной резки в crd (формат Корел), которой буду делиться. Кроме этого в любом архиве, который вы скачаете будут dxf, pdf, eps, svg файлы. В основном в этой категории буду выкладывать чертежи и макеты для резки фанеры или акрила, но многие векторные узоры, которые также могут быть использованы при построении макета вы сможете найти в категории «Векторный клипарт».
Векторные макеты для лазерной резки:
Свадебные топперы, фигурки на торты
кем Anton Tislak |
размещено в: Топперы, Узоры |
0
Небольшая подборка векторных макетов топперов для лазерной резки на любовную тематику. Свадебные топперы? А почему бы и нет! На мой взгляд очень выгодно будут смотреться на любом торжестве в честь свадьбы или годовщины этого события. Топперы с надписями «Love», «Люблю … Продолжено
векторные силуэты, для свадьбы, люди, макеты для лазерной резки, макеты для фрезерной резки, силуэт, топперы, узоры, фигурки, шаблоны топперов
Сборник топперов на день рождения №2
кем Anton Tislak |
размещено в: Топперы |
0
Второй сборник макетов топперов на день рождения. Первый сборник ищите ТУТ. Разные, красивые макеты топперов на день рождения для тортов и капкейков. в архиве файлы в форматах: cdr x4, pdf, dxf, svg Скачать бесплатно топперы ко дню рождения Коллекции постоянно … Продолжено
на день рождения, топпер, шаблоны топперов
Сборник топперов на день рождения №1
кем Anton Tislak |
размещено в: Топперы, Узоры |
0
Очередной качественный сборник топперов для Лазерной резки. Отличные топперы с днем рождения шаблоны для ЧПУ станков. Если вы затеваете день рождения отметить и украсить тортик или пироженки красивыми надписями и узорами, этот сборник для вас. Макеты топперов: Поздравляю, с днем … Продолжено
векторные силуэты, векторный узор, макеты для лазерной резки, на день рождения, топпер, топперы, шаблоны топперов
Макет для лазерной резки фанеры Пегас: Макет для фрезерной резки скачать бесплатно!
кем Anton Tislak |
размещено в: Модели животных |
3
Макет для лазерной резки фанеры «Пегас» скачать бесплатно! Добрый день, уважаемы подписчики и гости сайта, посвященного векторному клипарту fordesign.kz.
3d конструктор, векторы для резки, животные вектор, конструктор из фанеры чертежи, модели для лазерной резки, пегас
Макеты медальниц: Сборник 4
кем Anton Tislak |
размещено в: Медальницы |
0
Очередной сборник, в котором вы найдете векторные вешалки для медалей в удобных для станков ЧПУ форматах. Кроме готовых макетов медальныц, в этом векторном сборнике вы найдете заготовки, фигурки, отдельные части для дизайна медальниц самостоятельно. в архиве файлы в форматах: cdr … Продолжено
вешалка для медалей, макеты для лазерной резки, макеты для фрезерной резки, макеты медальниц, медальницы
Макеты медальниц: Сборник 3
кем Anton Tislak |
размещено в: Медальницы |
0
Следующий сборник, в котором вы найдете чертежи медальниц для станков с ЧПУ. В этом сборнике макетов медальниц вы найдете шаблоны медальниц фигурного катания, бега, волейбола, триатлона, бальные танцы, большой теннис, фехтование. В архиве найдете файлы в форматах: cdr x4, dxf, … Продолжено
векторные силуэты, макеты для лазерной резки, макеты для фрезерной резки, макеты медальниц, медальницы, спорт вектор
Макеты медальниц: сборник 2
кем Anton Tislak |
размещено в: Медальницы |
0
Если вам нужно Медальницы скачать для лазерной резки, вы попали по адресу. Большая коллекция векторных макетов медальниц пополняется этим сборником. в архиве файлы в форматах: cdr x4, dxf, pdf, svg Медальницы скачать бесплатно векторные макеты Коллекции постоянно обновляются! Подпишись и … Продолжено
макеты для лазерной резки, макеты медальниц, медальницы, подставка, спорт вектор
Макеты медальниц: сборник 1
кем Anton Tislak |
размещено в: Медальницы |
2
Здравствуйте, мои дорогие подписчики и гости сайта vectorcdr.com. Вы меня наверное потеряли, но я вернулся (отдыхал немножко). И готов сегодня вам представить новую рубрику — Медальницы для ЧПУ, а точнее их векторные макеты для станков лазерной или фрезерной резки. В … Продолжено
макеты для лазерной резки, макеты медальниц, медальницы, спорт вектор, чертежи
1 2 3 4 … 14 »
Как подготовить чертежи к лазерной резке
Перейти к содержимому
Подготовка чертежей2021-07-02T12:55:28+00:00
Подготовка чертежей к лазерной резке
Время критично
котировки в течение часа — важная причина, по которой так много компаний выбирают Lasered Components в качестве партнера по цепочке поставок.
Правильно подготовив свои чертежи для лазерной резки, вы поможете упростить процесс заказа, сократив количество вопросов, запросов или поправок, и позволите нам доставить ваш заказ вам как можно быстрее.
Форматы файлов
Форматы файлов, которые мы принимаем для лазерной резки, это DWG, DXF и NC, это файлы CAD, часто созданные в AutoCAD или аналогичной программе.
Укажите материалы и количество
Самая важная часть вашего заказа – это то, что вы на самом деле заказываете! Пожалуйста, четко указывайте эту информацию вместе с чертежами или на них.
Взгляните на наши страницы с материалами, чтобы узнать, что мы можем поставить.
Пожалуйста, только 2D-чертежи
Все правильно подготовленные чертежи должны быть представлены в 2D-формате. В Lasered Components мы вырезаем только плоские компоненты из листов металла. Наш опыт заключается в резке, а не в разработке деталей или изготовлении.
Проверьте все размеры
Пожалуйста, проверьте все размеры на чертеже перед отправкой. Наши внутренние аудиторы проверят их, чтобы убедиться, что ничего не просочилось через сеть, но это увеличит время обработки вашего заказа, так как нам нужно будет не только внести поправки, но и связаться с вами, чтобы проверить их.
Максимальный размер детали, которую мы можем вырезать из большинства материалов, составляет 2980 мм x 1480 мм, но из этого правила есть некоторые исключения. Более подробную информацию см. на страницах с материалами.
Дверная пластина / ступенчатая пластина
Пожалуйста, укажите на своих чертежах, на какой стороне должен быть рисунок, а также укажите требуемую толщину O/P [на плоскости] (без рисунка) или в целом (включая рисунок) .
Одиночные непрерывные линии
Старайтесь по возможности делать чертежи ваших компонентов непрерывными одиночными линиями. Если в линиях есть пробелы или разрывы, наши лазеры будут обрабатывать каждую линию как отдельный разрез, останавливаясь и начинаясь там, где заканчиваются и начинаются линии, что может привести к неровному краю.
Допуски
Одним из основных преимуществ лазерной резки является точность, наши допуски лазерной резки составляют +/- 0,25 мм. В зависимости от окончательных требований к вашему изделию вам может потребоваться обработка краев ваших компонентов, поэтому при необходимости учитывайте это.
Вводы
Ввод необходим в процессе лазерной резки, гарантируя, что лазер входит в линию реза плавно, но это приводит к образованию выступа входа, небольшого выступа на внешней кромке компонента. Мы добавим вводные данные для вас на чертежи в рамках процесса настройки, поэтому вам не нужно добавлять их на свои чертежи, если только у вас нет особых требований. В этих случаях это необходимо обсудить с отделом продаж, чтобы убедиться, что ваш компонент соответствует вашим требованиям, и при этом убедиться, что процесс лазерной резки проходит максимально гладко.
Примеры вводов, выделенных красным цветом
Углы
Наше программное обеспечение добавит радиус 0,5 мм ко всем углам ваших металлических компонентов любой толщины, это применяется к внутренним и внешним резкам. Это помогает процессу резки, делая его более быстрым и гладким, а также обеспечивая более аккуратный угол с меньшим количеством заусенцев. На большинстве деталей, вырезанных лазером, этот радиус будет едва заметен, но если детали, которые вам нужны, имеют очень острые внутренние углы, вы можете потерять часть конца, а если он имеет экстремальный угол отражения, вы можете получить немного материала на внутренней стороне. край.
Любые другие проблемы…
Наши специалисты по контролю заказов проверяют каждую деталь на каждом чертеже перед отправкой в производство, если что-то кажется неполным или выглядит неправильно, мы свяжемся с вами для проверки.
Время имеет решающее значение
Многие из проектов, которые присылают нам наши клиенты, имеют критическое значение по времени, и наша цель — отвечать на предложения в течение часа — важная причина, по которой так много компаний выбирают Lasered Components в качестве партнера по цепочке поставок.
Правильно подготовив свои чертежи для лазерной резки, вы поможете упростить процесс заказа, сократив количество вопросов, запросов или поправок, и позволите нам доставить ваш заказ вам как можно быстрее.
Форматы файлов
Форматы файлов, которые мы принимаем для лазерной резки, это DWG, DXF и NC, это файлы CAD, часто созданные в AutoCAD или аналогичной программе.
Укажите материалы и количество
Самая важная часть вашего заказа – это то, что вы на самом деле заказываете! Пожалуйста, четко указывайте эту информацию вместе с чертежами или на них.
Взгляните на наши страницы с материалами, чтобы узнать, что мы можем поставить.
Пожалуйста, только 2D-чертежи
Все правильно подготовленные чертежи должны быть представлены в 2D-формате. В Lasered Components мы вырезаем только плоские компоненты из листов металла. Наш опыт заключается в резке, а не в разработке деталей или изготовлении.
Проверьте все размеры
Пожалуйста, проверьте все размеры на чертеже перед отправкой. Наши внутренние аудиторы проверят их, чтобы убедиться, что ничего не просочилось через сеть, но это увеличит время обработки вашего заказа, так как нам нужно будет не только внести поправки, но и связаться с вами, чтобы проверить их.
Максимальный размер детали, которую мы можем вырезать из большинства материалов, составляет 2980 мм x 1480 мм, но из этого правила есть некоторые исключения. Более подробную информацию см. на страницах с материалами.
Дверная пластина / ступенчатая пластина
Пожалуйста, укажите на своих чертежах, на какой стороне должен быть рисунок, а также укажите требуемую толщину O/P [на плоскости] (без рисунка) или в целом (включая рисунок) .
Одиночные непрерывные линии
Старайтесь по возможности делать чертежи ваших компонентов непрерывными одиночными линиями. Если в линиях есть пробелы или разрывы, наши лазеры будут обрабатывать каждую линию как отдельный разрез, останавливаясь и начинаясь там, где заканчиваются и начинаются линии, что может привести к неровному краю.
Допуски
Одним из основных преимуществ лазерной резки является точность, наши допуски лазерной резки составляют +/- 0,25 мм. В зависимости от окончательных требований к вашему изделию вам может потребоваться обработка краев ваших компонентов, поэтому при необходимости сделайте поправку на это.
Вводы
Ввод необходим в процессе лазерной резки, гарантируя, что лазер входит в линию реза плавно, но это приводит к образованию выступа входа, небольшого выступа на внешней кромке компонента. Мы добавим вводные данные для вас на чертежи в рамках процесса настройки, поэтому вам не нужно добавлять их на свои чертежи, если только у вас нет особых требований. В этих случаях это необходимо обсудить с отделом продаж, чтобы убедиться, что ваш компонент соответствует вашим требованиям, и при этом убедиться, что процесс лазерной резки проходит максимально гладко.
Примеры вводов, выделенных красным цветом
Углы
Наше программное обеспечение добавит радиус 0,5 мм ко всем углам ваших металлических компонентов любой толщины, это применяется к внутренним и внешним резкам. Это помогает процессу резки, делая его более быстрым и гладким, а также обеспечивая более аккуратный угол с меньшим количеством заусенцев. На большинстве деталей, вырезанных лазером, этот радиус будет едва заметен, но если детали, которые вам нужны, имеют очень острые внутренние углы, вы можете потерять часть конца, а если он имеет экстремальный угол отражения, вы можете получить немного материала на внутренней стороне. край.
Любые другие проблемы…
Наши внутренние аудиторы проверяют каждую деталь на каждом чертеже перед отправкой в производство. Если что-то окажется неполным или выглядит неправильно, мы свяжемся с вами для проверки.
Есть вопросы?
Позвоните в наш отдел продаж по телефону 01376 327 182
Мы стараемся отвечать на предложения, отправленные с 7:30 до 16:00, в течение одного часа. Вне этих часов мы ответим на следующее рабочее утро.
Мы принимаем файлы DXF, DWG и NC. Отправьте информацию о требуемом материале, толщине и количестве.
Ссылка для загрузки страницы
Перейти к началу
Лазерные рисунки — Etsy.de
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Найдите что-нибудь памятное, присоединяйтесь к сообществу, делающему добро.
( 1000+ релевантных результатов,
с рекламой
Продавцы, желающие расширить свой бизнес и привлечь больше заинтересованных покупателей, могут использовать рекламную платформу Etsy для продвижения своих товаров.
БОЕВОЙ ПАТРОН состоит из пули, гильзы, порохового заряда и капсюля.
1- Пуля
2- гильза
3- пороховой заряд
4- капсюль
5- дульце
6- проточка
7- наковальня
8- затравочное отверстие
9- ударный состав
Патроны обр. 1943 г. выпускаются с обыкновенными пулями и с пулями специального назначения: трассирующимиибронебойно-зажигательными.
Головные части специальных пуль имеют отличительную окраску.
ОБЫКНОВЕННАЯ ПУЛЯ — ОП ( рис. 42, а ) предназначена для поражения живой силы противника, расположенного открыто и за масками, пробиваемыми пулей. Обыкновенная пуля состоит из стальной, покрытой томпаком оболочки и стального сердечника. Между оболочкой и сердечником имеется свинцовая рубашка.
ТРАССИРУЮЩАЯ ПУЛЯ — ТП ( рис. 42, б ) предназначена для поражения живой силы противника. Кроме того, при полёте в воздухе она на дальностях стрельбы до 800 м оставляет светящийся след, что позволяет производить корректирование огня и целеуказание.
В оболочке трассирующей пули в головной части помещён сердечник, а в донной – стаканчик с запресованным трассирующим составом. Во время выстрела пламя от порохового заряда зажигает трассирующий состав, который при полёте пули даёт яркий светящийся след, хорошо видимый днём и ночью. Головная часть пули окрашена в зелёный цвет.
БРОНЕБОЙНО – ЗАЖИГАТЕЛЬНАЯ ПУЛЯ – БЗП( рис.42, в ) предназначена для зажигания горючих жидкостей и поражения живой силы противника, находящегося за лёгкими броневыми прикрытиями, на дальностях до 300 м.
БЗП состоит из оболочки с томпаковым наконечником, стального сердечника со свинцовой рубашкой, свинцового поддона и зажигательного состава. При ударе пули о броню зажигательный состав воспламеняется, пламя через отверстие в броне, пробитое стальным сердечником пули, воспламеняет горючее. Головная часть пули окрашена в чёрный цвет с красным пояском.
ГИЛЬЗА служит для соединения всех частей патрона, предохранения порохового заряда от внешних влияний и для устранения прорыва пороховых газов в сторону затвора. Она имеет корпус для помещения порохового заряда, дульце для закрепления пули и дно. Снаружи у дна гильзы сделана кольцевая проточка для зацепа выбрасывателя. В дне гильзы имеется гнездо для капсюля, наковальня и два затравочных отверстия.
ПОРОХОВОЙ ЗАРЯД служит для сообщения пуле поступательного движения; он состоит из пироксилинового пороха.
КАПСЮЛЬ служит для воспламенения порохового заряда, он состоит из латунного колпачка, впрессованного в него ударного состава и фольгового кружка, прикрывающего ударный состав.
Патроны обр. 1943 г. укупориваются в деревянные ящики. В ящики укладываются две герметически закрытые металлические коробки по 660 патронов в каждой; патроны в коробках упакованы в картонные пачки по 20 патронов. Всего в ящике помещается 1320 патронов.
На боковых стенках ящиков, в которых укупорены патроны со специальными пулями, нанесены цветные полосы, соответствующие окраске головных частей пуль.
Как работает пуленепробиваемое стекло? — SILATEC
Простого ответа на этот вопрос нет. Принцип действия пуленепробиваемого стекла во многом зависит от типа пули и конструкции пуленепробиваемого остекления. Воздействие пули на бронестекло представляет собой сложный физический процесс, протекающий за очень короткое время и с большой силой. По сравнению с металлом, деревом или песком стекло совершенно по-иному реагирует на проникновение пуль. Проблема заключается в характере разрушения стекла.
Пуля: стекло разрушается с огромной скоростью (несколько тысяч метров в секунду),
что значительно превышает скорость летящей пули.
Стекло разбивается со скоростью несколько тысяч метров в секунду. Пуля, выпущенная из автомата, например, АК-47 или винтовки НАТО G3, имеет меньшую скорость – до тысячи метров в секунду.
Это означает, что стекло разрушается со скоростью, превышающей скорость самой пули. Таким образом, разрушение стекла опережает движущуюся пулю. В процессе проникновения пуля проходит через уже разрушенное стекло, что значительно снижает удерживающую способность стекла. Чтобы противостоять подобному сценарию, SILATEC использует не только стекло, но и дополнительно высокопрозрачные полимерные материалы, например, поликарбонат.
Основное правило: чтобы остановить пулю, пуленепробиваемое стекло распределяет точечную силу удара пули по всей поверхности стекла. Чем сильнее деформация пули после попадания, тем больше площадь её поперечного сечения. В результате увеличивается энергоотдача пули, что приводит к замедлению последней.
Произойдет ли деформация, разрыв или разрушение пули, зависит, помимо прочего, от конструкции пули и её скорости. Так называемые пули со стальным сердечником (бронебойные пули) обычно в пуленепробиваемом стекле не деформируются. Пули с мягким сердечником, напротив, подвержены деформации. Исходя из этого, закаленные бронебойные пули остановить сложнее, чем мягкие пули.
Кстати говоря, из одного и того же оружия можно стрелять разными патронами, оказывающими весьма разное воздействие на пуленепробиваемое стекло. Поэтому на следующий, часто задаваемый, вопрос ответ можно дать, только зная все подробности:
Разница пуль: пули с мягким сердечником деформируются. В отличие от пуль с бронебойным сердечником.
Какое стекло
обеспечивает защиту от автомата Калашникова АК-47?
Во многом это зависит от используемых патронов. Имеют ли патроны пули со стальным сердечником (бронебойные патроны) или с мягким сердечником? Пуленепробиваемое стекло, которое защищает от пуль со стальным сердечником, обычно толще, чем стекло, которое «всего лишь» останавливает пули с мягким сердечником. SILATEC предлагает оба варианта. Стекло SILATEC AK47 NS 36/76 защищает от стандартных патронов. А SILATEC AK47 NS 62/141 обеспечивает защиту от патронов со стальным сердечником (бронебойные патроны).
Между прочим, испытания такого стекла мы проводим в России, на родине автомата Калашникова.
Как проводится испытание пуленепробиваемого стекла?
Здесь вы узнаете, как мы проводим испытания пуленепробиваемого стекла.
Классы защиты от стрелкового оружия: EN 1063, ГОСТ, НАТО
Угол встречи пули с пуленепробиваемым стеклом также влияет на степень защиты остекления. Упрощенно это можно пояснить следующим образом: чем меньше угол выстрела, тем менее критично это отражается на пуленепробиваемом стекле, поскольку в этом случае пуля соприкасается с большей площадью поверхности. Максимальное воздействие оказывается на пуленепробиваемое стекло под углом 90°, поэтому испытание пуленепробиваемого стекла обычно проводится обстреливанием под углом 90°.
Еще одним решающим фактором является то, происходит ли растрескивание пуленепробиваемого стекла на защищённой стороне и если да, то каким образом. Исходя из этого различают безосколочное остекление (NS = no spall) и остекление, на защищённой стороне которого образуются осколки (S = spall).
Образование осколков можно предотвратить путём замены последнего стекла на защищённой стороне полимерным материалом, в идеале поликарбонатом. Другой вариант — сделать пуленепробиваемое остекление толще, чтобы пуля не пробила последнюю стеклянную панель. Однако более высокая толщина означает более высокий вес. Пуленепробиваемое стекло от SILATEC обладает крайне малой толщиной и весит на 50 % меньше, чем обычное бронестекло.
Хотите узнать больше?
Пуленепробиваемое стекло
TOP
Что такое вейп-картридж с каннабисом?
Откуда вы?Соединенные ШтатыКанада
Перенаправление на
Заходя на этот сайт, вы принимаете Условия использования и Политика конфиденциальности.
Когда дело доходит до простоты использования, портативности и функциональности, один продукт каннабиса стоит выше остальных — вейпы. Вы можете знать их как тележки для вейпов или предварительно загруженные картриджи для вейпов с маслом каннабиса, и они быстро стали популярным продуктом на основе концентрата как для новичков, так и для энтузиастов каннабиса.
Однако, когда дело доходит до выбора правильной вейп-ручки, в игру вступают различные факторы. Многие из этих продуктов на первый взгляд кажутся похожими, но есть много нюансов, которые их различают. Понимание различий между этими одноразовыми ручками может помочь вам принять обоснованное решение о том, какой продукт подходит именно вам.
Перейти к разделу этой статьи:
Что такое вейп-картридж?
Как работают вейп-ручки?
Почему стоит выбрать масляный картридж?
Каковы недостатки вейпов?
Как использовать вейп-ручку
Доступные типы картриджей
Каков срок службы картриджа для электронных сигарет?
Что такое вейп-картридж?
Тележка для вейпа представляет собой стеклянный картридж, предварительно заполненный граммом или половиной грамма масла каннабиса. Это масло содержит различные комбинации каннабиноидов и терпенов, извлеченных из каннабиса.
Большинство картриджей для вейпов с маслом содержат большое количество ТГК, однако на рынок выходит все больше и больше вейп-картриджей с преобладанием КБД, а также продуктов с соотношением 1:1 ТГК:КБД. Картриджи Vape бывают разных форм: картриджи с резьбой 510 (наиболее распространенные), а также некоторые проприетарные формы, такие как Pax Era Pods и масляные картриджи Airo Pro.
Как работают вейп-ручки?
Картриджи для вейпов работают вместе с батарейками для вейп-ручек. Аккумулятор для вейпа будет питать распылитель в картридже, который нагревает масло, активируя различные химические компоненты в нем. Затем вы вдыхаете дым вейпа, который производит эффект каннабиса. Некоторые аккумуляторы для вейпов имеют несколько функций, которые позволяют настраивать температуру и управлять дозой.
Почему стоит выбрать масляный картридж?
(HighGradeRoots/iStock)
Вот некоторые преимущества использования масляных картриджей.
Простота использования
Картриджи Vape полностью избавляют от необходимости гадать. В отличие от других методов потребления масла, таких как установка мазков и установка гвоздей, тележки практически не требуют усилий — просто нажмите кнопку и вдохните.
Портативность
Тележки для вейпинга с маслом — самый простой способ насладиться каннабисом в пути. Их гладкий и минималистичный дизайн позволяет незаметно курить, не отвлекаясь на более крупные установки, и они не выделяют заметного дыма или запаха.
Дозировка
Для непосвященных потребителей концентрата каннабиса дозировка может быть серьезной проблемой. Никто не хочет получить ошеломляющий опыт, пытаясь насладиться каннабисом. В отличие от вытирания, использование предварительно загруженной вейп-ручки позволяет строго контролировать дозу при каждом вдохе, что дает вам больше контроля над тем, сколько или как мало вы потребляете.
Каковы недостатки вейпов?
Несмотря на то, что картриджи для электронных сигарет удобны в использовании, портативны и дозированы, у них есть несколько недостатков по сравнению с другими способами потребления.
Стоимость
Тележки для вейпов могут быть довольно дорогими: от 20 до 60 долларов и более за пол-грамма или грамм гашишного масла, в зависимости от рынка и метода экстракции. Когда вы можете получить грамм цветка намного дешевле, чем однограммовый вейп-картридж, выбор последнего становится немного сложнее.
Физические эффекты
Картриджи для вейпов, как правило, обеспечивают более короткий кайф, чем другие методы, такие как косяки, мазки и пищевые продукты, потому что вы потребляете их в меньших дозах. Однако, хотя эффекты могут длиться меньше, они также могут действовать сильнее при чрезмерном употреблении, поэтому обязательно следите за дозировкой.
Срок службы батареи
Необходимость следить за использованием и уровнем заряда батареи вейпа может быть довольно раздражающей, поскольку частое использование может довольно быстро разрядить ее. Чтобы избежать этой неприятности, лучше всего заряжать батарею вейпа каждую ночь перед сном или иметь под рукой полностью заряженную резервную копию.
Как использовать вейп-ручку
Это довольно просто: просто прикрепите тележку к аккумулятору и начинайте пыхтеть. Если есть кнопка включения/выключения, используйте ее.
Вот несколько советов, которые следует помнить при курении масляного картриджа:
Если на вашем устройстве есть кнопка включения/выключения, скорее всего, вы включите ее, нажав 5 раз. Это же число выключает его.
Убедитесь, что ваша тележка полностью подключена к аккумулятору, чтобы избежать утечки масла.
Держите вейп-ручку вертикально, чтобы избежать утечки масла.
Начинайте медленно с дозирования, так как с тележками для вейпов очень легко переборщить.
Следите за температурой, чтобы убедиться, что ваша тележка не слишком горячая, что может изменить некоторые химические компоненты масла — обычно 3 щелчка регулируют температуру.
Всегда покупайте тележки у надежного поставщика самых безопасных продуктов!
Доступные типы вейп-картриджей
Экстракт конопляного масла Cinex для Pax Era (Julia Sumpter/Leafly) наилучшим образом соответствует вашим потребностям или предпочтениям.
Комбинированные картриджи/аккумуляторы по сравнению с одноразовыми
Большинство продуктов обычно имеют стандартную резьбу 510, в которую ввинчивается аккумулятор. Исключением является предварительно загруженная тележка, разработанная конкретной компанией для использования с их собственными системами испарителя/аккумулятора — например, PAX Era Pods.
В качестве альтернативы некоторые вейп-ручки доступны в виде «одноразовых», которые содержат предварительно заряженную батарею, предназначенную для поддержки устройства до тех пор, пока тележка не опустеет. Эти ручки не требуют зарядки и предназначены для утилизации после использования. Они не имеют резьбы и не предназначены для отделения от батареи.
Что такое картридж 510?
Картридж с резьбой 510 является наиболее распространенным типом вейп-картриджа. 510 описывает тип резьбы, которая используется для привинчивания нижней части картриджа к соответствующей батарее для электронных сигарет.
Картриджи с дистиллятом и масло CO2
Чтобы картридж испарителя функционировал должным образом, его содержимое должно иметь соответствующую вязкость, в противном случае масла будут либо слишком густыми, либо слишком жидкими, чтобы должным образом испаряться внутри устройства. В зависимости от используемого исходного материала производители картриджей используют несколько методов, чтобы создать идеальное масло для своих ручек.
Масло CO2. Некоторые высококачественные зимние масла с CO2 однозначно совместимы с картриджами испарителя благодаря тому, что они не требуют каких-либо присадок для достижения уровней вязкости, необходимых для испарения в распылителе. При правильном приготовлении эти масла способны сохранять умеренные уровни терпенов растительного происхождения, которые действуют как естественные разбавители, а также придают маслу характерный специфический вкус.
Дистилляты. Тележка дистиллята каннабиса — это высокоочищенное масло, содержащее чистые каннабиноиды и почти ничего больше. Преимущество использования дистиллятов в картриджах испарителя заключается в том, что масло можно производить из различных исходных материалов. Практически любой сорт масла каннабиса от CO2 до BHO и всего, что между ними, может быть очищен в дистиллят с помощью подходящего оборудования.
Недостаток использования дистиллятов в картриджах для вейпов заключается в том, что, поскольку не остается остаточных терпенов, нечему снижать вязкость материала. Для использования дистиллята в картриджах часто требуется какой-либо разбавитель.
Добавки. Они иногда используются в маслах для вейп-картриджей в качестве дополнительного разбавителя. В некоторых случаях применялись методы разделения или добавления в различные масла каннабиса определенных веществ, таких как полиэтиленгликоль (PEG), пропиленгликоль (PG), растительный глицерин (VG) или даже триглицериды со средней длиной цепи (MCT), такие как кокосовый орех. масло, чтобы поддерживать менее вязкую и стойкую консистенцию масла, способствующую стандартной функциональности распылителя.
Этот процесс вызвал большие споры из-за проблем со здоровьем, и продукты, содержащие эти разбавители, все меньше появляются на рынке.
Одним из способов, с помощью которого производители картриджей для испарителей смогли избежать использования искусственных режущих агентов, является использование терпенов.
Настои терпенов и ароматизаторы, специфичные для штаммов
Было обнаружено, что использование терпенов в картриджах для вейпов помогает снизить вязкость масла каннабиса, а также усилить вкус и аромат, что делает их потенциально более безопасной альтернативой другим разбавителям.
Терпены не только придают вкус и аромат, они также могут помочь изменить действие продукта благодаря своей способности влиять на то, как каннабиноиды взаимодействуют с нашим организмом.
Существует несколько способов использования терпенов с вейп-картриджами. Некоторые производители полагаются на экстракты на основе CO2 — при очистке этанолом они могут фактически сохранять терпены растительного происхождения в процентном соотношении, способствующем достижению надлежащей вязкости. Именно так производители могут продавать ароматизаторы на основе профилей натуральных штаммов.
Натуральные терпены, полученные из каннабиса, которые были фракционированы путем очистки, могут быть повторно добавлены в масло каннабиса в небольших количествах, создавая спектр вкусов и эффектов, а также придавая маслу правильную консистенцию, необходимую для работы в картридже.
Продукты, маркированные по эффекту
Иногда картриджи для электронных сигарет маркируются и продаются по их предполагаемому эффекту на потребителя. Продукты этого сорта, как правило, утверждают, что они обеспечивают «расслабляющий» или «энергетический» эффект, а некоторые помечены как индика, сатива или гибрид.
Многие из этих вейп-картриджей содержат тщательно смешанные комбинации, аналогичные тем, которые можно проследить в штамме или типе штамма. Вопрос о том, насколько хорошо эти настои имитируют конкретный штамм, остается спорным.
Вейп-картриджи, специфичные для CBD
Хотя многие масляные вейп-ручки маркируются ароматом или эффектом, некоторые фокусируются на концентрации каннабиноидов. Помимо типичного продукта с высоким содержанием ТГК, предлагаемого большинством ручек, некоторые производители предлагают продукты с повышенным содержанием каннабидиола (КБД).
Ручки с высоким содержанием КБД могут содержать или не содержать ароматизаторы, но они гарантируют соотношение ТГК и КБД, которое может варьироваться от 2:1 до 20:1 и выше. Эти типы ручек предлагают большие преимущества для здоровья для тех, кто ищет CBD в простом в употреблении продукте.
Картриджи полного спектра действия
Вершина масляных картриджей с точки зрения общего качества – это экстракты полного спектра действия. Эти продукты создаются с использованием всего спектра биодоступных молекул, присутствующих в данном штамме каннабиса. Масло полного спектра не добавляет, не восстанавливает и не удаляет какие-либо активные соединения внутри штамма и предлагает более глубокие вкусы и эффекты, чем большинство других продуктов.
Картриджи полного спектра трудно найти, они предлагаются только на определенных рынках, и их цена, как правило, также отражает их редкость. Если вам посчастливилось жить там, где эти продукты доступны, мы рекомендуем раскошелиться на дополнительные деньги, чтобы попробовать. С точки зрения сопоставимости штаммов, вкус корзины полного спектра невероятно похож на вкус цветка.
Каков срок службы картриджа для электронных сигарет?
Срок службы картриджа полностью зависит от индивидуальной нормы потребления. Единственное, что мы знаем наверняка, это то, что одного грамма картриджа хватит вам намного дольше, чем на полграмма.
Как заправить картридж вейп-ручки
Некоторые картриджи можно заправлять свежим маслом из шприца. Важно использовать шприц, поскольку он снижает вероятность образования маслянистой массы. Запатентованные тележки, такие как Pax Pods, не подлежат повторному наполнению, поэтому вам придется утилизировать их и купить новый.
Поищите вейп-картриджи в ближайших магазинах
В общем, есть много типов масляных картриджей, каждый из которых имеет свои плюсы и минусы. Если вы хотите узнать больше об этих типах продуктов, всегда обращайтесь к местному покупателю, прежде чем совершить покупку.
Часто на этикетках содержится лишь малая часть информации по сравнению со знаниями и опытом специалиста по каннабису, такого как budtender. Независимо от вашего вкуса, обязательно найдется картридж с маслом каннабиса, соответствующий вашим индивидуальным потребностям.
Этот пост был впервые опубликован 17 октября 2017 г. Последний раз он обновлялся 10 марта 2020 г. тратит свое время на написание, фотографирование и создание контента для сообщества каннабиса.
Просмотреть статьи Патрика Беннета
Последние новости о каннабисе 101
Показать все
Картриджи THC: Полное руководство по предварительно заполненным масляным вейп-картриджам
Когда-то, если вы хотели попробовать марихуану по-новому, вам нужно было выследить мифическую тайскую палочку или проявить творческий подход с помощью домашнего бонга. Теперь новинки изобилуют головными магазинами от побережья до побережья. Один из новых подходов к танцам с Мэри Джейн — это картридж с ТГК.
Картриджи THC настолько новые, что вы можете даже не знать, для чего они нужны. И это позор, потому что картриджи с ТГК действительно являются одним из самых простых способов получить ганджу.
Но будьте спокойны — эксперты Honest Marijuana всегда готовы помочь. В этой статье мы ответим на все ваши вопросы о предварительно заполненных масляных вейп-картриджах и поможем решить, подходит ли вам вейп-картридж THC.
Что такое картриджи THC?
Все началось с того, что какой-то хитрый потребитель марихуаны придумал блестящий план по модификации электронной сигареты для работы с марихуаной вместо табака.
Электронные сигареты MacGyvered быстро завоевали популярность и теперь известны как вейп-ручки. Когда они только появились, вы купили маленькую бутылочку своей любимой жидкости для электронных сигарет (или, в кругах марихуаны, «вап-сока») и сами наполнили вейп-ручку.
Но прогресс заключается в том, чтобы самому делать меньше вещей. Вот тут-то и появился картридж THC.
Картридж THC представляет собой предварительно заполненный одноразовый контейнер, наполненный вашим любимым штаммом масла THC. Как только масло в картридже THC достигает определенной температуры, оно испаряется. Затем вы можете вдыхать в свое удовольствие, не беспокоясь о неблагоприятном воздействии дыма на легкие.
Но вы же не собираетесь бросать свой картридж ТГК в духовку или кипятить его на плите. В этом безумии есть особый метод.
Как работает картридж THC?
Хорошо, давайте рассмотрим это, используя изображение выше в качестве справки. Видите небольшой кусочек на переднем плане с левым концом, похожим на мундштук трубы? Это картридж THC.
Теперь видите более длинную часть над ним? Это вейп-ручка, электронная сигарета или просто вапорайзер (называйте как хотите, это одно и то же).
Собственно испаритель представляет собой черный стержень от серебряной трубки слева до конца справа (к этому испарителю прикреплен картридж ТГК).
Как вы, вероятно, можете догадаться по картинке (если вы действительно не обкурились, в этом случае, прямо!), вы сначала прикрепляете картридж THC к вапорайзеру (обычно привинчивая его).
Когда вы готовы к полету, вы нажимаете кнопку на испарителе, и маленькая батарея нагревает катушку. Затем катушка испаряет масло в картридже THC, и вы отправляетесь в гонки.
«Звучит здорово, — говорите вы, — но я хорош в косяках, косяках, бонгах и съестных припасах. Зачем мне переходить на картридж THC?» Хороший вопрос.
Каковы преимущества картриджей THC?
1) Более высокая эффективность
Вейпинг с картриджем с ТГК более эффективен, чем курение, поскольку использование испарителя снижает температуру, при которой каннабиноиды превращаются из твердого или жидкого состояния в газообразное.
Это снижение температуры сохраняет многие активные ингредиенты марихуаны — вещество, которое вызывает у вас кайф и заставляет вас чувствовать себя хорошо, — которые в противном случае были бы уничтожены при сжигании марихуаны.
Подумайте об этом так: пламя в значительной степени имеет только одну температуру. Он достаточно горячий, чтобы сжечь шишки и превратить их в дым, что происходит при температуре около 450℉.
Но — и вот что интересно — каннабиноиды можно превратить в газ при гораздо более низких температурах (около 284℉). Все это дополнительное тепло просто разрушает большую часть каннабиноидов и терпенов , которые вы пытаетесь ввести в свой организм.
Вот тут-то и появляются вейп-ручки THC. Они работают при гораздо более низких температурах, чем ваше обычное повседневное пламя. Вместо того, чтобы производить дым (посредством горения), они производят пар (путем испарения).
В результате вы получаете больше «отдачи от затраченных средств» — или, возможно, «каннабиноидов за свои деньги» — потому что ТГК, КБД, КБГ, КБН и другие не сгорают.
И все это в гладкой и нескромной упаковке, для которой не требуются громоздкие бонги или множество дополнительных инструментов. Все, что вам нужно, это вейп-ручка THC и ваш любимый картридж THC.
2) Простота использования
Конечно, таблетки, растворимые полоски, настойки и кремы, вероятно, являются самыми простыми способами введения марихуаны в ваш организм, но испарители и картриджи с ТГК, по крайней мере, близки к вершине списка. список.
Ты знаешь, как соединить две вещи? Вы знаете, как нажимать на кнопку? Вы умеете вдыхать?
Если вы ответили утвердительно на эти три вопроса, использование картриджа THC не составит труда.
3) Портативность
Мы любим картриджи THC за их портативность. Поместите картридж THC и нагревательный элемент в карман рубашки или сумочку, и все готово.
Никаких пакетов, которые могут разорваться и пролиться. Нет крышек, которые могут оторваться. Никакой суеты, никакой суеты. Просто много ТГК на ладони.
4) Контролируемое дозирование
Получение правильной дозы (будь то КБД или ТГК) волнует всех, когда они впервые используют новый продукт. Никто не хочет плохой поездки. Но с картриджем THC вы получаете контролируемую дозу при каждом вдохе.
Цвета начинают с вами разговаривать? Отложите вейп-ручку на некоторое время и вернитесь, когда края станут тусклыми. Картридж ТГК будет ждать, пока вы нажмете эту кнопку и снова начнете вдыхать.
Вы не можете сделать это косяком или тупым предметом.
5) Секретность
С косяками и бонгами (и другими методами «прожигания») вы всегда беспокоитесь о дыме и запахе. Конечно, нельзя заводить толстяка в офисе и не ждать каких-то последствий.
Но с вейп-ручкой и картриджем THC вам не нужно беспокоиться о привлечении внимания окружающих. Все автономно, и пар действительно не производит запаха.
Кроме того, все это выглядит как электронная сигарета. Таким образом, вы всегда можете сказать своим друзьям и соседям, выступающим против марихуаны, что вы просто пытаетесь бросить курить.
Существуют более незаметные способы употребления марихуаны, но если вам нравится вдыхать каннабиноиды, картриджи с ТГК — это именно то, что вы искали.
Каковы недостатки картриджей THC?
1) Undecided Science
До сих пор нет единого мнения относительно долгосрочных последствий испарения с помощью картриджей с ТГК.
Но, эй, долгое время то же самое жюри было убеждено, что конопля — дьявольская травка. А теперь взгляните на все, что мы узнали о медицинских полезных свойствах марихуаны.
2) Более короткий эффект, чем у пищевых продуктов
Честно говоря, разве это недостаток? Немногие способы употребления каннабиса сопоставимы со съедобными продуктами, когда речь идет о долголетии.
Для нас это все равно, что сказать: «Моя Mazda Miata не будет перевозить столько груза, сколько мой 3/4-тонный GMC Sierra». Ну, да. Дух.
Если вам нужна веселая, быстрая езда, которая впишется в ограниченное пространство, используйте картридж THC. Если вы хотите перекусить весь день, попробуйте пирожное в горшке. Все дело в выборе правильного инструмента для работы, ребята.
3) Меньше терпенов
Из-за способа изготовления картриджей с ТГК они содержат меньше терпенов, чем сырые шишки. И когда дело доходит до этого, большинство концентратов попадают в ту же лодку.
Как и в случае со вторым недостатком выше, при каждом способе потребления есть компромиссы. Если вы очень заботитесь о вкусе, оставайтесь дома и курите свежие органические шишки.
4) Расходы
По сравнению с другими типами экстрактов картриджи с ТГК могут быть дорогими. Но вы также платите за удобство, мобильность и конфиденциальность. Это стоит нескольких дополнительных баксов, не так ли?
5) Специальные знания
Нет, мы не говорим об алхимии и каббале. Но знаете ли вы, как пользоваться испарителем? Это специальные знания, которые вам нужны, чтобы получить максимальную отдачу от картриджа THC.
На самом деле, это намного проще, чем скручивание косяка. Просто прочитайте инструкции.
Стоит ли вам попробовать картридж THC?
Абсолютно! Пробовать что-то новое — это название игры в сообществе каннабиса. А если честно, что ты теряешь?
Если вам это не нравится, этот смоук сэш меньше звездного, но вы всегда можете вернуться к старому резерву (что бы это ни было для вас). Но если вам это нравится, вы можете просто найти свой новый любимый способ выпечки.
Эматалирование алюминиевых сплавов в СПБ от производственного предприятия «Элхим»
Совокупность электрохимического воздействия и грамотного распределения параметров позволяет получить покрытие с уникальными характеристиками, как практического, так и эстетического плана. Опираясь на обширный набор возможностей технологии, наше компания предлагает эматалирование алюминия. Покрытие, толщиной до 15 мкм, придает поверхности металла повышенную износостойкость, твердость и электроизоляционные свойства.
Тщательный контроль процессов, профессиональный подбор состава и параметров обрабатывающих электролитов, наличие полного спектра оборудования для составления предельно точных программ обработки позволяет нам предложить клиентам максимально выгодные условия по гальванике любой сложности и объемов.
Наименование услуги
Стоимость
Оксидирование изделий из стали
По запросу
Анодирование алюминия
По запросу
Химическое никелирование металлических изделий
По запросу
Эматалирование алюминиевых сплавов
По запросу
Фосфатирование металлов
По запросу
Оксидирование
По запросу
Покрытие изделий сплавом олово-висмут
По запросу
Меднение
По запросу
Кадмирование
По запросу
Хроматирование аллюминия и его сплавов
По запросу
Цинкование металла
По запросу
Оксидирование магниевых сплавов
По запросу
Оксидирование алюминия
По запросу
Пассивация
По запросу
Анодное оксидирование
По запросу
Бесцветное анодирование
По запросу
Защитное покрытие титана
По запросу
Заказать услугу
Наши преимущества
Выполняем гальваническое покрытие любой сложности
Сохраняем точные размеры деталей
Используем современную автоматическую гальваническую линию
Предлагаем выгодные цены
Несколько причин доверить эматалирование алюминиевых сплавов нашей компании
Создание покрытия данного типа предусматривает внимательное отношение ко всем аспектам воздействия на поверхность, тщательный подбор оборудования и состава, его перманентный контроль в течение всего периода нанесения.
Хотя основные параметры можно обеспечить с минимальным привлечением средств и технологий, гарантировать должное соответствие толщины покрытия на микронном уровне, его химического состава, плотности, эстетических и практических, а также электротехнических параметров можно только при условии тщательного соблюдения обширного набора технологических аспектов, профессионального контроля и отлаженной работы оборудования.
Более того, эматалирование в наших условиях уже оптимизировано на всех уровнях и поэтому не требует дополнительных вложений от клиента. Оно может быть реализовано на продукции самых различных типов, размеров, геометрических параметров и форм.
Большая Энциклопедия Нефти и Газа, статья, страница 1
Cтраница 1
Эматалирование ведут при температуре раствора 55 — 60 С, начальной плотности тока 2 — 3 а / дм2 в течение 30 — 40 мин.
[1]
Эматалирование ведут при температуре раствора 40 — 45 С и анодной плотности тока 1 — 1 2 а / дм2 в течение 40 — 50 мин. [2]
Эматалирование в нем ведут при температуре 42 — 48 С в течение 60 мин.
[3]
Эматалирование служит для декоративного покрытия алюминия. Получаемые по этому способу пленки напоминают собой фарфор или эмаль и хорошо окрашиваются. Толщина пленок составляет 12 — 18 мк.
[4]
Эматалирование является сравнительно новой разновидностью анодного оксидирования. Оно позволяет получить непрозрачные эмалевидные пленки толщиной 10 — 12 мк, имеющие красивый внешний вид. Пленки эти имеют серовато-молочный цвет и хорошо окрашиваются органическими красителями в мягкие пастельные тона. Поверхность получается гладкой или со своеобразным узором, зависящим от структуры металла, распределения интерметаллических включений, процессов ковки, проката, термообработки. Пленки обладают хорошим сцеплением с металлом. Они стойки к действию пшцевых продуктов и слабых органических кислот. Для получения декоративной отделки поверхность должна быть полирована. [5]
Эматалирование пригодно для отделки посуды, медицинских аппаратов и приборов, мебели, предметов широкого потребления, облицовочных плиток.
[6]
Эматалирование — одна из разновидностей процесса анодирования, применяемая для декоративной отделки изделий. Эматалирование позволяет получать совершенно непрозрачные пленки, напоминающие по внешнему виду фарфор или эмаль. Цвет пленок за-висит от марки алюминиевого сплава, чем меньше легирующих добавок в составе, тем светлее пленка. Пленки имеют высокую твердость до 7000 МПа, большое удель ное сопротивление и высокое пробойное напряжение. Пленки прочно сцеплены с металлом и не отслаиваются даже при значительных деформациях. Пористость эматалевых пленок значительно ниже пористости окисных пленок, полученных при других процессах анодного оксидирования.
[7]
Эматалирование пригодно для отделки посуды, медицинских аппаратов и приборов, мебели, предметов широкого потребления, облицовочных плиток. [8]
Эматалирование — новый вид отделки, представляющий собой разновидность процесса анодирования. Эматалирование позволяет получить совершенно непрозрачные пленки цвета слоновой кости, напоминающие по внешнему виду фарфор, пластмассу или эмаль. Пленки имеют высокую твердость ( 600 — 700 кГ / мм2), большое удельное сопротивление ( 109 — 1014 ом-см) и высокую прочность на электрический пробой.
[9]
Эматалирование — новый вид отделки, представляющий собой разновидность процесса анодирования. Эматалирование позволяет получить совершенно непрозрачные пленки цвета слоновой кости, напоминающие по внешнему виду фарфор, пластмассу или эмаль.
[10]
Рост анодной пленки в 4 % — ном растворе щавелевокислого титана-калия, подкисленного щавелевой кислотой, в зависимости от рН и темп-ры электролита. Плотность тока — 2a / djn, продолжительность анодирования 40 мин., ток постоянный, напряжение до 120 в. [11]
Эматалированию подвергают детали из алюминия всех марок, его деформируемых сплавов с магнием и марганцем типа АМг, АМц, В95 и некоторых литейных сплавов.
[13]
Для эматалирования в хромовоборном электролите алюминиевых сплавов рекомендуются следующие режимы [3]: сплавы АМг и АМц — температура раствора 40 С напряжение 40 в в течение первых 30 мин и 80 в в течение следующих 20 мин; сплав АЛ-ЗВ — температура раствора 30 — 35 С, напряжение 30 — 40 в в течение 40 мин; сплавы: Д1, Д16 — температура раствора 50 С, напряжение 40 — 50 в в течение 40 мин.
[14]
После эматалирования и окрашивания пленки уплотняют обработкой в горячей дистиллированной воде. Допускается глянцевание по эматаль-слою бязевыми кругами без применения паст. Таким путем улучшается декоративный вид поверхности изделий.
[15]
[1] С. Росси, М. Калови, Д. Велес, Дж. Муньос, Влияние добавления твердых частиц на механическое и химическое поведение стекловидной эмали, Surf. Пальто. техол. 357 (2019) 69-77.
DOI: 10.1016/j.surfcoat.2018.09.062
[2] С.Т. Рейс, М. Кенигштейн, Л. Фан, Г. Чен, Л. Павич, А. Могуш-Миланкович, Влияние кремнезема на свойства стекловидных эмалей, Материалы. 12 (2019) 248.
DOI: 10.3390/ma12020248
[3] K. Hrabovská et al., Влияние тонкой глинистой фракции на функциональные свойства стеклоэмалевых покрытий, Chem. Листы. 106, (2012) с432-с433.
[4] С. Росси, М. Федель, Ф. Дефлориан, Н. Парзиани, Абразивная и химическая стойкость композитных стеклоэмалевых покрытий с твердыми частицами, Surf. Анальный интерфейс. 48 (2016) 827-837.
DOI: 10.1002/sia.5849
[5] С. Росси, К. Занелла, Р. Зоммерхубер, Влияние мельничных добавок на свойства стекловидной эмали, Матер. Дес. 55 (214) 880-887.
DOI: 10.1016/j.matdes.2013.10.059
[6] С. Росси, Л. Бергамо, В. Фонтанари, Огнестойкость и механические свойства эмалированного пеноалюминия, Матер. Дес. 132 (2017) 129-137.
DOI: 10.1016/j.matdes.2017.06.064
[7] Md J. Nine, Martin A. Cole, D.N.H. Tran, D. Losic, Graphene: многоцелевой материал для защитных покрытий J. Mater. хим. А, 24 (2015) 12580–12602.
DOI: 10.1039/c5ta01010a
[8] П. Хагдаде, М. Гаффари, Б. Рамезанзаде, Г. Балаке, М. Р. Саеб, Роль функционализированного оксида графена в механических и антикоррозионных свойствах полиуретанового покрытия, J. Тайвань. Инст. хим. Э. 86 (2018) 199-212.
DOI: 10.1016/j.jtice.2018.02.009
[9] С. Арора, К. Шривастава, Микроструктура и коррозионные свойства композитных покрытий NiCo-оксид графена, Thin. Твердый. Фильм. 677 (2019) 45 -54.
DOI: 10.1016/j.tsf.2019.03.011
[10] Ясин Г. и др. Синтез сфероподобного нанокомпозита Ni/графен в качестве эффективного антикоррозионного покрытия; влияние содержания графена на его морфологию и механические свойства, J. Alloy. комп. 33 (2018) 79-88.
DOI: 10. 1016/j.jallcom.2018.04.321
[11] X. Zhang et al., Коррозионная стойкость органического покрытия на основе полиэдрического олигомерного оксида графена, функционализированного силсесквиоксаном, Appl. Серф. науч. 484 (2019) 814–824.
[12] А. Санджид, П.К. Банерджи, Р.К. Сингх Раман, Многослойное графеновое покрытие для коррозионной стойкости сплава Monel 400 в хлоридной среде, Surf. Пальто. Тех. 370 (2019) 227–234.
DOI: 10.1016/j.surfcoat.2019.04.077
[13] G. Cui, Z. Bi, R. Zhang, J. Liu, X. Yu, Z. Li, Всесторонний обзор антикоррозионных покрытий на основе графена, Chem. англ. Дж. 373 (2019 г.) 104–121.
[14] С. Саадатманди, М. Асгари, Б. Рамезанзаде, Эффективное эпоксидное композитное покрытие, улучшающее механические свойства/вязкость разрушения за счет включения наноплатформ оксида графена, восстановленных зеленым/биосовместимым восстановителем, J. Ind. Eng. хим. 75 (2019 г.) 271–284.
DOI: 10.1016/j.jiec.2019.03.038
[15] X. Wang, J. Zhao, E. Cui, S. Song, H. Liu, W. Song, Микроструктура, механические свойства и механизмы упрочнения композитного керамического инструментального материала Al2O3-WC-TiC, армированного графеном, Ceram. Междунар. 45 (2019) 10321–10329.
DOI: 10.1016/j.ceramint.2019.02.087
[16] Р. Умер, Изготовление и механические свойства стеклоткани с графеновым покрытием и эпоксидных композитов, J. Compos. науч. 2 (2018) 17.
DOI: 10.3390/jcs2020017
обработка алюминия | История, добыча полезных ископаемых, переработка и факты
обработка алюминия
Посмотреть все СМИ
Ключевые люди:
Генри Дж. Кайзер
Похожие темы:
алюминий обработка материалов
Просмотреть все связанные материалы →
обработка алюминия , подготовка руды для использования в различных продуктах.
Алюминий или алюминий (Al) представляет собой серебристо-белый металл с температурой плавления 660 °C (1220 °F) и плотностью 2,7 грамма на кубический сантиметр. Самый распространенный металлический элемент, он составляет 8,1 процента земной коры. В природе встречается в химическом соединении с кислородом и другими элементами. В чистом виде он мягкий и пластичный, но его можно легировать многими другими элементами для повышения прочности и придания ему ряда полезных свойств. Сплавы алюминия легкие, прочные и поддаются формовке почти всеми известными процессами металлообработки. Они могут быть отлиты, соединены различными способами и легко обработаны, и они допускают широкий спектр отделки.
В дополнение к его низкой плотности многие области применения алюминия и его сплавов основаны на его высокой электро- и теплопроводности, высокой отражательной способности и устойчивости к коррозии. Своей коррозионной стойкостью он обязан непрерывной пленке оксида алюминия, которая быстро растет на зарождающейся поверхности алюминия, подвергаемой воздействию воздуха.
История
Раннее использование и добыча
До 5000 г. до н.э. люди в Месопотамии делали прекрасную керамику из глины, которая состояла в основном из соединения алюминия, а почти 4000 лет назад египтяне и вавилоняне использовали соединения алюминия в различных химических веществах и лекарствах. Плиний относится к алюмен , известный сейчас как квасцы, соединение алюминия, широко используемое в древнем и средневековом мире для закрепления красителей в текстиле. К 18 веку глинозем землистого происхождения был признан потенциальным источником металла.
Английский химик Хамфри Дэви в 1807 году попытался извлечь металл. Несмотря на неудачу, он убедился, что оксид алюминия имеет металлическую основу, которую он назвал алюминием , а позже изменил на алюминий . Название было сохранено в Соединенных Штатах, но изменено на 9.0093 алюминий во многих других странах.
Датский физик и химик Ганс Кристиан Эрстед в 1825 году, наконец, получил алюминий. «Он образует, — сообщал Эрстед, — кусок металла, который по цвету и блеску чем-то напоминает олово».
Оформите подписку Britannica Premium и получите доступ к эксклюзивному контенту. Подпишитесь сейчас
Несколько лет спустя Фридрих Велер, немецкий химик из Геттингенского университета, получил металлический алюминий в виде частиц размером с булавочную головку и впервые определил следующие свойства алюминия: удельный вес, пластичность, цвет и стабильность на воздухе.
Алюминий
оставался лабораторной диковинкой, пока французский ученый Анри Сент-Клер Девиль не объявил о значительном усовершенствовании метода Вёлера, которое позволило «булавочным головкам» Вёлера сливаться в куски размером с мрамор. Процесс Девиля стал основой алюминиевой промышленности. Слитки алюминия, изготовленные на химическом заводе Жавеля и выставленные в 1855 году на Всемирной выставке в Париже, представили публике новый металл.
Хотя тогда о свойствах алюминия было известно достаточно, чтобы указать на многообещающее будущее, стоимость химического процесса производства металла была слишком высока, чтобы его можно было широко использовать. Но важные улучшения в настоящее время привели к прорывам на двух фронтах: во-первых, процесс Девиля был улучшен; и, во-вторых, разработка динамо-машины сделала доступным большой источник энергии для электролиза, который оказался очень успешным при отделении металла от его соединений.
Работа Холла и Эру
Современный электролитический метод производства алюминия был открыт почти одновременно и совершенно независимо Шарлем Мартином Холлом из Соединенных Штатов и Полем-Луи-Туссеном Эру из Франции в 1886 году. (По странному совпадению оба мужчины родились в 1863 году и оба умерли в 1914 году.) Основы процессов Холла-Эру были идентичны и остаются основой сегодняшней алюминиевой промышленности. Очищенный глинозем растворяют в расплавленном криолите и подвергают электролизу на постоянном токе. Под действием тока кислород глинозема осаждается на угольном аноде и выделяется в виде углекислого газа, а свободный расплавленный алюминий, который тяжелее электролита, осаждается на угольной футеровке на дне электролизера.
Холл сразу осознал ценность своего открытия. 9 июля 1886 года он подал заявку на патент США и энергично работал над разработкой процесса. С другой стороны, Эру, хотя и подал заявку на патент несколькими месяцами ранее, по-видимому, не понял значения процесса. Он продолжил работу над вторым успешным процессом получения алюминиево-медного сплава. К счастью, в 1888 году австрийский химик Карл Йозеф Байер открыл усовершенствованный метод получения чистого глинозема из бокситовых руд с низким содержанием кремнезема.
Холл и группа бизнесменов основали Pittsburgh Reduction Company в 1888 году в Питтсбурге. Первый слиток был отлит в ноябре того же года. Спрос на алюминий рос, и в Нью-Кенсингтоне, штат Пенсильвания, был построен более крупный восстановительный завод, который к 1894 году использовал электричество, вырабатываемое паром, для производства одной тонны алюминия в день. Потребность в дешевой и обильной гидроэлектроэнергии привела молодую компанию к Ниагарскому водопаду. где в 1895 году он стал первым заказчиком новой разработки электростанции Ниагарского водопада.
За короткое время спрос на алюминий превзошел самые оптимистичные ожидания Холла. В 1907 году компания сменила название на Aluminium Company of America (Alcoa). До Второй мировой войны он оставался единственным производителем первичного алюминия в США, но за полвека в Соединенных Штатах насчитывалось 15 первичных производителей.
Европейская промышленность
Нойхаузен, Швейцария, является «питомником» европейской алюминиевой промышленности. Там, чтобы воспользоваться гидроэнергией водопада Рейна, Эру построил свой первый завод по производству алюминия и бронзы, который позже стал Aluminium-Industrie-Aktien-Gesellschaft. Британская алюминиевая компания с ограниченной ответственностью, организованная в 189 г.4, вскоре осознал богатство дешевой электроэнергии, доступной в Норвегии, и сыграл важную роль в строительстве алюминиевых заводов в Стонгфьорде в 1907 году, а затем в Вигеланде.
ГОТОВЫЕ ГИБКИЕ ПОДВОДКИ ДЛЯ ПОДКЛЮЧЕНИЯ СМЕСИТЕЛЕЙ
HF-C300L(S)
Подводка HF-C300L DN12 M10*1/2″(F) (2 шт/уп)
6,36
HF-C400L(S)
Подводка HF-C400L DN12 M10*1/2″(F) (2 шт/уп)
6,97
HF-C500L(S)
Подводка HF-C500L DN12 M10*1/2″(F) (2 шт/уп)
7,54
HF-C600L(S)
Подводка HF-C600L DN12 M10*1/2″(F) (2 шт/уп)
8,1
HF-C800L(S)
Подводка HF-C800L DN12 M10*1/2″(F) (2 шт/уп)
9,28
HF-C1000L(S)
Подводка HF-C1000L DN12 M10*1/2″(F) (2 шт/уп)
10,47
HF-C1200L(S)
Подводка HF-C1200L DN12 M10*1/2″(F) (2 шт/уп)
11,76
ЗИП ДЛЯ ЛАТУННЫХ ФИТИНГОВ
CR 15A
Латунное кольцо (COPPER RING) для фитинга к нерж. трубе (50 шт/уп)
0,17
CR 20A
Латунное кольцо (COPPER RING) для фитинга к нерж. трубе (50 шт/уп)
0,23
CR 25A
Латунное кольцо (COPPER RING) для фитинга к нерж. трубе (50 шт/уп)
0,29
CR 32A
Латунное кольцо (COPPER RING) для фитинга к нерж. трубе (50 шт/уп)
0,37
CRR 15A
Обжимное кольцо (CRIMPING) для фитинга к нерж. трубе (50 шт/уп)
0,15
CRR 20A
Обжимное кольцо (CRIMPING) для фитинга к нерж. трубе (50 шт/уп)
0,2
CRR 25A
Обжимное кольцо (CRIMPING) для фитинга к нерж. трубе (50 шт/уп)
0,37
CRR 32A
Обжимное кольцо (CRIMPING) для фитинга к нерж. трубе (50 шт/уп)
0,32
SR 15A
Силиконовое кольцо (SILICON RING) для фитинга к нерж. трубе (50 шт/уп)
0,11
SR 20A
Силиконовое кольцо (SILICON RING) для фитинга к нерж. трубе (50 шт/уп)
0,13
SR 25A
Силиконовое кольцо (SILICON RING) для фитинга к нерж. трубе (50 шт/уп)
0,16
SR 32A
Силиконовое кольцо (SILICON RING) для фитинга к нерж. трубе (50 шт/уп)
0,2
RC 40A
Комплект колец для фитинга 40×1 1/2
1,61
RC 50A
Комплект колец для фитинга 50×2
2,15
МОНТАЖНЫЙ ИНСТРУМЕНТ
MP Cutter 28
Труборез (100 шт/уп)
9,79
LD Cutter 63
Труборез (30 шт/уп)
14,68
W1/2
Вальцеватель 1/2
40,37
W3/4
Вальцеватель 3/4
45,27
КРЕПЕЖ ДЛЯ ГОФРИРОВАННЫХ ТРУБ
FC 15F
FIXING CLIP 15F
0,15
FC 20F
FIXING CLIP 20F
0,2
FC 25F
FIXING CLIP 25F
0,21
FC 32F
FIXING CLIP 32F
0,27
ГИБКАЯ ПОДВОДКА 10-20 БАР В БРОНЕ (ВОДА, ГАЗЫ, ГСМ)
TKF-32-НU, L-1м D40мм
Гибкая подводка нержавеющая сталь в оплетке (10-20 Бар, ГСМ, вода, газ)
65,43
TKF-32Н-U, L-1м D50мм
Гибкая подводка нержавеющая сталь в оплетке (10-20 Бар, ГСМ, вода, газ)
84,39
TKF-32Н-U, L-2м D40мм
Гибкая подводка нержавеющая сталь в оплетке (10-20 Бар, ГСМ, вода, газ)
88,5
TKF-32Н-U, L-2м D50мм
Гибкая подводка нержавеющая сталь в оплетке (10-20 Бар, ГСМ, вода, газ)
115,69
МАТЕРИАЛЫ ДЛЯ ПОЖАРОТУШЕНИЯ
YJ24-SB-1000
Гибкая подводка для подключения спринклеров в оплетке FM стандарта
12,1
YJ24-SB-1200
Гибкая подводка для подключения спринклеров в оплетке FM стандарта
13,88
YJ24-SB-1500
Гибкая подводка для подключения спринклеров в оплетке FM стандарта
17,05
TKF-32Н-U, L-2м D50мм
Реечное крепление для FM подводок в сборе
6,8
Фиксирующий зажим фитинга
1,22
Реечное крепление для спринклерных подводок в сборе
6,8
Гибкие трубопроводы из высоколегированной стали Neptun IWS
Перейти к содержимому
Новинки
Гибкие трубопроводы из высоколегированной стали Neptun IWS
Гибкие трубопроводы из высоколегированной стали Neptun IWS – Новый бренд на рынке инженерных коммуникаций. Гофрированные трубы из нержавеющей стали применяются для обустройства инженерных коммуникаций.
Их используют в системах отопления, горячего и холодного водоснабжения, пожаротушения, для обустройства водяных теплых полов. Гофрированная труба также используется в качестве гибкой подводки к газопотребляющему оборудованию и в качестве герметичного металлорукава при прокладке электрических и коммуникационных сетей.
Область применения:
Водоснабжение/ отопление
Подвод газа
Автоматическое пожаротушение
Кабель-каналы
Водяной теплый пол
Особенности и преимущества:
Легкий монтаж. Легко режется и гнется. Сохраняет форму, что повышает срок эксплуатации систем. Гнется, не нарушая своего проходного сечения, не вызывая микротрещин и механических напряжений в металле. Выдерживает линейные расширения и сжатия под циклическим воздействием температур.
Широкая сфера применения. Можно укладывать в бетонные стяжки и под штукатурку на стене, прокладывать в земле и на воздухе.
Экологичность. По сравнению с другими материалами, которые применяются при изготовлении каналов для кабеля и электропроводки. Срок службы трубы и латунных фитингов не неограничен, срок службы уплотнительных колец не менее 30 лет.
Максимальное (разрушающее) давление при температуре 20оС, МПа
21
21
21
21
Коэффициент линейного расширения 10-6, 1/оС
17
17
17
17
Коэффициент теплопроводности, Вт/м*К
17
17
17
17
Срок службы
30 лет
30 лет
30 лет
30 лет
Мы предлагаем широкий выбор комплектующих для монтажа гофрированной нержавеющей трубы
Гибкая трубка из нержавеющей стали 321, наружный диаметр 1/4 дюйма, номинальная длина гибкой трубы 24 дюйма | Гофрированные металлические трубы | Гибкие трубки | Шланги и гибкие трубки | Все продукты
Безопасный выбор продуктов
Необходимо просмотреть полное содержание каталога, чтобы разработчик системы и пользователь могли сделать безопасный выбор продукта. При выборе продуктов необходимо учитывать конструкцию всей системы, чтобы обеспечить безопасную и бесперебойную работу. Функционирование, совместимость материалов, соответствующие характеристики, правильная установка, эксплуатация и техническое обслуживание являются обязанностями проектировщика и пользователя системы.
Предупреждение: Не смешивайте и не заменяйте изделия или компоненты Swagelok, на которые не распространяются стандарты промышленного дизайна, включая торцевые соединения трубных обжимных фитингов Swagelok, с изделиями или компонентами других производителей.
Номер детали: 321-4-X-24
Войдите или зарегистрируйтесь, чтобы увидеть цену
Добавить в избранное
Очистить все
321 Нержавеющая сталь
Материал тела
1/4 дюйма
Подключение 1 Размер
Гибкая трубка Конец
Подключение 1 Тип
1/4 дюйма. Соединение 2 Тип
200 (93)
Максимальная температура, °F (°C)
-40 (-40)
Минимальная температура, °F (°C)
1/4 дюйма
Размер шланга
Очистить все
Гофрированная металлическая трубка
Гибкие гофрированные трубки для вакуума или статического низкого давления.
Шланги и гибкие трубки
Шланги в сборе, наливные шланги, гибкие трубки и торцевые соединения: материалы сердцевины включают металл, ПТФЭ, ПФА, винил, нейлон, полиэтилен и резину; Номинальные размеры шлангов от 1/8 до 2 дюймов; Широкий выбор дюймовых и метрических концевых соединений; Доступны нестандартные длины; Дополнительные обложки, маркировка и тестирование
Скачать Добавить в избранное
Руководство по идентификации резьбы и торцевых соединений
Особенности: Пошаговая процедура идентификации резьбы и торцевых соединений.
Скачать Добавить в избранное
Атрибут
Значение
Материал корпуса
Нержавеющая сталь 321
Соединение 1 Размер
1/4 дюйма
Соединение 1 Тип
Конец гибкой трубки
Соединение 2 Размер
1/4 дюйма
Соединение 2 Тип
Конец гибкой трубки
eКласс (4.1)
37110102
eКласс (5.1.4)
37110202
eКласс (6.0)
37029000
eКласс (6.1)
37029000
Размер шланга
1/4 дюйма
Максимальная температура, °F (°C)
200 (93)
Минимальная температура, °F (°C)
-40 (-40)
UNSPSC (10. 0)
31231300
UNSPSC (11.0501)
31231319
UNSPSC (13.0601)
40182400
UNSPSC (15.1)
40182400
UNSPSC (17.1001)
3
00
UNSPSC (4.03)
40141504
Выберите новый продукт с похожими характеристиками
Чертежи
CAD Отказ от ответственности: Этот шаблон был подготовлен в информационных целях. Размеры шаблона приведены только для справки и могут быть изменены. Дополнительную информацию см. в каталогах продукции Swagelok. Каждый читатель шаблона должен проконсультироваться со своим квалифицированным инженером, прежде чем использовать шаблон целиком или какую-либо его часть.
2D
Для этого продукта доступны двумерные изображения. Загрузите файл САПР.
3D
Для этого продукта доступна трехмерная визуализация. Загрузите файл САПР.
Чертежи для продажи
Чертежи для продажи доступны для этого продукта. Загрузите файлы.
Деталь №
Материал корпуса
Соединение 1 Размер
Соединение 1 Тип
Соединение 2 Размер
Соединение 2 Тип
321-4-Х-12
Нержавеющая сталь 321
1/4 дюйма
Конец гибкой трубки
1/4 дюйма
Конец гибкой трубки
Посмотреть продукт
321-4-Х-12-Б2
Нержавеющая сталь 321
1/4 дюйма
Адаптер XBA
1/4 дюйма
Адаптер XBA
Посмотреть продукт
321-4-Х-12ДФО
Нержавеющая сталь 321
1/4 дюйма
Фитинг с торцевым уплотнительным кольцом VCO®
1/4 дюйма
Фитинг с торцевым уплотнительным кольцом VCO®
Посмотреть продукт
321-4-Х-12ДФР
Нержавеющая сталь 321
1/4 дюйма
Фитинг с торцевым уплотнением VCR® с внутренней резьбой и металлической прокладкой
1/4 дюйма
Фитинг с торцевым уплотнением VCR® с внутренней резьбой и металлической прокладкой
Посмотреть продукт
321-4-Х-12ДМР
Нержавеющая сталь 321
1/4 дюйма
Фитинг с торцевым уплотнением VCR® с металлической прокладкой
1/4 дюйма
Фитинг с торцевым уплотнением VCR® с металлической прокладкой
Посмотреть продукт
321-4-Х-12ФМР
Нержавеющая сталь 321
1/4 дюйма
Фитинг с торцевым уплотнением VCR® с внутренней резьбой и металлической прокладкой
1/4 дюйма
Фитинг с торцевым уплотнением VCR® с металлической прокладкой
Посмотреть продукт
321-4-Х-18ДФР
Нержавеющая сталь 321
1/4 дюйма
Фитинг с торцевым уплотнением VCR® с внутренней резьбой и металлической прокладкой
1/4 дюйма
Фитинг с торцевым уплотнением VCR® с внутренней резьбой и металлической прокладкой
Посмотреть продукт
321-4-Х-2
Нержавеющая сталь 321
1/4 дюйма
Конец гибкой трубки
1/4 дюйма
Конец гибкой трубки
Посмотреть продукт
321-4-Х-24
Нержавеющая сталь 321
1/4 дюйма
Конец гибкой трубки
1/4 дюйма
Конец гибкой трубки
Посмотреть продукт
321-4-Х-24-Б2
Нержавеющая сталь 321
1/4 дюйма
Адаптер XBA
1/4 дюйма
Адаптер XBA
Посмотреть продукт
321-4-Х-24ДФР
Нержавеющая сталь 321
1/4 дюйма
Фитинг с торцевым уплотнением VCR® с внутренней резьбой и металлической прокладкой
1/4 дюйма
Фитинг с торцевым уплотнением VCR® с внутренней резьбой и металлической прокладкой
Посмотреть продукт
321-4-Х-24ДМР
Нержавеющая сталь 321
1/4 дюйма
Фитинг с торцевым уплотнением VCR® с металлической прокладкой
1/4 дюйма
Фитинг с торцевым уплотнением VCR® с металлической прокладкой
Посмотреть продукт
321-4-Х-24ФМР
Нержавеющая сталь 321
1/4 дюйма
Фитинг с торцевым уплотнением VCR® с внутренней резьбой и металлической прокладкой
1/4 дюйма
Фитинг с торцевым уплотнением VCR® с металлической прокладкой
Посмотреть продукт
321-4-Х-2-В2
Нержавеющая сталь 321
1/4 дюйма
Адаптер XBA
1/4 дюйма
Адаптер XBA
Посмотреть продукт
321-4-Х-36ДФР
Нержавеющая сталь 321
1/4 дюйма
Фитинг с торцевым уплотнением VCR® с внутренней резьбой и металлической прокладкой
1/4 дюйма
Фитинг с торцевым уплотнением VCR® с внутренней резьбой и металлической прокладкой
Посмотреть продукт
321-4-Х-36ФМР
Нержавеющая сталь 321
1/4 дюйма
Фитинг с торцевым уплотнением VCR® с внутренней резьбой и металлической прокладкой
1/4 дюйма
Фитинг с торцевым уплотнением VCR® с металлической прокладкой
Посмотреть продукт
321-4-Х-4
Нержавеющая сталь 321
1/4 дюйма
Конец гибкой трубки
1/4 дюйма
Конец гибкой трубки
Посмотреть продукт
321-4-Х-4-В2
Нержавеющая сталь 321
1/4 дюйма
Адаптер XBA
1/4 дюйма
Адаптер XBA
Посмотреть продукт
321-4-Х-4ФМР
Нержавеющая сталь 321
1/4 дюйма
Фитинг с торцевым уплотнением VCR® с внутренней резьбой и металлической прокладкой
1/4 дюйма
Фитинг с торцевым уплотнением VCR® с металлической прокладкой
Посмотреть продукт
321-4-Х-6
Нержавеющая сталь 321
1/4 дюйма
Конец гибкой трубки
1/4 дюйма
Конец гибкой трубки
Посмотреть продукт
321-4-Х-6-В2
Нержавеющая сталь 321
1/4 дюйма
Адаптер XBA
1/4 дюйма
Адаптер XBA
Посмотреть продукт
321-4-Х-6ДФР
Нержавеющая сталь 321
1/4 дюйма
Фитинг с торцевым уплотнением VCR® с внутренней резьбой и металлической прокладкой
1/4 дюйма
Фитинг с торцевым уплотнением VCR® с внутренней резьбой и металлической прокладкой
Посмотреть продукт
321-4-Х-6ФМР
Нержавеющая сталь 321
1/4 дюйма
Фитинг с торцевым уплотнением VCR® с внутренней резьбой и металлической прокладкой
1/4 дюйма
Фитинг с торцевым уплотнением VCR® с металлической прокладкой
Посмотреть продукт
321-6-Х-1
Нержавеющая сталь 321
3/8 дюйма
Конец гибкой трубки
3/8 дюйма
Конец гибкой трубки
Посмотреть продукт
321-6-Х-12
Нержавеющая сталь 321
3/8 дюйма
Конец гибкой трубки
3/8 дюйма
Конец гибкой трубки
Посмотреть продукт
321-6-Х-12-Б2
Нержавеющая сталь 321
3/8 дюйма
Адаптер XBA
3/8 дюйма
Адаптер XBA
Посмотреть продукт
321-6-Х-24
Нержавеющая сталь 321
3/8 дюйма
Конец гибкой трубки
3/8 дюйма
Конец гибкой трубки
Посмотреть продукт
321-6-Х-24-Б2
Нержавеющая сталь 321
3/8 дюйма
Адаптер XBA
3/8 дюйма
Адаптер XBA
Посмотреть продукт
321-6-Х-6
Нержавеющая сталь 321
3/8 дюйма
Конец гибкой трубки
3/8 дюйма
Конец гибкой трубки
Посмотреть продукт
321-8-Х-12
Нержавеющая сталь 321
1/2 дюйма
Конец гибкой трубки
1/2 дюйма
Конец гибкой трубки
Посмотреть продукт
321-8-Х-12ДФР
Нержавеющая сталь 321
1/2 дюйма
Фитинг с торцевым уплотнением VCR® с внутренней резьбой и металлической прокладкой
1/2 дюйма
Фитинг с торцевым уплотнением VCR® с внутренней резьбой и металлической прокладкой
Посмотреть продукт
321-8-Х-1-В2
Нержавеющая сталь 321
1/2 дюйма
Адаптер XBA
1/2 дюйма
Адаптер XBA
Посмотреть продукт
321-8-Х-24-Б2
Нержавеющая сталь 321
1/2 дюйма
Адаптер XBA
1/2 дюйма
Адаптер XBA
Посмотреть продукт
321-8-Х-36-Б2
Нержавеющая сталь 321
1/2 дюйма
Адаптер XBA
1/2 дюйма
Адаптер XBA
Посмотреть продукт
321-8-Х-3-В2
Нержавеющая сталь 321
1/2 дюйма
Адаптер XBA
1/2 дюйма
Адаптер XBA
Посмотреть продукт
321-8-Х-6
Нержавеющая сталь 321
1/2 дюйма
Конец гибкой трубки
1/2 дюйма
Конец гибкой трубки
Посмотреть продукт
321-8-Х-6-В2
Нержавеющая сталь 321
1/2 дюйма
Адаптер XBA
1/2 дюйма
Адаптер XBA
Посмотреть продукт
FLEX (гибкие) шланги и фитинги из нержавеющей стали | Кто они такие? Для чего они используются?
ДЛЯ ЧЕГО ИСПОЛЬЗУЮТСЯ ГИБКИЕ (ГИБКИЕ) ГОФРИРОВАННЫЕ ШЛАНГИ И ФИТИНГИ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ?
Flex (гибкие) нержавеющие шланги служат нам в различных областях, таких как комби и плиты в наших домах, счетчики в подъездах наших квартир, фонтаны, арматура и декоративные внутренние газовые установки, которые становятся популярными с каждым днем. Другими словами, сохраняют дистанцию, но на самом деле очень близки к нашей жизни и безопасности на протяжении десятилетий благодаря простоте установки и использования, а также долговечности против коррозии.
Кроме этого, 9Гибкий шланг 0003 (труба) используется для общих водопроводных установок, солнечных систем, котлов и систем фанкойлов. Благодаря своей гибкой и коррозионностойкой структуре они предпочтительны для всех систем, где требуется сложная и трудоемкая регулировка, вибрация и коррозия. желательно устранить, и необходима простая и быстрая установка. Компания KAS является оптовым производителем гибких шлангов из нержавеющей стали турецкого производства.
Основными жидкостями, протекающими через них, являются природный газ и горячая/холодная вода.
Гибкие шланги из нержавеющей стали (гибкие шланги из нержавеющей стали) изготавливаются из специальных полос из листовой нержавеющей стали с содержанием, указанным в европейских стандартах TSE и EN ISO. В соответствующих стандартах упоминается несколько типов материалов. Поэтому для того, чтобы объяснить проблему проще, мы упомянем только распространенные типы, известные как 304/304L, 316/316L
Шланги из нержавеющей стали имеют температуру плавления примерно 1400-1450 градусов Цельсия (⁰C). Поэтому они очень устойчивы к возможному возгоранию.
Наружные покрытия (труба) не имеют противопожарных характеристик. Ожидается, что покрытие защитит шланг от чистящих химикатов и не создаст опасности для дыхания из-за выделения содержащихся в нем опасных химикатов.
CE 14800 Gas Flex Group: https://kas.com.tr/en/prod-category/stainless-steel-flexible-hoses/ce-14800-gas-flex-group/
ко всем типам испытаний, таких как механические, химические, термические и т. д., указанным в стандарте(ах), в зависимости от предполагаемого использования готовой продукции.
Если область использования не ограничена конкретным стандартом, покупатель может запросить испытание продукта в соответствии с общим стандартом TS EN 10380 для гибких шлангов или любым специальным испытанием.
Производители получают право на получение сертификатов соответствующих учреждений на продукцию, успешно прошедшую эти испытания. Мы настоятельно рекомендуем пользователям обратить внимание на эти сертификаты в первую очередь.
Примечание. В этом документе продукты будут обозначаться как «шланг» и «гибкий шланг в сборе». «Шланг» используется для тех, у которых нет приварных фитингов.
Гибкие гибкие шланги из нержавеющей стали Компании Турция
Турецкие гибкие гибкие шланги, Турция Гибкие гибкие шланги из нержавеющей стали Производители, поставщики
Гибкие трубы из нержавеющей стали Сделано в Турции от турецких поставщиков, экспортеров и производителей в Турции
ЭТАПЫ ПРОИЗВОДСТВА FLEX HOSE
Flex Hose начинает свой производственный путь как «лента из нержавеющей стали», которая изготавливается с очень точным химическим составом, качеством резки и поверхности, гладкостью, толщиной и т. д.
Затем непрерывно сваривается на производственной линии любым методом, таким как TIG, Laser, Plasma и т.д., и превращается в трубу. Впоследствии он становится гибким шлангом на той же линии с его гофрами посредством гидравлического или механического формования. Сразу после этого он подвергается испытанию на герметичность.
Если он будет отправлен сразу же после намотки и упаковки, то «шланг» станет продуктом, т.е. солнечные гибкие шланги. С другой стороны, если он будет доставлен в виде «гибкого рукава в сборе», он должен пройти по крайней мере через одну из станций, упомянутых ниже. В ходе этих процессов полуфабрикаты подвергаются одному или нескольким испытаниям на герметичность. Другими словами, каждый продукт будет протестирован как минимум 2 раза без каких-либо исключений.
1- Приварка концевых деталей (фитингов), таких как ниппель, муфта/втулка (использование с накидной гайкой – Все виды гибких шлангов в сборе
2- Оплетка из проволоки из нержавеющей стали – 60 9000 Cooker flex 50 9000 3- Отжиг (для легкого изгиба и для 100 % растяжимости) – 15266 Внутренняя газовая трубка – 11353 Растяжимая трубка
4- Трубное (изоляционное) покрытие прозрачным и непрозрачным ПВХ, полиолефин/полиэтилен, пвх+полиэтиленовая пена материалы – 14800 Шланг для подключения плиты (прозрачный ПВХ) – 15266 Гибкий шланг для внутреннего газа (непрозрачный ПВХ) – 10670 Шлейф для комбинированного соединения (полиэтилен/полиолефин) – 10878 Шлейф для подключения счетчика (полиэтилен/полиолефин) – 11353 Растяжимый гибкий шланг (полиэтилен/полиолефин)) – Solar Flex (ПВХ+полиэтиленовая пена)
5- Закрытие – 11353 Extensible Flex
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ0004
A. КАЧЕСТВО МАТЕРИАЛА – ХИМИЧЕСКИЙ СОДЕРЖАНИЕ
В предыдущем заголовке мы заявили, что слово «качество» не имеет того же значения, что и «квалифицированный», которое мы используем в повседневной жизни, и оно скорее связано с элементы, содержащиеся в самом металле. Другими словами, это относится к типам материалов, которые возникают, когда такие элементы, как хром, никель, молибден и т. д. в сырье доступны в различных соотношениях.
Гибкие шланги изготовлены из полосового листа нержавеющей стали. Для того чтобы назвать металл «нержавеющей сталью», в нем должно содержаться не менее 10,5% хрома (по массе)
Нержавеющие стали ( Википедия : нержавеющая сталь ) — это стали, которые очень устойчивы к образованию красной ржавчины (оксида железа), которую мы знаем в общих чертах. Тем не менее, многие типы нержавеющих сталей все еще будут подвергаться коррозии, когда они подвергаются воздействию химически агрессивных ситуаций. Другими словами, для пользователя очень важно выбрать материал в соответствии с предполагаемым использованием или предоставить необходимую информацию производителю перед заказом и, таким образом, направить производителя в правильном направлении.
Как мы указывали во вступительной части, мы можем классифицировать качества листов, используемых для производства шлангов, по 2 основным общим группам. 304/304Л и 316/316Л.
** 304/304L – содержат 8-12% никеля и 17,5-2% хрома. Могут использоваться в таких средах, как вода, газ и т.д., кроме агрессивных сред, таких как соленая вода, избыточно влажная среда и т.п. хрома и 2-2,5% молибдена. Их можно использовать даже в агрессивных условиях, таких как соленая вода и т. д., и они демонстрируют очень высокую устойчивость к коррозии благодаря содержащемуся в них молибдену.
* * Буква «L» в конце указывает на низкое содержание углерода. Низкое содержание углерода предотвращает коррозию (сенсибилизирующую коррозию), которая может возникнуть в молекулярной структуре во время процессов сварки и отжига.
В то время как максимальное содержание углерода составляет 0,08% при нормальном качестве, это соотношение составляет не более 0,03% при низком уровне содержания углерода.
B. ТИП ВОЛНОВОГО (ГОФРИРОВАННОГО) СЕЧЕНИЯ
Существует 2 основных типа сечения, такие как кольцевое и спиральное. В кольцевом типе гофры расположены перпендикулярно оси шланга, что упрощает его установку и делает его более безопасным в использовании. Кроме того, шланги кольцевого типа не создают скручивающих усилий в случае высокого давления или скачков давления и, таким образом, они более устойчивы по сравнению со спиральными шлангами. Сегодня предпочтение отдается кольцевым шлангам из-за их превосходных технических характеристик.
C. ВОЛНОВОЙ (ГОФРИРОВАННЫЙ) ТИП
Гибкие шланги из нержавеющей стали (гибкие шланги из нержавеющей стали) можно разделить на 3 основных типа шага в соответствии с их назначением: широкий, стандартный и закрытый (сжатый). Количество гофр на шланге увеличивается, поэтому волны становятся частыми по мере перехода от широкого к сжатому шагу. Прочность на сжатие типов узлов и ее влияние на гибкость приведены в таблице ниже.
TYPE
PRESSURE RATING
FLEXIBILITY
CLOSED (COMPRESSED)
+
+ + + +
STANDARD
+ +
+ + +
ШИРОКИЙ
+ + +
+ +
Как показано в таблице, гибкость увеличивается, но прочность на сжатие уменьшается по мере увеличения количества узлов.
(сжатый шаг, стандартный шаг, широкий шаг)
D. ФИТИНГИ ДЛЯ ШЛАНГОВ
… могут быть изготовлены из таких материалов, как нержавеющая сталь, углеродистая сталь, хромированная сталь, латунь, хромированная латунь и т. д. в соответствии со стандартами TS EN по желанию или в соответствии со стандартом. В нестандартном применении важен правильный выбор материала пользователем/производителем, например, в шланге.
E. ТИПЫ ПОКРЫТИЙ (КОРПУСОВ) – НАЗНАЧЕНИЕ И ПРЕИМУЩЕСТВА
Покрытие может быть нанесено на нержавеющий шланг в соответствии с предполагаемым использованием, указанным в соответствующих стандартах или специальных требованиях. Обычно это покрытие известно на рынке как «трубка». Гибкие шланги из нержавеющей стали имеют температуру плавления приблизительно 1400-1450 градусов (C). Поэтому они очень устойчивы к возможному возгоранию. Внешние покрытия (труба) не имеют огнестойкости. Ожидается, что оболочка защитит шланг от чистящих химикатов и не создаст опасности для дыхания, высвобождая содержащиеся в нем опасные химикаты.
Типы кожуха трубы (покрытия)
1- Прозрачный ПВХ: Используется для соединения плиты 14800 и водопровода. Основной целью является предотвращение повреждения шлангов и наконечников агрессивными химическими веществами, которые могут использоваться для уборки дома. Кроме того, он выполняет такие функции, как легкая очистка, декоративный внешний вид и снижение звука и вибрации от изгибов воды, а также вносит дополнительный вклад в гибкость.
2- Непрозрачный ПВХ: Используется для 15266 внутренних газопроводов. Защищает шланг от агрессивных химикатов и внешних воздействий. Обеспечивает легкую очистку и декоративный вид.
3- Полиэтилен/полиолефин: Имеет мягкую и прочную структуру. Благодаря своей мягкой структуре он используется для всех продуктов, где требуется дополнительное вакуумное покрытие (Combi Flex, Extensible Flexes, Meter Flexs и т. д.)
4- ПВХ + пенополиуретан: Композитный ПВХ на пенополиуретане предпочтительнее для шлангов солнечных систем благодаря его высокой устойчивости к естественным условиям, таким как высокая температура, дождь, снег, грязь и т. д., и он обладает очень хорошей теплоизоляционной способностью. Он также имеет встроенный сенсорный кабель.
5- Полиуретановая пена: Может использоваться в воде и фанкойлах с целью гидроизоляции.
НАЗНАЧЕНИЕ И ОТЛИЧИТЕЛЬНЫЕ ХАРАКТЕРИСТИКИ ГИБКИХ ШЛАНГОВЫХ ФИТИНГОВ
Под этим заголовком мы приводим стандарты и отличительные характеристики трубной арматуры в рамках стандартов TS EN в таблицах ниже.
TS EN 14800 – ФЛЕКС ДЛЯ СОЕДИНЕНИЯ ПЛИТЫ
DESCRIPTION OF SPECIFICATION
REMARK
TYPE OF PIPE NODE
CLOSED (COMPRESSED)
STAINLESS WIRE MESH
AVAILABLE
ANNEALING
N/A
END PIECES
НЕРЖАВЕЮЩАЯ
ВНЕШНЕЕ ПОКРЫТИЕ
ТРУБКА ПРОЗРАЧНАЯ ПВХ
TS EN 10670 – ГИБКИ ДЛЯ КОМБИНИРОВАННЫХ СОЕДИНЕНИЙ 0005
Описание Спецификации
Замечание
Тип трубного узла
СТАНЕВНАЯ проволока MESH
.
НАКОНЕЧНИКИ
ХРОМОВОЕ ЧУГУН
ВНЕШНЕЕ ПОКРЫТИЕ
ПОЛИЭТИЛЕН/ПОЛИОЛЕФИН ТРУБКА (ДОПОЛНИТЕЛЬНО ВАКУУМИРОВАННАЯ) ИЛИ ГОЛАЯ
60225 TS EN 10878 – FLEXES FOR METER CONNECTION
DESCRIPTION OF SPECIFICATION
REMARK
TYPE OF PIPE NODE
STANDARD
STAINLESS WIRE MESH
N/A
Отжиг
N/A
Конечные части
Хрома железа
Внешнее покрытие
полиэтилен/полиолефин0085
TS EN 15266 –INDOOR GAS FLEXES
DESCRIPTION OF SPECIFICATION
REMARK
TYPE OF PIPE NODE
OPEN
STAINLESS WIRE MESH
N /A
ОТЖИГ
В НАЛИЧИИ
КОНЦЕВЫЕ ДЕТАЛИ
ЛАТУНЬ
ВНЕШНЕЕ ПОКРЫТИЕ ПВХ
085
UNI 11353 – EXTENSIBLE FLEXES ( FOR NONSTANDARD OPTIONAL USE FOLLOWING “/”)
Латунь/томпак против биметалла: scoutbat — LiveJournal
В связи с тем, что сайт лакиганнер не открывается, пишу сюда очень короткий русский обзор их эпичных тестов, попяченый у товарища Геландена из его ЖЖ
Латунная гильза против стальной, медная оболочка против биметалла — эпичные испытания: http://www.luckygunner.com/labs/brass-vs-steel-cased-ammo/
Вкратце: патроны .223 55gr FMJ недавноего производства 1. Federal – латунная гильза, медная оболочка 2. Wolf – стальная гильза с полимерным покрытием, биметаллическая оболочка 3. Tula – стальная гильза с полимерным покрытием, биметаллическая оболочка 4. Brown Bear – стальная лакированная гильза, биметаллическая оболочка по 10 тысяч каждых, и четыре винтовки Bushmaster AR-15 MOE — средний ценовой сегмент, вполне, я так понимаю, ок инструмент.
И давай херачить! Но с умом, не просто так. Замеры скорости, кучности, загрязнения, износа, клинов, etc.
Тула вообще в тех бушмастерах циклить отказалась, клин на клине. Граждане отстреляли из любопытства в других карабинах — более-менее ок, но конкурент номер 3 с дистанции сошёл сразу. Потом чуваки пытались выяснить почему — подозревают, что порох слишком быстро горит, давление (которое в патроннике, в принципе, ок) быстро падает, и на уровне газоотвода — недотягивает до достаточного на тех бушмастерах. (К слову, у меня ровно та же проблема с ровно той же тулой была на штаерауге, пришлось вентиль открывать, как для засранного.)
По прочим подбили итоги.
Надёжность
При том, что по чистке не особо маньячили: * «Федерал» отстрелялся без клинов вообще * «Бурый Медведь» адски засрал газоотвод, в полевых условиях вычистить не удалось, сменили весь газоотводный блок на новый, на 10К патронов — 9 клинов (5 застрявших гильз, 1 проблема с питанием по вине магазина, 3 неполных цикла). * «Вольф» — 15 клинов на 10К патронов, всё — застрявшие гильзы.
Кучность
Отстреливали с оптикой с упора на 50 ярдах (примерно 46 м) сериями по 10 выстрелов. Новые карабины выдавали об 3.5 MOA. Кучность считалась приемлемой до 5 MOA (на туземном стрелковом форуме, швейцарцы с фасс90 + гп90 тщательно перечитывали эти цифры, стопорясь на словах «новые» и «приемлемой», протирали глаза).
Кучность всех вариантов была сравнимой до 4-5 тысяч выстрелов. Потом биметаллическая оболочка сделала своё дело — стволы вольфа и медведя пошли вразнос; на 50 м пули влетали в мишень боком. Федерал стрелял ок до самого конца.
Износ
Как уже говорилось, стволы биметаллическими пулями были убиты в говно через 4-5К выстрелов. В остальном же, на всех карабинах по ходу сменили копеечные детали (пружинки, да кольца газоотвода), серьёзных поломок не было.
Стальные гильзы, таки да, коцают выбрасыватели. Об 5К рекомендуют менять; таким образом можно было бы избежать многих клинов.
Дульная скорость
По ходу испытаний V0 падала заметно, от 3 до 5 % на 10К, до полутора процентов на первых 4К. Для такого рода оружия, подобные величины, конечно, похер, поэтому выводов из этого граждане никаких не делают (но для далеко, я бы задумался; 1. 5% скорости для GP11 — это об 20-25 см дропа на 800 м).
Выводы
Выводы граждане делают очень простые, считают расходы на расходники — патроны и стволы. По Американским ценам выгоднее стрелять дешёвыми патронами — стальная гильза, биметаллическая оболочка пули; на 10К патронов можно два новых ствола купить и ещё на пиво денег останется.
По нашим ценам — всё наоборот (напоминаю тем кто не в курсе, товарищ живет в Швейцарии, и цены сравнивает местные, в франках). 1К тулы чи барнаула — об 300, того же федерала — 410, а гп90 с армейскими субсидиями — 350. Даже если не брать в рассмотрение «нерыночный» гп90, на 10К экономится 550 — ровняк об цену ствола к фасс90. Для ар15оидов и штаерауга стволы выходят подешевле, но итоговая экономия по-любому несущественная. Плюс тут, как уже говорилось, немного другие понятия о «приемлемой точности».
***
За подробностями — по ссылке, там много интересного, с графиками, фотографиями нечищеных винтовочных потрохов, распиленными стволами со сработанными нарезами и раздолбанными патронниками, замерами износа, начальной скорости, давления, etc.
Томпак — Сталь — Томпак « Калужский завод по обработке цветных металлов
ТУ 1881-004-55680513-2004 Ленты многослойные марки Л90СтЛ90. Технические условия
Описание
Многослойная биметаллическая лента марки Л90СтЛ90, изготавливается из низкоуглеродистой стали, плакированной с двух сторон томпаком Л90.
Состав
Основа – низкоуглеродистая качественная сталь марки 08Ю с химическим составом по ГОСТ 9045.
Покрытие – латунь марки Л90 с химическим составом по ГОСТ 15527.
Толщина плакирующего слоя h2 и h3 является одинаковой для обеих сторон и составляет от 4 до 6% от толщины готовой ленты. По требованию Потребителя толщина плакирующего слоя может быть до 10% на сторону.
Классификация и сортамент
По состоянию материала:
мягкое – М
дрессированное — Д
полутвёрдое – П
твёрдое – Т
По виду кромок:
с обрезной кромкой – О
без обрезной кромки – Н
Технические характеристики
Сорт
Толщина H, мм
Допуск по толщине, мм
Ширина B, мм
Допуск по ширине, мм
Длина, мм
Внутренний диаметр рулона Øвнутр. , мм
Масса рулона, кг
Лента
0,10 – 0,80
от (-0,01)
до (-0,06)
6 – 60
(±0,2)
немерная
80 / 100 / 200 /
300 / 400
10 – 100
60 – 220
от (±0,2)
до (±0,3)
50 – 700
0,81 – 1,50
от (-0,06)
до (-0,07)
20 – 60
(±0,2)
немерная
300 / 400 / 500
10 – 100
60 – 220
от (±0,2)
до (±0,3)
50 – 700
Полоса
0,50 – 1,50
от (-0,04)
до (-0,07)
50 – 220
от (±0,2)
до (±0,3)
1000 – 2000
—
—
Для лент с необрезной кромкой допуск по ширине составляет (±1,0) мм. Возможно изготовление других типоразмеров по согласованному допуску.
Механические свойства
Состояние ленты
Временное сопротивление разрыву σB, МПа
Относительное удлинение
δ, %
Мягкое (М)
230 ÷ 380
≥32
Дрессированное (Д)
280 ÷ 400
≥26
Полутвёрдое (П)
290 ÷ 430
≥10
Твёрдое (Т)
370 ÷ 510
≥4
Применение
Для производства изделий электротехнической и автомобильной промышленности, бронирования кабелей.
ОСТ 3-6649-91 Ленты и полосы из Биметалла 3. Технические условия
Описание
Биметаллические ленты и полосы Биметалл 3, изготавливаются из низкоуглеродистой стали, плакированной с двух сторон томпаком Л90.
Состав
Основа – низкоуглеродистая качественная сталь марки 08Ю с химическим составом по ГОСТ 9045, сталь марки 11ЮА с химическим составом по ГОСТ 803 или сталь 11кп с химическим составом по ГОСТ 1050.
Покрытие – латунь марки Л90 с химическим составом по ГОСТ 15527.
Толщина плакирующего слоя h2 и h3 является одинаковой для обеих сторон и составляет от 4 до 6% от толщины готовой ленты. По требованию Потребителя толщина плакирующего слоя может быть до 10% на сторону.
Классификация и сортамент
По состоянию материала:
мягкое, отожженное
отожженное и дрессированное
По виду кромок:
с обрезной кромкой
Технические характеристики
Сорт
Толщина H, мм
Допуск по толщине, мм
Ширина B, мм
Допуск по ширине, мм
Длина, мм
Внутренний диаметр рулона Øвн. , мм
Масса рулона, кг
Лента
0,72 – 1,37
(-0,07)
95 – 167
(-1,0)
немерная
400 / 500
50 – 500
Полоса
0,72 – 1,37
(-0,07)
95 – 159
(-1,0)
1000 – 2000
—
—
Возможно изготовление других типоразмеров по согласованному допуску.
Механические свойства и микроструктура стального слоя
Марка стального слоя
Механические свойства
Микроструктура
Временное сопротивление разрыву σB, МПа
Относительное удлинение δ, %
Полосчатость
(ГОСТ 5640)
Величина зерна феррита
(ГОСТ 5639)
Форма перлита
11ЮА
284 ÷ 402
≥28
0, 1, 2
8, 9, 10, 11
1 – 5
08Ю
250 ÷ 390
≥28
7, 8, 9, 10
Применение
Для изготовления изделий методом глубокой вытяжки.
Цинковые сплавы: свойства, обработка и применение
После железа, алюминия и меди цинк является четвертым наиболее широко используемым металлом в мире [1]. В 2018 году во всем мире было произведено около 13,2 млн метрических тонн рафинированного металлического цинка, и этот уровень производства практически не изменился за последнее десятилетие. Китай является крупнейшим в мире производителем цинка, на долю которого приходится почти 40% мирового производства, а Австралия обладает самыми большими запасами цинка в мире [2].
Цинк 16 -й -й самый распространенный металл и 23-й -й -й самый распространенный элемент в земной коре соответственно. Его больше, чем меди, хотя мировое производство меди значительно превышает производство цинка. Мировое производство цинка осуществляется в основном из его руды, сульфида цинка, широко известного как сфалерит.
Почти половина всего производимого цинка используется для цинкования; процесс покрытия железа или стали тонким слоем цинка для защиты от коррозии. Этот процесс может резко увеличить возможность вторичной переработки стали и железа. Помимо использования для гальванизации, цинк широко используется для изготовления сплавов, наиболее распространенным из которых является 9.0011 латунь . Латунь представляет собой сплав меди и цинка с небольшим содержанием свинца и олова.
В этой статье вы узнаете о:
Свойства цинковых сплавов
Производство и обработка цинковых сплавов
Применение цинковых сплавов
Примеры марок и стандартов цинковых сплавов
Свойства цинковых сплавов
Помимо цинка, цинковые сплавы обычно содержат алюминий, медь, магний и железо.
Алюминий хорошо растворяется в цинке, и его часто добавляют в литейный процесс для повышения текучести и снижения температуры плавления. Алюминий также улучшает некоторые механические свойства, такие как удлинение.
Медь является еще одним распространенным компонентом цинковых сплавов. Медно-цинковые сплавы, также известные как латунь, обладают улучшенными свойствами, такими как прочность на растяжение, твердость, износостойкость и ползучесть.
Магний в относительно небольших количествах является важным металлом, легирующим цинк, поскольку он улучшает структуру зерна и предотвращает межкристаллитную коррозию, обычно вызываемую примесями.
Таблица 1. Свойства цинковых сплавов
ZA-8 Литье под давлением
ЗА-8 Перм. Форма
ZA-12 Литой
ЗА-12 Перм. Форма
ZA-12 Отливка из песка
ZA-27 Литье под давлением
ЗА-27 Перм. Форма
ZA-12 Отливка из песка
Плотность (г/см³)
6,3
6,3
6
6
6
5
5
6
Модуль упругости (ГПа)
86
85
83
83
83
78
78
83
Прочность на растяжение (МПа)
370
210
400
290
260
430
400
260
Удлинение (%)
8
1,3
5,3
1,9
1,6
2
3,6
1,6
Теплопроводность (Вт/(м·К))
120
120
120
120
120
130
130
120
Температура плавления (°C)
380
380
380
380
380
380
380
380
Коэффициент теплового расширения (К-1)
2,3 ✕ 10 -5
2,3 ✕ 10 -5
2,4 ✕ 10 -5
2,4 ✕ 10 -5
2,4 ✕ 10 -5
2,6 ✕ 10 -5
2,6 ✕ 10 -5
2,4 ✕ 10 -5
Предел текучести (МПа)
290
210
320
270
210
370
260
210
Электропроводность (См/м)
1,624 * 10 -8
1,624 * 10 -8
1,624*10 -8
1,624 * 10 -8
1,624 ✕ 10 -8
1,74 ✕ 10 -8
1,74 ✕ 10 -8
1,624 ✕ 10 -8
Производство и переработка цинковых сплавов
Исторически цинк производился из оксидных руд до открытия его сульфидных руд, которых в природе гораздо больше. Наиболее распространенной рудой цинка является сульфид цинка, также называемый цинковой обманкой.
Существует два основных метода производства цинка: пирометаллургический и гидрометаллургический.
К 1916 году гидрометаллургический процесс заменил пирометаллургический процесс в качестве основного процесса производства цинка [1].
Пирометаллургический процесс
Этот процесс включает «обжиг» концентрированных форм цинковой руды, концентрация которых достигается посредством процесса пенной флотации. Эта концентрированная руда тонко измельчается и суспендируется в потоке воздуха, что служит двойной цели: превращению руды в высокореакционноспособный оксид цинка ZnO, а также снижению содержания серы [3]. Происходит следующая реакция:
2ZnS + 3O 2 → 2ZnO + 2SO 2
Полученный оксид цинка дополнительно измельчается и смешивается с коксом (топливо с высоким содержанием углерода), а затем нагревается до 1400 o C. Кокс служит восстановитель, и оксид цинка восстанавливается до металлического цинка посредством следующей реакции;
2ZnO + C → 2Zn + CO 2
Цинк, полученный этим методом, находится в газообразном состоянии, так как его температура кипения ниже 1400 o C. Следовательно, для получения твердого цинка его необходимо конденсировать . Газообразное состояние цинка имеет то преимущество, что его легко отделить от примесей, таких как кадмий, свинец и железо, которые имеют более высокие точки кипения и остаются.
Гидрометаллургический процесс
Неочищенный оксид цинка, который получают путем флотации и последующего окисления, растворяют в разбавленной серной кислоте H 2 SO 4 с получением раствора сульфата цинка ZnSO 4 .
ZnO+H 2 SO 4 → ZnSO 4 +H 2 O
ZnSO 4 затем подвергается электролизу с использованием (Pb-1%Ag) анода. На аноде выделяется кислород, а на катоде осаждается цинк. Металлический цинк (который составляет 99,995% чистоты) затем можно удалить с катода и обработать с помощью таких методов, как литье цинка под давлением. Около 80% мирового производства цинка осуществляется с помощью этого гидрометаллургического процесса [4].
Цинковые сплавы получают путем смешивания чистого цинка с другими металлами в определенных соотношениях. Это придает металлам свойства, подходящие для ряда применений, описанных ниже. Детали из цинкового сплава производятся методами литья, которые, в зависимости от смеси легирующих элементов, могут быть литьем под давлением с горячей камерой, литьем под давлением с холодной камерой, гравитационным литьем и литьем в песчаные формы. Эти процессы обычно включают впрыск смеси расплавленного металла в постоянную форму под высоким давлением, после чего форма охлаждается для непосредственного изготовления металлической детали или слитка для вторичного использования. Последующая обработка цинковых сплавов обычно ограничивается чистовой обработкой поверхности, поскольку такие методы, как холодная обработка и термическая обработка, как правило, не выполняются из-за возможности образования трещин [5].
Применение цинковых сплавов
Цинковые сплавы (вместе с другими металлами, такими как медь и титан) используются в строительстве и архитектуре, таких как водосточные системы, облицовка, арматура и кровля. Цинковые сплавы также находят применение в качестве расходуемых компонентов, таких как предохранители, срезные болты/штифты и расходуемые аноды для защиты от коррозии. Цинковые сплавы также используются в электромагнитном экранировании для защиты устройств от электромагнитных полей.
Латунь обладает превосходным сочетанием механических свойств, таких как прочность, пластичность, износостойкость и коррозионная стойкость, электрическая и теплопроводность, твердость и обрабатываемость, что делает ее подходящей для широкого спектра применений. В целом их можно разделить на две части; декоративные и механические. Такие области применения включают бытовую фурнитуру, ювелирные изделия, детали двигателей, насосы, клапаны, крепежные детали и компоненты часов.
Другие цинковые сплавы используются в некоторых типах подшипников машин, штампов для литья под давлением и штамповочных штампов. Цинк также используется для медицинского оборудования, резиновых изделий, пигментов для красок и керамики. Один интересный факт о самом цинке заключается в том, что он является вторым по распространенности микроэлементом в организме человека после железа.
Ниже приведены некоторые области применения коммерчески доступных сплавов цинка.
Таблица 2. Типичные области применения цинковых сплавов.
Обозначение сплава
Состав сплава в %
Применение сплавов
Сплав 3
Zn–4Al–0,04Mg
Подходит для изготовления изделий сложной формы методом литья под давлением в горячей камере
Сплав 5
Zn–4Al–0,04Mg–1Cu
ЗА 8
Zn–8Al–1Cu–0,02Mg
Наиболее подходит для гравитационного литья и гальваники
ЗА 12
Zn–11Al–1Cu–0,02Mg
Подходит для литья в песок или гравитационное литье
ЗА 27
Zn–27Al–2Cu–0,015Mg
Подходит для литья под давлением и экструзии
Zn–Cu–Ti
Zn–1Cu–0,1Ti
Высокая прочность и сопротивление ползучести
Примеры марок и стандартов цинковых сплавов
Существует множество марок цинковых сплавов, более 25 из которых используются в настоящее время. Многие из них имеют проприетарные или общеизвестные имена.
Наиболее известным цинковым сплавом является латунь, состоящая из меди и цинка. В настоящее время существует более 600 стандартов EN для латуни. Основные типы латуни различаются по своей кристаллической структуре, которая зависит от соотношения меди и цинка, и подразделяются на альфа-латунь, бета-латунь, альфа-бета-латунь, гамма-латунь и белую латунь.
Zamak представляет собой распространенное семейство цинковых сплавов, состоящих из алюминия, магния и меди. Они отличаются тем, что содержат фиксированное количество алюминия – 4%.
Томбак представляет собой латунный сплав с низким содержанием цинка (менее 28%) и высоким содержанием меди (более 78%).
Сплавы Zinag состоят из цинка, алюминия и серебра. Они имеют низкую плотность, устойчивы к коррозии и обладают хорошими механическими свойствами. Серебро придает сплаву сверхпластичность, делая его деформируемым без существенной потери механических свойств.
Другие цинковые сплавы включают нейзильбер, бессвинцовый припой и техническую бронзу.
Некоторые соответствующие цинковые сплавы показаны ниже вместе с их составом. Измерения соответствуют стандарту ASTM B86. Следовые количества других металлов, таких как кадмий, олово, хром, кремний, никель и свинец, не показаны.
Таблица 3. Химический состав некоторых сплавов на основе цинка [6].
Сплав
Алюминий (%)
Медь (%)
Магний (%)
Железо (%)
Цинк (%)
Замак 2 (AC43A)
3,7 – 4,3
2,6 – 3,3
0,02 – 0,06
<0,05
Остаток (приблизительно)
Замак 3 (AC40A)
3,7 – 4,3
<0,1
0,02 – 0,06
<0,05
Остаток (приблизительно)
Замак 5 (AC41A)
3,7 – 4,3
0,7–1,2
0,02 – 0,06
<0,05
Остаток (приблизительно)
Замак 7
3,7 – 4,3
<0,1
0,005 – 0,02
<0,05
Остаток (приблизительно)
ЗА-8
8,0 – 8,8
0,8 – 1,3
0,01 – 0,03
<0,075
Остаток (приблизительно)
ЗА-12
10,5 – 11,5
0,5 – 1,2
0,01 – 0,03
<0,075
Остаток (приблизительно)
ЗА-27
25 – 28
2 – 2,5
0,01 – 0,02
<0,075
Остаток (приблизительно)
акуцинк 5
2,5 – 3,3
5,0 – 6,0
0,02 – 0,05
<0,075
Остаток (приблизительно)
Акуцинк 10
2,5 – 3,3
10 – 11
0,02 – 0,05
<0,075
Остаток (приблизительно)
АЛЗЕН 305
30
5
0,01 – 0,02
—
Остаток (приблизительно)
АЛЬЗЕН 501
50
1
0,01 – 0,02
—
Остаток (приблизительно)
ЗЭП®
14 – 16
0,8 – 1,2
0,025 – 0,035
<0,03
Остаток (приблизительно)
[1] «Металлы: рынок и возможности», KPMG и India Brand Equity Foundation, 2008 г. [онлайн]. Доступно: https://www.ibef.org/download/Metals_210708.pdf [По состоянию на 1 мая 2020 г.]
[2] М. Гарсайд, «Цинк — статистика и факты», statista , 17 января 2020 г., [онлайн]. Доступно: https://www.statista.com/topics/2306/zinc/ [По состоянию на 1 мая 2020 г.].
[3] «Извлечение цинка: применение в металлургии», BYJU’S, [онлайн]. Доступно: https://byjus.com/chemistry/zinc-extraction-metallurgy/ [По состоянию на 1 мая 2020 г.].
[4] P.A.Tasker, P.G.Plieger и L.C.West, «Комплексы металлов для гидрометаллургии и экстракции», в книге «Комплексная координационная химия II», J.A. McCleverty and T:J. Мейер, Эд. Elsevier, 2003, стр. 759–808 .
[5] Гросс, Дуглас К. «Цинковые сплавы: спецификации и обработка». SAE Transactions , том. 96, 1987, стр. 1039–1046. JSTOR , www.jstor.org/stable/44472868. [По состоянию на 7 мая 2020 г.].
[6] A. Pola 1, M. Tocci и FE Goodwin, «Обзор микроструктур и свойств цинковых сплавов», Metals , vol. 10, 253, 2020.
Каким другим словом можно назвать металл? Синонимы и похожие слова для слова металл в тезаурусе ШАБДКОШ
Dictionary
Pronunciation
Word Network
Examples
Thesaurus
Conjugation
Rhymes
Trends
Noun
a mixture containing two or more metallic elements or metallic and nonmetallic elements usually fused together or dissolving друг в друга при расплавлении
Синонимы
сплав
металл
Более общий
смесь
More specific
18-karat gold
22-karat gold
Alnico
Babbitt metal
Britannia metal
Carboloy
Duralumin
German silver
Inconel
Invar
Stellite
Сплав Вуда
Металл Вуда
амальгама
баббит
подшипниковый металл
хеопласт металл
сплав на основе меди
амальгама стоматологическая
dental gold
electrum
fusible metal
heavy metal
nickel alloy
nickel silver
nickel-base alloy
oreide
oroide
pewter
pinchbeck
pot metal
pyrophoric alloy
металлическая дробь
припой
сталь
серебро
тампак
томпак
томпак
тип металл
белое золото
белый металл
Родственные
первичный твердый раствор
твердый раствор
Существительное
любой из нескольких химических элементов, которые обычно представляют собой блестящие твердые вещества, проводящие тепло или электричество и т. д.
Синонимы
металл
металлический элемент
Более общий
химический элемент
элемент
Глагол
cover with metal
Synonyms
metal
More generic
coat
surface
Adjective
containing or made of or resembling or characteristic of a metal
Synonyms
metal
металлические
родственные
цельнометаллические
алюминиевые
сурьмяные
серебристые
золотосодержащие
bimetal
bimetallic
bronze
gilded
gold
gold-bearing
golden
metal-looking
metallic-looking
metallike
silver
tinny
SHABDKOSH Apps
English Hindi Словарь английского языка хинди для Android
Виды сварных соединений. Описание процесса, преимущества и недостатки
Терминологию в сфере сварки устанавливают положения ГОСТа 2601-84. Понятию «сварное соединение» в нем дано весьма краткое, но не допускающее двусмысленности определение. Формулировка такая: сварное – это неразъемное соединение, произведенное сваркой. Из всех существующих в настоящее время соединений оно характеризуется самыми высокими показателями надежности и лучшими прочностными качествами. В его основе находится молекулярное сцепление, возникающее между свариваемыми объектами под воздействием высокой температуры. Сами же материалы, из которых они изготовлены, могут быть не только металлами (что встречается чаще всего), но иметь и другую природу, например, полимерную.
Зоны сварного соединения
Сварное соединение состоит из четырех характерных зон.
Зона сварочного шва. Это – область сварного соединения, являющаяся результатом:
процесса, сочетающего деформацию и кристаллизацию.
Зона наплавленного металла. Здесь находится смесь находящихся в жидком состоянии основного металла и металла используемой для присадки проволоки либо металла электрода.
Зона сплавления. Представляет собой участок с частично сплавившимися зернами, отделяющий шов от основного металла.
Зона термического влияния. Это – область основного металлического сплава, не подвергшаяся плавлению. Но его свойства претерпели изменения под воздействием высокой температуры, при которой проводится сварка либо наплавка.
Плюсы и минусы
Сварные соединения обладают следующими основными преимуществами:
возможность проведения работ в автоматическом режиме;
невысокий уровень трудоемкости;
снижение себестоимости производства сложных деталей мелкими партиями или единичными экземплярами;
отсутствие отверстий, ослабляющих конструкцию;
соединение получается плотным и абсолютно герметичным.
Из недостатков стоит выделить:
качество шва зависит от квалификации исполнителя;
неравномерный нагрев деталей в ходе сварки приводит к их короблению;
в подвергнутых сварке элементах возникают остаточные напряжения.
Методы выполнения сварных соединений
Сегодня сварку применяют для элементов конструкций, изготовленных из конструкционных сталей всех видов, сплавов высоколегированных, а также из цветных сплавов. Рассмотрим основные способы выполнения этой операции.
Сварка дуговая
Сварка дуговая представляет собой метод соединения металлов посредством сплавления. С этой целью место будущего скрепления нагревается до температуры, достигающей отметки 1500°С. В результате происходит перемешивание расплавленного буферного металла с металлом деталей либо металла только самих деталей.
После охлаждения с последующим застыванием между ними возникает металлургическая связь. Поскольку сформированное таким образом соединение – ни что иное, нежели смесь металлов, ему, как правило, присуща та же прочность, что и металлу скрепляемых объектов. Данный фактор является очевидным преимуществом по сравнению с технологиями, не предусматривающими расплавление кромок деталей (например, пайка). Ведь продублировать механические и физические свойства основных металлов созданные на их основе соединения не могут.
Разновидности
Подразделение дуговой сварки на виды осуществляется по многим критериям. Наиболее часто применяемые – это материал электродов, их количество, а также тип формируемой на основе заготовки и электродов электрической цепи.
Сварка электродом неплавящимся. Такой расходник может быть вольфрамовым либо угольным. Соединение образуется за счет плавления только металлов заготовок либо присадочной проволоки.
Сварка электродом плавящимся. В данном случае используется метод Славянова. Он предполагает подачу электрода в сварочную ванну в виде жидкого металла.
Сварка посредством дуги косвенного действия. Образование электродуги происходит между двумя электродами. Они могут быть как неплавящимися, так и плавящимися. На металл воздействует тепловая энергия электродуги.
Сварка дугой трехфазной. Подключение металлической обрабатываемой детали и электродов осуществляется к различным фазам 3-фазной цепи. Электродуга образуется между: основным металлом и каждым из двух электродов;обоими электродами.
Методы электродуговой сварки: плюсы и минусы
Электродуговая сварка выполняется несколькими способами. Каждому из них присущи свои преимущества и недостатки.
Ручная электродуговая сварка
Ручная электродуговая сварка является наиболее популярным методом соединения металлических элементов конструкции. Применяется как в промышленном производстве, так и в быту. Этот способ используется для сварки чугуна, стальных и цветных сплавов различных марок.
Конструкция плавящегося электрода включает металлический стержень и обмазку. Стержень выполняет две функции:
Функционал обмазки шире. Она:
связывает компоненты покрытия стержня;всю массу покрытия с самим стержнем;
легирует металл сварного шва, улучшая таким образом его физико-химические характеристики;
раскисляет расплавленный металл;
защищает сварной шов от внешних негативных воздействий.
Алгоритм ручной электродуговой сварки выглядит так: между металлом заготовки и электродом образуется электродуга. Она обеспечивает размягчение материала, сопровождающееся формированием на его поверхности жидкой ванны. Затем в столб электродуги вводится крайний участок электрода. Там происходит его расплавление. Далее полученный материал смешивается с основным жидким металлом в сформированной ванне.
Сегодня сварка данного вида чаще всего выполняется с использованием сварочных инверторов, имеющих небольшой вес – до 6 кг. Такие устройства представлены на современном рынке в широком разнообразии. Более надежным оборудованием считаются сварочные трансформаторы. Но стоят они намного дороже инверторов, да и весят они заметно больше.
Из преимуществ сварки электродуговой ручной можно выделить:
относительно низкая цена сварочного оборудования;
возможность работы с различными металлами;
сварку можно выполнять в труднодоступных местах;
освоение рабочей техники не связано с трудностями.
К минусам данного способа сварки эксперты относят:
работа ведется во вредных условиях;
низкая производительность;
качество работ зависит от квалификации исполнителя;
сварка листов толщиной до 1,5 мм сопряжена с определенными сложностями.
Сварка полуавтоматическая
Отличительной особенностью сварки данного вида является то, что электродная проволока, а также защитный газ подаются в рабочую область автоматически. Наиболее часто в качестве защитного газа используются аргон (Аr) и углекислый газ (СО2). Они препятствуют воздействию на зону сварки внешних отрицательных факторов.
Популярность полуавтоматической сварки обусловлена ее универсальностью. Данный метод предоставляет возможность обрабатывать и черные, и цветные металлы. Причем толщина пластины (обозначение Т) в данном случае не особо критична. Данный параметр может принимать значения из диапазона 0,5 мм≤Т≤30,0 мм.
Полуавтоматическая сварка обладает следующими основными преимуществами:
работы проводятся с высокой скоростью;
соблюдение технологии обеспечивает получение качественного и прочного шва;
на качество сварки особо не влияет опыт работника;
высокая степень концентрации электродуги обусловливает ограничение зоны термического воздействия и минимизирует деформацию обрабатываемых деталей.
Из недостатков можно выделить только один – невысокая мобильность по причине наличия баллона с защитным газом. Но эта проблема решаема путем использования присадочной проволоки, в состав которой входит флюс.
Сварка электрошлаковая
Этот метод соединения изделий основан на разогреве зоны расплавления теплом, продуцируемым шлаковой ванной, нагреваемой электротоком.
Шлак выполняет функцию защиты области кристаллизации от насыщения элементом водород (Н), а также от окисления. Процедура сварки является бездуговой. Здесь плавление металлов – как основного, так и присадочного – осуществляется под воздействием тепловой энергии, выделяющейся, когда электроток протекает по расплавленному электропроводному шлаку.
Потом электрод погружается в шлаковую ванну, дуга гаснет, и электроток начинает протекать через шлак, находящийся в жидком агрегатном состоянии. Сварка осуществляется снизу-вверх. При этом обрабатываемые изделия распложены обычно вертикально, и между ними имеется зазор. По его обе стороны для образования шва устанавливаются ползуны-кристаллизаторы, изготовленные из меди. Они охлаждаются водой. В процессе формирования сварочного шва ползуны-кристаллизаторы передвигаются по направлению сварки.
Этом способу присущи такие плюсы:
К минусам можно отнести:
сварочный процесс в обязательном порядке предваряет изготовление с последующей установкой формообразующих элементов и стартового кармана;
при минусовых температурах ударная вязкость металла понижается. Обусловлено это крупнозернистой структурой шва и зоны термического воздействия;
недопустима приостановка процесса начатой сварки. Причина – возможно появление дефектов. Если же произошел перерыв определенной продолжительности, соединение намеренно разрушают и приступают к его формированию заново.
Электрошлаковую сварку используют при необходимости создания не только прямолинейных швов, но также кольцевых и имеющих более сложную конфигурацию.
Сварка контактная
Этот метод представляет собой процесс формирования сварочного неразъемного соединения нагревом металла путем пропускания через него электротока с последующей пластической деформацией области скрепления под воздействием внешнего усилия, работающего на сжатие.
Используется сварка контактная в массовом и крупносерийном производстве. Особенно востребована эта технология соединения в автопроме, авиастроении и радиоэлектронной промышленности.
Эксперты выделяют следующие преимущества сварки контактной:
отсутствие необходимости обеспечения процесса соединения такими расходными материалами, как присадочная проволока, флюс и инертный защитный газ;
продолжительный срок эксплуатации контактных электродов ввиду их медленного износа;
большая скорость формирования одного соединения. На это уходит примерно 0,1 сек;
простота выполнения работ. Оперативно освоить навыки проведения контактной сварки может даже неопытный человек.
Но и без недостатков здесь не обошлось. Основные из них такие:
Сварка трением
Этот метод является одной из разновидностей сварки давлением. В данном случае нагрев сопрягаемых деталей производится трением. Причем базовый вариант рассматриваемого способа предполагает перемещение одного из компонентов свариваемой конструкции. Следует отметить нюанс, связанный с окончательным формированием соединения. Выполняется оно на заключительной стадии всего процесса путем приложения к зафиксированным образцам (то есть уже неподвижным) проковочного усилия. В целом, соединение данным методом является результатом совместной необратимой пластической деформации скрепляемых сегментов подлежащих сварке заготовок.
К преимуществам сварки трением можно отнести:
отсутствие необходимости в присадочных материалах;
на подготовительные работы уходит немного времени. Не нужно зачищать свариваемые поверхности и удалять с них пленки оксидов;
работы проводятся в условиях менее вредных по сравнению с другими способами сварки. Отсутствуют: явление разбрызгивания расплавленного металла; выделения вредных для здоровья человека газов; яркий ослепляющий свет;
высокий уровень производительности. Продолжительность цикла сварки составляет всего несколько секунд либо считаные минуты. Точная цифра определяется габаритами заготовок.
Основные недостатки сварки трением такие:
процесс не универсален. Свариваются детали из неширокой номенклатуры размерных позиций;
громоздкость и дороговизна используемого оборудования;
применение сварки данного вида, так сказать, в «полевых условиях» невозможно. Оборудование не мобильно, а стационарно.
Сварка специальных видов
Сегодня разработаны специальные технологии сварки. Ниже коротко описаны лишь некоторые из них.
Сварка диффузионная
В основу данного метода заложено явление диффузии, происходящее даже не на молекулярном, а на атомарном уровне между поверхностями свариваемых элементов конструкции. Процесс сварки предваряет обработка поверхности деталей по шестому классу шероховатости с финишным обезжириванием ацетоном. После этого свариваемые изделия нагреваются и подвергаются воздействию давления. Все это происходит в защитной среде.
Разогреваются детали до температуры, изменяющейся в диапазоне от 0,5×Тр. до 0,7× Тр. где Тр. – температура плавления сплава, из которого они произведены. Это обеспечивает повышение пластичности металла и значительную скорость процесса диффузии. Уровень давления в камере, где выполняется диффузионная сварка, не превышает отметку 10-2 миллиметров ртутного столба. Другой вариант – в камере при обычном давлении присутствует какой-то инертный газ либо водород.
Сварка лазерная
Здесь источником энергии служит лазер. Принцип действия данной сварки следующий: монохромное излучение направляется в систему фокусировки. Там оно преобразуется в световой поток с меньшим сечением. Попав на подлежащие сварке детали, лазерное излучение:
Процесс его поглощения сопровождается нагревом металла и его расплавлением. В результате формируется сварочный шов.
Сфера применения данного метода – сварка в технологических процессах микроэлектроники как идентичных, так и несходных по структуре материалов, толщина которых может составлять до 10 микрон.
Сварка радиочастотная
Данный метод представляет собой разновидность сварки давлением. Нагрев скрепляемых поверхностей осуществляется с использованием токов высокой частоты. Подвод такого тока к свариваемым деталям может выполняться двумя способами:
подключение при помощи проводников к источнику тока. Это – кондуктивный способ;
индуктированием в соединяемых элементах конструкции высокочастотного тока при помощи индуктора, представляющего собой токопроводящий виток. Этот метод подвода энергии получил название индукционный.
Второй способ нашел наибольшее применение для радиочастотной сварки продольных швов трубных изделий. Описывая его и особо не вдаваясь в законы физики, скажем, что плотность тока в приповерхностном слое детали превышает значение данного показателя в ее толще. Таким образом, внешняя часть активно нагревается. Но наиболее сильно проявляется это явление в месте, расположенном именно под индуктором. И ток как-бы следует за ним при его перемещении. В результате нагрева кромки соединяемых элементов конструкции расплавляются. Далее они сжимаются под высоким давлением до формирования сварочного шва.
Сварка ультразвуковая
В качестве источника энергии в данном методе сварки используются ультразвуковые колебания. Сфера применения сварки этого типа – соединение металлических изделий, пластмассовых деталей, стекла с металлом и даже тканевых и кожаных материалов
Частота ультразвука (обозначение ω) – генерируется он непрерывно – изменяется в пределах 18 кГц≤ ω ≤180 кГц. Его мощность принимает значения от 0,01 Вт до 10,0 кВт. Для сварки скрепляемые элементы конструкции подвергаются одновременному воздействию:
Высокочастотные колебания приводят к сухому трению поверхностей. Под его воздействием происходит разрушение присутствующих на них пленок. Затем на смену сухому приходит чистое трение. Оно обеспечивает образование узлов схватывания. Формируются общие зерна, являющиеся общими компонентами обеих соединяемых поверхностей. Кроме того, образуется общая граница, разделяющая приповерхностные зерна. Это – заключительный этап ультразвуковой сварки.
Типы сварных соединений
Основной критерий, по которому сварочные соединения подразделяются на типы –пространственное расположение скрепляемых элементов конструкции.
Соединения угловые. В данном случае торцы элементов конструкции располагаются под некоторым углом. Сварка выполняется на всех примыкающих кромках деталей.
Соединения тавровые. Такой вариант предусматривает примыкание торца одного элемента в плоскости другого тоже под углом (чаще всего – под прямым).
Соединения стыковые. Детали стыкуются одна к другой плоскими торцами. Если у них толщина разная, торцы могут сместиться относительно друг друга по вертикали. То есть одна кромка будет выше другой.
Соединения нахлесточные. Подлежащие свариванию элементы конструкции расположены параллельно с частичным/полным перекрытием поверхностей.
Соединения торцовые. Здесь сопрягаемые детали совмещаются параллельно, а сварочный шов проделывается по торцам.
Заключение
Несколько слов о дефектах в сварных соединениях. К таковым относятся любые отклонения параметров сопряжений от установленных действующими стандартами, возникновение которых является следствием невыполнения требований к:
собственно, процессу сварочных работ;
механической, а также термической обработке скреплений, произведенных сваркой;
сборке конструкции;
сварочным материалам.
Интересную информацию опубликовало общество инженеров-механиков (сокращенное название АSМЕ), президиум которого работает Нью-Йорке. Причины дефектов сварочных соединений распределяются так: 10% — некорректный подбор сварочных материалов; 12% – сварочное оборудование функционировало со сбоями;32% – исполнитель допустил ошибки; 45% – неправильный выбор сварочной технологии. В оставшийся 1% входят прочие причины.
Please enable JavaScript to view the comments powered by Disqus. comments powered by Disqus
5. Виды сварки, типы сварных швов и соединений, их расчет
В настоящее время все шире внедряются такие процессы, как электронно-лучевая, плазменная, лазерная и другие виды сварки. В основном используют сварку электродуговую, реже газовую и контактную.
Длинномерные швы в конструкциях (поясные швы балок, колонн и др.) выполняются в заводских условиях, как правило, автоматической сваркой под слоем флюса. Флюс защищает изделие от вредного воздействия окружающей среды на металл соединения. К недостаткам автоматической сварки можно отнести затруднительность выполнения швов в вертикальном и потолочном положениях и в стесненных условиях, что ограничивает ее применение на монтаже.
Относительно короткие швы (приварка ребер, сварка узлов в решетчатых конструкциях и т.п.) выполняют полуавтоматической сваркой. При этом автоматически подается сварочная электродная проволока, а передвижение дуги по изделию производится вручную. Полуавтоматическую сварку стальных конструкций чаще всего выполняют в среде защитного газа. В качестве защитного используют обычно достаточно дешевый углекислый газ СО2. Реже применяют сварку порошковой проволокой.
В ряде случаев используют ручную сварку качественными электродами, т.е. электродами с качественным покрытием (толстым покрытием). При ручной дуговой сварке оба главных рабочих движения — подача электродной проволоки и передвижение дуги по изделию — выполняются вручную. В этом случае сварочная ванна расплавленного металла защищена от вредного воздействия окружающей среды плавящимся и частично испаряющимся электродным покрытием.
Электрошлаковая сварка представляет собой разновидность сварки плавлением; этот тип сварки удобен для вертикальных стыковых швов металла толщиной от 20 мм и более. Процесс сварки ведется голой электродной проволокой под слоем расплавленного шлака. Качество шва, выполняемого этим способом, получается очень высоким.
Ванная сварка, являющаяся разновидностью электрошлаковой, применяется в некоторых случаях при сварке арматуры большой толщины в железобетонных конструкциях.
Виды сварных швов и соединений
Сварным швом (в дуговой сварке) называется конструктивный элемент сварного соединения на линии перемещения источника сварочного нагрева (дуги), образованный затвердевшим после расплавления металлом.
Сварным соединением является комплекс сварного шва и части основного металла, соединяемых элементов, прилежащего к шву.
Сварные швы. Сварные швы классифицируют по конструктивному признаку, назначению, положению, протяженности и внешней форме.
По конструктивному признаку швы разделяют на стыковые и угловые (валиковые).
Рис. Виды швов
Швы могут быть рабочими или связующими (конструктивными), сплошными или прерывистыми (шпоночными). По положению в пространстве во время их выполнения они бывают нижними, вертикальными, горизонтальными и потолочными. Вертикальные, горизонтальные и потолочные швы в большинстве своем выполняются при монтаже.
Сварные соединения. Различают следующие виды сварных соединений: стыковые, внахлестку, угловые и тавровые, или впритык (рис. 4.3).
Стыковыми называют соединения, в которых элементы соединяются торцами или кромками, при этом один элемент является продолжением другого (рис. 4.3,а). Стыковые соединения наиболее рациональны, так как имеют наименьшую концентрацию напряжений при передаче усилий, отличаются экономичностью и удобны для контроля. Толщина свариваемых элементов в соединениях такого вида почти не ограничена.
Соединениями внахлестку называются такие, в которых поверхности свариваемых элементов частично находят друг на друга (рис. 4.3,6). Эти соединения широко применяют при сварке листовых конструкций из стали небольшой толщины (2—5 мм), в решетчатых и некоторых других видах конструкций. Разновидностью соединений внахлестку являются соединения с накладками, которые применяют для соединения элементов из профильного элемента и для усиления стыков.
Угловыми называют соединения, в которых свариваемые элементы расположены под углом (рис. 4.3,г).
Тавровые соединения (соединения впритык) отличаются от угловых тем, что в них торец одного элемента приваривается к поверхности другого (рис. 4.3,3).
Расчет сварных соединений
При расчете сварных соединений прежде всего необходимо учитывать вид соединения, способ сварки (автоматическая, полуавтоматическая, ручная) и сварочные материалы, соответствующие основному материалу конструкции.
Расчет сварных стыковых соединений на центральное растяжение или сжатие следует производить по формуле
,
где t — наименьшая толщина соединяемых элементов;
lw — расчетная длина шва, равная полной его длине, уменьшенной на 2t, или полной его длине в случае вывода концов шва за пределы стыка.
При расчете сварных стыковых соединений элементов из стали с отношением Ru/γu > Ry, эксплуатация которых возможна и после достижения металлом предела текучести, а также в конструкциях из стали с пределом текучести Run> 440 кН/мм вместо Rwy следует принимать Rwy/ γu , т.е. считать достижение предельного состояния по временному сопротивлению металла шва.
При отсутствии физических методов контроля расчетное сопротивление металла сварного соединения по нормам составляет Rwy = Q,85Ry. Для того чтобы соединение было равнопрочным основному элементу, длина шва должна быть больше размера b, поэтому в соединении применяют косой шов. Косой шов с наклоном реза α при tgα = 2:1, как правило, равнопрочен с основным металлом и поэтому не требует проверки
Расчетное сопротивление при сдвиге соединения Rws = RS, где Rs — расчетные сопротивления основного металла на сдвиг.
Сварные стыковые соединения, выполненные без применения физических методов контроля качества, при одновременном действии в одном и том же сечении шва нормальных напряжений, σwx и σwy, действующих по взаимно перпендикулярным направлениям х и у, и касательных напряжений τwxy, следует проверять по формуле:
Расчет соединений с угловыми швами. Разрушение сварных соединений с угловыми лобовыми и фланговыми швами возможно как по металлу шва, так и по металлу границы сплавления. Сварные соединения с угловыми швами при действии продольной и поперечной сил следует рассчитывать на срез (условный) по двум сечениям (рис. 20):
Рис. 20. Схема расчетных сечений сварного соединения с угловым швом: 1 — сечение по металлу шва; 2 — сечение по металлу границы сплавления по металлу шва (сечение 1).
N/f kf lw Rwf wf c;
по металлу границы сплавления (сечение 2)
N/z kf lw Rwz wz c,
где lw — расчетная длина шва, принимаемая меньше его полной длины на 10 мм;
f и z — коэффициенты;
wf и wz — коэффициенты условий работы шва.
Расчет сварных соединений с угловыми швами на действие момента в плоскости, перпендикулярной плоскости расположения швов, следует производить по двум сечениям по формулам:
по металлу шва
;
по металлу границы сплавления
,
где Wf — момент сопротивления расчетного сечения по металлу шва;
Wz — то же, по металлу границы сплавления.
Расчет сварных соединений с угловыми швами на действие момента в плоскости расположения этих швов следует производить по двум сечениям по формулам:
по металлу шва
;
по металлу границы сплавления
,
где Jfx и Jfy — моменты инерции расчетного сечения по металлу шва относительно его главных осей;
Jzx и Jzy — то же, по металлу границы сплавления;
х и у — координаты точки шва, наиболее удаленной от центра тяжести расчетного сечения швов, относительно главных осей этого сечения.
При расчете сварных соединений с угловыми швами на одновременное действие продольной и поперечной сил и момента должны быть выполнены условия
f Rwfwfc и z Rwzwzc,
где f и z — напряжения в расчетном сечении соответственно по металлу шва и по металлу границы сплавления, равные геометрическим суммам напряжений, вызываемых продольной и поперечной силами и моментом.
Типы сварных соединений и виды сварки для подготовки сварных соединений
Сварка — одна из самых сильных вещей, которые люди когда-либо открывали с момента своего существования. Применение сварки безгранично в различных формах на земле, в космосе и в воде. Сварка может соединять разные металлы под разными углами. Обычно в сварочной промышленности используются пять типов сварных соединений в повседневной деятельности.
Основные моменты сообщения:
Что такое сварное соединение?
Типы сварных соединений
1) Сварная сварная сварка
2) Угловой сварки
3) Сварочный шар Угловой сварной шов
Что такое сварной шов?
Сварное соединение – это кромка или точка двух или более металлических частей. Еще один сварочный шов – это место, где металл шва полностью проникает в шов с полным сплавлением корня. Американское общество сварщиков объясняет пять типов сварных соединений: тройник, кромка, стык, нахлест и угол.
Типы сварных соединений
Обычно существует пять типов, и они следующие.
1. Стыковая сварка
Сварное соединение встык или шов с квадратным пазом — очень простой и распространенный тип сварного соединения. Он выполняется на двух плоских бок о бок параллельных кусках металла. Концы или края двух частей составляют угол 135-180° друг к другу. Обычно этот тип соединения доступен по цене и используется для соединения труб, фланцев, фитингов, клапанов и другого оборудования.
Способы сварки для стыкового соединения
Для стыкового соединения используются следующие способы подготовки.
Стыковой сварной шов со скосом и канавкой
Стыковой сварной шов с развальцовкой, фаской и канавкой
Стыковой сварной шов с V-образным пазом
Стыковой сварной шов с J-образной канавкой
Стыковой сварной шов с квадратной канавкой
Стыковой сварной шов с U-образной канавкой
Стыковой сварной шов с V-образной канавкой
2. Угловое сварное соединение
В угловом сварном соединении два металла образуют прямые углы или форму L. Угол колеблется от 30° до 130°. Он наиболее популярен в металлургической промышленности. Угловое сварное соединение обычно используется для изготовления ящиков, коробчатых рам и других изделий.
Тип сварки для углового соединения
Используются следующие стили.
Сварной шов с разделкой кромок
Угловой фланцевый сварной шов
Краевой сварной шов
Угловой сварной шов
Раструбный сварной шов с V-образной канавкой
J-образный сварной шов
Точечная сварка
Сварной шов с квадратной канавкой или сварной шов встык
U-образный сварной шов
V-образный сварной шов
3. Сварное соединение внахлестку
Сварка внахлестку выполняется путем размещения двух металлических деталей внахлест друг над другом. А перекрывающиеся части составляют угол 0-5° друг к другу. В основном сварное соединение внахлест используется для сварки двух металлов разной толщины. Это также в некотором роде похоже на угловой сварной шов.
Тип сварки для соединения внахлестку
Сварка со скосом и разделкой
Факельный сварной шов со скосом и канавкой
J-образный сварной шов
Сварная пробка
Сварной шов
Точечная сварка
4. Тройниковое сварное соединение
Тройниковое сварное соединение образуется, когда два металла или формы пересекаются под углом 90°. Далее он помещает один край металла в центр другого. При этом требуется особая осторожность, особенно к краям металлов для эффективного проникновения. Он также считается угловым сварным соединением.
Тип сварки для тройникового соединения
Сварной шов с разделкой кромок
Угловой сварной шов
Факельный сварной шов со скосом и канавкой
J-образный сварной шов
Сварка проплавлением
Сварка пробкой
Сварной шов
5. Кромочное сварное соединение
Кромочное сварное соединение обычно применяется к частям листового металла, имеющим отбортовку кромок, или для соединения соседних кусков металла. При их соединении металлические детали располагаются рядом на одном краю. Если зазор больше, то для его покрытия используется присадочный металл.
Стиль сварки для соединения кромок
Создание соединения выполняется с использованием следующих стилей.
Сварной шов с разделкой кромок
Угловой фланцевый сварной шов
Сварка кромок и фланцев
J-образный сварной шов
Сварной шов с квадратной канавкой или сварной шов встык
U-образный сварной шов
V-образный сварной шов
6. Угловой сварной шов
Угловой сварной шов — это еще один термин, обозначающий типы соединений внахлест, угол и тройник. В дуговой сварке угловые сварные швы составляют почти 75% всех соединений. Для этого типа соединения нет необходимости подготавливать кромки. Следовательно, в системе трубопроводов он широко используется для соединения труб с раструбными соединениями.
Таким образом, вышеупомянутая информация о различных типах сварных соединений и способе сварки, используемом для создания соединения, имеет решающее значение для студентов и сварщиков. Они должны понимать основы создания соединений при использовании типов сварки.
Родственный: Другие типы сварки
Различные типы сварных соединений
Сварочные соединения представляют собой кромку или точку, в которой соединяются вместе две или более металлических или пластмассовых детали. Две или более заготовок (металлических или пластиковых) соединяются с помощью подходящего процесса сварки для образования прочного соединения. По данным Американского общества сварщиков, в основном существует пять типов сварных соединений: стыковые, угловые, внахлестку, тройник и кромочное соединение.
5 основных сварных соединений:
1. Стыковое соединение 2. Угловое соединение 3. Соединение внахлестку 4. Т-образное соединение и 5. Краевое соединение
2
2
2
2
2
2
2
2
2
2
1. Стыковое соединение:
Соединение, образованное соединением концов двух деталей, называется стыковым соединением. При стыковом соединении две детали лежат в одной плоскости или бок о бок. Это самый простой тип соединения, используемый для соединения металлических или пластиковых деталей.
Различные типы сварных швов при сварке встык:
(i) Квадратный сварной шов встык (ii) Сварной шов со скошенной кромкой (iii) Сварной шов с V-образной канавкой (iv) Сварной шов с J-образной канавкой (v) Сварной шов с U-образной канавкой (vi) Сварной шов с развальцовкой и V-образным пазом (vii) Стыковой шов с развальцовкой и фаской
Читайте также:
Сварка трением с перемешиванием – принцип работы, преимущества, недостатки и применение
Сварка взрывом – оборудование, типы , Работа, преимущества и недостатки с приложением
Процесс сварки трением – работа, типы, преимущества, недостатки и применение
2.
Угловое соединение
Соединение, образованное размещением угла двух деталей под прямым углом, называется угловым соединением (см. рис. выше). Две детали, которые будут сварены с угловым соединением, образуют форму L.
Различные типы сварных швов в угловом соединении:
(i) Угловой шов (ii) Точечный шов (iii) Сварка с квадратной разделкой или стыковой шов (iv) V-образный шов (v) Сварной шов со скосом и канавкой (vi) Сварной шов с U-образным пазом (vii) Сварной шов с J-образным пазом (viii) Сварной шов с развальцовкой и V-образным пазом (ix) Сварной шов с кромкой (x) Сварной шов с углом и фланцем
3. Т-образное соединение
Соединение, полученное путем пересечения двух частей под прямым углом (т. е. под углом 90 градусов), при этом одна часть лежит в центре другой. Это называется Т-образным соединением, так как две сваренные части выглядят как английская буква «Т».
Типы сварных швов в тавровом соединении следующие:
(i) Угловой шов (ii) Пробковый шов (iii) Сварной шов с прорезью (iv) Сварной шов с фаской (v) Сварной шов с J-образной канавкой (vi) Сварной шов с развальцовкой (vii) Сварной шов проплавлением

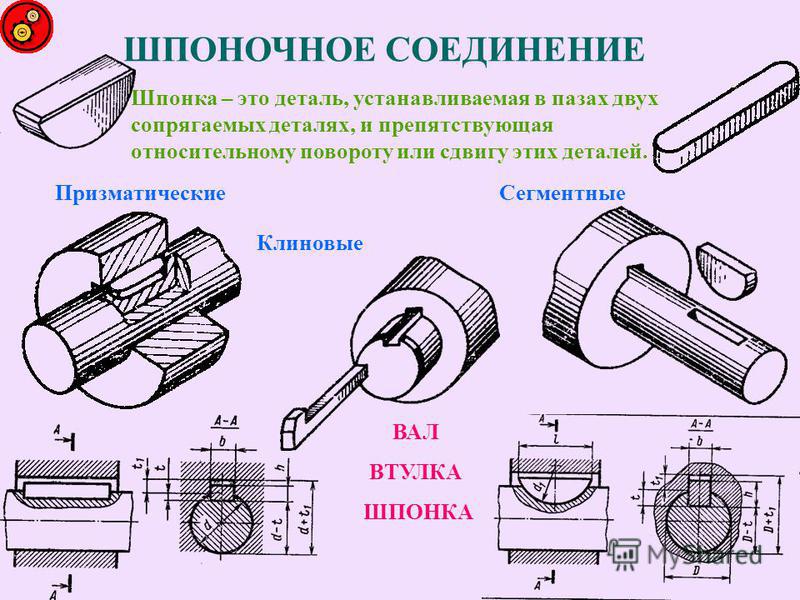
 N 409-ст межгосударственный стандарт ГОСТ 24071-97 (ИСО 3912-77) введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 июля 2000 г.
N 409-ст межгосударственный стандарт ГОСТ 24071-97 (ИСО 3912-77) введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 июля 2000 г.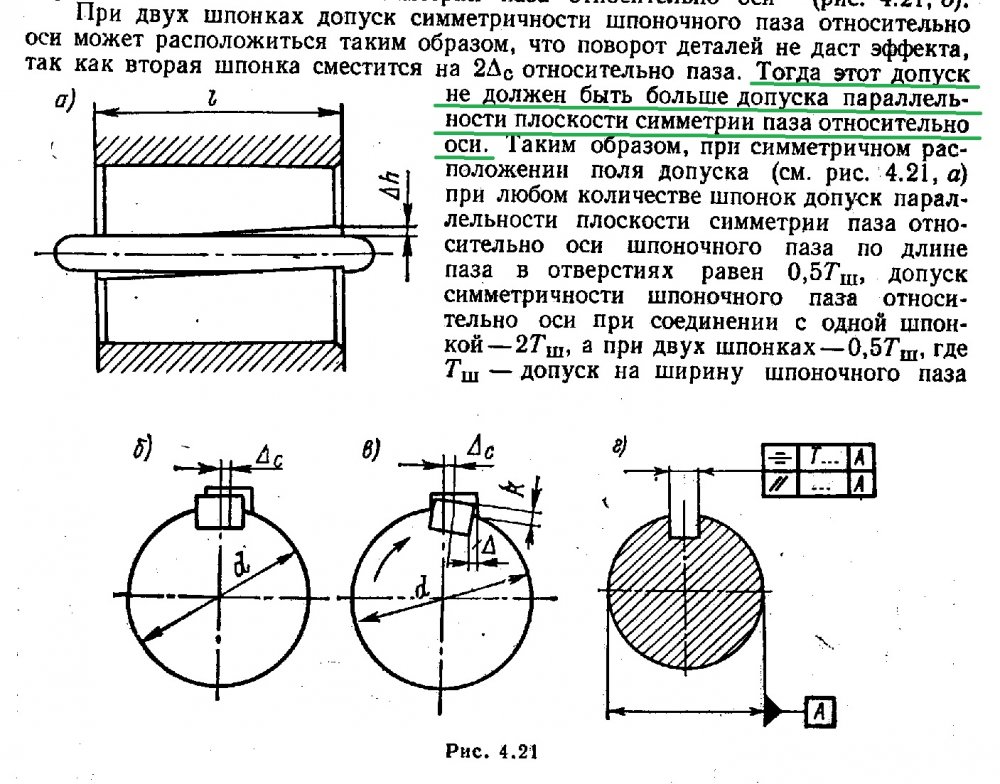
 Сегментные шпонки и шпоночные пазы после окончательной обработки (если не будет другой договоренности между заинтересованными сторонами).
Сегментные шпонки и шпоночные пазы после окончательной обработки (если не будет другой договоренности между заинтересованными сторонами). Сегментные шпонки и шпоночные пазы
Сегментные шпонки и шпоночные пазы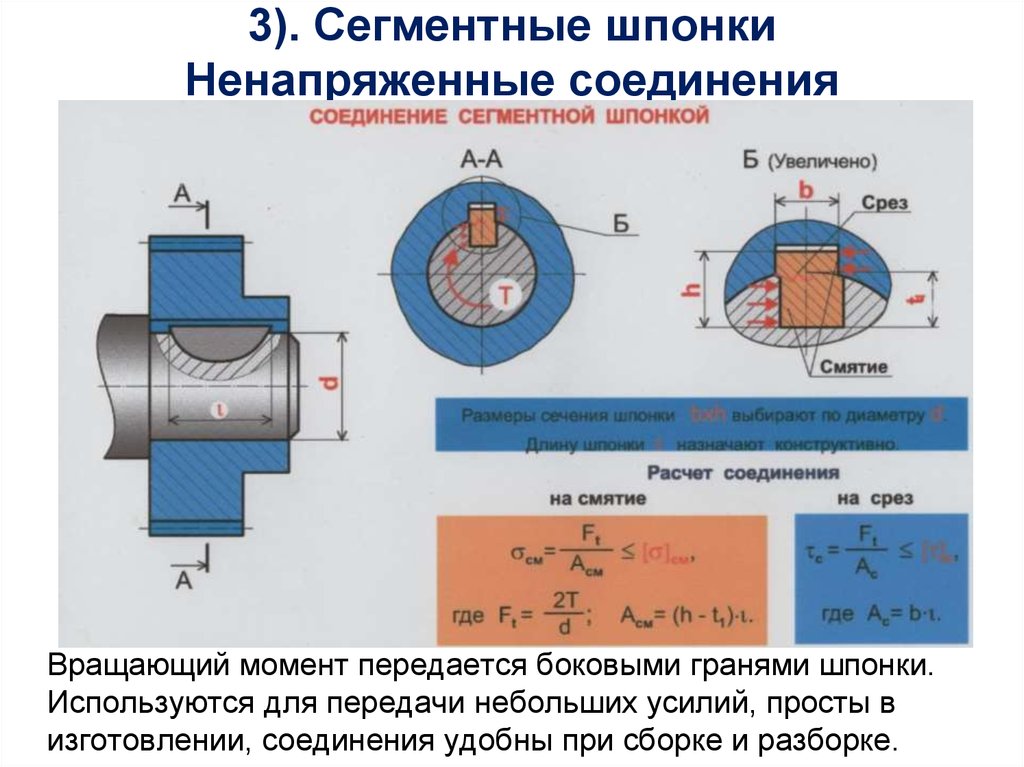


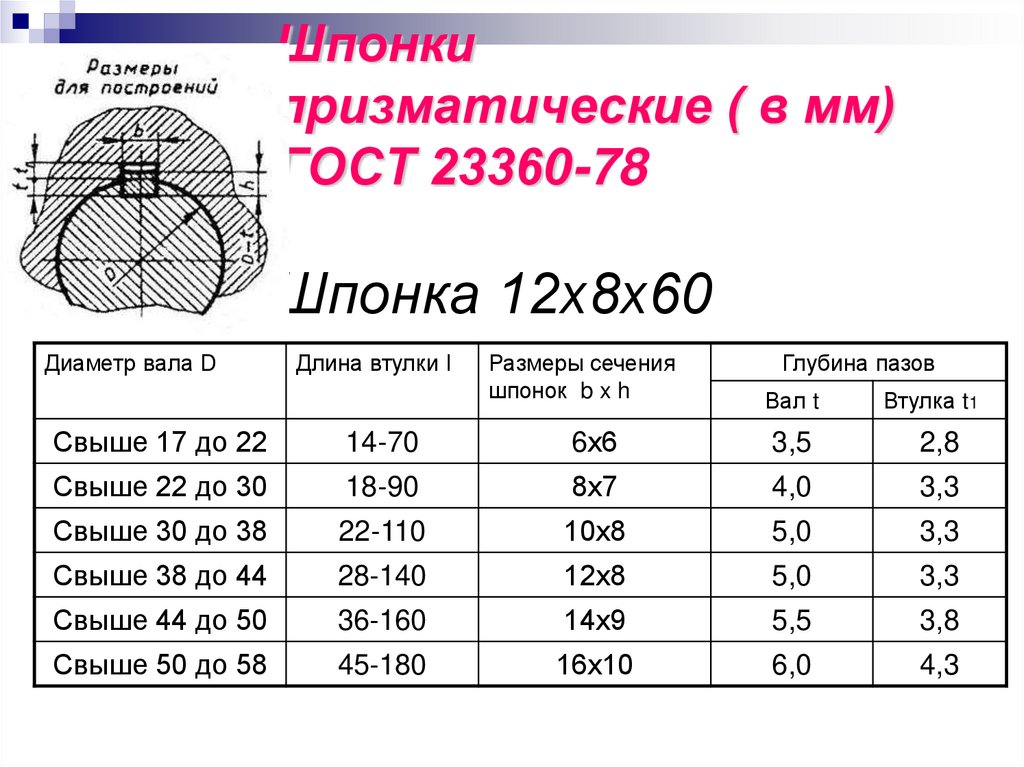 Сегментные шпонки и шпоночные пазы по таблице 2.
Сегментные шпонки и шпоночные пазы по таблице 2. Сегментные шпонки и шпоночные пазы и втулки ГОСТ 24071-97 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы — ГОСТ 24071-97 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы — ОСТ 1015;
Сегментные шпонки и шпоночные пазы и втулки ГОСТ 24071-97 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы — ГОСТ 24071-97 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы — ОСТ 1015; Сегментные шпонки и шпоночные пазы
Сегментные шпонки и шпоночные пазы Сегментные шпонки и шпоночные пазы 6,3 мкм.
Сегментные шпонки и шпоночные пазы 6,3 мкм. pdf
pdf 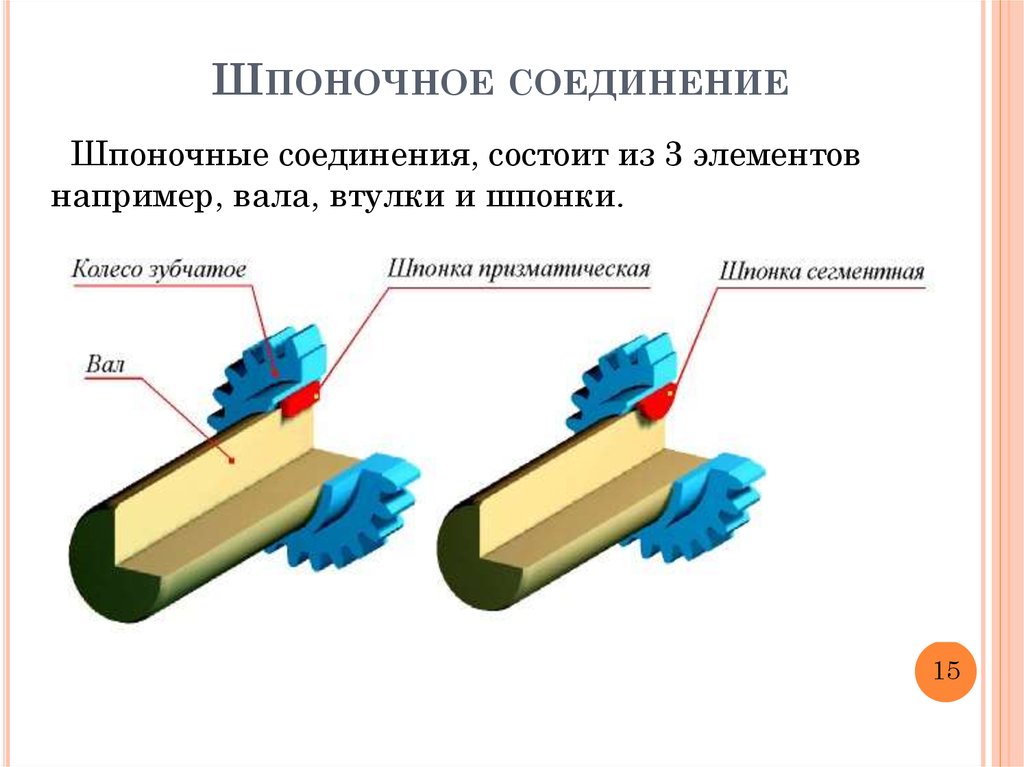 pdf
pdf  10 ГОСТ 8786-68
10 ГОСТ 8786-68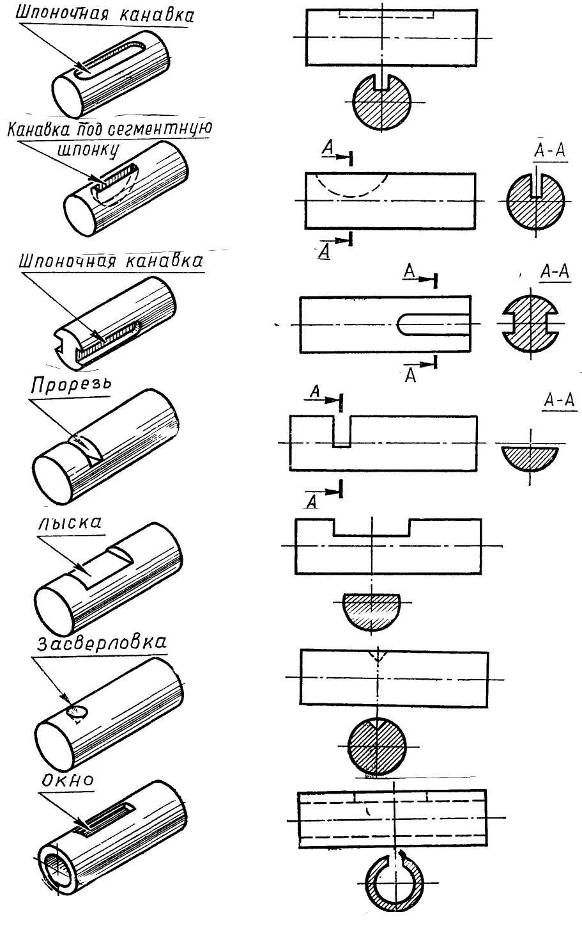
 Д.
Д.

 У монеты обязателен характерный штемпельный блеск, сопутствующий любому экземпляру сразу после чеканки. Утратившую блеск монету не стоит отчищать до сияния, натирать пастой ГОИ или полировать. Взгляд эксперта сразу отличит штемпельный блеск от его имитации.
У монеты обязателен характерный штемпельный блеск, сопутствующий любому экземпляру сразу после чеканки. Утратившую блеск монету не стоит отчищать до сияния, натирать пастой ГОИ или полировать. Взгляд эксперта сразу отличит штемпельный блеск от его имитации.

 Древние монеты этой категорией обладают равномерной патиной.
Древние монеты этой категорией обладают равномерной патиной. Если на монете присутствует патина, то она может оказаться пятнистой. «Верифайн» является завершающей в ряду степеней сохранности коллекционных монет для солидных экспозиций.
Если на монете присутствует патина, то она может оказаться пятнистой. «Верифайн» является завершающей в ряду степеней сохранности коллекционных монет для солидных экспозиций. Взор начинающего собирателя достаточно непритязателен, чтобы увидеть непригодность экземпляра для серьёзной экспозиции. И только с приходом опыта появляется горькое чувство, что пол-альбома забито неликвидом.
Взор начинающего собирателя достаточно непритязателен, чтобы увидеть непригодность экземпляра для серьёзной экспозиции. И только с приходом опыта появляется горькое чувство, что пол-альбома забито неликвидом. Различимы самые крупные детали оформления монетного поля. На аверсе монет Николая II вместо орла мы различим разве что его контуры. Надписи и дата читаются с трудом. Крайне нелогичный экземпляр для коллекции, в которой остальные монеты находятся в категориях сохранности от «верифайн» и выше.
Различимы самые крупные детали оформления монетного поля. На аверсе монет Николая II вместо орла мы различим разве что его контуры. Надписи и дата читаются с трудом. Крайне нелогичный экземпляр для коллекции, в которой остальные монеты находятся в категориях сохранности от «верифайн» и выше. Да, в коллекции иногда можно заметить и подобный сохран, но он допустим в случае, если монета относится к редкостям и раритетам.
Да, в коллекции иногда можно заметить и подобный сохран, но он допустим в случае, если монета относится к редкостям и раритетам. Если бы из земли подняли ещё один, пусть бы даже плачевного сохрана «FA», за ним бы началась самая настоящая нумизматическая охота.
Если бы из земли подняли ещё один, пусть бы даже плачевного сохрана «FA», за ним бы началась самая настоящая нумизматическая охота. Поэтому при составлении полной подборки монет конкретного периода или эпохи коллекционеры порой вынуждены довольствоваться даже останками монеты, крайне необходимой для создания полностью укомплектованной экспозиции.
Поэтому при составлении полной подборки монет конкретного периода или эпохи коллекционеры порой вынуждены довольствоваться даже останками монеты, крайне необходимой для создания полностью укомплектованной экспозиции. Форма монеты стремится к кругу. Отсутствуют следы нахождения в агрессивной среде (в том числе, пористая поверхность – результаты жёсткой чистки). Идеальная патина для таких экземпляров – лёгкий жёлтый цвет светлых оттенков.
Форма монеты стремится к кругу. Отсутствуют следы нахождения в агрессивной среде (в том числе, пористая поверхность – результаты жёсткой чистки). Идеальная патина для таких экземпляров – лёгкий жёлтый цвет светлых оттенков. Тем не менее, по некоторым элементам можно определить характерные разновидности штемпеля. На заготовке отпечаталось не менее трети рисунка штемпеля. Идентификация по каталогам проходит без особых осложнений.
Тем не менее, по некоторым элементам можно определить характерные разновидности штемпеля. На заготовке отпечаталось не менее трети рисунка штемпеля. Идентификация по каталогам проходит без особых осложнений. И для каждого способа приходится составлять свой список особенностей, относящих монету в определённую категорию сохранности. Шкала Шелдона применима далеко не ко всем монетам, выпущенным со дня их первого появления в истории человечества. Тем не менее, общие принципы разбиения монет по группам степени сохранности вполне понятны и начинающим коллекционерам. Надеемся, что после данной статьи вам будет гораздо легче определить, в какой же сохранности пребывают основные экземпляры вашей коллекции.
И для каждого способа приходится составлять свой список особенностей, относящих монету в определённую категорию сохранности. Шкала Шелдона применима далеко не ко всем монетам, выпущенным со дня их первого появления в истории человечества. Тем не менее, общие принципы разбиения монет по группам степени сохранности вполне понятны и начинающим коллекционерам. Надеемся, что после данной статьи вам будет гораздо легче определить, в какой же сохранности пребывают основные экземпляры вашей коллекции. Любое сглаживание деталей или образование выемок от удаления окислов может значительно снизить ценность монеты, поэтому, прежде чем приступать к чистке — задумайтесь, нужна ли она именно этому экземпляру.
Любое сглаживание деталей или образование выемок от удаления окислов может значительно снизить ценность монеты, поэтому, прежде чем приступать к чистке — задумайтесь, нужна ли она именно этому экземпляру. Достаточно на несколько минут опустить монету в раствор нашатыря, после чего промыть ее под проточной водой.
Достаточно на несколько минут опустить монету в раствор нашатыря, после чего промыть ее под проточной водой. Держать монету в такой ванне нужно несколько минут.
Держать монету в такой ванне нужно несколько минут.
 Большинство коллекционеров редко чистят монеты, так как это может значительно снизить их стоимость. Если у вас есть монеты меньшего номинала, такие как десять центов или пенни, то эта статья для вас.
Большинство коллекционеров редко чистят монеты, так как это может значительно снизить их стоимость. Если у вас есть монеты меньшего номинала, такие как десять центов или пенни, то эта статья для вас. Держите монеты за края.
Держите монеты за края. Это связано с процессом их чеканки и микроскопическими частицами хлорида серебра, из-за которых остаются пятна.
Это связано с процессом их чеканки и микроскопическими частицами хлорида серебра, из-за которых остаются пятна.



 Но состояние монеты классифицируется как износ и вмятины, а не поверхностная эстетика, такая как грязь и копоть.
Но состояние монеты классифицируется как износ и вмятины, а не поверхностная эстетика, такая как грязь и копоть. Но если вы действительно хотите застрять и попробовать почистить некоторые монеты, мы рекомендуем вместо этого поэкспериментировать с какой-нибудь современной разменной монетой. Что-то вроде копейки, например.
Но если вы действительно хотите застрять и попробовать почистить некоторые монеты, мы рекомендуем вместо этого поэкспериментировать с какой-нибудь современной разменной монетой. Что-то вроде копейки, например.
 Помидоры и уксус в кетчупе слегка кислые. Кислота воздействует и удаляет любые оксиды, образовавшиеся на поверхности монеты.
Помидоры и уксус в кетчупе слегка кислые. Кислота воздействует и удаляет любые оксиды, образовавшиеся на поверхности монеты.

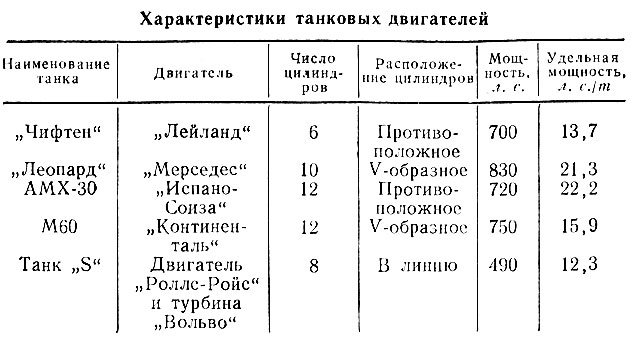
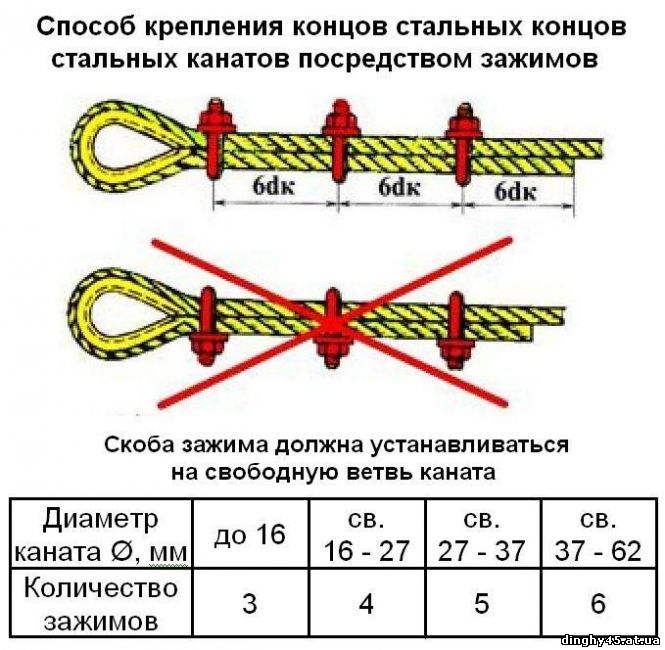
 Ru на разных устройствах.
Ru на разных устройствах. 00
00
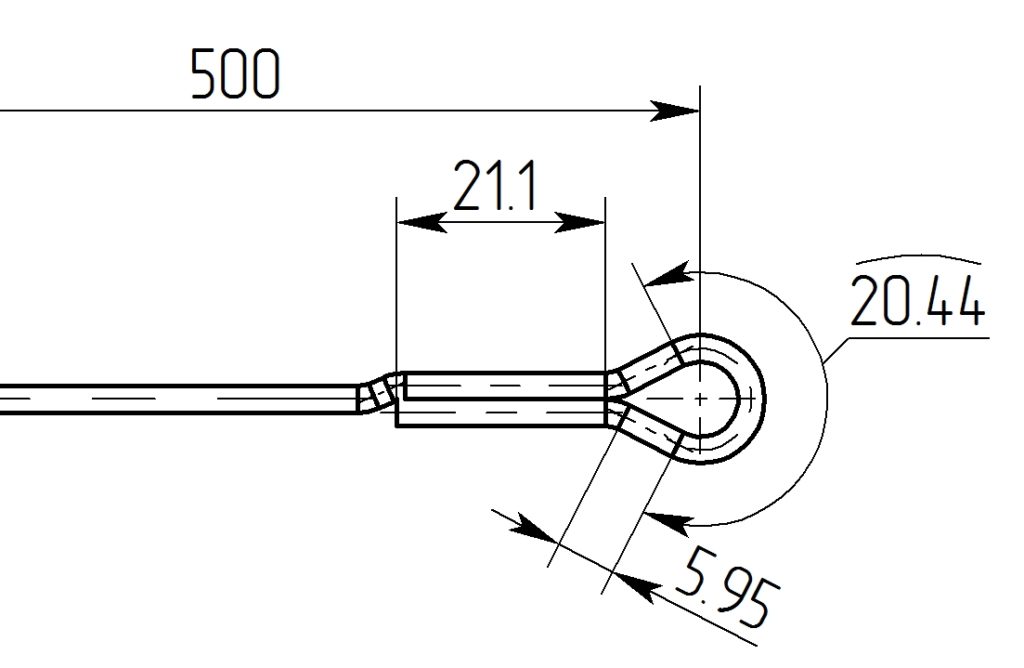 Второй важный параметр – длина буксировочного троса, она должны быть не менее 5 метров. Троса буксировочные длиной от 6 метров необходимы в случае транспортировке грузовиков, тягачей, фур, автобусов, дорожной и строительной техники.
Второй важный параметр – длина буксировочного троса, она должны быть не менее 5 метров. Троса буксировочные длиной от 6 метров необходимы в случае транспортировке грузовиков, тягачей, фур, автобусов, дорожной и строительной техники.

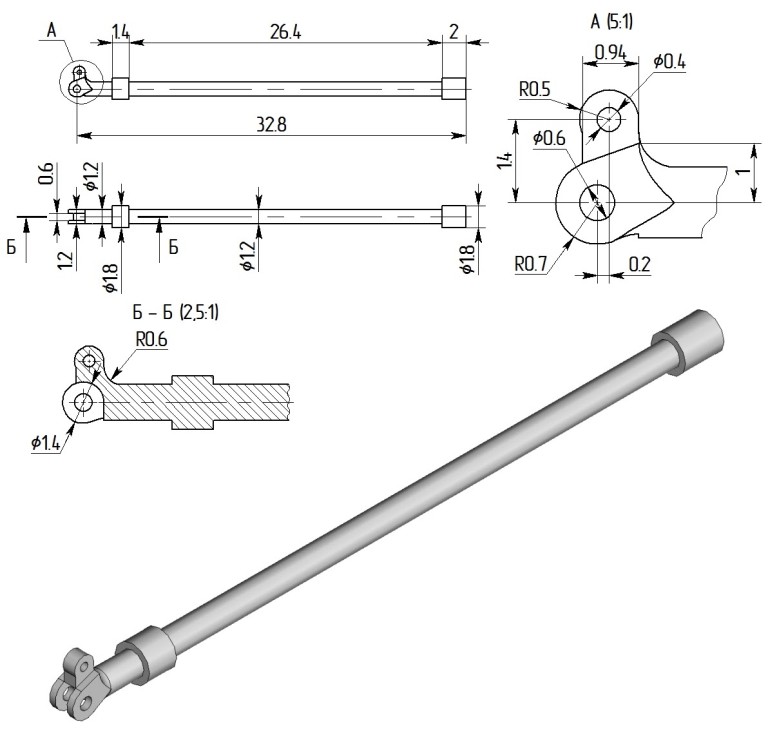 org/Question»>
org/Question»>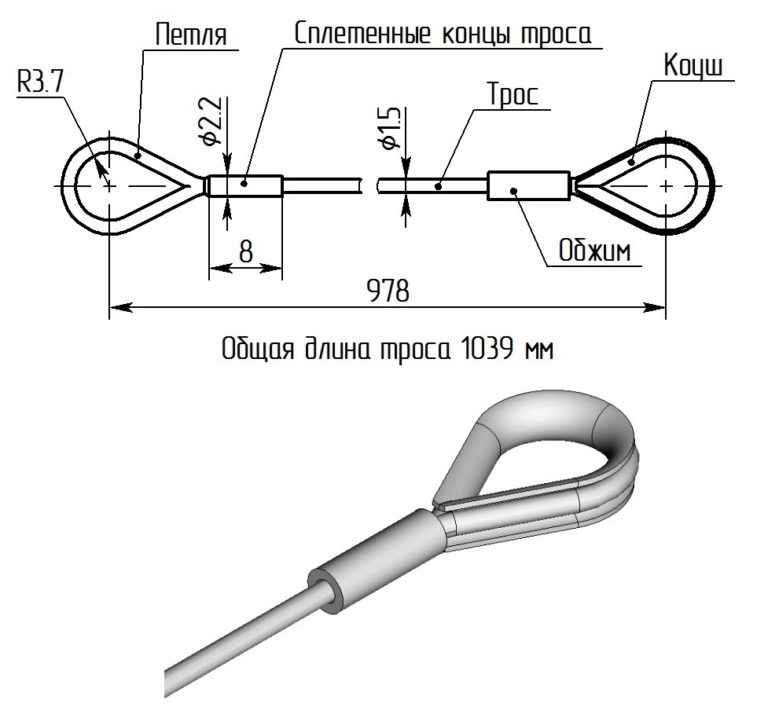
 Воспользуйтесь нашим конструктором номеров деталей M3432, чтобы быстро и легко выбрать именно тот кабель M3432, который вам нужен.
Воспользуйтесь нашим конструктором номеров деталей M3432, чтобы быстро и легко выбрать именно тот кабель M3432, который вам нужен.
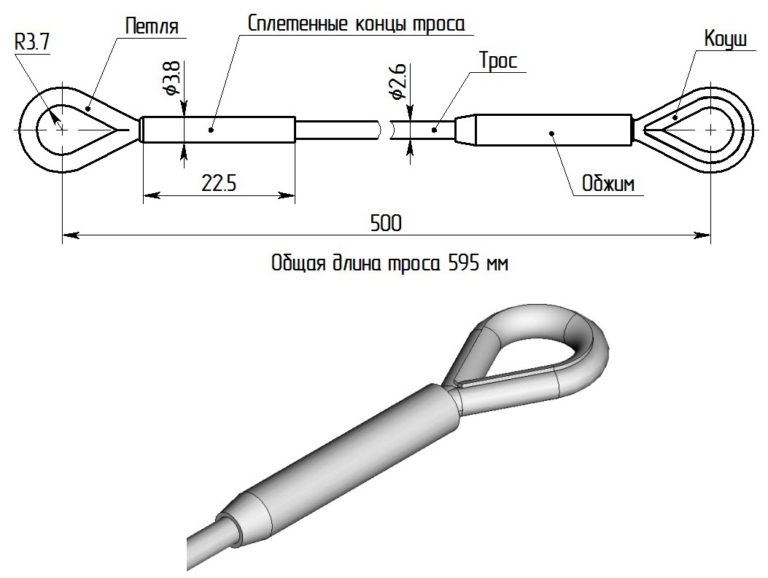 Он рассчитан на напряжение 600 В и может использоваться в широком диапазоне температур проводника от -55°C до 125°C. Allied предлагает кабели 10603 различных размеров, которые можно заказать онлайн.
Он рассчитан на напряжение 600 В и может использоваться в широком диапазоне температур проводника от -55°C до 125°C. Allied предлагает кабели 10603 различных размеров, которые можно заказать онлайн.
 ЦЕННЫЕ БУМАГИ, УКАЗАННЫЕ ЗДЕСЬ, НЕ БЫЛИ ЗАРЕГИСТРИРОВАНЫ И НЕ БУДУТ РЕГИСТРИРОВАНЫ В СОЕДИНЕННЫХ ШТАТАХ В СООТВЕТСТВИИ С ЗАКОНОМ США О ЦЕННЫХ БУМАГАХ 1933 ГОДА С ПОПРАВКАМИ (« ЗАКОН О ЦЕННЫХ БУМАГАХ ») ИЛИ В СООТВЕТСТВИИ С СООТВЕТСТВУЮЩИМИ ЗАКОНОДАТЕЛЬСТВАМИ, ДЕЙСТВУЮЩИМИ В ДРУГИХ СТРАНАХ И НЕ МОЖЕТ БЫТЬ ПРЕДЛОЖЕН ИЛИ ПРОДАН В США ИЛИ КОМПАНИИ «U. S. ЛИЦА», ЕСЛИ ТАКИЕ ЦЕННЫЕ БУМАГИ НЕ ЗАРЕГИСТРИРОВАНЫ В СООТВЕТСТВИИ С ЗАКОНОМ О ЦЕННЫХ БУМАГАХ ИЛИ ЕСТЬ ОСВОБОЖДЕНИЕ ОТ ТРЕБОВАНИЙ РЕГИСТРАЦИИ ЗАКОНА О ЦЕННЫХ БУМАГАХ. КОМПАНИЯ НЕ НАМЕРЕНА РЕГИСТРИРОВАТЬ ЛЮБУЮ ЧАСТЬ ЛЮБОГО ПРЕДЛОЖЕНИЯ В СОЕДИНЕННЫХ ШТАТАХ.
ЦЕННЫЕ БУМАГИ, УКАЗАННЫЕ ЗДЕСЬ, НЕ БЫЛИ ЗАРЕГИСТРИРОВАНЫ И НЕ БУДУТ РЕГИСТРИРОВАНЫ В СОЕДИНЕННЫХ ШТАТАХ В СООТВЕТСТВИИ С ЗАКОНОМ США О ЦЕННЫХ БУМАГАХ 1933 ГОДА С ПОПРАВКАМИ (« ЗАКОН О ЦЕННЫХ БУМАГАХ ») ИЛИ В СООТВЕТСТВИИ С СООТВЕТСТВУЮЩИМИ ЗАКОНОДАТЕЛЬСТВАМИ, ДЕЙСТВУЮЩИМИ В ДРУГИХ СТРАНАХ И НЕ МОЖЕТ БЫТЬ ПРЕДЛОЖЕН ИЛИ ПРОДАН В США ИЛИ КОМПАНИИ «U. S. ЛИЦА», ЕСЛИ ТАКИЕ ЦЕННЫЕ БУМАГИ НЕ ЗАРЕГИСТРИРОВАНЫ В СООТВЕТСТВИИ С ЗАКОНОМ О ЦЕННЫХ БУМАГАХ ИЛИ ЕСТЬ ОСВОБОЖДЕНИЕ ОТ ТРЕБОВАНИЙ РЕГИСТРАЦИИ ЗАКОНА О ЦЕННЫХ БУМАГАХ. КОМПАНИЯ НЕ НАМЕРЕНА РЕГИСТРИРОВАТЬ ЛЮБУЮ ЧАСТЬ ЛЮБОГО ПРЕДЛОЖЕНИЯ В СОЕДИНЕННЫХ ШТАТАХ.

 QUALUNQUE OFFERTA PUBBLICA SARÀ REALIZZATA IN ITALIA SULLA BASE DI UN PROSPETTO, APPROVATO DA CONSOB IN CONFORMITÀ ALLA REGOLAMENTAZIONE APPLICABILE. GLI STRUMENTI FINANZIARI IVI INDICATI NON SONO STATI E NON SARANNO REGISTRATI AI SENSI DELLO U.S. SECURITIES ACT DEL 1933, COME SUCCESSIVAMENTE MODIFICATO (IL « SECURITIES ACT »), O AI SENSI DELLE CORRISPONDENTI NORMATIVE NEVIGENTI PAELI «AL EGENTI NEGLI» OFFERTI O VENDUTI NEGLI STATI UNITI O A «U.S. ЛИЦА» ЗАПИСАТЬСЯ НА ПРАВА РЕГИСТРАЦИИ ЗАКОНА О БУМАГАХ О БУМАГАХ В РЕГИСТРАЦИЯХ, ПРИМЕНЯЕМЫХ ЗАКОНОМ О БУМАГАХ О БУМАГАХ. NON SI INTENDE EFFETTUARE ALCUNA OFFERTA AL PUBBLICO DI TALI STRUMENTI FINANZIARI NEGLI STATI UNITI.
QUALUNQUE OFFERTA PUBBLICA SARÀ REALIZZATA IN ITALIA SULLA BASE DI UN PROSPETTO, APPROVATO DA CONSOB IN CONFORMITÀ ALLA REGOLAMENTAZIONE APPLICABILE. GLI STRUMENTI FINANZIARI IVI INDICATI NON SONO STATI E NON SARANNO REGISTRATI AI SENSI DELLO U.S. SECURITIES ACT DEL 1933, COME SUCCESSIVAMENTE MODIFICATO (IL « SECURITIES ACT »), O AI SENSI DELLE CORRISPONDENTI NORMATIVE NEVIGENTI PAELI «AL EGENTI NEGLI» OFFERTI O VENDUTI NEGLI STATI UNITI O A «U.S. ЛИЦА» ЗАПИСАТЬСЯ НА ПРАВА РЕГИСТРАЦИИ ЗАКОНА О БУМАГАХ О БУМАГАХ В РЕГИСТРАЦИЯХ, ПРИМЕНЯЕМЫХ ЗАКОНОМ О БУМАГАХ О БУМАГАХ. NON SI INTENDE EFFETTUARE ALCUNA OFFERTA AL PUBBLICO DI TALI STRUMENTI FINANZIARI NEGLI STATI UNITI.

 В континентальную Европу этот метод просочился только в начале XIX века благодаря предпринимателю Фридриху Круппу, основавшему первый литейный завод в Германии.
В континентальную Европу этот метод просочился только в начале XIX века благодаря предпринимателю Фридриху Круппу, основавшему первый литейный завод в Германии. А уже из чугуна производится сталь.
А уже из чугуна производится сталь. В результате еще одной химической реакции ненужный фосфор остается на поверхности, откуда его можно легко удалить.
В результате еще одной химической реакции ненужный фосфор остается на поверхности, откуда его можно легко удалить.
 Прежде всего, она делится по химическому составу с учетом наличия или отсутствия примесей:
Прежде всего, она делится по химическому составу с учетом наличия или отсутствия примесей:


 Штаб-квартира находится в Лондоне.
Штаб-квартира находится в Лондоне. Однако в процессе исследования выяснилось, что если сталь содержит от 12 до 20% хрома, то она сопротивляется кислотной коррозии.
Однако в процессе исследования выяснилось, что если сталь содержит от 12 до 20% хрома, то она сопротивляется кислотной коррозии. В состав также входят в незначительных количествах кремний, марганец и сера. Этот материал обладает исключительными механическими свойствами: твердостью и ковкостью, благодаря им он считается основным конструкционным материалом в машиностроении. Трудно представить, что могло бы заменить материал. Но активное развитие производство стали и других металлов. Из стали изготавливаются самые разнообразные изделия – от канцелярских скрепок до станин многотонных прессов и обшивки корпусов морских судов.
В состав также входят в незначительных количествах кремний, марганец и сера. Этот материал обладает исключительными механическими свойствами: твердостью и ковкостью, благодаря им он считается основным конструкционным материалом в машиностроении. Трудно представить, что могло бы заменить материал. Но активное развитие производство стали и других металлов. Из стали изготавливаются самые разнообразные изделия – от канцелярских скрепок до станин многотонных прессов и обшивки корпусов морских судов.
 В качестве топлива используют каменноугольную пыль, жидкий мазут, природный или коксовый газ.
В качестве топлива используют каменноугольную пыль, жидкий мазут, природный или коксовый газ.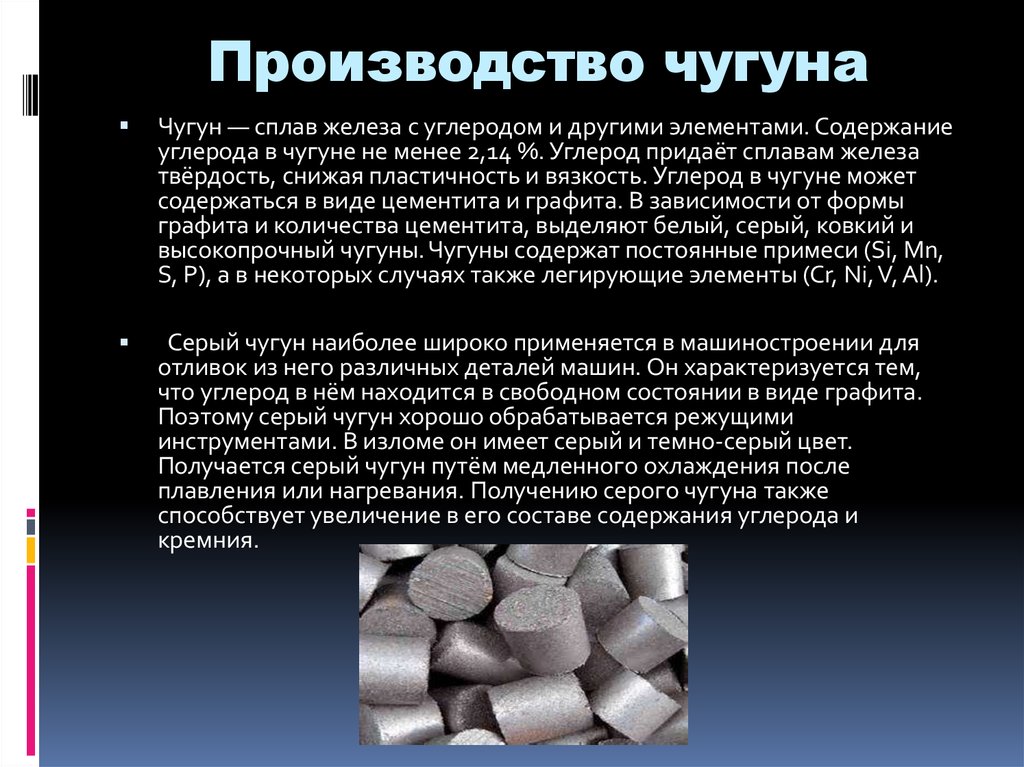
 Все исходные материалы проходят щепетильную проверку.
Все исходные материалы проходят щепетильную проверку.

 Особенностью мартеновского способа является возможность переплавки не только передельного чугуна, но и металлургических отходов, металлического лома.
Особенностью мартеновского способа является возможность переплавки не только передельного чугуна, но и металлургических отходов, металлического лома. С целью ускорения процесса плавки объем закачиваемого кислорода превышает потребности, что повышает производительность плавки на 20–30%.
С целью ускорения процесса плавки объем закачиваемого кислорода превышает потребности, что повышает производительность плавки на 20–30%.
 В России преимущественно используется именно верхняя продувка печей.
В России преимущественно используется именно верхняя продувка печей.

 Электромагнитные силы одновременно перемешивают расплав стали. Продолжительность плавки в таких печах не превышает 45 мин.
Электромагнитные силы одновременно перемешивают расплав стали. Продолжительность плавки в таких печах не превышает 45 мин. Недостаток устраняется введением добавок других металлов, такая сталь называется легированной.
Недостаток устраняется введением добавок других металлов, такая сталь называется легированной. С середины 1800-х годов сталь стала одним из самых надежных материалов во всем мире, обслуживая бесчисленные производственные и строительные рынки. По данным Всемирной ассоциации производителей стали, мировое производство стали поддерживает или способствует росту цен на 2,9 долл.триллиона мировой экономической деятельности, что делает его важнейшим материалом, поддерживающим миллионы рабочих мест на международном уровне.
С середины 1800-х годов сталь стала одним из самых надежных материалов во всем мире, обслуживая бесчисленные производственные и строительные рынки. По данным Всемирной ассоциации производителей стали, мировое производство стали поддерживает или способствует росту цен на 2,9 долл.триллиона мировой экономической деятельности, что делает его важнейшим материалом, поддерживающим миллионы рабочих мест на международном уровне. Изделия из железа развивались в это время, начиная с кузнецов, производящих изделия из кованого железа. Эти торговцы научились нагревать железную руду, и, используя процесс молота и наковальни, кузнецы удаляли примеси из металла и производили прочный и ковкий конечный продукт из железа.
Изделия из железа развивались в это время, начиная с кузнецов, производящих изделия из кованого железа. Эти торговцы научились нагревать железную руду, и, используя процесс молота и наковальни, кузнецы удаляли примеси из металла и производили прочный и ковкий конечный продукт из железа. После этого железо прошло последнюю итерацию, которая больше всего напоминает сегодняшнюю сталь. В Индии рабочие-металлурги разработали процесс выплавки железа, сочетающий в себе идеальное соотношение железа и углерода. Используя тигли или глиняные контейнеры, мастера по металлу смешивали куски железа и древесного угля в высокотемпературной печи. Во время приготовления железо плавилось и поглощало атомы углерода из древесного угля. После охлаждения тигли содержали то, что мы теперь знаем как сталь — сплав железа с углеродом.
После этого железо прошло последнюю итерацию, которая больше всего напоминает сегодняшнюю сталь. В Индии рабочие-металлурги разработали процесс выплавки железа, сочетающий в себе идеальное соотношение железа и углерода. Используя тигли или глиняные контейнеры, мастера по металлу смешивали куски железа и древесного угля в высокотемпературной печи. Во время приготовления железо плавилось и поглощало атомы углерода из древесного угля. После охлаждения тигли содержали то, что мы теперь знаем как сталь — сплав железа с углеродом.
 Затем в печь вдувают чистый кислород, повышая ее температуру. При этой температуре металлолом не только плавится в жидкость, но и примеси железа окисляются, полностью испаряясь. Кроме того, высокая температура снижает содержание углерода до идеального соотношения, что приводит к получению жидкой стали.
Затем в печь вдувают чистый кислород, повышая ее температуру. При этой температуре металлолом не только плавится в жидкость, но и примеси железа окисляются, полностью испаряясь. Кроме того, высокая температура снижает содержание углерода до идеального соотношения, что приводит к получению жидкой стали. Сегодняшние современные сталеплавильные печи ЭДП производят 150 тонн стали за плавку, что занимает примерно 90 минут.
Сегодняшние современные сталеплавильные печи ЭДП производят 150 тонн стали за плавку, что занимает примерно 90 минут. Каждый эксперт играет свою роль в обеспечении того, чтобы сталь и металлические материалы превращались в хорошо спроектированные, высококачественные компоненты и конечные продукты, которые будут играть важную роль на нашем глобальном рынке.
Каждый эксперт играет свою роль в обеспечении того, чтобы сталь и металлические материалы превращались в хорошо спроектированные, высококачественные компоненты и конечные продукты, которые будут играть важную роль на нашем глобальном рынке. Наши гибкие предложения услуг могут быть адаптированы для удовлетворения любого объема производства, необходимого вашему бизнесу. Summit Steel может поставлять высококачественные, точно изготовленные металлические и стальные изделия и детали для вашей отрасли, начиная от возможностей одного поставщика и заканчивая крупными заказами.
Наши гибкие предложения услуг могут быть адаптированы для удовлетворения любого объема производства, необходимого вашему бизнесу. Summit Steel может поставлять высококачественные, точно изготовленные металлические и стальные изделия и детали для вашей отрасли, начиная от возможностей одного поставщика и заканчивая крупными заказами.
 До его открытия производство стали было дорогостоящим и предназначалось для мелких и дорогих предметов, таких как ножи, мечи и доспехи.
До его открытия производство стали было дорогостоящим и предназначалось для мелких и дорогих предметов, таких как ножи, мечи и доспехи.

 Сталеплавильное производство в мартеновских печах также было легче контролировать и позволяло плавить и рафинировать большое количество железного и стального лома.
Сталеплавильное производство в мартеновских печах также было легче контролировать и позволяло плавить и рафинировать большое количество железного и стального лома.
 В большинстве случаев сталь «Современный дамаск» изготавливается из разных кусков стали и железа, сваренных между собой в заготовку (полуфабрикат). Затем заготовку вытягивают и складывают до тех пор, пока не будет сформировано желаемое количество слоев.
В большинстве случаев сталь «Современный дамаск» изготавливается из разных кусков стали и железа, сваренных между собой в заготовку (полуфабрикат). Затем заготовку вытягивают и складывают до тех пор, пока не будет сформировано желаемое количество слоев. Последним шагом является резка и формовка нержавеющей стали для создания конечного продукта.
Последним шагом является резка и формовка нержавеющей стали для создания конечного продукта.

 Далее его подвергают горячей прокатке или холодной вытяжке до нужного размера.
Далее его подвергают горячей прокатке или холодной вытяжке до нужного размера.
 Свадебные топперы? А почему бы и нет! На мой взгляд очень выгодно будут смотреться на любом торжестве в честь свадьбы или годовщины этого события. Топперы с надписями «Love», «Люблю … Продолжено
Свадебные топперы? А почему бы и нет! На мой взгляд очень выгодно будут смотреться на любом торжестве в честь свадьбы или годовщины этого события. Топперы с надписями «Love», «Люблю … Продолжено Отличные топперы с днем рождения шаблоны для ЧПУ станков. Если вы затеваете день рождения отметить и украсить тортик или пироженки красивыми надписями и узорами, этот сборник для вас. Макеты топперов: Поздравляю, с днем … Продолжено
Отличные топперы с днем рождения шаблоны для ЧПУ станков. Если вы затеваете день рождения отметить и украсить тортик или пироженки красивыми надписями и узорами, этот сборник для вас. Макеты топперов: Поздравляю, с днем … Продолжено Кроме готовых макетов медальныц, в этом векторном сборнике вы найдете заготовки, фигурки, отдельные части для дизайна медальниц самостоятельно. в архиве файлы в форматах: cdr … Продолжено
Кроме готовых макетов медальныц, в этом векторном сборнике вы найдете заготовки, фигурки, отдельные части для дизайна медальниц самостоятельно. в архиве файлы в форматах: cdr … Продолжено Большая коллекция векторных макетов медальниц пополняется этим сборником. в архиве файлы в форматах: cdr x4, dxf, pdf, svg Медальницы скачать бесплатно векторные макеты Коллекции постоянно обновляются! Подпишись и … Продолжено
Большая коллекция векторных макетов медальниц пополняется этим сборником. в архиве файлы в форматах: cdr x4, dxf, pdf, svg Медальницы скачать бесплатно векторные макеты Коллекции постоянно обновляются! Подпишись и … Продолжено
 В Lasered Components мы вырезаем только плоские компоненты из листов металла. Наш опыт заключается в резке, а не в разработке деталей или изготовлении.
В Lasered Components мы вырезаем только плоские компоненты из листов металла. Наш опыт заключается в резке, а не в разработке деталей или изготовлении. Если в линиях есть пробелы или разрывы, наши лазеры будут обрабатывать каждую линию как отдельный разрез, останавливаясь и начинаясь там, где заканчиваются и начинаются линии, что может привести к неровному краю.
Если в линиях есть пробелы или разрывы, наши лазеры будут обрабатывать каждую линию как отдельный разрез, останавливаясь и начинаясь там, где заканчиваются и начинаются линии, что может привести к неровному краю.
 В Lasered Components мы вырезаем только плоские компоненты из листов металла. Наш опыт заключается в резке, а не в разработке деталей или изготовлении.
В Lasered Components мы вырезаем только плоские компоненты из листов металла. Наш опыт заключается в резке, а не в разработке деталей или изготовлении. Если в линиях есть пробелы или разрывы, наши лазеры будут обрабатывать каждую линию как отдельный разрез, останавливаясь и начинаясь там, где заканчиваются и начинаются линии, что может привести к неровному краю.
Если в линиях есть пробелы или разрывы, наши лазеры будут обрабатывать каждую линию как отдельный разрез, останавливаясь и начинаясь там, где заканчиваются и начинаются линии, что может привести к неровному краю.
 Вне этих часов мы ответим на следующее рабочее утро.
Вне этих часов мы ответим на следующее рабочее утро.
 При ударе пули о броню зажигательный состав воспламеняется, пламя через отверстие в броне, пробитое стальным сердечником пули, воспламеняет горючее. Головная часть пули окрашена в чёрный цвет с красным пояском.
При ударе пули о броню зажигательный состав воспламеняется, пламя через отверстие в броне, пробитое стальным сердечником пули, воспламеняет горючее. Головная часть пули окрашена в чёрный цвет с красным пояском.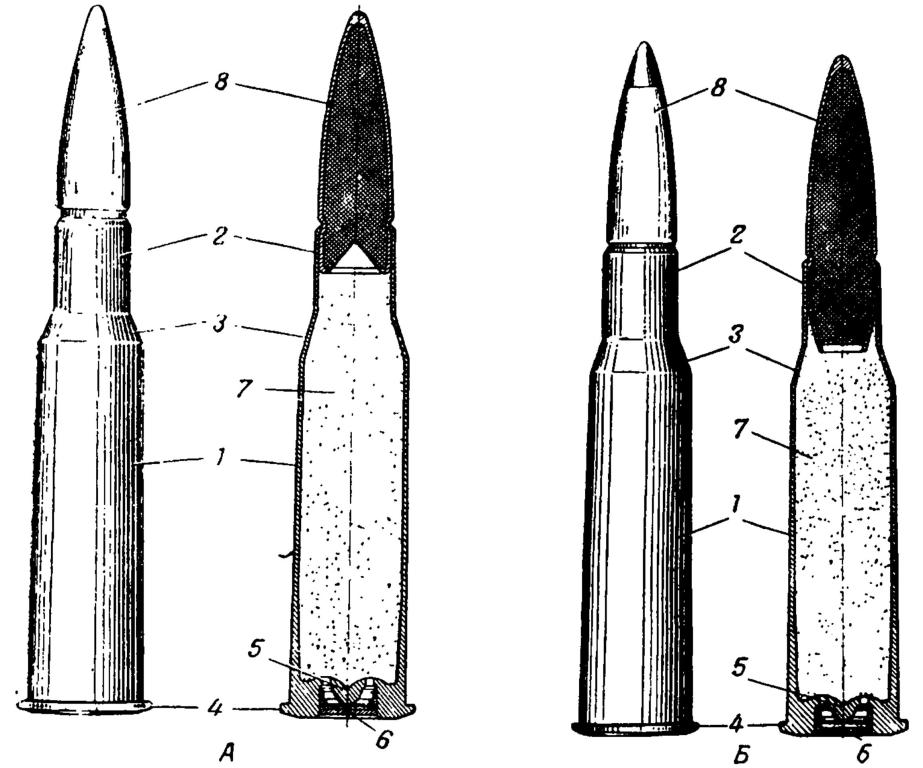

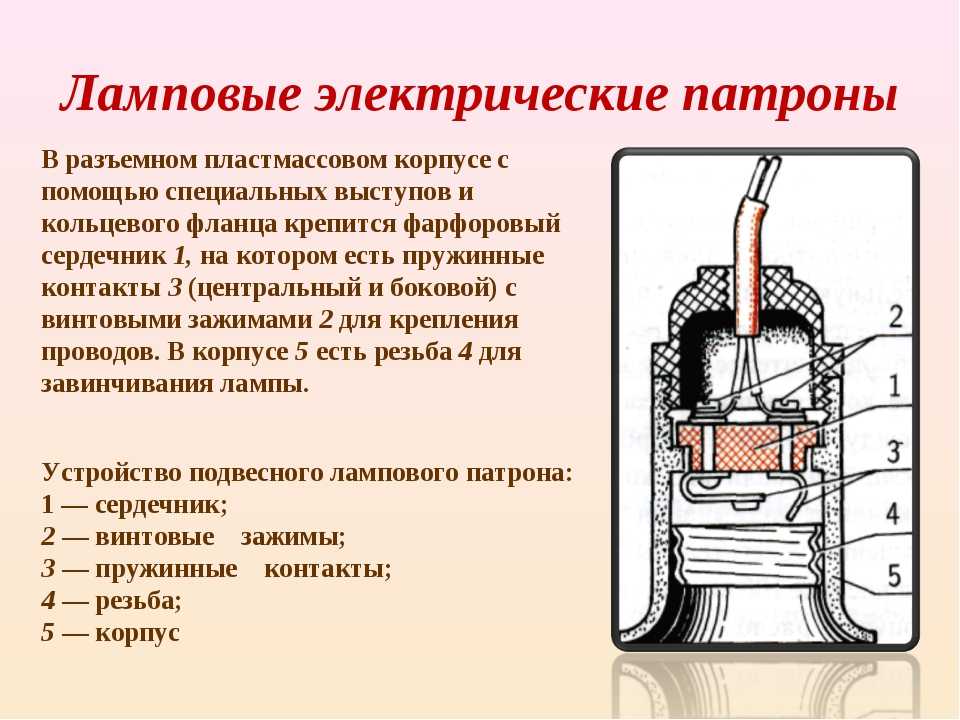 Так называемые пули со стальным сердечником (бронебойные пули) обычно в пуленепробиваемом стекле не деформируются. Пули с мягким сердечником, напротив, подвержены деформации. Исходя из этого, закаленные бронебойные пули остановить сложнее, чем мягкие пули.
Так называемые пули со стальным сердечником (бронебойные пули) обычно в пуленепробиваемом стекле не деформируются. Пули с мягким сердечником, напротив, подвержены деформации. Исходя из этого, закаленные бронебойные пули остановить сложнее, чем мягкие пули..jpg) SILATEC предлагает оба варианта. Стекло SILATEC AK47 NS 36/76 защищает от стандартных патронов. А SILATEC AK47 NS 62/141 обеспечивает защиту от патронов со стальным сердечником (бронебойные патроны).
SILATEC предлагает оба варианта. Стекло SILATEC AK47 NS 36/76 защищает от стандартных патронов. А SILATEC AK47 NS 62/141 обеспечивает защиту от патронов со стальным сердечником (бронебойные патроны). Исходя из этого различают безосколочное остекление (NS = no spall) и остекление, на защищённой стороне которого образуются осколки (S = spall).
Исходя из этого различают безосколочное остекление (NS = no spall) и остекление, на защищённой стороне которого образуются осколки (S = spall). Вы можете знать их как тележки для вейпов или предварительно загруженные картриджи для вейпов с маслом каннабиса, и они быстро стали популярным продуктом на основе концентрата как для новичков, так и для энтузиастов каннабиса.
Вы можете знать их как тележки для вейпов или предварительно загруженные картриджи для вейпов с маслом каннабиса, и они быстро стали популярным продуктом на основе концентрата как для новичков, так и для энтузиастов каннабиса. Это масло содержит различные комбинации каннабиноидов и терпенов, извлеченных из каннабиса.
Это масло содержит различные комбинации каннабиноидов и терпенов, извлеченных из каннабиса.


 В зависимости от используемого исходного материала производители картриджей используют несколько методов, чтобы создать идеальное масло для своих ручек.
В зависимости от используемого исходного материала производители картриджей используют несколько методов, чтобы создать идеальное масло для своих ручек.

 Эти типы ручек предлагают большие преимущества для здоровья для тех, кто ищет CBD в простом в употреблении продукте.
Эти типы ручек предлагают большие преимущества для здоровья для тех, кто ищет CBD в простом в употреблении продукте. Единственное, что мы знаем наверняка, это то, что одного грамма картриджа хватит вам намного дольше, чем на полграмма.
Единственное, что мы знаем наверняка, это то, что одного грамма картриджа хватит вам намного дольше, чем на полграмма.
 В этой статье мы ответим на все ваши вопросы о предварительно заполненных масляных вейп-картриджах и поможем решить, подходит ли вам вейп-картридж THC.
В этой статье мы ответим на все ваши вопросы о предварительно заполненных масляных вейп-картриджах и поможем решить, подходит ли вам вейп-картридж THC.

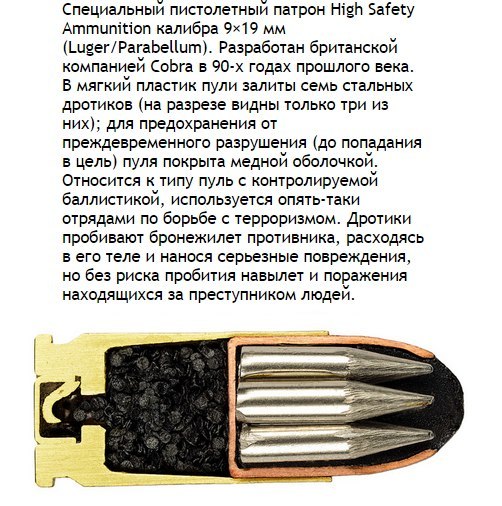 Все это дополнительное тепло просто разрушает большую часть каннабиноидов и терпенов , которые вы пытаетесь ввести в свой организм.
Все это дополнительное тепло просто разрушает большую часть каннабиноидов и терпенов , которые вы пытаетесь ввести в свой организм. список.
список.
 А теперь взгляните на все, что мы узнали о медицинских полезных свойствах марихуаны.
А теперь взгляните на все, что мы узнали о медицинских полезных свойствах марихуаны. Если вы очень заботитесь о вкусе, оставайтесь дома и курите свежие органические шишки.
Если вы очень заботитесь о вкусе, оставайтесь дома и курите свежие органические шишки.



 Росси, М. Калови, Д. Велес, Дж. Муньос, Влияние добавления твердых частиц на механическое и химическое поведение стекловидной эмали, Surf. Пальто. техол. 357 (2019) 69-77.
Росси, М. Калови, Д. Велес, Дж. Муньос, Влияние добавления твердых частиц на механическое и химическое поведение стекловидной эмали, Surf. Пальто. техол. 357 (2019) 69-77.
 Росси, Л. Бергамо, В. Фонтанари, Огнестойкость и механические свойства эмалированного пеноалюминия, Матер. Дес. 132 (2017) 129-137.
Росси, Л. Бергамо, В. Фонтанари, Огнестойкость и механические свойства эмалированного пеноалюминия, Матер. Дес. 132 (2017) 129-137. Инст. хим. Э. 86 (2018) 199-212.
Инст. хим. Э. 86 (2018) 199-212. 1016/j.jallcom.2018.04.321
1016/j.jallcom.2018.04.321 Cui, Z. Bi, R. Zhang, J. Liu, X. Yu, Z. Li, Всесторонний обзор антикоррозионных покрытий на основе графена, Chem. англ. Дж. 373 (2019 г.) 104–121.
Cui, Z. Bi, R. Zhang, J. Liu, X. Yu, Z. Li, Всесторонний обзор антикоррозионных покрытий на основе графена, Chem. англ. Дж. 373 (2019 г.) 104–121. Междунар. 45 (2019) 10321–10329.
Междунар. 45 (2019) 10321–10329.

 «Он образует, — сообщал Эрстед, — кусок металла, который по цвету и блеску чем-то напоминает олово».
«Он образует, — сообщал Эрстед, — кусок металла, который по цвету и блеску чем-то напоминает олово». Но важные улучшения в настоящее время привели к прорывам на двух фронтах: во-первых, процесс Девиля был улучшен; и, во-вторых, разработка динамо-машины сделала доступным большой источник энергии для электролиза, который оказался очень успешным при отделении металла от его соединений.
Но важные улучшения в настоящее время привели к прорывам на двух фронтах: во-первых, процесс Девиля был улучшен; и, во-вторых, разработка динамо-машины сделала доступным большой источник энергии для электролиза, который оказался очень успешным при отделении металла от его соединений.
 где в 1895 году он стал первым заказчиком новой разработки электростанции Ниагарского водопада.
где в 1895 году он стал первым заказчиком новой разработки электростанции Ниагарского водопада.
 трубе (50 шт/уп)
трубе (50 шт/уп) трубе (50 шт/уп)
трубе (50 шт/уп) Гофрированные трубы из нержавеющей стали применяются для обустройства инженерных коммуникаций.
Гофрированные трубы из нержавеющей стали применяются для обустройства инженерных коммуникаций. Выдерживает линейные расширения и сжатия под
Выдерживает линейные расширения и сжатия под При выборе продуктов необходимо учитывать конструкцию всей системы, чтобы обеспечить безопасную и бесперебойную работу. Функционирование, совместимость материалов, соответствующие характеристики, правильная установка, эксплуатация и техническое обслуживание являются обязанностями проектировщика и пользователя системы.
При выборе продуктов необходимо учитывать конструкцию всей системы, чтобы обеспечить безопасную и бесперебойную работу. Функционирование, совместимость материалов, соответствующие характеристики, правильная установка, эксплуатация и техническое обслуживание являются обязанностями проектировщика и пользователя системы. Соединение 2 Тип
Соединение 2 Тип
 0)
0)  Загрузите файл САПР.
Загрузите файл САПР. Другими словами, сохраняют дистанцию, но на самом деле очень близки к нашей жизни и безопасности на протяжении десятилетий благодаря простоте установки и использования, а также долговечности против коррозии.
Другими словами, сохраняют дистанцию, но на самом деле очень близки к нашей жизни и безопасности на протяжении десятилетий благодаря простоте установки и использования, а также долговечности против коррозии. В соответствующих стандартах упоминается несколько типов материалов. Поэтому для того, чтобы объяснить проблему проще, мы упомянем только распространенные типы, известные как 304/304L, 316/316L
В соответствующих стандартах упоминается несколько типов материалов. Поэтому для того, чтобы объяснить проблему проще, мы упомянем только распространенные типы, известные как 304/304L, 316/316L
 д.
д. КАЧЕСТВО МАТЕРИАЛА – ХИМИЧЕСКИЙ СОДЕРЖАНИЕ
КАЧЕСТВО МАТЕРИАЛА – ХИМИЧЕСКИЙ СОДЕРЖАНИЕ 


 В нестандартном применении важен правильный выбор материала пользователем/производителем, например, в шланге.
В нестандартном применении важен правильный выбор материала пользователем/производителем, например, в шланге. Кроме того, он выполняет такие функции, как легкая очистка, декоративный внешний вид и снижение звука и вибрации от изгибов воды, а также вносит дополнительный вклад в гибкость.
Кроме того, он выполняет такие функции, как легкая очистка, декоративный внешний вид и снижение звука и вибрации от изгибов воды, а также вносит дополнительный вклад в гибкость.


 Новые карабины выдавали об 3.5 MOA. Кучность считалась приемлемой до 5 MOA (на туземном стрелковом форуме, швейцарцы с фасс90 + гп90 тщательно перечитывали эти цифры, стопорясь на словах «новые» и «приемлемой», протирали глаза).
Новые карабины выдавали об 3.5 MOA. Кучность считалась приемлемой до 5 MOA (на туземном стрелковом форуме, швейцарцы с фасс90 + гп90 тщательно перечитывали эти цифры, стопорясь на словах «новые» и «приемлемой», протирали глаза). 5% скорости для GP11 — это об 20-25 см дропа на 800 м).
5% скорости для GP11 — это об 20-25 см дропа на 800 м).
 , мм
, мм Возможно изготовление других типоразмеров по согласованному допуску.
Возможно изготовление других типоразмеров по согласованному допуску.
 , мм
, мм
 Этот процесс может резко увеличить возможность вторичной переработки стали и железа. Помимо использования для гальванизации, цинк широко используется для изготовления сплавов, наиболее распространенным из которых является 9.0011 латунь . Латунь представляет собой сплав меди и цинка с небольшим содержанием свинца и олова.
Этот процесс может резко увеличить возможность вторичной переработки стали и железа. Помимо использования для гальванизации, цинк широко используется для изготовления сплавов, наиболее распространенным из которых является 9.0011 латунь . Латунь представляет собой сплав меди и цинка с небольшим содержанием свинца и олова. Медно-цинковые сплавы, также известные как латунь, обладают улучшенными свойствами, такими как прочность на растяжение, твердость, износостойкость и ползучесть.
Медно-цинковые сплавы, также известные как латунь, обладают улучшенными свойствами, такими как прочность на растяжение, твердость, износостойкость и ползучесть. Наиболее распространенной рудой цинка является сульфид цинка, также называемый цинковой обманкой.
Наиболее распространенной рудой цинка является сульфид цинка, также называемый цинковой обманкой. Кокс служит восстановитель, и оксид цинка восстанавливается до металлического цинка посредством следующей реакции;
Кокс служит восстановитель, и оксид цинка восстанавливается до металлического цинка посредством следующей реакции; Металлический цинк (который составляет 99,995% чистоты) затем можно удалить с катода и обработать с помощью таких методов, как литье цинка под давлением. Около 80% мирового производства цинка осуществляется с помощью этого гидрометаллургического процесса [4].
Металлический цинк (который составляет 99,995% чистоты) затем можно удалить с катода и обработать с помощью таких методов, как литье цинка под давлением. Около 80% мирового производства цинка осуществляется с помощью этого гидрометаллургического процесса [4].

 Многие из них имеют проприетарные или общеизвестные имена.
Многие из них имеют проприетарные или общеизвестные имена.
 [онлайн]. Доступно: https://www.ibef.org/download/Metals_210708.pdf [По состоянию на 1 мая 2020 г.]
[онлайн]. Доступно: https://www.ibef.org/download/Metals_210708.pdf [По состоянию на 1 мая 2020 г.] 10, 253, 2020.
10, 253, 2020. д.
д.
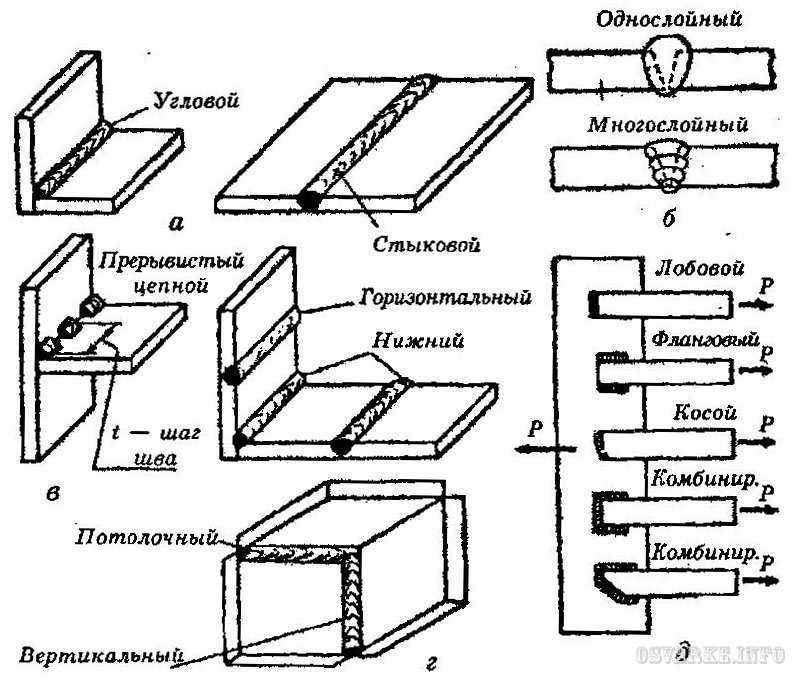
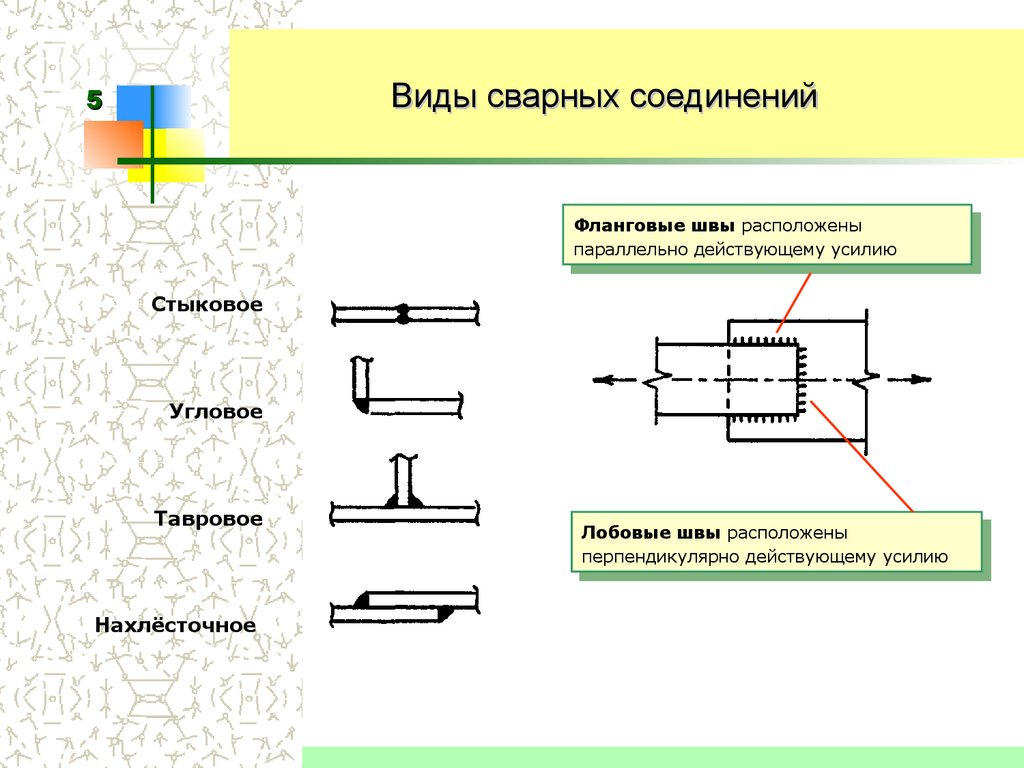
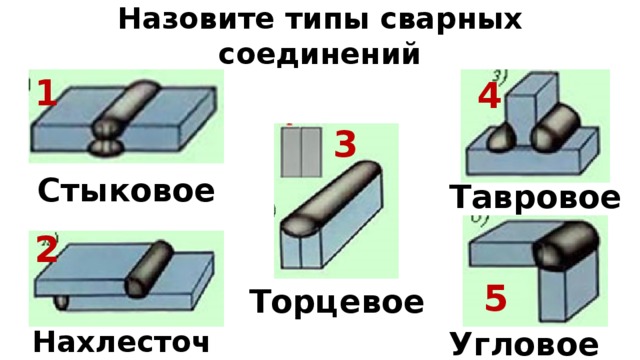
 Применяется как в промышленном производстве, так и в быту. Этот способ используется для сварки чугуна, стальных и цветных сплавов различных марок.
Применяется как в промышленном производстве, так и в быту. Этот способ используется для сварки чугуна, стальных и цветных сплавов различных марок.
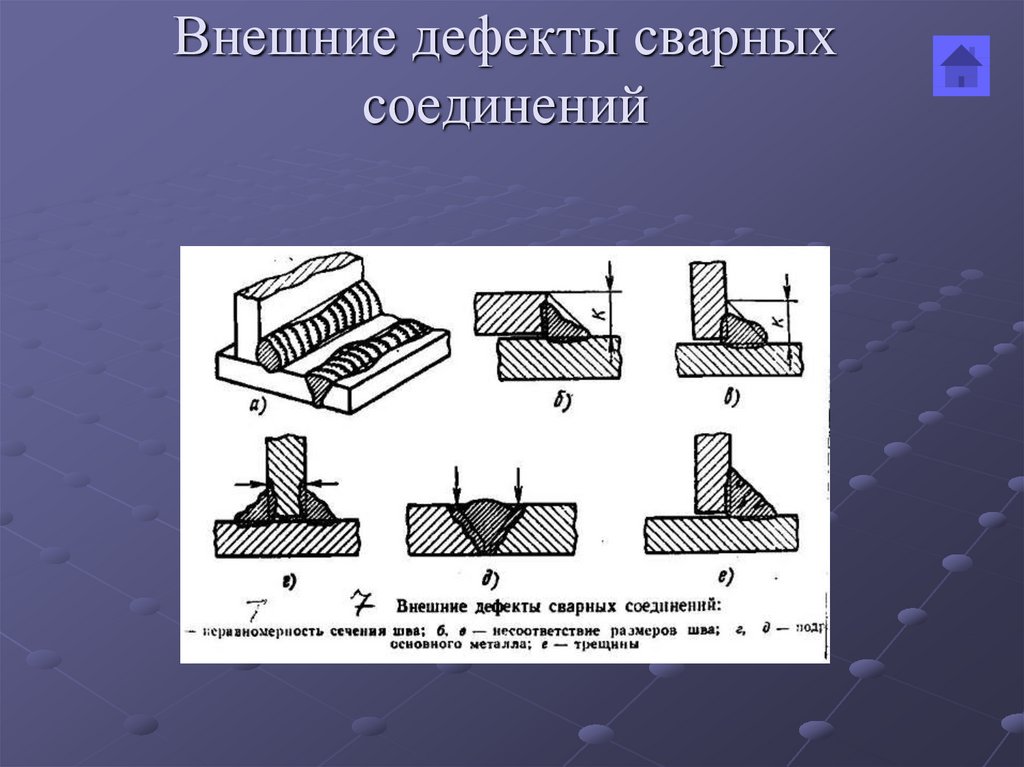 Затем в столб электродуги вводится крайний участок электрода. Там происходит его расплавление. Далее полученный материал смешивается с основным жидким металлом в сформированной ванне.
Затем в столб электродуги вводится крайний участок электрода. Там происходит его расплавление. Далее полученный материал смешивается с основным жидким металлом в сформированной ванне.
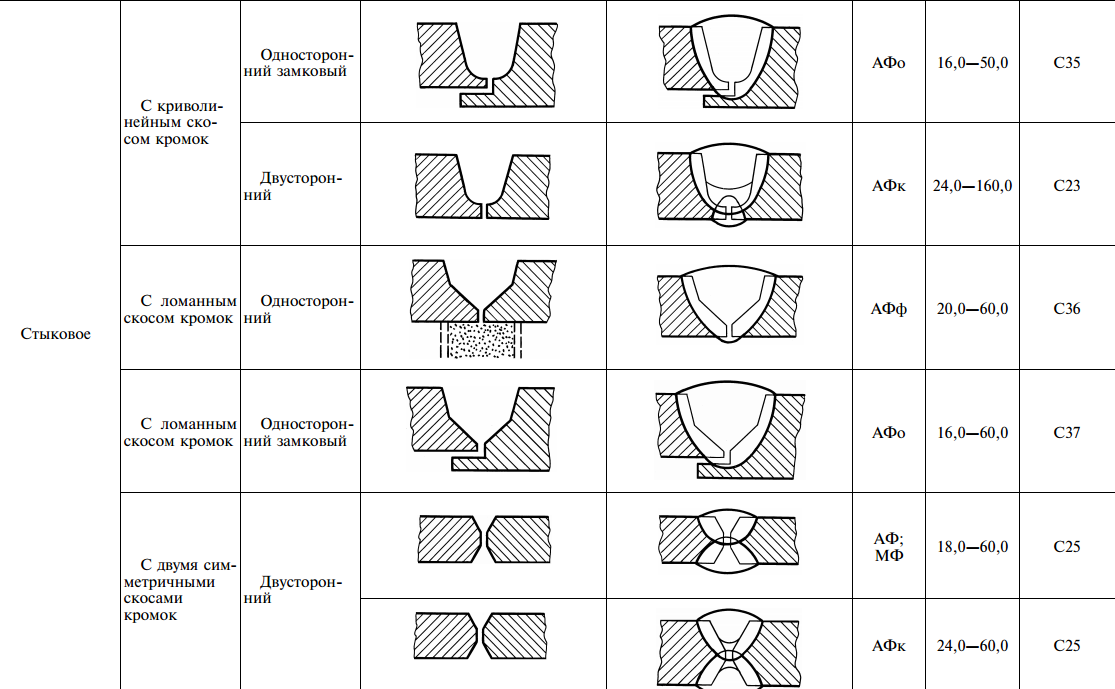
 Данный метод предоставляет возможность обрабатывать и черные, и цветные металлы. Причем толщина пластины (обозначение Т) в данном случае не особо критична. Данный параметр может принимать значения из диапазона 0,5 мм≤Т≤30,0 мм.
Данный метод предоставляет возможность обрабатывать и черные, и цветные металлы. Причем толщина пластины (обозначение Т) в данном случае не особо критична. Данный параметр может принимать значения из диапазона 0,5 мм≤Т≤30,0 мм.
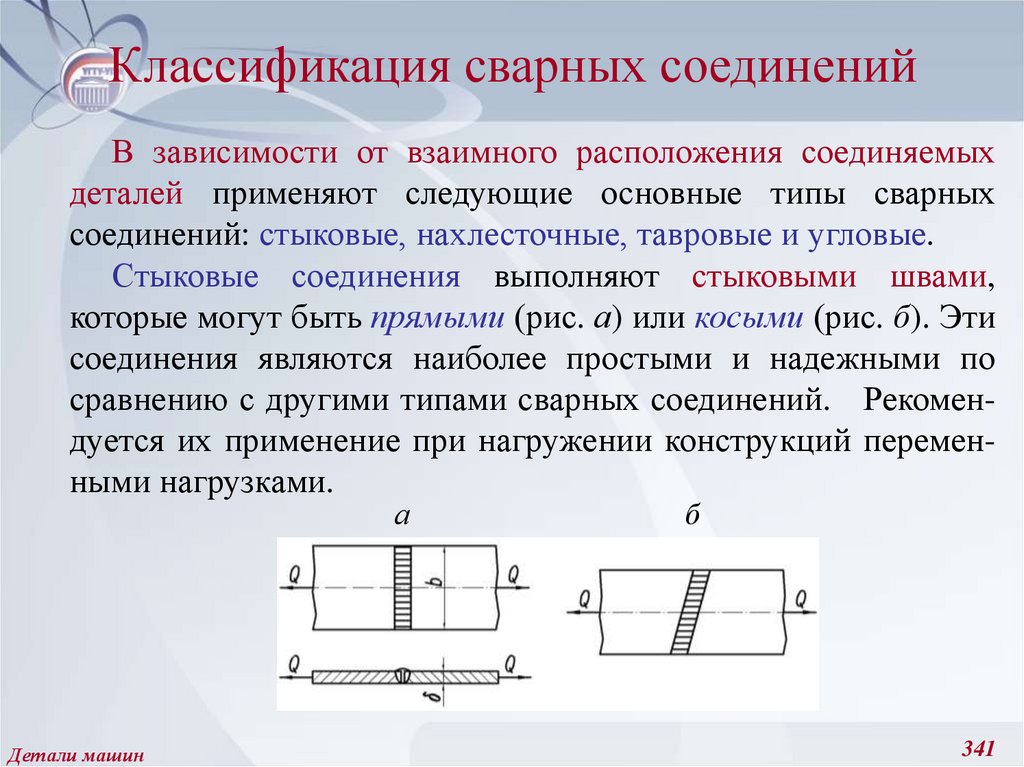 Но эта проблема решаема путем использования присадочной проволоки, в состав которой входит флюс.
Но эта проблема решаема путем использования присадочной проволоки, в состав которой входит флюс.
 Они охлаждаются водой. В процессе формирования сварочного шва ползуны-кристаллизаторы передвигаются по направлению сварки.
Они охлаждаются водой. В процессе формирования сварочного шва ползуны-кристаллизаторы передвигаются по направлению сварки.

 На это уходит примерно 0,1 сек;
На это уходит примерно 0,1 сек;
 Не нужно зачищать свариваемые поверхности и удалять с них пленки оксидов;
Не нужно зачищать свариваемые поверхности и удалять с них пленки оксидов;
 Оборудование не мобильно, а стационарно.
Оборудование не мобильно, а стационарно.
 Другой вариант – в камере при обычном давлении присутствует какой-то инертный газ либо водород.
Другой вариант – в камере при обычном давлении присутствует какой-то инертный газ либо водород.
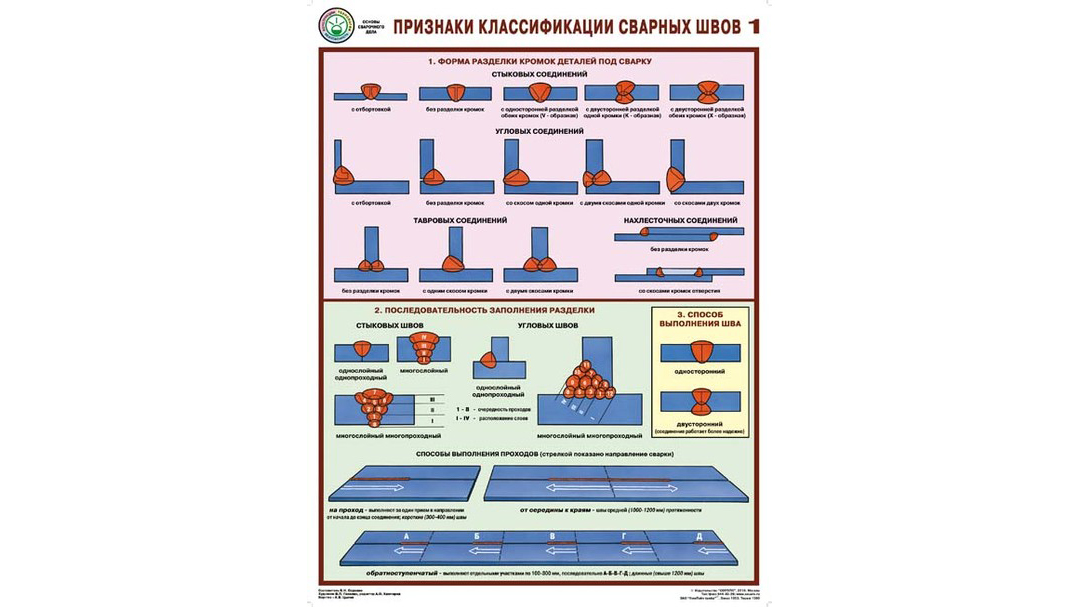 Это – кондуктивный способ;
Это – кондуктивный способ;
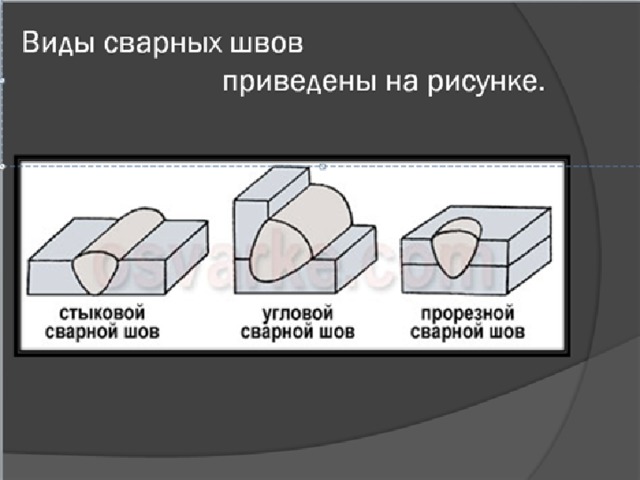 Сфера применения сварки этого типа – соединение металлических изделий, пластмассовых деталей, стекла с металлом и даже тканевых и кожаных материалов
Сфера применения сварки этого типа – соединение металлических изделий, пластмассовых деталей, стекла с металлом и даже тканевых и кожаных материалов

 К таковым относятся любые отклонения параметров сопряжений от установленных действующими стандартами, возникновение которых является следствием невыполнения требований к:
К таковым относятся любые отклонения параметров сопряжений от установленных действующими стандартами, возникновение которых является следствием невыполнения требований к:
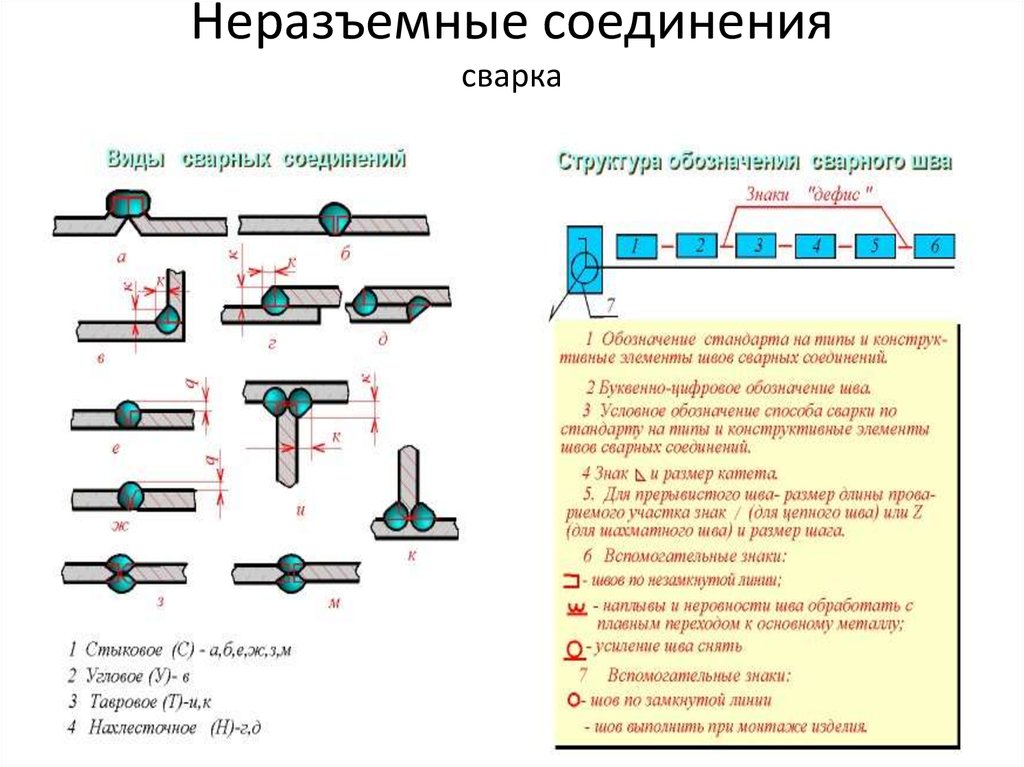 comments powered by Disqus
comments powered by Disqus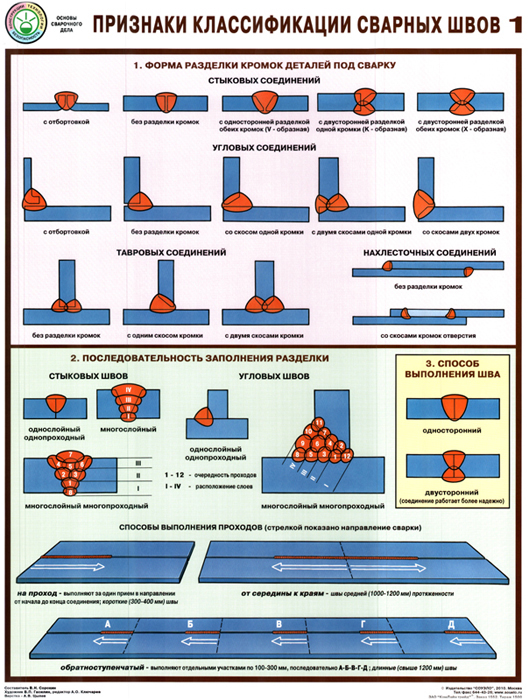

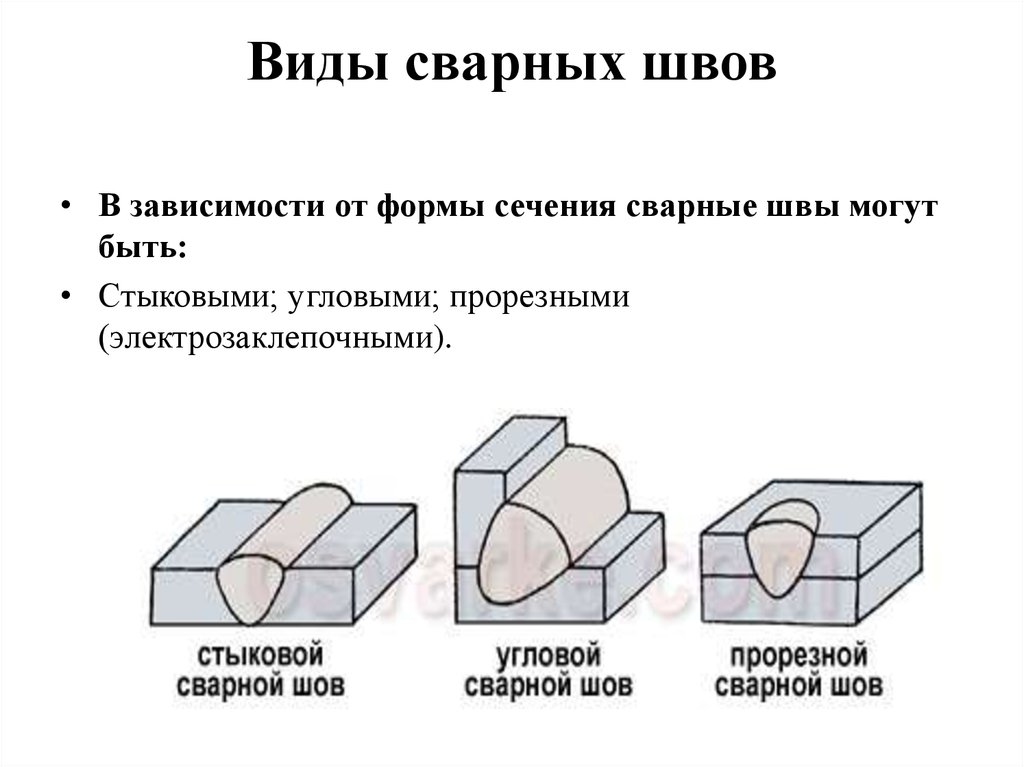 По положению
По положению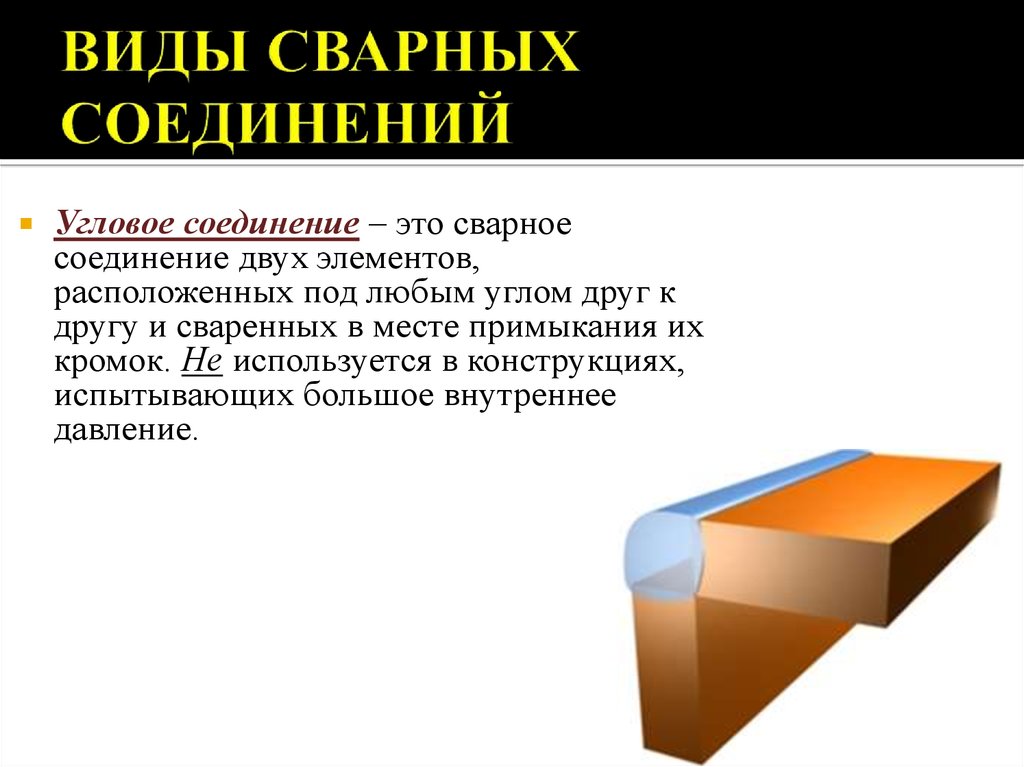 Разновидностью соединений
Разновидностью соединений


 Обычно в сварочной промышленности используются пять типов сварных соединений в повседневной деятельности.
Обычно в сварочной промышленности используются пять типов сварных соединений в повседневной деятельности.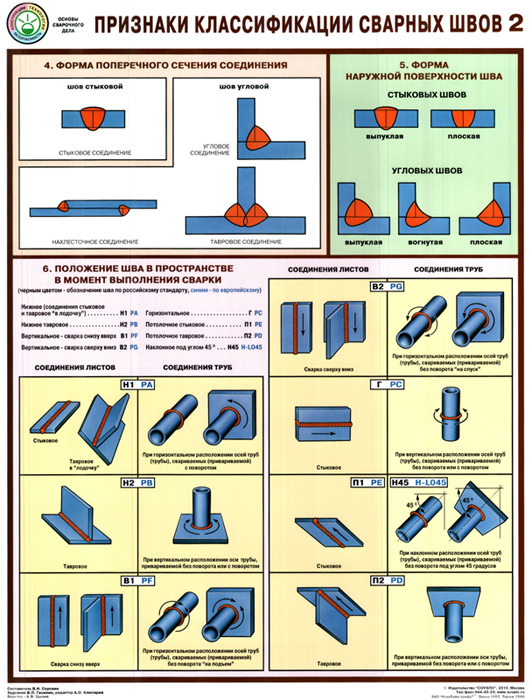 Он выполняется на двух плоских бок о бок параллельных кусках металла. Концы или края двух частей составляют угол 135-180° друг к другу. Обычно этот тип соединения доступен по цене и используется для соединения труб, фланцев, фитингов, клапанов и другого оборудования.
Он выполняется на двух плоских бок о бок параллельных кусках металла. Концы или края двух частей составляют угол 135-180° друг к другу. Обычно этот тип соединения доступен по цене и используется для соединения труб, фланцев, фитингов, клапанов и другого оборудования. Угол колеблется от 30° до 130°. Он наиболее популярен в металлургической промышленности. Угловое сварное соединение обычно используется для изготовления ящиков, коробчатых рам и других изделий.
Угол колеблется от 30° до 130°. Он наиболее популярен в металлургической промышленности. Угловое сварное соединение обычно используется для изготовления ящиков, коробчатых рам и других изделий. Это также в некотором роде похоже на угловой сварной шов.
Это также в некотором роде похоже на угловой сварной шов. Кромочное сварное соединение
Кромочное сварное соединение 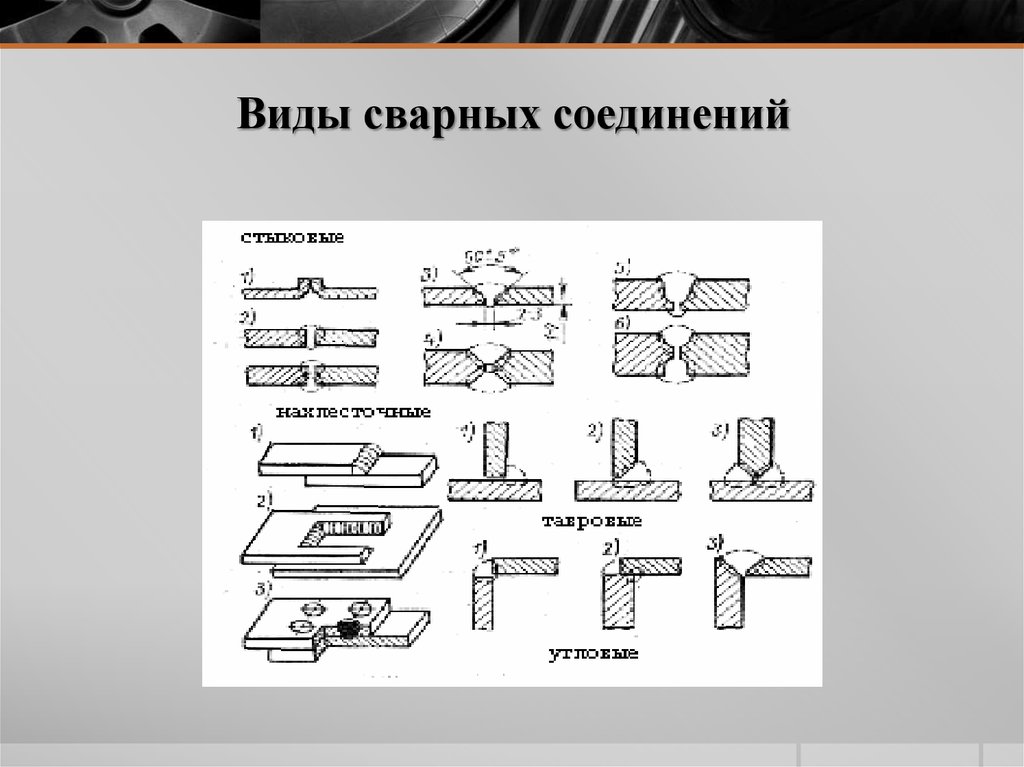 Для этого типа соединения нет необходимости подготавливать кромки. Следовательно, в системе трубопроводов он широко используется для соединения труб с раструбными соединениями.
Для этого типа соединения нет необходимости подготавливать кромки. Следовательно, в системе трубопроводов он широко используется для соединения труб с раструбными соединениями. Две или более заготовок (металлических или пластиковых) соединяются с помощью подходящего процесса сварки для образования прочного соединения. По данным Американского общества сварщиков, в основном существует пять типов сварных соединений: стыковые, угловые, внахлестку, тройник и кромочное соединение.
Две или более заготовок (металлических или пластиковых) соединяются с помощью подходящего процесса сварки для образования прочного соединения. По данным Американского общества сварщиков, в основном существует пять типов сварных соединений: стыковые, угловые, внахлестку, тройник и кромочное соединение. Угловое соединение
Угловое соединение