Сборка конфирматами, нюансы разметки и засверловки
Конфирматы предназначены для сквозного соединения деталей из ДСП, находящихся перпендикулярно относительно друг друга (Г-образно или Т-образно). Данный мебельный крепеж требует предварительной засверловки специальным конфирматным сверлом или двумя стандартными, 5мм и 7-8мм. Сборка конфирматами мебели проста и интуитивно понятна, однако требует аккуратности при предварительной разметке и засверловке.
Нет-нет, да вспыхивают споры среди мебельщиков – почему же все-таки конфирмат лучше обычных черных саморезов в сборке мебели и лучше ли? Любой из доводов о площади соприкосновения резьбовых частей, точности засверловки, прочности стяжки и возможности впоследствии выдерживать многократную сборку/разборку легко опровергается при приведении конкретных примеров из личного опыта. Но, поскольку вся современная корпусная мебель в заводских масштабах собирается именно на конфирматах, примем лидерство этого вида крепежа как данность.
Содержание
- Разметка и сборка мебели на конфирматах, основные принципы
- Как крепить на конфирматы узкие планки
- Сборка конфирматами «вертолетом» соосных полок
Разметка и сборка мебели на конфирматах, основные принципы
Я не сторонник проведения зсверловки «на весу», путем приставления деталей друг к другу и присверливания за один ход.
Если зажимать детали каждый раз струбцинами, процесс будет безобразно долгим – ведь быстрей всего совершаются однотипные операции, а не многоходовые.
Если при сборке мебели конфирматами дополнительной фиксацией пренебрегать, то не факт, что результат в итоге порадует – вряд ли удастся избежать перекосов, когда после сборки торцы будут неравномерно выпирать за лицевую плоскость.
Гораздо аккуратней и точней получится последующая сборка мебели на конфирматах, если размечать и засверливать детали отдельно – торцевые сверлом 5 мм и лицевые конфирматным. Тогда и мебель соберется как конструктор по месту, быстро и аккуратно.
Присадку (разметку) в производственных масштабах делают на специальных присадочных станках. Для изготовления мебели своими руками достаточно вооружиться рулеткой, угольником, маркером и шилом. Удобны оказываются специальные мебельные шаблоны (кондукторы), их можно изготовить самим или приобрести в готовом виде.
По сути, они представляют собой некие заготовки с отверстиями, которые прикладываются к деталям при разметке – чтобы каждый раз не отмерять одно и тоже расстояние.
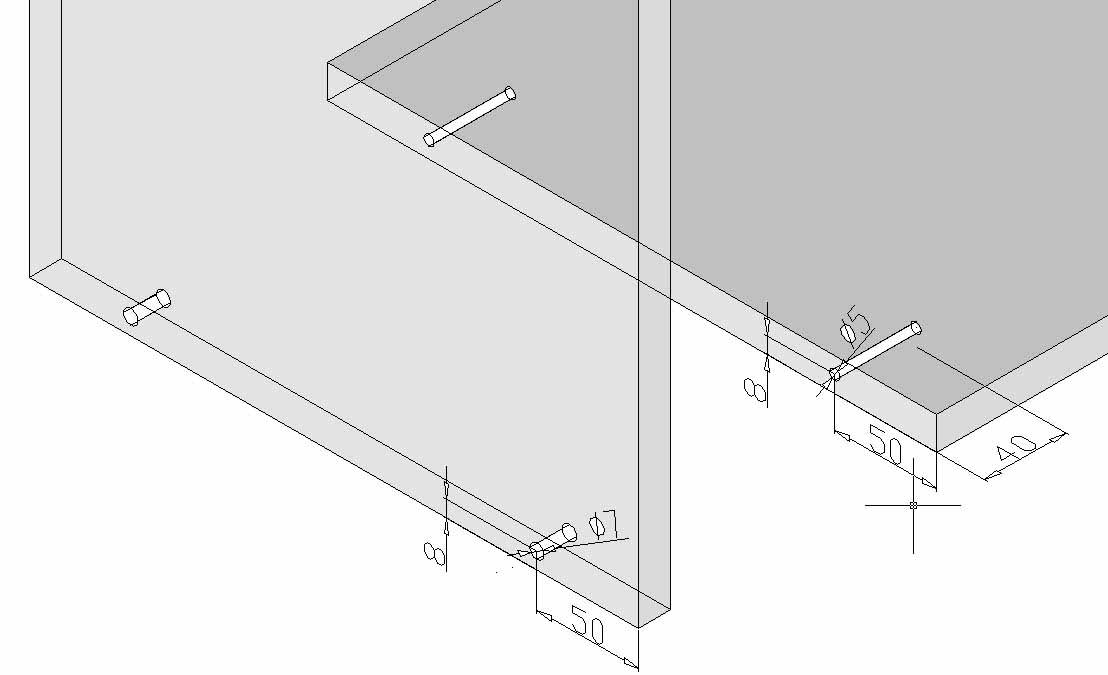
Рассмотрим принцип разметки на простой навесной полке.
Во избежание путаницы, для крепежа (конфирмата) от края всегда откладывается одно и тоже расстояние, равное 50 мм (если ширины стоевых уже 150 мм, то меньше).
После того, как определены места крепежа на объемном чертеже, удобно вынести на детали отдельно – то есть составить спецификации на засверловку. Я использую для этого программу Базис Мебельщик.
Перед разметкой детали нужно «повертеть», просмотреть на предмет скрытых дефектов.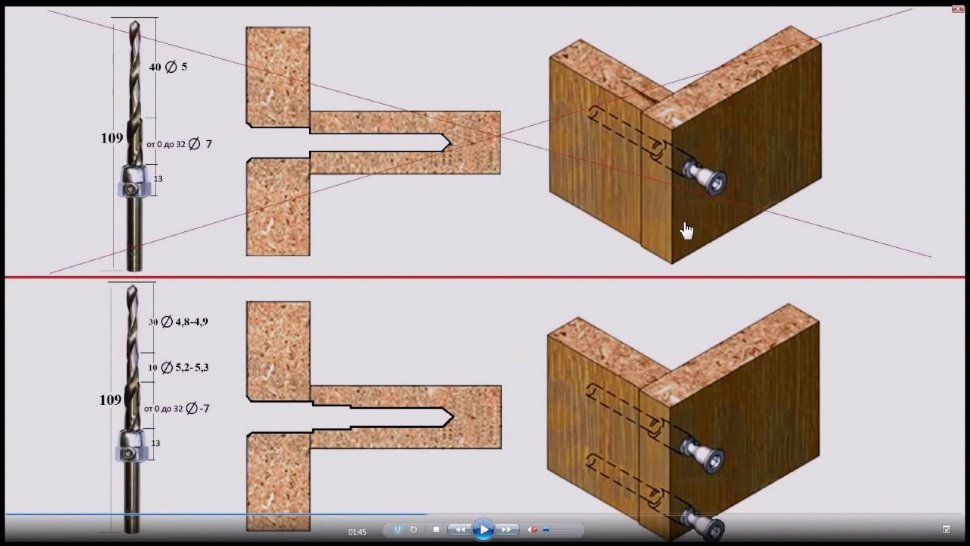 В процессе транспортировки могут образоваться царапины на поверхности ламинированного ДСП, сколы на торцовке. Все это можно скрыть, развернуть деталь так, что дефект станет невидимым, скроется во внутренней части готового изделия.
В процессе транспортировки могут образоваться царапины на поверхности ламинированного ДСП, сколы на торцовке. Все это можно скрыть, развернуть деталь так, что дефект станет невидимым, скроется во внутренней части готового изделия.
Разметка строго делается с лицевых частей мебели, ориентиром служит передний окрамленный край. Стоевые (боковины) всегда засверливаются зеркально.
Засверловку лучше делать конфирматным сверлом до упора, с углублением под зенковку – утопленную шапку конфирмата.
Как крепить на конфирматы узкие планки
Нередко в мебели своими руками в качестве соединительных элементов, царг, боковин, стоевых используются узкие планки, шириной порядка 50-80мм. Крепить их на два евровинта с каждой стороны несколько нецелесообразно – столь близко расположенные друг к другу отверстия не добавляют ни эстетики, ни прочности готовой мебели.
- Если узкая планка «прихватывается» с длинной стороны (например, если это цоколь тумбы или боковина ящика под духовкой), сборка конфирматами остается без изменений — этот нюанс можно оставить без внимания.

- Если соединение таково, что в процессе эксплуатации мебели деталь будет вертеться относительно своей оси, то лучше заранее предусмотреть этот момент: засверлить под конфирматы со сдвигом в пару сантиметров относительно противоположных сторон.

Сборка конфирматами «вертолетом» соосных полок
Принцип сдвига используют и в случае, когда требуется закрепить планки в ряд. Например, для крепления столешницы в тумбе.
Этот принцип сборки на конфирматы называют «вертолетом». Чтобы затянуть крепеж на соседней планке, первую необходимо повернуть относительно оси градусов на 90. Этот же «принцип вертолета» используют для крепежа соосных полок, правда, в несколько ином виде.
Если на словах, то в стоевой засверливают три отверстия, одно по центру, два по краям. Сборка конфирматами осуществляется следующим образом: начала крепят, к примеру, полку справа сквозь центральное отверстие. Затем ее разворачивают относительно оси и крепят на два конфирмата левую полку.
А после правую полку возвращают на исходное место. Противоположные стороны собирают на конфирматы стандартным образом. В итоге получается, что полка справа держится на трех креплениях, а левая – на четырех. Если полки широкие и есть сомнения в прочности стороны, закрепленной на трех конфирматах, можно усилить полку с помощью ребра жесткости или дополнительного крепежа в виде уголков или эксцентриков.
Отверстие под конфирмат: сверление, монтаж
Современная мебель из ДСП и МДФ часто собирается при помощи винтов-конфирматов, которые среди мебельщиков именуются также евровинтами или еврошурупами. Перед их ввинчиванием в плитах просверливаются технологические отверстия со строго заданными параметрами. О процессе подготовки этих отверстий и пойдет речь в этой статье.
Отверстие под конфирмат сверлится в толще первой детали и в торце второй детали, которые стыкуются под прямым углом. По длине оно должно иметь ступенчатый перепад диаметров. Это связано с конструктивными особенностями евровинта. Его стержень состоит из цилиндрической гладкой шейки и основной резьбовой части. Под резьбу сверлится отверстие меньшего диаметра, под шейку – большего. Также крепеж имеет потайную головку в форме усеченного конуса, под которую подготавливается посадочное место. На практике применяются две технологии сверления отверстий.
Это связано с конструктивными особенностями евровинта. Его стержень состоит из цилиндрической гладкой шейки и основной резьбовой части. Под резьбу сверлится отверстие меньшего диаметра, под шейку – большего. Также крепеж имеет потайную головку в форме усеченного конуса, под которую подготавливается посадочное место. На практике применяются две технологии сверления отверстий.
Использование трех разных по диаметру сверл
Винт-конфирмат из оцинкованной стали
Данный способ подойдет для малых объемов работ, так как требует больше времени. Подготовка отверстия выполняется в три подхода:
Первый шаг – сверление через две детали на всю длину евровинта. Диаметр сверла должен быть равен диаметру тела винта без учета резьбы. Это делается для того, чтобы витки резьбы смогли нарезать ответную резьбу в материале.
Второй шаг – расширение уже полученного отверстия под гладкую часть метиза, которая должна иметь плотную посадку, но не слишком, чтобы не расколоть материал.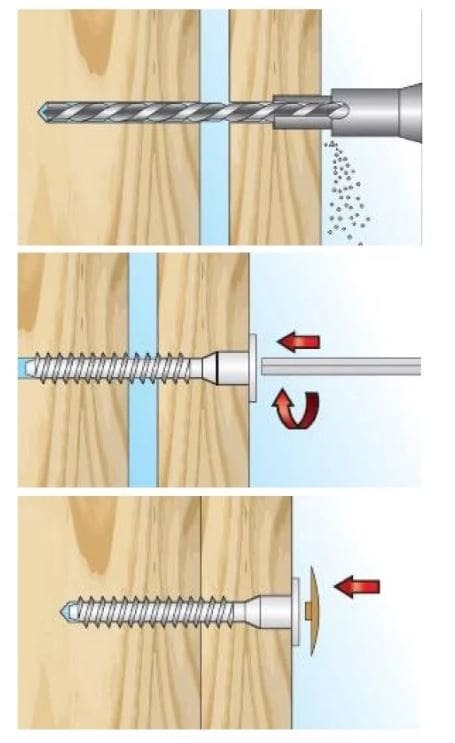 Рассверливание выполняется сверлом, равным толщине шейки и на глубину, равную ее длине.
Рассверливание выполняется сверлом, равным толщине шейки и на глубину, равную ее длине.
Третий шаг – зенкование отверстия для заглубления головки в материал. Это можно сделать сверлом большего диаметра, но для получения качественного результата без сколов лучше выполнить эту операцию зенкером.
Конфирматное сверло – три в одном
Работать со специальным конфирматным сверлом (фрезой) намного проще, поскольку оно имеет особую ступенчатую геометрию, и вся операция выполняется за один проход. Дополнительное преимущество его использования состоит в том, что оно одновременно снимает фаску под потайную головку метиза. По сути, оно заменяет собой два разных по диаметру сверла и зенкер. Кроме того фреза для конфирмата имеет заходную часть с острым наконечником, который обеспечивает точное вхождение инструмента и исключает риск его увода в сторону вначале сверления.
Размеры отверстий под конфирмат
На винты-конфирматы нет ГОСТов, они производятся по европейским стандартам 3E120 и 3E122 и имеют довольно широкий размерный ряд, представленный следующим типоразмерами: 5х40, 5х50, 6. 2х50, 6.4х50, 7х40, 7х48, 7х50, 7х60, 7х70 мм.
2х50, 6.4х50, 7х40, 7х48, 7х50, 7х60, 7х70 мм.
Самым распространенным размером является 6.4х50 мм. Для просверливания отверстия под его резьбу используется сверло диаметром 4.5 мм, а под гладкую часть – 7.0 мм.
При работе с евровинтами других размеров придерживаются следующего правила – диаметр основного отверстия (под резьбу) должен быть равен диаметру стержня без учета высоты резьбы. То есть:
- винт 5 мм – сверло 3.5 мм
- винт 7 мм – сверло 5.0 мм
Для того чтобы предотвратить риск смещения деталей во время сверления, необходимо жестко зафиксировать их положение друг относительно друга. Легче всего это сделать при помощи угловой струбцины или других зажимов.
Полезные советы
Обновлено: 25.09.2020 11:56:01
Поставить оценку
Успешно отправлено, Спасибо за оценку!
Нажмите, чтобы поставить оценку
6.
 4.3 Подтверждение установки исправлений безопасности
4.3 Подтверждение установки исправлений безопасности
Пример 1: Ошибка установки исправлений безопасности
user1,pc1,server1, 2008/06/12 20:15:05.818,INFO,POLICY,UPDATE,OK
user1,pc1,server1, 2008/06/12 20:15:06.612,INFO,PATCH,START, 1
user1,pc1,server1, 2008/06/12 20:16:10.123,INFO,PATCH,DOWNLOAD,OK,
«установить MS04-012(828741) в Windows2000»
user1,pc1,server1, 2008/06/12 20:16:12.814,INFO,PATCH,INSTALL,OK,
«установить MS04-012(828741) в Windows2000»
user1,pc1,server1, 2008/06/ 12 20:16:14.035,ОШИБКА,ИСПРАВЛЕНИЕ,СОСТОЯНИЕ,Сбой(1603),
«установить MS04-012(828741) в Windows2000»
Обратите внимание на линии красного цвета. Результатом обнаружения состояния установки должно быть отсутствие установки по решению, поскольку при установке произошла аномалия. Обработка исправлений безопасности.
Пример 2: сбой получения политики, приводящий к недоступности исправлений безопасности для установки
user1,pc1,server1, 2008/06/12 08:53:10. |
 750,INFO,DTP,SVCSTART,
750,INFO,DTP,SVCSTART, Обратите внимание на линию красного цвета. Из-за неполучения политики исправления безопасности не могут быть установлены на CT, судя по этому, результатом определения состояния установки будет отсутствие установки.
Пример 3: патчи безопасности установлены, но после установки не происходит перезагрузка ,pc1,server1, 2008/06/12 20:15:59.112,INFO,PATCH,DOWNLOAD,OK,» установить MS04-011 (835732) в Windows2000″
user1,pc1,server1, 2008/06/12 20:16 :10.123,INFO,PATCH,DOWNLOAD,OK,»установить MS04-012(828741) в Windows2000″
user1,pc1,server1, 2008/06/12 20:16:21.917,INFO,PATCH,INSTALL,OK,» установить MS04-011 (835732) для Windows2000″
user1,pc1,server1, 2008/06/12 20:16:45.345,INFO,PATCH,STATUS,OK(0),» установить MS04-011 (835732) в Windows2000″
user1,pc1,server1, 2008/06 /12 20:17:11. 320,INFO,PATCH,INSTALL,OK,» установить MS04-012(828741) в Windows2000″
320,INFO,PATCH,INSTALL,OK,» установить MS04-012(828741) в Windows2000″
user1,pc1,server1, 2008/06/12 20:17:48.165,INFO,PATCH,STATUS ,OK(0),»установить MS04-012(828741) в Windows2000″
user1,pc1,server1, 2008/06/12 20:19:36.044,INFO,REBOOT,SELECT,Delete
Обратите внимание до линии красного цвета. Патчи безопасности установились нормально, но после установки, из-за отсутствия перезагрузки Windows, патчи безопасности не могут быть отражены в Windows, судя по этому, результатом определения состояния установки будет отсутствие установки.
После перезагрузки Windows в журнал состояния работы ТТ будет выведено следующее содержимое.
user1,pc1,server1,2008/06/12 20:23:15.859,INFO,REBOOT,SELECT,Now |
Установка пользовательских корпоративных приложений на iOS
Узнайте, как установить и установить доверие для настраиваемые приложения, которые создает ваша организация.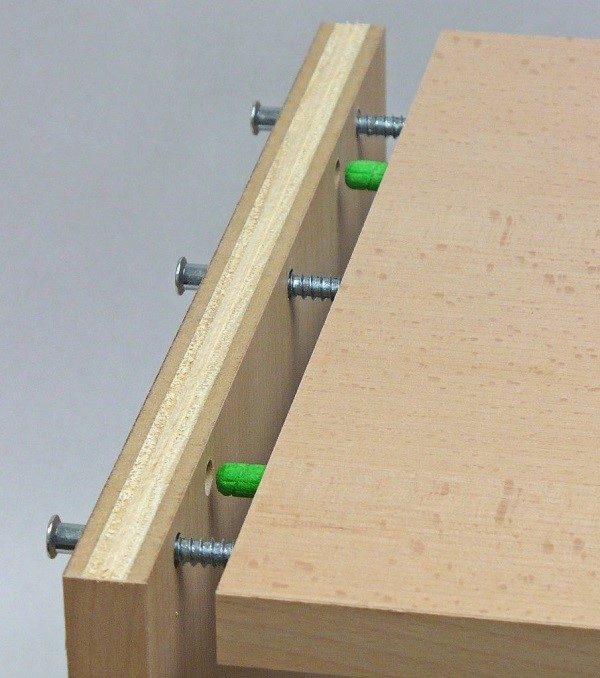
Эта статья предназначена для системных администраторов школы, предприятия или другой организации.
Ваша организация может использовать корпоративную программу Apple Developer для создания и распространения проприетарных корпоративных приложений iOS для внутреннего использования. Вы должны установить доверие к этим приложениям, прежде чем сможете их открывать.
Если вы устанавливаете приложение с помощью управления мобильными устройствами (MDM), доверие устанавливается автоматически. Если вы устанавливаете приложение вручную, вы также должны вручную установить доверие.
Apple рекомендует использовать решение MDM для распространения приложений. Этот метод безопасен и не требует вмешательства пользователя. Вы также можете установить пользовательские приложения с защищенного веб-сайта, которым управляет ваша организация. Если вы не устанавливаете приложения из своей организации, загружайте и устанавливайте приложения только из Apple App Store. Это лучший способ защитить ваш iPhone, iPad или iPod touch.
При первом открытии корпоративного приложения, которое вы установили вручную, вы видите уведомление о том, что разработчику приложения на вашем устройстве не доверяют. Вы можете отклонить это сообщение, но тогда вы не сможете открыть приложение.
После того, как вы закроете это сообщение, вы сможете установить доверие к разработчику приложения. Нажмите «Настройки» > «Основные» > «Профили» или «Профили и управление устройствами». Под заголовком «Корпоративное приложение» вы видите профиль разработчика.
Коснитесь имени профиля разработчика под заголовком Корпоративное приложение, чтобы установить доверие для этого разработчика.
Затем вы увидите запрос на подтверждение вашего выбора. После того, как вы доверитесь этому профилю, вы можете вручную установить другие приложения от того же разработчика и сразу же открыть их. Этот разработчик остается доверенным, пока вы не нажмете кнопку «Удалить приложение», чтобы удалить все приложения от разработчика.
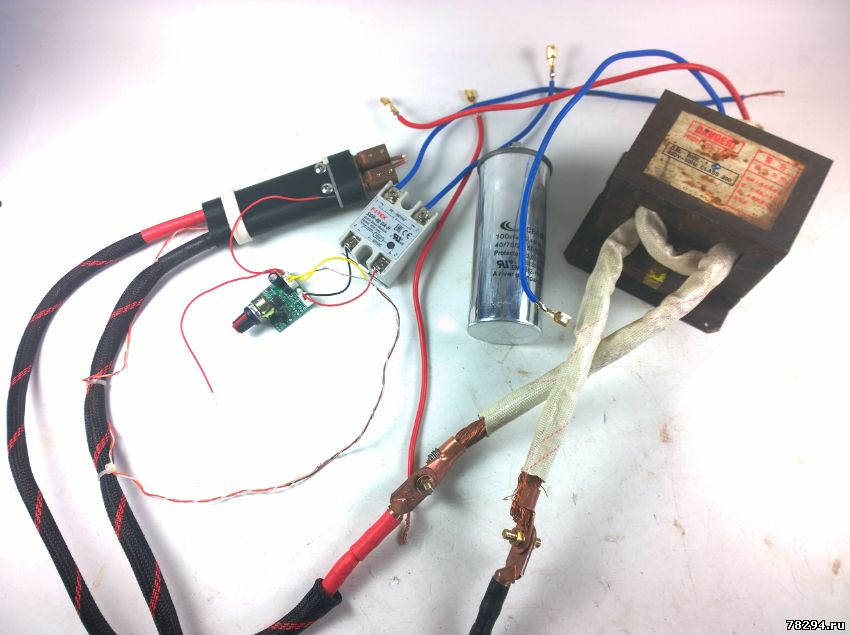
 Их следует модифицировать, для чего нужно аккуратно снять вторичные обмотки. После того, как будут сняты вторичные обмотки, на освободившееся место проводом, имеющим сечение 50 мм2 или даже больше, наматываются пользовательские обмотки в два – три витка, что даст на выходе напряжение порядка трех вольт.
Их следует модифицировать, для чего нужно аккуратно снять вторичные обмотки. После того, как будут сняты вторичные обмотки, на освободившееся место проводом, имеющим сечение 50 мм2 или даже больше, наматываются пользовательские обмотки в два – три витка, что даст на выходе напряжение порядка трех вольт.
 Можно использовать корпус старой СВЧ-печи, но можно сделать самодельный корпус. Корпус должен обеспечить надежную защиту всех элементов схемы от механических повреждений, от пыли, для него следует продумать систему вентиляции и охлаждения. Для удобства транспортировки у него должны иметься ручки для переноски.
Можно использовать корпус старой СВЧ-печи, но можно сделать самодельный корпус. Корпус должен обеспечить надежную защиту всех элементов схемы от механических повреждений, от пыли, для него следует продумать систему вентиляции и охлаждения. Для удобства транспортировки у него должны иметься ручки для переноски. В заготовке делаются соответствующие пазы и пропилы. После этого в подготовленные места устанавливается кнопка, кронштейн, кабели, все три заготовки складываются и скрепляются винтами.
В заготовке делаются соответствующие пазы и пропилы. После этого в подготовленные места устанавливается кнопка, кронштейн, кабели, все три заготовки складываются и скрепляются винтами. Можно использовать рычажный или кнопочный переключатель на два положения и световой индикатор включения. Это избавит мастера от постоянного включения и выключения сетевого шнура в розетку, и надежно будет сигнализировать о состоянии прибора.
Можно использовать рычажный или кнопочный переключатель на два положения и световой индикатор включения. Это избавит мастера от постоянного включения и выключения сетевого шнура в розетку, и надежно будет сигнализировать о состоянии прибора. youtube.com/embed/UTCoWdJc_bA?enablejsapi=1&autoplay=0&cc_load_policy=0&iv_load_policy=1&loop=0&modestbranding=0&rel=0&showinfo=1&fs=1&playsinline=0&autohide=2&theme=dark&color=red&controls=2&» title=»YouTube player» allow=»autoplay; encrypted-media» allowfullscreen=»» data-no-lazy=»1″ data-skipgform_ajax_framebjll=»»/>
youtube.com/embed/UTCoWdJc_bA?enablejsapi=1&autoplay=0&cc_load_policy=0&iv_load_policy=1&loop=0&modestbranding=0&rel=0&showinfo=1&fs=1&playsinline=0&autohide=2&theme=dark&color=red&controls=2&» title=»YouTube player» allow=»autoplay; encrypted-media» allowfullscreen=»» data-no-lazy=»1″ data-skipgform_ajax_framebjll=»»/>

 youtube.com/embed/o_Hz-_7malg?enablejsapi=1&autoplay=0&cc_load_policy=0&cc_lang_pref=&iv_load_policy=1&loop=0&modestbranding=0&rel=0&fs=1&playsinline=0&autohide=2&theme=dark&color=red&controls=1&» title=»YouTube player» allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»» data-no-lazy=»1″ data-skipgform_ajax_framebjll=»»>
youtube.com/embed/o_Hz-_7malg?enablejsapi=1&autoplay=0&cc_load_policy=0&cc_lang_pref=&iv_load_policy=1&loop=0&modestbranding=0&rel=0&fs=1&playsinline=0&autohide=2&theme=dark&color=red&controls=1&» title=»YouTube player» allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»» data-no-lazy=»1″ data-skipgform_ajax_framebjll=»»>  Не спешите утилизировать сломанную технику, она вам еще пригодится.
Не спешите утилизировать сломанную технику, она вам еще пригодится. Для надежной работы аппарата контактной сварки берут пару трансформаторов от старых микроволновок, снимают вторичную обмотку и наматывают новую, используя провод сечением не менее 50 кв. мм
Для надежной работы аппарата контактной сварки берут пару трансформаторов от старых микроволновок, снимают вторичную обмотку и наматывают новую, используя провод сечением не менее 50 кв. мм 
 к. он имеет бумажную основу, пропитанную эпоксидной или фенольной смолой. Из листа вырезаются две заготовки одинакового размера, затем устанавливается кнопка включения, скоба, куда крепится электрод. Все соединяется, крепится. Внешняя поверхность отполирована для удобства обращения.
к. он имеет бумажную основу, пропитанную эпоксидной или фенольной смолой. Из листа вырезаются две заготовки одинакового размера, затем устанавливается кнопка включения, скоба, куда крепится электрод. Все соединяется, крепится. Внешняя поверхность отполирована для удобства обращения.


 На самом деле это не вина вашей микроволновой печи: это больше связано с тем, как ведут себя микроволны (и все электромагнитное излучение). Когда эти волны отражаются внутри вашей духовки, они компенсируют друг друга (имеется в виду холодная еда) или удваиваются, что означает очень горячую пищу. Я обсуждал, как работают микроволны, в недавней колонке, но я не вдавался в подробности горячих точек. Итак, я решил попытаться составить карту горячих точек в моей микроволновой печи и посмотреть, насколько хорошо работают различные меры, которые микроволновка использует для обхода этой проблемы. Пока я этим занимался, я хотел попробовать вычислить скорость света.
На самом деле это не вина вашей микроволновой печи: это больше связано с тем, как ведут себя микроволны (и все электромагнитное излучение). Когда эти волны отражаются внутри вашей духовки, они компенсируют друг друга (имеется в виду холодная еда) или удваиваются, что означает очень горячую пищу. Я обсуждал, как работают микроволны, в недавней колонке, но я не вдавался в подробности горячих точек. Итак, я решил попытаться составить карту горячих точек в моей микроволновой печи и посмотреть, насколько хорошо работают различные меры, которые микроволновка использует для обхода этой проблемы. Пока я этим занимался, я хотел попробовать вычислить скорость света. Моя микроволновая печь — это модель Panasonic среднего уровня, которая включает в себя большую вращающуюся тарелку и инверторную технологию Panasonic, которая, как утверждается, «обеспечивает непрерывный поток кулинарной мощности».
Моя микроволновая печь — это модель Panasonic среднего уровня, которая включает в себя большую вращающуюся тарелку и инверторную технологию Panasonic, которая, как утверждается, «обеспечивает непрерывный поток кулинарной мощности». Как видите, в результате получился довольно ровный рисунок расплавленного спреда: единственные нерасплавленные участки находятся прямо на краях ломтиков.
Как видите, в результате получился довольно ровный рисунок расплавленного спреда: единственные нерасплавленные участки находятся прямо на краях ломтиков. Лаборатории ученых с чудесным названием Evil Mad Scientist Labs сделали это и получили довольно интересные результаты. Кроме того, пападамы очень вкусные, особенно с чатни.
Лаборатории ученых с чудесным названием Evil Mad Scientist Labs сделали это и получили довольно интересные результаты. Кроме того, пападамы очень вкусные, особенно с чатни.


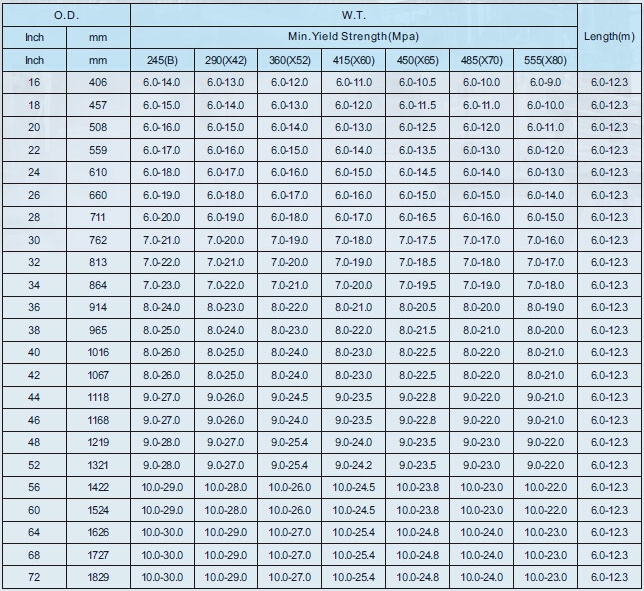
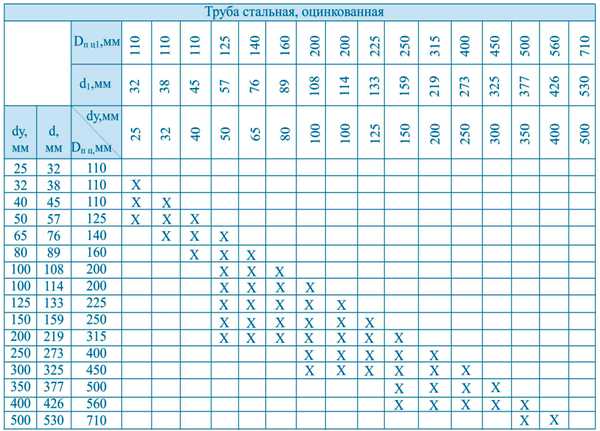
 Главной проблемой совместимости наших и европейских стандартов является различие систем измерения: у нас — метрическая, у них английская (дюймы). Например, рукав DN 12 имеет DN (диаметр условного прохода) отнюдь не 12.0, а 12,7 мм. При этом большинство прочих параметров стандартов — практически одинаковы. За годы работы компания КАСКАД выработала проверенные временем подходы адаптации стандартов — что позволяет нашим клиентам обеспечивать запчастями самую разную технику: советскую, российскую, и импортную – американскую, европейскую, японскую и китайскую.
Главной проблемой совместимости наших и европейских стандартов является различие систем измерения: у нас — метрическая, у них английская (дюймы). Например, рукав DN 12 имеет DN (диаметр условного прохода) отнюдь не 12.0, а 12,7 мм. При этом большинство прочих параметров стандартов — практически одинаковы. За годы работы компания КАСКАД выработала проверенные временем подходы адаптации стандартов — что позволяет нашим клиентам обеспечивать запчастями самую разную технику: советскую, российскую, и импортную – американскую, европейскую, японскую и китайскую.
 Но если действительно, по какой-то причине готового шланга на замену нет — наше производство РВД (рукавов высокого давления) вам поможет.
Но если действительно, по какой-то причине готового шланга на замену нет — наше производство РВД (рукавов высокого давления) вам поможет. Изготовление шлангов высокого давления у нас — это действительно недорогое и технически грамотное решение.
Изготовление шлангов высокого давления у нас — это действительно недорогое и технически грамотное решение.


 Он не должен иметь брака, трещин и изломов
Он не должен иметь брака, трещин и изломов Читатели журнала Pro Wrestling Illustrated назвали его «Самым популярным рестлером» в 2001 и 2002 годах. В 2014 году WWE назвала его величайшей звездой в истории ECW.0005
Читатели журнала Pro Wrestling Illustrated назвали его «Самым популярным рестлером» в 2001 и 2002 годах. В 2014 году WWE назвала его величайшей звездой в истории ECW.0005 Мы с нетерпением ожидаем расширения нашего присутствия в Калифорнии и, в конечном итоге, по всей стране, предлагая высококачественные продукты RVD для потребителей каннабиса в Калифорнии и пациентов, нуждающихся в улучшении своего здоровья и благополучия. План Grapefruit по превращению в научную компанию по производству каннабиотехнологий остается прежним, пока мы извлекаем выгоду из Cannabis 3.0 в Калифорнии».
Мы с нетерпением ожидаем расширения нашего присутствия в Калифорнии и, в конечном итоге, по всей стране, предлагая высококачественные продукты RVD для потребителей каннабиса в Калифорнии и пациентов, нуждающихся в улучшении своего здоровья и благополучия. План Grapefruit по превращению в научную компанию по производству каннабиотехнологий остается прежним, пока мы извлекаем выгоду из Cannabis 3.0 в Калифорнии».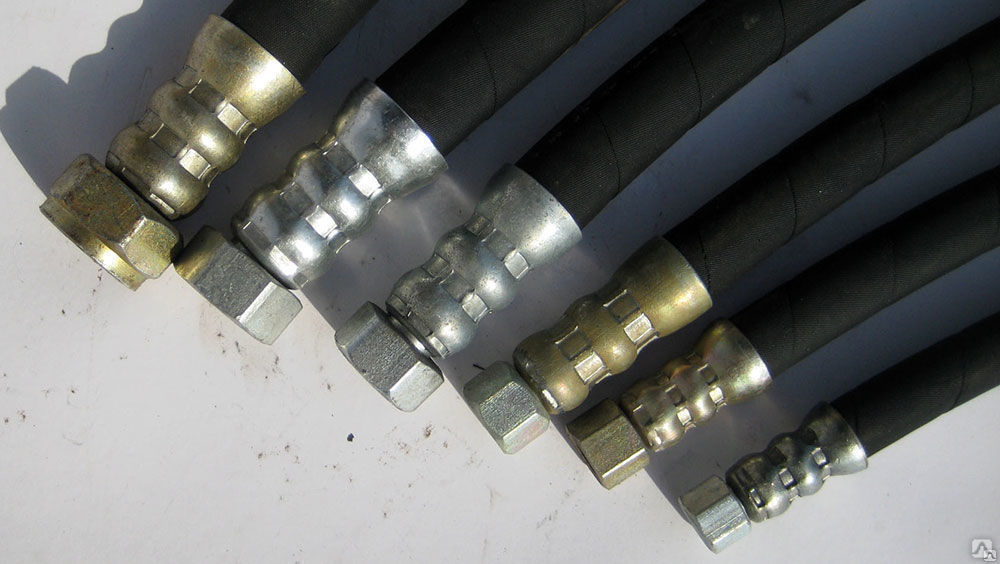 be и посетите наш веб-сайт по адресу: https://grapefruitblvd.com/hourglass/
be и посетите наш веб-сайт по адресу: https://grapefruitblvd.com/hourglass/ com/.
com/. Кроме того, существуют риски и неопределенности, связанные с экономическим спадом или террористическими действиями, конкуренцией со стороны гораздо более крупных компаний по производству каннабиса, непредвиденными затратами и задержками, потенциальными претензиями по качеству продукции и многими другими факторами. Более подробная информация о грейпфруте и факторах риска, которые могут повлиять на реализацию прогнозных заявлений, изложена в документах Компании в Комиссию по ценным бумагам и биржам, включая годовой отчет компании по форме 10-K, ее квартальный отчет по форме 10. -Q за период, закончившийся 30 августа 2022 г., и заявление о регистрации по форме S-1/A. Такие документы можно бесплатно прочитать на веб-сайте SEC по адресу www.sec.gov. Читателей предупреждают, чтобы они не слишком полагались на эти прогнозные заявления, которые действительны только на дату настоящего документа. Все заявления прогнозного характера полностью ограничиваются данным предостерегающим заявлением, и Грейпфрут не берет на себя никаких обязательств по пересмотру или обновлению данного пресс-релиза с целью отражения событий или обстоятельств после даты его публикации.
Кроме того, существуют риски и неопределенности, связанные с экономическим спадом или террористическими действиями, конкуренцией со стороны гораздо более крупных компаний по производству каннабиса, непредвиденными затратами и задержками, потенциальными претензиями по качеству продукции и многими другими факторами. Более подробная информация о грейпфруте и факторах риска, которые могут повлиять на реализацию прогнозных заявлений, изложена в документах Компании в Комиссию по ценным бумагам и биржам, включая годовой отчет компании по форме 10-K, ее квартальный отчет по форме 10. -Q за период, закончившийся 30 августа 2022 г., и заявление о регистрации по форме S-1/A. Такие документы можно бесплатно прочитать на веб-сайте SEC по адресу www.sec.gov. Читателей предупреждают, чтобы они не слишком полагались на эти прогнозные заявления, которые действительны только на дату настоящего документа. Все заявления прогнозного характера полностью ограничиваются данным предостерегающим заявлением, и Грейпфрут не берет на себя никаких обязательств по пересмотру или обновлению данного пресс-релиза с целью отражения событий или обстоятельств после даты его публикации. Это предостережение сделано в соответствии с положениями о безопасной гавани Раздела 21E Закона о реформе судебных разбирательств по частным ценным бумагам от 1995.
Это предостережение сделано в соответствии с положениями о безопасной гавани Раздела 21E Закона о реформе судебных разбирательств по частным ценным бумагам от 1995. 0
0

 098.N.0004
098.N.0004 197.N.0410
197.N.0410 340.N.0004
340.N.0004 582.N.0004
582.N.0004 655.N.0004
655.N.0004 090.N.0008
090.N.0008

 Хрупкие материалы требуют особой осторожности.
Хрупкие материалы требуют особой осторожности. 1000 PSI, латунь, фитинг для труб
1000 PSI, латунь, фитинг для труб ..
.. ..
..
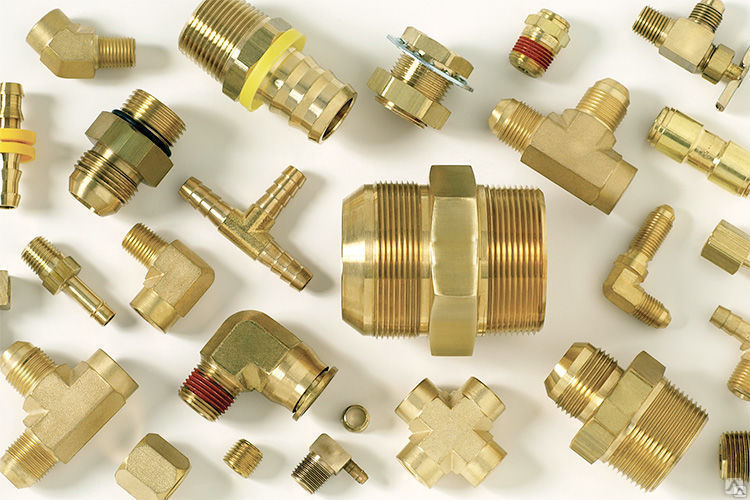

 Он имеет размер резьбы 1 дюйм и размер фитинга 1-1/32 дюйма x 1-5/16 дюйма, что означает, что он подходит для большинства типов шлангов. Стальной ниппель оснащен обжимным соединением, которое позволяет Этот прямой фитинг поставляется с размером B 1 5/16 дюйма, размером A 1 1/32 дюйма, внутренним диаметром 1 дюйм и типом соединения шланга A. С этим штуцерным фитингом шланга, Вы можете быстро настроить соединения, чтобы вернуться к работе вовремя.Для идеального сочетания функциональности и долговечности выберите комбинированный ниппель Dixon Valve & Coupling GSTC10 G King Crimp уже сегодня.
Он имеет размер резьбы 1 дюйм и размер фитинга 1-1/32 дюйма x 1-5/16 дюйма, что означает, что он подходит для большинства типов шлангов. Стальной ниппель оснащен обжимным соединением, которое позволяет Этот прямой фитинг поставляется с размером B 1 5/16 дюйма, размером A 1 1/32 дюйма, внутренним диаметром 1 дюйм и типом соединения шланга A. С этим штуцерным фитингом шланга, Вы можете быстро настроить соединения, чтобы вернуться к работе вовремя.Для идеального сочетания функциональности и долговечности выберите комбинированный ниппель Dixon Valve & Coupling GSTC10 G King Crimp уже сегодня. С этим штуцерным фитингом шланга, Вы можете быстро настроить соединения, чтобы вернуться к работе вовремя.Для идеального сочетания функциональности и долговечности выберите комбинированный ниппель Dixon Valve & Coupling GSTC10 G King Crimp уже сегодня.
С этим штуцерным фитингом шланга, Вы можете быстро настроить соединения, чтобы вернуться к работе вовремя.Для идеального сочетания функциональности и долговечности выберите комбинированный ниппель Dixon Valve & Coupling GSTC10 G King Crimp уже сегодня.
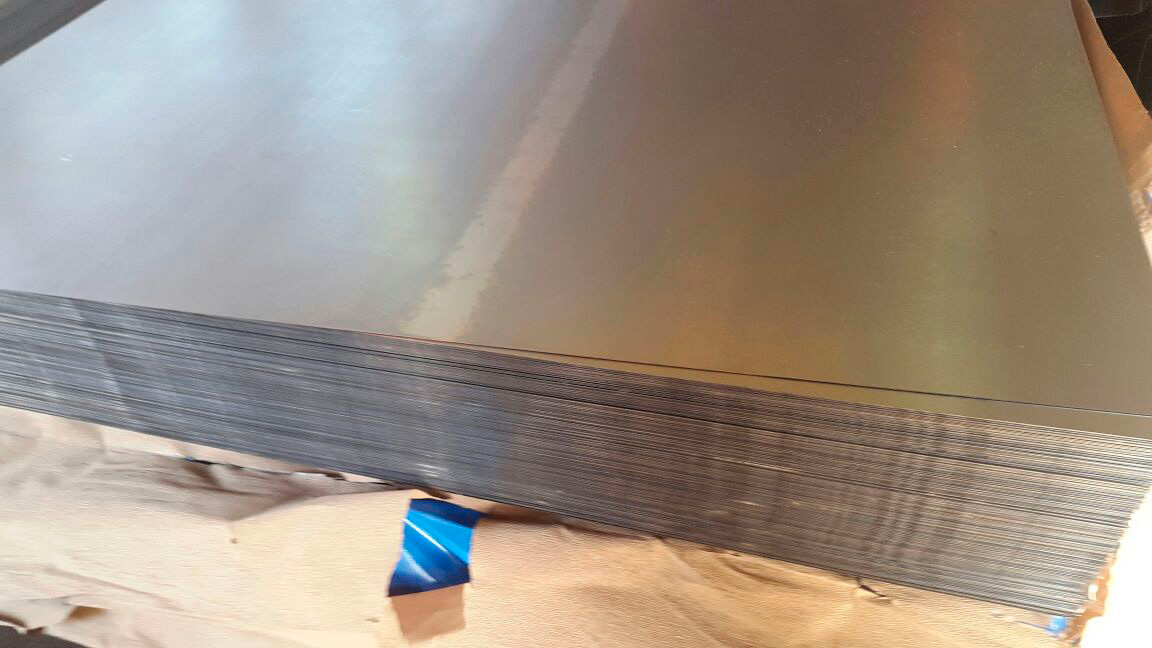 После отжига данную продукцию направляют для дальнейших процедур или на дрессировку (холодная прокатка с обжатием 0,5-1,5 % за один проход).
После отжига данную продукцию направляют для дальнейших процедур или на дрессировку (холодная прокатка с обжатием 0,5-1,5 % за один проход).
 800 мм.
800 мм.  Для каждой определенной марки стали задается своя температура прокатки.
Для каждой определенной марки стали задается своя температура прокатки.

 с техническими требованиями по ГОСТ 5582 и химсоставом по ГОСТ 5632)
с техническими требованиями по ГОСТ 5582 и химсоставом по ГОСТ 5632)
 На высокоточном автоматизированном оборудовании эти предприятия режут, гнут, обрабатывают и сверлят изделия и детали из холоднокатаного стального листа.
На высокоточном автоматизированном оборудовании эти предприятия режут, гнут, обрабатывают и сверлят изделия и детали из холоднокатаного стального листа. %
%  1
1 То же самое относится и к смазке, используемой для защиты от ржавчины. EN 10130 устанавливает требования к качеству поверхности (А, В) и отделке (глянцевая b, полуглянцевая g, матовая m, шероховатая r) наряду с другими параметрами холоднокатаного листа. Приемлемые допуски на размер и форму должны соответствовать EN 10131.
То же самое относится и к смазке, используемой для защиты от ржавчины. EN 10130 устанавливает требования к качеству поверхности (А, В) и отделке (глянцевая b, полуглянцевая g, матовая m, шероховатая r) наряду с другими параметрами холоднокатаного листа. Приемлемые допуски на размер и форму должны соответствовать EN 10131. Обычно стальной прокат промасливается. В этом случае на обе стороны наносится равномерный слой нейтрального невысыхающего чистого масла для защиты от ржавчины, чтобы избежать коррозии в течение трех месяцев нормальной упаковки, транспортировки, погрузочно-разгрузочных работ и хранения. Масло следует удалять щелочными растворами или обычными растворителями. Холоднокатаный лист поставляется с качеством поверхности А или В по EN 10130, за исключением стали LA, которая может иметь качество поверхности только типа А. Холоднокатаные листы могут быть дополнительно использованы для металлического покрытия путем погружения материала в металлическую ванну, с использованием метода электролитического осаждения и/или нанесения органических и других типов покрытия. Если такое покрытие требуется, это должно быть указано в заявке или заказе. Допуски по размерам и форме для проката толщиной 600 мм и более соответствуют указанным в EN 10131, а допуски для проката толщиной менее 600 мм соответствуют EN 10140.
Обычно стальной прокат промасливается. В этом случае на обе стороны наносится равномерный слой нейтрального невысыхающего чистого масла для защиты от ржавчины, чтобы избежать коррозии в течение трех месяцев нормальной упаковки, транспортировки, погрузочно-разгрузочных работ и хранения. Масло следует удалять щелочными растворами или обычными растворителями. Холоднокатаный лист поставляется с качеством поверхности А или В по EN 10130, за исключением стали LA, которая может иметь качество поверхности только типа А. Холоднокатаные листы могут быть дополнительно использованы для металлического покрытия путем погружения материала в металлическую ванну, с использованием метода электролитического осаждения и/или нанесения органических и других типов покрытия. Если такое покрытие требуется, это должно быть указано в заявке или заказе. Допуски по размерам и форме для проката толщиной 600 мм и более соответствуют указанным в EN 10131, а допуски для проката толщиной менее 600 мм соответствуют EN 10140.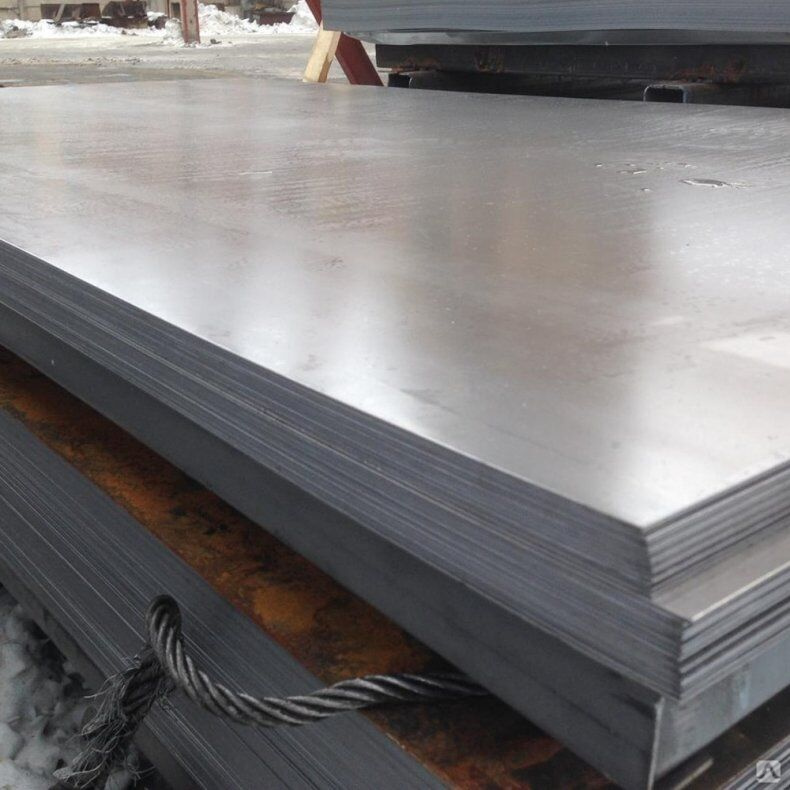
 По способности к вытяжке металлопродукцию делят на продукцию для глубокой вытяжки и нормальной вытяжки. Ассортимент данного холоднокатаного проката должен соответствовать ГОСТ 19904.
По способности к вытяжке металлопродукцию делят на продукцию для глубокой вытяжки и нормальной вытяжки. Ассортимент данного холоднокатаного проката должен соответствовать ГОСТ 19904. Допуски формы и размеров холоднокатаного проката также должны соответствовать ГОСТ 19904.
Допуски формы и размеров холоднокатаного проката также должны соответствовать ГОСТ 19904.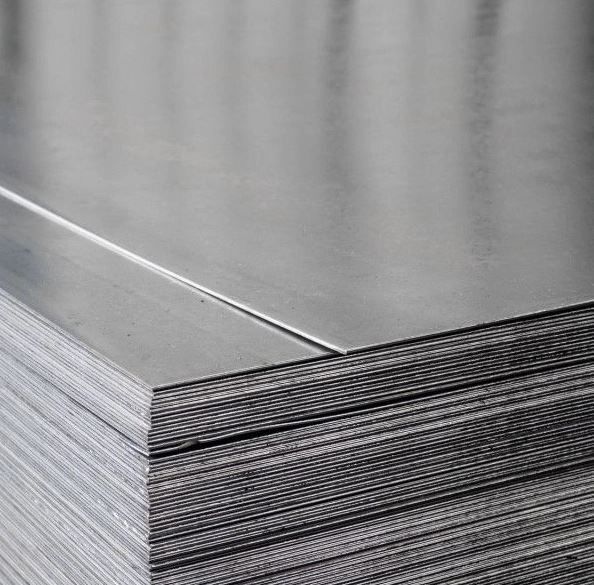 Холоднокатаный лист можно приобрести через глобальную сеть продаж Группы, состоящую из 38 офисов продаж в Европе, Азии, Африке и Северной Америке, а также 16 металлосервисных центров в Украине и у официальных дилеров.
Холоднокатаный лист можно приобрести через глобальную сеть продаж Группы, состоящую из 38 офисов продаж в Европе, Азии, Африке и Северной Америке, а также 16 металлосервисных центров в Украине и у официальных дилеров.
 В строительстве холоднокатаный лист используется при стягивании конструкций особой прочности. Часто используется в промышленности по обработке листового х/к, изготавливается из листового и оцинкованного металла с покрытием, перфорированного металлического листа, профилированного. Также холоднокатаный лист используется в качестве сырья для изготовления профильных металлических стеновых листов и металлочерепицы.
В строительстве холоднокатаный лист используется при стягивании конструкций особой прочности. Часто используется в промышленности по обработке листового х/к, изготавливается из листового и оцинкованного металла с покрытием, перфорированного металлического листа, профилированного. Также холоднокатаный лист используется в качестве сырья для изготовления профильных металлических стеновых листов и металлочерепицы.
 по характеру кромки:
по характеру кромки:
 В короткие сроки сталь АК-25 была освоена на десятках металлургических заводов страны в виде листового, сортового, профильного проката, поковок, отливок. Общий объем ее производства составил около 2.5 млн. т. Сталь АК-25 оказалась прекрасным материалом не только для корпусов АПЛ первого поколения, но и для надводных авианесущих кораблей, в том числе крейсера «Варяг», с уникальной конструктивной защитой от всех видов зарубежного противокорабельного оружия. В последующем обстановка вынуждала создавать АПЛ с большой глубиной погружения. Концепция проектирования АПЛ связывает глубину погружения с удельной прочностью применяемых корпусных материалов. В этой связи перед институтом была поставлена задача разработать материалы с пределом текучести до 1200 Н/мм2. Это потребовало еще более широкого участия научных организаций в процессе создания передовых наукоемких технологий, технического перевооружения металлургических и судостроительных производств. Были получены новые стали с пределом текучести в 1.
В короткие сроки сталь АК-25 была освоена на десятках металлургических заводов страны в виде листового, сортового, профильного проката, поковок, отливок. Общий объем ее производства составил около 2.5 млн. т. Сталь АК-25 оказалась прекрасным материалом не только для корпусов АПЛ первого поколения, но и для надводных авианесущих кораблей, в том числе крейсера «Варяг», с уникальной конструктивной защитой от всех видов зарубежного противокорабельного оружия. В последующем обстановка вынуждала создавать АПЛ с большой глубиной погружения. Концепция проектирования АПЛ связывает глубину погружения с удельной прочностью применяемых корпусных материалов. В этой связи перед институтом была поставлена задача разработать материалы с пределом текучести до 1200 Н/мм2. Это потребовало еще более широкого участия научных организаций в процессе создания передовых наукоемких технологий, технического перевооружения металлургических и судостроительных производств. Были получены новые стали с пределом текучести в 1. 5-2 раза выше пределов текучести сталей АК-25 и НY-80, удалось обеспечить высокие пластичность, вязкость, взрывостойкость при практически такой же хорошей свариваемости. Из новых сталей построены серии новых АПЛ. По прочности (как в период разработки, так и в настоящее время) отечественные стали существенно превосходят стали США и других стран. По свариваемости наши стали также превосходят зарубежные аналоги. При этом следует отметить, что отечественные стали допускают сварку без подогрева при пределе текучести до 686 Н/мм2 и только при большей прочности требуются либо предварительная просушка кромок при 40-50°С, либо при большой толщине листа подогрев до 80-120°С, в то время как американская сталь НY-80 с пределом текучести 560 Н/мм2 нуждается в подогреве до 180°С…»
5-2 раза выше пределов текучести сталей АК-25 и НY-80, удалось обеспечить высокие пластичность, вязкость, взрывостойкость при практически такой же хорошей свариваемости. Из новых сталей построены серии новых АПЛ. По прочности (как в период разработки, так и в настоящее время) отечественные стали существенно превосходят стали США и других стран. По свариваемости наши стали также превосходят зарубежные аналоги. При этом следует отметить, что отечественные стали допускают сварку без подогрева при пределе текучести до 686 Н/мм2 и только при большей прочности требуются либо предварительная просушка кромок при 40-50°С, либо при большой толщине листа подогрев до 80-120°С, в то время как американская сталь НY-80 с пределом текучести 560 Н/мм2 нуждается в подогреве до 180°С…»
 «Implementation of HLSA-100 Steel in Aircraft Carrier Construction — CVN 77»:
«Implementation of HLSA-100 Steel in Aircraft Carrier Construction — CVN 77»: 1143.Х конструкции корпуса и нижние ярусы надстройки (толщины до 30 мм)
1143.Х конструкции корпуса и нижние ярусы надстройки (толщины до 30 мм) 677
677 , г. Череповец, шоссе Северное, д. 69 зарегистрирована 27.04.2012. Организации присвоены ИНН 3528189617, ОГРН 1123528004820, КПП 352801001. Основным видом деятельности является аренда и управление собственным или арендованным прочим нежилым недвижимым имуществом, всего зарегистрировано 18 видов деятельности по ОКВЭД. Имеет связи с 1 компанией.
, г. Череповец, шоссе Северное, д. 69 зарегистрирована 27.04.2012. Организации присвоены ИНН 3528189617, ОГРН 1123528004820, КПП 352801001. Основным видом деятельности является аренда и управление собственным или арендованным прочим нежилым недвижимым имуществом, всего зарегистрировано 18 видов деятельности по ОКВЭД. Имеет связи с 1 компанией.

 Выручка Cleveland-Cliffs в 2021 году в размере 20,4 миллиарда долларов позволила Cleveland-Cliffs занять 171-е место в списке на 2022 год, превысив наш предыдущий самый высокий рейтинг за всю историю (366 место в 2012 году)9.0007
Выручка Cleveland-Cliffs в 2021 году в размере 20,4 миллиарда долларов позволила Cleveland-Cliffs занять 171-е место в списке на 2022 год, превысив наш предыдущий самый высокий рейтинг за всю историю (366 место в 2012 году)9.0007 Мы производим углеродистую, нержавеющую, электротехническую и усовершенствованную высокопрочную углеродистую и специальную сталь третьего поколения для всех основных рынков. Мы являемся лидером на рынке автомобильной стали и помогаем нашим клиентам проектировать более легкие и экономичные автомобили, которые сохраняют превосходную прочность и безопасность.
Мы производим углеродистую, нержавеющую, электротехническую и усовершенствованную высокопрочную углеродистую и специальную сталь третьего поколения для всех основных рынков. Мы являемся лидером на рынке автомобильной стали и помогаем нашим клиентам проектировать более легкие и экономичные автомобили, которые сохраняют превосходную прочность и безопасность. youtube.com/embed/-MgNjc0heZs?wmode=transparent&autoplay=0″ allowfullscreen=»» allow=»autoplay; fullscreen»> 3333
youtube.com/embed/-MgNjc0heZs?wmode=transparent&autoplay=0″ allowfullscreen=»» allow=»autoplay; fullscreen»> 3333 Независимо от того, работаете ли вы в поле или в офисе, вы найдете среду, которая позволит вам реализовать свой максимальный потенциал. Вы можете рассчитывать на конкурентоспособный компенсационный пакет, возможности для продвижения по службе и баланс между работой и личной жизнью.
Независимо от того, работаете ли вы в поле или в офисе, вы найдете среду, которая позволит вам реализовать свой максимальный потенциал. Вы можете рассчитывать на конкурентоспособный компенсационный пакет, возможности для продвижения по службе и баланс между работой и личной жизнью.
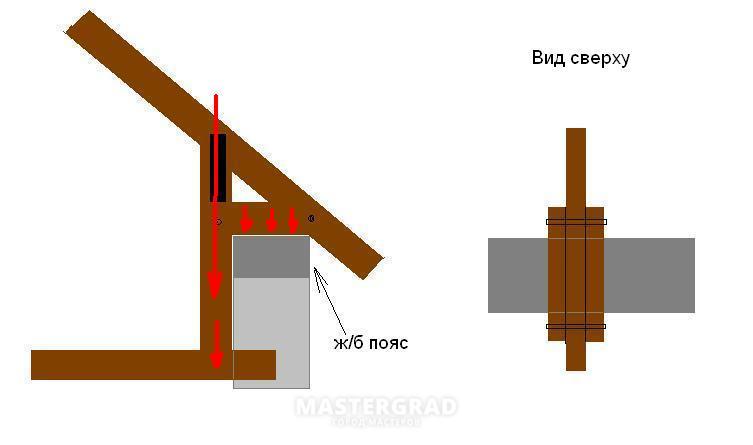
 Именно по этой причине давление следует рассредоточить. Для этого на ее гребень рекомендуется укладывать мурлат, который выполняют из толстого деревянного бруса. Таким образом, положительный ответ на вопрос, нужен ли мауэрлат под балки перекрытия в подобных конструкциях, не подлежит сомнению.
Именно по этой причине давление следует рассредоточить. Для этого на ее гребень рекомендуется укладывать мурлат, который выполняют из толстого деревянного бруса. Таким образом, положительный ответ на вопрос, нужен ли мауэрлат под балки перекрытия в подобных конструкциях, не подлежит сомнению.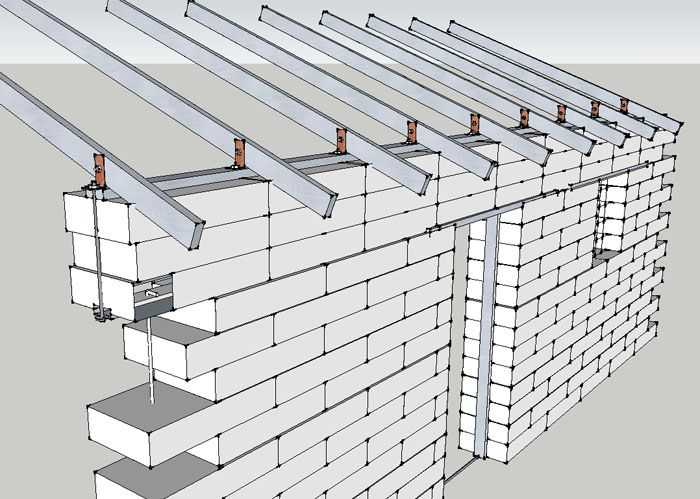 К примеру, если стропила предполагается изготавливать из досок 5 на 15 см, то расстояние между этими элементами выбирают, равным 0,6 м. Это оптимальный вариант, тем более что ширина теплоизоляционного материала тоже равняется 0,6 м.
К примеру, если стропила предполагается изготавливать из досок 5 на 15 см, то расстояние между этими элементами выбирают, равным 0,6 м. Это оптимальный вариант, тем более что ширина теплоизоляционного материала тоже равняется 0,6 м. В случае необходимости их можно слегка подчистить, подтесать мурлат либо, наоборот, подложить небольшие плашки из кусочков фанеры.
В случае необходимости их можно слегка подчистить, подтесать мурлат либо, наоборот, подложить небольшие плашки из кусочков фанеры. ru
ru При этом строители обходятся без специализированной техники и без мокрых трудоемких технологических процессов. При необходимости эту работу выполнить и в одиночку.
При этом строители обходятся без специализированной техники и без мокрых трудоемких технологических процессов. При необходимости эту работу выполнить и в одиночку.




 Сечение несущих пиломатериалов подбирается из учета обеспечения прогиба в пределах 1/300 от основного пролета. Допустимая длина деревянной балки при этом равна 6 м, при выборе ее размеров нужно сделать заход на перегородки из газобетона как минимум на 15 см. Рекомендуемый шаг расположения опор варьируется в районе 60-100 см, но не более. Рекомендуем ознакомиться с другими разновидностями межэтажных перекрытий в частных домах.
Сечение несущих пиломатериалов подбирается из учета обеспечения прогиба в пределах 1/300 от основного пролета. Допустимая длина деревянной балки при этом равна 6 м, при выборе ее размеров нужно сделать заход на перегородки из газобетона как минимум на 15 см. Рекомендуемый шаг расположения опор варьируется в районе 60-100 см, но не более. Рекомендуем ознакомиться с другими разновидностями межэтажных перекрытий в частных домах. Количество остальных пиломатериалов находится из учета площади помещений и размеров лестничного проема (при наличии). При составлении сметы к обязательным расходам относят затраты на обработку древесины антисептиками и антипиренами. Размеры и тип утеплителя подбирают исходя из целевого назначения конструкции: для перекрытия между этажами достаточно 10 см, главной задачей прослойки в данном случае является обеспечение хорошей звукоизоляции, предпочтение отдается дышащим волокнистым материалам. При укладке его на первом этаже (полы по грунту) минимум составляет 20 см, при обустройстве чердака – 15-20.
Количество остальных пиломатериалов находится из учета площади помещений и размеров лестничного проема (при наличии). При составлении сметы к обязательным расходам относят затраты на обработку древесины антисептиками и антипиренами. Размеры и тип утеплителя подбирают исходя из целевого назначения конструкции: для перекрытия между этажами достаточно 10 см, главной задачей прослойки в данном случае является обеспечение хорошей звукоизоляции, предпочтение отдается дышащим волокнистым материалам. При укладке его на первом этаже (полы по грунту) минимум составляет 20 см, при обустройстве чердака – 15-20.
 Соответственно, балка должна быть длиннее на 30 см, чем расстояние между стенами.
Соответственно, балка должна быть длиннее на 30 см, чем расстояние между стенами.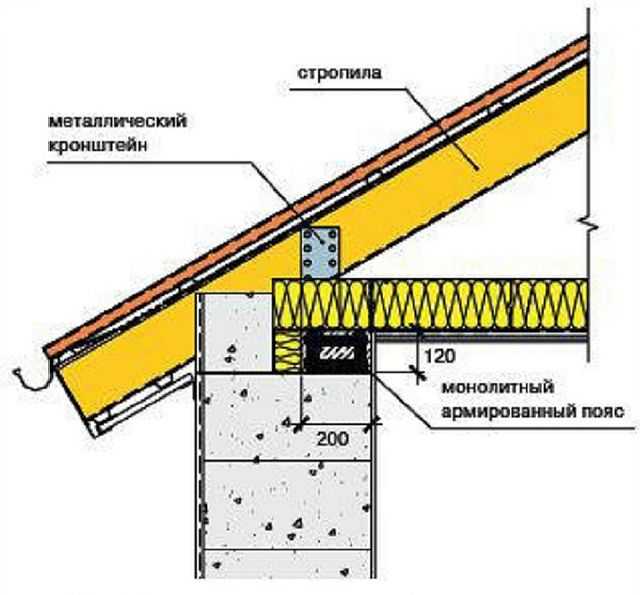



 п., потребуются:
п., потребуются:



 Внутреннюю часть фронтона следует срезать на уровне, который был выше нижнего края стропил на 50 мм, а наружную – нарастить до уровня верхнего края стропил. Такая разница уровней внешней и внутренней частей фронтона необходима для того, чтобы потом можно было уложить утеплитель.
Внутреннюю часть фронтона следует срезать на уровне, который был выше нижнего края стропил на 50 мм, а наружную – нарастить до уровня верхнего края стропил. Такая разница уровней внешней и внутренней частей фронтона необходима для того, чтобы потом можно было уложить утеплитель. Уклон стропил мансардного этажа — 30°, а центральной части — 18,5°.
Уклон стропил мансардного этажа — 30°, а центральной части — 18,5°.

 Ключевая сфера применения — химическая и нефтеперерабатывающая промышленность.
Ключевая сфера применения — химическая и нефтеперерабатывающая промышленность.

 В любом случая требуйте у продавцов предоставить сертификат качества. Желательно, чтобы он соответствовал международным стандартам ISO.
В любом случая требуйте у продавцов предоставить сертификат качества. Желательно, чтобы он соответствовал международным стандартам ISO. Для этого ее нужно дополнительно покрыть слоем полимеров.
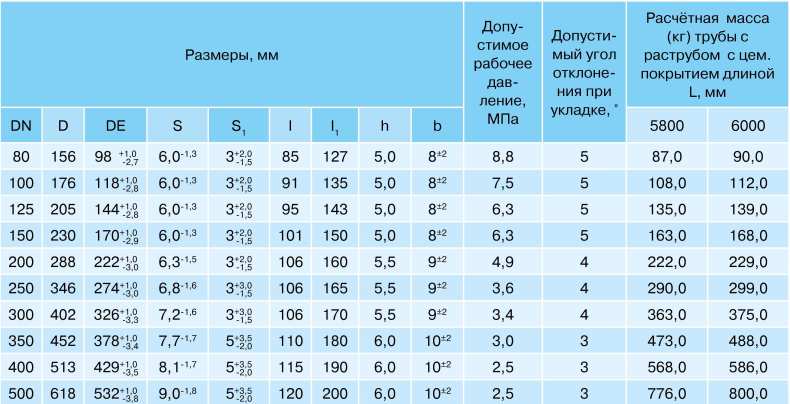
Для этого ее нужно дополнительно покрыть слоем полимеров. ru/truby-besshovnye/truby-besshovnye-po-diametru/250/
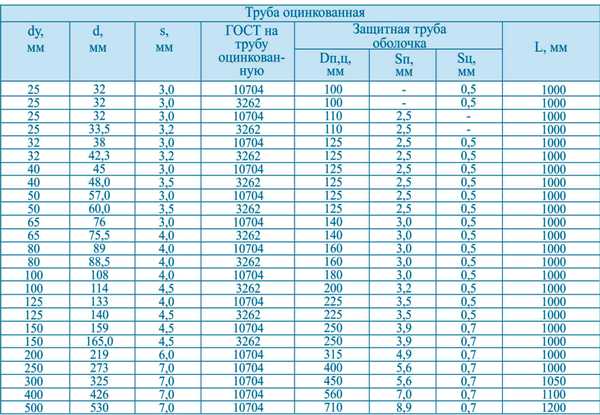
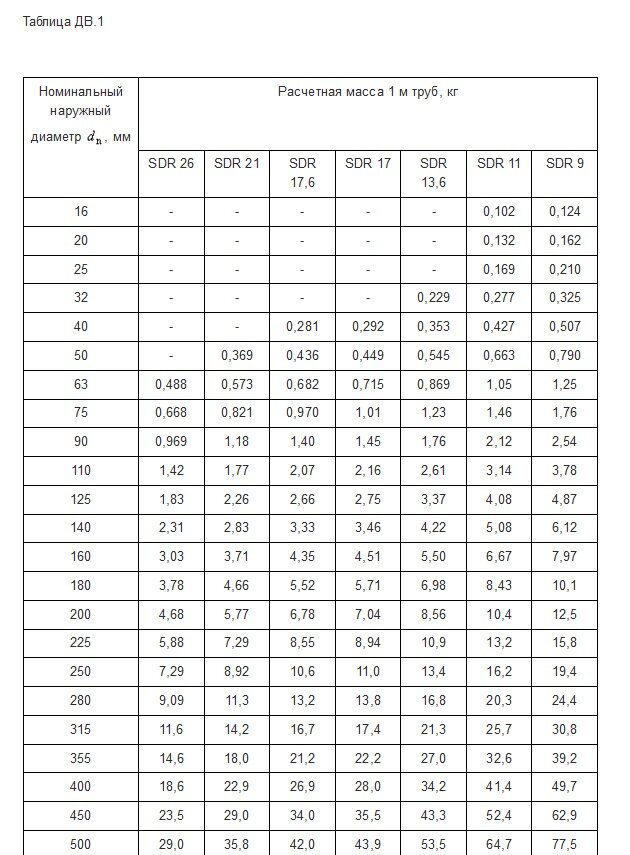
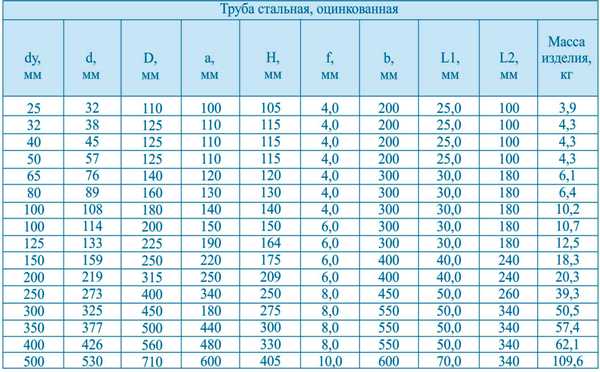
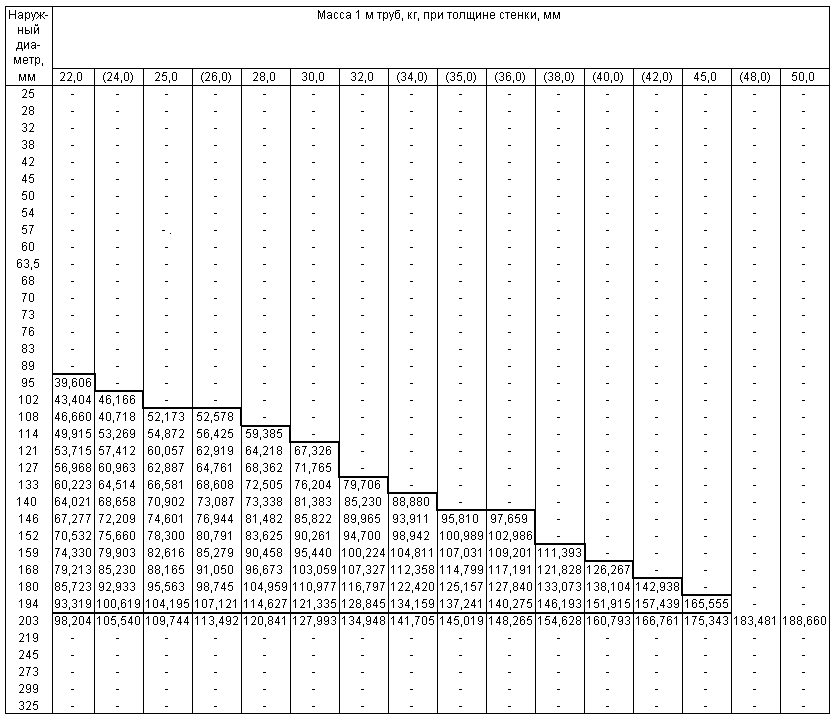
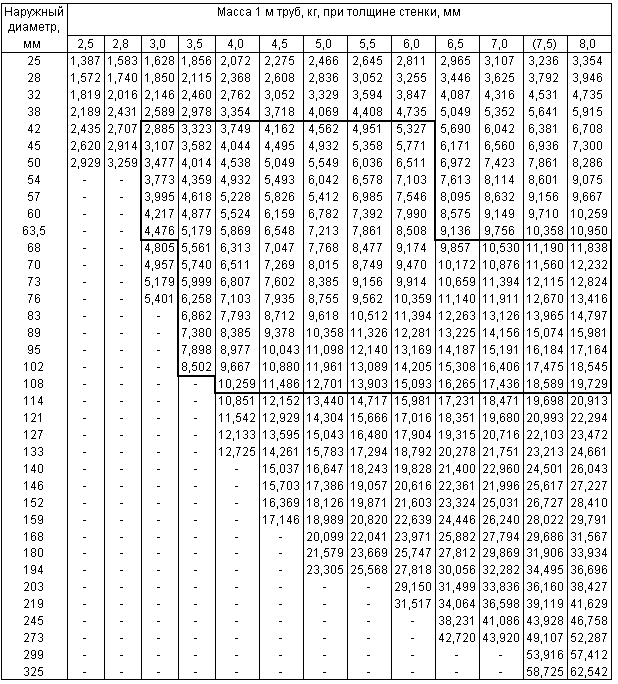
ru/truby-besshovnye/truby-besshovnye-po-diametru/250/ Фактическое значение может отличаться на 4-8%. Для перевода метров в кг. трубы, нужно умножить значение веса погонного метра в таблице на общую длину трубного проката.
Фактическое значение может отличаться на 4-8%. Для перевода метров в кг. трубы, нужно умножить значение веса погонного метра в таблице на общую длину трубного проката.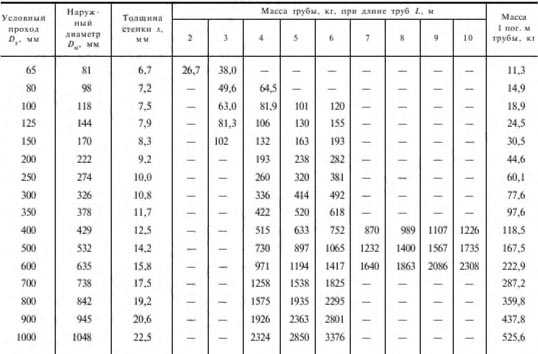
 На этой странице вы найдёте калькулятор,
На этой странице вы найдёте калькулятор, ..
.. ..
.. ..
.. ..
.. ..
.. ..
.. ..
.. ..
.. ..
.. 02)
02) ..
..
 бесшовные, т/д до 5%
бесшовные, т/д до 5% 
 Мы сертифицированы по стандарту ISO 9001:2008 и работаем на рынке металлов с 2003 года.
Мы сертифицированы по стандарту ISO 9001:2008 и работаем на рынке металлов с 2003 года. 10
10 250
250 500
500 07
07 12
12 Если какие-либо материалы и классы не упомянуты здесь, пожалуйста, свяжитесь с нами
Если какие-либо материалы и классы не упомянуты здесь, пожалуйста, свяжитесь с нами
 Она состоит из двух основных частей.
Она состоит из двух основных частей. Стеклоарматура, как еще называют данный материал, обладает многими уникальными характеристиками, которые выгодно выделяют ее среди других изделий подобного назначения. Между тем подходить к выбору арматуры из стеклопластика следует очень взвешенно.
Стеклоарматура, как еще называют данный материал, обладает многими уникальными характеристиками, которые выгодно выделяют ее среди других изделий подобного назначения. Между тем подходить к выбору арматуры из стеклопластика следует очень взвешенно.


 При необходимости обращения в таких случаях именно к этой арматуре предварительно необходимо провести тщательные расчеты.
При необходимости обращения в таких случаях именно к этой арматуре предварительно необходимо провести тщательные расчеты. Между тем такого недостатка можно избежать, если применять стеклопластиковую арматуру, изготовленную с добавлением редкоземельных металлов.
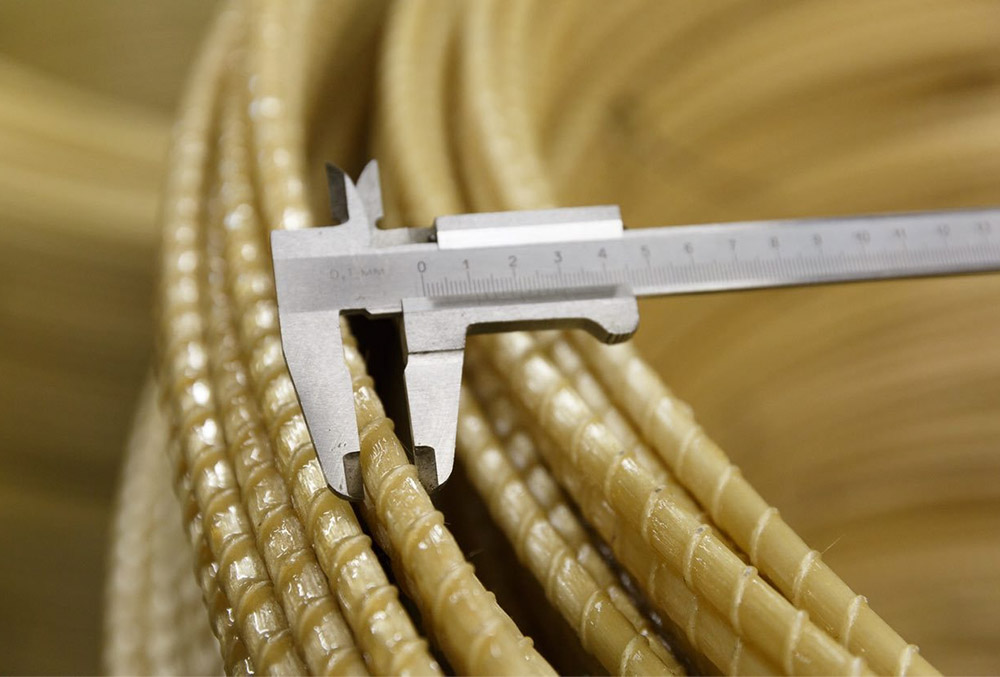
Между тем такого недостатка можно избежать, если применять стеклопластиковую арматуру, изготовленную с добавлением редкоземельных металлов. Чтобы придать исходному сырью требуемую степень тягучести, его расплавляют в специальных печах и уже из полученной массы вытягивают нити, толщина которых составляет 10–20 микрон. Толщина полученных нитей настолько невелика, что, если снять их на фото или видео, то без увеличения полученной картинки их не разглядеть. На стеклонити при помощи специального устройства наносится маслосодержащий состав. Затем из них формируются пучки, которые получили название стеклоровинга. Именно такие пучки, собранные из множества тонких нитей, являются основой стеклопластиковой арматуры и во многом формируют ее технические и прочностные характеристики.
Чтобы придать исходному сырью требуемую степень тягучести, его расплавляют в специальных печах и уже из полученной массы вытягивают нити, толщина которых составляет 10–20 микрон. Толщина полученных нитей настолько невелика, что, если снять их на фото или видео, то без увеличения полученной картинки их не разглядеть. На стеклонити при помощи специального устройства наносится маслосодержащий состав. Затем из них формируются пучки, которые получили название стеклоровинга. Именно такие пучки, собранные из множества тонких нитей, являются основой стеклопластиковой арматуры и во многом формируют ее технические и прочностные характеристики.

 youtube.com/embed/tQ0cAKHciZ4″/>
youtube.com/embed/tQ0cAKHciZ4″/>
 Вес погонного метра арматурных прутков из стекловолокна, представленных на современном рынке, варьируется в пределах 0,02–0,42 кг.
Вес погонного метра арматурных прутков из стекловолокна, представленных на современном рынке, варьируется в пределах 0,02–0,42 кг. Так, набирает популярность применение стеклопластиковой арматуры в строительстве. С ее помощью армируют фундаменты и другие конструкции из бетона (дренажные колодцы, стены и др.), ее применяют для укрепления кладки, выполняемой из кирпича и блочных материалов. Технические характеристики стеклопластиковой арматуры позволяют успешно использовать ее в дорожном строительстве: для армирования дорожного полотна, укрепления насыпей и слабых оснований, создания монолитных бетонных оснований.
Так, набирает популярность применение стеклопластиковой арматуры в строительстве. С ее помощью армируют фундаменты и другие конструкции из бетона (дренажные колодцы, стены и др.), ее применяют для укрепления кладки, выполняемой из кирпича и блочных материалов. Технические характеристики стеклопластиковой арматуры позволяют успешно использовать ее в дорожном строительстве: для армирования дорожного полотна, укрепления насыпей и слабых оснований, создания монолитных бетонных оснований. Смотанную в компактную бухту стеклопластиковую арматуру можно увезти даже на легковом автомобиле, чего нельзя сказать об изделиях из металла.
Смотанную в компактную бухту стеклопластиковую арматуру можно увезти даже на легковом автомобиле, чего нельзя сказать об изделиях из металла.
 Нежелательно использовать такую арматуру для укрепления бетонных конструкций, которые в процессе эксплуатации будут испытывать очень серьезные нагрузки, способные стать причиной ее разрушения. Во всех же остальных случаях применение арматуры из стекловолокна и других композитных материалов подтвердило свою эффективность.
Нежелательно использовать такую арматуру для укрепления бетонных конструкций, которые в процессе эксплуатации будут испытывать очень серьезные нагрузки, способные стать причиной ее разрушения. Во всех же остальных случаях применение арматуры из стекловолокна и других композитных материалов подтвердило свою эффективность. Как высокопрочное стекло, так и арматура из базальтового камня FRP обладают огромными преимуществами по сравнению со стальной арматурой, оцинкованной сталью и стальной арматурой с эпоксидным покрытием по основным физическим и характеристическим свойствам. 9Базальтовая арматура KODIAK 0007 имеет то преимущество, что она немного легче стекла и немного более прочна на растяжение, чем обычное электронное стекло. Вес составляет менее 25% веса стали при более чем 200% прочности стали на растяжение. Базальтовое волокно выдерживает более высокие температуры, прежде чем ослабеет. Устойчивость базальтового волокна к высоким температурам может быть использована в сочетании с разработкой матрицы из смолы, которая может выдерживать сравнимую Tg (температуру стеклования) с базальтовым волокном.
Как высокопрочное стекло, так и арматура из базальтового камня FRP обладают огромными преимуществами по сравнению со стальной арматурой, оцинкованной сталью и стальной арматурой с эпоксидным покрытием по основным физическим и характеристическим свойствам. 9Базальтовая арматура KODIAK 0007 имеет то преимущество, что она немного легче стекла и немного более прочна на растяжение, чем обычное электронное стекло. Вес составляет менее 25% веса стали при более чем 200% прочности стали на растяжение. Базальтовое волокно выдерживает более высокие температуры, прежде чем ослабеет. Устойчивость базальтового волокна к высоким температурам может быть использована в сочетании с разработкой матрицы из смолы, которая может выдерживать сравнимую Tg (температуру стеклования) с базальтовым волокном. 
 Базальтовое волокно, в отличие от стекла, представляет собой однокомпонентное волокно, для производства которого не требуется добавление каких-либо других материалов. Базальтовая порода плавится в печи при температуре 1700 градусов по Цельсию в течение примерно 7-8 часов и формируется путем выдувания из нее волокнистой нити таким же образом, как стекловолокно изготавливается из силикатной породы.
Базальтовое волокно, в отличие от стекла, представляет собой однокомпонентное волокно, для производства которого не требуется добавление каких-либо других материалов. Базальтовая порода плавится в печи при температуре 1700 градусов по Цельсию в течение примерно 7-8 часов и формируется путем выдувания из нее волокнистой нити таким же образом, как стекловолокно изготавливается из силикатной породы.  1 ) fye = Эффективный предел текучести арматурных стержней из FRP fye = r fult
1 ) fye = Эффективный предел текучести арматурных стержней из FRP fye = r fult  >18 тысяч фунтов на квадратный дюйм в соответствии с ASTM D7617 и ACI440.3R
>18 тысяч фунтов на квадратный дюйм в соответствии с ASTM D7617 и ACI440.3R 
 Мы регулярно тестируем нашу продукцию.
Мы регулярно тестируем нашу продукцию. Поставляется в рулонах или листах.
Поставляется в рулонах или листах.

 За счет оптимизации производственных циклов и технологичности себестоимость нашей продукции ниже. Это выгодно для вас.
За счет оптимизации производственных циклов и технологичности себестоимость нашей продукции ниже. Это выгодно для вас. Легко режется. Сварка не требуется.
Легко режется. Сварка не требуется. Требует защитного покрытия в агрессивных средах.
Требует защитного покрытия в агрессивных средах.
 5160.09075
5160.09075 lm@mail.ru или позвонив по телефону в Москве: +7 ( 495 ) 641 16 85
lm@mail.ru или позвонив по телефону в Москве: +7 ( 495 ) 641 16 85 Ланцет онкология. 2006; 7: 735–740. [Бесплатная статья PMC] [PubMed] [Google Scholar]
Ланцет онкология. 2006; 7: 735–740. [Бесплатная статья PMC] [PubMed] [Google Scholar] Радиология. 1996; 198: 785–788. [PubMed] [Google Scholar]
Радиология. 1996; 198: 785–788. [PubMed] [Google Scholar] Рейтер В.Е. Патология почечных эпителиальных новообразований. Семинары по онкологии. 2006; 33: 534–543. [PubMed] [Академия Google]
Рейтер В.Е. Патология почечных эпителиальных новообразований. Семинары по онкологии. 2006; 33: 534–543. [PubMed] [Академия Google] Солидные опухоли почек: анализ патологических особенностей, связанных с размером опухоли. Журнал урологии. 2003;170:2217–2220. [PubMed] [Google Scholar]
Солидные опухоли почек: анализ патологических особенностей, связанных с размером опухоли. Журнал урологии. 2003;170:2217–2220. [PubMed] [Google Scholar] 2009 г.;181:1020–1027. обсуждение 1027. [PubMed] [Google Scholar]
2009 г.;181:1020–1027. обсуждение 1027. [PubMed] [Google Scholar] Kim JK, Kim TK, Ahn HJ, Kim CS, Kim KR, Cho KS. Дифференциация подтипов почечно-клеточного рака на спиральной КТ. Американский журнал рентгенологии AJR. 2002;178:1499–1506. [PubMed] [Google Scholar]
Kim JK, Kim TK, Ahn HJ, Kim CS, Kim KR, Cho KS. Дифференциация подтипов почечно-клеточного рака на спиральной КТ. Американский журнал рентгенологии AJR. 2002;178:1499–1506. [PubMed] [Google Scholar] Архив внутренней медицины. 2009;169:2078–2086. [Бесплатная статья PMC] [PubMed] [Google Scholar]
Архив внутренней медицины. 2009;169:2078–2086. [Бесплатная статья PMC] [PubMed] [Google Scholar] Bethesda, MD: Национальный институт рака; [По состоянию на 25 сентября 2013 г.]. http://www.seer.cancer.gov/csr/1975_2003/, опубликовано в апреле 2006 г. [Google Scholar]
Bethesda, MD: Национальный институт рака; [По состоянию на 25 сентября 2013 г.]. http://www.seer.cancer.gov/csr/1975_2003/, опубликовано в апреле 2006 г. [Google Scholar] Радиология. 2008; 246: 472–479.. [PubMed] [Google Scholar]
Радиология. 2008; 246: 472–479.. [PubMed] [Google Scholar] Британский журнал радиологии. 2010;83:e179–е181. [Бесплатная статья PMC] [PubMed] [Google Scholar]
Британский журнал радиологии. 2010;83:e179–е181. [Бесплатная статья PMC] [PubMed] [Google Scholar] 2007; 243:445–450. [PubMed] [Google Scholar]
2007; 243:445–450. [PubMed] [Google Scholar] [PubMed] [Академия Google]
[PubMed] [Академия Google] Радиология. 2004; 232:373–378. [PubMed] [Google Scholar]
Радиология. 2004; 232:373–378. [PubMed] [Google Scholar] Woo S, Cho JY, Kim SH, Kim SY. Сравнение инверсии сегментарного усиления на двухфазной МСКТ между малыми почечными онкоцитомами и хромофобными почечно-клеточными карциномами. Американский журнал рентгенологии AJR. 2013; 201: 598–604. [PubMed] [Google Scholar]
Woo S, Cho JY, Kim SH, Kim SY. Сравнение инверсии сегментарного усиления на двухфазной МСКТ между малыми почечными онкоцитомами и хромофобными почечно-клеточными карциномами. Американский журнал рентгенологии AJR. 2013; 201: 598–604. [PubMed] [Google Scholar] [PubMed] [Академия Google]
[PubMed] [Академия Google] Американский журнал рентгенологии AJR. 2013; 200:830–838. [PubMed] [Google Scholar]
Американский журнал рентгенологии AJR. 2013; 200:830–838. [PubMed] [Google Scholar] Hindman N, Ngo L, Genega EM, et al. Ангиомиолипома с минимальным содержанием жира: можно ли ее отличить от светлоклеточного почечно-клеточного рака с помощью стандартных методов МРТ? Радиология. 2012; 265:468–477. [Бесплатная статья PMC] [PubMed] [Google Scholar]
Hindman N, Ngo L, Genega EM, et al. Ангиомиолипома с минимальным содержанием жира: можно ли ее отличить от светлоклеточного почечно-клеточного рака с помощью стандартных методов МРТ? Радиология. 2012; 265:468–477. [Бесплатная статья PMC] [PubMed] [Google Scholar] Американский журнал рентгенологии AJR. 2008;190: 158–164. [PubMed] [Google Scholar]
Американский журнал рентгенологии AJR. 2008;190: 158–164. [PubMed] [Google Scholar] Исследовательская радиология. 2010;45:104–108. [PubMed] [Академия Google]
Исследовательская радиология. 2010;45:104–108. [PubMed] [Академия Google] [PubMed] [Google Scholar]
[PubMed] [Google Scholar] Журнал урологии. 2008;180:2333–2337. [PubMed] [Google Scholar]
Журнал урологии. 2008;180:2333–2337. [PubMed] [Google Scholar] ]. http://www.hpa.org.uk/Publications/Radiation/NPRBArchive/NRPBSoftware/ [Google Scholar]
]. http://www.hpa.org.uk/Publications/Radiation/NPRBArchive/NRPBSoftware/ [Google Scholar] youtube.com/embed/x8AVgyvxLxw?fs=1″ frameborder=»0″ allowfullscreen=»»>
youtube.com/embed/x8AVgyvxLxw?fs=1″ frameborder=»0″ allowfullscreen=»»> 