Ручная дуговая сварка. Учебник для ПТУ. Малышев Б.Д., Мельник В.И., Гетия И.Г. 1990 | Библиотека: книги по архитектуре и строительству
Ручная дуговая сварка. Учебник для ПТУ
Малышев Б.Д., Мельник В.И., Гетия И.Г.
Стройиздат. Москва. 1990
320 страниц
ISBN 5-274-01001-6
Содержание:
Даны общие понятия о теоретических основах сварки. Освещены вопросы организации постов для сварки и резки металлов, вопросы технологии сварки различных сталей, применяемых в строительстве. Рассказано об устройстве, принципе действия и правилах эксплуатации источников питания; методах повышения эффективности сварочных процессов. Уделено внимание вопросам гигиены и охраны труда. Для учащихся профессионально-технических училищ.
Введение
Глава 1. Краткое описание процессов сварки и резки 1.1. Сущность процесса сварки 1. 2. Классификация сварки 1.3. Краткое описание видов сварки и резки, применяемых в строительстве
Глава 2. Сварные соединения и швы конструкций 2.1. Типы сварных соединений. Сварные швы 2.2. Классификация сварных швов по различным внешним признакам 2.3. Сведения о расчете сварных соединений и их обозначения на чертежах
Глава 3. Сварочная дуга и требования к источникам ее питания 3.1. Образование и строение сварочной дуги 3.2. Тепловые свойства дуги. Плавление и перенос металла 3.3. Магнитное дутье и меры борьбы с ним 3.4. Статическая вольтамперная характеристика сварочной дуги 3.5. Общие сведения об источниках питания сварочной дуги 3.6. Определение мощности дуги переменного тока. Коэффициент мощности
Глава 4. Источники питания переменным током 4.1. Сварочные трансформаторы, принцип их действия 4.2. Устройство однофазных сварочных трансформаторов для ручной сварки 4.3. Трансформаторы для автоматизированной сварки под флюсом 4.4. Эксплуатация сварочных трансформаторов 4.5. Сварочные генераторы переменного тока повышенной частоты 4.6. Аппаратура для возбуждения и стабилизации дуги при ручной сварке
Глава 5. Источники питания постоянным током. Сварочные преобразователи однопостовые и многопостовые. Балластные реостаты 5.1. Общие сведения о генераторах и преобразователях 5.2. Коллекторные однопостовые генераторы 5.3. Устройство вентильных сварочных генераторов 5.4. Устройство преобразователей
Глава 6. Сварочные выпрямители 6.1. Устройство сварочных выпрямителей 6.2. Однопостовые сварочные выпрямители 6.3. Многопостовые сварочные выпрямители 6.4. Эксплуатация сварочных выпрямителей
Глава 7. Сварочные агрегаты 7.1. Назначение и устройство сварочных агрегатов 7.2. Однопостовые агрегаты с бензиновыми двигателями 7.3. Однопостовые агрегаты с дизельными двигателями 7. 4. Многопостовые агрегаты 7.5. Эксплуатация сварочных агрегатов
Глава 8. Аппаратура для ручной дуговой сварки в защитном газе 8.1. Оборудование рабочего места для ручной дуговой сварки в защитном газе 8.2. Передвижные посты, горелки, газовая аппаратура 8.3. Специализированные установки для сварки вольфрамовым электродом в защитном газе 8.4. Возбудители постоянного тока с импульсным питанием
Глава 9. Основы сварки стали 9.1. Особенности металлургических процессов при сварке стали плавлением 9.2. Взаимодействие расплавляемого при сварке металла с газами 9.3. Назначение и характеристика шлаков, образующихся при сварке 9.4. Взаимодействие металла со шлаком и газами 9.5. Структура сварных соединений 9.6. Свариваемость и причины возникновения трещин в стали
Глава 10. Электроды для ручной дуговой сварки стали 10.1. Назначение покрытых металлических электродов. Сварочная проволока 10. 2. Покрытия электродов 10.3. Типы электродов для ручной дуговой сварки сталей и наплавки поверхностных слоев 10.4. Марки электродов, технологические свойства электродов
Глава 11. Электроды для сварки цветных металлов. Газы и флюсы 11.1 Плавящиеся электроды для сварки алюминия, меди, титана, чугуна и никеля 11.2. Неплавящиеся электроды 11.3. Защитные газы для сварки. Защитные пасты и флюсы
Глава 12. Посты для ручной дуговой сварки 12.1. Сварочный пост для ручной дуговой сварки плавящимся электродом 12.2. Оборудование сварочных постов
Глава 13. Общие вопросы технологии сварки стали 13.1. Подготовка конструкций к сварке 13.2. Режим сварки 13.3. Сварка стали покрытыми электродами 13.4. Сварка конструкций
Глава 14. Механическое сварочное оборудование 14.1. Общие сведения о механическом сварочном оборудовании 14.2. Устройство и характеристика манипуляторов, вращателей, кантователей, роликовых стендов и кондукторов 14. 3. Устройство и характеристика сборочно-сварочных установок, поточных автоматизированных линий
Глава 15. Напряжения и деформации при сварке. Термическая обработка сварных конструкций 15.1. Напряжения и деформации при сварке 15.2. Меры борьбы с деформациями и напряжениями 15.3. Термическая обработка сварных соединений 15.4. Аппаратура и технология термической обработка
Глава 16. Сварка углеродистых сталей 16.1. Характеристика углеродистых сталей Сварка низкоуглеродистой стали 16.2. Технология сварки средне- и высокоуглеродистых сталей
Глава 17. Сварка легированных сталей 17.1. Характеристика легированных сталей 17.2. Технология сварки низколегированных сталей 17.3. Технология сварки среднелегированных сталей 17.4. Технология сварки высоколегированных сталей
Глава 18. Сварка цветных металлов и их сплавов 18.1. Сварка алюминия и его сплавов 18.2. Сварка меди и ее сплавов 18. 3. Сварка титана и его сплавов 18.4. Сварка никеля 18.5. Сварка свинца
Глава 20. Высокопроизводительные способы ручной сварки 20.1. Методы, повышающие производительность труда при сварке 20.2. Полумеханизированная и плазменная сварка 20.3. Механизированная дуговая сварка
Глава 21. Наплавочные работы 21.1. Виды и назначение наплавки 21.2. Технология ручной дуговой наплавки стали 21.3. Технология наплавки цветных металлов
Глава 22 Сварка при низких температурах 22.1. Влияния низких температур на качество сварных соединений 22.2. Сварка под водой
Глава 23 Ручная дуговая резка металлов 23.1. Плазменная резка металлов дугой прямого и косвенного действия 23.2. Устройство постов и комплектов аппаратуры для ручной плазменно-дуговой резки 23. 3. Технология ручной плазменной резки металлов 23.4. Аппаратура и технология воздушно дуговой резки 23.5. Ручная дуговая резка 23.6. Дуговая подводная резка металлов
Глава 24 Стандартизация и контроль качества сварных соединений 24.1. Основные сведения о системе стандартизации в СССР 24.2. Организация технического контроля на предприятиях и в строительно-монтажных организациях 24.3. Дефекты сварных соединений 24.4. Методы контроля качества сварных швов 24.5. Техника и технология контроля сварных швов 24.6. Правила аттестации сварщиков
Глава 25 Охрана труда и пожарная безопасность на строительно-монтажной площадке 25.1. Охрана труда при выполнении сварочных работ 25.2. Электробезопасность при выполнении сварочных работ 25.3. Пожарная безопасность 25.4. Правовые и организационные положения по охране труда
Сварочные работы. Учебник для начального профессионального образования
Поделиться
Маслов В. И. «Сварочные работы» Академия, 1999 год, 240 стр., ISBN 5-7695-0231-2, ISBN 5-7083-0107-5; (PDF)
Описание Содержание Links
Описание книги.
Сварочные работы. Учебник для начального профессионального образования. Содержание учебника базируется на программных материалах по химии, физике, технологии металлов и конструкционных материалов, электротехнике и другим техническим предметам. Книга содержит общие сведения о сварке, сварных соединениях и швах, электрической сварке плавлением, газовой сварке и резке, контроле качества сварных швов. Кроме основных видов сварки в учебнике рассмотрены их разновидности.
Оглавление.
Часть первая Общие сведения о сварке, сварных соединениях и швах Глава I. Краткая характеристика основных видов сварки Глава II. Сварные соединения и швы Глава III. Общие сведения о сталях и их свариваемости
Часть вторая Дуговая сварка Глава I. Теоретические основы сварки плавлением Глава II. Оборудование для электрической сварки плавлением Глава III. Сварочные аппараты для электрической сварки плавлением Глава IV. Сварочные материалы Глава V. Технология ручной дуговой сварки Глава VI. Технология автоматической сварки под флюсом Глава VII. Электрошлаковая сварка Глава VIII. Технология дуговой сварки в среде защитных газов
Часть третья Газовая сварка и резка Глава I. Основные виды газопламенной обработки Глава II. Материалы, применяемые при газовой сварке и резке Глава III. Оборудование и аппаратура для газовой сварки и резки Глава IV. Технология газовой сварки Глава V. Особенности газовой сварки различных металлов и сплавов Глава VI. Кислородная резка металлов Глава VII. Меры безопасности при газовой сварке и резке
Часть четвертая Контроль качества сварных швов Глава I. Дефекты сварных швов и методы их контроля
Пайка, сваркапайка и сварка,учебникУчебное пособие. Маслов В. И. ‘Сварочные работы’ Академия, 1999 год, 240 стр., ISBN 5-7695-0231-2, ISBN 5-7083-0107-5; (PDF)kolyaVasya [email protected]Техническая литература
Поделиться
пайка и сварка, учебник
Учебник по сварке
| Tiktok Search
Tiktok
Загрузка
для вас
после
Quelladmk
Laser Factory
Electric Welding.
651 лайков, 6 комментариев. Видео TikTok от Лазерной фабрики (@quelladmk): «Техника электросварки.Собери быстро#weldingtiktok #сварка #электросварка #fyp #laserwelding». Каньоны.
14,8 тыс. просмотров|
Canyons — Official Sound Studio
weldingcareernow
Welding Career Now
Learning how to weld step by step 🤩 #welding #weld #weldinglife #weldingnation #welded #turorials #learnhowto #welderslife
28,9 тыс. лайков, 132 комментария. Видео TikTok от Welding Career Now (@weldingcareernow): «Учимся сваривать шаг за шагом 🤩 #welding #weld #weldinglife #weldingnation #welded #turorials #learnhowto #welderslife». Научитесь сваривать. ПОЧУВСТВУЙТЕ ПАЗ.
293,1 тыс. просмотров|
FEEL THE GROOVE — Queens Road, Fabian Graetz
Weld Cartel
Weld Cartel
Advanced Welding Technique Feat. @rocky aviles42 #weldcartel #weld #Welder #Tuorial #FYP #Welding #DIY #Construction . Видео TikTok от Weld Cartel (@weldcartel): «Advanced Welding Technique Feat. @Rocky Aviles42 #weldcartel #weld #welder #tutorial #fyp #welding #diy #construction #bluecollar». Усовершенствованная технология сварки | При сварке в полевых условиях вы столкнетесь с узкими местами и объектами, блокирующими ваше поле зрения, именно здесь мы реализуем технику, при которой мы смотрим сквозь зазор. Вставить корень, глядя сквозь щель, может быть очень полезным приемом, который поможет вам выделиться среди сверстников | Вы видите этот свет на линзе Рокки? Это единственный свет, которому подвергается ваша линза при выполнении этой техники. | …. Слагаются легенды.
2,5 тыс. лайков, 8 комментариев. Видео TikTok от FiggyHardware (@figgyhardware): «Техника сварки, часть 1 😎 #foryou #foryourpage #fyp #welding #welder #satisfy #amazing #satisfyingvideo #tiktok #tiktokmalaysia». оригинальный звук — FiggyHardware.
54,4 тыс. просмотров|
оригинальный звук — FiggyHardware
twodips
Dippin💨
Как сварить 💯
123,4 тыс. лайков, 1,7 тыс. комментариев. Видео в TikTok от Dippin💨 (@twodips): «Как сварить 💯». Как сварить. Холодные флюиды.
926,4 тыс. просмотров|
Chill Vibes — Tollan Kim
westernweldingacademy
Western Welding Academy
Как начать сварку? #сварщик #сварка #техника #tipsandtricks #weldingschool #weldtok #FYP #Viral #FRUNKTHEBEAT #FYP シ #Greatwelds
29.5K. Видео TikTok от Western Welding Academy (@westernweldingacademy): «С чего начать сварку? оригинальный звук.
296,7 тыс. просмотров|
original sound — Western Welding Academy
imranishakmine
dak_im
SMAW /MMA welding process.Basic that you need to know #welder #weldlife #stickwelding #fabricatorwelder #foryou
7.9 K лайков, 23 комментария. Видео TikTok от dak_im (@imranishakmine): «Процесс сварки SMAW / MMA. Основные сведения, которые вам нужно знать #welder #weldlife #stickwelding #fabricatorwelder #foryou». Дуговая сварка | Что вам нужно знать | Часть 2. оригинальный звук — dak_im.
2,6 тыс. лайков, 5 комментариев. Видео TikTok от KingsiriWelding (@kingsiriwelding): «Начинающим стоит изучить методы сварки tig #tigweld #arcwelding #mma #mig #weldedpipe #specialweldingmachine #pulsemmawelding #pulsearcwelding #pulselifttigwelding #lifttigwelding #acdc #acdcwelding». Я думаю, мне нравится, когда идет дождь.
34,1 тыс. просмотров|
Я думаю, мне нравится, когда идет дождь — Willis
Dabswellington
@Dabswellington
How -To Mig It, например, Tig It #Welder #Howto #StepStep #FYP
#StepStep #FYP
100. , 352 комментариев. Видео в TikTok от @dabswellington (@dabswellington): «как это сделать, как tig it #welder #howto #stepbystep #fyp». оригинальный звук.
1,5 млн просмотров|
оригинальный звук — @dabswellington
Учебное пособие – Основы дуговой сварки
Учебное пособие по ОСНОВАМ ДУГОВОЙ СВАРКИ
В самом общем виде сварочный аппарат представляет собой устройство, которое сплавляет вместе два куска металла, используя высокую силу тока, подаваемую на конец «электрода» (стержня) в Работа. Хотя технология, обеспечивающая этот процесс, достаточно техническая, чтобы заполнить сотни страниц, я изложу ее вам простыми словами, точно так же, как я изучил ее в начале. Как и все новые навыки, практика сделает вас опытным, а сварка — это навык, которому может научиться каждый. Если вы когда-либо имели несчастье видеть короткое замыкание из-за плохой проводки или неисправности какого-либо электрооборудования, вы помните хлопающий звук, клубы дыма и горящего металла, которые обычно следует за этим. Это в основном то, что делает сварщик, но контролируемым и ожидаемым образом.
Сварщик помещает заземляющий зажим на одну из соединяемых частей металла, затем подает токопроводящий электрод (стержень) в зону или зазор между двумя свариваемыми частями. Поскольку заземляющий зажим и электрод являются двумя концами полной цепи, несущей напряжение и большую силу тока, на конце электрода происходит полное короткое замыкание, создающее сильный нагрев, расплавляющий как электрод, так и окружающую область в единый расплавленный кусок.
Этот вид сварки называется «дуговой сваркой». Стержень фактически не касается изделия (свариваемых деталей) в процессе сварки. Его держат на небольшом расстоянии от изделия, чтобы могла образоваться очень горячая дуга (электрическая искра). Эта дуга производит тепло для плавления металлов, как показано на фото.
Если стержень вставить прямо в изделие, произойдет «мертвое замыкание», и не будет тепла для сварки металлов, поскольку не будет образовываться дуга. Это распространенная проблема, когда вы учитесь дуговой сварке, известная как «прилипание». Прилипание происходит, когда стержень слишком сильно вдавливается в соединение для сварки, и заставляет стержень прилипать к изделию.
Стержень для дуговой сварки представляет собой тонкий металлический стержень, покрытый материалом, называемым «флюс». Этот материал плавится по мере того, как стержень сгорает, выделяя газ, который защищает только что сваренную область от воздействия сильного нагрева и окисления. Флюс также помогает поддерживать плавную работу дуги, уменьшая прилипание.
Если бы стержни не были покрыты флюсом, только что сваренная область была бы повреждена в результате окисления и была бы подвержена разрушению или быстрому износу. Некоторые сварщики не используют стержень с флюсовым покрытием, а вместо этого подают сжатый газ в зону сварки во время процесса сварки. Эти типы сварочных аппаратов называются «сварочные аппараты с подачей проволоки», но здесь мы сосредоточимся только на базовом аппарате для дуговой сварки, потому что это самый простой тип сварочного аппарата и самый доступный для большинства новичков.
Несмотря на то, что сварщики сплавляют металлы, используя невероятную силу тока, почти невозможно получить удар электрическим током при дуговой сварке. Причина в том, что внутри сварочного аппарата находится большой трансформатор, устройство, которое снижает опасное напряжение в обмен на более высокую «силу тока». Сила тока, сила электрического тока, может серьезно навредить или убить, но только при наличии определенного напряжения. Автомобильный аккумулятор может излучать более ста ампер, что намного больше, чем может дать стандартная розетка.
Но вы можете коснуться обеих клемм и не почувствовать электричества. Как это возможно? Просто потому, что нет достаточного напряжения, чтобы доставить силу тока в ваше тело. Конечно, не роняйте металлические предметы на клеммы заряженного автомобильного аккумулятора, иначе у вас будет дымовое шоу, которое вы никогда не забудете!
Использование дуговой сварки требует небольшой практики и терпения, но научиться этому гораздо проще, чем любому другому виду сварки. Аппаратное обеспечение можно приобрести в большинстве торговых точек за несколько сотен долларов или меньше. Любой может научиться делать чистый и прочный сварной шов всего за несколько ночей практики. Доступно несколько различных типов дуговых сварочных аппаратов, и это помогает понять некоторые основные концепции перед покупкой.
Дуговой сварочный аппарат легко узнать среди других сварочных аппаратов, потому что он выглядит как коробка с несколькими ручками спереди, как показано на фотографии. Там не будет баллонов со сжатым газом, катушек с проволокой наверху, педалей или любых других причудливых приспособлений, необходимых для работы.
Аппарат для дуговой сварки может также называться «стержневой сваркой», «стержневой сваркой» или «жужжащим ящиком», в зависимости от того, кого вы спросите. Когда вы спрашиваете об аппарате для дуговой сварки, вас обычно спрашивают, какой уровень «входного напряжения» и «диапазон силы тока» вы хотите. Входное напряжение относится к типу розетки, к которой вы планируете подключить его, будь то стандартная настенная розетка на 120 В или розетка на 240 В (аналогично розетке бытовой сушилки). Диапазон силы тока относится к выходной мощности сварочного аппарата (в амперах) и к типу металла, который вы будете сваривать. 100 ампер будет более чем достаточно.
Сварочные аппараты на 120 В (стандартная настенная розетка) являются самыми недорогими типами и обладают достаточной мощностью для сварки стали практически любой толщины, которая используется в производстве велосипедов. Еще одним преимуществом этого типа сварочного аппарата, помимо стоимости, является его размер. Эти сварочные аппараты не больше большой микроволновой печи, и их может легко перемещать один человек. Недостатком этих сварочных аппаратов является выходная мощность. Хотя дуговая сварка подходит для сборки велосипедных рам, ее мощности недостаточно для проектов с более крупными стальными компонентами, такими как рамы лодочных прицепов или мотоциклов.
Сварочный аппарат на 240 В является широко используемым сварочным аппаратом для дуговой сварки, он немного крупнее и рассчитан на силу тока не менее 200 ампер. Для этого типа сварочного аппарата требуется специальная вилка, которую легко установить, но в вашем доме должна быть проводка на 240 В. Их размер варьируется от 2 до 4 футов в высоту и более. Эти сварочные аппараты нельзя легко перемещать, если они не на колесах, и они весят 100 фунтов или более. Преимуществом этого типа сварочного аппарата является, конечно же, мощность.
При силе тока 250 ампер можно сварить стальной лист достаточной толщины, чтобы построить корпус корабля. Лучше всего купить сварочный аппарат на 240 В, если у вас есть место для его установки и подходящая электрическая розетка для его подключения. Этот тип сварочного аппарата обеспечит более гладкий шов и будет иметь достаточную мощность для любой работы, которую вы, возможно, захотите выполнить.
Еще один вопрос, который вам могут задать при покупке нового аппарата для дуговой сварки, это тип выхода — AC (переменный ток) DC (постоянный ток). Переменный ток — это тип тока, который исходит от вашей настенной розетки, тогда как постоянный ток — это тип тока, который исходит от батарей. Сварщики, работающие на постоянном токе, обычно более профессиональны и дороже. Опытный сварщик обычно предпочитает постоянный ток для большинства работ, потому что он может обеспечить более гладкий сварной шов и использовать больший ассортимент различных стержней для специальных работ.
Сварочный аппарат переменного тока — это самый простой тип дуговой сварки, и для любителя это все, что обычно требуется. Я использовал оба типа сварочных аппаратов (переменного и постоянного тока), но выбрал базовый тип переменного тока 240 В для своей мастерской, и он отлично подходит для сборки практически чего угодно. Хотя сварщик на постоянном токе может произвести несколько более качественный окончательный шов, сварщик со средней квалификацией сможет произвести гораздо лучший сварной шов на простой машине переменного тока, чем неквалифицированный сварщик мог бы выполнить сварку на переменном, постоянном токе или сварочном аппарате с подачей проволоки.
Если вы не знакомы со всей этой сварочной терминологией, сделайте покупку в магазине сварочных материалов. Оборудование лишь незначительно дороже, но качество сварочного аппарата известной марки в сочетании с советом знающего продавца стоит дополнительных затрат.
Сварочный аппарат — это инструмент, который прослужит долго, поэтому выбирайте тот, который подходит для ваших целей. Помимо сварщика, вам нужно будет купить несколько других мелких предметов, прежде чем вы сможете заставить искры летать. Вам понадобится защитное снаряжение, состоящее из сварочного шлема, сварочных перчаток и защитных очков, как показано на фото.
Несмотря на то, что некоторые сварочные аппараты, продаваемые в крупных розничных магазинах, могут поставляться в комплекте со сварочной маской, рекомендуется получить совет относительно типа линз, которые вам понадобятся для работы. Линзы бывают разных оттенков и обозначаются номером.
Чем выше число, тем темнее оттенок. Все сварочные линзы защищают ваши глаза от вредных лучей, испускаемых сварочной дугой, таких как ультрафиолетовое излучение. Поскольку настройка уровня мощности определяет интенсивность дуги, по мере увеличения интенсивности потребуются более темные оттенки. Что это значит для тебя?
Ну, ничего, если вы еще мало знаете о настройке уровня мощности на вашем сварочном аппарате! Для сварки легких трубок, из которых состоит большинство велосипедных рам, обычно используются настройки силы тока от 50 до 80, в зависимости от ваших навыков и марки сварщика. Таким образом, оттенок линзы 10 будет в порядке. Оттенок темноты не высечен на камне, и новичок может захотеть выбрать оттенок 9, а не 10, просто потому, что так будет легче увидеть работу. Конечно, оттенок 9 был бы слишком светлым, если бы вы установили силу тока на 500, и было бы ощущение, что вы смотрите на солнце!
Сварочные перчатки — это тяжелые, термостойкие перчатки, которые покрывают большую часть вашего предплечья, что помогает предотвратить попадание горячих искр на рукава и перчатки. Хотя для сварки велосипедной рамы требуется только установка низкой мощности, все равно будет выделяться достаточно тепла, чтобы легко сжечь стандартную пару рабочих перчаток.
Горячие искры, летящие от сварочного стержня, могут попасть в такие места, как рукава, открытые воротники и карманы, поэтому, по крайней мере, наличие перчаток, закрывающих рукава рабочей рубашки, может помочь уменьшить эти болезненные ощущения. Также понадобятся хорошие прозрачные защитные очки или маска для лица.
После завершения сварки имеется тонкий слой затвердевшего флюса от стержня, покрывающий верхнюю часть зоны сварки. Этот флюс удаляется «отбойным молотком», и этот процесс рассылает горячие хлопья флюса во всех направлениях, поэтому вы должны защитить свои глаза. Некоторые сварочные маски позволяют поднять темную линзу и имеют прозрачное стекло за темной линзой. Этот тип шлема заменит защитные очки во время скалывания сварного шва.
Меньше всего вам понадобятся сварочные прутки — их много! Если вы только начинаете, вы можете купить большую коробку стержней, чтобы потренироваться склеивать их вместе. Лучше покупать стержни оптом в магазине сварочных материалов, а не в небольшой упаковке, которую вы найдете на полке универмага. Сварочные электроды бывают разных вкусов, как конфеты, и о выборе правильного электрода можно написать целую главу.
Для простоты мы будем использовать стержень «6013», потому что он довольно универсальный и продается в магазинах, где также продается сварочное оборудование. 6013 — базовое и недорогое удилище, используемое новичками или для обычных работ. Большая часть свариваемых труб будет иметь толщину 1/16 дюйма, поэтому подойдет сварочный стержень 6013 диаметром 3/32 дюйма. Снаружи коробки будет указан тип и размер стержня на небольшой этикетке.
Сварка — это навык, которому можно научиться на практике. Никакая теория или информация не сделают из вас хорошего сварщика, только практический опыт. Я дам вам только основную информацию, необходимую для хорошего сварного шва, но вы должны потратить время и изучить ее самостоятельно. Если вы хотите стать профессионалом, есть много хороших курсов, предлагаемых в колледжах или даже в вечерних школах. Вы не только научитесь дуговой сварке, но и научитесь пользоваться газовым резаком, а также узнаете всю теорию сварщика, которая вам когда-либо понадобится.
Прежде чем приступить к сварке велосипедных трубок, рекомендуется потренироваться на более толстой стали, потому что чем тоньше трубка, тем труднее сделать хороший сварной шов без прожога. Несколько кусков металлолома толщиной 1/8 дюйма или уголка станут хорошей поверхностью для проверки вашего сварочного аппарата. Вставьте сварочный стержень в рукоятку, установите шкалу силы тока вашего сварочного аппарата примерно на 80 или около того, затем поместите зажим заземления на часть, которую вы будете сваривать.
Самая трудная часть обучения сварке — это получение дуги без прилипания сварочного стержня к металлу. потребуется некоторое время, чтобы пройти мимо.Даже у опытного сварщика время от времени будет несколько фальстартов, и вы, безусловно, будете иметь свою долю в начале.0005
Когда стержень прилипает, он практически приваривается к вашей рабочей зоне и требует, чтобы вы изгибали его вперед и назад, чтобы освободить его от материала как можно быстрее, чтобы не расплавить весь стержень. При этом обычно отрывается флюсовое покрытие, что еще больше затрудняет возобновление сварки, поэтому будьте готовы немного выругаться, пока вы только начинаете! Представьте, что стержень — это спичка, и вы будете чиркать ею по изделию, чтобы зажечь.
Держите рукоятку под углом 45 градусов так, чтобы электрод тянулся за рукой, как показано на рис. 6, затем быстро ударьте кончиком электрода по металлу движением запястья, чтобы образовалась дуга. Если вы нажмете слишком сильно или регулятор силы тока вашего сварочного аппарата установлен на низкое значение, наконечник электрода прилипнет к металлу, и вам придется поддевать его вперед и назад, чтобы освободить. Сварщики называют это «фальстартом». С новым сварочным стержнем будет легче зажечь дугу, чем с бывшим в употреблении стержнем, из-за того, как флюс спиливается на конце нового стержня.
После того, как стержень будет использован для сварки нескольких дюймов, флюс затвердеет вокруг конца стержня, что потребует от вас удара с немного большей начальной силой, чем с новым стержнем. Время от времени вам почти приходится клевать использованной удочкой, так что имейте это в виду, отрабатывая пусковые и стопорные движения. Если вам пришлось двигать электрод вперед и назад, защитный флюс мог сойти с конца стержня, обнажив оголенный стержень.
Очень трудно заставить оголенный стержень формировать хорошую дугу, поэтому вы можете отрезать оголенный конец или получить новый стержень. Как только вы станете более опытным, вы сможете начать с голой удочки, но пока не усложняйте задачу больше, чем она должна быть.
Если вам удалось запустить дугу без особого труда, вы заметите, что существует диапазон примерно в один дюйм, на который вы можете отодвинуть стержень от работы, сохраняя при этом дугу. Старайтесь держать стержень как можно ближе к работе, не выталкивая его на поверхность, так как это может привести к залипанию. Удерживая стержень под углом 45 градусов и создавая хорошую близкую дугу, проведите кончиком по металлу в течение примерно пяти секунд, перемещаясь примерно на один дюйм по прямой линии. Если все прошло хорошо, у вас будет «валик» сварного шва, как на фото.
Не забудьте отколоть верхний слой флюсового покрытия отбойным молотком после завершения сварки, чтобы проверить свою работу. Сварной шов слева представляет собой хороший чистый валик сварного шва с хорошим проникновением в металл, но сварной шов справа комковатый и шероховатый, что является верным признаком того, что либо кончик электрода был слишком далеко от металла, либо установленная сила тока слишком низко.
Поэкспериментируйте с настройкой силы тока на вашем сварочном аппарате, пока вы рисуете валики сварного шва на металлоломе. Когда сила тока слишком низкая, вы получите много залипаний и фальстартов. Кроме того, флюс будет труднее отделяться от сварного шва. Когда сила тока слишком высока, вы прожжете дыру в металле через несколько секунд. Хорошая настройка силы тока позволяет вам непрерывно сваривать верхнюю часть металла, не прожигая дыру и не прилипая к заготовке. Регулировка параметра силы тока контролирует количество тепла, которое вкладывается в работу, и это то, что делает хорошего сварщика. Вся теория мира не научит вас инстинктивно контролировать жар, только много практики.
Продолжайте накладывать валики сварного шва вдоль верхней части вашей работы по гладкой прямой линии от одного конца к другому, а затем начните новую линию вдоль последнего, пока не создадите выпуклую поверхность на своем учебном образце. Вы замечали, что чем больше вы свариваете, тем горячее становится металл? Не трогайте его, чтобы узнать, просто поверьте мне здесь!
После того, как вы сможете сварить тонкую велосипедную трубу вместе, вам придется делать частые старты и остановки, чтобы не прожечь дыру в стали, потому что трубка настолько тонкая, что раскаляется докрасна уже через несколько секунд. Продолжайте тренироваться на более тяжелом металле, пока не научитесь укладывать ряды бусинок, как показано на фото. Не расстраивайтесь, если вам потребуется некоторое время, чтобы научиться зажигать дугу. Самое сложное — научиться правильно устанавливать силу тока и получать дугу без заеданий. Это может занять у вас весь день.
Как только вы сможете зажечь дугу и проложить сварной шов на дюйм или два, пришло время двигаться дальше и попытаться на самом деле склеить две детали. Найдите два плоских куска металла одинаковой толщины и соедините их так, чтобы между каждым куском был зазор, примерно равный толщине сварочного стержня.
Убедитесь, что зажим заземления подключен либо к одной из пластин, либо к зажиму, иначе вы будете зажигать весь день, а дуга не загорится. Кроме того, не приваривайте слишком близко к зажиму — вы можете ударить по нему электродом или приварить к нему изделие. Зажгите дугу в любом месте изделия, а затем поднесите электрод к стыку между пластинами, накладывая ровный валик, удерживая электрод под углом 45 градусов к изделию.
Следите за дугой, когда вы двигаетесь вдоль стыка, и следите, соединяется ли она с обеими пластинами. Возможно, вам придется слегка манипулировать сварочными стержнями вперед и назад, чтобы дуга проходила к обеим пластинам, если кажется, что она благоприятствует только одной стороне. Не перемещайтесь слишком быстро по стыку, иначе в окончательном сварном шве будет не хватать достаточного количества присадочного металла из стержня.
Если двигаться слишком медленно, между пластинами образуется большая воронка, похожая на множество отверстий, которые вы прожигали в металле, когда практиковались в накладывании бус. Когда вы закончите сварку по всей длине соединения, удалите детали и удалите флюс. Вы также можете использовать проволочную щетку, чтобы очистить сварной шов и прилегающую область, чтобы лучше рассмотреть его.
Сварной шов слева чистый и прочный, с достаточным количеством металла, заполняющего соединение. Сварной шов справа неровный и полный зазоров, где дуга остается только с одной стороны соединения из-за недостатка тепла или неправильного угла наклона электрода. Продолжайте выполнять это упражнение до тех пор, пока не сможете сделать гладкий и прочный сварной шов между двумя пластинами без зазоров и отверстий. Помните, что ключом к получению хорошего сварного шва является умение контролировать тепло, устанавливая силу тока и перемещая электрод с соответствующей скоростью. У вас еще не закончились сварочные электроды?
Если вы научились зажигать дугу и сваривать две пластины вместе, то пришло время сделать последний шаг и соединить вместе несколько тонкостенных велосипедных трубок. Это упражнение потребует некоторого терпения и практики, чтобы выполнить его правильно. Круглые трубы не только труднее всего сваривать, но и очень тонкие, что только усложняет сварку. Как только вы освоите этот следующий шаг, вы станете довольно хорошим сварщиком, но не ожидайте, что у вас все получится с первой попытки или даже в первый день.
Найдите отрезок тонкостенной круглой трубы диаметром 1 дюйм без следов ржавчины или краски. Идеально подойдет отрезок электрокабеля, но подойдет любая чистая стальная труба. Используя труборез или шлифовальный диск, разрежьте трубу на несколько частей. два или три дюйма длины. Не будьте слишком критичны к измерению каждого отрезка, так как здесь вы будете использовать металл только для практической сварки.
Возьмите два отрезка трубы и отшлифуйте конец одного из них, чтобы они совместите, как показано на фото. Опять же, не будьте слишком критичны в отношении идеальной подгонки двух частей, так как это не всегда возможно, и хороший сварщик может заполнить нечетный небольшой зазор. Поднимите заземляющий зажим на одной из секций трубы, прежде чем пытаться завязать.0005
Когда у вас будет небольшой валик сварного шва, соединяющий две секции, переверните работу и проделайте то же самое в верхней части другой стороны. Теперь две части можно сварить по периметру. Каждый раз сваривайте только небольшой участок не длиннее полдюйма, иначе вы прожжете стенку трубки. Кроме того, пока не пытайтесь сваривать в любом другом положении, кроме как сверху, так как это требует большого мастерства, чтобы сделать это правильно. Когда вы свариваете небольшую длину, а затем останавливаетесь, рекомендуется сколоть флюс, чтобы вы могли начать свой новый валик сварного шва немного выше того места, где вы в последний раз остановились, чтобы не оставить небольшое отверстие между началом и концом.
Продолжайте поворачивать изделие, сваривая небольшие отрезки за раз, пока не получите полное соединение, как показано на фото. На этом этапе не беспокойтесь о внешнем виде бусинки. Старайтесь не прожигать дыры и не оставлять пустоты там, где вы начинаете и останавливаетесь. Не забывайте держать электрод так, чтобы он находился под одинаковым углом между двумя секциями трубы, не выступая ни за одну сторону, ни за другую, иначе в конечном итоге вы сварите только одну сторону соединения. Помните, что это самый трудный сварной шов, который вам когда-либо приходилось делать, поэтому не торопитесь и тренируйтесь, пока не добьетесь нужного результата.
Если вы будете практиковать эти основные упражнения, вы научитесь делать чистый и прочный шов.
Глядя на два сварных шва на следующем фото, можете ли вы отличить их друг от друга? Сварной шов не обязательно должен быть красивым, чтобы быть прочным, и после очистки шлифовальной машиной даже самый грубый сварной шов выглядит хорошо. При шлифовке сварного шва не снимайте слишком много материала, иначе вы ослабите соединение. Шлифованный шов должен быть заподлицо или немного выше окружающего его материала. Если вы случайно сняли слишком много, добавьте больше шва к соединению.
Если вы хотите изучить сварку помимо самых основ, которые я описал здесь, узнайте в местном колледже о доступных курсах. Курс сварки научит вас многим другим аспектам сварки, таким как сварка во всех положениях, сварка специализированных металлов, таких как хромомолибден, чугун и алюминий, сварка TIG, сварка MIG и многие другие.
С терпением и практикой вы научитесь делать хороший сварной шов, даже если вы очень мало знаете о технологии и терминологии, так что беритесь за дело и сжигайте стержень! До встречи на форуме строителей.
Алюминиевые сплавы бывают деформируемыми и литейными. Исходные слитки деформируемых сплавов подвергают обработке методами обработки металлов давлением – прокатки, прессования (экструзии) или ковки.
И деформируемые, и литейные алюминиевые сплавы имеют, в принципе, одни и те же легирующие элементы. Однако в деформируемых сплавах их содержание намного меньше, чем в литейных. Основными легирующими элементами являются магний, медь, кремний и цинк. Другие легирующие элементы – вспомогательные и модифицирующие – применяют для улучшения физических и механических свойств отливок из литейных алюминиевых сплавов.
Литейные сплавы алюминий-цинк-магний
Алюминиевые литейные сплавы, легированные цинком и магнием, термически упрочняются в процессе обычного вылеживания, то есть естественного старенения. При этом максимальная прочность достигается через 20-30 суток после разливки и при выдержке при комнатной температуре. Это процесс упрочнения может быть ускорен искусственным старением.
В принципе для достижения оптимальных свойств эти сплавы не требуют высокой температуры нагрева под закалку и резкого охлаждения как другие термически упрочняемые сплавы, например, сплав алюминий-медь и алюминий-кремний-магний. Однако из-за проблем в этих сплавах с микросегрегацией фазы магний-цинк обычно их подвергают быстрому затвердеванию.
Алюминиевые литейные сплавы серии 7хх.х
По американской классификации эти сплавы относятся к серии 7хх.х. Они имеют прочностные свойства от средних до высоких. Путем отжига обеспечивается хорошая стабильность размеров. Эвтектическая точка сплавов этой группы является высокой, что благоприятно для деталей, которые подвергаются пайке. Эти сплавы имеют хорошую механическую обрабатываемость. Для них характерна высокая коррозионная стойкость при некоторой склонности к коррозии под напряжением. Их не рекомендуют для применения при повышенных температурах. Прочностные свойства этих сплавов повышаются при комнатной в течение нескольких недель после разливки в результате упрочнения по механизму выделения вторичной фазы. Этот процесс продолжается и после нескольких недель, но уже с уменьшающейся скоростью. К сплавам 707.0, 771.0 и 772.0 могут применяться термические обработки типа Т6 и Т7.
Литейные свойства
Литейные свойства литейных алюминиевых сплавов системы алюминий-цинк-магний весьма посредственные. Поэтому для получения хороших отливок требуется жесткий контроль условий затвердевания. Чтобы предотвратить усадочные дефекты применяют охлаждение с умеренными и высокими температурными градиентами. Чаще для этих сплавов применяют литье в песчаные формы, а при литье в постоянные формы можно столкнуться со значительными трудностями.
Литейный алюминиевый сплав 771.0
Химический состав
Формула сплава: 7Zn-0,9Mg-0,13Cr
Химический состав:
медь: 0,10 % макс.;
магний: 0,8-1,0 %;
марганец: 0,10 % макс.;
кремний: 0,15 % макс.;
железо: 0,15 % макс.;
хром: 0,06-0,20 %;
цинк: 6,5-7,5 %;
олово: 3,5 % макс. ;
титан: 0,10-0,20 %;
другие: 0,05 % каждого, 0,15 % в сумме макс.;
алюминий: остальное.
Свойства: механические и физические
Типичные механические свойства (Т5):
прочность на растяжение: 290 МПа;
предел текучести: 260 МПа;
относительное удлинение: 1,5 %;
модуль упругости: 71,0 ГПа.
Физические свойства:
плотность: 2,823 г/см3;
температура ликвидус: 645 ºС;
температура солидус: 605 ºС.
Термическая обработка
Этот сплав можно термически обрабатывать на состояния Т2, Т5, Т51, Т52 и Т71
Термическая обработка на состояние Т5:
выдержка при 180 ºС в течение 3-5 часов;
охлаждение вне печи на спокойном воздухе.
Термическая обработка на состояние Т51:
выдержка при 205 ºС в течение 6 часов;
охлаждение вне печи на спокойном воздухе.
Термическая обработка на состояние Т6:
выдержка при 580-595 ºС в течение 6 часов;
охлаждение вне печи на спокойном воздухе до комнатной температуры;
старение путем выдержки в течение 3 часов при температуре 130 ºС;
охлаждение на спокойном воздухе.
Механическая обработка
Сплав 771.0 в состоянии Т5 имеет хорошую стабильность и обрабатываемость резанием. Его можно фрезеровать в 5 раз быстрее, а сверлить в 2 раза быстрее, чем такие сплавы как 356.0 и 319.0.
Сварка
Может свариваться газовой дуговой сваркой вольфрамовым или металлическим электродом с применением алюминиевого сварочного сплава 5356. В зависимости от термического состояния отливки после сварки может возникнуть необходимость специальной термической обработки.
В состоянии Т5 сварку не производят. Для последующей сварки производят термическую обработку на состояние Т51.
Фазовая диаграмма алюминий-цинк
Источники:
Aluminum and Aluminum Alloys, ASM International, 1996
Aluminum Alloy Castings: Properties, Processes And Applications – J. Gilbert Kaufman, Elwin L. Rooy
Как отличить цинк от алюминия
Отличить алюминий от других металлов легко благодаря его легкости. Металл относится к широко распространенным, востребован в промышленной и пищевой промышленности. Отличить цинк от алюминия самостоятельно не составит труда. Для этого достаточно владеть необходимыми знаниями и методиками. Предлагаем ознакомиться с ними подробнее.
Как отличить цинк от алюминия?
Альтернативными вариантами, позволяющими ответить на вопрос как отличить цинк от алюминия, доступными в домашних условиях, являются следующие.
Распознавание по физико-химическим характеристикам
Минимальных школьных знаний достаточно для определения состава и разновидности элемента. Алюминий имеет серебристый оттенок, малый вес, гибкий. Цинк имеет голубоватый оттенок, тяжелей предыдущего материала, при обычных условиях не гнется. Хрупкий, быстро ломается.
Определение по параметрам плотности
Для определения разновидности металла по плотности понадобится мерный цилиндр и вода. Суть методики заключается в постепенном погружении изделия в жидкость. При погружении тела в воду происходит высвобождение определенного количества жидкости. Применение простейшей физической формулы позволяет вычислить плотность материала. Остальное остается за табличными данными. Если полученный показатель близок к 2,7/мл, значит перед вами стопроцентный алюминий.
Распознавание металла магнитом
Многим элементом свойственно притягивание магнитом. Однако, это свойство не применимо к Al. Поэтому для определения качественных характеристик достаточно к изделию поднести магнит. Если металл никаким образом не отреагирует, и он имеет серебристый оттенок, значит перед вами алюминий.
Единственным отрицательным моментом методики является невозможность выделения сплав. Если в нем содержится большое количество алюминия, магнит также на него не окажет воздействия. Поэтому для определения чистоты сплава придется использовать дополнительные методики.
Тестирование по параметрам теплопроводности
Параметры теплопроводности алюминия намного выше, чем у других элементов таблицы Менделеева. Поэтому одинаковый объем жидкости при одинаковых условиях в алюминиевой посуде доводится до кипения намного быстрее. Максимальная температура плавления Al составляет 660 градусов.
Распознавание алюминия химическими методами
Определить Al легко. Достаточно на предварительно очищенную поверхность нанести щелочь. Через некоторое время поверхность окислится, что можно будет увидеть визуально.
Аналогичная реакция происходит при воздействии на металл кислоты, в том числе и сока лимона. Агрессивное воздействие кислоты проявляется появлением темно-серых пятен, нарушающих внешний вид изделия.
Отличие алюминия от сплавов на их основе
Чтобы найти различия между алюминием сплавами на его основе потребуется проведение лабораторных исследований. Однако, Кулибины нашли несколько способов, которые можно использовать самим, в домашних условиях.
При механическом воздействии на дюраль, от сплава не исходит высокого частотного звона. Удар по Al провоцирует появление звонких частот, обладает особым блеском, благодаря котором можно увидеть собственное отражение.
Вторым способом определения наличия дополнительных элементов в составе алюминия является проверка его перекисью водорода. При нанесении на поверхностный слой нескольких капель перекиси водорода сплав начнет изменять цвет в сторону потемнения, чего нельзя сказать про алюминий.
Более точно определить состав изделия можно посредством проведения экспертизы профессиональными экспертами.
Заключение
Несмотря на схожесть между металлами, определить, где какой легко. Многочисленные методики подтверждают, что самым популярным из них является определение изделия по весу. Различить изделия между собой поможет масса и цвет. Серебристый алюминий намного легче цинка. Если вы сомневаетесь, предлагаем воспользоваться другими, вышеуказанными методиками.
Преимущества добавления алюминия в цинковые сплавы
Компания Belmont Metals предлагает сплавы цинка, которые прекрасно подходят для пайки, литья под давлением и использования в качестве антикоррозионного покрытия. Цинк часто сплавляют с другими металлами для повышения его прочности и термостойкости.
Свойства чистых форм цинка
Чистые формы цинка часто используются для литья под давлением большого количества мелких деталей из-за его высокого удельного веса, но он не является предпочтительным для многих других видов применения, поскольку считается слабый металл, который имеет до 50 процентов меньше прочности на растяжение, чем сталь. Он также считается хрупким и становится податливым только при температуре от 212 до 302 градусов по Фаренгейту. Важно понимать, что более высокие температуры не увеличивают пластичность цинка, вместо этого он снова становится хрупким. Цинк обладает высокими электрохимическими свойствами и отлично подходит для использования в батареях, а также для цинкования.
8 Преимущества добавления алюминия для создания цинковых сплавов
Чтобы уменьшить отрицательные свойства цинка, такие как его низкая прочность на растяжение и хрупкость, его часто комбинируют с определенным процентным содержанием алюминия. Здесь, в Belmont Metals, мы предлагаем цинковые сплавы с содержанием алюминия от 1 до 15 процентов. Когда алюминий добавляется к цинку, сплав дает несколько преимуществ при обработке и производстве, в том числе:
Снижение потребности в сборке деталей, поскольку сплавы цинка можно отливать под давлением как единое целое, что может сократить производственный процесс. часы.
Для некоторых применений требуется меньше материала, что снижает стоимость материала на единицу.
Накладные расходы на процесс обработки значительно снижаются при использовании сплавов цинка из-за снижения необходимости выполнения процессов чистовой обработки.
Снижается потребность в техническом обслуживании и переоснащении, и можно производить большее количество деталей до того, как потребуется техническое обслуживание машины.
Цинк Алюминиевые сплавы делают отличные подшипники из-за снижения потребности во втулках и изнашиваемых вставках.
Сплавы обладают высокой теплопроводностью, высоким пределом прочности и пределом текучести.
Сплавы устойчивы к коррозии и искробезопасны, что повышает безопасность и долговечность.
Компоненты, изготовленные из сплавов цинка, пригодны для вторичной переработки и экологически безопасны, что помогает сократить количество отходов, отправляемых на свалки.
Приобретение алюминиево-цинковых сплавов у Belmont Metals
Если вы думаете об увеличении производства и снижении накладных расходов с помощью цинковых сплавов, мы можем вам помочь. Мы предлагаем несколько различных типов цинко-алюминиевых сплавов, в том числе цинко-алюминиевые сплавы для пайки и слаш-сплавы, содержащие 95 процентов цинка и от 1 до 5 процентов алюминия и правильного цинкового сплава товарного качества, который состоит из 85 процентов цинка и 15 процентов алюминия, а также других типов цинковых сплавов.
Чтобы узнать больше о наших цинковых сплавах и приобрести их, позвоните нам по телефону 718-342-4900 или посетите наш интернет-магазин. Мы можем выполнять маленькие или большие заказы.
Свяжитесь с нами
Преимущества и свойства ZA-27 | Цинк-алюминиевые сплавы и литье под давлением
Цинк Инжиниринг Алюминий Литье под давлением
Цинк-алюминиевые сплавы были впервые представлены для гравитационного литья, но в настоящее время пользуются спросом в качестве материалов для литья под высоким давлением в холодной камере. С цинком в качестве основного металла ZA-27 состоит из 27 процентов алюминия и 2,2 процента меди. Сплавы ZA имеют более высокие концентрации алюминия, чем традиционные цинковые сплавы, и обладают непревзойденными несущими свойствами — ZA-27 имеет самое высокое содержание алюминия из всех трех сплавов ZA. Эта комбинация цинка и алюминия серебристого цвета легкая, плотная и лучше всего подходит для применений, требующих оптимальной прочности.
Преимущества ZA-27
ZA-27 предлагает множество преимуществ и решений для различных проектов литья под давлением. Он известен не только своей износостойкостью и высокими прочностными характеристиками, но и другими особыми преимуществами ZA-27, в том числе:
Высокая прочность на растяжение и предел текучести
Коррозионная стойкость
Искробезопасный
Твердость
Хорошие свойства подшипника и ползучести
Легкий
Легкая обрабатываемость
Теплопроводность
Увеличенный срок службы инструмента
Экологически чистый, пригодный для вторичной переработки
ZA-27 Области применения
ZA-27 является недооцененным металлом для использования в литейном производстве. Он в три раза прочнее обычного литого алюминия и может иметь предел прочности на растяжение серого чугуна. В Dynacast мы добились больших успехов при литье ZA-27. Одному из наших клиентов — производителю средств безопасности — требовалась большая прочность, чем та, которую могут предложить стандартные алюминиевые сплавы. Наша команда инженеров спроектировала деталь с использованием ZA-27 и добилась необходимой максимальной прочности без поломок.
ZA-27 можно использовать для различных проектов, но лучше всего он применяется в подшипниках. Он легко обрабатывается, а отливки легко полируются, покрываются металлом, окрашиваются или анодируются. Благодаря высокой температуре плавления ZA-27 подходит для проектов с рабочей температурой ~150 градусов Цельсия. Искробезопасные характеристики ZA-27 дают ему возможность действовать как естественный подшипник, что неизбежно обеспечивает экономию средств, а также преимущества в обслуживании и надежности по сравнению с другими литыми металлами, что отлично подходит для автомобильной промышленности. Другие отрасли, использующие ZA-27, включают:
Аэронавтика
Сельскохозяйственная техника
Строительство и строительство
Общее машиностроение
Текстильное оборудование
Попробуйте наш инструмент динамического выбора металла , чтобы сравнить механические и физические свойства различных сплавов.
Прецизионная гидроабразивная резка с абразивными соплами CERATIZIT
Компания CERATIZIT предлагает линейку фокусирующих трубок, состоящую из трех вариантов: Economy, Standard и Premium. Износостойкие твердые сплавы фокусирующих трубок защищают их от воздействия абразивных частиц.
Экологически чистая абразивная резка может использоваться при обработке более твердых материалов, таких как камень, металлы, керамика, композитные материалы или стекло.
Преимущества
Экономическая эффективность
3 варианта фокусирующих трубок с лучшим соотношением Цена-Качество (Правильное решение для любого применения)
Подходят для всех современных типов режущих головок;
Автоматическая центровка трубки при затягивании гайки режущей головы (Применимость и экономичность)
Опыт и знания
Полный контроль на всех этапах производства: от порошка карбида до готового к производству раствора ( Высокое качество продукции, точность и производительность карбида до готового к производству раствора)
Износостойкость
Высококачественные абразивные сопла Ceratizit выдерживают максимальное давление давление и очень устойчивы к износу. Компания CERATIZIT контролирует всю производственную цепочку производства фокусирующих трубок/абразивных сопел — от производства сырья и минеральных руд до состава карбидного порошка. Все это позволяет CERATIZIT гарантировать высокое качество производимых фокусирующих трубок Economy, Standard и Premium.
3 типа стойкости абразивных сопел для повышения экономической эффективности
Абразивные сопла особенно подвержены сильному износу от абразива во время гидроабразивной резки. Компания CERATIZIT разработала для этого улучшенную защиту от износа, в основе которой лежит высокое качество карбида.
Чтобы Вы всегда могли получить оптимальные решения для своих задач, компания CERATIZIT разработала 3 инновационных варианта фокусирующих трубок на основе новейших технологий производства:
Economy
Оптимальное по стоимости высокое качество
Серия абразивных сопел Economy была специально разработана компанией CERATIZIT для решений, где оптимизация затрат является решающей, при этом нет необходимости в отказе от Европейского качества.
Standard
Идеальное соотношение цена-качество
Линейка абразивных сопел Standart гарантирует высокую эффективность процесса резания в пределах 80-100 часов. Данные сопла доказали свою эффективность как при решении простых задач, так и при применении в сложных промышленных условиях. Абразивные сопла серии Standart отличаются превосходным качеством и постоянством качества реза различных материалов с любой геометрией.
Premium
Увеличенный срок службы до 30%
Абразивные сопла серии Premium были разработаны компанией CERATIZIT на основании потребностей ее клиентов. Задача состояла в том, чтобы представить продукт, который отвечал бы максимальным требованиям и, кроме того, гарантировал бы высокий срок службы. Абразивные сопла, созданные компанией CERATIZIT, обеспечивают оптимальный баланс твердости и прочности, а также обеспечивают более высокую скорость реза и позволяют сократить расход гранатового песка/абразива.
Назад
Вперёд
Сопло для гидроабразивной резки по индивидуальному заказу в Китае; Производители, поставщики, фабрика смесительных трубок — сделано в Китае
Название продукта: Смесительная трубка / сопло / фокусировочная трубка
Номер части:YH-014194-XX-XX(0,281 * ХХ * ХХ)
Название доставки: в течение 3 дней
Применение: гидроабразивная режущая головка
Упаковка: мягкая упаковка в картонной или деревянной коробке.
Выбери свой размер!(Поддержка настройки для всех размеров)
номер части
OD * ID * Длина (дюйм)
OD * ID * Длина (мм)
YH-014194-30-30
.281 * .030 * 3′ ГГ №39;
7.14*0.76*76.2
YH-014194-35-30
. 281 * .035 * 3′ ГГ №39;
7.14*0.89*76.2
YH-014194-40-30
.281 * .040 * 3′ ГГ №39;
7.14*1.02*76.2
YH-014194-50-30
.281 * .050 * 3′ ГГ №39;
7.14*1.27*76.2
YH-014194-30-40
.281 * .030 * 4′ ГГ №39;
7.14*0.76*101.6
YH-014194-35-40
.281 * .035 * 4′ ГГ №39;
7. 14*0.89*101.6
YH-014194-40-40
.281 * .040 * 4′ ГГ №39;
7.14*1.02*101.6
YH-014194-50-40
.281 * .050 * 4′ ГГ №39;
7.14*1.27*101.6
YH-024194-30-30
6.35*0.76*76.2
YH-024194-30-40
6.35*0.76*101.6
YH-024194-40-30
6. 35*1.02*76.2
YH-024194-40-40
6.35*10.2*101.6
горячая этикетка : настроить насадку для гидроабразивной режущей головки; смесительная трубка, Китай, производители, поставщики, завод, индивидуальные, цена, в наличии, сделано в Китае
Алмазные и сапфировые отверстия и фокусирующие трубки для гидроабразивной резки – Allfi Waterjet
Сапфировое сопло, тип 91 — детали Allfi Waterjet Superior Waterjet
Allfi Waterjet, сапфировое сопло, тип 91 для чистой воды и абразивных режущих головок. Используется в режущих головках Allfi. Сопоставимо с отверстием Comadur типа 18.
Обычная цена
18 долларов 00 $18.00
7,14 мм/0,281″ OD X 76,2 мм/3,000″ Сопло Focus для абразивной резки 60,000psi/4,150bar обычно используется на абразивных режущих головках Flow. Выберите ID из выпадающего меню. Свяжитесь…
Обычная цена
90 $ 00 $90.00
Сопло типа 82 NanoDiamond — сопло для гидроабразивной резки типа OMAX
Сопло Allfi Waterjet Type 82 NanoDiamond для чистой воды и абразивных режущих головок. Используется в режущих головках типа OMAX (заменяет OMAX 303281-xx). NanoDiamond — новый материал для гидроабразивной резки…
Цена продажи
180 долларов 00 $180.00
Сэкономьте 20 долларов
Наружный диаметр 9,53 мм/0,375 дюйма X 79,4 мм/3,125 дюйма Сопло Focus для абразивной резки 60 000 фунтов на кв. дюйм/4 150 бар
Стандартное сопло Focus для гидроабразивной резки при давлении до 60 000 фунтов на кв. x 3,125″ длинные фокусирующие трубки типичны для абразивных режущих головок Mitsubishi — типа KMT….
Обычная цена
81 $ 90 $81,90
Внешний диаметр 6,35 мм/0,250 дюйма X 76,2 мм/3000 дюймов Сопло Focus для абразивной резки 60 000 фунтов/кв. дюйм/4 150 бар
Стандартное сопло Focus, используемое для гидроабразивной резки при давлении до 60 000 фунтов на кв. дюйм/4150 бар. Наружный диаметр 6,35 мм/0,250 дюйма используется для абразивных режущих головок Allfi Waterjet. Выберите ID из раскрывающегося меню. Свяжитесь с нами, чтобы…
Цена продажи
100 долларов 00 100 долларов США
Сэкономьте 20 долларов
Сопло типа 91 NanoDiamond — сопло Allfi и Flow Pure Water Waterjet Orifice
Сопло Allfi Waterjet типа 91 NanoDiamond для чистой воды и абразивных режущих головок. Используется в режущих головках Allfi. Сопоставимо с соплом Comadur типа 35. Также может использоваться в некоторых…
Обычная цена
404 долл. США 25 404,25 доллара США
Сопло типа 84 NanoDiamond — сопло Accustream DiaLine для гидроабразивной резки
Allfi Waterjet Type 84 NanoDiamond Orifice для чистой воды и абразивных режущих головок. Используется в режущих головках Accustream Style (заменяет Hypertherm Dialine 12749-xxx). NanoDiamond — новый материал для…
Цена продажи
180 долларов 00 $180.00
Сэкономьте 20 долларов
Сапфировое сопло типа 95 — режущие головки Allfi Waterjet
Сапфировое сопло Allfi типа 95 для чистой воды и абразивных режущих головок. Аналогично диафрагмам типа Flow Paser III. Сопоставимо с отверстием Comadur типа 23.
Цена продажи
13 долларов 15 $13,15
Сэкономьте $1,05
Сапфировое сопло, тип 94 — Allfi Waterjet Superior Waterjet Parts
Allfi Waterjet, сапфировое сопло, тип 94 для чистой воды и абразивных режущих головок Allfi Waterjet. Аналогичен соплам типа KMT Autoline. Сопоставимо с отверстием Comadur типа 27.
Обычная цена
18 долларов 00 $18.00
Сопло Focus с наружным диаметром 7,97 мм/0,315 дюйма для абразивной резки 60 000 фунтов/кв. дюйм/4 150 бар (тип OMAX)
Сопло Standard Focus используется для гидроабразивной резки при давлении до 60 000 фунтов на кв. дюйм/4150 бар. Внешний диаметр 7,97 мм/0,315 дюйма обычно используется с абразивными режущими головками типа OMAX. Выберите внутренний диаметр и длину из…
Обычная цена
90 $ 00 $90.00
Сопло Focus с наружным диаметром 6,00 мм/0,236 дюйма для абразивной резки 60 000 фунтов на кв. дюйм/4150 бар (тип Bohler/BFT) обычно используется на абразивных режущих головках типа Bohler (теперь BFT). Выберите внутренний диаметр и…
Обычная цена
90 $ 00 $90.00
7,14 мм/0,281″ OD X 101,6 мм/4,000″ Сопло Focus для абразивной резки 90,000psi/6,200bar обычно используется на абразивных режущих головках Flow. Выберите ID из выпадающего меню. Свяжитесь…
Цена продажи
125 долларов 00 125,00 долларов США
Сэкономьте $58
7,14 мм/0,281″ OD X 101,6 мм/4,000″ Сопло Focus для абразивной резки 60,000psi/4,150bar обычно используется на абразивных режущих головках типа Flow. Выберите ID из выпадающего меню. Свяжитесь с нами…
Обычная цена
90 $ 00 $90.00
6,35 мм/0,250″ OD X 76,2 мм/3,000″ Сопло Focus для абразивной резки 90,000psi/6,200bar Используется для абразивных режущих головок Allfi Waterjet. Выберите ID из выпадающего списка. Свяжитесь с нами для…
Обычная цена
$187 00 187,00 долларов США
Сопло типа 90 NanoDiamond — сопло для водоструйной резки Allfi и IR/KMT
Сопло Allfi Waterjet типа 90 NanoDiamond для чистой воды и абразивных режущих головок. Используется в режущих головках Allfi. Сопоставимо с соплом Comadur типа 27. Также может использоваться в некоторых…
Обычная цена
216 долларов 00 216,00 долларов США
Сопло Focus с наружным диаметром 6,70 мм/0,264 дюйма для абразивной резки 60 000 фунтов на кв. дюйм/4150 бар (тип Ridder) используется на абразивных режущих головках типа Ridder. Выберите внутренний диаметр и длину из…
Обычная цена
90 $ 00 $90. 00
9,53 мм/0,375″ OD X 101,6 мм/4,000″ Сопло Focus для абразивной резки 90,000psi/6,200bar обычно используется на абразивных режущих головках типа KMT Выберите внутренний диаметр в раскрывающемся меню….
Обычная цена
$189 00 189,00 долларов США
90,53 мм/0,375″ OD X 76,2 мм/3,000″ Сопло Focus для абразивной резки 90,000psi/6,200bar
Сопло Premium Focus, используемое для гидроабразивной резки при давлении до 90,000psi/6,200bar. Наружный диаметр 9,53 мм/0,375″ обычно используется на абразивных режущих головках типа KMT Выберите внутренний диаметр в раскрывающемся меню….
Обычная цена
178 долларов 20 $178,20
Внешний диаметр 9,53 мм/0,375 дюйма X 76,2 мм/3000 дюймов Сопло Focus для абразивной резки 60 000 фунтов/кв. дюйм/4 150 бар
Сопло Standard Focus используется для гидроабразивной резки при давлении до 60 000 фунтов на кв. дюйм/4 150 бар. Наружный диаметр 9,53 мм/0,375 дюйма обычно используется с абразивными режущими головками типа KMT. Выберите «Внутренний диаметр» в раскрывающемся меню….
Обычная цена
81 $ 90 $81,90
Внешний диаметр 7,14 мм/0,281 дюйма X 88,9 мм/3,500 дюйма Сопло Focus для абразивной резки 60 000 фунтов/кв. дюйм/4 150 бар
9Сопло Standard Focus 0002 используется для гидроабразивной резки при давлении до 60 000 фунтов на кв. дюйм/4150 бар. Наружный диаметр 7,14 мм/0,281 дюйма обычно используется с абразивными режущими головками типа Flow. Выберите ID в раскрывающемся меню. Свяжитесь…
Обычная цена
81 $ 90 $81,90
Университет гидроабразивной резки — Точность и качество
Обзор
Для успешной гидроабразивной резки на режущей головке существует несколько факторов, которые определяют точность и качество потока гидроабразивной резки и влияют на качество детали, которую вы можете разрезать с помощью абразивная гидроабразивная резка. Существуют и другие факторы, влияющие на точную и аккуратную резку детали (конструкция станка, органы управления, программное обеспечение и насос высокого давления), которые будут обсуждаться в других главах. В этой главе основное внимание будет уделено режущей головке и водоструйной струе, поскольку она взаимодействует с заготовкой.
Факторы, влияющие на точность и качество
Рис. 1. Абразивные и водоструйные режущие головки
1 — Длина трубки для смешивания абразива
Более длинная трубка для смешивания абразива (также известная как абразивное сопло) создает более когерентный поток гидроабразивной струи. Оптимальная длина смесительной трубки составляет 3–4 дюйма (75–100 мм).
2 — Выравнивание компонентов
Отверстие, смесительная камера и абразивное сопло должны быть точно обработаны и идеально подогнаны друг к другу, чтобы избежать повреждения расходных материалов струей гидроабразивной резки.
3 — Прецизионное сопло
Внутренняя часть абразивного сопла должна быть обработана для обеспечения идеального совмещения с потоком струи воды. Дополнительную информацию см. в разделе «Влияние струи воды на точность» в этой главе.
4 — Диаметр струи
Струя гидроабразивной резки малого диаметра, создаваемая отверстием 0,010 дюйма (0,25 мм), обеспечивает эффективную высококачественную струю. В качестве компромисса скорость резки ниже, чем при использовании Отверстие 0,014 дюйма (0,36 мм) или больше, поскольку используется меньше воды и абразива. См. главу 2 «Параметры взаимосвязи» для получения дополнительной информации о выборе отверстия.
5 — Низкое, контролируемое отклонение от заготовки
Поддержание близкого расстояния между соплом и заготовкой, от 0,040 до 0,060 дюйма (1,0–1,5 мм), имеет решающее значение для изготовления точных деталей, а также для получения максимальной эффективность от водомета. Резка ближе к материалу ограничивает количество атмосферы, через которую должна пройти струя, прежде чем достичь заготовки. Это ограничивает расширение водометной струи, так как по мере расширения струи эффективная мощность струи снижается. Для компенсации необходимо снизить скорость резания. Если расстояние между соплом и заготовкой увеличить на ¼ дюйма, скорость резки должна быть снижена примерно на 20 % для достижения аналогичных результатов в отношении точности и качества кромки. Резка под водой с ЧПУ по высоте позволит полностью контролировать водометная струя
Дополнительную информацию см. ниже о влиянии высоты сопла.
Создание струи гидроабразивной струи
Ниже приводится описание того, как струя гидроабразивной струи создается в режущей головке. Цифры, указанные ниже, относятся к цифрам на рисунке 2.
Рис. 2. Крупный план гидроабразивной режущей головки.
1 — Давление воды
Вода под давлением 50 000 фунтов на квадратный дюйм или выше поступает в режущую головку с относительно низкой скоростью, порядка нескольких футов в секунду. (Дополнительную информацию о том, как создается давление воды и передается на режущую головку, см. в разделе «Как это работает».)
2 — Преобразование потока
Вода нагнетается через отверстие с отверстием небольшого диаметра, от 0,004 до 0,045 дюйма в зависимости от применения. Эти отверстия сделаны из чрезвычайно твердого материала, такого как алмаз, сапфир или рубин. На этом этапе поток воды преобразуется из потока с высоким давлением в поток с высокой скоростью. В этот момент скорость воды превышает 2200 миль в час (3657 километров в час).
3 — Эффект Вентури
Высокая скорость струи создает эффект Вентури или вакуум в смесительной камере, расположенной непосредственно под отверстием. Абразив, как правило, гранат, дозируется из мини-бункера через пластиковую трубку в режущую головку и всасывается в струю воды в смесительной камере. Скорость резания будет увеличиваться с увеличением количества абразива до тех пор, пока не будет достигнута точка насыщения, при которой скорость начинает снижаться. Если количество абразива увеличить слишком сильно, в конечном итоге смесительная трубка засорится.
Одним из впечатляющих достижений в области гидроабразивной резки за последние несколько лет является появление систем дозирования абразива с ЧПУ. Эти системы точно контролируют количество абразива, подаваемого на режущую головку. В процессе пробивки давление резания и количество абразива снижаются, а режущая головка совершает небольшие круговые движения по осям X и Y. Эта процедура прокалывания позволяет относительно легко обрабатывать сложные приложения, такие как прокалывание стекла и камня.
4 — Струя гидроабразивной резки и абразивная смесь
Абразив полностью смешивается с потоком гидроабразивной резки и ускоряется приблизительно до скорости потока гидроабразивной резки. Этот шаг крадет часть энергии у струи гидроабразивной струи, немного замедляя ее.
5 — Ускоренная эрозия
Гидроабразивная струя выходит из смесительной трубы с предельной скоростью и мощностью. Абразив разрушает обрабатываемый материал. Этот процесс называется «абразивной гидроабразивной резкой», потому что на самом деле резку выполняет абразив. Роль воды просто в том, чтобы придать абразиву скорость и силу. При чистой гидроабразивной резке, используемой для мягких материалов, таких как пена и продукты питания, одной только силы водяной струи достаточно для резки материала, и абразив не требуется.
Влияние скорости на угол разреза
Угол разреза или скос относится к разнице в размерах между верхом и низом поперечного сечения разреза. Резка слишком быстро приведет к увеличению ширины пропила в верхней части поперечного сечения и уменьшению ширины пропила в нижней части зоны. На рис. 3 слева направо разрезы выполнялись со скоростью 26 дюймов в минуту (дюйм/мин), 14 дюймов/мин и 9,7 дюймов/мин (660 миллиметров в минуту [мм/мин], 355 мм/мин и 246 мм/мин). Все остальные параметры оставались постоянными (давление 60 фунтов на квадратный дюйм, зазор 0,060 дюйма, абразив 1,3 фунта/мин [4134 бар, 1,5 мм и 600 грамм/мин]). В верхней части разреза ширина пропила была одинаковой, около 0,044 дюйма. (1,12 мм). Разница между верхом и низом слева направо составляла 0,017″, 0,013″ и 0,011″ (0,43 мм, 0,33 мм и 0,28 мм)9.0274 Это показывает уменьшение угловатости по мере уменьшения скорости.
Рис. 3. Алюминий 3/4 дюйма (20 мм) с 3 различными скоростями резки
На приведенном ниже рисунке показан один дополнительный разрез, который был выполнен очень медленно (1 дюйм/мин или 25,4 мм/мин), чтобы продемонстрировать, что при достаточном снижении скорости ширина пропила внизу детали будет больше, чем вверху. В этом примере ширина пропила внизу была на 0,014 дюйма (0,36 мм) больше, чем вверху.
Сопротивление струи гидроабразивной резки и качество резки
Увеличение скорости подачи приводит к увеличению отставания струи гидроабразивной резки. Эта концепция показана на рисунке 5 ниже. Более грубая кромка является результатом большего срезающего действия по сравнению с эрозионным действием абразива при более низких скоростях. Современные контроллеры позволяют пользователю регулировать качество резки в зависимости от требований к детали. Высокоточные отверстия можно вырезать медленнее, чтобы получить более гладкий и прямой рез. Более высокие скорости резания с более грубым качеством кромки можно использовать на менее важных участках.
Q1
Разделительный разрез
Q2
Сквозной разрез
Q3
Чистый рез ± 0,010 дюйма
Q4
Хорошая отделка
Q5
Отличная отделка ± 0,005 дюйма
Влияние высоты сопла
Для наилучшего качества резки необходимо поддерживать оптимальное расстояние между соплом и заготовкой. Как правило, от 0,0625 дюйма до 0,125 дюйма (1,5–3,0 мм) является оптимальной высотой для гидроабразивной резки. Если расстояние превышает 0,125 дюйма, верхняя кромка реза скругляется. Это происходит из-за того, что поток гидроабразивной струи теряет когерентность при прохождении через открытый воздух. Увеличение высоты сопла также приводит к увеличению угла пропила. Если расстояние между соплом и заготовкой увеличивается на ¼ дюйма, скорость резания должна быть уменьшена примерно на 20% для достижения аналогичных результатов в отношении допуска и качества кромки. Автоматический контроль высоты является наиболее надежным и точным способом поддержания надлежащего расстояния между опорами. На рис. 7 показано, что если высота сопла слишком сильно увеличена, у струи не будет достаточно мощности, чтобы полностью проникнуть в материал, который можно было бы легко разрезать на гораздо меньшей высоте.
Рис. 6. Алюминий 3/4″ с прорезями на разной высоте сопла, одинаковая скорость
Рисунок 7 – Увеличение высоты сопла до точки непроникания струи
Влияние скорости на внутренние углы
Поскольку гидроабразивная резка является нежестким режущим инструментом, внутренние углы деталей могут иметь определенный перерез на нижней или выходной стороне детали. Это можно уменьшить, замедлив скорость в повороте и медленно ускоряясь, позволяя нижней части струи догнать верхнюю часть за углом. Управление гидроабразивной струей должно иметь возможность делать это автоматически.
Рис. 8. Слишком высокая скорость поворота
Узкие радиусы
Поскольку струя гидроабразивной резки представляет собой круглый инструмент диаметром от 0,030 до 0,040 дюйма (от 0,76 до 1,02 мм) для гидроабразивной резки, создание идеально прямоугольного внутреннего угла невозможно. Программное обеспечение CAM обычно считывает геометрию и дает пользователю возможность автоматически размещать очень маленький радиус на этих углах. Это позволит избежать повреждения детали и сократить время обработки, так как радиусы режут быстрее, чем квадратные углы. Для очень острых углов фактическая вырезанная деталь может значительно отличаться от исходного чертежа, и перед обработкой ее следует рассмотреть на предмет формы, подгонки и функциональности.
Типы ввода и вывода
Прокалывание в области брака материала и «подведение» к фактической геометрии для резки является стандартной рабочей процедурой в большинстве применений гидроабразивной резки. Это позволяет избежать появления на поверхности детали большого дефекта, вызванного первоначальным прокалыванием. В конце разреза может потребоваться вывод, чтобы удалить любой «шип» из вводной области.
Можно экспериментировать с различными типами вводов и выводов для различных материалов и толщин. Рисунок 9показывает несколько примеров вводов и выводов.
Рисунок 9 – Различные типы ввода/вывода
Номер 1 (прямой вход с очень коротким прямым выходом) желателен для любого острого угла.
Номер 2 (ввод дуги с коротким выводом дуги) подходит для более тонких и мягких материалов.
Номер 3 (прямой ввод без отвода) дает хорошие результаты при работе с более толстым и твердым материалом.
Номер 4 является примером входа по прямой с выходом по короткой дуге. Программное обеспечение CAM должно иметь возможность комбинировать различные типы вводов и выводов, если пользователь захочет поэкспериментировать.
Уменьшение контрольных меток входа/выхода
В конце реза в нижней части реза в области входа/выхода может остаться небольшой выступ. Из-за эффекта запаздывания, обсуждавшегося ранее, когда струя достигает конца разреза, верхняя часть струи находит путь наименьшего сопротивления и фактически «перепрыгивает» небольшой кусочек материала, оставляя кончик. Благодаря более сложным средствам управления и программному обеспечению, доступным сегодня, это можно уменьшить за счет замедления в конце реза, чтобы нижняя часть струи догнала верхнюю до достижения конца реза. На рисунке 10 ниже показаны примеры большого острия из-за слишком большой скорости в конце реза и пример минимальной метки с соответствующим замедлением в конце реза.
Рис. 10. Плохая часть слева с излишним наконечником. Хорошая деталь справа с минимальным следом
Влияние струи гидроабразивной резки на точность
Смесительные трубки изготовлены из чрезвычайно твердых материалов, таких как спеченный борид или, чаще, композитный карбид вольфрама. Однако форсунки подвержены износу, и их стоимость должна учитываться при расчете стоимости работ. Отверстие смесительной трубки обычно увеличивается в диаметре примерно на 0,0001 дюйма за час резки из-за эрозии абразива, проходящего через сопло. Если этот износ происходит равномерно, то можно реализовать до 120 часов резки с сопло.Самым большим фактором, влияющим на износ сопел, является материал, из которого они изготовлены.Управление позволяет компенсировать этот износ, позволяя оператору изменять смещение инструмента.
Рисунок 11 – Новые и бывшие в употреблении смесительные трубки.
Данный товар сейчас не доступен, но есть аналогичные и похожие
Цена выросла на 0.71 ₽
Дороже средней, незначительно
Продавец надежный – 100%
Можно смело покупать, A Evan s Store
На площадке более 7 лет
Высокий общий рейтинг (6140)
Покупатели довольны общением
Товары соответствуют описанию
Быстро отправляет товары
0.8% покупателей остались недовольны за последние 3 месяца
Цены у других продавцов от 204.77 ₽
666.20 – 799.44 ₽
Бесплатная доставка, латунный локоть Male1/8 "1/4" 3/8 "BSP до 6 мм, хвостовый фитинг для шланга для подачи топлива, газа, воды, шланга, соединительная муфта
0оценок
0заказов
Надежность – 83%
Продавец PuNan electrical Store
В магазинПерейти в магазин
699. 86 – 835.90 ₽
5 шт., латунный локоть Male1/8 "1/4" 3/8 "BSP до 8 мм, хвостовый фитинг для шланга для подачи топлива, газа, воды, шланга, соединительная муфта
0оценок
0заказов
Надежность – 83%
Продавец PuNan electrical Store
В магазинПерейти в магазин
362.55 – 1 835 ₽
Бесплатная доставка, медный штуцер 16 мм, штуцер для шланга x 1/2 дюйма, Женский латунный штуцер с зазубринами, Соединительный адаптер
0оценок
0заказов
Надежность – 100%
Продавец Sheng Hai pipe fitting pipe tools Store
В магазинПерейти в магазин
Найдено 39 похожих товаров
-2
%
309.96 – 941.09 ₽
Бесплатная доставка, медный штуцер 10 мм, штуцер для шланга x 3/4 дюйма, женский латунный штуцер с зазубринами, соединительный адаптер
0
0
Надёжность продавца 100%
-1
%
257. 36 – 1 572 ₽
Бесплатная доставка, медный штуцер, 8 мм, штуцер для шланга x 3/8 дюйма, гнездо bsp, латунный штуцер с зазубринами, соединительный адаптер
0
0
Надёжность продавца 100%
-2
%
257.36 – 1 520 ₽
Бесплатная доставка, медный штуцер 10 мм, штуцер для шланга x 3/8 дюйма, гнездо bsp, латунный штуцер с зазубринами, соединительный адаптер
0
0
Надёжность продавца 100%
-2
%
257.36 – 1 046 ₽
Бесплатная доставка, толстый медный фитинг, 10 мм, штуцер для шланга x 1/4 дюйма, женский bsp, латунный зубчатый фитинг, муфта, соединительный адаптер
0
0
Надёжность продавца 100%
81.35 – 157. 78 ₽
Латунный шланг фитинг для трубы, соединительная муфта налокотник равный редуктор барб 4 мм 6 мм 8 мм 10 мм 16 мм id шланг медь колючая муфта соединитель адаптер
0
1
Надёжность продавца 14%
-2
%
204.77 – 257.36 ₽
Бесплатная доставка, медный фитинг 6 мм/8 мм/10 мм/12 мм, штуцер для шланга x3/8 дюймов, женский латунный штуцер с зазубринами, соединительный адаптер
0
0
Надёжность продавца 100%
-4
%
56.10 – 190.04 ₽
Латунный прямой штуцер для шланга, равномерный штуцер, 4 мм-25 мм, газ, медь, зубчатая муфта, соединительный адаптер
1
1
Надёжность продавца 89%
-1
%
362. 55 – 1 099 ₽
Латунный штуцер с зазубринами для шланга 14 мм х 1/2 дюйма
0
0
Надёжность продавца 100%
-1
%
293.83 ₽
Латунный фитинг золотого цвета, 10 мм, штуцер для шланга 1/2 дюйма, прямой соединитель с внутренней резьбой
0
0
Надёжность продавца 100%
35.06 – 61.71 ₽
Латунный фитинг для труб, 6 мм, 8 мм, 10 мм, хвостовик для шланга с зазубриной 1/8 дюйма, 1/4 дюйма, 1/2 дюйма, стандарт bsp, штекерный соединитель, медная муфта, адаптер, соединение для газового шланга
0
0
Надёжность продавца 76%
-4
%
Неполные данные
46.28 – 107.29 ₽
Латунный штуцер для шланга 4 мм, 6 мм, 8 мм, 10 мм, 19 мм, хвостовик с зазубринами 1/8 дюйма, 1/4 дюйма, 1/2 дюйма, 3/8 дюйма, bsp, внутренняя резьба, медный соединитель, соединительный адаптер
0
0
Надёжность продавца 0%
42. 78 – 410.24 ₽
Латунный штуцер для шланга с хвостовиком из зазубрины, 6/8/10/12/14/16/19/25 мм, 1/8 дюйма, 1/4 дюйма, 3/8 дюйма, 1/2 дюйма, 1 дюйм, 1-1/4 дюйма, стандарт bsp, соединительный элемент со штыревыми соединителями адаптер
3
5
Надёжность продавца 89%
-0.8
%
10.52 – 91.16 ₽
Латунный штуцер для шланга 6 мм, 8 мм, 10 мм, 12 мм, 14 мм, хвостовик с зазубринами 1/8 дюйма, 1/4 дюйма, 1/2 дюйма, 3/8 дюйма, внутренняя резьба, медный соединитель, соединительный адаптер
1
7
Надёжность продавца 65%
55.40 – 119.21 ₽
Латунный штуцер для шланга, колено 6 мм-16 мм, хвост до 1/8 дюйма 1/4 дюйма 3/8 дюйма 1/2 дюйма, наружная резьба bsp, муфта с зазубринами для труб, соединительный адаптер
2
1
Надёжность продавца 89%
Неполные данные
46. 28 – 107.29 ₽
Латунный штуцер для шланга 4 мм, 6 мм, 8 мм, 10 мм, 19 мм, хвостовик с зазубринами 1/8 дюйма, 1/4 дюйма, 1/2 дюйма, 3/8 дюйма, bsp, внутренняя резьба, медный соединитель, соединительный адаптер
0
0
Надёжность продавца 0%
54.70 – 123.42 ₽
Латунный штуцер для шланга 4 мм, 6 мм, 8 мм, 10 мм, 19 мм, хвостовик с зазубринами 1/8 дюйма, 1/4 дюйма, 1/2 дюйма, 3/8 дюйма, bsp, внутренняя резьба, медный соединитель, соединительный адаптер
1
1
Надёжность продавца 89%
-3
%
65.92 – 91.16 ₽
Латунный штуцер для шланга 6 мм, 8 мм, 10 мм, 12 мм, 14 мм, 19 мм, хвостовик с зазубринами 1/8 дюйма, 1/4 дюйма, 1/2 дюйма, 3/8 дюйма, внутренняя резьба, медный соединитель, соединительный адаптер
0
1
Надёжность продавца 89%
-4
%
146. 56 ₽
Прямой латунный штуцер с внутренней резьбой pt на 8 мм для воздушного шланга, 5 шт.
0
0
Надёжность продавца 89%
105.89 – 201.26 ₽
Латунный штуцер для шланга, колено 8 мм 10 мм 12 мм 14 мм 16 мм, хвостовик с зазубриной 1/4 дюйма 3/8 дюйма 1/2 дюйма, внутренняя резьба bsp, медный соединительный элемент, соединительный элемент
2
2
Надёжность продавца 100%
-0.9
%
204.77 – 1 362 ₽
Бесплатная доставка, медный штуцер, 8 мм, штуцер для шланга x 1/8 дюйма, штекер bsp, латунный штуцер с зазубринами, соединительный адаптер
0
0
Надёжность продавца 100%
-3
%
204.77 – 1 520 ₽
Бесплатная доставка, медный штуцер, 8 мм, штуцер для шланга x 1/4 дюйма, штекер bsp, латунный штуцер с зазубринами, соединительный адаптер
0
0
Надёжность продавца 100%
-2
%
362. 55 – 888.50 ₽
Бесплатная доставка, медный штуцер 10 мм, штуцер для шланга x 1/4 дюйма, штекер bsp, латунный штуцер с зазубринами, соединительный адаптер
0
0
Надёжность продавца 100%
-1
%
467.74 – 2 046 ₽
Бесплатная доставка, медный штуцер, 8 мм, штуцер для шланга x 1/2 дюйма, штекер bsp, латунный штуцер с зазубринами, соединительный адаптер
0
0
Надёжность продавца 100%
-0.7
%
362.55 – 888.50 ₽
Бесплатная доставка, медный штуцер, 14 мм, штуцер для шланга x 1/2 дюйма, штекер bsp, латунный штуцер с зазубринами, соединительный адаптер
0
0
Надёжность продавца 100%
-1
%
204. 77 – 1 572 ₽
Бесплатная доставка, медный штуцер 6 мм, штуцер для шланга x 1/4 дюйма, мужской bsp, латунный штуцер с зазубринами, соединительный адаптер
0
0
Надёжность продавца 100%
-2
%
362.55 – 888.50 ₽
Бесплатная доставка, медный штуцер 16 мм, штуцер для шланга x 1/2 дюйма, штекер bsp, латунный штуцер с зазубринами, соединительный адаптер
0
0
Надёжность продавца 100%
-4
%
Неполные данные
58.91 – 199.16 ₽
Латунный штуцер для шланга, колено 6 мм 8 мм 10 мм 12 мм 16 мм до 1/4 1/8 1/2 3/8 «стандарт bsp, наружная резьба, зубчатая муфта, соединительный адаптер
0
0
Надёжность продавца 0%
Неполные данные
66. 62 – 222.30 ₽
Латунный штуцер для шланга, колено 6 мм 8 мм 10 мм 12 мм 16 мм до 1/4 1/8 1/2 3/8 «стандарт bsp, наружная резьба, зубчатая муфта, соединительный адаптер
0
1
Надёжность продавца 0%
63.11 – 218.79 ₽
Латунный штуцер для шланга, колено 6 мм 8 мм 10 мм 12 мм 16 мм до 1/4 1/8 1/2 3/8 «стандарт bsp, наружная резьба, зубчатая муфта, соединительный адаптер
2
0
Надёжность продавца 89%
Неполные данные
46.28 – 224.40 ₽
Латунный штуцер для шланга, колено 6 мм 8 мм 10 мм 12 мм 16 мм до 1/4 1/8 1/2 3/8 «стандарт bsp, наружная резьба, зубчатая муфта, соединительный адаптер
0
0
Надёжность продавца 0%
-3
%
55.40 – 112.90 ₽
Латунный штуцер для труб 4 мм 6 мм 8 мм 10 мм 12 мм 19 мм хвостовик для шланга 1/8 дюйма 1/4 дюйма 1/2 дюйма 3/8 дюйма bsp штекерный разъем соединительный медный адаптер
0
0
Надёжность продавца 89%
Неполные данные
60. 31 – 204.77 ₽
Латунная коленчатая штуцер для шланга с наружной резьбой, 6 мм, 8 мм, 10 мм, 12 мм, 16 мм до 1/4, 1/8, 1/2, 3/8 дюйма, муфта с зазубринами bsp, соединительный адаптер
1
1
Надёжность продавца 0%
49.79 – 114.31 ₽
Латунный фитинг для шланга 4 мм 6 мм 8 мм 10 мм 19 мм хвостовый стержень 1/8 "1/4" 1/2 "3/8" bsp медный соединительный соединитель соединительный адаптер
0
0
Надёжность продавца 89%
-2
%
Неполные данные
64.52 – 219.49 ₽
Латунный штуцер для шланга, колено 6 мм 8 мм 10 мм 12 мм 16 мм до 1/4 1/8 1/2 3/8 «стандарт bsp, наружная резьба, зубчатая муфта, соединительный адаптер
4
19
Надёжность продавца 0%
-3
%
Неполные данные
55. 40 – 187.24 ₽
Латунный штуцер для шланга, колено 6 мм 8 мм 10 мм 12 мм 16 мм до 1/4 1/8 1/2 3/8 «стандарт bsp, наружная резьба, зубчатая муфта, соединительный адаптер
0
0
Надёжность продавца 0%
308.55 – 410.24 ₽
3 размера 10 мм-16/19/25 мм латунный фитинг шланга хвостовая труба фитинг редуктор штепсельная вилка адаптер воздушный топливный газ вода
1
2
Надёжность продавца 89%
-6
%
151.47 ₽
Y-образный латунный штуцер с зазубринами для шланга, 8 мм, 10 мм, 1/2 дюйма
2
0
Надёжность продавца 100%
Неполные данные
16.13 – 563.81 ₽
Латунный штуцер для труб 6/8/10/12/14/16 мм, хвостовик для шланга 1/8 дюйма 3/8 дюйма 1/4 дюйма, стандарт bsp, штекерный разъем, соединительный медный адаптер
5
20
Надёжность продавца 0%
Неполные данные
156. 38 – 232.12 ₽
Латунный штуцер с наружной резьбой, 1/8 дюйма, 1/4 дюйма, 3/8 дюйма, 1/2 дюйма, шестигранный соединитель для сосков, коннектор с наружной резьбой bsp, быстрый адаптер
0
0
Надёжность продавца 0%
0оценок
0заказов
Фото от покупателей пока нет
Характеристики товара
Тип: Локоть
Подключение: Фланец
Форма головки: Шестигранник
Материал: Пластик
Форма: Редуцирование труб
Технические приемы: Бетонирование
Показать все
Штуцер под шланг (елочка)
Фильтрация по стандартам:
ГОСТ
ISO
DIN
ВЕСЬ КАТАЛОГ
Кроссворд на знание нержавеющей стали
Скачать каталог
Таблица допустимого давления труб
Таблица размерного ряда DIN, ISO, SMS, ГОСТ
Характеристики эластомеров (уплотнений)
Подписаться на рассылку
Заполняя форму, Вы соглашаетесь с правилами обработки персональных данных
РУСЕВРОСТАЛЬ поставляет штуцера под шлаг (елочка) из нержавеющей стали AISI 304 и AISI 316 из наличия со склада. Штуцер под шланг (елочка) — соединительная деталь, предназначенная для крепления шлангов, пищевых рукавов к оборудованию, либо к общей системе трубопровода.
Изделие состоит из элемента с наружной резьбой с одной стороны и шлангового штуцера (елочки) с другой стороны. Для удобства монтажа между двумя этими элементами находится шестигранник. У одинаковых диаметров штуцера, шланговая надставка (елочка) отличается по диаметру (для удобства подбора к диаметру шланга либо рукава). Шланговый штуцер простой и надежный нержавеющий фитинг в эксплуатации. Изготавливается из черной либо нержавеющей стали, латуни, меди и прочих металлов.
Чертеж и размерный ряд штуцера AISI 304 и AISI 316
Условный размер, мм
мм
Диаметр елочки (D), мм
Длина штуцера (L2), мм
Длина резьбы (L1), мм
Общая длина (L), мм
SW, мм
Вес, кг
Дюймы
DN
3/8
10
17,2
10
29,5
13
49
19
0,04
3/8
10
17,2
13
29,5
13
49
19
0,04
3/8
10
17,2
16
29,5
13
49
19
0,04
1/2
15
21,3
10
33
15
56,5
23
0,06
1/2
15
21,3
13
33
15
56,5
23
0,06
1/2
15
21,3
16
33
15
56,5
23
0,06
1/2
15
21,3
20
33
15
56,5
23
0,06
3/4
20
26,9
20
34
15,5
60
28
0,08
3/4
20
26,9
25
34
15,5
60
28
0,08
1
25
33,7
20
39
19
69
37
0,12
1
25
33,7
25
39
19
69
37
0,12
1
25
33,7
32
39
19
69
37
0,12
1 1/4
32
42,4
25
37
22
70
45
0,22
1 1/4
32
42,4
32
37
22
70
45
0,22
1 1/2
40
48,3
40
47,5
22
80
50
0,3
2
50
60,3
50
53,5
22,5
88
62
0,4
2 1/2
65
76,1
62
65
29,5
108
79
0,7
3
80
88,9
76
68
27
110
91,5
1,1
4
100
114,3
102
74
30,5
120
117
1,5
Таблица размеров труб из ПВХ
Размеры труб из ПВХ отличаются от размера, который называется трубой. Например, 1-дюймовая труба из ПВХ на самом деле имеет внешний диаметр 1,315 дюйма и внутренний диаметр 1,029 дюйма. Фитинги следуют той же схеме: 1-дюймовый фитинг имеет отверстие 1,315 дюйма для установки 1-дюймовой трубы, которая на самом деле имеет диаметр 1,315 дюйма. Отверстие в фитинге и размер трубы точно такого же размера; это называется «посадка с натягом», и две части предназначены для «сварки» вместе с помощью клея для ПВХ, который на самом деле является растворителем, который сплавляет две части вместе.0003
Размеры трубы из ПВХ
Спецификация 40 Размеры
Ном. Размер трубы (дюймы)
Н.Д.
Средний В.Д.
Мин. Стена
Ном. Вт./фут.
Макс. В.П. фунт/кв. дюйм*
1/8″
0,405
0,249
0,068
0,051
810
1/4 дюйма
0,540
0,344
0,088
0,086
780
3/8 дюйма
0,675
0,473
0,091
0,115
620
1/2 дюйма
0,840
0,602
0,109
0,170
600
3/4 дюйма
1.050
0,804
0,113
0,226
480
1″
1,315
1,029
0,133
0,333
450
1-1/4″
1,660
1,360
0,140
0,450
370
1-1/2 дюйма
1. 900
1,590
0,145
0,537
330
2 дюйма
2,375
2,047
0,154
0,720
280
2-1/2″
2,875
2,445
0,203
1,136
300
3 дюйма
3.500
3.042
0,216
1,488
260
3-1/2 дюйма
4.000
3,521
0,226
1,789
240
4 дюйма
4.500
3,998
0,237
2,118
220
5 дюймов
5,563
5.016
0,258
2,874
190
6 дюймов
6,625
6. 031
0,280
3,733
180
8 дюймов
8,625
7,942
0,322
5,619
160
10 дюймов
10.750
9,976
0,365
7,966
140
12 дюймов
12.750
11.889
0,406
10.534
130
Спецификация 80 Размеры
Ном. Размер трубы (дюймы)
Н.Д.
Средний В.Д.
Мин. Стена
Ном. Вт./фут.
Макс. В.П. фунт/кв.дюйм*
1/8″
. 405
.195
0,095
0,063
1230
1/4 дюйма
.540
.282
0,119
0,105
1130
3/8″
.675
.403
0,126
0,146
920
1/2 дюйма
.840
.526
0,147
0,213
850
3/4 дюйма
1.050
.722
0,154
0,289
690
1″
1,315
.936
0,179
0,424
630
1-1/4″
1,660
1,255
0,191
0,586
520
1-1/2 дюйма
1.900
1,476
0,200
0,711
470
2 дюйма
2,375
1,913
0,218
0,984
400
2-1/2″
2,875
2,290
0,276
1. 500
420
3 дюйма
3.500
2,864
0,300
2.010
370
3-1/2 дюйма
4.000
3,326
0,318
2,452
350
4 дюйма
4.500
3,786
0,337
2,938
320
5 дюймов
5,563
4,768
0,375
4.078
290
6 дюймов
6,625
5.709
0,432
5.610
280
8 дюймов
8,625
7,565
0,500
8,522
250
10 дюймов
10.750
9.493
0,593
12.635
230
12 дюймов
12. 750
11.294
0,687
17.384
230
*Макс. Давление воды при 68 градусах по Фаренгейту. Более высокие температуры снижают номинальное давление.
ИНСТРУКЦИЯ ПО ОХРАНЕ ТРУДА при работе слесарным инструментом.
Распечатать
Скачать
Скопировать URL
Общие требования безопасности.
К работе со слесарным инструментом допускаются лица, имеющие элементарные знания по слесарному делу, обученные безопасным методам работы, прошедшие проверку знаний инструкций по охране труда.
Лица, виновные в нарушении данной инструкции, привлекаются к дисциплинарной ответственности согласно правил внутреннего трудового распорядка.
Требования безопасности перед началом работы.
Привести в порядок рабочую одежду, застегнуть обшлага рукавов, подобрать волосы под плотно облегающий головной убор.
Проверить достаточно ли освещено рабочее место.
Работать инструментом, отвечающим следующим требованиям:
Молотки должны быть насажены на рукоятки овального сечения, расклиненные металлическими заершенными клиньями и изготовленные из дерева твердых пород (рябины, клена, вяза, дуба).
Гаечные ключи должны быть исправными и соответствовать размерам болтов и гаек, наращивать ключи другими предметами не разрешается
Молотки, зубила, бородки, керны, шлямбуры и т.д. не должны иметь сбитых и скошенных бойков и заусенец.
На конце деревянных рукояток нажимных инструментов (напильников, рашпилей, стругов и т.д.), а также инструментов, по которым производят удары молотком (стамески, долото) должны быть насажены металлические кольца.
Работающему с кувалдой перед началом работы предупреждать окружающих, о всех обнаруженных неисправностях сообщить мастеру и до его указания к работе не приступать.
Требования безопасности во время работы.
Прочно укрепить на верстаке слесарные тиски.
Обрабатываемую деталь прочно закрепить в тисках.
Пол у верстака должен быть ровным и сухим, а перед верстаком необходимо положить исправную деревянную решетку или подставку.
При всех работах с молотками рукоятку необходимо держать так, чтобы конец ее выступал от ладони на 3см.
При работе, требующей разъединения или соединения деталей при помощи кувалды и выколотки, последнюю держать клещами. Нельзя находиться против работающего кувалдой, становиться сбоку от него.
При рубке металла зубилом в тисках или другом месте пользоваться защитными очками, следить, чтобы стружка не попала в окружающих.
Рабочее место должно быть оборудовано так, чтобы все необходимое для работы находилось под рукой, при необходимости передачи инструмента, приспособлений нельзя их перебрасывать, передача должна производиться осторожно из рук в руки.
Не загромождать и не захламлять рабочие места и проходы.
Требования безопасности в аварийных ситуациях.
В случае недомогания или несчастного случая прекратить работу, известить мастера или прораба и оказать первую помощь. Мастер или лицо его замещающее, обязан сообщить об этом администрации предприятия для своевременного составления акта о происшедшем несчастном случае и принятия мер, предупреждающих повторение подобных случаев.
5. Требования безопасности по окончании работы.
Привести в порядок рабочее место, убрать с верстака стружку и металлическую пыль при помощи специальной щетки-сметки.
Убрать инструмент и заготовки.
Снять и убрать спецодежду.
После окончания всех работ вымыть руки теплой водой с мылом.
Главный инженер _______________/ /
СОГЛАСОВАНО:
Инженер по охране труда _______________/ /
Если Вы обнаружили ошибку или неточность, сообщите о ней, пожалуйста, по быстрой почте.
3.20. Требования охраны труда при работе с ручным слесарным инструментом [ИНСТРУКЦИЯ ПО ОХРАНЕ ТРУДА ДЛЯ ЭЛЕКТРОМЕХАНИКА И ЭЛЕКТРОМОНТЕРА ХОЗЯЙСТВА СВЯЗИ ОАО | ИОТ РЖД-4100612-ЦСС-099-2016] — последняя редакция
3. 20. Требования охраны труда при работе с ручным слесарным инструментом
3.20.1. Ежедневно до начала работ, в ходе выполнения и после выполнения работ работник должен осматривать ручной инструмент и приспособления и в случае обнаружения неисправности немедленно извещать своего непосредственного руководителя.
Во время работы работник должен следить за отсутствием:
сколов, выбоин, трещин и заусенцев на бойках молотков и кувалд;
трещин на рукоятках напильников, отверток, пил, стамесок, молотков и кувалд;
трещин, заусенцев, наклепа и сколов на ручном инструменте ударного действия, предназначенном для клепки, вырубки пазов, пробивки отверстий в металле, бетоне, дереве;
вмятин, зазубрин, заусенцев и окалины на поверхности металлических ручек клещей;
сколов на рабочих поверхностях и заусенцев на рукоятках гаечных ключей;
забоин и заусенцев на рукоятке и накладных планках тисков;
забоин, вмятин, трещин и заусенцев на рабочих и крепежных поверхностях сменных головок и бит.
3.20.2. При работе клиньями или зубилами с помощью кувалд должны применяться клинодержатели с рукояткой длиной не менее 0,7 м.
3.20.3. При использовании гаечных ключей запрещается:
применение подкладок при зазоре между плоскостями губок гаечных ключей и головками болтов или гаек;
пользование дополнительными рычагами для увеличения усилия затяжки.
В необходимых случаях должны применяться гаечные ключи с удлиненными ручками.
3.20.4. С внутренней стороны клещей и ручных ножниц должен устанавливаться упор, предотвращающий сдавливание пальцев рук.
3.20.5. Перед работой с ручными рычажными ножницами они должны надежно закрепляться на специальных стойках, верстаках, столах.
Запрещается:
применение вспомогательных рычагов для удлинения ручек рычажных ножниц;
эксплуатация рычажных ножниц при наличии дефектов в любой части ножей, а также при затупленных и неплотно соприкасающихся режущих кромках ножей.
3.20.6. Работать с ручным инструментом и приспособлениями ударного действия необходимо в защитных очках (щитке защитном лицевом) и средствах индивидуальной защиты рук работающего от механических воздействий.
3.20.7. Отвертки следует применять только для заворачивания/отворачивания винтов и шурупов с размерами шлицов, соответствующих размерам и форме рабочего конца отверток.
3.20.8. Размер зева гаечных ключей должен соответствовать размерам болтов и гаек; если необходимо иметь длинный рычаг, следует пользоваться ключом с удлиненной рукояткой. Запрещается наращивать ключ другим ключом или трубой.
3.20.9. Перед резанием металла ручной ножовкой необходимо отрегулировать натяжение ножовочного полотна.
3.20.10. При работе зубилом, крейцмейселем и другим подобным инструментом для защиты глаз от отлетающих частиц и пыли следует надевать защитные очки.
3.20.11. При сверлении дрелью или коловоротом сверло следует направлять под углом 90° к поверхности изделия без сильного нажима, особенно перед выходом сверла наружу при сверлении сквозных отверстий.
3.20.12. При подготовке гайковерта к работе следует установить амортизатор, подобрать сменную головку-ключ по завинчиваемой гайке или болту и присоединить ее к гайковерту. Затем следует установить необходимый момент затяжки гайки (болта), а также необходимое направление вращения сменной головки-ключа.
3.20.13. Перед установкой сверла в сверлильные инструменты конус шпинделя и хвостовик сверла необходимо очистить от загрязнений. Извлекать сверла с конусным хвостовиком из шпинделя следует только при помощи специального клина.
3.20.14. Запрещается производить механическую обработку детали, если она находится в подвешенном состоянии, или удерживать ее руками.
3.20.15. Стружку, скопившуюся при обработке деталей, следует убирать при помощи щетки. Удалять стружку, скопившуюся в отверстиях инструмента, следует при помощи специальных крючков или щетки.
Металлообрабатывающие станки — Общее : Ответы по охране труда
Ответы по охране труда Информационные бюллетени
Легко читаемые информационные бюллетени с вопросами и ответами, охватывающие широкий спектр вопросов охраны здоровья и безопасности на рабочем месте, от опасностей и болезней до эргономики и продвижения на рабочем месте. ПОДРОБНЕЕ >
Загрузите бесплатное приложение OSH Answers
Поиск по всем информационным бюллетеням:
Поиск
Введите слово, фразу или задайте вопрос
ПОМОЩЬ
Какие основные советы следует знать при использовании металлообрабатывающих станков?
Металлообрабатывающие станки могут быть опасны при неправильном использовании. Внимательно прочитайте руководства пользователя. Прежде чем использовать какой-либо инструмент или машину, убедитесь, что вы получили полные инструкции и прошли надлежащее обучение. Примеры включают (этот список не является полным):
химическое воздействие некоторых металлов и жидкостей для металлообработки
эргономические проблемы, связанные с положением тела, а также с обращением с материалами
угрозы безопасности, включая запутывание, защемление и раздавливание
чрезмерный шум или вибрация
опасности, такие как удары материалами, стружкой или металлической стружкой; ожоги или ошпаривания горячими металлами
Внимательно прочтите руководство пользователя. Прежде чем использовать какой-либо инструмент или машину, убедитесь, что вы получили полные инструкции и прошли надлежащее обучение. Убедитесь, что все средства индивидуальной защиты (СИЗ) соответствуют требованиям любого применимого законодательства или стандарта CSA (или его эквивалента).
Проверяйте и регулируйте все предохранительные устройства перед каждой работой.
Перед началом работы убедитесь, что ограждения установлены и находятся в хорошем рабочем состоянии.
Убедитесь, что все стационарное оборудование надежно закреплено на полу.
Убедитесь, что все машины имеют кнопку пуска/остановки в пределах легкой досягаемости оператора.
Убедитесь, что на всех машинах есть кнопка аварийной остановки (e-stop).
У каждой машины должен быть только один оператор одновременно. Однако каждый должен знать, как остановить машину в экстренной ситуации.
Перед включением питания убедитесь, что ключи и регулировочные ключи извлечены из машины. Предусмотрите удобную полку для инструментов.
Убедитесь, что все режущие инструменты и лезвия чистые и острые. Они должны иметь возможность резать свободно, без принуждения.
Перед измерением, очисткой или регулировкой остановите машину.
Перед началом технического обслуживания или ремонта выполните соответствующие действия по блокировке.
Используйте пылесос, щетку или грабли для удаления обрезков. Не берите черенки руками, потому что они очень острые.
Держите руки подальше от режущей головки и всех движущихся частей.
Избегайте неудобных операций и положений рук. Внезапное соскальзывание может привести к тому, что рука войдет в режущий инструмент или лезвие.
Верните все переносные инструменты в надлежащее место для хранения после использования.
Очистите все инструменты после использования.
Содержите рабочее место в чистоте, хорошо подметайте и хорошо освещайте. Полы должны быть ровными и иметь нескользкую поверхность.
Убедитесь, что вокруг машины достаточно места для безопасного выполнения работы.
Немедленно окажите первую помощь при любых травмах.
Помните, что опасность для здоровья и пожара может варьироваться от материала к материалу. Убедитесь, что приняты все соответствующие меры предосторожности.
Очищайте машины, воздуховоды, колпаки и другие участки, если есть вероятность образования горючей пыли. Некоторые виды металлической пыли могут представлять серьезную опасность взрыва.
Чего следует избегать при использовании металлообрабатывающих станков?
Не отвлекать оператора. Возня может привести к травмам и должна быть строго запрещена.
Не носите свободную одежду, перчатки, галстуки, кольца, браслеты или другие украшения, которые могут запутаться в движущихся частях. Свяжите назад и зафиксируйте длинные волосы.
Не удаляйте обрезки вручную. Подождите, пока машина перестанет работать, чтобы убрать остатки с помощью пылесоса, щетки или граблей.
Не оставляйте работающие машины без присмотра. Выключите питание.
Не освобождайте застрявший резак, предварительно не выключив питание.
Не мойте руки смазочно-охлаждающими жидкостями.
Не используйте ветошь вблизи движущихся частей машин.
Не используйте сжатый воздух для выдувания мусора из машин или для удаления грязи с одежды.
Дополнительные сведения см. в разделах «Ответы по охране труда» о ручных инструментах с электроприводом, ручных инструментах и абразивных кругах.
Какие средства индивидуальной защиты мне могут понадобиться?
Используйте соответствующее защитное оборудование для работы. Носите сертифицированные CSA защитные очки с боковыми щитками или защитные очки. Очки, отпускаемые по рецепту, не заменяют защитные очки.
Носите соответствующую защитную обувь.
При необходимости используйте средства защиты органов дыхания.
При необходимости используйте средства защиты органов слуха. Если вы плохо слышите, как кто-то говорит на расстоянии одного метра (трех футов), уровень шума от устройства слишком высок. Может произойти повреждение слуха.
Дополнительную информацию см. в разделе «Ответы по охране труда» в разделе «Средства индивидуальной защиты».
Последнее обновление документа: 28 ноября 2018 г.
Добавьте значок на свой веб-сайт или в интранет, чтобы ваши сотрудники могли быстро найти ответы на свои вопросы по охране труда и технике безопасности.
Что нового
Ознакомьтесь с нашим списком «Что нового», чтобы узнать, что было добавлено или изменено.
Нужна дополнительная помощь?
Свяжитесь с нашей информационной линией безопасности
905-572-2981
Бесплатный номер 1-800-668-4284 (в Канаде и США)
Расскажите нам, что вы думаете
Как мы можем сделать наши услуги более полезными для вас? Свяжитесь с нами, чтобы сообщить нам.
Сопутствующие товары и услуги
Вас также могут заинтересовать следующие сопутствующие товары и услуги от CCOHS:
Отказ от ответственности
Несмотря на то, что предпринимаются все усилия для обеспечения точности, актуальности и полноты информации, CCOHS не гарантирует, не гарантирует, не заявляет и не ручается за правильность, точность или актуальность предоставленной информации. CCOHS не несет ответственности за любые убытки, претензии или требования, возникающие прямо или косвенно в результате любого использования или доверия к информации.
Прежде чем уйти, не могли бы вы ответить на семь вопросов о вашем опыте на веб-сайте CCOHS?
Советы по безопасности при работе с металлом
Изготовление металла связано с использованием тяжелой техники и опасных материалов, поэтому для предприятий крайне важно уделять первостепенное внимание безопасности. Рабочие производственного цеха могут подвергать себя риску получения травм, если пренебрегают безопасными методами. Понимание общих советов по безопасности при металлообработке может помочь вашим сотрудникам защитить себя во время работы. Примите во внимание следующие советы по безопасности изготовления металлических изделий для вашей команды:
Носите подходящее снаряжение и одежду
Признанное в отрасли защитное снаряжение обеспечивает защиту от многих опасностей в металлообрабатывающем цехе. Соответствующие средства индивидуальной защиты (СИЗ) для производственного цеха включают:
Защитные очки
Лицевые щитки
Перчатки для сварки, химической защиты и защиты от порезов
Огнестойкие сапоги с защитными носками
Респираторы
Свободная одежда, украшения и длинные волосы могут представлять угрозу безопасности при работе с тяжелым оборудованием. Соберите назад длинные волосы, снимите украшения и наденьте подходящую одежду, чтобы оставаться в безопасности.
Организованность
Организация инструментов, снаряжения и оборудования в магазине создает четкую рабочую среду. В случае разлива соорудить баррикаду и очистить ее как можно скорее. Держите проходы и полы свободными от предметов, чтобы предотвратить падение, и поощряйте привычку чистить и хранить между задачами по изготовлению для более безопасной мастерской.
Развитие культуры безопасности в мастерской
Процесс продвижения безопасных методов металлообработки начинается с руководства. Создание «культуры безопасности» на рабочем месте побуждает членов команды работать вместе над созданием более безопасного магазина. Менеджеры также должны следовать и продвигать методы безопасности своей компании, чтобы установить ожидания безопасности в своей рабочей среде.
Понимание того, как обращаться с жидкостями для обработки металлов
В производстве металлов используются различные жидкости, которые требуют осторожного обращения. Такое оборудование, как системы вентиляции и улавливатели тумана, может уменьшить опасный туман, выделяющийся при металлообработке. Программа управления жидкостями также может снизить риски, назначив людей, которые будут управлять безопасностью жидкостей.
Поощрение использования надлежащих методов подъема груза
Неправильное обращение с материалами вызывает большое количество травм спины и шеи в цехах металлообработки. По возможности используйте погрузочно-разгрузочное оборудование, такое как тачки и вилочные погрузчики, чтобы защитить мышцы шеи и спины. Когда кому-то нужно поднять предмет, поощряйте такие методы, как групповой подъем и использование ног для переноски веса.
Обучение и соблюдение правил техники безопасности
Информирование всех работников о правилах техники безопасности вашей компании помогает им более эффективно выполнять эти меры. Обеспечьте всестороннее обучение технике безопасности в рамках процесса адаптации и в ходе текущих учебных занятий. Привлечение работников к ответственности за нарушение протоколов безопасности еще раз подчеркивает важность их соблюдения.
Во время работы сварщика возникает масса различных ситуаций, которые ставят зрение в опасную ситуацию. Практически каждое зажигание дуги, которое производится без защиты затемненного стекла или специального фильтра дает яркую вспышку света, которая вредна для глаз. Также может возникать масса ситуаций, когда в глаза попали какие-либо мелкие детали, испарения и прочие вещи, приводящие к воспалению и перенапряжению. В результате этого могут возникать сильные боли. Многие не знают, что делать, если болят глаза от сварки, когда сталкиваются с этим в первый раз. Стоит отметить, что это проблема не только новичков, хотя они и сталкиваются с этим намного чаще.
Болеть глаза после сварки могут по самым различным причинам, так как есть несколько разновидностей характера возникновения этой боли. Может просто возникнуть перенапряжение, которое бывает с непривычки, также причиной может стать воспаление, когда на оболочку попадает раздражающее вещество.
Раздражающее вещество на оболочке глаза
Одной из самых опасных разновидностей может стать ожог, так как некоторые его степени имеют необратимые последствия и требуют серьезного медицинского вмешательства. Но это бывает не так часто и решить проблемы с болью можно обыкновенными подручными средствами. В последствие желательно обзавестись аптечкой первой помощи ля таких случаев.
Причины боли глаз после сварки
Одной из главных причин, когда болят глаза от сварки, являются так называемые «зайчики». Это яркие вспышки света, которые исходят от дуги. Их можно нахвататься как от собственной деятельности, когда сварщик не успевает надеть защитную маску или светофильтр не срабатывает должным образом, также можно нахвататься и от других работников, когда боковым зрением ловится открытая дуга от соседних сварщиков. Человеческий глаз не рассчитан на столь высокую яркость. Даже при воздействии яркого света в течение десятых долей секунды эффект не заставит себя долго ждать.
Яркие вспышки света от дуги при сварке
Основной проблемой является не единичное воздействие, а многоразовое за отведенный период времени, к примеру, рабочую смену. В это время дуга может зажигаться десятки раз и степень воздействия накапливается.
Частые смены затемненного фона маски, где приходится всматриваться в сварочную ванну, напрягая при этом зрение, а также появление ярко освещенной местности, когда маска снимается. Такие процедуры во время работы проводятся многократно, что приводит к элементарной усталости хрусталика глаза. От этого также возникает боль.
При работе с высокими температурами, основной источник, которым выступает дуга или горелка, высушивает воздух. Это приводит к тому, что глазу не хватает влаги, поэтому со временем начинают болеть глаза. В это время человек чаще моргает. Чтобы смочить оболочку, но это также приводит к перенапряжению и болезненным ощущениям впоследствии. Многие факторы оказывают эффект не мгновенно, а через несколько часов, поэтому, за весь этот период происходит накопление.
Еще одной причиной почему после сварки болят глаза, является попадание в них раскаленных частиц металла. Это могут быть самые мелкие крупинки толщиной менее десятой доли миллиметра. При попадании на кожу руки, они практически не вызывают болезненных ощущений, на глаз является более чувствительным, так что боль может возникнуть сразу и продолжаться в течение длительного времени.
При длительном воздействии яркого света может случиться ожог. Особенно сильно это проявляется, если человек находился близко от источника. Когда такое случается, то болезненные ощущения возникают очень быстро. Даже если происходит первая стадия ожога, то уже через несколько минут можно ощутить начальные симптомы.
Световой ожог глаза при сварке
Первая медицинская помощь
Многие задаются вопросом, что делать если после сварки болят глаза. Первым пунктом всегда идет промывание. Это можно сделать при помощи обычной воды, если рядом нет ни каких других средств. Вода обязательно должна быть чистой и желательно прохладной. Чистота убережет от попадания посторонних предметов, которые могу вызвать осложнения, а низкая температура поможет затупить боль.
Также можно использовать для промывания ромашковый отвар, чайную заварку и раствор марганцовки. Они окажут лучшее воздействие, чем просто вода, но на их приготовление потребуется время, а первые шаги лучше делать неотложно. Можно совершить промывание этими средствами позже. Затем необходимо вызвать врачей, если речь идет о серьезном ожоге.
«Важно!
Несмотря на то, что некоторые боли сопровождаются ощущением песка в глазах, тереть их все равно не стоит, чтобы не вызвать осложнения.»
Медикаментозные средства помогающие при боли глаз
Следует рассмотреть, что помогает от сварки для глаз. Существует ряд распространенных медикаментозных средств, которые помогают побороть первые симптомы болезни. Сюда не входят различные народные средства для глаз после сварки, так как гарантия каждого метода не подтверждена, хотя многие люди ими эффективно пользуются. Среди медикаментов стоит выделить следующие капли для глаз:
Новокаин – универсальное обезболивающее, которое применяется при различных случаях. Он используется как основное средство местной анестезии. Лучше всего подходит для лечения серьезных ожогов, чтобы снять болезненные ощущения перед применением других средств.
Упаковка новокаина
Визин – стандартный офтальмологический симпатомиметик. сосудосуживающий препарат. Его используют для снятия отеков и давящих ощущений. Главной особенностью является скорость его воздействия, а также длительный период полезного эффекта, который достигает 8 часов.
Визин для глаз
Прокулин является еще одним средством чем лечить глаза, если они болят от сварки. Он имеет быстрое действие, которое порой так необходимо при острых болях. У него имеются побочные действия, так что часто применять его не стоит.
Лекарственное средство Прокулин
Визоптин – бесцветный раствор на основе тетризолин гидрохлорида. Служит для снятия отеков и сужения сосудов, помогает вернуть в нормальное состояние конъюнктиву.
Упаковка Визоптин
Что запрещается, когда болят глаза от сварки
Тереть глаза после того как начались боли;
Промывать их жидкостью, в которой есть осадок и мелкие фракции твердых частиц;
Использовать для промывания непроверенные вещества, которые могут вызвать раздражение;
Заниматься самолечением при возникновении сложных случаев ожогов.
Сколько болят глаза после сварки
Разобравшись с тем почему болят глаза от сварки, стоит разобраться с тем, как долго это будет происходить. Если это простое перенапряжение, то боли могут продолжаться несколько часов. Особенно часто это проявляется в вечернее время после смены, когда все нагрузки спали. Тянущее болезненное ощущение может продолжаться вплоть до того, пока человек не ляжет спать. На утро все проходит, так как органы зрения не работали и смогли восстановиться. В дальнейшем происходит привыкание и все проходит не так сильно, хотя от периодических болей трудно избавиться.
Если произошел серьезный ожог, то такое состояние может проходить в течение нескольких дней. Именно по этой причине нужно обращаться в больницу, если возникли проблемы.
В каких случаях нужно обращаться к врачам?
Если боли не проходят в течение нескольких дней или был получен ожог второй степени и выше, то лучше всего обратиться к врачу офтальмологу.
Ожог глаз сваркой | Сварка своими руками
Все мы, люди, с детства прекрасно знаем, что на сварку смотреть без использования защитной маски категорически запрещается. Тем не менее, как сварщики, так и люди, которые волей случая оказались рядом со сваркой, зачастую пренебрегают правилами техники безопасности, о чем потом очень сильно жалеют. Безобидное словосочетание «нахвататься зайчиков» оборачивается адской мучительной болью в глазах, причем она, как правило, возникает не сразу после поражения мощным ультрафиолетовым излучением сварочной дуги, а отсрочено, через некоторое время после инцидента, обычно посреди ночи, когда не к кому обратиться за помощью, а срочно нужно что-то делать. Начинается все с того, что пострадавший, который еще несколько часов назад мог даже не догадываться о всей тяжести своего положения, или чувствовал не ярко выраженные симптомы, ощущает, как будто «засыпают глаза песком», после чего становится совсем тяжело и невыносимо. Глаза невозможно открыть, их печет, жжет и пронизывает жуткой болью… Конечно, в таких случаях обязательно требуется помощь специалиста-офтальмолога, который поставит вам диагноз «электроофтальмия» и назначит грамотный курс лечения по медицинской науке, потому как любые ожоги глаз будь-то термические, химические или лучевые –это всегда тяжелый случай, который может привести к потере зрения. Так что с этим шутки плохи. При поражении инфракрасным излучением помимо ожога роговицы и конъюнктивы, возможно так же повреждение и гибель клеток сетчатки.
Итак, «железное» правило, которое может прозвучать странно в силу своей очевидности, но единственно верное:
-никогда не смотрите на сварку без соответствующей на то защиты. То есть просто-напросто нужно не создавать ситуацию, в результате которой глаз получит травму. Каждый раз ориентируйтесь по сложившимся обстоятельствам и принимайте необходимые превентивные меры.
Тут тоже не все так просто как кажется. Ведь некоторые горе сварщики не осведомленные в полной мере о последствиях могут думать, что в некоторых случаях можно обойтись и без защитной маски! Например, не удается подлезть к месту сварки под сиденье автомобиля в маске, что будет страшного, если ее снять и быстренько провести все работы без защиты?? Многие на этом «погорели». Это фатальная ошибка, за которую впоследствии жестоко расплачиваются. Кроме того, такие экспериментаторы забывают, что ультрафиолет способен еще и привести к серьезным ожогам кожи лица. В защите нуждаются не только глаза, но и все лицо, включая шею.
Теперь немножко усложним наше правило:
-я не сварщик, просто оказался рядом, ничего страшного не произойдет, если я в момент включения яркой дуги закрою глаза. Отвечаем, ни в коем случае, закрытые веки не спасут вас не только от «зайчиков», но и от жирных «кроликов»!
Что же тогда нужно делать, чтобы не оказаться на «скамейке пострадавших»?
Всегда пользоваться маской или другими средствами индивидуальной защиты (СИЗ) несмотря на то, сами вы работаете или находитесь рядом.
Надевать качественные СИЗ даже когда вам кажется, что излучение не достаточно яркое и энергетичное для повреждения зрения: кроме электрической дуги от ручной дуговой, аргоновой или полуавтоматической сварки вы можете сталкиваться с лазерным лучем, или лучем исходящим от горелки плазмореза; излучением, исходящим от факела газовой сварки или пайки.
В крайних случаях, когда нет возможности воспользоваться СИЗ, можно отвернуться от сварки, но на такой угол, чтобы не словить «зайца» боковым зрением или плотно закрыть лицо ладонями.
Обращаться к специалистам. Но если проблемы начались посреди ночи и нужно срочно что-то предпринять, вот некоторые варианты:
-народное средство – прикладывание нарезанных кругляков картофеля к глазам и промывание заваркой. Помогает слабо, скорее в «легких» случаях.
-наиболее эффективны аптечные средства: могут помочь капли Левомецитин, Тауфон (Таурин), Цитраль, Ципролет, Альбуцид (Сульфацил натрия).
— если нет поблизости аптеки, а в домашней аптечке есть 2% новокаин или 2% лидокаин в ампулах – закапывать глаза. Не перепутайте процент, иначе можете сильно навредить.
-Эффективное средство глазная ТЕТРАЦИКЛИНОВАЯ мазь. Помещать прямо под веки на глаз (белок). Утром выйдет в виде белого «соплевидного» вещества. При сильном поражении менять 2-3 раза.
-Кожные ожоги хорошо лечит ПАНТЕНОЛ. Основное действующее вещество в нем – масло облепихи, так что можно и просто облепиховое масло в аптеке купить, продается.
На последок хотелось бы еще раз сказать: берегите себя, здоровье у нас одно, а глаз всего два. Пользуйтесь качественными сварочными масками, держите всегда поблизости аптечку с лекарствами, даже, если кажется, что на первый взгляд в этом нет необходимости!
Welders Flash Burn or Arc Eye Natural Treatment 10 Домашние средства
Сейчас читаю: Welders Flash Burn or Arc Eye Natural Treatment 10 домашних средств
Куратор Клаудия Шеннон / научный сотрудник / ishonest
Специальность: аюрведа
Доктор Навин Шарма — известный специалист по аюрведе с 10-летним опытом. Он получил степень бакалавра в области аюрведы, медицины и хирургии (B.A.M.S) в Университете медицинских наук имени Раджива Ганди, Бангалор, штат Карнатака, в… подробнее
Рекомендуется № 101 — Извлечение мертвых клеток
Шахин имеет степень последипломного образования в области генетики человека и молекулярной биологии. Она генетик со знанием биотехнологии, иммунологии, медицинской генетики, биохимии, микробиологии и генетики. В то время как все виды ультрафиолетового излучения могут вызвать эти ожоги, наиболее распространенными виновниками являются сварочные горелки.
Вы, должно быть, замечали, что сварщики носят защитные очки во время работы. По этой причине – чтобы защитить их глаза от образования вспышки сварщика или сыпи сварщика. Не только сварщики, но и все, чьи глаза подвергаются воздействию сильного ультрафиолетового света (например, при прямом взгляде на солнечное затмение), могут испытывать это повреждение глаз.
Если вы имеете дело с вспышкой сварщика, также известной как ультрафиолетовый кератит, или хотите предотвратить ее появление, есть несколько домашних средств, которые могут вам помочь. Читать дальше!
Защитите кожу от УФ-лучей, фотостарения и гормональных изменений, вызывающих гиперпигментацию
Подробнее
Примечание: Если у вас помутнение зрения или ухудшение бликов, немедленно обратитесь к врачу.
Симптомы вспышки сварщика
Что вызывает вспышку сварщика?
Как избавиться от вспышки сварщика
Советы
Симптомы вспышки сварщика
Известно, что вспышка сварочной горелки, известная как сварочная дуга, серьезно повреждает роговицу глаза. Это дало название сварочной вспышке. Симптомы включают (26680683′ target=’_blank’ rel=’noopener noreferrer’ >1), (2):
Боль от легкой до сильной в пораженном глазу (или в обоих глазах)
Повышенная чувствительность к свету
Налитые кровью глаза
Затуманенное зрение
Слезотечение
Раздражение глаз
Ощущение, что что-то попало в глаз
Самое близкое сравнение с болью от вспышки сварщика – это когда ваши глаза пересыхают и прилипают к контактной линзе, отрывая крошечный слой клеток роговицы. Клетки отрастают быстро, но при этом возникает сильная боль.
Что вызывает вспышку сварщика?
Ультрафиолетовое излучение от этих источников может вызвать вспышку сварщика:
Сварка факела
Прямой солнечный свет
Солнечное затмение
Отражение солнечного солнечного солнца на воде или снегу
Lightning
Sunlamps (найденные в салонах загара)
.
Рекомендуется № 501 — Вьющиеся волосы
Вспышка сварщика требует тщательного ухода и лечения, так как это офтальмологическое состояние очень болезненно. В дополнение к медикаментозному лечению, несколько домашних средств также могут помочь ускорить выздоровление от этого состояния.
Несмотря на то, что эти средства могут помочь облегчить симптомы вспышки сварщика, для более быстрого выздоровления отдайте предпочтение медикаментозному лечению, мазям, антибиотикам или расширяющим глаза каплям.
1. Картофель
Картофель обладает охлаждающим эффектом и уменьшает воспаление вокруг пораженного глаза (3). Это может уменьшить боль и облегчить зуд и раздражение.
Картофель также содержит фермент под названием катехолаза, который помогает уменьшить задержку воды под глазами. Однако этот эффект научно не доказан.
Получите индивидуальный, клинически эффективный уход за кожей, разработанный специально для вас с учетом вашей кожи, жизни и окружающей среды
Узнать больше
Вам понадобится
1 картофелина
Мочалка
Вода
Что нужно сделать
Очистите и натрите картофель.
Смочите тряпку и отожмите лишнюю воду.
Натертый картофель выложить на мочалку двумя мягкими комочками рядом друг с другом, с промежутком 1-2 см между ними.
Оберните комочки мочалкой и поместите в холодильник на пару минут.
Поместите на оба глаза на 15 минут.
Как часто вы должны это делать
Повторяйте это 2 раза в день.
2. Молоко
Рекомендуется № 201 — Предотвращение повреждения эластичности
Грудное молоко содержит множество компонентов, таких как лактоферрин, эпителиальный фактор роста (EGF), олигосахариды и жирные кислоты омега-3 и 6, которые могут облегчить сухость в глазах (5017541/’ target=’_blank’ rel=’noopener noreferrer’ >4). Он смазывает глаза и снимает боль. В лабораторных экспериментах также было показано, что применение лактоферрина из коровьего молока улучшает заживление эпителиального слоя роговицы (5).
Вам понадобится
Грудное/коровье молоко
Ватный тампон
Что делать
Смочите ватный тампон в молоке и приложите его непосредственно к пораженному глазу.
Оставьте на пару минут.
Протрите чистой влажной тряпкой или мягкой тканью.
Как часто вы должны это делать
Когда чешуйки волосяного волокна открываются, волосы спутываются и спутываются — Восстановите повреждение
Подробнее
Делайте это 2 раза в день.
3. Зеленый чай и ромашковый чай в пакетиках
Зеленый чай является отличным источником антиоксидантов (танинов), которые могут помочь в лечении глазных болезней, таких как ячмень и конъюнктивит (76801/’ target=’_blank’ rel=’noopener noreferrer’ > 6). Ромашковый чай обладает противовоспалительными, антиоксидантными, слегка вяжущими и целебными свойствами, которые могут успокаивать раздраженную кожу и лечить глазные заболевания, такие как закупорка слезных протоков, конъюнктивит и хроническая сухость глаз (7). Эти ингредиенты могут помочь облегчить симптомы вспышки сварщика.
Вы можете ежедневно пить зеленый чай, чтобы улучшить качество слезной пленки. Это поможет вам оправиться от вспышки сварщика и сохранить здоровье глаз в долгосрочной перспективе (8).
Вам понадобится
Рекомендуется No.141 — Увлажнитель
Что вам нужно сделать
Храните использованные чайные пакетики в холодильнике, чтобы они немного остыли.
Поместите на пораженный глаз на 10-15 минут.
Как часто вы должны это делать
Делайте это 2 раза в день.
4. Пакет со льдом
Пакеты со льдом — прекрасное домашнее средство для уменьшения воспаления глаз (9). Исследования показали, что пакеты со льдом могут помочь уменьшить боль и воспаление после операций на глазах (10). Эти свойства могут помочь уменьшить вспышку сварщика.
Питание для сухой кожи
Узнать больше
Вам понадобится
Что вам нужно сделать
Как часто вы должны это делать
Повторяйте столько раз, сколько требуется.
5. Огурец
Рекомендуется No.313 — Профилактика прыщей
Огурец является отличным охлаждающим средством (11). Он успокаивает сухую, зудящую и воспаленную кожу вокруг глаз, а также увлажняет ее. Он также обеспечивает глубокое увлажнение пораженного участка. Этот охлаждающий эффект может помочь в определенной степени уменьшить раздражение глаз.
Вам понадобится
Что вам нужно сделать
Охладите ломтики в течение нескольких минут и приложите их к глазам.
Оставьте на 10-15 минут.
Как часто это нужно делать
Активизирует микроциркуляцию кожи головы и укрепляет волосяные фолликулы, стимулируя рост волос
Узнать больше
Делайте это 2-3 раза в день.
6. Розовая вода
Розовая вода обладает обезболивающими и антисептическими свойствами, которые могут помочь в лечении заболеваний глаз (13/’ target=’_blank’ rel=’noopener noreferrer’ >12). Было показано, что глазные капли, содержащие розовую воду в качестве одного из ингредиентов, облегчают такие состояния, как сухость глаз и конъюнктивит (13).
Вам понадобится
Розовая вода
Ватные шарики
Что вам нужно сделать
Смочите ватные шарики розовой водой и приложите их к глазам.
Оставьте их на 10 минут.
Рекомендуется № 111 — Удаление примесей
Примечание: Используйте холодную розовую воду для более быстрого результата.
Как часто вы должны это делать
Делайте это 2 раза в день.
7. Миндальное масло
Исследования показывают, что комбинация фиалково-миндального масла помогает улучшить выработку слезы и стабильность слезной пленки у пациентов с сухостью глаз (14). Этот эффект может помочь уменьшить раздражение глаз, связанное со вспышкой сварщика.
Если бы весна была сывороткой, каждое прикосновение этого нового генератора кожи превращалось бы в собственное мини-облако влаги
Узнать больше
Вам понадобится
Что вам нужно сделать
Нанесите миндальное масло на веках и под глазами безымянным пальцем.
Оставьте как можно дольше.
Как часто вы должны это делать
Делайте это 2 раза в день.
8. Влажная ткань
Универсальный размер. Поэтому мы переосмыслили косметические продукты и создали средства по уходу за кожей именно для вас. Это радикально индивидуальный подход. Пройдите бесплатную диагностику
Узнать больше
Прохладная влажная ткань облегчает боль и отек, возникающие при сварке сварочной вспышкой. Это домашнее средство работает лучше всего, пока ткань остается влажной. Однако это не дает постоянного облегчения.
Вам понадобится
Мягкое полотенце или салфетка для лица
Холодная вода
Что вам нужно сделать
Окуните полотенце в холодную воду и отожмите излишки.
Наложите на пораженный глаз и держите 10-12 минут.
Как часто вы должны это делать
Ваша кожа способна бороться с морщинами: активизируйте свою кожу, чтобы сделать больше
Узнать больше
Повторяйте это 2 раза в день.
9. Банан
Бананы являются богатыми источниками калия и витамина С. Эти питательные вещества могут помочь снять усталость и воспаление глаз. Тем не менее, нет никаких научных исследований, подтверждающих эти эффекты.
Вам понадобится
Что нужно сделать
Очистите банан и разомните мякоть, чтобы не было комочков.
Нанесите эту кашицу на закрытые веки и оставьте на 3-5 минут.
Медленно смойте чистой водой.
Мы спрашиваем дерматолога: какое средство для удаления угрей лучше всего?
Подробнее
Как часто вы должны это делать
Делайте это 1-2 раза в день.
10. Касторовое масло
Касторовое масло способствует выработке липидов в глазах, а также контролирует испарение слез (15), (16). Это помогает успокоить раздражение глаз, связанное со вспышкой сварщика.
Вам понадобится
Рекомендуется № 332 — Избавьтесь от прыщей
Что вам нужно делать
Как часто вы должны это делать
Делайте это 1-2 раза в день.
В дополнение к перечисленным выше средствам вы также можете использовать:
Как полностью избавиться от шрамов от угревой сыпи!
Узнать больше
Перечисленные выше домашние средства для лечения оплавлением сварщика могут облегчить боль и воспаление. Тем не менее, это состояние глаз может потребовать медицинской помощи для полного выздоровления. Следовательно, обратитесь к врачу, если симптомы сохраняются более недели.
Вот еще несколько советов по лечению глаз сварщика.
Советы
Примечание: Проконсультируйтесь с врачом по поводу назначенных лекарств. Не занимайтесь самолечением.
Ожогов роговицы можно легко избежать, если использовать правильное защитное снаряжение для глаз или держаться подальше от ослепляющего света, который может повредить глаза. Если вы испытываете вспышку сварщика, попробуйте средства, описанные в этом посте, чтобы справиться с симптомами.
Часто задаваемые вопросы
Рекомендуется № 312 — Профилактика прыщей
Как долго длится вспышка сварщика?
Роговица обычно заживает за 1-2 дня. Если это не так, обратитесь к офтальмологу.
Вспышка сварщика вызовет у вас головокружение?
Вспышка сварщика — это временное повреждение, которое возникает в глазах и не вызывает головокружения. Если у вас возникает ожог от сварки, и он сопровождается головокружением, то это из-за сварочного дыма.
Когда следует обращаться за медицинской помощью?
Немедленно обратитесь за медицинской помощью, если вы испытываете любое из следующего:
Подробнее о: лечить
Сварочная вспышка — Arc Eye 11 домашних средств, которые быстро работают
Сварка глаз дуговой вспышкой похожа на солнечный ожог роговицы глаза.
Он также известен под многими названиями, такими как сварочная вспышка, сварочный ожог глаз, сварочный ожог, сварочный ожог, дуговой ожог или ожоги вспышкой, в то время как врачи называют это «фотокератитом».
Дуговой разряд возникает, когда глаза человека подвергаются воздействию УФ-излучения высокой интенсивности (ультрафиолета) от вспышки горелки во время сварки.
Роговица — это прозрачная ткань, защищающая переднюю часть глаза и наиболее подверженная воздействию сварочной вспышки.
Поскольку роговица очень нежная, она легко высыхает. Как только начинается внезапный ожог, ваши глаза могут покраснеть, воспалиться и вызвать тревожное раздражение.
Любой человек может страдать от дугового состояния глаз.
Причиной может быть естественное или искусственное УФ-излучение, например, отражение солнечного света на снегу, прямые солнечные лучи, прожекторы, используемые при фотографировании, или подобные упомянутые, вспышка горелки, воздействию которой подвергаются сварщики почти каждый день. .
Почему у некоторых людей возникают ожоги глаз дугой сварщика?
Сварочный ожог может произойти из-за отсутствия у сварщиков средств защиты глаз, использования средств защиты глаз без соответствующего фильтра для УФ-излучения или просто небрежного отношения к работе.
Как правило, при ожогах сварщика вспышкой страдают оба глаза.
Плохая новость заключается в том, что если симптомы не лечить, ваши глаза могут стать уязвимыми для инфекций, которые могут привести к более серьезным проблемам и, в конечном итоге, к потере зрения.
Симптомы вспышки дуговой глазной сварки?
Обычно до появления признаков сварочного пламени проходит несколько часов.
Это может зависеть от количества УФ-излучения, которому подвергаются ваши глаза, или от продолжительности воздействия УФ-излучения.
В большинстве случаев примерно через 6–12 часов после воздействия вы почувствуете последствия этого состояния.
Однако, если вы подвергаетесь воздействию интенсивного УФ-излучения в течение гораздо более длительного периода времени, симптомы могут проявиться всего через несколько часов.
Наиболее распространенные симптомы, которые вы почувствуете после ожога глаз от сварочной вспышки, это то, что ваши глаза могут начать зудеть или болеть, пока они не станут медленно краснеть.
Чаще всего вы будете ощущать ощущение песка в глазах, как будто в них есть песчинка.
Ваши глаза также станут очень чувствительными к свету из-за воспаления роговицы.
Заживет ли ожог от дуги?
Как правило, симптомы сварочного облоя проходят сами по себе при условии надлежащего отдыха и лечения в течение нескольких дней.
Но если у вас тяжелая форма дугового разряда и вы не лечили вспышку ожога, тенденция к самоизлечению глаз будет медленной.
В худшем случае может возникнуть инфекция, которая в конечном итоге может серьезно повредить ваши глаза.
Способы избежать сварочного облоя
В сварке есть то, что мы называем сварочной дугой.
Это вспышка, возникающая во время сварки, поэтому чем ближе вы находитесь к дуге, тем выше уровень УФ-излучения, которое поглощают ваши глаза.
Даже если вы посмотрите на солнечное затмение без защиты глаз, вы все равно получите ожог, вызванный УФ-излучением, исходящим от солнца.
Очень жаль, что некоторые сварщики до сих пор сваривают без соответствующего приспособления для глаз и напрягают зрение на полную катушку.
Итак, есть ли способы избежать ожога сварочным пламенем? На самом деле, есть некоторые меры предосторожности, которые вы можете предпринять, чтобы избежать дугового глаза.
Советы по предотвращению внезапного ожога
Всегда носите защитные очки, специально предназначенные для сварщиков и полностью покрытые защитой от ультрафиолетового излучения. Носите только маски сварщика с защитным фильтром, соответствующие государственным стандартам безопасности и защиты глаз. Для дополнительной защиты носите солнцезащитные очки с защитой от UVA (ультрафиолета A) и UVB (ультрафиолета B) внутри маски сварщика, особенно если вы свариваете целый день.
Эти очки могут блокировать эти 2 типа излучения, которые могут повредить вашу роговицу.
Мало того, что вам нужны средства индивидуальной защиты (СИЗ) во время сварочных работ, вы также должны быть должным образом одеты для работы.
Это необходимо для защиты от воздействия элементов, которые обычно находятся внутри сварочного цеха.
Итак, подумайте о следующем:
Респираторы против оксидов и паров. Фартуки или огнестойкая/термостойкая одежда для защиты от радиации и ожогов. Наушники или затычки для защиты от громкого шума. Изолирующие перчатки и защитная обувь для защиты от поражения электрическим током, ожогов или возгорания.
Что делать при раздражении глаз
Некоторым нельзя избежать раздражения и сухости глаз.
Это происходит, когда ваши глаза постоянно подвергаются воздействию вспышки в течение дня.
Даже при правильном ношении очков глаза устают и становятся сухими.
Когда сварщики выполняют свою работу, для некоторых сварщиков становится нормальным иметь красные усталые глаза.
Лучшее, что могут сделать сварщики, это всегда давать отдых глазам после нескольких часов сварки.
Наши глаза — самая чувствительная часть нашего тела.
Вот почему так важно знать некоторые домашние средства от сварочной вспышки, которые вы можете применить, если у вас появятся глазные симптомы сварочной дуги.
Домашние средства, которые мы порекомендуем вам сегодня, доказали свою эффективность в борьбе с дискомфортом, покраснением и отечностью глаз, а также могут сделать ваши глаза более расслабленными.
Однако напомним, что эти домашние средства могут оказать наилучшее облегчение только при первых признаках внезапного ожога.
Так что, если симптомы сохраняются, вам все равно нужно обратиться к врачу.
Вы также можете использовать эти средства вместе с лекарствами, которые ваш врач пропишет вам, если вы хотите облегчить боль или расслабить глаза.
11 лучших домашних средств для лечения симптомов сварочного ожога
1. Полотенца или салфетки для лица
Вам понадобятся две влажные салфетки или чистые полотенца для лица и холодная вода в миске.
Холодная вода оказывает охлаждающее действие на оба ваших напряженных глаза, делая ваши глаза более расслабленными и свежими.
Это одно из быстрых средств от внезапного ожога, которое вы можете использовать дома для мгновенного облегчения.
Окуните две влажные салфетки в воду со льдом и отожмите, чтобы удалить лишнюю воду.
Накройте каждый глаз полотенцами в положении лежа и оставьте на 10-12 минут. Повторяйте процедуру два раза в день или по мере необходимости.
2. Пакет со льдом
Используйте пакет со льдом, если вы чувствуете жжение или боль в глазах.
Охлаждающий компресс может быстро облегчить воспаленную роговицу и расслабить нервы роговицы.
Если у вас есть 2 пакета со льдом, приложите их к глазам примерно на 5 минут. Для одного пакета со льдом будет достаточно 5-минутного интервала на каждом глазу. Повторяйте столько раз, сколько хотите, пока не пройдет чувство жжения.
3. Чайные пакетики
Чайные листья обладают мощными лечебными свойствами, известными как антиоксиданты.
Он также обладает противовоспалительными свойствами для уменьшения воспаления, что может уменьшить боль, которую вы чувствуете внутри глаз.
После нанесения вы быстро почувствуете расслабляющий эффект. Опустите чайные пакетики в горячую воду и отожмите, чтобы удалить лишнюю воду. Дайте чайным пакетикам остыть и положите их в морозильную камеру примерно на 15 минут. Закройте оба глаза чайными пакетиками. Делайте это каждый раз, когда чувствуете боль в глазах.
4. Мякоть банана
Мякоть бананов богата витамином В12, который помогает поврежденным тканям быстрее заживать.
Он также может уменьшить ощущение сухости в глазах и расслабить глаза, включая веки.
Среди фруктов, которые обычно можно найти дома, бананы могут стать лучшим средством при лечении симптомов ожога глаз сваркой.
Очистите банан и тщательно разомните мякоть, чтобы не было комочков.
Поместите мякоть в чистый контейнер и оставьте в холодильнике на 5-10 минут. Нанесите растертую мякоть на оба века и держите около 5 минут. После протрите чистой влажной тканью.
5. Ломтики огурца
Огурец богат витаминами и минералами, а также имеет высокое содержание воды.
Обладает активными охлаждающими свойствами и может уменьшить покраснение и воспаление даже внутри глаз.
Нарежьте огурец на 2 толстых ломтика.
Положите ломтики в холодильник примерно на 10 минут. Наденьте их на глаза и оставьте на 10-15 минут. Повторяйте это трижды в день или всякий раз, когда ваши глаза будут гореть.
6. Розовая вода
Розовая вода может служить охлаждающей жидкостью, которая может облегчить ощущение жжения или боль в глазах, вызванных дуговым разрядом сварщика.
Он также может значительно уменьшить воспаление и зуд и может обеспечить столь необходимое облегчение, когда ваши глаза чувствуют дискомфорт.
Не забывайте покупать только без добавок.
Возьмите два ватных тампона и окуните их в розовую воду. Сожмите, чтобы удалить лишнюю жидкость. Поместите ватный тампон на каждый глаз и держите их там 10 минут.
7. Молоко
Молоко содержит мощные полезные ферменты, которые могут заживлять поврежденные ткани и уменьшать воспаление, вызванное сварочной вспышкой.
Он также безопасен для глаз и способен смазывать и заживлять эпителиальные ткани роговицы. Помимо этого, он может оказать охлаждающее действие на уже раздраженные глаза.
Окуните 2 ватных тампона в молоко (желательно пастеризованное). Сожмите, чтобы удалить лишнее молоко. Держите ватные шарики в холодильнике около 5 минут. Наденьте их на глаза.
8. Картофель
Картофель является хорошей альтернативой для лечения ран из-за его удивительных компонентов, уменьшающих воспаление.
Для использования в качестве глазных повязок, он также может уменьшить воспаление глаз, предлагая охлаждающий эффект и уменьшая боль, раздражение и зуд.
Для этого вам понадобятся две мочалки и миска с водой.
Очистите одну картофелину и натрите ее на терке. Окуните мочалку в чашу и отожмите, чтобы удалить лишнюю воду. Положите на каждую тряпку примерно по одному кусочку тертого картофеля и закрепите ее.
Охладите мочалки с тертым картофелем в течение примерно 5 минут. Поместите охлажденные мочалки на каждый глаз и держите их там 10-15 минут. Делайте эту процедуру дважды или трижды в день или в зависимости от ваших потребностей. Используйте новые куски для каждого использования.
9. Викс Вапоруб
Vicks Vaporub может обеспечить охлаждающий эффект и облегчить многие виды дискомфорта в теле, включая глаза.
Если вы страдаете симптомами сварки глаз, это может оказать терапевтическое воздействие на ваши болезненные глаза.
Это также очень удобно, вы можете взять его с собой куда угодно и применять без необходимости лежать.
Нанесите мазь тонким слоем непосредственно под пораженные глаза, избегая попадания в глаза. Закройте глаза на несколько секунд, чтобы избежать внезапного выброса ментола, затем медленно откройте глаза. У вас могут быть слезящиеся глаза, когда пары ментола вступают в контакт с вашими глазами, но это хорошо, когда ваши глаза очищаются. № Через 30–40 минут медленно сотрите мазь салфеткой. Повторите приложение, как хотите.
10. Миндальное масло
Миндальное масло богато витамином Е, который защищает кожу от вредного воздействия УФ-излучения.
Таким образом, его также можно использовать в качестве одного из самых надежных домашних средств от сварочной вспышки, сводящих к минимуму раздражение, боль, ощущение жжения и зуда в пораженных глазах, а также уменьшающих воспаление и внутриглазное давление.
Налейте большое количество миндального масла в маленькую чашку. № Чистым пальцем нанесите масло прямо на веки и под глаза, но не капайте внутрь глаза.
Оставьте на столько времени, сколько хотите, или пока не почувствуете расслабляющий эффект. Делать процедуру два раза в день.
11. Холодная вода из холодильника
Использование холодной воды на самом деле является самым быстрым способом облегчить зуд и раздражение глаз, если в вашем холодильнике закончился лед.
Он также может уменьшить воспаление и расслабить нервы внутри глаз.
Холодная вода доступна почти везде, и вы можете применять холод в любое время, когда почувствуете жжение.
Сначала вымойте руки, затем возьмите чистую холодную воду из холодильника. Налейте холодную воду в сложенную чашечкой ладонь, наклоните голову к земле и положите руку с холодной водой на глаза примерно на 3 минуты. Проделайте то же самое с другим глазом. Делайте это трижды в день с интервалом в несколько часов.
Теперь все домашние средства от сварочной вспышки, которые мы обсуждали выше, в основном наносятся на веки или вокруг глаз, чтобы расслабить мышцы, окружающие глаза.
Тем не менее, мы также должны что-то делать для лечения того, что у вас под веками, а в данном случае и самих ваших глаз.
Поскольку мы должны быть осторожны, чтобы не закапать в глаза ничего, что может нанести вред или усугубить симптомы мигрени, единственное, что мы можем сделать, чтобы очистить глаза и снять напряжение и покраснение, — это использовать глазные капли в качестве домашнее средство первой помощи.
Для глазных капель не требуется рецепт врача, и вы можете купить его даже в магазине.
Что содержат глазные капли и что они могут делать?
Глазные капли
специально разработаны для успокоения уставших и раздраженных глаз, сопровождающихся жжением и зудом.
Он также может помочь в лечении глаз от инфекции, удаляя бактерии и другие инородные тела, которые попадают в глаза.
Состав глазных капель обычно зависит от их марки.
Но в целом глазные капли содержат витамин А, эктоин, гепарин, эуфразию и гиалуронан.
Все это может помочь быстрее вылечить проблемы с глазами, увлажнить их, уменьшить воспаление, а также может помочь в регенерации повреждений роговицы.
При регулярном использовании симптомы сварочного пламени можно значительно уменьшить с помощью глазных капель.
В основном он служит искусственной слезой для ваших глаз, заменяя слезную жидкость, необходимую вашим глазам для смазки.
Офтальмологи обычно рекомендуют использовать глазные капли, чтобы предотвратить пересыхание глаз даже в обычные рабочие дни, особенно летом.
Так что покупайте только проверенные эффективные глазные капли и берите их с собой куда угодно, особенно если ваша работа связана с использованием сварочной горелки.
Рекомендации по избежанию попадания сварочной вспышки дуги
На рабочем месте сварщика у вас должен быть план защиты глаз от травм.
Прямо сейчас у вас, вероятно, есть идеи, как не получить дуговой глаз.
Но если вы действительно хотите узнать о передовых методах, которые вы могли бы предпринять, чтобы предотвратить получение травмы глаза или глаз от сварочной дуги.
Запомните следующие советы и сделайте их привычкой.
Обеспечьте безопасность на рабочем месте
Проверьте рабочую зону, где вы выполняете сварку.
В нем не должно быть источников возгорания, токсичных газов и другого оборудования, которое не должно блокировать периферийное зрение при ношении шлема сварщика.
Будьте осторожны со сварочной одеждой
Всегда носите защитную одежду и перчатки, которые должны поглощать излучение и закрывать поверхности, сильно отражающие вспышку излучения.
Ультрафиолетовые лучи могут проникать через обычную одежду, а отражение от отражающих поверхностей также может напрягать глаза других людей на вашем рабочем месте.
Защитите свое рабочее место
Наденьте на место сварки огнеупорные шторы, чтобы излучение поглощалось и не мешало глазам других рабочих.
Используйте только защитные очки, сертифицированные ANSI (Американский национальный институт стандартов)
ANSI — американская неправительственная организация, которая сертифицирует средства защиты глаз от неионизирующих излучений, вредных химических веществ, а также гарантирует их долговечность.
Используйте очки сварщика с боковыми щитками
Защитный козырек с боковыми щитками защитит ваши глаза со всех сторон.
Может также служить защитой от летящих частиц при шлифовке, ударе молотком или механической рубке металлов.
Домашнее лечение молочницы
Как только вы почувствуете, что получили глаз сварщика, сразу примените несколько лучших домашних средств.
Тем не менее, обратитесь за медицинской помощью, если ваши глаза уже в плохом состоянии или состояние не улучшается через пару дней, чтобы избежать глазной инфекции.
Обучите свою команду.
Большинство сварщиков до сих пор приходят на работу со сварочными глазными симптомами, но не знают, как от них избавиться.
Расскажите своим коллегам о важности домашних средств от внезапных ожогов, а также о том, когда обращаться за медицинской помощью, если симптомы ухудшаются.
Обходи свое рабочее место.
Не стесняйтесь напоминать своим коллегам о мерах предосторожности при выполнении своей работы.
Ежедневное использование горелки – непростая задача даже для профессиональных сварщиков.
Тем не менее, даже профессионал иногда может быть небрежным, и это всегда хорошо оплачивается, когда все в вашей команде остаются в безопасности и здоровы, особенно их глаза.
Разместите на доске объявлений или стене напоминания о безопасности
Каждое производственное или строительное предприятие должно размещать на своей стене напоминания о мерах предосторожности, чтобы напоминать своим работникам.
Сварочные мастерские тоже должны следовать этому правилу, потому что для сварщика обычный день — это день риска для его глаз.
Заключение:
Если вы сварщик, то уже знаете, что ваши глаза — это самые важные части вашего тела, которым вы должны придавать большое значение.
Таким образом, если вы получили глаз сварщика с импульсной дугой, это может означать, что вы не соблюдали меры предосторожности для защиты глаз.
Вот почему мы снова и снова подчеркиваем здесь меры предосторожности.
Кроме того, ваши глаза могут напрягаться и уставать от непрерывной ежедневной сварки, даже если вы используете надлежащее приспособление для глаз.
Штриховые меры длины — это меры, у которых размер, выраженный в единицах длины, определяется расстоянием между осями двух соседних штрихов. Такими мерами являются измерительные линейки, рулетки, брусковые штриховые меры.
Брусковые штриховые меры представляют собой металлические или стеклянные бруски различного сечения, с нанесенными на них шкалами. Промышленностью в соответствии со стандартом выпускаются брусковые меры с номинальной длиной 60…2000 мм. Допускаемые отклонения от номинальной длины нормируются шестью классами точности, обозначаемыми цифрами от 0 до 5. Наименьшая цена деления брусковых мер длины 0,01.
Плоскопараллельные концевые меры длины (ПКМД) воспроизводят единицу длины одного фиксированного размера и выполняются в виде прямоугольного параллелепипеда из стали или твердого сплава с двумя параллельными измерительными поверхностями. Расстояние между измерительными поверхностями определено с высокой точностью и известно. (Ознакомление в ходе лабораторных работ).
Классы точности ПКМД: 00;01;0;1;2;3.
Штангенприборы – к ним относятся средства линейных измерений, объединённые общим принципом построения отсчётных устройств, основанном на применении линейного нониуса. В зависимости от назначения различают штангенциркули, штангенглубиномеры, штангенрейсмассы.(См. лаб. раб.).
Микрометрические приборы (микрометры, микрометрические глубиномеры, микрометрические нутромеры) являются более точными, чем штангенприборы. Принцип действия микрометрических приборов основан на преобразовании вращательного движения точного микрометрического винта, установленного в неподвижную гайку, в его поступательное движение вдоль оси. (См. лаб. раб.).
Индикаторы часового типа. Они предназначены для работы в цеховых условиях при выполнении измерительных и контрольных операций. Принцип действия основан на преобразовании с помощью рычажно-зубчатой передачи линейных перемещений измерительного стержня в угловое перемещение стрелок. (См. лаб. раб.).
1.3.5. Оптико-механические средства измерения геометрических параметров.
Измерительные проекторы предназначены для проецирования теневого изображения (контура) изделий на экран и измерения их линейных и угловых размеров путём сравнения теневого изображения с чертежом.
Погрешность при измерении длин с помощью проектора не превышает 0,003…0,005 мм.
Измерительные микроскопы предназначены для измерений длин и углов различных деталей сложной формы в прямоугольной и полярной системах координат. Несмотря на внешние конструктивные различия, принципиальная схема измерения во всех микроскопах общая—визирование различных точек деталей, перемещаемых для этого по взаимно перпендикулярных направлениях и измерение этих перемещений посредством микрометрических или иных отсчётных устройств. Для обеспечения лучшего визирования микроскопы снабжают сменными объективами различной степени увеличения. (См. лаб. раб.).
Средства измерения углов.
1 — группа методов и средств объединяет приемы измерения углов с помощью так называемых «жестких мер» — угольников, угловых плиток, многогранных призм.
2 — группа средств измерения, реализующая гониометрические методы, у которых измеряемый угол сравнивают с соответствующим значением подразделения встроенной в прибор круговой или секторной шкалы.
3 — тригонометрические методы и средства, отличающиеся тем, что мерой, с которой сравнивают измеряемый угол, является угол прямоугольного треугольника. Для повышения точности отсчета углов поворота в выпускаемых промышленностью угломерных приборах применяются угломерные нониусы и оптические устройства.
Поверка и испытания средств измерений геометрических величин в РОСТЕСТ-МОСКВА
Испытания, поверка и калибровка средств измерений геометрических величин
За тысячелетия техника измерений геометрических величин в стремлении к все большей точности эволюционировала от меры, которой служила ступня человека, до сложнейших средств измерений и измерительных систем, воплощающих достижения лазерных и компьютерных технологий.
На эталонах Ростест-Москва проходят метрологическое обслуживание последние модификации СИ длины, перемещений, координат, углов, параметров шероховатости, отклонений от прямолинейности, круглости, плоскостности … В диапазоне — от долей микрометра до нескольких десятков километров!
Достигнутый уровень точности измерений геометрических величин во многом предопределяет перспективы таких видов деятельности и хозяйствования, как авиация и космонавтика, астрономия, связь, радиолокация, машиностроение, строительство, геодезия, землеустройство, картография, оборонная промышленность, морское и речное хозяйство, лесная промышленность, разведка и добыча полезных ископаемых…
Сотрудники сектора выполняют работы по поверке, калибровке и испытаниям рабочих и эталонных СИ для измерения длины, перемещений, углов, параметров шероховатости, отклонений от прямолинейности, круглости, плоскостности, координатных измерений, широко применяемых в машиностроении, приборостроении, строительстве и других отраслях, а также СИ, используемых при техническом обслуживании и ремонте автотранспортных средств.
1.
Меры длины концевые
2.
Приборы и установки для поверки концевых мер длины
3.
Кольца образцовые, Кольца установочные
4.
Меры высоты ступенчатые
5.
Проволочки и ролики для измерения среднего диаметра резьбы
6.
Линейки измерительные металлические
7.
Принадлежности к мерам длины концевым
8.
Щупы
9.
Калибры гладкие для валов и отверстий
10.
Меры длины штриховые
11.
Объект-микрометры
12.
Метр-компаратор
13.
Меры брусковые деревянные и металлические (метры)
14.
Метроштоки
15.
Преобразователи линейных перемещений
16.
Головки измерительные всех типов
17.
Инструмент микрометрический
18.
Штангенинструмент
19.
Индикаторы и индикаторные приборы
20.
Скобы рычажные и индикаторные
21.
Приборы для измерения отверстий
22.
Приборы для поверки индикаторов
23.
Интерферометры контактные с переменной ценой деления
24.
Машины оптико-механические типа ИЗМ
25.
Микроскопы измерительные
26.
Проекторы измерительные
27.
Длиномеры и устройства проекционные
28.
Оптиметры
29.
Катетометры
30.
Компараторы горизонтальные
31.
Приборы координатно-измерительные
32.
Приборы настольные с цифровым отсчетом для линейных измерений, в том числе системы растровые
33.
Меры шероховатости
34.
Микроинтерферометры и приборы светового сечения
35.
Профилометры-профилографы
36.
Образцы шероховатости (сравнения)
37.
Интерферометры ИТ-100, ИТ-200
38.
Пластины плоские стеклянные
39.
Пластины плоскопараллельные стеклянные
40.
Бруски контрольные
41.
Линейки поверочные
42.
Линейки оптические
43.
Микронивелиры типа МН-2
44.
Плиты поверочные
45.
Плоскомеры оптические
46.
Приборы типа ППС (трубы визирные)
47.
Устройства компарирующие
48.
Меры эвольвентные образцовые
49.
Приборы для контроля параметров зубчатого колеса
50.
Колеса зубчатые измерительные
51.
Биениемеры
52.
Зубомеры хордовые
53.
Зубомеры смещения
54.
Нормалемеры
55.
Шагомеры для контроля шага зацепления
56.
Автоколлиматоры
57.
Гониометры
58.
Головки и столы делительные оптические, Столы круглые
59.
Системы углоизмерительные
60.
Квадранты оптические
61.
Линейки синусные
62.
Меры плоского угла
63.
Приборы КПУ -3, АПУ-2 для поверки мер угловых
64.
Угломеры оптические и с нониусом
65.
Угольники поверочные 90 град. Всех типов
66.
Уровни рамные, брусковые и с микрометрической подачей ампулы Уровни гидростатические
67.
Уровни электронные
68.
Экзаменаторы
69.
Приборы типа ИДК
70.
Машины для измерения длины текстильного полотна
71.
Приборы для измерения отклонений формы и расположения поверхности вращения
72.
Машины кожемерные
73.
Шаблоны путевые контрольные
74.
Эталоны чувствительности канавочные
75.
Сита
Вторичный эталон единицы отклонений от прямолинейности и плоскостности
0 разряд по ГОСТ 8.420-2002 Длина трассы – 3 м
Средняя квадратическая погрешность –
0,09 мкм/м
Поверка образцовых колец на горизонтальном длиномере
Диапазон измерений длины – 0…550 мм Погрешность измерений длины – ±(0,3…0,76) мкм
Диапазон значений углов – 0…360 º Среднеквадратичное отклонение результатов сличения с первичным эталоном Sε=0. 03”
Эталоны единицы длины 1 разряда:
Меры длины концевые плоскопараллельные
Диапазон значений длины – 0…1000 мм ПГ ±(0,02+0,2L) мкм, где L — значение длины в метрах
Мера длины штриховые (жезл)
Диапазон значений длины – 0…1000 мм ПГ ±(0,02+0,2L) мкм, где L — значение длины в метрах
Мера длины штриховые (шкалы)
Диапазон значений длины – 0…200 мм ПГ ±(0,1+0,2L) мкм, где L — значение длины в метрах
37 Различные инструменты для измерения длины
Мир полон удивительных инструментов для измерения. О некоторых вы, возможно, даже не думаете, даже если они вокруг вас.
Наш список охватывает все, от обычного оборудования для измерения длины до сверхдорогих устройств, которые используют лазеры для расчета расстояния и всего, что между ними. Если вам нужно оценить что-то в своей жизни, ознакомьтесь с исчерпывающим списком ниже.
Содержание
Бытовые инструменты для измерения длины
У меня есть, у тебя есть. Мы все получили один. Эти инструменты для измерения длины можно найти во многих домах по всему миру. Если вы ищете что-то более экзотическое, оставайтесь с нами, потому что странные вещи мы оставили напоследок.
Этого знают все. Это один из первых измерительных инструментов, которым дети учатся пользоваться в школе. Большинство из них имеют длину 12 дюймов.
Изготовлены из различных материалов, включая пластик, дерево и металл. Стальное правило — это еще одно название, обычно используемое для описания металлической линейки. Существуют также другие линейки, используемые в определенных профессиях, которые мы перечислили ниже в разделе «Специальные инструменты для измерения длины».
Дворовая палка
Предпочтительный измерительный инструмент для ремесленников и всех, кто работает с тканями. Никогда не угадаешь, какой длины этот измерительный инструмент.
Дополнительное примечание: из них также получается отличное деревянное оружие в случае внезапной игры на мечах.
Складная линейка
Что-то среднее между линейкой и рулеткой. Они уже не так распространены, как десятилетия назад.
Складная линейка в значительной степени была заменена вашей обычной рулеткой, но по-прежнему остается любимой у многих столяров.
Рулетка
Обычный строительный инструмент. Проверьте свой ящик для мусора. У вас, наверное, уже есть. Они бывают с разными диапазонами измерения. Большинство диапазонов измерения измеряют до 10-30 футов.
Рулетка
Держу пари, мы просто запутали дислексиков. Рулетки используются для измерения частей тела, а также других контурных форм. В основном они используются в швейной и швейной промышленности.
Некоторые вместо этого называют их гибкими линейками.
Шагомер
Фитнес-трекеры, такие как Fitbit или Garmin, которые отслеживают все ваши шаги. Они объединяют его с длиной вашего шага (в зависимости от вашего роста), чтобы определить, какое расстояние вы прошли пешком.
Одометр
Мы уже на месте? Одометры измеряют расстояние, которое проехал ваш автомобиль. Совершите короткую поездку и выясните, как далеко до продуктового магазина, или проверьте общее расстояние, которое проехала ваша машина за всю свою жизнь.
Инструменты для точного измерения длины
Инструменты не для повседневного использования. Эти приборы для измерения длины измеряют вещи с предельной точностью. Некоторые из них вы можете найти в местном магазине Walmart, в то время как другие стоят так дорого, что вам понадобится еще несколько рабочих мест на полный рабочий день.
Микрометр
Микрометры, используемые машинистами и механиками, являются чрезвычайно точными инструментами для измерения длины. Они бывают разных типов, таких как внутренние, внешние и глубинные микрометры. Большинство из них измеряют с точностью до 0,0001”. Это действительно мало.
Как человеческий волос разделить на 30! Единственная загвоздка в том, что большинство микрометров могут измерять только в диапазоне 1 дюйм.
Штангенциркуль
В отличие от микрометров, штангенциркуль немного более универсален. Они не могут измерить так точно, но они могут сделать больше. Большинство штангенциркулей способны измерять внутренние и внешние измерения, а также измерения глубины с помощью одного и того же инструмента.
Точность составляет примерно 1/10, но это все еще чрезвычайно точно для большинства применений.
Мерный блок
Мерные блоки — это инструмент, используемый для сравнительных измерений длины. Они складываются, и для сравнения двух длин используется другой инструмент, такой как тестовый индикатор.
Это эталоны для измерения длины. Многие из них изготавливаются из нержавеющей стали, но также доступны различные материалы, такие как керамика.
Щуп/толщиномер
Проверяют длину небольших зазоров. Щупы используются при ремонте двигателей и торговле машинами.
Датчики разных размеров в наборе помещаются в зазор до тех пор, пока не возникнет сопротивление или следующий размер не подойдет. Они используются в узких местах, где другие измерительные устройства не могут поместиться.
Индикатор часового типа
Различные индикаторы имеют разные диапазоны измерения. Хотя они могут быть более точными, чем микрометр, они обычно имеют еще меньший диапазон измерения. Обычно они могут измерять только доли дюйма.
Они могут быть установлены на разных расстояниях, что позволяет им быть более универсальными, выполняя сравнительные измерения относительно стандарта, такого как только что упомянутые мерные блоки.
Карманный компаратор
Эти оптические измерительные инструменты, иногда называемые глазной лупой или ювелирной лупой, снабжены сеткой в окуляре, позволяющей измерять длину небольших объектов, таких как драгоценные камни.
Увеличение и универсальность позволяют измерять самые разные формы и размеры.
Индикатор-защелка
Эти калибры для измерения длины позволяют пользователю быстро и воспроизводимо измерять различные параметры. Как правило, они обнуляются при желаемой длине, а затем детали измеряются относительно номинального желаемого размера.
Главное здесь — скорость, а этот датчик делает это мгновенно.
Высотомер
Высотомер используется для измерения расстояний от контрольной точки, такой как поверочная плита. Используется не только для измерения высоты, детали также можно скручивать и поворачивать для измерения длины, ширины и глубины.
Высотомеры — универсальный инструмент для измерения различных параметров.
Ограничитель глубины
Этот инструмент используется для различных измерений. Чаще всего их используют в деревообработке для наладки пил и фрезеров. Их уникальная форма позволяет им проводить измерения, которые было бы сложнее сделать с помощью других инструментов.
Оптический плоский
Этот вариант работает, только если у вас есть что-то очень плоское. Оптическая плоскость помещается на измеряемую деталь, и свет создает рисунок интерференционных колец, которые можно подсчитать, чтобы определить, насколько далеко друг от друга находятся самая высокая и самая низкая точки на детали.
Они могут быть дорогими, поэтому у вас, вероятно, их нет в ящике для мусора. Или, может быть, вы делаете. Я не знаю, сколько миллионеров-инженеров-оптиков на пенсии могли прочитать это.
Калибры
Помните Златовласку и трех медведей? Калибровочные штифты работают так. Вы продолжаете пробовать их до тех пор, пока следующий не сработает, и таким образом вы знаете, какой из них «в самый раз».
Это игра проб и ошибок, но обычно у вас уже есть идея, с чего начать измерения. Калибровочные штифты поставляются наборами, в каждом из которых в среднем 50-250 штифтов.
Микроскоп
Как менее портативная версия карманного компаратора. Микроскопы, как правило, очень точны. Они используются для измерения мелких деталей, а также используются в научных целях. Вы можете найти их во многих отраслях, включая здравоохранение, ювелирные магазины и механические мастерские.
Нутромер со шкалой
Нутромер со шкалой точно измеряет размеры отверстий и другие внутренние характеристики. Это циферблатные индикаторы со специальной измерительной насадкой, которая позволяет снимать показания в труднодоступных местах
Электронные инструменты для измерения длины
Кто не любит электричество? В этих линейных измерительных инструментах используются одни из самых передовых измерительных технологий.
Интерферометр
Это цифровая версия оптической квартиры. Они намного точнее и дороже. Довольно удобно измерять что-то волнами света, но большинство не захочет брать второй ипотечный кредит на свой дом и продавать своего самого благовоспитанного ребенка, чтобы это произошло.
Электронный индикатор
Электронные индикаторы работают по тому же принципу измерения, что и циферблатные индикаторы. Часто они более точны и способны на такие вещи, как переключение между единицами измерения нажатием кнопки.
Вы можете найти много примеров, которые имеют размеры до миллионной доли дюйма!
Инспекционная машина с ЧПУ, способная измерять длину, ширину, толщину и другие параметры одним нажатием кнопки. Дорогой и высокопроизводительный измерительный инструмент.
Просто настройте его и нажмите «Пуск». Затем КИМ может проверить десятки или даже сотни измерений на десятках или даже сотнях деталей. Поскольку они настолько автоматизированы, опытный пользователь может запускать несколько компьютеров одновременно и действительно выполнять некоторую работу (например, просматривать Интернет на своем телефоне).
Оптический компаратор
Машина для измерения теней. Вы помещаете свою деталь между источником света и несколькими линзами, и вуаля, вы получаете теневое изображение.
Отличительной особенностью оптических компараторов является то, что тень можно измерить, чтобы определить все виды размеров, таких как длина, ширина, толщина и т. д.
Цифровой микрометр
Электронная версия обычного микрометра. Они бывают различных типов, включая цифровые наружные и глубинные микрометры. Цифровые микрометры облегчают считывание результатов измерений, поскольку не требуют использования нониуса, который используется в обычном микрометре.
Цифровой штангенциркуль
Цифровой штангенциркуль измеряет те же параметры, что и обычный штангенциркуль. Вместо циферблата или нониуса у них есть ЖК-дисплей. Одна приятная особенность заключается в том, что большинство из них могут переключаться между метрическими и британскими единицами измерения одним нажатием кнопки. Некоторые даже делают дроби, что является приятным бонусом для тех, кто занимается деревообработкой.
Дальномер
Дальномер — это дальномер, используемый для определения расстояния от пользователя до цели.
Наведите дальномер на цель и нажмите кнопку, чтобы отправить электронный импульс на цель. Время между отправкой импульса и получением обратного сигнала определяет расстояние до цели.
Лазерный измерительный инструмент
Лазерный измерительный инструмент очень похож на дальномер, но используется на более коротких расстояниях, где точность важнее. Дальномерами привыкли измерять расстояния на улице, а лазерные измерительные приборы часто используются вокруг дома или поблизости.
GPS-приемники получают сигналы от спутников (не менее 3-х) и используют их для расчета точного положения GPS-модулей на Земле.
GPS-устройство, такое как ваш телефон, также может связываться с другими устройствами, сообщая им, где оно находится и как быстро оно движется. GPS можно даже использовать, чтобы определить, как далеко от вашего дома находится водитель доставки пиццы.
Системы машинного зрения
Относительно новое изобретение, системы машинного зрения используют камеры для оптического измерения расстояний и характеристик. Что-то вроде автоматизированного микроскопа с ЧПУ, и они делают все это, даже не касаясь того, что измеряют.
Радар — это система, использующая радиоволны для обнаружения и определения местоположения таких объектов, как корабли, самолеты и даже метели. Радар может даже обнаруживать, находить и отслеживать объекты во время дождя, снега, тумана и других плохих погодных условий.
Забавный факт: радар — одно из самых успешных изобретений в современной истории, потому что он значительно сократил количество жертв в бою и регулярно спасает людей от стихийных бедствий, связанных с погодой.
Специальные инструменты для измерения длины
О, понятно! Вы ищете странные вещи. Ну, инструменты ниже отвечают всем требованиям. Легко понять, почему вы можете использовать линейку или рулетку, но эти инструменты для измерения длины немного отличаются.
Геодезическое колесо
Отличная альтернатива Fitbit. Просто вращайте это измерительное колесо в течение всего дня, и вы легко узнаете, как далеко вы проехали. Люди сочтут вас странным, но просто скажите им, что вы «эксцентричны».
Шкала архитекторов
Не говорите архитекторам, но это просто причудливая линейка. Бьюсь об заклад, они доплатили за имя.
Архитекторские весы имеют более точную маркировку, чем стандартная линейка, и имеют треугольную форму, которая что-то делает. Не знаю что, но строителям это нравится!
Толщиномер краски
Это почти волшебство! Толщиномер краски может измерять толщину автомобильной краски или других покрытий с помощью магнитного тока. Они находят применение в автомастерских и на производственных предприятиях по всему миру.
Измеритель глубины протектора шины
Инструмент, используемый исключительно для измерения оставшегося протектора шины. Важная длина, если она когда-либо была. Оставайтесь в безопасности и сохраняйте длину протектора шин как можно дольше, чтобы сохранить сцепление с дорогой.
Пи-лента
Не тот пирог. Ленты Пи похожи на причудливую измерительную ленту. Идеально подходит для измерения длины вокруг объекта (окружности).
Футбольные цепи
Они используются только для измерения одной длины, но делают это превосходно. Первое расстояние в 10 ярдов измеряется бригадой официальных лиц, которым поручено следить за местонахождением игрового мяча.
Вау! Кто знал, что в мире существует так много инструментов для измерения длины?
Я попытался собрать все измерительные приборы, перечисленные в одном месте, но если я что-то забуду, обязательно сообщите мне об этом, оставив комментарий ниже. Обязательно добавлю в список.
18 Инструменты для линейных измерений (длина, высота, толщина и глубина)
Когда речь идет о линейных измерениях, это означает длину, ширину, высоту, толщину, глубину, диагональ, диаметр и т. д. Речь идет о прямом или кратчайшем расстоянии между две точки.
Длина – одно из наиболее измеряемых линейных расстояний. Инструменты для измерения длины существовали с самого начала человечества. Люди использовали пальцы для измерения короткой длины и шаги для измерения большей длины. Благодаря передовым технологиям мы расширяем ресурсы для изобретения лучших инструментов для более точных и точных измерений.
Существуют разные инструменты для измерения длины. Каждый инструмент для измерения длины обычно обслуживает разные виды диапазона. Инструмент для измерения длины здания отличается от инструмента для измерения расстояния до оленя, которого вы собираетесь подстрелить.
Вы никогда не найдете универсальный прибор для измерения длины в инструменте.
Существует множество других измерительных инструментов для измерения линейного расстояния. И этот пост будет посвящен этой теме. На данный момент мы успешно разобрали эти 18 инструментов линейных измерений, которые мы обычно используем.
1. Линейка
Линейка
Линейка — это наиболее часто используемый инструмент для измерения длины, который мы находим в мастерских, офисах, школах и домах. Он может измерять с типичным разрешением 1 миллиметр.
Прецизионная металлическая линейка очень важна в мастерских. Он может проверять точность градуировки рулетки и других инструментов, оснащенных функцией линейки. Это не только для измерения, но и для маркировки и разметки.
Ищете лучшую линейку? Читайте нашу статью об этом здесь. Если вам нужна более точная линейка, перейдите к точной линейке.
2. Измерительная линейка или измерительная линейка
Складная измерительная линейка
Длина обычно составляет 1 метр. Поэтому всякий раз, когда линейка неудобна для измерения длины, вам следует использовать измерительную линейку. Подавляющее большинство метровой палки изготовлено из дерева. Подобно линейке, его точность составляет около 1 миллиметра; шкала также доступна в метрической и имперской шкале.
3. Рулетка
Рулетка
Рулетка представляет собой портативную компактную гибкую линейку, которую можно свернуть и вытащить. Это важный инструмент для измерения длины от 1 метра до 100 футов. Например, рулетка для геодезистов способна измерять расстояние до 100 футов.
Есть несколько типов рулеток, которые вам необходимо знать: швейная рулетка, выдвижная рулетка и геодезическая рулетка. Рулетка должна быть вашим выбором при работе в области столярных работ, строительства, геодезии, шитья, машиностроения и т. Д. Она имеет хорошее разрешение, и вы найдете, что некоторые из них градуированы даже с шагом 1/36 дюйма. Но в большинстве случаев вы обнаружите, что его шкала похожа на линейки.
4. Лазерное измерение
Лазерное измерение
С помощью лазера можно легко измерить расстояние, перемещение, площадь и даже объем. Лазер – это линейный измерительный инструмент, который позволяет не касаться объекта физически; не как рулетка, у которой нужно высовывать лезвие на поверхность чего-то измеряемого. При этом ваша работа сильно упрощается и становится проще и быстрее. Сегодня лазерная мера является одним из продуктов полезной технологии, которая обычно используется техниками, оценщиками, инженерами и т. д. Его высокая точность, скорость и простота являются исключительными характеристиками, которыми обладает лазерная мера.
5. Мерный блок
Изготовлен из стали, карбида или керамики и используется для калибровки линейных (длина, ширина, толщина, глубина и высота) измерительных приборов. Если вы собираетесь калибровать штангенциркули и микрометры, то вам придется использовать блокметр. Это устойчивый к растяжению и сжатию блок, обеспечивающий высокую точность при изменении температуры окружающей среды. Мерный блок обычно изготавливается из материала с низким тепловым коэффициентом, чтобы поддерживать его объем в любой ситуации. Вы можете приобрести мерный блок как в единственном экземпляре, так и в комплекте. На фото рядом набор мерных блоков.
6. Штангенциркуль
Цифровой штангенциркуль
Если вы собираетесь измерить диаметр небольшого объекта с высокой точностью, вам понадобится этот инструмент. Штангенциркуль может измерять с разрешением до 0,01 миллиметра. С помощью этого измерительного прибора вы можете выполнять наружные и внутренние измерения и даже измерения глубины.
Если вы собираетесь измерить наружный диаметр трубы, используйте наружное измерение (большие губки). Принимая во внимание, что если вы собираетесь измерять внутренний диаметр, используйте меньшие губки, и этот материал может работать ожидаемо. Тем не менее, это три в одном, где вы также можете измерить глубину этой трубки. Это сильно завершено.
Существует три типа штангенциркуля: штангенциркуль, штангенциркуль с круговой шкалой и цифровой штангенциркуль. Вы можете выбрать, какой из них удобен для ваших измерительных нужд.
7. Измеритель колес
Измеритель колес, фото из Википедии
Вы геодезист, который хочет измерить расстояние между двумя отдельными точками на открытой местности, вы можете использовать колесный измеритель или одометр. Просто мы используем его диаметр колеса для измерения. Если колесо вращается 3 раза; а диаметр колеса 1 метр; то общее расстояние, пройденное колесом, равно (3 × 3,14 × 1 = 90,42 м) 9,42 метра. Это эквивалентно формуле длины окружности. Чтобы убедиться, что вы измеряете линейную длину, путь должен иметь плоскую поверхность.
8. Одометр
Photo by Atharva Tulsi on Unsplash
Та же концепция реализована в одометре, который измеряет расстояние с помощью колеса. Одометр всегда есть в автомобилях. Он предназначен для измерения расстояния, пройденного транспортным средством.
9. Дальномер
Дальномер — друг охотников, штурманов, а также в военных целях. Если вы собираетесь измерять большое смещение от вашего положения до определенной точки, на которую вы нацеливаетесь, то вам нужен этот. Одним из невероятных преимуществ дальномера является его способность определять расстояние от далекой цели, не касаясь ее. Так что это приносит вам пользу в некоторых ситуациях.
10. Щуп
Щуп
Точно измерить зазор линейкой сложно. Также не рекомендуется измерять его рулеткой или даже рулеткой. Это использование щупа. Он предназначен для точного измерения толщины зазора. Все, что вам нужно сделать, это вставить одно из лезвий в зазор, который вы собираетесь измерять. Пробуйте один за другим, пока не решите, что это правильная толщина. В случае измерения зазоров необходимо использовать лучший щуп. Если толщина лезвия неточна или материал легко ржавеет, измерения могут ввести в заблуждение. Кроме того, вы должны регулярно проверять точность с помощью микрометра.
11. Толщиномер краски
Все еще относительно измерения толщины, но это более сложная задача. Для измерения толщины покрытия или краски у вас есть только одна сторона. Нет двух сторон, позволяющих использовать микрометр или штангенциркуль. Это называется толщиномер краски. Установите зонд на поверхность и дайте инструменту измерить. Измеритель толщины краски обычно применяется для автомобильной краски. С помощью этого инструмента можно оценить состояние автомобиля.
12. Микрометр
Микрометр
Как и штангенциркуль, микрометр предназначен для более точного и прецизионного измерения. Если вас пока не устраивает точность штангенциркуля, то обратитесь к микрометру.
Однако нужно помнить, что он может поддерживать только один тип измерения. Невозможно выполнить три типа измерений одним инструментом, таким как штангенциркуль.
Если вы собираетесь измерить толщину листа бумаги с предельной точностью, то этот инструмент справится с этой задачей. Особенно цифровой микрометр без вращающегося шпинделя, он обеспечивает быстрое считывание для измерения толщины бумаги. Если вы хотите измерить внутренний диаметр трубы, вы также можете сделать это с помощью микрометра, но вам нужно найти другой тип микрометра (внутренний микрометр). Это заставляет вас покупать более одного инструмента для разных типов измерений.
Микрометры полезны в нескольких областях, таких как машиностроение, машиностроение, металлообработка и даже перезарядка. Когда дело доходит до точных измерений с помощью микрометра, ключевым моментом является наковальня. Поэтому вам нужен микрометр со сменной пяткой, иначе вы купите несколько моделей микрометров.
13. Штангенциркуль для кожных складок
Это невозможно забыть. Это важный инструмент для тех, кто хочет отслеживать прогресс своей тренировки, чтобы увидеть, есть ли потеря веса или нет. Вы также можете использовать это для измерения прибавки массы тела. Этот калипер кожной складки уникален. Он предназначен для достижения кожи в определенной небольшой области для точного измерения. Подаваемое давление может повлиять на точность измерения. На теле есть несколько точек, которые вы должны измерить, прежде чем получите окончательный результат измерения.
14. Измеритель глубины протектора шины
На самом деле это глубиномер. Но он имеет некоторые модификации, соответствующие необходимости измерения глубины протектора шины. Поэтому максимальный диапазон измерения глубины протектора шины составляет не более 1 дюйма. Это простой, маленький, но важный инструмент, который нужно иметь в багажнике вашего автомобиля. Регулярно проверяйте шину, чтобы избежать непредвиденных происшествий из-за скользкой шины.
15. Высотомер
Высотомер служит для измерения высоты конкретного объекта над уровнем моря. Это один из важнейших инструментов для навигации в самолете. Почему важно измерять высоту для авиационной навигации? Высота определенного уровня равна давлению воздуха на этом уровне. Если плотность высоты на этом уровне высока, самолет может не взлететь.
Помимо назначения этого прибора, альтиметр играет важную роль в пеших прогулках, альпинизме, прыжках с парашютом и т. д.
На рынке доступно несколько моделей альтиметров. Каждый из них разработан на основе требований и имеет различные функции. Для использования на открытом воздухе высотомер должен иметь прочный корпус. Он должен пропускать некоторое количество воды и пыли. В то время как для автомобиля он должен быть установлен и легко читаться. Аналогичные вещи приходят и к другим целям использования этого измерительного инструмента.
16. Индикатор часового типа
Если у вас есть мастерская и вы работаете с фрезерным или токарным станком, вы будете использовать индикатор часового типа и индикатор часового типа. Эти два прецизионных измерительных инструмента используются в металлообработке и деревообработке для измерения круглости, плоскостности и прямоугольности. Например, когда патрон вращается, зажимаемый объект будет вращаться, а циферблатный индикатор позволяет узнать, насколько он круглый.
Как следует из названия, дисплей для чтения представляет собой циферблатный дисплей, похожий на штангенциркуль. Вы также можете найти его в модели цифрового индикатора. На дисплее есть две иглы. Одна игла работает как счетчик оборотов, а вторая – как счетчик приращений. Этот циферблатный индикатор может измерять шаг до 0,001 дюйма (разрешение), в то время как тестовый индикатор имеет более высокое разрешение.
17. Нутромер со шкалой
Нутромер со шкалой позволяет измерять внутренний диаметр отверстия цилиндра с высокой степенью точности. Это быстрее, чем телескопический нутромер. Диапазон использования ограничен. Он используется в основном в двигателестроении, когда вы сталкиваетесь с размером диаметра цилиндра и хода поршня.
Использование циферблатного нутромера означает, что вы также используете циферблатный индикатор. Это дисплей нутромера. Тем не менее, вы можете найти цифровой индикатор, который также можно прикрепить в качестве дисплея.
Циферблатный нутромер обеспечивает исключительную точность и отличное разрешение. В этом случае вам необходимо купить лучший циферблатный нутромер из надежного, так как он обычно используется в бизнесе. Более того, вам необходимо откалибровать его, чтобы убедиться, что все в точности соответствует ожиданиям.
18. Локатор подземных кабелей
Фактически, локатор подземных кабелей предназначен для обнаружения подземных кабелей или проводных линий. Поскольку он поставляется с считыванием глубины, это означает, что он может измерять глубину заглубленных проводов или кабельных линий, мы включили его сюда. В отличие от настенного локатора провода, подземный локатор провода имеет показания глубины. Таким образом, когда вы копаете, вы можете оценить, когда остановиться.
При покупке сварочного аппарата желательно убедиться в его качестве, проверив оборудование на практике. Так получится оценить максимальную и минимальную силу сварочного тока, продолжительность нагрузки, эффективность охлаждения и пр. Но не в каждом магазине есть условия для этого (могут только включить в розетку, показать как бегают амперы на табло и дует вентилятор). Покупая товар через интернет все это получится попробовать уже после передачи денег. Конечно, не понравившийся товар можно вернуть, но это лишняя морока. Мы провели тест-драйв самых популярных инвертором ММА за вас и сейчас честно обо всем расскажем.
Суть тест-драйва
Обзор претендентов ТОП-5
Советы по выбору
Суть тест-драйва
Не всегда прописанные в характеристиках параметры аппаратов для ММА сварки соответствуют действительности, особенно когда речь идет о бытовых инверторах. Такие модели заведомо не созданы для частой эксплуатации (от того и цена их низкая), а потому некоторые производители завышают данные в описании, чтобы повысить спрос. Мы взяли 5 самых продаваемых ММА инверторов и опробовали их в работе. Еще наши специалисты вскрыли их корпуса и оценили качество сборки. Все это поможет вам разобраться, какой аппарат с инверторной технологией выбрать для РДС сварки в своих обстоятельствах.
Обзор претендентов ТОП-5
Приведенные ниже инверторы стоят относительно дешево и имеют мощность сварочного тока до 200 А. Это бытовые модели, которые пригодятся на даче, в гараже, небольшой мастерской. Какой инвертор ММА лучше, решать вам, рассмотрев их плюсы и минусы.
NEON ВД-163
Советы по выбору
Лучше покупать инвертор ММА, который вы видели изнутри. Так можно оценить:
качество сборки;
увидеть количество плат;
устройство воздушного охлаждения;
толщину лака на платах, служащего изоляцией;
элементы защиты.
Например, между платами и стенками корпуса должны быть диэлектрические перегородки, защищающие от контакта или удара при падении. Но в магазине никто разбирать аппараты не будет (вскрытие пломб или срыв контрольных наклеек автоматически ведет к потере гарантии). Поэтому ознакомиться с внутренним видом сварочных аппаратов РДС, представленных в тест-драйве, можно, посетив нашу галерею.
Покупая инвертор для ММА сварки, учитывайте максимальную силу тока, которую способен выдать аппарат. Не у всех она соответствует фактической (благодаря тест-драйву вы знаете у кого это так), поэтому берите модель с запасом по параметру.
Если работа предполагается за столом, достаточно кабелей 1.2-1.5 м. В других случаях с коротким кабелем держателя придется часто переставлять аппарат. Ремонт забора или возведение теплицы лучше выполнять с проводами 2.5-3 м.
Монтаж металлических ферм на крыше гаража или сарая удобнее проводить, подвесив инвертор на плечо. Здесь важен вес оборудования, ведь держать его придется не 20 минут. Real ARC 160 с массой 3.5 кг здесь смотрится более выигрышно.
Ответы на вопросы: тест-драйв сварочных инверторов для ММА-сварки
Что можно делать самому с инвертором, чтобы не потерять гарантию?
СкрытьПодробнее
Корпус разбирать нельзя. Менять разболтанные силовые разъемы, колесико настройки или кнопку включения — нельзя. Допускается самостоятельная продувка от пыли при помощи сжатого воздуха. Используйте для этого компрессор, направив струю через перфорацию на фронтальной панели.
Как продлить срок службы бытового инвертора ММА?
СкрытьПодробнее
Не превышайте продолжительность нагрузки, давайте аппарату остывать. Во время работы ставьте его повыше от пола (на стул, стол, подвешивайте за ремень), чтобы в него попадало меньше пыли. Следите, чтобы ничего не накрывало работающий инвертор и не загораживало отверстия перфорации. Раз в месяц продувайте сжатым воздухом.
Что нужно, чтобы переделать инвертор ММА под TIG сварку?
СкрытьПодробнее
Для переделывания инвертора ММА в аппарат для аргонодуговой сварки потребуется приобрести вентильную горелку, вольфрамовые электроды, баллон с аргоном и редуктор, а также 5-10 м газового шланга. Кабель массы используется тот же, что и при ММА сварке.
Где хранить сварочный аппарат?
СкрытьПодробнее
Когда сварочное оборудование не используется, его убирают в закрытое место (коробок, тумбочку, кейс), чтобы внутрь не летела пыль. Температура хранения не важна (у многих моделей разрешена -30…+50º С), а вот сухость принципиальна. Влажность воздуха не должна превышать 80%.
Насколько важен дисплей в аппарате для РДС сварки?
СкрытьПодробнее
Выставить точные значения необходимо при сварке тонких металлов 0.8-1.0 мм. Здесь принципиален каждый ампер. Для работы с сечением 1.5-3 мм допускается установка примерных значений. Еще дисплей пригодится новичкам, чтобы все сделать по инструкции. Опытные сварщики выставляют ток «под себя», пробуя дугу на черновой детали, поэтому могут обходиться без экрана.
Остались вопросы
Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время
Обратная связь
Вернуться к списку
Товары
Быстрый просмотр
Сварочный инвертор NEON ВД-163
13 900 руб
Купить
Быстрый просмотр
Сварочный инвертор СВАРОГ REAL ARC 160 (Z240)
7 250 руб
Купить
Быстрый просмотр
Сварочный инвертор РЕСАНТА САИ-160
5 690 руб
Купить
Быстрый просмотр
Сварочный инвертор Форсаж-180
17 690 руб
Купить
Быстрый просмотр
Сварочный инвертор БАРСВЕЛД Profi ARC-187 D (220 В)
15 600 руб
Купить
Быстрый просмотр
Электроды МР-3С ⌀ 3,0 мм
165 руб / кг
Купить
2. ВЕС:
пачка 1 кг
пачка 1 кг
пачка 3 кг
пачка 5 кг
ПРОИЗВОДИТЕЛЬ:
ЛЭЗ
СЗСМ (Ротекс)
ЛЭЗ
Ярославль
Тольятти
СТАСВА (НЭЗ)
Быстрый просмотр
Электроды МР-3С ⌀ 2,0 мм
346 руб / кг
Купить
2. ВЕС:
пачка 1 кг
пачка 1 кг
ПРОИЗВОДИТЕЛЬ:
СЗСМ (Ротекс)
СЗСМ (Ротекс)
ЛЭЗ
Ярославль
Тольятти
Page not found — VDI-UA
Unfortunately the page you’re looking doesn’t exist (anymore) or there was an error in the link you followed or typed. This way to the home page.
Главная
Полуавтоматы
Элсва ПДГ
SSVA MIG
Патон ПСИ
Альтаир МИГ
Jasic MIG
Энергия Сварка
Инверторы MMA
Элсва ВД
SSVA
Патон ВДИ
Энергия ГмбХ
Альтаир
DECA MMA
GYSmi MMA
Jasic
Инверторы TIG
TIG DC
SSVA TIG
Патон АДИ
Jasic TIG
Welding Dragon TIG
Газосварка
Мундштук режущий PNME 1/32
Мундштук резка PNME 3/64
Мундштук резки PNME 1/16
Мундштук режущий PNME 5/64
Режущий мундштук PNME 3/32
Мундштук резка PNME 7/64
Мундштук режущий PNME 1/8
Плазменная резка
Плазморез Промінь CUT 47 Профи
Система охлаждения
Кулер 9L
Кулер 12L
Патон
ВДИ-mini-150
ВДИ-160Е
Фотогалерея ВДИ-160Е
Фото изнутри ВДИ-160 Е
ВДИ-200Е
Фото ВДИ-200 Е
Изнутри ВДИ-200 E
Внутри ВДИ-200 E (2018г)
ВДИ-250Е
Фотографии
Внутренности
Изнутри ВДИ-250Е (2018)
ВДИ-160P
Фото
Изнутри ВДИ-160P
ВДИ-200P
Фотогалерея
Фото изнутри
ВДИ-250P
ВДИ-350Р
ВДИ-500P
ПСИ-160S DC
ПСИ-200S DC
ПСИ-250S DC
ПСИ-270S DC (380V)
ПСИ-200Р DC
ПСИ-250P DC
ПСИ-270P DC(380V) 15-2
ПСИ-350P DC(380V)
АДИ-160S (Аргон)
АДИ-200S (Аргон)
Фото АДИ-200S
Изнутри АДИ 200S
АДИ-200PAC (AC/DC)220V
ПРИ-40S DC (Плазма)
Фото плазмы изнутри
СТШ-315СГД AC MMA/TIG
СТШ-400СГД AC MMA/TIG
ВД-310H DC MMA (выпрямитель)
ВД-400СГД AC/DC MMA/TIG (выпрямитель)
ВД-500 DC (выпрямитель)
ПС-254-1 DC MIG/MAG
ПС-350-1 DC MIG/MAG
ПС-253. 2 DC MIG/MAG
ПС-351.2 DC MIG/MAG
Подающее БП-608
ВС-650СР DC MIG/MAG/MMA
ВДМ-6303П выпрямитель
ВДМ-1202П выпрямитель
ВДУ-1202П выпрямитель
Днепровелдинг
ВДИ-160
ВДИ-180
Фото изнутри ВДИ 180
ВДИ-220
Фото изнутри ВДИ 200
ВДИ-280
Фото изнутри ВДИ 250
ВДИ-350
ВДИ-400
ВДИ-250А TIG Pulse
Элсва (Запорожье)
ВД-160И
Фото изнутри Элсвы 160
Фото ВД-160И
ВД-161И
Внутренности Элсва ВД-161И
ВД-180И
Фото ВД-180И
Фото изнутри Элсвы 180
ВД-200И
Фото внутренностей Элсва ВД-200И
ВД-200ИН (60 мес гарантия)
ТУРВЕЛД ВД-220П
ПДГ-180И
Фото ПДГ
ПДГ-180ИН (Норма)
Фото ПДГ-180ИН
Изнутри ПДГ-180 ИН
ПДГ-180ИЕ
Фотогалерея Элсва ПДГ-160ИЕ
ПДГ-220И
ПДГ-220ИН
ПДГ-220ИЕ
Фото ПДГ 220
Изнутри ПДГ-220
Атом (Запорожье)
Атом I-160C
Атом I-180M
Фото Атома
Атом I-180D
Атом I-250D
Атом I-180 MIG/MAG
Техмик (Ровно)
Techmics 165
Techmics 185
Фото аппарата
Фото в разобранном
Techmics 205
ИИСТ (Херсон)
Инвертор ИИСТ-140
Фото внутренностей ИИСТ-140
Инвертор ИИСТ-160
Фото изнутри ИИСТ-160
ИИСТ Колибри
Инвертор ИИСТ-250
Видео работы аппаратов
SSVA (Харьков)
SSVA-mini-140
SSVA-mini «Самурай»
Фото инвертора
Изнутри фото
Подключение SSVA-PU
SSVA-mini-P «Самурай»
Фото полуавтомата
фотографии внутенностей
SSVA-160-2
Фото SSVA-160-2
Фото изнутри SSVA-160-2
SSVA-160 new
Видео Краш
SSVA-160-2 (TIG)
Foto SSVA-160(TIG)
Изнутри SSVA-160-2 (TIG)
SSVA-270
Фото SSVA-270
Фото внутренностей SSVA-270
SSVA-180-P
Фото SSVA-180P
FOTO SSVA-180P(2017)
Фото изнутри SSVA-180P
Foto внутри SSVA-180P(2017)
Видео сварки
SSVA-180P (TIG)
Фото SSVA180P TIG
Внутренности SSVA 180 TIG
SSVA-270P
SSVA-270P (380V 4 rolika)
Фотогалерея
Внутренности ССВА-270Р
SSVA-500
SSVA-PU
SSVA-PU (4 ролика)
SSVA-PU2
Foto SSVA-PU2
SSVA-PU3
SSVA-PU-500
SSVA+TIG
Сертификаты и руководства
GYSmi
Фото изнутри Gysmi 131
GYS 160 P
GYSmi E163
GYSmi 200P
GYS E200 FV
Фото изнутри Gysmi 161
GYSmi165
Фото изнутри Gysmi 165
GYSmi 196FV
GysMaster 206 FV
Gys TIG 167 HF DC
GYS TIG 168 DC HF
GYSmiTIG 200 DC FV
Gysmi 207 AC/DC
Фото изнутри Gysmi 207
Полуавтомат GYS PEARL
Buddy ARC 180
Фото инвертора
Фотографии внутренностей
DECA
Starmicro 150
Starmicro 180
Starmicro 205
Mastro 518 HD GEN
MASTRO 32 GEN
MASTRO 40 GEN
MASTRO 50 GEN
MOS 115 Evo
MOS 138 Evo
MOS 150 GEN
MOS 168 Evo
MOS 170 GEN
MOS 210 GEN
MOS 138E MMA&TIG набор
TIG MASTROTIG 200 ET17/4M
TIG DECATIG 200E AC/DC
MIG STARTWIN 135E
MIG STARWIN 165/1 EVO
MIG STARWIN 180E
I-PAC 1235
I-PAC 1235K (с компрессором)
PAC MASTROPAC 55 S45 /6m
Jasic
Super mini (Z237)
ARC-160 (Z238)
ARC-160
Фото инвертора
Фото изнутри
ARC-180
ARC-200 (Z209)
ARC-200 (Z224)
ARC-250 (R112)
ARC-250 (Z230)-1Фаза
ARC-250 (Z227)
ARC-315 (R114)
ARC-350 (Z299)
ARC-400 (Z312)
ARC 500 (R11)
ARC-630 (Z321)
TIG-160
Фотографии JASIC TIG-160
TIG-180P DC (W211)
TIG-180 (W119)
TIG-200P DC (W224)
TIG-200P DC (W212)
Фото TIG-200P
Изнутри TIG 200P
TIG-200P AC/DC (E101)
TIG-200P AC/DC (E201)
TIG-250P AC/DC
TIG-315P AC/DC (E103)
TIG-315P AC/DC (E106)
TIG-500P AC/DC (E312)
JASIC CT-416
Фотогалерея
Фото изнутри
CUT-40
CUT-60
CUT-70
CUT-80
CUT-100
CUT 160 (J47)
MIG-160 (N219)
MIG-200 (N220)
MIG-250 (J246)
MIG-250 (N208)
MIG-250 (N290) 3F
MIG-315 (N202)
MIG-350 (J1601)
MIG-350 (N293)
MIG-350P (N316) Sinergik
MIG-400 (N361)
MIG-500 (N308)
MZ-1000(M308) Трактор
Welding Dragon
TIG250P DC 380V
TIG280P DC digital 380V
TM200ACD Pulse HF
AC/DC 200P (5A) 220V
ProTIG 200AC/DC-220V
ProTIG 250AC/DC-220V
Изнутри ProTig 250 AC/DC
ProTIG 315AC/DC-380V
DigiTIG250P ACDC MIX 220V
DigiTIG320P ACDC MIX 380V
CUT-40 (Плазма 220В)
iCUT-60 (Плазма 380В)
iCUT-80 (Плазма 380В)
iCUT-100 (Плазма 380В)
JSCUT-200 (Плазма 380В)
CT-416A (220В)
Modern Welding
MMA 140
Фото
Внутренности
MMA 200
Фотографии
Изнутри
Telwin
Force 145
Force 165
Force 165 фотогалерея
Force 165 изнутри
Force 195
Днипро-М
САБ-250Н
САБ-210
САБ-255К
САБ-258ДП
САБ-250ДПК
MMA 250B
Энергия-сварка
ВДС-160 Шмель
ВДС-180 Шмель new
ВДС-180 Шмель
ВДС 180 фото
Внутренности инвертора
Изнутри new
ВДС-205 Шмель
Обновленный вариант
Фото изнутри Шмель
Сварка вымостки
ВДС-205 TIG Шмель
ПДГУ-180 инвертор
Фото ПДГ-180
Фото внутренностей ПДГ180
ПДГУ-207 Патриот
ПДГУ-350
ПДГУ-500
ПДГ-125
ПДГ-160
ПДГ-215
ПДГ-216
ПДГ-315
Тесты и видеоматериалы
Тест ПН Jasic Патон IMS1700
Просадка сети до 100В
Работа сварочного инвертора от удлиннителя
ВДС-180 Шмель
Hutong MMA-200I
Патон ВДИ-160S
Telwin force 165
Modern welding MMA140
Элсва ВД-160И
Атом I-180M
SSVA-mini Самурай
Тест электродами на 200А
ПАТОН ВДИ 200M DC TIG
ВДС-205
Элсва ВД-200И
SSVA-160-2
Тест электродами на 160А
Тест Элсва ВД-160И
Тест ИИСТ-160
Тест GYSmi 165
Тест ПАТОН ВДИ-160S
Тест Jasic ARC-160
Тест инверторов
Тест ИИСТ, Шмель, SSVA и Патон
Фото и видеоматериалы теста.
Проверка на ПН Шмеля, Патон и SSVA
ПН на 160А
Фото проведенного теста
ПН на максимальн. токе
Внутренности Патон ВДИ 200
Вертикальный шов ВДС и SSVA
Сварка тонкого металла
Сварка тонкого металла 2
Тест электродов
Вэжен (Болгария)
Искра (АНО-29)
Патон (АНО-21)
Standart (АНО-4)
Askaynak (AS B-255)
Askaynak (AS R-143)
Вистек (АНО-4)
Патон (АНО-4И)
Тест электродов 2
Аналог Монолит АНО-36
Аналог УОНИ
Аналог ЦЛ-11
Статьи
Как выбрать сварочный аппарат
Как выбрать сварочный инвертор
Что такое сварочный инвертор
Что такое полуавтомат
Сварка аргоном
Ручная дуговая сварка
Книги о инверторах
История инвертора
Плазморезы
Выбор расходников плазменной резки
Выбор вольфрамовых электродов
Фотогалерея
Фото Ижмаш ИС-2500
Элсва ПДГ 220ИЕ и SSVA-180P
Элсва ПДГ-220 и ВД-160
Techmics и Элсва
Элсва подарочный вариант
Элсва и Jasic
ИИСТ Элсва и Альтаир
SSVA и Элсва
Днепровелдинг и Элсва
Jasic, Шмель, Днепровелдинг и Элсва
Выставка INTERBUDEXPO 11
Инструменты
Патон Экспо 2011
Пром Форум 2011
Маска Хамелеон
Косынка
Подшлемник ткань
Подшлемник спилка
Кожаная, хамелеон
МЗП-390
МЗП-460
Gradient W411
МЗП-470П
МЗП-485
Gradient W821
МЗП-733A
МЗП-800BP
Gradient W997
WH 4001
WH 7401
WH 8000/8512
Optech S777
Artotic SUN7B
DECA WM 23 LCD
DECA WM 31 LCD
DECA WM 35 LCD
BINZEL ADF 600S
ESAB Warrior Tech
Хамелеон Патон
Most 777
Маска откидная
Маска сварщика откидная
Маска Sparta
Расходные
Электрододержатели, масса
Штекер DKJ 10-25
Гнездо панельное 10-25
Штекер 35-50 Папа
Панельное гнездо 35-50 Мама
ABI-CM / BSB 10-25 (папа)
ABI-CM / BSB 35-50 (папа)
MK150-масса
MK200-зажим
MK300-зажим
MK400-зажим
DE2200
DE2300
DE2400
DE2500
ESAB Handy-200
ESAB Confort-200
Горелки MIG/MAG
MB 15 AK (Black Wolf) MIG
MB EVO PRO 15
BW 26 KD (Black Wolf) MIG
RF GRIP 25
RF GRIP 36LC
NBC-200A Spool gun
Расходные MIG/MAG
08-M6-25mm
1,0-M6-25mm
Ролик 30х22х10 (0,8-1,0) — V
Ролик 30х22х10 (1,0-1,2) — V
Ролик 35х25х8 (0,8-1,0) — V
Ролик 35х25х8 (1,0-1,2) — V
Ролик 30х10х10 (0,6-0,8) — SSVA
Ролик 30х10х10 (0,8-1,0) — SSVA
Ролик 30х10х10 (1,0-1,2) — SSVA
KZ-2 евроразъем (мама)
Спрей Binzel NF
Горелки TIG
WP-17 4,0м
WP-17V 4,0м
WP-17 V (N)(Black Wolf)
ABITIG GRIP 17
ABITIG GRIP 26 TIG
WP-26 (Black Wolf) TIG
Головки TIG
WP-9
WP-9P (прямая)
WP-9F (гнущаяся)
WP-9V (вентиль)
WP-9FV (вентиль гибкая)
WP-17
WP-17F (гибкая)
WP-17V (вентильная)
WP-17FV (вентиль, гибкая)
WP-18 (вода)
WP-18F (вода, гибкая)
WP-26
WP-26V Вентиль
WP-26F Гибкая
Комплектующие TIG
Цанга 1,0мм 50мм TIG
Цанга 1,6мм 50мм ТИГ
Цанга 2,0мм 50мм аргон
Цанга 2,4мм 50мм TIG
Цанга 3,0мм 50мм аргонная
Цанга 3,2мм 50мм (ТИГ)
Цанга 4,0мм 50мм (TIG)
Корпус цанги 1,0мм
Зажим цанги 1,6мм
Корпус цанги 2,0мм
Кнопка внешняя TIG
Капа короткая ТИГ
Капа длинная ТИГ
Плазмотроны CUT
Головка PT-31 (кнопка)
Головка PT-31 (пистолет)
Головка PT-31 (прямая)
Плазмотрон PT-31
Плазмотрон PT-31 FEIMATE
Плазмотрон PT-31 RED
Головка SG-55
Плазмотрон AG-60 HF
Ручка SG-55 (кнопка)
Плазмотрон AG-60 (BEST)
Головка P-80
Головка P-80 кнопка
Ручка плазмотрона P-80 кнопка
Плазмотрон P-80 пистолет
P-80 плазмотрон BEST
Плазмотрон P-80 прямой
ЧПУ P-80 металический
Циркули CUT
Циркуль PT-31
Плазменный циркуль SG-55 (AG-60)
Циркуль P-80
Циркуль P-80 (магнит)
P-80 ролик
Циркуль A101/141
Каретка Binzel (742. D051)
Редукторы
УР-6-6 mini GCE
УР-6-6 GCE KRASS
У30/АР40 аргон/СО2
У30/АР40 КР СО2/Аргон
БПО-5-3 GCE KRASS
БПО-5-4 KRASS
УР-6-6 (черный)
УР-6 ДС (хром)
Ar/CO2 HERCULES
AFR-2000 Влагоотделитель
AFC-2000 Осушитель
Светофильтры
Защитный пластик 90X110
Стекло защитное для WH7401
Стекло защитное для Optech S777
PT-31 (CUT-40) расходные
Электрод PT-31 (CUT40)
Катод CUT40 CYS
Электрод PT-31 CUT-40 короткий
Электрод PT-31 (никель)
Сопло CUT-40
Сопла CUT-40 CYS
Сопло PT-31 CUT 40 короткое
Сопло PT-31 (никель)
Завихритель CUT 40
Колпачок PT-31
SG-55 (AG-60) расходник
Электрод SG-55
Электроды SG-55 CYS
Сопло SG-55
Сопла SG-55 CYS
Колпачок SG-55
Колпачок AG-60 под пружину
Пружина AG-60 дистанционная
SG-51 (CUT-60)
Электрод SG-51
Сопла SG-51
Диффузор SG-51
Колпачок SG-51
P-80 Panasonic
Электрод P-80
Сопло P-80 1,1mm
Сопло P-80 1,3mm
Сопло P-80 1,5mm
Сопло P-80 1,7mm
Сопло, электрод P-80 BEST
P-80 катод BEST
1,1mm P-80 BEST
1,3mm P-80 BEST
1,5mm P-80 BEST
1,7mm P-80 BEST
P-80 Prime ЧПУ
Колпачок P-80
Насадка P-80 (вода)
A101/A141 Trafimet
Электрод A101/A141
Сопла A101/A141
Пружина A101/A141
Завихритель A101/A141
Powermax 45
Электрод 220669
Завихритель 220670
Сопло 220671
Изолятор 220713
Экран 220674
Кожух 220719
Колпак 220673
Термопенал
Термопенал TRB-5
Перчатки сварщика
Краги Nitras 20435
Краги Vulkan (подкладка)
Краги Triarma CSL-100 (подкладка)
Электроды сварочные
Для черной стали
Монолит РЦ
Монолит Professional (E50)
Continent АНО-36 (E46)
Standart РЦ (E46)
Монолит МР-3 (E46)
Арсенал АНО-21 (E46)
Монолит УОНИ-13/55 (Е7018)
AS B 255 (УОНИ)
AS R 143 (АНО-36)
Для цветных металлов
AS Bronz
Kobatek 213
Kobatek 250
Для нержавеющих сталей
AS P 308L
AS P 309L
AS P 316L
AS P 347
Для жаропрочных сталей
Наплавочные электроды
Электроды TIG
WL-20
WT-20
Контакты
Как проверить сварочный трансформатор за 10 шагов
Проблемы с работой сварочного аппарата часто связаны со сварочным трансформатором. Вы можете выяснить, является ли трансформатор источником проблемы, выполнив серию быстрых тестов на трансформаторе. P вам не придется платить кому-то еще за диагностику проблем с вашим сварочным аппаратом.
Как проверить сварочный трансформатор? Проверка сварочного трансформатора состоит из 10 шагов. Вот они:
Выполните визуальный осмотр
Выяснить шаблон проводки
Получить мультиметровый
Убедитесь, что мощность была отключена
Двойная проверка Power
Проверка.
Проверка выходного напряжения
Проверка целостности первичных обмоток
Проверка целостности вторичных обмоток
Устранение неполадок, связанных с производительностью сварочного аппарата
Вы сможете с легкостью выполнить эти 10 шагов по тестированию сварочного трансформатора, как только поймете, как выполнять каждый шаг. Ниже вы найдете подробное руководство по устранению неполадок со сварочными трансформаторами.
Содержание
1. Выполните визуальный осмотр трансформатора
Начните с получения руководства пользователя для вашего сварочного аппарата. Информация в этом документе может быть весьма подробной, в чем вы можете убедиться, если посмотрите руководство пользователя для одной конкретной модели сварочного аппарата MIG производства Hobart.
В глубине руководства по эксплуатации находится схема деталей в разрезе, показывающая многочисленные детали, включенные в сборку машины. Это поможет вам найти трансформатор для визуального осмотра. Он также покажет вам, где должны быть расположены различные части сварочного аппарата в случае, если вам нужно снять другие части, чтобы получить доступ к трансформатору.
Я настоятельно рекомендую делать хорошие фотографии, когда вы разбираете сварочный аппарат, чтобы получить доступ к трансформатору. Это поможет вам снова собрать сварочный аппарат. Фотографии также являются отличным способом показать что-то необычное производителю или ремонтнику без необходимости физически показывать им сварщика.
Получив доступ к трансформатору, обратите внимание на следующие признаки возможной неисправности трансформатора:
Признаки перегрева: деформации или оплавление внешней части трансформатора или частей вокруг него
Не утруждайте себя проверкой трансформатора при наличии явных признаков перегрева
Ослабленные соединения: ослабленных соединений могут привести к тому, что ваш трансформатор выйдет из строя.
Вздутие: трансформатор необходимо заменить, если выявляется, что какая-либо его часть выпирает, это еще один признак повреждения от перегрева сварщик требует, чтобы вы понимали, как был собран трансформатор. Схема подключения должна быть указана в руководстве по эксплуатации. Большинство руководств по эксплуатации сварочных аппаратов содержат сложную электрическую схему.
В целом, трансформаторы, используемые при сварке, имеют следующую конструктивную схему:
Первичные ответвители и вторичные ответвители расположены во вторичных обмотках
Вторичная обмотка подключается к розетке или выключателю тока
Одна сторона вторичной обмотки соединена со сварочным стержнем, а другая – со сварными деталями
Отводы первичной и вторичной обмотки служат для снижения напряжения в системе
Переключатели ответвлений (входят не во все сварочные аппараты)
Они позволяют сварщику регулировать напряжение поворотом крана
Как только вы получите общее представление о схеме подключения сварочного трансформатора, вы можно приступить к выполнению тестов, чтобы определить, как работает трансформатор, при этом используя недорогое оборудование.
3. Приобретите мультиметр
Первый шаг к проверке сварочного трансформатора — приобретение мультиметра, такого как цифровой мультиметр Etekcity. Недорогой мультиметр, такой как тот, который производит Etekcity, предоставит вам следующие возможности:
Измерение переменного/постоянного напряжения от источника постоянного тока
Сопротивление
Диод
Непрерывность цепи
Перечисленный выше мультиметр может использовать только для измерения постоянного тока. Если вам нужно измерить эти параметры в системе с переменным током, вам понадобится мультиметр, такой как этот цифровой мультиметр Etekcity для переменного тока.
Цифровой мультиметр с клещами Meterek является более универсальным вариантом. Он может точно измерять как переменное, так и постоянное напряжение и ток. Он также включает в себя специальный режим для проверки непрерывности, среди других функций режима.
Проверка непрерывности является важным этапом процедуры проверки сварочных трансформаторов, о чем будет сказано далее в этой статье.
Связанное чтение: В чем разница между сваркой на переменном и постоянном токе >> Переменный и постоянный ток
4. Убедитесь, что питание отключено
Перед подключением мультиметра или выполнением любых испытаний убедитесь, что система отключается от всех источников питания. Для таких машин, как сварочные аппараты, требуются «понижающие» трансформаторы, поскольку они требуют преобразования более высокого напряжения, поступающего в систему, в более низкое напряжение.
Именно по этой причине те, кто пытается сделать свои собственные элементарные аппараты для дуговой сварки в домашних условиях, будут тянуть трансформаторы от микроволновок для своих сварщиков. Трансформаторы предъявляют высокие требования к безопасности. Работа с системой, которая не была полностью отключена от источника питания, сопряжена с высоким риском поражения электрическим током.
По этой причине перед испытанием необходимо снять трансформатор и прокачать конденсаторы. Термин «прокачка конденсаторов» просто относится к действию, позволяющему разрядить конденсаторы.
Пока в трансформаторе есть стоковые резисторы, этот процесс не требует дальнейшего вмешательства перед переходом к следующему шагу.
Связанная статья: Средства индивидуальной защиты для сварщиков – СИЗ | Перечень и требования
Однако, если трансформатор не имеет стоковых резисторов, , может потребоваться короткое замыкание конденсаторов. По всей вероятности, трансформатор в вашем сварочном аппарате, вероятно, имеет резисторы стока, а это означает, что вы можете позволить резисторам самостоятельно отводить мощность от конденсаторов.
5. Двойная проверка, чтобы убедиться, что на трансформатор не подается питание
Рекомендуется дважды проверить, что на трансформатор не подается питание, с помощью мультиметра. Для начала убедитесь, что мультиметр или омметр установлен на самое низкое значение по шкале напряжения. Вы сделаете это, перемещая ручку, расположенную в центре мультиметра.
Если вы не знаете, что делать, рекомендуем вам прочитать руководство по эксплуатации вашего мультиметра или посмотреть это полезное видео.
Как пользоваться мультиметром для начинающих – как измерять напряжение, сопротивление, целостность цепи и силу тока >> Посмотрите видео ниже показание 0. Если на экране мультиметра отображается любое значение, отличное от 0, регулируйте центральную ручку в секции напряжения до тех пор, пока на экране дисплея не появится показание 0.
6. Проверьте входное напряжение трансформатора
Первый тест, который вам нужно выполнить, это проверить входное напряжение трансформатора. Сварочные трансформаторы имеют первичную и вторичную катушки, как описано в книге «Принципы и применение сварки» .
Понижающий трансформатор, используемый при сварке, имеет больше витков проволоки в первичной обмотке, чем во вторичной обмотке.
Позволяет сварщику получать ток высокого напряжения с малой силой тока и преобразовывать его в ток низкого напряжения с большой силой тока для сварки.
Стороны входа и выхода трансформатора должны быть маркированы снаружи трансформатора. Если это не так, то вам необходимо свериться со схемой подключения, включенной в руководство пользователя сварочного аппарата.
Затем возьмите мультиметр и убедитесь, что он настроен на контрольное напряжение. Подсоедините по одному щупу мультиметра к каждой стороне клеммы входного напряжения и запишите значение напряжения, как показано на экране дисплея.
Убедитесь, что вы повторяете этот тест несколько раз, чтобы получить точные результаты. Странные показания могут быть результатом неправильного использования мультиметра.
После того, как вы определили, что у вас есть точные показания и стабильные результаты, вы можете сравнить показания напряжения с заявленным входным напряжением, указанным в разделе технических характеристик руководства пользователя.
Если входное напряжение не соответствует указанному входному напряжению, перейдите к проверке источника напряжения перед устранением неисправности трансформатора.
7. Проверьте выходное напряжение
Вам также необходимо проверить выходное напряжение трансформатора. Клеммы, на которые подается выходное напряжение, должны быть отмечены на трансформаторе.
Если вы не можете определить, на какую клемму подается выходное напряжение, посмотрите электрическую схему в руководстве пользователя сварочного аппарата.
По крайней мере, выходное напряжение должно быть меньше, чем входное напряжение понижающего трансформатора, типа трансформатора, обычно используемого при сварке. Если выходное напряжение больше или равно входному напряжению понижающего трансформатора, проблема может заключаться во вторичной обмотке.
Для измерения выходного напряжения сварочного трансформатора, убедитесь, что центральная ручка мультиметра настроена на считывание напряжения. Разместите по одному проводу на каждом конце выходной клеммы. Проверьте напряжение несколько раз, чтобы убедиться, что показания точны и непротиворечивы.
Показания выходного напряжения должны быть как минимум в пределах разумного диапазона значения, указанного в разделе технических характеристик руководства пользователя для вашего сварочного аппарата.
Более дешевые мультиметры не обязательно являются самыми точными, но они вполне подходят для этих целей и обязательно дадут вам знать, попадает ли ваше проверенное значение в ожидаемый диапазон.
Если вы получите неожиданное значение, вам необходимо устранить неполадки со сварочным трансформатором. Если входное напряжение в норме, но выходное напряжение слишком низкое или высокое, , то, скорее всего, проблема во вторичных обмотках, как упоминалось ранее.
Это может быть ремонт, который вы можете сделать самостоятельно. Вы можете подумать о поиске электрика или компании по ремонту сварочных аппаратов, которые могут починить вторичную обмотку по цене, которая ниже, чем стоимость полной замены трансформатора.
Прежде чем продолжить чтение, вот статья , которую мы написали: Если ваш сварщик продолжает отключать выключатель, прочтите это руководство
Начните с перемещения ручки на мультиметре, чтобы считать сопротивление. Ручку нужно будет переместить в секцию омметра вашего мультиметра, чтобы вы могли начать измерение сопротивления.
Для начала соедините отдельные выводы мультиметра вместе. Мультиметр должен показывать непрерывность.
Непрерывность обычно отображается на мультиметре звуковым сигналом непрерывности. Многие мультиметры не имеют специального режима непрерывности , в отличие от этого универсального мультиметра .
К счастью, вы все еще можете измерять непрерывность на мультиметрах без специального режима проверки целостности цепи. В таких системах показания сопротивления должны быть близки к нулю.
Снимите проводку со стороны входа трансформатора. Затем прикоснитесь положительным и отрицательным выводами мультиметра к противоположным входным клеммам.
Значение сопротивления должно быть близко к 0 , что указывает на непрерывность. Если это не так, проверьте проводку несколько раз, чтобы убедиться, что проблема заключается в ложных показаниях мультиметра.
Если показания сопротивления по-прежнему выходят за пределы ожидаемого диапазона значений, вероятно, у вас неисправен трансформатор.
Эта проблема, скорее всего, указывает на необходимость полной замены трансформатора. По всей вероятности, не существует такого ремонта, который мог бы исправить сварочный трансформатор, который просто не работает вообще.
Как работают сварочные трансформаторы. Разборка и объяснение >> Посмотрите видео ниже
9.
Проведите проверку целостности вторичных обмоток
Вам также потребуется выполнить проверку целостности вторичных обмоток трансформатора. Отсоедините выходные провода от трансформатора. Убедитесь, что мультиметр настроен на считывание сопротивления.
Чтобы быть точным, сначала коснитесь 2 выводов мультиметра вместе, считывая сопротивление, чтобы убедиться, что мультиметр способен проверить непрерывность. Мультиметр издаст звуковой сигнал и/или покажет значение сопротивления, близкое к 0.
Затем подключите каждый провод к каждой выходной клемме. Мультиметр должен показывать непрерывность.
Если мультиметр не показывает целостность цепи, то следует проверить вторичную цепь на наличие короткого замыкания на массу, которое часто возникает из-за оголенного провода. В этом случае потребуется полная замена трансформатора.
Проблемы с работой сварочного аппарата часто связаны с трансформатором. Операторы часто инстинктивно не думают, что это может быть причиной того, что их сварочный аппарат не работает должным образом.
В руководстве по эксплуатации этого трансформатора для дуговой сварки указано, что разомкнутая цепь трансформатора является одной из потенциальных причин того, что сварщик вообще не сможет выполнять сварку. Вы также можете заметить, что при первом запуске сварочный аппарат работает нормально, но вскоре после этого перестает работать.
Если ваш сварочный аппарат работает от постоянного тока, то такая нерегулярная работа сварочного аппарата может быть результатом плохих внутренних соединений.
Часть вашей процедуры поиска и устранения неисправностей должна включать выполнение серии тестов трансформатора, чтобы убедиться, что неисправный трансформатор не является причиной проблем с производительностью.
Зачем все еще использовать сварочные аппараты на основе трансформаторов?
Большие дебаты в области сварочных ям противопоставляют инверторных сварщиков трансформаторным сварщикам. На протяжении большей части истории промышленности трансформаторные сварочные аппараты были нормой. Однако в конце 19Инженеры-программисты 80-х годов начали разрабатывать сварочные аппараты на базе инверторов.
Сварочные инверторы используют технологию на основе кремния. Это компьютеризированные сварочные аппараты, которые могут легко регулировать силу тока без использования неуклюжих трансформаторов и выпрямителей, используемых в традиционных сварочных аппаратах.
Сварщики трансформаторов по-прежнему сохраняют свои достоинства. Во-первых, их намного легче ремонтировать. Подумайте, насколько проще ремонтировать старый автомобиль, чем ремонтировать современные автомобили с более сложными компьютерными системами.
По этой причине многим операторам удобнее использовать трансформаторные сварочные аппараты.
Сварочные аппараты-трансформеры также существуют гораздо дольше. Это означает, что на совершенствование характеристик трансформаторных сварочных аппаратов было потрачено больше времени, чем на инверторные сварочные аппараты. Справедливости ради следует отметить, что за последние годы инверторы немного отстали.
Сварочные аппараты с инвертором по-прежнему дороже, чем сварочные аппараты с трансформатором , хотя средняя стоимость инверторов с годами снизилась. Если вы в основном свариваете литейную сталь в своем домашнем цеху, то вы обнаружите, что трансформатор по-прежнему вполне соответствует вашим требованиям.
Сварочные аппараты-трансформеры — действительно лучший вариант для сварщика-сделай сам, если принять во внимание цену.
Инверторы также обходятся дороже в ремонте после истечения срока гарантии, говорится в этой статье, опубликованной в The Fabricator . Инверторы — это дорогостоящее оборудование, которое нужно ремонтировать, особенно если вы сталкиваетесь с постоянными проблемами с компьютерной системой.
Трансформаторы менее затратны в ремонте или замене, потому что вы можете получить запасные части из отходов.
Сколько Ом должен считывать трансформатор?
Показания вашего омметра не должны иметь существенных различий между результатом его проверки и сопротивлением, указанным в паспорте трансформатора.
Сопротивление переменному току удерживается в проводах, намотанных вокруг его сердечника. Вы измеряете это, касаясь омметром красного и черного контактов на противоположных концах проводки трансформатора.
Если есть существенная разница между паспортными данными вашего трансформатора, вам следует рассмотреть вопрос о немедленной замене трансформатора.
Любое показание бесконечного сопротивления или OL может быть измерено как неисправность трансформатора и должно быть заменено.
Какая сторона трансформатора имеет более высокое сопротивление?
Какая сторона трансформатора имеет большее сопротивление? Входная сторона трансформатора (или первичная сторона) обычно имеет более высокое значение, поскольку в этой точке подключается основное электропитание. Выходная (или вторичная) сторона — это место, где электрический ток отправляется на нагрузку.
Напряжение на первичной обмотке понижающего трансформатора всегда больше, чем на вторичной обмотке, поэтому она имеет большее сопротивление, чем вторичная обмотка.
Значит, сторона с большим сопротивлением должна быть основной. Другие способы найти первичный источник:
Используйте мультиметр в непрерывном режиме, , и вы можете проверить первичный, а затем вторичный провод, чтобы увидеть более высокое значение мультиметра.
Если ваш трансформатор представляет собой трансформатор с центральным отводом, вы обнаружите, что первичная обмотка обычно имеет два провода, а вторичная обмотка — три провода.
Если ваш трансформатор имеет маркировку, отображается первичное напряжение в верхней части трансформатора, а меньшее вторичное напряжение отображается в нижней части дисплея.
Как размагнитить сердечник трансформатора?
Как размагнитить сердечник трансформатора? Для размагничивания катушки трансформатора необходимо подать постоянный ток, причем его величина должна быть уменьшена за счет смены полярности направленного тока несколько раз.
Размагничивание имеет решающее значение для трансформатора, поскольку сердечник может иметь остаточную намагниченность после отключения от источника питания или остаточную намагниченность после измерения сопротивления обмотки.
Если ваш трансформатор не размагничен должным образом, это может вызвать высокие пусковые токи при повторном включении сердечника. Этот остаточный магнетизм может привести к повреждению катушек или снижению зажимного усилия.
Эти механические удары, вызванные перегрузкой по току, могут привести к ослаблению обмотки и механическому отказу.
Инверторные сварочные аппараты лучше, чем трансформаторные?
Обе машины имеют свои преимущества и недостатки в зависимости от таких факторов, как пространство, эффективность и долговечность.
Инверторы обычно используют меньше ампер для достижения того же напряжения, что и трансформатор, поэтому они более эффективны и производят более стабильную дугу. Трансформаторы имеют более высокие рабочие циклы и могут выполнять более тяжелые операции, чем инверторы.
Они также имеют более длительный послужной список долговечности, поскольку технология существует значительно дольше.
Инверторы занимают меньше места, чем трансформатор, поэтому подходят сварщикам, работающим в ограниченном пространстве. У инверторов больше рабочих частей, поэтому ремонт не так прост, как у более простого по конструкции трансформатора.
Первоначальная стоимость инвертора выше, чем у трансформатора, но благодаря сравнительно низкому потреблению электроэнергии (около 10%) ваш инвертор с течением времени экономит деньги.
Инверторы более универсальны с точки зрения материалов, чем трансформаторы с возможностью программирования GMAW и GTAW.
Однако, если ваши потребности просты и вы сосредоточены на низкоуглеродистой стали, трансформатор — это все, что вам нужно для прочной и надежной машины, которая прослужит вам долгое время.
Какой трансформатор используется при дуговой сварке?
Какой трансформатор используется в дуговой сварке? Чаще всего дуговые сварщики выбирают преобразователи на основе IGBT или MOSFET, работающие от сети в постоянный или синтезированный переменный ток, такие как Dekopro Arc Welder.
Хотя для дуговой сварки доступно пять источников питания, большинство современных сварщиков не выбирают трансформаторы сетевой частоты.
Несмотря на то, что простые системы с первичным отводом могут быть достаточно надежными для сварки MIG, перепады подачи могут быть проблематичными. Тиристорные регуляторы позволяют плавно регулировать мощность и могут использоваться для большинства целей сварки.
Связанное чтение: Что такое арочная сварка?
Инверторные источники питания обладают наибольшими преимуществами с точки зрения эффективности и производительности.
Они преобразуют сетевой переменный ток (50 Гц) в высокочастотный переменный ток перед выпрямлением в постоянный ток, подходящий для сварки.
Вот некоторые из моих любимых инструментов и оборудования
Спасибо за чтение этой статьи. Я надеюсь, что это поможет вам найти самую последнюю и точную информацию для вашего сварочного проекта. Вот некоторые инструменты, которые я использую ежедневно, и надеюсь, что вы также найдете их полезными.
Есть партнерские ссылки, поэтому, если вы решите использовать любую из них, я получу небольшую комиссию. Но, честно говоря, это именно те инструменты, которые я использую и рекомендую всем, даже своей семье. ( NO CRAP )
Чтобы увидеть все мои самые актуальные рекомендации, проверьте этот ресурс , который я сделал для вас!
Рекомендуем прочитать:
Как сварить с помощью генератора?
Что такое многопроцессорный сварочный аппарат и когда вы его используете?
Справочник покупателя портативного сварочного аппарата: 5 вещей, на которые следует обратить внимание
Физические испытания, позиции сварки, сварочные аппараты и другие сварочные системы резки Плазменная сварка
ФИЗИЧЕСКИЕ ИСПЫТАНИЯ
13-12. ОБЩИЙ
а. Испытания, описанные в этом разделе, были разработаны для проверки навыков сварщика, а также качества металла сварного шва и прочности сварного соединения для каждого типа металла, используемого в боевой технике.
б. Некоторые из этих испытаний, такие как испытания на растяжение и изгиб, являются разрушительными, поскольку образцы для испытаний нагружаются до тех пор, пока они не разрушатся, поэтому можно получить желаемую информацию. Другие методы испытаний, такие как рентгеновские и гидростатические испытания, не являются разрушающими.
13-13. КИСЛОТНОЕ ТРАВЛЕНИЕ ТЕСТ
а. Это испытание используется для определения прочности сварного шва. Кислота воздействует или вступает в реакцию с краями трещин в основном металле или металле сварного шва и выявляет дефекты сварки, если таковые имеются. Он также подчеркивает границу между основным металлом и металлом сварного шва и, таким образом, показывает размер сварного шва, который в противном случае может быть нечетким. Этот тест обычно проводят на поперечном срезе сустава.
б. Для травления углеродистых и низколегированных сталей обычно используют растворы соляной кислоты, азотной кислоты, персульфата аммония или йода и йодида калия.
13-14. НАПРАВЛЯЕМЫЙ ТЕСТ НА ИЗГИБ
Качество металла шва на поверхности и в корне сварного соединения, а также степень проплавления и сплавления с основным металлом определяют с помощью управляемых испытаний на изгиб. Эти испытания проводятся на приспособлении (рис. 13-1). Эти образцы для испытаний изготавливаются из сварных пластин, толщина которых должна быть в пределах возможностей приспособления для гибки. Образец для испытаний помещают на опоры матрицы, которая является нижней частью приспособления. Плунжер, приводимый в действие сверху гидравлическим домкратом или другим устройством, заставляет образец вдавливаться в пресс-форму и обеспечивать ее форму. Чтобы выполнить требования этого испытания, образцы должны быть согнуты на 180 градусов, и, чтобы они были признаны пригодными, на поверхности не должно быть трещин размером более 1/8 дюйма (3,2 мм) в любом размере. Испытания на торцевой изгиб проводятся на приспособлении с лицевой стороной сварного шва, находящейся под напряжением (т. е. снаружи изгиба) (А, рис. 13-2). Испытания на корневой изгиб проводятся при растяжении корня шва (т. е. снаружи изгиба) (B, рис. 13-2). Образцы для испытаний на направленный изгиб также показаны на рис. 13-3.
13-15. БЕСПЛАТНЫЙ ТЕСТ НА ИЗГИБ
а. Испытание на свободный изгиб было разработано для измерения пластичности металла шва, наплавленного в сварном соединении. Образец для испытаний вытачивают из сварной пластины со сварным швом, расположенным, как показано в A на рис. 13-4. Каждый угол по длине образца должен быть закруглен по радиусу, не превышающему одной десятой толщины образца. Следы инструмента, если таковые имеются, должны располагаться вдоль образца. На лицевой стороне на расстоянии 1/16 дюйма (1,6 мм) от края сварного шва наносятся две размеченные линии. Расстояние между этими линиями измеряется в дюймах и записывается как начальное расстояние X (B, рис. 13-4). Затем концы испытуемого образца сгибают под углом около 30 градусов, причем эти изгибы составляют примерно одну треть длины с каждого конца. Таким образом, сварной шов располагается по центру, чтобы гарантировать, что весь изгиб происходит в сварном шве. Первоначально согнутый образец затем помещают в машину, способную оказывать большое сжимающее усилие (С, рис. 13-4), и изгибают до тех пор, пока на поверхности образца не появится трещина размером более 1/16 дюйма (1,6 мм) в любом размере. сварка. Если трещины не появляются, изгиб продолжают до тех пор, пока образцы толщиной 1/4 дюйма (6,4 мм) или меньше не смогут быть испытаны в тисках. Более тяжелая пластина обычно испытывается на прессе или на приспособлении для гибки. Независимо от того, используются ли при испытании на свободный изгиб тиски или другой тип сжимающего устройства, рекомендуется обработать верхнюю и нижнюю контактные пластины гибочного оборудования так, чтобы поверхности были параллельны концам образца (E, рис. 13- 4). Это предотвратит соскальзывание и выпадение образца из испытательной машины при его изгибе.
б. После изгиба образца до точки, где завершается испытательный изгиб, расстояние между размеченными линиями на образце снова измеряют и записывают как расстояние Y. Чтобы найти процент удлинения, вычтите начальное расстояние из конечного, разделите на начальное расстояние и умножить на 100 (рис. 13-4). Обычные требования для прохождения этого испытания заключаются в том, что минимальное удлинение должно составлять 15 процентов, а на поверхности сварного шва не должно быть трещин размером более 1/16 дюйма (1,6 мм) в любом размере.
с. Испытание на свободный изгиб в значительной степени заменяется испытанием на управляемый изгиб, где имеется необходимое испытательное оборудование.
13-16. ТЕСТ НА ИЗГИБ
Испытание на обратный изгиб используется для определения качества металла шва и степени проникновения в корень Y сварного стыкового соединения. Используемые образцы аналогичны тем, которые требуются для испытания на свободный изгиб (параграф 13-15), за исключением того, что они изгибаются так, что корень сварного шва находится на стороне растяжения или снаружи. Испытываемые образцы должны изгибаться 90 градусов без разрыва. Это испытание в значительной степени заменяется испытанием на управляемый изгиб (параграфы 13-14).
13-17. НИК БРЕЙК ТЕСТ
а. Испытание на надрыв было разработано для определения наличия в металле шва сварного стыкового соединения каких-либо внутренних дефектов, таких как шлаковые включения, газовые карманы, непровар и/или окисленный или перегоревший металл. Образец получают из сварного стыка механической обработкой или резкой кислородно-ацетиленовой горелкой. Каждая кромка сварного шва в месте соединения прорезается с помощью пропила по центру (рис. 13-5). Подготовленная таким образом деталь накладывается на два стальных блока (рис. 13-5) и забивается тяжелым молотком до тех пор, пока участок сварного шва между пазами не разрушится. Обнаженный таким образом металл должен быть полностью расплавлен и не содержать шлаковых включений. Размер любого газового кармана не должен превышать 1/16 дюйма (1,6 мм) по большему измерению, а количество газовых карманов или пор на квадратный дюйм (64,5 кв. мм) не должно превышать 6,9.0003
б. Другой метод испытания на разрыв используется для определения прочности угловых сварных швов. Это испытание на разрыв углового шва. К вершине V-образного образца прикладывают усилие с помощью пресса, испытательной машины или ударов молотка до разрыва углового шва. Поверхности излома затем будут проверены на прочность.
13-18. ИСПЫТАНИЕ НА ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ
а. Это испытание используется для измерения прочности сварного соединения. Часть а для определения приваренной пластины находится посередине между губками испытательной машины (рис. 13-6). Толщину по ширине испытуемого образца измеряют перед испытанием, площадь в квадратных дюймах рассчитывают путем их умножения перед испытанием, а площадь в квадратных дюймах рассчитывают путем умножения этих двух цифр (см. формулу, рис. 13-6). Затем образец для испытания на растяжение монтируют в машину, которая будет прикладывать к нему достаточное усилие, чтобы сломать образец. Испытательная обработка может быть как стационарной, так и переносной. На рис. 13-7 показана машина переносного типа, работающая по гидравлическому принципу и способная как тянуть, так и сгибать образцы для испытаний. Когда образец испытывается на этой машине, на манометре регистрируется нагрузка в фунтах. В стационарных типах приложенная нагрузка может быть зарегистрирована на балансировочной балке. В любом случае регистрируется нагрузка в точке разрыва. Образцы для испытаний, разрушенные при испытании на растяжение, показаны на рис. 13-3.
б. Прочность на растяжение, которая определяется как напряжение в фунтах на квадратный дюйм, рассчитывается путем деления разрушающей нагрузки образца на исходную площадь поперечного сечения образца. Обычные требования к прочности на растяжение сварных швов заключаются в том, что образец должен растягиваться не менее чем на 90 % от прочности на растяжение основного металла.
с. Прочность на сдвиг поперечных и продольных угловых швов определяют по растягивающему напряжению на испытуемых образцах. Ширина образца измеряется в дюймах. Образец разрывается под действием растягивающей нагрузки и определяется максимальная нагрузка в фунтах. Прочность сварного шва на сдвиг в фунтах на погонный дюйм определяется путем деления максимальной нагрузки на длину разорвавшегося углового шва. Прочность на сдвиг в фунтах на квадратный дюйм получается путем деления прочности на сдвиг в фунтах на погонный дюйм на средний размер сварного шва в дюймах. Образцы для испытаний делаются шире, чем требуется, и обрабатываются до нужного размера.
13-19. ГИДРОСТАТИЧЕСКОЕ ИСПЫТАНИЕ
Это неразрушающий контроль, используемый для проверки качества сварных швов на закрытых емкостях, таких как сосуды под давлением и резервуары. Испытание обычно состоит из заполнения сосуда водой и приложения давления, превышающего рабочее давление сосуда. Иногда большие резервуары наполняют водой без давления, чтобы обнаружить возможную утечку через дефектные сварные швы. Другой метод заключается в проверке с помощью масла, а затем пропаривания сосуда. Заметно проявляется обратное просачивание масла из-за хвостовика.
13-20. ТЕСТ НА МАГНИТНЫЕ ЧАСТИЦЫ
Это метод испытания или контроля, используемый для сварных швов и деталей из сталей из магнитных сплавов. Он применим только к ферромагнитным материалам, в которых наплавленный шов также является ферромагнитным. С помощью электрического тока большой силы тока в проверяемом изделии создается сильное магнитное поле. Поле рассеяния будет создано любой неоднородностью, пересекающей это поле в детали. Локальные полюса создаются полем рассеяния. Эти полюса притягивают и удерживают магнитные частицы, которые для этой цели помещаются на поверхность. Рисунок частиц, образующийся на поверхности, указывает на наличие несплошности или дефекта на поверхности детали или вблизи нее.
13-21. РЕНТГЕНОВСКИЙ ТЕСТ
Это радиографический метод контроля, используемый для выявления наличия и характера внутренних дефектов в сварном шве, таких как трещины, шлак, пузыри и зоны, где отсутствует надлежащее сплавление. На практике с одной стороны свариваемой пластины размещают рентгеновскую трубку, а с другой — рентгеновскую пленку со специальной чувствительной эмульсией. При проявлении дефекты в металле проявляются в виде темных пятен и полос, которые может интерпретировать оператор, имеющий опыт работы с этим методом контроля. Пористость и неполноценное проникновение корня, выявленные при рентгенологическом контроле, показаны на рис. 13-8.
ПРИМЕЧАНИЕ
Инструкции по обращению с рентгеновским аппаратом во избежание причинения вреда обслуживающему персоналу содержатся в «Американских стандартных правилах промышленного использования рентгеновских лучей».
13-22. ГАММА-ТЕСТ
Этот тест представляет собой рентгенографический метод контроля, аналогичный рентгеновскому методу, описанному в пунктах 13-13, за исключением того, что гамма-лучи исходят из капсулы из сульфата радия, а не из рентгеновской трубки. Из-за коротких длин волн гамма-излучения возможно проникновение в срезы значительной толщины, но время, необходимое для воздействия на металл любой толщины, намного больше, чем требуется для рентгеновских лучей, из-за меньшей скорости, с которой гамма-излучение образуются лучи. Рентгеновское тестирование используется для большинства рентгенографических проверок, но гамма-оборудование имеет то преимущество, что оно чрезвычайно портативно.
13-23. ФЛУОРЕСЦЕНТНЫЙ ТЕСТ НА ПЕНЕТРАНТ
Люминесцентная пенетрантная дефектоскопия — это метод неразрушающего контроля, с помощью которого можно локализовать трещины, поры, утечки и другие дефекты в твердых материалах. Он особенно полезен для обнаружения поверхностных дефектов в сварных швах из немагнитных материалов, таких как алюминий, магний и аустенитная сталь, а также для обнаружения утечек во всех типах сварных швов. В этом методе используется смываемый водой высокофлуоресцентный материал с исключительными проникающими свойствами. Этот материал наносится на чистую сухую поверхность проверяемого металла кистью, распылением или погружением. Избыток материала удаляют ополаскиванием, протиранием чистой смоченной водой тряпкой или пескоструйной обработкой. Затем наносится проявитель влажного или сухого типа. Неровности на поверхностях, которые были должным образом очищены, обработаны пенетрантом, промыты и обработаны проявителем, имеют яркую флуоресцентную индикацию в черном свете.
13-24. ИСПЫТАНИЯ НА ТВЕРДОСТЬ
а. Общий . Твердость можно определить как способность вещества сопротивляться вдавливанию или локализованному смещению. Обычно применяемый тест на твердость представляет собой неразрушающий контроль, используемый в основном в лаборатории, а не в полевых условиях. Испытания на твердость используются как средство контроля свойств материалов, используемых для определенных целей, после того, как была установлена желаемая твердость для конкретного применения. Испытание на твердость используется для определения твердости металла сварного шва. При тщательном испытании сварного соединения можно выделить твердые участки и определить степень влияния тепла сварки на свойства основного металла.
б. Оборудование для определения твердости .
(1) Тест файла . Простейшим методом определения сравнительной твердости является испытание напильником. Это выполняется путем запуска напильника под ручным давлением над тестируемой деталью. Можно получить информацию о том, тверже или мягче испытуемый металл, чем напильник или другие материалы, прошедшие такую же обработку.
(2) Машины для определения твердости .
(а) Общий . Существует несколько типов твердомеров. Каждый из них уникален тем, что его функциональный дизайн лучше всего подходит для конкретной области или применения, для которого предназначена машина. Однако с одним и тем же металлом можно использовать более одного типа станков, и полученные значения твердости могут быть удовлетворительно сопоставлены. В лабораторных испытаниях твердости металлов чаще всего используются два типа машин: твердомер по Бринеллю и твердомер по Роквеллу.
(b) Твердомер по Бринеллю . В испытаниях по Бринеллю образец устанавливается на наковальне машины, и к шарику из закаленной стали, который находится в контакте с поверхностью испытуемого образца, прикладывается нагрузка в 6620 фунтов (3003 кг). Стальной шарик имеет диаметр 0,4 дюйма (10,2 мм). Нагрузку оставляют на 1/2 минуты, а затем отпускают и измеряют глубину углубления, сделанного шариком на образце. Результирующее число твердости по Бринеллю получают по следующей формуле:
Следует отметить, что для облегчения определения твердости по Бринеллю фактически измеряется диаметр углубления, а не его глубина. Таблицы чисел твердости по Бринеллю были подготовлены для различных диаметров оттисков. Эти диаграммы обычно используются для определения чисел Бринелля.
(c) Твердомер по Роквеллу . Принцип работы тестера Роквелла практически такой же, как у тестера Бринелля. Он отличается от тестера Бринелля тем, что на меньший шарообразный или конусообразный алмаз воздействует меньшая нагрузка. Глубина вдавливания измеряется и указывается на шкале, прикрепленной к машине. Твердость выражается в произвольных цифрах, называемых «числами Роквелла». Перед ними стоят буквенные обозначения, такие как «B» или «C», чтобы указать размер используемого мяча, приложенную нагрузку и шкалу, используемую в тесте.
13-25. ТЕСТ MAGNAFLUX
а. Общий . Это быстрый неразрушающий метод обнаружения дефектов на поверхности или вблизи поверхности стали и ее магнитных сплавов посредством правильного намагничивания и применения ферромагнитных частиц.
б. Основные принципы . Для всех практических целей осмотр Magnaflux можно сравнить с использованием увеличительного стекла. Однако вместо стекла используются магнитное поле и ферромагнитные порошки. Метод магнитопорошкового контроля основан на двух принципах: во-первых, магнитное поле создается в куске металла, когда через него или вокруг него протекает электрический ток; во-вторых, крошечные полюса устанавливаются на поверхности металла везде, где это магнитное поле нарушается или искажается.
с. Когда ферромагнитные частицы подносятся к намагниченной детали, они сильно притягиваются к этим полюсам и крепче удерживаются на них, чем на остальной поверхности детали, образуя тем самым видимую индикацию.
13-26. ВИХРЕТОКОВЫЙ (ЭЛЕКТРОМАГНИТНЫЙ) КОНТРОЛЬ.
а. Общий . Вихретоковый (электромагнитный) контроль — метод неразрушающего контроля, основанный на принципе, что электрический ток будет протекать по любому проводнику, находящемуся в изменяющемся магнитном поле. Он используется для проверки сварных швов в магнитных и немагнитных материалах и особенно полезен при проверке стержней, галтелей, сварных труб и труб. Частота может варьироваться от 50 Гц до 1 МГц, в зависимости от типа и толщины материала текущих методов. Первый относится к испытаниям, в которых магнитная проницаемость материала является фактором, влияющим на результаты испытаний, а второй — к испытаниям, в которых участвует электрическая проводимость.
б. Неразрушающий контроль вихретоковыми методами включает возбуждение электрических токов (вихревых токов или токов Фуко) в образце для испытаний и измерение изменений, вызванных неоднородностями или другими физическими различиями в образце для испытаний. Такие тесты можно использовать не только для обнаружения несплошностей, но и для измерения отклонений в размерах и удельном сопротивлении испытуемого образца. Поскольку удельное сопротивление зависит от таких свойств, как химический состав (чистота и легирование), ориентация кристаллов, термическая обработка и твердость, эти свойства также могут быть определены косвенно. Электромагнитные методы подразделяются на магнитоиндуктивные и вихретоковые. Первый относится к испытаниям, в которых магнитная проницаемость материала является фактором, влияющим на результаты испытаний, а второй — к испытаниям, в которых участвует электрическая проводимость.
с. Один из методов создания вихревых токов в образце для испытаний состоит в том, чтобы сделать образец сердечником индукционной катушки переменного тока. Есть два способа измерения изменений, происходящих в величине и распределении этих токов. Первый заключается в измерении резистивной составляющей импеданса возбуждающей катушки (или вторичной испытательной катушки), а второй — в измерении индуктивной составляющей импеданса возбуждающей (или вторичной) катушки. Электронное оборудование было разработано для измерения либо резистивной, либо индуктивной составляющих импеданса по отдельности или обоих одновременно.
д. Вихревые токи индуцируются в проводящем испытательном образце за счет переменной электромагнитной индукции или действия трансформатора. Вихревые токи имеют электрическую природу и обладают всеми свойствами, присущими электрическим токам. При генерировании вихревых токов испытуемый образец, который должен быть проводником, помещается в поле катушки, по которой течет переменный ток. Катушка может охватывать деталь, может иметь форму зонда или, в случае трубчатой формы, может быть намотана, чтобы поместиться внутри трубы. Вихревой ток в металлическом образце также создает собственное магнитное поле, противодействующее исходному магнитному полю. На импеданс возбуждающей катушки или второй катушки, соединенной с первой в непосредственной близости от образца, влияет наличие наведенных вихревых токов. Эта вторая катушка часто используется для удобства и называется сенсорной или принимающей катушкой. Путь вихревого тока искажается наличием разрыва. Трещина и отклоняет, и вытесняет вихревые токи. Таким образом, кажущийся импеданс катушки изменяется при наличии дефекта. Это изменение можно измерить и использовать для выявления дефектов или различий в физической, химической и металлургической структуре. Подповерхностные разрывы также могут быть обнаружены, но ток падает с глубиной.
13-27. ИСПЫТАНИЯ НА АКУСТИЧЕСКУЮ ЭМИССИЮ
а. Методы контроля акустической эмиссии (AET) в настоящее время считаются дополнительными к другим методам неразрушающего контроля. Однако они применялись во время контрольных испытаний, периодических проверок, обслуживания и изготовления.
б. Испытания акустической эмиссии состоят из обнаружения акустических сигналов, вызванных пластической деформацией или образованием трещин во время нагрузки. Эти сигналы присутствуют в широком частотном спектре вместе с фоновым шумом от многих других источников. Преобразователи, стратегически расположенные на конструкции, активируются поступающими сигналами. Благодаря подходящим методам фильтрации фоновый шум в композитном сигнале заметно снижается. Любой источник значимых сигналов наносится путем триангуляции на основе времени прихода этих сигналов на различные преобразователи.
13-28. ТЕСТИРОВАНИЕ ФЕРРИТОВ
а. Влияние содержания феррита . Наплавленные наплавки из полностью аустенитной нержавеющей стали имеют тенденцию к образованию небольших трещин даже в условиях минимального ограничения. Эти небольшие трещины, как правило, располагаются поперек линии сплавления шва в проходах сварки и в основном металле, которые были повторно нагреты почти до точки плавления материала последующими проходами сварки. Трещины являются явно вредными дефектами и недопустимы. С другой стороны, влияние трещин на характеристики сварки менее очевидно, так как эти микротрещины быстро замазываются очень жестким аустенитным текстом-маленькой связью. Трещиноватые наплавки удовлетворительно работают в очень тяжелых условиях. Однако тенденция к образованию трещин обычно идет рука об руку с тенденцией к более крупным трещинам, поэтому часто желательно избегать чувствительных к трещинам металлов сварного шва.
б. Присутствие небольшой доли фазы магнитного дельта-феррита в аустенитном (немагнитном) наплавленном металле влияет на предотвращение как растрескивания, так и образования трещин по центральной линии. Количество дельта-феррита в сваренном материале в значительной степени определяется балансом в составе металла сварного шва между элементами, способствующими ферриту (наиболее распространены хром, кремний, молибден и колумбий), и элементами, способствующими аустениту (никель, наиболее распространены марганец, углерод и азот). Однако избыток дельта-феррита может отрицательно сказаться на свойствах металла сварного шва. Чем больше количество дельта-феррита, тем ниже будет пластичность и ударная вязкость металла шва.
Вы знаете, что ожог глаз от сварки — коварное состояние? Его симптомы появляются только через 4–10 часов, тогда как меры первой помощи нужно предпринять сразу: это увеличит шанс, что впоследствии зрение будет восстановлено полностью.
Почему при сварке страдает глаз
Возникает ожог глаз от сварки при взгляде на сварочную дугу: она является источником ультрафиолетовых лучей, которые неблагоприятно воздействуют на глазные структуры.
Сварочный ультрафиолет имеет различные длины волн:
• одни из них негативно воздействуют только на поверхностный слой роговицы — эпителий;
• другие могут повреждать хрусталик, особенно если в нём уже развивается или развилась катаракта;
• третьи проникают до сетчатки.
Чтобы получить ожог глаз от сварки, не обязательно длительно смотреть без защиты на дугу. Коротковолновой ультрафиолет — тот, который «достаёт» до сетчатки — способен проникать даже сквозь сварочную маску, особенно если эта индивидуальная защита сделана из некачественных материалов.
Кроме электроофтальмии, которую вызывает ультрафиолетовое излучение, при сварке может возникать и термический ожог глаза. Он вызывается инфракрасными лучами, которые также испускает сварочная дуга.
Как проявляется ожог глаз от сварки?
Поражение глазных структур ультрафиолетовыми лучами проявляется не сразу — только через 4–10 часов после сильного воздействия. За это время, зная, чем лечить ожог глаз от сварки, можно улучшить состояние глазных структур, но это не всегда возможно.
Поэтому необходимо хотя бы начать лечение ожога глаз сваркой при появлении таких симптомов:
• ощущение песка в глазах;
• слезотечение;
• глаза чувствуют себя комфортно только в полутемном помещении;
• присутствует головная боль.
Поврежденный глаз, если его открыть и рассмотреть, выглядит красным, заметна рыхлость и отечность его поверхностной оболочки.
Такие симптомы будут всегда наблюдаться на начальных этапах. По ним нельзя понять, какая степень ожога глаз от сварки, а чем лечить будет зависеть именно от этого.
Как определяется степень повреждения глазных структур?
В зависимости от того, какую степень имеет ожог глаз сваркой, лечение будет проводиться дома или в стационаре. Точное определение тяжести повреждения проводит врач-офтальмолог — по данным осмотра. Но предположить степень ожога можно ещё до посещения врача:
Проявляется жжением и зудом глазного яблока, мерцающими перед взором пятнами. Если глаз насильно раскрыть и посмотреть на него, заметны мелкие красные сосудики над белком глаза.
Офтальмологи видят помутнение роговицы и инъецирование конъюнктивы.
В этом случае человек, получивший ожог глаз от сварки, не может выходить на свет — тогда сразу появляются боли в глазах. Поэтому, он может находиться только в полутьме. Если всё же попытаться рассмотреть его глаз на дневном свету, видно, что глаз «мутный». При осмотре сам пострадавший говорит, что стал намного хуже видеть.
Офтальмолог описывает эту степень как помутнение роговицы, появление на ней эрозий, блефароспазм.
Симптомами, указывающими на это поражение глаза, являются невозможность открыть больной глаз — даже в темноте, режущая боль в глазу и постоянное ощущение в нём инородного тела. В этом случае даже постороннему человеку видно, что веки глаза отекли. Чем лечить ожог глаз от сварки в этом случае строго назначает врач в стационаре.
При биомикроскопии офтальмологи видят покраснение конъюнктивы, хемоз, появление пленок на помутневшей роговице.
Лечение ожога глаз сваркой проходит только в стационаре. Об этом тяжелом поражении говорит сильный отёк век и нестерпимая боль в глазу. Если глаз всё-таки открыть, видно, что его поверхность тусклая и безжизненная. Такой глаз почти ничего не видит.
Врачи описывают это поражение как некроз глазных тканей, потускнение роговицы, появление на ней эрозий и язв.
Первая помощь
Задаться вопросом, что делать при ожоге глаза сваркой, нужно при первых же симптомах: чем раньше и грамотнее будет оказана помощь, тем выше шанс сохранить зрение.
Итак, алгоритм первой помощи — следующий:
• Промыть глаза прохладной водой — кипячёной, бутилированной или дистиллированной. Хоть вода и не является антидотом от ультрафиолетового или инфракрасного излучения, она несколько уменьшит воспалительный процесс — за счёт снижения местной температуры.
Водой из-под крана промывать нельзя!
• Дать пострадавшему обезболивающее, предварительно уточнив, что у него нет на препарат аллергии.
Врачи советуют, что делать при ожоге глаза сваркой, если в глаз попал металлический осколок:
«Никогда не доставайте его — ни руками, ни ватными палочками. Так вы можете только погрузить инородное тело глубже. Направлять на него большой напор воды тоже не нужно. Лучше устремите поток воды из шприца так, чтобы она омывала осколок сбоку: если он лежит поверхностно, его вымоет. Если нет, то доставать его уже будут в больнице».
• Если осколков нет, наложите на глаз прохладный компресс, и отправляйтесь в отделение глазной травмы. Компресс — это марля или тканевая салфетка, смоченная прохладной водой и отжатая так, чтобы вода с неё не текла.
При наличии видимого осколка вызовите «Скорую помощь» и наденьте на пострадавшего солнцезащитные очки.
• Если осколка нет, и сам человек отрицает возможность его попадания в глаз, можете заложить за нижнее веко препарат, который будет способствовать заживлению тканей.
Пару слов о том, что делать при ожоге глаза сваркой нельзя:
• тереть глаза;
• применять любые народные средства;
• промывать глаза, если имеется проникающее ранение.
Что будут делать медицинские работники?
Врачи «Скорой помощи» хорошо знают, чем лечить ожог глаз от сварки. В первую очередь они должны обезболить глаз с помощью анестетика, а затем более тщательно осмотреть глазные структуры на предмет осколков. Если инородных тел они не обнаруживают, то закапывают в глаза или используют в виде мази антибактериальный препарат, после чего доставляют в отделение глазной травмы. Дальнейшую тактику лечения ожога глаз сваркой определяет врач-офтальмолог.
Что нужно офтальмологу для постановки диагноза? Обследовать пострадавшего, иногда — оставить под наблюдение и через время ещё раз оценить состояние его глаз.
Обследование при ожоге глаз от сварки заключается в проведении таких исследований:
• биомикроскопии;
• визометрии;
• определении полей зрения;
• рефрактометрии;
• тонометрии;
• при необходимости — УЗИ глаза или рентгенографии глазницы;
• если предполагается госпитализация, назначаются также анализы крови: общий, на свертывание, биохимические и серологические (реакция Вассермана, антитела к ВИЧ и гепатитам), другие исследования по показаниям.
По данным полученных исследований и определяют, чем лечить ожог глаз от сварки. В большинстве случаев, офтальмолог расписывает лечение, которое следует выполнять дома.
Чем лечить дома
Основная схема лечения, которая применяется при нетяжелых степенях ожога сваркой — следующая:
• Антибактериальные капли. Они нужны для предупреждения нагноения, которое очень часто сопровождает любые травмы глаза. Могут быть назначены как простые антибактериальные капли, так и те, которые содержат противовоспалительный компонент.
• Противовоспалительные капли. Не те, которые содержат анестетик — они будут замедлять заживление роговицы, а те, которые подавляют воспалительный процесс.
Таким образом, правильно оказывайте первую помощь, обязательно обращайтесь к врачу-офтальмологу и выполняйте его рекомендации. Оптимально, если у людей, работающих со сваркой, в аптечке всегда будут капли с антибиотиками, обезболивающие препараты и кератопротекторы.
Ожог глаз сваркой: можно ли вылечить
Содержание
Нарушение техники безопасности
Симптоматика ожога роговицы по степеням
Первая помощь в домашних условиях
Как быстро убрать резь в глазах
Методы лечения
Мягкие методы народной медицины
Различные капли
В каких случаях необходимо обращение ко врачу
Негативные последствия в будущем
При ожоге глаз сваркой нужно как можно быстрее оказать помощь себе или другому пострадавшему. Промедление приведет к необратимым изменениям в органах зрения. Чтобы избежать такого состояния, соблюдайте технику безопасности, используйте защиту для лица.
Нарушение техники безопасности
При несоблюдении техники безопасности (отсутствии маски на лице при работе со сварочным аппаратом, невнимательности, переключении на другую деятельность) можно травмировать глаза.
Навредить сварка способна разными способами:
Инородные предметы (частицы металла) или искры могут попасть в глаз.
Травмировать органы зрения способны испарения от металлов, газы.
При работе возникает инфракрасное, ультрафиолетовое излучение. Отсутствие защиты приведет к повреждению роговицы.
Получить ожог во время сварки может не только рабочий, но и случайный прохожий.
Травма органа зрения возможна, если человек будет смотреть на электрод, наблюдать за процессом.
Симптоматика ожога роговицы по степеням
В зависимости от тяжести повреждения глаза симптомы будут различаться.
Для первой степени характерны:
легкое помутнение роговицы;
покраснение века, слизистой оболочки зрительного органа;
жжение;
зуд.
При второй степени тяжести наблюдаются:
острая боль;
сильная реакция на яркое освещение, повышенная чувствительность;
Необходимо как можно скорее оказать первую помощь при ожоге, чтобы предотвратить развитие осложнений. Сразу вызовите скорую помощь. Дайте пострадавшему обезболивающее. Подойдут Анальгин, Спазмалгон и прочие подобные препараты в форме таблеток. Промойте поврежденный глаз кипяченой или фильтрованной водой. Затем тщательно осмотрите его. Если обнаружите частицы электрода, извлеките их с помощью ватной палочки или бумажного платка. Смочите в холодной воде ватные диски и на 10 мин. приложите к глазам. До приезда скорой переведите пострадавшего в темное помещение.
Если повреждения слабые, можно самостоятельно доставить пострадавшего в больницу. Ему придется надеть солнцезащитные очки и не снимать их до попадания в кабинет офтальмолога. Врач скажет, что делать при ожоге глаз сваркой в каждом отдельном случае.
Как быстро убрать резь в глазах
Чтобы избавиться от рези, болевых ощущений при ожоге роговицы сваркой, используются обезболивающие капли. Разрешается использовать Лидокаин, Алкаин, Тетракаин. Лекарства начнут действовать уже через несколько секунд. Активные компоненты капель блокируют болевые ощущения, избавляют от зуда. Использовать эти средства можно дважды в сутки не дольше 2 дней после получения травмы.
Методы лечения
Лечение после сварки должен назначать врач. Самостоятельно выбирать медикаменты опасно, поскольку можно еще сильнее навредить здоровью. Препараты подбираются с учетом диагноза, степени тяжести повреждений. В качестве дополнительной меры может применяться народная медицина. Уточните у врача, как лечить глаз с помощью таких методик, подберите подходящие рецепты вместе со специалистом.
Если в глаз попал инородный предмет, его необходимо извлечь. Не всегда это удается сделать дома самостоятельно. Иногда удалять осколки металла приходится в больнице.
Мягкие методы народной медицины
В домашних условиях возможно использовать чайные пакетики для сужения кровеносных сосудов в конъюнктиве. Заварите чай, дождитесь остывания пакетиков. На 1/4 часа поместите их на веки. Затем замените свежими. Можно воспользоваться рассыпным чаем. Его следует заворачивать в марлю перед прикладыванием к глазам.
Избавиться от жжения помогает кашица из картофеля. Измельчите 2-3 корнеплода на мелкой терке. Заверните полученную массу в марлю, приложите к векам, оставьте на полчаса.
Избавляться от симптоматики ожога помогает ромашковый отвар. Для приготовления возьмите 60 г измельченных сухих цветов растения, 200 мл крутого кипятка. Залейте сырье жидкостью, подождите 10 минут, пропустите через сложенную марлевую повязку. Затем смочите в отваре ватные диски, на 15 минут приложите к поврежденному органу.
Уменьшить выраженность болевых ощущений помогает свежая белокочанная капуста. Измельчите 3-5 листков на мясорубке. Полученную кашицу выложите на веко. Держите 10-15 минут.
Различные капли
Если человек обжег роговицу, врач прописывает глазные капли. Самостоятельно выбирать медикаменты запрещается.
Из сосудосуживающих препаратов чаще прочих назначают Визин, Визоптин, Прокулин. Эти лекарства устраняют отечность, избавляют от воспаления, зуда, красноты.
Используются антибиотики местного действия, предотвращающие развитие инфекционного процесса. К данной группе лекарственных средств относятся Гентамицин, Тобрамицин, Левофлоксацин. Такие препараты необходимы, если появились эрозии.
Чтобы ускорить восстановление поврежденного органа, выписывают Корнерегель. Этот медикамент предотвращает развитие бактериальных, грибковых, вирусных инфекций.
Чтобы избавиться от воспалительного процесса, снизить вероятность помутнения роговицы, выписываются средства для перорального приема. Врач назначает Диклофенак или Нимесил.
В каких случаях необходимо обращение ко врачу
Если наблюдается ожог глаза, обращение к врачу требуется вне зависимости от состояния пациента. Только офтальмолог сможет оценить степень тяжести повреждений, подобрать подходящее лечение. При легких ожогах врач разрешит лечиться в домашних условиях. В тяжелых случаях потребуются госпитализация и терапия в стационаре. Если назначенные доктором медикаменты не помогут, в течение нескольких дней не наступит улучшение, обратитесь к офтальмологу повторно.
Отказываться от осмотра нельзя. Патологические изменения в глазах сначала могут остаться незамеченными.
Негативные последствия в будущем
Если поражения не распространились на сетчатку, при правильно подобранной терапии симптоматика полностью пройдет через несколько суток. Различные осложнения и ухудшение состояния в таких ситуациях не наблюдаются.
Позднее обращение к врачу, отсутствие необходимой терапии приведут к необратимым изменениям в органах зрения.
Возможны такие неприятные последствия, как:
помутнение роговицы;
появление бельма;
развитие катаракты;
появление рубцов, язв на поверхности слизистой оболочки;
развитие хронического воспалительного процесса с периодическими обострениями;
снижение остроты зрения, реже – полная слепота.
Если заметите ухудшение состояния, появление патологической симптоматики во время лечения, обратитесь к врачу повторно. Ведь можно было случайно сжечь не только роговицу, но и сетчатку, повреждения которой хуже поддаются терапии.
First-Aid-Product.com: Глазные капли | Тера Слезы и Визин | Дуга сварщиков | Средство от покраснения | Промышленная безопасность глаз | Глазные капли и маленькие бутылочки для промывания глаз — любимое средство для промывания глаз в Америке
Похоже, в вашем браузере отключен JavaScript. Для использования функций этого веб-сайта в вашем браузере должен быть включен JavaScript.
Глазные капли и маленькие флаконы для промывания глаз : Нужны ли вам смазывающие или промышленные глазные капли от покраснения и раздражения на работе, маленькие флаконы для промывания глаз для вашей аптечки первой помощи или просто удобный небольшой раствор для лечения раздражения глаз и оказания первой помощи. , у нас есть большой выбор небольших глазных капель и средств для промывания глаз в размерах 1/2 унции, 1 вол и других размеров. См. также все остальные средства для промывания глаз
Жидкости для промывания глаз и глазные капли: Thera Tears, Medic’s Choice, Industrial, Lubricating и многое другое!
Сортировать по
Должность Имя Цена
Показать
48 78 96
$4,94 Как низко, как:
$3,46
Артикул/Артикул:M702
25,43 $ Как низко, как:
17,80 долларов США
Артикул/артикул:M796-THERA
1,53 доллара Как низко, как:
1,07 доллара США
Артикул/Артикул:2051
$3,86 Как низко, как:
2,70 доллара США
Артикул/артикул:B5010
5,33 $ Как низко, как:
$3,73
Артикул/Артикул:FAE-6011
Наверх
Сообщение о безопасности: Flash Burns Awareness
Перейти к содержимому
Осведомленность о внезапных ожогах
Внезапный ожог — это болезненное воспаление роговицы, прозрачной ткани, покрывающей переднюю часть глаза. Вспышка ожога возникает, когда вы подвергаетесь воздействию яркого ультрафиолетового (УФ) света. Это может быть вызвано всеми типами УФ-излучения, но наиболее распространенным источником являются сварочные горелки. Вот почему его иногда называют «вспышкой сварщика» или «дуговым глазом».
Внезапные ожоги похожи на солнечные ожоги глаз и могут поражать оба глаза. Ваша роговица может восстановиться за один-два дня и обычно заживает, не оставляя шрамов. Однако, если внезапный ожог не лечить, может начаться инфекция. Это может быть серьезно и может привести к некоторой потере зрения.
Симптомы внезапного ожога
Симптомы внезапного ожога включают:
боль, которая может быть от легкой до очень сильной, обычно начинается через несколько часов после происшествия
налитые кровью глаза
светочувствительность
слезящиеся глаза
затуманенное зрение
Ощущение, будто что-то попало в глаз.
Причины внезапного ожога
Вы можете получить ожог после воздействия УФ-излучения. Источники включают:
сварочная горелка
прямой солнечный свет
отражение солнца от воды или снега
солярий в солярии
Некоторые типы ламп, например, галогенные или фотографический прожектор.
Диагностика внезапного ожога
Диагностика требует осмотра глаз, который может включать:
Анестезирующие капли – врач может использовать глазные капли, чтобы обезболить глаза. Эти капли действуют достаточно долго, чтобы исследовать ваши глаза, и их не следует использовать регулярно, поскольку они замедляют заживление
осмотр – глазки проверяются на наличие повреждений
Краситель — врач может закапать вам в глаза оранжевую краску. Это показывает любые повреждения при использовании специального синего света. Краска безвредна и смывается слезами.
Лечение мгновенных ожогов
Лечение мгновенных ожогов может включать:
расширяющие капли – их иногда используют для расслабления глазных мышц, что, в свою очередь, облегчает боль и позволяет вашим глазам отдохнуть и восстановиться. Ваши зрачки (черная часть глаза) будут выглядеть больше, чем обычно. Этот эффект длится от нескольких часов до нескольких дней.
Повязка — на глаза можно наложить мягкую повязку, чтобы дать им отдохнуть и дать им зажить.
Не садитесь за руль с повязкой на глазу.
Антибиотики — вам могут порекомендовать использовать капли или мазь с антибиотиком дома, чтобы остановить инфекцию. Следуйте советам своего врача относительно того, как часто использовать назначенные глазные капли или мазь. Вам также могут дать легкие противовоспалительные капли на основе стероидов
. Проверка
— через 24–48 часов вас осмотрят, чтобы убедиться, что ваши глаза заживают. Некоторые проблемы, например инфекция, проявляются не сразу. Если есть какие-то серьезные проблемы, вас направят к офтальмологу (офтальмологу-специалисту).
Глазные капли и мази от внезапных ожогов
Общие рекомендации по использованию глазных капель и мазей включают:
Мойте руки перед тем, как прикасаться к глазам.
Прижмите палец к щеке и оттяните нижнее веко.
Наклоните голову назад и капните жидкость за нижнее веко.
В качестве мази нанесите небольшое количество на внутреннюю поверхность нижнего века. Следите за тем, чтобы сопло не касалось глаза.
Продолжайте лечение, пока ваши глаза не заживут.
Храните все капли и мазь в холодильнике в недоступном для детей месте.
Позаботьтесь о себе дома после внезапного ожога
Рекомендации включают:
Принимать обезболивающие препараты, такие как парацетамол, ибупрофен или кодеин. Проверьте пакет на правильную дозу. Боль может длиться около суток.
Не носите контактные линзы, пока ваши глаза не заживут.
Носите солнцезащитные очки, если ваши глаза чувствительны к свету.
Используйте искусственные слезы или лубриканты, чтобы уменьшить дискомфорт в глазах. Вы можете купить эти продукты без рецепта в большинстве аптек.
Важно вернуться для осмотра, когда ваш врач посоветует.
Обратитесь за неотложной медицинской помощью при внезапном ожоге
Вам следует обратиться к врачу или в отделение неотложной помощи ближайшей больницы, если вы по какой-либо причине беспокоитесь о своих глазах или если у вас есть симптомы, включая:
затуманенное зрение, не связанное с глазными каплями или мазью
ухудшение бликов
Усиление боли.
Предотвращение мгновенного ожога
Предотвращение лучше всего. Предложения по предотвращению ожогов от вспышки включают:
Не смотрите на источник света без защиты глаз.
Защищайте роговицу от УФ-излучения, надев защитные очки с покрытием или маску сварщика при сварке.
Убедитесь, что очки изготовлены в соответствии со стандартами ANSI и полностью закрывают глаза.
Если вы носите солнцезащитные очки для предотвращения ожогов от вспышки, они должны защищать как от УФ-А, так и от УФ-В излучения.
Каждый знает, что топливо для отопления всегда становится дороже. Затруднительно представить себе существование жителя в РФ без обогрева квартиры. Абсолютно в каждой части Российской Федерации необходимо в зимнее время года отапливать коттедж. Каждый здравомыслящий хозяин дома хочет узнать: что сделать, чтобы улучшить отопительный комплекс дачи. На интернет сайте собрано много отопительных систем квартиры, использующих исключительно разные принципы получения обогрева. Любую систему обогрева рекомендуется монтировать по отдельности или комбинировать.
В последнее время наблюдается большое разнообразие конструкций и видов насосов. Для примера мы рассмотрим принцип работы и схему подключения наиболее распространенного циркуляционного насоса.
Основное предназначение – создание напора для нормальной циркуляции воды в какой-либо отопительной системе между котлом и батареями отопления.
Самыми распространенными являются герметичные без дроссельного типа. Они не требуют смазки и замены прокладок. В качестве смазывающего и охлаждающего элемента используется обычная вода из отопления. Кроме того вода обеспечивает бесшумную его работу. Без дроссельный насос имеет чугунный корпус, его ротор изготовлен из стали или износостойкого пластика.
Данная статья пригодится для тех кто хочет обогреть помещение небольшой площади до 50 м² или использовать такой котел для подогрева жилья в ночное время суток, при много тарифном учете электроэнергии.
Электрическая схема подключения
При подключении электроэнергии к электрической схеме, фаза через включенный автомат F1 и замкнутый контакт S1 термостата, подает питание на нагревательный элемент (ТЭН). Автомат выбирайте по мощности термоэлектрического нагревателя, если мощность нагрузки составляет более 3 кВт (т. к. контакты терморегуляторов обычно рассчитаны на ток 16 ампер), то необходимо применить контактор через силовые контакты которого подключить более мощные нагревательные элементы.
Для более эффективной работы системы отопления в схему лучше добавить циркуляционный насос, который подключается от контакта F2 теплового реле с номиналом указанным в паспорте двигателя, через контакт S2 терморегулятора со встроенным датчиком температуры воздуха.
F1 — автомат защиты нагревательного элемента
F2 — тепловое реле защиты циркуляционного насоса
S1 — контакт термостата датчика на трубе обратки отопления
Принципиальная схема подключения
Простейшая система отопления состоит из водонагревательного бака котла, модульного щита, терморегуляторов и циркуляционного насоса
Котел из стальной трубы
Потребуется стальная труба диаметром 200-300 мм, длиной 50-100 см; две пластины размером 40×40 см, толщиной 4-5 мм; гайка под резьбу нагревательного элемента; два сгона с диаметром труб отопления. Для изготовления водонагревательного бака воспользуйтесь услугами профессионального сварщика. Пластины привариваются с торцов металлической трубы, в одной из них вырезается отверстие под нагревательный элемент, сверху отверстия наваривается гайка в которую будет вкручиваться тэн. С боку котла на расстоянии 10 см от краев, привариваются два сгона для подключения к ним «обратки» и «подачи» труб отопления.
Термоэлектрический нагреватель (ТЭН) с резьбой и терморегулятором
Нагревательный элемент берется стандартный для водонагревателей накопительного типа с резьбовым соединением. Он содержит терморегулятор который будет использоваться для защиты от перегрева тэна в случае порыва системы отопления и выхода из нее воды.
Терморегулятор с погружаемым датчиком температуры
Датчик погружного действия состоит из медной гильзы (трубки) запаянной с одной стороны, через капиллярную трубку соединенный с герметичным блоком управления с другой стороны. Внутри гильзы и капиллярной трубки содержится инертный газ. Изменение температуры приводит к расширению или сжатию газа, который воздействует на электрические контакты блока управления, включая и отключая нагрузку подключенную к ним. Датчик термостата крепится хомутами к трубе и укрывается теплоизоляцией.
Терморегулятор со встроенным датчиком температуры воздуха
Ясно, буду делать схему 3, поскольку место монтажа ограничено и нет возможности поставить байпас в горизонтальную плоскость по схеме 2. От схемы 1 отказываюсь.
1. По схеме 3 вода будет стоять внутри насоса? Якобы работает закон сообщающихся сосудов?
2. Чему равны углы самотекучести в естественной системе отопления? На каждый метр сколько см опускать?
3. О каком перегреве может идти речь, если мой котёл позволяет задавать температуру в трубах?Например, задав 60 градусов, температура в самой ближней точке трубы к котлу будет 60 градусов.
4. Что такое ленинградка?
5. Если вы заметили, то на прямом участке отопительной трубы (У меня труба наружным диаметром 76 мм) будет установлен один шаровой кран, который я буду открывать в случае поломки насоса или отключения электричества (у меня есть кран 1 1/2 дюйма= внутр. диаметр 38 мм). Ранее вы говорили, что зауженный диаметр на трубе может ухудшить циркуляцию. Кран какого диаметра вы посоветуете? Моего крана будет достаточно?
6. В данной системе при пуске насоса не произойдет ли вытекание воды из расширительного бака? И почему она не будет работать на 100%.
Устройство циркуляционного насоса для отопления – лучший вариант для комфортного проживания в зимний период
90759813
16 мин. на чтение
22.03.2022
Содержание
Принцип функционирования циркуляционного насоса для отопления
Подбор циркуляционного насоса
Формула для расчета производительности насоса
Типы циркуляционных насосов
Монтаж циркуляционного насоса в систему отопления
Схемы систем отопления с принудительной циркуляцией
Значение циркуляционных насосов для системы отопления
Автоматизация обогрева с использованием циркуляционного насоса
Электрическая схема подключения агрегата
Циркуляционные насосы – это: дополнительные параметры
Коротко о главном
Отопление частного жилого дома представляет собой замкнутый контур, по которому движется теплоноситель. В качестве источника обогрева служит бытовой газовый, электрический, дизельный или дровяной котел, установленный в отдельном помещении. Для того, чтобы жидкость перемещалась по трубам, необходима сила гравитации, либо циркуляционный насос, который сегодня ставится практически в каждом частном доме. Для нормальной эксплуатации системы в течение длительного периода необходимо знать устройство насоса для отопления.
Насос для циркуляции теплоносителя в котельной частного жилого дома
Принцип функционирования циркуляционного насоса для отопления
Циркуляционный насос – это устройство для обеспечения стабильного движения теплоносителя по трубопроводам системы отопления. Для того, чтобы понять, как функционирует насос для циркуляции теплоносителя в системе отопления, нужно разобраться в его строении. Все подобные агрегаты, вне зависимости от марки, модификации и технических характеристик, состоят из следующих основных элементов:
Два клапана на входе и выходе для предотвращения обратного движения жидкости.
Основной канал из бронзы или латуни, через который происходит перемещение теплоносителя.
Автоматическая система отключения прибора при перегреве, которая предохраняет его от быстрого выхода из строя.
Строение циркуляционного насоса
Термодатчик, обеспечивающий экономный режим работы насоса в случае циркуляции перегретого теплоносителя.
Некоторые приборы снабжены таймером, работая в определенные часы, когда это необходимо потребителю.
Главный функциональный орган любого насоса – электрический мотор или роторный механизм, который приводит в движение крыльчатку для движения жидкости.
Колесо с лопастями на оси мотора – крыльчатка.
Крыльчатка для перекачки жидкости
При включении насоса в сеть, мотор начинает работать в соответствии с заданной мощностью, раскручивая крыльчатку. Лопасти втягивают нагретую от котла жидкость в канал насоса где она за счет центробежной силы под напором поступает в систему отопления здания с дальнейшей разводкой по потребителям (радиаторы, тепловые завесы, теплый пол).
Подбор циркуляционного насоса
Для того, чтобы правильно выбрать насос для системы отопления, необходимо знать простую формулу для расчета его основных параметров. Каждый агрегат имеет 2 основных характеристики, от которых зависит его эффективность при дальнейшей эксплуатации:
Сила напора – определяется исходя из требуемой высоты подачи теплоносителя и обеспечивается давлением, которое создается механизмом насоса.
Объем подачи жидкости – характеризуется количеством теплоносителя, которое нагнетается агрегатом за единицу времени, в зависимости от мощности его мотора.
Таблица характеристик насоса
При детальном изучении инструкции можно увидеть большое количество вспомогательных технических характеристик (мощность двигателя, частота вращения крыльчатки, предельный уровень шума, монтажные габариты патрубков и т. д.), но эти параметры назначаются на основе двух, приведенных выше.
Ознакомиться с моделями циркуляционных насосов можно на нашем сайте
Формула для расчета производительности насоса
Работа каждого циркуляционного насоса подчиняется законам гидравлики, поэтому, для того, чтобы определить требуемые характеристики прибора, необходимо произвести расчет с помощью следующей формулы:
G = 0,86 x Q / Dt, где
G – требуемый объем подачи жидкости, напрямую зависящий от производительности насоса, л/ч.
Q – расчетная нагрузка на систему отопления, которая рассчитывается исходя из длины трассы и количества отопительных приборов заданной мощности, включенных в контур. В случае, если произвести расчет инженерных нагрузок не представляется возможным, принимается нормативный параметр для жилых помещений 1 кВт на каждые 10 м2 отапливаемой площади.
Dt – это разница температур на подающей и обратной магистралях. Как правило, во избежание сложных расчетов теплопотерь, данный параметр принимается равным 20 градусам Цельсия.
График для подбора циркуляционных агрегатов Grundfos
Таким образом, если коттедж имеет площадь 230 м2, то Q составит 23 х 1 = 23 кВт, или 23 000 Вт. В таком случае G = 0,86 x 23 000 / 20 = 989 л/ч, или около 1 м3/ч, после чего данный показатель сравнивается с характеристиками насоса в магазине.
О том, как правильно выбрать прибор, подробно рассказывается в следующем видео:
Типы циркуляционных насосов
В зависимости от внутреннего строения, все насосы в системе отопления делятся на две основные категории. Каждый из типов циркуляционных насосов имеет как преимущества, так и недостатки:
С сухим ротором – тип конструкции насоса, когда жидкость имеет доступ только к колесу с лопастями, а сам ротор находится в герметичной камере.
Преимущество такого оборудования заключается в высоком КПД – 75% – 85%, в зависимости от марки и модификации насоса.
Недостаток сухого насоса заключается в ограниченном сроке службы – не более 3 – 5 лет, вне зависимости от качества изготовления на заводе, и повышенном уровне вибрации, так как жидкость не поглощает шумы от работающего механизма. Кроме того, уплотнительные кольца герметичного корпуса со временем приходят в негодность, и их необходимо менять во избежание доступа влаги к ротору.
Агрегат с сухим ротором
С мокрым ротором – конструкция насоса предусматривает проникновение жидкости внутрь камеры с крыльчаткой и ротором. Сухими остаются только те элементы, которые находятся под напряжением и микросхемы для автоматизации работы.
Преимущества насоса – полный износ механизма наступает через 7 – 10 лет, практически не требует постороннего вмешательства и обслуживания. Главным плюсом является почти полное отсутствие шумов при работе, что особенно важно при эксплуатации насоса в частном жилом доме.
Минус такого агрегата в низком КПД – не более 50%, даже пре использовании самых передовых технологий.
Оборудование с мокрым ротором
Таким образом, большинство домовладельцев предпочитают устройство циркуляционных насосов для отопления именно с мокрым ротором, заранее подбирая модель, характеристики которой значительно превышают расчетные значения, с учетом низкого КПД. Учитывая, что любой бытовой насос потребляет незначительное количество электроэнергии, низкий показатель эффективности не имеет никакого значения при эксплуатации.
Одним из вариантов циркуляционного насоса с мокрым ротором является UPS 50-120 F PN6/10 от компании Grundfos.
Что касается агрегатов с сухим ротором, то они чаще устанавливаются в крупных системах на больших коммерческих или жилых объектах.
Преимущества и недостатки прибора с мокрым ротором можно увидеть здесь
Монтаж циркуляционного насоса в систему отопления
Устройство циркуляционного насоса в общую систему трубной разводки выполняется в строгом соответствии с прилагаемой инструкцией, где указана последовательность соединения всех деталей. Как правило, любая система отопления имеет подающую магистраль, когда подогретая вода уходит потребителю, и обратку – теплоноситель возвращается в котел для повторного нагрева. Профессионалы рекомендуют ставить насос именно на обратной магистрали, руководствуясь следующим алгоритмом:
Перед установкой агрегата вся жидкость из системы должна быть слита.
Схема создания байпаса
Выбирается участок трубопровода, на котором планируется установка насоса.
Устраивается обводной дублирующий канал (байпас) с запорной арматурой для возможности монтажа, обслуживания и снятия насоса. Как правило, наружный габарит обводной трубы на порядок ниже, чем основное сечение магистрали.
Прибор монтируется в горизонтальном положении в байпас.
На входном и выходном патрубках устраивается запорная арматура.
Если в теле насоса не предусмотрена сетка-фильтр для грубой очистки, необходимо установить этот элемент отдельно.
В верхней точке монтируется обводной клапан для спуска воздуха в системе.
В тело основной магистрали монтируется обратный клапан.
Схема монтажа циркуляционного насоса
Когда все работы завершены, мастер проверяет герметичность всех соединений и, при необходимости, обрабатывает их специальными силиконовыми или другими полимерными составами во избежание утечки.
Схемы систем отопления с принудительной циркуляцией
Существует несколько способов трубной разводки отопления с устройством циркуляционного насоса. В современных домах можно выделить 5 основных типов монтажа системы обогрева:
Однотрубные с последовательным подключением радиаторов в единую цепь.
Двухтрубные с подающей и обратной магистралями. В таких случаях приборы отопления включаются в схему параллельно через отводы, обеспечивая равномерное распределение теплоносителя по системе.
Поэтажная горизонтальная разводка в конструкции пола каждого уровня дома. Такой способ дает возможность обеспечения индивидуальных настроек радиаторов в каждой комнате.
Тупиковые – с необходимостью установки расширительного бака в наивысшей точке системы.
С попутным движением жидкости в трубах, то есть, с организаций замкнутого контура.
Схема двухтрубной системы отопления
Циркуляционный насос позволяет также комбинировать перечисленные выше системы и обеспечивает комфортный микроклимат в каждом помещении, вне зависимости от конфигурации и этажности здания.
Значение циркуляционных насосов для системы отопления
Некоторые домовладельцы скептически относятся к роли циркуляционных насосов, считая, что без них можно обойтись. В принципе, так оно есть, потому что при особом типе монтажа контура отопления теплоноситель приводится в движение силой гравитации.
Такая система называется самотечной и главный ее плюс заключается в том, что она не зависит от перебоев с электроснабжением. Однако при монтаже следует учесть, что трубы должны располагаться внутри стен под уклоном и иметь большой диаметр. Кроме того, далеко не каждый мастер в состоянии правильно смонтировать такой контур отопления, а при эксплуатации могут возникнуть проблемы с теплоотдачей радиаторов на нижних этажах, куда медленно движущийся теплоноситель поступает уже остывшим.
Самотечная система обогрева жилого дома
Циркуляционный насос является бытовой прибор, который потребляет минимальное количество электроэнергии. Таким образом, каждый домовладелец может рассчитывать на следующие преимущества:
При движении теплоноситель не зависит от законов гравитации, а значит трубопровод может быть проложен в любом месте по желанию заказчика, например, в конструкции пола.
Скорость движения жидкости гораздо выше, чем при самотечной системе, что значительно снижает теплопотери при обогреве.
Жидкость принудительно проталкивается через магистрали, несмотря на гидравлическое сопротивление, и система не требует большого объема теплоносителя, так как отсутствует необходимость создания давления верхних слоев на нижние. Следовательно, владелец дома экономит деньги как на материале труб, так и на теплоносителе, который стоит достаточно дорого.
Схема монтажа насоса через байпас
Одним из главных плюсов принудительной циркуляции является возможность разделения системы на несколько контуров отопления с устройством гребенки. Заказчик может самостоятельно регулировать подачу тепла, попеременно включая и выключая запорные краны.
Все перечисленные преимущества говорят об эффективности использования циркуляционного насоса в системе отопления по сравнению с самотечной системой. Такой подход особенно актуален в современных частных домах, которые снабжаются системой теплых полов или имеют в составе объемно-планировочных решений помещения с разными температурными режимами (например, бассейн, сауна или зимний сад).
Устройство гребенки в системе отопления частного дома
Автоматизация обогрева с использованием циркуляционного насоса
Каждый домовладелец мечтает о том, чтобы система отопления в его доме работала без участия человеческого фактора, и заранее заданные параметры поддерживались автоматически. Кроме того, температурные перепады в средней полосе России могут составлять до 20 – 30 градусов Цельсия всего за несколько дней, что вызывает необходимость постоянной настройки системы. В таких случаях в схему могут быть включены следующие элементы автоматизации:
Одной из главных проблем частного домовладения является нестабильное напряжение, из-за чего чувствительные приборы могут быстро выходить из строя. Для того, чтобы это предотвратить, некоторые дачники включают в электрическую линию для питания насоса ИПБ (источник бесперебойного питания) или стабилизатор напряжения.
ИБП в системе обогрева
Каждый профессионал понимает работу циркуляционного насоса в постоянном режиме. При непрерывной перекачке жидкости давление может превысить допустимые значения. Эта проблема исчезает, если к агрегату подключается реле давления, которое посылает сигнал на датчик для отключения мотора. После того, как напор нормализуется, насос автоматически начинает работать снова.
Реле давления на насосе
Термостаты – входят в базовую комплектацию любого современного прибора для перекачки жидкости. При повышении температуры теплоносителя, мощность насоса падает вплоть до полного отключения. Потребитель имеет возможность самостоятельно запрограммировать систему, указав предельно допустимую температуру.
Термостат на циркуляционном агрегате
Одновременно используя все элементы автоматизации насосного оборудования, можно забыть о необходимости регулировки системы отопления на весь зимний период. Однако следует помнить, что подобные «умные» системы также имеют свойство выходить из строя, и потребителю нужно обеспечивать периодический контроль за показаниями индикаторов приборов.
Электрическая схема подключения агрегата
Выбор схемы подключения циркуляционного насоса к электрической сети – это ответственное решение, от которого будет зависеть безопасность при эксплуатации устройства. Всего существует два способа присоединения насоса к электропитанию – непосредственно в сеть 220В или 380В (при 3-фазном агрегате), либо с использованием ИПБ.
Варианты воздания электрических схем для циркуляции теплоносителя в системе отопления
Перед тем, как подключить насос к сети, следует убедиться в том, что подводящий кабель имеет достаточное сечение для обеспечения питания агрегата заявленной мощности. Таким же образом стоит проверить мощность дифференциального автомата в щитке. Включение циркуляционного насоса в сеть может осуществляться по одной из следующих схем:
Стандартное подключение в розетку с помощью шнура и вилки. Данный способ является самым простым, и каждый потребитель может выполнить подключение самостоятельно. Следует лишь учесть, что заводской кабель насоса никогда не бывает большой длины, для чего необходимо смонтировать розетку максимально близко к насосу.
Учитывая, что принцип работы циркуляционного насоса основан на постоянном контакте с влажной средой, нужно предусмотреть заземляющий контакт в розетке во избежание короткого замыкания. Также, для предотвращения серьезных последствий на случай аварии и утечки жидкости из трубопровода, розетку следует монтировать на достаточном расстоянии от пола.
Влагостойкая розетка для котельной
Второй способ считается более профессиональным – стационарное подключение насоса к силовому кабелю, проложенному напрямую от автомата. В таких случаях необходимо обеспечить надежное соединение двух проводов с герметичной изоляцией оголенных контактов после устройства клемм или скрутки.
Кроме того, следует учесть, что далеко не все насосы имеют тумблер для ручного включения или выключения.
Это означает, что мастер должен либо обеспечить отдельный дифференциальный автомат в щитке исключительно для питания насоса, без устройства дополнительных линий, либо предусмотреть в схеме электроподключения выключатель.
Электроподключение насоса отопления
Подробный алгоритм электроподключения насоса описан ниже
youtube.com/embed/m-snHKBtTWQ?rel=0″>
При дополнительном устройстве термостата или реле давления, не входящих в базовую комплектацию агрегата, потребуется отдельное электроподключение каждого аксессуара. В таких случаях лучше использовать розетки на 2 или 3 посадочных гнезда, вместо тройников или дополнительных удлинителей, которые могут отрицательно сказаться на эксплуатации всей системы.
Циркуляционные насосы – это: дополнительные параметры
Все циркуляционные насосы имеют перечень технических характеристик, и, несмотря на то, что 2 главные из них являются определяющими при выборе агрегата, дополнительные параметры также важны для домовладельца. Среди таких характеристик, зависящих от качества используемых материалов, типа конструкции и наличия дополнительных опций, можно выделить следующие особенности, помимо напора и мощности:
Предельно допустимая температура теплоносителя. Данная характеристика редко бывает актуальной для частных жилых домов, так как большинство бытовых котлов не используют перегретую воду. В то же время, многие модели стандартных циркуляционных насосов имеют рабочий температурный предел 110 градусов Цельсия.
Муфты для монтажа насосного оборудования
В зависимости от сечения трубы, на которой ставится оборудования, необходимо подобрать диаметры входного и выходного патрубков, так как использование дополнительных переходников может привести к разгерметизации системы в местах стыков.
Важным параметром также можно назвать уровень шума. Для комфортного проживания в доме данная характеристика не должна превышать значение 35 дБ.
Бесшумный прибор для циркуляции теплоносителя
Главным определяющим фактором при покупке насоса можно считать известность производителя. Как правило, чем популярней бренд, тем выше качество сборки, в чем неоднократно убеждаются сами домовладельцы, оставляя положительные отзывы при эксплуатации надежного оборудования.
Принцип устройства циркуляционного насоса для отопления в частном жилом доме можно видеть в данном видео:
Коротко о главном
Обеспечить монтаж циркуляционного насоса для отопления может каждый домашний мастер при наличии определенного опыта работ по дому и минимального набора инструментов. Однако такие моменты, как герметизацию стыков или установку автоматики лучше доверить профессионалам для того, чтобы обеспечить длительную и надежную эксплуатацию системы обогрева частного жилого дома. При выборе оборудования следует руководствоваться расчетными данными, а также советами опытного продавца-консультанта в торговой точке.
А вы когда-нибудь сталкивались с необходимостью устройства циркуляционного насоса для отопления? Оставляйте свои комментарии и делитесь опытом с новичками.
Автор статьи
Богомолов Макар
90759813
16 мин. на чтение
22.03.2022
Добавить комментарий
Ваш адрес email не будет опубликован. Обязательные поля помечены *
Советы по выбору и установке циркуляционного насоса в системе центрального отопления
Перейти к содержимому
Предыдущий Следующий
Советы по выбору и установке циркуляционного насоса в системе центрального отопления
Что такое циркуляционный насос
Циркуляционный насос представляет собой электродвигатель, помещенный в стальной корпус. Его ротор передает вращение через вал на рабочее колесо. Вращение крыльчатки создает вакуум на входе трубы, всасывая воду. При вращении крыльчатка выбрасывает жидкость под давлением в контур за счет центробежной силы. Создается напор, являющийся движущей силой циркуляции в контуре отопления.
Это устройство, которое изменяет скорость жидкости без изменения давления. В системах отопления циркуляционный насос устанавливают для более эффективного обогрева. В системах с принудительной циркуляцией он является незаменимым элементом. Установка циркуляционного насоса с тремя скоростями позволяет изменять количество передаваемого тепла в зависимости от температуры на улице, поддерживая таким образом стабильную температуру в помещении.
Циркуляционных насосов много, но в контурах отопления используются исполнения «мокрого» и «сухого» типа. Если ротор отделен от контакта с жидкостью перегородкой с уплотнительным кольцом, конструкция считается «сухой». В процессе работы между кольцами образуется водяная пленка, которая за счет поверхностного натяжения герметизирует электрическую часть. По мере абразивного износа кольца сжимаются управляющей пружиной. Насосы используются в системах с высокой скоростью потока. Они используются в котельных, которые отапливают несколько зданий. У них хороший КПД 80%, но они очень шумные и требуют профессионального обслуживания.
В насосах «мокрого» типа от водной среды изолирован только статор. Насосы с мокрым ротором работают практически бесшумно и могут безотказно перекачивать воду более 10 лет. У них меньший КПД (около 50%), но их характеристик более чем достаточно для обогрева любого дома. Потребляемая мощность насоса невысокая, потребление энергии в час при периодическом включении составляет 50-200 Вт. Насосы имеют трехступенчатую регулировку нагрузки.
Выберите подходящий циркуляционный насос
Выбор мощности насоса зависит от площади помещения, требований к температуре и мощности котла. Исходим из усредненных показателей, рассчитывая характеристики циркуляционного насоса:
На 10 м длины трубы требуется 0,6 м напора насоса. Регулируемое значение для насоса указано на кривой производительности, измеренной в метрах водяного столба. (Напор – гидравлическое сопротивление системы. Значение измеряется в метрах и, как правило, задается значением высшей точки трубопровода.)
Расход воды рассчитывается в зависимости от мощности котла. Котел на 25 кВт греет 25 л/мин, радиатору на 15 кВт нужен расход 15 л/мин.
Чем длиннее циркуляционный контур и больше сечение труб, тем более мощный циркуляционный насос требуется для обогрева дома. Если теплоноситель не водяной, а более вязкий, насос требует повышенной мощности.
Характеристики приобретаемого циркуляционного насоса должны быть на 10-15% ниже расчетных значений. При установке сверхмощного насоса в систему отопления можно столкнуться с проблемой увеличения потребляемой мощности, появления лишнего шума, быстрого износа деталей оборудования. Маломощный насос не сможет перекачать теплоноситель в необходимом объеме. Многие модели современных циркуляционных насосов оснащены электронным или ручным управлением скоростью вращения вала ротора насоса. Наибольший КПД достигается при максимальной частоте вращения вала.
Термоклапаны, используемые во многих системах отопления, регулируют температуру в помещении в соответствии с заданными параметрами. Клапан закрывается при повышении температуры. Это увеличивает гидравлическое сопротивление и, соответственно, увеличивает давление. Эти процессы сопровождаются появлением шума, который можно устранить, переключив насос на малую скорость. Более эффективно с этой задачей справляются насосы со встроенной электроникой, способной плавно регулировать перепады давления в зависимости от изменения количества воды.
Установка циркуляционного насоса
Циркуляционный насос рекомендуется устанавливать рядом с котлом, перед первой веткой, но на подающем или обратном трубопроводе (лучше на обратке). Современные насосы изготавливаются из материалов, выдерживающих температуру до 100-115°С.
В месте установки есть один важный момент. Если система отопления имеет две отдельные ветки — на правое и левое крыло дома или на первый и второй этажи — есть смысл поставить на каждую отдельный насос. Это позволит установить требуемый тепловой режим в каждой части дома независимо от другой, а также сэкономить на отоплении в двухэтажных домах. Как? В связи с тем, что второй этаж обычно намного теплее первого, и тепла там требуется гораздо меньше. При наличии двух насосов в ветке, идущей вверх, скорость воды задается значительно меньше, а это позволяет сжигать меньше топлива, причем без ущерба для комфортности проживания.
Циркуляционный насос установлен на байпасе, который отсекается от основной системы двумя шаровыми кранами. Такое расположение оборудования позволяет отремонтировать или заменить его без ущерба для системы отопления дома. В межсезонье система отопления может работать без насоса, который отключается при помощи тех же шаровых кранов. При усилении морозов включают насос, открывая запорную арматуру по его краям и закрывая шаровой кран на главном контуре. Так регулируется направление потока охлаждающей жидкости.
Большинство проблем с циркуляционным насосом возникает из-за наличия в воде механических примесей (известковый налет, частицы абразивного износа). Они способны заклинить крыльчатку и остановить двигатель. Поэтому перед насосом необходимо установить сетчатый фильтр.
Правила установки в системе отопления
Для удобства демонтажа шаровые краны необходимо устанавливать с обеих сторон агрегата.
Для создания барьера для фильтрации известкового налета и абразивных частиц износа целесообразно установить перед устройством специальный фильтр.
В верхней части байпасного тракта целесообразно установить автоматический или ручной воздушный клапан, который позволит удалять из системы скопившийся кислород.
В связи с тем, что установка насосов в систему отопления разных производителей имеет свои отличительные особенности, важно соблюдать направление установки, указанное на корпусе насоса.
Ориентация вала ротора насоса должна быть строго горизонтальной. В противном случае могут образоваться воздушные карманы, в результате чего подшипники останутся без смазки и достаточного охлаждения. Это приведет к быстрому износу деталей и быстрой поломке оборудования. На корпусе насоса есть стрелка, в направлении которой должна двигаться вода в системе.
Соединения и резьбовые соединения необходимо обработать герметиками, а между сопрягаемыми деталями поставить прокладку.
После завершения монтажных работ система отопления заполняется водой. Затем воздух удаляется путем открытия центрального винта, расположенного на головке насоса. Выходящая вода будет сигнализировать о полном удалении пузырьков воздуха из насоса. После этого насос можно запускать.
ГЭК бытовой
ГЭС бытовая
Высокоэффективные циркуляционные насосы, предназначенные для систем отопления. Применяется в качестве универсального апгрейда и сменного насоса. Насосы изготавливаются из различных материалов, что делает их подходящими для различных областей применения.
Поток макс голова макс Температура жидкости МАКС
3,7 М 3 /H 7M 2 . . 110 ° C 10 бар
Вид
HET OTER
HET OTER
HET OTER
HETIC
.0026
HET Бытовой
Высокоэффективные циркуляционные насосы. Насос оснащен функцией AUTO, которая автоматически настраивает насос в соответствии с требованиями системы для обеспечения оптимального комфорта и минимального энергопотребления, а также простоты ввода в эксплуатацию.
Поток MAX головка MAX Температура жидкости MAX
3,7 M 3 /H 7M 2 .. 110 ° C 10 BAR
Вид
HEC
HEC
0026
HEC Коммерческий
Высокоэффективный циркуляционный насос для коммерческих зданий. Интуитивно понятный пользовательский интерфейс, особенно подходящий для замены старых циркуляционных насосов. Режим ECO автоматически регулирует насос в соответствии с потребностью в нагреве.
Поток макс головка макс Температура жидкости МАКС
10,8 М 3 /H 10M 2 .. 110 ° C 10 бар
Вид
HESTIC PWM PWM PWM PWM PWM PWM PWM PWM PWM
HESTIC PWM
HESTIC PWM 9000
HESTIC PWM
0073
HE Domestic PWM
Высокоэффективные циркуляционные насосы компактной конструкции, подходящие для всех применений HVAC, от котлов и тепловых насосов до систем тепловых интерфейсов (HIU). Он управляется всеми основными функциями, а также функцией PWM для дистанционного управления.
Макс. расход Макс. напор Температура жидкости Макс. давление
4,0 м 3 /ч 8 м 2.. 110°C 10 бар
909002 ВИД0003
LE Бытовые
LE Бытовые
Предназначены для систем отопления, горячего водоснабжения, охлаждения и кондиционирования воздуха. Насосы изготавливаются из различных материалов, что делает их подходящими для различных областей применения. Надежный и не требующий обслуживания. Нет шума.
Макс. расход Макс. напор Температура жидкости Макс. давление
9,6 м 3 /ч 15 м 2.. 110°C 10 бар
ВИД
пластпамп2021-07-14T07:59:09+00:00
Перейти к началу
Плюсы и минусы установки циркуляционного насоса центрального отопления (или циркуляционного насоса)
Резюме :
–
Как работают циркуляционные насосы ?
–
Назначение циркуляционного насоса центрального отопления
–
Преимущества циркуляционного насоса центрального отопления
–
Недостатки циркуляционного насоса ЦО
–
3 основных типа циркуляционных насосов
–
Цены на циркуляционные насосы
системы водяного центрального отопления. Он обеспечивает регулярную подачу теплоносителя (обычно воды) ко всем теплоприемникам в доме, независимо от их удаленности от котла. Поскольку система центрального отопления представляет собой замкнутый контур, циркуляционный насос должен только компенсировать потери давления в контуре.
Как работает циркуляционный насос?
Циркуляционный насос котла выполнен в виде электродвигателя с крыльчаткой. Его роль в масляной (или газовой) системе отопления заключается в облегчении циркуляции теплоносителя (часто воды) в трубопроводе и повышении давления нагрева. Следовательно, в холодную зиму вы можете получить горячую воду мгновенно.
Назначение циркуляционного насоса центрального отопления
В более старых установках теплоноситель, который после прохождения через котел осветлялся, естественным образом поднимался к радиаторам, расположенным вверху. После передачи тепла окружающему воздуху более плотная жидкость естественным образом стекала обратно в котел для повторного использования.
Циркуляционный насос позволяет преодолеть физическую инерцию термосифона за счет повышения давления жидкости. Работа с помощью термосифона требует трубопровода большого диаметра с постоянным уклоном вверх для пути наружу и уклоном вниз для обратного пути.
Примечание: циркуляционный насос сводит к минимуму влияние перепадов давления, что позволяет значительно уменьшить сечение труб и упростить прокладку труб.
Преимущества циркуляционного насоса центрального отопления
Преимущества многочисленны:
– Высокая скорость реакции (более быстрая и лучшая регулировка температуры) на настройки вашей системы управления отоплением. Четыре продукта обычно составляют полную систему управления отоплением (на основе дома с традиционной системой центрального отопления): 1. комнатный термостат, 2. программатор котла, 3. термостат бойлера с горячей водой и 4. термостатические вентили радиатора. – Упрощенная установка котельных (котел больше не нужен в нижней части здания, допускается много встречных уклонов). — Доступ к новым материалам и системам отопления (теплые полы, контуры осьминогов и т. д.). – Лучший контроль пути и длины труб (проход в подвал или чердак, заделка и т.д.). – Снижение затрат на поставку и установку.
Недостатки циркуляционного насоса центрального отопления
Но есть и недостатки:
– Первоначальные чрезмерные инвестиции. – Зависимость от источника питания. — Значительное потребление энергии. Вот показатель годового потребления (6000 часов нагрева) для циркуляционного насоса средней мощности:
± 260 кВтч/год для класса С или D; ± 170 кВтч/год для класса В; ± 90 кВтч/год для класса А (самый эффективный и самый дорогой).
Полезно знать: Это электромеханическое оборудование, подверженное поломкам (хотя и не очень часто).
Примечание: Весьма положительный отклик в пользу нагревательного циркулятора и широкое использование точного и программируемого управления приводит к постепенному отказу от термосифонных систем!
3 основных типа циркуляционных насосов отопления
Все циркуляционные насосы отопления для бытовых нужд оснащены встроенным лопастным насосом. Они вставляются между двумя секциями трубы. Некоторые окружены изолирующей оболочкой.
Используя технологию тонкого двигателя, они охлаждаются водой из отопительного контура и не требуют обслуживания.
1. Стандартные циркуляционные насосы
Наиболее распространены и наименее дороги. Они имеют 1, 2, 3 или 4 фиксированные скорости, выбираемые вручную.
Осторожно: они оснащены асинхронным двигателем с низкой эффективностью, они потребляют много энергии.
2. Циркуляционные насосы с регулируемой скоростью
В этих циркуляционных насосах скорость вращения непрерывно регулируется электронным импульсным каскадным устройством или силовым преобразователем.
Если один или несколько клапанов в контуре закрываются (например, термостатические клапаны), расход насоса автоматически снижается, чтобы поддерживать только расход, требуемый на рабочих станциях.
Полезно знать: некоторые из этих циркуляционных насосов могут быть оснащены программируемым режимом и контролем параметров насоса и контура (расход, скорость, давление, потребляемая мощность, температура воды и т. д.).
3. Циркуляционные насосы с двигателем с постоянными магнитами
Эти электронные циркуляционные насосы с мокрым двигателем имеют степень регулирования, сравнимую со степенью регулирования их предшественников, но обеспечивают экономию энергии около 20%.
Примечание: Несмотря на высокую стоимость, эти устройства обеспечивают наилучшее соотношение между энергосбережением и оптимизацией комфорта. Они становятся новым стандартным оборудованием для отопления, кондиционирования воздуха и горячего водоснабжения.
Цены на термостаты отопления
Цены варьируются в зависимости от типа термостата, степени сложности системы, установленной мощности, марки и дистрибьютора.
Ниже указаны цены на циркуляционный насос класса А, средней мощности, без установки:
– стандартный циркуляционный насос: от 90 до 130 долларов США вкл. налог;
– электронный циркуляционный насос с регулируемой скоростью: от 120 до 250 долларов США с учетом налогов;
– электронный циркуляционный насос с двигателем на постоянных магнитах: от 250 до 450 долларов США с учетом налогов.
 2. Классификация сварки
2. Классификация сварки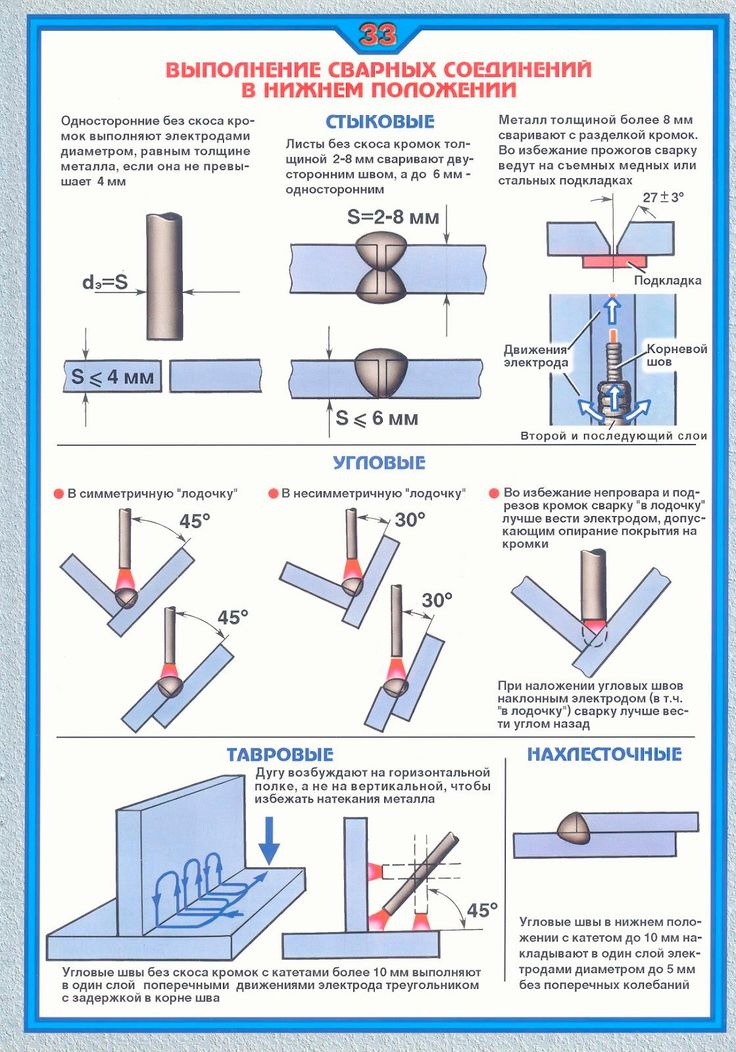 Трансформаторы для автоматизированной сварки под флюсом
Трансформаторы для автоматизированной сварки под флюсом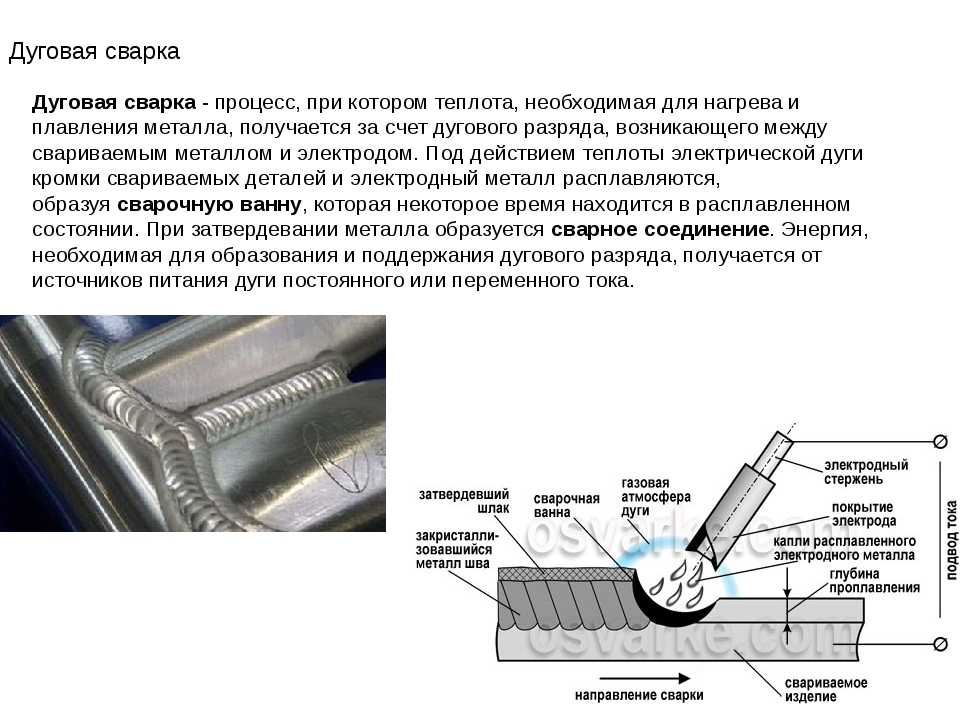 4. Многопостовые агрегаты
4. Многопостовые агрегаты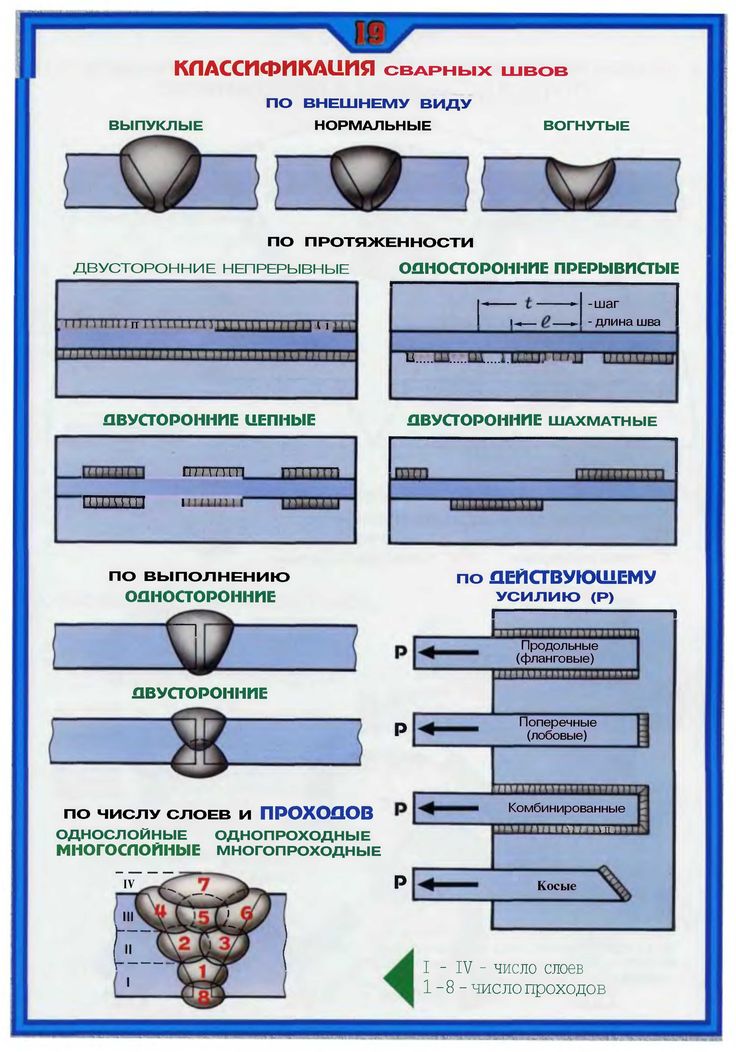 2. Покрытия электродов
2. Покрытия электродов 3. Устройство и характеристика сборочно-сварочных установок, поточных автоматизированных линий
3. Устройство и характеристика сборочно-сварочных установок, поточных автоматизированных линий 3. Сварка титана и его сплавов
3. Сварка титана и его сплавов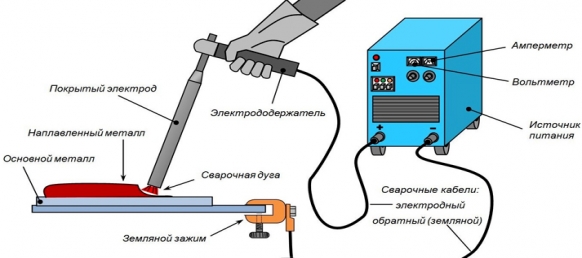 3. Технология ручной плазменной резки металлов
3. Технология ручной плазменной резки металлов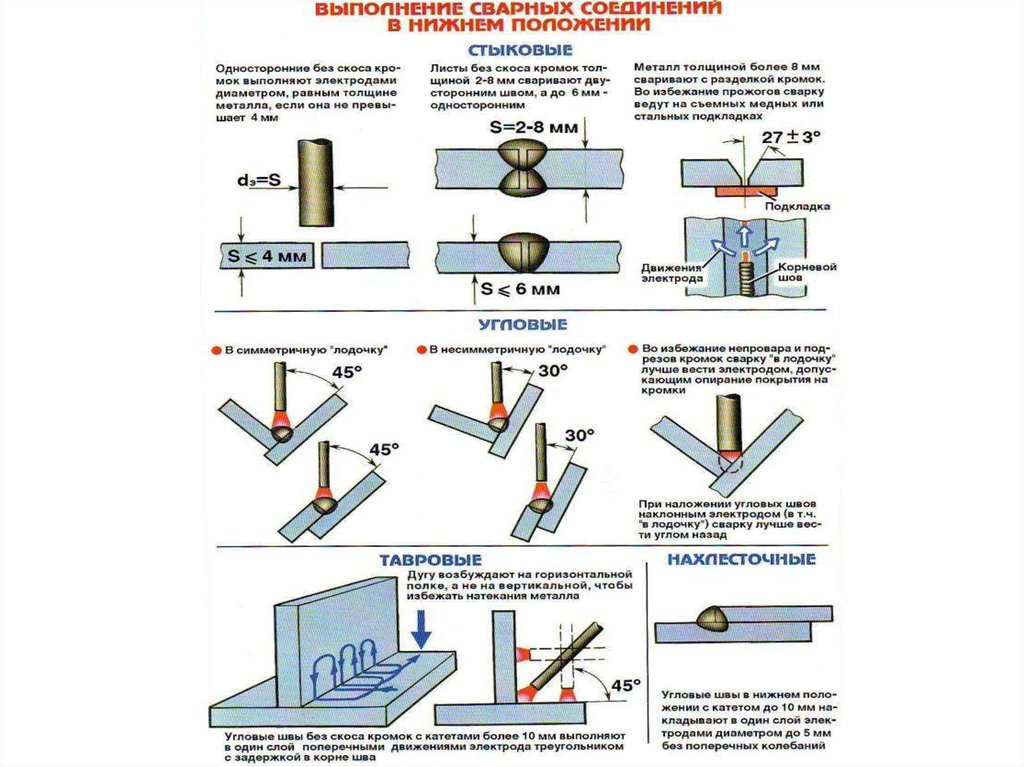 Д.
Д. Краткая характеристика основных видов сварки
Краткая характеристика основных видов сварки Краткая характеристика основных видов сварки
Краткая характеристика основных видов сварки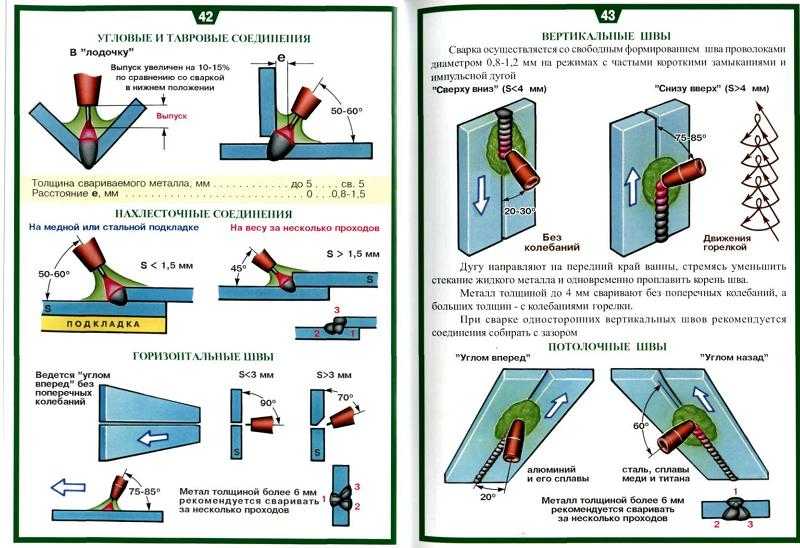 Меры безопасности при газовой сварке и резке
Меры безопасности при газовой сварке и резке И. ‘Сварочные работы’ Академия, 1999 год, 240 стр., ISBN 5-7695-0231-2, ISBN 5-7083-0107-5; (PDF)kolyaVasya
И. ‘Сварочные работы’ Академия, 1999 год, 240 стр., ISBN 5-7695-0231-2, ISBN 5-7083-0107-5; (PDF)kolyaVasya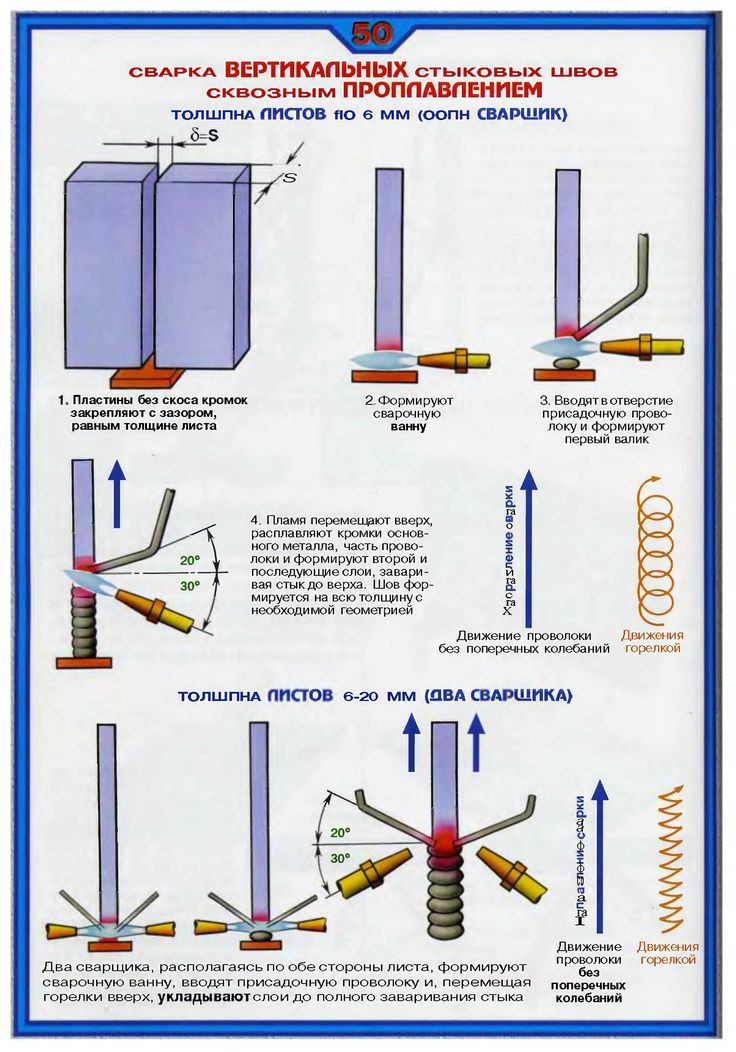 лайков, 132 комментария. Видео TikTok от Welding Career Now (@weldingcareernow): «Учимся сваривать шаг за шагом 🤩 #welding #weld #weldinglife #weldingnation #welded #turorials #learnhowto #welderslife». Научитесь сваривать. ПОЧУВСТВУЙТЕ ПАЗ.
лайков, 132 комментария. Видео TikTok от Welding Career Now (@weldingcareernow): «Учимся сваривать шаг за шагом 🤩 #welding #weld #weldinglife #weldingnation #welded #turorials #learnhowto #welderslife». Научитесь сваривать. ПОЧУВСТВУЙТЕ ПАЗ. Вставить корень, глядя сквозь щель, может быть очень полезным приемом, который поможет вам выделиться среди сверстников | Вы видите этот свет на линзе Рокки? Это единственный свет, которому подвергается ваша линза при выполнении этой техники. | …. Слагаются легенды.
Вставить корень, глядя сквозь щель, может быть очень полезным приемом, который поможет вам выделиться среди сверстников | Вы видите этот свет на линзе Рокки? Это единственный свет, которому подвергается ваша линза при выполнении этой техники. | …. Слагаются легенды.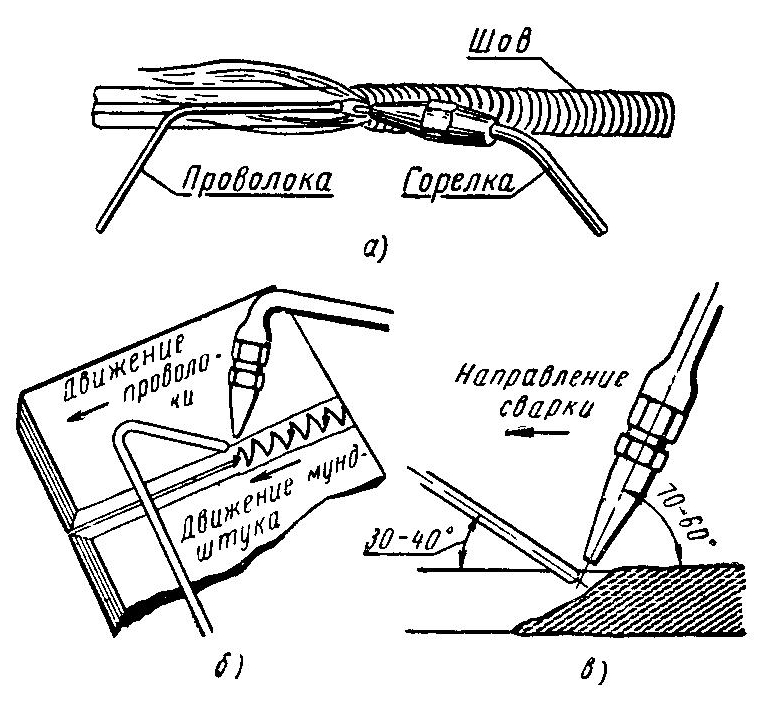 оригинальный звук — FiggyHardware.
оригинальный звук — FiggyHardware.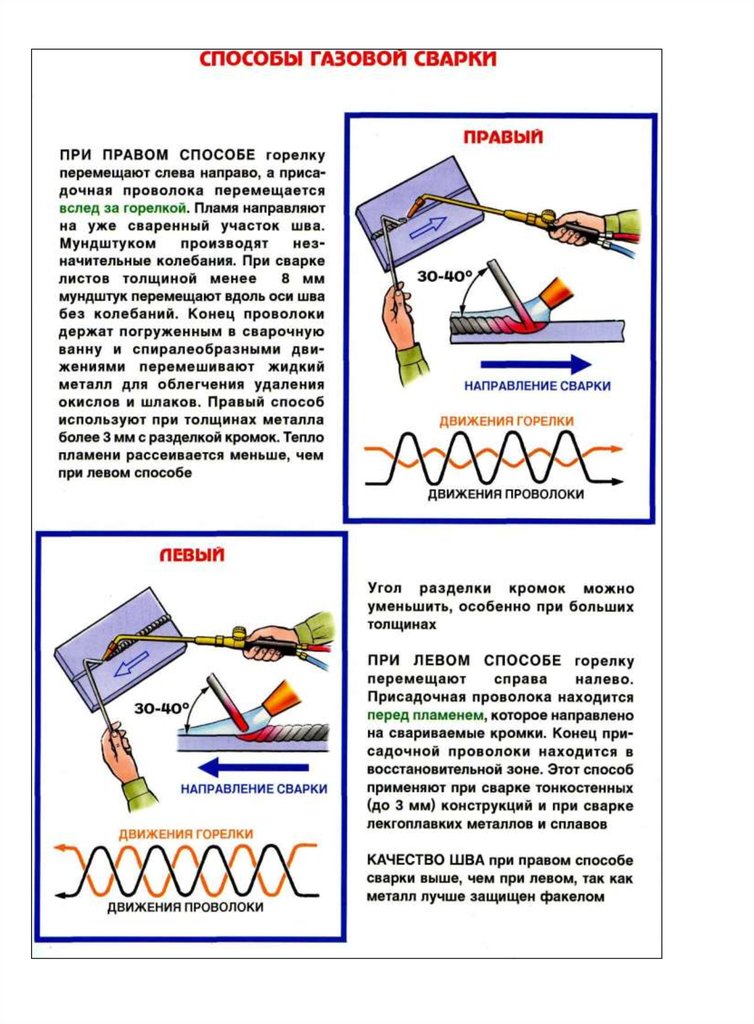
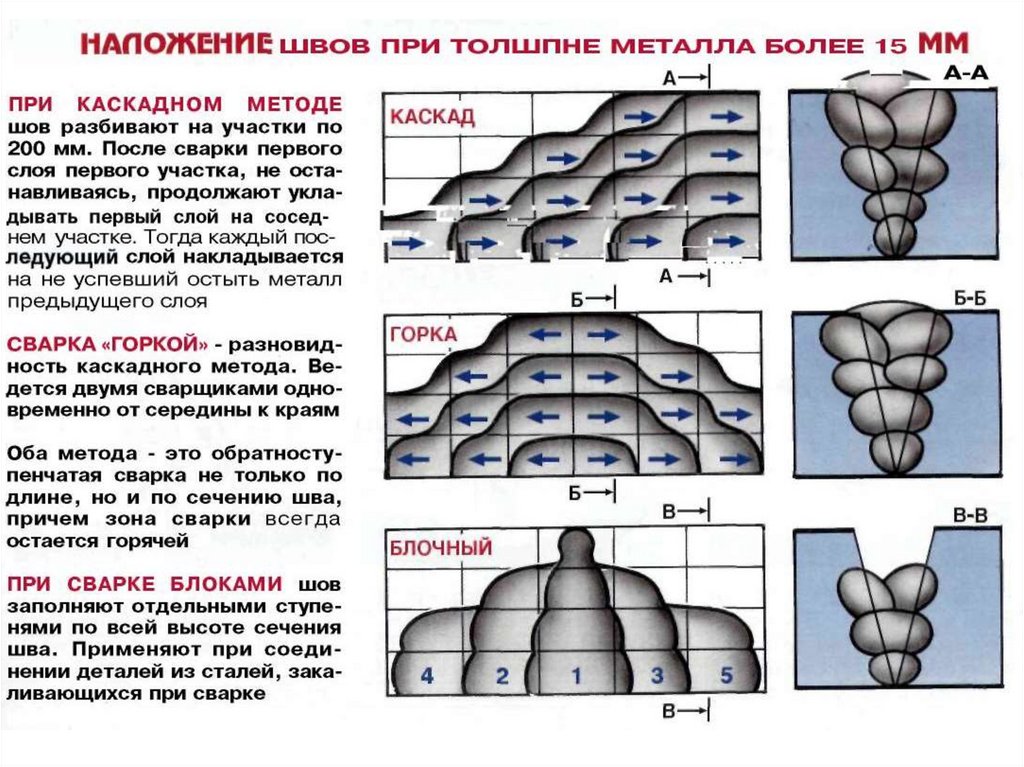 лайков, 5 комментариев. Видео TikTok от KingsiriWelding (@kingsiriwelding): «Начинающим стоит изучить методы сварки tig #tigweld #arcwelding #mma #mig #weldedpipe #specialweldingmachine #pulsemmawelding #pulsearcwelding #pulselifttigwelding #lifttigwelding #acdc #acdcwelding». Я думаю, мне нравится, когда идет дождь.
лайков, 5 комментариев. Видео TikTok от KingsiriWelding (@kingsiriwelding): «Начинающим стоит изучить методы сварки tig #tigweld #arcwelding #mma #mig #weldedpipe #specialweldingmachine #pulsemmawelding #pulsearcwelding #pulselifttigwelding #lifttigwelding #acdc #acdcwelding». Я думаю, мне нравится, когда идет дождь.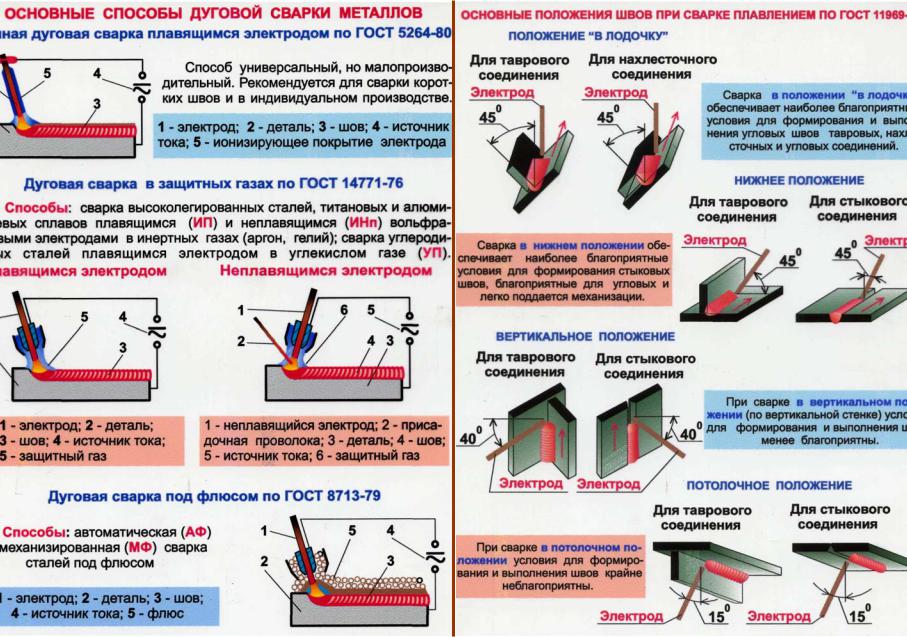 Хотя технология, обеспечивающая этот процесс, достаточно техническая, чтобы заполнить сотни страниц, я изложу ее вам простыми словами, точно так же, как я изучил ее в начале. Как и все новые навыки, практика сделает вас опытным, а сварка — это навык, которому может научиться каждый. Если вы когда-либо имели несчастье видеть короткое замыкание из-за плохой проводки или неисправности какого-либо электрооборудования, вы помните хлопающий звук, клубы дыма и горящего металла, которые обычно следует за этим. Это в основном то, что делает сварщик, но контролируемым и ожидаемым образом.
Хотя технология, обеспечивающая этот процесс, достаточно техническая, чтобы заполнить сотни страниц, я изложу ее вам простыми словами, точно так же, как я изучил ее в начале. Как и все новые навыки, практика сделает вас опытным, а сварка — это навык, которому может научиться каждый. Если вы когда-либо имели несчастье видеть короткое замыкание из-за плохой проводки или неисправности какого-либо электрооборудования, вы помните хлопающий звук, клубы дыма и горящего металла, которые обычно следует за этим. Это в основном то, что делает сварщик, но контролируемым и ожидаемым образом.
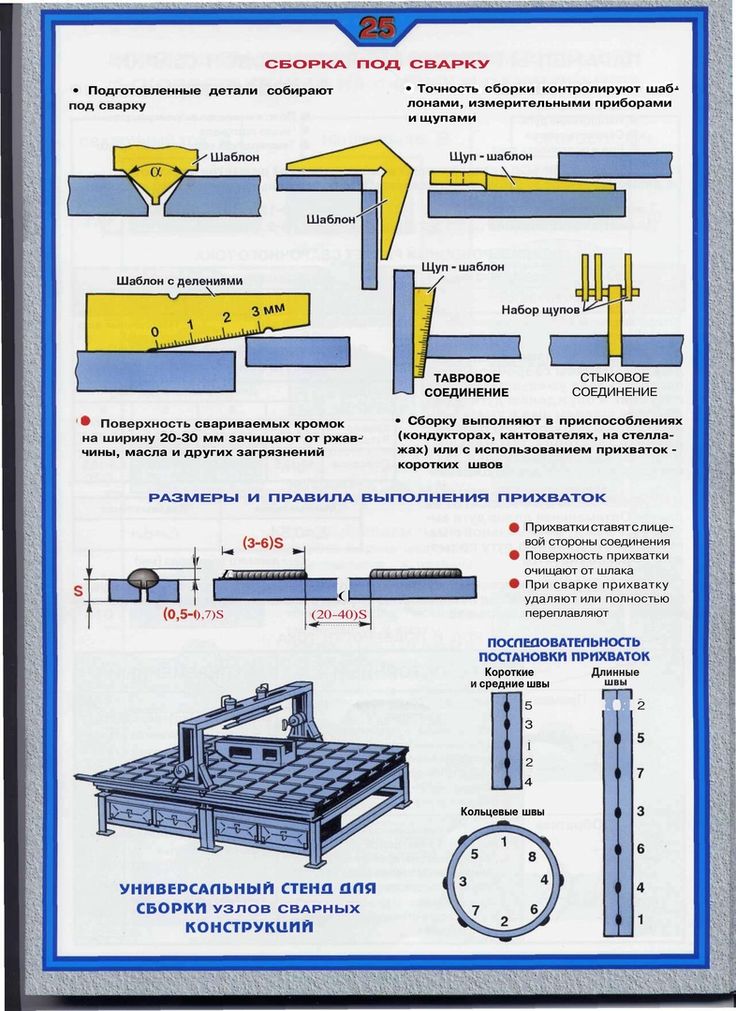
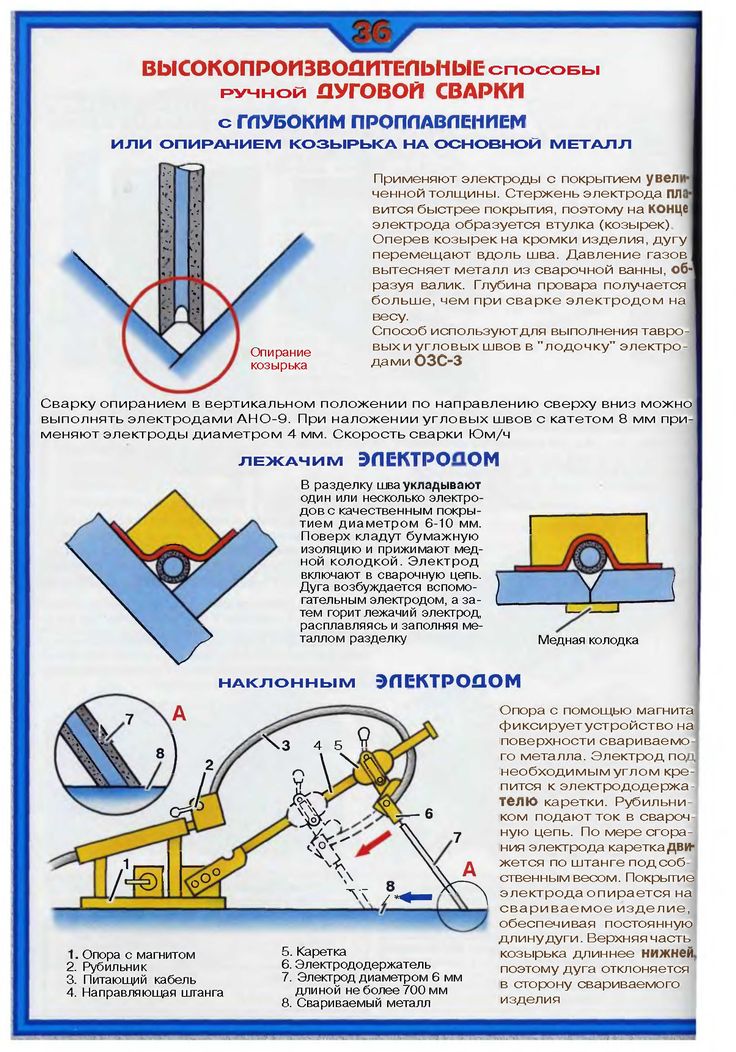 Автомобильный аккумулятор может излучать более ста ампер, что намного больше, чем может дать стандартная розетка.
Автомобильный аккумулятор может излучать более ста ампер, что намного больше, чем может дать стандартная розетка.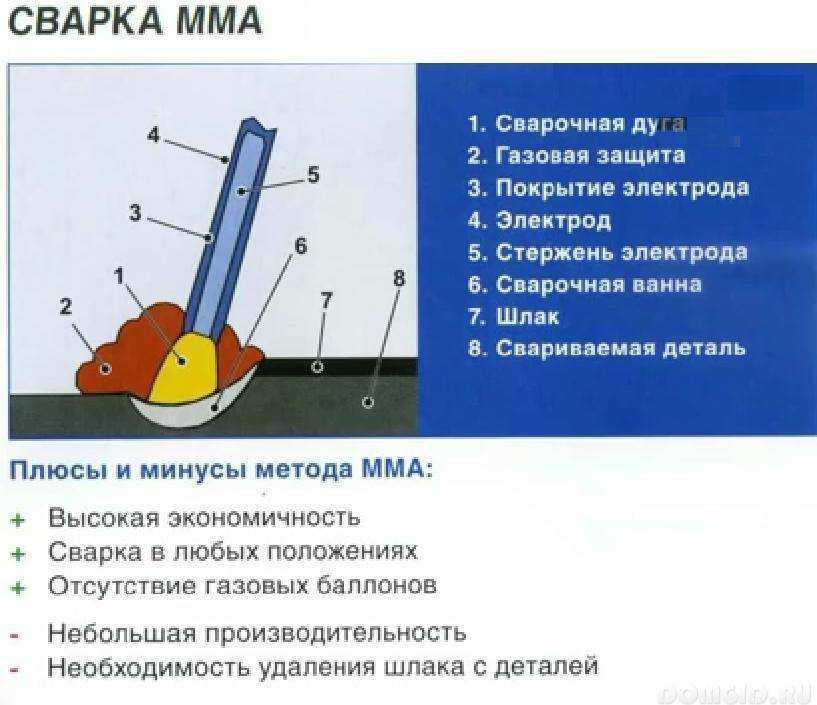 Там не будет баллонов со сжатым газом, катушек с проволокой наверху, педалей или любых других причудливых приспособлений, необходимых для работы.
Там не будет баллонов со сжатым газом, катушек с проволокой наверху, педалей или любых других причудливых приспособлений, необходимых для работы.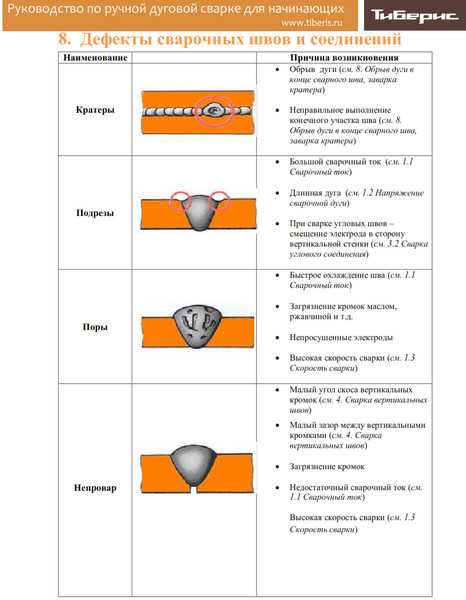 Еще одним преимуществом этого типа сварочного аппарата, помимо стоимости, является его размер. Эти сварочные аппараты не больше большой микроволновой печи, и их может легко перемещать один человек. Недостатком этих сварочных аппаратов является выходная мощность. Хотя дуговая сварка подходит для сборки велосипедных рам, ее мощности недостаточно для проектов с более крупными стальными компонентами, такими как рамы лодочных прицепов или мотоциклов.
Еще одним преимуществом этого типа сварочного аппарата, помимо стоимости, является его размер. Эти сварочные аппараты не больше большой микроволновой печи, и их может легко перемещать один человек. Недостатком этих сварочных аппаратов является выходная мощность. Хотя дуговая сварка подходит для сборки велосипедных рам, ее мощности недостаточно для проектов с более крупными стальными компонентами, такими как рамы лодочных прицепов или мотоциклов.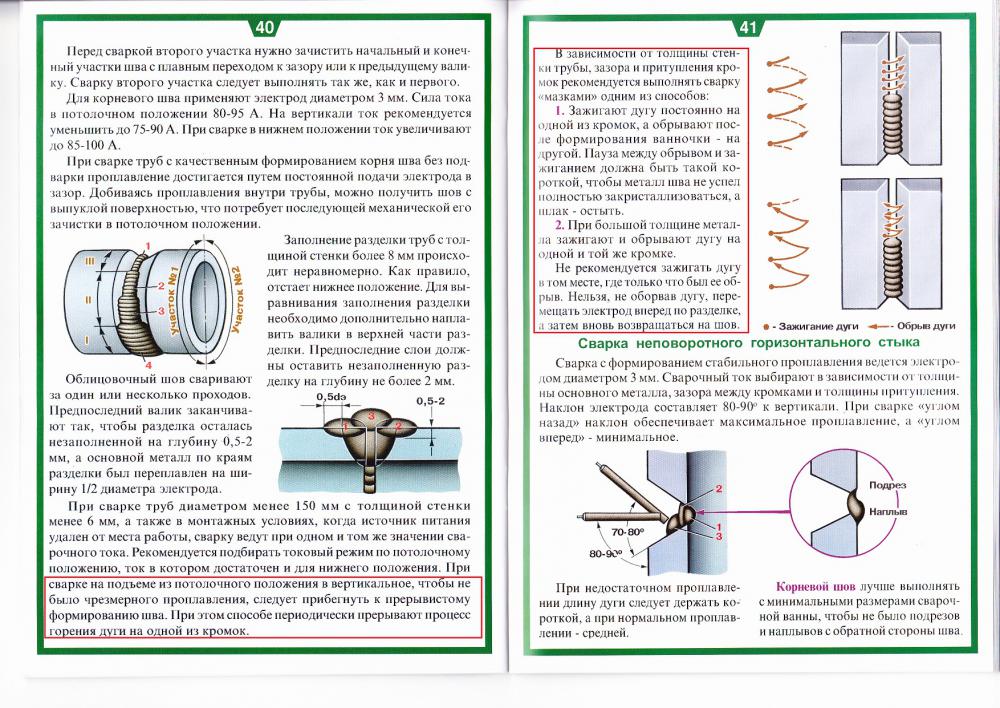 Лучше всего купить сварочный аппарат на 240 В, если у вас есть место для его установки и подходящая электрическая розетка для его подключения. Этот тип сварочного аппарата обеспечит более гладкий шов и будет иметь достаточную мощность для любой работы, которую вы, возможно, захотите выполнить.
Лучше всего купить сварочный аппарат на 240 В, если у вас есть место для его установки и подходящая электрическая розетка для его подключения. Этот тип сварочного аппарата обеспечит более гладкий шов и будет иметь достаточную мощность для любой работы, которую вы, возможно, захотите выполнить.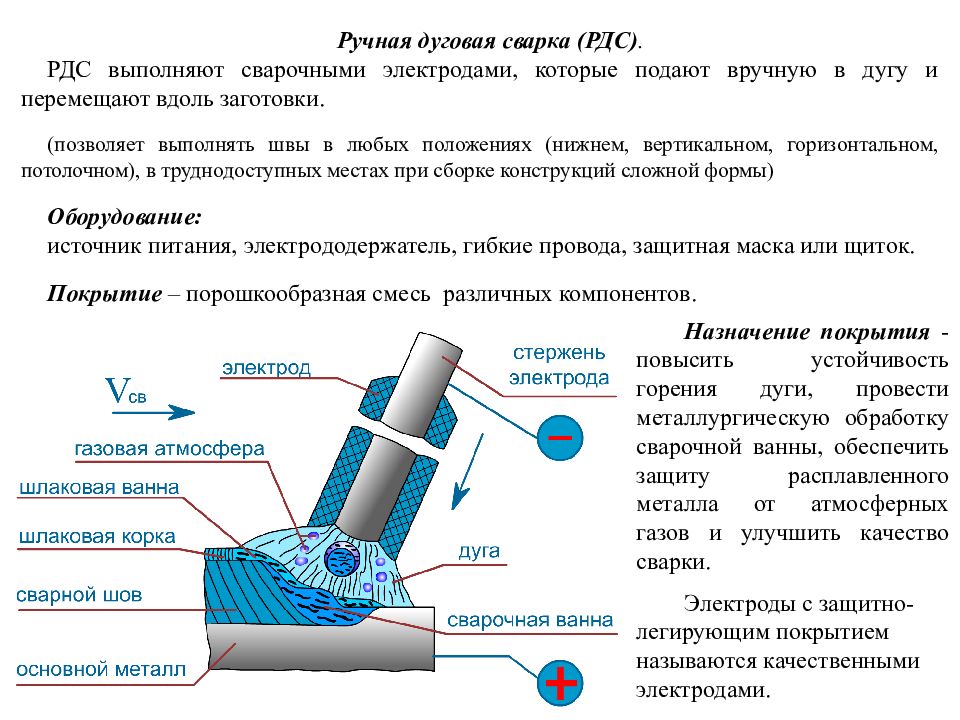 Я использовал оба типа сварочных аппаратов (переменного и постоянного тока), но выбрал базовый тип переменного тока 240 В для своей мастерской, и он отлично подходит для сборки практически чего угодно. Хотя сварщик на постоянном токе может произвести несколько более качественный окончательный шов, сварщик со средней квалификацией сможет произвести гораздо лучший сварной шов на простой машине переменного тока, чем неквалифицированный сварщик мог бы выполнить сварку на переменном, постоянном токе или сварочном аппарате с подачей проволоки.
Я использовал оба типа сварочных аппаратов (переменного и постоянного тока), но выбрал базовый тип переменного тока 240 В для своей мастерской, и он отлично подходит для сборки практически чего угодно. Хотя сварщик на постоянном токе может произвести несколько более качественный окончательный шов, сварщик со средней квалификацией сможет произвести гораздо лучший сварной шов на простой машине переменного тока, чем неквалифицированный сварщик мог бы выполнить сварку на переменном, постоянном токе или сварочном аппарате с подачей проволоки. Вам понадобится защитное снаряжение, состоящее из сварочного шлема, сварочных перчаток и защитных очков, как показано на фото.
Вам понадобится защитное снаряжение, состоящее из сварочного шлема, сварочных перчаток и защитных очков, как показано на фото. Таким образом, оттенок линзы 10 будет в порядке. Оттенок темноты не высечен на камне, и новичок может захотеть выбрать оттенок 9, а не 10, просто потому, что так будет легче увидеть работу. Конечно, оттенок 9 был бы слишком светлым, если бы вы установили силу тока на 500, и было бы ощущение, что вы смотрите на солнце!
Таким образом, оттенок линзы 10 будет в порядке. Оттенок темноты не высечен на камне, и новичок может захотеть выбрать оттенок 9, а не 10, просто потому, что так будет легче увидеть работу. Конечно, оттенок 9 был бы слишком светлым, если бы вы установили силу тока на 500, и было бы ощущение, что вы смотрите на солнце!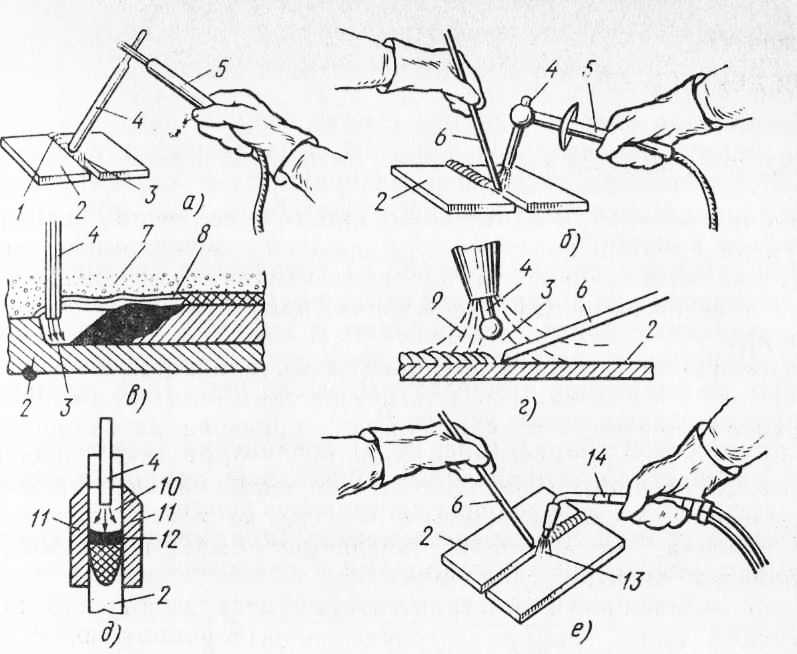
 6013 — базовое и недорогое удилище, используемое новичками или для обычных работ. Большая часть свариваемых труб будет иметь толщину 1/16 дюйма, поэтому подойдет сварочный стержень 6013 диаметром 3/32 дюйма. Снаружи коробки будет указан тип и размер стержня на небольшой этикетке.
6013 — базовое и недорогое удилище, используемое новичками или для обычных работ. Большая часть свариваемых труб будет иметь толщину 1/16 дюйма, поэтому подойдет сварочный стержень 6013 диаметром 3/32 дюйма. Снаружи коробки будет указан тип и размер стержня на небольшой этикетке. Несколько кусков металлолома толщиной 1/8 дюйма или уголка станут хорошей поверхностью для проверки вашего сварочного аппарата. Вставьте сварочный стержень в рукоятку, установите шкалу силы тока вашего сварочного аппарата примерно на 80 или около того, затем поместите зажим заземления на часть, которую вы будете сваривать.
Несколько кусков металлолома толщиной 1/8 дюйма или уголка станут хорошей поверхностью для проверки вашего сварочного аппарата. Вставьте сварочный стержень в рукоятку, установите шкалу силы тока вашего сварочного аппарата примерно на 80 или около того, затем поместите зажим заземления на часть, которую вы будете сваривать.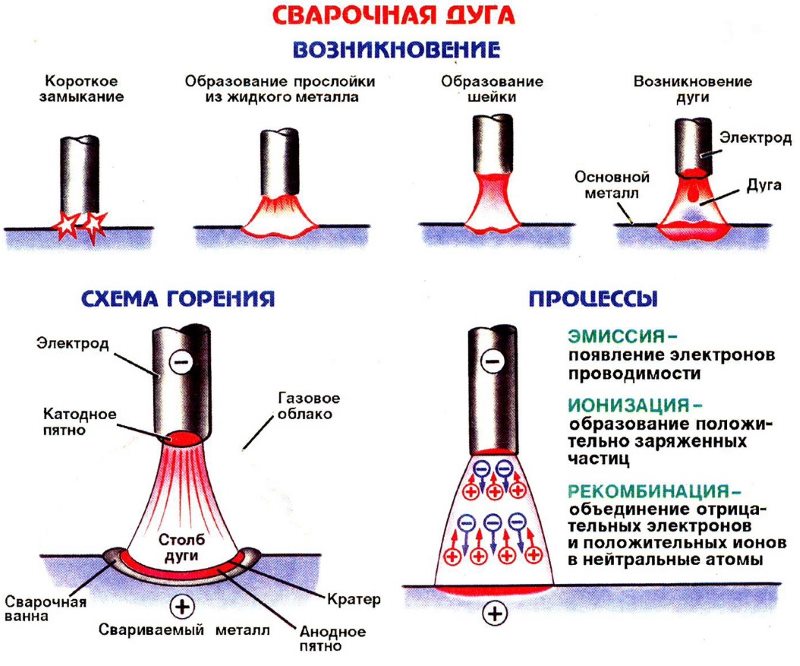
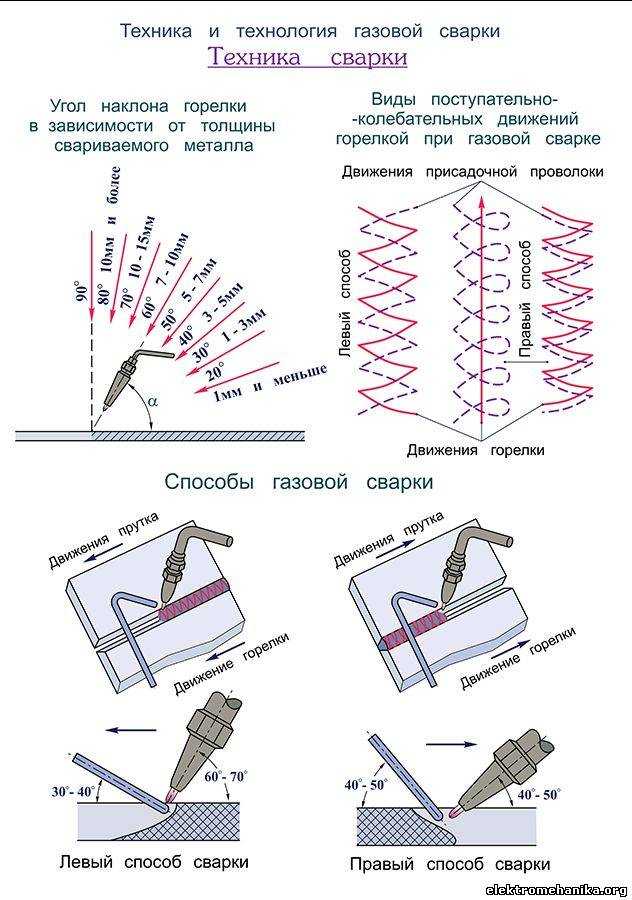
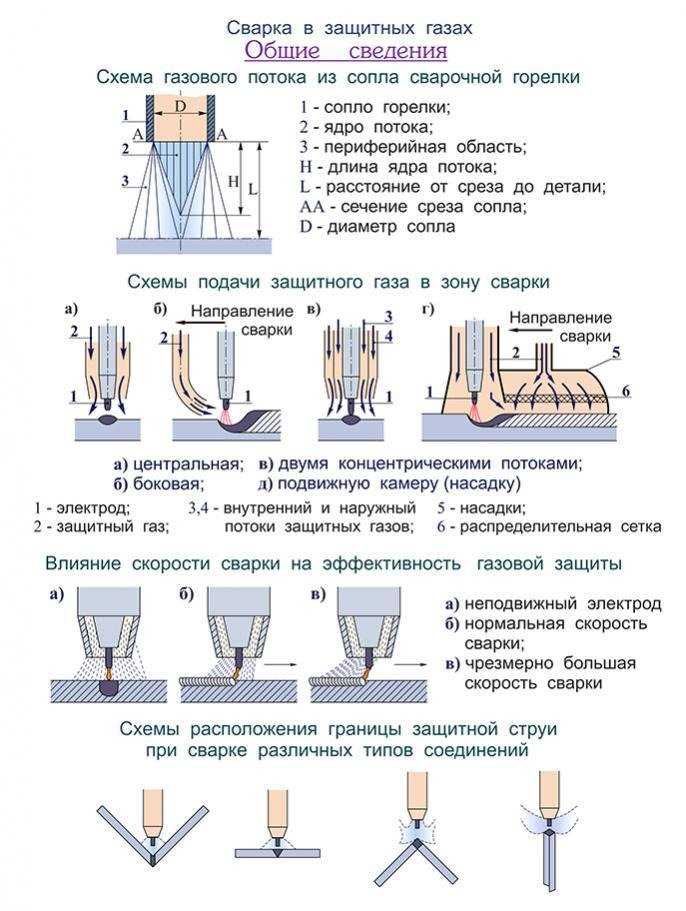
 Продолжайте тренироваться на более тяжелом металле, пока не научитесь укладывать ряды бусинок, как показано на фото. Не расстраивайтесь, если вам потребуется некоторое время, чтобы научиться зажигать дугу. Самое сложное — научиться правильно устанавливать силу тока и получать дугу без заеданий. Это может занять у вас весь день.
Продолжайте тренироваться на более тяжелом металле, пока не научитесь укладывать ряды бусинок, как показано на фото. Не расстраивайтесь, если вам потребуется некоторое время, чтобы научиться зажигать дугу. Самое сложное — научиться правильно устанавливать силу тока и получать дугу без заеданий. Это может занять у вас весь день.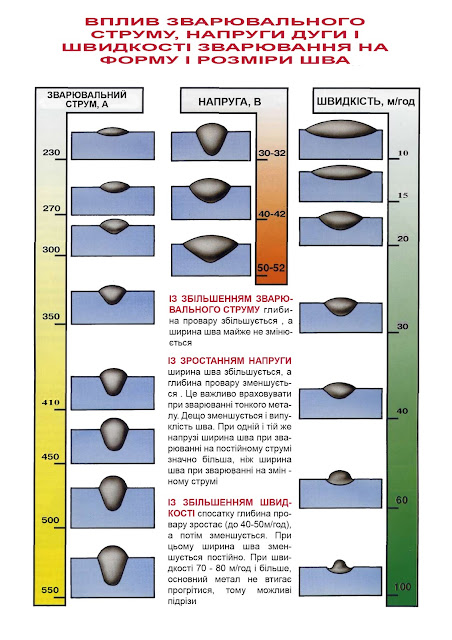
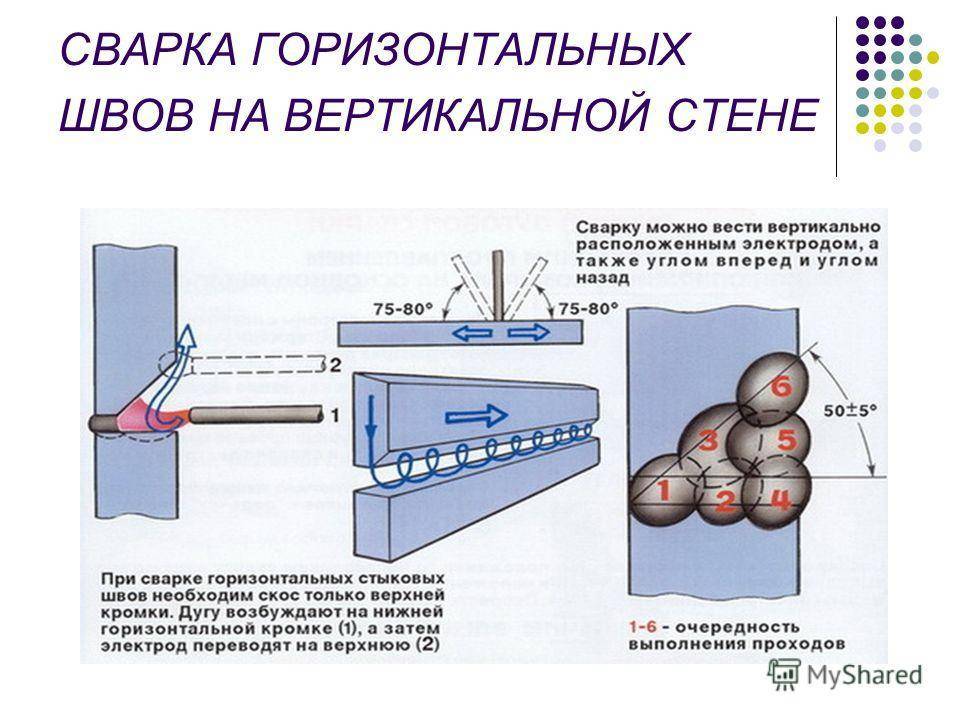 Продолжайте выполнять это упражнение до тех пор, пока не сможете сделать гладкий и прочный сварной шов между двумя пластинами без зазоров и отверстий. Помните, что ключом к получению хорошего сварного шва является умение контролировать тепло, устанавливая силу тока и перемещая электрод с соответствующей скоростью. У вас еще не закончились сварочные электроды?
Продолжайте выполнять это упражнение до тех пор, пока не сможете сделать гладкий и прочный сварной шов между двумя пластинами без зазоров и отверстий. Помните, что ключом к получению хорошего сварного шва является умение контролировать тепло, устанавливая силу тока и перемещая электрод с соответствующей скоростью. У вас еще не закончились сварочные электроды?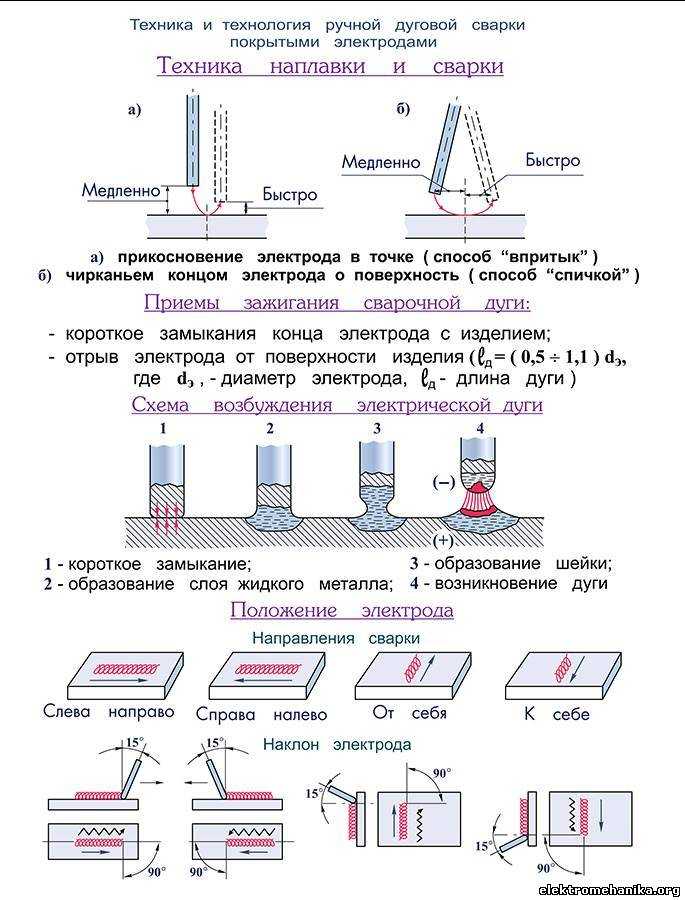 Используя труборез или шлифовальный диск, разрежьте трубу на несколько частей. два или три дюйма длины. Не будьте слишком критичны к измерению каждого отрезка, так как здесь вы будете использовать металл только для практической сварки.
Используя труборез или шлифовальный диск, разрежьте трубу на несколько частей. два или три дюйма длины. Не будьте слишком критичны к измерению каждого отрезка, так как здесь вы будете использовать металл только для практической сварки.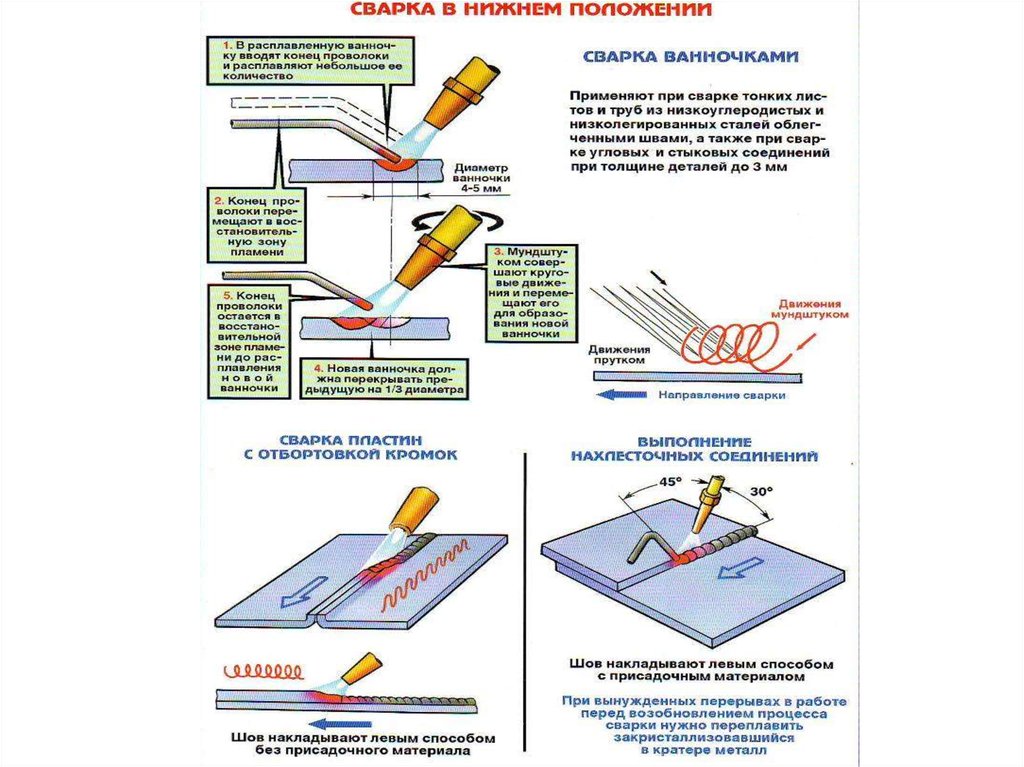 Когда вы свариваете небольшую длину, а затем останавливаетесь, рекомендуется сколоть флюс, чтобы вы могли начать свой новый валик сварного шва немного выше того места, где вы в последний раз остановились, чтобы не оставить небольшое отверстие между началом и концом.
Когда вы свариваете небольшую длину, а затем останавливаетесь, рекомендуется сколоть флюс, чтобы вы могли начать свой новый валик сварного шва немного выше того места, где вы в последний раз остановились, чтобы не оставить небольшое отверстие между началом и концом.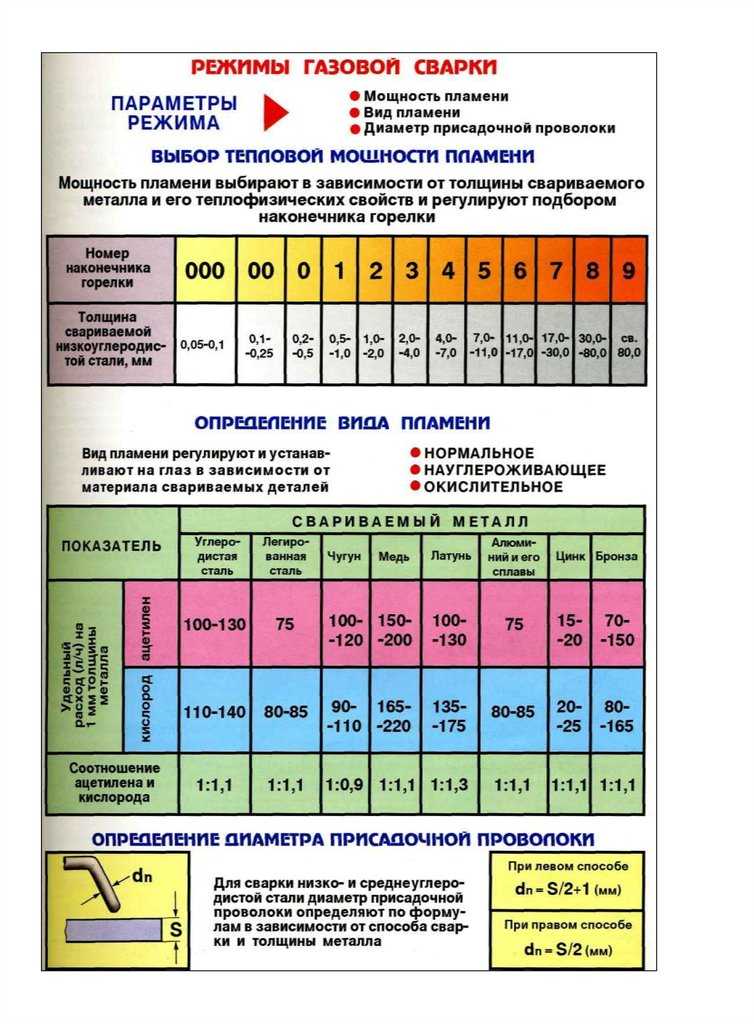

 Этот процесс продолжается и после нескольких недель, но уже с уменьшающейся скоростью. К сплавам 707.0, 771.0 и 772.0 могут применяться термические обработки типа Т6 и Т7.
Этот процесс продолжается и после нескольких недель, но уже с уменьшающейся скоростью. К сплавам 707.0, 771.0 и 772.0 могут применяться термические обработки типа Т6 и Т7. ;
;
 Отличить цинк от алюминия самостоятельно не составит труда. Для этого достаточно владеть необходимыми знаниями и методиками. Предлагаем ознакомиться с ними подробнее.
Отличить цинк от алюминия самостоятельно не составит труда. Для этого достаточно владеть необходимыми знаниями и методиками. Предлагаем ознакомиться с ними подробнее. Применение простейшей физической формулы позволяет вычислить плотность материала. Остальное остается за табличными данными. Если полученный показатель близок к 2,7/мл, значит перед вами стопроцентный алюминий.
Применение простейшей физической формулы позволяет вычислить плотность материала. Остальное остается за табличными данными. Если полученный показатель близок к 2,7/мл, значит перед вами стопроцентный алюминий. Максимальная температура плавления Al составляет 660 градусов.
Максимальная температура плавления Al составляет 660 градусов. При нанесении на поверхностный слой нескольких капель перекиси водорода сплав начнет изменять цвет в сторону потемнения, чего нельзя сказать про алюминий.
При нанесении на поверхностный слой нескольких капель перекиси водорода сплав начнет изменять цвет в сторону потемнения, чего нельзя сказать про алюминий.
 Здесь, в Belmont Metals, мы предлагаем цинковые сплавы с содержанием алюминия от 1 до 15 процентов. Когда алюминий добавляется к цинку, сплав дает несколько преимуществ при обработке и производстве, в том числе:
Здесь, в Belmont Metals, мы предлагаем цинковые сплавы с содержанием алюминия от 1 до 15 процентов. Когда алюминий добавляется к цинку, сплав дает несколько преимуществ при обработке и производстве, в том числе:

 Он известен не только своей износостойкостью и высокими прочностными характеристиками, но и другими особыми преимуществами ZA-27, в том числе:
Он известен не только своей износостойкостью и высокими прочностными характеристиками, но и другими особыми преимуществами ZA-27, в том числе: Наша команда инженеров спроектировала деталь с использованием ZA-27 и добилась необходимой максимальной прочности без поломок.
Наша команда инженеров спроектировала деталь с использованием ZA-27 и добилась необходимой максимальной прочности без поломок.


 281 * .035 * 3′ ГГ №39;
281 * .035 * 3′ ГГ №39;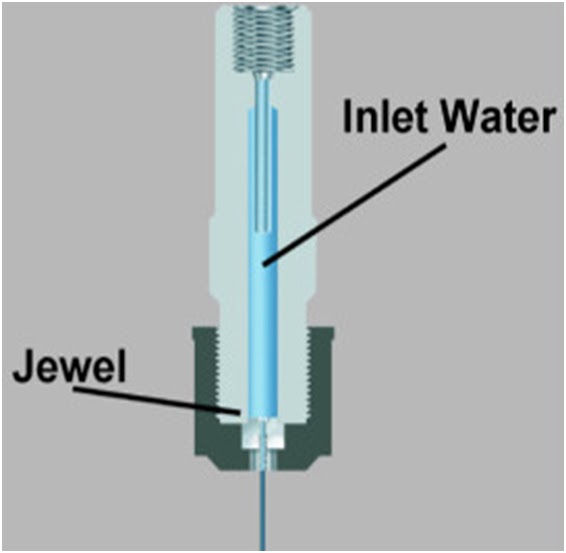 14*0.89*101.6
14*0.89*101.6 35*1.02*76.2
35*1.02*76.2 Выберите ID из выпадающего меню. Свяжитесь…
Выберите ID из выпадающего меню. Свяжитесь… дюйм/4 150 бар
дюйм/4 150 бар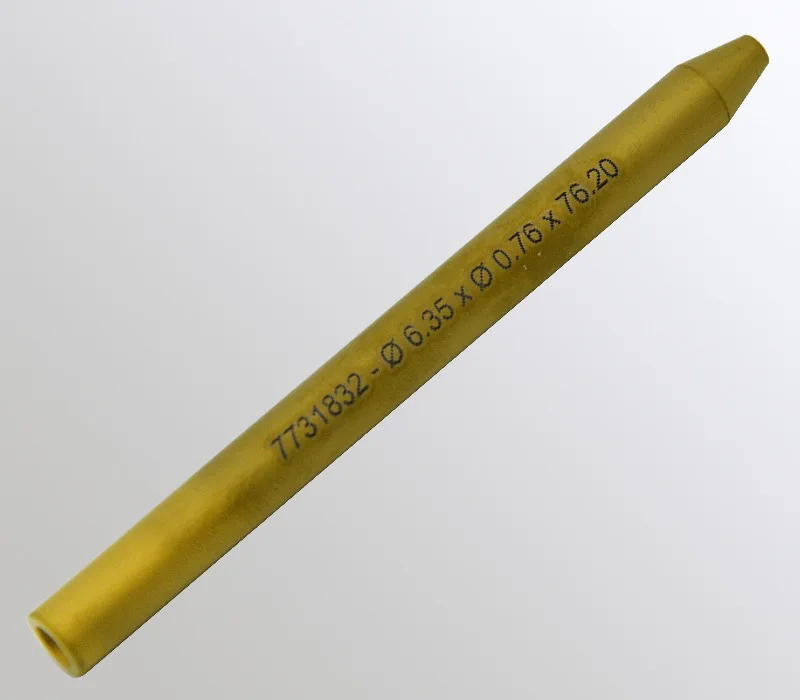 Используется в режущих головках Allfi. Сопоставимо с соплом Comadur типа 35. Также может использоваться в некоторых…
Используется в режущих головках Allfi. Сопоставимо с соплом Comadur типа 35. Также может использоваться в некоторых… Аналогично диафрагмам типа Flow Paser III.
Аналогично диафрагмам типа Flow Paser III. дюйм/4 150 бар (тип OMAX)
дюйм/4 150 бар (тип OMAX) Выберите ID из выпадающего меню. Свяжитесь…
Выберите ID из выпадающего меню. Свяжитесь… 00
00 дюйм/4 150 бар
дюйм/4 150 бар Существуют и другие факторы, влияющие на точную и аккуратную резку детали (конструкция станка, органы управления, программное обеспечение и насос высокого давления), которые будут обсуждаться в других главах. В этой главе основное внимание будет уделено режущей головке и водоструйной струе, поскольку она взаимодействует с заготовкой.
Существуют и другие факторы, влияющие на точную и аккуратную резку детали (конструкция станка, органы управления, программное обеспечение и насос высокого давления), которые будут обсуждаться в других главах. В этой главе основное внимание будет уделено режущей головке и водоструйной струе, поскольку она взаимодействует с заготовкой.
 Резка ближе к материалу ограничивает количество атмосферы, через которую должна пройти струя, прежде чем достичь заготовки. Это ограничивает расширение водометной струи, так как по мере расширения струи эффективная мощность струи снижается. Для компенсации необходимо снизить скорость резания. Если расстояние между соплом и заготовкой увеличить на ¼ дюйма, скорость резки должна быть снижена примерно на 20 % для достижения аналогичных результатов в отношении точности и качества кромки. Резка под водой с ЧПУ по высоте позволит полностью контролировать водометная струя
Резка ближе к материалу ограничивает количество атмосферы, через которую должна пройти струя, прежде чем достичь заготовки. Это ограничивает расширение водометной струи, так как по мере расширения струи эффективная мощность струи снижается. Для компенсации необходимо снизить скорость резания. Если расстояние между соплом и заготовкой увеличить на ¼ дюйма, скорость резки должна быть снижена примерно на 20 % для достижения аналогичных результатов в отношении точности и качества кромки. Резка под водой с ЧПУ по высоте позволит полностью контролировать водометная струя
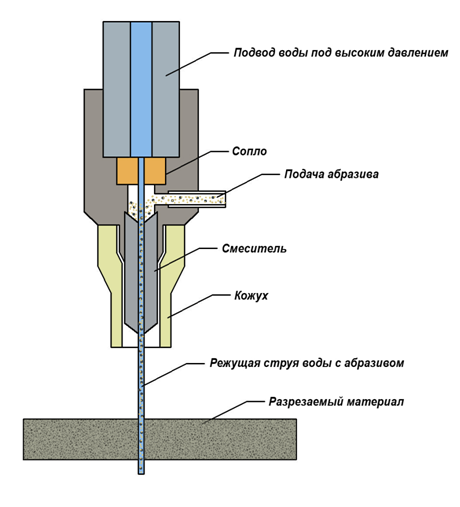 Абразив, как правило, гранат, дозируется из мини-бункера через пластиковую трубку в режущую головку и всасывается в струю воды в смесительной камере. Скорость резания будет увеличиваться с увеличением количества абразива до тех пор, пока не будет достигнута точка насыщения, при которой скорость начинает снижаться. Если количество абразива увеличить слишком сильно, в конечном итоге смесительная трубка засорится.
Абразив, как правило, гранат, дозируется из мини-бункера через пластиковую трубку в режущую головку и всасывается в струю воды в смесительной камере. Скорость резания будет увеличиваться с увеличением количества абразива до тех пор, пока не будет достигнута точка насыщения, при которой скорость начинает снижаться. Если количество абразива увеличить слишком сильно, в конечном итоге смесительная трубка засорится. Этот шаг крадет часть энергии у струи гидроабразивной струи, немного замедляя ее.
Этот шаг крадет часть энергии у струи гидроабразивной струи, немного замедляя ее. Все остальные параметры оставались постоянными (давление 60 фунтов на квадратный дюйм, зазор 0,060 дюйма, абразив 1,3 фунта/мин [4134 бар, 1,5 мм и 600 грамм/мин]). В верхней части разреза ширина пропила была одинаковой, около 0,044 дюйма. (1,12 мм). Разница между верхом и низом слева направо составляла 0,017″, 0,013″ и 0,011″ (0,43 мм, 0,33 мм и 0,28 мм)9.0274 Это показывает уменьшение угловатости по мере уменьшения скорости.
Все остальные параметры оставались постоянными (давление 60 фунтов на квадратный дюйм, зазор 0,060 дюйма, абразив 1,3 фунта/мин [4134 бар, 1,5 мм и 600 грамм/мин]). В верхней части разреза ширина пропила была одинаковой, около 0,044 дюйма. (1,12 мм). Разница между верхом и низом слева направо составляла 0,017″, 0,013″ и 0,011″ (0,43 мм, 0,33 мм и 0,28 мм)9.0274 Это показывает уменьшение угловатости по мере уменьшения скорости.  Эта концепция показана на рисунке 5 ниже. Более грубая кромка является результатом большего срезающего действия по сравнению с эрозионным действием абразива при более низких скоростях. Современные контроллеры позволяют пользователю регулировать качество резки в зависимости от требований к детали. Высокоточные отверстия можно вырезать медленнее, чтобы получить более гладкий и прямой рез. Более высокие скорости резания с более грубым качеством кромки можно использовать на менее важных участках.
Эта концепция показана на рисунке 5 ниже. Более грубая кромка является результатом большего срезающего действия по сравнению с эрозионным действием абразива при более низких скоростях. Современные контроллеры позволяют пользователю регулировать качество резки в зависимости от требований к детали. Высокоточные отверстия можно вырезать медленнее, чтобы получить более гладкий и прямой рез. Более высокие скорости резания с более грубым качеством кромки можно использовать на менее важных участках.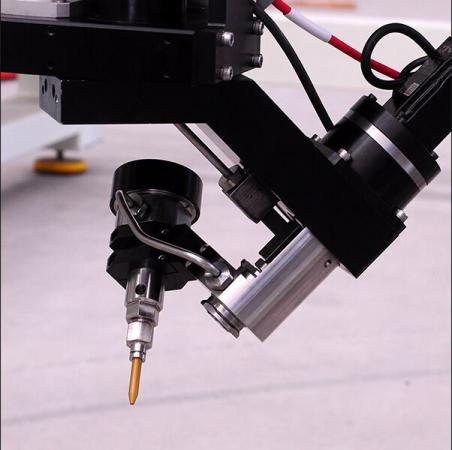 Как правило, от 0,0625 дюйма до 0,125 дюйма (1,5–3,0 мм) является оптимальной высотой для гидроабразивной резки. Если расстояние превышает 0,125 дюйма, верхняя кромка реза скругляется. Это происходит из-за того, что поток гидроабразивной струи теряет когерентность при прохождении через открытый воздух. Увеличение высоты сопла также приводит к увеличению угла пропила. Если расстояние между соплом и заготовкой увеличивается на ¼ дюйма, скорость резания должна быть уменьшена примерно на 20% для достижения аналогичных результатов в отношении допуска и качества кромки. Автоматический контроль высоты является наиболее надежным и точным способом поддержания надлежащего расстояния между опорами. На рис. 7 показано, что если высота сопла слишком сильно увеличена, у струи не будет достаточно мощности, чтобы полностью проникнуть в материал, который можно было бы легко разрезать на гораздо меньшей высоте.
Как правило, от 0,0625 дюйма до 0,125 дюйма (1,5–3,0 мм) является оптимальной высотой для гидроабразивной резки. Если расстояние превышает 0,125 дюйма, верхняя кромка реза скругляется. Это происходит из-за того, что поток гидроабразивной струи теряет когерентность при прохождении через открытый воздух. Увеличение высоты сопла также приводит к увеличению угла пропила. Если расстояние между соплом и заготовкой увеличивается на ¼ дюйма, скорость резания должна быть уменьшена примерно на 20% для достижения аналогичных результатов в отношении допуска и качества кромки. Автоматический контроль высоты является наиболее надежным и точным способом поддержания надлежащего расстояния между опорами. На рис. 7 показано, что если высота сопла слишком сильно увеличена, у струи не будет достаточно мощности, чтобы полностью проникнуть в материал, который можно было бы легко разрезать на гораздо меньшей высоте. Это можно уменьшить, замедлив скорость в повороте и медленно ускоряясь, позволяя нижней части струи догнать верхнюю часть за углом. Управление гидроабразивной струей должно иметь возможность делать это автоматически.
Это можно уменьшить, замедлив скорость в повороте и медленно ускоряясь, позволяя нижней части струи догнать верхнюю часть за углом. Управление гидроабразивной струей должно иметь возможность делать это автоматически.



 36 – 1 572 ₽
36 – 1 572 ₽ 78 ₽
78 ₽ 55 – 1 099 ₽
55 – 1 099 ₽ 78 – 410.24 ₽
78 – 410.24 ₽ 28 – 107.29 ₽
28 – 107.29 ₽ 56 ₽
56 ₽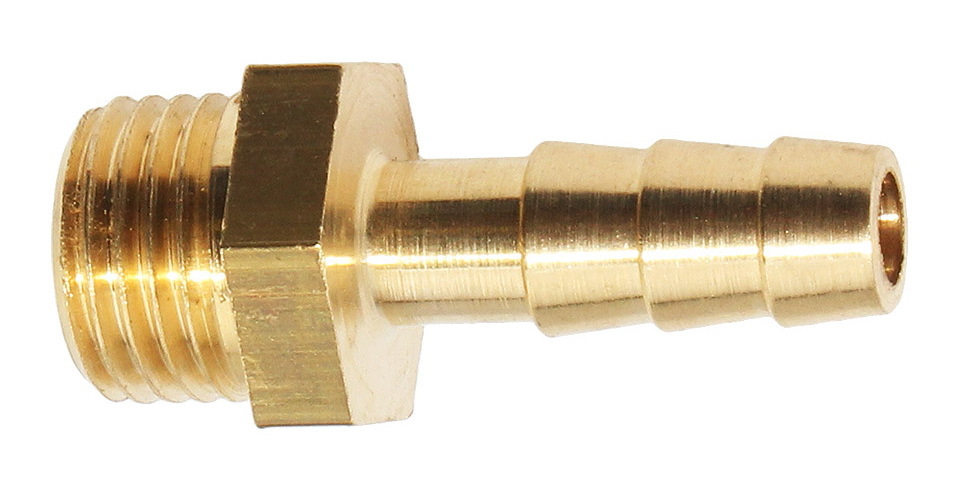 55 – 888.50 ₽
55 – 888.50 ₽ 77 – 1 572 ₽
77 – 1 572 ₽ 62 – 222.30 ₽
62 – 222.30 ₽ 31 – 204.77 ₽
31 – 204.77 ₽ 40 – 187.24 ₽
40 – 187.24 ₽ 38 – 232.12 ₽
38 – 232.12 ₽ Штуцер под шланг (елочка) — соединительная деталь, предназначенная для крепления шлангов, пищевых рукавов к оборудованию, либо к общей системе трубопровода.
Штуцер под шланг (елочка) — соединительная деталь, предназначенная для крепления шлангов, пищевых рукавов к оборудованию, либо к общей системе трубопровода. youtube.com/embed/M1A-QEcOHoQ?rel=0″ frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/M1A-QEcOHoQ?rel=0″ frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>  Например, 1-дюймовая труба из ПВХ на самом деле имеет внешний диаметр 1,315 дюйма и внутренний диаметр 1,029 дюйма. Фитинги следуют той же схеме: 1-дюймовый фитинг имеет отверстие 1,315 дюйма для установки 1-дюймовой трубы, которая на самом деле имеет диаметр 1,315 дюйма. Отверстие в фитинге и размер трубы точно такого же размера; это называется «посадка с натягом», и две части предназначены для «сварки» вместе с помощью клея для ПВХ, который на самом деле является растворителем, который сплавляет две части вместе.0003
Например, 1-дюймовая труба из ПВХ на самом деле имеет внешний диаметр 1,315 дюйма и внутренний диаметр 1,029 дюйма. Фитинги следуют той же схеме: 1-дюймовый фитинг имеет отверстие 1,315 дюйма для установки 1-дюймовой трубы, которая на самом деле имеет диаметр 1,315 дюйма. Отверстие в фитинге и размер трубы точно такого же размера; это называется «посадка с натягом», и две части предназначены для «сварки» вместе с помощью клея для ПВХ, который на самом деле является растворителем, который сплавляет две части вместе.0003 дюйм*
дюйм*  900
900 031
031 405
405 500
500 750
750

 Мастер или лицо его замещающее, обязан сообщить об этом администрации предприятия для своевременного составления акта о происшедшем несчастном случае и принятия мер, предупреждающих повторение подобных случаев.
Мастер или лицо его замещающее, обязан сообщить об этом администрации предприятия для своевременного составления акта о происшедшем несчастном случае и принятия мер, предупреждающих повторение подобных случаев. 20. Требования охраны труда при работе с ручным
20. Требования охраны труда при работе с ручным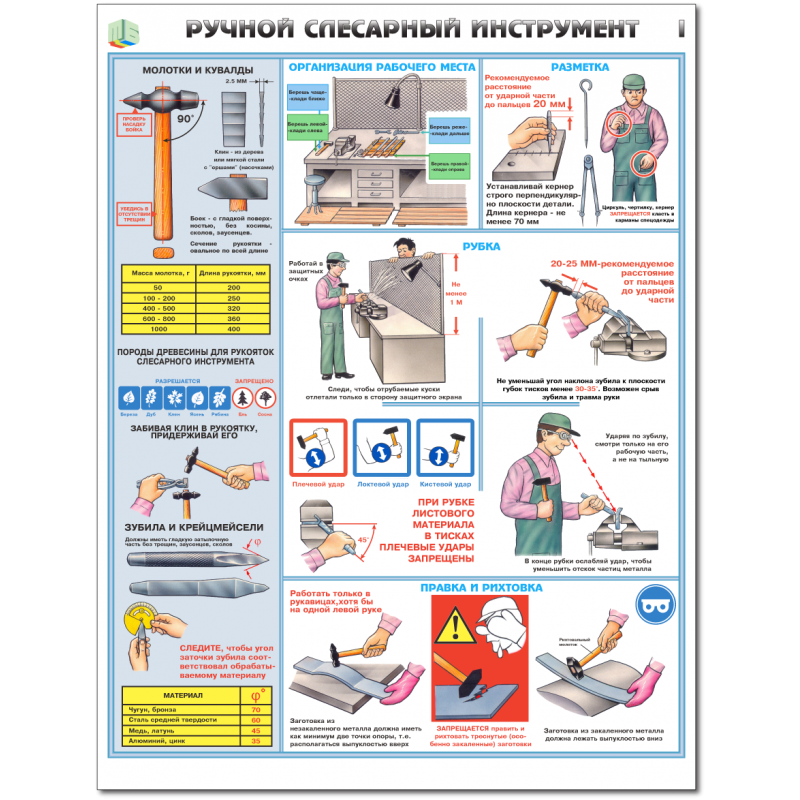

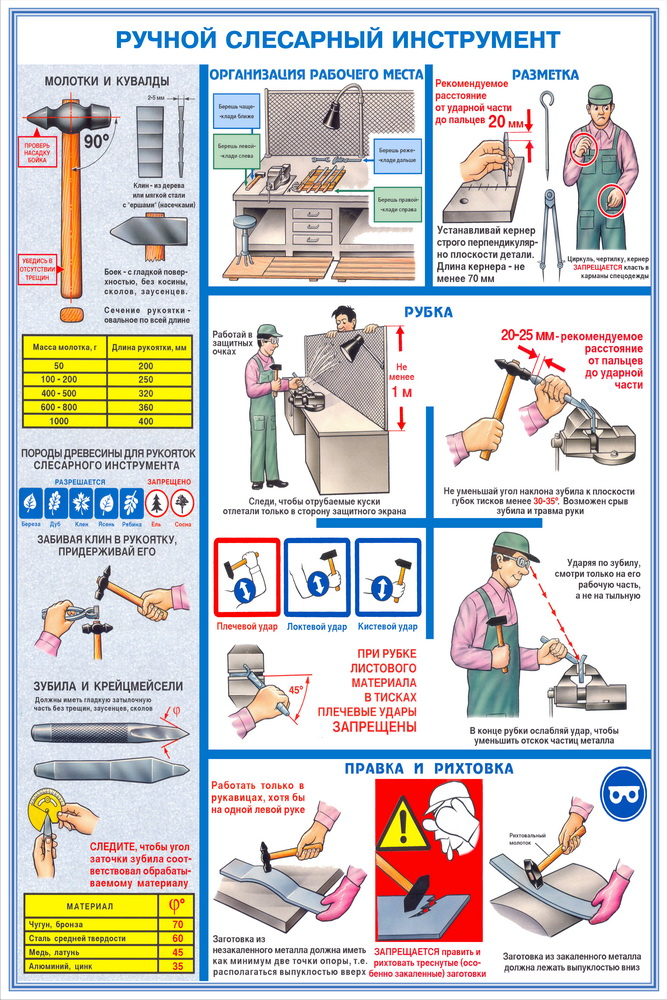 Затем следует установить необходимый момент затяжки гайки (болта), а также необходимое направление вращения сменной головки-ключа.
Затем следует установить необходимый момент затяжки гайки (болта), а также необходимое направление вращения сменной головки-ключа. ПОДРОБНЕЕ >
ПОДРОБНЕЕ > Прежде чем использовать какой-либо инструмент или машину, убедитесь, что вы получили полные инструкции и прошли надлежащее обучение. Убедитесь, что все средства индивидуальной защиты (СИЗ) соответствуют требованиям любого применимого законодательства или стандарта CSA (или его эквивалента).
Прежде чем использовать какой-либо инструмент или машину, убедитесь, что вы получили полные инструкции и прошли надлежащее обучение. Убедитесь, что все средства индивидуальной защиты (СИЗ) соответствуют требованиям любого применимого законодательства или стандарта CSA (или его эквивалента). Предусмотрите удобную полку для инструментов.
Предусмотрите удобную полку для инструментов.

 Если вы плохо слышите, как кто-то говорит на расстоянии одного метра (трех футов), уровень шума от устройства слишком высок. Может произойти повреждение слуха.
Если вы плохо слышите, как кто-то говорит на расстоянии одного метра (трех футов), уровень шума от устройства слишком высок. Может произойти повреждение слуха.
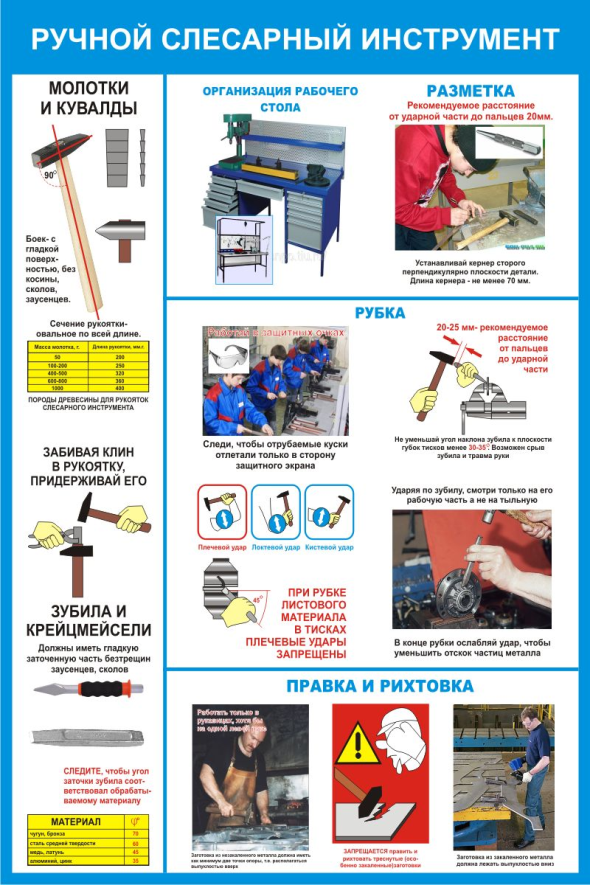 Рабочие производственного цеха могут подвергать себя риску получения травм, если пренебрегают безопасными методами. Понимание общих советов по безопасности при металлообработке может помочь вашим сотрудникам защитить себя во время работы. Примите во внимание следующие советы по безопасности изготовления металлических изделий для вашей команды:
Рабочие производственного цеха могут подвергать себя риску получения травм, если пренебрегают безопасными методами. Понимание общих советов по безопасности при металлообработке может помочь вашим сотрудникам защитить себя во время работы. Примите во внимание следующие советы по безопасности изготовления металлических изделий для вашей команды:
 Программа управления жидкостями также может снизить риски, назначив людей, которые будут управлять безопасностью жидкостей.
Программа управления жидкостями также может снизить риски, назначив людей, которые будут управлять безопасностью жидкостей.


 Чистота убережет от попадания посторонних предметов, которые могу вызвать осложнения, а низкая температура поможет затупить боль.
Чистота убережет от попадания посторонних предметов, которые могу вызвать осложнения, а низкая температура поможет затупить боль. Сюда не входят различные народные средства для глаз после сварки, так как гарантия каждого метода не подтверждена, хотя многие люди ими эффективно пользуются. Среди медикаментов стоит выделить следующие капли для глаз:
Сюда не входят различные народные средства для глаз после сварки, так как гарантия каждого метода не подтверждена, хотя многие люди ими эффективно пользуются. Среди медикаментов стоит выделить следующие капли для глаз:
 На утро все проходит, так как органы зрения не работали и смогли восстановиться. В дальнейшем происходит привыкание и все проходит не так сильно, хотя от периодических болей трудно избавиться.
На утро все проходит, так как органы зрения не работали и смогли восстановиться. В дальнейшем происходит привыкание и все проходит не так сильно, хотя от периодических болей трудно избавиться. Начинается все с того, что пострадавший, который еще несколько часов назад мог даже не догадываться о всей тяжести своего положения, или чувствовал не ярко выраженные симптомы, ощущает, как будто «засыпают глаза песком», после чего становится совсем тяжело и невыносимо. Глаза невозможно открыть, их печет, жжет и пронизывает жуткой болью… Конечно, в таких случаях обязательно требуется помощь специалиста-офтальмолога, который поставит вам диагноз «электроофтальмия» и назначит грамотный курс лечения по медицинской науке, потому как любые ожоги глаз будь-то термические, химические или лучевые –это всегда тяжелый случай, который может привести к потере зрения. Так что с этим шутки плохи. При поражении инфракрасным излучением помимо ожога роговицы и конъюнктивы, возможно так же повреждение и гибель клеток сетчатки.
Начинается все с того, что пострадавший, который еще несколько часов назад мог даже не догадываться о всей тяжести своего положения, или чувствовал не ярко выраженные симптомы, ощущает, как будто «засыпают глаза песком», после чего становится совсем тяжело и невыносимо. Глаза невозможно открыть, их печет, жжет и пронизывает жуткой болью… Конечно, в таких случаях обязательно требуется помощь специалиста-офтальмолога, который поставит вам диагноз «электроофтальмия» и назначит грамотный курс лечения по медицинской науке, потому как любые ожоги глаз будь-то термические, химические или лучевые –это всегда тяжелый случай, который может привести к потере зрения. Так что с этим шутки плохи. При поражении инфракрасным излучением помимо ожога роговицы и конъюнктивы, возможно так же повреждение и гибель клеток сетчатки. То есть просто-напросто нужно не создавать ситуацию, в результате которой глаз получит травму. Каждый раз ориентируйтесь по сложившимся обстоятельствам и принимайте необходимые превентивные меры.
То есть просто-напросто нужно не создавать ситуацию, в результате которой глаз получит травму. Каждый раз ориентируйтесь по сложившимся обстоятельствам и принимайте необходимые превентивные меры. Отвечаем, ни в коем случае, закрытые веки не спасут вас не только от «зайчиков», но и от жирных «кроликов»!
Отвечаем, ни в коем случае, закрытые веки не спасут вас не только от «зайчиков», но и от жирных «кроликов»! Помогает слабо, скорее в «легких» случаях.
Помогает слабо, скорее в «легких» случаях. Он получил степень бакалавра в области аюрведы, медицины и хирургии (B.A.M.S) в Университете медицинских наук имени Раджива Ганди, Бангалор, штат Карнатака, в… подробнее
Он получил степень бакалавра в области аюрведы, медицины и хирургии (B.A.M.S) в Университете медицинских наук имени Раджива Ганди, Бангалор, штат Карнатака, в… подробнее Читать дальше!
Читать дальше! Клетки отрастают быстро, но при этом возникает сильная боль.
Клетки отрастают быстро, но при этом возникает сильная боль. Это может уменьшить боль и облегчить зуд и раздражение.
Это может уменьшить боль и облегчить зуд и раздражение.


 Этот охлаждающий эффект может помочь в определенной степени уменьшить раздражение глаз.
Этот охлаждающий эффект может помочь в определенной степени уменьшить раздражение глаз.


 Если это не так, обратитесь к офтальмологу.
Если это не так, обратитесь к офтальмологу.

























 03”
03” Если вам нужно оценить что-то в своей жизни, ознакомьтесь с исчерпывающим списком ниже.
Если вам нужно оценить что-то в своей жизни, ознакомьтесь с исчерпывающим списком ниже. Никогда не угадаешь, какой длины этот измерительный инструмент.
Никогда не угадаешь, какой длины этот измерительный инструмент. Они объединяют его с длиной вашего шага (в зависимости от вашего роста), чтобы определить, какое расстояние вы прошли пешком.
Они объединяют его с длиной вашего шага (в зависимости от вашего роста), чтобы определить, какое расстояние вы прошли пешком. Это действительно мало.
Это действительно мало. Щупы используются при ремонте двигателей и торговле машинами.
Щупы используются при ремонте двигателей и торговле машинами.
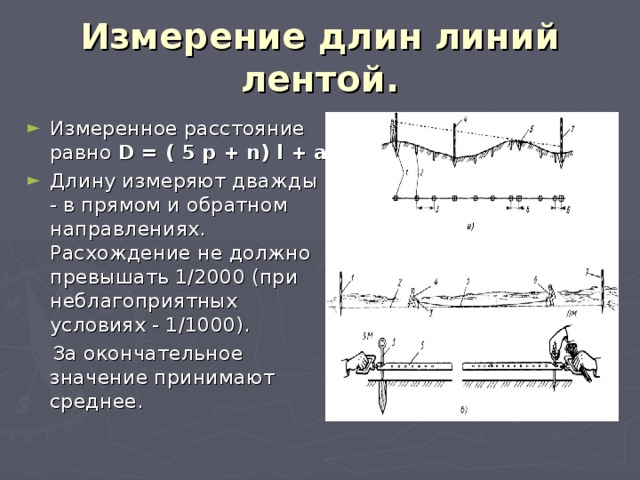
 Микроскопы, как правило, очень точны. Они используются для измерения мелких деталей, а также используются в научных целях. Вы можете найти их во многих отраслях, включая здравоохранение, ювелирные магазины и механические мастерские.
Микроскопы, как правило, очень точны. Они используются для измерения мелких деталей, а также используются в научных целях. Вы можете найти их во многих отраслях, включая здравоохранение, ювелирные магазины и механические мастерские.

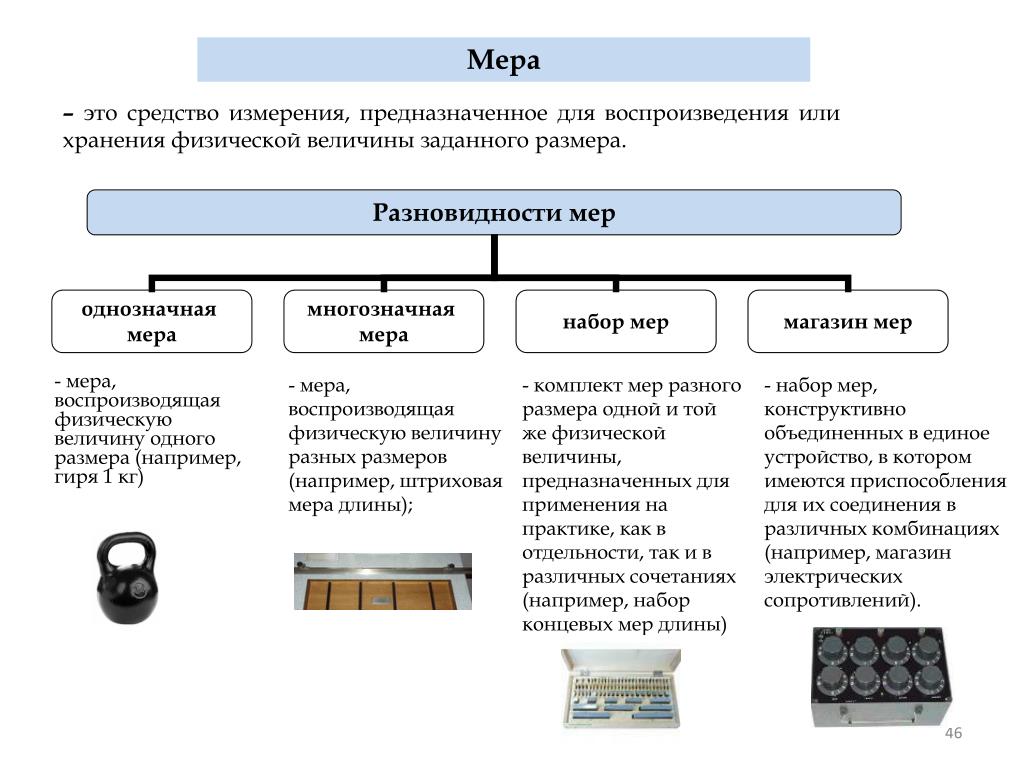
 Что-то вроде автоматизированного микроскопа с ЧПУ, и они делают все это, даже не касаясь того, что измеряют.
Что-то вроде автоматизированного микроскопа с ЧПУ, и они делают все это, даже не касаясь того, что измеряют.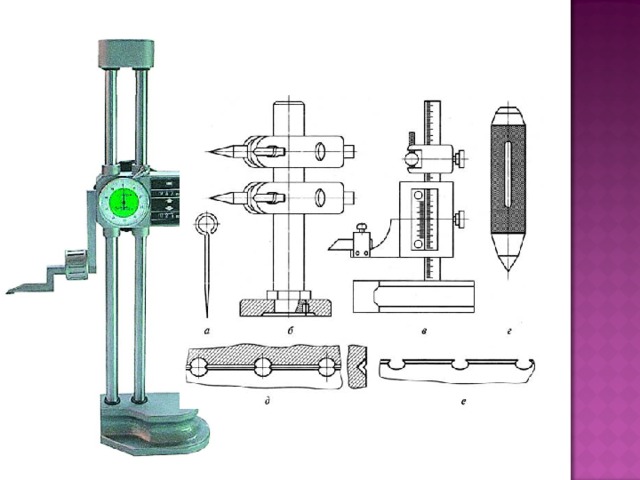 Люди сочтут вас странным, но просто скажите им, что вы «эксцентричны».
Люди сочтут вас странным, но просто скажите им, что вы «эксцентричны». Ленты Пи похожи на причудливую измерительную ленту. Идеально подходит для измерения длины вокруг объекта (окружности).
Ленты Пи похожи на причудливую измерительную ленту. Идеально подходит для измерения длины вокруг объекта (окружности). Инструменты для измерения длины существовали с самого начала человечества. Люди использовали пальцы для измерения короткой длины и шаги для измерения большей длины. Благодаря передовым технологиям мы расширяем ресурсы для изобретения лучших инструментов для более точных и точных измерений.
Инструменты для измерения длины существовали с самого начала человечества. Люди использовали пальцы для измерения короткой длины и шаги для измерения большей длины. Благодаря передовым технологиям мы расширяем ресурсы для изобретения лучших инструментов для более точных и точных измерений. Он может измерять с типичным разрешением 1 миллиметр.
Он может измерять с типичным разрешением 1 миллиметр. Например, рулетка для геодезистов способна измерять расстояние до 100 футов.
Например, рулетка для геодезистов способна измерять расстояние до 100 футов. д. Его высокая точность, скорость и простота являются исключительными характеристиками, которыми обладает лазерная мера.
д. Его высокая точность, скорость и простота являются исключительными характеристиками, которыми обладает лазерная мера. С помощью этого измерительного прибора вы можете выполнять наружные и внутренние измерения и даже измерения глубины.
С помощью этого измерительного прибора вы можете выполнять наружные и внутренние измерения и даже измерения глубины. Это эквивалентно формуле длины окружности. Чтобы убедиться, что вы измеряете линейную длину, путь должен иметь плоскую поверхность.
Это эквивалентно формуле длины окружности. Чтобы убедиться, что вы измеряете линейную длину, путь должен иметь плоскую поверхность. Все, что вам нужно сделать, это вставить одно из лезвий в зазор, который вы собираетесь измерять. Пробуйте один за другим, пока не решите, что это правильная толщина. В случае измерения зазоров необходимо использовать лучший щуп. Если толщина лезвия неточна или материал легко ржавеет, измерения могут ввести в заблуждение. Кроме того, вы должны регулярно проверять точность с помощью микрометра.
Все, что вам нужно сделать, это вставить одно из лезвий в зазор, который вы собираетесь измерять. Пробуйте один за другим, пока не решите, что это правильная толщина. В случае измерения зазоров необходимо использовать лучший щуп. Если толщина лезвия неточна или материал легко ржавеет, измерения могут ввести в заблуждение. Кроме того, вы должны регулярно проверять точность с помощью микрометра. Если вас пока не устраивает точность штангенциркуля, то обратитесь к микрометру.
Если вас пока не устраивает точность штангенциркуля, то обратитесь к микрометру.

 Эти два прецизионных измерительных инструмента используются в металлообработке и деревообработке для измерения круглости, плоскостности и прямоугольности. Например, когда патрон вращается, зажимаемый объект будет вращаться, а циферблатный индикатор позволяет узнать, насколько он круглый.
Эти два прецизионных измерительных инструмента используются в металлообработке и деревообработке для измерения круглости, плоскостности и прямоугольности. Например, когда патрон вращается, зажимаемый объект будет вращаться, а циферблатный индикатор позволяет узнать, насколько он круглый.


 Здесь важен вес оборудования, ведь держать его придется не 20 минут. Real ARC 160 с массой 3.5 кг здесь смотрится более выигрышно.
Здесь важен вес оборудования, ведь держать его придется не 20 минут. Real ARC 160 с массой 3.5 кг здесь смотрится более выигрышно.
 Следите, чтобы ничего не накрывало работающий инвертор и не загораживало отверстия перфорации. Раз в месяц продувайте сжатым воздухом.
Следите, чтобы ничего не накрывало работающий инвертор и не загораживало отверстия перфорации. Раз в месяц продувайте сжатым воздухом.

 ВЕС:
ВЕС: ВЕС:
ВЕС: 2 DC MIG/MAG
2 DC MIG/MAG
 D051)
D051) Вы можете выяснить, является ли трансформатор источником проблемы, выполнив серию быстрых тестов на трансформаторе. P вам не придется платить кому-то еще за диагностику проблем с вашим сварочным аппаратом.
Вы можете выяснить, является ли трансформатор источником проблемы, выполнив серию быстрых тестов на трансформаторе. P вам не придется платить кому-то еще за диагностику проблем с вашим сварочным аппаратом. Ниже вы найдете подробное руководство по устранению неполадок со сварочными трансформаторами.
Ниже вы найдете подробное руководство по устранению неполадок со сварочными трансформаторами. Это поможет вам снова собрать сварочный аппарат. Фотографии также являются отличным способом показать что-то необычное производителю или ремонтнику без необходимости физически показывать им сварщика.
Это поможет вам снова собрать сварочный аппарат. Фотографии также являются отличным способом показать что-то необычное производителю или ремонтнику без необходимости физически показывать им сварщика. Большинство руководств по эксплуатации сварочных аппаратов содержат сложную электрическую схему.
Большинство руководств по эксплуатации сварочных аппаратов содержат сложную электрическую схему.

 Термин «прокачка конденсаторов» просто относится к действию, позволяющему разрядить конденсаторы.
Термин «прокачка конденсаторов» просто относится к действию, позволяющему разрядить конденсаторы. Вы сделаете это, перемещая ручку, расположенную в центре мультиметра.
Вы сделаете это, перемещая ручку, расположенную в центре мультиметра.

 Разместите по одному проводу на каждом конце выходной клеммы. Проверьте напряжение несколько раз, чтобы убедиться, что показания точны и непротиворечивы.
Разместите по одному проводу на каждом конце выходной клеммы. Проверьте напряжение несколько раз, чтобы убедиться, что показания точны и непротиворечивы.
 Затем прикоснитесь положительным и отрицательным выводами мультиметра к противоположным входным клеммам.
Затем прикоснитесь положительным и отрицательным выводами мультиметра к противоположным входным клеммам.  Проведите проверку целостности вторичных обмоток
Проведите проверку целостности вторичных обмоток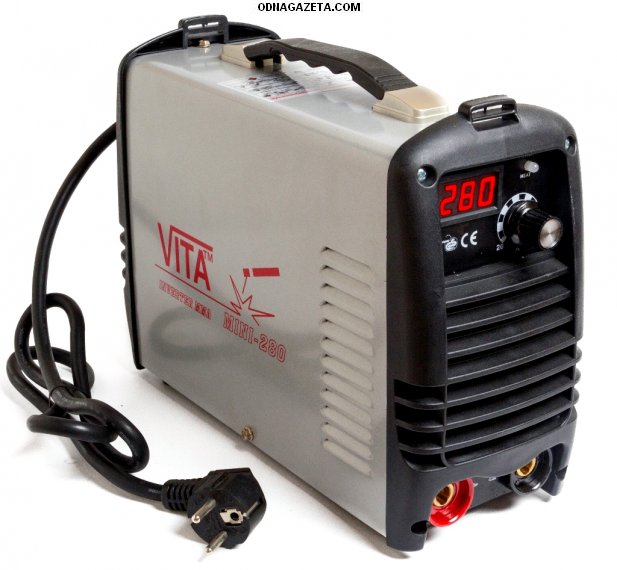 Операторы часто инстинктивно не думают, что это может быть причиной того, что их сварочный аппарат не работает должным образом.
Операторы часто инстинктивно не думают, что это может быть причиной того, что их сварочный аппарат не работает должным образом. На протяжении большей части истории промышленности трансформаторные сварочные аппараты были нормой. Однако в конце 19Инженеры-программисты 80-х годов начали разрабатывать сварочные аппараты на базе инверторов.
На протяжении большей части истории промышленности трансформаторные сварочные аппараты были нормой. Однако в конце 19Инженеры-программисты 80-х годов начали разрабатывать сварочные аппараты на базе инверторов. Это означает, что на совершенствование характеристик трансформаторных сварочных аппаратов было потрачено больше времени, чем на инверторные сварочные аппараты. Справедливости ради следует отметить, что за последние годы инверторы немного отстали.
Это означает, что на совершенствование характеристик трансформаторных сварочных аппаратов было потрачено больше времени, чем на инверторные сварочные аппараты. Справедливости ради следует отметить, что за последние годы инверторы немного отстали.
 Выходная (или вторичная) сторона — это место, где электрический ток отправляется на нагрузку.
Выходная (или вторичная) сторона — это место, где электрический ток отправляется на нагрузку. 


 Вот некоторые инструменты, которые я использую ежедневно, и надеюсь, что вы также найдете их полезными.
Вот некоторые инструменты, которые я использую ежедневно, и надеюсь, что вы также найдете их полезными.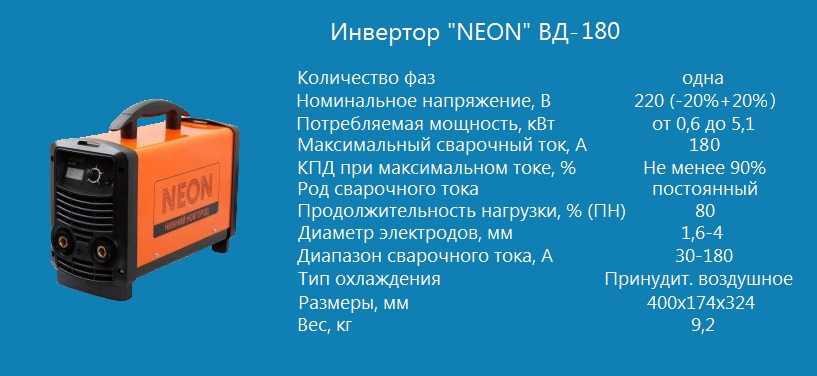

 е. снаружи изгиба) (А, рис. 13-2). Испытания на корневой изгиб проводятся при растяжении корня шва (т. е. снаружи изгиба) (B, рис. 13-2). Образцы для испытаний на направленный изгиб также показаны на рис. 13-3.
е. снаружи изгиба) (А, рис. 13-2). Испытания на корневой изгиб проводятся при растяжении корня шва (т. е. снаружи изгиба) (B, рис. 13-2). Образцы для испытаний на направленный изгиб также показаны на рис. 13-3. 13-4). Затем концы испытуемого образца сгибают под углом около 30 градусов, причем эти изгибы составляют примерно одну треть длины с каждого конца. Таким образом, сварной шов располагается по центру, чтобы гарантировать, что весь изгиб происходит в сварном шве. Первоначально согнутый образец затем помещают в машину, способную оказывать большое сжимающее усилие (С, рис. 13-4), и изгибают до тех пор, пока на поверхности образца не появится трещина размером более 1/16 дюйма (1,6 мм) в любом размере. сварка. Если трещины не появляются, изгиб продолжают до тех пор, пока образцы толщиной 1/4 дюйма (6,4 мм) или меньше не смогут быть испытаны в тисках. Более тяжелая пластина обычно испытывается на прессе или на приспособлении для гибки. Независимо от того, используются ли при испытании на свободный изгиб тиски или другой тип сжимающего устройства, рекомендуется обработать верхнюю и нижнюю контактные пластины гибочного оборудования так, чтобы поверхности были параллельны концам образца (E, рис.
13-4). Затем концы испытуемого образца сгибают под углом около 30 градусов, причем эти изгибы составляют примерно одну треть длины с каждого конца. Таким образом, сварной шов располагается по центру, чтобы гарантировать, что весь изгиб происходит в сварном шве. Первоначально согнутый образец затем помещают в машину, способную оказывать большое сжимающее усилие (С, рис. 13-4), и изгибают до тех пор, пока на поверхности образца не появится трещина размером более 1/16 дюйма (1,6 мм) в любом размере. сварка. Если трещины не появляются, изгиб продолжают до тех пор, пока образцы толщиной 1/4 дюйма (6,4 мм) или меньше не смогут быть испытаны в тисках. Более тяжелая пластина обычно испытывается на прессе или на приспособлении для гибки. Независимо от того, используются ли при испытании на свободный изгиб тиски или другой тип сжимающего устройства, рекомендуется обработать верхнюю и нижнюю контактные пластины гибочного оборудования так, чтобы поверхности были параллельны концам образца (E, рис. 13- 4). Это предотвратит соскальзывание и выпадение образца из испытательной машины при его изгибе.
13- 4). Это предотвратит соскальзывание и выпадение образца из испытательной машины при его изгибе. Используемые образцы аналогичны тем, которые требуются для испытания на свободный изгиб (параграф 13-15), за исключением того, что они изгибаются так, что корень сварного шва находится на стороне растяжения или снаружи. Испытываемые образцы должны изгибаться 90 градусов без разрыва. Это испытание в значительной степени заменяется испытанием на управляемый изгиб (параграфы 13-14).
Используемые образцы аналогичны тем, которые требуются для испытания на свободный изгиб (параграф 13-15), за исключением того, что они изгибаются так, что корень сварного шва находится на стороне растяжения или снаружи. Испытываемые образцы должны изгибаться 90 градусов без разрыва. Это испытание в значительной степени заменяется испытанием на управляемый изгиб (параграфы 13-14). Обнаженный таким образом металл должен быть полностью расплавлен и не содержать шлаковых включений. Размер любого газового кармана не должен превышать 1/16 дюйма (1,6 мм) по большему измерению, а количество газовых карманов или пор на квадратный дюйм (64,5 кв. мм) не должно превышать 6,9.0003
Обнаженный таким образом металл должен быть полностью расплавлен и не содержать шлаковых включений. Размер любого газового кармана не должен превышать 1/16 дюйма (1,6 мм) по большему измерению, а количество газовых карманов или пор на квадратный дюйм (64,5 кв. мм) не должно превышать 6,9.0003 формулу, рис. 13-6). Затем образец для испытания на растяжение монтируют в машину, которая будет прикладывать к нему достаточное усилие, чтобы сломать образец. Испытательная обработка может быть как стационарной, так и переносной. На рис. 13-7 показана машина переносного типа, работающая по гидравлическому принципу и способная как тянуть, так и сгибать образцы для испытаний. Когда образец испытывается на этой машине, на манометре регистрируется нагрузка в фунтах. В стационарных типах приложенная нагрузка может быть зарегистрирована на балансировочной балке. В любом случае регистрируется нагрузка в точке разрыва. Образцы для испытаний, разрушенные при испытании на растяжение, показаны на рис. 13-3.
формулу, рис. 13-6). Затем образец для испытания на растяжение монтируют в машину, которая будет прикладывать к нему достаточное усилие, чтобы сломать образец. Испытательная обработка может быть как стационарной, так и переносной. На рис. 13-7 показана машина переносного типа, работающая по гидравлическому принципу и способная как тянуть, так и сгибать образцы для испытаний. Когда образец испытывается на этой машине, на манометре регистрируется нагрузка в фунтах. В стационарных типах приложенная нагрузка может быть зарегистрирована на балансировочной балке. В любом случае регистрируется нагрузка в точке разрыва. Образцы для испытаний, разрушенные при испытании на растяжение, показаны на рис. 13-3. Обычные требования к прочности на растяжение сварных швов заключаются в том, что образец должен растягиваться не менее чем на 90 % от прочности на растяжение основного металла.
Обычные требования к прочности на растяжение сварных швов заключаются в том, что образец должен растягиваться не менее чем на 90 % от прочности на растяжение основного металла. Испытание обычно состоит из заполнения сосуда водой и приложения давления, превышающего рабочее давление сосуда. Иногда большие резервуары наполняют водой без давления, чтобы обнаружить возможную утечку через дефектные сварные швы. Другой метод заключается в проверке с помощью масла, а затем пропаривания сосуда. Заметно проявляется обратное просачивание масла из-за хвостовика.
Испытание обычно состоит из заполнения сосуда водой и приложения давления, превышающего рабочее давление сосуда. Иногда большие резервуары наполняют водой без давления, чтобы обнаружить возможную утечку через дефектные сварные швы. Другой метод заключается в проверке с помощью масла, а затем пропаривания сосуда. Заметно проявляется обратное просачивание масла из-за хвостовика. Рисунок частиц, образующийся на поверхности, указывает на наличие несплошности или дефекта на поверхности детали или вблизи нее.
Рисунок частиц, образующийся на поверхности, указывает на наличие несплошности или дефекта на поверхности детали или вблизи нее.
 Он особенно полезен для обнаружения поверхностных дефектов в сварных швах из немагнитных материалов, таких как алюминий, магний и аустенитная сталь, а также для обнаружения утечек во всех типах сварных швов. В этом методе используется смываемый водой высокофлуоресцентный материал с исключительными проникающими свойствами. Этот материал наносится на чистую сухую поверхность проверяемого металла кистью, распылением или погружением. Избыток материала удаляют ополаскиванием, протиранием чистой смоченной водой тряпкой или пескоструйной обработкой. Затем наносится проявитель влажного или сухого типа. Неровности на поверхностях, которые были должным образом очищены, обработаны пенетрантом, промыты и обработаны проявителем, имеют яркую флуоресцентную индикацию в черном свете.
Он особенно полезен для обнаружения поверхностных дефектов в сварных швах из немагнитных материалов, таких как алюминий, магний и аустенитная сталь, а также для обнаружения утечек во всех типах сварных швов. В этом методе используется смываемый водой высокофлуоресцентный материал с исключительными проникающими свойствами. Этот материал наносится на чистую сухую поверхность проверяемого металла кистью, распылением или погружением. Избыток материала удаляют ополаскиванием, протиранием чистой смоченной водой тряпкой или пескоструйной обработкой. Затем наносится проявитель влажного или сухого типа. Неровности на поверхностях, которые были должным образом очищены, обработаны пенетрантом, промыты и обработаны проявителем, имеют яркую флуоресцентную индикацию в черном свете. Обычно применяемый тест на твердость представляет собой неразрушающий контроль, используемый в основном в лаборатории, а не в полевых условиях. Испытания на твердость используются как средство контроля свойств материалов, используемых для определенных целей, после того, как была установлена желаемая твердость для конкретного применения. Испытание на твердость используется для определения твердости металла сварного шва. При тщательном испытании сварного соединения можно выделить твердые участки и определить степень влияния тепла сварки на свойства основного металла.
Обычно применяемый тест на твердость представляет собой неразрушающий контроль, используемый в основном в лаборатории, а не в полевых условиях. Испытания на твердость используются как средство контроля свойств материалов, используемых для определенных целей, после того, как была установлена желаемая твердость для конкретного применения. Испытание на твердость используется для определения твердости металла сварного шва. При тщательном испытании сварного соединения можно выделить твердые участки и определить степень влияния тепла сварки на свойства основного металла.
 Результирующее число твердости по Бринеллю получают по следующей формуле:
Результирующее число твердости по Бринеллю получают по следующей формуле:

 Такие тесты можно использовать не только для обнаружения несплошностей, но и для измерения отклонений в размерах и удельном сопротивлении испытуемого образца. Поскольку удельное сопротивление зависит от таких свойств, как химический состав (чистота и легирование), ориентация кристаллов, термическая обработка и твердость, эти свойства также могут быть определены косвенно. Электромагнитные методы подразделяются на магнитоиндуктивные и вихретоковые. Первый относится к испытаниям, в которых магнитная проницаемость материала является фактором, влияющим на результаты испытаний, а второй — к испытаниям, в которых участвует электрическая проводимость.
Такие тесты можно использовать не только для обнаружения несплошностей, но и для измерения отклонений в размерах и удельном сопротивлении испытуемого образца. Поскольку удельное сопротивление зависит от таких свойств, как химический состав (чистота и легирование), ориентация кристаллов, термическая обработка и твердость, эти свойства также могут быть определены косвенно. Электромагнитные методы подразделяются на магнитоиндуктивные и вихретоковые. Первый относится к испытаниям, в которых магнитная проницаемость материала является фактором, влияющим на результаты испытаний, а второй — к испытаниям, в которых участвует электрическая проводимость. Электронное оборудование было разработано для измерения либо резистивной, либо индуктивной составляющих импеданса по отдельности или обоих одновременно.
Электронное оборудование было разработано для измерения либо резистивной, либо индуктивной составляющих импеданса по отдельности или обоих одновременно. Эта вторая катушка часто используется для удобства и называется сенсорной или принимающей катушкой. Путь вихревого тока искажается наличием разрыва. Трещина и отклоняет, и вытесняет вихревые токи. Таким образом, кажущийся импеданс катушки изменяется при наличии дефекта. Это изменение можно измерить и использовать для выявления дефектов или различий в физической, химической и металлургической структуре. Подповерхностные разрывы также могут быть обнаружены, но ток падает с глубиной.
Эта вторая катушка часто используется для удобства и называется сенсорной или принимающей катушкой. Путь вихревого тока искажается наличием разрыва. Трещина и отклоняет, и вытесняет вихревые токи. Таким образом, кажущийся импеданс катушки изменяется при наличии дефекта. Это изменение можно измерить и использовать для выявления дефектов или различий в физической, химической и металлургической структуре. Подповерхностные разрывы также могут быть обнаружены, но ток падает с глубиной. Эти сигналы присутствуют в широком частотном спектре вместе с фоновым шумом от многих других источников. Преобразователи, стратегически расположенные на конструкции, активируются поступающими сигналами. Благодаря подходящим методам фильтрации фоновый шум в композитном сигнале заметно снижается. Любой источник значимых сигналов наносится путем триангуляции на основе времени прихода этих сигналов на различные преобразователи.
Эти сигналы присутствуют в широком частотном спектре вместе с фоновым шумом от многих других источников. Преобразователи, стратегически расположенные на конструкции, активируются поступающими сигналами. Благодаря подходящим методам фильтрации фоновый шум в композитном сигнале заметно снижается. Любой источник значимых сигналов наносится путем триангуляции на основе времени прихода этих сигналов на различные преобразователи. Трещиноватые наплавки удовлетворительно работают в очень тяжелых условиях. Однако тенденция к образованию трещин обычно идет рука об руку с тенденцией к более крупным трещинам, поэтому часто желательно избегать чувствительных к трещинам металлов сварного шва.
Трещиноватые наплавки удовлетворительно работают в очень тяжелых условиях. Однако тенденция к образованию трещин обычно идет рука об руку с тенденцией к более крупным трещинам, поэтому часто желательно избегать чувствительных к трещинам металлов сварного шва.
 По ним нельзя понять, какая степень ожога глаз от сварки, а чем лечить будет зависеть именно от этого.
По ним нельзя понять, какая степень ожога глаз от сварки, а чем лечить будет зависеть именно от этого.

 Компресс — это марля или тканевая салфетка, смоченная прохладной водой и отжатая так, чтобы вода с неё не текла.
Компресс — это марля или тканевая салфетка, смоченная прохладной водой и отжатая так, чтобы вода с неё не текла. Дальнейшую тактику лечения ожога глаз сваркой определяет врач-офтальмолог.
Дальнейшую тактику лечения ожога глаз сваркой определяет врач-офтальмолог. Они нужны для предупреждения нагноения, которое очень часто сопровождает любые травмы глаза. Могут быть назначены как простые антибактериальные капли, так и те, которые содержат противовоспалительный компонент.
Они нужны для предупреждения нагноения, которое очень часто сопровождает любые травмы глаза. Могут быть назначены как простые антибактериальные капли, так и те, которые содержат противовоспалительный компонент. Промедление приведет к необратимым изменениям в органах зрения. Чтобы избежать такого состояния, соблюдайте технику безопасности, используйте защиту для лица.
Промедление приведет к необратимым изменениям в органах зрения. Чтобы избежать такого состояния, соблюдайте технику безопасности, используйте защиту для лица. Сразу вызовите скорую помощь. Дайте пострадавшему обезболивающее. Подойдут Анальгин, Спазмалгон и прочие подобные препараты в форме таблеток. Промойте поврежденный глаз кипяченой или фильтрованной водой. Затем тщательно осмотрите его. Если обнаружите частицы электрода, извлеките их с помощью ватной палочки или бумажного платка. Смочите в холодной воде ватные диски и на 10 мин. приложите к глазам. До приезда скорой переведите пострадавшего в темное помещение.
Сразу вызовите скорую помощь. Дайте пострадавшему обезболивающее. Подойдут Анальгин, Спазмалгон и прочие подобные препараты в форме таблеток. Промойте поврежденный глаз кипяченой или фильтрованной водой. Затем тщательно осмотрите его. Если обнаружите частицы электрода, извлеките их с помощью ватной палочки или бумажного платка. Смочите в холодной воде ватные диски и на 10 мин. приложите к глазам. До приезда скорой переведите пострадавшего в темное помещение.

 , у нас есть большой выбор небольших глазных капель и средств для промывания глаз в размерах 1/2 унции, 1 вол и других размеров. См. также все остальные средства для промывания глаз
, у нас есть большой выбор небольших глазных капель и средств для промывания глаз в размерах 1/2 унции, 1 вол и других размеров. См. также все остальные средства для промывания глаз Источники включают:
Источники включают: Ваши зрачки (черная часть глаза) будут выглядеть больше, чем обычно. Этот эффект длится от нескольких часов до нескольких дней.
Ваши зрачки (черная часть глаза) будут выглядеть больше, чем обычно. Этот эффект длится от нескольких часов до нескольких дней.

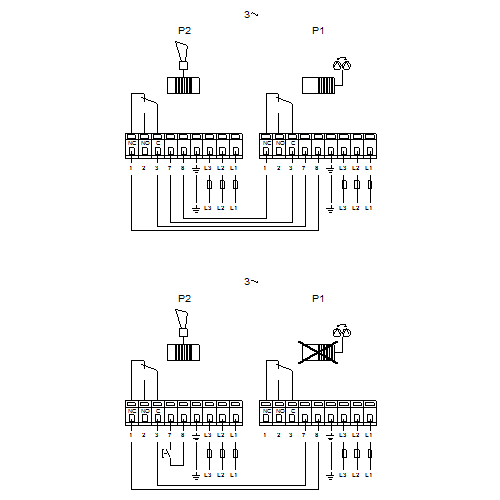 к. контакты терморегуляторов обычно рассчитаны на ток 16 ампер), то необходимо применить контактор через силовые контакты которого подключить более мощные нагревательные элементы.
к. контакты терморегуляторов обычно рассчитаны на ток 16 ампер), то необходимо применить контактор через силовые контакты которого подключить более мощные нагревательные элементы. Для изготовления водонагревательного бака воспользуйтесь услугами профессионального сварщика. Пластины привариваются с торцов металлической трубы, в одной из них вырезается отверстие под нагревательный элемент, сверху отверстия наваривается гайка в которую будет вкручиваться тэн. С боку котла на расстоянии 10 см от краев, привариваются два сгона для подключения к ним «обратки» и «подачи» труб отопления.
Для изготовления водонагревательного бака воспользуйтесь услугами профессионального сварщика. Пластины привариваются с торцов металлической трубы, в одной из них вырезается отверстие под нагревательный элемент, сверху отверстия наваривается гайка в которую будет вкручиваться тэн. С боку котла на расстоянии 10 см от краев, привариваются два сгона для подключения к ним «обратки» и «подачи» труб отопления. Изменение температуры приводит к расширению или сжатию газа, который воздействует на электрические контакты блока управления, включая и отключая нагрузку подключенную к ним. Датчик термостата крепится хомутами к трубе и укрывается теплоизоляцией.
Изменение температуры приводит к расширению или сжатию газа, который воздействует на электрические контакты блока управления, включая и отключая нагрузку подключенную к ним. Датчик термостата крепится хомутами к трубе и укрывается теплоизоляцией.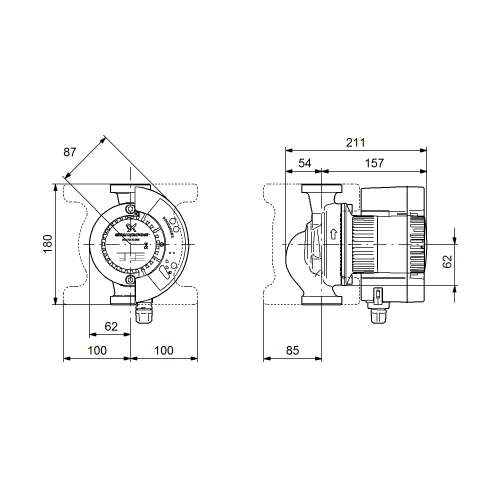
 на чтение
на чтение Для того, чтобы жидкость перемещалась по трубам, необходима сила гравитации, либо циркуляционный насос, который сегодня ставится практически в каждом частном доме. Для нормальной эксплуатации системы в течение длительного периода необходимо знать устройство насоса для отопления.
Для того, чтобы жидкость перемещалась по трубам, необходима сила гравитации, либо циркуляционный насос, который сегодня ставится практически в каждом частном доме. Для нормальной эксплуатации системы в течение длительного периода необходимо знать устройство насоса для отопления.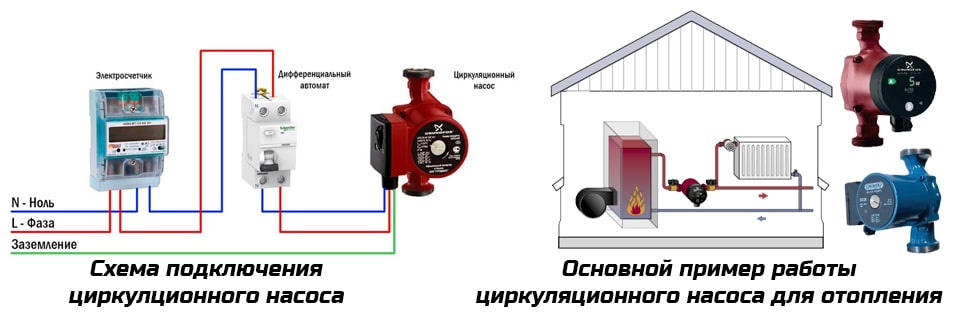
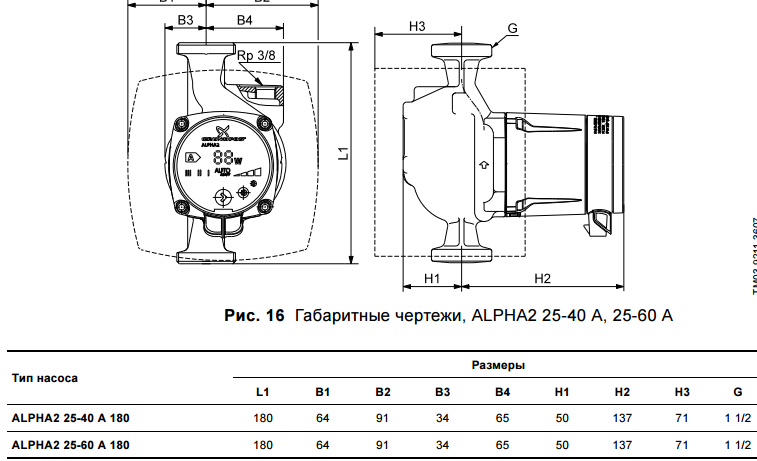

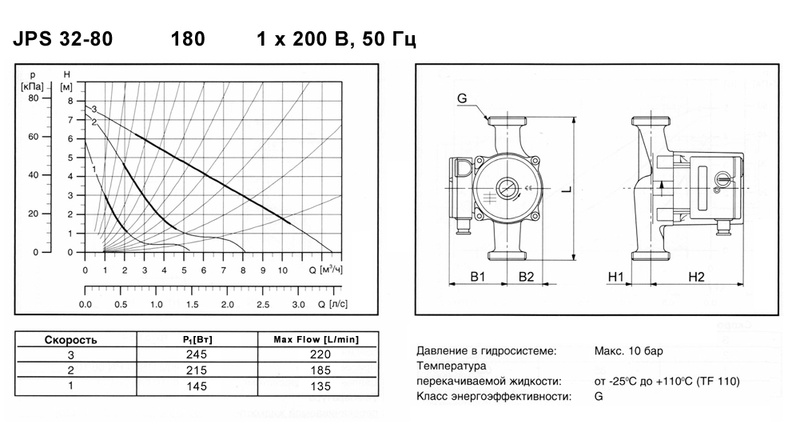
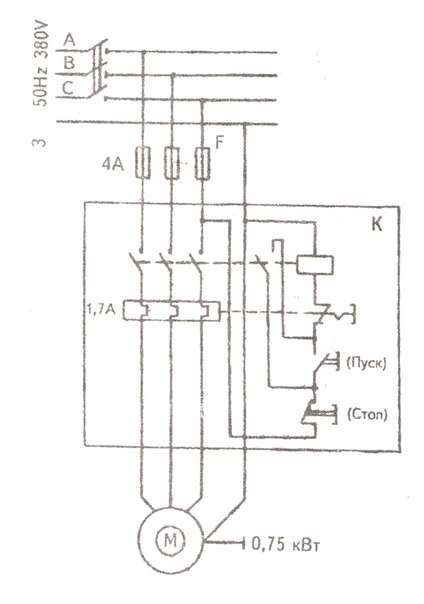

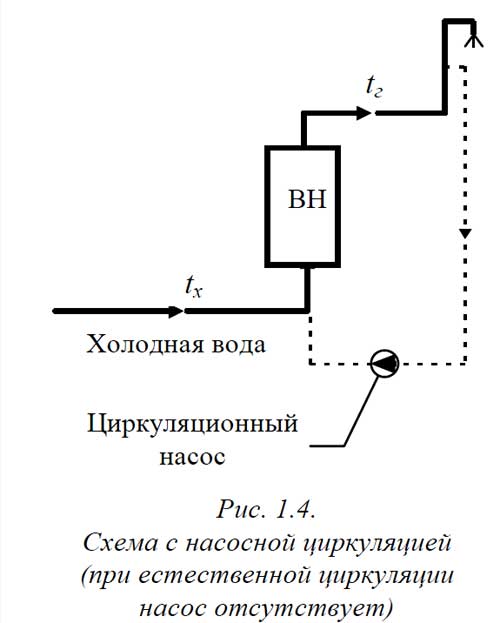 Как правило, любая система отопления имеет подающую магистраль, когда подогретая вода уходит потребителю, и обратку – теплоноситель возвращается в котел для повторного нагрева. Профессионалы рекомендуют ставить насос именно на обратной магистрали, руководствуясь следующим алгоритмом:
Как правило, любая система отопления имеет подающую магистраль, когда подогретая вода уходит потребителю, и обратку – теплоноситель возвращается в котел для повторного нагрева. Профессионалы рекомендуют ставить насос именно на обратной магистрали, руководствуясь следующим алгоритмом:


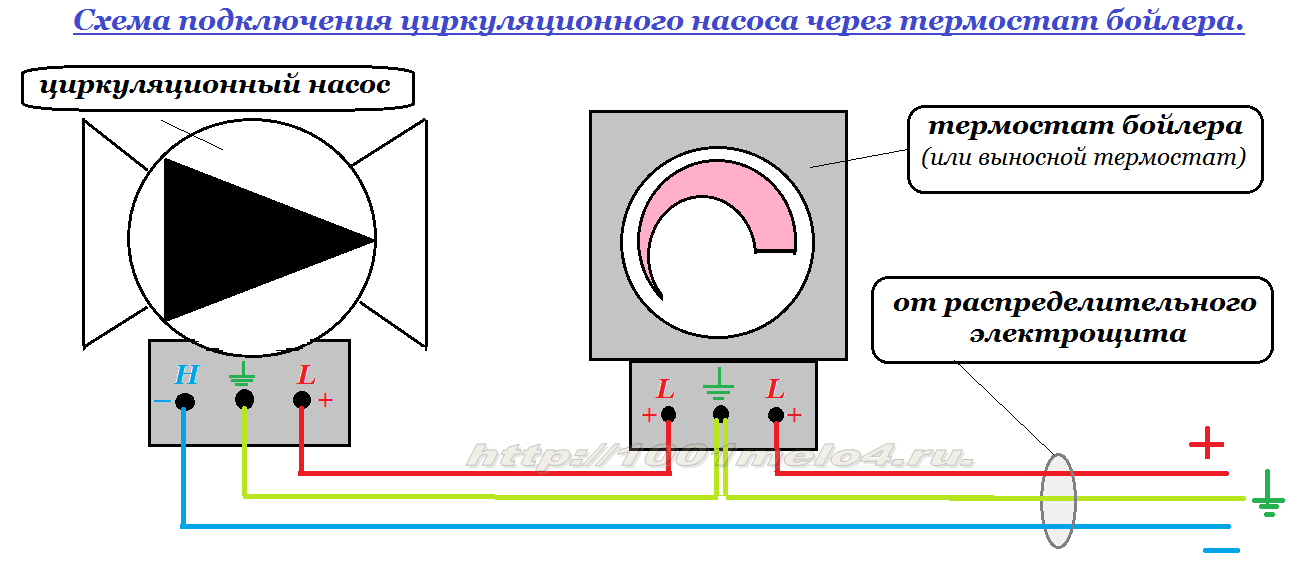 Однако при монтаже следует учесть, что трубы должны располагаться внутри стен под уклоном и иметь большой диаметр. Кроме того, далеко не каждый мастер в состоянии правильно смонтировать такой контур отопления, а при эксплуатации могут возникнуть проблемы с теплоотдачей радиаторов на нижних этажах, куда медленно движущийся теплоноситель поступает уже остывшим.
Однако при монтаже следует учесть, что трубы должны располагаться внутри стен под уклоном и иметь большой диаметр. Кроме того, далеко не каждый мастер в состоянии правильно смонтировать такой контур отопления, а при эксплуатации могут возникнуть проблемы с теплоотдачей радиаторов на нижних этажах, куда медленно движущийся теплоноситель поступает уже остывшим.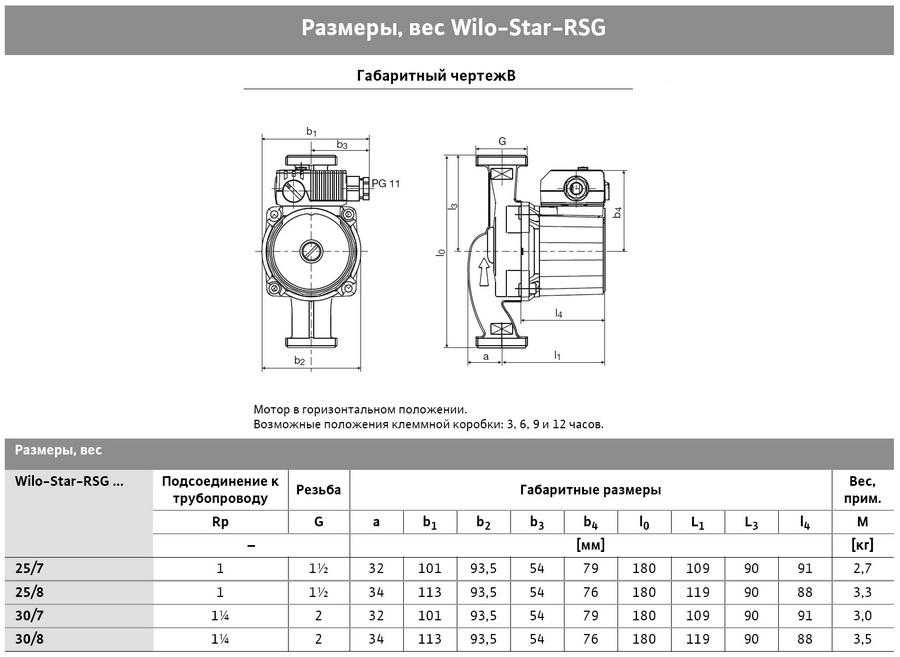 Следовательно, владелец дома экономит деньги как на материале труб, так и на теплоносителе, который стоит достаточно дорого.
Следовательно, владелец дома экономит деньги как на материале труб, так и на теплоносителе, который стоит достаточно дорого. Кроме того, температурные перепады в средней полосе России могут составлять до 20 – 30 градусов Цельсия всего за несколько дней, что вызывает необходимость постоянной настройки системы. В таких случаях в схему могут быть включены следующие элементы автоматизации:
Кроме того, температурные перепады в средней полосе России могут составлять до 20 – 30 градусов Цельсия всего за несколько дней, что вызывает необходимость постоянной настройки системы. В таких случаях в схему могут быть включены следующие элементы автоматизации:

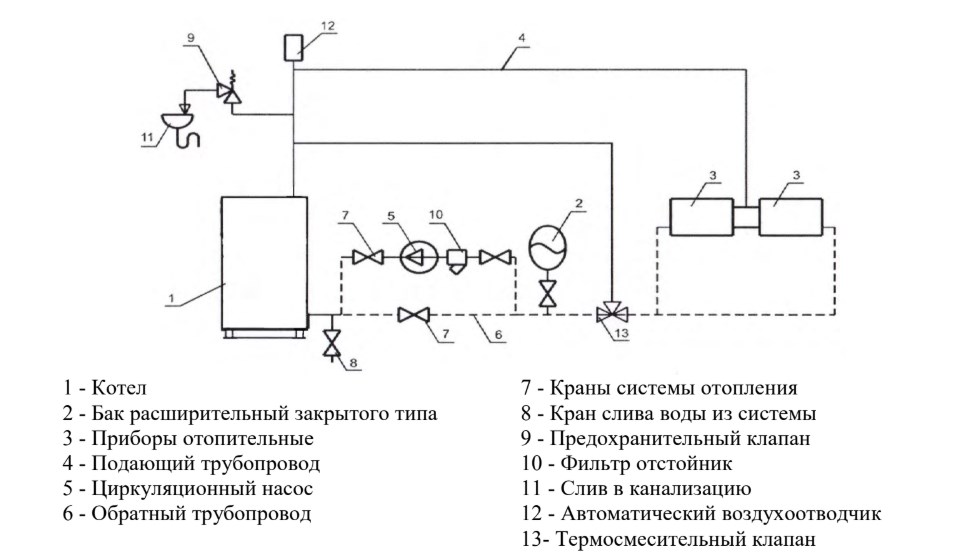 Всего существует два способа присоединения насоса к электропитанию – непосредственно в сеть 220В или 380В (при 3-фазном агрегате), либо с использованием ИПБ.
Всего существует два способа присоединения насоса к электропитанию – непосредственно в сеть 220В или 380В (при 3-фазном агрегате), либо с использованием ИПБ. Также, для предотвращения серьезных последствий на случай аварии и утечки жидкости из трубопровода, розетку следует монтировать на достаточном расстоянии от пола.
Также, для предотвращения серьезных последствий на случай аварии и утечки жидкости из трубопровода, розетку следует монтировать на достаточном расстоянии от пола. youtube.com/embed/m-snHKBtTWQ?rel=0″>
youtube.com/embed/m-snHKBtTWQ?rel=0″>  Данная характеристика редко бывает актуальной для частных жилых домов, так как большинство бытовых котлов не используют перегретую воду. В то же время, многие модели стандартных циркуляционных насосов имеют рабочий температурный предел 110 градусов Цельсия.
Данная характеристика редко бывает актуальной для частных жилых домов, так как большинство бытовых котлов не используют перегретую воду. В то же время, многие модели стандартных циркуляционных насосов имеют рабочий температурный предел 110 градусов Цельсия.
 на чтение
на чтение
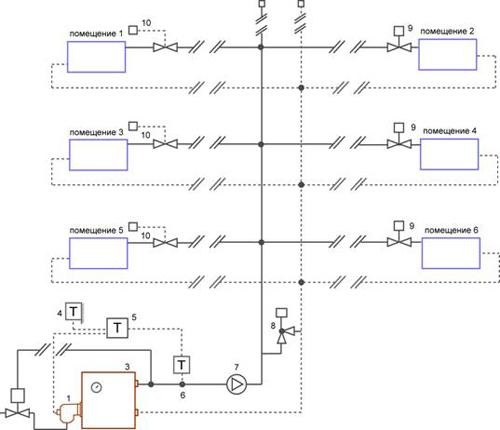 У них хороший КПД 80%, но они очень шумные и требуют профессионального обслуживания.
У них хороший КПД 80%, но они очень шумные и требуют профессионального обслуживания. Значение измеряется в метрах и, как правило, задается значением высшей точки трубопровода.)
Значение измеряется в метрах и, как правило, задается значением высшей точки трубопровода.)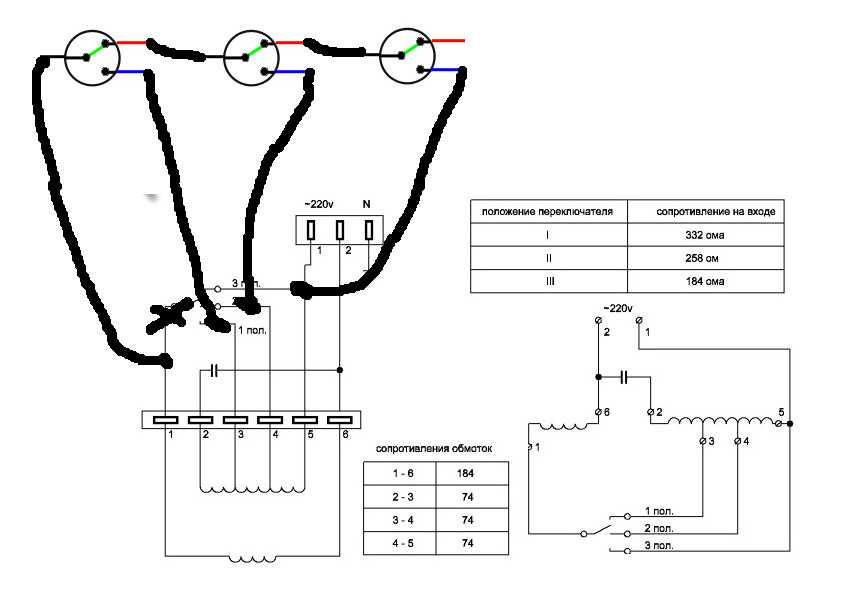
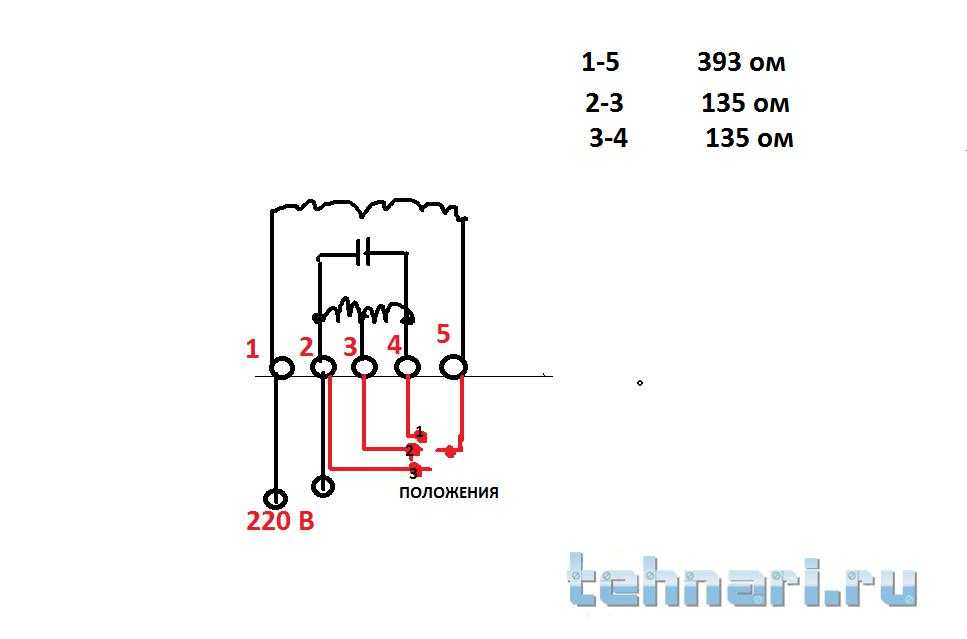 Это позволит установить требуемый тепловой режим в каждой части дома независимо от другой, а также сэкономить на отоплении в двухэтажных домах. Как? В связи с тем, что второй этаж обычно намного теплее первого, и тепла там требуется гораздо меньше. При наличии двух насосов в ветке, идущей вверх, скорость воды задается значительно меньше, а это позволяет сжигать меньше топлива, причем без ущерба для комфортности проживания.
Это позволит установить требуемый тепловой режим в каждой части дома независимо от другой, а также сэкономить на отоплении в двухэтажных домах. Как? В связи с тем, что второй этаж обычно намного теплее первого, и тепла там требуется гораздо меньше. При наличии двух насосов в ветке, идущей вверх, скорость воды задается значительно меньше, а это позволяет сжигать меньше топлива, причем без ущерба для комфортности проживания. Они способны заклинить крыльчатку и остановить двигатель. Поэтому перед насосом необходимо установить сетчатый фильтр.
Они способны заклинить крыльчатку и остановить двигатель. Поэтому перед насосом необходимо установить сетчатый фильтр.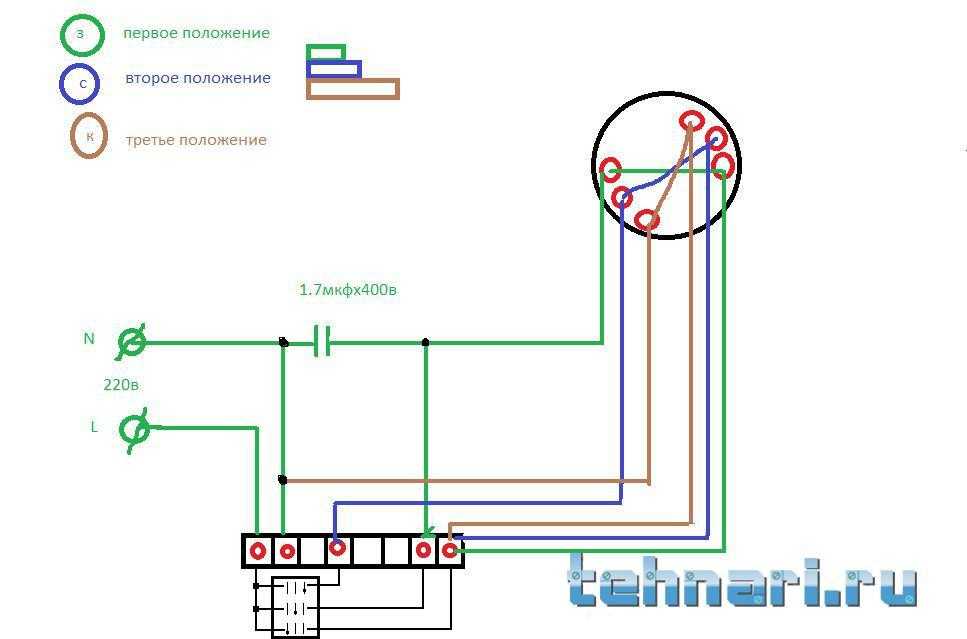 Это приведет к быстрому износу деталей и быстрой поломке оборудования. На корпусе насоса есть стрелка, в направлении которой должна двигаться вода в системе.
Это приведет к быстрому износу деталей и быстрой поломке оборудования. На корпусе насоса есть стрелка, в направлении которой должна двигаться вода в системе.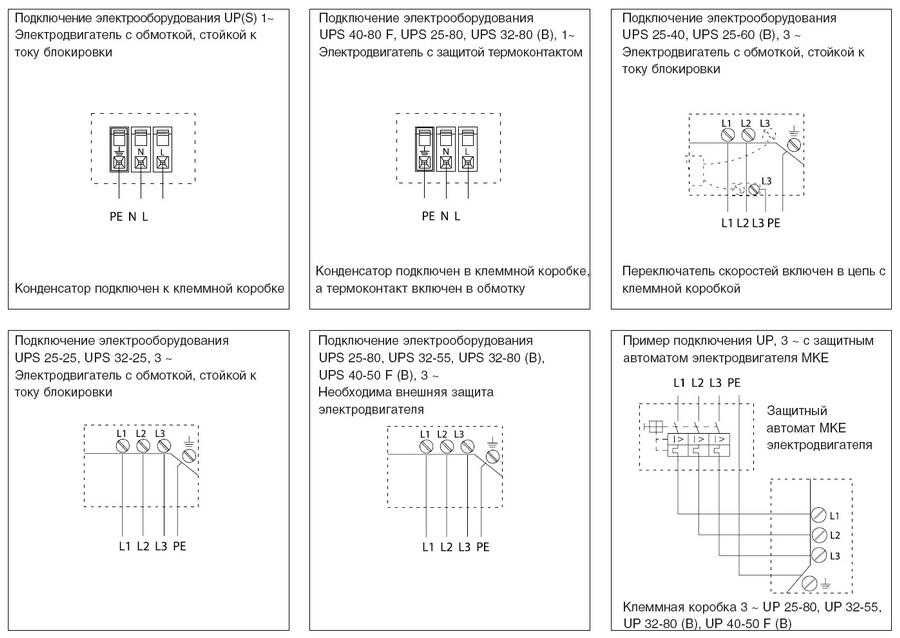 . 110 ° C
. 110 ° C 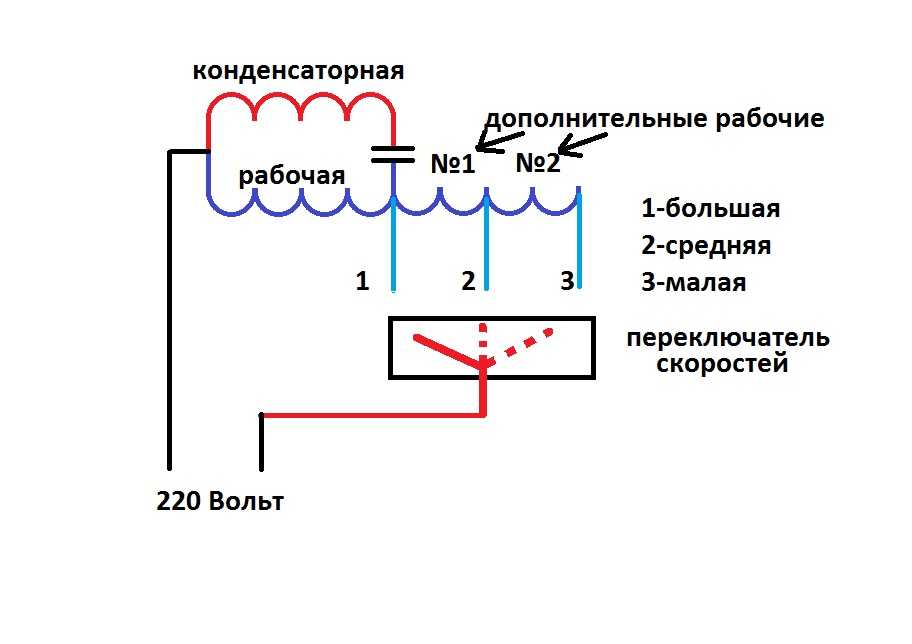 Интуитивно понятный пользовательский интерфейс, особенно подходящий для замены старых циркуляционных насосов. Режим ECO автоматически регулирует насос в соответствии с потребностью в нагреве.
Интуитивно понятный пользовательский интерфейс, особенно подходящий для замены старых циркуляционных насосов. Режим ECO автоматически регулирует насос в соответствии с потребностью в нагреве.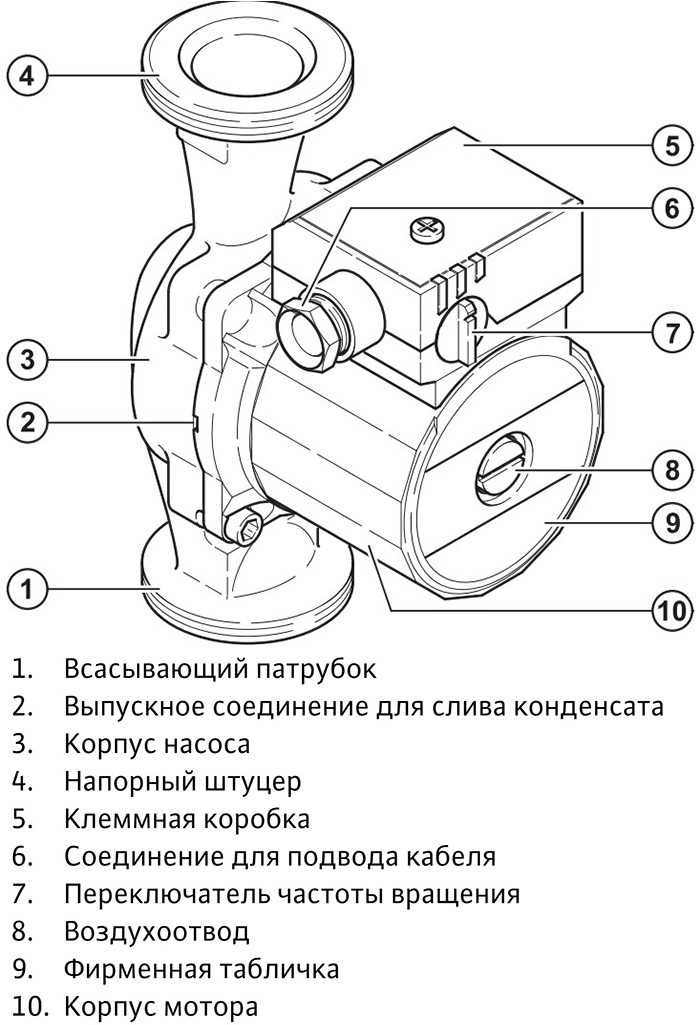 давление
давление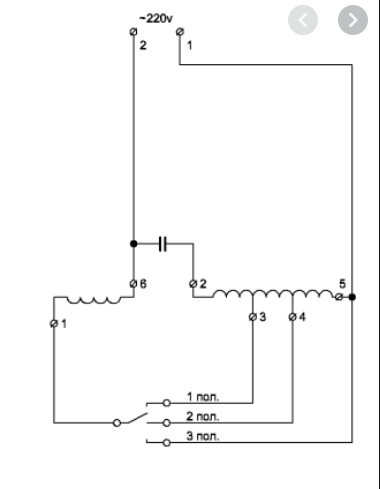 Он обеспечивает регулярную подачу теплоносителя (обычно воды) ко всем теплоприемникам в доме, независимо от их удаленности от котла. Поскольку система центрального отопления представляет собой замкнутый контур, циркуляционный насос должен только компенсировать потери давления в контуре.
Он обеспечивает регулярную подачу теплоносителя (обычно воды) ко всем теплоприемникам в доме, независимо от их удаленности от котла. Поскольку система центрального отопления представляет собой замкнутый контур, циркуляционный насос должен только компенсировать потери давления в контуре.

 Они вставляются между двумя секциями трубы. Некоторые окружены изолирующей оболочкой.
Они вставляются между двумя секциями трубы. Некоторые окружены изолирующей оболочкой. д.).
д.).