Щетка по металлу на дрель в категории «Инструмент»
Высечные ножницы по металлу, насадка на дрель (сверчок)
На складе
Доставка по Украине
690 грн
649 грн
Купить
Насадка сверчок (ножницы) по металлу на шуруповерт-дрель
На складе
Доставка по Украине
690 грн
Купить
Ножи, заточка ножей
Щетка чашечная по металлу 75 мм для дрели гофрированная рифленая проволока Polax 54-083 PP, КОД: 2332445
Доставка по Украине
55 грн
39.99 грн
Купить
Интернет-каталог скидок «Профит плюс»
Щетка Polax торцевая по металлу для дрели пучки витой плетеной стальной проволоки 1 4 75 мм 5 PP, КОД: 2361141
Доставка по Украине
140 грн
102.99 грн
Купить
Интернет-каталог скидок «Профит плюс»
Щетка Polax чашечная по металлу для дрели гофрированная рифленая проволока 1 4 75 мм 54-172 ZZ, КОД: 5538991
Доставка по Украине
85 грн
57. 99 грн
Купить
Интернет-каталог скидок «ZAKAZ!K»
Щетка Polax чашечная по металлу для дрели гофрированная рифленая проволока 1 4 50 мм 54-171 KS, КОД: 2332349
Доставка по Украине
70 грн
49.99 грн
Купить
Интернет-каталог скидок «KIEVSALES.COM»
Щетка чашечная по металлу 75 мм для дрели гофрированная рифленая проволока Polax 54-083 EV, КОД: 2332445
Доставка по Украине
55 грн
39.99 грн
Купить
Эврика! Здесь найдется всё!
Щетка Polax чашечная по металлу для дрели гофрированная рифленая проволока 1 4 75 мм 54-172 GR, КОД: 5538991
Доставка по Украине
85 грн
57.99 грн
Купить
Интернет-каталог скидок «GadgetRoom»
Щетка чашечная по металлу 75 мм для дрели гофрированная рифленая проволока Polax 54-083 SK, КОД: 2332445
Доставка по Украине
55 грн
39.99 грн
Купить
Аутлет-маркет «Скидкослав»
Щетка кольцевая по металлу 75 мм для дрели 1 4 пучки витой плетеной стальной проволоки Polax SK, КОД: 7409015
Доставка по Украине
50 грн
35. 99 грн
Купить
Аутлет-маркет «Скидкослав»
Щетка Polax чашечная по металлу для дрели гофрированная рифленая проволока 1 4 50 мм 54-171 ZK, КОД: 2332349
Доставка по Украине
70 грн
49.99 грн
Купить
Интернет-каталог скидок Zakazov
Щетка Polax кольцевая по металлу для дрели пучки витой проволоки 1 4 75 мм 54-174 ZK, КОД: 2332326
Доставка по Украине
130 грн
90.99 грн
Купить
Интернет-каталог скидок Zakazov
Щетка чашечная по металлу 75 мм для дрели гофрированная рифленая проволока Polax 54-083 ZK, КОД: 2332445
Доставка по Украине
55 грн
39.99 грн
Купить
Интернет-каталог скидок Zakazov
Щетка Polax чашечная по металлу для дрели гофрированная рифленая проволока 1 4 75 мм 54-172 GM, КОД: 5538991
Доставка по Украине
85 грн
57.99 грн
Купить
Интернет-каталог скидок «Гривна Маркет»
Щетка Polax кольцевая по металлу для дрели пучки витой проволоки 1 4 75 мм 54-174 GM, КОД: 2332326
Доставка по Украине
130 грн
90. 99 грн
Купить
Интернет-каталог скидок «Гривна Маркет»
Смотрите также
Щетка Polax чашечная по металлу для дрели гофрированная рифленая проволока 1 4 50 мм 54-171 ES, КОД: 2332349
Доставка по Украине
70 грн
49.99 грн
Купить
Интернет-каталог скидок «ElenaShop»
Щетка чашечная по металлу 75 мм для дрели гофрированная рифленая проволока Polax 54-083 ES, КОД: 2332445
Доставка по Украине
55 грн
39.99 грн
Купить
Интернет-каталог скидок «ElenaShop»
Щетка кольцевая по металлу 75 мм для дрели 1 4 пучки витой плетеной стальной проволоки Polax ES, КОД: 7409015
Доставка по Украине
50 грн
35.99 грн
Купить
Интернет-каталог скидок «ElenaShop»
Щетка Polax торцевая по металлу для дрели пучки витой плетеной стальной проволоки 1 4 75 мм 5 TE, КОД: 2361141
Доставка по Украине
140 грн
102.99 грн
Купить
Интернет-каталог скидок Техно ECO
Щетка Polax чашечная по металлу для дрели гофрированная рифленая проволока 1 4 75 мм 54-172 TE, КОД: 5538991
Доставка по Украине
85 грн
57. 99 грн
Купить
Интернет-каталог скидок Техно ECO
Щетка Polax кольцевая по металлу для дрели пучки витой проволоки 1 4 75 мм 54-174 TR, КОД: 2332326
Доставка по Украине
130 грн
90.99 грн
Купить
Интернет-каталог скидок «TRIVIA»
Щетка кольцевая по металлу 75 мм для дрели 1 4 пучки витой плетеной стальной проволоки Polax TR, КОД: 7409015
Доставка по Украине
50 грн
35.99 грн
Купить
Интернет-каталог скидок «TRIVIA»
Ножницы по металлу на дрель, шуруповерт. Насадка, приспособление Dastool (DR-12)
На складе
Доставка по Украине
1 890 грн
Купить
Tools Planet
Щетка Polax чашечная по металлу для дрели гофрированная рифленая проволока 1 4 75 мм 54-172 TV, КОД: 5538991
Доставка по Украине
85 грн
57.99 грн
Купить
Интернет-магазин TVOЁ
Щетка кольцевая по металлу 75 мм для дрели 1 4 пучки витой плетеной стальной проволоки Polax TP, КОД: 7409015
Доставка по Украине
50 грн
35. 99 грн
Купить
TopSales — лучшие распродажи
Щетка Polax чашечная по металлу для дрели гофрированная рифленая проволока 1 4 75 мм 54-172 TP, КОД: 5538991
Доставка по Украине
85 грн
57.99 грн
Купить
TopSales — лучшие распродажи
Щетка Polax торцевая по металлу для дрели пучки витой плетеной стальной проволоки 1 4 75 мм 5 FG, КОД: 2361141
Доставка по Украине
140 грн
102.99 грн
Купить
Файноград — місто файних речей
Щетка Polax кольцевая по металлу для дрели пучки витой проволоки 1 4 75 мм 54-174 SM, КОД: 2332326
Доставка по Украине
130 грн
90.99 грн
Купить
Интернет-магазин «КЕН»
Щетка Polax чашечная по металлу для дрели гофрированная рифленая проволока 1 4 50 мм 54-171 SM, КОД: 2332349
Доставка по Украине
70 грн
49.99 грн
Купить
Интернет-магазин «КЕН»
Проволочные щетки со шпилькой для дрели Недорого в Е-1
Проволочные щетки крацовки являются идеальным выбором при попытке удалить ржавчину, наслоения, старые покрытия и другие нежелательные поверхностные загрязнения, очистить от шлака и мелких брызг металла сварочный шов. Их преимуществом перед твердыми абразивными кругами является то, что не удаляют основной металл и не меняют профиль поверхности. Так, например, не существует насадок, которыми можно было бы удалить закоксовавшуюся смазку с резьбы, не затронув саму резьбу, лучше, чем кордщетками. Их воздействие схоже с пескоструйной обработкой. За счет высокоскоростного вращения патрона дрели кончики десятков проволочек, как десятки маленьких молоточков, ударяют о поверхность и заставляют отрываться от нее загрязнения.
Материал проволоки. Щетки крацовки выпускаются из углеродистой и нержавеющей стали, латуни, абразивного нейлона. Латунь и нейлон достаточно универсальны и могут использоваться практически на любой заготовке. Стальная проволока предназначена для обработки “черной” углеродистой стали и чугуна. Что будет если попробовать почистить ей лист нержавейки? Она оставит на нем частицы, которые со временем вызовут коррозию и испортят внешний вид.
Кордщетки из нержавеющей стали, с содержанием хрома и никеля, предназначены для обработки высоколегированной стали; ряда цветных металлов, включая алюминий, олово, цинк; для обработки поверхностей контактирующих с пищевыми продуктами; работающих в условиях повышенной температуры (обычно до 600 градусов) и в условиях, когда проволочная щетка может многократно подвергаться воздействию влаги или высокой влажности.
Диаметр проволоки и плетение. Основное правило, по которому следует выбирать щетку крацовку, звучит так: тонкая проволока используется для легких и деликатных работ, средняя и грубая для тяжелых работ. Гофрированный, распушенный и не скрученный в “косички” ворс удобно применять на неровных поверхностях, где важна гибкость щетки или важно не повредить заготовку. С ним легко отслеживать контуры детали, придавать легкую шероховатость, выполнять матирование.
Кордщетки с закручивающимися узлами предназначены для более тяжелых работ и создают агрессивное чистящее воздействие. Их дополнительная твердость и меньшая гибкость делают их пригодными для удаления выступающих заусенцев, глубокой ржавчины и тяжелых многослойных налипших загрязнений.
Форма корпуса. Дисковые радиальные щетки крацовки со шпилькой для дрели, за счет узкого профиля используют для чистки локальных участков, обработке пазов, угловых и примыкающих поверхностей. С ними легко контролировать ширину обработки и добираться к труднодоступным местам, например корневому шву с V-образной разделкой кромок. Чашечные щетки крацовки, со шпилькой расположенной не симметрично, а перпендикулярно поверхности которая будет обрабатываться, наоборот, ориентированы на очистку больших площадей.
Проволочные дисковые щетки — Ace Hardware
Выберите 2 или более продуктов для прямого сравнения характеристик.
Выберите 2 или более продуктов для сравнения характеристик.0008
Выбрать 2 или более продуктов для бок о бок по сравнению с функциями comparrishsion.compare
Выбрать 2 или более продуктов для боковых функций сравнение. 2 или более продуктов для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения функций. Сравните
параллельное сравнение функций.Сравнить
Выбрать 2 или более продуктов для бок о бок по сравнению с функциями Comparision.compare
Выберите 2 или более продуктов для боковых объектов сравнение. Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
Выберите продукты для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения функций сравнение.Сравнить
Выбрать 2 или более продуктов для бок о бок по бок по сравнению с функциями.
Выберите 2 или более продуктов для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
2
04 Выберите 2 или более продукты для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения сравнение функций.Сравнить
Выбрать 2 или более продуктов для бок о бок по сравнению с функциями сравнения. Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравнить
Показаны 30 из 115
1/4-дюймовая проволочная щетка, набор из 38 предметов – нержавеющая сталь, латунь, нейлон
24 99 $24,99
Название по умолчанию — 24,99 долларов США.
ЧИСТКА АВТОМОБИЛЕЙ: Набор из 38 проволочных щеток ABN — нержавеющая сталь, латунь, нейлон с ручкой, удлинитель, шестигранный хвостовик сверла 1/4 дюйма — идеальная замена традиционным ручным проволочным щеткам низкого качества; Этот набор сэкономит время и энергию
МНОЖЕСТВО ПРИМЕНЕНИЙ: Устранение ржавчины, коррозии и пыли, прочистка портов рециркуляции отработавших газов, очистка проржавевших розеток фонарей и зажимов аккумуляторных батарей, удаление уплотнительных зон окисленных алюминиевых дисков, очистка автомобильных и мелких деталей двигателя или блока двигателя мотоцикла, очистка внутренней части патрубки охлаждения, прочистите отверстия под болты суппорта для работы тормозов; Просто протрите или добавьте звуковой очиститель для повторного использования
ЛЕГКО ИСПОЛЬЗОВАТЬ: прикрепите одну из щеток к прилагаемой ручке, чтобы удалить ржавчину или грязь; Быстросъемная резиновая ручка с эргономичным дизайном для удобного нескользящего захвата позволяет использовать кисти вручную; В комплект входит быстросъемный удлинитель длиной 6 дюймов (15,2 см) для доступа в труднодоступные места; Каждая щетка имеет длину 4 дюйма (10,2 см) (2-дюймовая щетка, 2-дюймовый хвостовик) и 1/4-дюймовый шестигранный хвостовик для установки на любую электрическую дрель или прямошлифовальную машину (не входят в комплект)
EASY STORAGE: Прочный пластиковый кейс размером 15,5 x 2,5 x 10 дюймов (39,4 см x 6,4 см x 25,4 см) для удобной транспортировки, безопасного хранения и быстрой организации
СОДЕРЖАНИЕ: В комплект входят (36) проволочных щеток от 8 мм до 19 мм – (12) латунь, (12) нержавеющая сталь, (12) нейлон различных размеров + (1) ручка + (1) удлинитель + (1) чехол для переноски удобство
Производитель предоставляет гарантию производителя на отсутствие дефектов материалов и изготовления сроком на ОДИН (1) ГОД с даты первоначальной розничной покупки.
Завод быстровозводимых зданий, строительство ангаров складов магазинов зданий из металлоконструкций / Это интересно
27.12.2018
Основные ситуации, когда понадобится определить площадь трубы на калькуляторе, связывают с инженерными сетями и определением показателя тепловодности. Тем не менее, в строительном производстве трубы используются не только при монтаже коммуникации трубопровода с другими элементами инженерной системы, они давно нашли свое место при изготовлении и производстве строительных конструкций.
Чтобы определить точное количество труб, необходимых для конкретной системы, а также их оптимальные характеристики, нужно узнать площадь трубы, калькулятор с точными расчетами избавит заказчика от ненужных расходов на приобретение и доставку материалов (сырья, металлопроката).
Грамотно осуществленные онлайн расчеты используются для максимально эффективного использования водопроводной системы и позволяют специалисту задать нужную скорость движения воды в трубе.
В процессе изготовления строительных конструкций, при соответствии строительных решений условиям эксплуатации надежности и долговечности конструкций, производится оптимизация их конструктивной формы в соответствии с показателями экономичности. Площадь трубы калькулятор определяет в той же последовательности, что и другие геометрические размеры, в которых содержится информация о расходе материала (сырье, металлопроката) на 1 квадратный метр площади поверхности конструкции.
Можно быстро и удобно произвести онлайн расчеты, чтобы площадь трубы калькулятор определил по формуле. Естественно, что для этого понадобятся какие-то сведения из технического задания (ТЗ) заказчика, соответствующие целям строительного производства. После чего можно определить, что нужно рассчитывать на калькуляторе: площадь поверхности трубы или ее сечение.
Определяя площадь трубы, калькулятор потребует от пользователя диаметр трубы и ее протяженность. Если речь идет о теплотрассе, протяженность которой исчисляется километрами, точный онлайн расчет сэкономит заказчику внушительные суммы расходов.
Расчет площади сечения осуществляется на онлайн калькуляторе, с целью определения максимальной проходимости трубы. Даже если в строительстве будет использоваться типовой проект, необходимо точно определить размеры трубы, чтобы не допустить перерасхода средств.
Современная конструктивная форма каркасных и инженерных систем создается в соответствии с рациональным использованием металла. Проводя расчеты и определяя площадь трубы, калькулятор позволяет:
сэкономить металл,
снизить трудоемкость изготовления конструкций и систем,
сократить сроки строительства и монтажа.
Указанные факторы часто противоречивы, поэтому они объединяются общим требованием высокого качества выполнения производственных работ к снижению стоимости готовой продукции.
Самое главное, что должен усвоить клиент, чем больше диаметр трубы — тем больше воды в ней будет стоять, тем больше тепла потратиться понапрасну. Потери тепла растут незаметно, пропорционально размерам: чем толще трубы — тем больше горячей воды бесцельно остывает после каждого открытия крана.
Площадь трубы калькулятор определяет еще и для того, чтобы точно вычислить сколько нужно средств на покраску и покупку антикоррозийного покрытия. Но вычислить площадь трубы калькулятор сможет точно в том случае, если правильно определены необходимые показатели, такие как материал для производства трубы, тип сечения трубы, внутренний и внешний диаметр, толщина стенок, длина трубы и т. д.
Полезную информацию для вычислений можно найти на сайте в рубрике онлайн расчётов. По всем темам строительного производства можете обратиться к консультанту по телефону 391 251-82-82. Звоните!
Вернуться к списку
Другие материалы
22.10.2022
Возведение каркасного ангара
17. 09.2022
Кровельные сендвич панели
27.08.2022
Расчет стоимости ангара арочного типа
02.07.2022
Надежные фундаменты для ангаров
Онлайн калькулятор и таблицы расчета веса и площади стальной профильной трубы.
Практика использования стальной профильной трубы в частном секторе, получила чрезвычайно широкое распространение в последние 15-20 лет. Применение онлайн калькулятора расчёта веса профильной трубы из разных материалов, помогает на стадии проектирования подсчитать затраты не только на покупку материала, но и на его доставку. В некоторых случаях, можно добиться существенной экономии бюджета мероприятия за счёт замены профильной трубы одного типоразмера, на другой, с аналогичными прочностными характеристиками, но меньшего веса.
Общие сведения о профильной трубе
В крупнотоннажном производстве, изготовление труб круглого сечения требует гораздо меньше затрат как по времени, так и по вовлекаемому в процесс оборудованию, по сравнению с аналогами нестандартного профиля. Но у профильной трубы есть чрезвычайно веское преимущество, благодаря которому она востребована не только в строительстве, но и в производстве разнообразных изделий – повышенная площадь касания.
Легче всего этот параметр представить, если приложить одну к другой две трубы, одинакового диаметра. Для труб круглого сечения, грань соприкосновения точечная (линейная). Профильная труба соприкасается с прилагаемым элементом всей плоскостью. Такой контакт облегчает фиксацию, и делает её гораздо прочнее. Это же преимущество делает транспортировку профильной трубы более эффективной, ведь будучи плотно уложенными, между ними не остаётся просвета, они не рассыпаются и при одинаковых размерах имеют меньший вес (по сравнению с аналогами круглого сечения).
Ещё одно весомое преимущество в расчёте нагрузки на профильную трубу и прогиба в онлайн калькуляторе, ведь у них более высокая прочность на излом. Особенно этот аспект учитывается при выборе между профилями разного сечения и объема.
Виды профильных труб
Весь сортамент таких изделий делится на три категории по профилю сечения:
Квадратные;
Прямоугольные;
Овальные.
Первые два наиболее широко используются для формирования каркасов ферм и навесов из профильной трубы в строительстве после расчёта на калькуляторе. И ещё из них изготавливают разные предметы, как-то: мебели, техники, сопутствующего оборудования. Профильные трубы овального сечения имеют двоякое применение.
Они хорошо смотрятся в оформлении и поэтому широко используются при дизайнерской отделке. Ведь кроме оригинального внешнего вида, они могут брать на себя и конструкционные нагрузки.
Особое применение овальные трубы находят в системах переноса тепла, как при нагреве, так и при охлаждении. Обусловлено это тем, что у них сопоставимая с круглыми трубами прочность и пропускная способность воды, но значительно более высокая площадь поверхности профильной трубы. Это обеспечивает более эффективный перенос тепловой энергии между теплоносителем внутри трубы и окружающим пространством.
Выбор труб по профилю
Наиболее часто трубы квадратного и прямоугольного сечения применяются в частном секторе при обустройстве навесов, летних кухонь, беседок, теплиц и прочих сооружений сезонной эксплуатации. Преимущество профиля с плоской поверхностью особенно резко проявляется при фиксации к нему элементов обшивки или декоративной отделки. Легче всего это заметить при расчёте фермы или теплицы из профильной трубы на онлайн калькуляторе и последующем её возведении на участке.
Каркас теплицы можно изготовить из полимерных труб, тем более что они очень легко изгибаются в полукруг. К пластиковым трубам очень легко фиксируются листы поликарбоната. Но по таблицам и расчётам калькулятора, серьёзную нагрузку и конструкционную прочность такому сооружению может обеспечить только металлический каркас из профильной трубы. При этом профиль трубы прямоугольного сечения, предпочтительнее квадратного.
Изгиб труб квадратного и прямоугольного профиля для придания им нужной формы, очень легко выполняется при умелом включении в процесс болгарки. Достаточно подрезать три из четырёх плоскостей под тщательно выверенным углом, чтобы затем сообщить заготовке требуемую форму. Для герметизации стыка в некоторых случаях используют холодную сварку. При соблюдении технологии, прочность фиксации приближается к характеристике металла.
Инструкция к онлайн калькулятору веса профильной трубы
Есть два варианта расчёта веса труб, один предварительный, его удобно использовать при схематичном проектировании и вычислении массы доставляемого груза – по размерам. Другой вариант более скрупулёзный – по формулам и таблицам указанным в справочнике.
Калькулятор диаметра трубы и расхода, онлайн
Когда применим этот калькулятор?
Расчет диаметра трубы с помощью калькулятора диаметра трубы прост. Вы можете использовать калькулятор диаметра трубы и расхода для быстрого расчета диаметра трубы в замкнутой, круглой, прямоугольной (только версия онлайн-калькулятора) и заполненной жидкостью или идеальным газом трубе.
Если система, которую вы анализируете, имеет более одной трубы, вы можете использовать калькулятор анализа трубопроводной сети
Для расчета диаметра трубы с помощью этого калькулятора необходимо знать и ввести скорость потока. Если скорость потока неизвестна, вы должны использовать падение давления калькулятор для расчета диаметра трубы. Вы можете использовать калькулятор падения давления, когда разница давлений между началом и концом трубопровода (потеря напора) доступна как известное значение.
С помощью калькулятора диаметра трубы внутренний диаметр трубы рассчитывается с помощью простое соотношение между расходом, скоростью и площадью поперечного сечения (Q=v·A).
Чтобы рассчитать внутренний диаметр трубы, вы должны ввести только расход и скорость в соответствующие поля в калькуляторе и нажмите кнопку «Рассчитать», чтобы получить результаты.
Помимо внутреннего диаметра трубы, можно рассчитать и другие значения. Вы можете рассчитать скорость потока для заданного расхода жидкости и внутренний диаметр трубы. Поскольку скорость различна в разных местах трубы площадь поперечного сечения, средняя скорость потока вычисляется на основе уравнение непрерывности.
Расход, используемый в калькуляторе, может быть массовым или объемным расходом.
Преобразование между массовым и объемным расходом доступно для заданной плотности жидкости. Кроме того, для идеальных газов преобразование объемного расхода для различных условий потока (давления и температуры), поэтому вы можете быстро рассчитать объемный расход по удельному давлению или температуре в трубе, например, после редукционных клапанов.
Если протекающая жидкость представляет собой идеальный газ, вы можете рассчитать объемный расход этого газа при различные давления и температуры. Например, если вы знаете объемный расход какой-то идеальный газ при заданном давлении и температуре (как при обычном условиях p=101325 Па и T=273,15 K) можно рассчитать фактический объемный расход для давления и температуры, которые реально есть в трубе (например, реальное давление и температура в трубопроводе p=30 psi и t=70 F). Объемный расход идеального газа в этих двух условиях различен. Подробнее о нормальные условия
для давления и температуры.
С помощью этого калькулятора вы можете перевести объемный расход из стандартного или какого-либо другого предопределенных условий в фактические условия и наоборот. Калькулятор использует закон сохранения массы для расчета объемного расхода для этих двух условий, что означает, что массовый расход постоянен, несмотря на то, что условия, такие как давление и температура, меняются.
Закон сохранения массы применим, только если поток в закрытой трубе, без добавленного или вычтенного потока, если поток не изменение во времени и некоторые другие условия. Подробнее о массе
сохранение массы.
Так когда это не применимо?
Этот калькулятор имеет почти безграничное применение, но некоторые функции зависят от нескольких условия.
Как упоминалось выше, расчет диаметра трубы с помощью этого калькулятора невозможен, если вы не уверен в скорости потока и объемном/массовом расходе. Если что-то из этих двух отсутствует, то вам следует использовать Калькулятор падения давления.
Вы должны знать плотность жидкости, если доступен массовый расход вместо объемного расхода. Если плотность жидкости неизвестна, а известен только массовый расход, то требуемый объемный расход расчет диаметра трубы невозможен.
Для идеальных газов плотность жидкости не обязательна, если известны давление, температура и газовая постоянная для течет газ. Калькулятор использует уравнение идеального газа для расчета плотности. Однако, если текучая среда является газом, но не идеальным (идеальным) газом, т. е. если его давление, температура и плотность не связаны соотношением закон идеального газа, этот калькулятор неприменим, если вы пытаются рассчитать эту плотность газа для известных давления и температуры.
Что нужно знать для расчета диаметра трубы?
Чтобы рассчитать диаметр трубы, вы должны знать скорость потока и скорость потока. Если известен массовый расход, то должна быть известна плотность жидкости.
Если текучей средой является газ, то вместо плотности необходимо знать газовую постоянную, абсолютное давление и температуру. Плотность рассчитывается по формуле идеального газа.
Что нужно знать, чтобы рассчитать скорость потока?
Для расчета скорости потока необходимо знать скорость потока и внутренний диаметр трубы. Если известен массовый расход, то должна быть известна плотность жидкости.
Если текучей средой является газ, то вместо плотности необходимо знать газовую постоянную, абсолютное давление и температуру. Плотность рассчитывается по формуле идеального газа.
Как производится расчет?
Для расчета диаметра трубы и скорости потока используется уравнение неразрывности, которое дает связь между скоростью потока, скоростью потока и внутренним диаметром трубы.
Для потока газа уравнение идеального газа используется для расчета плотности по газовой постоянной, абсолютному давлению и температуре.
Онлайн-калькулятор дренажа: UMN Extension
Extension > Растениеводство > Почва и вода > Онлайн-калькулятор дренажа
Эти калькуляторы основаны на гофрированной полиэтиленовой трубе. Расчеты для бетонных и глиняных труб могут быть аппроксимированы при использовании опции гладкой трубы.
Расчет диаметра трубы
Рассчитать осушенную площадь
Калькулятор/преобразователь расхода
Калькулятор дренажа Prinsco
Расчет диаметра трубы
Диаметр трубы (дюймы)
Используйте этот калькулятор для расчета требуемого размера трубы для данной площади и % уклона.
Гладкая внутренняя труба? Да
Нет
Осушенная площадь:
Акров: % Оценка*
*%Уровень — футы падения на 100 футов длины.
Коэффициент дренажа (дюймы/день)
1/4″
3/8″
1/2 дюйма
3/4 дюйма
1″
Требуемый диаметр трубы (дюймы): *
Полный поток трубы (куб. фут/сек):
Скорость (фут/сек): **
*Используйте имеющийся в продаже размер, равный или превышающий указанный размер.
** При наличии мелкого песка и ила следует использовать минимальную скорость 1,5 фута/сек — в противном случае достаточно скорости 0,5 фута/сек.
Расчет площади дренирования
Осушенная площадь (акров)
Используйте этот калькулятор для расчета площади, которая может быть дренирована трубой заданного размера и марки.
Гладкая внутренняя труба? Да Нет
Диаметр трубы (дюймы): % Оценка: *
* %Уровень — количество футов падения на 100 футов длины.
Коэффициент дренажа (дюймы/день)
1/4″
3/8″
1/2 дюйма
3/4″
1″
Осушенная площадь (акров):
Полный поток трубы (куб. фут/сек):
Скорость (фут/сек):
Калькулятор/преобразователь расхода
Калькулятор расхода
Используйте этот калькулятор, чтобы рассчитать расход для заданной площади при различных коэффициентах дренажа.
Высота, мм: 100 Ширина, мм: 50 Толщина, мм: 3 Длина: 11,7м, 12м Масса 1 м, кг: 4,4 Метров в тонне: 227,3 ГОСТ: ГОСТ 8278-83
Гнутый швеллер 100Х50Х3 является наиболее востребованным типоразмером в представленной категории метизов и широко используется в различных строительных и производственных процессах. Повышенный спрос на этот тип металлоизделий обусловлен оптимальным сочетанием между главными характеристиками продукции: эксплуатационными параметрами, удельным весом и размером.
Швеллер гнутый 100Х50Х3 длина 11м, 7м, 12м предлагается в ассортименте металлобазы «МС». Наша компания предоставляет покупателям обширный сортамент метизов по ценам от производителя и обеспечивает поставки материалов по всей территории России.
Наименование
Стоимость
Наличие
Швеллер гнутый 100х50х3 длина 11,7м, 12м
уточняйте
В наличии
Применение
Представленная категория метизов востребована во многих отраслях, в частности:
Строительная сфера. Применяется при создании связей, каркасов, колонн, несущих конструкций.
Обустройство перегородок, перекрытий, работы по восстановлению ветхих сооружений.
Мостостроение.
Обустройство кровельных конструкций.
Автомобилестроение.
Создание различного оборудования (станков и прочего).
Вагоностроение и многие другие отрасли промышленности.
Технические характеристики
Компания «МС» предоставляет клиентам швеллер гнутый со следующими техническими параметрами:
Высота металлопрофиля — 100 мм, ширина и толщина изделия — 50 и 3 мм, соответственно.
Длина швеллеров гнутых представленного размера — 7, 11 и 12 метров.
Масса на 1 метр метиза — 4,4 кг.
Изделия соответствуют ГОСТу 8278-83.
Особенности
Швеллер, как и прочие гнутые профили, производится по нормам ГОСТ 11474-76. При этом сортамент этих метизов, их удельный вес и прочие параметры регламентируются ГОСТ 8278-83 (для равнополочных швеллеров) и ГОСТ 8281-80 (для неравнополочных профилей). В соответствии с этими стандартами метизы:
Производятся из различных типов стали (углеродистая, нержавеющая, низколегированная, обыкновенного качества и оцинкованная).
Метизы могут иметь обычную, повышенную или высокую точность.
Согласно требованиям ГОСТа, поверхность изделий не должна содержать трещин напряжения, пузырей-вздутий, раскатных загрязнений, гармошки и прочих дефектов. Допустимы небольшие царапины, раскатные пузыри и прочие незначительные отклонения.
Заказать гнутые швеллеры 100Х50Х3 с необходимой длиной (7, 11 или 12 метров) можно у нас на сайте или по контактному телефону металлобазы.
Размеры, масса и количество метров в тонне швеллера гнутого
Наименование
Масса 1м, кг
Метров в тонне
Швеллер гнутый 60х32х2,5 длина 6м, 12м
2,21
452,5
Швеллер гнутый 60х32х4 длина 6м, 12м
3,43
291,5
Швеллер гнутый 80х32х4 длина 12м
3,95
253,2
Швеллер гнутый 80х60х4 длина 11,5м, 12м
5,7
175,4
Швеллер гнутый 100х50х3 длина 11,7м, 12м
4,4
227,3
Швеллер гнутый 100х50х4 длина 11,7м, 12м
5,7
175,4
Швеллер гнутый 120х60х4 длина 12м
6,96
143,7
Швеллер гнутый 140х60х5 длина 12м
9,32
107,3
Швеллер гнутый 160х80х4 длина 11,7м
9,47
105,6
Швеллер гнутый 160х80х5 длина 11,7м
11,68
85,6
Швеллер гнутый 200х100х6 длина 11,7м
17,59
56,9
Швеллер гнутый 250х125х6 длина 12м
22,3
44,8
Швеллер гнутый | равнополочный ГОСТ 8278-83
Сделать заказ | Задать вопрос | Карта сайта
Мы работаем:
Пн — пт 8:30-18:00
Сб — вс 10:00-15:00
Доставляем: 7 дней в неделю
24 часа в сутки
Гнутый швеллер — стальной профиль, изготавливаемый на профилегибочных агрегатах из горячекатаной, холоднокатаной и холоднокатаной оцинкованной стали углеродистых, качественных и низколегированных марок, в соответствии с ГОСТ 8278-83 и ГОСТ 8281-80.
h — высота профиля
b — большая полка
b1 — меньшая полка
s — толщина стенки
Швеллер гнутый равнополочный
Наименование
Длина, м
Марка стали
Вес метра
Метров в тонне
Гнутый швеллер 50х40х2,5
6
Ст3, 09Г2С
2,38
420,1
Гнутый швеллер 50х40х3
6
Ст3, 09Г2С
2,81
355,8
Гнутый швеллер 60х32х2,5
6
Ст3, 09Г2С
2,26
442,5
Гнутый швеллер 60х32х3
6
Ст3, 09Г2С
2,67
374,5
Гнутый швеллер 60х32х4
6
Ст3, 09Г2С
3,43
291,5
Гнутый швеллер 80х60х3
6-12
Ст3, 09Г2С
4,46
224,2
Гнутый швеллер 80х60х4
6-12
Ст3, 09Г2С
5,81
172,1
Гнутый швеллер 100х50х3
6-12
Ст3, 09Г2С
4,47
223,7
Гнутый швеллер 100х50х4
6-12
Ст3, 09Г2С
5,81
172,1
Гнутый швеллер 100х50х5
6-12
Ст3, 09Г2С
7,14
140,0
Гнутый швеллер 120х50х3
6-12
Ст3, 09Г2С
4,91
203,6
Гнутый швеллер 120х50х4
6-12
Ст3, 09Г2С
6,44
155,3
Гнутый швеллер 120х50х5
6-12
Ст3, 09Г2С
7,88
126,9
Гнутый швеллер 120х60х3
6-12
Ст3, 09Г2С
5,40
185,2
Гнутый швеллер 120х60х4
6-12
Ст3, 09Г2С
7,07
141,4
Гнутый швеллер 120х60х5
6-12
Ст3, 09Г2С
8,71
114,8
Гнутый швеллер 120х80х3
6-12
Ст3, 09Г2С
6,32
158,2
Гнутый швеллер 120х80х4
6-12
Ст3, 09Г2С
8,32
120,2
Гнутый швеллер 120х80х5
6-12
Ст3, 09Г2С
10,28
97,27
Гнутый швеллер 140х60х3
12
Ст3, 09Г2С
5,85
170,9
Гнутый швеллер 140х60х4
12
Ст3, 09Г2С
7,67
130,4
Гнутый швеллер 140х60х5
12
Ст3, 09Г2С
9,49
105,3
Гнутый швеллер 160х50х4
12
Ст3, 09Г2С
7,70
129,8
Гнутый швеллер 160х60х3
12
Ст3, 09Г2С
6,32
158,2
Гнутый швеллер 160х60х4
12
Ст3, 09Г2С
8,32
120,2
Гнутый швеллер 160х60х5
12
Ст3, 09Г2С
10,28
97,27
Гнутый швеллер 160х80х3
12
Ст3, 09Г2С
7,26
137,7
Гнутый швеллер 160х80х4
12
Ст3, 09Г2С
9,58
104,4
Гнутый швеллер 160х80х5
12
Ст3, 09Г2С
11,85
84,39
Гнутый швеллер 180х80х4
12
Ст3, 09Г2С
10,21
97,94
Гнутый швеллер 180х80х5
12
Ст3, 09Г2С
12,68
78,86
Гнутый швеллер 180х80х6
12
Ст3, 09Г2С
14,96
66,84
Гнутый швеллер 200х80х4
12
Ст3, 09Г2С
10,83
92,33
Гнутый швеллер 200х80х5
12
Ст3, 09Г2С
13,42
74,51
Гнутый швеллер 200х80х6
12
Ст3, 09Г2С
15,91
62,85
Гнутый швеллер 200х100х6
12
Ст3, 09Г2С
17,79
56,21
Значения веса погонного метра в таблице указаны справочно и рассчитаны теоретически от номинальных размеров проката. Однако, требованиями ГОСТ предусмотрено предельные отклонения по ширине профиля, высоте полок, толщине стенки и длине, размеры которых зависят от класса точности проката и исходной заготовки.
В соответствии с требованиями ГОСТ, предельные отклонения, в зависимости от высоты профиля, не должны превышать следующие значения:
По высоте профиля – 1-2,5 мм для обычного класса и 1-2 мм для повышенного класса точности.
По ширине полки — 1,5-3 мм для обычного класса точности и 1-2,5 мм для проката повышенной точности.
Предельные отклонения по длине не должны превышать +40-80 мм в зависимости от класса точности.
Швеллер гнутый неравнополочный
Гнутый неравнополочный швеллер производится и поставляется под заказ.
Равнополочные и неравнополочные гнутые швеллеры могут быть произведены под заказ со следующими начальными параметрами:
сталь без покрытия марок Ст3сп/пс, 08пс, 09Г2С толщиной от 2 до 6 мм
оцинкованная сталь марок 08пс, 1пс, 2пс толщиной от 2 до 3 мм
высота профиля H менее 50 мм и не более 200 мм,
высота полки b, b1 не менее 40 мм и не более 100 мм.
длина от 2 до 12 метров.
длина менее 6 метров поставляется с остатком.
более 6 метров возможно изготовление любой длины без остатка.
Особенности гнутых швеллеров
Гнутые швеллеры производят из стальной горячекатаной, холоднокатаной или холоднокатаной оцинкованной ленты холодным профилированием на профилегибочных агрегатах без вытяжки и изменения свойств исходного материала. В отличие от производства горячекатаного швеллера, такой способ имеет ряд существенных преимуществ – гибкость настроек оборудования и оперативного производства малых партий, возможность производства швеллера с тонкими стенками, что существенно облегчает и удешевляет конечную стоимость конструкции.
По показателю прочности гнутые швеллеры значительно уступают горячекатаным, даже при сопоставимой толщине стенки, что снижает эффективность его применения и сужает области использования. Гнутые швеллеры рекомендованы к применению в производстве не нагружаемых или малонагруженных облегченных металлоконструкций.
Приемка, транспортировка и хранение калиброванного круга
Приемка, хранение и транспортировка гнутых швеллеров осуществляется в соответствии с требованиями ГОСТ 7566. Хранение осуществляется на открытых или закрытых неотапливаемых площадках, не зависимо от марки стали. Транспортировка гнутых профилей осуществляется в открытых транспортных средствах. Приемка осуществляется по фактическому или теоретическому весу, указанному в сертификате производителя.
Цены
Цена на стальной гнутый профиль формируется специалистами нашей компании индивидуально, с учетом объема Вашего заказа, сроков выполнения и других его параметров.
Просим Вас уточнять текущие цены и наличие интересующей продукции по
телефону + 7(495) 669-29-10 или направляйте Ваш заказ.
Мы можем поставить стальной швеллер, как показано ниже: (1)Размер и общий вес (2) классы
РАЗМЕР (В×Ш×Г×Т) (мм)
ВЕС ЕДИНИЦЫ (кг/м)
РАЗМЕР (В×Ш×Г×Т) (мм)
ВЕС ЕДИНИЦЫ (кг/м)
РАЗМЕР (В×Ш×Г×Т) (мм)
ВЕС ЕДИНИЦЫ (кг/м)
50X37X4,5X7,0
5. 438
152С76С6.4С9.0
17,88
250С80С9.0С12.0
31.335
75X40X3,8X5,2
5.30
160С63С6.0С10.0
16.378
250С82С11.0С12.0
35.260
75X40X4.0X5.2
5,60
160С63С6.5С10.0
17.240
280С82С7.0С12.5
29.856
75X40X4,5X5,2
5,85
160X65X8,5X10,0
19.752
280С82С7.5С12.5
31.427
75X40X5.0X7.0
6,92
180С68С6.5С10.5
19.165
280X84X9,5X12,5
35.823
76X38X5.1X6.8
6,70
180С68С7.0С10.5
20.174
280х86х11. 5х12.5
40.219
100X50X3,8X5,8
7,30
180С70С9.0С10.5
23.000
300С85С7.0С13.5
32.740
100X50X5,0X7,5
9,36
200С73С6.5С11.0
21.505
300С85С7,5С13,5
34.463
100X50X5.0X8.5
10,2
200С73С7.0С11.0
22.637
300X87X9,5X13,5
39.173
102X51X6.1X7.6
10,42
200Х75Х9.0Х11.0
25.777
300С89С11,5С13,5
43.883
120С53С5.5С9.0
12.059
220X77X6,5X11,5
23.749
320С88С8.0С14.0
38.083
125X65X5,2X6,8
11,66
220С77С7. 0С11.5
24,999
320С90С10.0С14.0
43.107
125X65X6.0X8.0
13,4
220х79х9.0х11.5
28.453
320С92С12.0С14.0
48.131
127X64X6,4X9,2
14,90
240С78С6.5С12.0
25.517
360С96С9.0С16.0
47.814
150X75X5,5X7,3
14,66
240С78С7.0С12.0
26.860
360С98С11.0С16.0
53.466
150X75X5,5X10,0
17,9
240С80С9.0С12.0
30.628
360С100С13.0С16.0
59.118
150X75X6.0X10.0
18,3
240С82С11.0С12.0
34.396
400С100С10,5С18,0
58,928
150X75X6,5X10,0
18,6
250С78С6. 5С12.0
26.040
400С102С12,5С18,0
65.208
150X75X9,0X12,5
24,0
250С78С7.0С12.0
27.410
400С104С14,5С18,0
71.488
СТАНДАРТНЫЙ СОРТА
ГБ
ДЖИС
АСТМ
ДИН
ИСО
УГЛЕРОДИСТАЯ КОНСТРУКЦИОННАЯ СТАЛЬ
К215
СС330
1017
Ст37-2
С235ДЖР
Q235
СС400
1020
Ст37-2
Э235Б
НИЗКОЛЕГИРОВАННАЯ СТАЛЬ
К345
YAW-TEN50
Гр-Э
С355Н
Э355ДД
[Назад] [Печать]
Китай JIS Standard Ms Steel U Channel завод и производители
Описание продукта
Сравнительная таблица: Каналы стандарта JIS:
Размеры (мм)
Вес единицы (кг/м)
Размеры (мм)
Вес единицы (кг/м)
50X25X(3,0-5,0)X6,0
2,37-3,46
125С65С5. 5С8.0
12,91
75X40X3,8X7,0
5,30
125С65С6.0С8.0
13.40
75X40X4,0X7,0
5,60
150С75С5.5С7.3
14,66
75X40X4,5X7,0
5,85
150С75С5.7С10.0
16,71
75X40X5.0X7.0
6,92
150С75С6.0С10.0
17,90
100X50X3,8X6,0
7,30
150С75С6,5С10,0
18,60
100X50X4,2X6,0
8.03
150С75С9С12,50
24,0
100X50X4,5X7,5
8,97
200X80X7,5X11,0
24,6
100X50X5,0X7,5
9,36
200С90С8.0С13.5
30,3
125X65X5,2X6,8
11,66
250С90С9.0С13.0
34,6
125X65X5,3X6,8
12.17
300С90С9.0С13. 0
38,1
Стандартные каналы ГБ:
Размер
Спецификация (мм)
Теоретическая масса (кг/м)
ч
б
д
5#
50
37
4,5
5.438
6.3#
63
40
4,8
6,634
8#
80
43
5
8.045
10#
100
48
5,3
10.007
12#
120
53
5,5
12.059
12,6
126
53
5,5
12.319
14#а
140
58
6
14.535
14#б
140
60
8
16. 733
16#а
160
63
6,5
17,24
16#б
160
65
8,5
19.752
18#а
180
68
7
20.174
18#б
180
70
9
23
20#а
200
73
7
22.637
20#б
200
75
9
25.777
22#а
220
77
7
24,999
22#б
220
79
9
28.453
25#а
250
78
7
27,41
25#б
250
80
9
31.335
28#а
280
82
7,5
31. 427
28#б
280
84
9,5
35.832
30#а
300
85
7,5
34.463
30#б
300
87
9,5
39.173
32#а
320
88
8
38.083
32#б
320
90
10
43.107
36#а
360
96
9
47.814
36#б
360
98
11
53.466
40#а
400
100
10
58,928
40#б
400
102
12,5
65.208
Каналы стандарта EN:
Размер
Размеры (мм)
Вес единицы (кг/м)
УПН50
50X25X5X6. 0
3,86
УПН80
80X45X6X8,0
8,65
УПН100
100X50X6X8,5
10,6
УПН120
120С55С7С9.0
13,4
УПН140
140С60С7С10.0
16,0
УПН160
160X65X7,5X10,5
18,8
УПН180
180С70С8С11.0
220
УПН200
200X75X8,5X11,5
25,3
Европейские экономические каналы:
Размер
Размеры (мм)
Вес единицы (кг/м)
УПЭ80
80X40X4,5X7,4
7,05
УПЭ100
100X46X4,5X7,6
8,59
УПЭ120
120С52С4.8С7.8
10,4
УПЭ140
140С58С4. 9С8.1
12,3
УПЭ160
160С64С5.0С8.4
14,2
УПЭ180
180С70С5.1С8.7
16,3
УПЭ200
200С76С5.2С9.0
18,4
Информация о компании
Международная торговая компания Tangshan yuxuan, ltd – это крупное предприятие, специализирующееся в основном на производстве. внутреннее распределение и экспорт металлопродукции. Основанная в 2014 году, компания yuxuan steel занимает территорию площадью 60 000 квадратных метров с уставным капиталом в 5 миллионов долларов. с большим surport от клиентов в китае и заграницей, наша деловая сфера становится более обширной и больше, и достигнуто превосходных достижений в и достигнуто превосходных достижений в торговле сталью с момента основания. до сих пор в yuxuan steel работает 19 человек. 2 человека и прошли сертификацию системы управления качеством iso9001: 2000 в 2014 году. В среднем 30 000 тонн для всех размеров, продукция продается по всему миру. наш объем продаж превысил 1,2 миллиона тонн, в том числе 260 миллионов долларов США. долларов экспорта, благодаря чему юйсюаньская сталь занимает 5-е место в экспортной зоне Таншаня и 30-е место в Китае среди компаний-экспортеров стали.
Основная продукция нашей компании включает в себя: конструкционную сталь, катанку, трубы, рулоны / плиты, деформированные стальные стержни, квадратные стержни и оцинкованные изделия. изделия из конструкционной стали нашей компании являются уникальными конкурентоспособными. существуют стандарты jis, astm и en для угловых стержней, u-образных профилей, двутавровых балок, двутавровых балок и плоских стержней. Между тем, мы широко развиваем завод по производству катанки, деформированного стального стержня и квадратного стержня, что делает yuxuan открытым на международном рынке и обеспечивает необычайное развитие в экспортном бизнесе.
наша компания строго следует отечественной и международной торговой практике и рассматривает кредит как жизнь, мы предложим всем клиентам наше лучшее качество и сервис. Компания создала комплексную систему обслуживания и систему технической поддержки, чтобы предоставлять клиентам не только продукцию высочайшего качества, но и комплексное послепродажное обслуживание.
мы твердо убеждены, что вместе нас ждет гораздо более многообещающее будущее!
Ч.З.В.
Q: Вы торговая компания или изготовление? A: Мы торговая компания и фабрика.
Q: Как долго ваш срок поставки? A: Обычно это 5-10 дней, если товар есть на складе. или 15-20 дней, если товара нет на складе, в зависимости от количества.
Q: Предоставляете ли вы образцы? это бесплатно или дополнительно? A: Да, мы могли бы предложить образец бесплатно, но не оплачивать стоимость перевозки.
Чем чугун отличается от стали: характеристики, свойства
Содержание
Характеристики стали
Характеристики чугуна
Производство чугуна и стали
Как отличить чугун от стали
Итоги кратко
Оба материала относятся к группе черных металлов. Внешне их сложно различить, а некоторые свойства перекликаются между собой. Это объясняется тем, что и сталь, и чугун представляют собой углеродистые сплавы железа. Именно содержание Fe и C определяет их главное различие.
Характеристики стали
Сталь ‒ это сплав железа и углерода, соотношение которых составляет от 45% и до 2% соответственно. В зависимости от марки в состав могут входить никель, хром, кремний, марганец и прочие добавки. Вариативность легирующих компонентов обеспечивает материалу обилие свойств.
Углерод отвечает за твердость и прочностные характеристики сплава. Благодаря ему металл обладает высокой прочностью, пластичностью, легко поддается обработке.
Сталь различают:
по наличию легирующих компонентов:
низколегированную;
среднелегированную;
высоколегированную;
по содержанию углерода:
низкоуглеродистую;
среднеуглеродистую;
высокоуглеродистую.
Температура плавления всех марок находится в диапазоне от 1450 до 1520 °С. Плотность составляет 7700-7900 кг/м3.
Применяют сталь повсеместно: в промышленности при производстве различных металлоконструкций, деталей машин, трубопроводов и прочих изделий, в быту мы пользуемся стальными столовыми приборами, кухонной утварью, предметами интерьера, мебелью и т.д.
Характеристики чугуна
Железо и углерод также являются основой чугуна. Количество последнего составляет от 2%. Сырье также легируют различными добавками: фосфором, марганцем, кремнием и другими.
В зависимости от сформированной кристаллической решетки (цементит / графит) выделяют следующие типы чугуна:
белый ‒ наличие цементита определяет цвет излома, благодаря которому материал получил название «белый», одновременно с твердостью обладает хрупкостью, путем отжига из него изготавливают ковкие чугуны;
серый ‒ содержание графита в большом количестве определяет цвет сырья и его пластичность, легок в обработке, в состав входят кремний, магний, фосфор, сера;
ковкий ‒ длительный отжиг белого чугуна образует графит, который придает металлу высокую пластичность, вязкость, твердость, ударную сопротивляемость;
высокопрочный ‒ образование шаровидного графита в процессе кристаллизации обеспечивает материалу повышенную прочность;
предельный ‒ подвергается дальнейшей обработке, не применяется, как самостоятельная единица.
Температура плавления чугуна составляет от 1160 до 1250 °С, зависит от содержания в нем углерода. Чем больше элемента в составе, тем меньше его температура и выше текучесть при нагревании. Такая зависимость определяет хрупкость материала.
Производство чугуна и стали
Чугун изготавливают в доменных печах из железной руды (агломерата), кокса, известняка и горячего воздуха. Сначала закладывают кокс, а затем послойно агломерат и кокс. В нижнюю часть печи через специальные отверстия подается горячий воздух, обогащенный кислородом.
Кокс, сгорая в домне, образует углекислый газ, который проходя через слои сырья, высвобождает оксид углерода. Таким образом руда постепенно претерпевает превращения. К ней добавляют известняк. Появляется силикат кальция, который отделяется в виде шлака. Окись углерода является главным восстановителем железа. Образование чугуна происходит за счет опускания Fe в более горячую часть домны и растворения в нем C.
Сталь производят из чугуна путем снижения количества углерода, серы, фосфора, марганца. Сплав получают в кислородных конвертерах, мартеновских печах и электропечах.
Как отличить чугун от стали
Определить, какое изделие перед вами находится, стальное или чугунное, можно тремя способами:
По излому (визуально) ‒ этот метод применим для деталей, которые идут в лом или в качестве заготовок. На чугунном сломе виден матовый темно-серый оттенок, образовавшиеся трещины имеют выраженную структуру. Стальное изделие ‒ более светлое, поверхность глянцевая.
Сверлением ‒ стальная стружка имеет витую форму, по длине она больше сверла, хорошо гнется. Чугунная стружка крошится при малейшем воздействии.
Шлифовкой ‒ при прохождении шлифовальной машиной стальной поверхности образуется множество продолговатых искр желтого и белого цвета. У чугуна искр меньше, они короче, красноватого оттенка.
Итоги кратко
Сталь обладает большей прочностью за счет более низкого содержания углерода.
Чугунные металлоизделия более хрупкие.
Стальные изделия используют повсеместно: и в быту, и в производстве.
Чугун является основой для производства стали.
Состав стали и чугуна | Справочник конструктора-машиностроителя
Структура железоуглеродистых сплавов состоит из разных составляющих. Характеристиками этих структурных составляющих и определяются свойства стали и чугуна. Феррит. В состав стали и чугуна входит от 93 до 99% железа. Поэтому, прежде всего, следует понять, какую структуру оно образует. Из прошлого известно, что железо при комнатной температуре находится в облике, а — железа, которое способно растворить в своей кристаллической решетке маленькое количество углерода. Крепкий раствор в, а — железе малого количества углерода и прочих примесей называется ферритом. Феррит представляет собой почти чистое железо, но различается от него тем, что в его кристаллической решетке, кроме атомов железа, существует малое число атомов углерода и прочих примесей.
Мартеновское производство менее производительное, чем конверторное, но лучше регулируется процесс, используются чугунные чушки и металлолом. Мартен это регенеративная пламенная печь. Газ сгорает над плавильным пространством, где создается температура 1750… 1800 o С. Газ и дух предварительно подогреваются (до 1200…1250 o С) в регенераторах. За счет тепла сгоревших газов, происходящих в трубу. Два регенератора: один делает, а другой накапливает тепловую энергию. Для интенсификации процесса ванну продувают кислородом. Раскисление ванны проводят ферросилицием и феромарганцем в ванной, а окончательное – алюминием и ферросилицием в сталеразливочном ковше.
В экспресс — лаборатории кислородно — конвертерного цеха № 1 и доменного цеха главной заводской лаборатории Западно — Сибирского металлургического комбината (ОАО «ЗСМК», предприятие «Евраз Груп») установлен в эксплуатацию новейший прибор — спектрометр QSG 750 немецкой фирмочки — производителя «OBLF Spektrometrie». Он позволяет живо, с высокой точностью проводить анализ химического состава стали и чугуна в ходе технологического процесса. Аналитическая программа данного прибора может в то же самое время определять содержание в стали и чугуне около 30 химических элементов, включая азот. Сей компонент снижает износоустойчивость металла и ухудшает его пластические свойства. Об этом сообщили ИА « INFOLine »
Пробы из кислородно — конвертерного цеха № 1 и доменного цеха отправляют по пневмопочте в экспресс — лабораторию. В отделе пробоподготовки они режут и рассматриваемая поверхность обрабатывается на плоскошлифовальном станке. Потом образец поступает на спектрометр, где производится его химический анализ. После выполнения анализа технологи кислородно — конвертерного цеха № 1 и доменного цеха корректируют химический состав чугуна и стали для приобретения необходимых марок, соответствующих требованиям потребителей. Данные о процентной концентрации химических элементов в пробе автоматически передаются в автоматизированную систему аналитического контроля, где специалисты комбината могут посмотреть химический состав стали и чугуна в порядке действительного времени. Особенность нового прибора в том, что в нем искровой установлен цифровой генератор нового поколения, который позволяет повысить надежность работы и точность анализа. Благодаря современному программному обеспечению спектрометра у мастеров — аналитиков есть возможность выбирать оптимальные условия анализа для любого определяемого элемента.
Процесс проводится в аппаратике, который называется по фамилии изобретателя конвертером Бессемера. Он представляет собой грушевидный стальной, который нельзя отменить внутри огнеупорным материалом. В дне конвертера имеются отверстия, через которые подаётся в аппарат дух. Аппарат работает периодически. Свернув аппарат в горизонтальное положение, заливают чугун и дают дух. Потом поворачивают аппарат в вертикальное положение. В основании процесса окисляются железо, кремний и марганец, затем углерод. Образующаяся окись углерода сгорает над конвертером ослепительно ярким пламенем длиной до 8 л. Пламя понемногу сменяется бурым дымом. Начинается горение железа. Это указывает, что период интенсивного окисления углерода заканчивается. Тогда подачу воздуха прекращают, переводят конвертер в горизонтальное положение и вносят раскислители.
a) пробоотборники типа, изображенного на узоре В .1 а, заключаются из кварцевой трубочки внутренним диаметром 7 — 9 мм, помещенной в защитную картонную трубочку. Верхний край трубки открыт, а нижний снабжен колпачком с алюминиевой фольгой для предотвращения попадания загрязнения. Картонная трубочка длиной 250 или 400 мм, в зависимости от применения, имеет огнеупорное покрытие в качестве защиты от брызг или вспышек. Сей тип пробоотборника применяют для отбора проб слабой стали при температуре, близкой? точке ее ликвидуса;
Местечко и метод отбора промежуточного образца или образца для разбора от первого образца следует согласовать между поставщиком и заказчиком. Сии методы описаны в 10.2 и 10.3. Промежуточный образец или образец для разбора может быть отнят от первого примера в местечке, указанном в стандарте по отбору материала для механических испытаний, или как установлено в ИСО 377, а также в. Особого внимания требует отбор и подготовка образцов стальных изделий, содержащих свинец (), и образцов для определения содержания кислорода и водорода (и ).
Разовые пробоотборники для отбора проб слабой стали с целью определения содержания водорода обычно заключаются из прессованной стальной фигуры или кварцевой трубочки, установленной в толстостенной защитной картонной трубке. Эти приспособления для отбора проб слабой стали из ковшиков, изложниц, фигур и при постоянной разливке предназначены для получения образцов в виде штырька или стержня диаметром 7 — 12 мм и длиной от 75 до 150 мм. Несколько типов пробоотборников выпускают серийно, характеристика их главных характеристик приведена в В.2 и В.3 с образцами, показанными на рисунке В.1. В прямом приложении даны только рекомендуемые размеры.
Включая небольшое сопротивление отливок из серого чугуна растягивающим и ударным нагрузкам, следует использовать сей материал для подробностей, которые подвергаются сжимающим или изгибающим нагрузкам. В станкостроении это – базовые, корпусные детали, кронштейны, зубчатые колеса, ведущие; в автостроении — блоки цилиндров, поршневые кольца, распределительные валы, диски сцепления. Отливки из серого чугуна также используются в электромашиностроении, для изготовления товаров народного потребления.
Химический состав износостойкого чугуна ЧХ3Т: C углерод 2, 6 — 3, 60% ; Si кремний 0, 7 — 1, 50% ; Mn марганец 1, 00% ; S сера не более 0, 12% ; P фосфор не более 0, 30% ; Cr хром 2, 01 — 3, 00% ; Cu медь 0, 5 — 0, 80% ; Ti титан 0, 7 — 1, 00% ; Механически свойства износостойкого чугуна ЧХ3Т: лимит крепости (временное сопротивление)? в ЧХ3Т — 200 Мпа,
Спектрометр « OBLF Spektrometrie » поступил в экспресс — лабораторию кислородно — конвертерного цеха № 1 и доменного цеха главной заводской лаборатории в рамках программы технического перевооружения, которая обращена на совершенствование технологических процессов, повышение эффективности производства и качества продукции ОАО « ЗСМК ».
Чугун против стали | Различия, свойства, преимущества и недостатки
Металлы играют огромную роль в производстве. Кроме того, многие производители используют такие металлы, как железо и сталь, из-за их качеств, начиная от прочности, долговечности и способности сохранять блеск в течение длительного времени.
Несмотря на то, что такие металлы, как чугун и сталь, имеют схожий внешний вид, это не одно и то же. Иными словами, они оба имеют отличительные черты, которые могут быть как преимуществом, так и недостатком производственного процесса.
Итак, вы хотите узнать разницу между чугуном и сталью? Сталь прочнее железа? Читайте дальше, пока мы даем ответы на эти вопросы, а также преимущества и недостатки этих двух металлов.
Что такое чугун?
Этот чугун производится путем плавки железоуглеродистых сплавов. Содержание углерода в этом сплаве часто составляет 2-4%. Чтобы уточнить, чугун имеет содержание углерода выше 2%. Кроме того, после процесса плавки кузнец заливает железо в форму вместо того, чтобы обрабатывать железо молотком и инструментами.
Помимо содержания углерода, чугун также содержит 1-3% кремния, что улучшает его литейные характеристики. Кроме того, он содержит следовые количества марганца. Также могут присутствовать примеси, такие как фосфор и сера. Несколько общих механических свойств чугуна включают твердость, эластичность, пластичность и ударную вязкость.
Существуют различные типы этого хрупкого материала, различия между которыми обусловлены различными методами обработки и термической обработкой, применяемыми в процессе. Различные типы чугуна включают:
Серый чугун
Белый чугун
Ковкий чугун
Ковкий чугун
Чугун с уплотненным графитом
Что такое сталь?
Сталь — это сплав железа, содержащий незначительный процент углерода, обычно от 0,15 до 2 %. Содержание углерода в стали делает ее прочнее, повышая ее устойчивость к поломке. Он также может включать другие элементы, которые улучшат его свойства, в том числе кремний, марганец, фосфор, серу и кислород. Например, нержавеющая сталь, устойчивая к окислению и коррозии, часто содержит 11% хрома.
Сталь обладает высокой прочностью на растяжение, что позволяет использовать ее в производстве инструментов, транспортных средств, машин, оружия и даже в строительстве инфраструктуры. Он также находит применение при использовании стальных направляющих для изготовления нестандартных прототипов.
Существуют разные виды стали. К ним относятся:
Углеродистая сталь
Легированная сталь
Нержавеющая сталь
Инструментальная сталь
Чугун и сталь: в чем их отличия
В чем разница между чугуном и сталью? Спор о чугуне и стали становится более сложным, потому что они совершенно разные, хотя оба металла имеют похожий внешний вид. Итак, давайте рассмотрим другие различия между ними ниже.
ЧИСТ IRON
Сталь
Содержание углерода
2% до 4%
Меньше, чем 2%
.0063
2500 — 2800 градусов Fahrenheit
Прочность
Более прочность на сжатие
больше прочности растяжения
Castability
Легко поднимается из -за листовой кожи, чем на листовидности, а также от литчивости. имеет низкую текучесть и большую усадку.
Коррозионная стойкость
Более устойчивый к коррозии
Не такой устойчивый, как чугун
Ударопрочность
Более ударопрочный
Менее ударопрочный
Стоимость
Дешевле из-за меньшей стоимости материалов, труда и энергии, необходимых для производства конечного продукта
Дороже чугуна, хотя есть и дешевле альтернативы, такие как сборные стальные формы, такие как; стержни, стержни, балки и трубы.
Инфраструктура, транспортные средства, электроприборы, ракеты, инструменты и оружие.
Содержание углерода
Основное различие между чугуном и углеродистой сталью заключается в содержании углерода. Чугун содержит более 2% углерода, а сталь – менее 2% углерода. Однако сталь также может содержать другие элементы, такие как хром. Добавление этих элементов приводит к получению стали различного качества и марки.
Точка плавления
Чугун имеет более низкую температуру плавления, чем сталь. Его температура плавления составляет 2200 градусов по Фаренгейту, а температура плавления стали колеблется в пределах 2500-2800 градусов по Фаренгейту. Низкая температура плавления железа позволяет легко придавать ему любую форму.
Прочность
Оба материала прочные, но их прочность различна. Чугун обладает большей прочностью, чем сталь. С другой стороны, сталь обладает большей прочностью на растяжение, чем чугун, что позволяет ей гнуться, не обязательно ломаясь. Чтобы уточнить, прочность на сжатие делает железо очень твердым, что делает его устойчивым к вмятинам и изгибам. С другой стороны, он ломается при чрезмерном давлении.
Возможность литья
Чугун легче лить, чем сталь. Причина в том, что он обладает большей текучестью и не дает усадку. С другой стороны, сталь менее текучая, реагирует на материал формы и дает усадку при охлаждении. Чтобы уточнить, сталь имеет относительно высокую вязкость. Легкость литья чугуна делает его идеальным материалом для детальных металлоконструкций.
Коррозионная стойкость
Несмотря на то, что оба они похожи, чугун лучше сопротивляется коррозии и ржавчине, чем сталь. Однако эти металлические материалы не подвержены коррозии. Если вы оставите их открытыми и незащищенными, оба материала подвергнутся окислению, что приведет к разложению.
Ударопрочность
Сталь лучше сопротивляется ударам, чем чугун. Особенно это касается внезапных ударов. При резких ударах сталь не гнется, не ломается и не деформируется так быстро, как чугун.
Стоимость
Чугун дешевле стали из-за более низкой стоимости материала, необходимого для производства чугуна. Кроме того, производство необработанной стали требует больше труда и энергии.
Приложения
Оба материала имеют различное применение. Чугун идеально подходит для изготовления трубной арматуры, шайб, сельскохозяйственного оборудования, деталей машин, оборудования для горнодобывающей промышленности, электрической арматуры и ручных инструментов. С другой стороны, сталь идеально подходит для изготовления инструментов, оружия, электроприборов, транспортных средств и объектов инфраструктуры.
Чугун или сталь: что выбрать?
При выборе между этими металлами необходимо знать плюсы и минусы обоих металлов. Ниже приведены их преимущества и недостатки.
Преимущества и недостатки чугуна
Преимущества
Хорошая литейная способность
Доступен в больших количествах, что делает производство относительно недорогим.
Обладает высокой прочностью на сжатие
Чугуны обладают хорошей обрабатываемостью
Хорошие антивибрационные свойства
Обладают отличной износостойкостью
Низкая концентрация напряжений
Высокая устойчивость к деформации
Высокая долговечность
Недостатки
склонны к коррозии и ржавчине
Низкая прочность на растяжение
Высокий удар. Сталь
Преимущества стали
Повышенная гибкость конструкции, так как вы можете выбрать элемент сплава, который вы хотите комбинировать со сталью
Увеличенная прочность
, устойчивая к коррозии
Легкая обработка
Недостатки стальной стали
более дорогие, чем листовые
Менее устойчивого к Impact
, так, что утюжнее. предпочитать? Увидев преимущества и недостатки обоих типов материалов, тот, который вы в конечном итоге решите использовать, будет зависеть от ваших требований к продукту.
Выберите RapidDirect для услуг по литью металлов
Мы считаем, что вы выбрали сторону в споре о чугуне и стали. Тем не менее, получение подходящих услуг по литью металла для прототипирования и производства — это еще одна проблема, которую вам, возможно, придется преодолеть.
RapidDirect — лучший выбор как для прототипирования, так и для производства металлических изделий и деталей. Наши профессиональные услуги по литью под давлением и другие услуги по литью гарантируют, что вы получите оптимальные конечные металлические детали с высокой производительностью и строгими проверками. Более того, мы предлагаем вам на выбор различные металлические материалы, предназначенные для изготовления высококачественных металлических деталей для вашей продукции.
Это все не то! Как только вы загрузите свой проект на нашу платформу, вы получите бесплатное предложение и анализ DFM.
Заключение
Чугун и сталь – два популярных металлических материала, используемых в производстве металлических деталей. Между литой сталью и чугуном мы предоставляем вам то, что вам нужно знать выше.
Существуют разные виды чугуна; Белый чугун, ковкий чугун, серый чугун, чугун с уплотненным графитом и ковкий чугун. Сталь также бывает разных типов; инструментальная сталь, нержавеющая сталь, 9Легированная сталь 0290 и углеродистая сталь . Эти типы металлов имеют различное применение и применение, и знание того, какой из них идеально подходит для вашего продукта, является первым шагом в правильном направлении.
Хотите купить металлические детали? RapidDirect — лучшее решение для вас. Благодаря быстрым онлайн-расценкам и бесплатному анализу DFM вы быстрее начнете производство.
Часто задаваемые вопросы
Что долговечнее сталь или чугун?
На этот вопрос нет однозначного ответа. Оба материала имеют разную прочность. В то время как чугун обладает прочностью на сжатие, сталь обладает большей прочностью на растяжение. Но в целом сталь более долговечна, чем чугун.
Ржавеет ли чугун?
Чугун, как и любой другой тип, ржавеет при чрезмерном воздействии влаги. Это особенно верно, если на чугуне нет обработки поверхности.
Как определить разницу между чугуном и сталью
Одним из способов определения этих металлов является использование абразивного круга. Отшлифуйте каждый металлический образец с помощью абразивного круга и посмотрите на цвет и рисунок искры. Важно отметить, что в то время как сталь испускает ярко-желтые искры, утюги производят оранжевые или красные искры.
Разница в свойствах чугуна и мягкой стали
Категория Прецизионные измерительные машины
26 марта 2016 г.
При выборе изделий из металла важно понимать свойства металла, из которого изготовлено изделие. Без понимания свойств металла, необходимого для вашего продукта или других приложений, вы не сможете получить наиболее подходящий для ваших конкретных нужд. Чугун и мягкая сталь являются обычно используемыми металлами. Однако они не могут быть взаимозаменяемы в том, что касается их приложений.
Давайте рассмотрим разницу в свойствах чугуна и низкоуглеродистой стали, чтобы лучше понять их характеристики.
Состав
Чугун – это сплав железа с содержанием углерода выше 2,11%, считается чугуном (тогда как в сталях содержание углерода ниже 2,11%). Содержание углерода в чугуне обычно колеблется от 2% до 4%. Самое примечательное в его структуре то, что чугун имеет включения графита на микроуровне. Мягкая сталь представляет собой сплав железа с углеродом, содержащий менее 0,25% углерода, что делает ее более пластичной и менее твердой, что делает ее непригодной для строительных работ.
Температура плавления
Чугун имеет более низкую температуру плавления (1200 0 C) по сравнению с температурой плавления мягкой стали, которая находится в диапазоне 1300 0 C и 1400 0 3 C.
Литейные свойства
С чугуном легче работать, когда речь идет о литье форм из материала. Из-за дополнительного углерода, присутствующего в чугуне, его расплавленная форма более жидкая, и это облегчает отливку материала в сложные формы. Это очень удобно для отливки крупных и тяжелых предметов. С мягкой сталью также легко работать, но литейные свойства чугуна выше.
Твердость
Чугун твердый и может быть закален путем нагревания и резкого охлаждения. Это делает его достаточно прочным. Мягкая сталь может быть закалена и отпущена с использованием соответствующих процессов.
Прочность
Прочность чугуна на сжатие 6,3 – 7,1 т/кв.см. Его предел прочности при растяжении составляет 1,26 – 1,57 т/кв.см. Прочность на сжатие низкоуглеродистой стали составляет 4,75 – 25,2 т/кв. см. Его предел прочности при растяжении составляет 5,51 – 11,02 т/кв. см. Это ясно показывает, что мягкая сталь является лучшим вариантом, чем чугун, когда речь идет о предельной прочности на растяжение. Однако чугун имеет лучшую прочность на сжатие, чем мягкая сталь. За счет этого он будет иметь большее сопротивление разрушению при сжатии. Это также делает его достаточно прочным и идеальным для использования в тяжелых условиях. На нем не будет легко проявляться признаки износа, и вы можете рассчитывать на долгосрочную работу чугуна.
Обрабатываемость
Пластичные материалы, такие как мягкая сталь, плохо поддаются механической обработке, потому что они пластически деформируются выше предела текучести и имеют тенденцию к образованию непрерывной стружки, которая пытается прилипнуть к образцу, тем самым снижая режущую способность.
Арматура А240 — класс А-I, гост, диаметры, сталь, характеристики
Арматура А240 — это гладкий металлический прут длинной от 3 до 12 метров (могут быть длиной меньше 3 метров по индивидуальному заказу) и диаметром 6-40 мм. Изготовление таких металлических изделий осуществляется по ГОСТу 5781-82, где прописаны все допустимые отклонения от геометрии и соответствующие составы сталей.
— К какому классу относится арматура а240?
Ответ: Согласно ГОСТу арматурная сталь а240 относится к классу A-I.
— По какому ГОСТу изготавливается этот класс арматуры?
Ответ: ГОСТ 5781-82, в данном госстандарте более подробно описаны характеристики, вес и диаметры.
Ответ: Номинальные диаметры гладких профилей по ГОСТ от 6 мм до 80 мм. На продажу Металлобазы закупают, на постоянной основе арматуру диаметром до 40 мм включительно.
— Из каких марок сталей изготавливается арматура?
Ответ: Ст3пс (полуспокойная), Ст3кп (кипящая) и Ст3сп (спокойная)
Арматура А240: расшифровка названия
Арматура А240 или арматурная сталь первого класса прочности (A-I), расшифровывается следующим образом:
А – горячекатаный прокат;
240 – предел текучести металла составляет 240 Н/мм2
Пример обозначения такой арматуры: 12-A-I (А240) ГОСТ 5781-82
Среди всего ассортимента металлопроката арматура класса А240 (классификация А1) является одним из самых востребованных и универсальных видов металлических прутьев, используемых для строительства и бытовых нужд. Это определяется улучшенными физико-химическими качествами, которые дают существенные преимущества:
Высокая устойчивость к коррозии, в том числе к воздействию активно химических веществ. Арматуру А1 можно применять в среде с хлором или природным газом.
Гибкость, прочность и устойчивость к механическим повреждениям позволяют использовать такие металлические стержни в любых условиях и каркасах любого типа.
Долговечность арматуры А240 обеспечивается составом, куда входят высококачественные легированные и углеродистые стали.
Особенности арматуры класса А1 (а240)
Производство. В зависимости от метража для изготовления арматуры А240 используются углеродистые стали марок Ст3пс, Ст3сп, Ст3кп. Метод горячей прокатки с дополнительным низкотемпературным отпуском позволяет создавать идеально ровные и гладкие изделия. Чтобы улучшить прочность прутьев на разрыв, удлинить или изменить размер также применяется метод холодного проката, когда стержни пропускают через специальные формы, фильеры.
Область применения. Арматура А240 чаще всего используется в качестве вспомогательных элементов во время вязки каркасов для железобетонных конструкций или для заготовки петлевых изделий в строительстве. Кроме того, такие прутья применяются для производства арматурных сеток и сварных каркасов разного назначения. Строительная арматура А1 также может использоваться для следующих задач:
Армирования полов, стен, перекрытий и любых других строительных конструкций.
В качестве заготовки для изготовления проката периодического профиля В500.
Для производства деталей автомобилей, поездов, судов и других механизмов.
Для изготовления закладных деталей (болтов, заклепок и аналогичных крепежей).
В качестве декоративных элементов, а также для индивидуальных строительных целей в быту и сельском хозяйстве (ограждения, навесные каркасы).
Поставка арматуры А240 происходит либо в прутьях пачками, либо в бухтах (мотках) если диаметр стержня не превышает 10 мм. Каждая поставка должна сопровождаться специальной документацией, где описаны технические характеристики металлических изделий.
Диаметры арматуры а240
Профили арматуры А240 различаются по своему номинальному диаметру и имеют каждый свою нумерацию от 6 до 80 мм:
Арматура гладкая, 12 мм в наличии по цене руб. за метр в Красноярске — Евраз Маркет
Арматура А240/А-I – гладкая арматура, относится к классу А-I, представляет собой металлический профиль, для изготовления которого используется легированная сталь с пониженным количеством углерода. Это единственная разновидность арматуры, которая не имеет рифления. Арматура А240 трактуется так: А — обозначает горячекатаный прокат, 240 – указывает на предел текучести металла и составляет 240 Н/мм2. Производится такая арматура методом горячей прокатки с дополнительным низкотемпературным отпуском, и именно благодаря этому достигается красивая ровная гладкая поверхность. Готовая арматура должна быть ровной, гладкой, без трещин и пятен, с правильной геометрией, не должно быть сколов и ржавчины.
Гладкая арматура часто используют в качестве соединительных прутов для вязки каркаса, удерживая основные стержни в нужных местах. В качестве такого дополнительного компонента ее используют во многих типах сооружений, в том числе подземных и водных. Арматура А240 обладает рядом преимуществ: надежность, особенности производства позволяют использовать ее для создания сложных конструкций, расположенных на наиболее ответственных участках, устойчивость к любым видам коррозии, устойчивость перед воздействием химических и биологических факторов, отличная гибкость, твердость и высокий уровень прочности, доступная стоимость и довольно широкий ассортимент.
Реализуется металлическая арматура либо в мотках, либо пачками в виде прутков.
Сталь Ст3сп — углеродистая сталь обыкновенного качества, степень раскисления стали- спокойная. Данная сталь по своим качествам считается универсальной и самой популярной. Материал достаточно пластичный и довольно легко подвергается обработке. Свойства стали дают возможность применять сварку, как автоматическую, так и ручную. Применяется для несущих элементов сварных и несварных конструкций и деталей, а также, при изготовлении листового и фасонного проката, является одной из самых востребованных в строительстве и промышленности.
Основные аналоги стали: сталь С255, С245.
Доставка и оплата
Доставка по адресу
Осуществляется на следующий день после оплаты или в указанную клиентом дату.
Способы оплаты при доставке:
Предоплата по счёту, предоплата картой в точках продаж, предоплата банковской картой онлайн, оплата картой при доставке заказа.
Самовывоз в Красноярске
Выбирайте удобное время самовывоза и забирайте металл на складе без очереди.
Офис или склад
Контакты
Адрес
Время работы
Склад в Красноярске на ул. Технологической
8 800 600 87 60
660111, г. Красноярск, ул. Технологическая, 8/2
пн. — пт. с 8:30 до 17:30 (перерыв с 12:00 до 13:00).
Заезд на погрузку до 16:30.
Склад в Красноярске на ул. Технологической Контакты 8 800 600 87 60
Адрес
660111, г. Красноярск, ул. Технологическая, 8/2
Время работы пн. — пт. с 8:30 до 17:30 (перерыв с 12:00 до 13:00).
Заезд на погрузку до 16:30.
Способы оплаты при самовывозе:
Предоплата по счёту, предоплата банковской картой онлайн, оплата картой в точках продаж при получении заказа.
Производитель резьбовых/резьбовых фланцев |
Резьбовые/резьбовые фланцы, производство и сверление на нашем заводе в Мумбаи экспортер фланцев, производство фланцев, производитель фланцев, продажа фланцев, кованые фланцы, фланцы для труб, стальные фланцы
Dynamic Forge & Fittings (I) P. Limited является широко известным производителем фитингов и фланцев. Dynamic Forge & Fittings (I) P. Limited производит фланцы, соответствующие всем международным стандартам качества, таким как DIN, EN1092-1, BS4504, ANSI, API, MSS, AWWA, UNI, JIS, SANS, ГОСТ, NFE, ISO, AS, NS и т. д. Мы производим 75lbs, 150lbs, 300lbs, 600lbs, 900lbs, 1500lbs, 2500lbs, PN6, PN10, PN16, PN25, PN40, PN63, PN64, PN100, ГОСТ 12820 и ГОСТ 12821, PN0.6MPA, PN1.0MPA, PN1.6MPA, PN2.5MPA, PN4.0MPA, SANS1123 или SABS1123, 600 кПа, 1000 кПа, 1600 кПа, 2500 кПа, 4000 кПа номиналы фланцев согласно применению или требованию клиента. Рейтинги фланцев с резьбой ASME/ANSI B16.5 очень важны для применения фланцев, правильный рейтинг фланцев обеспечит безопасность применения.
Dynamic Forge & Fittings (I) P. Limited специализируется на производстве фланцев высокого давления, большого диаметра, высокой текучести и специальных фланцев. Фланцы с резьбой ASME/ANSI B16.5 изготавливаются из стали высшего качества, такой как углеродистая сталь, легированная сталь, нержавеющая сталь 201/202, 304/304L, 310S, 316/316L, 317L, 321/321H, 347/347H, 904L. . Эти фланцы наиболее прочны и изготавливаются для труб разного размера. Большинство наших фланцев изготавливаются из кованой стали с ограниченным количеством обработанных прутков. Кованая конструкция обеспечивает более высокую прочность и долговечность, обеспечивая длительную работу в приложении.
Dynamic Forge & Fittings (I) P. Limited предлагает конкурентоспособные цены и дополнительное удобство на фланцевых принадлежностях, таких как фланцевые пакеты, прокладки, фланцевые соединители и фланцевые болты, а также многих других фланцевых принадлежностях, которые разработаны в соответствии с SAE J518 или превосходят его. и ISO 6162.
Вам нужны резьбовые трубные фланцы ASME/ANSI B16.5 или другие трубные фланцы, доставляемые вам по всему миру? Мы не только отправляем все наши фитинги и фланцы по всему миру, но и объединяем заказ для вас и доставляем его в ближайший к вам порт. Мы получили несколько заказов на фланцы с резьбой ASME/ANSI B16.5 из таких стран, как США, Канада, Чили, Бразилия, Великобритания, Италия, Бельгия, Франция, Португалия, Южная Африка, Нигерия, Объединенные Арабские Эмираты (ОАЭ), Бахрейн, Саудовская Аравия, Катар, Кувейт, Иордания, Малайзия, Таиланд, Сингапур, Индонезия, Судан, Казахстан, Австралия, Израиль, Кения, Россия, Тунис, Вьетнам, Колумбия, Шри-Ланка и др.
Фланцы с резьбой/резьбой | КОВАНЫЕ ФЛАНЦЫ SW | Фланце сварного шва с сокетом:
Стоичная сталь из нержавеющей стали/ прикрученные фланки
Угнеристовые стальные резьбы/ прикрученные фланки
СЛАГОВАЯ СТАЛЬНАЯ СТАЛЬНАЯ СТАЛЬНАЯ ФЛАНГЫ
ТРЕБОВАЯ ИСПРАВЛЕНИЯ ИСПРАВЛЕНИЯ.
ASME / ANSI B16.5 Фланцы с резьбой последняя цена и спецификация
Цена: 0,2–10 долл. США / шт.
Размер: от 1/2″ (15 NB) до 48″ (1200NB)
Стандарты: A и ANSI B16.16, ANSI B16.16, 40007. B, MSS SP44, ASA, API-605, AWWA, пользовательские чертежи
Номинальные значения давления: класс 150, класс 300, класс 400, класс 600, класс 900, класс 1500, класс 2500 | PN6, PN10, PN16, PN25, PN40, PN64 и т. д.
Сертификат испытаний производителя в соответствии с EN 10204 / 3.1B, сертификат сырья % Отчет о радиографических испытаниях, отчет о проверке третьей стороны в соответствии со спецификацией клиента.
Dynamic Forge & Fittings (I) P. Limited также предлагает свою продукцию с проверкой третьей стороной. Инспекционное агентство может быть назначено клиентами, или Dynamic Forge & Fittings может быть организовано TPI всемирно известными агентствами, такими как Bureau Veritas, DNV, LLOYDS, ICB и многими другими.
Упаковка и транспортировка:
Фланцы с резьбой/резьбой, упаковка
Dynamic Forge & Fittings (I) P. Limited особое внимание уделяется упаковке, чтобы гарантировать отсутствие повреждений при транспортировке фланцев с резьбой ASME/ANSI B16.5. Резьбовые трубные фланцы ASME/ANSI B16.5 упакованы в деревянные коробки из гофрированного картона, завернутые в пузырчатую пленку, и отмечены классом, номером партии, размером, степенью и торговой маркой Dynamic Forge & Fittings . Вы также можете связаться с нами для индивидуальной маркировки.
Резьбовые трубные фланцы ASME/ ANSI B16.5 Материалы изготовления:
Таблица D. Таблица E. Таблица F. Таблица H. Таблица J. Таблица K. Таблица R. Таблица S. Таблица T.
Типичное обозначение класса нержавеющей стали 18/8:
ASTM
БС
ДИН
ЕВРОНОРМ
304
304С15
X5 Хром-никель 18 10
1.4301
304л
304S11
X2 Cr Ni 18 9
1.4307
316
316S31
X5 Cr Ni Mo 17 12 2
1.4401
316л
316S11
X2 Cr Ni Mo 17 13 2
1.4404
321
321С31
X6 Cr Ni 18 10
1.4541
316Ти
320С31
X6 Cr Ni Mo Ti 17 12 2
1.4571
СМО
254СМО
X1 Cr Ni Mo Cu N 20 18 7
1.4547
Фланцы с резьбой/резьбой Размеры:
Размеры фланцев с резьбой ANSI ASME B16. 5 Размеры фланцев с резьбой ANSI ASME B16.5, класс 150 Размеры фланцев с резьбой ANSI ASME B16.5, класс 300 Размеры фланцев с резьбой ANSI ASME B16.5, класс 400 6 9 Размеры фланцев с резьбой AS1ME11 .5 Размеры резьбовых фланцев класса 600 Размеры резьбовых фланцев ANSI ASME B16.5 класса 900 Размеры резьбовых фланцев ANSI ASME B16.5 класса 1500 Размеры резьбовых фланцев ANSI ASME B16.5 класса 2500
Dynamic Forge & Fittings (I) P. Ограниченная внутренняя сеть:
Мумбаи, Ахмадабад, Ченнаи, Дели, Бангалор
У нас также есть торговый представитель в Хайдарабаде, Калькутте, Сурате, Пуне, Нагпуре, Индоре, Тане. , Бхопал, Вишакхапатнам, Вадодра, Нашик, Фаридабад, Раджкот, Аурангабад, Ранчи, Коимбатур, Райпур, Майсур, Бхубанешвар, Салем, Бхилаи, Бхиванди, Биканер, Мангалор, Кочи (Кочин), Бхавнагар, Тирупур, Анклешвар, Ассам, Силигури, Тамил Наду, Махараштра, Джайпур, Джабалпур, Вишакапатнам, Шолапур, Давангере, Нью-Дели, Какинада, Белагава, Удайпур, Гувахати, Лудхиана
Специализируется на производстве фланцев с резьбой / резьбой из нержавеющей стали, фланца ansi, фланца ASTM A105n, фланца класса 150, фланца класса 1500, фланца класса 2500, фланца класса 300, фланца класса 600, фланца rtj, фланца с резьбой / резьбы, фланца wnrf, плоского фланца, скольжения.
на фланцы с выступом (SORF), фланцы с приварным выступом (WNRF), фланцы с приварным выступом (SWRF), глухие фланцы (BLRF), Gewinderohr Flansch, DİŞLİ BORU Flanş, Tuyau fileté Bride, Фланец резьбовой трубы, الخيوط شفة الأنا
ASME Производство и сверление фланцев в нашей мастерской
Американское общество инженеров-механиков (ASME) является профессиональной ассоциацией. Фланцы ASME изготавливаются в соответствии со стандартами ASME B16.5 или ASME B16.47 и имеют обработанные поверхности. B16.5 относится к номинальным размерам труб (NPS) от 1/2 до 24. B16.47 охватывает номинальные размеры труб от 26 до 60. В каждой спецификации фланцы подразделяются на классы 150, 300, 400, 600, 9.00, 1500 и 2500 для B16.5. B16.47 разделяет фланцы на классы 75, 150, 300, 400, 600, 900. , фланцы конкурентоспособные цены, экспортер фланцев, изготовление фланцев, производитель фланцев, продажа фланцев, кованые фланцы, фланцы для труб, стальные фланцы
Dynamic Forge & Fittings (I) P. Limited является высоко оцененным производителем фитингов и фланцев. Dynamic Forge & Fittings (I) P. Limited производит фланцы, соответствующие всем международным стандартам качества, таким как DIN, EN1092-1, BS4504, ANSI, API, MSS, AWWA, UNI, JIS, SANS, ГОСТ, NFE, ISO, AS, NS и т.д. Мы производим 75lbs, 150lbs, 300lbs, 600lbs, 900lbs, 1500lbs, 2500lbs, PN6, PN10, PN16, PN25, PN40, PN63, PN64, PN100, ГОСТ 12820 и ГОСТ 12821, PN0.6MPA, PN1.0MPA, PN1.6MPA, PN2.5MPA, PN4.0MPA, SANS1123 или SABS1123, 600 кПа, 1000 кПа, 1600 кПа, 2500 кПа, 4000 кПа номиналы фланцев согласно применению или требованию клиента. Рейтинг фланцев ASME очень важен для применения фланцев, правильный рейтинг фланцев обеспечит безопасность приложения.
Dynamic Forge & Fittings (I) P. Limited специализируется на производстве фланцев высокого давления, большого диаметра, высокой текучести и специальных фланцев. Фланцы ASME изготавливаются с использованием высококачественной стали, такой как углеродистая сталь, легированная сталь, нержавеющая сталь 201/202, 304/304L, 310S, 316/316L, 317L, 321/321H, 347/347H, 904L. Эти фланцы наиболее надежны и изготавливаются, чтобы соответствовать разным размерам труб. Большинство наших фланцев изготавливаются из кованой стали с ограниченным количеством обработанных прутков. Кованая конструкция обеспечивает более высокую прочность и долговечность, обеспечивая длительную работу в приложении.
Dynamic Forge & Fittings (I) P. Limited предлагает конкурентоспособные цены и дополнительное удобство для фланцевых принадлежностей, таких как фланцевые пакеты, прокладки, фланцевые соединители и фланцевые болты, а также многих других фланцевых принадлежностей, которые соответствуют или превосходят SAE J518. и ISO 6162.
Вам нужны фланцы ASME или другие трубные фланцы, доставляемые вам по всему миру? Мы не только отправляем все наши фитинги и фланцы по всему миру, но и объединяем заказ для вас и доставляем его в ближайший к вам порт. Мы получили несколько заказов фланцев ASME из таких стран, как США, Канада, Чили, Бразилия, Великобритания, Италия, Бельгия, Франция, Португалия, Южная Африка, Нигерия, Объединенные Арабские Эмираты (ОАЭ), Бахрейн, Саудовская Аравия, Катар, Кувейт, Иордания, Малайзия, Таиланд, Сингапур, Индонезия, Судан, Казахстан, Австралия, Израиль, Кения, Россия, Тунис, Вьетнам, Колумбия, Шри-Ланка и др.
Если вы хотите отправить вам следующий запрос на фланцы ASME для Dynamic Forge & Fittings (I) P. Limited, , пожалуйста, отправьте нам электронное письмо.
Излишки фитингов для труб в
Dynamic Forge & Fittings
Фитинги для труб
Фитинги для сварки встык
Кованые фитинги
Фитинги под сварку враструб
Резьбовые фитинги
Фланец
Фланцы ASME, кованые фланцы, кованые фланцы из нержавеющей стали,
Carbon Steel Forged Flanges:
Stainless Steel ASME Flanges
Carbon Steel ASME Flanges
Alloy Steel ASME Flanges
ASME Flanges & Fittings trade exhibition in Singapore
Номинальные значения давления: Класс 150, Класс 300, Класс 400, Класс 600, Класс 900, класс 1500, класс 2500 | PN6, PN10, PN16, PN25, PN40, PN64 и т. д.
Сертификат испытаний производителя в соответствии с EN 10204 / 3.1B, сертификат сырья, отчет о радиографических испытаниях 100%, отчет о проверке третьей стороной в соответствии со спецификацией клиента.
Dynamic Forge & Fittings (I) P. Limited также предлагает свою продукцию с проверкой третьей стороной. Инспекционное агентство может быть назначено клиентами, или Dynamic Forge & Fittings может быть организовано TPI всемирно известными агентствами, такими как Bureau Veritas, DNV, LLOYDS, ICB и многими другими.
Упаковка и отгрузка:
Упаковка фланцев ASME
Dynamic Forge & Fittings (I) P. Limited Особое внимание уделяется упаковке, чтобы гарантировать отсутствие повреждений фланцев ASME во время транспортировки. Фланцы ASME упакованы в деревянные коробки из гофрированного картона, обернутые в пузырчатую пленку, и имеют маркировку класса, номера партии, размера, степени и 9.0007 Dynamic Forge & Fittings Торговая марка. Вы также можете связаться с нами для индивидуальной маркировки.
Клапаны двигателя: конструктивные особенности и назначение
Клапанный механизм – это основной исполнительный компонент ГРМ (газораспределительный механизм) современного двигателя внутреннего сгорания (ДВС). Именно этот узел отвечает за безупречно точную работу мотора и обеспечивает в процессе работы:
своевременную подачу подготовленной топливовоздушной смеси в камеры сгорания цилиндров;
последующий отвод выхлопных газов.
Клапаны – ключевые детали механизма, которые должны гарантировать полную герметизацию камеры сгорания при воспламенении в ней топлива. Во время работы мотора они испытывают постоянно высокую нагрузку. Вот почему к процессу их изготовления, а также особенностям конструкции, регулировкам и непосредственно самой работе клапанов ДВС предъявляются жесткие требования.
Общее устройство
Для нормальной работы двигателя в конструкции газораспределительного механизма предусмотрена установка двух типов клапанов: впускных и выпускных. Первые отвечают за пропуск в камеру сгорания топливовоздушной смеси, вторые – за отвод отработанных газов.
Клапанная группа (одновременно является оконечным элементом системы ГРМ) включает в себя основные детали:
стальная пружина;
устройство (механизм) для крепления возвратного механизма;
втулка, направляющая движение;
посадочное седло.
Эксперты MotorPage.Ru обращают внимание автовладельцев на тот факт, что именно сопряжение «седло-клапан» при работе мотора подвергается самой высокой степени воздействия экстремальных температур и разнонаправленным (вверх, вниз, в стороны) механическим нагрузкам.
Кроме того, из-за скоростной работы образуется недостаточное количество смазки. В результате – интенсивный износ и необходимость проведения ремонта двигателя, замены и установки новых деталей ГРМ с последующей регулировкой зазоров.
К каждой паре и группе клапанов предъявляются следующие требования:
минимально возможный вес;
антикоррозийная устойчивость;
безупречная теплоотдача клапана;
устойчивость к высоким температурам;
герметичность работы при контакте с седлом;
повышенная механическая прочность и жесткость одновременно;
отличный показатель стойкости к механическим и ударным нагрузкам;
максимальный уровень обтекаемости при поступлении рабочей смеси в камеру сгорания и выпуске отработанных газов.
Конструктивные особенности
Главное предназначение клапана – своевременное открывание и закрывание технологических отверстий в блоке цилиндров для выпуска отработанных газов и впуска очередной порции топливовоздушной смеси.
В процессе работы двигателя основание выпускного клапана нагревается до высоких температур. У бензиновых моторов этот параметр достигает 800 — 900°С, у дизельных силовых агрегатов – 500 — 700°С. Впускные работают при температуре порядка 300°С.
Чтобы обеспечить необходимый уровень устойчивости к таким нагрузкам, для изготовления выпускных клапанов используют специальные жаропрочные сплавы и материалы, содержащие большое количество легирующих присадок.
Конструктивно деталь состоит из двух частей:
головка, изготавливаемая из материала, устойчивого к экстремальным нагревам;
стержень из высококачественной легированной углеродистой стали.
Для защиты от коррозии поверхность выпускных клапанов в местах контакта с цилиндром покрывается специальным сплавом толщиной 1,5 – 2,5 мм.
К впускным клапанам требования не столь жесткие, поскольку в процессе работы двигателя они охлаждаются свежей топливовоздушной смесью. Для изготовления стержней используются низколегированные марки сплавов с повышенными параметрами прочности, а тарелки делают из жаропрочных сталей.
Требования к изготовлению пружин и втулок
Пружины. В системе ГРМ эта деталь работает в условиях экстремально высоких температурных и механических нагрузок. Задача – обеспечить плотный и надежный контакт между клапаном и седлом в момент их стыковки.
Нередко в процессе работы пружины ломаются, испытывая повышенные нагрузки, зачастую это происходит по причине вхождения ее в резонанс. Как отмечают эксперты Моторпейдж, риск подобных неисправностей гораздо ниже при использовании пружин с переменным шагом витков. Также достаточно эффективны конические или двойные (усиленные) модели.
Пружины для клапанов изготавливают из специальной легированной стальной проволоки. Ее закаляют и подвергают отпуску (технологические операции, используемые в металлургическом производстве). Защиту от коррозии обеспечивает дополнительная обработка оксидом цинка или кадмия.
Втулки. Обеспечивают отвод излишков тепловой энергии от стержня клапана, а также его перемещение в заданной (возвратно-поступательной) плоскости. Эти направляющие элементы системы постоянно омываются раскаленными парами и отработанными выхлопными газами. Функционируют также в условиях экстремальных температур.
Потому к материалу изготовления втулок тоже предъявляются высокие требования – хорошая износоустойчивость, стойкость к максимально допустимым температурам и трению. Данным запросам соответствуют некоторые виды чугуна, алюминиевая бронза, высокопрочная керамика. Именно эти материалы и используются для производства втулок.
Это деталь двигателя и одновременно крайнее звено газораспределительного механизма. Клапанная группа включает в себя: пружину, направляющую втулку, седло, механизм крепления пружины. Все эти детали работают в тяжёлых механических и тепловых условиях, испытывая колоссальные нагрузки.
Сопряжение седло-клапан, подвергается наибольшему воздействию высоких температур и ударных нагрузок. Кроме того, детали постоянно испытывают недостаток в смазке по причине высоких скоростей работы. Это вызывает их интенсивный износ.
Требования, предъявляемые к группе:
Герметичность работы клапана в сопряжении с седлом;
Высокий коэффициент обтекаемости, при входе и выходе рабочей смеси из камеры сгорания;
Небольшой вес деталей группы;
Детали должны быть высокопрочными и одновременно жёсткими;
Стойкость к высоким температурам;
Эффективная теплоотдача клапанов;
Высокое сопротивление механическим и ударным нагрузкам;
Противодействие коррозии.
Назначение и особенности устройства
Назначение клапана, открывать и закрывать отверстия в головке блока цилиндров для выпуска отработанных газов либо впуска новой рабочей смеси. К основным элементам детали относятся головка и стержень. Переход от стержня к головке служит для плавного отвода газов, чем он плавней, тем лучше будет наполнение, либо очистка камеры сгорания.
Отработанные газы, выходя из камеры сгорания, создают сильное избыточное давление, а чем меньше площадь тарелки клапана, тем меньшие нагрузки он испытывает, вот почему выпускной клапан двигателя делается меньшего диаметра, а требования к нему выше. Так, при работе, головка выпускного клапана нагревается до 800-900.°С на бензиновых двигателях и до 500-700°С на дизельных моторах, впускной, нагревается до 300°С.
Именно по этим причинам при изготовлении выпускных клапанов нужны сплавы и материалы, обладающие повышенной жаропрочностью и содержащие большое количество легирующих присадок. Клапана делают из 2-х частей: головку из жаростойкого материала, стержень из углеродистой стали. Для изготовления клапана ДВС эти заготовки сваривают и шлифуют.
Выпускные клапана, в месте контакта с цилиндром, покрывают твёрдым сплавом. Толщина сплава порядка 1,5-2,5 мм. Такое покрытие позволяет избежать коррозии.
По причине меньших нагрузок при изготовлении впускных клапанов используют хромистые или хромоникелевые стали со средним содержанием углерода. При вводе рабочей жидкости в камеру сгорания, топливо отводит часть температуры от клапана и его составляющих, из-за чего температурные перепады у него ниже.
На эффективность работы клапана большое влияние оказывает его форма. Чем более она обтекаемая, тем выше скорость входящего или выходящего заряда смеси. Чаще всего головку клапана делают плоской, для облегчения изготовления детали, удешевления её производства и сохранения жёсткости.
Однако, в двигателях, испытывающих повышенные нагрузки, например, форсированных, в связи со спецификой самого двигателя применяют впускные клапана с вогнутыми головками. Такое устройство уменьшает массу детали и инерционную силу, возникающую при работе.
Стыковка клапана с седлом осуществляется по тонкому ободку на поверхности головки цилиндров — фаске. Стандартный угол наклона фаски впускных клапанов составляет 45°, у выпускных 45° или 30°. При изготовлении головок цилиндра фаски шлифуют, а затем, при установке клапана, каждый притирают к седлу. Ширина ободка должна быть не менее 0,8мм.
Ободок не должен прерываться по всему периметру окружности тарелки клапана. Сочленение между клапаном и седлом нужно уплотнить наверняка, вот зачем угол фаски клапана, по наружной стороне фаски, делают меньше угла седла на 0,5-1°.
В некоторых двигателях, для большей сохранности изделия, применяют устройство принудительного вращения клапана. В процессе работы на фасках откладывается нагар, нарушается уплотнение, появляются механические повреждения, это резко снижает эффективность работы мотора. Проворачиваясь, клапан ДВС распределяет нагрузку равномерно по всей поверхности фаски и принудительно очищает ее.
После фаски головки, у клапана имеется специальный поясок, в виде цилиндра. Эта конструктивная особенность позволяет уберечь его от перегрева и обгорания, а так же делает головку более жёсткой. Кроме того, при притирке, диаметр клапана остаётся прежним.
Пружинное стопорное кольцо предотвращает падение клапана в камеру сгорания двигателя, в случае, если элементы крепления хвостовика поломаются.
При соприкосновении с кулачком распределительного вала, или коромыслом, торцы клапана подвергаются большим нагрузкам. Поэтому для предания им жёсткости и износостойкости, их закаливают, или надевают на них специальные колпачки из высокопрочных сплавов.
Впускные клапана снабжают специальными резиновыми маслосъёмными колпачками, для предотвращения попадания через зазор масла в камеру сгорания в период такта впуска.
Выпускные клапана, работая в экстремальных температурных режимах, могут заклинить в отверстии направляющей втулки. Что бы этого не произошло, их стержни делают меньшего диаметра вблизи головки, по сравнению с поверхностью на остальной длине.
Сухарики, удерживающие клапанные пружины, держатся за сам клапан при помощи крепления, обеспеченного выточками.
Диаметр стержня выпускных клапанов больше диаметра стержня впускных, головка клапана — меньше. Такой конструктивный приём позволяет отвести от клапана больше тепла и понизить его температуру. Однако этот приём увеличивает сопротивление потока газов, делая очистку камеры сгорания менее эффективной. При расчётах, этот параметр сложно узнать, поэтому им пренебрегают, считая давление при выпуске большим, чем давление при впуске, что компенсирует недостаток с лихвой.
Для увеличения эффекта охлаждения выпускного клапана внутри его делают пустотелым. Пустое пространство заполняют металлом с низкой температурой плавления, обычно жидким натрием. Нагреваясь от головки клапана, пары жидкого натрия поднимаются в верхнюю, боле холодную часть, забирая большую часть тепла с собой. Там они соприкасаются с менее нагретой частью стержня и отдают тепло ей.
Пружины клапана
Пружина работает в условиях больших нагрузок. Основная её задача заключается в создании надёжной и плотной стыковки клапана и седла. Испытывая нагрузки, пружина может сломаться, зачастую это происходит по причине вхождения её в резонанс. С целью предотвращения этого явления, витки пружины делают с переменным шагом.
Так же можно изготовить коническую или двойную пружину. Двойные пружины обладают дополнительным плюсом, так как наличие двух деталей повышает надёжность механизма и уменьшает общий размер пружин.
Дабы исключить возможность резонанса в двойной пружине, направление витков внутренней и внешней пружин делают разными. Так же это позволяет удержать обломки детали, в случае поломки пружины, осколки задержатся между витками.
Пружины для клапанов изготавливают из проволоки, материал которой — сталь. После придания формы, изделие закаляют и подвергают отпуску. Для повышения прочности, обдувают воздухом с добавлением абразивного материала.
Что бы избежать коррозии, пружины обрабатывают оксидом цинка или кадмия. Концы пружин шлифуют и придают им плоскую форму. Это делается для более эффективной фиксации торцов пружин со специальными неподвижными тарелками в блоке цилиндров. Тарелки изготавливают из стали с низким содержанием углерода, верхнюю тарелку фиксируют на клапане при помощи сухарика.
Втулки клапанов и их направляющие
Отвод тепла от стержня клапана и его перемещение в возвратно поступательной плоскости обеспечивают направляющие втулки. В процессе работы сами втулки подвергаются воздействию высоких температур, омываясь горячими отработанными газами. При возвратно поступательном движении клапана между ним и поверхностью втулки возникает трение. Если смазки поступает не достаточно, то трение идёт практически на сухую.
Именно по этой причине к материалу втулок применяют ряд требований, таких, как: стойкость к износу, высоким температурам, трению. Некоторые составы чугуна, алюминиевая бронза, керамика обладают всеми свойствами, необходимыми для создания детали, удовлетворяющей таким требованиям.
Для впускных клапанов, в связи с разницей в температуре нагрева, зазоры между направляющей втулкой и стержнем делаются меньше. Нижнюю часть втулки делают под конус для предотвращения заклинивания клапана.
Выточки под клапана (седла)
Долговечность и правильная работа двигателя внутреннего сгорания напрямую зависят от качества изготовления выточки под клапана. При неправильной стыковке клапана и седла не будет обеспечиваться должная герметичность камеры сгорания, и скорый выход мотора из строя неизбежен. Седла изготавливают непосредственно в головке цилиндра, в данном случае речь идёт о чугунных головках. Либо делают их вставными, из стали, например, в алюминиевых головках.
Вставные седла удерживаются в головке путём запрессовки, или развальцовки.
Количество клапанов в двигателе
Когда речь заходит о клапанах, многие задаются вопросом: «сколько клапанов в двигателе должно быть?» Однозначного ответа нет, определить чёткое количество можно только изучив конструктивные особенности мотора. Учитывая, что в четырёхтактной силовой установке клапан осуществляет такты впуска и выпуска, значит минимальное количество на один цилиндр — два, один впускной и один выпускной.
Современные силовые установки наиболее часто используют конструкцию с четырьмя клапанами (двух впускных и двух выпускных) на каждый цилиндр. При открытии клапана в образовавшееся отверстие происходит заброс топливной смеси, или выход отработанных газов. Чем больше отверстие, тем эффективней будет наполнение или очистка. Соответственно коэффициент полезного действия мотора так же увеличится.
Увеличить отверстие за счёт увеличения тарелки клапана нельзя, поскольку её размер ограничен размером камеры сгорания. Поэтому для улучшения качества смесеобразования устанавливают большее количество клапанов на один цилиндр.
Встречаются схемы, в которых применяются два, три, и даже пять клапанов на цилиндр. Учитывая, что процесс наполнения более важен для работы двигателя, количество впускных клапанов в нечётных схемах всегда больше.
Клапаны 101: Типы клапанов, размеры, стандарты и многое другое
Что такое клапаны и как они работают?
В своей основе клапаны представляют собой устройства, предназначенные для управления, регулирования или направления потока в системе или процессе.
Они часто обладают рядом характеристик, которые помогают определить их идеальное применение.
Однако, если вы хотите контролировать поток, обеспечивать безопасность в системе, которая перекачивает жидкости, твердые вещества, газы или что-то среднее между ними, скорее всего, вам помогут клапаны из нержавеющей стали.
Клапаны выполняют несколько функций, в том числе:
Запуск или остановка потока в зависимости от состояния клапана
Регулирование потока и давления в системе трубопроводов
Управление направлением потока в системе трубопроводов трубопроводная система
Повышение безопасности за счет сброса давления или вакуума в трубопроводной системе
Объяснение методов открытия клапана
Хотя многие клапаны выполняют схожие задачи, механические способы их достижения могут различаться.
То, как клапан открывается и закрывается, не только влияет на общую производительность, но также определяет степень контроля над потоком и скорость работы клапана.
Большинство клапанов относятся к одной из трех категорий:
Многооборотные клапаны: Думайте об этих клапанах как о винте или поршне. Вы проворачиваете рукоятку, и заглушка, пластина, мембрана или другое препятствие перемещается на пути трубы, блокируя доступ. В зависимости от клапана эти могут иметь более высокие или более низкие дифференциалы, что позволяет открывать или закрывать их с различной скоростью.
Четвертьоборотные клапаны: Четвертьоборотные клапаны обеспечивают полный диапазон движения при повороте рукоятки на 90 градусов. Это делает их идеальными для ситуаций, когда точность не так важна, как быстрота действия и простота открытия или закрытия.
Помимо механического движения, связанного с клапаном, также учитывайте способ приведения в действие. В большинстве случаев клапаны относятся к одной из трех категорий:
Ручные клапаны: Эти клапаны обычно регулируются вручную, для приведения в действие используются маховики, ручные уровни, зубчатые колеса или цепи.
Клапаны с приводом: Часто подключаемые к электродвигателям, пневматическим или пневматическим системам, гидравлическим системам или соленоидам, эти клапаны обеспечивают дистанционное управление и автоматизацию для высокоточных или крупномасштабных приложений.
Автоматические клапаны: Некоторые клапаны срабатывают при выполнении определенных условий потока. Примеры включают закрытие обратных клапанов во время обратного потока или срабатывание клапанов сброса давления при обнаружении состояния избыточного давления.
Распространенные типы клапанов и их применение
Клапаны имеют ряд характеристик, стандартов и групп, которые помогут вам получить представление об их предполагаемом применении и ожидаемой производительности. Конструкции клапанов являются одним из основных способов сортировки огромного ассортимента доступных клапанов и поиска хорошо подходит для проекта или процесса.
К распространенным типам клапанов относятся:
Шаровой кран
Эти клапаны в основном оснащены быстродействующими поворотными рукоятками на 90 градусов. Обычно операторы считают, что они быстрее и проще в эксплуатации, чем задвижки.
Поворотный затвор
Благодаря своей компактной конструкции поворотный поворотный затвор представляет собой быстродействующий поворотный клапан, идеально подходящий для ограниченного пространства благодаря своей межфланцевой конструкции. Корпуса дисковых затворов предлагаются во многих различных конфигурациях.
Обратный клапан
Используемые для предотвращения обратного потока, эти клапаны обычно активируются автоматически, что позволяет клапану автоматически открываться, когда среда проходит через клапан в заданном направлении, и закрываться, если поток движется в обратном направлении.
Задвижка
Как один из наиболее распространенных типов задвижек, задвижки используют линейное движение для запуска и остановки потока. Обычно они не используются для регулирования потока. Вместо этого они используются в полностью открытом или закрытом положениях.
Ножевая задвижка
Ножевая задвижка, обычно используемая для регулирования потока сред, содержащих твердые частицы, имеет тонкую заслонку, управляемую линейным движением, которая может прорезать материалы и создавать уплотнение.
Хотя эти клапаны не подходят для работы с высоким давлением, они идеально подходят для использования со смазкой, маслами, бумажной массой, шламом, сточными водами и другими средами, которые могут препятствовать работе клапанов других типов.
Запорный клапан
Запорный клапан обычно применяется в операциях плавного регулирования. Обычно доступны три типа корпуса: T-образный (как показано выше), Y-образный и угловой.
Игольчатый клапан
Обычно используемые в трубопроводных системах малого диаметра, когда требуется точный и точный контроль потока, игольчатые клапаны получили свое название от точки на коническом диске, используемом внутри.
Пережимной клапан
Пережимные клапаны, часто используемые для работы с твердыми материалами, суспензиями и жидкостями с взвешенными частицами, используют линейное движение. Обычно пережимные клапаны имеют внутреннюю втулку для изоляции среды.
Пробковый клапан
Используя быстродействующую рукоятку четвертьоборотного клапана, эти клапаны регулируют поток с помощью конических или цилиндрических затворов. Они обеспечивают одни из лучших характеристик, когда необходима герметичная отсечка, и надежны в условиях высокого давления или высокой температуры.
Клапан сброса давления
Используемые для повышения безопасности, эти клапаны имеют пружинную автоматику и помогают восстановить требуемое давление в системе во время избыточного давления.
Вы также можете увидеть клапаны, классифицированные по функциям, а не по конструкции.
Общие функциональные обозначения и их общие типы конструкции включают:
Предохранительные клапаны: Клапаны сброса давления и вакуумные предохранительные клапаны
Невозвратные клапаны: Поворотные обратные и подъемные обратные клапаны
Клапаны специального назначения: Многоходовые, поплавковые, донные, шиберные и линейные глухие клапаны
Объяснение размеров клапана: Поддержание потока
Хотя клапаны могут занимать небольшую часть вашего трубопроводного процесса или системы с точки зрения занимаемой площади, они часто составляют значительную часть бюджета проектирования и строительства. Они также оказывают значительное влияние на долгосрочные затраты и общую производительность системы.
Выбор правильного размера клапана важен как для оптимизации затрат, так и для обеспечения безопасной, точной и надежной работы.
Первое, на что следует обратить внимание, это общий размер клапана — как с точки зрения физических размеров, так и с точки зрения внутреннего размера и скорости потока (CV).
Выбор клапана, который не соответствует требуемому пространству, может привести к дополнительным затратам. Выбор клапана, который не обеспечивает идеальной скорости потока, может привести как минимум к неточному регулированию потока, а в худшем – к полному отказу системы.
Например, если ваш клапан слишком мал, это может привести к уменьшению расхода на выходе при одновременном создании противодавления на входе. Если клапан слишком большой, вы обнаружите, что управление потоком резко снижается по мере того, как вы переходите от полностью открытого или полностью закрытого положения.
При выборе правильного размера убедитесь, что диаметр соединителя и общий расход клапана соответствуют вашим потребностям. Некоторые клапаны обеспечивают отличный поток, в то время как другие сужают поток и повышают давление.
Это означает, что иногда для регулировки расхода необходимо установить клапан большего размера, чем может подразумевать только диаметр адаптера.
Торцевые соединения клапанов: ключ к хорошей посадке и правильной работе
Поскольку размеры и конструкция не имеют значения, важно также учитывать торцевые соединения клапанов.
Общие типы концов клапанов. Источник: Unified Alloys
Хотя наиболее очевидным следствием здесь является выбор концевого соединения, совместимого с вашим трубопроводом, существуют также функциональные характеристики обычных типов концов, которые могут сделать один клапан более подходящим для ваших нужд, чем другой.
Общие соединения и концы клапана включают:
В винтовых или резьбе: часто используются в приборовых соединениях или точках образца
Фланцевые: Наиболее распространенные концы для использования трубопровода
. Обычно используется в условиях высокого давления или высоких температур
Приварной враструб: Обычно используется на трубопроводах малого диаметра, где резьбовые соединения не допускаются
Бесфланец и проушина: Часто используется для компактных клапанов, устанавливаемых в системах с ограниченным пространством
Материалы клапана: обеспечение безопасности и долговечной работы
критически важный аспект в обеспечении безопасной эксплуатации и снижении затрат на техническое обслуживание и замену в течение всего срока эксплуатации.
Клапаны из нержавеющей стали отлично подходят для различных производственных сред, в том числе с агрессивными средами (такими как химические вещества, соленая вода и кислоты), средами со строгими санитарными стандартами (такими как производство продуктов питания и напитков). и фармацевтика), а также процессы, связанные с высоким давлением или высокими температурами.
Однако, если вы перерабатываете растворители, топливо или летучие органические соединения (ЛОС), выбор материала клапана из негорючего материала, такого как латунь, бронза, медь или даже пластик, часто является лучшим вариантом. . Помимо правильного выбора материал корпуса, внутренние (смачиваемые) детали отделки также должны быть оценены на химическую совместимость. Если ваш клапан содержит эластомеры, их также следует оценить на химическую совместимость, а также ограничения по давлению и температуре.
Стандарты на клапаны: соответствие требованиям и нормативным требованиям
В зависимости от предполагаемого использования вы можете обнаружить, что клапаны должны соответствовать определенным стандартам, чтобы соответствовать нормативным требованиям безопасности, санитарии или другим требованиям.
Несмотря на то, что существует слишком много организаций по стандартизации и потенциальных правил, чтобы их можно было подробно охватить, общие организации по общим стандартам включают:
CSA Group (CSA)
Американское общество инженеров-механиков (ASME)
Американский национальный институт стандартов (ANSI)
Американское общество по испытанию материалов (ASTM International)
Общество стандартизации производителей (MSS)
Международная организация по стандартизации (ISO)
Организация общественного здравоохранения и безопасности (NSF)
NACE International (NACE)
Американский институт нефти (API)
Американская ассоциация водопроводных сооружений (AWWA)
Также необходимо учитывать отраслевые стандарты.
Major standards organizations by industry include:
ASHRAE Valve Standards
ASME BPVC Valve Standards
ASSE Valve Standards
ISA Valve Standards
NFPA Valve Standards
SAE Valve Standards
Final Thoughts
Выбор подходящего клапана для вашего проекта может показаться сложным. Однако, начав с общих характеристик, таких как конструкция клапана , размер клапана и способ срабатывания — вы можете быстро ограничить свои возможности для определения лучшие клапаны для ваших нужд.
Независимо от того, проектируете ли вы новую технологическую систему или хотите модернизировать или обслуживать существующую систему, выбор клапанов и фитингов Unified Alloys поможет вам найти идеальное решение для вашего применения и условий использования. Являясь ведущим поставщиком сплавов из нержавеющей стали, клапанов, фланцев и многого другого, наши специалисты уже более 40 лет помогают предприятиям промышленности в Канаде и Северной Америке. Нужна помощь или есть вопрос? Свяжитесь с нами для индивидуальной помощи.
Руководство по клапанам. Клапаны представляют собой механические устройства, которые регулируют поток и давление в системе или процессе.
Клапаны представляют собой механические устройства, которые регулируют поток и давление в системе или процессе. Они являются важными компонентами трубопроводной системы, по которой транспортируются жидкости, газы, пары, суспензии и т. д.
Доступны различные типы клапанов.. запорный, шаровой, пробковый, шаровой, двустворчатый, обратный, диафрагменный, пережимной, предохранительный, регулирующий клапаны и т. д. Каждый из этих типов имеет ряд моделей, каждая из которых имеет различные характеристики и функциональные возможности. Некоторые клапаны управляются автоматически, в то время как другие управляются вручную или с помощью привода, пневматического или гидравлического привода.
Функции клапанов:
Остановка и запуск потока
Уменьшить или увеличить расход
Управление направлением потока
Регулирование расхода или давления процесса
Разгрузить систему трубопроводов от определенного давления
Существует множество конструкций, типов и моделей клапанов для широкого спектра промышленных применений. Все они удовлетворяют одной или нескольким из указанных выше функций. Клапаны являются дорогостоящими изделиями, и важно, чтобы для их функции был выбран правильный клапан, и он должен быть изготовлен из материала, подходящего для технологической жидкости.
Независимо от типа все клапаны состоят из следующих основных частей: корпус, крышка, трим (внутренние элементы), привод и уплотнение. Основные части клапана показаны на изображении справа.
Корпус клапана
Корпус клапана, иногда называемый кожухом, является основной границей нагнетательного клапана. Он служит основным элементом клапанного узла, поскольку является каркасом, скрепляющим все части вместе.
Корпус, первая граница давления клапана, сопротивляется нагрузкам давления жидкости от соединительного трубопровода. Он получает входной и выходной трубопровод через резьбовые, болтовые или сварные соединения.
Концы корпуса клапана предназначены для соединения клапана с трубопроводом или патрубком оборудования с помощью различных типов концевых соединений, таких как сварка встык или раструб, резьба или фланцы.
Корпуса клапанов отлиты или выкованы в различных формах, и каждый компонент имеет определенную функцию и изготовлен из материала, подходящего для этой функции.
Корпус клапана
Крышка клапана
Крышка клапана
Крышка отверстия в корпусе представляет собой крышку и является второй по важности границей напорного клапана. Как и корпуса клапанов, крышки доступны во многих конструкциях и моделях.
Крышка служит крышкой корпуса клапана, отлита или выкована из того же материала, что и корпус. Обычно он соединяется с корпусом резьбовым, болтовым или сварным соединением. При изготовлении клапана внутренние компоненты, такие как шток, диск и т. д., помещаются в корпус, а затем прикрепляется крышка, которая скрепляет все детали внутри.
Во всех случаях крепление крышки к корпусу считается границей давления. Это означает, что сварное соединение или болты, соединяющие крышку с корпусом, являются деталями, удерживающими давление. Крышки клапанов, хотя и необходимы для большинства клапанов, вызывают беспокойство. Крышки могут усложнить изготовление клапанов, увеличить размер клапана, составить значительную часть стоимости клапана и стать источником потенциальных утечек.
Обвязка клапана
Съемные и заменяемые внутренние детали клапана , контактирующие с протекающей средой, в совокупности обозначаются как Обвязка клапана . К этим деталям относятся седло(я) клапана, диск, сальники, прокладки, направляющие, втулки и внутренние пружины. Корпус клапана, крышка, уплотнение и т. д., которые также соприкасаются с протекающей средой, не считаются тримом клапана.
A Характеристики трима клапана определяются поверхностью контакта диска и седла и отношением положения диска к седлу. Благодаря триммеру возможны базовые движения и управление потоком. В конструкциях трима с вращательным движением диск скользит близко к седлу, вызывая изменение отверстия для потока. В конструкции трима с линейным перемещением диск поднимается перпендикулярно от седла, так что появляется кольцевое отверстие.
Детали трима клапана могут быть изготовлены из различных материалов из-за различных свойств, необходимых для противостояния различным силам и условиям. Втулки и сальниковые уплотнения не испытывают таких сил и условий, как диск и седло клапана.
Свойства текучей среды, химический состав, давление, температура, расход, скорость и вязкость являются одними из важных соображений при выборе подходящих материалов трима. Материалы трима могут быть, а могут и не совпадать с материалом корпуса клапана или крышки.
▸ Трим клапана API 600 Нет
Диск клапана и седло(я)
Диск Диск – это деталь, которая пропускает, дросселирует или останавливает поток в зависимости от его положения. В случае пробки или шарового крана диск называется пробкой или шаром. Диск является третьей по значимости первичной границей давления. Когда клапан закрыт, на диск действует полное давление системы, и по этой причине диск является компонентом, зависящим от давления. Диски обычно кованые, а в некоторых конструкциях имеют твердую поверхность для обеспечения хороших износостойких свойств. Большинство клапанов названо конструкцией их дисков.
Седло(я) Седло или уплотнительные кольца обеспечивают посадочную поверхность для диска. Клапан может иметь одно или несколько седл. В случае шарового или обратного клапана обычно имеется одно седло, которое образует уплотнение с диском, чтобы остановить поток. В случае задвижки имеется два седла; один на стороне вверх по течению, а другой на стороне вниз по течению. Диск задвижки имеет две посадочные поверхности, которые соприкасаются с седлами клапана, образуя уплотнение для остановки потока. Для повышения износостойкости уплотнительных колец их поверхность часто наплавляют путем сварки с последующей механической обработкой контактной поверхности уплотнительного кольца. Чистовая обработка поверхности седла необходима для хорошего уплотнения, когда клапан закрыт. Уплотнительные кольца обычно не считаются деталями, контактирующими с давлением, поскольку корпус имеет достаточную толщину стенки, чтобы выдерживать расчетное давление, не полагаясь на толщину уплотнительных колец.
Шток клапана
Шток клапана обеспечивает необходимое движение диска, плунжера или шара для открытия или закрытия клапана и отвечает за правильное положение диска. Одним концом он соединен с маховиком клапана, приводом или рычагом, а другим — с диском клапана. В задвижках или шаровых кранах линейное движение диска необходимо для открытия или закрытия клапана, в то время как в плунжерных, шаровых и дроссельных клапанах диск вращается, чтобы открыть или закрыть клапан.
Стержни обычно кованые и соединены с диском резьбой или другими способами. Для предотвращения утечек в области уплотнения необходима тонкая обработка поверхности штока.
Существует пять типов штоков клапанов.
Поднимающийся шток с наружным винтом и хомутом Наружная часть штока имеет резьбу, а часть штока в клапане гладкая. Резьба штока изолирована от потока среды набивкой штока. Доступны два разных стиля этих дизайнов; один с маховиком, прикрепленным к штоку, чтобы они могли подниматься вместе, а другой с резьбовой втулкой, которая заставляет шток подниматься через маховик. Клапан этого типа обозначается буквами «O. S. и Y». является общей конструкцией для клапанов NPS 2 и более.
Поднимающийся шток с внутренним винтом Резьбовая часть штока находится внутри корпуса клапана, а уплотнение штока вдоль гладкой части, которая подвергается воздействию атмосферы снаружи. В этом случае резьба штока находится в контакте с протекающей средой. При вращении шток и маховик вместе поднимаются, чтобы открыть клапан.
Невыдвижной шток с внутренним винтом Резьбовая часть штока находится внутри клапана и не поднимается. Диск клапана перемещается вдоль штока, как гайка, если шток вращается. Резьба штока подвергается воздействию текучей среды и поэтому подвергается ударам. Вот почему эта модель используется, когда пространство ограничено для возможности линейного перемещения, а проточная среда не вызывает эрозии, коррозии или истирания материала штока.
Подвижный шток Этот шток клапана не вращается и не поворачивается. Он входит и выходит из клапана, чтобы открыть или закрыть клапан. Эта конструкция используется в ручных рычажных клапанах быстрого открытия. Он также используется в регулирующих клапанах, приводимых в действие гидравлическими или пневматическими цилиндрами.
Поворотный шток Эта модель широко используется в шаровых, плунжерных и поворотных затворах. Движение штока на четверть оборота открывает или закрывает клапан.
В главном меню «Клапаны» вы найдете несколько ссылок на подробные (большие) изображения клапанов с выдвижным и невыдвижным штоком.
Уплотнение штока клапана
Для надежного уплотнения штока и крышки необходима прокладка. Это называется уплотнением, и оно снабжено, например, следующие компоненты..
Сальниковая втулка, которая сжимает набивку сальником в так называемую сальниковую коробку.
Сальник, разновидность втулки, сжимающей набивку в сальник.
Сальник, камера, в которой сжимается набивка.
Набивка из нескольких материалов, таких как тефлон®, эластомерный материал, волокнистый материал и т. д.
Заднее сиденье — это место для сидения внутри капота. Он обеспечивает уплотнение между штоком и крышкой и предотвращает повышение давления в системе против уплотнения клапана, когда клапан полностью открыт. Задние седла часто применяются в запорных и запорных клапанах.
Важным аспектом срока службы клапана является уплотнительный узел. Почти все клапаны, такие как стандартные шаровые, шаровые, запорные, пробковые и дроссельные клапаны, имеют узел уплотнения, основанный на силе сдвига, трении и разрыве.
Поэтому упаковка клапана должна быть выполнена надлежащим образом, чтобы предотвратить повреждение штока и утечку жидкости или газа. Если уплотнение слишком слабое, клапан будет протекать. Если набивка слишком тугая, это повлияет на движение и может привести к повреждению штока.
Типичная уплотняя сборка
1 железа Follover
2 железа
3 коробка начинки с упаковкой
4 Задняя сиденье
СОВЕТСТВЕННЫЙ СОВЕТ 1 . . Как установить сальник (v1)
Совет по обслуживанию 2.. Как установить сальник (v2)
Бугель клапана и гайка бугеля
Бугель
Бугель соединяет корпус клапана или крышку с исполнительным механизмом. Через нее проходит верхняя часть бугеля, удерживающая гайку бугеля, гайку штока или втулку бугеля, и шток клапана. Хомут обычно имеет отверстия для доступа к сальниковой коробке, звеньям привода и т. д. Конструктивно хомут должен быть достаточно прочным, чтобы выдерживать силы, моменты и крутящий момент, создаваемые приводом.
Гайка бугеля
Гайка бугеля представляет собой гайку с внутренней резьбой и устанавливается в верхней части бугеля, через которую проходит шток. Например, в задвижке гайка бугеля поворачивается, и шток перемещается вверх или вниз. В случае клапанов Globe гайка фиксируется, и шток вращается через нее.
Привод клапана
Клапаны с ручным управлением обычно оснащены маховиком, прикрепленным к штоку клапана или гайке бугеля, который вращается по часовой стрелке или против часовой стрелки, чтобы закрыть или открыть клапан. Таким образом открываются и закрываются шаровые и запорные клапаны.
Ручные четвертьоборотные клапаны, такие как шаровые, плунжерные или дроссельные, имеют рычаг для приведения в действие клапана.
В некоторых случаях невозможно или нежелательно приводить в действие клапан вручную с помощью маховика или рычага. К ним относятся:
Большие клапаны, которые должны работать при высоком гидростатическом давлении
Клапаны должны управляться из удаленного места
Когда время открытия, закрытия, дросселирования или ручного управления клапаном больше, чем требуется по критериям проектирования системы
Эти клапаны обычно оснащены приводом. Привод в самом широком смысле — это устройство, которое производит линейное и вращательное движение источника энергии под действием источника управления.
Базовые приводы используются для полного открытия или полного закрытия клапана. Приводы для управления или регулирования клапанов получают сигнал позиционирования для перемещения в любое промежуточное положение. Существует множество различных типов приводов, но ниже приведены некоторые из наиболее часто используемых приводов клапанов.
Зубчатые приводы
Приводы электродвигателей
Пневматические приводы
Гидравлические приводы
Электромагнитные приводы
Дополнительную информацию об приводах см. в главном меню «Клапаны». Клапаны, в которых запорный элемент, как в запорных, шаровых, диафрагменных, пережимных и подъемных обратных клапанах, перемещается по прямой линии, позволяя, останавливая или дросселируя поток.
Поворотные клапаны. Когда запорный элемент клапана перемещается по угловой или круговой траектории, как в дроссельных, шаровых, плунжерных, эксцентриковых и поворотных обратных клапанах, такие клапаны называются поворотными клапанами.
Четвертьоборотные клапаны. Некоторым поворотным клапанам требуется приблизительно четверть оборота, от 0 до 90°, движения штока, чтобы полностью открыться из полностью закрытого положения или наоборот.
Классификация клапанов по движению
Типы клапанов
Линейное перемещение
Вращательное движение
Четвертьоборотная
Ворота
ДА
НЕТ
НЕТ
Глобус
ДА
НЕТ
НЕТ
Заглушка
НЕТ
ДА
ДА
Шар
НЕТ
ДА
ДА
Бабочка
НЕТ
ДА
ДА
Поворотный чек
НЕТ
ДА
НЕТ
Мембрана
ДА
НЕТ
НЕТ
Зажим
ДА
НЕТ
НЕТ
Безопасность
ДА
НЕТ
НЕТ
Рельеф
ДА
НЕТ
НЕТ
Номинальные характеристики класса
Номинальные характеристики клапанов по давлению-температуре обозначаются номерами классов.
Удаление ржавчины с металла: обзор действенных средств (Vidaron): Импрегнат, Лазурь и Лакобейц
Каждый человек в жизни когда-нибудь соприкасается с проблемой коррозии металла и ее негативными последствиями – ржавчиной. Ржавчина на предметах обихода (замках, дверных петлях, гайках, болтах и пр.) не только портит внешний вид, но приводит к негодности и невозможности дальнейшего использования. Коррозия металла – это неминуемый итог, поскольку ни одни существующие способы не могут изолировать поверхность от окислительных реакций на длительный период. Ржавчина разрушает целостность металла и уменьшает срок полезной службы, поэтому требует немедленного удаления.
Как эффективно избавиться от ржавчины? Известно большое количество специальных средств борьбы и профилактики коррозии металла, а также множество «народных» способов. Выбор того или иного средства – за Вами. Мы же постараемся не упреждено проанализировать и сгруппировать существующие способы.
Содержание
Причины появления коррозии металла Механическая очистка Химическая очистка Термическая очистка Домашние методы Профилактика образования ржавчины
Причины появления коррозии металла
Ржавчина (окись железа) образовывается от взаимодействия с воздухом, влагой и другими веществами (к примеру, хлором). Создать защитный барьер, и, соответственно, продлить срок службы металлического изделия помогают такие наиболее распространённые методы защиты:
• покрытие краской (лаком) – препятствует непосредственному контакту металла с окружающей средой;
• покрытие металлами, наименее восприимчивыми к окислению (цинк, хром).
Со временем защита теряет свою эффективность и на поверхности появляются специфические коричневатые образования – оксид железа. Рассмотрим основные способы его удаления.
Механическая очистка
Элементарный, но результативный способ. Осуществляется посредством механического воздействия на ржавчину ручным (различные абразивы – напильник, наждачная бумага и пр.) или механизированным способом (пескоструйная машина). Первый способ предпочтительнее для небольших изделий, второй – наиболее эффективен для быстрой очистки металлических конструкций большого размера и площади. Механизм роботы пескоструйной машины заключается в подаче под большим давлением смеси песка и воды на ржавую поверхность и полном разрушении коррозийного слоя. Негативной стороной этого метода есть возможность повреждения металлического полотна, использование на слое более 1 мм, большой расход затратных материалов.
Химическая очистка
Наиболее целесообразна для тонкослойного металла или конструкций сложной формы. Процесс химической очистки осуществляется путем воздействия разведенной кислоты на труднодоступные места. Неудобством данного метода есть необходимость в предварительной механической очистке, обезжиривании поверхности и невозможность определения точного времени очистки. Продолжительность химической очистки металла зависит от количества ржавчины, размера и желаемого показателя очистки.
Далеко не у каждого в быту есть в наличии кислота и необходимый опыт и знания по смешиванию и приготовлению кислотного раствора. Поэтому в продаже присутствуют в большом ассортименте всевозможные растворы по удалению ржавчины.
Предпочтение средства – личный выбор каждого. Мы же хотим детальнее остановиться на действенных и проверенных на практике препаратах, оправдавших доверие и получивших позитивные отзывы от специалистов. Речь идет о кислотном средстве Neomid 570 останавливающем и предотвращающим коррозийное разрушение на срок до 12 лет, благодаря образованию плотной защитной пленки из нерастворимых в воде комплексных соединений. Не менее эффективен отечественный преобразователь ржавчины на основе натурального растительного сырья от торговой марки Kompozit. Особенностью средства, выгодно отличающей его от кислотных растворов, есть экологичность и пригодность к использованию на внутренней поверхности трубопроводов, резервуаров с питьевой водой.
Термическая очистка
Наиболее эффективный и наименее затратный способ. Осуществляется путем термического прогрева металла, что полностью удаляет оксид железа. Единственным недостатком способа есть возможность деформации и частичного утончения слоя.
Домашние методы
В быту также можно приспособить вышеописанные способы. Механическая очистка проводится специальными щетками или абразивными кругами для «болгарки». При небольшой толщине металла и ржавчины в труднодоступных местах лучше всего подойдет обыденный вариант химической очистки – средство WD-40 и специфические пасты, размягчающие ржавчину. При отсутствии возможности (время, деньги) приобретения специальных средств можно воспользоваться лимонным соком, уксусом и известным газированным брендом. Любой кислый или щелочной раствор разрушает оксид железа, но требует значительно больше времени и усилий в сравнении со специальными средствами. Поэтому рекомендуем Вам воспользоваться широко представленной узкоспециализированной продукцией.
Профилактика образования ржавчины
Рассмотренные выше способы эффективно устраняют последствия коррозии. Мы же рекомендуем перед началом эксплуатации металлического изделия провести профилактическую работу по предотвращению появления ржавчины. Оптимальным профилактическим средством есть антикоррозийная грунтовка для определенного типа металла. Для черных металлов отличный результат при нанесении и последующем использовании показало английское средство Hammerite Rust Beater No.1 – грунтовка перед покраской для изделий и конструкций, эксплуатируемых в условиях повышенной влажности (не подходит для погруженных в воду конструкций). Усиливающий и гидрофобный эффект придает фосфат цинка. Создает надежную основу для последующего декоративного покрытия.
Ниже по цене, но не менее эффективное средство отечественного производства Грунтовка ГФ-021 от производителя Kompozit. Средство значительно увеличивает срок службы благодаря надежной изоляции от влаги и агрессивных факторов. Удешевляет стоимость декоративной покраски за счет хорошей адгезии и уменьшения расхода краски.
Средства для удаления ржавчины — обзор
Как образуется ржавчина
Что такое ржавчина? Из курса школьной химии известно, что это продукт окисления железа, который имеет характерный красновато-коричневый или чёрный цвет. Ржавчина появлется не только на железе, но также на стали, сплавах, в состав которых оно входит. Появление ржавчины -это электрохимический процесс, который называется коррозией металла. Процессу коррозии способствует кислород, содержащийся в атмосфере, растворенный в воде, а также электролиты, соли жёсткости, окислители. Почему ржавчину надо удалять? Дело в том, что скорость процесса коррозии постепенно увеличивается. В результате ржавления металл теряет свою прочность, конструкционные элементы из него становятся тоньше. Бывают случаи, когда металлические конструкции могут буквально рассыпаться в рыжую труху. Это происходит из-за того, что ржавчина непрочно держится на поверхности, смывается и уносится водой. Китайские учёные обнаружили, что коррозия металлических конструкций на промышленных предприятиях Китая «съедает» примерно 3% от ВВП страны каждый год.
Для защиты изделий из металла на их поверхность наносят лакокрасочные покрытия, консервационные смазки. Также производят оцинковку, хромируют и применяют другие виды защиты от кислорода, влаги, содержащейся в воздухе.
При уборке мы чаще всего сталкиваемся именно с наносной ржавчиной на неметаллических поверхностях в санузлах, на кухне, на пищевых производствах. Источником загрязнения становится вода с повышенным содержанием железа, которая переносит ржавый налёт из труб, бойлеров, радиаторов, другого оборудования, содержащего металлические элементы. Налёт вступает в реакцию с различными примесями, содержащимися в воде – солями жёсткости, атмосферно-почвенными и пищевыми загрязнениями. Всё это постепенно накапливается на поверхности, рыжие подтеки часто остаются на кафеле, фаянсе, пластике, акриле. В итоге имеем трудноудаляемые загрязнения в самых неподходящих местах. Это придаёт интерьеру неопрятный вид, задерживает неприятные запахи, способствует размножению микробов. Значит удалять ржавчину просто необходимо. Избавиться от неё можно при помощи профессиональной химии для уборки.
Состав моющих средств
Ржавчина относится к неорганическим загрязнениям, также как накипь, отложения солей жёсткости, мочевой, водяной и мыльный камни. Все они удаляются кислотными средствами.
НПФ Химитек производит как концентрированные моющие средства для удаления ржавчины, так и готовые к применению продукты. Очистители для удаления минеральных загрязнений содержат в составе различные кислоты и поверхностно-активные вещества (ПАВы).
Кислоты отличаются по силе воздействия, бывают минеральные и органические. При уборке покрытий из разных материалов используем очиститель на подходящей кислоте. Так, например, щавелевая кислота очищает фаянсовые поверхности, но портит хромированные детали сантехники и эмалевое покрытие чугунных ванн. Для очистки хрома и эмали рекомендуем использовать средства на основе фосфорной или лимонной кислоты.
ПАВы повышают эффективность работы кислотных средств во время удаления следов ржавчины. Нередко сразу необходимо убрать бытовые, атмосферно-почвенные и жировые загрязнения. Поверхностно-активные вещества хорошо с этим справляются. Особенно широко применяются неионогенные ПАВы — они демонстрируют высокую моющую способность и отличную совместимость с кислотными компонентами средств для удаления ржавчины и минеральных отложений.
Подобные средства нельзя применять на неустойчивых к кислотам поверхностях: травертине, мраморе, тераццо, бетоне. Например, мрамор и известняк может отреагировать на кислоту бурной реакцией с разрушением верхнего слоя поверхности.
Удаление ржавчины
Подбирают моющие средства для работы исходя из материалов поверхностей, загрязнений и технологии мойки. Кислотные препараты в форме геля хорошо сработают на вертикальных, наклонных плоскостях (например, при уборке душевых кабин, кафельных стен). Готовые составы подойдут для экспресс-уборки. Из концентрированного препарата можно приготовить рабочий раствор необходимой концентрации. Для сильных загрязнений концентрацию выбирают выше, умеренные загрязнения не требуют высокой концентрации рабочего раствора. Это позволяет экономно расходовать очиститель.
В отдельных случаях для удаления застарелых загрязнений потребуется нанесение препарата методом аппликации. Для этого концентрат наносится на увлажнённую салфетку или ветошь и накладывается на проблемное место, чтобы увеличить экспозицию. Время даёт возможность средству воздействовать на въевшееся пятно максимально. Но, обратите внимание, в этом случае надо обязательно убедиться в том, что аппликация не испортит поверхность. Проверку проводят в незаметном месте.
Кислотные средства для удаления минеральных отложений
ХИМИТЕК ПОЛИКОР® – пенный моющий очиститель, одностадийно удаляет минеральные отложения и органические загрязнения, не содержит соляной кислоты. Применяется для пенной мойки с использованием пеногенератора. Средство удаляет ржавчину, известковые и другие минеральные отложения, бытовые и уличные загрязнения, пищевые жиры и масла, эффективно даже против застарелых пятен и отложений. Обладает антимикробным эффектом. Не рекомендуется использовать для обработки хромированных изделий. В зависимости от характера и степени загрязнения и способа мойки средство используется в виде концентрата или рабочих растворов с разведением до 1%.
ХИМИТЕК ПОЛИКОР®-ГЕЛЬ – гель для обработки вертикальных и наклонных поверхностей. Придаёт блеск поверхностям из фаянса. Средство эффективно удаляет ржавчину, стойкие минерально-органические отложения, бытовые и уличные загрязнения. Предназначено для очистки кафельных, керамических, фаянсовых, акриловых, полимерных, хромированных, гранитных, металлических, эмалированных и других поверхностей. Рекомендуется для комплексной уборки сантехнических блоков.
ХИМИТЕК АНТИЗАПАХ-ФОРТЕ – низкопенное средство для удаления мочевого камня и сопутствующих запахов урины и гнилости. Обладает дезинфицирующим эффектом. Средство используется в виде концентрата или 10-50% рабочего раствора. Рекомендуется для уборки туалетов, подъездов, общественных мест с большой проходимостью. Применимо для обработки ковровых покрытий, текстиля, мест содержания животных. Не рекомендуется использовать для обработки хромированных изделий.
5 лучших продуктов для удаления ржавчины
В MYMOVE наши корреспонденты создают честный, точный и объективный контент, чтобы помочь вам принимать более обоснованные решения. Для поддержки нашей работы нам платят за предоставление рекламных услуг. И эта статья может содержать интерактивные ссылки на продукты или услуги рекламодателей и может привести к получению нами вознаграждения.
Обнаружение ржавчины на вашем автомобиле, металлоконструкциях или где-либо еще в вашем доме в лучшем случае раздражает, а в худшем может нанести значительный ущерб. Ржавчина — это бытовое название оксида железа, который может образовываться на металле через некоторое время, особенно при наличии влаги в воздухе. Как только ржавчина закрепится, она в конечном итоге сломает металл и заставит его распасться.
Вот почему средство для удаления ржавчины просто необходимо. Средство для удаления ржавчины — это продукт, специально разработанный для удаления ржавчины и других форм коррозии с металла. Он работает, реагируя со ржавчиной, чтобы растворить ее и предотвратить дальнейшее повреждение ваших вещей.
Лучшее средство для удаления ржавчины
Лучший комбинезон: Evapo-Rust The Original Super Safe Remover Rust
Лучшее в своем бюджете: средство для удаления ржавчины Whink
Лучшее для дома: средство для удаления пятен ржавчины Iron Out Spray
Лучшее средство для тяжелых условий эксплуатации: Corroseal Преобразователь ржавчины на водной основе Metal Primer
Evapo-Rust Оригинальное сверхбезопасное средство для удаления ржавчины : Лучший в целом
Evapo-Rust — это промышленное средство для удаления ржавчины, позволяющее выполнять работу быстро и безопасно. Отличительной особенностью Evapo-Rust является то, что он нетоксичен и безвреден для вашей кожи — его можно использовать дома, поскольку он безопасен для детей и домашних животных.
Формула не содержит кислот и удаляет сильную ржавчину с инструментов и других предметов, таких как велосипеды и автомобили. Он также является биоразлагаемым, поэтому его легко утилизировать. По сравнению с другими средствами для удаления ржавчины, Evapo-Rust стоит дороже, но его универсальность и нетоксичная формула оправдывают дополнительные затраты.
Клиентам часто нравится это средство для удаления ржавчины за его универсальность, отсутствие химикатов и запаха.
Средство для удаления ржавчины Whink : Лучшее в бюджете
Отличительной чертой Whink является его универсальность. Поскольку он сделан с плавиковой кислотой, его можно использовать для удаления сильной ржавчины, но его также можно разбавлять и использовать на мягкой мебели, коврах и даже в ванной для удаления стойких пятен. Однако будьте осторожны, чтобы не использовать его для чего-то слишком деликатного, так как это средство на кислотной основе и более жесткое по сравнению с другими средствами для удаления ржавчины из нашего списка.
Это чрезвычайно доступное средство для удаления ржавчины, растворяющее пятна, что означает минимум усилий с вашей стороны. Это средство для удаления ржавчины очень рекомендуется; клиенты хвалят универсальность и доступность.
Средство для удаления ржавчины WD-40 Specialist Soak : Лучшее для многоцелевого использования
Это чрезвычайно эффективное средство для удаления ржавчины, которое быстро и легко позволяет удалить любой тип ржавчины с любой поверхности, что делает его отличным универсальным средством для удаления ржавчины.
Чрезвычайно эффективно удаляет ржавчину благодаря своей усовершенствованной формуле и различным добавкам. Он биоразлагаем и не использует кислоты или агрессивные химикаты для удаления ржавчины. Из-за этого вам не нужно никакого специального оборудования и это безопасно, если оно попадет вам на руки. Тем не менее, вам, возможно, придется нанести больше этого средства для удаления ржавчины, чем другие формулы, чтобы иметь необходимую концентрацию для выполнения работы.
Покупатели в восторге от этого продукта и отмечают его универсальность, но имейте в виду, что во многих отзывах говорится о запахе, который может исчезнуть после нанесения через некоторое время.
Iron Out Spray Пятновыводитель ржавчины : Лучшее средство для дома
Iron Out — это универсальное средство для удаления ржавчины, которое хорошо работает во всех областях. Его можно использовать для удаления пятен от воды с поверхностей, пятен от хромированных деталей в доме и следов от дверей холодильника из нержавеющей стали.
На флаконе указано, что он отлично подходит для ванных комнат, кухонь, ковров и тканей, особенно хорошо работает с хромом. Спрей для удаления ржавчины прост в использовании и практически не имеет запаха, что хорошо подходит для небольших помещений. Благодаря исключительно положительным отзывам клиентов, мы не одиноки, думая, что это удобный продукт, который нужно иметь под раковиной.
Преобразователь ржавчины на водной основе Corroseal Metal Primer : Лучше всего подходит для тяжелых условий эксплуатации
Когда что-то полностью покрыто сильной ржавчиной, обычные бытовые средства для удаления ржавчины просто не справятся. Преобразователи ржавчины, как следует из названия, химически превращают ржавчину в другой материал, который защищает материал под ржавчиной.
Corroseal использует формулу промышленной прочности, подходящую для различных материалов, и особенно подходит для автомобилей. Несмотря на то, что это промышленный продукт, он не вызывает коррозии, не воспламеняется и безопасен для использования в домашнем хозяйстве.
Примечание. Если закрасить ржавые участки, они станут от пурпурно-черных до черных, а на старой краске образуется прозрачная пленка. Имейте в виду перед использованием, что вам, возможно, придется перекрашивать Corroseal, если происходит обесцвечивание.
Corroseal предназначен для удаления самых тяжелых пятен ржавчины. Продукт имеет хорошие оценки, и почти 1400 отзывов называют эффективность, цену и простоту применения основными причинами покупки.
Другие средства для удаления ржавчины, которые мы исследовали:
CLR – Средство для удаления известково-кальциевой ржавчины
Средство для удаления пятен от ржавчины Star Brite
Средство для удаления пятен ржавчины Goof Off
PB Катализатор проникающего действия B’laster
Средство для удаления ржавчины с металла
Очиститель для хрома Quick Glo
Мы выбрали вышеуказанные средства для удаления ржавчины, перечислив преимущества и недостатки каждого продукта, стоимость, простоту применения, а затем сравнив отзывы клиентов, чтобы увидеть, какие из них получили самые высокие оценки, а затем классифицировали их на основе их основных преимуществ.
Суть
Нетоксичное средство для удаления ржавчины — отличный предмет для уборки дома. Это может спасти ваши вещи от необратимого повреждения и дать им новую жизнь. Серьезность вашей проблемы со ржавчиной или то, что вы хотите от своего средства для удаления ржавчины, определит лучший продукт для вас.
Не забывайте содержать все в чистоте и по возможности защищать от влаги, чтобы свести к минимуму окисление металла. Но если и когда ржавчина начнет проникать в ваш дом, на вашу машину или ваши инструменты, в вашем распоряжении есть многочисленные средства для удаления ржавчины.
Другие часто задаваемые вопросы
Могу ли я сделать средство для удаления ржавчины самостоятельно?
Вы можете приготовить средство для удаления ржавчины в домашних условиях, используя обычные бытовые ингредиенты, такие как пищевая сода и уксус.
Повредит ли средство для удаления ржавчины краску?
Известно, что кислота
тускнеет или удаляет краску, поэтому убедитесь, что вы приобрели средство на водной основе или мягкое кислотное средство для предотвращения повреждений.
Безопасно ли использовать средство для удаления ржавчины с кухонной утвари?
Да, это так. Но убедитесь, что вы выбрали нетоксичное средство для удаления, которое является биоразлагаемым, и тщательно вымойте кухонную утварь перед ее использованием.
Лучшие средства для удаления ржавчины 2022 | Удалители и преобразователи ржавчины
Popular Mechanics; Предоставлено WD-40
Ржавчина на ваших инструментах, автомобиле или в ванной комнате может быть неприглядной неприятностью. Но, что еще хуже, ржавчина может со временем разъедать поврежденный предмет, что может привести к дорогостоящему ремонту или непоправимому повреждению. К счастью, средства для удаления ржавчины специально разработаны для удаления стойкой ржавчины с минимальными затратами времени и усилий — надеюсь, пока не стало слишком поздно.
Независимо от того, где образовалась ржавчина, вероятно, существует средство для удаления ржавчины, идеально подходящее для вашего индивидуального применения. Чтобы помочь вам найти средство для удаления ржавчины, соответствующее вашим потребностям, мы выбрали восемь лучших продуктов на рынке в самых разных категориях. Читайте дальше, чтобы узнать, что это такое, и как выбрать правильный для вас.
Лучшие средства для удаления ржавчины
Выбор редакции
Эвапо-Ржавчина ERO12 Эвапо-Ржавчина
29 долларов на АМАЗОН
Подробнее
29 долларов на АМАЗОН
Лучший многоцелевой
Jelmar CLR Pro CL4PROEA Средство для удаления кальция, извести и ржавчины Джелмар
21 доллар на амазонке
Подробнее
21 доллар на амазонке
Лучшая цена
Средство для удаления ржавчины со специальным раствором WD-40 ВД-40
25 долларов на АМАЗОН
Подробнее
25 долларов на АМАЗОН
Лучший сверхмощный
Преобразователь ржавчины на водной основе Corroseal корросил
67 долларов на АМАЗОН
Подробнее
67 долларов на АМАЗОН
Лучшее для дома
Средство для удаления пятен ржавчины Iron Out Утюг
4 доллара на амазонке
Подробнее
4 доллара на амазонке
Best for Tools
Rust-Oleum 300112 Гелевая формула растворителя ржавчины Руст-Олеум
12 долларов на АМАЗОН
Подробнее
12 долларов на АМАЗОН
Лучший для кухонь и ванных
Лайм-A-Way Лайм-A-Way
22 доллара на АМАЗОН
Подробнее
22 доллара на АМАЗОН
Лучший для автомобилей
Permatex 81849 Средство от ржавчины Перматекс
10 долларов на АМАЗОН
Подробнее
10 долларов на АМАЗОН
Загрузи больше
Показывай меньше
Эксперт: Джеймс Фитцджеральд — внештатный писатель по благоустройству дома с более чем десятилетним опытом работы в различных сферах. Как пожизненный житель Тихоокеанского Северо-Запада, его постоянная борьба с образованием ржавчины на его инструментах и транспортных средствах привела его к экспериментам с несколькими различными продуктами для удаления ржавчины с разным уровнем успеха, что делает его хорошо знакомым с некоторыми из лучших продуктов для борьбы с ржавчиной. ржавчина. Его работы появились в фильмах «Боб Вилья», «Семейный мастер на все руки» и «Ель».
На что следует обратить внимание при покупке средства для удаления ржавчины
Типы средств для удаления ржавчины
Существует три основных типа средств для удаления ржавчины: химические, хелатирующие и преобразователи. Каждый из них имеет уникальный набор сильных и слабых сторон, которые будут влиять на их полезность для любой конкретной цели.
Химические средства для удаления ржавчины
Химические средства для удаления ржавчины могут варьироваться от сильнодействующих и агрессивных до менее агрессивных, но не таких едких или абразивных. Основным фактором, определяющим эти различные характеристики, является то, что является основным активным ингредиентом, который часто представляет собой кислоту, гидросульфит натрия или растворитель на нефтяной основе.
Кислотные средства для удаления ржавчины невероятно эффективны и часто могут удалить ржавчину с поверхностей за считанные минуты. Однако они обладают высокой коррозионной активностью и могут выделять резкие пары, поэтому их следует использовать только на открытом воздухе или в хорошо проветриваемом помещении. Кроме того, вам следует избегать контакта средства для удаления ржавчины на кислотной основе с окружающими поверхностями или деликатными материалами, такими как одежда или ткани, и носить средства индивидуальной защиты (например, перчатки, защитные очки, маску или респиратор) при работе с ними. Несмотря на то, что они мощные и эффективные, кислотные средства для удаления ржавчины обычно полезны только для определенных типов металлов (таких как нержавеющая или оцинкованная сталь), что несколько ограничивает их полезность.
Гидросульфит натрия менее агрессивен и менее токсичен, чем кислоты, но обычно менее эффективен. Тем не менее, гидросульфит натрия по-прежнему относительно быстро действует, и ему требуется всего около 30 минут для удаления ржавчины, при этом он имеет дополнительное преимущество, заключающееся в том, что он в целом безопасен для использования в помещении. Фактически, гидросульфит натрия часто является основным ингредиентом порошкообразных средств для удаления ржавчины, которые специально разработаны для использования в доме и могут использоваться на металле, тканях, керамике, а иногда и на камне или бетоне. Основным недостатком является то, что он не особенно эффективен для удаления ржавчины с металлов и чаще всего используется только для удаления пятен ржавчины с поверхностей.
Наконец, растворители на нефтяной основе являются наименее коррозионными и безопасными в работе, но для того, чтобы они стали эффективными, может потребоваться до 24 часов.
Хелатирующие средства для удаления ржавчины
Хелатообразующие средства для удаления ржавчины представляют собой самую последнюю инновацию в области средств для удаления ржавчины, предлагающую высокоэффективный, нетоксичный, бескислотный и биоразлагаемый раствор, полученный в результате процесса селективного хелатирования путем связывания и удаления железа. оксид (он же ржавчина).
Хелатообразующие средства для удаления ржавчины обычно требуют замачивания ржавого материала в жидком растворе на время от 30 минут до 24 часов. После этого вы можете просто промыть пораженный предмет или вытереть ржавчину тряпкой. Благодаря своей нетоксичности и бескислотному характеру хелатирующие средства для удаления ржавчины можно безопасно использовать внутри помещений на самых разных материалах, не опасаясь повредить их или окружающие поверхности. Хотя хелатирующие средства для удаления ржавчины могут быть не такими мощными или быстродействующими, как химические средства для удаления ржавчины, они являются отличным компромиссом между эффективностью и безопасностью.
Преобразователь ржавчины
В отличие от средств для удаления ржавчины, которые строго удаляют ржавчину с поверхностей с помощью кислоты или хелатирующего агента, преобразователи ржавчины превращают ржавчину в загрунтованную, окрашиваемую поверхность, одновременно обеспечивая слой защиты от образования ржавчины в будущем. Преобразователи ржавчины обычно используются вместо средства для удаления ржавчины, когда необходимо обработать большую площадь поверхности, чем средство для удаления ржавчины может справиться в одиночку, или на поверхностях, которые вы все равно хотите покрасить. В большинстве случаев вы можете либо распылить преобразователь, либо нанести его щеткой на ржавую поверхность и дать ему высохнуть без необходимости промывать или очищать его после этого, что делает процесс менее трудоемким и трудоемким. Однако, в зависимости от формулы, перед нанесением преобразователя вам может потребоваться соскоблить или отшлифовать более толстые слои ржавчины.
Основы мастерской: Popular Mechanics Tool Awards 2022 • Лучший пылесос для уборки вашего гаража • Лучшие механические шлифовальные машины для вашей мастерской . В зависимости от продукта, жидкий растворитель ржавчины можно использовать в качестве пропитки или наносить непосредственно на ржавую поверхность. Чтобы использовать средство для удаления ржавчины, просто наполните контейнер жидкостью и замочите заржавевший предмет на время, указанное производителем. Жидкие средства для удаления ржавчины, предназначенные для нанесения непосредственно на ржавую поверхность, часто можно протирать тряпкой или щеткой или помещать в обычный распылитель для распыления на предмет.
Аэрозоль
Некоторые средства для удаления ржавчины доступны в пульверизаторах или аэрозольных баллончиках для распыления раствора непосредственно на ржавую поверхность. Хотя это может сделать средство для удаления ржавчины более удобным и простым в использовании, растворы в виде спрея, как правило, дороже, чем чисто жидкие варианты, некоторые из которых в любом случае можно использовать в качестве спрея.
Порошок
В отличие от жидких и аэрозольных растворов, порошкообразные средства для удаления ржавчины обычно не предназначены для использования на металле. Поскольку они часто состоят в основном из гидросульфита натрия, их чаще всего используют для удаления пятен ржавчины с тканей, а также с керамики и бетона.
В зависимости от порошкового средства для удаления ржавчины вам, возможно, придется либо нанести его непосредственно на пятно, либо смешать порошок с водой и использовать в качестве средства для замачивания, погрузив предмет целиком в раствор.
Как мы оценивали лучшие средства для удаления ржавчины
В дополнение к моему собственному опыту использования средств для удаления ржавчины я изучал отзывы пользователей в интернет-магазинах, таких как Home Depot и Amazon, и ссылался на аналогичные статьи об средствах для удаления ржавчины на авторитетных сайтах. Для продукта, который мы выбрали как «Выбор редакции», наша команда по снаряжению в Popular Mechanics обратилась не к кому иному, как к Лаборатории коррозионных технологий НАСА в Космическом центре Кеннеди, чтобы протестировать продукт на ржавом образце материала. Наконец, я учел как можно более широкий спектр приложений, чтобы убедиться, что здесь охвачены все сценарии ржавчины. Если вы хотите удалить легкий слой ржавчины на кухне или в ванной, тяжелую ржавчину на ваших инструментах или автомобиле или пятна ржавчины на вашей одежде, лучший продукт для ваших нужд, безусловно, включен ниже.
Выбор редакции
Evapo-Rust
Эвапо-Ржавчина ERO12
Лучший многоцелевой
Jelmar
Jelmar CLR Pro CL4PROEA Средство для удаления кальция, извести и ржавчины
21 доллар на амазонке
Лучшая цена
WD-40
Средство для удаления ржавчины со специальным раствором WD-40
Best Heavy Duty
Corroseal
Преобразователь ржавчины на водной основе Corroseal
Сейчас скидка 32%
67 долларов на АМАЗОН
Лучшее для дома
Iron Out
Средство для удаления пятен ржавчины Iron Out
4 доллара на амазонке
Best for Tools
Rust-Oleum
Rust-Oleum 300112 Гелевая формула растворителя ржавчины
Лучший для кухонь и ванных
Lime-A-Way
Лайм-A-Way
22 доллара на АМАЗОН
Best For Cars
Permatex
Перматекс 81849Лечение ржавчины
Дополнительные советы по удалению ржавчины от нашего эксперта Джеймса Фицджеральда
Фотографии любезно предоставлены Джеймсом Фитцджеральдом // Хотя и Rust-Oleum, и CLR быстро восстановили ржавые втулки, наш эксперт предпочитает первый из-за более быстрого удаления ржавчины с инструментов.
PM : Как защитить поверхности от образования ржавчины после использования средства для удаления ржавчины?
J.F.: Чтобы предотвратить повторное появление ржавчины на объектах и поверхностях, которые вы только что обработали средством для удаления ржавчины, вы можете покрасить их, нанести ингибитор коррозии, натереть пастой из воска или покрыть тонким слоем льняное масло. Использование преобразователя ржавчины вместо обычного средства для удаления ржавчины также обеспечит дополнительный уровень защиты. Вы можете минимизировать риск возвращения ржавчины, предотвратив или минимизировав воздействие кислорода и воды.
PM : На каких материалах можно использовать средства для удаления ржавчины?
J.F.: Материалы, для которых подходит средство для удаления ржавчины, зависят от его типа. Средства для удаления ржавчины, в которых используются сильные кислоты, обычно эффективны только на металле, в то время как некоторые хелатирующие средства для удаления ржавчины и средства, в основном состоящие из гидросульфита натрия, можно использовать на тканях, камне и бетоне, но нечасто они эффективны на большинстве металлов.
ТВЧ — это закалка: особенности, оборудование, достоинства
Главная » Обработка металла » Термообработка » Что такое ТВЧ и где это применяется?
На чтение 5 мин
Содержание
Что такое ТВЧ-закалка?
Сферы применения
Достоинства и недостатки
Как выбирается температура
Охлаждение детали
Индукционная установка
После изготовления металлических деталей, на производстве проводят дополнительную обработку чтобы улучшить характеристики материала. ТВЧ — это закалка стали, которая проводится с помощью воздействия токов высокой частоты. Применяется на производстве.
ТВЧ закалка стали
Что такое ТВЧ-закалка?
ТВЧ закалка — поверхностное термическое воздействие на сталь, которое проводится при подаче тока высокой частоты. После проведения технологического процесса показатели прочности, твердости увеличиваются, что повышает эксплуатационные характеристики изделия. Технологический процесс состоит из нескольких этапов:
нагрев до высокой температуры;
выдержка в одном температурном режиме;
охлаждение.
Глубина закалки ТВЧ зависит от длительности каждого из этапов.
При разогреве стали токами высокой частоты важно правильно выполнить охлаждение. Для этого заготовку погружают в ёмкость с охлаждающей жидкостью или на обработанную поверхность разбрызгивается масло, вода, эмульсия.
С помощью оборудования, на котором проводится процесс закалки стали, можно выполнить ТВЧ-пайку. Для этого на рабочую поверхность подаётся ток ещё большей частоты.
Сферы применения
Термическое воздействие необходимо для того чтобы улучшить характеристики изделия. ТВЧ подвергаются следующие детали:
зубья;
шестерни;
шкивы;
валы;
оси;
крановые колеса.
Нагрев токами высокой частоты применяется к изделиям из углеродистой стали. Если в них содержится не более 0,5% углерода, после обработки они приобретут высокие показатели прочности, твердости. Если процент углерода ниже, достигнуть необходимых характеристик не получится.
Шестерни
Любой метод обработки металлов обладает сильными и слабыми сторонами. Преимущества:
У изделий, прошедших закалку токами высокой частоты остаётся мягкая середина. Это делает их устойчивее к пластической деформации.
Глубину закалки можно отрегулировать.
Металлическая поверхность непродолжительное время подвергается нагреву. Благодаря этому не происходит процессов окисления.
Возможность обрабатывать изделия различной формы, размера.
На поверхности заготовок не образуется нагар.
Минимальное изменение габаритов после проведения технологического процесса. Это позволяет использовать незначительный припуск на готовую деталь.
Недостатки:
Для работы в мастерской или гараже приобретать оборудование невыгодно, поскольку оно дорого стоит.
Индукционную установку невозможно создать своими руками.
Станки применяются при серийном производстве износоустойчивых деталей.
Как выбирается температура
Чтобы провести качественную закалку стальной заготовки, нужно выбрать температурный режим обработки, который зависит от вида обрабатываемого материала:
Доэвтектоидные стали — содержат менее 0. 8% углерода. Во время обработки их разогревают до температуры 850 градусов. После нагрева детали быстро охлаждают. Её погружают в ванную с охлаждающей жидкостью.
Заэвтектоидные стали — содержат более 0.8% углерода. Разогреваются до температуры 800 градусов. Таким образом происходит неполная закалка.
Особенности индукционного воздействия на металлические поверхности не позволяют обрабатывать стали, процентное содержание углерода в которых не превышает 0.5%. Для завершения технологического процесса нужно устранить возникшее напряжение между сердцевиной и поверхностью изделия. Чтобы сделать это, проводится низкотемпературный отпуск. Заготовка помещается в печь, разогретую до температуры 200 градусов по Цельсию. Когда температура упадёт, изделию дают остыть при комнатной температуре.
Закалка стали
Охлаждение детали
Охлаждение — заключительный этап. Важные условия — скорость, равномерность. При охлаждении применяется два метода:
Деталь помещают в бак с охлаждающей жидкость.
Поверхность заготовки покрывается слоем охлаждающей жидкости с помощью спреера.
Индуктор, используемый для работы с металлическими изделиями, оборудуется дополнительной системой охлаждения. Она представляет собой медные трубки, по которым циркулирует вода. Охлаждение происходит благодаря отверстиям, прорезанных в трубках, из которых вода попадает на рабочую поверхность.
Индукционная установка
Чтобы провести разогрев токами высокой частоты, нужно использовать индукционное оборудование. Оно состоит из высокочастотного генератора, индуктора. Заготовку устанавливают внутри индуктора или рядом с ним. Он представляет собой катушку, на которой закрепляется медная трубка. Габариты, форма индуктора может изменяться в зависимости от размера обрабатываемой детали.
После включения оборудования индуктор генерируют магнитное поле, которое проходит через изделие. Вихревые токи, образующиеся во время обработки, разогревают поверхностные слои стали. Чтобы увеличить глубину проработки детали, нужно повысить частоту тока.
Бывает несколько типов конструкции индуктора:
Валы, отверстия, колеса закаливаются с помощью многовитковых установок.
Рабочую часть инструментов обрабатывают с помощью петлевых аппаратов.
Если деталь сложной формы, применяется фасонная установка.
Помимо конструкции используемого оборудования, изменяют режимы проведения работ:
Одновременная. Нагреву подвергается выбранная зона заготовки. После разогрева деталь равномерно охлаждается.
Непрерывно-последовательная. Зоны, которые требуется подвергнуть обработке, нагреваются последовательно. Для этого заготовка или индуктор смещается. Когда одна зона была разогрета и рабочий сместил индуктор, она начинает охлаждаться.
При обработке нужно удерживать одно расстояние между индуктором, рабочей поверхностью на всем рабочем промежутке. Важно не допускать соприкосновения оборудования и заготовки. Это приведёт к нарушению структуры материала.
Одновременный разогрев изделий подразумевает использование большой мощности. Это повышает затраты электроэнергии. Из-за этого при обработки крупногабаритных заготовок применяют режим непрерывно-последовательной закалки.
ТВЧ — технология, направленная на изменение характеристик металлической заготовки. Разогревание изделия высокочастотными токами увеличивает показатели твердости, прочности. Важно равномерно провести разогрев, охлаждение. ТВЧ актуально использовать при многосерийном производстве.
( 5 оценок, среднее 4.2 из 5 )
Поделиться
Поверхностная закалка ТВЧ: технология, режимы, установки
Закалка сталей токами высокой частоты (ТВЧ) — это один из распространенных методов поверхностной термической обработки, который позволяет повысить твердость поверхности заготовок. Применяется для деталей из углеродистых и конструкционных сталей или чугуна. Индукционная закалка ТВЧ являет собой один из самых экономичных и технологичных способов упрочнения. Она дает возможность закалить всю поверхность детали или отдельные ее элементы или зоны, которые испытывают основную нагрузку.
При этом под закаленной твердой наружной поверхностью заготовки остаются незакаленные вязкие слои металла. Такая структура уменьшает хрупкость, повышает стойкость и надежность всего изделия, а также снижает энергозатраты на нагрев всей детали.
Закалка ТВЧ
Содержание
Технология высокочастотной закалки
Поверхностная закалка ТВЧ — это процесс термообработки для повышения прочностных характеристик и твердости заготовки.
Основные этапы поверхностной закалки ТВЧ — индукционный нагрев до высокой температуры, выдержка при ней, затем быстрое охлаждение. Нагревание при закалке ТВЧ производят с помощью специальной индукционной установки. Охлаждение осуществляют в ванне с охлаждающей жидкостью (водой, маслом или эмульсией) либо разбрызгиванием ее на деталь из специальных душирующих установок.
Выбор температуры
Для правильного прохождения процесса закалки очень важен правильный подбор температуры, которая зависит от используемого материала.
Стали по содержанию углерода подразделяются на доэвтектоидные — меньше 0,8% и заэвтектоидные — больше 0,8%. Сталь с углеродом меньше 0,4% не закаливают из-за получаемой низкой твердости. Доэвтектоидные стали нагревают немного выше температуры фазового превращения перлита и феррита в аустенит. Это происходит в интервале 800—850°С. Затем заготовку быстро охлаждают. При резком остывании аустенит превращается в мартенсит, который обладает высокой твердостью и прочностью. Малое время выдержки позволяет получить мелкозернистый аустенит и мелкоигольчатый мартенсит, зерна не успевают вырасти и остаются маленькими. Такая структура стали обладает высокой твердостью и одновременно низкой хрупкостью.
Микроструктура стали
Заэвтектоидные стали нагревают чуть ниже, чем доэвтектоидные, до температуры 750—800°С, то есть производят неполную закалку. Это связано с тем, что при нагреве до этой температуры кроме образования аустенита в расплаве металла остается нерастворенным небольшое количество цементита, обладающего твердостью высшей, чем у мартенсита. После резкого охлаждения аустенит превращается в мартенсит, а цементит остается в виде мелких включений. Также в этой зоне не успевший полностью раствориться углерод образует твердые карбиды.
В переходной зоне при закалке ТВЧ температура близка к переходной, образуется аустенит с остатками феррита. Но, так как переходная зона не остывает так быстро, как поверхность, а остывает медленно, как при нормализации. При этом в этой зоне происходит улучшение структуры, она становится мелкозернистой и равномерной.
Перегревание поверхности заготовки способствует росту кристаллов аустенита, что губительно сказывается на хрупкости. Недогрев не дает полностью феррито-перритной структуре перейти в аустенит, и могут образоваться незакаленные пятна.
После охлаждения на поверхности металла остаются высокие сжимающие напряжения, которые повышают эксплуатационные свойства детали. Внутренние напряжения между поверхностным слоем и серединой необходимо устранить. Это делается с помощью низкотемпературного отпуска — выдержкой при температуре около 200°С в печи. Чтобы избежать появления на поверхности микротрещин, нужно свести к минимуму время между закалкой и отпуском.
Также можно проводить так называемый самоотпуск — охлаждать деталь не полностью, а до температуры 200°С, при этом в ее сердцевине будет оставаться тепло. Дальше деталь должна остывать медленно. Так произойдет выравнивание внутренних напряжений.
Индукционная установка
Индукционная установка для термообработки ТВЧ представляет собой высокочастотный генератор и индуктор для закалки ТВЧ. Закаливаемая деталь может располагаться в индукторе или возле него. Индуктор изготовлен в виде катушки, на ней навита медная трубка. Он может иметь любую форму в зависимости от формы и размеров детали. При прохождении переменного тока через индуктор в нем появляется переменное электромагнитное поле, проходящее через деталь. Это электромагнитное поле вызывает возникновение в заготовке вихревых токов, известных как токи Фуко. Такие вихревые токи, проходя в слоях металла, нагревают его до высокой температуры.
Индукционный нагреватель ТВЧ
Отличительной чертой индукционного нагрева с помощью ТВЧ является прохождение вихревых токов на поверхности нагреваемой детали. Так нагревается только наружный слой металла, причем, чем выше частота тока, тем меньше глубина прогрева, и, соответственно, глубина закалки ТВЧ. Это дает возможность закалить только поверхность заготовки, оставив внутренний слой мягким и вязким во избежание излишней хрупкости. Причем можно регулировать глубину закаленного слоя, изменяя параметры тока.
Повышенная частота тока позволяет сконцентрировать большое количество тепла в малой зоне, что повышает скорость нагревания до нескольких сотен градусов в секунду. Такая высокая скорость нагрева передвигает фазовый переход в зону более высокой температуры. При этом твердость возрастает на 2—4 единицы, до 58—62 HRC, чего невозможно добиться при объемной закалке.
Для правильного протекания процесса закалки ТВЧ необходимо следить за тем, чтобы сохранялся одинаковый просвет между индуктором и заготовкой на всей поверхности закаливания, необходимо исключить взаимные прикосновения. Это обеспечивается при возможности вращением заготовки в центрах, что позволяет обеспечить равномерное нагревание, и, как следствие, одинаковую структуру и твердость поверхности закаленной заготовки.
Индуктор для закалки ТВЧ имеет несколько вариантов исполнения:
одно- или многовитковой кольцевой — для нагрева наружной или внутренней поверхности деталей в форме тел вращения — валов, колес или отверстий в них;
петлевой — для нагрева рабочей плоскости изделия, например, поверхности станины или рабочей кромки инструмента;
фасонный — для нагрева деталей сложной или неправильной формы, например, зубьев зубчатых колес.
В зависимости от формы, размеров и глубины слоя закаливания используют такие режимы закалки ТВЧ:
одновременная — нагревается сразу вся поверхность заготовки или определенная зона, затем также одновременно охлаждается;
непрерывно-последовательная — нагревается одна зона детали, затем при смещении индуктора или детали нагревается другая зона, в то время как предыдущая охлаждается.
Одновременный нагрев ТВЧ всей поверхности требует больших затрат мощности, поэтому его выгоднее использовать для закалки мелких деталей — валки, втулки, пальцы, а также элементов детали — отверстий, шеек и т.д. После нагревания деталь полностью опускают в бак с охлаждающей жидкостью или поливают струей воды.
Непрерывно-последовательная закалка ТВЧ позволяет закалять крупногабаритные детали, например, венцы зубчатых колес, так как при этом процессе происходит нагрев малой зоны детали, для чего нужна меньшая мощность генератора ТВЧ.
Охлаждение детали
Охлаждение — второй важный этап процесса закалки, от его скорости и равномерности зависит качество и твердость всей поверхности. Охлаждение происходит в баках с охлаждающей жидкостью или разбрызгиванием. Для качественной закалки необходимо поддерживать стабильную температуру охлаждающей жидкости, не допускать ее перегрева. Отверстия в спрейере должны быть одинакового диаметра и расположены равномерно, так достигается одинаковая структура металла на поверхности.
Чтобы индуктор не перегревался в процессе работы, по медной трубке постоянно циркулирует вода. Некоторые индукторы выполняются совмещенными с системой охлаждения заготовки. В трубке индуктора прорезаны отверстия, через которые холодная вода попадает на горячую деталь и остужает ее.
Закалка токами высокой частоты
Достоинства и недостатки
Закалка деталей с помощью ТВЧ обладает как достоинствами, так и недостатками. К достоинствам можно отнести следующее:
После закалки ТВЧ у детали сохраняется мягкой середина, что существенно повышает ее сопротивление пластической деформации.
Экономичность процесса закалки деталей ТВЧ связана с тем, что нагревается только поверхность или зона, которую необходимо закалить, а не вся деталь.
При серийном производстве деталей необходимо настроить процесс и далее он будет автоматически повторяться, обеспечивая необходимое качество закалки.
Возможность точно рассчитать и регулировать глубину закаленного слоя.
Непрерывно-последовательный метод закалки позволяет использовать оборудование малой мощности.
Малое время нагрева и выдержки при высокой температуре способствует отсутствию окисления обезуглероживания верхнего слоя и образования окалины на поверхности детали.
Быстрый нагрев и охлаждение не дают большого коробления и поводок, что позволяет уменьшить припуск на чистовую обработку.
Но индукционные установки экономически целесообразно применять только при серийном производстве, а для единичного производства покупка или изготовление индуктора невыгодно. Для некоторых деталей сложной формы производство индукционной установки очень сложно или невозможно получить равномерность закаленного слоя. В таких случаях применяют другие виды поверхностных закалок, например, газопламенную или объемную закалку.
Усиление защиты
– Изучите Linux TV
Джей
Доверие — очень важный аспект безопасности, но кому/чему именно вы должны доверять? Как насчет никого? Присоединяйтесь к Джею и Жоао в эпизоде 18 шоу Enterprise Linux Security, где они обсуждают безопасность нулевого доверия.
Версия Ogg
Версия MP3
Версия MP3 (низкая)
Категории Enterprise Linux Security, Подкасты, Видео на YouTube Теги Enterprise Linux Security, Enterprise Security, Усиление, IT-безопасность, Linux, подкаст, нулевое доверие 2 комментариев
Джей
Недавно появились интересные новости безопасности, и в этом выпуске основное внимание уделяется двум событиям. Trojan Source — это недавно обнаруженная тактика, которую можно использовать для сокрытия вредоносного кода и выполнения чего-то совершенно неожиданного, даже если исходный код кажется синтаксически правильным. Кроме того, CISA недавно потребовала исправления большого количества CVE в самом ближайшем будущем, что, вероятно, будет иметь последствия даже за пределами Соединенных Штатов. Кроме того, Джей и Жоао также обсуждают недавно выпущенную Fedora 35 — дистрибутив, широко распространенный на рабочих станциях, используемых администраторами.
категории Enterprise Linux Security, Подкасты, Видео на YouTube Теги 22-01, CISA, корпоративный linux, Enterprise Linux Security, Усиление, Предотвращение вторжений, Linux, Безопасность Linux, патч, Безопасность, Источник троянов, TrojanSource, Уязвимости
Джей
Использование устаревших дистрибутивов Linux может со временем привести к дополнительным рискам безопасности, а переход на более новый и лучше поддерживаемый дистрибутив может оказаться очень трудным делом для большинства администраторов. В этом эпизоде к Джею и Жоао присоединяется Джек из AlmaLinux, и мы говорим об Elevate — инструменте, который можно использовать для перехода с дистрибутива семейства Enterprise Linux на другой дистрибутив Enterprise Linux. Это помогает облегчить часть бремени миграции дистрибутива, а в качестве проекта сообщества это также отличный проект для начала работы с проектом с открытым исходным кодом.
Загрузка эпизодов
Версия OGG
Версия MP3
Версия MP3 (низкая)
Категории Enterprise Linux Security, Подкасты, Видео на YouTube Теги almalinux, Elevate, enterprise linux, Enterprise Linux Security, Усиление, Предотвращение вторжений, Linux, Безопасность Linux, Безопасность
Домашняя закалка | North Tahoe Fire District
Крыша
Крыша является наиболее уязвимой частью вашего дома. Дома с деревянными или гонтовыми крышами подвержены высокому риску разрушения во время лесного пожара. Постройте свою крышу или перекройте ее из таких материалов, как композит, металл или черепица. Заблокируйте все зазоры между настилом крыши и покрытием, чтобы не допустить застревания угольков.
Вентиляционные отверстия
Вентиляционные отверстия в домах создают отверстия для разлетающихся углей.
Закройте все вентиляционные отверстия металлической сеткой размером от 1/16 до 1/8 дюйма. Не используйте стекловолокно или пластиковую сетку, потому что они могут расплавиться и загореться.
Защитите вентиляционные отверстия в карнизах или карнизах перегородками для блокирования тлеющих углей (сетки недостаточно).
Карнизы и софиты
Карнизы и софиты должны быть защищены негорючими* или негорючими материалами.
Windows
Тепло от лесного пожара может привести к тому, что окна разобьются еще до того, как загорится дом. Это позволяет горящим уголькам проникать внутрь и вызывать возгорание. Однокамерные и большие окна особенно уязвимы.
Установите окна с двойным остеклением и одним стеклом из закаленного стекла, чтобы уменьшить вероятность поломки при пожаре.
Рассмотрите возможность ограничения размера и количества окон, выходящих на большие участки растительности.
Стены
Изделия из дерева, такие как доски, панели или черепица, являются обычными материалами для облицовки. Однако они легко воспламеняются и не являются хорошим выбором для пожароопасных помещений.
Постройте или отреставрируйте свои стены из стойких к воспламенению* строительных материалов, таких как штукатурка, фиброцементный стеновой сайдинг, антипирен, обработанная древесина или другие утвержденные материалы.
Убедитесь, что материалы простираются от фундамента до крыши.
Настилы
Поверхности в пределах 10 футов от здания должны быть изготовлены из негорючих*, негорючих или других утвержденных материалов.
Убедитесь, что из-под настила убраны все горючие предметы.
Водосточные желоба
Держите водосточные желоба чистыми или закрывайте водосточные желоба, чтобы предотвратить скопление растительных остатков.
Покрытие патио
Для покрытия патио используйте те же огнестойкие* материалы, что и для крыши.
Дымоход
Закройте дымоход и дымоход негорючим экраном. Используйте металлический экран с отверстиями не меньше 3/8 дюйма и не больше 1/2 дюйма, чтобы предотвратить вылет тлеющих углей и возгорание.
Гараж
Приготовьте огнетушитель и такие инструменты, как лопата, грабли, ведро и шланг на случай пожара.
Установите уплотнитель вокруг и под воротами гаража, чтобы предотвратить задувание углей.
Храните все горючие и легковоспламеняющиеся жидкости вдали от источников воспламенения.
Заборы
Рассмотрите возможность использования огнестойких* или негорючих материалов для ограждения, чтобы защитить свой дом во время лесного пожара.
Подъездные пути и подъездные пути
Подъездные пути должны быть построены и содержаться в соответствии с государственными и местными нормами, чтобы пожарные и аварийные машины могли добраться до вашего дома. Рассмотрите возможность содержания подъездных дорог с просветом не менее 10 футов с каждой стороны, что обеспечивает двустороннее движение.
Минеральные вещества | Tervisliku toitumise informatsioon
В человеческом организме установлено наличие более 70 химических элементов. Достоверно установлена потребность в более чем 20 биоэлементах. Для обеспечения достаточного количества этих элементов крайне важно, чтобы питание было разнообразным.
Встречающиеся в организме минеральные вещества можно условно разделить на две группы:
Содержание макроэлементов в организме составляет более 0,01%. Ими являются фосфор (P), кальций (Ca), натрий (Na), калий (K), магний (Mg), сера (S), хлор (Cl) (см Таблица 1).
Содержание микроэлементов – менее 0,01%, у некоторых даже 0,00001.
Потребность в некоторых микроэлементах установлена, это железо (Fe), цинк (Zn), медь (Cu), йод (I), селен (Se) , марганец (Mn), молибден (Mo), фтор (F), хром (Cr), кобальт (Co), кремний (Si), ванадий (V), бор (B), никель (Ni), мышьяк (As) и олово (Sn).
Помимо них в организме обнаружен целый ряд элементов, функция которых пока не ясна, их появление в организме может быть обусловлено загрязнением окружающей среды и частым соприкосновением с ними. Например, люди, работающие в теплицах, постоянно контактируют с химическими веществами, различные элементы могут быть признаком разного рода заболеваний. В числе таких элементов алюминий (Al), стронций (Sr), барий (Ba), рубидий (Rb), палладий (Pd), бром (Br).
В организм могут попадать и тяжелые, т.е. ядовитые металлы, такие как кадмий (Cd), ртуть (Hg) или свинец (Pb).
Минеральные вещества в нашем организме являются важными компонентами скелета, биологических жидкостей и энзимов и способствуют передаче нервных импульсов.
Люди и животные получают различные биологические элементы из пищи, воды и окружающего воздуха, самостоятельно синтезировать минеральные вещества живые организмы не могут. В растениях минеральные вещества накапливаются из почвы, и их количество зависит от места произрастания и наличия удобрений. В питьевой воде также имеются минеральные вещества, и их содержание зависит от места, откуда получают воду.
Несмотря на то, что человек нуждается в небольших количествах минеральных веществ (макроэлементов в миллиграммах и граммах, микроэлементов – в милли- и микрограммах), в его организме, тем не менее, отсутствуют достаточные запасы минеральных веществ, чтобы нормально перенести их долговременный дефицит. Потребность в минеральных веществах зависит также от возраста, пола и прочих обстоятельств (см Таблица 2). Например, повышенная потребность в железе у женщин связана с менструациями и беременностью, а спортсменам требуется больше натрия, потому что он интенсивно выводится с потом.
Чрезмерные количества минеральных веществ могут привести к сбоям в работе организма, потому что, будучи компонентами биоактивных соединений, они оказывают влияние на регуляторные функции. Получать чрезмерные количества минеральных веществ (за исключением натрия) с пищей практически невозможно, однако это может произойти при чрезмерном употреблении биологически активных добавок и обогащенных минеральными веществами продуктов.
Усвоению минеральных веществ могут препятствовать:
злоупотребление кофе,
употребление алкоголя,
курение,
некоторые лекарства,
некоторые противозачаточные таблетки,
определенные вещества, встречающиеся в некоторых продуктах, например, в ревене и шпинате.
Потери минеральных веществ при тепловой обработке продуктов питания значительно меньше, чем потери витаминов. Однако при рафинировании или очистке часть минеральных веществ удаляется. Поэтому важно есть больше цельнозерновых и нерафинированных продуктов. Минеральные вещества могут образовывать соединения с другими веществами, содержащимися в продуктах питания (например, с оксалатами в ревене), в результате чего организм не может их усвоить.
Таблица 1
Названия и источники важнейших минеральных веществ
йодированная соль, рыба и другие дары моря, сыр, яйца, некоторые виды ржаного хлеба и йогурта
Se
селен
арахис, печень, рыба и дары моря, семена подсолнечника, мясо
* Количество, содержащееся в 100 г продукта, покрывает не менее 10% суточной потребности взрослой женщины
Таблица 2
Рекомендуемые в зависимости от возраста суточные нормы потребления важнейших минеральных веществ
Возраст
Натрий, мг
Кальций, мг
Калий, г
Магний, мг
Железо, мг
Цинк, мг
Медь, мг
Йод, мкг
Селен, мкг
Дети
6–11 месяцев
до 650
550
1,1
80
8
5
0,3
60
15
12–23 месяца
до 830
600
1,4
85
8
6
0,3
90
25
2–5 лет
до 1580
600
1,8
120
8
6
0,4
90
30
6–9 лет
до 1580
700
2
200
9
7
0,5
120
30
Женщины
10–13 лет
до 2400
900
2,9
300
11
8
0,7
150
40
14–17 лет
до 2400
900
3,1
320
15
9
0,9
150
50
18–30 лет
до 2400
900
3,1
320
15
9
0,9
150
50
31–60 лет
до 2400
800
3,1
320
15
9
0,9
150
50
61–74 лет
до 2400
800
3,1
320
10
9
0,9
150
50
> 75 лет
до 2400
800
3,1
320
10
9
0,9
150
50
Беременные
до 2400
900
3,1
360
15
10
1
175
60
Кормящие матери
до 2400
900
3,1
360
15
11
1,3
200
60
Мужчины
10–13 лет
до 2400
900
3,3
300
11
11
0,7
150
40
14–17 лет
до 2400
900
3,5
380
11
12
0,9
150
60
18–30 лет
до 2400
900
3,5
380
10
9
0,9
150
60
31–60 лет
до 2400
800
3,5
380
10
9
0,9
150
60
61–74 лет
до 2400
800
3,5
380
10
10
0,9
150
60
> 75 лет
до 2400
800
3,5
380
10
10
0,9
150
60
* Для 18–20-летних рекомендуемая суточная доза составляет 900 мг кальция и 700 мг фосфора. ** Потребность в железе зависит от потери железа при менструациях. Для женщин в постменопаузе рекомендуемая дневная доза железа составляет 10 мг. *** Для достижения сбалансированного содержания железа во время беременности в организме женщины должны иметься запасы железа как минимум на 500 мг больше, чем до беременности. В двух последних триместрах беременности, в зависимости от уровня железа в организме, может потребоваться дополнительный прием железа. **** На самом деле, селена можно потреблять больше указанной в таблице рекомендованной дозы, поскольку селен по-разному всасывается из разных источников и происходит постоянное обеднение им поверхности, т.е. таблицы питательной ценности продуктов «не поспевают» за истинным положением дел (в них зачастую указываются значения больше реальных).
Максимальные разовые безопасные дозы минеральных веществ и пищевых добавок:
Минеральное вещество
Доза
Кальций (мг)
2500
Фосфор (мг)
3000
Калий (мг)
3,7*
Железо (мг)
60
Цинк (мг)
25
Медь (мг)
5
Йод (мкг)
600
Селен (мкг)
300
* Только из биоактивных добавок или обогащенной пищи
Медь | справочник Пестициды.
ru
Показать все
Содержание:
Физические и химические свойства
Содержание в природе
В почве различают
Содержание меди в различных типах почв
Базальты
Андезиты
Граниты
Валунные суглинки, известняки и пески
Глины и лессы
Желтоземы и красноземы
Засоленные почвы и черноземы
Дерново-подзолистые, серые лесные, сероземы и каштановые
Верховые торфяники и дерново-карбонатные
Почвы тундры
Торфянисто-болотные
Подвижная медь
Роль в растении
Биохимические функции
Недостаток (дефицит) меди в растениях
Избыток меди
Содержание меди в различных соединениях
Способы применения медьсодержащих удобрений
Сернокислая медь (медный купорос)
Суперфосфат с медью
Пиритные огарки
Шлаки цинкоэлектролитных и медеплавильных заводов
Низкопроцентные, окисленные медные руды
Порошок, содержащий медь
Эффект от применения медьсодержащих удобрений
Зерновые, лен, кормовые культуры
Корнеплоды сахарной свеклы
Многолетние травы (Латвия)
Картофель
Томаты
Морковь
Медь известна человечеству очень давно. Когда-то из нее даже делали оружие, правда, из-за того, что этот металл очень мягкий, в военном деле он перестал применяться еще в третьем тысячелетии до нашей эры. Сложно сказать, сколько именно названий сменила медь за то огромное количество лет, на протяжении которых ее использует человек, однако последнее имя – Сuprum– было дано ей в честь острова Кипр, где в III в. до н.э. велись интенсивные разработки медных рудников.
Несмотря на то, что на Кипре уже очень давно не ведется добыча этого металла, остров до сих пор известен в качестве месторождения меди. Дело в том, что такие рудники – явление достаточно редкое. Хотя в природе и встречаются медные самородки (самый крупный из добытых весил 420 тонн), основную часть металла добывают из руд и минералов. Кстати, раньше ее получали преимущественно из малахита – того самого, который ныне используется в изготовлении украшений и других декоративных вещиц. Он представляет собой основной карбонат меди, который образуется в карбонатных породах, а также может формироваться на воздухе в присутствии воды и углекислого газа. Пример последнего мы можем наблюдать воочию: оказывается, зеленые крыши домов старой Праги покрыты не яркой краской, а медными листами, на поверхности которых под действием времени образовалась тонкая пленка малахита…
Каждый год по всему миру выплавляется порядка 10 миллионов тонн меди, которая самостоятельно или в составе сплавов используется с самыми разными целями, от изготовления мельхиоровых ложек до производства антисептиков. Медь нужна практически в любой сфере производства, а также в здравоохранении и сельском хозяйстве.[9]
Медная руда
Медная руда
Порода, содержащая медь.
Использовано изображение:[11]
Физические и химические свойства
Медь (Cuprum) Cu – химический элемент I группы побочной подгруппы периодической системы Менделеева. Атомный номер – 29. Атомная масса – 63,54. Природная медь состоит из смеси двух стабильных изотопов с массовым числом 63 (69,1 %) и 65 (30,9 %)
Медь – металл красного, в изломе розового цвета. При просвечивании в тонких слоях заметен зеленовато-голубой оттенок. Температура плавления – 1083°C, температура кипения – 2600°C.
В химическом отношении медь является промежуточным элементом между элементами первой плеяды VIII и щелочными металлами I группы химической системы Менделеева. Так же, как железо, кобальт и никель, она склонна к комплексообразованию, образует окрашенные соединения, нерастворимые сульфиды и др. Сходство по химическим свойствам с элементами главной подгруппы первой группы незначительно.
В химических соединениях медь обычно присутствует в двухвалентном состоянии, но известны вещества, в которых медь трехвалентна.[5]
Содержание меди в почве и стран СНГ. Общее количество и подвижные формы (для некоторых типов), (мг/кг), согласно данным:[4]
Почвы
Общее среднее содержание меди
(подвижные формы)
Пределы колебаний общего среднего содержания меди
Почвы тундры
9
2 — 23
Дерново– подзолистые
15
(1 — 5,4)
0,1 – 47,9
Серые лесные
15
(6,6 — 7,8)
5 – 39
Черноземы
30
(4,1 — 6,5)
7 – 18
Каштановые
10
0,6 – 20
Сероземы
11
5 — 20
Засоленные
27
4 — 42
Красноземы и желтоземы
76
(7,4)
27 — 140
Болотные
11
2 — 37
Торфяник верховой
3
1 — 5
Дерново-карбонатные Прибалтики
5
1,2 – 18,5
Содержание в природе
В земной коре содержится 0,01 % меди. Распространение в природе сравнительно низкое. Встречается в свободном состоянии в виде самородков, иногда очень значительных размеров. Но руды самородной меди распространены сравнительно мало – их не более 5 % от общей добычи в мире.
Медь – один из элементов, образующих халькосферу, которая располагается между литосферой и земным ядром. В связи с выдавливанием халькофилов в литосферу вследствие магматических и гидротермальных процессов подавляющая часть меди (около 80 %) присутствует в земной коре в соединениях с серой, 15 % меди – в виде кислородных соединений: окислов, карбонатов, силикатов и прочих. Данные соединения являются продуктами выветривания первичных сульфидных медных руд.
Медь образует до 240 различных минералов, но только около 40 из них имеют промышленное значение.
Важнейшие для промышленности минералы – халькопирит (медный колчедан), халькозин (медный блеск), ковеллин, борнит, малахит, азурит, хризаколла, брошантит. Обычны арсениды, антимониды и сульфоарсениды меди.[5]
Повышенное содержание меди свойственно средним и основным горным породам, а пониженное – карбонатным. Наибольшее распространение имеют простые и сложные сульфиды (первичные минералы). Они довольно легко растворяются при выветривании и высвобождают ионы меди. Кроме того, катионы меди обладают разнообразными свойствами и склонны к химическому взаимодействию с органическими и минеральными веществами. Они легко осаждаются различными анионами: сульфидом, карбонатом, гидроксидом. По этой причине медь в почвах относительно малоподвижна, и ее суммарное содержание в почвенных профилях варьирует незначительно.[3]
Начальным состоянием распределения меди в почвах управляют два фактора: процессы почвообразования и материнская порода. Обычной чертой распределения меди в почвенном профиле является ее аккумуляция в верхних слоях. Это отражает ее биоаккумуляцию и влияние антропогенных факторов.[3]
следующие формы меди: обменные (поглощенные органическими и минеральными коллоидами), водорастворимые, труднорастворимые медные соли, медьсодержащие минералы, комплексные органические соединения. Подвижность меди и доступность растениям зависит от комплексообразования и адсорбции. Ионы меди способны адсорбировать практически все минералы почвы. Адсорбция зависит от заряда поверхности адсорбента, контролируемого величиной кислотности среды. Растворимость катионных и анионных форм меди понижается при pH 7–8.
Ключевая реакция содержания меди в почве – комплексообразование с органическими соединениями. Гуминовые вещества образуют с медью растворимые и нерастворимые соединения.
Наиболее доступны для растений обменносорбированные и водорастворимые соединения меди.[2]
Содержание меди в различных типах почв
Содержание меди в почвах стран СНГ колеблется в достаточно широких пределах – от 1 до 100 мг/кг и выше.
Потребность с/х культур в меди и симптомы недостатка, согласно данным:[10][8]
Культура
П
Симптомы недостатка
Общие симптомы
Потеря тургора листьев, хлороз;
Тормозится рост, нарушается образование репродуктивных и запасающих органов, происходит закручивание листьев
Зерновые
Общие симптомы
Рост заторможен, растения светло-зеленые, верхние листья сухие, скрученные;
Колосья и метелки недоразвиты;
Цветки стерильные, кончики листьев белеют
Озимая пшеница
В
Озимая рожь
—
Яровая пшеница
В
Яровая рожь
С
Ячмень
В
Овес
В
Зернобобовые
Горох
Н
Бобы
С
Масличные
Озимый рапс
—
Яровой рапс
—
Лен
В
Укороченные междоузлия, розеточность листьев, склонность к полеганию
подсолнечник
В
Соцветие мелкое, искривленное, листья верхнего яруса бледные
Овощные
Капуста цветная
С
Огурец
С
Становится карликовым, ткани теряют тургор, растения вянут;
Белеют кончики молодых листьев;
Опадают завязи и цветки;
Задерживается стеблевание;
Слабо образуются семена
Морковь
В
Верхние 3-5 листьев становятся мелкими, сине-зеленого цвета;
Хлороз отсутствует;
Цветки недоразвиты;
Завязи осыпаются;
Побеги слабые;
Развитие корней слабое
Редис
С
Редька
С
Томат
С
Капуста белокочанная
С
Лук
В
Угнетается рост и развитие;
Плотность чешуй понижается;
Цвет бледно-желтый
Салат
В
Листья уродливой формы, беловатой окраски, слабо растут
Пропашные
Картофель
—
Свекла сахарная, кормовая, столовая
С
Кормовые
Клевер луговой
С
Люцерна
В
Кукуруза на силос и зеленую массу
С
Плодовые
Общие симптомы
На верхних листьях побегов – хлороз тканей между жилками.
Лист беловатый. С усилением — побеги растут сплющенными, темно-зелеными с маленькими листьями, листья опадают
Образуется суховершинность, цветение и завязывание плодов прекращается, плоды мельчают, качество их ухудшается
Слива
В
Молодые листья желтеют, ранний листопад, кора растрескивается, натеки камеди, слабое плодоношение
Яблоня
В
Кончики побегов увядают, ведьмины метлы, опадают верхние листья
Цитрусовые
Общие симптомы
В
Плодоношение отсутствует
Очень высоко содержание меди в почвах, образовавшихся на богатых медью породах и в районах концентрации медных месторождений. Значительное обогащение почв медью отмечается при частой обработке растений инсектофунгицидами с содержанием меди.[4]
Содержание данного элемента в почве непосредственно связано с его содержанием в почвообразующих породах:
– содержат больше всего меди.
– несколько меньше, чем базальты.
– низкое содержание меди.
– особенно бедны медью
– самые богатые медью среди осадочных пород.[4]
Общее содержание меди различается в зависимости от типа почв:
– наиболее богатые медью.
так же богаты медью, но здесь ее меньше, чем в красноземах.
почвы – содержат более низкие концентрации данного металла.
типы почв прибалтийских районов – самые бедные по общему содержанию меди.
– так же бедны медью, как и предыдущие типы почв.[4]
и некоторые минеральные почвы песчаного и супесчаного механического состава содержат количество меди, не способное обеспечить нормальный уровень питания растений данным элементом. При этом надо отметить, что торфянисто-болотные почвы значительно различаются по содержанию меди.[4]
. Для сельского хозяйства важно не только общее содержание меди в почве, но и форма нахождения и степень доступности растениям. Формы меди подразделяются на четыре группы:
медь в кристаллической решетке первичных и вторичных минералов;
медь в соединениях с органическим веществом почвы;
медь в поглощенном состоянии на поверхности коллоидных частиц почвы;
водорастворимые формы меди.
Содержание водорастворимых соединений обычно мало и составляет менее 1 % от общего ее количества. При этом, они представлены как минеральными, так и органическими кислотами. Водорастворимые соединения меди подвержены вымыванию из почв. Это значимо для супесчаных и песчаных почв с малой емкостью поглощения.
Кроме водорастворимых соединений, легко усваиваемыми формами соединений меди являются обменно-сорбированные. Медь поглощается органическими и минеральными коллоидами и глинистыми минералами почв.
Содержание доступной для растений меди в почвах колеблется от 1,1 до 7,8 мг/г.[3]
Роль в растении
Биохимические функции
Формы нахождения и поведения меди в растениях делятся на шесть групп:
Медь присутствует в комплексных соединениях с протеинами и низкомолекулярными органическими веществами.
Медь обнаруживается в составе энзимов – жизненно важных для растений веществ с неисследованными функциями.
Медь играет немаловажную роль в процессах дыхания, фотосинтеза, перераспределения углеводов, фиксации и восстановления азота, метаболизма клеточных стенок и протеинов.
Медь влияет на проницаемость сосудов ксилемы для воды и контролирует баланс влаги.
Медь контролирует образование ДНР и РНК.
Медь оказывает значительное влияние на механизмы устойчивости к различным заболеваниям. Однако при избытке или повышенном содержании меди в растениях они становятся менее устойчивы к некоторым заболеваниям.[3]
По биохимическим свойствам и функциям медь схожа с железом и способна как образовывать стабильные комплексы, так и изменять валентность с двухвалентной на одновалентную. Одновалентная медь нестабильна, в отличие от двухвалентной. Вопрос о том, в какой форме – Cu (II) или Cu (III) – медь поглощается растениями, в настоящее время остается открытым. До 99 % меди в растениях присутствует в виде комплексных форм, а концентрация свободных одно- и двухвалентных ионов предельно низка. Для меди характерно большее сродство к аминокислотам, чем к органическим кислотам, и средняя мобильность во флоэме.
Большинство функций меди в растениях связано с ее непосредственным участием в ферментативных окислительно-восстановительных реакциях. Существует несколько важнейших Cu-ферментов:
Пластоцианин. Участвует в процессе фотосинтеза. Свыше 50 % меди в хлоропластах связано с пластоцианином. На 1000 молекул хлорофилла приходится три-четыре молекулы этого вещества.
Цитохлоромоксидаза – оксидаза митохондриальной ЭТЦ. Включает в себя два атома меди и два атома железа в гемовой конфигурации. Атомы меди взаимодействуют с молекулой кислорода, при условии недостатка меди активность фермента снижается.
Полифенолоксидаза. Отвечает за перенос фенолов на молекулярный кислород. Фермент участвует в биосинтезе лигнина, алкалоидов, меланина. Эти вещества ингибируют прорастание спор и рост грибов. При недостатке меди снижается активность фермента.
Супероксиддисмутаза – изофермент. Играет важную роль в детоксикации супероксидного радикала, образуемого в процессе фотосинтеза. Изофермент присутствует в цитозоле, митохондриях, глиоксисомах, хлоропластах.
Аскорбатоксидаза. Катализирует окисление аскорбиновой кислоты до дегидроаскорбиновой. Содержит до пяти атомов меди на молекулу. Локализуется в клеточных стенках и цитоплазме. При недостатке меди активность фермента снижается. Используется как показатель оценки обеспеченности растений медью.
Диаминоксидаза. Катализирует деградацию путресцина. Локализован в апопласте эпидермиса и ксилемы зрелых тканей. В условиях дефицита меди активность фермента снижается.[2]
Недостаток (дефицит) меди в растениях
Болезнь, вызываемая недостатком меди, называется белокосицей, белой чумой или болезнью обработки.[8]Дефицит меди провоцирует задержку роста, хлороз, потерю тургора и, как следствие, увядание растений, а также задержку цветения и гибель урожая. У злаков при острой нехватке меди белеют кончики листьев и не развивается колос. Плодовые страдают суховершинностью.[10]
Дефицит меди, как правило, возникает у растений на кислых песчаных и торфянистых почвах. Критический уровень недостатка меди наблюдается при содержании меди в вегетативных частях растений 1–5 мг/кг сухой массы. Типичные анатомические нарушения, возникающие вследствие дефицита меди, непосредственно связаны с нарушением лигнификации клеточных стенок. В наибольшей степени это проявляется в склеренхиме клеток стеблей. Это явление может наблюдаться даже при незначительном снижении уровня меди и может быть использовано с целью диагностики.
При недостатке меди отмечается снижение активности медьсодержащих ферментов, участвующих в процессах дыхания и фотосинтеза. Как следствие, в растениях снижается уровень растворимых углеродов. При низком их содержании нарушается формирование пыльцы, что приводит к снижению фертильности, а у бобовых подавляется азотофиксация. Недостаток меди больше влияет на развитие семян, зерен, чем на рост вегетативной массы. Таким образом, для нормального образования и функционирования генеративных органов растениям требуется гораздо больше меди, чем для формирования вегетативных частей растения.
Вызванные недостатком меди нарушения процессов фотосинтеза и дыхания отражаются на энергетическом обмене растения, что провоцирует каскад вторичных физиологических эффектов.[2]
Растения испытывают недостаток меди, а почвы считаются бедными по содержанию данного элемента при содержании меди в почвах Нечерноземья менее 1,5–2,0 мг/кг почвы, а в Черноземье – менее 2,0–5,0 мг.[10]
Избыток меди
При избытке меди наблюдается проявление симптомов отравления растений (фитотоксичность). Это хлороз молодых листьев, при этом, жилки остаются зелеными; хлороз нижних листьев. Последний сопровождается появлением коричневой пятнистости и опадением листьев.[8]
Содержание меди в различных соединениях
Источниками промышленного получения медьсодержащих удобрений являются различные медные руды. По минералогическому составу они делятся на три категории: самородные, окисленные и сульфидные. Основной сопутствующий минерал сплошных сульфидных руд – пирит. Содержание меди в рудах колеблется от 0,7 до 3 %. Медные руды – комплексное сырье. В зависимости от основного спутника меди, подразделяются на медноцинковые, медноникелевые, медномолибденовые и меднокобальтовые. Кроме того, медные руды содержат серу, селен, золото, серебро, платину и многие другие элементы.[5]
Значительное количество меди и ее соединений может быть получено при переработке вторичных цветных металлов.[2]
Содержание меди в удобрениях, согласно данным:[2][6]
Удобрение
Содержание, %
Сернокислая медь (медный купорос)
25 — 35
Суперфосфат с медью
0,4 — 0,8
Пиритные огарки
0,3 — 0,7
Шлаки цинкоэлектролитных и медеплавильных заводов
0,2 – 0,5
Низкопроцентные, окисленные медные руды
0,9
Порошок, содержащий медь
5 — 6
Способы применения медьсодержащих удобрений
применяется для некорневых подкормок и обработки семян.[2]
используют для внесения в почву, для предпосевной обработки семян и некорневой подкормки растений.[6]
применяют для внесения в почву.[6]
используют для внесения в почву.[6]
применяют для внесения в почву.[6]
, применяется для опудривания семян.[7]
Недостаток меди
Недостаток меди
Симптомы недостатка меди у пшеницы: срученность верхушек листев.
Использовано изображение:[12]
Эффект от применения медьсодержащих удобрений
Эффективность применения медьсодержащих удобрений зависит от вида растения и типа почвы.
на осушенных болотных и других почвах. Медные удобрения высокоэффективны, способствуют повышению урожайности и улучшению качества продукции.[1] Опытным путем установлено, что внесение медных удобрений повышает урожай пшеницы на 2–5 ц/га, ячменя – на 2–3 ц/га, овса – на 4–6 ц/га, зеленой массы кукурузы – на 21 %, а початков – на 9–13 %.[6]
на дерново-подзолистой почве. Внесение медных удобрений приводит к повышению урожайности на 43–45 %. Та же культура при внесении Сu на дерново-карбонатных почвах с достаточным содержанием подвижной меди прибавки в урожае не дает.
. После внесения медных удобрений повышается урожайность зеленой массы, улучшается кормовое качество трав.
на дерново-подзолистых почвах.Внесение меди при определенных условиях способствует не только увеличению урожайности и улучшению качества корнеплодов, но и повышает сопротивляемость растения к фитофторозу и черной ножке.
Сера
Зона данных | Открытие | Факты | Внешний вид и характеристики | Использование | Изобилие и изотопы | Ссылки
16
S
32. 06
Химический элемент сера классифицируется как халькоген и неметалл. Оно известно с древних времен. Его первооткрыватель и дата открытия неизвестны.
Зона данных
Классификация:
Сера является халькогеном и неметаллом
Цвет:
желтый
Атомный вес:
32.06
Состояние:
твердый
Температура плавления:
115,2 или С, 388,4 К
Точка кипения:
444,7 о С, 717,9 К
Электроны:
16
Протоны:
16
Нейтроны в наиболее распространенном изотопе:
16
Электронные оболочки:
2,8,6
Электронная конфигурация:
1s 2 2s 2 2p 6 3s 2 3p 4
Плотность @ 20 или C:
2,07 г/см 3
Реакции, Соединения, Радиусы, Проводимости»>Показать больше, в том числе: Теплота, Энергия, Окисление, Реакции, Соединения, Радиусы, Проводимости
Атомный объем:
15,5 см 3 /моль
Структура:
S 8 кольца
Твердость:
2 месяца
Удельная теплоемкость
0,71 Дж г -1 К -1
Теплота плавления
1,7175 кДж моль -1
Теплота распыления
279 кДж моль -1
Теплота парообразования
9,8 кДж моль -1 из S 2
1 ст энергия ионизации
999,6 кДж моль -1
2 nd энергия ионизации
2251 кДж моль -1
3 rd энергия ионизации
3360,6 кДж моль -1
Сродство к электрону
200,4144 кДж моль -1
Минимальная степень окисления
-2
Мин. общее окисление нет.
-2
Максимальная степень окисления
6
Макс. общее окисление нет.
6
Электроотрицательность (шкала Полинга)
2,58
Объем поляризуемости
2,9 Å 3
Реакция с воздухом
энергичный, вес/вт ⇒ SO 2
Реакция с 15 M HNO 3
энергичный, ⇒ H 2 SO 4 , NO x
Реакция с 6 М HCl
нет
Реакция с 6 М NaOH
нет
Оксид(ы)
ТАК 2 , ТАК 3
Гидрид(ы)
H 2 S (сероводород)
Хлорид(ы)
S 2 Кл 2 , Кл 2
Атомный радиус
100 вечера
Ионный радиус (1+ ион)
–
Ионный радиус (2+ ион)
–
Ионный радиус (3+ ион)
–
Ионный радиус (1-ион)
–
Ионный радиус (2-ионный)
170 вечера
Ионный радиус (3-ионный)
–
Теплопроводность
0,205 Вт·м -1 К -1
Электропроводность
5,0 x 10 -14 S см -1
Температура замерзания/плавления:
115,2 или С, 388,4 К
Отложения серы вокруг кратера вулкана
Большая часть пользы для здоровья от лука и чеснока связана с соединениями серы.
Серные равнины вокруг вулканического спутника Юпитера, Ио. Фото: НАСА
Древняя переработка серы: Серная руда нагревается в котлах с плотно закрывающимися крышками, чтобы ограничить выброс SO 2 . (Современный предел кратковременного воздействия для SO 2 составляет 5 частей на миллион. (12) ) Жидкая сера собирается под горшками. Георгиус Агрикола, 1556 г.
Открытие серы
Доктор Дуг Стюарт
Сера известна с древних времен. В Библии его называют серой. Его можно найти в элементарном состоянии вокруг жерл вулканов.
Название могло быть получено из арабского «суфра», что означает желтый, или санскритского «шулбари», что означает враг (ари) меди (шулба). (1)
Вариант на санскрите привлекателен, потому что он несет в себе сообщение о давних знаниях людей в области химии: сера действительно легко реагирует со многими металлами, включая медь. (Санскрит — один из древнейших индоевропейских языков, ему более 3000 лет. Несмотря на это, это человеческий язык, наиболее совместимый с искусственным интеллектом. (2) )
При горении серы образуется диоксид серы, ядовитый газ. Когда-то этот газ применялся в Нью-Йорке для фумигации зданий, в которых распространялись инфекционные заболевания. (3)
Использование горения серы для окуривания началось несколько тысяч лет назад. В «Одиссее» Гомера, которой около 2800 лет, Одиссей говорит: «Принеси серу, старая кормилица, которая очищает от всякой скверны, и принеси мне огонь, чтобы я мог очистить дом серой…» (4)
В 808 году китайский текст дает нам, возможно, первый рецепт пороха, содержащий селитру, серу и углерод. (5)
Также считается, что сера была компонентом «греческого огня», оружия, похожего на огнемет, использовавшийся в Византийской империи. (6), (7)
Сера стала признанным химическим элементом в 1789 году, когда Антуан Лавуазье включил ее в свой знаменитый список элементов. (8)
В 1823 году немецкий химик Эйльхард Мичерлих открыл аллотропию серы: он показал, что форма кристаллов серы, полученная при охлаждении расплавленной серы, отличается от формы, полученной при кристаллизации элемента из раствора. (9)
Сера, полученная из расплавленной серы, называется моноклинной серой, а сера, полученная при кристаллизации раствора, называется ромбической серой. Обе формы состоят из колец S 8 . Разница между формами заключается в том, как кольца расположены внутри кристалла.
В то время понятие аллотропии – различных структурных форм одного и того же элемента – не стало формальной частью химии. Только в 1841 году Берцелиус ввел этот термин для объяснения моноклинной и ромбической форм серы. (10)
К 1800-м годам сера в форме серной кислоты стала лучшим способом судить о богатстве страны. Страны даже воевали из-за серы.
Вот что сказал об этом великий немецкий химик Юстус Либих примерно в 1843 году:
«Не будет преувеличением сказать, что мы можем справедливо судить о коммерческом благополучии страны по количеству потребляемой ею серной кислоты.
(цена на серу влияет на цену…) отбеленных и набивных хлопчатобумажных тканей, мыла, стекла и т. д., и помня, что Великобритания снабжает ими Америку, Испанию, Португалию и Восток, обменивая их на хлопок-сырец, шелк, вина, изюма, индиго и т. д., мы можем понять, почему английское правительство решило прибегнуть к войне с Неаполем (в 1839 г.) для того, чтобы отменить монополию на серу, которую последняя держава недавно пыталась установить». (11)
Интересные факты о сере
Сера составляет почти 3% массы Земли. Если вы думаете, что это немного, в следующий раз, когда вы посмотрите на небо и увидите луну, подумайте вот о чем: земля содержит достаточно серы, чтобы образовалась не одна новая луна, а две!
Когда шекспировский Отелло просит о наказании, он упоминает одну возможность: «…поджарь меня в сере!»
Сера горит очень приятным голубым пламенем — ее старое название — сера, что означает «горящий камень» или «горящий камень».
Чистая сера не имеет запаха, но многие ее соединения воняют! Например, соединения серы, называемые меркаптанами, придают скунсам их ужасный запах. Тухлые яйца (и большинство бомб-вонючек) получают свой характерный аромат благодаря сероводороду, H 2 S.
Некоторые пещерные бактерии переваривают сероводород и производят в пещерах снотиты (подумайте о слизистых сталактитах). Эти сопляки капают серной кислотой с нулевым рН — этого достаточно, чтобы прожечь дыры в вашей одежде, если вы встанете под нее. Бактерии сноттита процветают в районах, где есть залежи серы или серосодержащие минералы или углеводороды. Серная кислота, которую они выделяют, создает под землей новые пещерные системы, растворяя камни.
В ядре Земли доля серы гораздо выше, чем в ее коре — примерно в 100 раз больше.
Пенициллин — природный антибиотик на основе серы.
Кольцо серы 8.
Сера очень энергично реагирует с цинком. Вот пробный пуск серно-цинковой ракеты.
Кристаллизация жидкой серы.
Внешний вид и характеристики
Вредные эффекты:
Элементарная сера считается малотоксичной.
Такие соединения, как сероуглерод, сероводород и диоксид серы, являются токсичными. Например, при концентрации 0,03 части на миллион мы чувствуем запах сероводорода, но он считается безопасным в течение восьми часов воздействия. При 4 ppm это может вызвать раздражение глаз. При 20 ppm воздействие более минуты вызывает серьезное повреждение глазных нервов. При 700 ppm дыхание останавливается. Если не будет быстрого спасения, наступит смерть. Это может привести к необратимому повреждению головного мозга. (14)
Характеристики:
Сера представляет собой мягкое хрупкое твердое вещество бледно-желтого цвета без запаха. Нерастворим в воде, но растворим в сероуглероде. Горит голубым пламенем, окисляясь до диоксида серы.
Сера существует в нескольких кристаллических и аморфных аллотропах. Наиболее распространенной формой является желтая орторомбическая альфа-сера, содержащая сморщенные кольца S 8 .
Сера многовалентна и сочетается с валентностью 2, 4 или 6 почти со всеми другими элементами. Наиболее известным соединением серы является сероводород (H 2 S). Это ядовитый газ с запахом тухлых яиц; запах используется в бомбах-вонючках, многие из которых выделяют небольшое количество сероводорода.
Использование серы
Сера в основном используется в коммерческих целях в качестве реагента при производстве серной кислоты (H 2 SO 4 ). Серная кислота является основным химическим веществом номер один в промышленно развитых странах, которое требуется в больших количествах для свинцово-кислотных аккумуляторов для автомобилей.
Сера также используется при вулканизации натурального каучука, в качестве фунгицида, в черном порохе, в моющих средствах и в производстве фосфорных удобрений.
Сера является жизненно важным элементом для всех форм жизни. Он является компонентом двух аминокислот, цистеина и метионина.
Изобилие и изотопы
Изобилие в земной коре: 350 частей на миллион по весу, 225 частей на миллион по молям
Изобилие в Солнечной системе: 400 частей на миллион по весу, 10 частей на миллион по молям за 100 г
Стоимость, навалом: $ за 100 г
Источник: Залежи серы естественным образом встречаются в районах вокруг горячих источников и в вулканических районах. Он также широко встречается в природе в виде железного пирита (сульфид железа), галенита (сульфид свинца), гипса (сульфат кальция), солей Эпсома (сульфат магния) и многих других минералов.
Сера добывается в коммерческих целях из подземных месторождений с использованием процесса Фраша – перегретая вода и пар закачиваются под землю, где они расплавляют серу, позволяя перекачивать ее на поверхность. Серу также получают в промышленных масштабах как побочный продукт переработки сырой нефти.
Изотопы: Сера имеет 18 изотопов с известным периодом полураспада с массовыми числами от 27 до 45. Встречающаяся в природе сера представляет собой смесь своих четырех стабильных изотопов, и они находятся в указанных процентах: 32 S (95,0%), 33 S (0,8%), 34 S (4,2%) и 36 S (0,02%).
Ссылки
Г. Эггерт, М. Вейхерт, Х. Эйлер, Б. Барбье, Некоторые новости о черных пятнах., 2004, Proceedings of Metal, стр. 142 (скачать в формате pdf).
Рик Бриггс, Представление знаний на санскрите и искусственный интеллект., Журнал AI, том 6, номер 1, 1985 г., стр. 32.
Сайрус Эдсон, Дезинфекция жилых помещений с помощью двуокиси серы, Папская республика общественного здравоохранения, 1889 г., 15: с65-68.
Томас Ф. Глик, Стивен Джон Ливси, Фейт Уоллис, Диоксид, Средневековая наука, технология и медицина: энциклопедия., 2005, стр. 211, Routelidge.
Гомер, Одиссея, стр. 270.
Чарльз Стефенсон, Секретное оружие адмирала: лорд Дандональд и истоки химической войны, стр. 93, Boydell Press.
Эрик Кродди, Химическая и биологическая война., стр. 128, Copernicus Books
Антуан Лавуазье, Элементы химии в Project Gutenberg 1790, Перевод оригинального французского 1789 года Роберта Керра.
chemicool.com/elements/sulfur.html">Факты об элементе серы
Чтобы процитировать эту страницу в академическом документе, используйте следующую ссылку в соответствии с MLA:
«Сера». Химическая периодическая таблица. Chemicool.com. 18 октября 2012 г. Интернет.
.
Sulphur (S) — Chemical properties, Health and Environmental effects
Home
Periodic table
Elements
Sulfur
Atomic number
16
Atomic mass
32.06 g.mol -1
Electronegativity according to Pauling
2.5
Density
2. 07 g. см -3 при 20 °C
0002 Boiling point
445 °C
Vanderwaals radius
0.127 nm
Ionic radius
0.184 (-2) nm ; 0,029 (+6)
Изотопы
5
Электронная раковина
9002 Электронная оболочка
9002
9002
0016
[Ne] 3s 2 3p 4
Energy of first ionisation
999.3 kJ.mol -1
Energy of second ionisation
2252 KJ.MOL -1
Энергия ионизации тирда
3357 KJ. MOL -1
СТАНДА ДЛЯ ДЕЙСТВИЯ
.0017
— 0.51 V
Discovered by
The ancients
Sulphur is a multivalent non-metal, abundant, без вкуса и запаха. В естественной форме сера представляет собой желтое кристаллическое твердое вещество. В природе встречается в чистом виде или в виде сульфидных и сульфатных минералов. Хотя сера печально известна своим запахом, который часто сравнивают с тухлыми яйцами, этот запах на самом деле характерен для сероводорода (H 2 S). Кристаллография серы сложная. В зависимости от конкретных условий аллотропы серы образуют несколько различных кристаллических структур.
Области применения
Основным производным серы является серная кислота (h3SO4), один из наиболее важных элементов, используемых в качестве промышленного сырья. Сера также используется в батареях, моющих средствах, фунгицидах, производстве удобрений, оружейных силах, спичках и фейерверках. Другими областями применения являются изготовление коррозионно-стойкого бетона, обладающего высокой прочностью и устойчивостью к морозу, для растворителей и множества других продуктов химической и фармацевтической промышленности.
Сера в окружающей среде
Жизнь на Земле могла быть возможна благодаря сере. Условия в первых морях были таковы, что простые химические реакции могли генерировать ряд аминокислот, которые являются строительными блоками жизни.
Сера в природе встречается вблизи вулканов. Самородная сера встречается в природе в виде массивных месторождений в Техасе и Луизиане в США. Известно много сульфидных минералов: пирит и маркаист — сульфид железа; антимонит – сульфид сурьмы; галенит – сульфид свинца; киноварь — это сульфид ртути, а сфалерит — сульфид цинка. Другими, более важными, сульфидными рудами являются халькопирит, борнит, пенландит, миллерит и молибденит. Основным источником серы для промышленности является сероводород природного газа, основным производителем является Канада.
Все живые существа нуждаются в сере. Он особенно важен для человека, поскольку входит в состав аминокислоты метионина, которая является для нас абсолютной потребностью в питании. Аминокислота цистеин также содержит серу. В среднем человек потребляет около 900 мг серы в день, в основном в виде белка.
Элементарная сера не токсична, но многие простые производные серы, такие как диоксид серы (SO 2 ) и сероводород.
Сера обычно встречается в природе в виде сульфидов. Во время нескольких процессов в окружающую среду добавляются связи серы, которые наносят вред животным, а также людям. Эти разрушающие связи серы также образуются в природе в ходе различных реакций, в основном, когда уже были добавлены вещества, которых нет в природе. Они нежелательны из-за неприятного запаха и часто очень токсичны.
Во всем мире сернистые вещества могут оказывать следующее воздействие на здоровье человека:
— Неврологические эффекты и изменения поведения — Нарушение кровообращения — Поражение сердца — Воздействие на глаза и зрение — Нарушение репродуктивной функции — Поражение иммунной системы — Желудок и желудочно-кишечные расстройства — Поражение функции печени и почек — Дефекты слуха — Нарушение гормонального обмена — Дерматологические эффекты — Удушье и легочная эмболия
Сера может находиться в воздухе в различных формах. Он может вызывать раздражение глаз и горла у животных, когда поглощение происходит при вдыхании серы в газообразной фазе. Сера широко применяется в промышленности и выбрасывается в воздух из-за ограниченных возможностей разрушения применяемых серных связей.
Повреждающее воздействие серы на животных в основном связано с поражением головного мозга из-за неправильной работы гипоталамуса и поражением нервной системы.
Клапан осесимметричный обратный изготавливается в 3-х вариантах присоединении к трубопроводу: — Сборный межфланцевый с ответными фланцами. — Фланцевый. — Приварной. Все 3 варианта полностью готовы к монтажу. Также распределяются по климатическим условиям и среде: У1, ХЛ и УХЛ.
Техническая информация
Тип арматуры: Клапан безударный (затвор обратный) Ду (мм.): 15 — 600, Ру (кгс/см2): 1.6 — 35 МПа. Простота и надежность конструкции обеспечивает бесперебойную работу клапана в любых климатических условиях и давления сред. Клапана являются ремонтопригодными в полевых условиях. Вертикальная и горизонтальная установка клапана.
Корпусные детали
Сталь 20 ГОСТ 1050-88 , ГОСТ 10705-80 (корпусные детали, трубы, переходы, патрубки). Температура использования среды от -40 до +425 С, окружающего среды от -40 до +40 С по ГОСТ 15150-69.
Сталь 09Г2С ГОСТ 19281-73 (корпусные детали, трубы, переходы, патрубки). Температура использования среды от -60 до +425 С, окружающего среды от -50 до +50 С по ГОСТ 15150-69.
Сталь 12х18н10т ГОСТ 9940-81 (корпусные детали, трубы, переходы, патрубки). Температура использования от -196 до +600 С, окружающего среды от -50 до +50 С по ГОСТ 15150-69.
Нержавеющие стали: Cталь 12х18н10т ГОСТ 5632-72 Большая пластичность, жаростойкость, отличается, высокой стойкостью к агрессивным и окислительным средам.
Изделие устанавливается на трубопроводе в качестве запорного устройства для предотвращения обратного потока рабочей среды в трубопроводах при отключении насоса или возникновении аварийной ситуации.
2. Конструктивные особенности и описание
Обратный клапан осевого типа плавно и быстро реагирует на изменение давления. Наличие вспомогательной пружины обеспечивает быстрое и безударное (искробезопасное) закрытие клапана без возможности обратных протечек среды и пульсаций давления. Конструкция клапана такова, что параметры потока после него восстанавливаются почти сразу на срезе выхода. Клапаны имеют очень малый коэффициент сопротивления.
3.Общие сведения об изделии
Наименование изделия
Клапан обратный осевого потока
Серия и пример обозначения изделия
ЭП 44159
Таблица фигур
19с77нж, 19лс77нж, 19нж77нж, 19с77нжС
Технические условия
ТУ3742-002-12005818-2013
Декларация ТР ТС 032/2013
ТС № RU Д-RU. МЮ62.В.02879 от 17.03.2016
Декларация ТР ТС 010/2011
ЕАЭС N RU Д-RU.АД71.В.00271/18 от 28.11.2018
4.Условия эксплуатации
Рабочая (проводимая) среда в зависимости от исполнения
вода, пар, природный газ, нефть, нефтепродукты, газоконденсат, жидкие и газообразные неагрессивные, агрессивные и особо агрессивные среды, скорость коррозии при всех проводимых средах не более 0,2 мм в год.
Температурные условия эксплуатации затвора в зависимости от его типа, ºС
19с77нж
– сталь 20 — для температуры окружающей среды от – 40 ºС; проводимой – до +100 ºС и до +425 ºС;
19лс77нж
– сталь 09Г2С — для температуры окружающей среды от – 60 ºС, проводимой – до + 100 ºС и до + 350 ºС;
19нж77нж
– сталь 12Х18Н10Т — для агрессивных сред с температурой окружающей среды от – 60 ºС, проводимой – до + 550 ºС;
19нж77нж1
– сталь 10Х17Н13М2Т — для особо агрессивных сред с температурой окружающей среды от – 60 ºС, проводимой – до + 560 ºС;
Климатическое исполнение
У1, ХЛ1, УХЛ1
Установочное положение для 19с77нж,19лс77нж,19нж77нж, 19с77нжС
На горизонтальном трубопроводе изделие устанавливается в любом положении, движение рабочей среды по стрелке. На наклонном трубопроводе – входным патрубком вниз, направление потока по стрелке «снизу – вверх». На вертикальном трубопроводе – входным патрубком вниз, направление потока по стрелке «снизу – вверх»
Направление подачи рабочей среды
по стрелке на корпусе (под захлопку)
Присоединение к трубопроводу
Фланцевое с присоединительными размерами по ГОСТ 12815-80, ГОСТ 33259-2015 и др.
по ГОСТ 9544-2015 кл. А, В, С (по требованию заказчика)
Нормальное положение клапана
полностью «открытое» или полностью «закрытое»
6. Показатели надежности
Средний срок службы, лет, не менее
10
Полный средний ресурс циклов, не менее
3000
Наработка на отказ, циклов, не менее
450
7. Назначение материала деталей изделия в зависимости от условий эксплуатации
№ позиции
Наименование деталей в изделии
Условия эксплуатации изделия, по ГОСТ 15150-69
У1
ХЛ1
УХЛ1
1
Корпус***
Сталь20Л
09Г2С*
12Х18Н10Т**
2
Седло
Сталь20
09Г2С*
12Х18Н10Т**
3
Грибок***
20Х13
20Х13
12Х18Н10Т**
4
Пружина
12Х18Н10Т
12Х18Н10Т
12Х18Н10Т**
5
Втулка
20Х13
20Х13
12Х18Н10Т**
Уплотнительные поверхности (наплавка коррозионностойкая)
06Х18Н19Т
06Х18Н19Т
Без наплавки
* – Возможно изготовление деталей клапана из других низколегированных марок сталей по требованию заказчика
** – Возможно изготовление деталей клапана из других жаропрочных и нержавеющих марок сталей по требованию заказчика,.
ПримечаниеВнешний вид и конструкция затвора обратного поворотного могут быть изменены в процессе совершенствования без особого уведомления, без ухудшения потребительских свойств и при условии поставки изделия с заказанными параметрами.
8. Габаритные и присоединительные размеры изделия
Условное обозначе- ние или номер изделия
DN,
мм
PN, кгс/см²
16
25
40
D, мм
D1, мм
D2, мм
D3, мм
L, мм
Масса, кг
D, мм
D1, мм
D2, мм
D3, мм
L, мм
Масса, кг
D, мм
D1, мм
D2, мм
D3, мм
L, мм
Масса, кг
ЭП 44159
50
49
*
125
160
175
*
49
*
125
160
175
*
48
*
125
160
185
*
ЭП 44159
80
78
*
160
195
210
*
78
*
160
195
210
*
78
*
160
195
220
*
ЭП 44159
100
96
*
180
215
230
*
96
*
190
230
230
*
96
*
190
230
240
*
ЭП 44159
150
146
*
240
280
300
*
146
*
250
300
300
*
145
*
250
300
310
*
ЭП 44159
200
202
*
295
335
365
*
202
*
310
360
365
*
200
*
320
375
375
*
ЭП 44159
250
254
*
355
405
430
*
254
*
370
425
430
*
252
*
385
445
440
*
ЭП 44159
300
303
*
410
460
445
*
303
*
430
485
445
*
301
*
450
510
455
*
ЭП 44159
350
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
ЭП 44159
400
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
ЭП 44159
500
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
8. Габаритные и присоединительные размеры изделия
Условное обозначе- ние или номер изделия
DN,
мм
PN, кгс/см²
63
80/100
160
D, мм
D1, мм
D2, мм
D3, мм
L, мм
Масса, кг
D, мм
D1, мм
D2, мм
D3, мм
L, мм
Масса, кг
D, мм
D1, мм
D2, мм
D3, мм
L, мм
Масса, кг
ЭП 44159
50
47
*
135
175
195
*
45
*
145
195
205
*
45
*
145
195
215
*
ЭП 44159
80
77
*
170
210
230
*
75
*
180
230
240
*
75
*
180
230
250
*
ЭП 44159
100
94
*
200
250
250
*
92
*
210
265
260
*
92
*
210
265
270
*
ЭП 44159
150
142
*
280
340
320
*
136
*
290
350
330
*
136
*
290
350
340
*
ЭП 44159
200
198
*
345
405
385
*
190
*
360
430
395
*
190
*
360
430
405
*
ЭП 44159
250
246
*
400
470
450
*
236
*
430
500
460
*
236
*
430
500
470
*
ЭП 44159
300
294
*
460
530
465
*
284
*
500
585
475
*
284
*
500
585
485
*
ЭП 44159
350
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
ЭП 44159
400
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
ЭП 44159
500
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*- Указывается по запросу заказчика
Возможно изготовление клапанов другой строительной длины и размеров по требованию
Клапан обратный осевого потока (осесимметричный) 19с77нж Ду15-500 Ру16-40 межфланцевый, стяжной между фланцами под приварку.
Клапан обратный осевого потока 19с77нж Ду15-500 условное давление Ру от 10 атм до 40 атм
Преимущества. Низкое гидравлическое сопротивление благодаря отсутствию резких изменений проходного сечения. Быстро и эффективно реагирует на изменение давления. Использование пружины обеспечивает гарантированное быстрое и безударное закрытие клапана.
Принцип действия. Клапан открывается под воздействием давления среды. Захлопка отходит от седла, а шток сжимает пружину, расположенную внутри клапана. При прекращении давления или возникновении обратного потока среды в трубопроводе, клапан под воздействием пружины возвращается в положение закрыто и перекрывает проход клапана.
Конструкция клапана не обслуживаемая, на для проведения ремонта все внутренние детали и узлы имеют разборную конструкцию со свободным доступом ко всем частям клапана.
Присоединение к трубопроводу фланцевое по ГОСТ 33259-2015, но по желанию заказчика возможно изготовление по другим стандартам с комплектацией ответными фланцами, прокладками и крепежом. Также возможно изготовление клапанов в межфланцевом исполнении и с концами под приварку с разделкой кромок под трубу заказчика.
Установочное положение на горизонтальном трубопроводе любое, на вертикальном трубопроводе входным патрубком вниз с направлением рабочей среды в соответствии с маркировкой на табличке на корпусе.
Скачать Каталог PDF 19с77нжС Ду150-500 Ру10-40 фланцевый разборный
Скачать Каталог PDF 19с77нж Ду25-100 Ру10-63 фланцевый
Скачать Каталог PDF 19с77нжС Ду15-125 Ру10-40 фланцевый разборный
Скачать Каталог PDF 19с77нж Ду15-125 Ру10-40 стяжной под приварку
Фото осесимметричных обратных клапанов 19с77нж
19c77нж Ру16 Кл. А
19с77нж ДУ50 Ру40 фл
19с77нж ДУ50
19с77нж ДУ150 Ру25 фл
19с77нж ДУ150
шильд Ду150 Ру25
Для получения информации о ценах, наличии или сроках изготовления обращайтесь к менеджерам по телефону (8412) 396967, эл почте [email protected] или через форму обратной связи на сайте.
Клапаны осесимметричные обратные Ду 300-1400мм Ру от 8 до 16 П
Изделия предназначены для предотвращения рефлюкса рабочей среды и применяются по назначению в трубопроводах компрессорных станций для защиты оборудования от рефлюкса газа при аварийном останове газоперекачивающих агрегатов.
Основные преимущества продукта
Клапаны обратные выполняются за счет рядного расположения и поступательного перемещения; они имеют обтекаемую форму, что снижает гидравлическое сопротивление до рабочего потока и снижает уровень шума.
Осесимметричные клапаны обратного давления отличаются высокой надежностью благодаря безударной работе.
Таблица спецификаций продукции
ДН
300, 400, 500, 700, 1000, 1200, 1400 мм
№
с 8 до 16 лет P
Климатическое исполнение
1 и 1
Операционная среда
Неагрессивный природный газ
Температура окружающего воздуха
от- 60 до +180°
Уплотнитель ворот
«металл-металл»
Общее время закрытия при снижении скорости потока до нуля
5 с
Срок службы до сброса
Не менее 40 лет
Производство и поставка
/ ТР 3742-031-00217610-2008
Кому принадлежат права собственности на товары? С каких пор началось производство? С каких это пор началось производство ? Разработчик ОАО «Волгограднефтемаш», начало производства 1996 г.
Основные потребители Филиалы ПАО «Газпром»
Наличие сертификатов применения, сертификатов качества, дипломов и т.д. — Сертификат соответствия RU C-RU.43..00088 требованиям технических регламентов 032/2013 на клапаны обратные осевые симметричные DN от 150 до 1400 в том числе PN от 8,0 до 16,0 P в соответствии с / ТР 3742-031- 00217610-2008, выдан ООО «Русский Регистр – Балтийская инспекция» с 30.03.2015 по 29.03.2015г..03.2020. — Сертификат соответствия RU C-RU.43..00089 требованиям технических регламентов 10/2011 на клапаны обратные осевые симметричные DN от 150 до 1400 в т.ч. PN от 8,0 до 16,0 P согл. к/ТР 3742-031-00217610-2008, выдан ООО «Русский Регистр – Балтийская инспекция» с 30.03.2015 по 29.03.2020.
Слив из сосуда через осесимметричный регулирующий клапан | Дж. Заявл. мех.
Пропустить пункт назначения навигации
Научно-исследовательские работы
В. Л. Чоу,
Алиса А. Л. Тинг,
П. Х. Цай
Информация об авторе и статье
Дж. Заявл. Мех . Jun 1987, 54(2): 447-452 (6 страниц)
https://doi.org/10.1115/1.3173035
Опубликовано в Интернете: 1 июня 1987 г.
История статьи
Получено:
16 апреля 1986 г.
Пересмотрено:
27 августа 1986 г.
Онлайн:
21 июля 2009 г.
Просмотры
Содержание артикула
Рисунки и таблицы
Видео
Аудио
Дополнительные данные
Экспертная оценка
Делиться
Facebook
Твиттер
LinkedIn
MailTo
Иконка Цитировать
Цитировать
Разрешения
Поиск по сайту
Citation
Чоу, В. Л., Тинг, А.А.Л., и Цай, П.Х. (1 июня 1987 г.). «Сброс из сосуда через осесимметричный регулирующий клапан». КАК Я. Дж. Заявл. Мех . июнь 1987 г .; 54(2): 447–452. https://doi.org/10.1115/1.3173035
Скачать файл цитаты:
Рис (Зотеро)
Менеджер ссылок
EasyBib
Подставки для книг
Менделей
Бумаги
Конечная примечание
RefWorks
Бибтекс
Процит
Мушмула
панель инструментов поиска
Расширенный поиск
Методом преобразования годографа рассмотрена задача об истечении несжимаемого потока через осесимметричный регулирующий клапан. Краевая задача в плоскости годографа имеет необычную особенность, состоящую в том, что часть границы перекрывается. Были применены определенные манипуляции для создания реалистичной конфигурации свободной линии тока.
 99 грн
99 грн 99 грн
99 грн 99 грн
99 грн 99 грн
99 грн 99 грн
99 грн Их преимуществом перед твердыми абразивными кругами является то, что не удаляют основной металл и не меняют профиль поверхности. Так, например, не существует насадок, которыми можно было бы удалить закоксовавшуюся смазку с резьбы, не затронув саму резьбу, лучше, чем кордщетками.
Их преимуществом перед твердыми абразивными кругами является то, что не удаляют основной металл и не меняют профиль поверхности. Так, например, не существует насадок, которыми можно было бы удалить закоксовавшуюся смазку с резьбы, не затронув саму резьбу, лучше, чем кордщетками.

 Сравните
Сравните Сравните
Сравните Сравните
Сравните Сравните
Сравните


 Потери тепла растут незаметно, пропорционально размерам: чем толще трубы — тем больше горячей воды бесцельно остывает после каждого открытия крана.
Потери тепла растут незаметно, пропорционально размерам: чем толще трубы — тем больше горячей воды бесцельно остывает после каждого открытия крана. 09.2022
09.2022 В некоторых случаях, можно добиться существенной экономии бюджета мероприятия за счёт замены профильной трубы одного типоразмера, на другой, с аналогичными прочностными характеристиками, но меньшего веса.
В некоторых случаях, можно добиться существенной экономии бюджета мероприятия за счёт замены профильной трубы одного типоразмера, на другой, с аналогичными прочностными характеристиками, но меньшего веса.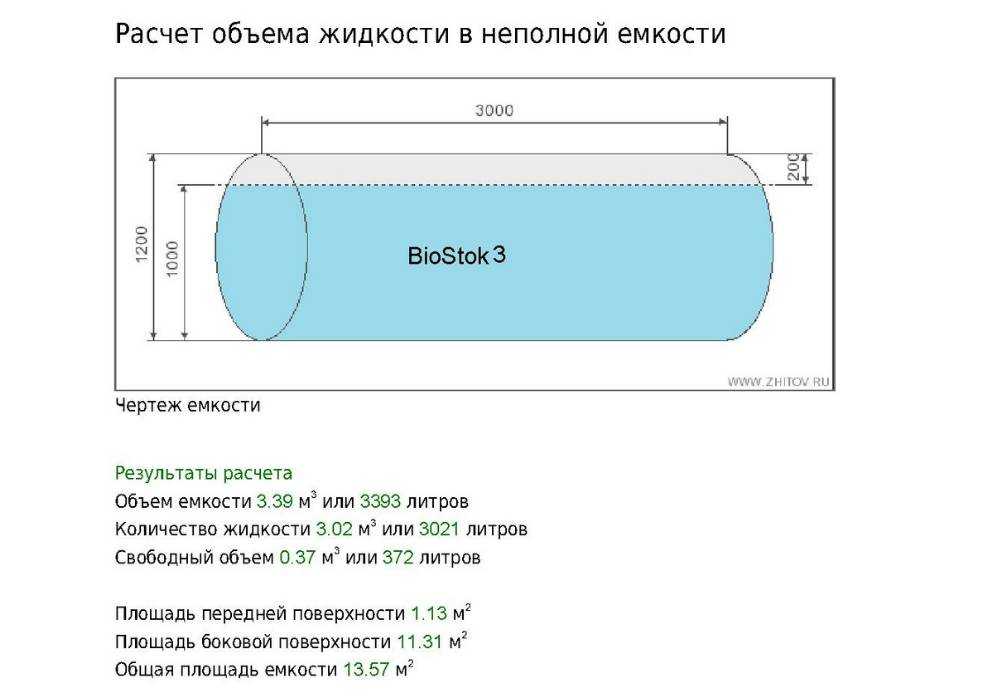
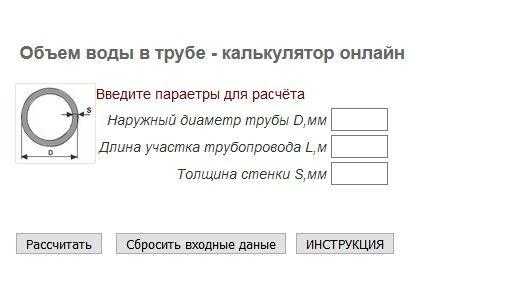 Обусловлено это тем, что у них сопоставимая с круглыми трубами прочность и пропускная способность воды, но значительно более высокая площадь поверхности профильной трубы. Это обеспечивает более эффективный перенос тепловой энергии между теплоносителем внутри трубы и окружающим пространством.
Обусловлено это тем, что у них сопоставимая с круглыми трубами прочность и пропускная способность воды, но значительно более высокая площадь поверхности профильной трубы. Это обеспечивает более эффективный перенос тепловой энергии между теплоносителем внутри трубы и окружающим пространством. При этом профиль трубы прямоугольного сечения, предпочтительнее квадратного.
При этом профиль трубы прямоугольного сечения, предпочтительнее квадратного.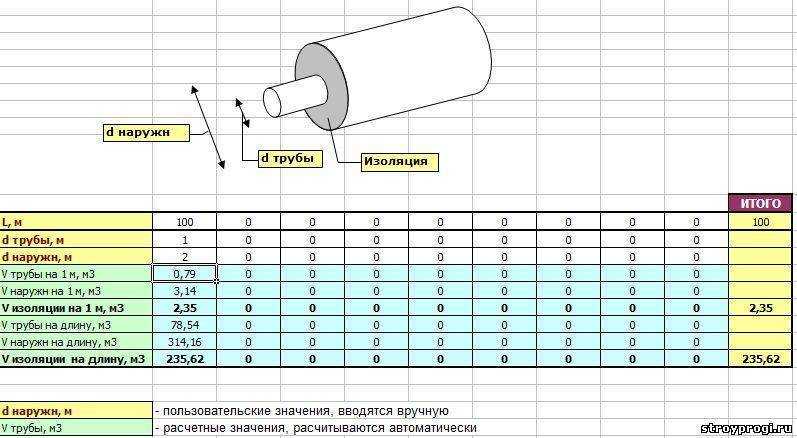

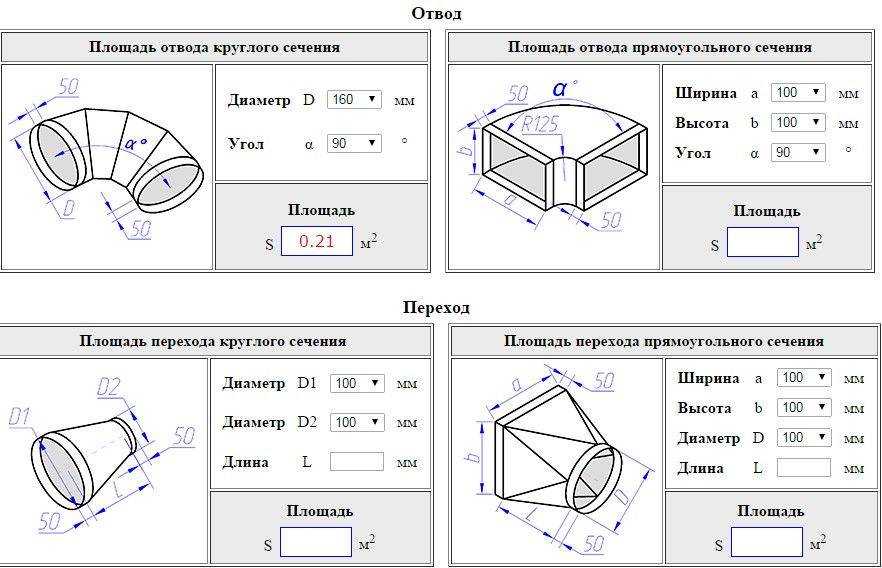

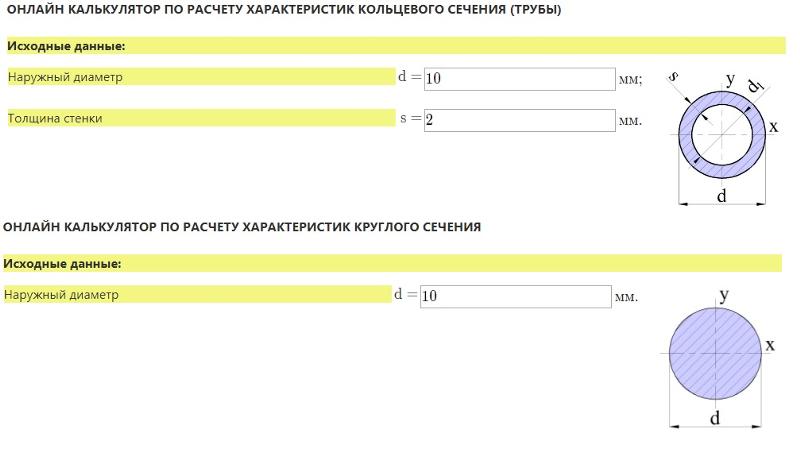

 Расчеты для бетонных и глиняных труб могут быть аппроксимированы при использовании опции гладкой трубы.
Расчеты для бетонных и глиняных труб могут быть аппроксимированы при использовании опции гладкой трубы. фут/сек):
фут/сек):

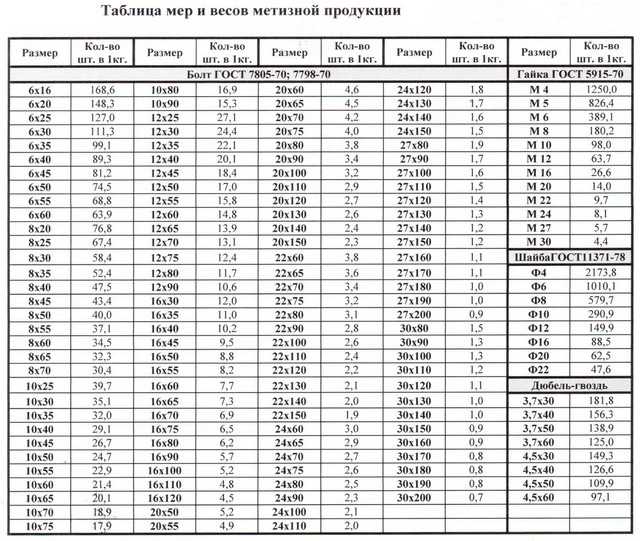


 Однако, требованиями ГОСТ предусмотрено предельные отклонения по ширине профиля, высоте полок, толщине стенки и длине, размеры которых зависят от класса точности проката и исходной заготовки.
Однако, требованиями ГОСТ предусмотрено предельные отклонения по ширине профиля, высоте полок, толщине стенки и длине, размеры которых зависят от класса точности проката и исходной заготовки.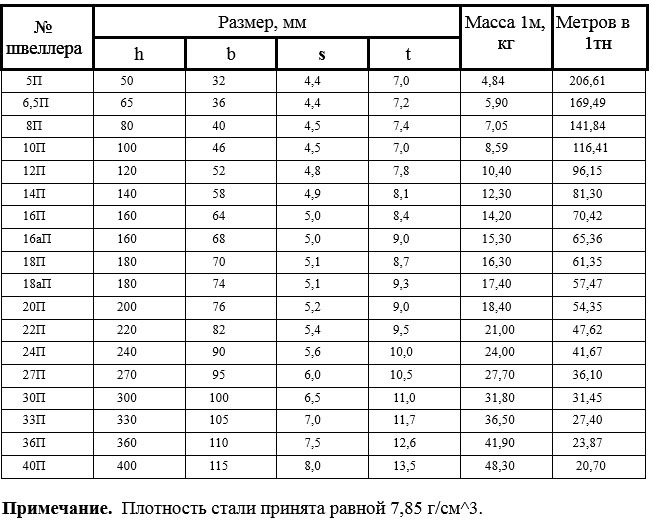


 438
438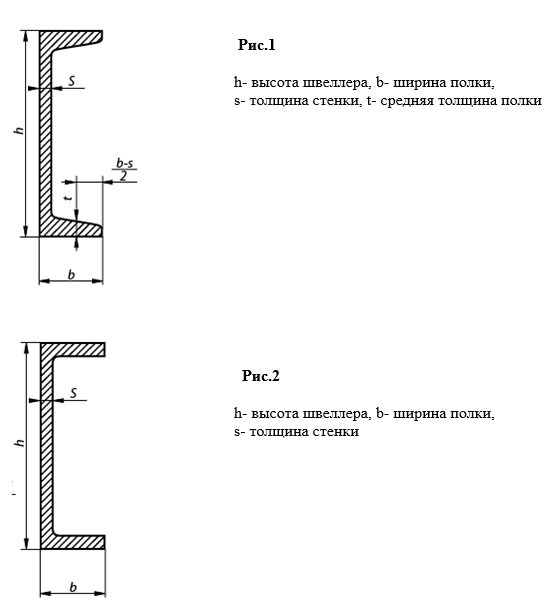 5х12.5
5х12.5 0С11.5
0С11.5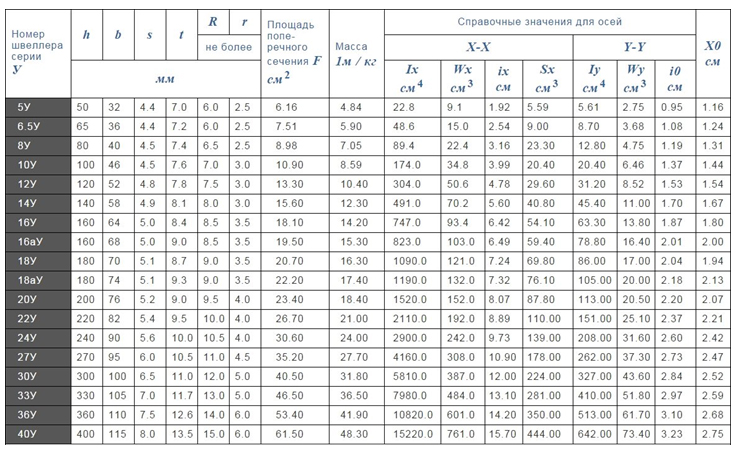 5С12.0
5С12.0 5С8.0
5С8.0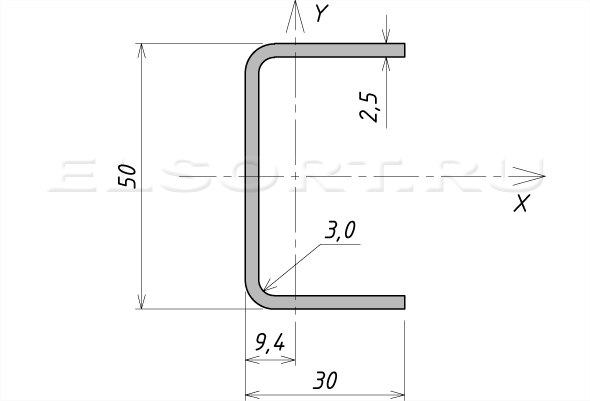 0
0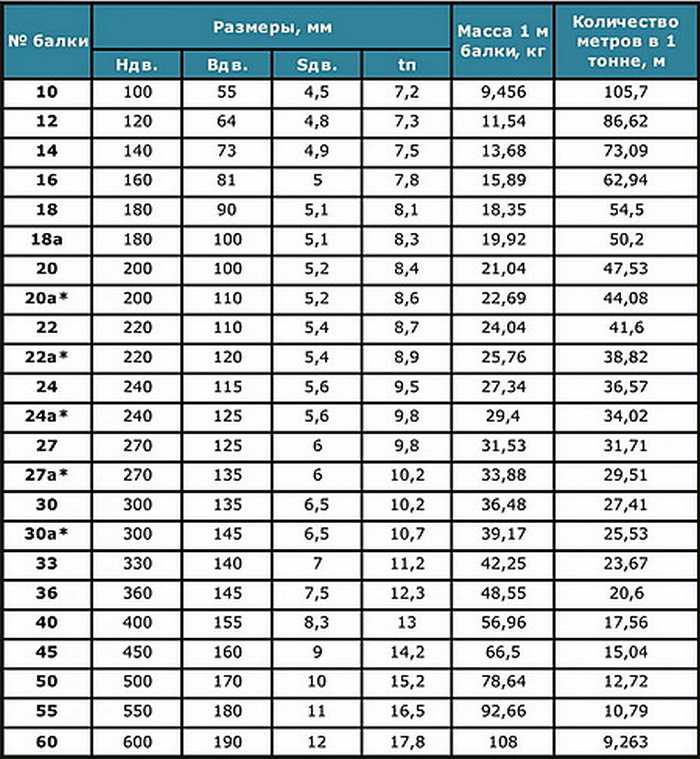 733
733 427
427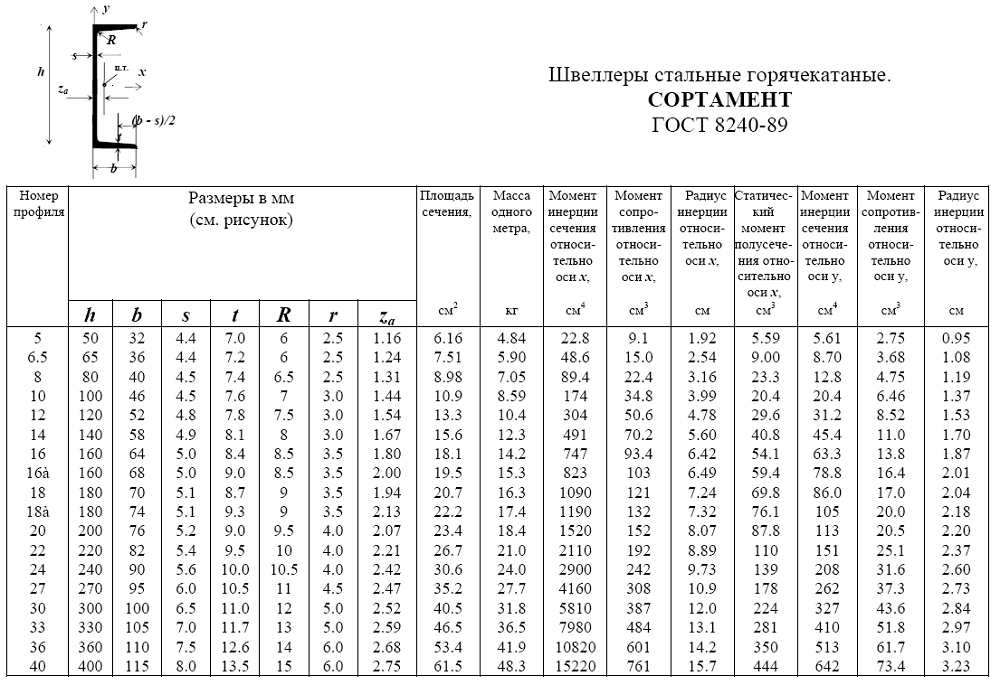 0
0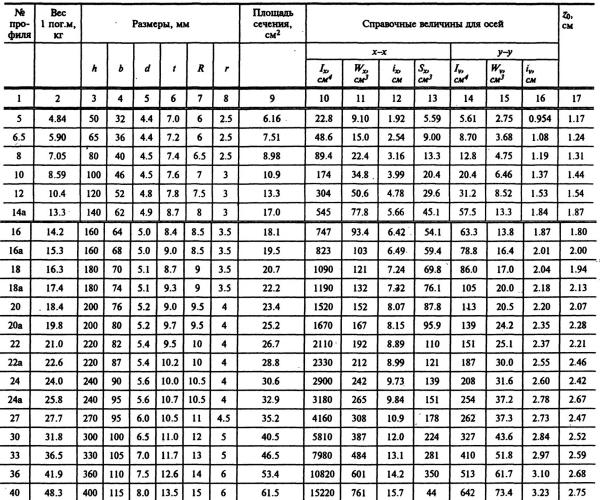 9С8.1
9С8.1 2 человека и прошли сертификацию системы управления качеством iso9001: 2000 в 2014 году. В среднем 30 000 тонн для всех размеров, продукция продается по всему миру. наш объем продаж превысил 1,2 миллиона тонн, в том числе 260 миллионов долларов США. долларов экспорта, благодаря чему юйсюаньская сталь занимает 5-е место в экспортной зоне Таншаня и 30-е место в Китае среди компаний-экспортеров стали.
2 человека и прошли сертификацию системы управления качеством iso9001: 2000 в 2014 году. В среднем 30 000 тонн для всех размеров, продукция продается по всему миру. наш объем продаж превысил 1,2 миллиона тонн, в том числе 260 миллионов долларов США. долларов экспорта, благодаря чему юйсюаньская сталь занимает 5-е место в экспортной зоне Таншаня и 30-е место в Китае среди компаний-экспортеров стали.
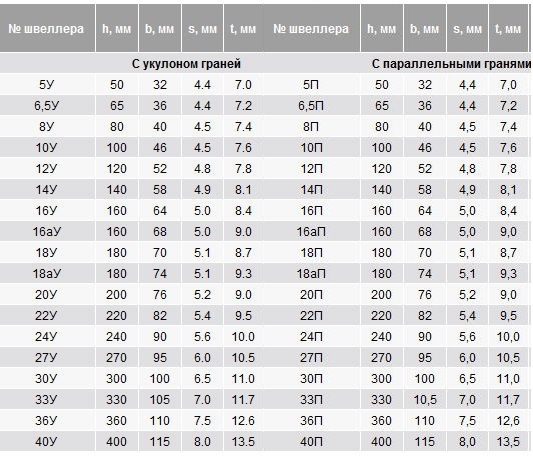
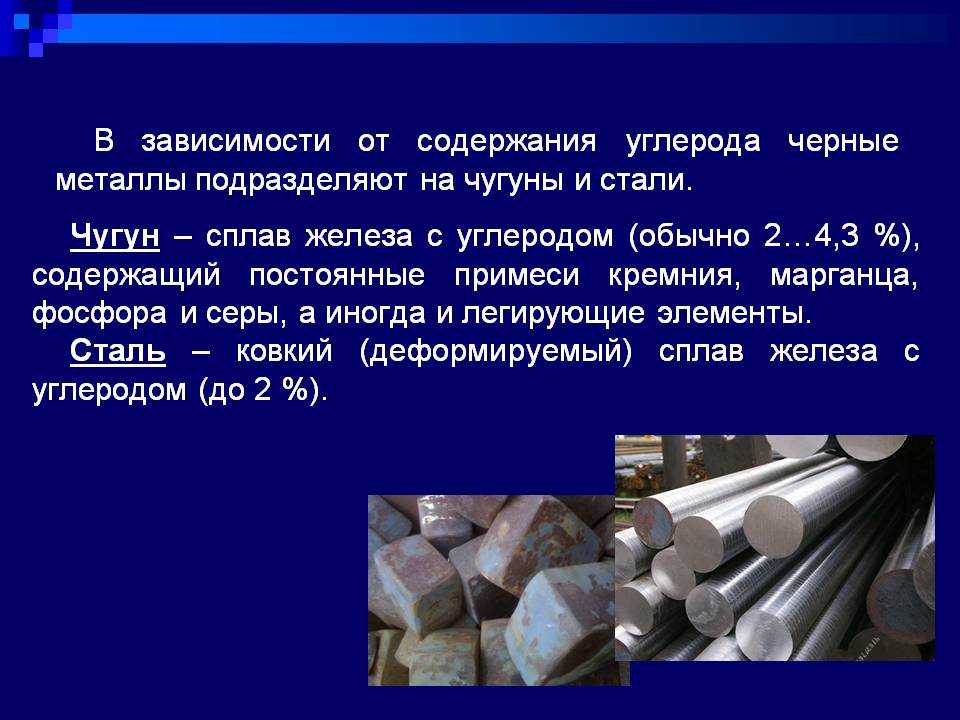
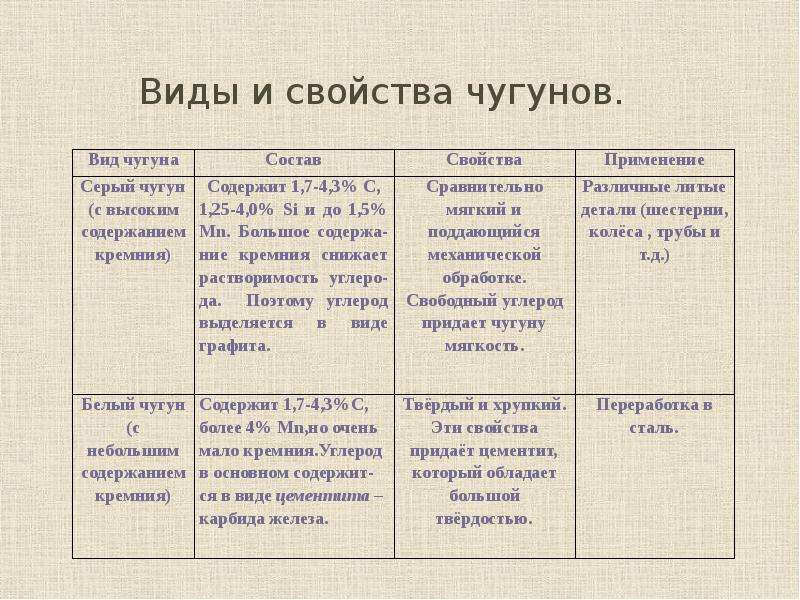 Сплав получают в кислородных конвертерах, мартеновских печах и электропечах.
Сплав получают в кислородных конвертерах, мартеновских печах и электропечах.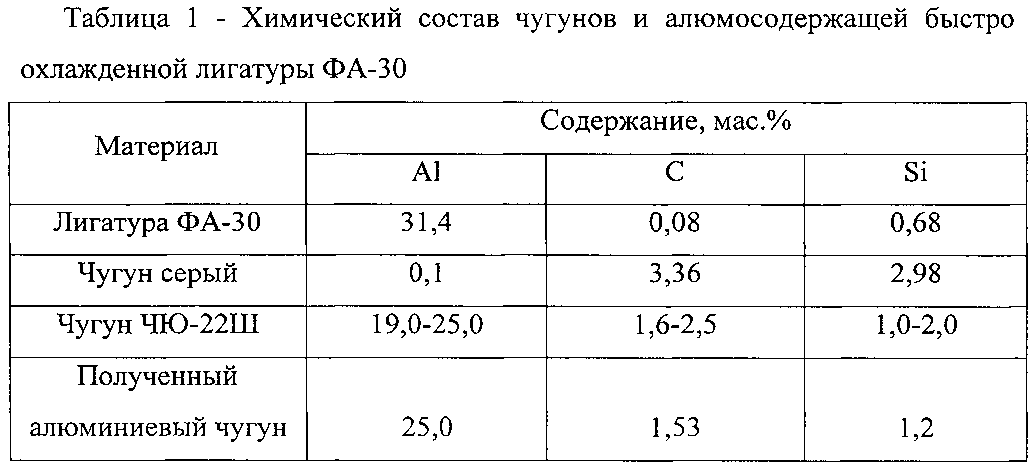

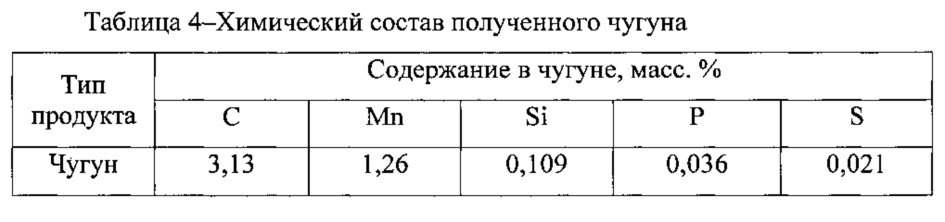

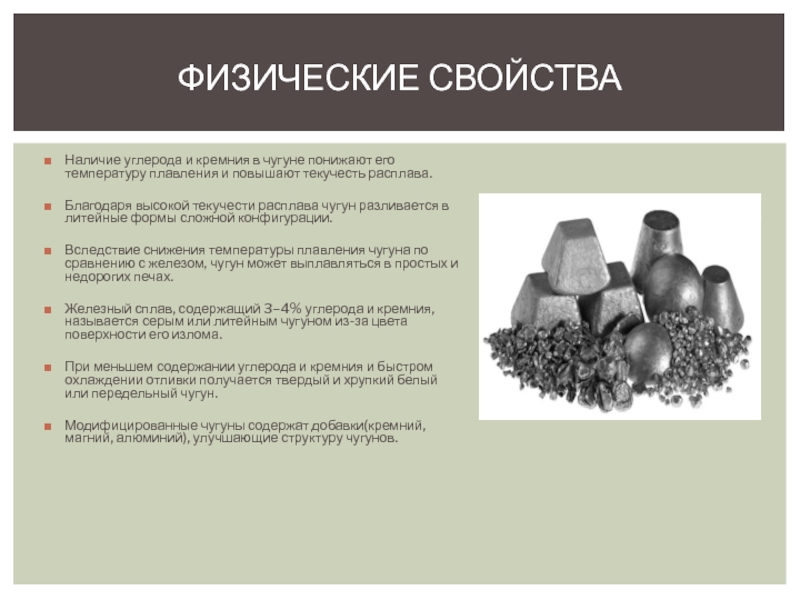
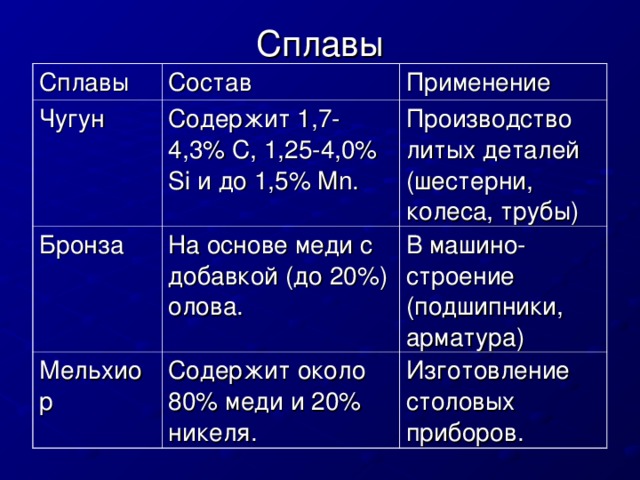
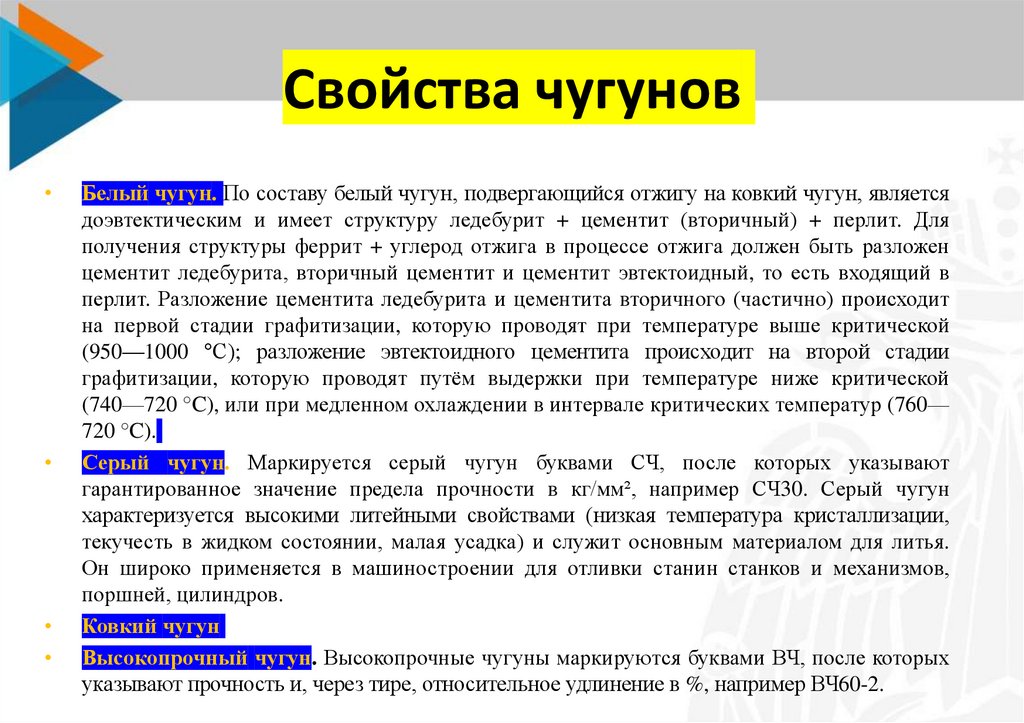
 Кроме того, после процесса плавки кузнец заливает железо в форму вместо того, чтобы обрабатывать железо молотком и инструментами.
Кроме того, после процесса плавки кузнец заливает железо в форму вместо того, чтобы обрабатывать железо молотком и инструментами. Он также может включать другие элементы, которые улучшат его свойства, в том числе кремний, марганец, фосфор, серу и кислород. Например, нержавеющая сталь, устойчивая к окислению и коррозии, часто содержит 11% хрома.
Он также может включать другие элементы, которые улучшат его свойства, в том числе кремний, марганец, фосфор, серу и кислород. Например, нержавеющая сталь, устойчивая к окислению и коррозии, часто содержит 11% хрома.
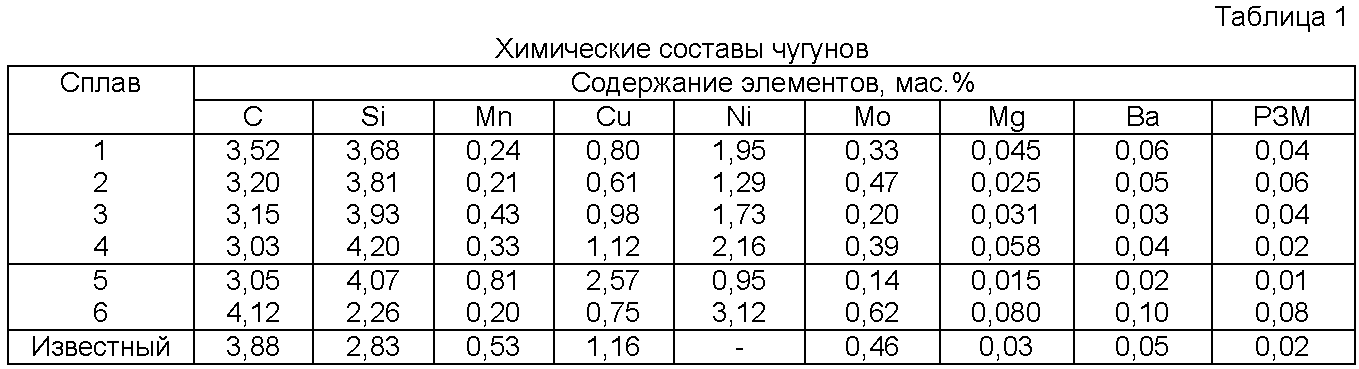
 Низкая температура плавления железа позволяет легко придавать ему любую форму.
Низкая температура плавления железа позволяет легко придавать ему любую форму. Однако эти металлические материалы не подвержены коррозии. Если вы оставите их открытыми и незащищенными, оба материала подвергнутся окислению, что приведет к разложению.
Однако эти металлические материалы не подвержены коррозии. Если вы оставите их открытыми и незащищенными, оба материала подвергнутся окислению, что приведет к разложению.
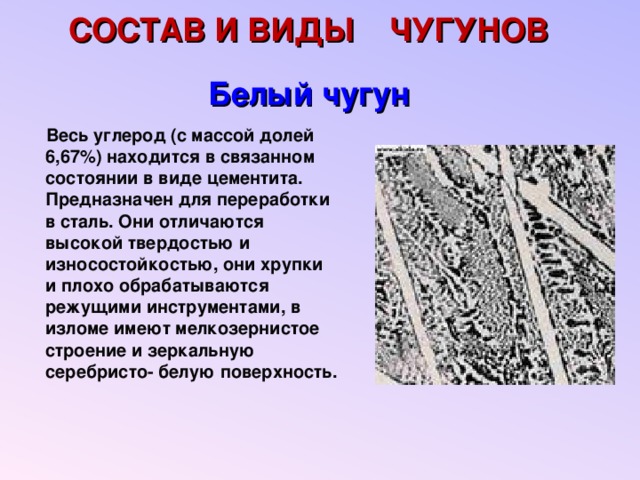 предпочитать? Увидев преимущества и недостатки обоих типов материалов, тот, который вы в конечном итоге решите использовать, будет зависеть от ваших требований к продукту.
предпочитать? Увидев преимущества и недостатки обоих типов материалов, тот, который вы в конечном итоге решите использовать, будет зависеть от ваших требований к продукту.
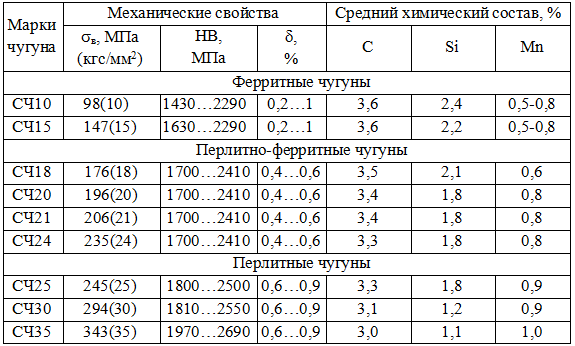 Оба материала имеют разную прочность. В то время как чугун обладает прочностью на сжатие, сталь обладает большей прочностью на растяжение. Но в целом сталь более долговечна, чем чугун.
Оба материала имеют разную прочность. В то время как чугун обладает прочностью на сжатие, сталь обладает большей прочностью на растяжение. Но в целом сталь более долговечна, чем чугун.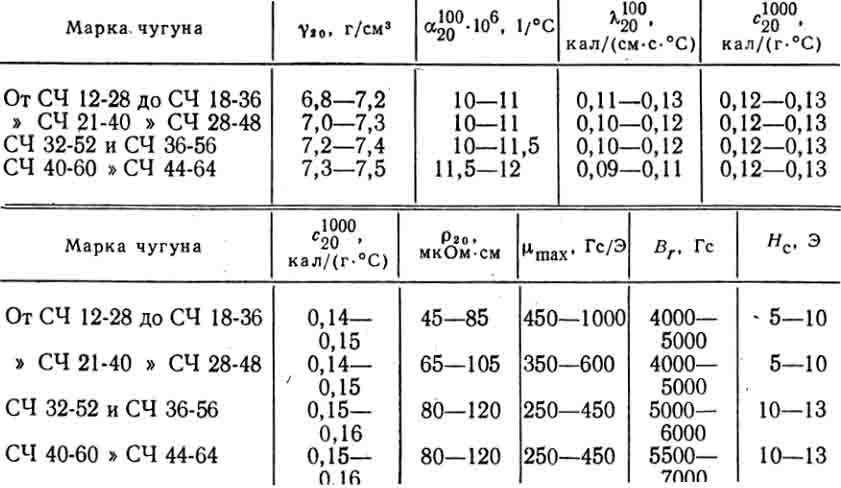

 Его предел прочности при растяжении составляет 1,26 – 1,57 т/кв.см. Прочность на сжатие низкоуглеродистой стали составляет 4,75 – 25,2 т/кв. см. Его предел прочности при растяжении составляет 5,51 – 11,02 т/кв. см. Это ясно показывает, что мягкая сталь является лучшим вариантом, чем чугун, когда речь идет о предельной прочности на растяжение. Однако чугун имеет лучшую прочность на сжатие, чем мягкая сталь. За счет этого он будет иметь большее сопротивление разрушению при сжатии. Это также делает его достаточно прочным и идеальным для использования в тяжелых условиях. На нем не будет легко проявляться признаки износа, и вы можете рассчитывать на долгосрочную работу чугуна.
Его предел прочности при растяжении составляет 1,26 – 1,57 т/кв.см. Прочность на сжатие низкоуглеродистой стали составляет 4,75 – 25,2 т/кв. см. Его предел прочности при растяжении составляет 5,51 – 11,02 т/кв. см. Это ясно показывает, что мягкая сталь является лучшим вариантом, чем чугун, когда речь идет о предельной прочности на растяжение. Однако чугун имеет лучшую прочность на сжатие, чем мягкая сталь. За счет этого он будет иметь большее сопротивление разрушению при сжатии. Это также делает его достаточно прочным и идеальным для использования в тяжелых условиях. На нем не будет легко проявляться признаки износа, и вы можете рассчитывать на долгосрочную работу чугуна.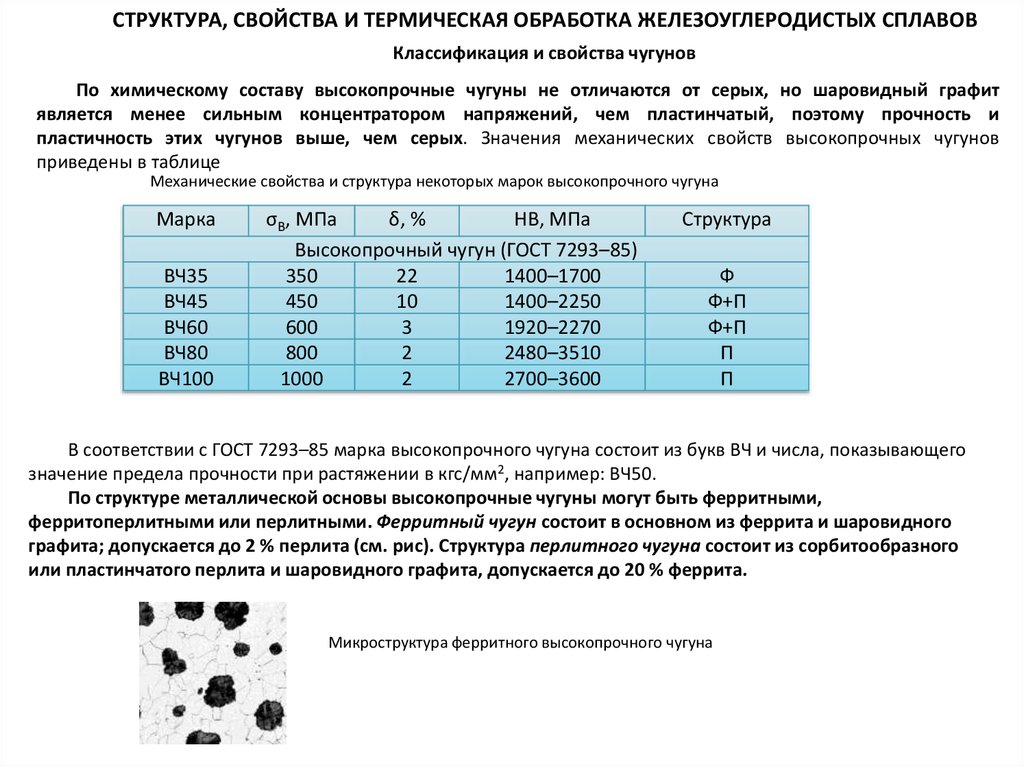

 Каждая поставка должна сопровождаться специальной документацией, где описаны технические характеристики металлических изделий.
Каждая поставка должна сопровождаться специальной документацией, где описаны технические характеристики металлических изделий. Готовая арматура должна быть ровной, гладкой, без трещин и пятен, с правильной геометрией, не должно быть сколов и ржавчины.
Готовая арматура должна быть ровной, гладкой, без трещин и пятен, с правильной геометрией, не должно быть сколов и ржавчины.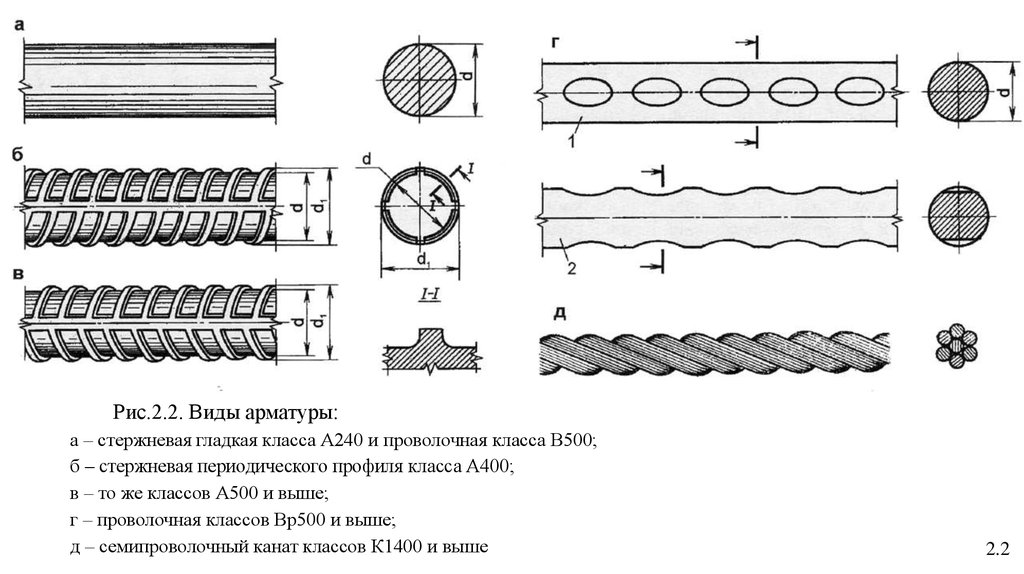 Материал достаточно пластичный и довольно легко подвергается обработке. Свойства стали дают возможность применять сварку, как автоматическую, так и ручную. Применяется для несущих элементов сварных и несварных конструкций и деталей, а также, при изготовлении листового и фасонного проката, является одной из самых востребованных в строительстве и промышленности.
Материал достаточно пластичный и довольно легко подвергается обработке. Свойства стали дают возможность применять сварку, как автоматическую, так и ручную. Применяется для несущих элементов сварных и несварных конструкций и деталей, а также, при изготовлении листового и фасонного проката, является одной из самых востребованных в строительстве и промышленности.
 — пт. с 8:30 до 17:30 (перерыв с 12:00 до 13:00).
— пт. с 8:30 до 17:30 (перерыв с 12:00 до 13:00).
 д. Мы производим 75lbs, 150lbs, 300lbs, 600lbs, 900lbs, 1500lbs, 2500lbs, PN6, PN10, PN16, PN25, PN40, PN63, PN64, PN100, ГОСТ 12820 и ГОСТ 12821, PN0.6MPA, PN1.0MPA, PN1.6MPA, PN2.5MPA, PN4.0MPA, SANS1123 или SABS1123, 600 кПа, 1000 кПа, 1600 кПа, 2500 кПа, 4000 кПа номиналы фланцев согласно применению или требованию клиента. Рейтинги фланцев с резьбой ASME/ANSI B16.5 очень важны для применения фланцев, правильный рейтинг фланцев обеспечит безопасность применения.
д. Мы производим 75lbs, 150lbs, 300lbs, 600lbs, 900lbs, 1500lbs, 2500lbs, PN6, PN10, PN16, PN25, PN40, PN63, PN64, PN100, ГОСТ 12820 и ГОСТ 12821, PN0.6MPA, PN1.0MPA, PN1.6MPA, PN2.5MPA, PN4.0MPA, SANS1123 или SABS1123, 600 кПа, 1000 кПа, 1600 кПа, 2500 кПа, 4000 кПа номиналы фланцев согласно применению или требованию клиента. Рейтинги фланцев с резьбой ASME/ANSI B16.5 очень важны для применения фланцев, правильный рейтинг фланцев обеспечит безопасность применения. Кованая конструкция обеспечивает более высокую прочность и долговечность, обеспечивая длительную работу в приложении.
Кованая конструкция обеспечивает более высокую прочность и долговечность, обеспечивая длительную работу в приложении.
 60, 65, 70 (глухой фланец, проставочное кольцо/фланец лопатки), сталь RST37.2, C22.8
60, 65, 70 (глухой фланец, проставочное кольцо/фланец лопатки), сталь RST37.2, C22.8

 Таблица E. Таблица F. Таблица H. Таблица J. Таблица K. Таблица R. Таблица S. Таблица T.
Таблица E. Таблица F. Таблица H. Таблица J. Таблица K. Таблица R. Таблица S. Таблица T. 5
5  на фланцы с выступом (SORF), фланцы с приварным выступом (WNRF), фланцы с приварным выступом (SWRF), глухие фланцы (BLRF), Gewinderohr Flansch, DİŞLİ BORU Flanş, Tuyau fileté Bride, Фланец резьбовой трубы, الخيوط شفة الأنا
на фланцы с выступом (SORF), фланцы с приварным выступом (WNRF), фланцы с приварным выступом (SWRF), глухие фланцы (BLRF), Gewinderohr Flansch, DİŞLİ BORU Flanş, Tuyau fileté Bride, Фланец резьбовой трубы, الخيوط شفة الأنا Limited является высоко оцененным производителем фитингов и фланцев. Dynamic Forge & Fittings (I) P. Limited производит фланцы, соответствующие всем международным стандартам качества, таким как DIN, EN1092-1, BS4504, ANSI, API, MSS, AWWA, UNI, JIS, SANS, ГОСТ, NFE, ISO, AS, NS и т.д. Мы производим 75lbs, 150lbs, 300lbs, 600lbs, 900lbs, 1500lbs, 2500lbs, PN6, PN10, PN16, PN25, PN40, PN63, PN64, PN100, ГОСТ 12820 и ГОСТ 12821, PN0.6MPA, PN1.0MPA, PN1.6MPA, PN2.5MPA, PN4.0MPA, SANS1123 или SABS1123, 600 кПа, 1000 кПа, 1600 кПа, 2500 кПа, 4000 кПа номиналы фланцев согласно применению или требованию клиента. Рейтинг фланцев ASME очень важен для применения фланцев, правильный рейтинг фланцев обеспечит безопасность приложения.
Limited является высоко оцененным производителем фитингов и фланцев. Dynamic Forge & Fittings (I) P. Limited производит фланцы, соответствующие всем международным стандартам качества, таким как DIN, EN1092-1, BS4504, ANSI, API, MSS, AWWA, UNI, JIS, SANS, ГОСТ, NFE, ISO, AS, NS и т.д. Мы производим 75lbs, 150lbs, 300lbs, 600lbs, 900lbs, 1500lbs, 2500lbs, PN6, PN10, PN16, PN25, PN40, PN63, PN64, PN100, ГОСТ 12820 и ГОСТ 12821, PN0.6MPA, PN1.0MPA, PN1.6MPA, PN2.5MPA, PN4.0MPA, SANS1123 или SABS1123, 600 кПа, 1000 кПа, 1600 кПа, 2500 кПа, 4000 кПа номиналы фланцев согласно применению или требованию клиента. Рейтинг фланцев ASME очень важен для применения фланцев, правильный рейтинг фланцев обеспечит безопасность приложения. Эти фланцы наиболее надежны и изготавливаются, чтобы соответствовать разным размерам труб. Большинство наших фланцев изготавливаются из кованой стали с ограниченным количеством обработанных прутков. Кованая конструкция обеспечивает более высокую прочность и долговечность, обеспечивая длительную работу в приложении.
Эти фланцы наиболее надежны и изготавливаются, чтобы соответствовать разным размерам труб. Большинство наших фланцев изготавливаются из кованой стали с ограниченным количеством обработанных прутков. Кованая конструкция обеспечивает более высокую прочность и долговечность, обеспечивая длительную работу в приложении.
 5, ANSI B 16.47 Series A & B, B16.48, MSS SP44, ASA, API-605, AWWA, BS 4504, EN1092, UNI 2277/2278, DIN, B16.5-2009 B16 .47-2006 asme asme API605-1988, mss sp 44-2006, csa Z245.12-05-2005, EN1092-1-2007 EN1759-1-2004, DIN2630 DIN2631 DIN2632 DIN2633 DIN2634 DIN2635 DIN2636 DIN24160, DIN24160, DIN2638 -3.1-1989 -1989, Afnor nf E29-200-1-2007, ISO7005-1-1992, AS2129-2000, jis B2220-2004, пользовательские чертежи
5, ANSI B 16.47 Series A & B, B16.48, MSS SP44, ASA, API-605, AWWA, BS 4504, EN1092, UNI 2277/2278, DIN, B16.5-2009 B16 .47-2006 asme asme API605-1988, mss sp 44-2006, csa Z245.12-05-2005, EN1092-1-2007 EN1759-1-2004, DIN2630 DIN2631 DIN2632 DIN2633 DIN2634 DIN2635 DIN2636 DIN24160, DIN24160, DIN2638 -3.1-1989 -1989, Afnor nf E29-200-1-2007, ISO7005-1-1992, AS2129-2000, jis B2220-2004, пользовательские чертежи
 Limited также предлагает свою продукцию с проверкой третьей стороной. Инспекционное агентство может быть назначено клиентами, или Dynamic Forge & Fittings может быть организовано TPI всемирно известными агентствами, такими как Bureau Veritas, DNV, LLOYDS, ICB и многими другими.
Limited также предлагает свою продукцию с проверкой третьей стороной. Инспекционное агентство может быть назначено клиентами, или Dynamic Forge & Fittings может быть организовано TPI всемирно известными агентствами, такими как Bureau Veritas, DNV, LLOYDS, ICB и многими другими. 5
5

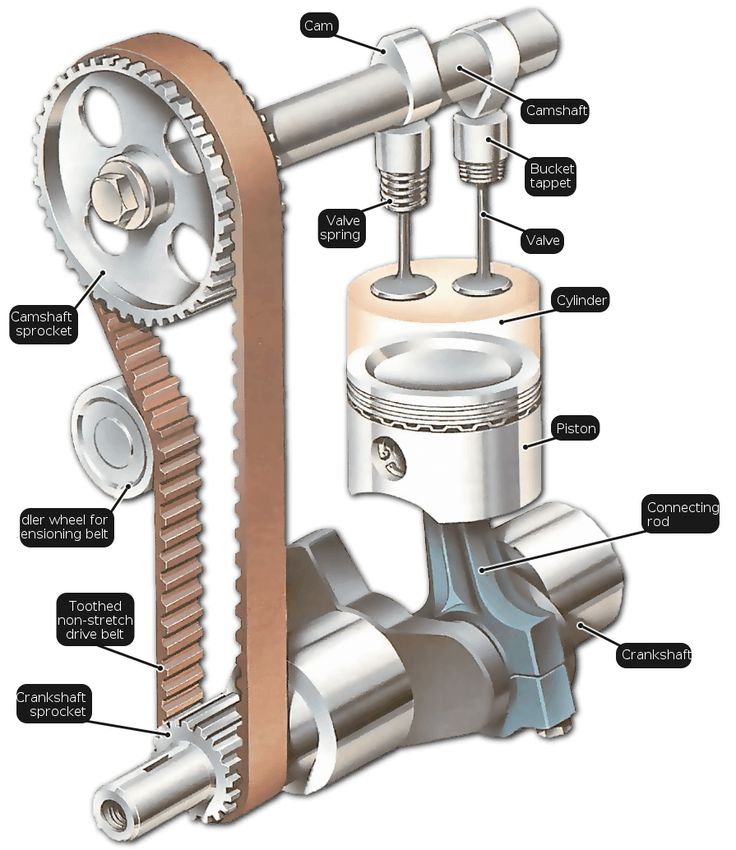
 Ее закаляют и подвергают отпуску (технологические операции, используемые в металлургическом производстве). Защиту от коррозии обеспечивает дополнительная обработка оксидом цинка или кадмия.
Ее закаляют и подвергают отпуску (технологические операции, используемые в металлургическом производстве). Защиту от коррозии обеспечивает дополнительная обработка оксидом цинка или кадмия. Клапанная группа включает в себя: пружину, направляющую втулку, седло, механизм крепления пружины. Все эти детали работают в тяжёлых механических и тепловых условиях, испытывая колоссальные нагрузки.
Клапанная группа включает в себя: пружину, направляющую втулку, седло, механизм крепления пружины. Все эти детали работают в тяжёлых механических и тепловых условиях, испытывая колоссальные нагрузки. К основным элементам детали относятся головка и стержень. Переход от стержня к головке служит для плавного отвода газов, чем он плавней, тем лучше будет наполнение, либо очистка камеры сгорания.
К основным элементам детали относятся головка и стержень. Переход от стержня к головке служит для плавного отвода газов, чем он плавней, тем лучше будет наполнение, либо очистка камеры сгорания. Толщина сплава порядка 1,5-2,5 мм. Такое покрытие позволяет избежать коррозии.
Толщина сплава порядка 1,5-2,5 мм. Такое покрытие позволяет избежать коррозии. Стандартный угол наклона фаски впускных клапанов составляет 45°, у выпускных 45° или 30°. При изготовлении головок цилиндра фаски шлифуют, а затем, при установке клапана, каждый притирают к седлу. Ширина ободка должна быть не менее 0,8мм.
Стандартный угол наклона фаски впускных клапанов составляет 45°, у выпускных 45° или 30°. При изготовлении головок цилиндра фаски шлифуют, а затем, при установке клапана, каждый притирают к седлу. Ширина ободка должна быть не менее 0,8мм. Кроме того, при притирке, диаметр клапана остаётся прежним.
Кроме того, при притирке, диаметр клапана остаётся прежним.
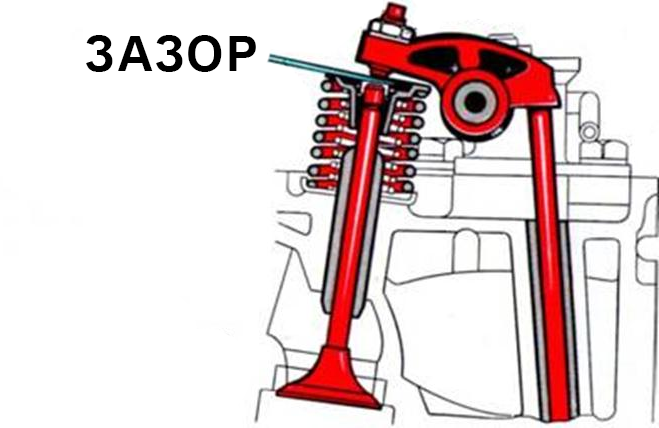 Испытывая нагрузки, пружина может сломаться, зачастую это происходит по причине вхождения её в резонанс. С целью предотвращения этого явления, витки пружины делают с переменным шагом.
Испытывая нагрузки, пружина может сломаться, зачастую это происходит по причине вхождения её в резонанс. С целью предотвращения этого явления, витки пружины делают с переменным шагом. Тарелки изготавливают из стали с низким содержанием углерода, верхнюю тарелку фиксируют на клапане при помощи сухарика.
Тарелки изготавливают из стали с низким содержанием углерода, верхнюю тарелку фиксируют на клапане при помощи сухарика. Нижнюю часть втулки делают под конус для предотвращения заклинивания клапана.
Нижнюю часть втулки делают под конус для предотвращения заклинивания клапана.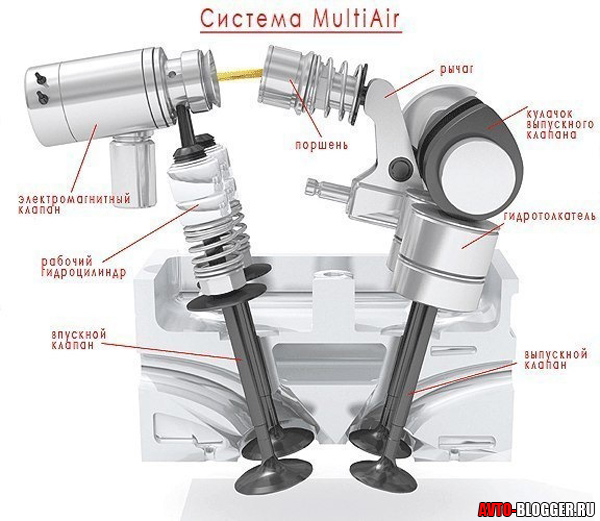



 Обычно операторы считают, что они быстрее и проще в эксплуатации, чем задвижки.
Обычно операторы считают, что они быстрее и проще в эксплуатации, чем задвижки. Вместо этого они используются в полностью открытом или закрытом положениях.
Вместо этого они используются в полностью открытом или закрытом положениях.

 Они также оказывают значительное влияние на долгосрочные затраты и общую производительность системы.
Они также оказывают значительное влияние на долгосрочные затраты и общую производительность системы.
 Обычно используется в условиях высокого давления или высоких температур
Обычно используется в условиях высокого давления или высоких температур
 Нужна помощь или есть вопрос? Свяжитесь с нами для индивидуальной помощи.
Нужна помощь или есть вопрос? Свяжитесь с нами для индивидуальной помощи.  Все они удовлетворяют одной или нескольким из указанных выше функций. Клапаны являются дорогостоящими изделиями, и важно, чтобы для их функции был выбран правильный клапан, и он должен быть изготовлен из материала, подходящего для технологической жидкости.
Все они удовлетворяют одной или нескольким из указанных выше функций. Клапаны являются дорогостоящими изделиями, и важно, чтобы для их функции был выбран правильный клапан, и он должен быть изготовлен из материала, подходящего для технологической жидкости.
 Крышки клапанов, хотя и необходимы для большинства клапанов, вызывают беспокойство. Крышки могут усложнить изготовление клапанов, увеличить размер клапана, составить значительную часть стоимости клапана и стать источником потенциальных утечек.
Крышки клапанов, хотя и необходимы для большинства клапанов, вызывают беспокойство. Крышки могут усложнить изготовление клапанов, увеличить размер клапана, составить значительную часть стоимости клапана и стать источником потенциальных утечек.
 Диски обычно кованые, а в некоторых конструкциях имеют твердую поверхность для обеспечения хороших износостойких свойств. Большинство клапанов названо конструкцией их дисков.
Диски обычно кованые, а в некоторых конструкциях имеют твердую поверхность для обеспечения хороших износостойких свойств. Большинство клапанов названо конструкцией их дисков.
 Клапан этого типа обозначается буквами «O. S. и Y». является общей конструкцией для клапанов NPS 2 и более.
Клапан этого типа обозначается буквами «O. S. и Y». является общей конструкцией для клапанов NPS 2 и более. Он входит и выходит из клапана, чтобы открыть или закрыть клапан. Эта конструкция используется в ручных рычажных клапанах быстрого открытия. Он также используется в регулирующих клапанах, приводимых в действие гидравлическими или пневматическими цилиндрами.
Он входит и выходит из клапана, чтобы открыть или закрыть клапан. Эта конструкция используется в ручных рычажных клапанах быстрого открытия. Он также используется в регулирующих клапанах, приводимых в действие гидравлическими или пневматическими цилиндрами.
 .
.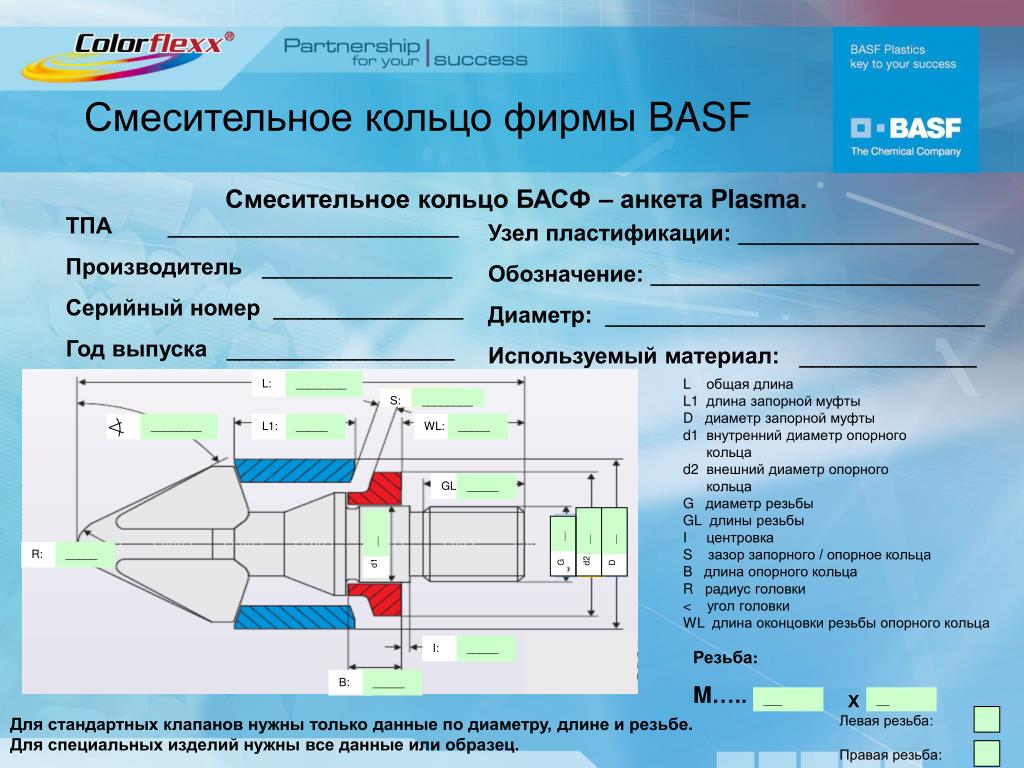 Таким образом открываются и закрываются шаровые и запорные клапаны.
Таким образом открываются и закрываются шаровые и запорные клапаны. Существует множество различных типов приводов, но ниже приведены некоторые из наиболее часто используемых приводов клапанов.
Существует множество различных типов приводов, но ниже приведены некоторые из наиболее часто используемых приводов клапанов.
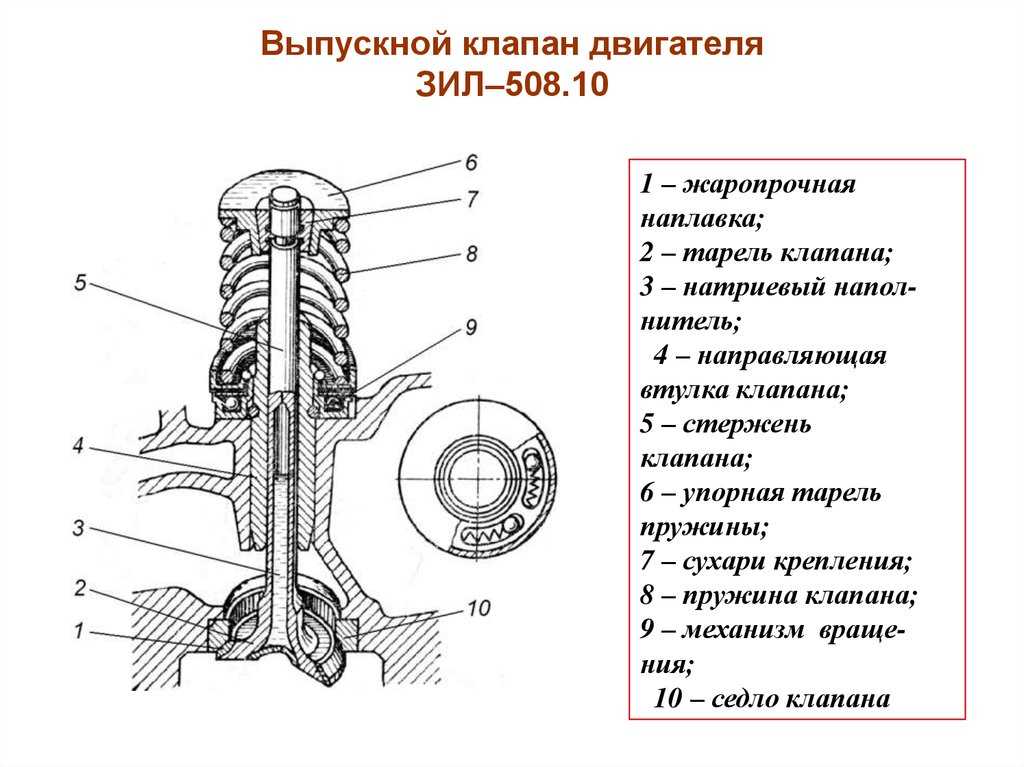
 Рассмотрим основные способы его удаления.
Рассмотрим основные способы его удаления.
 Неудобством данного метода есть необходимость в предварительной механической очистке, обезжиривании поверхности и невозможность определения точного времени очистки. Продолжительность химической очистки металла зависит от количества ржавчины, размера и желаемого показателя очистки.
Неудобством данного метода есть необходимость в предварительной механической очистке, обезжиривании поверхности и невозможность определения точного времени очистки. Продолжительность химической очистки металла зависит от количества ржавчины, размера и желаемого показателя очистки. Особенностью средства, выгодно отличающей его от кислотных растворов, есть экологичность и пригодность к использованию на внутренней поверхности трубопроводов, резервуаров с питьевой водой.
Особенностью средства, выгодно отличающей его от кислотных растворов, есть экологичность и пригодность к использованию на внутренней поверхности трубопроводов, резервуаров с питьевой водой.
 Любой кислый или щелочной раствор разрушает оксид железа, но требует значительно больше времени и усилий в сравнении со специальными средствами. Поэтому рекомендуем Вам воспользоваться широко представленной узкоспециализированной продукцией.
Любой кислый или щелочной раствор разрушает оксид железа, но требует значительно больше времени и усилий в сравнении со специальными средствами. Поэтому рекомендуем Вам воспользоваться широко представленной узкоспециализированной продукцией.

 В результате ржавления металл теряет свою прочность, конструкционные элементы из него становятся тоньше. Бывают случаи, когда металлические конструкции могут буквально рассыпаться в рыжую труху. Это происходит из-за того, что ржавчина непрочно держится на поверхности, смывается и уносится водой. Китайские учёные обнаружили, что коррозия металлических конструкций на промышленных предприятиях Китая «съедает» примерно 3% от ВВП страны каждый год.
В результате ржавления металл теряет свою прочность, конструкционные элементы из него становятся тоньше. Бывают случаи, когда металлические конструкции могут буквально рассыпаться в рыжую труху. Это происходит из-за того, что ржавчина непрочно держится на поверхности, смывается и уносится водой. Китайские учёные обнаружили, что коррозия металлических конструкций на промышленных предприятиях Китая «съедает» примерно 3% от ВВП страны каждый год. Налёт вступает в реакцию с различными примесями, содержащимися в воде – солями жёсткости, атмосферно-почвенными и пищевыми загрязнениями. Всё это постепенно накапливается на поверхности, рыжие подтеки часто остаются на кафеле, фаянсе, пластике, акриле. В итоге имеем трудноудаляемые загрязнения в самых неподходящих местах. Это придаёт интерьеру неопрятный вид, задерживает неприятные запахи, способствует размножению микробов. Значит удалять ржавчину просто необходимо. Избавиться от неё можно при помощи профессиональной химии для уборки.
Налёт вступает в реакцию с различными примесями, содержащимися в воде – солями жёсткости, атмосферно-почвенными и пищевыми загрязнениями. Всё это постепенно накапливается на поверхности, рыжие подтеки часто остаются на кафеле, фаянсе, пластике, акриле. В итоге имеем трудноудаляемые загрязнения в самых неподходящих местах. Это придаёт интерьеру неопрятный вид, задерживает неприятные запахи, способствует размножению микробов. Значит удалять ржавчину просто необходимо. Избавиться от неё можно при помощи профессиональной химии для уборки.

 Проверку проводят в незаметном месте.
Проверку проводят в незаметном месте. Рекомендуется для комплексной уборки сантехнических блоков.
Рекомендуется для комплексной уборки сантехнических блоков. Ржавчина — это бытовое название оксида железа, который может образовываться на металле через некоторое время, особенно при наличии влаги в воздухе. Как только ржавчина закрепится, она в конечном итоге сломает металл и заставит его распасться.
Ржавчина — это бытовое название оксида железа, который может образовываться на металле через некоторое время, особенно при наличии влаги в воздухе. Как только ржавчина закрепится, она в конечном итоге сломает металл и заставит его распасться. Отличительной особенностью Evapo-Rust является то, что он нетоксичен и безвреден для вашей кожи — его можно использовать дома, поскольку он безопасен для детей и домашних животных.
Отличительной особенностью Evapo-Rust является то, что он нетоксичен и безвреден для вашей кожи — его можно использовать дома, поскольку он безопасен для детей и домашних животных. Однако будьте осторожны, чтобы не использовать его для чего-то слишком деликатного, так как это средство на кислотной основе и более жесткое по сравнению с другими средствами для удаления ржавчины из нашего списка.
Однако будьте осторожны, чтобы не использовать его для чего-то слишком деликатного, так как это средство на кислотной основе и более жесткое по сравнению с другими средствами для удаления ржавчины из нашего списка. Тем не менее, вам, возможно, придется нанести больше этого средства для удаления ржавчины, чем другие формулы, чтобы иметь необходимую концентрацию для выполнения работы.
Тем не менее, вам, возможно, придется нанести больше этого средства для удаления ржавчины, чем другие формулы, чтобы иметь необходимую концентрацию для выполнения работы. Благодаря исключительно положительным отзывам клиентов, мы не одиноки, думая, что это удобный продукт, который нужно иметь под раковиной.
Благодаря исключительно положительным отзывам клиентов, мы не одиноки, думая, что это удобный продукт, который нужно иметь под раковиной.
 Это может спасти ваши вещи от необратимого повреждения и дать им новую жизнь. Серьезность вашей проблемы со ржавчиной или то, что вы хотите от своего средства для удаления ржавчины, определит лучший продукт для вас.
Это может спасти ваши вещи от необратимого повреждения и дать им новую жизнь. Серьезность вашей проблемы со ржавчиной или то, что вы хотите от своего средства для удаления ржавчины, определит лучший продукт для вас.
 Чтобы помочь вам найти средство для удаления ржавчины, соответствующее вашим потребностям, мы выбрали восемь лучших продуктов на рынке в самых разных категориях. Читайте дальше, чтобы узнать, что это такое, и как выбрать правильный для вас.
Чтобы помочь вам найти средство для удаления ржавчины, соответствующее вашим потребностям, мы выбрали восемь лучших продуктов на рынке в самых разных категориях. Читайте дальше, чтобы узнать, что это такое, и как выбрать правильный для вас. Как пожизненный житель Тихоокеанского Северо-Запада, его постоянная борьба с образованием ржавчины на его инструментах и транспортных средствах привела его к экспериментам с несколькими различными продуктами для удаления ржавчины с разным уровнем успеха, что делает его хорошо знакомым с некоторыми из лучших продуктов для борьбы с ржавчиной. ржавчина. Его работы появились в фильмах «Боб Вилья», «Семейный мастер на все руки» и «Ель».
Как пожизненный житель Тихоокеанского Северо-Запада, его постоянная борьба с образованием ржавчины на его инструментах и транспортных средствах привела его к экспериментам с несколькими различными продуктами для удаления ржавчины с разным уровнем успеха, что делает его хорошо знакомым с некоторыми из лучших продуктов для борьбы с ржавчиной. ржавчина. Его работы появились в фильмах «Боб Вилья», «Семейный мастер на все руки» и «Ель». Основным фактором, определяющим эти различные характеристики, является то, что является основным активным ингредиентом, который часто представляет собой кислоту, гидросульфит натрия или растворитель на нефтяной основе.
Основным фактором, определяющим эти различные характеристики, является то, что является основным активным ингредиентом, который часто представляет собой кислоту, гидросульфит натрия или растворитель на нефтяной основе.
 оксид (он же ржавчина).
оксид (он же ржавчина). Преобразователи ржавчины обычно используются вместо средства для удаления ржавчины, когда необходимо обработать большую площадь поверхности, чем средство для удаления ржавчины может справиться в одиночку, или на поверхностях, которые вы все равно хотите покрасить. В большинстве случаев вы можете либо распылить преобразователь, либо нанести его щеткой на ржавую поверхность и дать ему высохнуть без необходимости промывать или очищать его после этого, что делает процесс менее трудоемким и трудоемким. Однако, в зависимости от формулы, перед нанесением преобразователя вам может потребоваться соскоблить или отшлифовать более толстые слои ржавчины.
Преобразователи ржавчины обычно используются вместо средства для удаления ржавчины, когда необходимо обработать большую площадь поверхности, чем средство для удаления ржавчины может справиться в одиночку, или на поверхностях, которые вы все равно хотите покрасить. В большинстве случаев вы можете либо распылить преобразователь, либо нанести его щеткой на ржавую поверхность и дать ему высохнуть без необходимости промывать или очищать его после этого, что делает процесс менее трудоемким и трудоемким. Однако, в зависимости от формулы, перед нанесением преобразователя вам может потребоваться соскоблить или отшлифовать более толстые слои ржавчины. Жидкие средства для удаления ржавчины, предназначенные для нанесения непосредственно на ржавую поверхность, часто можно протирать тряпкой или щеткой или помещать в обычный распылитель для распыления на предмет.
Жидкие средства для удаления ржавчины, предназначенные для нанесения непосредственно на ржавую поверхность, часто можно протирать тряпкой или щеткой или помещать в обычный распылитель для распыления на предмет.



 8% углерода. Во время обработки их разогревают до температуры 850 градусов. После нагрева детали быстро охлаждают. Её погружают в ванную с охлаждающей жидкостью.
8% углерода. Во время обработки их разогревают до температуры 850 градусов. После нагрева детали быстро охлаждают. Её погружают в ванную с охлаждающей жидкостью.

 Это повышает затраты электроэнергии. Из-за этого при обработки крупногабаритных заготовок применяют режим непрерывно-последовательной закалки.
Это повышает затраты электроэнергии. Из-за этого при обработки крупногабаритных заготовок применяют режим непрерывно-последовательной закалки. Индукционная закалка ТВЧ являет собой один из самых экономичных и технологичных способов упрочнения. Она дает возможность закалить всю поверхность детали или отдельные ее элементы или зоны, которые испытывают основную нагрузку.
Индукционная закалка ТВЧ являет собой один из самых экономичных и технологичных способов упрочнения. Она дает возможность закалить всю поверхность детали или отдельные ее элементы или зоны, которые испытывают основную нагрузку.
 Это связано с тем, что при нагреве до этой температуры кроме образования аустенита в расплаве металла остается нерастворенным небольшое количество цементита, обладающего твердостью высшей, чем у мартенсита. После резкого охлаждения аустенит превращается в мартенсит, а цементит остается в виде мелких включений. Также в этой зоне не успевший полностью раствориться углерод образует твердые карбиды.
Это связано с тем, что при нагреве до этой температуры кроме образования аустенита в расплаве металла остается нерастворенным небольшое количество цементита, обладающего твердостью высшей, чем у мартенсита. После резкого охлаждения аустенит превращается в мартенсит, а цементит остается в виде мелких включений. Также в этой зоне не успевший полностью раствориться углерод образует твердые карбиды. Внутренние напряжения между поверхностным слоем и серединой необходимо устранить. Это делается с помощью низкотемпературного отпуска — выдержкой при температуре около 200°С в печи. Чтобы избежать появления на поверхности микротрещин, нужно свести к минимуму время между закалкой и отпуском.
Внутренние напряжения между поверхностным слоем и серединой необходимо устранить. Это делается с помощью низкотемпературного отпуска — выдержкой при температуре около 200°С в печи. Чтобы избежать появления на поверхности микротрещин, нужно свести к минимуму время между закалкой и отпуском. При прохождении переменного тока через индуктор в нем появляется переменное электромагнитное поле, проходящее через деталь. Это электромагнитное поле вызывает возникновение в заготовке вихревых токов, известных как токи Фуко. Такие вихревые токи, проходя в слоях металла, нагревают его до высокой температуры.
При прохождении переменного тока через индуктор в нем появляется переменное электромагнитное поле, проходящее через деталь. Это электромагнитное поле вызывает возникновение в заготовке вихревых токов, известных как токи Фуко. Такие вихревые токи, проходя в слоях металла, нагревают его до высокой температуры. Такая высокая скорость нагрева передвигает фазовый переход в зону более высокой температуры. При этом твердость возрастает на 2—4 единицы, до 58—62 HRC, чего невозможно добиться при объемной закалке.
Такая высокая скорость нагрева передвигает фазовый переход в зону более высокой температуры. При этом твердость возрастает на 2—4 единицы, до 58—62 HRC, чего невозможно добиться при объемной закалке.
 Охлаждение происходит в баках с охлаждающей жидкостью или разбрызгиванием. Для качественной закалки необходимо поддерживать стабильную температуру охлаждающей жидкости, не допускать ее перегрева. Отверстия в спрейере должны быть одинакового диаметра и расположены равномерно, так достигается одинаковая структура металла на поверхности.
Охлаждение происходит в баках с охлаждающей жидкостью или разбрызгиванием. Для качественной закалки необходимо поддерживать стабильную температуру охлаждающей жидкости, не допускать ее перегрева. Отверстия в спрейере должны быть одинакового диаметра и расположены равномерно, так достигается одинаковая структура металла на поверхности.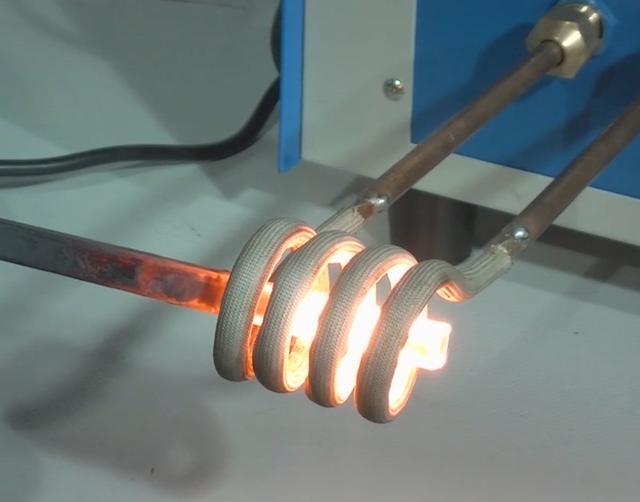
 В таких случаях применяют другие виды поверхностных закалок, например, газопламенную или объемную закалку.
В таких случаях применяют другие виды поверхностных закалок, например, газопламенную или объемную закалку. Trojan Source — это недавно обнаруженная тактика, которую можно использовать для сокрытия вредоносного кода и выполнения чего-то совершенно неожиданного, даже если исходный код кажется синтаксически правильным. Кроме того, CISA недавно потребовала исправления большого количества CVE в самом ближайшем будущем, что, вероятно, будет иметь последствия даже за пределами Соединенных Штатов. Кроме того, Джей и Жоао также обсуждают недавно выпущенную Fedora 35 — дистрибутив, широко распространенный на рабочих станциях, используемых администраторами.
Trojan Source — это недавно обнаруженная тактика, которую можно использовать для сокрытия вредоносного кода и выполнения чего-то совершенно неожиданного, даже если исходный код кажется синтаксически правильным. Кроме того, CISA недавно потребовала исправления большого количества CVE в самом ближайшем будущем, что, вероятно, будет иметь последствия даже за пределами Соединенных Штатов. Кроме того, Джей и Жоао также обсуждают недавно выпущенную Fedora 35 — дистрибутив, широко распространенный на рабочих станциях, используемых администраторами. gov)
gov)




 Потребность в минеральных веществах зависит также от возраста, пола и прочих обстоятельств (см Таблица 2). Например, повышенная потребность в железе у женщин связана с менструациями и беременностью, а спортсменам требуется больше натрия, потому что он интенсивно выводится с потом.
Потребность в минеральных веществах зависит также от возраста, пола и прочих обстоятельств (см Таблица 2). Например, повышенная потребность в железе у женщин связана с менструациями и беременностью, а спортсменам требуется больше натрия, потому что он интенсивно выводится с потом.
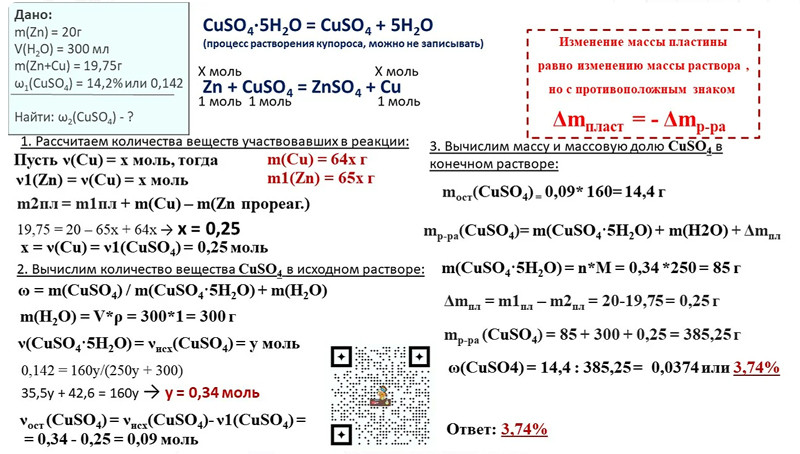 ru
ru Когда-то из нее даже делали оружие, правда, из-за того, что этот металл очень мягкий, в военном деле он перестал применяться еще в третьем тысячелетии до нашей эры. Сложно сказать, сколько именно названий сменила медь за то огромное количество лет, на протяжении которых ее использует человек, однако последнее имя – Сuprum– было дано ей в честь острова Кипр, где в III в. до н.э. велись интенсивные разработки медных рудников.
Когда-то из нее даже делали оружие, правда, из-за того, что этот металл очень мягкий, в военном деле он перестал применяться еще в третьем тысячелетии до нашей эры. Сложно сказать, сколько именно названий сменила медь за то огромное количество лет, на протяжении которых ее использует человек, однако последнее имя – Сuprum– было дано ей в честь острова Кипр, где в III в. до н.э. велись интенсивные разработки медных рудников. Пример последнего мы можем наблюдать воочию: оказывается, зеленые крыши домов старой Праги покрыты не яркой краской, а медными листами, на поверхности которых под действием времени образовалась тонкая пленка малахита…
Пример последнего мы можем наблюдать воочию: оказывается, зеленые крыши домов старой Праги покрыты не яркой краской, а медными листами, на поверхности которых под действием времени образовалась тонкая пленка малахита… При просвечивании в тонких слоях заметен зеленовато-голубой оттенок. Температура плавления – 1083°C, температура кипения – 2600°C.
При просвечивании в тонких слоях заметен зеленовато-голубой оттенок. Температура плавления – 1083°C, температура кипения – 2600°C. Распространение в природе сравнительно низкое. Встречается в свободном состоянии в виде самородков, иногда очень значительных размеров. Но руды самородной меди распространены сравнительно мало – их не более 5 % от общей добычи в мире.
Распространение в природе сравнительно низкое. Встречается в свободном состоянии в виде самородков, иногда очень значительных размеров. Но руды самородной меди распространены сравнительно мало – их не более 5 % от общей добычи в мире. [5]
[5] Подвижность меди и доступность растениям зависит от комплексообразования и адсорбции. Ионы меди способны адсорбировать практически все минералы почвы. Адсорбция зависит от заряда поверхности адсорбента, контролируемого величиной кислотности среды. Растворимость катионных и анионных форм меди понижается при pH 7–8.
Подвижность меди и доступность растениям зависит от комплексообразования и адсорбции. Ионы меди способны адсорбировать практически все минералы почвы. Адсорбция зависит от заряда поверхности адсорбента, контролируемого величиной кислотности среды. Растворимость катионных и анионных форм меди понижается при pH 7–8.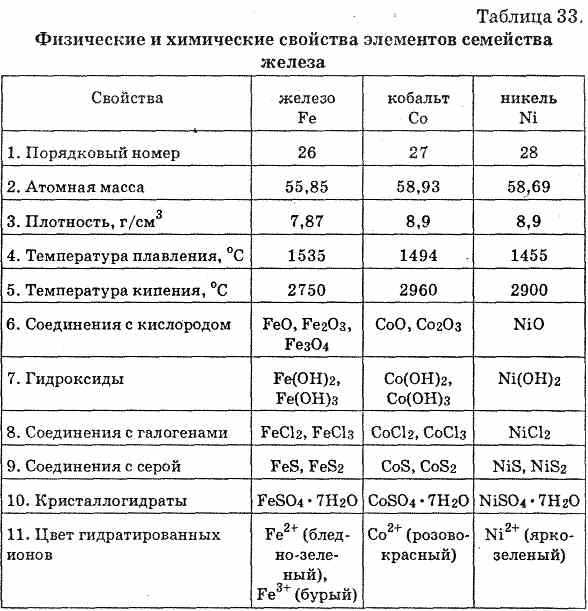
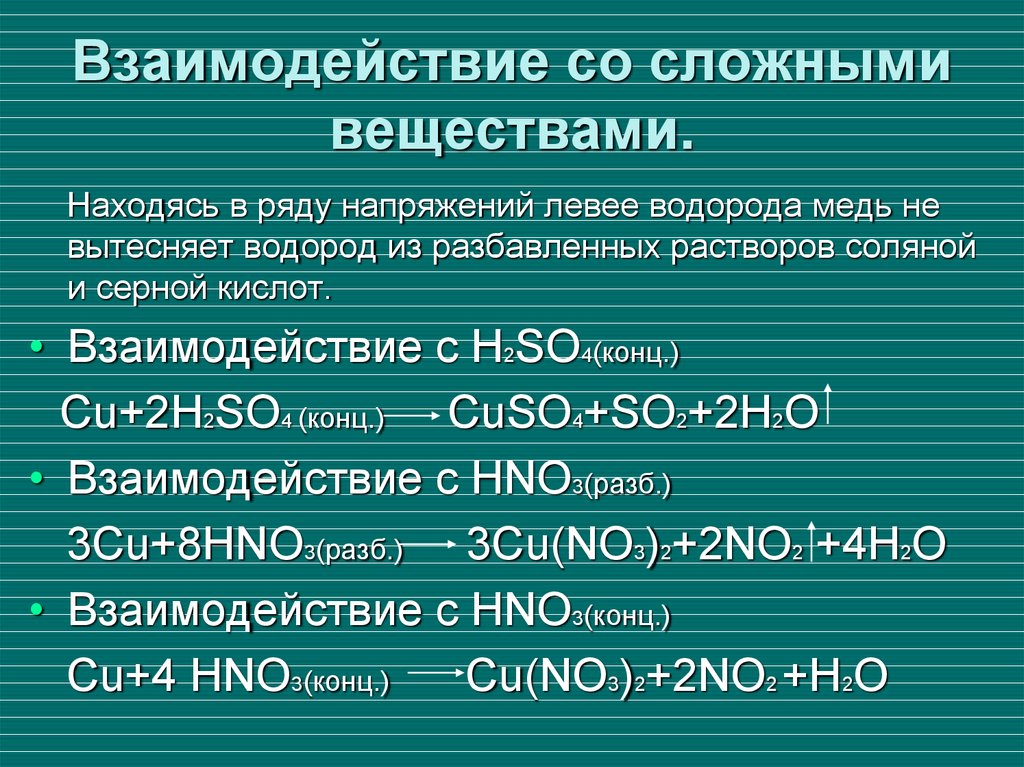 [4]
[4]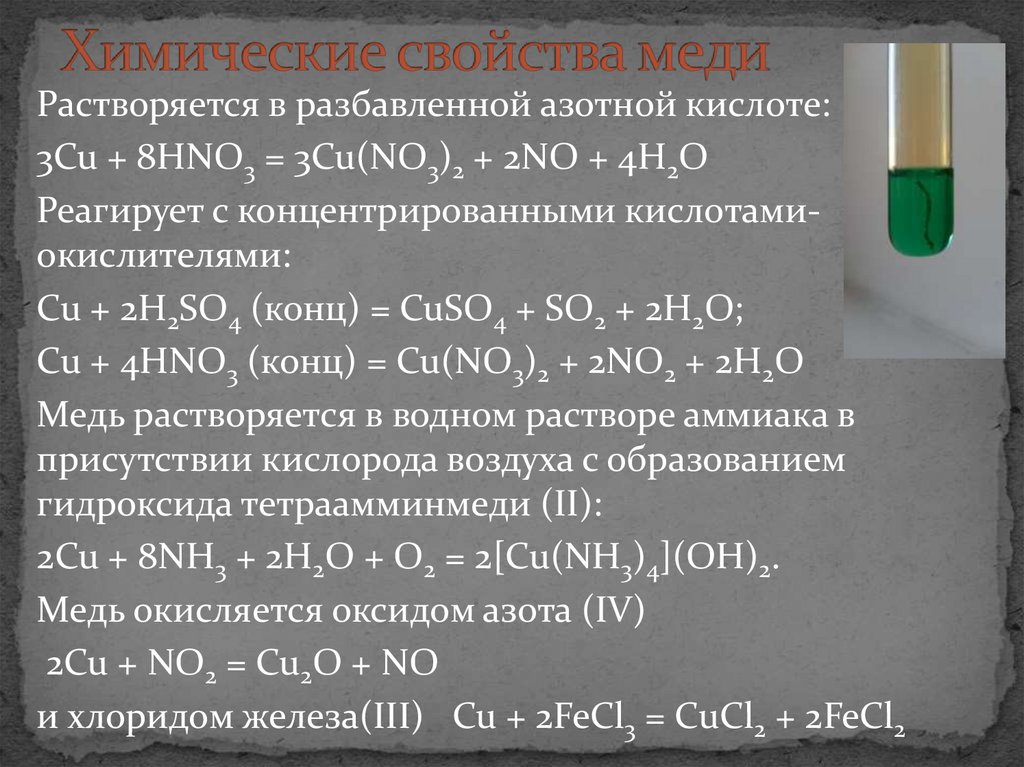 [4]
[4] Водорастворимые соединения меди подвержены вымыванию из почв. Это значимо для супесчаных и песчаных почв с малой емкостью поглощения.
Водорастворимые соединения меди подвержены вымыванию из почв. Это значимо для супесчаных и песчаных почв с малой емкостью поглощения.
 Существует несколько важнейших Cu-ферментов:
Существует несколько важнейших Cu-ферментов: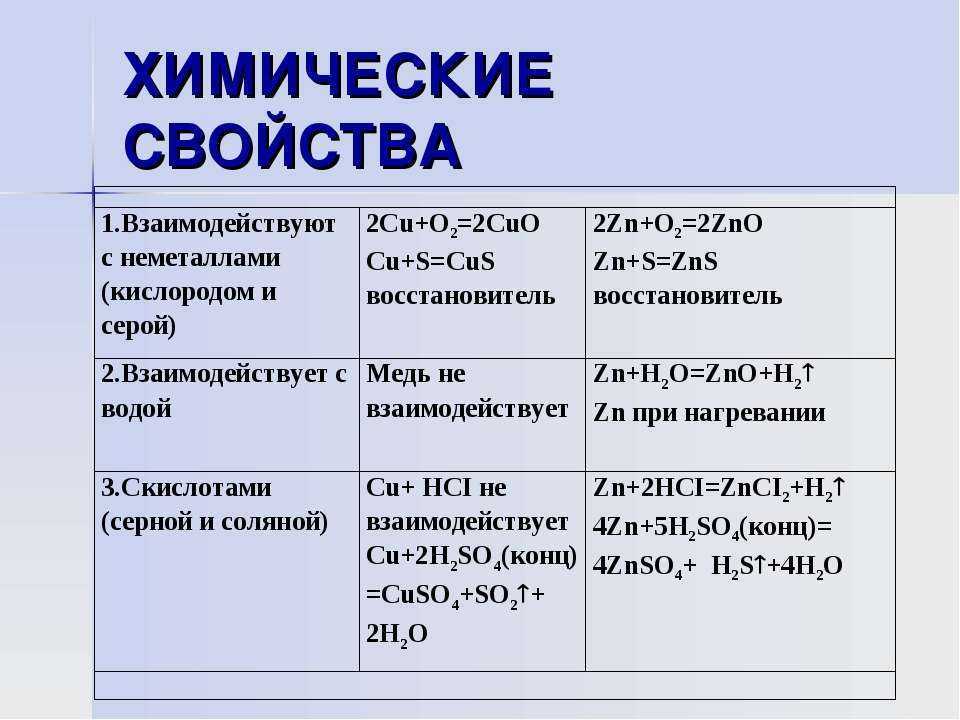 Содержит до пяти атомов меди на молекулу. Локализуется в клеточных стенках и цитоплазме. При недостатке меди активность фермента снижается. Используется как показатель оценки обеспеченности растений медью.
Содержит до пяти атомов меди на молекулу. Локализуется в клеточных стенках и цитоплазме. При недостатке меди активность фермента снижается. Используется как показатель оценки обеспеченности растений медью. Типичные анатомические нарушения, возникающие вследствие дефицита меди, непосредственно связаны с нарушением лигнификации клеточных стенок. В наибольшей степени это проявляется в склеренхиме клеток стеблей. Это явление может наблюдаться даже при незначительном снижении уровня меди и может быть использовано с целью диагностики.
Типичные анатомические нарушения, возникающие вследствие дефицита меди, непосредственно связаны с нарушением лигнификации клеточных стенок. В наибольшей степени это проявляется в склеренхиме клеток стеблей. Это явление может наблюдаться даже при незначительном снижении уровня меди и может быть использовано с целью диагностики. [2]
[2] Кроме того, медные руды содержат серу, селен, золото, серебро, платину и многие другие элементы.[5]
Кроме того, медные руды содержат серу, селен, золото, серебро, платину и многие другие элементы.[5] [2]
[2] [1] Опытным путем установлено, что внесение медных удобрений повышает урожай пшеницы на 2–5 ц/га, ячменя – на 2–3 ц/га, овса – на 4–6 ц/га, зеленой массы кукурузы – на 21 %, а початков – на 9–13 %.[6]
[1] Опытным путем установлено, что внесение медных удобрений повышает урожай пшеницы на 2–5 ц/га, ячменя – на 2–3 ц/га, овса – на 4–6 ц/га, зеленой массы кукурузы – на 21 %, а початков – на 9–13 %.[6] 06
06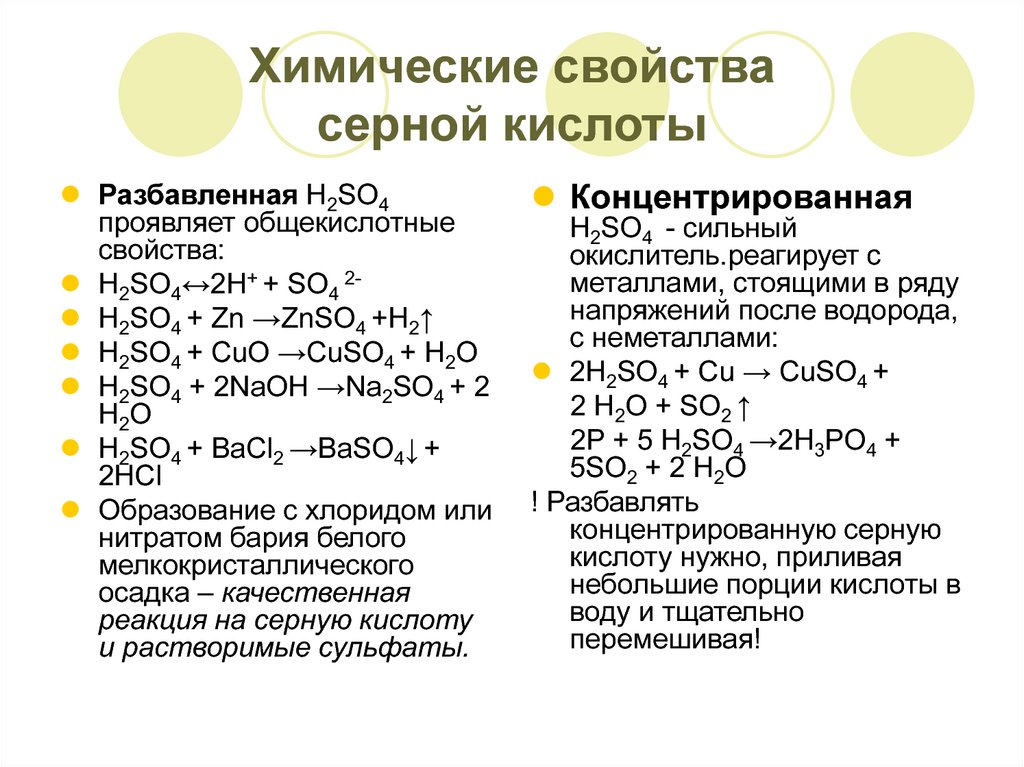 общее окисление нет.
общее окисление нет.
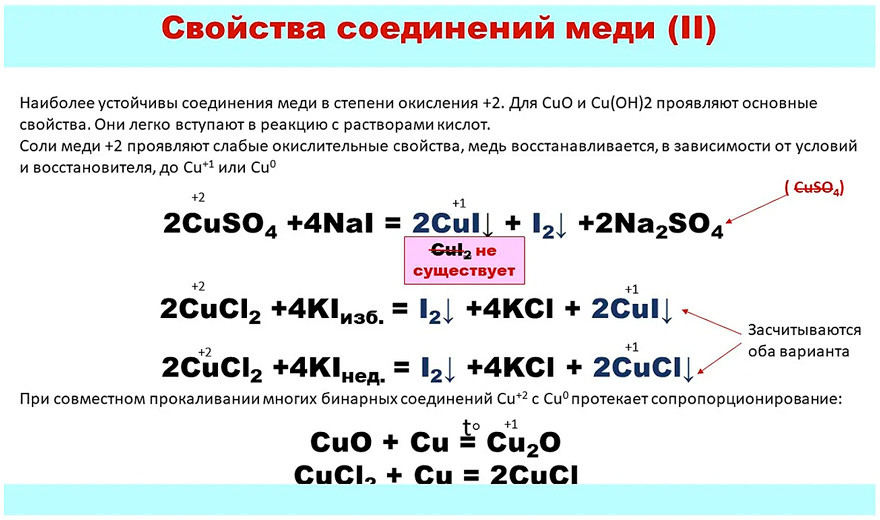 Несмотря на это, это человеческий язык, наиболее совместимый с искусственным интеллектом. (2) )
Несмотря на это, это человеческий язык, наиболее совместимый с искусственным интеллектом. (2) )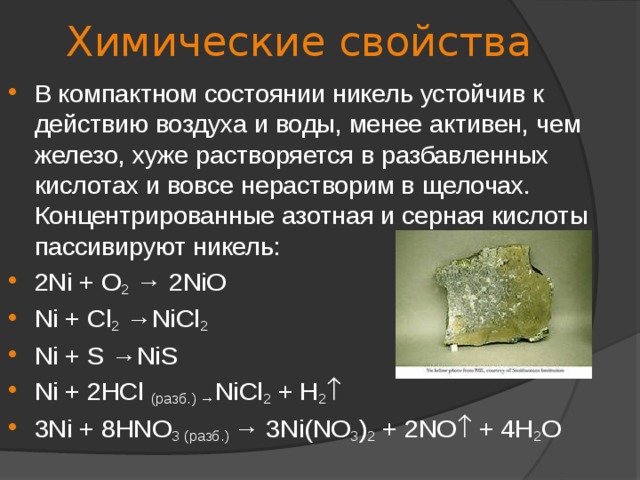 (8)
(8) 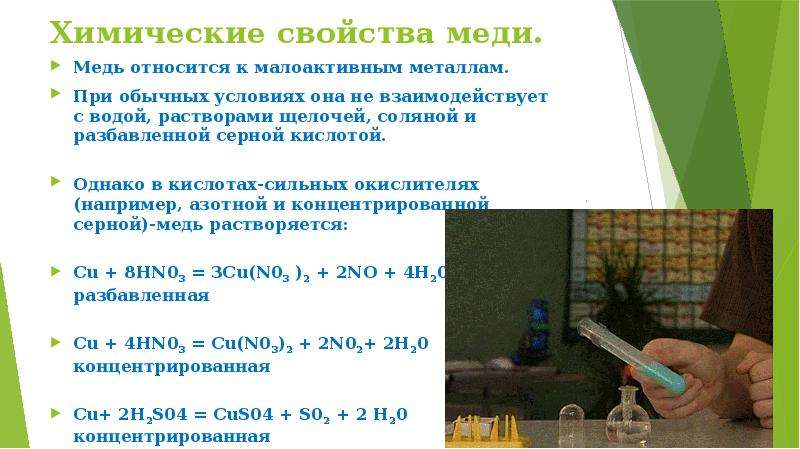
 Вот пробный пуск серно-цинковой ракеты.
Вот пробный пуск серно-цинковой ракеты. Горит голубым пламенем, окисляясь до диоксида серы.
Горит голубым пламенем, окисляясь до диоксида серы.
 93, Boydell Press.
93, Boydell Press. chemicool.com/elements/sulfur.html">Факты об элементе серы
chemicool.com/elements/sulfur.html">Факты об элементе серы
 07 g. см -3 при 20 °C
07 g. см -3 при 20 °C MOL -1
MOL -1 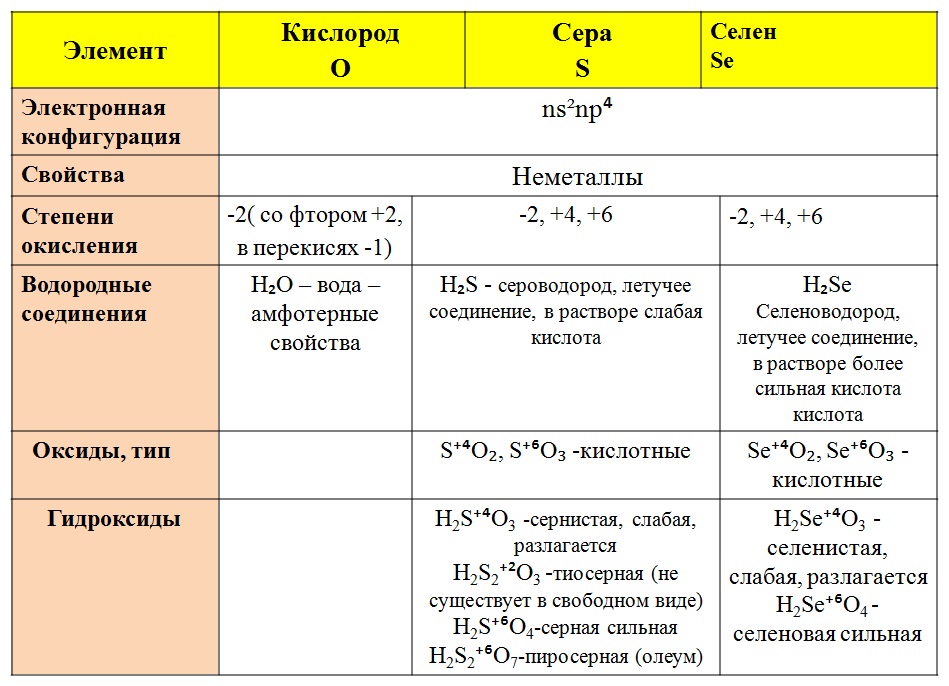

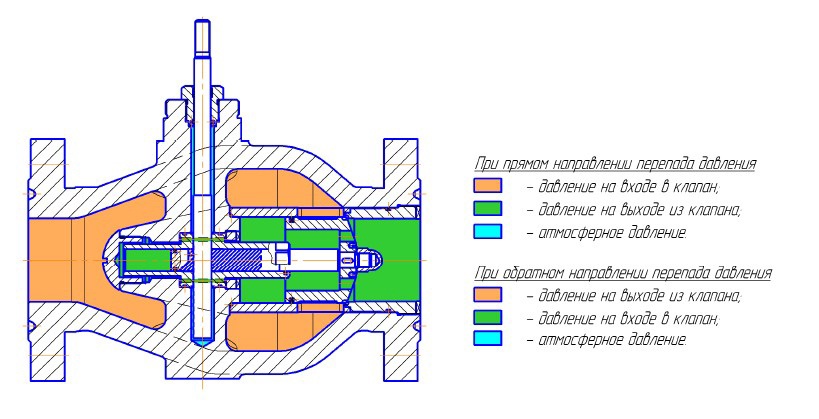
 Назначение изделия
Назначение изделия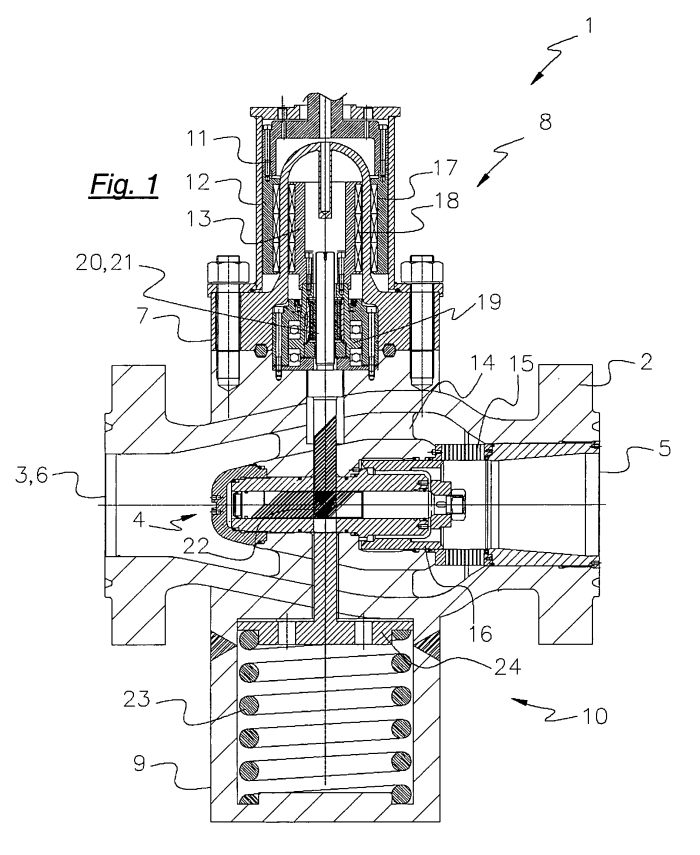 МЮ62.В.02879 от 17.03.2016
МЮ62.В.02879 от 17.03.2016 На наклонном трубопроводе – входным патрубком вниз, направление потока по стрелке «снизу – вверх». На вертикальном трубопроводе – входным патрубком вниз, направление потока по стрелке «снизу – вверх»
На наклонном трубопроводе – входным патрубком вниз, направление потока по стрелке «снизу – вверх». На вертикальном трубопроводе – входным патрубком вниз, направление потока по стрелке «снизу – вверх» Показатели надежности
Показатели надежности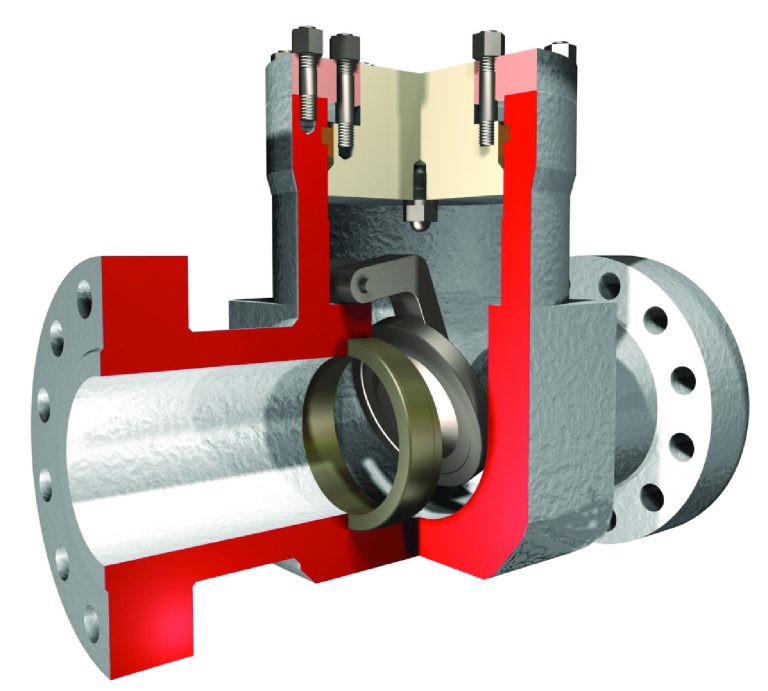
 Габаритные и присоединительные размеры изделия
Габаритные и присоединительные размеры изделия Клапан обратный осевого потока (осесимметричный) 19с77нжС Ду15-500 Ру16-40 фланцевый с ремонтопригодной разборной конструкцией.
Клапан обратный осевого потока (осесимметричный) 19с77нжС Ду15-500 Ру16-40 фланцевый с ремонтопригодной разборной конструкцией.
 А
А

 Л. Чоу,
Л. Чоу, Л., Тинг, А.А.Л., и Цай, П.Х. (1 июня 1987 г.). «Сброс из сосуда через осесимметричный регулирующий клапан». КАК Я. Дж. Заявл. Мех . июнь 1987 г .; 54(2): 447–452. https://doi.org/10.1115/1.3173035
Л., Тинг, А.А.Л., и Цай, П.Х. (1 июня 1987 г.). «Сброс из сосуда через осесимметричный регулирующий клапан». КАК Я. Дж. Заявл. Мех . июнь 1987 г .; 54(2): 447–452. https://doi.org/10.1115/1.3173035