Удельное электрическое сопротивление стали — таблицы при различных температурах
Содержание:
Углеродистые стали
Низколегированные стали
Высоколегированные стали
Хромистые нержавеющие стали
Хромоникелевые аустенитные стали
Жаропрочные и жаростойкие стали
Представлены таблицы значений удельного электрического сопротивления сталей различных типов и марок в зависимости от температуры — в диапазоне от 0 до 1350°С.
В общем случае, удельное сопротивление определяется только составом вещества и его температурой, оно численно равно полному сопротивлению изотропного проводника, имеющего длину 1 м и площадь поперечного сечения 1 м2.
Удельное электрическое сопротивление стали существенно зависит от состава и температуры. При повышении температуры этого металла увеличивается частота и амплитуда колебаний атомов кристаллической решетки, что создает дополнительное сопротивление прохождению электрического тока через толщу сплава. Поэтому, с ростом температуры сопротивление стали увеличивается.
Изменение состава стали и процента содержания в ней легирующих добавок значительно сказывается на величине электросопротивления. Например, углеродистые и низколегированные стали в несколько раз лучше проводят электрический ток, чем высоколегированные и жаропрочные, которые имеют высокое содержание никеля и хрома.
Углеродистые стали
Углеродистые стали при комнатной температуре, как уже было сказано, имеют низкое удельное электросопротивление за счет высокого содержания железа. При 20°С значение их удельного сопротивления находится в диапазоне от 13·10-8 (для стали 08КП) до 20·10-8 Ом·м (для У12).
При нагревании до температур более 1000°С способность углеродистых сталей проводить электрический ток сильно снижается. Величина сопротивления возрастает на порядок и может достигать значения 130·10-8 Ом·м.
Удельное электрическое сопротивление углеродистых сталей ρэ·108, Ом·м
Температура, °С
Сталь 08КП
Сталь 08
Сталь 20
Сталь 40
Сталь У8
Сталь У12
0
12
13,2
15,9
16
17
18,4
20
13
14,2
16,9
17,1
18
19,6
50
14,7
15,9
18,7
18,9
19,8
21,6
100
17,8
19
21,9
22,1
23,2
25,2
150
21,3
22,4
25,4
25,7
26,8
29
200
25,2
26,3
29,2
29,6
30,8
33,3
250
29,5
30,5
33,4
33,9
35,1
37,9
300
34,1
35,2
38,1
38,7
39,8
43
350
39,3
40,2
43,2
43,8
45
48,3
400
44,8
45,8
48,7
49,3
50,5
54
450
50,9
51,8
54,6
55,3
56,5
60
500
57,5
58,4
60,1
61,9
62,8
66,5
550
64,8
65,7
68,2
68,9
69,9
73,4
600
72,5
73,4
75,8
76,6
77,2
80,2
650
80,7
81,6
83,7
84,4
85,2
87,8
700
89,8
90,5
92,5
93,2
93,5
96,4
750
100,3
101,1
105
107,9
110,5
113
800
107,3
108,1
109,4
111,1
112,9
115
850
110,4
111,1
111,8
113,1
114,8
117,6
900
112,4
113
113,6
114,9
116,4
119,6
950
114,2
114,8
115,2
116,6
117,8
121,2
1000
116
116,5
116,7
117,9
119,1
122,6
1050
117,5
117,9
118,1
119,3
120,4
123,8
1100
118,9
119,3
119,4
120,7
121,4
124,9
1150
120,3
120,7
120,7
122
122,3
126
1200
121,7
122
121,9
123
123,1
127,1
1250
123
123,3
122,9
124
123,8
128,2
1300
124,1
124,4
123,9
—
124,6
128,7
1350
125,2
125,3
125,1
—
125
129,5
Низколегированные стали
Низколегированные стали способны чуть более сильно сопротивляться прохождению электричества, чем углеродистые. Их удельное электросопротивление составляет (20…43)·10-8 Ом·м при комнатной температуре.
Следует отметить марки стали этого типа, которые наиболее плохо проводят электрический ток — это 18Х2Н4ВА и 50С2Г. Однако при высоких температурах, способность проводить электрический ток у сталей, приведенных в таблице, практически не различается.
Удельное электрическое сопротивление низколегированных сталей ρэ·108, Ом·м
Марка стали
20
100
300
500
700
900
1100
1300
15ХФ
—
28,1
42,1
60,6
83,3
—
—
—
30Х
21
25,9
41,7
63,6
93,4
114,5
120,5
125,1
12ХН2
33
36
52
67
—
112
—
—
12ХН3
29,6
—
—
67
—
116
—
—
20ХН3
24
29
46
66
—
123
—
—
30ХН3
26,8
31,7
46,9
68,1
98,1
114,8
120,1
124,6
20ХН4Ф
36
41
56
72
102
118
—
—
18Х2Н4ВА
41
44
58
73
97
115
—
—
30Г2
20,8
25,9
42,1
64,5
94,6
114,3
120,2
125
12МХ
24,6
27,4
40,6
59,8
—
—
—
—
40Х3М
—
33,1
48,2
69,5
96,2
—
—
—
20Х3ФВМ
—
39,8
54,4
74,3
98,2
—
—
—
50С2Г
42,9
47
60,1
78,8
105,7
119,7
124,9
128,9
30Н3
27,1
32
47
67,9
99,2
114,9
120,4
124,8
Высоколегированные стали
Высоколегированные стали имеют удельное электрическое сопротивление в несколько раз выше чем углеродистые и низколегированные. По данным таблицы видно, что при температуре 20°С его величина составляет (30…86)·10-8 Ом·м.
При температуре 1300°С сопротивление высоко- и низко- легированных сталей становится почти одинаковым и не превышает 131·10-8 Ом·м.
Удельное электрическое сопротивление высоколегированных сталей ρэ·108, Ом·м
Марка стали
20
100
300
500
700
900
1100
1300
Г13
68,3
75,6
93,1
95,2
114,7
123,8
127
130,8
Г20Х12Ф
72,3
79,2
91,2
101,5
109,2
—
—
—
Г21Х15Т
—
82,4
95,6
104,5
112
119,2
—
—
Х13Н13К10
—
90
100,8
109,6
115,4
119,6
—
—
Х19Н10К47
—
90,5
98,6
105,2
110,8
—
—
—
Р18
41,9
47,2
62,7
81,5
103,7
117,3
123,6
128,1
ЭХ12
31
36
53
75
97
119
—
—
40Х10С2М (ЭИ107)
86
91
101
112
122
—
—
—
Хромистые нержавеющие стали
Хромистые нержавеющие стали имеют высокую концентрацию атомов хрома, что увеличивает их удельное сопротивление — электропроводность такой нержавеющей стали не высока. При обычных температурах ее сопротивление составляет (50…60)·10-8 Ом·м.
Удельное электрическое сопротивление хромистых нержавеющих сталей ρэ·108, Ом·м
Марка стали
20
100
300
500
700
900
1100
1300
Х13
50,6
58,4
76,9
93,8
110,3
115
119
125,3
2Х13
58,8
65,3
80
95,2
110,2
—
—
—
3Х13
52,2
59,5
76,9
93,5
109,9
114,6
120,9
125
4Х13
59,1
64,6
78,8
94
108
—
—
—
Хромоникелевые аустенитные стали
Хромоникелевые аустенитные стали также являются нержавеющими, но за счет добавки никеля имеют удельное сопротивление почти в полтора раза выше, чем у хромистых — оно достигает величины (70…90)·10-8 Ом·м.
Удельное электрическое сопротивление хромоникелевых нержавеющих сталей ρэ·108, Ом·м
Марка стали
20
100
300
500
700
900
1100
12Х18Н9
—
74,3
89,1
100,1
109,4
114
—
12Х18Н9Т
72,3
79,2
91,2
101,5
109,2
—
—
17Х18Н9
72
73,5
92,5
103
111,5
118,5
—
Х18Н11Б
—
84,6
97,6
107,8
115
—
—
Х18Н9В
71
77,6
91,6
102,6
111,1
117,1
122
4Х14НВ2М (ЭИ69)
81,5
87,5
100
110
117,5
—
—
1Х14Н14В2М (ЭИ257)
—
82,4
95,6
104,5
112
119,2
—
1х14Н18М3Т
—
89
100
107,5
115
—
—
36Х18Н25С2 (ЭЯ3С)
—
98,5
105,5
110
117,5
—
—
Х13Н25М2В2
—
103
112,1
118,1
121
—
—
Х7Н25 (ЭИ25)
—
—
109
115
121
127
—
Х2Н35 (ЭИ36)
87,5
92,5
103
110
116
120,5
—
Н28
84,2
89,1
99,6
107,7
114,2
118,4
122,5
Жаропрочные и жаростойкие стали
По своим электропроводящим свойствам жаропрочные и жаростойкие стали близки к хромоникелевым. Высокое содержание в этих сплавах хрома и никеля не позволяет им проводить электрический ток, подобно обычным углеродистым с высокой концентрацией железа.
Значительное удельное электросопротивление и высокая рабочая температура таких сталей делают возможным их применение в качестве рабочих элементов электрических нагревателей. В частности, сталь 20Х23Н18 по своему сопротивлению и жаростойкости в некоторых случаях способна заменить такой популярный сплав для нагревателей, как нихром Х20Н80.
Удельное электрическое сопротивление жаропрочных и жаростойких сталей ρэ·108, Ом·м
Температура, °С
15Х25Т (ЭИ439)
15Х28 (ЭИ349)
40Х9С2 (ЭСХ8)
Х25С3Н (ЭИ261)
20Х23Н18 (ЭИ 417)
Х20Н35
0
—
—
—
—
—
106
20
—
—
75
80
—
—
100
—
—
—
—
97
—
200
—
—
—
—
98
113
400
102
—
—
—
105
120
600
113
—
—
—
115
124
800
—
122
—
—
121
128
900
—
—
—
—
123
—
1000
—
127
—
—
—
132
Источники:
Казанцев Е. И. Промышленные печи. Справочное руководство для расчетов и проектирования.
Физические величины. Справочник. Под ред. И. С. Григорьева, Е. З. Мейлихова. — М.: Энергоатомиздат, 1991. — 1232 с.
Удельное сопротивление сплавов при 20° C от поставщика Электровек-сталь / Evek
Вещество
Удельное сопротивление мкОм • мм2/м
Алюминий
0,028
Вольфрам
0,055
Железо
0,098
Золото
0,023
Константан
0,44−0,52
Латунь
0,025−0,06
Манганин
0,42−0,48
Медь
0,0175
Молибден
0,057
Никелин
0,39−0,45
Никель
0,100
Олово
0,115
Ртуть
0,958
Свинец
0,221
Серебро
0,016
Тантал
0,155
Фехраль
1,1−1,3
Хром
0,027
Цинк
0,059
Вещество
К
Вещество
К
Алюминий
0,0042
Олово
0,0042
Вольфрам
0,0048
Платина
0,004
Константан
0,2
Ртуть
0,0009
Латунь
0,001
Свинец
0,004
Медь
0,0043
Серебро
0,0036
Манганин
0,3
Сталь
0,006
Молибден
0,0033
Тантал
0,0031
Никель
0,005
Хром
0,006
Никелин
0,0001
Фехраль
0,0002
Нихром
0,0001
Цинк
0,004
Сплавы (состав в %):
Константан (58,8 Cu, 40 Ni, 1,2 Mn)
Манганин (85 Cu, 12 Mn, 3 Ni)
Нейзильбер (65 Cu, 20 Zn, 15 Ni)
Никелин (54 Cu, 20 Zn, 26 Ni)
Нихром (67,5 Ni, 15 Cr, 16 Fe, 1,5 Mn)
Реонат (84Cu, 12Mn, 4 Zn)
Фехраль (80 Fe, 14 Cr, 6 Al)
Удельное сопротивление нихрома
Каждое тело, через которое пропускается электрический ток, автоматически оказывает ему определенное сопротивление. Свойство проводника противостоять электрическому току принято называть электрическим сопротивлением.
Рассмотрим электронную теорию данного явления. При движении по проводнику свободные электроны постоянно встречают на своем пути другие электроны и атомы. Взаимодействуя с ними, свободный электрон теряет часть своего заряда. Таким образом, электроны сталкиваются с сопротивлением со стороны материала проводника. Каждое тело имеет свою атомную структуру, которая оказывает электрическому току разное сопротивление. Единицей сопротивления принято считать Ом. Обозначается сопротивление материалов — R или r.
Чем меньше сопротивление проводника, тем легче электрическому току пройти через это тело. И наоборот: чем выше сопротивление, тем хуже тело проводит электрический ток.
Сопротивление каждого отдельно взятого проводника зависит от свойств материала, из которого он изготовлен. Для точной характеристики электрического сопротивления того или иного материала было введено понятие — удельное сопротивление (нихрома, алюминия и т. д.). Удельным считается сопротивление проводника длиной до 1 м, сечение которого — 1 кв. мм. Этот показатель обозначается буквой p. Каждый материал, использующийся в производстве проводника, обладает своим удельным сопротивлением. Для примера рассмотрим удельное сопротивление нихрома и фехрали (более 3 мм):
Х15Н60 — 1.13 Ом*мм/м
Х23Ю5Т — 1.39 Ом*мм/м
Х20Н80 — 1.12 Ом*мм/м
ХН70Ю — 1.30 Ом*мм/м
ХН20ЮС — 1.02 Ом*мм/м
Удельное сопротивление нихрома, фехрали указывает на основную сферу их применения: изготовление аппаратов теплового действия, бытовых приборов и электронагревательных элементов промышленных печей.
Поскольку нихром и фехраль преимущественно используются в производстве нагревательных элементов, то самая распространенная продукция — нихромовая нить, лента, полоса Х15Н60 и Х20Н80, а также фехралевая проволока Х23Ю5Т.
Удельное сопротивление и проводимость – Температурные коэффициенты Общие материалы
Удельное сопротивление – это
электрическое сопротивление единицы куба материала, измеренное между противоположными гранями куба
Калькулятор сопротивления электрического проводника
Этот калькулятор можно использовать для расчета электрическое сопротивление проводника.
Коэффициент удельного сопротивления (Ом·м) (значение по умолчанию для меди)
1) Примечание! — удельное сопротивление сильно зависит от наличия примесей в материале.
2 ) Внимание! — удельное сопротивление сильно зависит от температуры материала. Таблица выше основана на 20 или C ссылка.
Электрическое сопротивление провода
Электрическое сопротивление провода больше для более длинного провода и меньше для провода с большей площадью поперечного сечения. The resistance depend on the material of which it is made and can be expressed as:
R = ρ L / A (1)
where
R = resistance (ohm, Ом )
ρ = Коэффициент удельного сопротивления (OHM M, ω M)
L = длина провода (M)
A = область поперечного сечения провода (M 2 2020203 = Поперечная область провода (M 2 202020203 = поперечное сечение
Фактором сопротивления, учитывающим природу материала, является удельное сопротивление. Поскольку оно зависит от температуры, его можно использовать для расчета сопротивления провода заданной геометрии при различных температурах.
Обратная величина удельного сопротивления называется проводимостью и может быть выражена как:
σ = 1 / ρ (2)
, где
σ = Фворичность (1 / ω M)
Пример — Пример — Пример — Пример — Пример — Пример — Пример — Пример — Пример — Пример — Пример — Пример — Пример — Пример — Пример — Пример — Пример — Пример — Пример — Пример — Пример — Пример — Пример — Пример — Пример — Пример — Пример — Пример — Пример — Пример — Пример — Пример — Пример — Пример — Пример — Пример — Пример — Пример — Пример — Пример — Пример — Пример — Пример — Пример — Пример — Пример. алюминиевый кабель длиной
10 м и площадью поперечного сечения 3 мм 2 можно рассчитать как
R = (2,65 10 -8 Ом·м) (10 м) / ((3 мм 2 ) (10 -6 м 2 /мм 2 ))
= 0,09 Ом
Сопротивление
Электрическое сопротивление элемента цепи или устройства, приложенное к Что протекает через это:
R = U / I (3)
, где
R = Сопротивление (OHM)
9000 U 9999999999999999999999999999999999999999999999999999999999999999999999999999999999999999999999999999999999999 = сопротивление. = напряжение (В)
I = ток (А)
Закон Ома
(4)
можно использовать для прогнозирования поведения материала.
Удельное сопротивление в зависимости от температуры
Изменение удельного сопротивления в зависимости от температуры можно рассчитать как
dρ = ρ α dt (5)
where
dρ = change in resistivity (ohm m 2 /m)
α = temperature Коэффициент (1/ O C)
DT = изменение температуры ( O C)
Пример — изменение со сценообразием
9002 Alumin с устойчивой к сопротивлению
с устойчивостью
с устойчивостью
с устойчивостью
с устойчивостью
с устойчивостью
с устойчивостью
с устойчивостью
с устойчивостью 9003
.
0013 2,65 x 10 -8 Ом м 2 /м нагревается от 20 o C до 100 o C . Температурный коэффициент для алюминия равен 3,8 x 10 -3 1/ o C . Изменение удельного сопротивления можно рассчитать как
ρ = (2.65 10 -8 ohm m 2 /m) + (0,8 10 -8 Ом M 2 /M)
= 3,45 10 -8 Ом M 2 /M
COEFTIONS COEFTIPAT Этот калькулятор можно использовать для расчета удельного сопротивления материала проводника в зависимости от температуры.
ρ — resistivity coefficient (10 -8 ohm m 2 /m)
α — temperature coefficient (10 -3 1/ o C)
dt — изменение температуры ( o C)
Для большинства материалов, увеличивающих электрическое сопротивление и температуру
9. Изменение сопротивления можно выразить как
DR / R S = α DT (6)
, где
DR = изменение сопротивления (OHM) 3
12 = изменение сопротивления (OHM) 3
12 = Изменение сопротивления (OHM) 3
12 = Изменение сопротивления (OHM) 3 . стандартное сопротивление согласно справочным таблицам (Ом)
α = температурный коэффициент сопротивления ( o C -1 )
dT 9194 = Изменение температуры по сравнению с эталонной температурой ( O C, K)
(5) можно изменить на:
DR = α DT R S (6B)
. температурный коэффициент сопротивления» — α — материала представляет собой увеличение сопротивления 1 Ом резистора из этого материала при повышении температуры 1 o C .
Пример. Сопротивление медного провода в жаркую погоду
Провод медный с сопротивлением 0,5 кОм при нормальной рабочей температуре 20 o C в жаркую солнечную погоду нагревается до 80 o C . Температурный коэффициент для меди равен 4,29 x 10 -3 (1/ o C) , а изменение сопротивления может быть рассчитано как
C) ((80 o C) — (20 o C) ) (0,5 кОм)
= 0,13 (Kom)
Результирующее сопротивление для медного провода в жаркую погоду будет
R = (0,5 кОм) + (0,13 кОм)
= 0,63 (Kω)
= 0,63 (Kω)
= 0,63 (Kω)
= 0,63 (Kω)
.
= 630 (Ом)
Пример. Сопротивление угольного резистора при изменении температуры
Угольный резистор с сопротивлением 1 кОм при температуре 20 o C нагревается от 1 9 3 до 110200019 или С . Температурный коэффициент для углерода отрицательный -4,8 х 10 -4 (1/ o С) — сопротивление уменьшается с повышением температуры.
Изменение сопротивления можно рассчитать как
dR = ( -4,8 x 10 -4 1/ o C) ((120 o C) — 90 C) — 90
(20 ) (1 кОм)
= — 0,048 (кОм)
Результирующее сопротивление резистора будет равно
Сталь — это сплав железа, к которому примешивают углерод. Её главная польза в строительстве — прочность, ведь это вещество длительное время сохраняет объем и форму. Все дело в том, что частицы тела находятся в положении равновесия. В этом случае сила притяжения и сила отталкивания между частицами являются равными. Частицы находятся в чётко обозначенном порядке.
Температуры плавления стали
Нержавеющая сталь
Чугун и сталь
Есть четыре вида этого материала: обычная, легированная, низколегированная, высоколегированная сталь. Они отличаются количеством добавок в своём составе. В обычной содержится малое количество, а дальше возрастает. Используют следующие добавки:
Марганец.
Никель.
Хром.
Ванадий.
Молибден.
Температуры плавления стали
При определённых условиях твёрдые тела плавятся, то есть переходят в жидкое состояние. Каждое вещество делает это при определённой температуре.
Плавление — это процесс перехода вещества из твёрдого состояния в жидкое.
Температура плавления — это температура, при которой твёрдое кристаллическое вещество плавится, переходит в жидкое состояние. Обозначается t.
Физики используют определённую таблицу плавления и кристаллизации, которая приведена ниже:
Вещество
t,°C
Вещество
t,°C
Вещество
t,°C
Алюминий
660
Медь
1087
Спирт
— 115
Водень
— 256
Нафталин
80
Чугун
1200
Вольфрам
3387
Олово
232
Сталь
1400
Железо
1535
Парафин
55
Титан
1660
Золото
1065
Ртуть
— 39
Цинк
420
На основании таблицы можно смело сказать, что температура плавления стали равна 1400 °C.
Нержавеющая сталь
Нержавеющая сталь — это один из многих железных сплавов, которые содержатся в стали. Она содержит в себе Хром от 15 до 30%, который делает её ржаво-устойчивой, создавая защитный слой оксида на поверхности, и углерод. Самые популярные марки такой стали зарубежные. Это 300-я и 400-я серии. Они отличаются своей прочностью, устойчивостью к неблагоприятным условиям и пластичностью. 200-я серия менее качественная, но более дешёвая. Это и является выгодным для производителя фактором. Впервые её состав заметил в 1913 году Гарри Бреарли, который проводил над сталью много разных экспериментов.
На данный момент нержавейку разделяют на три группы:
Жаропрочная — при высоких температурах имеет высокую механическую прочность и устойчивость. Детали, которые из неё изготавливаются применяют в сферах фармацевтики, ракетной отрасли, текстильной промышленности.
Ржаво-стойкая — имеет большую стойкость к процессам ржавления. Её используют в бытовых и медицинских приборах, а также в машиностроении для изготовления деталей.
Жаростойкая — является устойчивой при коррозии в высоких температурах, подходит для использования на химических заводах.
Температура плавления нержавеющей стали колеблется в зависимости от её марки и количества сплавов приблизительно от 1300 °C до 1400 °C.
Чугун и сталь
Чугун — это сплав углерода и железа, он содержит примеси марганца, кремния, серы и фосфора. Выдерживает невысокие напряжения и нагрузки. Один из его многочисленных плюсов — это невысокая стоимость для потребителей. Чугун бывает четырех видов:
Белый — имеет высокую прочность и плохую способность к обработке ножом. Виды сплава по увеличению количества углерода в составе: доэвтектический, эвтектический, заэвтектический. Его назвали белым из-за того, что в разломе он имеет белый цвет. А также белый чугун обладает особым строением металлической массы и большой изностойкостью. Полезен в изготовлении механических деталей, которые будут работать в среде с отсутствием смазки. Его используют для изготовления приведённых ниже видов чугуна.
Серый чугун — содержит углерод, кремний, марганец, фосфор и немного серы. Его можно легко получить, и он имеет плохие механические свойства. Используется для изготовления деталей, которые не подвергаются воздействию ударных нагрузок. В изломе есть серый цвет, чем он темнее, тем материал мягче. Свойства серого чугуна зависят от температуры среды, в которой он находится, и количества разных примесей.
Ковкий чугун — получают из белого в результате томления (длительного нагрева и выдержки). В состав вещества входят: углерод, кремний, марганец, фосфор, небольшое количество серы. Является более прочным и пластичным, легче поддаётся обработке.
Высокопрочный чугун — это самый прочный из всех видов чугунов. Содержит в себе углерод, марганец, серу, фосфор, кремний. Имеет большую ударную вязкость. Из такого важного металла делают поршни, коленчатые валы и трубы.
Температуры плавления стали и чугуна отличаются, как утверждает таблица, приведённая выше. Сталь имеет более высокую прочность и устойчивость к высоким температурам, чем чугун, температуры отличаются на целых 200 градусов. У чугуна это число колеблется приблизительно от 1100 до 1200 градусов в зависимости от содержащихся в нем примесей.
Температура плавления металлов: таблица и понятие
При сварке происходит воздействие высокой температуры на детали, поэтому очень важно придавать значение температуре плавления металлов, учитывая её в процессе работы, так как данные показатели играют немаловажную роль в параметрах тока. В горелке, при сгорании газа в момент действия электрической дуги, создается тепловая мощь для того, чтобы подвергнуть разрушению кристаллическую решетку металла. Характеристикам плавления металлов уделяют внимание при подборе материала для сооружения узлов, подвергающихся силе трения или же конструкций из металла, которые испытывают воздействие температур.
Содержание
Что такое температура плавления?
Разница между температурой плавления и кипения
Кристаллические решетки металла
Температура плавления различных металлов
Железо
Чугун
Сталь, температура плавления
Нержавеющая сталь
Алюминий и медь
Серебро и золото
Ртуть
Какой металл обладает самой высокой температурой плавления?
Таблица температур плавления
От чего зависит температура плавления?
Процесс плавления
Типы сплавов металлов
Особенности углеродистой стали
Особенности легированной стали
Особенности нержавейки
Особенности инструментальной стали
Сплав Вуда
Сплавы для пайки
Температура плавления неметаллов
Что такое температура плавления?
Чтобы узнать при какой температуре плавится металл, в лабораторных условиях, точку старта в начале процесса плавления вычисляют до сотой градусной доли. При этом данный показатель не находится в зависимости от усилия при давлении на деталь.
При создании определенного давления в условиях вакуума, заготовки из металла имеют одинаковую температуру плавления. Данное явление можно объяснить накоплением энергии внутри вещества, при которой разрушаются связи между молекулами.
Разница между температурой плавления и кипения
Температурой плавления металлов называют точку перехода твердокристаллического вещества в жидкое состояние. В составе расплава у молекул нет собственного места расположения, они удерживаются за счет силы притяжения, поэтому в разжиженном состоянии сохраняется объем, но теряется форма.
В процессе кипения происходит потеря молекулярного объема, а молекулы вяло взаимодействуют друг с другом, двигаясь хаотично в разных направлениях, отставая от поверхности. Температурой кипения называется процесс, при котором уровень давления металлического пара уравновешивается с давлением внешней среды.
Кристаллические решетки металла
Под воздействием высокой температуры на металлическую деталь, возникают изменения в ее кристаллической решетке на молекулярном уровне. Это увеличивает скорость движения молекул. При критической температуре происходит распад молекулярной структуры металла, потому что межмолекулярные связи не в состоянии производить удержание в узловой структуре решетки. И вместо колеблющихся движений в узле возникают хаотичные, разнонаправленные движения, образуя ванну расплава в точках плавления.
Температура плавления различных металлов
Согласно знаниям из раздела физики, процесс превращения твердого вещества в жидкое имеется лишь у тел с кристаллической решеткой. Температура плавления металлов и сплавов возникает в различном диапазоне значений. Но, с точностью высчитать пограничную температуру фазовых состояний у сплавов весьма проблематично. У чистых элементов имеет значимость каждый градус, если это составы с легкой плавкостью.
Железо
Температура плавления железных составов должна быть высокой. Если элемент обладает технической чистотой, то он плавится при температуре 1 539 °C. В составе его вещества присутствуют включения серы, поэтому для её извлечения необходимо жидкое состояние. Также очищенное железо получается в процессе электролиза солей металла.
Чугун
Чугун считается самым лучшим материалом для плавления. Он имеет хорошие показатели жидкой текучести и усадки, поэтому его эффективно использовать в процессе литья. Ниже будут приведены показатели температурного кипения чугуна:
Серая разновидность чугуна, у которой температурный режим доходит до отметки 1 260 °C. А при разливе его в формы, увеличивается до 1 400 °C.
Белая разновидность чугуна, у которого температура поднимается до 1 350 °C.
Одним из немаловажных моментов является то, что температура, которой обладает чугун, на 400 единиц меньше той же стали. Поэтому процесс обработки данного материала менее энергозатратен.
Сталь, температура плавления
Средняя температура плавления стали составляет 1400 °C.
Сталью называется железосодержащий сплав с включением углерода. Её основной характеристикой является прочность. Это достигается за счет того, что она долгое время сохраняет параметры объема и формы. При этом расположение молекул в веществе находится в сбалансированном состоянии. Именно поэтому достигается равновесие между силой притяжения и силой отталкивания.
Диапазон плавления стали выше, чем у чугуна, поэтому она более энергозатратна.
Нержавеющая сталь
Температура плавления нержавеющей стали колеблется в среднем диапазоне между чугуном и сталью. Нержавеющей сталью называется вещество из легированной стали, обладающее антикоррозийными свойствами за счет содержания хрома в своем составе от 11% процентов и больше.
Показатели температуры плавления нержавейки составляют от 1 300 до 15 000 °C.
Алюминий и медь
Температура плавления алюминия составляет 6 600 °C, поэтому он зарекомендовал себя в качестве одного из среднеплавких металлов. Плавление чистых медных составов происходит при температуре 10 830 °C, а сплавов – 930 — 11 400 °C.
Серебро и золото
Серебро в чистом виде плавится при температуре 9 620 °C. При этом при температуре плавления серебра, оно может сравниться с температурой плавления в градусах со сплавами из меди.
Золото плавится при температуре в 10 640 °C.
Ртуть
Ртуть обладает самой низкой температурой плавления с отрицательным значением. Она составляет — 38,80 °C.
Какой металл обладает самой высокой температурой плавления?
У вольфрама самая высокая температура плавления, которая составляет 34 220 °C. Он относится к самым тугоплавким металлам. Очень тяжел, с виду серых оттенков, имеет характерный блеск и практически не поддается стандартной обработке. В помещениях с комнатной температурой быстро ломается и крошится. И ломается из-за того, что содержит включения кислорода и углерода.
Таблица температур плавления
Легкоплавкие металлы
Литий
+ 180 °C
Калий
+ 63,60 °C
Индий
+ 156,60 °C
Олово
+ 2 320 °C
Таллий
+ 3 040 °C
Кадмий
+ 3 210 °C
Свинец
+ 3 270 °C
Цинк
+ 4 200 °C
Среднеплавкие металлы
Магний
+ 6 500 °C
Алюминий
+ 6 600 °C
Барий
+ 7 270 °C
Серебро
+ 9 600 °C
Золото
+10 630 °C
Марганец
+ 12 460 °C
Медь
+ 10 830 °C
Никель
+ 14 550 °C
Кобальт
+ 14 950 °C
Железо
+ 15 390 °C
Дюралей
+ 6 500 °C
Латунь
+ 950 – 10 500 °C
Чугун
+ 1 100 – 13 000 °C
Тугоплавкие металлы
Титан
+ 16 800 °C
Платина
+ 17 690 °C
Хром
+ 19 070 °C
Цирконий
+ 18 550 °C
Ванадий
+ 19 100 °C
Иридий
+ 24 470 °C
Молибден
+ 26 230 °C
Тантал
+ 30 170 °C
Вольфрам
+ 34 200 °C
От чего зависит температура плавления?
У различных материалов различается, и температура их плавления, при которой происходит коренное перестраивание решетки до состояния жидкости. Металлические изделия и изделия из сплавов имеют следующие особенности:
У различных материалов различается, и температура их плавления, при которой происходит коренное перестраивание решетки до состояния жидкости. Металлические изделия и изделия из сплавов имеют следующие особенности:
Они редко встречаются в натуральном виде, т.е. без примесей. Именно состав определяет, какой должна быть температура плавки. В пример можно взять олово, в которое добавляют включения серебра. Благодаря примесям материал начинает становится устойчивым к воздействию температуры.
Существуют такие сплавы, которые из-за химического состава трансформируются в жидкое состояние, когда столбик термометра поднимается чуть выше отметки в + 1 500 °C. Есть и такие сплавы, которые «держатся», если их нагревать до 30 000 °C.
Стоит учитывать тот факт, что одним из наиболее важных свойств веществ является их точка плавления. В качестве примера можно привести авиационную технику.
Процесс плавления
Плавление любого металла осуществляется по одинаковой схеме с помощью нагрева внешнего или внутреннего типа. В первом варианте материал подвергается плавке в специальной печи, во втором применяется резистивная методика нагрева. При данной методике через вещество пропускается ток, либо он может быть индукционным нагревом в электромагнитном поле высокой частоты. В обоих случаях достигается одинаковый результат.
Типы сплавов металлов
Типы металлических сплавов различаются на основе температуры плавления, поэтому выделяют следующие варианты сплава:
Легкоплавкий (олово, цинк, свинец, висмут) с температурой плавления не больше 600 °C.
Среднеплавкий (алюминий, магний, никель, железо) с температурой 600 — 1 600 °C.
Тугоплавкий (молибден, вольфрам, титан) с температурой более 1 600 °C.
Далее расскажем немного о разновидностях сталей, о сплаве вуда и припоях.
Особенности углеродистой стали
В данном материале содержится примесь углерода, примерно 2,13 %. При этом он лишен легирующих добавок, но есть примеси кремния, марганца и магния.
Особенности легированной стали
Помимо содержания углерода и железа в неё добавляют дополнительные элементы, улучшающие её свойства.
Особенности нержавейки
Нержавеющая сталь отлична от углеродистой из-за содержания элемента хрома в своем составе, благодаря свойствам которого она не подвержена окислению, а, следовательно, покрытию ржавчиной.
Особенности инструментальной стали
Также обладает углеродистым составом (0,8 – 0,9 %). Демонстрирует твердость, прочность, хорошо поддаются обработке. Используется в изготовлении инструментов, например, медицинских.
Сплав Вуда
Представляет собой материал, применяемый при паянии деталей для радиоприемников, а также в гальванической пластике, при работе в лабораторных условиях с ядохимикатами.
Сплавы для пайки
Другое их название – припои. Материалы для припоев бывают различными. Все зависит от того, что входит в состав материалов, которые необходимо соединить. К примеру, алюминий требует один сплав припоя, а вот медь уже совершенно другой.
Температура плавления неметаллов
У неметаллов также существует свой диапазон плавления, который колеблется от температуры в 38 000°C, которой обладает графит до температуры в — 2 100 °C у азота. Это потому, что неметаллы способны к образованию кристаллических решеток двух вариантов: молекулярной (у кислорода, азота, фосфора и т.д.) и атомной (графит, алмаз, бор, кремний и т.д.).
Надеемся, что статья была полезной, если остались вопросы — задавайте в комментарии!
Что такое температура плавления нержавеющей стали?
Тепло изменяет физическую или химическую структуру почти всего. Как только большинство твердых тел достигают определенной температуры, они меняют свое состояние.
Вы, вероятно, помните, что узнали об этом во время научного эксперимента в начальной школе, где вы использовали воду для исследования твердого, жидкого и газообразного состояний. На этом уроке вы узнали, что лед — это просто вода в твердом состоянии. Нагрейте его достаточно, и лед снова растает до жидкой формы. Продолжайте нагревать жидкость, и в конечном итоге она превратится в газ в виде пара.
Загрузить нашу спецификацию на нержавеющую сталь
Kloeckner Metals является поставщиком и сервисным центром полного ассортимента нержавеющей стали. Загрузите нашу спецификацию нержавеющей стали и узнайте, что Kloeckner Metals регулярно поставляет на склад.
Технические характеристики нержавеющей стали
Лед переходит из твердого состояния в жидкое, когда достигает температуры, известной как точка плавления . Для воды эта точка составляет 32°F или 0°C. Вы заметите, что это также точка замерзания воды. В точке плавления/замерзания вещество находится в идеальном равновесии между расплавленным и замороженным. Охладите вещи на один градус, и вещество начнет затвердевать. Нагрейте его, и продукт начнет разжижаться.
В отличие от воды, другие твердые вещества превращаются непосредственно в газ в процессе, известном как сублимация, в то время как третьи разлагаются в результате другой физической или химической реакции.
Но не металл.
При воздействии достаточно высокой температуры металлы плавятся. Они также размягчаются при воздействии высокой температуры, которая не достигает точки плавления. Мягкие металлы более податливы, а это означает, что ремесленники и мастера по металлу могут сгибать их в красивые или полезные формы.
Все металлы имеют разную температуру плавления. Даже не все сорта одного и того же металла плавятся при одинаковой температуре.
Давайте поговорим конкретно о температуре плавления нержавеющей стали.
Если вы слесарь или инженер, который обрабатывает нержавеющую сталь при высокой температуре, вам необходимо знать температуру плавления. В противном случае вы можете превратить когда-то полезный кусок стали в беспорядок.
В каких случаях важно знать температуру плавления?
Температура плавления может не влиять на пользователей, но имеет значение для рабочих. Плавление и литье нержавеющей стали зависит от правильной температуры.
Температура плавления стали важна не только для сталеваров, занимающихся изготовлением опорных конструкций. Это также важно для нержавеющей стали, которая будет использоваться для производства кухонной техники или медицинских принадлежностей.
Как определить температуру плавления нержавеющей стали
Принимая во внимание все эти факторы, как исследователи точно определяют точную температуру плавления сплава?
Они используют нечто, называемое принципом определения точки плавления . Этот принцип основан на изменении светопроводимости материала для определения температуры плавления. Твердое кристаллическое вещество будет двигаться через пять точек светопроводимости, достигая, наконец, точки прозрачности в жидком состоянии.
Исследователи используют капиллярный метод для определения температуры плавления элемента или сплава. Они упаковывают образец материала в тонкостенную капиллярную трубку для измерения температуры плавления, расположенную рядом с источником тепла и точным термометром. Затем исследователи повышают температуру со скоростью один градус Цельсия каждую минуту.
Когда материал внутри трубки достигает полностью жидкого состояния, исследователи фиксируют температуру как точку плавления материала.
Какова температура плавления углеродистой стали?
Температура плавления стали находится в диапазоне 2500-2800°F или 1371-1540°C. Почему диапазон? Почему не просто одна точка на термометре?
В отличие от чистого металла, такого как железо, сталь представляет собой сплав. Чистые металлы имеют точную температуру, которая является их точкой плавления. Однако сплавы включают несколько элементов с разными температурами плавления. Следовательно, сплавы не плавятся и не замерзают при фиксированной температуре.
Сталь представляет собой сплав железа и углерода. Нержавеющая сталь также включает в свой сплав хром и, как правило, никель и другие элементы. Добавление каждого нового элемента снижает общую температуру плавления. это называется снижение температуры плавления .
Какова температура плавления нержавеющей стали?
Температура плавления нержавеющей стали находится в диапазоне от 2550 до 2790°F или от 1400 до 1530°C.
Температура плавления определенного типа нержавеющей стали зависит от ее точного химического состава. Каждый элемент вносит в уравнение свою точку плавления. Основными элементами, из которых состоит нержавеющая сталь, являются железо, хром и никель.
Чистое железо имеет фиксированную температуру плавления 1535°С, хром 1890°С, а никель 1453°С. Сравните эти цифры с диапазоном 1400-1530°C для нержавеющей стали.
Каждая марка нержавеющей стали имеет немного отличающийся набор элементов. Следовательно, точная температура плавления варьируется в зависимости от марки.
Как изменяется температура плавления разных марок?
Нержавеющая сталь бывает пяти семейств и более 150 марок. Однако обычно используются только 15 из этих классов.
Двумя наиболее популярными марками нержавеющей стали являются 304 и 316. Обе марки относятся к семейству аустенитных нержавеющих сталей, которое включает около двух третей производимой нержавеющей стали. Аустенитная нержавеющая сталь имеет гранецентрированную кубическую кристаллическую структуру, которая остается постоянной при всех температурах от криогенной до точки плавления.
Температура плавления нержавеющей стали может варьироваться от 1375°C для стали марки 316 до 1510°C для стали марки 430. Наиболее распространенная марка 304 имеет температуру плавления 1400-1450°C.
Что для вас означает температура плавления нержавеющей стали?
Высокие температуры влияют на прочность на растяжение большинства металлов. Под воздействием высоких температур сталь становится более жесткой и легче гнется. Для нержавеющей стали это обычно происходит при температуре около 1000°C.
Прочность на растяжение имеет значение для пользователя.
Если вы делаете стальную корзину, которая будет удерживать тяжелые предметы в очень жаркой среде, прочность на растяжение этой корзины будет определять, какой вес она может выдержать. Одна и та же корзина может удерживать в два раза больше веса при 800°C, чем при 1000°C. Высокие температуры также могут повредить сварные швы корзины.
Помимо физических изменений, которые может вызвать точка плавления, она также помогает определить устойчивость объекта к окислению и сульфурированию. Кислород и сера разрушат железо. Нержавеющая сталь устойчива к окислению и сульфидированию из-за содержания в ней хрома. Но включение никеля, который имеет относительно низкую температуру плавления, снижает защитную способность хрома и подвергает железо и, следовательно, нержавеющую сталь потенциальному повреждению кислородом или серой.
Следовательно, температура плавления является важным параметром, который следует учитывать при выборе материалов или методов изготовления нержавеющей стали.
Узнайте больше о преимуществах и использовании нержавеющей стали в нашем блоге.
Свяжитесь с нашей квалифицированной командой
Kloeckner Metals является поставщиком и сервисным центром полного ассортимента нержавеющей стали. Kloeckner Metals сочетает в себе национальное присутствие с новейшими технологиями производства и обработки и самыми инновационными решениями для обслуживания клиентов.
Свяжитесь с нами сейчас
ТОЧКА ПЛАВЛЕНИЯ УГЛЕРОДИСТОЙ И НЕРЖАВЕЮЩЕЙ СТАЛИ! – Общие технические знания
Дата: 5 января 2019 г. Автор: Тхань Нгуен Ле
2 комментария
Температура плавления – это температура , при которой вещество переходит из твердого состояния в жидкое.
Температуры плавления некоторых металлов и сплавов:
Нержавеющие стали являются сплавами и, следовательно, плавятся и замерзают не при фиксированной температуре, как металлические элементы, а в диапазоне температур, зависящем от химический состав стали. Легирующие добавки также подавляют (снижают) диапазон плавления. Чистое железо (Fe) имеет фиксированную температуру плавления 1535°C, хром (Cr) 1890°C и никель (Ni) 1453°C по сравнению с диапазоном 1400-1450°C для нержавеющей стали типа 304.
Максимальные рабочие температуры на воздухе для нержавеющих сталей:
+ Типы аустенитной нержавеющей стали
См. таблицу ниже:
+ Ферритные, дуплексные и мартенситные типы нержавеющей стали
более низкие температуры, поскольку они имеют более низкую прочность при повышенных температурах, чем аустенитные типы.
Дуплексные нержавеющие стали также могут быть склонны к охрупчиванию, поэтому, несмотря на содержание в них хрома, можно предположить, что они могут быть пригодными для эксплуатации при повышенных температурах. Это семейство сталей ограничено европейским стандартом для сосудов под давлением EN 10028-7 максимальной температурой 250°C. их температура термической обработки при отпуске превышена, что ограничивает их пригодность для работы при повышенных температурах.
Обучение токарному делу — это раздел сайта, который содержит информацию не только для профессиональных токарей, но и для учеников токарному делу. Токарное дело является очень перспективным, так как настоящего токаря в наше время попробуй найди.
Профессия токаря высоко оплачиваемая, поэтому, если вы не лентяй, и хотите зарабатывать хорошие деньги за свой труд, начинайте изучать основы токарного дела на нашем сайте.
Токарный станок предназначен для обработки резанием тела вращением, в том числе вращающихся торцевых плоскостей и винтовых поверхностей. Кроме этого на токарных станках могут выполняться работы не связанные с обработкой резанием.
Перечень всех возможностей токарного станка очень большой и рассмотрение функций токарного станка займет немало времени. И изучить все функции токарного станка за одно занятие практически не реально, но постепенно мы с вами будем знакомиться со всеми тонкостями токарного дела. Обучение токарному делу мы начнем, используя следующий перечень уроков по токарному делу.
Уроки токарного дела:
Урок №1. Устройство токарного станка
Урок №2. Работа на токарном станке или управление токарным станком
Содержание:
1. Токарные резцы
Токарные резцы — это специальные режущие инструменты, которые используются для токарной обработки деталей.
Токарные резцы применяются, как основной инструмент для токарных, строгальных, и других работ на станках.
Для качественной и точной обработки детали и достижения требуемых форм и размеров изделия используют токарный резец, с помощью которого последовательно срезаются слои материала.
Впроцессе срезания слоя материала резец врезается в него, снимая с его поверхности стружку.
Острая кромка резца является его основным рабочим элементом.
Со временем работы резец подвергается износу, о чем говорит выкрашивание режущей части (кромки). Для использования токарного резца в дальнейшем требуется его переточка.
1.1 Устройство токарного резца
1.2 Подача токарного резца
1.3 Срез металла токарным резцом
1.4 Поверхность резания
1.5 Конструкция резца
1.6 Углы токарного резца
1.7 Износ и стойкость резца
1.8 Резцы для токарных станков
1.9 Материалы токарных резцов
1.10 Конструкции токарных резцов
1.11 Изготовление твердосплавных резцов
1.12 Изготовление резцов с пластинками
1.13 Изготовление быстрорежущих и углеродистых резцов
2.Токарный станок
Токарный станок — это станок для обработки деталей способом резания и точения.
Основные работы, выполняемые на токарных станках: точение, расточка и обточка разных типов поверхностей, нарезка резьбы, обработка торцов детали, сверление, зенкерования и нарезание отверстий.
Заготовка устанавливается в центра, и вращается при помощи шпинделя, далее механизм подачи перемещает режущий инструмент резец вместе с суппортом ходового вала.
Для совершения дополнительных видов операций на станке, таких как шлифование, сверление, фрезерование отверстий на станки устанавливается дополнительное оборудование.
Токарно-винторезный станок предназначен для осуществления токарной работы с цветными и черными металлами.
Токарно-винторезный станок состоит из:
Станина – основная часть станка, которая является остовом для монтирования всех механизмов станка.
Передняя бабка – еще ее называют шпиндельной, из-за размещения в ней шпинделя, коробки скоростей и других элементов.
Коробка подач обеспечивает движение от шпинделя к суппорту.
Суппорт – предназначен для закрепления режущего инструмента и его подачи.
Фартух – необходим для преобразования вращения валика в движение суппорта.
Центр – установка для поддержания обрабатываемой детали или инструмента.
2.1 Токарно-винторезный станок модели 1А62
2.2 Фрикционная муфта токарного станка модели IA62
2.3 Устройство задней бабки
2.4 Устройство токарно-винторезного станка
2.5 Уход за токарным станком
2.6 Регулировка токарного станка
2.7 Безопасность работы на токарном станке
2.8 Приспособления для закрепления деталей, обрабатываемых в центрах
2.9 Точность токарного станка
Здесь вы узнаете как определить и настроить точность токарного станка, освоите понятия такие как жесткость при токарной обработке, обработка на оправках, работы с оправкой.
Правила работы с шпиндельными оправками. В разделе токарное дело рассмотрены токарно-винторезные станки, такие как токарно-винторезный станок 1А62. Более подробно рассказано о токарных резцах, их видах, материалы токарных резцов их конструкция. Износ и стойкость резца тоже оказывают не малое влияние на токарную обработку.
Как определить силу резания, глубину резания, подача, расчет скорости резания, скорость резания и что от нее зависит.
3. Основы токарного дела
3.1 Припуск на обработку деталей
3.2 Формула скорости резания
3.3 Расчет скорости резания
3.4 Формула глубины резания
3.5 Нарост и его влияние на процесс резания
3.6 Зависимость силы резания от условий работы резца
3.7 Определение силы резания
3.8 Влияние условий работы на скорость резания
3.9 Форма и размеры центровых отверстий
3.10 Необходимость правильного расположения центровых отверстий
3.11 Накернивание центровых отверстий
3.12 Центровочные инструменты
3.13 Обыкновенные центры
3.14 Устройство вращающегося центра
3. 15 Токарные хомутики
3.16 Устройство поводкового патрона
3.17 Практика работы при закреплении детали в центрах
3.18 Детали, закрепляемые в центрах
3.19 Трехкулачковые самоцентрирующие патроны
3.20 Расширение пределов применения трех кулачкового патрона
3.21 Двухкулачковые самоцентрирующие патроны
3.22 Четырехкулачковые патроны с независимым перемещением кулачков
3.23 Проверка установки детали, обрабатываемой в четырех кулачковом патроне.
Токарное дело для начинающих: основы, станки, резцы
Токарное дело появилось на заре промышленной революции и с тех пор прошло длинный путь эволюции. В наше время профессия токаря успела утратить привлекательность для молодых людей. Но с другой стороны с появлением большого количества станков с программным управлением, токарное дело обретает новое звучание и переходит в разряд инженерного искусства. Детали токарной обработки применяются в машиностроении, электроэнергетике, строительстве и других областях промышленности и техники.
Токарное дело
Содержание
Основные принципы токарной обработки
Для начинающих токарное дело кажется темным лесом, полным непонятных терминов. Хотя на самом деле суть процесса токарного точения довольно проста. Главный инструмент токаря — это станок в котором зажатая деталь вращается на высокой скорости, а режущий элемент производит обрабатывающие процессы по дереву, металлу или пластику.
Обрабатываться могут самые различные материалы. Наиболее востребованным материалом в токарном деле безусловно является сталь.
Но исторически все начиналось с обработки дерева, 12 еще действующих токарных станков Петра Первого до сих пор сохранились в коллекции Эрмитажа. Русский царь увлекался ремеслами, но токарная обработка деревянных и металлических деталей была его любимым занятием.
Современные станки, конечно, гораздо сложнее первых деревянных образцов. Но базовый принцип сохраняется, несмотря на появление электрического двигателя вместо ручного привода и многократное увеличение в размерах.
Токарный станок состоит из нескольких базовых элементов:
станина, на которую крепятся все остальные элементы;
передняя бабка с двигателем и шпинделем для фиксации детали;
суппорт движущийся по направляющим в станине, с расположенным на нем резцом;
задняя бабка с фиксатором габаритных деталей.
Деталь зажимается, привод сообщает ей вращение и, регулируя положения режущего или фрезеровочного инструмента, производится обработка материала.
Устройство токарного станка
Стандартные токарные операции, которые применяются и в металлообработке, и в обработке дерева это:
точение сфер, конусных и цилиндрических заготовок;
торцевание;
нарезка канавок, внутри и снаружи деталей;
отрезание;
центровка;
сверловка;
нарезка резьбы, снаружи и изнутри;
зенкерование.
Каждая операция требует специальный инструмент, который подбирают в соответствии с материалом, требуемой точностью обработки и конструктивных особенностей станка.
Виды оборудования для токарной обработки
В советское время существовала разветвленная сеть профессиональных училищ, в которых молодые люди после школы могли освоить профессию токаря совершенно бесплатно. Обучающая программа включала теоретическую часть практическую работу на учебном станке в стенах училища и производственную практику. Одним из самых важных элементов теоретической подготовки наряду с изучением свойств металла было обучение владению инструментом. Без понимания того для чего нужен каждый вид резца, как он устанавливается в станке и под каким углом происходит обработка профессиональный токарь никак обойтись не сможет. Сейчас каталоги токарных резцов и фрез — это многотомные справочники и пособия для токаря огромного формата. Разнообразие оснастки, разработанной для любых тонкостей операций металлообработке сравнимо с классификацией видов в биологии. Основные инструменты, без которых точно не обойдется ни одно производство и можно проводить большинство операций — это резцы:
проходные, служат для обтачивания;
расточные, позволяют точить глухие отверстия;
отрезные, для нарезки;
резьбовые нужны для нарезания резьбы на заготовках;
фасонные;
прорезные;
галтельные.
Виды токарных резцов
Обучение работе на токарном станке включает подготовку к работе со всеми видами этих резцов. И для каждого инструмента необходима точная спецификация фиксации инструмента. Угла заточки, угла под которым резец подходит к детали, скорости подачи. При этом все параметры будут меняться со сменой материала. Даже у стали в зависимости от наличия различных присадок процесс обработки настраивается отдельно.
Станки, которые можно сейчас встретить у производителей очень сильно различаются по ряду параметров:
по габаритам: от настольных станков в домашнюю мастерскую, до промышленных машин в десятки тонн для обработки деталей гидроэлектростанций;
по способу управления: ручные, с ЧПУ, полностью автоматические комплексы;
по обрабатываемым материалам: для дерева, металла, твердых пластиков.
Первые опыты начинающего токаря начинаются с изучения токарного станка, общих принципов работы и самых простых операций по нарезке деталей. Дальше с ростом навыков, работы со станком и теоретической подготовки можно переходить к новым работам, например, по нарезке резьбы или проточке.
Виды токарных работ
Но прогресс в умениях дело далеко не быстрое, придется привыкнуть к мысли о долгом кропотливом обучении. В профессиональных училищах срок подготовки занимает 3 года плюс производственная практика, которая совершенно по-другому преподносит теоретические знания.
Разряды токарей
С ростом профессиональной подготовки токарь может подтверждать свои умения сдает экзаменов для перехода в следующий разряд, чем выше разряд, тем больших теоретических знаний необходимо специалисту и, тем более, тонкое владение инструментов он должен демонстрировать
токарь 2-го разряда владеет навыками работы на универсальных станках, с деталями 12-14 квалитета;
токарь 3-го разряда подтвердил навыки по наладке универсальных станков, работы с плазмотроном, заточке резцов, готов обрабатывать детали 7-10 квалитета;
токарь 4-го разряда выполняет плазменно-механическую обработку, управляет санками с тремя и более суппортами, нарезает двухзаходные резьбы;
токарь 5-го разряда обрабатывает сложные детали до 6-7 квалитета точности, обрабатывать высоколегированные стали и накатывать многозаходные резьбы;
токарь 6 разряда высшая ступень профессионального мастерства, специалист работает с 5 квалитетом и может выполнять настройку тонкого инструмента, с несколькими сопряженными поверхностями.
Токарь
Сдача экзаменов для перехода от разряда к разряду разделена периодом не менее года.
Последний шестой разряд свидетельствует о весьма высокой подготовке в теоретической части, практических навыках обработки деталей и настройке станков. Заработная плата такого специалиста может превышать оплату профессионального инженера.
И иногда от специалиста с уникальными токарными навыками может полностью зависеть производственный процесс на предприятии. Сдача экзаменов по специальности токарное дело открыта во многих профессиональных обучающих центрах, обычно для экзамена потребуется дополнительно пройти обучающий курс и оплатить переподготовку и сам экзамен.
Как стать профессионалом в металлообработке
Обучение токарному делу, как, например, в профессии врача, длится целую жизнь, кроме существенного объема теоретической информации, книг и практических навыков которые предстоит освоит стоит есть постоянно обновляющийся парк техники, требующий изучения, токарные станки развиваются. Также увеличивается номенклатура обрабатываемых материалов, появляются новые композитные и полимерные материалы с неизученными свойствами.
Скачать учебное пособие по токарному делу
Помочь в овладении профессии могут уроки по токарному делу и обработке металлов от более опытных коллег и преподавателей. Сейчас в интернете стала доступна библиотека технической литературы по обработке металлов: справочники, пособия токаря и учебники. Дополнительное образование требует времени, которого постоянно не хватает, и денег, которые тоже не будут лишними, но эти затраты с лихвой окупятся в будущем.
Техника безопасности
Токарные работы требуют кроме всего прочего подготовки в технике безопасности на токарном станке. Первое с чего начинается обучение — это базовые понятия техники безопасности, при их нарушении есть риск получить травмы рук, глаз, а в самых печальных случаях пренебрежение техникой безопасности грозит смертельным исходом
спецодежда должна плотно прилегать к телу, работать необходимо в защитных очках и рабочих ботинках с металлическим подноском;
в зоне работы не должно быть посторонних предметов, нельзя загромождать рабочее место;
необходимо контролировать надежное крепление заготовки в фиксаторе;
строго запрещено передавать что-либо над работающим станком, удалять стружку руками, а не сметкой, останавливать патрон во время движения, отходить от работающего станка;
после завершения рабочего дня, токарь приводит в порядок рабочее место, очистить его от металлических отходов и обрезков протереть и разложить инструмент и оснастку в шкафы для инструмента;
мастер постоянно контролирует уровень смазочно-охлаждающей жидкости, целостность электропроводки, отсутствие повреждений корпуса.
Техника безопасности на токарном производстве
Токарное дело интересное, но сложное занятие, требующее постоянного обучения, осваивать которое увлекательное занятие. Привлекательность этого мастерства не только в получении профессии или подсобном использовании, но и в оригинальном хобби. Вытачивание на станке оригинальных поделок доставляет удовольствие точно не меньшее, чем собирание марок или вязание, а оригинальные стальные сувениры смогут по-настоящему удивить друзей. А ценность настоящих профессионалов токарного дела на рынке труда обеспечит постоянную занятость.
Как превратить вашу идею в бизнес
Подпишитесь на Entrepreneur за 5 долларов
Подписывайся
Есть идея для бизнеса, но не знаете с чего начать? Эти ресурсы доступны, чтобы помочь воплотить ваше видение в жизнь.
По
Кайл Зинк
Мнения, выраженные участниками Entrepreneur , являются их собственными.
Спросите любого успешного предпринимателя, как ему пришла в голову идея для своего бизнеса, и он, скорее всего, сможет указать точный момент или сценарий. Идея моего стартапа Punch List, приложения для управления проектами, которое помогает подрядчикам и домовладельцам лучше проводить ремонтные работы, возникла в результате особенно сложного ремонта моего дома в Венеции, Калифорния, в 2017 году. Успех, плохое общение между мной и моим подрядчиком в сочетании с оплатой товаров и услуг, которые, как я думал, были оказаны (но не были фактически получены), создали разрыв между нами и вызвали серьезные задержки. Поскольку проект завершился с бюджетом и сроками, более чем вдвое превышающими первоначальную оценку (о!), я понял, что должен быть лучший способ совместной работы, чтобы более эффективно упростить общение и оплату.
PM Изображения | Гетти Изображения
После этого прозрения в 2017 году я посвятил себя созданию современного инструмента для простой и эффективной реконструкции дома, который был бы удобен для домовладельцев и оптимизирован для подрядчиков. Несмотря на то, что единого рецепта успеха не существует, процесс составления Punch List позволил извлечь важные уроки о том, как предприниматели могут воспользоваться доступными ресурсами, чтобы помочь им превратить идею в добросовестный бизнес. Ни в коем случае не исчерпывающие, следующие четыре примера предлагают отличную отправную точку для людей — от независимого художника до основателя стартапа (и всех тех, кто находится между ними) — которые хотят пройти стадию идеи и воплотить свое видение в жизнь.
Технический стартап
Создание технологического стартапа и привлечение капитала от внешних инвесторов требует многоуровневого и структурированного подхода. В качестве первого шага всегда лучше исследовать рынок, чтобы определить потребность в вашем продукте, определить вашего целевого клиента и понять, какие (или есть ли) конкуренты.
Связанный: 20 бизнес-идей, которые вы можете начать с менее чем $ 10,000
После завершения тщательного исследования рынка, следующим шагом будет создание бизнес-плана. Инвесторы и, в конечном счете, клиенты ищут четкую и краткую презентацию, которая определяет потребность и демонстрирует решение, которое будет предоставлено. По сути, вам нужно убедить потенциальных инвесторов в том, что ваше решение является лучшим продуктом или услугой для удовлетворения выявленных потребностей, И что существует сегмент рынка, который готов приобрести продукт, чтобы вы могли вернуть их первоначальные инвестиции. Лучший способ проверить свою подачу? Расскажите об этом своим друзьям, знакомым и семье и попросите как можно больше конструктивной критики. Сосредоточьтесь на людях, которые дадут вам честную и вдумчивую обратную связь. Это ваш шанс стать лучше, прежде чем он действительно засчитывается!
При составлении бизнес-плана для Punch List я сразу сделал три вещи:
Я составил краткую, но тщательную презентацию из 10 слайдов, чтобы визуально рассказать историю Punch List и лучше всего изложить свои планы по продукту для приложение. В этой колоде я рассказал свою неудачную историю основания и описал, как Punch List предотвратил бы возникновение ситуации, подчеркнув ценность как для подрядчиков, так и для домовладельцев. Затем я рассказал, как планирую зарабатывать деньги с помощью приложения, обосновал, сколько мне нужно собрать, и обрисовал в общих чертах, что я планирую делать со средствами.
Затем я написал двухстраничный документ, чтобы добавить детали, которые невозможно было показать на слайдах. Это не только побудило меня сделать колоду визуально привлекательной, но и помогло мне быть как можно более конкретным — дьявол кроется в деталях. А инвесторы любят детали!
Наконец, я еще больше сократил двухстраничный документ и написал презентацию для лифта, которую можно было произнести в устной форме за две минуты или меньше. Одним из наиболее важных качеств, на которые будет обращать внимание инвестор, является ваша способность кратко сформулировать свой бизнес-план. Если вы не можете эффективно представить свою идею с энтузиазмом, то как вы можете просить инвесторов, чтобы они сами были взволнованы ею?
Далее наступила самая трудная часть: фактическое привлечение капитала. Привлечь капитал можно у друзей и родственников, в банке или финансовом учреждении или, что наиболее вероятно, путем обращения к институциональным инвесторам, таким как венчурные капиталисты. Хотя поначалу это может показаться пугающим, помните, что вы уже проделали большую работу, чтобы добраться до этой точки. Сначала начните с людей, с которыми вам удобнее всего разговаривать, а затем переходите к незнакомцам. Эта стратегия поможет вам попрактиковаться в презентации, разработать план на основе полученных вами отзывов и подготовить ответы на вопросы, которые возникнут в процессе. Не бойтесь просить о теплом знакомстве с потенциальными инвесторами — они свяжут вас с теми, кто лучше всего подходит для вашей идеи.
Связанный: Нужна бизнес-идея? Здесь 55.
Перед тем, как попытаться привлечь настоящих венчурных капиталистов (венчурных капиталистов), я начал с родителей. Хотя я бы не сказал, что мои мама и папа самые технически подкованные потребители, они дали мне отличные отзывы о визуальном оформлении колоды, словах, которые я выбрал для описания продукта и целевых клиентов, а также о моей доставке. Во многих отношениях это был идеальный способ начать. Оттуда я перешел к друзьям в технологической отрасли, бывшим подрядчикам, с которыми я работал, и даже к венецианскому подрядчику, с которым я не разговаривал 3 года. Вся эта практика увенчалась успехом, и я смог получить финансирование от реальных институциональных инвесторов!
Рынок художников
Процесс создания стартапа, полностью отличающийся от процесса, превращение любимого времяпрепровождения или набора творческих навыков в подработку — это отличный способ заработать дополнительные деньги, занимаясь тем, что вам искренне нравится. Хотя кажется, что это так же просто, как и само ремесло, преобразование ваших навыков в прибыльный бизнес требует создания эффективной структуры ценообразования, постановки масштабируемых целей, обеспечения согласованного конечного продукта для клиента и использования нескольких шляп в качестве магазина для одного человека. Торговые площадки, такие как Etsy, предлагают креативщикам и торговцам оптимизированную платформу для листинга, маркетинга и продажи товаров, а также взимают плату в зависимости от процента от продаж. Эти торговые площадки — отличное место, чтобы намочить ноги и протестировать свой первоначальный продукт, поскольку они предоставляют ремесленникам доступ к миллионам потенциальных клиентов за небольшие первоначальные инвестиции.
Для продавцов с постоянными подписчиками, которые хотят избежать комиссий, установленных в виде процента от продаж, лидеры электронной коммерции, такие как Shopify или Weebly, предлагают различные инструменты и услуги для запуска и развития бизнеса за фиксированную ежемесячную плату, позволяя предпринимателям сохранить контроль над своей прибылью.
Построение бизнеса на основе собственных оригинальных произведений искусства — дело очень личное и потенциально сложное с эмоциональной (и финансовой) точки зрения. Для тех, кто хочет попробовать свои силы, эти торговые площадки и платформы электронной коммерции предлагают отличный способ определить, подходит ли им предпринимательский путь.
Рынок услуг
За последние несколько лет мы стали свидетелями перехода экономики по требованию от быстрых и объективных услуг (таких как доставка еды) к более сложным услугам, требующим профессионального опыта (таким как установка умного дома).
Для подрядчиков, от консультантов и креативщиков до профессиональных поставщиков услуг, торговые площадки являются отличным инструментом для связи с предприятиями любого размера для проектов, требующих узкоспециализированных навыков. Fiverr и Upwork — отличные инструменты для независимых подрядчиков, с помощью которых они могут индивидуально связываться с компаниями, которым нужна помощь в небольших краткосрочных проектах. Работа по контракту дает вам возможность быть независимым, обеспечивает выбор как делового, так и повседневного менеджера, которому вы подчиняетесь, и предлагает гибкость, которой не хватает традиционной занятости. Если вы профессионал, который хочет начать внештатный бизнес, рынок услуг может быть для вас правильным выбором.
По теме: 100 предприятий, которые можно начать с менее чем $100
Краудфандинг
Для тех, кто заинтересован в сборе средств для поддержки разработки определенного продукта, краудфандинг становится все более популярным способом сбора наличных. Однако, по данным Kickstarter, по состоянию на ноябрь 2020 года только 38,21% кампаний достигли своей цели по финансированию. Чтобы создать успешную краудфандинговую кампанию, которая понравится клиентам, предприниматели должны использовать следующую тактику:0003
Подготовьте подробное описание продукта с соответствующим бюджетом и сроками
Опишите уровни сбора средств с убедительными стимулами для клиентов
Создайте надежный поток потенциальных спонсоров через существующие списки клиентов и социальные сети
0
Выделите значительное количество времени на вопросы потенциальных спонсоров
В отличие от попытки собрать деньги для технологического стартапа, краудфандинг — это массовая игра — вы пытаетесь собрать как можно больше денег от как можно большего числа людей за определенный период времени. Это требует, чтобы вы были менее резкими в словесной подаче (если только вы не выбрали такой подход через свою технологическую платформу) и более внимательно относитесь к каждому запросу от множества потенциальных инвесторов.
Имея множество различных краудфандинговых платформ, от таких известных, как Kickstarter и Indiegogo до Seed&Spark, важно провести исследование и определить, какая из них подходит для вашей кампании. И, как и в случае любой инициативы, заранее потратьте свое время на изучение успешных краудфандинговых кампаний, особенно в вашей категории.
Итог
Не существует единого рецепта успеха. Хорошая новость, однако, заключается в том, что нет лучшего времени, чем сейчас, чтобы начать новый бизнес. От превращения подработки в новый способ зарабатывания денег до сбора средств от институциональных инвесторов (и/или мамы и папы), до фриланса с использованием одной из новейших компаний, до просьбы совершенно незнакомых людей поддержать вас через краудфандинговую платформу, у вас есть множество способов добиться успеха. В конечном счете, самым большим препятствием на пути к успеху в предпринимательстве является то, что вы никогда не сделаете первый шаг. Не позволяйте страху неудачи сдерживать вас. Прыгайте и смотрите, куда это вас приведет.
Подход Винус Уильямс к успеху идет вразрез со всем, что вам говорили: «Вы не должны идти ва-банк».
Как создать 7 источников дохода для пассивного богатства
Популярный астролог подвергся критике за работу с Crypto Lender Celsius Network
Вот почему так много компаний теряют сотрудников вскоре после адаптации
Как к успеху пришла Эмилия Фаззалари, соучредитель и генеральный директор Cincoro Tequila
Что можно и что нельзя носить на работе в костюме на Хэллоуин
Сейчас самое лучшее время для женщин, чтобы заняться франчайзингом
Жизнь
Как определить, что кто-то манипулирует вами, основываясь на языке их тела
Дон Вебер
Новости бизнеса
Электромобили продолжают гореть во Флориде
Джонатан Смолл
Новости бизнеса
Новый лайнер Royal Caribbean открывается для бронирования и бьет рекорды по бронированию
Мэдлин Гарфинкл
Читать далее
Пять шагов, чтобы превратить вашу бизнес-идею в реальность
Чтобы бизнес-идея преуспела, вам необходимо следовать методическим процедурам, чтобы гарантировать, что вы начнете с прочной основы.
По
Аашиш Раджеш
Мнения, выраженные участниками Entrepreneur , являются их собственными.
Когда у вас есть отличная идея для бизнеса, острые ощущения могут подтолкнуть вас к энергичному запуску. Но ждать. Статистика показывает, что более 50% предприятий терпят неудачу в течение первых пяти лет, причем 30% терпят неудачу только в первый год.
жалюзи
Есть несколько причин, по которым предприятия терпят крах, но этот ранний уровень неудач обычно является результатом плохого планирования. Чтобы бизнес-идея преуспела, вам необходимо следовать методическим процедурам, чтобы гарантировать, что вы начнете с прочной основы. И первый вопрос, который следует задать, заключается в том, насколько умна и оригинальна ваша идея, как вам кажется.
1. Изучите рынок Вам может показаться, что вы придумали надежную идею, но есть ли для нее рынок? Многие предприятия открываются только для того, чтобы обнаружить, что у кого-то уже есть такая же идея, и он первым вышел на рынок. Или потенциальный рынок настолько мал, что вы никогда не сможете получать от него стабильный доход. Вам необходимо провести полный анализ рынка вашей идеи и целевой аудитории, чтобы убедиться, что ваша идея действительно удовлетворит потребность.
Начните с SWOT-анализа вашего предложения, определяя все сильные и слабые стороны, возможности и угрозы, связанные с ним. Привлекайте всех своих деловых партнеров или друзей и членов семьи, если вы работаете в одиночку. Прохождение процесса поможет вам оценить и уточнить концепцию на высоком уровне. Вопросы, которые следует задать, включают:
Какой спрос на вашу идею?
Если это товар, то кто его купит?
Если это услуга, кто ею будет пользоваться?
Кто еще в ОАЭ уже этим занимается?
Успешны ли они, и если да, то почему?
Какую цену вы можете установить на свой товар или услугу?
Ответив на эти вопросы, вы получите более четкое представление о том, верна ли ваша идея. Если это не так, пусть это идет.
2. Составление финансового плана Если результаты вашего исследования рынка положительны и вы решили продолжить, следующим шагом будет составление финансового прогноза. Это станет ценным руководством, когда вы начнете работать, и важно, если вы подаете заявку на финансирование. Чем тщательнее вы изучите рынок и составите свой финансовый план, тем выше ваши шансы на получение инвестиций. Это также применимо, если вы полагаетесь на друзей и семью в качестве стартового капитала — часто это предпочтительный вариант, поскольку условия более выгодны. Но используйте профессиональный подход и убедитесь, что у вас есть письменное соглашение. Ничто так не портит отношения, как невыплаченные долги.
Ваш финансовый план является ключевой частью вашего общего бизнес-плана, предсказывает, как складываются цифры. Он должен включать обоснованные оценки накладных расходов, денежных потоков, доходов, прибылей/убытков и этапов инвестиций, обычно прогнозируемых на период от трех до пяти лет. Конечно, эти цифры будут во многом теоретическими, но они должны быть основаны на реальности, поэтому проведите исследование. Бухгалтер или консультант по запуску бизнеса смогут помочь вам.
Связанные с этим: Пять финансовых элементов, которые необходимы вашему бизнесу, чтобы добиться успеха (и тем самым получить конкурентное преимущество)
3. Позиционируйте свой продукт или услугу Итак, вы убедились, что для вашей идеи существует рынок, и что цифры работают. Теперь пришло время подготовить вашу идею к выходу на рынок. Вы должны быть в состоянии описать быстро и ясно, что именно вы продаете. У потенциальных клиентов очень короткий период внимания, поэтому вам нужно захватить их за считанные секунды.
Начните с преимуществ. Что ваш продукт или услуга сделает для своих клиентов? Какую потребность или проблему он удовлетворит? Объясните это на языке, который ваши целевые клиенты поймут менее чем за 30 секунд. Когда Стив Джобс из Apple выпустил iPod в 2001 году, он не описывал новое устройство как MP3-плеер с жестким диском на 5 ГБ. Он представил это как «тысяча песен в твоем кармане». Зрители сразу поняли предложение. Когда вы довольны своим сообщением, протестируйте его на друзьях и семье или на консультанте по стартапам.
4. Создайте свой бренд Самые успешные компании мгновенно узнаются по многим параметрам: по имени и логотипу, по слогану, по цвету, по использованию образов, по тону голоса. Все эти факторы составляют их бренд. Чтобы иметь сильный бренд, необязательно быть крупной, устоявшейся компанией. Уделив внимание всем этим аспектам, вы сможете создать новый бренд, который быстро завоюет популярность и получит признание.
Постоянство имеет ключевое значение. Ваш бренд должен быть непоколебимым отражением ваших ценностей, но он также должен отражать ценности ваших целевых клиентов. Вы можете развивать индивидуальность своего бренда, думая о своем продукте или услуге, например, как о человеке или животном.
С помощью эксперта по брендингу вы можете воплотить индивидуальность своего бренда во внешнем виде, ощущении и тоне голоса, следуя руководящим принципам бренда для обеспечения согласованности. Именно последовательное применение этих рекомендаций во всех маркетинговых мероприятиях дает жизнь вашей идее как бренду.
5. Создайте юридическую компанию После того, как ваша большая идея была разработана и протестирована, вы находитесь на этапе официального открытия своего бизнеса. В ОАЭ это можно сделать разными способами. Однако срезание углов может поставить под угрозу вашу компанию еще до ее начала. Лучший способ создать юридическую компанию — обратиться к авторитетному специалисту по созданию компании. Они выслушают ваши потребности, объяснят варианты и предложат наилучший путь вперед. Они также могут заполнить все документы, открыть корпоративный банковский счет и убедиться, что вы соблюдаете юридические нормы.
Терпение — ключ к воплощению бизнес-идеи в жизнь. Применение вышеуказанных шагов по порядку должно помочь избежать ловушек при строительстве дома на шатком фундаменте. Самое главное, поделитесь процессом. Прислушивайтесь к конструктивной критике и принимайте профессиональные советы. В конце концов, это может стать судьбоносным предприятием.
По теме: Идеи взлетают: как Expo 2020 помогла превратить студенческий проект в полноценный стартап
Жизнь
Как определить, что кто-то манипулирует вами, основываясь на языке их тела
Обрабатывающий центр с ЧПУ представляет собой многофункциональный станочный комплекс с программной системой управления. Обрабатывающий центр оснащён подвижным рабочим столом (одним или несколькими) и системой автосмены инструмента. Центр способен обрабатывать заготовки из различных материалов. Станочный комплекс имеет очень широкие технологические возможности, благородя поворотному столу, большому набору инструментов и значительному диапазону изменений частот вращения шпинделя и скоростей подач.
Стоимость обрабатывающих центров с ЧПУ довольно высокая, что, однако, компенсируется производственными возможностями оборудования. Обрабатывающие центры позволяют выпускать изделия с высоким темпом — за счёт сокращения временных затрат на перенос заготовок между станками, приспособленными для разных технологических этапов. Тем не менее, использование такого оборудования оправдано прежде всего там, где требуется комплексная обработка с возможностью совмещать различные техпроцессы и получать «на выходе» готовое изделие. Поэтому обрабатывающие центры с ЧПУ широко применяются на мебельных предприятиях, при производстве оконных блоков, а также для обработки сложных корпусных деталей.
Особенности конструкции
Основой станочного комплекса является сварная несущая станина из высокопрочной стали, обеспечивающая достаточную степень устойчивости всей конструкции. За счёт особых решений, станина отличается повышенной жёсткость, что положительно сказывается на способности поглощать вибрации при работе. Станина является опорой для одного или нескольких рабочих столов, оснащённых механизмом поворота и предназначенных для размещения (и закрепления) обрабатываемой заготовки.
Параллельно станине размещается консоль, являющаяся основой всего инструментального комплекса обрабатывающего центра с ЧПУ. Консоль передвигается над рабочим столом в горизонтальном направлении, а установленный на консоли суппорт может дополнительно совершать поперечные и наклонные движения, обеспечивая возможность 5-ти координатной обработки заготовок. Мощный шпиндель с высокой частотой вращения позволяет справляться с любыми — даже самыми твёрдыми материалами заготовок. Магазин для набора режущих инструментов и механизм их автоматической смены дополнительно расширяют возможности оборудования.
Прецизионная механика, качественные продольные направляющие с пониженным трением, мощные и точные исполнительные серводвигатели инструментального портала, высокопроизводительная система ЧПУ — все эти решения направлены на достижение высокой скорости и качества обработки.
Обрабатывающие центры рассчитаны на длительную эксплуатацию в напряжённых условиях промышленного производства. Применяемая система распределённой картриджной смазки позволяет обеспечивать подачу масла в строго дозированном количестве, в нужные узлы и пары трения. Это сокращает расход смазки, значительно снижает трудоёмкость облуживания станка и в то же время обеспечивает длительную работоспособность без потерь исходных характеристик точности.
В качестве дополнительного оборудования станочный комплекс может иметь систему СОЖ высокого давления, что позволяет, в частности, проводить высокоскоростную обработку твёрдых закалённых металлов. Благодаря высокой производительности управляющая система ЧПУ изначально «заточена» под оптимизацию траектории движения инструмента при высокоскоростной обработке деталей.
Технологические возможности
Обрабатывающие центры с ЧПУ сочетают в себе токарный и фрезерный станки. Это позволяет вести эффективную 5-ти координатную обработку всех поверхностей заготовки (торцевых, краёв, глухих и открытых пазов), выполнять сверление отверстий, обрабатывать рёбра, приливы и бобышки, снимать фаски, выполнять скругления, нарезать резьбу и т. д.
Обрабатывающие центры могут работать с заготовками из любых материалов, в том числе с древесинной, МДФ, ДВП, ДСП, фанерой, композитными алюминиевыми панелями (типа «Alucobond», «Dibond»), пластиками, органическим стеклом, искусственным и натуральным камнем, цветными металлами, сталями, алюминиевыми и дюралевыми сплавами, титаном и т. п.
Продуманная система крепления заготовки на рабочем столе сочетает преимущества вакуумных столов и механического зажима струбцинами под Т-образные пазы. Большой запас хода по вертикали позволяет устанавливать на рабочий стол специализированные приспособления для упрощения загрузки/выгрузки заготовок.
Несмотря на сложность выполняемых задач, управление и программирование станка осуществляется сравнительно легко. Этому способствует система ЧПУ, позволяющая задавать программу обработки, в том числе импортирую готовые STL-файлы. Каждый обрабатывающий центр оснащён шкафом управления и стойкой ЧПУ. Благодаря отельному расположению, управляющая электроника надёжно защищена от вибраций и нагрева при работе оборудования. Пульт управления предоставляет доступ ко всем функциям станка и обеспечивает безопасность технологического процесса — за счёт дистанционного контроля оборудования.
Свежее:
Как фрезеровать мебельные панели МДФ
Виды станков с ЧПУ. Рассматриваем основные
Из чего состоит фрезерный станок
Подключение фрезерного станка
Виды фрезерных станков с ЧПУ
Популярное:
Плюсы 4-х координатных фрезерных станков
DSP контроллер фрезерного станка с ЧПУ
Особенности обработки камня повышенной твёрдости
Гравировка листового двухлойного пластика на станке с ЧПУ
Оптимальные режимы и инструмент для качественной резки ПВХ
В гостях у нашего постоянного клиента компании «Пластфактория», которые занимаются изготовлением POS-материалов и сотрудничают с крупными косметическими брендами.
Видеоотчет с посещения производства наших клиентов — компания «АЛЬТАИР». О работе на производстве, изготавливаемых изделиях и станках от компании Wattsan.
Популярные категории товаров
Фрезерные станки WATTSAN Фрезерные станки по дереву Фрезерные станки для дома Настольные фрезерные станки Фрезерные станки для рекламы Фрезерный станок по камню Многоцелевые фрезерные станки
Индивидуальный запрос
Имя
Телефон
Отправляя контактные данные — вы даете согласие на их обработку в целях оказания услуг
Оцените информацию на странице
Средняя оценка: 3,5 Голосов: 4
Получить консультацию специалиста
Оставьте свои контактные данные и наши специалисты ответят на любой интересующий вас вопрос
Имя
Телефон
Отправляя контактные данные — вы даете согласие на их обработку в целях оказания услуг
Вертикальные обрабатывающие центры с ЧПУ модели М400, М450, М500, М550
Специальная цена
Связь с ведущим специалистом
+7 (495) 147-88-24
Посмотреть технические характеристики
Вертикальные фрезерные обрабатывающие центры с ЧПУ RAIS M400,М450, М500, М550 предназначены для обработки разных материалов. Обладают высокой скоростью резания и точностью позиционирования. Имеют направляющие качения, прямой привод осей и шпинделя, большой магазин и 4-5ю оси (опция), что позволяют увеличить количество обрабатываемых поверхностей детали за 1 установ заготовки
Внимание! Технические характеристики и внешний вид товара могут быть изменены производителем без предварительного уведомления
Ваше имя
Телефон
Ваш вопрос
200
Защита от спама
Ваше имя
Телефон
Защита от спама
Ваше имя
Телефон
Защита от спама
Какова функция обрабатывающего центра с ЧПУ? также называется токарный центр с ЧПУ
обрабатывающий центр с ЧПУ (обрабатывающий центр с ЧПУ), можно сказать, интеграция функций машины. Обрабатывающий центр с ЧПУ охватывает множество возможностей обработки. Комплексное производство сокращает время замены оборудования и повышает эффективность производства.
Обрабатывающий центр с ЧПУ (токарный центр с ЧПУ) представляет собой передовой производственный станок. Станки могут выполнять различные операции механической обработки. Типы и функции обрабатывающих центров с ЧПУ представлены ниже.
Обрабатывающий центр с ЧПУ (обрабатывающий центр) представляет собой передовой производственный станок, который может выполнять различные операции обработки с высокой точностью, высоким качеством и высокой чистотой поверхности. Станок с ЧПУ (токарный центр с ЧПУ) может выполнять сверлильные, фрезерные и токарные операции.
Производство призматических деталей в промышленности, таких как редукторы, перегородки, рамы, крышки и т. д., требует различных видов операций, таких как фрезерование, растачивание, сверление, нарезание резьбы и многие другие сопутствующие операции механической обработки. Раньше этот производственный процесс приходилось делить на множество рабочих стадий, и работа на различных станках позволяла производить готовый продукт, что приводило к большим затратам времени и средств на доставку. Для решения этой проблемы был разработан станочный центр с ЧПУ. Фрезерные, токарные и сверлильные операции на одном станке позволяют одному станку выполнять большее количество операций обработки.
Тип механизма обрабатывающего центра с ЧПУ:
Основной целью обрабатывающего центра с ЧПУ является сокращение времени производства и использование передовых механизмов в обрабатывающем центре с ЧПУ.
АТС (автоматическая смена инструмента)
APC (автоматическое устройство смены поддонов)
Сервосистема ЧПУ
Система обратной связи
Шариковый винт с рециркуляцией и гайка
Тип классификации конфигурации обрабатывающего центра с ЧПУ:
Горизонтальный обрабатывающий центр
Вертикальные обрабатывающие центры
Универсальные обрабатывающие центры
Горизонтальный обрабатывающий центр Обрабатывающий центр (токарный центр) имеет горизонтальный шпиндель, и инструмент устанавливается на шпиндель станка, обычно это одношпиндельный станок с автоматической сменой инструмента. ATC состоит из сменного магазина, вмещающего от 16 до 100 инструментов, в котором можно хранить несколько инструментов. Для сокращения времени погрузки и разгрузки может быть установлена автоматическая смена паллет (APC). APC состоит из шести, восьми и более поддонов, заготовка может быть установлена на поддоне, а станок можно запрограммировать на завершение предыдущего поддона. После работы поменяйте еще один новый лоток. Для разных заготовок могут потребоваться разные программы. Из-за высокой скорости удаления материала в процессе объем режущего инструмента обычно велик, поэтому магазин инструментов требует большого положения на каждом инструменте, а относительный вес становится больше. Некоторые станки также имеют дополнительные функции для вращения всего шпинделя, так что горизонтальная ось шпинделя становится вертикальной, что позволяет использовать различные методы работы.
Вертикальный обрабатывающий центр На этом типе станка можно выполнять несколько операций за один установ. Большинство вертикальных обрабатывающих центров имеют три оси, а некоторые имеют функцию шпиндельной головки, которая может вращаться по одной или двум осям. Для обработки поверхности гравировки вертикальный обрабатывающий центр наиболее подходит для производства пресс-форм и обработки пресс-форм. Основные типы вертикальных обрабатывающих центров: шагающие колонны, портальные конструкции и многошпиндельные.
Универсальный обрабатывающий центр Универсальный обрабатывающий центр аналогичен горизонтальному обрабатывающему центру, но вал шпинделя может непрерывно наклоняться из горизонтального положения в вертикальное под управлением компьютера. Универсальный обрабатывающий центр состоит из пяти или более осей, которые позволяют устанавливать верхнюю поверхность заготовки на горизонтальный обрабатывающий центр, чтобы можно было обрабатывать разные стороны заготовки за один блок.
Заводы токарных станков с ЧПУ (обрабатывающие центры с ЧПУ) в разных странах активно и постоянно совершенствуют производственные возможности, ожидая разработки более точных обрабатывающих центров с ЧПУ.
Если вы хотите получать больше мгновенных сообщений, подпишитесь на наши аккаунты в Instagram, Facebook, Twitter.
Обрабатывающие центры | Современный механический цех
Термин «обрабатывающий центр» относится практически к любому фрезерно-сверлильному станку с ЧПУ, который включает в себя устройство автоматической смены инструмента и стол, фиксирующий заготовку на месте. На обрабатывающем центре инструмент вращается, а работа нет. Ориентация шпинделя является наиболее фундаментальной определяющей характеристикой обрабатывающего центра с ЧПУ. Вертикальные обрабатывающие центры (VMC) обычно способствуют точности, в то время как горизонтальные обрабатывающие центры (HMC) обычно способствуют производству, но это неточные обобщения, и многие обрабатывающие центры выходят за их рамки. Другим распространенным типом обрабатывающих центров является 5-осевой обрабатывающий центр, который может поворачивать инструмент и/или деталь для фрезерования и сверления в различных направлениях.
Machining 101: Что такое обрабатывающие центры?
Обрабатывающие центры предлагают широкий спектр возможных операций, но эта адаптируемость связана с необходимостью оставаться гибким и выполнять успешные измерения в любое время.
Обрабатывающие центры: необходимая литература
Общие сведения об инструментах для фрезерования круговых сегментов
Кругло-сегментная фреза представляет собой класс фрезерных инструментов, в которых программное обеспечение CAM является ключевым для эффективного использования инструмента. Режущие профили, расположенные под нужными углами, обеспечивают сокращение времени цикла обработки контурных заготовок, таких как пресс-формы. Инженер компании CAM обсуждает роль этого инструмента.
Четыре вопроса, которые должен задать магазин, рассматривающий HMC
По сравнению с вертикальными обрабатывающими центрами, горизонтальные обрабатывающие центры имеют потенциал для увеличения времени безотказной работы шпинделя, времени цикла и производительности. Хотя они имеют более высокую цену, их более высокая производительность может иметь большое значение для магазинов любого размера, как показала компания Valley Tool.
Покупка Five-Axis: выбор опций и дополнений
Итак, вы остановились на пятиосном станке. Итак, какие варианты вы выбираете? Один, чтобы помнить: зондирование шпинделя.
Покупка пятиосного станка: выбор подходящего станка
Горизонтальный или вертикальный? Цапфа или поворотная головка? В чем эффективная разница между различными конфигурациями пятиосевых обрабатывающих центров?
Покупка пятиосного станка: затраты и преимущества сложного станка
При рассмотрении вопроса о переходе на пятикоординатный обрабатывающий центр полезно понимать основы компонентов станков, их стоимость и возможности, которые они предоставляют.
ПОСЛЕДНИЙ |
Горизонтальные обрабатывающие центры |
Пятиосевой |
Вертикальные обрабатывающие центры
ПОСЛЕДНИЕ ОБРАБАТЫВАЮЩИЕ ЦЕНТРЫ Новости и обновления
ПОСМОТРЕТЬ ВСЕ ОБРАБАТЫВАЮЩИЕ ЦЕНТРЫ СТАТЬИ
Okuma America запускает компактный двухколоночный VMC
Конструкция с двумя шпинделями удваивает производство мелких деталей
Цифровая демонстрация: люди и история управляют решениями
Выбор пятиосевого станка с учетом автоматизации
Горизонтальный токарный центр готов к высокой производительности
Дебют серии HMC
Комплексный обрабатывающий центр с интеллектуальным программным обеспечением
Цифровая демонстрация: Станок с ЧПУ серии X для экструзии
Двенадцать машин на одной платформе
Запуск обрабатывающих мощностей стимулирует американское производство
Серия вертикальных обрабатывающих центров обеспечивает стабильность
Обрабатывающий центр типа Trunnion, созданный для точного производства
ПОСМОТРЕТЬ ВСЕ СТАТЬИ О ОБРАБАТЫВАЮЩИХ ЦЕНТРАХ
ПОСЛЕДНИЕ ГОРИЗОНТАЛЬНЫЕ ОБРАБАТЫВАЮЩИЕ ЦЕНТРЫ Новости и обновления
БОЛЬШЕ В ГОРИЗОНТАЛЬНЫХ ОБРАБАТЫВАЮЩИХ ЦЕНТРАХ
Готовы к победе: проектирование процессов вокруг людей
Горизонтальный токарный центр готов к высокой производительности
Дебют серии HMC
Цифровая демонстрация: Станок с ЧПУ серии X для экструзии
Широкий спектр приложений для горизонтального обрабатывающего центра
VMC обеспечивает надежное пятиосевое производство без участия человека
Магазин по трудоустройству — первая половина бизнеса
ПОСМОТРЕТЬ ВСЕ СТАТЬИ О ВЕРТИКАЛЬНЫХ ОБРАБАТЫВАЮЩИХ ЦЕНТРАХ
Часто задаваемые вопросы: обрабатывающие центры
Что такое вертикальный обрабатывающий центр?
Большинство обрабатывающих центров на рынке оснащены числовым программным управлением (ЧПУ) и служат более чем одной цели. Многие из них могут выполнять комбинации таких операций, как фрезерование, сверление, растачивание, нарезание резьбы и развертывание за один установ. Обрабатывающие центры бывают трех основных типов: горизонтальные трехосные, вертикальные трехосные и пятиосные (существуют четырех- и шестиосные станки, но они менее распространены).
Для вертикального обрабатывающего центра ось X управляет движением влево и вправо, параллельно рабочей поверхности; ось Y управляет движением вперед и назад, перпендикулярно осям X и Z; а ось Z управляет движением вверх и вниз. В большинстве станков используется фиксированный шпиндель и подвижный стол или фиксированный стол и подвижный шпиндель. Вращение шпинделя никогда не считается осью.
Пятиосевые (а также четырехосные и шестиосевые) станки вводят дополнительные оси, которые позволяют вращать и поворачивать стол или шпиндельную головку. Ось A включает вращение по оси X, тогда как ось B связана с осью Y, а ось C связана с осью Z.
Источник: Machining 101: Что такое обрабатывающие центры?
Что такое горизонтальный обрабатывающий центр?
Обрабатывающие центры бывают трех основных типов: горизонтальные трехосные, вертикальные трехосные и пятиосные (существуют четырех- и шестиосевые станки, но они менее распространены).
Горизонтальные и вертикальные трехосные станки различаются главным образом наклоном шпинделя, при этом шпиндели горизонтальных станков параллельны поверхности стола станка, а шпиндели вертикальных станков перпендикулярны поверхности, хотя отдельные конструкции сильно различаются по поддерживать различные приложения.
Источник: Machining 101: Что такое обрабатывающие центры?
Что такое точность и повторяемость обрабатывающего центра?
Точность и воспроизводимость имеют жизненно важное значение, но эти характеристики могут быть особенно трудны для определения, поскольку разные производители используют разные определения. В общем, существует три стандарта точности: однонаправленное прямое, однонаправленное обратное и двунаправленное (что является средним из двух). Повторяемость, то есть расстояние между выборками точности, проверенными по всему диапазону точек данных, обычно имеет четыре стандарта: воспроизводимость в прямом направлении, повторяемость в обратном направлении, повторяемость в двух направлениях и разброс.
«Потерянное движение», также называемое «средней ошибкой реверсирования», представляет собой отклонение от центра, обнаруженное при сравнении отметок, сделанных с прямой и обратной повторяемостью. Сбор данных обычно повторяет процессы семь раз, а затем создает кривую нормального распределения результатов, вычисляя как стандартные отклонения, так и среднее значение. Различные стандарты измерения используют стандартные отклонения по-разному.
Источник: Machining 101: Что такое обрабатывающие центры?
Что такое дисбаланс?
Стандартные адаптеры и инструменты обычно удовлетворительны при скорости вращения шпинделя до 8000 об/мин. На более высоких скоростях специально сбалансированный инструмент может иметь решающее значение для высоких допусков и качества поверхности.
Дисбаланс – это произведение массы инструмента на его эксцентриситет (расстояние от центра вращения инструмента до его истинного центра масс). Эксцентриситет измеряется в микронах, а масса инструмента в килограммах, поэтому дисбаланс измеряется в граммах-миллиметрах. ISO 16084 — это стандарт для установления целевых показателей балансировки инструмента и держателя.
Чтобы оценить несбалансированность процессов, пользователи могут выполнять пробные запуски по одному с инструментами, сбалансированными по различным значениям. Такая оценка может начинаться с дисбаланса 10 г-мм, а затем проходить через ряд все более сбалансированных инструментов до тех пор, пока не будут достигнуты надлежащие допуски или точность, а качество поверхности не перестанет улучшаться.
Источник: Machining 101: Что такое обрабатывающие центры?
Как найти эксцентриситет?
Эксцентриситет — это расстояние от центра вращения инструмента до его истинного центра масс. Эксцентриситет измеряется в микронах, а масса инструмента в килограммах, поэтому дисбаланс измеряется в граммах-миллиметрах.
Источник: Machining 101: Что такое обрабатывающие центры?
Что такое энкодер?
Станки используют линейные и поворотные энкодеры для измерения собственных перемещений и определения цели. Существует три типа контактов энкодера — фотоэлектрические (также называемые оптическими), магнитные и механические — но наиболее распространены контакты фотоэлектрического энкодера.
Датчики вращения измеряют приводы вращательного движения, но шпиндели и шарико-винтовые пары также могут использоваться для измерения линейных перемещений. Вращающиеся энкодеры могут быть инкрементными или абсолютными.
Инкрементальные поворотные энкодеры имеют выходные сигналы, которые оцениваются электронными счетчиками, измеряющими «приращения». Для обычных измерений длины — в частности, для измерения перемещений ползуна с использованием рециркуляционной шарико-винтовой передачи в качестве шкалы — энкодеры валов, включающие цифровую электронику, являются стандартными.
Абсолютные угловые энкодеры получают значение углового положения из шаблона кодированного диска, который предоставляет значения сразу после включения питания. Кодер Грея и кодеры, использующие естественный двоичный код, наиболее распространены, и многие современные компьютерные программы используют двоичную систему для поддержки высоких скоростей.
Источник: Machining 101: Что такое обрабатывающие центры?
Как повысить точность обрабатывающего центра?
1. Знайте шпиндель
2. Измеряйте процесс, а не деталь
3. Поднимите планку на дышле Внимание
4. Контрольная вибрация
5. Проверка со ссылкой
Источник: Как повысить точность обрабатывающего центра
Поставщики обрабатывающих центров
Сузить по категории обрабатывающих центров
Автоматизированные паллетные системы
Автоматизированная система и ячейки для сборки и испытаний
Автоматизированная система и ячейки для формовки и изготовления материалов
Автоматизированная система и ячейки для соединения материалов
Автоматизированная система и ячейки для удаления материала
Ячейки для обработки и FMS
Обработка гибких линий
Многостаночные системы хранения инструментов
Горизонтальные обрабатывающие центры, пятиосевые
Горизонтальные обрабатывающие центры, до четырех осей
Универсальные обрабатывающие центры
Вертикальные обрабатывающие центры, пятиосевые
Вертикальные обрабатывающие центры, до четырех осей
Расточные станки
Координатно-расточные станки
Станки фрезерные станочные
Фрезерные станки, графит
Фрезерные станки, колено и колонна, без ATC
Фрезерные станки, строгальные станки, портального и мостового типа
Фрезерные станки, универсальные
Оборудование для нано- и микрообработки
Оборудование для ультразвуковой обработки
У этого поставщика аэрокосмической и оборонной промышленности есть стратегия, заключающаяся в том, чтобы воспользоваться преимуществами гибкости своего новейшего и крупнейшего пятиосевого обрабатывающего центра портального типа.
Марк Альберт
Почетный редактор, Modern Machine Shop
Линейка инструментов включает токарные станки, фрезерные станки и многое другое
Kaast Machine Tools выделяет широкий спектр станков, отвечающих потребностям клиентов в различных областях применения. Компания предлагает токарные, фрезерные, шлифовальные станки, прессы и многое другое.
Построение 5-осевой ячейки
5-осевая обработка захватила металлообрабатывающую промышленность, но что входит в высокофункциональную 5-осевую обрабатывающую ячейку?
Широкий спектр приложений для горизонтального обрабатывающего центра
MA-8000H дополняет линейку горизонтальных обрабатывающих центров Okuma America Corp. , предназначенных для обработки от тяжелых режимов до обработки с большой подачей.
Вертикальный токарный станок выполняет тяжелую, длинную и непрерывную резку
Новый вертикальный токарный станок VT1000EX от Okuma America Corp. обладает способностью резать и обрабатывать сложные материалы благодаря, по словам Okuma, своей очень жесткой механической конфигурации, экстремальному усилию и крутящему моменту.
VMC обеспечивает надежное пятиосевое производство без участия человека
IMTS22: Matsuura демонстрирует ряд обрабатывающих центров, в том числе новый MX-420 PC10 с 10 паллетами и 90 инструментами.
#имтс
Как определить номер текущей активной рабочей коррекции
Определение текущего активного номера нулевой точки целесообразно, когда нулевая точка программы изменяется между заготовками в производственном цикле.
В марте этого года купил профилегиб в фирме ИНТех, г.Тверь. Так как есть еще электрический, этим можно сказать не пользовался.подробнее…
Отзыв ТВ-2У. Очень качественное изделие. Рекомендую.
Накатка с роликов постепенно изнашивается, не “в мясо” конечно, но две колеи у меня уже появились. Но за счет цепиподробнее…
Обзор трубогиба ТВ-1/250
Смотреть видео
Краткий обзор трубогиба ТВ-1/250
Успешное испытание профилегиба Умелец
Смотреть видео
Прошло успешное испытание трубогиба Умелец. На ночь убирал. Сейчас пока не закрепил, просто так через шайбы на саморезы. Усилил доскойподробнее…
Распаковка и обзор трубогиба ТВ-2У.
Смотреть видео
Распаковка трубогиба для профильной трубы ТВ-2У, производство компания Интех г. Тверь. Заказал трубогиб в компании Интех через интернет магазин, сподробнее…
ИНТех вообще красавцы.
Вся продукция купленная мною в этой организации работает на все 100 %. Давно все окупил. Спасибо. И самое главное доставкаподробнее…
Подставка для дров своими руками
Смотреть видео
Подставка с элементами холодной ковки с основой из гнутых труб по радиусу.
Обзор Трубогиба Профилегиба ИНТЕХ ТВ 1/250
Смотреть видео
Подробный обзор профилегиба ТВ 1/250. Размеры и характеристики.
Краткий обзор моего Трубогиба ТВ-2У
Смотреть видео
Профилегиб тв2у. Шел в течении 5 дней. По качеству – довольно таки надежная конструкция. Сам по себе метал толстый иподробнее…
Честный отзыв о трубогибе тв-2у, окупается после первого изделия.
Смотреть видео
Данный ролик создан не в рекламных целях, в нем я выражаю свое собственное мнение, но как не крути хороший отзывподробнее…
Кузнечная Улитка — Работы покупателей
Профилегиб умелец под электродвигатель
Смотреть видео
Установка электродвигателя для профилегиба Умелец.
Теплица своими руками из поликорбаната 4 на 7 метров
Смотреть видео
Теплица из профиля 25 на 25 поликарбонат 6 мм с нестандартным размером 4 на 7 метра своими руками.
Cтрою кемпер. Дуги лучше делать самому.
Смотреть видео
Так ли нужен трубогиб ТВ-2Н
Возведение теплицы с верным помощником профилегибом ТВ-2У
Смотреть видео
Ширина теплицы 7м, длина 30м высота в коньке 3,5м. Использование профильной трубы 30х30. обзор автора профилегиба ТВ-2У Гнем дуги, варимподробнее…
Отзыв на ТВ-2У – Хочу показать что я сделал профилегибами ИНТех…
Смотреть видео
Показываю что делает профилегиб тв-2н и улитка от компании Интех. Как были сделаны теплицы, навес и крытая беседка
Отзыв о профилегибе ТВ-2. Что стало после 5 лет работы.
Смотреть видео
Видео посвящается профилегибу тв-2. Некоторое время назад, лет пять-шесть назад задумал сделать козырек для двери. Дуги заказывал, стоили в районеподробнее…
Отзыв на Торсион+Корзинка и Улитку ИНТех
Смотреть видео
В этом ролике показан обзор российских станков из Твери от производителя ООО Интех для холодной ковки УЛИТКА и ТОРСИОН, аподробнее…
Как можно реально сэкономить на покупке металлических труб для навесов
Смотреть видео
Как можно реально сэкономить на покупке металлических труб для навесов, теплиц, на всех работах где применяются дуги из профильных трубподробнее…
Летний домик при помощи трубогиба ТВ-2У
Смотреть видео
Небольшое видео о том как я построил несколько домиков на берегу Бухтарминского водохранилища (Самарка, Песчанка) на основе арочных ферм которыеподробнее…
Подставка для дров своими руками
Смотреть видео
Подставка с элементами холодной ковки с основой из гнутых труб по радиусу.
Кузнечная Улитка — Часто задаваемые вопросы
Что если трубу будет уводить винтом?
Не должно уводить при следующих факторах: Труба должна быть ровной Труба должна быть установлена параллельно корпусу станка по всей длинеподробнее…
Прижимной ролик влево, право по оси ходит или нет?
Прижимной ролик установлен без люфта. Присутствует зазор от 0 до 2мм, во избежании трения прижимного ролика о корпус
Что можно сделать профильным трубогибом?
С помощью профильных трубогибов ИНТех можно сделать: Арочные конструкции Теплицы Навесы и для машин Беседки Карнизы , козырьки над входомподробнее…
Минимальный радиус загиба у Профилегиба Умелец
У станков Умелец – минимальный радиус загиба составляет 200мм.
На сколько обработанных метров профиля хватит цепи и звездочек?
Цепь и звездочки выдержат более 25000м обработанного профиля это точно. На рынке профилегибы интех более 10 лет. Пока не былоподробнее…
Какое растояние между приводными роликами (межосевое) у моделей Умелец?
Расстояние между приводными роликами у моделей Умелец составляет 300мм.
В чём отличие ТВ-2У и ТВ-2Н(2)?
Стоимостью: ТВ2У – 14999 руб и ТВ2Н – 12490 руб (ТВ2 – 13490руб) Весом: ТВ2У – 25кг и ТВ2Н –подробнее…
В чем разница ТВ-2Н от станка умелец?
Умелец отличается от других моделей тем что у него валы 20мм и без насечек. У тв-2н и тв-2у валы 30ммподробнее…
Мотор-редуктор для трубогиба: какие рекомендации по приобретению?
Какой двигатель купить для трубогиба интех? Диапозон двигателей может варьироваться от поставленных задач. На ручные профилегибы – ставят 0.25 ;подробнее…
Для чего “Цепь и звездочки для редуктора (+990р.)”?
Комплект “Цепь и звездочки” предназначен оборудования совместно с мотором редуктором. На фото варианты переоборудования трубогиба профильной трубы ТВ-2H ручного подподробнее…
Трубогибы и Профилегибы — jet-online.ru
Трубогибы и Профилегибы
Принадлежности для трубогибов и профилегибов
Фильтр
Сортировать по:
цене ↑
цене ↓
Товаров: 108
1
2
→
Бренд
BlackSmith
Isitan
Jet
Metal Master
MetalTec
Proma
STG
Stalex
TTMC
Тип изделия
21 334 ₽
24 000 ₽
6500002
ТР-04 Трубогиб ручной роликовый, профилегиб
20 780 ₽
23 200 ₽
25373215
Ручной трубогибочный станок ROT-180К
2960 ₽
MTDR 16
Ручной станок для гибки арматуры MetalTec DR-16
3200 ₽
MTDR 20
Ручной станок для гибки арматуры MetalTec DR-20
5280 ₽
MTMS 20
Ручной станок для резки арматуры MetalTec MS 20
6270 ₽
376202
Устройство для вырезания седловин на трубах Stalex PN-1/2S
6600 ₽
373207
Минитрубогиб универсальный Stalex
6960 ₽
MTMS 24
Ручной станок для резки арматуры MetalTec MS 24
7760 ₽
100217
Станок для гибки арматуры Stalex DR12
8310 ₽
100824
DR16 Станок для гибки арматуры Stalex
9440 ₽
MTMS 28
Ручной станок для резки арматуры MetalTec MS 28
9460 ₽
100880
KR50 Кронштейногиб Stalex
10 000 ₽
100486
Трубогиб гидравлический Stalex HTR-40
10 560 ₽
373214
Stalex YP-38 Ручной профилегибочный станок с подставкой
Вся информация, предложения и цены на этом сайте могут быть изменены и не носят обязательного характера!
Используя этот веб-сайт, вы принимаете наши условия и политика конфиденциальности . Указанные товарные знаки принадлежат их соответствующим владельцам. Machineseeker Group GmbH не несет ответственности за содержание внешних веб-сайтов, на которые имеются ссылки.
Этот веб-сайт защищен reCAPTCHA, к нему применяются Политика конфиденциальности и Условия использования Google.
Профилегибочный станок, высокая точность, производительность
Производитель высококачественных профилегибочных станков в Китае.
С 1989 года эксперты в области удобных в использовании профилегибочных станков с ЧПУ. Стальные стержни, уголки, двутавровые и двутавровые балки, швеллеры, трубы, гибка труб стала проще.
Что такое профилегибочная машина?
Профилегибочный станок – оборудование для радиальной формовки металлических профилей. Он работает аналогично листопрокатному станку. Однако его конструкция намного сложнее.
Профилегибочный станок БИТ 1998 года выпуска
Что такое гибка профиля?
Гибка металлических профилей относится к производству изогнутых профилей из стали, алюминия, латуни и других различных металлов с профилями определенной формы.
Что такое металлический профиль?
Профиль представляет собой постоянную форму поперечного сечения прямого отрезка материала. Профили или «профили», как их часто называют, могут быть элементарными формами или очень уникальными профилями, разработанными по индивидуальному заказу. Не только профили могут различаться по сложности, но и изогнутый дизайн всего продукта.
Профилегибочный станок (он же профильно-гибочный станок и угловой валок) — это оборудование, которое осуществляет холодную гибку металлических профилей по принципу трехточечной окружности. Профилегибочные станки могут изгибать широкий спектр металлических профилей (таких как углеродистая сталь, нержавеющая сталь, алюминий, медь и т. д.) в круглые, арочные, спиральные и другие заготовки.
Принцип работы
Принцип работы профильно-гибочного станка заключается в гибке валков. Это процесс, при котором мы получаем деформацию в холодном состоянии с более широким радиусом изгиба, который теоретически может варьироваться от 5-кратного поперечного сечения до бесконечности.
Металлический профиль проходит через набор из трех роликов, которые после одного или нескольких проходов (в зависимости от сложности гибки) образуют арку с требуемым радиусом кривизны. Прокатная гибка, вообще говоря, более простой процесс, чем гибка.
Применение
Профилегибочный станок широко используется в нефтяной, химической, судостроительной, гидроэнергетической, металлоконструкции и машиностроении.
Во-первых, гибка стандартных профилей — уголков, стержней, балок, швеллеров, тройников, труб и труб — все это часть функции гибки профилегибочного станка. Также можно согнуть алюминиевые профили, даже чрезвычайно сложные алюминиевые профили, которые можно свернуть и сформировать в кольцо с помощью профильной гибочной машины.
Типы профилегибочных станков BIT
До 15 независимых управляемых сервоосей. ЧПУ. Точность достигает ≤0,01 мм. Подходит для гибки алюминиевых профилей для автомобилей, дверей и окон
Профилегибочная машина PBA
Профилегибочная машина PBH может сгибать медные, углеродистые, нержавеющие и алюминиевые профили. Уголок, швеллер, балка, плоский стержень, круглый и квадратный стержень, труба, квадратная труба.
СТАНОК ДЛЯ ГИБКИ ПРОФИЛЕЙ PBH
Высокопроизводительный станок для холодной гибки труб, ЧПУ, несколько программ, несколько настроек угла, более простое управление и программные настройки.
ПРОФИЛЬНО-ГИБОЧНЫЙ СТАНОК PBT
Гибочные станки PBR предназначены для гибки металлических листов, что обеспечивает безопасность операций и непревзойденную максимальную гибкость, предлагая новейшие функции и передовые технологии.
ПРОФИЛЬНО-ГИБОЧНАЯ МАШИНА PBR
BIT 3-х и 4-х валковая Профилегибочная машина с двойным захватом
процесс гибки 3-валкового профилегибочного станка
Двухзажимные профилегибочные станки серии PBH и PBA, которые бывают 3-х или 4-х валковыми. Двойной гибочный станок с высокой точностью, высокой производительностью и долговременной надежностью.
Преимущества двухзажимных станков
Трехвалковый профилегибочный станок
Трехвалковый двухзажимный угловой станок представляет собой экономичные профилегибочные станки, относительно простые в эксплуатации. Боковые валки расположены справа и слева от верхнего вала и находятся на одной оси.
Ось каждого рулона помогает сделать изгиб. «Задний» боковой валик (на дальней стороне точки подачи) также служит задним упором для выравнивания листа для правильного выравнивания. Это устраняет необходимость в помощи оператора. Трехвалковые машины для гибки профилей с двойным защемлением не требуют, чтобы оператор снимал, переворачивал, а затем пытался выровнять лист во второй раз после предварительного изгиба, как в случае с трехвалковыми машинами с начальным защемлением.
процесс гибки 4-х валковой профилегибочной машины 4-х валковой профильной гибочной машины
Станок с 4 роликами имеет на один прижимной ролик больше, чем станок с 3 роликами, что может сильнее зажимать профиль под верхним роликом и повышать точность гибки, но это сделает работу оператора более громоздкой при одновременном снижении способности к изгибу та же модель.
В то время как четырехвалковые профилегибочные станки с ЧПУ обеспечивают быструю и точную гибку, трехвалковые станки идеально подходят для производителей, работающих с широким спектром материалов.
Принцип работы
Надежный профилегибочный станок
Двухзахватный профильный гибочный станок имеет два режима гибки: симметричная гибка и асимметричная гибка .
Изменение относительного положения заготовки (за счет движения вверх и вниз вала верхнего ролика или вала нижнего и верхнего ролика) и давление, создаваемое при вращательном движении в направлении, перпендикулярном деформации самого профиля, вызывают профиль производить непрерывную пластическую деформацию (сделать наружный слой профиля деформацией) Волокно растягивается, внутреннее волокно сжимается для получения деформации изгиба, среднее волокно не изменяется), а заготовка заданной формы получается при комнатной температуре ( мы называем это холодной гибкой).
Симметричный изгиб
Симметричный изгиб
Относится к трем роликам симметричной формы (пирамидальной формы) во время изгиба. Верхний ролик или два нижних ролика вращаются в симметричном относительном положении в центре, оказывая давление на профиль для получения пластической деформации Недостатки: Предварительно согнуть профиль невозможно. На конце заготовки после гибки остаются большие прямые кромки, что приводит к отходам.
асимметричный изгиб
асимметричный изгиб
Относится к асимметричной форме трех роликов во время гибки. Верхний ролик и два нижних ролика перемещаются вертикально в асимметричных центральных положениях, а верхний ролик или два нижних ролика вращаются, оказывая давление на профиль. Производить пластическую деформацию. Конец профиля можно предварительно загнуть.
5 советов по выбору подходящего профильно-гибочного станка
Выбор профильно-гибочного станка с ЧПУ может показаться сложным, но на самом деле он состоит из нескольких простых шагов. Во-первых, определите максимальный размер и тип материала, который вы будете катать. Затем определите типы профилей (уголки, плоские поверхности, трубы и т. д.), которые вы будете формировать. Наконец, определите, будете ли вы скручивать материал в один простой радиус или у вас будет или вам понадобится возможность формировать переменные радиусы.
Предел текучести
Что касается предела текучести углового железного ролика, машины BIT рассчитываются единообразно на основе предела текучести Q235 и имеют предел текучести от 36 000 до 38 000 фунтов на квадратный дюйм (PSI). Если у вас есть особые требования, укажите в запросе предел текучести металлического материала. Предел текучести Q235: относится к пределу текучести этого материала, около 235 МПа.
Правильный размер
Независимо от того, гнут ли оператор уголки, выбор инструмента имеет решающее значение. Инструменты должны соответствовать профилю, но не быть настолько тугими, чтобы негативно повлиять на усадку и рост заготовки. Слишком туго затянутый инструмент может вызвать локальную деформацию и, в худшем случае, фактически выдолбить поверхность материала.
Когда операторам необходимо согнуть открытый профиль, например угол, в их распоряжении меньше инструментов для уменьшения деформации. Помимо выбора инструмента и подгонки, угловой валец должен выбрать машину правильного размера, с достаточным формовочным тоннажем и адекватной длиной захвата — достаточной, чтобы обеспечить необходимый рычаг для уменьшения деформации, но не настолько долго, чтобы они потребовали чрезмерно долгого жертвенного времени. прямая секция, длинная жертвенная плоская секция становится дорогим ломом, снижая конкурентоспособность валкового цеха.
КАК МИНИМИЗИРОВАТЬ НЕИЗГИБНУЮ ПЛОСКОСТЬ В ПРОЦЕССЕ ПРОКАТКИ?
Угловой железный ролик BIT имеет независимое движение двух боковых роликов, что позволяет оператору свести к минимуму жертву негибких плоских участков на заготовке.
Опять же, как правило, прокатный цех, который изгибает небольшую заготовку на большом профильно-гибочном станке (профилегибочном станке), должен учитывать длинную плоскую секцию, что увеличивает материальные затраты.
Но поскольку профилегибочные станки BIT перемещаются именно так, как они это делают, оператор может перемещать джойстик или нажимать несколько кнопок на панели управления, чтобы перенастроить их в соответствии с ориентацией станка меньшего размера. Кроме того, операторы могут точно отрегулировать положение ролика, чтобы еще больше свести к минимуму несогнутую плоскость.
Различная способность к изгибу угловых роликов
Типы металла, которые может обрабатывать профилегибочный станок, во многом зависят от его способности к изгибу, мы используем модуль сопротивления для оценки возможностей углового ролика.
Производительность является одним из наиболее заметных различий между этими профильно-гибочными станками, каждый угловой валок имеет номинальный модуль упругости. Составьте список материалов и размеров металлического профиля, с которым вы регулярно работаете, и проконсультируйтесь со специалистом, чтобы выяснить, какой тип профилегибочного станка лучше всего подходит для вас. При определении того, какая угловая валковая машина лучше всего подходит для поставленной задачи, важно изучить, для чего предназначена каждая профильная гибочная машина, и понять, с какими материалами она будет работать.
Мы предоставили подробную информацию о машинах для гибки профилей, таких как производительность и производительность.
Посмотреть таблицу пределов изгиба
Сравните информацию о том, какое усилие может создавать угловой железный валик, и какие металлы (листы, рулоны и т. д.) он предназначен для обработки, а также сравните эту информацию с сертификатами заводов вашего предприятия или другими актуальную информацию, чтобы узнать, какой профилегибочный станок лучше всего соответствует вашим потребностям.
Бериллиевыми бронзами называют группу металлических сплавов, основными компонентами которых являются медь и бериллий. Такие композиции металлов также называют «бериллиевая латунь» или «бериллий-латунь», «бериллиевая медь» или «бериллий-медь, «бериллий-бронза», Cu-Be и т.д.
Бериллиевые бронзы интересны для индустрии пластмасс тем, что их свойства позволяют достаточно широко применять бронзы при изготовлении форм для литья пластмасс под давлением (прессформах, литьевых формах) и другой формующей оснастки в качестве альтернативы сталям. Такое использование оправдано для изготовления компонентов оснастки, требующих повышенной теплоотдачи, то есть в формообразующих деталях при высоких скоростях переработки (коротких циклах литья). Кроме того, в составе литьевых форм детали из бериллиевой бронзы – частый компонент горячеканальных систем для доставки расплавленной пластмассы в формообразующую полость. При таких применениях используется важнейшее свойство бериллиевых сплавов – очень высокая теплопроводность.
Рис.1 Внешний вид бронзовых заготовок
Самой часто используемой маркой бронз является сплав БрБ2, что говорит о содержании в нем 98 процентов меди и 2 процентов бериллия.
Особенности сплавов Cu-Be
Бериллиевая бронза является представителем типа дисперсионно-упрочняемых металлических сплавов. От других смесей металлов их прежде всего отличает наличие зависимости степени растворимости легирующих добавок от температуры материала.
Как правило, в бериллиевых бронзах содержание непосредственно элемента бериллия (Be) варьируется в пределах от 1,5 до 3 процентов. Кроме него в состав подобных бронз может входить кобальт (медь-кобальт-бериллий, МКБ-сплав) или никель (МНБ-сплав). В таких бронзах количество бериллия еще ниже – обычно до 0,8 процентов.
Как было упомянуто выше, при нагревании Cu-Be материала изменяется величина растворимости легирующих металлов, которые содержатся в его составе. Это важно для проведения закалки изделий из бериллиевой бронзы. Грамотно проведенная термообработка ведет к существенному повышению физико-механических свойств изделий и, кроме того, увеличивает предел текучести материала.
Свойства сплавов «медь – бериллий»
Ниже представлены основные характеристики бериллиево-медных сплавов, применяемым на сегодняшний день.
— очень высокие электропроводность и теплопроводность;
— высокие показатели по износостойкости;
— хорошая сопротивляемость эффектам ползучести и усталости;
— повышенный модуль упругости;
— не обладают эффектом искрения при ударных нагрузках;
— очень большая коррозионная стойкость;
— высокая твердость и прочность.
Существует возможность улучшений характеристик бериллиевых бронз, как было сказано ранее, проведя процедуру их термообработки, а именно закалки и искусственному старению. Также разработана технология придания бронзе высокой пластичности – для этого необходимо закалить деталь при температуре около 775 градусов С.
При нормальных условиях (до закалки и старения) медно-бериллиевые сплавы характеризуются значением временного сопротивления порядка 450 МПа. Однако, этот параметр можно существенно повысить после проведения непосредственно закалки или процесса искусственного старения бронз. Так марка БрБ2 получает значение временного сопротивления в 1400 МПа после такой термообработки.
Другая ценная особенность бериллиевой бронзы — высокая теплостойкость и постоянство свойств в широком диапазоне температур. Так, при нагревании этого материала вплоть до 340 градусов С его основные характеристики практически не изменяются. При температуре в 500 градусов С свойства бериллиево-бронзовых изделий примерно соответствуют параметрам деталей из алюминиевого сплава, работающим при 20 градусах С.
Применение бронз
Бериллиевые бронзы широко используются в отраслях, требующих наличия у материала ценных свойств, описанных выше. В иных случаях можно обойтись более простыми и дешевыми материалами. Чаще всего бериллиево-медные сплавы применяются при изготовлении электронных компонентов и в электротехнике, например при выпуске:
— телекоммуникационных устройств, компонентов оптико-волоконных систем, компонентов прочих электронных устройств;
— детали соединений, пружинных контактов;
— гнездовых разъемов, деталей интегральных схем;
— деталей двигателей и прочих изделий для транспортной промышленности;
— авиационных компонентов, в том числе компонентов шасси самолетов;
— деталей оборудования, использующегося при переменных нагрузках высокой амплитуды и больших перепадах температуры;
— электродов, стержней и комплектующих оборудования для сварки повышенной надежности и долговечности;
— компонентов нефтеперерабатывающего и нефтедобывающего, в том числе бурового оборудования;
— детали резьбовых соединений, насосного оборудования в нефтепереработке и нефтехимии;
— компонентов оборудования для навигации, прочих ответственных изделий и механизмов.
Комплектующие из бериллиево-медных бронз почти наверняка находятся в каждом современном компьютере или гаджете, в том числе в смартфонах и планшетах.
Рис.2. Бериллиево-бронзовые вставки в прессформе
Также бериллиевые бронзы применяются для изготовления поршней для машин по литью металлических сплавов под давлением, прочих деталей литьевого оборудования. Применение бронзы в этом случае дает возможность избежать дорогостоящей защиты внутренней поверхности оборудования, работающего при высоких термо-механических нагрузках.
Незаменимы медно-бериллиевые сплавы при производстве оборудования для переработки пластмасс, где активно используются комбинация их прочности и теплопроводности, а также прочие ценные свойства. Существуют специальные торговые марки бронз, использующихся специально для изготовления пуансонов высокоточных и высокоскоростных прессформ для литья пластмасс под давлением. Материал CuBe находит применение и в экструзии, и в выдувном формовании, и в термоформовании, главным образом при изготовлении высокопроизводительной формующей оснастки. Его использование удорожает и усложняет оснастку, т.к. часто приходится применять комбинацию материалов вместо использования цельного стального элемента, однако оно окупается за счет повышения производительности получаемой оснастки.
Бронза БрБ2т бериллиевая 0,2 х 250 х 1000 мм
Бронза БрБ2т бериллиевая 0,2 х 250 х 1000 мм
Металлы и сплавы
Бронза
Бронзовая лента
Каталог
Информация
Доставка по России
Мы доставим ваш заказ курьером по Москве или службой экспресс-доставки по всей России.
Теги
ftp
utp
витая пара
диэлектрик
долговечное жало
изоляционный
изоляционный материал
изоляция трансформаторов
кабель витая пара
кабель контрольный
Описание
Характеристики
Отзывы
БрБ2 — это безоловянная бериллиевая бронза, обрабатываемая давлением. Химический состав этого сплава описан в ГОСТ 18175-78 и включает в себя следующие компоненты: 96,9-98,0 % меди, 1,8-2,1 % бериллия, 0,2-0,5 % никеля и до 0,5 % примесей.
Сплав выделяется среди прочих бронз высокой износостойкостью и стойкостью к коррозионной усталости. Наряду с другими бронзами БрБ2 обладает хорошими антифрикционными и пружинящими свойствами, а также средними тепло и электропроводностью.
Рекомендуем посмотреть
Текстолит ПТ лист 10 х 300 х 400 (ВС)
4 150 ₽
Титан пруток ВТ1-0 12 х 1000 мм, полированный
4 150 ₽
Стеклотекстолит СТЭФ 3,0 х 500 х 500 мм (ВС)
4 150 ₽
Тефлоновое полотно 0,13 х 1000 мм, без липкого слоя, 1 метр
4 150 ₽
Шлейф цветной RCA-16 AWG28 (0,13mm2) бухта 31 м.
4 150 ₽
Бериллиевая бронза — Медь Бериллий
Медно-бериллиевый инструмент
Бронза представляет собой семейство сплавов на основе меди, традиционно легированных оловом, но может относиться к сплавам меди и других элементов (например, алюминия, кремния и никеля). Бронза несколько прочнее латуни, но при этом обладает высокой степенью коррозионной стойкости. Как правило, они используются, когда помимо коррозионной стойкости требуются хорошие свойства при растяжении. Например, бериллиевая медь достигает наибольшей прочности среди сплавов на основе меди (1400 МПа).
Исторически сложилось так, что сплав меди с другим металлом, например, оловом, для получения бронзы впервые начали практиковать примерно через 4000 лет после открытия выплавки меди и примерно через 2000 лет после того, как «природная бронза» вошла в обиход. Древняя цивилизация определяется в бронзовом веке как производство бронзы путем плавки меди и сплавления ее с оловом, мышьяком или другими металлами. Бронза или бронзоподобные сплавы и смеси использовались для изготовления монет в течение более длительного периода. Бронзы до сих пор широко используются для изготовления пружин, подшипников, втулок, направляющих подшипников автомобильных трансмиссий и аналогичных фитингов, особенно в подшипниках небольших электродвигателей. Латунь и бронза являются распространенными конструкционными материалами в современной архитектуре и в основном используются для кровли и облицовки фасадов из-за их внешнего вида.
Бериллиевая бронза
Медный бериллий , также известный как бериллиевая бронза , представляет собой медный сплав с содержанием бериллия 0,5—3%. Медный бериллий представляет собой самый твердый и прочный медный сплав (UTS до 1400 МПа) в условиях полной термообработки и наклепа. Он сочетает в себе высокую прочность с немагнитными и безыскровыми качествами . По механическим свойствам она близка многим высокопрочным легированным сталям, но по сравнению со сталями обладает лучшей коррозионной стойкостью (аналогична чистой меди). Обладает хорошей теплопроводностью (210 Вт/м°С) в 3-5 раз больше, чем инструментальная сталь. Эти высокоэффективные сплавы уже давно используются для искробезопасного инструмента в горнодобывающей (угольные шахты), газовой и нефтехимической промышленности (нефтяные вышки). В этих средах доступны отвертки из бериллиевой меди, плоскогубцы, гаечные ключи, холодные долота, ножи и молотки. Из-за отличной усталостной прочности медный бериллий широко используется для изготовления пружин, пружинных проволок, тензодатчиков и других деталей, которые должны сохранять свою форму при циклических нагрузках.
Свойства бериллиевой бронзы
Свойства материала являются интенсивными свойствами , что означает, что они не зависят от количества массы и могут варьироваться от места к месту в системе в любой момент. Материаловедение включает в себя изучение структуры материалов и связывание их с их свойствами (механическими, электрическими и т. д.). Как только материаловед узнает об этой корреляции структура-свойство, он может приступить к изучению относительных характеристик материала в данном приложении. Основными факторами, определяющими структуру материала и, следовательно, его свойства, являются входящие в его состав химические элементы и то, как он был обработан до конечной формы.
Механические свойства бериллиевой бронзы
Материалы часто выбирают для различных применений, поскольку они имеют желаемое сочетание механических характеристик. Для конструкционных приложений свойства материалов имеют решающее значение, и инженеры должны их учитывать.
Прочность бериллиевой бронзы
В механике материалов прочность материала — это его способность выдерживать приложенную нагрузку без разрушения или пластической деформации. Прочность материалов учитывает взаимосвязь между внешними нагрузками , приложенными к материалу, и результирующей деформацией или изменением размеров материала. Прочность материала – это его способность выдерживать приложенную нагрузку без разрушения или пластической деформации.
Предел прочности при растяжении
Предел прочности при растяжении меди бериллия – UNS C17200 составляет около 1380 МПа.
предел прочности при растяжении является максимальным на инженерной кривой напряжения-деформации. Это соответствует максимальному напряжению , выдерживаемому растянутой конструкцией. Предельная прочность на растяжение часто сокращается до «предельной прочности» или «предела прочности». Если это напряжение применяется и поддерживается, в результате произойдет перелом. Часто это значение значительно превышает предел текучести (на 50–60 % превышает предел текучести для некоторых типов металлов). Когда пластичный материал достигает предела прочности, он испытывает сужение, когда площадь поперечного сечения локально уменьшается. Кривая напряжение-деформация не содержит более высокого напряжения, чем предел прочности. Несмотря на то, что деформации могут продолжать увеличиваться, напряжение обычно уменьшается после достижения предела прочности. Это интенсивное свойство; следовательно, его значение не зависит от размеров испытуемого образца. Однако это зависит от других факторов, таких как подготовка образца, наличие или отсутствие поверхностных дефектов, температура тестовой среды и материала. Предел прочности при растяжении варьируется от 50 МПа для алюминия до 3000 МПа для очень высокопрочных сталей.
Предел текучести
Предел текучести меди бериллия – UNS C17200 составляет около 1100 МПа.
Точка текучести — это точка на кривой напряжения-деформации, которая указывает предел упругого поведения и начало пластического поведения. Предел текучести или предел текучести — это свойство материала, определяемое как напряжение, при котором материал начинает пластически деформироваться. Напротив, предел текучести — это место, где начинается нелинейная (упругая + пластическая) деформация. Перед пределом текучести материал упруго деформируется и возвращается к своей первоначальной форме после снятия приложенного напряжения. Как только предел текучести пройден, некоторая часть деформации будет постоянной и необратимой. Некоторые стали и другие материалы демонстрируют явление, называемое явлением предела текучести. Пределы текучести варьируются от 35 МПа для низкопрочного алюминия до более 1400 МПа для высокопрочной стали.
Модуль упругости Юнга
Модуль упругости Юнга меди бериллия – UNS C17200 составляет около 131 ГПа.
Модуль упругости Юнга представляет собой модуль упругости при растяжении и сжатии в режиме линейной упругости одноосной деформации и обычно оценивается испытаниями на растяжение. Тело может восстановить свои размеры, сняв нагрузку, чтобы ограничить напряжение. Приложенные напряжения заставляют атомы в кристалле перемещаться из своего равновесного положения, и все атомы смещаются на одинаковую величину и сохраняют свою относительную геометрию. Когда напряжения снимаются, все атомы возвращаются в исходное положение, и никакой остаточной деформации не происходит. Согласно Закон Гука, напряжение пропорционально деформации (в упругой области), а наклон модуль Юнга . Модуль Юнга равен продольному напряжению, деленному на деформацию.
Твердость бериллиевой бронзы
Твердость по Роквеллу меди бериллия – UNS C17200 составляет приблизительно 82 HRB.
Испытание на твердость по Роквеллу является одним из наиболее распространенных испытаний на твердость при вдавливании, разработанных для определения твердости. В отличие от теста Бринелля, тестер Роквелла измеряет глубину проникновения индентора при большой нагрузке (большая нагрузка) по сравнению с проникновением, достигнутым при предварительном нагружении (незначительная нагрузка). Второстепенная нагрузка устанавливает нулевое положение, а большая нагрузка прикладывается, а затем снимается при сохранении второстепенной нагрузки. Разница между глубиной проникновения до и после приложения основной нагрузки используется для расчета Число твердости по Роквеллу . То есть глубина проникновения и твердость обратно пропорциональны. Главным преимуществом твердости по Роквеллу является возможность отображать значения твердости напрямую . Результатом является безразмерное число, обозначаемое как HRA, HRB, HRC и т. д., где последняя буква соответствует соответствующей шкале Роквелла.
Испытание Rockwell C выполняется с пенетратором Brale ( алмазный конус 120° ) и основной нагрузкой 150 кг.
Термические свойства бериллиевой бронзы
Термические свойства материалов относятся к реакции материалов на изменения их температуры и приложение тепла. Когда твердое тело поглощает энергию в виде тепла, его температура повышается, а его размеры увеличиваются. Но различных материалов реагируют на приложение тепла по-разному .
Теплоемкость, тепловое расширение и теплопроводность часто имеют решающее значение при практическом использовании твердых тел.
Температура плавления бериллиевой бронзы
Температура плавления меди бериллия – UNS C17200 составляет около 866°C.
В общем, плавление является фазовым переходом вещества из твердого состояния в жидкое. точка плавления вещества — это температура, при которой происходит это фазовое превращение. Точка плавления также определяет состояние, при котором твердое тело и жидкость могут существовать в равновесии.
Теплопроводность бериллиевой бронзы
Теплопроводность меди бериллия – UNS C17200 составляет 115 Вт/(м·К).
Характеристики теплопередачи твердого материала измеряются свойством, называемым теплопроводностью , k (или λ), измеряемой в Вт/м. K . Он измеряет способность вещества передавать тепло через материал за счет теплопроводности. Обратите внимание, что закон Фурье применяется ко всем веществам, независимо от их состояния (твердое, жидкое или газообразное). Поэтому его также определяют как жидкости и газы.
Теплопроводность большинства жидкостей и твердых тел зависит от температуры, а для паров она также зависит от давления. В целом:
Большинство материалов практически однородны. Поэтому обычно мы можем написать k = k (T) . Аналогичные определения связаны с теплопроводностью в направлениях y и z (ky, kz). Однако для изотропного материала теплопроводность не зависит от направления переноса, kx = ky = kz = k.
Ссылки:
Материаловедение:
Министерство энергетики США, Материаловедение. Справочник по основам Министерства энергетики, том 1 и 2. Январь 1993 г. Министерство энергетики США, материаловедение. Справочник по основам Министерства энергетики, том 2 и 2. Январь 1993 г. Уильям Д. Каллистер, Дэвид Г. Ретвиш. Материаловедение и инженерия: введение, 9-е издание, Wiley; 9 издание (4 декабря 2013 г.), ISBN-13: 978-1118324578. Эберхарт, Марк (2003). Почему все ломается: понимание мира по тому, как он разваливается. Гармония. ISBN 978-1-4000-4760-4. Гаскелл, Дэвид Р. (1995). Введение в термодинамику материалов (4-е изд.). Издательство Тейлор и Фрэнсис. ISBN 978-1-56032-992-3. Гонсалес-Виньяс, В. и Манчини, Х.Л. (2004). Введение в материаловедение. Издательство Принстонского университета. ISBN 978-0-691-07097-1. Эшби, Майкл; Хью Шерклифф; Дэвид Себон (2007). Материалы: инженерия, наука, обработка и дизайн (1-е изд.). Баттерворт-Хайнеманн. ISBN 978-0-7506-8391-3. Дж. Р. Ламарш, А. Дж. Баратта, Введение в ядерную технику, 3-е изд., Prentice-Hall, 2001, ISBN: 0-201-82498-1.
Бериллиевая бронза
Tropag Oscar H. Ritter Nachf. ООО
Поиск продукта
Деталь
Деталь
Вернуться к списку
Качество
Сплав на основе меди с содержанием кобальта от 0,4 до 2,1%, а также сплавы никеля с низким содержанием кобальта или кремния, с пониженным содержанием бериллия, опционально с другими элементами. В противном случае с типичными примесями.
Если изготовлено не по спецификациям заказчика в соответствии с DIN EN ISO 1412.
Описание
Это высокопрочный бериллиево-медный сплав, который обычно применяется для применений с особыми требованиями к прочности, коррозионной стойкости и термическим и электрическая проводимость. Это важно для обеспечения безопасности при разведке нефти и газа, а также при транспортировке и переработке нефти и газа (незажигательные и немагнитные инструменты и оборудование вместо стальных инструментов), а также в автомобильной промышленности и в авиации. , но и для форм (пластиковых, стеклянных, металлических), сварки и других ответственных применений с наиболее комбинированными и высокими механическими, термическими и химическими требованиями. Свойства Be-бронзы могут быть изменены путем закалки еще больше. Потребители также используют его для микроотливок или индивидуальных форм
Упаковка
Эти бериллиевые сплавы выпускаются в виде заготовок для ковки и волочения (как литых, так и точеных или полированных), небольших слитков по 60-100 г или 2 кг слитков, а также мелких кусков, отрезанных или отрезанных плиты с ок. длиной около 1-2,5 см. Упаковка производится на поддонах и/или в прочных ящиках или бочках.
Хранение
Поскольку все металлы и сплавы в металлургии хранятся в сухом виде.
Наличие
Этот материал изготавливается по запросу. Срок доставки составляет примерно 4-16 недель ARO.
Детали
Имя:
Бериллиевая бронза
Номер CAS:
Cu 7440-50-8 Be 7440-41-7 Co 7440-48-4 Ni 7440-02-0
№ ЕС:
Cu 231-159-6 Be 231-150-7 Co 231-158-0 Ni 231-111-4
Краткая характеристика опасности:
Менеджер по продукции
Идентификация:
EC-No.: Cu 231-159-6 Be 231-150-7 Co 231-158-0 Ni 231-111-4 CAS-No.
: Cu 7440-50-8 Be 7440-41-7 Co 7440-48-4 Ni 7440-02-0
В ситуациях, когда необходимо выполнить откачку небольшого количества жидкости из одной емкости в другую или нужно осушить затопленные территории, подвалы, помещение, отлично подойдет погружной насос для грязной воды. Но для того, чтобы насосное оборудование справилось с поставленными задачами, внимательно подходите к его выбору и эксплуатации.
Содержание:
Конструкция к дренажному насосу для откачки воды
Технические характеристики дренажных насосов
Как установить дренажный насос
Как обслуживать дренажный насос
Конструкция к дренажному насосу для откачки воды
Чтобы понять, как работает дренажный насос, следует разобраться с его конструкцией. Основными компонентами этого типа насосного оборудования выступают:
Корпус. В зависимости от модели может быть выполнен из нержавеющей стали, пластика или чугуна. Во всех случаях они полностью герметичны и надежно защищают внутренние элементы от проникновения влаги.
Рабочее колесо. Имеет лопасти, которые при вращении создают разряжение, всасывающее жидкость. Далее поток под воздействием центробежных сил направляется на линию нагнетания. Рабочее колесо может быть пластиковым или выполненным из чугуна с катафорезной обработкой.
Выключатель. Отвечает за автоматическое отключение и включение дренажного насоса для грязной воды в зависимости от уровня жидкости. Бывают поплавковые механические и электронные кондуктометрические. Последние отличаются высокой точностью и используются в местах, где уровень жидкости сильно колеблется.
☝ Стоит обратить внимание! Перед тем, как установить дренажный насос с поплавком, обратите внимание на диаметр емкости, из которой будет выполняться откачка. Ее должно быть достаточно, чтобы поплавковый механизм свободно перемещался.
Технические характеристики дренажных насосов
Как пользоваться дренажным насосом во многом зависит от следующих параметров:
Производительность. Это характеристика, указывающая на то, какое количество воды способен прокачать насос за единицу времени. Чем выше этот показатель, тем мощнее установлен электродвигатель и больше вес устройства.
Погружение. Параметр указывает на то, с какой глубины может быть поднята вода. В зависимости от модели характеристика варьируется от 5 до 8 метров, что вполне достаточно даже для того, чтобы использовать насос для подъема воды из колодца.
Напор. От этой характеристики зависит, на какое расстояние способен агрегат подать жидкость от места ее забора. Минимальное значение составляет 5 метров, максимальное — 33 м.
❗️ Важно! При выборе дренажного насоса нужно учитывать, что напор рассчитывается в высоту, но если жидкость будет транспортироваться по горизонтали, значение нужно умножить на 10. Например, устройство имеет напор 15 метров, соответственно, оно способен подавать воду на расстояние до 150 м.
Как установить дренажный насос?
Независимо от того, нужно откачать воду из подвала или подтопленных территории в результате паводка, процесс установки насоса не имеет существенных отличий и состоит из следующих этапов:
Подготовка. Первым делом необходимо подключить шланг к патрубку нагнетания, надежно затянув соединение хомутом. Если входящего в комплект кабеля недостаточно, используйте влагозащищенный удлинитель.
Погружение. Перед опусканием в воду проследите, чтобы устройство было отключено от сети. Недопустима работа дренажного насоса на сухом ходу, что может привести к его поломке. Если воды мало для того, чтобы сработал поплавок, обязательно проконтролируйте, чтобы была полностью погружена всасывающая камера.
Пуск. Для предотвращения короткого замыкания и утечки тока включение дренажного насоса в работу следует осуществлять через УЗО или дифавтомат. Проследите, чтобы во время работы насосного оборудования в воде не было людей.
Если вы ищете недорогое оборудование для дачи для использования в период межсезонья, когда из-за обильного количества осадков может подниматься вода в подвале или погребе, обратите внимание на дренажный насос для грязной воды от компании Grandfar.
Как обслуживать дренажный насос
Понимание того, как подключать дренажный насос правильно, позволит использовать устройство по максимуму и избежать значительной части поломок. Чтобы продлить срок эксплуатации устройства, требуется правильный уход. После каждого применения тщательно очищайте рабочее колесо от загрязнений, выполняйте промывку всех подвижных элементов.
Если насос длительное время не использовался, перед включением в сеть убедитесь, что он не заклинен. Для этого нужно просто вручную покрутить лопасти рабочего колеса. Чтобы получить бесплатную консультацию касательно выбора или совет по подключению дренажного насоса, обращайтесь к экспертам интернет-магазина «Yorsh».
Оцените статью:
Предыдущая статья
Насосная станция не отключается
Следующая статья
Как определить, что циркуляционный насос не работает?
Вас может заинтересовать:
Просмотров: 1808
Как заглушить слив-перелив в кухонной мойке?
Читать статью
Просмотров: 358
Выбор комбинированного смесителя под обратный осмос?
Читать статью
Просмотров: 372
Как установить смеситель в ванной?
Читать статью
Просмотров: 393
Какой герметик выбрать для водопроводной трубы?
Читать статью
Просмотров: 259
Какой купить фильтр для воды?
Читать статью
Просмотров: 268
Чем отличаются биметаллические и алюминиевые радиаторы?
Дренажный насос для чистой воды (с поплавк. выкл. ) GRANDFAR GP901F (GF1086)
Артикул
GF1086
Дренажный насос для чистой воды (с поплавк. выкл.) GRANDFAR GP751F (GF1085)
Артикул
GF1085
Лучшие предложения
Похожие статьи
00″>
Смеситель для умывальника HAIBA SUS 001-A (HB3910)
828.00
грн
Смотреть товар
Смеситель для кухни HAIBA SUS 011 (HB0992)
851. 00
грн
Смотреть товар
ЁРШнутая скидка!
Смеситель для кухни Haiba SENTOSA 011 матовый (HB0361)
854. 25
грн
Смотреть товар
Смеситель для кухни Haiba DOMINOX 777 (HB0095)
1 101.00
грн
Смотреть товар
00″>
Смеситель для кухни PLAMIX Leon-011 белый (без подводки) (PM0009)
460.00
грн
Смотреть товар
Смеситель для кухни Haiba BERGUS 011 (HB0024)
2 202. 00
грн
Смотреть товар
Показать еще товары
Как установить смеситель в ванной?
Просмотров: 351
Читать статью
Установка душевой системы
Просмотров: 620
Читать статью
Арматура для сливного бачка: как выбрать и установить
Просмотров: 463
Читать статью
Монтаж полипропиленовых труб
Просмотров: 288
Читать статью
Перенос полотенцесушителя в ванной комнате
Просмотров: 325
Читать статью
Как установить бойлер?
Просмотров: 463
Читать статью
Показать еще статьи
Дренажный насос – как правильно выбрать, рейтинг лучших моделей, установка, как пользоваться?
Организация водоотведения – важная задача при строительстве загородного дома или коттеджа. Выбрать правильный дренажный насос, который удовлетворит потребности, очень важно. Выполнить отведение стоков, убрать накапливаемую воду из подвала – с этим справится домашняя автоматическая система.
Что такое дренажный насос?
Системы канализации, оросительные комплексы, промышленные объекты и частные владения нуждаются в решении такого важного вопроса, как водоотведение. Дренажный насос – это установка, которая обеспечивает перекачку жидкостей с различным включением примесей. Преимущества современных агрегатов для перекачки воды неоспоримы, это:
широкий выбор моделей на рынке;
легкость монтажа;
небольшой вес;
экономичность;
простота обслуживания.
Устройство дренажного насоса
Опытные специалисты могут помочь в выборе установки для осушения площадей согласно индивидуальным потребностям заказчика. Дренажный насос для грязной воды выпускается в различных модификациях, отличающихся друг от друга производительностью и мощностью. Встречаются погружные модели и насосы, работающие на поверхности, однофазные и трехфазные, стационарные и перемещающиеся, измельчающие частицы и обычные. Главные узлы, которые содержит каждый дренажный насос:
герметично закрывающийся корпус;
электрический двигатель;
вал и крыльчатка, на которой расположены лопасти;
выключатель поплавкового типа;
всасывающая решетка.
Принцип работы дренажного насоса
Для того чтобы понять, какой тип перекачивающего агрегата необходим в конкретном случае, необходимо определиться, как работает дренажный насос. Каждая модель выполняет единственную функцию – она откачивает жидкость и собирает ее в специальный резервуар. Для максимальной эффективности важно позаботиться о том, чтобы в жидкости не было примесей и частиц крупного размера. Во время работы дренажник советуют установить как можно глубже, так он будет лучше работать и доставать его будет гораздо проще. Работа в горячей воде насосу грозит перегревом – за этим параметром надо следить.
Для чего нужны дренажные насосы?
Серьезной санитарной проблемой в частных и многоэтажных постройках считается затопление подвальных помещений, которые могут происходить из-за сильных осадков или засорения стоков. Установка дренажного насоса для канализации – отличное решение, которое поможет быстро устранить неприятность. Возможность выкачивать жидкости, содержащие примеси от 3-х до 12-ти мм в диаметре способны обычные дренажные насосы, промышленные модели могут измельчать частицы до 120 мм. Насосы для откачивания фекалий справляются с чистой жидкостью, их широко применяют для очистки:
котлованов;
шахт;
канализаций;
очистных установок.
Виды дренажного насоса
Покупка насоса для откачивания жидкости – важное мероприятие, выбирая дренажное насосное оборудование следует обращать внимание на ряд факторов. От условий эксплуатации и расчета мощности зависит выбор конкретной модели агрегата. В зависимости от типа работы встречаются два вида дренажных устройств:
погружные;
наружные.
Погружной дренажный насос
Модели насосов, работающие под водой, называются погружными. Откачивание жидкости таким устройством происходит через специальный шланг или патрубок. Сильный напор позволяет пользоваться дренажным погружным насосом для грязной воды при значительных высотных перепадах. Специальные фильтры позволяют использовать агрегаты в жидкостях, имеющих посторонние включения. Для контроля уровня воды специалисты рекомендуют дренажные насосы для грязной воды с поплавком. При наличии сторонних частиц более 5 мм использование погружного насоса нецелесообразно.
Поверхностный дренажный насос
В сложных случаях, когда погрузить насос в жидкость невозможно, применяются устройства поверхностного типа. Такие насосы необходимо устанавливать вблизи от водозабора, само откачивание с помощью дренажного поверхностного насоса для грязной воды происходит с помощью специального рукава. Легкость транспортировки таких моделей считается их преимуществом, но мощность у них небольшая, и длительная работа таких насосов недопустима. Примеси, содержащие частицы диаметром более 10 мм делают применение поверхностного насоса недопустимым.
Как выбрать дренажный насос?
Предусмотрительные хозяева всегда имеют в загородных домах откачивающую систему, которая может пригодиться при затоплении подвала, погреба или части участка. Дренажный насос для колодца, бассейна или фонтана в наше время – не излишество, а необходимость. Регулярная очистка таких объектов – залог долгого срока службы, выбор дренажной системы для этих целей требует внимания. При покупке дренажной системы стоит определиться, какой тип насоса больше подходит в конкретном случае: погружной или наружный. Еще важными параметрами при выборе дренажника считаются:
Степень загрязненности откачиваемой воды – важный фактор, для работы в среде с посторонними частицами стоит позаботиться о насосах с фильтрами.
Мощность и производительность системы – какое количество кубометров жидкости в час сможет откачать насос, стандартными параметрами считается цифра в 5 – 10 куб. м. в час.
Напор, от которого зависит, на какое расстояние выходящая жидкость может отводиться в сторону и на какой допустимой уровень система сможет поднять жидкость. Оптимальным считается поднятие на 10 м и отведение на 100 м.
Допустимая глубина погружения для насосов – важный параметр.
Дополнительные переходники в комплекте помогут не ломать голову над проблемой соединения нескольких шлангов.
Тип корпуса, из которого изготовлен дренажный домашний насос, важен для удобства эксплуатации. Пластиковые дренажные системы легкие, но недолговечные. Чугун или сталь более предпочтительны для насосов погружного типа, работающих в агрессивной среде.
Немаловажные элементы – длина кабеля, тип материала, из которого изготовлены лопасти, наличие ручки для переноса устройства, поплавковый выключатель.
Рейтинг дренажных насосов
В магазинах представлен широкий выбор дренажных систем различных марок, и выбрать насос, соответствующий конкретным потребностям, бывает непросто. ТОП-5 самых известных марок откачивающих агрегатов, на которые стоит обратить внимание, представлен ниже.
Дренажный насос «Джилекс 110/8» считается бюджетным вариантом, готовым удовлетворить потребности небольшого хозяйства. Это агрегат погружного типа, имеющий небольшой вес, работающий с частицами до 5 мм в диаметре на глубине до 8 м.
Дренажный поверхностный насос отечественной марки «Зубр» НС-Т3-600 хорошо зарекомендовал себя на рынке очистных систем. Небольшой вес, приличная мощность и большой срок гарантии выгодно отличает эту модель от других.
«Педролло Топ2» – погружной насос, который отличается хорошими характеристиками, его допускается использовать для откачки жидкостей с примесями до 10 мм. Это надежная, мощная и производительная модель, но глубина ее погружения составляет всего 3 м.
Дренажник «Грундфос Юнилифт КР 350 А1» считается самым мощным из большинства домашних откачивающих агрегатов. Корпус из металла и простота обслуживания делает его незаменимым помощником в хозяйстве. Минус этого насоса – высокая стоимость по сравнению с другими моделями.
«Вило Драйн ТМ 32/7» – простая в использовании автоматизированная модель насоса, работающего на глубине до 7 м. Невысокий уровень энергопотребления и удобство обслуживания – главные плюсы этого насоса.
Установка дренажного насоса
Правильный монтаж и установка любой очистительной системы и откачивающего оборудования – залог длительной работы без поломок. Соблюдение инструкции по сбору и установке погружного дренажного насоса для воды поможет справиться с этой задачей даже неопытному мастеру.
Правильно будет подвесить насос на специальном тросе. Иногда неквалифицированные специалисты оставляют висеть агрегаты прямо на шлангах, отчего они быстро выходят из строя.
Водопровод для отвода жидкости следует соорудить заранее, продумав наличие теплоизоляции и минимальное количество изгибов.
Правильно установленный насос не должен касаться стенок колодца, в этом случае возможно повреждение движущихся элементов механизма.
Как пользоваться дренажным насосом?
Откачивающая система – несложная конструкция, подключить которую под силу любому даже начинающему мастеру. Очень важно при этом соблюдать пошаговую инструкцию, в этом случае эксплуатация насоса будет длительной и беспроблемной.
Напорный шланг для дренажного насоса следует присоединить к системе слива или трубопроводу.
Учитывая, что напор выходящей жидкости может быть сильным, специалисты советуют хорошо закрепить выходной шланг.
Сначала следует попробовать включить насос на «холостой ход» для определения направления вращения основного вала.
Соблюдая вертикальное положение, погружной насос следует аккуратно опустить в воду, обращая внимание на то, что напорный шланг должен быть направлен вверх. Если используется насос поверхностного типа, то погрузить в воду следует лишь входной шланг и поплавок.
Корпус насоса при необходимости следует хорошо закрепить.
Дренажный насос готов к работе, его можно включать.
Как прочистить стоки, предотвратить появление запахов и использовать самодельный дренажный насос
Домашнее обслуживание не ограничивается ремонтом. На самом деле, определенные задачи — при регулярном выполнении — могут в первую очередь предотвратить поломку вещей. Но когда что-то пойдет не так (а это неизбежно), у нас есть несколько запасных планов, которые вы можете попробовать, прежде чем браться за телефон, чтобы вызвать профессионала. Бытовая техника и сантехника являются наиболее частыми нарушителями, но они также часто могут быть самыми простыми в уходе. От водосточных желобов до ковра в гостиной — есть надежный способ содержать каждую часть вашего дома в чистоте, безопасности и хорошем состоянии.
КУХОННЫЕ МОЙКИ:
2:48 || POISON PERFUME:
Команда разработчиков Media Platforms
Запах из канализации делает вашу кухню неприятным местом для проведения времени.
Еще от Popular Mechanics
БЫСТРОЕ ИСПРАВЛЕНИЕ
Вылейте чашку белого уксуса в канализацию, оставьте на 30 минут, затем промойте горячей водой.
2:49 || ВРЕМЯ СЛИЗНИ:
Команда разработчиков медиа-платформ
Вы как раз готовитесь к большому празднованию Дня Благодарения, когда ваша кухонная раковина захлебывается жиром, который вы позволяли утекать в канализацию.
БЫСТРОЕ РЕШЕНИЕ
Используйте грелку, обернутую вокруг сливного сифона (или фен, если вы готовы держать его там), пока металл не станет горячим. Это растопит жир и позволит смыть его проточной струей горячей воды.
2:50 || ОТВЕРСТИЕ ДЛЯ ЗАПАХОВ:
Запахи, доносящиеся из мусоропровода, больше подходят для канализации, чем для кухонной раковины.
БЫСТРОЕ ИСПРАВЛЕНИЕ
Избавления могут задерживать пищевые бактерии на лезвиях, создавая обонятельный кошмар. Очистите устройство чашкой белого уксуса, а затем промойте очень горячей водой.
ПРЕДОТВРАЩЕНИЕ БЕДСТВИЙ:
5 простых шагов для предотвращения засорения слива.
БЫСТРОЕ РЕШЕНИЕ
Удаление засоров — это битва, которая ведется на два фронта. Во-первых, вы должны быть осторожны с тем, что уходит в канализацию. Во-вторых, необходимо регулярно проводить мероприятия по очистке от мелких отложений, неизбежно образующихся в любом водостоке.
1. Используйте дренажные сетки, чтобы предотвратить попадание волос, мыльной пены и других твердых частиц в слив.
2. Никогда не выливайте жир в канализацию и как можно тщательнее очищайте жирные кастрюли и сковороды бумажным полотенцем перед мытьем в горячей воде в раковине.
3. Никогда не сбрасывайте химические вещества, такие как краска или растворители, в канализацию, даже в канализацию для душа или раковину.
4. Регулярно очищайте все пробки для раковины.
5. Раз в неделю (сделайте это регулярной частью еженедельного графика уборки) сливайте кипящую воду в канализацию.
ВАННЫЕ:
2:51 || ЗАМЕДЛЕННАЯ СЪЕМКА:
Команда разработчиков медиаплатформ
Ваша раковина в ванной истощает немногое, кроме вашего терпения.
БЫСТРОЕ РЕШЕНИЕ
55 Удобный вантуз — один из лучших инструментов для медленного слива. Заполните раковину водой на несколько дюймов, чтобы обеспечить хорошее уплотнение вокруг поршня. Затем засуньте мокрую тряпку в переливное отверстие раковины. Постарайтесь полностью заполнить отверстие, чтобы получить хорошее уплотнение. Блокируя отверстие, воздух не может попасть в слив, что значительно повышает эффективность плунжера. Наконец, нырните прочь.
2:52 || ОЧИСТКА:
Команда разработчиков медиа-платформ
Ваш слив не поможет, а поршень у вас недостаточно прочный.
БЫСТРОЕ РЕШЕНИЕ
В экстренных случаях вы можете использовать пылесос для влажной/сухой уборки, чтобы устранить засор. Наденьте конец вакуумного шланга на сливное отверстие и закройте его влажной тканью (также заткните все переливные отверстия). Быстро включите и выключите пылесос, пока засор не исчезнет.
2:53 || СТОЯЧАЯ ВОДА:
Команда разработчиков Media Platforms
Мыльная пена и остатки других продуктов для тела и волос заполнили слив вашего душа до отказа.
БЫСТРОЕ РЕШЕНИЕ
Если простая промывка, горячая вода или химические очистители канализации не работают, вам может понадобиться более мощный союзник. Пропустите садовый шланг через ближайшее окно и закрепите его в отверстии слива (хороший вариант – тщательно высушить пол в душе и надежно закрепить шланг на месте скотчем). Как только вы убедитесь, что шланг запечатан в сливе, включите кран на полную мощность, и он должен освободить засор.
БЕЗОПАСНОСТЬ И ЗДОРОВЬЕ:
Опасные дополнения: Как не прочистить унитаз.
БЫСТРОЕ РЕШЕНИЕ
Поверьте нам, никто не любит погружаться в унитаз. Но разочарование, вызванное засором, может привести к некоторым нежелательным домашним средствам. Никогда не сливайте кипяток в унитаз. Хотя кажется, что это может прорвать засор, вода в вашем туалете холодная (зимой она может быть очень холодной), и разница температур может привести к повреждению вашего туалета или труб. Если по какой-либо причине вы добавили отбеливатель в унитаз, не смешивайте его с каким-либо другим чистящим средством или химическим средством для удаления засоров. Комбинация может создать смертельный газообразный хлор. Для большинства туалетных засоров лучшим решением обычно является механический, такой как змея или, к сожалению, старинный вантуз.
ПОДВАЛЫ:
2:54 || НЕЗАПЛАНИРОВАННЫЙ БАССЕЙН:
Сильный дождь залил ваш подвал. А так как он также отключил питание, ваш обычно надежный дренажный насос не будет качать.
БЫСТРОЕ РЕШЕНИЕ
Если вы живете на склоне, попробуйте сделать сифон. Сначала наполните садовый шланг водой из внешнего крана. Запечатайте один конец большим пальцем, а другой пусть запечатает друг. Поместите один конец через окно подвала в стоячую воду. Затем пусть ваш друг отнесет другой конец как можно ниже вниз по склону (выход должен быть ниже входа). Отпустите большие пальцы и позвольте гравитации сделать все остальное.
2:55 || ЛОВУШКА НИЖЕ:
Вода в ловушке вашей канализации в подвале высохла, и теперь ваш подвал смутно пахнет гадостью, гадостью.
БЫСТРОЕ РЕШЕНИЕ
Вылейте в канализацию нетоксичный антифриз, чтобы заполнить ловушку. В крайнем случае вы можете использовать воду, но она испаряется быстрее, чем антифриз, поэтому вам придется повторять процесс чаще. Если в вашем доме есть домашние животные, не забудьте заблокировать доступ к этому участку.
Как работают дренажные насосы?
Дренажные насосы часто устанавливаются для перекачивания сточных вод из ряда бытовых и промышленных объектов, включая частные дома, сельскохозяйственные угодья и строительные площадки. Они имеют дело с подземным водоотведением, обычно когда сила тяжести не может перемещать воду (в этом отношении дренажный насос аналогичен насосу для сточных вод). То, что делает дренажный насос, фактически «то, что написано на жестяной банке», однако то, как они это делают, — это совсем другое дело. Эта статья призвана представить, как и почему непогружные и погружные дренажные насосы.
Непогружной дренажный насос нельзя помещать непосредственно в воду; вместо этого он использует всасывающие шланги и постоянные трубопроводы для транспортировки сточных вод из нежелательного места. Этот тип дренажного насоса часто используется при откачке сточных вод из прудов и других мобильных дренажных требований.
Известный производитель насосов Grundfos определяет погружной насос как «закрытое устройство с близко соединенными насосом и двигателем, благодаря своей конструкции насосы подходят для погружных установок — они предназначены для частичного или полного погружения в воду».
Погружной дренажный насос собирает воду из основания агрегата и транспортирует воду вверх и из системы, а также оснащен обратным клапаном для предотвращения потенциально опасного обратного потока. Чтобы использовать ABS Coronada 250W-SX в качестве примера, он оптимизирован для работы в погруженном состоянии несколькими способами. Во-первых, корпус выполнен из коррозионностойкой нержавеющей стали, что очень важно для долговечности изделий — модель также оснащена термодатчиками в двигателе для предотвращения перегрева. Coronada также оснащен ранее упомянутым обратным клапаном.
Calpeda GXRm 11 подходит для аналогичной цели осушки помещений, забора воды, а также может очищать воду, содержащую твердые частицы размером до 10 мм. Его операционные системы во многом отличаются от Coronada, например, в Calpeda двигатель охлаждается водой, проходящей между кожухом двигателя и внешней рубашкой. Тем не менее, обе рубашки одинаково устойчивы к коррозии, что делает оба этих погружных дренажных насоса отличными агрегатами для бытового использования.
Промышленная площадка, естественно, включает в себя другие условия работы по сравнению с домашними условиями. Автоматический погружной дренажный насос Trencher T400F является прекрасным примером для рассмотрения в промышленных условиях.
Печать чертежей — в течении 48 часов (кроме субботы и воскресенья)
Если нужно очень срочно:
Печать в течении 6х часов + 50% Забрать только на пр-т Ленина 18
Доставка до фотоцентра:
Заказы выполненные до 12 часов — в тот же день до 18. 00 (кроме воскресенья и понедельника)
Заказы выполненные после 12 часов — на следующий день до 18.00 (кроме воскресенья и понедельника)
Для оптимизации всех бизнес-процессов мы пользуемся CRM, а по готовности все клиенты получают СМС оповещение.
Скидка от количества при заказе:
от 10 штук — 10%
от 20 штук — 15%
от 30 штук — 20%
от 40 штук — индивидуально
Печать чертежей
Наш салон предоставляет услугу – печать чертежей.
У Вас есть возможность заказать чертежи любого формата: А0, А1, А2, А3, А4 как на обычной бумаге 90г/м или более тонкой чертёжной 80 г/м, так и выбрать постерную бумагу 140 г/м
Уже в течение дня вы сможете забрать готовый тираж
Цены на печать дешевле, чем в других центрах полиграфии
Работаем без выходных
Моё Фото – Ваша гарантия того, что работа получится
недорогой
быстрой
и обязательно в высоком разрешении
Таким образом, печать чертежей в Новороссийске это продукт, выполненный на профессиональном уровне.
Выбрать продукт
100+ Рисование картинок | Скачать бесплатные картинки на Unsplash
100+ Рисовать картинки | Download Free Images on Unsplash
Метчики метрические легированная сталь. набор 2 шт. 12х1.75 мм
Каталог товаров
Каталог товаров
Оплата заказа по номеру
Введите номер заказа для оплаты
Описание
Метрические метчики 12х1.75 мм. В наборе 2 шт. Изготовлены из легированной инструментальной стали, что определяет высокое качество и прочность данного инструмента. Применяются для создания сквозных отверстий с резьбой. Работают совместно с метчикодержателем. Получаемый шаг резьбы 1.75 мм, а диаметр отверстия 12 мм.
Под заказ: доставка до 14 дней 402 ₽
Под заказ: доставка до 14 дней 423 ₽
В наличии 444 ₽
В наличии 423 ₽
В наличии 402 ₽
Характеристики
Размеры
Диаметр:
12 мм
Длина:
30 мм
Ширина:
85 мм
Высота:
15 мм
Размеры в упаковке
Высота упаковки:
15 мм
Ширина упаковки:
85 мм
Длина упаковки:
30 мм
Вес, объем
Вес нетто:
0. 08 кг
Вес брутто:
0.08 кг
Другие параметры
Производитель:
Finch Indastrial Tools CO
Резьба, мм:
шаг 1.75мм
Страна происхож.:
Китай
Торговая марка:
FIT
Вид упаковки:
блистер
Количество в наборе:
2 шт
Материал:
легированная инструментальная сталь
Назначение:
для нарезания внутренней резьбы
Применение:
для нарезания метрической резьбы М12х1.75 в сквозных отверстиях
Отзывы
Пока никто не оставил отзыв о товаре.
Авторизуйтесь! И будьте первым!
Характеристики
Торговый дом «ВИМОС» осуществляет доставку строительных, отделочных материалов и хозяйственных товаров. Наш автопарк — это более 100 единиц транспортных стредств. На каждой базе разработана грамотная система логистики, которая позволяет доставить Ваш товар в оговоренные сроки. Наши специалисты смогут быстро и точно рассчитать стоимость доставки с учетом веса и габаритов груза, а также километража до места доставки.
Заказ доставки осуществляется через наш колл-центр по телефону: +7 (812) 666-66-55 или при заказе товара с доставкой через интернет-магазин. Расчет стоимости доставки производится согласно тарифной сетке, представленной ниже. Точная стоимость доставки определяется после согласования заказа с вашим менеджером.
Уважаемые покупатели! Правила возврата и обмена товаров, купленных через наш интернет-магазин регулируются Пользовательским соглашением и законодательством РФ.
Возврат товара надлежащего качества
Возврат и обмен товара ненадлежащего качества
ВНИМАНИЕ! Обмен и возврат товара надлежащего качества возможен только в случае, если указанный товар не был в употреблении, сохранены его товарный вид, потребительские свойства, пломбы, фабричные ярлыки, упаковка.
Доп. информация
Цена, описание, изображение (включая цвет) и инструкции к товару Метчики метрические легированная сталь. набор 2 шт. 12х1.75 мм на сайте носят информационный характер и не являются публичной офертой, определенной п.2 ст. 437 Гражданского кодекса Российской федерации. Они могут быть изменены производителем без предварительного уведомления и могут отличаться от описаний на сайте производителя и реальных характеристик товара. Для получения подробной информации о характеристиках данного товара обращайтесь к сотрудникам нашего отдела продаж или в Российское представительство данного товара, а также, пожалуйста, внимательно проверяйте товар при покупке.
Купить Метчики метрические легированная сталь. набор 2 шт. 12х1.75 мм в магазине Санкт-Петербург вы можете в интернет-магазине «ВИМОС».
Сертификаты
26061061 Отказное письмо ? 967.pdf
Статьи по теме
Выбираем веревку
Метчики конические метрические (М)
Популярные товары
Наборы инструмента для нарезания резьбы
› Набор специальный метчик + сверло TwinBoХ для метрической резьбы (М)› Наборы бита-метчик + плашка для метрической резьбы (M)› Набор TwinBoХ (сверло спиральное + метчик) Form B для сквозных отверстий› Наборы TwinBoХ бита-метчик + плашка для метрической резьбы (М)› Наборы TwinBoХ (сверло спиральное + метчик) 35° RSP для метрической резьбы (М)› Наборы метчиков› Наборы метчиков и плашек› Наборы метчиков и плашек профессиональные› Наборы резьбонарезные› Наборы плашек› Наборы бит
Метчикодержатели и плашкодержатели (воротки)
› Метчикодержатели› Удлинители для метчиков› Плашкодержатели
› Метчики машинные для сквозных отверстий› Метчики машинные с винтовыми канавками› Метчики специальные с цветными кольцами› Метчики бесстружечные машинные (раскатники)› Метчики машинные (машинно-ручные) комбинированные› Метчики машинные для глухих отверстий› Метчики шахматный шаг› Метчики машинные для глухих и сквозных отверстий› Метчики двусторонние шестигранные
Метчики машинные левая резьба
› Метчики левые машинные для глухих отверстий метрические› Машинные сквозные метчики для левой метрической резьбы (М)› Машинные метчики с винтовыми канавками для левой метрической резьбы (М)› Машинные глухие метчики для цилиндрической трубной резьбы› Машинные метчики для левой трапецеидальной резьбы (TR)
Метчики ручные
› Метчики ручные (машинно ручные) FZ-VAP› Метчики ручные для сквозных отверстий› Метчики ручные для сквозных и глухих отверстий› Метчики ручные для глухих отверстий
Восстановление резьбы V-COIL
› Инструмент для восстановления резьбы› Наборы для восстановления резьбы V-COIL› Резьбовые вставки для восстановления резьбы› Пробки масляные
PEVO — бюджетная серия
› PEVO Набор инструмента для нарезания резьбы
Метчики машинные трапецеидальные (TR)
Биты и комбинированные метчики
› Биты-метчики для метрической резьбы (M)› Биты-Сверла› Биты-метчики TIN метрические (M)› Биты-метчики для дюймовой крупной резьбы (UNC)› Биты-метчики для дюймовой мелкой резьбы (UNF)› Биты-зенкеры› Биты-метчики для трубной резьбы (G)› Метчики-сверла машинные дюймовые (BSW)
Наборы инструмента для нарезки левой резьбы
› Набор метчиков для левой метрической резьбы (M)› Наборы метчиков и плашек для левой метрической резьбы (М)› Набор плашек для левой метрической резьбы (М)
Метчики и плашки оптом
Метчики конические
› К (NPT) метчики конические дюймовые› Метчики R (BSPT) трубные конические› Метчики конические метрические (М)
-БитаБита-сверлоИнструмент для восстановления резьбыМетчикМетчикодержательНабор инструментаНаборы для восстановления резьбы V-COILПлашка (лерка)ПлашкодержательПробка маслянаяРезьбовая вставка (ввёртыш, футорка)Резьбовые вставки для восстановления резьбыУдлинительУплотнительное кольцо
Таблица размеров метчиков содержит список метчиков стандартных размеров, указание диаметра и шага резьбы для дробных, метрических и винтовых размеры. Десятичные эквиваленты диаметров показаны как в английском, так и в метрическом формате. единицы. Дробные размеры указаны в дюймах, а метрические размеры указаны в миллиметрах после буквы «М». Номер размера винта соответствует диаметр, который больше для большего размера винта. Шаг резьбы, который может быть грубым или мелким, указывается после диаметра. В дробном и В системах размеров винтов используется количество резьб, измеряемое в нитях на дюйм. В метрической системе используется шаг резьбы, то есть расстояние между витками. измеряется в миллиметрах. Для каждого количества резьбы эквивалентный шаг резьбы равен при условии, а для метрических метчиков приблизительное количество резьб показано на основе шаг. Наконец, рекомендуемый размер сверла для метчика указан для каждого стандарта. размер крана. Сверло этого размера следует использовать для сверления начального отверстия, которое затем будет прослушиваться.
Загружаемые версии:
Английский
Метрика
Стандартный размер крана: Дробный Размер винта Метрика
СМТ Фреза (Псевдофиленка) (F) S=6,35 D=19×11 865.102.11
Фреза концевая (Псевдофиленка) TCT S=6,35 D=19×11
Диаметр режущей части, мм
19
Общая длина, мм
50.8
Длина режущей части, мм
11
Фреза концевая (Псевдофиленка) TCT S=6,35 D=19×11
СМТ Фреза (Псевдофиленка) (A) (верх. подш.) S=6,35 D=19×12,3 865.201.11B
Фреза концевая (Псевдофиленка) с подшипником TCT S=6,35 D=19×12,3
Диаметр режущей части, мм
19
Длина режущей части, мм
12.3
Фреза концевая (Псевдофиленка) с подшипником TCT S=6,35 D=19×12,3
СМТ Фреза (Псевдофиленка) (C) (верх. подш.) S=6,35 D=19×12,3 865.301.11B
Фреза концевая калевочная с подшипником TCT S=6,35 D=19×12,3
Диаметр режущей части, мм
19
Длина режущей части, мм
12.3
Фреза концевая калевочная с подшипником TCT S=6,35 D=19×12,3
СМТ Фреза радиусная R=5 (Псевдофиленка) (A) S=6,35 D=10×10 865.402.11
Фреза концевая (Псевдофиленка) TCT S=6,35 D=10×10
Диаметр режущей части, мм
10
Длина режущей части, мм
10
Фреза концевая (Псевдофиленка) TCT S=6,35 D=10×10
СМТ Фреза (Псевдофиленка) (B) (верх. подш.) S=12,7 D=28,6×14,3 865.702.11B
Фреза концевая (Псевдофиленка) с подшипником TCT S=12,7 D=28,6×14,3
Диаметр режущей части, мм
28.6
Длина режущей части, мм
14.3
Фреза концевая (Псевдофиленка) с подшипником TCT S=12,7 D=28,6×14,3
СМТ Фреза (Псевдофиленка) (D) (верх. подш.) S=12,7 D=28,6×13,3 865.802.11B
Фреза концевая калевочная с подшипником TCT S=12,7 D=28,6×13,3
Диаметр режущей части, мм
28.6
Длина режущей части, мм
13.3
Фреза концевая калевочная с подшипником TCT S=12,7 D=28,6×13,3
Фреза филенка для ручного фрезера
Фрезы для филенок применяются в производстве деревянных конструкций и используются для профильной обработки филенки дверей, элементов мебели и стенных панелей. С их помощью создаются разные украшения древесного полотна, а благодаря широкому ассортименту моделей такого назначения можно легко подобрать оптимальный вариант для заготовки любого вида.
Зачастую такой режущий инструмент используется в ручных фрезерах, модели без подшипников можно применять и на станках с ЧПУ. В магазине FREZA.RU можно подобрать варианты от разных производителей для максимального соотвествия вашим потребностям.
Фрезы для филенок дверей
Фрезы для филенок чаще всего применяются в производстве дверей. Именно с их помощью проводится обработка полотна, что делает изделие более привлекательным эстетически. Также такой контур может быть необходим для создания соединения нескольких деталей.
Важно знать, что в продаже находятся не только фрезы для филенки — имеются модели, позволяющие создавать на полотне ее имитацию, называемую псевдофиленкой. Эти варианты предназначены для ручных фрезеров, а сам процесс является фрезеровкой сравнительно тонких накладок, которые после крепятся на основной панели.
Фрезы для филенок для ручного фрезера
Если вы работаете ручным фрезером, то можете смело приобретать режущие инструменты, предлагаемые магазином. Все фрезы филенки из ассортимента, произведенные популярными мировыми изготовителями фрез, подходят для решения различных задач по деревообработке. Среди брендов нашего магазина СМТ, Димар, Арден, Энкор. Корпуса фрез изготовляются из высокорочной стали, а ножи из твердого сплава, что гарантирует прочность и долгий срок службы инструменту.
Поскольку фреза служит для декоративной отделки изделия существует несколько видой профилей как прямые, так и фигурные, для создания изделия по вашего замыслу.
Купить фрезу филенку
Для того, чтобы приобрести фрезу филенку, достаточно обратиться в интернет-магазин FREZA.RU, где продаются только изделия от проверенных мировых производителей. Все изделия обладают высоким качеством.
Основные наши преимущества:
Оперативная обработка заказа и быстрая его доставка в любой город России;
Гарантия качества и наличие необходимых отгрузочных документов к каждому заказу;
Если не устраивает интернет-магазин — есть два живых магазина в Санкт-Петербурге и Москве;
Профессиональные консультации и помощь в выборе подходящей фрезы, ориентируясь на ваши потребности.
Звоните прямо сейчас, если остались вопросы или необходимо приобрести качественные инструменты, подходящие для профессионального производства мебели.
Фрезы для изготовления филенки для ручного фрезера
Главная страница
Статьи
Фрезы для изготовления филенки
Фрезы для филенок предназначены для декоративной обработки фасадов мебели, дверей, стеновых панелей и других декоративных элементов. Большой выбор инструментов позволяет создать красивое декоративное оформление на любой вкус. Комплект фрез включает корпус и ножи нескольких видов. В зависимости от прочности обрабатываемого сырья выбирается тип материала, из которого изготовлен режущий элемент.
Качественные фрезы для изготовления филенок можно купить по небольшой цене в интернет-магазине «Многофрез». Широкий ассортимент товаров позволяет выбрать инструмент для обработки различных пород дерева.
Особенности филенчатых фрез
Функциональное назначение и технические особенности производства фрез по дереву для филенок позволяют подбирать инструмент для различных операций и обработки разных материалов. Эти режущие детали нужны для выполнения таких задач:
создание профилей с филенками на фасадах мебельного гарнитура;
декоративное оформление дверей;
облицовка стеновых панелей.
Для напайки фрез используются различные по твердости металлы. Чтобы обработать твердые породы дерева, применяются твердосплавные инструменты типа ВК6 и ВК8. Для древесины мягкой и средней твердости используется сплав Р6М5.
Преимущества изготовления филенок на фрезерном станке
Обработка древесины возможна ручным способом, но это довольно трудоемкий процесс. Для улучшения качества и скорости работы рекомендуется применять фрезерный станок. Использование фрез по дереву для филенок имеет такие преимущества:
работа не ограничивается прямой фаской;
фреза имеет различные профили;
оставляет минимальное количество следов обработки;
нет необходимости в тщательной шлифовке;
филенка имеет плоские гребни;
Специалисты рекомендуют не пытаться достичь идеального результата за один проход фрезы. Качественная работа не получится, а фрезер может сломаться.
Чтобы фрезы для филенок насадные служили долго и без перебоев, выбирайте только качественные детали. Такой товар можно купить в нашем интернет-магазине «Многофрез». Производитель гарантирует долговечность изделия, если правильно за ним ухаживать. Для этого необходимо своевременно проводить переточки на оптико-заточном станке. Наши специалисты помогут вам подобрать необходимый инструмент и расскажут, как правильно за ним ухаживать.
СМОТРИТЕ ТАКЖЕ: Фрезы для мебельных фасадов • Фрезы для поручней и перил • Фрезы для изготовления карнизов
шаблонов заполнения | База знаний PRUSA
Соответствует
:
Minimini+MK2.5MK2.5SMK2SMK3MK3SMK3S+MMU1MMU2SPLUS 1,75 MM
Последний обновлен
Эта статья также доступна в следующих языках:
. Эта статья также доступна в следующих языках:
. узоры заполнения на выбор. При выборе рисунка заполнения следует учитывать следующие основные моменты:
Скорость печати
Плотность на используемый материал (лучшая поддержка верхних слоев при меньшем количестве материала)
Визуальные эффекты
Опора для верхних слоев
Гибкость (для печати из ТПУ/ТПЭ)
Для некоторых, но обычно не для всех применений используются различные схемы заполнения:
заполнение низкой плотности внутри модели
заполнение верхних слоев
заполнение нижних слоев
вспомогательный материал для создания
Типы заполнителей и их свойства
Заполнение Gyroid
Gyroid — наш любимый и один из лучших заполнителей. Это одна из немногих 3D-структур, которые обеспечивают отличную поддержку во всех направлениях. К тому же печатается относительно быстро, экономит материал, не перекрещивается в один слой и отлично выглядит. Специальная форма этого заполнения позволяет наполнять его смолой или другой жидкостью.
Он трехмерный, что дает ему равную силу во всех направлениях
Можно напечатать достаточно быстро
не пересекается в том же слое
Имеет хорошее соотношение прочности и веса
Позволяет заполнить его смолой или другой жидкостью.
(Мы думаем) это выглядит очень аккуратно
Кубический
Это заполнение с дорожками, пересекающимися в пределах одного слоя. Он создает кубы, ориентированные одним углом вниз. Таким образом, он создает многочисленные воздушные карманы, которые могут служить теплоизоляцией или заставлять объект плавать на воде (с водонепроницаемыми нитями, такими как PETG). Время печати и расход филамента не отличаются от предыдущих заполнений.
Адаптивное кубическое заполнение
Адаптивное кубическое заполнение работает по тому же принципу, что и кубическое. Он состоит из кубов, ориентированных углом вниз, где линии пересекаются в один слой. В отличие от простого кубического заполнения, это заполнение автоматически становится более плотным или линзовидным, в зависимости от расстояния до ближайшей стены, оставляя большие полости в середине. Это особенно полезно для больших отпечатков с большим внутренним объемом. Отпечаток будет иметь более плотное заполнение сверху, снизу и со всех сторон, но будет иметь меньшую плотность вблизи центра объема. Результат более короткое время печати и более низкий расход нити при сохранении отличной поддержки верхних слоев и аналогичных механических свойств. Расход материала ок. на 1/4 меньше прямолинейного заполнения.
Заполнение Adaptive Cubic работает путем уточнения тех ячеек октодерева, которые содержат любой объектный треугольник. Якоря добавляются к каждой линии заполнения. Это делает заполнение более прочным и стабилизирует экструзионный поток в начале линии заполнения.
Опорное кубическое заполнение
Это заполнение автоматически становится более плотным в зависимости от расстояния до ближайшего верхнего слоя (плотность заполнения увеличивается только по оси Z). Его основная функция состоит в том, чтобы поддерживать верхние слои, максимально экономя материал, это не улучшает никаких механических качеств модели. Потребление материала и время печати этого заполнения являются самыми низкими из всех поддерживаемых заполнений .
Прямолинейный
Прямолинейный — один из основных шаблонов заполнения. Он создает прямолинейную сетку, печатая один слой в одном направлении, а следующий слой поворачивается на 90° и т. д. Так экономится нить и не скапливается материал на пересечениях (в отличие от сетки). Это одно из самых быстрых печатных заполнений.
По сравнению с шаблоном Grid Rectilinear обеспечивает двойную поддержку верхних слоев с использованием того же количества материала.
Этот тип заполнения является единственным, рекомендуемым для печати со 100% заполнением. Если в вашем профиле установлен другой тип заполнения и вы измените процент заполнения на плотность 100%, PrusaSlicer автоматически изменит тип заполнения на прямолинейный.
Выровненный прямолинейный
Это заполнение формируется параллельными линиями, проведенными внутри модели, которые напоминают внешние опорные конструкции. Как и предыдущий тип, этот заполнитель экономит время, имеет среднюю материалоемкость, плюс не скапливается материал на переходах. Однако использование этого заполнения может вызвать некоторые проблемы, если направление линий в заполнении такое же, как и в заполнении первого верхнего сплошного слоя — если они идеально параллельны, верхние слои могут иметь проблемы с перекрытием.
Сетка
Это один из самых простых и быстрых вариантов заполнения. В отличие от прямолинейного, он печатается в обоих направлениях (с поворотом на 90°) в каждом слое. Таким образом, материал накапливается в местах пересечения путей. Сетчатое заполнение является более твердым (и имеет лучшую адгезию слоев), чем прямолинейное заполнение, однако иногда оно может вызывать неприятный шум или даже сбой печати из-за того, что сопло проходит через пересечения, где скапливается материал.
Из-за способа печати этого заполнения пути пересекаются, что приводит к скоплению материала в этих местах. Вы можете услышать специфический шум, когда сопло ударяется об эти детали. Это может даже привести к неудачной печати.
Треугольники
Это заполнение работает аналогично заполнению сеткой – пути пересекаются в одном слое, однако на этот раз они печатаются в трех направлениях и образуют треугольную структуру. Расход материалов и времени практически идентичен сетке.
Звезды
Заполнение Звезды основано на треугольниках, но пути сдвинуты, чтобы получились шестиконечные звезды. Опять же, это заполнение создается линиями, которые пересекают друг друга в пределах одного слоя. Расход материалов и времени аналогичен предыдущему заполнению.
Линия
Линия является одним из заполнений, которые не имеют пересекающихся путей в одном слое. Его пути аналогичны прямолинейному заполнению, но они не параллельны друг другу. Вместо этого они печатаются под острым углом. Неудивительно, что это заполнение похоже на прямолинейное, когда речь идет о времени печати и расходе материала.
Концентрическое
Концентрическое заполнение повторяет линии периметра модели и уменьшает их по направлению к центру. Другими словами: если вы напечатаете цилиндр, концентрическое заполнение создаст концентрические круги внутри этого цилиндра. Это может быть полезно для прозрачных деталей или гибких моделей (например, шин RC). Главный недостаток – время, потраченное на печать. Расход материала не выше, чем у предыдущих типов заполнения.
Соты
Это заполнение печатает сетку из шестиугольников. Главное его преимущество – механическая стойкость и оптимальные пути без пересечений. Основными недостатками являются более высокий расход материала (примерно на 25 % больше) по сравнению с другими заполнениями и время печати, которое может занимать до двух раз больше времени, чем ранее описанные варианты.
3D-соты
3D-соты печатают большие и меньшие квадраты и восьмиугольники для создания столбцов с периодически увеличивающейся и уменьшающейся толщиной. Опять же, это заполнение не имеет пересекающихся линий в одном слое, однако из-за того, как оно прокладывает дорожки, оно создает небольшие промежутки между слоями. Расход материала и время печати немного хуже по сравнению с обычным сотовым рисунком.
Кривая Гильберта
Кривая Гильберта создает прямоугольный лабиринт внутри модели. Основным преимуществом этого заполнения является его нетрадиционный вид, к тому же его достаточно легко залить эпоксидной смолой или другой жидкостью – модель разбита на несколько крупных полостей, а не на множество мелких «пузырьков». Основным недостатком этого заполнения является увеличение времени печати, которое находится где-то между сотовым и прямолинейным заполнением. Материалоемкость кривой Гильберта аналогична прямолинейной.
Архимедовы хорды
Опять же, этот закрученный по спирали наполнитель облегчает заполнение жидкостью. Эта простая форма экономит материал и время (по сравнению с прямолинейным заполнением). Подобно концентрическому заполнению, архимедовы хорды помогают повысить гибкость модели, если вы печатаете ее с помощью гибкой нити.
Спираль Octagram
Спираль Octagram позволяет легко наполнять объект жидкостью благодаря большим отсекам, выполненным с этим типом заполнения. Спираль Octagram также может помочь с гибкостью для некоторых моделей. Но в основном это для эстетических целей и поддержки верхнего слоя. Расход материала аналогичен архимедовым аккордам, но время печати немного больше.
Lightning
Световое заполнение образует разветвленную структуру, которая становится все более плотной по направлению к верхним поверхностям, обеспечивая их надежную поддержку. Это экономит еще больше материала по сравнению с кубическим заполнением Support. Заполнение освещения основано на бумаге и портировано из Cura, мы благодарим команду Cura за то, что она сохранила его с открытым исходным кодом.
Типы заполнения верхнего (нижнего) слоя
Редактирование заполнения не заканчивается выбором типа заполнения внутренних частей объекта. Вы также можете изменить типы заполнения верхнего и нижнего слоя, чтобы получить интересные результаты. Их можно настроить на вкладке «Параметры печати» — «Заполнение» — «Верхний (нижний) шаблон заполнения».
Все семь типов верхнего (нижнего) заполнения напечатаны с потоком 80% для выделения узоров .
Прямолинейный
Опять же, это один из самых распространенных (и основных) типов верхнего заполнения. Пути печати ориентированы зигзагообразно для всего слоя. Однако это самый простой вид заполнения, не дающий никаких преимуществ (см. Монотонное заполнение).
Монотонная засыпка
«Монотонная» засыпка представляет собой прямолинейную засыпку с измененным планом траектории. Линии заполнения монотонно выдавливаются слева направо, линия никогда не выдавливается слева от уже вытянутой линии заполнения. Эта поразительно простая стратегия приводит к однородная текстура без некрасивых гребней. Гребни часто образуются, когда экструзии слева направо встречаются с экструзиями справа налево в центре области заполнения, в то время как печать слева направо приводит только к однородному блеску.
Простую на вид стратегию слева направо на удивление трудно реализовать оптимально. Мы внедрили вариант системы колоний муравьев, описанный Раадом Салманом.
Выровненный прямолинейный
Этот шаблон заполнения работает аналогично прямолинейному заполнению, но последние слои на всех верхних поверхностях выровнены в одном направлении. Это может помочь в создании однородного шаблона верхнего слоя для моделей с верхними слоями разной высоты (представьте себе модель лестницы).
Концентрический
Концентрический рисунок заполнения копирует формы периметра. Если вы напечатаете цилиндр, он создаст концентрические круги поверх модели.
Кривая Гильберта
В основном это эстетическое заполнение. Если он напечатан внутри, кривая Гильберта создает прямоугольные формы, а самый верхний слой больше похож на плетеную корзину. Некоторые люди говорят, что он выглядит «червивым». Такое заполнение значительно увеличивает время печати из-за сложной формы.
Архимедовы аккорды
Самый верхний слой архимедовых хорд напечатан по спирали. Это заполнение может сэкономить время при печати определенных моделей.
Спираль Octagram
Опять же, это заполнение описано выше. Он хорош в основном для эстетических целей, но из-за сложной формы увеличивает время печати.
Все, что вам нужно знать о наполнителях
Возможно, вы заметили, что в нашей новой версии PrusaSlicer (2.3) появились новые шаблоны наполнителей. Теперь, с огромным количеством вариантов, вы можете даже почувствовать себя ошеломленным всеми возможностями. Какой наполнитель выбрать? Существует ли единый универсальный шаблон, который работает для каждой модели? Или подбирать в зависимости от конкретного случая? Давайте посмотрим, чего можно добиться, используя правильный тип заполнения и регулируя его параметры.
Заполнение: внутренняя структура ваших 3D-отпечатков
Во-первых, давайте кратко рассмотрим, что такое заполнение и почему оно важно. Если вы профессионал в области 3D-печати, вы можете пропустить эту главу, но никогда не помешает освежить в памяти основы, верно?
Модели, напечатанные на 3D-принтере, редко печатаются сплошными (100% заполнение) или полностью полыми. Вместо этого мы используем метод, который заполняет внутреннюю часть объекта разреженной поддерживающей структурой. Заполнение обеспечивает внутреннюю поддержку верхних слоев, которые в противном случае должны были бы перекрывать пустое пространство. Это помогает сохранить модель твердой и предотвращает появление зазоров и отверстий на верхних поверхностях объекта. Сплошные модели (100% заполнение) требуют большого количества нити и времени. Кроме того, в большинстве случаев сплошные модели не обеспечивают лучших механических свойств по сравнению с моделями с более разреженным заполнением. Если вы решите напечатать модель без заполнения, вы рискуете, что поверхность угловых стенок и верхних слоев будет нарушена — могут быть небольшие зазоры или даже большие отверстия. Совершенно очевидно, что лучшее решение находится где-то посередине. При правильных настройках заполнения вы можете экономит много материала и времени , но также позволяет создавать интересные узоры на поверхности.
В большинстве случаев нет смысла устанавливать плотность заполнения выше 40 %. Наше тестирование показало, что лучшая настройка плотности составляет 10-20%, , и мы реализовали это значение в наших профилях PrusaSlicer. 10-20% — это идеальный баланс между прочностью, надежностью печати, временем печати и расходом материала. Конечно, для некоторых объектов может быть достаточно заполнения 5% (или меньше), особенно больших простых деталей, напечатанных из PLA. С плотностью выше 20% достигается более высокая прочность. Однако того же эффекта можно добиться, добавив больше периметров (Настройки печати/Слои и периметры). С помощью различных настроек печати можно изменить не только внутреннюю структуру и механические свойства, но и скорость печати, расход материала и поверхность объекта.
Прежде чем мы начнем с расширенными настройками, давайте кратко рассмотрим все доступные типы заполнения и их свойства один за другим.
Типы наполнителей и их свойства
Список наполнителей сильно расширился, и выбрать правильный тип может быть сложно. Хотя вам может показаться, что они различаются в основном по внешнему виду, верно и обратное. Например, некоторые заполнения могут сэкономить нам много материала и времени, некоторые могут быть заполнены жидкостью и т. д.
Прямолинейный
Прямолинейный — один из основных шаблонов заполнения. Создает прямолинейную сетку, печатая один слой в одном направлении, следующий слой поворачивается на 90° и т. д. Таким образом, экономит нить , а не накапливает материал на пересечениях (в отличие от сетки). Это — одно из самых быстрых печатных заполнений .
Этот тип заполнения является единственным, рекомендуемым для печати со 100% заполнением . Если в вашем профиле установлен другой тип заполнения и вы измените процент заполнения на плотность 100%, PrusaSlicer автоматически изменит тип заполнения на прямолинейный.
Выровненная прямолинейная
Это заполнение образовано параллельными линиями , проведенными внутри модели, которые напоминают внешние опорные конструкции. Подобно предыдущему типу, этот заполнитель экономит время , имеет средний расход материала , плюс он не накапливает материал на пересечениях. Однако использование этого заполнения может вызвать некоторые проблемы, если направление линий в заполнении такое же, как и в заполнении первого верхнего сплошного слоя — если они идеально параллельны, верхние слои могут иметь проблемы с перекрытием.
Сетка
Это один из самых простых и быстрых вариантов заполнения. В отличие от прямолинейного, он печатается в обоих направлениях (с поворотом на 90°) в каждом слое . Таким образом, материал накапливается в местах пересечения путей. Сетчатое заполнение более твердое (и имеет лучшую адгезию слоев), чем прямолинейное заполнение, однако иногда оно может вызывать раздражающий шум или даже сбой печати из-за того, что сопло проходит через пересечения, где скапливается материал.
Из-за того, как напечатано это заполнение, пути пересекаются и материал накапливается в этих местах. Вы можете услышать специфический шум, когда сопло ударяется об эти детали. Это может даже привести к неудачной печати.
Треугольники
Это заполнение работает аналогично решетчатому заполнению – пути пересекаются в одном слое, однако на этот раз они напечатаны в трех направлениях и образуют треугольную структуру. Расход материалов и времени практически идентичен сетке.
Звезды
Заполнение звезд основано на треугольниках , но путей сдвинуты , чтобы получились шестиконечные звезды. Опять же, это заполнение создается линиями, которые пересекают друг друга в пределах одного слоя. Расход материалов и времени аналогичен предыдущему заполнению.
Кубический
Опять же, это заполнение с дорожками, которые пересекаются друг с другом в пределах одного слоя. Однако, в отличие от ранее описанных заполнений, это создает кубы , ориентированные одним углом вниз. Таким образом, он создает многочисленные воздушные карманы , которые могут служить теплоизоляцией или заставлять объект плавать на воде (с водонепроницаемыми нитями, такими как PETG). Время печати и расход филамента не отличаются от предыдущих заполнений.
Линия
Линия является одним из заполнений, которые не имеют пересекающихся путей в одном слое. Его пути аналогичны прямолинейному заполнению, но они не параллельны друг другу. Вместо этого они печатаются под острым углом. Неудивительно, что это заполнение похоже на прямолинейное , когда речь идет о времени печати и расходе материала.
Концентрическое
Концентрическое заполнение повторяет линии периметра модели и уменьшает их по направлению к центру. Другими словами: если вы напечатаете цилиндр, концентрическое заполнение создаст концентрических кругов внутри этого цилиндра. Это может быть полезно с прозрачные детали или гибкие модели (например, шины RC). Главный недостаток – время, потраченное на печать. Расход материала не выше, чем у предыдущих типов заполнения.
Соты
Это заполнение печатает сетку , состоящую из шестиугольников. Главное его достоинство механическая стойкость и оптимальные пути без пересечений. Основными недостатками являются более высокий расход материала (примерно на 25 % больше) по сравнению с другими заполнениями и время печати, которое может занимать до вдвое больше, чем ранее описанных вариантов.
3D-соты
3D-соты печатают большие и меньшие квадраты и восьмиугольники для создания столбцов с периодически увеличивающейся и уменьшающейся толщиной. Опять же, это заполнение не имеет пересекающихся линий в одном слое, однако из-за того, как оно прокладывает пути, оно создает небольших промежутков между слоями. Расход материала и время печати немного хуже по сравнению с обычным сотовым рисунком.
Gyroid
Gyroid — наш любимый и один из лучших наполнителей. Это одна из немногих трехмерных структур, обеспечивающих отличную поддержку во всех направлениях. Плюс печатается относительно быстро, экономит материал, не имеет пересекающихся линий в один слой и отлично смотрится. Специальная форма этого заполнения позволяет заполнять его эпоксидной смолой или другой жидкостью.
Кривая Гильберта
Кривая Гильберта создает прямоугольный лабиринт внутри модели. Основным преимуществом данного заполнения является его нетрадиционный вид, плюс его достаточно легко залить эпоксидной смолой или другой жидкостью – модель разбита на несколько крупных полостей, а не на множество мелких «пузырьков». Основным недостатком этого заполнения является увеличение времени печати, которое находится где-то между сотовым и прямолинейным заполнением. Материалоемкость кривой Гильберта аналогична прямолинейной.
Архимедовы хорды
Опять же, этот закрученный спиралью заполнитель облегчает заполнение жидкостью. Эта простая форма экономит материал и время (по сравнению с прямолинейным заполнением). Подобно концентрическому заполнению, архимедовы хорды помогают с гибкостью модели , если вы печатаете ее гибкой нитью.
Октаграммная спираль
Октаграммная спираль позволяет легко наполнять объект жидкостью из-за больших отсеков, выполненных с этим типом заполнения. Спираль Octagram также может помочь с гибкостью для некоторых моделей. Но в основном это эстетические цели и поддержка верхнего слоя. Расход материала аналогичен архимедовым аккордам, но время печати немного больше.
Адаптивный куб
Адаптивный куб работает по тому же принципу, что и куб: Он состоит из кубов, ориентированных углом вниз, где линии пересекаются в одном слое. Но есть одно большое преимущество: в отличие от простого кубического заполнения, этот шаблон делает заполнение более плотный к краям модели, оставляет большие полости в середине. Расход материала составляет ок. на ¼ меньше прямолинейного заполнения.
Заполнение Adaptive Cubic работает путем уточнения тех ячеек октодерева, которые содержат любой объектный треугольник. Якоря добавляются к каждой линии заполнения. Это делает заполнение более прочным и стабилизирует экструзионный поток в начале линии заполнения. По сути, это заполнение автоматически становится более или менее плотным, в зависимости от расстояния до ближайшей стены. Это особенно полезно для больших отпечатков с большим внутренним объемом. В результате сокращается время печати и снижается расход филамента при сохранении отличной поддержки верхних слоев и аналогичных механических свойств.
Кубическая опора
Кубическая опора работает аналогично предыдущему типу, но с одним отличием: плотность заполнения увеличивается только по оси Z. Его основная функция поддерживать верхние слои за счет максимально возможной экономии материала, это не улучшает никаких механических качеств модели. Расход материала и время печати этого заполнения составляют 90 050, что является самым низким показателем среди всех поддерживаемых заполнений.
Виды заполнения верхнего (нижнего) слоя
Редактирование заполнения не заканчивается выбором типа заполнения внутренних частей объекта. Вы также можете изменить типы заполнения верхнего и нижнего слоя, чтобы получить интересные результаты. Их можно настроить на вкладке Параметры печати/Заполнение/Верхний (нижний) шаблон заполнения . Однако изменение верхнего или нижнего заполнения в основном влияет на эстетические изменения и не улучшает механические свойства модели.
Все семь типов верхнего (нижнего) заполнения напечатаны с 80% потоком для выделения узоров.
Прямолинейный
Опять же, это один из самых распространенных (и основных) типов верхнего заполнения. Пути печати ориентированы зигзагообразно для всего слоя. Однако это самый простой тип заполнения, который не дает никаких преимуществ (см. Монотонное заполнение).
Монотонный
Монотонный рисунок заполнения заполняет верхний (нижний) слой параллельными линиями, аналогично прямолинейному типу заполнения. Тем не менее, это заполнение работает с расширенное планирование пути. В отличие от прямолинейного, это заполнение всегда печатается слева направо и никогда в противоположном направлении. Эта простая система приводит к получению однородного заполнения без некрасивых выступов. Обычно они появляются с другими заполнениями, когда пути слева направо встречаются с путями справа налево. Этот, казалось бы, простой метод на удивление сложно реализовать. Мы использовали вариант Ant Colony System , описанный Раадом Салманом.
Выровненный прямолинейный
Этот шаблон заполнения работает аналогично прямолинейному заполнению, но последние слои на всех верхних поверхностях выровнены в одном направлении. Это может помочь в создании однородного шаблона верхнего слоя для моделей с верхними слоями разной высоты (представьте себе модель лестницы).
Концентрический
Концентрический рисунок заполнения копирует формы периметра. Если вы напечатаете цилиндр, он создаст концентрические круги поверх модели.
Кривая Гильберта
В основном это эстетическое заполнение. Если он напечатан внутри, кривая Гильберта создает прямоугольные формы, а самый верхний слой больше похож на плетеную корзину . Некоторые люди говорят, что он выглядит «червивым». Такое заполнение значительно увеличивает время печати из-за сложной формы.
Архимедовы хорды
Самый верхний слой архимедовых хорд напечатан по спирали. Это заполнение может сэкономить время при печати определенных моделей.
Спираль Octagram
Опять же, это заполнение описано выше. Он хорош в основном для эстетических целей, но из-за сложной формы увеличивает время печати.
Расширенные настройки
PrusaSlicer позволяет вам еще больше настраивать шаблоны заполнения! Если вы переключитесь в расширенный или экспертный режим, вы найдете гораздо больше настроек на вкладке «Заполнение». Давайте посмотрим на все настройки, связанные с заполнениями, независимо от того, находится ли он в расширенном или экспертном режиме:
Длина анкера заполнения
Заполнение обычно соединяется с периметрами с помощью так называемого анкера, который представляет собой короткую линию другого (внутреннего) периметра, переходящую в линию заполнения. Длина значения анкера заполнения определяет, сколько миллиметров этого анкера будет соединять заполнение и периметры. Если вы установите это значение равным 0, заполнение будет печататься независимо по периметру. Установите более высокое значение, чтобы напечатать якорь, который будет продолжаться как само заполнение. Заполняющий анкер помогает увеличить целостность и прочность модели.
Максимальная длина анкера заполнения
Это значение устанавливает максимальную длину анкера заполнения, соединяющего заполнение с периметрами.
Утюжок
Утюжок создает гладкую верхнюю поверхность на горизонтальных плоскостях – дорожки нити практически не видны. Как это достигается? Горячее сопло проходит по поверхности еще раз, но с небольшим потоком филамента. Включение или выключение глажки и/или выбор типа глажки (все верхние поверхности, только самая верхняя поверхность, все твердые поверхности) должно быть достаточным для большинства пользователей 3D-принтеров. Тем не менее, некоторые могут захотеть настроить скорость потока или интервал между проходами глажки. расход задается в процентах, связанных с нормальной высотой слоя, расстояние между проходами глажки указывает, насколько далеко должны быть параллельные направляющие сопла друг от друга. Для этих параметров заданы оптимальные значения, но вы можете поэкспериментировать с ними по своему усмотрению, если вас не устраивают результаты.
При увеличении расхода вы рискуете тем, что остатки материала останутся на поверхности. Кроме того, следы сопел могут оставаться видимыми. С другой стороны, более низкий поток оставит видимыми пути последнего слоя из-за отсутствия материала, заполняющего промежутки.
Расстояние между проходами глажки также оказывает большое влияние на видимость верхнего слоя. Чтобы было немного легче представить, сравним его со снегоочистителем. Допустим, вы используете только часть отвала для очистки от снега — он уберет некоторое количество снега и очистит вспаханную часть дороги. Однако, если вы вкопаете все лезвие плуга в снег и двинетесь вперед, вы создадите путь, но останется лишний снег.
Чтобы узнать больше о глажке, прочитайте нашу предыдущую статью.
Сокращение времени печати
PrusaSlicer предлагает два варианта экономии времени и материала. Первый вариант — , объединяющий заполнение через каждые X слоев. Значение по умолчанию равно 1, при этом каждый слой периметра печатается с одним слоем заполнения (1 = отношение 1 слоя заполнения на 1 слой периметра). При увеличении значения до 2 (соотношение 2:1) будет напечатан один слой заполнения (соответствующей высоты слоя) для каждых двух слоев периметра. Но имейте в виду, что это значение нельзя увеличивать бесконечно. PrusaSlicer позволит вам установить его очень высоким, но единственное максимальное физически возможное значение будет записано в G-код. Чтобы быть конкретным: если вы используете сопло 0,4 мм и высоту слоя 0,15 мм, слайсер не позволит вам печатать на один заполняющий слой реже, чем каждые два слоя по периметру. В противном случае заполнение будет напечатано на пустом месте. Но если вы печатаете с высотой слоя 0,05 мм (сопло 0,4 мм), вы можете комбинировать заполнение через каждые 6 слоев (максимальная высота слоя 0,3 мм).
Второй вариант экономии времени (и материала) печатать заполнение только там, где это необходимо. Например, если вы печатаете сферу, эта функция создаст только столбец заполнения в центре для поддержки возможных выступов. Основным недостатком этой функции является низкая устойчивость к вмятинам из-за отсутствия заполнения в некоторых частях модели.
Advanced
Эти настройки заполнения являются действительно продвинутыми функциями, и большинству пользователей 3D-принтеров они даже близко не понадобятся. Тем не менее, могут быть некоторые особые случаи, когда вам нужно будет их настроить, поэтому давайте посмотрим, что они делают:
Печать сплошного заполнения через каждые X слоев может пригодиться, когда вы хотите повысить жесткость модели (хотя увеличение количества периметров работает лучше) или разделить ее на несколько полостей, которые могут быть полезны, если вы хотите, чтобы объект плавал на воде. Эта функция просто вызывает печать сплошного заполнения через равные промежутки времени.
Угол заливки поворачивает рисунок на выбранный угол.
Пороговая область сплошного заполнения используется в основном для мелких и сложных деталей. С помощью этого параметра вы можете настроить, насколько большие или маленькие полости модели должны быть заполнены со 100% заполнением. Это может помочь сделать тонкие детали прочнее.
Угол перемычки вычисляется PrusaSlicer автоматически. Если вы оставите его равным 0°, PrusaSlicer выберет наилучшее значение. Однако при желании вы можете изменить его вручную. Печать с углом перемычки, равным 0°, может быть достигнута установкой его на 180°.
Втягивание только при пересечении периметров может немного сократить время печати и повысить целостность заполнения. Отключение втягивания увеличит количество капель нити, которые не будут видны (скрыты внутри модели). Отводы останутся включенными для периметров.
Печать Заполнение перед периметрами иногда может помочь при печати выступов, к которым не к чему прикреплять периметры. Однако заполнение может негативно сказаться на качестве внешней поверхности. Второе использование этого метода для MMU2, где вытеснение цветов дает лучшие результаты — цвет очищается до заполнения, а периметр печатается чистым цветом.
На этом мы завершаем наше глубокое погружение в мир узоров заполнения. Мы предлагаем собственные проверенные профили PrusaSlicer с измененными значениями, которые должны работать для подавляющего большинства пользователей.
 Поэтому, с ростом температуры сопротивление стали увеличивается.
Поэтому, с ростом температуры сопротивление стали увеличивается. Их удельное электросопротивление составляет (20…43)·10-8 Ом·м при комнатной температуре.
Их удельное электросопротивление составляет (20…43)·10-8 Ом·м при комнатной температуре. По данным таблицы видно, что при температуре 20°С его величина составляет (30…86)·10-8 Ом·м.
По данным таблицы видно, что при температуре 20°С его величина составляет (30…86)·10-8 Ом·м. При обычных температурах ее сопротивление составляет (50…60)·10-8 Ом·м.
При обычных температурах ее сопротивление составляет (50…60)·10-8 Ом·м.
 Высокое содержание в этих сплавах хрома и никеля не позволяет им проводить электрический ток, подобно обычным углеродистым с высокой концентрацией железа.
Высокое содержание в этих сплавах хрома и никеля не позволяет им проводить электрический ток, подобно обычным углеродистым с высокой концентрацией железа. И. Промышленные печи. Справочное руководство для расчетов и проектирования.
И. Промышленные печи. Справочное руководство для расчетов и проектирования. И. Промышленные печи. Справочное руководство для расчетов и проектирования.
И. Промышленные печи. Справочное руководство для расчетов и проектирования. Свойство проводника противостоять электрическому току принято называть электрическим сопротивлением.
Свойство проводника противостоять электрическому току принято называть электрическим сопротивлением. д.). Удельным считается сопротивление проводника длиной до 1 м, сечение которого — 1 кв. мм. Этот показатель обозначается буквой p. Каждый материал, использующийся в производстве проводника, обладает своим удельным сопротивлением. Для примера рассмотрим удельное сопротивление нихрома и фехрали (более 3 мм):
д.). Удельным считается сопротивление проводника длиной до 1 м, сечение которого — 1 кв. мм. Этот показатель обозначается буквой p. Каждый материал, использующийся в производстве проводника, обладает своим удельным сопротивлением. Для примера рассмотрим удельное сопротивление нихрома и фехрали (более 3 мм):
 8 x 10 -8
8 x 10 -8  8 x 10 -8
8 x 10 -8  724 x 10 -8
724 x 10 -8  24 x 10 -8
24 x 10 -8 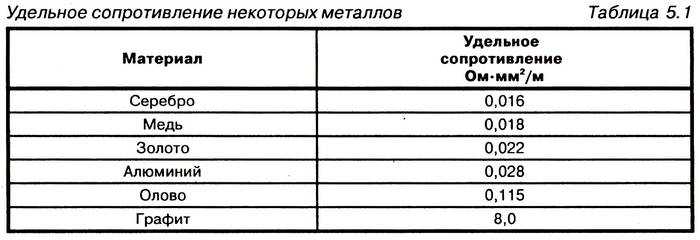 6 x 10 -8
6 x 10 -8  2 x 10 -8
2 x 10 -8  5 x 10 -8
5 x 10 -8  5 x 10 -8
5 x 10 -8  3 x 10 -8
3 x 10 -8 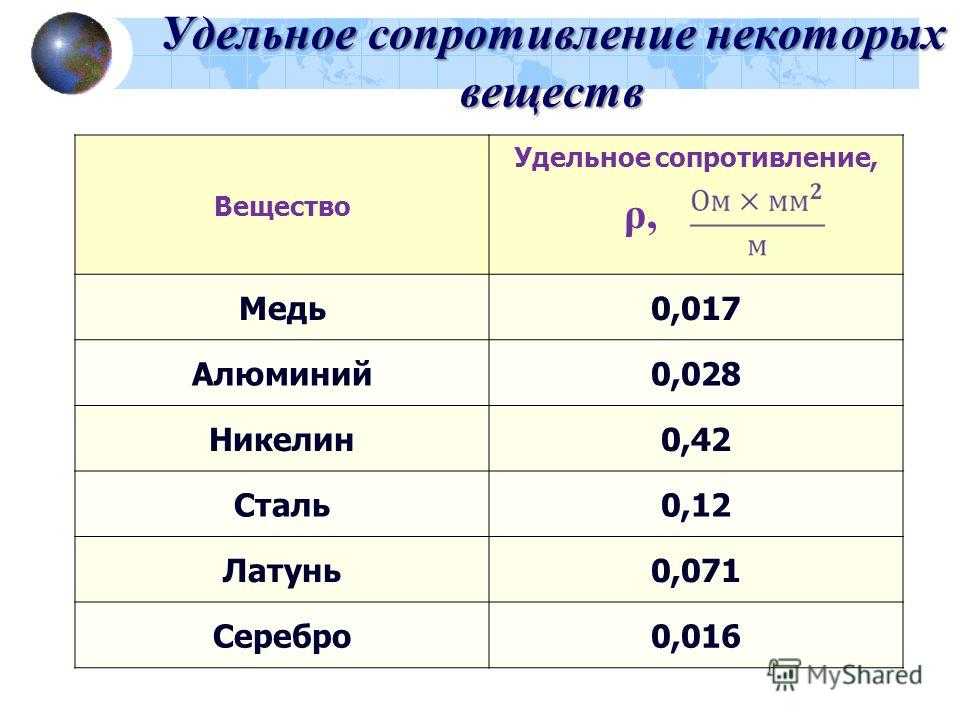 92 x 10 -8
92 x 10 -8 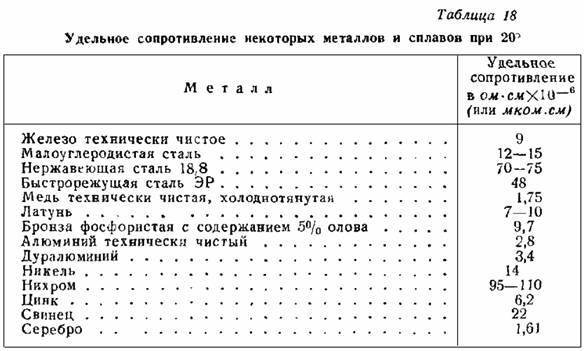 Поскольку оно зависит от температуры, его можно использовать для расчета сопротивления провода заданной геометрии при различных температурах.
Поскольку оно зависит от температуры, его можно использовать для расчета сопротивления провода заданной геометрии при различных температурах. = напряжение (В)
= напряжение (В)  0013 2,65 x 10 -8 Ом м 2 /м нагревается от 20 o C до 100 o C . Температурный коэффициент для алюминия равен 3,8 x 10 -3 1/ o C . Изменение удельного сопротивления можно рассчитать как
0013 2,65 x 10 -8 Ом м 2 /м нагревается от 20 o C до 100 o C . Температурный коэффициент для алюминия равен 3,8 x 10 -3 1/ o C . Изменение удельного сопротивления можно рассчитать как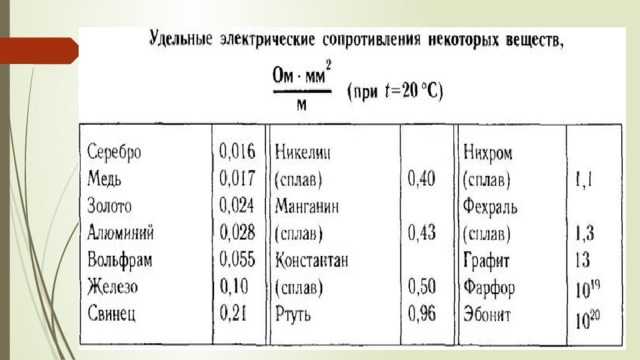
 температурный коэффициент сопротивления» — α — материала представляет собой увеличение сопротивления 1 Ом резистора из этого материала при повышении температуры 1 o C .
температурный коэффициент сопротивления» — α — материала представляет собой увеличение сопротивления 1 Ом резистора из этого материала при повышении температуры 1 o C .

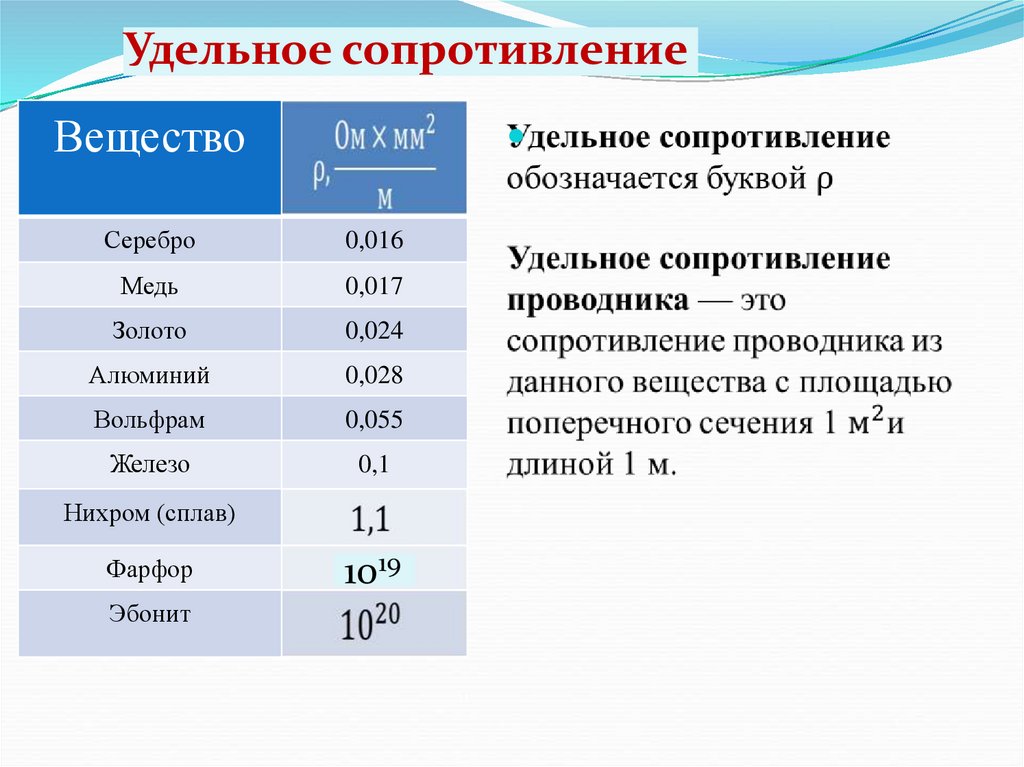 012
012 0001 Таблица удельного сопротивления
0001 Таблица удельного сопротивления 81
81 2066
2066 ..
..

 Её используют в бытовых и медицинских приборах, а также в машиностроении для изготовления деталей.
Её используют в бытовых и медицинских приборах, а также в машиностроении для изготовления деталей. А также белый чугун обладает особым строением металлической массы и большой изностойкостью. Полезен в изготовлении механических деталей, которые будут работать в среде с отсутствием смазки. Его используют для изготовления приведённых ниже видов чугуна.
А также белый чугун обладает особым строением металлической массы и большой изностойкостью. Полезен в изготовлении механических деталей, которые будут работать в среде с отсутствием смазки. Его используют для изготовления приведённых ниже видов чугуна.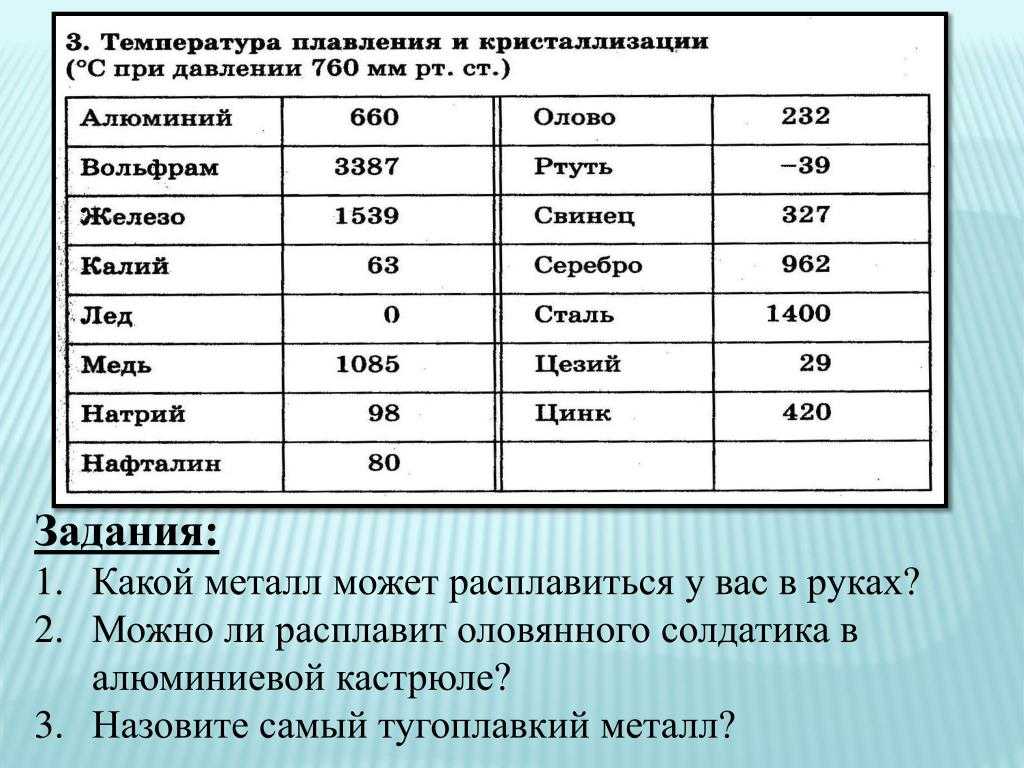 Содержит в себе углерод, марганец, серу, фосфор, кремний. Имеет большую ударную вязкость. Из такого важного металла делают поршни, коленчатые валы и трубы.
Содержит в себе углерод, марганец, серу, фосфор, кремний. Имеет большую ударную вязкость. Из такого важного металла делают поршни, коленчатые валы и трубы.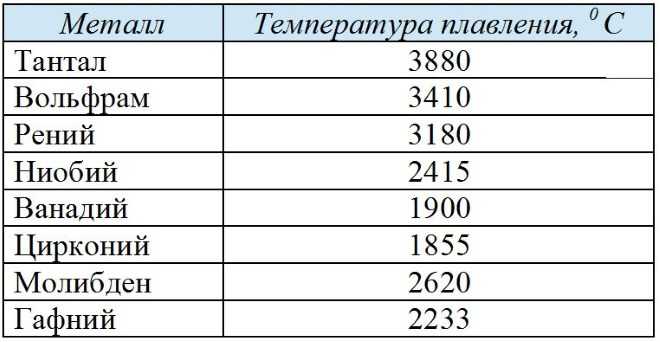 Характеристикам плавления металлов уделяют внимание при подборе материала для сооружения узлов, подвергающихся силе трения или же конструкций из металла, которые испытывают воздействие температур.
Характеристикам плавления металлов уделяют внимание при подборе материала для сооружения узлов, подвергающихся силе трения или же конструкций из металла, которые испытывают воздействие температур. При этом данный показатель не находится в зависимости от усилия при давлении на деталь.
При этом данный показатель не находится в зависимости от усилия при давлении на деталь.
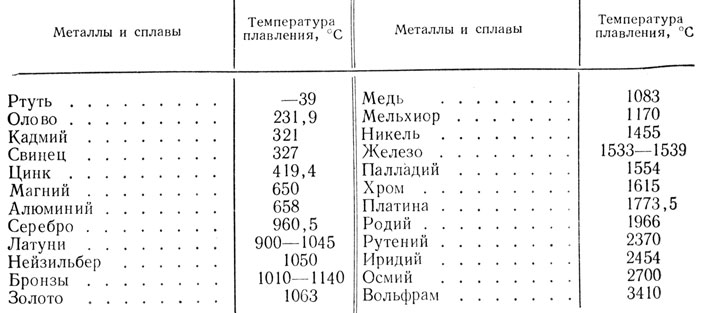 Если элемент обладает технической чистотой, то он плавится при температуре 1 539 °C. В составе его вещества присутствуют включения серы, поэтому для её извлечения необходимо жидкое состояние. Также очищенное железо получается в процессе электролиза солей металла.
Если элемент обладает технической чистотой, то он плавится при температуре 1 539 °C. В составе его вещества присутствуют включения серы, поэтому для её извлечения необходимо жидкое состояние. Также очищенное железо получается в процессе электролиза солей металла.
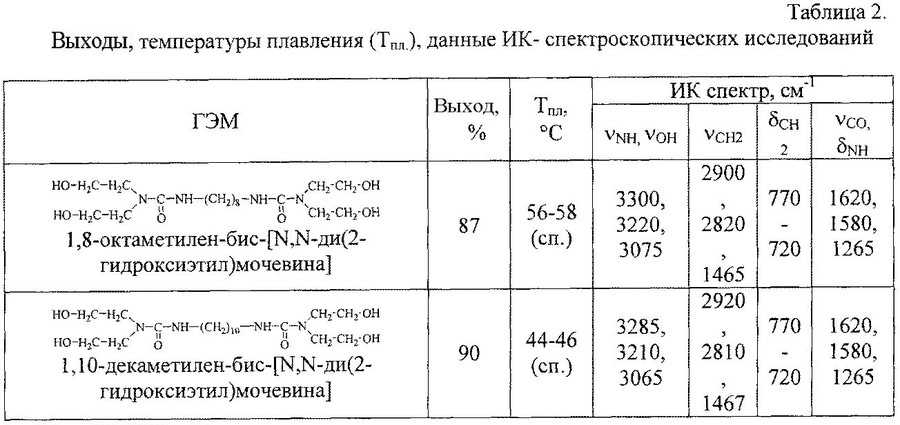
 Металлические изделия и изделия из сплавов имеют следующие особенности:
Металлические изделия и изделия из сплавов имеют следующие особенности: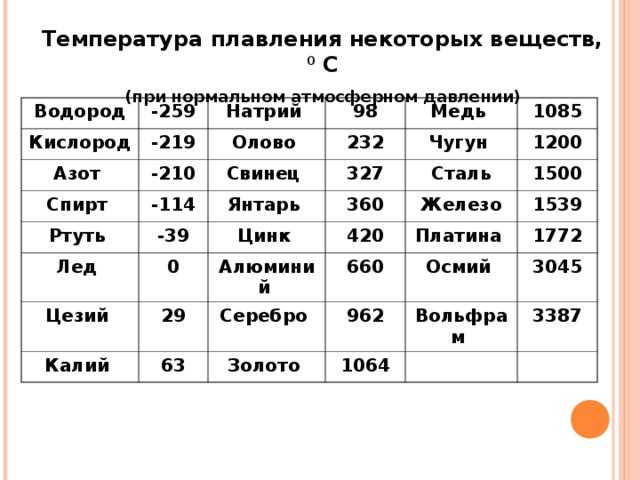 В первом варианте материал подвергается плавке в специальной печи, во втором применяется резистивная методика нагрева. При данной методике через вещество пропускается ток, либо он может быть индукционным нагревом в электромагнитном поле высокой частоты. В обоих случаях достигается одинаковый результат.
В первом варианте материал подвергается плавке в специальной печи, во втором применяется резистивная методика нагрева. При данной методике через вещество пропускается ток, либо он может быть индукционным нагревом в электромагнитном поле высокой частоты. В обоих случаях достигается одинаковый результат.
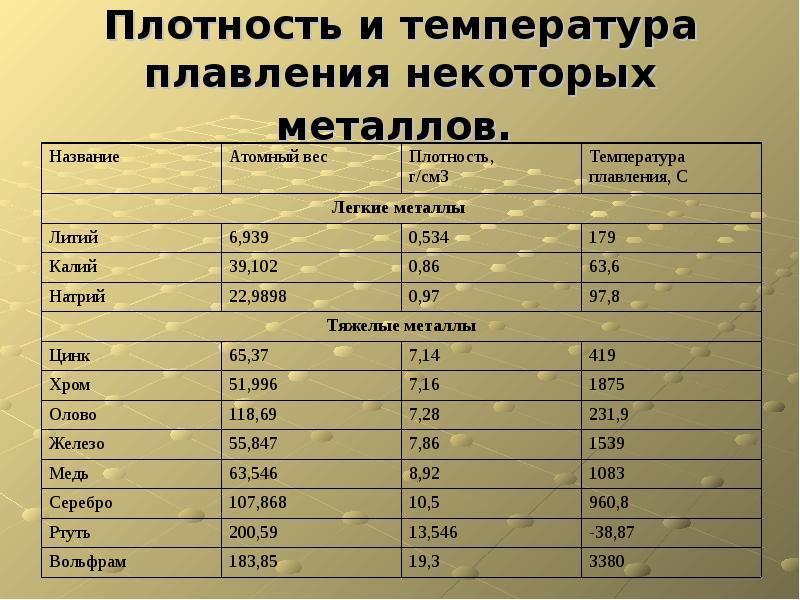
 На этом уроке вы узнали, что лед — это просто вода в твердом состоянии. Нагрейте его достаточно, и лед снова растает до жидкой формы. Продолжайте нагревать жидкость, и в конечном итоге она превратится в газ в виде пара.
На этом уроке вы узнали, что лед — это просто вода в твердом состоянии. Нагрейте его достаточно, и лед снова растает до жидкой формы. Продолжайте нагревать жидкость, и в конечном итоге она превратится в газ в виде пара.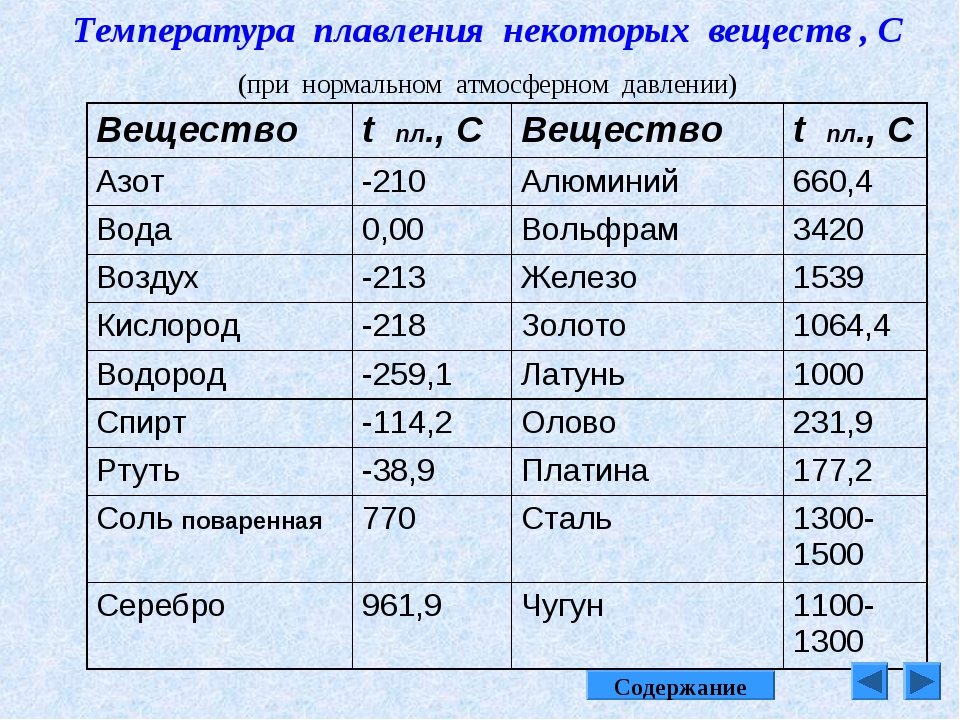
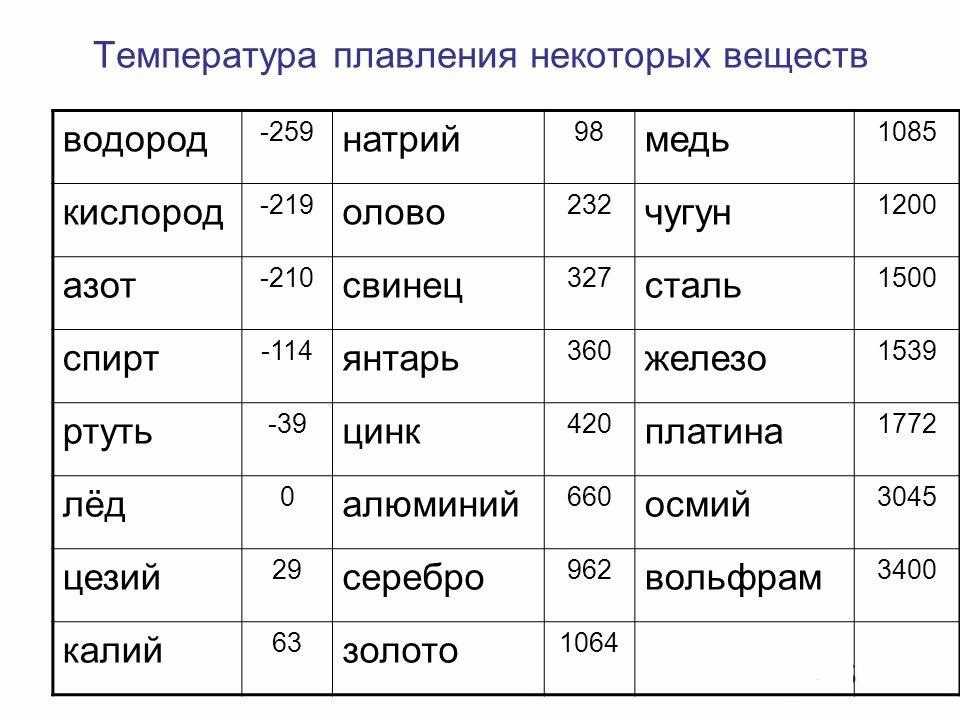 Плавление и литье нержавеющей стали зависит от правильной температуры.
Плавление и литье нержавеющей стали зависит от правильной температуры. Затем исследователи повышают температуру со скоростью один градус Цельсия каждую минуту.
Затем исследователи повышают температуру со скоростью один градус Цельсия каждую минуту.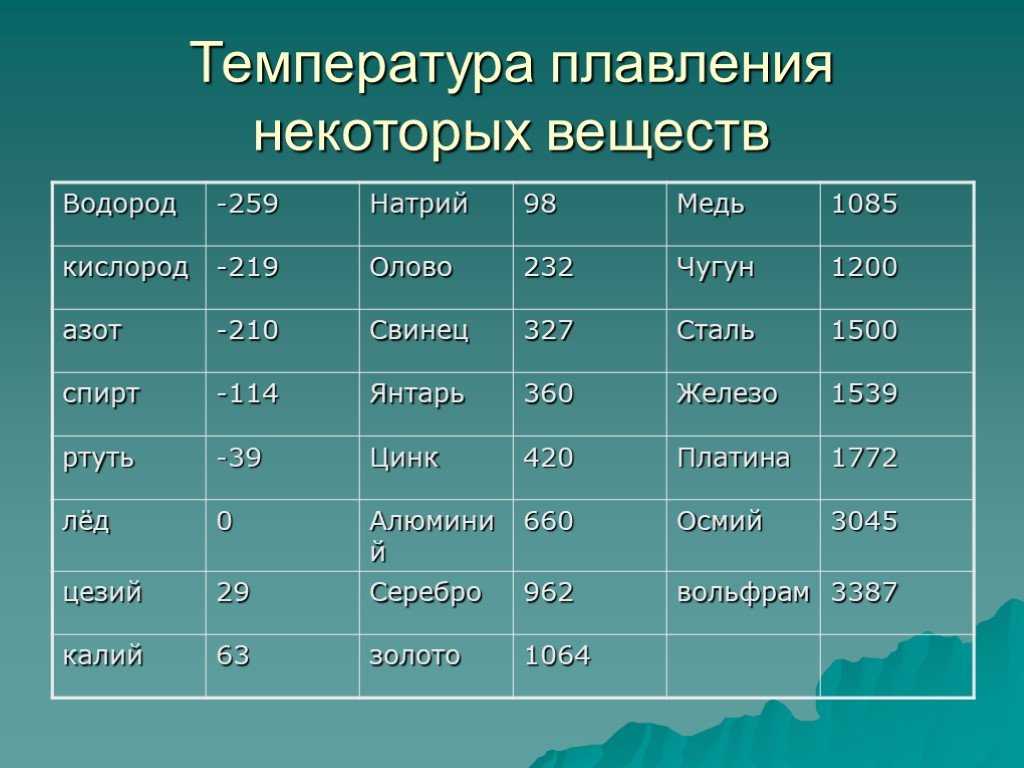
 Обе марки относятся к семейству аустенитных нержавеющих сталей, которое включает около двух третей производимой нержавеющей стали. Аустенитная нержавеющая сталь имеет гранецентрированную кубическую кристаллическую структуру, которая остается постоянной при всех температурах от криогенной до точки плавления.
Обе марки относятся к семейству аустенитных нержавеющих сталей, которое включает около двух третей производимой нержавеющей стали. Аустенитная нержавеющая сталь имеет гранецентрированную кубическую кристаллическую структуру, которая остается постоянной при всех температурах от криогенной до точки плавления.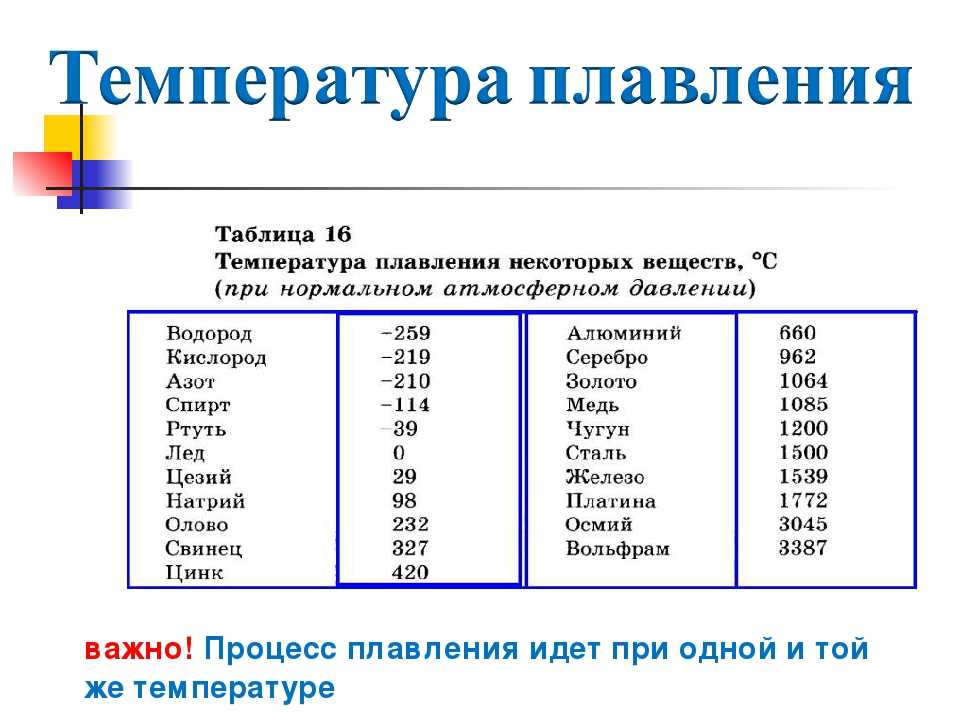 Одна и та же корзина может удерживать в два раза больше веса при 800°C, чем при 1000°C. Высокие температуры также могут повредить сварные швы корзины.
Одна и та же корзина может удерживать в два раза больше веса при 800°C, чем при 1000°C. Высокие температуры также могут повредить сварные швы корзины.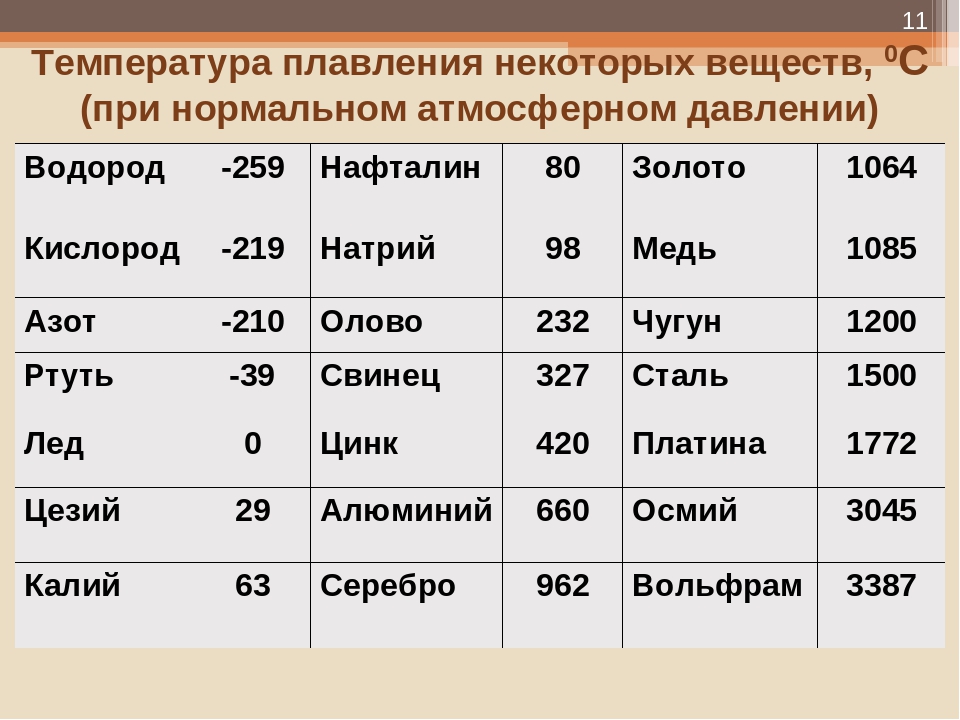 Kloeckner Metals сочетает в себе национальное присутствие с новейшими технологиями производства и обработки и самыми инновационными решениями для обслуживания клиентов.
Kloeckner Metals сочетает в себе национальное присутствие с новейшими технологиями производства и обработки и самыми инновационными решениями для обслуживания клиентов.
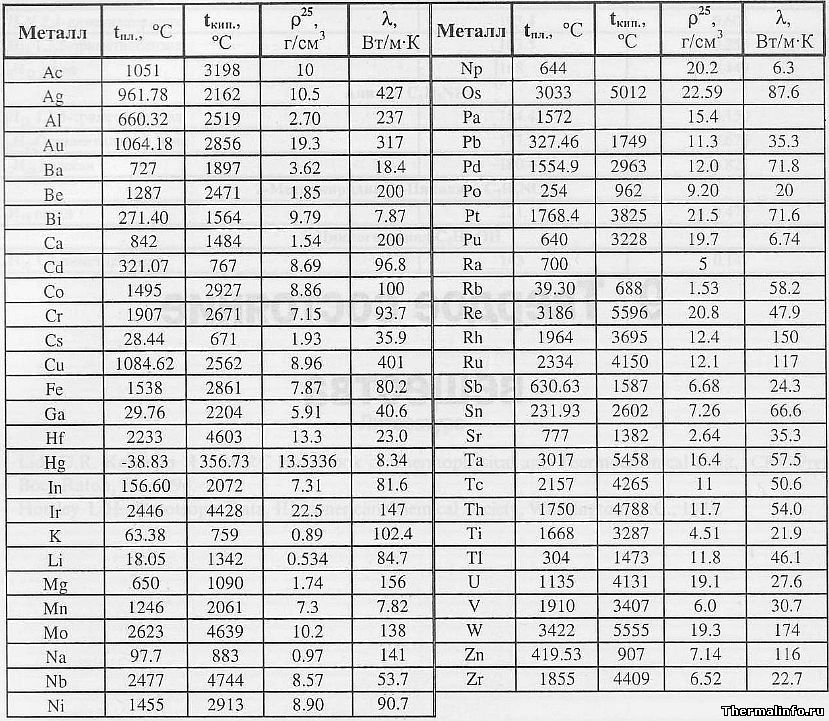 4833 (309), 1.4845 (310)
4833 (309), 1.4845 (310)
 Сервис Темп. (степень С)
Сервис Темп. (степень С)

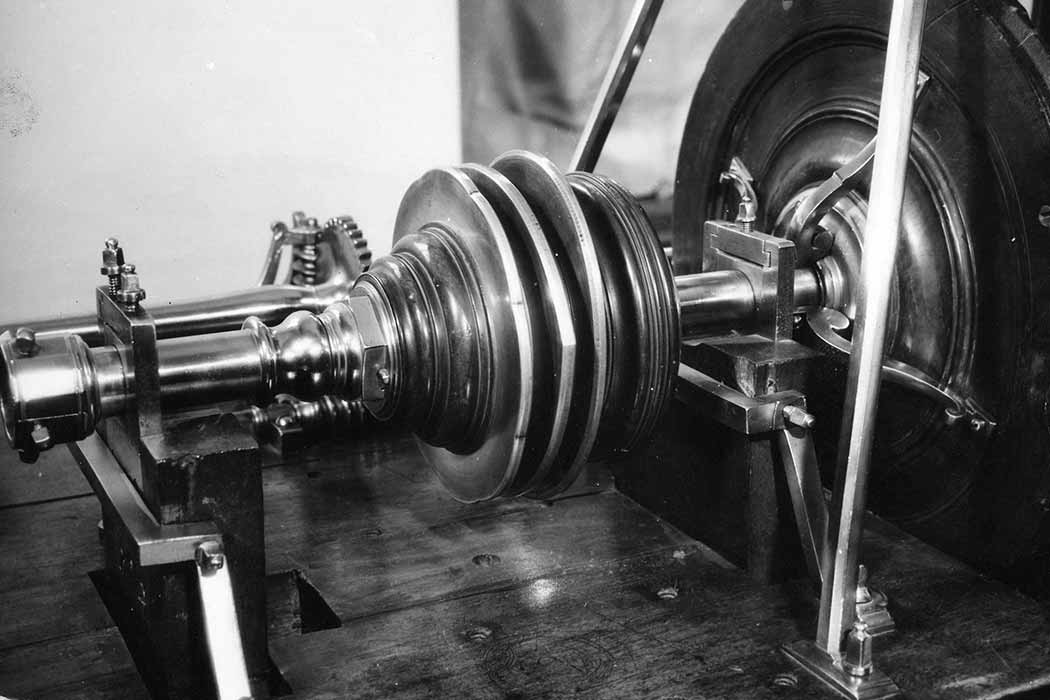
 Более подробно рассказано о токарных резцах, их видах, материалы токарных резцов их конструкция. Износ и стойкость резца тоже оказывают не малое влияние на токарную обработку.
Более подробно рассказано о токарных резцах, их видах, материалы токарных резцов их конструкция. Износ и стойкость резца тоже оказывают не малое влияние на токарную обработку. 15 Токарные хомутики
15 Токарные хомутики


 Основные инструменты, без которых точно не обойдется ни одно производство и можно проводить большинство операций — это резцы:
Основные инструменты, без которых точно не обойдется ни одно производство и можно проводить большинство операций — это резцы:

 Также увеличивается номенклатура обрабатываемых материалов, появляются новые композитные и полимерные материалы с неизученными свойствами.
Также увеличивается номенклатура обрабатываемых материалов, появляются новые композитные и полимерные материалы с неизученными свойствами.

 Несмотря на то, что единого рецепта успеха не существует, процесс составления Punch List позволил извлечь важные уроки о том, как предприниматели могут воспользоваться доступными ресурсами, чтобы помочь им превратить идею в добросовестный бизнес. Ни в коем случае не исчерпывающие, следующие четыре примера предлагают отличную отправную точку для людей — от независимого художника до основателя стартапа (и всех тех, кто находится между ними) — которые хотят пройти стадию идеи и воплотить свое видение в жизнь.
Несмотря на то, что единого рецепта успеха не существует, процесс составления Punch List позволил извлечь важные уроки о том, как предприниматели могут воспользоваться доступными ресурсами, чтобы помочь им превратить идею в добросовестный бизнес. Ни в коем случае не исчерпывающие, следующие четыре примера предлагают отличную отправную точку для людей — от независимого художника до основателя стартапа (и всех тех, кто находится между ними) — которые хотят пройти стадию идеи и воплотить свое видение в жизнь. Инвесторы и, в конечном счете, клиенты ищут четкую и краткую презентацию, которая определяет потребность и демонстрирует решение, которое будет предоставлено. По сути, вам нужно убедить потенциальных инвесторов в том, что ваше решение является лучшим продуктом или услугой для удовлетворения выявленных потребностей, И что существует сегмент рынка, который готов приобрести продукт, чтобы вы могли вернуть их первоначальные инвестиции. Лучший способ проверить свою подачу? Расскажите об этом своим друзьям, знакомым и семье и попросите как можно больше конструктивной критики. Сосредоточьтесь на людях, которые дадут вам честную и вдумчивую обратную связь. Это ваш шанс стать лучше, прежде чем он действительно засчитывается!
Инвесторы и, в конечном счете, клиенты ищут четкую и краткую презентацию, которая определяет потребность и демонстрирует решение, которое будет предоставлено. По сути, вам нужно убедить потенциальных инвесторов в том, что ваше решение является лучшим продуктом или услугой для удовлетворения выявленных потребностей, И что существует сегмент рынка, который готов приобрести продукт, чтобы вы могли вернуть их первоначальные инвестиции. Лучший способ проверить свою подачу? Расскажите об этом своим друзьям, знакомым и семье и попросите как можно больше конструктивной критики. Сосредоточьтесь на людях, которые дадут вам честную и вдумчивую обратную связь. Это ваш шанс стать лучше, прежде чем он действительно засчитывается! Затем я рассказал, как планирую зарабатывать деньги с помощью приложения, обосновал, сколько мне нужно собрать, и обрисовал в общих чертах, что я планирую делать со средствами.
Затем я рассказал, как планирую зарабатывать деньги с помощью приложения, обосновал, сколько мне нужно собрать, и обрисовал в общих чертах, что я планирую делать со средствами. Привлечь капитал можно у друзей и родственников, в банке или финансовом учреждении или, что наиболее вероятно, путем обращения к институциональным инвесторам, таким как венчурные капиталисты. Хотя поначалу это может показаться пугающим, помните, что вы уже проделали большую работу, чтобы добраться до этой точки. Сначала начните с людей, с которыми вам удобнее всего разговаривать, а затем переходите к незнакомцам. Эта стратегия поможет вам попрактиковаться в презентации, разработать план на основе полученных вами отзывов и подготовить ответы на вопросы, которые возникнут в процессе. Не бойтесь просить о теплом знакомстве с потенциальными инвесторами — они свяжут вас с теми, кто лучше всего подходит для вашей идеи.
Привлечь капитал можно у друзей и родственников, в банке или финансовом учреждении или, что наиболее вероятно, путем обращения к институциональным инвесторам, таким как венчурные капиталисты. Хотя поначалу это может показаться пугающим, помните, что вы уже проделали большую работу, чтобы добраться до этой точки. Сначала начните с людей, с которыми вам удобнее всего разговаривать, а затем переходите к незнакомцам. Эта стратегия поможет вам попрактиковаться в презентации, разработать план на основе полученных вами отзывов и подготовить ответы на вопросы, которые возникнут в процессе. Не бойтесь просить о теплом знакомстве с потенциальными инвесторами — они свяжут вас с теми, кто лучше всего подходит для вашей идеи. Во многих отношениях это был идеальный способ начать. Оттуда я перешел к друзьям в технологической отрасли, бывшим подрядчикам, с которыми я работал, и даже к венецианскому подрядчику, с которым я не разговаривал 3 года. Вся эта практика увенчалась успехом, и я смог получить финансирование от реальных институциональных инвесторов!
Во многих отношениях это был идеальный способ начать. Оттуда я перешел к друзьям в технологической отрасли, бывшим подрядчикам, с которыми я работал, и даже к венецианскому подрядчику, с которым я не разговаривал 3 года. Вся эта практика увенчалась успехом, и я смог получить финансирование от реальных институциональных инвесторов! Эти торговые площадки — отличное место, чтобы намочить ноги и протестировать свой первоначальный продукт, поскольку они предоставляют ремесленникам доступ к миллионам потенциальных клиентов за небольшие первоначальные инвестиции.
Эти торговые площадки — отличное место, чтобы намочить ноги и протестировать свой первоначальный продукт, поскольку они предоставляют ремесленникам доступ к миллионам потенциальных клиентов за небольшие первоначальные инвестиции.
 Однако, по данным Kickstarter, по состоянию на ноябрь 2020 года только 38,21% кампаний достигли своей цели по финансированию. Чтобы создать успешную краудфандинговую кампанию, которая понравится клиентам, предприниматели должны использовать следующую тактику:0003
Однако, по данным Kickstarter, по состоянию на ноябрь 2020 года только 38,21% кампаний достигли своей цели по финансированию. Чтобы создать успешную краудфандинговую кампанию, которая понравится клиентам, предприниматели должны использовать следующую тактику:0003
 Прыгайте и смотрите, куда это вас приведет.
Прыгайте и смотрите, куда это вас приведет.
 Вам необходимо провести полный анализ рынка вашей идеи и целевой аудитории, чтобы убедиться, что ваша идея действительно удовлетворит потребность.
Вам необходимо провести полный анализ рынка вашей идеи и целевой аудитории, чтобы убедиться, что ваша идея действительно удовлетворит потребность. Это станет ценным руководством, когда вы начнете работать, и важно, если вы подаете заявку на финансирование. Чем тщательнее вы изучите рынок и составите свой финансовый план, тем выше ваши шансы на получение инвестиций. Это также применимо, если вы полагаетесь на друзей и семью в качестве стартового капитала — часто это предпочтительный вариант, поскольку условия более выгодны. Но используйте профессиональный подход и убедитесь, что у вас есть письменное соглашение. Ничто так не портит отношения, как невыплаченные долги.
Это станет ценным руководством, когда вы начнете работать, и важно, если вы подаете заявку на финансирование. Чем тщательнее вы изучите рынок и составите свой финансовый план, тем выше ваши шансы на получение инвестиций. Это также применимо, если вы полагаетесь на друзей и семью в качестве стартового капитала — часто это предпочтительный вариант, поскольку условия более выгодны. Но используйте профессиональный подход и убедитесь, что у вас есть письменное соглашение. Ничто так не портит отношения, как невыплаченные долги.

 Мощный шпиндель с высокой частотой вращения позволяет справляться с любыми — даже самыми твёрдыми материалами заготовок. Магазин для набора режущих инструментов и механизм их автоматической смены дополнительно расширяют возможности оборудования.
Мощный шпиндель с высокой частотой вращения позволяет справляться с любыми — даже самыми твёрдыми материалами заготовок. Магазин для набора режущих инструментов и механизм их автоматической смены дополнительно расширяют возможности оборудования. Благодаря высокой производительности управляющая система ЧПУ изначально «заточена» под оптимизацию траектории движения инструмента при высокоскоростной обработке деталей.
Благодаря высокой производительности управляющая система ЧПУ изначально «заточена» под оптимизацию траектории движения инструмента при высокоскоростной обработке деталей. Большой запас хода по вертикали позволяет устанавливать на рабочий стол специализированные приспособления для упрощения загрузки/выгрузки заготовок.
Большой запас хода по вертикали позволяет устанавливать на рабочий стол специализированные приспособления для упрощения загрузки/выгрузки заготовок. youtube.com/embed/_kQpKC1aNCI» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/_kQpKC1aNCI» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>  Обрабатывающий центр с ЧПУ охватывает множество возможностей обработки. Комплексное производство сокращает время замены оборудования и повышает эффективность производства.
Обрабатывающий центр с ЧПУ охватывает множество возможностей обработки. Комплексное производство сокращает время замены оборудования и повышает эффективность производства. Раньше этот производственный процесс приходилось делить на множество рабочих стадий, и работа на различных станках позволяла производить готовый продукт, что приводило к большим затратам времени и средств на доставку. Для решения этой проблемы был разработан станочный центр с ЧПУ. Фрезерные, токарные и сверлильные операции на одном станке позволяют одному станку выполнять большее количество операций обработки.
Раньше этот производственный процесс приходилось делить на множество рабочих стадий, и работа на различных станках позволяла производить готовый продукт, что приводило к большим затратам времени и средств на доставку. Для решения этой проблемы был разработан станочный центр с ЧПУ. Фрезерные, токарные и сверлильные операции на одном станке позволяют одному станку выполнять большее количество операций обработки. ATC состоит из сменного магазина, вмещающего от 16 до 100 инструментов, в котором можно хранить несколько инструментов. Для сокращения времени погрузки и разгрузки может быть установлена автоматическая смена паллет (APC). APC состоит из шести, восьми и более поддонов, заготовка может быть установлена на поддоне, а станок можно запрограммировать на завершение предыдущего поддона. После работы поменяйте еще один новый лоток. Для разных заготовок могут потребоваться разные программы. Из-за высокой скорости удаления материала в процессе объем режущего инструмента обычно велик, поэтому магазин инструментов требует большого положения на каждом инструменте, а относительный вес становится больше. Некоторые станки также имеют дополнительные функции для вращения всего шпинделя, так что горизонтальная ось шпинделя становится вертикальной, что позволяет использовать различные методы работы.
ATC состоит из сменного магазина, вмещающего от 16 до 100 инструментов, в котором можно хранить несколько инструментов. Для сокращения времени погрузки и разгрузки может быть установлена автоматическая смена паллет (APC). APC состоит из шести, восьми и более поддонов, заготовка может быть установлена на поддоне, а станок можно запрограммировать на завершение предыдущего поддона. После работы поменяйте еще один новый лоток. Для разных заготовок могут потребоваться разные программы. Из-за высокой скорости удаления материала в процессе объем режущего инструмента обычно велик, поэтому магазин инструментов требует большого положения на каждом инструменте, а относительный вес становится больше. Некоторые станки также имеют дополнительные функции для вращения всего шпинделя, так что горизонтальная ось шпинделя становится вертикальной, что позволяет использовать различные методы работы. Большинство вертикальных обрабатывающих центров имеют три оси, а некоторые имеют функцию шпиндельной головки, которая может вращаться по одной или двум осям. Для обработки поверхности гравировки вертикальный обрабатывающий центр наиболее подходит для производства пресс-форм и обработки пресс-форм. Основные типы вертикальных обрабатывающих центров: шагающие колонны, портальные конструкции и многошпиндельные.
Большинство вертикальных обрабатывающих центров имеют три оси, а некоторые имеют функцию шпиндельной головки, которая может вращаться по одной или двум осям. Для обработки поверхности гравировки вертикальный обрабатывающий центр наиболее подходит для производства пресс-форм и обработки пресс-форм. Основные типы вертикальных обрабатывающих центров: шагающие колонны, портальные конструкции и многошпиндельные.

 Инженер компании CAM обсуждает роль этого инструмента.
Инженер компании CAM обсуждает роль этого инструмента.
 Многие из них могут выполнять комбинации таких операций, как фрезерование, сверление, растачивание, нарезание резьбы и развертывание за один установ. Обрабатывающие центры бывают трех основных типов: горизонтальные трехосные, вертикальные трехосные и пятиосные (существуют четырех- и шестиосные станки, но они менее распространены).
Многие из них могут выполнять комбинации таких операций, как фрезерование, сверление, растачивание, нарезание резьбы и развертывание за один установ. Обрабатывающие центры бывают трех основных типов: горизонтальные трехосные, вертикальные трехосные и пятиосные (существуют четырех- и шестиосные станки, но они менее распространены).

 ISO 16084 — это стандарт для установления целевых показателей балансировки инструмента и держателя.
ISO 16084 — это стандарт для установления целевых показателей балансировки инструмента и держателя. Существует три типа контактов энкодера — фотоэлектрические (также называемые оптическими), магнитные и механические — но наиболее распространены контакты фотоэлектрического энкодера.
Существует три типа контактов энкодера — фотоэлектрические (также называемые оптическими), магнитные и механические — но наиболее распространены контакты фотоэлектрического энкодера.

 , предназначенных для обработки от тяжелых режимов до обработки с большой подачей.
, предназначенных для обработки от тяжелых режимов до обработки с большой подачей.

 Некоторое время назад, лет пять-шесть назад задумал сделать козырек для двери. Дуги заказывал, стоили в районеподробнее…
Некоторое время назад, лет пять-шесть назад задумал сделать козырек для двери. Дуги заказывал, стоили в районеподробнее…






 Боковые валки расположены справа и слева от верхнего вала и находятся на одной оси.
Боковые валки расположены справа и слева от верхнего вала и находятся на одной оси.
 На конце заготовки после гибки остаются большие прямые кромки, что приводит к отходам.
На конце заготовки после гибки остаются большие прямые кромки, что приводит к отходам.
 прямая секция, длинная жертвенная плоская секция становится дорогим ломом, снижая конкурентоспособность валкового цеха.
прямая секция, длинная жертвенная плоская секция становится дорогим ломом, снижая конкурентоспособность валкового цеха.

 Это важно для проведения закалки изделий из бериллиевой бронзы. Грамотно проведенная термообработка ведет к существенному повышению физико-механических свойств изделий и, кроме того, увеличивает предел текучести материала.
Это важно для проведения закалки изделий из бериллиевой бронзы. Грамотно проведенная термообработка ведет к существенному повышению физико-механических свойств изделий и, кроме того, увеличивает предел текучести материала.
 Также разработана технология придания бронзе высокой пластичности – для этого необходимо закалить деталь при температуре около 775 градусов С.
Также разработана технология придания бронзе высокой пластичности – для этого необходимо закалить деталь при температуре около 775 градусов С.
 В иных случаях можно обойтись более простыми и дешевыми материалами. Чаще всего бериллиево-медные сплавы применяются при изготовлении электронных компонентов и в электротехнике, например при выпуске:
В иных случаях можно обойтись более простыми и дешевыми материалами. Чаще всего бериллиево-медные сплавы применяются при изготовлении электронных компонентов и в электротехнике, например при выпуске:

 Его использование удорожает и усложняет оснастку, т.к. часто приходится применять комбинацию материалов вместо использования цельного стального элемента, однако оно окупается за счет повышения производительности получаемой оснастки.
Его использование удорожает и усложняет оснастку, т.к. часто приходится применять комбинацию материалов вместо использования цельного стального элемента, однако оно окупается за счет повышения производительности получаемой оснастки.


 Бронза или бронзоподобные сплавы и смеси использовались для изготовления монет в течение более длительного периода. Бронзы до сих пор широко используются для изготовления пружин, подшипников, втулок, направляющих подшипников автомобильных трансмиссий и аналогичных фитингов, особенно в подшипниках небольших электродвигателей. Латунь и бронза являются распространенными конструкционными материалами в современной архитектуре и в основном используются для кровли и облицовки фасадов из-за их внешнего вида.
Бронза или бронзоподобные сплавы и смеси использовались для изготовления монет в течение более длительного периода. Бронзы до сих пор широко используются для изготовления пружин, подшипников, втулок, направляющих подшипников автомобильных трансмиссий и аналогичных фитингов, особенно в подшипниках небольших электродвигателей. Латунь и бронза являются распространенными конструкционными материалами в современной архитектуре и в основном используются для кровли и облицовки фасадов из-за их внешнего вида. Обладает хорошей теплопроводностью (210 Вт/м°С) в 3-5 раз больше, чем инструментальная сталь. Эти высокоэффективные сплавы уже давно используются для искробезопасного инструмента в горнодобывающей (угольные шахты), газовой и нефтехимической промышленности (нефтяные вышки). В этих средах доступны отвертки из бериллиевой меди, плоскогубцы, гаечные ключи, холодные долота, ножи и молотки. Из-за отличной усталостной прочности медный бериллий широко используется для изготовления пружин, пружинных проволок, тензодатчиков и других деталей, которые должны сохранять свою форму при циклических нагрузках.
Обладает хорошей теплопроводностью (210 Вт/м°С) в 3-5 раз больше, чем инструментальная сталь. Эти высокоэффективные сплавы уже давно используются для искробезопасного инструмента в горнодобывающей (угольные шахты), газовой и нефтехимической промышленности (нефтяные вышки). В этих средах доступны отвертки из бериллиевой меди, плоскогубцы, гаечные ключи, холодные долота, ножи и молотки. Из-за отличной усталостной прочности медный бериллий широко используется для изготовления пружин, пружинных проволок, тензодатчиков и других деталей, которые должны сохранять свою форму при циклических нагрузках. д.). Как только материаловед узнает об этой корреляции структура-свойство, он может приступить к изучению относительных характеристик материала в данном приложении. Основными факторами, определяющими структуру материала и, следовательно, его свойства, являются входящие в его состав химические элементы и то, как он был обработан до конечной формы.
д.). Как только материаловед узнает об этой корреляции структура-свойство, он может приступить к изучению относительных характеристик материала в данном приложении. Основными факторами, определяющими структуру материала и, следовательно, его свойства, являются входящие в его состав химические элементы и то, как он был обработан до конечной формы. Прочность материала – это его способность выдерживать приложенную нагрузку без разрушения или пластической деформации.
Прочность материала – это его способность выдерживать приложенную нагрузку без разрушения или пластической деформации. Несмотря на то, что деформации могут продолжать увеличиваться, напряжение обычно уменьшается после достижения предела прочности. Это интенсивное свойство; следовательно, его значение не зависит от размеров испытуемого образца. Однако это зависит от других факторов, таких как подготовка образца, наличие или отсутствие поверхностных дефектов, температура тестовой среды и материала. Предел прочности при растяжении варьируется от 50 МПа для алюминия до 3000 МПа для очень высокопрочных сталей.
Несмотря на то, что деформации могут продолжать увеличиваться, напряжение обычно уменьшается после достижения предела прочности. Это интенсивное свойство; следовательно, его значение не зависит от размеров испытуемого образца. Однако это зависит от других факторов, таких как подготовка образца, наличие или отсутствие поверхностных дефектов, температура тестовой среды и материала. Предел прочности при растяжении варьируется от 50 МПа для алюминия до 3000 МПа для очень высокопрочных сталей. Перед пределом текучести материал упруго деформируется и возвращается к своей первоначальной форме после снятия приложенного напряжения. Как только предел текучести пройден, некоторая часть деформации будет постоянной и необратимой. Некоторые стали и другие материалы демонстрируют явление, называемое явлением предела текучести. Пределы текучести варьируются от 35 МПа для низкопрочного алюминия до более 1400 МПа для высокопрочной стали.
Перед пределом текучести материал упруго деформируется и возвращается к своей первоначальной форме после снятия приложенного напряжения. Как только предел текучести пройден, некоторая часть деформации будет постоянной и необратимой. Некоторые стали и другие материалы демонстрируют явление, называемое явлением предела текучести. Пределы текучести варьируются от 35 МПа для низкопрочного алюминия до более 1400 МПа для высокопрочной стали. Когда напряжения снимаются, все атомы возвращаются в исходное положение, и никакой остаточной деформации не происходит. Согласно Закон Гука, напряжение пропорционально деформации (в упругой области), а наклон модуль Юнга . Модуль Юнга равен продольному напряжению, деленному на деформацию.
Когда напряжения снимаются, все атомы возвращаются в исходное положение, и никакой остаточной деформации не происходит. Согласно Закон Гука, напряжение пропорционально деформации (в упругой области), а наклон модуль Юнга . Модуль Юнга равен продольному напряжению, деленному на деформацию. Разница между глубиной проникновения до и после приложения основной нагрузки используется для расчета Число твердости по Роквеллу . То есть глубина проникновения и твердость обратно пропорциональны. Главным преимуществом твердости по Роквеллу является возможность отображать значения твердости напрямую . Результатом является безразмерное число, обозначаемое как HRA, HRB, HRC и т. д., где последняя буква соответствует соответствующей шкале Роквелла.
Разница между глубиной проникновения до и после приложения основной нагрузки используется для расчета Число твердости по Роквеллу . То есть глубина проникновения и твердость обратно пропорциональны. Главным преимуществом твердости по Роквеллу является возможность отображать значения твердости напрямую . Результатом является безразмерное число, обозначаемое как HRA, HRB, HRC и т. д., где последняя буква соответствует соответствующей шкале Роквелла.
 K . Он измеряет способность вещества передавать тепло через материал за счет теплопроводности. Обратите внимание, что закон Фурье применяется ко всем веществам, независимо от их состояния (твердое, жидкое или газообразное). Поэтому его также определяют как жидкости и газы.
K . Он измеряет способность вещества передавать тепло через материал за счет теплопроводности. Обратите внимание, что закон Фурье применяется ко всем веществам, независимо от их состояния (твердое, жидкое или газообразное). Поэтому его также определяют как жидкости и газы. Справочник по основам Министерства энергетики, том 2 и 2. Январь 1993 г.
Справочник по основам Министерства энергетики, том 2 и 2. Январь 1993 г.  В противном случае с типичными примесями.
В противном случае с типичными примесями. длиной около 1-2,5 см. Упаковка производится на поддонах и/или в прочных ящиках или бочках.
длиной около 1-2,5 см. Упаковка производится на поддонах и/или в прочных ящиках или бочках.
 Ее должно быть достаточно, чтобы поплавковый механизм свободно перемещался.
Ее должно быть достаточно, чтобы поплавковый механизм свободно перемещался. Например, устройство имеет напор 15 метров, соответственно, оно способен подавать воду на расстояние до 150 м.
Например, устройство имеет напор 15 метров, соответственно, оно способен подавать воду на расстояние до 150 м. Проследите, чтобы во время работы насосного оборудования в воде не было людей.
Проследите, чтобы во время работы насосного оборудования в воде не было людей.
 выкл.) GRANDFAR GP550F (GF1075)» data-position=»1″ data-brand=»GRANDFAR» data-category=»Дренажные насосы» data-price=»1 930.00″>
выкл.) GRANDFAR GP550F (GF1075)» data-position=»1″ data-brand=»GRANDFAR» data-category=»Дренажные насосы» data-price=»1 930.00″>
 00″>
00″>
 00″>
00″>
 55 (KP2766)
55 (KP2766)
 выкл.) GRANDFAR GPE400F (GF1087)» data-position=»7″ data-brand=»GRANDFAR» data-category=»Дренажные насосы» data-price=»1 670.00″>
выкл.) GRANDFAR GPE400F (GF1087)» data-position=»7″ data-brand=»GRANDFAR» data-category=»Дренажные насосы» data-price=»1 670.00″>
 00″>
00″>
 ) GRANDFAR GP901F (GF1086)
) GRANDFAR GP901F (GF1086)
 00″>
00″>
 00
00
 25
25
 00″>
00″>
 00
00
 Выбрать правильный дренажный насос, который удовлетворит потребности, очень важно. Выполнить отведение стоков, убрать накапливаемую воду из подвала – с этим справится домашняя автоматическая система.
Выбрать правильный дренажный насос, который удовлетворит потребности, очень важно. Выполнить отведение стоков, убрать накапливаемую воду из подвала – с этим справится домашняя автоматическая система. Встречаются погружные модели и насосы, работающие на поверхности, однофазные и трехфазные, стационарные и перемещающиеся, измельчающие частицы и обычные. Главные узлы, которые содержит каждый дренажный насос:
Встречаются погружные модели и насосы, работающие на поверхности, однофазные и трехфазные, стационарные и перемещающиеся, измельчающие частицы и обычные. Главные узлы, которые содержит каждый дренажный насос:

 Примеси, содержащие частицы диаметром более 10 мм делают применение поверхностного насоса недопустимым.
Примеси, содержащие частицы диаметром более 10 мм делают применение поверхностного насоса недопустимым. м. в час.
м. в час. ТОП-5 самых известных марок откачивающих агрегатов, на которые стоит обратить внимание, представлен ниже.
ТОП-5 самых известных марок откачивающих агрегатов, на которые стоит обратить внимание, представлен ниже. Минус этого насоса – высокая стоимость по сравнению с другими моделями.
Минус этого насоса – высокая стоимость по сравнению с другими моделями.


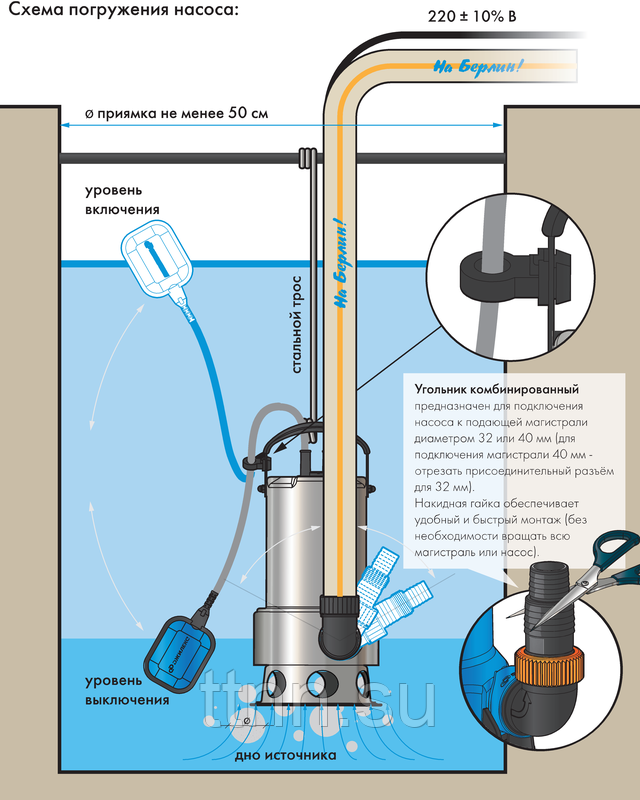 Очистите устройство чашкой белого уксуса, а затем промойте очень горячей водой.
Очистите устройство чашкой белого уксуса, а затем промойте очень горячей водой.
 Наденьте конец вакуумного шланга на сливное отверстие и закройте его влажной тканью (также заткните все переливные отверстия). Быстро включите и выключите пылесос, пока засор не исчезнет.
Наденьте конец вакуумного шланга на сливное отверстие и закройте его влажной тканью (также заткните все переливные отверстия). Быстро включите и выключите пылесос, пока засор не исчезнет. Но разочарование, вызванное засором, может привести к некоторым нежелательным домашним средствам. Никогда не сливайте кипяток в унитаз. Хотя кажется, что это может прорвать засор, вода в вашем туалете холодная (зимой она может быть очень холодной), и разница температур может привести к повреждению вашего туалета или труб. Если по какой-либо причине вы добавили отбеливатель в унитаз, не смешивайте его с каким-либо другим чистящим средством или химическим средством для удаления засоров. Комбинация может создать смертельный газообразный хлор. Для большинства туалетных засоров лучшим решением обычно является механический, такой как змея или, к сожалению, старинный вантуз.
Но разочарование, вызванное засором, может привести к некоторым нежелательным домашним средствам. Никогда не сливайте кипяток в унитаз. Хотя кажется, что это может прорвать засор, вода в вашем туалете холодная (зимой она может быть очень холодной), и разница температур может привести к повреждению вашего туалета или труб. Если по какой-либо причине вы добавили отбеливатель в унитаз, не смешивайте его с каким-либо другим чистящим средством или химическим средством для удаления засоров. Комбинация может создать смертельный газообразный хлор. Для большинства туалетных засоров лучшим решением обычно является механический, такой как змея или, к сожалению, старинный вантуз. Сначала наполните садовый шланг водой из внешнего крана. Запечатайте один конец большим пальцем, а другой пусть запечатает друг. Поместите один конец через окно подвала в стоячую воду. Затем пусть ваш друг отнесет другой конец как можно ниже вниз по склону (выход должен быть ниже входа). Отпустите большие пальцы и позвольте гравитации сделать все остальное.
Сначала наполните садовый шланг водой из внешнего крана. Запечатайте один конец большим пальцем, а другой пусть запечатает друг. Поместите один конец через окно подвала в стоячую воду. Затем пусть ваш друг отнесет другой конец как можно ниже вниз по склону (выход должен быть ниже входа). Отпустите большие пальцы и позвольте гравитации сделать все остальное. Они имеют дело с подземным водоотведением, обычно когда сила тяжести не может перемещать воду (в этом отношении дренажный насос аналогичен насосу для сточных вод). То, что делает дренажный насос, фактически «то, что написано на жестяной банке», однако то, как они это делают, — это совсем другое дело. Эта статья призвана представить, как и почему непогружные и погружные дренажные насосы.
Они имеют дело с подземным водоотведением, обычно когда сила тяжести не может перемещать воду (в этом отношении дренажный насос аналогичен насосу для сточных вод). То, что делает дренажный насос, фактически «то, что написано на жестяной банке», однако то, как они это делают, — это совсем другое дело. Эта статья призвана представить, как и почему непогружные и погружные дренажные насосы. Чтобы использовать ABS Coronada 250W-SX в качестве примера, он оптимизирован для работы в погруженном состоянии несколькими способами. Во-первых, корпус выполнен из коррозионностойкой нержавеющей стали, что очень важно для долговечности изделий — модель также оснащена термодатчиками в двигателе для предотвращения перегрева. Coronada также оснащен ранее упомянутым обратным клапаном.
Чтобы использовать ABS Coronada 250W-SX в качестве примера, он оптимизирован для работы в погруженном состоянии несколькими способами. Во-первых, корпус выполнен из коррозионностойкой нержавеющей стали, что очень важно для долговечности изделий — модель также оснащена термодатчиками в двигателе для предотвращения перегрева. Coronada также оснащен ранее упомянутым обратным клапаном.
 00 (кроме воскресенья и понедельника)
00 (кроме воскресенья и понедельника)


 На каждой
На каждой

 11.1/21.1/41.21.41.5 мм1.61.71.81/161/21/41/81010 мм10.210.2510.51111.11211.51212.2512.512.712.7513
11.1/21.1/41.21.41.5 мм1.61.71.81/161/21/41/81010 мм10.210.2510.51111.11211.51212.2512.512.712.7513
 5M30M32M33M34M35M36M37M38M39M4M4.5M4.7M40M42M44M45M46M48M5M5.5M5.8M50M52M54M55M56M58M6M60M62M63M64M65M68M7M70M72M74M75M76M78M8M8.25M80M82M84M85M86M88M9M90M92M95M96M98Mf10Mf100Mf105Mf11Mf110Mf12Mf13Mf14Mf15Mf16Mf17Mf18Mf19Mf2.5Mf2.6Mf20Mf21Mf22Mf23Mf24Mf25Mf26Mf27Mf28Mf29Mf3Mf3.5Mf30Mf32Mf33Mf34Mf35Mf36Mf37Mf38Mf39Mf4Mf4.5Mf40Mf42Mf44Mf45Mf46Mf48Mf5Mf5.5Mf50Mf52Mf54Mf55Mf56Mf58Mf6Mf60Mf62Mf63Mf64Mf65Mf68Mf7Mf70Mf72Mf74Mf75Mf76Mf78Mf8Mf80Mf82Mf84Mf85Mf86Mf88Mf9Mf90Mf92Mf95Mf96Mf98NPS1.1/2″NPS1.1/4″NPS1/16″NPS1/2″NPS1/4″NPS1/8″NPS3/4″NPS3/8″NPT1″NPT1.1/2″NPT1.1/4″NPT1/16″NPT1/2″NPT1/4″NPT1/8″NPT2″NPT3/4″NPT3/8″NPT5/8″NPT7/8″PF1″PF1.1/2″PF1.1/4″PF1/16″PF1/2″PF1/4″PF1/8″PF2″PF3/4″PF3/8″PG11PG13.5PG16PG21PG29PG36PG42PG48PG7PG9PS1.1/2″PS1.1/4″PS1/16″PS1/2″PS1/4″PS1/8″PS3/4″PS3/8″PT1″PT1.1/2″PT1.1/4″PT1/16″PT1/2″PT1/4″PT1/8″PT2″PT3/4″PT3/8″R1.1/2″R1.1/4″R1/2″R1/4″R1/8″R3/4″R3/8″Tr10Tr12Tr14Tr16Tr18Tr20Tr22Tr24Tr26Tr28Tr30Tr32Tr36UN No.0UN No.1UN No.10UN No.12UN No.2UN No.3UN No.4UN No.5UN No.6UN No.
5M30M32M33M34M35M36M37M38M39M4M4.5M4.7M40M42M44M45M46M48M5M5.5M5.8M50M52M54M55M56M58M6M60M62M63M64M65M68M7M70M72M74M75M76M78M8M8.25M80M82M84M85M86M88M9M90M92M95M96M98Mf10Mf100Mf105Mf11Mf110Mf12Mf13Mf14Mf15Mf16Mf17Mf18Mf19Mf2.5Mf2.6Mf20Mf21Mf22Mf23Mf24Mf25Mf26Mf27Mf28Mf29Mf3Mf3.5Mf30Mf32Mf33Mf34Mf35Mf36Mf37Mf38Mf39Mf4Mf4.5Mf40Mf42Mf44Mf45Mf46Mf48Mf5Mf5.5Mf50Mf52Mf54Mf55Mf56Mf58Mf6Mf60Mf62Mf63Mf64Mf65Mf68Mf7Mf70Mf72Mf74Mf75Mf76Mf78Mf8Mf80Mf82Mf84Mf85Mf86Mf88Mf9Mf90Mf92Mf95Mf96Mf98NPS1.1/2″NPS1.1/4″NPS1/16″NPS1/2″NPS1/4″NPS1/8″NPS3/4″NPS3/8″NPT1″NPT1.1/2″NPT1.1/4″NPT1/16″NPT1/2″NPT1/4″NPT1/8″NPT2″NPT3/4″NPT3/8″NPT5/8″NPT7/8″PF1″PF1.1/2″PF1.1/4″PF1/16″PF1/2″PF1/4″PF1/8″PF2″PF3/4″PF3/8″PG11PG13.5PG16PG21PG29PG36PG42PG48PG7PG9PS1.1/2″PS1.1/4″PS1/16″PS1/2″PS1/4″PS1/8″PS3/4″PS3/8″PT1″PT1.1/2″PT1.1/4″PT1/16″PT1/2″PT1/4″PT1/8″PT2″PT3/4″PT3/8″R1.1/2″R1.1/4″R1/2″R1/4″R1/8″R3/4″R3/8″Tr10Tr12Tr14Tr16Tr18Tr20Tr22Tr24Tr26Tr28Tr30Tr32Tr36UN No.0UN No.1UN No.10UN No.12UN No.2UN No.3UN No.4UN No.5UN No.6UN No. 8UN1″UN1.1/16″UN1.1/2″UN1.1/4″UN1.1/8″UN1.3/16″UN1.3/4″UN1.3/8″UN1.5/16″UN1.5/8″UN1.7/8″UN1/2″UN1/4″UN1/8″UN11/16″UN2″UN2.1/2″UN2.1/4″UN2.1/8″UN2.3/4″UN3.1/2″UN3.1/4″UN3.3/4″UN3/16″UN3/4″UN3/8″UN5/16″UN5/32″UN5/8″UN7/16″UN7/8″UN9/16″UNC No.12UNEF1.1/16″UNEF1.1/2″UNEF1.1/4″UNEF1.1/8″UNEF1.11/16″UNEF1.3/16″UNEF1.3/4″UNEF1.3/8″UNEF1.5/16″UNEF1.5/8″UNEF1.7/16″UNEF1/2″UNEF1/4″UNEF11/16″UNEF13/16″UNEF15/16″UNEF3/4″UNEF3/8″UNEF5/16″UNEF5/8″UNEF7/16″UNEF7/8″UNEF9/16″UNEFNo. 12UNF No.10UNF No.12W1″W1.1/4″W1/2″W1/4″W1/8″W19.8W28.8W3/16″W3/4″W3/8″W31.8W5/16″W5/32″W5/8″W7/16″W7/8″W9/16″
8UN1″UN1.1/16″UN1.1/2″UN1.1/4″UN1.1/8″UN1.3/16″UN1.3/4″UN1.3/8″UN1.5/16″UN1.5/8″UN1.7/8″UN1/2″UN1/4″UN1/8″UN11/16″UN2″UN2.1/2″UN2.1/4″UN2.1/8″UN2.3/4″UN3.1/2″UN3.1/4″UN3.3/4″UN3/16″UN3/4″UN3/8″UN5/16″UN5/32″UN5/8″UN7/16″UN7/8″UN9/16″UNC No.12UNEF1.1/16″UNEF1.1/2″UNEF1.1/4″UNEF1.1/8″UNEF1.11/16″UNEF1.3/16″UNEF1.3/4″UNEF1.3/8″UNEF1.5/16″UNEF1.5/8″UNEF1.7/16″UNEF1/2″UNEF1/4″UNEF11/16″UNEF13/16″UNEF15/16″UNEF3/4″UNEF3/8″UNEF5/16″UNEF5/8″UNEF7/16″UNEF7/8″UNEF9/16″UNEFNo. 12UNF No.10UNF No.12W1″W1.1/4″W1/2″W1/4″W1/8″W19.8W28.8W3/16″W3/4″W3/8″W31.8W5/16″W5/32″W5/8″W7/16″W7/8″W9/16″ )
) 69 ₽
69 ₽ 36 ₽
36 ₽ 16 ₽
16 ₽ 71 ₽
71 ₽ 71 ₽
71 ₽
 0210
0210 2000
2000 8542
8542 350
350 1250
1250 794
794 2160
2160 000
000 25
25 4331
4331 000
000 5625
5625 0000
0000 000
000 5
5 0000
0000 1811
1811 5000
5000 0000
0000 0X1.00
0X1.00
 подш.) S=6 D=19×12 748.191.11B
подш.) S=6 D=19×12 748.191.11B 8
8 1
1 подш.) S=6,35 D=19×12 848.191.11B
подш.) S=6,35 D=19×12 848.191.11B 73
73 подш.) S=6,35 D=19×12,3 865.201.11B
подш.) S=6,35 D=19×12,3 865.201.11B подш.) S=12,7 D=28,6×14,3 865.702.11B
подш.) S=12,7 D=28,6×14,3 865.702.11B
 Все фрезы филенки из ассортимента, произведенные популярными мировыми изготовителями фрез, подходят для решения различных задач по деревообработке. Среди брендов нашего магазина СМТ, Димар, Арден, Энкор. Корпуса фрез изготовляются из высокорочной стали, а ножи из твердого сплава, что гарантирует прочность и долгий срок службы инструменту.
Все фрезы филенки из ассортимента, произведенные популярными мировыми изготовителями фрез, подходят для решения различных задач по деревообработке. Среди брендов нашего магазина СМТ, Димар, Арден, Энкор. Корпуса фрез изготовляются из высокорочной стали, а ножи из твердого сплава, что гарантирует прочность и долгий срок службы инструменту.
 Эти режущие детали нужны для выполнения таких задач:
Эти режущие детали нужны для выполнения таких задач:
 Качественная работа не получится, а фрезер может сломаться.
Качественная работа не получится, а фрезер может сломаться.
 Эта статья также доступна в следующих языках:
Эта статья также доступна в следующих языках: Специальная форма этого заполнения позволяет наполнять его смолой или другой жидкостью.
Специальная форма этого заполнения позволяет наполнять его смолой или другой жидкостью. Он состоит из кубов, ориентированных углом вниз, где линии пересекаются в один слой. В отличие от простого кубического заполнения, это заполнение автоматически становится более плотным или линзовидным, в зависимости от расстояния до ближайшей стены, оставляя большие полости в середине. Это особенно полезно для больших отпечатков с большим внутренним объемом. Отпечаток будет иметь более плотное заполнение сверху, снизу и со всех сторон, но будет иметь меньшую плотность вблизи центра объема. Результат более короткое время печати и более низкий расход нити при сохранении отличной поддержки верхних слоев и аналогичных механических свойств. Расход материала ок. на 1/4 меньше прямолинейного заполнения.
Он состоит из кубов, ориентированных углом вниз, где линии пересекаются в один слой. В отличие от простого кубического заполнения, это заполнение автоматически становится более плотным или линзовидным, в зависимости от расстояния до ближайшей стены, оставляя большие полости в середине. Это особенно полезно для больших отпечатков с большим внутренним объемом. Отпечаток будет иметь более плотное заполнение сверху, снизу и со всех сторон, но будет иметь меньшую плотность вблизи центра объема. Результат более короткое время печати и более низкий расход нити при сохранении отличной поддержки верхних слоев и аналогичных механических свойств. Расход материала ок. на 1/4 меньше прямолинейного заполнения.
 Если в вашем профиле установлен другой тип заполнения и вы измените процент заполнения на плотность 100%, PrusaSlicer автоматически изменит тип заполнения на прямолинейный.
Если в вашем профиле установлен другой тип заполнения и вы измените процент заполнения на плотность 100%, PrusaSlicer автоматически изменит тип заполнения на прямолинейный.
 Вместо этого они печатаются под острым углом. Неудивительно, что это заполнение похоже на прямолинейное, когда речь идет о времени печати и расходе материала.
Вместо этого они печатаются под острым углом. Неудивительно, что это заполнение похоже на прямолинейное, когда речь идет о времени печати и расходе материала.
 Эта простая форма экономит материал и время (по сравнению с прямолинейным заполнением). Подобно концентрическому заполнению, архимедовы хорды помогают повысить гибкость модели, если вы печатаете ее с помощью гибкой нити.
Эта простая форма экономит материал и время (по сравнению с прямолинейным заполнением). Подобно концентрическому заполнению, архимедовы хорды помогают повысить гибкость модели, если вы печатаете ее с помощью гибкой нити.
 Эта поразительно простая стратегия приводит к однородная текстура без некрасивых гребней. Гребни часто образуются, когда экструзии слева направо встречаются с экструзиями справа налево в центре области заполнения, в то время как печать слева направо приводит только к однородному блеску.
Эта поразительно простая стратегия приводит к однородная текстура без некрасивых гребней. Гребни часто образуются, когда экструзии слева направо встречаются с экструзиями справа налево в центре области заполнения, в то время как печать слева направо приводит только к однородному блеску. Если он напечатан внутри, кривая Гильберта создает прямоугольные формы, а самый верхний слой больше похож на плетеную корзину. Некоторые люди говорят, что он выглядит «червивым». Такое заполнение значительно увеличивает время печати из-за сложной формы.
Если он напечатан внутри, кривая Гильберта создает прямоугольные формы, а самый верхний слой больше похож на плетеную корзину. Некоторые люди говорят, что он выглядит «червивым». Такое заполнение значительно увеличивает время печати из-за сложной формы.
 Если вы решите напечатать модель без заполнения, вы рискуете, что поверхность угловых стенок и верхних слоев будет нарушена — могут быть небольшие зазоры или даже большие отверстия. Совершенно очевидно, что лучшее решение находится где-то посередине. При правильных настройках заполнения вы можете экономит много материала и времени , но также позволяет создавать интересные узоры на поверхности.
Если вы решите напечатать модель без заполнения, вы рискуете, что поверхность угловых стенок и верхних слоев будет нарушена — могут быть небольшие зазоры или даже большие отверстия. Совершенно очевидно, что лучшее решение находится где-то посередине. При правильных настройках заполнения вы можете экономит много материала и времени , но также позволяет создавать интересные узоры на поверхности. С помощью различных настроек печати можно изменить не только внутреннюю структуру и механические свойства, но и скорость печати, расход материала и поверхность объекта.
С помощью различных настроек печати можно изменить не только внутреннюю структуру и механические свойства, но и скорость печати, расход материала и поверхность объекта. Это — одно из самых быстрых печатных заполнений .
Это — одно из самых быстрых печатных заполнений .
 Расход материалов и времени практически идентичен сетке.
Расход материалов и времени практически идентичен сетке.  Его пути аналогичны прямолинейному заполнению, но они не параллельны друг другу. Вместо этого они печатаются под острым углом. Неудивительно, что это заполнение похоже на прямолинейное , когда речь идет о времени печати и расходе материала.
Его пути аналогичны прямолинейному заполнению, но они не параллельны друг другу. Вместо этого они печатаются под острым углом. Неудивительно, что это заполнение похоже на прямолинейное , когда речь идет о времени печати и расходе материала. Основными недостатками являются более высокий расход материала (примерно на 25 % больше) по сравнению с другими заполнениями и время печати, которое может занимать до вдвое больше, чем ранее описанных вариантов.
Основными недостатками являются более высокий расход материала (примерно на 25 % больше) по сравнению с другими заполнениями и время печати, которое может занимать до вдвое больше, чем ранее описанных вариантов. Специальная форма этого заполнения позволяет заполнять его эпоксидной смолой или другой жидкостью.
Специальная форма этого заполнения позволяет заполнять его эпоксидной смолой или другой жидкостью.
 Якоря добавляются к каждой линии заполнения. Это делает заполнение более прочным и стабилизирует экструзионный поток в начале линии заполнения. По сути, это заполнение автоматически становится более или менее плотным, в зависимости от расстояния до ближайшей стены. Это особенно полезно для больших отпечатков с большим внутренним объемом. В результате сокращается время печати и снижается расход филамента при сохранении отличной поддержки верхних слоев и аналогичных механических свойств.
Якоря добавляются к каждой линии заполнения. Это делает заполнение более прочным и стабилизирует экструзионный поток в начале линии заполнения. По сути, это заполнение автоматически становится более или менее плотным, в зависимости от расстояния до ближайшей стены. Это особенно полезно для больших отпечатков с большим внутренним объемом. В результате сокращается время печати и снижается расход филамента при сохранении отличной поддержки верхних слоев и аналогичных механических свойств.
 Тем не менее, это заполнение работает с расширенное планирование пути. В отличие от прямолинейного, это заполнение всегда печатается слева направо и никогда в противоположном направлении. Эта простая система приводит к получению однородного заполнения без некрасивых выступов. Обычно они появляются с другими заполнениями, когда пути слева направо встречаются с путями справа налево. Этот, казалось бы, простой метод на удивление сложно реализовать. Мы использовали вариант Ant Colony System , описанный Раадом Салманом.
Тем не менее, это заполнение работает с расширенное планирование пути. В отличие от прямолинейного, это заполнение всегда печатается слева направо и никогда в противоположном направлении. Эта простая система приводит к получению однородного заполнения без некрасивых выступов. Обычно они появляются с другими заполнениями, когда пути слева направо встречаются с путями справа налево. Этот, казалось бы, простой метод на удивление сложно реализовать. Мы использовали вариант Ant Colony System , описанный Раадом Салманом. Если вы напечатаете цилиндр, он создаст концентрические круги поверх модели.
Если вы напечатаете цилиндр, он создаст концентрические круги поверх модели. Давайте посмотрим на все настройки, связанные с заполнениями, независимо от того, находится ли он в расширенном или экспертном режиме:
Давайте посмотрим на все настройки, связанные с заполнениями, независимо от того, находится ли он в расширенном или экспертном режиме: Как это достигается? Горячее сопло проходит по поверхности еще раз, но с небольшим потоком филамента. Включение или выключение глажки и/или выбор типа глажки (все верхние поверхности, только самая верхняя поверхность, все твердые поверхности) должно быть достаточным для большинства пользователей 3D-принтеров. Тем не менее, некоторые могут захотеть настроить скорость потока или интервал между проходами глажки. расход задается в процентах, связанных с нормальной высотой слоя, расстояние между проходами глажки указывает, насколько далеко должны быть параллельные направляющие сопла друг от друга. Для этих параметров заданы оптимальные значения, но вы можете поэкспериментировать с ними по своему усмотрению, если вас не устраивают результаты.
Как это достигается? Горячее сопло проходит по поверхности еще раз, но с небольшим потоком филамента. Включение или выключение глажки и/или выбор типа глажки (все верхние поверхности, только самая верхняя поверхность, все твердые поверхности) должно быть достаточным для большинства пользователей 3D-принтеров. Тем не менее, некоторые могут захотеть настроить скорость потока или интервал между проходами глажки. расход задается в процентах, связанных с нормальной высотой слоя, расстояние между проходами глажки указывает, насколько далеко должны быть параллельные направляющие сопла друг от друга. Для этих параметров заданы оптимальные значения, но вы можете поэкспериментировать с ними по своему усмотрению, если вас не устраивают результаты.
 Но имейте в виду, что это значение нельзя увеличивать бесконечно. PrusaSlicer позволит вам установить его очень высоким, но единственное максимальное физически возможное значение будет записано в G-код. Чтобы быть конкретным: если вы используете сопло 0,4 мм и высоту слоя 0,15 мм, слайсер не позволит вам печатать на один заполняющий слой реже, чем каждые два слоя по периметру. В противном случае заполнение будет напечатано на пустом месте. Но если вы печатаете с высотой слоя 0,05 мм (сопло 0,4 мм), вы можете комбинировать заполнение через каждые 6 слоев (максимальная высота слоя 0,3 мм).
Но имейте в виду, что это значение нельзя увеличивать бесконечно. PrusaSlicer позволит вам установить его очень высоким, но единственное максимальное физически возможное значение будет записано в G-код. Чтобы быть конкретным: если вы используете сопло 0,4 мм и высоту слоя 0,15 мм, слайсер не позволит вам печатать на один заполняющий слой реже, чем каждые два слоя по периметру. В противном случае заполнение будет напечатано на пустом месте. Но если вы печатаете с высотой слоя 0,05 мм (сопло 0,4 мм), вы можете комбинировать заполнение через каждые 6 слоев (максимальная высота слоя 0,3 мм).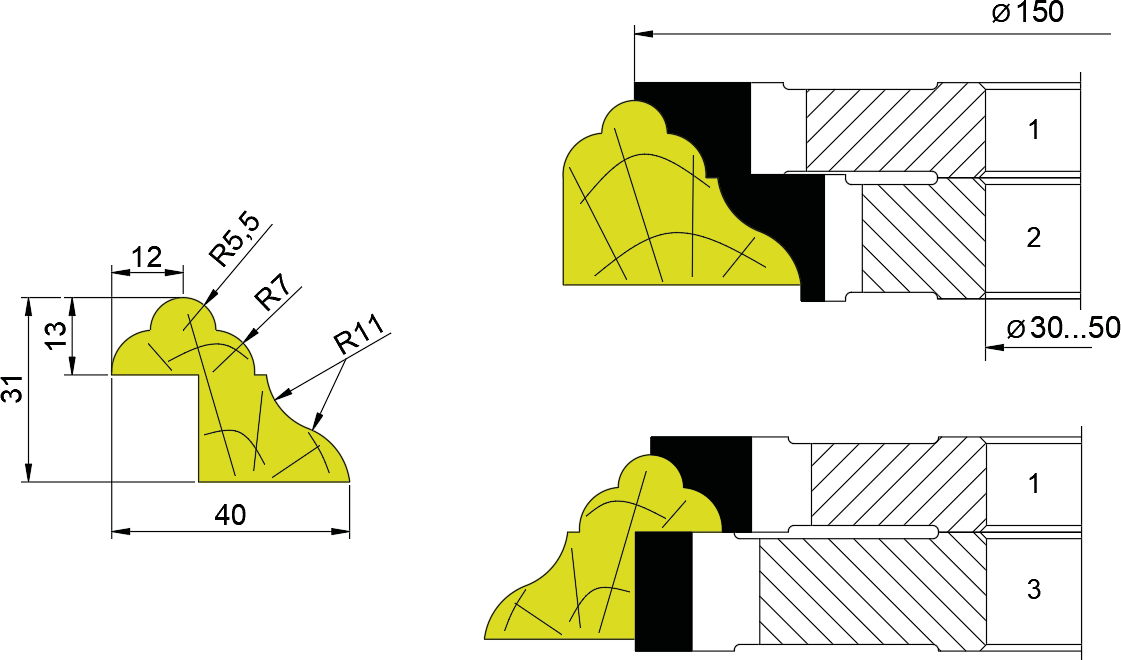 Тем не менее, могут быть некоторые особые случаи, когда вам нужно будет их настроить, поэтому давайте посмотрим, что они делают:
Тем не менее, могут быть некоторые особые случаи, когда вам нужно будет их настроить, поэтому давайте посмотрим, что они делают: Однако при желании вы можете изменить его вручную. Печать с углом перемычки, равным 0°, может быть достигнута установкой его на 180°.
Однако при желании вы можете изменить его вручную. Печать с углом перемычки, равным 0°, может быть достигнута установкой его на 180°.