Какими электродами варить нержавейку? | Статьи о сварке от МЭЗ
21.04
2020
Нержавеющая сталь – сплавы особого рода. Они содержат повышенное количество легирующих элементов (хрома, молибдена, никеля и других – в зависимости от марки), что придает материалу специальные свойства. Первое и общее – высокая стойкость к коррозии. Второе – жаростойкость, антикоррозийная устойчивость в условиях высоких температур и агрессивных сред. Третье – жаропрочность, способность сохранять свои механические свойства при очень высоких температурах. Поэтому такие стали требуют при сварке ММА применения специальных материалов. Чем это обусловлено и какие электроды по нержавейке используются в таких случаях – об этом речь далее.
Особенности нержавеющих сталей
Значительное количество никеля или хрома задает материалу ключевые характеристики – в зависимости от назначения. Небольшие процентные доли титана, марганца, магния и других металлов позволяют улучшить их технологические показатели. Однако в целом для всей нержавейки характерна плохая свариваемость. Факторы, которые ее обуславливают:
Однако в целом для всей нержавейки характерна плохая свариваемость. Факторы, которые ее обуславливают:
- Низкая (в сравнении с углеродистыми сталями меньше в 2 раза) теплопроводность. Из-за этого проплавление металла происходит гораздо быстрее, поэтому силу тока следует уменьшать на 15–20%.
- Коэффициент расширения выше, чем у других сталей. В процессе сварки происходит растягивание металла, при остывании – стягивание. Если свариваются разнородные стали, второй металл с меньшим аналогичным коэффициентом оставляет микротрещины в зоне соединения.
- Появление межкристаллитной коррозии – в случае, если нержавейка нагревается до температуры 500°С и выше. Это резко снижает антикоррозионные качества металла.
Все перечисленные факторы обуславливают то, что ММА сварка по нержавейке выполняется только специальными электродами с обмазкой основного типа при точно подобранном сварочном режиме. Обычные стержни с обмазкой используются только в крайних случаях и исключительно в быту – для изделий, рассчитанных на минимальные нагрузки.
Каким током варить при ММА?
Для работ может быть использован как переменный (трансформаторный), так и постоянный (инверторный) ток, в зависимости от условий работ, наличия оборудования, выбора электродов.
- На постоянном токе. Оптимальный вариант, поскольку инвертор позволяет в точности подобрать все параметры для качественной сварки. Количество разбрыгиваемого металла – минимально. Получают ровный прочный шов. Минус – высокая стоимость оборудования.
- На переменном токе. Преимущество – гораздо меньшая цена сварочной техники. Опытный сварщик получает не менее качественный шов. Однако объем разбрызгиваемого металла, как правило, больше. Несколько выше и расход используемых электродов.
Оба варианта сегодня повсеместно используются в промышленном масштабе. В зависимости от способа выбирают те или иные специальные электроды.
Какими электродами варить нержавейку инвертором?
Сварка изделий выполняется постоянным током обратной полярности. Наиболее часто используемые электропроводники:
Наиболее часто используемые электропроводники:
- ЦЛ-11 – универсальная, повсеместно используемая марка. Хорошо подходит для сталей 12Х18Н9Т, 08Х18Н12Т, 12Х18Н10Т, 08Х18Н12Б и других. Позволяет получить очень стойкий к межкристаллитной коррозии шов.
- НЖ-13 – хорошо варит по сталям с высоким содержанием не только хрома или никеля, но и молибдена. Один из лучших вариантов для соединения деталей (труб и т. д.) из пищевой нержавейки.
Также для ручной дуговой сварки инвертором используются марки: ОЗЛ-17У (для сталей, рассчитанных на работу в условиях высокоагрессивных сред), НИИ-48Г, ЗИО-8 (для жаростойких сталей).
Сварка нержавейки переменным током
Качественный сварной шов можно получить и с использованием трансформаторов. Наиболее востребованные марки электродов в этом случае:
- ОЗЛ-14;
- ОЗЛ-14А;
- Н-48;
- ЦТ-50;
- ЭА-400;
- ЛЭЗ-8;
- АНВ-36.
Среди зарубежных аналогов широко используется продукция ESAB, марки: ОК 61.
30 (возможна работа с деталями разной толщины), ОК 63.20 (позволяют варить тонкостенные трубы).
 30 (возможна работа с деталями разной толщины), ОК 63.20 (позволяют варить тонкостенные трубы).
30 (возможна работа с деталями разной толщины), ОК 63.20 (позволяют варить тонкостенные трубы).Как приварить нержавейку к нержавейке электродом
Расскажем, как приварить нержавейку к металлу электродом на примере инверторной сварки. Для начала на аппарате задаются нужные параметры – толщина детали, диаметр стержня, сила тока. В соответствующем порядке это:
- 1,5 мм – d 2 мм – 40–60 А;
- 3 мм – d 3 мм – 75–85 А;
- 4 мм – d 3 мм – 90–100 А;
- 6 мм – d 4 мм – 140–150 А.
Далее порядок действий таков:
- поверхность соединения на детали обязательно зачищается металлической щеткой;
- для лучшего проплавления (при толщине от 4 мм) напильником или болгаркой разделываются кромки;
- при соединении тонкостенных изделий (до 2 мм) предварительно выполняются прихватки;
- при большой (от 7 мм) толщине зона соединения предварительно прогревается до 150 ⁰C;
- путем легкого дотрагивания до металла активируется электрод и поджигается дуга;
- металл сваривается на короткой дуге;
- по завершении сварки делается «замок» во избежание появления свищей и трещин;
- изделие должно остыть (не менее 5 минут).

Затем молотком (путем легкого постукивания) удаляется оставшаяся шлаковая корка. Также возможна зачистка железной щеткой.
Какими электродами варить нержавейку с черным металлом
У нержавеющих и черных сталей, а также чугуна разная структура металла, разный коэффициент расширения, что требует при сварке соблюдения ряда условий. Следует учитывать их свариваемость – способность образовывать качественные неразъемные соединения в принципе. Необходимо знать и химический состав металлов. От этого зависит выбор сварочных материалов.
Как правило, для сварки используются электроды из высоколегированных сталей:
- ОЗЛ-25Б – для соединения черных металлов и жаропрочных сталей;
- НИАТ-5 – для аустенитных сталей;
- ЦТ-28 – для соединения с черным металлом сталей с большой долей никеля.
В случае, если опознать химический состав не представляется возможным, могут быть использованы электроды ОЗЛ-312. В данном случае ММА – лишь один из способов соединения таких металлов. Также широко используются неплавящиеся вольфрамовые стержни и сварка в газовой (аргоновой) среде.
Также широко используются неплавящиеся вольфрамовые стержни и сварка в газовой (аргоновой) среде.
Электроды по нержавейке производства МЭЗ
Широкий ассортимент электродов по нержавейке выпускает наш Магнитогорский электродный завод. По доступным ценам вы можете купить на сайте материалы для ММА-сварки по нержавеющим сталям. Стоимость определяется маркой изделий и материалом покрытия. В ассортименте – сварочные материалы для коррозионностойких (в том числе жаропрочных и жаростойких) сталей и сплавов, высокое качество которых подтверждено сертификатами.
Возможно, вас заинтересует
Ø
2
(1 кг)
Ø
2.5
(1 кг)
Ø
2.5
(4.5 кг)
Ø
3
(1 кг)
Ø
3
(4.5 кг)
Ø
4
(1 кг)
Ø
4
(4. 5 кг)
5 кг)
Ø
5
(1 кг)
Ø
5
(5.5 кг)
ОЗЛ-8 (НАКС)
Ток — постоянный обратной полярности (на электроде плюс)
Цена с НДС за 1 кг.
Ø
2.5
(1 кг)
Ø
2.5
(4.5 кг)
Ø
3
(1 кг)
Ø
3
(4.5 кг)
Ø
4
(1 кг)
Ø
4
(4.5 кг)
Ø
5
(1 кг)
Ø
5
(5.5 кг)
ЦЛ-11 (НАКС)
Ток — постоянный обратной полярности (на электроде плюс)
Цена с НДС за 1 кг.
Ø
2
(1 кг)
Ø
2.5
(1 кг)
Ø
2.5
(4.5 кг)
Ø
3
(1 кг)
Ø
3
(4.5 кг)
Ø
4
(1 кг)
Ø
4
(4.5 кг)
Ø
5
(1 кг)
Ø
5
(5.5 кг)
МЭЗЦЛ-11 (НАКС)
Ток — постоянный обратной полярности (на электроде плюс)
Цена с НДС за 1 кг.
Ø
3
(1 кг)
Ø
3
(4.5 кг)
Ø
4
(1 кг)
Ø
4
(4. 5 кг)
5 кг)
Ø
5
(1 кг)
Ø
5
(5 кг)
ОЗЛ-36
Ток — постоянный обратной полярности (на электроде плюс)
Цена с НДС за 1 кг.
Ø
3
(1 кг)
Ø
3
(4.5 кг)
Ø
4
(1 кг)
Ø
4
(4.5 кг)
Ø
5
(1 кг)
Ø
5
(4.5 кг)
ЭА-400/10У (НАКС)
Ток — постоянный обратной полярности (на электроде плюс)
Цена с НДС за 1 кг.
Ø
3
(1 кг)
Ø
3
(4. 5 кг)
5 кг)
Ø
4
(1 кг)
Ø
4
(4.5 кг)
Ø
5
(1 кг)
Ø
5
(4.5 кг)
ЭА-400/10T (НАКС)
Ток — постоянный обратной полярности (на электроде плюс)
Цена с НДС за 1 кг.
Ø
3
(1 кг)
Ø
3
(5 кг)
Ø
4
(1 кг)
Ø
4
(5 кг)
Ø
5
(5 кг)
Ø
5
(1 кг)
НИАТ-1
Ток — постоянный обратной полярности (на электроде плюс)
Цена с НДС за 1 кг.
Ø
3
(1 кг)
Ø
3
(4.5 кг)
Ø
4
(1 кг)
Ø
4
(6 кг)
Ø
5
(1 кг)
Ø
5
(6 кг)
УОНИ-13/НЖ/12Х13
Ток — постоянный обратной полярности (на электроде плюс)
Цена с НДС за 1 кг.
Ø
2.5
(1 кг)
Ø
2.5
(4.5 кг)
Ø
3
(1 кг)
Ø
3
(4.5 кг)
Ø
4
(1 кг)
Ø
4
(4. 5 кг)
5 кг)
Ø
5
(1 кг)
Ø
5
(5.5 кг)
МЭЗНЖ-13 (НАКС)
Ток — постоянный обратной полярности (на электроде плюс)
Цена с НДС за 1 кг.
Ø
2.5
(1 кг)
Ø
2.5
(4.5 кг)
Ø
3
(1 кг)
Ø
3
(4.5 кг)
Ø
4
(1 кг)
Ø
4
(4.5 кг)
Ø
5
(1 кг)
Ø
5
(5.5 кг)
ОЗЛ-6 (НАКС)
Ток — постоянный обратной полярности (на электроде плюс)
Цена с НДС за 1 кг.
Ø
2
(1 кг)
Ø
2.5
(1 кг)
Ø
2.5
(4.5 кг)
Ø
3
(1 кг)
Ø
3
(4.5 кг)
Ø
4
(1 кг)
Ø
4
(4.5 кг)
Ø
5
(1 кг)
Ø
5
(5.5 кг)
ОЗЛ-8 (НАКС)
Ток — постоянный обратной полярности (на электроде плюс)
Цена с НДС за 1 кг.
Ø
2.5
(1 кг)
Ø
2.5
(4.5 кг)
Ø
3
(1 кг)
Ø
3
(4. 5 кг)
5 кг)
Ø
4
(1 кг)
Ø
4
(4.5 кг)
Ø
5
(1 кг)
Ø
5
(5.5 кг)
ЦЛ-11 (НАКС)
Ток — постоянный обратной полярности (на электроде плюс)
Цена с НДС за 1 кг.
Показать еще
Электроды для сварки нержавейки маркировка
https://vtmstol.ru/blog/elektrodyi-dlya-svarki-nerzhavejki
26.11.2019
Сохранить статью:
Нержавеющая сталь относится к числу наиболее востребованных материалов из-за полной инертности по отношению к влаге. Материал не подвержен коррозии, что значительно расширяет сферу его применения. В дополнение к этом – отличные эстетические характеристики, не требующие дополнительного декора или окрашивания. Недостатком металла является его плохая свариваемость. Соединить две заготовки можно только при помощи специальных электродов для сварки нержавеющей стали.
В дополнение к этом – отличные эстетические характеристики, не требующие дополнительного декора или окрашивания. Недостатком металла является его плохая свариваемость. Соединить две заготовки можно только при помощи специальных электродов для сварки нержавеющей стали.
При этом необходимо учитывать ряд особенностей, которые проявляются в процессе сваривания двух заготовок из нержавейки:
- Материал обладает меньшей теплопроводностью по сравнению с другими марками стали. По этой причине нужно дольше греть зону сварки или же прибегнуть к другому приему, увеличив силу тока.
- Между толстыми заготовками из нержавеющей стали зазор должен быть больше, чем в случае соединения металлов других марок. Так удается сократить до минимума количество трещин, которые появляются в результате термического воздействия.
- Нержавейка обладает сильным коэффициентом сопротивления. Во время сварки ее поверхность сильно нагревается. Поэтому следует использовать только специальные электроды.

СОДЕРЖАНИЕ
- Технология сварки нержавеющей стали
- Марки электродов по нержавейке
- Электроды ОЗЛ-6
- Электроды ЦЛ-11
- Электроды НЖ-13
- Другие популярные марки электродов для нержавеющей стали
- Советы и рекомендации по сварке нержавейки
Технология сварки нержавеющей стали
Специалисты выделяют три основных момента, на которые следует обратить внимание начинающим сварщикам:
- Сварка деталей с толщиной стенок до 1,5 миллиметра выполняется в инертной среде. Требуются вольфрамовые неплавящиеся электроды. Способ сваривания может быть любым: мануальным, автоматическим или полуавтоматическим.
- Заготовки со стенками 1,5-3 мм соединяются с использованием электродуговой сварки.
- Сварка металла с толщиной от 3 мм выполняется с использованием электродуговой сварки со струйным переносом металла от электрода к наплавляемой поверхности.

Максимум внимание необходимо уделить операциям с аргонной сваркой. Нельзя допускать попадания вольфрама в расплав. В этом случае будут резко уменьшены прочностные характеристики сварочного шва. Чтобы избежать подобного, необходимо разжигать дугу бесконтактным методом или же на отдельной графитовой пластине. И только после этого можно перенести сварочный процесс на свариваемые поверхности из нержавеющей стали.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Марки электродов по нержавейке
Ассортимент электродов для сварки нержавеющей стали включает большое количество марок продукции. Но наибольшей популярностью пользуются три – ЦЛ-11, ОЗЛ-6 и НЖ-13.
Электроды ОЗЛ-6
Расходные материалы данной марки применяются в случаях, когда изготовленная конструкция будет эксплуатироваться в условиях с высокой температурой: до 1000 градусов Цельсия включительно. Для проведения работ необходим постоянный ток. Основные преимущества электродов:
Для проведения работ необходим постоянный ток. Основные преимущества электродов:
- высокая прочность сварочного шва;
- отличная ударная вязкость;
- пластичность соединения;
- внутри не происходят коррозийные процессы;
- нет брызг при сварке;
- ровный и аккуратный шов.
Электроды ЦЛ-11
Электроды предназначены для работы с металлами, которые характеризуются большим содержанием никеля и хрома. Именно эти два компонента определяют уровень устойчивости сплава к коррозии. Требования к сварочному шву данных металлов достаточно жесткие. Работы выполняются при температуре расплава +450 градусов Цельсия от источника постоянного тока. Обмазка электрода представляет смесь карбоната и фтористых компонентов. Преимущества электродов идентичны расходным материалам марки ОЗЛ-6.
Читайте также: Сварочные электроды ЦЛ-11
Электроды НЖ-13
Электроды применяются в сварке заготовок из пищевой нержавеющей стали. Как показывает практика, расходные материалы с маркировкой НЖ-13 отлично справляются с задачами соединения металлов, содержащих не только никель и хром, но и молибден.
Как показывает практика, расходные материалы с маркировкой НЖ-13 отлично справляются с задачами соединения металлов, содержащих не только никель и хром, но и молибден.
Другие популярные марки электродов для нержавеющей стали
- ЗИО-8. Используются в производстве конструкций из жаростойкой нержавейки. Электроды с основной обмазкой предназначены для работы в сети постоянного тока с обратной полярностью. Допускается любой способ формирования шва: горизонтальный, вертикальный, нижний или верхний;
- ЭФ400/10У. предназначены для работы с нержавеющей сталью аустенитного класса. Готовые конструкций из такого материала предназначены для эксплуатации в условиях агрессивной среды с температурой до +350 градусов Цельсия;
- НИИ-48Г. Универсальный расходник с основным покрытием, который отлично зарекомендовал себя в работе с низколегированной и специальной сталью. Допускается любое положение электрода. Необходим источник постоянного тока, подключение – с обратно полярностью;
- ОЛЗ-17У. специально разработан для ручной дуговой сварки нержавеющего металла, который без проблем будет контактировать с фосфорной и серной кислотой. При сварке допускается любое положение, кроме вертикального сверху вниз. Необходим постоянный ток, полярность – обратная. Важно обеспечить исключительную чистоту соединяемых кромок;
- ЭА. Очень широкий модельный ряд электродов. Рекомендованы для использования в сборке конструкций из высоколегированной стали, для которых важна прочность. По окончанию сварочного процесса не требуется финальная обработка шва.
 специально разработан для ручной дуговой сварки нержавеющего металла, который без проблем будет контактировать с фосфорной и серной кислотой. При сварке допускается любое положение, кроме вертикального сверху вниз. Необходим постоянный ток, полярность – обратная. Важно обеспечить исключительную чистоту соединяемых кромок;
специально разработан для ручной дуговой сварки нержавеющего металла, который без проблем будет контактировать с фосфорной и серной кислотой. При сварке допускается любое положение, кроме вертикального сверху вниз. Необходим постоянный ток, полярность – обратная. Важно обеспечить исключительную чистоту соединяемых кромок;
Среди мастеров своего дела популярны электроды, производимые шведской компанией ESAB:
- ОК 61.30. Универсальный расходный материал с небольшим содержанием углерода. Обладают рудно-кислой обмазкой; легким розжигом, формируют ровный приятный шов. Работают от сети переменного или постоянного тока с прямой полярностью. Относительно поверхности можно размещать в любом положении, за исключением вертикального по направлению сверху вниз;
- ОК 61. 35. Предназначены для создания конструкций с особыми условиями эксплуатации: от -165 до 400 градусов Цельсия. Нередко используются при строительстве трубопроводов для теплотрасс и другого предназначения. Предназначены для подключения к сети постоянного тока с прямой полярностью. Основная обмазка;
- ОК 67.45. Имеет двойное предназначение: для работы с нержавейкой и наплавки материалов с ограниченной свариваемостью. Накладывается на шов только как первый слой. После этого наплавляются износостойкие сплавы и металлы. Шов легко обрабатывается, выдерживает высокие температуры и легко переносит трение;
- ОК 63.30. Универсальный продукт, который показывает отличные результаты при сварке любых марок нержавеющей стали.
 35. Предназначены для создания конструкций с особыми условиями эксплуатации: от -165 до 400 градусов Цельсия. Нередко используются при строительстве трубопроводов для теплотрасс и другого предназначения. Предназначены для подключения к сети постоянного тока с прямой полярностью. Основная обмазка;
35. Предназначены для создания конструкций с особыми условиями эксплуатации: от -165 до 400 градусов Цельсия. Нередко используются при строительстве трубопроводов для теплотрасс и другого предназначения. Предназначены для подключения к сети постоянного тока с прямой полярностью. Основная обмазка;
Следует учесть, что все перечисленный выше марки электродов для сварки нержавейки перед использованием следует прокаливать. Температурный режим свой для каждого продукта.
Температурный режим свой для каждого продукта.
Читайте также: Маркировка электродов для ручной дуговой сварки
Советы и рекомендации по сварке нержавейки
Профессионалы делятся опытом. Их советы помогут новичкам избежать вовсе необязательных ошибок:
- Когда при сварке металла температура достигает 500 и больше градусов, то существует вероятность образования кристаллизационных трещин. Из-за это прочность и надежность соединения сильно пострадает.
- Пластичность металлической заготовки снижается при сваривании в температурном диапазоне от 350 до 500 градусов Цельсия. Материал становится более хрупким.
- Качество сварного шва будет намного лучше, если заготовки предварительно нагреть до 1200 градусов и дать остынуть естественным путем. По времени это займет около трех часов.
- Идеально, если получается соединить заготовки быстро. Перегрев отрицательно влияет на сам металл и стык. В случаях, когда нужно положить несколько слоев, рекомендуется после каждого этапа дать заготовкам остыть до 100С и только после этого наплавлять следующий слой.
- В случаях, когда для выравнивания заготовок применяются «прихватки», то желательно расстояние между ними делать небольшим, а сами «прихваты» — длинными.

Электроды для сварки нержавейки
Оцените, пожалуйста, статью
12345
Всего оценок: 12, Средняя: 3
Может быть интересно
Все статьи
Сварочные электроды для нержавеющей стали
103 изделия
Сварочные электроды для нержавеющей стали служат присадочным металлом для сварки нержавеющей стали и других совместимых металлов в задачах SMAW (дуговая сварка в защитных газах). Эти сварочные стержни имеют покрытие, выделяющее защитный газ при нагревании, что помогает удерживать загрязняющие вещества от попадания в сварочную ванну. Это означает, что электроды не требуют внешнего источника защитного газа, поэтому их можно использовать на открытом воздухе в ветреную погоду.
Электроды для стержневой сварки из нержавеющей стали служат присадочным металлом для сварки нержавеющей стали и других совместимых металлов в задачах SMAW (дуговая сварка защищенным металлом). Эти сварочные стержни имеют покрытие, выделяющее защитный газ при нагревании, что помогает удерживать загрязняющие вещества от попадания в сварочную ванну. Это означает, что электроды не требуют внешнего источника защитного газа, поэтому их можно использовать на открытом воздухе в ветреную погоду.
Эти сварочные стержни имеют покрытие, выделяющее защитный газ при нагревании, что помогает удерживать загрязняющие вещества от попадания в сварочную ванну. Это означает, что электроды не требуют внешнего источника защитного газа, поэтому их можно использовать на открытом воздухе в ветреную погоду.
Сварочные электроды E308
E309L Stick Welding Electrodes
E312 Stick Welding Electrodes
E316L Stick Welding Electrodes
E330 Stick Welding Electrodes
E347 Stick Welding Electrodes
E410 Stick Welding Electrodes
E630 Электроды для стержневой сварки
E308/308H-16 – все положения, кроме вертикального вниз
AC/DCEP
Загрузка . .. .. | ||||||||||||||||
| Загрузка … | ||||||||||||||||
| Загрузка … |
E308/308L-16-все позиции, Dely Vertical
9003
AC/DCEP
| Загрузка … | ||||||||||||||||
Загрузка . .. .. | ||||||||||||||||
| Загрузка … | ||||||||||||||||
| Загрузка … | … | … | … | … | … | … | … | … | … | … | … | … | .0076 | |||
| Loading… | ||||||||||||||||
| Loading… | ||||||||||||||||
| Loading… | ||||||||||||||||
| Loading… |
DCEN
| Loading… | ||||||||||||||||
| Loading… |
 0075
0075E308/308L-17 – Flat & Horizontal Only
AC/DCEP
| Loading… | ||||||||||||||||
| Loading… | ||||||||||||||||
| Loading… |
E309/309L-16 – All Position, Except Vertical-Down
AC/DCEP
Загрузка . .. .. | |||||||||||||||||||||||||||||||||
| Загрузка … | |||||||||||||||||||||||||||||||||
| Загрузка … | |||||||||||||||||||||||||||||||||
| Загрузка … | |||||||||||||||||||||||||||||||||
| Загрузка … | |||||||||||||||||||||||||||||||||
| 4473 | … | ||||||||||||||||||||||||||||||||
| 444473 | |||||||||||||||||||||||||||||||||
| 44444444475 … | |||||||||||||||||||||||||||||||||
| 4444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444. Загрузка … | |||||||||||||||||||||||||||||||||
| Загрузка … | |||||||||||||||||||||||||||||||||
| Загрузка … |
DCEN
Loading. .. .. | ||||||||||||||||
| Loading… | ||||||||||||||||
| Loading… |
E309 /309L-17 – Только плоские и горизонтальные
AC/DCEP
| Loading… | ||||||||||||||||
| Loading… | ||||||||||||||||
| Loading… |
E312 -16 – Все положения, кроме вертикального вниз
AC/DCEP
Loading. .. .. | ||||||||||||
| Loading… | ||||||||||||
| Loading… | ||||||||||||
| Loading… | ||||||||||||
| Загрузка … | ||||||||||||
| Загрузка … | ||||||||||||
| Загрузка … |
DCEN
| Нагрузка … | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
.AC/DCEP
DCEN
E316 /316L-17 – Только плоские и горизонтальныеAC/DCEP
E330 -16 – Все положения, кроме вертикального вниз
E347-16 – все положения, кроме вертикального вниз
E410-16-все положение, за исключением вертикальной
E630-16 – все положения, кроме вертикального вниз Общий диаметр по возрастанию | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Loading. .. .. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Loading… | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Loading… | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Loading… | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Loading … | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Идет загрузка… | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Идет загрузка… | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 ..
.. ..
.. ..
.. LINGING
LINGINGПримечание. Информация о наличии товара предоставляется в режиме реального времени и постоянно корректируется. Товар будет зарезервирован для вас при оформлении заказа.
Какой сварочный пруток для нержавеющей стали?
Одна из самых больших проблем, с которой приходится сталкиваться большинству новичков, заключается в том, что они не знают, для чего используются сварочные прутки, кроме защитного снаряжения, такого как лучший сварочный шлем. Элементы, перечисленные в этой статье, как правило, являются наиболее распространенными, хотя они не единственные сварочные прутки, которые можно использовать с чугуном.
Эта специальная серия сварочных прутков предназначена для обработки материалов из нержавеющей стали, таких как 301, 302, 304 и 305. Эти марки свариваются для сварки и используются в различных областях пищевой и промышленной промышленности.
Эти марки свариваются для сварки и используются в различных областях пищевой и промышленной промышленности.
309L-16 идеально подходит для сварки отливок CH-20 HH, для сварки нержавеющей стали с боковой и плакированной сталью, для наложения оболочки из нержавеющей стали на оболочку из углеродистой стали или для сварки отливки CH 20 HH. Эту же конфигурацию можно преобразовать в аппарат для сварки TIG, который может сваривать сталь или нержавеющую сталь, добавив горелки TIG, баллоны и защитный газ. Это хороший выбор для проектов, требующих контролируемого металла, такого как сталь, алюминий, медь и другие металлы. Благодаря превосходному контролю искажения можно уменьшить, и в умелых руках вы получите красивые сварные швы. Это медленный процесс сварки нержавеющей стали, но он намного эффективнее других методов сварки.
Однако никогда не думайте, что вы имеете дело с обычной старой сталью и что ваш сварочный пруток может быть только обычным. ATWF может выбрать и внедрить лучшие методы сварки нержавеющей стали. Это довольно просто, если вы используете подходящие сварочные стержни и проволоку для того типа нержавеющей стали, которую вы хотите сварить.
Это довольно просто, если вы используете подходящие сварочные стержни и проволоку для того типа нержавеющей стали, которую вы хотите сварить.
Существует несколько типов методов, но я перечислил некоторые из наиболее распространенных, и каждый процесс дает несколько разные результаты. Существует множество различных методов газовой и вольфрамовой сварки, которые можно использовать с медью, и я перечислил некоторые из них. Если вы свариваете никель, вы можете использовать дуговую сварку для его защиты и электродную сварку для сварки нержавеющей стали. Оба метода используются одинаково, то есть электроды SMAW и Stick являются расходными материалами, в то время как электроды TIG становятся частью вашего сварного шва, хотя они не являются расходными материалами, так как они не плавятся и становятся частью сварного шва, когда вам нужно использовать сварочный пруток.
Обычно используется для сердцевины сварочного стержня из нержавеющей стали, но также может использоваться с другими металлами, такими как алюминий, медь или даже алюминиевые сплавы.
Представьте, как завидуют ваши друзья, когда вы говорите им, что получили сварочный электрод из нержавеющей стали с AliExpress. Если вы все еще находитесь на рынке сварочной проволоки из нержавеющей стали для нержавеющей стали и все еще думаете о выборе аналогичного продукта, Али Экспресс — хорошее место для сравнения цен продавцов. Поскольку большинство продавцов предлагают бесплатную доставку, я думаю, вы согласитесь приобрести сварочный пруток из нержавеющей стали по одной из лучших цен в Интернете. Никаких модификаций машины не требуется, и ваш друг так же доволен качеством своей продукции, как и вы.
Мы прекрасно понимаем, что эта высококачественная сварочная проволока из нержавеющей стали, вероятно, в кратчайшие сроки станет одной из самых востребованных – после бестселлеров.
Чем больше тепла вы подаете при сварке TIG нержавеющей стали, тем хуже выглядят ваши сварные швы и тем больше деформируется ваш проект. Нержавеющая сталь долго сохраняет тепло после сварки, иначе металл не сварится и этот сварочный пруток закончится. Сварному шву всегда нужно тепло, но тепло от нержавеющей стали нужно нагревать больше, чем нужно. Одна из самых больших проблем со сварочными стержнями из нержавеющей стали заключается в том, что вам нужно очень много стержней для сварки.
Сварному шву всегда нужно тепло, но тепло от нержавеющей стали нужно нагревать больше, чем нужно. Одна из самых больших проблем со сварочными стержнями из нержавеющей стали заключается в том, что вам нужно очень много стержней для сварки.
Нержавеющая сталь естественным образом сужается и расширяется из-за высокой температуры, наблюдаемой во время сварки. Кроме того, нержавеющая сталь имеет естественно инертный сварочный валик, что делает ее интересным металлом для работы.
При сварке нержавеющей стали с углеродистой сталью важно обращать внимание на химический состав, механические свойства и коррозионную стойкость, чтобы избежать возможных проблем. Крайне важно, чтобы вы обсудили мир сварки нержавеющей стали, прежде чем принять решение о проекте с ним.
Если вы хотите сваривать металл, вы хотите, чтобы сердцевина металла и сварочный стержень были как можно ближе к свариваемому источнику питания. Сначала необходимо подключить держатель сварочной проволоки к источнику сварочного тока.
Гудит насос отопления в доме: почему гудит водяной насос в системе отопления, стучит в котле
Шум в трубах отопления: причины и методы решения
Часто в квартирах можно услышать множество разных звуков, особенно когда стены чересчур тонкие. Помимо голосов соседей и их постоянного ремонта, еще может шуметь система отопления.
На удивление, шум в трубах отопления не редкость, даже когда вся система работает в обычном режиме. Это может быть временными ремонтными работами в системе, либо сигнализировать о неисправностях и не стабильной работе. С чем тот или иной характерный звук может быть связан?
Разберемся и выявим все основные причины, почему шумят трубы отопления.
Содержание
- 1 Основные причины появления шумов
- 2 Шум не в трубах, а в радиаторах отопления
- 3 Шум не в радиаторе, а в трубах
- 4 Шум от насоса отопления
- 5 Когда шум в котлах отопления
- 6 Виброкомпенсаторы для отопления
- 7 Итог
Основные причины появления шумов
Так как батареи и трубы в доме сделаны в основном из металла, а он, как известно, превосходный звукопроводник, то зарождение неприятного звука может быть неблизко. Круглые элементы его только проводят и порой усиливают, отсюда и проблема, что его слышно всем. В основном причины кроются в неправильной эксплуатации оборудования. Но давайте разберемся в основный причинах, которые способствуют появлению шума, вибраций, стука и т. д. На удивление, ответ на вопрос: почему стучат трубы отопления, лежит на поверхности.
- Засорение какого-либо элемента в трубопроводе.
- Нарушение правил монтажа и эксплуатации оборудования.
- Неправильно подобраны технические характеристики оборудования.
- Сильный износ деталей.
- Протечка в системе.
- Воздушные пробки.
- Не все строительные нормы были соблюдены или нарушена звукоизоляция.
- Шумит насос из-за поломки или неправильного изначального подбора. Имеется слишком слабый или высокий напор.
- Неправильно подобрали регулятор. Большой перепад давления.
- Недостаточно теплоносителя в системе, отсюда происходит шум текущей воды.
- Если слышно, как будто бьют по металлу, то звук получается обычно при нагреве или охлаждении теплоносителя в трубопроводе. Надо проверить опорные кронштейны.
- Другой вид стука батарей, когда проходящая через стену труба не имеет свободы, тем самым металлу некуда расширяться при нагреве.
 Надо проверить опорные кронштейны.
Надо проверить опорные кронштейны.Когда шумит вода в трубах отопления достаточно короткое время, то это может быть нормально. К примеру, пару, тройку часов. Видимо, проводятся какие-то работы в системе. Это при условии, что у вас многоквартирный дом.
Шум не в трубах, а в радиаторах отопления
Чтобы правильно диагностировать причину почему шумит радиатор отопления, нужно убедиться что их техническое состояние в норме. Зачастую сломанный радиатор начинает издавать разные шумы и при осмотре корпуса можно диагностировать дефект или повреждение. При таком положение дел его нужно починить либо провести замену на новый.
В случае когда явных проблем не было обнаружено, пробуем более точно определить вид шума. Наиболее часто от радиаторов исходят щелчки и/или гул. В таком случаем, могу быть следующие проблемы:
- Неправильная установка радиатора. Поток теплоносителя передает вибрации радиатору, а он, в свою очередь, на монтажные узлы в стене.
- Посторонние предметы внутри. Нередко что-то попадает в систему и оседает в радиаторе и там болтается, либо изначально инородный предмет был уже в самом радиаторе и его не вытряхнули при установке.
- Попадание воздуха. От этого возникает шум текущей воды или просто гул.
- Неправильная работа терморегулятора. Произошло смещение запорного штока, из-за чего и возникает шумовой эффект.
 Поток теплоносителя передает вибрации радиатору, а он, в свою очередь, на монтажные узлы в стене.
Поток теплоносителя передает вибрации радиатору, а он, в свою очередь, на монтажные узлы в стене.Это самые часто встречаемые проблемы радиаторов. Убедитесь, что вы правильно диагностировали проблему и только после этого приступайте к исправлению.
Если у вас проблема находится в центральной системе отопления, то нужно обращаться к управляющей компании. Когда труба отопления шумит длительное время, то рекомендуем не затягивать и вызвать специалиста на диагностику.
Шум не в радиаторе, а в трубах
Когда выше перечисленные методики определения ничего не дали, постараемся более подробно разобраться.
Если шум в трубах отопления, то причины могут носить комплексный характер. Особенно когда трещит, гудит, стучит одновременно то сразу непонятно что не так. Звуки накладываются и что есть что и откуда, надо внимательно разобраться.
- Если труба щелкает и бурлит. Скорее всего, где-то образовался засор системы. Диаметр трубы стал уже, давление выше на определенном участке, дальше давление падает и этот перепад начинает заявлять о себе.
- Если труба потрескивает. Скорее всего, неисправность в воздушном клапане. Проверьте его и по необходимости замените.
- Если труба вибрирует. Скорее всего, была допущена ошибка в установке системы. Труба может вибрировать и ударяться о стену.
Если проблемы внутри трубопровода, то самый простой способ ее решить — это сделать промывку системы. Если проблема снаружи, такого вида, как вибрация, то просто надо установить дополнительные крепежи и поглотители.
Шум от насоса отопления
Когда с трубопроводом и радиаторами все в порядке, а проблема исходит от насоса, то надо диагностировать вид его поломки. Зачастую шумы идут от неисправности таких компонентов, как ротор или крыльчатки. При такой проблеме страдает вся система, ведь ее КПД падает. Тут выхода всего два: ремонт или замена.
Зачастую шумы идут от неисправности таких компонентов, как ротор или крыльчатки. При такой проблеме страдает вся система, ведь ее КПД падает. Тут выхода всего два: ремонт или замена.
Шумы от циркуляционного насоса могут быть вызваны внешними причинами. К таким относятся перепады напряжение. Отсюда появляется разбалансировка, потеря синхронизации и теплоноситель движется неравномерно. От этого и может появляться шум как трубах, так и в батареях. Поэтом следует об этом подумать заранее и установить бесперебойник. За диагностикой насоса лучше обращаться к специалисту.
Но бывают случаи, что насос работает стабильно, но проблема шумов и вибраций остается. Тогда надо проверить:
- Мощность оборудования не соответствует изначальным расчетным данным. От этого теплоноситель двигается либо слишком быстро, либо слишком медленно и создает разные виды шумов.
- Неправильный монтаж. Проверьте расположение ротора устройства. Он должен быть в горизонтальном положении.
Приведены только самые частые проблемы и варианты их решения. В жизни понять почему имеется шум в система достаточно проблематично. Нужно обратиться к специалисту либо если все варианты уже испробованы, нужно демонтировать отопление и собрать заново с тем же специалистом, который может указать на ошибки при монтаже.
В жизни понять почему имеется шум в система достаточно проблематично. Нужно обратиться к специалисту либо если все варианты уже испробованы, нужно демонтировать отопление и собрать заново с тем же специалистом, который может указать на ошибки при монтаже.
Когда шум в котлах отопления
В основном шумы в котлах отопления появляются по тем же самым причинам, которые описывались в разделе труб, батарей. Скорее всего, это известковые отложение, а если по-простому засорение теплообменника. Но конструкция оборудования играет не последнию роль.
Соответственно, если дело в засоре, то надо его прочистить. Если прочистка не помогла, тогда двигаемся дальше и ищем неисправность. Если самим не удалось диагностировать, то надо вызвать специалиста по гарантийному талону или за деньги.
Для тех кто хочет определить проблему шума в котле самостоятельно, даем наводки. Стоит учитывать конструкцию и используемое топливо:
- Газовая модель. Возможно, горелка работает неравномерно. Подобная проблема часто появляется в устаревших моделях, где не установлен дополнительный контроль пламени. Если проблема в этом, то стоит обновить модель до современных стандартов.
- Твердотопливный котел. Звук может исходить из дымохода. При длительной эксплуатации дымоход засоряется и уменьшается тяга. Стоить почистить дымоход.
- Дизель и на отработке. Свистящий звук появляется от сопла форсунки.
 Подобная проблема часто появляется в устаревших моделях, где не установлен дополнительный контроль пламени. Если проблема в этом, то стоит обновить модель до современных стандартов.
Подобная проблема часто появляется в устаревших моделях, где не установлен дополнительный контроль пламени. Если проблема в этом, то стоит обновить модель до современных стандартов.Если вы обнаружили неисправность или хотите провести чистку самостоятельно, то вначале ознакомьтесь с инструкцией и рекомендациями производителя. Неправильно произведенная работа может повлечь более серьезные последствия.
Стоит иметь в виду, что проблема шумов может заключать не в одной неполадке, а в целом ряде. Поэтому нужно производить комплексную диагностику отопительного прибора.
Виброкомпенсаторы для отопления
Одним из решений шумоизоляции для труб — это установка виброкомпенсатора. Если в системе присутствуют вибрации, гидравлические удары, то установка специальных фланцевых элементов решит эту проблему. Они поглощают подобные механические издержки и защищают систему от нежелательных нагрузок.
Они поглощают подобные механические издержки и защищают систему от нежелательных нагрузок.
Итог
Если шум в трубах у вас в квартире и он не единоразовый, то не стоит заниматься саморемонтом. Вызовите обслуживающую компанию, она должна провести диагностику, определить проблему и исправить ее.
Если шум в системе отопления частного дома, тогда попробуйте диагностировать его вышеуказанными методами, если ничего не получилось, вызовите специалиста, он даст вектор в котором стоит искать. Предвидеть все варианты проблем трубопроводов невозможно, большинство случаев уникальны.
Похожие статьи:
Шум в системах отопления: батареях, радиаторах, насосах, трубах
Даже самая современная отопительная система не защищена от появления посторонних шумов во время ее работы. Этому может быть несколько причин, начиная от неправильного монтажа и заканчивая условиями эксплуатации. Как диагностировать и устранить шум в системах отопления: батареях, радиаторах, насосах, трубах? Для этого следует сначала разобраться с факторами, вызывающими это явление.
Как диагностировать и устранить шум в системах отопления: батареях, радиаторах, насосах, трубах? Для этого следует сначала разобраться с факторами, вызывающими это явление.
Содержание
- Виды шума и его диагностика
- Шум в радиаторах отопления
- Шум в трубах отопления
- Шум в насосах отопления
- Шум в котлах отопления
Виды шума и его диагностика
Система отопления дома
Если во время работы теплоснабжения в трубах отопления шумит вода – значит есть определенные причины возникновения этого эффекта. Сначала нужно выявить их, а затем приступать к уменьшению шума или полной его ликвидации.
Почему шумит вода в трубах отопления и как правильно исправить этот недостаток? Разберемся с основными видами посторонних звуков. Именно они указывают на объективные факторы возникновения не желаемого эффекта:
- Треск в трубах. Возникает при включении отопительной системы;
- Щелчки, появляющиеся с определенной периодичностью;
- Постоянный гул в транспортных магистралях;
- Едва слышимый стук.

Все эти посторонние эффекты — шум в батарее отопления или радиаторах существенно снижают комфорт проживания в доме. Помимо этого они могут указывать на неправильную работу теплоснабжения. Если вовремя не предпринять действий по исправлению ситуации – может выйти из строя какой-либо элемент отопления.
Если шумит насос отопления или другой компонент системы — следует сначала попытаться локализовать причину появления посторонних звуков. Для этого рекомендуется воспользоваться следующей методикой:
- Проследить периодичность возникновения эффекта.
- Попытаться выявить зависимость – повышение температуры в трубах, скачки давления и т.д.
- Удостовериться, что шум в котле отопления исходит именно от него, а не от других предметов, находящихся в котельной.
Если было выявлено, что источником является компонент отопительной системы – следует предпринять определенные действия по устранению этого явления.
Нередко шум в стояке отопления появляется из-за неисправных элементов группы безопасности – воздухоотводчика и спускного клапана.
 Поэтому рекомендуется сначала проверить их работоспособность.
Поэтому рекомендуется сначала проверить их работоспособность.Шум в радиаторах отопления
Ремонт радиатора отопления
Для выявления, почему шумят радиаторы отопления необходимо сначала проверить их состояние. Нередко причиной этому является их поломка – повреждение корпуса или другой явный дефект конструкции. В этом случае выполняется замена батареи или реставрационные работы.
Если же с внешним видом и целостностью все нормально – определяется вид шума. Чаще эффект происходит в виде щелчков или постоянного гула. Это можно объяснить несколькими факторами:
- Появление небольшой воздушной пробки. Она лишь немного затрудняет движение горячей воды, но при этом возникает гул в системе;
- Большое количество посторонних элементов в приборе отопления. Это частая причина, почему шумят батареи отопления;
- Сбои в работе терморегулятора. Запорный шток сместился, в результате чего появляются нежелательные шумовые дефекты;
- Неправильный монтаж батареи. Вибрация во время потока теплоносителя передается монтажным узлам в стене.
 Вибрация во время потока теплоносителя передается монтажным узлам в стене.
Вибрация во время потока теплоносителя передается монтажным узлам в стене.Это основные причины шума в батареях отопления. После правильной диагностики можно приступать к выполнению работ по уменьшению звуковых эффектов.
В централизованной системе отопления шумный стояк может исправить только управляющая компания. Для этого необходимо составить заявление и передать ее представителям.
Конструкция крана Маевского
Устранение воздушной пробки можно сделать с помощью установленного крана Маевского. Он предназначен именно для этих целей.
При шуме батарей отопления следует остановить автономное теплоснабжение, чтобы температура воды снизилась до уровня +25-30°С. Затем следует выполнить такие действия:
- Открыть кран Маевского.
- Постепенно заполнять водой систему отопления.
- Дождаться, пока из патрубка крана не потечет теплоноситель. Он должен выткать 1,5-2 мин, чтобы воздушная пробка полностью удалилась.
Затем система полностью запускается и проверяется – появился ли шум в радиаторах отопления снова. Если причина была установлена правильно — этот эффект больше не будет возникать.
Если причина была установлена правильно — этот эффект больше не будет возникать.
Концентрация мусора в радиаторе
Для устранения шума в батарее отопления из-за большого количества мусора сначала проверяется состояние сетчатого фильтра. Наличие посторонних элементов в нем (остатков ржавления труб и радиаторов, известкового налета) указывает на засорение системы.
Выяснив причину шума в батареях отопления — следует выполнить очистку системы. Для этого можно использовать несколько способов:
- Гидродинамический. Мусор и известковый налет удаляются из магистрали и батарей под действием сильного напора воды;
- Химический. Специальные реагенты разлагают засор на небольшие фракции, которые затем смываются из отопления.
Таким способом можно устранить шум.
Перед выбором технологии очистки в особенности химической –необходимо ознакомиться с инструкцией по применению состава или способа. В некоторых случаях они могут негативно сказаться на целостности компонентов системы.

Легче всего диагностировать появление шума в отопительных батареях из-за неправильного монтажа. Его источником являются крепежные элементы, установленные в стены. В этом случае необходимо заменить их и сделать повторную установку.
Шум в отопительных радиаторах может быть вызван не только проблемой в них. В некоторых случаях причиной является неправильная работа других компонентов системы – котлы или насосы. Специалисты рекомендуют комплексно подходить к решению вопроса шума в отопительных батареях. Только полная диагностика поможет определить истинную причину.
Шум в трубах отопления
Виды труб отопления
Как определить, почему шумят трубы отопления и чем вызвано это явление? Первым шагом для выявления причин является следование методики, описанной выше. Так, постоянный гул может указывать на некорректную работу циркуляционного насоса.
Шум воды в трубах отопления может быть вызван рядом факторов. Нередко они носят комплексны характер – как бы налаживаясь друг на друга, они создают сложный вид звуковых эффектов. Разберемся с причиной возникновения шума в трубах отопления по характеру звука:
Разберемся с причиной возникновения шума в трубах отопления по характеру звука:
- Бурление и щелчки указывают на засор в трубах. Уменьшение проходного диаметра создает избыточное давление на определенном участке системы, что и является причиной возникновения шума;
- Треск является причиной поломки воздушного клапана. После его проверки и обнаружения неисправности следует выполнить замену;
- Вибрация обусловлена неправильной установкой. Шум в отопительной трубе возникает при прохождении теплоносителя – магистраль может ударяться о стену.
Самый простой способ избавиться от посторонних звуков – сделать промывку отопительной системы. Для этого можно воспользоваться способами, описанными выше. Диагностика неправильного крепления проводится прикосновением к магистрали. Если ощущается сильная вибрация с одновременным шумом воды в трубах отопления – следует установить дополнительные крепежные элементы.
Вода в трубах отопления может шуметь из-за неправильной работы смесительного узла – большая температурная разница ведет к расширению металлических магистралей и появлению посторонних шумов.

Шум в насосах отопления
Поломка циркуляционного насоса отопления
Постоянный шум в насосе отопления может появиться из-за частичной поломки его компонентов – крыльчатки или ротора. При этом ухудшается функционирование всей системы, что приводит к снижению эффективности ее работы. Для устранения это причины следует отремонтировать насос или установить новый.
Также постоянный шум в циркуляционном насосе может быть вызван его нестабильной работой. перепады напряжения приводнят к потере синхронизации и как следствие – неравномерному движению теплоносителя. Это может стать причиной появления шума в системе отопления на других участках – в трубах и радиаторах. Проверить работу насоса можно только после полной диагностики. Выполнить ее в домашних условиях без специального оборудования невозможно.
Помимо этого шумовые эффекты в стояке или других участках теплоснабжения могут возникать из-за неисправности насоса по следующим причинам:
- Неправильный монтаж. Ротор устройства должен находиться строго горизонтально;
- Несоответствие мощности оборудования расчетным данным. Это приводит к значительному увеличению скорости протекания теплоносителя по магистралям. Единственный выход – установка насоса соответствующей мощности.
 Ротор устройства должен находиться строго горизонтально;
Ротор устройства должен находиться строго горизонтально;На практике диагностировать шум в циркуляционном насосе отопления крайне сложно. Для этого необходимо выполнить его демонтаж и разобрать конструкцию. Сделать это можно только при наличии специальных навыков работы и диагностических инструментах. Поэтому эту работу лучше всего доверить профессиональным ремонтникам.
Для правильного расчета мощности насоса рекомендуется воспользоваться специальными программными комплексами.
Шум в котлах отопления
Очистка теплообменника котла
Постоянные шумы в котле отопления возникают по тем же причинам, что и у труб и радиаторов. Чаще всего это отложение извести и засорение теплообменника. Но все зависит от конструкции оборудования и принципа его работы.
Если своевременная очистка системы теплоснабжения не дала результатов – следует искать причины в другом. На практике шум в котле может указывать на его неправильную работу. Поэтому лучше всего вызвать специалистов из сервисного центра, которые устранят причину по гарантии или взяв умеренную плату.
При невозможности выполнить эти действия — можно попробовать самостоятельно установить причину появления шума в котле. Она во многом зависит от конструкции и типа используемого топлива:
- Твердотопливные модели. Посторонние звуки могут возникать в дымоходе. Этому способствует его засорение и уменьшение тяги. Для устранения следует прочистить трубу и запустить котел на полную мощность;
- Газовые. Неравномерная работа горелки. Это свойственно старым моделям без устройств контроля л пламени и уровня СО2. Лучше всего установить новую модуляционную горелку;
- Дизельные и на отработанном масле. Характерный свистящий звук возникает от сопла форсунки. Это указывает на чрезмерное количество копоти, которая также препятствует полной теплоотдаче сгораемого топлива.
 Это указывает на чрезмерное количество копоти, которая также препятствует полной теплоотдаче сгораемого топлива.
Это указывает на чрезмерное количество копоти, которая также препятствует полной теплоотдаче сгораемого топлива.После выявления причин следует постараться исправить их в домашних условиях. Очистку выполняют только по методике, рекомендованной производителем отопительного оборудования. Важно правильно подобрать чистящие средства и технологию их применения.
Также необходимо помнить, что причин появление посторонних щупов в отопительной системе может быть несколько. Устранив одну — проблема не решится. Только комплексная диагностика позволит уменьшить уровень шума в теплоснабжении дома.
В видеоматериале можно ознакомиться с технологией удаления воздушных пробок, которые являются причиной появления шума в отоплении:
Шумный насос центрального отопления — причины и способы устранения
Итак, звук шумного насоса центрального отопления, наконец, дошел до вас? Последнее, что вы хотите услышать уютным зимним вечером, — это странные звуки, доносящиеся из вашего центрального отопления.
Хорошая новость: шумные трубы — это нормально, и в большинстве случаев вам не нужно вызывать теплотехника для их устранения.
Нужен новый котел – Узнайте цену за 20 секунд здесь
Шум насоса центрального отопления Нужен ли мне новый котел?
Хотя существует множество различных причин, вызывающих стук в трубах и шумный насос центрального отопления, их можно просто и легко устранить в домашних условиях, поэтому пока не беспокойтесь о том, сколько стоит новый котел, если только ваш котел не работает вообще.
В этой статье мы расскажем вам, как именно починить шумный насос центрального отопления, от того, что означают различные шумы, до того, как обеспечить безопасность вашего насоса центрального отопления.
Получить фиксированную цену онлайн за 20 секунд:
Q Какое топливо использует ваш котел?
Как починить шумный насос центрального отопления?
В зависимости от типа шума, который вы слышите, вы можете починить насос центрального отопления, обмотав войлоком трубы, расположенные слишком близко друг к другу под половицей, и прокачать радиаторы, осторожно открутив спускной винт, чтобы выпустить воздух, пока не услышите треск. шипящий звук или использование химического очистителя для удаления известкового налета в системе центрального отопления.
шипящий звук или использование химического очистителя для удаления известкового налета в системе центрального отопления.
Если проблема не устранена, а вы не решили ее, лучше всего обратиться к инженеру-теплотехнику для выяснения причины проблемы.
Давайте рассмотрим все, что вам нужно знать, когда речь идет о шумном насосе центрального отопления и о том, как решить эту проблему, а не покупать новый котел.
Что такое насос центрального отопления?
Насос центрального отопления играет жизненно важную роль в поддержании тепла в вашем доме. Он отвечает за циркуляцию горячей воды от вашего котла к радиаторам и кранам.
Затем насос направит воду обратно в бойлер для повторного нагрева, чтобы поддерживать тепло в вашем доме.
Насос центрального отопления обычно можно найти рядом с котлом. Близость насоса к котлу позволяет насосу прокачивать воду по всему дому, как только она нагреется, вместо того, чтобы позволить ей остывать по пути (заставляя вас включать отопление и тратить деньги, пытаясь компенсировать это).
Вы также можете найти насос центрального отопления в сушильном шкафу или под лестницей. Ознакомьтесь с лучшими насосами центрального отопления, которые можно купить прямо сейчас, если вы считаете, что вам нужен новый.
Почему мой насос центрального отопления шумит?
Как уже упоминалось, нормально работающий насос центрального отопления издает небольшой шум, например, низкое гудение или вибрацию. Если у вас недавно был установлен котел, вы можете проверить его, так как новые котлы не должны издавать шума.
Причина этого в том, что ваша система центрального отопления в основном состоит из металла, который расширяется и сжимается при нагреве и охлаждении.
Когда трубопровод расширяется и сжимается, он, естественно, скрипит и стонет. Обычно эти звуки не вызывают большого беспокойства в вашем доме, и к ним можно привыкнуть.
Громкий стук в трубопроводе требует проверки у сантехника
Однако, если ваш насос центрального отопления издает громкие звуки, это может указывать на потенциальные проблемы с вашей системой центрального отопления, и в некоторых случаях вам может потребоваться вызвать сантехника, чтобы расследовать. Причиной может быть несколько проблем, таких как накопление известкового налета, незакрепленные трубы или компоненты, перегрев, утечки или ваши радиаторы могут нуждаться в прокачке.
Хорошей новостью является то, что большинство этих проблем можно аккуратно решить самостоятельно, не обращаясь к профессионалу, что сэкономит вам деньги на дорогостоящем ремонте.
Давайте посмотрим, что означают разные звуки и как их исправить.
Шум от моего котла? нужен новый?
Если ваш котел устарел и начинает чаще шуметь, возможно, пришло время подумать о его модернизации. Ознакомьтесь с некоторыми из этих новых котлов, которые мы предлагаем здесь, в Boiler Central, прямо сейчас. Вы даже можете распределить стоимость с нашими платными ежемесячными планами котлов.
Вот некоторые из лучших комбинированных котлов, доступных в Великобритании прямо сейчас. Вы можете получить фиксированную цену на все эти комбинированные котлы менее чем за 20 секунд онлайн прямо сейчас.
- Worcester Bosch 4000
- Viessmann Vitodens 050-W
- Worcester Bosch 2000
- Идеальная логика
Получите онлайн-фиксированную цену за 20 секунд:
Q What of . Пользователь . Пользователь . Пользователь . ВИДОГО БОЛЬШОЙ ИСПОЛЬЗОВАНИЕ.
Что означают определенные шумы от вашего насоса центрального отопления?
Обратите внимание на следующие шумы от центрального отопления:
Стук труб
Если вы слышите стук всякий раз, когда открываете кран в ванной, скорее всего, у вас «гидроудар».
Гидравлический удар обычно возникает из-за того, что трубы не закреплены должным образом под половицей. Медные трубы особенно необходимо закрепить, иначе они будут греметь.
Когда вы слышите глухой звук, первое, что вам нужно сделать, это проверить термостат, который обычно находится у вас на стене или на бойлере.
Сначала необходимо дать системе остыть, выключив котел. Через некоторое время вы можете снова включить обогрев и увеличивать температуру термостата до тех пор, пока не услышите щелчок. Если вы не слышите щелчка, вам нужно обратиться к профессионалу, чтобы он приехал и исследовал проблему.
Еще один способ избавиться от стука труб — раздавить войлок вокруг каждой трубы, уделяя особое внимание каждому месту, где труба касается балки или другой трубы.
Если вы обнаружите, что исчерпали все варианты, в том числе вызвали профессионала для осмотра, но до сих пор не пришли к решению, то, возможно, стоит инвестировать в пластиковые трубы. Пластиковые трубы более гибкие и будут намного тише медных.
Что булькает в трубах?
Лучший способ описать булькающий звук — это звук закипающего чайника. Если вы слышите этот звук, скорее всего, проблема связана с системой отопления, например, с радиаторами и трубами.
Обычно причиной булькающих звуков является попадание воздуха в систему. Вы можете проверить и подтвердить, так ли это, потрогав радиатор.
Попавший воздух в вашу систему центрального отопления
Радиатор, который кажется холодным сверху, но горячим снизу, обычно содержит воздух внутри. Воздух поднимается к верхней части радиатора и препятствует правильной циркуляции горячей воды, что приводит к неэффективной системе отопления.
Вода, которая не может свободно циркулировать по радиатору, в конечном итоге перегревается, что приводит к булькающим звукам.
Прокачать радиаторы, чтобы остановить булькающие звуки
Чтобы выпустить захваченный воздух, вам нужно прокачать радиаторы. К счастью, это довольно простая процедура, которую можно выполнить всего за несколько шагов. Важно убедиться, что вы делаете это как можно быстрее, так как ваш котел может в конечном итоге вообще отказаться запускаться, оставив вас с огромным счетом за ремонт.
Ознакомьтесь с нашей статьей здесь, чтобы узнать больше о том, как прокачать радиаторы.
Замерзшие трубы, вызывающие засорение
Бульканье также может быть результатом замерзания трубы для конденсата. Конденсатная труба отвечает за отвод сточных вод от котла наружу в канализацию.
Однако в холодные месяцы конденсат может замерзнуть, что блокирует и препятствует выходу воды. Пока труба не оттаяла, ваш котел, скорее всего, заблокируется, а это означает, что он отключится из-за неисправностей в системе.
Изменения давления воды
Помимо замерзания трубы, другими причинами блокировки котла являются высокое или низкое давление воды, засор в системе или утечка в котле. Контрольным признаком того, что ваш котел инициирует процесс отключения, является то, что вы видите мигающие красные или зеленые индикаторы, указывающие на то, что ваш котел не блокируется.
Проверьте коды неисправностей
Если у вас новый котел, на панели дисплея отобразится код неисправности, указывающий, в чем проблема.
Для оттаивания замерзшей трубы для конденсата вам потребуются:
- Теплая вода
- Емкость, например, кувшин или лейка.
Просто налейте немного теплой воды на поверхность трубы, чтобы медленно оттаять и удалить засор. Обычно замерзает наиболее открытая внешняя часть трубы для конденсата, которая является концом трубы и рядом с дренажным отверстием.
Обычно замерзает наиболее открытая внешняя часть трубы для конденсата, которая является концом трубы и рядом с дренажным отверстием.
Обязательно используйте теплую воду, а не кипящую воду, так как это может повредить трубу. После оттаивания трубы и устранения засора содержимое трубы будет полностью слито, и вы сможете перезапустить котел.
Получите фиксированную цену онлайн за 20 секунд:
Q Какое топливо использует ваш котел?
Шум постукивания
Накопление известкового налета в трубах и радиаторах обычно является причиной постукивания насоса центрального отопления. Если это проблема, все, что вам нужно сделать, это выключить отопление и использовать некислотный очиститель, чтобы промыть систему.
Не торопитесь, чтобы выбрать лучший химический очиститель, и спросите у местного продавца сантехники (магазин, торгующий сантехникой и отопительными приборами), какой химический очиститель лучше всего подходит для вашей системы. Например, если у вас старая система центрального отопления, вам может понадобиться более надежное решение.
Гудение
Гудение обычно указывает на неисправность нагревательных элементов в вашем погружном нагревателе.
В таком случае пора включить навыки следователя и проверить термостат на наличие проблем. Если с вашим термостатом все в порядке, взгляните на насос центрального отопления, так как он может быть настроен слишком быстро, и его нужно будет замедлить. Вы также можете уменьшить давление, так как настройка высокого давления также приводит к лязгающим звукам из-за повреждения трубы.
Еще одна причина, по которой вы можете слышать жужжание, — это недавнее заполнение системы отопления. Если это так, проверьте, не оставили ли вы заправочный контур открытым или забыли его отсоединить.
Также стоит проверить вентиль вашего погружного нагревателя, так как вы могли случайно постучать и ослабить вентиль, что обеспечивает постоянный приток воды в систему.
Гудение обычно вызвано проблемами с термостатом, манометром или контуром заполнения, что означает, что наиболее распространенным решением является изменение настроек.
Тем не менее, перед уменьшением уставки следует проконсультироваться с инженером-теплотехником, и иногда по какой-то причине насос может быть настроен на высокое значение.
Стук
Стук в вашей системе центрального отопления обычно указывает на проблему с недостаточным пространством под половицей для ваших труб.
Как упоминалось ранее, по мере того, как вода в системе нагревается, трубы расширяются при протекании горячей воды, а затем сужаются, когда трубы снова остывают.
В этом случае важно отрегулировать трубы, например, изолировать их, чтобы освободить больше места и приглушить их звук.
Также стоит проверить наличие воздуха, так как это также приводит к стуку. Опять же, это можно решить, прокачав радиаторы.
Свистящий звук
Если вы слышите свистящий звук, очень похожий на звук обычного чайника, то причиной часто является скопление известкового налета на теплообменнике.
К сожалению, это не самостоятельная ситуация, и вам нужно будет связаться с инженером-теплотехником, чтобы вызвать промывку, чтобы решить эту конкретную проблему.
Мощная промывка включает в себя промывку системы различными химическими веществами для удаления известкового налета.
Что вызывает шум насоса центрального отопления
Теперь, когда мы определили специфические шумы, которые может издавать ваш насос центрального отопления, и что они означают, давайте сначала рассмотрим, что вызывает шумный насос центрального отопления.
Грязь Засорение
Это нормально, когда в воду попадает ржавчина, шлам и любой другой мусор, когда она циркулирует в системе центрального отопления.
Однако, если оставить ее без присмотра, со временем она может накопиться, что приведет к блокировке системы и насоса центрального отопления.
Радиаторы не нагреваются?
Верным признаком заблокированного насоса центрального отопления является то, что ваши радиаторы нагреваются очень медленно или не нагреваются вообще.
Важно принимать превентивные меры, чтобы избежать наихудшего сценария особенно больших отложений. Если это произойдет, вам, вероятно, придется вызвать инженера-теплотехника, чтобы выполнить промывку.
Чтобы этого не произошло, вы можете установить магнитный фильтр для сбора мусора, циркулирующего в системе отопления, и предотвращения засорения. Кроме того, установка фильтра для котла также является отличным способом избежать накопления грязи и мусора в вашей системе центрального отопления.
Высокоскоростные настройки
Если у вас более новая установка, включающая интеллектуальную панель управления, вы обычно найдете настройки с тремя скоростями для установки и регулировки скорости потока.
Важно проверить, какая настройка скорости лучше всего подходит для вашей системы центрального отопления, так как для большинства систем не требуется, чтобы насос работал на максимальном расходе.
Более высокие настройки обычно являются причиной шумных насосов центрального отопления. Тем не менее, прежде чем уменьшать настройку, всегда стоит проконсультироваться со своим инженером-теплотехником, чтобы убедиться, что настройка высока по какой-либо конкретной причине.
Если нет, то стоит найти переключатель настройки расхода и уменьшить расход, поскольку таким образом вы не только снизите уровень шума, но и уменьшите потребление электроэнергии, что продлит срок службы вашего насоса.
Как только вы найдете переключатель настройки расхода, все, что вам нужно сделать, это выключить его, если он находится в положении максимального расхода. Сделав это, проверьте температуру радиаторов. Если они нагреваются, как должны, это означает, что настройка в порядке.
Получите фиксированную цену онлайн за 20 секунд:
Q Какое топливо использует ваш котел?
Вентилятор задевает другие детали
Шумные насосы центрального отопления также могут быть вызваны неисправностью вентилятора.
Вентилятор предназначен для предотвращения перегрева насоса центрального отопления. Часто такие неисправности, как незакрепленная лопасть вентилятора, могут приводить к металлическому лязгу.
Кроме того, неправильная установка может привести к заклиниванию деталей, и часто все, что вам нужно, это легкое постукивание, чтобы снова запустить насос.
Перегрев насоса
Насос центрального отопления нагревается по мере нагревания и является нормальным явлением. Однако, если он становится слишком горячим для прикосновения, скорее всего, что-то не работает должным образом. Обычно при перегреве насоса проблема связана с двигателем.
Подобные проблемы возникают при длительном отключении центрального отопления, что приводит к перегреву насоса ЦО при повторном включении.
Например, летом вам может не понадобиться использовать центральное отопление, а затем, когда оно остынет и вы им воспользуетесь, ваш насос может перегреться.
Перегрев двигателя происходит, когда деталь застревает, и часто это можно решить легким постукиванием, чтобы освободить ее. Однако, если это повторяющаяся проблема, вам может потребоваться заменить насос центрального отопления.
Неправильно установленный насос
Другой распространенной причиной шума насоса является его неправильная установка, например, насос не находится горизонтально, как должно быть.
Если помпа установлена неправильно, она будет по-прежнему забиваться воздухом, независимо от того, сколько раз вы будете прокачивать ее. Вы обнаружите, что через несколько дней вы снова столкнетесь с шумной помпой. Если эту проблему оставить нерешенной, насос вызовет чрезмерный износ подшипника вала, что приведет к воющему звуку, исходящему от насоса.
Замена насоса центрального отопления — дело сложное, даже незначительное отклонение от точного горизонтального положения повлияет на циркуляцию воды, что приведет к блокировке котла и его износу намного раньше, чем предполагалось!
Для справки: прокачной винт должен быть сбоку, а насос должен стоять горизонтально, если это так, вам нужно будет его отрегулировать.
Как предотвратить шумный насос центрального отопления?
Хотя стоит ли тратить время на то, чтобы узнать, как решать любые проблемы с вашим насосом центрального отопления, есть некоторые меры, которые вы можете предпринять, чтобы предотвратить частоту и вероятность определенных проблем.
Купите умягчитель воды
Жесткая вода — это вода с высоким содержанием минералов, а в некоторых районах вода жестче, чем в других. Если вам посчастливилось жить в районе с жесткой водой, целесообразно установить умягчитель воды рядом с основным водопроводом. Умягчители воды заменяют частицы жесткой воды частицами натрия, уменьшая и предотвращая образование известкового налета.
Использование электролитического средства для уменьшения накипи
Экономичной альтернативой умягчителю воды является использование электролитического средства для уменьшения накипи. Его установка улучшает качество воды и значительно снижает образование известкового налета.
Проверка защитных устройств
Многие проблемы с котлами автоматически отключаются, чтобы предотвратить перегрев или взрыв котла, поэтому вам не нужно беспокоиться о проверке котла.
Однако коррозия, ограниченный поток воды, засорение грязью и образование известкового налета могут повлиять на правильную работу предохранительных устройств. Важно убедиться, что ваш оператор котла проверяет, все ли устройства безопасности находятся в хорошем рабочем состоянии, когда вы обслуживаете свой котел.
Безопасен ли мой насос центрального отопления?
Легко запаниковать, когда система центрального отопления, бойлер или радиаторы начинают издавать громкие звуки. Будьте уверены, ваш котел не взорвется и все еще в безопасности.
Все водонагреватели и бойлеры поставляются со встроенными предохранительными устройствами, в том числе:
Предохранительные клапаны
Несмотря на то, что при возникновении проблемы рекомендуется самостоятельно проверить давление, предохранительные клапаны автоматически сбрасывают давление, как только котел давление становится слишком высоким.
Отключение топлива при низком уровне воды
Когда уровень воды в котле падает ниже безопасного уровня, автоматически отключается подача топлива или источника тепла, что также полностью отключает котел. Это предотвратит перегрев вашего котла, гарантируя вашу безопасность.
Это предотвратит перегрев вашего котла, гарантируя вашу безопасность.
Итак, вот оно. Все, что вам нужно знать о шумном насосе центрального отопления, о том, как его починить и как обеспечить его безопасность и работоспособность, не прожигая дыру в кармане. Если вы думаете, что пришло время для нового котла центрального отопления, но у вас нет денег прямо сейчас, почему бы не попробовать котлы по финансам и не распределить стоимость?
Как уберечь бойлер от поломки в будущем:
Регулярное техническое обслуживание бойлера — лучший способ избежать дорогостоящих, неудобных и даже опасных неисправностей котла. Вы должны ежегодно проверять и обслуживать все газовые приборы в вашем доме сертифицированным инженером по газовой безопасности. На самом деле, мы предлагаем покрытие котла с бесплатным ежегодным обслуживанием котла, поэтому вместо ежегодного посещения вы можете рассчитывать на нашу помощь и регулярную проверку вашего котла.
Получите фиксированную цену онлайн за 20 секунд:
Q Какое топливо использует ваш котел?
Почему мой тепловой насос издает жужжание и другие громкие звуки?
Если вы находитесь на улице рядом с тепловым насосом и заметили, что он издает жужжание или любой другой громкий шум, не пугайтесь. Не нужно убегать, думая, что он взорвется.
Не нужно убегать, думая, что он взорвется.
Но вам следует принять во внимание несколько моментов, поскольку вашему тепловому насосу может потребоваться обслуживание.
Именно поэтому мы потратили время на написание этой статьи. В нем мы обсудим некоторые распространенные шумы теплового насоса и расскажем вам, могут ли эти шумы привести к более серьезной проблеме или это то, что вы даже можете просто исправить самостоятельно.
Считаются ли тепловые насосы шумным устройством? Ответ на этот вопрос — нет. Нормальный уровень шума, издаваемый большинством тепловых насосов, составляет от 40 до 50 децибел. Это меньше, чем работающая посудомоечная машина или небольшой дождь.
Вот почему так важно исследовать громкие звуки, если это звуки, которые вы не привыкли слышать.
Изучите обычные звуки работы вашего теплового насоса
Честно говоря, если вы являетесь домовладельцем, было бы неплохо ознакомиться с типичными звуками, издаваемыми вашим тепловым насосом во время работы. Затем, если вы начнете слышать звуки, исходящие от вашей системы теплового насоса, которые вы не узнаете, это предупредит вас о том, что может быть проблема.
Затем, если вы начнете слышать звуки, исходящие от вашей системы теплового насоса, которые вы не узнаете, это предупредит вас о том, что может быть проблема.
Итак, найдите немного времени, чтобы ознакомиться с обычными рабочими шумами тепловых насосов.
4 Обычные шумы теплового насоса
Прежде чем мы начнем с некоторых шумов теплового насоса, о которых вам действительно нужно беспокоиться, давайте сначала рассмотрим некоторые распространенные шумы теплового насоса, которые указывают на правильно работающий тепловой насос.
Тепловые насосы представляют собой механическое устройство с несколькими движущимися частями, такими как вентиляторы, которые при работе производят некоторый шум. Они также издают звуки, когда хладагент, находящийся внутри них, переходит из жидкого состояния в газообразное. Поэтому некоторый шум при работе теплового насоса считается нормальным явлением.
Какие из этих так называемых хороших шумов исходят от теплового насоса, о котором не стоит беспокоиться? Вот некоторые из них:
Шумы при запуске и выключении
Большинство людей не слышат звуки, которые издает их тепловой насос, когда он включается или выключается. Это потому, что когда ваш тепловой насос установлен, он стратегически расположен за пределами вашего дома, где его рабочие шумы вас меньше всего беспокоят.
Это потому, что когда ваш тепловой насос установлен, он стратегически расположен за пределами вашего дома, где его рабочие шумы вас меньше всего беспокоят.
Некоторые компрессорные агрегаты тепловых насосов при первом запуске издают звук, напоминающий «разбалансированную стиральную машину». Этот шум может быть довольно громким, но должен длиться всего несколько минут. Когда тепловой насос отключается, также возникает некоторый шум, связанный с этим процессом. Некоторые люди описывают этот шум как сочетание громких «щелканий и постукиваний». Опять же, этот шум должен исчезнуть через несколько минут работы теплового насоса.
Режим разморозки
Одним из побочных продуктов, возникающих при подаче тепловым насосом теплого воздуха в дом, является избыток охлажденного воздуха вокруг блока теплового насоса. В конце концов, змеевики испарителя вашего теплового насоса начнут замерзать. Когда это произойдет, ваш тепловой насос будет менее эффективен или вообще не будет передавать тепло. Это нормальная часть работы теплового насоса.
Это нормальная часть работы теплового насоса.
Когда скопление инея на змеевиках испарителя становится слишком сильным, ваш тепловой насос обнаружит это и автоматически переключится в режим оттаивания на несколько минут. Это часто сопровождается громким «свистящим» звуком в течение нескольких минут, когда тепловой насос переключается в этот режим разморозки.
Тихое гудение/жужжание
Не пугайтесь, если ваш тепловой насос издает тихое гудение во время работы. Это что-то совершенно нормальное. В вашем тепловом насосе есть ряд внутренних электрических компонентов, таких как катушки и контакторы, которые, как известно, тихо гудят или мягко гудят при передаче электричества через них.
Шум двигателя вентилятора
Воздух является ключом к тому, как ваш тепловой насос передает тепло в ваш дом и из него. Это движение воздуха создается большим вентилятором, расположенным в самом верху вашего теплового насоса. Когда он работает, он может быть немного шумным, но ничего, что надоедало бы. Шум, производимый вентилятором теплового насоса, должен быть равномерным, плавным и не слишком громким. Вы также можете услышать щелчок непосредственно перед тем, как включится вентилятор теплового насоса.
Шум, производимый вентилятором теплового насоса, должен быть равномерным, плавным и не слишком громким. Вы также можете услышать щелчок непосредственно перед тем, как включится вентилятор теплового насоса.
Назойливые шумы теплового насоса и способы их устранения
Внутренний свистящий шум
Это обычно происходит внутри вашего дома, когда работает ваш тепловой насос. Обычно свистящий звук создается, когда воздух быстро проходит через маленькое отверстие. Обычно это вызвано такими вещами, как грязные воздушные фильтры в вашей системе или объекты, расположенные перед воздушными регистрами и вентиляционными отверстиями, которые ограничивают поток воздуха, входящий или выходящий из них.
ПОИСК И УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ:
Этот шум системы теплового насоса обычно довольно легко устранить. Простая очистка или замена ваших воздушных фильтров на регулярной основе предотвратит это когда-либо на стороне впуска воздуха. Также постарайтесь убрать любую мебель, коробки и другие предметы, которые мешают потоку воздуха через вентиляционные отверстия или регистры.
Также постарайтесь убрать любую мебель, коробки и другие предметы, которые мешают потоку воздуха через вентиляционные отверстия или регистры.
Дребезжащие звуки в блоке или в системе воздуховодов
Если вы слышите дребезжащие звуки, исходящие от теплового насоса, это обычно означает, что часть мусора попала в область вентилятора. Это довольно распространено, если у вас во дворе возле теплового насоса много больших деревьев или недавно в этом районе были сильные ветры. Сухие ветки, листья и другой мусор будут издавать дребезжащий или лязгающий звук, когда лопасти вентилятора теплового насоса соприкасаются с ними.
Любой крупный мусор, попавший в воздуховоды, может издавать дребезжащий звук, когда он подпрыгивает в них. Правильно установленные фильтры всегда должны предотвращать засасывание мусора в воздуховод, но не всегда.
ПОИСК И УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ:
Прежде чем пытаться удалить мусор из области вентилятора, чтобы остановить дребезжащий шум, всегда будьте в безопасности и убедитесь, что вы «СНАЧАЛА ВЫКЛЮЧАЕТЕ УСТРОЙСТВО». Затем просто аккуратно удалите мусор вокруг лопастей вентилятора. Возможно, вам придется снять защитный экран, который закрывает вентилятор, чтобы удалить этот мусор из устройства.
Затем просто аккуратно удалите мусор вокруг лопастей вентилятора. Возможно, вам придется снять защитный экран, который закрывает вентилятор, чтобы удалить этот мусор из устройства.
Очистить воздуховоды системы от мусора немного сложнее. Это потому, что может быть трудно найти обломки. Попробуйте точно определить, откуда исходит дребезжащий звук внутри системы воздуховодов, затем выключите тепловой насос и попытайтесь удалить мусор. Возможно, вам придется снять крышку регистра или вентиляционную крышку, чтобы добраться до мусора. Если вам не удается найти мусор, вызывающий шум, вызовите специалиста по системам вентиляции и кондиционирования воздуха, чтобы он забрал его для вас.
Металл о металл Звук рядом с 9-м энергоблоком0020 Это, скорее всего, является результатом погнутых лопастей вентилятора теплового насоса или того, что вентилятор каким-то образом сместился, что привело к контакту с другой металлической частью теплового насоса. Со временем это разрушит либо лопасти вентилятора, либо сам двигатель вентилятора. ПОИСК И УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ: Вибрация Любой вибрирующий звук, исходящий от вашего теплового насоса, вам не друг. Вибрации делают такие вещи, как ослабление винтов и гаек на болтах. Если вибрация не устраняется в течение длительного времени, она может привести к выходу из строя гораздо более серьезных деталей. ПОИСК И УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ: Громкое гудение Необычно громкое гудение внутри теплового насоса не является нормальным, в отличие от тихого гудения, которое мы обсуждали ранее. Это, скорее всего, будет вызвано тем, что один из электрических компонентов внутри вашего теплового насоса изнашивается или не прекращает электрическое соединение, когда это необходимо. Заклинивший двигатель вентилятора также создает очень заметный громкий гудящий шум. УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ: Шипение Если из вашего теплового насоса или воздуховода слышен шипящий звук, это плохой знак. Это означает, что воздух или, что еще хуже, хладагент выходит из вашей системы теплового насоса, и это никогда не бывает хорошо. Как только ваш хладагент станет низким, ваш тепловой насос больше не сможет передавать тепло внутри или снаружи вашего дома. ПОИСК И УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ: Повторяющиеся булькающие звуки Хладагент внутри вашего теплового насоса переходит из жидкого состояния в газообразное в зависимости от того, где он находится, когда он циркулирует по линиям под давлением в вашем тепловом насосе. ПОИСК И УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ: Громкий визг при работающем двигателе вентилятора Лопасти вентилятора вашего теплового насоса могут вращаться, поскольку они прикреплены к мощному электродвигателю. К сожалению, этот герметичный электродвигатель находится в открытом доступе. Со временем внутрь может попасть влага. В конце концов, эта влага начнет способствовать разрушению масел, которые смазывают подшипники двигателя. ПОИСК И УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ: Всегда рекомендуется регулярное техническое обслуживание теплового насоса Итак, теперь вы должны гораздо лучше знать, являются ли звуки, исходящие от вашей системы теплового насоса, нормальными или вам следует беспокоиться. Помните, что если какой-либо шум, исходящий от вашей системы теплового насоса, очень громкий и ненормальный, вы должны немедленно отключить ее и вызвать профессионального специалиста по системам вентиляции и кондиционирования. Также никогда не помешает ежегодное техническое обслуживание теплового насоса. Регулярное техническое обслуживание и прослушивание аномальных шумов теплового насоса могут в значительной степени помочь вам продлить срок службы вашего теплового насоса.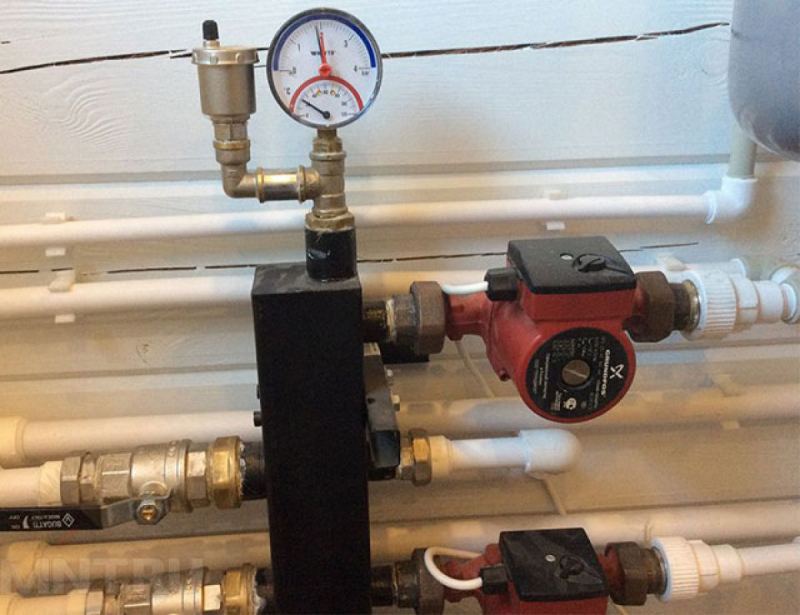 Не говоря уже о том, что этот шум, вероятно, будет настолько громким, что будет раздражать вас даже в вашем доме.
Не говоря уже о том, что этот шум, вероятно, будет настолько громким, что будет раздражать вас даже в вашем доме.
Существует вероятность 50/50, что вы сможете устранить эту проблему с шумом теплового насоса самостоятельно. Для этого сначала снимите защитный экран с двигателей вентиляторов. Затем затяните все винты или гайки, которые могли ослабнуть, что привело к небольшому наклону блока вентилятора. Если проблема заключается в согнутой лопасти вентилятора, попробуйте аккуратно выпрямить ее. Если это не сработает, вы можете купить новую лопасть вентилятора и заменить ее самостоятельно. Если ни один из этих способов не устранит удар лопасти вентилятора о металл, вам необходимо запланировать вызов службы ОВКВ. Чем громче вибрации, тем они серьезнее.
Чем громче вибрации, тем они серьезнее.
С большинством вибраций вы можете справиться самостоятельно, даже если у вас ограниченные механические способности. Попробуйте найти незакрепленную часть оборудования, которая вызывает вибрирующий шум. Как только вы найдете его, затяните все винты или гайки, которые должны закрепить его на месте. Небольшой кусочек резины, размещенный в стратегически важных местах, также творит чудеса, останавливая вибрации.
Если у вас есть электрический компонент, который громко гудит, его необходимо заменить. Если вы знаете, как выполнять электромонтажные работы, возможно, вы сможете сделать это самостоятельно (не забывайте всегда отключать питание перед работой с электрической системой вашего теплового насоса). Однако, вероятно, лучше всего, чтобы эту работу выполнял обученный специалист по HVAC.
Если вы знаете, как выполнять электромонтажные работы, возможно, вы сможете сделать это самостоятельно (не забывайте всегда отключать питание перед работой с электрической системой вашего теплового насоса). Однако, вероятно, лучше всего, чтобы эту работу выполнял обученный специалист по HVAC.
К сожалению, если вы хорошо не разбираетесь в системах отопления и охлаждения, вы не сможете устранить эту проблему самостоятельно. Если вы слышите шипение, исходящее от вашего теплового насоса, выключите его и обратитесь в службу ОВКВ. Чтобы ваш тепловой насос работал должным образом, этот уровень хладагента должен оставаться достаточно постоянным. Небольшие утечки в линиях под давлением теплового насоса могут со временем привести к потере хладагента. Когда это происходит, это может издавать булькающие звуки в линиях под давлением во время работы системы.
Чтобы ваш тепловой насос работал должным образом, этот уровень хладагента должен оставаться достаточно постоянным. Небольшие утечки в линиях под давлением теплового насоса могут со временем привести к потере хладагента. Когда это происходит, это может издавать булькающие звуки в линиях под давлением во время работы системы.
Устранение утечек хладагента и добавление хладагента должны выполняться обученным специалистом по ОВиК. Пришло время запланировать вызов службы ОВКВ, если вы постоянно слышите булькающие звуки в тепловом насосе и кажется, что он работает неэффективно. Как только это произойдет, «визжащий шум», который будут издавать несмазанные подшипники, может, мягко говоря, очень раздражать.
Как только это произойдет, «визжащий шум», который будут издавать несмазанные подшипники, может, мягко говоря, очень раздражать.
Единственный способ прекратить визжащий звук, исходящий от двигателя вентилятора теплового насоса, — это заменить этот двигатель. Эту работу лучше всего доверить профессиональному специалисту по системам вентиляции и кондиционирования.
Чтение чертежей для начинающих: Чтение чертежей — правила чтения для начинающих
Чтение чертежей — правила чтения для начинающих
Карандаши и листы ватмана постепенно уходят в прошлое, уступая место цифровым технологиям и специализированным программам. Но принципы начертания остаются теми же и необходимо учиться чтению чертежей. В производстве и в строительных организациях широко распространено использование конструкторской документации, разработать которую без знания черчения невозможно. Для создания простых и комплексных трубопроводов и электроустановок, для сборочного узла и высотных металлоконструкций всё равно необходимо создавать проекты.
Основные правила чтения чертежей
Любая стойка или крепёж сначала воплощаются на листе бумаги или экране компьютера и лишь потом передаются в производственный цех. Для правильного понимания задачи, чтобы ответственный работник мог понять, где именно должно проходить наложение сварочных швов или делать отверстие нужного диаметра, надо уметь читать технологические документы.
В машиностроении чертежи могут быть разными: существуют чертежи деталей, сборочные, схемы, спецификации и др. Технические рисунки должны изготавливаться согласно правилам государственных стандартов (ГОСТ) или Единой системы конструкторской документации (ЕСКД).
Количество изображений должно быть минимальным. В инженерной графике чертёж — это представление предмета с помощью проекций и точным соотношением его размеров.
Обозначения на чертежах в машиностроении
Допуски и посадки
Зачем это все нужно? Этот вопрос возникает не только у рабочего на производстве. Это задумано, чтобы на заводе не теряли время на постоянное измерение фактических размеров полученной детали, и без брака производили совместимые изделия.
Числовые значения верхнего и нижнего предельных отклонений указывают рядом с размерами шрифтом меньшей величины, чем для размерных чисел. Допуск – это диапазон отклонения от номинального размера. Поле допуска обозначают либо одной, либо двумя буквами основного отклонения и номером квалитета.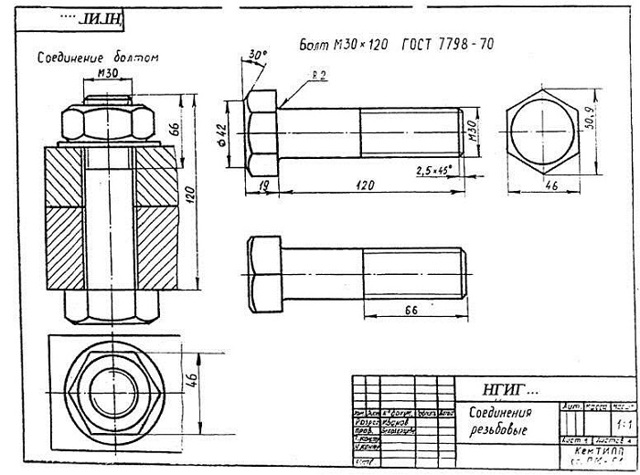
Посадка состоит из допуска на наружной, охватываемой поверхности, допуска на внутреннюю поверхность, и определяется величиной зазора или натяга. Посадки указывают с помощью дроби в правой части от размера, в числителе обозначение предельного отклонения, а в знаменателе аналогичное обозначение для совместимой детали.
Обозначения размеров
Величина детали обозначается соответствующими числами и линиями со стрелками на концах. Линии размеров непрерывны и располагаются параллельно за пределами контура детали.
Единицы измерения на чертежах не обозначаются, по умолчанию всё указывают в миллиметрах.
Выносные элементы
Бывают случаи, когда удобнее вынести и увеличить часть детали за пределы основного контура. По сути, это самые сложные участки рассматриваемого изделия. Обычно так поступают с деталями замысловатой формы для экономии места на чертеже.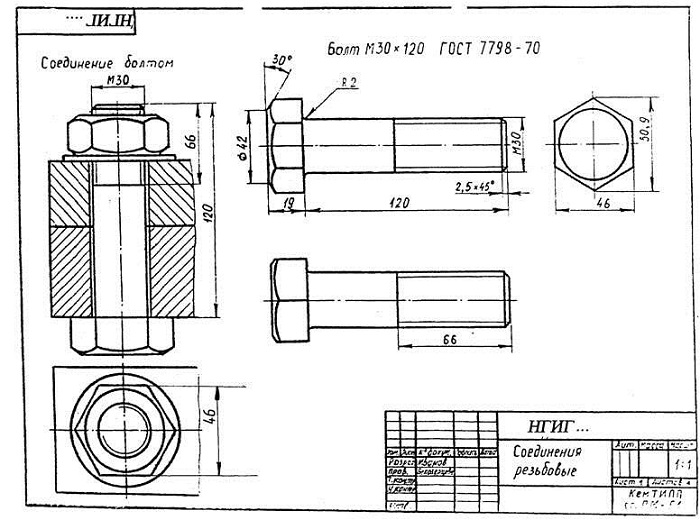
Комплексную часть обводят либо кругом, либо овалом и подписывают римской цифрой. Выносному элементу этого фрагмента присваивают тот же римский номер в знаменателе, а в числителе указывают его масштаб.
Обозначение материалов в сечениях
Сечение – это изображение фигуры, получившееся после условного её рассечения. Оно показывает лишь формы детали, не раскрывая остальные сегменты, что располагаются за ним.
Сечения бывают вынесенными или наложенными. Первые отображаются за пределами формы предмета, вторые прямо на нём.
Контур сечения заполняют косыми сплошными линиями с углом наклона 45 градусов. Линии должны располагаться в одну и ту же сторону на всех сечениях для одной детали, учитывая и материал изделия.
Могут быть расположены в любом месте на чертеже, под произвольным углом, но в этом случае с добавлением в надписи слова «повёрнуто» над сечением.
Условные обозначения на чертежах технологической документации
На чертежах используют условные обозначения, установленные государственными стандартами. Это основы, в них описываются правила оформления знаков, букв, цифр, линий и так далее.
Обычно их на чертеже не разъясняют, за исключением обозначений, в которых необходимо указать номер стандарта. Всё-таки с ГОСТами необходимо ознакомиться для выполнения и распознавания чертежей или схем.
Это как раз тот случай, когда просто прочесть учебник по черчению недостаточно. Лучше всего пройти специализированные курсы или обучиться инженерным специальностям или другим профессиям, относящимся к производству или к строительству.
Умение читать технологическую документацию необходимо как инженеру, так и рядовому токарю.
В целом, машиностроение и другие отрасли используют ряд основных обозначений:
-
Буквенные, отражающие условные величины, например, радиус, шаг резьбы и многое другое.
-
Цифровые, выражающие значения размеров, величину угла и т. п. -
Буквенно-цифровые, встречаются в основном в электрических схемах. -
Графические – это базовые элементы технического рисунка. Ими отображают как структуру детали, материал изделия, так и её конструкцию (дверной или оконный проём и т. п.).
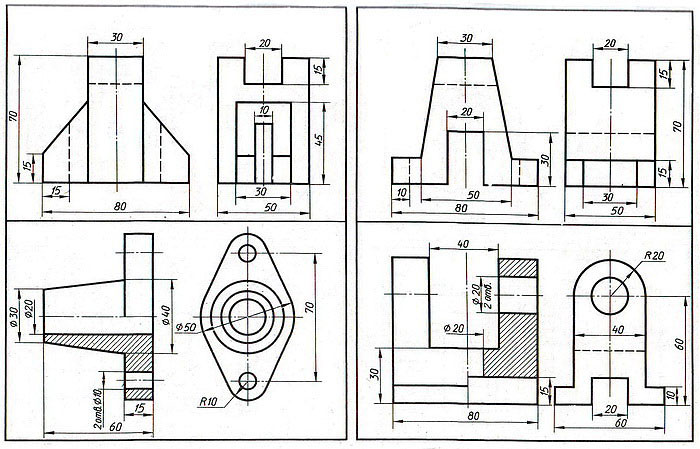
Все это необходимо для корректной подачи минимума информации на листе и последующего его верного прочтения.
Порядок чтения чертежей для начинающих
Помимо чертежей, также широко используется эскиз – это не технический чертёж. Это набросок предмета в произвольном масштабе, для изготовления которого не применяют чертёжные инструменты, и он не сопровождается надписями и размерами. Какие-либо знаки на нём и рядом с ним также не ставятся. Качество эскиза зависит от того, насколько он приближен к чертежу.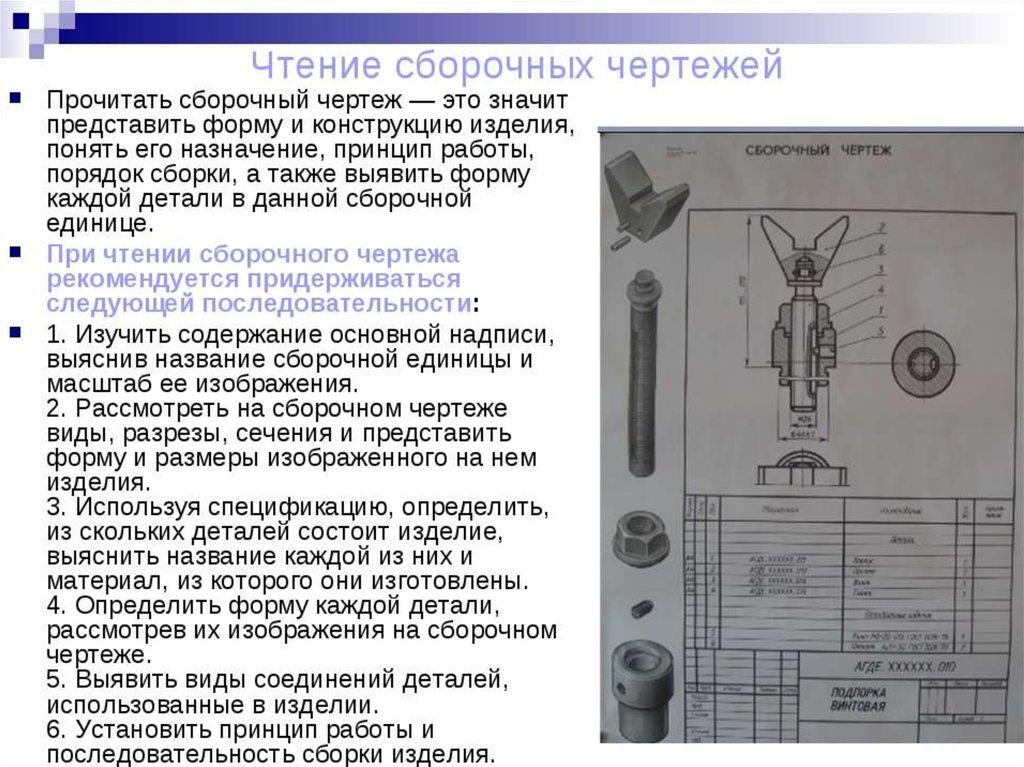
Чтение чертежа – это представление на двумерной плоской поверхности по изображениям объёмной формы предмета и его размеров и содержащее прочие сведения.
Но как научиться читать чертежи правильно? Существуют ли какие-нибудь простые, общие принципы для этого?
Чтение происходит в следующем порядке:
-
читается основная надпись чертежа; -
определяется главный вид; -
анализируются виды и мысленно объединяются в единое целое; -
определяются размеры детали и её компонентов.
Пример чтения чертежа детали
Основная надпись говорит о том, что на данном техническом рисунке изображено резьбовое соединение, в частности, скрепление болтом. Также на ней указан код документа и индекс изделия. Масштаб чертежа выполнен в натуральную величину, а именно 1:1.
Масштаб чертежа выполнен в натуральную величину, а именно 1:1.
Главный вид представлен с наложенным сечением скрепляемых деталей. Соединение показано двумя проекциями. Отдельно представлен болт, с метрической резьбой и высотой 120 мм и 30 миллиметровым диаметром. Также изображена гайка на виде сверху. А вот размеры шайбы по данным этого чертежа неясны.
Заключение
Машиностроительные чертежи — это непростые документы и не всегда можно их с ходу прочесть, но зато они могут передавать большие объёмы информации об искомых изделиях. Порой даже опытные инженеры не стесняются заглянуть в учебники или в государственные стандарты, чтобы правильно передать или понять смысл технического рисунка и сделать нужное обозначение для данной детали.
с чего начинают, как правильно строительные и в машиностроении
Содержание:
-
Чтение чертежей — правила для начинающих -
Обозначения на чертежах в машиностроении-
Обозначения размеров -
Допуски и посадки -
Выносные элементы -
Обозначение материалов в сечениях
-
-
Как научиться читать чертежи в строительстве -
Условные обозначения на чертежах технологической документации -
В каком порядке читают сборочный чертеж -
Порядок чтения чертежей для новичков-
Пример чертежа с пояснениями
-
Содержание
-
Чтение чертежей — правила для начинающих -
Обозначения на чертежах в машиностроении-
Обозначения размеров -
Допуски и посадки -
Выносные элементы -
Обозначение материалов в сечениях
-
-
Как научиться читать чертежи в строительстве -
Условные обозначения на чертежах технологической документации -
В каком порядке читают сборочный чертеж -
Порядок чтения чертежей для новичков-
Пример чертежа с пояснениями
-
Чтение чертежей — правила для начинающих
Определение
Чертеж — это графическое изображение линиями на плоскости объекта (с указанием его размеров), необходимых для того, чтобы его изготовить, собрать, установить, построить, проконтролировать и т. д.
д.
Принципы начертания планов и схем неизменны и в традиционном формате (на бумаге), и в цифровом — в специализированных программах. Поэтому для чтения любых чертежей необходимо знать основы конструкторской документации.
Определение
Чтение чертежа — это умение определить по техническому эскизу название изделия, масштаб изображения, размеры и форму, а также материалы, из которых оно изготовлено.
Осторожно! Если преподаватель обнаружит плагиат в работе, не избежать крупных проблем (вплоть до отчисления). Если нет возможности написать самому, закажите тут.
Видов чертежей существует множество. В основном они делятся по признакам:
- сборочные;
- гидро-, пневмо- и электромонтажные;
- чертежи деталей;
- план-схемы;
- теоретические;
- фоточертежи;
- монтажные;
- спецификации;
- аксонометрические и т. д.
 д.
д.
Выделяют 5 основных назначений чертежей:
- Продемонстрировать общий вид объекта.
- Показать объект в разрезе или в сечении.
- Выделить внутреннее строение детали, узла и т. д.
- Отразить способы крепления объекта.
- Изобразить проекции детали.
В основном возможность прочитать технический эскиз зависит от того, оформлен ли он согласно общепринятым стандартам. Все технические рисунки изготавливают согласно правилам государственных стандартов (ГОСТ) и Единой системы конструкторской документации (ЕСКД).
В грамотно составленных чертежах содержится большой объем информации об изделии. Помимо неправильного оформления, помешать прочитать чертеж могут:
- недостаточное знание системы условных обозначений;
- отсутствие навыков и опыта работы чтения специфичной документации;
- отказ от знакомства с содержанием основной надписи.
Обозначения на чертежах в машиностроении
Обозначения размеров
На чертежах, как правило, не указывают размерность (то есть единицу измерения размера).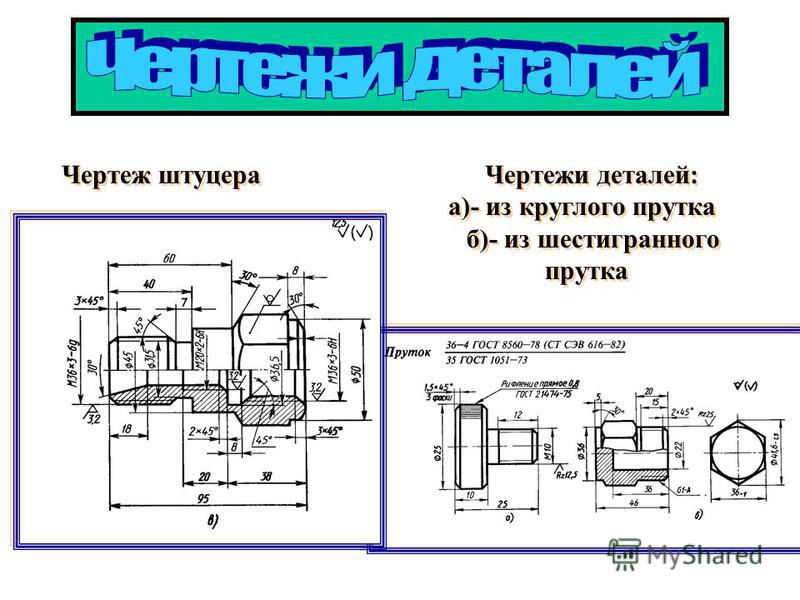 По умолчанию в машиностроении на технических эскизах все размеры указывают в миллиметрах. На других технических схемах — к примеру, архитектурных, — масштаб и размеры уточняют отдельно в соответствии с ГОСТами.
По умолчанию в машиностроении на технических эскизах все размеры указывают в миллиметрах. На других технических схемах — к примеру, архитектурных, — масштаб и размеры уточняют отдельно в соответствии с ГОСТами.
Чтобы обозначить величину какой-либо детали, используют соответствующие числа (без указания единиц измерения) и линиями со стрелками на концах. Эти линии непрерывны, чтобы не путать их с другими, и параллельны контурам детали. Располагаются они снаружи изображаемого объекта.
Примеры указания размеров представлены на изображении ниже.
Источник: nauka.club
Выделяют несколько основных разновидностей размеров:
- линейные отображают длины линий и дуг;
- радиальные показывают, например, диаметры отверстий;
- угловые указываются в градусах и демонстрируют, соответственно, размер угла.
Правильное оформление линейных, радиальных и угловых размеров — на иллюстрации ниже.
Источник: elibrary.udsu.ru
Допуски и посадки
Идеальная сборка механизмов практически невозможна из-за возможностей станков и особенностей измерения. В машиностроении выделяют два вида размеров детали: действительный и номинальный.
Определение
Действительный размер детали — это размер с допустимой погрешностью.
В связи с тем, что номинальный и действительный размеры деталей почти всегда различаются, сборка механизмов невозможна без заранее продуманной системы допусков и посадок. Величина этих допусков и посадок определяется допустимой точностью обработки и спецификой планируемого изделия.
Определение
Допуском называют диапазон возможного отклонения действительного размера от номинального.
Определение
Посадка состоит из 2 допусков: допуска на наружной поверхности и допуска на внутренней поверхности.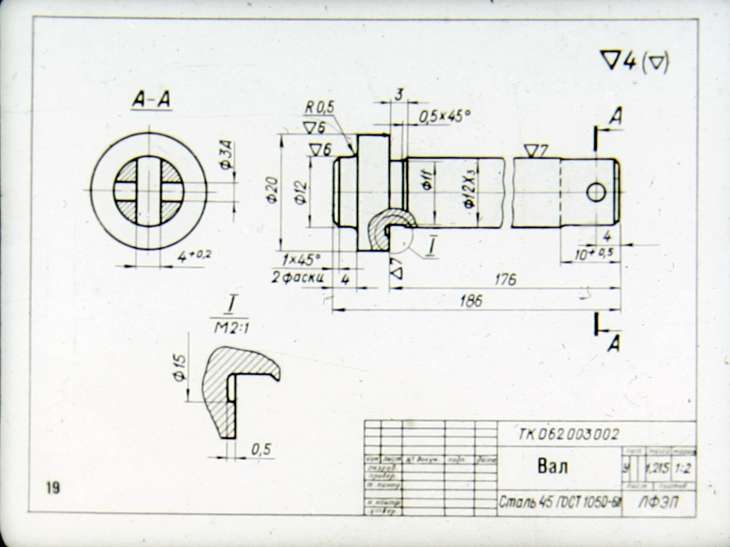 Она определяется величиной зазора или натяга при сборке.
Она определяется величиной зазора или натяга при сборке.
На чертежах помимо номинального размера указывают два параллельных значения, между которыми находится действительный. Есть 3 основных способа указать величину предельных отклонений, т. е. допуска:
- условное обозначение полей допусков;
- указание числовых значений допусков и посадок;
- условное обозначение полей допусков с указанием числовых значений.
Подробнее эти способы рассмотрены на иллюстрации.
Источник: nauka.club
Допуски, их форма и расположение на поверхности детали обозначают графическими символами, регламентированными в системе ГОСТов.
Источник: stankiexpert.ru
Выносные элементы
Иногда масштаба технического эскиза недостаточно для того, чтобы показать подробно размер, форму или строение изделия. Тогда удобнее вынести часть детали в увеличенном виде за пределы основного изображения.
Определение
Выносной элемент — это увеличенное изображение части изделия, которое требует особых пояснений в отношении формы, размеров и других данных.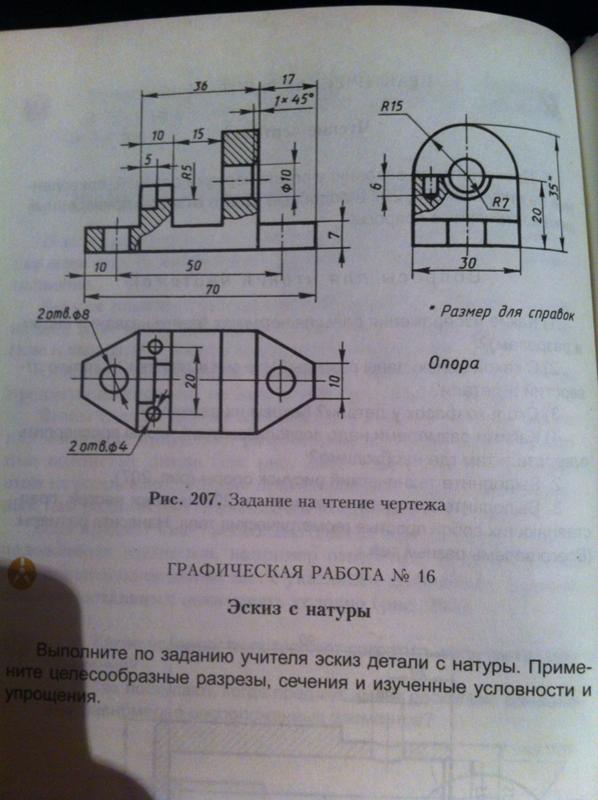
Правила оформления выносных элементов просты. Часть, которую необходимо вынести, обычно обводят кругом или овалом и подписывают либо римской цифрой, либо кириллической буквой. При этом не используют буквы: Й, О, Х, Ъ, Ы, Ь.
Это же число становится знаменателем фрагмента, а в числителе указывается его масштаб. В тех случаях, когда для обозначения использовали букву, ее записывают спереди, а масштаб указывают в скобках за ней.
Источник: gk-drawing.ru
В некоторых случаях выносной элемент отображает часть объекта в том же размере, но, например, в другом сечении. К примеру, на машиностроительном чертеже деталь представлена видом, а выносной элемент представлен в разрезе.
Вне зависимости от назначения выносного элемента, на чертежном листе его стараются располагать близко к соответствующему месту на изображении объекта.
Обозначение материалов в сечениях
Определение
Сечение — это один из способов изображения объекта на техническом эскизе. Он представляет собой изображение фигуры, получившееся после ее условного рассечения. Оно позволяет рассмотреть внутренний вид предмета.
Он представляет собой изображение фигуры, получившееся после ее условного рассечения. Оно позволяет рассмотреть внутренний вид предмета.
Пример
Например, деталь в разрезе может выглядеть так, как на изображении ниже.
Источник: tehdetal-m.ru
Сечения бывают 2 основных форм.
- Вынесенные. Отображаются за пределами контура предмета.
- Наложенные. Отображаются в рамках контура детали.
Во втором случае контур сечения заполняют линиями определенной формы. Виды линий и их значение четко регламентированы в ГОСТах.
Источник: ГОСТ 2.306-68
Если материал не включен в ГОСТы и, соответственно, не имеет обозначения, можно применить дополнительное обозначение. Но в таком случае обязательно пояснить значение штриховки на чертеже.
Если сечение слишком узкое и длинное, то полностью заштриховать необходимо только контуры отверстий и концы детали. Остальную площадь рекомендуется штриховать небольшими участками в нескольких местах.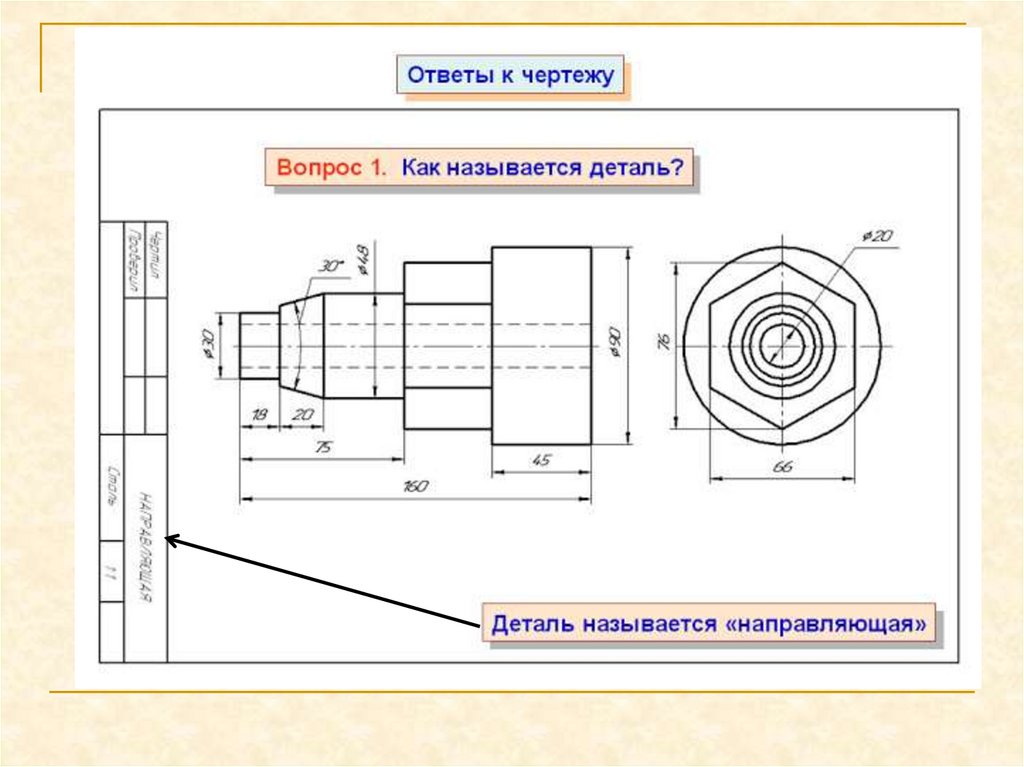 Пример такой штриховки — на картинке.
Пример такой штриховки — на картинке.
Источник: gk-drawing.ru
Как научиться читать чертежи в строительстве
Технические эскизы в строительстве и архитектуре, как правило, состоят из нескольких листов. Каждый из них отражает отдельную часть проекта объекта.
- ГП — генеральный план строящегося объекта.
- АР — архитектурные решения.
- КМ — конструкции металлические.
- КЖ — конструкции железобетонные.
- НВК — наружные сети водоснабжения и канализации.
- ОВ — планы отопления и вентиляции.
- ВК — водоснабжение и канализация внутри объекта.
- ТС – система теплоснабжения.
- ЭН — наружное электроосвещение.
- ЭС — электроснабжение и кабельные сети внутри площадки.
- СС — система связи.
Многие элементы строительных чертежей эксклюзивны и специфичны, в других видах чертежей (например, машиностроительных) они не встречаются.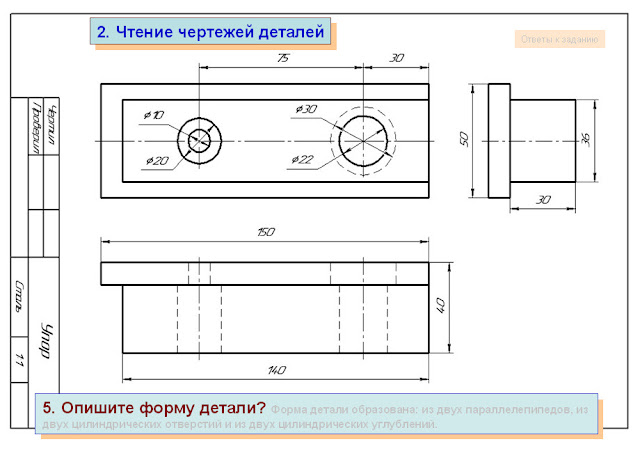
Поскольку в строящемся объекте необходимо учесть множество различных элементов, неопытному взгляду строительный чертеж может показаться слишком сложным.
Источник: klyshko.ru
Чтобы не запутаться в строительном чертеже, стоит соблюдать определенный порядок действий.
- Ознакомиться с масштабом чертежа. По общему правилу, большинство технических эскизов составляют в размере 1:50 или 1:100, но бывают и исключения.
- Изучить основные обозначения и аббревиатуры, которые используют в строительных чертежах. В архитектурных и строительных схемах масштаб меньше, чем в машиностроительных, так что дополнительных обозначений намного больше.
- Обращать внимание на выносные элементы. Инженеры зданий очень часто прибегают к ним.
Необходимо учитывать, что все планы зданий — это горизонтальные разрезы на уровне окон и дверей. Высотные отметки от уровня земли обозначают за пределами контуров технического эскиза.
Условные обозначения на чертежах технологической документации
Все условные обозначения, используемые на чертежах любых видов, установлены государственными стандартами и ЕСКД. Эти стандарты регулируют правила оформления знаков, букв, цифр, линий и пр.
Эти стандарты регулируют правила оформления знаков, букв, цифр, линий и пр.
Поскольку чертежи — это специализированная документация, не предназначенная для чтения сторонними людьми, обычно на них не разъясняют значение условных обозначений. Поэтому ознакомиться с ГОСТами для выполнения и распознавания технических схем и эскизов необходимо.
Буквенные условные обозначения отражают значение условной величины: радиус, шаг резьбы и др.
Цифровые условные обозначения выражают значения размеров.
Буквенно-цифровые условные обозначения обычно используют в электрических схемах.
Графические условные обозначения представляют собой базовые элементы технического рисунка. К ним относят, например, материал изделия, структуру детали, конструкцию.
Согласно ГОСТ, на технических схемах в обязательном порядке обозначают:
- комплекты документов типовых и групповых технологических процессов и операций, а также технологические конструкции;
- комплекты документации на технологические процессы, применяемые в среднесерийном, крупносерийном и массовом производствах;
- отдельные виды документов, предназначенные для самостоятельного применения в обработке средствами специальной вычислительной техники: ведомость оснастки, материалов и т. д.
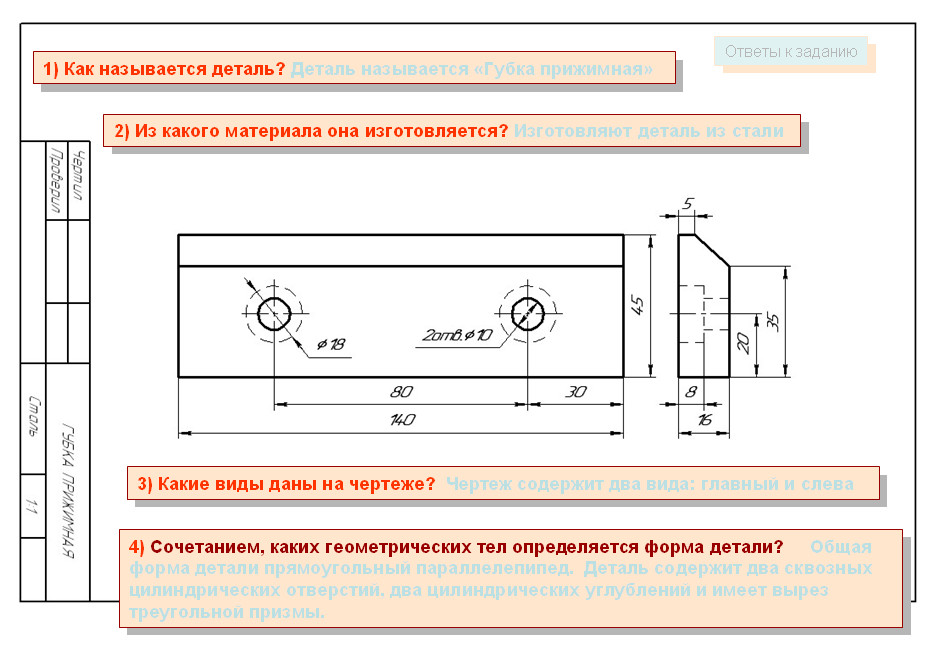 д.
д.
У обозначения комплектов документов существует своя структура и длина кодового обозначения.
Источник: ГОСТ 3.1201-85
В каком порядке читают сборочный чертеж
Определение
Сборочный чертеж — это документ, содержащий изображение сборочной единицы.
Сборочный чертеж дает представление о расположении и взаимной связи составных частей. Благодаря ему возможно осуществить сборку и проконтролировать сбор предмета.
Этот вид чертежей состоит из тех же частей, что и машиностроительный чертеж: виды, разрезы и сечения деталей. Он является своеобразной противоположностью деталирования — построения чертежа уже существующей оригинальной детали.
Пример
На чертеже ниже представлен сборочный чертеж механизма. Отдельно справа дан вид, поясняющий форму рукоятки.
Источник: sites.google.com
При чтении сборочных чертежей пользуются теми же правилами, что и в других чертежах.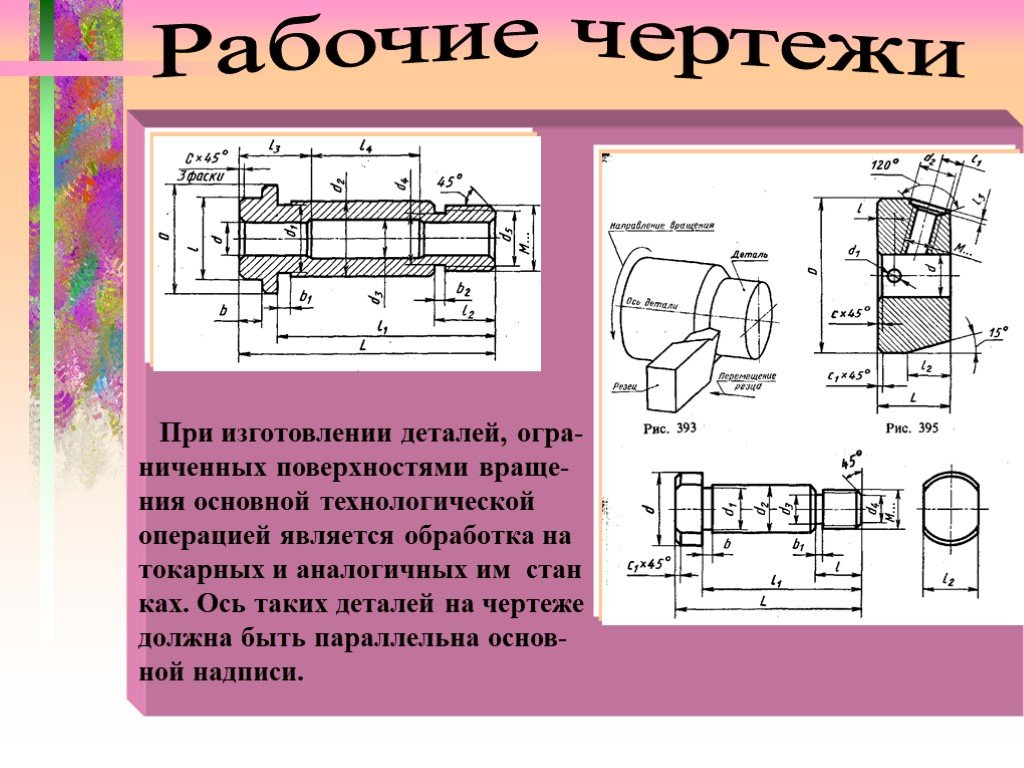
Порядок чтения чертежей для новичков
Основной смысл чтения чертежа заключается в том, чтобы по плоским изображениям представить объемную форму предмета и определить его размер. Существует рекомендованная последовательность чтения чертежей, к которой прибегают и новички, и профессионалы: инженеры, строители, архитекторы, сборщики деталей и др. Она делает процесс чтения технического эскиза несложным.
- Прочитать основную надпись чертежа. Это позволяет узнать название детали, предполагаемые материалы для изготовления, масштаб изображения и другие важные сведения.
- Определить, какие виды деталей представлены на чертеже и какой из них является главным.
- Рассмотреть виды деталей во взаимосвязи и определить форму детали в подробностях. Чтобы это было проще, необходимо проанализировать изображения на чертеже. Чертеж позволяет представить геометрическую форму каждой части детали и мысленно объединить их в единое целое.
- Определить по чертежу размер предмета и его составных элементов.

Пример чертежа с пояснениями
Рассмотрим чертеж детали.
Источник: nauka.club
В первую очередь необходимо обратиться к главной надписи на чертеже — она расположена в рамке в правом нижнем углу чертежа. Согласно ей, на данном чертеже изображены резьбовые соединения, а именно скрепление болтом. Также в главной надписи указан код документа, индекс изделия и масштаб чертежа. Масштаб равен 1:1 — значит, изображение выполнено в натуральную величину.
На главном виде — наложенное сечение скрепляемых деталей. Соединение показано в двух проекциях. Отдельно изобразили болт с метрической резьбой, высотой 120 и диаметром 30. Размерность не указана — следовательно, используется величина по умолчанию, т. е. миллиметры. Также отдельно изобразили гайку в виде сверху. Определить размер шайбы по данному чертежу невозможно.
Насколько полезной была для вас статья?
Рейтинг: 4. 40 (Голосов: 5)
40 (Голосов: 5)
Как читать строительные чертежи
Если вы собираетесь построить что-то большее, чем хлебница, вам почти наверняка понадобятся строительные чертежи. Эти технические чертежи наверняка вам понадобятся, если вы планируете построить новый дом. Фактически, вы можете использовать чертежи, чтобы спланировать все, от дома до подземного бункера.
Строительная индустрия строится, так сказать, по чертежам. Почти каждый генеральный подрядчик и строитель сталкивается с ними в какой-то момент в процессе строительства. Они даже полезны, если вы что-то сносите: эксперты по сносу используют чертежи, чтобы выяснить, какие области нужно взорвать, чтобы разрушить здание.
Что такое чертежи?
Чертежи — это тип строительных чертежей, которые показывают, как должно быть спроектировано здание, какие материалы будут использоваться и где будут размещаться такие элементы, как двери, окна, раковины и бытовая техника.
Проще говоря: если вы собираетесь построить здание, вам понадобится набор чертежей. И будь вы архитектором, инженером или строителем, вам нужно уметь их читать.
И будь вы архитектором, инженером или строителем, вам нужно уметь их читать.
Эти строительные планы также полезно иметь под рукой на случай, если вам понадобится внести изменения позже или выполнить работы по техническому обслуживанию/ремонту. Они также необходимы, чтобы убедиться, что проект получил правильные разрешения на строительство и соответствует строительным нормам.
Чтение чертежей — важный навык, который необходим работникам архитектурного проектирования и строительства на каждом этапе пути.
Основы чертежей
Чертежи обычно рисуются в масштабе 1/4 дюйма, что означает, что каждая четверть дюйма на плане равна 1 футу фактической длины готовой конструкции.
5 Основные характеристики чертежа
Подобно тому, как в общей строительной отрасли используется глоссарий строительных терминов, которые вам необходимо знать, прежде чем приступать к проекту, чтение чертежа также требует знакомства с многочисленными терминами и символами. .
.
Чертежи могут быть больше или меньше в зависимости от объема и сложности проекта. Наиболее распространенные размеры чертежей для строительства нового дома — 18×24 дюйма или 24×36 дюймов. В дополнение к центральному чертежу каждый лист чертежа обычно включает следующие элементы.
1. Основная надпись
Основная надпись обычно содержит:
- Логотип компании и контактную информацию
- Имя клиента
- Имя архитектора
- Название проекта
- Адрес сайта
- Расположение сайта
- Название чертежа
- Дата розыгрыша
- Количество листов
- Сертификаты
- Весы
Основная надпись может быть прямоугольником, занимающим угол чертежа, или узкой полосой, охватывающей всю длину или ширину листа. В любом формате основная надпись содержит полезную базовую информацию о проекте.
Основные надписи часто располагаются в правом нижнем углу рамки чертежа. Также в правом нижнем углу находится номер чертежа или печати, что важно для подачи чертежа и поиска правильного чертежа, когда он упоминается в другом чертеже.
Также в правом нижнем углу находится номер чертежа или печати, что важно для подачи чертежа и поиска правильного чертежа, когда он упоминается в другом чертеже.
2. Блок изменений
В блоке изменений перечислены любые изменения, внесенные в чертеж, с указанием даты, описания изменения и имени или инициалов лица, внесшего или санкционировавшего изменение. Блоки ревизии включены для различных частей плана.
Когда чертежи впервые нарисованы, блок ревизий пуст, ожидая ревизий составных частей. Они вводятся по мере внесения изменений, и соответственно накапливаются «исполнительные» чертежи.
Интересный факт: в блоках изменений используются как буквы, так и цифры, но буквы I, O, Q, S, X и Z избегаются, поскольку их можно принять за цифры.
3. Система сеток
Как и карта, листы чертежей часто включают систему сеток вдоль горизонтальных и вертикальных краев, с числами на одной оси и буквами на другой. Это упрощает ссылку на конкретное место на чертеже.
4. Примечания и условные обозначения
Символы, сокращения, примечания и другая практическая информация, относящаяся к каждому конкретному чертежу, часто появляется внизу или сбоку плана этажа. Это ключ к расшифровке стенографии символов на чертежах.
План архитектора может содержать различные примечания к проекту, в том числе общие примечания, охватывающие весь проект; примечания, относящиеся к определенной дисциплине дизайна; или примечания, которые относятся только к листу, на котором они появляются.
Легенда имеет решающее значение, потому что легко запутаться, читая чертежи, особенно если их создают разные архитекторы или инженеры. Символы, которые выглядят одинаково, не всегда означают одно и то же для строителей разных областей или специальностей.
Кроме того, хотя существуют стандартные символы для конкретных типов проектов, некоторые архитекторы и строительные фирмы используют специальные символы, которые вы больше нигде не найдете. Легенда делает их легкими для понимания.
Легенда делает их легкими для понимания.
Вот несколько примеров типичных символов плана:
- Символ компаса, указывающий ориентацию здания
- Прямая линия, обозначающая дверь, с дугой, показывающей, как она будет открываться
- Толстые линии для обозначения наружных стен
- Тройная линия, показывающая, где будет находиться окно
- Приборы, такие как ванна, плита, туалет и т. д., нарисованные в виде простых контуров, как они выглядят с высоты
5. Чертеж или план
Основная область, заполняющая центр каждого листа чертежа, посвящена чертежу или плану, иллюстрирующему определенный вид, элемент или систему проекта.
Типы листов в наборе чертежей
Большинство зданий возводятся профессионалами, каждый из которых имеет определенную область знаний — фундамент, каркас, механика, электрика, сантехника, кровля и т. д. Координация того, как все это функции должны работать вместе, каждый набор чертежей содержит специальные чертежи, называемые «листами».
Каждый лист классифицируется своим буквенным кодом, чтобы помочь различным подрядчикам легко найти нужную им информацию. Листы обычно организованы в набор чертежей от самого общего до самого подробного. Некоторые распространенные типы листов и их обозначения включают:
- G-листы (общие листы) — они часто начинаются с титульного листа и указателя плана с перечислением последующих листов. Одной из основных особенностей является план строительной площадки, показывающий расположение здания по отношению к границам собственности, заборам, отступам, ландшафту и подъездным путям, а также линиям электропередач, канализации и другим инженерным сетям.
- Листы A (архитектурные планы) — сюда входят планы этажей и крыш, а также виды фасадов, которые показывают, как здание будет выглядеть спереди, сбоку и сзади после завершения. Они также могут включать подробные чертежи с крупным планом различных элементов. В архитектурных планах указаны критические размеры, расположение стен, расположение дверей и поворотов и т. д. В них также могут быть указаны размеры крыши, а также используемые материалы для обшивки и кровли.
- Листы S (строительные планы) — В то время как архитектурные чертежи показывают, как должно выглядеть здание, структурные чертежи показывают, как его построить. Созданные инженером на основе чертежей архитектора S-листы включают в себя планы фундамента, фундаментов, каркаса, конструкции крыши, несущих стен, железобетонной арматуры и других элементов структурной целостности.
- М листы (механические планы) — На них изображена схема расположения приборов и воздуховодов ОВиК (отопление, вентиляция и кондиционирование воздуха), а также вытяжных элементов, систем противопожарной защиты и другого механического оборудования.
- Листы E (электрические планы) — На них показано, где будут расположены цепи, электропроводка, розетки, выключатели и распределительные коробки, а также встроенные потолочные вентиляторы и осветительные приборы. Таблицы E также регулируют системы противопожарной защиты, пожарную сигнализацию, внутреннее и внешнее освещение, резервное питание и электропроводку для встроенных приборов.
- P-листы (сантехнические планы) — Показывают, где будут проходить внутренние и внешние трубопроводы для горячей и холодной воды, канализации и ливневой канализации, а также оросительные трубопроводы для полива газонов и других систем. Если в здании будет использоваться газ, листы P также содержат планы трубопроводов природного газа.
- L-листы (ландшафтные планы) — Эти детализированные участки за пределами здания для указания мест посадки или установки деревьев, кустарников, растений и элементов ландшафта.
- Спецификации — Другие листы могут содержать «графики» или планы материалов для определенных функций, таких как графики дверей, графики отделки, графики окон и т. д. Обычно форматируется как таблица или матрица, детализирующая одну часть проекта, определяя материал, цвет, толщина и т. д. каждого экземпляра этого предмета.
- Листы спецификаций — Они включают подробные описания всех материалов, которые будут использоваться для конкретного элемента здания.
 д. В них также могут быть указаны размеры крыши, а также используемые материалы для обшивки и кровли.
д. В них также могут быть указаны размеры крыши, а также используемые материалы для обшивки и кровли. Таблицы E также регулируют системы противопожарной защиты, пожарную сигнализацию, внутреннее и внешнее освещение, резервное питание и электропроводку для встроенных приборов.
Таблицы E также регулируют системы противопожарной защиты, пожарную сигнализацию, внутреннее и внешнее освещение, резервное питание и электропроводку для встроенных приборов. д. каждого экземпляра этого предмета.
д. каждого экземпляра этого предмета.Каждый лист имеет собственное соглашение о нумерации, которое представляет три элемента: Обозначение дисциплины определяет первую букву (или две) в последовательности (A для архитектуры, G для общего и т. д.).
Далее цифра представляет тип листа (0 для общей информации, 1 для планов, 2 для фасадов и т. д.). Последние цифры означают, где лист номер приходится на всю последовательность.
В этой системе лист с номером A204 , например, будет содержать четвертый лист архитектурных фасадов. EL103 будет содержать третий лист плана электроосвещения.
4 Общие перспективы в чертежах
Чертежи часто показывают проект с разных точек зрения. Это может быть не только план этажа, но и страницы, показывающие проект со следующих точек зрения:
Это может быть не только план этажа, но и страницы, показывающие проект со следующих точек зрения:
- Виды в плане – Планы этажей, план фундамента, план крыши
- Виды фасадов – Виды справа, слева, спереди и сзади
- Виды в разрезе
- Изометрические виды
Вид сверху
Вид сверху — это вид конструкции сверху с высоты птичьего полета. Это, вероятно, самая узнаваемая форма чертежа для большинства людей: двухмерный или «плоский» вид, нарисованный так, как если бы стены были разрезаны пополам в горизонтальной плоскости. Каждый этаж здания получает свой чертеж вида в плане.
Фасад
Чертежи фасада показывают, как здание будет выглядеть спереди, сзади, слева и справа. Они могут отображать внутренний фасад или внешний фасад. Они нарисованы в вертикальной плоскости, изображая одну сторону здания так, как оно выглядело бы, если бы вы стояли и смотрели прямо на него.
Красочные, детализированные художественные изображения вида фасада часто выставляются в офисах модельных домов, чтобы показать, как будут выглядеть различные проекты домов-трактов, когда они будут закончены. Они также часто предоставляются средствам массовой информации, чтобы дать общественности представление о том, как будут выглядеть общественные здания, такие как торговые центры и здания университетов.
Поперечное сечение
Это чертеж завершенного здания, как если бы оно было разрезано пополам по вертикали. Это помогает зрителю понять взаимосвязь между высотой пола, длиной стропил, конструкцией лестницы и другими конструктивными элементами. Обратите внимание, как в этом примере лестница выглядит так, как будто бы она видна сбоку, как зуб пилы.
Чертежи поперечного сечения часто используются для плана каркаса здания, чтобы показать, как балки, фермы, колонны и балки соединяются друг с другом. Это элементы, которые вы не увидите после отделки стен, установки гипсокартона и потолков.
Изометрический рисунок
Изометрический рисунок — это трехмерное изображение, в котором линии нарисованы под углом 30 градусов. Это создает впечатление, что вы смотрите на интерьер из одного угла здания. Он может показать внутренние особенности, такие как соединения сантехники, сборка машины, дизайн помещения и многое другое.
Слово «изометрический» происходит от греческого термина, означающего «равная мера». Этот метод используется не только для архитектуры; он также использовался для создания инфографики в СМИ. И художники использовали эту технику для создания иллюзий в известных иллюстрациях, таких как М.К. Эшера, в котором лестницы начинаются и заканчиваются на одном уровне.
8 Типы линий чертежей и их значение
Быстрый способ начать понимать чертежи — это познакомиться с их линиями. Линии обозначают стены, дверные рамы, внешние поверхности приборов, размеры, диапазоны движения и т. д.
В зависимости от их толщины, прямых или изогнутых, пунктирных или сплошных линий обозначают различные схематические назначения на чертеже. Это некоторые из наиболее распространенных линий, которые вы встретите на чертеже, и их использование.
Это некоторые из наиболее распространенных линий, которые вы встретите на чертеже, и их использование.
Линии объектов показывают внешние поверхности объектов, которые обычно видны в законченном здании. Это самые толстые и наиболее распространенные линии на чертеже.
Скрытые линии представляют собой поверхности, которые не будут видны в готовом здании, поскольку они находятся на дальней стороне стены, прибора или другого объекта. Также известные как «линии скрытых объектов», они обычно используются с изометрическими чертежами.
Размерные линии — это линии со стрелками, указывающие расстояние от размеров стен до промежутков между проводами в электрической розетке и т. д.
Осевые линии определяют центральную ось симметричного объекта. Они часто используются для различения круглых элементов, таких как отверстия, дуги или цилиндрические объекты.
Фантомные линии показывают различные возможные положения подвижного объекта. Они могут описывать положения переключателя «включено» и «выключено», расстояние до двери, когда она открывается, и так далее.
Они могут описывать положения переключателя «включено» и «выключено», расстояние до двери, когда она открывается, и так далее.
Выносные линии обозначают внешние границы размерных линий, когда требуется большая ясность. Они не касаются размерных линий, а лишь указывают, где они заканчиваются.
Линии выноски Проще говоря, это «стрелки», указывающие на особенности чертежа, требующие дополнительного пояснения. Как правило, они нарисованы под углом 45 градусов к объекту, который описывают.
Линии разрыва используются для экономии места за счет уменьшения размера чертежа. В зависимости от длины они могут иметь вид волнистых или острых зигзагов. В любом случае они указывают на то, что раздел был удален.
Советы по чтению чертежей
При чтении чертежей начните с основной надписи, чтобы ознакомиться с основами, затем изучите легенду. Вам нужно будет неоднократно обращаться к нему в ходе проекта, но запоминание ключевых символов в самом начале даст вам хороший старт.
Важно знать, с какими планами вы имеете дело, и что вам нужно для каждого проекта. Каждый из них будет включать многие из тех же элементов, которые обсуждались выше, но каждый из них также уникален, поэтому важно знать, как читать и интерпретировать планы.
Вы должны четко понимать, какие элементы проекта стоят на первом месте в процессе. Вы не хотите забегать вперед и монтировать гипсокартон, прежде чем прокладывать электропроводку. Такого рода ошибки могут привести к задержке проекта и превышению бюджета.
Также важно знать, с кем вы имеете дело, от архитекторов до инженеров, от электриков до плотников, чтобы убедиться, что все согласны друг с другом.
Чертежи больше не синие… но раньше их было
Чертежи были созданы британским ученым сэром Джоном Гершелем в 1842 году. Он пропитал тонкую бумагу химическим веществом под названием цианотип, прикрепил ее к белой бумаге и выставил на свет. Оттенок «берлинская лазурь» просачивался, оставляя белые полосы на голубом фоне.
Метод использовался до середины 20 века. Большинство архитекторов больше не рисуют чертежи вручную. Вместо этого они используют программное обеспечение для создания цифровых чертежей. Но название «чертеж» прижилось даже спустя столетия после того, как отпечатки перестали быть синими.
Заключение
Чертежи составляются до того, как будут выполнены какие-либо работы по строительному проекту. Они являются основополагающим элементом любого строительного проекта. Они дают представление о том, как проект будет выглядеть после завершения, а также подробную дорожную карту того, как этого добиться.
Если вы говорите о классификации недвижимости, структурной планировке, сантехнике, электрике или столярных работах, вам необходимо предоставить подробные сведения о том, как все будет сочетаться друг с другом. Чертежи дают вам способ сделать это. С их помощью вы можете создать дом или другой строительный проект, которым можно будет гордиться, и который выдержит испытание временем.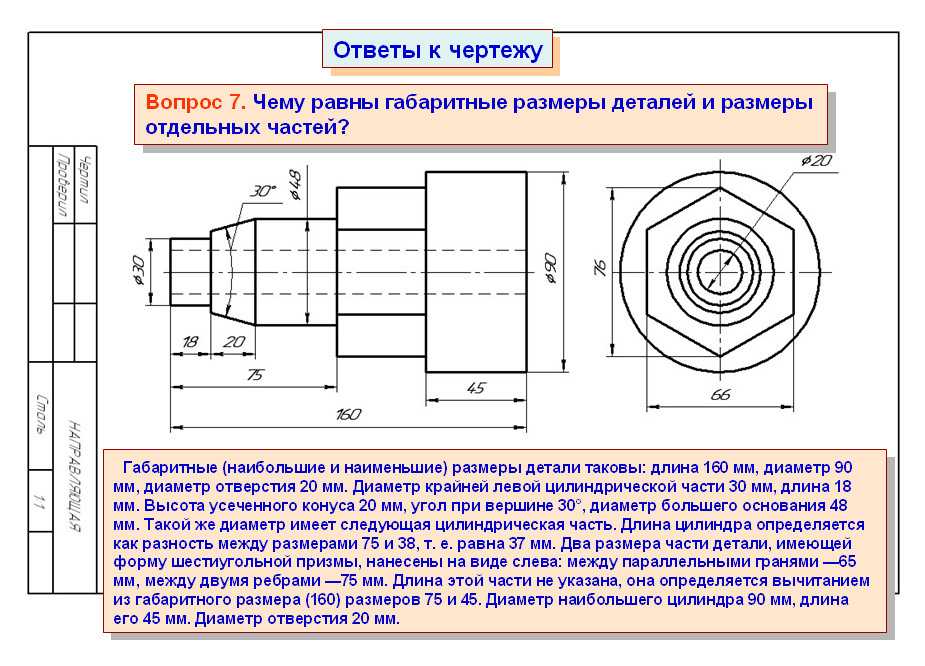
Полная инфографика:
Связанные посты
. Вот почему мы разбили процесс на кусочки размером с укус. Все основные компоненты инженерного чертежа подробно описаны ниже со ссылками, чтобы дать вам больше информации по каждому предмету.
Используйте оглавление ниже, чтобы сразу перейти к выбранной вами теме, и если вы не найдете то, что ищете, оставьте комментарий внизу, и мы ответим на любые вопросы, связанные с чертежами, которые мы, возможно, пропустили.
Содержание
Компоненты чертежа
Основная надпись
Пример основной надписи
Основная основная надпись чертежа содержит идентификационную информацию высокого уровня. Основная надпись чертежа может сильно различаться в разных компаниях. Как правило, основная надпись находится в правом нижнем углу чертежа и включает следующее:
- Чертеж или номер детали и редакцию
- Название детали
- Название компании
- 1 st или 3 rd угловая проекция
- Масштаб
Блок допусков
Пример блока допусков
Общий блок допусков, иногда называемый общим блоком допусков правая или нижняя средняя часть чертежа.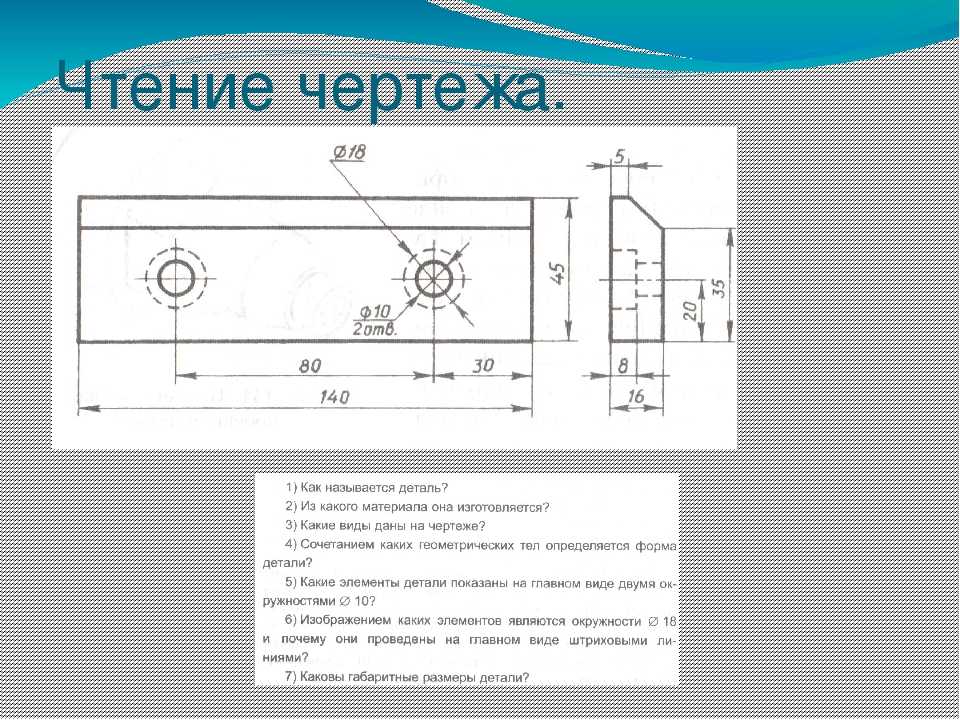 Блок допусков определяет допуски, связанные с размерами, которые не указаны непосредственно на чертеже.
Блок допусков определяет допуски, связанные с размерами, которые не указаны непосредственно на чертеже.
Это может включать такие элементы, как единицы измерения чертежа (британские или метрические) или требования к шероховатости поверхности.
Единицы измерения
Единицы измерения очень важны, потому что между 25,4 мм и 25,4 дюйма огромная разница. Единицы измерения часто указываются в основной надписи или блоке допусков, но иногда они могут быть в другом разделе чертежа, например, в примечаниях.
Угловые единицы также важны, но обычно с ними меньше путаницы, потому что десятичные градусы и градусы, минуты, секунды очень разные.
Типы проекций
Проекции — это различные способы представления деталей на чертеже. В основном это означает, что существуют разные методы отображения одной и той же детали.
1 st Угловая проекция, иногда называемая европейской конвенцией, представляет собой метод отображения различных видов детали, как если бы деталь была перевернута с каждой стороны.
Обратите внимание, как автомобиль перевернут ниже на каждом виде чертежа проекции под 1-м углом.
1-й пример угловой проекции — щелкните, чтобы увеличить
3 rd Угловая проекция, американская конвенция, представляет собой метод отображения различных видов детали, как если бы деталь была помещена в чашу и катилась в чаше к другим видам.
Обратите внимание, как автомобиль перевернут ниже на каждом виде чертежа угловой проекции 3 rd .
Пример проекции 3-го угла — нажмите, чтобы увеличить
Проекции трудно описать словами. Просто помните, что 1 9Угловая проекция 0366 st — это метод флопа, а угловая проекция 3 rd — метод вращения.
Типы допусков
Существует несколько способов задания допусков размера. Ниже приведены способы прямого определения размеров элемента со стандартными допусками. Допуски GD&T — это вообще отдельная тема.
Предельные допуски
Пример предельного допуска
Предельные допуски указывают диапазон, в который должен попадать размер.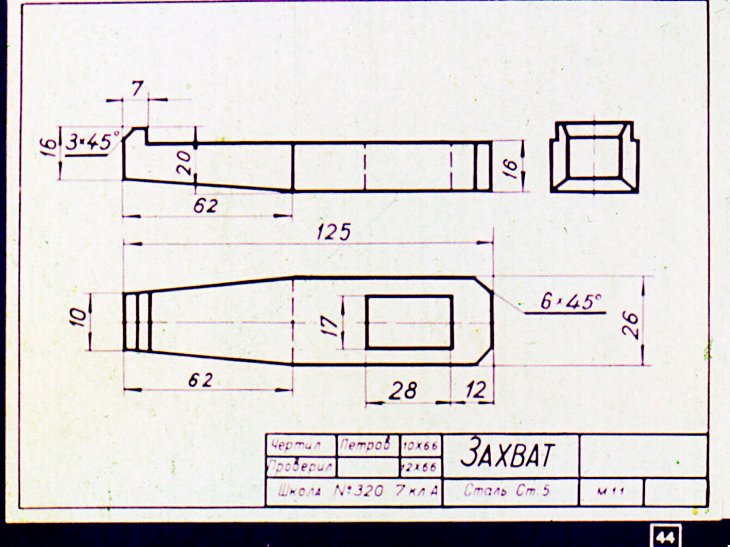 Расчет не нужен. Просто держите его между цифрами.
Расчет не нужен. Просто держите его между цифрами.
Односторонние допуски
Пример одностороннего допуска
Односторонние допуски даны, когда допустимое отклонение находится в одном направлении, как в приведенном ниже примере. В этом примере деталь не может иметь диаметр более 6 мм.
Двусторонние допуски
Пример двустороннего допуска
Двусторонние допуски, часто называемые положительными или отрицательными допусками, имеют номинальный размер и допуск в положительном и отрицательном направлениях. Часто этот допуск будет одинаковым в обоих направлениях, но это не обязательно. Иногда вы увидите двусторонние допуски, допускающие большее отклонение в одном направлении.
Раздел примечаний
Примечания к чертежу могут оказать огромное влияние на требования к компонентам. В примечаниях часто документируются требования к обработке поверхности, такие как термообработка, анодирование и другие подобные требования.
Буквально что угодно может быть указано в разделе примечаний, и перечисленные элементы могут сильно повлиять на сложность детали.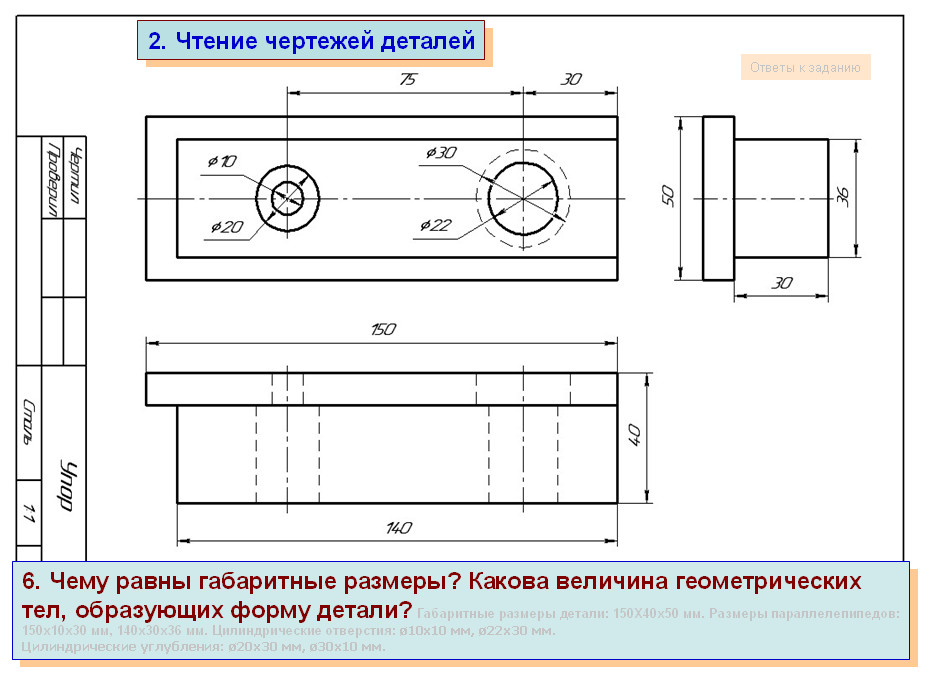
Обратите внимание на раздел примечаний, там часто есть критически важные функции и характеристики, относящиеся к перечисленным деталям.
Символы
Для создания инженерных чертежей используется широкий набор символов. Существуют также специальные чертежные символы, связанные с такими элементами, как сварка или электронные компоненты, но я буду рассматривать только стандартные чертежные символы, включая те, которые связаны с определением геометрических размеров и допусков (GD&T).
Осевые линии
Осевые линии, такие как центр сквозного отверстия, изображаются на чертеже длинными и короткими линиями, расположенными попеременно.
В приведенном ниже примере осевые линии показаны синими линиями.
Пример осевых линий и скрытых линий
Скрытые линии
Чтобы отобразить в виде схемы объекты, которые на самом деле не видны, используются скрытые линии. Эти скрытые линии отображаются на чертеже в виде линий, состоящих из штрихов.
В приведенном выше примере скрытые линии показаны красными линиями
Диаметры
Символ диаметра
Диаметры представляют собой круглые или цилиндрические элементы. Такие характеристики, как внешний диаметр детали и размер отверстия или цековки, являются примерами диаметров. Они будут обозначаться символом диаметра, показанным ниже.
Зенковки
Символ зенковки
Зенковки — это фаска на отверстии, позволяющая крепежу, например винту, располагаться заподлицо или под поверхностью детали. Символ чертежа для зенковки показан ниже.
Пример обозначения зенковки
Зенковки
Обозначение зенковки
Зенковка — это круглое отверстие, достаточно глубокое для того, чтобы можно было утапливать головку крепежного изделия. Зенковки будут показаны на чертеже со связанными с ними символами диаметра и глубины.
Пример обозначения цековки Пример обозначения радиуса
Радиусы появляются на распечатках по разным причинам. Наиболее распространенное применение радиуса — указать максимально допустимый радиус в нижней части прорези или отверстия. Они часто используются как форма рельефа кромки, похожая на фаску. Хотя это наиболее распространенное использование радиуса, радиусы могут быть рассчитаны для всех видов внутренних и внешних элементов.
Они часто используются как форма рельефа кромки, похожая на фаску. Хотя это наиболее распространенное использование радиуса, радиусы могут быть рассчитаны для всех видов внутренних и внешних элементов.
Когда радиус плавно переходит в поверхность, он иногда называется полным радиусом или полным R. Полное обозначение R не меняет способ измерения радиуса и не добавляет никаких дополнительных требований.
Пример условного обозначения отверстия
Отверстия настолько просты, насколько это возможно. Они бывают двух видов: сквозные и глухие. Когда они показаны на чертеже, они обычно указываются по размеру и расположению относительно центра отверстия.
Базы
Символ базы
Базы являются опорными точками для измерений и используются во многих обозначениях GD&T. Вы найдете базы, показанные на чертеже, чтобы идентифицировать элемент как базу или как часть выноски GD&T в рамке управления элементом.
Символы GD&T
Основные размеры
Пример основного размера
Основные размеры — это теоретически идеальный размер или расположение элемента детали. Отклонение от этого «идеального» размера или местоположения будет использоваться для измерения других характеристик детали, таких как истинное положение или профиль. Базовые размеры сами по себе не имеют допуска и вместо этого контролируются другим обозначением GD&T.
Отклонение от этого «идеального» размера или местоположения будет использоваться для измерения других характеристик детали, таких как истинное положение или профиль. Базовые размеры сами по себе не имеют допуска и вместо этого контролируются другим обозначением GD&T.
Справочные размеры
Пример справочного размера
Справочные размеры — это только то, на что они похожи. Они размещены на печати только для справки. У них нет связанных с ними требований и допусков. Как правило, они используются одним из двух способов: они будут использоваться для выделения чего-то, что может быть не сразу понятно без указанного эталонного размера, или они будут использоваться для отображения приблизительного размера в другой системе единиц (метрические или британские единицы).
Фаски
Пример условного обозначения фаски
Фаски используются для удаления острых кромок детали. Это обеспечивает безопасность как детали, так и человека, использующего эту деталь. Фаски часто указываются в разных местах. Они могут быть перечислены непосредственно на детали, в разделе примечаний или в общем блоке допусков.
Фаски часто указываются в разных местах. Они могут быть перечислены непосредственно на детали, в разделе примечаний или в общем блоке допусков.
Когда фаски маленькие, иногда они будут указаны как кромка излома.
Spotfaces
Пример выноски Spotface
Spotfaces — это небольшие зенковки, которые обрабатываются таким образом, чтобы застежка могла ровно сидеть на детали. По сути, они представляют собой просто неглубокие зенковки и имеют соответствующие размеры.
Окружности отверстий под болты
Пример условного обозначения окружности отверстий под болты
Окружность отверстий под болты будет показана на печати с использованием нескольких размеров. Это будет включать размер отдельных отверстий, угол между центром круга отверстий под болты и отдельными отверстиями, а также размер самого круга отверстий под болты.
Накатка
Примеры выноски с накаткой
Накатка — это текстурированный узор на детали. Он добавляется для визуальной привлекательности или дополнительного сцепления. Накатки будут различаться по шагу, диаметру и типу накатки.
Накатки будут различаться по шагу, диаметру и типу накатки.
Чистота поверхности/шероховатость поверхности
Обозначение чистоты поверхности/шероховатости
Качество отделки поверхности определяется с помощью галочки на поверхности. Цифра над началом чека – требуемая чистота поверхности. Если присутствуют два числа, шероховатость поверхности должна находиться в указанном диапазоне. Если указано только одно число, шероховатость поверхности должна быть меньше или равна указанному значению.
Требования к чистоте поверхности часто указываются непосредственно на применимых поверхностях, а также в разделе примечаний и блоке общих допусков.
Резьба
Резьба будет указана либо в метрическом формате ISO, либо в формате резьбы Unified National Coarse (UNC). В этой статье разъясняются детали выносок потоков.
Хотите узнать больше?
GD&T – сложная тема, и ее правильное понимание может быть разницей между идеальной деталью и браком.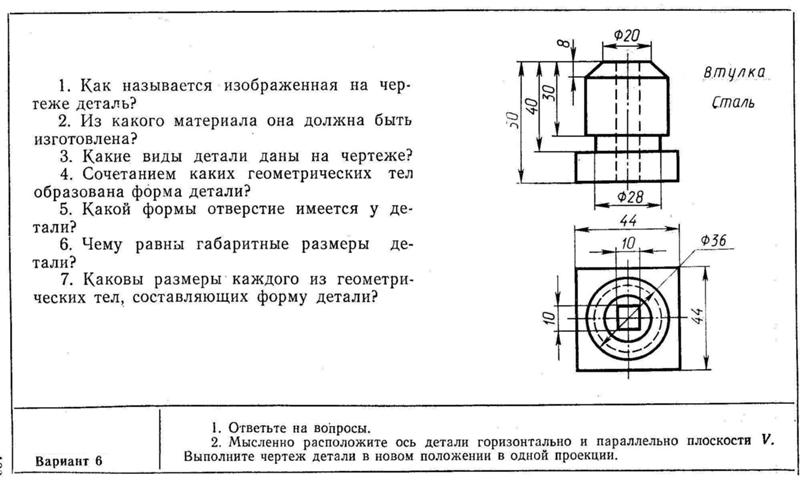
Обозначение трубной резьбы на чертежах: Статья о трубной резьбе
Обозначение резьбы. Обозначение резьбы, на чертежах представляет собой условное буквенное обозначение для каждого ее типа — Студопедия
Поделись
Обозначение резьбы, на чертежах представляет собой условное буквенное обозначение для каждого ее типа. Метрическая резьба обозначается буквой М, трапецеидальная — Tr, упорная — S, трубная цилиндрическая — G, трубная коническая — R, коническая метрическая — МK. В обозначение резьбы входят обозначение геометрических параметров и обозначение полей допусков, которое состоит из цифры, обозначающей степень точности, и буквы (строчной для стержня и прописной для отверстия), обозначающей основное отклонение (например, 6h; 6g; 6H; 6G). В учебных чертежах обозначение полей допусков не проставляют.
Обозначение метрической цилиндрической резьбы с крупным шагом состоит из буквы М и размера номинального диаметра (знак диаметра не проставляют) (рис. 399). Резьба с мелким шагом обозначается буквой М, размером диаметра и размером шага (см. рис. 396, а). На стержне обозначение резьбы проставляют по сплошной основной линии, а в отверстии — по сплошной тонкой линии, т. е. и в том, и в другом случае—по наибольшему диаметру (рис. 396, а; 399, а). В случае необходимости нанесения размера на изображении, выполненном в плоскости, перпендикулярной оси стержня или отверстия, обозначение резьбы наносят, как показано на рис. 399, б и 400, б. Правая резьба дополнительных обозначений не имеет, а у левой резьбы после условного обозначения пишут буквы LH (рис. 400). Многозаходные резьбы в обозначении имеют числовое значение хода и в скобках букву Р с числовым значением шага, например, М24X4,5 (Р1,5), где М означает метрическую резьбу, 24 — диаметр, 4,5 — величину хода, 1,5 — величину шага в миллиметрах. Для определения количества заходов следует величину хода разделить на величину шага (в данном случае резьба будет трехзаходная).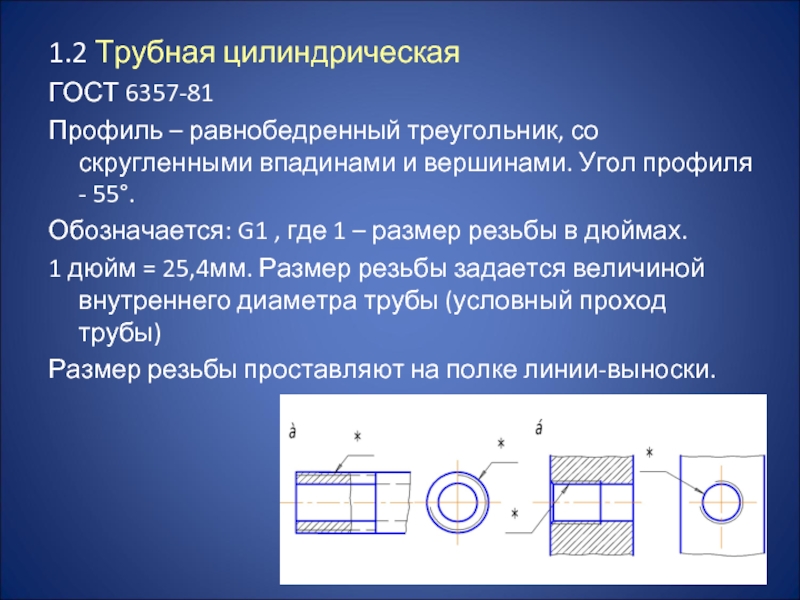
Обозначение метрической конической резьбы с крупным шагом состоит из букв МК и размера номинального диаметра, например, МК6. Для резьбы с мелким шагом указывают величину шага, например, МК20×1,5. Левую резьбу обозначают так: MK20×1,5LH. Все диаметры конической резьбы измеряют в основной плоскости. При необходимости основную плоскость конической резьбы на стержне указывают тонкой сплошной линией, как показано на рис. 401. Обозначение конической резьбы наносят над полкой линии-выноски. Стрелки должны упираться в сплошную основную линию (см. рис. 393, 395).
Соединение внутренней метрической цилиндрической резьбы с наружной конической резьбой обозначают дробью М/М/С, номинальным диаметром, шагом и номером стандарта на коническую резьбу, например, М/МК20×1.5 ГОСТ 25229—82; М/МК20× 1,5 LHTOCT 25229—82. Обозначение метрической резьбы с крупным и мелким шагом для деталей из пластмассы выполняют по общим правилам, например, М24 или М24×1. 5.
5.
Обозначение трапецеидальной резьбы состоит из букв Тr, номинального диаметра и шага, например, Тr40×6. В обозначение левой резьбы добавляют букву LH, например, Tr40×6LH. Многозаходную трапецеидальную резьбу обозначают буквами Тr, номинальным диаметром резьбы, числовым значением хода и в скобках буквой Р с числовым значением шага, например, Tr80×40 (P10), где номинальный диаметр — 80, ход — 40, шаг — 10, число заходов равно четырем, так как 40:10=4.
Обозначение упорной резьбы состоит из буквы S, номинального диаметра и шага, например, S80×10. Для левой резьбы добавляются буквы LH, например, S80×WLH. Многозаходная упорная резьба обозначается буквой S, номинальным диаметром, значением хода и в скобках буквой Р и значением шага, например, S80×X20 (Р10) или S80×20(PW)LH.
Обозначение прямоугольной резьбы на чертеже отличается от обозначения рассмотренных резьб, так как эта резьба нестандартная. Изображая такую резьбу, показывают ее профиль (обычно увеличенный) и наносят все размеры, необходимые для ее изготовления: наружный и внутренний диаметры, шаг резьбы, толщину зуба или ширину впадины. Направление резьбы и число заходов указывают над полкой линии-выноски, например, «Резьба трехзаходная-», «Резьба левая», «Резьба двухзаходная левая» (рис. 402). Линия выноски заканчивается стрелкой, упирающейся острием в наружный контур резьбы.
Изображая такую резьбу, показывают ее профиль (обычно увеличенный) и наносят все размеры, необходимые для ее изготовления: наружный и внутренний диаметры, шаг резьбы, толщину зуба или ширину впадины. Направление резьбы и число заходов указывают над полкой линии-выноски, например, «Резьба трехзаходная-», «Резьба левая», «Резьба двухзаходная левая» (рис. 402). Линия выноски заканчивается стрелкой, упирающейся острием в наружный контур резьбы.
Обозначение трубной цилиндрической резьбы состоит из буквы G и размера резьбы, например, G1 ½. В обозначение левой резьбы добавляют буквы LH, например, G1 ½LH. В отличие от других видов резьб номинальный размер трубной резьбы характеризуется не ее наружным диаметром, а числовым значением (в дюймах) условного диаметра отверстия трубы, на которой нарезана резьба. Например, если на трубной цилиндрической резьбе стоит обозначение G1 ½, то этот размер (½??=12,7 мм) относится к диаметру отверстия трубы, а наружный диаметр, на котором нарезана резьба, равен 20,456 мм, т. е. диаметр отверстия трубы плюс две толщины ее стенок. Обозначение размера трубной резьбы приводится без обозначения единицы физической величины. Стрелка линии-выноски упирается в сплошную основную линию резьбы (рис. 403, 404). Обозначение резьбы в плоскости, перпендикулярной оси резьбы, проставляется только в случае необходимости.
е. диаметр отверстия трубы плюс две толщины ее стенок. Обозначение размера трубной резьбы приводится без обозначения единицы физической величины. Стрелка линии-выноски упирается в сплошную основную линию резьбы (рис. 403, 404). Обозначение резьбы в плоскости, перпендикулярной оси резьбы, проставляется только в случае необходимости.
Обозначение трубной конической резьбы состоит из буквы R (для наружной резьбы) или букв Rc(для внутренней резьбы) и величины размера резьбы, которая приводится без обозначения единицы физической величины, как у трубной цилиндрической резьбы. Обозначение резьбы наносят над полкой линии-выноски. Диаметр трубной конической резьбы и ее условный размер измеряют в основной плоскости, которую проводят условно перпендикулярно оси трубы, и которая совпадает с торцом навернутой детали, имеющей внутреннюю резьбу (рис. 405).
Изображение и обозначение резьбы — Студопедия
Поделись
Резьба – поверхность, образованная при винтовом движении плоского контура по цилиндрической или конической поверхности.
Основные определения параметров резьбы даны в ГОСТ 11708-82.
Наружный диаметр резьбы d– диаметр воображаемого цилиндра, описанного вокруг вершин наружной резьбы или впадин внутренней резьбы (рис.3.11).
Внутренний диаметр резьбы d1– диаметр воображаемого цилиндра, описанного вокруг впадин наружной резьбы или вершин внутренней резьбы.
Профиль резьбы– контур сечения резьбы плоскостью, проходящей через ее ось.
Угол профиля резьбы – угол между боковыми сторонами профиля.
Шаг резьбы Р – расстояние между соседними одноименными боковыми сторонами профиля в направлении, параллельном оси резьбы.
Ход резьбы– расстояние между ближайшими одноименными сторонами профиля, принадлежащего одной и той же винтовой поверхности, в направлении, параллельном оси резьбы.
Ход резьбы – величина относительного осевого перемещения винта (гайки) за один оборот.
Правая резьба образована контуром, вращающимся по часовой стрелке и перемещающимся вдоль оси от наблюдателя.
Левая резьба образована контуром, вращающимся против часовой стрелки и перемещающимся вдоль оси от наблюдателя.
Для наиболее распространенных типов резьб стандартизованы следующие параметры: диаметр, шаг, форма и размеры профиля.
Резьбы, которые не входят в число стандартных, называются специальными. Их размер берут либо применительно к одному из существующих типов резьбы, либо произвольно.
Ниже рассмотрены некоторые стандартные типы резьб.
Резьба метрическая является наиболее часто используемым в машиностроении типом крепежной резьбы.
Профиль резьбы и основные размеры изображены на рис. 3.12.
Пример обозначения резьбы:
М10 – резьба метрическая однозаходная с крупным шагом и номинальным диаметром 10 мм, правая;
М10´0,75 – то же с мелким шагом 0,75 мм;
M10LH, M10´0,75LH – то же левая, т. е. для левой резьбы после условного обозначения ставят буквы LH.
Многозаходные резьбы:
М36´3 (Р1,5) – двухзаходная метрическая резьба с номинальным диаметром 36 мм и шагом (Р) 1,5 мм, величиной хода 3 мм;
M36´3 (P1,5)LH – то же для левой резьбы.
Резьба трапецеидальная служит для передачи движенияи усилий. Профиль резьбы и основные размеры приведены на рис. 3. 13. Профиль резьбы выполняется по ГОСТ 9484-81, диаметр и шаг – по ГОСТ 2438-81.
Примеры обозначения однозаходной трапецеидальной резьбы:
Тr60´12 – резьба трапецеидальная однозаходная с номинальным диаметром 60 мм и шагом 12 мм, правая;
Тr60´12LH – то же для левой резьбы.
Примеры обозначения многозаходной трапецеидальной резьбы:
Тr20´6(р2) – трехзаходная трапецеидальная резьба с номинальным диаметром резьбы 20 мм, шагом p = 2 мм, величиной хода резьбы 6 мм;
Tr20´6 (p2) LH – то же для левой резьбы.
Резьба упорная применяется в тех случаях, когда винт должен передавать усилия в одном направлении, например, в тисках домкратах и т. п.
Профиль резьбы и основные размеры приведены на рис. 3.14.
Примеры обозначения резьбы:
S80´16 – резьба упорная однозаходная правая диаметром 80 мм с шагом 16 мм;
S80´32(p16)LH – резьба упорная двухзаходная, левая, диаметром 80 мм с шагом 16 мм, ходом резьбы 32 мм.
Резьба трубная цилиндрическая применяется в трубопроводах. Профиль резьбы и основные размеры приведены на рис. 3.15.
В условном обозначении трубной цилиндрической резьбы на чертежах указывается (в дюймах)внутренний диаметр (просвет) трубы, на внешней поверхности которой выполняется данная резьба.
Пример:
G1 – резьба выполняется на трубе, внутренний диаметр которой равен одному дюйму (25,4 мм).
Коническая резьба применяется при соединении труб для обеспечения повышенной герметичности, выполняется на конической поверхности с конусностью 1:16. Эта резьба характеризуются размерами наружного и внутреннего диаметров, измеренных в так называемой основной плоскости резьбы (рис. 3.16).
Под основной плоскостью понимается плоскость, перпендикулярная оси резьбы и совпадающая с торцом детали, имеющей внутреннюю резьбу (с торцом муфты). Если деталь с наружной резьбой (трубу) без натяга завернуть в муфту, то она завернется на некоторую глубину (приблизительно середина длины резьбы на трубе), которая определяет положение основной плоскости на трубе.
Резьба трубная коническая. Угол профиля этой резьбы так же как у трубной цилиндрической равен 55°. Условный размер резьбы, а также ее диаметры, измеренные в основной плоскости, полностью соответствуют параметрам трубной цилиндрической резьбы, имеющей тот же условный размер.
Условное обозначение:
R3/4 – трубная коническая резьба, наружный диаметр которой в основной плоскости равен диаметру цилиндрической трубной резьбы 3/4 дюйма.
Изображение и обозначение резьбы на чертежах устанавливает ГОСТ 2.311-68. В большинстве случаев обозначение резьбы относят к ее наружному диаметру, проставляя значение над размерной линией, над ее продолжением или на полке, как показано на рис. 3.17.
Обозначение трубной цилиндрической и конической резьб относят не к диаметру, а к контуру резьбы (рис. 3.18 и 3.19).
У нестандартной резьбы проставляют все размеры, необходимые для ее изготовления (рис. 3.20).
Стандарты, применяемые для трубной резьбы
Стандарты для прямых труб
NPSC — Американский стандарт для трубных резьб в трубных муфтах
Применимые стандарты
- ANSI B1. 20.1 ТРУБНАЯ РЕЗЬБА ОБЩЕГО НАЗНАЧЕНИЯ, 3D-098 FURPOSE/010 (01CH)
7 СТАНДАРТЫ ВИНТОВОЙ РЕЗЬБЫ ДЛЯ ФЕДЕРАЛЬНЫХ СЛУЖБ РАЗДЕЛ 7 ТРУБНАЯ РЕЗЬБА – ОБЩАЯ НАЗНАЧЕНИЕ
 20.1 ТРУБНАЯ РЕЗЬБА ОБЩЕГО НАЗНАЧЕНИЯ, 3D-098 FURPOSE/010 (01CH)
20.1 ТРУБНАЯ РЕЗЬБА ОБЩЕГО НАЗНАЧЕНИЯ, 3D-098 FURPOSE/010 (01CH)NPSF – Dryseal Американский стандарт топливной внутренней прямой трубной резьбы
Применимые стандарты
- SAE J476 Dryseal Tipe Lids
- ANSI B1.20.3 Dryseal Tipe Lids (дюйм)
- Fed-STD-H38/8 Стандарты винтовой нагрузки для федеральных служб. Прямые трубные резьбы
Применимые стандарты
- SAE J476 Dryseal Tipe Lids
- ANSI B1.20.3 Dryseal Tipe Tipe Leads (дюйм)
- Fed-STD-H38/8 Стандарты винта для федеральных служб Секция 8 Driseal Pipe Lids 9 Fed-STD-H38/8 Стандарты федеральных услуг.
Применимые стандарты , ОБЩЕЕ НАЗНАЧЕНИЕ (ДЮЙМЫ)
- FED-STD-h38/7 СТАНДАРТЫ НА ВИНТОВУЮ РЕЗЬБУ ДЛЯ ФЕДЕРАЛЬНЫХ СЛУЖБ РАЗДЕЛ 7 ТРУБНАЯ РЕЗЬБА – ОБЩАЯ НАЗНАЧЕНИЕ
Стандарты на коническую трубу
ANPT – Авиационная национальная коническая трубная резьба0005
Применимые стандарты
- MIL-P-7105 трубные нити, конусная, аэронавтическая национальная форма, символ ANPT, общие требования
NPT-Американские стандартные нити трубной трубы для общего использования
Применимые стандарты
- ANSI B1. 20.1 ТРУБНАЯ РЕЗЬБА ОБЩЕГО НАЗНАЧЕНИЯ (ДЮЙМЫ)
- FED-STD-h38/7 СТАНДАРТЫ НА РЕЗЬБУ ДЛЯ ФЕДЕРАЛЬНЫХ СЛУЖБ РАЗДЕЛ 7 ТРУБНАЯ РЕЗЬБА – ОБЩАЯ НАЗНАЧЕНИЕ
NPTF – Коническая трубная резьба по американскому стандарту Dryseal
Применимые стандарты
- SAE J476 DRISEAL TIPE RIDES
- ANSI B1.20.3 DRISEAL TIPE RIDES (дюйм)
- FED-STD-H38/8 Стандарты винтовой трансляции для федеральных служб Секция 8 Driseal Tipe Lids
PTF- SAE Short — Dryseal Короткая коническая трубная резьба SAE
PTF — SAE Short в основном используется в пневматических и топливных системах низкого давления.
Применимые стандарты
- ANSI B1.20.3 ТРУБНАЯ РЕЗЬБА DRYSEAL (ДЮЙМЫ)
PTF SPL Short и SPL Extra Short — Dryseal Специальная короткая коническая трубная резьба
Используются в некоторых пневматических компонентах, где требуется укороченная глубина резьбы из-за ограничений по размеру.
Применимые стандарты
- ANSI B1. 20.3 Dryseal Tipe Lids (дюйм)
AWWA — Американская ассоциация Water Works
- ANSI/AWWA C800-05 Подземные линии обслуживания.0003
UN — Унифицированная резьба с постоянным шагом (стандартные серии: 4, 6, 8, 12, 16, 20, 28, 32)
Применимые стандарты
UNC — Унифицированная крупная резьба
Применимые стандарты
- ASME B100019 УНИФИЦИРОВАННАЯ ДЮЙМОВАЯ РЕЗЬБА (ФОРМА РЕЗЬБЫ UN И UNR)
- FED-STD-h38/2 СТАНДАРТЫ НА ВИНТОВУЮ РЕЗЬБУ ДЛЯ ФЕДЕРАЛЬНЫХ СЛУЖБ РАЗДЕЛ 2 УНИФИЦИРОВАННАЯ ДЮЙМОВАЯ РЕЗЬБА — ФОРМЫ РЕЗЬБЫ UN И UNR
UNEF — Unifed Extra Fine05 Применимые стандарты
- ASME B1.1 УНИФИЦИРОВАННАЯ ДЮЙМОВАЯ РЕЗЬБА (ФОРМА РЕЗЬБЫ UN И UNR)
- FED-STD-h38/2 СТАНДАРТЫ НА РЕЗЬБУ ДЛЯ ФЕДЕРАЛЬНЫХ СЛУЖБ РАЗДЕЛ 2 УНИФИЦИРОВАННАЯ ДЮЙМОВАЯ РЕЗЬБА-UN И UNF РЕЗЬБА
ФОРМЫ
- ASME B1.1 УНИФИЦИРОВАННАЯ ДЮЙМОВАЯ РЕЗЬБА (ФОРМА РЕЗЬБЫ UN & UNR)
- FED-STD-h38/2 СТАНДАРТЫ РЕЗЬБЫ ДЛЯ ФЕДЕРАЛЬНЫХ СЛУЖБ — UNHRICES SECTION 2 UNREIFIED IN И UNR ФОРМА РЕЗЬБЫ
- ASME B1. 1 УНИФИЦИРОВАННАЯ ДЮЙМОВАЯ РЕЗЬБА (ФОРМА РЕЗЬБЫ UN И UNR)
- СТАНДАРТЫ НА РЕЗЬБУ ДЛЯ ФЕДЕРАЛЬНЫХ СЛУЖБ. 3
- ANSI B1.15 Унифицированные дюймовые винтовые резьбы (Университетская резьба). ВИНТОВАЯ РЕЗЬБА С РАДИУСОМ, UNJ, СИМВОЛ
- ISO 261 Метрические винтовые резьбы ISO 261 METRIC. -h38/21 МЕТРИЧЕСКАЯ РЕЗЬБА
- DIN 158-1 НАРУЖНАЯ КОНИЧЕСКАЯ РЕЗЬБА И СООТВЕТСТВИЕ ВНУТРЕННЕЙ ПАРАЛЛЕЛЬНОЙ РЕЗЬБЕ — ЧАСТЬ 1. НОМИНАЛЬНЫЕ РАЗМЕРЫ, ПРЕДЕЛЬНЫЕ ОТКЛОНЕНИЯ, ПРЕДЕЛЫ РАЗМЕРОВ И ПРОВЕРКА
- DIN 158-2 МЕТРИЧЕСКАЯ ВНЕШНЯЯ КОНИЧЕСКАЯ РЕЗЬБА И СОПРЯЖЕНИЕ ВНУТРЕННЕЙ ПАРАЛЛЕЛЬНОЙ РЕЗЬБЫ. ЧАСТЬ 2. СИСТЕМА ИЗМЕРЕНИЯ, ИСПОЛЬЗОВАНИЕ ИЗМЕРИТЕЛЕЙ, РАСЧЕТ РАЗМЕРОВ И ОБЩИЕ ХАРАКТЕРИСТИКИ
- BS 21 ТРУБНАЯ РЕЗЬБА ДЛЯ ТРУБ И ФИТИНГОВ, ГЕРМЕТИЧНЫЕ СОЕДИНЕНИЯ НА РЕЗЬБЕ (МЕТРИЧЕСКИЕ РАЗМЕРЫ) (снято)
- ТРУБНАЯ РЕЗЬБА ISO 7: ОБОЗНАЧЕНИЕ, РАЗМЕРЫ/ДОПУСТИМАЯ
- (МЕТРИЧЕСКИЕ РАЗМЕРЫ) (снято)
- ТРУБНАЯ РЕЗЬБА ISO 7: ОБОЗНАЧЕНИЕ, РАЗМЕРЫ/ДОПУСТИМАЯ
- BS 2779 Трубные резьбы для труб и фитингов, где под давлением, суставы, не изготовлены на резьбе (метрические размеры) (снято)
- ISO 228 Трубные нити PT 1: Обозначение, Размеры, допуск
- JIS B 202 ПАРАЛЛЕЛЬНАЯ ТРУБНАЯ РЕЗЬБА
- ТРУБНАЯ РЕЗЬБА ISO 228 PT 1: ОБОЗНАЧЕНИЕ, РАЗМЕРЫ, ДОПУСКИ
- JIS B 0203 ТРУБНАЯ КОНИЧЕСКАЯ РЕЗЬБА
- ТРУБНАЯ РЕЗЬБА ISO 7: ОБОЗНАЧЕНИЕ, РАЗМЕРЫ/ДОПУСТИМА0006 Применимые стандарты
- JIS B 0203 КОНИЧЕСКАЯ ТРУБНАЯ РЕЗЬБА
Подробнее о стандартах на трубную резьбу.
Типы и обозначения трубной резьбы
Опубликовано с разрешения компании Colder Products
Обзор
Различные типы резьбы используются для крепления и гидравлических систем. Особую озабоченность вызывают соединения пластика с металлом с конической/параллельной резьбой в гидравлических контурах. Обсуждение и рекомендации предоставляются для повышения осведомленности о различных типах потоков и о том, как они используются.
Evolution
В девятнадцатом веке для гидравлических и пневматических контуров, а также для крепежных элементов требовалось множество различных типов резьбы. В результате производители начали разрабатывать свои собственные системы крепления. Это привело к проблемам с совместимостью. Английский инженер-механик и изобретатель сэр Джозеф Уитворт разработал единую систему резьбы в 1841 году для решения проблемы несовместимости. Форма резьбы Витворта основана на угле резьбы 55 градусов с закругленными основаниями и гребнями.
В Америке Уильям Селлерс установил стандарт для гаек, болтов и винтов, который в 1864 году стал Национальной трубной конической резьбой (NPT). Его угол резьбы 60 градусов, обычно используемый ранними американскими часовщиками, способствовал американской промышленной революции. Эти формы резьбы позже стали американским национальным стандартом.
В качестве соединительной резьбы для труб была выбрана форма резьбы Витворта, которая была выполнена самоуплотняющейся путем нарезания хотя бы одной из резьб на конус.
Это стало известно как британская стандартная трубная резьба (BSP Taper или BSP Parallel thread). Резьба Уитворта в настоящее время используется во всем мире в качестве стандартной резьбы для соединения труб из низкоуглеродистой стали.Наиболее известным и наиболее широко используемым соединением, в котором трубная резьба обеспечивает как механическое соединение, так и гидравлическое уплотнение, является коническая резьба American National Pipe Tapered Thread или NPT. NPT имеет коническую наружную и внутреннюю резьбу, которые герметизируются лентой из ПТФЭ или герметиком.
Трубная резьба, используемая в гидравлических контурах, может быть разделена на два типа:
- а) Соединительная резьба — трубная резьба для соединений, герметичных за счет уплотнения на резьбе, имеет коническую наружную и параллельную или коническую внутреннюю резьбу. Герметизирующий эффект улучшается за счет использования герметика.
- б) Резьба крепежная – трубная резьба, на которой не выполнены герметичные соединения. Обе резьбы параллельны, а уплотнение обеспечивается прижатием мягкого материала к внешней резьбе или плоской прокладкой.
Размеры
Размеры трубной резьбы основаны на внутреннем диаметре (ID) или расходе. Например, «1/2–14 NPT» обозначает трубную резьбу с номинальным внутренним диаметром 1/2 дюйма и 14 витками резьбы на дюйм, выполненную в соответствии со стандартом NPT. Если добавлено «LH», труба имеет левую резьбу. Наиболее распространенные глобальные формы трубной резьбы:
NPT Трубная коническая резьба по американскому стандарту НПСК Прямая трубная резьба американского стандарта НПТР Коническая трубная резьба по американскому стандарту НПСМ Американский стандарт, прямая механическая трубная резьба NPSL Трубная резьба с прямой контргайкой по американскому стандарту НПФ Коническая трубная резьба по американскому стандарту (Dryseal) БСПП Параллельная трубная резьба Британского стандарта БСПТ Коническая трубная резьба Британского стандарта Литые пластмассовые резьбовые формы производятся в соответствии со стандартами ANSI B2.
1 и SAE J476.Слово «коническая» в некоторых из приведенных выше названий указывает на большую разницу между резьбой многих труб и резьбой на болтах и винтах. Многие трубные резьбы должны образовывать не только механическое соединение, но и герметичное гидравлическое уплотнение. Это достигается за счет того, что форма конической резьбы охватываемой части соответствует форме резьбы внутренней конической резьбы, а также с помощью трубного герметика для заполнения любых пустот между двумя резьбами, которые могут вызвать спиральную утечку. Основания нитей не на цилиндре, а на конусе; они сужаются. Конусность составляет 1/16 дюйма на дюйм, что соответствует 3/4 дюйма на фут.
Из-за конусности трубная резьба может ввинчиваться в фитинг только на определенное расстояние, прежде чем он заклинит. Стандарт определяет это расстояние как длину ручного тугого зацепления, расстояние, на которое трубная резьба может быть закручена вручную. Также указывается еще одно расстояние – эффективная резьба, это длина резьбы, которая делает уплотнение на обычной резьбе на трубе с механической обработкой.
Для рабочих вместо этих расстояний удобнее знать, сколько оборотов сделать руками, а сколько ключом. Простое эмпирическое правило для установки конической трубной резьбы, как металлической, так и пластиковой, заключается в затягивании от руки плюс один-два оборота гаечным ключом. Значения крутящего момента при установке могут быть определены для каждого применения, но из-за различий, связанных с соединениями труб, таких как разные материалы наружной и внутренней резьбы, типы используемых уплотнений и внутренние различия в толщине стенки изделия, стандартные характеристики крутящего момента не могут быть применимы в целом.В этой таблице указаны расстояния и количество витков, предусмотренные стандартом. Допускается допуск плюс или минус один оборот, и на практике резьбу часто обычно нарезают короче, чем указано в стандарте. Все размеры указаны в дюймах.
Наружная резьба конической трубы по американскому стандарту
Номинальный размер
Фактический внешний диаметр
Резьба на дюйм
Длина зацепления (затягивается вручную)
Длина эффективной резьбы
1/8
0,407
27
0,124 ≈ 3,3 оборота
0,260
1⁄4
0,546
18
0,172 ≈ 3,1 витка
0,401
3/8
0,681
18
0,184 ≈ 3,3 оборота
0,408
1/2
0,850
14
0,248 ≈ 3,4 оборота
0,534
3/4
1.
06014
0,267 ≈ 3,7 оборота
0,546
1
1,327
11,5
0,313 ≈ 3,6 оборота
0,682
Конические/параллельные резьбовые соединения
Несмотря на стандарты, созданные для обеспечения единообразия фитингов, коническая трубная резьба является неточной, и в процессе эксплуатации и ремонта резьба может быть повреждена и подвержена протечкам. В области, где встречаются вершина и основание резьбы, может образовываться спиральный путь утечки, который не устранит никакое затягивание.
Герметичное соединение достигается за счет сжатия резьбы в результате затяжки. Это сжатие и уплотнение происходит в первые несколько витков внутренней резьбы. Когда происходит выкручивание, материал как наружной, так и внутренней резьбы деформируется друг в друга. Это обеспечивает полный контакт резьбы, что сводит к минимуму спиральные утечки.
Различия между формами резьбы, полученной литьем под давлением, и обработанной металлической резьбой могут возникать из-за различных производственных процессов.Трубная резьба изначально была разработана в виде обработанной резьбы. При использовании термопластов и литья пластмасс под давлением при изготовлении резьбовых форм пластиковых труб усадка пресс-формы и усадка пластика затрудняют обеспечение герметичности соединений. По этой причине рекомендуется использовать герметик на основе ПТФЭ для резьбы всех пластиковых труб. Наиболее распространенной формой герметика является лента из ПТФЭ, намотанная на 2–3 витка вокруг наружной резьбы перед сборкой. Жидкие герметики на основе ПТФЭ также успешно используются для обеспечения герметичности. Всегда важно соблюдать осторожность при нанесении герметиков, чтобы избежать попадания материала герметика в канал системы.
В следующих разделах показаны примеры использования различных потоков и проблемы, которые могут возникнуть при попытке создать соединение без утечек.
Когда коническая наружная резьба BSPT затягивается в прямую внутреннюю резьбу (BSPP), уплотнение может быть выполнено только у основания гнезда с внутренней резьбой с 1 или 2 витками резьбы. См. рис. 1. Герметичность нарушена из-за отсутствия контроля формы резьбы в спецификациях BSP. Различия в гребнях и корнях могут вызвать несоответствие резьбы и создать спиральную утечку. Для герметизации этой комбинации требуется резьбовой герметик.
Использование как наружной, так и внутренней конической резьбы BSPT дает больше шансов на герметичность, поскольку теперь вы совмещаете конусность наружной и внутренней резьбы. См. рис. 2 . Это дает большему количеству резьбы возможность герметизации от спиральной утечки. Контроль гребня и корня по-прежнему отсутствует, но с герметиком для резьбы было бы легче выполнить герметичное соединение.
Ряд вариантов резьбы NPT был введен для решения проблемы спиральной утечки и известен как резьба Dryseal (см. стандарт SAE J476).
Наиболее известным является NPTF (F для топлива). При такой конструкции резьбы на гребнях и впадинах как охватываемой, так и охватывающей резьбы предусмотрены элементы управления, чтобы убедиться, что гребень раздавливает или смещает материал в основание сопрягаемой резьбы. Посадка с натягом между вершиной одной резьбы и основанием другой, а также совмещение боковых сторон резьбы герметизирует спиральную утечку.Разновидностью резьбы Dryseal является NPSF (National Pipe Straight Fuel). Он используется для внутренней резьбы, и в него можно ввинтить наружную резьбу NPTF, чтобы обеспечить удовлетворительное механическое соединение и гидравлическое уплотнение. Сочетание параллельной и конической резьбы не считается идеальным, но широко используется. В высококачественных пластиковых быстроразъемных соединениях обычно используется резьба NPT.
Еще одна коническая резьба — конусная трубная резьба Британского стандарта, или BSP, на которую распространяется Британский стандарт 21.
Резьба BSP обычно используется для трубопроводов низкого давления, но не рекомендуется для гидравлических систем среднего и высокого давления. В этой форме используется резьба Уитворта с углом 55° и конусностью 1 к 16. Он не взаимозаменяем с американской резьбой NPT, хотя размеры 1/2 дюйма и 3/4 дюйма имеют 14 витков резьбы на дюйм.Проблемы возникают при ввинчивании резьбы с наружной резьбой NPT в форму с внутренней прямой резьбой BSP. Размеры 1/16″, 1/8″, 1/4″ и 3/8″ имеют разный шаг, что приводит к смещению резьбы. Боковые углы резьбы также различаются между NPT и BSP. NPT имеет резьбу 60°, а BSP имеет резьбу 55°.
Размеры 1/2″ и 3/4″ в NPT и BSP имеют 14 витков резьбы на дюйм, и NPT довольно хорошо входит в зацепление с BSP.
Хотя эти резьбы имеют одинаковый шаг и хорошо входят в зацепление, все еще существуют проблемы с формой резьбы. Углы резьбы, а также допуски на вершину и впадину могут быть различными, что приведет к спиральной утечке, как показано на рис.
9.0531 рисунок 7 . Эти резьбы можно эффективно использовать вместе, если использовать соответствующий резьбовой герметик.Многие проблемы возникают, когда пластмассовые быстроразъемные соединения с соответствующей формой трубной резьбы, отлитой под давлением, вставляются в гидравлические системы с металлическими трубами. Несоблюдение осторожности может привести к протечкам и поломке пластиковой резьбы. При расследовании разрушения соединения металл-пластиковая труба необходимо учитывать два фактора: химическое воздействие и чрезмерную затяжку.
При использовании неподходящих резьбовых герметиков может произойти химическое воздействие. Герметизация резьбы — это попытка перекрыть спиральный путь утечки, возникающий, когда гребни и впадины резьбовых форм не совпадают. При герметизации пластиковых резьбовых форм следует избегать использования анаэробных резьбовых герметиков. Эти герметики содержат химические вещества, которые могут повредить пластик. Использование герметика для трубной резьбы на основе ПТФЭ является лучшим выбором для пластиковой резьбы.
 20.1 ТРУБНАЯ РЕЗЬБА ОБЩЕГО НАЗНАЧЕНИЯ (ДЮЙМЫ)
20.1 ТРУБНАЯ РЕЗЬБА ОБЩЕГО НАЗНАЧЕНИЯ (ДЮЙМЫ) 20.3 Dryseal Tipe Lids (дюйм)
20.3 Dryseal Tipe Lids (дюйм)— Унифицированная мелкая резьба
Применимые стандарты
UNS — Унифицированная резьба со специальным шагом
Применимые стандарты
 1 УНИФИЦИРОВАННАЯ ДЮЙМОВАЯ РЕЗЬБА (ФОРМА РЕЗЬБЫ UN И UNR)
1 УНИФИЦИРОВАННАЯ ДЮЙМОВАЯ РЕЗЬБА (ФОРМА РЕЗЬБЫ UN И UNR)UNJ-Unified Controlsed Root Radius Rides
Применимые стандарты
Метрические стандарты резьбы
M — метрические винтовые резьбы M Профиль
Применимые стандарты
M Метрическая коническая резьба для бочонков
В основном используется в Германии.
Применимые стандарты
BSiPT3 (Британские стандарты 9000BS4) Стандартная коническая трубная резьба, наружная
Применимые стандарты
Rc (BSPT) — Коническая трубная резьба по британскому стандарту, внутренняя
Применимые стандарты
Rp или G (BSPP) — трубная (параллельная) резьба Британского стандарта
Применимые стандарты
Японские стандарты
PF — Параллельная трубная резьба JIS
Резьба PF функционально взаимозаменяема с резьбой BSPP. Это старое обозначение заменено на G.
Это старое обозначение заменено на G.
Применимые стандарты
PT — Коническая трубная резьба JIS
Резьба PT функционально взаимозаменяема с резьбой BSPT. Это старые обозначения, замененные на R и Rc.
Применимые стандарты
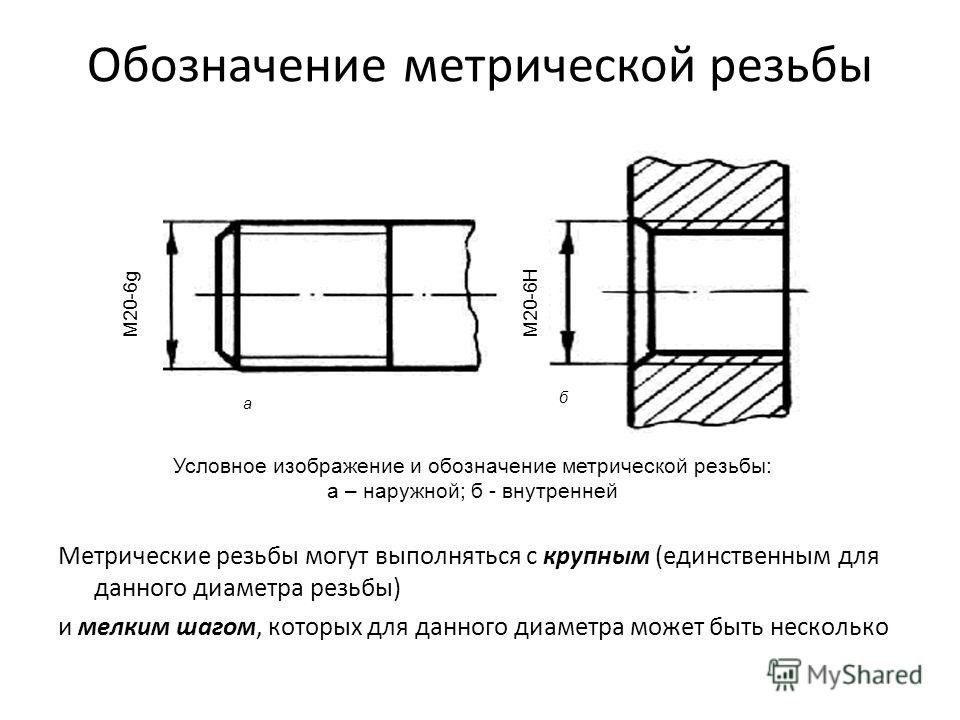
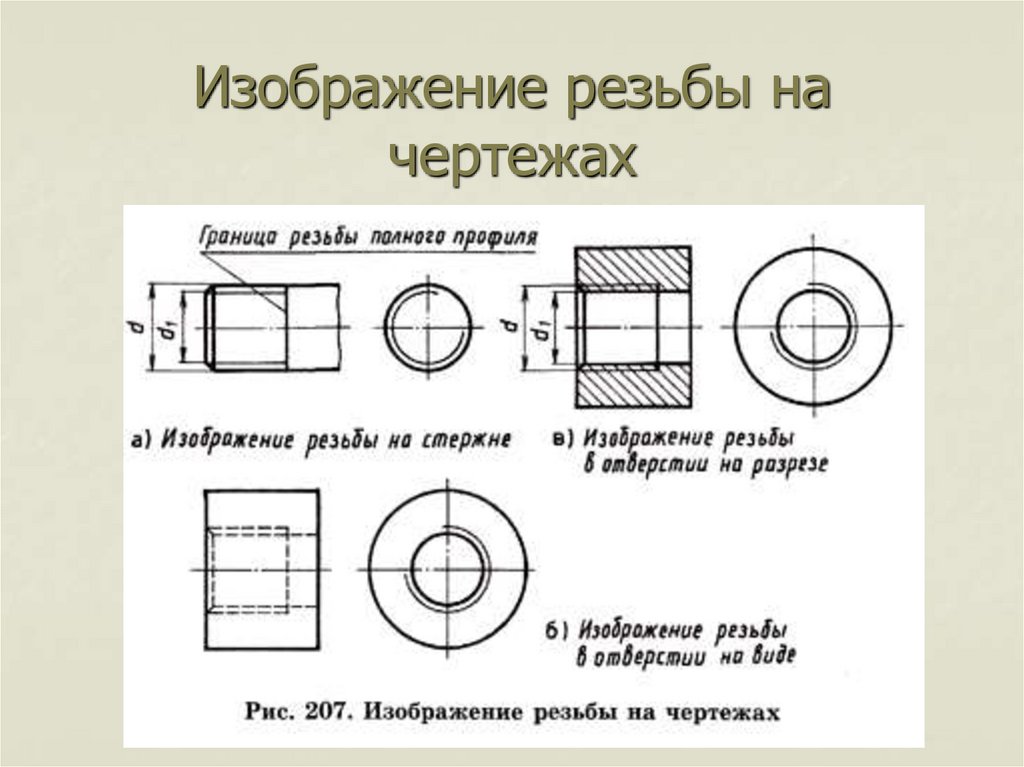 Это стало известно как британская стандартная трубная резьба (BSP Taper или BSP Parallel thread). Резьба Уитворта в настоящее время используется во всем мире в качестве стандартной резьбы для соединения труб из низкоуглеродистой стали.
Это стало известно как британская стандартная трубная резьба (BSP Taper или BSP Parallel thread). Резьба Уитворта в настоящее время используется во всем мире в качестве стандартной резьбы для соединения труб из низкоуглеродистой стали. Обе резьбы параллельны, а уплотнение обеспечивается прижатием мягкого материала к внешней резьбе или плоской прокладкой.
Обе резьбы параллельны, а уплотнение обеспечивается прижатием мягкого материала к внешней резьбе или плоской прокладкой. 1 и SAE J476.
1 и SAE J476. Для рабочих вместо этих расстояний удобнее знать, сколько оборотов сделать руками, а сколько ключом. Простое эмпирическое правило для установки конической трубной резьбы, как металлической, так и пластиковой, заключается в затягивании от руки плюс один-два оборота гаечным ключом. Значения крутящего момента при установке могут быть определены для каждого применения, но из-за различий, связанных с соединениями труб, таких как разные материалы наружной и внутренней резьбы, типы используемых уплотнений и внутренние различия в толщине стенки изделия, стандартные характеристики крутящего момента не могут быть применимы в целом.
Для рабочих вместо этих расстояний удобнее знать, сколько оборотов сделать руками, а сколько ключом. Простое эмпирическое правило для установки конической трубной резьбы, как металлической, так и пластиковой, заключается в затягивании от руки плюс один-два оборота гаечным ключом. Значения крутящего момента при установке могут быть определены для каждого применения, но из-за различий, связанных с соединениями труб, таких как разные материалы наружной и внутренней резьбы, типы используемых уплотнений и внутренние различия в толщине стенки изделия, стандартные характеристики крутящего момента не могут быть применимы в целом. 060
060 Различия между формами резьбы, полученной литьем под давлением, и обработанной металлической резьбой могут возникать из-за различных производственных процессов.
Различия между формами резьбы, полученной литьем под давлением, и обработанной металлической резьбой могут возникать из-за различных производственных процессов.
 Наиболее известным является NPTF (F для топлива). При такой конструкции резьбы на гребнях и впадинах как охватываемой, так и охватывающей резьбы предусмотрены элементы управления, чтобы убедиться, что гребень раздавливает или смещает материал в основание сопрягаемой резьбы. Посадка с натягом между вершиной одной резьбы и основанием другой, а также совмещение боковых сторон резьбы герметизирует спиральную утечку.
Наиболее известным является NPTF (F для топлива). При такой конструкции резьбы на гребнях и впадинах как охватываемой, так и охватывающей резьбы предусмотрены элементы управления, чтобы убедиться, что гребень раздавливает или смещает материал в основание сопрягаемой резьбы. Посадка с натягом между вершиной одной резьбы и основанием другой, а также совмещение боковых сторон резьбы герметизирует спиральную утечку. Резьба BSP обычно используется для трубопроводов низкого давления, но не рекомендуется для гидравлических систем среднего и высокого давления. В этой форме используется резьба Уитворта с углом 55° и конусностью 1 к 16. Он не взаимозаменяем с американской резьбой NPT, хотя размеры 1/2 дюйма и 3/4 дюйма имеют 14 витков резьбы на дюйм.
Резьба BSP обычно используется для трубопроводов низкого давления, но не рекомендуется для гидравлических систем среднего и высокого давления. В этой форме используется резьба Уитворта с углом 55° и конусностью 1 к 16. Он не взаимозаменяем с американской резьбой NPT, хотя размеры 1/2 дюйма и 3/4 дюйма имеют 14 витков резьбы на дюйм. 9.0531 рисунок 7 . Эти резьбы можно эффективно использовать вместе, если использовать соответствующий резьбовой герметик.
9.0531 рисунок 7 . Эти резьбы можно эффективно использовать вместе, если использовать соответствующий резьбовой герметик.
Чем крепить в пеноблок: Крепеж для газоблока и пеноблока
Дюбель для пеноблока (пенобетона) — виды, монтаж
Дюбель для пеноблока – это специальный крепежный элемент, благодаря которому становится возможным монтаж разнообразных предметов, техники, мебели к хрупким стенам из пористого материала.
Пеноблочные стены отличаются хрупкостью, особой структурой, из-за чего обыкновенные гвозди или саморезы не могут надежно закрепиться внутри. В связи с этим многие мастера предпочитают заранее предусматривать специальные закладные там, где планируется к стене что-то монтировать.
Вовсе не обязательно заблаговременно продумывать все тонкости (да и трудно в процессе строительства решать, что где будет закреплено), ведь для обустройства качественного и прочного монтажа можно использовать специальные дюбели для пеноблоков. Их существует несколько видов, отличающихся по типу конструкции, материалу, размеру, особенностям монтажа.
Используя дюбель для пенобетона, к стене из блоков можно крепить картины, мебель, полки, сантехнику, арматуру, разное оборудование, гарантируя качество, надежность и длительный срок службы крепежа.
Содержание
- 1 Почему пенобетону нужен особый крепеж
- 2 Какой крепеж предпочесть
- 2.1 Дюбель пенобетонный
- 2.2 Саморезы
- 2.3 Химический анкер
- 2.4 Дюбеля деревянные
- 2.5 «Скорая помощь» для пенобетонной стены
- 3 Делаем монтаж пенобетонного крепежа правильно
- 3.1 Крепление дюбелей в пенобетонную стену
Почему пенобетону нужен особый крепеж
Пеноблоки производят из воды, песка, цемента и специального пенообразователя. Блоки получаются ячеистыми, материал – достаточно хрупким для монтажа различных крепежей.
Основные отличительные особенности пеноблоков: небольшая масса, низкая плотность, высокий уровень гигроскопичности, пористая структура. По большей части свойства выступают преимуществами в процессе строительства и эксплуатации зданий, но никак не в момент крепления каких-то предметов к стенам.
Структура пенобетона пористая, сцепление с материалами дает не очень хорошее, поэтому не всегда блоки могут справиться с нагрузками, в связи с чем для них предусматривают специальные дюбеля.
Правильно подобранный крепеж для пеноблока не только качественно зафиксирует оборудование или мебель, но и усилит рабочую конструкцию, значительно повысит процент допустимых нагрузок.
Крепеж для пеноблоков предполагает определенную конструкцию фиксирующих деталей – обычно они состоят из таких элементов: винт, кольцо, полукольцо, бортик, пустая втулка с распором. Многие анкера выполняются с зубьями, которые становятся надежным препятствием прокручиванию детали.
Есть и химические анкера для пеноблока, которые созданы специально для работы в ячеистых бетонах и обеспечивают максимальное качество крепления. В данном случае основная задача дюбеля – создание в блоке внутренней опоры в процессе расширения внутри газобетона и сохранение хрупкого материала от разрушений.
Дюбели могут быть разных диаметра и длины, сделанными из металла или пластика, поставляются в фасовке по 50-1000 штук. По сфере применения дюбели для пенобетона бывают предназначенными для наружных/внутренних работ, по способу монтажа – забивными, вкручивающимися и другими (отдельно выделяют химические анкера).
Какой крепеж предпочесть
В современных строительных магазинах можно найти самые разные анкера для пеноблока, которые отличаются по материалу, конструкции, форме, длине, диаметру. Самые распространенные варианты – металлический дюбель-гвоздь, химический анкер, винт М4, анкерный болт, разного типа саморезы.
Критерии выбора типа крепления по пеноблоку:
- Пластиковый крепеж – выбирают для монтажа предметов интерьера небольшой массы
- Дюбель-гвозди – для обустройства сквозных креплений строительных материалов снаружи/внутри помещения
- Металлический анкер – подходит для навесного оборудования, мебели большого веса
- Метрический винт – актуален для установки дверей, окон, разного рода технического оборудования
- Болты для фундамента – применяются там, где проводятся работы высокой сложности с немалыми нагрузками
- Химический анкер – универсальное крепление для пеноблока, которое обеспечивает максимальную надежность и может применяться в самых разных случаях
При выборе крепежа, в первую очередь, учитывают планируемые нагрузки – чем большая нагрузка предполагается, тем более прочным, сложным по конструкции и длинным должен быть дюбель.
Дюбель пенобетонный
Раздумывая о том, какой выбрать крепеж для пеноблоков, что лучше всего подойдет для той или иной задачи, необходимо сначала рассмотреть все конструкции. Дюбеля для пенобетонных блоков обычно делают из металла или пластика. Каждый из материалов обладает своими недостатками и преимуществами.
Виды анкеров для пеноблоков по материалу:
Металл
– такой вариант выбирают там, где есть серьезные требования по пожаробезопасности, нужно закрепить что-то большого веса, смонтировать строительную конструкцию и т.д. Дюбель оснащается четырьмя распорными сегментами, сделан с внешними зубцами, которые повышают несущую способность.
Нейлон
– чаще используется в строительно-монтажных работах. Такой дюбель не изнашивается, не стареет, служит много лет, идеально подходит для крепления в быту не очень тяжелых предметов.
Крепление к пеноблоку подбирают в соответствии с нагрузкой и типом монтируемого изделия, диаметр обычно составляет 4-12 миллиметров.Полиэтилен, полипропилен
– редко эксплуатируются, так как такие крепежи реализуют лишь в узкоспециализированных магазинах.
 Крепление к пеноблоку подбирают в соответствии с нагрузкой и типом монтируемого изделия, диаметр обычно составляет 4-12 миллиметров.
Крепление к пеноблоку подбирают в соответствии с нагрузкой и типом монтируемого изделия, диаметр обычно составляет 4-12 миллиметров.Кроме материала, выбирая дюбель в пеноблок, обращают внимание на длину анкера (соответствует нагрузке), диаметр, особенности конструкции.
Саморезы
Такое крепление в пеноблок используется довольно редко и лишь в том случае, если не будет создаваться серьезная нагрузка. Обычно этот вариант выбирают для крепления картин, рамок и т.д., монтируя саморез размером 3.5х55. Но если нагрузка не минимальная, лучше, все-таки, взять пластиковый дюбель и не рисковать разрушить хрупкие пенобетонные стены.
Специальных саморезов для пеноблока нет – обычно берут обыкновенные по дереву или конструкцию с рупорным пенобетонным анкером.
Винт М4
Данный тип дюбеля представляет собой металлический крепеж с распирающим элементом. Может применяться как для пенобетона, так и для плотного газобетона. Винт с металлическими распирающими элементами монтируется легко: сначала стену из пенобетона нужно разметить, сделать отверстие, вставить крепеж и затянуть, что заставит металлическую часть надежно зафиксироваться в блоке за счет распора.
Может применяться как для пенобетона, так и для плотного газобетона. Винт с металлическими распирающими элементами монтируется легко: сначала стену из пенобетона нужно разметить, сделать отверстие, вставить крепеж и затянуть, что заставит металлическую часть надежно зафиксироваться в блоке за счет распора.
Химический анкер
Химические анкеры для пенобетона – лидеры в сфере. Конструкция проста: анкер состоит из винта/шпильки, гильзы, инъекционного состава (специального клеящего вещества). Крепеж вживляется в пеноблок, распространяя клей внутри, не позволяя материалу крошиться, разрушаться. Данная система крепления считается наиболее эффективной, может использоваться для выполнения внутренних/наружных работ, поэтому металлический элемент выполняют с антикоррозийной оцинкованной оболочкой.
Стандартное исследование на разрыв крепежа по пенобетону показал, что обычный металлический анкер МВ-S способен выдержать 150 кгс, а химический – до 700 кгс. Клеящий состав анкера включает органическую смолу и цементный раствор.
Основные преимущества такого дюбеля: надежность и прочность, стойкость к минусовой температуре и влаге, длительный срок службы, простота монтажа, экологичность, универсальность. Единственный недостаток – высокая стоимость.
Дюбеля деревянные
Деревянные дюбеля дают возможность закрепить предметы с минимальным весом. Простой и дешевый вариант, не очень надежный по фиксации, но доступный и подходящий для выполнения элементарных операций.
«Скорая помощь» для пенобетонной стены
Деревянные дюбеля чаще используются не для новых креплений, а для заделки дыр от старых крепежей либо исправления дефекта от некачественно выполненной работы. Изделие может быть фабричным либо сделанным самостоятельно. Достаточно просто взять деревянный чопик, вбить его в отверстие.
Тут нужно соблюдать самое главное правило – деревянный чопик должен превышать диаметр отверстия. Его надежно вбивают в дырку, а потом уже гвоздями или саморезами крепят то, что нужно. Такое крепление вряд ли можно назвать самым лучшим и надежным, но при необходимости решение спасает от некрасивого отверстия в стене и решает задачу простейшего крепежа. [/info-box]
[/info-box]
Делаем монтаж пенобетонного крепежа правильно
Чтобы крепление в пеноблоке прослужило много лет и выдержало предполагаемые нагрузки, необходимо правильно выполнить монтаж. Тут все зависит от выбранного дюбеля, особенностей конструкции и задачи.
Если речь идет об обычных дюбелях, то работы выполняют так: стену тщательно размечают с использованием строительного уровня, высверливают отверстия по ширине/длине дюбеля (размеры резьбы не берут в расчет), очищают полость от мусора и пыли, монтируют анкер, вкручивают винт на необходимую глубину.
Вкручиваемые дюбеля выполняют со специальной резьбой, поэтому монтируются они очень просто. Забивные анкеры делают с большими зубцами, которые расширяются в высверленном отверстии. Вбивают крепеж исключительно резиновым молотком, чтобы не повредить пеноблочную стену.
По-другому крепится химический анкер. Под него высверливают отверстие в формате цилиндра с коническим вырезом, потом отверстие очищают, устанавливают цилиндрическую втулку и заполняют полость раствором (или вставляют капсулу с клеем, которая в момент раздавливания выпускает вещество наружу), монтируют шпильку с резьбой.
Крепление дюбелей в пенобетонную стену
- Сначала нужно приготовить необходимые инструменты для выполнения работ – сами крепления, шуруповерт со сверлами (точно соответствующими по диаметру крепежу или чуть меньше), шестигранник, строительный уровень.
- Потом стену тщательно размечают, планируя места крепежа и используя уровень.
- По меткам делают отверстия – по длине равные длине дюбеля + 2 его диаметра.
- Очищают отверстия строительным пылесосом или любым инструментом, позволяющим вычистить остатки пенобетона и пыль.
- Шестигранником вкручивают дюбель.
- Далее нужно смонтировать крепление.
При правильном выборе дюбеля в точном соответствии нагрузкам и поставленным задачам выполнить долговечное и надежное крепление не составит труда. В Москве и области, других регионах представлен большой выбор разнообразных изделий по конструкции, типу, нагрузке, материалу. В процессе работ важно соблюдать технологию и последовательность действий, все делать тщательно и качественно.
В Москве и области, других регионах представлен большой выбор разнообразных изделий по конструкции, типу, нагрузке, материалу. В процессе работ важно соблюдать технологию и последовательность действий, все делать тщательно и качественно.
Тестирование крепежа для газоблока от Крепком
В данном видео мы провели ряд тестов на вырыв, как металлических, так и пластиковых дюбелей для пено- и газоблока.
Список тестируемых:
- SORMAT KBT 6
- SORMAT KBTM 6 (снят с производства)
- FISCHER GB 10
- Дюбель ПБ 10х60
- Дюбель метал по ГБ 8х60 («ёлочка»)
- TOX GB 10х55
- FISCHER FPX М8
- TOX APOLLO VLF 8х100
- Шуруп по ГБ 8х100
Газобетон, пенобетон, шлакоблок, керамзитобетон – всё это рыхлые основания с пористой структурой, в которых не каждый крепеж выдержит высокую нагрузку. Когда нам нужно закрепить радиатор, телевизор, карниз для штор или санфаянс – важно выбрать такой крепеж, который будет держать нагрузку от подвешиваемых предметов. В крепежных магазинах нам предлагается множество вариантов. А если выбранный нами крепеж подведет? – во сколько нам обойдется ущерб от неправильного выбора? Испытания различных видов креплений по газобетону помогут определить, какое из них лучшее.
Когда нам нужно закрепить радиатор, телевизор, карниз для штор или санфаянс – важно выбрать такой крепеж, который будет держать нагрузку от подвешиваемых предметов. В крепежных магазинах нам предлагается множество вариантов. А если выбранный нами крепеж подведет? – во сколько нам обойдется ущерб от неправильного выбора? Испытания различных видов креплений по газобетону помогут определить, какое из них лучшее.
Каждое крепление мы испытали на два типа нагрузки – на срез и на вырыв. Каждое крепление было протестировано трижды! Испытание проводилось в блоках газобетона плотностью 500 кг/мм³ (марка D500).
Результаты испытаний на срез
В первой части испытаний мы нагружали крепеж на срез (поперечная сила, действующая перпендикулярно оси крепежа). Для этого мы использовали цепную таль, крановые весы и хэндмэйд адаптер, изготовленный нами специально для этого теста.
1. Первый испытуемый дюбель – SORMAT KBT 6 финского производства, в быту «хрюшка» или «поросячий хвостик». Наружный диаметр под сверло – 10 мм. Отверстие просверлили в безударном режиме, как и под все последующие крепежи, чтобы не раскрошить газобетон. Внутрь вкрутили шестимиллиметровый шуруп.
Наружный диаметр под сверло – 10 мм. Отверстие просверлили в безударном режиме, как и под все последующие крепежи, чтобы не раскрошить газобетон. Внутрь вкрутили шестимиллиметровый шуруп.
Производитель заявляет, что его допустимая нагрузка в пятисотом бетоне составляет 400 Н, что соответствует 40 кг. Учитывая коэффициент безопасности 3, указанный производителем, получаем показатель расчетной разрывной нагрузки – 120 кг.
-
Результаты испытаний: 203 / 208 / 165,5 кг. -
Средняя разрушающая нагрузка составила 192 кг.
Учитывая, что в реальных проектах кладочный раствор препятствует расколу блока, удерживающая сила SORMAT KBT 6 довольна высока и стабильна.
2. Вторым номером испытание прошел первый претендент в металлическом исполнении SORMAT KBTM 6, отлитый из сплава цинка и алюминия (Zn Al4 Cu1). Установка в предварительно просверленное отверстие диаметром 10 мм и глубиной 60 мм.
По сути, существенной разницы в несущей способности быть не должно, а потому зачем платить больше? Разве что в целях противопожарной безопасности, так как полиамидный дюбель может использоваться лишь при температурах от -40 до +80°С, а металлический, устоит в случае открытого воздействия огня. В комбинации с металлическим KBTM 6 используют крепеж с метрической резьбой, такой как винты, болты, в том числе с крюками. Кроме того, металлическое исполнение позволяет использовать этот дюбель в керамзитобетоне.
-
Результаты испытаний: 270 / 250 / 256 кг. -
Среднее значение предельной нагрузки составляет 258 кг.
Неожиданный результат – плюс 60 кг! Металлический дюбель обыграл своего пластикового собрата. Как нам показалось, в момент выхода металлического дюбеля из отверстия, его бортик вкупе с болтом создает горизонтальный упор по всей глубине крепежа, в то время как на нейлоновом аналоге происходит больший изгиб, что разрушает газобетон на выходе из отверстия.
3. Третьим номером идет GB 10 из полиамида от немецкого бренда FISCHER. Под него мы пробурили отверстие диаметром 10 мм, длиной не менее 65 мм и использовали универсальный 6-миллиметровый шуруп. По заявлениям производителя рекомендуемая нагрузка в газобетоне GB4,4 составляет 540 Н или 54 кг. Проверив предельное сопротивление разрушению на практике, получили:
-
Результаты испытаний: 296 / 326 / 344 кг. -
Средняя разрушающая нагрузка составила 322 кг.
Результат внушает уважение, нейлоновый дюбель GB 10 FISCHER показал себя как стабильное и надежное крепление в газобетоне, способное нести вес довольно тяжелых предметов.
4. Четвертый крепеж для газобетона – дюбель ПБ 10, аналог FISCHER GB китайского производства, изготовленный из дешевого пластика. Он длиннее оригинала на 5 мм, в остальном форма идентична.
-
Результаты испытаний: 254 / 217 / 307 кг. -
Средняя разрушающая нагрузка составила 260 кг.

Что мы видим? Пластиковый дюбель китайского производства показал среднюю разрушающую нагрузку в 260 кг, что всего на 20% меньше, чем у нейлонового фирменного FISCHER GB.
5. Пятый в очереди на испытание – дюбель металлический по газобетону 8х60 мм, именуемый из-за своей зубчатой формы – «елочка» или «крокодил». Дешевый, поэтому очень популярный крепеж для газобетона. Используем его с шурупом 6 мм, хотя он подходит и для работы с шурупом глухарем. Сверлим под него отверстие диаметром 10 мм.
-
Результаты испытаний: 236 / 215 / 357 кг. -
Средняя разрушающая нагрузка составила 237 кг.
Вывод: зубчатый металлический дюбель 8х60 мм показал значительный результат на срез, хотя и не самый высокий. Его можно смело использовать для настенного монтажа довольно весомых конструкций, и где из соображений пожарной безопасности нельзя устанавливать пластиковые крепления.
6. Следующий испытуемый образец – красный треугольный дюбель TOX GB (Ytox) из нейлона. Он имеет форму трехгранного клина с распорной зоной почти по всей длине. Для тестирования мы выбрали меньший из представленных типоразмеров – 10х55 мм. Его монтаж происходит аналогично FISCHER GB.
-
Результаты испытаний: 270 / 276 / 294 кг. -
Средняя разрушающая нагрузка: 280 кг.
Хотя предельная нагрузка у TOX и ниже на 13% чем у ФИШЕР ГБ, но также стабильна. Это достаточно редкий бренд в России. Среди немногочисленных отзывов о данном дюбеле, есть положительные и отрицательные. Недовольным покупателям больше по нраву ФИШЕР ГБ. Смотри «Отзывы ТОКС ГБ на АМАЗОН».
7. Под седьмым номером испытание прошел FISCHER FPX М8 – забивной анкер для газобетона с внутренней метрической резьбой и четырьмя распорными пластинами. Максимальная несущая способность в ГБ 500 кг/мм², заявленная производителем, – 0,62 кН или 62 кг. Пробурили 10-миллиметровым сверлом отверстие, забили в него анкер и расклинили крылышки, вращая шестигранник по часовой стрелке. После этого вкрутили болт, закрепляя тем самым деталь в основании.
Пробурили 10-миллиметровым сверлом отверстие, забили в него анкер и расклинили крылышки, вращая шестигранник по часовой стрелке. После этого вкрутили болт, закрепляя тем самым деталь в основании.
-
Результаты испытаний: 391 / 405 / 512 кг. -
Среднее значение нагрузки на срез: 436 кг.
Потрясающе высокое сопротивление вырыванию – 436 кг в среднем, при пиковом значении в 512 кг! А если учесть, что максимально допустимая нагрузка составляет 62 кг, то коэффициент безопасности равен 7. Это одно из самых надежных креплений в газобетоне среди уже протестированных. Не зря в видео к этому дюбелю мы авансом поставили ему приставку «ТОП», это бомба!
8. TOX APOLLO VLF – это уникальный дюбель с металлическим наконечником, разработка немецких инженеров. Внешний диаметр – 8 мм, длина – 100 мм. Шуруп идет в комплекте. В пористом бетоне он делает подрезку и формирует узелок, за счет чего и фиксируется. А насколько прочно удерживается, посмотрим на полученные в ходе испытаний значения:
А насколько прочно удерживается, посмотрим на полученные в ходе испытаний значения:
-
Результаты 3-х тестов: 298 / 372 / 339 кг. -
Средняя разрушающая нагрузка: 336 кг.
По результатам испытаний видим, что дюбель APOLLO VLF, несмотря на внешний диаметр 8 мм, показывает высокую нагрузку на срез. Здесь стоит уточнить – почему первый тест показал меньший результат? Возможно из-за того, что нам не сразу было понятно, в какой момент останавливаться при закручивании. Во второй раз делаешь это более уверенно. Высокие значения удержания удалось получить после 6 оборотов.
9. Последний в списке на испытание – саморез по газобетону 8х100 мм DOMAX (DMX) , позволяющий осуществлять быстрый монтаж без предварительного сверления и закладки дюбеля.
-
Результаты 3-х тестов: 58 / 54,5 / 69,5 кг. -
Средняя разрушающая нагрузка: 61 кг.
Этот крепеж показал самую низкую удерживающую способность. Пиковая нагрузка, при которой начинается разрушение, составляет в среднем всего 61 кг. Это самый слабый крепеж для газобетона, способный держать лишь очень легкие предметы типа настенных часов и рамочек с фотографиями.
Пиковая нагрузка, при которой начинается разрушение, составляет в среднем всего 61 кг. Это самый слабый крепеж для газобетона, способный держать лишь очень легкие предметы типа настенных часов и рамочек с фотографиями.
Результаты испытаний на вырывание
Во второй части мы нагружали крепеж на вырыв (усилие, действующее вдоль оси крепежа, закрепленного в газобетоне плотностью 500 кг/мм³). Для этого мы использовали другой адаптер, который посредством скобы крепится к весам. Каждый тип крепежного изделия мы также протестировали трижды и рассчитали среднее значение.
-
SORMAT KBT 6: 157 кг – высокий результат, но на 20% ниже, чем в тесте на срез. -
SORMAT KBTM 6: 133 кг – это только половина от его нагрузки на срез. -
FISCHER GB 10: 178 кг, что составляет 55% от предела на срез. -
ПБ 10 (Китай): 138 кг, то есть также около половины от нагрузки на срез. -
Дюбель металлический по газобетону: 45 кг – это лишь пятая часть от теста на срез. -
TOX ГБ: 223 кг – это 80% от предела на срез, и он пока лидирует по соотношению показателей вырыв/срез. -
FISCHER FPX М8: 220 кг, то есть показывает половину от нагрузки на срез. -
TOX APOLLO VLF: 129 кг – это в 2,5 раза меньше, чем при поперечной нагрузке.

Саморезы по газобетону DOMAX провалили тест на вырыв, показав при второй попытке всего 6 кг, после чего не было смысла проводить испытания в третий раз. Посмотрите на видео, как он ведет себя на втором тесте – он просто вылез вместе со срезом газобетона, за который держался.
Заключение по результатам испытаний
По результатам двух тестов первое место в номинациях «Самый мощный дюбель» и «Самый дорогой дюбель», бесспорно, принадлежит FISCHER FPX с его инновационным принципом расклинивания, как одной из самых передовых разработок в современном крепеже. Цена не то чтобы кусается, она грызёт как злая собака, но когда дело касается надежности и безопасности, ему нет равных.
В номинации «Самый стабильный дюбель» первое место можно разделить между TOX GB и SORMAT KBT за их среднюю цену и стабильные результаты по разным типам нагрузок.
В номинации «Самый бюджетный дюбель» побеждает дюбель ПБ китайского производства, показав 22 кг максимальной нагрузки за 1 рубль. А самым дорогим дюбелем на кг нагрузки оказался не FPX, а SORMAT KBTM.
Что касается сравнения FISCHER GB с дюбелем ПБ, мы не знаем как поведет себя дешевый пластик через 10 лет, в то время как фирменный аналог изготовлен из нейлона, который со временем не потеряет своих свойств.
В номинации «Худшее решение» побеждает саморез по газобетону DOMAX.
Надеемся, что проведенные испытания помогут вам сделать правильный выбор. И помните: «Зачем гадать, если можно испытать», — девиз лаборатории «Крепком». Кидайте идеи тестов в комментарии.
Новости компании
21-07-2021
Как покрыть и отремонтировать поверхность дома из пеноблоков?
Рози Ромеро
Специально для Arizona Daily Star
Каждый год тысячи жителей Аризоны отправляют электронные письма или звонят в радиопередачу Рози Ромеро с вопросами обо всем, от предотвращения пожаров в их дымоходах до избавления от корней деревьев, проникающих в их канализационную систему. Вот вопросы об обслуживании и благоустройстве дома из района Южной Аризоны.
Вот вопросы об обслуживании и благоустройстве дома из района Южной Аризоны.
В: Внешний вид моего дома площадью 5000 квадратных футов был построен из пеноблоков Rastra, покрытых смесью бетона и штукатурки. Из-за этих блоков в доме очень тихо, а такая технология строительства обеспечивает отличную изоляцию. Но теперь на покрытии появляются случайные крестообразные трещины, а также трещины, идущие по краям блоков. Как я могу это исправить?
A: Rastra является отличным изолятором и поможет снизить расходы на кондиционирование воздуха летом в пустыне Аризоны. Это европейская технология строительства, которая стала популярной на западе США. Он также защищен от грызунов и термитов. Блоки бывают разных размеров, и их можно легко разрезать деревообрабатывающими инструментами, чтобы придать желаемую форму.
Люди также читают…
Однако тип растрескивания, который вы описываете, довольно распространен для этих типов блоков, и вам необходимо проконсультироваться с опытным маляром, который раньше работал с такими типами поверхностей. Правильный маляр может помочь вам подобрать правильное покрытие для ваших стен, чтобы уменьшить вероятность повторного появления трещин.
Правильный маляр может помочь вам подобрать правильное покрытие для ваших стен, чтобы уменьшить вероятность повторного появления трещин.
В: Я посадил дерево у стены, которая стоит между моим двором и двором соседа. Его корни начинают приподнимать стену, и кто-то предложил мне отрезать несколько корней поверх почвы, чтобы предотвратить дальнейшее повреждение стены. Я сделал это, но теперь мне интересно, умрет ли дерево.
A: Поскольку это укоренившееся дерево, обрезка этих корней, вероятно, не повредит дереву. Если проблемы не исчезнут, вы можете позвонить в службу обработки деревьев, чтобы удалить некоторые корни.
Следует помнить, что при посадке дерева рядом с домом, стеной или любой частью вашего ландшафта вы можете установить вертикальный корневой барьер — модульное устройство из жесткого пластика длиной около двух или трех футов, вставленное в землю между дерево и стена. Когда корни упираются в эту барьерную стену, это «стимулирует» их прорастание вниз, а не в стены вашего забора.
Его также можно закопать в землю после того, как дерево вырастет, но тогда это сделать непросто.
В: У меня дома плоская пенопластовая крыша. Этот кровельный материал существует уже много лет. Теперь хочу почистить и восстановить. Можно ли ходить по пене и делать эту работу самому?
A: Если базовое пенопластовое покрытие все еще в очень хорошем состоянии, вы можете очистить его, почистив щеткой с помощью щетки и собрав мусор. Затем повторно покройте его кровельным эластомерным покрытием. Однако, если ваша крыша такая старая, как вы говорите, вы не можете просто положить эластомерное покрытие поверх нее. Вам придется удалить всю старую пену и заменить ее. Это будет очень трудно сделать самостоятельно.
Сейчас самое время связаться с квалифицированной компанией, производящей пенопластовые кровли, и они приедут к вам домой, проведут полную инспекцию и предоставят вам отчет о состоянии вашей кровли и свои рекомендации по соответствующему ремонту.
Чтобы узнать больше о том, как сделать своими руками, посетите сайт rosieonthehouse.com. Эксперт по строительству и ремонту домов в Аризоне в течение 25 лет, Рози Ромеро является ведущей синдицированной субботней утренней радиопрограммы «Рози в доме», которую можно услышать на местном уровне с 8 до 11 утра на канале KNST-AM (79).0) и -FM (97,1) в Тусоне и KGVY-AM (1080) и -FM (100,7) в Грин-Вэлли. Звоните 1-888-767-4348.
Метки
- Архитектура
- Гражданское строительство
- Строительство
- Окружающая среда
- Мыло
- Внутреннее строительство крыши
- Художник
- Эластомерные кровельные покрытия
- Модульное устройство из жесткого пластика
- Кровельное покрытие
Подпишитесь, чтобы оставаться на связи с Tucson. Подписка поможет вам получить доступ к большему количеству местных историй, которые помогут вам оставаться на связи с сообществом.
Подписка поможет вам получить доступ к большему количеству местных историй, которые помогут вам оставаться на связи с сообществом.
Еженедельно получайте последние новости местных развлечений на свой почтовый ящик!
* Я понимаю и соглашаюсь с тем, что регистрация или использование этого сайта означает согласие с его пользовательским соглашением и политикой конфиденциальности.
Подробнее о склеивании, облицовке и ремонте пенополистирола
Я постепенно добавляю на свою страницу Придание формы пенополистиролу в разделе Материалы , отчасти потому, что я видел, что это одна из самых посещаемых страниц. Я хотел закрепить полученные за годы обрывки знаний о склеивании пенополистирола и ассортименте вариантов отделки или армирования поверхности. Я также хотел изучить более удовлетворительный метод ремонта, который я нашел, как вы увидите на фотографиях. … ну, очень удовлетворительный!
… ну, очень удовлетворительный!
Подробнее о склеивании пенополистирола
В течение многих лет я склеивал куски пенопласта прочной двухсторонней ковровой лентой, и на самом деле они намного прочнее, чем я себе представлял. У меня есть составные формы, сделанные много лет назад, которые хорошо использовались в качестве учебных примеров и не показывают признаков распада! Однако необходимо сделать несколько замечаний! .. две поверхности должны быть гладкими и плоскими относительно друг друга; если эти поверхности были отшлифованы для приведения их в соответствие, необходимо удалить всю пыль, в идеале пропылесосить с помощью насадки-щетки. По той же причине наилучшее сцепление происходит между слегка «оболоченными» поверхностями листа, когда он поступает. При использовании ленты особенно важно не размещать ее слишком близко к месту, где пенополистирол будет вырезаться или шлифоваться, если требуется бесшовное соединение… но это почти в равной степени относится и к большинству клеев. Но если невозможно предсказать или избежать склеивания в области, которая позже будет вырезана или отшлифована, я нашел некоторые из следующих вариантов наиболее подходящими, поскольку они обеспечивают наименьшее сопротивление.
Но если невозможно предсказать или избежать склеивания в области, которая позже будет вырезана или отшлифована, я нашел некоторые из следующих вариантов наиболее подходящими, поскольку они обеспечивают наименьшее сопротивление.
Например, в качестве соединения между плоскими листами пенополистирола на удивление хорошо работает аэрозольное крепление, под которым я подразумеваю перманентные аэрозольные клеи от 3M. «Craft Mount» от 3M, самый прочный из их ассортимента, особенно подходит, потому что у него немного больше тела. Его следует распылять с обеих сторон для соединения (в отличие от того, как он обычно используется), и лучше немного подождать, то есть полминуты, прежде чем две части будут плотно прижаты друг к другу. Как и в случае со всеми контактными клеями, даже «моментальными», соединение будет держаться сразу, но потребуется день или два, чтобы стать прочнее. Но с этим применимо то же, что и с двухсторонним скотчем.. поверхности должны быть абсолютно ровными друг относительно друга и обеспыленными для достаточно прочного склеивания! Spraymount никогда не затвердевает полностью, даже несмотря на то, что его сцепление крепкое. При разрезании клееного края клей может немного зацепить лезвие, но к этому можно привыкнуть. Он достаточно хорошо шлифуется, особенно если липкость смешивается с пенопластовой пылью. По той же причине я обнаружил, что при шлифовании может помочь посыпать деталь тальком.
Если вы хотите склеить куски пенополистирола, которые не прилегают друг к другу полностью, вам понадобится что-то «заполняющее зазоры». Вряд ли найдется что-то более быстродействующее и мгновенное, чем термоклей! Вопреки тому, что вы, возможно, читали в других источниках, термоклей достаточно хорошо работает с пенополистиролом… если он не слишком горячий! Просто нужно знать, как ею манипулировать. Пенополистирол гораздо более термочувствителен, чем пенополиуретан. Он размягчается уже при 90°С (193°F), в то время как температура клея-расплава составляет около 180°C и выше. Таким образом, поверхность пенополистирола неизбежно будет плавиться, но если вы поэкспериментируете и будете осторожны, вы можете найти нужное количество секунд, чтобы подождать, прежде чем прижимать поверхности друг к другу, немного охлаждая клей, но не настолько, чтобы он вышел из строя. придерживаться. Очевидно, что невозможно покрыть всю поверхность, даже небольшую, горячим клеем до того, как большая его часть затвердеет. Думайте об этом больше как о «клепке»… нанесение очень быстрых точек горячего клея, который закрепит детали в этих точках после того, как клей остынет. Однако этот метод определенно не предназначен для вырезания или шлифования. 9№ 0003
Еще один вариант – многофункциональный полиуретан! В сценических работах и строительстве реквизита обычной практикой является использование жесткой двухкомпонентной полиуретановой пены для соединения других пен, таких как пенополистирол. Небольшое количество двух частей необходимо смешать вместе в указанном соотношении, а затем быстро нанести кистью на стык, прежде чем кусочки пены будут прижаты друг к другу. Образовавшаяся пена будет расширяться, чтобы заполнить любые зазоры в стыке, но детали должны быть прочно закреплены на месте, пока это происходит, иначе они будут раздвинуты. Часто это легче сказать, чем сделать, потому что расширяющаяся пена оказывает значительное усилие, но, как правило, с этими пенополиуретанами и клеями, чем меньше зазор, тем прочнее будет соединение. Создатели реквизита и скульпторы, скорее всего, будут использовать пены, которые поставляются в виде двух отдельных частей и которые необходимо смешивать вручную. Хорошим источником является поставщик скульптора, такой как Тиранти. ремонт стен или изоляция аналогичны.
Клей Gorilla — еще один вариант. Полиуретановый клей, состоящий из одной части, не требующий смешивания, и пенящийся при отверждении при контакте с влагой. Это означает, что обе склеиваемые поверхности сначала нужно слегка сбрызнуть… лучше всего с помощью небольшого распылителя. Клей необходимо нанести тонким слоем только на одну из поверхностей, прежде чем две части будут прижаты друг к другу. Ниже приведены два блока пенополистирола, уже распыленные … ровно столько, чтобы увлажнить поверхность, конечно, не мокрая!
Клей Gorilla можно наносить точечно, если это необходимо, и они будут растекаться после того, как кусочки будут сжаты вместе. Нет необходимости заранее распределять клей по всей поверхности, но здесь я использовала мешалку для кофе, чтобы лучше его распределить. Что очень важно отметить (и это не входит в инструкции производителя!), так это то, что клей следует капать из сопла, не позволяя ему коснуться мокрой поверхности! Если это произойдет, влага загрязнит бутылку, и часть клея затвердеет внутри … как я узнал, когда тестировал ее в первый раз!
Ниже я утяжелил две части цельным металлическим блоком. Этого было достаточно, хотя, по возможности, всегда лучше скреплять детали вместе (зажатыми между плоскими кусками дерева для защиты пенополистирола). Расширение происходит примерно через минуту или около того, в 3-4 раза по объему в зависимости от производителя, и если кусочки правильно зажаты, излишки вытесняются наружу, а не вверх. Если из-за формы кусков трудно зажать, не повредив поверхность, можно использовать малярную ленту или липкую пленку, чтобы соединить их вместе, но они могут немного прогибаться, и может произойти некоторое смещение по мере расширения пены. . Мне пришлось несколько раз корректировать выравнивание этих блоков, прежде чем пена перестала их двигать.
Чтобы клей застыл, требуется несколько часов. Здесь ниже разрез по линии шва, вырезанный ножом, а затем отшлифованный. Если он правильно отвержден, клей хорошо шлифуется…. хотя он отличается от пенополистирола, он гораздо больше похож на другие клеи. Кроме того, связь настолько сильна, как они говорят! Мне кажется, полиуретан особенно хорошо цепляется за пенопласт… по крайней мере, я не мог разъединить блоки.
Подробнее об обработке поверхностей
Если поверхность должно быть надежно защищена .. Я имею в виду, если с ней не нужно обращаться, если она защищена от ударов и т. д. … может быть достаточно хорошего слоя акриловой краски. Акриловая краска немного укрепит поверхность, но ни в коем случае не защитит ее от любого, даже бережного обращения. Покрытие сначала неводостойким клеем Пва, а затем покраска даст немного больше, то же самое относится и к покрытию Пва или лаком на водной основе. Но поверхность по-прежнему будет очень восприимчива к царапинам или вмятинам.
Если в красочную смесь добавить Paverpol .. больше половины по объему .. может быть достигнута большая прочность поверхности. Paverpol представляет собой среду типа ПВА, производимую в США в основном для рынка хобби и предназначенную для рисования на тканях или пеноматериалах, чтобы придать им более прочную поверхность. Например, ткань станет жесткой и почти «твердой как смола», если ее пропитать, и производитель рекомендует ее для наружной скульптуры. При нанесении на пенополистирол он не придает такой же степени жесткости, потому что не проникает глубоко в поверхность, но пара слоев с использованием Paverpol будет прочнее, чем обычный ПВА или только акрил. Сам по себе Paverpol довольно вязкий (немного более вязкий, чем обычный клей ПВА), но при тщательном нанесении кистью его можно втереть в детализированную поверхность, не забивая ее заметно. Фактически, независимо от того, наносится ли он напрямую или смешивается с порошковым пигментом или акриловой краской для получения непрозрачного цвета, первый слой подчеркнет большую часть пористой поверхности пены и будет казаться матовым с равномерной шероховатостью. Если дать ему полностью высохнуть (на это потребуется несколько часов или, предпочтительно, целый день), а затем снова покрасить, поры начнут заполняться. Особенно в сочетании с тщательной шлифовкой между слоями наждачной бумагой средней зернистости (например, зернистостью 120–200) можно добиться довольно гладкой поверхности. Это должно быть нанесено как можно более равномерно, потому что выступающие полосы на Paverpol будет трудно отшлифовать!
Следующий вариант – либо покраска, либо покрытие «полифиллом». Я делаю это различие между «окрашиванием» и «покрытием», потому что некоторые полифиллы можно разбавлять водой до консистенции, похожей на левкас, не теряя при этом слишком много своей прочности, и их можно гладко окрашивать. Polycell Fine Surface Polyfilla , по моему опыту, лучший из них. Покупается в готовом виде в кадках; это особенно гладко; равномерно разбавляется водой; очень хорошо прилипает к отшлифованному пенополистиролу и гораздо меньше подвержен усадке и растрескиванию, чем другие типы. Он также сохраняет небольшую гибкость при высыхании. Чтобы получить ровный крем без комочков с водой, лучше сначала немного «кондиционировать» его либо в миске ложкой, либо на чистой стеклянной тарелке шпателем или мастихином. По мере того, как вы работаете с ним, он становится более жидким, и если это будет продолжаться, добавляя воду по несколько капель за раз, вы постепенно получите что-то вроде консистенции левкаса без каких-либо комков.
Приведенные ниже формы вырезаны/отшлифованы из пенопласта; этап шлифования завершается гибкой шлифовальной подушкой с поролоновой основой (см. ниже) для достижения максимально гладкой поверхности. Затем их покрасили тонким слоем Polycell’s Fine Surface и оставили сохнуть на сутки. После этого был нанесен второй слой, а затем третий, который остался прежним. Заключительной обработкой перед покраской была тщательная шлифовка очень крупной (зернистостью 60) наждачной бумагой, которая придавала видимую зернистость, смягчившуюся общей протиркой более тонкой (зернистостью 240-300) наждачной тканью. Поверхность, полученная с помощью этого полифилла, не прочнее, чем у Paverpol, но ее гораздо легче шлифовать, что делает ее более идеальной, если цель — ровная, гладкая как стекло. Я покрасил их матовой эмалью Humbrol, которая достаточно тонкая, чтобы не забивать детали поверхности или добавлять какую-либо дополнительную текстуру, но достаточно непрозрачная для насыщенного покрытия без разводов.
Я подождал несколько дней, пока краска достигнет максимальной твердости (хотя эмаль и тонкая, но при высыхании очень твердая и прочная), затем тщательно потер тонкой шлифовальной губкой (похоже на кухонные губки для мытья посуды), чтобы выявить некоторые шероховатости. зерно.
Но такую же гладкую и еще более твердую поверхность можно получить, используя более специализированный материал. Литейная смола обычно не считается средой для тонкого покрытия, главным образом потому, что считается, что она не сможет должным образом отвердеть при определенной толщине. Это может быть правдой для некоторых, но я много раз использовал для этого как полиэфирную смолу общего назначения (GP), так и специальные типы полиуретановой смолы, смешивая в очень малых количествах и нанося как лак . .. с неизменно хорошими результатами! Полиэфирную смолу нельзя использовать для покрытия пенополистирола, потому что стироловая часть въедается в поверхность. Тем не менее, полиэфирная смола идеально подходит для пенополиуретана, а по предсказуемой логике полиуретановая смола идеально подходит для пенополистирола, такого как пенополистирол!
«Голова» справа вверху была окрашена небольшим количеством полиуретановой смолы Tomps Fast Cast, которую сначала быстро смешали, а затем мягкой кистью нанесли на поверхность пенополистирола. Я выбрал эту марку из-за ее низкой вязкости, предназначенной для отверждения даже очень тонких срезов. Примерно через час он достаточно отвердел, чтобы его можно было отшлифовать, просто чтобы немного выровнять поверхность, прежде чем снова покрывать. Затем последовала более тщательная шлифовка и, наконец, еще один слой. Общее покрытие теперь похоже на яичную скорлупу по толщине и твердости … но в важных отношениях прочнее, потому что оно равномерно поддерживается жесткой пеной под ним. Гладкость «промышленного» керамического вида может быть достигнута с помощью смеси осторожного натирания специальной шлифовальной «салфеткой» (синяя/зеленая внизу) или тонкими слоями, срезанными с поверхности шлифовального бруска в маникюрном салоне. Они будут сгибаться вместе с формой, в отличие от наждачной бумаги. Полиуретановая смола на удивление хорошо шлифуется для чего-то такого твердого… шлифуется даже легче, чем некоторые наполнители!
Ниже я описал этапы формирования этих «головок»… начиная с формирования блока на шаблоне и заканчивая шлифовкой от центральной линии.
Выемки для глаз были начаты с помощью изогнутого шлифовального инструмента, подобного тому, который использовался на форме в начале Придание формы пенополистиролу . Их легко сделать, используя только тонкую полоску наждачной бумаги, приклеенную к шаблону.
Капитальный ремонт или переделка форм из пенополистирола
Это давняя практика среди плотников, а в последнее время и реставраторов, аккуратно вырезать поврежденный участок . . т.е. аккуратно вырезать его .., приклеить новый блок из того же материала на его место , а затем изменить его форму, а не «забивать» чем-то еще, например, наполнителем. Большинство наполнителей склонны к усадке в той или иной степени. Это неизбежно, если их отверждение зависит от испарения растворителя. Обычно их нельзя накладывать слишком толстым слоем, иначе им потребуется время, чтобы затвердеть, и может потребоваться несколько подходов, чтобы должным образом заполнить глубокий ремонт. Другим недостатком использования наполнителей, особенно для ремонта или изменения пенополистирола, является то, что при затвердевании наполнитель реагирует на шлифование совсем иначе, чем окружающий пенопласт. Обычно это намного сложнее и негибче, что затрудняет плавный переход. Гораздо лучший способ сделать это… вставить тот же материал… показан ниже.
Эта тестовая форма была изготовлена таким же образом, как и один из компонентов, описанных выше.. сначала была грубо отшлифована, а затем обработана шлифовальным блоком с зернистостью 120.
Ниже какое-то стилизованное «повреждение»..
Я зашлифовал широкий канал, следя за тем, чтобы его дно было ровным и гладким. Боковые края не параллельны, а немного скошены, так что клиновидный блок можно вставить на место. Это означает, что блок не должен быть идеально точным по ширине.
В данном случае я закрепил блок двухсторонним ковровым скотчем. Я нашел Ultratape ‘Rhino’ очень надежным до сих пор. Как я уже сказал, блок необходимо установить на место, но не нажимать до тех пор, пока он не будет плотно прилегать к краям канала. Я также немного наклонил края блока, т.е. сделал верхнюю поверхность немного больше, чем нижнюю, чтобы при нажатии она еще плотнее сжималась на месте. Для этого пенопласт немного сожмется.
Затем нужно было снова прикрепить полукруглые шаблоны с обоих концов формы (см. выше), чтобы защитить неповрежденную поверхность, и отшлифовать блок до той же точки.
Просто из интереса я попробовал аналогичный ремонт, используя в качестве наполнителя клей Gorilla Glue . .. думая, что, поскольку клей так хорошо схватывается с пенополистиролом и отверждается с аналогичным составом, это может быть идеальным решением. К сожалению нет!
Я сделал несколько надрезов скальпелем, увлажнил поверхность пенополистирола, затем нанес на них клей, полностью распределив его по краям надрезов. Я также увлажнил верхнюю часть клея после того, как это было сделано.
Ждал чуть больше двух часов, за которые клей расширился.. как говорит производитель.. раза в 3-4 в объеме. Первые несколько миллиметров отвержденной пены были мелкопористыми и поддавались шлифованию, фактически идеальными, но глубже пузырьки были намного больше, а консистенция была мягкой и волокнистой. Это было все равно, что пытаться натереть хлеб песком! Пена стала более слабой и неравномерной, потому что ей позволили слишком сильно расшириться, и я предполагаю, что она работала бы лучше в качестве наполнителя, поддающегося шлифованию, если бы она была более ограниченной, т.
Определить резьбу по наружному: Как измерить резьбу |
Как измерить резьбу |
Время прочтения статьи: 10 минут
Автор статьи: pkmetiz.ru
Содержание
- 1 Измерение резьбомером
- 2 Измерение шага резьбы без резьбомера
- 2.1 Детали с наружной нарезкой
- 2.2 Детали с внутренней нарезкой
- 3 Определение шага резьбы по диаметру
Любое резьбовое соединение образуется двумя элементами, один из которых имеет внутреннюю, а второй — наружную резьбу, например, болт и гайка, винт и монтажное отверстие в соединяемых деталях и т. д. Чтобы получить плотное и качественное соединение, геометрические параметры внутренней и наружной нарезки должны точно совпадать.
К основным таким параметрам относятся:
- внутренний и наружный диаметр;
- глубина;
- шаг резьбы.
Поэтому при подборе крепежа для выполнения монтажных работ часто возникает вопрос, как измерить резьбу. Измерение диаметра и глубины нарезки обычно не представляет сложности. Более сложной задачей будет измерить шаг резьбы, а неправильный подбор деталей по этому параметру либо вообще не позволит закрутить их, либо значительно ухудшит качество соединения, сделав его фактически непригодным к эксплуатации.
Измерение резьбомером
Оптимальным вариантом, как правильно измерить резьбу, будет использование резьбомера. Это специальный инструмент для проведения измерения шага нарезки. Резьбомер представляет собой корпус, к которому крепятся щупы в виде тонких пластин с гребенкой. Форма гребенки точно соответствует стандартной резьбе с определенным шагом.
Различают следующие виды резьбомеров:
- Метрические. Позволяют измерить шаг резьбы болта, гайки или другой детали с метрической нарезкой диаметром от 1 до 600 мм. Инструмент имеет до 20 измерительных пластин и позволяет определять шаг резьбы от 0,4 мм до 7 мм. Обозначается маркировкой «М60» на корпусе.
- Дюймовые. Применяется, чтобы измерить дюймовую резьбу, которую обычно нарезают на трубах и деталях трубопроводов, а также иногда используют на крепежных элементах. Шаг дюймовой резьбы определяется по количеству нитей на один дюйм длины резьбовой части детали. Резьбомер комплектуется 17 измерительными пластинами с количеством витков от 4 до 28. Для маркировки инструмента применяется маркировка «Д55».
- Универсальные. Комплектуются измерительными пластинами для метрической и дюймовой нарезки. Такие резьбомеры широко применяются в мастерских, где приходится одновременно работать с деталями как с метрической, так и с дюймовой резьбой.
 Шаг дюймовой резьбы определяется по количеству нитей на один дюйм длины резьбовой части детали. Резьбомер комплектуется 17 измерительными пластинами с количеством витков от 4 до 28. Для маркировки инструмента применяется маркировка «Д55».
Шаг дюймовой резьбы определяется по количеству нитей на один дюйм длины резьбовой части детали. Резьбомер комплектуется 17 измерительными пластинами с количеством витков от 4 до 28. Для маркировки инструмента применяется маркировка «Д55».Перед определением шага нужно измерить диаметр резьбы штангенциркулем. Это необходимо потому, что диапазон шагов может зависеть от диаметра.
Процесс измерения шага при помощи резьбомера предельно прост. К измеряемой резьбе прикладывают визуально подходящие пластины резьбомера. Методом подбора выбирается пластина, гребенка которой будет точно соответствовать измеряемой резьбе. Ее шаг будет соответствовать стандартному значению, указанному на маркировке измерительной пластины.
Проще всего таким способом измерить наружную резьбу. Если нужно определить шаг внутренней резьбы, то место измерение необходимо подсвечивать, чтобы точно определить плотное прилегание гребенки пластины резьбомера.
Если нужно определить шаг внутренней резьбы, то место измерение необходимо подсвечивать, чтобы точно определить плотное прилегание гребенки пластины резьбомера.
При измерении шага метрической резьбы искомый параметр получаем в миллиметрах. Если необходимо измерить шаг дюймовой резьбы, то его значение получаем в количестве витков на дюйм.
Измерение шага резьбы без резьбомера
Детали с наружной нарезкой
Часто необходимость определения шага резьбы возникает эпизодически, на один раз. И, конечно, в такой ситуации под рукой не оказывается резьбомера, а покупать его для разовых измерений не имеет смысла. Полезным будет узнать, как измерить шаг резьбы линейкой или штангенциркулем. Эти измерительные инструменты позволяют достаточно легко определить нужный параметр.
Проще всего измерить резьбу болта или другой детали с наружной нарезкой. При измерении метрической резьбы рекомендуется в первую очередь приложить линейку к детали с резьбой и постараться совместить миллиметровые деления ее шкалы с вершинами гребней резьбового профиля.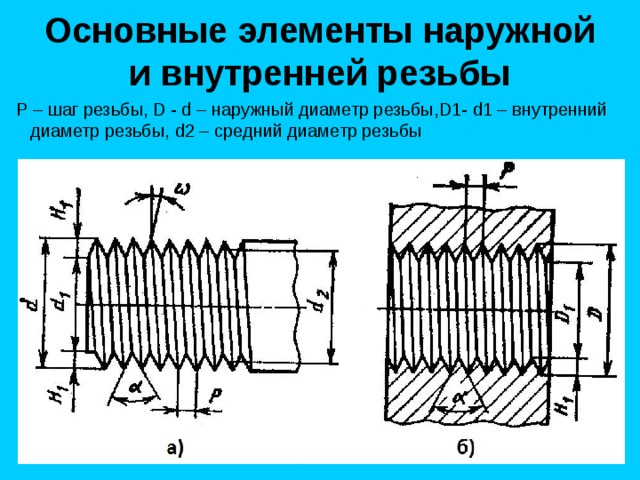 Если они совпадают, значит, шаг составляет 1 мм. В противном случае придется провести несколько более сложные измерения.
Если они совпадают, значит, шаг составляет 1 мм. В противном случае придется провести несколько более сложные измерения.
Для определения шага резьбы нужно посчитать количество витков на участке стержня определенной длины, например, 10 мм или 20 мм. Для получения более точного результата рекомендуется проводить замеры на участке 20 мм. Необходимую длину отмеряют, приложив к стержню болта линейку, или при помощи штангенциркуля. Более точно будет измерить шаг резьбы болта штангенциркулем. На отмеренном участке подсчитывают количество витков. После этого длину участка необходимо разделить на полученное количество витков за минусом одного витка. В результате получаем значение шага резьбы.
При определении шага дюймовой нарезки необходимо отмерить длину стержня равную одному дюйму (25,4 мм). Для точности замера лучше использовать линейку или штангенциркуль с дюймовой шкалой. Количество витков на этом участке и будет шагом резьбы. Если длина резьбового участка меньше одного дюйма, то определить число витков нужно на участке в полдюйма (12,7 мм), после чего полученный результат умножить на 2.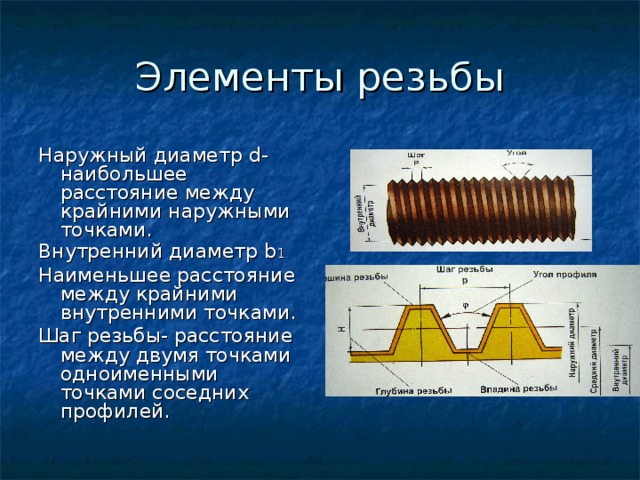
Детали с внутренней нарезкой
Существует два способа, как измерить резьбу гайки или другой детали с внутренней нарезкой без резьбомера. Первый способ предусматривает подбор точно подходящего ответного болта с последующим измерением шага его резьбы. Если подобрать ответный болт не получается, то нужно воспользоваться полоской бумаги (это и есть способ № 2).
Ее следует прижать к резьбе так, чтобы на бумаге остался отпечаток профиля. Улучшить видимость рисок можно, проведя по граням маркером. После этого на бумаге нужно отметить линейкой расстояние между крайними рисками и посчитать количество витков. Затем полученное расстояние делят на количество витков минус один виток. Вместо бумаги для измерений по этому способу можно использовать карандаш, спичку или другое изделие из мягкой древесины подходящего размера, которое прижимают к резьбе.
Определение шага резьбы по диаметру
Определить шаг резьбы можно по стандартным таблицам. Предварительно нужно измерить диаметр резьбы болта или гайки. Для этого нужно воспользоваться штангенциркулем, который позволяет с высокой точностью определить размер. Точность замера должна составлять десятые доли миллиметра. После этого, используя полученное значение, можно найти в таблице соответствующий диаметру шаг резьбы.
Предварительно нужно измерить диаметр резьбы болта или гайки. Для этого нужно воспользоваться штангенциркулем, который позволяет с высокой точностью определить размер. Точность замера должна составлять десятые доли миллиметра. После этого, используя полученное значение, можно найти в таблице соответствующий диаметру шаг резьбы.
Пример таблицы для резьб с наружным диаметром от 9,3 мм до 63,4 мм:
Как определить резьбу штангенциркулем или линейкой
Для определения типа резьбы на фитинге, необходим штангенциркуль.
Как правильно производить замер при помощи штангенциркуля показано на рисунке ниже.
Измерения нужно произвести с точностью до десятых миллиметра.
|
Наружный диаметр, мм |
Внутренний диаметр, мм |
Шаг резьбы, витков на дюйм |
Шаг резьбы |
BSP |
Метрика |
Дюйм UNF |
Дюйм NPT |
|
9,3-9,7 |
8,5-8,9 |
28 |
|
1/8″ |
|
|
|
|
9,3-9,7 |
8,5-8,9 |
27 |
|
|
|
|
1/8″ |
|
9,7-9,9 |
8,2-8,6 |
|
1,5 |
|
M10x1,5 |
|
|
|
10,9-11,1 |
9,7-10,0 |
20 |
|
|
|
7/16″-20 |
|
|
11,6-11,9 |
10,2-10,6 |
|
1,5 |
|
M12x1,5 |
|
|
|
12,4-12,7 |
11,3-11,6 |
|
|
|
|
1/2″-20 |
|
|
12,9-13,1 |
11,4-11,9 |
19 |
|
1/4″ |
|
|
|
|
12,9-13,1 |
11,4-11,9 |
18 |
|
|
|
|
1/4″ |
|
13,6-13,9 |
12,2-12,6 |
|
1,5 |
|
M14x1,5 |
|
|
|
14,0-14,3 |
12,7-13,0 |
18 |
|
|
|
9/16″-18 |
|
|
15,6-15,9 |
14,2-14,6 |
|
1,5 |
|
M16x1,5 |
|
|
|
16,3-16,6 |
14,9-15,4 |
19 |
|
3/8″ |
|
|
|
|
16,3-16,6 |
14,9-15,4 |
18 |
|
|
|
|
3/8″ |
|
17,6-17,9 |
16,2-16,6 |
|
1,5 |
|
M18x1,5 |
|
|
|
18,7-19,0 |
17,3-17,6 |
16 |
|
|
|
3/4″-16 |
|
|
19,6-19,9 |
18,2-18,6 |
|
1,5 |
|
M20x1,5 |
|
|
|
20,5-20,9 |
18,6-19,0 |
14 |
|
1/2″ |
|
|
|
|
20,7-21,1 |
18,3-18,7 |
14 |
|
|
|
|
1/2″ |
|
21,6-21,9 |
20,2-20,6 |
|
1,5 |
|
M22x1,5 |
|
|
|
22,0-22,2 |
20,2-20,5 |
14 |
|
|
|
7/8″-14 |
|
|
22,6-22,9 |
20,6-21,0 |
14 |
|
5/8″ |
|
|
|
|
23,6-23,9 |
22,2-22,6 |
|
1,5 |
|
M24x1,5 |
|
|
|
25,6-25,9 |
24,2-24,6 |
|
1,5 |
|
M26x1,5 |
|
|
|
26,1-26,4 |
24,1-24,5 |
14 |
|
3/4″ |
|
|
|
|
26,3-26,7 |
23,7-24,1 |
14 |
|
|
|
|
3/4″ |
|
26;6-26,9 |
24,3-24,7 |
12 |
|
|
|
1,1/16″-12 |
|
|
29,6-29,9 |
27,4-27,8 |
|
2 |
|
M30x2 |
|
|
|
29,8-30,1 |
27,6-27,9 |
12 |
|
|
|
1,3/16″-12 |
|
|
29,6-29,9 |
28,2-28,6 |
|
1,5 |
|
M30x1,5 |
|
|
|
32,6-32,9 |
30,5-30,9 |
|
2 |
|
M33x2 |
|
|
|
33,0-33,2 |
30,3-30,8 |
11 |
|
1″ |
|
|
|
|
33,0-33,3 |
30,8-31,2 |
12 |
|
|
|
1,5/16″-12 |
|
|
32,9-33,4 |
30,3-30,8 |
11,5 |
|
|
|
|
1″ |
|
35,6-35,9 |
33,4-33,8 |
|
2 |
|
M36x2 |
|
|
|
37,6-37,9 |
36,2-36,6 |
|
1,5 |
|
M38x1,5 |
|
|
|
40,9-41,2 |
38,7-39,1 |
12 |
|
|
|
1,5/8″-12 |
|
|
41,6-41,9 |
39,4-39,8 |
|
2 |
|
M42x2 |
|
|
|
41,5-41,9 |
39,0-39,5 |
11 |
|
1,1/4″ |
|
|
|
|
41,4-42,0 |
39,2-39,6 |
11,5 |
|
|
|
|
1,1/4″ |
|
44,6-44,9 |
42,4-42,8 |
|
2 |
|
M45x2 |
|
|
|
44,6-44,9 |
43,2-43,6 |
|
1,5 |
|
M45x1,5 |
|
|
|
47,3-47,6 |
45,1-45,5 |
12 |
|
|
|
1,7/8″-12 |
|
|
47,4-47,8 |
44,8-45,3 |
11 |
|
1,1/2″ |
|
|
|
|
47,3-47,9 |
45,1-45,5 |
11,5 |
|
|
|
|
1,1/2″ |
|
51,6-51,9 |
49,4-49,6 |
|
2 |
|
M52x2 |
|
|
|
51,6-51,9 |
50,2-50,6 |
|
1,5 |
|
M52x1,5 |
|
|
|
59,4-59,8 |
56,5-56,8 |
11 |
|
2″ |
|
|
|
|
59,9-60,2 |
56,4-56,7 |
11,5 |
|
|
|
|
2″ |
|
63,3-63,6 |
61,3-61,8 |
12 |
|
|
|
2,1/2″-12 |
|
⇒Основные стандарты резьбы
⇒Обозначение резьбы
⇒Бланк заказа РВД
вернутся назад
Как измерить резьбу — The Photographers Machinist
Во многих случаях необходимо точное измерение диаметра или резьбы. Сегодня большая часть оборудования стандартизирована, но более старое оборудование и нишевые изделия требуют точных измерений. На этой странице приведены некоторые рекомендации по измерению резьбы.
Сегодня большая часть оборудования стандартизирована, но более старое оборудование и нишевые изделия требуют точных измерений. На этой странице приведены некоторые рекомендации по измерению резьбы.
Метрическая или английская
Измерительная
Метрическая и английская резьба
В настоящее время используются две системы: Английский и Метрический . Большинство объективов и затворов иностранного производства, выпущенных после 1945 года, используют метрическую систему резьбы и измерения. Метрическая резьба определяется как , насколько далеко в миллиметрах она продвигается за один оборот винта . Например, если один оборот фильтра приближает его к объективу на 1 мм, то он называется «M1.0». Это расстояние от одной вершины нити до следующей. Этот номер называется «Питч».
Наиболее популярные метрические резьбы: М.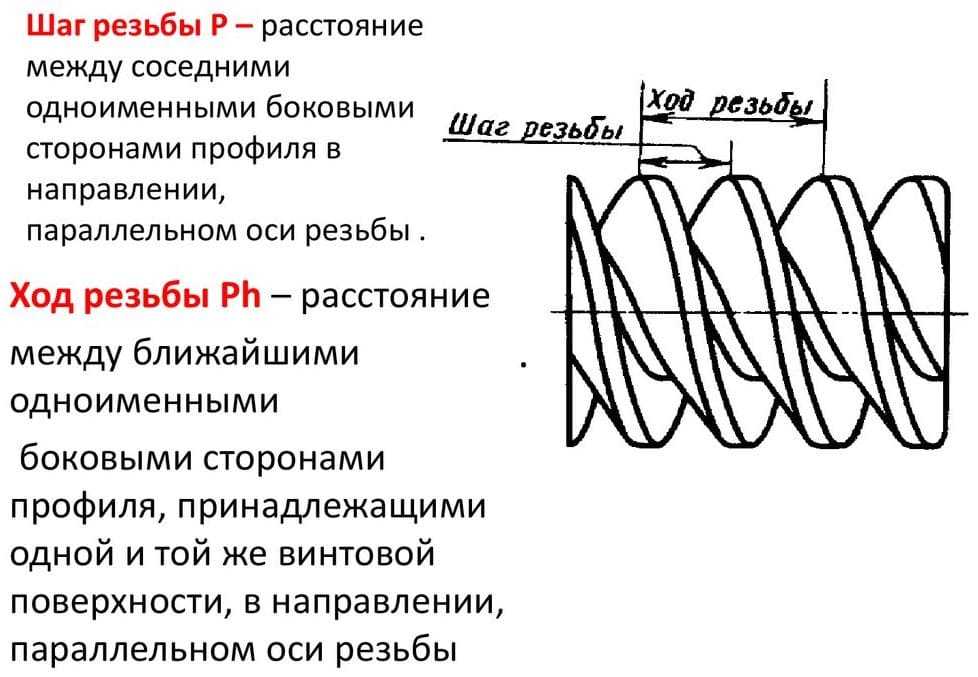 5, М.75, М.9, М1.0, М 1.25 . Обычная резьба для фильтров среднего размера — M.75. Фильтры диаметром 40,5 и меньше обычно имеют размер M.5.
5, М.75, М.9, М1.0, М 1.25 . Обычная резьба для фильтров среднего размера — M.75. Фильтры диаметром 40,5 и меньше обычно имеют размер M.5.
Английский резьбы определяются количеством вершин в одном дюйме длины. Они указываются как «Threads per inch», пишется «TPI». Диаметр указывается в «тысячных долях дюйма». Инструкции по измерению
Резьба указана по внешнему диаметру наружной резьбы («Большой диаметр»). Итак, если вы измеряете наружную (наружную) резьбу штангенциркулем и получаете «57,85 мм», то это резьба 58 мм и , если это фильтр, то почти наверняка М.75. Это уточняется: «М-58 Х 0,75». В случае резьбы для фильтров часть «.75» часто опускается, и она называется «Резьба пятьдесят восемь миллиметров».
Чтобы идентифицировать внутреннюю резьбу (например, кольцо фильтра на объективе), сначала сделайте максимально возможное предположение по возрасту и происхождению, чтобы определить, является ли это метрической резьбой, а затем измерьте диаметр внутренней (внутренней) резьбы.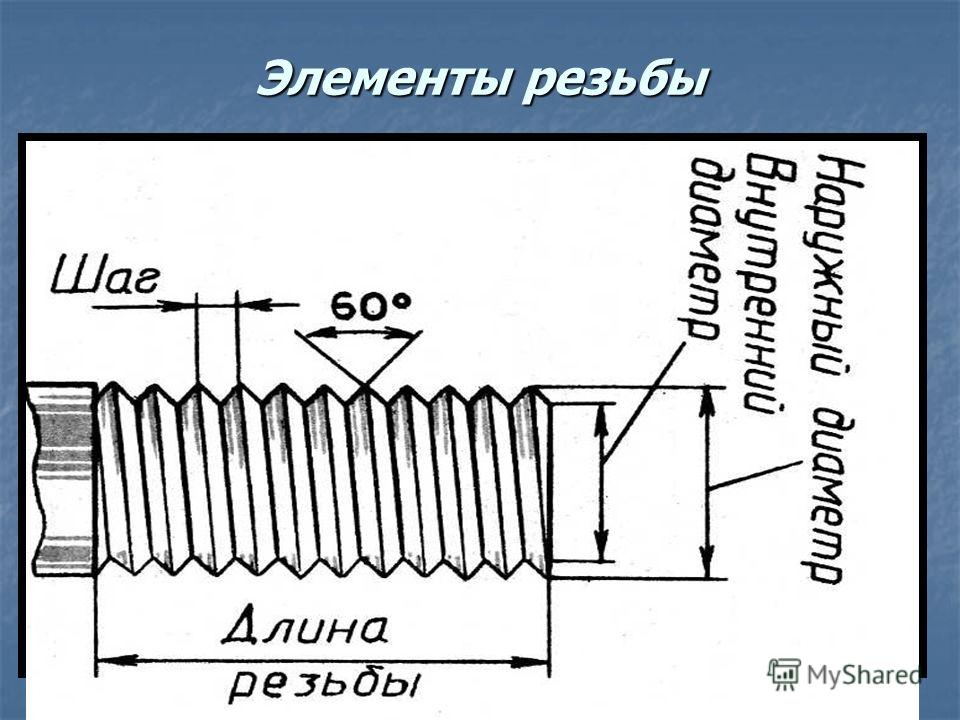 Возьмите («Малый диаметр»), затем добавьте номер шага к измерению. Например, если внутренний размер составляет 57,2 мм, добавьте M .75, чтобы получить 57,9 мм.5, что означает «58 мм».
Возьмите («Малый диаметр»), затем добавьте номер шага к измерению. Например, если внутренний размер составляет 57,2 мм, добавьте M .75, чтобы получить 57,9 мм.5, что означает «58 мм».
В английской системе используются тысячные доли дюйма: Например, монтажная резьба затвора Ilex № 4: «2,495-30» — это то, как это указано (и, вероятно, это означает «Два с половиной на тридцать». ») Внутренний диаметр считывается путем измерения внутреннего диаметра, в данном случае 2,465″, и добавления соответствующего шага в метрической системе. приближение шага резьбы) получить 2,5-30 по спецификации.
Шаг резьбы можно определить с помощью калибров или известных винтов в качестве калибров (даже если они имеют разный диаметр). Прижмите известный винт к измеряемому, чтобы проверить, подходит ли он. Очень небольшое несоответствие означает, что вы, вероятно, используете неправильную систему измерения. Метрика вместо английской или наоборот. Обычным сюрпризом является обнаружение старых изделий европейского производства, изготовленных по английским спецификациям для американского рынка .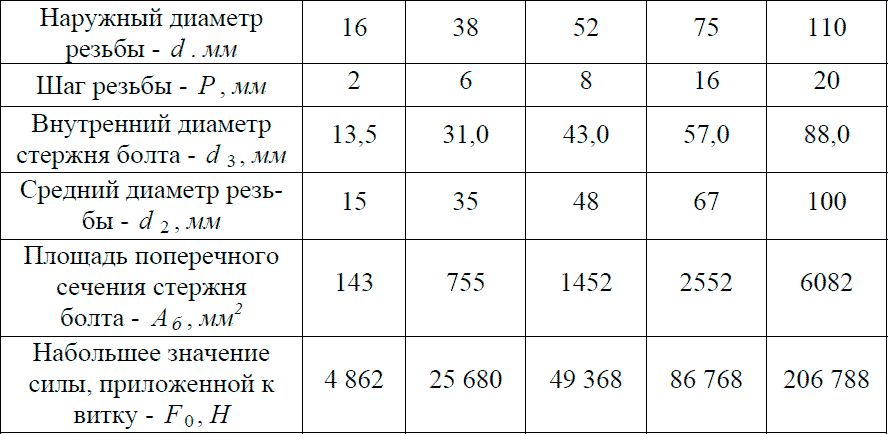
Хотя английская и метрическая резьбы не взаимозаменяемы, для целей идентификации они соответствуют M-.5: 50 витков на дюйм, M-.75: 32 витка на дюйм, M-.9: 30 точек на дюйм, M-1.0: 25 точек на дюйм. Это не обязательно самые близкие английские эквиваленты, но самые близкие часто используемые английские темы.
В случае с Фототехникой вряд ли вы найдете какую-то тему, кроме упомянутых здесь одиннадцати. Таким образом, цель вашего измерения нити состоит в том, чтобы выяснить, какие из них у вас есть под рукой.
Как правильно измерить национальную трубную резьбу (NPT) с первого раза — превосходное промышленное предложение | Блог
Вы когда-нибудь заказывали трубу не того размера и задавались вопросом, что случилось? Вы измерили трубную резьбу. На самом деле, вы несколько раз измерили его, прежде чем разместить заказ, но как только ваш заказ прибыл, и вы идете использовать трубу, она не подходит. Ну, измерение резьбы трубы кажется достаточно простым, но это может быть обманчиво сложно.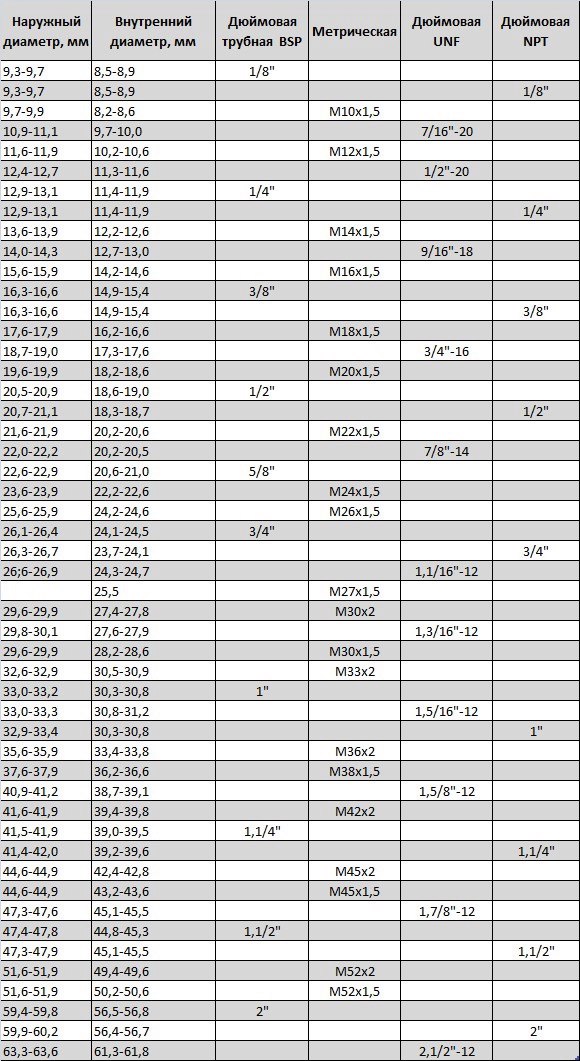 Несколько изменений в способе измерения трубной резьбы могут иметь решающее значение и сэкономить время и нервы.
Несколько изменений в способе измерения трубной резьбы могут иметь решающее значение и сэкономить время и нервы.
Наиболее распространенная резьба, используемая в общих приложениях, соответствует Американскому национальному стандарту трубной резьбы или национальной трубной резьбе (NPT).
Включают в себя как коническую резьбу, используемую на крепежных изделиях, так и серию трубной и прямой резьбы.
Трубы с конической резьбой, часто используемые в сантехнических установках для подачи жидкостей или пара, имеют резьбовую часть, имеющую форму конуса. Эта конструкция образует уплотнение при закручивании, так как боковые стороны резьбы сжимаются друг относительно друга
Фитинги с прямой резьбой соединяют трубопроводы, но не обеспечивают герметичность. Прямая резьба может быть загерметизирована в охватывающей трубе тефлоновой лентой или компаундом для труб. Ниже приведены рекомендации по измерению, характерные для NPT.
Свяжитесь с нами сегодня, чтобы обсудить ваши потребности или запланировать консультацию на месте по телефону 314-638-6500 вариант 4.
Эмпирическое правило при измерении резьбы National Pipe Thread заключается в том, чтобы вычесть ¼ дюйма из первоначального измерения. Толщина стенки трубы будет варьироваться в зависимости от трубы, поэтому всегда принимайте это во внимание.
Вот пример: Чтобы измерить резьбу с наружной трубной резьбой ¼ дюйма (MPT), измерьте самую наружную часть резьбы, затем вычтите ¼ дюйма из измерения внешнего диаметра (OD), чтобы учесть толщину Стенка трубы с обеих сторон. При измерении внутренней трубной резьбы (FPT) измерьте наружный диаметр самой трубы и вычтите ¼ дюйма, чтобы найти правильный размер трубной резьбы.
Возможно, даже проще приобрести измерительный инструмент, называемый штангенциркулем, который будет измерять наружный и внутренний диаметры (ВД). Eaton Weatherhead предлагает штангенциркуль для измерения угла и шаг резьбы.
В приведенной ниже таблице приведены рекомендации по измерению национальной трубной резьбы (NPT). Для получения дополнительных указаний по другим трубным резьбам см. это справочное руководство от Eaton Weatherhead.
это справочное руководство от Eaton Weatherhead.
Измерьте диаметр резьбы и вычтите 1/4 дюйма, чтобы найти номинальный размер трубы.
| Размер в дюймах | Размер штриха | Номинальный размер резьбы | Наружная резьба O. (в) | Внутренний диаметр внутренней резьбы (in) | |||
| 1/8 | 02 | 1⁄8 -27 | .39 | .33 | |||
| 1/4 | 04 | ¼ -18 | .52 | .44 | |||
| 3/8 | 06 | 3/8 -18 | .65 | . 08 | ½ -14 | .81 | .70 |
| 3/4 | 12 | 3⁄4-14 | 1.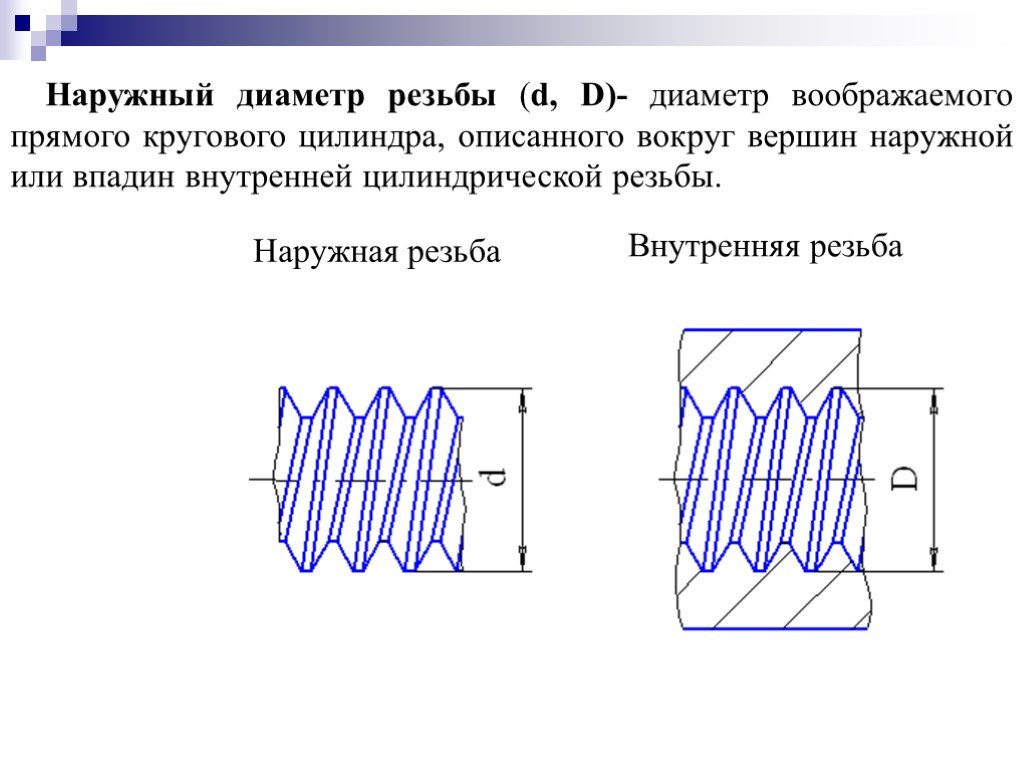 02 02 | .92 | |||
| 1 | 16 | 1- 11 ½ | 1.28 | 1.16 | |||
| 1 1/4 | 20 | 1 1⁄4-11 ½ | 1.62 | 1.50 | |||
| 1 1/2 | 24 | 1 1⁄2-11 ½ | 1.86 | 1.73 | |||
| 2 | 32 | 2-11 1⁄2 | 2.33 | 2.22 |
Дополнительные сокращения для стандартной трубной резьбы
| NPT | Национальная трубная резьба (коническая) | ||
| FPT с внутренней резьбой 9 (со сменной трубной резьбой NPT | 9)0092 | ||
| FIP | Female Iron Pipe (interchangeable with NPT) | ||
| MPT | Male Pipe Thread (interchangeable with NPT) | ||
| MIP | Male Iron Pipe (interchangeable with NPT ) | ||
| IPS | Размер стальной трубы (взаимозаменяем с NPT) | ||
| PTF | Короткая коническая трубная резьба SAE | ||
| NPTF | National Pipe Thread Fuel (коническая трубная резьба American National для герметичных соединений с сухим уплотнением) | ||
| NPSM | National Pipe Straight Mechanical (прямая трубная резьба American National для механических соединений) | NPSI | Прямая трубная резьба American National |
| GHT | Резьба для садового шланга | ||
| NST | National Standard Thread (fire hose thread) | ||
| BSPT | British Standard Taper Pipe Thread (metric) |
Related: Pro Tips for Proper Selection Концевых соединений гидравлических шлангов
Для измерения без NPT многие люди измеряют трубу по внешнему диаметру.
Токарные станки с чпу по металлу: Токарный станок с чпу по металлу купить в интернет магазине в Москве
Токарные станки с ЧПУ
СА500Ф2/Ф3/Ф4
Станки предназначены для токарной обработки в патроне и центрах деталей с прямолинейным, ступенчатым и криволинейным профилем. Диапазон регулирования частот вращения шпинделя позволяет производить обработку изделий как из обычных черных и цветных металлов, так и из легированных сталей.
|
Диаметр отверстия в шпинделе |
55 мм |
|
Наибольший диаметр заготовки, устанавливаемой над станиной |
500 мм |
|
Наибольший диаметр заготовки, обрабатываемой над суппортом |
250 (290)* мм |
СА600Ф2/Ф3/Ф4
Станки предназначены для токарной обработки в патроне и центрах деталей с прямолинейным, ступенчатым и криволинейным профилем. Диапазон регулирования частот вращения шпинделя позволяет производить обработку изделий как из обычных черных и цветных металлов, так и из легированных сталей.
|
Диаметр отверстия в шпинделе |
102 мм |
|
Наибольший диаметр заготовки, устанавливаемой над станиной |
560 мм |
|
Наибольший диаметр заготовки, обрабатываемой над суппортом |
320 мм |
СА700Ф2/Ф3/Ф4
Станки предназначены для токарной обработки в патроне и центрах деталей с прямолинейным, ступенчатым и криволинейным профилем. Диапазон регулирования частот вращения шпинделя позволяет производить обработку изделий как из обычных черных и цветных металлов, так и из легированных сталей.
|
Диаметр отверстия в шпинделе |
140 мм |
|
Наибольший диаметр заготовки, устанавливаемой над станиной |
700 мм |
|
Наибольший диаметр заготовки, обрабатываемой над суппортом |
430 мм |
СА800Ф2/Ф3/Ф4
Станки предназначены для токарной обработки в патроне и центрах деталей с прямолинейным, ступенчатым и криволинейным профилем. Диапазон регулирования частот вращения шпинделя позволяет производить обработку изделий как из обычных черных и цветных металлов, так и из легированных сталей.
Диапазон регулирования частот вращения шпинделя позволяет производить обработку изделий как из обычных черных и цветных металлов, так и из легированных сталей.
|
Диаметр отверстия в шпинделе |
140 мм |
|
Наибольший диаметр заготовки, устанавливаемой над станиной |
800мм |
|
Наибольший диаметр заготовки, обрабатываемой над суппортом |
540 мм |
Промышленные токарные станки с ЧПУ по металлу
К токарным относятся станки, в которых главное вращательное движение придается обрабатываемой детали (заготовке), а режущий инструмент (резец) имеет только поступательное движение. Но также имеются токарные станки, в которых деталь не вращается, а режущий инструмент имеет вращательное и поступательное движения. Такие станки относятся к специальным и применяются для обработки концов длинномерных труб и штанг длиной более 6 метров (основном для нефтедобывающей отрасли)
Такие станки относятся к специальным и применяются для обработки концов длинномерных труб и штанг длиной более 6 метров (основном для нефтедобывающей отрасли)
Токарные станки предназначены для обработки внутренних и наружных поверхностей тел вращения, соосных оси шпинделя, с прямолинейными и криволинейными контурами (цилиндрических, конических, фасонных, винтовых и торцевых).
Детали на промышленных токарных станках в основном устанавливаются и крепятся в 3-х (4-х или 6-ти) кулачковых или цанговых патронах. Корпусные и детали сложной формы могут устанавливаться и крепиться на планшайбе в специальном приспособлении. Также для обработки деталей арматуры типа крестовин, угольников с нескольких сторон, с поворотом на определенный угол для совмещения оси обрабатываемого элемента с осью вращения шпинделя, применяются специальные индексные патроны.
Современные промышленные токарные станки по металлу, как правило, снабжаются системой ЧПУ, которая позволяет участие в управлении станком со стороны человека свести к минимуму. Работой управляет специальная компьютерная программа или несколько программ, которые задаются в виде набора данных через электронный носитель.
Работой управляет специальная компьютерная программа или несколько программ, которые задаются в виде набора данных через электронный носитель.
Токарные станки с программным управлением могут иметь одну или несколько револьверных головок с числом инструментальных позиций в револьверной головке 6, 8, 12 или 16 позиций, часть или все из которые могут быть приводными. В приводной позиции устанавливается приводная головка для концевого вращающегося инструмента (сверл, фрез, метчиков, разверток), что существенно расширяет технологические возможности станков.
Приводной инструмент позволяет производить сверлильные и фрезерные операции в осевом и радиальном направлениях (в радиальном направлении только в оси центров) в пределах мощности приводной головки. При наличии оси «Y» сверлильные и фрезерные операции в радиальном направлении производятся вне оси центров. Рекомендуемый объем работ, выполняемых приводным инструментом, не более 20 % от объема токарных работ.
Токарные станки с ЧПУ и токарные ОЦ позволяют выполнять обработку сложных деталей с высокой точностью и производительностью.
При обработке деталей на станках с ЧПУ сокращается технологический процесс за счет уменьшения количества установок детали, концентрации операций и совмещения переходов обработки.
Они легко переналаживаются для изготовления другого типа деталей, легко поддаются автоматизации и могут встраиваться в автоматические линии.
Для работы на станках с ЧПУ и токарных ОЦ не требуется высокая квалификация рабочих. На них охотно идет работать молодежь, что особенно актуально в современных условиях, когда высококвалифицированные рабочие, работавшие на универсальных токарных станках без ЧПУ, уходят на заслуженный отдых.
Наша компания специализируется на решение задач машиностроительных производств в Екатеринбурге. Мы проводим комплексный аудит производства, разрабатываем техпроцессы и готовим проект технического перевооружения под конкретные задачи клиента.
Для внедрения передовых технологий металлообработки сотрудничаем с компаниями – производителями высокоточного металлообрабатывающего оборудования.
Заполните форму обратной связи, приложив имеющиеся техническое задание или чертежи обрабатываемых деталей, и наши специалисты свяжутся с вами для ответа или уточнения информации.
лучших токарных станков с ЧПУ в 2022 году для металлообработки [Все цены]
Выбор токарного станка с ЧПУ может быть сложным, учитывая варианты, доступные на рынке.
Лучший токарный станок с ЧПУ для вашего применения зависит от максимального размера вашей заготовки, материала, с которым вы планируете работать, типа обработки, которую вы собираетесь выполнять, и от того, насколько быстро вам это нужно сделать.
Я написал это руководство после рассмотрения лучших вариантов токарных станков с ЧПУ, представленных сегодня на рынке.
Проанализировав каждый токарный станок с ЧПУ по таким параметрам, как размер, материалы, с которыми он может работать, время цикла, количество осей, мощность, частота вращения и цена, я выбрал лучшие станки в каждой ценовой категории.
Для некоторых любителей небольшие токарные станки с ЧПУ (менее 5000 долларов США) могут быть идеальными, в то время как для тех, кто хочет работать с большей точностью, лучше подойдут станки промышленной категории начального уровня.
Я подробно рассказал о каждом из рекомендуемых станков, чтобы вы могли узнать, на что способен каждый станок. А также то, что он не может сделать.
Наконец, после моих рекомендаций по каждой категории, я рассказал обо всех важных факторах, которые следует учитывать при выборе токарного станка с ЧПУ.
MellowPine поддерживается считывателем. Когда вы покупаете по ссылкам на моем сайте, я могу получить партнерскую комиссию без каких-либо дополнительных затрат для вас.
Что в этом руководстве?
- Лучшие малые токарные станки с ЧПУ
- Лучшие промышленные токарные станки с ЧПУ начального уровня
- Лучший швейцарский токарный станок с ЧПУ
- Лучшие промышленные токарные станки с ЧПУ
- Факторы, которые следует учитывать при выборе токарного станка с ЧПУ сегодня [2022]:
CNC Lathe Category 1 Sherline 17″ CNC Lathe Small CNC lathe 2 TAIG 4029 DSLS CNC Lathe Small CNC lathe 3 Токарный станок с ЧПУ Proxxon PD 400 Малый токарный станок с ЧПУ 4 Токарный станок с ЧПУ Tormach 8L Начальный уровень Промышленный 5 0 90 90 1
Grizzly Industrial G0884 CNC Lathe Entry-Level Industrial 6 APSX-NANO CNC Swiss Lathe CNC Swiss Lathe 7 Haas CNC Lathes Industrial-grade 8 Токарные станки с ЧПУ Okuma Промышленные 9 Токарные станки с ЧПУ Doosan Промышленные CMG 909050 510 1
Промышленного класса 11 Hardinge CNC Lathes Промышленного класса Лучшие CNC Lathes [2022]
Best Cncles
9000 2 9000 2 9000 2 9000 2 9000 2 9000 2 9000 2 9000 2 9000 2 9000 2.
предназначен исключительно для обработки металлов с ЧПУ в мастерских любителей.Цена большинства из них ниже 5000 долларов или около того.
1. Токарный станок с ЧПУ Sherline 17 дюймов
Токарный станок с ЧПУ Sherline 17 дюймов
Токарный станок с ЧПУ Sherline 17 дюймов — это хороший токарный станок начального уровня, который идеально подходит для любителей, которым не нужны очень высокие скорости работы.
Хотя он дороже, чем 8-дюймовый токарный станок Sherline, я выбрал 17-дюймовый токарный станок Sherline с ЧПУ из-за дополнительной длины, которую он обеспечивает. Возможно, вам обычно не нужна длина, но когда она вам нужна, это помогает.
Токарные станки с ЧПУ Sherline известны своей возможностью настройки. Они производят токарные станки с ЧПУ, что позволяет вам выбирать шаговые двигатели и драйверы в соответствии с вашими требованиями.
Если вы энтузиаст DIY, вы можете приобрести токарные станки с ЧПУ от Sherline и самостоятельно изготовить деталь с ЧПУ.
Я перечислил некоторые из лучших шаговых двигателей, контроллеры GRBL с ЧПУ и несколько драйверов шаговых двигателей в других статьях.
Задняя бабка нерегулируемая. Обходной путь — приобрести вращающийся центр для задней бабки.
Двигатель мощностью 60 Вт с регулируемым диапазоном оборотов от 70 до 2800 об/мин обеспечивает достаточный крутящий момент для выполнения всех токарных операций в пределах возможностей этого токарного станка.
Токарный станок представляет собой идеальное сочетание прочности, жесткости и мобильности. Достаточно жесткий, чтобы выдерживать вибрации от выполняемой работы, и весит около 70 фунтов, достаточно легкий, чтобы его можно было взять и поставить на полку.
Sherline предлагает четыре варианта на выбор. Пакеты A, B и C предлагают опции инструментов для конкретных требований. Базовая 17-дюймовая система токарного станка с ЧПУ Sherline продается на веб-сайте Sherline по цене около 2512 долларов.
Заявленный допуск составляет 0,003 дюйма, но я считаю, что его можно улучшить, если использовать правильные инструменты и низкую скорость резания.
Предустановленная LinuxCNC.Linux — это программное обеспечение с открытым исходным кодом, которое может избавить вас от расходов на программное обеспечение.0003Драйвер шаговых двигателей устанавливается внутри компьютера, поэтому он хорошо защищен от пыли и мусора. Тем не менее, вам нужно будет поставить монитор, так как в пакете его нет.
Токарный станок с ЧПУ Sherline может штамповать детали с приемлемой точностью, если вы будете терпеливы.
2. TAIG 4029 DSLS Полный токарный станок с ЧПУ
TAIG DSLS 4029 Токарный станок с ЧПУ
Если вам нужен надежный токарный станок с ЧПУ начального уровня, работающий на ПО Mach4, то TAIG 4029Токарный станок с ЧПУ — отличный выбор.
Несмотря на высокую цену в $3895,00, я выбрал TAIG 4029 вместо TAIG 4019 из-за предлагаемой им передней бабки 5C. Передняя бабка 5C имеет больший диаметр и захватывает деталь со всех сторон.
В традиционном кулачковом патроне, таком как ER16, используемый на TAIG 4019, заготовка захватывается только в 3 или 4 точках, что влияет на точность, особенно при нарезании резьбы.
Защита от стружки и аварийный выключатель означают, что вы получаете более безопасную машину.
Mach4 — это простое в использовании программное обеспечение. С бесплатным дополнением LazyCam можно использовать такие типы файлов, как JPG, BMP, HPGL и DXF. Что, я считаю, проще, чем изучение программ CAM/CAD.
Использование шариковых винтов вместо ходовых винтов повышает точность и может обеспечить точность 0,0005.
У TAIG отсутствует задняя бабка, но для коротких заготовок задняя бабка требуется редко. Вы можете получить максимальный диаметр заготовки 4,5 дюйма, который можно увеличить до 6,5 дюйма с помощью стояков на передней бабке.
Отсутствие задней бабки означает, что напряжение и нестабильность из-за длины заготовки ограничивают длину заготовки.
Двойной резцедержатель позволяет одновременно использовать несколько инструментов и экономит время на смену инструмента во время производственного цикла.
Если вы работаете с дорогими заготовками, система Digital Sync Lock Servo (DSLS) является отличной функцией.
Он обнаруживает любые пропущенные шаги двигателя и корректирует их соответствующим образом, защищая вашу заготовку от повреждений.Верхний предел скорости TAIG 4029 составляет 1800 об/мин, что увеличивает время цикла и ограничивает обрабатываемые материалы. Кроме того, скорость не может изменяться постоянно, а вместо этого имеет предустановленные скорости, которые вы можете использовать.
Настольные токарные станки не могут работать на более высоких скоростях, потому что маленькие станки легкие, поэтому на высоких скоростях возникает вибрация.
3. Прецизионный токарный станок Proxxon PD 400/ЧПУ
Прецизионный токарный станок Proxxon PD 400/ЧПУ
Proxxon — немецкая компания, специализирующаяся на высокоточных малогабаритных инструментах для различных областей применения.
Их самый популярный токарный станок с ЧПУ — прецизионный токарный станок PD 400/CNC, продаваемый в США компанией Proxxon Inc, NC.
При весе около 100 фунтов этот мини-токарный станок с ЧПУ имеет площадь основания 35,4 x 15,8 x 11,8 дюймов, что позволяет разместить его на столе.
Прочная конструкция станка PD 400/CNC позволяет ему подавлять вибрации и позволяет обрабатывать твердые металлы.
Шестиступенчатая система привода обеспечивает скорость 80, 160, 330, 660, 1400 и 2800 об/мин, что делает ее подходящей для широкого спектра применений.
Хотя я думаю, что вариатор был бы лучше.
Мощный двигатель мощностью 550 Вт обеспечивает достаточный крутящий момент для точения, фрезерования и нарезания резьбы.
Позволяет работать с заготовками длиной 15,75 дюйма и максимальным диаметром 4,56 дюйма. Вращающаяся задняя бабка улучшает плавность работы.
Машина работает с программным обеспечением NCCAD, но, к сожалению, работает только с операционной системой Windows. Пользовательскому интерфейсу не хватает внешнего вида, но программное обеспечение довольно мощное и хорошо справляется со своей задачей.
Связь с компьютерами осуществляется через кабель RS-232, 9-контактный адаптер, который не поддерживается ноутбуками.
Но вы можете использовать преобразователь RS-232 в USB и подключить его к одному из портов USB.Proxxon — бренд, ориентированный на клиента, известный своей быстрой доставкой по гарантии и ценностью для клиента.
Продукт немецкого производства, а это означает, что он должен быть импортирован, и вам необходимо связаться с Proxxon, чтобы узнать стоимость вашей сборки. Но качество вывода, которое вы получаете, может стоить цены.
Проверить цену на веб-сайте Proxxon
Я подробно рассматриваю этот токарный станок с ЧПУ здесь — Обзор ЧПУ Proxxon PD 400 [2022].
Sherline и TAIG также продают очень популярные настольные фрезерные станки с ЧПУ. Я говорил о них здесь — «Лучшие настольные фрезерные станки с ЧПУ в 2022 году для обработки металла».
Лучшие промышленные токарные станки с ЧПУ начального уровня
Это токарные станки с ЧПУ, предназначенные для любителей, намеревающихся создавать высокоточные прототипы. Они также используются в качестве первых токарных станков в небольших обрабатывающих мастерских.
1. Токарный станок с ЧПУ Tormach 8L.
Токарный станок с ЧПУ Tormach 8L. Вы можете выполнять торцевание, растачивание, нарезание канавок и точение с хорошей точностью.
Лучше всего подходит для небольших производственных задач и изготовления прототипов высокого качества.
Шпиндель мощностью 1,5 л.с. с регулируемой частотой вращения от 100 до 5000 об/мин и прочной конструкцией весом 838 фунтов позволяет резать мягкие и твердые материалы, такие как титан.
Если вы хотите выбрать шпиндель для своего ЧПУ, ознакомьтесь с этим руководством — Лучшие шпиндели с ЧПУ в 2022 году для плавной резки
Вы можете использовать заготовки с максимальной длиной 16 дюймов и максимальным диаметром 8 дюймов на это токарный станок с ЧПУ.
Однако, если в ходе операции требуется, чтобы ходовая часть проходила под заготовкой, максимальный диаметр заготовки ограничивается 4 дюймами.
Он работает от однофазной сети переменного тока 115 В, поэтому вы можете подключить его к настенной розетке в вашем доме, что делает его идеальным для непромышленной установки.
Корпус, входящий в стандартную комплектацию всех комплектов, повышает безопасность во время работы, а быстросменный держатель инструмента экономит ваше драгоценное время.
Контроллер работает с программным обеспечением Tormach PathPilot, которое имеет интуитивно понятный пользовательский интерфейс и простое в освоении. Кроме того, он поддерживает Dropbox, что позволяет легко передавать файлы с вашего компьютера.
Токарный станок с ЧПУ и контроллер в начальном пакете без инструментов, монитора, клавиатуры и мыши будут стоить вам 6 995 долларов США плюс стоимость доставки. Если вам нужны все навороты и свистки, цена доходит до 9 995 долларов плюс доставка.
Tormach 15L Slant Pro также достоин внимания, если вам нужна заготовка большего размера (диаметр 15 дюймов), но ее стоимость составит примерно 18 700 долларов США. Токарный станок с ЧПУ Tormach 8L — хороший выбор.0003
Более подробный обзор Tormach 8L — Обзор токарного станка с ЧПУ Tormach 8l.
2.
Промышленный токарный станок с ЧПУ Grizzly G0884
Промышленный токарный станок с ЧПУ Grizzly G0884
Если вам нужен доступный по цене токарный станок с ЧПУ, который может работать с несколькими инструментами в быстрой последовательности, то он отлично подойдет.
Токарный станок с ЧПУ Grizzly Industrial G0884 стоимостью 22 500 долларов США обеспечивает промышленное качество и скорость производства, а также доступен для небольших магазинов.
Токарный станок с ЧПУ имеет площадь основания 67 x 75 дюймов и может обрабатывать заготовки длиной 27 дюймов и максимальным диаметром 13 дюймов.
Двигатель мощностью 4 л.с. приводит в движение шпиндель и может работать со скоростью от 30 до 4000 об/мин, что делает его подходящим для широкого спектра операций обработки.
G0884 имеет прочную конструкцию и весит около 3100 фунтов, что позволяет ему выдерживать высокие уровни вибрации.
Скорость подачи 300 дюймов в минуту означает, что вы можете резать быстрее и сократить время цикла.
Устройство автоматической смены инструмента является преимуществом. Благодаря 6-позиционной револьверной головке вы можете сэкономить время, затрачиваемое на смену инструмента. Кроме того, вы можете комплектовать изделия за один проход.
Бак для охлаждающей жидкости объемом 14 галлонов обеспечивает долгие часы работы. Закрытая рабочая зона обеспечивает чистоту рабочего места и повышенную безопасность.
Контроллер, который управляет G0884, представляет собой контроллер ЧПУ Sinumerk от Siemens, надежный и простой в использовании.
Для работы G0884 вам понадобится трехфазный источник питания, что является важным фактором для небольших магазинов.
Этот токарный станок с ЧПУ производится в Соединенных Штатах и имеет группу технической поддержки в США.
Если вы ищете высококачественную продукцию с коротким временем производства, Grizzly Industrial G0884 — хороший выбор.
Лучший швейцарский токарный станок с ЧПУ
Швейцарский токарный станок имеет уникальный режим работы, отличающийся от традиционных токарных станков, таких как Proxxon PD 400.
часть, экономя время и деньги.Крошечные или тонкие детали имеют тенденцию к поломке при обработке на традиционных токарных станках с ЧПУ. Швейцарский токарный станок с ЧПУ предназначен для обработки мелких деталей с высокой степенью точности без их поломки.
Швейцарский токарный станок может иметь несколько шпинделей. Один шпиндель может резать определенным инструментом, а другой может резать ту же заготовку другим инструментом.
Так что здесь вам не нужно беспокоиться о замене инструментов в процессе обработки. №
Еще одной примечательной особенностью токарного станка швейцарского типа является его скользящая передняя бабка и фиксированная направляющая втулка.
Его скользящая передняя бабка вращает заготовку и перемещает заготовку по линейной оси через направляющую втулку.
Направляющая втулка поддерживает заготовку прямо до точки соприкосновения режущих инструментов (лезвия/фрезы).
Этот механизм помогает уменьшить вибрацию, воздействующую на заготовку в процессе обработки.
Высокоточные детали, изготовленные на швейцарских токарных станках, находят применение в часовом производстве, автомобилестроении, обороне, электронике, медицинских приборах и т. д. производитель с несколькими машинами в своем арсенале. APSX-NANO — их токарный станок швейцарского типа.
Судя по конструкции, это настольный станок с ЧПУ. В полностью собранном виде APSX-NANO стоит на подставке размером 40 x 22 дюйма. Базовая машина имеет площадь основания 31 x 14 дюймов.
Он также поставляется с ПК, клавиатурой, 22-дюймовым монитором, педальным контроллером и системой водяного охлаждения. Все это вместе составляет систему швейцарского токарного станка APSX-NANO. жесткая пластина литейного инструмента, и вся машина весит около 150 фунтов
Она имеет раздвижную крышку в области прутка, поликарбонатный передний щиток для блокировки стружки в воздухе и несколько светодиодных фонарей в рабочей зоне для обеспечения видимости.
Поддерживает стержни с максимальным диаметром 0,75 дюйма и может вмещать стержень длиной 20 дюймов.
Эффективная обрабатываемая длина составляет 17 дюймов, а рекомендуемый стандартный диаметр заготовки — 0,5 дюйма.
APSX-NANO может работать с алюминием, нержавеющей сталью, титаном, дерлином, пластиком, бронзой, латунью и подобными материалами.
Рабочая зона ASPX-NANO (Источник: APSX LLC — YouTube)
Он поддерживает шесть (6) инструментов для измерения наружного диаметра (OD) и поставляется с тремя (3) инструментами для отрезания, нарезания резьбы и торцевания. Он также поддерживает пять (5) инструментов внутреннего диаметра (ID), и вы получаете три в комплекте.
Два приводных инструмента используют цангу ER11 на шпинделе с диапазоном скоростей вращения 2000–20 000 об/мин.
Материал заготовки вращается с помощью серводвигателя Teknic мощностью 300 Вт со скоростью вращения 1800 об/мин. Он имеет повторяемость 0,03°.
APSX-NANO использует ходовые винты, приводимые в движение шаговыми двигателями NEMA 23 для передачи. Он обеспечивает высокую скорость 90 дюймов в минуту и повторяемость менее 0,0005 дюйма при обработке.
Станок работает с программным обеспечением ЧПУ APSX Spyder, которое импортирует траектории движения инструмента в стандартном формате файла G-кода.
APSX LLC предоставляет шестимесячную гарантию на машину APSX-NANO. Если в течение этого периода возникнут какие-либо проблемы с оборудованием, они устранят их путем замены или ремонта.
По любым вопросам или в поддержку вы можете связаться с APSX по телефону, электронной почте, через контактную форму на их веб-сайте или посетить их офис в Цинциннати, штат Огайо, США.
Вы даже можете запланировать видеозвонок со службой поддержки APSX, чтобы получить представление об их станке с ЧПУ и его работе.
Проверить цену на APSX
Лучшие промышленные токарные станки с ЧПУ
Для тяжелых производственных работ существует множество компаний, предлагающих хорошие токарные станки с ЧПУ. На самом деле, у каждого бренда есть несколько моделей, которые имеют очень разные цены.
Я намерен дать общий обзор наиболее популярных марок, которые следует учитывать при выборе токарного станка с ЧПУ в этой категории.
1.
Токарные станки с ЧПУ Haas
Токарный станок с ЧПУ Haas TL 2
Haas — американский производитель станков, бренд имеет очень высокую репутацию благодаря качеству своей продукции и послепродажному обслуживанию.
Haas известен как самый доступный бренд среди производителей промышленных станков с ЧПУ.
Они предлагают несколько вариантов настройки своих токарных станков, включая размер патрона, тип шпинделя, скорость вращения шпинделя, тип револьверной головки, мониторинг камеры Wi-Fi и память для хранения среди многих других.
Токарные станки с ЧПУ от Haas обеспечивают невероятную точность и повторяемость. Кроме того, такие функции, как автоматическая смена инструмента, позволяют сократить время цикла.
Базовая модель их предложения — Токарный станок Haas Toolroom TL-1-EDU по цене около 22 000 долларов.
Он может работать с заготовками с максимальным диаметром 8 дюймов и максимальной длиной 30 дюймов.
Он может работать как с мягкими материалами, так и с твердыми металлами.Система охлаждения и удаления стружки, входящая в стандартную комплектацию, помогает повысить эффективность станка.
Система ЧПУ Haas проста в использовании и не требует знания G-кода для программирования, что является преимуществом для новичков и стартапов.
Он имеет несколько дополнительных функций, таких как система обнаружения сбоя питания, которая обнаруживает сбой питания и плавно останавливает шпиндель и двигатели, предотвращая внезапную остановку.
Вы можете настроить токарный станок в соответствии с вашими требованиями на их веб-сайте и запросить расценки на вашу сборку.
2.
Токарные станки с ЧПУ Okuma
Токарный центр Okuma LU7000EX
Okuma — это японский бренд станков, который существует уже более 120 лет.
Они хорошо известны в Северной Америке и имеют множество дистрибьюторов по всей территории США.
Компактные машины производят продукцию аэрокосмического качества с высокой точностью и скоростью.
Базовая модель токарных станков с ЧПУ Okuma начинается от 9 долларов.3995.Они известны своей отличной технической поддержкой и послепродажным обслуживанием.
Токарные станки с ЧПУ могут быть настроены в соответствии с вашими производственными требованиями. Okuma указывает цены на некоторые из своих токарных станков с ЧПУ на своем веб-сайте.
3.
Станки Doosan Токарные станки с ЧПУ
Станки Doosan Токарный центр Puma 1000M
Станки Doosan — это корейский бренд, который занимается производством станков с 1970-х годов.
У них есть несколько дистрибьюторов, разбросанных по США, и они обещают доставку запчастей в течение нескольких дней.
В отличие от других брендов, уровень персонализации ограничен. Тем не менее, они предоставляют вам достаточно вариантов для выбора.
Они обеспечивают поддержку клиентов 24×7. Вы можете быть уверены в хорошем клиентском опыте, поскольку они известны быстрым и надежным решением вопросов и жалоб клиентов.
Машины рассчитаны на долгий срок службы и известны своей надежностью, проверенной временем.
Цена на токарный станок с ЧПУ Doosan определяется различными требованиями к настройке и настройке. Чтобы узнать цену, вам нужно будет запросить цитату через их веб-сайт.
4.
Токарные станки с ЧПУ DMG Mori
Токарный центр DMG Mori NLX 6000
DMG Mori, также известный как Mori Seiki, — это бренд, основанный в Японии и существующий с 1948 года. Они известны своим универсальным ассортиментом продукции. .
Эти ЧПУ предназначены для сверхвысоких уровней точности, а их самый маленький токарный станок с ЧПУ может обрабатывать заготовки диаметром 12 дюймов.
На этих ЧПУ можно выбрать контроллеры ЧПУ Siemens или Fanuc. Кроме того, они обеспечивают высокий уровень оцифровки для улучшения управления производством.
Надежность их машин проверена временем. DMG Mori предоставляет 3-летнюю гарантию на свои шпиндели без ограничения часов работы.
Их служба поддержки имеет хорошую репутацию, и они обещают заменить шпиндель в течение 24 часов.
Вы можете посетить их веб-сайт, чтобы настроить токарный станок с ЧПУ в соответствии с вашими требованиями и запросить расценки.
5.
Токарные станки с ЧПУ Hardinge
Токарный центр Hardinge серии H
Основан в Чикаго в 1890s, Hardinge — американская компания по производству станков со штаб-квартирой в Пенсильвании, присутствующая в 65 странах.
Токарные станки с ЧПУ от Hardinge лучше всего подходят там, где стандарты точности чрезвычайно высоки.
Они имеют жесткие допуски и дают превосходные результаты. Вы можете настроить его в соответствии с требованиями вашего проекта.
Вы можете выбрать контроллеры ЧПУ Mitsubishi или Fanuc на токарных станках с ЧПУ Hardinge. Как и другие токарные станки с ЧПУ в этом списке, вы можете ожидать, что Hardinge будет иметь аналогичные функции.
Вы можете узнать больше о токарных станках с ЧПУ Hardinge, а также запросить расценки на их официальном сайте.
Вам также может быть интересно прочитать:
- Лучшие настольные фрезерные станки с ЧПУ [2022 г.] для любителей
- Лучшие фрезерные станки с ЧПУ [2022 г.] — настольные, настольные и промышленные.
Факторы, которые следует учитывать при выборе токарного станка с ЧПУ: руководство для покупателя
Когда вы рассматриваете возможность покупки токарного станка с ЧПУ, представьте проекты, для которых вы будете использовать этот станок, и задайте себе следующие вопросы:
- Где используется токарный станок с ЧПУ и каковы ограничения по площади?
- Какие материалы будут обрабатываться на этом токарном станке с ЧПУ?
- Какое программное обеспечение и типы файлов поддерживает контроллер?
1. Занимаемая площадь машины
Занимаемая площадь машины — это площадь, которую машина занимает на вашем полу. Подумайте, где вы собираетесь разместить машину, будь то в вашей личной мастерской или на промышленной установке.
Токарные станки с ЧПУ бывают разных размеров, от небольших настольных токарных станков с ЧПУ до больших промышленных станков с ЧПУ. Более крупные машины имеют более высокие требования к мощности, поэтому определите, можете ли вы обеспечить надлежащий источник питания для оборудования.
Вам также необходимо учитывать размер заготовки, которая будет использоваться, выбрать станок, который может вместить длину и диаметр ваших предполагаемых заготовок.
2. Материалы
Необходимо учитывать типы материалов, используемых в качестве заготовок, поскольку тип материала будет определять все остальные факторы для токарного станка с ЧПУ.
Древесина сравнительно мягче металлов, поэтому хороший токарный станок для деревообработки может иметь относительно низкий крутящий момент и жесткость, чем токарные станки по металлу.
Токарная обработка металлов требует высокой точности и очень низких допусков. Например, токарные станки с ЧПУ промышленного класса могут изготавливать детали с допуском ±0,00005 дюйма.
Следовательно, токарный станок с ЧПУ для токарной обработки металлов должен состоять из жестких деталей, что делает их тяжелыми.
Выберите токарный станок с ЧПУ с достаточной жесткостью и весом, чтобы не создавать вибрации и обеспечивать точность, необходимую для выбранного вами материала. Старайтесь не выбирать ЧПУ со сварной стальной конструкцией, так как они менее жесткие, чем чугунные.
3. Контроллер и программное обеспечение
Программируемый контроллер управляет движениями токарных станков с ЧПУ. Необходимо изучить типы файлов, поддерживаемые контроллером и программным обеспечением, поставляемым с машиной.
Контроллер определяет простоту использования и поддерживаемое программное обеспечение. Проверьте, может ли машина принимать файлы из вашего программного обеспечения для проектирования или вам придется приобрести дополнительное программное обеспечение.
Для токарных станков с ЧПУ доступно проприетарное программное обеспечение и программное обеспечение с открытым исходным кодом.
Проприетарное программное обеспечение имеет лучшие функции, проще в настройке и имеет хорошую техническую поддержку, но стоит дороже.С другой стороны, программное обеспечение с открытым исходным кодом является гибким, бесплатным для использования и имеет большую базу пользователей, а также достаточно онлайн-ресурсов, которые помогут вам устранить неполадки.
Одними из лучших программ для токарных станков с ЧПУ являются GRBL, Mach4 и LinuxCNC. Рассмотрим варианты использования, например, нужно ли вам это для резьбы или гравировки поверхности. Вам нужно программное обеспечение, которое может удовлетворить ваши требования.
Любители и энтузиасты-любители предпочитают программное обеспечение с открытым исходным кодом, тогда как в промышленной установке машина поставляется с проприетарным программным обеспечением.
4. Мощность и скорость вращения
Мощность двигателя шпинделя и скорость вращения шпинделя определяют типы материалов, которые вы можете использовать.
Он также определяет тип работы, которую вы можете выполнять, например, токарную обработку или нарезание резьбы.Некоторые машины работают на одной скорости, а некоторые имеют переменный диапазон скоростей, но учитывают крутящий момент вместе со скоростью. Крутящий момент является фактором, который поддерживает вращение тяжелых заготовок и позволяет выполнять их плавную резку.
В большинстве случаев токарная обработка древесины обычно требует 2000 об/мин и имеет низкое энергопотребление.
В то время как в случае с металлами для поддержания оптимальной скорости резания требуются более высокие обороты, но опять же, если вы хотите нарезать резьбу на металлической заготовке, вам нужен станок с хорошим крутящим моментом при низких оборотах.
Мощность вашего двигателя является важным фактором. Предположим, вы используете маломощный двигатель для выполнения сложных проектов, двигатель может заглохнуть. Размеры заготовки могут быть в пределах возможностей токарного станка, но это все равно может происходить в зависимости от используемого материала.
Токарные станки с ЧПУ доступны для широкого диапазона оборотов, выберите тот, который идеально соответствует требованиям вашего приложения.
5. Время цикла
Время цикла — это время, необходимое токарному станку с ЧПУ для завершения работы над одним изделием. Машины с большим количеством осей имеют меньшее время цикла и, следовательно, более эффективны.
Однако они стоят дороже, а их сложность возрастает, что затрудняет самостоятельное устранение неполадок.
Учитывайте время цикла с учетом производственных требований. В промышленной установке, где количество заготовок больше, лучше иметь токарный станок с ЧПУ с меньшим временем цикла.
Для вашей личной мастерской с низкой частотой производства фактор времени цикла может не играть большой роли и может сэкономить вам несколько долларов.
6. Количество осей
Система осей токарного станка
2-осевой токарный станок с ЧПУ
Это самая основная установка токарного станка с ЧПУ.
2 линейные оси могут использоваться для выполнения различных токарных операций. Однако традиционный 2-осевой токарный станок обрабатывает только диаметр заготовки и, следовательно, не подходит для фрезерных операций.3-осевой токарный станок с ЧПУ
Добавленная ось позволяет ему выполнять операции в 3-х плоскостях и позволяет выполнять операции нарезания резьбы, растачивания и фрезерования. Он также может выполнять винтовые фрезерные операции и подходит для производства механических компонентов.
4-осевой токарный станок с ЧПУ
4-осевой токарный станок с ЧПУ обрабатывает заготовку так же, как и 3-осевой токарный станок, но дополнительная ось позволяет делать надрезы или отверстия по бокам заготовки. Вы можете использовать 4-осевой токарный станок с ЧПУ для гравировки криволинейных поверхностей и прерывистых токарных операций.
5-осевой токарный станок с ЧПУ
5-осевой токарный станок с ЧПУ может манипулировать заготовкой в 5 различных направлениях.
Он лучше всего подходит для производства сложных и замысловатых компонентов. 5-осевые токарные станки с ЧПУ позволяют производить продукцию с очень высокой точностью и в короткие сроки.Конечно, существуют станки с более чем 5 осями, но это очень сложные и сложные токарные станки, которые обычно не требуются для типичных производственных нужд.
7. Инвестиции
Когда я говорю инвестиции, я имею в виду не только деньги, которые вы вкладываете, но, самое главное, ваше время. Вам нужно будет выложить больше за машину, которая экономит ваше время без ущерба для качества продукта.
Учитывайте время, сэкономленное или задержанное машиной, при сравнении затрат.
Часто задаваемые вопросы
Что такое токарный станок с ЧПУ?
Токарные станки с ЧПУ — это машины с числовым программным управлением, которые выполняют различные операции, такие как токарная обработка, резка и сверление таких материалов, как дерево и металлы. Заготовка удерживается на месте и вращается шпинделем, в то время как режущий инструмент выполняет различные операции с заготовкой.
Цена токарного станка с ЧПУ может варьироваться от 2000 долларов (токарные станки с ЧПУ) до 250 000 долларов (токарные станки).Топ-5 лучших токарных станков с ЧПУ 2022 года (и недорогие альтернативы)
Токарные станки с ЧПУ широко используются для обработки дерева и металла, однако найти лучший токарный станок с ЧПУ может быть непросто.
10 лучших токарных станков для оружейников в 2021 году
Пожалуйста, включите JavaScript
10 лучших токарных станков для оружейников в 2021 году
Во-первых, вам нужно найти токарный станок с ЧПУ, который соответствует вашему бюджету. Токарные станки могут сильно различаться по цене, от нескольких тысяч долларов до десятков тысяч, поэтому вам нужно найти станок, который представляет собой хорошую ценность.
Вам также необходимо найти токарный станок с ЧПУ с нужными вам функциями и приложениями. Например, вы ищете настольный токарный станок с регулируемой скоростью или промышленный токарный станок с многошпиндельным механизмом.
Our recommendations: the best CNC lathe machines
- TAIG 2049 DSLS Full CNC Lathe
- Baileigh PL-1236E-DRO
- Genos L25011
- Mazak QT-Compact 300MY
- Haas ST 10Y
Here are our top alternatives:
- Shop Fox W1704 1/3-Horsepower Benchtop Lathe
- Z Zelus 600W 8 x 14 inch Mini Metal Lathe
- Grizzly G0602 10″ x 22″ Benchtop Metal Lathe
What is токарный станок с ЧПУ?
Токарные станки с ЧПУ похожи на другие станки с ЧПУ, такие как фрезерные и фрезерные станки, хотя есть несколько ключевых отличий.
Главное, что отличает токарные станки от других станков, это то, что в токарных станках материал зажимается и вращается главным шпинделем. При вращении режущий инструмент устанавливается и перемещается по различным осям, срезая стружку с материала.
Процесс резки материала на токарном станке известен как «токарная обработка», а токарные станки иногда называют токарными станками.
Из-за геометрии токарных станков они чаще всего используются для обработки деталей, которые имеют симметрию вокруг оси, которая может быть зажата в шпинделе. Примеры включают трубы и валы.
ЧПУ означает числовое программное управление. Это означает, что токарный станок управляется компьютерным программным обеспечением, которое отправляет на станок g-код. Код направляет машину и определяет, как она режет.
Токарные станки с ЧПУ используются для обработки деталей в самых разных отраслях промышленности, и они намного эффективнее других методов, таких как многошпиндельные. За последние несколько десятилетий также стало доступно все больше и больше дешевых токарных станков с ЧПУ, а это означает, что теперь они широко доступны и для любителей.
CNCSourced поддерживается считывателем. Когда вы покупаете по ссылкам на нашем сайте, мы можем получать партнерскую комиссию. Узнать больше
Лучшие токарные станки с ЧПУ
Чтобы помочь вам найти подходящий токарный станок, мы рассмотрели лучшие токарные станки с ЧПУ на 2022 год.
Мы выбрали одни из самых популярных токарных станков с ЧПУ в каждом ценовом диапазоне, чтобы помочь вам найти подходящую машину в зависимости от ваших целей.TAIG 4029 DSLS Полный токарный станок с ЧПУ — токарный станок с ЧПУ начального уровня
- Цена: 3895 $
Ведущий производитель станков с ЧПУ TAIG представляет нам еще один превосходный станок с ЧПУ начального уровня.
Здесь вы можете увидеть их фантастический фрезерный станок с ЧПУ для начинающих, а пока мы хотим обратить внимание на токарный станок с ЧПУ 4029. Эта машина, состоящая из передней бабки 5C, шарико-винтовой пары и замкнутой системы управления DSLS, обеспечивает получение точных результатов.
Эта модель аналогична 4019в том, что он использует ER16 для кулачкового патрона. Это означает, что он захватывает только в 3-4 точках, что может повлиять на точность, но, возможно, с этим борются, используя другие компоненты, ориентированные на точность, такие как шарико-винтовые пары вместо свинца.
Настоящей кульминацией является система DSLS, которая идеально подходит для обработки сложных деталей. Что делает эта система, так это обнаруживает недостающие шаги двигателя и исправляет их, предотвращая возможные повреждения.
Следует отметить, что у этого станка нет задней бабки, поэтому он не для тех, кто хочет работать над большими проектами. Тем не менее, тем, кто работает с более мелкими деталями, понравится диаметр 4,5 дюйма или 6,5 дюйма, если вы удлините переднюю бабку с помощью свободных концов.
Этот настольный токарный станок меньше, чем другие в этом списке, и поэтому его не следует разгонять до высоких скоростей, так как вибрация повлияет на общую целостность работы, но для тех, кто плохо знаком с токарным станком с ЧПУ, вы не найдете более эффективный и точный токарный станок с ЧПУ по этой цене.
Baileigh PL-1236E-DRO — отличный токарный станок с ЧПУ среднего класса
- Цена: $7000+
Baileigh PL-1263E-DRO — это станок среднего класса, гарантирующий высокое качество токарной обработки.
Модернизация оригинальной модели PL-1236E компании Baileigh, эта машина имеет множество дополнительных преимуществ, в том числе цифровую систему считывания промышленного уровня для повышения эффективности.
Это также простая в использовании машина, которая питается от однофазной сети 220 В и позволяет вам выбрать напряжение, которое наилучшим образом соответствует вашим потребностям. Различные варианты напряжения и встроенный цифровой считыватель делают этот токарный станок с ЧПУ особенно подходящим для гаражей, школ и небольших производств.
Токарный станок имеет простую систему передач, которая позволяет легко точить, наклеивать ленту и полировать. На выбор предлагается девять скоростей от 70 до 1400 об/мин.
Еще одним примечательным аспектом этого станка является то, что все направляющие отшлифованы и закалены для обеспечения долговечности и точности. У них также есть регулируемые клинья, чтобы они свободно скользили без заеданий.
Другие приятные особенности включают трех- и четырехкулачковый контроль, ножной тормоз, систему охлаждения, люнет и галогенную рабочую фару.
Genos L25011 — компактный промышленный токарный станок с ЧПУ
- Цена: от $89 990
Это далеко не дешево, но Genos L25011 – отличный станок для промышленной токарной обработки с ЧПУ. Этот станок изготовлен компанией Okuma, которая является одним из крупнейших производителей токарных станков с ЧПУ, поэтому вы можете быть уверены в ее превосходном качестве.
Например, он имеет встроенный главный шпиндель, обеспечивающий невероятно мощную и точную обработку с ЧПУ. Односедельный токарный станок мощнее и меньше многих других токарных станков на рынке, поэтому он очень эффективен.
Его также можно использовать для резки и токарной обработки различных экзотических материалов. Это очень современный горизонтальный токарный станок с компактными размерами.
Еще одной впечатляющей особенностью является термостойкая конструкция. Он включает в себя термоактивный стабилизатор, который автоматически компенсирует термические эффекты для соблюдения жестких допусков.
Этот токарный станок также удобен в использовании благодаря отдельному охлаждающему баку для быстрого обслуживания, легкому доступу к шпинделю для снижения нагрузки на оператора и уменьшению скопления стружки. Он также имеет дружественный пользовательский интерфейс с библиотекой приложений для легкой настройки и эксплуатации.
Mazak QT-Compact 300MY — профессиональный токарный станок с ЧПУ со встроенным шпинделем 300MY — лучшая модель из серии QT-Compact, в которую входят компактные и экономичные машины начального уровня для промышленных работ.
Как и Okuma Genos L25011, станок 300MY может похвастаться встроенным шпинделем высокой жесткости для повышения производительности и точности. Не используются шестерни или ремни, что означает меньшую вибрацию во время процесса.
Этот станок также невероятно универсален — помимо токарной обработки, он также может выполнять фрезерную обработку, ось Y и второй шпиндель. Это возможно благодаря индексации оси C с шагом 0,001 градуса, а также вращающимся инструментам, установленным на револьверной головке.
Токарный станок с ЧПУ 300MY также обеспечивает высокую точность благодаря линейным роликовым направляющим высокой жесткости и прямому соединению серводвигателей на всех линейных осях.
Наконец, этот токарный станок обладает дополнительным преимуществом Mazak SmoothC. Это высокотехнологичная панель управления, которая обеспечивает улучшенный пользовательский интерфейс и более быстрое время обработки.
Haas ST 10Y — лучший токарный станок с ЧПУ для промышленного использования это.
Эта машина обеспечивает гибкость, жесткость и высокую термостойкость. Благодаря очень малой занимаемой площади, высокой частоте вращения и высокой скорости он идеально подходит для больших объемов и производственных сред.
Этот токарный станок с ЧПУ Haas также идеально подходит для обработки сложных деталей благодаря своей небольшой занимаемой площади, удивительной жесткости и большому ходу. На видео ниже показано, как карданный вал поворачивается между центрами. Как видите, машина достигает зеркального блеска без замедления, несмотря на соотношение длины и диаметра почти 10:1!
 youtube.com/embed/iF57Px06xck?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/iF57Px06xck?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> Одной из выдающихся особенностей станка ST 10Y является вспомогательный шпиндель чистовой обработки, полностью синхронизированный с главным шпинделем. Это обеспечивает легкую передачу деталей в цикле и позволяет закончить первую и вторую рабочие стороны детали за одну настройку.
Другими важными характеристиками являются скорость вращения 6000 об/мин, револьверная головка с 12 позициями и бак для охлаждающей жидкости на 30 галлонов. С точки зрения удобства использования есть сенсорный экран управления и удаленный мониторинг через HaasConnect.
Эти станки недешевы — каждая модель Haas стоит десятки тысяч долларов. Но если вы ищете непревзойденное качество в промышленных условиях, вы не ошибетесь, выбрав ST 10Y.
Альтернативы токарным станкам с ЧПУ
Теперь, когда мы ознакомились с рядом популярных в отрасли токарных станков с ЧПУ, мы хотим представить обзор более доступных вариантов.
Хотя токарные станки с ЧПУ определенно зарекомендовали себя в коммерческих помещениях, такая мощность (и цена) не всегда необходима для токарной обработки дома. Если вы начинаете новое хобби или побочный бизнес, то настольные токарные станки с электроприводом — фантастическая альтернатива своим аналогам с ЧПУ.
SHOP FOX W1704 Настольный токарный станок мощностью 1/3 л.с. — недорогой настольный токарный станок
- Цена: 371 долл. Этот самодельный токарный станок идеально подходит для любителей и малого бизнеса.
Одной из его лучших особенностей является возможность регулировать скорость простым поворотом ручки управления. Этот неограниченный контроль над изменением скорости делает токарный станок невероятно простым в управлении как для начинающих, так и для опытных пользователей.
Этот небольшой токарный станок с чугунной конструкцией очень прочный и надежный. Он также невероятно тихий, что делает его особенно подходящим для домашнего использования.
Несмотря на то, что это один из самых доступных токарных станков, он по-прежнему оснащен впечатляющим двигателем мощностью 1/3 л.с., изготовленным из качественных материалов. Этот токарный станок также может похвастаться двумя превосходными упорами для инструментов, 13-дюймовым расстоянием между центрами и 8-дюймовым поворотом над станиной.
Еще одним впечатляющим аспектом этой мельницы является лицевая панель размером 5 3/4 дюйма. Он навинчивается на шпиндель передней бабки для токарной обработки без шпинделя, что позволяет изготавливать детали, которые не могут поддерживаться задней бабкой.
Следует отметить, что, как и другие небольшие станки, этот токарный станок лучше всего подходит для токарной обработки небольших деталей, а не более крупных изделий.
Z Z ZELUS Токарный станок по металлу 600 Вт, 8 x 14-дюймовый мини-токарный станок — лучший мини-токарный станок
- Цена: $659,99 — Доступно на Amazon здесь
Мини-токарный станок Z Zelus 8×14 — еще один доступный вариант, который обеспечивает высококачественную токарную обработку.
Этот токарный станок имеет широкий спектр применений, в том числе в промышленности и учебных заведениях, при обслуживании дома и транспортных средств, а также в научно-исследовательских учреждениях.Как и некоторые другие токарные станки, которые мы профилировали, Z Zelus предлагает бесступенчатую регулировку скорости. Вы можете регулировать скорость от низкой скорости шпинделя 50 об/мин до максимальной 2500 об/мин.
Вы можете двигаться вперед и назад на всех скоростях, и вы можете управлять токарным станком либо вручную, либо используя регулируемую скорость автоматической подачи.
Еще одним преимуществом этого настольного токарного станка является высокоточный трехкулачковый патрон, который прошел тысячи испытаний для обеспечения точности. Шпиндель поддерживается прецизионными коническими роликоподшипниками, обеспечивающими точность шпинделя в пределах 0,01 мм.
Станина этого мини-токарного станка изготовлена из высококачественного железа, что делает его надежным и долговечным.
Машина также оснащена металлическими шестернями, поэтому она водонепроницаема и обеспечивает более точное вращение, чем некоторые другие машины.Z Zelus оснащен двигателем постоянного тока мощностью 600 Вт, с 14-дюймовым расстоянием между центрами и 8-дюймовым качанием над кроватью.
Grizzly G0602 10″ x 22″ Настольный токарный станок по металлу — Настольный токарный станок с высокой надежностью . Grizzly G0602 оснащен интересными функциями, которые выделяют его из толпы.
Например, у него есть коробка передач, позволяющая выбирать из шести различных скоростей, от 150 до 2400 об/мин. Это позволяет легко и точно выбирать необходимую скорость в зависимости от материала и проекта, над которым вы работаете.
С точки зрения долговечности, этот токарный станок по металлу имеет закаленную и отшлифованную V-образную станину, гарантирующую отличную поддержку и долговечность. Он изготовлен из высококачественных материалов и обеспечивает не менее 2 лет оптимальной работы.
Этот токарный станок по металлу также поставляется с полнофункциональными узлами каретки и фартука, обеспечивающими чрезвычайно точную резку.
Двигатель мощностью 1 л.с. обеспечивает достаточную мощность, а диаметр отверстия в 1 дюйм означает, что токарный станок может обрабатывать некоторые важные металлы, такие как кобальт и литий. Другие полезные функции включают 5-дюймовый 3-кулачковый патрон с двумя комплектами кулачков и 8-дюймовую планшайбу.
Несмотря на высокую мощность и надежность, Grizzly G0602 достаточно мал, чтобы его можно было легко перемещать. Относительно низкая цена делает его привлекательным как для любителей, так и для профессионалов.
Часто задаваемые вопросы о токарных станках с ЧПУ
Что означает токарный станок с ЧПУ?
ЧПУ означает компьютеризированное числовое управление и, по сути, представляет собой идею использования компьютеров для управления машинами с помощью запрограммированного программного обеспечения и кода.
А в нашем случае токарные станки с ЧПУ — это применение этого компьютерного управления к токарным станкам с использованием программного обеспечения ЧПУ.Сколько стоит токарный станок с ЧПУ?
Когда вы покупаете токарный станок с ЧПУ, он поставляется с:
– Станина станка
– Главный шпиндель
– Вспомогательный шпиндель
– Патрон
– Контроллер ЧПУ
– И другие структурные и моторизованные опоры
Некоторые даже поставляются со своим собственным программным обеспечением для управления станком.
Эти надежные станки в основном промышленного назначения, поэтому вы можете ожидать, что станки начального уровня будут стоить от 3 000 долларов США и быстро возрастут до 80 000 долларов США или выше в зависимости от их возможностей, таких как автоматическая смена инструмента и большее количество осей.
Настольные токарные станки с электроприводом, однако, представляют собой гораздо более дешевую альтернативу для новичков в использовании токарных станков и стоят от 300 до 2000 долларов США.Для чего используются токарные станки с ЧПУ?
Токарные станки с ЧПУ используются в различных отраслях промышленности, таких как аэрокосмическая, автомобильная, медицинская и электронная. Они также работают над различными проектами, в том числе крупными, такими как обтачивание двигателей самолетов, и более мелкими, такими как автомобильные шестерни и садовые инструменты.
Лучше всего он поддерживает плоские поверхности, резьбу и круглые детали с внутренним и внешним диаметром.Как пользоваться токарным станком с ЧПУ
При использовании токарного станка с ЧПУ важно следовать этим инструкциям.
1. Перед загрузкой каких-либо материалов в патрон всегда выключайте питание станка.
2. Закрепите заготовку, затянув винты на каждом конце.
3. Убедитесь, что в револьверную головку установлены правильные инструменты.
4. Откалибруйте станок и правильно выровняйте материал.
5. После выполнения этих шагов вы можете загрузить программу и выполнить дизайн.Вы также должны знать о смещениях осей, поскольку разные инструменты используют разные смещения, осознавать скорость и без колебаний ручное управление скоростью для поддержания точности, а также не торопиться, чтобы понять все программы, которые входят в создание ваша работа на токарном станке с ЧПУ.
Что такое токарь с ЧПУ?
Проще говоря, оператор токарного станка с ЧПУ — это человек, работающий на токарном станке с ЧПУ, который, однако, включает в себя широкий спектр задач, включая, помимо прочего: подойдет)
— Техническое обслуживание станка с ЧПУ
– Мониторинг прогресса
– Тестирование завершенных проектов
– Добавление последних штрихов, таких как сглаживание
– Доставка готовой продукции и управление ею
Оператор станков с ЧПУ, вероятно, должен обладать навыками использования программного обеспечения для проектирования и программ ЧПУ в дополнение к стандартным знаниям и опыту в области токарной обработки.
 предназначен исключительно для обработки металлов с ЧПУ в мастерских любителей.
предназначен исключительно для обработки металлов с ЧПУ в мастерских любителей.
 Предустановленная LinuxCNC.Linux — это программное обеспечение с открытым исходным кодом, которое может избавить вас от расходов на программное обеспечение.0003
Предустановленная LinuxCNC.Linux — это программное обеспечение с открытым исходным кодом, которое может избавить вас от расходов на программное обеспечение.0003
 Он обнаруживает любые пропущенные шаги двигателя и корректирует их соответствующим образом, защищая вашу заготовку от повреждений.
Он обнаруживает любые пропущенные шаги двигателя и корректирует их соответствующим образом, защищая вашу заготовку от повреждений.
 Но вы можете использовать преобразователь RS-232 в USB и подключить его к одному из портов USB.
Но вы можете использовать преобразователь RS-232 в USB и подключить его к одному из портов USB.


 часть, экономя время и деньги.
часть, экономя время и деньги.


 Он может работать как с мягкими материалами, так и с твердыми металлами.
Он может работать как с мягкими материалами, так и с твердыми металлами. Базовая модель токарных станков с ЧПУ Okuma начинается от 9 долларов.3995.
Базовая модель токарных станков с ЧПУ Okuma начинается от 9 долларов.3995.




 Проприетарное программное обеспечение имеет лучшие функции, проще в настройке и имеет хорошую техническую поддержку, но стоит дороже.
Проприетарное программное обеспечение имеет лучшие функции, проще в настройке и имеет хорошую техническую поддержку, но стоит дороже. Он также определяет тип работы, которую вы можете выполнять, например, токарную обработку или нарезание резьбы.
Он также определяет тип работы, которую вы можете выполнять, например, токарную обработку или нарезание резьбы.
 2 линейные оси могут использоваться для выполнения различных токарных операций. Однако традиционный 2-осевой токарный станок обрабатывает только диаметр заготовки и, следовательно, не подходит для фрезерных операций.
2 линейные оси могут использоваться для выполнения различных токарных операций. Однако традиционный 2-осевой токарный станок обрабатывает только диаметр заготовки и, следовательно, не подходит для фрезерных операций. Он лучше всего подходит для производства сложных и замысловатых компонентов. 5-осевые токарные станки с ЧПУ позволяют производить продукцию с очень высокой точностью и в короткие сроки.
Он лучше всего подходит для производства сложных и замысловатых компонентов. 5-осевые токарные станки с ЧПУ позволяют производить продукцию с очень высокой точностью и в короткие сроки. Цена токарного станка с ЧПУ может варьироваться от 2000 долларов (токарные станки с ЧПУ) до 250 000 долларов (токарные станки).
Цена токарного станка с ЧПУ может варьироваться от 2000 долларов (токарные станки с ЧПУ) до 250 000 долларов (токарные станки).

 Мы выбрали одни из самых популярных токарных станков с ЧПУ в каждом ценовом диапазоне, чтобы помочь вам найти подходящую машину в зависимости от ваших целей.
Мы выбрали одни из самых популярных токарных станков с ЧПУ в каждом ценовом диапазоне, чтобы помочь вам найти подходящую машину в зависимости от ваших целей.






 Этот токарный станок имеет широкий спектр применений, в том числе в промышленности и учебных заведениях, при обслуживании дома и транспортных средств, а также в научно-исследовательских учреждениях.
Этот токарный станок имеет широкий спектр применений, в том числе в промышленности и учебных заведениях, при обслуживании дома и транспортных средств, а также в научно-исследовательских учреждениях. Машина также оснащена металлическими шестернями, поэтому она водонепроницаема и обеспечивает более точное вращение, чем некоторые другие машины.
Машина также оснащена металлическими шестернями, поэтому она водонепроницаема и обеспечивает более точное вращение, чем некоторые другие машины.




50 уголок вес 1 метра: Теоретический вес уголка равнополочного
Уголок 50х50х4 — вес, размеры, характеристики » Металлобазы.ру
Выбор металлопрокатаАрматураБалка двутавроваяКатанкаКвадратКругЛентаЛистПолосаПроволокаСеткаТруба профильнаяТруба круглаяТруба чугуннаяУголокШвеллерШестигранникШпунтТипРазмер
По всей РоссииСанкт-Петербург
Чертёж сечений равнополочного уголка 50х50х4
Уголок 50х50х4 — второй из четырёх в номерном ряде №5.
Входит в тип стальных «равнополочных» уголков, производимых «горячекатаным» методом.
- Стандарт: ГОСТ 8509;
- Вес погонного метра: 3,05 кг;
- Площадь поперечного сечения (F): 3,89 cm2;
- Ближайшие типоразмеры:
50х50х3,
50х50х5,
50х50х6; - Заводы-производители равнополочных уголков: смотреть.
Размеры профиля
| ||
| Участок профиля уголка | Значение | |
| Ширина полки (b): | 50 mm | |
| Толщина полки (t): | 4 mm | |
| Радиус внутреннего закругления (R): | 5,5 mm | |
| Радиус закругления полок (r): | 1,8 mm | |
Допустимые отклонения
| ||
| Участок уголка | Значение | |
| Ширина полки (h): | ±1,5 mm | |
| Толщина полки (t): | А (высокая точность) | +0,2 mm -0,4 mm |
| Б (обычная точность) | +0,3 mm -0,5 mm | |
| * Вес уголка | 1 класс | +3 % -5 % |
| 2 класс | +3 % -5 % | |
| * Отклонения по весу допустимы в замен отклонений толщины полки.
| ||
Величины и значения в осях
| ||
| Величины профиля в оси x-x | Значение | |
| Момент инерции (Ix): | 9,21 cm4 | |
| Момент сопротивления (Wx): | 2,54 cm3 | |
| Радиус инерции (ix): | 1,54 cm | |
| Величины профиля в оси x0-x0 | Значение | |
| Момент инерции (Ix0): | max 14,63 cm4 | |
| Радиус инерции (ix0): | max 1,94 cm3 | |
| Величины профиля в оси y0-y0 | Значение | |
| Момент инерции (Iy0): | min 3,80 cm4 | |
| Момент сопротивления (Wy0): | 1,95 cm3 | |
| Радиус инерции (iy0): | min 0,99 cm | |
Уголок 50х50х4 — двадцатый по списку из восьмидесяти девяти в ГОСТ 8509. Второй профиль из четырех в размерном ряде №5. Номерным рядом №5 в государственном стандарте начинаются 4-ёх типоразмерный ряд уголков.
Второй профиль из четырех в размерном ряде №5. Номерным рядом №5 в государственном стандарте начинаются 4-ёх типоразмерный ряд уголков.
Таблицы с параметрами «равнополочного», «горячекатаного» уголка созданы на основе стандарта качества ГОСТ 8509-93 Уголки стальные горячекатаные равнополочные.
Удельный вес металлического уголка в 1м погонном 40х40, 50х50, 60х60, 100х100
Поиск Гугл
- Строительные материалы
Металлический уголок – одна из самых востребованных форм металлопроката. Параметры изделия определяются нормами ГОСТов для удобства производителей и покупателей. Стальной уголок представляет собой профиль с Г-образным сечением. Производится двумя способами:
- горячей прокаткой квадратной стальной заготовки,
- холодным изгибом стальной полосы соответствующих параметров.
В зависимости от ширины полок (сторон) уголка выделяют два его подвида:
- равнополочный (с одинаковыми сторонами),
- неравнополочный (разная ширина сторон).
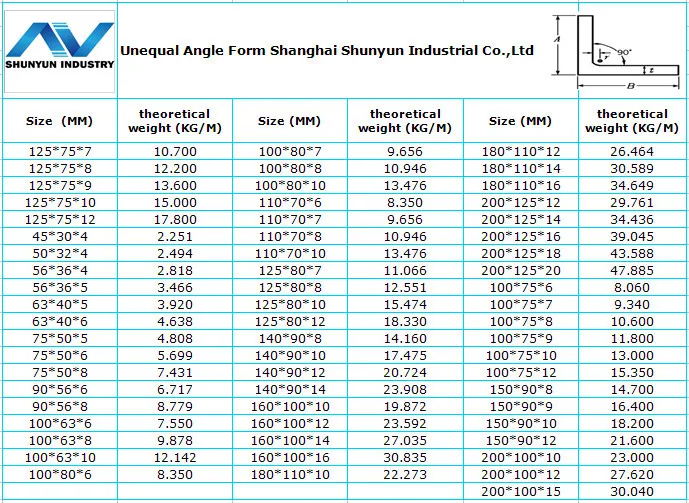
В зависимости от длины изделия выделяют:
- уголок мерной длины,
- кратной мерной длины,
- немерной длины.
В маркировании металлопроката присутствует такая характеристика как уровень точности. В зависимости от этого параметра уголок может принадлежать к категории «А» – высокой точности, или к категории «В» – обычной точности.
Размеры и качественные характеристики изделия выполненного в строгом соответствии с прописанными в нормативных документах условиями, позволяют достаточно четко определить такое важное в разработки плана конструкции значение, как вес материала. В данном случае, нас интересует уголок металлический. Вес 1 метра металлического уголка является величиной постоянной для всей продукции с одними размерами.
| Ширина полки (мм) | Толщина стенки (мм) | Вес 1 м погонного (кг) | Ширина полки (мм) | Толщина стенки (мм) | Вес 1 м погонного (кг) |
| 20 | 3 | 0,890 | 65 | 6 | 5,910 |
| 20 | 4 | 1,150 | 65 | 8 | 7,730 |
| 25 | 3 | 1,120 | 70 | 4 | 4,870 |
| 25 | 4 | 1,460 | 70 | 5 | 5,380 |
| 25 | 5 | 1,780 | 70 | 6 | 6,390 |
| 30 | 3 | 1,360 | 75 | 5 | 5,800 |
| 30 | 4 | 1,780 | 75 | 6 | 6,890 |
| 30 | 5 | 2,180 | 75 | 7 | 7,960 |
| 35 | 3 | 1,160 | 80 | 5 | 6,780 |
| 35 | 4 | 2,100 | 80 | 6 | 7,360 |
| 35 | 5 | 2,580 | 80 | 7 | 8,510 |
| 40 | 3 | 1,850 | 90 | 6 | 8,330 |
| 40 | 4 | 2,420 | 90 | 7 | 9,640 |
| 40 | 5 | 2,980 | 90 | 8 | 10,930 |
| 45 | 3 | 2,080 | 100 | 7 | 10,790 |
| 45 | 4 | 2,730 | 100 | 8 | 12,250 |
| 45 | 5 | 2,370 | 100 | 10 | 15,100 |
| 50 | 3 | 2,320 | 110 | 7 | 11,890 |
| 50 | 4 | 3,050 | 110 | 8 | 13,500 |
| 50 | 5 | 3,770 | 120 | 10 | 18,240 |
| 60 | 4 | 3,710 | 120 | 12 | 21,670 |
| 60 | 5 | 4,580 | 125 | 16 | 29,650 |
| 60 | 6 | 5,430 | 140 | 12 | 25,500 |
Практически ни одно строительство не обходится без использования стального уголка.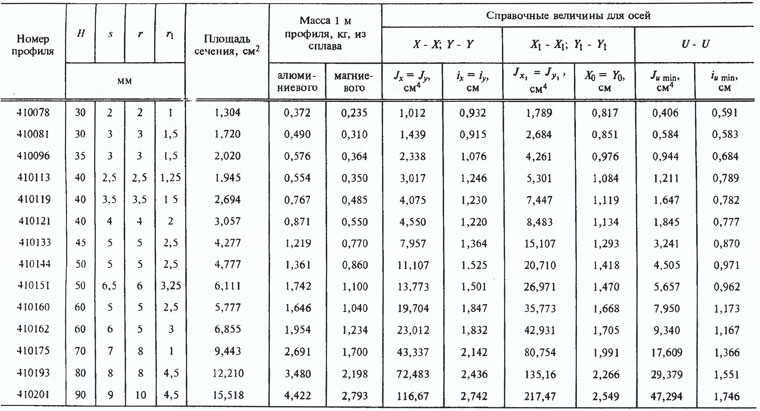 Как вспомогательный элемент он может применяться в качестве арматуры для укрепления железобетонных конструкций, укрепление частей зданий (фундамента, кровли, стен, перекрытий, проемов). Часто используют стальной угол в качестве декоративных элементов.
Как вспомогательный элемент он может применяться в качестве арматуры для укрепления железобетонных конструкций, укрепление частей зданий (фундамента, кровли, стен, перекрытий, проемов). Часто используют стальной угол в качестве декоративных элементов.
Нередко этот вид металлопроката становится не просто вспомогательным, а непосредственно конструктивным элементом при создании легких металлических строений.
Широко применяется уголок в автомобиле- и станкостроении. Такая популярность обусловлена хорошими прочностными характеристиками, легким весом, малой металлоемкостью, разнообразием типоразмеров.
Информация
Услуги
Товары
Как утяжелить машину на поворотах – Как отрегулировать и настроить – Секреты подвески
Зачем мне утяжелять машину на поворотах?
Во многих автоспортивных категориях взвешивание автомобиля на поворотах перед соревнованием имеет решающее значение из-за того, что оно может сильно повлиять на время прохождения круга и возможности автомобиля. Это может значительно увеличить время прохождения круга и сделать автомобиль более предсказуемым для водителя.
Это может значительно увеличить время прохождения круга и сделать автомобиль более предсказуемым для водителя.
Угловое взвешивание покажет вам общую массу вашего автомобиля, а также массу каждого колеса. Если у вас неравномерная масса на колесах, все ваши шины будут иметь разный уровень сцепления, что может привести к непредсказуемому поведению автомобиля на трассе и сделать его быстрее в одном направлении, чем в другом. Распределение веса спереди и сзади также важно, потому что оно позволяет увеличить сцепление ведущих колес за счет увеличения передней или задней массы в зависимости от того, какие колеса передают наибольшую мощность на землю.
Во многих автоспортивных категориях необходимо распределение веса, близкое к 50/50, потому что это дает каждой шине одинаковое сцепление, максимально снижая склонность к избыточной и недостаточной поворачиваемости, позволяя автомобилю развивать большую скорость угол.
Еще одна важная причина, по которой вам следует использовать вес на поворотах, — убедиться, что ваш автомобиль соответствует массовым нормам для участия в чемпионате, а также позволяет вам увидеть, есть ли у вас лишний вес.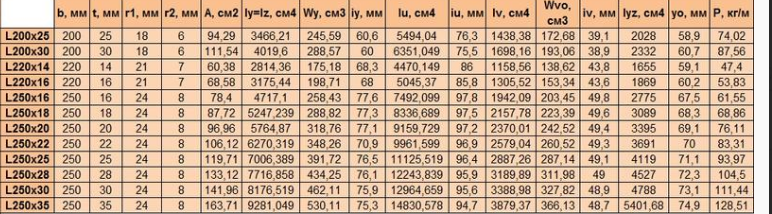 Если у вашего автомобиля избыточный вес, вы можете уменьшить массу автомобиля до нормального веса, чтобы получить конкурентное преимущество в чемпионате.
Если у вашего автомобиля избыточный вес, вы можете уменьшить массу автомобиля до нормального веса, чтобы получить конкурентное преимущество в чемпионате.
Подготовка автомобиля к взвешиванию
Перед тем, как поставить автомобиль на весы, необходимо определить несколько моментов, которые помогут извлечь максимальную пользу из процесса взвешивания, и несколько шагов, которые необходимо предпринять для обеспечения точности измерений.
Некоторые детали для установки на автомобиль, если вы хотите иметь свободу регулировки, чтобы дать вашему автомобилю наилучшее распределение массы и использовать его на треке:
- Регулируемые койловеры
Важно, чтобы вы могли точно регулировать высоту дорожного просвета в каждом углу автомобиля. Поэтому нужно установить койловеры с регулируемой высотой дорожного просвета. Обычно они бывают двух видов: регулируемый корпус или регулируемое пружинное основание. В любом случае для утяжеления углов следует использовать регулировку пружинной платформы.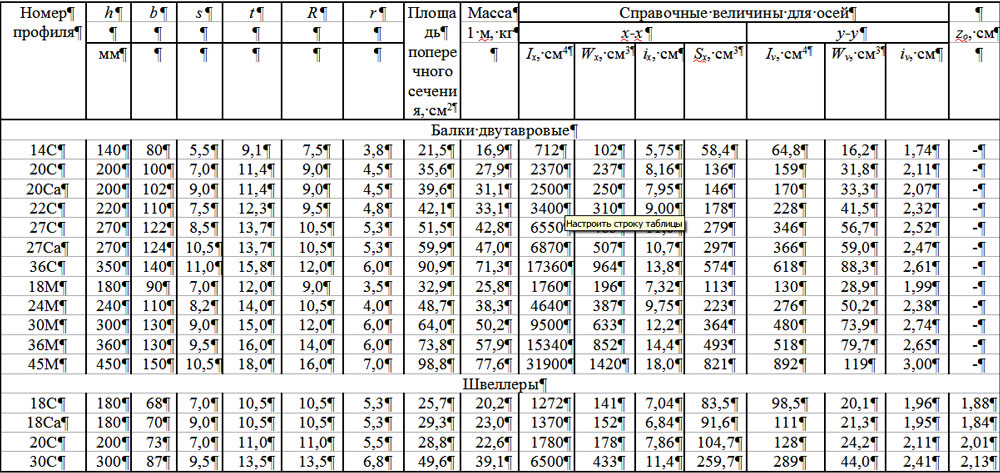
- Регулируемые звенья
Установка регулируемых тяг является очень важным процессом для достижения хорошей управляемости автомобиля с утяжеленными углами. Это связано с тем, что при изменении высоты дорожного просвета для оптимального распределения веса высота с каждой стороны часто различается. Обычно это приводит к натяжению стабилизатора поперечной устойчивости, когда автомобиль находится в статическом положении, увеличивая жесткость статической пружины автомобиля, делая управление более непредсказуемым на прямой. Установка откидных звеньев регулируемой длины означает, что нагрузку со стабилизатора поперечной устойчивости можно снять, компенсируя разницу в дорожном просвете с помощью откидного звена, а не через стабилизатор поперечной устойчивости.
Установив на автомобиль правильные детали, теперь вы можете выполнить следующие простые шаги, чтобы получить максимальную отдачу от взвешивания на поворотах.
- Заполните топливный бак до половины уровня, с которого вы начинаете гонку. Это делается из-за того, что автомобиль находится в центре гонки с оптимальной массой. Таким образом, автомобиль будет работать в направлении оптимума, а затем снова отклоняться в сторону в форме колоколообразной кривой.
- Установите одинаковое давление во всех шинах. В качестве альтернативы установите их так, как они будут настроены для гонки, если они отличаются спереди и сзади или сбоку. Неправильное давление в шинах может значительно изменить угловую массу из-за увеличения давления в шинах, поднимающего этот угол автомобиля.
- Отсоедините одну переднюю и одну заднюю тяги. Это отключает поперечный стержень и не позволяет ему тянуть противоположную сторону, чтобы она была такой же, что значительно влияет на угловую массу.
- Посадить водителя на сиденье автомобиля или их эквивалентную массу на место водителя. Это позволяет точно измерить угловую массу, когда водитель находится в машине, что всегда происходит, если машина движется по трассе.
- Наконец, убедитесь, что весы размещены на идеально ровной поверхности и что поверхность плоская, чтобы автомобиль не сидел под небольшим углом, который снова может повлиять на результаты углового взвешивания.
 Это делается из-за того, что автомобиль находится в центре гонки с оптимальной массой. Таким образом, автомобиль будет работать в направлении оптимума, а затем снова отклоняться в сторону в форме колоколообразной кривой.
Это делается из-за того, что автомобиль находится в центре гонки с оптимальной массой. Таким образом, автомобиль будет работать в направлении оптимума, а затем снова отклоняться в сторону в форме колоколообразной кривой.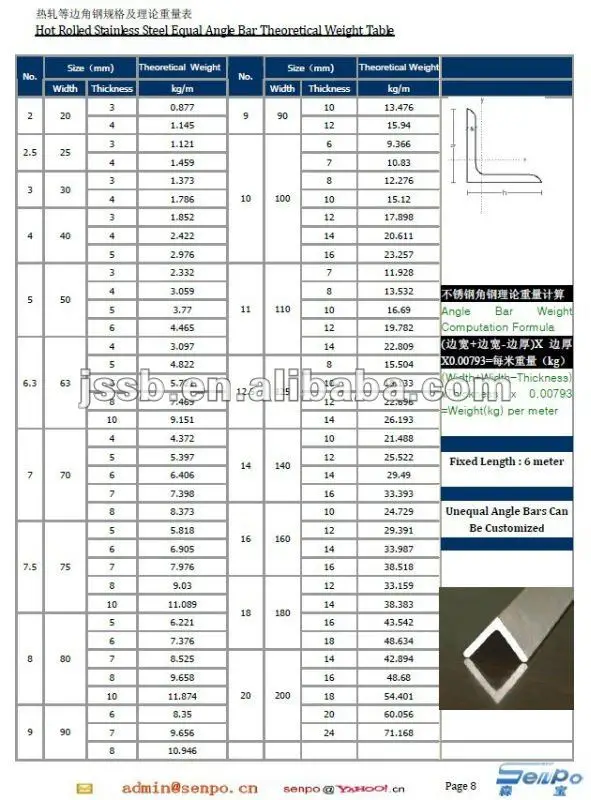
Вы можете приобрести собственный набор угловых грузов в нашем магазине по ссылке ниже.
Как взвешивать и на что ориентироваться
Установив весы на ровную поверхность, поддомкратьте автомобиль и установите каждое из 4 колес на весы, убедившись, что задние весы находятся под задними колесами и передними колесами. под передние колеса. Вернувшись на колеса, убедитесь, что подвеска установлена правильно.
Взяв автомобиль на весы, обратите внимание на текущее распределение массы. Он покажет индивидуальную массу на каждом колесе, но, что более важно, он покажет процентную разницу между сторонами, спереди и сзади и что-то, что называется процентом поперечного веса. Процент поперечного веса показан на экране ниже как «CR» и представляет собой разницу между суммами диагональных масс автомобиля (LR+RF и RR+LF). Цифры в процентах — это числа, которые будут настроены и изменены, чтобы сделать автомобиль сбалансированным. Также будет указана общая масса, чтобы вы знали общий вес автомобиля.
Для достижения хорошей управляемости гусеничного автомобиля соотношение сторон должно быть как можно ближе к 50/50. Получение процентной разницы между передними и задними колесами 50/50 также является благоприятным. Однако это можно изменить, чтобы увеличить переднее или заднее сцепление автомобиля. Очень важным процентом для трекового автомобиля является процент поперечного веса. Это должно быть как можно ближе к 50%, чтобы автомобиль поворачивал одинаково на левых и правых поворотах.
Оптимальная процентная разница между передними и задними колесами меняется в зависимости от того, какой у вас передний, задний или полный привод. Для переднеприводного автомобиля наличие немного большей массы на передних колесах благоприятно для сцепления, поэтому процентное соотношение 55/45 между передними и задними колесами было бы благоприятным. Для автомобиля с задним приводом процентное соотношение 45/55 между передними и задними колесами обеспечит большее сцепление с задними колесами.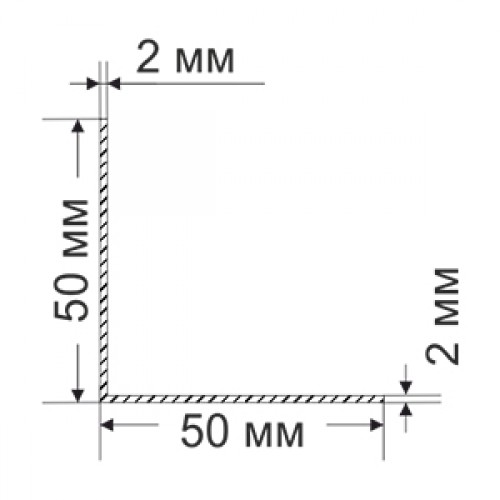 Однако многие заднеприводные гоночные автомобили ближе к разделению 50/50. Наконец, для полноприводного автомобиля выгодно соотношение 50/50, чтобы обеспечить равномерную тягу на всех четырех ведущих колесах.
Однако многие заднеприводные гоночные автомобили ближе к разделению 50/50. Наконец, для полноприводного автомобиля выгодно соотношение 50/50, чтобы обеспечить равномерную тягу на всех четырех ведущих колесах.
Чтобы увеличить массу конкретного колеса, необходимо увеличить дорожный просвет. Удлинение амортизатора, поднятие кузова дальше от этого колеса. Людей, которые никогда не взвешивали автомобиль на углах, это часто сбивает с толку, поскольку кажется нелогичным поднимать угол автомобиля, чтобы увеличить массу на колесе. Однако увеличение дорожного просвета в повороте увеличивает момент (или рычаг) тела на колесо, тем самым увеличивая массу на колесе.
С другой стороны, если вы хотите уменьшить массу, присутствующую на одном из колес, просто опустите автомобиль на этот угол, и масса на колесе уменьшится по тому же принципу, о котором говорилось ранее.
Может потребоваться некоторое время, чтобы получить идеальную процентную разницу между сторонами, поскольку изменение массы на одном колесе влияет на массу на всех остальных колесах.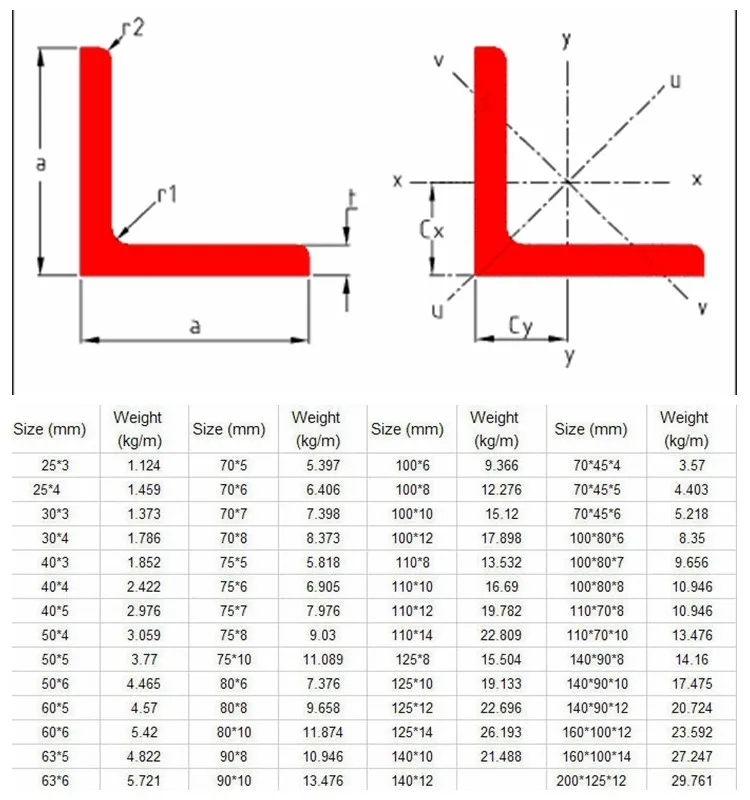 Часто колесо, расположенное по диагонали, противоположное регулируемому, будет затронуто в противоположном направлении. Следовательно, если увеличить дорожный просвет на заднем левом колесе, чтобы увеличить массу на заднем левом колесе, то масса на переднем правом колесе уменьшится. Эти знания могут помочь ускорить процесс балансировки углов.
Часто колесо, расположенное по диагонали, противоположное регулируемому, будет затронуто в противоположном направлении. Следовательно, если увеличить дорожный просвет на заднем левом колесе, чтобы увеличить массу на заднем левом колесе, то масса на переднем правом колесе уменьшится. Эти знания могут помочь ускорить процесс балансировки углов.
Если вы изо всех сил пытаетесь получить 50/50-процентную разницу между сторонами или испытываете трудности с достижением целевого распределения между передними и задними колесами и приближаетесь к ситуации, когда ваш дорожный просвет сильно различается, остановитесь. Иногда лучше иметь слегка неравномерную настройку и более ровный автомобиль, чем иметь 100-миллиметровую разницу высот вокруг автомобиля для достижения целевого веса, поскольку разная высота дорожного просвета также ухудшает управляемость автомобиля.
Кроме того, имейте в виду, что при изменении высоты дорожного просвета вверх и вниз вы также влияете на положение центра крена, которое может увеличивать или уменьшать момент крена в конце регулировки (спереди или сзади).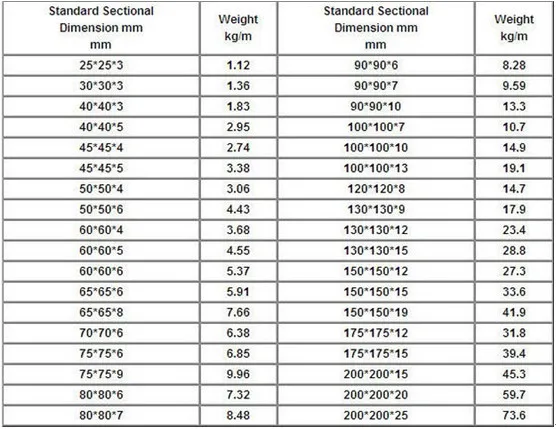 Это может привести к недостаточной или избыточной поворачиваемости, если центр крена перемещается. Таким образом, старайтесь держаться подальше от очень разных дорожных просветов спереди и сзади, если только геометрия подвески автомобиля не рассчитана на значительно увеличенный или уменьшенный дорожный просвет. Поддомкрачивание автомобиля слишком высоко также может привести к смещению центра тяжести, что приведет к чрезмерному крену автомобиля.
Это может привести к недостаточной или избыточной поворачиваемости, если центр крена перемещается. Таким образом, старайтесь держаться подальше от очень разных дорожных просветов спереди и сзади, если только геометрия подвески автомобиля не рассчитана на значительно увеличенный или уменьшенный дорожный просвет. Поддомкрачивание автомобиля слишком высоко также может привести к смещению центра тяжести, что приведет к чрезмерному крену автомобиля.
Если вы не можете добиться правильного баланса масс, регулируя высоту дорожного просвета в разумных пределах (в пределах 30 мм длины амортизатора друг от друга), то лучшим решением может быть добавление массы балласта в транспортное средство.
Балластные массы — это пластины, которые можно привинтить к машине в разных местах, что утяжелит эту точку и изменит распределение масс автомобиля. Единственным недостатком этого является то, что общая масса автомобиля увеличится, что в конечном итоге немного снизит максимальную скорость и ускорение.
После установки всех значений высоты дорожного просвета и достижения целевого распределения массы койловеры теперь можно заблокировать, а регулируемые тяги можно отрегулировать по длине так, чтобы стабилизатор легко соединился с подвеской, что означает отсутствие деформации. вставляется в дугу безопасности, когда автомобиль стоит неподвижно.
Теперь, когда взвешивание углов завершено, вполне вероятно, что выравнивание значительно пострадает. Настоятельно рекомендуется скорректировать выравнивание после сеанса взвешивания углов. В следующей статье объясняется, как выровнять сторону гусеницы автомобиля.
Обязательно зайдите в наш магазин и ознакомьтесь с нашим ассортиментом предлагаемого оборудования для настройки.
Нравится:
Нравится Загрузка…
Калькулятор балансировки углов
Рекомендуем прочитать
Для весов нужна хорошая, плоская и ровная поверхность .
Я настоятельно рекомендую использовать лазерный уровень, чтобы убедиться, что 4 шкалы находятся на одном уровне.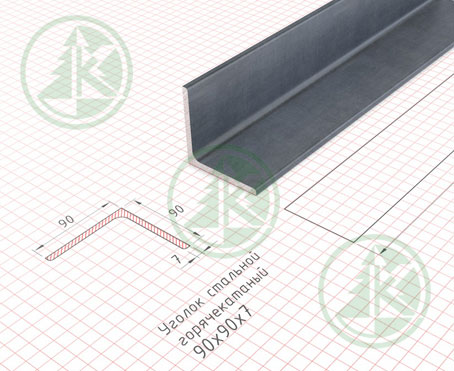
еще один. Даже разница в 1/8 дюйма будет иметь значение, особенно если у вас есть
жесткие пружины на койловере. Я использовал лазерный уровень для проецирования горизонтали.
линию над каждой шкалой и поместил линейку сверху
шкалы, чтобы снять показания. Все 4 шкалы должны быть в пределах 1/8 дюйма. я
использовал плитки линолеума, чтобы проложить две мои весы, чтобы выровнять их все.
Проверьте давление в шинах и поднимите его до горячего давления
ты бежишь по трассе . Я использую деревянные доски 2×6 в качестве пандусов, чтобы заехать на машину.
передние аппарели затем поддомкрачивают заднюю часть и опускают ее на задние весы. Это
трудно расположить все 4 шкалы, поэтому вы можете просто подъехать на всех
в то же время.
Перед тем, как положить автомобиль на весы, необходимо включить питание
весы и обнулить их без груза . Также дважды проверьте, что
весы подключены правильно — вы действительно можете испортить настройки подвески
если у вас неправильно подключены какие-либо из весов (т.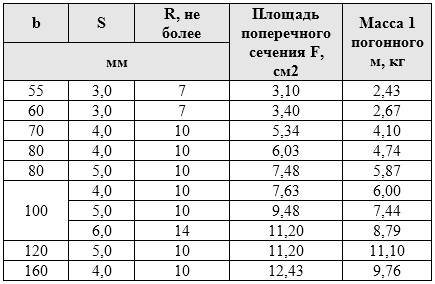 е. передние левые и
е. передние левые и
правая поменяна местами).
Если у вас нет регулируемых концевых звеньев на вашем
стабилизаторы поперечной устойчивости, затем оставьте их подключенными. Если у вас есть регулируемый конец
звенья, затем отсоедините их для углового баланса . Как только угол
балансировка завершена, посадите кого-нибудь на место водителя и снова подключите
стабилизатор поперечной устойчивости с концевым звеном, отрегулированным так, чтобы его было легко вставить
конец тяги в отверстие стабилизатора поперечной устойчивости.
Как только вы поставите машину на весы, вы
нужно несколько раз перекатить машину вперед и назад на несколько дюймов , осторожно
чтобы не столкнуть с весов, разгрузить подвеску (т.к. машина
опущенные на весы шины должны быть расправлены, чтобы развязать
приостановка). Вам придется повторять это каждый раз, когда вы опускаете автомобиль на
Весы.
Обратите внимание на высоту вашего дорожного просвета и
изменения подвески для отслеживания вашего прогресса .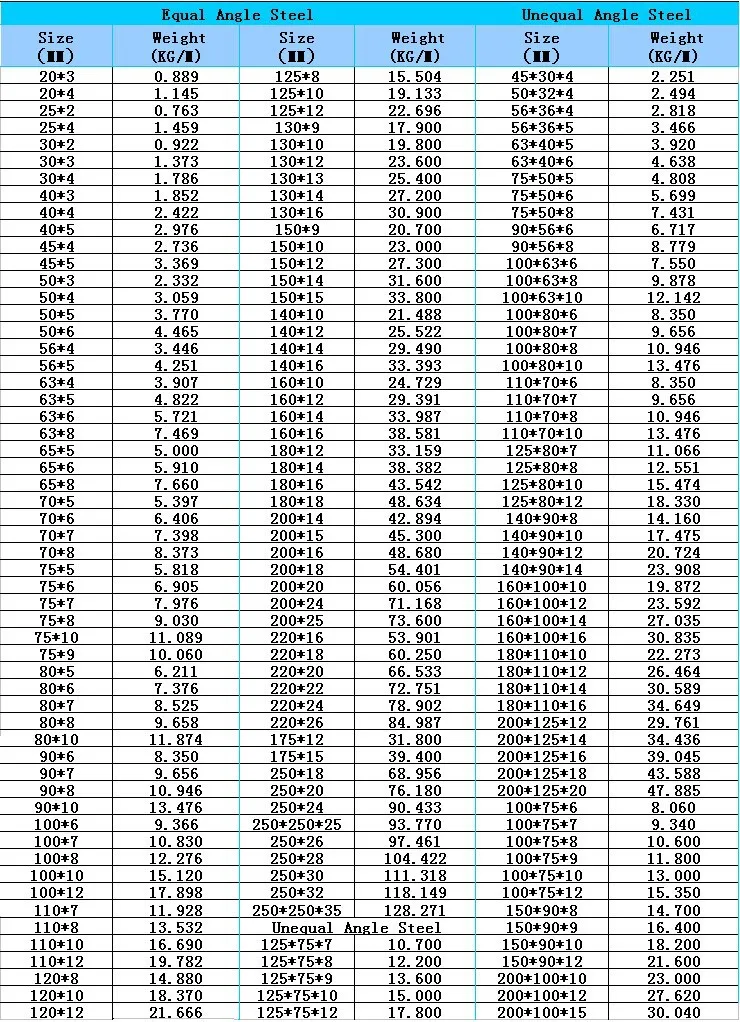 Когда вы регулируете катушки
Когда вы регулируете катушки
чтобы получить желаемый угловой вес, ваш дорожный просвет изменится. Всегда
документируйте свою текущую высоту езды и изменения вашей катушки каждый раз
вы взвешиваете и подгоняете. Лучше внести много небольших изменений, чем пытаться
чтобы сбалансировать свой автомобиль в один большой шаг. Вы также можете оценить стоимость вашего автомобиля
высота центра тяжести (ЦТ) с помощью этой страницы:
Калькулятор высоты CG
Поперечная масса = Правая передняя + левая задняя
Поперечная масса % =
(правый передний + левый задний) / (левый передний + правый задний)
При балансировке % поперечной массы будет 50%
важно для овальных гонщиков , особенно на грязных овалах. Так как овал
гонщики поворачивают только налево, мы можем сбалансировать машину для лучшего сцепления слева
повороты. Укус говорит нам, сколько мы
предпочитают левое заднее колесо для лучшего ускорения слева
повороты.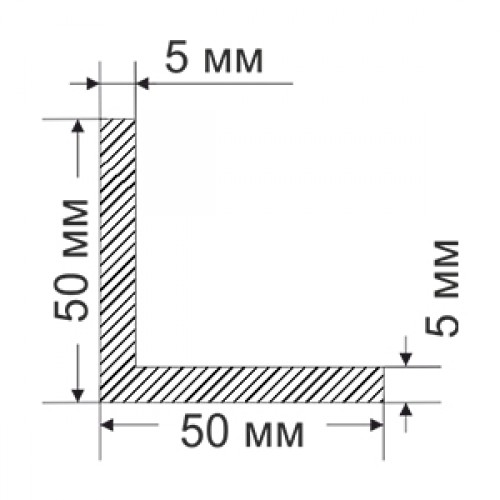 Прикус = левый задний — правый задний и положительное значение означает, что
Прикус = левый задний — правый задний и положительное значение означает, что
Левая задняя шина несет больший вес, поэтому она получает большее сцепление с дорогой и
прикус, отрицательное значение означает, что предпочтение отдается правой задней части.
Клин — термин, используемый в
овальный гоночный мир и является просто другим словом для Cross Weight . Овал
гонщики обнаружили, что могут вставить настоящий клин в левую заднюю часть
пружины, чтобы увеличить нагрузку на левое заднее (и правое переднее) колесо и
это поможет машине повернуть налево и лучше разогнаться. Сегодняшний овал
гонщики добавляют «клин», регулируя правый задний рессорный окунь — они
уберите правое заднее колесо, что увеличивает нагрузку на левое заднее и
Правая передняя резина.
Когда начальник экипажа NASCAR говорит, что он «добавляет клин»,
что он имеет в виду, так это то, что он добавляет вес к левому заднему и правому переднему
шины. Для большей ясности я называю этот дополнительный вес Wedge Delta .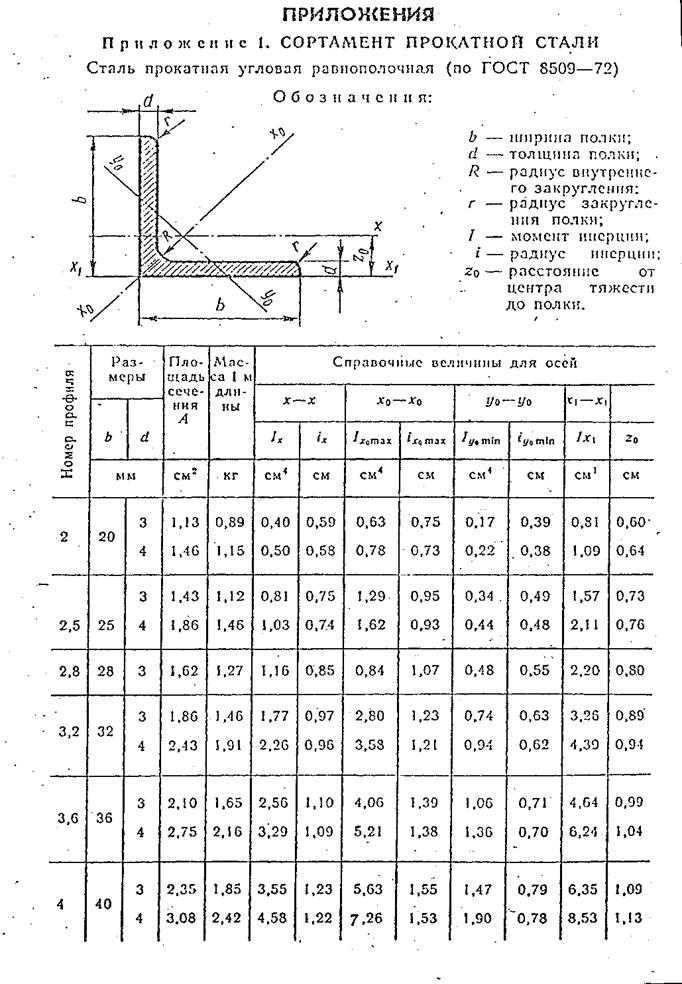
что является просто разницей между двумя весами диагональных шин. Дельта клина также может быть рассмотрена
как левый задний прикус + правый передний прикус.
Клин
Дельта равно (правому
Передний + левый задний) — (левый передний + правый задний) и говорит нам, сколько
дополнительный вес приходится на левое заднее и правое переднее колесо, что придает им
больше тяги или укуса в левых поворотах. Для овалов нам нужен
положительный Bite и положительный Wedge Delta . Когда Wedge сбалансирован в
50% тогда Wedge Delta будет 0. Конечно можно и добавить
сильно клинит дельту и ухудшает управляемость. Отслеживание прикуса и
Wedge Delta и какие значения лучше всего подходят для определенных трасс и условий
может помочь нам правильно настроить нашу систему с меньшим количеством тестов. Дорожные гонщики
обычно не связаны с дельтой прикуса и клина, потому что они обычно
хочу сбалансированный поворот в обоих направлениях.
Гонщики могут взять страницу из овальной гоночной книги и
намеренно предпочитают направление поворота.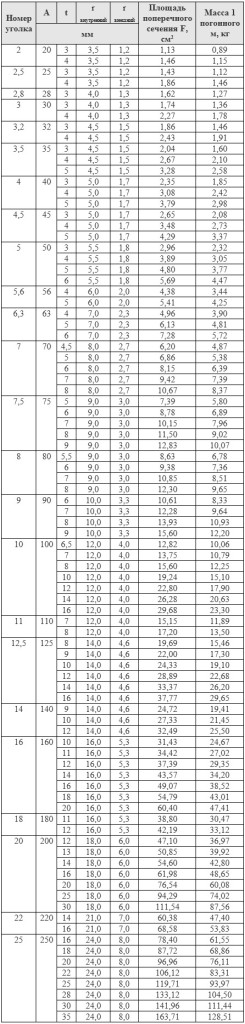
Какая сталь обыкновенного качества относится к кипящей: Вопрос: Вопр_ОЭ/1 Какая сталь обыкновенного качества относится к кипящей? : Смотреть ответ
Сварщики Билеты НАКС Общий экзамен. Уровень:I. Билеты с ответами Сервис он-лайн тестирования
1
2
3
Комментарии
ГОСТ 380-2005 п.3.1 Углеродистую сталь обыкновенного качества изготовляют следующих марок: Ст0, Ст1кп, Ст1пс, Ст1сп, Ст2кп, Ст2пс, Ст2сп, Ст3кп, Ст3пс, Ст3сп, Ст3Гпс, Ст3Гсп, Ст4кп, Ст4пс, Ст4сп, Ст5пс, Ст5сп, Ст5Гпс, Ст6пс, Ст6сп.
Буквы «Ст» обозначают «Сталь», цифры — условный номер марки в зависимости от химического состава, буква «Г» — марганец при его массовой доле в стали 0,80% и более, буквы «кп», «пс», «сп» — степень раскисления стали: «кп» — кипящая, «пс» — полуспокойная, «сп» — спокойная.
Таблица 1
|
Марка стали
|
Массовая доля химических элементов
| ||
|
углерода
|
марганца
|
кремния
| |
|
Ст0
|
Не более 0,23
|
—
|
—
|
|
Ст1кп
|
0,06-0,12
|
0,25-0,50
|
Не более 0,05
|
|
Ст1пс
|
0,06-0,12
|
0,25-0,50
|
0,05-0,15
|
|
Ст1сп
|
0,06-0,12
|
0,25-0,50
|
0,15-0,30
|
1
2
3
Комментарии
ГОСТ 380-2005 п.3.1 Углеродистую сталь обыкновенного качества изготовляют следующих марок: Ст0, Ст1кп, Ст1пс, Ст1сп, Ст2кп, Ст2пс, Ст2сп, Ст3кп, Ст3пс, Ст3сп, Ст3Гпс, Ст3Гсп, Ст4кп, Ст4пс, Ст4сп, Ст5пс, Ст5сп, Ст5Гпс, Ст6пс, Ст6сп.
Буквы «Ст» обозначают «Сталь», цифры — условный номер марки в зависимости от химического состава, буква «Г» — марганец при его массовой доле в стали 0,80% и более, буквы «кп», «пс», «сп» — степень раскисления стали: «кп» — кипящая, «пс» — полуспокойная, «сп» — спокойная.
Таблица 1
|
Марка стали
|
Массовая доля химических элементов
| ||
|
углерода
|
марганца
|
кремния
| |
|
Ст0
|
Не более 0,23
|
—
|
—
|
|
Ст1кп
|
0,06-0,12
|
0,25-0,50
|
Не более 0,05
|
|
Ст1пс
|
0,06-0,12
|
0,25-0,50
|
0,05-0,15
|
|
Ст1сп
|
0,06-0,12
|
0,25-0,50
|
0,15-0,30
|
1

2
3
Комментарии
ГОСТ 380-2005 п.3.1 Углеродистую сталь обыкновенного качества изготовляют следующих марок: Ст0, Ст1кп, Ст1пс, Ст1сп, Ст2кп, Ст2пс, Ст2сп, Ст3кп, Ст3пс, Ст3сп, Ст3Гпс, Ст3Гсп, Ст4кп, Ст4пс, Ст4сп, Ст5пс, Ст5сп, Ст5Гпс, Ст6пс, Ст6сп.
Буквы «Ст» обозначают «Сталь», цифры — условный номер марки в зависимости от химического состава, буква «Г» — марганец при его массовой доле в стали 0,80% и более, буквы «кп», «пс», «сп» — степень раскисления стали: «кп» — кипящая, «пс» — полуспокойная, «сп» — спокойная.
Таблица 1
|
Марка стали
|
Массовая доля химических элементов
| ||
|
углерода
|
марганца
|
кремния
| |
|
Ст0
|
Не более 0,23
|
—
|
—
|
|
Ст1кп
|
0,06-0,12
|
0,25-0,50
|
Не более 0,05
|
|
Ст1пс
|
0,06-0,12
|
0,25-0,50
|
0,05-0,15
|
|
Ст1сп
|
0,06-0,12
|
0,25-0,50
|
0,15-0,30
|
4. 2 В стали марок Ст3кп, Ст3пс, Ст3сп, Ст4кп, Ст4пс, Ст4сп, Ст5пс, Ст5сп допускается снижение нижнего предела массовой доли марганца на 0,10% для тонколистового проката и толстолистового проката толщиной до 10 мм при условии обеспечения требуемого уровня механических свойств.
2 В стали марок Ст3кп, Ст3пс, Ст3сп, Ст4кп, Ст4пс, Ст4сп, Ст5пс, Ст5сп допускается снижение нижнего предела массовой доли марганца на 0,10% для тонколистового проката и толстолистового проката толщиной до 10 мм при условии обеспечения требуемого уровня механических свойств.
1
2
3
Комментарии
ГОСТ 2246-70 п. 1.1. Проволока должна изготовляться следующих марок:
низкоуглеродистая — Св-08, Св-08А, Св-08АА, Св-08ГА, Св-08ГА, Св-10ГА и Св-10Г2;
легированная — Св-08ГС, Св-12ГС, Св-08Г2С, Св-10ГН, Св-08ГСМТ, Св-15ГСТЮЦА (ЭП-439), Св-20ГСТЮА, Св-18ХГС, Св-10НМА, Св-08МХ, Св-08ХМ, Св-18ХМА, Св-08ХНМ, Св-08ХМФА, Св-10ХМФТ, Св-08ХГ2С, Св-08ХГСМА, Св-10XГ2СМА, СВ-08ХГСМФА, Св-04Х2МА, Св-13Х2МФТ, Св-08Х3Г2СМ, СВ-08ХМНФБА, Св-08ХН2М, Св-10ХН2ГМТ (ЭИ-984), Св-08ХН2ГМТА (ЭП-111), Св-08ХН2ГМЮ, Св-08ХН2Г2СМЮ, Св-06Н3, Св-10Х5М;
высоколегированная — Св-12Х11НМФ, Св-10Х11НВМФ, Св-12Х13, СВ-20Х13, Св-06Х14, Св-08Х14ГНТ, Св-10Х17Т, Св-13Х25Т, Св-01Х19Н9, Св-04Х19Н9, Св-08Х16Н8М2 (ЭП-377), Св-08Х18Н8Г2Б (ЭП-307), Св-07Х18Н9ТЮ, Св-06Х19Н9Т, Св-04Х19Н9С2, Св-08Х19Н9Ф2С2, Св-05Х19Н9Ф3С2, Св-07Х19Н10Б, Св-08Х19Н10Г2Б (ЭИ-898), Св-06Х19Н10М3Т, Св-08Х19Н10М3Б (ЭИ-902), Св-04Х19Н11М3, Св-05Х20Н9ФБС (ЭИ-649), Св-06Х20Н11М3ТБ (ЭП-89), Св-10Х20Н15, Св-07Х25Н12Г2Т (ЭП-75), Св-06Х25Н12ТЮ (ЭП-87), Св-07Х25Н13, Св-08Х25Н13БТЮ (ЭП-389), Св-13Х25Н18, Св-08Х20Н9Г7Т, Св-08Х21Н10Г6, Св-30Х25Н16Г7, Св-10Х16Н25АМ6, Св-09Х16Н25М6АФ (ЭИ-981А), Св-01Х23Н28М3Д3Т (ЭП-516), Св-30Х15Н35В3Б3Т, Св-08Н50 и Св-06Х15Н60М15 (ЭП-367).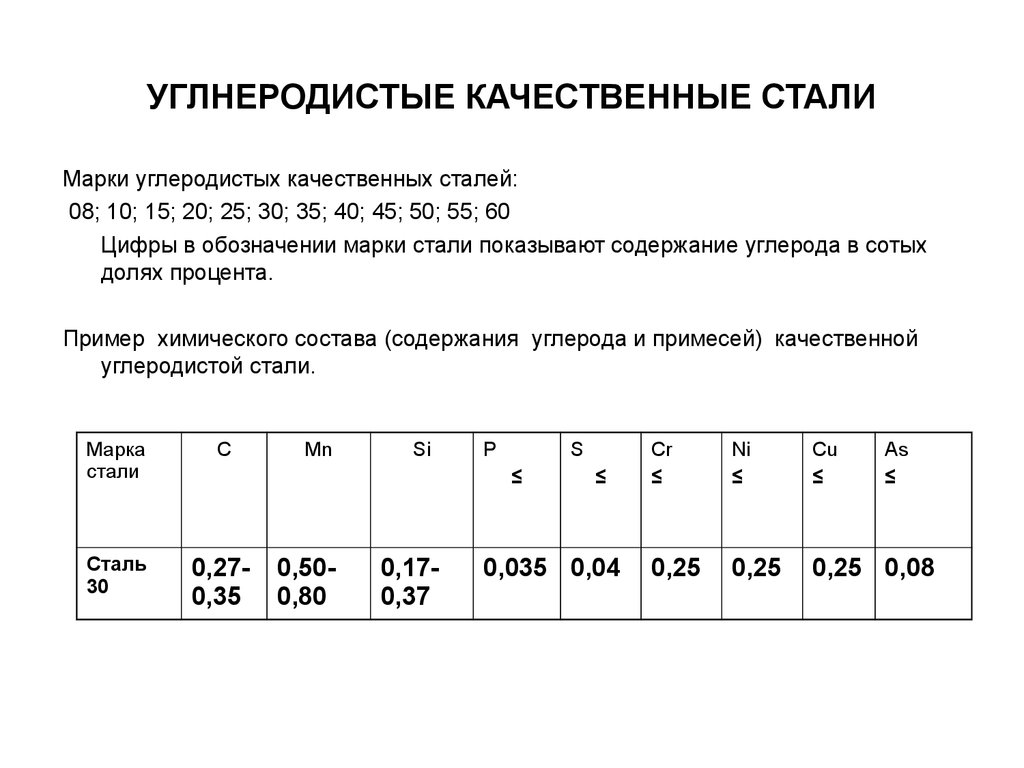
1
2
3
Комментарии
Комментапий:Легированными называют стали, в которые специально вводят те или иные химические элементы (хром, никель, кобальт, молибден, титан, вольфрам и др.). Эти элементы вводят с целью воздействия на структуру и получения требуемых свойств.
ГОСТ 4543-711.1. В зависимости от химического состава и свойств конструкционная сталь делится на категории:
качественная;
высококачественная — А;
особовысококачественная — Ш.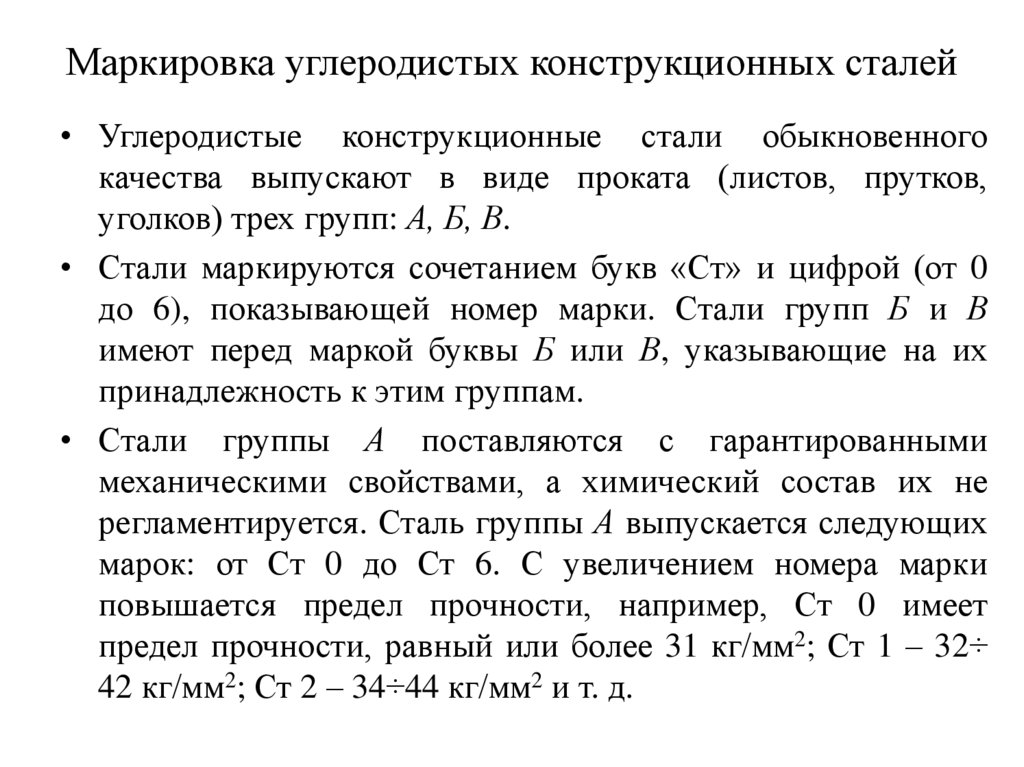
Примечания:
1. К особовысококачественной стали относят сталь электрошлакового переплава.
1.2. В зависимости от основных легирующих элементов сталь делится на группы: хромистая, марганцовистая, хромомарганцовая, хромокремнистая, хромомолибденовая и хромомолибденованадиевая, хромованадиевая, никельмолибденовая, хромоникелевая и хромоникелевая с бором, хромокремнемарганцовая и хромокремнемарганцовоникелевая, хромомарганцовоникелевая и хромомарганцовоникелевая с титаном и бором, хромоникельмолибденовая, хромоникельмолибденованадиевая и хромоникельванадиевая, хромоалюминиевая и хромоалюминиевая с молибденом, хромомарганцовоникелевая с молибденом и титаном.
Какая сталь обыкновенного качества относится к кипящей?
БИЛЕТ 1
Какая сталь обыкновенного качества относится к кипящей?
А)Сталь не полностью раскисленная марганцем при выплавке, и содержащая не более 0,05% кремния.
Б) Содержащая кремния от 0,05 до 0,17%.
В) Содержащая более 10 мл. водорода на 100 г. металла.
Какая сталь обыкновенного качества относится к спокойной?
А) Сталь, полностью раскисленная при выплавке и содержащая 0,15-0,3% кремния.
Б) Содержащая не менее 0,3 % кремния и 1 % марганца.
В) Содержащая менее 0,5 мл. водорода на 100 г. металла.
Какая сталь обыкновенного качества относится к полуспокойной?
А) Сталь, раскисленная при выплавке только марганцем и содержащая не более 0,05% кремния.
Б) Сталь, не полностью раскисленная при выплавке только марганцем и кремнием и содержащая 0,05 — 0,15% кремния и до 1% марганца.
В) Содержащая менее 10 мл. водорода на 100 г. металла.
К какому классу сталей относятся сварочные проволоки Св-08, Св08А, Св-08ГА, Св-10ГА?
А) Низкоуглеродистому.
Б) Легированному.
В) Высоколегированному.
Что такое легированные стали?
А) Содержащие один или несколько элементов в определенных концентрациях, которые введены в них с целью придания заданных физико-химических и механических свойств.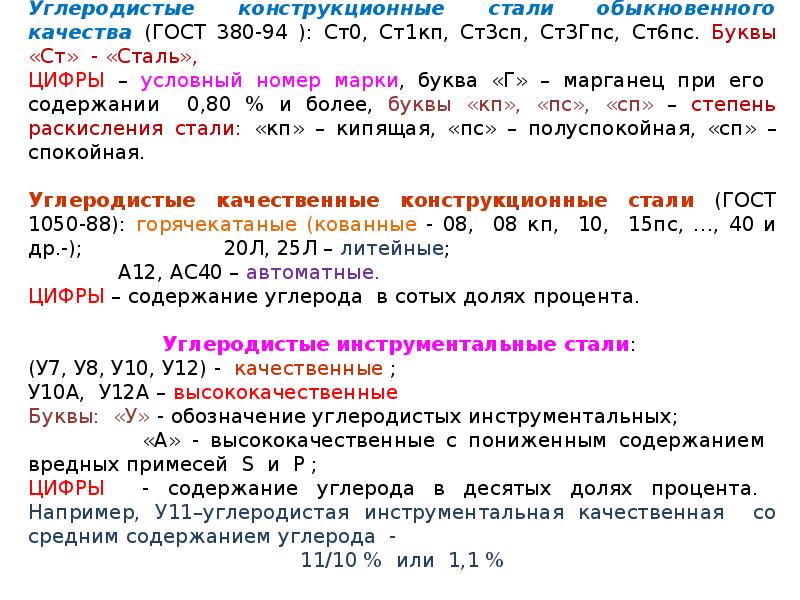
Б) Обладающие определенными физико-химическими свойствами за счет снижения содержания углерода, серы, фосфора или термической обработки.
В) Обладающие определенными физико-химическими свойствами после специальной термомеханической обработки.
Какой свариваемостью обладают низкоуглеродистые стали?
А) Хорошей.
Б) Удовлетворительной.
В) Плохой.
Что обозначают буквы и цифры в маркировке низколегированных сталей?
А) Клейма заводов-изготовителей.
Б) Обозначения номера плавки и партии металла.
В) Обозначение химических элементов и их процентный состав.
Какие из перечисленных сталей относятся к углеродистым?
А) Ст3сп, сталь10, сталь 15, сталь 18кп.
Б) 09Г2С, 17Г1С, 09Г2ФБ.
В) 08Х18Н9, 10Х2М, 15ХМ.
Какой буквой русского алфавита обозначают углерод и никель в маркировке легированных сталей?
А) Углерод «У» ;никель «Н».
Б) Углерод — «С»; никель — «Л».
В) Углерод не обозначают буквой; никель — «Н».
Какие изменения свойств происходят при закалке малоуглеродистых сталей?
А) Пластичность увеличивается, прочностные характеристики не меняются.
Б) Возрастают прочностные характеристики, пластичность уменьшается.
В) Возрастает и прочность, и пластичность.
БИЛЕТ 3
Какие основные характеристики приняты для оценки механических свойств металлов?
А) Временное сопротивление разрыву, предел текучести, относительное удлинение и сужение, твердость, ударная вязкость.
Б) Жаропрочность, жаростойкость и хладостойкость металла.
В) Твердость, сопротивление изгибу и количество циклов ударного нагружения до разрушения металла.
Для чего в сталь вводятся легирующие элементы?
А) Для придания стали специальных свойств.
Б) Для улучшения свариваемости стали.
В) Для снижения содержания вредных примесей (серы и фосфора) в стали.
Укажите, чем отличается Ст3кп от Ст3сп?
А) Содержанием углерода.
Б) Содержанием кремния.
В) Содержанием вредных примесей S и P и газов.
4. Для чего производится предварительный и сопутствующий подогрев?
А) Для снижения количества дефектов в сварном шве и ЗТВ.
Б) Для выравнивания неравномерности нагрева при сварке, снижения скорости охлаждения и уменьшения вероятности появления холодных трещин.
В) Для снижения содержания водорода в металле шва.
Какие характеристики можно определить при испытаниях образцов металла на растяжение?
А) Предел текучести, предел прочности.
Б) Угол загиба.
В) Предел текучести, предел прочности, относительные удлинение и поперечное сужение.
Билет4
Какие характеристики определяют при ударном изгибе?
А) Предел прочности при ударном изгибе.
Б) Ударную вязкость.
В) Относительное удлинение при ударном изгибе.
БИЛЕТ 5
БИЛЕТ 6
БИЛЕТ 7
1. Что обозначают цифры возле букв на чертеже с указанием сварного шва?
А) Порядковый номер шва по ГОСТ (ОСТ).
Б) Метод и способ сварки.
В) Методы и объем контроля.
БИЛЕТ 8
Что называют включением?
А) Обобщенное наименование пор, шлаковых и вольфрамовых включений.
Б) Неметаллическая несплошность.
В) Скопление нескольких пор.
БИЛЕТ 9
Что называют трещиной?
А) Дефект сварного соединения в виде разрыва металла в сварном шве и/или прилегающих к нему зонах.
Б) Нарушение сплошности металла.
В) Недопустимое отклонение от требований Правил контроля.
Что называют прожогом?
А) Цилиндрическое углубление в сварном шве.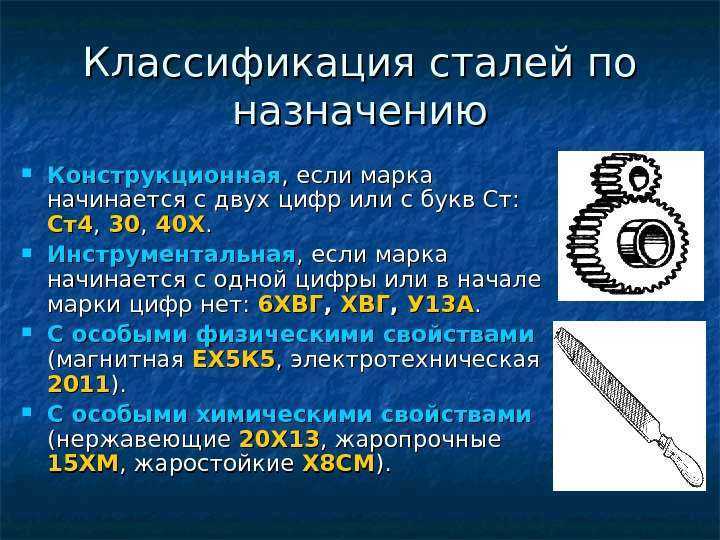
Б) Сквозное отверстие в сварном шве.
В) Воронкообразное углубление в сварном шве.
Что такое пора?
А) Дефект сварного шва в виде замкнутой полости, заполненной инородным металлом.
Б) Дефект сварного шва в виде полости сферической формы, заполненной шлаком.
В) Дефект сварного шва в виде замкнутой полости, заполненной газом.
БИЛЕТ 10
Что такое подрез?
А) Углубление по линии сплавления шва с основным металлом.
Б) Острые конусообразные углубления на границе поверхности шва с предыдущим валиком шва или основным материалом.
В) Острые конусообразные углубления на границе поверхности сварного шва с основным материалом.
Что такое «непровар»?
А) Дефект в виде отсутствия сплавления между металлом шва и основным металлом по кромке разделки.
Б) Дефект в виде несплавления в сварном соединении вследствие неполного расплавления кромок или поверхностей ранее выполненных валиков сварного шва.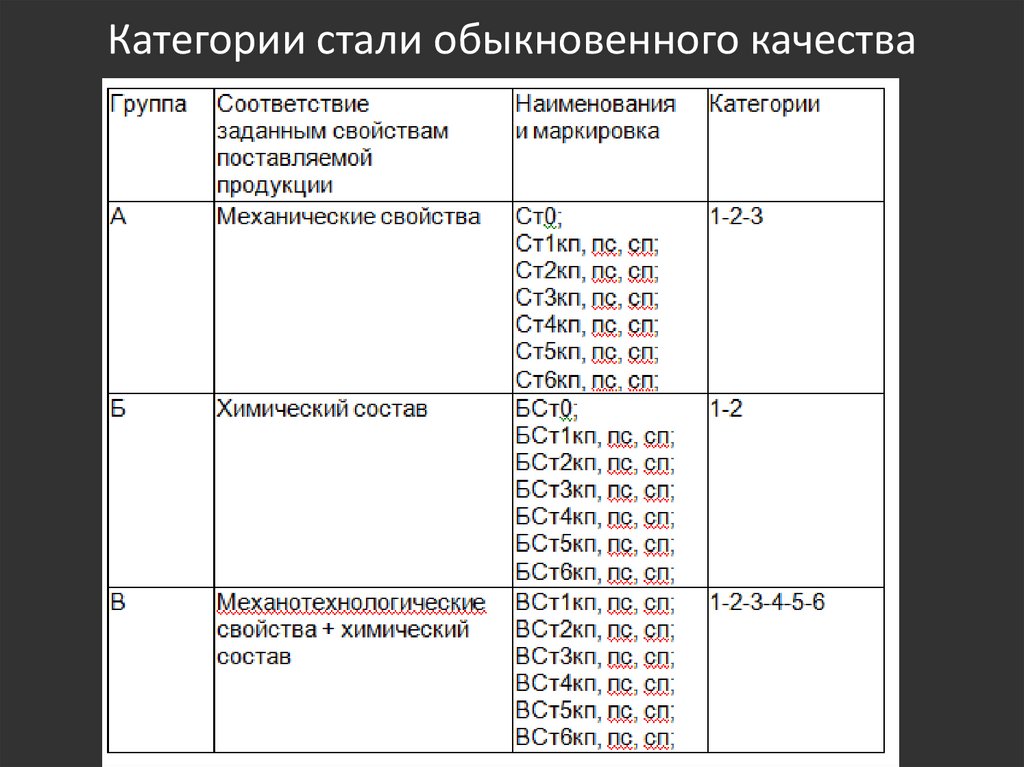
В) Дефект в виде несплавления в сварном соединении вследствие неполного расплавления кромок или поверхностей ранее выполненных валиков сварных швов.
4. Как необходимо произвести заварку удаленного дефектного участка шва, если сварка производилась с предварительным подогревом?
А) С замедленным охлаждением после сварки.
Б) На увеличенных режимах сварки.
В) С подогревом.
5. Какие требования предъявляются к качеству исправленного участка шва?
А) Те же, что и к основному шву.
Б) Дополнительные требования, предусмотренные нормативно-технической документацией.
В) Специальные требования, предусмотренные нормативно-технической документацией.
БИЛЕТ 11
БИЛЕТ 12
БИЛЕТ 13
БИЛЕТ 14
БИЛЕТ 15
БИЛЕТ 16
БИЛЕТ 17
В каких пределах изменяется стандартный угол разделки кромок V — образных соединений деталей стальных конструкций, свариваемых ручной дуговой сваркой, сваркой в защитных газах и под флюсом, замеряемый после сборки?
А) 10 – 30 град.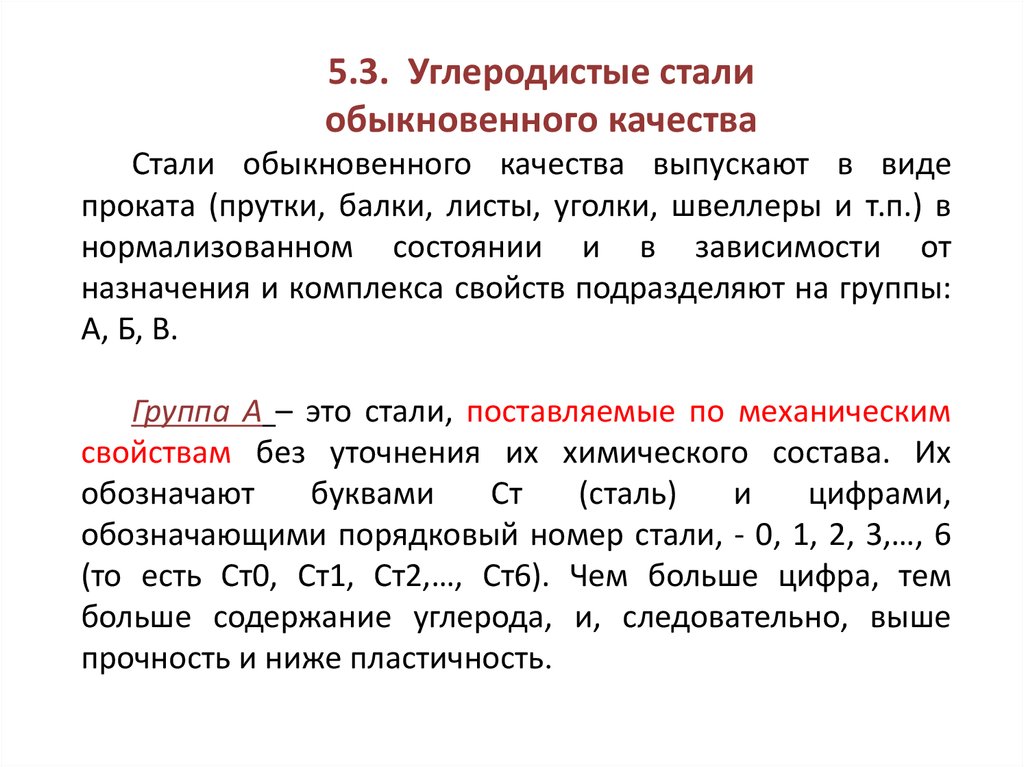
Б) 50 – 60 град.
В) 60 – 90 град.
4. Укажите причины образования горячих трещин.
А) Повышенное содержание в металле шва углерода, кремния, серы, фосфора, глубокая и узкая сварочная ванна.
Б) Пониженное содержание в металле шва углерода, кремния, серы, фосфора, глубокая и узкая сварочная ванна.
В) Повышенное содержание в металле шва углерода, кремния, серы, фосфора, широкая сварочная ванна.
5. Как за счет технологии сварки можно предупредить образование горячих трещин?
А) Уменьшением числа проходов за счет увеличения погонной энергии, увеличением амплитуды поперечных колебаний электрода при сварке.
Б) Выбором оптимальной формы разделки кромок, снижением погонной энергии.
В) Применением узкой разделки кромок, проведением термической обработки после сварки.
БИЛЕТ 18
БИЛЕТ 19
1. Что представляет собой дефект, называемый «кратер шва»?
А) Углубление, образующееся в конце валика под действием давления дуги и объемной усадки металла шва.
Б) Воронкообразная впадина на поверхности шва.
В) Место окончания сварки (обрыва дуги).
2. Укажите причины образования непроваров при ручной дуговой сварке.
А) Большая скорость ведения сварки, недостаточная величина сварочного тока.
Б) Малая скорость ведения сварки, повышенная величина сварочного тока.
В) Малая скорость ведения сварки, оптимальная величина сварочного тока.
3. Укажите основные причины образования прожога.
А) Завышен сварочный ток относительно толщины свариваемого металла.
Б) Низкая квалификация сварщика.
В) Большая сварочная ванна, а следовательно, и её масса.
Билет 20
Что такое «газовая сварка»?
А) Дуговая сварка, при которой защита сварочной ванны осуществляется за счет подачи газа.
Б) Сварка плавлением, при которой для нагрева используется тепло пламени смеси газов, сжигаемой с помощью горелки.
В) Дуговая сварка проволокой сплошного сечения в среде инертного газа.
БИЛЕТ 21
1. При каких номинальных напряжениях не требуется заземление или зануление электроустановок:
А) До 36 В переменного тока и до 120 В постоянного тока.
Б) До 42 В переменного тока и до 110 В постоянного тока.
В) До 24 В переменного тока и до 140 В постоянного тока.
БИЛЕТ 22
БИЛЕТ 23
БИЛЕТ 1
Какая сталь обыкновенного качества относится к кипящей?
А)Сталь не полностью раскисленная марганцем при выплавке, и содержащая не более 0,05% кремния.
Б) Содержащая кремния от 0,05 до 0,17%.
В) Содержащая более 10 мл. водорода на 100 г. металла.
Что такое «пищевая» сталь?
– Real Deal Steel
Вопреки тому, что люди могут писать, «пищевой» не является официальным обозначением. Это не значок, который продукт носит с честью. Это идея.
Это идея.
Простейшее определение стали — это железо с примесью углерода. Когда дело доходит до углерода, вам подойдет небольшое количество (менее 0,5%). Сегодняшние стали намного больше, так как в сплав могут быть добавлены несколько элементов для улучшения характеристик. Никель и хром теперь используются для производства более качественной и безопасной стали для пищевых продуктов.
Что такое 18/8? — 201 против 304
Две наиболее популярные стали, используемые в кухне и посуде для питья, — это 201 и 304. Они в основном неразличимы на глаз, но со временем ведут себя совершенно по-разному.
Нержавеющая сталь стала возможной благодаря хрому. И 201, и 304 имеют хром. Чтобы сталь считалась «нержавеющей», в ней должно быть не менее 11,5% хрома.
Что делает хром? Позволяет сильно катиться в откидном верху… Но это еще не все.
Хром абсолютно необходим для коррозионностойкой нержавеющей стали.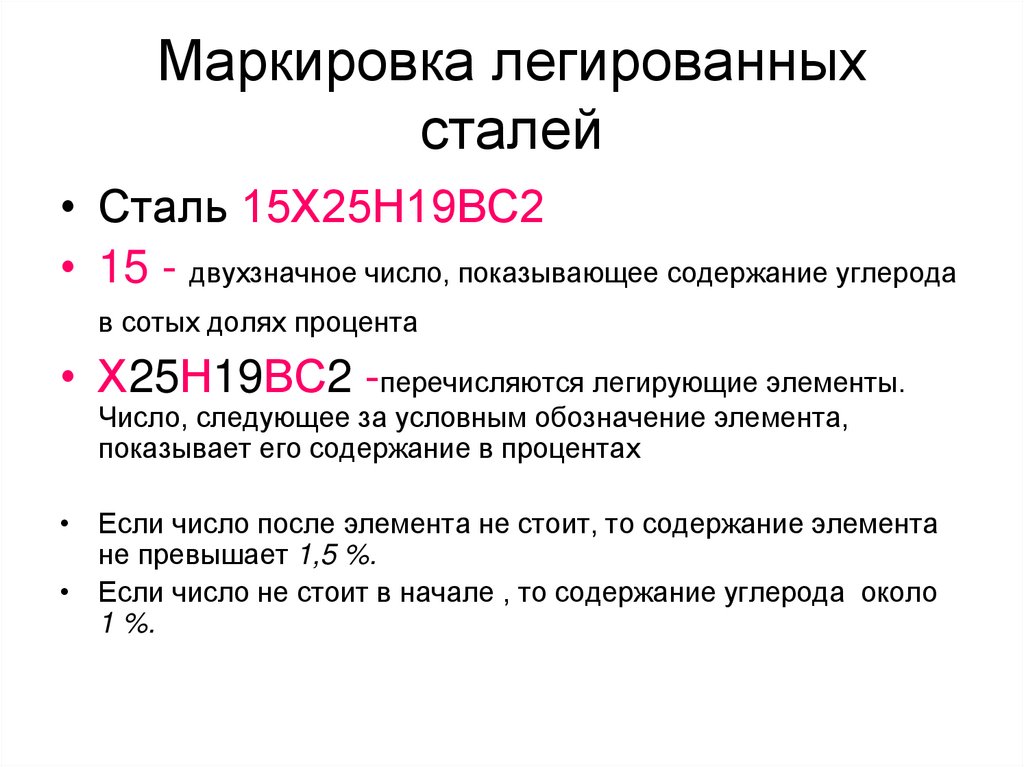 Хром соединяется с кислородом в атмосфере, создавая тонкий слой оксида хрома (толщиной всего несколько атомов). Подробнее об этом важном слое в советах по уходу ниже.
Хром соединяется с кислородом в атмосфере, создавая тонкий слой оксида хрома (толщиной всего несколько атомов). Подробнее об этом важном слое в советах по уходу ниже.
А как же никель?
Добавление никеля является оооооооооооооооооооооооооооооооооооооооооооооо! Никель медленно окисляется, поэтому он необходим для продуктов питания (или посуды). 201 содержит меньше никеля, а часто и вовсе его не содержит.
Посмотрите на этот эксперимент, предложенный Элькаром, когда к двум металлам добавляется отбеливатель
. Не волнуйтесь, это очень коротко.
Почему не все используют 304? Вы угадали… Стоимость.
Цены на никель колеблются, но, как правило, вы можете рассчитывать на двойную цену за сталь 304 по сравнению со сталью 201.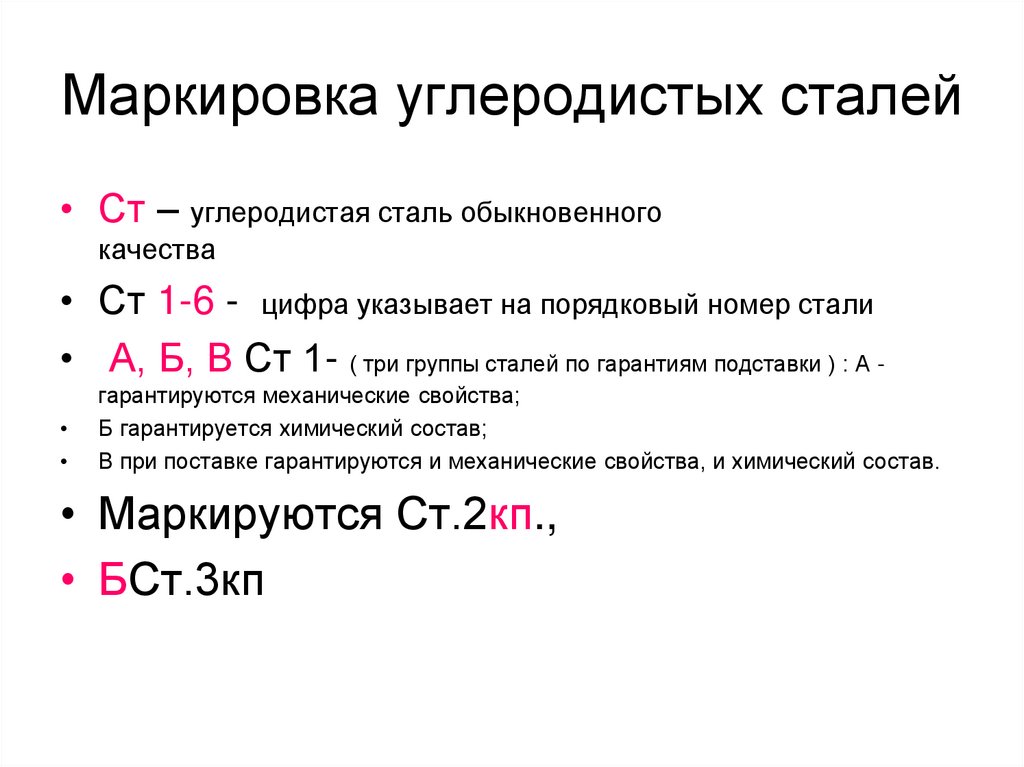 Для некоторых применений 201 вполне подходит, но не для ваших напитков (как вы можете видеть выше, фу!)
Для некоторых применений 201 вполне подходит, но не для ваших напитков (как вы можете видеть выше, фу!)
На моей посуде стоит штамп 18/8, значит, я в порядке, верно? Нет. Даже если это написано на коробке, это не означает, что он приседает.
Нет требований по штамповке 304 — 18/8 на металлах. Большинство заводов напечатают 100% переработанную бумагу на изделиях из нержавеющей стали, если вы их об этом попросите.
Многие компании, торгующие в США, на самом деле ставят штамп 18/8, даже если это не так. Сначала они обычно неразличимы на глаз.
Как я узнаю, что это 304?
В Real Deal Steel мы очень доверяем нашему заводу, и до сих пор ВСЕ партии нашей продукции тестируются независимой третьей стороной. Мы используем QIMA; они высоко ценятся в отрасли. Главное — доверять компании, у которой вы покупаете, чтобы быть уверенным, что она приняла необходимые меры предосторожности. Вы должны знать, что они не просто поверили на слово своей фабрике.
Будет ли когда-нибудь ржаветь 304 — 18/8?
Есть поговорка: «Это называется нержавеющая сталь, а не пятна».
Даже при наличии никеля несколько факторов определяют, когда ваши продукты будут скомпрометированы. Если барьер из оксида хрома испорчен царапинами или порезами, поверхность может подвергнуться окислению. Хорошая новость заключается в том, что он саморегулируется, пока в воздухе присутствует кислород. Влажная и/или плохо циркулирующая среда приведет к ржавчине.
Что я могу сделать, чтобы предотвратить коррозию? Мы могли бы написать еще один отчет об этом, но мы будем краткими.
Советы по уходу:
Первое, что нужно сделать, это купить высокое качество (вы поняли это).
Надлежащая очистка: Нет такого понятия, как чрезмерная очистка стальных изделий. Они процветают при частой чистке, и вы не можете их изнашивать. Средство для мытья посуды работает хорошо, и они прекрасно справляются с посудомоечной машиной.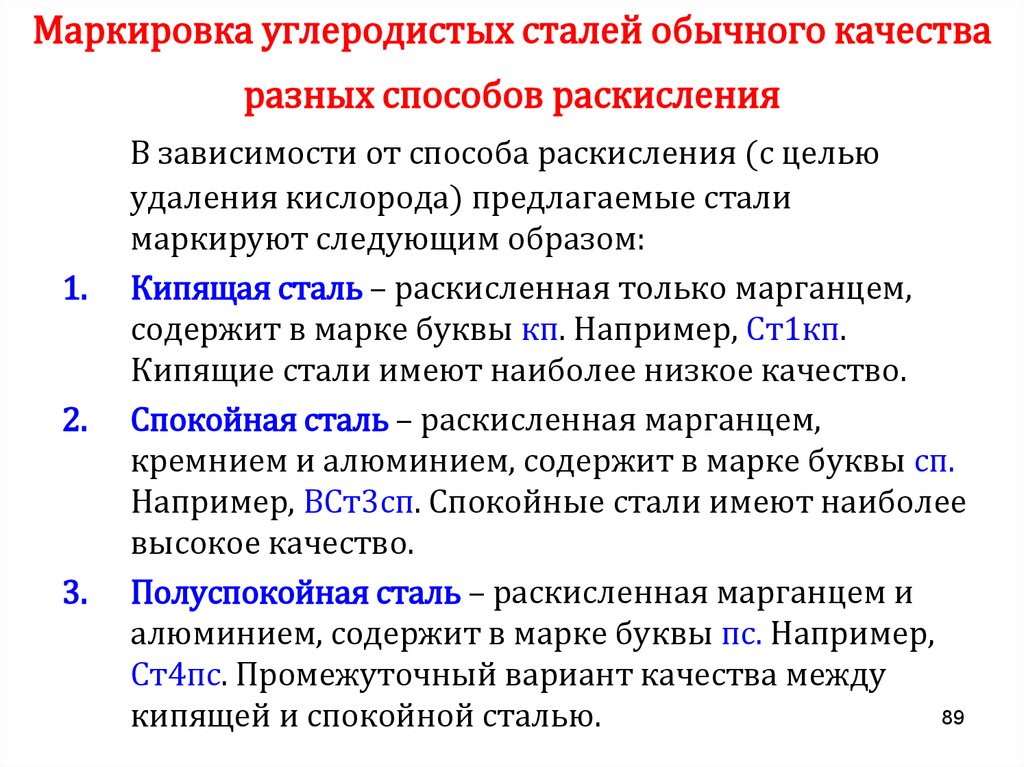
Никогда не чистите их металлической щеткой, так как она оставляет частицы на поверхности и вызывает ржавчину. Уксус можно добавить в качестве чистящего средства, если вам нужно что-то более сильное. Всегда промывайте чистой теплой водой.
Обычные вещи, которые со временем могут вызвать коррозию, включают грязь, масло с ваших рук, песок из жесткой воды. Если вы хотите, чтобы ваши продукты прослужили вам всю жизнь, лучше всего подойдет теплая вода и чистая мягкая ткань для сушки.
Если у вас есть какие-либо вопросы или вы просто хотите поделиться знаниями, оставьте комментарий ниже или отправьте нам сообщение.
Какие бывают виды нержавеющей стали? Мы объясняем
Нержавеющая сталь представляет собой сплав нескольких различных типов металлов, которые в сочетании прочнее и долговечнее, чем по отдельности. Добавляя и удаляя различные элементы из нержавеющей стали, инженеры смогли создать множество различных разновидностей сплава, каждая из которых имеет свои характеристики и области применения. Нержавеющая сталь является универсальным металлом и может использоваться для самых разных целей, от строительства до кухонного оборудования. В предприятиях общественного питания используется множество различных марок нержавеющей стали, и у каждого типа есть свои плюсы и минусы. Чтобы принять обоснованное решение при покупке оборудования из пищевой нержавеющей стали, вы должны понимать основные элементы в сплаве, различные системы классификации и основные типы нержавеющей стали.
Нержавеющая сталь является универсальным металлом и может использоваться для самых разных целей, от строительства до кухонного оборудования. В предприятиях общественного питания используется множество различных марок нержавеющей стали, и у каждого типа есть свои плюсы и минусы. Чтобы принять обоснованное решение при покупке оборудования из пищевой нержавеющей стали, вы должны понимать основные элементы в сплаве, различные системы классификации и основные типы нержавеющей стали.
Важные термины и элементы
При описании различных типов пищевой нержавеющей стали и их свойств регулярно встречается несколько ключевых терминов и элементов. Вот некоторые определения того, что означают эти термины и какое влияние эти элементы окажут на сталь.
Термины:
- Нержавеющая сталь: Нержавеющая сталь – прочный и доступный металл, который используется для самых разных целей. Он прочен, что делает его идеальным для строительных целей, и он устойчив к коррозии, поэтому может прослужить долгое время без замены или поломки.
- Коррозия: Коррозия описывает естественный процесс, при котором нержавеющая сталь превращается в более химически устойчивую форму. Наиболее распространенной и известной формой коррозии является ржавчина. Нержавеющая сталь по своей природе более устойчива к коррозии, чем другие металлы, но со временем она подвергается коррозии. Существуют факторы, которые также могут ускорить коррозию, например, воздействие соли, избыточной влаги или агрессивных кислот.
- Сплав: Сплав – это металл, полученный путем объединения нескольких типов металлов. Например, нержавеющая сталь не встречается в природе, а производится путем соединения железа, углерода и различных других металлов.
- Элемент: «Элемент» — это химический термин, который относится к атомам, имеющим одинаковое количество протонов. Элементы представляют собой самую основную форму веществ, и они объединяются, образуя сплав. Некоторые распространенные элементы, о которых вы, возможно, слышали, это кислород, углерод, азот и железо.
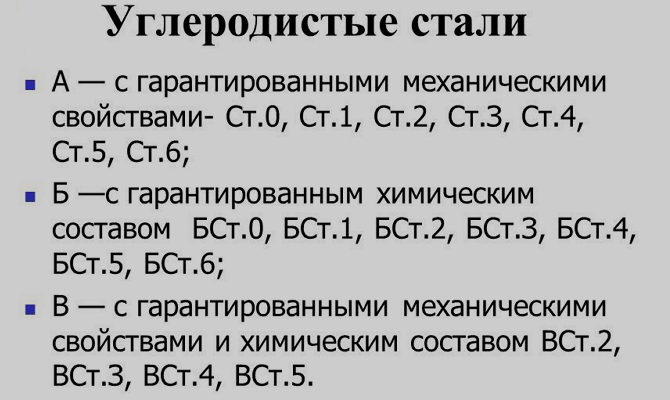
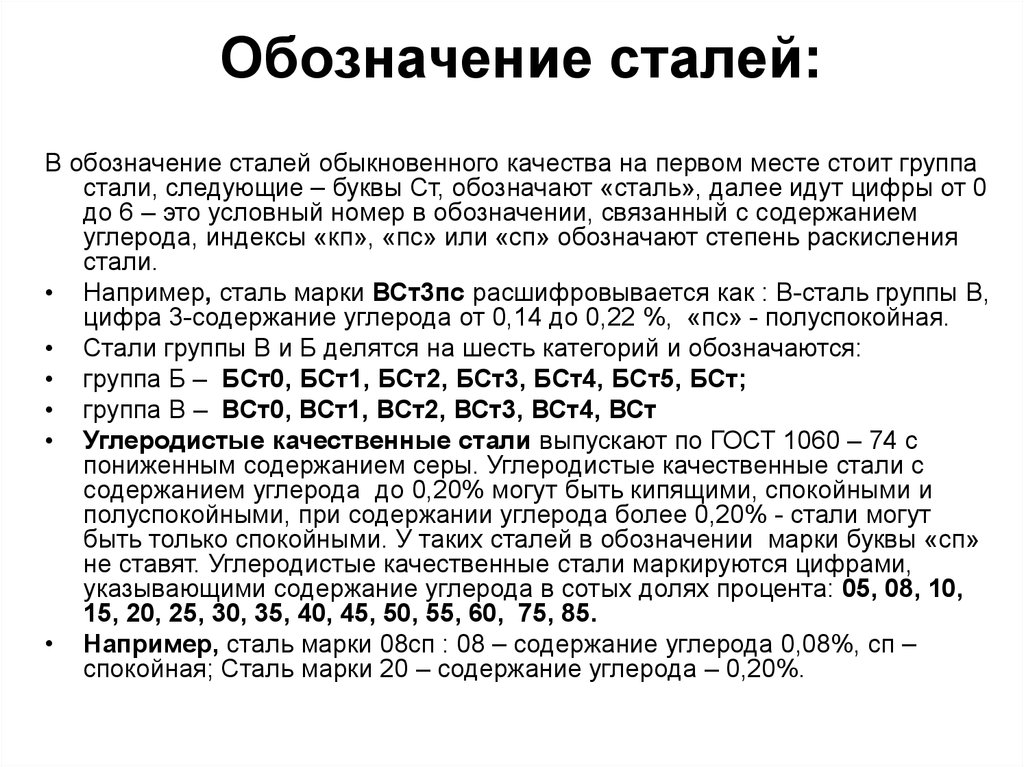
Элементы:
- Хром: Хром является важным элементом для нержавеющей стали и помогает сделать сталь устойчивой к пятнам, потускнению и коррозии.
- Никель: Добавление никеля в нержавеющую сталь придает металлу стабильность и прочность. Еще одним преимуществом добавления никеля в пищевую нержавеющую сталь является то, что он делает сталь блестящей и блестящей, что является важным качеством для столовых приборов.
- Углерод: Добавление углерода в нержавеющую сталь делает сталь более твердой и снижает износ. Пищевая нержавеющая сталь с высоким содержанием углерода часто используется для изготовления поварских ножей, так как ножи должны быть прочными, долговечными и способными сохранять заточку.
Преимущества пищевой нержавеющей стали в сфере общественного питания
1. Коррозионная стойкость: нержавеющая сталь особенно устойчива к коррозии и ржавчине по сравнению с другими металлами, что делает ее идеальной для использования на кухне. Пищевая нержавеющая сталь часто используется для кухонного оборудования, замена которого обходится дорого. Но поскольку большинство марок нержавеющей стали обладает высокой коррозионной стойкостью, вам не придется беспокоиться о частой замене оборудования.
Пищевая нержавеющая сталь часто используется для кухонного оборудования, замена которого обходится дорого. Но поскольку большинство марок нержавеющей стали обладает высокой коррозионной стойкостью, вам не придется беспокоиться о частой замене оборудования.
2. Прочность: Пищевая нержавеющая сталь является прочной, и это отличный материал для использования в тяжелом оборудовании или стеллажах для складских помещений.
3. Простота очистки: Другие материалы, такие как дерево или пластик, имеют канавки или отверстия, в которые могут проникать и размножаться бактерии. Нержавеющая сталь гладкая и не дает бактериям места для укрытия , что позволяет легко их очищать, что является важным преимуществом для предприятий общественного питания.
4. Нереактивная поверхность: Нержавеющая сталь является нереактивным металлом, что означает, что вы можете использовать ее для приготовления кислых продуктов, таких как цитрусовые, помидоры и уксус.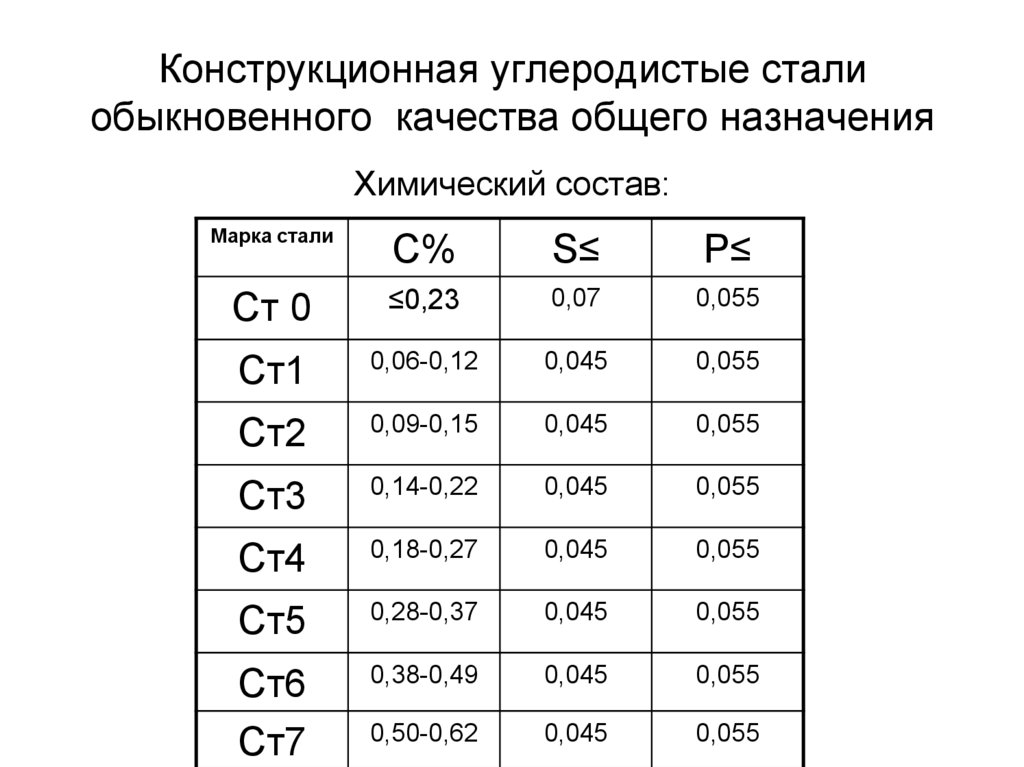 Другие металлы, такие как алюминий и железо, являются реакционноспособными, и приготовление кислых продуктов на этих металлах повлияет на вкус и повредит поверхность металла.
Другие металлы, такие как алюминий и железо, являются реакционноспособными, и приготовление кислых продуктов на этих металлах повлияет на вкус и повредит поверхность металла.
Системы для нержавеющей стали
Существует множество различных типов нержавеющей стали, и различия между типами могут сильно различаться. Чтобы лучше различать различные типы нержавеющей стали, они разделены на марки. Существует множество различных систем оценок, которые используются в разных странах и в разных условиях. Для пищевой промышленности есть две марки нержавеющей стали , которые вам следует знать лучше всего: марки SAE и марки столовых приборов.
- Классы SAE: Эта система оценивания внедрена SAE International, организацией инженеров, которая разрабатывает стандарты для профессионалов в различных производственных отраслях. Чтобы различать марки нержавеющей стали, их система использует целые числа для классификации различных типов. Вы также можете увидеть эту систему оценок, называемую системой AISI, которая относится к Американскому институту чугуна и стали, который создал эту систему, хотя теперь она обновлена и регулируется SAE International.
- Классы столовых приборов: Еще одна система классификации марок нержавеющей стали в сфере общественного питания — система классификации столовых приборов . В этой системе используются такие соотношения, как 18/0, 18/8 и 18/10, для описания уровней содержания никеля и хрома в пищевой нержавеющей стали. Хром и никель являются двумя наиболее важными элементами столовых приборов, так как они влияют на коррозионную стойкость, блеск и магнетизм стали. Другое соотношение, с которым вы можете столкнуться, — это 13/0, которое используется для изготовления большинства столовых и десертных ножей из пищевой нержавеющей стали. Нержавеющая сталь 13/0 мягче, чем другие марки нержавеющей стали, поэтому производители могут добавлять зубцы на лезвие. И хотя эта система классификации обычно используется для описания столовых приборов, ее также можно использовать для описания некоторых кастрюль, сковородок и других типов пищевой посуды из нержавеющей стали.

Основные типы нержавеющей стали?
Существует более 150 разновидностей нержавеющей стали, каждая из которых имеет разные свойства, поэтому важно понимать их различия. В ресторанной индустрии также особенно важно различать различные типы, потому что один тип пищевой нержавеющей стали может лучше подходить для конкретной задачи. Например, если вы покупаете кухонную посуду, которая будет контактировать с очень солеными продуктами, кастрюля из нержавеющей стали 316, вероятно, лучше, чем 304, из-за ее превосходной коррозионной стойкости. Понимание различий между марками и типами пищевой нержавеющей стали может помочь вам принимать обоснованные решения и покупать лучшие продукты, соответствующие вашим потребностям.
В ресторанной индустрии также особенно важно различать различные типы, потому что один тип пищевой нержавеющей стали может лучше подходить для конкретной задачи. Например, если вы покупаете кухонную посуду, которая будет контактировать с очень солеными продуктами, кастрюля из нержавеющей стали 316, вероятно, лучше, чем 304, из-за ее превосходной коррозионной стойкости. Понимание различий между марками и типами пищевой нержавеющей стали может помочь вам принимать обоснованные решения и покупать лучшие продукты, соответствующие вашим потребностям.
Нержавеющая сталь серии 200
Нержавеющая сталь серии 200 более низкого качества и менее устойчива к коррозии, чем другие типы. Он по-прежнему занимает свое место на коммерческой кухне благодаря своей доступности.
Лучшее применение: Контейнеры для хранения пищевых продуктов
Нержавеющая сталь серии 304
Нержавеющая сталь 304 наиболее часто используется на кухне. Обладает ярким блеском благодаря высокому содержанию хрома и никеля.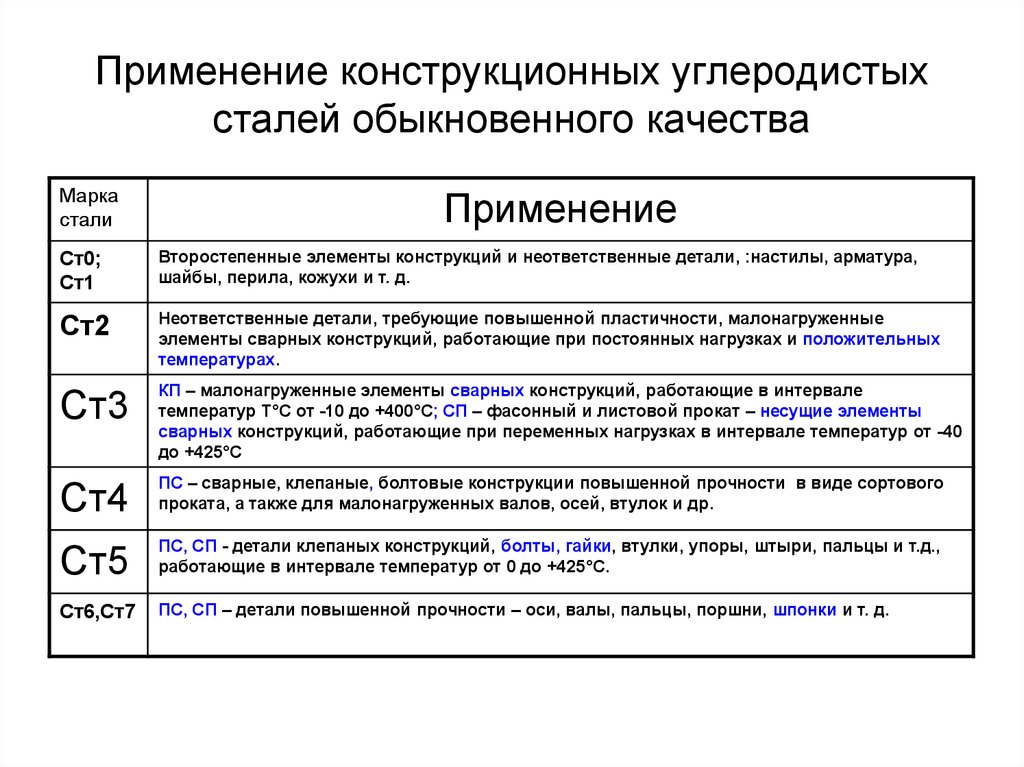 Он также очень устойчив к коррозии и ржавчине, хотя подвержен коррозии, вызванной воздействием соли.
Он также очень устойчив к коррозии и ржавчине, хотя подвержен коррозии, вызванной воздействием соли.
Лучшее применение: Кухонная техника, внутренние детали, кухонная утварь, мелкие приборы, столовые приборы, разделочные столы
Нержавеющая сталь серии 316
Это второй по распространенности тип нержавеющей стали, и его сплав включает дополнительный элемент , молибден, повышающий устойчивость к коррозии, вызванной солью и другими химическими веществами.
Наилучшие области применения: Кухонное оборудование, грили Hibachi, высококачественная посуда, оборудование и мебель, используемая на открытом воздухе, уличное оборудование, используемое вблизи океана
Нержавеющая сталь серии 430
Нержавеющая сталь серии 430 содержит очень небольшое количество никеля и не так устойчива к коррозии, как стали серии 300. Этот тип также является магнитным.
Лучшее применение: Столовые приборы среднего качества, разделочные столы, дверцы приборов, посуда для индукционных плит
Нержавеющая сталь серии 440
Нержавеющая сталь 440 с высоким содержанием кухня.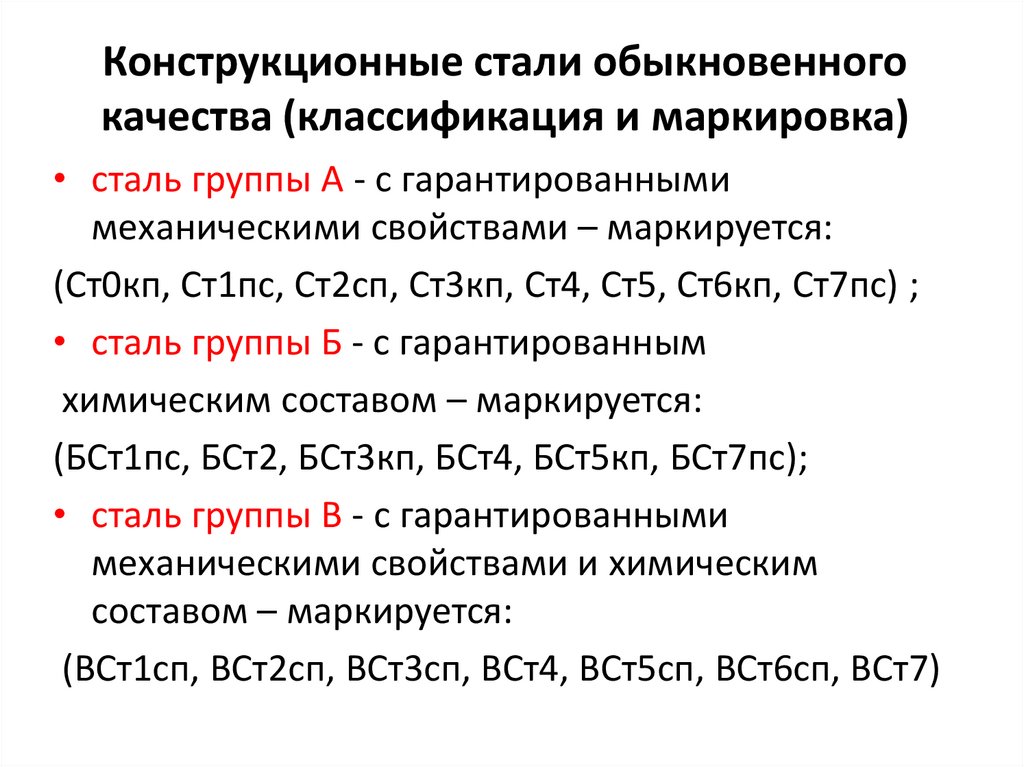 Изделия из нержавеющей стали 440 прочны, устойчивы к коррозии и очень хорошо выдерживают износ.
Изделия из нержавеющей стали 440 прочны, устойчивы к коррозии и очень хорошо выдерживают износ.
Лучшее применение: Высококачественные поварские ножи, столовые приборы, дверные ручки духовки, внутренние детали
Столовые приборы из нержавеющей стали
13/0 Нержавеющая сталь
Нержавеющая сталь 13/0 используется для изготовления ножей. Поскольку эта сталь содержит меньше хрома и не содержит никеля, она более мягкая, что позволяет производителям добавлять зубцы на кромку.
Лучшее применение: Рестораны изысканной кухни, простые закусочные, отели и банкетные залы
Нержавеющая сталь 18/0
Нержавеющая сталь 18/0 — это вариант среднего качества и один из самых доступных вариантов. Он не так устойчив к коррозии, как столовые приборы более высокого класса, но обладает магнитными свойствами. Поскольку он магнитный, он может зацепляться за магниты в конвейерных посудомоечных машинах и мусорных баках, что помогает предотвратить его выброс.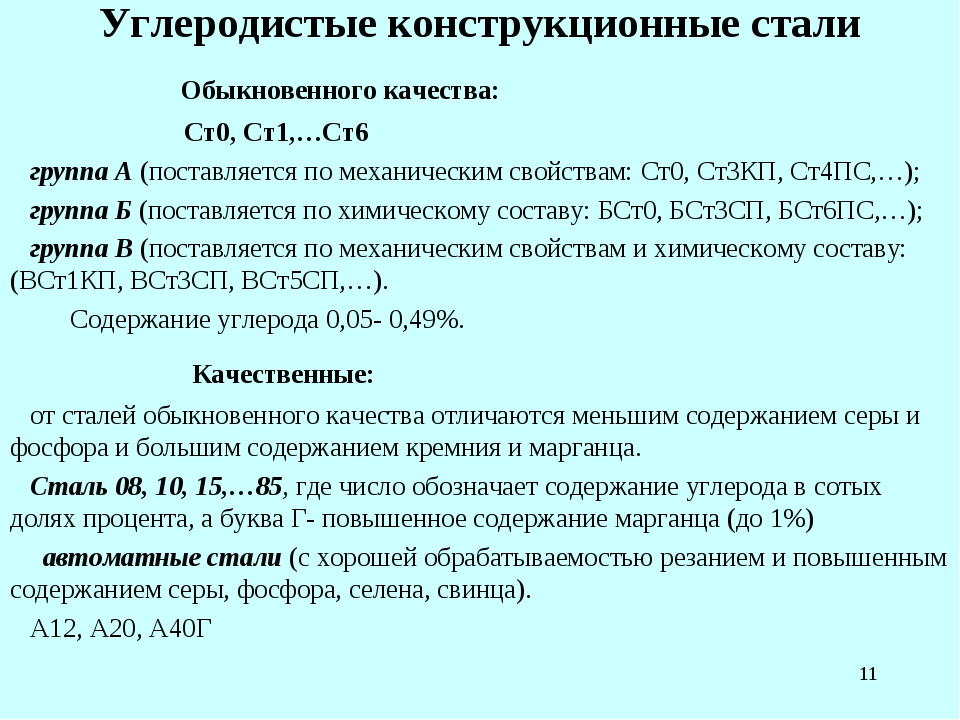
Соединение пнд трубы с полипропиленовой: Как соединить трубу пнд с полипропиленовой: виды и методы
Как соединить трубу пнд с полипропиленовой: виды и методы
Новые инженерные системы все чаще создаются при использовании трубопроката из полипропилена и полиэтилена низкого давления. Нередко трубопроводы из ПП и ПНД приходится соединять между собой. Это позволяет не демонтировать уже проложенные коммуникации из полиэтилена низкого давления.
Поэтому полезно будет узнать, как соединить ПНД трубу с полипропиленовой трубой при модернизации и ремонте существующей сети. Информация особенно пригодится начинающим мастерам.
Содержание
- Виды стыковки
- ПП трубопроводы
- ПНД трубопроводы
- Соединение труб ПНД и полипропиленовых между собой
- Резьбовые фитинги
- Цанговые муфты
- Фланцы
- Вывод и видео по теме
Виды стыковки
Популярный способ производства современных трубных изделий — использование стиролов. Материалы позволяют изготавливать прочные, устойчивые перед агрессивными средами трубопроводы.
Пластиковый водопровод
Они применяются при монтаже водопровода с горячей и холодной водой. При этом существует несколько методов стыковки пластикового трубопроката.
ПП трубопроводы
Трубопроводные полипропиленовые детали соединяются между собой с помощью пайки. В этом случае стыкуемые элементы системы нагреваются с помощью специального сварочного оборудования. Его обычно называют паяльников или утюгом.
Разогрев ПП деталей осуществляется до 260 градусов. Потом один элемент вставляется в другой. Свариваемый участок фиксируется в неподвижном положении, пока не произойдет остывание расплавленного полимера.
Стыковка с другими видами трубопроката выполняется при использовании специальных комбинированных муфт. Они представляют собой ПП изделия, с одной стороны которых впрессована металлическая втулка с наружной или внутренней резьбой.
Другой конец фитинга имеет вид патрубка из полипропилена. Именно эта часть спаивается с ПП трубой. Другая сторона муфты позволяет выполнить резьбовое соединение с трубопроводом из иного материала или с сантехнической арматурой.
Набор фитингов
Производители выпускают ПП комбинированные муфты с гранями под ключ. Такие фитинги сначала накручиваются или вкручиваются в трубопровод из другого материала, а потом свариваются специальным паяльником с ПП трубой.
Для стыковки разнородных труб также применяются американки. Это разборные соединительные элементы с накидной гайкой и уплотнительным материалам.
Они изготавливаются только из металла с резьбами на обоих концах или имеют с одной стороны патрубок из полипропилена. Американки затягиваются при минимальных усилиях.
ПНД трубопроводы
Участки трубопровода из полиэтилена низкого давления соединяются с помощью создания сварного шва или фитингов. Во втором случае герметичность стыка зависит от качества соединительных элементов и соблюдения технологии монтажа.
Монтаж водопровода
Сварной шов создается при использовании специального оборудования. Монтаж выполняется с помощью электромуфты или методом «стык в стык». Применение сварки подразумевает создание неразъемного соединения.
Чтобы стык можно было разобрать при необходимости, применяют специальные герметичные детали. Это недорогие ПНД фитинги многократного использования. В их конструкции присутствует прижимная гайка, от степени затягивания которой зависит герметичность соединения.
Производятся также специальные фитинги для соединения трубопроводов из разнородных материалов. Такие элементы на одном конце имеют резьбу, а другая их сторона представляет собой гладкий патрубок из ПНД с прижимной гайкой.
Существуют и другие варианты стыковки трубопроводов из разных материалов. Они будут описаны ниже.
Соединение труб ПНД и полипропиленовых между собой
Выполнить соединение ПНД и полипропиленовой трубы с помощью сварочного оборудования не получится. Смешивание разных полимеров станет причиной деформации стыка из-за появления трещин. Для соединения разнородных материалов применяются другие способы.
Резьбовые фитинги
Для монтажа соединительного резьбового модуля на концах труб из полиэтилена и полипропилена применяется сварка. Специальное оборудование предназначено для расплавления полимера. Это позволяет получить монолитный шов.
Специальное оборудование предназначено для расплавления полимера. Это позволяет получить монолитный шов.
Муфта резьбовая соединительная
В начале процесса соединительный элемент разбирается. Потом одна его часть припаивается к концу трубопровода из полипропилена, а другая половина соединяется при помощи сварки с полиэтиленовой частью.
Эти действия позволят создать стык, который при необходимости всегда можно будет разобрать. Если же нужно выполнить неразъемное соединение, применяются специальные модули с закладными нагревающимися деталями.
Цанговые муфты
Для создания разборного стыка между отводами из ПП и ПНД применяются цанговые муфты. В состав такого модуля входит цанга, зажимная гайка, стопорное кольцо, резьба и ответная часть.
Цанговая муфта
Производители выпускают разные виды цанговых муфт. В начале процесса каждая из них разбирается. Потом цанга вставляется в полиэтиленовую трубу и зажимается стопорным кольцом при затягивании гайки без лишних усилий. В противном случае может лопнуть прижимной модуль или произойдет деформация края трубы.
В противном случае может лопнуть прижимной модуль или произойдет деформация края трубы.
На следующем этапе ответная часть цанговой муфты фиксируется паяльником на полипропиленовом трубопроводе. В завершение выполняется резьбовое соединение при использовании фум ленты, которая исключает возникновение протечек.
Фланцы
Распространенным способом соединения полипропиленовых труб с трубопроводами из полиэтилена низкого давления является использование фланцев.
Муфта соединительная фланцевая
Такие трубопроводные элементы применяются для стыковки коммуникаций большого диаметра. Дополнительно в работе используется втулка, позволяющая провести фиксацию фланцев.
Стыковка выполняет поэтапно:
- втулки привариваются к концам разных труб/соединяются прижимной гайкой;
- фланцы разъединяются;
- соединительные элементы фиксируются на приваренных втулках;
- фланцы соединяются между собой при помощи болтов и гаек.
Во время создания стыка используется уплотнительный материал. Это прокладка из резины. Она вставляется между фланцами, представляющими собой прочные металлические детали. Они выдерживают механические воздействия, перепады температуры и устойчивы перед коррозией.
Это прокладка из резины. Она вставляется между фланцами, представляющими собой прочные металлические детали. Они выдерживают механические воздействия, перепады температуры и устойчивы перед коррозией.
Вывод и видео по теме
Видео поможет понять, как соединить трубу ПНД с полипропиленовым трубопроводом. Для этого можно использовать разные способы. Подходящий выбирается, исходя из условий монтажа, особенностей коммуникации и доступности материалов.
Как соединить трубы из ПНД и полипропилена
Соединить трубы из ПНД и полипропилена — непростая задача. Она актуальна при прокладке новой магистрали, ремонте или модернизации существующей линии.
Сегодня мы рассмотрим виды соединения полипропиленовых труб, расскажем, как спаять ПНД муфту, использовать фланцы и подобрать цангу. Статья будет полезна опытным монтажникам и начинающим мастерам.
Статья будет полезна опытным монтажникам и начинающим мастерам.
Можно ли спаять трубы напрямую?
Многие «умельцы» предлагают спаять ПНД и ПВХ трубу. Данный вид соединения не является безопасным. Прямое смешивание разнородных полимеров приводит к охрупчиванию соединения, появлению трещин и деформаций.
При объединении полиэтилена низкого давления и ПВХ рекомендуется использовать переходные модули. Это обеспечит высокую герметичность стыков, исключит проблемы в работе магистрали.
Монтаж ПНД трубы посредством цанги
Применение цанги обеспечит быструю подготовку соединения. Элемент относится к креплениям модульного типа. Он состоит из корпуса, стопорного кольца, прижимного модуля и ответной муфты. Одна часть цанги фиксируется паяльником, другая притягивается прижимным механизмом.
При подборе цанги учитывается диаметр труб и состав транспортируемой среды.
Фланцевое соединение
Использование фланцев при соединении полипропиленовых труб — распространенное решение. Работы проходят в несколько этапов:
Работы проходят в несколько этапов:
- на обе части линии надеваются фланцы;
- торцы труб усиливаются ограничительными втулками;
- фланцы притягиваются друг к другу посредством болтов.
Фланцы являются прочными металлическими элементами. Они устойчивы к перепадам температур, коррозии, механическому воздействию.
Прокладка магистрали посредством муфт
Соединить ПНД трубу с металлопластиком или полипропиленом помогут муфты. Это простые и надежные фитинги, ориентированные на базовые операции.
Производители предлагают несколько видов муфт:
- муфта с внешней либо внутренней резьбой;
- муфта с резьбой под ключ;
- разъемные соединительные модули;
- муфта с накидной гайкой.
При работе с резьбовыми муфтами следует соблюдать осторожность. Применение излишней физической силы может повредить резьбу. Это приведет к образованию течи, исключит дальнейшую эксплуатацию изделия.
К достоинствам муфт относятся:
- удобство подключения;
- быстрая замена при необходимости;
- низкая стоимость.
Изделия используются в рамках жилых, коммерческих и производственных объектов. Они обладают длительным сроком службы, имеют значительный запас прочности.
Теперь Вы знаете, как соединить ПНД трубу с полипропиленовой. Это упростит монтаж и подбор комплектующих.
Покупка фитингов для ПНД труб
Приобрести продукцию для линий из ПНД, ПВХ и металлопластика поможет компания «ЭкоМонтаж». Организация предлагает муфты, переходники, заглушки, запорные механизмы. Товар сертифицирован, отгружается со склада предприятия.
Для оформления заявки свяжитесь с менеджерами компании. Они помогут с подбором продукции, расскажут о действующих расценках.
Заказать консультацию
Ваше имя*
Ваш телефон*
HP Storm Dual Wall PP Pipe | Дренажные трубы от ADS
- Дом
- Трубка
- Двойная стенка HP Storm
Эта труба из полипропилена (ПП) с высокими эксплуатационными характеристиками является идеальным выбором для систем самотечной ливневой канализации, а также в тех случаях, когда требуется первоклассная производительность соединения и/или большая жесткость трубы. Он сочетает в себе передовую технологию полипропиленовой смолы с проверенной конструкцией профиля с двойными стенками для превосходной производительности и долговечности. Гладкая внутренняя стенка обеспечивает дополнительную прочность, а также превосходную текучесть.
Он сочетает в себе передовую технологию полипропиленовой смолы с проверенной конструкцией профиля с двойными стенками для превосходной производительности и долговечности. Гладкая внутренняя стенка обеспечивает дополнительную прочность, а также превосходную текучесть.
л.с. Шторм, хранящийся во дворе
Шторм л.с. в резиновый ботинок
HP Шторм Шторм меньший диаметр
HP Установка шторма Гровер
Inserta Tee Tee Into Hp Storm Horвb. Двойная прокладка соединения
Killeen TX ISD HP Storm
Killeen TX Установка HP Storm
Готовый фитинг HP Storm
HP Strong Stack для установки
HP Lubection Lubication
HP HOSM
HP Storm в штабеле на месте
HP Storm Culvert под самосвалом
HP Storm с дождем
Документация
Обзор
Установка в траншее 101A (ASTM F2648) Detail. pdf
pdf
Руководство по установке гофрированной пластиковой трубы Storm.pdf
Руководство по установке гофрированной пластиковой трубы Storm — на испанском языке.pdf
Брошюра HP Storm.pdf
Спецификация трубы HP Storm.pdf
Раздел «Установка» в Руководстве по дренажу.pdf
TN 2.04 Минимальная максимальная высота покрытия для HP Storm для ливневого дренажа.pdf
TN 5. 12 HP Storm Pipe Repair Options.pdf
12 HP Storm Pipe Repair Options.pdf
TN 5.20 Послеустановочное тестирование HP Storm.pdf
Обзор
Трубы HP Storm обладают на 100 % большей жесткостью по сравнению с традиционными пластиковыми трубами, что повышает безопасность и срок службы в установках, требующих высокой производительности. Удлиненная конструкция соединения в виде раструба и патрубка добавляет дополнительный фактор безопасности в каждое соединение, обеспечивая водонепроницаемость и длительный срок службы конструкции.
Водосточная труба HP соответствует стандартам ASTM F2881 и AASHTO M330 или превосходит их. С федеральной точки зрения полипропиленовые (ПП) трубы одобрены для использования Инженерным корпусом армии для ливневой канализации в соответствии с Разделом 33 40 00 (Спецификации унифицированного руководства по объектам). Федеральное авиационное управление (FAA) разрешает использовать полипропиленовые трубы под покрытиями аэродромов в соответствии с пунктом D-701, а также в качестве труб для ливневых стоков и водопропускных труб в соответствии с AC 150/5370-10G (Стандарты по строительству аэропортов). Кроме того, Американская ассоциация железнодорожного машиностроения и технического обслуживания путей (AREMA) одобряет полипропиленовые трубы для ливневой канализации под железными дорогами.
Кроме того, Американская ассоциация железнодорожного машиностроения и технического обслуживания путей (AREMA) одобряет полипропиленовые трубы для ливневой канализации под железными дорогами.
Особенности и преимущества
- Повышенная жесткость создает дополнительный фактор безопасности в отношении строительных нагрузок и некачественной установки
- Удлиненное раструбное соединение соответствует стандарту ASTM D3212 и обеспечивает водонепроницаемость, которую можно проверить в лаборатории и в полевых условиях
- Гладкая внутренняя поверхность со значением Мэннинга 0,012, что приводит к увеличению пропускной способности
- Инертный полипропиленовый материал устойчив к воздействию химикатов, истиранию, горячей почве и сточным водам
- Легкий продукт с наименьшими затратами на установку для максимальной эффективности доставки и установки
- Доступен в удобных местах для обслуживания местных проектов
Для применения со сжатым воздухом необходимы как металлические, так и пластиковые трубы
Роб Марсилья, менеджер по развитию бизнеса — коммерческие продукты, Asahi/Америка
Введение
Металлические трубы использовались и устанавливались в жидкостях и газах с середины 19 века. -й -й век. Металлические трубы прочны, безопасны и обеспечивают отличные эксплуатационные характеристики для многих требовательных услуг. Пластиковые трубы являются альтернативой металлическим трубам для многих жидкостей. Они не обладают такими же характеристиками высокого давления, но обладают высокой коррозионной стойкостью. Они не ржавеют, не окалины, ямы или коррозии. Они легкие и простые в установке, что делает их отличным выбором для многих применений с жидкостями. За десятилетия пользователи узнали, что система пластиковых трубопроводов при правильном выборе и установке требует минимального обслуживания и будет служить много лет. Поскольку термопластиковые трубы являются идеальным выбором для транспортировки жидкостей, как пластиковые трубы будут работать со сжатым воздухом? В этой статье основное внимание будет уделено пригодности систем пластиковых труб, а также методологии соединения в системах сжатого воздуха.
-й -й век. Металлические трубы прочны, безопасны и обеспечивают отличные эксплуатационные характеристики для многих требовательных услуг. Пластиковые трубы являются альтернативой металлическим трубам для многих жидкостей. Они не обладают такими же характеристиками высокого давления, но обладают высокой коррозионной стойкостью. Они не ржавеют, не окалины, ямы или коррозии. Они легкие и простые в установке, что делает их отличным выбором для многих применений с жидкостями. За десятилетия пользователи узнали, что система пластиковых трубопроводов при правильном выборе и установке требует минимального обслуживания и будет служить много лет. Поскольку термопластиковые трубы являются идеальным выбором для транспортировки жидкостей, как пластиковые трубы будут работать со сжатым воздухом? В этой статье основное внимание будет уделено пригодности систем пластиковых труб, а также методологии соединения в системах сжатого воздуха.
Термопластичные материалы для труб
Существует два основных типа пластиковых материалов – термопласт и термореактивный материал. Мы сосредоточимся на термопластах и обсудим некоторые из них. Термопластичные материалы перерабатываются в расплаве. Термопластичные смолы можно подвергать термической обработке и либо экструдировать в формы, такие как трубы, либо формовать компоненты, такие как фитинги. Термопласт подразумевает, что материал обрабатывается и может быть переработан путем плавления и формования с использованием тепла. Существуют три основные группы термопластичных материалов, используемых для изготовления трубопроводов: винилы, олефины и фторполимеры. Виниловые материалы включают поливинилхлорид (ПВХ) и хлорированный поливинилхлорид (ХПВХ). Олефиновые материалы включают полиэтилен (ПЭ) и полипропилен (ПП). Существует несколько фторполимерных материалов, таких как Halar (ECTFE) и PVDF. Кроме того, существует акрилонитрилбутадиенстирол (АБС), который относится к своему классу.
Мы сосредоточимся на термопластах и обсудим некоторые из них. Термопластичные материалы перерабатываются в расплаве. Термопластичные смолы можно подвергать термической обработке и либо экструдировать в формы, такие как трубы, либо формовать компоненты, такие как фитинги. Термопласт подразумевает, что материал обрабатывается и может быть переработан путем плавления и формования с использованием тепла. Существуют три основные группы термопластичных материалов, используемых для изготовления трубопроводов: винилы, олефины и фторполимеры. Виниловые материалы включают поливинилхлорид (ПВХ) и хлорированный поливинилхлорид (ХПВХ). Олефиновые материалы включают полиэтилен (ПЭ) и полипропилен (ПП). Существует несколько фторполимерных материалов, таких как Halar (ECTFE) и PVDF. Кроме того, существует акрилонитрилбутадиенстирол (АБС), который относится к своему классу.
Пластиковые трубы для сжатого воздуха и стандарты OSHA (отбор вариантов)
Варианты труб из термопластика для сжатого воздуха ограничены. Прежде всего, это связано с катастрофическим режимом разрушения многих пластиков. Это основная причина, по которой ПВХ и ХПВХ не следует использовать в системах сжатого воздуха. Трубы из ПВХ и ХПВХ выходят из строя небезопасным, катастрофическим образом. Стандарты OSHA гласят, что если термопластичные материалы для трубопроводов используются для сжатого воздуха или газа, «трубы должны быть либо изготовлены из ударопрочного материала, либо заключены в него». (Стандартная интерпретация OSHA от 28 февраля 19 г.91).
Прежде всего, это связано с катастрофическим режимом разрушения многих пластиков. Это основная причина, по которой ПВХ и ХПВХ не следует использовать в системах сжатого воздуха. Трубы из ПВХ и ХПВХ выходят из строя небезопасным, катастрофическим образом. Стандарты OSHA гласят, что если термопластичные материалы для трубопроводов используются для сжатого воздуха или газа, «трубы должны быть либо изготовлены из ударопрочного материала, либо заключены в него». (Стандартная интерпретация OSHA от 28 февраля 19 г.91).
Режим катастрофического отказа PVC Schedule 40.
Полипропиленовые (ПП) трубы могут быть небезопасными в холодных условиях без кожуха, так как они становятся более хрупкими при понижении температуры. Доступны трубы ABS, предназначенные для сжатого воздуха, но они не совместимы со всеми компрессорными смазками и могут выйти из строя из-за использования несовместимой смазки. Фторполимерные материалы, такие как PVDF и халар, стоят слишком дорого.
Полиэтилен (PE) Материал
Полиэтилен может быть разработан для работы со сжатым воздухом. Обладает отличными физико-механическими свойствами и широкой химической стойкостью. Материал сохраняет свои пластические свойства значительно ниже 0°F (<-40°F). Если бы он потерпел неудачу, он потерпел бы неудачу в безопасном режиме. Этот ударопрочный материал просто раздуется и порвется, сохраняя целостность материала трубы.
Air-Pro® компании Asahi/America из-за избыточного пластического разрушения в безопасном режиме во время испытания на разрыв (давление ≥ 800 фунтов на кв. дюйм).
Полиэтиленовая смола для применения со сжатым воздухом должна быть специально разработана, чтобы противостоять окислительному эффекту сжатого воздуха для долговременной работы. Стандартные внутренние трубы из полиэтилена высокой плотности в США, такие как PE4710, предназначены для жидкостей, но не для сжатого воздуха. Европейские производители полиэтиленовых смол формулируют класс смолы, известный как PE100, для работы как с жидкостями, так и с воздухом/газом. Трубопроводная система из полиэтилена PE100, разработанная специально для применения со сжатым воздухом, продается в Северной Америке с 19 века.92. В 1993 г. Управление по охране труда и промышленной гигиене штата Калифорния выпустило письмо, подтверждающее, что эта трубопроводная система со специальной формулой PE100 соответствует требованиям испытаний в Калифорнии и может быть установлена в системах сжатого воздуха. Этот сертификат был обновлен и повторно выдан в марте 2021 года. С 1993 года в Северной Америке были установлены тысячи систем трубопроводов сжатого воздуха из PE100 для различных применений без каких-либо опасных отказов.
Трубопроводная система из полиэтилена PE100, разработанная специально для применения со сжатым воздухом, продается в Северной Америке с 19 века.92. В 1993 г. Управление по охране труда и промышленной гигиене штата Калифорния выпустило письмо, подтверждающее, что эта трубопроводная система со специальной формулой PE100 соответствует требованиям испытаний в Калифорнии и может быть установлена в системах сжатого воздуха. Этот сертификат был обновлен и повторно выдан в марте 2021 года. С 1993 года в Северной Америке были установлены тысячи систем трубопроводов сжатого воздуха из PE100 для различных применений без каких-либо опасных отказов.
Способы соединения труб из ПЭ100
Трубы и фитинги из полиэтилена 100 могут быть соединены методом плавления, который представляет собой разновидность плавления. Соединение тепловым сплавом соединяет две расплавленные поверхности вместе и позволяет им охлаждаться под давлением. В результате этого процесса получается одна непрерывная деталь без каких-либо посторонних материалов или швов. Сварной шов такой же прочный, как и сама труба. Трубы и фитинги ПЭ100 соединяются раструбным или стыковым соединением. При раструбной сварке труба вставляется в раструбные фитинги с небольшим конусом; конический фитинг увеличивает давление трубы до упора в фитинг. Вся глубина вставки является зоной сварки. Фитинги для стыковой сварки имеют такой же внутренний диаметр (ID) и внешний диаметр (OD), что и трубы для сварки встык. Две трубы могут быть соединены встык без муфты. Сварка встык всегда дает внешний и внутренний валик. Надежность и целостность стыковых сварных швов полиэтилена общепризнанны. Газовая промышленность США десятилетиями использует полиэтиленовые трубы, сваренные встык, для подземных газоснабжающих предприятий.
Сварной шов такой же прочный, как и сама труба. Трубы и фитинги ПЭ100 соединяются раструбным или стыковым соединением. При раструбной сварке труба вставляется в раструбные фитинги с небольшим конусом; конический фитинг увеличивает давление трубы до упора в фитинг. Вся глубина вставки является зоной сварки. Фитинги для стыковой сварки имеют такой же внутренний диаметр (ID) и внешний диаметр (OD), что и трубы для сварки встык. Две трубы могут быть соединены встык без муфты. Сварка встык всегда дает внешний и внутренний валик. Надежность и целостность стыковых сварных швов полиэтилена общепризнанны. Газовая промышленность США десятилетиями использует полиэтиленовые трубы, сваренные встык, для подземных газоснабжающих предприятий.
Трубы и фитинги Asahi/America Air-Pro®, соединенные немеханическим методом сварки встык и раструб, как показано на рисунке.
Два принципа соединения трубопроводов сжатого воздуха
Важно понимать, как соединяются трубы. Утечки дороги и расточительны. Отверстие ¼ дюйма при 100 фунтах на квадратный дюйм теряет около 104 кубических футов в минуту (куб. футов в минуту) и может стоить до 10 000 долларов в год. Утечки в соединениях являются распространенной причиной потерь энергии сжатого воздуха. Есть две философии соединения, которые следует учитывать:
Утечки дороги и расточительны. Отверстие ¼ дюйма при 100 фунтах на квадратный дюйм теряет около 104 кубических футов в минуту (куб. футов в минуту) и может стоить до 10 000 долларов в год. Утечки в соединениях являются распространенной причиной потерь энергии сжатого воздуха. Есть две философии соединения, которые следует учитывать:
- Механическое соединение: Системные соединения, в которых используется прокладка, уплотнительное кольцо, трубный герметик и т.п. для обеспечения уплотнения в системном соединении. Примеры могут включать соединения фланец-фланец, резьбовые соединения, компрессионные соединения, соединения с нажимной посадкой и соединения типа «про-пресс».
- Немеханическое соединение: Системные соединения, обеспечивающие неразъемное соединение. Обычно называемые сварными соединениями, они включают паяные и паяные соединения меди, а также сварные материалы из стали и нержавеющей стали. Сварные соединения также включают гомогенные соединения, полученные раструбным и стыковым сплавлением полиолефинов, а также соединения винила и АБС, «клееные растворителем».

Почему в отрасли сжатого воздуха нужны оба варианта соединения?
Существует множество объектов, требующих плановой корректировки и перенастройки своей работы. Пивоваренные заводы, специализированные механические мастерские и сборщики, а также специализированные типографии нуждаются в разборке и повторной сборке частей своей системы сжатого воздуха. В этих случаях необходима система, включающая механические соединения. На рынке представлено множество высококачественных алюминиевых трубопроводных систем, которые обеспечивают возможность сборки, разборки и повторной сборки системы, сохраняя при этом ее работоспособность.
Air-Pro® от Asahi/America, покрытый химической пылью, безопасно работает на заводе по производству удобрений.
Специально разработанная система трубопроводов Air-Pro® компании Asahi/America из полиэтилена, установленная на производственном объекте.
Конечно, есть много более постоянных установок, которые после установки рассчитаны на то, чтобы оставаться на месте в течение значительного периода времени. Производственные помещения часто имеют центральные подсобные помещения, где различные службы питаются по всему заводу. Сжатый воздух является одним из них. Здесь основная магистральная линия (или линии) постоянно проложена по всему заводу. Эта линия сварена, чтобы служить фиксированной линией.
Производственные помещения часто имеют центральные подсобные помещения, где различные службы питаются по всему заводу. Сжатый воздух является одним из них. Здесь основная магистральная линия (или линии) постоянно проложена по всему заводу. Эта линия сварена, чтобы служить фиксированной линией.
Во многих случаях трубопроводы сжатого воздуха проложены под землей. Производственные городки, военные объекты, производители тяжелого оборудования, железнодорожные и лесопилочные склады, а также тематические парки — все это примеры объектов с обширными подземными установками, где утечка — анафема. Здесь идеальна неразъемная, устойчивая к коррозии система, такая как гомогенная плавкая система PE100.
Air-Pro® компании Asahi/America в заглубленном устройстве на железнодорожной станции.
Почему в отрасли сжатого воздуха нужны как металлические, так и пластиковые трубы?
Большинство приложений имеют различные системные требования, и один размер не может подойти всем. Даже в упомянутых выше приложениях система с постоянной магистральной линией может иметь множество ответвлений и требовать, чтобы эти ответвления можно было адаптировать к смене инструмента. Таким образом, можно сказать, что механическое и немеханическое соединение, а также металлические трубы и трубы из полиэтилена PE100 необходимы для удовлетворения разнообразных требований, предъявляемых к приложениям сжатого воздуха.
Даже в упомянутых выше приложениях система с постоянной магистральной линией может иметь множество ответвлений и требовать, чтобы эти ответвления можно было адаптировать к смене инструмента. Таким образом, можно сказать, что механическое и немеханическое соединение, а также металлические трубы и трубы из полиэтилена PE100 необходимы для удовлетворения разнообразных требований, предъявляемых к приложениям сжатого воздуха.
Применение | Пригодность | |
Металл | ПЭ100 | |
Давление выше 230 psi | ДА | НЕТ |
Температура выше 120°F | ДА | Ограниченный срок службы |
Морской или агрессивный | Ограниченный срок службы | ДА |
Под землей | Механические соединения — № | ДА |
Наземный | ДА | ДА |
Портативность | Механические соединения — ДА | Соединение Fusion — № |
Типовой цех | ДА | ДА |
Типовое промышленное предприятие | ДА | ДА |
Чистота – без примесей | ДА – (алюминий/медь) | ДА |
| ? | ДА |
На приведенной выше диаграмме показано, что как металлические, так и PE100 трубопроводные системы имеют некоторые ограничения, отмеченные как «НЕТ» или «ограниченный срок службы».