Насосы для отопления с сухим ротором. Возможен расчет, подбор и монтаж системы отопления. Итальянские и немецкие производители, доступные цены. Доставка по Украине.
Подбор насоса для коммунального или промышленного отопления
Разъяснения к подбору
Расход, м³/ч
Напор, м
Точно
НАСОСЫ ДЛЯ ОТОПЛЕНИЯ С СУХИМ РОТОРОМ
Насос для отопления с сухим ротором представляет собой одноступенчатый насос с осевым расположением всасывающего и напорного патрубка, то есть этот насос можно монтировать в разрез трубы. Эти насосы используются, как правило, для коммунального и промышленного отопления, хотя могут использоваться и в технологических процессах производств.Конструкция насоса с сухим ротором подразумевает использование двигателя с воздушным охлаждением, который более шумный, чем двигатель с ротором, погруженным в перекачиваемую среду, поэтому эти насосы нельзя использовать в местах где санитарными нормами предусмотрен низкий уровень шума. В отличие от циркуляционных насосов с мокрым ротором они легко ремонтируются. Циркуляционные насосы с сухим ротором дешевле аналогичных насосов с мокрым ротором, у них выше коэффициент полезного действия. Из вышесказанного следует, что в условиях котельных, на технологических линиях производств, то есть там, где нет особых требований к шуму и габаритам применение циркуляционных насосов с сухим ротором предпочтительно перед аналогичной моделью насоса с мокрым ротором. Не зря некоторые производители изготавливают два исполнения одного и того же насоса по производительности и монтажным размерам.
ВИДЫ СИСТЕМ ОТОПЛЕНИЯ И РЕЖИМЫ ИХ РАБОТЫ
Отопление зданий и сооружений- это поддержание температуры воздуха в помещении на уровне расчетной температуры искусственным образом, в соответствии с требованиями норм проектирования зданий различного назначения. Заданный диапазон температур определяется требованиями происходящих в помещении технологических процессов, если здание промышленного назначения. Или условиями теплового комфорта, если здания жилые, общего пользования (больницы, школы, театры, прочие сооружения). Бывает отопление конвективным и лучистым, в зависимости от способа передачи тепла от источника.
Конвективное отопление более распространено. При конвективном отоплении тепло передается от источника тепла путем перемешивания холодных масс воздуха с нагретыми. При этом есть перепад температур на разных уровнях в помещении (на уровне пола более прохладный воздух, сверху – более теплый), помещение нагревается не равномерно, существуют застойные зоны. Кроме того проветривание помещений не возможно без потери тепла.
При лучистом отоплении источник тепла конструируется над отапливаемой площадью под потолком или по всей площади потолка, и тепло передается непосредственно излучением, в меньшей степени конвенцией. Существует такое понятие как радиационная температура, представляющая собой некую усредненную температуру поверхностей (мебель, оборудование, прочие предметы) в помещении, рассчитанные относительно человека в центре помещения.
При конвективном отоплении температура воздуха поддерживается выше радиационной, при лучистом отоплении – ниже.
Система отопления включает в себя весь комплекс оборудования, необходимый для достижения поддержания заданной температуры в помещении, независимо от способа отопления конвективного или лучистого. Основным элементом любой отопительной системы является источник тепла, теплогенератор, аппарат для получения непосредственно теплоносителя. От источника тепла теплоноситель (жидкий, газовый, паровой, комбинированные смеси) передается по тепловодам к отопительным приборам, от которых тепло распространяется в помещении. По типу источника тепла системы отопления могут быть газовые, геотермальные, мазутные, солнечные, дровяные, угольные, электрические и прочие.
Системы отопления по расположению основных элементов системы делятся на местные и центральные.
В первом случае вся отопительная система — источник тепла, тепловоды и отопительные приборы, объединенные в единую комплексную систему, расположены в одном здании (помещении). Имеют ограниченный радиус действия, как правило, это несколько помещений или отдельное небольшое здание. Например: печное отопление, газовое (газовый котел), электрическое отопление.
В случае с центральным отоплением, источник тепла (теплогенератор) находится вне пределов отапливаемого помещения или здания, часто на расстоянии. Полученное тепло посредством теплоносителя передается к источникам тепла непосредственно в зданиях и помещениях через систему тепловодов. Через отопительные приборы (например, радиаторы) нагретый теплоноситель отдает тепло в воздух в помещении, нагревая его. Охлажденный теплоноситель по системе тепловодов возвращается снова к генератору теплоты. Радиус действия центральной системы отопления достаточно большой, зависит от тепловой мощности теплогенератора, может отапливать отдельное здание или комплекс зданий.
В системе отопления циркуляция теплоносителя может быть естественной, основанной на разности плотностей холодного и горячего теплоносителя, или принудительной, циркуляция теплоносителя обеспечивается работой насосного оборудования. В паровых системах отопления центрального типа циркуляция теплоносителя принудительная, за счет давления пара.
По температуре теплоносителя централизованные системы отопления делятся на низкотемпературные и высокотемпературные, с температурой теплоносителя (вода) до +100°С и свыше +100°С, соответственно. Кроме того делятся они по уровню давления в системе на: паровые низкого давления с Р — 0,10+0,17 МПа; высокого давления с Р — 0,17+0,30 МПа; вакуум-паровые с РСистемы отопления отличаются также:
по расположению тепловодов (верхнее, нижнее, опрокинутое, комбинированное),
по движению теплоносителя в тепломагистралях (тупиковое и попутное),
по геометрическому расположению и конфигурации стояков с системе тепловодов,
по гидрорежиму отопительной системы (режим постоянный или переменный).
Выбор той или иной системы отопления определяется соответственно нормативными документами, типом здания или сооружения, его назначением. Существуют определенные требования, которых нужно придерживаться при выборе того или иного типа системы отопления.
Вот основные из них:
Санитарно-гигиенические. На протяжении всего периода отопления помещения должны обогреваться равномерно, качество воздуха в нем должно соответствовать санитарно-гигиеническим нормам по температуре и прочим показателям, температура поверхности приборов отопления не должна превышать допустимых границ.
Экономические. Затраты на внедрение, эксплуатацию и техническое обслуживание отопительной системы должны быть минимальными и экономически обоснованными
Архитектурно-строительные. Выбранная отопительная система не должна быть громоздкой, оптимально соответствовать конструктивным особенностям зданий и сооружений.
Монтажные. Изготовление и монтаж системы должен быть осуществлен с использованием по максимуму унифицированных узлов, конструкций, трубной арматуры, прочего оборудования, заводского изготовления.
Эксплуатационные. Конструкция системы должна быть достаточно простой для эксплуатации и обслуживания.
Шумовые характеристики при ее эксплуатации не должны превышать максимально допустимые нормативы. Кроме того эксплуатация системы отопления должна быть безопасной для людей в отапливаемых зданиях и помещениях и для обслуживающего систему персонала.
Центральные системы отопления бывают водяные и паровые. Вода, в качестве теплоносителя более предпочтительны, т.к. транспортировка воды по тепловодам связано гораздо с меньшими затратами, чем транспортировка пара. Воду можно подавать на значительные расстояния без особой потери энергетического потенциала (потери на 1 км сети на 1°С). Система отопления с водой или водяными смесями, в качестве теплоносителя, отличается боле простой конструкцией, по сравнению с паровой, поскольку нет необходимости в отводе конденсата. Температуру водяного теплоносителя гораздо легче контролировать и регулировать.
Пар, в качестве теплоносителя, способен обеспечивать потребности в отоплении и в технологическом паре в различного рода технологических процессах, имеет меньшее гидростатическое давление. Паровые системы применяются ограниченно, в основном для отопления промышленных объектов с технологической потребностью также и в паре, и с ограниченным пребыванием людей в отапливаемых помещениях. В паровых системах температура поверхности тепловодов и отопительных приборов значительно выше, чем в водяных. Регулировать температуру пара значительно труднее, чем температуру водяного теплоносителя, кроме того паровая система обладает значительно меньшим эксплуатационным ресурсом (не более 10 лет). Срок службы системы отвода конденсата не более 4 лет.
В паровой системе отопления, пар, отдавая тепло через отопительные приборы, охлаждается и конденсируется. Образовавшийся конденсат через конденсатоотводы снова поступает на парогенератор для дальнейшего нагрева и вновь превращается в пар. За счет разности давления пара в отопительном приборе и в паровом котле происходит перемещение пара по трубопроводу. Целесообразно применять паровые системы для отопления высотных зданий, вследствие малой плотности пара, приводящей к возникновению небольшого гидростатического давления в системе.
Циркуляционные насосы с сухим и мокрым ротором отличия конструкция -Обзоры
Циркуляционные насосы с сухим и мокрым ротором отличия конструкция -Обзоры
16. 06.2016
Типичный насос в виде улитки, собою представляет весьма сложную и необычную конструкцию, в состав которой входят последующие компоненты: — Корпусная часть, к которой, собственно говоря, крепится улитка. — Электромотор, оборудованный электрическим модулем (плата управления и контроля), плюс в добавок он оснащен клеммами для подсоединения электрического шнура. — Трубопровод водяного контура, который интегрирован с этой улиткой. — Ротор с насадкой — это вращаемая часть электромотора, благодаря которому и осуществляется подача жидкости в систему, идёт закачка её с одной стороны и попутно нагнетается в систему с противоположной. Циркуляционные насосы бывают двух конфигураций. По принципу работы внутренняя конструкция двигателей может эксплуатироваться в сухой и влажной среде. Подобное разделение обусловлено положением ротора, который может находиться в прямом контакте с теплоносителем, так и нет.
Циркуляционные насосы с сухим ротором. Конструкция
Циркуляционные насосы с мокрым ротором. Данное техническое решение является наиболее оптимальным для применения в бытовых системах отопления. Именно такая конструкция позволяет работать помпе практически без шума. В конструкции не предусмотрен воздушный вентилятор доля охлаждения. Смазка и охлаждение циркуляционного насоса производится перекачиваемым теплоносителем. Все узлы и детали, находящиеся под напряжением надежно защищены и герметичны.
Конструкция циркуляционных насосов с сухим ротором наиболее часто применяется в промышленном насосном оборудовании, и не используется в бытовом секторе. Это связано с необходимостью выбора между комфортом и практичностью. Сухие насосы очень шумные, но обладают высоким КПД. Но обо всем по порядку. Сухой насос обладает высоким КПД, и может составлять 75-80 процентов. А экономия энергоносителей при больших мощностях является одним из основополагающих факторов при подборе оборудования. Стоит также отметить, что именно насосы с сухим ротором дают возможность установки двигателей большой мощности, которые заставляют помпу прокачивать очень большую кубатуру теплоносителя. Если насос с сухим ротором оборудован не сплошным валом, на котором установлен мотор с крыльчатками, а конструкцией с соединением муфтой, то у вас появляется возможность замены и установки более мощного двигателя без демонтажа всего насоса. В циркуляционном насосе с сухим ротором, сам ротор отделен от воды при помощи специально встроенного уплотнительного кольца – сальника. Характерный минус циркуляционного насоса сухого типа повышенный уровень шума. Вдобавок следует отметить и большие габаритные размеры сухой конструкции. Такой насос требует систематического планового технического обслуживания. Эти циркуляционные насосы, как правило, ставят для автономных отдельно взятых промышленных котельных, которые снабжают теплом сразу по несколько домов. У насосов второго типа, ротор в рабочем состоянии, напротив, беспрерывно находиться в тесном контакте с водой. Наиболее часто насосы влажных типов устанавливаются в загородных коттеджах и домах, потому что занимают мало места и почти что бесшумны в работе. Чаще всего данные принудительные насосы влажного типа оборудованы регулятором оборотов и вполне могут работать довольно таки долго без периодического технического обслуживания. Но такое преимущество рассматривать на фоне других недостатков, пожалуй, неправильно: у подобного насоса коэффициент полезного действия или, проще говоря КПД, менее 50-60 процентов.
В нашем магазине можно купить циркуляционные насосы для систем отопления
Вам предлагаются оборудование таких производителей как: Джилекс, Grundfos, Unipump, Wilo, Aquatic, DAB. Доставка по Москве и в регионы России.
Циркуляционные насосы с сухим ротором серии B&G PL
Начните свой проект
Главная > Насосы | Клапаны > B&G Pumps
Превосходная альтернатива большому мокрому ротору
Мощный сухой двигатель B&G обеспечивает исключительную производительность
На 25% эффективнее, чем у конкурентов
Прецизионно обработанный и сбалансированный ротор из легированной стали для превосходной производительности.
Прочная конструкция «Жесткий вал» изготовлена из высокопрочной легированной стали, невосприимчивой к растрескиванию под действием термических напряжений.
Система прецизионных подшипников XL-11
Постоянная смазка маслом
Полностью не требует обслуживания
Усовершенствованная моноблочная конструкция увеличивает срок службы и эффективность насоса, обеспечивает надежный сезонный запуск и легко справляется с тяжелыми водными условиями
Прочная и надежная система уплотнений с уплотнением из углерода/карбида кремния на втулке вала из нержавеющей стали обеспечивает долгий срок службы и надежную работу
Двустороннее горловое кольцо из нержавеющей стали для оптимальной эффективности
Изолирующие фланцы B&G
Запорные фланцы обратного клапана B&G Check-Trol
Чугунные циркуляционные насосы ↓
PL-30 (без фланцев)
Часть №: 1BL012
491,84 доллара США каждый
ПЛ-36 (без фланцев)
Часть №: 1BL001
49 долларов8,96 каждый
$555,99 каждый
$666,47 каждый
ПЛ-55 (без фланцев)
Часть №: 1BL032
930,20 долларов США каждый
ПЛ-75 (без фланцев)
Часть №: 1BL034
$1222,45 каждый
ПЛ-130/2″ (без фланцев)
Часть №: 1BL063
$1286,61 каждый
ПЛ-130/3″ (без фланцев)
Часть №: 1BL070
$1300,86 каждый
Наборы фланцев для железного корпуса ↓
2″ NPT подходит для PL-75, PL-130/2″ (комплект из 2 шт. )
Часть №: 101215
$163,94 каждый
2 1/2″ NPT подходит для PL-130/3″ (комплект из 2 шт.)
Часть №: 101219
$167,51 каждый
3″ NPT подходит для PL-130/3″ (комплект из 2 шт.)
Часть №: 101217
$178,20 каждый
Бронзовые циркуляционные насосы ↓
ПЛ-30Б (без фланцев)
Часть №: 1BL013LF
$762,70 каждый
ПЛ-36Б (без фланцев)
Часть №: 1BL003LF
$791,20 каждый
PL-45B (без фланцев) Использовать только с большими фланцами B&G
Часть №: 1BL004LF
$833,97 каждый
PL-50B (без фланцев) Использовать только с большими фланцами B&G
Часть №: 1BL017LF
969,40 долларов США каждый
ПЛ-55Б (без фланцев)
Часть №: 1BL068LF
$1197,51 каждый
ПЛ-75Б (без фланцев)
Часть №: 1BL035LF
2049,30 долларов США каждый
ПЛ-130Б/2″ (без фланцев)
Часть №: 1BL065LF
2149,10 долларов США каждый
ПЛ-130Б/3″ (без фланцев)
Часть №: 1BL072LF
2181,16 долл. США каждый
Наборы бронзовых фланцев ↓
↓ Изолирующие фланцы B&G ↓
Может использоваться с большинством циркуляционных насосов, включая мокрые роторы NRF/NBF/SSF (кроме NRF-45, NBF-45),
Серия PL, Серия 100, HV, PR, LR, Ecocirc и насосы других производителей.
3/4″ NPT x фланец (комплект из 2 шт.)
Часть №: 101221LF
$78,40 каждый
1 дюйм NPT x фланец (набор из 2 шт.)
Часть №: 101222ЛФ
$94,80 каждый
1-1/4″ NPT x фланец (комплект из 2 шт.)
Часть №: 101223LF
$131,87 каждый
3/4″ SWT x фланец (набор из 2 шт.)
Часть №: 101226LF
$78,40 каждый
1 дюйм SWT x фланец (набор из 2 шт. )
Часть №: 101227LF
$94,82 каждый
1-1/4″ SWT x фланец (набор из 2 шт.)
Часть №: 101228LF
$131,87 каждый
1-1/2″ SWT x фланец (набор из 2 шт.)
Часть №: 101243LF
$163,94 каждый
↓ Изолирующие фланцы управления потоком Check-Trol ↓
Может использоваться с большинством циркуляционных насосов, включая мокрые роторы NRF/NBF/SSF (кроме NRF-45, NBF-45),
Серия PL, серия 100, HV , PR, LR, Ecocirc и насосы других производителей.
3/4″ NPT x фланец (комплект из 1 фланца Check-Trol и 1 изолирующего фланца)
Часть №: 101231LF
$94,82 каждый
1″ NPT x фланец (комплект из 1 фланца Check-Trol и 1 изолирующего фланца)
Часть №: 101232LF
$117,61 каждый
1-1/4″ NPT x фланец (комплект из 1 фланца Check-Trol и 1 изолирующего фланца)
Часть №: 101233LF
$163,94 каждый
1-1/2″ NPT x фланец (комплект из 1 фланца Check-Trol и 1 изолирующего фланца)
Часть №: 101245LF
$171,07 каждый
3/4″ SWT x фланец (комплект из 1 фланца Check-Trol и 1 изолирующего фланца)
Часть №: 101236LF
$94,82 каждый
1 дюйм SWT x фланец (комплект из 1 фланца Check-Trol и 1 изоляционного фланца)
Часть №: 101237LF
$117,61 каждый
1-1/4″ SWT x фланец (комплект из 1 фланца Check-Trol и 1 изолирующего фланца)
Часть №: 101238LF
$163,94 каждый
1-1/2″ SWT x фланец (комплект из 1 фланца Check-Trol и 1 изолирующего фланца)
Циркуляционные насосы с сухим ротором серии EILR и EILR-HF
, вы можете найти всю информацию о Etna Pump and Booster Technologies.
Домашняя страница
Группы продуктов
Циркуляционные насосы
Циркуляционные насосы с сухим ротором
Серия EILR и EILR-HF
ДОКУМЕНТЫ
Коммерческая брошюра
Техническая брошюра
Руководство пользователя
С линейными циркуляционными насосами с сухим ротором серии EILR и EILR-HF обеспечивают комфорт и энергоэффективность на самом высоком уровне. линия)
• Используется в циклах циркуляции холодной и горячей воды для бытового и промышленного отопления и охлаждения, кондиционирования воздуха и сантехники.
План перекрытий – графическое изображение горизонтальных конструкцию, выполняющих несущую и ограждающую функцию. Непосредственным назначением перекрытий является разделение здания на этажи для увеличения полезной площади сооружения, которую можно было бы использовать, к примеру, для размещения жилых помещений.
Чтобы составить план перекрытий, необходимо определить, какие несущие конструкции будут применены — это также входит в проектирование домов (железобетонные сборные или монолитные; балочные железобетонные, деревянные или металлические и др.).
Как чертить план перекрытий и покрытий
Первое, что необходимо для того чтобы чертить план перекрытий и покрытий, за основу нужно взять план здания без перегородок, внутренних размеров и других элементов. Далее необходимо разместить несущие элементы перекрытий на несущих стенах в соответствии с существующими нормами, к примеру, сборные плиты перекрытий необходимо опирать на две несущие стены с перекрытием в 15 см на каждой стене.
При раскладке несущих элементов перекрытия, вы увидите, что подбор их ширины также важен, как и длины. Используя разные по ширине плиты, можно избежать образования больших участков недоборов.
Дело проще обстоит с монолитными перекрытиями, так как под них нет необходимости выбирать плиты из сортаментов сборных элементов. Однако при их использовании необходимо производить расчет арматуры, а также подбирать нужную марку бетона.
По окончании расположения несущих элементов на стенах здания переходят к нанесению обозначений и размеров. К первым можно отнести обозначения монолитных участков, наименование сборных плит перекрытия, выпуски арматуры и другое. Наносимые размеры существенно не отличаются от размеров на плане дома. Они показывают расстояние между осями, габаритные размеры и расстояние по контурам.
Шаги черчения плана перекрытия и покрытия
Обратите внимание на план несущих стен, предоставленный снизу. Мы видим, что все стены не без проемов. Это важный момент. На этом этапе уже у здания должны быть перемычки над проемами.
Использование плана здания без перемычек затруднит процесс раскладки плит перекрытий.
Раскладку плит перекрытий на план дома необходимо начинать с одного из краев. Целесообразность того или иного варианта раскладки необходимо определять по количеству монолитных участков — их должно быть как можно меньше.
Доходя до мест, где невозможно установить плиты, необходимо остановиться и продолжить раскладку непосредственно после этого участка плана перекрытий (на чертеже снизу обозначен красной вертикальной линией).
Участки недоборов, то есть, участки, которые остались незакрытыми плитами перекрытий, необходимо замоноличивать.
После того, как плиты перекрытий установлены над одной из частей плана, необходимо переходить к другой и так далее, до полного завершения составления плана перекрытий.
Вычерчивание планов перекрытия с балочными перекрытиями, монолитными железобетонными, панельными имеют общую последовательность с составлением плана перекрытий, указанного выше.
План перекрытий для строительства дома: раскладка и чертежи
Содержание:
1 Общие сведения о сборных плитах перекрытия
2 План плит перекрытий
3 План раскладки плит перекрытий
4 План несущих конструкций перекрытий
5 Общие сведения о монтаже
6 Последовательность монтажа плит перекрытия
7 Технология установки плиты перекрытия
8 Проверка правильности установки плит перекрытия на опорные несущие стены
9 Особенности установки сборных плит перекрытия в частном строительстве
Панельные дома из ЖБ перекрытий – это один из распространённых видов строительства. В основе строения закладываются железобетонные (ЖБ) плиты, они разделяют сооружение на этажи, их называют сборными плитами перекрытий. В план перекрытий в обязательном порядке вносится информация о типе и размере панелей. Информация полезна на этапе строительства, а также при выполнении ремонта, реконструкции и помогает в расчётах теплопроводности, необходимости утепления и т. п.
Общие сведения о сборных плитах перекрытия
Дома, которые выполняются из сборных железобетонных плит, обладают стандартными габаритами, но отличаются по типу.
Сборные строения имеют ряд преимуществ в сравнении с монолитом:
высокая скорость монтажа;
укладка плит может выполняться вне зависимости от условий: мороз, жара, дождь и т. п. не станут проблемой;
низкая цена, можно сэкономить до 15% от стоимости монолита.
Железобетонные плиты вместе с бетонным полом первого этажа приводят к главному недостатку конструкции – большая масса. Из-за высокого веса, плиты имеют ограниченную область использования и требуют установку высокопрочного фундамента. Увеличивая глубину заложения фундаментов под внутренние и несущие стены, возрастает смета на строительство. Даже с учётом дополнительных затрат, ЖБ плиты получаются дешевле, чем монолит.
Проведенные многочисленные сравнения доказали, что плитные перекрытия на 50-70 % дешевле, нежели монолитное перекрытие и пустотные плиты
Толщина наружных и внутренних стен здания отличаются, несущие плиты имеют толщину 140-220 мм, а в длину до 9 м в зависимости от величины пролёта. Толщина внутренних стен – около 8-12 мм. При работе с панелями важно учитывать раскладку и тип конструкции.
Всего выделяют 3 основных вида:
полнотелые. Без пустот, имеют наибольший вес. Отличаются наибольшей прочностью. Их вносят в план, чертеж перекрытий исключительно многоэтажных зданий. Применяются для создания межэтажных перекрытий. Из-за сплошного строения, плиты обладают сниженными тепло- и звукоизоляционными свойствами;
пустотные. Внутри выполнены продольные пустоты обычно круглой формы. Добавление воздушных резервуаров повлекло увеличение толщины – 220 мм. Являются наиболее распространёнными сборными элементами. Они отличаются высокими изоляционными характеристиками. Благодаря наличию пустот, в сравнении с монолитными перекрытиями, пустотелые блоки создают меньшую нагрузку на основание и стены. Дополнительным преимуществом является способность перекрывать большие пролёты и несущие стены, так как длина плит достигает 12 м;
шатровые. Представляют собой лоток с рёбрами, направленными вниз или вверх. Толщина плит составляет от 140 до 160 мм.
При работе с крышей и наружными стенами нередко используются монолитные перекрытия благодаря их достоинствам в сравнении со сборными плитами:
равномерно распределяют нагрузку;
для постройки не требуется привлечение спецтехники;
могут укладываться не только на стены, но и колонны;
монолит можно приготовить любого размера, в том числе нестандартного.
Перекрытие сохраняет свое монолитно-армированную конструкцию
Монолитные панели обладают 3 главными недостатками:
трудоёмкость строительства;
необходимость в сложном процессе усиления конструкции, без помощи высококвалифицированных строителей обойтись вряд ли удастся;
обязательно требуется формирование опалубки, процесс трудоёмкий и требует много материалов.
Когда будет составляться план и рассматриваться раскладка плит перекрытия, стоит учесть особенности каждого типа перекрытий.
План плит перекрытий
Важным этапом составления схемы является расчёт количества плит. Показатель определяется как сумма площадей перекрытий и площадь одной плиты. При разделении может получиться нецелое значение, округление проводится в большую сторону.
При рассмотрении плана можно выбирать несколько типов перекрытий для разных этажей. Отличия часто закладываются в отношении помещений ниже планировочной отметки земли, но изменения можно вносить для каждого этажа по отдельности.
Лучше черчение схемы плана перекрытий отдать в руки профессионалу. Сами работы под силу новичку или неквалифицированному рабочему, но чертёж требует понимания свойств ЖБ плит и правильных расчётов. Любая ошибка может обернуться разрушением строения. Архитектор учтёт особенности здания и поможет определить лучший план.
План перекрытий – графическое изображение горизонтальных конструкцию, выполняющих несущую и ограждающую функцию
Для перекрытия используют ЖБ балки с тавровым сечением и межбалочным заполнением (плиты из лёгкого бетона или пустотелые вкладыши). Длина балок колеблется в пределах 2,4-6,4 м. Опора на стену – от 150 мм. С обеих сторон концы заанкерованы в стену. Шаг определяется как размер заполнителя, обычно составляет 60, 80 см или 1 м.
Если планируется закладывать деревянные перекрытия, ситуация значительно упрощается, так как оперировать придётся не тяжёлыми конструкциями, а легко перемещаемыми балками. При допущении погрешности в плане перекрытий, их легче устранить, результат ошибки не плачевный. Деревом может выполнять перекрытия даже новичок. Важно выбирать балки с пропиткой, а их укладка является простой процедурой.
Балки из дерева способны перекрывать пролёт до 4,8 м. Высота бруса подбирается в диапазоне 5-10% от величины пролёта, а ширина находится в пределах 60-120 мм. Опорой межбалочных щитов являются черепные брусы 40-50 мм, которые прикрепляются к сторонам балок. Шаг балок принимают от 600 до 1500 мм, это оказывает определяющее значение на ширину щитов. Длина щитов рассчитывается исходя из длины досок.
План раскладки плит перекрытий
После составления набросков в отношении примерного месторасположения плит важно определиться с осями габаритными размерами панелей по осям. Размеры плиты помогут определить высоту здания и количество панелей. Размерные величины по вертикали учитывают показатели относительных высот от уровня чистого пола.
Для составления плана важно учесть расположение несущих стен, к которым будут крепиться перекрытия.
При раскладке несущих элементов перекрытия, вы увидите, что подбор их ширины также важен, как и длины
План несущих конструкций перекрытий
Многопустотные перекрытия опирают на несущую стену из кирпича с короткой стороны, как минимум на 90 мм. Если опорой выступает ячеистый бетон – 120-150 мм. не рекомендуется опирать длинной стороной на самонесущие элементы. Для возведения малоэтажных строений лучше использовать плиты с шириной 1,8 м и длиной до 7,2 м.
Если стены в здании выполнены из ячеистого бетона, лучше применять перекрытие из такого же материала. С короткой стороны должны поддерживаться несущими стенами – 10-15 см, а по бокам – 2-5 см. Для усиления конструкции в план должен быть включён ЖБ пояс из монолита, который опоясывает здание и внутренние стены.
При составлении плана сооружения из сборных ЖБ или ячеистобетонных плит важно делать сноски с размерами элементов, указывать участки из монолита, высоту опирания, ширину ЖБ пояса и анкеровку панелей.
Преимущественно при перекрытиях используют двутавровые балки с высотой 16-27 см. Балки перекрытий должны опираться на стены на 18 см или больше. Чтобы сформировать жёсткий диск, следует соединить балки воедино и прикрепить их к стенам. Между балками выдерживают расстояние 60, 77, 80 см или 1, 1,1 м. На шаг наибольшее влияние оказывает тип межбалочного заполнителя. Балки по краям конструкции лучше фиксировать возле несущих стен (до 5 см от края балки до стены). Элементы нестандартной формы лучше изготовлять из монолитного бетона.
По окончании расположения несущих элементов на стенах здания переходят к нанесению обозначений и размеров
Общие сведения о монтаже
Сборные ЖБ плиты устанавливаются с минимальным зазором между собой. Для монтажа потребуется специальная грузоподъёмная техника. Швы перекрытий заполняются цементным раствором. Создать целостное и предельно жёсткое перекрытие по горизонтали помогут металлические анкера, которые монтируются к петлям плит. В местах соприкосновения панелей с внутренними плитами используются составные анкера, которые скрепляются сваркой.
Если сборные плиты основываются на наружных стенах, рекомендуется присоединять их торцевые части к кладке посредством Г-образных анкеров. После установки их заливают цементом, он предотвратит появление коррозии. При появлении щелей между плитами и перегородками, их можно устранить кирпичной кладкой.
Важное правило – ЖБ плиты укладываются исключительно на несущие стены, остальные самонесущие конструкции и перегородки укладываются после монтажа плит.
Под несущие и самонесущие стены с толщиной свыше 250 мм при закладывании плит формируется фундамент. Дополнительно основание устанавливается под каналы вентиляции и отдельные опорные элементы. Чтобы создать эскиз фундамента, следует учесть величину основания под стены и определить привязку подошвы фундамента к модульным разбивочным слоям. При использовании столбчатых и сборных оснований ширину фундаментных плит определяют согласно прочности, требуемой для выдерживания нагрузок.
Кроме хорошего экономического эффекта по стоимости строительства и скорости возведения зданий применение железобетона дает еще целый ряд преимуществ
Толщину бутобетонных и бутовых лент определяют шире стены на 8-10 см. Величина сборного фундамента определяется равной толщине блоков (30-60 см), но сама стена иногда шире основания на 4-5 см. Распространённая длина блоков: 80, 120, 240 см. Для снижения давления на почву фундамент может изготавливаться с расширенной подошвой с 1-2 уступами габаритами (ВхШ) – 30-40х15-25 см. В сборном фундаменте для уширения используют фундаментную плиту-подушку с арматурой шириной от 60 см до 1,6 м, в высоту 30 см.
Последовательность монтажа плит перекрытия
Изначально следует выполнить 2 этапа:
Подготовка. Важно создать правильный уровень между всеми опорными стенами сооружения. Допустимая разница – 1 см, её устранять не обязательно. Для проверки горизонтальной плоскости используют строительный уровень. Между противоположными стенами укладывают балку и проверяют ровность. Если есть небольшие неровности, их можно устранить цементным раствором.
Далее выполняется распределительный пояс для выравнивания стены. Армировочный пояс изготавливают из цемента М500 1 к 3 с песком. Важно обеспечить чистоту песка, по необходимости промыть, просеять. Раствор готовят средней вязкости. Смесь заливают в опалубку и протыкают или трамбуют для удаления пустот. Просыхание раствора занимает до 3-4 недель.
Главными качествами, за которые ценится железобетон, всегда называют прочность и хорошую сопротивляемость изгибающему моменту
Технология установки плиты перекрытия
Для установки сборных ЖБ плит будет необходимо взять в аренду кран и 4 рабочих: машинист, стропальщик и 2 монтажника.
Несущие стены следует рассчитывать с учётом необходимости зазора 5 см со стороны улицы. В углубление укладывается утеплитель, он предотвращает сквозняк через щели в перекрытии. Износ теплоизоляции в подобных домах приводит к появлению холода, сырости и сквозняка.
Процедура установки:
На приготовленную подушку из цементного раствора на опорные стены укладывается бетон слоем 15-20 мм.
Краном поднимают панель и размещают сверху места монтажа.
Монтажники разворачивают плиту для направления в желаемое положение. Точно разместить плиту до снятия строп помогут ломы. Правильное расположение подразумевает место соприкосновение стены и плиты не менее чем на 15 см с каждой стороны.
Стропы отцепляют, и проводится окончательная проверка установки.
Для железобетона не существует ограничений по температурному режиму
Проверка правильности установки плит перекрытия на опорные несущие стены
Наиболее точно определить правильность установки помогут визир и строительный уровень. Если стены имеют отличие более 4 мм с противоположных сторон, плиту следует монтировать повторно. Её поднимают, подправляют раствор и добавляют смесь в больших количествах с низкой стороны. Если цемент начал застывать, лучше удалить его и замесить повторно. Даже после добавления воды в старую смесь она уже не приобретёт желаемой прочности. При отсутствии проблем с уровнем выполняется крепление плит.
Для фиксации ЖБ панелей к монтажным петлям привариваются анкера. Далее петли свариваются между собой. Щели заполняют цементом. Чтобы предотвратить высыпание раствора снизу, в зазор засыпают щебень (до 2 см).
В процессе крепления пригодятся инструменты:
кран;
компрессорная установка;
подмостки;
строительные уровни;
молотки, в том числе отбойные;
ломы;
кельмы;
ножовки по металлу;
резервуар или поверхность для приготовления раствора.
Особенности установки сборных плит перекрытия в частном строительстве
Процедура подобна предыдущим методам, но есть отличия, которые наступают вследствие уменьшения габаритов и массы плит. Даже с уменьшением веса, нагрузка на опорные элементы остаётся высокой. Чтобы предотвратить разрушение строения придётся увеличить смету на заказ просчёта нагрузки, устройство фундамента, утолщение стен. Дополнительной затратой является необходимость найма квалифицированных рабочих с опытом работы.
Проще выполнять перекрытие из деревянного бруса, методика значительно легче и менее затратная. Однозначное предпочтение ЖБ плитам отдают при возведении плоской кровли. Сверху панелей просто укладывается рулонный или листовой кровельный материал. При использовании ЖБ плит для кровли, получают более долговечное и прочное покрытие.
Типы, примеры и соображения по дизайну
Узнайте, как создать план этажа, различные типы и примеры, а также основные соображения при их проектировании.
Что такое план этажа?
План этажа — это рисунок или визуальное представление интерьера дома сверху. Он показывает расположение стен и включает в себя ключевые элементы дома, такие как двери, окна, лестницы и основную мебель. В нем также сообщаются названия и размеры комнат, а также размеры между стенами.
Научитесь рисовать планы этажей
Важность планов этажей
Согласно исследованию Zillow, 65% покупателей нового жилья хотят иметь возможность видеть план этажа или планировку. Планы этажей являются мощным инструментом продаж, поскольку они могут помочь клиентам представить себя в своем новом доме.
Планы этажей помогают клиентам понять ваше видение до начала строительства. Создание подробного макета помогает избежать недоразумений с клиентами, что является ключом к быстрому заключению сделок.
Узнайте больше о плане этажа создателя
Типы планов этажей
Соображения плана этажа
Примеры плана этажа
Компоненты плана этажа и символы
Как создать план этажа
План этажа FAQ
Планы этажей
Существует три основных способа создания планировки дома и передачи информации, которую покупатели хотят знать: двухмерные планы этажей, трехмерные планы этажей и трехмерные планы этажей в реальном времени.
2D-планы этажей
2D-планы этажей
2D-планы этажей — это базовое плоское представление планировки дома без перспективы, показывающее техническую информацию и размеры помещений. Этот вид должен быть представлен вместе с трехмерными планами этажей, чтобы помочь клиентам представить свои будущие дома.
Узнайте больше о 2D-планах этажей
3D-планах этажей
3D-планах этажей
Этот вид в 3D-перспективе намного легче понять клиентам, так как он обычно полностью меблирован и декорирован. Он также может включать внешние элементы, такие как террасы, сады и подъездные пути. 3D-план этажа — самый привлекательный способ продемонстрировать проект дома с целью его продажи.
Узнайте больше о 3D-планах этажей
3D-планы этажей в реальном времени
3D-планы этажей в реальном времени
Вы также можете представить дом так, как будто он уже построен, предоставив клиентам виртуальный тур от первого лица. перспектива. Пошаговое руководство позволяет указать конкретные детали и изменить точку зрения, пока вы говорите о проекте.
Узнайте больше о 3D-визуализации
6 Ключевые аспекты плана этажа
Эффективное планирование этажей требует от специалистов по жилищному строительству глобального и детального понимания требований клиентов, чтобы предложить им наилучшую планировку дома. Он должен соответствовать основным потребностям, таким как количество гаражей, спален и ванных комнат, с логическим распределением пространства и эстетическим архитектурным балансом.
Планировка
Идеальная планировка дома уникальна для каждого клиента. Когда вы создаете план этажа, вам нужно начать с требований клиента и адаптировать его, чтобы убедиться, что он функционален и практичен. Если вы создадите идеальную планировку помещения с равномерным движением людей по помещениям и между ними, вы, вероятно, убедите своих клиентов работать с вами.
Размер
Общий размер дома является одним из наиболее важных факторов для клиентов, как и размер комнаты. Размер комнаты должен основываться на имеющейся у клиента мебели, количестве членов семьи и том, как ваш клиент намерен использовать определенные помещения.
Образ жизни
Вам необходимо понимать образ жизни вашего клиента, чтобы убедиться, что ваш план этажа ему подходит. Например, если ваш клиент работает из дома, ему может понадобиться отдельный домашний офис с несколькими электрическими розетками.
Расходы
Стоимость строительства нового дома может значительно различаться в зависимости от мебели, отделки, размеров окон и других особенностей или материалов. Вы можете создать несколько вариантов плана этажа, чтобы помочь клиентам понять, как материалы и элементы дизайна могут повлиять на общую стоимость.
Универсальность
Убедитесь, что некоторые комнаты можно использовать для других целей, например, комнату для гостей, которую можно превратить в детскую, офис или тренажерный зал, не ограничивая поток людей. Планировка дома должна удовлетворять потребности ваших клиентов на долгие годы.
Устойчивое развитие
Сегодня многие покупатели жилья ищут способы уменьшить свой углеродный след. Если ваш клиент заинтересован в устойчивости, это может повлиять на типы приборов, освещения и других элементов, которые вы включите в свой план этажа.
Примеры планов этажей
Вы можете проектировать 2D- и 3D-планы домов, квартир и коммерческих этажей с уникальными формами и размерами, чтобы представить их своим клиентам.
1 спальня планы этажей
План этажа с 2 спальнями
План этажа с 3 спальнями
План этажа дома
Цветной план этажа
Общие компоненты плана этажа (и символы) мебель, проемы в стенах и многое другое. Эти символы особенно полезны для подрядчиков, работающих над проектами по строительству или реконструкции домов.
Стены
Стены и перегородки изображаются сплошными линиями и могут различаться для обозначения внутренней, наружной изоляции или водонепроницаемой перегородки.
Двери
Дуги дверей указывают ориентацию открытия — внутрь или наружу помещения — а также направление, показанное прямой линией. Раздвижные двери представлены 2 прямоугольниками.
Окна
Оконные арки указывают ориентацию проема так же, как двери для французских окон, распашные или панорамные окна изображаются прямоугольником.
Лестницы
Лестницы представлены прямоугольником с параллельными линиями, показывающими ступени. Стрелка показывает направление лестницы снизу вверх.
Мебель
Для обозначения назначения каждой комнаты на двухмерном плане этажа доступно несколько символов мебели.
Размеры
Вы можете скрыть размеры для оптимизированного плана этажа и добавить новые по мере необходимости.
Как создать план этажа
Cedreo позволяет быстро и легко создавать проекты домов, квартир или коммерческих проектов. Просто следуйте инструкциям ниже.
Импорт плана этажа
Если у вас уже есть план этажа, вы можете импортировать масштабируемую версию в формате JPEG или PNG и использовать ее в качестве слоя для трассировки стен. После того как вы импортируете план этажа, вы можете легко воссоздать его, включая размеры и размещение дверей и окон. Затем вы можете повернуть его, чтобы изменить его ориентацию на экране. Отразите его, перевернув по вертикальной или горизонтальной оси всего одним щелчком мыши.
Начертить план этажа
Когда вы рисуете планы этажей с нуля в Cedreo, вы начинаете с несущих стен, а затем добавляете внутренние перегородки после выбора толщины перекрытия и высоты под потолком. Это легко сделать с помощью сетки, а режим непрерывного рисования позволяет создавать углы домашнего дизайна, щелкая левой кнопкой мыши в любом месте.
Начертить внешний вид
После того, как вы нарисовали план дома, вы можете спроектировать внешний вид. Вы можете импортировать земельный участок так же, как и план этажа. Вы можете нарисовать границы живой изгородью или невысокой стеной, добавить подъездные пути, газоны, террасы и бассейн. Затем вы можете применить покрытие по вашему выбору, чтобы настроить ваше предложение.
Добавить уровни
Создав первый этаж, вы можете добавить цокольный или верхний уровень всего двумя щелчками мыши. Внешние стены первого этажа автоматически дублируются. На многоэтажных планах можно скрыть или отобразить верхний и нижний уровни, чтобы увидеть, где находятся перегородки каждого уровня. Благодаря окну 3D-просмотра вы можете видеть, как ваш домашний дизайн приобретает форму в 3D, пока вы рисуете в 2D.
Измерение размеров плана этажа
Переместите стену или увеличьте и уменьшите общую планировку дома по вертикали или горизонтали — один щелчок, и другие стены будут автоматически расширены или уменьшены, чтобы сохранить те же углы.
Размеры между стенами на плане этажа отображаются в метрических или имперских единицах в зависимости от предпочтений вашего профиля. Расчет площади автоматически обновляется на плане этажа и в сводной таблице, показывающей размеры комнат и общий дизайн.
Узнайте больше о размерах плана этажа
Отделка и отделка
Теперь пришло время выбрать материалы для покрытия, мебель и декор из 3D-библиотеки из более чем 7000 настраиваемых продуктов — просто нажмите на категории продуктов и нажмите на комнату, где вы хотите применить предмет. Благодаря вспомогательному окну вы можете легко решить, применить ли его ко всему дому или только к одной комнате. Проделайте то же самое с мебелью и декором; после выбора щелкните в любом месте, где вы хотите переместить предмет мебели и повернуть его, настройте цвета в соответствии со стилем клиента.
Создание 2D- или 3D-планов этажей
Чтобы загрузить черно-белый или цветной 2D-план этажа в формате PDF, включая поверхность каждой комнаты, основные символы мебели и типы стен, требуется всего два щелчка мыши.
Создайте 3D-рендеринг, настроив угол камеры Cedreo, чтобы получить желаемый вид сверху на планировку дома и создать изометрическую перспективу в формате HD (1280×720) или Full HD (1920×1080). Генерация занимает всего 5 минут, после чего он готов к загрузке.
Часто задаваемые вопросы о планировании этажей
Какое лучшее программное обеспечение для планирования этажей?
Лучшее программное обеспечение для планирования этажей позволяет специалистам по жилищному строительству начертить план дома, обставить внутреннюю и внешнюю отделку и создать 3D-визуализацию менее чем за 2 часа. Ищите интуитивно понятные и экономящие время функции, которые помогут вам быстро нарисовать план этажа.
Кто использует планы этажей?
Строители, ремонтники, дизайнеры интерьеров, застройщики, архитекторы и проектировщики домов нуждаются в планах этажей, чтобы представить проект дома потенциальным клиентам. Будь то строительство нового дома или ремонт, это основной способ продемонстрировать общий дизайн и расположение комнат и помочь клиентам понять ваше видение.
Что такое закрытый план этажа?
В противоположность открытой планировке, закрытая планировка имеет определенные помещения, огороженные стенами. Эта более традиционная планировка позволяет приписать каждой комнате единственное назначение, в отличие от открытых кухонь и гостиных.
Являются ли 3D-планы этажей лучше, чем 2D-планы этажей?
3D-планы этажей имеют другую цель, чем 2D-планы. 2D-планы этажей идеально подходят для отображения более технических деталей, таких как размеры стен, жилая площадь, а также расположение и направления проемов. Их можно скачать и распечатать в нужном масштабе. Тем не менее, они не годятся в качестве инструмента продаж, потому что клиентам может быть трудно читать и понимать их. Полностью меблированные 3D-планы этажей дают истинное представление о планировке дома и транспортном потоке.
Типы чертежей, используемых в строительстве
🕑 Время чтения: 1 минута
В строительстве используются различные типы чертежей, такие как архитектурные чертежи, структурные, электрические, сантехнические и отделочные чертежи. Эти чертежи содержат планы компоновки и детали для строительства каждой части здания. Чертежи играют важную роль в области строительства, чтобы передать идеологию и точку зрения дизайнера непрофессионалу на месте. Чертежи могут использоваться для обозначения общего вида, внутри или снаружи конструкции, или они могут использоваться для указания точных размеров и других деталей конструкции.
Содержание:
Типы строительных чертежей
1. Архитектурное рисунок
1,1 План участка
1,2 Рабочий план
1,3 ГРЕЗЫ
1,4 Эл.
2.2 Чертеж земляных работ
2.3 Схема расположения колонн
2.4 Схема расположения цокольной балки
2.4 Схема расположения балки перемычки
2.5 Схема расположения балки крыши и опалубки
2,6 Площадь крыши для плиты
3. Электрический рисунок
4. Грузовая чертежа
5. Финишные чертежи
Типы строительных чертежей
Тастого. Там различные типы. В зависимости от цели, которой они служат, строительные чертежи делятся на 5 типов:
1. Архитектурный чертеж
Архитектурный чертеж можно назвать исходным чертежом для всех других чертежей, используемых для строительства. Он содержит все детали проекта, такие как план местоположения, план размещения, возвышения, разрезы и другие детали.
1.1 План участка
Это первичный рисунок, используемый для разметки плана на земле. Он представляет собой местоположение, ориентацию и информацию о топографии участка, коммуникациях по благоустройству и работах на участке.
Рис. 1: План компоновки
1.2 Рабочий план
На этом чертеже указаны горизонтальные размеры здания, толщина стен, свободное пространство внутри здания и расположение колонн. он также показывает отверстия, необходимые в здании, такие как двери, окна и вентиляторы.
1.3 Чертежи в разрезе
Чертежи в разрезе представляют используемый материал конструкции, высоту и размеры различных компонентов зданий, тип структурных компонентов, таких как тип плиты и т. д. Он представляет собой чертеж, когда здание прорезать вертикальную плоскость.
1.4 Чертеж фасада
Чертеж фасада представляет информацию о проемах, размере и форме внешней поверхности, высоте здания и отделке здания после завершения. Эти чертежи сделаны, имея эстетический вид здания.
2. Чертеж конструкции
Чертеж конструкции можно назвать основным чертежом здания. Он содержит всю информацию о структурных вмешательствах, которые происходят в здании. Он содержит множество типов рисунков с очень мелкими деталями и описанием.
2.1 Общее примечание
Это больше кодексы и законы зданий. В нем нет чертежей, но в нем упоминаются детали всех структурных чертежей, такие как бетонная смесь, длина притирки, время отверждения, аббревиатура, коды и другие рабочие процедуры.
Рис. 2: Общие примечания
2.2 Чертеж раскопок
На этом чертеже представлены размеры выемки фундамента, положение колонны, план фундамента и линии сетки колонны.
Рис. 3: Схема раскопок
2.3 Схема расположения колонн
На этом чертеже показано положение и ориентация колонн и деталей армирования колонн.
Рис. 4. Компоновка колонн
2.4 Компоновка цокольной балки
На этом чертеже представлены размеры, положение и сечение цокольной балки, а также детали армирования цокольной балки.
Рис. 5: Компоновка цокольной балки
Рис. 6: Детали цокольной балки
2.4 Компоновка балки перемычки
На этом чертеже представлены размеры, положение и сечение перемычки, а также детали армирования перемычки.
Рис. 7: Схема балки перемычки и детали
2.5 Балка крыши и схема опалубки
На этом чертеже показаны детали армирования балки крыши, ее сечение и детали опалубки.
Рис. 8: Схема балки крыши и опалубки
2.6 Схема плиты крыши
На этом чертеже показаны детали армирования плиты крыши, ее сечение и отверстия в крыше различного назначения, такие как лестницы или световые люки.
Рис. 9: План перекрытия крыши
3. Электрический чертеж
Электрический чертеж изображает детали электрооборудования, расположение выключателей, вентилятора, света и др. Он также представляет расчет нагрузки, отвод электричества, путь проводки и другие вмешательства, такие как переменный ток, ИБП и его компоненты.
Рис. 10: Электрический чертеж
4. Сантехнический чертеж
Сантехнические чертежи показывают расположение сантехники, трубопроводов системы водоснабжения, приспособлений и процесс подключения каждого приспособления.
Рис. 11: Чертеж сантехники
5. Чертежи отделки
Чертежи отделки представляют собой тип отделки каждого компонента здания, такого как рисунок пола, цвет покраски, форма подвесного потолка, текстура штукатурки и дизайн фасада. Эти детали иногда также приводятся на чертежах фасадов.
Таблица соответствия inches (дюймов) и см (сантиметров) В одном дюйме 2,54 сантиметра, а точнее — 25,399599194324 миллиметра, но на практике обычно округляют до 2,54 сантиметра. Для того, чтобы перевести дюймы в сантиметры длину в дюймах умножаем на 2,54.
Таблица перевода диаметров водопроводных труб из дюймов в миллиметры
Диаметры,дюйм
Диаметры, мм
1/2
d15
3/4
d20
1′
d25
1’/1/4
d32
1’/1/2
d40
2′
d50
2’/1/2
d65
3′
d89
4′
d100
Дюйм
Миллиметр
Дюйм
Миллиметр
1/64
0,397
33/64
13,097
1/32
0,794
17/32
13,494
3/64
1,191
35/64
13,891
1/16
1,587
9/16
14,287
5/64
1,984
37/64
14,684
3/32
2,381
19/32
15,081
7/64
2,778
39/64
15,478
1/8
3,175
5/8
15,875
9/64
3,572
41/64
16,272
5/32
3,969
21/32
16,669
11/64
4,366
43/64
17,066
3/16
4,762
11/16
17,462
13/64
5,159
45/64
17,859
7/32
5,556
23/32
18,256
15/64
5,953
47/64
18,653
17/64
6,747
49/64
19,447
9/32
7,144
25/32
19,844
19/64
7,541
51/64
20,241
5/16
7,937
13/16
20,637
21/64
8,334
53/64
21,034
11/32
8,731
27/32
21,431
23/64
9,128
55/64
21,828
3/8
9,525
7/8
22,225
25/64
9,922
57/64
22,622
13/32
10,319
29/32
23,019
27/64
10,716
59/64
23,416
7/16
11,112
15/16
23,812
29/64
11,509
61/64
24,209
15/32
11,906
31/32
24,606
31/64
12,303
63/64
25,003
Фланцы для трубопроводов по выгодным ценам. 100% качество. Быстрая доставка! Фланцы нержавеющие . Производство, продажа фланцев! Гибкая система оплаты. Соответствие ГОСТам. Отличный выбор.
Как перевести размер сечения дюймовых труб в мм: системы измерения, нюансы пересчета
Технология грамотного монтажа коммуникационных систем в обязательном порядке предусматривает создание соединений. Выполнять подобные операции приходится из-за того, что возникает необходимость в подведении трубопровода к определенному объекту, который будет расходовать в определенном объеме воду. Это может быть сантехника, радиатор, стиральная машина. Причем в обязательном порядке трубы необходимо подключить к выходному патрубку прибора. Особое внимание следует уделить обеспечению герметичности сборки.
Диаметр труб дюймы\мм
Решить эту задачу можно, только обеспечив соответствие диаметра трубы и размера подключаемого элемента.
Размерные параметры трубы
Подобные конструкции отличаются наличием определенного набора характеристик, на что не оказывает влияния материал, из которого они выполнены. И учитывать эти параметры очень важно потому, что это позволяет сделать правильный выбор.
внешний диаметр. Под ним понимается наружный размер изделия;
внутренний диаметр, под которым принято понимать размер рабочего сечения;
толщина стенки. Эта характеристика в значительной степени оказывает влияние на прочность трубы.
Если сложить внутренний диаметр и удвоенную величину толщины стенки, то можно получить внешний. На практике этому утверждению находится доказательство. При этом необходимо помнить о следующем моменте: если планируется иметь дело с ВГП, то обычно для подключения водоводов используют резьбовый метод. С внешней стороны изделия создают резьбу, причем, здесь приходится наблюдать расхождение между диаметром резьбы и наружным размером. Учитывая, что при выполнении установочных работ необходимо иметь представление о величине резьбы, эта характеристика приобретает еще большее значение, и поэтому в большинстве своем именно ее приводят в маркировке, а не фактический размер трубы.
Скажем, если значение водовода составляет 1 дюйм, то он не будет соответствовать по внешнему диаметру принятому значению в 2,54 см. Подобное расхождение связано с тем, что под одним дюймом следует понимать размер резьбы.
Подобные трудности связаны с тем, что в сфере прокладки коммуникаций используют две измерительные системы, а также тем, что предлагаемые изделия отличаются своими типоразмерами.
Условный проход
При устройстве системы водопровода главное, что она должна обеспечить – в равной степени поставлять для каждого потребителя необходимый объем воды. И среди ключевых параметров системы большая роль отводится пропускной способности, под которой понимается объем воды, который способен проходить за единицу времени. У этой характеристики имеется свое особое название — условный проход (Dn). Учитывая, что она носит условный характер, для нее не используют какую-то определенную единицу измерения.
При работе с ней применяют целые числа, а сам этот параметр указывает на приблизительный условный просвет трубы. Нет четко зафиксированных данных и в отношении шага между значениями. Все это делается лишь с позиции теории, причем приводимые данные должны обеспечивать при очередном увеличении пропускной способности подачу системой на 40-60% большего объема воды.
Оценить все преимущества системы можно лишь на практике. Для этого нужно найти таблицу, определить подходящий условный проход для водоводов и фитингов с резьбой. Уже после этого можно быть уверенным, что водопроводная система будет демонстрировать эффективную работу.
Таким образом, для металлической трубы с резьбой в один дюйм показатель условного прохода будет также составлять 1 дюйм. Что же касается ее фактического внутреннего диаметра, то он будет иметь значение 25,5 мм, а для наружного с резьбой этот параметр будет составлять 33,25.
Измерительные системы
Используемые сегодня методы измерения связаны с историческим прошлым.
Имперская. Для нее единицей измерения являются дюймы. В современных условиях она используется лишь в отношении водо- и газопроводных металлических труб и подключаемой к ним водопроводной арматуры.
Метрическая. Для нее единицами измерения являются миллиметры, сантиметры и метры. К ней прибегают при работе со всеми остальными видами трубной продукции.
Основные трудности связаны с тем, что при возникновении необходимости выполнить стыковку водоводов из разных материалов приходится заниматься пересчетом из одной системы в другую.
Дюймовая и метрическая трубная продукция
Помимо дюймовых сегодня в продаже можно встретить и простые металлические водоводы, а это не проясняет ситуацию по поводу размера резьбы, а только лишь усложняет ее. По внешнему виду не так уж сложно понять, где что находится. Подсказкой здесь может выступать тип нитки резьбы: закругленная нить, как правило, присутствует у труб с резьбой в 1 дюйм.
Определенные различия имеются в отношении измерения шага резьбы. Если говорить о метрической трубной продукции, то здесь основным параметром служат внешние границы ниток. Для дюймовых роль такового играют внутренние границы. При этом, если изделия отличаются сечением, то между ними будет прослеживаться и разница по расстоянию резьбы.
½ и ¾ – шаг составляет 1,814 мм.
От 1 дюйма до 6–2, 309.
Следует особо упомянуть об особенностях имперской системы: здесь предусмотрен показатель резьбы в один дюйм для трубных изделий, однако, его значение отнюдь не соответствует 2,54 см. На самом деле этот параметр следует считать как 3,3249. Подобные различия связаны с тем, что в нём учитывается наряду с внутренними размерами и толщина стенок. Однако подобное правило не действует на водоводы с резьбой в 1/2 дюйма.
Перевод размеров дюймовых и метрических
Упростить работу по пересчету размеров можно, воспользовавшись специальной справочной литературой. В соответствии с ГОСТом, в котором закреплены характеристики ВГП, четко приведены значения дюймового условного прохода и миллиметрового. Увы, однако, чтобы получить правильный результат, нужно иметь информацию о фактическом значении внутреннего диаметра резьбы трубного изделия. Но таблицы не могут предоставить подобную информацию, поскольку, как правило, в них приводится наружный диаметр.
Нюансы пересчёта
При поиске таблицы следует обращать внимание на то, чтобы в ней присутствовала информация о размере условного прохода в дюймах, внешний размер трубы и эквивалентный диаметр резьбы в миллиметрах. По нему можно определить пропускную способность, которая может считаться эквивалентом дюймовой.
Скажем, для подключения к металлическому водоводу в один дюйм можно использовать полиэтиленовый, если значение его условного прохода составляет 25 мм.
Заключение
Во время выполнения монтажа систем трубопроводов часто приходится использовать различные элементы, которые отличаются своим диаметром резьбы. При этом нередко указывается размер в 1 дюйм, который часто понимается неправильно. Именно с этим и связывают частые ошибки, из-за которых система не может демонстрировать эффективную работу.
Поэтому необходимо с особой тщательностью подойти к выбору элементов, которые планируется использовать для создания соединений фрагментов водопроводной сети. Для этого следует знать, как осуществить перевод значения в более привычную систему.
Проще всего воспользоваться таблицей, которая имеет наглядное представление и позволяет легко определить, какой диаметр должен иметь тот или иной элемент системы. Придерживаясь подобной схемы, можно без особых проблем подобрать элементы, которые позволят трубопроводу демонстрировать свои лучшие эксплуатационные качества.
Размерные параметры трубы
Условный проход
Измерительные системы
Дюймовая и метрическая трубная продукция
Перевод размеров дюймовых и метрических
Нюансы пересчёта
Заключение
Таблица размеров труб
— Teda Inc
Номинальный размер трубы (NPS) — это североамериканский набор стандартов, используемых для обозначения диаметра и толщины труб. Размер трубы указывается двумя безразмерными числами: номинальным размером трубы (NPS) для внутреннего диаметра в дюймах и графиком (Sched. или Sch.) для толщины стенки.
Отредактировано Малгожатой Коперской, доктором медицины, и Джеком Боутером
Последнее обновление: 08 августа 2022 г. Размер в дюймах
Размер в футах
Размер в метрах
Имперская/американская система измерения
Метрическая система измерения
Часто задаваемые вопросы
Этот конвертер длины представляет собой инструмент, позволяющий быстро преобразовать единицы длины в британскую и метрическую системы, но не только в них. Он оснащен двадцатью различными единицами измерения длины:
Ангстрем (Å)
пикометра (пм)
нанометров (нм)
микрометров (мкм)
миллиметров (мм)
сантиметра (см)
дециметра (дм)
метров (м)
метра и
сантиметров
километров (км)
тысячные доли дюйма (мил/тыс)
дюйма (дюйма)
футов (футов)
фута и
дюймов
ярда (ярда)
миль (ми)
морские мили (морские мили)
Радиусы Солнца (R☉)
световых года (св. лет)
астрономических единиц (а.е.)
парсека (пк)
Этот калькулятор преобразования длины работает путем ввода единиц (до 11 в одном расчете) в инструмент. Затем конвертер длины возвращает ваши результаты в каждой единице измерения в режиме реального времени. Нажмите на имя единицы, если вы хотите выполнить преобразование длины в единицу, отличную от единиц по умолчанию, выбранных командой Omni.
Когда вы освоите длины и их преобразование, вы сможете применить эти знания к окружностям в нашем калькуляторе длины окружности. Если вы хотите преобразовать единицы площади, мы бы порекомендовали еще один инструмент — калькулятор квадратных метров.
Таблица преобразования длины
Чтобы узнать, какие коэффициенты преобразования используются между девятью популярными единицами длины, ознакомьтесь с этой таблицей преобразования длины:
миллиметр (мм)
сантиметр (см)
метр (м)
километров (км)
дюймов (дюйм)
футов / футов (футов)
ярдов (ярдов)
миль (ми)
морских миль (нми)
1 миллиметр (мм)
1
0,1
0,001
0,000001
0,03937
0,003281
0,0010936
0,0000006214
0,00000054
1 сантиметр (см)
10
1
0,01
0,00001
0,3937
0,03281
0,010936
0,000006214
0,0000054
1 метр (м)
1000
100
1
0,001
39,37
3,281
1. 0936
0,0006214
0,00054
1 километр (км)
1000000
100000
1000
1
39370
3281
1093,6
0,6214
0,54
1 дюйм (дюйм)
25,4
2,54
0,0254
0,0000254
1
0,08333
0,02778
0,000015783
0,000013715
1 фут / фут (фут)
304,8
30,48
0,3048
0,0003048
12
1
0,33333
0,0001894
0,00016458
1 ярд (ярд)
914,4
91,44
0,9144
0,0009144
36
3
1
0,0005682
0,0004937
1 миля
1609344
160934
1609. 3
1,6093
63360
5280
1760
1
0,869
1 морская миля (нми)
1852000
185200
1852
1,852
72913
6076
2025.4
1.1508
1
Мы решили округлить некоторые переводные коэффициенты, чтобы они вписались в эту таблицу. Таким образом, некоторые из этих значений не точны, но все же имеют разумную точность.
Таблица преобразования длины
Если вам интересно, как быстро преобразовать различные единицы измерения в одной и той же системе, ознакомьтесь с двумя простыми таблицами преобразования длины:
Метрическая система измерения
Например:
6 км = 6 * 1000 = 6000 м
180 см = 180 / 100 = 1,8 м
Имперская / американская система измерения
Например:
5 ярдов = 5 * 3 = 15 футов
144 дюйма = 144 / 12 = 12 футов
Более того, мы решили составить список самых популярных преобразований длины. Вы часто спрашиваете:
метров в футы / футы в метры
Если вам интересно, сколько футов в метре, вот вам:
1 метр ≈ 3,281 фута , что составляет 3 фута 3⅜ дюйма
1 фут = 0,3048 метра
см в дюймы / дюймы в см
Узнать, сколько сантиметров в дюйме:
1 сантиметр ≈ 0,3937 дюйма
1 дюйм = 2,54 сантиметра
футов в дюймы / дюймов в футы
Для преобразования дюймов в футы используйте:
1 фут = 12 дюймов
1 дюйм ≈ 0,08333 фута 1/12 фута
футов в ярды / ярды в футы
Сколько футов в ярде? Три!
1 ярд = 3 фута
1 фут ≈ 0,3333 ярда , 1/3 ярда
футов в мили / миль в футы
Вы когда-нибудь задумывались, сколько футов в миле?
1 фут ≈ 0,00018939 мили
1 ярд = 5280 футов
Размер в дюймах
Дюйм (сокращенно в или «) является единицей длины в имперской/американской метрической системе. По некоторым определениям, измеряется шириной большого пальца человека . языках, например норвежском, африкаанс, итальянском или французском, дюйм происходит от слова, обозначающего большого пальца или, в некоторых случаях, от того же слова. В 14 веке король Англии определил дюйм как три зерна ячменя, сухие и круглые, расположенные встык, вдоль . Определение дюйма менялось на протяжении веков, но в 1950-х годах был принят международный стандарт, и с тех пор дюйм равен точно 2,54 сантиметра.
1 дюйм = 2,54 см
Один дюйм также равен 1/36 ярда, 1/12 фута или 1/63360 мили.
Ежедневно дюймы используются в США, Великобритании, Канаде и других странах, которые ранее были частью Британской империи. Высота, длина, ширина могут быть измерены в дюймах, также многие размеры выражаются в единицах, производных от дюймов (например, размер обуви).
Что измеряется в дюймах не только в США, но и во всем мире?
размеры экранов смартфонов, мониторов, телевизоров (конкретно диагонали прямоугольных экранов)
разрешение экрана — PPI (пикселей на дюйм)
размеры шин — напр. автомобильные или велосипедные колеса,
разные инструменты и трубы размеры
некоторые виды спортивного оборудования используют значения в дюймах, например. для стрельбы из лука
в науке, т.е. акустика — диаметры микрофонов и громкоговорителей
Один международный дюйм равен:
10 000 десятых
1000 тыс./млн
100 баллов или гри
72 точки PostScript
6 компьютеров
3 ячменных зерна
2,54 сантиметра ровно
0,999998 Геодезические дюймы США
1/3 или 0,333 ладони
1/4 или 0,25 стрелки
1/12 или 0,08333 фута
1/36 или 0,02777 ярда
Определение футов
Фут (сокращенно футов или ‘) — это единица длины в имперской/американской метрической системе. Это измерение также основано на человеческом теле, как следует из названия. Эта единица была стандартизирована в 1950-х годах, и с тех пор она точно равна 0,3048 метра:
1 фут = 0,3048 м = 304,8 мм длина у них разная. Нога использовалась, например. в:
Древний Рим: 1 фут = 11,6 дюйма (295,7 мм). Это был стандартный фут, но в некоторых провинциях он мог достигать 13,2 дюйма (334 мм)
.
Греция: 1 фут = 10,6–13,8 дюймов (270–350 мм)
Города Инда в эпоху бронзы: 1 фут = 13,2 дюйма (333,5 мм)
Египет , эквивалент в футах = 12 дюймов (304,8 мм)
В Англия мера фута также менялась на протяжении веков - она началась с римских стандартов, затем пришли и ушли бельгийские кельтские футы в 13,2 дюйма или валлийские футы. Определение ноги варьировалось от региона к региону, от города к городу, позже даже короли изменили меру по своему желанию - например, Генрих I, как говорят, приказал ввести новый стандарт на основе своей руки. Затем Эдуард II Английский ввел некоторую стандартизацию, введя статутный фут, который составлял 10/11 старого фута. Окончательное соглашение о длине стопы было достигнуто намного позже, в 1959, когда было принято международное соглашение о ярдах и фунтах. С тех пор ярд в США и странах Британского содружества равен ровно 0,9144 метра. Поскольку ярд был определен, можно было рассчитать и фут. Таким образом, он равен:
1 фут = (1/3) * ярд = (1/3) * 0,9144 м = 0,3048 м
В США ежедневно используются два типа футов: международный фут и геодезический фут:
Международный фут
Также называется стандартной лапкой; это тот, который стандартизирован в 1950-х годах. Широко используется во многих приложениях, равен 0,3048 м:
1 международный фут ≡ 0,3048 м , где мы использовали знак ≡ , чтобы подчеркнуть, что он равен точно это значение
Международная мера стопы соответствует человеческому ступню с размером обуви 13 (Великобритания) или 14 (мужской размер США).
Измерительный фут
США, геодезический фут по размеру почти идентичен международному футу. Но ключевое слово почти - определение геодезического фута точно 1200/3937 метров:
1 геодезический фут США = 1200/3937 м ≈ 0,30480060960121
3840487680975... м
Как видите, разница выглядит совсем крошечной — что-то меняется в седьмом десятичном знаке! Что составляет разницу ≈0,609 мкм ≈ 609 нм при сравнении одного типа стопы с другим. Почему мы вообще заботимся?
Это важно, потому что разница незначительна, если мы измеряем относительно небольшие объекты, но она значительно возрастает, если мы начинаем измерять сотни тысяч футов, как при картографировании или использовании системы координат государственной плоскости (SPCS). Кроме того, законодательство о геодезическом футе различается в 50 штатах:
24 штата приняли законы о том, что геодезические меры должны основываться на геодезическом футе США
8 штатов решили, что это должно быть сделано на основе международный фут
18 штатов не указали коэффициент преобразования из метрических единиц
Но не беспокойтесь слишком сильно - если вам нужно преобразование для повседневного землемерия или операций с недвижимостью, разница действительно незначительна для коротких расстояний (< 1 мили), поэтому не имеет значения, какое определение вы выберете.
Есть еще один размер фута - индийский геодезический фут . Он определяется как ровно 0,3047996 м:
1 Индийский геодезический фут = 0,3047996 м
Футы и вся имперская система широко используются в США. И почти только там. США — единственная промышленно развитая страна в мире, которая официально не приняла Международную систему единиц, также называемую метрической системой. Двумя другими странами, использующими имперскую систему, являются Либерия в Африке и Мьянма (также известная как Бирма) в Юго-Восточной Азии. Канадцы и британцы используют смесь обеих систем - метрической и имперской (например, рост мужчин обычно выражается в футах в сочетании с дюймами).
Ноги не используются широко за пределами англоязычного мира. Единственный очевидный пример — измерение высоты в международной авиации.
Определение метра
Метр (британский английский: метр ) является базовой единицей длины в некоторых метрических системах, включая Международную систему единиц (СИ).
Определение метра изменилось по мере развития научных методов измерения. Теперь он определяется как длины пути, пройденного светом в вакууме за 1/29 секунды.9 792 458 секунд.
Но как он характеризовался раньше?
Первые попытки создания определения метра начались в 1790 году. В то время Национальное собрание Франции решило, что длина нового метра будет равна длине маятника с полупериодом в одну секунду . Вы можете проверить, насколько точным было это измерение, с помощью нашего простого маятникового калькулятора. Введите 2 в поле периода маятника, и вы получите значение длины маятника. Действительно, это действительно близко к одному метру (0,993621 м).
В 1973 году окружность Земли была выбрана в качестве нейтрального эталона. Метр был определен как одна десятимиллионная часть расстояния от экватора до Северного полюса :
.
1 метр = 1/10 000 000 четверти меридиональной окружности Земли , вдоль земного меридиана через Париж
1799 - 1889, латунь, платина и сплав платины с 10% иридия метровые стержни были построены, все еще в качестве основы, имеющей длину меридиана Земли. Первая Генеральная конференция по мерам и весам в 1889 г.определил метр как расстояние между двумя линиями на стандартном стержне из сплава последнего типа. Этот международный прототип счетчика до сих пор хранится в Международном бюро мер и весов в Севре, недалеко от Парижа. Это определение метра действовало до 1960 года и до 11-й Генеральной конференции по мерам и весам.
С 1960 по 1983 год метр снова был переопределен как 1 650 763,73 длины волны оранжево-красного излучения криптона 86 при определенных условиях.
17-я конференция определила метр как 1/299 792 458 расстояния, которое свет проходит в вакууме за одну секунду , и это определение метра актуально и по сей день.
В таблице ниже представлена хронология определения метра (Cardarelli, 2003).
Стандартный
Дата
Абсолютная ошибка
Относительная неопределенность
1/10 000 000 квадранта вдоль меридиана
1795
500–100 мкм
10 −4
Первый прототип стандартного платинового слитка
1799
50–10 мкм
10 −5
Платино-иридиевый стержень при температуре плавления льда (1-й CGPM)
1889
200–100 нм
10 −7
Платино-иридиевый стержень при температуре плавления льда, атмосферное давление, поддерживаемый двумя роликами (7-я ЦГМВ)
1927
н. д.
н.д.
Сверхтонкий атомный переход; 1650763,73 длины волны света от указанного перехода в криптоне-86 (11-я ГКМВ)
1960
4 нм
4×10 −9
Длина пути, проходимого светом в вакууме за 1/299 792 458 секунды (17-я CGPM)
1983
0,1 нм
10 −10
Имперская / американская система измерения
Имперская и американская системы измерения не одно и то же, но они одинаковы для мер длины (они не идентичны по меркам объема, поэтому, например, чашка может содержать разное количество жидких унций из обеих систем). Единственными странами, которые не приняли метрические единицы, являются США, Либерия и Мьянма.
Шесть наиболее часто используемых единиц измерения длины США/британских единиц были введены в наш конвертер длины:
тысячная доля дюйма (миль/тысяча),
дюйма (дюйма),
футов (футов),
футов и дюймов,
ярда (ярда),
миль (ми).
Существуют еще две единицы длины, но мы намеренно исключили их из этого преобразователя длины: коэффициент преобразования фарлонгов определяется неравномерно, а лига раньше была популярной мерой в Европе и Латинской Америке, но больше нигде не является официальной единицей. Однако вы можете найти их ниже с наиболее часто используемыми значениями:
Блок
По сравнению с предыдущим
футов
Миллиметры
метров
тыс (тыс)
1/12000
0,0254
0,0000254
дюймов (дюйм)
1000 тыс.
1⁄12
25,4
0,0254
фут (фут)
12 дюймов
1
304,8
0,3048
ярдов (ярдов)
3 фута
3
914,4
0,9144
цепь (ч)
22 ярда
66
20116.8
20.1168
фарлонг (мех)
10 цепей
660
201168
201. 168
миль (ми)
8 стадий
5280
1609344
1609.344
лига (леа)
3 мили
15840
4828032
4828.032
Метрическая система измерения
Метрическая система измерения, также известная как Международная система единиц (СИ), представляет собой международную десятичную систему мер и весов. Он используется во всем мире (кроме трех упомянутых выше стран), он прост в использовании, логичен и удобен. Четыре основные единицы метрической системы измерения:
метр ( м ) длина,
килограмм ( кг ) для массы (проверьте этот конвертер веса),
секунд ( с ) для времени,
ампер ( А ) для электромагнетизма.
Кроме того, существует 22 производные единицы со специальными именами. Мы можем разделить их на 5 категорий:
Электромагнетизм
вольт , единица электрического потенциала,
Ом , единица электрического сопротивления,
тесла , единица плотности магнитного потока,
weber , единица магнитного потока,
фарад , единица измерения электрической емкости,
генри , единица электрической индуктивности,
siemens , единица измерения электрической проводимости,
кулон , единица электрического заряда.
Механика
ватт , единица механической или электрической мощности,
ньютон , единица механической силы,
джоуль , единица механической, электрической или термодинамической энергии,
паскаль , единица измерения давления.
Электромагнитное излучение
беккерель , единица радиоактивного распада,
зиверт , единица поглощенного ионизирующего излучения. Найдите дозу облучения, полученную во время полета на самолете, с помощью нашего калькулятора радиационного излучения,
.
серый , блок ионизирующего излучения,
люкс , единица светового потока,
люмен , единица силы света.
Дуги окружностей и сферические поверхности
радиан , единица измерения дуги окружности,
стерадиан , единица площади поверхности сферы.
Прочее
градусов Цельсия , единица термодинамической температуры. Проверьте этот преобразователь температуры, чтобы изменить градусы Цельсия в Кельвины или Фаренгейты;
катал , единица каталитической активности,
герц , единица циклов в секунду.
Часто задаваемые вопросы
Как преобразовать мили в час в футы?
Чтобы преобразовать мили в час в футы:
Знайте, что одна миля равна 5280 футам.
Умножьте количество миль на количество футов в одной миле.
Простая формула: скорость [фут/ч] = скорость [миль/ч] × 5 280
Как преобразовать метрические единицы длины?
Преобразование метрических единиц длины:
1 мм = 0,1 см = 0,001 м = 0,000001 км.
1 см = 10 мм = 0,01 м = 0,00001 км.
1 м = 1000 мм = 100 см = 0,001 км.
1 км = 1 000 000 мм = 100 000 см = 1 000 м.
Как преобразовать 36 ярдов в сантиметры?
36 ярдов = 3292 см . Чтобы преобразовать 36 ярдов в см:
Знайте, что один ярд равен 91,44 сантиметра.
Умножьте количество ярдов на количество сантиметров в одном ярде.
Решение этого кроссворда состоит из 7 букв длиной и начинается с буквы Р
Ниже вы найдете правильный ответ на Расстояние между концами циркуля 7 букв, если вам нужна дополнительная помощь в завершении кроссворда, продолжайте навигацию и воспользуйтесь нашей функцией поиска.
Жидкость, о объему которой равномерно распределено другое вещество 7 букв
Одна из дверей в их сплошном ряду 7 букв
Однородная смесь компонентов 7 букв
похожие кроссворды
Расстояние между концами крыльев самолёта
Струна между концами метательного лука
Ненормальное (увеличенное) расстояние между двумя парными органами
Расстояние между передними узловыми точками глаз
Расстояние между центрами зрачков глаз
Максимальное расстояние между ногами при ходьбе
Наименьшее расстояние между звуками по высоте
Расстояние между колосниками
Расстояние между двумя железнодорожными путями
Расстояние, пространство между двумя трамвайными или железнодорожными путями
Расстояние между строками
Расстояние между двумя отметками на измерительной шкале 7 букв
Черта, обозначающая расстояние между участниками дуэли 6 букв
Промежуток, расстояние между чем-либо 8 букв
Отрезок.
Длина и середина отрезка. Сравнение отрезков
Длина отрезка
Равные отрезки
Сравнение отрезков
Середина отрезка
Отрезок — это часть прямой, ограниченная двумя точками, лежащими на этой прямой. Точки, определяющие границы отрезка, называются концами отрезка.
Отрезок обозначается двумя большими латинскими буквами, поставленными при его концах: отрезок AB или BA.
Длина отрезка
Длина отрезка — это расстояние между концами отрезка. Любой отрезок имеет длину, бо́льшую нуля:
Измерение длины отрезка осуществляется путём сравнения данного отрезка с длиной единичного отрезка. Единичный отрезок — это отрезок, длина которого принимается за единицу. Следовательно:
длина отрезка – это положительное число, показывающее, сколько раз единичный отрезок и его части укладываются в данном отрезке.
Чаще всего используются единичные отрезки равные 1 мм, 1 см, 1 дм, 1 м или 1 км. Измерить длину отрезка можно линейкой или любым другим прибором для измерения длины:
AB = 6 см.
Свойства длин отрезков:
Основное свойство длины отрезка: если точка делит отрезок на два отрезка, длина всего отрезка равна сумме длин этих двух отрезков.
Длины равных отрезков равны.
Любой отрезок имеет определённую длину, большую нуля.
Равные отрезки
Равные отрезки — это отрезки, имеющие одинаковую длину. Если наложить равные отрезки друг на друга, то их концы совпадут.
Пример. Возьмём два отрезка CD и LM:
Если расположить отрезки параллельно друг над другом так, чтобы точка C была над точкой L, то станет видно, что точка D располагается над точкой М:
Значит длины отрезков равны, следовательно CD = LM.
Сравнение отрезков
Сравнить два отрезка — это значит определить, равны они, или один больше другого.
Сравнить два отрезка можно, отложив на прямой оба отрезка из одной точки в одну и туже сторону. Для этого можно воспользоваться циркулем.
Чтобы отложить на прямой отрезок равный данному, сначала помещают ножки циркуля так, чтобы острия их концов упирались в концы отрезка, а затем, не изменяя раствора циркуля, переносят его так, чтобы оба его конца находились на прямой.
При сравнении двух отрезков возможно получение одного из представленных результатов: отрезки будут равны, первый отрезок будет больше второго или первый отрезок будет меньше второго.
Пример. Если отложить на прямой от любой точки, например C, в одну сторону два отрезка CA и CB и точка A окажется между точками C и B, то отрезок CA меньше отрезка CB (или CB больше отрезка CA):
CA < CB или CB > CA.
Если точка B окажется между точками C и A, то отрезок CA больше отрезка CB (или CB меньше отрезка CA):
CA > CB или CB < CA.
Если точки A и B совпадут, то отрезки CA и CB равны:
CA = CB.
Если при наложении отрезков оба их конца совмещаются, значит отрезки равны.
При сравнении отрезков путём измерения их длин больше будет тот отрезок, у которого больше длина.
Пример. Сравнить длину отрезков AB и AC.
Так как отрезок AB имеет большую длину, чем отрезок AC, то
AB > AC.
Так как отрезки AB и AC имеют одинаковую длину, то
AB = AC.
Если при измерении отрезков их длины равны, то и отрезки равны.
Середина отрезка
Середина отрезка — это точка, делящая отрезок на две равные части.
Использование компаса и шагов
Публикации расширения штата Северная Каролина
Просмотреть заметки владельца Woodland
Компас и определение шага могут быть полезны во многих различных мероприятиях на лесных участках. Компас может указать направление, в котором вы движетесь относительно магнитного севера, а шаг — это простое средство измерения линейного расстояния при ходьбе. Сочетание использования компаса с шагом поможет вам в путешествии по стране или пересечении границ собственности.
Как только вы научитесь пользоваться компасом, вы сможете определять, где находится магнитный север и где вы находитесь относительно того места, где вы хотите быть (например, находится ли эта область к югу или западу от дома). Чтобы добиться успеха в стимуляции, вам нужно знать, какое расстояние вы преодолеваете в своем темпе. Следующее поможет вам использовать компас, чтобы определить направление и определить свой темп.
Компас
Перейти к Компасу
Компас состоит из нескольких основных частей (Рисунок 1).
Стрелка компаса, часто красно-черная или красно-белая, всегда указывает на северный магнитный полюс Земли. Эта магнитная стрелка свободно плавает, если компас удерживается горизонтально (параллельно земле).
На корпусе компаса есть цифры, деления и буквы. Числа идут от 0 до 360, представляя количество градусов в круге. Буквы N, S, E и W обозначают север, юг, восток и запад.
На опорной плите есть стрелка направления движения. Вы указываете стрелку направления движения в том направлении, в котором хотите двигаться.
Некоторые компасы имеют отметки в дюймах или миллиметрах на краю компаса. Они используются с масштабом карты для определения расстояния между двумя точками. Это не рассматривается в данной публикации.
Чтобы пользоваться компасом (рис. 2), его необходимо держать ровно и держать подальше от металла. Положите компас на ладонь одной руки и положите эту руку на ладонь другой руки. Плотно прижмите локти к бокам.
Поскольку стрелка компаса чувствительна к металлу, снимите металлические пряжки с ремней, кольца и часы и держитесь подальше от металлических заборов, автомобилей и т. д., чтобы исключить ложные показания.
Удерживая уровень компаса, направьте стрелку направления движения в нужном направлении. Затем поворачивайте корпус компаса до тех пор, пока стрелка компаса не совместится со стрелками, нарисованными в нижней части компаса. Помните, что цветной конец стрелки компаса указывает на север. Теперь двигайтесь так, чтобы смотреть прямо вперед в том направлении, в котором вы хотите двигаться. Убедитесь, что магнитная стрелка по-прежнему указывает на север.
Чтобы не отклоняться слишком далеко влево или вправо от направления движения, выберите объект как можно дальше для выравнивания. Время от времени останавливайтесь, чтобы убедиться, что вы движетесь в правильном направлении. Продолжайте повторять этот процесс, чтобы оставаться на курсе.
Рисунок 1. Основные части компаса.
Изображение для печати
Рис. 2. Как держать компас.
Изображение для печати
Шаг
Перейти к шагу
Шаг — это простой метод измерения линейного расстояния при ходьбе. Один темп равен двум шагам, начинающимся и заканчивающимся ведущей ногой (рис. 3). Чтобы определить свой темп, попрактикуйтесь в многократной ходьбе обычным шагом по размеренной дистанции. Шагните по трассе несколько раз, чтобы определить свой средний темп, а затем используйте приведенную ниже таблицу темпа, чтобы определить расстояние в каждом темпе.
Таблица темпа.
шагов / 66 футов
Футы/шаг
Шагов / 66 футов
Футы/шаг
Шагов / 66 футов
Футы/шаг
Шагов / 66 футов
Футы/шаг
10,0
6,60
13,5
4,89
16,5
4,00
19,5
3,38
10,5
6,28
14,0
4,71
17,0
3,88
20,5
3,22
11,5
5,74
14,5
4,55
17,5
3,77
21,0
3,14
12,0
5,50
15,0
4,40
18,0
3,67
21,5
3,07
12,5
5,28
15,5
4,26
18,5
3,57
22,0
3,00
13,0
5,08
16,0
4,13
19,0
3,47
22,5
2,93
В лесном хозяйстве измерение шага обычно используется для измерения высоты деревьев. Это обсуждается в примечании владельца лесного фонда 5, Оценка объема стоящего дерева с помощью линейки весов (Билтмор) . Ниже перечислены указания по определению вашего темпа на трассе длиной 66 футов.
Измерьте 66-футовую трассу на ровной поверхности с помощью рулетки. Используйте этот курс, чтобы определить точность вашего темпа.
Пройдите этот курс три или четыре раза. Сравните результаты. Убедитесь, что все одинаковы и шаги в каждом темпе соответствуют вашему шагу.
Используя таблицу шагов, определите, сколько погонных футов охватывает каждый из ваших шагов. Например, если вам требуется 13 шагов, чтобы преодолеть 66 футов, то каждый из ваших шагов равен 5,08 фута.
При переходе из одной точки в другую, где вы не знаете расстояние, пройдите расстояние. Запишите количество шагов, а затем умножьте на длину вашего шага. Например, если вам требуется 20 шагов, чтобы преодолеть неизвестное расстояние, умножьте ваш известный темп (скажем, 5,08 фута) на 20 шагов, чтобы получить 101,6 фута.
На ровной открытой местности темп может быть достаточно точным при тренировке. Но на склонах и в кустарниковых или каменистых местах его точность снижается. На труднопроходимой местности не пытайтесь поддерживать стандартный темп. Вместо этого допускайте неизбежное сокращение вашего темпа (как в гору, так и в гору), повторяя счет через определенные промежутки времени. Например, на умеренных склонах считайте каждый десятый шаг дважды: 1,…,9., 10, 10, 11. На более крутых склонах может потребоваться повторение каждого пятого счета: 1,…, 4, 5, 5, 6. На самых крутых склонах, в очень густом кустарнике, на болотах или среди валунов, каждый счет, возможно, придется повторить. Стабильная точность стимуляции в таких условиях достигается только практикой и поддерживается только постоянной проверкой.
Если вы потренируетесь пользоваться компасом и потратите время на определение своего темпа, вы обнаружите, что путешествовать по лесу намного проще. Помните, чтобы успешно пользоваться компасом и темпом, вам нужно практиковаться.
Рисунок 3. Иллюстрация шага и темпа.
Изображение для печати
Роберт Бардон
Заместитель декана дополнительного образования, руководитель отдела дополнительного образования и профессор Лесного хозяйства и экологических ресурсов
Ключевые слова:
Лесные инструменты
Измерения леса
Шаг
Компас
Дополнительную информацию можно найти на следующих веб-сайтах расширения штата Северная Каролина:
Extension Forestry
Дата публикации: 1 января 2007 г. ВОН-39
NC Cooperative Extension запрещает дискриминацию и домогательства независимо от возраста, цвета кожи, инвалидности, семейного и семейного положения, гендерной идентичности, национального происхождения, политических убеждений, расы, религии, пола (включая беременность), сексуальной ориентации и статуса ветерана.
Многие люди используют свои мобильные телефоны и спутниковые навигаторы, чтобы передвигаться, но также полезно знать, как работает компас, на тот случай, если вы находитесь где-то далеко, где нет сигнала или если у вас низкий заряд батареи. Кроме того, это веселее.
Вот наши главные советы о том, как читать по компасу, взятые из нашей книги Go Wild in the Woods Голди Хоук и Рэйчел Сондерс.
Полезно знать
Есть несколько важных вещей, которые вы должны знать о том, как работает компас, прежде чем использовать его в дикой природе.
На вашем компасе есть четыре основных направления: север, юг, восток и запад. По всему компасу есть небольшие измерения, называемые градусами.
Наиболее важной частью компаса является магнитная стрелка. Он вращается вокруг компаса, когда вы двигаетесь, но красный конец всегда будет указывать на север, а белый (или иногда черный) конец всегда будет указывать на юг. На корпусе также есть стрелка (см. рисунок ниже), известная как «стрелка ориентации», и стрелка на опорной плите, называемая «стрелка направления движения».
Поверните циферблат компаса так, чтобы ориентирующая стрелка совпала с красным концом магнитной стрелки.
Поверните циферблат компаса так, чтобы ориентирующая стрелка совпала с красным концом магнитной стрелки.
Как следовать компасу
Если вы хотите идти в точном направлении, вы можете «следовать по азимуту». Чтобы следить за азимутом, все, что вам нужно сделать, это:
Положите компас на ладонь так, чтобы стрелка направления движения указывала туда, куда вы хотите попасть.
Поверните шкалу компаса так, чтобы ориентирующая стрелка совпала с красным концом магнитной стрелки.
Стрелка направления движения должна совпадать с вашим «азимутом» (это угол, под которым вы хотите идти) — теперь вы можете начать свою прогулку, следуя этой стрелке.
Если вы беспокоитесь, что сбились с пути, совместите стрелку-ориентир с иглой. Всякий раз, когда вы делаете это, ваша стрелка направления движения будет указывать на то, куда вы хотите попасть (однако не забывайте держать шкалу компаса в том же положении).
Мощный и многофункциональный лобзиковый станок предназначен для пиления заготовок из дерева и его производных, а также пластиков под косыми углами, по радиусу и под наклоном, а также для сверления, шлифования, полирования и иных граверных работ — идеальный выбор для любого мастера
Применение
Для пиления заготовок из дерева и его производных, а также пластиков под косыми углами, по радиусу и под наклоном, а также для сверления, шлифования, полирования и иных граверных работ (при использовании гибкого вала)
На электроинструменты и бензотехнику «ЗУБР» действует расширенная 5-летняя гарантия. Служба качества контролирует процесс производства на каждом этапе.
Техническая информация
Артикул
Тип станка
лобзиковый
Мощность, Вт
250
Частота ходов пилки, ход/мин
400-1600
Длина пилки, мм
133
Шаг зубьев, TPI
18
Макс. высота заготовки, мм
51
Макс. ширина заготовки, мм
457
Размер рабочего стола, мм
625х330
Регулировка угла наклона рабочего стола
есть
Подсветка
есть
Обдув места реза
нет
Функция гравера
есть
Размер стола патрона, мм
136х180
Диаметр патрона гибкого вала, мм
10
Частота вращения привода патрона, об/мин
1200-4500
Регулировка оборотов
есть
Подключение пылесоса
есть
Внешний/внутренний диаметр пылеотводного патрубка, мм
38/45
Напряжение, В/Гц
220±10%/50
Габариты, см
79X45. 5X48
Масса изделия, кг
22
Масса в упаковке, кг
25
Комплектация
Станок лобзиковый — 1 шт.
1
Гибкий вал с патроном
1
Ключ патрона
1
Ключ имбусовый
1
Опора резиновая
4
Вставка стола дополнительного
1
Руководство по эксплуатации
1
Документация
Инструкция (скачать pdf, 1017. 38 КБ)
Рекламная брошюра (скачать pdf, 1017.38 КБ)
Инструкция для печати (скачать pdf, 1.06 МБ)
ЗСЛ-250_Приложение к инструкции (скачать pdf, 181.33 КБ)
ЗСЛ-250_Приложение к инструкции (скачать pdf, 181.33 КБ)
Сопутствующие товары
Защита глаз и лица
Напольные стабилизаторы
Тележки хозяйственные
Защита рук
Ящики
Защита органов дыхания
Сумки и пояса для инструмента
Полотна для станков
Защита органов слуха
Одежда защитная
Станок лобзиковый, ЗУБР ЗСЛ-250, гибкий вал, пропил 457/51 мм, 250 Вт по цене 29 970 руб.
у официального партнера ЗУБР в России
Преимущества
Универсальный станок для всех распиловочных работ: продольного, наклонного, косого и комбинированного пиления, а также фигурного
Гибкий вал с приводом для выполнения сверлильных, шлифовальных и гравировальных работ
Электромагнитный выключатель, предотвращающий случайное включение при восстановлении напряжения
Регулируемые частота хода полотна и частота вращения патрона для выполнения практически любых работ
Качественная сталь и оптимальный шаг зубьев полотна позволяют пилить различные материалы
Патрубок обдува и подсветки места реза для удобства обзора при пилении
Эффективная система отвода продуктов пиления
Регулируемый по углу наклона рабочий стол обеспечивает пиление с наклоном до 45°
Описание
Мощный и многофункциональный лобзиковый станок предназначен для пиления заготовок из дерева и его производных, а также пластиков под косыми углами, по радиусу и под наклоном, а также для сверления, шлифования, полирования и иных граверных работ — идеальный выбор для любого мастера
Применение
Для пиления заготовок из дерева и его производных, а также пластиков под косыми углами, по радиусу и под наклоном, а также для сверления, шлифования, полирования и иных граверных работ (при использовании гибкого вала)
На электроинструмент «ЗУБР» действует расширенная 5-летняя гарантия. Служба качества контролирует процесс производства на каждом этапе.
Чтобы добавить отзыв, пожалуйста, зарегистрируйтесь или войдите
С этим товаром покупают
6 480 ₽
В наличии
Купить в 1 клик
30 150 ₽
В наличии
Купить в 1 клик
В наличии
Купить в 1 клик
В наличии
Купить в 1 клик
В наличии
Купить в 1 клик
Нет в наличии
Нет в наличии
Распродажа
67 819 ₽
30 760 ₽
Осталось 2 штуки
Купить в 1 клик
23 452 ₽
10 600 ₽
В наличии
Купить в 1 клик
New!
21 619 ₽
10 010 ₽
В наличии
Купить в 1 клик
17 722 ₽
8 210 ₽
В наличии
Купить в 1 клик
14 698 ₽
6 640 ₽
В наличии
Купить в 1 клик
10 628 ₽
4 820 ₽
В наличии
Купить в 1 клик
New!
8 456 ₽
3 920 ₽
В наличии
Купить в 1 клик
7 284 ₽
3 280 ₽
В наличии
Купить в 1 клик
система для инъекций гибких зубных протезов | Treedental
Перейти в конец галереи изображений
Перейти в начало галереи изображений
-31. 97%
Dental Lab Автоматическая система для инъекций гибких протезов Машина, система для инъекций гибких протезов
Своевременная доставка Гарантия: Отправка в течение 30 рабочих дней. Срок гарантии на продукт: Один год.
Оптовая цена:
Кол-во Диапазон (шт.)
Price(unit)
Discount
6
$989.00
1%
11
$979.00
2%
16
$969.00
3%
21
$ 959,00
4%
Уведомление меня, когда цена падает
Напряжение:
220V, 50 Гц
110 В, 60 Гц
:
Europ Plug 9000.0003
USA Plug
Великобритания Plug
Австралийская плагинка
Подробная информация
Руководство пользователя
ВВЕДЕНИЕ
Эта единица предназначена для изготовления гибких ремонтных частиц. Сертификация: одобрено CE/ISO9001:2000, одобрено
AX-YDA является обновленной версией системы ручной инъекции зубных протезов AX-YD. Эта машина проста в эксплуатации. Пользователю нужно только поместить картридж со смолой в нагревательную трубку и зафиксировать колбу на платформе, машина вдавит смолу в колбу, когда смола нагреется до заданной температуры. В течение всего рабочего процесса смола поддерживается при постоянной температуре в нагревательной трубке, что значительно снижает отказы, вызванные перепадом температуры, падением картриджа на пол и другими неправильными действиями в процессе извлечения картриджа, что является необходимым шагом с полуавтоматическая машина для литья зубных протезов. Поэтому автоматическая машина для литья зубных протезов более удобна в использовании и производит более успешные протезы, чем ее полуавтоматический аналог.
Технические данные
Электропитание: 220В/110В 50/60Гц Потребляемая мощность: 450 Вт Температура нагрева: 100~350℃ Термопара: K Тип Рабочее давление: 0,6 МПа Размеры: 40 см x 70 см x 25 см (В Ш Г) Размеры в упаковке: 45 см x 75 см x 30 см (В Ш Г) Вес: 46 кг
1. На все товары в магазине TREEDENTAL распространяется гарантия. Гарантийный срок указан в описании каждого товара.
2. Гарантия распространяется на замену или ремонт неисправного изделия. Немедленно свяжитесь с нами по любой проблеме, которая может произойти с нашим продуктом в течение гарантийного срока, если она не является искусственной. Вам просто нужно заполнить Форма международной гарантии TREEDENTAL .
3. В течение гарантийного срока магазин TREEDENTAL будет нести ответственность за покрытие стоимости новых запасных частей и стоимости их доставки в пункт назначения. Если неисправный товар необходимо отправить обратно в наш магазин для проверки и ремонта, мы покроем стоимость доставки его обратно в наш магазин. По прибытии в наш магазин мы возместим стоимость ремонта и также бесплатно доставим его обратно к вашему порогу.
4. Если гарантийный срок вашего приобретенного товара истек, вы можете сообщить нам о проблеме по адресу [email protected], и наша служба технической поддержки выдаст вам отчет о стоимости ремонта в зависимости от типа неисправности.
5. Замена: В случае, если полученный товар имеет производственные дефекты, покупатель имеет право запросить замену товара в течение 7 дней с момента получения товара. Чтобы запросить замену, покупатели должны предоставить фото- и видеодоказательства производственных дефектов продукта, которые можно отправить на нашу электронную почту: [email protected] Если дело будет признано действительным, мы покроем соответствующие расходы по доставке. замена.
Доставка/налоги/страхование
Цена, отображаемая на веб-сайте, является только заводской ценой, не включая стоимость доставки, налог на импорт в вашей стране, сбор за таможенное оформление и страховку.
Стоимость доставки Мы можем отправить вам товар тремя способами: Экспресс (DHL/UPS/FeDex/EMS), Воздушная доставка или Морская доставка.
Экспресс-это лучший способ для заказа весом менее 10 кг, доставка обычно занимает 4-7 дней и доставляется прямо к вашей двери.
Воздушная доставка – это хороший способ для тяжелых заказов весом более 100 кг, если вам нужен заказ срочно. Обычно доставка занимает 7-10 дней. Но вам нужно пройти таможенную очистку в вашем аэропорту и забрать товар там.
Морская доставка является самым дешевым способом для крупных заказов, таких как заказ стоматологического кресла/стоматологической установки. Доставка обычно занимает 30-60 дней. Но вам нужно пройти таможенную очистку в вашем морском порту и забрать товар там.
Стоимость доставки, которую мы взимаем с вас при оформлении заказа на нашем веб-сайте, относится только к стоимости экспресс-доставки. Если вы хотите использовать более дешевый способ доставки, например морскую доставку, вам необходимо связаться с нами для получения предложения.
Для авиаперевозок и морских перевозок, если вы не хотите утруждать себя таможенной очисткой и просто хотите доставить товар к вашей двери, мы также можем сделать это для вас за дополнительную плату.
Налог на импорт В разных странах будет разная ставка налога на импорт для разных предметов, в некоторых странах даже 0 налог на импорт для стоматологического оборудования. Поэтому, если вы хотите узнать точную ставку налога на импорт продукции, вам необходимо обратиться в свой таможенный отдел. Наша цена не включает налог на импорт, вы должны оплатить его таможне, когда посылка прибудет в вашу страну. Но вы можете сообщить нам, чтобы мы сделали для вас счет за доставку с низкой стоимостью, чтобы избежать высоких налогов на импорт.
Страхование доставки Страхование доставки покрывает любые повреждения или пропажу вашего заказа во время транспортировки, поэтому мы настоятельно рекомендуем вам приобрести ее для вашего крупного заказа. Страховая премия составляет: а. Для экспресс/авиаперевозок/морских перевозок страховая премия = страховая сумма*1,1*0,0008, минимальная страховая премия для каждого счета составляет 30 долларов США. б.Для авиаперевозок или морских перевозок с доставкой «от двери до двери», страховая премия = страховая сумма*1,1*0,0013, минимальная страховая премия за каждый счет составляет 30 долларов США. c. Франшиза: 300 долларов США или 0,5% от страховой суммы всего груза, в зависимости от того, что больше.
Если вы хотите приобрести страховку доставки для своего заказа, вы можете приобрести ее вместе с вашим заказом здесь: Страхование грузовых перевозок, PICC
Давайте рассмотрим пример для этих трех различных способов доставки (просто для справки): Один комплект стоматологического кресла R7 отправлен по адресу Торонто, Канада. Размер упаковки: 147*110*153 см Вес брутто упаковки: 285 кг Стоимость в транспортной накладной: 4980 долларов США
Способы доставки
Стоимость доставки, которую вы заплатили компании Treedental (долл. США)
Налог на импорт (долл. США) (Для Канады нет пошлины, кроме 5% GST)
сбор за таможенное оформление (долл. США)
Стоимость доставки из аэропорта/морского порта до вашей двери (долл. США)
Страхование (долл. США)
Итого (долл. США)
Экспресс (DHL/UPS/FeDex/EMS)
3630
250
0
0
30
3910
Авиаперевозки
2020
250
193
230
30
2723
Морские перевозки
500
250
193
230
30
1203
1 комплект и 5 мест стоматологического кресла R7 отправлены по адресу Нью-Йорк, США. Размер упаковки: 147*110*153 см/комплект
Вес брутто упаковки: 285 кг/комплект
Стоимость в накладной: 4980 долларов США за комплект
Способы доставки
Стоимость доставки, которую вы заплатили компании Treedental (долл. США)
налог на импорт (долл. США)
Таможенная пошлина (включая ISF) (долл. США)
Местный сбор в морском порту (долл. США)
Плата за хранение (долл. США)
Стоимость доставки из аэропорта/морского порта до вашей двери (долл. США)
Плата за таможенное оформление (долл. США)
Всего (долл. США)
Экспресс (DHL/UPS/FeDex/EMS) 1 комплект
3180 (От завода до вашей двери)
50
0
0
0
0
0
3230
Экспресс (DHL/UPS/FeDex/EMS) 5 комплектов
15900 (От завода до вашей двери)
250
0
0
0
0
0
16150
Воздушная доставка 1 комплект
2310 (От завода до вашего аэропорта)
50
0
0
0
0
0
2360
Воздушная доставка 5 комплектов
11550 (От завода до вашего аэропорта)
250
0
0
0
0
0
11800
Морские перевозки 1 комплект
450 (От завода до вашего морского порта)
50
185
300
415
450
125
1925
Морские перевозки 5 комплектов
545 (От завода до вашего морского порта)
250
260
715
535
900
125
3330
Гибкие производственные системы | Точный инструмент и производство
MAZATROL-FMS (Гибкая производственная система)
MAZATROL-FMS (Гибкая производственная система) компании Precise Tool использует гигантского робота для переноса настроек из своей системы с 60 паллетами в отсеки прецизионной обработки с ЧПУ, подключенные по всей досягаемости.
Подобные системы непосредственно повышают эффективность обработки сложных проектов с несколькими установками.
True JIT Manufacturing
Наши гибкие производственные системы позволяют нам быстро адаптироваться к меняющейся производственной среде, повышая эффективность процессов и снижая производственные затраты. На протяжении почти пяти десятилетий гибкие производственные системы позволяли компаниям создавать продукты быстро и эффективно.
Гибкость демонстрируется двумя способами. Во-первых, гибкость машины относится к тому, насколько система может адаптироваться для создания новых продуктов. Это также включает в себя возможность работать со смешанными деталями, допускать изменения в сборке деталей и изменениях в последовательности процессов, изменять объем производства и изменять конструкцию производимого продукта в любой момент времени.
Во-вторых, возможность маршрутизации — это способность системы использовать множество машин для выполнения одних и тех же операций с одной деталью. Этот тип гибкости позволяет системе создавать пакетный набор специальных продуктов в определенном количестве, а затем автоматически переключаться на новый набор продуктов в определенном количестве.
Мы можем поддерживать годовые объемы или объемы производства в зависимости от требований заказчика.
Преимущества гибкого производства
При массовом производстве деталей гибкое производство сэкономит вам деньги, например:
Повышение эффективности производства – время простоя сокращается, поскольку устраняется необходимость останавливать производство для переключения установок
Повышение производительности труда – требуется меньше операторов, поскольку все ячейки взаимосвязаны
Сокращение времени выполнения заказа — одна настройка означает более быстрое получение готового продукта
Повышение производительности — создавайте столько деталей, сколько хотите
Mazak E-800V и E-1060V
Наш бизнес — это качество, и эти машины облегчают ведение бизнеса. Mazak E-800V и E-1060V — самые передовые многозадачные 5-осевые станки в мире. Оба вертикальных станка Integrex могут обрабатывать простые 2D-детали посредством сложной 5-осевой обработки как при точении, так и при фрезеровании, исключая дорогостоящие настройки.
E-800V
16 поддонов, 5-ти осевая токарно-фрезерная обработка диаметром до 28″ и 39″ под инструментом.
E-1060V
Две паллеты, 5-осевая токарно-фрезерная обработка диаметром до 49″ и 49″ под инструментом.
Горизонтальный станок на 60 поддонов с 3 ячейками 360
Наша система с 360 инструментальными ячейками на 60 поддонов обеспечивает производство точно в срок (J.I.T.). Эта ячейка с роботом-укладчиком поддонов и интеллектуальным контроллером ячейки позволяет Precise Tool and Manufacturing Inc. производить и поставлять детали, чтобы удовлетворить ожидания наших клиентов. Благодаря приверженности клиентов годовому объему мы можем снизить стоимость одной детали, улучшить качество и сократить складские запасы.
Как паять латунь: как выбрать флюс, припой и подходящий инструмент
Сплав меди с цинком, известный с давних времен, широко применяется и в наше время. Латунь обладает высокой прочностью, стойка к коррозии, пластична. Благодаря таким свойствам из нее изготавливают детали механизмов, элементы конструкций, вынужденных постоянно контактировать с агрессивными средами. Несмотря на надежность материала, в латунных изделиях иногда появляются разнообразные дефекты, требующие ремонта, — изломы, отверстия, трещины. Одним из способов восстановления элементов является пайка. Процесс этот не отличается большой сложностью, однако имеет свои особенности, поэтому крайне важно знать, как паять латунь. Знакомство с технологией пайки позволит успешно проводить такие работы даже в домашних условиях.
В чем особенности технологии?
Этот метод получения неразъемных соединений не настолько популярен, как сварка. Причина — более низкий показатель прочности пайки. Швы образуются благодаря расплавлению присадочного материала, называемого припоем. Самое главное отличие пайки — температура плавления, которая должна быть ниже, чем у соединяемых элементов. Они не меняют агрегатного состояния, что дает возможность надежного скрепления разнородных материалов.
Низкотемпературное воздействие на спаиваемую поверхность сделало пайку незаменимой, а в некоторых случаях единственно возможной: например, когда требуется получить неразъемное соединение разнородных металлов. Целостность обрабатываемых деталей — главное преимущество такой технологической операции, так как она позволяет работать с самыми мельчайшими элементами, не опасаясь за их деформацию или изменение структуры.
Пайка особенно актуальна в электронике, где приходится работать с миниатюрными, очень хрупкими микросхемами, и электрике, когда возникает необходимость в соединении либо наращивании проводников.
Классификация латунных сплавов
Латунь бывает двойной либо многокомпонентной. В первом случае в состав входит только медь и цинк, повышающий твердость сплава. В роли других компонентов, улучшающих его физические, химические характеристики, выступают алюминий, железо, кремний, марганец, никель, олово, свинец и другие элементы. По этой причине необходимо заранее точно узнать состав латуни, это поможет определить способ, а также специфику пайки.
Латунь классифицируется по химическому составу:
Двухкомпонентная (двойная, простая). Она состоит только из меди и цинка. Процентное соотношение этих компонентов может быть различным. Эти составы маркируются буквой «Л» и числом, всегда указывающим количество меди. Например, Л90 содержит от 88 до 91% меди, на долю цинка приходится 8,8-12%. Примеси есть, но их количество минимально — около 0,2%.
Многокомпонентная (специальная). Эта латунь имеет большое количество ингредиентов, повышающих коррозионную стойкость сплава, его прочность, твердость. Его маркируют по-другому: к букве «Л» добавляют еще одну, означающую легирующий элемент, появляется еще одна цифра — процентное содержание легирующего металла. Например, ЛА77-2 — латунь алюминиевая, она содержит 77% меди, около 2% алюминия, а остальное — цинк. Все подобные сплавы называют в «честь» легирующего элемента: железистая, кремнистая, никелевая, марганцовистая, свинцовистая и т. д.
Латунь идет на изготовление различных изделий. По степени обработки эти сплавы делят на:
деформируемые, из них производят болты, гайки, детали автомобилей, латунные ленты, листы, проволоку, патрубки, трубы;
По процентному содержания цинка латуни разделяют на:
Красную (томпак), имеющую в составе 5-10% этого компонента. Такие сплавы идеальны для ювелирных украшений, статуэток и подобных художественных изделий.
Желтую, здесь процент цинка составляет 21-36%.
Причина популярности латуни — ее долговечность, надежность, устойчивость к перепадам температур, к механическим воздействиям. Поэтому детали, изготовленные из этого сплава, широко используют в системах водоснабжения, обустройстве канализации, в машино- и приборостроении. Латунные изделия имеют длительный срок службы, однако это справедливо лишь в том случае, если не нарушаются их правила эксплуатации.
Эффективность и препятствия
Есть несколько технологий, позволяющих без труда сваривать детали или изделия из латуни, однако они не отличаются простотой, обещают ощутимые затраты, требуют от мастера определенных навыков работы. Пайка — альтернатива, которая проще технологически, а значит, этот вариант подходит и для домашнего мастера, так как нет необходимости в высокой квалификации исполнителя.
Если содержание цинка в сплаве не слишком высоко, то на пути к цели не возникает непреодолимых препятствий: справиться с поставленной задачей позволяет простая пайка с использованием обычной канифоли. Когда процентное содержание данного металла в латуни превышает цифру 15, необходимы специальные флюсы.
Причина — сильное испарение во время пайки меди и цинка, оно приводит к образованию на материале крепкой оксидной пленки, а ее удалить довольно сложно. Поэтому без специальных припоев и нейтрализующих флюсов идеального результата добиться не получится.
Выбор оптимальных материалов
Прежде чем искать оптимальный вариант для пайки латуни, необходимо установить ее марку. Только в этом случае можно гарантировать приемлемый результат операции.
Выбор подходящего припоя
Это материал, обычно сплав, которым спаивают элементы. Главная его особенность — температура плавления, обязанная быть ниже, чем у соединяемых металлов. Типичные примеры сплава — олово со свинцом, чистое олово. Однако качество, механическая прочность такого сцепления и внешний вид очень далеки от идеала. Причины низкого качества — поры, появляющиеся в результате испарения цинка. Чтобы обеспечить надежный контакт, температура плавления материала обязана быть значительно ниже латунной, а припой должен обладать отличной адгезией с этим сплавом.
Для пайки латуни, содержащей большое количество меди, лучше брать составы, относящиеся к медно-цинковым припоям, так как в результате присадки цинка снижается температура плавления данных сплавов. Например, припои ПМЦ54 и ПМЦ-48 плавятся при температуре 880°, ПМЦ-36 — при 800-825°.
Для таких же сплавов можно пользоваться серебряными припоями — марки от ПСр12 до ПСр72. Если в латуни большее содержание цинка, то рекомендованы аналогичные припои, однако не ниже ПСр40.
Относительно недороги медно-фосфорные припои — МФ-1, МФ-2, МФ-3. Они пластичны, но обладают хорошей электропроводностью. Если механические и вибрационные нагрузки будут велики, то лучше приобрести припои с серебром.
Если необходимо гарантировать особую прочность, то выбирают твердые медные сплавы: например, универсальный L-CuP6.
Последняя марка припоя имеет диапазон температур — 710-880. Она предназначена для работы с бронзой, красной бронзой, латунью, а также медью, при монтаже труб, радиаторов, системы отопления. При использовании серебряных или фосфорных припоев надо учитывать, что латунь интенсивно растворяется, поэтому время обработки (нагрева и пайки) необходимо сократить.
Флюсы: самодельные или готовые
Флюсы очищают поверхность металлов от жира, а также предотвращают образование оксидной пленки. Их тоже подбирают в зависимости от состава сплавов. Для соединений меди достаточно одной лишь канифоли, однако для латуни уже необходимо более агрессивное средство. Самый простой вариант флюса для пайки латуни — смесь буры с борной кислотой (1:1). Ее заливают водой (5 мм на 1 г), кипятят, помешивая, потом остужают. Однако лучшими характеристиками обладают «профессионалы» — покупные составы.
Флюс Бура. Он известен очень давно, однако с тех пор не растерял своих поклонников. Причина популярности — его качественная работа.
Не менее эффективны другие марки: ПВ-209 (от 700 до 900°), ПВ-209Х (от 650 до 850°).
Популярные импортные марки — немецкие порошки FELDER Cu-Rosil, Chemet FLISIL-NS-Pulver, флюс-паста Chemet FLISIL-NS-Paste. На рынке существует множество флюсов, предназначенных и для пайки латуни — как импортных, так и отечественных, поэтому с выбором проблем не возникнет.
Два метода пайки латуни
Как уже было замечено, самая большая сложность в работе с латунью — образование при нагреве сплава оксидной пленки, с которой канифоль (даже в компании со спиртом) справиться не в состоянии.
Использование паяльника
Для пайки этого сплава необходим мощный аппарат — как минимум 500 Вт, максимум — 1000 Вт. Связано это требование с высокой температурой плавления — как сплава, так и припоев. Однако исключения есть: это латунные сплавы, имеющие более низкую температуру плавления (большой процент меди). Лучший вариант — паяльная станция, дающая возможность регулировать нагрев жала паяльника. Оптимальный параметр — 350°. Это оборудование позволит избежать перегрева зоны паяния.
Если в сплаве преобладает медь, то в этом случае можно использовать инструмент скромной мощности — 100 Вт. В роли флюса используют ортофосфорную либо паяльную кислоту: перед пайкой поверхности латунных изделий тщательно обрабатывают. В качестве припоя используют ПОС-60 (олово-свинец).
Пайка с помощью горелки
Эту же задачу можно решить, используя не слишком большую горелку. Но в этом случае есть главное требование к рабочей поверхности: латунную деталь нужно поместить на жаропрочный материал. Например, на небольшую асбестовую пластину, в железное ведро с мелкой галькой. Соединяемые детали совмещают между собой, поверхности протирают флюсом с основой-бурой. Сверху посыпают небольшим количеством стружки из серебряного припоя, затем в зону пайки вводят пламя газовой горелки.
Разогрев ведут поэтапно. Сначала участок нагревают слегка: так, чтобы припой мог схватиться с поверхностями сплавов. Второй этап — разогревание зоны до появления красноты, во время него припой равномерно растекается по поверхности, заполняя зазоры. В этот момент достигается температура 700-750°.
Горелку выключают. После остывания зоны пайки ее промывают, удаляя остатки флюса — наплывы, стекловидные капли: сначала изделие на несколько минут погружают в горячий раствор серной кислоты (3%), затем помещают под проточную воду.
Эти методы отличаются от традиционного соединения других элементов с помощью олова, так как паять латунь не настолько просто. Лучший результат гарантирует использование газовой горелки. Если выполнять все этапы операции корректно, то можно получить качественные и надежные изделия.
Этому животрепещущему вопросу посвящено следующее видео:
Была ли статья полезна?Мы хотим стать лучше. Спасибо за мнение!
Если вам понравилась статья, пожалуйста, поделитесь ей
Источник
Поделиться
Латунный припой в категории «Промышленное оборудование и станки»
Латунный тугоплавкий припой с флюсом CuZn40 Flux d=2мм
Если вам интересно, как паять латунные или медные трубки, вы попали в нужное место. Мы расскажем вам, какие инструменты использовать, как применять эти инструменты и как добиться бесшовного соединения. Давайте начнем.
Что такое пайка?
Пайка заключается в сплавлении сплавов с низкой температурой плавления в месте соединения. Припой обычно делается из свинца или олова и чаще всего сплавляется с латунью или медью из-за его низкой температуры плавления.
Что вам нужно
Убедитесь, что у вас есть необходимые инструменты, чтобы начать процесс пайки. Вам понадобится следующее:
Паяльная лампа или паяльник — содержит железную насадку и нагревает медную или латунную трубку
Припой — футеровка или проводка из легкоплавкого сплава, обычно свинца или олова, или их комбинации
Флюс — паста, наносимая на соединение и металлическую насадку, которая помогает припою правильно сплавляться с металлом
Латунная трубка – толщиной 0,8 мм и 2,0 мм или
Медный стержень, пластина, трубка или проволока
Проволочная щетка, мочалка или стальная мочалка — очищает трубки, удаляет любое покрытие и способствует адгезии
Паяльная пластина — ложится на плоскую поверхность для поддержки вашего проекта пайки и защиты поверхности под
Как паять медь и латунь: пошаговое руководство
Когда у вас есть все необходимое, можно приступать к пайке. Следуйте инструкциям ниже.
Создайте макет предполагаемого готового продукта, используя стержень или трубку.
Используйте проволочную щетку, мочалку или стальную мочалку, чтобы очистить всю медную или латунную поверхность, подлежащую пайке. Используйте его, чтобы очистить железный бит, а также.
Отрежьте металлические детали, чтобы точно соответствовать вашей модели. Обязательно удалите любые заусенцы. Стержни будут достаточно легкими, чтобы временно закрепить каждый стык малярным скотчем.
Включите паяльник и дайте ему нагреться в течение нескольких минут.
Нанесите щеткой или окуните кончик латунной трубки и железной насадки во флюс. В результате припой будет лучше прилипать, но не допускайте образования капель флюса, иначе они могут вызвать точечную коррозию трубы.
Прикоснитесь жалом паяльника к латунному соединению, где соединяются две латунные трубки. Попробуйте коснуться обеих металлических частей. Держите утюг, пока не заметите, что флюс начинает дымиться.
Возьмитесь за припой другой рукой и осторожно проложите припой вдоль стыка. Проволока должна расплавиться в латуни почти сразу.
Очистите готовый проект влажной тряпкой, теплой проточной водой или зубной щеткой. Чтобы удалить остатки флюса, вы можете нанести пасту из пищевой соды или вытереть изопропиловым спиртом. Вы также можете использовать чистящую подушечку, чтобы высушить ее.
Имейте в виду, что пайка лучше всего подходит для металлов с низкой температурой плавления, таких как латунь и медь. Кроме того, ограничивайте пайку трубками шириной не более 2,0 мм.
Найдите нужную латунную трубку в компании Industrial Metal Supply Co. Ознакомьтесь с нашим ассортиментом и узнайте, какие из наших услуг соответствуют вашим потребностям.
Next Post: Как согнуть металлические стержни и стержни
Избранные категории
Защита от ржавчины Основы работы с металлом Как работать с серией Металлические профили Отраслевые справочники Металлы
Другие категории
Свяжитесь с нами
Получайте ежемесячные обновления от IMS! Войдите в систему или используйте форму ниже, чтобы начать получать обновления.
Имя *
Фамилия *
Электронная почта *
Компания
Получать обновления
Флюсы для пайки латуни и предотвращения децинкификации
Superior Flux предлагает несколько флюсов для пайки латуни. Наши флюсы обеспечивают эффективную пайку, сводя к минимуму покраснение, часто наблюдаемое при пайке латуни (вызванное обесцинковыванием латунного сплава). Мы также предлагаем флюс для пайки меди для общих применений пайки меди, а также флюс для радиаторов для медно-латунных радиаторов.
№ 90
Флюс Superior номер
№ 90
Описание
Флюс для пайки латуни – жидкость
Рек. Неблагородные металлы
На основе олова
Рек. Диапазоны температур
200-270°C/ 390-510°F
Спецификации.
IPC ANSI J-STD-004, тип ORM0
SDS
Link
Спец. Лист
Звено
№ 90 Паста
Номер флюса Superior
№ 90 Паста
Описание
Флюс для пайки латуни – паста
Рек. Неблагородные металлы
На основе олова
Рек. Диапазоны температур
200-270°C/ 390-510°F
Спецификации.
IPC ANSI J-STD-004, тип ORM0
SDS
Link
Спец. Лист
Звено
№ 520B
Верхний поток номер
№ 520B
Описание
Описание
. Неблагородные металлы
На основе олова
Рек. Диапазоны температур
200-427°C/ 390-800°F
Спецификации.
IPC ANSI J-STD-004, тип INh2
SDS
Ссылка
Спец. Лист
Ссылка
Superior No. 30 и его варианты поставляются как «неопасные» и соответствуют требованиям RoHS.
Superior No. 90 Флюс для пайки латуни — это безгалогенный флюс, идеально подходящий для пайки латуни. Не содержащий каких-либо галоидсодержащих кислот, No. 90 паяет латунь, при этом вызывая минимальное обесцинкование латуни или вообще не вызывая его, и, таким образом, никакого покраснения, обычно присутствующего при пайке латуни. Хотя без галогенов № 90 имеет прочные активаторы и может использоваться при пайке горелкой, а также с паяльниками, нагревательными пластинами и т. д. Латунный припой № 90 идеально подходит как для кустарного, так и для промышленного применения. Остатки от № 90 водорастворимы.
Superior No. 90 Паста представляет собой флюс для пайки латуни, обладающий преимуществами флюса № 90 (эффективная пайка латуни с минимальным обесцинкованием или покраснением или вовсе без него), а также обладает преимуществами пастообразного флюса. Пастообразные флюсы обеспечивают точное нанесение, более сильную адгезию флюса к поверхности (особенно выгодно в вертикальных или нижних горизонтальных пространствах), а иногда и возможность нанести больше флюса на стык, чем это было бы возможно с жидким флюсом. Как № 90, Паста № 90 можно паять горелкой, а также паяльниками, электроплитками, печами и т. д. Остатки пасты № 90 водорастворимы.
Superior No. 520B — не содержащий хлоридов высокоактивный флюс для пайки латуни. № 520B обладает большей активностью и более широким температурным диапазоном, чем № 90 или № 90 Paste. Флюс для пайки латуни № 520B идеально подходит для промышленного применения. 520B можно разбавлять водой в диапазоне от 1:1 до 1:10, что делает его экономичным выбором.
Чем отличается автоклавный газобетон от неавтоклавного
В последнее время в связи с ростом популярности строительных блоков из ячеистых бетонов часто возникает вопрос: в чем отличие автоклавного газобетона от неавтоклавных материалов (пенобетона и неавтоклавного газобетона)? Постараемся ответить на данный вопрос в этой статье.
Распространены несколько терминов, обозначающих строительные материалы из ячеистого бетона – газобетон, пенобетон, кроме того есть такие характеристики, как автоклавный и неавтоклавный. Разберемся в определениях. Ячеистый бетон – это общее наименование всех легких бетонов, которые характеризуются наличием множества пор (ячеек) в своей структуре, которые придают улучшенные физико-механические свойства материалу.
По способу порообразования ячеистые бетоны делятся на пенобетоны и газобетоны. Как следует из названия, в одном материале для создания ячеистой структуры применяется химическая пена, а в другом газ.
Пенобетон – застывший в поризованном состоянии цементно-песчаный раствор. Ячеистая структура в нем формируется за счет введения и «взбивания» химических пенообразователей. Как правило, цех по производству пенобетона («заводом» назвать эту фабрику крайне сложно), небольшой по площади с преобладанием ручного труда и неквалифицированного персонала. Объем производства крайне мал, оборачиваемость средств низкая, поэтому экономить в таком производстве приходится буквально на всем, что явно не способствует повышению качества готового продукта.
Насыщения бетона газом, выделяющимся при реакции извести и алюминиевой пасты – процесс достаточно сложный и требующий тщательного контроля за дозировкой этих компонентов. Обеспечить это возможно только на крупных заводах с качественным автоматизированным оборудованием, и еще недавно термин «газобетон» уже по умолчанию означал наличие автоклавной обработки. Так постепенно в сознании потребителя сформировалось устойчивое и вполне объективное мнение: пенобетон – это дешево и с посредственными характеристиками; газобетон – немного дороже, но значительно лучше качество и стабильные свойства.
В конкурентной борьбе за покупателя, производители пенобетона вместо снижения цены или улучшения качества своих изделий, решили просто уйти от полностью дискредитированного термина «пенобетон», заменив его более благозвучным – НЕавтоклавный газобетон. В сути своей материал не изменился, теперь в ту же химическую пену добавляется немного газообразователя, затем все также разливается в опалубку и раствор набирает прочность под открытым небом. Для конечного потребителя, кроме увеличения цены продукта, это переименование ничего не несет.
Что такое автоклавирование и для чего оно нужно?
Автоклавная обработка – пропаривание в металлических капсулах (автоклавах) при высоком давлении (12 атм.) и высокой температуре (191оС) – позволяет получить материал с такими свойствами, какие невозможно получить в обычных условиях. Автоклавирование газобетона производится не только для того, чтобы ускорить процесс твердения смеси. Основной смысл состоит в том, что в автоклаве в структуре газобетона происходят изменения на молекулярном уровне, и образуется новый минерал с уникальными эксплуатационными характеристиками — тоберморит. Поэтому автоклавный газобетон – это искусственно синтезированный камень, а неавтоклавные бетоны – фактически застывший в поризованном состоянии цементно-песчаный раствор.
Автоклавный газобетон и неавтоклавные материалы принципиально различаются по целому ряду параметров, начиная от состава и заканчивая физико-техническими и эксплуатационными характеристиками. А если быть точнее, автоклавный газобетон превосходит их по всем показателям.
Рассмотрим основные показатели:
1. Стабильность качества автоклавного газобетона
Автоклавный газобетон изготавливается только на крупном производстве и на стройплощадку попадает в виде готовых блоков. Производство автоклавного газобетона в кустарных условиях невозможно, так как при изготовлении необходимо контролировать одновременно несколько десятков процессов и параметров. Современные заводы автоклавного газобетона имеют высокую степень автоматизации (около 95%) и практически исключают влияние человеческого фактора на производственный процесс.
Автоклавный газобетон производится согласно современному ГОСТу 2007 года, что подтверждается протоколами испытаний, продукция имеет сертификат качества, и клиент может быть уверен в надлежащем качестве.
Для производства пенобетона и неавтоклавного газобетона не требуется большого завода и огромных капиталовложений, что обеспечивает низкий порог входа в этот бизнес. На практике это означает, что имея небольшую бетонно-растворную установку, опалубку и пару низкоквалифицированных рабочих, можно организовать кустарное производство с нестабильными показателями качества, гордо назвав это заводом или фабрикой по производству стройматериалов. Обеспечить в таких условиях стабильность характеристик продукта практически невозможно, поскольку дозирование компонентов производится вручную и, как правило «на глаз», а старый ГОСТ, которому уже больше четверти века, допускает производство таких изделий.
2. Прочность
Ячеистые бетоны изготавливают различной плотности: от 400 до 800 кг/м3 классом прочности на сжатие от В1,5 до В7,5. Самыми ходовыми являются плотности D500 и D600, при этом автоклавный газобетон на этих плотностях имеет класс по прочности на сжатие B2,5 и B3,5 соответственно.
Неавтоклавные же материалы значительно проигрывают автоклавному газобетону по физическим свойствам и прочности при одинаковой плотности. Например, при плотности D600 они имеют прочность на сжатие в два раза ниже, чем у автоклавного газобетона! Кроме того, производители неавтоклавных материалов просто не могут выпускать строительные блоки с плотностью ниже D600, т.к. эти блоки не имеют прочности вообще, а применять их в строительстве недопустимо.
3. Возможность крепления
Автоклавирование значительно повышает прочностные характеристики газобетона. В основание из автоклавного газобетона можно закрепить не только шкафы и полки, но и бойлеры, кондиционеры, вентилируемые фасады. Причем навесные фасады могут быть как из легкого композита так и из тяжелого керамогранита. Для этого применяются анкера с полиамидными распираемыми элементами. Например, один анкер 10х100 выдерживает нагрузку на вырыв по оси до 700кг, что вполне сравнимо с показателями полнотелого кирпича или тяжелого бетона.
Говорить о креплении в пенобетон или НЕавтоклавный газобетон просто не приходится. Гвоздь или шуруп просто вдавливается в стену руками, поэтому применение обычного механического крепежа здесь невозможно. Можно использовать для крепления НЕтяжелых предметов, например, зеркал или крючков для одежды, дорогостоящий двухкомпонентный химический анкер, что дает хоть какую-то иллюзию надежности. Но при навешивании на стену кухонного гарнитура даже использование «химии» не поможет, т.к. под весом шкафа с посудой произойдет разрушение неавтоклавного материала в месте крепления и из стены просто выпадет кусок блока.
4. Однородность
При производстве автоклавного газобетона газообразование происходит одновременно во всем объеме материала. Параллельно с газообразованием происходит отверждение. По мере роста массива на опалубку от закрепленных на ней специальных вибраторов периодически подается импульс, который «встряхивает» массив, выгоняя из него крупные пузыри газа и исключая наличие раковин и воздушных мешков в готовых блоках. В результате поры одного размера и равномерно распределены по всему объему материала. Строительные блоки из автоклавного газобетона получают в результате разрезания большого массива, что гарантирует идеальное и одинаковое качество всех блоков.
Неавтоклавный газобетон и пенобетон получают введением в бетонную массу пены, газообразователей и перемешивая ее. В итоге часто случается, что пузырьки, как более легкие компоненты смеси, всплывают вверх, а более тяжелые наполнители оседают вниз. Получается неравномерное распределение пор в блоке, и за счет этого нет возможности добиться единых характеристик на разных блоках. Технология производства неавтоклавного газобетона исключает возможность встряхивания массива, поэтому наличие пузырей диаметром 50-70 мм – обычное дело. В таком материале часто возникают более холодные участки стены с выпадением конденсата на поверхности, а также трещины – в местах ослабления кладки крупными пузырями воздуха.
5. Усадка при высыхании
Набор прочности неавтоклавным ячеистым бетоном сопровождается значительной его усадкой, которая, в свою очередь, приводит к растрескиванию готовой кладки. Очень часто приходится видеть, как на недавно построенном и отделанном здании появляются множественные трещины, отслаивается отделочный слой, отваливается штукатурка. Эти процессы могут протекать в течение нескольких лет – того самого периода, пока идет «набор прочности».
Более того, трещинами испещрены блоки еще до того, как они уложены в кладку. Избавиться от усадки и трещин можно только автоклавированием, но в условиях кустарного производства это невозможно. Поэтому продавцы пенобетона и неавтоклавного газобетона идут на маркетинговые уловки, добавляя фибру (бумагу, пропитанную раствором серной кислоты и роданидом кальция) и называя это «армированным пенобетоном», устойчивым к растрескиванию. Для конечного потребителя, опять же кроме увеличения стоимости, фибра ничего не дает, ведь любой человек, даже не связанный со строительной индустрией, понимает, что если добавить бумагу в бетон, то никаких чудодейственных свойств, обещанных продавцами пенобетона, у материала не появится.
Нужно отметить, что чем легче (а как следствие, и теплее) материал, тем больше усадка. Опыт строительства показывает, что стены из неавтоклавных ячеистых бетонов нельзя просто зашпаклевать и покрасить – внутри их приходится закрывать гипсокартоном, а для внешней отделки применять навесные фасады с креплением в перекрытие или кирпич.
Автоклавный газобетон полностью набрал прочность уже в процессе производства и автоклавирования, поэтому усадочные деформации ему не грозят.
К примеру, для автоклавного газобетона показатель усадки не превышает 0,4 мм/м, тогда как для неавтоклавных материалов он составляет в 10 раз больше — до 5 мм/м.
6.
Экологичность
Автоклавный газобетон является абсолютно экологичным и аэропроницаемым материалом. Поэтому в доме из автоклавного газобетона всегда благоприятный микроклимат для проживания, сходный с климатом деревянного дома. Газобетон производится из минерального сырья, поэтому совершенно не подвержен гниению, а благодаря способности к регулированию влажности воздуха в помещении, полностью исключается вероятность появления на нем грибков и плесени.
Пенобетон может изготавливают из самого дешевого местного сырья: песка, отходов щебеночного производства, кроме того, в качестве пенообразователей применяются химические добавки, что, несомненно, снижает показатели экологичности дома из пенобетона. Также химические компоненты вносятся в блок с фиброй, пропитанной кислотами, хлоридами и роданидами. Даже присутствующие в небольших количествах, эти вещества способны выделяться и накапливаться в воздухе жилых помещений.
7. Геометрия
Точность геометрических размеров блоков из автоклавного газобетона регулируется современным ГОСТом, допустимые отклонения – по длине до 3 мм, по ширине до 2 мм, по толщине – до 1 мм. Блоки получаются путем резки струнами большого массива автоклавного газобетона и нарезать неровно на таком оборудовании просто нельзя.
Неавтоклавный газобетон и пенобетон разливают в опалубку с ограниченными циклами использования. Ввиду все той же экономии, опалубка используется в несколько раз дольше ее нормативного срока службы, а поскольку опалубка разборная, то в силу ее деформаций и износа собрать ее правильно с каждым разом становится все сложнее и сложнее – отсюда и отклонения по геометрии блоков. Для неавтоклавных газобетона и пенобетона отклонения геометрических размеров допускаются значительно больше — по толщине могут достигать 5 мм (старый ГОСТ 1989 года).
Большой разбег в геометрических размерах блоков из неавтоклавных материалов влечет ухудшение всех показателей кладки:
— увеличивается толщина слоя раствора, приводя к увеличению стоимости кладки
— увеличивается усадка кладки, т.к. помимо блоков усаживаются и толстые растворные швы
— образуются мостики холода из-за толстых растворных швов
— требуется трудоемкое выравнивание вертикальной поверхности стен
— расход цементно-песчаного раствора в 5-6 раз выше, чем кладочного клея
— увеличивается толщина и трудоемкость отделочных работ
— снижается прочность кладки
8.
Теплоизоляционные свойства
Плотность пенобетона или газобетона напрямую влияет на их теплоизоляционные свойства и, чем материал плотнее, тем теплоизоляция ниже. Пенобетон или неавтоклавный газобетон с низкой плотностью – это отличный теплоизоляционный материал, но прочность у него крайне низкая и применять его для кладки стен нельзя. В качестве конструктивного, особенно для несущих стен, требуется плотность выше, а значит, материал будет «холоднее». К примеру, для Иркутской области при использовании неавтоклавных материалов плотность ячеистого бетона должна быть минимум 700 кг/куб. метр. И без того невыдающиеся теплоизоляционные свойства значительно ухудшаются ведением кладки на цементно-песчаном растворе с толстыми швами. Это значит, что толщина стены из пенобетона или неавтоклавного газобетона с плотностью D700 для нормальной теплоизоляции без применения утеплителя должна быть около 65-70 см.
Стена из автоклавного газобетона обеспечивает такие же показатели теплозащиты и прочности при толщине всего 40 см, при этом достаточно плотности D400-D500. Объективно автоклавный газобетон обладает лучшими, чем неавтоклавные материалы, показателями прочности и теплоизоляции при меньшем весе.
Подведем итоги
— Автоклавный газобетон превосходит неавтоклавные материалы по физико-техническим свойствам благодаря автоклавной обработке.
— Автоклавный газобетон производится только на современных заводах со стабильным гарантированным качеством на уровне мировых стандартов.
— Автоклавный газобетон отличается от неавтоклавных материалов более высокой прочностью при меньшем весе.
— Автоклавный газобетон не дает усадки в процессе эксплуатации.
— Блоки из автоклавного газобетона отличаются точными размерами и равномерной плотностью массива.
— Автоклавный газобетон является искусственным природным минералом, что обуславливает высочайший уровень его экологичности.
— Применение автоклавного газобетона позволяет возвести теплоэффективный дом с однородной стеной 400 мм, не требующей утепления.
Строительство домов из неавтоклавных материалов дешевле только на первый взгляд. Если учесть плохую геометрию неавтоклавных материалов, худшие показатели теплоизоляции и прочности по сравнению с автоклавным газобетоном, необходимость в большем расходе кладочных и выравнивающих материалов, то выгода строительства из неавтоклавных материалов отсутствует.
Автоклавный и неавтоклавный газобетон — что лучше?
Автоклавные блоки формируются при большой температуре и давлении, неавтоклавные — твердеют при атмосферном давлении или в условиях нагревания. Что лучше и почему?
Главные отличия АВТОКЛАВНОГО и неавтоклавного ГАЗОБЕТОНА:
Качество. Автоклавные блоки изготавливаются только в заводских условиях. Производить автоклавный газобетон в подпольных условиях невозможно, а неавтоклавный — твердеет в естественной среде, поэтому изготовлять его можно в «кустарных» условиях;
ГОСТ. Автоклавный газобетон производится согласно ГОСТу 2007 года — ГОСТ 31360-2007, такие блоки имеют сертификат качества. Клиенты могут быть уверены в качестве покупаемой продукции. Неавтоклавный газобетон изготавливается по ГОСТу 25485-89 и уже долгое время технология и качество не изменяется.
Прочность. Ячеистые бетоны изготавливают разной плотности: от 400 до 800 кг/м3 классом. Наш самый ходовой блок является D500, при этом его плотность имеет класс по прочности на сжатие В2,5. Прочность неавтоклавного бетона может быть меньше В1,5, конструкция на таких блоках может не выдержать нагрузки;
Крепление. Автоклав значительно повышает прочность газобетона. В основание из автоклавного газобетона можно закрепить не только шкафы и полки, но и бойлеры, кондиционеры, вентиляционные фасады;
Усадка не страшна. В сравнение с неавтоклавным газобетоном, автоклавные блоки полностью набирают свою прочность уже в процессе производства. Поэтому усадка им не страшна. Для автоклавного газобетона показатель усадки не превышает 0,5 мм/м, тогда как для неавтоклавных материалов он составляет от 1 до 3 мм/м. Неавтоклавные блоки дают большую усадку, она достигает до 0,23— 0,34 мм/м. Это может сильно повлиять на конструкцию здания;
Экологичность. Мы не устанем говорить, что наш автоклавный газобетон полностью экологичный материал. Микроклимат в постройке из автоклавных блоков можно сравнивать с климатов деревянного дома. Газобетон изготавливается из материального сырья, поэтому он не поддается гниению. А его способность регулировать влажность, исключает вероятность появления плесени и грибков. В составе неавтоклавного газобетона чаще всего добавляют смесь шлаков и золы. В результате химической реакции, полученный состав выделяет сферические поры;
Геометрия. Точность геометрии блоков из автоклава регулируется современным ГОСТом. Геометрия неавтоклавный блоков разнородна. Блоки начинают крошиться и скалываться;
Теплоизоляция. По сравнению с неавтоклавными блоками и кирпичом, автоклавный газобетон обладает на 30% лучшим показателем по теплоизоляции.
Давайте подведем итоги:
Неавтоклавные блоки дешевле, чем бетон из автоклава;
Газобетонные блоки автоклавного твердения отличаются физико-механическими свойствами
Богатый выбор марок по прочности. Прочность автоклавных газоблоков выше в полтора-два раза неавтоклавных материалов;
Производят автоклавные блоки только на современных заводах;
Автоклавные блоки лишены такого недостатка, как усадка;
Как мы видим, автоклавный газобетон превосходит неавтоклавный практически по всем показателям. На нашем заводе ПТЖБ изготавливаются газоблоки из автоклава. Только так мы можем быть уверенны в качестве своих изделий. Здания из таких блоков получаются более прочные, а постройка проходит легче и проще.
ВЕРНУТЬСЯ В БЛОГ
ВЕРНУТЬСЯ В БЛОГ
Стандарт D500 600x300x188
по запросу
ВЫБРАТЬ
Стандарт D500 600x300x200
по запросу
ВЫБРАТЬ
Стандарт D500 600x300x250
по запросу
ВЫБРАТЬ
Стандарт D500 600x400x188
по запросу
ВЫБРАТЬ
Стандарт D500 600x400x200
по запросу
ВЫБРАТЬ
Стандарт D500 600х400х250
по запросу
ВЫБРАТЬ
Пазогребневый D500 600x300x250
по запросу
ВЫБРАТЬ
Пазогребневый D500 600х400х250
по запросу
ВЫБРАТЬ
Перегородочный D500 600х300х100
по запросу
ВЫБРАТЬ
Автоклавы | Walton Process Technologies
Почему стоит выбрать WPT?
Создан, чтобы превзойти все требования клиентов
Мы сервисная организация, которая производит новое оборудование. Основанная в 1995 году, мы имеем большой опыт в производстве композитных автоклавов для многих отраслей промышленности, включая аэрокосмическую промышленность, вулканизацию резины, производство стекла, бетона, нефти и газа, а также автомобилестроение. Благодаря этому опыту мы понимаем важность промышленного качества, производительности и ремонтопригодности.
ПРОМЫШЛЕННОЕ КАЧЕСТВО
Высшее качество сборки
Сертификация ASME по Разделу VIII, Разделу 1 сосуда под давлением, RT1
Наши автоклавы полностью проходят рентгеновский контроль, чтобы убедиться в отсутствии дефектов
Внутренний листовой металл толщиной 16 ga, чтобы выдерживать больший износ, чем у конкурентов
Самая прочная дверная петля и стопорное кольцо
в отрасли
На 40 % толще, чем у конкурентов
Максимальный срок службы без ремонта, равный меньшему времени простоя
Полностью регулируется во всех направлениях
Нагревательный змеевик Premium
Высокоэффективные системы отопления
Электрический SCR-контроллер
Газовый, гибридный электрический и газовый, масляный
Нержавеющая сталь 321H
Охлаждающий змеевик Premium
Конструкция коробчатого змеевика для предотвращения повреждения электрического нагревательного элемента
Трубки утоплены в коллекторе, чтобы вся вода могла стекать из обоих коллекторов, что позволяет избежать парового удара и увеличить срок службы змеевика
Оптимизированный блок вентилятора
Предназначен для подачи 100 % воздуха автоклава через нагревательный и охлаждающий змеевик
Средняя скорость 300 футов в минуту, управляемая частотно-регулируемым приводом на двигателях вентиляторов для улучшения воздушного потока и повышения эффективности
Дополнительная защита цепи
Защита восходящей и нисходящей цепи для защиты дорогостоящих электрических компонентов, таких как тиристоры,
Усовершенствованная система подачи воздуха/азота
Приборная система включает регулятор и датчик давления для обеспечения достаточного рабочего давления клапанов
Система предприятия включает в себя обратный клапан, приводной клапан с аварийным закрытием и датчик давления для предотвращения подачи воздуха или азота ниже допустимого уровня
ПРОИЗВОДИТЕЛЬНОСТЬ
Более быстрые производственные циклы
Самые быстрые скорости нагрева и охлаждения, превышающие установленные стандарты однородности температуры и точно контролируемая стабильность вакуума
Компания WPT устанавливает на своих судах электрические и газовые нагревательные змеевики увеличенного размера, чтобы превысить стандартную скорость нагрева 0-10°F в минуту
WPT устанавливает на наших судах охлаждающие змеевики увеличенного размера, чтобы превысить стандартную скорость охлаждения 0°-10°F в минуту
WPT устанавливает высокопроизводительные двигатели и крыльчатки вентиляторов для оптимизации воздушного потока
ПРОИЗВОДИТЕЛЬНОСТЬ
Более быстрые производственные циклы
Самые быстрые скорости нагрева и охлаждения, превышающие установленные стандарты однородности температуры и точно контролируемая стабильность вакуума
Компания WPT устанавливает на своих судах электрические и газовые нагревательные змеевики увеличенного размера, чтобы превысить стандартную скорость нагрева 0-10°F в минуту
WPT устанавливает на наших судах охлаждающие змеевики увеличенного размера, чтобы превысить стандартную скорость охлаждения 0°-10°F в минуту
WPT устанавливает высокопроизводительные двигатели и крыльчатки вентиляторов для оптимизации воздушного потока
ТЕХОБСЛУЖИВАНИЕ
Мы используем наш опыт для разработки оборудования, которое легко обслуживать | Связки нагревательных и охлаждающих змеевиков на роликах для легкого снятия | Изготовлен из непатентованных деталей. У нас есть запасные части, но если вам нужны насосы, клапаны, двигатели и т. д., мы оставляем оригинальные номера деталей на изделиях, чтобы вы могли найти их на месте
Что такое «зеленые системы»
экологически чистые композитные автоклавы, а также другое промышленное технологическое оборудование.
Наши экологические цели включают сокращение энергопотребления, снижение выбросов и уменьшение углеродного следа ваших компаний при одновременном повышении эффективности термического технологического оборудования, работающего на газе.
Компания WPT Green Systems усовершенствовала газовое термическое технологическое оборудование за счет разработки более интеллектуальных технологий горелок и средств управления и является промышленным лидером в области горелок с низким и сверхнизким выбросом NOx, систем рекуперации тепла и технологий гибридных горелок.
Сократите свой углеродный след
Системы горелок с низким и сверхнизким выбросом NOx
Системы рециркуляции выхлопных газов
Снижение расхода топлива на 20-25% во время разгона
Снижение расхода топлива на 80-90 % во время выдержки
Системы горелок с низким и сверхнизким выбросом NOx
Традиционная система газовых горелок в автоклаве использует механические клапаны и рычаги для управления соотношением воздуха и топлива. Эти системы не учитывают нелинейность механических компонентов и не могут автоматически регулироваться для работы в широком диапазоне. В наших системах горелок с низким и сверхнизким выбросом NOx используется горелка со смесительным соплом, средней скоростью, с низким избытком воздуха, с прецизионными регулирующими клапанами воздух-газ и интеллектуальным регулятором соотношения для снижения выбросов до 85% частей на миллион и 99% СО*.
* Подробнее см. в таблице ниже
Зачем беспокоиться о выбросах NOx?
Оксид азота является основной причиной образования парниковых газов и фотохимического смога, которые воздействуют на окружающую среду и организм человека. Выбросы NOx могут сильно раздражать легкие при таких заболеваниях, как астма, а также вызывать снижение функции легких.
В таблице ниже приведены результаты перехода от устаревшей газовой горелки к высокоэффективной системе горелок WPT со сверхнизким уровнем выбросов NOx.
Оригинальная система горелки
Пробный запуск 1
Пробный запуск 2
Пробный запуск 3
TCEQ 117. 410 ЕСАД
NOx ppm при 3% O2 Коэффициент выбросов оксидов азота, ppm при 3% O
66,7
66,5
65,9
29,3
CO ppm при 3% O2 Концентрация угарного газа, ppm при 3% O2
5272.16
5272,08
5362,95
400
Модернизация системы горелки WPT со сверхнизким выбросом NOx
Пробный запуск 1
Пробный запуск 2
Пробный запуск 3
TCEQ 117.410 ЕСАД
NOx ppm при 3% O2 Коэффициент выбросов оксидов азота, ppm при 3% O
8,98
8,98
10,26
410 ESAD»> 29,3
CO ppm при 3% O2 Концентрация угарного газа, ppm при 3% O2
14,64
4,18
2,31
400
*Все тесты проводились на оборудовании заказчика. Первоначальная статистика по горелкам не соответствовала экологическим стандартам по выбросам NOx. Статистические данные по модернизации горелок значительно ниже экологических стандартов. Все результаты сообщаются сторонней компанией, группой контроля качества воздуха. Колебания, наблюдаемые во время тестовых прогонов БПЭ, являются результатом настройки техническим специалистом БПЭ горелки на каждом этапе тестирования.
Системы рекуперации тепла
Сегодня в большинстве автоклавных систем процесс нагревания газа происходит в системе сжигания, при которой горячий воздух циркулирует через нагревательный змеевик, а затем выбрасывается в атмосферу. Возвращая отработанный воздух обратно в систему отопления, он снижает количество энергии, необходимой для нагрева окружающего воздуха, необходимого для поддержания технологической температуры системы.
Это снижает расход топлива газовой горелки в среднем на 25 % во время линейного нагрева и на 70 % во время выдержки на цикл отверждения.
от 95 °F до 400 °F 50 PSI Температура на входе горелки: 1200 °F Расход на выходе: 4300 SCFM Вентилятор кондиционера: 60 Гц Система рециркуляции отключена
4,36 Среднее
МБТЕ/ч
Приблизительное время до температуры
32
минут
Приблизительный расход топлива — рампа
2,325 Среднее
МБТУ
Скорость горения горелки – замачивание
1,88 В среднем
МБТЕ/ч
Приблизительное время замачивания
60
минут
Приблизительный расход топлива – замачивание
1,88
МБТУ
Приблизительный общий расход топлива
4,2
МБТУ
от 95 °F до 400 °F 50 PSI Температура на входе горелки: 1200 °F Расход на выходе: 4300 SCFM Вентилятор кондиционера: 60 Гц Управление выпускным клапаном до 500 °F – макс. 80%
Скорость горения горелки – рампа
3,4 В среднем
МБТЕ/ч
Приблизительное время до температуры
32
минут
Приблизительный расход топлива — рампа
1,81 Среднее
МБТУ
Мощность горелки – замачивание
0,75 В среднем
МБТЕ/ч
Приблизительное время замачивания
60
минут
Приблизительный расход топлива – замачивание
0,75
МБТУ
Приблизительный общий расход топлива
2,56
МБТУ
КОМПОЗИТНЫЕ НАГРЕВАТЕЛЬНЫЕ ПОКРЫТИЯ ДЛЯ АВТОКЛАВОВ
WPT объединяет нагревательные одеяла с композитными автоклавами для отверждения для снижения затрат на энергию при работе с небольшими загрузками | Эти нагревательные одеяла управляются с помощью программного обеспечения WPT Process Control Software 2. 0 (PCS) и могут работать как с основной системой нагрева составного автоклава, так и без нее
120 В, 240 В и 480 В
Зона регулируется до ± 10°F
Максимальная температура до 500°F
Автоклавная инертизация
Автоклавная инертизация
Дом
Приложения
Инертизация автоклава
Обработка металлов и материалов
Поскольку производство компонентов из углеродного волокна и композитных материалов значительно растет из-за растущего спроса на более легкие материалы, особенно в аэрокосмической отрасли, использование автоклавов для обработки деталей продолжает расти. Следовательно, использование азота для создания инертной атмосферы и давления во время процесса отверждения становится критическим для операции.
Клеммники на плату No trademark PBD2-40, Разъем 2х20 гнездо на плату, шаг 2мм Тип: разъём
ПОДРОБНЕЕЕще цены и похожие товары
KLS PBD—40 Тип: плата
ПОДРОБНЕЕЕще цены и похожие товары
KLS PBD—40 Тип: плата
ПОДРОБНЕЕЕще цены и похожие товары
PBD2-40 (PBD2-2X20) 2. 00 MM, Гнездо для плат 2.00 мм PBD2-40 (PBD2-2×20) 2.00 мм, 40 контактов Shanghai Ruichi Industry Co./Shenzhen RuiChi Electronic Co.
ПОДРОБНЕЕЕще цены и похожие товары
Разъемы штыревые и гнезда RUICHI PBD2-40 (PBD2-2×20) 2.00 mm
ПОДРОБНЕЕЕще цены и похожие товары
Разъемы штыревые и гнезда KLS KLS1-208-2-40-S, PBD—40
Разъемы штыревые и гнезда RUICHI PBD40 (PBD 2×20) Производитель: RUICHI
ПОДРОБНЕЕЕще цены и похожие товары
Разъемы штыревые и гнезда No trademark PBD—40, Разъем 2х20 гнездо на плату, шаг 2.54мм Тип: разъём
ПОДРОБНЕЕЕще цены и похожие товары
PLS-40R (ШАГ 2. 54 ММ), Разъем штыревой на плату 40 контактов шаг 2.54 мм угловой Shanghai Ruichi Industry Co./Shenzhen RuiChi Electronic Co.
ПОДРОБНЕЕЕще цены и похожие товары
мыслей Bosch PBD 40 ?
« предыдущая следующая »
Страницы: [ 1 ] Вниз
Автор Тема: мысли Bosch PBD 40 ? (Прочитано 2114 раз)
0 пользователей и 1 гость просматривают эту тему.
праздничный
Хотел приобрести настольный компьютер Nova Viking, но его невозможно найти, и теперь он стоит 1100 долларов после повышения цен против 900 долларов, когда он вышел. Недавно наткнулся на ПБД 40 и задумался о его импорте. Это менее 400 долларов и, кажется, получает приличные отзывы. Кто-нибудь может прокомментировать сверлильный станок Bosch?
Зарегистрировано
Festool USA не дает предварительного одобрения содержания этого веб-сайта и не одобряет применение или использование какого-либо продукта Festool каким-либо иным образом, кроме как в порядке, описанном в Руководстве по эксплуатации Festool. Чтобы снизить риск серьезной травмы и/или повреждения изделия Festool, всегда читайте, уясняйте и выполняйте все предупреждения и инструкции в Руководстве по эксплуатации вашего изделия Festool. Несмотря на то, что Festool стремится к точности материалов веб-сайта, он может содержать неточности. Festool не делает никаких заявлений относительно точности, надежности, полноты или своевременности материалов на этом веб-сайте или результатов, которые могут быть получены при использовании веб-сайта. Festool и ее дочерние компании не несут ответственности за неправомерные публикации или использование вами материалов веб-сайта. Вы используете любые материалы, содержащиеся на этом веб-сайте, исключительно на свой страх и риск. Контент, содержащийся на этом сайте, предоставляется только в информационных целях и не является профессиональной консультацией.
Боб Д.
Никогда не понимал руль. Кажется, управлять одной рукой сложнее, чем с традиционной трехрычажной конструкцией.
У меня есть такой, и я им очень доволен, особенно учитывая цену, которую я заплатил тогда в Дании (около 225 долларов). Это было на 100 долларов меньше, чем при первом запуске в моей стране. Сейчас она варьируется, но на распродажах стоит 250 долларов. (Scheppach и Parkside выпустили «конкурирующие» продукты) — Я бы все еще взял Bosch, но пожалел, что они не расстались с колесом..
А это целая куча сверл за такие деньги. С 2 передачами, электронным управлением скоростью с компенсацией нагрузки, лазером, светодиодной подсветкой и т. Д., С ним удобно работать.
Позже я немного модифицировал свой; добавил стол сверлильного станка (Lee Valley) с ограждением, и навесные руки на колесо — как говорит Bob D, я тоже не понял, не удобно. Теперь это
Посмотрите в этой теме: https://www.festoolownersgroup.com/building-materials/anodised-aluminium-rods-threading/msg636603/#msg636603
Зарегистрировано
«Стиг» Да, это правда, по крайней мере часть.
праздничный
Всем спасибо за ответы. я заметил, что это только 240v, но у меня есть 240 в моем гараже. В целом, из исследования, которое я провел, основная жалоба связана с колесом, а еще одна проблема связана с биением патрона
. Зарегистрировано
ФеститаМакул
Патрон хороший, совсем не плохой. У меня не было проскальзывания, и он держится по центру. Это Röhm SUPRA-SK E. Он металлический, кроме верхнего кольца и стопорного кольца, которые пластиковые.
Вал двигателя имеет незначительный люфт в верхней части (игольчатые подшипники) некоторые из них были заменены. Но я считаю, что сверло все равно работает правильно. Я не думаю, что эта топ-игра имеет такое большое значение.
Зарегистрировано
«Стиг» Да, это правда, по крайней мере какая-то его часть.. «Если у тебя есть старый Land Rover и подтянутая жена, ты, скорее всего, всегда занят»
Алекс
Green Bosch — это европейская линейка Bosch для любителей/любителей. Как профессиональный пользователь инструмента, я никогда не мог даже смотреть на это удаленно. Здесь, в Голландии, вы можете получить очень хороший сверлильный станок HBM дешевле, чем зеленый Bosch, и он даст вам гораздо больше сверла.
В штатах тоже должны быть лучшие альтернативы. Вы были готовы потратить 9 долларов00 для другой дрели, должна быть какая-то хорошая альтернатива за эти деньги или меньше, прежде чем вы столкнетесь с трудностями импорта такой посредственной дрели, как Bosch.
Зарегистрировано
ФеститаМакул
Они не делают их в синем цвете, Алекс.. «Вчера» синий и зеленый Bosch были почти одинаковыми. Сегодня немного по-другому. На самом деле есть профессионалы, которые даже не смотрят на это удаленно, они используют их на практике в своем магазине. Даже Мэнор Вуд, крупный профессиональный плотник, сказал хорошие вещи о PBD 40. Теперь у него есть Nova Voyager, но он оставил свой Bosch, потому что почему бы и нет — для большинства задач он быстрее настраивается, чем базовый сверлильный станок с ремни.
Тем не менее, многие ждут, когда Bosch поймет, что они должны были сделать профессиональную версию этого. Но, как бы хороши они ни были в маркетинге, они, вероятно, этого не знают, пока или когда-либо — скоро кто-то другой добьется этого. Может быть, они должны были покрасить его в серый цвет..
Зарегистрировано
«Стиг» Да, это правда, по крайней мере часть.
праздничный
Хотите верьте, хотите нет, вариантов не так много. Есть новый викинг, которого невозможно найти. Существует модель powermatic pm2800, которая представляет собой напольную модель и имеет только регулируемую переменную скорость. Новый путешественник. У меня был Вояджер, и я совершил ошибку, продав его, потому что он занимал много места в моем гараже. Думал заменить на Викинг, но потом случилась пандемия и они исчезли. Затем снова появились еще 300 долларов и теперь снова исчезли. Я нашел б/у вариатор, но это был мусор
Отправлено с моего iPhone с помощью Tapatalk
Зарегистрировано
праздничный
Патрон хороший, совсем не плохой. У меня не было проскальзывания, и он держится по центру. Это Röhm SUPRA-SK E. Он металлический, кроме верхнего кольца и стопорного кольца, которые пластиковые.
Вал двигателя имеет незначительный люфт в верхней части (игольчатые подшипники) некоторые из них были заменены. Но я считаю, что сверло все равно работает правильно. Я не думаю, что эта топ-игра имеет такое большое значение.
Полезно знать. Спасибо. Я, вероятно, закажу его из Германии на этой неделе
Отправлено с моего iPhone с помощью Tapatalk
Зарегистрировано
Страницы: [ 1 ] Наверх
« предыдущая следующая »
Bosch PBD 40 Customization [splitbrain.org]
Одним из последних крупных станков, которых мне не хватало в моей мастерской, был сверлильный станок. Давно присматривался к Bosch PBD-40, но ждал распродажи. В этом году Amazon Prime Day, наконец, стал той возможностью, в которой я нуждался.
Но, конечно, есть несколько вещей, которые нужно сделать, чтобы правильно интегрировать его в мою мастерскую…
Крепление колеса
PBD-40, кажется, очень популярен среди (немецких) любителей. Но есть одна вещь, которую люди обычно называют неидеальной: ручка-колесо вместо более привычного турникета.
Я попробовал и согласен. Управляемость ниже оптимальной. Однако турникет занимает больше места, чем колесо. И добавление одного также означает несколько большую модификацию. Поэтому я был очень рад найти другую альтернативу в дизайне Михала Баторовича, которая добавляет ручку к существующему колесу.
Я распечатал и прикрепил его к своей машине, и это было хорошо. Однако, как только вы перемещаете машину выше или ниже по оси, рукоятка уже не находится в идеальном положении. Я также обнаружил, что это слишком долго для работы с моими ограничениями по пространству (воссоздание исходной проблемы с турникетом).
Поэтому я решил создать собственное решение. В моем дизайне используются три ручки, но они ближе к оригинальному колесу. Это устраняет обе проблемы, которые у меня были с дизайном Михала. Всегда есть одна ручка в правильном положении, и ничто не выступает дальше основания машины.
Полочное крепление
Мастерская не большая. Там не так много места, чтобы постоянно разместить сверлильный станок, не мешая при этом. С другой стороны, я не хотел перемещать машину в хранилище и из хранилища всякий раз, когда мне это нужно.
Решение состояло в том, чтобы интегрировать его в мое хранилище таким образом, чтобы им было легко пользоваться: он был установлен на выдвижном ящике.
Чтобы создать ящик, я купил две прочные направляющие для ящиков. Вместо того, чтобы ставить полку между ними, я использовал два 6×4 и установил полку сверху — намного проще собирать, а также несколько защищает слайды от пыли.
К сожалению не обратил внимания и купил ползунки без стопорного механизма.
Мы гарантируем полное соответствие фундаментных болтов требованиям действующих ГОСТ; Вместе с изделиями выдается паспорт качества. Для того, чтобы заказать нестандартный крепеж Вам потребуется выслать чертеж или эскиз такого болта со всеми необходимыми размерами.
С нами удобно сотрудничать: чтобы купить фундаментные болты достаточно оформить заявку. При полной безналичной предоплате мы обеспечиваем доставку по Екатеринбургу и области, а также отпускаем товар со склада в Екатеринбурге;
Фундаментный болт изогнутый
Model: Тип 1.
Номинальный диаметр резьбы: от М12 до М48 Длина L: от 300 до 2800 мм
Марки стали: 3, 20, 45, 09г2с и др.
Комплект поставки:
фундаментный болт изогнутый
две гайки
шайба
Заказать
Болт с плитой
Model: Тип 2.
Номинальный диаметр резьбы: Исполнение 1: от М16 до М48 Исполнение 2 и 3: от М56 до М140 Длина L: от 300 до 4000 мм Марки стали: 3, 20, 45, 09г2с и др. Комплект поставки:
шпилька тип 3 (для исп.1) и тип 4 (для исп.2)
четыре гайки
плита
шайба
Заказать
Составной болт
Model: Тип 3.
Номинальный диаметр резьбы: Исполнение 1: от М24 до М48 Исполнение 2: от М56 до М140 Длина L: от 300 до 4000 мм Марки стали: 3, 20, 45, 09г2с и др. Комплект поставки:
шпилька тип 3
шпилька тип 5
четыре гайки
муфта
плита
шайба
Заказать
Изготовление болтов. Анкерный болт
Марки стали: 09Г2С, 10Г2С1, ст.20, ст.45 и иные марки по требованию заказчика. Покрытия: без покрытия, цинк, термодиффузионное оцинкование, горячее оцинкование. В регионах с холодным климатом зачастую востребован болт из морозостойкой стали 09Г2С, из которой по ГОСТ 24379.1-80 производится только шпилька, а остальные элементы болта могут исполняться из сталей марок 3-20. Диаметры изготавливаемых болтов находятся в интервале от М12 до М140 мм (см. таблицу ниже).
Болты для фундамента классифицируются по конструктивному решению, по способу установки в фундамент, по способу закрепления в бетоне фундамента и по условиям эксплуатации (расчетные и конструктивные).
Основная сфера использования – строительство конструкций и оборудования гражданского и промышленного назначения. Болт фундаментный широко используется в болтовых стыках таких как «колонна-фундамент», «колонна-колонна» и «колонна-балка».
Возможно изготовление болтов других диаметров и из других марок стали, а также по чертежам и эскизам заказчика (нестандартные). Нестандартные фундаментные болты – это болты не попадающие под ГОСТ 24379.1-80.
Конструкция фундаментных болтов
Фундаментные болты– это крепежные элементы, основной функцией которых является крепление и фиксация различных строительных конструкций и оборудования. Современное строительство практически не обходится без этого вида крепежа. Он применяется едва ли не повсеместно – как при строительстве жилых объектов, так и для возведения коммерческих и промышленных зданий.
Изготовление фундаментных (анкерных) болтов производится в соответствии с требованиями ГОСТ 24379.1-80. Материалом для их изготовления служит сталь марок СТ 20 – 45, а для регионов, где наблюдается значительное понижение температур – сталь 09Г2С.
Дополнительная термообработка и оцинковка делают анкерные болты более прочными и устойчивыми к внешним воздействиям. Заводы-изготовители металлоконструкций предлагают целый ряд болтов, различных по своему типу, назначению и комплектации.
Классификация фундаментных болтов
Фундаментные болты принято классифицировать в зависимости от нескольких параметров.
1. Конструктивные особенности делят болты на:
изогнутые;
с анкерной плитой;
составные;
съемные;
прямые;
с коническим концом.
Каждый из этих видов болтов имеет несколько вариантов исполнения, как по диаметру резьбы, так и по внешнему устройству и комплектации.
2. Условия эксплуатации разделяют анкерные болты на:
конструктивные, т.е. используемые для фиксации на фундаменте оборудования, устойчивость которого обеспечена собственным весом;
расчетные, т. е. элементы, воспринимающие нагрузки, возникающие в ходе работы технологического оборудования.
Необходимость в том или ином типе крепежа определяется на этапе проектирования, и если в ходе него выясняется, что стандартные болты не подходят, имеет смысл заказать на заводе индивидуальные изделия.
Способы монтажа анкерных болтов
Фундаментные болты так же принято различать в зависимости от способа установки и закрепления в фундаменте будущего сооружения. Как правило, до бетонирования фундамента могут быть установлены изогнутые болты, а так же болты с анкерной плитой различных исполнений.
В готовый фундамент, в специально отведенные колодцы и скважины, устанавливаются изогнутые болты (2 исполнение) болты с коническим концом и прямые болты. Нижние шпильки и анкерные плиты составных болтов (исполнение 1, 2), а так же съемных крепежей (исполнение 1-3) монтируются до заливки фундамента, и после его застывания к ним крепится остальная часть конструкции.
Кроме того, болты можно разделить на несколько видов в зависимости от того, каким образом они закрепляются в бетоне фундамента. Это болты:
закрепляемые за счет взаимодействия элементов;
закрепляемые силоксановым, эпоксидным клеем или цементо-песчаными смесями;
закрепляемые разжимными цангами.
Как не ошибиться при выборе крепежных элементов
Строительство – очень сложный процесс, требующий значительных затрат времени, сил и средств. Чтобы не «затягивать» и не усложнять его, стоит уделять большое внимание таким важным элементам, как фундаментные болты. Их выбор должен быть определен специалистом еще на стадии проектирования, после чего производится закуп стандартных или заказ индивидуальных крепежей.
В случае, когда требуется изготовление металлоконструкций на заказ, может потребоваться копия проекта будущего строения, либо выдержка из него. В основном, выбор анкерных болтов складывается в ходе соотношения надежности и экономичности готового изделия.
Современные производители упрощают этот выбор, предоставляя консультативную помощь своим клиентам, а так же самостоятельно проводя расчеты всех необходимых комплектующих для того или иного вида крепежа. В любом случае, обратившись к профессионалам, можно быть твердо уверенным в том, что качество и точность исполнения буду на высоте.
Таблица 1. Размеры фундаментных болтов ГОСТ 24379.1-80
Тип болта
Исполнение
Наименование болта
Номинальный диаметр резьбы, мм
1
1
Болты фундаментные изогнутые
М12 — М48
2
2
1
Болты фундаментные с анкерной плитой
М16 — М48
2
М56 — М90
3
М100 — М140
3
1
Болты фундаментные составные
М24 — М48
2
М56 — М64
4
1
Болты фундаментные съемные
М24 — М48
2
М56 — М125
3
М56 — М100
5
—
Болты фундаментные прямые
М12 — М48
6
1
Болты фундаментные с коническим концом
М12 — М48
2
3
Производственные процессы — Оцинкованные анкерные болты
Оцинкованные анкерные болты производятся в различных конфигурациях. Инженеры определят соответствующую марку, размер и конфигурацию оцинкованного анкерного болта в зависимости от его применения и сил, действующих на него. Различные производственные процессы, необходимые для изготовления оцинкованного анкерного болта, описаны ниже.
Резка
Круглые стальные прутки, обычно длиной от 20 до 40 футов, плавятся и прокатываются на сталелитейном заводе. Первая необходимая рабочая операция, независимо от того, какой тип анкерного болта изготавливается, — это нарезка круглого стержня по длине. Оцинкованные анкерные болты можно резать ножницами или ленточной пилой. Ножницы режут сталь подобно гильотине и чрезвычайно эффективны, в то время как ленточные пилы используют лезвия с зубьями для разрезания стали. Ножницы несколько ограничены в диаметре (обычно максимум около 2 дюймов) и длине (обычно до 100 дюймов), которые они могут резать, в то время как ленточные пилы практически не имеют ограничений.
Резьба
Все оцинкованные анкерные болты, независимо от их конфигурации, должны иметь резьбовой конец, выступающий из бетона. Нити либо нарезаются, либо накручиваются. Нарезка резьбы обычно выполняется с помощью нарезок, которые удаляют сталь с круглого стержня, создавая область с резьбой. Накатанные нити формируются в процессе экструзии, при котором сталь смещается двумя головками для формирования резьбы. Многие прямые оцинкованные анкерные стержни также имеют резьбу на встроенном конце с некоторой комбинацией гайки (ов) и / или пластины для обеспечения сопротивления выдергиванию.
Заголовок
Некоторые анкерные болты имеют кованую головку на закладном конце, что создает сопротивление выдергиванию. Конец круглого стержня без резьбы нагревается примерно до 2000 градусов по Фаренгейту и «опрокидывается» в ходе операции, при которой нагретый конец принимает шестигранную, тяжелую шестигранную или квадратную форму. Анкерные болты с головкой обычно доступны диаметром 2½ дюйма.
Изгиб
Изгиб под углом 90 градусов или изгиб под прямым углом является обычной конфигурацией оцинкованного анкерного болта, особенно небольших стандартных размеров. Гибочное оборудование используется для изготовления «крюка» на конце, который будет встроен в бетон. Изогнутая часть анкерного болта обеспечивает сопротивление выдергиванию.
Раскатка
Распрессовка — это процесс, при котором большие углубления или углубления вдавливаются во встроенный конец оцинкованного анкерного стержня. Когда анкерные стержни заливаются в фундамент, вокруг углублений образуется бетон, что предотвращает выдергивание стержня из бетона.
Снятие фаски
Снятие фаски представляет собой небольшой скос на резьбовом конце оцинкованного анкерного болта, облегчающий установку оцинкованной гайки. Удаление первого потока также поможет предотвратить проблемы при установке.
Сварка
Оцинкованные анкерные стержни часто требуют приварки стальных пластин и/или трубных муфт к гайкам или к закладному концу анкерного стержня. Сварка — это процесс, при котором сталь скрепляется путем нагревания компонентов и добавления присадочного материала из расплавленного металла.
Изготовление пластин
Квадратные, круглые или прямоугольные анкерные пластины часто прикрепляются к закладным концам оцинкованных анкерных стержней для обеспечения сопротивления выдергиванию. Стальные шаблоны также используются для правильного размещения анкерных болтов во время установки. Пластины разрезают и перфорируют или обжигают с использованием различного оборудования и процессов. Эти пластины и шаблоны могут быть оцинкованы или не оцинкованы как часть узла анкерного болта.
Термическая обработка
Многие марки оцинкованных анкерных болтов проходят процесс термообработки, в ходе которого они закаляются и отпускаются для достижения надлежащих прочностных характеристик, соответствующих заданным техническим условиям. После термической обработки болты должны быть подвергнуты механическим испытаниям, чтобы обеспечить соответствие спецификации ASTM.
Цинкование
Горячее цинкование — это процесс, при котором анкерные болты погружаются в расплавленный цинк с целью нанесения антикоррозионного покрытия. Анкерные болты, которые будут подвергаться воздействию элементов, обычно имеют горячее цинкование. Крайне важно, чтобы компания, выполняющая процесс цинкования, располагала специализированными системами для адекватного удаления излишков цинка с резьбы анкерных болтов без «повторной нарезки» резьбы. АСТМ F2329конкретно ограничивает практику «преследования потоков» в разделе 5.4.1 спецификации. Специалисты по цинкованию, имеющие опыт обработки болтов, обычно используют центробежную силу для вытягивания избыточного цинка из резьбы оцинкованных анкерных болтов, пока цинк все еще находится в жидком состоянии.
Вопросы? Спросите Джессику
Джессика Калебо, торговый представитель Portland Bolt, является экспертом по оцинкованным анкерным болтам. Свяжитесь с Джессикой по телефону, через нашу форму, по электронной почте или через чат если у вас есть вопросы.
О компании Portland Bolt
Этот веб-сайт принадлежит и управляется компанией Portland Bolt and Manufacturing Company. Целью этого сайта является предоставление инженерам, архитекторам, подрядчикам, производителям стали и дистрибьюторам крепежа подробной технической информации, касающейся оцинкованных анкерных болтов. Пожалуйста, свяжитесь с нами, если у вас есть вопросы, требуется дополнительная информация, требуется ценовое предложение или вы хотите разместить заказ. Для получения дополнительной информации о производственных возможностях Portland Bolt и полном ассортименте продукции посетите сайт www.portlandbolt.com.
Производство — анкерные болты с головкой
Резка
Первым этапом производства анкерных болтов с головкой является резка материала. Расчеты выполняются для определения длины круглого стержня, который необходимо отрезать, с учетом стиля головки, чтобы готовая застежка была правильной длины.
Наблюдайте за операциями по резке в Portland Bolt
Заголовок
После того, как материал будет отрезан по длине, анкерные болты готовы к завинчиванию. Один конец круглого стержня нагревается примерно до 2000 градусов по Фаренгейту с помощью катушек индукционного нагрева. Затем горячий конец стержня помещают в осадку, чтобы придать головке требуемую форму.
Нарезание резьбы
После того, как сырье нарезано по длине, резьба анкерного болта с головкой может быть получена путем нарезки или прокатки. Портландболт способен нарезать резьбу диаметром 6 дюймов и нарезать резьбу диаметром 1 дюйм. Нарезание резьбы — это процесс, при котором сталь отрезается или физически удаляется из круглого стального стержня для образования резьбы. Накатывание резьбы — это процесс экструзии, при котором стальной круглый стержень вдавливается между двумя матрицами для образования резьбовой части крепежного изделия, а не удаляется, как при нарезании резьбы. Нарезание резьбы роликом — чрезвычайно эффективный процесс, который часто приводит к значительной экономии средств. Таким образом, Portland Bolt будет скручивать нити всякий раз, когда это возможно.
Термическая обработка
При производстве болтов, отличных от низкоуглеродистой стали или высокопрочных низколегированных болтов, таких как F1554, класс 36 или F1554, класс 55, болты должны быть закалены и отпущены после высадки. Термическая обработка — это процесс, при котором болты нагревают, погружают в жидкость (закаливают), а затем отпускают, чтобы получить требуемые механические свойства согласно спецификации. Затем анкерные болты с головкой испытываются в соответствии со спецификацией после термической обработки для подтверждения соблюдения механических требований.
Ротоструйная обработка
Анкерные болты с головкой подвергаются шлифовке перед горячим цинкованием, чтобы удалить излишки ковочной окалины. Анкерные болты с головками из нержавеющей стали будут подвергнуты шлифовке для удаления окалины перед термической обработкой, известной как отжиг на твердый раствор.
Цинкование
При необходимости горячее цинкование является заключительным производственным процессом при производстве партии анкерных болтов с головкой. Цинкование — это процесс, при котором цинковое покрытие наносится на анкерные болты с головкой, которые будут подвергаться воздействию элементов, и обеспечивает коррозионную стойкость.
Посмотрите процесс горячего цинкования в Portland Bolt
Болты будут погружены в каустическую соду для удаления любого органического материала, такого как смазочно-охлаждающая жидкость, а затем быстро промыты водой.
Болты будут погружены в серную кислоту. Этот процесс удаляет прокатную окалину и способствует связыванию цинка с анкерными болтами с головкой за счет травления стали.
После кислотной ванны болты промывают, а затем погружают в раствор флюса, который способствует связыванию цинка со сталью.
Болты будут погружены в резервуар с расплавленным цинком при температуре 840 градусов, пока цинк не свяжется со сталью.
После извлечения болтов из расплавленного цинка высокоскоростной вращатель удаляет лишний цинк с резьбы, чтобы обеспечить качественную посадку гайки.
Вопросы? Спросите Стивена
Стивен Валленштейн, торговый представитель Portland Bolt, является экспертом по анкерным болтам с головкой. Свяжитесь со Стивеном по телефону, через нашу форму, по электронной почте или через чат если у вас есть вопросы.
О компании Portland Bolt
Этот веб-сайт принадлежит и управляется компанией Portland Bolt and Manufacturing Company. Целью этого сайта является предоставление инженерам, подрядчикам, производителям и дистрибьюторам крепежа подробной технической информации, касающейся анкерных болтов с головкой. Свяжитесь с нами, если у вас есть вопросы, вам нужна дополнительная информация, ценовое предложение или вы хотите разместить заказ.
Строительство гаража из пеноблоков (блоки из пенобетона, газобетонные блоки) — прекрасное решение, как по цене, так и по качеству и скорости возведения.
Именно поэтому строительство из пеноблоков пользуется такой популярностью. Также нужно отметить, что эта проверенная годами технология обеспечивает сравнительно небольшую стоимость самих пеноблоков, а строения из них приобретают должную прочность и внушительность. Это лишь некоторые, но далеко не все, преимущества строительства из пеноблоков.
Строительство гаража из пеноблоков
Как построить гараж из пеноблоков своими руками
Тут все зависит от способностей и желания, можно как своими руками, так и нанять подрядчиков, которые специализируются на таких работах. В подобных компаниях всегда помогут рассчитать стоимость предполагаемых работ, в зависимости от пожеланий заказчика.
Если рассматривать другие виды технологий, например, канадскую, то в сравнении с ней строительство гаража из пеноблоков обойдется гораздо дороже. Но цена часто зависит от многих факторов, и, если хорошо все рассчитать, то можно подобрать оптимальный проект гаража, цена которого будет относительно невелика.
Технология строительства гаража из пеноблоков
Фундамента под гаража из пеноблоков
Когда начинается укладка первого ряда пеноблоков, необходимо проследить, чтобы они были уложены на слой гидроизоляции, который впоследствии будет предотвращать попадание влаги в основание стен гаража.
Если в качестве фундамента для гаража используется железобетонная монолитная плита, то одним из самых лучших вариантов является монтаж одного ряда блоков по плите, которые будут впоследствии выполнять роль дополнительного фундамента. Плюс, это позволит удобнее организовать качественную гидроизоляцию.
Чтобы гидроизоляция была достаточно надежной, можно использовать такой материал, как гидростеклоизол (укладывают на толстый слой битумной мастики). Уделив должное внимание гидроизоляции фундамента можно будет избежать негативных последствий сырости.
Кладка стен из пеноблоков
Строительство стен из пеноблоков осуществляется на основе двух составов:
обычный цементный раствор
строительный клей для кладки пеноблоков (газобетона)
У этих составов есть свои преимущества и недостатки. Оптимальный вариант — использовать цементный раствор, который, как известно, значительно дешевле, чем клей. Но с другой стороны, расход клея меньше, процесс его приготовление гораздо легче, и главное — с ним очень удобно работать.
Также стоит отметить, что ширина швов на клеевой основе значительно меньше (2-5 мм), конечно, при условии что пеноблоки имеют хорошую геометрию, а при кладке на цемент ширина швов будет не менее 1 см.
Нужно помнить, что швы, идущие по горизонтали, необходимо через каждые два ряда блоков усиливать специальной армирующей сеткой. Если работы выполняет подрядчик, тогда необходимо контролировать его действия. Для этого нужно попросить оставлять несколько сантиметров сетки снаружи, чтобы было видно, что сетка проложена.
Монтаж балки над проемом ворот гаража
Одним из самых важных моментов в строительстве гаража из пеноблоков является установка балки, которая находится над воротами. Ширина проема для ворот, которые рассчитаны на одну машину, должно составлять не менее 3 м. Если планируется постройка гаража на две машины, тогда проем ворот, соответственно, должен быть больше (делается два проема по 3 м или один, но шириной 6 метров).
Выбирая готовый проект гаража из пеноблоков следует учитывать размеры строения, т.к. стены будут нести на себе различные нагрузки от перекрытий и крыши. Поэтому рекомендуется продумать укрепление стен с помощью специальных обвязочных поясов. При планировании второго этажа необходим монолитный обвязочный пояс из железобетона.
Как сделать армопояс для пенобетона
На всю ширину стены стены гаража устанавливаются опалубки, высотой около 30 см.
После этого укладывают продольную арматуру из 4 стержней, а затем выполняют бетонирование (заливка армопояса).
Если при постройке гаража из пеноблоков используются балочные перекрытия, то армированный пояс не обязательно делать такой мощности.
В таком случае опалубка для армопояса не нужна.
Достаточно будет приготовить очень густой раствор цемента и положить его на торец стены, а затем уложить поверх цементного раствора два стержня арматуры.
После этого необходимо повторно наложить слой раствора, а излишки, при необходимости, убрать кельмой.
Единственная сложность, которая может возникнуть во время устройства армопояса, это необходимость контроля густоты раствора (который должен быть не слишком густым, но и не таким слабым, чтобы стекал по стене).
Крепление мауэрлата к газобетону
Если в гараже из газобетонных блоков устанавливается обычная стропильная крыша из дерева, тогда на стены необходимо положить мауэрлат из бруса и стянуть анкерными блотами. Крепление стропил к мауэрлату выполняется гвоздями, шурупами или анкерными блотами. Мауэрлат хорош тем, что при необходимости он отлично справится с задачей распределения нагрузки от стропил крыши по всем стенам такого сооружения, как гараж из пеноблоков.
Нужен ли армопояс под мауэрлат? Всё зависит от конкретного проекта. В любом случае, вреда не будет, а определенная степень надежности появится.
Гараж из пеноблоков — видео
При строительстве гаражей из пеноблоков своими руками очень важно соблюдать все правила технологии постройки и в результате получится отличное строение, не уступающее по крепости каменному и по теплопроводности деревянному.
Армопояс по стене из пенобетона: пошаговая фотоинструкция.
Каждого дачника обязательно настигнет то время, когда надо будет построить дом, стену гаража, пристройку к дому или состряпать какой-то курятник. И сразу все как снег на голову: сколько что стоит? Построить из кирпича или дерева? Из пенобетона или шлакоблока? А как потом быть с сыростью и еще миллион вопросов. ааааа
Многие склоняются к тому, что надо сделать стены из пенобетона. Изначально у этого материала было минусов больше, чем у собаки блох в средине сезона, но потом пенобетон всё же научились делать и материал понемногу начал конкурировать с керамическими и силикатными изделиями. Даже больше, у него много плюсов: легкий, экономичный, ускоряет кладку, очень теплый. На данный момент у этого зверского материала только один минус – он очень ломкий. Причем именно ломкой, но несущая сила у стены вполне достаточна даже для постройки дома в несколько этажей.
Так в че же нуждается кладка стен из пеноблоков? Правильно, в армированном поясе. Он позволит положить увесистую балку на ломкие края пенобетона, укрепит стену и сделает ее монолитной. Сейчас я расскажу и наглядно покажу, как сделать из г@#на ракету. Точнее из пенобетона качественную несущую конструкцию, которая не будет уступать кирпичной кладке.
Делаем армопояс на пеноблок – первая стадия работ
Что нужно для начала кипиша? В первую очередь – стена, поскольку без нее у нас плохо получиться рассмотреть армирование пояса сверху. Желательно ровная, чтобы и не «выступать» и не «заподлицо». Хотя разницы нет, можно армировать и после пьяного гастарбайтера, просто опалубку будет чуть сложнее выставить.
Из какого пенобетона сделать стену? Все просто: плотность ниже – постройка легче, плотность блока высокая – постройка тяжелее и выше. Для дома – D900, для курятника с легкой крышей – D600. Это условно, для примера. Допустим, стена из пенобетона у нас есть, последний ряд выровнен уже и есть 20-25 сантиметров для опалубки и будущего армопояса.
ЭТАП 1: армирование пеноблоков вертикальной арматурой. Здесь все по определению просто: надо нарезать арматуру М12 кусочками по 35 сантиметров и на 10 сантиметров углубить внутрь пеноблока. Вообще бородатые мастера говорят, что забивать штырьки нельзя при армировании пеноблоков, надо насверливать под них посадочные места. Мол они рассыпаться могут от вибраций. Но я как представил, что я буду раком с дрелью лазить по 4-метровой высоте час, сразу перехотелось. С помощью небольшого молотка решил вопрос за 10 минут.
ЭТАП 2: вязка продольной арматуры. С помощью «штырьков» мы вроде как связываем наш будущий армопояс со стеной. Лично я в этом смысла почти не вижу, поскольку зачем привязывать то, что и так ровно лежит сверху… Можно просто считать, что штырьки нужны для того, чтобы красиво и на одном уровне закрепить продольную арматуру. По сути она только и нужна при армировании стен из пеноблоков. Предотвращает разломы при вертикальной нагрузке (второй этаж) и горизонтальном давлении на армопояс (ну… вдруг в гараж сбоку врежется крупная ворона, например?).
ЭТАП 3: закладные на ворота. Если вы построили курятник – это не очень актуально. Если же гараж – надо учесть, что скоро вы захотите сделать ворота. Сразу вопрос: к чему прикрепить их? Учитываем основной минус пенобетона – материал по прочности чуть лучше пластилина. Правильно, крепить снова к армопоясу. Для этого надо в бетон сделать закладные: толстые металлические пластины с торцов. Их можно сразу приварить к опорам. Они будут на 50-60 см в бетоне и на 10 выступать снаружи. К ним привариться верхним краем опора ворот. А низ опоры, как в лучших традициях американских триллеров, закопаем в землю и обольем бетоном.
ЭТАП 4: армирование стен из пеноблоков с помощью поперечин. Существует мнение, что такие поперечные жердочки придают продольной арматуре максимальную прочность в одной плоскости. Правда это или нет – зачем выяснять? Дело нехитрое и простое, просто сделаем и будем верить в то, что разработчики СНиПов были в трезвом уме и памяти.
В принципе, мы уже рассмотрели, как сделать армопояс по пеноблоку. Процесс предельно простой. Арматуру сваривать не нужно. Она не должна держаться крепко и сваренные соединения – это минус, а не плюс! Просто легонько посадить на проволоку или и вовсе положить сверху, главное – чтобы бетоном не смыло при заливке. Можно использовать крючки для вязки арматуры, они существенно облегчают жизнь.
Что делать после армирования пеноблоков арматурой
В принципе всё, что было нужно, уже сделано. Теперь остается выставить опалубку для заливки бетона и поместить в нее раствор, чтобы он отвердел.
Важно:арматура должна быть внутри раствора. Если высота и ширина армопояса будет 20х20 см, к примеру, арматура должна размещаться на высоте 10 см от стены и по 5 см по бокам. Если арматура будет слишком рядом у края армопояс может крошиться при больших нагрузках.
Надо ли вообще армопояс? Надо понимать, что любое сильное давление на край пеноблока приведет к его разрушению, поэтому установить кран-балку или лаги для второго этажа прямо на пеноблок никто не рекомендует. Если же будет армопояс, то балка будет давить сразу на всю площадь этажа.
Вывод такой: если у вас курятник с легкой крышей – возможно. В любом случае без армопояса пеноблок лучше вообще не использовать в гараже, доме и других конструкциях, где сверху на материал что-то давит.
LiftMaster DC LED Устройство для открывания гаражных ворот Wi-Fi с ременным приводом 84501
Наведите курсор на изображение, чтобы увеличить Нажмите на изображение, чтобы увеличить
Сэкономьте -336,46 $
LiftMasterSKU: LIF-84501
Поделитесь этим продуктом
Устройство для открывания гаражных ворот LiftMaster DC с резервным аккумулятором для настенного монтажа Wi-Fi® | ЛИФ-8500Вт
Ультратихий ременный привод Smart Opener с двойным светодиодным освещением. Управляйте, охраняйте и контролируйте гараж с помощью приложения myQ в любое время и в любом месте. Встроенная система светодиодного освещения освещает места с высокой проходимостью гаража светом 1500 люмен. Работает с ключом Amazon для удобной и безопасной доставки посылок и продуктов Amazon в гараж.
Включает
886LMW Панель управления детектором движения
893LM 3-кнопочный пульт дистанционного управления
Функции
Диагностика myQ® включена
Выбранный вами дилер может просмотреть отчет о диагностике вашего сошника, чтобы помочь устранить неполадки и принять меры в случае их возникновения.
Связь
Бесплатное мобильное приложение myQ®, чтобы пользователи знали, что их дом в безопасности.
Встроенный Wi-Fi® для самого простого способа подключения в гараже.
Оповещения
в реальном времени сообщают о состоянии ворот гаража по электронной почте или с помощью push-уведомлений.
Мониторинг и управление открывателем из любого места с помощью мобильных устройств.
Производительность
Двигатель постоянного тока, изготовленный по индивидуальному заказу, специально разработан и рассчитан на длительный срок службы.
Система ременного привода
для бесшумной работы без обслуживания.
Охрана и безопасность
Security+ 2.0® гарантирует доступ в гараж с каждым щелчком, новый код отправляется устройству открывания гаражных ворот, предотвращая случайное открытие двери.
PosiLock® обеспечивает электронную защиту от принудительного открывания.
Alert-2-Close подает сигнал, когда дверь закрывается с помощью myQ®.
Невидимый световой луч Protector System® автоматически переворачивает дверь, если есть препятствие.
Совместимость с HomeLink®
Compatibility Bridge™ (не входит в комплект) необходим для некоторых автомобилей. Позвоните по телефону 1-800-730-8382, чтобы узнать, нужен ли мост. HomeLink® является зарегистрированным товарным знаком Gentex Corporation.
Ваша платежная информация надежно обрабатывается. Мы не храним данные кредитной карты и не имеем доступа к информации о вашей кредитной карте.
Country
United StatesCanada—AfghanistanÅland IslandsAlbaniaAlgeriaAndorraAngolaAnguillaAntigua & BarbudaArgentinaArmeniaArubaAscension IslandAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBoliviaBosnia & HerzegovinaBotswanaBrazilBritish Indian Ocean TerritoryBritish Virgin IslandsBruneiBulgariaBurkina FasoBurundiCambodiaCameroonCanadaCape VerdeCaribbean NetherlandsCayman IslandsCentral African RepublicChadChileChinaChristmas IslandCocos (Keeling) IslandsColombiaComorosCongo — BrazzavilleCongo — KinshasaCook IslandsCosta RicaCroatiaCuraçaoCyprusCzechiaCôte d’IvoireDenmarkDjiboutiDominicaDominican RepublicEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEswatiniEthiopiaFalkland IslandsFaroe IslandsFijiFinlandFranceFrench GuianaFrench PolynesiaFrench Southern ТерриторииГабонГамбияГрузияГерманияГанаГибралтарГрецияГренландияГренадаГваделупаГватемалаГернсиГвинеяГвинея-БисауГайанаГаитиГондурасСАР ГонконгХу ngaryIcelandIndiaIndonesiaIraqIrelandIsle of ManIsraelItalyJamaicaJapanJerseyJordanKazakhstanKenyaKiribatiKosovoKuwaitKyrgyzstanLaosLatviaLebanonLesothoLiberiaLibyaLiechtensteinLithuaniaLuxembourgMacao SARMadagascarMalawiMalaysiaMaldivesMaliMaltaMartiniqueMauritaniaMauritiusMayotteMexicoMoldovaMonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmar (Burma)NamibiaNauruNepalNetherlandsNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorth MacedoniaNorwayOmanPakistanPalestinian TerritoriesPanamaPapua New GuineaParaguayPeruPhilippinesPitcairn IslandsPolandPortugalQatarRéunionRomaniaRussiaRwandaSamoaSan MarinoSão Tomé & PríncipeSaudi ArabiaSenegalSerbiaSeychellesSierra LeoneSingaporeSint MaartenSlovakiaSloveniaSolomon IslandsSomaliaSouth AfricaSouth Georgia & South Sandwich IslandsSouth KoreaSouth SudanSpainSri LankaSt. Бартелеми Св. ЕленаСв. Китс и НевисСент. Люсия Св. МартинСт. Пьер и МикелонСв. Винсент и ГренадиныСуданСуринамШпицберген и Ян-МайенШвецияШвейцарияТайваньТаджикистанТанзанияТаиландТимор-ЛештиТогоТокелауТонгаТринидад и ТобагоТристан-да-КуньяТунисТурцияТуркменистанОстрова Теркс и КайкосТувалуСША. Отдаленные островаУгандаУкраинаОбъединенные Арабские ЭмиратыВеликобританияСоединенные ШтатыУругвайУзбекистанВануатуВатиканВенесуэлаВьетнамУоллис и ФутунаЗападная СахараЙеменЗамбияЗимбабве
Почтовый индекс
Компания предлагает полный возврат средств за вычетом стоимости доставки для всех покупок в наличии. Чтобы получить полный возврат средств за вычетом стоимости доставки, вы должны отправить Компании письмо по электронной почте в течение тридцати (30) дней с момента получения вашей покупки, и все продукты и/или оборудование должны быть в новом и пригодном для продажи состоянии, включая все детали и оригинальную упаковку. Вы несете единоличную ответственность за все расходы, связанные с любым возвратом, включая стоимость доставки и страховые сборы. Если возвращенных покупок нет в наличии, с вас также взимается комиссия за пополнение запасов в размере 20%, которая определяется по собственному усмотрению Компании.
Все возвращаемые покупки должны быть застрахованы на сумму не менее стоимости товаров и/или оборудования. Кроме того, на возвратной упаковке должен быть указан номер разрешения на возврат товара, который будет предоставлен вам Компанией.
Все вопросы и запросы на возврат следует направлять в наш отдел обслуживания клиентов. Адрес электронной почты отдела: [email protected], номер телефона: 305 437 9757, доб. 7007.
ВОЗВРАТ ПО ГАРАНТИИ ПРОИЗВОДИТЕЛЯ:
Для гарантийных запросов производителя у нас есть два варианта. Обратите внимание, что эти политики выдвигаются от имени фабрики и не могут рассматриваться как исключения или пересматриваться.
Усовершенствованная замена При выборе этой опции в зависимости от срочности вы соглашаетесь приобрести новую деталь заранее. После того, как вы вернете дефектную деталь обратно производителю и будет установлено, что товар/деталь неисправен по гарантии, производитель возместит нам кредит, и мы возместим вашу полную стоимость покупки, включая доставку. Это гарантирует возврат неисправной детали и выполнение надлежащих действий по устранению неполадок. Клиенты несут ответственность за возврат дефектной продукции (клиенты Чемберлен (Liftmaster) получают этикетку для возврата). Примечание: этот заказ на замену ДОЛЖЕН быть размещен в отделе RMA. напрямую. Размещение онлайн-заказа на свой счет задержит процесс, поскольку это будет считаться обычной продажей, а не гарантийным требованием. Обратите внимание, что ВСЕ заказы будут отправлены производителем в стандартной комплектации, если не запрошена специальная перевозка. Специальный груз ВОЗВРАТУ НЕ ПОДЛЕЖИТ.
Ремонт и возврат Этот вариант лучше всего подходит для клиентов, которые не торопятся и не против дождаться замены. В этом случае клиенты отправляют дефектный товар / деталь непосредственно на завод для ремонта с уникальным номером RMA, и как только производитель определяет дефект товара по гарантии, он либо ремонтирует, либо заменяет устройство. Имейте в виду, что этот вариант занимает ок. 3 недели после прибытия для осмотра и замены должны быть отправлены, в зависимости от производителя. Клиенты несут ответственность за возврат дефектной продукции (клиентам Чемберлен предоставляется этикетка для возврата).
Бронированный патруль — Страница 2 из 2294
~ KSA ~ Оставить комментарий
Напряженные бои вам обеспечены, и вы сможете посмотреть это захватывающее противостояние в прямом эфире на официальных каналах World of Tanks или на стримах создателей контента в субботу, 5 ноября, и в воскресенье, 6 ноября, в 19:00 по центральноевропейскому времени (UTC+1)!
Вас ждет эпическая демонстрация тактики и командной работы, а гарантированные Twitch Drops обещают сделать зрелище еще более незабываемым. Наблюдайте за происходящим на Twitch в течение 240 минут, чтобы заработать все предлагаемые предметы, в том числе большие расходные материалы и 9 предметов. 0028 Велес 2D стиль !
Читать далее «Wot EU: Clan Showdown Finals» →
~ Саудовская Аравия ~ Оставить комментарий
Запуск с 4 ноября в 06:00 по центральноевропейскому времени до 7 ноября в 06:00 по центральноевропейскому времени (UTC+1), войдите в десятку лучших в своей команде, выполняйте миссии в любом порядке и сейте хаос, чтобы получить ценные награды. для вашего гаража. Взгляните на условия миссии ниже!
Читать далее «WoT EU: Простые задания выходного дня» →
~ Саудовская Аравия ~ Оставить комментарий
~ Sgt_Zephyr ~ Оставить комментарий
~ Sgt_Zephyr ~ Оставить комментарий
~ Sebastianul ~ Оставить комментарий
Французский крейсер Dupleix и немецкий эсминец Z-42 добавлены в игру для тестирования.
Французский крейсер Dupleix, VI уровень
Тяжелый крейсер класса Suffren , отличавшийся от своих систершипов схемой бронирования, которая включала внутренний броневой пояс. У типичного крейсера «Трактата» тяжелая артиллерия была предпочтительнее сильной защиты.
Корабль вооружен восемью 203-мм орудиями главного калибра, размещенными в четырех башнях, и торпедным вооружением, сравнимым с таковым на исследуемых французских тяжелых крейсерах. Низкая скорострельность ГК компенсируется большой дальностью и скоростью поворота башни, а также наличием снаряжения «Ускорение перезарядки ГК».
Читать далее «WoWS: Dupleix и Z-42 — закрытое тестирование 0.11.11» →
20×+300% к свободному опыту и опыту экипажа, заработанному в бою за 1 час
15×Миссия x5 XP для TOG II*
Ищи:
Нравится нам на Facebook
Помогите нам расти, отключив программное обеспечение AdBlock. Помните, пожертвования не рекомендуются и не требуются. Пожертвования доступны только через браузер Brave и Patreon. Архивы Выберите месяц ноябрь 2022 (29) октябрь 2022 (142) сентябрь 2022 (171) август 2022 (196) июль 2022 (154) июнь 2022 (181) май 2022 (196) апрель 2022 (140) март 2022 (117) февраль 2022 ( 138) январь 2022 (125) декабрь 2021 (197) ноябрь 2021 (128) октябрь 2021 (96) сентябрь 2021 (98) август 2021 (99) июль 2021 (106) июнь 2021 (73) май 2021 (134) апрель 2021 (129) март 2021 (152) февраль 2021 ( 121) январь 2021 (135) декабрь 2020 (169) ноябрь 2020 (148) октябрь 2020 (175) сентябрь 2020 (184) август 2020 (170) июль 2020 (171) июнь 2020 (190) май 2020 (181) апрель (2020) 167) март 2020 г. (184) февраль 2020 г. (166) январь 2020 г. (127) декабрь 2019 г. (112) ноябрь 2019 г. (105) октябрь 2019 г. (126) сентябрь 2019 г.(161) август 2019 г. (174) июль 2019 г. (155) июнь 2019 г. (144) май 2019 г. (147) апрель 2019 г. (69) март 2019 г. (82) февраль 2019 г. (70) январь 2019 г. (64) декабрь 2018 г. (146) ноябрь 2018 г. (118) Октябрь 2018 г. (164) Сентябрь 2018 г. (178) Август 2018 г. (188) Июль 2018 г. (127) Июнь 2018 г. (106) Май 2018 г. (101) Апрель 2018 г. (152) Март 2018 г. (172) Февраль 2018 г. (2018) Январь 2018 г. (180) декабрь 2017 г. (281) ноябрь 2017 г. (142) октябрь 2017 г. (149) сентябрь 2017 г. (190) август 2017 г. (198) июль 2017 г. (193) июнь 2017 г. (171) май 2017 г. (221) апрель 2017 г. (175) март 2017 г. (228) Февраль 2017 (193) Январь 2017 (152) Декабрь 2016 (267) Ноябрь 2016 (191) Октябрь 2016 (186) Сентябрь 2016 (259) Август 2016 (274) Июль 2016 (228) Июнь 2016 (225) Май 2016 (247) Апрель (2016) 238) март 2016 (285) февраль 2016 (311) январь 2016 (226) декабрь 2015 (273) ноябрь 2015 (271) октябрь 2015 (282) сентябрь 2015 (324) август 2015 (346) июль 2015 (245) июнь (2015) 278) май 2015 (221) апрель 2015 (170) март 2015 (92)КатегорииВыбрать категориюВсе статьи (15,712)Armored Warfare (82)Калибр (3)Дата (10)смешно (79))Hearts of Iron IV (69)Исторические статьи (455)Без категорий (36)War Thunder (412)World of Tanks (10 680)World of Tanks Blitz (585)World of Tanks Console (303)World Of Tanks Generals (11)Мир военных самолетов (102)World Of Warships (2 620)World of Warships Legends (1)
 В отличие от циркуляционных насосов с мокрым ротором они легко ремонтируются. Циркуляционные насосы с сухим ротором дешевле аналогичных насосов с мокрым ротором, у них выше коэффициент полезного действия. Из вышесказанного следует, что в условиях котельных, на технологических линиях производств, то есть там, где нет особых требований к шуму и габаритам применение циркуляционных насосов с сухим ротором предпочтительно перед аналогичной моделью насоса с мокрым ротором. Не зря некоторые производители изготавливают два исполнения одного и того же насоса по производительности и монтажным размерам.
В отличие от циркуляционных насосов с мокрым ротором они легко ремонтируются. Циркуляционные насосы с сухим ротором дешевле аналогичных насосов с мокрым ротором, у них выше коэффициент полезного действия. Из вышесказанного следует, что в условиях котельных, на технологических линиях производств, то есть там, где нет особых требований к шуму и габаритам применение циркуляционных насосов с сухим ротором предпочтительно перед аналогичной моделью насоса с мокрым ротором. Не зря некоторые производители изготавливают два исполнения одного и того же насоса по производительности и монтажным размерам. Или условиями теплового комфорта, если здания жилые, общего пользования (больницы, школы, театры, прочие сооружения). Бывает отопление конвективным и лучистым, в зависимости от способа передачи тепла от источника.
Или условиями теплового комфорта, если здания жилые, общего пользования (больницы, школы, театры, прочие сооружения). Бывает отопление конвективным и лучистым, в зависимости от способа передачи тепла от источника.
 Имеют ограниченный радиус действия, как правило, это несколько помещений или отдельное небольшое здание.
Имеют ограниченный радиус действия, как правило, это несколько помещений или отдельное небольшое здание. В паровых системах отопления центрального типа циркуляция теплоносителя принудительная, за счет давления пара.
В паровых системах отопления центрального типа циркуляция теплоносителя принудительная, за счет давления пара.
 Кроме того эксплуатация системы отопления должна быть безопасной для людей в отапливаемых зданиях и помещениях и для обслуживающего систему персонала.
Кроме того эксплуатация системы отопления должна быть безопасной для людей в отапливаемых зданиях и помещениях и для обслуживающего систему персонала. В паровых системах температура поверхности тепловодов и отопительных приборов значительно выше, чем в водяных. Регулировать температуру пара значительно труднее, чем температуру водяного теплоносителя, кроме того паровая система обладает значительно меньшим эксплуатационным ресурсом (не более 10 лет). Срок службы системы отвода конденсата не более 4 лет.
В паровых системах температура поверхности тепловодов и отопительных приборов значительно выше, чем в водяных. Регулировать температуру пара значительно труднее, чем температуру водяного теплоносителя, кроме того паровая система обладает значительно меньшим эксплуатационным ресурсом (не более 10 лет). Срок службы системы отвода конденсата не более 4 лет. 06.2016
06.2016 Конструкция
Конструкция Стоит также отметить, что именно насосы с сухим ротором дают возможность установки двигателей большой мощности, которые заставляют помпу прокачивать очень большую кубатуру теплоносителя.
Стоит также отметить, что именно насосы с сухим ротором дают возможность установки двигателей большой мощности, которые заставляют помпу прокачивать очень большую кубатуру теплоносителя. Наиболее часто насосы влажных типов устанавливаются в загородных коттеджах и домах, потому что занимают мало места и почти что бесшумны в работе. Чаще всего данные принудительные насосы влажного типа оборудованы регулятором оборотов и вполне могут работать довольно таки долго без периодического технического обслуживания. Но такое преимущество рассматривать на фоне других недостатков, пожалуй, неправильно: у подобного насоса коэффициент полезного действия или, проще говоря КПД, менее 50-60 процентов.
Наиболее часто насосы влажных типов устанавливаются в загородных коттеджах и домах, потому что занимают мало места и почти что бесшумны в работе. Чаще всего данные принудительные насосы влажного типа оборудованы регулятором оборотов и вполне могут работать довольно таки долго без периодического технического обслуживания. Но такое преимущество рассматривать на фоне других недостатков, пожалуй, неправильно: у подобного насоса коэффициент полезного действия или, проще говоря КПД, менее 50-60 процентов.

 )
) США
США )
) com Все права защищены.
com Все права защищены. линия)
линия) Расход
Расход 
 На этом этапе уже у здания должны быть перемычки над проемами.
На этом этапе уже у здания должны быть перемычки над проемами.
 п.
п.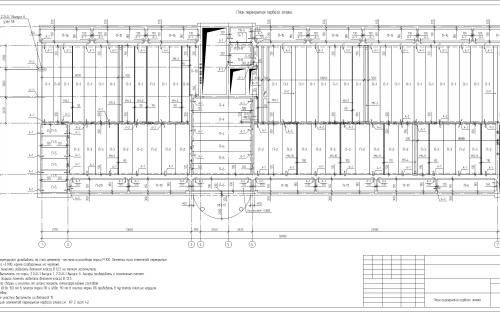 Толщина внутренних стен – около 8-12 мм. При работе с панелями важно учитывать раскладку и тип конструкции.
Толщина внутренних стен – около 8-12 мм. При работе с панелями важно учитывать раскладку и тип конструкции.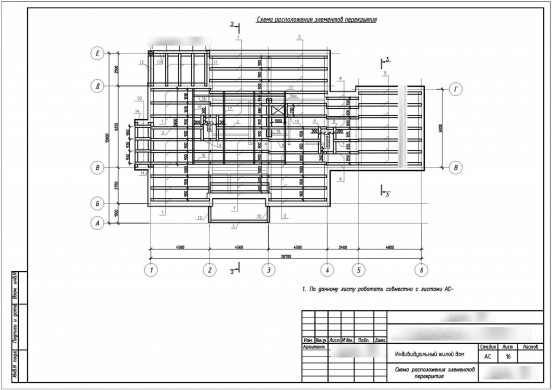 Представляют собой лоток с рёбрами, направленными вниз или вверх. Толщина плит составляет от 140 до 160 мм.
Представляют собой лоток с рёбрами, направленными вниз или вверх. Толщина плит составляет от 140 до 160 мм.
 Длина балок колеблется в пределах 2,4-6,4 м. Опора на стену – от 150 мм. С обеих сторон концы заанкерованы в стену. Шаг определяется как размер заполнителя, обычно составляет 60, 80 см или 1 м.
Длина балок колеблется в пределах 2,4-6,4 м. Опора на стену – от 150 мм. С обеих сторон концы заанкерованы в стену. Шаг определяется как размер заполнителя, обычно составляет 60, 80 см или 1 м. Размеры плиты помогут определить высоту здания и количество панелей. Размерные величины по вертикали учитывают показатели относительных высот от уровня чистого пола.
Размеры плиты помогут определить высоту здания и количество панелей. Размерные величины по вертикали учитывают показатели относительных высот от уровня чистого пола.
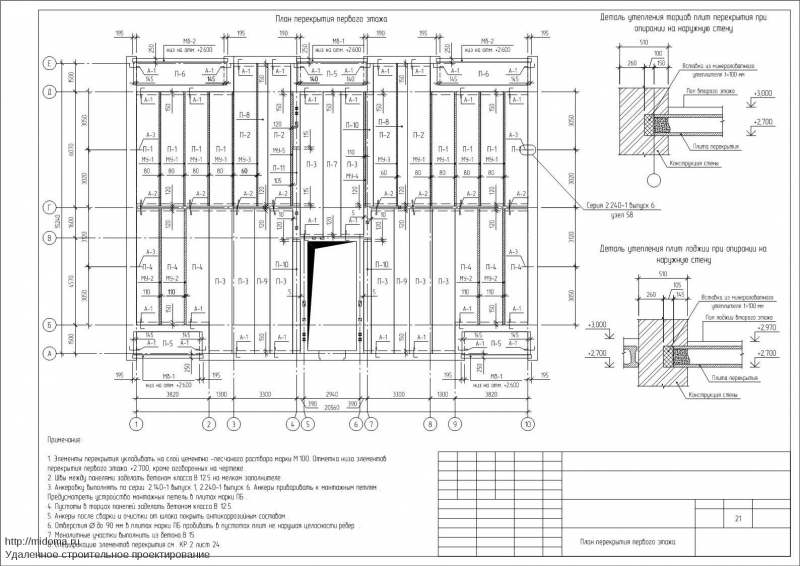 Швы перекрытий заполняются цементным раствором. Создать целостное и предельно жёсткое перекрытие по горизонтали помогут металлические анкера, которые монтируются к петлям плит. В местах соприкосновения панелей с внутренними плитами используются составные анкера, которые скрепляются сваркой.
Швы перекрытий заполняются цементным раствором. Создать целостное и предельно жёсткое перекрытие по горизонтали помогут металлические анкера, которые монтируются к петлям плит. В местах соприкосновения панелей с внутренними плитами используются составные анкера, которые скрепляются сваркой. При использовании столбчатых и сборных оснований ширину фундаментных плит определяют согласно прочности, требуемой для выдерживания нагрузок.
При использовании столбчатых и сборных оснований ширину фундаментных плит определяют согласно прочности, требуемой для выдерживания нагрузок. Допустимая разница – 1 см, её устранять не обязательно. Для проверки горизонтальной плоскости используют строительный уровень. Между противоположными стенами укладывают балку и проверяют ровность. Если есть небольшие неровности, их можно устранить цементным раствором.
Допустимая разница – 1 см, её устранять не обязательно. Для проверки горизонтальной плоскости используют строительный уровень. Между противоположными стенами укладывают балку и проверяют ровность. Если есть небольшие неровности, их можно устранить цементным раствором. В углубление укладывается утеплитель, он предотвращает сквозняк через щели в перекрытии. Износ теплоизоляции в подобных домах приводит к появлению холода, сырости и сквозняка.
В углубление укладывается утеплитель, он предотвращает сквозняк через щели в перекрытии. Износ теплоизоляции в подобных домах приводит к появлению холода, сырости и сквозняка. Её поднимают, подправляют раствор и добавляют смесь в больших количествах с низкой стороны. Если цемент начал застывать, лучше удалить его и замесить повторно. Даже после добавления воды в старую смесь она уже не приобретёт желаемой прочности. При отсутствии проблем с уровнем выполняется крепление плит.
Её поднимают, подправляют раствор и добавляют смесь в больших количествах с низкой стороны. Если цемент начал застывать, лучше удалить его и замесить повторно. Даже после добавления воды в старую смесь она уже не приобретёт желаемой прочности. При отсутствии проблем с уровнем выполняется крепление плит.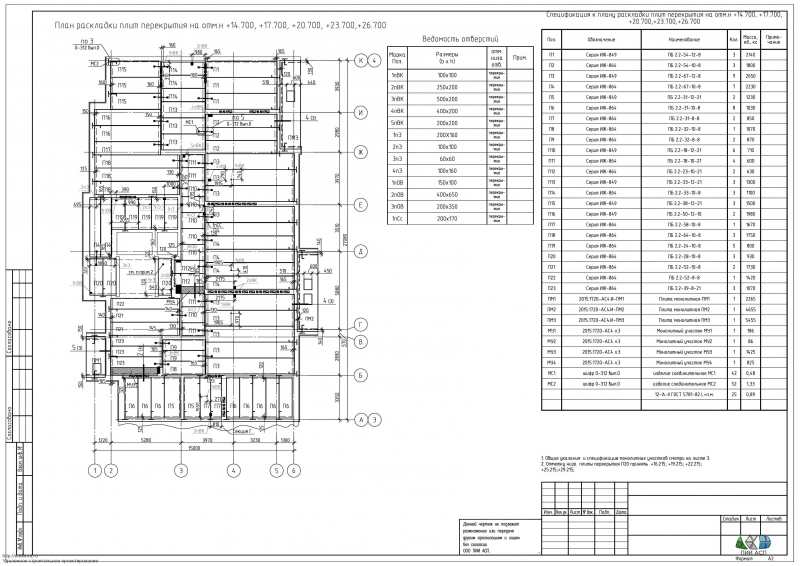 Даже с уменьшением веса, нагрузка на опорные элементы остаётся высокой. Чтобы предотвратить разрушение строения придётся увеличить смету на заказ просчёта нагрузки, устройство фундамента, утолщение стен. Дополнительной затратой является необходимость найма квалифицированных рабочих с опытом работы.
Даже с уменьшением веса, нагрузка на опорные элементы остаётся высокой. Чтобы предотвратить разрушение строения придётся увеличить смету на заказ просчёта нагрузки, устройство фундамента, утолщение стен. Дополнительной затратой является необходимость найма квалифицированных рабочих с опытом работы. В нем также сообщаются названия и размеры комнат, а также размеры между стенами.
В нем также сообщаются названия и размеры комнат, а также размеры между стенами.
 перспектива. Пошаговое руководство позволяет указать конкретные детали и изменить точку зрения, пока вы говорите о проекте.
перспектива. Пошаговое руководство позволяет указать конкретные детали и изменить точку зрения, пока вы говорите о проекте.
 Планировка дома должна удовлетворять потребности ваших клиентов на долгие годы.
Планировка дома должна удовлетворять потребности ваших клиентов на долгие годы.
 После того как вы импортируете план этажа, вы можете легко воссоздать его, включая размеры и размещение дверей и окон. Затем вы можете повернуть его, чтобы изменить его ориентацию на экране. Отразите его, перевернув по вертикальной или горизонтальной оси всего одним щелчком мыши.
После того как вы импортируете план этажа, вы можете легко воссоздать его, включая размеры и размещение дверей и окон. Затем вы можете повернуть его, чтобы изменить его ориентацию на экране. Отразите его, перевернув по вертикальной или горизонтальной оси всего одним щелчком мыши.
 Благодаря вспомогательному окну вы можете легко решить, применить ли его ко всему дому или только к одной комнате. Проделайте то же самое с мебелью и декором; после выбора щелкните в любом месте, где вы хотите переместить предмет мебели и повернуть его, настройте цвета в соответствии со стилем клиента.
Благодаря вспомогательному окну вы можете легко решить, применить ли его ко всему дому или только к одной комнате. Проделайте то же самое с мебелью и декором; после выбора щелкните в любом месте, где вы хотите переместить предмет мебели и повернуть его, настройте цвета в соответствии со стилем клиента.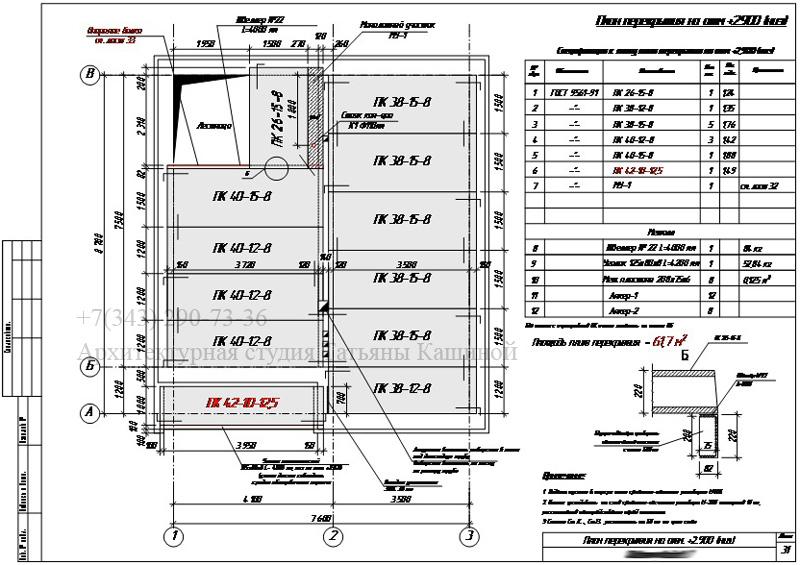 Ищите интуитивно понятные и экономящие время функции, которые помогут вам быстро нарисовать план этажа.
Ищите интуитивно понятные и экономящие время функции, которые помогут вам быстро нарисовать план этажа. Их можно скачать и распечатать в нужном масштабе. Тем не менее, они не годятся в качестве инструмента продаж, потому что клиентам может быть трудно читать и понимать их. Полностью меблированные 3D-планы этажей дают истинное представление о планировке дома и транспортном потоке.
Их можно скачать и распечатать в нужном масштабе. Тем не менее, они не годятся в качестве инструмента продаж, потому что клиентам может быть трудно читать и понимать их. Полностью меблированные 3D-планы этажей дают истинное представление о планировке дома и транспортном потоке. Архитектурное рисунок
Архитектурное рисунок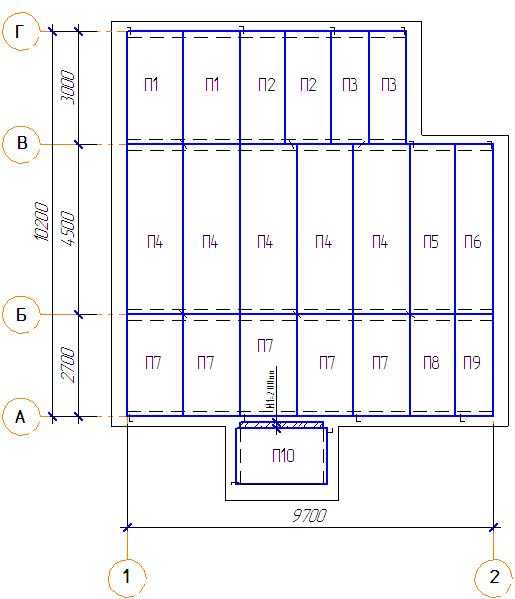 Он представляет собой местоположение, ориентацию и информацию о топографии участка, коммуникациях по благоустройству и работах на участке.
Он представляет собой местоположение, ориентацию и информацию о топографии участка, коммуникациях по благоустройству и работах на участке. Чертеж конструкции
Чертеж конструкции 

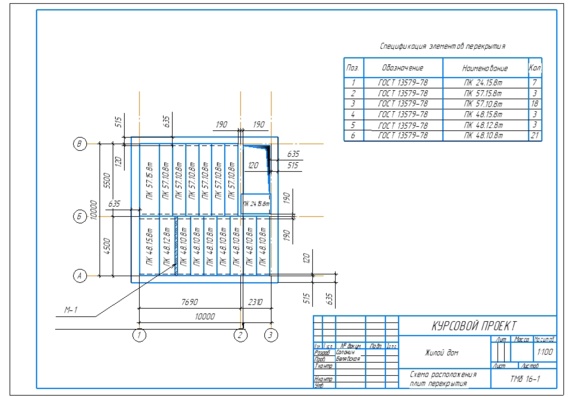
 Длина и середина отрезка. Сравнение отрезков
Длина и середина отрезка. Сравнение отрезков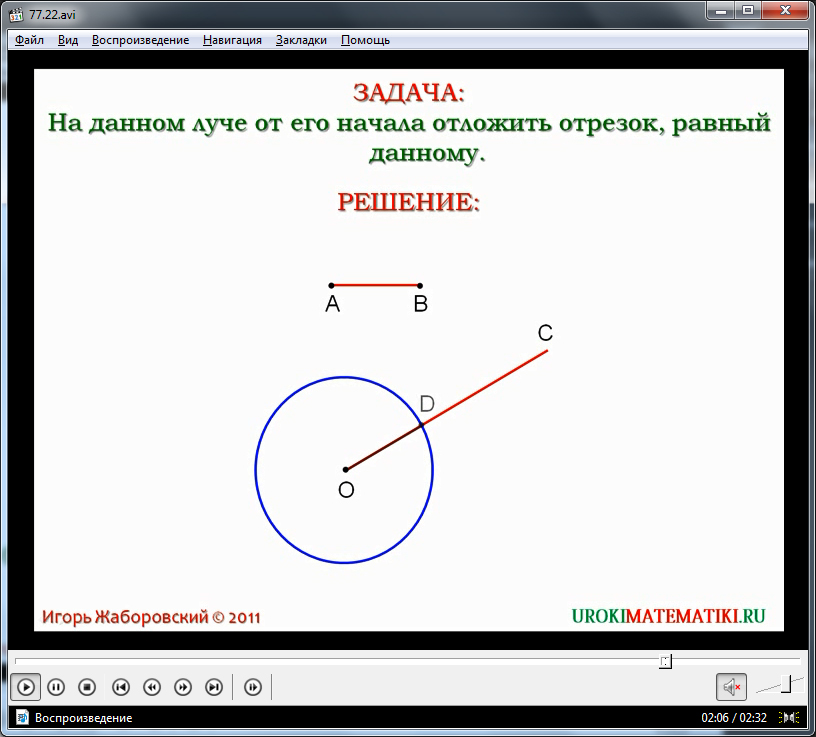
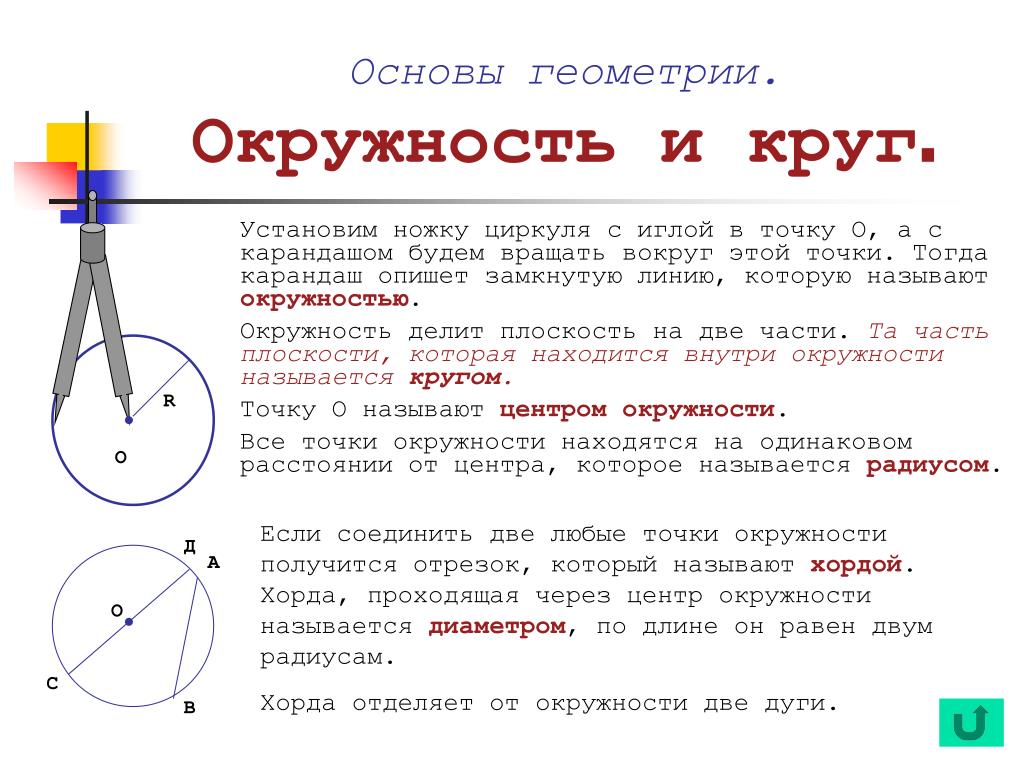

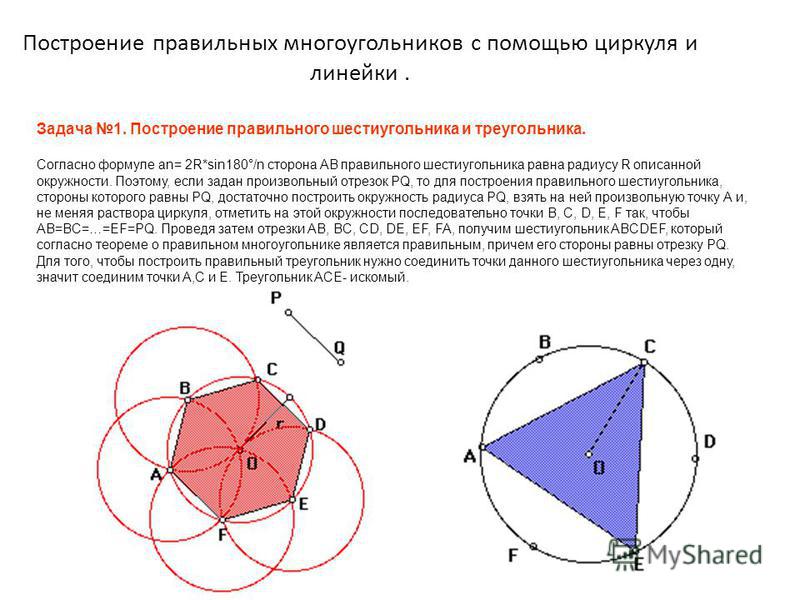

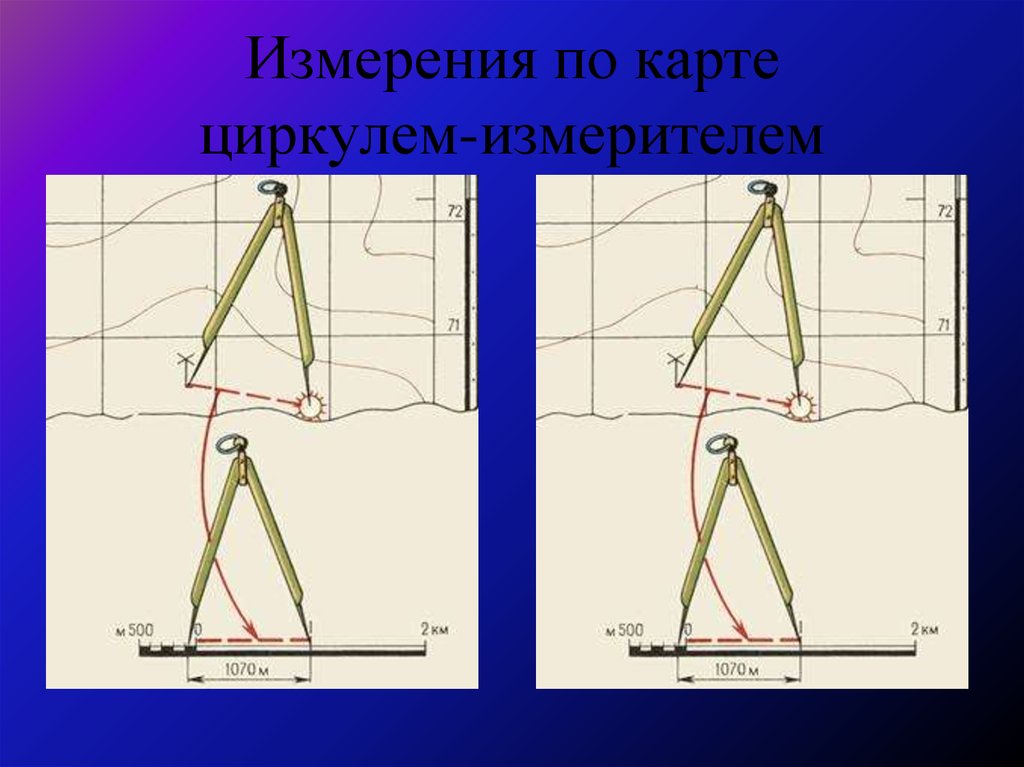 Плотно прижмите локти к бокам.
Плотно прижмите локти к бокам.
 Это обсуждается в примечании владельца лесного фонда 5, Оценка объема стоящего дерева с помощью линейки весов (Билтмор) . Ниже перечислены указания по определению вашего темпа на трассе длиной 66 футов.
Это обсуждается в примечании владельца лесного фонда 5, Оценка объема стоящего дерева с помощью линейки весов (Билтмор) . Ниже перечислены указания по определению вашего темпа на трассе длиной 66 футов.
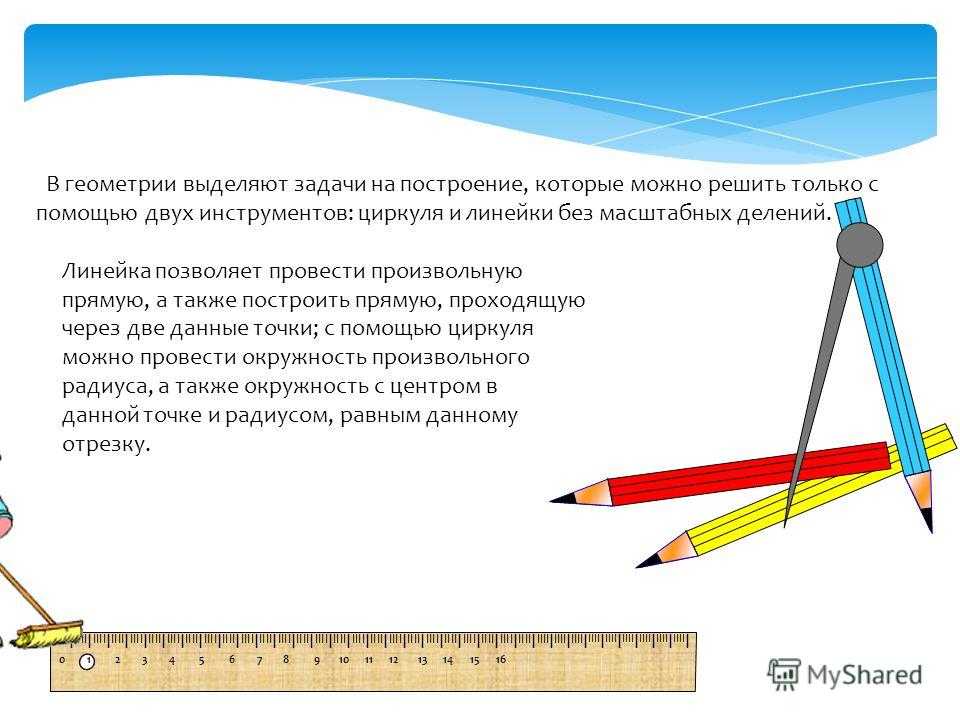

 Кроме того, это веселее.
Кроме того, это веселее.

 5X48
5X48 38 КБ)
38 КБ) у официального партнера ЗУБР в России
у официального партнера ЗУБР в России Служба качества контролирует процесс производства на каждом этапе.
Служба качества контролирует процесс производства на каждом этапе. 97%
97%

 Если гарантийный срок вашего приобретенного товара истек, вы можете сообщить нам о проблеме по адресу [email protected], и наша служба технической поддержки выдаст вам отчет о стоимости ремонта в зависимости от типа неисправности.
Если гарантийный срок вашего приобретенного товара истек, вы можете сообщить нам о проблеме по адресу [email protected], и наша служба технической поддержки выдаст вам отчет о стоимости ремонта в зависимости от типа неисправности.


 США)
США) 

 Этот тип гибкости позволяет системе создавать пакетный набор специальных продуктов в определенном количестве, а затем автоматически переключаться на новый набор продуктов в определенном количестве.
Этот тип гибкости позволяет системе создавать пакетный набор специальных продуктов в определенном количестве, а затем автоматически переключаться на новый набор продуктов в определенном количестве. Mazak E-800V и E-1060V — самые передовые многозадачные 5-осевые станки в мире. Оба вертикальных станка Integrex могут обрабатывать простые 2D-детали посредством сложной 5-осевой обработки как при точении, так и при фрезеровании, исключая дорогостоящие настройки.
Mazak E-800V и E-1060V — самые передовые многозадачные 5-осевые станки в мире. Оба вертикальных станка Integrex могут обрабатывать простые 2D-детали посредством сложной 5-осевой обработки как при точении, так и при фрезеровании, исключая дорогостоящие настройки.
 В роли других компонентов, улучшающих его физические, химические характеристики, выступают алюминий, железо, кремний, марганец, никель, олово, свинец и другие элементы. По этой причине необходимо заранее точно узнать состав латуни, это поможет определить способ, а также специфику пайки.
В роли других компонентов, улучшающих его физические, химические характеристики, выступают алюминий, железо, кремний, марганец, никель, олово, свинец и другие элементы. По этой причине необходимо заранее точно узнать состав латуни, это поможет определить способ, а также специфику пайки. Например, ЛА77-2 — латунь алюминиевая, она содержит 77% меди, около 2% алюминия, а остальное — цинк. Все подобные сплавы называют в «честь» легирующего элемента: железистая, кремнистая, никелевая, марганцовистая, свинцовистая и т. д.
Например, ЛА77-2 — латунь алюминиевая, она содержит 77% меди, около 2% алюминия, а остальное — цинк. Все подобные сплавы называют в «честь» легирующего элемента: железистая, кремнистая, никелевая, марганцовистая, свинцовистая и т. д. Латунные изделия имеют длительный срок службы, однако это справедливо лишь в том случае, если не нарушаются их правила эксплуатации.
Латунные изделия имеют длительный срок службы, однако это справедливо лишь в том случае, если не нарушаются их правила эксплуатации. Поэтому без специальных припоев и нейтрализующих флюсов идеального результата добиться не получится.
Поэтому без специальных припоев и нейтрализующих флюсов идеального результата добиться не получится. Например, припои ПМЦ54 и ПМЦ-48 плавятся при температуре 880°, ПМЦ-36 — при 800-825°.
Например, припои ПМЦ54 и ПМЦ-48 плавятся при температуре 880°, ПМЦ-36 — при 800-825°.



 Харьков
Харьков Харьков
Харьков Al-Cu для пайки алюминия и меди200 грамм пачка
Al-Cu для пайки алюминия и меди200 грамм пачка
 Следуйте инструкциям ниже.
Следуйте инструкциям ниже. Попробуйте коснуться обеих металлических частей. Держите утюг, пока не заметите, что флюс начинает дымиться.
Попробуйте коснуться обеих металлических частей. Держите утюг, пока не заметите, что флюс начинает дымиться.
 Лист
Лист Диапазоны температур
Диапазоны температур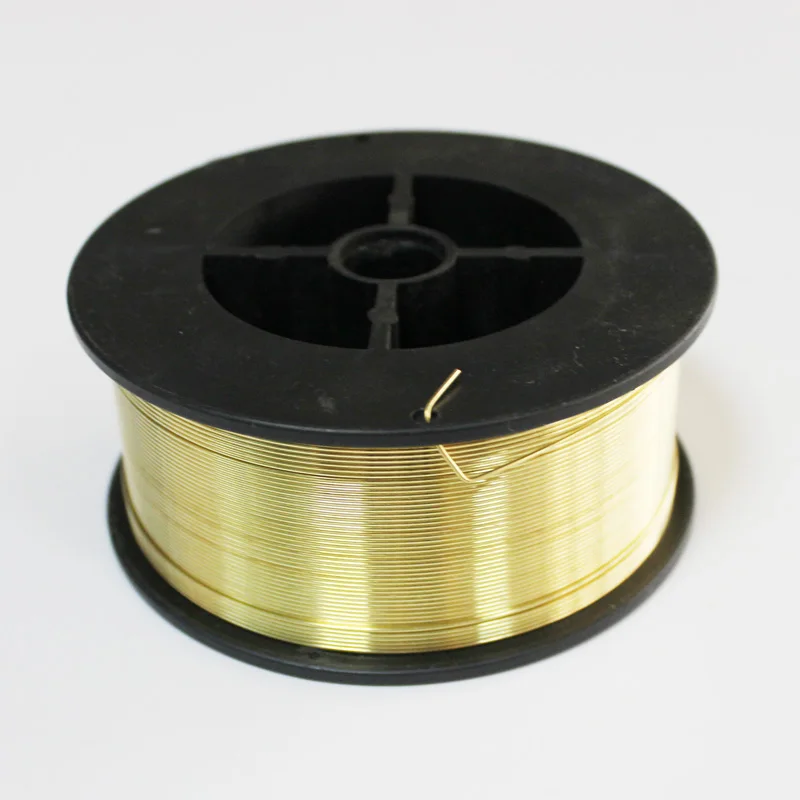 Остатки от № 90 водорастворимы.
Остатки от № 90 водорастворимы.

 Поэтому автоклавный газобетон – это искусственно синтезированный камень, а неавтоклавные бетоны – фактически застывший в поризованном состоянии цементно-песчаный раствор.
Поэтому автоклавный газобетон – это искусственно синтезированный камень, а неавтоклавные бетоны – фактически застывший в поризованном состоянии цементно-песчаный раствор.

 Самыми ходовыми являются плотности D500 и D600, при этом автоклавный газобетон на этих плотностях имеет класс по прочности на сжатие B2,5 и B3,5 соответственно.
Самыми ходовыми являются плотности D500 и D600, при этом автоклавный газобетон на этих плотностях имеет класс по прочности на сжатие B2,5 и B3,5 соответственно.
 Для этого применяются анкера с полиамидными распираемыми элементами. Например, один анкер 10х100 выдерживает нагрузку на вырыв по оси до 700кг, что вполне сравнимо с показателями полнотелого кирпича или тяжелого бетона.
Для этого применяются анкера с полиамидными распираемыми элементами. Например, один анкер 10х100 выдерживает нагрузку на вырыв по оси до 700кг, что вполне сравнимо с показателями полнотелого кирпича или тяжелого бетона.
 Параллельно с газообразованием происходит отверждение. По мере роста массива на опалубку от закрепленных на ней специальных вибраторов периодически подается импульс, который «встряхивает» массив, выгоняя из него крупные пузыри газа и исключая наличие раковин и воздушных мешков в готовых блоках. В результате поры одного размера и равномерно распределены по всему объему материала. Строительные блоки из автоклавного газобетона получают в результате разрезания большого массива, что гарантирует идеальное и одинаковое качество всех блоков.
Параллельно с газообразованием происходит отверждение. По мере роста массива на опалубку от закрепленных на ней специальных вибраторов периодически подается импульс, который «встряхивает» массив, выгоняя из него крупные пузыри газа и исключая наличие раковин и воздушных мешков в готовых блоках. В результате поры одного размера и равномерно распределены по всему объему материала. Строительные блоки из автоклавного газобетона получают в результате разрезания большого массива, что гарантирует идеальное и одинаковое качество всех блоков.
 В таком материале часто возникают более холодные участки стены с выпадением конденсата на поверхности, а также трещины – в местах ослабления кладки крупными пузырями воздуха.
В таком материале часто возникают более холодные участки стены с выпадением конденсата на поверхности, а также трещины – в местах ослабления кладки крупными пузырями воздуха. Для конечного потребителя, опять же кроме увеличения стоимости, фибра ничего не дает, ведь любой человек, даже не связанный со строительной индустрией, понимает, что если добавить бумагу в бетон, то никаких чудодейственных свойств, обещанных продавцами пенобетона, у материала не появится.
Для конечного потребителя, опять же кроме увеличения стоимости, фибра ничего не дает, ведь любой человек, даже не связанный со строительной индустрией, понимает, что если добавить бумагу в бетон, то никаких чудодейственных свойств, обещанных продавцами пенобетона, у материала не появится.
 Экологичность
Экологичность Блоки получаются путем резки струнами большого массива автоклавного газобетона и нарезать неровно на таком оборудовании просто нельзя.
Блоки получаются путем резки струнами большого массива автоклавного газобетона и нарезать неровно на таком оборудовании просто нельзя.
 Теплоизоляционные свойства
Теплоизоляционные свойства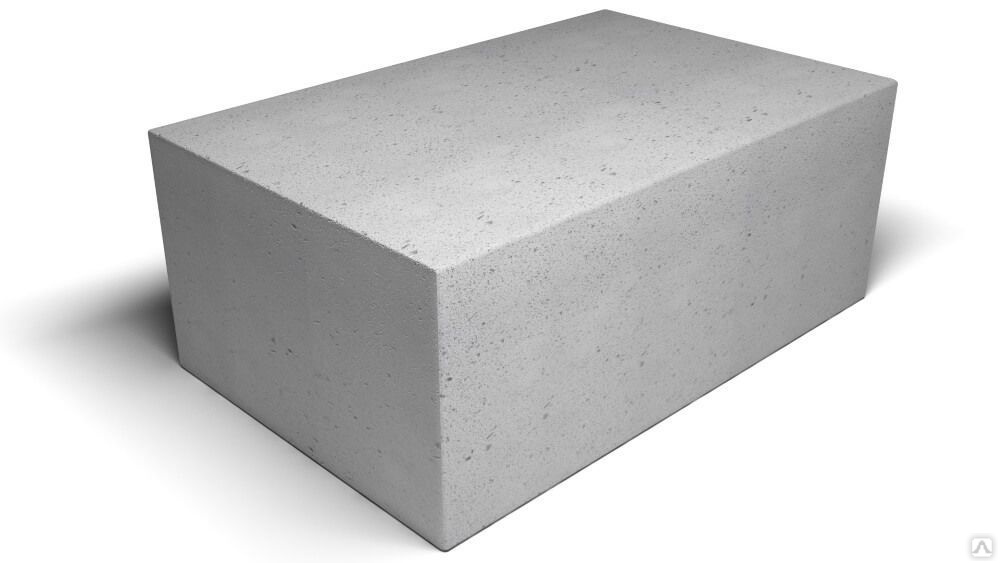 Объективно автоклавный газобетон обладает лучшими, чем неавтоклавные материалы, показателями прочности и теплоизоляции при меньшем весе.
Объективно автоклавный газобетон обладает лучшими, чем неавтоклавные материалы, показателями прочности и теплоизоляции при меньшем весе.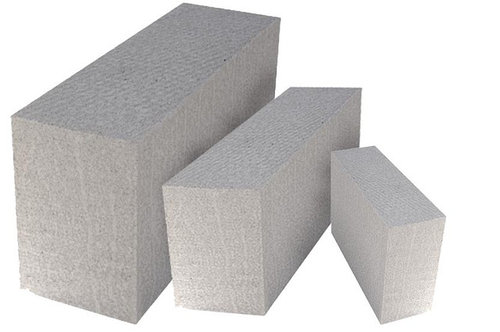
 Автоклавный газобетон производится согласно ГОСТу 2007 года — ГОСТ 31360-2007, такие блоки имеют сертификат качества. Клиенты могут быть уверены в качестве покупаемой продукции. Неавтоклавный газобетон изготавливается по ГОСТу 25485-89 и уже долгое время технология и качество не изменяется.
Автоклавный газобетон производится согласно ГОСТу 2007 года — ГОСТ 31360-2007, такие блоки имеют сертификат качества. Клиенты могут быть уверены в качестве покупаемой продукции. Неавтоклавный газобетон изготавливается по ГОСТу 25485-89 и уже долгое время технология и качество не изменяется. Поэтому усадка им не страшна. Для автоклавного газобетона показатель усадки не превышает 0,5 мм/м, тогда как для неавтоклавных материалов он составляет от 1 до 3 мм/м. Неавтоклавные блоки дают большую усадку, она достигает до 0,23— 0,34 мм/м. Это может сильно повлиять на конструкцию здания;
Поэтому усадка им не страшна. Для автоклавного газобетона показатель усадки не превышает 0,5 мм/м, тогда как для неавтоклавных материалов он составляет от 1 до 3 мм/м. Неавтоклавные блоки дают большую усадку, она достигает до 0,23— 0,34 мм/м. Это может сильно повлиять на конструкцию здания; Блоки начинают крошиться и скалываться;
Блоки начинают крошиться и скалываться; Только так мы можем быть уверенны в качестве своих изделий. Здания из таких блоков получаются более прочные, а постройка проходит легче и проще.
Только так мы можем быть уверенны в качестве своих изделий. Здания из таких блоков получаются более прочные, а постройка проходит легче и проще. Основанная в 1995 году, мы имеем большой опыт в производстве композитных автоклавов для многих отраслей промышленности, включая аэрокосмическую промышленность, вулканизацию резины, производство стекла, бетона, нефти и газа, а также автомобилестроение. Благодаря этому опыту мы понимаем важность промышленного качества, производительности и ремонтопригодности.
Основанная в 1995 году, мы имеем большой опыт в производстве композитных автоклавов для многих отраслей промышленности, включая аэрокосмическую промышленность, вулканизацию резины, производство стекла, бетона, нефти и газа, а также автомобилестроение. Благодаря этому опыту мы понимаем важность промышленного качества, производительности и ремонтопригодности. У нас есть запасные части, но если вам нужны насосы, клапаны, двигатели и т. д., мы оставляем оригинальные номера деталей на изделиях, чтобы вы могли найти их на месте
У нас есть запасные части, но если вам нужны насосы, клапаны, двигатели и т. д., мы оставляем оригинальные номера деталей на изделиях, чтобы вы могли найти их на месте Эти системы не учитывают нелинейность механических компонентов и не могут автоматически регулироваться для работы в широком диапазоне. В наших системах горелок с низким и сверхнизким выбросом NOx используется горелка со смесительным соплом, средней скоростью, с низким избытком воздуха, с прецизионными регулирующими клапанами воздух-газ и интеллектуальным регулятором соотношения для снижения выбросов до 85% частей на миллион и 99% СО*.
Эти системы не учитывают нелинейность механических компонентов и не могут автоматически регулироваться для работы в широком диапазоне. В наших системах горелок с низким и сверхнизким выбросом NOx используется горелка со смесительным соплом, средней скоростью, с низким избытком воздуха, с прецизионными регулирующими клапанами воздух-газ и интеллектуальным регулятором соотношения для снижения выбросов до 85% частей на миллион и 99% СО*.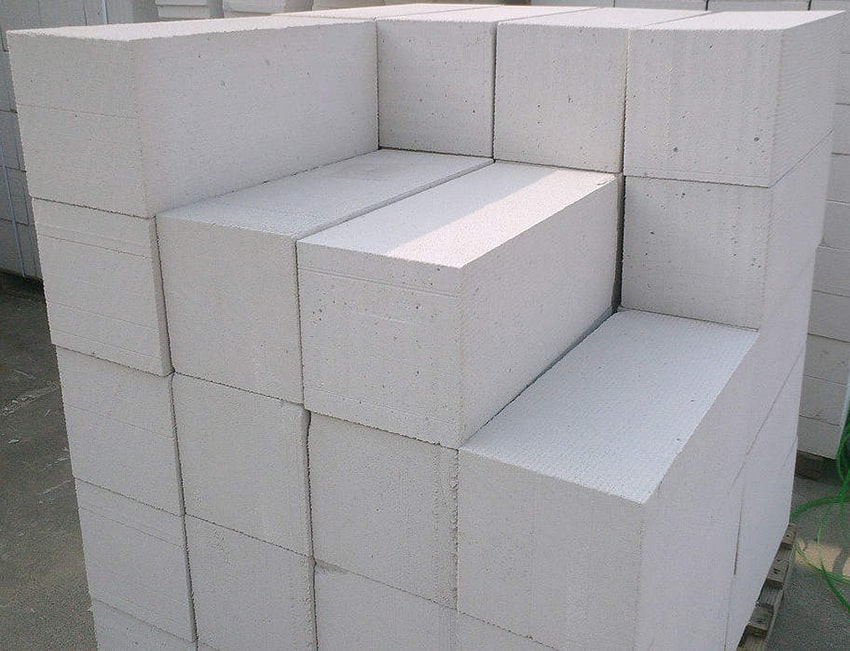 410 ЕСАД
410 ЕСАД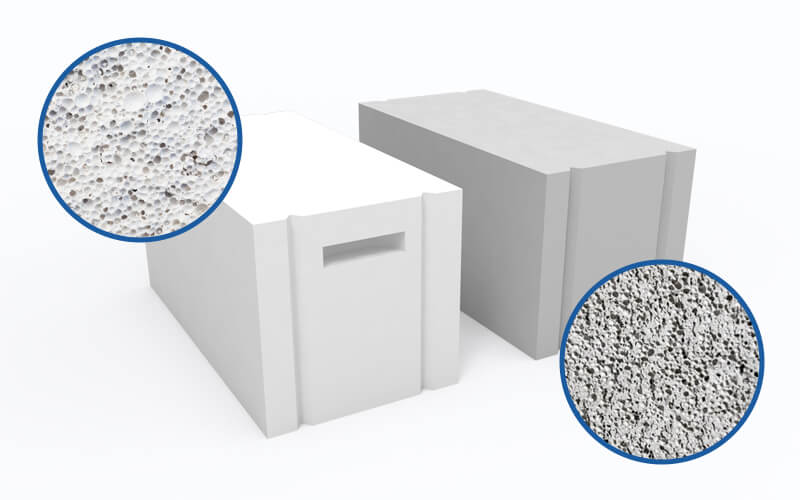 410 ESAD»> 29,3
410 ESAD»> 29,3 Возвращая отработанный воздух обратно в систему отопления, он снижает количество энергии, необходимой для нагрева окружающего воздуха, необходимого для поддержания технологической температуры системы.
Возвращая отработанный воздух обратно в систему отопления, он снижает количество энергии, необходимой для нагрева окружающего воздуха, необходимого для поддержания технологической температуры системы. 80%
80% 0 (PCS) и могут работать как с основной системой нагрева составного автоклава, так и без нее
0 (PCS) и могут работать как с основной системой нагрева составного автоклава, так и без нее
 ..
.. ..
.. ..
.. ..
.. ..
.. ..
.. ..
.. ..
.. ..
.. ..
.. ..
.. ..
.. 603.B07.000)
603.B07.000)
 00 MM, Гнездо для плат 2.00 мм PBD2-40 (PBD2-2×20) 2.00 мм, 40 контактов Shanghai Ruichi Industry Co./Shenzhen RuiChi Electronic Co.
00 MM, Гнездо для плат 2.00 мм PBD2-40 (PBD2-2×20) 2.00 мм, 40 контактов Shanghai Ruichi Industry Co./Shenzhen RuiChi Electronic Co. 54 ММ), Разъем штыревой на плату 40 контактов шаг 2.54 мм угловой Shanghai Ruichi Industry Co./Shenzhen RuiChi Electronic Co.
54 ММ), Разъем штыревой на плату 40 контактов шаг 2.54 мм угловой Shanghai Ruichi Industry Co./Shenzhen RuiChi Electronic Co. Чтобы снизить риск серьезной травмы и/или повреждения изделия Festool, всегда читайте, уясняйте и выполняйте все предупреждения и инструкции в Руководстве по эксплуатации вашего изделия Festool. Несмотря на то, что Festool стремится к точности материалов веб-сайта, он может содержать неточности. Festool не делает никаких заявлений относительно точности, надежности, полноты или своевременности материалов на этом веб-сайте или результатов, которые могут быть получены при использовании веб-сайта. Festool и ее дочерние компании не несут ответственности за неправомерные публикации или использование вами материалов веб-сайта. Вы используете любые материалы, содержащиеся на этом веб-сайте, исключительно на свой страх и риск. Контент, содержащийся на этом сайте, предоставляется только в информационных целях и не является профессиональной консультацией.
Чтобы снизить риск серьезной травмы и/или повреждения изделия Festool, всегда читайте, уясняйте и выполняйте все предупреждения и инструкции в Руководстве по эксплуатации вашего изделия Festool. Несмотря на то, что Festool стремится к точности материалов веб-сайта, он может содержать неточности. Festool не делает никаких заявлений относительно точности, надежности, полноты или своевременности материалов на этом веб-сайте или результатов, которые могут быть получены при использовании веб-сайта. Festool и ее дочерние компании не несут ответственности за неправомерные публикации или использование вами материалов веб-сайта. Вы используете любые материалы, содержащиеся на этом веб-сайте, исключительно на свой страх и риск. Контент, содержащийся на этом сайте, предоставляется только в информационных целях и не является профессиональной консультацией.
 Это было на 100 долларов меньше, чем при первом запуске в моей стране.
Это было на 100 долларов меньше, чем при первом запуске в моей стране.  В целом, из исследования, которое я провел, основная жалоба связана с колесом, а еще одна проблема связана с биением патрона
В целом, из исследования, которое я провел, основная жалоба связана с колесом, а еще одна проблема связана с биением патрона Как профессиональный пользователь инструмента, я никогда не мог даже смотреть на это удаленно. Здесь, в Голландии, вы можете получить очень хороший сверлильный станок HBM дешевле, чем зеленый Bosch, и он даст вам гораздо больше сверла.
Как профессиональный пользователь инструмента, я никогда не мог даже смотреть на это удаленно. Здесь, в Голландии, вы можете получить очень хороший сверлильный станок HBM дешевле, чем зеленый Bosch, и он даст вам гораздо больше сверла.
 У меня не было проскальзывания, и он держится по центру.
У меня не было проскальзывания, и он держится по центру.  Давно присматривался к Bosch PBD-40, но ждал распродажи. В этом году Amazon Prime Day, наконец, стал той возможностью, в которой я нуждался.
Давно присматривался к Bosch PBD-40, но ждал распродажи. В этом году Amazon Prime Day, наконец, стал той возможностью, в которой я нуждался.


 В регионах с холодным климатом зачастую востребован
В регионах с холодным климатом зачастую востребован
 е. элементы, воспринимающие нагрузки, возникающие в ходе работы технологического оборудования.
е. элементы, воспринимающие нагрузки, возникающие в ходе работы технологического оборудования.

 Инженеры определят соответствующую марку, размер и конфигурацию оцинкованного анкерного болта в зависимости от его применения и сил, действующих на него. Различные производственные процессы, необходимые для изготовления оцинкованного анкерного болта, описаны ниже.
Инженеры определят соответствующую марку, размер и конфигурацию оцинкованного анкерного болта в зависимости от его применения и сил, действующих на него. Различные производственные процессы, необходимые для изготовления оцинкованного анкерного болта, описаны ниже. Нити либо нарезаются, либо накручиваются. Нарезка резьбы обычно выполняется с помощью нарезок, которые удаляют сталь с круглого стержня, создавая область с резьбой. Накатанные нити формируются в процессе экструзии, при котором сталь смещается двумя головками для формирования резьбы. Многие прямые оцинкованные анкерные стержни также имеют резьбу на встроенном конце с некоторой комбинацией гайки (ов) и / или пластины для обеспечения сопротивления выдергиванию.
Нити либо нарезаются, либо накручиваются. Нарезка резьбы обычно выполняется с помощью нарезок, которые удаляют сталь с круглого стержня, создавая область с резьбой. Накатанные нити формируются в процессе экструзии, при котором сталь смещается двумя головками для формирования резьбы. Многие прямые оцинкованные анкерные стержни также имеют резьбу на встроенном конце с некоторой комбинацией гайки (ов) и / или пластины для обеспечения сопротивления выдергиванию. Гибочное оборудование используется для изготовления «крюка» на конце, который будет встроен в бетон. Изогнутая часть анкерного болта обеспечивает сопротивление выдергиванию.
Гибочное оборудование используется для изготовления «крюка» на конце, который будет встроен в бетон. Изогнутая часть анкерного болта обеспечивает сопротивление выдергиванию.
 Анкерные болты, которые будут подвергаться воздействию элементов, обычно имеют горячее цинкование. Крайне важно, чтобы компания, выполняющая процесс цинкования, располагала специализированными системами для адекватного удаления излишков цинка с резьбы анкерных болтов без «повторной нарезки» резьбы. АСТМ F2329конкретно ограничивает практику «преследования потоков» в разделе 5.4.1 спецификации. Специалисты по цинкованию, имеющие опыт обработки болтов, обычно используют центробежную силу для вытягивания избыточного цинка из резьбы оцинкованных анкерных болтов, пока цинк все еще находится в жидком состоянии.
Анкерные болты, которые будут подвергаться воздействию элементов, обычно имеют горячее цинкование. Крайне важно, чтобы компания, выполняющая процесс цинкования, располагала специализированными системами для адекватного удаления излишков цинка с резьбы анкерных болтов без «повторной нарезки» резьбы. АСТМ F2329конкретно ограничивает практику «преследования потоков» в разделе 5.4.1 спецификации. Специалисты по цинкованию, имеющие опыт обработки болтов, обычно используют центробежную силу для вытягивания избыточного цинка из резьбы оцинкованных анкерных болтов, пока цинк все еще находится в жидком состоянии.
 Один конец круглого стержня нагревается примерно до 2000 градусов по Фаренгейту с помощью катушек индукционного нагрева. Затем горячий конец стержня помещают в осадку, чтобы придать головке требуемую форму.
Один конец круглого стержня нагревается примерно до 2000 градусов по Фаренгейту с помощью катушек индукционного нагрева. Затем горячий конец стержня помещают в осадку, чтобы придать головке требуемую форму. Нарезание резьбы роликом — чрезвычайно эффективный процесс, который часто приводит к значительной экономии средств. Таким образом, Portland Bolt будет скручивать нити всякий раз, когда это возможно.
Нарезание резьбы роликом — чрезвычайно эффективный процесс, который часто приводит к значительной экономии средств. Таким образом, Portland Bolt будет скручивать нити всякий раз, когда это возможно.


 Плюс, это позволит
Плюс, это позволит
 При планировании второго этажа необходим монолитный обвязочный пояс из железобетона.
При планировании второго этажа необходим монолитный обвязочный пояс из железобетона.

 Он позволит положить увесистую балку на ломкие края пенобетона, укрепит стену и сделает ее монолитной. Сейчас я расскажу и наглядно покажу, как сделать из г@#на ракету. Точнее из пенобетона качественную несущую конструкцию, которая не будет уступать кирпичной кладке.
Он позволит положить увесистую балку на ломкие края пенобетона, укрепит стену и сделает ее монолитной. Сейчас я расскажу и наглядно покажу, как сделать из г@#на ракету. Точнее из пенобетона качественную несущую конструкцию, которая не будет уступать кирпичной кладке. Здесь все по определению просто: надо нарезать арматуру М12 кусочками по 35 сантиметров и на 10 сантиметров углубить внутрь пеноблока. Вообще бородатые мастера говорят, что забивать штырьки нельзя при армировании пеноблоков, надо насверливать под них посадочные места. Мол они рассыпаться могут от вибраций. Но я как представил, что я буду раком с дрелью лазить по 4-метровой высоте час, сразу перехотелось. С помощью небольшого молотка решил вопрос за 10 минут.
Здесь все по определению просто: надо нарезать арматуру М12 кусочками по 35 сантиметров и на 10 сантиметров углубить внутрь пеноблока. Вообще бородатые мастера говорят, что забивать штырьки нельзя при армировании пеноблоков, надо насверливать под них посадочные места. Мол они рассыпаться могут от вибраций. Но я как представил, что я буду раком с дрелью лазить по 4-метровой высоте час, сразу перехотелось. С помощью небольшого молотка решил вопрос за 10 минут.

 Если же будет армопояс, то балка будет давить сразу на всю площадь этажа.
Если же будет армопояс, то балка будет давить сразу на всю площадь этажа. Встроенная система светодиодного освещения освещает места с высокой проходимостью гаража светом 1500 люмен. Работает с ключом Amazon для удобной и безопасной доставки посылок и продуктов Amazon в гараж.
Встроенная система светодиодного освещения освещает места с высокой проходимостью гаража светом 1500 люмен. Работает с ключом Amazon для удобной и безопасной доставки посылок и продуктов Amazon в гараж.
 HomeLink® является зарегистрированным товарным знаком Gentex Corporation.
HomeLink® является зарегистрированным товарным знаком Gentex Corporation. Бартелеми Св. ЕленаСв. Китс и НевисСент. Люсия Св. МартинСт. Пьер и МикелонСв. Винсент и ГренадиныСуданСуринамШпицберген и Ян-МайенШвецияШвейцарияТайваньТаджикистанТанзанияТаиландТимор-ЛештиТогоТокелауТонгаТринидад и ТобагоТристан-да-КуньяТунисТурцияТуркменистанОстрова Теркс и КайкосТувалуСША. Отдаленные островаУгандаУкраинаОбъединенные Арабские ЭмиратыВеликобританияСоединенные ШтатыУругвайУзбекистанВануатуВатиканВенесуэлаВьетнамУоллис и ФутунаЗападная СахараЙеменЗамбияЗимбабве
Бартелеми Св. ЕленаСв. Китс и НевисСент. Люсия Св. МартинСт. Пьер и МикелонСв. Винсент и ГренадиныСуданСуринамШпицберген и Ян-МайенШвецияШвейцарияТайваньТаджикистанТанзанияТаиландТимор-ЛештиТогоТокелауТонгаТринидад и ТобагоТристан-да-КуньяТунисТурцияТуркменистанОстрова Теркс и КайкосТувалуСША. Отдаленные островаУгандаУкраинаОбъединенные Арабские ЭмиратыВеликобританияСоединенные ШтатыУругвайУзбекистанВануатуВатиканВенесуэлаВьетнамУоллис и ФутунаЗападная СахараЙеменЗамбияЗимбабве Если возвращенных покупок нет в наличии, с вас также взимается комиссия за пополнение запасов в размере 20%, которая определяется по собственному усмотрению Компании.
Если возвращенных покупок нет в наличии, с вас также взимается комиссия за пополнение запасов в размере 20%, которая определяется по собственному усмотрению Компании. После того, как вы вернете дефектную деталь обратно производителю и будет установлено, что товар/деталь неисправен по гарантии, производитель возместит нам кредит, и мы возместим вашу полную стоимость покупки, включая доставку. Это гарантирует возврат неисправной детали и выполнение надлежащих действий по устранению неполадок. Клиенты несут ответственность за возврат дефектной продукции (клиенты Чемберлен (Liftmaster) получают этикетку для возврата). Примечание: этот заказ на замену ДОЛЖЕН быть размещен в отделе RMA. напрямую. Размещение онлайн-заказа на свой счет задержит процесс, поскольку это будет считаться обычной продажей, а не гарантийным требованием. Обратите внимание, что ВСЕ заказы будут отправлены производителем в стандартной комплектации, если не запрошена специальная перевозка. Специальный груз ВОЗВРАТУ НЕ ПОДЛЕЖИТ.
После того, как вы вернете дефектную деталь обратно производителю и будет установлено, что товар/деталь неисправен по гарантии, производитель возместит нам кредит, и мы возместим вашу полную стоимость покупки, включая доставку. Это гарантирует возврат неисправной детали и выполнение надлежащих действий по устранению неполадок. Клиенты несут ответственность за возврат дефектной продукции (клиенты Чемберлен (Liftmaster) получают этикетку для возврата). Примечание: этот заказ на замену ДОЛЖЕН быть размещен в отделе RMA. напрямую. Размещение онлайн-заказа на свой счет задержит процесс, поскольку это будет считаться обычной продажей, а не гарантийным требованием. Обратите внимание, что ВСЕ заказы будут отправлены производителем в стандартной комплектации, если не запрошена специальная перевозка. Специальный груз ВОЗВРАТУ НЕ ПОДЛЕЖИТ. Имейте в виду, что этот вариант занимает ок. 3 недели после прибытия для осмотра и замены должны быть отправлены, в зависимости от производителя. Клиенты несут ответственность за возврат дефектной продукции (клиентам Чемберлен предоставляется этикетка для возврата).
Имейте в виду, что этот вариант занимает ок. 3 недели после прибытия для осмотра и замены должны быть отправлены, в зависимости от производителя. Клиенты несут ответственность за возврат дефектной продукции (клиентам Чемберлен предоставляется этикетка для возврата). 0028 Велес 2D стиль !
0028 Велес 2D стиль !
 wargaming.net/shop/wot/vehicles/ig_609_gl/
wargaming.net/shop/wot/vehicles/ig_609_gl/ Помните, пожертвования не рекомендуются и не требуются. Пожертвования доступны только через браузер Brave и Patreon. Архивы
Помните, пожертвования не рекомендуются и не требуются. Пожертвования доступны только через браузер Brave и Patreon. Архивы (64) декабрь 2018 г. (146) ноябрь 2018 г. (118) Октябрь 2018 г. (164) Сентябрь 2018 г. (178) Август 2018 г. (188) Июль 2018 г. (127) Июнь 2018 г. (106) Май 2018 г. (101) Апрель 2018 г. (152) Март 2018 г. (172) Февраль 2018 г. (2018) Январь 2018 г. (180) декабрь 2017 г. (281) ноябрь 2017 г. (142) октябрь 2017 г. (149) сентябрь 2017 г. (190) август 2017 г. (198) июль 2017 г. (193) июнь 2017 г. (171) май 2017 г. (221) апрель 2017 г. (175) март 2017 г. (228) Февраль 2017 (193) Январь 2017 (152) Декабрь 2016 (267) Ноябрь 2016 (191) Октябрь 2016 (186) Сентябрь 2016 (259) Август 2016 (274) Июль 2016 (228) Июнь 2016 (225) Май 2016 (247) Апрель (2016) 238) март 2016 (285) февраль 2016 (311) январь 2016 (226) декабрь 2015 (273) ноябрь 2015 (271) октябрь 2015 (282) сентябрь 2015 (324) август 2015 (346) июль 2015 (245) июнь (2015) 278) май 2015 (221) апрель 2015 (170) март 2015 (92)КатегорииВыбрать категориюВсе статьи (15,712)Armored Warfare (82)Калибр (3)Дата (10)смешно (79))Hearts of Iron IV (69)Исторические статьи (455)Без категорий (36)War Thunder (412)World of Tanks (10 680)World of Tanks Blitz (585)World of Tanks Console (303)World Of Tanks Generals (11)Мир военных самолетов (102)World Of Warships (2 620)World of Warships Legends (1)
(64) декабрь 2018 г. (146) ноябрь 2018 г. (118) Октябрь 2018 г. (164) Сентябрь 2018 г. (178) Август 2018 г. (188) Июль 2018 г. (127) Июнь 2018 г. (106) Май 2018 г. (101) Апрель 2018 г. (152) Март 2018 г. (172) Февраль 2018 г. (2018) Январь 2018 г. (180) декабрь 2017 г. (281) ноябрь 2017 г. (142) октябрь 2017 г. (149) сентябрь 2017 г. (190) август 2017 г. (198) июль 2017 г. (193) июнь 2017 г. (171) май 2017 г. (221) апрель 2017 г. (175) март 2017 г. (228) Февраль 2017 (193) Январь 2017 (152) Декабрь 2016 (267) Ноябрь 2016 (191) Октябрь 2016 (186) Сентябрь 2016 (259) Август 2016 (274) Июль 2016 (228) Июнь 2016 (225) Май 2016 (247) Апрель (2016) 238) март 2016 (285) февраль 2016 (311) январь 2016 (226) декабрь 2015 (273) ноябрь 2015 (271) октябрь 2015 (282) сентябрь 2015 (324) август 2015 (346) июль 2015 (245) июнь (2015) 278) май 2015 (221) апрель 2015 (170) март 2015 (92)КатегорииВыбрать категориюВсе статьи (15,712)Armored Warfare (82)Калибр (3)Дата (10)смешно (79))Hearts of Iron IV (69)Исторические статьи (455)Без категорий (36)War Thunder (412)World of Tanks (10 680)World of Tanks Blitz (585)World of Tanks Console (303)World Of Tanks Generals (11)Мир военных самолетов (102)World Of Warships (2 620)World of Warships Legends (1)