В процессе горения образуется пламя, строение которого обусловлено реагирующими веществами. Его структура поделена на области в зависимости от температурных показателей.
Определение
Пламенем называют газы в раскаленном виде, в которых присутствуют составляющие плазмы или вещества в твердой дисперсной форме. В них осуществляются преобразования физического и химического типа, сопровождающиеся свечением, выделением тепловой энергии и разогревом.
Наличие же в газообразной среде ионных и радикальных частичек характеризует его электрическую проводимость и особое поведение в электромагнитном поле.
Что такое языки пламени
Обычно так называют процессы, связанные с горением. По сравнению с воздухом, газовая плотность меньше, но высокие температурные показатели обуславливают поднятие газа. Так и образуются языки пламени, которые бывают длинными и короткими. Часто происходит и плавный переход одних форм в другие.
Пламя: строение и структура
Для определения внешнего вида описываемого явления достаточно зажечь газовую горелку. Появившееся несветящееся пламя нельзя назвать однородным. Визуально можно выделить три его основные области. Кстати, изучение строения пламени показывает, что различные вещества горят с образованием различного типа факела.
При горении смеси из газа и воздуха вначале происходит формирование короткого факела, цвет которого имеет голубые и фиолетовые оттенки. В нем просматривается ядро — зелено-голубое, напоминающее конус. Рассмотрим это пламя. Строение его разделяется на три зоны:
Выделяют подготовительную область, в которой происходит нагревание смеси из газа и воздуха при выходе из отверстия горелки.
За ней следует зона, в которой происходит горение. Она занимает верхушку конуса.
Когда имеется недостаток воздушного потока, газ сгорает не полностью. Выделяется углерода двухвалентный оксид и водородные остатки. Их догорание протекает в третьей области, где есть кислородный доступ.
Теперь отдельно рассмотрим разные процессы горения.
Горение свечи
Горение свечи подобно горению спички или зажигалки. А строение пламени свечи напоминает раскаленный газовый поток, который вытягивается вверх за счет выталкивающих сил. Процесс начинается с нагревания фитиля, за которым следует испарение парафина.
Самую нижнюю зону, находящуюся внутри и прилегающую к нити, называют первой областью. Она обладает небольшим свечением синего цвета из-за большого количества топлива, но малого объема кислородной смеси. Здесь осуществляется процесс неполного сгорания веществ с выделением угарного газа, который в дальнейшем окисляется.
Первую зону окружает светящаяся вторая оболочка, характеризующая строение пламени свечи. В нее поступает больший кислородный объем, что обуславливает продолжение окислительной реакции с участием топливных молекул. Температурные показатели здесь будут выше, чем в темной зоне, но недостаточные для конечного разложения. Именно в первых двух областях при сильном нагревании капелек несгоревшего топлива и угольных частичек появляется светящийся эффект.
Вторая зона окружена слабозаметной оболочкой с высокими температурными значениями. В нее заходит много кислородных молекул, что способствует полному догоранию топливных частичек. После окисления веществ, в третьей зоне светящийся эффект не наблюдается.
Схематическое изображение
Для наглядности представляем вашему вниманию изображение горения свечи. Схема пламени включает:
Первую или темную область.
Вторую светящуюся зону.
Третью прозрачную оболочку.
Нить свечи не подвергается горению, а только происходит обугливание загнутого конца.
Горение спиртовки
Для химических экспериментов часто используют небольшие резервуары со спиртом. Их называют спиртовками. Фитиль горелки пропитывается залитым через отверстие жидким топливом. Этому способствует давление капиллярное. При достижении свободной верхушки фитиля, спирт начинает испаряться. В парообразном состоянии он поджигается и горит при температуре не более 900 °C.
Пламя спиртовки имеет обычную форму, оно практически бесцветное, с небольшим оттенком голубого. Его зоны не так четко видны, как у свечки.
У спиртовой горелки, названной в честь ученого Бартеля, начало огня располагается над калильной сеткой горелки. Такое заглубление пламени приводит к уменьшению внутреннего темного конуса, а из отверстия выходит средний участок, который считается самым горячим.
Цветовая характеристика
Излучения различных цветов пламени, вызывается электронными переходами. Их еще называют тепловыми. Так, в результате горения углеводородного компонента в воздушной среде, синее пламя обусловлено выделением соединения H-C. А при излучении частичек C-C, факел окрашивается в оранжево-красный цвет.
Трудно рассмотреть строение пламени, химия которого включает соединения воды, углекислого и угарного газа, связь OH. Его языки практически бесцветны, так как вышеуказанные частички при горении выделяют излучения ультрафиолетового и инфракрасного спектра.
Окраска пламени взаимосвязана с температурными показателями, с наличием в нем ионных частиц, которые относятся к определенному эмиссионному или оптическому спектру. Так, горение некоторых элементов приводит к изменению цвета огня в горелке. Отличия в окрашивании факела связаны с расположением элементов в разных группах системы периодической.
Огонь на наличие излучений, относящихся к видимому спектру, изучают спектроскопом. При этом было установлено, что простые вещества из общей подгруппы оказывают и подобное окрашивание пламени. Для наглядности используют горение натрия в качестве теста на данный металл. При внесении его в пламя, языки становятся ярко-желтыми. На основании цветовых характеристик выделяют натриевую линию в эмиссионном спектре.
Для щелочных металлов характерно свойство быстрого возбуждения светового излучения атомарных частиц. При внесении труднолетучих соединений таких элементов в огонь горелки Бунзена происходит его окрашивание.
Спектроскопическое исследование показывает характерные линии в области, видимой для глаза человека. Быстрота возбуждения светового излучения и простое спектральное строение тесно взаимосвязаны с высокой электроположительной характеристикой данных металлов.
Характеристика
В основе классификации пламени лежат следующие характеристики:
состояние агрегатное сгорающих соединений. Они бывают газообразной, аэродисперсной, твердой и жидкой формы;
тип излучения, которое может быть бесцветным, светящимся и окрашенным;
распределительная скорость. Существует быстрое и медленное распространение;
высота пламени. Строение может быть коротким и длинным;
характер передвижения реагирующих смесей. Выделяют пульсирующее, ламинарное, турбулентное перемещение;
визуальное восприятие. Вещества горят с выделением коптящего, цветного или прозрачного пламени;
температурный показатель. Пламя может быть низкотемпературным, холодным и высокотемпературным.
состояние фазы топливо – окисляющий реагент.
Возгорание происходит в результате диффузии или при предварительном перемешивании активных компонентов.
Окислительная и восстановительная область
Процесс окисления протекает в слабозаметной зоне. Она самая горячая и располагается вверху. В ней топливные частицы подвергаются полному сгоранию. А наличие в кислородного избытка и горючего недостатка приводит к интенсивному процессу окисления. Этой особенностью следует пользоваться при нагревании предметов над горелкой. Именно поэтому вещество погружают в верхнюю часть пламени. Такое горение протекает намного быстрее.
Восстановительные реакции проходят в центральной и нижней части пламени. Здесь содержится большой запас горючих веществ и малое количество O2 молекул, осуществляющих горение. При внесении в эти области кислородсодержащих соединений осуществляется отщепление O элемента.
В качестве примера восстановительного пламени используют процесс расщепления железа двухвалентного сульфата. При попадании FeSO4 в центральную часть факела горелки, происходит вначале его нагревание, а затем разложение на оксид трехвалентного железа, ангидрид и двуокись серы. В данной реакции наблюдается восстановление S с зарядом от +6 до +4.
Сварочное пламя
Данный вид огня образуется в результате сгорания смеси из газа или пара жидкости с кислородом чистого воздуха.
Примером служит формирование пламени кислородно-ацетиленового. В нем выделяют:
зону ядра;
среднюю область восстановления;
факельную крайнюю зону.
Так горят многие газокислородные смеси. Различия в соотношении ацетилена и окислителя приводят к разному типу пламени. Оно может быть нормального, науглероживающего (ацетиленистого) и окислительного строения.
Теоретически процесс неполного сгорания ацетилена в чистом кислороде можно охарактеризовать следующим уравнением: HCCH + O2 → H2 + CO +CO (для реакции необходима одна моль O2).
Полученный же молекулярный водород и угарный газ реагируют с воздушным кислородом. Конечными продуктами является вода и оксид четырехвалентного углерода. Уравнение выглядит так: CO + CO + H2 + 1½O2 → CO2 + CO2 +H2O. Для этой реакции необходимо 1,5 моля кислорода. При суммировании O2 получается, что 2,5 моль затрачивается на 1 моль HCCH. А так как на практике трудно найти идеально чистый кислород (часто он имеет небольшое загрязнение примесями), то соотношение O2 к HCCH будет 1,10 к 1,20.
Когда значение пропорции кислорода к ацетилену меньше 1,10, возникает науглероживающее пламя. Строение его имеет увеличенное ядро, очертания его становятся расплывчатыми. Из такого огня выделяется копоть, вследствие недостатка кислородных молекул.
Если же соотношение газов больше 1,20, то получается окислительное пламя с кислородным избытком. Лишние его молекулы разрушают атомы железа и другие компоненты стальной горелки. В таком пламени ядерная часть становится короткой и имеет заострения.
Температурные показатели
Каждая зона огня свечи или горелки имеет свои значения, обусловленные поступлением кислородным молекул. Температура открытого пламени в разных его частях колеблется от 300 °C до 1600 °C.
Примером служит пламя диффузионное и ламинарное, которое образовано тремя оболочками. Конус его состоит из темного участка с температурой до 360 °C и недостатком окисляющего вещества. Над ним располагается зона свечения. Ее температурный показатель колеблется от 550 до 850 °C, что способствует разложению термическому горючей смеси и ее горению.
Внешняя область едва заметная. В ней температура пламени доходит до 1560 °C, что обусловлено природными характеристиками топливных молекул и быстротой поступления окисляющего вещества. Здесь горение наиболее энергичное.
Вещества воспламеняются при разных температурных условиях. Так, металлический магний горит только при 2210 °С. Для многих твердых веществ температура пламени около 350 °С. Возгорание спичек и керосина возможно при 800 °С, тогда как древесины – от 850 °С до 950 °С.
Сигарета горит пламенем, температура которого варьируется от 690 до 790 °С, а в пропан-бутановой смеси – от 790 °С до 1960 °С. Бензин воспламеняется при 1350 °С. Пламя горения спирта имеет температуру не более 900 °С.
Горелка спиртовая (спиртовка) металлическая с регулировкой параметров пламени для лабораторных работ 302
Назначение и область применения
Горелка спиртовая (далее спиртовка) применяется в качестве нагревательного
прибора для подогрева и плавления материалов, пайки низкотемпературными
припоями, стерилизации в открытом пламени инструментов, для фламбирования в
медицине, для нагрева небольших лабораторных сосудов (пробирок, колб, тиглей и
т.п.) и других подобных термических процессов.
Применяется в химических и школьных лабораториях, микробиологических,
цитологических, биотехнических лабораториях, медицинских учреждениях,
и зуботехнических лабораториях, а также везде,
где требуется применение открытого пламени небольшой тепловой мощности.
Достоинства и преимущества горелки спиртовой (спиртовки) 302
Изготовление корпуса спиртовки из тонкостенной хромированной латуни исключает разрушение спиртовки при случайных падениях и уменьшает вес спиртовки в сравнении с большинством стеклянных аналогов, изготовленных из толстого стекла.
Наличие механизма с рукояткой для изменения высоты выступающей части фитиля позволяет
плавно корректировать высоту и объем пламени спиртовки путем изменения длины выступающей части фитиля в зоне его горения непосредственно при работе спиртовки.
Металлический колпачок, постоянно закрепленный на корпусе спиртовки посредством металлической цепочки, удобен при использовании.
Условия эксплуатации
Использовать в помещении при температуре от +10 до +35 градусов Цельсия и
относительной влажности до 80% при температуре +25 градусов Цельсия.
Рекомендуется в качестве топлива для спиртовки применять спирт этиловый синтетический технический и денатурированный 92,5% по ГОСТ P 52574-2006 или спирт этиловый ректификованный технический 96% по ГОСТ 18300-87.
Техника безопасности при работе со спиртовкой приведена на сайте «Спиртовки лабораторные. Устройство и характеристики» .
Конструктивные особенности
Содержит металлический резервуар для спирта, в который опущен фитиль,
изготовленный из хлопчатобумажной ткани. В верхней части резервуара посредством резьбового
соединения закреплена головка спиртовки, имеющая фитильную трубку, в которой расположен верхний конец фитиля.
Фитиль установлен в фитильной трубке с некоторым обжатием для исключения вытекания спирта при случайном опрокидывании спиртовки.
Плавная регулировка выступающей длины фитиля обеспечивается
механизмом перемещения фитиля в фитильной трубке, который имеет зубчатое колесо небольших размеров, взаимодействующее с фитилем остриями своих зубцов через прорезь в фитильной трубке и имеющее кинематическое соединение посредством общего вала с круглой рукояткой с накаткой, которая обеспечивает вращение зубчатого колеса при указанной регулировке с преобразованием вращательного движения этого колеса в поступательное движение фитиля.
Топливо для спиртовки в объеме 75 мл
заливается через верхнее отверстие резервуара после снятия головки. Для тушения пламени имеет
колпачок, связанный с корпусом спиртовки посредством цепочки.
Все части спиртовки изготовлены из латуни с гальваническим хромированным покрытием. Длина фитильной
трубки составляет 23 мм.
Комплект поставки: спиртовка, паспорт и упаковочная тара.
По отдельному заказу поставляется комплект запасных фитилей Ф 100 .
Сервис
Имеется сервисный центр по гарантийному и послегарантийному
ремонту.
Порядок приобретения спиртовки 302
Порядок приобретения спиртовых горелок изложен на странице
«Как купить» .
Спиртовка 302 отгружается со склада в Москве во все регионы РФ.
Дезинфицирующие средства для рук на спиртовой основе и пожарная безопасность | Служба противопожарной защиты
В свете кризиса в области здравоохранения, связанного с COVID-19, Центр по контролю и профилактике заболеваний (CDC) рекомендует мыть руки с мылом и водой в течение 20 секунд; особенно после посещения туалета, перед едой и после кашля, чихания или сморкания. Но если мыло и вода недоступны, CDC рекомендует использовать дезинфицирующее средство для рук на спиртовой основе (AHBS) с содержанием спирта не менее 60%, что может помочь вам избежать заболевания и распространения микробов среди других.
Большинство продуктов ABHS содержат большое количество спирта, поэтому ABHS могут быть пожароопасными при неправильном хранении и использовании по назначению. ABHS содержат этиловый спирт, который легко испаряется при комнатной температуре в воспламеняющийся пар и поэтому классифицируется как легковоспламеняющаяся жидкость класса I, что означает, что они имеют температуру воспламенения менее 100 градусов по Фаренгейту. Хранение бутылки в сумке или дома или использование время от времени не приведет к внезапному возгоранию, а общее использование ABHS представляет низкий риск с точки зрения пожарной опасности.
Один из самых частых вопросов, которые получает служба пожарной безопасности, заключается в том, можно ли оставлять ABHS в автомобиле? Безопасно оставлять ABHS в машине, хотя это, вероятно, не лучшее место для хранения, особенно жарким техасским летом. Ранее в этом году пожарная служба Western Lakes Fire District (WLFD) в Окономовоке, штат Висконсин, разместила на своей странице в Facebook сообщение: «По своей природе большинство дезинфицирующих средств для рук основано на спирте и, следовательно, легко воспламеняется», — написал WLFD. погода, подвергание его воздействию солнца, вызывающего усиление света через бутылку, и особенно нахождение рядом с открытым огнем во время курения в транспортном средстве или приготовления пищи на гриле во время выходных — может привести к катастрофе».
Проблема в том, что люди неправильно понимают определение температуры воспламенения ABHS, которая составляет около 63 градусов по Фаренгейту. Температуру воспламенения, технический термин, используемый для характеристики склонности жидкости к горению, путают с температурой воспламенения. Температура воспламенения — это минимальная температура жидкости, при которой выделяется достаточно паров, чтобы образовать горючую смесь с воздухом, но для того, чтобы эти пары загорелись, их все же необходимо встретить с источником воспламенения.
После того, как ABHS подверглись воздействию температур, превышающих их температуру воспламенения, и были выделены пары, вам, в конечном счете, все равно придется выделять достаточное количество тепла от источника воспламенения (например, открытого огня или электрической искры), чтобы воспламенить пары. Температура воспламенения спирта в дезинфицирующем средстве составляет от 680 до 700 градусов. Температура воспламенения вещества – это наименьшая температура, при которой вещество начинает гореть. Для сравнения, бумага горит при температуре 451 градус по Фаренгейту, а пламя бутановой зажигалки сгорает при температуре около 3000 градусов. Итак, без присутствия пламени не может быть огня. Исследования показывают, что температура автомобиля под палящим летним солнцем не превышает 200 градусов по Фаренгейту. Поэтому риск взрыва при оставлении ABHS в нагретой машине очень маловероятен и не является серьезной причиной для беспокойства.
Хотя оставлять ABHS в автомобиле относительно безопасно, со временем спирт, содержащийся в ABHS, испаряется и делает его менее эффективным. Этот процесс ускоряется при высоких температурах в течение длительного периода времени. Однако, пока контейнер закрыт, вы сможете временно оставить его в машине. Если крышка, помпа или крышка плотно закрыты в автомобиле, это не ускорит процесс испарения.
Технология и температура плавления бронзы в домашних условиях
Содержание
1 Классификация
2 Маркировка
3 Температура плавления
4 Можно ли отливать бронзу дома
5 Как сделать форму для литья
6 Заливка металла
7 Технология литья
7.1 Подготовка формы
8 Изготовление отливок высокого качества
9 Меры предосторожности
Бронза – медный сплав, легированный оловом, алюминием, свинцом и другими элементами. Медь, легированная цинком – это латунь, а никелем – мельхиор. Одним из способов получения бронзовых изделий является литье. Расплавленный металл заливают в форму, где он застывает.
Содержание
Классификация
Маркировка
Температура плавления
Можно ли отливать бронзу дома
Как сделать форму для литья
Заливка металла
Технология литья
Подготовка формы
Изготовление отливок высокого качества
Меры предосторожности
Классификация
Бронзовые сплавы по составу делятся на:
Оловянные.
Безоловянные.
Как понятно из названия, имеется в виду наличие или отсутствие в них олова. Вторые бывают алюминиевыми, кремнистыми, бериллиевыми и другими, в зависимости от главного легирующего компонента.
Добавки по-разному влияют на качество сплава:
Олово – придает прочность, улучшает антифрикционные свойства. Большое количество олова охрупчивает металл.
Бериллий – хорошо упрочняет материал, он сравним по свойствам со сталью.
Свинец – улучшает коррозионную стойкость.
Алюминий – снова стойкость к коррозии и антифрикционные качества.
Железо – улучшает структуру и прочностные свойства.
По технологическим свойствам бронзы разделены на:
Обрабатываемые давлением (деформируемые) – хорошо штампуются, куются.
Литейные.
Маркировка
Принцип маркировки такой:
Пишут буквы Бр (означает «бронза»).
Пишут буквы, обозначающие легирующие элементы:
Пишут цифры, обозначающие количество каждого элемента в процентах. Для деформируемых бронз цифры пишут в конце маркировки в том же порядке, что и буквы. Для литейных цифру пишут после каждого легирующего компонента. Например:
БрОФ10-1 – деформируемая бронза. Олова примерно 10%, а фосфора 1%, остальное – медь. Или:
Могут быть и другие примеси, но их количество незначительно.
Температура плавления
В таблице приведена температура плавления бронзы некоторых марок, а также температура заливки. Из таблицы видно, что температуры плавления и литья у материалов не совпадают. Это связано с тем, что бронза – вязкий материал. Его нужно расплавить, затем хорошо нагреть перед заливкой, чтобы достичь максимальной текучести расплава.
Можно ли отливать бронзу дома
Хорошая новость – этот металл растопить можно не только в промышленных условиях, но и в домашних. Правда «дома» – понятие относительное. Лить у себя на кухне не получится. Нужно, как минимум отдельное помещение с хорошей вентиляцией. Это для небольших вещей, например, мелкого художественного литья. Для крупных деталей понадобится гараж или ангар.
У бронзы малая усадка – менее 1%, из нее изготавливают точные отливки. Но в любом случае достичь промышленного качества литья не получится. И главное – нужно соблюдать меры предосторожности и пожарной безопасности! О них речь пойдет в конце статьи.
В качестве сырья используют бронзовый лом, можно переплавить своими руками детали сантехники. Промышленность выпускает металл в слитках.
Как сделать форму для литья
Материал для формы (оснастки) в непромышленных условиях – песчаная или глиняная смесь (литье в «землю») и гипс.
Компоненты смешивают до получения однородной консистенции.
Также может использоваться модель изделия из дерева либо другого материала. Также это может быть готовая деталь, образец.
Приспособление для подготовки песчаной оснастки – опока. Она состоит из двух ящиков без крышки, обычно деревянных. Нижний – с дном, верхний – без дна (по сути, рама). Части опоки имеют центрирующие элементы для их точного расположения относительно друг друга. Они иногда скрепляются между собой фиксаторами.
Оснастку изготавливают так:
Перед работой поверхность опок и образец изделия присыпают тальком.
В нижний ящик насыпают песчаную смесь до края и трамбуют.
Модель детали кладут в опоку на землю и вжимают.
На нижний ящик опоки кладут верхнюю раму.
На модель крепят усеченный конус узкой частью к изделию. Это модель литника, через него зальют расплав. Желательно, чтобы место расположения литника было самой толстой частью изделия. Нужно учитывать, что на готовой детали в месте заливки могут быть дефекты.
Верхнюю опоку заполняют доверху смесью. Снова трамбуют.
Достают из песка модель литника.
Острым тонким предметом разъединяют верхнюю и нижнюю половины, обозначая линию разъема. Верхнюю опоку с песчаной массой в ней снимают, изделие осторожно вынимают из песка.
Части формы сушат и вновь соединяют.
Линию разъема выбирают так, чтобы деталь вынималось из оснастки, не повредив ее. Кроме того, иногда в части изделия, противоположной литнику, делают «воздушник». Это такое же отверстие в оснастке, как и литник. Через него в процессе заливки воздух выходит из полости.
Заливка металла
Для того чтобы расплавлять материал понадобится:
Плавильная муфельная печь, желательно с регулятором нагрева. Для крупных отливок нужен горн. Иногда материал плавят автогеном, паяльной лампой, газовой или бензиновой горелкой.
Тигель – стальная, чугунная или шамотная (из огнеупорной глины) емкость для плавки, желательно с носиком.
Щипцы и крюк для извлечения горячего тигля из печи и других манипуляций.
Литейная форма. Как ее подготовить к работе, описано ниже.
Флюс. Нужен для предохранения сплава от окисления воздухом. Древесный уголь, бура.
Топливо для горна, например, тот же древесный уголь.
Керамическая или березовая палочка для перемешивания расплава.
Технология литья
Куски сырья кладут в тигель и нагревают в печи до нужной температуры (на 50-100˚ Цельсия выше температуры заливки) и выдерживают 4-5 минут. Перегрев нежелателен, так как некоторые компоненты сплава могут гореть при высоких температурах. До заливки расплав несколько раз перемешивают палочкой. Плавку ведут под слоем флюса. Он изолирует металл от воздуха и не дает окисляться.
Тигель с жидким металлом вынимают из печи с помощью крюка и щипцов. Обязательно ложкой снимают шлак с поверхности расплава.
Тонкой непрерывной струей аккуратно заливают материал в полость оснастки через специальное отверстие (литник).
Когда металл остыл, затвердевшее изделие вынимают. Иногда плавильную форму размыкают и деталь выбивают оттуда либо разрушают оснастку, если она одноразовая.
Если деталь сложная по геометрии или очень маленькая, расплав может выдавливать не весь воздух из полости, и на детали возникают дефекты. В этом случае используют центробежное литье. Оснастку устанавливают во вращающуюся центрифугу. Под действием центробежной силы жидкий металл равномерно распределяется по полости формы. Привод центрифуги бывает ручной или электрический.
Подготовка формы
Перед работой форму прогревают. Печь греют до 500-600˚С, помещают туда оснастку и повышают температуру в печи до 900˚С. Прокаливают в течение 2-5 часов. Время зависит от размера формы. Затем ее достают и остужают до 500-600˚С. После этого можно лить металл.
Изготовление отливок высокого качества
Можно получить изделия более высокого качества, чем при литье в землю. Для этого применяют литье по выплавляемым моделям.
Оснастку изготавливают из гипса. Она одноразовая, разрушаемая. Чтобы сделать форму, нужна модель изделия из воска, парафина или другого легкоплавкого материала. Этот материал должен быть легче воды. Далее будет сказано, почему это важно.
Изготавливают восковую модель также литьем в гипсовую оснастку. Модели сложной конфигурации делают из нескольких частей. А гипсовую оснастку для модели делают по оригиналу изделия либо его модели аналогично оснастке из песка. Получается цепочка: оригинал изделия – гипсовая форма для восковой модели – модель – гипсовая форма для металла – готовое изделие.
Когда оснастка для изделия готова, восковую модель из нее выплавляют, погружая форму в горячую воду или просто нагревая. Расплавившийся воск вытекает из полости через то же отверстие, куда потом зальют металл. Именно поэтому материал модели должен быть легче воды – чтобы при выплавке в воде он поднимался на поверхность.
Ознакомиться с процессом можно по инструкции в приведенном видео.
Меры предосторожности
Чтобы лить бронзу в непромышленных условиях, нужно отдельное помещение с принудительной вентиляцией. Для мелких деталей подойдет комната, для больших нужен гараж или ангар.
Пол в мастерской делают из негорючего материала. Обязательно устанавливают рабочий огнетушитель. В мастерской запрещено хранить легковоспламеняющиеся вещества.
Работать следует в специальной одежде, в перчатках, маске и респираторе. Некоторые материалы при плавке выделяют вредные вещества. Особенно осторожным следует быть, переплавляя старинный металл, так как при нагревании он иногда выделяет мышьяк.
Температура плавления бронзы в домашних условиях
Изделия из бронзы имеют широкое распространение среди мастеров-любителей, занимающихся изготовлением различных предметов искусства, оружия и аксессуаров к нему, украшений и т. д.
Отсутствие производственной базы не является препятствием к выполнению работ, основная проблема — недостаток информации о свойствах, температуре плавления бронзы и режимах обработки сплавов меди. Большинство любителей не знает, что литье бронзовых изделий производится и в домашних условиях, главное — соблюдать технологию и обеспечить необходимые условия для протекания процесса.
Основные характеристики бронзовых сплавов
Бронза — это собирательное название сплавов меди с различными легирующими добавками. Таких добавок может быть использовано очень много:
Классификация бронзовых сплавов
Олово.
Алюминий.
Свинец.
Бериллий.
Кремний.
Все виды бронзы имеют в составе небольшое количество цинка, свинца или фосфора. При этом сплавы меди с цинком (как полноценным компонентом) к бронзам не относятся и классифицируются как латунь. Отдельной группой являются сплавы меди и никеля (константан, мельхиор, копель, нейзильбер).
Бронзы подразделяются на:
Сплавы меди — характеристика
оловянные. Представляют собой сплавы меди и олова в том или ином соотношении;
безоловянные. Вместо олова присутствуют другие материалы (бериллий, алюминий и т. д.).
Оловянные виды являются наиболее распространенными. Широко известная колокольная бронза (80% меди и 20% олова). Недостатком оловянной бронзы является хрупкость.
Безоловянные составы имеют массу специфических качеств, успешно используемых для выполнения различных задач.
Распространенными видами безоловянной бронзы являются:
Бериллиевая бронза. Имеет высокую прочность, превосходящую высококачественную сталь.
Кремниецинковая. Устойчива к трению, обладает высокой текучестью в расплавленном состоянии, чему способствует добавление кремния.
Свинцовая. Демонстрирует высокую стойкость к коррозии.
Алюминиевая. Обладает устойчивостью к коррозии, имеет высокие фрикционные способности.
Легирующие добавки сплавов в бронзе
Немного истории
Бронза является фактически первым сплавом, который начало использовать человечество. В 3-м тысячелетии до н. э. мастера активно применяли медь для самых разных целей. Некоторые сорта руды содержали незначительный процент олова. При обработке данного материала люди заметили, что такая медь более плотная и твердая, чем обычная. Таким образом, это стало зарождением нового исторического и культурного периода, который известен сейчас как «эпоха бронзы». Дальнейшие исследования привели к тому, что было открыто олово, которое начали специально добавлять в медь для получения качественного сплава для изготовления инструментов и украшений.
Металлургия бронзы качественно повысила производительность самых разных отраслей, которыми было занято человечество на тот момент. Плавление постепенно совершенствовалось, и люди начали изготавливать специальные каменные формы, в которых различные изделия можно было отливать многократно. Постепенно были изобретены закрытые формы, которые позволяли делать оружие и украшения со сложной конструкцией и рисунком.
Читать также: Компрессор высокого давления своими руками 300 бар
Общепринятая маркировка сплавов
Необходимо понимать, что в составе любого сплава содержится несколько добавок, придающих данной марке бронзы определенные специфические качества. Например, в составе сплава марки БрО3Ц12С5 содержатся олово, цинк и свинец.
Узнать о составе данного сплава можно из его маркировки. Буквы, присутствующие в ней, кроме первых Бр (бронза) обозначают:
Маркировка бронзы — расшифровка
алюминий – А;
железо – Ж;
марганец – Мц;
олово – О;
сурьма – Су;
цинк – Ц;
никель – Н;
фосфор – Ф;
кремний – К;
свинец – С;
бериллий – Б.
Марки латуни и области применения
От состава зависит марка латуни и область её применения. Например, томпак, принадлежащий к классу деформируемых латуней, в котором содержится больше 95% меди, может легко соединяться со сталью, образуя с ней биметалл. Используется такое соединение в изготовлении знаков отличия и различных предметов искусства и интерьера — статуэток, рамок, подсвечников.
Латуни марки ЛО используются для изготовления конденсаторных трубок, применяемых в разной теплотехнической аппаратуре, например, газовых котлах, автоклавах, сильфонах.
Марка ЛС используется при создании деталей часовых механизмов, переходных и соединительных втулок. Из неё также изготавливают полиграфические матрицы.
ЛМц — содержится в старых советских монетах номиналом до 5 копеек, арматуре, гайках и болтах, а её подвид с приставкой «А» — в деталях речных и морских судов.
Латунь, имеющая маркировку ЛА или ЛЖМ (и её подвиды), также используется для постройки морских судов и самолётов, различных электрических машин и подшипников. Очень распространена в деталях для различной химической техники.
Это интересно: Как и чем чистить медь от окиси в домашних условиях: самые эффективные способы
Подготовка к литью бронзы в домашних условиях
Для плавления бронзы в домашних условиях необходимо иметь соответствующее оборудование и приспособления. Процесс происходит при высоких температурах, с выделением дыма и прочих продуктов горения, поэтому лучше всего работать в гараже или мастерской, выполнять все действия в квартире не рекомендуется.
Плавильная печь, использующаяся в домашних условиях — устройство
Для плавления бронзовых составов необходима высокая температура, в пределах 900–1200°, поэтому обойтись без муфельной печи или горна не получится. Понадобится оборудовать качественную вытяжную вентиляцию, напольное покрытие должно отвечать всем требованиям пожарной безопасности. Необходимо приготовить емкость для плавки (специалисты рекомендуют делать расплав в чугунной емкости с вытянутым носиком для точности литья, которая называется тигель).
Для вынимания раскаленного тигля из печи и захвата горячих отливок потребуются клещи (щипцы) и крюк. Обязательно надо позаботиться о защите от искр или брызг расплавленного металла и приготовить фартук и рукавицы из плотного и прочного материала (в идеале можно использовать костюм сварщика).
Потребуется изготовить литейную форму, для горна понадобится древесный уголь.
Правила безопасности при работе
Любая работа с разогретыми до больших температур изделиями должна сопровождаться неукоснительным соблюдением норм безопасности труда. Только так можно предотвратить несчастные случаи и травматизм. Человек, работающий с печью, должен иметь защитную одежду. Это должен быть жаропрочный фартук, закрывающий всю переднюю часть туловища, перчатки из толстой кожи и ботинки на большой подошве. Под защитной одеждой не должно быть рубашек или штанов из синтетических материалов. Такие изделия очень быстро воспламеняются и плохо тушатся. Отдавайте предпочтение изделиям из хлопка или шерсти.
Если вас интересует, где можно взять эти защитные приспособления, не волнуйтесь. Скорее всего, там же, где вы найдёте щипцы под тигли и другое оборудование для плавки металлов. Там же можно приобрести защитные очки, маску для лица или респиратор со специальным фильтром. Эти приспособления помогут обезопасить лицо, глаза и лёгкие от вредного воздействия испарений шлаков, исходящих от расплавленного металла.
Особенности процесса литья
Процесс плавления бронзы происходит в следующей последовательности:
Бронзовый лом измельчается и укладывается в тигель.
Тигель помещается в муфельную печь, которую рекомендуется нагреть заранее.
Расплавленный металл необходимо перегреть, для чего его выдерживают в печи на 5 минут дольше, чем надо. Это делает расплав более текучим.
Используя крючок и щипцы, тигель извлекают из печи, незамедлительно разливают в приготовленную форму.
Форму следует подготовить, хорошенько прокалив ее в печи. Если этого не сделать, металл при начале отливки сразу же остынет и станет твердым, не заполнив всю форму целиком.
Центробежное литье
Подготовка формы производится в следующем порядке:
Печь нагревается до 600°.
Форма помещается в печь и прогревается до имеющейся температуры.
Нагрев печи увеличивают до 900° и выдерживают форму в таких условиях около 3–4 часов.
Следует учитывать, что температура плавления бронзы данной марки должна быть ниже, чем величина нагрева печи. Расплав надо разогреть до более высокой температуры для получения максимальной текучести (бронза отличается высокой вязкостью в жидком состоянии), а также для получения некоторого запаса температуры для качественного изготовления отливки.
Температура обработки и технические свойства оловянных бронз
Температуры плавления
Температура плавления бронзы напрямую зависит от наполняемости химическими элементами сплава. Ведь в качестве легирующих компонентов могут выступать тугоплавкие элементы. Так, максимальная температура для разлива бронзы составляет 1350 °С.
Маркировка легирующих элементов, добавляемых в сплавы меди:
Для деления бронзовых сплавов пользуются двумя определениями – это оловянистые и безоловянистые бронзы. Температура плавления пригодного для литья, в зависимости от ее химического состава приведена в таблице.
Сплав, обозначение
Температура для литья, °С
БрОФ4-0,25
1300
БрОЦ4-3
1250
БрОЦС4-4-4
1200
БрАЖ9-4
1200
БрА9Мц2Л
1150
БрА10Ж8Л
1190
БрА11Ж6Н6
1185
БрАЖС7-1,5-1,5
1150
БрС3О
975
БрА5
1200
БрКН1-3
1050
БрБНТ1,7
1050
БрАМц10-2
1150
БрКМц3-1
1150
БрМц5
1150
БрБ2
1100
БрСН60-2,5
1100
Это далеко не полный перечень литейных бронзовых сплавов.
Если плавка бронзы производится в домашних условиях, то особое внимание следует обращать на температуру плавления сплава. Оловянистым бронзам не требуется преодолевать тысячеградусный порог. Им достаточно 900°С — 950 °С. Безоловянистым сплавам уже требуется 950 °С — 1100 °С.
детали, получаемые из бронзы методом центробежного литья
При выплавке бронзовых деталей стоит учитывать их высокую вязкость. Поэтому для качественного литья нагревать их следует выше температуры плавления примерно на 100 градусов. Бронзы обладают минимальной усадкой, которая не превышает 1,5%. Данная характеристика является преимуществом перед латунями и позволяет получать фасонные отливки.
Для сравнения можно посмотреть на температуру плавления латуней. Выделяются две категории латуней – это двухкомпонентные и многокомпонентные латуни. В состав двух компонентных сплавов кроме меди входит цинк. Его количество влияет на температуру плавления, которая находится в диапазоне 880°С — 965°С.
Для много компонентных температурные режимы повышаются до 895 °С — 1070 °С из-за ввода легирующих компонентов с высокой температурой плавления.
Как сделать литейную форму
Изготовление формы выполняется при помощи формовочной смеси и опоки. Смесь состоит из песка (75%), глины (20%) и каменноугольной пыли (5%). Компоненты тщательно перемешиваются до состояния однородной массы.
Опока представляет собой два неглубоких ящика, установленных друг на друга. Один, нижний, имеет дно и наполняется формовочной смесью по самый верх. Второй ящик дна не имеет, а оборудуется двумя поперечинами.
Процесс изготовления формы:
Литейная форма и ее элементы
модель, предварительно покрытая тонким слоем талька или графитового порошка, вдавливается до половины в формовочную смесь нижнего ящика;
затем устанавливается верхний ящик и наполняется смесью, утрамбованной так, чтобы модель была полностью и плотно облеплена ей;
для заливки делается одно или несколько отверстий — литников;
форма разрезается по линии стыка ящиков и разделяется пополам;
модель извлекается, а ящики соединяются снова, пустоты от модели соединяются и образуют полость, имеющую необходимую форму.
В завершении процесса форму надо немного подсушить и можно использовать по назначению.
Особые моменты
Для отливки различных тонких металлических изделий предпочтение следует отдать латуни, поскольку она плавится гораздо легче, чем бронза. Что касается оборудования, то выбор лучше сделать в сторону тиглей из керамики и глины, поскольку они более подходят для работы с данным сплавом.
Относительно переплава старинной бронзы следует сказать, что при данной процедуре надо быть особенно внимательным, поскольку в ее составе может быть мышьяк.
Следует также учитывать количество примесей, которые имеет бронза. Температура плавления материала в зависимости от этого может значительно отличаться. Для оловянистого сплава показатели находятся в пределах 900-950 градусов, тогда как для безоловянистых нужно около 950-1080.
Бронза представляет собой сплав меди с добавлением различных цветных металлов. Данный материал отличается стойкостью, твердостью и устойчивостью к процессу коррозии. В прошлом бронза использовалась для изготовления различных орудий, украшений, оружия и скульптур, а в настоящее время к данному сплаву добавляют другие металлы для получения особых характеристик. Благодаря этому алюминиевая бронза используется при изготовлении различных деталей трубопроводов и самолетов, кремниевая – в мореходстве, а фосфорная – для различных пружин и деталей электротехнического оборудования.
Заливка бронзы в литейную форму
Заливка бронзового расплава в литейную форму
Заливка расплава сама по себе не представляет сложности — металл наливают тонкой равномерной струйкой до заполнения формы целиком.
Сложности могут возникнуть при отсутствии воздушных каналов, в которые может выходить воздух. Если выходы закупорены, воздушные пробки не позволят расплаву полностью занять всю форму, и отливка будет испорчена. Проблему можно решить с помощью центрифуги, которая распределяет металл внутри формы и помогает ему преодолеть сопротивление воздушных пробок.
Технология отливки
Для того чтобы сделать сложную конструкцию или высококачественную деталь, можно воспользоваться и иным способом, который предполагает использование модели, сделанной из легкоплавких материалов. В такой ситуации для изготовления отливочной формы можно воспользоваться парафином или воском. Эта модель просто выплавляется и помещается в кипяток.
Для обеспечения точности геометрических характеристик и форм модели можно применять готовое изделие. С помощью него получают форму из гипса, которая будет использована для отливки точной копии.
Как изготовить качественное литье
Чтобы получить качественное бронзовое литье, понадобится последующая механическая обработка отливки. Надо последовательно выполнить операции отделения литников, удаления облоя, механической шлифовки и полировки изделия. Получить сразу готовую отливку высокого качества в домашних условиях невозможно, поэтому надо подготовиться к выполнению доводочных процедур.
Технология художественного литья из бронзы в картинках
Описание элемента и распространение его в природе
Медь на Кипре добывали и плавили еще в середине третьего тысячелетия до нашей эры. Поэтому свое название элемент носит в честь упомянутого острова. Добыча и производство элемента подействовали на историю развития острова и его экономическое положение.
В периодической системе Менделеева медь получила 29 атомный номер. Элемент расположен в одиннадцатой группе четвертого периода. Элемент имеет золотисто-розовый цвет и принадлежит к пластичным переходным металлам. В природе встречается продукт в виде сульфидных руд, по распространению в литосфере металл занимает 23-е место. Медный блеск и колчедан являются самыми распространенными видами элемента.
В природных условиях элемент медь находят в руде и в виде самородков. Самые лучшие месторождения находятся на территории государства Чили. Медные месторождения встречаются там в осадочных породах. Медные песчаники и сланцы находятся в Казахстане и Читинской области России.
Медные сланцы в Казахстане
Медь наделена высокой электро и теплопроводностью. Ее удельная теплоемкость при температуре +20ºС равна 390 Дж/кг. Температура кипения металла – 2595ºС.
В момент плавления металл меняет свое агрегатное состояние, т. е. из кристаллической твердой фазы он переходит в жидкую форму. Меди присуще своя температура плавления, она имеет определенную зависимость от находящихся в металле примесей. Плавка меди чаще всего проходит при температуре +1083ºС. Если в медном сплаве присутствует олово, то процесс плавления способен произойти при +950–1140ºС. В составе с цинком теплота плавления меди равна от +900 до +1050ºС.
Процесс плавки проходит следующим образом: в начале нагрева рушится кристаллическая решетка металла, постепенно температура увеличивается, но в определенный период она удерживается в некотором значении. Именно в этот промежуток медь начинает плавиться. После окончания выплавки температура вновь повышается. Далее, металл постепенно охлаждается и принимает твердую форму.
Кипение металла очень похоже на бурление жидкости при активном нагреве. В это время выделяется газ. На поверхности расплавленного продукта появляются пузырьки. При максимальном нагреве из жидкого металла выделяется углерод, он формируется в результате окисления элемента.
Металлы и сплавы. Температура плавления
Температура плавления – это температура, при которой вещество переходит из твердого состояния в жидкое.
Melting points for some metals and alloys:
Metal
Melting Point ( o C)
Admiralty Brass
900 — 940
Aluminum
660
Алюминиевый сплав
463 — 671
Aluminum Bronze
1027 — 1038
Antimony
630
Babbitt
249
Beryllium
1285
Beryllium Copper
865 — 955
Висмут
271. 4
Латунь, красная
1000
Латунь, желтая2 9 30 9024 Латунь, желтая20025
Cadmium
321
Chromium
1860
Cobalt
1495
Copper
1084
Cupronickel
1170 — 1240
Gold, 24K Pure
1063
Хастеллой С
1320 — 1350
Инконель
1390 — 1429
5
900 Инколой0025
1390 — 1425
Iridium
2450
Iron, Wrought
1482 — 1593
Iron, Gray Cast
1127 — 1204
Iron, Ductile
1149
ВЫСОВАНИЕ
327,5
Магний
650
Magnesium Alloy
349 — 649
Manganese
9009
900
99
99
900
0024 1244
Manganese bronze
865 — 890
Mercury
-38. 86
Molybdenum
2620
Monel
1300 — 1350
Nickel
1453
Ниобий (Колумбий)
2470
Осмий
3025
Палладий
9025 9 0250009
Phosphorus
44
Platinum
1770
Plutonium
640
Potassium
63.3
Red Brass
990 — 1025
Rhenium
3186
Родий
1965
Рутений
2482
Селен
0 217
Silicon
1411
Silver, Coin
879
Silver, Pure
961
Silver, Sterling
893
Sodium
97. 83
Solder 50 — 50
215
Сталь, углерод
1425 — 1540
Сталь, нержавеющая сталь
1510
5
25
2980
Thorium
1750
Tin
232
Titanium
1670
Tungsten
3400
Uranium
1132
Vanadium
1900
Желтая латунь
905 — 932
Цинк
419,5
Цирконий0025
1854
Цвета для закалки стали
Золото, серебро и медь – давление и температура плавления
Трубы стальные профильные квадратные производят по ГОСТ 8639-82, ГОСТ 13663-86, ТУ 14-105-737-2004 и целому ряду других технических условий, разработанных производителями для различных задач и потребителей.
Размер
Параметры
Марка
Вес метра, кг
Метров в тонне
Труба квадратная 15х15 х1,5
6
1-3сп/пс
0,67
1493
Труба квадратная 20х20 х1,5
6
1-3сп/пс
0,91
1099
Труба квадратная 20х20 х2
6
1-3сп/пс
1,13
885
Труба квадратная 25х25 х1,5
6
1-3сп/пс
1,15
870
Труба квадратная 25х25 х2
6
1-3сп/пс
1,52
658
Труба квадратная 30х30 х1,5
6
1-3сп/пс
1,39
719
Труба квадратная 30х30 х2
6
1-3сп/пс
1,84
544
Труба квадратная 40х40 х1,5
6
1-3сп/пс
1,87
535
Труба квадратная 40х40 х2
6
1-3сп/пс
2,48
403
Труба квадратная 50х50 х2
6
1-3сп/пс
3,09
324
Труба квадратная 50х50 х3
6
1-3сп/пс
4,53
221
Труба квадратная 60х60 х2
6
1-3сп/пс
3,71
270
Труба квадратная 60х60 х3
6; 12
1-3сп/пс
5,25
191
Труба квадратная 60х60 х4
6; 12
3сп/пс
6,82
147
Труба квадратная 80х80 х3
6; 12
3сп/пс
7,2
139
Труба квадратная 80х80 х4
12
3сп/пс
9,6
104
Труба квадратная 80х80 х5
12
3сп/пс
11,8
84,8
Труба квадратная 100х100 х4
12
3сп/пс
12
83,3
Труба квадратная 100х100 х5
12
3сп/пс
14,8
67,6
Труба квадратная 100х100 х6
12
3сп/пс
17,7
56,5
Труба квадратная 120х120 х4
12
3сп/пс
14,5
69
Труба квадратная 120х120 х5
12
3сп/пс
18
55,6
Труба квадратная 120х120 х6
12
3сп/пс
21,5
46,5
Труба квадратная 140х140 х5
12
3сп/пс
21,1
47,4
Труба квадратная 140х140 х6
12
3сп/пс
25,2
39,7
Труба квадратная 140х140 х7
12
3сп/пс
29,2
34,3
Труба квадратная 150х150 х7
12
3сп/пс
30,77
32,5
Труба квадратная 150х150 х8
12
3сп/пс
34,81
28,73
Труба квадратная 160х160 х6
12
3сп/пс
28,9
34,6
Труба квадратная 160х160 х7
12
3сп/пс
33,6
29,76
Труба квадратная 160х160 х8
12
3сп/пс
38,2
26,18
Труба квадратная 180х180 х6
12
3сп/пс
32,5
30,8
Труба квадратная 180х180 х8
12
3сп/пс
43
23,26
Труба квадратная 200х200 х6
12
3сп/пс
35,8
27,93
Труба квадратная 200х200 х8
12
3сп/пс
46,9
21,32
Труба квадратная 200х200 х10
12
3сп/пс
57,6
17,36
Труба квадратная 200х200 х12
12
3сп/пс
67
14,93
Труба квадратная 250х250 х10
12
3сп/пс
73,3
13,64
Труба квадратная 250х250 х12
12
3сп/пс
86,8
11,52
Труба квадратная 300х300 х10
12
3сп/пс
89
11,24
Труба квадратная 300х300 х12
12
3сп/пс
106
9,43
Технические характеристики и полезные сведения
В таблице приведены справочные величины веса погонного метра и количества метров в тонне. Предусмотренные в ГОСТ и ТУ допуски по толщине стенки, высоте профиля и длине трубы, в совокупности, предусматривают возможность отклонения веса погонного метра от теоретической расчетной величины. Такое отклонение может составлять до 12%, однако опыт показывает, что обычно эта величина не превышает следующих величин:
Для труб с толщиной стенки до 1,5мм – не более 7%
Для труб с толщиной стенки свыше 2мм – не более 5%
Рядовые квадратные трубы производят из горячекатаной стальной ленты на трубных станах. Чаще всего горячекатаные трубы малых и средних размеров от 15х15 до 60х60 производят из марок 1сп/пс, 2сп/пс, реже из Ст3сп/пс. В отличие от холоднокатаных квадратных труб стоят сравнительно дешево. Профильная труба малых и средних размеров, как правило, производится длиной 6 метров. По требованию потребителя возможно изготовление другой длины – 5,8м, 5,9м, 9м, 10м. Длиннее 10 метров такие трубы обычно не производят – такие трубы трудно транспортировать и использовать.
В зависимости от назначения, трубы изготавливают по нормированию свойств:
Группа А – с нормированием механических свойств из стали марок по ГОСТ 380-2005 (ранее ГОСТ 380-88).
Группа В – с нормированием механических свойств и химическому составу из стали марок по ГОСТ 380-2005 или ГОСТ 1050-88.
Для профильных труб обычно не проводят гидравлические испытания, поэтому такие трубы не предназначены для перемещения жидкостей и газов. Однако, некоторые производители могут производить такие испытания и гарантировать испытательное давление, аналогично трубам водогазопроводным.
Крупная профильная труба от 80х80 до 300х300 изготавливается из марок Ст3сп\пс, Ст3сп/пс5, 09Г2С, такие трубы часто изготавливают по ГОСТ 30245-2003 – Профили стальные замкнутые сварные квадратные и прямоугольные для строительных конструкций. Такие трубы изготавливают только из горячекатаной углеродистой или низколегированной стали.
Учитывая области применения таких труб, практически на всех партиях нормируются не только механические свойства, но и химический состав. Трубы крупных размеров производят мерной длины от 11 до 12 метров.
Радиус скругления профильных труб зависит от стандарта, по которому они изготовлены, условий и оборудования производителя. Чаще всего радиус скругления не превышает 2S – для труб с толщиной стенки до 2,5мм и 2,5S – для труб с толщиной стенки более 2,5мм.
Области применения профильной трубы различны. Мелкие и средние квадратные трубы из горячекатаной ленты в основном используют для сооружения различных металлоконструкций наружного применения – стальные двери, заборы, остановочные пункты и торговые павильоны, из таких профильных труб часто изготавливают стойки для перил, опоры козырьков и все возможные рамы. Крупные профильные трубы и строительные профили в основном используют в строительстве для изготовления сварных несущих металлоконструкций.
Купить квадратную трубу можно в нашей компании любыми партиями от 1-ой тонны до вагонных норм. Поставка производится самовывозом (самостоятельная выборка товара со склада Поставщика) или с доставкой автомобильным или железнодорожным транспортом.
Цены
В последние годы цены на Квадратную трубу меняются очень динамично, что сильно затрудняет публикацию актуальных цен, соответствующих настоящему моменту.
Просим Вас уточнять текущие цены и наличие интересующей продукции по
телефону + 7(495) 669-29-10 или направляйте Ваш заказ.
Труба бесшовная из коррозионностойких сталей и сплавов
ГОСТ 9940-81
ГОСТ 9941-81
Труба котельная бесшовная
ТУ 14-3-190-2004
ТУ 14-3-460-2003
ТУ 14-3Р-55-2001
Труба профильная
ГОСТ 8639-82
ГОСТ 8645-68
Химический состав и механические свойства
Металлопрокат, метизная продукция
Труба толстостенная
Главная » Труба профильная квадратная ГОСТ 8639-82
Профильная труба квадратного сечения имеет ряд преимуществ по сравнению с другими видами стальных труб, которые применяются для решения подобных задач в строительстве. Преимущества квадратных металлических труб очевидны:
Удобства монтажа
Экономия на металле
Экономия ЛКМ
Универсальность
Данный тип профильных труб применяется в химической и пищевой промышленности. Труба квадратная металлическая используется не только как конструкционный элемент при монтаже оборудования и возведении различных сооружений, но и в бытовой сфере.
Размер стороны: 10 — 120 мм Толщина стенки: 1 — 9 мм
Предельные отклонения:
по размеру стороны
A 10 — 30 мм: ± 0,3 мм
A 35 — 50 мм: ± 0,4 мм
A 60 — 120 мм: ± 0,8 %
по толщине стенки
электросварные трубы: ± 10%,
холоднодеформированные: ± 12,5 % Примечания:
До размера стороны 40 мм трубы могут выпускаться электросварными
Холоднодеформированные трубы производят из сталей марок 10, 20, 35, 45
Электросварные трубы производят из сталей марок 08кп, 10, 10пс, 20, Ст2сп, Ст2пс, Ст4сп, Ст4пс, Ст4кп
Немерная длина: 1,5 — 9 м; мерная: 5 — 9 м
Масса труб квадратных металлических вычисляется с помощью трубного калькулятора
Бесшовные холоднодеформированные трубы производятся термообработанными. Правка и обрезка концов — по дополнительному соглашению. Трубы с размерами свыше 80х80 мм поставляются без правки и обрезки концов
Электросварные трубы производят без термообработки
Контроль качества сварного шва осуществляется приборами неразрушающего контроля
Сортамент
Размер стороны, мм
Толщина стенки, мм
1
1,5
2
2,5
3
3,5
4
5
6
7
8
9
10
15
20
25
30
35
40
42
45
50
60
70
80
90
100
110
120
Обозначения в таблице сортамента
Трубы изготавливаются электросварными
Трубы изготавливаются бесшовными и электросварными
Трубы изготавливаются бесшовными
Механические свойства
Марка стали
Временное сопротивление, Н/мм2 (min)
Предел текучести, Н/мм2(min)
Относительное удлинение, % (min)
10
343
206
24
20
412
245
20
35
510
294
18
45
549
323
14
Химический состав (%, максимум)
марка стали
C
Si
Mn
Cr
Ni
Mo
S
P
Cu
N
08кп
0,05-0,12
0,03
0,25-0,50
0,10
—
0,04
0,035
—
—
0,006
10
0,07-0,14
0,17-0,37
0,35-0,65
0,15
0,3
—
—
—
—
—
10пс
0,07-0,14
0,05-0,17
0,35-0,65
0,15
0,3
—
0,04
0,035
0,3
—
10кп
0,07-0,14
0,07
0,35-0,65
0,15
0,3
—
0,04
0,035
0,3
—
20
0,17-0,24
0,17-0,37
0,35-0,65
0,25
0,25
—
0,03
0,025
0,3
—
35
0,32-0,40
0,17-0,37
0,50-0,80
0,25
0,30
—
0,04
0,035
0,3
—
45
0,42-0,45
0,17-0,37
0,50-0,80
0,25
—
—
0,04
0,035
—
—
Ст2сп
0,09-0,15
0,15-0,30
0,25-0,50
0,30
—
—
0,05
0,04
—
0,01
Ст2пс
0,09-0,15
0,05-0,15
0,25-0,50
0,30
—
—
0,05
0,04
—
0,01
Ст4сп
0,18-0,27
0,15-0,30
0,40-0,70
0,30
—
—
0,05
0,04
—
—
Ст4пс
0,18-0,27
0,05-0,15
0,40-0,70
0,30
—
—
0,05
0,04
—
—
Ст4кп
0,18-0,27
0,05
0,40-0,70
0,30
—
—
0,05
0,04
—
—
Сертификаты
ПРОДУКЦИЯ
Круглые стальные электросварные трубы Трубы стальные электросварные прямошовные круглые изготавливаются из углеродистой стали по ГОСТ 10704-91, ГОСТ 10705-80 и ТУ 1373-011-02949352-2012, ТУ 1373-032-02949352-2013
Водопроводные трубы Трубы стальные электросварные газоводяные изготавливаются из углеродистой стали по ГОСТ 3262-75
Трубы стальные электросварные квадратные Трубы стальные электросварные квадратные общего назначения изготавливаются из углеродистой стали по ГОСТ 8639-82, ГОСТ 13663-86 и ТУ 1373-013-02949352-2011, ТУ 1373-032-02949352-2013
Прямоугольные Стальные электросварные трубы Трубы стальные электросварные прямоугольные общего назначения изготавливаются из углеродистой стали по ГОСТ 8645-68, ГОСТ 13663-86 и ТУ 1373-013-02949352-2011, ТУ 1373-032-029. 49352-2013
Профили стальные гнутые закрытые сварные Профили стальные гнутые закрытые сварные для строительных конструкций квадратного или круглого сечения из углеродистой стали по ГОСТ 30245-2003 и ТУ 5260-031-02949352-2010
Профиль полый холоднодеформированный Профили полые холоднодеформированные для металлоконструкций изготавливаются из легированной стали по DIN EN 10219.
Трубы
Круглые стальные электросварные трубы Трубы стальные электросварные прямошовные круглые изготавливаются из углеродистой стали по ГОСТ 10704-91, ГОСТ 10705-80 и ТУ 1373-011-02949352-2012, ТУ 1373-032-02949352-2013
Водопроводные трубы Трубы стальные электросварные газоводяные изготавливаются из углеродистой стали по ГОСТ 3262-75
Трубы стальные электросварные квадратные Трубы стальные электросварные квадратного сечения общего назначения изготавливаются из углеродистой стали по ГОСТ8639. -82, ГОСТ 13663-86 и ТУ 1373-013-02949352-2011, ТУ 1373-032-02949352-2013
Трубы стальные электросварные прямоугольные Трубы стальные электросварные прямоугольные общего назначения изготавливаются из углеродистой стали по ГОСТ 8645-68, ГОСТ 13663-86 и ТУ 1373-013-02949352-2011, ТУ 1373-032-02949352-2013
Стальные гнутые закрытые сварные профили Профили стальные гнутые закрытые сварные для строительных конструкций квадратного или круглого сечения из углеродистой стали по ГОСТ 30245-2003 и ТУ 5260-031-02949352-2010
Профиль пустотелый холоднодеформированный Профили пустотелые холоднодеформированные для металлоконструкций изготавливаются из легированной стали в соответствии с DIN EN 10219. Ворота Калитки Сообщений Товары для сада
Товары для благоустройства участка Ограждения для окон Тренажер «Спортивные качели»
При условии обязательной закалки всей поверхности ткани, пройти контроль качества на твердость и приложенную нагрузку.
Лопаты: ЛСП-3, ЛСП-4 Контроль качества на соответствие ГОСТ 19596-87 и ТУ 25.99.29.-015-02949352-2017.
Лопаты универсальные: ЛУ-2, ЛУ-3, ЛПР, ЛГР-2 Предназначены для погрузочно-разгрузочных работ, снега и мусора
Лопаты стальные рельсовые Лопаты изготовлены из качественной высокоуглеродистой стали, имеют сертификат качества. Сделано в Китае.
Стальные трубы и трубы стальные
РАЗМЕРЫ – наружный диаметр x толщина стенки (OD x WT) Обзор стандартов размеров – выберите таблицу размеров в соответствии с целью использования труб, фитингов и в соответствии с единицей длины – мм: 10,2 x 0,5 – 139,7 x 16,0 ……
для бесшовных труб по EN, DIN, BS, UNI, NFA, STN, ČSN, PN-H
мм: 10,3 x 1,24 – 114,3 x 13,49 ……
для бесшовных труб по ANSI/ASME B36.10M
дюйм: 0,405 x 0,049 – 4,500 x 0,531 …… для бесшовных труб согласно ANSI / ASME B36. 10M NPS: 1/8 – 4 …… для бесшовных труб согласно ANSI / ASME B36.10M мм: 10,3 x 1,7 – 114,3 x 13,49 … …
для трубопроводов
дюйм: 0,405 x 0,068 – 4,500 x 0,531 …… для трубопроводов NSD: 1/8 – 4 1/2 …… для трубопроводов мм: 10,5 x 1,7 – 114,3 x 9.5 ……
pre bezvikové oceľové rúry podľa noriem JIS (трубы)
мм: 12,70 x 0,89 – 76,20 x 5,59 ……
для труб теплообменника с минимальной толщиной стенки (размеры в дюймах)
дюйм: 0,500 x 0,000 – 0,035 0,220 …… для труб теплообменника с минимальной толщиной стенки (размеры в дюймах) BWG: 20 – 5 …… для труб теплообменника с минимальной толщиной стенки (размеры в дюймах) мм: 15,9 x 1,2 – 114,3 x 9,5 ……
для бесшовных стальные трубы по стандартам JIS (трубы)
мм: 16,0 х 1,2 – 51 х 5……
для труб теплообменников с минимальной толщиной стенки (в мм)
мм: 20,0 х 2,5 – 140,0 х 16,0 ……
для бесшовных труб по ГОСТ
мм: 21,3 х 2,0 – 610,0 х 12,50 ……
для отводов по Европейские стандарты
NPS: 1/2 – 24 …… для отводов по европейским стандартам DN: 15 – 600 DN …… для отводов по европейским стандартам мм: 22,0 x 3,0 – 70,0 x 8,0 ……
для прецизионных труб для производства подшипников
мм: 26,7 x 2,87 – 114,3 x 8,56 ……
для обсадных и насосно-компрессорных труб
дюйм: 1,050 x 0,113 – 4,500 x 0,337 …… для обсадных труб мм: 26,9 x 2,3 – 114,3 x 3,60 ……
для сварки концентрических переходов
NPS: 3/4 – 4 …… для сварки концентрических переходов DN: 20 – 100 DN …… для сварки концентрических переходов мм: 31,75 x 2,34 – 139,7 x 12,7 ……
для бесшовных труб по ASTM A450 / A450M
дюймов: 1,250 x 0,088 – 5,500 x 0,500 …… для бесшовных труб по ASTM A450 / A450M GA: 13 – 7/0 …… для бесшовных труб по ASTM A450 / A450M мм: 33,4 x 3,38 – 168,3 x 4,37 ……
для отводов в соответствии с ASME / ANSI B16. 9
дюймов: 1,315 x 0,133 – 6,625 x 0,172 …… для отводов в соответствии с ASME / ANSI B16.9 NPS: 1 – 6 NPS …… для отводов в соответствии с ASME / ANSI B16. 9 мм: 4,0 х 0,5 – 120,0 х 10,0 ……
для прецизионно тянутых труб по ГОСТу (размеры действительны и по другим стандартам)
мм: 4,0 х 0,5 – 120,0 х 13,0 ……
для допусков на размеры прецизионных тянутых труб по по европейским стандартам
мм: 4,0 x 0,5 – 125,0 x 13,0 ……
для прецизионных тянутых труб по стандартам STN, ČSN, EN, DIN, BS, UNI, NF, ГОСТ
Для обработки металлов давлением применяют инструменты штампы, пуансоны, ролики, валики и т. д., деформирующие металл. Стали, применяемые для изготовления инструмента такого рода, называют штамповыми сталями (по виду наиболее распространенного инструмента).
Штамповые стали делятся на две группы: деформирующие металл в холодном состоянии и деформирующие металл в горячем состоянии. Условия работы стали при различных видах штамповки сильно различаются между собой.
Для штамповки в холодном состоянии сталь, из которой изготавливают штампы, обычно должна обладать высокой твердостью, обеспечивающей устойчивость стали против истирания, хотя и вязкость, особенно для пуансонов, имеет также первостепенное значение. Сталь для «горячих штампов» должна иметь как можно меньшую чувствительность к местным нагревам. В недостаточно вязкой (пластичной) стали, например в плохо отпущенной, местный нагрев может привести к образованию трещин.
Из углеродистой стали марок У10, У11, У12 изготавливают штампы небольших размеров и простой конфигурации; ввиду неглубокой прокаливаемости их следует применять для относительно легких условий работы (малая степень деформации, невысокая твердость штампуемого материала).
Для более сложных конфигураций штампов и более тяжелых условий работы применяют легированные закаливаемые в масле (глубоко прокаливающиеся) стали- чаще всего сталь Х (ШХ15).
При относительно легких условиях работы (легкие удары, малая деформация металла, например ручные клейма, ручные зубила) применяют углеродистую сталь У7, У8. У9. Необходимая твердость (HRC 58) получается путем закалки и отпуска при 250-350°С. Необходимую высокую твердость стали типа XI2 можно получить, закаливая ее от высоких температур (1150°С) в масле и получая, следовательно, большое количество остаточного аустенита, а затем путем обработки холодом и отпуска добиваться разложения остаточного аустенита и получать высокую твердость HRC 60). Переходим теперь к рассмотрению сталей, применяемых для изготовления горячих штампов, деформирующих металл в горячем состоянии. Металл, применяемый для горячих штампов, должен иметь определенный комплекс свойств:
ЖАРОПРОЧНОСТЬ. Металл горячих штампов должен обладать высоким пределом текучести и высоким сопротивлением износу при высоких температурах, чтобы замедлить процессы истирания и деформирования элементов фигуры штампа, разогревающихся от соприкосновения с горячим металлом.
КРАСНОСТОЙКОСТЬ. Высокие жаропрочные свойства не должны снижаться под длительным воздействием температуры, металл горячих штампов должен устойчиво сопротивляться отпуску.
ТЕРМОСТОЙКОСТЬ. Циклический нагрев и охлаждение поверхности штампа во время работы и, следовательно, чередующееся расширение и сжатие поверхностных слоев приводят к появлению так называемых разгарных трещин. Материал штампа должен обладать высокой разгаростойкостью или, как чаще называют, термостойкостью или высоким сопротивлением термической усталости.
ВЯЗКОСТЬ. Деформирование металла при штамповке сопровождается ударными воздействиями этого металла на штампы, поэтому металл штампов должен обладать известной вязкостью- особенно при штамповке на молотах, когда приходится достигать нужного повышения вязкости даже за счет некоторого снижения жаропрочности.
ПРОКАЛИВАЕМОСТЬ. Многие штампы имеют весьма большие размеры (например, кубики ковочных штампов имеют размеры 500х500х1000 мм и т. п.). Для получения хороших свойств по всему сечению, в частности достаточной вязкости, сталь штампов должна глубоко прокаливаться.
ОТПУСКНАЯ ХРУПКОСТЬ. Сталь должна быть минимальна чувствительной к этому пороку.
СЛИПАЕМОСТЬ. При значительном давлении горячий металл может как бы прилипать к металлу штампа (явление адгезии), и когда штампуемое изделие отдирается от штампа, то оно всякий раз частично разрушает его поверхность. Это явление разрушения будет тем сильнее выражено, чем сильнее адгезионное взаимодействие штампуемого металла и металла штампа. Поэтому подобное взаимодействие штамповой стали с металлом изделия должно быть минимальным.
Для штампов, работающих в легких условиях, применяют углеродистые стали с содержанием углерода от 0, 6 до 1, 0%, т.е. стали марок У7, У8, У9. Наибольшее применение при изготовлении штампов имеет сталь У7.
В современных условиях углеродистая сталь мало применима для штампов, так как штамповку проводят с большой интенсивностью, и штампы из углеродистой стали не будут обладать достаточной стойкостью в работе.
Для более тяжелых условий работы применяют легированные стали. Типичной наиболее распространенной и, пожалуй, наилучшей из указанных является сталь 5ХНМ. Остальные представляют собой стализаменители, в которых никель (или молибден) заменен другими элементами, что несколько ухудшает качество.
Околович Г.А. Штамповые стали для холодного деформирования металлов
org/ListItem» itemprop=»itemListElement»> Файлы
Академическая и специальная литература
Металлургия
Металловедение
Стали и чугуны
Стали и сплавы
Инструментальные стали
Стали и сплавы
Жаропрочные стали и сплавы
Инструментальные стали
Конструкционные стали
Коррозионностойкие стали и сплавы
Основы легирования стали
формат pdf
размер 3. 15 МБ
добавлен 09 марта 2011 г.
Монография. Изд. 2-е, перераб., доп. Барнаул: Изд-во АлтГТУ, 2010. -202 с. Рассмотрены составы современных штамповых сталей, дана их классификация, режимы химической и термической обработки, изложены основы легирования, свойства, область применения, режимы термической и химико-термической обработки. Книга предназначена для аспирантов высших технических учебных заведений машиностроительных специальностей. Может быть полезна инженерно-техническим работникам инструментального и кузнечно-штамповочного производства.
Читать онлайн
Смотрите также
формат djvu
размер 20. 07 МБ
добавлен 03 декабря 2011 г.
Учебное пособие для машиностроительных вузов. — В.А.Бабенко, В.В.Бойцов, Ю.П.Волик. — 2-е изд., перераб. и доп. М.: Машиностроение, 1982. — 104 с.: ил. Общие сведения о штампах. Штампы для горячей объемной штамповки на универсальном оборудовании. Инструмент для горячей объемной штамповки на машинах узкого назначения и специальных видов обработки металла. Штампы для холодного объемного деформирования. Штампы для завершающих операций производства…
формат djvu
размер 11.84 МБ
добавлен 28 февраля 2010 г.
Стр. 1172. Главы: Термомеханическая обработка стали с деформированием мартенсита. Низкотемпературная термомеханическая обработка стали. Высокотемпературная термомеханическая обработка стали. Предварительная термомеханическая обработка стали. Термомеханическая обработка титана и его сплавов.
формат djvu
размер 8.76 МБ
добавлен 19 января 2010 г.
Справочник. — М.: Металлургия, 1982. -312 с. Приведены материалы по определению сил внешнего трения в различных процессах обработки металлов давлением, эпюры распределения сил трения на контактной поверхности, данные по коэффициенту трения для конкретных условий обработки. Освещены методы определения коэффициента трения в процессах пластического деформирования. Рассмотрены вопросы теории смазочного действия, сортамент эффективных технологических…
формат jpg
размер 21 МБ
добавлен 15 декабря 2010 г.
1965 В этой книге описываются условия работы инструмента гидравлических прессов, применяемых для горячего прессование металлов и сплавов. Приводится методика проектирования и расчета такого инструмента, а также употребляемые для его изготовлении материалы. В данном файле: Глава 3 Стали для изготовления прессового инструмента Глава 4 Технологические особенности изготовления прессового инструментаrn
формат pdf
размер 7.64 МБ
добавлен 15 мая 2011 г.
М: Машиностроение, 2001. 456 с. ил Изложены особенности холодного деформирования металлов. Приведены классификация операций и технологических процессов, номенклатура деталей. Описаны конструкции автоматов. Дан расчет параметров автоматов и их механизмов. Для работников конструкторских бюро, технологических служб заводов и НИИ, занимающихся вопросами разработки технологии, конструкций автоматов и их эксплуатацией. Книга может быть полезна студента…
формат pdf
размер 1.41 МБ
добавлен 18 мая 2011 г.
Учебное пособие для студентов специальности 150201 «Машины и технология обработки металлов давлением»/ Алт. гос. техн. ун-т им. И. И. Ползунова. — Барнаул: Изд-во Алт ГТУ, 2010. -172с. В учебном пособии излагаются теоретические основы нагрева металла в кузнечных цехах машиностроительных заводов. Рассмотрены темы сжигания топлива, механики печных газов, теплопередачи, режимов нагрева и термической обработки поковок: типы нагревательных устройс…
формат pdf
размер 39.72 МБ
добавлен 13 апреля 2010 г.
Изд.: Металлургия; Год: 1980; Стр. : 244 Рассмотрены особенности легирования, термической обработки и физико-механических свойств, технологии металлургического производства, а также рациональные области применения штамповых сталей для инструментов горячего и холодного деформирования. Проанализированы методы определения основных свойств штамповых сталей, а также рассмотрены методики разработанные в последние годы авторами и другими исследователями…
формат pdf
размер 47.61 МБ
добавлен 08 декабря 2010 г.
М.: Издательство «МИР». — 1973. -374с. Выпуск 2. Применение высоких давлений в технологических процессах. Книга содержит обильный фактический материал и описания конструктивных решений, представляющие несомненный интерес для научных и инженерно-технических работников в области обработки металлов давлением. Она может быть также полезна преподавателям технических институтов и аспирантам, занимающимся проблемами, связанными с действием высокого давл…
формат pdf
размер 17.25 МБ
добавлен 23 января 2010 г.
Учебник для вузов. Изд. 4-е, перераб. и доп. М., «Машиностроение», 1977. 423 стр. Этот учебник более всего подходил для студентов металлургических вузов, поскольку даваемые в нем сведения по физико-химии пластической обработки в значительной степени превалировали над сведениями по механике деформирования. Между тем в машиностроительных и политехнических вузах утвердилась специализация с механическим уклоном. Кроме того, работы Е. П. Унксова, А. Д…
формат pdf
размер 12.61 МБ
добавлен 28 февраля 2010 г.
«Машиностроение», 1968. -504 с. Книга посвящена определению деформаций, напряжений и усилий деформирования при различных процессах обработки металлов давлением, а также резанием. В книге даны краткие сведения о строении металла, механизме упругой и пластической деформации. Рассмотрены различные методы решения задач по определению НДС при различных схемах нагружения. Подробно изложены: метод линий скольжения, метод верхней оценки и метод тонких с…
Штамповые стали для холодной штамповки
Штамповые стали для холодной штамповки
СВЯЖИТЕСЬ С НАМИ
859.342.6000
| | | | |
./images/border_left.gif» valign=»top»>
ГЛАВНАЯ —> СТАЛЬ ХОЛОДНОЙ ОБРАБОТКИ
Наши стали обладают одинаковой твердостью для равномерной обрабатываемости и чистые сварные швы, в результате чего получаются превосходные штампы. Специальные стали предлагают преимущества для полированной или текстурированной отделки предварительная закалка для высокоточных штампов, которые не будут деформироваться и более.
1155 Место Победы Hebron, KY 41048 USA Тел.: 859.342.6000 Факс: 859.342.6006 Электронная почта отдела продаж: [email protected] Электронная почта для литературы: [email protected] Интернет: www.imsteel.com
www. imsteel.com
Copyright 2022 International Mould Steel, Inc. DC53 Инструментальная сталь для холодной обработки является зарегистрированным товарным знаком Daido Steel, Limited и International Mold. Steel, Inc. TOOLOX (инструментальные стали) — зарегистрированная торговая марка SSAB Superplast — зарегистрированная торговая марка Industeel USA (подразделение Arcelor). Mittal) Опубликовано Marketing Options, LLC
Saaj Steel Corporation — Производители и поставщики круглых стержней из штампованной стали
Эти марки штамповой стали и инструментальной стали могут быть представлены в виде круглого прутка, плоского, квадратного, а также листового и листового проката.
Штамповая сталь EN31
Стальной круглый стержень для штамповки представляет собой легированную сталь с высоким содержанием углерода, обладающую высокой степенью твердости, прочностью на сжатие и стойкостью к истиранию.
Штамповая сталь D2
Сталь D2 представляет собой закаливаемую на воздухе высокоуглеродистую инструментальную сталь с высоким содержанием хрома. Обладает высокими износостойкими и износостойкими свойствами. Он поддается термообработке и имеет твердость в диапазоне 55-62 HRC, а также пригоден для механической обработки в отожженном состоянии. Сталь D2 показывает небольшую деформацию при правильной закалке. Высокое содержание хрома в стали Д2 придает ей умеренные антикоррозионные свойства в закаленном состоянии. Инструментальные стали для холодной обработки включают высокоуглеродистые, высокохромистые стали или стали группы D. Эти стали обозначаются как стали группы Д и состоят из сталей Д2, Д3, Д4, Д5, Д7. Эти стали содержат от 1,5 до 2,35% углерода и 12% хрома. За исключением стали типа D3, все остальные стали группы D содержат 1% молибдена и закалены на воздухе. Сталь марки Д3 закалена в масле; хотя небольшие участки могут быть подвергнуты газовой закалке после аустенитизации с использованием вакуума.
Штамповая сталь D3
Инструментальные стали для холодной обработки, включая стали D2, D3, D4, D5 и D7, являются высокоуглеродистыми и высокохромистыми сталями. Кроме стали D3, все стали группы D содержат 1% Mo и закалены на воздухе. Сталь марки Д3 закалена в масле; хотя небольшие участки могут быть подвергнуты газовой закалке после аустенитизации с использованием вакуума. В результате инструменты, изготовленные из стали типа D3, становятся хрупкими при закалке. Сталь типа D2 является наиболее часто используемой сталью среди сталей группы D. Стали D3 содержат от 1,5 до 2,35% углерода и 12% хрома.
Штамповая сталь SKD11
Формы для химически агрессивных пластмасс и пластмасс, содержащих абразивные фильтры.
Применение:
Эта сталь легко точится и должна быть сделана острым ножом, ножницами, пилой, холодным или горячим способом для ремонта, со стороны барабана, винтовой схемы, линейного режима, резцов, ударного режима , круговой цилиндр, система силовых трансформаторов, сердцевина штампов, резка стали, ножи бумажной фабрики, формовочные ролики, специальный формовочный ролик, прецизионные правила, сложность формы холодного инструмента, оправки, металлургия, олово для пресс-формы, пластиковая пресс-форма, головка винта формы.
Штамповая сталь SAE/AISI 52100
Легированные стали содержат различные разновидности сталей, которые превышают пределы состава Mn, C, Mo, Si, Ni, Va и B, установленные для углеродистых сталей. Они обозначаются четырехзначными номерами AISI. Они быстрее реагируют на механическую и термическую обработку, чем углеродистые стали. Легированная сталь AISI 52100 известна как высокоуглеродистая низколегированная сталь с содержанием хрома. В следующем техническом паспорте представлен обзор легированной стали AISI 52100.
Штамповая сталь CW1
Инструментальная сталь для холодной обработки используется для изготовления инструментов, работающих при температуре поверхности ниже 200°C. В этом диапазоне температур сталь должна обладать следующими свойствами, чтобы гарантировать устойчивость инструмента к высоким напряжениям, возникающим при многократной механической обработке и формовке.
Штамповая сталь HCHCR
Резьбонакатные штампы, червячные плиты, инструменты и штампы для холодной экструзии, пуансоны, фильеры и штампы, резцы, измерительные инструменты, формы для литья под давлением, заготовка, развертка, чистовые валки для шинных заводов . Этот тип стали обладает высокой размерной стабильностью с повышенной износостойкостью в сочетании с отличными свойствами удержания кромки.
Штамповая сталь OHNS
Штамповочная и штамповочная матрица, Пуансоны, Дисковые ножницы, Резьбонарезной инструмент, Фрезы, Развертки, Измерительный инструмент, Измерительный инструмент, Деревообрабатывающий инструмент, Протяжки, Шезлеры. Идеальный тип закаленной в масле стали, экономичной и надежной для калибровочных, режущих и штамповочных инструментов, а также твердости и хороших характеристик резания. -усадочная инструментальная сталь общего назначения. Химически состоит примерно из 0,95 процентов углерода, 1,1 процента марганца, 0,6 процента хрома, 0,6 процента вольфрама и 0,1 процента ванадия. Температура закалки инструментальной стали O1 составляет от 790 до 820 градусов Цельсия.
Штамповая сталь h23
Инструментальные стали с хромом для горячей обработки относятся к стали группы H в соответствии с системой классификации AISI. Эта серия сталей начинается от h2 до h29. Наиболее распространены хромистые горячедеформированные стали Н21, Н22, Н23, которые могут подвергаться закалке на воздухе в секциях толщиной 150 мм. Стали подвергаются минимальной деформации во время закалки благодаря сбалансированному содержанию легирующих элементов. Инструменты, изготовленные из хромистых сталей для горячей обработки, можно охлаждать водой без повреждений, так как эти стали имеют низкое содержание углерода и легирующих элементов.
Штамповая сталь h21
Хромистые инструментальные стали для горячей обработки относятся к сталям группы H в соответствии с системой классификации AISI. Эта серия сталей начинается от h2 до h29. Наиболее распространены хромистые горячедеформированные стали Н21, Н22, Н23, которые могут подвергаться закалке на воздухе в секциях толщиной 150 мм. Стали подвергаются минимальной деформации во время закалки благодаря сбалансированному содержанию легирующих элементов. Инструменты, изготовленные из хромистых сталей для горячей обработки, можно охлаждать водой без повреждений, так как эти стали имеют низкое содержание углерода и легирующих элементов.
Люди также ищут как: Стали для штампов и инструментальной стали, Производители стали для штампов и инструментальной стали, Поставщики стали для штампов и инструментальной стали, Самые складские запасы стали для штампов и инструментальной стали, Продавцы стали для штампов и инструментальной стали, Сталь для штампов и инструмент дилеры стали, Торговцы стали для штампов и инструментальной стали, Оптовые торговцы сталью для штампов и инструментальной стали, Акционеры штамповой и инструментальной стали, Дистрибьюторы стали для штампов и инструментальной стали, Компании по производству штамповой и инструментальной стали.
Нержавейка и медь – достаточно разные по составу металлы, которые в основном свариваются аргонодуговой сваркой. Аргонодуговое сваривание является чем-то средним между обычным свариванием и газовой сваркой. Подача материала и техника сваривания очень схожа с газовой сваркой, но тепло для расплавления металла происходит не от химического горения, а от электрической дуги. Между изделием и тугоплавкими вольфрамовыми электродами горит дуга, которая является источником тепла. Чтобы защитить расплавленный металл и электрод от окисления, через специально предназначенную горелку подается инертный газ. Сварочное соединение может образовываться за счет расплавления кромок соединяемых деталей или же с помощью присадочного прутка, который подается в сварочную ванну.
За счет того, что нержавеющая сталь обладает антикоррозионными свойствами, она занимает важное место в сфере деятельности человека, потому как данный металл используется, начиная пищевой и заканчивая тяжелым машиностроением.
Нержавеющая сталь является практичным и долговечным материалом, поэтому сварочный процесс данного металла очень важен для современного производства. Аргонодуговое сваривание является самым высокотехнологичным способом сваривания. Суть метода сварки заключается в образовании сварного шва за счет расплавки присадочного материала и металла. Аргон автоматическим образом подается в сварочную ванну и защищает ее от неблагоприятного воздействия атмосферы, что предупреждает образование дефектов в сварочном шве. Сваривание металла, которое производится данным способом, позволяет дать отличные результаты и не требует использования флюса. Данный способ сваривания подходит не только для сварки нержавейки, но и других металлов.
Аргон не взаимодействует с металлом и газами в зоне образования дуги. Он на 38% тяжелее самого воздуха, благодаря чему он способен вытеснить его из зоны сваривания, что позволяет изолировать процесс сварки от действия атмосферы.
При аргонодуговом сваривании происходит крупнокапельный перенос металла. Рабочий процесс сопровождается разбрызгиванием металла, что возникает из-за достаточно небольшого давления.
Сила тока при аргонодуговом сваривании варьируется от 120 до 240 Ампер. При силе тока, которая превышает 260 А, появляется стабильность процесса и разбрызгивание значительно уменьшается. Высокая сила тока может не соответствовать технологическим требованиям к использованию сварочного оборудования. Стабильность процесса можно обеспечивать с помощью импульсного источника питания, который обеспечивает переход к струйному переносу металла, если сила тока составляет около 100 Ампер.
Основным предназначением аргонодугового сваривания является изготовление сварных конструкций из цветных металлов и легированных сталей, например нержавейки и меди. Аргонодуговое сваривание обеспечивает надежное соединение металлов, благодаря чему оно широко используется для решения бытовых проблем, а также применяется в промышленных масштабах.
Можно ли сварить медь с нержавейкой электродами
В сварных работах при соединении разнородных материалов возникает немало сложностей. Однако это не мешает изготавливать из них разнообразные конструкции в самых разных вариантах. В криогенной технике, ракетной технике, энергетических установках без таких соединений просто не обойтись. Если рассматривать вариант сварки нержавеющей стали и меди, то главные трудности возникают из-за разности в физико-маханических свойствах материалов.
Мешает высокая степень родства меди к кислороду, низкая температура плавления меди и ее способность к поглощению различных газов. Также помехами являются разные коэффициенты расширения и теплопроводности. В обычных условиях коэффициент растворения меди в стали составляет до 0.4%. При образовании сварного шва граница оплавления между медью и сталью формируется резкая, и из-за больших скоростей остывания шва с крупными зернами, перенасыщенными стальными вкраплениями.
Многие задаются вопросом можно ли сварить медь с нержавейкой электродами, или выполнить наплавку методом электродуговой сварки. Да, однозначно можно. Электроды для сварки меди с нержавейкой можно использовать те же, что и для сварки сталей соответственной марки. При сварке следует использовать постоянный ток обратной полярности. Если необходимо выполнить сварку встык, толщина свариваемых деталей не может быть меньше 4 мм. Следует учитывать, что одним из потенциальных дефектов может стать образование в стали подслоя с микротрещинами, заполненными медью или ее сплавами. Чтобы этого избежать, дугу при сварке меди с нержавейкой электродуговой сваркой, следует немного смещать в сторону медной детали, подавая в зону шва расплав меди.
Как один из самых эффективных методов сварки меди и нержавеющей стали признан метод аргонодуговой сварки с вольфрамовым электродом и использованием медной присадки. В отдельных направлениях вместо аргона для сварки предлагается использовать азот. Но в этом случае, из-за взаимодействия вольфрама с азотом значительно увеличивается расход электрода, и его лучше заменить на графитовый. Перед сваркой кромки шва должны быть хорошо зачищены, и обработаны 10% раствором каустической соды.
Стоит также отметить, что при работе с медью нужно соблюдать некоторую технику безопасности. При сварке меди от воздействия с флюсом и электродами в воздух выделяются различные соединения в газообразной форме. Которые могут представлять для человеческого организма определенную опасность. Все работы, сопряженные со сваркой меди, необходимо проводить в хорошо проветриваемом помещении, или на рабочем месте, оборудованном вытяжкой. В крайнем случае, сварщику следует использовать индивидуальные средства защиты дыхательных путей.
Электроды лэз-11
Электроды ниат
Электроды для наплавки алюминия
Сварочные электроды зио-8
Сварка меди с нержавеющей сталью
Медь и нержавеющая сталь
EB Industries часто спрашивают, как мы соединяем разнородные металлы с помощью прецизионной сварки. Наиболее часто запрашиваемая комбинация — это медь и нержавеющая сталь, поскольку оба металла обладают уникальными свойствами материала, которые делают их очень разными, но в то же время великолепными в сочетании. Медь обладает очень высокой тепло- и электропроводностью, но при этом достаточно мягкая и ковкая. Нержавеющая сталь имеет хорошую твердость и высокую прочность на растяжение, но она не является отличным проводником. Кроме того, нержавеющая сталь обычно является менее дорогим материалом, чем медь. При наличии надлежащего опыта и технологии эти два уникальных металла могут быть экономично сварены вместе для получения высокопрочного герметичного соединения. На фотографии, прикрепленной к этой статье, показан участок сварки трубы из нержавеющей стали 316L толщиной 0,020 дюйма, приваренной электронным лучом к медной заглушке из бескислородной меди. Как видите, при правильном проектировании и правильной технологии сварки можно получить потрясающие результаты.
Поперечное сечение сварного шва меди и нержавеющей стали
Что лучше всего подходит для вашего приложения?
Сварка меди с нержавеющей сталью сложна, но не невозможна, но выбор правильного процесса сварки является ключом к получению прочного сварного шва, который также экономически эффективен для вашего проекта. Скачайте наше руководство, чтобы разобраться. См. это
Учитывайте сплавы
При проектировании сварного соединения в первую очередь следует учитывать сплавы нержавеющей стали и меди. Наиболее распространенные нержавеющие сплавы, используемые в этом типе приложений, включают 304, 304L и 316L. 316 не является рекомендуемым материалом, так как его более высокое содержание углерода затрудняет сварку в целом, не говоря уже о соединении разнородных металлов. Предпочтительные сплавы меди включают класс бескислородной меди (OFC) и бескислородных сплавов с высокой теплопроводностью (OFHC). Эти сплавы обычно имеют 9Чистота меди 9,95% или лучше с очень низким уровнем кислорода и других химических элементов.
Сплавы, перечисленные в этой статье, ни в коем случае не являются единственными сплавами, которые можно соединять. Однако по мере добавления в сварочную ванну различных элементов металлургия соединения может резко измениться, что усложнит сварку. Например, латунь, которая состоит из комбинации меди и цинка, имеет серьезные проблемы при сварке, поскольку цинк выкипает из сварочной ванны, оставляя пустоты и трещины под напряжением. Иногда эти проблемы можно преодолеть, применяя различные технологии сварки, термическую обработку до и после сварки, а также использование присадочного материала. Для любого соединения из разнородных материалов настоятельно рекомендуется тщательная разработка и испытание сварного шва квалифицированным и опытным сварщиком или мастерской по сварке, такой как EB Industries.
Ключевое значение имеет конструкция соединения
Важным аспектом сварки нержавеющей стали с медью является физическая конструкция соединения. Проблемы возникают, если соединение спроектировано так, что энергия сварки сначала проходит через медь. Медь, являясь отличным проводником тепла, как правило, требует значительного количества сварочной энергии, прежде чем она расплавится. Большое количество энергии вызывает две проблемы. Во-первых, дополнительная энергия вызывает большую, чем необходимо, зону теплового влияния и тепловые искажения. Во-вторых, поскольку энергия проходит через медь в нержавеющую сталь, ее высокая энергия в основном разрушает нержавеющую сталь, вызывая дыры и выбросы. Гораздо лучше было бы, чтобы энергия сварки сначала проходила через нержавеющую сталь, а затем в медь. Преимущество этой конструкции заключается в том, что для сплавления нержавеющей стали с медью можно применить нужное количество тепла. Любая дополнительная энергия быстро рассеивается в меди, подобно радиатору. Конструкция обеспечивает гораздо более щадящий сварной шов и, в конечном итоге, требует гораздо меньше энергии для сплавления деталей.
Схема типов соединений
Предпочтительный процесс сварки — электронно-лучевая сварка
Электронно-лучевая сварка — предпочтительный процесс сварки меди с нержавеющей сталью. Основная причина этого заключается в том, что EBW — отличный процесс для сварки меди в целом, которая является более сложной для сварки из двух металлов. Электронный пучок имеет очень высокую плотность энергии, на которую существенно не влияет ни теплопроводность меди, ни высокая отражательная способность меди. Энергия электронов быстро проникает в поверхность меди, в результате чего образуется очень узкая и глубокая сварочная ванна. Затем эту ванну можно легко контролировать до требуемой глубины проникновения.
Обычно считается, что лазерная сварка не является хорошим методом сварки для соединения меди с нержавеющей сталью. Однако за последние несколько лет лазеры продвинулись вперед настолько, что регулярно получают хорошие результаты. Основное ограничение лазерной сварки связано с тем фактом, что медь сильно отражает свет лазерного луча. Для CO2 лазера почти 99 процентов энергии падающего света отражается. Лазеры с более короткими длинами волн, такие как Nd:YAG, работают намного лучше. Кроме того, есть трюки, которые можно выполнить с помощью импульсного лазера, чтобы нарушить отражательную способность поверхности.
В целом, электронно-лучевая сварка сваривает медь с нержавеющей сталью лучше, чем лазерная сварка. Тем не менее, в приложениях с меньшими размерами швов и требуемым меньшим проплавлением лазерная сварка может обеспечить отличные результаты.
Как паять, паять и сваривать нержавеющую сталь с медью — за 5 простых шагов! – Научитесь самогоноварению
Если вы строите проект, требующий соединения детали из меди и нержавеющей стали, эта статья научит вас, как это сделать. В моем случае я собирал самодельный перегонный куб, и мне нужно было приклеить тройные зажимные наконечники из нержавеющей стали 9.0031 на 2-дюймовую медную колонну. Это очень распространенное соединение в пивоваренной и дистилляционной промышленности, и знание правильного способа соединения этих двух разнородных металлов обеспечит успех проекта. Можно приобрести 2-дюймовый медный наконечник, который можно припаять на месте, но он довольно дорогой по сравнению с наконечниками из нержавеющей стали, и у нас были обсуждения в группе Facebook о том, что медные наконечники со временем не герметизируются должным образом. Из-за мягкости меди эти наконечники могут быть подвержены царапинам и вмятинам. По этим причинам я думаю, что буду придерживаться трехзажимного наконечника из нержавеющей стали. Таким образом, большой вопрос заключается в том, можно ли соединить медь путем пайки, пайки или даже сварки, и если можно, то как это сделать?
Можно ли сваривать медь и нержавеющую сталь?
Так можно ли сваривать медь и нержавеющую сталь? Короткий ответ: «Да», они могут быть сварены вместе, но это чрезвычайно сложно и обеспечивает очень небольшую прочность конструкции. Почему ты спрашиваешь ? Ну вот длинный ответ.
При сварке меди и нержавеющей стали возникают две проблемы. Во-первых, эти два металла имеют существенно разные температуры плавления. Нержавеющая сталь плавится при температуре около 1400 ° C, а медь плавится при 1085 ° C, разница составляет 315 ° C, что делает формирование лужи из двух металлов чрезвычайно трудным. Кроме того, существуют металлургические проблемы смешивания разнородных металлов в процессе сварки. Поскольку нержавеющая сталь не полностью растворяется в меди и имеет значительно более высокую температуру плавления, она сначала начнет затвердевать и формировать зернистые/кристаллические структуры. Присутствующая медь останется жидкой и будет вытесняться между этими формирующимися кристаллическими структурами, создавая очень слабую связь. По мере дальнейшего охлаждения сварного шва зерна нержавеющей стали начнут сжиматься из-за охлаждения, что приведет к разрыву зерен. В этот момент медь еще слишком горячая, чтобы добавить структурной прочности зернистой структуре, и в сварном шве образуются большие трещины, это известно как горячее растрескивание. Горячее растрескивание серьезно снижает прочность сварного шва этого типа. Если вы хотите соединить медь и нержавеющую сталь, лучше всего подойдет пайка. Тем не менее, если у вас есть подходящее оборудование и навыки, такие как Eb Industries, сварка меди и нержавеющей стали может быть выполнена.
Как приварить медь к нержавеющей стали TIG
На рис. 1 показана сварка нержавеющей стали с медью
Если у вас в гараже нет электронно-лучевого сварочного аппарата, такого как Eb Industries, есть другой способ сварки/пайки нержавеющей стали и меди. Ниже приведено изображение успешного приваривания медной трубы к нержавеющей стали с тройным зажимом. Это было сделано с помощью сварочного аппарата TIG со стержнем из кремниевой бронзы. Теперь технически это можно было бы классифицировать как пайку TIG, потому что нержавеющая сталь имеет более высокую температуру плавления, чем присадочный стержень из кремниевой бронзы. Стержень из кремниевой бронзы имеет температуру плавления около 1050°C, а нержавеющая сталь имеет температуру плавления 1400-1450°C. Этот процесс подробнее обсуждается на adiforums.com, если вам интересно узнать, что говорят некоторые профессионалы о сварке TIG меди и нержавеющей стали.
Если вы хотите попробовать сварить/припаять медь к нержавеющей стали с помощью сварочного аппарата Tig, у Тома Списака III есть несколько полезных советов. Он говорит: «Любой, у кого есть некоторый опыт работы с TIG, должен быть в состоянии сделать это соединение, используя проволоку из силиконовой бронзы, которую легко можно приобрести в вашем местном магазине сварочных материалов. На изображении выше показан сварной шов, который Том сделал между тройным зажимом из нержавеющей стали и медной трубой.
Что потребуется для сварки/пайки меди и нержавеющей стали:
Сварочный аппарат TIG
Газ аргон
Стержень из силиконовой бронзы 1/16″
Головка остроконечного вольфрамового электрода
Процедура сварки TIG:
Шаг 1: Очистите все детали, подлежащие сварке/пайке, с помощью кусочка Эмори или стальной ваты.
Шаг 2: Соберите детали, убедившись, что они плотно прилегают друг к другу. Зажать, если требуется.
Шаг 3: Включите газ аргон, установите сварочный аппарат TIG на постоянный ток и 33 имп/сек с заостренным вольфрамовым электродом.
Шаг 4: Сконцентрируйте свое тепло на меди, медленно добавляйте наполнитель в бассейн, перетаскивая бассейн к нержавеющей стали наконечник. Вы не хотите плавить нержавеющую сталь здесь, иначе вы получите структурное растрескивание, как упоминалось выше.
Шаг 5: После завершения сварки проверьте наличие дефектов, очистив область металлической щеткой, а также проверьте наличие утечек. Если вы строите все еще, как я, вы должны убедиться, что нет утечек.
В этом видеоролике демонстрируется сварка/пайка TIG меди с нержавеющей сталью.
Можно ли спаивать медь и нержавеющую сталь вместе?
Да, медь и нержавеющая сталь могут быть легко спаяны или спаяны вместе с использованием присадочного материала, который обычно содержит олово и серебро. В отличие от сварки, когда мы сплавляем два металла вместе, при пайке или пайке используется наполнитель для соединения двух частей вместе, не расплавляя их. Температура отличает пайку от пайки, так как пайка обычно требует нагрева выше 450 ° C / 840 ° F для соединения деталей с помощью прутка для пайки. Пайка выполняется при температуре ниже 450°C/840°F с использованием припоя. Оба наполнителя содержат серебро, чем выше содержание серебра, тем выше температура плавления и прочнее соединение между деталями. Таким образом, пайка дает гораздо более прочную связь, чем пайка.
Как припаять нержавеющую сталь к меди
Если вы решите спаять компоненты вместе, то с этой задачей отлично справится обычный сантехнический припой, содержащий 95% олова и 5% сурьмы. Вы также можете использовать комплект Lincon Electric Solder Stay-Bright Kit с флюсом, который на 95% состоит из олова и на 5% из серебра, для достижения лучших результатов. Оба припоя будут иметь температуру плавления 230°C/450°F и могут быть нагреты простой пропановой или газовой горелкой Mapp. Вам нужно будет тщательно очистить обе части и нанести флюс на все поверхности, которые будут спаяны. Для этой работы мне нравится белый флюс Harris. Флюс важен, потому что он растворяет оксиды, образующиеся в процессе нагрева, и способствует проникновению припоя в соединение, обеспечивая защиту от кислорода в воздухе. Ниже представлено видео пайки нержавеющей стали на медь с последующей проверкой соединения на прочность.
Ниже я подробно описал процесс пайки медных фитингов к фитингам из нержавеющей стали в пошаговом формате, что должно упростить его выполнение. Если вы собираетесь паять медь к меди, вас может заинтересовать руководство по пайке меди
Материалы, необходимые для пайки:
Пропановая или газовая горелка Mapp
Сантехнический припой, содержащий 95% олова, 5% сурьмы или линкона Электрический припой Stay-Bright Kit с флюсом, который на 95% состоит из олова и на 5% из серебра, лучше
Белый флюс-паста Harris или аналогичный флюс убедитесь, что он подходит для травления нержавеющей стали.
Стальная вата или ткань из эмори
Процедура пайки:
Шаг 1: Очистите все детали, подлежащие пайке, с помощью куска эмори или стальной ваты.
Шаг 2: Нанесите белый флюс на поверхности, подлежащие пайке. Важно использовать флюс, подходящий для нержавеющей стали, так как он должен травить поверхность, чтобы припой мог правильно сцепиться. Вы могли бы использовать Подходят соляная (соляная) кислота, фосфорная кислота, фторборатные флюсы и хлорид цинка.
Шаг 3: Соедините две детали вместе и начните нагревать медь с помощью пропановой или газовой горелки MAPP. Не нагревайте нержавеющую сталь напрямую. Как только припой начнет плавиться на меди, переместите тепло на нержавеющую сталь. Нагревайте, пока не увидите, как припой течет в соединение. Затем удалите источник тепла.
Шаг 4: Дайте детали остыть, пока она не станет теплой, затем сотрите излишки флюса водой с мылом.
Шаг 5: Выполните тест на утечку, чтобы убедиться, что соединение полностью герметично.
Вот еще несколько продуктов, рекомендованных участниками группы Home Disttilers of America в Facebook:
Серебряный припой Stay-brite 8 1/8″
Harris SCLF16 Жидкий паяльный флюс, 16 унций
Как паять Нержавеющая сталь к меди
Медный припой обеспечивает более прочную связь из-за высокого % серебра в прутке для пайки. Но это также будет стоить дороже и требует использования ацетиленовой или газовой горелки Mapp для плавления припоя. Вы можете приобрести прутки для пайки с различным процентным содержанием серебра, а также прутки с флюсовым или непокрытым покрытием. В моем случае я бы порекомендовал использовать прут для пайки 45% серебра, покрытый синим флюсом, который имеет температуру плавления приблизительно 600°C/1100°F для соединения деталей из меди и нержавеющей стали. Если вам требуется большая прочность, вы можете использовать припой из 56% серебра с оранжевым флюсовым покрытием. Вы также можете применить флюс для серебряного припоя Harris «Stay-Silv» или аналогичный продукт для очистки всех деталей перед пайкой. Ниже представлено видео, демонстрирующее, как припаивать медь к нержавеющей стали.
Процесс пайки медных фитингов из нержавеющей стали описан ниже в пошаговом формате. Прежде чем начать, важно понимать, что вы можете повредить поверхность нержавеющей стали, перегрев ее в процессе пайки. Хром используется в нержавеющей стали для предотвращения коррозии, когда вы нагреваете нержавеющую сталь до температуры 425–870 °C (800–1600 °F) в течение длительного периода времени, хром может диффундировать с поверхности и образовывать карбиды хрома, что сделает сталь уже не нержавеющая. Оставляя его подверженным коррозии и растрескиванию. Вы можете предотвратить это, избегая чрезмерного нагрева деталей и охлаждая детали в воде после 4 минут нагрева.
Материалы, необходимые для пабуки:
ацетиленовые горелки или газовый горел MAPP
Blue Flux, покрытый 45% серебряной палочкой
Стальная шерсть или эмори
. поверхность стальной ватой или тканью Эмори.
Шаг 2: Нанесите флюс на обе поверхности, подлежащие пайке, убедитесь, что у вас есть флюс, способный травить нержавеющую сталь и предназначенный для высокой температуры пайки (более 840 F). здесь.
Шаг 3: Соедините детали и начните нагревать медь круговыми движениями, следя за тем, чтобы она равномерно нагревалась вокруг трубы. Когда припой начнет течь, переместите горелку ближе к нержавеющей стали, чтобы присадочный материал попал в стык между двумя деталями. Нержавеющая сталь передает тепло медленнее, чем медь, поэтому она не нагревается до нужной температуры почти так же долго. Вот почему мы начинаем нагревать медь в первую очередь. Если вы припаиваете клапан, который может быть чувствителен к температуре, оберните клапан влажным радом, чтобы предотвратить плавление внутренних частей клапана.
Шаг 4: Дайте детали остыть, пока она не станет теплой на ощупь, а затем удалите флюс водой с мылом до полного остывания.
Шаг 5: Выполните тест на утечку, чтобы убедиться, что соединение полностью герметично.
В чем разница между покрытым флюсом и непокрытым серебряным припоем?
Давайте поговорим о преимуществах и недостатках использования прутков для припоя с флюсовым покрытием по сравнению с прутками для припоя без покрытия. Очевидным преимуществом использования стержней для пайки с флюсовым покрытием является удобство. Нам не нужно наносить флюс на детали, которые мы припаиваем, потому что он уже находится на стержне, и поэтому нам не нужно покупать флюс для серебряного припоя отдельно. Недостатком паяльного стержня с флюсовым покрытием является то, что трудно контролировать количество флюса, нанесенного на соединение, когда оно уже находится на стержне, и, что еще хуже, если вы перегреете соединение, флюс может образовать твердую черную стекловидную пленку, которую невероятно трудно удалить. удалять. Я слышал аргументы в пользу того, что лично мне больше нравятся стержни с флюсовым покрытием. Я хотел бы услышать ваше мнение о том, какой метод вы предпочитаете, напишите мне комментарий внизу статьи.
На этой странице вы можете найти все нержавеющие профильные трубы 40х40 мм. которые можно купить в нашей компании. Трубы имеют квадратное сечение и изготовлены из различных видов нержавеющей стали. Сортамент определен ГОСТ 8639-82.
Популярные размеры:
40х40х1.4 мм. 40х40х1.5 мм. 40х40х2 мм. 40х40х2.5 мм. 40х40х3 мм. 40х40х3.5 мм. 40х40х4 мм. 40х40х5 мм. 40х40х6 мм.
Наша компания специализируется на поставках нержавеющего металлопроката. Благодаря партнерским отношениям с производителями мы можем предложить Вам выгодные цены на весь ассортимент нержавейки.
Не нашли нужный товар на странице? Это не значит, что его нет в наличии! Позвоните нам или закажите обратный звонок для уточнения. Наш специалист перезвонит и проконсультирует Вас.
Из стали AISI 201
Наименование
Ширина
Высота
Толщина
Вес 1 метра
Метров в тонне
Труба квадратная 40x40x1. 4
40 мм.
40 мм.
1.4 мм.
1.659 кг.
602.8 м.
Труба квадратная 40x40x1.5
40 мм.
40 мм.
1.5 мм.
1.769 кг.
565.3 м.
Труба квадратная 40x40x2
40 мм.
40 мм.
2 мм.
2.315 кг.
432 м.
Труба квадратная 40x40x2.5
40 мм.
40 мм.
2.5 мм.
2.832 кг.
353.1 м.
Труба квадратная 40x40x3
40 мм.
40 мм.
3 мм.
3.339 кг.
299.5 м.
Труба квадратная 40x40x3.5
40 мм.
40 мм.
3.5 мм.
3.825 кг.
261.4 м.
Труба квадратная 40x40x4
40 мм.
40 мм.
4 мм.
4.273 кг.
234 м.
Труба квадратная 40x40x5
40 мм.
40 мм.
5 мм.
5.127 кг.
195 м.
Труба квадратная 40x40x6
40 мм.
40 мм.
6 мм.
5.882 кг.
170 м.
Из стали AISI 304
Наименование
Ширина
Высота
Толщина
Вес 1 метра
Метров в тонне
Труба квадратная 40x40x1.4
40 мм.
40 мм.
1.4 мм.
1.681 кг.
594.9 м.
Труба квадратная 40x40x1.5
40 мм.
40 мм.
1.5 мм.
1.791 кг.
558.3 м.
Труба квадратная 40x40x2
40 мм.
40 мм.
2 мм.
2.345 кг.
426.4 м.
Труба квадратная 40x40x2.5
40 мм.
40 мм.
2.5 мм.
2.868 кг.
348.7 м.
Труба квадратная 40x40x3
40 мм.
40 мм.
3 мм.
3.381 кг.
295.8 м.
Труба квадратная 40x40x3.5
40 мм.
40 мм.
3.5 мм.
3.875 кг.
258.1 м.
Труба квадратная 40x40x4
40 мм.
40 мм.
4 мм.
4.327 кг.
231.1 м.
Труба квадратная 40x40x5
40 мм.
40 мм.
5 мм.
5.193 кг.
192.6 м.
Труба квадратная 40x40x6
40 мм.
40 мм.
6 мм.
5.958 кг.
167.8 м.
Из стали AISI 430
Наименование
Ширина
Высота
Толщина
Вес 1 метра
Метров в тонне
Труба квадратная 40x40x1.4
40 мм.
40 мм.
1.4 мм.
1.638 кг.
610.5 м.
Труба квадратная 40x40x1. 5
40 мм.
40 мм.
1.5 мм.
1.746 кг.
572.7 м.
Труба квадратная 40x40x2
40 мм.
40 мм.
2 мм.
2.285 кг.
437.6 м.
Труба квадратная 40x40x2.5
40 мм.
40 мм.
2.5 мм.
2.796 кг.
357.7 м.
Труба квадратная 40x40x3
40 мм.
40 мм.
3 мм.
3.296 кг.
303.4 м.
Труба квадратная 40x40x3.5
40 мм.
40 мм.
3.5 мм.
3.776 кг.
264.8 м.
Труба квадратная 40x40x4
40 мм.
40 мм.
4 мм.
4.218 кг.
237.1 м.
Труба квадратная 40x40x5
40 мм.
40 мм.
5 мм.
5.061 кг.
197.6 м.
Труба квадратная 40x40x6
40 мм.
40 мм.
6 мм.
5.807 кг.
172.2 м.
Внимание! Вес погонного метра трубы рассчитан с учетом плотности стали, которая используется для производства конкретного изделия. Допустимые отклонения по толщине стенки и по наружным размерам при этом не учитывались. Все данные в таблице носят информационный характер.
Предельные отклонения
Технология производства электросварных труб не позволяет добиться полного соответствия номинальных и реальных размеров готового изделия. Как правило возникают незначительные отличия. Предельные отклонения по размерам для электросварных труб квадратного сечения со стороной мм определены в ГОСТ 8639-82. Данные отклонения являются допустимыми!
Труба профильная оцинкованная заняла прочное место среди потребителей металлопроката.Труба оцинкованная ГОСТ 8639-82 используется при строительстве ответственных сооружений в промышленном хозяйстве. Труба оцинкованная ГОСТ 8645-68 используется как декоративное изделие и не редко в частном строительстве, для увеличения срока службы построек.
Компания ДвиМет давно и надежно завоевала рынок поставщика труб оцинкованных профильных. У нас вы можете приобрести трубы квадратные оцинкованные, купить трубу оцинкованную прямоугольную различных размеров, как со склада, так и под заказ.
Сортамент оцинкованной профильной трубы вы можете посмотреть в таблице:
Труба квадратная оцинкованная ГОСТ 8639-82
Наименование и Размер, мм
Длина
Цена, руб/тн
Складское наличие
Труба оцинкованная квадратная 15х15
6000
Договорная
Склад/5-12 р.д.
Труба оцинкованная квадратная 20х20
6000
Договорная
Склад/5-12 р. д.
Труба оцинкованная квадратная 25х25
6000
Договорная
Склад/5-12 р.д.
Труба оцинкованная квадратная 30х30
6000
Договорная
Склад/5-12 р.д.
Труба оцинкованная квадратная 40х40
6000
Договорная
Склад/5-12 р.д.
Труба оцинкованная квадратная 50х50
6000
Договорная
Склад/5-12 р.д.
Труба оцинкованная квадратная 60х60
6000, 12000
Договорная
Склад/5-12 р.д.
Труба оцинкованная квадратная 70х70
6000, 12000
Договорная
Склад/5-12 р.д.
Труба оцинкованная квадратная 80х80
6000, 12000
Договорная
Склад/5-12 р.д.
Труба оцинкованная квадратная 100х100
6000, 12000
Договорная
Склад/5-12 р. д.
Труба оцинкованная квадратная 120х120
6000, 12000
Договорная
Склад/5-12 р.д.
Труба оцинкованная квадратная 140х140
6000, 12000
Договорная
Склад/5-12 р.д.
Труба оцинкованная квадратная 150х150
6000, 12000
Договорная
Склад/5-12 р.д.
Труба оцинкованная квадратная 160х160
6000, 12000
Договорная
Склад/5-12 р.д.
Труба оцинкованная квадратная 180х180
6000, 12000
Договорная
Склад/5-12 р.д.
Труба оцинкованная квадратная 200х200
6000, 12000
Договорная
Склад/5-12 р.д.
Труба оцинкованная квадратная 250х250
6000, 12000
Договорная
Склад/5-12 р.д.
Труба оцинкованная квадратная 300х300
6000, 12000
Договорная
Склад/5-12 р. д.
Труба прямоугольная оцинкованная ГОСТ 8645-68
Наименование и Размер, мм
Длина
Цена, руб/тн
Складское наличие
Труба оцинкованная прямоугольная 15х10
6000
Договорная
Склад/5-12 р.д.
Труба оцинкованная прямоугольная 20х10
6000
Договорная
Склад/5-12 р.д.
Труба оцинкованная прямоугольная 25х10
6000
Договорная
Склад/5-12 р.д.
Труба оцинкованная прямоугольная 25х15
6000
Договорная
Склад/5-12 р.д.
Труба оцинкованная прямоугольная 25х28
6000
Договорная
Склад/5-12 р.д.
Труба оцинкованная прямоугольная 30х10
6000
Договорная
Склад/5-12 р. д.
Труба оцинкованная прямоугольная 30х15
6000
Договорная
Склад/5-12 р.д.
Труба оцинкованная прямоугольная 30х15
6000
Договорная
Склад/5-12 р.д.
Труба оцинкованная прямоугольная 30х20
6000
Договорная
Склад/5-12 р.д.
Труба оцинкованная прямоугольная 30х25
6000
Договорная
Склад/5-12 р.д.
Труба оцинкованная прямоугольная 35х15
6000
Договорная
Склад/5-12 р.д.
Труба оцинкованная прямоугольная 35х20
6000
Договорная
Склад/5-12 р.д.
Труба оцинкованная прямоугольная 35х30
6000
Договорная
Склад/5-12 р.д.
Труба оцинкованная прямоугольная 40х20
6000
Договорная
Склад/5-12 р. д.
Труба оцинкованная прямоугольная 40х25
6000
Договорная
Склад/5-12 р.д.
Труба оцинкованная прямоугольная 45х20
6000
Договорная
Склад/5-12 р.д.
Труба оцинкованная прямоугольная 45х30
6000
Договорная
Склад/5-12 р.д.
Труба оцинкованная прямоугольная 50х25
6000
Договорная
Склад/5-12 р.д.
Труба оцинкованная прямоугольная 50х28
6000
Договорная
Склад/5-12 р.д.
Труба оцинкованная прямоугольная 50х30
6000
Договорная
Склад/5-12 р.д.
Труба оцинкованная прямоугольная 60х30
6000
Договорная
Склад/5-12 р.д.
Труба оцинкованная прямоугольная 60х40
6000
Договорная
Склад/5-12 р. д.
Труба оцинкованная прямоугольная 70х30
6000
Договорная
Склад/5-12 р.д.
Труба оцинкованная прямоугольная 70х50
6000, 12000
Договорная
Склад/5-12 р.д.
Труба оцинкованная прямоугольная 80х40
6000, 12000
Договорная
Склад/5-12 р.д.
Труба оцинкованная прямоугольная 80х60
6000, 12000
Договорная
Склад/5-12 р.д.
Труба оцинкованная прямоугольная 100х40
6000, 12000
Договорная
Склад/5-12 р.д.
Труба оцинкованная прямоугольная 100х50
6000, 12000
Договорная
Склад/5-12 р.д.
Труба оцинкованная прямоугольная 100х60
6000, 12000
Договорная
Склад/5-12 р.д.
Труба оцинкованная прямоугольная 120х40
6000, 12000
Договорная
Склад/5-12 р. д.
Труба оцинкованная прямоугольная 120х60
6000, 12000
Договорная
Склад/5-12 р.д.
Труба оцинкованная прямоугольная 120х80
6000, 12000
Договорная
Склад/5-12 р.д.
Труба оцинкованная прямоугольная 140х60
6000, 12000
Договорная
Склад/5-12 р.д.
Труба оцинкованная прямоугольная 140х100
6000, 12000
Договорная
Склад/5-12 р.д.
Труба оцинкованная прямоугольная 150х100
6000, 12000
Договорная
Склад/5-12 р.д.
Труба оцинкованная прямоугольная 160х80
6000, 12000
Договорная
Склад/5-12 р.д.
Труба оцинкованная прямоугольная 160х100
6000, 12000
Договорная
Склад/5-12 р.д.
Труба оцинкованная прямоугольная 160х120
6000, 12000
Договорная
Склад/5-12 р. д.
Труба оцинкованная прямоугольная 180х100
6000, 12000
Договорная
Склад/5-12 р.д.
Труба оцинкованная прямоугольная 180х120
6000, 12000
Договорная
Склад/5-12 р.д.
Труба оцинкованная прямоугольная 180х140
6000, 12000
Договорная
Склад/5-12 р.д.
Труба оцинкованная прямоугольная 200х120
6000, 12000
Договорная
Склад/5-12 р.д.
Труба оцинкованная прямоугольная 200х120
6000, 12000
Договорная
Склад/5-12 р.д.
Труба оцинкованная прямоугольная 200х140
6000, 12000
Договорная
Склад/5-12 р.д.
Труба оцинкованная прямоугольная 200х160
6000, 12000
Договорная
Склад/5-12 р.д.
Труба оцинкованная прямоугольная 220х100
6000, 12000
Договорная
Склад/5-12 р. д.
Труба оцинкованная прямоугольная 240х160
6000,12000
Договорная
Склад/5-12 р.д.
Труба оцинкованная прямоугольная 250х150
6000,12000
Договорная
Склад/5-12 р.д.
Труба оцинкованная прямоугольная 300х200
6000,12000
Договорная
Склад/5-12 р.д.
Специалисты Компании проконсультируют Вам по наличию и поставят необходимую продукцию в обозначенные сроки.
Китайский производитель труб из полиэтилена высокой плотности, поставщик стальных опор, стальных труб и стержней
Горячая продажа Ss 304 310 309 316 316L 316ti, лист из нержавеющей стали 317 и плиты
Свяжитесь сейчас
Горячекатаный/холоднокатаный лист из нержавеющей стали 201 304 316 316L 317 410 430/плита/катушка с отделкой 2b на складе по низкой цене
Свяжитесь сейчас
Лист нержавеющей стали холоднокатаной плиты 4С8ФТ 4С8 СУС 201/304/304Л подгоняет плиту нержавеющей стали
Свяжитесь сейчас
Поставка на заводе в Китае A36/Q195/Q235/Q345/Q390/Q420/Q460/S235jr/S235jo Горячекатаная/холоднокатаная износостойкая пластина из углеродистой стали Пластина/лист для конструкции
Свяжитесь сейчас
Горячекатаный высокопрочный низколегированный лист конструкционной стали S355j2c+N S235jr S355jr S355j2
Свяжитесь сейчас
Поставка на заводе в Китае S235jr S235jr + N Мягкая сталь Углеродистая пластина Железный металл Ms Стальной лист для строительных материалов
Свяжитесь сейчас
304 316 430 Алюминий/Гальванизированный/Медь/Углерод/Горяче-холоднокатаный/Сплав Inconel/Цветное покрытие 2b Зеркало 8K Лист из нержавеющей стали/Плита из нержавеющей стали
Рекомендованный продукт
Свяжитесь сейчас
Оцинкованная оцинкованная сталь SGCC с цветным покрытием Оцинкованная рулонная сталь Gi / гофрированный кровельный лист
Рекомендованный продукт
Свяжитесь сейчас
Горячекатаная/алюминиевая/оцинкованная/нержавеющая стальная пластина № 1, обработанная Ss 316L, листы 1220X3000X30 мм, индивидуальный 304 горячекатаный лист из нержавеющей стали
Рекомендованный продукт
Свяжитесь сейчас
Сделано на заводе 2021 DTH Бурильная труба для водяных скважин Бесшовная стальная штанга API Буровая штанга для бурения скважин в продаже
№ 1 Горячекатаный лист из нержавеющей стали 201 304 316 430 409 Серебряный лист и плиты Цена
Рекомендуемый продукт
Свяжитесь сейчас
Горячая продажа Super 304 201 202 SS304 Нержавеющая сталь Клетчатый напольный лист Алюминиевый лист с волосяным покровом Розничная цена
Рекомендуемый продукт
Свяжитесь сейчас
Горячая продажа Super 304 201 202 SS304 Нержавеющая сталь Клетчатый напольный лист Алюминиевый лист с волосяным покровом Розничная цена
Рекомендуемый продукт
Связаться с предприятием
ГОСТ, 20х20 и 30х30, 40х40 и 50х50, 60х60 мм, профили толстостенные и трубчатые квадратные, сечения и размеры
Характеристики
Ассортимент
Разновидности
Приложения
В процессе строительства дома, ремонта газового оборудования или даже для производства мебели вам могут понадобиться квадратные алюминиевые профили. Однако для того, чтобы уметь работать с этими материалами, необходимо знать различия между ними, чтобы подобрать их для каждой конкретной ситуации. Об этом и пойдет речь в этой статье.
Технические характеристики
Основными параметрами, применимыми ко всем типам квадратных алюминиевых профилей, являются размер трубы, толщина стенки, внешний периметр и вес. Стандарты ГОСТ включают размеры от 10х10 мм до 60х60 мм с шагом 5 мм. Толщина стенки может варьироваться от 1 мм до 3 мм, при этом существует множество вариаций, отличающихся друг от друга на 0,1 мм.
С весом все гораздо проще: рассчитывается индивидуально, напрямую зависит от размера трубы и толщины стенки, а также от внешнего периметра. Так, например, квадратный профиль размером 20х20 мм, толщиной стенки 1 мм и внешним периметром 79.1 мм, вес одного погонного метра материала составит 0,2 кг.
Есть и другие варианты труб, на строительном рынке можно найти размеры меньше 10х10 мм и больше 60х60 мм (самый распространенный из крупногабаритных вариантов 100х100х5), но скорее всего их можно только заказать. Такие алюминиевые профили мало востребованы из-за редкой специфики их применения, поэтому найти их можно далеко не в каждом магазине.
Благодаря своему форм-фактору данный вид труб способен выдерживать значительные нагрузки, сравнимые с нагрузками на цельнометаллический стержень аналогичных размеров. Это позволяет использовать толстостенные профили для создания очень прочных опорных конструкций, при этом сохраняя при этом невероятно легкий вес.
Другие характеристики алюминиевых труб включают повышенную коррозионную стойкость, отличную пластичность и доступную стоимость.
Ассортимент
Квадратные алюминиевые профили распространяются по ГОСТ 18475-82, который также распространяется на прямоугольные и круглые варианты. На основании сведений, указанных в настоящем ГОСТ, трубы можно классифицировать по виду изготовления следующим образом.
Нагартованные . Они, в свою очередь, подразделяются на обычные нагартованные, нагартованные, упрочненные с естественным старением, а также упрочненные с искусственным старением.
Отожженный.
Анодированный.
Закаленный. Есть сорта, прошедшие закалку с искусственным и естественным старением. Стоит отметить, что между этим типом и нагартованными версиями есть большая разница.
Отличие перечисленных типов заключается в различных марках алюминия, применяемого при производстве:
для изготовления 1 и 2 видов профильных труб применяется алюминий марок АВ и Д1;
для создания закаленных профилей требуются прочные сплавы АМг1 и некоторые другие.
Кроме разделения по виду исходного материала, ГОСТ устанавливает требования к трубам по критерию их ровности. Кривизна с любой стороны трубы может быть:
0,05 см для профилей, размер которых не превышает планки 50 мм;
0,075 см для профилей размером более 50 мм.
Следует отметить, что по ГОСТ 18475-82 все алюминиевые профильные трубы размерами до 35 мм (часто это стандартный ряд размеров 10х10, 15х15, 18х18, 20х20, 25х25х3, 30х30 и 35х35х2 мм) , не проходить обточку на заводе перед продажей. ..
Такие трубы следует чистить самостоятельно во избежание разного рода проблем при работе с материалами. Все остальные размеры (40x40x2, 50x50x2 и больше) предполагают аналогичную обработку.
Разновидности
Помимо классификаций ГОСТов видов алюминиевых профилей, существует еще несколько категорий труб. Они сортируются:
по форме;
по типу изготовления.
По форме алюминиевые профили делятся на квадратные (иначе называемые «квадратами»), трубчатые и шестигранные. Шестигранные трубы используются гораздо реже других из-за их специфики (чаще всего в мебельном производстве). Трубчатые, в свою очередь, делятся на следующие виды.
Круглые как снаружи, так и внутри, но есть «распорка» квадратной формы. Распорка служит для усиления конструкции и увеличения максимально допустимой нагрузки на трубу.
Круглый снаружи, квадратный внутри. В таких профилях квадратная «сердцевина» либо приваривается к круглому внешнему контуру, либо приваривается к специальным направляющим внутри корпуса.
Квадратный снаружи, круглый внутри . Практически все трубы аналогичного образца привариваются к внутреннему контуру непосредственно с наружным. За очень немногими исключениями вы можете найти руководства в этой конфигурации профиля.
Вид производства алюминиевых труб является очень важным фактором при их выборе, ведь от его сложности во многом зависит цена товара.
Электросварка. Самый ненадежный и трудоемкий способ изготовления. Он заключается в создании сплошного сварного шва на специальном станке. Такое изделие получается менее долговечным, чем изделия, изготовленные по другим технологиям.
Экструзия … Этот метод позволяет быстро и эффективно производить долговечные изделия. Через специальную форму в машине проталкивается сильно нагретый алюминиевый стержень, благодаря чему конструкция трубы получается монолитной, без сварного шва.
Холодная деформация. Металлический стержень пропускается через специальную машину, состоящую из набора роликов, которые создают определенную форму.
Прессованные профили считаются лучшими на строительном рынке, ведь они представляют собой не только прочные цельнометаллические конструкции.
Высокотемпературный отжиг делает трубы намного прочнее. На втором месте изделия, полученные методом холодной деформации. Такие изделия не прокаливаются, поэтому считаются менее прочными, хотя на первый взгляд ничем не отличаются от экструдированных.
Применение
Квадратные алюминиевые профили используются в огромном количестве различных строительных и технических областей. Они применяются в следующих случаях.
Мебельная промышленность. Профили используются для создания как обычной мебели, используемой рядовым потребителем, так и специальной (например, витрин, рекламных щитов и других предметов). Это особенно полезно в магазинах, так как трубы могут выдерживать большой вес, они очень легкие и портативные. Обычно в мебельном производстве используют профили от 10х10 мм до 25х25 мм, но иногда встречаются и более крупные варианты.
Оросительные системы … В этой области трубы используются для создания эффективных индивидуальных оросительных систем. При таком применении требуются профили размером не менее 40х40 мм, но и не более 150х150 мм.
Канализация … Алюминиевые профили могут использоваться в качестве каналов водоснабжения. Такой материал поможет сделать максимально прочную конструкцию для подачи воды в унитаз или другое оборудование. В этом варианте необходимо тщательно изучить стыки труб с помощью соединителей и строительного герметика.
Различные конструкции … Алюминиевые профили применяются как в массовом, так и в индивидуальном строительстве. Их используют при строительстве домов, теплиц, заборов, крупных стекольных комплексов или в простом мелком ремонте. Область применения этих труб настолько широка, что перечислить все вариации просто невозможно.
Судостроение и машиностроение … На современных автомобильных и судостроительных заводах практически повсеместно используются алюминиевые или стальные профили. Выбор именно этого материала объясняется его высокой прочностью и удобным для создания техники форм-фактором. Например, квадратные профили используются для создания корабельных опор и боковых стоек, а в автомобилях — для создания прочных креплений их компонентов.
Электромонтажные работы. Алюминиевые трубы в электротехнической промышленности используются для различных целей. Например, для создания долговечных электростанций (фрезерных, токарных и других). Кроме того, профили с малым диаметром сечения часто используют для электропроводки в домах и на крупных предприятиях. При таком применении лучше всего прокладывать трубы размером до 30х30 мм внутри шпунтованных стен для частных домов и от 50х50 мм до 150х150 мм на крупных предприятиях с высоковольтным оборудованием.
Жидкое стекло для авто: отзывы владельцев о Silane Guard
Вопросы защиты кузова автомобиля от различного рода химических и механических повреждений всегда волновали неравнодушных владельцев, стремящихся, чтобы транспортное средство прослужило как можно дольше.
Еще не так давно основным продуктом на рынке было защитное покрытие кузова автомобиля на основе воска, но с каждым днем все большую распространенность получает обработка машины жидким стеклом.
Впервые жидкое стекло было изобретено еще 200 лет назад, но развитие технологий и химической отрасли позволило модернизировать состав средства, что привело к значительному улучшению его характеристик.
Поскольку жидкое стекло для авто является новинкой на рынке, не каждый автовладелец готов прибегнуть к его использованию, не будучи уверенным в конечном результате. Понять, что собой представляет продукт, какие у него имеются достоинства и недостатки, как им пользоваться для достижения лучшего эффекта, помогут отзывы автовладельцев.
«Жидкое стекло Вилсон друг, работавший в автомобильной сфере, рекомендовал мне давно. С его слов, после нанесения кузов автомобиля не просто засияет как будто только из салона, но к нему не будет прилипать грязь, а капли воды перестанут задерживаться на поверхности. Правда, приятель сразу сказал, что никакого чуда тут нет, поэтому покрытие машины жидким стеклом придется повторять примерно каждые полгода.
Что ж, решил попробовать. Для начала необходимо авто тщательно вымыть, и без услуг автомойки тут не обойтись. Потом с помощью мягкой губки надо нанести средство и оставить машину в покое на пару-тройку часов. Результат меня удивил: я даже не думал, что мой автомобиль может настолько преобразиться! Черный кузов стал почти что зеркальным. Если присмотреться, можно увидеть пленочку. Тогда друг, уже не первый месяц работающий с продукцией Willson Silane Guard, взял гвоздь и, не предупредив меня, легонько ударил им по кузову – меня чуть сердечный приступ не хватил! Но после протирки обычной тряпочкой не осталось и следа!
Средство потрясающее, но нужно внимательно прочитать инструкцию, чтобы технология покрытия не была нарушена: во-первых, наносить надо медленно, не пропуская ни одного участка, во-вторых, использовать только в помещении, чтобы на кузов, пока застывает полироль, не попало грязи, в-третьих, не торопиться и выждать положенное время».
Михаил.
«До покупки читал отзывы о жидком стекле Willson Silane Guard, оказавшиеся противоречивыми. Но решил всё же попробовать, так как хуже всё равно не будет. Продавец сразу предупредил: нанесение – кропотливый процесс, требующий терпения. Также пообещал, что действовать будет год, но это неправда – забегая вперед, скажу, что хватает месяцев на 6. Полироль неплохая, воду отталкивает отлично. Однако машину после того, воспользовались жидким стеклом, мыть надо исключительно двухфазной мойки, иначе весь эффект сойдет на нет».
Иннокентий.
«Долго думал, брать или нет, потому что на жидкое стекло для авто отзывы владельцев оказались 50 на 50: кто-то писал, что доволен результатом, другие сожалели о потраченных деньгах.
Действовал строго по инструкции, но добиться обещанного эффекта получилось максимум процентов на 30. Естественно, я не доволен, и дело тут не столько в потраченных деньгах, сколько в затраченном времени.Зеркального блеска нет, хотя кузов стал смотреться посвежее – это факт. Но, учитывая, сколько я провозился, это не стоит того. В следующий раз прибегну к классическим и уже проверенным методам дать лакокрасочному покрытию вторую жизнь».
Вячеслав.
«Работаю в автосервисе, недавно закупили Silane Guard жидкое стекло для авто. Клиентам нравится, да и я, как сотрудник, через которого проходят каждый день десятки машин, не могу отрицать, что полироль действительно работает. Если всё правильно сделать, то кузов начинает сверкать, на нем не задерживаются ни вода, ни грязь.
Самое главное правило – наносить жидкое стекло для автомобиля на хорошо вымытую, обезжиренную и высушенную поверхность, причем делать это нужно в боксе, а не на открытом воздухе. Наносится частями, потом следует выждать минут 10 и располировать. Лучше часов 12 к кузову не прикасаться, дав схватиться составу (на улицу не выезжать, водой не поливать), неделю после процедуры авто нельзя мыть. Если хотите получить еще более ярко выраженный результат (особенно, если автомобиль уже не новый), перед процессом нанесения стоит провести полировку кузова.
Силан Гуард заслуживает денег, которые за него просят. Современные машины не могут похвастать отличным ЛКП, поэтому ему требуется дополнительная защита (конечно, если в ваши планы не входит приобретение нового авто каждые 3-4 года)».
Сергей.
«Поверил в Silane Guard отзывы, купил и пожалел. Небольшая бутылочка с жидкостью внутри, есть напечатанная на принтере наклейка, инструкция на русском отсутствует. По действию больше похожа на обычную дешевую незапотевайку. Возможно, мне просто не повезло, и я нарвался на подделку. Так что, если не хотите разочароваться, покупайте только в проверенных местах у вызывающих доверие продавцов».
Антон.
«Задался целью привести автомобиль в божеский вид: поменял все фильтры, ходовую, покрасил заново кузов. Друзья посоветовали для защиты поверхности использовать полироль жидкое стекло. Поехал сначала к знакомым из автосервиса, чтобы из первых уст услышать реальные отзывы об этом средстве: парни сказали, что смело можно покупать. Чтобы самому не возиться, так как опыта в таких вопросах нет, у них же всё и заказал. Сделали всё по высшему разряду: машина засияла, грязь практически перестала прилипать.
Уже прошел год, но, к сожалению, от царапин полироль меня всё же не уберегла. Цвет, кстати, со временем тускнеет. Наверное, процедуру придется повторить».
Олег.
«Полировка жидким стеклом была приобретена через интернет. В посылке оказалась потертая коробочка, что сразу насторожило. Внутри — сама бутылочка с жидким содержимым, салфетки и губка. Инструкции не было, поэтому пришлось искать отзывы покупателей, чтобы понять, что, собственно, делать дальше и как. Итог нескольких часов трудов не понравился: такое чувство, что кузов натерли растительным маслом».
Владимир.
«Видел в сети многочисленные восторженные отзывы автомобилистов о жидком стекле Silane Guarde. Не знаю, может я что-то сделал не так, но вместо обещанного ослепительного блеска получил будто бы натертый жиром автомобиль. Жалко выброшенных на ветер денег».
Анатолий.
«Процесс нанесения очень не понравился: долго, нудно, трудоемко. На выходе получаем кузов, покрытый стандартной дешевой полиролью. Рекомендовать не стану, да и сам больше использовать не буду».
Александр.
«Вроде всё сделал, как советуют. Но машина стала очень жирной – неприятно даже рукой касаться! Пришлось покупать средство для обезжиривания, чтобы хотя вернуть всё так, как было. Зря потраченное время».
Алексей.
Отзывы о жидких стёклах. Какие выбрать жидкие стёкла, какой фирмы лучше
WILLSON: Жидкое стекло
SOFT99: Жидкое стекло
KRYTEX: Жидкое стекло
RUNWAY: Жидкое стекло
KochChemie: Жидкое стекло
Ceramic Pro: Жидкое стекло
GYEON: Жидкое стекло
Everglass: Жидкое стекло
Жидкое стекло WILLSON или SOFT99
Жидкое стекло WILLSON или KRYTEX
Жидкое стекло KRYTEX или SOFT99
Показать все
WILLSON › Жидкое стекло
Mihey19
Стойкость:
Оценка 5″>4.5
Делал два раза Вилсоном, эффект почти на год 10 мес точно.
Авто:
Toyota Camry
Комментировать
Отзыв полезен?
источник
KRYTEX › Жидкое стекло
VEV111
Визуальный эффект:
Оценка 5.0
Сделали полную полировку кузова, а затем защитили жидким стеклом фирмы Krytex (в 2 слоя). Автомобиль стал выглядеть как новый, появился первоначальный блеск и насыщенность цвета. Результатом доволен на все 100%.
Авто:
Audi A4
Комментировать
Отзыв полезен?
источник
Everglass › Жидкое стекло
Varvatoss
Оценка 3. 0
Я с уверенностью могу сказать что Опти это не топовый продукт а один из неплохих составов. К примеру Everglass, не уступает ему ни разу но при этом стоит дешевле.
Авто:
Porsche Cayenne
Комментировать
Отзыв полезен?
источник
WILLSON › Жидкое стекло
kuraj88
Визуальный эффект:
Оценка 2.0
И так, пол года назад я отполировал по быстрому машину и решил покрыть жидким стеклом. Забегая на перёд скажу сразу — какого либо ВАУ эффекта от жидкого стекла не увидел. В общем после обработки я месяцок покатался и улетел на 5 месяцев, оставив Рэма в чистом и сухом гараже.
Сейчас вот вернулся, покатался неделю и … никакого эффекта от Willson нет. Пыль всё так же припадает, супер блеска нет.
Авто:
Dodge RAM III (DR/DH)
Комментировать
Отзыв полезен?
источник
KRYTEX › Жидкое стекло
AlexAutograf
Стойкость:
Оценка 5.0
Krytex 7H он точно год ходит, великолепно гидрофобит и наносится легко.
Комментировать
Отзыв полезен?
источник
WILLSON › Жидкое стекло
Ruslan-717
Оценка 5. 0
Уже два года пользуюсь Wilsson Silane Guard, очень доволен.
Авто:
BMW X5
Комментировать
Отзыв полезен?
источник
KRYTEX › Жидкое стекло
me3333
Стойкость:
Оценка 5.0
Перешёл на KRYTEX (не реклама), жидкое стекло. Уже 5 лет, раз в год загоняю машину на жидкое стекло и на год с лихвой хватает, конечно же при условии адекватных моек и мойщиков, в течении этого года.
Авто:
Audi Q5
Комментировать
Отзыв полезен?
источник
SOFT99 › Жидкое стекло
suiber2
Визуальный эффект:
Оценка 5. 0
За пол года владения данным авто понял, что лкп у данных авто никакое…от слова совсем. Пескоструй и камешки очень все портят да ещё и цвет тёмный. Решено было отполировать и покрыть жидким стеклом. Жидкое стекло купил фирмы soft 99, да другого и не было). Результатом доволен.
Авто:
Toyota Vitz
Комментировать
Отзыв полезен?
источник
SOFT99 › Жидкое стекло
WWald
Визуальный эффект:
Оценка 5.0
На днях обработал машину жидким стеклом у одного хорошего знакомого. Сначала отполировали нежненько, потом нанесли покрытие Soft99 teflon. Эффект есть: гидрофоб отличный. Да и машина засияла, хотя цвет обычный белый. Стало проще мыть машину: грязь и вода просто скатываются.
Авто:
Volkswagen Tiguan
Комментировать
Отзыв полезен?
источник
GYEON › Жидкое стекло
Illuminatlight
Оценка 5.0
Был Can coat — отличный результат. Цена и качество на высоте!
Авто:
Volvo V90
Комментировать
Отзыв полезен?
источник
Напишите свой отзыв
о жидких стёклах
Помогите другим — расскажите о своем опыте эксплуатации запчасти.
Проголосовал ЗА турбина NOMPARTS на странице рейтинга
У датчика давления в шинах Huf только 25 голосов! Рекомендуете?
У ароматизатора SAPFIRE только 50 голосов! Рекомендуете?
У автомобильного держателя JIO появился первый отзыв!
У диска сцепления CLUTCH NET появился первый отзыв!
У бортового компьютера Prestigio появился первый отзыв!
В авторейтинге полиролей для ВАЗ (Lada) Kalina участвует уже 10 производителей!
У комплектов цепи ГРМ ЗМЗ только 2 отзыва. Возможно, Вы добавите еще один?
На ABRO написанно уже 150 отзывов.
У компрессора кондиционера Denso только 10 голосов! Рекомендуете?
У гофр глушителя TRANSMASTER UNIVERSAL только 6 отзывов. Возможно, Вы добавите еще один?
У термостатов SAT только 9 отзывов. Возможно, Вы добавите еще один?
В рейтинге лучшие блокировки дифференциала учавствует уже 6 производителей!
В рейтинге лучшие виниловые пленки только 3 производителей. Возможно, вы знаете о каком-то еще?
На радары-детекторы SUBINI написанно уже 25 отзывов.
У жидкой резины KUDO уже 100 голосов!
В авторейтинге ШРУСов для Toyota Camry участвует уже 5 производителей!
В авторейтинге автомобильных держателей для Ford Focus участвует уже 5 производителей!
В рейтинге лучшие расширительные бачки учавствует уже 4 производителей!
Проголосовал ПРОТИВ тормозных шлангов MEYLE на странице рейтинга
В рейтинге лучшие моторы отопителя учавствует уже 7 производителей!
У салонного фильтра SAKURA уже 100 голосов!
Сколько раз ставлю данные подшипники всё супер, поставил даже задние стойки MARSHALL. Хорошие мне очень нравится …
Подшипник ступицы MARSHALL
На Kortex написанно уже 25 отзывов.
У магнитолы SONY уже 300 голосов!
Проголосовал ЗА рулевые тяги 555 на странице рейтинга
В рейтинге лучшие пламегасители только 6 производителей. Возможно, вы знаете о каком-то еще?
По осени приобрел Volkswagen Jetta, 2012 г для жены. Она боялась выезжать зимой и машина простояла сезон в гараже. В мом …
Стартер Krauf
Покупал масло Wolf Official Tech 0W-30 SP, качество отличное, масло однозначно стоит своих денег. Спокойно выхаживает с …
Моторное масло Wolf
Насос сотку откатал, а он две звезды ему ставит. …
Топливный насос Kortex
Ваш пост 2016 года, сколько в итоге эти рычаги прошли? …
Рычаг MASUMA
В рейтинге лучшие блокираторы только 3 производителей. Возможно, вы знаете о каком-то еще?
Добрый день, спасибо за фидбек. Были бы благодарны, если бы вы продублировали свои предложения в раздел Идеи и замечания …
Термостат PartReview
Проголосовал ЗА тормозные диски EBC для Toyota Camry на странице авторейтинга.
Проголосовал ПРОТИВ ШРУСов ASVA для Subaru Forester на странице авторейтинга.
Проголосовал ЗА тормозные колодки ICER для Mazda 6 на странице авторейтинга.
Отзывы владельцев о жидких стёклах
По данным за апрель 2022 года на PartReview имеется 137 отзывов о 16 производителях жидких стёкол. 3 из них набрали достаточное количество отзывов для участия в рейтинге запчасти, где определяются лучшие бренды.
Популярные производители жидких стёкол
Самые популярные производители жидких стёкол на PartReview представлены такими фирмами:
RUNWAY — 7 отзывов. Оценка PR : еще не сформирована.
KochChemie — 3 отзыва. Оценка PR : еще не сформирована.
Большинство мнений об эксплуатации и характеристиках жидких стёкол собрано на этих страницах.
Лучшие производители жидких стёкол
На данную запчасть у PartReview собрано достаточно отзывов о различных брендах, чтобы можно было сформировать рейтинг. ТОП производителей жидких стёкол:
WILLSON — 93% положительных голосов. Соотношение: +167 голосов
SOFT99 — 90% положительных голосов. Соотношение: +77 голосов
Выберите причину… С моим заказом возникла проблемаОн использует мою интеллектуальную собственность без разрешенияЯ не думаю, что это соответствует политике EtsyВыберите причину…
Первое, что вы должны сделать, это связаться с продавцом напрямую.
Если вы уже это сделали, ваш товар не прибыл или не соответствует описанию, вы можете сообщить об этом Etsy, открыв кейс.
Сообщить о проблеме с заказом
Мы очень серьезно относимся к вопросам интеллектуальной собственности, но многие из этих проблем могут быть решены непосредственно заинтересованными сторонами. Мы рекомендуем связаться с продавцом напрямую, чтобы уважительно поделиться своими проблемами.
Если вы хотите подать заявление о нарушении прав, вам необходимо выполнить процедуру, описанную в нашей Политике в отношении авторских прав и интеллектуальной собственности.
Посмотрите, как мы определяем ручную работу, винтаж и расходные материалы
Посмотреть список запрещенных предметов и материалов
Ознакомьтесь с нашей политикой в отношении контента для взрослых
Товар на продажу…
не ручной работы
не винтаж (20+ лет)
не принадлежности для рукоделия
запрещены или используют запрещенные материалы
неправильно помечен как содержимое для взрослых
Выберите причину
Расскажите нам больше о том, как этот элемент нарушает наши правила. Расскажите нам больше о том, как этот элемент нарушает наши правила.
Как защитить свои деньги при разводе
Как защитить свои деньги при разводе
Значок поискаУвеличительное стекло. Это означает: «Нажмите, чтобы выполнить поиск». Логотип InsiderСлово «Инсайдер».
Развод не за горами? Приведите свои деньги в порядок.
Универсальные картинки
Январь – месяц разводов, и важно знать, как защитить свои финансы, чтобы сделать этот процесс максимально безболезненным.
Будь то выяснение того, какие активы принадлежат вам, или даже просто копирование ваших финансовых отчетов, есть простые вещи, которые вы можете сделать, чтобы избавить себя от многих неприятностей в будущем.
Посетите домашнюю страницу Business Insider для получения дополнительной информации
Если вы смотрите вниз на лицо надвигающегося развода, вы не одиноки: это сезон разводов.
В противоположность декабрьскому сезону помолвок число заявлений на развод начинает расти в январе, достигая пика в феврале и марте.
Хотя это может быть эмоционально мучительное время, важно не упускать из виду более широкую картину. Вам нужно защитить себя, своих детей и свое будущее, а это значит, привести свои финансы в порядок — как можно скорее.
Если надвигается развод, вот шесть способов защитить себя финансово.
1. Определите все свои активы и уточните, что принадлежит вам
Определите свои активы.
Шаттерсток
Шаг первый: Определите свои активы. Прежде чем вы сможете приступить к чему-либо еще, вам нужно знать, сколько у вас денег и где они находятся. Затем уточните, что написано на ваше имя и что принадлежит вашему супругу, включая любые ипотечные кредиты, банковские счета, инвестиции и другие активы.
«Судья будет больше заботиться о хорошем финансовом отчете, чем о фотографии человека, выходящего из мотеля», — сказал Business Insider Стэнли Кори, сертифицированный специалист по финансовому планированию и управляющий директор United Capital в Грейт-Фолс, штат Вирджиния. «Все сводится к основам долларов и центов, поэтому получите текущие отчеты о стоимости активов и проясните ситуацию».
3. Обеспечение некоторых ликвидных активов
Идите в банк.
Кеворк Джансезян / Getty Images
Меньше всего вам хочется, чтобы мелкая супруга оставила вас без денег, но такое случается. Черч рекомендует проявлять инициативу: «Если есть совместная учетная запись, [вы] можете создать учетную запись только на [ваше] имя и переместить определенное количество активов».
Не уничтожайте учетную запись, но убедитесь, что у вас достаточно средств для оплаты счетов, пока не вмешаются адвокаты. В противном случае единственный способ получить доступ — провести экстренное судебное заседание для получения временных алиментов или временных алиментов.
«Это дорого и требует много времени, поэтому, если вы можете получить некоторые ликвидные активы, немного наличных денег, это очень важно, и это даст вам немного времени», — объясняет Черч.
5. Создайте команду
Работать вместе.
Пул WPA/Getty Images
В дополнение к найму адвоката важно иметь надежного финансового консультанта в вашем углу, особенно если ваш супруг обычно был тем, кто распоряжался деньгами. Найдите кого-то, кому вы не только доверяете, но и кто может объяснить вам все так, как вы понимаете.
«Если есть финансово не подкованные супруги, и они не очень понимающие, они сидят на этих собраниях, улыбаются и кивают, то им, вероятно, следует пойти к тому, кого они действительно понимают, и к тому, с кем они связаны», Жаклин Ньюман, управляющий партнер ведущей юридической фирмы Нью-Йорка по разводам, рассказала Business Insider.
Даже если вы хорошо разбираетесь в финансах, очень важно иметь в своей команде опытного адвоката по семейным делам и финансового консультанта. Развод погряз в эмоциях, поэтому вам нужно, чтобы непредвзятые стороны могли говорить от вашего имени и гарантировать, что вы должным образом защищены.
«Вам понадобится кто-то, кто будет говорить за вас, потому что развод вызывает много эмоций, признаете вы это или нет», — говорит Черч.
6. Решите, что вы хотите и что вам нужно
Выясните, каковы ваши потребности.
Тристан Фьюингс / Стрингер / Getty Images
«Когда вы обычно проходите через бракоразводный процесс, юристы заинтересованы в том, чтобы прийти к соглашению о мировом соглашении», — объясняет Кори. «И они скажут:« Вы можете жить с этим? Вы можете справиться с этим? Они делают все возможное, чтобы получить лучшую сделку или расчет для своего клиента».
Но если вы не знаете, что вам нужно в долгосрочной перспективе, вы можете согласиться на урегулирование, с которым вы на самом деле не можете справиться. То, что в то время казалось большим числом, в действительности может оказаться невероятно маленьким. Взгляните на свои финансы широко: сколько вам нужно, чтобы поддерживать уровень жизни? Сколько вам нужно, чтобы содержать своих детей?
Подробнее:
15 тревожных фактов о разводе в США, которые вас шокируют
Мой развод обошелся мне в 17 695 долларов — это были самые удивительные расходы, с которыми я столкнулась
9 штатов, в которых мошенники не могли разводиться
13 самых скандальных разводов в истории США
Эмми Мартин
Эмми была младшим редактором Business Insider, посвященным личным финансам.
Монеты изготавливаются из разных металлов и их сплавов. Под действием внешних факторов (таких, как влажность, температура, трение и присутствие агрессивных солей) внешний вид изделий ухудшается. На них появляются следы окисления и коррозии, что снижает ценность старых и коллекционных экземпляров. Зная как почистить монеты, можно вернуть им товарный вид без ущерба. Ознакомившись с содержанием этой статьи, Вы узнаете важные секреты реставраторов монет, которые легко сможете применять в собственной практике.
Основные подходы к очищению
Существуют проверенные технологии, которые без особого труда позволяют произвести чистку загрязненных и испорченных монет в домашних условиях. Однако перед тем, как приступить к восстановлению первоначального вида изделия, следует вымыть монету обыкновенной водой с зубной пастой при помощи щетки. После этого важно установить следующее:
металл или сплав, из которого изготовлен экземпляр;
содержит ли монета металлическое ядро и какова степень его сохранности;
природа солевых отложений (окислов, патины) на поверхности.
Очень важно! Перед началом чистки надо выявить наличие на поверхности железных предметов частиц хлористой меди. Это соединение активно проникает в мельчайшие поры металлического изделия и агрессивно разъедает его во влажной среде. Поэтому все усилия могут стать напрасными, если предварительно не устранить всю въевшуюся хлористую медь.
Для достижения лучшего результата рекомендуется использовать увлажнительную камеру. В такой камере хлористая медь проявит себя в виде мелких капель с зеленоватым оттенком, проступающих на поверхности монетки.
Если же Вы производите чистку старых монет в домашних условиях и не располагаете увлажнительной камерой, то не стоит переживать. Современные способы, используемые для чистки монеток, способны удалить все агрессивные окислы даже при использовании начинающими коллекционерами.
Чистка в зависимости от металла
Различные препараты могут по-разному проявить себя при взаимодействии с разными металлами. Поэтому для достижения наилучшего результата следует выбирать способ и средство, исходя из состава монетки. Основные способы чистки:
химический;
механический;
электрохимический;
комбинированный.
Чистка золотых и серебряных изделий
Такие экземпляры во все времена считались самыми ценными из-за дороговизны сырья. Поэтому золото и серебро в частных коллекциях — это представители класса старинных монет или лимитированных банковских серий, приуроченных к знаменательным событиям.
Из-за повышенной чувствительности обоих металлов к химическому и механическому воздействию, чистка старинных монет из золота и серебра должна производиться мягкими, но эффективными средствами, без усиленного физического давления на них.
Наиболее оптимальный способ — чистка в 5% растворе серной кислоты, который рекомендуется немного подогреть. При образовании рогового серебра на экземплярах без металлического ядра, рекомендуется погружать их в 10% раствор аммиака.
Электрохимический метод применяется при наличии металлического ядра. Здесь используются алюминиевые или цинковые пластины с многочисленными отверстиями. Электролитом выступает муравьиная кислота. Монеты помещаются между пластинами и полностью погружаются в реагент до достижения нужного результата.
Новое или не слишком загрязненное золото, которое не лежало в земле несколько лет, не нуждается в тщательной и поэтапной очистке. Часто достаточно протереть поверхность тампоном, смоченным в ацетоне, бензине, нашатырном спирте, также можно ненадолго опустить в раствор лимонной или муравьиной кислоты.
Чистка изделий из меди
Медные монетки со временем покрываются плотным слоем закиси меди ярко-красного цвета из-за своего металлического ядра. Чтобы его убрать, необходимо сделать 15% раствор аммиака, в который целиком погружаются очищаемые предметы. Нельзя допускать даже частичный контакт монеты с воздухом во время чистки.
Соли меди оставляют на поверхности следы в виде зеленого налета. 10% раствор лимонной кислоты эффективно вымывает такие отложения. Предмет помещается в подготовленную среду до полного растворения солей.
Если же медная поверхность покрыта желтоватым налетом, то это свидетельствует о наличии свинцовых отложений, полученных из-за наличия свинца в сплаве, либо от долгого близкого соседства с предметами из свинца. Устраняются при помощи 10% раствора уксусной кислоты.
Обратите особое внимание! Для ускорения и повышения качества процесса химической чистки любого металла, при использовании различных растворов рекомендуется периодически вынимать очищаемое денежное средство из реагента и чистить его от размягченных отложений посредством механического воздействия.
Завершение чистки
Заключительным этапом в чистке любых отложений является обычное вываривание предметов в большом количестве дистиллированной воды. Понадобится несколько литров на цикл. Эта процедура повторяется несколько раз до полного удаления вспомогательных материалов с поверхности железных изделий. После монеты должны быть высушены.
Результат закрепляется сильней, если нанести полирующее покрытие из парафина или смол, после чего монеткам обеспечивается хранение в индивидуальных ячейках. Контакт их друг другом допускать не рекомендуется.
Современные прогрессивные средства
Если вы не определились, каким средством лучше почистить монеты, то за помощью лучше обратиться к проверенному поставщику. Покупка на сомнительных ресурсах чревата не только безрезультатной потерей денег и времени, но и может нести угрозу нанесения еще большего вреда вашим коллекционным экземплярам.
На сайте интернет-магазина «Филторг» представлен широкий ассортимент эффективных и безопасных средств для очистки и обработки монет. Все, что нужно для работы с ними, это соблюдение рекомендаций производителя. Никакие технические приборы и нахождение в лабораторных условиях не нужны. Оперативность в работе и лояльная ценовая политика вас приятно удивят. Обзор наиболее популярных и действенных продуктов представлен ниже.
Паста «Асидол-М»
Выпускается отечественным производителем «Lenbythim» для чистки различных изделий, изготовленных из широкого спектра металлов. Паста имеет неограниченный срок действия, состоит из мелкого абразива и ПАВ. Средство универсально и применимо для всех видов монет, за исключением особо ценных и редких. «Асидол-М» подходит для чистки монет и других изделий из драг. металлов, нержавейки, хромированных и цветных металлов. Прекрасно и бережно очищает монеты.
Паста «СССР»
Паста российского производителя «Shine Coins» предназначена для применения на изделиях из бронзы, латуни и меди. В основе состава содержится нанодисперсный абразив, а также вспомогательные вещества. Тартрат натрия-калия и бикарбонат натрия усиливают эффект от использования. Паста не обладает резким запахом, что делает процедуру приятной. Чистка монет будет быстрой. Для этого понадобится лишь взболтать продукт в банке и нанести его на ватный диск. После использования изделие необходимо промыть под проточной водой.
Средство «Современная Россия»
Еще одно топовое средство от «Shine Coins». В нем вспомогательным веществом к базовому нанодисперсному абразиву выступают органические кислоты. Оно так же просто в применении, как и предыдущее. Рекомендуется к чистке гальванических и биметаллических экземпляров.
Средство для чистки медных копаных монет
Настоящая находка для кладоискателей от «Shine Coins». Благодаря окислителю из высших окислов переходных металлов, а также веществам, подавляющим коррозию, медные копаные монеты в считанные минуты будут очищены от всех загрязнений, нанесенных нерастворимыми солями. Из-за наличия активных кислот в составе средства, работать с ним необходимо в специальных перчатках.
Порошок «Трилон Б»
Выпускается российским производителем «Shine Coins» в виде белого порошка. Относится к бюджетным продуктам для очищения копаных монет, отчеканенных из одного металла. Одну чайную ложку порошка растворяют в стакане горячей воды. После полного растворения средства, монеты помещаются в емкость с раствором минимум на 5 минут. Время очистки увеличивается в зависимости от степени загрязнений. Для верного результата изделие следует ставить на ребро. Перчатки для работы с «Трилон Б» не нужны, однако средство раздражает слизистые, поэтому при работе с ним необходимо беречь глаза.
Средство для пассивации монет от «Shine Coins»
Данный продукт является передовым на отечественном рынке, он применяется для достижения наилучшей защиты металлических монет от коррозии. Основу пасты составляет нефтяное масло, а также противокоррозионные вещества. Средство просто в применении: необходимо нанести его на ватный диск в небольшом количестве и тщательно втереть в поверхность монетки. Остатки удалить чистым кусочком ткани. Такой способ пассивации надежно защитит поверхность металла от потускнения, монета будет блестеть как новая.
Средство «Нано патина»
Состав на основе медного купороса и кислоты обеспечивает быстрое и качественное очищение. Инструкция в применении проста и предусматривает нагрев средства до уровня комнатной температуры. Наносится «Нано патина» на обезжиренную поверхность без усиленного давления. После 10 минут просушки монету необходимо ополоснуть холодной нейтральной жидкостью — водой.
Восстановитель зеркальной поверхности от «Shine Coins»
Представляет собой раствор мощного действия на основе комплексообразователя и кислоты. Применяется для устранения патины и отпечатков пальцев с серебряных монет. Обеспечивает восстановление первоначального естественного блеска. Работать с восстановителем необходимо только в перчатках. Принцип действия прост: на 5 секунд поместить монетку в средство, после чего промыть ее под водой.
Сайт Filtorg.ru — помощник для нумизматов любого уровня. Здесь Вы можете не только приобрести новые товары для своей коллекции, но и узнать, как правильно ухаживать за монетами.
Видеоматериалы по теме
Как чистить медные монеты? — чем лучше всего в домашних условиях
Содержание
1 Чем чистить в домашних условиях?
2 Фото галерея
Чистка медных монет в домашних условиях – очень кропотливое занятие, которое требует большой внимательности и хорошего запаса терпения. Иногда случается такое, что вы находите очень редкую и старинную медную монету, и если вы их коллекционируете, то такая находка способна несказанно обрадовать. Но далеко не все старинные монеты сохраняются в хорошем состоянии, поэтому некоторые из них необходимо очищать от грязи, ржавчины или другого налёта. Как это сделать с помощью подручных средств, мы расскажем в нашей статье.
Первым делом хочется отметить, что самостоятельная чистить очень редкие монеты не желательно. Лучше сдайте их специалисту, который сделает это профессионально, ведь применив неправильное средство для очищения медной монеты, вы рискуете раз и навсегда её испортить.
Итак, давайте же рассмотрим основные способы очистки медной монеты.
Чем чистить в домашних условиях?
Самым популярным средством для очистки разного рода загрязнений на медных монетах является нашатырный спирт. Но с ним необходимо обходиться очень осторожно, так как если неправильно рассчитать пропорции, то он может окрасить вашу монету в рыжий цвет, окисляя медь. В этом случае монета уже утратит свой первоначальный вид и потеряет ценность. Поэтому следует опускать монету в емкость с нашатырным спиртом не более чем на 10 секунд, после чего извлекать её и вытирать насухо чистым полотенцем.
Если вы всё-таки переборщили, и цвет монеты заметно испортился, то его можно попытаться восстановить с помощью раствора гипосульфита. Для этого необходимо аккуратно взять монетку в руки, после чего опустить в ёмкость с раствором не более чем на 10 секунд. Повторить такую процедуру можно не более двух раз.
Очень желательно перед выбором процесса очистки монеты внимательно её рассмотреть. Если вы обнаружили налёт ржавчины или окисленные участки, тогда находку следует положить в пластиковую бутылку, наполненную очищенной водой. Оставьте её там на несколько дней, в течение которых дистиллированная вода немного размягчит пораженные участки, после чего их можно будет легче убрать. А сделать это можно будет с помощью обычных зубочисток: аккуратненько проводите ими в тех местах, где монета была загрязнена, и удаляйте некрасивый налёт.
Ещё один очень популярный и эффективный способ чистки медных царских монет – это чистка хозяйственным мылом. Но следует уточнить, что такой способ чистки подходит только для царских монет. Легкие советские монеты можно испортить, если подвергнуть их такой обработке. Итак, чтобы почистить медную монету с помощью хозяйственного мыла, его необходимо натереть на мелкой терке, после чего развести в тёплой воде. Масса должна напоминать редкое пюре. В полученную смесь кладите ваши монеты и оставляйте там до тех пор, пока на поверхности мыльного раствора не начнёт собираться масса зелёного цвета. Когда это произойдёт, монету следует извлечь и хорошенько почистить старой зубной щеткой или любым другим жестким предметом. Проводить это мероприятие нужно до тех пор, пока чистота монеты не станет вас удовлетворять. Не бойтесь испортить царскую медную монету, передержав её в мыльном растворе. Такой раствор поможет всего лишь избавиться от внешних загрязнений, никоим образом не влияя на структуру самой монеты.
Если ни один из вышеперечисленных способов очистить монеты вам не помог, тога следует отправляться в ближайшую аптеку и покупать там вазелиновое масло. С его помощью тоже можно эффективно очистить медные монеты в домашних условиях. Для этого нужно налить немного масла в металлическую посуду и поставить на огонь. Бросьте в масло монеты и доведите жидкость до кипения, после чего позвольте маслу прокипеть ещё около десяти минут, а затем выключайте огонь. Следует уточнить, что при этом емкость с маслом желательно накрыть крышкой, так как может быть очень неприятный запах и большое количество копоти. После того как вазелиновое масло остынет до комнатной температуры, монеты необходимо извлечь и аккуратно почистить в мыльном растворе с помощью жесткой губки. Как правило, вся грязь и копоть отмывается, и вы получаете чистую блестящую монетку. Но данный способ неоднозначен, так как многие делятся тем, что монеты в процессе такого способа чистки были безнадежно испорчены. Поэтому чистить с помощью вазелинового масла редкие и дорогие монеты не рекомендуется.
Также можете попробовать почистить медную монету с помощью лимонной кислоты, но она бывает эффективной только в самых запущенных случаях. Кроме того, такой способ чистки не щадит рельеф и рисунок монеты, если неосторожно проводить процесс чистки. Поэтому лимонную кислоту следует использовать на свой страх и риск.
Кефир – тоже замечательное средство для очистки медных монет. Для того чтобы очистить монету с помощью кефира, необходимо залить её кисломолочным продуктом и оставить на три часа. Когда на поверхности кефира появится зеленая масса, монету следует достать и протереть жесткой чистой тряпочкой. Этот способ подойдет и для чистки медно-никелевых монет.
Ну, и напоследок мы поделимся с вами очень эффективным, но самым долгим из всех возможных способов очистки медных монет в домашних условиях. Здесь вам понадобится залить ваши монетки оливковым маслом, убрать емкость в укромное место и ждать. Ждать придётся много, около двух месяцев. После этого монетку следует извлечь, немного очистить с помощью мягкой щетки, после чего отправить еще на пару месяцев. Этот способ очистки монет является самым безопасным, так как в процессе него монеты никак не могут повредиться или испортиться. Более подробно о чистке в видео.
Фото галерея
5 способов почистить монеты
По
Джеймс Баки
Джеймс Баки
Джеймс Баки — признанный в стране коллекционер монет, нумизматический эксперт и писатель, который делится своими знаниями и специальной подготовкой в области оценки монет, ошибок чеканки и методов коллекционирования. У него более 40 лет нумизматического и писательского опыта, включая ежемесячную колонку журнала Американской нумизматической ассоциации.
Узнайте больше о The Spruce Crafts’ Редакционный процесс
Обновлено 09.09.21
John_Brueske/Getty Images
Чистка монет может быть интересным занятием для детей всех возрастов. Вы можете получить монеты Линкольна рулонами в местном банке или узнать у своих родителей, бабушек и дедушек, есть ли у них на комоде большая старая банка, полная монет и мелочи. Хотя есть и другие способы очистки пенни, которые включают использование химических чистящих средств, содержащих кислоты или другие вредные химические вещества, эти три способа эффективны и безопасны для детей.
Монеты изготавливаются из меди или цинка с медным покрытием. Медь является высокореактивным металлом, который быстро окисляется или обесцвечивается. При первой чеканке пенни имеют яркий оранжево-красный цвет. Со временем медь вступает в реакцию с различными примесями в воздухе. По мере обращения монет они сталкиваются с маслами и кислотами с рук людей. Это превращает этот яркий оранжево-красный цвет в тусклый коричневый, но его можно удалить с поверхности монеты. Если монета сильно пострадала от окружающей среды, она станет зеленой. Зеленый цвет указывает на коррозию, которую невозможно устранить.
Прежде чем начать
Важно знать, что некоторые пенни — это предметы коллекционирования, которые стоят немалых денег, и их очистка может снизить или разрушить их ценность. Поэтому, прежде чем чистить любую монету, обязательно определите, является ли она ценной монетой. Если вы не уверены, ваш местный торговец монетами может дать вам бесплатную оценку. Однако пачки пенни, которые вы получаете в местном банке, почти наверняка не содержат ценных монет. Наслаждайтесь временем, очищая свои пенни и заставляя их снова сиять.
01 06
Уксус (или лимонный сок) и соль
Мерете Сварстад Ээг / Getty Images
Этот метод — лучший способ почистить ваши монеты, и он придаст вашим монетам очень яркий оранжево-медный цвет. Он делает это, используя низкие уровни кислот, которые естественным образом содержатся в уксусе и лимонном соке, чтобы удалить патину (коричневое окисление) на пенни.
Начните с добавления четверти стакана белого уксуса или лимонного сока в чашку или стакан. Смешайте чайную ложку соли с жидкостью, помешивая, пока она не растворится. Положите монетки на дно чашки или стакана так, чтобы они не лежали друг на друге. Подождите около пяти минут и проверьте свои пенни. Если они не такие яркие, как вам хотелось бы, дайте им постоять еще пять минут. Для достижения желаемого цвета может потребоваться до пятнадцати минут.
Достаньте монетки из раствора и промойте под теплой проточной водой. Вытрите монеты мягкой тканью. Если вы хотите придать своим пенни немного больше блеска, используйте очищающее средство Bon Ami или метод с пищевой содой, описанный ниже.
Этот метод вернет вашим монетам ярко-оранжевый медный цвет. Однако он не придаст им зеркального блеска. Вы можете отполировать монеты полировочной тканью из набора столового серебра, чтобы придать им полированную поверхность.
Необходимые материалы
1/4 стакана белого уксуса или лимонного сока
1 чайная ложка соли
Ложка для перемешивания
Чашка или стакан (пластиковый или стеклянный, но не металлический)
Чистая вода
Мягкая сухая ткань
Преимущества
Жидкости могут пролиться и вызвать беспорядок
Может занять до 15 минут (не подходит для нетерпеливых детей)
Удаляет коричневое окисление и производит яркий медный пенни
Может делать больше одного пенни за раз
Недостатки
Жидкости могут пролиться и создать беспорядок
Может занять до 15 минут (не подходит для нетерпеливых детей)
Совет
Наберитесь терпения. Хотя для очистки ваших монет используется кислота, это кислота очень низкого уровня, которая безопасна в использовании. Компромисс заключается в том, что процесс может занять некоторое время, пока эта кислота низкого уровня подействует. Чем грязнее и глубже коричневый цвет ваших монет, тем больше времени потребуется, чтобы они приобрели оранжево-красный цвет.
Бонус : Положите пару новых стальных гаек или болтов в кастрюлю со своими пенни. По мере того, как вы очищаете все больше и больше монет, кислота растворяет часть меди на монетах. Медь, растворенная в уксусе, притянется к стальным гайкам и болтам. Они начнут окрашиваться в медный цвет, когда осядут в растворе. Может потребоваться несколько партий копеек, чтобы добавить в раствор достаточное количество меди.
02 из 06
Ластик для карандашей
Дэниел Грилл / Getty Images
Этот метод чрезвычайно прост и не требует использования жидкостей, которые могут пролиться и создать беспорядок.
Во-первых, положите грязную монету поверх листа бумаги или чистой ткани. Удерживая монету на плоской, устойчивой поверхности одной рукой, используйте ластик для карандашей, чтобы стереть грязь и коричневое окисление с монеты небольшими круговыми движениями. Когда монета станет чистой и блестящей, как вам нравится, переверните ее и повторите тот же процесс с другой стороны. Старые карандаши с твердыми как камень ластиками будут трудны в использовании и могут оставить на монете глубокие царапины.
Необходимые материалы
Один или несколько новых карандашей с мягкими ластиками. В качестве альтернативы вы можете использовать большой розовый ластик, купленный в канцелярском магазине.
Бумага или чистая ткань для работы
Преимущества
Жидкости не проливаются
Вероятно, у вас уже есть все, что вам нужно
Недостатки
Мелкие, физические и повторяющиеся движения (бабушке или дедушке может быть трудно помочь)
Крошки ластика могут испортить
03 06
Томатный кетчуп
ALEAIMAGE/Getty Images
Эта техника очень похожа на технику карандашного ластика, за исключением того, что мы добавляем немного кетчупа в процесс, чтобы удалить окисление.
Этот естественный процесс начинается с помещения примерно четверти стакана томатного кетчупа в небольшую емкость. Наберите немного кетчупа на старую зубную щетку, окунув ее в кетчуп. Удерживая монету на плоской поверхности одной рукой, используйте старую зубную щетку, чтобы нанести томатный кетчуп на поверхность монеты небольшими круговыми движениями. Примерно через минуту ваш пенни превратится из тускло-коричневого в ярко-медный цвет. Если вы хотите добавить немного больше блеска своей монете, воспользуйтесь методом «Очищающее средство Bon Ami или пищевая сода», описанным ниже. Смойте остатки кетчупа с поверхности пенни под теплой проточной водой. Вытрите пенни мягкой чистой тканью.
Необходимые материалы
Четверть чашки томатного кетчупа (или три пакета кетчупа из вашего любимого ресторана быстрого питания)
Небольшой контейнер
Старая зубная щетка
Чистая ткань
Преимущества
Подчеркивает медный цвет монеты
Физически проще, чем метод карандашного ластика
Недостатки
Кетчуп может брызгать на людей и предметы
04 06
Мыло и вода
deepblue4you/Getty Images
Если на ваших монетах буквально есть почва или какая-то неопознанная грязь, вам нужно будет удалить это, прежде чем пытаться сделать ваши монеты яркими и блестящими. Если вы умеете мыть посуду, то справитесь с этой задачей достаточно легко.
Сначала смешайте небольшое количество жидкости для мытья посуды и воды. Окуните старую зубную щетку в мыльную воду, чтобы она полностью пропиталась. Удерживая монету одной рукой, используйте мыльную зубную щетку, чтобы очистить поверхность монеты от грязи и грязи. Промойте под теплой проточной водой и протрите мягкой чистой тканью.
Необходимые материалы
Средство для мытья посуды
Теплая вода
Старая зубная щетка
Мягкая чистая ткань
Преимущества
Доступность материалов
Легко удаляет грязь и грязь
Недостатки
Не подчеркивает ярко-медный цвет копейки
05 из 06
Очищающее средство Bon Ami или пищевая сода
Мишель Арнольд / Getty Images
Для этого метода вы будете использовать доступное в продаже очищающее средство под названием Bon Ami . Если вы не можете найти точное название бренда, вы можете заменить его пищевой содой. По нашему опыту, моющие средства известной марки дают наилучшие результаты.
Этот забавный процесс начинается с того, что вы берете порошкообразное очищающее средство (или пищевую соду) и помещаете его в небольшую миску или контейнер. Начните смешивать небольшое количество воды с порошком, пока не получите пастообразную консистенцию.
Наберите небольшое количество пасты на большой и указательный пальцы, окунув их в емкость. Удерживая монету другой рукой, нанесите смесь на переднюю и обратную сторону монеты одновременно. Использование небольших круговых движений дает наилучшие результаты. Промойте пенни и пальцы под чистой проточной водой и вытрите насухо мягкой тканью.
Хотя этот метод удалит поверхностное загрязнение, он может не сделать медную монету яркой. Вы можете использовать один из вышеперечисленных методов, таких как лимонный сок или кетчуп, чтобы осветлить поверхность меди.
Кроме того, будьте осторожны, сколько копеек вы делаете за один раз. Постоянное использование чистящего средства или пищевой соды может привести к появлению ссадин на кончиках пальцев.
Необходимые материалы
2 столовые ложки моющего средства Bon Ami (или пищевой соды)
Небольшая миска или контейнер для смешивания
Вода
Мягкая сухая ткань
Преимущества
Делает яркие и блестящие монетки
Детям это больше всего нравится
Недостатки
Очень грязный
Возможно, придется пойти в магазин
Мелкие, физические и повторяющиеся движения (бабушке или дедушке может быть трудно помочь)
06 из 06
Goo Gone
CC Holdings
Если на ваших монетах есть клей, клей, остатки ленты или какое-либо неопознанное липкое вещество на поверхности, лучше всего удалить их. В зависимости от типа металла, из которого сделана ваша монета, Goo Gone также может восстановить блестящую поверхность монеты. Если блеск не восстановился после использования Goo Gone, используйте мыло и воду или метод ластика карандаша, как описано выше.
Налейте небольшое количество Goo Gone в небольшую миску. Окуните уголок бумажного полотенца в жидкость. Держа монету на плоской поверхности, втирайте Goo Gone в поверхность монеты. Если инородное вещество на монете не удаляется легко, поместите монету в маленькую миску и дайте ей немного впитаться. Затем снова попробуйте стереть инородное тело с поверхности.
Наконец, вымойте монету, используя метод с мылом и водой, упомянутый выше, чтобы удалить остатки Goo Gone, оставшиеся на поверхности монеты. Если остатки трудно удалить, можно использовать немного медицинского спирта, купленного в аптеке, для удаления стойких остатков.
Необходимые материалы
8 унций. бутылка средства для удаления клея марки Goo Gone
Маленькая миска
Бумажное полотенце
Мягкая сухая ткань
Преимущества
Легко удаляет клей, остатки скотча и клейкие вещества
Не повреждает поверхность монеты
Недостатки
Грязь
Возможно, придется дать монете немного отмокнуть
Придется идти в магазин
советов по чистке монет – от грязных и тусклых до чистых и блестящих!
От детей до подростков и молодых взрослых до пожилых людей; коллекционирование монет — обычное хобби, которым многие люди занимаются годами! Некоторые коллекции монет даже передавались из поколения в поколение, что делало их гораздо более ценными и особенными для владельца.
Учитывая сентиментальную ценность вашей коллекции монет в сочетании с количеством терпения, которое было потрачено на ее создание, неудивительно, что коллекционеры ищут способы очистить свои монеты и сохранить их яркими и блестящими. Самое замечательное в этом то, что это довольно легко сделать, а результаты впечатляют! Итак, не теряя больше времени, вот два способа очистить как новые монеты, так и старые, потускневшие.
Как очистить грязные монеты
Новые монеты редко тускнеют или подвергаются коррозии; с другой стороны, они довольно сильно пачкаются при передаче от человека к человеку. Вдобавок ко всему, монеты, которые недавно были в обращении, могут быть полны микробов, поэтому им требуется следующий метод, чтобы снова сделать их чистыми и гигиеничными. Вот что вам нужно сделать:
В пластиковом контейнере или миске смешайте 1/2–1 стакан теплой воды и чайную ложку жидкого средства для мытья посуды
Держите монету между большим и указательным пальцами и потрите ее, удерживая под проточной водой около 10 секунд
Окуните монету в теплый мыльный раствор и продолжайте стирать грязь большим и указательным пальцами
Используйте старую зубную щетку с мягкой щетиной, чтобы смахнуть затвердевшую грязь/пятна
Тщательно промойте монету под проточной водой
Высушите на воздухе или промокните мягким полотенцем
Как очистить потускневшие монеты
Старые монеты 19-го (или, может быть, 18-го?) века подвержены коррозии, если их вовремя не очистить.
Нанесение наружной изоляции на стальные трубы большого диаметра в Челябинске
Изоляция металлических труб одна из основных услуг Инрост в Челябинске. Благодаря прямому доступу к производству мы обеспечиваем не только скорость выполнения заказов, но и гарантируем высокое качество. Наносим изоляцию из экструдированного полиэтилена и ППУ изоляцию в полиэтиленовой и спирально-навивной оболочке.
Преимущества нанесения изоляции
Изолирующие слои обеспечивают:
Повышение антикоррозионной устойчивости Воздействия осадков и грунтовых вод — основные причины окисления металла и разрушения трубопроводов.
Снижение потерь тепла Система отопления будет эффективна только при минимизации величины теплопотерь. Основные потери происходят при транспортировке теплоносителя. Снижение потерь тепла в системах отопления — основная задача теплоизоляционного слоя.
Защита от перемерзания Теплоизоляция помогает снизить потери внутри трубопровода и предотвратить замерзание воды.
Предотвращение появления конденсата Перепад температур может вызвать появление конденсата. Конденсат может ускорить коррозию или вызвать другие неприятные последствия
Увеличение прочности и устойчивости к механическим воздействиям Дополнительная защита увеличивает устойчивость к ударам и силовому воздействию на трубопроводы
Защита от ожогов Защищать необходимо не только трубы, но и людей, которые могут пострадать от контакта с горячими трубопроводами.
Продление периода службы Уменьшая воздействие негативных факторов мы увеличиваем срок эксплуатации трубопровода, а значит — снижаем затраты.
Стандарты
Наносим изоляцию по стандартам:
ТУ 24.20.13-001-45657335-2017 — Трубы стальные с наружным антикоррозионным полиэтиленовым покрытием
ТУ 1390-011-45657335-2016 — Наружное полиэтиленовое покрытие труб
ТУ 24.20.13-026-45657335-2019 — Трубы стальные с наружным антикоррозионным полиэтиленовым покрытием
ТУ 24.20.13-005-45657335-2019 — Трубы стальные с наружным покрытием на основе экструдированного полиэтилена
ТУ 5768-012-45657335-2015 — Трубы и соединительные детали стальные с наружным антикоррозионным покрытием и тепловой изоляцией из пенополиуретана в защитной оболочке
ТУ 5768-023-45657335-2016 Трубы и соединительные детали стальные с наружным антикоррозионным покрытием и тепловой изоляцией из пенополиуретана в защитной оболочке
ТУ 1390-016-45657335-2010 — Трубы и детали трубопроводов стальные диаметром 219-1420 мм с внутренним противокоррозионным покрытием из высоковязких эпоксидных материалов
ТУ 1390-022-45657335-2015 — Трубы стальные и соединительные детали диаметром от 57 до 1420 мм включительно с антикоррозионным покрытием на основе эпоксидных красок
ТУ 1300-021-45657335-2011 — Трубы стальные для свай и опор
ТУ 1469-014-45657335-2014 — Отводы холодногнутые для магистральных и промысловых трубопроводов
ТУ 1469-015-45657335-2013 — Отводы холодного гнутья из стальных труб для магистральных нефтепроводов
Наши трубы с изоляцией внесены в Реестры трубной продукции для строительстве магистральных нефтегазопроводов ПАО «Газпром» и ПАО «Транснефть». Покрытия наносятся на основании технических условий, согласованных ООО «Газпром ВНИИГАЗ» и ВНИИСТ.
Изоляция экструдированным полиэтиленом
Наносим многослойную антикоррозионную защиту из экструдированного полиэтилена на стальные трубы любых диаметров.
Полиэтилен наносится снаружи на металлические трубы в несколько слоев, чаще всего в два или в три слоя.
По стандартам, изоляция наносится толщиной от 2 до 3,5 мм. Благодаря многослойности суммарная толщина покрытия может достигать больших значений.
Такая изоляция для труб широко распространена для защиты трубопроводов от коррозии.
Иногда такой тип изоляции называют ВУС (или весьма усиленной) изоляцией. Такое покрытие необходимо, если труба будет эксплуатироваться в климате с резким перепадом температур, а также при крайне низких температурах.
Трубопроводы в такой изоляции чаще всего используются при строительстве водопроводов, нефте и газопроводов, а также при прокладке труб под водой и во влагонасыщеных почвах или иных агрессивных средах.
Подробнее про изоляцию труб экструдированным полиэтиленом →
Выбрать трубу в многослойной полиэтиленовой изоляции →
ППУ теплоизоляция
Пенополиуретан (ППУ) — плотное теплоизолирующее покрытие, это эффективный и безопасный материал. Для обеспечения большего срока службы, на слой ППУ наносится слой полиэтилена. Такая многослойная защита обеспечивает длительный срок эксплуатации труб и значительную экономию затрат при эксплуатации.
Чаще всего такую изоляцию наносят на тепломагистрали систем отопления, нефте и газопроводы.
Подробнее о ППУ теплоизоляции труб →
Выбрать трубу в ППУ изоляции →
Возможности производства
Нанесем наружную изоляцию на трубы любого диаметра, максимальный — до 1420мм. У нас прямой доступ к производству и мы обеспечиваем не только скорость выполнения заказов, точность сроков, но и гарантируем высокое качество. Цена формируется без доплат посредникам и без дополнительных транспортных затрат — у нас вы также можете купить трубы с уже нанесенной изоляцией.
Калькулятор расчета изоляции труб
Рассчитайте необходимый объем труб и отправьте заявку нашим менеджерам — мы сделаем расчет толщины изоляции по величине необходимой теплоизоляции трубопровода, по заданной температуре на поверхности трубопровода для предотвращения появления конденсата на поверхности или по заданной величине снижения (повышения) температуры транспортируемого вещества.
Тип трубы
ПрямошовнаяЭлектросварнаяБесшовная
Материал
Углеродистая стальНержавеющая сталь
Диаметр
мм
Стенка
мм
Длина
м
Масса 1 метра
0 кг
Общая масса
0 кг
Контакты →
Выбрать трубу для нанесения изоляции →
Трубная изоляция Порилекс
Где купить?
Теплоизоляционный материал из вспененного полиэтилена с закрытой ячеистой структурой в виде полых трубок различного диаметра.
ТУ 22. 21.41-001-82799613-2018, ГОСТ Р 56729-2015
Область применения
служит для изоляции труб в системах отопления, водоснабжения и канализации.
Основные характеристики
сокращает теплопотери, сохраняет и поддерживает заданную температуру теплоносителя;
устойчив к воздействию цемента, бетона, гипса, извести;
экологически чистый и безопасный материал;
предотвращает возникновение конденсата.
Преимущества
Стойкий к агрессивной среде
Высокая эластичность
Не подвержен гниению
Снижает уровень структурного шума
Физико-механические характеристики
Параметр
Значение
Цвет
серый
Длина, м
1,0/2,0
Коэффициент теплопроводности, Вт/м·°С
0,038
Коэффициент паропроницаемости, мг/м2·ч·Па
0,001
Группа горючести
Г1
Диапазон рабочих температур, °С
от -60 до +95
Типоразмеры
Внутренний диаметр, мм
Количество в упаковке, шт.
Толщина стенки, мм
6
9
13
20
15
220
178
18
180
142
100
22
140
120
84
25
90
70
28
110
84
66
35
80
68
54
30
42
55
40
25
48
37
35
22
54
25
25
22
57
23
60
25
22
20
64
25
22
20
70
25
15
76
15
15
13
89
15
15
15
110
12
10
10
114
12
10
10
133
10
10
Монтаж
Трубная изоляция монтируется на отдельные трубы простым натяжением.
При необходимости трубки теплоизоляции разрезают по специальному продольному надрезу.
После установки теплоизоляции, швы проклеиваются специальным клеем, скрепляются скотчем или пластиковыми хомутами.
Сертификаты
Пожарный сертификат на трубы, жгуты, уплотнители (ООО «Пенотерм»)
Скачать jpg
Сертификат соответствия на Порилекс в виде труб, жгутов, уплотнителей (ООО «Пенотерм»)
Скачать pdf
Сертификат соответствия СС ТУ и ГОСТ на Порилекс в виде труб, жгутов, уплотнителей (ООО «Пенотерм»)
Скачать pdf
Сертификат соответствия СС ТУ и ГОСТ на Порилекс в виде труб, жгутов, уплотнителей (ООО «Компания Пенотерм»)
Скачать pdf
Пожарный сертификат на трубы, жгуты, уплотнители (ООО «Компания Пенотерм»)
Скачать jpg
Сертификат соответствия на Порилекс в виде труб, жгутов, уплотнителей (ООО «Компания Пенотерм»)
Скачать pdf
Изоляция из стекловолокна для паровой, горячей и холодной воды
Цена:
Распродажа:
4,53 доллара США
Артикул:
0100000
Состояние:
Новый
Единица измерения:
За 3 фута Раздел
Описание
Другие детали
Видео
Отзывы
Изоляционное покрытие для труб из стекловолокна предназначено в качестве теплоизоляции для трубопроводов горячего и холодного водоснабжения при температуре от -20°F до 1000°F. Изоляция трубы отформована из стекловолокна высокой плотности, соединенного смолой, которые состоят из шарнирных секций длиной 3 фута. Стекловолокно обернуто белой универсальной оболочкой с самоуплотняющимся соединением внахлест (ASJ/SSL) для быстрой и надежной установки. Каждая 3-футовая секция коммерческой изоляции труб поставляется с стыковой лентой (соответствующей белой оболочке ASJ), которая используется для соединения двух секций изоляции труб вместе.
Стандартные области применения включают:
Бытовые трубы горячего и холодного водоснабжения
Трубы водяного отопления
Высокотемпературные трубы
Двойные температурные трубки
Паровые трубы (от низкого до высокого давления)
Линии конденсата
Трубопроводы для охлажденных/охлажденных жидкостей
Выбор правильного размера: При заказе необходимо выбрать два размера: «Размер трубы» и «Толщина изоляции». Толщина изоляции представляет собой толщину стенки стекловолокна, которая варьируется от 1/2 до 3 дюймов. Для получения помощи в выборе толщины изоляции трубы из стекловолокна см. наш Руководство по толщине стекловолокна Чтобы определить, какой размер трубы заказать, перейдите по ссылке ниже ( Примечание: размер трубы НЕ совпадает с диаметром трубы): :
Чтобы установить покрытие трубы, просто откройте откидную часть промышленной изоляции трубы и наденьте отверстие на трубу. Изоляция трубопровода из стекловолокна будет самозамыкаться вокруг трубы. Как только стекловолокно плотно прилегает к трубе, снимите защитную бумагу с самоуплотняющегося колена и прижмите оболочку ASJ/SSL, закрытую от середины к краям изоляции трубы. Обязательно протрите куртку, чтобы обеспечить надежное прилегание. Соедините две секции куском ленты встык, протирая ленту, чтобы создать надежное соединение. Дополнительные 9Лента 0048 ASJ MAX Tape рекомендуется для крупных проектов и проектов, требующих многократного разреза изоляции. Использование крышек фитингов из ПВХ для отводов, тройников, муфт и других фитингов должно быть установлено после установки изоляции трубы из стекловолокна.
Для получения дополнительной информации: Изоляция для труб из стекловолокна Технический паспорт
ВИДЕО: КАК УСТАНОВИТЬ ИЗОЛЯЦИЮ ДЛЯ ТРУБ ИЗ СТЕКЛОВОЛОКНА
Оболочка ASJ белого цвета: HP Изоляция труб ULTRA, в то время как некоторые большие размеры (3 x 1/2, 3-1/8 x 1/2, 4 x 1/2 и 4-1/8 x 1/2) будут изготовлены из Johns Manville Micro-Loc HP. . Новая оболочка ASJ Max / HP ULTRA имеет полиэфирное верхнее покрытие поверх бумаги ASJ, которое облегчает протирание и имеет небольшую водостойкость (нельзя оставлять на открытом воздухе).
ПРИМЕЧАНИЕ: Каждая единица представляет собой покрытие трубы толщиной 3 погонных фута. Например, если вам нужно 9 погонных футов, вам нужно заказать всего 3 единицы.
BUY INSULATION PRODUCTS. COM. В ЗАВИСИМОСТИ ОТ МЕСТОПОЛОЖЕНИЯ И/ИЛИ РАЗМЕРА ТРУБ МЫ МОЖЕМ ДОСТАВИТЬ ИЗОЛЯЦИЮ OWENS CORNING ASJ MAX ИЛИ JOHNS MANVILLE MICRO-LOC HP / HP ULTRA INSULATION. ПОЖАЛУЙСТА, СВЯЗЫВАЙТЕСЬ С НАМИ ПО ЛЮБЫМ ВОПРОСАМ.
СОВЕТ: Мы настоятельно рекомендуем заказывать рулон из 9 штук.0048 ASJ Max Tape с вашим заказом на изоляцию для труб из стекловолокна, чтобы убедиться, что у вас достаточно ленты для полной герметизации вашей системы трубопроводов. Каждый разрез, сделанный между фитингами (тройники / 90-е и т. д.), потребует большего количества ленты. ASJ Max Tape также выпускается в коротких рулонах по 25 футов для небольших проектов.
Единица измерения:
На 3-футовую секцию
Инструкции по установке изоляции трубы из стекловолокна
Это базовое руководство, в котором рассказывается, как измерить трубу . ..
5
Изоляция трубы из стекловолокна
Опубликовано Тимоти К. 16 августа 2022 г.
Качественный продукт
5
Изоляция трубы из стекловолокна
Опубликовано Тимоти К. 23 апреля 2022 г.
Отличный продукт. И сервис Спасибо
5
Потрясающе
Размещено Сэмом П. 5 апреля 2022 г.
Простота установки. Превратил мою горячую нью-йоркскую квартиру в жилое место за несколько минут!
5
Изоляция железной трубы из стекловолокна
Опубликовано Шоном В. 3 апреля 2022 г.
Очень хорошее качество. Использовали сотни футов этого материала разных размеров, чтобы покрыть трубы радиатора в доме начала 1900-х годов.
5
Идеальная изоляция труб
Автор: Ян, 18 февраля 2022 г.
Прост в использовании и обрезается по форме. Лента кажется очень долговечной. Выглядит фантастически, особенно с фурнитурой из ПВХ.
5
Изоляция труб
Опубликовано Хорхе Дж. К. 27 января 2022 г.
Отличный товар.
5
Отлично
Размещено Дэном М. 21 января 2022 г.
Изоляция отличного качества. Платить за доставку не идеально, но качество того стоит.
5
Американское качество, каким оно должно быть
Опубликовано Джо С. 11 января 2022 г.
Отличный продукт.
5
Идеально подходит для моих старых паровых труб
Размещено Эриком Б. 23 декабря 2021 г.
Много лет назад сняли старую асбестовую изоляцию и, наконец, дошли руки поставить новую изоляцию. Это был высококачественный материал, простой в установке, с большим количеством ленты для герметизации стыков. Очень счастливый клиент.
5
Изоляция трубы из стекловолокна
Размещено Эваном 17 декабря 2021 г.
Изоляция трубы принудительной горячей воды в гараже. Очень прост в установке и поставляется в отличном состоянии с правильными размерами. Размер диаметра может быть немного больше, чем указано на некоторых из них, но в целом отличное качество.
Я заказал изоляцию для труб на сумму 200,00+, получил дату доставки 12-1 не явился, затем 12-2, не явился, затем 12-3 да, не явился. Отслеживание покупки изоляции продолжает отображаться для доставки, как и ссылка FedEx, которая у них есть, но когда я связался с FedEx напрямую, они сказали, что не получили ее, и у них нет даты, когда она будет доставлена. Итак, я пришел к выводу, что компания Buy Insulation откровенно лгала мне. Если они не свяжутся со мной и не скажут мне правду, я отменю свой заказ.
*Эл, наши онлайн-ссылки для отслеживания берут информацию с сайта FedEx. К сожалению, сроки доставки не зависят от нас, однако я отправил вам электронное письмо с информацией, которую мы получили от FedEx об этой доставке. ~ БИП
Клиенты также просмотрели
Прото/JM
Наконечник из ПВХ под углом 90°
Изоляция паровой трубы из ПВХ под углом 90° Колено используется для изоляции 9Колено трубы 0°
Распродажа:
1,20 доллара США
Прото/JM
ПВХ-оболочка для резки и скручивания с SSL (3 фута)
Белая трубная изоляция из ПВХ, изготовленная из листа ПВХ толщиной 20 мил, скрученного под действием тепла, чтобы он идеально подходил поверх изоляции
Распродажа:
$6,54
Прото/JM
Тройник из ПВХ / крышка клапана
Белый тройник/крышка клапана из ПВХ для придания аккуратного и профессионального вида всем трубам t
Цена:
Распродажа:
2,16 $
Оуэнс Корнинг
Лента ASJ Max
Лента ASJ Max изготовлена из того же материала, что и оболочка нового Owens Corning ASJ Max Fib 9. 0003
Цена:
Распродажа:
$23,50
Как изолировать трубы — Боб Вила
Фото: Shutterstock.com
Если вы хоть что-нибудь знаете об изоляции труб, вы знаете, что она имеет большое значение для предотвращения замерзания труб. Это правда: изоляция труб не позволяет воде в вашей водопроводной системе превращаться в лед и расширяться, что, в свою очередь, приводит к разрыву труб и причинению значительных (и дорогостоящих) повреждений. Но изоляция труб также выполняет несколько гораздо менее значимых ролей в доме. Они не только помогают домовладельцу сэкономить деньги на оплате коммунальных услуг, но и немного облегчают повседневную жизнь.
Минимизация притока и потери тепла
Среди невоспетых преимуществ изоляции труб ее способность минимизировать приток и потери тепла может быть самой важной. Когда вода течет по водопроводным линиям в доме без изоляции труб, горячая вода имеет тенденцию терять тепло, а холодная вода имеет тенденцию нагреваться. Внедрите изоляцию труб, и вы значительно уменьшите эту неизбежную неэффективность. Таким образом, в случае трубы с горячей водой может показаться, что сантехника не теряет тепло, но преимущества вполне реальны: вы получаете более низкие ежемесячные счета за электроэнергию, и вам не нужно ждать. до тех пор, пока горячая вода не достигнет приборов на вашей кухне или в ванных комнатах.
Некоторые работы лучше доверить профессионалам.
Получите бесплатные оценки от лицензированных сантехников рядом с вами без каких-либо обязательств.
Найдите профессионалов сейчас
+
Контроль образования конденсата
Когда поверхности водопроводных труб холоднее окружающего воздуха, изоляция помогает контролировать образование конденсата, который, если его не остановить, будет медленно разъедать трубы и их фитинги, что в конечном итоге приведет к массовый провал. Хотя конденсация может показаться отдаленной проблемой, она вовсе не редкость, особенно когда линии холодной воды соприкасаются с теплым влажным воздухом. Специальная изоляция труб с пароизоляцией предотвращает попадание теплого воздуха в трубы.
Еще одно дополнительное преимущество изоляции труб: она защищает не только трубы, но и людей — от травм, которые могут быть вызваны контактом с очень горячими или очень холодными трубами.
Фото: Supplyhouse.com
Выбор изоляции
Существует несколько типов изоляции труб, каждый из которых изготовлен из разного материала и обладает разной степенью изоляции. Некоторые из них больше подходят для систем с горячей водой, в то время как другие включают в себя пароизоляцию, необходимую для контроля образования конденсата вдоль линии подачи холодной воды. Основные варианты включают в себя:
Обычная изоляция из пеноматериала: Сбоку имеется прорезь, позволяющая легко надевать ее на существующие трубы. Как только он будет на месте, рекомендуется закрыть щели скотчем, чтобы улучшить изолирующие свойства продукта.
Самоуплотняющаяся пеноизоляция: В отличие от обычной пеноизоляции для труб, самоуплотняющаяся разновидность имеет клей вдоль щели. Снимите ленту, прижмите клейкие полоски друг к другу, и все готово.
Изоляция из напыляемой пены: Изоляция труб из напыляемой пены, обычно устанавливаемая профессионалами, оснащенными герметичными контейнерами, превосходно подходит там, где между водопроводными трубами и наружными стенами мало места.
Крышки для труб из стекловолокна: Этот тип навесной жесткой изоляции из стекловолокна с бумажным покрытием чаще всего используется там, где температура трубы необычно высока, поскольку стекловолокно довольно хорошо сопротивляется нагреву.
Работа с асбестом
Даже сегодня в некоторых старых домах используется изоляция труб, содержащая асбест. В частности, если его потревожить и его тонкие волокна попадают в воздух, изоляция труб, содержащая асбест, может представлять серьезную опасность для здоровья. Асбестовую изоляцию не всегда легко идентифицировать, говорит Дэн О’Брайан, технический специалист SupplyHouse. com, интернет-магазина сантехники, отопления и ОВКВ. «Изоляция асбестовых труб имеет характерный гофрированный вид, — говорит он. «И если вы подозреваете, что у вас может быть асбест в ваших трубах или где-либо еще в вашем доме, обязательно обратитесь к профессионалу для его удаления».
Реклама
Затраты и выгоды
Является ли изоляция труб плохой идеей? «Единственный случай, который я могу придумать, когда изоляция труб была бы плохой идеей, — говорит О’Брайан, — это контуры лучистого отопления или охлаждения, где изоляция будет активно работать против конструкции системы». Таким образом, во всех случаях, кроме нескольких, установка изоляции труб обеспечивает экономию энергии и душевное спокойствие, но перевешивает ли выгода затраты? Это может зависеть от того, нанимаете ли вы подрядчика или нет. Самостоятельное выполнение работы — обычно с этим несложно — склоняет баланс в вашу пользу, а в зависимости от того, где вы живете, может быть, стоит или не стоит нанимать помощников.
Пескоструйная обработка металла | Особенности технологии
История технологии пескоструйной обработки металла
Пескоструйная обработка металла — это технология механической очистки, получаемой в результате воздействия абразивных материалов на металлическую поверхность (субстрат). Энергию абразивным частицам задает поток сжатого воздуха, и далее воздушно-абразивная смесь подается на обрабатываемую поверхность.
Само название «пескоструйная очистка» пришло к нам из английского языка от sand blasting. Автором изобретения является Бенджамин Чу Тилгман, который в 1870 году запатентовал эту технологию в США. В современной технической литературе в настоящее время чаще употребляется термин абразивоструйная обработка (abrasive blasting), так как с конца 19 века количество используемых в методике абразивов значительно выросло, а сам песок по ряду причин в большинстве развитых стран запрещен к использованию.
В различных источниках встречаются и другие названия этой технологии, например, абразивоструйная очистка, абразивно струйная обработка, дробеструйная обработка, пескоструй металла, пескоструйка металла и др. , — все это не что иное, как один метод подготовки поверхностей, при котором воздушно-абразивная смесь под давлением распыляется на субстрат, а частицы абразива передают кинетическую энергию поверхности и находящимся на ней веществам.
Целью пескоструйной обработки металла является удаление продуктов коррозии, прокатной окалины, нагара, формовочных масс на литье, старых покрытий и загрязнений различных типов, а также получение характерной шероховатости, улучшающей адгезию (сцепление подложки с наносимыми защитными покрытиями).
Существует распространенное заблуждение, что пескоструйная очистка металла обезжиривает поверхность. На самом деле, очистка заранее необезжиренного металла приводит только к негативным последствиям: микрочастицы жиров «забиваются» абразивом глубоко в профиль и негативно влияют на адгезию защитных покрытий, снижая качество выполненных работ и срок службы.
Преимущества технологии
Пескоструйная обработка — наиболее предпочтительный метод очистки металла и подготовки к нанесению защитных покрытий. Это связано с рядом преимуществ данного метода, таких как: экономичность, высокая скорость и качество очистки.
К тому же, получаемая в результате обработки шероховатость поверхности увеличивает площадь взаимодействия металла и защитного покрытия и улучшает адгезию на физическом и химическом уровне.
Многочисленные исследования, проводимые во всем мире, давно подтвердили тот факт, что срок службы защитных покрытий в большей степени зависит от качества подготовки поверхности, чем от качества наносимого покрытия и способа его нанесения.
Ведущие мировые и отечественные производители лакокрасочных материалов также рекомендуют подготавливать металлическую поверхность перед окраской пескоструйным методом.
Высокую популярность пескоструйная обработка металла получила вследствие широкого применения стали как основного конструкционного материала подверженного в процессе эксплуатации различным видам коррозии.
Мобильность пескоструйного оборудования и невысокая сложность применения позволяют использовать метод практически повсеместно, включая высотные и подземные работы, а также географическую удаленность объектов.
Появившиеся в последнее время высококачественные абразивы и технологии их сбора и очистки для повторного применения сделали метод еще более экономичным и снизили экологическую нагрузку на окружающую среду.
Оборудование для пескоструйной обработки металла
Пескоструйное оборудование бывает мобильным и стационарным, а по технологии формирования абразивоструйной струи делится на напорное и эжекционное.
К мобильному оборудованию обычно относят передвижные пескоструйные аппараты и ручные эжекторные пескоструйные пистолеты. К стационарным системам относят крупные установки на несколько рабочих постов или пескоструйные камеры.
Напорное пескоструйное оборудование
В пескоструйном оборудовании напорного типа подача абразива регулируется дозирующим клапаном, в который абразив поступает из герметичной ёмкости, находящейся под давлением, и, смешиваясь со струей сжатого воздуха, подаётся по пескоструйному рукаву (шлангу) к соплу, в котором струя ускоряется и на выходе из него распыляется на поверхность.
Такой тип оборудования при правильной компоновке отличается высокой производительностью и экономичностью, так как позволяет эффективно настроить подачу абразива и сформировать большой объем воздушно-абразивной смеси под высоким давлением. Напорное пескоструйное оборудование потребляет большое количество сжатого воздуха, за счет которого отчасти и достигается высокая производительность. Обычно расход воздуха составляет от 2 до 20 куб.м/мин при давлении от 5 до 12 бар.
Напорный аппарат для пескоструйной обработки металла рекомендуется использовать при больших объемах работ, для оснащения обитаемых камер очистки, для очистки металла от старых толстослойных покрытий и прокатной окалины.
Эжекционное пескоструйное оборудование
Обычно эжекционное оборудование представлено в виде пескоструйных пистолетов и необитаемых пескоструйных камер.
Разряжение, возникающиее в эжекторе, позволяет через всасывающий рукав подавать абразивный материал в зону контакта со струей сжатого воздуха, где и формируется воздушно-абразивная смесь.
Производительность эжекционного пескоструйного оборудования при равном обеспечении сжатым воздухом и использовании одинаковых абразивов уступает напорным установкам. Но в некоторых условиях использование такого вида оборудования более целесообразно, например, эжекционный пескоструйный пистолет, благодаря мобильности и небольшому весу, позволяет более эффективно выполнять работы на высоте или в ограниченных пространствах. В таких случаях производительность эжекционного пескоструйного оборудования может даже превосходить установки напорного типа.
Эжекционные пескоструйные камеры предназначены для обработки небольших деталей при низкой загруженности производства или непостоянных работах.
Особенностью технологии является более «щадящая» обработка поверхностей, что в ряде случаев также является основным критерием выбора оборудования. Требования к обеспечению сжатым воздухом у такого оборудования существенно ниже, чем у напорных аппаратов.
Беспылевые пескоструйные аппараты
Беспылевое пескоструйное оборудование обладает рядом преимуществ по сравнению с обычными эжекционными и напорными аппаратами открытой очистки.
Суть технологии заключается в подаче воздушно-абразивной струи на поверхность и одновременном параллельном заборе вакуумной системой отработанного абразива, его очистки от заргязнений и сбора для повторного использования.
Замкнутая цикл движения абразива в таких аппаратах позволяет использовать абразивные материалы с высокой оборачиваемостью, что приводит к снижению расходов на очистку. Практически полностью исчезает необходимость сбора отработанного абразива на участке очистки, а отсутствие пыли в зоне работ дает возможность использовать беспылевые пескоструйные установки в местах нахождения людей без специальных средств защиты, например, в населенных пунктах, в жилых и производственных помещениях.
Повышение эффективности
Эффективность пескоструйной обработки металла напрямую зависит от технически грамотной компоновки оборудования и оснастки, правильного подбора абразивного материала, соответствующего поставленным задачам, достаточного обеспечения комплекса подготовленным сжатым воздухом, а также в большой степени от профессиональной подготовки работающего персонала.
К сожалению, зачастую уделяется слишком мало внимания обучению и повышению квалификации сотрудников. Такая экономия приводит лишь к ухудшению качества очистки, снижению производительности труда и увеличению расходов.
Выбирая абразивы и оборудование для пескоструйной обработки металла, часто допускают распространенную ошибку, рассматривая в качестве основного критерия цену, а не технические возможности оборудования и соответствие абразивов стоящим задачам. В большинстве случаев такой выбор приводит к повышению расходов на очистку, снижению качества подготовки поверхности и производительности труда, а планируемая экономия превращается в реальные финансовые потери.
Основным показателем, на который стоит ориентироваться при подборе оборудования и абразивов, является не их цена, а себестоимость очистки единицы площади и возможность выполнить работы с заданным качеством в определенный срок.
Повышение эффективности, а как следствие и конкурентоспособности на рынке услуг пескоструйной очистки металла стоит искать именно в снижении себестоимости работ, повышении профессиональных компетенций персонала и производительности труда.
Действия, направленные на повышение эффективности пескоструйной обработки металла, дают очень быстрый экономический эффект в виде снижения расходов на проведение работ и увеличения прибыли предприятий.
Выводы
Если вы ищете подходящий способ очистки металла или подготовки перед окрашиванием, то пескоструйная обработка в большинстве случаев будет оптимальной. Благодаря высокой производительности и экономичности, пескоструйная обработка металла многие годы остается наиболее популярным методом очистки и подготовки перед нанесением защитных покрытий.
С развитием технологий совершенствуется ручной инструмент и появляются новые виды оборудования для очистки металлических поверхностей, возможно некоторые из них в будущем займут свою нишу и смогут конкурировать с пескоструйной очисткой. Однако, не стоит на месте и сама пескоструйная технология: появляются новые и совершенствуются старые технологические решения, позволяющие увеличивать производительность труда и повышать экономичность и уровень безопасности оборудования. Широкий выбор современных абразивов дает возможность подобрать оптимальные материалы для самых разнообразных задач.
Не забывайте о том, что эффективность и экономический результат вашей работы будут напрямую зависеть от правильного выбора оборудования, его компоновки, подбора соответствующего задачам абразива и профессиональной подготовки персонала.
Технология пескоструйной обработки металла — достоинства и недостатки, выбор оборудования
Содержание:
Достоинства и недостатки пескоструйной обработки металла Технология пескоструйной обработки металла Устройство пескоструйного оборудования Что влияет на качество пескоструйной очистки
Пескоструйная обработка металла делает его шероховатым. На поверхность подается под давлением абразив – например, песок. Абразивный поток зачищает поверхность и одновременно придает ей фактуру. Однако состояние металла после обработки напрямую зависит от качества абразива и его грамотного выбора, а также настройки пескоструйного оборудования.
Для чего применяется пескоструйная обработка металла
Очистка от окалины, ржавчины, старого лакокрасочного покрытия, пыли и грязи.
Создание шероховатой фактуры для декора, например, для искусственного старения дерева или матирования стекла;
Удаление старых декоративных покрытий с фасадов зданий перед началом реставрации.
Обезжиривание поверхности перед нанесением покрытия.
Достоинства и недостатки пескоструйной обработки металла
Один из основных плюсов технологии – она обеспечивает качественное сцепление лакокрасочного покрытия с металлом. Благодаря этому краска служит долго, хорошо защищает поверхность от коррозии. Высокое качество сцепления обеспечивается несколькими факторами: обезжиривание поверхности, ее доскональная очистка, а также слегка шероховатая после обработки абразивом фактура.
Второй плюс – оборудование для пескоструйной обработки может работать в полевых условиях. Поэтому очищать металлические детали и конструкции можно не только в специально оборудованном помещении, но и на временной площадке. Благодаря этой особенности технология востребована в строительстве.
Наконец, технология универсальная. Она позволяет работать не только с самыми разными сплавами металла, но и с другими материалами вроде древесины и бетона.
Однако у пескоструйной обработки есть и минусы. Среди них – необходимость использовать большое количество абразива. Обычно его количество измеряется тоннами. Это делает технологию затратной и энергоемкой. К тому же специалисты, выполняющие пескоструйную обработку, сталкиваются с повышенными рисками для здоровья. В воздухе может образовываться взвесь мелкого абразива, которая попадает в легкие. Из-за этого профессии, связанные с пескоструем, относят к категории вредных.
Технология пескоструйной обработки металла
Пескоструйный аппарат ускоряет абразивные частицы за счет энергии сжатого воздуха. Система пескоструйной обработки состоит из трех основных компонентов:
аппарат;
компрессор;
абразив.
Задача компрессора – создавать давление воздуха, которое будет перемещать абразивные частицы. Абразив засыпают в аппарат, который подает его в воздушный поток при помощи дозирующего клапана. Воздушную струю можно отрегулировать, как и диаметр частиц. Воздушно-песчаная взвесь, которая направлена на металл, создает сильное давление, поэтому обрабатываемую поверхность необходимо надежно закрепить.
В основе технологии – кинетическая энергия, которая выделяется под действием ускоренных абразивных частиц. Искусственно созданное облако абразивной пыли способно вычистить даже такие детали конструкций, до которых невозможно добраться вручную. Чаще всего в качестве абразива используют песок, но это может быть также металлическая дробь, измельченный шлак и даже электрокорунды.
Устройство пескоструйного оборудования
Модели аппаратов для пескоструйной очистки конструктивно различаются между собой, но все они предусматривают такие элементы:
шланг для сжатого воздуха;
резервуар для абразива;
генератор давления;
распылитель.
Эти элементы могут быть скомпонованы по разным схемам. Например, компрессор создает давление, которое направляется в резервуар. Там формируется облако абразивных частиц, которое подается на поверхность. Такая компоновка характерна для инжекторного способа обработки. Но есть также напорный способ. Он предполагает, что давление создается непосредственно в емкости с абразивом.
Пескоструйные аппараты могут быть мобильными и стационарными. Мобильные устройства рассчитаны на обработку металла в полевых условиях, но они не могут похвастать высокой скоростью. Зато специалистам, которые работают с этим оборудованием, для защиты органов дыхания достаточно обычной маски. Стационарные модели более мощные, но они требуют помещения в особую камеру.
Что влияет на качество пескоструйной очистки
Качество обработки напрямую зависит от того, насколько эффективно движется воздушный поток из компрессора на металл. Единственная помеха на пути воздуха может существенно снизить качество обработки. Задача пескоструйного аппарата заключается именно в том, чтобы дозировать количество абразива в потоке воздуха, не создавая ему преград. Воздушный поток не может проходить через фитинги меньшего диаметра так же свободно и с той же силой, что через фитинги большого диаметра. Поэтому производители техники и те, кто ее обслуживает, уделяют самое пристальное внимание диаметру каждого элемента пескоструйного аппарата.
Не меньшее значение для качества обработки имеет абразив. Он может обладать разной формой, размером и твердостью. Эти характеристики подбирают исходя из свойств материала, который необходимо обрабатывать, а также задачи воздействия. Если ошибиться с выбором абразива, может неоправданно увеличиться стоимость обработки. Также не исключено повреждение поверхности, которое потребует повторной дорогостоящей обработки.
Пескоструйная обработки начинается с подготовки поверхности. Ее осматривают на наличие дефектов и сварных швов, которые предварительно корректируют и зачищают. Ненужные материалы с поверхности удаляют. Только после этого переходят непосредственно к очистке металла, его отделке и дробеструйному упрочнению.
При помощи пескоструйной обработки можно улучшить внешний вид металла, удалить с него окалину, загрязняющие вещества и заусеницы. На мягких металлах при помощи этой технологии также создают рельеф. Промышленные предприятия, которые занимаются закалкой металла, используют пескоструйную обработку для удаления выцветших участков, пятен и следов инструментов.
Пескоструйная очистка широко используется во многих отраслях промышленности, поэтому перечислять их все здесь бессмысленно. В Laserax мы твердо верим, что для многих применений, особенно тех, которые повторяются и требуют локального удаления загрязнений, преимущества лазерной очистки сделают пескоструйную очистку устаревшей.
Свяжитесь со специалистом по лазерной технике
Что такое пескоструйная обработка?
Пескоструйная или абразивно-струйная обработка – это обработка материала, которая возникает в результате движения абразивного материала под высоким давлением к поверхности. Абразивный материал приводится в движение сжатым воздухом или водой. (1) Он может служить различным целям; однако наиболее популярным его применением является удаление поверхностных загрязнений. Ржавчина, различные оксиды, масло, жир и краска обычно удаляются пескоструйной очисткой.
Рис. 1. Типичная дробеструйная камера внутри (2)
Недостатки пескоструйной обработки
Затраты могут стать непомерно высокими для больших установок
Абразивные материалы необходимо перерабатывать и время от времени заменять
Средства индивидуальной защиты (СИЗ) для крупной пескоструйной установки громоздки
Сложно автоматизировать
Преимущества пескоструйной обработки
Лазерная очистка как альтернатива пескоструйной очистке
Лазерная очистка может служить той же цели, что и пескоструйная: удаление ржавчины, различных оксидов, масла, жира и краски. Тем не менее, он использует лазерную абляцию для удаления загрязняющих веществ практически без воздействия на основной материал.
Лазерная абляция испаряет загрязняющие вещества путем испускания коротких импульсов высокой энергии на очень маленькие поверхности. Передаваемая мощность повышает температуру загрязняющих веществ до такой степени, что они испаряются.
Так получилось, что для испарения загрязнителей обычно требуется меньше энергии на единицу поверхности, чем для поверхности, на которой они находятся. Минимальная интенсивность, необходимая для воздействия на материал, называется порогом абляции.
Рисунок 2. Иллюстрация лазерной очистки
Если интенсивность лазера выше порога абляции материала, это окажет воздействие на материал. В противном случае с материалом ничего не происходит, кроме небольшого локального повышения температуры. Это верно, даже если вы несколько раз проходите по материалу с интенсивностью ниже порога абляции.
Управление лазерной безопасностью
Что касается безопасности, Laserax специализируется на автоматизированных промышленных лазерных решениях, в которых используются защитные кожухи класса 1. Эти корпуса предотвращают воздействие вредных лазерных лучей. Они служат той же цели, что и камеры дробеструйной очистки, показанные на изображениях выше. Поскольку рабочие не подвергаются воздействию вредных лазерных лучей, нет необходимости в средствах индивидуальной защиты (СИЗ), специальной подготовке и других мерах контроля пользователей.
Демонстрация лазерной очистки
Посмотреть подборку лазерной чистки. В следующем видео вы увидите, как лазеры Laserax удаляют ржавчину на стали и очищают пятна от нагрева на сварном шве из нержавеющей стали. Видео также иллюстрирует способность наших лазерных систем управлять сложными поверхностями (круглыми, наклонными и V-образными). Нажмите на изображение ниже, чтобы запустить видео, демонстрирующее системы лазерной очистки Laserax.
Видео 1 – Подборка лазерной чистки
Недостатки лазерной чистки
Преимущества лазерной очистки
Легко автоматизировать
Высокая повторяемость и воспроизводимость
Не требует расходных материалов
Для большинства применений не требуются СИЗ и обучение
Можно воздействовать на очень ограниченную область без тейпирования
Ассортимент портативных, ручных и автоматизированных решений
Связаться со специалистом по лазерам
Laserax Машины для лазерной очистки
Модульные решения для лазерной очистки для промышленного применения
Компания Laserax разработала машины для лазерной очистки, которые требуют от пользователя минимальных усилий. Наши автоматизированные решения для лазерной очистки не требуют обучения и средств индивидуальной защиты. Эти решения построены с использованием модульного подхода. Они состоят из лазера, опций и корпусов. Такой подход снижает цену и риски, обычно связанные с высокоадаптированными лазерными системами. Получите беззаботные решения, разработанные и установленные командой экспертов по лазерным технологиям Laserax.
Видео 2. Модульный подход Laserax
TM
Лазерная очистка на месте для ремонта и технического обслуживания
Laserax также предлагает портативную систему лазерной очистки. Он обеспечивает беспрецедентную гибкость для различных операций лазерной очистки на месте. Он идеально подходит для технического обслуживания и ремонта. Особенно в местах с контролируемым доступом.
Посмотрите видео-демонстрацию портативной системы лазерной очистки Laserax . На нем показана наша эргономичная система лазерной очистки, удаляющая ржавчину, окисление, краску и другие подобные загрязнения.
Заключение
Для небольших партий деталей, которые могут поместиться в камеру для пескоструйной обработки, лазерная очистка может оказаться экономически более сложной. Тем не менее, для повторяющихся промышленных деталей любого размера преимущества лазерной очистки перевешивают первоначальные капиталовложения.
Способность Laserax комбинировать испытанные в полевых условиях модули для предоставления автоматизированных решений, адаптированных к вашим потребностям, по привлекательной цене делает ее предпочтительным поставщиком систем лазерной очистки.
Свяжитесь с нашими экспертами по лазерным технологиям для получения дополнительной информации о наших предложениях.
Свяжитесь со специалистом по лазерам
Каталожные номера:
1- Абразивоструйная очистка. (2018, 13 ноября). Получено 28 ноября 2018 г. с https://en.wikipedia.org/wiki/Abrasive_blasting 2- «Painel de Harvard Mk II» Рикардо Рейса, используемого по лицензии CC BY-SA 2.0
Пескоструйное оборудование, переработчик растворителей, краска Камера для мойки и мойки деталей
Оборудование для пескоструйной обработки, установка для повторного использования растворителей, покрасочная камера и моечная машина для деталей | ИСТ
Категории продуктов
Мы предлагаем широкий спектр оборудования, предназначенного для оптимизации ваших производственных процессов, включая пескоструйную и дробеструйную очистку, покраску, сбор и фильтрацию пыли, переработку растворителей и промывку деталей.
Пескоструйное оборудование
Ручная пескоструйная обработка и автоматизированные системы отделки
Подробнее
Системы сбора пыли
Системы сбора пыли и фильтрации, вытяжные столы, системы аспирации с воздушной стенкой
Подробнее
Дробеструйное оборудование
Промышленные дробеструйные аппараты на базе передовых и самых современных дробеструйных колес
Подробнее
Системы дистилляции растворителя
Дистилляторы растворителя, системы периодического действия, системы непрерывного потока, дистилляционные колонны
Подробнее
Промышленные моечные машины
Шкафы для ручной мойки, автоматические мойки деталей, баки для ультразвуковой очистки
Подробнее
Оборудование для распыления
Покрасочные камеры, камеры для нанесения порошкового покрытия, AMU, печи для отверждения и техническое обслуживание оборудования для распыления
Подробнее
Запчасти и аксессуары
Посетите наш интернет-магазин, чтобы приобрести запасные части, расходные материалы, защитное оборудование и абразивные материалы для вашего оборудования.
Посетите наш интернет-магазин
Новости
Будьте в курсе последних разработок компании IST и происходящих в отрасли подготовки поверхности.
IST в Fabtech Canada – 14-16 июня 2022
Подробнее
Дробеструйная установка для ядерных отходов установлена в Северной Каролине
Подробнее
ИСТ становится агентом по производству Гостол ТСТ
Подробнее
Больше новостей
Отрасли, которые мы обслуживаем
IST обслуживает широкий спектр отраслей, от OEM-производителей, работающих в строго контролируемой производственной среде, до вторичных рынков и ремонтных мастерских, которые ищут экономически эффективное решение для расширения своего бизнеса. Наша впечатляющая линейка оборудования может удовлетворить различные промышленные потребности и соответствовать самым высоким стандартам качества, необходимым для передовых операций по подготовке поверхности.


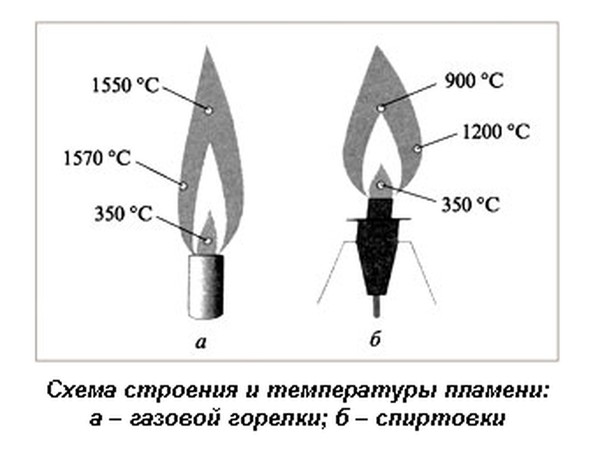

 Его зоны не так четко видны, как у свечки.
Его зоны не так четко видны, как у свечки. Так, горение некоторых элементов приводит к изменению цвета огня в горелке. Отличия в окрашивании факела связаны с расположением элементов в разных группах системы периодической.
Так, горение некоторых элементов приводит к изменению цвета огня в горелке. Отличия в окрашивании факела связаны с расположением элементов в разных группах системы периодической.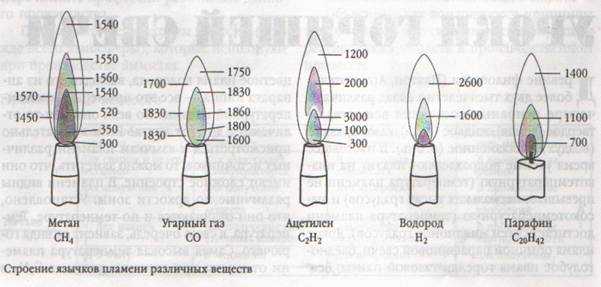
 Она самая горячая и располагается вверху. В ней топливные частицы подвергаются полному сгоранию. А наличие в кислородного избытка и горючего недостатка приводит к интенсивному процессу окисления. Этой особенностью следует пользоваться при нагревании предметов над горелкой. Именно поэтому вещество погружают в верхнюю часть пламени. Такое горение протекает намного быстрее.
Она самая горячая и располагается вверху. В ней топливные частицы подвергаются полному сгоранию. А наличие в кислородного избытка и горючего недостатка приводит к интенсивному процессу окисления. Этой особенностью следует пользоваться при нагревании предметов над горелкой. Именно поэтому вещество погружают в верхнюю часть пламени. Такое горение протекает намного быстрее.
 Для этой реакции необходимо 1,5 моля кислорода. При суммировании O2 получается, что 2,5 моль затрачивается на 1 моль HCCH. А так как на практике трудно найти идеально чистый кислород (часто он имеет небольшое загрязнение примесями), то соотношение O2 к HCCH будет 1,10 к 1,20.
Для этой реакции необходимо 1,5 моля кислорода. При суммировании O2 получается, что 2,5 моль затрачивается на 1 моль HCCH. А так как на практике трудно найти идеально чистый кислород (часто он имеет небольшое загрязнение примесями), то соотношение O2 к HCCH будет 1,10 к 1,20.
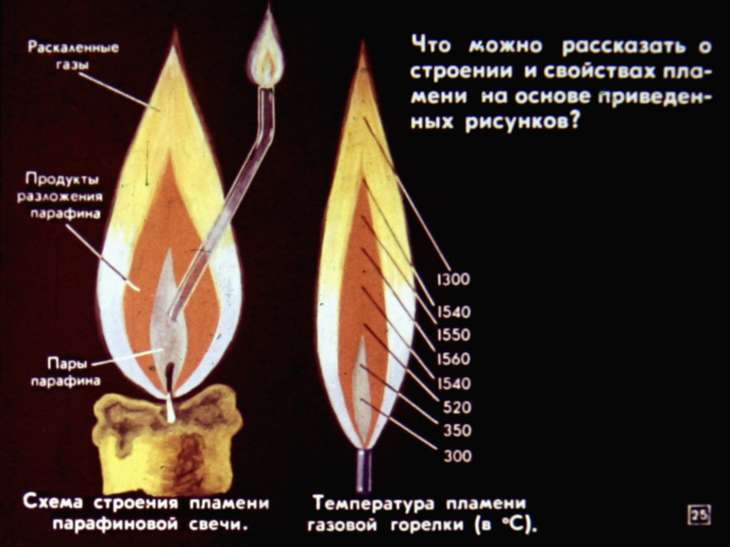 Пламя горения спирта имеет температуру не более 900 °С.
Пламя горения спирта имеет температуру не более 900 °С.
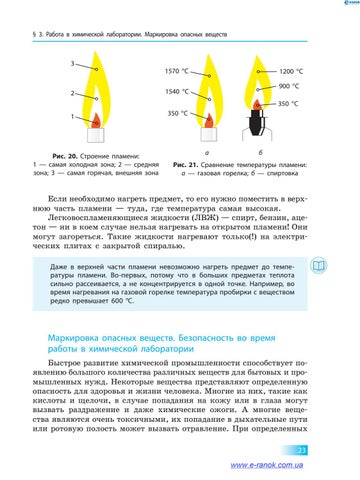 В верхней части резервуара посредством резьбового
В верхней части резервуара посредством резьбового

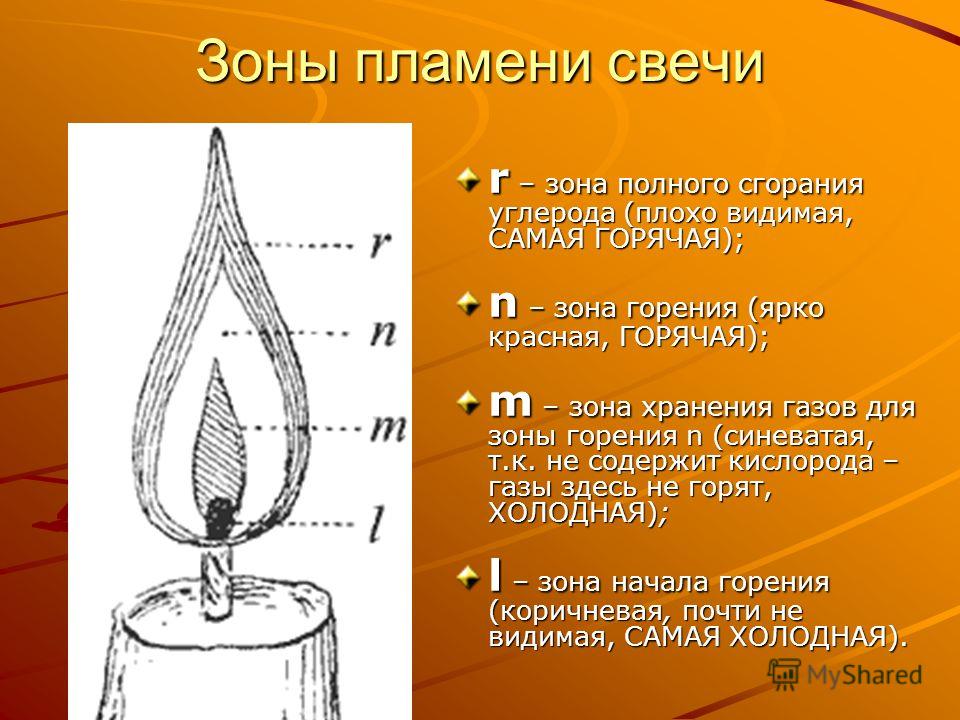
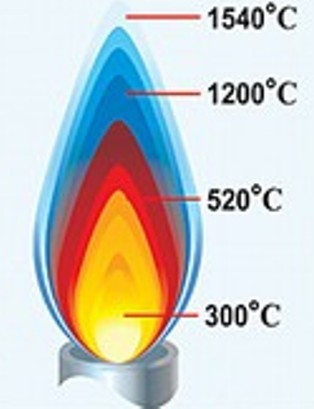 погода, подвергание его воздействию солнца, вызывающего усиление света через бутылку, и особенно нахождение рядом с открытым огнем во время курения в транспортном средстве или приготовления пищи на гриле во время выходных — может привести к катастрофе».
погода, подвергание его воздействию солнца, вызывающего усиление света через бутылку, и особенно нахождение рядом с открытым огнем во время курения в транспортном средстве или приготовления пищи на гриле во время выходных — может привести к катастрофе».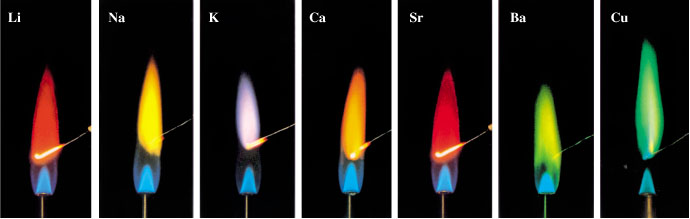 Температура воспламенения спирта в дезинфицирующем средстве составляет от 680 до 700 градусов. Температура воспламенения вещества – это наименьшая температура, при которой вещество начинает гореть. Для сравнения, бумага горит при температуре 451 градус по Фаренгейту, а пламя бутановой зажигалки сгорает при температуре около 3000 градусов. Итак, без присутствия пламени не может быть огня. Исследования показывают, что температура автомобиля под палящим летним солнцем не превышает 200 градусов по Фаренгейту. Поэтому риск взрыва при оставлении ABHS в нагретой машине очень маловероятен и не является серьезной причиной для беспокойства.
Температура воспламенения спирта в дезинфицирующем средстве составляет от 680 до 700 градусов. Температура воспламенения вещества – это наименьшая температура, при которой вещество начинает гореть. Для сравнения, бумага горит при температуре 451 градус по Фаренгейту, а пламя бутановой зажигалки сгорает при температуре около 3000 градусов. Итак, без присутствия пламени не может быть огня. Исследования показывают, что температура автомобиля под палящим летним солнцем не превышает 200 градусов по Фаренгейту. Поэтому риск взрыва при оставлении ABHS в нагретой машине очень маловероятен и не является серьезной причиной для беспокойства.
 Для деформируемых бронз цифры пишут в конце маркировки в том же порядке, что и буквы.
Для деформируемых бронз цифры пишут в конце маркировки в том же порядке, что и буквы.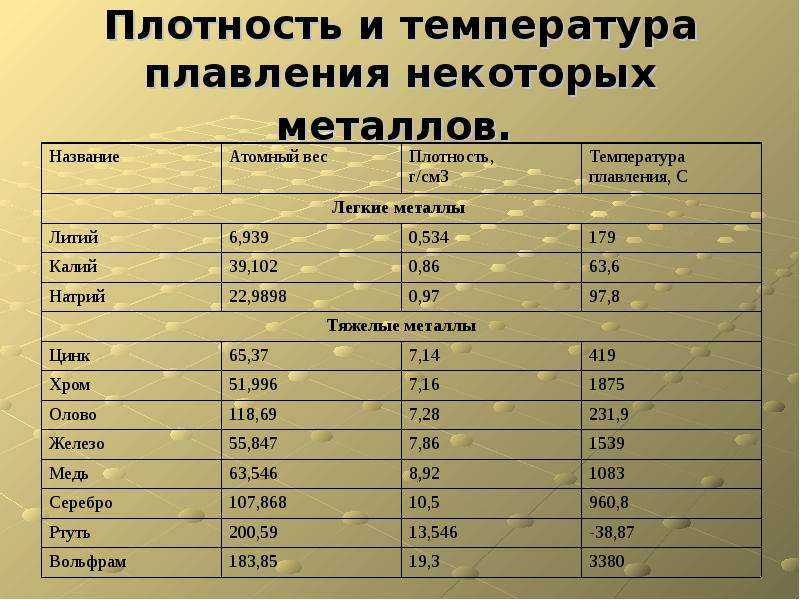 Это для небольших вещей, например, мелкого художественного литья. Для крупных деталей понадобится гараж или ангар.
Это для небольших вещей, например, мелкого художественного литья. Для крупных деталей понадобится гараж или ангар.



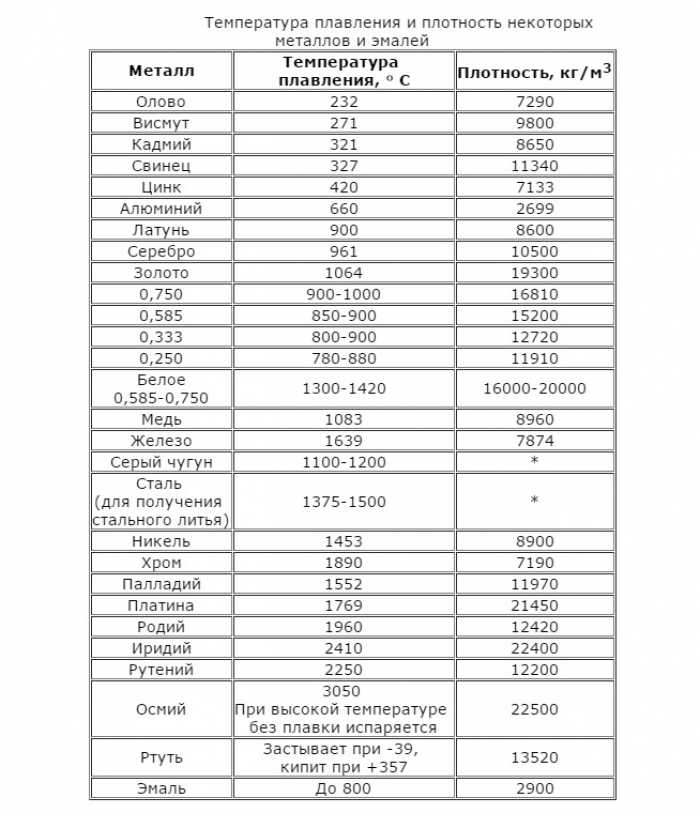

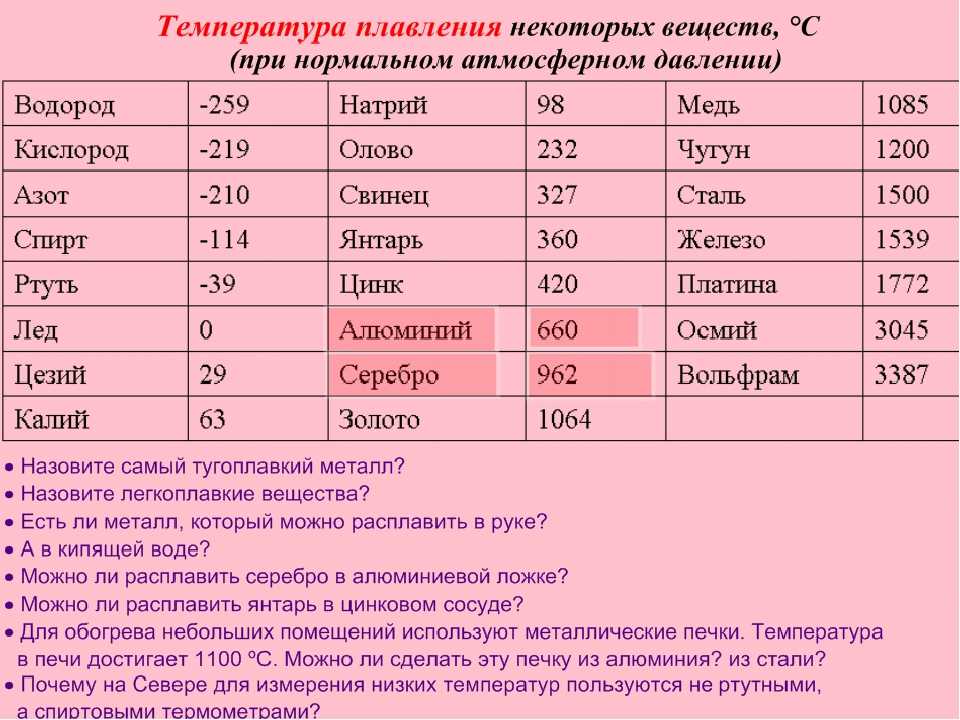 Большинство любителей не знает, что литье бронзовых изделий производится и в домашних условиях, главное — соблюдать технологию и обеспечить необходимые условия для протекания процесса.
Большинство любителей не знает, что литье бронзовых изделий производится и в домашних условиях, главное — соблюдать технологию и обеспечить необходимые условия для протекания процесса. Вместо олова присутствуют другие материалы (бериллий, алюминий и т. д.).
Вместо олова присутствуют другие материалы (бериллий, алюминий и т. д.). В 3-м тысячелетии до н. э. мастера активно применяли медь для самых разных целей. Некоторые сорта руды содержали незначительный процент олова. При обработке данного материала люди заметили, что такая медь более плотная и твердая, чем обычная. Таким образом, это стало зарождением нового исторического и культурного периода, который известен сейчас как «эпоха бронзы». Дальнейшие исследования привели к тому, что было открыто олово, которое начали специально добавлять в медь для получения качественного сплава для изготовления инструментов и украшений.
В 3-м тысячелетии до н. э. мастера активно применяли медь для самых разных целей. Некоторые сорта руды содержали незначительный процент олова. При обработке данного материала люди заметили, что такая медь более плотная и твердая, чем обычная. Таким образом, это стало зарождением нового исторического и культурного периода, который известен сейчас как «эпоха бронзы». Дальнейшие исследования привели к тому, что было открыто олово, которое начали специально добавлять в медь для получения качественного сплава для изготовления инструментов и украшений.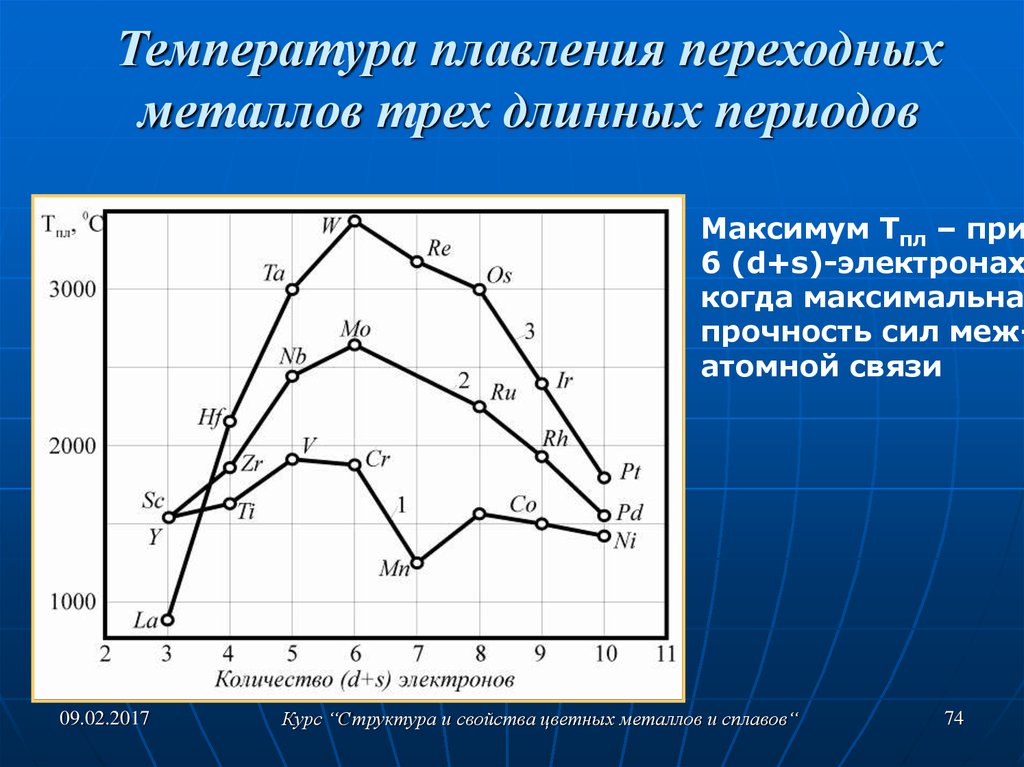 Например, в составе сплава марки БрО3Ц12С5 содержатся олово, цинк и свинец.
Например, в составе сплава марки БрО3Ц12С5 содержатся олово, цинк и свинец.

 Только так можно предотвратить несчастные случаи и травматизм.
Только так можно предотвратить несчастные случаи и травматизм.

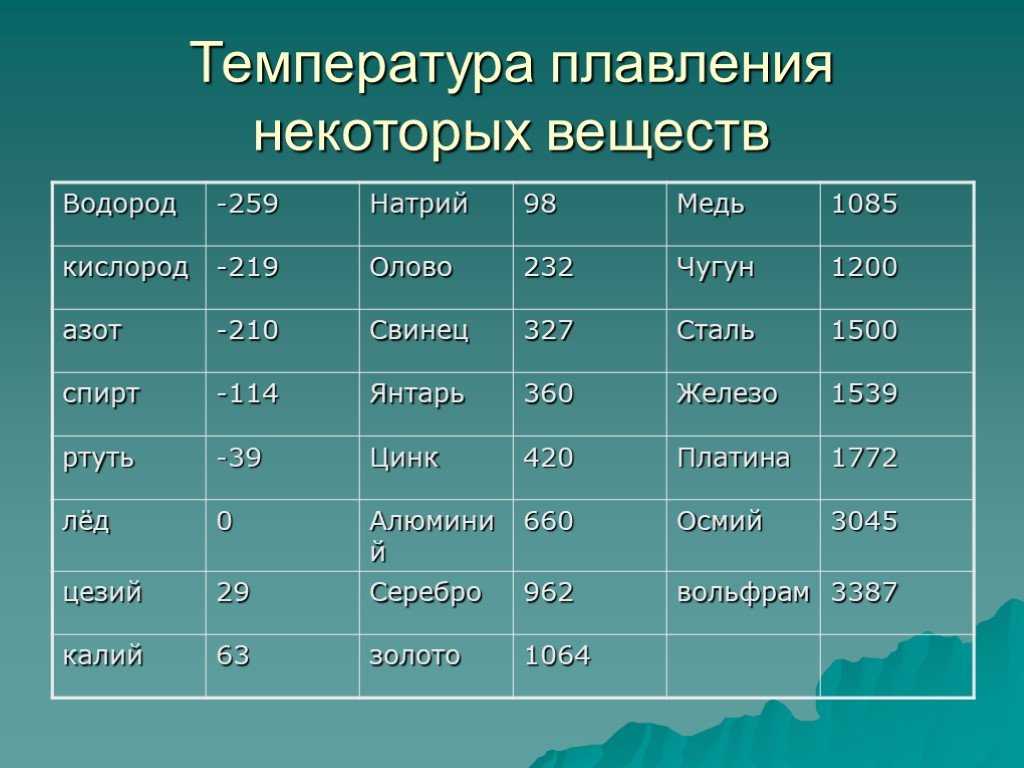

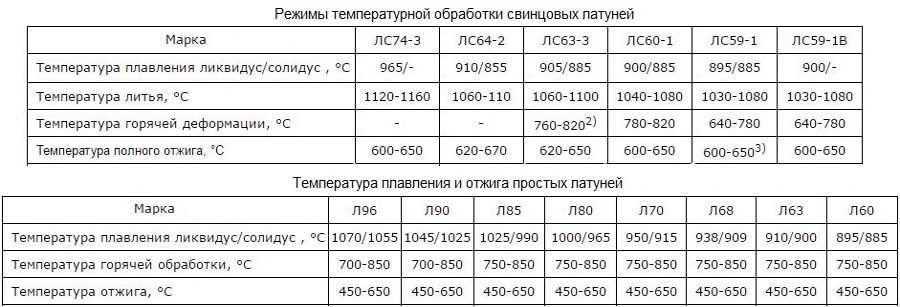
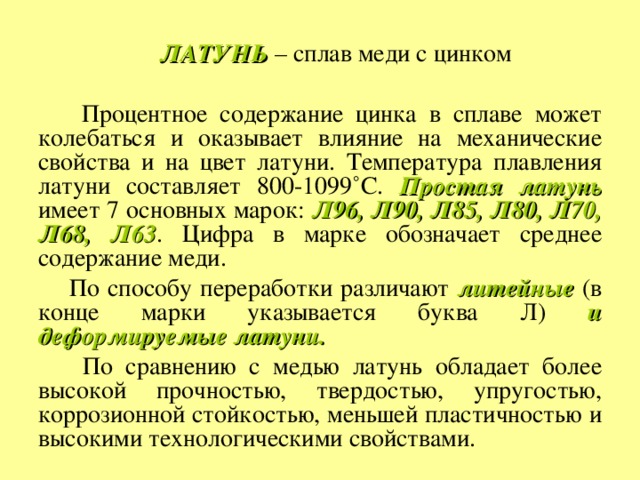 В прошлом бронза использовалась для изготовления различных орудий, украшений, оружия и скульптур, а в настоящее время к данному сплаву добавляют другие металлы для получения особых характеристик. Благодаря этому алюминиевая бронза используется при изготовлении различных деталей трубопроводов и самолетов, кремниевая – в мореходстве, а фосфорная – для различных пружин и деталей электротехнического оборудования.
В прошлом бронза использовалась для изготовления различных орудий, украшений, оружия и скульптур, а в настоящее время к данному сплаву добавляют другие металлы для получения особых характеристик. Благодаря этому алюминиевая бронза используется при изготовлении различных деталей трубопроводов и самолетов, кремниевая – в мореходстве, а фосфорная – для различных пружин и деталей электротехнического оборудования.
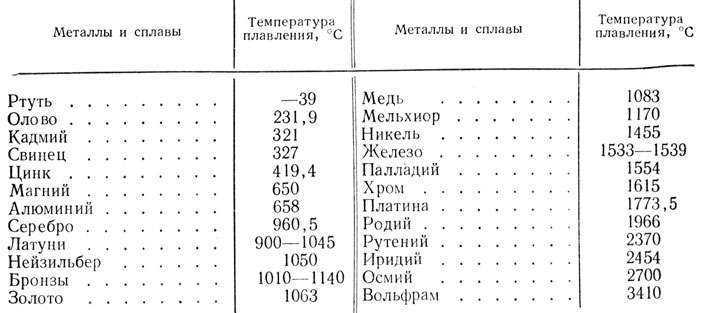 Поэтому свое название элемент носит в честь упомянутого острова. Добыча и производство элемента подействовали на историю развития острова и его экономическое положение.
Поэтому свое название элемент носит в честь упомянутого острова. Добыча и производство элемента подействовали на историю развития острова и его экономическое положение. Предусмотренные в ГОСТ и ТУ допуски по толщине стенки, высоте профиля и длине трубы, в совокупности, предусматривают возможность отклонения веса погонного метра от теоретической расчетной величины. Такое отклонение может составлять до 12%, однако опыт показывает, что обычно эта величина не превышает следующих величин:
Предусмотренные в ГОСТ и ТУ допуски по толщине стенки, высоте профиля и длине трубы, в совокупности, предусматривают возможность отклонения веса погонного метра от теоретической расчетной величины. Такое отклонение может составлять до 12%, однако опыт показывает, что обычно эта величина не превышает следующих величин:
 Трубы крупных размеров производят мерной длины от 11 до 12 метров.
Трубы крупных размеров производят мерной длины от 11 до 12 метров.
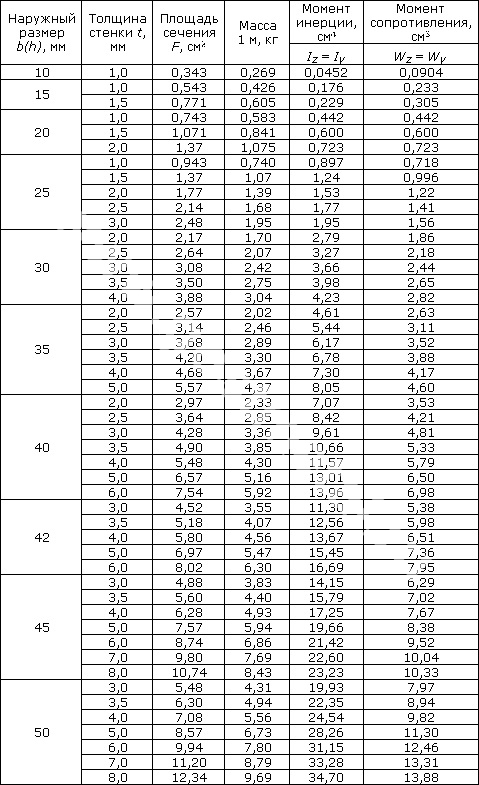 Преимущества квадратных металлических труб очевидны:
Преимущества квадратных металлических труб очевидны: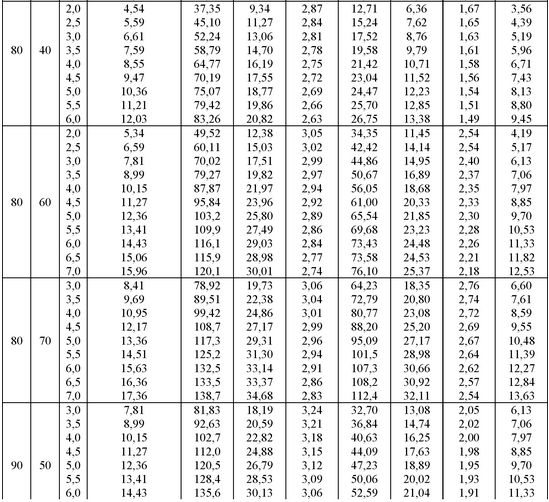 Правка и обрезка концов — по дополнительному соглашению. Трубы с размерами свыше 80х80 мм поставляются без правки и обрезки концов
Правка и обрезка концов — по дополнительному соглашению. Трубы с размерами свыше 80х80 мм поставляются без правки и обрезки концов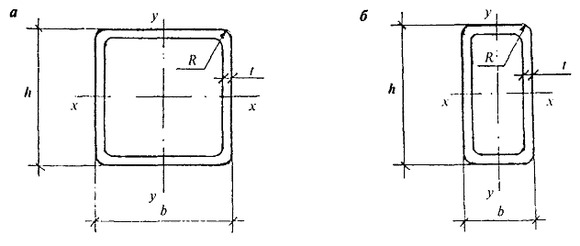 49352-2013
49352-2013 -82, ГОСТ 13663-86 и ТУ 1373-013-02949352-2011, ТУ 1373-032-02949352-2013
-82, ГОСТ 13663-86 и ТУ 1373-013-02949352-2011, ТУ 1373-032-02949352-2013
 10M NPS: 1/8 – 4 …… для бесшовных труб согласно ANSI / ASME B36.10M мм: 10,3 x 1,7 – 114,3 x 13,49 … …
10M NPS: 1/8 – 4 …… для бесшовных труб согласно ANSI / ASME B36.10M мм: 10,3 x 1,7 – 114,3 x 13,49 … … 9
9
 Переходим теперь к рассмотрению
Переходим теперь к рассмотрению
 Поэтому
Поэтому org/ListItem» itemprop=»itemListElement»>
org/ListItem» itemprop=»itemListElement»> 15 МБ
15 МБ 07 МБ
07 МБ Предварительная термомеханическая обработка стали. Термомеханическая обработка титана и его сплавов.
Предварительная термомеханическая обработка стали. Термомеханическая обработка титана и его сплавов. Приводится методика проектирования и расчета такого инструмента, а также употребляемые для его изготовлении материалы. В данном файле: Глава 3 Стали для изготовления прессового инструмента Глава 4 Технологические особенности изготовления прессового инструментаrn
Приводится методика проектирования и расчета такого инструмента, а также употребляемые для его изготовлении материалы. В данном файле: Глава 3 Стали для изготовления прессового инструмента Глава 4 Технологические особенности изготовления прессового инструментаrn
 Проанализированы методы определения основных свойств штамповых сталей, а также рассмотрены методики разработанные в последние годы авторами и другими исследователями…
Проанализированы методы определения основных свойств штамповых сталей, а также рассмотрены методики разработанные в последние годы авторами и другими исследователями…
 Рассмотрены различные методы решения задач по определению НДС при различных схемах нагружения. Подробно изложены: метод линий скольжения, метод верхней оценки и метод тонких с…
Рассмотрены различные методы решения задач по определению НДС при различных схемах нагружения. Подробно изложены: метод линий скольжения, метод верхней оценки и метод тонких с… ./images/border_left.gif» valign=»top»>
./images/border_left.gif» valign=»top»> ./images/ims_header_background.jpg» border=»0″ bordercolor=»#111111″ cellpadding=»10″ cellspacing=»0″>
./images/ims_header_background.jpg» border=»0″ bordercolor=»#111111″ cellpadding=»10″ cellspacing=»0″> imsteel.com
imsteel.com  2379, П-20, П-20+НИ, П20+С, ЭН31.
2379, П-20, П-20+НИ, П20+С, ЭН31.  Высокое содержание хрома в стали Д2 придает ей умеренные антикоррозионные свойства в закаленном состоянии. Инструментальные стали для холодной обработки включают высокоуглеродистые, высокохромистые стали или стали группы D. Эти стали обозначаются как стали группы Д и состоят из сталей Д2, Д3, Д4, Д5, Д7. Эти стали содержат от 1,5 до 2,35% углерода и 12% хрома. За исключением стали типа D3, все остальные стали группы D содержат 1% молибдена и закалены на воздухе. Сталь марки Д3 закалена в масле; хотя небольшие участки могут быть подвергнуты газовой закалке после аустенитизации с использованием вакуума.
Высокое содержание хрома в стали Д2 придает ей умеренные антикоррозионные свойства в закаленном состоянии. Инструментальные стали для холодной обработки включают высокоуглеродистые, высокохромистые стали или стали группы D. Эти стали обозначаются как стали группы Д и состоят из сталей Д2, Д3, Д4, Д5, Д7. Эти стали содержат от 1,5 до 2,35% углерода и 12% хрома. За исключением стали типа D3, все остальные стали группы D содержат 1% молибдена и закалены на воздухе. Сталь марки Д3 закалена в масле; хотя небольшие участки могут быть подвергнуты газовой закалке после аустенитизации с использованием вакуума.  В результате инструменты, изготовленные из стали типа D3, становятся хрупкими при закалке. Сталь типа D2 является наиболее часто используемой сталью среди сталей группы D. Стали D3 содержат от 1,5 до 2,35% углерода и 12% хрома.
В результате инструменты, изготовленные из стали типа D3, становятся хрупкими при закалке. Сталь типа D2 является наиболее часто используемой сталью среди сталей группы D. Стали D3 содержат от 1,5 до 2,35% углерода и 12% хрома. 

 Химически состоит примерно из 0,95 процентов углерода, 1,1 процента марганца, 0,6 процента хрома, 0,6 процента вольфрама и 0,1 процента ванадия. Температура закалки инструментальной стали O1 составляет от 790 до 820 градусов Цельсия.
Химически состоит примерно из 0,95 процентов углерода, 1,1 процента марганца, 0,6 процента хрома, 0,6 процента вольфрама и 0,1 процента ванадия. Температура закалки инструментальной стали O1 составляет от 790 до 820 градусов Цельсия.  Эта серия сталей начинается от h2 до h29. Наиболее распространены хромистые горячедеформированные стали Н21, Н22, Н23, которые могут подвергаться закалке на воздухе в секциях толщиной 150 мм. Стали подвергаются минимальной деформации во время закалки благодаря сбалансированному содержанию легирующих элементов. Инструменты, изготовленные из хромистых сталей для горячей обработки, можно охлаждать водой без повреждений, так как эти стали имеют низкое содержание углерода и легирующих элементов.
Эта серия сталей начинается от h2 до h29. Наиболее распространены хромистые горячедеформированные стали Н21, Н22, Н23, которые могут подвергаться закалке на воздухе в секциях толщиной 150 мм. Стали подвергаются минимальной деформации во время закалки благодаря сбалансированному содержанию легирующих элементов. Инструменты, изготовленные из хромистых сталей для горячей обработки, можно охлаждать водой без повреждений, так как эти стали имеют низкое содержание углерода и легирующих элементов. 



 Но в этом случае, из-за взаимодействия вольфрама с азотом значительно увеличивается расход электрода, и его лучше заменить на графитовый. Перед сваркой кромки шва должны быть хорошо зачищены, и обработаны 10% раствором каустической соды.
Но в этом случае, из-за взаимодействия вольфрама с азотом значительно увеличивается расход электрода, и его лучше заменить на графитовый. Перед сваркой кромки шва должны быть хорошо зачищены, и обработаны 10% раствором каустической соды.
 Наиболее часто запрашиваемая комбинация — это медь и нержавеющая сталь, поскольку оба металла обладают уникальными свойствами материала, которые делают их очень разными, но в то же время великолепными в сочетании. Медь обладает очень высокой тепло- и электропроводностью, но при этом достаточно мягкая и ковкая. Нержавеющая сталь имеет хорошую твердость и высокую прочность на растяжение, но она не является отличным проводником. Кроме того, нержавеющая сталь обычно является менее дорогим материалом, чем медь. При наличии надлежащего опыта и технологии эти два уникальных металла могут быть экономично сварены вместе для получения высокопрочного герметичного соединения. На фотографии, прикрепленной к этой статье, показан участок сварки трубы из нержавеющей стали 316L толщиной 0,020 дюйма, приваренной электронным лучом к медной заглушке из бескислородной меди. Как видите, при правильном проектировании и правильной технологии сварки можно получить потрясающие результаты.
Наиболее часто запрашиваемая комбинация — это медь и нержавеющая сталь, поскольку оба металла обладают уникальными свойствами материала, которые делают их очень разными, но в то же время великолепными в сочетании. Медь обладает очень высокой тепло- и электропроводностью, но при этом достаточно мягкая и ковкая. Нержавеющая сталь имеет хорошую твердость и высокую прочность на растяжение, но она не является отличным проводником. Кроме того, нержавеющая сталь обычно является менее дорогим материалом, чем медь. При наличии надлежащего опыта и технологии эти два уникальных металла могут быть экономично сварены вместе для получения высокопрочного герметичного соединения. На фотографии, прикрепленной к этой статье, показан участок сварки трубы из нержавеющей стали 316L толщиной 0,020 дюйма, приваренной электронным лучом к медной заглушке из бескислородной меди. Как видите, при правильном проектировании и правильной технологии сварки можно получить потрясающие результаты. Скачайте наше руководство, чтобы разобраться. См. это
Скачайте наше руководство, чтобы разобраться. См. это Иногда эти проблемы можно преодолеть, применяя различные технологии сварки, термическую обработку до и после сварки, а также использование присадочного материала. Для любого соединения из разнородных материалов настоятельно рекомендуется тщательная разработка и испытание сварного шва квалифицированным и опытным сварщиком или мастерской по сварке, такой как EB Industries.
Иногда эти проблемы можно преодолеть, применяя различные технологии сварки, термическую обработку до и после сварки, а также использование присадочного материала. Для любого соединения из разнородных материалов настоятельно рекомендуется тщательная разработка и испытание сварного шва квалифицированным и опытным сварщиком или мастерской по сварке, такой как EB Industries. Гораздо лучше было бы, чтобы энергия сварки сначала проходила через нержавеющую сталь, а затем в медь. Преимущество этой конструкции заключается в том, что для сплавления нержавеющей стали с медью можно применить нужное количество тепла. Любая дополнительная энергия быстро рассеивается в меди, подобно радиатору. Конструкция обеспечивает гораздо более щадящий сварной шов и, в конечном итоге, требует гораздо меньше энергии для сплавления деталей.
Гораздо лучше было бы, чтобы энергия сварки сначала проходила через нержавеющую сталь, а затем в медь. Преимущество этой конструкции заключается в том, что для сплавления нержавеющей стали с медью можно применить нужное количество тепла. Любая дополнительная энергия быстро рассеивается в меди, подобно радиатору. Конструкция обеспечивает гораздо более щадящий сварной шов и, в конечном итоге, требует гораздо меньше энергии для сплавления деталей. Затем эту ванну можно легко контролировать до требуемой глубины проникновения.
Затем эту ванну можно легко контролировать до требуемой глубины проникновения. В моем случае я собирал самодельный перегонный куб, и мне нужно было приклеить тройные зажимные наконечники из нержавеющей стали 9.0031 на 2-дюймовую медную колонну. Это очень распространенное соединение в пивоваренной и дистилляционной промышленности, и знание правильного способа соединения этих двух разнородных металлов обеспечит успех проекта. Можно приобрести 2-дюймовый медный наконечник, который можно припаять на месте, но он довольно дорогой по сравнению с наконечниками из нержавеющей стали, и у нас были обсуждения в группе Facebook о том, что медные наконечники со временем не герметизируются должным образом. Из-за мягкости меди эти наконечники могут быть подвержены царапинам и вмятинам. По этим причинам я думаю, что буду придерживаться трехзажимного наконечника из нержавеющей стали. Таким образом, большой вопрос заключается в том, можно ли соединить медь путем пайки, пайки или даже сварки, и если можно, то как это сделать?
В моем случае я собирал самодельный перегонный куб, и мне нужно было приклеить тройные зажимные наконечники из нержавеющей стали 9.0031 на 2-дюймовую медную колонну. Это очень распространенное соединение в пивоваренной и дистилляционной промышленности, и знание правильного способа соединения этих двух разнородных металлов обеспечит успех проекта. Можно приобрести 2-дюймовый медный наконечник, который можно припаять на месте, но он довольно дорогой по сравнению с наконечниками из нержавеющей стали, и у нас были обсуждения в группе Facebook о том, что медные наконечники со временем не герметизируются должным образом. Из-за мягкости меди эти наконечники могут быть подвержены царапинам и вмятинам. По этим причинам я думаю, что буду придерживаться трехзажимного наконечника из нержавеющей стали. Таким образом, большой вопрос заключается в том, можно ли соединить медь путем пайки, пайки или даже сварки, и если можно, то как это сделать? Почему ты спрашиваешь ? Ну вот длинный ответ.
Почему ты спрашиваешь ? Ну вот длинный ответ. Горячее растрескивание серьезно снижает прочность сварного шва этого типа. Если вы хотите соединить медь и нержавеющую сталь, лучше всего подойдет пайка. Тем не менее, если у вас есть подходящее оборудование и навыки, такие как Eb Industries, сварка меди и нержавеющей стали может быть выполнена.
Горячее растрескивание серьезно снижает прочность сварного шва этого типа. Если вы хотите соединить медь и нержавеющую сталь, лучше всего подойдет пайка. Тем не менее, если у вас есть подходящее оборудование и навыки, такие как Eb Industries, сварка меди и нержавеющей стали может быть выполнена. Этот процесс подробнее обсуждается на adiforums.com, если вам интересно узнать, что говорят некоторые профессионалы о сварке TIG меди и нержавеющей стали.
Этот процесс подробнее обсуждается на adiforums.com, если вам интересно узнать, что говорят некоторые профессионалы о сварке TIG меди и нержавеющей стали.
 В отличие от сварки, когда мы сплавляем два металла вместе, при пайке или пайке используется наполнитель для соединения двух частей вместе, не расплавляя их. Температура отличает пайку от пайки, так как пайка обычно требует нагрева выше 450 ° C / 840 ° F для соединения деталей с помощью прутка для пайки. Пайка выполняется при температуре ниже 450°C/840°F с использованием припоя. Оба наполнителя содержат серебро, чем выше содержание серебра, тем выше температура плавления и прочнее соединение между деталями. Таким образом, пайка дает гораздо более прочную связь, чем пайка.
В отличие от сварки, когда мы сплавляем два металла вместе, при пайке или пайке используется наполнитель для соединения двух частей вместе, не расплавляя их. Температура отличает пайку от пайки, так как пайка обычно требует нагрева выше 450 ° C / 840 ° F для соединения деталей с помощью прутка для пайки. Пайка выполняется при температуре ниже 450°C/840°F с использованием припоя. Оба наполнителя содержат серебро, чем выше содержание серебра, тем выше температура плавления и прочнее соединение между деталями. Таким образом, пайка дает гораздо более прочную связь, чем пайка. Вам нужно будет тщательно очистить обе части и нанести флюс на все поверхности, которые будут спаяны. Для этой работы мне нравится белый флюс Harris. Флюс важен, потому что он растворяет оксиды, образующиеся в процессе нагрева, и способствует проникновению припоя в соединение, обеспечивая защиту от кислорода в воздухе. Ниже представлено видео пайки нержавеющей стали на медь с последующей проверкой соединения на прочность.
Вам нужно будет тщательно очистить обе части и нанести флюс на все поверхности, которые будут спаяны. Для этой работы мне нравится белый флюс Harris. Флюс важен, потому что он растворяет оксиды, образующиеся в процессе нагрева, и способствует проникновению припоя в соединение, обеспечивая защиту от кислорода в воздухе. Ниже представлено видео пайки нержавеющей стали на медь с последующей проверкой соединения на прочность.

 Ниже представлено видео, демонстрирующее, как припаивать медь к нержавеющей стали.
Ниже представлено видео, демонстрирующее, как припаивать медь к нержавеющей стали.


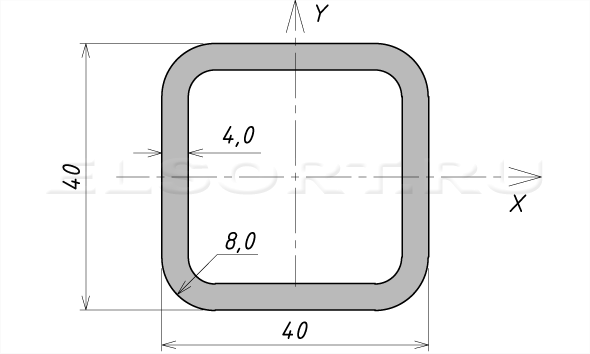
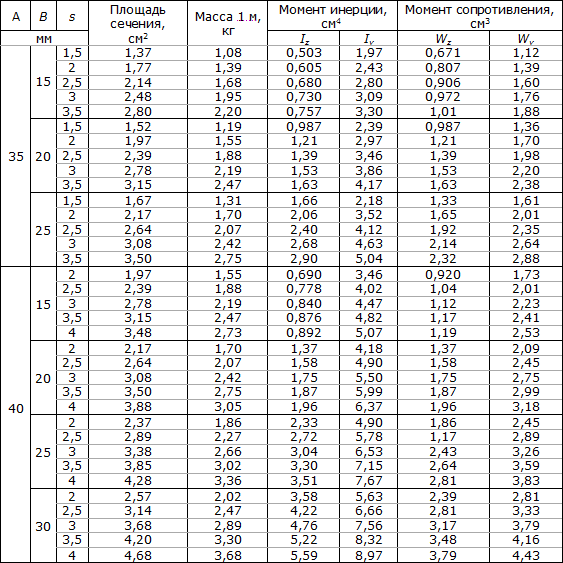 5
5
 Труба оцинкованная ГОСТ 8639-82 используется при строительстве ответственных сооружений в промышленном хозяйстве. Труба оцинкованная ГОСТ 8645-68 используется как декоративное изделие и не редко в частном строительстве, для увеличения срока службы построек.
Труба оцинкованная ГОСТ 8639-82 используется при строительстве ответственных сооружений в промышленном хозяйстве. Труба оцинкованная ГОСТ 8645-68 используется как декоративное изделие и не редко в частном строительстве, для увеличения срока службы построек. д.
д. д.
д.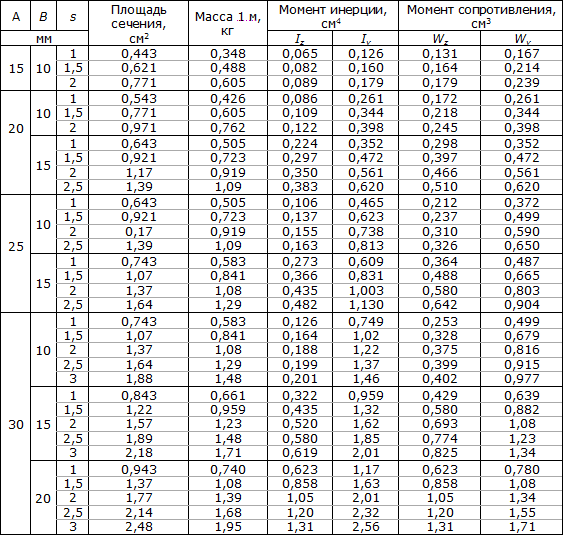 д.
д. д.
д. д.
д. д.
д. д.
д. д.
д. д.
д. Однако для того, чтобы уметь работать с этими материалами, необходимо знать различия между ними, чтобы подобрать их для каждой конкретной ситуации. Об этом и пойдет речь в этой статье.
Однако для того, чтобы уметь работать с этими материалами, необходимо знать различия между ними, чтобы подобрать их для каждой конкретной ситуации. Об этом и пойдет речь в этой статье. Такие алюминиевые профили мало востребованы из-за редкой специфики их применения, поэтому найти их можно далеко не в каждом магазине.
Такие алюминиевые профили мало востребованы из-за редкой специфики их применения, поэтому найти их можно далеко не в каждом магазине.
 ..
.. В таких профилях квадратная «сердцевина» либо приваривается к круглому внешнему контуру, либо приваривается к специальным направляющим внутри корпуса.
В таких профилях квадратная «сердцевина» либо приваривается к круглому внешнему контуру, либо приваривается к специальным направляющим внутри корпуса.
 Это особенно полезно в магазинах, так как трубы могут выдерживать большой вес, они очень легкие и портативные. Обычно в мебельном производстве используют профили от 10х10 мм до 25х25 мм, но иногда встречаются и более крупные варианты.
Это особенно полезно в магазинах, так как трубы могут выдерживать большой вес, они очень легкие и портативные. Обычно в мебельном производстве используют профили от 10х10 мм до 25х25 мм, но иногда встречаются и более крупные варианты. Область применения этих труб настолько широка, что перечислить все вариации просто невозможно.
Область применения этих труб настолько широка, что перечислить все вариации просто невозможно.

 Зеркального блеска нет, хотя кузов стал смотреться посвежее – это факт. Но, учитывая, сколько я провозился, это не стоит того. В следующий раз прибегну к классическим и уже проверенным методам дать лакокрасочному покрытию вторую жизнь».
Зеркального блеска нет, хотя кузов стал смотреться посвежее – это факт. Но, учитывая, сколько я провозился, это не стоит того. В следующий раз прибегну к классическим и уже проверенным методам дать лакокрасочному покрытию вторую жизнь». Если хотите получить еще более ярко выраженный результат (особенно, если автомобиль уже не новый), перед процессом нанесения стоит провести полировку кузова.
Если хотите получить еще более ярко выраженный результат (особенно, если автомобиль уже не новый), перед процессом нанесения стоит провести полировку кузова. Друзья посоветовали для защиты поверхности использовать полироль жидкое стекло. Поехал сначала к знакомым из автосервиса, чтобы из первых уст услышать реальные отзывы об этом средстве: парни сказали, что смело можно покупать. Чтобы самому не возиться, так как опыта в таких вопросах нет, у них же всё и заказал. Сделали всё по высшему разряду: машина засияла, грязь практически перестала прилипать.
Друзья посоветовали для защиты поверхности использовать полироль жидкое стекло. Поехал сначала к знакомым из автосервиса, чтобы из первых уст услышать реальные отзывы об этом средстве: парни сказали, что смело можно покупать. Чтобы самому не возиться, так как опыта в таких вопросах нет, у них же всё и заказал. Сделали всё по высшему разряду: машина засияла, грязь практически перестала прилипать.
 5″>4.5
5″>4.5 0
0
 0
0 0
0 Эффект есть: гидрофоб отличный. Да и машина засияла, хотя цвет обычный белый. Стало проще мыть машину: грязь и вода просто скатываются.
Эффект есть: гидрофоб отличный. Да и машина засияла, хотя цвет обычный белый. Стало проще мыть машину: грязь и вода просто скатываются.


 Хорошие мне очень нравится …
Хорошие мне очень нравится … Она боялась выезжать зимой и машина простояла сезон в гараже. В мом …
Она боялась выезжать зимой и машина простояла сезон в гараже. В мом … Были бы благодарны, если бы вы продублировали свои предложения в раздел Идеи и замечания …
Были бы благодарны, если бы вы продублировали свои предложения в раздел Идеи и замечания …
 Соотношение: +77 голосов
Соотношение: +77 голосов



 «Все сводится к основам долларов и центов, поэтому получите текущие отчеты о стоимости активов и проясните ситуацию».
«Все сводится к основам долларов и центов, поэтому получите текущие отчеты о стоимости активов и проясните ситуацию». Черч рекомендует проявлять инициативу: «Если есть совместная учетная запись, [вы] можете создать учетную запись только на [ваше] имя и переместить определенное количество активов».
Черч рекомендует проявлять инициативу: «Если есть совместная учетная запись, [вы] можете создать учетную запись только на [ваше] имя и переместить определенное количество активов».

 «И они скажут:« Вы можете жить с этим? Вы можете справиться с этим? Они делают все возможное, чтобы получить лучшую сделку или расчет для своего клиента».
«И они скажут:« Вы можете жить с этим? Вы можете справиться с этим? Они делают все возможное, чтобы получить лучшую сделку или расчет для своего клиента».
 Поэтому для достижения наилучшего результата следует выбирать способ и средство, исходя из состава монетки. Основные способы чистки:
Поэтому для достижения наилучшего результата следует выбирать способ и средство, исходя из состава монетки. Основные способы чистки:
 10% раствор лимонной кислоты эффективно вымывает такие отложения. Предмет помещается в подготовленную среду до полного растворения солей.
10% раствор лимонной кислоты эффективно вымывает такие отложения. Предмет помещается в подготовленную среду до полного растворения солей.

 После полного растворения средства, монеты помещаются в емкость с раствором минимум на 5 минут. Время очистки увеличивается в зависимости от степени загрязнений. Для верного результата изделие следует ставить на ребро. Перчатки для работы с «Трилон Б» не нужны, однако средство раздражает слизистые, поэтому при работе с ним необходимо беречь глаза.
После полного растворения средства, монеты помещаются в емкость с раствором минимум на 5 минут. Время очистки увеличивается в зависимости от степени загрязнений. Для верного результата изделие следует ставить на ребро. Перчатки для работы с «Трилон Б» не нужны, однако средство раздражает слизистые, поэтому при работе с ним необходимо беречь глаза. Инструкция в применении проста и предусматривает нагрев средства до уровня комнатной температуры. Наносится «Нано патина» на обезжиренную поверхность без усиленного давления. После 10 минут просушки монету необходимо ополоснуть холодной нейтральной жидкостью — водой.
Инструкция в применении проста и предусматривает нагрев средства до уровня комнатной температуры. Наносится «Нано патина» на обезжиренную поверхность без усиленного давления. После 10 минут просушки монету необходимо ополоснуть холодной нейтральной жидкостью — водой. Иногда случается такое, что вы находите очень редкую и старинную медную монету, и если вы их коллекционируете, то такая находка способна несказанно обрадовать. Но далеко не все старинные монеты сохраняются в хорошем состоянии, поэтому некоторые из них необходимо очищать от грязи, ржавчины или другого налёта. Как это сделать с помощью подручных средств, мы расскажем в нашей статье.
Иногда случается такое, что вы находите очень редкую и старинную медную монету, и если вы их коллекционируете, то такая находка способна несказанно обрадовать. Но далеко не все старинные монеты сохраняются в хорошем состоянии, поэтому некоторые из них необходимо очищать от грязи, ржавчины или другого налёта. Как это сделать с помощью подручных средств, мы расскажем в нашей статье. В этом случае монета уже утратит свой первоначальный вид и потеряет ценность. Поэтому следует опускать монету в емкость с нашатырным спиртом не более чем на 10 секунд, после чего извлекать её и вытирать насухо чистым полотенцем.
В этом случае монета уже утратит свой первоначальный вид и потеряет ценность. Поэтому следует опускать монету в емкость с нашатырным спиртом не более чем на 10 секунд, после чего извлекать её и вытирать насухо чистым полотенцем.


 Этот способ очистки монет является самым безопасным, так как в процессе него монеты никак не могут повредиться или испортиться. Более подробно о чистке в видео.
Этот способ очистки монет является самым безопасным, так как в процессе него монеты никак не могут повредиться или испортиться. Более подробно о чистке в видео. Хотя есть и другие способы очистки пенни, которые включают использование химических чистящих средств, содержащих кислоты или другие вредные химические вещества, эти три способа эффективны и безопасны для детей.
Хотя есть и другие способы очистки пенни, которые включают использование химических чистящих средств, содержащих кислоты или другие вредные химические вещества, эти три способа эффективны и безопасны для детей. Поэтому, прежде чем чистить любую монету, обязательно определите, является ли она ценной монетой. Если вы не уверены, ваш местный торговец монетами может дать вам бесплатную оценку. Однако пачки пенни, которые вы получаете в местном банке, почти наверняка не содержат ценных монет. Наслаждайтесь временем, очищая свои пенни и заставляя их снова сиять.
Поэтому, прежде чем чистить любую монету, обязательно определите, является ли она ценной монетой. Если вы не уверены, ваш местный торговец монетами может дать вам бесплатную оценку. Однако пачки пенни, которые вы получаете в местном банке, почти наверняка не содержат ценных монет. Наслаждайтесь временем, очищая свои пенни и заставляя их снова сиять.
 Хотя для очистки ваших монет используется кислота, это кислота очень низкого уровня, которая безопасна в использовании. Компромисс заключается в том, что процесс может занять некоторое время, пока эта кислота низкого уровня подействует. Чем грязнее и глубже коричневый цвет ваших монет, тем больше времени потребуется, чтобы они приобрели оранжево-красный цвет.
Хотя для очистки ваших монет используется кислота, это кислота очень низкого уровня, которая безопасна в использовании. Компромисс заключается в том, что процесс может занять некоторое время, пока эта кислота низкого уровня подействует. Чем грязнее и глубже коричневый цвет ваших монет, тем больше времени потребуется, чтобы они приобрели оранжево-красный цвет.

 Если вы умеете мыть посуду, то справитесь с этой задачей достаточно легко.
Если вы умеете мыть посуду, то справитесь с этой задачей достаточно легко. Если вы не можете найти точное название бренда, вы можете заменить его пищевой содой. По нашему опыту, моющие средства известной марки дают наилучшие результаты.
Если вы не можете найти точное название бренда, вы можете заменить его пищевой содой. По нашему опыту, моющие средства известной марки дают наилучшие результаты.
 Если блеск не восстановился после использования Goo Gone, используйте мыло и воду или метод ластика карандаша, как описано выше.
Если блеск не восстановился после использования Goo Gone, используйте мыло и воду или метод ластика карандаша, как описано выше.


 Покрытия наносятся на основании технических условий, согласованных ООО «Газпром ВНИИГАЗ» и ВНИИСТ.
Покрытия наносятся на основании технических условий, согласованных ООО «Газпром ВНИИГАЗ» и ВНИИСТ.


 21.41-001-82799613-2018, ГОСТ Р 56729-2015
21.41-001-82799613-2018, ГОСТ Р 56729-2015

 Изоляция трубы отформована из стекловолокна высокой плотности, соединенного смолой, которые состоят из шарнирных секций длиной 3 фута. Стекловолокно обернуто белой универсальной оболочкой с самоуплотняющимся соединением внахлест (ASJ/SSL) для быстрой и надежной установки. Каждая 3-футовая секция коммерческой изоляции труб поставляется с стыковой лентой (соответствующей белой оболочке ASJ), которая используется для соединения двух секций изоляции труб вместе.
Изоляция трубы отформована из стекловолокна высокой плотности, соединенного смолой, которые состоят из шарнирных секций длиной 3 фута. Стекловолокно обернуто белой универсальной оболочкой с самоуплотняющимся соединением внахлест (ASJ/SSL) для быстрой и надежной установки. Каждая 3-футовая секция коммерческой изоляции труб поставляется с стыковой лентой (соответствующей белой оболочке ASJ), которая используется для соединения двух секций изоляции труб вместе. Толщина изоляции представляет собой толщину стенки стекловолокна, которая варьируется от 1/2 до 3 дюймов. Для получения помощи в выборе толщины изоляции трубы из стекловолокна см. наш Руководство по толщине стекловолокна Чтобы определить, какой размер трубы заказать, перейдите по ссылке ниже ( Примечание: размер трубы НЕ совпадает с диаметром трубы): :
Толщина изоляции представляет собой толщину стенки стекловолокна, которая варьируется от 1/2 до 3 дюймов. Для получения помощи в выборе толщины изоляции трубы из стекловолокна см. наш Руководство по толщине стекловолокна Чтобы определить, какой размер трубы заказать, перейдите по ссылке ниже ( Примечание: размер трубы НЕ совпадает с диаметром трубы): : Использование крышек фитингов из ПВХ для отводов, тройников, муфт и других фитингов должно быть установлено после установки изоляции трубы из стекловолокна.
Использование крышек фитингов из ПВХ для отводов, тройников, муфт и других фитингов должно быть установлено после установки изоляции трубы из стекловолокна. COM. В ЗАВИСИМОСТИ ОТ МЕСТОПОЛОЖЕНИЯ И/ИЛИ РАЗМЕРА ТРУБ МЫ МОЖЕМ ДОСТАВИТЬ ИЗОЛЯЦИЮ OWENS CORNING ASJ MAX ИЛИ JOHNS MANVILLE MICRO-LOC HP / HP ULTRA INSULATION. ПОЖАЛУЙСТА, СВЯЗЫВАЙТЕСЬ С НАМИ ПО ЛЮБЫМ ВОПРОСАМ.
COM. В ЗАВИСИМОСТИ ОТ МЕСТОПОЛОЖЕНИЯ И/ИЛИ РАЗМЕРА ТРУБ МЫ МОЖЕМ ДОСТАВИТЬ ИЗОЛЯЦИЮ OWENS CORNING ASJ MAX ИЛИ JOHNS MANVILLE MICRO-LOC HP / HP ULTRA INSULATION. ПОЖАЛУЙСТА, СВЯЗЫВАЙТЕСЬ С НАМИ ПО ЛЮБЫМ ВОПРОСАМ. ..
.. 5 апреля 2022 г.
5 апреля 2022 г.
 Платить за доставку не идеально, но качество того стоит.
Платить за доставку не идеально, но качество того стоит. Очень счастливый клиент.
Очень счастливый клиент.
 ~ БИП
~ БИП 0003
0003 Внедрите изоляцию труб, и вы значительно уменьшите эту неизбежную неэффективность. Таким образом, в случае трубы с горячей водой может показаться, что сантехника не теряет тепло, но преимущества вполне реальны: вы получаете более низкие ежемесячные счета за электроэнергию, и вам не нужно ждать. до тех пор, пока горячая вода не достигнет приборов на вашей кухне или в ванных комнатах.
Внедрите изоляцию труб, и вы значительно уменьшите эту неизбежную неэффективность. Таким образом, в случае трубы с горячей водой может показаться, что сантехника не теряет тепло, но преимущества вполне реальны: вы получаете более низкие ежемесячные счета за электроэнергию, и вам не нужно ждать. до тех пор, пока горячая вода не достигнет приборов на вашей кухне или в ванных комнатах. Специальная изоляция труб с пароизоляцией предотвращает попадание теплого воздуха в трубы.
Специальная изоляция труб с пароизоляцией предотвращает попадание теплого воздуха в трубы. Снимите ленту, прижмите клейкие полоски друг к другу, и все готово.
Снимите ленту, прижмите клейкие полоски друг к другу, и все готово. com, интернет-магазина сантехники, отопления и ОВКВ. «Изоляция асбестовых труб имеет характерный гофрированный вид, — говорит он. «И если вы подозреваете, что у вас может быть асбест в ваших трубах или где-либо еще в вашем доме, обязательно обратитесь к профессионалу для его удаления».
com, интернет-магазина сантехники, отопления и ОВКВ. «Изоляция асбестовых труб имеет характерный гофрированный вид, — говорит он. «И если вы подозреваете, что у вас может быть асбест в ваших трубах или где-либо еще в вашем доме, обязательно обратитесь к профессионалу для его удаления».
 Это связано с рядом преимуществ данного метода, таких как: экономичность, высокая скорость и качество очистки.
Это связано с рядом преимуществ данного метода, таких как: экономичность, высокая скорость и качество очистки.





 Широкий выбор современных абразивов дает возможность подобрать оптимальные материалы для самых разнообразных задач.
Широкий выбор современных абразивов дает возможность подобрать оптимальные материалы для самых разнообразных задач.
 Благодаря этой особенности технология востребована в строительстве.
Благодаря этой особенности технология востребована в строительстве. Абразив засыпают в аппарат, который подает его в воздушный поток при помощи дозирующего клапана. Воздушную струю можно отрегулировать, как и диаметр частиц. Воздушно-песчаная взвесь, которая направлена на металл, создает сильное давление, поэтому обрабатываемую поверхность необходимо надежно закрепить.
Абразив засыпают в аппарат, который подает его в воздушный поток при помощи дозирующего клапана. Воздушную струю можно отрегулировать, как и диаметр частиц. Воздушно-песчаная взвесь, которая направлена на металл, создает сильное давление, поэтому обрабатываемую поверхность необходимо надежно закрепить. Например, компрессор создает давление, которое направляется в резервуар. Там формируется облако абразивных частиц, которое подается на поверхность. Такая компоновка характерна для инжекторного способа обработки. Но есть также напорный способ. Он предполагает, что давление создается непосредственно в емкости с абразивом.
Например, компрессор создает давление, которое направляется в резервуар. Там формируется облако абразивных частиц, которое подается на поверхность. Такая компоновка характерна для инжекторного способа обработки. Но есть также напорный способ. Он предполагает, что давление создается непосредственно в емкости с абразивом. Воздушный поток не может проходить через фитинги меньшего диаметра так же свободно и с той же силой, что через фитинги большого диаметра. Поэтому производители техники и те, кто ее обслуживает, уделяют самое пристальное внимание диаметру каждого элемента пескоструйного аппарата.
Воздушный поток не может проходить через фитинги меньшего диаметра так же свободно и с той же силой, что через фитинги большого диаметра. Поэтому производители техники и те, кто ее обслуживает, уделяют самое пристальное внимание диаметру каждого элемента пескоструйного аппарата.
 Абразивный материал приводится в движение сжатым воздухом или водой. (1) Он может служить различным целям; однако наиболее популярным его применением является удаление поверхностных загрязнений. Ржавчина, различные оксиды, масло, жир и краска обычно удаляются пескоструйной очисткой.
Абразивный материал приводится в движение сжатым воздухом или водой. (1) Он может служить различным целям; однако наиболее популярным его применением является удаление поверхностных загрязнений. Ржавчина, различные оксиды, масло, жир и краска обычно удаляются пескоструйной очисткой.
 Эти корпуса предотвращают воздействие вредных лазерных лучей. Они служат той же цели, что и камеры дробеструйной очистки, показанные на изображениях выше. Поскольку рабочие не подвергаются воздействию вредных лазерных лучей, нет необходимости в средствах индивидуальной защиты (СИЗ), специальной подготовке и других мерах контроля пользователей.
Эти корпуса предотвращают воздействие вредных лазерных лучей. Они служат той же цели, что и камеры дробеструйной очистки, показанные на изображениях выше. Поскольку рабочие не подвергаются воздействию вредных лазерных лучей, нет необходимости в средствах индивидуальной защиты (СИЗ), специальной подготовке и других мерах контроля пользователей. Наши автоматизированные решения для лазерной очистки не требуют обучения и средств индивидуальной защиты. Эти решения построены с использованием модульного подхода. Они состоят из лазера, опций и корпусов. Такой подход снижает цену и риски, обычно связанные с высокоадаптированными лазерными системами. Получите беззаботные решения, разработанные и установленные командой экспертов по лазерным технологиям Laserax.
Наши автоматизированные решения для лазерной очистки не требуют обучения и средств индивидуальной защиты. Эти решения построены с использованием модульного подхода. Они состоят из лазера, опций и корпусов. Такой подход снижает цену и риски, обычно связанные с высокоадаптированными лазерными системами. Получите беззаботные решения, разработанные и установленные командой экспертов по лазерным технологиям Laserax.
 (2018, 13 ноября). Получено 28 ноября 2018 г. с https://en.wikipedia.org/wiki/Abrasive_blasting
(2018, 13 ноября). Получено 28 ноября 2018 г. с https://en.wikipedia.org/wiki/Abrasive_blasting 
